СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.12.2026 с правом досрочного применения.
Взамен ГОСТ 7370-2015.
Название документа
"ГОСТ 7370-2025. Межгосударственный стандарт. Крестовины железнодорожные. Технические условия"
(введен в действие Приказом Росстандарта от 19.05.2025 N 429-ст)
"ГОСТ 7370-2025. Межгосударственный стандарт. Крестовины железнодорожные. Технические условия"
(введен в действие Приказом Росстандарта от 19.05.2025 N 429-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 19 мая 2025 г. N 429-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРЕСТОВИНЫ ЖЕЛЕЗНОДОРОЖНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Railway frogs. Specifications
ГОСТ 7370-2025
МКС 45.080
Дата введения
1 декабря 2026 года
с правом досрочного применения
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 марта 2025 г. N 183-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 мая 2025 г. N 429-ст межгосударственный стандарт ГОСТ 7370-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2026 г. с правом досрочного применения
5 ВЗАМЕН ГОСТ 7370-2015
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт распространяется на крестовины типов Р75, Р65 и Р50 с неподвижными элементами (далее - крестовины) для стрелочных переводов, съездов и глухих пересечений железнодорожного пути общего и необщего пользования.
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601 <1> Единая система конструкторской документации. Эксплуатационные документы
--------------------------------
<1> В Российской Федерации действует ГОСТ Р 2.601-2019.
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 10 Нутромеры микрометрические. Технические условия
ГОСТ 12.1.001 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.3.020 Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 15.001 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения <2>
--------------------------------
<2> В Российской Федерации действует ГОСТ Р 15.301-2016 "Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство".
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 164 Штангенрейсмасы. Технические условия
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 610 Масла осевые. Технические условия
ГОСТ 868 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия
ГОСТ 977 Отливки стальные. Общие технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1497 Металлы. Методы испытаний на растяжение
--------------------------------
<1> В Российской Федерации действует ГОСТ Р 71448-2024 "Оптика и фотоника. Шероховатость поверхности. Параметры и типы направлений неровностей поверхности".
ГОСТ 2999 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3749 Угольники поверочные 90°. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 8908 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 8925 Щупы плоские для станочных приспособлений. Конструкция
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9031 Меры твердости образцовые. Технические условия
ГОСТ 9038 Меры длины концевые плоскопараллельные. Технические условия
ГОСТ 9450 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10877 Масло консервационное К-17. Технические условия
ГОСТ 11358 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 11530 Болты для рельсовых стыков. Технические условия
ГОСТ 11532 Гайки для болтов рельсовых стыков. Технические условия
ГОСТ 12344 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16016 Болты клеммные для рельсовых скреплений железнодорожного пути. Технические условия
ГОСТ 16017 Болты закладные для рельсовых скреплений железнодорожного пути. Технические условия
ГОСТ 16018 Гайки для клеммных и закладных болтов рельсовых скреплений железнодорожного пути. Технические условия
ГОСТ 16350 Климат СССР. Районирование и статистические параметры климатических факторов для технических целей
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18267 Рельсы железнодорожные типов Р50, Р65 и Р75 широкой колеи, термообработанные путем объемной закалки в масле. Технические условия <2>
--------------------------------
<2> В Российской Федерации действует ГОСТ Р 51685-2022 "Рельсы железнодорожные. Общие технические условия".
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции <1>
--------------------------------
<1> В Российской Федерации действует ГОСТ Р 50779.12-2021 "Статистические методы. Статистический контроль качества. Методы случайного отбора выборок штучной продукции".
ГОСТ 18353 <2> Контроль неразрушающий. Классификация видов и методов
--------------------------------
<2> В Российской Федерации действует ГОСТ Р 56542-2019.
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18895 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19115 Шайбы пружинные путевые. Технические условия
ГОСТ 19200 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 19537 Смазка пушечная. Технические условия
ГОСТ 20911 Техническая диагностика. Термины и определения
ГОСТ 21014 Металлопродукция из стали и сплавов. Дефекты поверхности. Термины и определения
ГОСТ 21797 Шайбы пружинные двухвитковые для железнодорожного пути. Технические условия
ГОСТ 22261 Средства измерений электрических и магнитных величин. Общие технические условия
ГОСТ 22536.0 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 23479 Контроль неразрушающий. Методы оптического вида. Общие требования <3>
--------------------------------
<3> В Российской Федерации действует ГОСТ Р 58399-2019 "Контроль неразрушающий. Методы оптические. Общие требования".
ГОСТ 23829 Контроль неразрушающий акустический. Термины и определения
ГОСТ 24182 Рельсы железнодорожные широкой колеи типов Р75, Р65 и Р50 из мартеновской стали. Технические условия <4>
--------------------------------
<4> В Российской Федерации действует ГОСТ Р 51685-2022 "Рельсы железнодорожные. Общие технические условия".
ГОСТ 24522 Контроль неразрушающий капиллярный. Термины и определения
ГОСТ 25346 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 26433.1 <5> Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления
--------------------------------
<5> В Российской Федерации действует ГОСТ Р 58939-2020.
ГОСТ 26645 <6> Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
--------------------------------
<6> В Российской Федерации действует ГОСТ Р 53464-2009.
ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
ГОСТ 28033 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 30242 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения <1>
--------------------------------
<1> В Российской Федерации действует ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением".
ГОСТ 33184 Накладки рельсовые двухголовые для железных дорог широкой колеи. Технические условия
ГОСТ 33187 Пружины тарельчатые для рельсовых стыков. Технические условия
ГОСТ 33477 Система разработки и постановки продукции на производство. Технические средства железнодорожной инфраструктуры. Порядок разработки, постановки на производство и допуска к применению
ГОСТ 33535-2015 Соединения и пересечения железнодорожных путей. Технические условия
ГОСТ 33886 Железнодорожный путь. Номенклатура показателей надежности и функциональной безопасности
ГОСТ 34222 Рельсы железнодорожные. Общие технические условия
ГОСТ 34513 Система неразрушающего контроля продукции железнодорожного назначения. Основные положения
ГОСТ 34663 Стыки рельсов и стрелочных переводов сварные. Методы неразрушающего контроля
ГОСТ 34666-2020 Элементы сварные соединений и пересечений железнодорожных путей. Технические условия
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 898-2 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 20911, ГОСТ 21014, ГОСТ 23829, ГОСТ 24522, ГОСТ 30242, а также следующие термины с соответствующими определениями:
3.1.1 базовая длина: Длина поверочной (контрольной) линейки, регламентированная для соответствующего метода измерения (контроля).
3.1.2 боковая грань подошвы рельсовых элементов: Вертикальная грань подошвы рельсов между радиусами R2 и R4.
3.1.3 боковая привалочная плоскость: Плоскость упора литого усовика сердечника в боковую поверхность головки рельсового усовика или в обработанное механическим способом окно в головке рельсового усовика.
3.1.4 ведомость контроля: Документ, выдаваемый средством неразрушающего контроля на бумажном или электронном носителе и содержащий информацию о типе и идентификационных характеристиках объекта неразрушающего контроля, нормативном документе, в соответствии с которым выполнен неразрушающий контроль, основных параметрах, результатах, дате, времени и исполнителях неразрушающего контроля.
3.1.5 вероятность безотказной работы: Вероятность того события, что в пределах заданной наработки отказ крестовины конкретной конструкции (проекта) не возникнет.
3.1.6 верхние и нижние поверхности: Поверхности, соответствующие положению отливки и литой детали, как при эксплуатации крестовин.
Примечание - Верхние и нижние поверхности литого сердечника показаны на рисунке 3.1 жирным контуром.
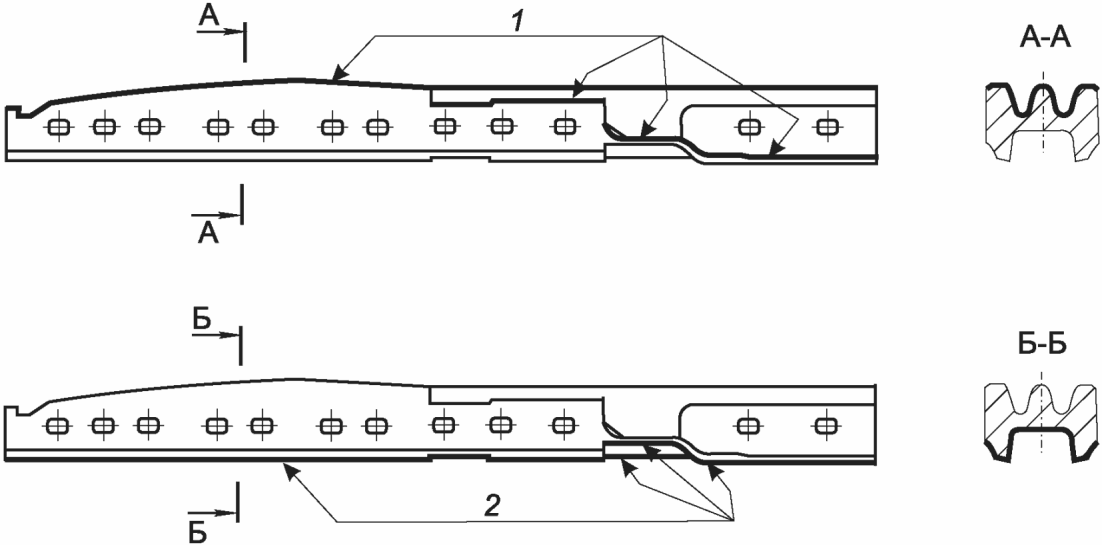
1 - верхние поверхности; 2 - нижние поверхности
сборной крестовины (выделены жирным контуром)
3.1.7 верхняя привалочная плоскость: Наклонная плоскость упора боковой поверхности сердечника и крыльев в нижнюю часть головки рельсового усовика.
3.1.8
владелец инфраструктуры: Государственная организация, юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора. [ГОСТ 32894-2014, пункт 3.4] |
3.1.9 внутренние поверхности литых сердечников, цельнолитых и моноблочных крестовин: Поверхности отливок (литых деталей), за исключением внешних, опорных и привалочных.
3.1.10
гибка: Образование или изменение углов между частями заготовки или придание ей криволинейной формы. [ГОСТ 18970-84, статья 25] |
3.1.11 горло; горловина: Самое узкое место между литыми усовиками сердечника, моноблочной и цельнолитой крестовины.
Примечание - Горло литого сердечника показано на рисунке 3.2.
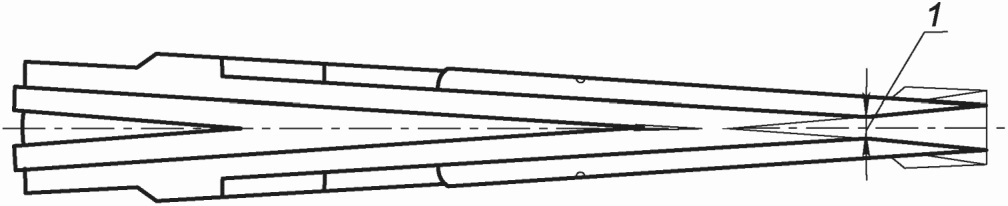
1 - горло
сборной крестовины
3.1.12 грат: Окисленный металл на поверхности сварного стыка, выдавленный при осадке.
3.1.13
дефект: Каждое отдельное несоответствие продукции установленным требованиям. [ГОСТ 15467-79, статья 38] |
Примечание - Производственные дефекты (дефекты изготовления), например внутренние, внешние, сборочные и т.д.
3.1.14 диафрагма: Элемент дна желоба, соединяющий литые усовики между собой и с клином сердечника, моноблочной и цельнолитой крестовины.
Примечание - Диафрагма и желоба литого сердечника показаны на рисунке 3.3.
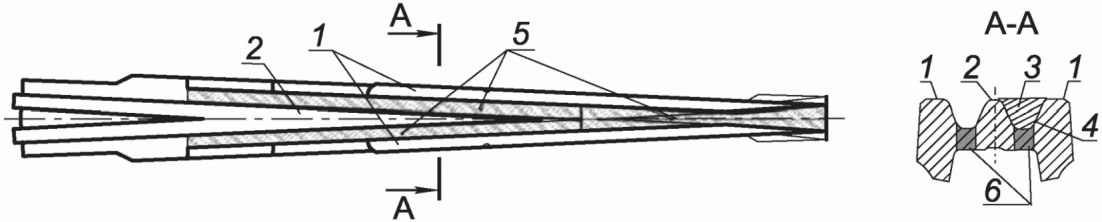
1 - литой усовик; 2 - клин; 3 - сечение желоба;
4 - контур желоба (поверхность желобов заштрихована);
5 - желоба отливки сердечника; 6 - диафрагма
3.1.15
желоб крестовины: Углубление, разделяющее между собой усовики в горле крестовины и усовики с сердечником в центральной и хвостовой частях крестовины и предназначенное для безопасного прохода гребней колес железнодорожного подвижного состава. [ГОСТ 33535-2015, пункт 3.32] |
Примечание - В качестве основных примеров на рисунках 3.3 и 3.4 приведены желоба острой и тупой крестовин.
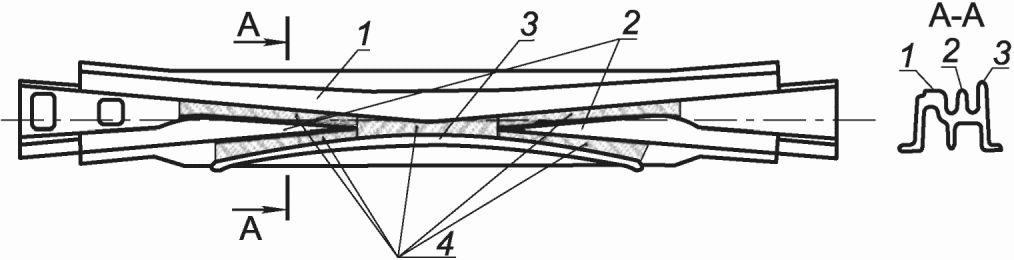
1 - литой усовик; 2 - клинья; 3 - литой контррельс
(поверхность желобов заштрихована); 4 - желоба отливки
тупой цельнолитой крестовины
3.1.16 задний торец: Торцовая поверхность литого сердечника, моноблочной или цельнолитой крестовины (за исключением тупых крестовин) со стороны заднего вылета крестовины.
Примечание - Задний торец литого сердечника показан на рисунке 3.5.
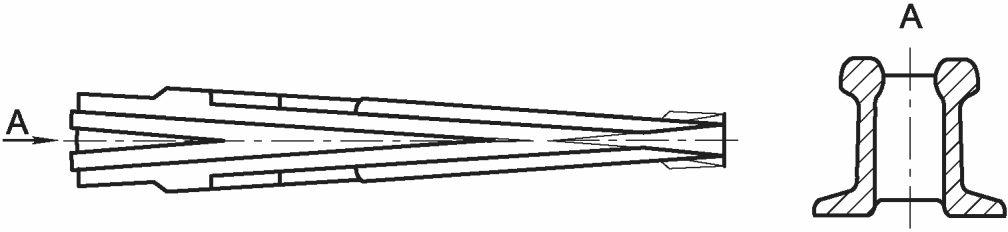
и его задний торец
3.1.17 задняя врезка: Участок сочленения литого усовика сердечника и рельсового усовика со стороны заднего вылета крестовины (при наличии врезки в рельсовый усовик).
Примечание - Задняя врезка литого сердечника показана на рисунке 3.6.

1 - задняя врезка
сборной крестовины
3.1.18
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду пункт 3.40 ГОСТ 33535-2015, а не пункт 40. |
зазор по краю подошвы: Зазор, который обеспечивает прохождение щупа между опорной поверхностью и подошвой рельсовой детали на глубину до одной трети ширины подошвы перпендикулярно краю подошвы рельсовой детали. [ГОСТ 33535-2015, пункт 40] |
Примечание - Для крестовин с неподвижными элементами, указанных в настоящем стандарте, рельсовыми деталями являются рельсовые усовики, литые рельсовые окончания хвостовой части литого сердечника, приварные рельсовые окончания, литые рельсовые окончания и литые рельсовые усовики цельнолитых крестовин. Данные детали опираются своей нижней (опорной) поверхностью на верхнюю поверхность подкладок, мостиков, лафетов и т.д. К литым рельсовым окончаниям крестовин, указанных в настоящем стандарте, относят элементы, повторяющие контур (профиль) железнодорожного рельса, а не материал рельсовой стали.
3.1.19 зона перекатывания: Зона литого сердечника, моноблочной или цельнолитой крестовины от горла до сечения клина 60 мм.
Примечание - Здесь и далее для острых литых сердечников (моноблочных и острых цельнолитых крестовин) положение важных поперечных сечений отливки и крестовины в сборе определяют путем измерения ширины клина (в миллиметрах) на уровне измерения (см. рисунки 4.2 - 4.4) или по конструкторским документам для каждого проекта (положение этих сечений специально указано).
3.1.20 интенсивность опасных отказов: Отношение числа опасных отказов крестовин конкретной конструкции (проекта) к их наработке за период наблюдения.
3.1.21 калибровка средств измерений: Совокупность операций, выполняемых в целях определения действительных значений метрологических характеристик средств измерений.
3.1.22 клин: Часть литого сердечника, моноблочной и цельнолитой крестовины от поверхности катания до дна желобов на длине от математического центра до заднего торца.
Примечание - Клин литого сердечника показан на рисунках 3.3 и 3.7, клинья цельнолитой крестовины - на рисунке 3.4.

1 - клин
3.1.23 крестовина с приварными рельсовыми окончаниями: Сборная крестовина, состоящая из рельсовых усовиков и сердечника с приваренными к его заднему торцу двумя рельсовыми окончаниями, или моноблочная крестовина с приваренными к переднему торцу моноблока рельсовыми окончаниями, к заднему торцу моноблока рельсовыми окончаниями и рельсами, механически присоединяемыми в продолжении литых усовиков.
3.1.24 крылья: Части литого сердечника (кроме литых сердечников для крестовин с приварными рельсовыми окончаниями), расположенные от технологической выемки за задней врезкой до зоны отвода рельсового усовика.
Примечание - Крылья литого сердечника показаны на рисунке 3.8.

1 - крылья
3.1.25 легирующие элементы: Элементы, намеренно вводимые в сталь для улучшения ее физико-механических и служебных свойств.
3.1.26 литой контррельс: Часть тупой цельнолитой крестовины, ограничивающая поперечное перемещение колеса со стороны реборды (см. рисунок 3.4).
3.1.27 (литой) сердечник: Литая деталь крестовины жесткой конструкции (с неподвижными элементами) вида общей отливки клина и изнашиваемой части усовиков (составная часть сборной и сварной крестовин) - отливка сердечника, прошедшая все виды обработки.
3.1.28 литой усовик: Наиболее изнашивающаяся при эксплуатации часть единой отливки сердечника, моноблочной и цельнолитой крестовины, отделенная желобами от клина (клиньев), другого литого усовика, литого контррельса, считая от поверхности катания до дна желобов.
3.1.29 математический центр крестовины: Точка пересечения боковых поверхностей клина литого сердечника на уровне измерения.
Примечание - МЦК литого сердечника показан на рисунке 3.9.

1 - математический центр
сборной крестовины
3.1.30 моноблочная крестовина: Крестовина с цельнолитым блоком сердечника с усовиками (моноблоком) и с приварными рельсовыми окончаниями.
3.1.31 начало литых усовиков: Поперечное сечение литого сердечника без врезки (сочленение по косому переднему стыку), где начинается возвышение литых усовиков над дном желоба (со стороны переднего торца литого сердечника).
Примечание - Литые усовики литого сердечника показаны на рисунке 3.10.

1 - литой усовик
3.1.32 нерабочие поверхности литых сердечников, цельнолитых и моноблочных крестовин (отливок и деталей): Все поверхности, за исключением рабочих поверхностей.
Примечание - К нерабочим относят в т.ч. привалочные (конструктивные) и технологические поверхности (см. также 3.1.53, 3.1.54).
3.1.33 несплошность: Неоднородность металла, вызывающая отражение или ослабление ультразвуковых волн, достаточное для регистрации его при контроле с заданной чувствительностью.
3.1.34 нижняя привалочная плоскость: Наклонная плоскость упора литого сердечника в верхнюю часть подошвы рельсового усовика.
3.1.35 номер проекта (крестовины): Уникальный номер конкретного проекта конструкторской документации (комплекта конструкторской документации) конструкции крестовины, разработанного, согласованного и утвержденного в установленном порядке.
3.1.36 нормативная наработка: Средняя наработка крестовин конкретной конструкции (проекта), установленная потребителем по согласованию с изготовителем, при условии эксплуатации крестовин в соответствии с национальными стандартами и нормативными документами по содержанию железнодорожного пути, действующими для данной инфраструктуры на территории государства, принявшего стандарт.
3.1.37 обволока болтовых отверстий: Слой металла, расположенный вокруг болтового отверстия.
3.1.38 опасный (эксплуатационный) дефект: Вид дефекта, наличие которого может быть квалифицировано как опасный отказ крестовины.
Примечание - Перечень опасных дефектов для крестовин конкретных конструкций указан в нормативных документах для данной инфраструктуры железнодорожного транспорта, действующих на территории государства, принявшего стандарт.
3.1.39 опасный отказ: Отказ, угрожающий безопасности движения поездов и требующий незамедлительной замены крестовины.
Примечания
1 Опасные отказы следует разделять на отказы, возникающие по причинам нарушения технологии изготовления крестовин, и отказы, возникающие по причинам нарушения технологии обслуживания пути и подвижного состава.
2 Виды отказов крестовин указаны в нормативных документах для данной инфраструктуры железнодорожного транспорта, действующих на территории государства, принявшего стандарт <1>.
--------------------------------
<1> Правила технической эксплуатации и нормативные документы, устанавливающие эксплуатационные дефекты, угрожающие безопасности движения поездов, для данной инфраструктуры железнодорожного транспорта утверждает национальный орган исполнительной власти государства, принявшего стандарт. В Российской Федерации для инфраструктуры железнодорожного транспорта применяют "Правила технической эксплуатации железных дорог Российской Федерации", утвержденные приказом Минтранса Российской Федерации от 23 июня 2022 г. N 250, а также нормативные документы владельцев соответствующих инфраструктур железнодорожного транспорта и метрополитенов, согласованные и утвержденные в установленном порядке, определяющие классификацию, каталог и признаки дефектных и остродефектных элементов стрелочных переводов для условий эксплуатации в данной инфраструктуре.
3.1.40 основание подошвы рельса: Поверхность рельса, которой он опирается на подрельсовое основание.
3.1.41 остаточные элементы: Малые количества элементов, непреднамеренно входящие в химический состав сплава.
3.1.42 острая крестовина: Элемент стрелочного перевода, предназначенный для пересечения двух рельсовых нитей разных направлений движения, состоящий из острой части клина сердечника и двух усовиков.
3.1.43 отливка сердечника, моноблока или цельнолитой крестовины: Отливка из высокомарганцовистой стали, прошедшая несколько видов обработки (термообработка, абразивная зачистка, упрочнение или без упрочнения) и подготовленная к механической обработке.
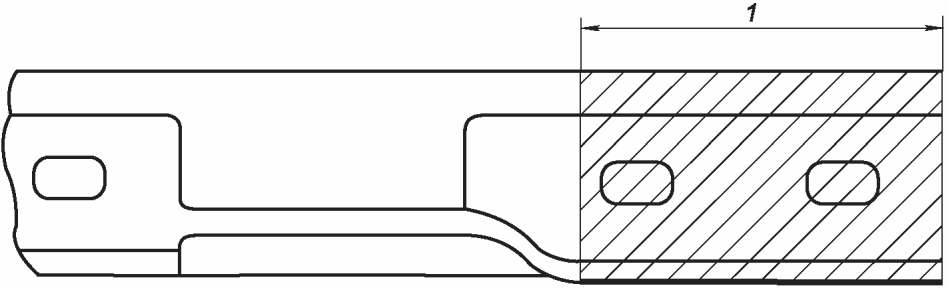
3.1.44 пазуха: Углубление на боковой поверхности в хвостовой части отливки и литой детали, ограниченное головкой, шейкой и подошвой, примыкающее к торцу отливки (детали) и до сечения выравнивания углубления с боковой поверхностью с противоположной стороны.
Примечание - Пазуха показана на рисунке 3.11.
1 - пазуха
3.1.45 передний торец крестовины: Передний торец рельсовых деталей сборной, моноблочной или цельнолитой крестовин (за исключением тупых крестовин), соединяемый с рельсами соединительного пути стрелочного перевода (съезда) со стороны переднего вылета крестовины.
3.1.46 передний торец литого сердечника: Передний торец литой детали (или отливки) сборной крестовины со стороны переднего вылета крестовины.
3.1.47 передняя врезка: Участок сочленения литого усовика сердечника и рельсового усовика вблизи переднего торца литого сердечника при наличии врезки в рельсовый усовик.
3.1.48 переходная зона: Зона от сечения, где заканчивается опирание литого сердечника нижними привалочными плоскостями на рельсовые усовики, до сечения, где литой сердечник начинает опираться подошвой хвостовой части.
Примечания
1 Данный термин не следует применять для укороченных литых сердечников сборных крестовин с приварными рельсовыми окончаниями.
2 Переходная зона показана на рисунке 3.12, жирным контуром выделены участки переходной зоны, на которых запрещается исправлять дефекты сваркой для крестовин всех категорий, кроме 3Д.
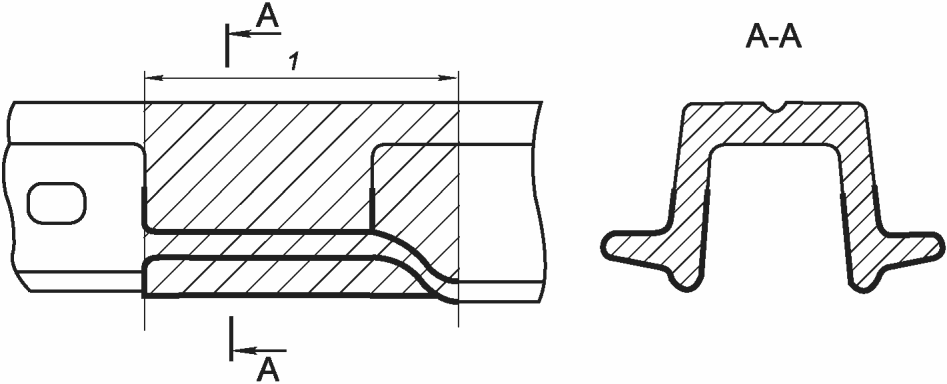
1 - переходная зона
сборной крестовины
3.1.49 плавка: Объем стали, выплавляемой единовременно в сталеплавильном агрегате.
3.1.50 подошва (сердечника): Элемент хвостовой части литого сердечника (в нижней части) на длине от сечения, где начинается опирание, до заднего торца.
3.1.51 (предельный) шаблон: Бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения поверхностей детали, имеющий проходную и непроходную стороны (верхнее и нижнее отклонения от номинального размера) и позволяющий контролировать размер в поле допуска.
3.1.52 привалочные плоскости пазух: Плоскости в пазухах, подлежащие механической обработке для установки стыковых накладок.
3.1.53 рабочие поверхности литого сердечника: Поверхности литого сердечника, по которым возможен контакт сердечника и колес железнодорожного подвижного состава.
Примечание - К рабочим поверхностям литого сердечника относят:
- верхние поверхности катания литых усовиков на полную их ширину;
- боковые поверхности литых усовиков со стороны желобов на глубину 25 мм (считая от верхней поверхности катания);
- поверхности сопряжения этих поверхностей по рабочим граням - на длине от переднего торца (при сочленении по косому переднему стыку от сечения литого усовика 25 мм) до сечения клина 50 мм;
- боковые поверхности клина со стороны желобов на глубину 25 мм (считая от верхней поверхности катания);
- поверхности сопряжения и верхнюю поверхность катания клина на полную ширину от сечения клина 12 мм до сечения клина 140 мм и на ширину по 70 мм с обеих сторон (считая от рабочих граней к середине клина) от сечения клина 140 мм до заднего торца сердечника.
3.1.54 рабочие поверхности моноблочной и цельнолитой крестовины (литой детали): Рабочие поверхности, указанные в 3.1.53 для литого сердечника, за исключением технологической выемки в хвостовой части крестовины.
3.1.55 ребра жесткости: Конструктивные элементы отливки на нижней поверхности сердечников, моноблоков и цельнолитых крестовин, предусмотренные конструкторской документацией для повышения жесткости конструкции (для уменьшения действующих в данном месте детали напряжений от поездной нагрузки).
3.1.56
рельсовые окончания: Детали крестовины, изготовленные из отдельных рельсов или сваренных между собой рельсов и приваренные через вставку/прослойку к литой части крестовины. [ГОСТ 34666-2020, пункт 3.1.14] |
3.1.57 рельсовый усовик: Деталь сборной крестовины, изготовленная из рельса путем отрезки, гибки и механической обработки, объемлющая литой сердечник и прикрепленная к нему болтовыми креплениями.
3.1.58 садка (термической обработки): Литые детали, одновременно и совместно прошедшие нагрев в термической печи и охлаждение.
3.1.59 сборная крестовина: Крестовина, состоящая из нескольких деталей: рельсовых усовиков, литого сердечника, имеющего вкладышное или рельсовое окончание заднего вылета, крепежных элементов.
3.1.60 сварная крестовина: Сборная крестовина, состоящая из рельсовых усовиков, литого сердечника с приваренными к его заднему торцу рельсовыми окончаниями и крепежных элементов, или моноблочная крестовина, состоящая из литого моноблока с приваренными к нему рельсовыми окончаниями и крепежных элементов.
3.1.61 сквозной зазор: Зазор, в котором возможно беспрепятственное прохождение щупа по всей ширине поверхности опирания (прилегания) контролируемых поверхностей.
3.1.62 средняя наработка до опасного отказа: Средняя наработка крестовин конкретной конструкции (проекта) до появления первого опасного отказа.
3.1.63 средняя наработка на отказ: Отношение суммарной наработки крестовин конкретной конструкции (проекта) к числу их отказов в течение этой наработки.
3.1.64 средство допускового контроля; калибр, бесшкальный шаблон и др.: Техническое средство, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линейными или угловыми размерами, и контактирующее с элементами изделия при контроле по поверхностям, линиям или точкам.
3.1.65 тело отливки: Элементы отливки, за исключением диафрагм, обволок болтовых отверстий, дополнительных приливов, необходимых для технологических целей.
3.1.66 тупая крестовина: Элемент двойного перекрестного стрелочного перевода или глухого пересечения, предназначенный для пересечения двух рельсовых нитей разных направлений движения, состоящий из двух клиньев, усовика и литого контррельса крестовины, крепежных деталей.
Примечание - Тупая цельнолитая крестовина показана на рисунке 3.4.
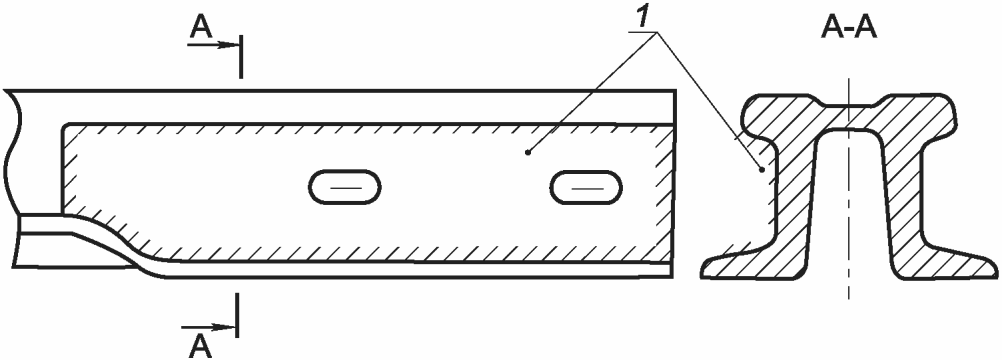
3.1.67 хвостовая часть; хвостовик: Зона литого сердечника от сечения, где начинается опорная (нижняя горизонтальная) поверхность подошвы, до заднего торца.
Примечания
1 Данный термин не следует применять для укороченных литых сердечников сборных крестовин с приварными рельсовыми окончаниями.
2 Хвостовая часть литого сердечника показана на рисунке 3.13, жирным контуром выделена опорная поверхность подошвы.
1 - хвостовая часть
сборной крестовины
3.1.68 цельнолитая крестовина: Литая деталь для цельнолитой крестовины - отливка цельнолитой крестовины, прошедшая все виды обработки и готовая к сборке.
В настоящем стандарте применены следующие обозначения и сокращения:
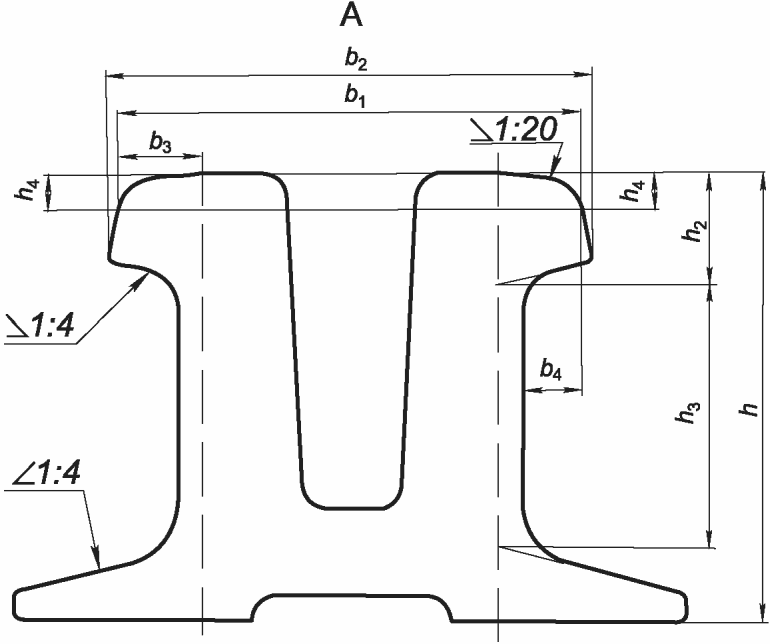
b1 - расстояние между рабочими гранями рельсовых деталей в торце заднего вылета крестовины (хвостовом конце) на уровне h4 от поверхности катания;
b2 - расстояние между рабочими гранями рельсовых деталей в торце заднего вылета крестовины (хвостовом конце) по низу головки;
b3 - расстояние от рабочей грани до оси рельсов в торце заднего вылета крестовины (хвостовом конце) на уровне h4;
b4 - глубина пазухи;
d - высота верха литой части усовиков относительно верха головки рельсовых усовиков в сечении 20 мм;
e - высота верха рельсовой части усовиков относительно верха головки сердечника в сечении 12 мм;
h - высота сердечника в торце заднего вылета крестовины (хвостовом конце);
h1 - глубина желобов крестовины;
h2 - высота головки в торце заднего вылета крестовины (хвостовом конце);
h3 - высота пазухи;
h4 - уровень измерений;
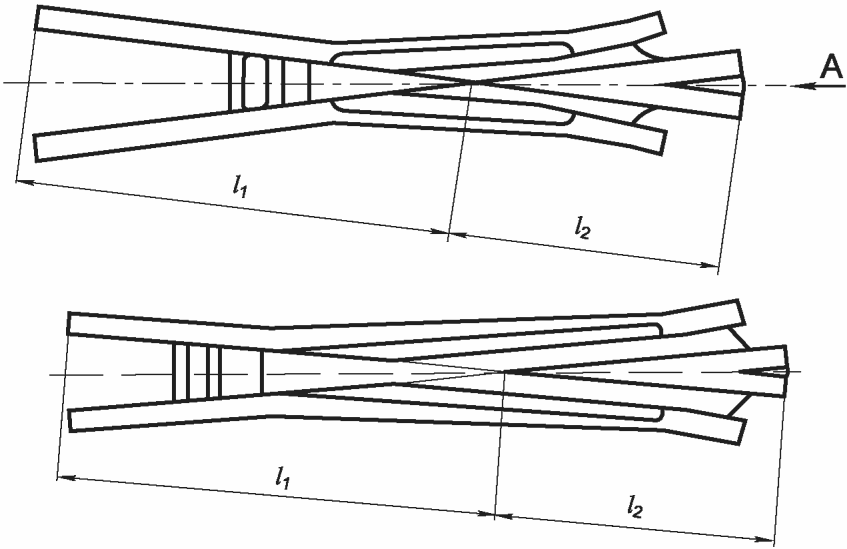
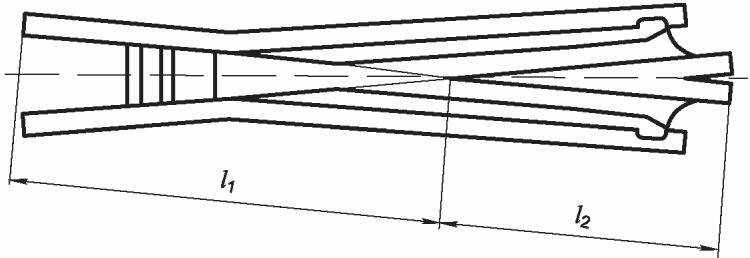
l1 - передний вылет крестовины (передняя часть крестовины);
l2 - задний вылет крестовины (хвостовая часть крестовины);
ВМ-сталь - высокомарганцовистая сталь;
КД - конструкторская документация;
МЦК - математический центр крестовины;
НК - неразрушающий контроль;
СДК - средство допускового контроля;
СИ - средства измерений;
СТК - служба технического контроля предприятия-изготовителя (стрелочного завода);
ТД - технологический документ;
ТИ - технологическая инструкция;
УЗК - ультразвуковой контроль;
УШС - универсальный шаблон сварщика.
4.1 Крестовины с неподвижными элементами подразделяют:
1) Р50;
2) Р65;
3) Р75;
б) по конструкции:
1) обычные крестовины (с прямолинейными боковыми рабочими гранями);
2) криволинейные крестовины (с криволинейными боковыми рабочими гранями);
1) острые;
2) тупые;
3) прямоугольные;
4) косоугольные;
г) по маркам или по углу пересечения (1/22; 1/18; 1/14; 1/11; 1/9; 1/7; 1/6; 2/11; 2/9; 2/7; 2/6; 27°; 45°; 90° и др.);
д) по конструктивному исполнению:
1) сборные с рельсовыми усовиками и литым сердечником (из ВМ-стали) с прилитым вкладышным окончанием заднего вылета;
2) сборные с рельсовыми усовиками и литым сердечником (из ВМ-стали) с вкладышно-накладочным окончанием заднего вылета;
3) сборные с рельсовыми усовиками и литым сердечником (из ВМ-стали) без передней и задней врезок - сочленение по переднему и заднему косому стыку;
4) сборные с рельсовыми усовиками и укороченным литым сердечником (из ВМ-стали) с приваренными к его заднему торцу рельсовыми окончаниями;
5) моноблочные с литым моноблоком (из ВМ-стали) и приварными рельсовыми окончаниями;
6) цельнолитые (из ВМ-стали) с прилитыми вкладышными окончаниями переднего и заднего вылетов;
7) цельнолитые (из ВМ-стали) с литыми рельсовыми окончаниями переднего и заднего вылетов;
е) по конструктивному исполнению сочленения литого сердечника и рельсовых усовиков острых крестовин (см. рисунок 4.1):
2) с уменьшенной врезкой;
4) с отлитым блоком сердечника и усовиков (моноблоком);
ж) по виду подрельсового основания (деревянное; железобетонное; металлическое и др.) для укладки крестовин;
и) по упрочнению:
1) неупрочненные;
2) упрочненные [взрывом (ВВ) или другим методом (ВД)].
литой и рельсовой частей сборных крестовин
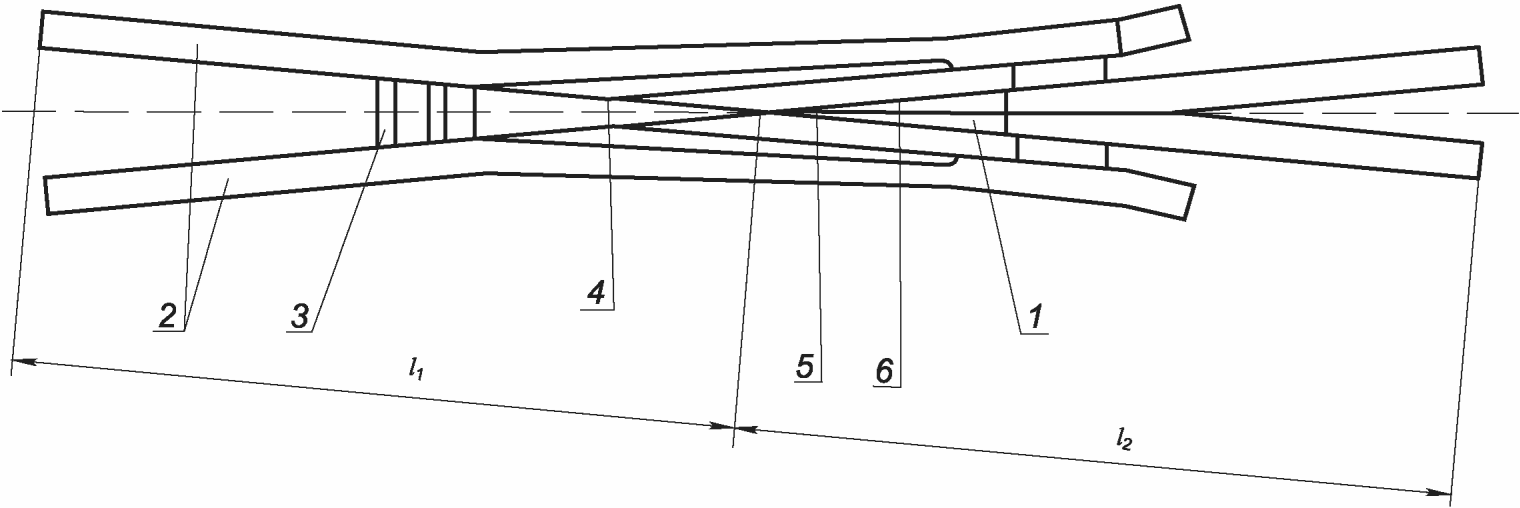
1 - сердечник; 2 - рельсовый усовик; 3 - передний вкладыш;
4 - горло; 5 - сечение 20; 6 - сечение 50
(сочленение по косому переднему стыку) с литым сердечником
и приварными рельсовыми окончаниями
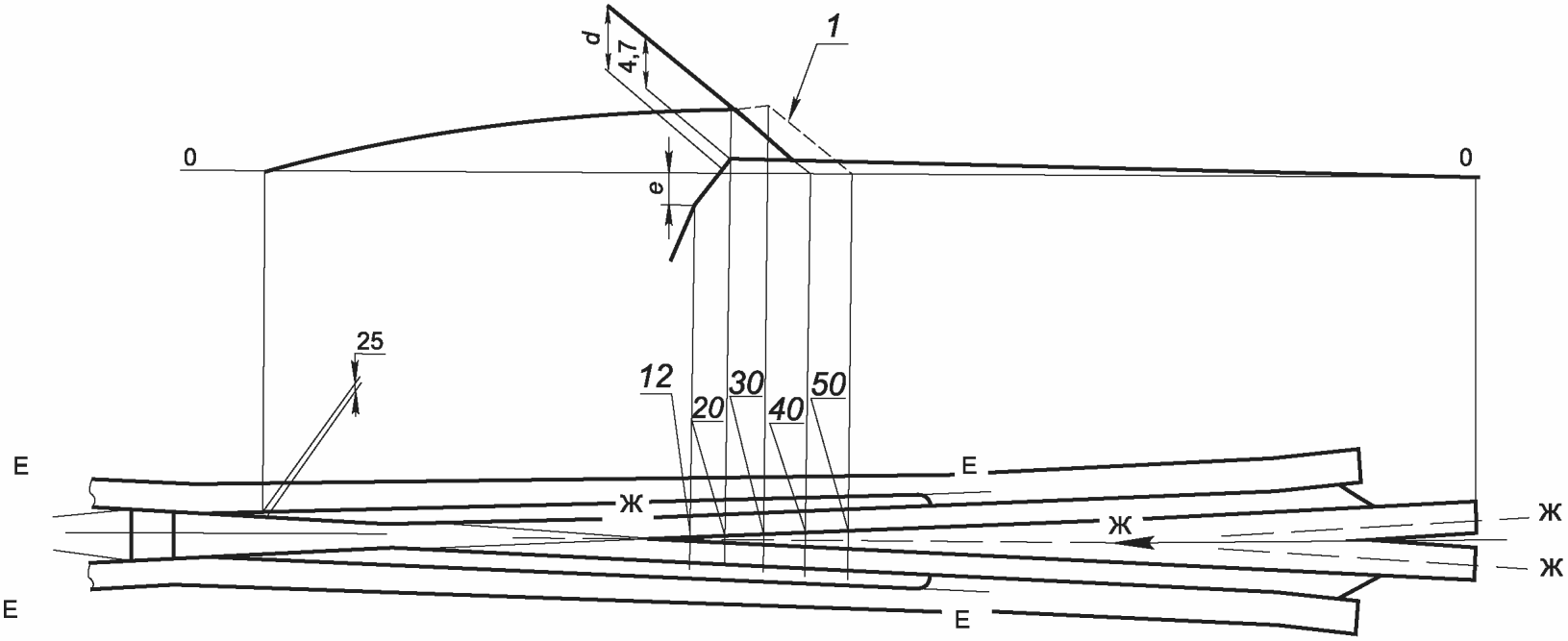
Примечание - Продольный профиль литого усовика приведен по линии Е-Е (наивысшая точка литого усовика), сердечника - по линии Ж-Ж.
1 - предельно допустимое значение
с возвышением поверхности катания литого сердечника

крестовины с радиусной врезкой литого сердечника
в рельсовые усовики
4.2 Крестовины подразделяют на категории, приведенные в таблице 4.1.
Таблица 4.1
Категория крестовины | Характеристика крестовины |
1-ВВ, 1-ВД, 1-НН, 1 | Крестовины цельнолитые, моноблочные, сборные с литыми деталями из ВМ-стали 1-й группы по механическим свойствам (высокие) и 1-й группы по литейной дефектности (низкая) |
2-ВВ, 2 | Крестовины цельнолитые, моноблочные, сборные с литыми деталями из ВМ-стали 2-й группы по механическим свойствам (средние) и 1-й группы по литейной дефектности (низкая) |
3 | Крестовины цельнолитые, моноблочные, сборные с литыми деталями из ВМ-стали 3-й группы по механическим свойствам (пониженные) и 1-й группы по литейной дефектности (низкая) |
3Д | Крестовины цельнолитые, моноблочные, сборные с литыми деталями из ВМ-стали 1-й, 2-й или 3-й групп по механическим свойствам и 3Д группы по литейной дефектности (повышенная) |
Примечание - В настоящей таблице применены следующие обозначения категорий: ВВ - крестовина (повышенной износостойкости) имеет литую деталь из ВМ-стали с упрочненной взрывом поверхностью катания в зоне перекатывания; ВД - крестовина (повышенной износостойкости) имеет литую деталь из ВМ-стали с упрочненной другим методом поверхностью катания в зоне перекатывания; НН - крестовина (низкотемпературной надежности) имеет литую деталь из ВМ-стали с повышенной ударной вязкостью при температуре минус 60 °C. | |
4.3 При заказе крестовин используют рекомендации по рациональному использованию крестовин, изложенные в разделе 10, и пример обозначения крестовин, приведенный в приложении А.
5.1.1 Крестовины и их детали следует изготавливать в соответствии с требованиями настоящего стандарта по КД, разработанной, согласованной и утвержденной в порядке, установленном ГОСТ 33477.
5.1.2 По условиям прочности (циклической долговечности) напряжения в крестовинах от воздействия железнодорожного подвижного состава должны быть не более:
- 110 МПа - на нижних кромках переходной зоны литых сердечников, на нижних (в т.ч. опорных) поверхностях литых деталей из ВМ-стали сборных, моноблочных и цельнолитых крестовин;
- 240 МПа - на нижней (опорной) поверхности и на боковых кромках подошвы рельсовых элементов крестовин.
5.1.3 Надежность крестовин должна обеспечивать безопасный пропуск поездов с установленной скоростью в заданных условиях эксплуатации при действующей системе технического обслуживания (текущего содержания и ремонтов) пути.
Номенклатура показателей надежности крестовин для данной инфраструктуры железнодорожного транспорта - по ГОСТ 33886, но не менее указанной:
- средняя наработка на отказ Xо (млн т брутто);
- вероятность безотказной работы P(t);
- средний ресурс Tр (млн т брутто);
- средняя наработка до опасного отказа Xоп (млн т брутто);
- интенсивность опасных отказов  (1/млн т брутто).
(1/млн т брутто).
Примечание - Для крестовин железнодорожного пути наработка - объем пропущенного груза, измеряемый в млн т брутто.
5.1.3.1 Средняя наработка на отказ крестовин должна быть не менее нормативной наработки крестовин в соответствии с нормативными документами государства, принявшего стандарт; для инфраструктуры железнодорожного транспорта средняя наработка на отказ должна быть не менее 50 млн т брутто для крестовин типов Р75 и Р65 и не менее 40 млн т брутто - для крестовин типа Р50 в соответствии с требованиями ГОСТ 33535-2015 (подпункт 5.4.4.1).
5.1.3.2 Вероятность безотказной работы крестовин на момент достижения нормативной наработки должна быть не менее 0,5 (P(t) = 50%) в соответствии с требованиями ГОСТ 33535-2015 (подпункт 5.4.4.2).
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
5.1.3.3 Средний ресурс крестовин устанавливают в соответствии с нормативными документами, действующими на территории государства, принявшего стандарт <*>.
5.1.3.4 Средняя наработка до опасного отказа крестовин должна быть не менее гарантийной наработки (или гарантийного срока службы), указанной в 9.2, в соответствии с требованиями ГОСТ 33535-2015 (пункты 10.2 - 10.4).
5.1.4 Ремонтопригодность и качество изготовления крестовин должны обеспечивать восстановление эксплуатационных показателей участков железнодорожного пути, на которых их применяют, в рамках системы обслуживания (текущего содержания и ремонтов), действующей на дорогах владельца инфраструктуры. Показатели ремонтопригодности определяют системой обслуживания (технического содержания) пути в соответствии с нормативными документами государств, принявших стандарт <1>.
--------------------------------
<1> В Российской Федерации применяют "Указания "О нормативных сроках службы стрелок и крестовин", утвержденные приказом Министерства путей сообщения Российской Федерации от 19 ноября 2002 г. N С-1241.
5.1.5 Максимальное значение остаточной магнитной индукции рельсовых элементов крестовин на поверхности катания должно быть не более 4,9 мТл.
Конструкция и размеры крестовин и их деталей должны соответствовать требованиям настоящего стандарта и КД, разработанной, согласованной и утвержденной в установленном порядке (см. 5.1.1).
Конструкцию и размеры крестовин и их деталей, номинальные значения и допускаемые отклонения размеров, продольный и поперечный профиль крестовин определяют по чертежам соответствующего комплекта КД - по номеру проекта (см. 3.1.35), указанному в заказе.
Основные (линейные) размеры крестовин с неподвижными элементами, обеспечивающие совместимость крестовин с другими элементами верхнего строения железнодорожного пути и подвижного состава и безопасность крестовин:
- полная длина крестовины;
- длина средней части литого контррельса и его отводов;
- расстояние между рабочими гранями в переднем и заднем вылетах (на торцах) крестовины;
- глубина и ширина желобов крестовины.
Номинальные значения и допускаемые отклонения данных размеров устанавливают по КД крестовины конкретного проекта.
5.2.2.1 Отклонения от прямолинейности боковой рабочей грани клина сердечника (в т.ч. для крестовин с приварными рельсовыми окончаниями) и соответствующего литого или рельсового усовика в горизонтальной плоскости на всей длине крестовины должны соответствовать требованиям ГОСТ 33535-2015 (пункт 5.3.14).
Отклонения от прямолинейности боковой рабочей грани клина сердечника, соответствующего литого или рельсового усовика и контррельса в горизонтальной плоскости на базовой длине 1000 мм для сборных, моноблочных и цельнолитых острых и тупых крестовин должны соответствовать требованиям ГОСТ 33535-2015 (пункт 5.3.14).
Отклонения от номинальных значений уклонов обрабатываемых плоскостей сборных, моноблочных, цельнолитых острых и тупых крестовин и деталей из рельсов - в соответствии с ГОСТ 33535-2015 (пункт 5.3.15).
5.2.2.2 Несовпадение боковых рабочих граней в передней врезке не должно превышать 0,5 мм; в задней врезке - 1,0 мм.
5.2.2.3 Поверхности катания (для крестовин без возвышения поверхности катания) сборных, моноблочных и цельнолитых острых и тупых крестовин, сердечников глухих пересечений, подвергающиеся механической обработке, должны быть прямолинейны в вертикальной плоскости в соответствии с ГОСТ 33535-2015 (пункт 5.3.12).
5.2.2.4 Отклонения от номинального значения высоты поверхности катания клина сердечника и литой части усовиков относительно верха головки рельсовых усовиков на участке от переднего стыка врезки и до сечения 40 мм включительно не должны быть более предельных значений, указанных конкретным проектом на конструкцию. Данные отклонения контролируют в сечении 12 мм на клине сердечника и против сечения клина 20 мм на усовиках. Не указанные в КД отклонения должны быть не более 1,5 мм - в сторону увеличения и 0,5 мм - в сторону уменьшения. Номинальные значения высот в сечении клина 12 мм и литых усовиков против сечения клина 20 мм устанавливают по конкретному проекту на конструкцию.
Отклонения верха литой части усовиков от верха рельсовой части усовиков на участке от сечения сердечника 50 мм до заднего стыка врезки должны быть не более предельных значений, указанных конкретным проектом на конструкцию. Не указанные в КД отклонения должны быть не более 1,5 мм - в сторону увеличения и 6 мм - в сторону уменьшения.
5.2.2.5 Для крестовин с радиусной передней врезкой разность высот по уровню рельсовой и литой части усовика в передней врезке не должна превышать 0,5 мм.
5.2.2.6 В зонах контактной сварки после механической обработки отклонения от прямолинейности должны соответствовать требованиям ГОСТ 34666-2020 (пункты 5.2.8 - 5.2.10).
5.2.3.1 Литые усовики в местах их сочленения с рельсовыми усовиками должны прилегать к ним плотно по поверхностям, указанным в КД. Допускаемые местные продольные зазоры между технологическими выемками вдоль врезки не должны превышать 1,0 мм при длине зазоров не более 250 мм. Допускаемые продольные зазоры в зоне технологических выемок на рельсовой части усовиков на длине 125 мм от передней и задней врезок не должны превышать 2,0 мм.
Допускаемый поперечный зазор в передней врезке не должен превышать 2,0 мм, в задней врезке - 3,0 мм.
Крылья литого сердечника должны плотно прилегать к головкам рельсовых усовиков. Нижние привалочные поверхности литого сердечника должны плотно прилегать к подошвам рельсовых усовиков; при этом допускаются местные зазоры в соответствии с ГОСТ 33535-2015 (пункт 5.3.25).
5.2.3.2 Цельнолитая крестовина, рельсовые усовики и хвостовая часть сборной крестовины, рельсовые усовики и приварные рельсовые окончания сборной и моноблочной крестовин должны опираться на подкладки, или мостики, или лафеты, которые прикреплены к ним; при этом допускаются зазоры в соответствии с ГОСТ 33535-2015 (пункт 5.3.22).
В сборных крестовинах в местах гиба рельсового усовика, в зоне по 200 мм от гиба в сторону переднего и заднего вылетов крестовины допускается сквозной зазор между подошвой рельсового усовика и подкладкой, или мостиком, или лафетом не более 1,0 мм, зазор по краю подошвы рельсового усовика - не более 1,5 мм.
В сборных крестовинах марок 1/6 и круче в местах гиба рельсового усовика, в зоне по 200 мм от места гиба в сторону переднего и заднего вылетов крестовины допускается сквозной зазор между подошвой рельсового усовика и подкладкой, или мостиком, или лафетом не более 3,0 мм, зазор по краю подошвы рельсового усовика - не более 4,0 мм.
В местах входных желобов крестовин между подошвой рельсового усовика и подкладкой, или мостиком, или лафетом допускаются зазоры в соответствии с ГОСТ 33535-2015 (пункт 5.3.23).
5.2.3.3 Вкладыши и стыковые накладки по ГОСТ 33184 (кроме накладок, имеющих отгиб) должны плотно прилегать к сопрягаемым деталям; при этом допускаются зазоры в соответствии с ГОСТ 33535-2015 (пункт 5.3.26).
5.2.3.4 Упорные грани шипов клемм и упорок должны прилегать к упорным граням отверстий подрельсовых деталей, при этом допускаются зазоры, в т.ч. между одним углом упорной грани шипа клеммы или упорки и упорной гранью отверстия в соответствии с ГОСТ 33535-2015 (пункт 5.3.27).
Упорные грани упорок и клемм должны плотно прилегать к сопрягаемым деталям, при этом допускаются зазоры в соответствии с ГОСТ 33535-2015 (пункт 5.3.28).
5.2.3.5 Между боковыми поверхностями подошвы рельсовых элементов крестовин и ребордами подкладок допускается суммарный зазор по двум сторонам в соответствии с ГОСТ 33535-2015 (пункт 5.3.30).
5.2.3.6 Гайки резьбовых соединений должны быть завернуты в соответствии с ГОСТ 33535-2015 (пункт 5.3.37). Выход стержня болта за гайку после монтажа должен быть в соответствии с ГОСТ 33535-2015 (пункт 5.3.17).
5.2.3.7 Клеммные болты скреплений должны быть установлены в соответствии с ГОСТ 33535-2015 (пункт 5.3.38).
5.2.3.8 На поверхностях деталей из рельсов, цельнолитых крестовин, литых сердечников и моноблоков не допускаются заусенцы, острые кромки следует притупить.
5.2.3.9 Детали крестовин, поступающие на сборку, должны соответствовать требованиям КД и настоящего стандарта. Несоответствующие детали передавать на сборку крестовин не допускается.
5.3.1 Литые детали крестовин из высокомарганцовистой стали
5.3.1.1 Для производства отливок сердечников сборных, моноблочных и цельнолитых крестовин следует использовать высокомарганцовистую сталь аустенитного класса марки 110Г13Л (ВМ-сталь) электропечного производства.
5.3.1.2 Технология производства и контроля при изготовлении литых деталей из ВМ-стали должна обеспечивать получение качества литых деталей, соответствующего требованиям настоящего стандарта. Для этого следует выполнять контроль:
- температуры жидкой стали перед выпуском из печи в ковш;
- температуры жидкой стали в ковше перед началом разливки в формы;
- температуры в термических печах и возможности поддержания режимов нагрева и выдержки отливок сердечников, моноблочных и цельнолитых крестовин под закалку;
- отсутствия дефектов сварных швов в литых сердечниках с приварными рельсовыми окончаниями и моноблочных крестовинах неразрушающими видами (методами) - акустическим и проникающими веществами.
Дополнительно рекомендуется предусматривать:
- контроль и возможность поддержания температуры воды в закалочных баках не более 30 °C;
- возможность контролируемой механической правки отливок сердечников, моноблоков и цельнолитых крестовин на прессах в двух плоскостях;
- автоматизированный контроль точности механической обработки нижних привалочных плоскостей, боковых и верхних плоскостей поверхности катания литых сердечников крестовин;
- механическую осадку литых сердечников сборных крестовин относительно рельсовых усовиков после сборки крестовин;
- автоматизированный контроль прямолинейности литой части и приваренных к литым сердечникам или моноблокам рельсовых окончаний;
- автоматизированный контроль точности изготовления профилей крестовин после сборки;
- неразрушающий контроль отсутствия дефектов на деталях, изготовленных из рельсов с применением механической гибки.
5.3.1.3 Химический состав ВМ-стали, определяемый по ковшовой пробе, должен соответствовать указанному в таблице 5.1.
Таблица 5.1
В процентах
Массовая доля | ||||
углерода | марганца | кремния | фосфора | серы |
не более | ||||
1,00 - 1,30 | 11,50 - 16,50 | 0,30 - 0,90 | 0,090 | 0,020 |
Допускаются отклонения от норм, приведенных в таблице 5.1, по массовой доле элементов, как указано в таблице 5.2, при условии соответствия уровню приведенных в таблице 5.4 пределов характеристик механических свойств металла.
Таблица 5.2
В процентах
Предельные отклонения массовой доли | |||
углерода | марганца | кремния | фосфора |
не более | |||
+/- 0,05 | +1,50 -0,50 | +0,15 -0,10 | +0,010 |
Массовая доля в ВМ-стали остаточных элементов (Cr, Ni, Cu, Al, Ti, V) не должна превышать в сумме 0,50%.
5.3.1.4 По соглашению между изготовителем и владельцем инфраструктуры железнодорожного транспорта могут быть установлены суженные пределы массовой доли элементов в ВМ-стали, не выходящие за нормы, указанные в таблицах 5.1 и 5.2. Допускается по соглашению между изготовителем и владельцем инфраструктуры железнодорожного транспорта вводить в ВМ-сталь легирующие и (или) модифицирующие добавки, не ухудшающие свойств стали, безопасности и надежности крестовин в эксплуатации.
5.3.1.6 Механические свойства ВМ-стали при испытаниях на растяжение и на ударный изгиб при комнатной температуре (20 +/- 10) °C по ГОСТ 9454 должны быть не ниже минимальных требований, указанных в таблице 5.3 для металла третьей группы.
Таблица 5.3
Наименование показателя | Значение показателя для металла группы | ||
1 | 2 | 3 | |
Временное сопротивление | Более 883 (90) | Более 785 (80) до 883 (90) включ. | Более 687 (70) до 785 (80) включ. |
Предел текучести | 353 (36) | 353 (36) | 353 (36) |
Относительное удлинение | Более 30 | Более 25 до 30 включ. | Более 16 до 25 включ. |
Относительное сужение | Более 27 | Более 22 до 27 включ. | Более 16 до 22 включ. |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) | Более 245 (25,0) | Более 196 (20) до 245 (25) включ. | Более 167 (17) до 196 (20) включ. |
Группу металла определяют для каждой садки термической обработки каждой плавки по худшему из показателей по таблице 5.3.
5.3.1.7 Механические свойства ВМ-стали с допустимыми отклонениями химического состава (см. таблицу 5.2) должны быть не менее указанных в таблице 5.4. Крестовины с такими литыми деталями следует относить к третьей категории.
Таблица 5.4
с допустимыми отклонениями по химическому составу
Наименование показателя | Значение показателя, не менее |
Временное сопротивление | 736 (75) |
Предел текучести | 353 (36) |
Относительное удлинение | 25 |
Относительное сужение | 22 |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) | 177 (18) |
5.3.1.8 Ударная вязкость ВМ-стали при температуре минус 60 °C KCU-60 должна быть не менее 78,5 Дж/см2 (8,0 кгс·м/см2). Указанный показатель определяется только для крестовин категории НН (низкотемпературной надежности).
5.3.1.9 Отливки сердечников сборных и моноблочных крестовин и цельнолитых крестовин должны быть очищены от формовочной смеси и пригара, литниковые системы удалены. При очистке отливок после выбивки и до термической обработки по ним не следует наносить ударов, ведущих к образованию трещин. Удаление пригара из труднодоступных для обработки мест следует выполнять после термической обработки отливок с помощью пневматического или абразивного инструмента.
Допустимое наличие пригара в труднодоступных для обработки местах литых деталей - в соответствии с приложением Б.
Удаление литниковых систем, отрезку прибылей, расположенных на нижних нерабочих поверхностях, следует проводить после термической обработки отливок с помощью дуговой, воздушно-дуговой или воздушно-плазменной резки на расстоянии не менее 5 мм от тела отливки или с помощью газокислородной резки на расстоянии не менее 20 мм от тела отливки, с последующей абразивной зачисткой.
Допускается проводить удаление выпоров и прибылей перед термической обработкой отливок путем механической отбивки.
5.3.1.10 Отливки сердечников сборных и моноблочных крестовин и цельнолитых крестовин из ВМ-стали должны быть термически обработаны по режимам, определяемым ТД предприятия-изготовителя.
5.3.1.11 Допускается упрочнять поверхность катания литых сердечников, моноблочных и цельнолитых крестовин методом взрыва или другими методами. Твердость на поверхности катания литых усовиков и клина сердечника из ВМ-стали после упрочнения должна быть в пределах от 321 до 398 HB.
5.3.1.12 Механическую правку отливок сердечников, моноблочных и цельнолитых крестовин после термической обработки и упрочнения (для прошедших упрочнение) следует проводить в холодном состоянии.
5.3.1.13 В литых сердечниках для сборных крестовин, в моноблоках и цельнолитых крестовинах не должно быть дефектов изготовления, препятствующих безопасной эксплуатации крестовин.
Виды допустимых без исправления наружных и внутренних дефектов и подлежащих исправлению дефектов, их расположение, размеры, количество, методы их обнаружения, измерения и исправления должны соответствовать требованиям, приведенным в приложении Б.
5.3.1.14 Размеры литых сердечников сборных, моноблочных и цельнолитых крестовин после механической обработки должны соответствовать КД.
На сборных крестовинах 1/11 и 1/9 хвостовой торец сердечника в верхней части на расстоянии 40 мм от поверхности катания должен быть перпендикулярен к этой поверхности и боковой рабочей грани. Допускаемые отклонения от перпендикулярности не должны превышать 1 мм при измерении в вертикальном направлении и 2 мм - в горизонтальном. На расстоянии ниже 40 мм от поверхности катания хвостовой торец должен иметь скос в сторону острия сердечника.
После механической обработки наличие на поверхности катания литых деталей из ВМ-стали участков, не подвергшихся механической обработке, не допускается.
5.3.1.15 По результатам определения механических свойств ВМ-стали для каждой садки термической обработки каждой плавки определяют группу металла, как указано в 5.3.1.6 и 5.3.1.7, и распространяют эту оценку на все литые детали этой садки термической обработки данной плавки.
Затем для каждой литой детали из ВМ-стали в отдельности определяют группу литейной дефектности согласно Б.9 (приложение Б).
Пользуясь полученными оценками, для каждой литой детали из ВМ-стали в отдельности определяют категорию по худшему из показателей группы металла и группы литейной дефектности с помощью таблицы 4.1.
При наличии упрочнения литой детали из ВМ-стали и выполнении требований 5.3.1.11 к твердости поверхности этой литой детали крестовина с данной литой деталью может быть отнесена к категории ВВ или к категории ВД (см. таблицу 4.1).
При ударной вязкости KCU-60 более 196 Дж/см2 (20 кгсм/см2) литые детали 1-й группы из ВМ-стали и крестовины с такими деталями могут быть отнесены к категории НН (см. таблицу 4.1).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: таблица 5.6 отсутствует. Возможно, имеется в виду таблица 5.5. |
Категория литой детали из ВМ-стали и крестовины должна быть нанесена на них в соответствии с 5.5.6 и таблицей 5.6 и зарегистрирована на предприятии-изготовителе.
5.3.2.1 Рельсовые детали крестовин должны быть изготовлены из рельсов типов Р75, Р65, Р50 из кислородно-конверторной или электропечной стали по ГОСТ 18267 или по ГОСТ 34222.
Допускается использование рельсов мартеновского производства первой группы по ГОСТ 24182 <1>.
--------------------------------
Рельсовые усовики сборных крестовин изготавливают из рельсов категорий НТ300, НТ260 или НТ320 (нетермоупрочненных).
Поверхность головки рабочих концов рельсовых усовиков из рельсов категорий НТ300 или НТ260 сборных крестовин должна быть закалена (на твердость поверхности в середине головки рельса 321 - 401 HB).
Допускается для изготовления рельсовых усовиков сборных крестовин использовать термоупрочненные рельсы категорий ОТ350, ДТ350 или поверхностно закаленные рельсы.
Для изготовления приварных рельсовых окончаний сборных и моноблочных крестовин с применением электродуговой сварки следует использовать рельсы категорий НТ300, НТ260 или НТ320 (нетермоупрочненные) по ГОСТ 34222.
Торцы деталей из рельсов должны быть обрезаны перпендикулярно к продольной оси рельса. Отклонение торцов от перпендикулярности должно быть не более 1,0 мм по торцу примыкания смежного рельса и не более 4,0 мм - по нестыкуемому торцу.
Разрешаются холодная правка и гибка деталей из рельсов по всей длине как нетермоупрочненных, так и термоупрочненных. Допускается гибка с предварительным подогревом места гиба до температуры не более 400 °C.
Детали из рельсов после механической и термической обработок в части прямолинейности и качества поверхности должны соответствовать требованиям КД.
Запрещается наносить удары по деталям из рельсов металлической кувалдой с твердостью рабочей поверхности более 100 HB.
На обработанных поверхностях деталей из рельсов не допускаются трещины, местные дефекты глубиной более 0,5 мм. Наплавка и исправление сваркой дефектов, обнаруженных или образовавшихся при обработке деталей из рельсов, не допускаются.
В деталях из рельсов качество поверхности отверстий и фасок должно соответствовать требованиям КД. Края болтовых и других отверстий должны иметь фаски размером от 1,0 x 45° до 3,0 x 45°. На поверхностях отверстий и фасок заусенцы не допускаются. Поперечная риска от инструмента на внутренней поверхности отверстий не допускается.
Параметр шероховатости внутренней поверхности отверстий рельсовых усовиков и приварных рельсовых окончаний должен быть не более Rz 40.
5.3.2.2 Литые детали из углеродистой и низколегированной сталей для крестовин должны быть изготовлены из стали группы I марок 15Л - 45Л, 20ФЛ, 20ГЛ, 20ГСЛ, 20Г1ФЛ, 35ГЛ по ГОСТ 977 и КД. Виды и режимы термической обработки устанавливает предприятие-изготовитель. Литые детали из углеродистой и низколегированной сталей в части литейной дефектности и ее исправления сваркой должны соответствовать требованиям настоящего стандарта и КД.
После механической обработки отливок качество и точность изготовления литых деталей должны соответствовать требованиям КД и ГОСТ 26645.
 по
по Стальные отливки, применяемые в сварных конструкциях, должны быть изготовлены из стали марок 15Л - 25Л по ГОСТ 977 с массовой долей углерода не более 0,25%. Сварные детали должны соответствовать требованиям КД и не иметь дефектов сварки.
5.3.2.3 Детали из полосового, листового проката и углового профиля должны быть изготовлены из стали марок в соответствии с КД и ГОСТ 33535-2015 (пункт 5.2.6).
В круглых отверстиях, пробиваемых на прессах в деталях из полосового или листового проката, высота зоны среза и параметр шероховатости должны быть в соответствии с ГОСТ 33535-2015 (пункт 5.3.2).
Смещение осей отверстий, непараллельность общей оси отверстий, расстояние от грани круглых отверстий до края деталей, смещение реборды должны соответствовать требованиям ГОСТ 33535-2015 (пункт 5.3.4).
На верхней поверхности деталей из полосового или листового проката не допускаются выступающие заусенцы. На нижней поверхности и в углах прямоугольных отверстий допускаются заусенцы высотой не более 1,5 мм.
Шероховатость поверхностей торцов деталей при резке на прессах, при газовой и термической (плазменной) и другой резках должна соответствовать требованиям ГОСТ 33535-2015 (пункт 5.3.5).
Допускается исправление сваркой трещин и утяжин с зачисткой поверхности до основного металла в соответствии с ГОСТ 33535-2015 (пункт 5.3.5).
Отклонение от перпендикулярности торцов деталей из полосового и листового проката должно соответствовать требованиям ГОСТ 33535-2015 (пункт 5.3.6).
Отклонение от плоскостности верхней поверхности деталей из полосового или листового проката должно соответствовать требованиям ГОСТ 33535-2015 (пункт 5.3.7).
В отверстиях для размещения болтов с потайной головкой смещение от номинального расположения конической части отверстия относительно прямоугольной части должно соответствовать требованиям ГОСТ 33535-2015 (пункт 5.3.11).
5.3.2.4 Болты должны быть изготовлены из углеродистой качественной стали и должны иметь класс прочности не ниже 4.8 по ГОСТ ISO 898-1. Болты должны соответствовать требованиям КД и ГОСТ 11530, или ГОСТ 16016, или ГОСТ 16017.
Допускается изготовление болтов (кроме стыковых болтов) из стали марки Ст5 по ГОСТ 380, а также из стали марки 40 по ГОСТ 1050 с содержанием углерода не более 0,42%.
Стержни и резьбовая часть болтов должны быть смазаны консервационным маслом НГ-203А (Б), или маслом К-17 по ГОСТ 10877, или другим маслом (в т.ч. по ГОСТ 610 или ГОСТ 19537), обеспечивающим требования по консервации металлопродукции.
Гайки должны быть изготовлены из углеродистой качественной стали класса прочности не ниже 5 по ГОСТ ISO 898-2. Гайки должны соответствовать требованиям КД и ГОСТ 11532, ГОСТ 16018.
5.3.2.5 Размеры деталей, подвергающихся механической обработке и не обусловленные предельными отклонениями, следует выполнять с предельными отклонениями для размеров:
- отверстий - H15;
- валов - h15;
- остальных - +/- IT 15/2 по ГОСТ 25346.
5.3.3.1 При выполнении сварных соединений крестовин следует соблюдать требования ГОСТ 34666 и КД.
Рекомендуется для сварных крестовин использовать литые сердечники (и моноблоки) из ВМ-стали с содержанием фосфора не более 0,050% (см. таблицу 5.1), с механическими свойствами, соответствующими группе 1 (см. таблицу 5.3), прошедшие упрочнение взрывом.
Допускается исправлять сваркой дефекты поверхности сварного шва по ТД предприятия-изготовителя.
Не допускается использовать для сварочных работ, наплавки и исправления сваркой дефектов материалы, не внесенные в ТД.
5.3.3.2 Сварные соединения крестовин должны соответствовать требованиям ГОСТ 34666 в части отсутствия дефектов, препятствующих безопасной эксплуатации крестовин.
Для правильного определения вида дефектов сварных соединений следует также пользоваться национальными нормативными документами государств, принявших настоящий стандарт.
5.3.3.3 Сварные стыки должны быть подвергнуты механической обработке для удаления грата и получения требуемых размеров и контуров сварных соединений согласно КД и ГОСТ 34666.
Поверхности катания и рабочие боковые грани головок сваренных деталей должны находиться в одной плоскости.
5.3.3.4 Образцы сварных соединений крестовин типа Р65, выполненных контактной сваркой, должны иметь показатели прочности и пластичности при испытаниях на статический плоский трехточечный симметричный изгиб (до разрушения) не менее значений, указанных в ГОСТ 34666-2020 (таблица 1).
На поверхности излома испытанных деталей (сварных образцов) не должно быть дефектов, указанных в ГОСТ 34666-2020 (пункты 5.2.12 и 5.2.13).
5.3.3.5 Твердость головки рельсовых деталей в зонах термического влияния на расстоянии не более 10 мм от сварного шва не должна превышать 401 HB или 43 HRC.
Крестовины в сборе комплектуют в соответствии с требованиями настоящего стандарта и КД крестовин заказанного номера проекта. По соглашению между заказчиком и изготовителем допускается изменение комплекта поставки.
Каждая крестовина должна быть снабжена формуляром по ГОСТ 2.601, содержащим:
- наименование предприятия-изготовителя;
- тип, марку и номер крестовины (см. 5.5.1), номер проекта (чертежа), по которому она изготовлена;
- год изготовления;
- заключение по результатам испытаний;
- категорию крестовины;
- условное обозначение ВВ или ВД (для крестовин, прошедших упрочнение поверхности катания);
- номер плавки, номер литого сердечника, или моноблока, или цельнолитой крестовины, год изготовления;
- схему крестовины.
При отгрузке крестовины категории 3Д в формуляр крестовины должна быть внесена запись:
"Крестовина категории 3Д - только для малодеятельных стрелочных переводов с грузонапряженностью менее 10 млн т брутто на перевод в год, осевыми нагрузками не более 230 кН (23,5 тс), вне районов, где температура пути при эксплуатации опускается ниже минус 30 °C.
ЗАПРЕЩАЕТСЯ поставка крестовин категории 3Д для других условий эксплуатации.
ЗАПРЕЩАЕТСЯ укладка и эксплуатация крестовин категории 3Д в железнодорожных путях общего пользования.
ЗАПРЕЩАЕТСЯ поставка крестовин категории 3Д метрополитенам".
5.5.1 Каждая крестовина и ее составная часть, отгружаемая отдельно, должны иметь маркировку по настоящему стандарту. Содержание основной маркировки, способ и место нанесения указаны в таблице 5.5.
Таблица 5.5
Наименование отгрузочного места | Место нанесения | Содержание маркировки | Способ нанесения | ||||
ударный | краской светлых тонов | литьем | лента самоклейка <**> | табличка <**> | |||
Острая сборная крестовина с литым сердечником (в сборе) | Рельсовый усовик: на верхней поверхности головки, на расстоянии не менее 50 мм от хвостового торца | + | - | - | - | - | |
на наружной стороне шейки рельса, на расстоянии не менее 600 мм от переднего торца | - | + | - | + | + | ||
Литой сердечник: на дне желоба около острия, на нерабочей поверхности клина, на прилитом вкладыше или в других местах, указанных на чертеже детали | - | - | + | - | - | ||
на заднем торце | - | + <***> | - | - | - | ||
Цельнолитая (острая и тупая), моноблочная крестовина (в сборе) | Литой усовик: на верхней поверхности головки, на расстоянии не менее 50 мм от хвостового торца | + | - | - | - | - | |
на середине боковой поверхности с обеих сторон крестовины | - | + | - | + | + | ||
на дне желоба около острия, на нерабочей поверхности клина, на прилитом вкладыше или в других местах, указанных на чертеже детали | - | - | + | - | - | ||
на заднем торце <*4> | - | + <*> | - | - | - | ||
<**> В качестве дополнительной маркировки допускается использовать самоклеящиеся влагозащищенные бирки или металлические таблички, прикрепляемые с помощью заклепок в отверстия, расположенные по нейтральной оси либо в других ненагруженных местах рельсовых элементов. <***> Цвет краски - в зависимости от категории крестовины (см. 5.5.6). Примечания 1 Знак "+" означает, что маркировку наносят, знак "-" означает, что маркировку не наносят. 2 В графе "содержание маркировки" условно цифрами обозначены: 5 - тип крестовины [см. 4.1 а)]; 7 - направление бокового пути (право, лево, симметрично) или направление пересекающего пути глухих пересечений с различной шириной колеи (право, лево); 8 - наличие термообработки рельсовых усовиков (нетермоупрочненные - НТ, объемное термоупрочнение - ОТ или дифференцированное термоупрочнение - ДТ) и упрочнения поверхности катания крестовин (упрочнение взрывом - ВВ, упрочнение другими методами - ВД); 10 - обозначение конструкторской документации крестовины (не менее четырех первых цифр и цифра исполнения); 11 - порядковый номер ящика (при поставке подкладок отдельно от крестовины в комплекте стрелочного перевода); | |||||||
5.5.2 Маркировка крестовин и их деталей должна быть выполнена несмываемой краской светлых тонов, ударным способом, литьем или на бирках. Знаки маркировки должны быть нанесены на сухую, чистую поверхность. На литых деталях поверхность в зоне размещения выбитых знаков должна быть предварительно зачищена. Высота наносимых знаков: краской - не менее 40 мм; ударным клеймением - не менее 5 мм; литьем - не менее 15 мм, выпуклость литых знаков - от 1 до 3 мм.
5.5.3 На каждой детали, изготовленной из рельсов путем их поперечной резки, на одном торце подошвы должен быть выбит холодным клеймением номер плавки и условное обозначение рельсопрокатного завода, изготовившего рельс-заготовку.
5.5.4 Маркировка на бирках должна содержать товарный знак или условное обозначение предприятия-изготовителя, вид изделия и год изготовления. Бирка со знаками маркировки должна быть надежно прикреплена и должна обеспечивать сохранение маркировки на весь срок транспортирования, хранения и укладки изделия в путь.
5.5.5 Обозначение центра тяжести наносят на месте его фактического расположения несмываемой краской светлых тонов поперечной полосой шириной от 30 до 50 мм.
5.5.6 Маркировка категории крестовины (см. таблицы 5.5, 4.1 и 5.3.1.15) должна быть такая же, как и у входящих в ее состав литого сердечника, моноблочной, цельнолитой крестовины, выполнена путем покраски нижней половины заднего торца сердечника, цельнолитой крестовины (маркировку тупых крестовин осуществляют с любого торца) масляной краской голубого цвета для категорий 1, белого цвета - для категорий 2 и красного цвета - для категорий 3 и 3Д.
Маркировку сердечников с приварными рельсовыми окончаниями и моноблочных крестовин наносят на вертикальную поверхность в месте перехода желоба в подошву.
На крестовинах в сборе в составе маркировки изделия должен быть нанесен номер категории краской светлых тонов.
5.5.7 На всех сердечниках, моноблочных, цельнолитых (острых и тупых) крестовинах в местах, указанных в таблице 5.5, должны быть четко отлиты:
- тип, марка и номер проекта литого сердечника, моноблочной или цельнолитой крестовины;
- номер литого сердечника, моноблочной или цельнолитой крестовины;
- товарный знак или условное обозначение предприятия-изготовителя;
- год изготовления (две последние цифры).
Номера литых сердечников, моноблочных и цельнолитых крестовин ежегодно начинаются с первого отдельно для каждого типа, марки и проекта.
5.5.8 Клеймо СТК наносят на расстоянии от 20 до 30 мм справа от товарного знака или условного обозначения предприятия-изготовителя в соответствии с ГОСТ 33535-2015 (пункт 5.6.7).
5.5.9 Крестовины, соответствующие требованиям 5.1.1 - 5.5.8, приложения Б и прошедшие процедуру подтверждения соответствия, должны иметь маркировку единым знаком обращения продукции на рынке.
Единый знак обращения наносят на каждую крестовину в холодном состоянии любым (кроме литья) способом, не наносящим концентраторов напряжений на поверхности крестовины и обеспечивающим сохранность, четкость и ясность изображения в течение всего срока ее службы. Единый знак обращения продукции на рынке наносят на первом месте маркировки (перед указанием типа и марки крестовины).
6.1.1 Для проверки соответствия крестовин и их деталей требованиям, установленным в 5.1.3 - 5.1.5, 5.2 - 5.5, проводят приемо-сдаточные, периодические и типовые испытания по ГОСТ 15.309.
6.1.2 Приемку крестовин проводят в соответствии с ГОСТ 15.309, по результатам приемо-сдаточных испытаний и приемочного контроля крестовин и их деталей при условии положительных результатов периодических испытаний, предусмотренных настоящим стандартом.
Крестовины, принятые СТК предприятия-изготовителя, предъявляют для контроля представителю заказчика по его требованию.
6.1.3 Положительные результаты приемо-сдаточных испытаний оформляют отметкой в формуляре в разделе "Свидетельства о приемке", а результаты периодических испытаний - актом. Результаты испытаний сохраняют на предприятии-изготовителе в течение трех лет.
6.1.4 На этапе проведения опытно-конструкторских работ и на этапе освоения производства на опытных образцах проверяют соответствие крестовин и их деталей требованиям, установленным в 5.1.2, 5.1.3.1 - 5.1.3.5, 5.1.4, 5.1.5, 5.2.1, 5.2.2.1 - 5.2.2.6, 5.2.3.1 - 5.2.3.8, 5.3.1.1, 5.3.1.3 - 5.3.1.15, 5.3.2.1 - 5.3.2.5, 5.3.3.1 - 5.3.3.5 и 5.4.
Проверку соответствия крестовин требованиям 5.1.2 проводят при динамико-прочностных испытаниях по воздействию железнодорожного подвижного состава в рамках приемочных испытаний опытного образца (см. ГОСТ 15.001 и ГОСТ 33477).
Проверку соответствия крестовин требованиям 5.1.3.1 - 5.1.3.5, 5.1.4 выполняют статистическими методами по результатам эксплуатации крестовин данного проекта.
6.2.1 Приемо-сдаточные испытания крестовин проводят для каждой крестовины в сборе.
6.2.2 Допускаются повторные испытания крестовин и их составных частей после устранения дефектов. Устранение дефектов выполняют путем замены составных частей крестовин или методами, предусмотренными настоящим стандартом.
Повторные испытания следует проводить в объеме, предусмотренном настоящим стандартом для конкретного вида испытаний.
Крестовины и их составные части, дефекты которых не могут быть устранены, являются окончательно забракованными и поставке потребителю не подлежат.
6.2.3 При приемо-сдаточных испытаниях цельнолитых крестовин (в сборе) следует контролировать для каждой крестовины:
- внешний вид, конструкцию и основные размеры на соответствие требованиям 5.2.1, 5.3.1.14 (абзац 1);
- прямолинейность крестовин и их деталей на соответствие требованиям 5.2.2.1, 5.2.2.3 (за исключением криволинейных крестовин);
- качество обработки и сборки на соответствие требованиям 5.2.3.2 - 5.2.3.4, 5.2.3.6 - 5.2.3.8, 5.3.2.3 (абзацы 2 - 9);
- комплектность на соответствие требованиям 5.4;
6.2.4 При приемо-сдаточных испытаниях сборных крестовин с литым сердечником (в сборе) следует контролировать для каждой крестовины:
а) внешний вид, конструкцию и основные размеры на соответствие требованиям 5.2 и 5.3.1.14 (абзац 1), в т.ч.:
1) полную длину крестовины, расстояние между рабочими гранями в переднем и заднем вылетах (на торцах) крестовины, глубину и ширину желобов крестовины (см. 5.2.1);
2) отклонения от номинальных значений высоты поверхности катания клина сердечника и литой части усовиков относительно верха головки рельсовых усовиков на участке от переднего стыка врезки или переднего сочленения литой и рельсовой частей и до сечения клина 40 мм (контролируют в сечении 12 мм на клине сердечника и в сечении клина сердечника 20 мм на усовиках) (см. 5.2.2.4);
3) отклонения от номинальной высоты верха литой части усовиков относительно верха головки рельсовых усовиков на участке от сечения клина сердечника 50 мм до заднего стыка врезки (контролируют на литых усовиках) (см. 5.2.2.4);
б) прямолинейность крестовин на соответствие требованиям 5.2.2.1 - 5.2.2.3 (за исключением криволинейных крестовин) (см. 5.2.2.6);
в) качество обработки и сборки на соответствие требованиям 5.2.2.5, 5.2.3.1 - 5.2.3.8, 5.3.2.3 (абзацы 2 - 9);
г) комплектность на соответствие требованиям 5.4;
6.2.5 При приемо-сдаточных испытаниях моноблочных и сборных крестовин с литым сердечником и приварными рельсовыми окончаниями (в сборе) следует контролировать для каждой крестовины:
а) внешний вид, конструкцию и основные размеры на соответствие требованиям 5.2 и 5.3.1.14 (абзац 1), в т.ч.:
1) полную длину крестовины, расстояние между рабочими гранями в переднем и заднем вылетах (на торцах) крестовины, глубину и ширину желобов крестовины (см. 5.2.1);
2) отклонения от номинальных значений высоты поверхности катания литой части усовиков и клина сердечника относительно верха головки рельсовых усовиков (или базовой поверхности литых усовиков - контрольной площадки) на участке от переднего стыка врезки и до сечения 40 мм (контролируют в сечении 12 мм на клине сердечника и в сечении клина 20 мм на литых усовиках) (см. 5.2.2.4);
3) отклонения от номинальной высоты верха литой части усовиков относительно верха головки рельсовых усовиков (или базовой поверхности литых усовиков - контрольной площадки) на участке от сечения клина сердечника 50 мм до заднего стыка врезки (контролируют на литых усовиках) (см. 5.2.2.4);
б) прямолинейность крестовин и их деталей на соответствие требованиям 5.2.2.1 - 5.2.2.3 (за исключением криволинейных крестовин);
в) качество обработки и сборки на соответствие требованиям 5.2.2.5, 5.2.3.1 - 5.2.3.8, 5.3.2.3 (абзацы 2 - 9);
г) комплектность на соответствие требованиям 5.4;
6.2.6 Литые детали из ВМ-стали при приемо-сдаточных испытаниях (до сборки крестовин) следует проверять на соответствие:
- микроструктуры требованиям 5.3.1.5;
- качества обработки каждой литой детали из ВМ-стали требованиям 5.3.1.9;
- упрочнения поверхности катания требованиям 5.3.1.11 (только для деталей из ВМ-стали, прошедших упрочнение);
а также проверять на отсутствие недопустимых дефектов согласно требованиям 5.3.1.13 и приложения Б.
6.2.6.1 Химический состав ВМ-стали (см. 5.3.1.3, 5.3.1.4) определяют на каждой плавке по одной пробе и полученный результат распространяют на все отливки плавки.
Допускается по согласованию изготовителя и заказчика выполнять контроль химического состава на каждой отливке (литой детали) из ВМ-стали.
6.2.6.2 Микроструктуру ВМ-стали (см. 5.3.1.5) контролируют для каждой плавки на каждой садке печи термической обработки на одной пробе-приливе, отделяемой от одной из отливок после термической обработки, и результаты распространяют на все отливки (литые детали) этой садки. Допускается выполнять пробу в виде прилива к литниковой системе.
Допускается для садок термической обработки, содержащих отливки разных плавок, выполнять контроль микроструктуры на плавках с максимальным содержанием углерода и (или) кремния и результаты этого контроля распространять на все плавки данной садки.
Моноблоки, цельнолитые крестовины и литые сердечники, отставшие от других отливок одной и той же плавки, принятых по химическому составу, механическим свойствам и микроструктуре, при отсутствии проб для механических испытаний допускается принимать по результатам контроля микроструктуры (без механических испытаний) с отнесением их к третьей группе металла.
При наличии карбидов в микроструктуре металла и (или) неудовлетворительных механических свойствах допускается однократная повторная термическая обработка отливок из ВМ-стали совместно с пробами-приливами и пробными брусками с последующим контролем микроструктуры и механических свойств. Третья термическая обработка отливок из ВМ-стали не допускается.
6.2.6.3 Механические свойства ВМ-стали при комнатной температуре (см. 5.3.1.6, 5.3.1.7) определяют для каждой плавки на каждой садке нагрева под термическую обработку и полученные результаты распространяют на все отливки (литые детали) данной плавки, прошедшие термообработку в этой садке. Образцы для испытаний изготавливают из пробных брусков, отлитых в сухие песчаные формы в середине разливки плавки и прошедших термическую обработку совместно с отливками.
При приемо-сдаточных испытаниях первоначально следует испытывать один образец на растяжение и один образец на ударный изгиб.
При приемо-сдаточных испытаниях испытания на ударный изгиб при температуре минус 60 °C (для оценки ударной вязкости KCU-60 см. 5.3.1.8) выполняют для каждой садки термической обработки отливок данной плавки только при заказе крестовин категории НН (низкотемпературной надежности) по 5.3.1.15. При получении значения ударной вязкости KCU-60 от 196 Дж/см2 (20 кгс·м/см2) включительно до не менее 78,5 Дж/см2 (8,0 кгс·м/см2) крестовины с отливками из данной садки могут быть переведены в другие категории (см. таблицу 4.1). При несоответствии KCU-60 требованиям 5.3.1.8 отливки крестовин данной садки могут быть подвергнуты повторной термической обработке с повторным предъявлением к приемке.
При неудовлетворительном значении какого-либо из механических свойств контроль следует повторить на удвоенном количестве образцов, взятых от той же плавки и садки термической обработки.
При отсутствии пробных брусков для образцов повторные испытания разрешается проводить на удвоенном количестве образцов, изготовленных из заготовок, вырезанных непосредственно из тела отливки той же плавки и садки.
Результаты испытаний образца, имеющего в изломе макродефект, в расчет не принимают. Такой дефектный образец должен быть заменен запасным от той же плавки и садки термической обработки.
В случае получения неудовлетворительных значений механических свойств ВМ-стали при повторных испытаниях разрешается отливки данной садки термической обработки данной плавки совместно с пробными брусками (или частями, оставшимися после предыдущих испытаний) подвергать однократной повторной термической обработке с повторным предъявлением к приемке и определением механических свойств. При отсутствии пробных брусков разрешается изготовление образцов из тела отливки. Результаты этих испытаний являются окончательными для всех деталей данной плавки в данной садке.
6.2.6.4 Контролю твердости поверхности катания упрочненных литых сердечников и крестовин подвергают каждую десятую деталь, прошедшую упрочнение (см. 5.3.1.11), и распространяют результат на все десять деталей. При этом на поверхности катания зачистка на глубину до 0,5 мм и отпечаток шарика при определении твердости не считают браковочными признаками при оценке качества поверхности.
6.2.6.5 Контроль каждой отливки из ВМ-стали по внешнему виду проводят для определения отсутствия дефектов, наличия дефектов, допустимых без исправления или подлежащих исправлению сваркой, или недопустимых дефектов в соответствии с требованиями 5.3.1.13 и приложения Б.
6.2.6.6 Литые детали из ВМ-стали, предназначенные для приварки к ним рельсовых окончаний, следует проверять на соответствие требованиям 5.3.3.1.
6.2.6.7 Контроль основных размеров литых деталей из ВМ-стали (см. 5.3.1.14) проводят на каждой литой детали.
6.2.6.8 Контроль маркировки каждой детали из ВМ-стали (см. 5.5.1, 5.5.2, 5.5.5 - 5.5.8) проводят на каждой отливке и литой детали.
6.2.7 Детали из рельсов следует контролировать при приемо-сдаточных испытаниях (до сборки крестовин) на соответствие:
- рельсов-заготовок требованиям стандартов (см. 5.3.2.1), по которым изготовлены эти рельсы (проводят для каждой плавки рельсов по документу поставщика, подтверждающему качество);
- прямолинейности требованиям 5.3.2.1 для каждой детали;
- качества поверхности (отсутствие дефектов) требованиям 5.3.2.1 для каждой детали;
- размеров требованиям 5.3.2.1 для каждой детали;
- наличия и качества исполнения отверстий требованиям 5.3.2.1 для каждого отверстия;
6.2.8 Проверка соответствия качества изготовления сварных соединений литых деталей из ВМ-стали и деталей из рельсов требованиям 5.2.2.4, 5.3.3, выполняемая до сборки крестовин, должна включать в себя:
- проверку соответствия деталей и заготовок перед сваркой требованиям настоящего стандарта (детали и заготовки, не прошедшие приемо-сдаточных испытаний, сваривать запрещено, см. 5.2.3.9 и ГОСТ 34666);
- проверку соответствия химического состава стали промежуточной вставки требованиям 5.3.3.1 по документу поставщика, подтверждающему качество для каждой заготовки (для каждой плавки каждой партии поставки) или проверку соответствия марочному химическому составу наплавочной проволоки для выполнения промежуточной прослойки согласно требованиям 5.3.3.1 по документу поставщика;
- контроль состояния поверхности сварных соединений требованиям 5.3.3.2, 5.3.3.3 (приемо-сдаточные испытания со сплошным контролем);
- проверку соответствия прямолинейности требованиям 5.2.2.4, 5.3.3.3 (приемо-сдаточные испытания со сплошным контролем);
- НК для проверки соответствия требованиям 5.3.3.2 (приемо-сдаточные испытания со сплошным НК).
6.2.8.1 Визуальному осмотру состояния поверхности сварных стыков и отсутствия дефектов на поверхности (см. 5.3.3.2, 5.3.3.3 и ГОСТ 34666) и НК поверхности (см. 5.3.3.2 и приложение В) следует подвергать все сварные стыки каждой сварной крестовины после их полной механической обработки. Результаты контроля каждого сварного стыка заносят в специальный журнал дефектоскопии.
6.2.8.2 Контроль прямолинейности (см. 5.2.2.7), геометрических размеров, формы и взаимного положения элементов сварных соединений в местах сварки (см. 5.3.3.3) проводят в соответствии с ГОСТ 34666 для всех сварных соединений каждой сварной крестовины.
6.2.8.3 НК для проверки соответствия требованиям 5.3.3.2 (отсутствие наружных и внутренних дефектов сварных стыков, препятствующих безопасной эксплуатации крестовин) проводят для всех сварных соединений каждой сварной крестовины.
6.2.9 Литые детали из углеродистой и низколегированной стали при приемо-сдаточных испытаниях следует проверять на соответствие:
- химического состава стали требованиям 5.3.2.2 для каждой плавки (на одной пробе от плавки);
- состояния поверхности и отсутствия недопустимых дефектов литья (по КД) требованиям 5.3.2.2 для каждой литой детали;
- содержания углерода в литой детали, состояния поверхности и отсутствия дефектов сварки (по КД) требованиям 5.3.2.2 для каждой сварной детали;
- соответствия размеров (по КД) требованиям 5.3.2.2 для каждой партии литых деталей (по ГОСТ 977) в объеме не менее 5% объема партии (но не менее 3 шт.).
6.2.10 Детали из полосового и листового проката, углового профиля при приемо-сдаточных испытаниях следует проверять на соответствие:
- химического состава стали (см. 5.3.2.3) марочному по ГОСТ 380 или ГОСТ 1050 для каждой плавки поставки заготовок (по документу поставщика, подтверждающему качество) и указанные оценки распространять на все детали из стали этой плавки;
- качества поверхности, расположения отверстий, перпендикулярности торцов (см. 5.3.2.3) для каждой партии деталей при первоначальном объеме приемо-сдаточного контроля 5% объема партии;
- размеров требованиям 5.3.2.3 для каждой партии деталей при первоначальном объеме приемо-сдаточных испытаний 10% объема партии;
6.3.1 Периодические испытания крестовин для проверки их соответствия требованиям настоящего стандарта проводит предприятие-изготовитель. Допускается использовать для периодических испытаний образцы - типовые представители продукции при условии единого технологического процесса изготовления всей продукции из состава типоразмерного ряда (типа, марки, конструкции). Испытывают по одной крестовине данного типа, марки, конструкции, выбранной случайным образом [см. ГОСТ 18321-73, пункт 2.1.1 и подраздел 3.2)], а также по одному образцу, пробе.
При положительном результате испытаний его распространяют на всю совокупность продукции, представленную испытуемыми типовыми представителями, на срок до следующего периодического испытания.
При отрицательном результате по какому-либо показателю заменяют деталь крестовины годной (если это возможно) с повторным предъявлением крестовины на испытания или проводят повторное испытание на удвоенном количестве крестовин (образцов, проб).
При повторном отрицательном результате испытаний приемку продукции данного типа, марки и конструкции следует приостановить и принять меры по устранению причин неудовлетворительного качества, а испытания продолжить до получения положительных результатов, после чего приемку продукции можно возобновить.
Уполномоченный представитель владельца инфраструктуры железнодорожного транспорта имеет право участвовать в испытаниях.
Периодические испытания проводят с периодичностью, зависящей от годового объема производства крестовин различных конструкций (проектов):
- при объеме производства менее 100 шт. в год - один раз в три года;
- объеме производства от 100 до 1000 шт. в год - один раз в два года;
- объеме производства более 1000 шт. в год - один раз в год.
При этом контролируют:
а) обозначение и наименование (см. приложение А);
б) маркировку (см. 5.5);
в) внешний вид крестовины, качество поверхности: отсутствие дефектов поверхности литых и рельсовых деталей, см. 5.3.2.1 (абзац 12), приложение Б, отсутствие дефектов сварных стыков, препятствующих безопасной эксплуатации крестовин, см. 5.3.3.2 - 5.3.3.5; основные (линейные) размеры крестовины, см. 5.2.1, в т.ч.:
1) полную длину крестовины;
2) длину средней части литого контррельса и его отводов (для тупых цельнолитых крестовин).
6.3.2 Периодические испытания крестовин в сборе на соответствие требованиям 5.1.5 проводят не реже одного раза в месяц на одной серийной крестовине с рельсовыми элементами (сборной, или с приварными рельсовыми окончаниями, или моноблочной), выбранной случайным образом [см. ГОСТ 18321-73 (пункт 2.1.1 и подраздел 3.2)].
При превышении нормативного значения остаточной магнитной индукции (см. 5.1.5) выполняют размагничивание рельсовых элементов крестовины, а контроль повторяют на удвоенном количестве крестовин.
При отрицательных результатах повторного контроля хотя бы на одной крестовине следует приостановить приемку крестовин с рельсовыми элементами, принять меры по устранению причин неудовлетворительного качества, а испытания - продолжить до получения положительных результатов контроля, после чего приемку продукции можно возобновить, а объем контроля - уменьшить.
6.3.3 Периодические испытания отливок сердечников проводят не реже каждой сотой, а отливок моноблоков и цельнолитых крестовин - не реже каждой трехсотой. Распространение результатов испытаний - на все последующие отливки данной конструкции до следующих периодических испытаний.
Для испытаний отбирают не менее одной отливки, выбранной случайным образом [см. ГОСТ 18321-73 (пункт 2.1.1 и подраздел 3.2)], каждого типа и марки [допускается использовать сердечники, моноблоки и цельнолитые крестовины, забракованные по размерам и (или) поверхностным дефектам].
При периодических испытаниях проверяют:
а) маркировку (см. 5.5);
б) выполнение требований к материалам и качеству изготовления:
2) механические свойства ВМ-стали при испытаниях на растяжение и на ударную вязкость при комнатной температуре (20 +/- 10) °C согласно ГОСТ 9454 на соответствие требованиям 5.3.1.6, 5.3.1.7 (метод 7.6.1);
3) микроструктуру отливок из ВМ-стали (см. 5.3.1.5);
Допускается для контроля химического состава, механических свойств и микроструктуры отливок из ВМ-стали использовать результаты проведенных приемо-сдаточных испытаний плавки и садки термической обработки, к которым относятся отобранные отливки.
Проверку выполнения требований 5.3.1.13 и приложения Б путем периодического выборочного разрушающего испытания для контроля внутренних дефектов по изломам отливок проводит предприятие-изготовитель совместно с уполномоченным представителем владельца инфраструктуры железнодорожного транспорта с приглашением, при необходимости, разработчика изделия. Допустимые вид, размеры, количество и расположение дефектов определяют в соответствии с приложением Б.
При обнаружении в изломе отливки сердечника, моноблока или цельнолитой крестовины дефектов, размеры которых превышают допустимые испытания на излом, следует повторить на удвоенном количестве отливок.
При отрицательных результатах повторного контроля внутренних дефектов в изломе отливок приемку отливок сердечников или моноблоков, или цельнолитых крестовин данной конструкции необходимо приостановить, следует принять меры по устранению причин неудовлетворительного качества, а испытания продолжить до получения положительных результатов контроля, после чего приемку продукции можно возобновить.
6.3.4 Периодические разрушающие выборочные испытания сварных соединений на статический изгиб для проверки прочности и пластичности сварных соединений (см. 5.3.3.4), твердости (см. 5.3.3.5) и металлографического контроля (см. 5.3.3.2) проводят с периодичностью, объемом контроля, порядком отбора и подготовки образцов по ГОСТ 34666.
При отрицательных результатах испытаний и (или) контроля по какому-либо из показателей следует руководствоваться ГОСТ 34666.
6.3.5 С целью проверки (подтверждения) соответствия крестовин требованиям безопасности проводят с установленной периодичностью испытания для проверки выполнения требований 5.2.1, 5.2.2.1 (абзацы 1, 2), 5.2.2.2 - 5.2.2.6, 5.2.3.2, 5.2.3.3, 5.2.3.5, 5.2.3.8, 5.3.1.3 - 5.3.1.8, 5.3.1.11, 5.3.1.13, 5.3.2.1 (абзацы 8, 12, 13), 5.3.2.3 (абзацы 3, 4), 5.5.1 - 5.5.7 и приложения Б настоящего стандарта в части показателей, влияющих на безопасность крестовин. Испытания проводят на крестовинах типа Р65 и результаты распространяют на крестовины этого и других типов и категорий в рамках одного предприятия-изготовителя.
При испытаниях проверяют:
а) полную длину крестовины на соответствие требованиям 5.2.1 (метод 7.2.2);
б) длину средней части литого контррельса и его отводов на соответствие требованиям 5.2.1 (метод 7.2.2);
в) расстояние между рабочими гранями в переднем и заднем вылетах (торцах) крестовины, ширину и глубину желобов на соответствие требованиям 5.2.1 (метод 7.2.3);
г) отклонения от прямолинейности боковой рабочей грани крестовин в горизонтальной плоскости на соответствие требованиям 5.2.2.1, абзацы 1, 2 (метод 7.2.4);
д) несовпадение боковых рабочих граней в переднем и заднем стыках врезки на соответствие требованиям 5.2.2.2 (метод 7.2.5);
е) отклонения от прямолинейности поверхностей катания крестовин в вертикальной плоскости на соответствие требованиям 5.2.2.3 (метод 7.2.6);
ж) взаимное положение сердечника и усовиков на соответствие требованиям 5.2.2.4, 5.2.2.5, 5.2.2.6 (методы 7.2.7, 7.2.8);
и) опирание рельсовых деталей на подкладки, лафеты и мостики, зазор на соответствие требованиям 5.2.3.2 (метод 7.2.11);
к) прилегание вкладышей и стыковых накладок к сопрягаемым деталям на соответствие требованиям 5.2.3.3 (метод 7.2.10);
л) суммарный зазор между боковыми поверхностями подошвы рельсовых элементов и ребордами подкладок на соответствие требованиям 5.2.3.5 (метод 7.2.12);
м) отсутствие заусенцев на поверхностях деталей из рельсов и крестовин на соответствие требованиям 5.2.3.8 (метод 7.2.15);
п) микроструктуру отливок (литых деталей) из ВМ-стали на соответствие требованиям 5.3.1.5 (метод 7.7.1);
р) механические свойства ВМ-стали:
2) ударную вязкость при комнатной температуре (20 +/- 10) °C согласно ГОСТ 9454 на соответствие требованиям 5.3.1.6, 5.3.1.7 (метод 7.6.1);
3) ударную вязкость при температуре минус 60 °C на соответствие требованиям 5.3.1.8 (метод 7.6.1);
с) контроль твердости поверхности катания сердечников на соответствие требованиям 5.3.1.11 (только для упрочненных сердечников крестовин) (метод 7.4.1);
т) качество поверхности (дефекты поверхности) литых деталей из ВМ-стали на соответствие требованиям 5.3.1.13 и приложения Б (методы, указанные в 7.3.3 и приложении Б);
у) размеры фасок, отсутствие заусенцев и поперечной риски на поверхностях отверстий и фасок рельсовых деталей на соответствие требованиям 5.3.2.1, абзац 13 (методы 7.2.15, 7.2.19);
ф) отклонения размеров отверстий, пробиваемых на прессах, в т.ч. и выполненных другими методами, на соответствие требованиям 5.3.2.3, абзац 3 (метод 7.2.21);
х) отсутствие заусенцев на поверхностях деталей из полосового или листового проката на соответствие требованиям 5.3.2.3, абзац 4 (метод 7.2.22);
6.3.5.1 Для проведения испытаний по 6.3.5 крестовины и сердечники типа Р65 должны пройти приемо-сдаточные испытания и быть приняты как годные. Использовать для испытаний по 6.3.5 крестовины и сердечники, отнесенные к категории 3Д, не следует.
6.3.5.2 Для испытаний по 6.3.5 отбирают одну сборную крестовину (или моноблочную, или цельнолитую крестовину) из числа указанных в 6.3.5.1 случайным образом [см. ГОСТ 18321-73 (пункт 2.1.1 и подраздел 3.2)]. Затем отбирают:
- одну пробу от той же плавки, что и литая деталь крестовины из ВМ-стали [см. 6.3.5, перечисление н)];
- один пробный брусок от той же плавки и садки термической обработки, что и литая деталь крестовины из ВМ-стали [см. 6.3.5, перечисления р) 1) - р) 3)];
- одну пробу-прилив от одного из литых сердечников (или моноблочной, или цельнолитой крестовины) одной садки термообработки одной плавки [см. 6.3.5, перечисление п)].
Допускается при отсутствии указанных проб использовать вместо них образцы, вырезанные из тела литой детали из ВМ-стали [см. 6.3.5, перечисления н), п), р) 1) - р 3)].
6.3.5.3 Перед началом испытаний проводят проверку выполнения обязательных требований к маркировке отобранных крестовин (см. 5.5.1 - 5.5.9) и проб (см. 6.4.7).
6.3.5.4 Крестовины считают выдержавшими испытания по проверке (подтверждению) соответствия требованиям безопасности, если по всем показателям, перечисленным в 6.3.5, получены положительные результаты.
6.3.6 Типовые испытания отливок сердечников, моноблоков и цельнолитых крестовин проводят по программам и методикам проведения типовых испытаний, утвержденным на предприятии-изготовителе, в следующих случаях:
- при запуске в производство отливок измененных конструкций;
- при изменениях технологического процесса изготовления отливок;
- при замене используемых материалов, если это может повлиять на изменения технических характеристик продукции.
Необходимость проведения типовых испытаний определяет предприятие - изготовитель продукции.
При любых изменениях режимов сварки и (или) термической обработки сварных стыков следует проводить типовые испытания согласно ГОСТ 34666.
6.4.1 Пробы для контроля химического состава ВМ-стали отбирают от каждой плавки от струи жидкого металла в середине разливки плавки (ковшовые пробы). Количество проб определяет предприятие-изготовитель.
Допускается для контроля химического состава ВМ-стали использовать металл, взятый от пробного бруска для механических испытаний, или специальный прилив к отливке, или непосредственно от отливки; допускается использовать стружку, взятую от пробного бруска для механических испытаний, от прилива к отливке, скрапину. Допускается отбор проб гранулированием.
6.4.2 Пробные бруски для определения механических свойств ВМ-стали (см. рисунок 6.1) отливают в середине разливки плавки и подвергают термической обработке совместно с деталями данной плавки.
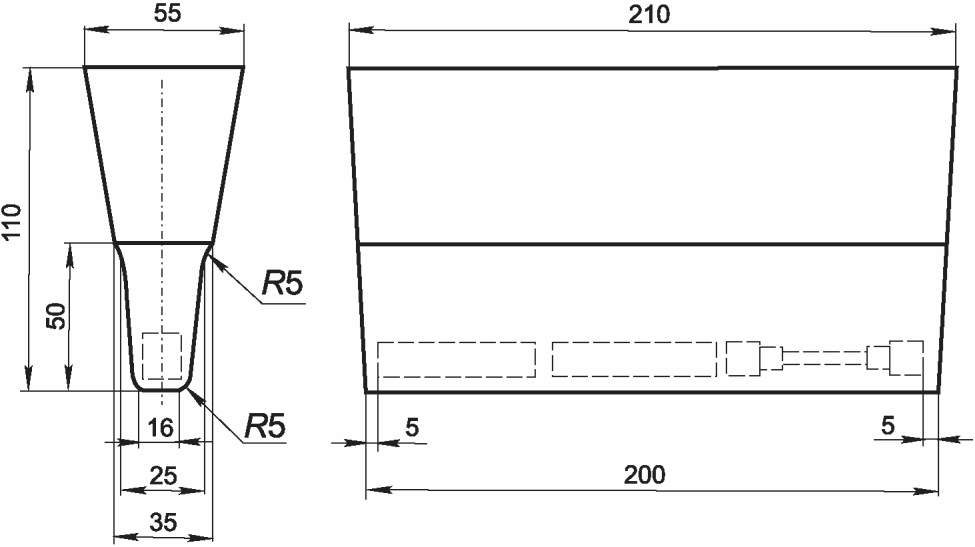
для контроля механических свойств ВМ-стали
Положение образцов для испытаний на растяжение и ударный изгиб не регламентировано и на рисунке 6.1 показано условно. Указанные на рисунке 6.1 размеры прибыли считаются минимальными и могут быть увеличены в зависимости от условий производства.
Количество пробных брусков определяет предприятие-изготовитель.
Для определения механических свойств при отсутствии пробных брусков допускается вырезать образцы непосредственно из детали той же плавки и садки термической обработки в местах, установленных предприятием-изготовителем.
6.4.3 Для контроля микроструктуры деталей из ВМ-стали специальную пробу-прилив отделяют от одной из отливок после термической обработки. Допускается отделять пробу-прилив до термической обработки отливки, в этом случае пробу-прилив клеймят номером плавки и подвергают термической обработке совместно с отливками данной плавки. Приливы должны быть расположены у наиболее массивной части отливок и (или) вблизи от места подвода жидкого металла в литейную форму отливки. Допускается выполнять пробу в виде прилива к литниковой системе. Размеры прилива - не менее 30 x 40 x 50 мм или диаметром не менее 40 мм при длине не менее 50 мм.
При отсутствии приливов образцы для контроля микроструктуры допускается вырезать непосредственно из тела отливки после термической обработки отливок.
6.4.4 Для периодического разрушающего контроля внутренних дефектов допускается использовать литые сердечники, моноблоки и цельнолитые крестовины, забракованные по размерам и (или) поверхностным дефектам.
6.4.5 Образцы (специально сваренные пробы, или крестовины с приварными рельсовыми окончаниями, или моноблочные крестовины) для периодического разрушающего контроля сварных соединений рельсовых элементов крестовин между собой и с литыми деталями из ВМ-стали следует отбирать в соответствии с ГОСТ 34666.
Допускается для испытаний по определению прочности и пластичности сварных швов использовать вместо сварных крестовин специально сваренные образцы согласно ГОСТ 34666.
Отбор образцов для периодических разрушающих испытаний по проверке твердости, микроструктуры и отсутствия недопустимых дефектов сварных стыков и зон термического влияния сварки - согласно ГОСТ 34666.
6.4.6 Пробы для определения химического состава углеродистой стали и чугуна следует отбирать по ГОСТ 7565.
Применяемые при приемо-сдаточных и периодических испытаниях продукции:
- средства измерений, должны быть утвержденного типа, прошедшие поверку (калибровку) в соответствии с требованиями национального законодательства об обеспечении единства измерений <1>;
- СДК, не являющиеся средствами измерений, должны пройти процедуру подтверждения своих технических характеристик после изготовления и в процессе эксплуатации средств НК в соответствии с требованиями технической документации на СДК;
- испытательное оборудование должно быть аттестовано в соответствии с требованиями национальных нормативных документов государств, принявших настоящий стандарт.
--------------------------------
<1> В Российской Федерации действует Федеральный закон от 26 июля 2008 г. N 102-ФЗ "Об обеспечении единства измерений".
7.2.1 Для контроля геометрических параметров и формы крестовин в сборе и их деталей (см. 5.2.1, 5.2.2, 5.2.3, 5.3.1.14, 5.3.2) проводят визуальный осмотр, применяют универсальные СИ. Допускается применять при проведении приемо-сдаточных, периодических, типовых испытаний и при испытаниях по проверке (подтверждению) соответствия требованиям безопасности - на соответствие крестовин требованиям 5.2.1, 5.2.2, 5.2.3, 5.3.1.14, 5.3.2 - другие СИ, в т.ч. цифровые измерительные системы и изготовленные предприятием-изготовителем стрелочной продукции, утвержденного типа, прошедшие поверку и имеющие точность измерения не ниже средств, указанных в настоящем стандарте.
Допускается проверять в процессе производства соответствие крестовин требованиям 5.2.1, 5.2.2, 5.2.3, 5.3.1.14, 5.3.2 при помощи СИ и СДК (в т.ч. по приложению Г), изготовленных предприятием - изготовителем стрелочной продукции, прошедших поверку (калибровку) и имеющих точность не ниже СИ, указанных в настоящем стандарте.
7.2.2 Полную длину крестовины, длину средней части литого контррельса и его отводов (см. 5.2.1), длину литых сердечников сборных, моноблочных и цельнолитых крестовин после механической обработки (см. 5.3.1.14, абзац 1) контролируют с помощью металлической измерительной рулетки с ценой деления 1,0 мм по ГОСТ 7502.
7.2.3 Расстояние между рабочими гранями в переднем и заднем торцах крестовины, ширину и глубину желобов для прохода гребней колес (см. 5.2.1) контролируют в соответствии с ГОСТ 33535-2015 (пункты 7.23 и 7.27) от базовых поверхностей, указанных в КД, на уровне измерения h4 (см. рисунок 4.4), определяемом конкретным проектом на конструкцию.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: абзац 3 в пункте 7.2.1 отсутствует. |
Допускается использовать металлические измерительные рулетки с ценой деления 1,0 мм по ГОСТ 7502, штангенциркули ШЦ-I-300-0,05, ШЦ-I-300-0,02 по ГОСТ 166, специальные штангенциркули ШЦЦС-115, ШЦЦС-120 по ГОСТ 166, поверочную линейку ШП-2-630 или ШП-2-1000 по ГОСТ 8026, приспособления предприятия-изготовителя (см. 7.2.1, абзац 3).
7.2.4 Отклонение от прямолинейности боковой рабочей грани сердечника и соответствующего усовика крестовины в горизонтальной плоскости (см. 5.2.2.1, абзацы 1, 2) контролируют:
- относительно всей длины крестовины, включая рельсовые элементы, с помощью металлической или синтетической струны по ГОСТ 26433.1 или ГОСТ 26877 и щупов (см. приложение Г); струну прикладывают к контролируемым поверхностям продольно на уровне измерения по всей длине крестовины и зазор измеряют щупами;
- по участкам длиной 1000 мм с помощью поверочной линейки ШД-2-1000 или ШП-2-1000 по ГОСТ 8026 и щупов (см. приложение Г); линейку прикладывают к контролируемым поверхностям в продольном направлении на уровне измерения и зазор, если он есть, измеряют с помощью щупов, при этом для контролируемых поверхностей длиной свыше 1000 мм линейку переставляют вдоль контролируемой поверхности не более чем на половину ее длины.
7.2.5 Несовпадение боковых рабочих граней в передней и задней врезках (см. 5.2.2.2) контролируют при помощи поверочной линейки ШД-2-630, или ШП-2-630, или ЛД-1-200 по ГОСТ 8026 и щупов (см. приложение Г). Допускается применять специальную линейку, изготовленную в соответствии с КД завода-изготовителя и прошедшую испытания в целях утверждения типа и калибровку. Для передней врезки контроль следует выполнять линейкой 630 мм с заходом линейки на 130 мм на литой усовик.
7.2.6 Отклонение от прямолинейности поверхностей катания крестовин без возвышения в вертикальной плоскости (см. 5.2.2.3) контролируют с помощью поверочной линейки ШД-2-1000 или ШП-2-1000 по ГОСТ 8026 и щупов (см. приложение Г). Допускается применять специальную линейку, изготовленную в соответствии с КД завода-изготовителя и прошедшую испытания в целях утверждения типа. Линейку прикладывают к контролируемым поверхностям в продольном направлении и зазор, если он есть, измеряют с помощью щупов. Для поверхностей длиной свыше 1000 мм проверку проводят по участкам длиной 1000 мм, при этом линейку переставляют вдоль контролируемой поверхности не более чем на половину ее длины.
7.2.7 Отклонения от номинального значения высоты поверхности катания клина сердечника и литой части усовиков относительно верха головки рельсовых усовиков или относительно базовых поверхностей, указанных в КД (см. 5.2.2.4), контролируют с помощью поверочной линейки ШП-2-630 по ГОСТ 8026, концевых мер длины по ГОСТ 9038, измерения проводят штангенциркулем с глубиномером ШЦ-1-125-0,1 по ГОСТ 166. Допускается применение средств измерений и вспомогательных средств других типов, обеспечивающих необходимую точность измерений.
7.2.8 Разность высот по уровню рельсовой и литой части усовика в передней врезке (см. 5.2.2.4) контролируют с помощью поверочной линейки ШД-2-630, или ШП-2-630, или ЛД-1-200 по ГОСТ 8026 и щупов (см. приложение Г). Для конструкций крестовин с радиусной передней врезкой (см. 5.2.2.5) контролируют с помощью поверочной линейки ЛД-1-200 по ГОСТ 8026, штангенциркуля с глубиномером ШЦ-1-125-0,1 по ГОСТ 166 и щупов (см. приложение Г).
7.2.9 Прямолинейность сварных соединений литой части крестовин с рельсовыми окончаниями (см. 5.2.2.6, 5.3.3.3) контролируют по боковой грани головки и по поверхности катания в соответствии с ГОСТ 34666.
7.2.10 Плотность прилегания деталей крестовин (см. 5.2.3.1, 5.2.3.3, 5.2.3.4) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.24) или при помощи щупов (см. приложение Г).
7.2.11 Плотность опирания крестовин и деталей на подкладки, мостики или лафеты (см. 5.2.3.2) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.22) или при помощи щупов (см. приложение Г).
7.2.12 Плотность прилегания боковой поверхности подошвы рельсовых деталей крестовин к ребордам подкладок (см. 5.2.3.5) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.38).
7.2.13 Степень затяжки гаек и выход болта за гайку резьбовых соединений (см. 5.2.3.6) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.29).
7.2.14 Положение клеммных болтов скреплений (см. 5.2.3.7) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.30).
7.2.15 Наличие заусенцев на поверхности рельсовых и литых деталей крестовин, притупление граней отверстий и кромок (см. 5.2.3.8); наличие заусенцев на поверхностях деталей из полосового или листового проката (см. 5.3.2.3, абзац 4); наличие заусенцев и поперечной риски на поверхностях отверстий и фасок (см. 5.3.2.1, абзац 13) контролируют визуально, а высоту заусенцев (см. 5.3.2.3, абзац 4) - в соответствии с ГОСТ 33535-2015 (пункт 7.11).
7.2.16 Отклонение от перпендикулярности торцов рельсовых деталей (см. 5.3.2.1, абзац 7) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.7).
7.2.17 Соответствие прямолинейности и качества поверхности деталей, изготовленных из рельсов (см. 5.3.2.1, абзац 10), контролируют методами, указанными в стандартах, по которым были изготовлены рельсы.
Прямолинейность изогнутых деталей из рельсов, имеющих участки прямолинейного очертания, контролируют по прямым участкам; при этом на длине 100 мм в каждую сторону от положения места гиба, указанного в КД, контроль не проводят.
Допускается для изогнутых деталей из рельсов, имеющих согласно КД участки криволинейного очертания, контролировать их геометрию в плане в составе крестовины (в сборе).
7.2.18 Отклонение уклонов обрабатываемых поверхностей сборных, моноблочных и цельнолитых острых и тупых крестовин и деталей из рельсов (5.2.2.1, абзац 3) и вкладышей (см. 5.3.2.2, абзац 3) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.19).
7.2.19 Размеры фасок (см. 5.3.2.1, абзац 13) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.36).
7.2.20 Шероховатость поверхности отверстий рельсовых деталей (см. 5.3.2.1, абзац 14); высоту зоны среза и шероховатость поверхности отверстий в зоне среза, пробиваемых на прессах, в деталях из полосового и листового проката (см. 5.3.2.3, абзац 2), шероховатость поверхностей торцов деталей из полосового и листового проката (см. 5.3.2.3, абзац 5) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.8).
7.2.21 Размеры круглых и прямоугольных отверстий, пробиваемых на прессах, в деталях из полосового и листового проката (см. 5.3.2.3, абзац 2) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.9).
7.2.22 Смещение осей отверстий, непараллельность общей оси отверстий, расстояние от грани круглых отверстий до края деталей, смещение реборды (см. 5.3.2.3, абзац 3) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.10).
7.2.23 Отклонение от перпендикулярности торцов деталей из полосового или листового проката (см. 5.3.2.3, абзац 7) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.13).
7.2.24 Отклонение от плоскостности верхней поверхности деталей из полосового или листового проката (см. 5.3.2.3, абзац 8) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.14).
7.2.25 Взаимное расположение конической и прямоугольной частей отверстий для болтов с потайной головкой (см. 5.3.2.3, абзац 9) контролируют в соответствии с ГОСТ 33535-2015 (пункт 7.16).
7.3.1 Наличие дефектов на поверхности деталей (см. 5.3.2.1 - 5.3.2.4) определяют визуальным осмотром с использованием лупы по ГОСТ 25706 с увеличением 2x.
Глубину местных дефектов на обработанной поверхности деталей из рельсов (см. 5.3.2.1, абзац 12) измеряют штангенциркулем ШЦ-1-125-0,1 с глубиномером по ГОСТ 166 или другими СИ, обеспечивающими точность измерений не ниже предусмотренных.
7.3.2 Контроль сварных соединений крестовин (см. 5.3.3.1 - 5.3.3.4) проводят в соответствии с ГОСТ 34666, а также методами, указанными в приложении В, ГОСТ 34513 и ГОСТ 34663. Допускается для определения вида дефектов дополнительно использовать ГОСТ 30242.
7.3.3 Дефекты отливок из ВМ-стали при приемо-сдаточном контроле (см. 5.3.1.13 и приложение Б) проверяют методами, указанными в приложении Б.
Контроль внутренних дефектов (см. 5.3.1.13 и приложение Б) при периодических выборочных разрушающих испытаниях на прессах на трехточечный изгиб отливок или литых деталей из ВМ-стали (или при типовых испытаниях) проводят без применения увеличительных приборов по виду излома литого сердечника, или моноблока, или цельнолитой крестовины методами, указанными в приложении Б.
7.4.1 Контроль твердости поверхности катания упрочненных крестовин (см. 5.3.1.11) проводят на деталях из ВМ-стали, прошедших упрочнение. Твердость контролируют по ГОСТ 9012 с помощью приборов Бринелля с шариком диаметром 10 мм при нагрузке, равной 29,42 кН (3000,0 кгс), и продолжительности выдержки под нагрузкой не менее 15 с.
7.4.2 Твердость металла на поверхности головок рельсовых деталей, приваренных дуговой и контактной сваркой (см. 5.3.3.5), в зоне термического влияния каждого шва на расстоянии не более 10 мм от сварного шва измеряют при периодических выборочных разрушающих испытаниях по 6.3.4 и согласно ГОСТ 34666-2020 (таблица 2) с помощью стационарных приборов: Бринелля с шариком диаметром 10 мм по ГОСТ 9012, Виккерса по ГОСТ 2999 <1>, Роквелла по ГОСТ 9013.
--------------------------------
<1> В Российской Федерации действуют также ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения" и ГОСТ Р 8.695-2009 (ИСО 6507-2:2005) "Государственная система обеспечения единства измерений. Металлы и сплавы. Измерения твердости по Виккерсу. Часть 2. Поверка и калибровка твердомеров".
Твердость измеряют на образцах и (или) на темплетах, изготовленных из образцов, согласно ГОСТ 34666. Качество подготовки поверхности образцов и темплетов перед измерением твердости - по ГОСТ 9012, ГОСТ 2999, ГОСТ 9013 соответственно.
7.4.3 Твердомеры Бринелля по ГОСТ 9012, Виккерса по ГОСТ 2999, Роквелла по ГОСТ 9013 и меры твердости (2-го класса) по ГОСТ 9031 должны быть в исправном состоянии и поверены.
7.5.1 Химический состав ВМ-стали следует определять спектральным анализом по ГОСТ 18895 <1> на подготовленной поверхности образца, изготовленного из пробы, отобранной согласно 6.4.1. Контролируемая поверхность должна отстоять от черновой литой поверхности образца не менее чем на 3 мм.
--------------------------------
<1> В Российской Федерации действует также ГОСТ Р 54153-2010 "Сталь. Метод атомно-эмиссионного спектрального анализа".
Допускается использовать для спектрального анализа образец, вырезанный из металла, взятого от пробного бруска для механических испытаний или от специального прилива к отливке, или непосредственно от отливки (см. 6.4.1); при этом контролируемая поверхность должна отстоять от черновой литой поверхности образца не менее чем на 3 мм.
Допускается определять химический состав ВМ-стали методом по ГОСТ 28033.
Допускается определять химический состав ВМ-стали методами по ГОСТ 12344 - ГОСТ 12348. В этом случае используют стружку, взятую от пробного бруска для механических испытаний, от прилива к отливке, или скрапину, или металл, отобранный гранулированием.
7.5.2 Химический состав углеродистых и низколегированных сталей (см. 5.3.2.2 - 5.3.2.4) следует определять по ГОСТ 18895, или ГОСТ 22536.0 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.12, или ГОСТ 28033.
7.6.1 Контроль механических свойств отливок (деталей) из ВМ-стали (см. 5.3.1.6 - 5.3.1.8) проводят на образцах, изготовленных из пробных брусков (см. рисунок 6.1).
Испытания на растяжение (см. 5.3.1.6, 5.3.1.7) проводят при комнатной температуре (20 +/- 10) °C по ГОСТ 1497 на цилиндрических образцах типа III N 6 диаметром 6 мм и начальной расчетной длиной рабочей части 30 мм. Оборудование для испытаний на растяжение образцов должно иметь не менее чем 20%-ный запас по максимальному усилию по сравнению с нормами разрушающей нагрузки, указанными в таблице 5.3.
Испытания на ударный изгиб для определения ударной вязкости ВМ-стали (см. 5.3.1.6, 5.3.1.7, 5.3.1.8) проводят на маятниковых копрах с номинальной потенциальной энергией маятника 300 Дж (30 кгс·м) по ГОСТ 9454 на образцах типа 1. Условия и порядок проведения испытаний для определения ударной вязкости KCU при комнатной температуре (20 +/- 10) °C и KCU-60 при минус 60 °C - по ГОСТ 9454. Для испытаний при температуре минус 60 °C (см. 5.3.1.8) образец перед испытанием выдерживают при пониженной температуре по ГОСТ 9454.
Механические свойства ВМ-стали при испытаниях на растяжение и на ударный изгиб допускается определять на одном образце при каждом виде испытаний.
7.6.2 Контроль прочности и пластичности сварных соединений (см. 5.3.3.4) проводят в соответствии с ГОСТ 34666. Контроль внутренних дефектов в испытанных сломавшихся деталях (образцах), в изломе (см. 5.3.3.2), проводят визуально.
7.7.1 Контроль микроструктуры деталей из ВМ-стали (см. 5.3.1.5) выполняют на одном микрошлифе, приготовленном из пробы-прилива, отобранной согласно 6.4.3.
Контролируемую плоскость микрошлифа располагают на расстоянии не менее 10 мм от нижней (по заливке детали в литейной форме) плоскости прилива.
Металлографическое травление проводят 4%-ным спиртовым раствором (или 3%-ным водным раствором) азотной кислоты с многократной переполировкой.
Контроль выполняют с помощью металлографического микроскопа визуально при увеличениях 100x и 500x. Аустенитную микроструктуру и отсутствие карбидов контролируют на глубине более 2,5 мм, считая от края микрошлифа. При наличии литейных рыхлот в пробе карбиды около них считать браковочным признаком не следует; в этом случае допускаются повторный отбор пробы (от другой отливки той же плавки и садки термообработки) и повторный контроль.
7.7.2 Контроль микроструктуры сварных соединений [см. 5.3.3.2 и ГОСТ 34666-2020 (таблица 2)] проводят на микрошлифах, приготовленных на образцах, вырезанных из этих соединений. Контроль следует выполнять с помощью металлографического микроскопа визуально при увеличениях 100x и 500x.
Для определения наличия структур с твердостью более допустимой (650 HV) следует проводить измерение их микротвердости по ГОСТ 9450.
7.8.1 Контроль показателей, указанных в 6.3.5, проводят на крестовинах, пробах и образцах, отобранных по 6.3.5.2. Методы контроля показателей, влияющих на безопасность крестовин, перечислены в 6.3.5 и содержатся в разделе 7:
б) длина средней части литого контррельса и его отводов (только для цельнолитых крестовин) (см. 5.2.1) - по 7.2.2;
в) расстояние между рабочими гранями в переднем и заднем вылетах (торцах) крестовины, ширина и глубина желобов (см. 5.2.1) - по 7.2.3;
г) отклонения от прямолинейности боковой рабочей грани крестовин в горизонтальной плоскости (см. 5.2.2.1, абзацы 1, 2) - по 7.2.4;
е) отклонения от прямолинейности поверхностей катания крестовин в вертикальной плоскости (см. 5.2.2.3) - по 7.2.6;
л) суммарный зазор между боковыми поверхностями подошвы рельсовых элементов и ребордами подкладок (см. 5.2.3.5) - по 7.2.12;
р) механические свойства ВМ-стали:
с) твердость поверхности катания сердечников (только для упрочненных сердечников крестовин) (см. 5.3.1.11) - по 7.4.1;
т) качество поверхности (дефекты поверхности) литых деталей из ВМ-стали (см. 5.3.1.13 и приложение Б) - по 7.3.3 и приложению Б;
у) отсутствие дефектов на обработанных поверхностях деталей из рельсов (см. 5.3.2.1, абзац 12) - по 7.3.1;
ф) размеры фасок, отсутствие заусенцев и поперечной риски на поверхностях отверстий и фасок рельсовых деталей (см. 5.3.2.1, абзац 13) - по 7.2.15, 7.2.19;
х) шероховатость внутренней поверхности отверстий рельсовых деталей (см. 5.3.2.1, абзац 14) - по 7.2.20;
ц) отклонения размеров отверстий, пробиваемых на прессах, в т.ч. и выполненных другими методами (см. 5.3.2.3, абзац 3) - по 7.2.21;
ш) отсутствие заусенцев на поверхностях деталей из полосового или листового проката (см. 5.3.2.3, абзац 4) - по 7.2.15;
7.8.2 Для определения действующих в элементах крестовин напряжений и проверки их соответствия требованиям 5.1.2 проводят динамико-прочностные испытания по воздействию железнодорожного подвижного состава на крестовины. При проведении испытаний скорость и нагрузка на ось испытательного поезда должны соответствовать указанным в проектной документации для данного номера проекта крестовин. Испытания проводят на одной крестовине в сборе. Методика испытаний для данной инфраструктуры железнодорожного транспорта должна быть утверждена национальным органом исполнительной власти государства, принявшего стандарт.
Контроль маркировки крестовин (см. 5.5) проводят для каждой крестовины визуально или с помощью автоматизированных систем.
Контроль маркировки деталей крестовин проводят визуально.
Значения остаточной магнитной индукции (см. 5.1.5) на поверхности катания головки рельсовых элементов крестовин контролируют методами магнитных измерений по ГОСТ 22261 с использованием СИ утвержденного типа.
СИ должны обеспечивать измерение остаточной магнитной индукции в диапазоне от 0,0 до 10,0 мТл, приблизительно равной нормативному значению 4,9 мТл с максимальной допустимой относительной погрешностью не более +/- 10%.
Измерения остаточной магнитной индукции допускается проводить в диапазоне температур окружающей среды от минус 40 °C до плюс 60 °C.
Измерения проводят на сборочном стенде, или перед проведением измерений крестовину в сборе размещают на площадке.
Измерения остаточной магнитной индукции на поверхности катания рельсовых элементов крестовины выполняют по всей их длине непрерывно или дискретно с интервалом не более 1,0 м в зависимости от конструкции применяемых СИ. По результатам измерений определяют наибольшее значение остаточной магнитной индукции для каждого рельсового элемента крестовины. Наибольшее значение вносят в протокол контроля и в паспорт крестовины.
7.11.1 Для проверки соответствия требованиям 5.1.3 при приемочных испытаниях опытного образца и квалификационных испытаниях (см. 6.1.4) испытывают одну опытную крестовину в сборе. Результаты испытаний распространяют на все крестовины данной конструкции.
7.11.2 Соответствие крестовин требованиям 5.1.3, 5.1.4 в дальнейшем контролируют сопоставлением фактических значений показателей надежности с нормативными. Фактические значения показателей надежности крестовин определяют по результатам испытаний опытных образцов, или вероятностными, или статистическими методами расчетов согласно ГОСТ 33886 на основе анализа данных об отказах и испытаний опытных партий или серийных крестовин.
8.1 Организация и способы хранения, противокоррозионной защиты, упаковки и транспортирования крестовин и их составных частей должны соответствовать требованиям ГОСТ 15150 группы ОЖ1 и ГОСТ 9.014, варианты ВЗ-0 или ВЗ-1.
8.2 Крестовины отгружают потребителю без упаковки. Допускается упаковка частей изделий в деревянные ящики или другую упаковочную тару по ГОСТ 23170.
8.3 Хранение крестовин на предприятии-изготовителе и у потребителя - под навесом или на открытых площадках.
Крестовины категории 3Д следует хранить отдельно от крестовин других категорий (или отдельными партиями).
8.4 Транспортировать крестовины в сборе и их детали рекомендуется на открытом железнодорожном подвижном составе.
8.5 Погрузку и крепление крестовин и их деталей проводят в соответствии с комплектностью, указанной в заказе (см. 5.4), по нормативным документам на размещение и крепление грузов для данного вида транспорта, действующим на территории государств, принявших стандарт <1>.
--------------------------------
<1> В Российской Федерации действует документ "Технические условия размещения и крепления грузов в вагонах и контейнерах" (утвержден Министерством путей сообщения России 27 мая 2003 г. N ЦМ-943) с изменениями N 1 от 12 июля 2004 г. и N 2 от 12 августа 2005 г.
На каждую единицу железнодорожного подвижного состава рекомендуется грузить крестовины одной марки [см. 4.1, перечисление в)].
8.6 Формуляр должен быть уложен в моноблочной, цельнолитой и сборной крестовине с литым сердечником в соответствии с ГОСТ 33535-2015 (пункты 5.5.2 и 5.7.8).
8.7 При погрузке, транспортировании не допускается повреждение крестовин. Не допускается падение крестовин с высоты более 1 м. Крестовины, упавшие с высоты более 1 м, считают не соответствующими требованиям настоящего стандарта. Погрузку рельсов-заготовок и крестовин в сборе следует проводить погрузочными устройствами без применения магнитов.
8.8 При хранении крестовины должны быть уложены на ровных площадках, в штабелях с использованием деревянных прокладок так, чтобы не возникали повреждение, деформация и ухудшение прямолинейности крестовин.
9.1 Предприятие-изготовитель гарантирует соответствие крестовин требованиям настоящего стандарта при соблюдении потребителем требований настоящего стандарта в части условий разгрузки, хранения, укладки в железнодорожные пути и условий эксплуатации крестовин <1>.
--------------------------------
<1> В Российской Федерации для инфраструктуры железнодорожного транспорта применяют "Правила технической эксплуатации железных дорог Российской Федерации", утвержденные приказом Минтранса Российской Федерации от 23 июня 2022 г. N 250, а также нормативные документы владельцев соответствующих инфраструктур железнодорожного транспорта и метрополитенов, согласованные и утвержденные в установленном порядке, определяющие классификацию, каталог и признаки дефектных и остродефектных элементов стрелочных переводов для условий эксплуатации в данной инфраструктуре.
9.2 Гарантийные обязательства определяют в соглашении (договоре) между изготовителем и потребителем. При этом гарантийная наработка крестовин типов Р75 и Р65 должна быть не менее 50 млн т брутто, а крестовин типа Р50 - не менее 40 млн т брутто.
9.3 Гарантийные обязательства прекращают свое действие в случае ремонта крестовин в эксплуатации наплавкой, науглероживанием, по технологии, не согласованной с предприятием-изготовителем.
10.1 Крестовины всех категорий, кроме 3Д, можно эксплуатировать без ограничений в стрелочных переводах путей железных дорог, метрополитенов, других путей общего и необщего пользования как изделие климатического исполнения УХЛ категории размещения I по ГОСТ 15150 при соблюдении требований 5.1.2 и требований КД к допускаемым скоростям и осевым нагрузкам для крестовин данного проекта.
10.2 Крестовины категории 3Д допускается эксплуатировать только в железнодорожных путях необщего пользования в малодеятельных стрелочных переводах с грузонапряженностью менее 10 млн т брутто на перевод в год при осевых нагрузках не более 230 кН (23,5 тс) вне районов, где температура пути при эксплуатации может быть ниже минус 30 °C.
Поставка крестовин категории 3Д для других условий эксплуатации запрещена.
Укладка и эксплуатация крестовин категории 3Д в железнодорожных путях общего пользования запрещена.
Поставка крестовин категории 3Д метрополитенам запрещена.
Отгружать крестовины категории 3Д следует только по согласованию с заказчиком, отдельно от крестовин других категорий (или отдельными партиями).
10.3 Для рационального использования крестовин соответственно качеству их изготовления рекомендуется выбор места укладки и эксплуатации крестовин осуществлять с учетом их категорий согласно таблице 10.1.
Таблица 10.1
Категория крестовины | Рекомендуемая сфера рационального применения |
1-ВВ | Главные пути, скорость движения не более 160 км/ч, осевая нагрузка до 245 кН (25,0 тс) на ось, грузонапряженность более 50 млн т·км брутто/км в год |
1-НН | Главные пути, в условиях холодного и умеренно холодного климата <*> |
1 | Главные пути, скорость движения не более 160 км/ч, осевая нагрузка до 230 кН (23,5 тс) на ось, грузонапряженность более 50 млн т·км брутто/км в год. Метрополитены |
2-ВВ | Главные пути, скорость движения не более 140 км/ч, осевая нагрузка до 245 кН (25,0 тс) на ось, грузонапряженность не более 50 млн т·км брутто/км в год |
2 | Главные пути, скорость движения не более 140 км/ч, осевая нагрузка до 230 кН (23,5 тс) на ось, грузонапряженность не более 50 млн т·км брутто/км в год |
3 | Приемо-отправочные и прочие пути |
<*> Районирование и градации климата - по ГОСТ 16350. | |
10.4 При укладке и эксплуатации крестовин следует соблюдать правила технической эксплуатации железных дорог, действующие на территории государств, принявших настоящий стандарт <1>.
--------------------------------
<1> Правила технической эксплуатации и нормативные документы, устанавливающие эксплуатационные дефекты, угрожающие безопасности движения поездов, для данной инфраструктуры железнодорожного транспорта, утверждает национальный орган исполнительной власти государства, принявшего стандарт. В Российской Федерации для инфраструктуры железнодорожного транспорта применяют "Правила технической эксплуатации железных дорог Российской Федерации", утвержденные приказом Минтранса Российской Федерации от 23 июня 2022 г. N 250, а также нормативные документы владельцев соответствующих инфраструктур железнодорожного транспорта и метрополитенов, согласованные и утвержденные в установленном порядке, определяющие классификацию, каталог и признаки дефектных и остродефектных элементов стрелочных переводов для условий эксплуатации в данной инфраструктуре.
10.5 Сварку рельсовых окончаний крестовины с примыкающими рельсами в условиях пути следует выполнять алюминотермитным способом по ТД, согласованной и утвержденной в установленном порядке.
Для уменьшения вредного влияния на окружающую среду (для снижения выбросов в атмосферу окислов марганца) и рационального использования ресурсов крестовины стрелочных переводов после окончания их эксплуатации и изъятия из железнодорожных путей рекомендуется подвергать разборке и их литые сердечники (или неразобранные крестовины) направлять на стрелочные заводы для переплавки ВМ-стали по специальной технологии.
Примечание - Применение специальной технологии переплавки ВМ-стали, используемой на стрелочных заводах, позволяет значительно уменьшать потерю марганца и выброс окислов марганца в атмосферу по сравнению с переплавкой крестовин с разносортным металлоломом на неспециализированных металлургических предприятиях.
(обязательное)
При заказе крестовины ее обозначение и наименование должны быть записаны в соответствии с основной надписью основного конструкторского документа на данное изделие.
При групповой конструкторской документации обозначение и наименование изделия должны быть указаны в соответствии с основной надписью и таблицей исполнений.
Пример условного обозначения крестовины типа Р65 марки 1/11 по настоящему стандарту, сборной, с рельсовыми усовиками и литым сердечником из высокомарганцовистой стали с приварными рельсовыми окончаниями, проекта (конструкторской документации) 2750, категории 1-ВВ (ее литой сердечник из высокомарганцовистой стали должен иметь группу 1 металла и группу дефектности 1 и должен быть упрочнен по поверхности катания взрывом):
Крестовина типа Р65 марки 1/11 на железобетонных брусьях,
проекта 2750, категории 1-ВВ по ГОСТ 7370-2025
(обязательное)
ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ СТАЛИ, ДОПУСТИМОЙ
БЕЗ ИСПРАВЛЕНИЯ И С ИСПРАВЛЕНИЕМ СВАРКОЙ
Б.1.1 Наличие, вид, размеры и расположение дефектов для выполнения требований, изложенных в разделе 5 (5.3.1.13) и настоящем приложении, следует определять для каждой отливки (литой детали) при пооперационном контроле, приемо-сдаточных, периодических, типовых испытаниях, испытаниях по проверке соответствия крестовин требованиям, указанным в 6.3.5.
Б.1.2 Для определения места расположения дефектов следует использовать термины и определения, указанные в разделе 3. Для определения вида дефектов следует использовать ГОСТ 19200.
Б.1.3 Контроль наличия и вида дефектов следует выполнять визуально с использованием луп по ГОСТ 25706 с увеличением от 2x до 4x.
Для определения места расположения и размеров дефектов следует применять универсальный измерительный инструмент: штангенциркуль ШЦ-1-125-0,1 с глубиномером по ГОСТ 166, металлические измерительные линейки с пределом измерений до 500 мм и ценой деления 1 мм по ГОСТ 427 и металлические щупы, изготовленные из стальной проволоки.
Б.1.4 Предъявляемая к приемке отливка или литая деталь не должна иметь пригара, затрудняющего контроль дефектов. Пригар допускается, если он не мешает контролю дефектов.
Б.1.5 Вид, расположение и размеры дефектов, допустимых без исправления и с исправлением сваркой, указаны в Б.1 - Б.8.
Б.1.6 Вид и размеры дефектов, выходящих на поверхность отливок (литых деталей), следует определять после их местной разделки и зачистки. Для этого следует использовать абразивную зачистку, электродуговую, воздушно-дуговую резку с последующей абразивной зачисткой или другой способ, не ухудшающий безопасность и надежность крестовин при их последующей эксплуатации.
В результате разделки в данном месте должны быть полностью удалены дефекты металла, шлаковые и песчаные раковины, литейная корка (пригар); окисленные поверхности должны быть зачищены.
Б.1.7 С учетом требований Б.1.5, по результатам контроля принимают решение об оставлении данного дефекта (выточки) без исправления, или решение об исправлении дефекта сваркой с последующей местной механической обработкой с повторным контролем исправленного места отливки (литой детали), или решение о наплавке недостающих размеров отливки (литой детали) с повторным контролем, или решение о переводе отливки (литой детали) в брак.
В случае решения об исправлении дефекта сваркой или решения о наплавке недостающих размеров отливку (литую деталь) до исправления сваркой или наплавкой считать окончательно забракованной не следует.
Число повторных осмотров, исправлений дефектов отливки (литой детали) не ограничивается.
Отливки (литые детали) без дефектов, с дефектами, допускаемыми без исправления, с дефектами, исправленными сваркой и (или) наплавкой, предъявляют для приемки.
Б.1.8 По результатам приемочного контроля (см. Б.1.5) принимают решение о приемке отливки (литой детали), соответствующей требованиям настоящего стандарта, или решение о вытачивании дефектов отливки (литой детали) с повторным предъявлением к приемке, или решение об исправлении сваркой дефектов отливки (литой детали) с повторным предъявлением к приемке, или решение о наплавке недостающих размеров отливки (литой детали) с повторным предъявлением к приемке, или решение о переводе отливки (литой детали) в брак.
Число повторных предъявлений отливок (литых деталей) к приемке не ограничивается.
Б.1.9 Дефекты отливок, подлежащие исправлению, следует фиксировать в специальном журнале с указанием номера проекта, типа и марки отливки, порядкового номера отливки, вида дефекта, места расположения и размера разделанного дефекта, исполнителя исправления дефекта сваркой.
Б.1.10 Несоответствие химического состава стали, несоответствие механических свойств стали и несоответствие микроструктуры стали отливок (литых деталей) регламентированы в 5.3.1.3 - 5.3.1.8.
Б.1.11 При дефекте "коробление" разрешается выполнять правку отливок и литых деталей после термической обработки до его устранения (см. 5.3.1.12).
Б.1.12 Поверхностное повреждение в виде вмятины можно рассматривать как выточку или дефект, допустимый без исправления сваркой, если около него отсутствуют трещины; его допустимость без исправления или с исправлением сваркой следует определять, как указано в Б.1 - Б.8.
Б.1.13 Трещины на теле отливок (литых деталей) запрещены. Отливки и детали с трещиной подлежат переводу в брак при невозможности исправления дефекта.
При обнаружении трещины на диафрагмах и обволоках болтовых отверстий дефект должен быть выточен абразивом.
При обнаружении трещины на теле (в т.ч. на ребрах жесткости) отливки (литой детали) допускается вытачивать дефект абразивом и исправлять выточки сваркой. Допустимые размеры и расположение выточек и исправлений сваркой указаны в Б.1 - Б.8.
Б.1.14 При несоответствии размеров (см. 5.3.1.14) недостающие размеры отливки (литой детали) могут быть достигнуты за счет наплавки, если это допускается в данном месте детали, как указано в Б.2 - Б.8.
Б.1.15 Дефекты отливок (кроме трещин), расположенные на обрабатываемых поверхностях и имеющие размеры, не выходящие за значение припусков на обработку, рассматривать в качестве браковочного признака отливок не следует.
Б.1.16 В цельнолитых и моноблочных крестовинах, в литых сердечниках допускаются местные увеличения глубины желобов (в т.ч. выточки дефектов) не более 10,0 мм, длиной до 100 мм, общим количеством не более 5 шт.
Б.1.17 Наплавку недостающих размеров и исправление сваркой дефектов (см. Б.1 - Б.8) следует проводить после термической обработки отливок (деталей) по ТД предприятия-изготовителя.
Дефекты, обнаруженные после приварки рельсовых окончаний к литым сердечникам, к моноблокам, подлежат исправлению по ТД предприятия-изготовителя.
При невозможности исправления дефектов детали бракуют.
Марки электродов (порошковой проволоки и других материалов) для наплавки, исправления сваркой дефектов отливок и литых деталей из ВМ-стали (см. 5.3.3.1) должны быть внесены в ТД и должны обеспечивать безопасность и надежность крестовин при их последующей эксплуатации.
Б.1.18 Дефекты (кроме трещин), расположенные на дополнительных приливах к отливке, служащих в качестве опор для сварки, или для механической обработки, или для иных целей, не связанных с эксплуатацией крестовин, не следует считать основанием для браковки отливок сердечников, моноблоков и цельнолитых крестовин.
Б.1.19 Внутренние дефекты, не выходящие на поверхность отливок (литых деталей), контролируют по виду излома отливки сердечника, или моноблока, или цельнолитой крестовины, испытанной на изгиб на прессе при периодических [см. 6.3.3, перечисление б) 4)], или типовых (см. 6.3.6) испытаниях, или при испытаниях для проверки (подтверждения) соответствия [см. 6.3.5, перечисление т)].
Б.1.20 На нерабочих нижних, боковых и внутренних поверхностях отливок допускается наличие остатков питателей от прибылей, а также раковин под прибылями, если их размер (глубина) не превышает 25 мм.
Б.1.21 Дефекты, не указанные в настоящем стандарте, считают недопустимыми. Отливки и литые детали из ВМ-стали с такими дефектами подлежат переводу в брак при невозможности полного удаления таких дефектов.
При полном удалении таких дефектов в результате местной разделки и зачистки допустимость полученных выточек без исправления или с исправлением сваркой (наплавкой) следует определять, как указано в Б.1 - Б.8.
Б.2 Технические требования к дефектности литых сердечников для сборных крестовин, допустимой без исправления
Б.2.1 Дефекты на рабочих поверхностях отливок сердечников
Б.2.1.1 Для литых сердечников всех конструкций на всю длину усовиков и клина не допускаются раковины диаметром более 6 мм, глубиной более 2 мм в количестве более 7 шт. При этом наибольшему диаметру раковины должна соответствовать наименьшая ее глубина и наоборот (сумма диаметра и глубины раковины - не более 8 мм); расстояние между раковинами - не менее 60 мм.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.2.1.2 Для литых сердечников всех конструкций на участке от сечения клина 100 мм до заднего торца допускается газовая шероховатость глубиной до 3 мм, расположенная не ближе 35 мм от верха боковой рабочей грани.
Б.2.1.3 Для литых сердечников всех конструкций допускается выточка острия по шаблону от его начала до сечения 12 мм, радиусом не менее 80 мм.
Б.2.1.4 Газовая пористость на рабочих поверхностях крестовин не допускается.
Б.2.2 Дефекты на нерабочих верхних поверхностях и нерабочих поверхностях желобов отливок сердечников
Б.2.2.1 Для литых сердечников всех конструкций допускаются ужимины глубиной до 5 мм площадью до 5000 мм2 в количестве не более 2 шт. или до 2000 мм2 - в количестве не более 4 шт.
На участке от сечения, расположенного на расстоянии 250 мм от математического центра в сторону горла, до сечения клина 60 мм допускаются ужимины, если они находятся не ближе 25 мм от поверхности катания. При этом на литом сердечнике на указанном участке глубина ужимин не должна превышать 20% от номинального значения толщины сечения стенки отливки.
Для литых сердечников без врезки и без передней врезки (сочленение по косому переднему стыку) на участке от начала литых усовиков до горла допускаются ужимины, которые не должны быть расположены на литых усовиках и в желобе ближе 15 мм от верхней рабочей поверхности литых усовиков.
Б.2.2.2 Для литых сердечников с врезкой допускаются утяжины в нижней части желобов шириной до 15 мм и глубиной до 6 мм.
Для литых сердечников без врезки и без передней врезки (сочленение по косому переднему стыку) на участке от начала литых усовиков до горла в нижней части желобов допускаются утяжины шириной до 15 мм и глубиной до 3 мм.
Б.2.2.3 Для литых сердечников всех конструкций на верхних нерабочих поверхностях (в т.ч. на верхней части полок переходной зоны, соединяющих крылья и подошву хвостовика) допускаются газовые и песчаные раковины диаметром свыше 2 до 10 мм и глубиной соответственно от 10 до 2 мм в количестве до 3 шт. при расстоянии между ними не менее 100 мм. При этом наибольшему диаметру раковины должна соответствовать наименьшая ее глубина и наоборот (сумма диаметра и глубины раковины - не более 12 мм).
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.2.2.4 Для литых сердечников всех конструкций в желобах допускаются газовые и песчаные раковины глубиной не более 10 мм, диаметром от 2 до 8 мм при расстоянии между ними не менее 100 мм. Там же допускаются местные скопления газовых раковин в количестве не более 3 шт. глубиной до 10 мм, вписанных в общий диаметр не более 15 мм при расстоянии между ними не менее 100 мм, находящиеся в одном желобе либо в разных желобах.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.2.2.5 Для литых сердечников всех конструкций в желобах допускаются ступеньки шириной до 3 мм от фрезеровки боковых рабочих граней клина и усовиков, расположенные на расстоянии не менее 35 мм от верха рабочей грани.
Б.2.2.6 Для литых сердечников всех конструкций на задних врезках литых усовиков, в технологических выемках и на верхних привалочных плоскостях крыльев допускаются спаи с видимой длиной до 70 мм. При этом на технологических выемках и верхних привалочных плоскостях они должны быть расположены на глубине не более 20 мм. Расстояние между отдельными спаями должно быть не менее 50 мм.
Б.2.2.7 Для литых сердечников на технологических выемках допускаются выточки на всю их ширину, глубиной до 20 мм, длиной до 25 мм, в количестве не более 2 шт. (по одной на сторону).
Б.2.2.8 Для сердечников без врезки от начала усовиков до их сечения 12 мм допускаются выточки радиусом не менее 80 мм для сердечников типа Р65, радиусом не менее 70 мм - для сердечников Р50 и глубиной до 10 мм с плавным скруглением краев.
Б.2.2.9 Для сердечников всех конструкций допускаются недоливы в желобах сердечника над болтовыми отверстиями площадью до 400 мм2.
Б.2.2.10 Для сердечников на тонкой части подошвы (см. рисунок 3.13) сверху допускаются плавные выточки длиной до 25 мм и глубиной до 5 мм с притупленными краями в количестве не более 2 шт., если это не мешает установке скреплений. Острые кромки должны быть притуплены абразивной обработкой.
Б.2.3 Дефекты на нерабочих нижних, боковых и внутренних поверхностях литых сердечников
Б.2.3.1 Для литых сердечников всех конструкций допускаются газовые и песчаные раковины, засоры площадью до 1500 мм2, глубиной до 5 мм, в количестве не более 3 шт. на сторону, за исключением переходной зоны сердечников.
Для литых сердечников всех конструкций на нерабочих внутренних поверхностях литого сердечника в местах, соответствующих литейным болванам верхней полуформы, допускаются раковины диаметром от 2 до 5 мм и глубиной до 10 мм, в количестве не более 7 шт.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.2.3.2 Для литых сердечников в переходной зоне (см. рисунок 3.12) на нижних поверхностях допускаются плавные выточки длиной до 200 мм и глубиной не более 6,0 мм. Острые кромки должны быть притуплены абразивной обработкой.
Б.2.3.3 Для литых сердечников в переходной зоне (см. рисунок 3.12) на тонкой части полок, соединяющих крылья и подошву хвостовика, допускаются плавные боковые выточки длиной до 150 мм и глубиной не более 5 мм. Острые кромки должны быть притуплены абразивной обработкой.
Там же допускаются плавные боковые выточки длиной до 200 мм и глубиной от 5 до 8 мм с отнесением таких отливок к группе 3Д (см. 5.3.1.15 и Б.9). Острые кромки должны быть притуплены абразивной обработкой.
Б.2.3.4 Для литых сердечников на тонкой части подошвы (см. рисунок 3.13) допускаются плавные боковые выточки длиной до 25 мм и глубиной не более 15 мм. Указанные выточки должны быть не ближе 25 мм от мест простановки клемм. Острые кромки должны быть притуплены абразивной обработкой.
Б.2.3.5 Для литых сердечников в пазухе (см. рисунок 3.11) допускаются раковины диаметром до 4 мм, глубиной до 15 мм, в количестве не более 4 шт. на пазуху.
Б.2.3.6 Для литых сердечников всех конструкций допускаются выточки ужимин площадью до 6000 мм2 и глубиной не более 25% от номинального значения толщины стенки детали в данном месте, в количестве не более 3 шт. при расстоянии между ними не менее 30 мм, за исключением переходной зоны.
Для литых сердечников в переходной зоне (см. рисунок 3.12) на вертикальной стенке допускаются выточки ужимин площадью до 2500 мм2, глубиной не более 25% толщины сечения стенки детали в данном месте, не расположенные в одном поперечном сечении, при этом их расстояние от нижней кромки детали должно быть не менее 20 мм, а количество - не более 3 шт.
Б.2.3.7 Для литых сердечников всех конструкций на нерабочих поверхностях допускаются утяжины длиной до 200 мм, шириной до 10 мм и глубиной до 4 мм.
Б.2.3.8 Для литых сердечников в заднем торце допускаются выточки в перемычке, соединяющей правую и левую подошвы хвостовика, глубиной до 30 мм на всю ширину перемычки.
Б.2.3.9 Для литых сердечников с радиусной передней врезкой в переднем торце сердечника допускаются выломы нижних привалочных плоскостей размером до 50 мм. Кромки выломов должны быть обработаны абразивным инструментом с последующим контролем отсутствия трещин.
Б.2.3.10 Для литых сердечников в заднем торце на расстоянии не менее 10 мм от рабочей поверхности допускаются раковины диаметром до 5 мм, глубиной до 10 мм.
Б.2.3.11 Для литых сердечников в заднем торце и на длине 10 мм от заднего торца под головкой и над подошвой допускаются выточки, не выходящие на рабочую поверхность, шириной до 30 мм, глубиной и длиной до 10 мм, в количестве не более 4 шт.
Б.2.3.12 Для литых сердечников всех конструкций на диафрагмах, а также на обволоках болтовых отверстий допускаются раковины и недоливы, не выходящие на тело отливки.
Б.2.3.13 Для литых сердечников всех конструкций допускается газовая шероховатость, расположенная на боковых поверхностях литого сердечника ниже поверхности катания на 40 мм и выше низа сердечника на 20 мм.
Б.2.3.14 Для литых сердечников всех конструкций допускается вскип на нерабочей части клина и литых усовиков.
Б.2.3.15 Для литых сердечников допускается газовая шероховатость в пазухе глубиной до 3 мм.
Б.2.3.16 Для литых сердечников всех конструкций допускается пригар на нерабочих внутренних поверхностях литого сердечника в местах, соответствующих литейным болванам верхней полуформы, но при обязательном обеспечении контроля по Б.1.4.
Для литых сердечников запрещается наличие пригара в переходной зоне на верхних и нижних поверхностях и кромках полок, соединяющих крылья и подошву, на скруглениях перехода нижних поверхностей полок во внутренние поверхности вертикальных стенок и на этих стенках на высоту до 20 мм (считая от низа сердечника); запрещается наличие пригара на кромках подошвы.
Б.2.3.17 Для литых сердечников всех конструкций на привалочных плоскостях допускаются раковины, засоры наибольшим размером до 9 мм и глубиной до 5 мм, в количестве не более 7 шт.
Б.2.4 Внутренние дефекты литых сердечников
Наличие, расположение и размеры внутренних дефектов литых сердечников определяют по излому сердечника, испытанного, как указано в Б.1.19.
Б.2.4.1 Для литых сердечников всех конструкций в термических узлах отливки допускаются усадочные раковины и усадочная пористость, не превышающие 30% площади вписанного в узел круга.
Б.2.4.2 Для литых сердечников всех конструкций допускаются газовые, усадочные, песчаные и шлаковые раковины, засоры, расположенные не ближе 20 мм от рабочей поверхности, общей площадью не более 3% площади сечения отливки. Отдельные раковины, засоры должны быть диаметром не более 15 мм.
Б.3 Технические требования к дефектности литых сердечников для крестовин с приварными рельсовыми окончаниями, допустимой без исправления
Б.3.1 Дефекты на рабочих поверхностях отливок сердечников
Б.3.2 Дефекты на нерабочих верхних поверхностях и нерабочих поверхностях желобов отливок сердечников
Б.3.2.2 На участке от начала усовиков до горла в нижней части желобов допускаются утяжины шириной до 15 мм и глубиной до 3 мм. В остальных зонах в нижней части желобов допускаются утяжины шириной до 15 мм и глубиной до 6 мм.
Б.3.3 Дефекты на нерабочих нижних, боковых и внутренних поверхностях литых сердечников
Б.3.3.1 Допускаются дефекты литых сердечников, указанные в Б.2.3.1, Б.2.3.6 (абзац 1), Б.2.3.7, Б.2.3.9, Б.2.3.12 - Б.2.3.14, Б.2.3.16 (абзац 1), Б.2.3.17. При этом на заднем торце и на всех поверхностях в зоне до 40 мм от заднего торца сердечника не должно быть раковин, ужимин, недоливов и прочих дефектов, препятствующих сварке.
Б.3.3.2 Допускаются ужимины площадью до 6000 мм2 и глубиной не более 25% от номинального значения толщины сечения стенки детали в данном месте в количестве не более 3 шт. при расстоянии между ними не менее 30 мм.
Б.3.4 Внутренние дефекты сердечников
Наличие, расположение и размеры внутренних дефектов литых сердечников определяют по излому сердечника, испытанного, как указано в Б.1.19.
Б.4 Технические требования к дефектности литых сердечников для сборных крестовин, допустимой с исправлением сваркой
Б.4.1 Дефекты на рабочих поверхностях литых сердечников
Б.4.1.1 Для литых сердечников на участке от начала рабочей части литых усовиков до сечения клина 70 мм разрешается исправлять сваркой раковины и выточки глубиной до 10 мм, площадью до 400 мм2, общим количеством не более 4 шт. при расстоянии между ними не менее 100 мм. При этом между сечением, расположенным на расстоянии 250 мм от математического центра в сторону горловины, и сечением клина 50 мм допускается не более чем по одной раковине на клине и на каждом литом усовике. Указанные раковины и выточки не должны быть расположены в одном поперечном сечении. Наибольший размер раковины на клине или литом усовике не должен превышать половины ширины клина или литого усовика в данном месте.
Б.4.1.2 Для литых сердечников на остальных рабочих поверхностях разрешается исправлять сваркой раковины, засоры площадью от 1000 до 2000 мм2 и глубиной до 15 мм, в количестве не более 3 шт. и площадью менее 1000 мм2 и глубиной до 15 мм, в количестве не более 5 шт. Расстояние между раковинами, засорами должно быть не менее 100 мм.
Б.4.2 Дефекты на нерабочих верхних поверхностях и нерабочих поверхностях желобов литых сердечников
Б.4.2.1 Для литых сердечников всех конструкций разрешается исправлять сваркой раковины, засоры и выточки площадью не более 2500 мм2, глубиной до 15 мм, в количестве не более 3 шт. при расстоянии между ними не менее 100 мм.
Б.4.2.2 Для литых сердечников всех конструкций разрешается исправлять сваркой расположенные в желобах отдельные газовые раковины диаметром до 20 мм или местные скопления газовых раковин площадью не более 600 мм2 каждое, в общем количестве не более 7 шт., при расстоянии между ними не менее 30 мм.
Б.4.2.3 Для литых сердечников на крыльях и технологических выемках разрешается исправлять сваркой выточки глубиной до 15 мм, длиной до 30 мм, в количестве не более 2 шт. на каждую сторону.
Б.4.2.4 Для литых сердечников всех конструкций на верхних нерабочих поверхностях, в т.ч. в желобах, разрешается наплавка недостающих размеров путем наварки отдельных платиков длиной до 100 мм, толщиной не более 10 мм, с расстоянием между ними не более 30 мм.
Б.4.3 Дефекты на нерабочих нижних, боковых и внутренних поверхностях литых сердечников
Б.4.3.1 Для литых сердечников всех конструкций разрешается исправлять сваркой раковины, засоры, выточки площадью до 4000 мм2, глубиной не более 25% от номинального значения толщины тела отливки в данном сечении, в количестве не более 3 шт. при расстоянии между ними не менее 60 мм, кроме переходной зоны.
В переходной зоне литых сердечников разрешается исправлять сваркой раковины, засоры, выточки площадью до 2000 мм2, глубиной до 10 мм, в количестве не более 3 шт. при расстоянии (вдоль отливки) между поперечными сечениями, в которых они расположены, не менее 60 мм, при условии, если дефекты находятся выше половины высоты сечения литого сердечника в данном месте (см. рисунок 3.12).
В переходной зоне литых сердечников 1-й, 2-й и 3-й категорий (1-й группы литейной дефектности) запрещено исправление сваркой дефектов, если они расположены ниже половины высоты сечения литого сердечника, в т.ч.: на нижних, боковых и верхних поверхностях полок, в местах их радиусного перехода в вертикальные стенки (наружные и внутренние) переходной зоны между крыльями и подошвой литого сердечника (см. рисунок 3.12).
В этих же местах допускается проводить исправление сваркой дефектов: раковин, засоров и выточек площадью до 2000 мм2, глубиной до 10 мм, в количестве не более 3 шт. при расстоянии между поперечными сечениями, в которых они расположены, не менее 60 мм, с обязательным отнесением таких литых сердечников к группе 3Д литейной дефектности (см. рисунок 3.12), а крестовин с такими сердечниками - к категории 3Д (см. 5.3.1.15 и Б.9) и поставкой таких крестовин, как указано в таблице 4.1 и в 10.2.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.4.3.2 Для литых сердечников разрешается исправлять сваркой раковины, засоры, выточки суммарной площадью до 6000 мм2 и глубиной до 25% от номинального значения толщины подошвы в данном сечении, на каждую сторону подошвы, на длине от заднего торца до начала второго болтового отверстия хвостовика для сердечников типов Р65 и Р75 и третьего болтового отверстия хвостовика для сердечников типа Р50 (расположенные в зоне укрытия стыковыми накладками заднего стыка крестовин).
Б.4.3.3 Для литых сердечников в пазухе разрешается исправлять сваркой раковины диаметром до 10 мм, глубиной до 20 мм, в количестве не более 5 шт. на каждую пазуху, кроме подошвы у переходной зоны.
Б.4.3.4 Для литых сердечников на привалочных плоскостях пазух разрешается наплавка недостающих размеров толщиной до 5 мм.
Б.4.3.5 Для литых сердечников всех конструкций на нижних привалочных плоскостях разрешается исправление дефектов (кроме трещин) сваркой и наплавка недостающих размеров путем наварки отдельных платиков длиной до 100 мм, толщиной не более 10 мм, с расстоянием между ними не более 30 мм.
Б.4.3.6 Для литых сердечников всех конструкций в переднем торце разрешается исправлять сваркой дефекты и выточки шириной и глубиной до 25 мм, в количестве не более 2 шт., общей площадью до 3500 мм2.
Б.4.3.7 Для литых сердечников всех конструкций в задней врезке разрешается наплавка недостающих геометрических размеров на длине не более 30 мм на полную высоту и ширину задней врезки.
Б.4.3.8 Для литых сердечников всех конструкций на нерабочих внутренних поверхностях литого сердечника в местах, соответствующих литейным болванам верхней полуформы, допускается исправлять сваркой раковины диаметром до 5 мм и глубиной до 20 мм, если они расположены выше половины высоты сечения литого сердечника.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.5 Технические требования к дефектности литых сердечников для крестовин с приварными рельсовыми окончаниями, допустимой с исправлением сваркой
Б.5.1 Дефекты на рабочих поверхностях литых сердечников
Б.5.2 Дефекты на нерабочих верхних поверхностях и нерабочих поверхностях желобов литых сердечников
Разрешается исправлять сваркой (наплавкой) дефекты литых сердечников, указанные в Б.4.2.1 - Б.4.2.4.
Б.5.3 Дефекты на нерабочих нижних, боковых и внутренних поверхностях литых сердечников
Б.5.3.1 Допускается исправлять сваркой дефекты литых сердечников: раковины, засоры, выточки площадью до 4000 мм2, глубиной не более 25% от номинального значения толщины тела отливки в данном сечении, в количестве не более 3 шт. при расстоянии между ними не менее 60 мм.
Б.5.3.2 Для литых сердечников разрешается исправлять сваркой (наплавкой) дефекты, указанные в Б.4.3.5 - Б.4.3.8.
Б.5.4 Дефекты литых сердечников в местах приварки рельсовых окончаний
Б.5.4.1 Для литых сердечников на заднем торце и на всех поверхностях в зоне до 40 мм от заднего торца сердечника не должно быть раковин, засоров, ужимин, недоливов и прочих дефектов, препятствующих сварке. Исправление дефектов сваркой и наплавка недостающих размеров в этой зоне до приварки рельсовых окончаний не допускается.
Вне зоны 40 мм от заднего торца сердечника в пазухах разрешается исправлять сваркой раковины диаметром до 10 мм, глубиной до 20 мм, в количестве не более 3 шт. на каждую пазуху.
Б.5.4.2 Исправление сваркой (наплавкой) дефектов после приварки рельсовых окончаний следует проводить по ТД предприятия-изготовителя (см. Б.1.17).
Б.6 Технические требования к дефектности цельнолитых и моноблочных крестовин, допустимой без исправления
Б.6.1 Дефекты на рабочих поверхностях крестовин
Б.6.1.1 Для цельнолитых и моноблочных крестовин всех конструкций на всю длину усовиков, клиньев и литого контррельса допускаются раковины диаметром от 2 до 6 мм, глубиной от 6 до более 2 мм. При этом наибольшему диаметру раковины должна соответствовать наименьшая ее глубина и наоборот (сумма диаметра и глубины раковины - не более 8 мм); расстояние между раковинами - не менее 60 мм. Количество таких раковин, располагающихся для острых крестовин на усовиках от начала до сечения клина 50 мм и на клине от начала до сечения 70 мм - не более 8 шт.; для тупых крестовин количество таких раковин, располагающихся на литом усовике, на всю его длину - не более 8 шт., а на клиньях, на участке между их сечениями 50 мм - не более 8 шт. на каждый клин.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 6 мм.
Б.6.1.2 На участке от сечения клина 100 мм до заднего торца острых крестовин и от сечений клиньев 100 мм до ближних торцов тупых крестовин допускается газовая шероховатость глубиной до 3 мм, расположенная не ближе 35 мм от верха боковой рабочей грани.
Б.6.1.3 Газовая пористость на рабочих поверхностях крестовин не допускается.
Б.6.1.4 Допускается выточка острия клина по шаблону от его начала до сечения 12 мм радиусом не менее 80 мм (для крестовин с контролем понижения от начала клина до его сечения 9 мм).
Б.6.2 Дефекты на нерабочих верхних поверхностях и на нерабочих поверхностях желобов цельнолитых и моноблочных крестовин
Б.6.2.1 Допускаются ужимины площадью до 5000 мм2, глубиной до 5 мм, в количестве не более 5 шт.
Б.6.2.2 Допускаются раковины диаметром и глубиной более 2 до 10 мм (сумма размеров диаметра и глубины раковины не более 12 мм), в количестве не более 10 шт., расположенные на расстоянии не менее 100 мм друг от друга.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.6.2.3 Допускаются в желобах отливок цельнолитых и моноблочных крестовин газовые и песчаные раковины диаметром не более 8 мм, глубиной не более 15 мм, в количестве не более 5 шт. на каждый желоб, расположенные на расстоянии не менее 50 мм друг от друга. Там же допускаются местные скопления газовых раковин глубиной не более 15 мм, в количестве не более 3 шт., вписанных в общий диаметр не более 15 мм, расположенные на расстоянии не менее 100 мм от других раковин.
Б.6.2.4 Допускаются в радиусах желобов утяжины шириной до 10 мм и глубиной до 5 мм.
Б.6.2.5 Допускаются ступеньки шириной до 3 мм от фрезеровки боковых рабочих граней клина и усовиков острых крестовин, боковых рабочих граней клиньев и усовика тупых крестовин, расположенные на расстоянии не менее 35 мм от верха боковых рабочих граней.
Б.6.2.6 Для цельнолитых и моноблочных крестовин всех конструкций допускаются недоливы над болтовыми отверстиями площадью до 400 мм2.
Б.6.2.7 Допускается вскип на нерабочей части клина и усовика цельнолитых и моноблочных крестовин.
Б.6.3 Дефекты на нерабочих нижних, боковых, наружных и внутренних поверхностях цельнолитых и моноблочных крестовин
Б.6.3.1 Допускаются песчаные раковины площадью не более 2000 мм2, глубиной до 5 мм, в количестве не более 10 шт., расположенные на расстоянии не менее 100 мм друг от друга, или песчаные раковины площадью не более 2500 мм2, глубиной до 10 мм, в количестве не более 7 шт., при расстоянии между ними не менее 200 мм.
Допускаются газовые и усадочные раковины диаметром до 5 мм и глубиной до 15 мм, в количестве не более 7 шт.
На нерабочих внутренних поверхностях, соответствующих литейным болванам верхней полуформы, допускаются газовые и усадочные раковины диаметром до 5 мм и глубиной до 15 мм, в количестве не более 7 шт.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.6.3.2 Допускаются ужимины площадью до 1000 мм2, глубиной до 5 мм, в количестве не более 6 шт. на каждую сторону, расположенные на расстоянии не менее 100 мм друг от друга, если они не находятся в одних и тех же поперечных сечениях крестовины.
Б.6.3.3 Допускаются сквозные трещины не более чем на двух не расположенных рядом поперечных горизонтальных перемычках цельнолитой крестовины (моноблока). При этом трещина не должна выходить на тело отливки.
Б.6.3.4 На поперечных горизонтальных перемычках цельнолитой крестовины (моноблока) допускаются выточки, выходящие на тело отливки. При этом наибольшая глубина выточки в стенке отливки не должна превышать 30% толщины стенки, а длина выточки должна быть не более 60 мм.
Б.6.3.5 На подошве в передних и задних торцах цельнолитых и моноблочных крестовин допускаются выточки глубиной и шириной не более 20 мм.
Б.6.3.6 На наружных боковых гранях подошвы допускаются плавные выточки протяженностью до 60 мм по длине цельнолитых и моноблочных крестовин и глубиной до 12 мм, в количестве не более 5 шт. на каждую сторону крестовины, не мешающие установке скреплений. Острые кромки должны быть притуплены абразивной обработкой.
Б.6.3.7 В местах перехода прилитого вкладыша в тело цельнолитой крестовины допускаются выточки суммарной глубиной до 25% высоты сечения отливки в данном месте.
Б.6.3.8 В пазухе допускаются раковины диаметром от 2 до 4 мм, глубиной до 15 мм, в количестве не более 4 шт. на пазуху, при расстоянии от заднего торца цельнолитых острых крестовин (от торцов цельнолитых и моноблочных тупых крестовин) не менее 40 мм.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.6.3.9 Допускается вскип на нерабочей части усовика цельнолитых и моноблочных крестовин.
Б.6.3.10 Допускается газовая шероховатость глубиной до 3 мм в пазухе.
Б.6.3.11 Допускаются раковины и недоливы в обволоках болтовых отверстий, если они не выходят на тело отливки цельнолитой (моноблочной) крестовины. Допускаются раковины и недоливы на ребрах жесткости.
Б.6.3.12 Для цельнолитых и моноблочных крестовин всех конструкций допускается пригар на нерабочих внутренних поверхностях в местах, соответствующих литейным болванам верхней полуформы, но при обязательном обеспечении контроля по Б.1.4.
Наличие пригара на кромках подошвы цельнолитых и моноблочных крестовин запрещено.
Б.6.4 Внутренние дефекты цельнолитых и моноблочных крестовин
Наличие, расположение и размеры внутренних дефектов отливок цельнолитых и моноблочных крестовин определяют по излому после испытаний, как указано в Б.1.19.
Б.6.4.1 Допускаются усадочные раковины и усадочная пористость в термических узлах отливки, не превышающие 30% площади вписанного в узел круга.
Б.6.4.2 Допускаются газовые, песчаные и шлаковые раковины, расположенные не ближе 20 мм от рабочей поверхности, общей площадью не более 3% площади сечения отливки. Диаметр отдельных раковин не должен превышать 15 мм.
Б.6.4.3 Допускаются усадочные раковины шириной до 50 мм и высотой до 20 мм в сопряжении продольного ребра жесткости с остальным телом отливки, расположенные вдоль крестовин от сечения клина (клиньев) 70 мм до сечения 165 мм, на глубине не менее 50 мм от рабочей поверхности и 30 мм от стенок желобов. Указанные раковины могут выходить на нижнюю внутреннюю поверхность крестовины.
Б.7 Технические требования к дефектности цельнолитых и моноблочных крестовин, допустимой с исправлением сваркой
Б.7.1 Дефекты на рабочих поверхностях цельнолитых и моноблочных крестовин
Б.7.1.1 Разрешается исправлять сваркой раковины диаметром до 20 мм и глубиной до 10 мм в зоне от горла до сечения 70 мм общим количеством не более 3 шт. при расстоянии между ними не менее 70 мм. При этом в зоне между математическим центром и сечением 40 мм допускается не более чем по одной раковине на усовик или клин. Диаметр раковины на клине (клиньях), на литом контррельсе цельнолитой и моноблочной крестовины не должен превышать половины ширины клина (контррельса) в этом сечении.
Б.7.1.2 В остальных зонах рабочих поверхностей разрешается исправлять сваркой раковины площадью до 1000 мм2 в количестве не более 5 шт. и раковины площадью до 2000 мм2 в количестве не более 2 шт. Глубина раковин - не более 15 мм, расстояние между ними - не менее 100 мм.
Б.7.2 Дефекты на нерабочих верхних поверхностях и нерабочих поверхностях желобов цельнолитых и моноблочных крестовин
Б.7.2.1 На подошве крестовин сверху разрешается исправлять сваркой раковины и выточки площадью до 7000 мм2, глубиной до 25% от номинального значения толщины подошвы в данном месте, при расстоянии между ними не менее 100 мм, в количестве не более 6 шт. на каждую сторону.
Б.7.2.2 В желобах разрешается исправлять сваркой несквозные отдельные газовые раковины диаметром до 20 мм и местные скопления газовых раковин площадью не более 600 мм2 каждая при расстоянии не менее 20 мм от других раковин, в количестве не более 6 шт. на каждый желоб.
Б.7.3 Дефекты на нерабочих нижних, боковых наружных и внутренних поверхностях цельнолитых и моноблочных крестовин
Б.7.3.1 На подошве крестовин снизу разрешается исправлять сваркой:
- для крестовин длиной до 3 м раковины и выточки площадью до 7000 мм2 каждая, глубиной до 25% от номинального значения толщины подошвы в количестве не более 4 шт. на каждую сторону при расстоянии между ними не менее 100 мм;
- для крестовин длиной от 3 до 6 м раковины и выточки площадью до 7000 мм2 каждая, глубиной до 25% от номинального значения толщины подошвы в количестве не более 6 шт. на каждую сторону при расстоянии между ними не менее 100 мм;
- для крестовин длиной более 6 м раковины и выточки площадью до 7000 мм2 каждая, глубиной до 25% от номинального значения толщины подошвы в количестве не более 8 шт. на каждую сторону при расстоянии между ними не менее 100 мм.
Б.7.3.2 Разрешается наплавка до требуемых размеров на подошве в местах опирания. При этом толщина наплавленного слоя не должна превышать 20% номинального значения толщины подошвы.
Б.7.3.3 Для цельнолитых и моноблочных крестовин всех конструкций разрешается наплавка недостающих размеров на привалочных плоскостях прилитых вкладышей толщиной не более 10 мм.
Б.7.3.4 В пазухах разрешается исправлять сваркой раковины диаметром до 10 мм, глубиной до 20 мм, в количестве не более 5 шт. на каждую пазуху. Там же разрешается наплавка толщиной до 5 мм недостающих размеров на привалочных плоскостях пазух.
Б.7.3.5 Для цельнолитых и моноблочных крестовин всех конструкций на нерабочих внутренних поверхностях в местах, соответствующих литейным болванам верхней полуформы, допускается исправлять сваркой раковины диаметром до 10 мм и глубиной до 20 мм при расстоянии между ними не менее 100 мм.
Раковины диаметром 2 мм и менее рассматривать в качестве браковочного признака отливок не следует, если их глубина менее 10 мм.
Б.7.3.6 Для цельнолитых и моноблочных крестовин всех конструкций на нерабочих наружных поверхностях (на боковых сторонах) разрешается исправлять сваркой раковины и выточки площадью до 2000 мм2, глубиной до 15 мм, но не более 25% толщины тела отливки в данном сечении, при расстоянии между ними не менее 100 мм.
Б.8.1 Каждая отливка и литая деталь сердечника, моноблочной и цельнолитой крестовины должна иметь маркировку согласно разделу 5 настоящего стандарта.
Б.8.2 Отлитые знаки маркировки отливок и литых деталей должны быть очищены от пригара и хорошо различимы. Допускается ремонтировать (восстанавливать) литую маркировку отливок (деталей), прошедших термическую обработку, наплавкой электродами по Б.1.17 и механической обработкой.
По результатам приемки СТК должна быть определена для каждой литой детали из ВМ-стали группа литейной дефектности (1-я группа или группа 3Д).
К 1-й группе литейной дефектности следует относить литые детали без литейных дефектов, принятые с первого предъявления, и литые детали с дефектами, допустимыми без исправлений (как указано в Б.2, Б.3, Б.6), а также литые детали с дефектами, допустимыми с исправлением сваркой (как указано в Б.4, Б.5, Б.7, Б.8), после исправления сваркой дефектов и механической обработки.
К группе 3Д литейной дефектности следует относить литые сердечники для сборных острых крестовин, соответствующие требованиям 1-й группы литейной дефектности с единственным исключением - с исправлением сваркой дефектов в нижней части переходной зоны сердечников, как указано в Б.4.3.1, и (или) с боковыми выточками полок, соединяющих крылья и подошву хвостовика, как указано в Б.2.3.3. Такие литые сердечники следует маркировать не смываемой водой красной краской на заднем торце. Крестовинам с такими сердечниками должна быть сделана запись в формуляре о категории 3Д вне зависимости от группы металла; такая же запись должна быть сделана в системе учета качества продукции предприятия-изготовителя. Крестовины категории 3Д следует поставлять, как указано в таблице 4.1 и в 10.2.
(обязательное)
В.1 Общие положения
В.1.1 Настоящее приложение устанавливает требования к методам, средствам и порядку проведения НК при приемо-сдаточных испытаниях крестовин и их деталей.
В.1.2 НК крестовин и их деталей выполняют с целью выявления:
- отклонений геометрических характеристик;
- дефектов поверхности;
- внутренних дефектов.
В.1.3 Для выявления дефектов применяют следующие виды НК по ГОСТ 18353:
- оптический - при контроле геометрических характеристик;
- оптический и (или) проникающими веществами - при контроле качества поверхности (дефектов поверхности);
- акустический (ультразвуковой) - при контроле сварных соединений.
В.1.4 Перечень применяемых видов НК, контролируемых элементов и требований к контролю изложен в таблице В.1.
Таблица В.1
Контролируемый элемент | Вид НК | Нормативный документ, регламентирующий требования к НК | ||
Акустический | Оптический | Проникающими веществами | ||
Продольный сварной шов рельсовой части (подошва, головка) сварной крестовины (см. 5.3.3.2) | + | |||
+ | ||||
+ | ||||
Сварной стык приварки рельсовых окончаний к литому сердечнику из ВМ-стали через хромоникелевую вставку или наплавку (со стороны рельсовых окончаний) (см. 5.3.3.2) | + | |||
+ | ||||
+ | ||||
Сварной стык приварных рельсовых окончаний с литым сердечником через хромоникелевую вставку или наплавку (со стороны литого сердечника) (см. 5.3.3.2) | + | |||
+ | ||||
Детали стального литья (см. 5.3.2.2) | + | Настоящий стандарт, ГОСТ 33535 | ||
Литые крестовины из ВМ-стали (см. 5.3.1.13 и приложение Б) | + | Настоящий стандарт, ГОСТ 33535 | ||
В.1.5 УЗК для выявления внутренних дефектов проводят при отсутствии или после исправления недопустимых дефектов, обнаруженных при оптическом и (или) контроле проникающими веществами.
В.1.6 НК крестовин и их элементов выполняют на основании ТИ (см. В.4.1).
В.2 Требования к контролепригодности
В.2.1 НК крестовин и их деталей выполняют по поверхности, обработанной согласно КД и ГОСТ 33535.
В.2.2 Перед проведением НК следует очистить поверхности, подлежащие контролю: удалить загрязнения с поверхностей, прошедших механическую обработку, удалить пригар, отслаивающуюся окалину и загрязнения с необработанных поверхностей. На поверхностях, подлежащих контролю, не допускается наличие клейм и маркировок, кроме тех, которые предусмотрены в настоящем стандарте.
В.2.3 Температура металла в зоне НК должна быть не выше 50 °C.
В.2.4 Стыки контактной сварки крестовин считают контролепригодными, если выдавленный при сварке металл обработан по всему периметру сварного шва в соответствии с 5.3.3.3.
В.3 Требования к средствам контроля
В.3.1 Требования к средствам визуально-оптического контроля
В.3.1.1 Визуально-оптический контроль крестовин и их деталей проводят невооруженным глазом и (или) с применением измерительных инструментов и оптических приборов.
В.3.1.2 Для определения формы и измерения размеров сварных соединений применяют:
- металлические измерительные линейки по ГОСТ 427;
- поверочные и лекальные угольники по ГОСТ 3749;
- щупы по приложению Г или ГОСТ 8925;
- угломеры с нониусом по ГОСТ 5378;
- индикаторные стенкомеры и толщиномеры по ГОСТ 11358;
- микрометры по ГОСТ 6507;
- шаблоны, в т.ч. универсальные (например, УШС-3).
В.3.1.3 Для определения формы и измерения размеров поверхностных дефектов применяют:
- измерительные металлические линейки по ГОСТ 427;
- шаблоны, в т.ч. универсальные (например, УШС-3).
В.3.2 Требования к средствам контроля проникающими веществами и к средствам ультразвукового контроля
Требования к средствам контроля проникающими веществами и к средствам акустического контроля - согласно ГОСТ 34663.
Допускается использовать для УЗК аппаратуру, работающую на номинальной частоте в диапазоне 2,0 - 4,0 МГц.
В.4 Требования к технологической документации
Технологическая документация на НК крестовин должна соответствовать требованиям ГОСТ 34513.
В.5 Требования к организации работ и квалификации персонала
В.5.1 Приемо-сдаточные испытания методами НК крестовин и их деталей должно выполнять подразделение НК, соответствующее требованиям ГОСТ 34513.
В.5.2 К проведению приемо-сдаточных испытаний методами НК и оценке качества крестовин и их деталей допускается персонал, соответствующий требованиям ГОСТ 34513.
В.5.3 Температура воздуха в помещении, в котором проводят НК, должна быть не менее 15 °C.
В.5.4 Освещенность поверхности, проверяемой контролем проникающими веществами, должна соответствовать требованиям ГОСТ 18442.
В.6 Требования к приемо-сдаточным испытаниям методами неразрушающего контроля
В.6.1 Требования к визуально-оптическому контролю
В.6.1.1 Визуально-оптический контроль крестовин и их деталей проводят со всех доступных сторон контролируемого элемента.
В.6.1.2 Визуально-оптический контроль проводят невооруженным глазом, а в сомнительных случаях - с применением лупы от 4x до 7x.
В.6.1.3 При проведении визуально-оптического контроля проверяют:
- соответствие формы и размеров крестовин и их деталей требованиям настоящего стандарта, КД и ГОСТ 33535;
- наличие смещения кромок сварных швов и недопустимых дефектов (трещин, непроваров, подрезов, ожогов, наплывов, свищей, усадочных раковин, скоплений пор или шлаковых включений, следов зажигания дуги или начала шва на основном металле);
- правильность маркировки (клеймения) деталей (при необходимости);
- качество подготовки поверхностей крестовин и их деталей для проведения последующих контрольных операций.
В.6.1.4 При несоблюдении хотя бы одного из требований контролируемые изделия подлежат браковке или ремонту до проведения контроля проникающими веществами или УЗК и повторному визуально-оптическому контролю.
В.6.2 Требования к контролю проникающими веществами и акустическому контролю
Требования к контролю проникающими веществами и акустическому контролю - согласно ГОСТ 34663 и ГОСТ 34666.
В.7 Оценка качества продукции и документирование результатов неразрушающего контроля
В.7.1 Оценка качества продукции и оформление результатов визуально-оптического контроля
В.7.1.1 Оценку качества крестовин и их деталей при визуально-оптическом контроле следует проводить в соответствии с требованиями настоящего стандарта.
В.7.1.2 Результаты контроля (заключение) заносят в журнал, форма которого должна соответствовать требованиям ГОСТ 23479.
В.7.2 Оценка качества и оформление результатов контроля проникающими веществами
В.7.2.1 Выявление дефектов проводят визуально - путем осмотра контролируемой поверхности через промежуток времени от 15 до 20 мин после высыхания проявителя.
В.7.2.2 Качество крестовин и их деталей оценивают как по индикаторным следам, так и по фактическим показателям (количеству, виду) выявленных дефектов после удаления пенетранта и проявителя с контролируемой поверхности в зоне зафиксированных индикаторных следов.
В.7.2.3 Результаты контроля заносят в журнал (заключение), в котором указывают:
- наименование и тип контролируемого объекта;
- размеры и расположение контролируемых участков;
- особенности технологии контроля (метод контроля, набор дефектоскопических материалов, класс чувствительности);
- наименование и тип используемой аппаратуры;
- нормативный документ, по которому выполнялся контроль;
- основные характеристики выявленных дефектов;
- дату контроля;
- схему расположения дефекта на объекте контроля;
- должность, фамилию лица, проводившего контроль.
В.7.2.4 При оформлении результатов контроля допускается использовать условные обозначения обнаруженных дефектов и сокращенную запись технологии контроля по ГОСТ 18442.
В.7.3 Оценка качества продукции и оформление результатов ультразвукового контроля
В.7.3.1 При УЗК крестовину или ее деталь признают дефектной при выполнении всех следующих условий:
- амплитуда эхо-сигнала от несплошности превышает пороговый уровень при заданном значении чувствительности;
- измеренные значения координат несплошности соответствуют расположению несплошности в заданной зоне контроля.
В.7.3.2 Результаты УЗК каждого сварного стыка записывают в журнал.
В.7.3.3 При приемочном контроле в журнале должны быть указаны идентификационные данные крестовины, сведения об основных параметрах, результатах, дате, времени и исполнителе НК, заверенные подписью исполнителя НК.
В.8 Меры безопасности при производстве работ по неразрушающему контролю
В.8.1 Все работы по НК следует проводить с соблюдением правил и инструкций по охране труда и пожарной безопасности, действующих на участках НК стрелочных заводов, а также ГОСТ 12.1.001 и ГОСТ 12.1.004.
В.8.2 К проведению НК допускаются работники, прошедшие инструктаж по охране труда по инструкциям по охране труда, действующим на участках НК стрелочных заводов.
В.8.3 Рабочие места должны быть оборудованы подъемно-транспортными механизмами по ГОСТ 12.3.020.
В.8.4 При оборудовании рабочих мест требования безопасности при работе с ультразвуковыми преобразователями должны соответствовать ГОСТ 12.1.001.
В.8.5 Уровень шума на рабочих местах не должен превышать нормы, установленные ГОСТ 12.1.003.
В.8.6 При проведении контроля проникающими веществами должны соблюдаться требования безопасности в соответствии с ГОСТ 18442-80 (раздел 6).
В.8.7 Освещенность рабочего места дефектоскописта при приемочном контроле методами визуально-оптического контроля и УЗК должна соответствовать действующим нормам за счет общего освещения и переносной лампы с защитным устройством и быть не менее 500 лк в соответствии с ГОСТ 23479.
В.8.8 Размещение, хранение, транспортирование и использование дефектоскопических и вспомогательных материалов и отходов следует проводить, соблюдая требования защиты от пожаров по ГОСТ 12.1.004.
(обязательное)
Г.1 Щупы, как СДК, изготовленные предприятием - изготовителем стрелочной продукции:
- набор щупов плоских (см. рисунок Г.1 а);
- специальные щупы (см. рисунок Г.1 б).
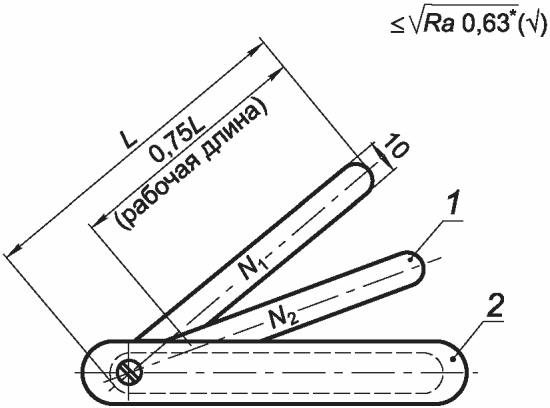 | 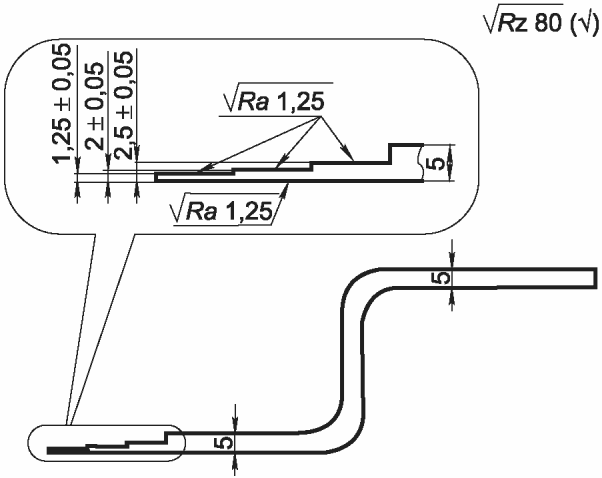 |
--------------------------------
<*> Для 2-го класса точности по ГОСТ 2789; для 1-го класса точности Ra <= 0,32 мкм.
1 - щуп; 2 - обойма; L - длина щупа, мм (не менее 70 мм);
N1 ... Ni - номинальные значения толщины щупов, мм
Рисунок Г.1 - Варианты щупов
Предельные отклонения толщины плоских щупов на рабочей длине не должны превышать значений, указанных в таблице Г.1.
Таблица Г.1
Толщина щупов, мм | Предельные отклонения толщины щупов S, мкм | |
От 0,02 до 0,06 включ. | +5 | -3 |
Св. 0,06 до 0,10 включ. | +6 | -4 |
Св. 0,10 до 0,15 включ. | +8 | -4 |
Св. 0,15 до 0,30 включ. | +9 | -5 |
Св. 0,30 до 0,50 включ. | +11 | -6 |
Св. 0,50 до 0,60 включ. | +13 | -7 |
Св. 0,60 до 0,80 включ. | +14 | -8 |
Св. 0,80 до 1,00 включ. | +16 | -9 |
Допускается изготавливать вышеперечисленные щупы другой формы и длины, но с предельными отклонениями толщины рабочих поверхностей, не более указанных в настоящем приложении.
Г.2 Периодичность калибровки (контроля) данных СДК должна быть не реже одного раза в год. Рекомендуется при этом использовать методики поверки аналогичных средств, используемых в качестве СИ.
УДК 625.151.81:006.354 | МКС 45.080 |
Ключевые слова: крестовины железнодорожные, сборные с литым сердечником, моноблочные и цельнолитые, классификация, конструкция и размеры, технические требования, правила приемки, методы контроля, транспортирование и хранение, гарантии изготовителя, указания по применению, указания по утилизации | |