СПРАВКА
Источник публикации
В данном виде документ опубликован не был.
Первоначальный текст документа также опубликован не был.
Информацию о публикации документов, создающих данную редакцию, см. в справке к этим документам.
Примечание к документу
Изменения, внесенные Протоколом от 11.06.2025, введены в действие с 1 июля 2025 года.
Название документа
"РД 32 ЦВ 052-2009. Общее руководство по ремонту. Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа"
(ред. от 11.06.2025)
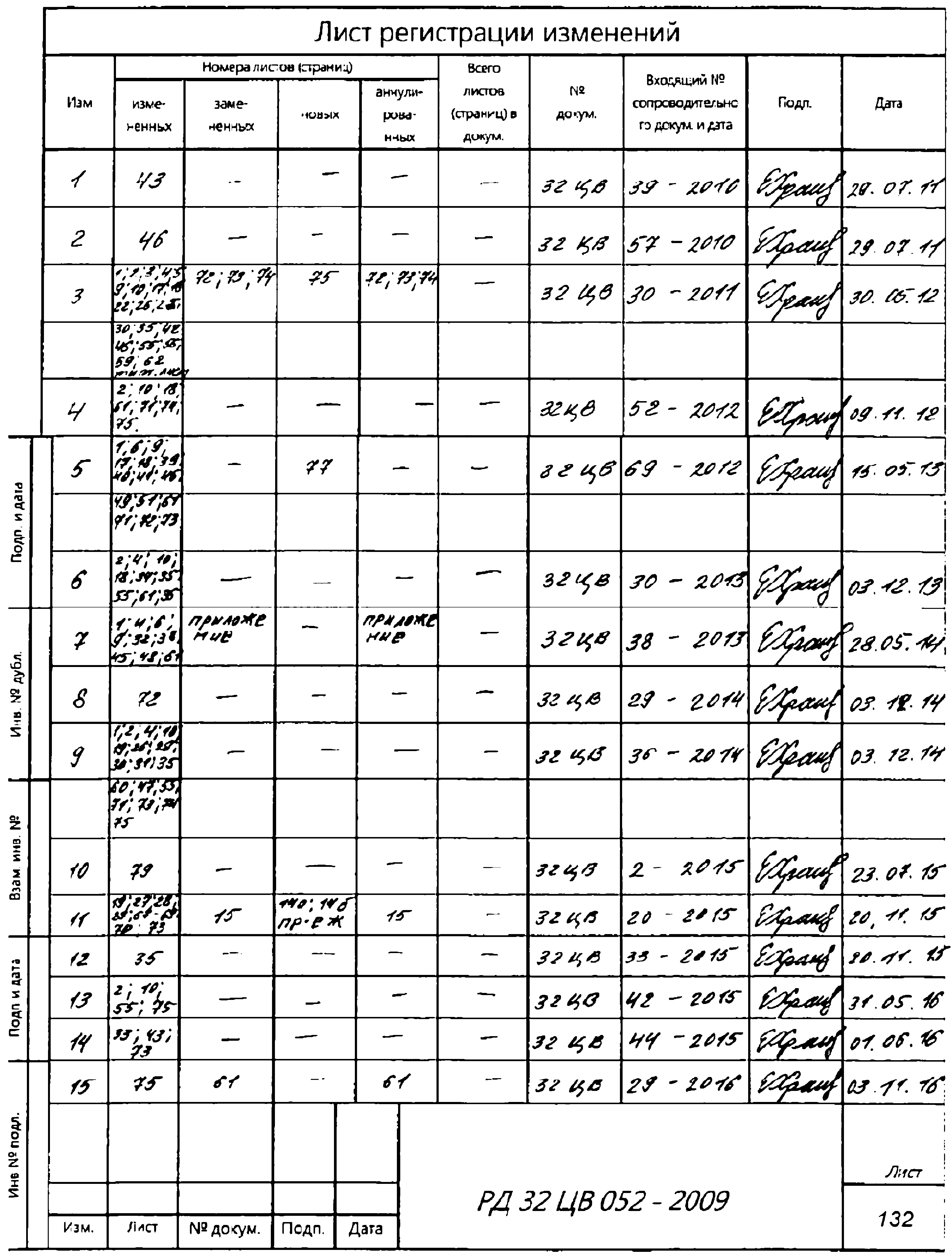
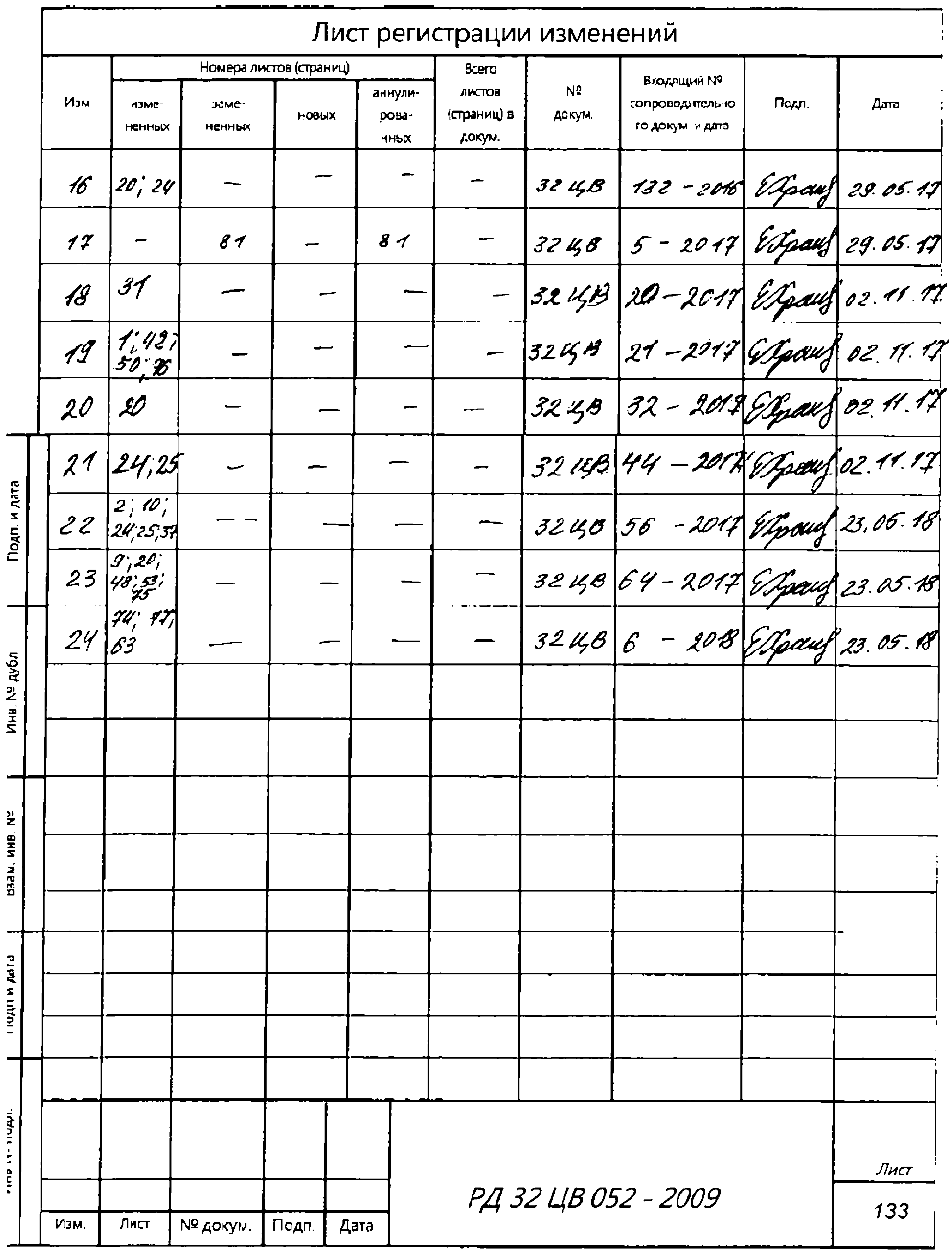
(Вместе с <Перечнями технологической оснастки, шаблонов, средств измерения, применяемых при ремонте тележки грузового вагона, и нормативной документации>, "Актом на исключение литых составных частей тележек тип 2 по ГОСТ 9246 и соединительных балок тележек модели 18-101 из инвентаря", <Журналом приемки отремонтированных тележек (форма ВУ-32)>, "Тележками двухосными грузовых вагонов типа 2 по ГОСТ 9246", <Комплектом ремонтных чертежей>, "Актом-рекламацией на узлы вагона, не выдержавшие гарантийного срока после изготовления, ремонта, модернизации (форма ВУ-41М)", "Алгоритмом контроля литых деталей тележек грузовых вагонов на допустимый срок службы", "Листом регистрации изменений")
(Утвержден в г. Юрмале 14.05.2010 на 52-ом заседании Совета по железнодорожному транспорту СНГ)
Договаривающиеся стороны
"РД 32 ЦВ 052-2009. Общее руководство по ремонту. Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа"
(ред. от 11.06.2025)
(Вместе с <Перечнями технологической оснастки, шаблонов, средств измерения, применяемых при ремонте тележки грузового вагона, и нормативной документации>, "Актом на исключение литых составных частей тележек тип 2 по ГОСТ 9246 и соединительных балок тележек модели 18-101 из инвентаря", <Журналом приемки отремонтированных тележек (форма ВУ-32)>, "Тележками двухосными грузовых вагонов типа 2 по ГОСТ 9246", <Комплектом ремонтных чертежей>, "Актом-рекламацией на узлы вагона, не выдержавшие гарантийного срока после изготовления, ремонта, модернизации (форма ВУ-41М)", "Алгоритмом контроля литых деталей тележек грузовых вагонов на допустимый срок службы", "Листом регистрации изменений")
(Утвержден в г. Юрмале 14.05.2010 на 52-ом заседании Совета по железнодорожному транспорту СНГ)
на пятьдесят втором заседании
Совета по железнодорожному транспорту
14 мая 2010 года
Согласовано
Комиссией
Совета по железнодорожному транспорту
полномочных специалистов вагонного хозяйства
железнодорожных администраций
Протокол
от 27 - 29 января 2010 года
РЕМОНТ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ ТИП 2 ПО ГОСТ 9246
С БОКОВЫМИ СКОЛЬЗУНАМИ ЗАЗОРНОГО ТИПА
ОБЩЕЕ РУКОВОДСТВО ПО РЕМОНТУ
РД 32 ЦВ 052-2009
Список изменяющих документов |
1 РАЗРАБОТАНО Проектно-конструкторским бюро вагонного хозяйства - филиал ОАО "РЖД" (ПКБ ЦВ)
ВНЕСЕНО Дирекцией Совета по железнодорожному транспорту государств - участников Содружества
2 СОГЛАСОВАНО Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций, протокол от 27 - 29 января 2010 г.
3 ВВЕДЕНО В ДЕЙСТВИЕ 1 июля 2010 года
4 ВЗАМЕН РД 32 ЦВ 052-2005 "Руководящий документ. Ремонт тележек грузовых вагонов"
Настоящее Руководство по ремонту не может быть полностью или частично воспроизведено, тиражировано и распространено в качестве официального издания на территории Российской Федерации без разрешения ОАО "РЖД".
ИС МЕГАНОРМ: примечание. В тексте документа, видимо, допущена опечатка: вместо "32 ЦВ 33-215" следует читать "32 ЦВ 33-2015". |
с изменениями: 32 ЦВ 39-2010, 32 ЦВ 57-2010, 32 ЦВ 30-2011, 32 ЦВ 52-2012, 32 ЦВ 69-2012, 32 ЦВ 30-2013, 32 ЦВ 38-2013, 32 ЦВ 29-2014, 32 ЦВ 36-2014, 32 ЦВ 2-2015, 32 ЦВ 20-2015, 32 ЦВ 33-215, 32 ЦВ 42-2015, 32 ЦВ 44-2015, 32 ЦВ 29-2016, 32 ЦВ 132-2016, 32 ЦВ 5-2017, 32 ЦВ 20-2017, 32 ЦВ 21-2017, 32 ЦВ 32-2017, 32 ЦВ 44-2017; 32 ЦВ 56-2017; 32 ЦВ 64-2017; 32 ЦВ 6-2018
1.1 Настоящее "Общее руководство по ремонту. Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа" РД 32 ЦВ 052-2009 (далее - Руководство) распространяется на ремонт двухосных тележек тип 2 по ГОСТ 9246, приведенных в Приложении Е, и четырехосных тележек.
Руководство определяет порядок проведения плановых видов ремонта, а также устанавливает нормы и требования, которым должны удовлетворять тележки при выпуске из деповского и капитального ремонта вагонов.
1.2 Ремонт тележек должен производиться на вагоноремонтных предприятиях, имеющих соответствующее оборудование, квалифицированный персонал и имеющих право на проведение указанных работ.
1.3 Материалы, полуфабрикаты, запасные части и комплектующее оборудование, применяемые при ремонте тележек грузовых вагонов, должны отвечать установленным стандартам и техническим условиям, и выполнены в климатическом исполнении УХЛ категории 1 согласно ГОСТ 15150-69. На запасные части и комплектующее оборудование, подлежащие обязательному подтверждению соответствия должны быть представлены соответствующие документы (сертификат, декларация и др.).
Составные части тележки должны иметь знаки и клейма, установленные соответствующими чертежами и стандартами, а также коды железнодорожных администраций государств СНГ, Грузии, Латвийской Республики, Литовской Республики и Эстонской Республики согласно альбому "Знаки и надписи на вагонах грузового парка колеи 1520 мм" N 632-2011 ПКБ ЦВ.
1.4 При проведении ремонта тележек грузовых вагонов типа 2 по ГОСТ 9246 руководствоваться требованиями, регламентирующими применение комплектующих, указанных в графе 21 приложения Е настоящего Руководства. Допускается при ремонте тележек тип 2 по ГОСТ 9246, в соответствии со столбцами 2 - 20 приложения Е руководствоваться требованиями, указанными для конкретной модели тележки.
(в ред. Протокола от 11.06.2025)
Размеры тележек, их составных частей и деталей должны соответствовать установленным настоящим Руководством нормам, а также чертежам, указанным в Приложении З.
(абзац в ред. Протокола от 16.10.2019)
Приложение З "Комплект ремонтных чертежей тележки тип 2 по ГОСТ 9246" разработано на основании "Альбома конструкторской документации заводов-изготовителей тележек тип 2 по ГОСТ 9246, используемых для актуализации РД 32 ЦВ 052-2009".
Отдельные требования по тележке модели 18-100, указанные в настоящем Руководстве распространяют свое действие на вновь изготовленные вагоны, постройки АО "НПК "Уралвагонзавод", до момента проведения первого планового вида ремонта.
1.5 Порядок организации ремонта тележек на вагоноремонтных предприятиях железных дорог устанавливается в соответствии с национальным законодательством стран СНГ, Грузии, Латвийской Республики, Литовской Республики и Эстонской Республики.
1.6 Перечень средств измерений, применяемых при контроле технического состояния составных частей тележки, правила пользования ими определяется РД 32 ЦВ 050-2020 "Методика выполнения измерений параметров узлов и деталей при ремонте тележек грузовых вагонов тип 2 по ГОСТ 9246-2013 с боковыми скользунами зазорного типа" или другой методикой, утвержденной установленным порядком.
(п. 1.6 в ред. Протокола от 10.06.2024)
1.7 При проведении плановых видов ремонта тележки типа 2 по ГОСТ 9246 грузовых вагонов могут оборудоваться износостойкими элементами по проектам:
- М 1698 ПКБ ЦВ "Износостойкие элементы для установки в узлы тележки типа 2 грузовых вагонов";
- колпак скользуна по ТУ BY 400044052.009-2014 (черт. 1803.703-04.000);
- прокладка сменная по ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000);
- комплект износостойких элементов по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.10.00, ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02, ИШДЖ.668412.749.00.00.03, ИШДЖ.668412.749.00.00.04), разработанных ОАО "САТУРН - 1" Республики Беларусь;
- С 03.04 "Инструкция по комплексной модернизации тележек грузовых вагонов с использованием износостойких элементов и колес с ремонтным профилем ИТМ-73";
- 1699.00.000 по ТУ 32 ЦВ 2717-2018 "Комплект износостойких элементов и клина фрикционного с вкладышем для установки в узлы тележки типа 2 грузовых вагонов ГОСТ 9246-2014":
- планка фрикционная (неподвижная) черт. 1699.02.001;
- планка (подвижная) чертеж 1699.02.004;
- прокладка подпятника чертеж 1699.01.005;
- прокладка буксового проема чертеж 1699.02.100;
- прокладка буксового проема чертеж 1699.02.100-01;
- колпак скользуна чертеж 1699.01.100.
На тележку модели 18-100 при проведении плановых видов ремонта могут быть установлены износостойкие элементы только по проекту М 1698 ПКБ ЦВ.
Износостойкие элементы (планки подвижные и неподвижные, колпак скользуна, прокладка подпятника, прокладка сменная буксового проема) должны иметь маркировку - условный номер предприятия - изготовителя и дату изготовления. Клейма устанавливают в местах, не повреждаемых в эксплуатации. Отсутствие маркировки на прокладке подпятника, которая была в эксплуатации, не является причиной для браковки.
(абзац в ред. Протокола от 16.10.2019)
Маркировку производит предприятие - изготовитель ударным способом на каждой составной части в местах, указанных в конструкторской документации.
Установка в тележку износостойких элементов с не читаемыми знаками маркировок запрещается.
Смешанная установка износостойких элементов по разным проектам (М 1698 ПКБ ЦВ, С 03.04, колпак скользуна по ТУ ВУ 400044052.009-2014; прокладка сменная по ТУ ВУ 400044052.010-2014; комплект износостойких элементов по ТУ BY 400044052.011-2014) не допускается.
(абзац в ред. Протокола от 22.11.2021)
1.8 Износостойкие элементы по проекту М 1698 ПКБ ЦВ:
- клин фрикционный чугунный чертеж М 1698.00.003 или М 1698.00.003-01 или N 1699.04.007 или ВАГР-0113.50.00.002* или ВАГР-0113.50.00.002-01. Допускается совместная установка клиньев фрикционных по чертежам М 1698.00.003, М 1698.00.003-01, N 1699.04.007, ВАГР-0113.50.00.002-01;
(абзац в ред. Протокола от 15.06.2022)
--------------------------------
<*> Клинья фрикционные по чертежу ВАГР-0113.50.00.002 допускается устанавливать при межремонтном нормативе не более 160 тыс. км. Установка и замена фрикционного клина производится комплектом.
(сноска введена Протоколом от 08.06.2021)
- планка фрикционная неподвижная толщиной 10 мм чертеж М 1698.02.001;
- планка подвижная толщиной 6 мм чертеж М 1698.02.004;
- прокладка в подпятник чертеж М 1698.01.005;
- прокладка сменная чертеж М 1698.02.100 СБ или скоба М 1698.05.100 СБ, или N 1699.02.100-01, М 1698.03.100 СБ или N 1699.02.100, на опорную поверхность буксового проема боковой рамы;
(абзац в ред. Протокола от 16.10.2019)
- колпак скользуна чертеж М 1698.01.100 СБ;
должны изготавливаться в соответствии с ТУ 32 ЦВ 2459-2007 ПКБ ЦВ ОАО "РЖД" "Износостойкие элементы для установки в узлы тележки типа 2 грузовых вагонов"; ТУ 3183-234-011124323-2007 "Клин фрикционный чугунный для тележки грузовых вагонов".
Абзац удален. - Протокол от 22.11.2021.
1.9 При проведении плановых видов ремонта возможна комплектация тележек тип 2 по ГОСТ 9246 колесными парами с подшипниками кассетного типа под адаптер по чертежам, указанным в Таблице 1.1.
Тележка тип 2 по ГОСТ 9246 | Номер чертежа колесной пары | Номер чертежа адаптера |
18-100 | 555.10.010-0 | 49 197-Н |
555.10.000-1 | 555.10.001-0 | |
18-2128 | 2128-07.40.00.400 | 2128-07.40.00.401 |
2128-07.40.00.400 | 49 197-Н | |
2128-07.40.00.400 | 2128-07.40.00.403 |
Комплектация тележек адаптерами, имеющими трещины и изломы, не допускается.
Смешанная комплектация тележек колесными парами с подшипниками кассетного типа с адаптерами, изготовленными по разным проектам как в одной колесной паре, так и в вагоне в целом не допускается.
(п. 1.9 введен Протоколом от 27.11.2020)
1.10 Настоящее общее руководство вводится взамен "Руководящий документ. Ремонт тележек грузовых вагонов" РД 32 ЦВ 052-2005.
1.11 На основании требований настоящего Руководства на всех вагоноремонтных предприятиях, производящих ремонт двухосных тележек тип 2 по ГОСТ 9246, должен быть разработан технологический процесс, согласно которому, а также другой действующей нормативной документации осуществляется ремонт и сборка тележки, ее составных частей.
1.12 При плановых видах ремонта тележек грузовых вагонов должны соблюдаться "Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов в вагонном хозяйстве железных дорог".
1.13 Организация рабочих мест на участке ремонта тележек, выполнение всех видов работ, а также требования по охране труда исполнителей должны соответствовать "Правилам по охране труда при техническом обслуживании и ремонте грузовых вагонов ПОТ РЖД-4100612-ЦДИ-128-2018" <*> на вагоноремонтных предприятиях.
(в ред. Протокола от 10.06.2024)
--------------------------------
<*> Или по инструкциям, действующим на территории государств - участников Содружества.
(сноска введена Протоколом от 10.06.2024)
Для всех видов работ при ремонте тележек должны быть разработаны местные инструкции по охране труда с учетом вышеуказанных правил национальных стандартов и СНиПов.
При ремонте тележек должны выполняться требования ГОСТ 12.3.002.
Проходы и транспортные проезды должны быть свободными и иметь полосы безопасности.
1.14 Запасные части и материалы доставлять на производственный участок в производственной таре, отвечающей требованиям ГОСТ 12.3.010, а перемещать грузы должны в соответствии с требованиями ГОСТ 12.3.020.
1.15 Применяемые при ремонте приспособления, инструмент, механизмы должны быть исправны. При выполнении наплавочных и сварочных работ применять средства индивидуальной защиты ГОСТ 12.4.011, ГОСТ EN 340, ГОСТ 12.4.253 и ГОСТ 12.4.254.
1.16 При выполнении наплавочных и сварочных работ должны соблюдаться требования ГОСТ 12.3.003, ГОСТ 12.1.004.
1.17 Приточно-вытяжная вентиляция, вентиляционные установки участка ремонта тележек должны соответствовать требованиям ГОСТ 12.4.021, а также состояние воздушной среды на производственных участках должно соответствовать требованиям ГОСТ 12.1.005.
1.18 Мероприятия по ограничению шума должны отвечать требованиям ГОСТ 12.1.003.
и их составных частей
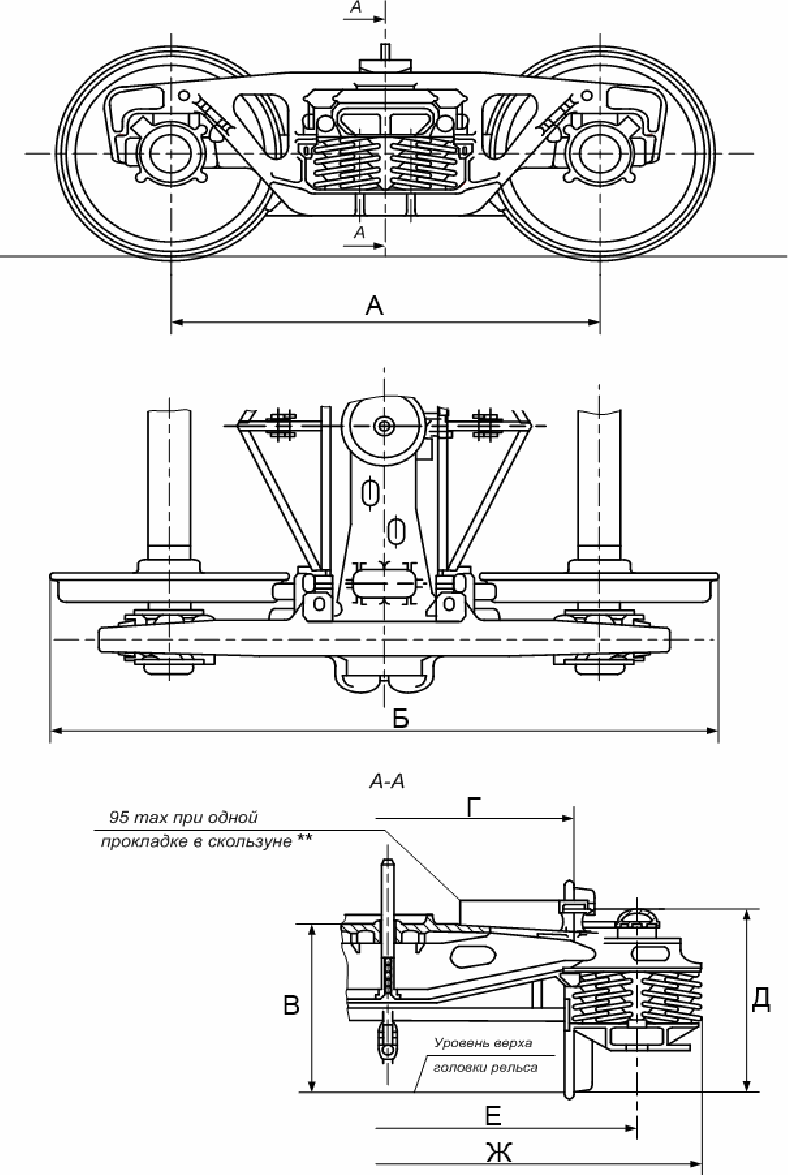
2.1 Основные технические характеристики и размеры двухосной трехэлементной тележки типа 2 по ГОСТ 9246 приведены в таблице 2.1, 2.2, на рисунке 2.1, и в Приложении З.
2.2 Составными частями двухосной трехэлементной тележки типа 2 по ГОСТ 9246 являются:
- трехэлементная рама тележки, состоящая из двух боковых рам и надрессорной балки с опорами скользуна;
- колесные пары с буксовыми узлами или с подшипниками кассетного типа под адаптер;
(абзац в ред. Протокола от 27.11.2020)
- рессорное подвешивание, состоящее из наружных и внутренних пружин, фрикционных клиньев и фрикционных планок;
- тормозная рычажная передача, состоящая из рычагов, триангелей с тормозными башмаками и их подвесками;
- валики, шайбы, шплинты, соединяющие составные части тормозной рычажной передачи тележки с боковыми рамами и надрессорной балкой;
- шкворень;
- съемные износостойкие элементы по проекту М 1698 ПКБ ЦВ или по проекту С 03.04 или по ТУ разработанных ОАО "САТУРН - 1" Республики Беларусь, или по проекту 1699.00.000.
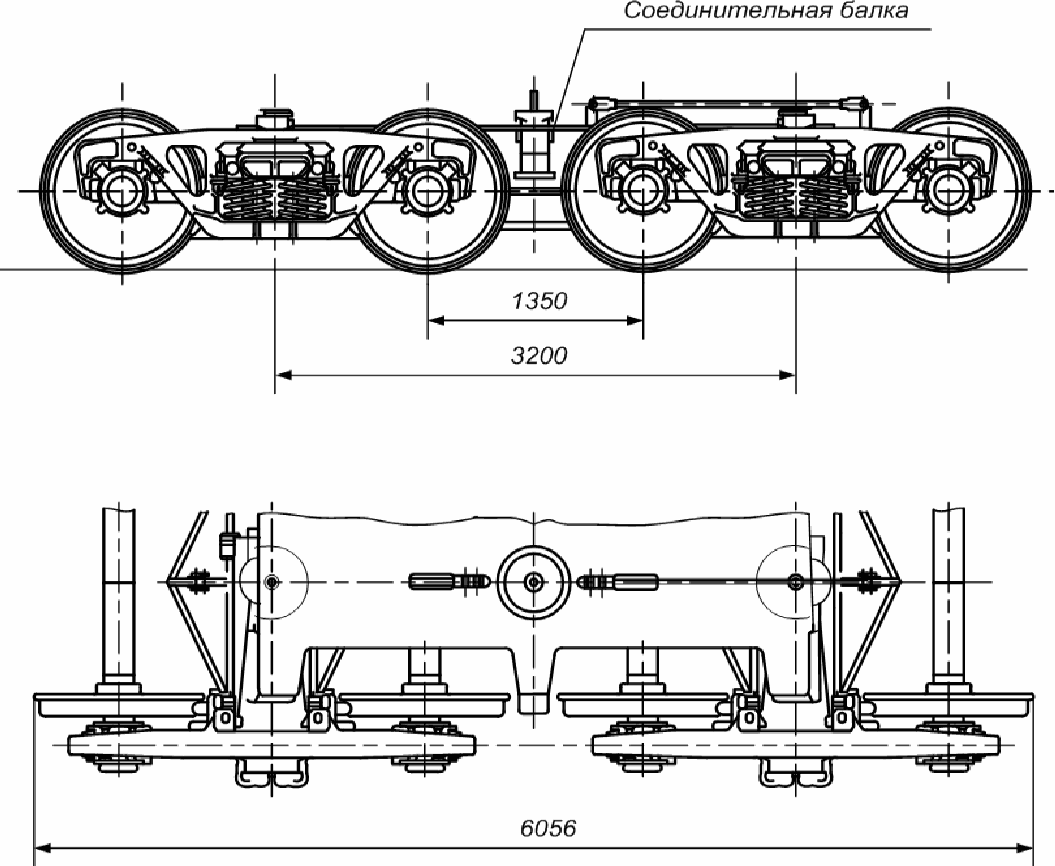
2.3 Тележка четырехосная модели 18-101, приведенная на рисунке 2.2, состоит из двух двухосных тележек модели 18-100, с отличающимися по размерам вертикальными рычагами, а также соединительной балки, основные технические характеристики тележки приведены в таблице 2.1.
2.4 Детали тележки тип 2 по ГОСТ 9246 изготовлены из следующих материалов:
(абзац в ред. Протокола от 16.10.2019)
- боковые рамы - сталь 20ГЛ, 20ГФЛ, 20ГТЛ ГОСТ 32400, ОСТ 32.183-2001, или из стали ОСТ 24.153.08-78;
- надрессорная балка - сталь 20ГЛ, 20ГФЛ, 20ГТЛ ГОСТ 32400, ОСТ 32.183-2001, или из стали ОСТ 24.153.08-78;
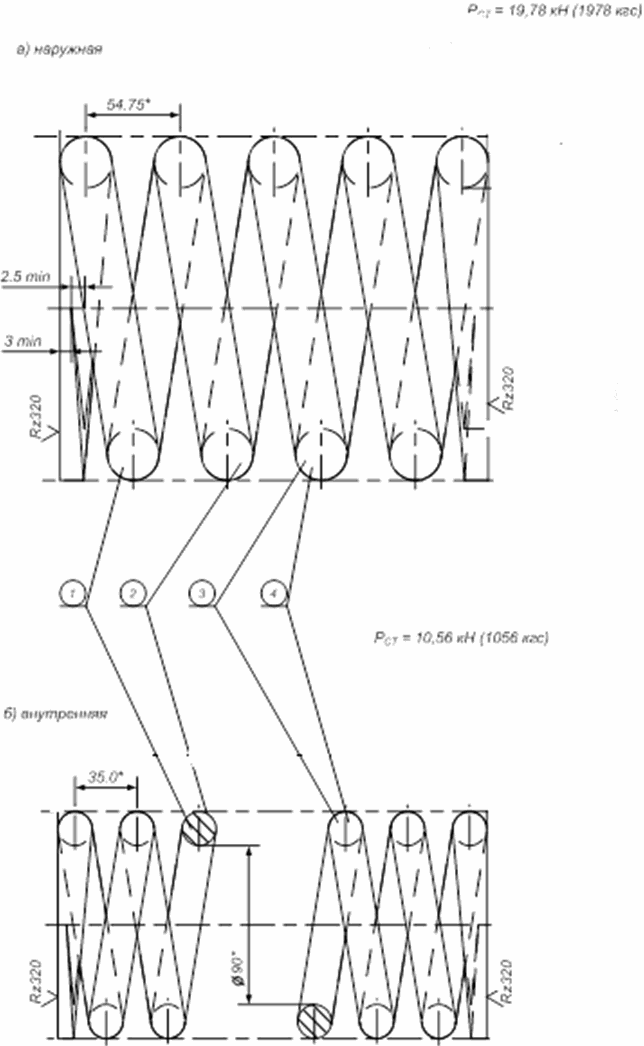
- пружина рессорного комплекта - сталь 55С2, 60С2, 55С2А, 60С2А, 60С2ХА, 60С2ХФА, 65С2ВА по ГОСТ 14959 или сталь 55РП, 55ПП по ТУ 1150-019-71613522-2009. Допускается изготовление пружин из других марок стали с механическими свойствами проката не ниже норм, указанных в ГОСТ 14959 для стали марки 55С2;
(в ред. Протокола от 10.06.2024)
- детали тормозной рычажной передачи - Ст3 ГОСТ 380, 09Г2, 09Г2С, 09Г2Д, 09Г2СД, 09Г2-1, 09Г2Д-1, 09Г2С-1, 09Г2СД-1, 10Г2С1, 10Г2С1Д, ГОСТ 19281 - для составных частей из проката; сталь 15Л, 20Л, 20ГЛ, 25Л - для литых деталей;
(абзац в ред. Протокола от 16.10.2019)
- рама триангеля из сталей предусмотренных ГОСТ 4686;
(абзац в ред. Протокола от 16.10.2019)
- башмак неповоротный и наконечники триангеля - 15Л, 20Л, 25Л, 20 ГЛ, 20ФЛ, 20Г1ФЛ ГОСТ 977 или 20ГЛ ГОСТ 22703-2012;
- оси шарнирных соединений - сталь 40, 45 ГОСТ 1050-2013;
- подвеска триангеля - сталь 15 ГОСТ 1050;
- композиционные колодки ТИИР-300, ТИИР-303 или по КД других разработчиков;
- материал износостойких элементов, установленных в узлах трения указан в проектах М 1698 ПКБ ЦВ или С 03.04, или в ТУ BY 400044052.009-2014 (черт. 1803.703-04.000) в ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000), в ТУ BY 400044052.011-20142014 (черт. ИШДЖ.668412.749.00.10.00, ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02, ИШДЖ.668412.749.00.00.03, ИШДЖ.668412.749.00.00.04), или в проекте 1699.00.000.
Износостойкие контактные элементы, закрепляемые электросваркой, изготавливаются из листового проката марки 20ХГСА ГОСТ 4543 с термообработкой до твердости 270...370 HB.
Износостойкие контактные элементы, закрепляемые не электросваркой, должны изготавливаться из листового проката марки 30ХГСА ГОСТ 11269 с термообработкой до твердости 320...400 HB.
Наименование показателей | Значения показателей | |
Тип 2 ГОСТ 9246 | Модель 18-101 | |
Ширина колеи, мм | 1520 | 1520 |
Количество осей, шт | 2 | 4 |
Конструкционная скорость движения, км/ч | 120 | 120 |
Рессорный комплект | фрикционно-пружинный | |
Высота пружин рессорного комплекта в свободном состоянии, мм | ||
Диаметр прутка наружной/внутренней пружины, мм | 29/20 <**> | 29/20 <**> |
(в ред. Протокола от 10.06.2024) | ||
Число витков пружин: наружной/внутренней | ||
полное | 5,4 +/- 0,13/7,6 +/- 0,13 <***> | 5,4 +/- 0,13/7,6 +/- 0,13 <***> |
рабочее | 3,9/6,1 <***> | 3,9/6,1 <***> |
(в ред. Протокола от 10.06.2024) | ||
Вес пружины наружной/внутренней, не менее, кг: | 13,6/6,2 <***> | 13,6/6,2 <***> |
(в ред. Протокола от 10.06.2024) | ||
Наружный/внутренний диаметр наружной пружины, мм | 199/141 +/- 2,5 <***> | 199/141 +/- 2,5 <***> |
(в ред. Протокола от 10.06.2024) | ||
Наружный/внутренний диаметр внутренней пружины, мм | 131 +/- 1,5/91 <***> | 131 +/- 1,5/91 <***> |
(в ред. Протокола от 10.06.2024) | ||
Рама тележки | без связевая | связевая |
Тип оси | РУ1, РУ 1Ш | РУ1, РУ 1Ш |
Масса тележки, т | Не более 5 | 12,0 |
--------------------------------
Примечание:
- для тележек модели 18-9770, 18-2128, 18-7055, 18-9801, 18-9918, 18-9922, 18-1750 допускается диаметр прутка наружной/внутренней пружины или 29/20 мм, или 30/21 мм;
- для тележек модели 18-100, 18-101 наружные пружины, изготовленные до 2015 г. диаметр прутка 30 мм; внутренние пружины, изготовленные до 1989 г. - 19 мм, с 1989 г. до 2015 г. - 21 мм.
(в ред. Протокола от 10.06.2024)
<***> - число витков пружин, вес пружины наружной/внутренней, наружный/внутренний диаметр наружной и внутренней пружины могут отличаться в зависимости от чертежа пружин.
(в ред. Протокола от 10.06.2024)
<4> - для тележек модели 18-7055 вес пружины наружной/внутренней 14,6/7,05;
- для тележек модели 18-1750, 18-9922, 18-9770 вес пружины наружной/внутренней 14,8/7,05;
--------------------------------
<**> 130 max для тележки модели 18-2128 без указания количества прокладок в скользунах
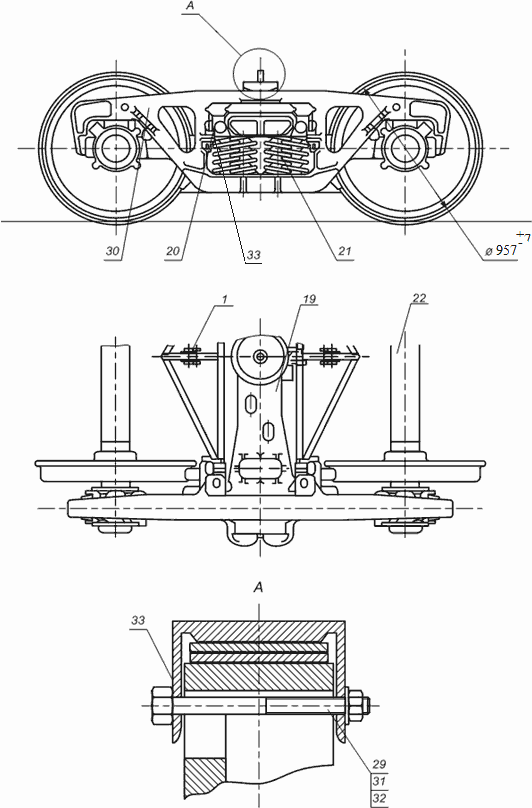
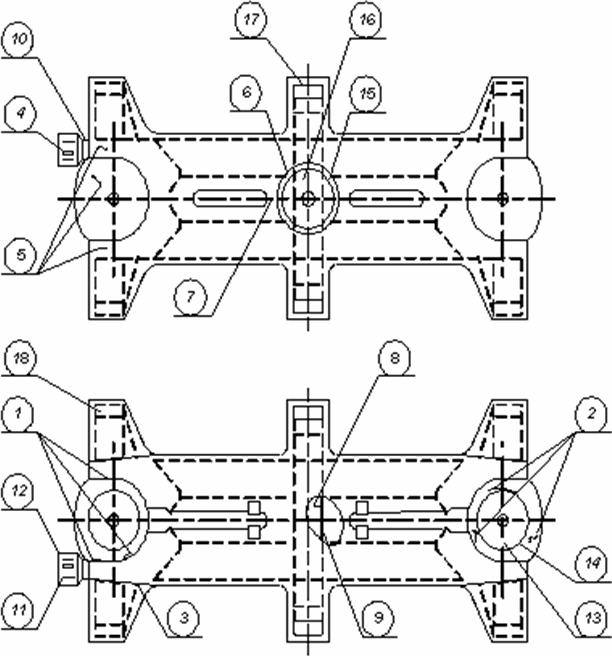
Рисунок 2.1 - Тележка двухосная тип 2 по ГОСТ 9246
(справочное)
Размер | Тележка тип 2 по ГОСТ 9246 | Тележка модели 18-101 |
А | 1850 <1> | 3200 |
Б | 2864 <2> | 6056 |
В | ||
Г | 1524 <4> | 1524 |
Д | 844,5 <5> | 844,5 |
Е | 2036 <6> | 2036 |
Ж | 2590 | 2590 |
--------------------------------
Примечание:
-  для тележки модели 18-9770;
для тележки модели 18-9770;
для тележки модели 18-9770;-  для тележки модели 18-100;
для тележки модели 18-100;
для тележки модели 18-100; для тележки модели 18-9801, 18-9918,
для тележки модели 18-9801, 18-9918,-  для тележки модели 18-1750;
для тележки модели 18-1750;
для тележки модели 18-1750;- 2036 +/- 10 мм для тележки модели 18-9896, 18-9918.
3.1 Техническое обслуживание и ремонт тележек вагонов предусматривает:
(абзац в ред. Протокола от 16.10.2019)
- осмотр тележек под вагонами согласно "Инструкции по техническому обслуживанию вагонов в эксплуатации (инструкция осмотрщику вагонов)" N 808-2017 ПКБ ЦВ;
- ремонт тележек при проведении текущего отцепочного ремонта вагонов согласно "Руководящий документ. Грузовые вагоны железных дорог колеи 1520 мм. Руководство по текущему отцепочному ремонту" РД 32 ЦВ-056-97;
- ремонт тележек при проведении деповского и капитального ремонта вагонов согласно настоящего Руководства.
3.2 Ремонт тележек при проведении капитального, деповского и текущего отцепочного ремонта вагонов разрешается производить лицам, сдавшим экзамен на знание настоящего Руководства, местного технологического процесса, организации ремонта тележек при ремонте вагонов и получившим право на выполнение этих работ. Проверочные экзамены проводятся ежегодно.
Право контроля за качеством ремонта тележек при проведении деповского и капитального ремонтов вагонов устанавливается в соответствии с национальным законодательством стран СНГ, Грузии, Латвийской Республики, Литовской Республики и Эстонской Республики.
3.3 При проведении капитального, деповского ремонта вагонов тележки из-под вагона поступают на участок ремонта, где они должны очищаться и обмываться в моечной машине (камере) без колесных пар, которые передаются на колесно-роликовый участок.
(абзац в ред. Протокола от 16.10.2019)
Боковые рамы, надрессорная балка тележки, пружинно - фрикционный рессорный комплект, рычажная передача тележки ремонтируются в соответствующих отделениях и участках.
3.4 Колесные пары и буксовые узлы ремонтируют согласно требованиям "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017 (далее - РД ВНИИЖТ 27.05.01-2017).
3.5 Тормозная рычажная передача ремонтируется в соответствии с требованиями "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
3.6 Детали и узлы тележки подвергаются неразрушающему контролю согласно действующей нормативной документации, утвержденной Советом по железнодорожному транспорту государств - участников Содружества.
(п. 3.6 в ред. Протокола от 16.10.2019)
ремонта
4.1 Контроль технического состояния составных частей тележек производится после постановки вагонов на ремонтные позиции, при этом проверяется:
- наличие дефектов и износов колесных пар;
- положение пружинно-фрикционного рессорного комплекта, завышение опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки, наличие свободного перемещения фрикционного клина и пружин рессорного комплекта до подъемки вагона;
- состояние составных частей тормозной рычажной передачи;
- зазоры между скользунами тележки и рамы вагона.
4.2 После выкатки тележки проверяют состояние узла пятник - подпятник.
4.3 Результаты обследования тележек заносятся в дефектную ведомость формы ВУ-22 и используются при ремонте составных частей, сборке и подкатке отремонтированной тележки под вагон.
4.4 Проверяют срок службы литых составных частей тележки.
4.5 Контроль составных частей тележек может осуществляться на автоматизированных измерительных комплексах типа "СПРУТ".
4.6 При контроле проверяются геометрические размеры износостойких элементов (М 1698.01.005, М 1698.02.001, М 1698.02.004, М 1698.00.003, М 1698.00.003-01; М 1698.01.100 СБ, М 1698.02.100 СБ, М 1698.03.100 СБ, N 1699.02.100, N 1699.02.100-01, N 1699.01.100, N 1699.02.001, N 1699.02.004, N 1699.01.005, N 1699.04.000 СБ или N 1699.04.007, или ВАГР-0113.50.00.002, или ВАГР-0113.50.00.002-01, или С 03.04, или ТУ BY 400044052.009-2014 (черт. 1803.703-04.000), ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000) и ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.10.00, ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02, ИШДЖ.668412.749.00.00.03, ИШДЖ.668412.749.00.00.04) твердость на рабочих поверхностях и другие параметры на соответствие указанным в проектах М 1698 ПКБ ЦВ или С03.04, или ТУ BY 400044052.009-2014, ТУ BY 400044052.010-2014 и ТУ BY 400044052.011-2014, или 1699.00.000.
(абзац в ред. Протокола от 15.06.2022)
Твердость измеряется твердомерами по ГОСТ 9012-59 или ГОСТ 9013-59 или другого типа.
5.1 Разборка двухосной тележки начинается перед моечной машиной (камерой), когда рама тележки снимается с колесных пар грузоподъемным механизмом, а колесные пары передаются на колесно-роликовый участок для ремонта.
После очистки раму тележки перемещают на позицию поточной линии или устанавливают на специализированную ремонтную позицию.
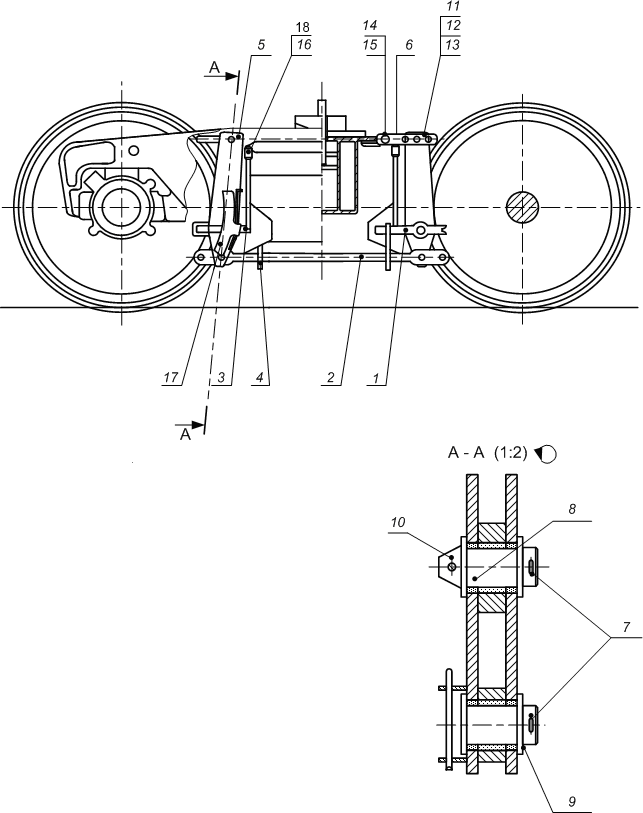
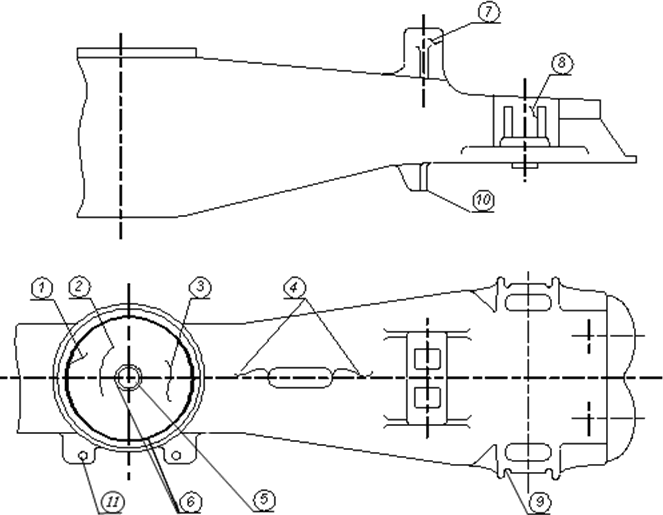
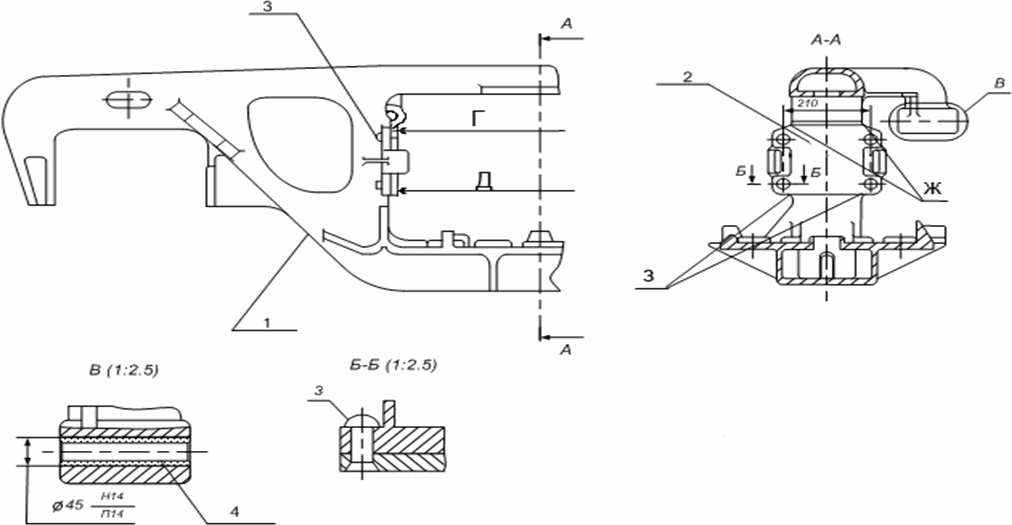
5.2 Разборка рамы двухосной тележки производится в следующей последовательности в соответствие с рисунками 5.1, 5.2, 5.3:
- выбить чеки и снять тормозные колодки 17, предохранительные скобы 4;
- снять шплинты 7, 10;
- снять шайбы 9, выбить валики 8, снять вертикальные рычаги 5 и распорную тягу 2;
- выбить шплинты 15, снять шайбу и валики 14, снять серьгу мертвой точки 6, после удаления шплинта 11, шайбы 12 и валика 13;
- вынуть проволоку-фиксатор предохранительной скобы валика подвески башмака, снять шайбы;
- выбить шплинт 18 и оси (валики) 16, опустить триангель 1 на предохранительные полочки боковин рамы;
- снять подвески 3 тормозного башмака, снять триангель 1 (одновременно снимают и второй триангель и передают на позицию их ремонта);
- вынуть шкворень, приподняв краном или пневматическим подъемником с кантователем надрессорную балку 19, снять клинья фрикционные 20, снять пружинные комплекты 21;
- снять подвижную фрикционную планку 33;
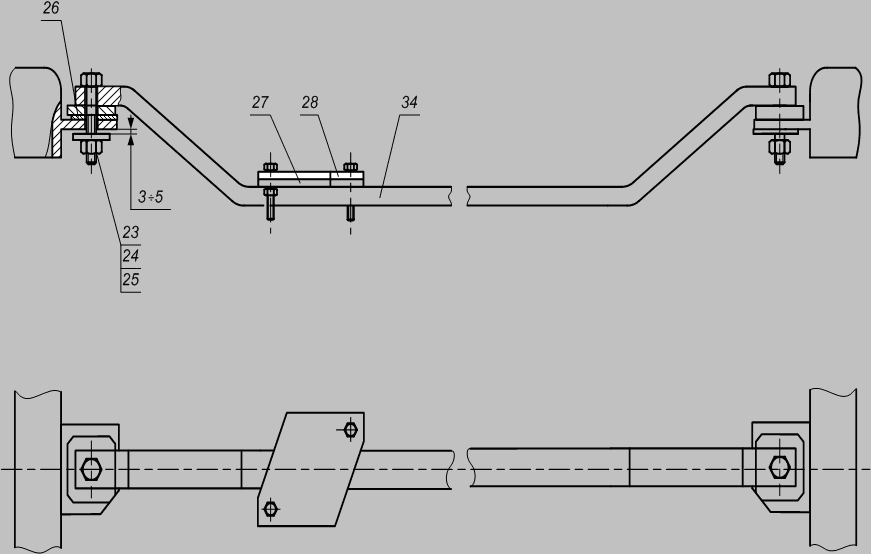
- удалить шплинт 23, свинтить гайку 24 с болта 25 и вынуть его, снять резинометаллический комплект 26, балку опорную 34;
- снять контактную планку 27, регулировочную планку 28;
- удалить шплинт, свинтить гайку 29, снять шайбу 31, болт 32, снять колпаки 33;
- боковины рамы тележки при помощи подъемников с кантователями снимаются с надрессорной балки;
- надрессорная балка остается на подъемнике - кантователе.
5.3 Разборка четырехосной тележки производится в следующей последовательности:
- снимается шкворень;
- расшплинтовываются валики, снимают шайбы и валики верхнего горизонтального рычага тормозной передачи;
- при помощи крана снимается соединительная балка;
- снимается "нижний" горизонтальный рычаг тормозной передачи;
- освободившиеся двухосные тележки передаются на участок ремонта и разбираются в порядке, указанном в п.п. 5.1 - 5.2.
6.1 Дефектация рамы боковой, балки надрессорной и балки соединительной должна производиться перед проведением неразрушающего контроля в соответствии с Приложением Ж.
(п. 6.1 в ред. Протокола от 16.10.2019)
6.2 Дефектацию проводить визуальным и инструментальным способами.
6.3 Наличие трещин и сквозных литейных дефектов во всех составных частях тележек не допускается, кроме трещин, которые устраняются при плановых видах ремонта в соответствии с действующей ремонтной документацией.
(п. 6.3 в ред. Протокола от 27.11.2020)
6.4 Размеры отдельных составных частей тележек, которым они должны соответствовать, при плановых видах ремонта приведены в таблице 6.1.
по ГОСТ 9246
Наименование неисправностей | При деповском ремонте с установкой износостойких элементов | При капитальном ремонте с установкой износостойких элементов |
Глубина подпятника для балок, изготовленных до 1986 г., мм (установка износостойких элементов не предусматривается) | ||
Глубина подпятника для балок, изготовленных после 1986 г., мм | ||
Размер наклонных поверхностей надрессорной балки, мм | не менее 166,0 | 175 +/- 1 <1> |
Размер упорных поверхностей (челюстей) боковой рамы, мм, | не более 342 <3> | 335 +/- 1 <2> |
Износ колпака скользуна, мм, не более | 2 | не допускается |
Износ скользунов соединительной балки: | не допускается | |
центральных, не более | 2 | |
концевых, не более | 2 | |
Высота прилива опорной поверхности буксового проема боковой рамы, мм | до 11 <4> | до 11 <4> |
Клин фрикционный из чугуна. Суммарный износ рабочих поверхностей, мм | не более 3 или 2 на сторону | новый |
Глубина подпятника соединительной балки, мм, не более | 47,5 | 47,5 |
Диаметр подпятника, надрессорной балки на глубине 10 мм, | 302,5+1,5 при конусности 1:12,5 | 302,5+1,5 при конусности 1:12,5 |
Диаметр подпятника соединительной балки на глубине 10 мм, мм | ||
Износ крайних пятников соединительной балки, мм | не допускается | не допускается |
--------------------------------
Примечание:
 для тележек 18-1750, 18-7055; -
для тележек 18-1750, 18-7055; -  для тележек 18-9801, 18-100;
для тележек 18-9801, 18-100; для тележек модели 18-9801;
для тележек модели 18-9801;6.5 Литые детали тележек, имеющие износы, превышающие допустимые, подлежат ремонту сваркой и наплавкой в соответствии с инструкциями, разработанными ВНИИЖТ и утвержденными установленным порядком, с последующей механической обработкой до чертежных размеров (Приложение З) и заданной твердости". Твердость измеряется твердомером типа ТЭМП 3 по ГОСТ 9012-59, ГОСТ 9013-59 или другого типа.
(п. 6.5 в ред. Протокола от 16.10.2019)
6.6 Триангели рычажной передачи тележек испытывают на растяжение при их изготовлении вновь, периодических видах ремонта вагонов и ремонте сваркой, согласно Руководства по ремонту триангелей Р 001 ПКБ ЦВ-2009 РК и руководства "Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение" N 736-2010 ПКБ ЦВ.
6.7 Нетиповые чеки крепления тормозных колодок, шайбы крепления рычажной передачи тележек заменяют типовыми, а шплинты - новыми.
6.8 Шарнирные соединения рычажной передачи должны соответствовать требованиям "Общего руководства по ремонту тормозного оборудования вагонов" 732 - ЦВ-ЦЛ.
В кронштейн боковой рамы валика подвески тормозного башмака при плановых видах ремонта устанавливается полимерная втулка по черт. 194.00.054-0 или по черт. УРЛТ.667155.007, или по черт. ПНБА.667155.007-01, а в подвеску тормозного башмака полимерные втулки по чертежам Т 258.00.02 или 194.40.035-0, или УРЛТ.667752.001.
(в ред. Протокола от 06.11.2024)
При деповском ремонте допускается повторное использование полимерных втулок, не имеющих трещин и разрывов при условии, что срок их годности не истекает в следующий межремонтный период.
Контроль проушин подвески тормозного башмака проводить визуально без снятия втулок.
В шарнирных соединениях рычагов с триангелями, затяжками и державкой "мертвой точки" устанавливаются втулки, изготовленные из композиционного прессовочного материала КПМ ТУ 2292-011-56867231-2007.
6.9 Шкворень, имеющий трещины или изгиб более 5 мм, подлежит замене. Износ шкворня по диаметру при деповском ремонте допускается не более 3 мм, при капитальном ремонте износ шкворня не допускается.
6.10 Разница баз боковых рам допускается не более 2 мм.
6.11 Размеры, которым должна соответствовать соединительная балка четырехосной тележки, приведены в "Типовом технологическом процессе на ремонт соединительной балки четырехосной тележки" ТК-232 ПКБ ЦВ.
6.12 Балка опорная для авторежима должна быть установлена на специальные полки боковых рам тележки согласно требованиям "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
7.1 Перечень составных частей тележек и методы неразрушающего контроля указаны в таблице 7.1.
7.2 Зоны неразрушающего контроля и типы дефектов, подлежащих выявлению, приведены в таблице 7.2.
7.3 При магнитопорошковом и вихретоковом контроле выявлению подлежат поверхностные дефекты, которые указаны в таблице 7.2.
7.4 Перед проведением НК детали должны быть очищены до металла. При этом с контролируемой поверхности (контактной поверхности) должны быть удалены ржавчина, загрязнения, смазка, краска и другие покрытия, мешающие проведению контроля.
контроля
Составная часть тележки | Вид (метод) неразрушающего контроля |
Рама боковая | магнитопорошковый |
Балка надрессорная | магнитопорошковый |
Балка соединительная | магнитопорошковый или вихретоковый |
выявлению
Наименование | Зоны контроля | Тип дефектов, подлежащих выявлению |
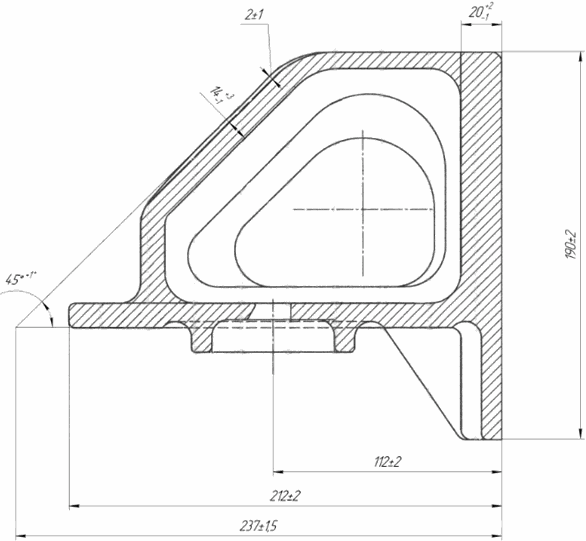
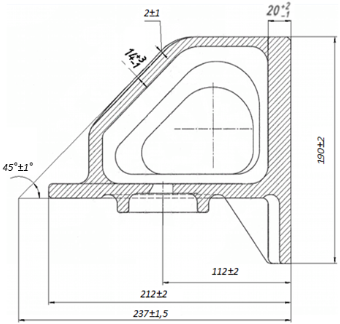
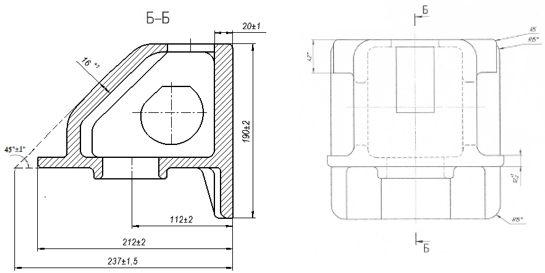
Рама боковая тележки тип 2 ГОСТ 9246 | 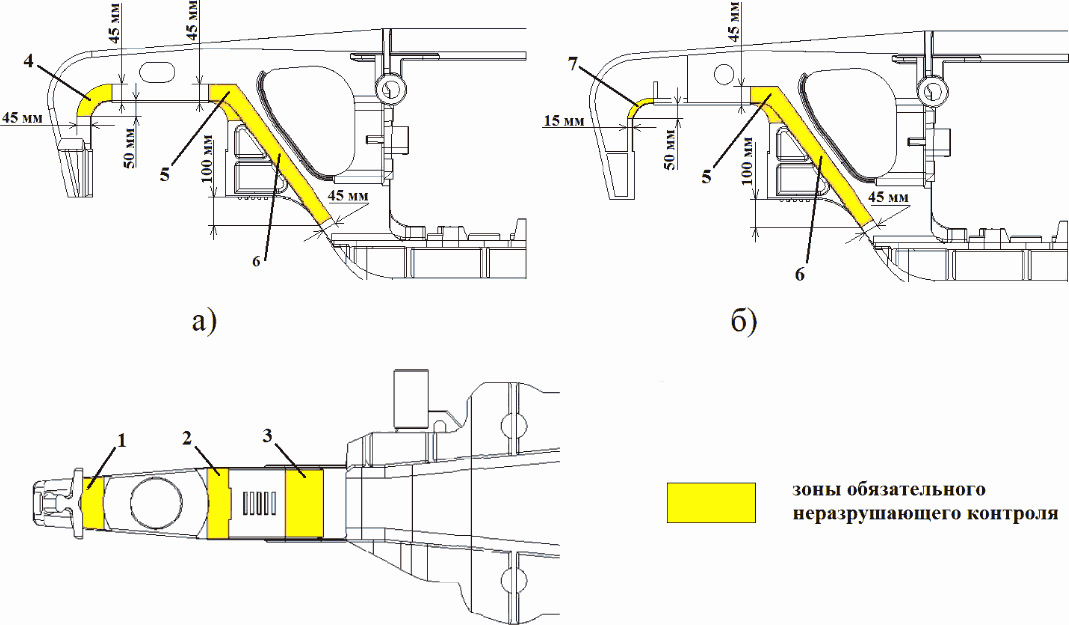 а) коробчатое сечение боковой рамы; б) тавровое сечение боковой рамы 1 - наружный угол буксового проема; 2 - внутренний угол буксового проема; 3 - наклонный пояс; 4 - вертикальная стенка наружного угла буксового проема; 5 - вертикальная стенка внутреннего угла буксового проема; 6 - вертикальная стенка наклонного пояса; 7 - кромка наружного угла буксового проема. | Трещины продольные и поперечные |
Балка надрессорная тележки тип 2 ГОСТ 9246 | 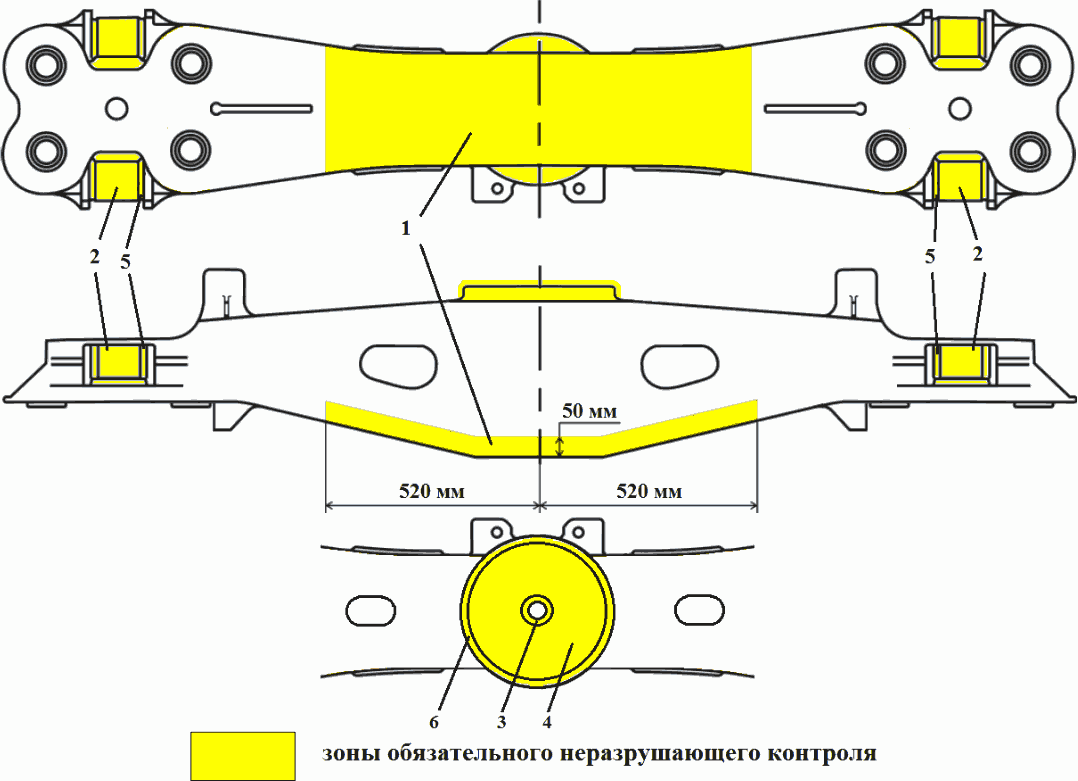 1 - нижний пояс; 2 - наклонная плоскость для клина; 3 - внутренний бурт подпятника; 4 - опорная поверхность подпятника; 5 - угол между ограничительным буртом и наклонной плоскостью; 6 - наружный бурт подпятника | Трещины продольные и поперечные |
Балка соединительная | 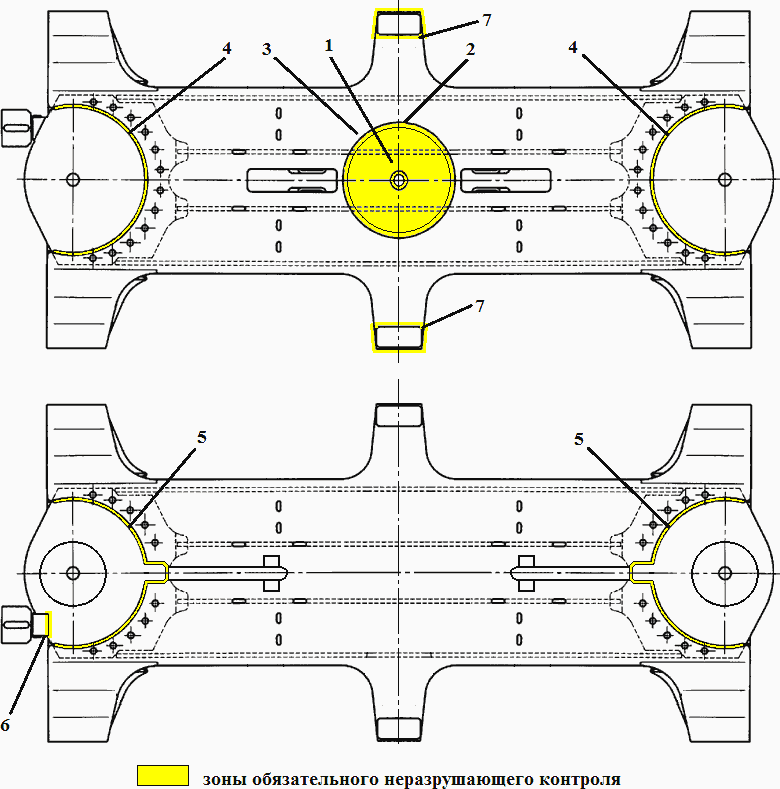 1 - опорная поверхность центрального подпятника; 2 - упорная поверхность центрального подпятника; 3 - сварной шов приварки верхнего листа к плите центрального подпятника; 4 - сварной шов приварки верхнего листа к пятниковой плите крайнего пятника; 5 - сварной шов приварки нижнего листа к пятниковой плите крайнего пятника; 6 - сварной шов приварки кронштейна торсиона с балкой; 7 - сварной шов приварки опоры скользунов с балкой. | Трещины продольные и поперечные |
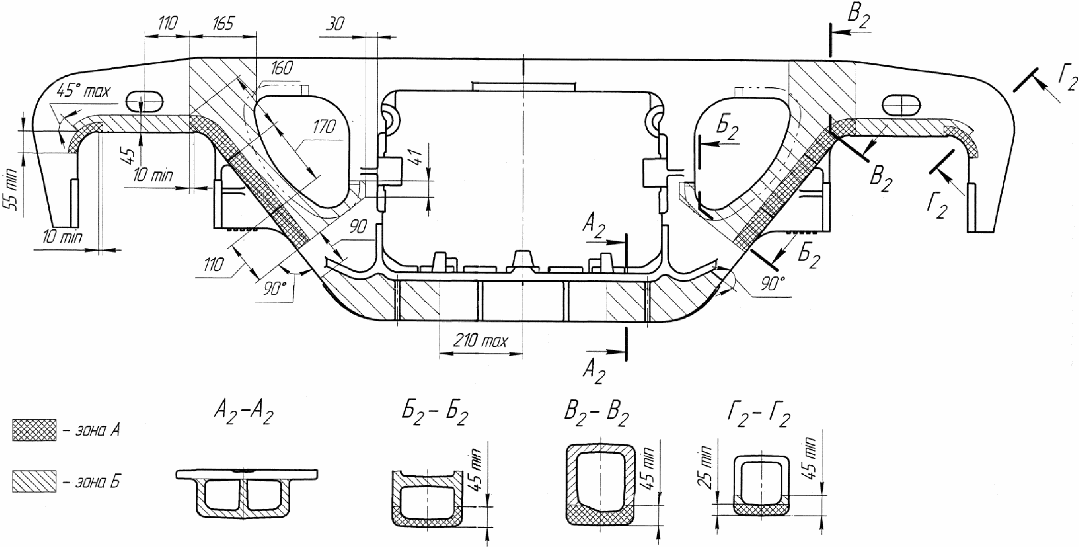
8.1 Боковые рамы перед ремонтом и дефектацией очищают от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия, обмывают в моечной машине (камере), осматривают наружную поверхность на возможность обнаружения трещин, отколов и износов. Особо тщательное внимание уделяют зонам А и Б, указанным на рисунке 8.1.
8.2 При капитальном или деповском ремонтах под вагон допускается подкатывать тележки с боковыми рамами, с установленными износостойкими элементами по проектам М 1698 ПКБ ЦВ, или С 03.04, или по ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000), или ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.10.00, ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02, ИШДЖ.668412.749.00.00.03), или по проекту 1699.00.000.
Грузовым вагонам на тележках тип 2 по ГОСТ 9246, отремонтированным без установки износостойких элементов, норматив пробега после производства деповского ремонта до следующего планового устанавливается в размере 110,0 тыс. км. при сохранении предельной календарной продолжительности межремонтного периода, указанного в "Положение о системе технического обслуживания и ремонта грузовых вагонов, допущенных в обращение на железнодорожные пути общего пользования в международном сообщении".
Оставшийся срок службы боковых рам должен быть не менее чем до следующего капитального или деповского ремонта вагона.
8.3 Не допускается ремонт боковой рамы, у которой в буксовом проеме опорная поверхность имеет местный, канавкообразный износ более 2 мм в тело рамы (максимальная ширина канавки 20 мм, максимальная длина канавки равна ширине опорной поверхности).
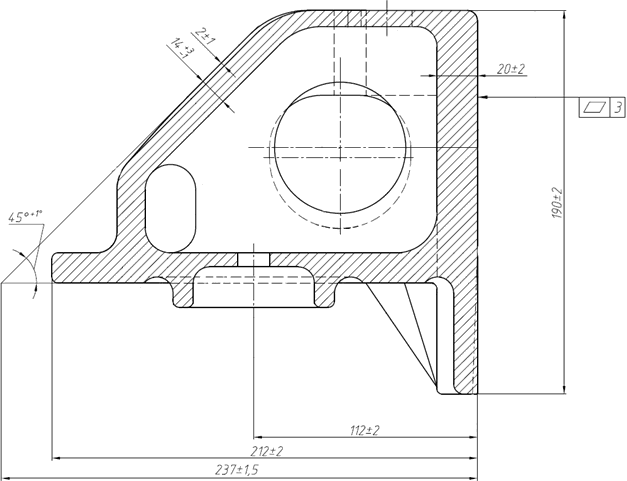
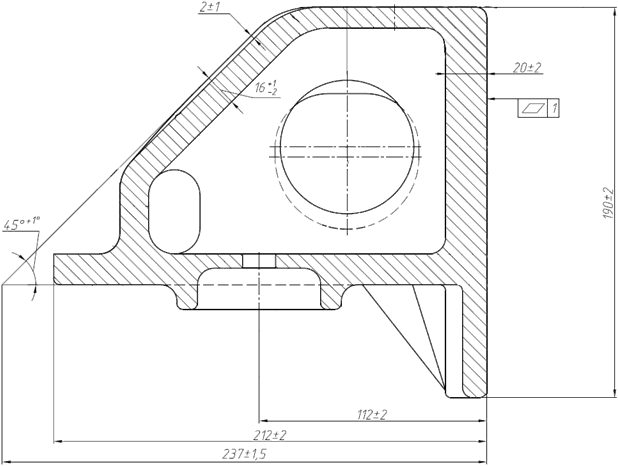
8.4 Трещины на боковых рамах тележки, кроме указанных на рисунке 8.2 и сквозные литейные дефекты, не допускаются.
(абзац в ред. Протокола от 27.11.2020)
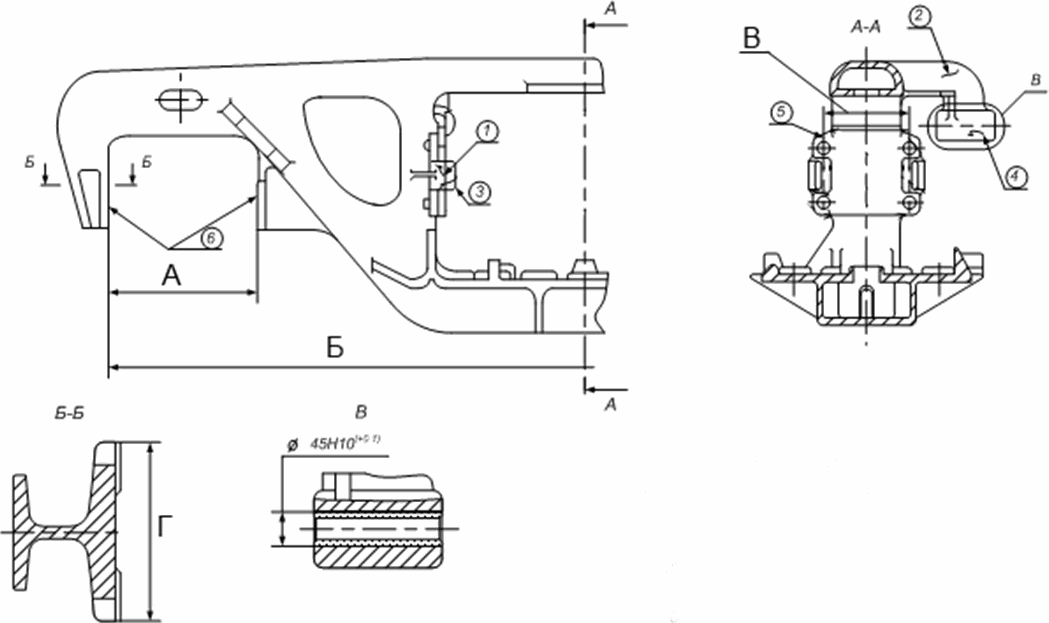
Указанные на рисунке 8.2 дефекты в боковой раме разрешается устранять сваркой и наплавкой при плановых видах ремонта согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов". Значения размеров, отраженные на рисунке 8.2, указаны в таблице 8.1.
8.4.1 Трещину направляющего буртика для фрикционного клина (дефект 1) разрешается заваривать в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов".
8.4.2 Трещину в кронштейне подвески триангеля длиной не более 32 мм (дефект 2) разрешается заварить в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов".
8.4.3 Продольную трещину в стенке прилива для валика подвески триангеля (дефект 4) разрешается заварить в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов".
8.4.4 Откол направляющего буртика для перемещения фрикционного клина и фрикционных планок (дефект 3) ремонтируется приваркой нового в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов".
8.4.5 Откол "ушек" в местах крепления фрикционных планок (дефект 5) разрешается ремонтировать приваркой нового "ушка". Разрешается приваривать не более двух "ушек", расположенных по диагонали в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов".
--------------------------------
<*> Размеры при постановке металлической втулки
башмака
ремонтировать при плановых видах ремонта
Размер | Значение, мм |
А | 335 +/- 1 <*> |
Б | |
В | 210 |
Г | 160 +/- 1 <**> |
--------------------------------
Примечание
8.5 До постановки фрикционных планок измеряют расстояние между стенками рессорного проема боковой рамы и наружными челюстями буксовых проемов. Разница между ними для одной боковой рамы не должна превышать 3 мм. При большей разнице соответствующие буксовые челюсти наплавить с последующей механической обработкой до чертежных размеров, указанных в приложении З, при условии, что ширина буксового проема не более 342 мм при деповском, для тележки модели 18-100 не более 338 мм, а при капитальном ремонте в соответствии с таблицей 8.1.
8.6 При плановых видах ремонта в кронштейн боковой рамы валика подвески тормозного башмака и в подвеску тормозного башмака установить втулки, предусмотренные пунктом 6.8 настоящего руководящего документа.
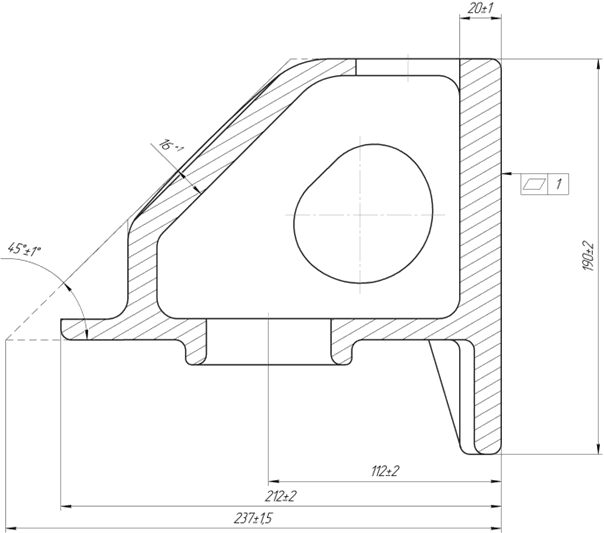
8.7 Износ направляющих плоскостей для букс допускается по ширине буксового проема не более 4 мм при деповском ремонте, а при капитальном не допускается. Размеры боковых рам грузовых тележек, которым они соответствуют при изготовлении, и с которыми при плановых видах ремонта допускается выпускать их без ремонта, приведены на рисунках 8.2, 8.3.
Ремонт корпусов букс должен проводиться согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и инструкции, разработанной ВНИИЖТ ТИ-05-02-Б-2010 "Техническая инструкция по ремонту сваркой и износостойкой наплавкой корпуса буксы". Наружные изношенные поверхности корпуса буксы (опорная и боковые) восстанавливаются до чертежных размеров указанных в Приложении З.
8.8 Изношенные вертикальные направляющие плоскости в буксовом проеме (упорные поверхности) восстанавливаются износостойкой наплавкой с обеспечением твердости 240...300 HB с последующей станочной обработкой до чертежных размеров указанных в Приложении З.
8.9 При поступлении в ремонт боковых рам с приваренными планками на опорных поверхностях, планки удаляют на станке и после дефектоскопирования боковых рам на их опорные поверхности устанавливают сменные прокладки в соответствии с конструкцией боковой рамы.
8.10 При установке износостойких элементов прокладки сменные установить в обоих буксовых проемах. На опорные поверхности с высотой приливов до 3 мм включительно, в буксовые проемы боковых рам установить прокладки сменные чертеж М 1698.02.100 СБ (с вариантом исполнения корпуса скобы по чертежу М 1698.02.101) или скобу М 1698.05.100 СБ, или N 1699.02.100-01, М 1698.03.100 СБ (с вариантом исполнения М 1698.03.100-02 СБ) или N 1699.02.100, или по ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000).
(в ред. Протокола от 06.11.2024)
На опорные поверхности с высотой приливов более 3 мм, в буксовые проемы боковых рам установить прокладки сменные чертеж М 1698.02.100-01 СБ (с вариантом исполнения корпуса скобы М 1698.02.101-01) или М 1698.03.100 СБ (с вариантом исполнения по чертежу М 1698.03.100-02-01).
(в ред. Протокола от 06.11.2024)
Грузовым вагонам на тележках тип 2 по ГОСТ 9246, отремонтированным без установки износостойких элементов, норматив пробега после производства деповского ремонта до следующего планового устанавливается в размере 110,0 тыс. км, при сохранении предельной календарной продолжительности межремонтного периода, указанного в "Положении о системе технического обслуживания и ремонта грузовых вагонов, допущенных в обращение на железнодорожные пути общего пользования в международном сообщении"
Износ опорных поверхностей боковых рам в зоне буксовых проемов глубиной не более 2 мм относительно неизношенной части опорной поверхности устранять механической обработкой на металлорежущих станках. При проведении обработки подрез стенок буксового проема не допускается. Остаточная высота прилива опорной поверхности буксового проема боковой рамы допускается не менее 0,5 мм (гарантированная высота, исключающая возможность врезания фрезы в тело боковой рамы при обработке опорной поверхности).
(в ред. Протокола от 11.06.2025)
При установке боковой рамы на станок в качестве базовой поверхности принимать опорную поверхность для установки рессорного подвешивания.
(в ред. Протокола от 11.06.2025)
После механической обработки опорной поверхности острые кромки и заусенцы притупить.
(в ред. Протокола от 11.06.2025)
8.11 При поступлении в ремонт боковых рам, на опорных поверхностях которых в буксовых проемах были установлены прокладки сменные по чертежу М 1698.02.100 СБ, или N 1699.02.100-01, или М 1698.03.100 СБ, или N 1699.02.100 прокладки снимают, боковые рамы дефектоскопируют.
При капитальном ремонте с установкой износостойких элементов на опорные поверхности устанавливают новые прокладки сменные чертеж М 1698.02.100 СБ, или N 1699.02.100-01, или М 1698.03.100 СБ, или N 1699.02.10 или по ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000).
При деповском ремонте допускается повторная установка прокладок сменных не имеющих:
- трещин на корпусе прокладки или на износостойкой пластине;
- отколов на износостойкой пластине;
- трещин сварного шва между износостойкой пластиной и корпусом прокладки;
- неравномерного износа опорной поверхности износостойкой пластины относительно неизношенной ее части поверхности более 2 мм.
При поступлении в ремонт боковых рам тележки модели 18-100 устанавливать прокладки сменные, изготовленные по проекту М 1698 ПКБ ЦВ.
При повторном использовании проверяется твердость изношенных поверхностей. Твердость измеряется по ГОСТ 9012-59, ГОСТ 9013-59.
8.12 Для установки на боковую раму двутаврового сечения износостойкую прокладку плотно прижимают к опорной поверхности с помощью струбцины или специального приспособления. Более длинные лапки корпуса прокладки располагают против технологических отверстий на стенках боковой рамы. Указанные "лапки" сгибают на цилиндрической оправке (монтировке) и затем заправляют в технологические отверстия ударами молотка. Короткие "лапки" корпуса загибают по полке боковой рамы ударами молотка через оправку.
Для установки на боковую раму коробчатого сечения износостойкую прокладку плотно прижимают к опорной поверхности с помощью струбцины или специального приспособления. Лапки корпуса прокладки располагают против технологических отверстий на стенках боковой рамы. Указанные "лапки" сгибают на цилиндрической оправке (монтировке) и затем заправляют в технологические отверстия ударами молотка.
После загиба "лапок" перемещения прокладки вдоль боковой рамы должны быть не более +/- 10 мм, а поперек боковой рамы не более +/- 5 мм.
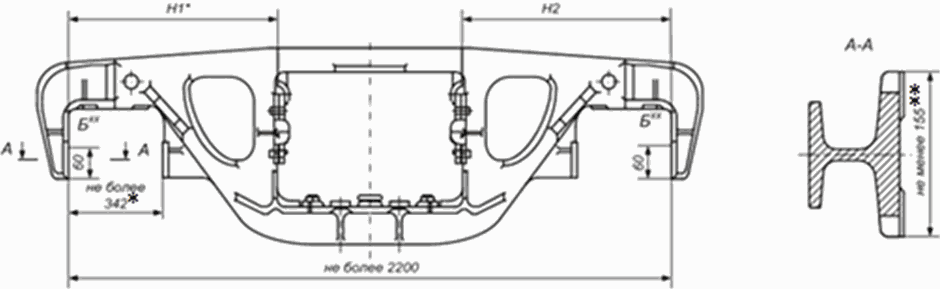
--------------------------------
<*> Разность размеров H1 и H2 не более 3 мм.
<xx> Контроль базового размера производить в точках Б на расстоянии 60 мм.
Примечание:
<*> - не более 338 мм для тележек модели 18-100, не более 344 мм для тележек модели 18-9801;
<**> - не менее 154 мм для тележек модели 18-9801.
Рисунок 8.3 - Размеры боковых рам тележек тип 2 по ГОСТ 9246
при выпуске из деповского ремонта
8.13 Тележки, оборудованные износостойкими прокладками, должны взаимодействовать с корпусами букс, восстановленными до чертежных размеров указанных в Приложении З.
8.14 При установке износостойких элементов фрикционные планки боковой рамы тележки толщиной 16 мм, независимо от их технического состояния, заменяют на составные по проекту М 1698 ПКБ ЦВ, состоящие из планки неподвижной толщиной 10 мм чертеж М 1698.02.001 и планки подвижной толщиной 6 мм чертеж М 1698.02.004 или на планку фрикционную толщиной 16 мм по проекту С 03.04, или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02), или на планку неподвижную 8 мм чертеж 1699.02.001 и планку подвижную 8 мм чертеж 1699.02.004.
8.15 Разница в размерах баз боковых рам одной тележки допускается не более 2 мм.
Фактически измеренные величины баз по каждой боковой раме записываются в журнал формы ВУ-32, согласно приложения Д.
При поступлении в ремонт боковых рам тележки модели 18-100 устанавливаются фрикционные планки, изготовленные по проекту М 1698 ПКБ ЦВ.
8.16 После ремонта проверяют размеры боковых рам тележки, показанные на рисунках 8.2, 8.3.
9.1 Надрессорные балки перед ремонтом и дефектацией очищают от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия, обмывают в моечной машине (камере), осматривают на возможность обнаружения трещин, отколов и износов. Опорную поверхность подпятника балки очищают от остатков смазки и ржавчины.
9.2 При осмотре и дефектации надрессорной балки определяют целостность верхних, нижних поясов, вертикальных стенок, опорной части подпятника, исправность приливов для колпаков скользунов и износы трущихся поверхностей.
Трещины во внутренней колонке и ребрах усиления подпятника надрессорной балки независимо от их длины ремонту не подлежат. Внутреннюю поверхность балки осматривают с подсветкой через технологические окна верхнего и нижнего пояса.
9.3 При капитальном или деповском ремонтах под вагон могут подкатываться тележки с надрессорными балками, с установленными износостойкими элементами по проекту М 1698 ПКБ ЦВ или по проекту С 03.04, или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04) и ТУ BY 400044052.009-2014 (черт. 1803.703-04.000) ОАО "САТУРН - 1", или 1699.00.000.
Грузовым вагонам на тележках тип 2 по ГОСТ 9246, отремонтированным без установки износостойких элементов, норматив пробега после производства деповского ремонта до следующего планового устанавливается в размере 110,0 тыс. км, при сохранении предельной календарной продолжительности межремонтного периода, указанного в "Положении о системе технического обслуживания и ремонта грузовых вагонов, допущенных в обращение на железнодорожные пути общего пользования в международном сообщении".
При капитальном или деповском ремонте вагонов с установленными тележками модели 18-100 надрессорные балки могут оборудоваться износостойкими элементами только по проекту М 1698 ПКБ ЦВ.
(абзац в ред. Протокола от 16.10.2019)
Оставшийся срок службы надрессорных балок должен быть не менее чем до следующего капитального или деповского ремонта вагона.
9.4 Ремонт подпятника надрессорной балки.
9.4.1 После определения объема ремонта все дефекты подпятника надрессорной балки должны быть устранены.
(абзац в ред. Протокола от 16.10.2019)
При плановых видах ремонта разрешается заваривать трещины (дефекты 1-8) в подпятнике надрессорной балки, согласно рисунку 9.1, в соответствии с требованиями "Инструкции по сварке и наплавке при ремонте грузовых вагонов". Суммарная длина трещин в подпятнике допускается не более 250 мм, если трещины кольцевые прерывистые, расположенные в разных секторах, на расстоянии от центра не ближе 80 мм.
Ранее установленные в подпятник износостойкие кольца (полукольца) удалить станочной обработкой.
Диаметр подпятника определять от верхней горизонтальной поверхности наружного бурта на глубине 10 мм с учетом конусности 1:12,5 (4 градуса 36 минут). Диаметр подпятника при капитальном и деповском ремонте тележки должен быть - 302,5+1,5 мм.
9.4.2 У надрессорной балки, изготовленной до 1986 г. с глубиной подпятника  ("М" рисунок 9.3), изношенные опорная поверхность, наружный и внутренний бурты подпятника восстанавливают согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240...300 HB, с последующей станочной обработкой подпятника до чертежных размеров, указанных в приложении З, с обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и диаметром 302,5+1,5 мм на глубине 10 мм ("И" рисунок 9.3) и глубиной подпятника
("М" рисунок 9.3), изношенные опорная поверхность, наружный и внутренний бурты подпятника восстанавливают согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240...300 HB, с последующей станочной обработкой подпятника до чертежных размеров, указанных в приложении З, с обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и диаметром 302,5+1,5 мм на глубине 10 мм ("И" рисунок 9.3) и глубиной подпятника  .
.
("М" рисунок 9.3), изношенные опорная поверхность, наружный и внутренний бурты подпятника восстанавливают согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240...300 HB, с последующей станочной обработкой подпятника до чертежных размеров, указанных в приложении З, с обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и диаметром 302,5+1,5 мм на глубине 10 мм ("И" рисунок 9.3) и глубиной подпятника .9.4.3 У надрессорной балки, изготовленной с 1986 г., с глубиной подпятника  ("М" рисунок 9.4), с изношенными опорной поверхностью, наружным и внутренним буртами подпятника, наружный и внутренний бурты наплавляют износостойкой наплавкой согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ с обеспечением твердости 240...300 HB.
("М" рисунок 9.4), с изношенными опорной поверхностью, наружным и внутренним буртами подпятника, наружный и внутренний бурты наплавляют износостойкой наплавкой согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ с обеспечением твердости 240...300 HB.
("М" рисунок 9.4), с изношенными опорной поверхностью, наружным и внутренним буртами подпятника, наружный и внутренний бурты наплавляют износостойкой наплавкой согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ с обеспечением твердости 240...300 HB.Подпятник растачивается на глубину  с обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и диаметром 302,5+1,5 мм на глубине 10 мм ("И" рисунок 9.3).
с обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и диаметром 302,5+1,5 мм на глубине 10 мм ("И" рисунок 9.3).
с обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и диаметром 302,5+1,5 мм на глубине 10 мм ("И" рисунок 9.3).На станочно обработанную плоскую опорную поверхность подпятника устанавливается прокладка по чертежу М 1698.01.005 диаметром 298-1,3 мм фаской вниз или по проекту С 03.04, или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04), или по чертежу 1699.01.005.
9.4.4 При поступлении надрессорной балки с установленной ранее прокладкой, подпятник с глубиной  , имеющий износы на наружном и внутреннем буртах, выработки наружного бурта от прокладки, наплавляются согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240...300 HB с последующей станочной обработкой согласно чертежа М 1698.01.000 СБ и обеспечением конусности внутренней поверхности наружного бурта 1:12,5 с последующей постановкой прокладки по чертежу М 1698.01.005 или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04), или по чертежу 1699.01.005.
, имеющий износы на наружном и внутреннем буртах, выработки наружного бурта от прокладки, наплавляются согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240...300 HB с последующей станочной обработкой согласно чертежа М 1698.01.000 СБ и обеспечением конусности внутренней поверхности наружного бурта 1:12,5 с последующей постановкой прокладки по чертежу М 1698.01.005 или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04), или по чертежу 1699.01.005.
, имеющий износы на наружном и внутреннем буртах, выработки наружного бурта от прокладки, наплавляются согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240...300 HB с последующей станочной обработкой согласно чертежа М 1698.01.000 СБ и обеспечением конусности внутренней поверхности наружного бурта 1:12,5 с последующей постановкой прокладки по чертежу М 1698.01.005 или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04), или по чертежу 1699.01.005.9.4.5 Оставшаяся толщина опорной поверхности подпятника должна быть не менее 18 мм.
9.4.6 При станочной обработке подпятника в месте сопряжения наружного бурта с плоской опорной поверхностью подпятника должна быть обеспечена галтель радиусом 3...4 мм. Отсутствие галтели не допускается.
9.4.7 Прокладка (диск) по чертежу М 1698.01.005 или проекту С 03.04, или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04), или по чертежу 1699.01.005 диаметром 298-1,3 мм свободно устанавливается фаской вниз на опорную поверхность подпятника надрессорной балки.
9.4.8 Разрешается производить ремонт отверстия подпятника под шкворень ("Л" рисунок 9.3 и таблица 9.1) с восстановлением внутреннего бурта ("К" рисунок 9.3 и таблица 9.1) и постановкой втулки, изготовленной из стали типа Ст3, с приваркой ее по наружному периметру сплошным швом в соответствии с требованиями ТК-231. Внутренний бурт подпятника восстанавливается наплавкой до чертежных размеров указанных в Приложении З.
Верхняя кромка внутреннего бурта или втулки должна располагаться от плоской опорной поверхности на высоте:
- 5+1 мм у подпятника глубиной  или
или  ;
;
;- 11+1 мм у подпятника расточенного на глубину  .
.
.9.4.9 За базовую поверхность надрессорной балки при установке на станок принимать опорные поверхности, которыми надрессорная балка опирается на пружины рессорных комплектов.
9.4.10 При подкатке тележки под вагон вся опорная поверхность подпятника должна быть покрыта равномерным слоем одной из смазок: графитовая ГОСТ 3333-80, солидол ГОСТ 1033-79 с добавкой графита смазочного ГОСТ 8295-73 (количество смазки от 80 до 100 грамм) или другой смазкой с аналогичными свойствами.
При установке полимерной прокладки по проекту С 03.04 запрещено смазывать опорную поверхность подпятника.
9.5 Ремонт наклонных плоскостей надрессорной балки.
9.5.1 При плановых видах ремонта планки, ранее приваренные на наклонных плоскостях, удалить. Наклонные плоскости, с удаленными планками, или изношенные восстановить износостойкой наплавкой с обеспечением твердости 240...300 HB, согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и разработанной ВНИИЖТ Инструкции ТИ-05-01-06/НБ с последующей станочной обработкой до чертежных размеров указанных в Приложении З.
9.5.2 Оставшаяся толщина изношенных наклонных поверхностей надрессорной балки должна быть не менее 7 мм, измерение проводится после удаления планок.
9.5.3 При любом сверхнормативном износе наклонных плоскостей надрессорной балки (включая провалы и сквозные протертости), разрешается ремонт методом вварки пластин-вставок согласно "Технологической инструкции на ремонт сваркой наклонных поверхностей" N 542 ПКБ ЦВ.
9.5.4 При капитальном ремонте изношенные наклонные плоскости восстановить износостойкой наплавкой с обеспечением твердости 240...300 HB согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и разработанной ВНИИЖТ Инструкцией ТИ-05-01-06/НБ с последующей станочной обработкой до чертежных размеров указанных в Приложении З.
При выпуске из деповского ремонта допускается не восстанавливать наклонные плоскости, если они имеют размер нижней опорной поверхности надрессорной балки не менее 166 мм и угол 45° ("З" рисунок 9.3 и таблица 9.1), причем величина суммарного просвета между поверхностью надрессорной балки и шаблоном понизу должна быть не более 6 мм. Просвет сверху не допускается.
9.5.5 При всех видах ремонта разрешается:
- заварка трещин в углах между ограничительными буртами (дефект 9, рисунок 9.1) и наклонной плоскостью;
- наплавка изношенных буртов при оставшейся толщине не менее 10 мм;
- наплавка или приварка упорных ребер (дефект 10, рисунок 9.1);
- заварка продольных трещин наклонной плоскости (дефект 8, рисунок 9.1), не выходящих на ограничительные бурты.
9.5.6 При деповском ремонте расстояние между ограничительными буртами для фрикционного клина ("Е" рисунок 9.3 и таблица 9.1) при износе более 144 мм восстанавливают наплавкой до чертежных размеров указанных в Приложении З.
При капитальном ремонте расстояние между ограничительными буртами ("е" рисунок 9.3 и таблица 9.1) восстанавливаются до чертежных размеров указанных в Приложении З.
9.5.7 При комплектовании тележек новыми или отремонтированными надрессорными балками, допускается установка износостойких элементов по проекту М 1698 ПКБ ЦВ, С 03.04 в соответствии с "Инструкцией по комплексной модернизации тележек грузовых вагонов с использованием износостойких элементов и колес с ремонтным профилем ИТМ-73" или по ТУ BY 400044052.009-2014 (черт. 1803.703-04.000) и ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04) ОАО "САТУРН - 1", или по проекту 1699.00.000.
На надрессорные балки тележек модели 18-100 устанавливаются износостойкие элементы по проекту М 1698 ПКБ ЦВ.
9.6 Ремонт скользунов надрессорной балки.
9.6.1 Износы, трещины, изломы в опорах скользунов ремонтировать сваркой в соответствии с "Типовым технологическим процессом ремонта скользунов вагонов" ТК-230 ПКБ ЦВ.
9.6.2 Колпак скользуна, показанный на рисунке 9.2, снимают. Неисправный прилив (опору) для колпака скользуна ремонтируют сваркой согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
Изношенную поверхность прилива для колпака скользуна восстанавливают наплавкой с последующей станочной обработкой до чертежных размеров указанных в Приложении З.
Высота прилива (опоры) для колпака скользуна после станочной обработки определяется расстоянием от нижней плоскости надрессорной балки до верхней опорной поверхности скользуна, должна быть 315-6 мм.
Высота прилива (опоры) для колпака скользуна относительно опорной плоскости подпятника после ремонта должна составлять:
(абзац введен Протоколом от 08.12.2022)
 - для надрессорной балки, изготовленной до 1986 г;
- для надрессорной балки, изготовленной до 1986 г;(абзац введен Протоколом от 08.12.2022)
 <*> - для надрессорной балки, изготовленной с 1986 г.
<*> - для надрессорной балки, изготовленной с 1986 г.(абзац введен Протоколом от 08.12.2022)
--------------------------------
<*> без учета износостойкой прокладки
(сноска введена Протоколом от 08.12.2022)
9.6.3 При капитальном ремонте устанавливают новые колпаки скользунов.
Не допускается установка колпаков скользунов на тележку, изготовленных по разным чертежам.
При деповском ремонте допускается установка колпаков скользунов с неравномерным максимальным износом плоской опорной поверхности до 2 мм.
При износе более 2 мм колпак скользуна заменяют на новый.
9.6.4 В балках надрессорных с установленными съемными скользунами зазорного типа проверить надежность резьбового крепления. При ослаблении резьбового крепления скользуна - ослабленные болты и гайки подтянуть при помощи ключа со специальной головкой. При необходимости замены болтового соединения использовать болты М 22-6gx90.88 ГОСТ 7798-70, гайки М22 - 6 Н.8 DIN 980V, шайбы 22.02.019 ГОСТ 11371-78.
Допускается комплектация тележки модели 18-2128 надрессорной балкой по чертежу 2128-07.10.00.100 СБ, оборудованной съемными скользунами зазорного типа по чертежу 2128-07.00.00.100 "Скользун ЗСП ГОСТ 34387-2018". При необходимости замены болтового соединения использовать болты М24-6gx90.88.20Г2Р.016 ГОСТ 7796-70 или М24-6gx90.88.38ХС.016 ГОСТ 7796-70 с гайками шестигранными высокими самостопорящимися М24-8 ГОСТ ISO 7042 или с гайками шестигранными нормальными самостопорящимися М24-8 по ГОСТ ISO 7040 или FS M24-8-Zn8 ТУ 459560-003-8626665 с шайбами А.24.03 ГОСТ 11371-78 или шайбами С.24.01 ГОСТ 11371-78. Затяжку болтов производить крутящим моментом 690...770 Нм (70...78 кгс м). При использовании гаек шестигранных нормальных самостопорящихся ГОСТ ISO 7040 - М24-8, затяжку крепежных деталей производить крутящим моментом 510...580 Нм (52...59 кгс м).
(абзац введен Протоколом от 06.11.2024)
Трещины и изношенные поверхности съемного жесткого скользуна ремонтировать в соответствии с "Типовым технологическим процессом ремонта скользунов вагонов" ТК-230 ПКБ ЦВ и "Инструкцией по сварке и наплавке при ремонте грузовых вагонов".
Съемный скользун с неисправностями, не подлежащими ремонту, заменить на новый.
Не допускается установка на тележку скользунов, изготовленных по разным чертежам.
(абзац введен Протоколом от 16.10.2019)
9.6.5 Ремонт допустимых трещин в основании опоры скользуна, от технологических окон вдоль балки на наклонных плоскостях, на опорной поверхности подпятника производить в соответствии с требованиями "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
9.6.6 При комплектовании тележек новыми или отремонтированными надрессорными балками, допускается установка скользунов по проекту С 03.04 Укрзализныци в соответствии с "Инструкцией по комплексной модернизации тележек грузовых вагонов с использованием износостойких элементов и колес с ремонтным профилем ИТМ-73" при наличии соответствующей ответной части на кузове вагона.
9.6.7 На надрессорные балки устанавливаются износостойкие элементы только по проекту М 1698 или только по проекту С 03.04, или по ТУ BY 400044052.009-2014 (черт. 1803.703-04.000) и ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.04), или 1699.00.000.
На надрессорные балки тележек модели 18-100 устанавливаются износостойкие элементы по проекту М 1698 ПКБ ЦВ.
Смешанная установка износостойких элементов по разным проектам не допускается.
1, 2, 3 - трещины опорной поверхности подпятникового места;
4 - продольные трещины верхнего пояса;
5 - износ отверстия для постановки шкворня;
6 - износ внутреннего и наружного буртов подпятникового места;
7 - трещины боковых опор скользуна;
8 - трещины наклонной плоскости;
9 - трещины в углах между ограничительными буртами и наклонной плоскостью;
10 - износ упорных ребер, ограничивающих пружины;
11 - износ отверстия в кронштейне державки "мертвой точки"
Примечание - трещины, расположенные к продольной оси балки под углом более 30° относятся к поперечным, под углом менее 30° - к продольным.
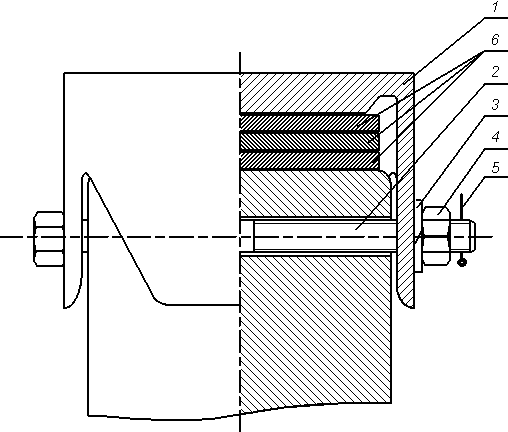
1 - колпак скользуна
2 - сквозной болт
3 - пружинная шайба
4 - гайка
5 - шплинт
6 - прокладка
9.7 При деповском ремонте шкворни, имеющие износы по диаметру более 3 мм, восстановить наплавкой в соответствии с "Инструкции по сварке и наплавке при ремонте грузовых вагонов", с последующей механической обработкой до чертежных размеров, указанных в Приложении З.
Вагоны всех типов должны иметь шкворни длиной 440 +/- 3 мм.
Размер отверстия подпятника надрессорной балки под шкворень после проведения плановых видов ремонта указан в таблице 9.1.
9.8 При капитальном ремонте шкворни, имеющие механические повреждения, изгибы или износы, заменить на новые.
При деповском ремонте шкворни, имеющие изгибы не более 5 мм разрешается править в нагретом состоянии до чертежных размеров указанных в Приложении З.
9.9 Разрешается наплавлять разработанные отверстия более  в кронштейне державки "мертвой точки".
в кронштейне державки "мертвой точки".
в кронштейне державки "мертвой точки".9.10 Перед сборкой тележки проверить размеры надрессорной балки, показанные на рисунке 9.3, которые должны соответствовать требованиям настоящего Руководства.
В таблице 9.1 указаны размеры для надрессорной балки двухосной трехэлементной тележки типа 2 по ГОСТ 9246.
типа 2 по ГОСТ 9246
Обозначение размера | Размеры надрессорной балки, мм | |
При деповском ремонте (без восстановления) | При капитальном ремонте | |
Е | не более 144,0 | 134+4 |
З | не менее 166,0 | 175 +/- 1 <*> |
Л | не более | |
К | не менее |  |
--------------------------------
Примечание:
 для тележек модели 18-1750, 18-7055;
для тележек модели 18-1750, 18-7055;  для тележки модели 18-9801, 18-100;
для тележки модели 18-9801, 18-100; для тележки модели 18-9801;
для тележки модели 18-9801;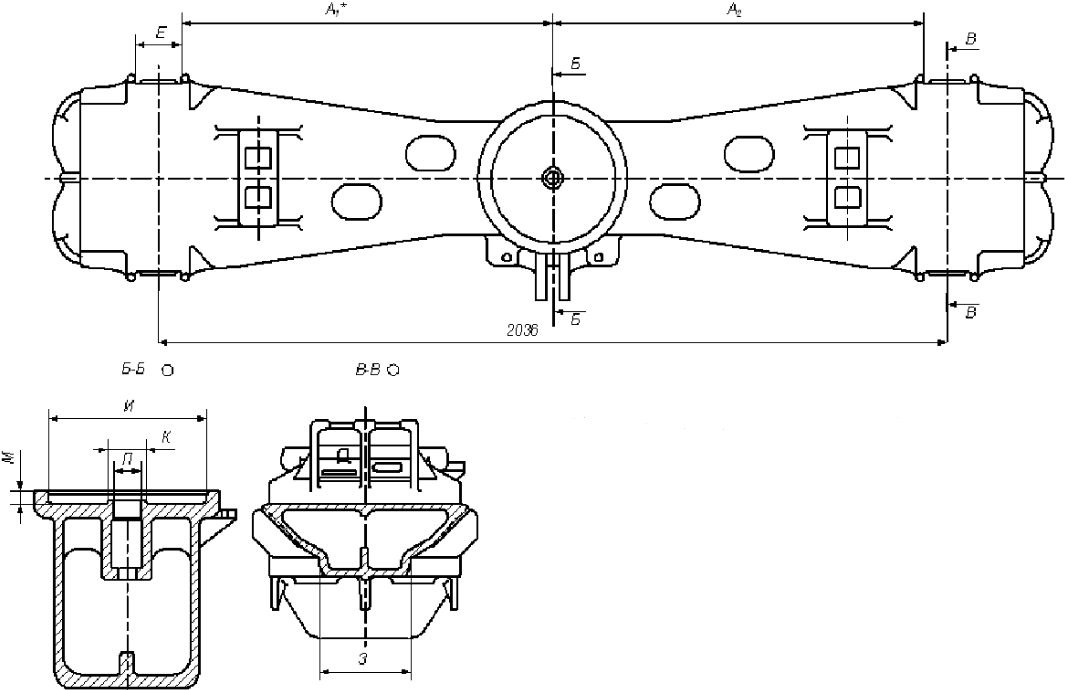
1. <*> Разность размеров А1 и А2 не более 5 мм.
тип 2 по ГОСТ 9246
9.11 Дефекты в соединительной балке четырехосной тележки, разрешенные ремонтировать при плановых видах ремонта, приведены на рисунке 9.4.
Ремонт соединительных балок тележек модели 18-101 производят в соответствии с "Типовым технологическим процессом на ремонт соединительной балки четырехосной тележки" ТК-232 ПКБ ЦВ.
разрешено ремонтировать при плановых видах ремонта
10.1 Узел гасителя колебаний тележки состоит из составной фрикционной планки, фрикционного клина и наклонной поверхности надрессорной балки.
10.1.1 Ремонт наклонной поверхности надрессорной балки изложен в разделе 9 настоящей инструкции.
10.1.2 При деповском ремонте во фрикционный узел устанавливается клин из чугуна марки СЧ 35 по чертежу М 1698.00.003, или по чертежу М 1698.00.003-01, показанный на рисунке 10.1б, или по чертежу 1699.04.007, показанный на рисунке 10.1в, или ВАГР-0113.50.00.002-01, показанный на рисунке 10.1д, или из чугуна марки ЧМН-35М по чертежу ВАГР-0113.50.00.002*, показанный на рисунке 10.1г, или клин из чугуна марки СЧ 35 ЖДТ по чертежу 1699.04.000 СБ с вкладышем УРЛТ.667149.002-04, показанный на рисунке 10.1е, или из чугуна марки СЧ 35 по чертежу 1699.04.007 (исполнение 1699.04.007-01), показанный на рисунке 10.1ж.
(в ред. Протокола от 06.11.2024)
При деповском ремонте грузовых вагонов допускается устанавливать новые стальные фрикционные клинья, показанные на рисунке 10.1а, взамен неисправных.
При деповском ремонте для тележки модели 18-100 во фрикционный узел устанавливается клин из чугуна марки СЧ 35 по чертежу М 1698.00.003, М 1698.00.003-01.
Фрикционный клин по проекту С 03.04 устанавливается только в паре с фрикционной планкой по проекту С 03.04.
Запрещается ремонт стальных фрикционных клиньев.
Запрещается совместная установка стальных и чугунных фрикционных клиньев в тележки, установленные под один вагон.
10.2 При капитальном ремонте вагонов, установленные на вагоне фрикционные клинья заменяются новыми клиньями из чугуна марки СЧ 35 по чертежу М 1698.00.003, или по чертежу М 1698.00.003-01, показанный на рисунке 10.1б, или по чертежу 1699.04.007, показанный на рисунке 10.1в, или ВАГР-0113.50.00.002-01, показанный на рисунке 10.1д, или из чугуна марки ЧМН-35М по чертежу ВАГР-0113.50.00.002 <*>, показанный на рисунке 10.1г, или клин из чугуна марки СЧ 35 ЖДТ по чертежу 1699.04.000 СБ с вкладышем УРЛТ.667149.002-04, показанный на рисунке 10.1е, или из чугуна марки СЧ 35 по чертежу 1699.04.007 (исполнение 1699.04.007-01), показанный на рисунке 10.1ж.
(в ред. Протокола от 06.11.2024)
--------------------------------
<*> Клинья фрикционные по чертежу ВАГР-0113.50.00.002 допускается устанавливать при межремонтном нормативе не более 160 тыс. км. Установка и замена фрикционного клина производится комплектом.
(сноска введена Протоколом от 08.06.2021)
При капитальном ремонте вагонов с тележками модели 18-100, установленные в тележке фрикционные клинья заменяются новыми клиньями из чугуна марки СЧ 35 по чертежу М 1698.00.003, М 1698.00.003-01.
10.3 При деповском ремонте на все типы грузовых вагонов, кроме цистерн, разрешается устанавливать чугунные клинья или оставлять без замены стальные фрикционные клинья с суммарным износом наклонной и вертикальной плоскостей клина до 3 мм, но не более 2 мм одной из сторон и не имеющих других дефектов (трещин, отколов). Трещины в ребрах жесткости клина не допускаются.
10.4 При капитальном ремонте фрикционные планки заменяются новыми составными по проекту М 1698 ПКБ ЦВ, или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02) ОАО "САТУРН - 1", или фрикционными планками по проекту С 03.04, или по проекту 1699.00.000, а для тележек модели 18-100 фрикционные планки заменяются новыми составными по проекту М 1698 ПКБ ЦВ.
10.5 При деповском ремонте фрикционные планки с трещинами, отколами и износами, превышающими нормативные значения, заменяются новыми.
Допускается на все типы грузовых вагонов, кроме цистерн, устанавливать неподвижные фрикционные планки по проекту М 1698 ПКБ ЦВ толщиной 10 мм с износом 1,5 мм поверхности, взаимодействующей с подвижной планкой и подвижные фрикционные планки с суммарным износом по толщине до 2 мм, но не более 1,5 мм с одной стороны.
(в ред. Протокола от 08.06.2021)
(в ред. Протокола от 06.11.2024)
(введен Протоколом от 27.11.2020; в ред. Протокола от 08.06.2021)
(введен Протоколом от 08.06.2021)
(введен Протоколом от 15.06.2022)
(введен Протоколом от 06.11.2024)
* - размеры для справок
1 - клин из чугуна СЧ 35 ЖДТ;
2 - вкладыш клина;
3 - ось вкладыша;
4 - пломба с индивидуальным номером изделия
(введен Протоколом от 06.11.2024)
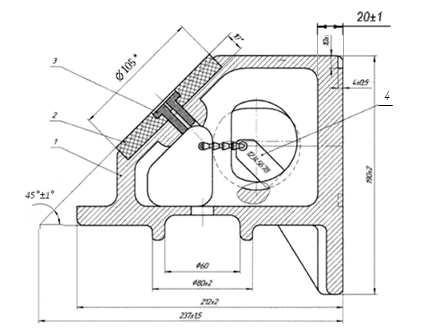
1 - рама боковая
2 - планка фрикционная
3 - заклепка
4 - втулка
Рисунок 10.2 - Боковая рама тележки тип 2 по ГОСТ 9246
10.6 Неподвижные фрикционные планки в вертикальной плоскости должны быть не параллельны, расстояние между планками к низу должно увеличиваться на 4...10 мм согласно рисунку 10.2. Разность размеров Г в точках Ж, размеров Д в точках З не более 3 мм. Контроль размера Е определяется полуразностью размеров Г и Д в точках Ж и З.
Размер Г при толщине фрикционных планок 10 мм - не менее 642 мм.
Размер Г при толщине фрикционных планок 16 мм - не менее 630 мм.
Расстояние между фрикционными планками для тележки модели 18-100 при толщине фрикционных планок 10 мм:
- для рам изготовленных с 2001 г. при деповском ремонте  , при капитальном ремонте
, при капитальном ремонте  ;
;
- для рам изготовленных до 2001 г. при деповском ремонте  , при капитальном ремонте
, при капитальном ремонте  .
.
Фрикционные планки, приклепанные к площадкам, должны плотно прилегать к ним, при этом допускается:
- между сопрягаемыми поверхностями (в промежутках между заклепками) местные не плотности не более 1 мм, для тележки модели 18-100 не более 0,5 мм;
- в зоне головок заклепок местный зазор на 1/3 окружности головки заклепки, при проверке которого щуп 1 мм не должен доходить до стержня заклепки, для тележки модели 18-100 щуп 0,5 мм;
- западание головки заклепки относительно плоскости планки не более 2 мм.
Заклепки не должны выступать за рабочую поверхность планки. При наличии выступа его следует зачистить заподлицо с поверхностью планки.
Непараллельность фрикционных планок в горизонтальной плоскости не более 3 мм.
10.7 Перед началом клепальных работ поверхность боковой рамы, прилегающая к поверхности фрикционной планки, допускается зачистить шлифовальной машинкой, для обеспечения плотного прилегания фрикционной планки к привалочной поверхности. Обработанная поверхность должна соответствовать Ra 12.5 и уширение в нижней части каждой привалочной поверхности от 2 до 5 мм. Размеры проема в верхней части должны быть 668-3 мм.
10.8 При установке и креплении неподвижной фрикционной планки толщиной 10 мм чертеж М 1698.02.001 или неподвижной фрикционной планки толщиной 16 мм по проекту С 03.04, или неподвижной фрикционной планки 8 мм чертеж 1699.02.001, отверстия в боковой раме под заклепки должны быть диаметром 21+0,84 мм. Планки крепятся заклепками с потайной головкой диаметром 20 мм по ГОСТ 10300. Для крепления фрикционной планки усилие горячей клепки должно быть не менее 25 тс. Температура нагрева заклепки должна быть в пределах 1050...1100 °C. Нагрев рекомендуется производить в угольных, газовых или электрических печах или индукционными нагревателями.
10.9 Неподвижные фрикционные планки с одной и более ослабленными заклепками переклепываются.
Запрещается ослабшие заклепки фрикционных планок заваривать, подтягивать и подчеканивать, они должны быть заменены на новые.
Запрещается выпускать из ремонта боковые рамы с приваренными электросваркой фрикционными планками.
11.1 Пружины снимают с тележки независимо от технического состояния, очищают и осматривают.
Пружины, имеющие дефекты:
- изломы, отколы, трещины витков;
- протертости, коррозированные повреждения более 10% площади сечения витков;
- смещение опорных витков;
- уменьшение высоты пружины менее установленной величины, приведенные в таблице 2.1, к установке в рессорный комплект при всех видах ремонта - не допускаются.
Вновь изготовленные предприятиями пружины должны соответствовать ГОСТ 1452.
браковке.
11.2 Контроль технических параметров пружин должен осуществляться в соответствии с требованиями РД 32 ЦВ 050-2020 "Методика выполнения измерений параметров узлов и деталей при ремонте тележек грузовых вагонов тип 2 по ГОСТ 9246-2013 с боковыми скользунами зазорного типа.
(п. 11.2 в ред. Протокола от 10.06.2024)
11.3 Запрещается постановка пружин в одном комплекте с разницей по высоте более 4 мм. В случае смешанного комплектования комплекта пружинами с различными диаметрами прутка, количество их в комплекте по обе стороны тележки должно быть одинаково и симметрично расположено (напротив друг друга). Из числа пружин, подобранных для рессорного комплекта, под фрикционные клинья устанавливают пружины, имеющие наибольшую высоту.
При капитальном ремонте допускается устанавливать пружины с диаметром прутка не менее 20 мм.
(в ред. Протокола от 10.06.2024)
11.4 На боковой поверхности опорного витка пружин наносят при изготовлении следующую маркировку:
- условный номер предприятия - изготовителя;
- год и месяц изготовления (приемки);
- марку стали (марки стали 55С2, 60С2, 55С2А, 60СС2А допускается не наносить).
Не допускается применение пружин, не имеющих маркировки, предусмотренной ГОСТ 1452-2011.
11.5 При комплектовании рессорного комплекта в тележку допускается устанавливать пружины, срок службы которых не истекает в межремонтный период вагона <*>.
(п. 11/5 в ред. Протокола от 08.06.2021)
--------------------------------
(сноска введена Протоколом от 08.06.2021)
11.6 Остальные требования, предъявляемые к пружинам, указаны в ГОСТ 1452-2011.
(в ред. Протокола от 16.10.2019)
12.1. На участке ремонта тележек произвести следующие работы:
- снять с тележки детали и узлы тормозного оборудования;
- определить объем ремонта деталей и узлов тормозного оборудования;
- передать детали и узлы тормозного оборудования тележки для ремонта на соответствующие позиции;
- собрать исправные детали и узлы тормозного оборудования на отремонтированной раме тележки.
12.2. Ремонт деталей и узлов тормозного оборудования тележки производить в соответствии с "Общим руководством по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
12.3. Ремонт триангеля осуществляется согласно "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту" Р 001 ПКБ ЦВ-2009 РК.
13.1 Сварочные и наплавочные работы на надрессорных балках, боковых рамах и других составных частях тележек производят в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов" и Инструкциями, разработанными ВНИИЖТ: ТИ-05-01-06/НБ, ТИ-БР-2010 на специальных сварочных позициях, оборудованных кантователями, электросварочным и газосварочным оборудованием и другими приспособлениями.
13.2 Наплавке подвергаются поверхности составных частей для последующей станочной или механической обработки до чертежных размеров, указанных в приложении З.
13.3 Наплавка восстанавливаемых поверхностей составных частей тележки выполняется износостойкими сварочными материалами:
13.3.1 Износостойкая автоматическая наплавка под флюсом:
- сварочная проволока марки Св-10ХГ2СМФ ТУ 0805-001-18486807-99 или порошковая проволока марки ПП-АН180МН ТУ 127400-002-70182818-05;
- флюс АН-348-А ГОСТ 9087.
13.3.2 Механизированная или автоматическая наплавка в защитном газе:
- порошковая проволока марки ПП-АН180МН ТУ 127400-002-70182818-05 или сварочная проволока марки Св-10ХГ2СМФ ТУ 0805-001-18486807-99;
- двуокись углерода 1 сорта ГОСТ 8050.
13.3.3 Ручная наплавка покрытыми электродами:
- электроды марки ЭЖТ-1 ТУ 1272-252-01124323-2008.
13.3.4 Допускается применение других марок наплавочных материалов обеспечивающих при наплавке твердость 240...300 HB, если они предусмотрены нормативно-технической документацией, согласованной и утвержденной в установленном порядке.
13.4 Для ремонта составных частей тележек сваркой и наплавкой без требований к износостойкости используются следующие сварочные материалы:
13.4.1 Ручная сварка:
- электроды типа Э-50 А ГОСТ 9467 (марки УОНИ-13/55 и другие).
13.4.2 Механизированная сварка:
- проволока сварочная марки Св-08Г2С ГОСТ 2246;
- двуокись углерода 1 сорта ГОСТ 8050.
13.5 Механическую обработку наплавленных поверхностей и сварных швов производить на специализированных станках, фрезерных, сверлильных и строгальных станках, оборудованных дополнительными приспособлениями.
13.6 Сварочные и наплавочные работы на соединительных балках четырехосных тележек производят по технологии, предусмотренной "Типовым технологическим процессом на ремонт соединительной балки четырехосной тележки" ТК-232 Часть I, II, III.
13.7 Рабочие места производства наплавки и сварки должны быть оснащены кантователями, вращателями, грузоподъемным оборудованием и местной вытяжной вентиляцией.
Рекомендуемый перечень технологической оснастки, применяемой при ремонте тележки грузового вагона, приведен в приложении А.
14.1 На сборку поступают отремонтированные и скомплектованные составные части тележек, проверенные и принятые в соответствии с национальным законодательством стран СНГ, Грузии, Латвийской Республики, Литовской Республики и Эстонской Республики.
14.2 Сборка двухосной трехэлементной тележки типа 2 по ГОСТ 9246 производится в обратной последовательности в соответствии с рисунками 5.1, 5.2, 5.3.
- надрессорная балка 19 устанавливается на подъемник - кантователь, боковины 30 надвигают на балку при помощи специальных приспособлений или при помощи кран - балки навешивают на концы надрессорной балки;
- устанавливают на боковины рамы скомплектованные пружины 21, фрикционные клинья 20, на наиболее высокие пружины, устанавливают подвижные износостойкие фрикционные планки 33, опускают надрессорную балку на пружинно - фрикционный рессорный комплект;
- затем в пазы тормозных башмаков 17 необходимо установить отремонтированные или новые подвески 3, подвесить триангели 1 на раму тележки;
- установить скобы, поставить валики 11, 14, 16, на них шайбы, валики зашплинтовать новыми типовыми по ГОСТ 397, предусмотренными конструкцией шплинтами 13, 15, концы шплинтов развести под углом 90°;
- установить вертикальные рычаги 5 и соединить их с триангелями 1 валиками 11 с шайбами и шплинтами;
- соединить вертикальные рычаги с серьгой мертвой точки, вставив валик и установив шайбу и шплинт. Шплинт развести;
- установить тормозные колодки 17, вставить чеки тормозных колодок в перемычки тормозных башмаков и колодок;
- установить распорную тягу, соединить вертикальные рычаги с распорной тягой, поставить валики, шайбы, шплинты новыми типовыми по ГОСТ 397-79, предусмотренными конструкцией;
- установить колпаки скользунов 33, вставить болт 32, шайбу 31, болт закрепить гайкой 29, установить и развести шплинт;
- установить балку опорную 34 на резинометаллические комплекты 26, планки регулировочную 28 и контактную 27, установить болт 25, шайбу 24, гайку 23.
14.3 Балка опорная после установки на тележку должна свободно перемещаться в пазах боковых рам. Допускается постановка планок регулировочных поз. 28 для регулировки зазора между контактной планкой поз. 27 и упором авторежима при подкатке тележки под вагон. Постановку шплинтов поз. 23 производить после сдачи автоматического тормоза.
14.4 При сборке четырехосной тележки соединяют рычажные передачи двух двухосных тележек нижней тягой, устанавливают соединительную балку на подпятники двухосных тележек, устанавливают шкворень. При сборке верхней тяги и вертикальных рычагов тормозной рычажной передачи валики, шайбы, шплинты ставят по требованиям "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
14.5 Подкатываемые под раму тележки колесные пары с буксами должны соответствовать требованиям РД ВНИИЖТ 27.05.01-2017
При выпуске грузовых вагонов из плановых видов ремонта обеспечить подкатку колесных пар с толщиной обода колеса в соответствии с таблицей 14.1
N п/п | Установленный межремонтный норматив <*> | Толщина обода колеса при плановом виде ремонта, мм, не менее | |
КР | ДР | ||
1 | 110 тыс. км или 1; 2; 3 года | 30 | 27 |
2 | 150 тыс. км или 1,5; 2,5 года | 40 | 35 |
3 | 160 тыс. км или 2; 3 года | 40 | 35 |
4 | 210 тыс. км или 2; 3 года | 55 | 45 |
--------------------------------
Примечание:
<*> - межремонтные нормативы, установленные Положением о системе технического обслуживания и ремонта грузовых вагонов, допущенных в обращение на железнодорожные пути общего пользования в международном сообщении.
При выпуске цистерн из плановых видов ремонта разность диаметров колес в одной колесной паре подкатываемой в тележку должна быть не более 0,5 мм, а при выпуске из текущего отцепочного ремонта - не более 1 мм. Допускаемая величина равномерного проката колесных пар по кругу катания при выпуске цистерн из плановых видов ремонта должна быть не более 2 мм.
14.6 При сборке четырехосной тележки после установки соединительной балки проверяют зазор между нижними поверхностями балки и осями внутренних колесных пар тележек. Это расстояние должно быть не менее 85 мм с каждого конца балки. Измерение производить под тарой вагона после подкатки тележки.
14.7 Запрещается подкатывать колесные пары в тележки с разницей диаметров по кругу катания:
- у одной двухосной тележки более 20 мм;
- у двух двухосных тележек более 40 мм;
- у одной четырехосной тележки более 20 мм. При этом колесные пары с меньшими диаметрами колес должны быть обращены внутрь тележки;
- у двух четырехосных тележек более 40 мм.
14.8 Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы или адаптером должен быть:
(абзац в ред. Протокола от 27.11.2020)
- при деповском ремонте - вдоль тележки от 5 мм до 14 мм, а поперек от 5 мм до 13 мм, для тележек модели 18-100 - вдоль от 3 мм до 12 мм, поперек от 5 мм до 12 мм;
- при капитальном ремонте - вдоль тележки от 5 мм до 12 мм, а поперек от 5 мм до 11 мм, для тележек модели 18-100 - вдоль от 3 мм до 10 мм, поперек от 5 мм до 10 мм.
14.9 На тележки грузовых вагонов устанавливаются износостойкие элементы только по проектам М 1698, или С 03.04, или только по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.10.00, ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02, ИШДЖ.668412.749.00.00.03, ИШДЖ.668412.749.00.00.04), ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000), ТУ BY 400044052.009-2014 (черт. 1803.703-04.000), или только по проекту 1699.00.000.
На тележки модели 18-100 устанавливаются износостойкие элементы по проекту М 1698 ПКБ ЦВ.
Смешанная установка износостойких элементов по разным проектам не допускается.
14.10 Запрещается осуществлять смешанную установку в одной тележке боковых рам имеющих тавровое и коробчатое сечение консольной части буксового проема.
(п. 14.10 введен Протоколом от 11.06.2025)
15.1 Промежуточной проверке качества ремонта должны быть подвергнуты:
- колесные пары, подкатываемые под тележку;
- буксовые узлы колесных пар, подкатываемых под тележку;
- соединительные балки четырехосных тележек;
- надрессорные балки;
- боковые рамы тележек с фрикционными планками; фрикционные клинья;
- пружины и их комплектование;
- составные части тормозной рычажной передачи.
15.2 Проверка качества ремонта должна проводиться в соответствии с национальным законодательством стран СНГ, Грузии, Латвийской Республики, Литовской Республики и Эстонской Республики.
15.3 Качество ремонта определяется визуально и с применением шаблонов Т 914 ПКБ ЦВ "Альбом чертежей средств измерений и СДК параметров тележек грузовых вагонов" в соответствии с РД 32 ЦВ 050-2020 "Методика выполнения измерений параметров узлов и деталей при ремонте тележек грузовых вагонов тип 2 по ГОСТ 9246-2013 с боковыми скользунами зазорного типа".
(п. 15.3 в ред. Протокола от 10.06.2024)
16.1 Клейма и знаки маркировки должны быть установлены на составные части тележки после завершения ремонтных работ, приемки их руководителями участков и приемщиком вагонов в депо, работниками ОТК и инспектором-приемщиком на заводе.
16.2 Клейма (коды) наносить на каждую боковину тележки на участке от начала прилива выше приемочных клейм в соответствии с "Методикой постановки клейм принадлежности государству на составных частях вагонов", как показано на рисунке 16.1
16.3 Места постановки клейм предприятия, производившего ремонт, приведены в приложении З и в руководстве "Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение" N 736-2010 ПКБ ЦВ.
16.4 При продлении срока службы составных частей тележки, оказавшихся "годными" по результатам двух методов неразрушающего контроля (первый - штатный метод, а второй - акустико-эмиссионный), на поверхность составной части ударным способом наносится клеймо. Клейма должны быть ясными и четкими, высота цифр и букв клейма от 6 до 10 мм, глубина не менее 0,25 мм.
Раму боковую маркировать в месте, указанном на рисунке 16.1 ПСС-ХХ-ХХХ, что означает продление срока службы и год окончания срока службы, клеймо организации, продлившей срок службы.
Дублировать маркировку нанесением трафарета "ПСС" белой краской под маркировкой, нанесенной ударным способом.
Балку надрессорную маркировать в месте, указанном на рисунке 16.1 ПСС-ХХ-ХХХ, что означает продление срока службы и год окончания срока службы, клеймо организации, продлившей срок службы.
Дублировать маркировку нанесением трафарета "ПСС" белой краской под маркировкой, нанесенной ударным способом.
Высота букв трафарета "ПСС", нанесенного белой краской, на боковой раме и надрессорной балке - не менее 30 мм.
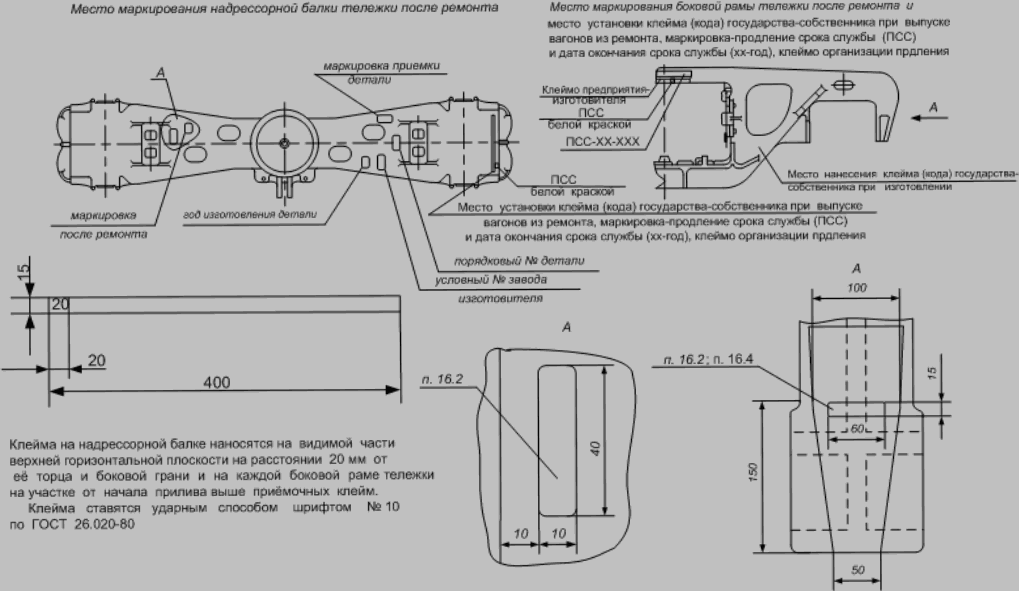
производившего ремонт
17.1 Окрашивание тележек производить по поверхностям, очищенным от отслоившейся ржавчины, разрушившейся старой краски, шлаков, окалины, жировых и других видов загрязнения.
17.2 Лакокрасочные материалы, применяемые для окраски тележек (эмали, краски) должны соответствовать стандартам и техническим условиям.
17.3 Поверхности составных частей тележки, подготавливаемые к окраске должны быть сухими.
17.4 При капитальном ремонте тележки окрашиваются полностью, а при деповском - только в местах с поврежденной окраской.
17.5 Грунтовками для тележек могут быть:
- эмали ПФ-115, ПФ-133;
- масляные краски ГС-1, ГС-2 ГОСТ 6586.
Эти же материалы и их заменители применимы и для окраски тележек.
17.6 Колесные пары окрашивают в соответствии с требованиями РД ВНИИЖТ 27.05.01-2017.
На ободьях колес колесных пар наличие краски не допускается.
17.7 Надписи на тележке наносить масляными красками только при помощи трафаретов с закраской мест разрыва букв и цифр. Все надписи наносятся краской белого цвета - на верхних поверхностях боковых рам по центру и на верхней поверхности с обоих концов надрессорной балки после деповского ремонта первая и три последних цифры номера вагона, а после капитального ремонта и строительства - год проведения капитального ремонта и строительства, номер вагоноремонтного предприятия или завода-изготовителя, первая и три последних цифры номера вагона рисунки 17.1 и 17.2.
17.8 На тележках, признанных годными после ремонта с установкой износостойких элементов ставятся клейма букв "РМ", высотой 70 мм, которые наносятся белой краской в прямоугольник (100 x 100 мм) на верхнем поясе консольной части надрессорной балки и боковых рам тележки рядом с клеймами о производстве плановых видов ремонта рисунки 17.1 и 17.2.
Образец надписи трафарета, наносимой масляной краской:
1 - трафарет, наносимый при капитальном ремонте и строительстве вагона

93 - год проведения капитального ремонта или год постройки вагона
12 - номер вагоноремонтного предприятия или завода-изготовителя вагона
6 - первая цифра номера вагона
546 - три последние цифры номера вагона
2 - трафарет наносимый при деповском ремонте вагона
4 - первая цифра номера вагона
563 - три последние цифры номера вагона
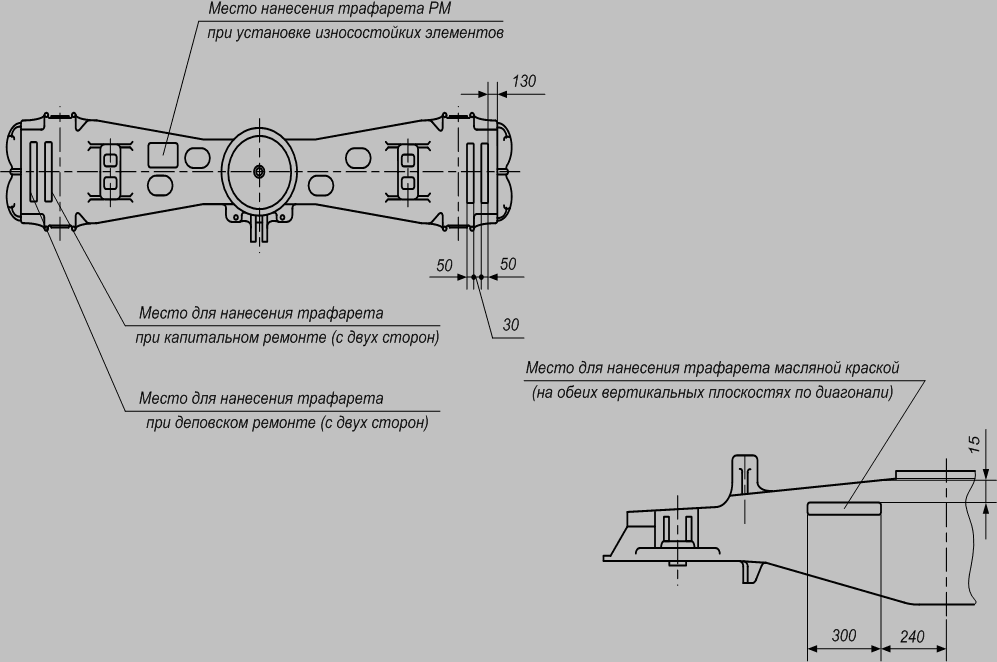
на надрессорной балке
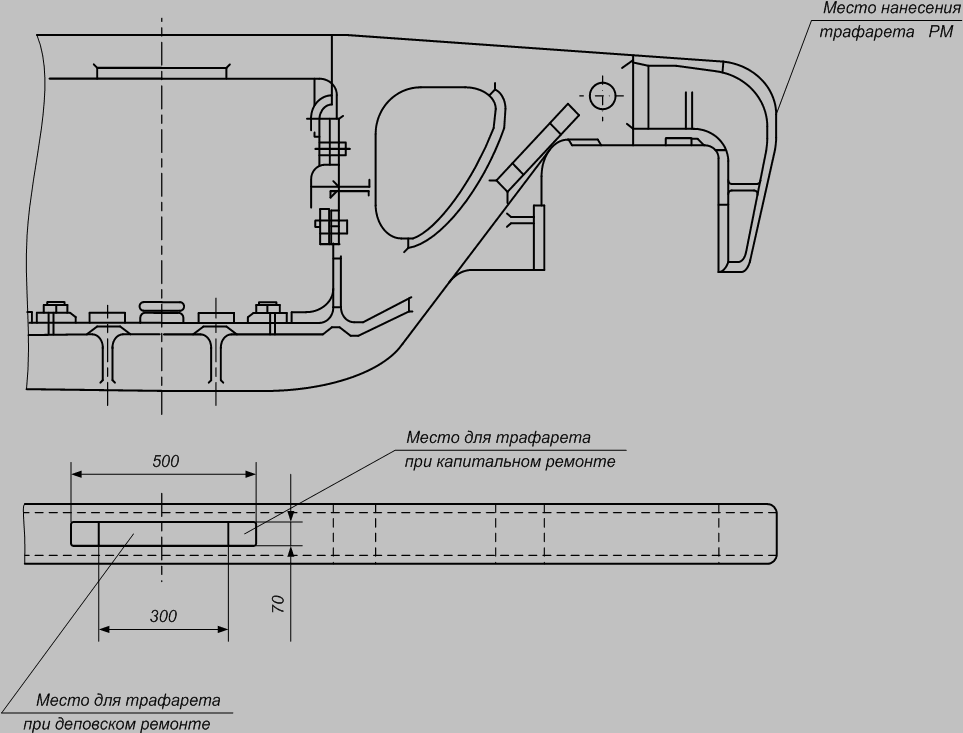
тележки после плановых видов ремонта
18.1 Контроль отремонтированных тележек производить по окончании планового вида ремонта, и после подкатки под вагон с обязательной записью в "Журнале приемки отремонтированных тележек грузовых вагонов формы ВУ-32".
18.2 При выпуске всех грузовых вагонов из плановых видов ремонта отремонтированные тележки должны быть укомплектованы надрессорными балками и боковыми рамами, изготовленными по ГОСТ 32400, или по ОСТ 32.183-2001, ОСТ 24.153.08-78, ГОСТ 9246-2013 или ГОСТ 9246-79 или ГОСТ 9246-70, обеспечивающими эксплуатацию вагона до следующего планового вида ремонта.
(абзац в ред. Протокола от 15.06.2022)
Параметры тележек вагонов-цистерн при выпуске из деповского ремонта должны соответствовать требованиям капитального ремонта без обязательной установки износостойких элементов по проектам М 1698 или С 03.04, или по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.10.00, ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02, ИШДЖ.668412.749.00.00.03, ИШДЖ.668412.749.00.00.04), ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000), ТУ BY 400044052.009-2014 (черт. 1803.703-04.000), или по проекту 1699.00.000 при установленном межремонтном нормативе пробега 110000 км или 1 год.
Параметры тележек цистерн модели 18-100 при выпуске из деповского ремонта должны соответствовать требованиям капитального ремонта без обязательной установки износостойких элементов по проекту М1698 ПКБ ЦВ, при установленном межремонтном нормативе пробега 110000 км или 1 год.
Разрешается комплектование тележки с использованием составных частей с продленным сроком службы и в пределах назначенного срока службы.
Вагоноремонтным предприятиям при выпуске грузовых вагонов из ремонта допускается подкатывать под один вагон тележки, скомпонованные из составных частей с продленными сроками службы и в пределах назначенного срока службы.
18.3 Подборка боковых рам и надрессорной балки (элементов) в тележке должна производиться по возрастным группам, в зависимости от требований, предъявляемых к элементам на период действия "Норм для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм" (несамоходных) (далее по тексту "Нормы") М. ГосНИИВ - ВНИИЖТ:
- тележки нулевой группы, построенные с 1997 года, отвечают требованиям "Норм" издания 1996 г.;
- тележки первой группы, построенные с 1985 г. по 1996 г., отвечающих требованиям "Норм" издания 1983 г.;
- тележки второй группы, построенные с 1974 г. по 1984 г., отвечают требованиям "Норм" издания 1972 г.;
- тележки третьей группы, построенные до 1974 г., отвечают требованиям "Норм" издания 1969 г.
Разрешается в каждой прочностной группе тележек подбирать элементы из других прочностных групп, при этом номер возрастной группы тележки должен устанавливаться по элементу, имеющему самый ранний период изготовления.
18.4 При деповском ремонте, рисунок 18.1, после сборки и подкатки под вагон тележек завышение хотя бы одного фрикционного клина относительно нижней опорной поверхности надрессорной балки не допускается, а занижение не более 12 мм.
При капитальном ремонте фрикционные клинья должны быть занижены относительно нижней опорной поверхности надрессорной балки на 4 - 12 мм. Клин должен прилегать к надрессорной балке по всей наклонной поверхности. Полное прилегание краев ребер карманов надрессорной балки к упорным поверхностям клиньев допускается только к одному из двух смежных клиньев с каждой стороны тележки.
18.5 Контролю подвергают все тележки грузовых вагонов.
18.5.1 При этом проверяют:
- прилегание неподвижной фрикционной планки к привалочной поверхности боковой рамы. Местные зазоры допускаются не более 1 мм;
- прилегание планки подвижной к неподвижной. Местные зазоры допускаются не более 1 мм;
- прилегание прокладки сменной на опорную поверхность буксы. Местные зазоры допускаются не более 1 мм.
18.6 При капитальном ремонте устанавливаются новые:
- составные фрикционные планки (подвижные и неподвижные);
- клинья чугунные;
- износостойкие прокладки;
(в ред. Протокола от 22.11.2021)
- колпаки скользунов.
(абзац введен Протоколом от 22.11.2021)
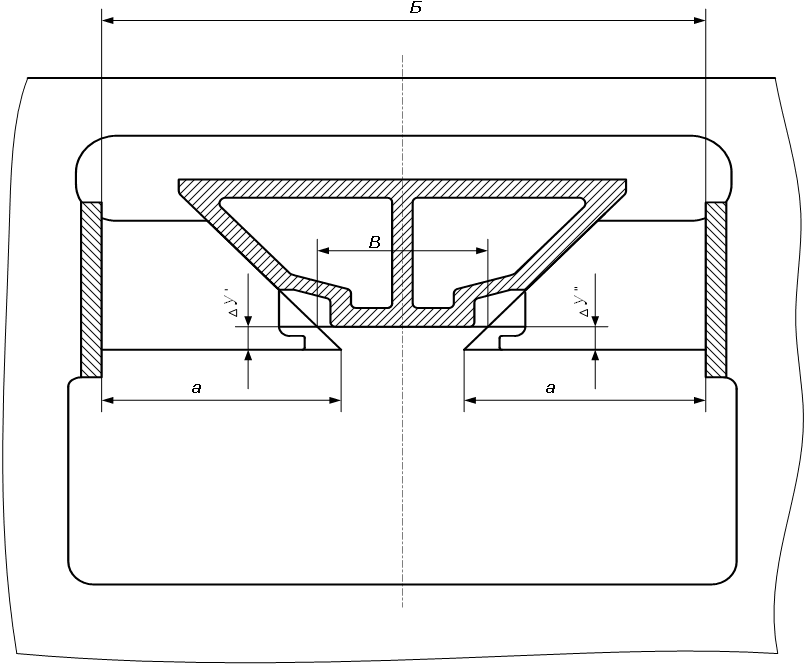
а - длина основания (полнота) фрикционного клина;
Б - расстояние между фрикционными клиньями;
В - размер базовый для определения износа наклонных поверхностей;
и фрикционных клиньев.
18.7 При деповском ремонте на все типы грузовых вагонов, кроме цистерн, допускается:
- установка неподвижной фрикционной планки с максимальным износом 1,5 мм поверхности, взаимодействующей с подвижной планкой,
- установка подвижной фрикционной планки с максимальным суммарным износом по толщине (с двух сторон) до 2 мм, но не более 1,5 мм с одной стороны;
- установка чугунного клина с суммарным износом (наклонная и вертикальная плоскости) до 3 мм, но не более 2 мм одной из сторон;
- установка износостойкой прокладки с механическим креплением к опорной поверхности в буксовом проеме боковой рамы с износостойкой пластиной с максимальным неравномерным износом опорной поверхности относительно неизношенной ее части до 2 мм;
- установка прокладки в подпятник фаской вниз с суммарным износом по толщине (с двух сторон) до 2 мм, но не более 1,5 мм с одной стороны.
18.8 Зазор между скользунами тележки и рамой вагона в сумме, с обеих сторон каждого конца вагона, должен быть не менее 6 мм и не более 16 мм для всех типов четырехосных вагонов, кроме цистерн, вагонов-хопперов для зерна, цемента, минеральных удобрений, окатышей, хопперов-дозаторов ЦНИИ-ДВЗ, зазоры, у которых при плановых видах ремонтов должны быть в пределах 4 - 10 мм, а у хопперов других типов и думпкаров зазор между скользунами должен быть в пределах 6 - 12 мм.
Отсутствие зазоров между скользунами, расположенными по диагонали, не допускаются. Величина суммарного зазора по диагонали должна быть не менее 6 мм.
Для регулирования зазоров применяют регулировочные прокладки из листовой стали толщиной 1,5 - 5,0 мм в количестве не более четырех.
18.9 Зазоры в скользунах при сборке четырехосной тележки модели 18-101 между скользунами соединительной балки и колпаками скользунов надрессорных балок тележек в сумме с обеих сторон каждой тележки допускаются в пределах 4 - 10 мм. При подкатке тележек под вагон зазор между скользунами рамы вагона и соединительной балкой тележки в сумме с обеих сторон каждого конца вагона должен быть не более 12 мм и не менее 4 мм.
При капитальном ремонте зазоры, соответственно, должны быть в пределах 5 - 10 мм и 4 - 10 мм.
18.10 Боковая рама должна плотно опираться на корпуса букс допускаются местные зазоры не более 1 мм.
18.11 Боковые рамы тележки должны иметь одинаковую или с разницей в 2 мм базу, которая определяется шаблоном при сборке и фиксируется в журнале лицами, проводившими сборку.
18.12 Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть:
- при деповском ремонте - вдоль тележки от 5 мм до 14 мм, а поперек от 5 мм до 13 мм, для тележек модели 18-100 - вдоль от 3 мм до 12 мм, поперек от 5 мм до 12 мм;
- при капитальном ремонте - вдоль тележки от 5 мм до 12 мм, а поперек от 5 мм до 11 мм, для тележек модели 18-100 - вдоль от 3 мм до 10 мм, поперек от 5 мм до 10 мм.
18.13 Проверяют наличие кодов принадлежности государству - собственнику на литых составных частях тележки на раме вагона.
18.14 Составные части тормозной рычажной передачи тележки должны соответствовать требованиям "Общего руководства по ремонту тормозного оборудования вагонов" 732 - ЦВ-ЦЛ.
18.15 При оснащении вагоноремонтных предприятий автоматизированными стендами приемка тележек грузовых вагонов при плановых видах ремонта производится исходя из технических возможностей стендов с обязательной регистрацией параметров (размеров) в специальных журналах.
18.16 При сборке и подкатке под вагон тележки с установленными износостойкими элементами по проекту С 03.04 контроль отремонтированных тележек производить в соответствии с "Инструкцией по комплексной модернизации тележек грузовых вагонов с использованием износостойких элементов и колес с ремонтным профилем ИТМ-73" и "Инструкцией по эксплуатации и деповскому ремонту тележек грузовых вагонов с износостойкими элементами и колесами с ремонтным профилем ИТМ-73 или стандартным профилем".
Контроль отремонтированных тележек при сборке и подкатке под вагон с установленными износостойкими элементами по ТУ BY 400044052.011-2014 (черт. ИШДЖ.668412.749.00.10.00, ИШДЖ.668412.749.00.00.01, ИШДЖ.668412.749.00.00.02, ИШДЖ.668412.749.00.00.03, ИШДЖ.668412.749.00.00.04), ТУ BY 400044052.010-2014 (черт. 1803.703-01.000 или 1803.703-03.000), ТУ BY 400044052.009-2014 (черт. 1803.703-04.000) производить в соответствии с требованиями, указанными в данных ТУ, разработанных ОАО "САТУРН - 1" Республики Беларусь.
Контроль отремонтированных тележек при сборке и подкатке под вагон с установленными износостойкими элементами по проекту 1699.00.000 производить в соответствии с требованиями ТУ 32 ЦВ 2717-2018 "Комплект износостойких элементов и клина фрикционного с вкладышем для установки в узлы тележки типа 2 грузовых вагонов ГОСТ 9246-2014. Технические условия".
18.17 Регулировка зазоров в скользунах вагонов, а также завышение/занижение фрикционных клиньев должно производиться на прямом участке пути длиной не менее 30,0 метров, завышение одного рельса над другим не более 2 мм, отклонение любого рельса от прямолинейности не более 4 мм, ширина колеи 1520 +/- 2 мм.
и соединительной балки из инвентаря
19.1 Литые составные части тележки, забракованные при проведении плановых видов ремонта или при входном контроле поставляемых составных частей, направляются в изолятор брака. Изъятие составных частей из изолятора брака и их утилизация производятся на основании договоров с собственниками вагонов или с поставщиками литых составных частей тележек.
При входном контроле и ведении рекламационно-претензионной работы в отношении литейных дефектов деталей и способов их устранения руководствоваться нормативно-технической документацией, действующей на момент выпуска детали (ОСТ, ГОСТ). На узлы и детали вагона, не выдержавшие гарантийного срока после изготовления, ремонта, модернизации оформляется акт-рекламация формы ВУ-41М, указанный в приложении И.
19.2 Литые составные части бракуют в следующих случаях:
- боковые рамы - при наличии трещин, не подлежащих ремонту;
- при сроке эксплуатации более установленного (кроме тех, на которые продлен срок службы), изготовленных по ОСТ 32.183-2001 <*>;
- при сроке эксплуатации более установленного (кроме тех, на которые продлен срок службы), изготовленных по ОСТ 24.153.08-78;
- при сроке эксплуатации более установленного для рам, изготовленных по ГОСТ 32400, в соответствии с конструкторской документацией;
- при отсутствии хотя бы одного из знаков маркировки идентификационного номера (порядковый номер, клеймо завода-изготовителя, год изготовления);
(абзац введен Протоколом от 15.06.2022)
- при отсутствии знака маркировки года окончания назначенного ресурса для боковых рам, изготовленных с 01.01.2020.
(абзац введен Протоколом от 15.06.2022)
- надрессорные балки - при наличии:
- срока эксплуатации более установленного (кроме тех, на которые продлен срок службы), изготовленных по ОСТ 32.183-2001 <*>;
- срока эксплуатации более установленного (кроме тех, на которые продлен срок службы), изготовленных по ОСТ 24.153.08-78;
- при сроке эксплуатации более установленного для балок, изготовленных по ГОСТ 32400, в соответствии с конструкторской документацией;
- при наличии трещин, не подлежащих ремонту;
- при отсутствии хотя бы одного из знаков маркировки идентификационного номера (порядковый номер, клеймо завода-изготовителя, год изготовления);
(абзац введен Протоколом от 15.06.2022)
- при отсутствии знака маркировки года окончания назначенного ресурса для надрессорных балок, изготовленных с 01.01.2020.
(абзац введен Протоколом от 15.06.2022)
Год окончания назначенного срока службы литых деталей тележек определяется в соответствии с "Алгоритмом контроля литых деталей тележек грузовых вагонов на допустимый срок службы", приведенным в Приложении К.
(абзац введен Протоколом от 27.11.2020)
При производстве плановых видов ремонта подлежат изъятию для проверки на легитимность боковые рамы со следующими дефектами:
- идентификационный номер с наружной стороны не совпадает с дублирующим номером и имеет следы исправления цифр электросваркой;
- хотя бы одна цифра идентификационного номера полностью выполнена сваркой при условии отсутствия дублирующего номера;
- одни и те же цифры идентификационного и дублирующего номера полностью выполнены электросваркой;
- цифры клейма завода-изготовителя полностью выполнены электросваркой;
(в ред. Протокола от 15.06.2022)
- боковые рамы, изготовленные до 31.12.2014, у которых цифры клейма года изготовления (хотя бы одна) выполнены электросваркой или имеют исправления электросваркой более 50%;
(абзац введен Протоколом от 15.06.2022)
- боковые рамы, изготовленные с 01.01.2015, у которых знаки маркировки выполнены электросваркой или имеют любые исправления электросваркой.
(абзац введен Протоколом от 15.06.2022)
Браковка литых составных частей производится в соответствии с требованиями Приложения Ж.
19.3 Исключение литых деталей тележки оформляют актом, согласно приложению Б.
Примечание удалено. - Протокол от 27.11.2020.
19.4 Литые составные части тележек и соединительные балки четырехосных тележек исключает в металлолом комиссия в составе, установленном в соответствии с национальным законодательством стран СНГ, Грузии, Латвийской Республики, Литовской Республики и Эстонской Республики.
19.5 Соединительные балки подлежат исключению в металлолом при наличии неисправностей более допустимых, приведенных в "Типовом технологическом процессе на ремонт соединительной балки четырехосной тележки" ТК-232 ПКБ ЦВ.
19.6 На исключенные боковые рамы и надрессорные балки, по согласованию с собственником наносят неустранимые дефекты, не допускающие возможности их дальнейшей эксплуатации.
Неустранимый дефект выполняется путем вырезки фрагмента детали с обеспечением сохранения заводских клейм.
На надрессорной балке наносится дефект по сечению в районе наклонной поверхности размером не менее 100 x 200 мм.
На боковой раме наносится дефект в районе верхнего пояса рессорного проема длиной не менее 200 мм.
(п. 19.6 введен Протоколом от 22.11.2021)
20.1 Вагоноремонтные предприятия (организации), выполняющие ремонт тележек грузовых вагонов по настоящему руководству РД 32 ЦВ 052-2009, несут гарантийную ответственность за качество отремонтированных тележек до следующего планового ремонта, считая от даты подписания уведомления об окончании ремонта вагона формы ВУ-36М.
Безремонтная эксплуатация тележек должна обеспечивать пробег вагона в соответствии с "Положением о системе технического обслуживания и ремонта грузовых вагонов, допущенных к обращению на железнодорожные пути общего пользования в международном сообщении".
(п. 20.1 в ред. Протокола от 16.10.2019)
20.2 На тележки грузовых вагонов, не выдержавшие срока гарантий оформляются акты-рекламации формы ВУ-41 в установленном порядке.
(рекомендуемое)
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ,
ПРИМЕНЯЕМОЙ ПРИ РЕМОНТЕ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА
Наименование технологической операции | Вид оборудования | Наименование оборудования |
1. Мойка и разборка тележек | Подъемно-транспортное | Кран-балка расчетной грузоподъемности Конвейер перемещения тележек типа Т198М или Т44602М ПКБ ЦВ или 12.824 ГОСНИТИ Рязань Подъемно-поворотное устройство Устройство подачи тележек в моечную машину |
Моечное | Моечная машина типа Т1285М ПКБ ЦВ; Т446.01М ПКБ ЦВ | |
Разборочно-сборочное | Стенд разборки тележки типа Т1308М ПКБ ЦВ | |
2. Неразрушающий контроль, средства измерений и диагностики | Средства измерения и диагностики | Стенд для акустико-эмиссионного метода контроля боковых рам и надрессорных балок (ПКБ ЦВ) Стенд для измерения и сортировки пружин типа "Лазер-М" Автоматизированная установка контроля геометрических параметров фрикционных клиньев типа "КЛИН-М" Электронный твердомер Электронный толщиномер Стенд для выходного контроля параметров тележки в сборе после ремонта |
3. Клепка фрикционных планок | Клепальное | Установка для нагрева заклепок Гидравлическая скоба для клепки |
4. Сварка и наплавка | Сварочно-наплавочное | Установка для наплавки буксовых проемов боковых рам Кантователь боковых рам типа Т1285М ПКБ ЦВ Установка для наплавки надрессорных балок Кантователь надрессорных балок типа Т130806М ПКБ ЦВ Устройство для местного нагрева боковой рамы Устройство для нагрева подпятника Устройство для нагрева наклонных поверхностей надрессорной балки |
5. Механическая обработка | Станочное | Станки: для обработки наклонных поверхностей надрессорной балки для обработки подпятника для обработки буксового проема боковой рамы для обработки фрикционных клиньев Установка для запрессовки втулок в отверстия в боковых рамах |
6. Ремонт соединительных балок 8-ми осных цистерн | Подъемно-транспортное | Кран-балка расчетной грузоподъемности Кантователь Электрокар |
Электро-газосварочное | Электросварочный пост Газосварочное оборудование | |
7. Восстановление лакокрасочного покрытия | Окрасочное | Камеры для окраски составных частей тележки |
8. Выходной контроль | Контрольно-измерительные | Стенд выходного контроля параметров тележки в сборе |
9. Управление производственным процессом и сдача-приемка тележек после ремонта | Информационное | АРМ оператора тележечного участка в составе АСУ ВЧД. |
(рекомендуемое)
Список изменяющих документов |
На исключение литых составных частей тележек тип 2 по ГОСТ 9246 и соединительных балок тележек модели 18-101 из инвентаря "__" _________________20__ г. | |
наименование ремонтного пункта, где составлен акт |
N | Время и место изготовления (месяц, год, клеймо завода изготовителя) | Код собственника вагона по С ЖА 1004 09 | Дата и место последнего планового ремонта | Неисправности литых составных частей тележек тип 2 по ГОСТ 9246, соединительной балки тележек модели 18-101 |
На основании Руководства РД 32 ЦВ 052-2009 указанные составные части тележек грузовых вагонов забракованы, подлежат исключению и отправке в металлолом.
На литые составные части тележки (надрессорную балку, боковую раму) нанесен неустранимый дефект согласно РД 32 ЦВ 052-2009.
Подписи ________________________________________________________
(справочное)
ПЕРЕЧЕНЬ
ШАБЛОНОВ И СРЕДСТВ ИЗМЕРЕНИЯ ПРИМЕНЯЕМЫХ
ПРИ РЕМОНТЕ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ
Список изменяющих документов |
N п/п | Наименование операций измерения | Средства измерения |
1 | 2 | 3 |
1 | Определение износа опорной поверхности подпятника | Штанген подпятника Т 914.06.000 ТУ 32 ЦВ 2022-87 |
2 | Определение износа упорной поверхности подпятника | Штангенциркуль ШЦ-III-400-0,1 ГОСТ 166-89 Калибр конусности подпятника 1:12,5 Т 1352.001 |
(п. 2 в ред. Протокола от 11.06.2025) | ||
3 | Определение износа наружного диаметра и высоты внутреннего бурта | Штангенциркуль ШЦ-1- 125-0,1 |
4 | Определение износа отверстия под шкворень | Штангенциркуль ШЦ-1-125-0,1 |
5 | Определение износов опорной поверхности призм надрессорной балки | Шаблон НП Т914.05.000 ТУ 32 ЦВ 2021-95 |
6 | Определение угла наклона поверхностей призмы надрессорной балки | Шаблон НП Т914.05.000 ТУ 32 ЦВ 2021-95 |
7 | Определение износов и остаточной толщины поверхности призмы | Штангенциркуль ШЦ-Г 125-0,1 Ультразвуковой толщиномер типов: УТ-93П, А1207, А1208, ТУЗ-1, ТУЗ-2 |
8 | Контроль размера между направляющими буртами призмы | Шаблон Т 914.007 ТУ 32 ЦВ 2023-2000 |
9 | Определение несимметричности направляющих буртов призм (А1 - А2) | Приспособление Т1354.000; Линейка металлическая измерительная 1000 мм. |
10 | Контроль длины и ширины скользунов | Штангенциркуль ШЦ-III-250-0,1 |
11 | Контроль высоты скользунов | Шаблон Т 914.11.000 |
12 | Измерение положения прилива (опоры) для колпака скользуна по отношению к подпятниковому месту | Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89; линейка поверочная <*> ШМ-ТК-01-2000 ГОСТ 8026-92 -------------------------------- <*> Или другое приспособление, обеспечивающее заданную точность измерений |
(п. 12 введен Протоколом от 08.12.2022) | ||
Определение износов упорных ребер пружин рессорного подвешивания надрессорной балки | Штангенциркуль ШЦ-1-125-0,1 | |
Контроль качества сварных швов | Лупа ЛЗ-1-4х ГОСТ 25706-83 | |
Контроль диаметра подпятника | Штангенциркуль ШЦ-III-400-0,1 | |
Контроль конусности 1:12,5 | Калибр для контроля конусности 1:12,5 диаметра подпятника надрессорной балки Т 1352.001 | |
Контроль глубины опорной поверхности подпятника. Контроль толщины опорной поверхности подпятника | Штанген подпятника Т 914.06.000 ТУ 32 ЦВ 2022-87 Толщиномер типов: УТ-93П, А1207, А1208, ТУ3-1, ТУ3-2 | |
Контроль наружного диаметра внутреннего бурта подпятника Контроль диаметра отверстия под шкворень | Штангенциркуль ШЦ-I-125-ОД | |
Контроль длины опорных поверхностей призм надрессорной балки | Шаблон НП Т914.05.000 ТУ 32 ЦВ 2021-95 | |
Контроль углов наклона боковых поверхностей призм | Шаблон НП Т 914 05.000 ТУ 32 ЦВ 2021-95 | |
Контроль твердости износостойких поверхностей | Твердомер портативный динамический тип МЕТ-Д1 Реестр СИ N 22737-02 | |
Контроль ширины буксового проема | Шаблон для контроля буксового проема при КР и ДР Т914.009 ТУ 32 ЦВ 2504-2000 | |
Контроль износа опорных поверхностей буксового проема | Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89, Параллель 5+0,05x 20x150 Шаблон R55Т 1352.002 | |
Контроль износа ширины направляющих буксового проема | Шаблон для контроля буксового проема при КР и ДР Т914.009 ТУ 32 ЦВ 2504-2000 | |
Контроль базового размера М | Штанген базового размера Т914.01.000 ТУ 32 ЦВ 2018-95 | |
Контроль размера между фрикционными планками и уширения | Штанген ФП Т 914.02 000 ТУ 32 ЦВ 2019-95 | |
Контроль износа фрикционных планок | Штанген ФП Т 914.02 000 ТУ 32 ЦВ 2019-95 | |
Контроль разности размеров от поверхности установки фрикционных планок до наружной поверхности буксового проема (Н1-Н2) | Штанген Н Т 914.03.000 ТУ 32 ЦВ 2020-95 | |
29 | Контроль прилегания фрикционных планок | Набор щупов N 4 ТУ 3936-011-59489947-2007 |
(п. 29 в ред. Протокола от 11.06.2025) | ||
Контроль размера между привалочными поверхностями фрикционных планок и величины уширения | Штангенциркуль ШЦ-III-250-800-0,1 ГОСТ 166-89 | |
Контроль шероховатости привалочных поверхностей фрикционных планок | Образцы шероховатости ГОСТ 9378-93 | |
(п. 30 в ред. Протокола от 16.10.2019) | ||
Контроль качества сварных швов | Лупа ЛЗ-1-4х ГОСТ 25706-83 | |
Контроль ширины буксового проема | Шаблон буксового проема Т 914.004 ТУ 32 ЦВ 2038-95 | |
Контроль ширины направляющих буксового проема | Шаблон буксового проема Т 914.004 ТУ 32 ЦВ 2038-95 | |
Контроль диаметра отверстия валика подвески | Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 | |
Контроль 4-х отверстий  | Штангенциркуль ШЦ-II-250-0,1 ГОСТ 166-89 | |
Контроль длины основания клина (полнота) | Шаблон фрикционного клина Т 914.09.000 ТУ 32 ЦВ 2430-96 | |
Контроль угла наклонной поверхности фрикционного клина | Шаблон фрикционного клина Т914.09.000 ТУ 32 ЦВ 2430-96 | |
Контроль длины от вертикальной стенки до задней поверхности упорного ребра фрикционного клина | Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 | |
Контроль и испытания пружин рессорного подвешивания и комплектование по заданной гибкости | Линия измерения и сортировки пружин ЛИСП 100.00.00 ТУ и аналоги | |
Контроль качества поверхности пружин | Лупа ЛЗ-1-4х ГОСТ 25706-83 | |
Контроль высоты пружин в свободном состоянии | Штангенглубиномер ШГ-300-0,1 | |
Контроль внутреннего диаметра наружных пружин и наружного диаметра внутренних пружин | Калибр стакан-пробка Т 914.22.000 Калибр стакан Т 914.23.000 <*> -------------------------------- <*> (для контроля пружин с диаметром прутка 21 мм) | |
43 | Исключен. - Протокол от 15.06.2022. | |
Контроль завышения фрикционных клиньев относительно опорной поверхности надрессорной балки | Приспособление для определения положения клина в условиях вагоноремонтных предприятий Т914.18.000 | |
Контроль загиба лапок скобы | Линейка измерительная металлическая 150 мм ГОСТ 425-75 | |
(справочное)
ПЕРЕЧЕНЬ
НОРМАТИВНОЙ ДОКУМЕНТАЦИИ, ИСПОЛЬЗУЕМОЙ
В НАСТОЯЩЕМ РУКОВОДСТВЕ
Список изменяющих документов |
N п/п | Наименование | Номер | Дата утверждения |
1 | Тележки двухосные трехэлементные грузовых вагонов железных дорог колеи 1520 мм. Общие технические условия. | ||
2 | Пружины цилиндрические винтовые тележек и ударно - тяговых приборов подвижного состава железных дорог. Технические условия. | ||
3 | Заклепки с полупотайной головкой классов точности B и C | ||
4 | ССБТ. Шум. Общие требования безопасности. | ||
5 | ССБТ. Пожарная безопасность. Общие требования. | ||
6 | ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны | ||
7 | ССБТ. Процессы производственные. Общие требования безопасности. | ||
8 | ССБТ. Работы электросварочные. Требования безопасности. | ||
9 | ССБТ. Тара производственная. Требования безопасности при эксплуатации. | ||
10 | ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности. | ||
11 | ССБТ. Средства защиты работающих. Общие требования и классификация. | ||
12 | ССБТ. Системы вентиляционные. Общие требования. | ||
13 | ССБТ. Одежда специальная. Общие технические требования. | ||
14 | ССБТ. Средства индивидуальной защиты глаз. Общие технические условия. | ||
15 | ССБТ. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия. | ||
16 | Штангенциркули. Технические условия. | ||
17 | Прокат из легированной конструкционной стали. Технические условия. | ||
18 | Прокат листовой и широкополосный универсальный, специального назначения, из конструкционной легированной высококачественной стали. Технические условия. | ||
19 | Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды. | ||
20 | Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. | ||
21 | Пружины цилиндрические винтовые тележек и ударно-тяговых приборов подвижного состава железных дорог. Технические условия | ||
22 | Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия | ||
23 | Костюмы женские от защиты от общих производственных загрязнений. Технические условия. | ||
24 | Костюмы мужские от защиты от общих производственных загрязнений и механических воздействий. Технические условия. | ||
25 | Рама боковая и балка надрессорная литые тележек железнодорожных грузовых вагонов. Технические условия | ||
26 | Штангенциркуль ШЦ-III-400-0,1; ШЦ-I-125-0,1 | ||
27 | Шплинты. Технические условия | ||
28 | Металлы. Метод измерения по Бринеллю | ||
29 | Металлы. Метод измерения по Роквеллу | ||
30 | Смазка графитная. Технические условия | ||
31 | Смазка солидол жировой. Технические условия | ||
32 | Графит смазочный. Технические условия | ГОСТ 8295-73 | |
33 | Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей | ||
34 | Двуокись углерода газообразная и жидкая. Технические условия | ||
35 | Краска черная густотертая МА-015. Технические условия | ||
36 | Стандарт отрасли. Тележки двухосные грузовых вагонов колеи 1520 мм. Детали литые. Рама боковая и балка надрессорная. Технические условия. | ОСТ 32.183-2001 | |
37 | Набор щупов N 4 | ТУ 2-034-0221197-011-91 | |
38 | Сталь толстолистовая и широкополосная универсальная, конструкционная, легированная, высококачественная специального назначения | ТУ 14-133-183-95 | |
39 | Втулки из композиционного прессовочного материала. Технические условия | ТУ 2292-011-56867231-2007 | 2007 |
40 | Инструкция по техническому обслуживанию вагонов в эксплуатации (инструкция осмотрщику вагонов) | Утверждена Советом по железнодорожному транспорту государств - участников Содружества (протокол от 25 ноября 2022 г. N 77) | |
(п. 40 в ред. Протокола от 10.06.2024) | |||
41 | Руководящий документ. Грузовые вагоны железных дорог колеи 1520 мм. Руководство по текущему отцепочному ремонту | Утверждено ЦВ МПС РФ 02.09.1997 г. с изменениями извещение 32 ЦВ 45-2018, утвержденными шестьдесят девятым заседанием Совета по железнодорожному транспорту государств-участников Содружества от 18 - 19.10.2018 г. | |
42 | Общее руководство по ремонту тормозного оборудования вагонов | Утверждено Советом по железнодорожному транспорту государств - участников Содружества (протокол от 18 - 19 мая 2011 г. N 54) | |
43 | Правила технического обслуживания тормозного оборудования и управления тормозами железнодорожного подвижного состава. | Утверждены Советом по железнодорожному транспорту государств - участников Содружества (протокол от 6 - 7 мая 2014 г. N 60) | |
44 | Инструкция по сварке и наплавке при ремонте грузовых вагонов. | РД ВНИИЖТ-059/01-2019 | Утверждена Советом по железнодорожному транспорту государств - участников Содружества (протокол от 4 - 5 ноября 2015 г. N 63) |
(п. 44 в ред. Протокола от 27.11.2020) | |||
45 | Шаблон для проверки фрикционного клина | Т 914.09.000 ПКБ ЦВ | 28.03.96 г. |
46 | Альбом знаков и надписей на вагонах грузового парка колеи 1520 мм. | Утвержден Советом по железнодорожному транспорту государств - участников Содружества (протокол от 16 - 17 октября 2012 г N 57). | |
47 | Технологическая инструкция на ремонт сваркой наклонных поверхностей надрессорной балки тележки ЦНИИ-Х3 | N 542 ПКБ ЦВ | 1997 |
48 | Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм. | Утвержден Советом по железнодорожному транспорту государств - участников Содружества (протокол от 19 - 20 октября 2017 г N 67). | |
49 | Износостойкие элементы для установки в узлы тележки типа 2 грузовых вагонов | М 1698.00.000 ТУ 32 ЦВ 2459-2007 | 2007 |
50 | Клин фрикционный чугунный для тележки грузовых вагонов | ТУ 3183-234-011124323-2007 | 2007 |
51 | Проволока стальная сварочная марок Св-08ХГ2СМФ и Св-10ХГ2СМФ | ТУ 0805-001-18486807-99 | 1999 |
52 | Порошковая проволока для механизированной наплавки ПП-АН180МН | ТУ 127400-002-70182818-05 | 2005 |
53 | Электроды покрытые металлические для ручной дуговой наплавки марки ЭЖТ-1 | ТУ 1272-252-01124323-2008 | 2008 |
54 | Комплект документов. Типовой технологический процесс ремонта скользунов грузовых вагонов | ТК-230 | 2009 |
55 | Комплект технологических документов на Типовой технологический процесс ремонта узла пятник - подпятник | ТК-231 | 2009 |
56 | Типовой технологический процесс на ремонт соединительной балки четырехосной тележки | ТК-232 | 1996 |
57 | Триангель рычажной передачи тележек грузовых вагонов. Руководящий документ. | Р001 ПКБ ЦВ-2009 РК | 14.12.2009 |
58 | Правила по неразрушающему контролю вагонов, их деталей и составных частей при ремонте. Общие положения. | ПР НК В 1 | Утверждены Советом по железнодорожному транспорту государств - участников Содружества (протокол от 16 - 17 октября 2012 г. N 57) |
59 | Правила неразрушающего контроля литых деталей тележек грузовых вагонов при ремонте. Специальные требования. | Утверждены Советом по железнодорожному транспорту государств - участников Содружества (протокол от 19 - 20 ноября 2013 г. N 59) | |
60 | Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение. | 2010 г. | |
61 | Методика выполнения измерений параметров узлов и деталей при ремонте тележек грузовых вагонов тип 2 по ГОСТ 9246-2013 с боковыми скользунами зазорного типа | Утверждена Советом по железнодорожному транспорту государств-участников Содружества (протокол от 22 ноября 2021 г. N 75) | |
(п. 61 в ред. Протокола от 15.06.2022) | |||
62 | Нормы расчета и проектирования грузовых вагонов железных дорог колеи МПС колеи 1520 мм (несамоходных) | М.Гос.НИИВ-ВНИИЖТ, 1996 г. | |
63 | Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов <*> | ||
(п. 63 в ред. Протокола от 08.12.2022) | |||
64 | Ремонт сваркой и износостойкой наплавкой надрессорной балки тележки грузовых вагонов. Технологическая инструкция. | ТИ-05-01-06/НБ-2010 | Утверждена Комиссией вагонного хозяйства (протокол от 20 - 22 апреля 2011 г., п. 2.1.6) |
65 | Технологическая инструкция по ремонту сваркой и износостойкой наплавкой корпуса буксы | ТИ-05-02-Б-2010 | Утверждена Комиссией вагонного хозяйства (протокол от 20 - 22 апреля 2011 г., п. 2.1.7) |
66 | Инструкция по комплексной модернизации тележек грузовых вагонов с использованием износостойких элементов и колес с ремонтным профилем ИТМ-73 | С 03.04 | 2004 г. |
67 | Инструкцией по эксплуатации и деповскому ремонту тележек грузовых вагонов с износостойкими элементами и колесами с ремонтным профилем ИТМ-73 или стандартным профилем | 2006 г. | |
68 | Ремонт сваркой и износостойкой наплавкой боковой рамы. Технологическая инструкция | ТИ-БР-2010 | Утверждена Комиссией вагонного хозяйства (протокол от 20 - 22 апреля 2011 г., п. 2.1.8) |
69 | Технические требования. Детали литые из низколегированной стали для вагонов железных дорог колеи 1520 мм, рама боковая и балка надрессорная. | ТТ ЦВ 32 - 695-2006 | Согласованы Комиссией вагонного хозяйства Протокол от 24 - 26.06.2008 г, п. 33.13 |
70 | Тележки двухосные грузовых вагонов колеи 1520 мм. Детали литые. Рама боковая и балка надрессорная. Технические условия. | ОСТ 32.183-2001 | Принят и введен в действие указанием МПС России от 01.04.2002 г. N П-281у |
71 | Правила неразрушающего контроля сварных соединений при ремонте вагонов. Специальные требования. | ПР НК В.5 | Утверждены Советом по железнодорожному транспорту государств - участников Содружества (протокол от 19 - 20 ноября 2013 г. N 59) |
72 | Колпак скользуна тележек грузовых вагонов. Технические условия. | ТУ BY 400044052.009-2014 | |
73 | 57 Прокладки сменные тележек грузовых вагонов. Технические условия. | ТУ BY 400044052.010-2014 | |
74 | Детали износостойкие тележек грузовых вагонов. Технические условия. | ТУ BY 400044052.011-2014 | |
75 | Альбом чертежей средств измерений и СДК параметров тележек грузовых вагонов. | Т 914.00.000 | ПКБ ЦВ |
76 | Алгоритм контроля литых деталей тележек грузовых вагонов на допустимый срок службы | Приложение 06 к протоколу заседания Комиссии по информатизации от 4 - 6 апреля 2017 г. N 60, Приложение 17 к протоколу заседания Комиссии вагонного хозяйства от 13 - 15 сентября 2016 г. N 62 | |
77 | Комплект износостойких элементов и клин фрикционный с вкладышем | 1699.00.000 | 2018 г. |
78 | Комплект износостойких элементов и клина фрикционного с вкладышем для установки в узлы тележки типа 2 грузовых вагонов ГОСТ 9246-2014. Технические условия | ТУ 32 ЦВ 2717-2018 | 2018 г. |
79 | Втулка кронштейна боковой рамы тележки грузового вагона, изготавливаемые из материалов на основе полиэфиров. Технические условия | ТУ 22.29-002-66430630-2022 | 2023 г. |
(п. 79 введен Протоколом от 06.11.2024) | |||
--------------------------------
(сноска введена Протоколом от 08.12.2022)
(обязательное)
┌─────────┐
Форма ВУ-32 │ 0358878 │
└─────────┘
приемки отремонтированных
тележек грузовых вагонов
______________________ ж. д.
Начат: "____" ___________________ 20__ г.
Окончен: "____" ____________________ 20__ г.
Дата | Номер вагона, под который подкачена тележка | Год постройки вагона | Порядковый номер тележки под вагоном | Боковая рама | Надрессорная балка | |||||||||||||||
Номер боковой рамы | Завод-изготовитель (клеймо) | Год изготовления | Размер М "База боковой рамы", мм | Восстановление опорной поверхности. да/нет | Признак продления срока службы (да/нет) | Год окончания нового срока службы | Клеймо организации, продлившей срок службы | Номер надрессорной балки | Завод-изготовитель (клеймо) | Год изготовления | Глубина подпятника, мм | Диаметр подпятника надрессорной балки, мм | Восстановление подпятника надрессорной балки, да/нет | Признак продления срока службы (да/нет) | Год окончания нового срока службы | Клеймо организации, продлившей срок службы | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
Левая боковая рама | ||||||||||||||||||||
Правая боковая рама | ||||||||||||||||||||
Левая боковая рама | ||||||||||||||||||||
Правая боковая рама | ||||||||||||||||||||
Левая боковая рама | ||||||||||||||||||||
Правая боковая рама | ||||||||||||||||||||
Левая боковая рама | ||||||||||||||||||||
Правая боковая рама | ||||||||||||||||||||
Характеристика тележки при подкатке под вагон | Соединительная балка | Подпись дефектоскописта | Подпись бригадира | Подпись приемщика (ВПВ) | Подпись руководителя предприятия | ||||||||||
Завышение (+) или занижение (-) фрикционного клина, мм | Суммарный продольный зазор между направляющими боковой рамы тележки и корпусом буксы, мм | Суммарный поперечный зазор между направляющими боковой рамы тележки и корпусом буксы, мм | Зазор между скользунами тележки и рамы вагона, мм | Выполненный ремонт тележки: КР-1; ДР-2; модернизация М1698; оборудование фрикционными гасителями колебаний типа "А. стаки"-4 | Номер соединительной балки | Номер завода-изготовителя (клеймо) | Год изготовления | Диаметр подпятника соединительной балки, мм | |||||||
левый | правый | левый | правый | левый | правый | ||||||||||
22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 |
Левая боковая рама | левый | ||||||||||||||
Правая боковая рама | правый | ||||||||||||||
Левая боковая рама | левый | ||||||||||||||
Правая боковая рама | правый | ||||||||||||||
Левая боковая рама | левый | ||||||||||||||
Правая боковая рама | правый | ||||||||||||||
Левая боковая рама | левый | ||||||||||||||
Правая боковая рама | правый | ||||||||||||||
(обязательное)
ТЕЛЕЖКИ ДВУХОСНЫЕ ГРУЗОВЫХ ВАГОНОВ ТИПА 2 ПО ГОСТ 9246
Список изменяющих документов |
Наименование показателей | ||||||||||||||||||||
18-100 | 18-9841 | 18-9770 | 18-2128 | 18-7055 | 18-9801 | 18-9875 | 18-9876 | 18-1750 | 18-9918 | 18-9922 | 18-9845 | 18-9896 | 18-6941 | 18-9597 | 18-999 | 18-6771 | 18-6775 | 18-6786 | Применение комплектующих при ремонте тележек тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа | |
УВЗ | ТВСЗ | Промтрактор | Алтай | КВСЗ | Рузхиммаш | Рославль | Барнаул | ГСКБВ | ЗИКСТО | МВЗ | Казахстан | БСЗ | НМЗ | Узбекистан | СВЗ | ЗМК | БВСЗ Новотранс | АВСЗ | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
Чертеж тележки | 100.00.000 - 0 СБ | 9841-09.00.00.000 СБ | ЧЛЗ-100.00.000 СБ | 2128-07.00.00.000 СБ | 7055.00.000-0 СБ | 9801-07.00.00.000 СБ | 5706-10.00.00.000 СБ | 5707-10.00.00.000 СБ | 1750.00.000.0 СБ | 6407-00.00.000 СБ | 9922.00.00.000 СБ | 9845-09.00.00.000 СБ | 9896-10.00.00.000 СБ | 6941.00.000 СБ | 9597.00.000-0СБ | 999.00.000-0 СБ | 6771.00.00.000 | 6775.00.000 | 6786.00.00.000 | |
100.00.000-1 СБ | 2128-07.00.00.000-01 СБ | 7055.00.000-1 СБ | 9801-07.00.00.000-01 СБ | 5706-10.00.00.000-01 СБ | 5707-10.00.00.000-01 СБ | 1750.00.000.0 - 01 СБ | 9845-09.00.00.000-01 СБ | 9896-10.00.00.000-01 СБ | 6941.00.000-01 СБ | 9597.00.000-1СБ | 999.00.000-01 СБ | 6771.00.00.000-01 | 6775.00.000-01 | 6786.00.00.000-01 | ||||||
Чертеж боковой рамы тележки | 578.00.019-0 | 1750.00.102 | ЧЛЗ-100.00.002-4 | 2128-07.20.00.000 | 7020.00.002-0 | 9801-07.20.00.006 | 1750.00.020 | 5707-10.20.00.000 | 1750.00.100 | 1750.00.020 | 9922.20.00.000 | 9845-09.20.00.000 | 2128-07.20.00.001-01 | 6941.00.020 СБ | 9597.20.001 | 578.00.019-0 | 6771.20.00.000 | 6775.20.000 | 6786.20.00.000 | 578.00.019-0 |
100.00.002-2 | 578.00.019-0 | ЧЛЗ-100.00.002-05 | 2128-07.20.00.001-01 | 1750.00.100 | 9801-07.20.00.000 | 1750.00.002 | 2128-07.20.00.000 | 1750.00.102 | 1750.00.100 | 9922.20.00.008 | 100.00.002-4 | 9896-10.20.00.000 | 2128-07.20.00.000 СБ | 1750.00.102 | 6771.20.00.000-01 | 9896-10.20.00.005 | 6786.20.00.000-01 | 1750.00.002 | ||
100.00.002-3 | 9896-10.20.00.001 | ЧЛЗ-100.00.020-4 | 2128-07.20.00.200 | 7055.00.020-0 | 9896-10.20.00.001 | 5706-10.20.00.000 | 2128-07.20.00.001 | 1750.00.142 | 2128-07.20.00.000 | ЧЛЗ-100.00.020-4 | 100.00.020-4 | 9896-10.20.00.001 | 9801-07.20.00.000 СБ | 2128-07.20.00.001 | 6407-20.00.000 | 9896-10.20.00.001 | 9896-10.20.00.000 | ЧЛЗ-100.00.002-04 | ||
100.00.002-4 | ЧЛЗ-100.00.002-05 | 9896-10.20.00.001 | 9801-07.20.00.006 | ЧЛЗ-100.00.002-05 | 9801-07.20.00.000 | 2128-07.20.00.006 | 2128-07.20.00.000 | 6407-20.00.000 | ЧЛЗ-100.00.002-05 | 1750.00.002 | 100.00.020-4 | 9896-10.20.00.000 СБ | 2128-07.20.00.001-01 | 6407-20.00.101 | ЧЛЗ-100.00.002-05 | 9896-10.20.00.001 | ЧЛЗ-100.00.002-05 | |||
1750.00.002 | 578.00.019-0 | 9896-10.20.00.000 | ЧЛЗ-100.00.020-4 | ЧЛЗ-100.00.002-05 | 9896-10.20.00.000 | 9896-10.20.00.000 | 9801-07.20.00.000 | 9896-10.20.00.000 | 1750.00.102 | 9896-10.20.00.005 | ЧЛЗ-100.00.020-4 СБ | 2128-07.20.00.006 | 9896-10.20.00.000 | 6407-20.00.101 | 9896-10.20.00.005 | 9896-10.20.00.001 | ||||
9841-09.20.00.001 | 100.00.020-4 | ЧЛЗ-100.00.020-4 | 100.00.020-4 | ЧЛЗ-100.00.002-04 | 9896-10.20.00.001 | ЧЛЗ-100.00.020-4 | 9896-10.20.00.000 | 9896-10.20.00.001 | 2128-07.20.00.000 | ЧЛЗ-100.00.002-04 | 2128-07.20.00.001-01 | 6407-20.00.101 | 9896-10.20.00.001 | 9801-07.20.00.006 | 2128-07.20.00.000 | ИРТ - 100.02.001 | ||||
9896-10.20.00.000 | 578.00.019-0 | 578.00.019-0 | ЧЛЗ-100.00.020-4 | ЧЛЗ-100.00.020-04 | ЧЛЗ-100.00.020-4 | 9896-10.20.00.005 | 578.00.019-0 | ЧЛЗ-100.00.002-05 | 2128-07.20.00.006 | 9801-07.20.00.006 | 2128-07.20.00.000 | 2128-07.20.00.006 | 2128-07.20.00.001 | 2128-07.20.00.000 | ||||||
9801-07.20.00.006 | 100.00.020-4 | 9896-10.20.00.005 | 100.00.020-4 СБ | ЧЛЗ-100.00.002-05 | 100.00.020-4 | 2128-07.20.00.000 | 9896-10.20.00.001 | 578.00.019-0 | 9896-10.20.00.001 | 9896-10.20.00.001 | 2128-07.20.00.001-01 | 2128-07.20.00.001-01 | 2128-07.20.00.001-01 | 2128-07.20.00.001-01 | ||||||
2128-07.20.00.001 | 100.00.002-4 | 9801-07.20.00.000 | 100.00.002-4 | 2128-07.20.00.001-01 | ЧЛЗ-100.00.002-05 | 9896-10.20.00.005 | 9896-10.20.00.005 | 2128-07.20.00.006 | 578.00.019-0 | 2128-07.20.00.006 | 2128-07.20.00.200 | |||||||||
578.00.019-0 | 9801-07.20.00.006 | 1750.00.002 | 9801-07.20.00.000 | ЧЛЗ-100.00.002-4 | ЧЛЗ-100.00.002-04 | ЧЛЗ-100.00.002-05 | ЧЛЗ-100.00.020-4 | ЧЛЗ-100.00.020-4 | 100.00.020-4 | |||||||||||
9896-10.20.00.000 | 1750.00.102 | 9801-07.20.00.006 | ЕАН-100.00.002-1 | ЧЛЗ-100.00.002-05 | ЧЛЗ-100.00.002-05 | ЧЛЗ-100.00.002-05 | 7020.00.002-0 | |||||||||||||
9896-10.20.00.001 | ЧЛЗ-100.00.002-05 | 1750.00.100 | 9801-07.20.00.006 | 9801-07.20.00.000 | 9801-07.20.00.000 | 1750.00.100 | ||||||||||||||
ЧЛЗ-100.00.002-4 | 1750.00.102 | 9801-07.20.00.006 | 9801-07.20.00.006 | 7055.00.020-0 | ||||||||||||||||
578.00.019-0 | 6407-20.00.101 | 9801-07.20.00.006 | ||||||||||||||||||
2128-07.20.00.001-0 | 578.00.019-0 | 9896-10.20.00.000 | ||||||||||||||||||
9896-10.20.00.001 | 100.00.020-4 | ЧЛЗ-100.00.020-4 | ||||||||||||||||||
6407-20.00.101 | 100.00.002-4 | 9801-07.20.00.000 | ||||||||||||||||||
1750.00.020 | ||||||||||||||||||||
5706-10.20.00.000 | ||||||||||||||||||||
5707-10.20.00.000 | ||||||||||||||||||||
1750.00.102 | ||||||||||||||||||||
1750.00.142 | ||||||||||||||||||||
6407-20.00.000 | ||||||||||||||||||||
9922.20.00.000 | ||||||||||||||||||||
9922.20.00.008 | ||||||||||||||||||||
9896-10.20.00.005 | ||||||||||||||||||||
9845-09.20.00.000 | ||||||||||||||||||||
6941.00.020 СБ | ||||||||||||||||||||
2128-07.20.00.006 | ||||||||||||||||||||
100.00.002-4 | ||||||||||||||||||||
ЧЛЗ-100.00.002-4 | ||||||||||||||||||||
2128-07.20.00.001 | ||||||||||||||||||||
100.00.002-2 | ||||||||||||||||||||
100.00.002-3 | ||||||||||||||||||||
100.00.002-1 | ||||||||||||||||||||
9841-09.20.00.001 | ||||||||||||||||||||
2128-07.20.00.001-0 | ||||||||||||||||||||
ЕАН-100.00.002-1 | ||||||||||||||||||||
ЧЛЗ 100.00.020-04 | ||||||||||||||||||||
6407-20.00.101 | ||||||||||||||||||||
6771.20.00.000 | ||||||||||||||||||||
6771.20.00.000-01 | ||||||||||||||||||||
6775.20.000 | ||||||||||||||||||||
6786.20.00.000 | ||||||||||||||||||||
6786.20.00.000-01 | ||||||||||||||||||||
Чертеж надрессорной балки тележки | 100.00.001-3 | 9896-10.10.00.001 | ЧЛЗ-100.00.001-6 | 2128-07.10.00.000 | 7020.00.001-02 | 9801-07.10.00.000 | 1750.00.010 | 5707-10.10.00.000 | 1750.00.010 | 1750.00.010 | 9922.10.00.000 | 9845-09.10.00.000 | 2128-07.10.00.001 | 6941.00.010 СБ | 9597.10.001 | 100.00.001-5 | 6771.10.00.000 | 6775.10.000 | 6786.10.00.000 | 100.00.001-5 |
100.00.001-4 | 100.00.001-5 | ЧЛЗ-100.00.010-4 | 2128-07.10.00.001 | 1750.00.010 | 9801-07.10.00.002 | ЧЛЗ-100.00.010-4 | 2128-07.10.00.000 | 1750.00.001 | 2128-07.10.00.000 | 9922.10.00.001 | 100.00.001-5 | 9896-10.10.00.000 | 2128-07.10.00.000 СБ | 100.00.001-6 | 6407-10.00.000 | ЧЛЗ-100.00.010-4 СБ | 9896-10.10.00.000 | 100.00.001-6 | ||
100.00.001-5 | 100.00.001-6 | 9801-07.10.00.002 | 7055.00.010 | 9801-07.10.00.002-01 | ЧЛЗ-100.00.001-6 | 2128-07.10.00.001 | 1750.00.010-02 | 6407-10.00.000 | 9896-10.10.00.000 | 100.00.010-4 | 9896-10.10.00.001 | 9801-07.10.00.000 СБ | 2128-07.10.00.001 | 6407-10.00.101 | 100.00.010-4 СБ | 9896-10.10.00.001 | 7020.00.001 | |||
100.00.001-6 | 1750.00.001 | 9896-10.10.00.000 | 7055.00.010-01 | 9896-10.10.00.001 | 1750.00.001 | 9896-10.10.00.000 | 2128-07.10.00.000 | 9801-07.10.00.000 | 9896-10.10.00.001 | 1750.00.001 | ЧЛЗ-100.00.001-6 | 9896-10.10.00.000 СБ | 6407-10.00.101 | 9896-10.10.00.000 | 9896-10.10.00.001 | 2128-07.10.00.000 | 9841-09.10.00.001 | |||
2128-07.10.00.001 | 9896-10.10.00.001 | 9801-07.10.00.002 | ЧЛЗ-100.00.001-6 | 2128-07.10.00.001 | 9896-10.10.00.001 | 9896-10.10.00.000 | 9896-10.10.00.000 | 2128-07.10.00.000 | 2128-07.10.00.000 | ЧЛЗ-100.00.010-4 | ЧЛЗ-100.00.010-4 СБ | 9896-10.10.00.001 | 9896-10.10.00.001 | 6407-10.00.101 | 2128-07.10.00.001 | 1750.00.001 | ||||
ЧЛЗ-100.00.001-6 | 100.00.010-4 | 9896-10.10.00.000 | ЧЛЗ-100.00.010-4 | 9801-07.10.00.000 | ЧЛЗ-100.00.010-04 | ЧЛЗ 100.00.001-6 | ЧЛЗ-100.00.010-4 | 2128-07.10.00.001 | 9896-10.10.00.001 | 100.00.010-4 | 2128-07.10.00.001 | ЧЛЗ-100.00.001-6 | 2128-07.10.00.000 | 9801-07.10.00.002 | ЧЛЗ-100.00.010-4 | 2128-07.10.00.001 | ||||
9841-09.10.00.001 | 100.00.001-5 | ЧЛЗ-100.00.010-4 | 100.00.001-5 | 5706-10.10.00.000 | ЧЛЗ-100.00.001-05 | ЧЛЗ 100.00.010-4 | 100.00.010-4 | ЧЛЗ-100.00.010-4 | НИЦВ-01.00.00.001 | 100.00.001-5 | 9896-10.10.00.001 | 2128-07.10.00.001 | 9801-07.10.00.002-01 | ЧЛЗ-100.00.001-6 | ЧЛЗ-100.00.001-6 | |||||
100.00.001-6 | 100.00.010-4 | 100.00.001-6 | 100.00.010-4 СБ | 9801-07.10.00.000 | 100.00.001-5 | ЧЛЗ-100.00.001-6 | ЧЛЗ-100.00.001-6 | 100.00.001-6 | ЧЛЗ-100.00.001-6 | ЧЛЗ-100.00.010-4 | 100.00.001-5 | 9801-07.10.00.000 | 9896-10.10.00.001 | |||||||
2128-07.10.00.100 СБ | 100.00.001-5 | 100.00.010-4 | 100.00.001-5 | 9801-07.10.00.002 | 100.00.001-6 | 9801-07.10.00.000 | 100.10.001-6 | 9801-07.10.00.002 | ЧЛЗ-100.00.001-6 | 2128-07.10.00.001 | 9801-07.10.00.002 | 2128-07.10.00.000 | ||||||||
2128-07.10.00.003 | 100.00.001-6 | 100.00.001-6 | ЧЛЗ-100.00.001-6 | 9801-07.10.00.002 | 9801-07.10.00.000 | 2128-07.10.00.003 | 9801-07.10.00.002-01 | 9801-07.10.00.002 | ||||||||||||
9896-10.10.00.000 | 1750.00.001 | 1750.00.010 | 9801-07.10.00.002 | 9771.06.01.00.001 | 6407-10.00.101 | 9896-10.10.00.000 | ||||||||||||||
9896-10.10.00.001 | 2128-07.10.00.001 | 1750.00.001 | 100.00.010-4 | ЧЛЗ-100.00.010-4 | ||||||||||||||||
9896-10.10.00.001 | 100.00.001-5 | 100.00.010-4 | ||||||||||||||||||
6407-10.00.101 | 100.00.001-6 | 7055.00.010 | ||||||||||||||||||
7055.00.010-01 | ||||||||||||||||||||
7055.00.010-02 | ||||||||||||||||||||
7020.00.001-02 | ||||||||||||||||||||
1750.00.010 | ||||||||||||||||||||
9801-07.10.00.000 | ||||||||||||||||||||
9801-07.10.00.002-01 | ||||||||||||||||||||
100.00.010-0 | ||||||||||||||||||||
5706-10.10.00.000 | ||||||||||||||||||||
5707-10.10.00.000 | ||||||||||||||||||||
1750.00.010-02 | ||||||||||||||||||||
6407-10.00.000 | ||||||||||||||||||||
9922.10.00.000 | ||||||||||||||||||||
9922.10.00.001 | ||||||||||||||||||||
9845-09.10.00.000 | ||||||||||||||||||||
НИЦВ-01.00.00.001 | ||||||||||||||||||||
6941.00.010 | ||||||||||||||||||||
100.00.001-3 | ||||||||||||||||||||
100.00.001-4 | ||||||||||||||||||||
100.10.001-6 | ||||||||||||||||||||
ЕАН-100.00.001-1 | ||||||||||||||||||||
ЧЛЗ-100.00.001-05 | ||||||||||||||||||||
6407-10.00.101 | ||||||||||||||||||||
2128-07.10.00.100 СБ | ||||||||||||||||||||
2128-07.10.00.003 | ||||||||||||||||||||
6771.10.00.000 | ||||||||||||||||||||
6775.10.000 | ||||||||||||||||||||
6786.10.00.000 | ||||||||||||||||||||
Чертеж триангеля тележки | 100.40.010-2 СБ | 100.40.010-2 | ЧЛЗ-100.60.300 | 1750.40.010 | 7055.40.010-1 | ЧЛЗ-100.60.300 | 1711.40.010 | 100.40.010-2 | 1750.40.010 | 6407-60.00.400 | ЧЛЗ-100.60.300 | 100.40.010-2 | 9896-10.60.00.300 | 6941.40.010 СБ | ПЛ-100.40.010-2 | 100.40.010-2 | 6771.60.00.300 | 100.40.010-2 | 6786.60.00.300 | 100.40.010-2 |
100.40.010-3 СБ (для колеи 1435 мм) | ПЛ-100.40.010-2 | ЧЛЗ-100.60.300-01 | 2128-07.60.00.300 | 7055.40.010-2 | 1750.40.010 | 1750.40.010 | 2128-07.60.00.300 | 1711.40.010 | 1750.40.010 | НГМ 008.00.00.000 | 6407-60.00.400 | 1750.40.010 | 6941.40.010-01 СБ | ЧЛЗ-100.60.300 | 6771.60.00.310 | 100.40.010-3 | СВД 1331.75.00 | 100.40.010-3 | ||
1750.40.010 | 2128-07.60.00.300 | 2128-07.60.00.300-01 | 100.40.010-2 | НГМ 008.00.00.000 | 100.40.010-2 | 0136.40.010 | 1750.40.010-01 | НГМ 008.00.00.000 | 100.40.010-2 | ПЛ-100.40.010-2 | 6941.40.020 СБ | ПЛ-100.40.010-2 | 1750.40.010 | 1750.40.010 | ЧЛЗ-100.60.300 | НГМ 008.00.00.000 | ||||
9841-09.60.00.400 | 1750.40.010 | 2128-07.60.00.400 | 100.40.010-2 | 100.40.010-3 | ПЛ-100.40.010-2 | НГМ 008.00.00.000 | 1711.40.010 | 1711.40.010 | 100.40.010-2 | 100.40.010-2 СБ | 1711.40.010 | ПЛ-100.40.010-2 | ПЛ-100.40.010-2 | 2128-07.60.00.300 | 9903-11.60.00.300 | |||||
100.40.010-2 | ПЛ-100.40.010-2 | ПЛ-100.40.010-2 | 1750.40.010 | 100.40.010-2 | ПЛ-100.40.010-2 | 100.40.010-3 | 1711.40.010 СБ | 2128-07.60.00.300 | ЧЛЗ-100.60.300 | СВД 1331.75.00 | ПЛ-100.40.010-2 | 9903-11.60.00.300-01 | ||||||||
ЧЛЗ-100.60.300 | 5706-10.60.00.300.010 | ЧЛЗ-100.60.300 | 100.40.010-3 | 1750.40.010 | 1711.40.010-01 СБ | 2145.60.010 | СВД 1331.75.00 | 9891.03.01.000 | ЧЛЗ-100.60.300 | |||||||||||
1711.70.010 | 4701-09.00.06.300 | НГМ.008.00.00.000 | НГМ.008.00.00.000 | ЧЛЗ-100.60.300-01 | ||||||||||||||||
НГМ 008.00.00.000 | 9891.03.01.000 | 1711.40.010 | 100.40.010-2 | 1750.40.010 | ||||||||||||||||
НГМ.008.00.00.000 | 2128-07.60.00.300 | 1711.40.010 | 2128-07.60.00.300 | |||||||||||||||||
2128-07.60.00.400 | ||||||||||||||||||||
7055.40.010-1 | ||||||||||||||||||||
7055.40.010-2 | ||||||||||||||||||||
ПЛ-100.40.010-2 | ||||||||||||||||||||
1711.40.010 | ||||||||||||||||||||
0136.40.010 | ||||||||||||||||||||
1750.40.010-01 | ||||||||||||||||||||
6407-60.00.400 | ||||||||||||||||||||
9896-10.60.00.300 | ||||||||||||||||||||
6941.40.010 | ||||||||||||||||||||
6941.40.010-01 | ||||||||||||||||||||
5706-10.60.00.300 | ||||||||||||||||||||
5706-10.60.00.300.010 | ||||||||||||||||||||
9841-09.60.00.400 | ||||||||||||||||||||
9922.60.00.300 | ||||||||||||||||||||
НГМ 017.00.00.000 | ||||||||||||||||||||
2128-07.60.00.300-01 | ||||||||||||||||||||
1711.70.010 | ||||||||||||||||||||
6941.40.020 | ||||||||||||||||||||
1711.40.010-01 | ||||||||||||||||||||
6771.60.00.300 | ||||||||||||||||||||
6771.60.00.310 | ||||||||||||||||||||
СВД 1331.75.00 | ||||||||||||||||||||
9891.03.01.000 | ||||||||||||||||||||
6786.60.00.300 | ||||||||||||||||||||
Колесная пара (с буксовыми узлами) | 100.10.000-12 СБ | 100.10.000-12 | ЧЛЗ-100.40.000 | 1750.10.000 | 7055.10.000-01 | 9801-07.40.00.000 | 5706-10.40.00.000 | 2128-07.40.00.000 | 1750.10.000 | 6407-40.00.000 | ЧЛЗ-100.40.000 | 9845-09.40.00.000 | ЧЛЗ-100.40.000 | 6941.10.000 | 9597.30.000 | 901.10.050-0 | 5717-11.40.00.000 | 100.10.000-12 | 100.10.000-12 | 100.10.000-12 |
555.10.010-0 | 2128-07.40.00.000 | 100.10.000-12 | ЧЛЗ-100.40.000 | 1750.10.000 | 1750.10.000 | 5706-10.40.00.000-01 | 5717-11.40.00.000 | 1750.10.000.1-01 | 5717.11.40.00.000 | 1711.10.000 | 9845-09.40.00.000-01 | 2128-07.40.00.000 | 1750.10.000 | 100.10.000-12 | 5706-10.40.00.000 | 5717-11.40.00.100 | 2128-07.40.00.000 | 5706-10.40.00.000 | ||
555.10.000-1 | 2128-07.40.00.000-01 | 5706-10.40.00.000 | 100.10.000-12 | У 18.00.00.00.000-01.0 | 5717-11.40.00.000 | 5706-10.40.00.000-02 | 9876.10.000-0 | 1750.10.000-01 | 6407-40.00.000-01 | 2128-07.40.00.000 | 100.10.000-12 | 5706-10.40.00.000 | 1750.10.000.1-01 | ЧЛЗ-100.40.000 | 1750.10.000 | ЦНРФ184.00.000 | 2128-07.40.00.000-01 | 5717-11.40.00.000 | ||
2128-07.40.00.000-02 | 2128-07.40.00.000 | 5717-11.40.00.000 | 7055.10.000 | 9801-07.40.01.000 | 5706-10.40.00.000-03 | 100.10.000-12 | 5706-10.40.00.000 | 6407-40.00.000-02 | 5706-10.40.00.000 | 5717-11.40.00.000 | 5717-11.40.00.000 | 1750.10.000-01 | 1750.10.000 | ВБСТ.001.00.00.000 | ВБСТ.001.00.00.000 | 2128-07.40.00.000-02 | ЧЛЗ-100.40.000 | |||
2128-07.40.00.000-03 | 9801-07.04.00.000 | 5706-10.40.00.000 | 5706-10.40.00.000 | ЧЛЗ-100.40.000 | 100.10.000-12 | 1750.10.000 | 5706-10.40.00.000-01 | 6407-40.00.000-03 | 5717-11.40.00.000 | 1750.10.000 | ЧУ 24.5.0071 | 2128-07.40.00.000 | 1750.10.000-01 | ГРУВ-1119.00.00.000 | ТПМ.5233-10.40.00.000 | 2128-07.40.00.000-03 | 1750.10.000 | |||
5706-10.40.00.000 | 5717-11.40.00.100 | 5706-10.40.00.000-01 | 100.10.000-12 | ЧЛЗ-100.40.100 | 5717-11.40.00.100 | 5706-10.40.00.000-02 | 6407-40.00.000-04 | ЧУ 24.5.0071 | РФДН.00260.00.00.000 | 100.10.000-12 | 2128-07.40.00.000-01 | 1750.100.000.1-01 | ВАЦТ.183.00.000 | 5706-10.40.00.000 | 7055.10.000-01 | |||||
5706-10.40.00.000-01 | 1711.10.010 | 5706-10.40.00.000-02 | 100.10.010-11 | 5706-10.40.00.000-03 | 6407-40.00.000-05 | 1750.10.000 | ВДРП.667123.001 | 2128-07.40.00.000-02 | 2128-07.40.00.000 | ТЦВШ.667123.000 | 5706-10.40.00.000-01 | У 18.00.00.00.000-01.0 | ||||||||
5706-10.40.00.000-02 | 100.10.010-11 | 5706-10.40.00.000-03 | 100.10.000-12 | 6407-40.00.000-06 | 100.10.000-12 | 2130.762.00.000 | 2128-07.40.00.000-03 | 5706-10.40.00.00 | ТПМ.5233-10.40.00.000 | 5706-10.40.00.000-02 | 7055.10.000 | |||||||||
5706-10.40.00.000-03 | ЧЛЗ-100.40.100 | 2128-07.40.00.000 | 5706-10.40.00.000 | 6407-40.00.000-07 | 9841-09.40.00.000 | 1750.10.000 | 5706-10.40.00.000 | 5717-11.40.00.000 | 5706-10.40.00.000-03 | 9801-07.40.00.000 | ||||||||||
5717-11.40.00.000 | ЧЛЗ-100.40.100-01 | 2128-07.40.00.100 | 1711.10.010 | ВАЕР.1801.00.00.000 | ВБСТ.001.00.00.000 | 5706-10.40.00.000-01 | 9801-07.40.00.000 | 9801-07.40.00.000 | 5106-10.40.00.000 | |||||||||||
5717-11.40.00.000-01 | 2128-07.40.00.100 | 2128-07.40.00.000-01 | ВАЦТ.183.00.00.000 | ВАЕР.1801.00.01.000 | ГРУВ-1119.00.00.000 | 5706-10.40.00.000-02 | 9841-09.40.00.000 | 9841-09.40.00.000 | 9801-07.40.01.000 | |||||||||||
5717-11.40.00.000-02 | 5706-10.40.00.100 | 2128-07.40.00.000-02 | 100.10.010-10 | ГРУВ-1119.00.00.000-02 | 5706-10.40.00.000-03 | ГРУВ-1119.00.00.000 | 9841-09.40.00.000-01 | ЧЛЗ-100.40.100 | ||||||||||||
5717-11.40.00.000-03 | 2128-07.40.00.000-03 | 100.10.010-11 | 5717-11.40.00.000 | ГРУВ-1119.00.00.000-02 | 9841-09.40.00.000-02 | 100.10.010-11 | ||||||||||||||
ЧЛЗ-100.40.000 | 2128-07.40.00.000-04 | 100.10.000-12 | 5717-11.40.00.000-01 | 9841-09.40.00.000-03 | 5706-10.40.00.000-01 | |||||||||||||||
ЧЛЗ-100.40.000-01 | 2128-07.40.00.200 | РФДН.00260.00.00.000 | 5717-11.40.00.000-02 | ЧЛЗ-100.40.000 | 5706-10.40.00.000-02 | |||||||||||||||
9841-09.40.00.000 | 2128-07.40.00.300 | 5717-11.40.00.000-03 | ЧЛЗ-100.40.000-01 | 5706-10.40.00.000-03 | ||||||||||||||||
9841-09.40.00.000-01 | 100.10.010-11 | 9801-07.40.00.000 | 1711.10.000 | 1750.10.000.1-01 | ||||||||||||||||
9841-09.40.00.000-02 | ЧЛЗ-100.40.100 | 9841-09.40.00.000 | ВДРП.667123.001 | 1750.10.000-01 | ||||||||||||||||
9841-09.40.00.000-03 | 1711.10.010 | 9841-09.40.00.000-01 | ВТБД 121.00.000 | 901.10.050-0 | ||||||||||||||||
5706-10.40.00.100 | 9841-09.40.00.000-02 | ГРУВ-1119.00.00.000 | 6407-40.00.000 | |||||||||||||||||
2128-07.40.00.400 | 9841-09.40.00.000-03 | ГРУВ-2621.00.01.000 | 6407-40.00.000-01 | |||||||||||||||||
ТДНР.00.001 | ЧЛЗ-100.40.000 | ТНДР.10.000 | 6407-40.00.000-02 | |||||||||||||||||
ТДНР.00.001-01 | ЧЛЗ-100.40.000-01 | ВАЦТ.183.00.00.000 | 6407-40.00.000-03 | |||||||||||||||||
ТДНР.00.001-02 | 100.10.000-12 | 9876.10.010-0 | 6407-40.00.000-04 | |||||||||||||||||
ЧУ 24.5.0071 | ВБСТ.001.00.00.000 | 6407-40.00.000-05 | ||||||||||||||||||
6407-40.00.000-06 | ||||||||||||||||||||
6407-40.00.000-07 | ||||||||||||||||||||
ВАЕР.1801.00.00.000 | ||||||||||||||||||||
ЧУ 24.5.0071 | ||||||||||||||||||||
9845-09.40.00.000 | ||||||||||||||||||||
9845-09.40.00.000-01 | ||||||||||||||||||||
2128-07.40.00.000 | ||||||||||||||||||||
6941.10.000 | ||||||||||||||||||||
2128-07.40.00.000-01 | ||||||||||||||||||||
2128-07.40.00.000-02 | ||||||||||||||||||||
2128-07.40.00.000-03 | ||||||||||||||||||||
5717-11.40.00.000-01 | ||||||||||||||||||||
5717-11.40.00.000-02 | ||||||||||||||||||||
5717-11.40.00.000-03 | ||||||||||||||||||||
6941.10.010 | ||||||||||||||||||||
9841-09.40.00.000 | ||||||||||||||||||||
9841-09.40.00.000-01 | ||||||||||||||||||||
9841-09.40.00.000-02 | ||||||||||||||||||||
9841-09.40.00.000-03 | ||||||||||||||||||||
ЧЛЗ-100.40.000-01 | ||||||||||||||||||||
7020.10.000-2 | ||||||||||||||||||||
ВДРП.667123.001 | ||||||||||||||||||||
9801-07.04.00.000 | ||||||||||||||||||||
5717-11.40.00.100 | ||||||||||||||||||||
1711.10.010 | ||||||||||||||||||||
ЧЛЗ-100.40.100-01 | ||||||||||||||||||||
2128-07.40.00.100 | ||||||||||||||||||||
5706-10.40.00.100 | ||||||||||||||||||||
9876.10.000-0 | ||||||||||||||||||||
ВАЕР.1801.00.01.000 | ||||||||||||||||||||
ВБСТ.001.00.00.000 | ||||||||||||||||||||
100.10.010-10 | ||||||||||||||||||||
2130.762.00.000 | ||||||||||||||||||||
555.10.010-0 | ||||||||||||||||||||
555.10.000-1 | ||||||||||||||||||||
2128-07.40.00.400 | ||||||||||||||||||||
ГРУВ-1119.00.00.000 | ||||||||||||||||||||
ГРУВ-1119.00.00.000-02 | ||||||||||||||||||||
ТДНР.00.001 | ||||||||||||||||||||
ТДНР.00.001-01 | ||||||||||||||||||||
ТДНР.00.001-02 | ||||||||||||||||||||
ВАЦТ.183.00.00.000 | ||||||||||||||||||||
ТЦВШ.667123.000 | ||||||||||||||||||||
ТПМ.5233-10.40.00.000 | ||||||||||||||||||||
РФДН.00260.00.00.000 | ||||||||||||||||||||
ЦНРФ184.00.000 | ||||||||||||||||||||
1711.10.000 | ||||||||||||||||||||
Пружина наружная | 100.30.018-0 | 100.30.021-0 | ЧЛЗ-100.50.002 | 100.30.018-0 | 7055.30.004-0 | ЧЛЗ-100.50.002 | 100.30.018-0 | 100.30.018-0 | 7055.30.004-0 | 100.30.002-0 | 1750.30.002 | 100.30.018-0 | 9801.30.018 | 100.30.018-0 | 522.30.008-0 | 100.30.018-0 | 1418.00.05 | 100.30.018-0 | 100.30.018-0 | 100.30.002-0 |
100.30.021-0 | 100.30.018-0 | 100.30.002-0 | 100.30.021-0 | 100.30.002-0 | 1272.304585.008 | 100.30.021-0 | 100.30.021-0 | 100.30.018-0 | 1272.304585.008 | 9801.30.002 | 100.30.021-0 | 100.30.021-0 | 100.30.021-0 | 100.30.021-0 | 2020.000.001 | 100.30.021-0 | 100.30.021-0 | 1272.304585.008 | ||
ЦДЛР 6714.11.00.002 | 1272.304585.008 | 2128-07.50.00.006 | 100.30.018-0 | 1750.30.002 | 2128-07.50.00.006 | 100.30.021-0 | 1217.304585.008 | 100.30.018-0 | 9801.30.018 | 100.30.018-0 | 9801.30.018 | 1750.30.022 | 100.30.002-01 | 9801.30.002 | ЧЛЗ-100.50.002 | |||||
1750.30.002 | 9801.30.018 | 100.30.021-0 | 9801.30.018 | 9801.30.018 | 100.30.018-0 | 100.30.021-0 | 2128-07.50.00.006 | 1418.00.05 | 2128-07.50.00.006 | 1750.30.002 | ||||||||||
9801.30.002 | 2128-07.50.00.002 | 100.30.002-0 | 9801.30.018 | 1750.30.002 | 9801.30.002 | |||||||||||||||
2128-07.50.00.002 | 2128-07.50.00.008 | 100.30.018-0 | 1750.30.022 | 100.30.018-0 | ||||||||||||||||
2020.000.001 | 100.30.021-0 | 1418.00.05 | 100.30.021-0 | |||||||||||||||||
В 100.30.002-0 | 2020.000.001 | 7055.30.004-0 | ||||||||||||||||||
2020.000.001 | 9801.30.018 | |||||||||||||||||||
1217.304585.008 | ||||||||||||||||||||
2128-07.50.00.002 | ||||||||||||||||||||
2128-07.50.00.006 | ||||||||||||||||||||
ЦДЛР 6714.11.00.002 | ||||||||||||||||||||
2128-07.05.00.002 | ||||||||||||||||||||
2128-07.50.00.008 | ||||||||||||||||||||
В 100.30.002-0 | ||||||||||||||||||||
2020.000.001 | ||||||||||||||||||||
1750.30.022 | ||||||||||||||||||||
1418.00.05 | ||||||||||||||||||||
Пружина внутренняя | 100.30.019-0 | 100.30.022-0 | ЧЛЗ-100.50.003 | 2128-07.50.00.003 | 7055.30.005-0 | ЧЛЗ-100.50.003 | 100.30.019-0 | 100.30.019-0 | 100.30.019-0 | 100.30.004-0 | 1750.30.004 | 100.30.019-0 | 9801.30.019 | 100.30.019-0 | 522.30.009-0 | 100.30.019-0 | 1418.00.07 | 100.30.019-0 | 100.30.019-0 | 100.30.004-0 |
100.30.022-0 | 100.30.019-0 | 100.30.004-0 | 2128-07.50.00.007 | 100.30.004-0 | 1272.304585.007 | 100.30.022-0 | 100.30.022-0 | 100.30.022-0 | 1272.304585.007 | 9801.30.004 | 100.30.022-0 | 100.30.022-0 | 100.30.022-0 | 100.30.022-0 | 2020.000.002 | 100.30.022-0 | 100.30.022-0 | 1272.304585.007 | ||
ЦДЛР 6714.11.00.001 | 1272.304585.007 | 100.30.019-0 | 100.30.019-0 | 1750.30.004 | 2128-07.50.00.007 | 7055.30.005-0 | 1217.304585.007 | 100.30.019-0 | 9801.30.019 | 100.30.019-0 | 9801.30.019 | 1750.30.024 | 100.30.004-01 | 9801.30.004 | ЧЛЗ-100.50.003 | |||||
1750.30.004 | 100.30.022-0 | 100.30.022-0 | 9801.30.019 | 9801.30.019 | 100.30.019-0 | 100.30.022-0 | 2128-07.50.00.007 | 1418.00.07 | 2128-07.50.00.007 | 1750.30.004 | ||||||||||
9801.30.004 | 9801.30.019 | 100.30.004-0 | 9801.30.019 | 1750.30.004 | 100.30.019-0 | |||||||||||||||
2128-07.50.00.003 | 2128-07.50.00.009 | 100.30.019-0 | 1750.30.024 | 100.30.022-0 | ||||||||||||||||
2020.000.002 | 100.30.022-0 | 1418.00.07 | 7055.30.005-0 | |||||||||||||||||
В 100.30.004-0 | 2020.000.002 | 1217.304585.007 | ||||||||||||||||||
2020.000.001 | 9801.30.004 | |||||||||||||||||||
9801.30.019 | ||||||||||||||||||||
ЦДЛР 6714.11.00.001 | ||||||||||||||||||||
2128-07.50.00.003 | ||||||||||||||||||||
2128-07.50.00.007 | ||||||||||||||||||||
2128-07.50.00.009 | ||||||||||||||||||||
В 100.30.004-0 | ||||||||||||||||||||
2020.000.002 | ||||||||||||||||||||
1750.30.024 | ||||||||||||||||||||
1418.00.07 | ||||||||||||||||||||
(обязательное)
Список изменяющих документов |
Карта дефектации и ремонта | Листов 4 | Лист 1 | |
Рама боковая | Тележка тип 2 по ГОСТ 9246 | ||
Наименование изделия | |||
Составная часть тележки | Обозначение изделия | ||
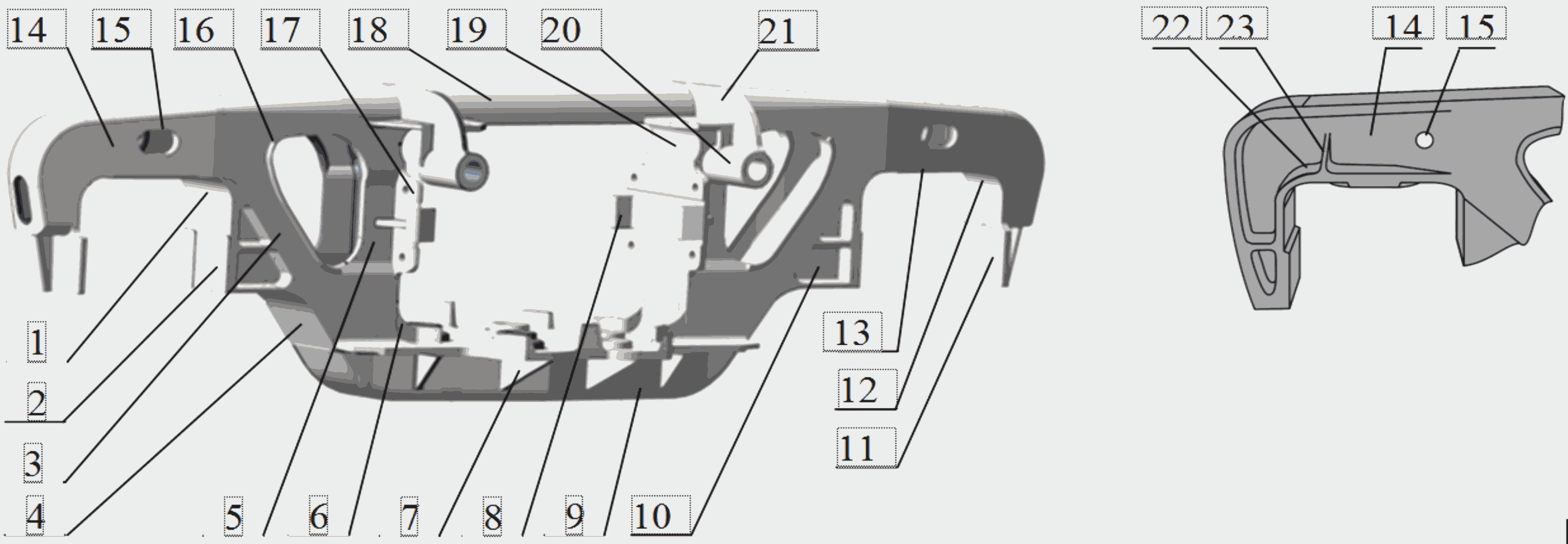
1 - внутренний угол буксового проема; 2 - направляющая плоскость для букс внутренней челюсти буксового проема; 3 - вертикальная стенка наклонного пояса; 4 - наклонный пояс; 5 - стойка рессорного проема; 6 - нижний угол рессорного проема; 7 - ребро усиления рессорного проема; 8 - направляющий буртик для фрикционного клина; 9 - нижний пояс; 10 - поддомкратная подушка; 11 - направляющая плоскость для букс наружной челюсти буксового проема; 12 - наружный угол буксового проема; 13 опорная поверхности буксового проема; 14 вертикальная стенка над буксовым проемом; 15 - кромка технологического отверстия над буксовым проемом; 16 - кромка технологического окна; 17 - крепление фрикционных планок; 18 - верхний пояс; 19 - верхний угол рессорного проема; 20 - прилив для валика подвески башмака; 21 - кронштейн подвески триангеля; 22 - Полка над буксовым проемом (для боковых рам таврового сечения); 23 - Ребро усиления над буксовым проемом (для боковых рам таврового сечения).
Карта дефектации и ремонта боковой рамы | Лист 2 | |||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Внутренний и наружный угол буксового проема поз. 1 и 12 (зона радиуса R55 <*>) | Трещина | Визуальный осмотр, измерение, МПК | Линейка металлическая, дефектоскоп | Брак | Ремонту не подлежит | |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Зарубы от износостойкой пластины | Визуальный осмотр | - | Глубина > 1 мм | Брак | Ремонту не подлежит | |
Следы режущего инструмента | Визуальный осмотр | - | Независимо от размеров | Брак | Ремонту не подлежит | |
Следы сварочно-наплавочных работ | Визуальный осмотр | - | Независимо от размеров | Брак | Ремонту не подлежит | |
Опорная поверхность поз. 13 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит | |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Канавкообразный износ | Измерение | Линейка металлическая, штангенциркуль | Ширина <= 20 мм и глубина <= 2 мм | Ремонт механической обработкой на станке | Визуальный осмотр, измерение | |
Глубина > 2 мм <**> | Брак | Ремонту не подлежит | ||||
Глубина > 2 мм <***> | Ремонт механической обработкой на станке | Визуальный осмотр, измерение | ||||
Ширина > 20 мм | Брак | Ремонту не подлежит | ||||
Следы сварочно-наплавочных работ | Визуальный осмотр | - | Независимо от размеров | Брак | Ремонту не подлежит | |
Направляющие плоскости для букс (упорные поверхности) поз. 2 и 11 | Износ | Измерение | Штангенциркуль, шаблон | По ширине буксового проема > 8 мм | Брак | Ремонту не подлежит |
По ширине буксового проема <= 8 мм | Ремонт наплавкой | Визуальный осмотр, измерение | ||||
По ширине направляющих > 4 мм | Брак | Ремонту не подлежит | ||||
По ширине направляющих <= 4 мм | Ремонт наплавкой | Визуальный осмотр, измерение | ||||
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
(лист 2 в ред. Протокола от 11.06.2025)
Примечание:
<*> Наружная криволинейная поверхность буксового проема боковой рамы радиуса R55 перехода от горизонтальной опорной поверхности к вертикальной направляющей поверхности и прилегающие боковые поверхности на расстоянии до 10 мм от кромок радиуса.
<**> При приливе 3 мм;
<***> При приливе более 3 мм
(примечание введено Протоколом от 27.11.2020; в ред. Протокола от 11.06.2025)
Карта дефектации и ремонта боковой рамы | Лист 3 | ||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта |
Вертикальная стенка над буксовым проемом поз. 14 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | |
Кромка технологического отверстия над буксовым проемом поз. 15 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | |
Полка и кромка полки над буксовым проемом (для боковых рам таврового сечения) поз. 22 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | |
Ребро усиления над буксовым проемом (для боковых рам таврового сечения) поз. 23 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | |
Наклонный пояс и вертикальная стенка наклонного пояса поз. 3 и 4 | Трещина | Визуальный осмотр, измерение, МПК | Линейка металлическая, дефектоскоп | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | |
Кромка технологического окна поз. 16 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит |
Стойка рессорного проема поз. 5 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | |
(лист 3 в ред. Протокола от 27.11.2020)
Карта дефектации и ремонта боковой рамы | Лист 4 | |||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Нижний и верхний угол рессорного проема поз. 6 и 19 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит | |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Ребро усиления рессорного проема поз. 7 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит | |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Нижний и верхний пояс поз. 9 и 18 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Брак | Ремонту не подлежит | |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Кронштейн подвески триангеля поз. 21 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | < 32 мм | Ремонт сваркой | Визуальный осмотр |
>= 32 мм | Брак | Ремонту не подлежит | ||||
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Стенка прилива для валика подвески башмака поз. 20 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Продольная | Ремонт сваркой | Визуальный осмотр |
Поперечная | Брак | Ремонту не подлежит | ||||
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Направляющий буртик для фрикционного клина поз. 8 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Ремонт сваркой | Визуальный осмотр | |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Откол | Визуальный осмотр | - | Ремонт сваркой | Визуальный осмотр | ||
Крепление фрикционных планок поз. 17 | Откол "ушек" | Визуальный осмотр | - | <= 2 шт., расположенных по диагонали | Ремонт сваркой | Визуальный осмотр |
> 2 шт. | Брак | Ремонту не подлежит | ||||
(лист 4 в ред. Протокола от 27.11.2020)
Карта дефектации и ремонта | Листов 3 | Лист 1 |
Балка надрессорная | Тележка тип 2 по ГОСТ 9246 | |
Наименование изделия | ||
Составная часть тележки | Обозначение изделия | |
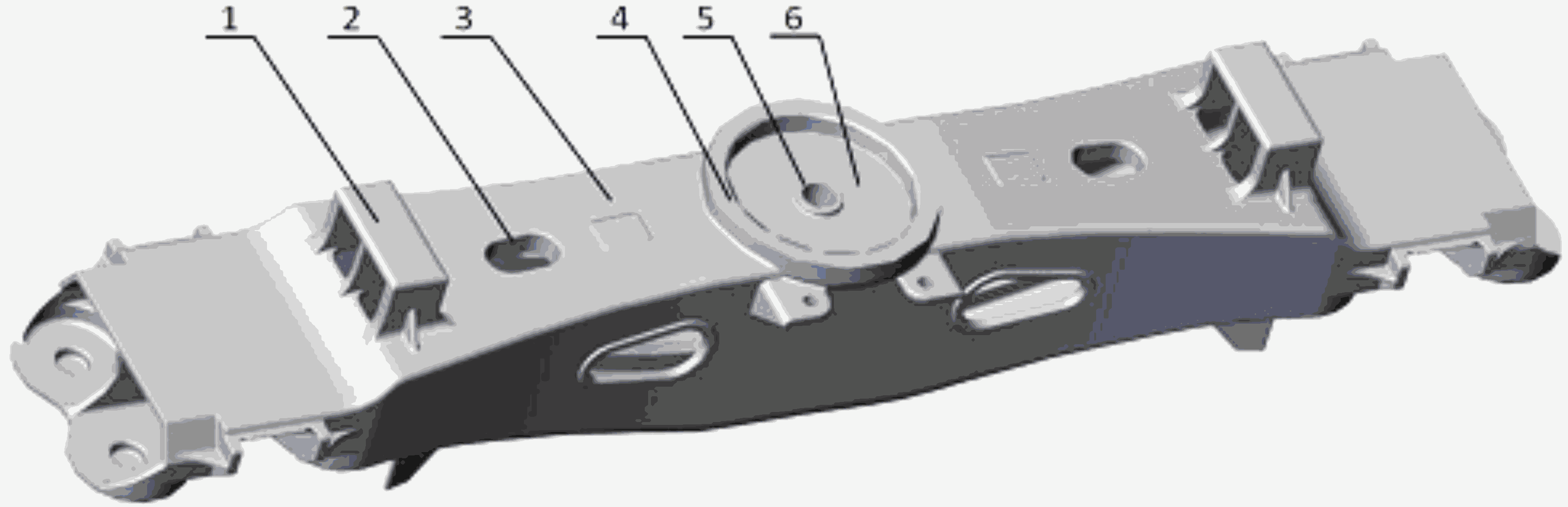
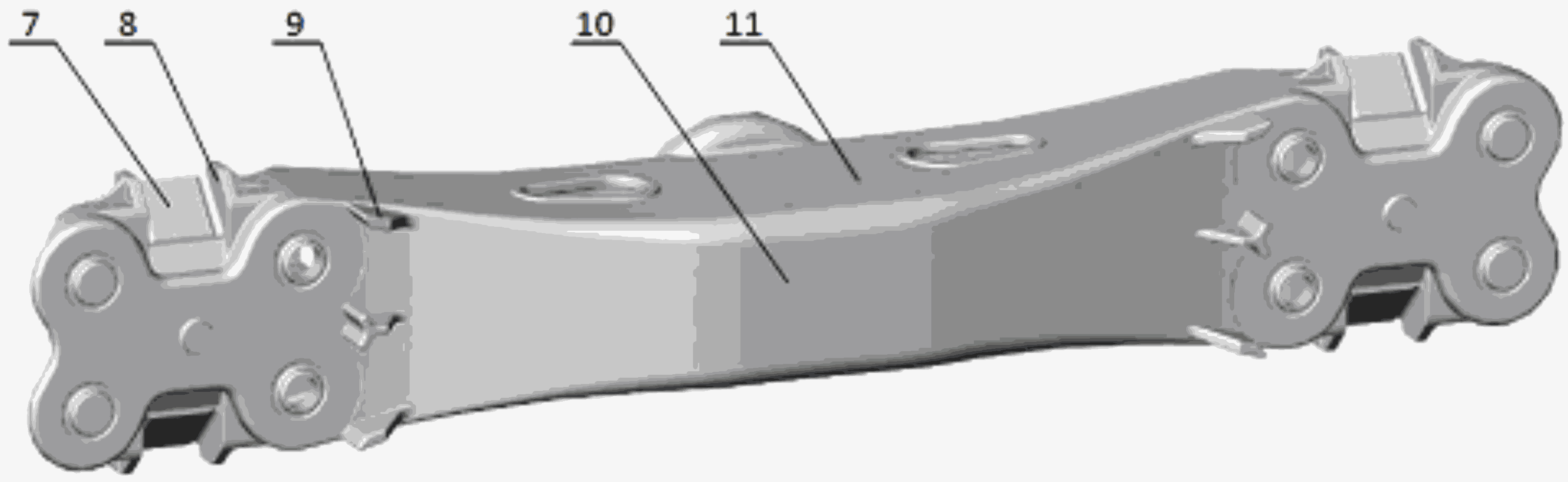
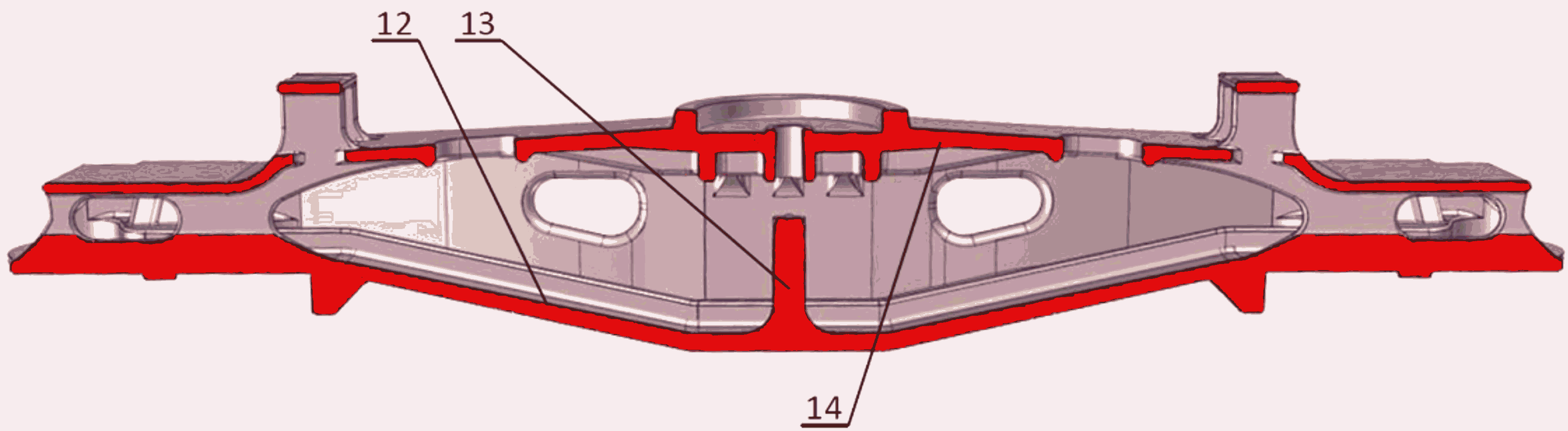
1 - опора скользуна; 2 - технологическое отверстие в верхнем поясе; 3 - верхний пояс; 4 - наружный бурт подпятника; 5 - внутренний бурт подпятника; 6 - опорная поверхность подпятника; 7 - наклонная плоскость для клина; 8 - ограничительный бурт; 9 - упорное ребро, ограничивающее пружины; 10 - нижний пояс; 11 - боковая стенка; 12 - внутренняя поверхность нижнего пояса; 13 - колонка; 14 - внутренняя поверхность верхнего пояса.
Карта дефектации и ремонта надрессорной балки | Лист 2 | |||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Опора скользуна поз. 1 | Трещина | Визуальный осмотр | - | Переходящая на верхний пояс | Брак | Ремонту не подлежит |
Не переходящая на верхний пояс | Ремонт сваркой | Визуальный осмотр | ||||
Износ | Визуальный осмотр, измерение | Штангенциркуль, шаблон | Ремонт сваркой | Визуальный осмотр, измерение | ||
Излом | Визуальный осмотр | - | Ремонт сваркой | Визуальный осмотр, измерение | ||
Верхний пояс поз. 3 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Поперечная | Брак | Ремонту не подлежит |
Продольная длиной > 250 мм | Брак | Ремонту не подлежит | ||||
Продольная длиной <= 250 мм | Ремонт сваркой | Визуальный осмотр | ||||
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Наружный бурт подпятника поз. 4 | Трещина | Визуальный осмотр, МПК. | Дефектоскоп | Не выходящая на сопряженные поверхности | Ремонт сваркой | Визуальный осмотр, МПК |
Выходящая на сопряженные поверхности | Брак | Ремонту не подлежит | ||||
Внутренний бурт подпятника поз. 5 | Трещина | Визуальный осмотр, МПК | Дефектоскоп | Не выходящая на сопряженные поверхности | Ремонт сваркой | Визуальный осмотр, МПК |
Выходящая на сопряженные поверхности | Брак | Ремонту не подлежит | ||||
Опорная поверхность подпятника поз. 6 | Трещина | Визуальный осмотр, измерение, МПК | Линейка металлическая, дефектоскоп | Суммарная длина > 250 мм | Брак | Ремонту не подлежит |
Суммарная длина <= 250 мм | Ремонт сваркой | Визуальный осмотр, МПК | ||||
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Износ | Визуальный осмотр, измерение | Шаблон, кронциркуль | Толщина >= 18 мм | Ремонт наплавкой | Визуальный осмотр, измерение, МПК | |
Толщина < 18 мм | Брак | Ремонту не подлежит | ||||
(в ред. Протокола от 27.11.2020)
Карта дефектации и ремонта надрессорной балки | Лист 3 | |||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Наклонная плоскость для клина поз. 7 | Трещина | Визуальный осмотр, измерение, МПК | Линейка металлическая, дефектоскоп | Поперечная | Брак | Ремонту не подлежит |
Продольная, не выходящая на ограничительный бурт | Ремонт сваркой | Визуальный осмотр, МПК | ||||
Продольная, выходящая на ограничительный бурт | Брак | Ремонту не подлежит | ||||
Износ | Визуальный осмотр, измерение | Ультразвуковой толщиномер | Толщина >= 7 мм | Ремонт наплавкой | Визуальный осмотр, МПК | |
Толщина < 7 мм | Ремонт вваркой пластины-вставки | Визуальный осмотр | ||||
Угол между ограничительным буртом и наклонной плоскостью поз 7 и 8 | Трещина | Визуальный осмотр, МПК | - | Не переходящая на верхний пояс | Ремонт сваркой | Визуальный осмотр, МПК |
Переходящая на верхний пояс | Брак | Ремонту не подлежит | ||||
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Ограничительный бурт поз. 8 | Износ | Визуальный осмотр, измерение | Штангенциркуль | Толщина >= 10 мм | Ремонт наплавкой | Визуальный осмотр, измерение |
Толщина < 10 мм | Брак | Ремонту не подлежит | ||||
Упорное ребро, ограничивающее пружины поз. 9 | Износ | Визуальный осмотр, измерение | Штангенциркуль | Ремонт сваркой | Визуальный осмотр | |
Нижний пояс поз. 10 | Трещина | Визуальный осмотр, МПК | Дефектоскоп | Независимо от размера | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Боковая стенка поз. 11 | Трещина | Визуальный осмотр | - | Независимо от размера | Брак | Ремонту не подлежит |
Сквозной литейный дефект | Визуальный осмотр | - | Брак | Ремонту не подлежит | ||
Колонка поз. 13 | Трещина | Визуальный осмотр | - | Независимо от размера | Брак | Ремонту не подлежит |
(лист 3 в ред. Протоколов от 27.11.2020, от 11.06.2025)
Карта дефектации и ремонта | Листов 4 | Лист 1 | |
Балка соединительная | Четырехосная тележка | ||
Наименование изделия | |||
Составная часть тележки | Обозначение изделия | ||
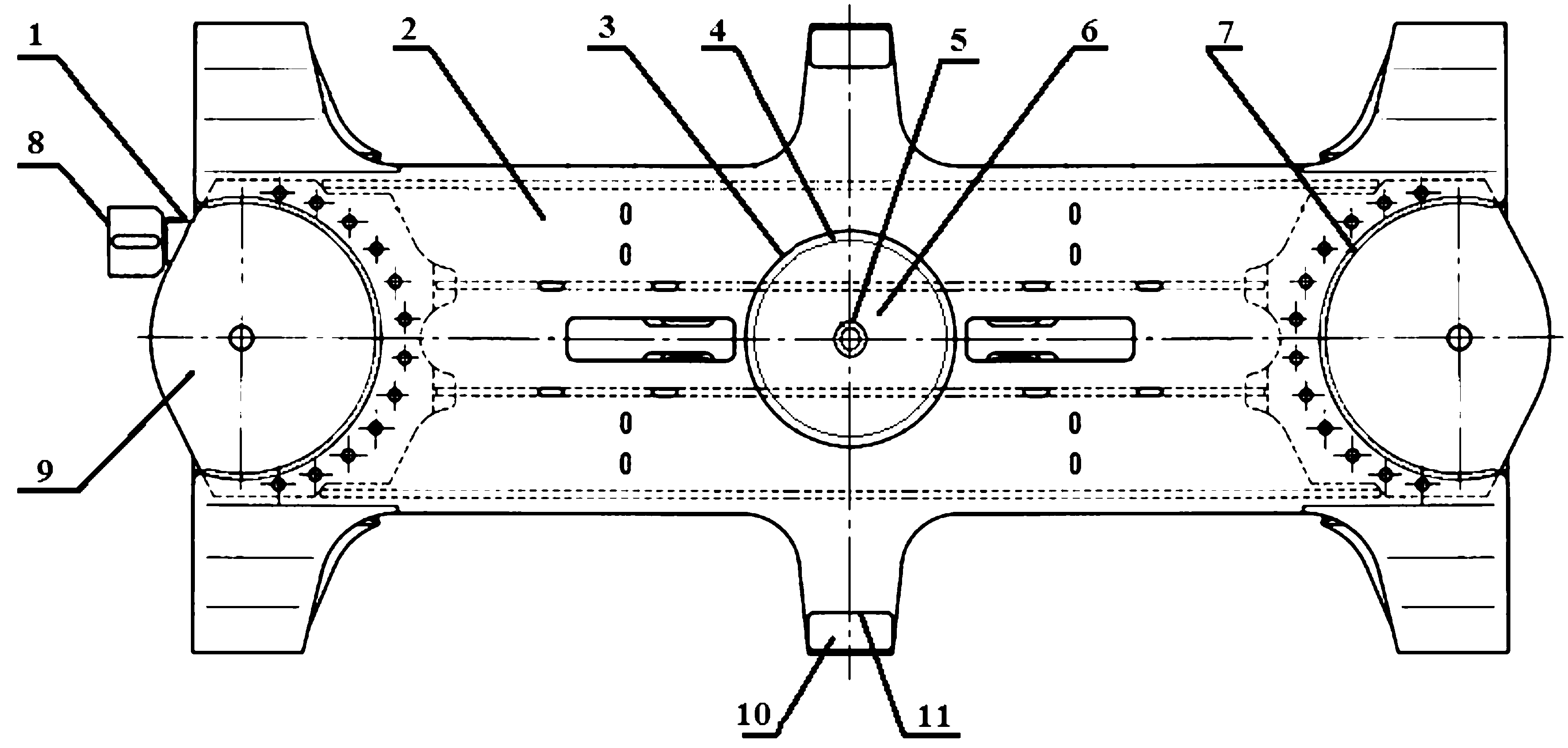
Рисунок 1
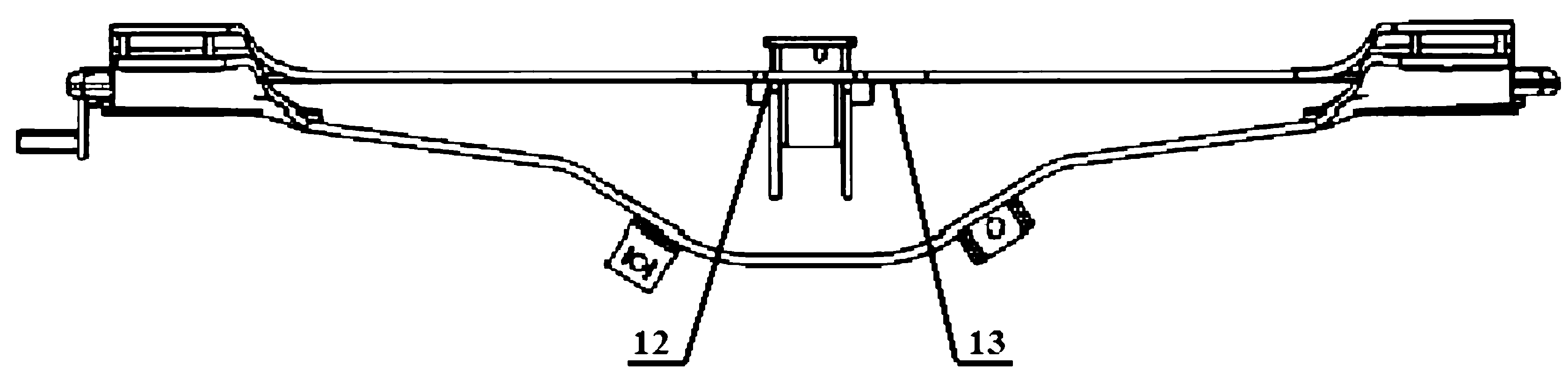
Рисунок 2
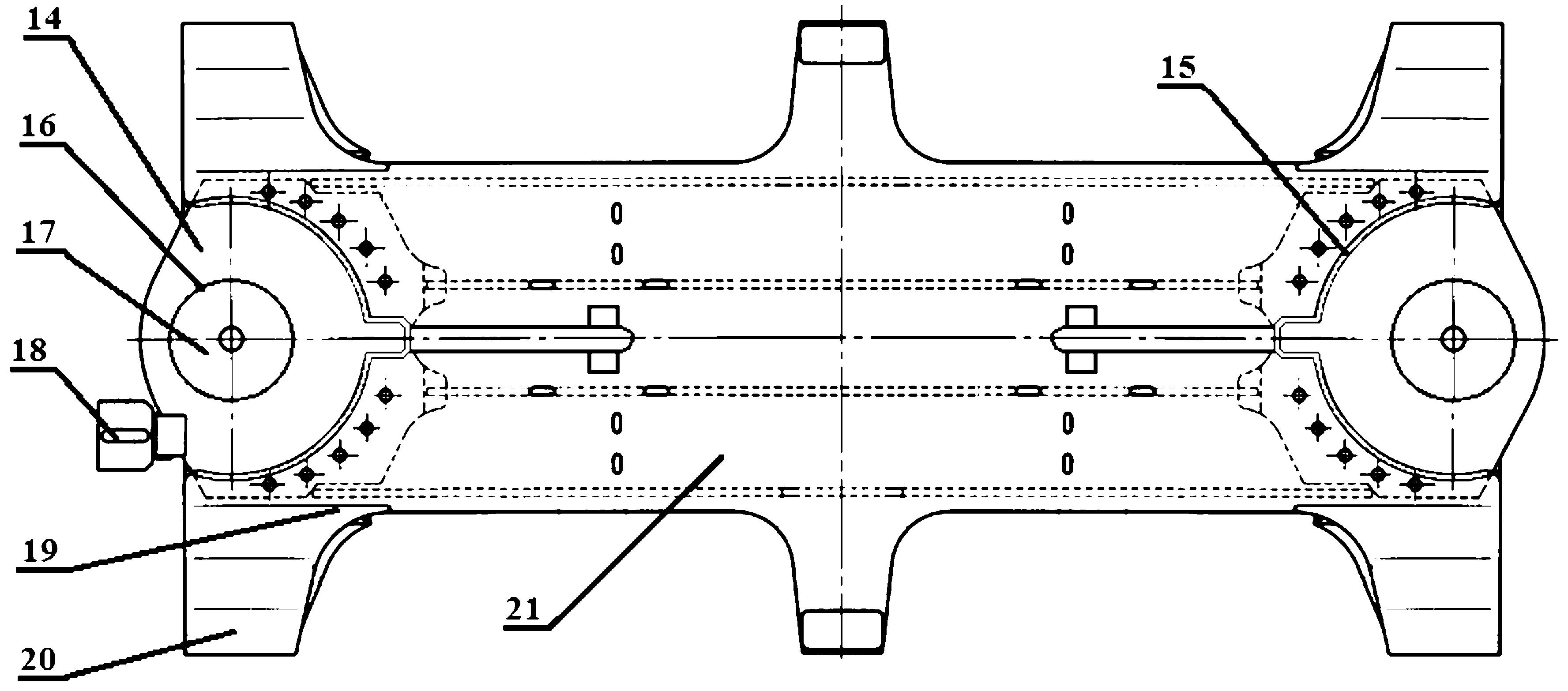
Рисунок 3
1 - сварной шов кронштейна торсиона;
2 - верхний лист;
3 - сварной шов приварки верхнего листа к подпятниковой плите;
4 - упорная поверхность центрального подпятника;
5 - внутренний бурт центрального подпятника;
6 - опорная поверхность центрального подпятника;
7 - сварной шов приварки верхнего листа к крайней пятниковой плите;
8 - кронштейн торсиона;
9 - верхняя сторона крайней пятниковой плиты;
10 - центральный скользун;
11 - сварной шов приварки центрального скользуна к верхнему листу;
12 - сварной шов приварки внутренней центральной диафрагмы;
13 - нижняя сторона центральной пятниковой плиты;
14 - нижняя сторона крайней пятниковой плиты;
15 - сварной шов приварки нижнего листа к крайней пятниковой плите;
16 - упорная поверхность крайнего пятника;
17 - опорная поверхность крайнего пятника;
18 - отверстие кронштейна торсиона;
19 - сварной шов приварки подкрылка скользуна к нижнему листу;
20 - крайний скользун;
21 - нижний лист.
Карта дефектации и ремонта соединительной балки | Лист 2 | |||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Сварной шов кронштейна торсиона поз. 1 | Трещина | Визуальный осмотр, ВТК или МПК | Дефектоскоп | Независимо от размеров | Ремонт сваркой | Визуальный осмотр, ВТК или МПК |
Верхний лист поз. 2 | Трещина | Визуальный осмотр | - | Независимо от размеров | Ремонт сваркой | Визуальный осмотр |
Сварной шов приварки верхнего листа к подпятниковой плите поз. 3 | Трещина | Визуальный осмотр, ВТК или МПК | Дефектоскоп | В тело подпятника длина относительно поперечной оси > 250 мм | Брак | Ремонту не подлежит |
Глубина > 40 мм | ||||||
В тело подпятника длина относительно поперечной оси 250 мм и глубиной 40 мм | Ремонт сваркой | Визуальный осмотр, ВТК или МПК | ||||
Независимо от размеров при отсутствии развития в тело подпятника | Ремонт сваркой | Визуальный осмотр, ВТК или МПК | ||||
Упорная поверхность центрального подпятника поз. 4 | Трещина | Визуальный осмотр ВТК или МПК | - | Независимо от размеров | Ремонт сваркой | Визуальный осмотр ВТК или МПК |
Износ | Визуальный осмотр, измерение | Штанген подпятника | Вдоль продольной оси > 6 мм, Поперек продольной оси > 6 мм | Ремонт наплавкой | Визуальный осмотр, измерение | |
Внутренний бурт центрального подпятника поз. 5 | Трещина | Визуальный осмотр | - | Независимо от размеров | Ремонт сваркой | Визуальный осмотр |
Износ | Визуальный осмотр | - | Независимо от размеров | Ремонт сваркой | Визуальный осмотр | |
Карта дефектации и ремонта соединительной балки | Лист 3 | |||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Опорная поверхность центрального подпятника поз. 6 | Износ | Визуальный осмотр, измерение | Штанген подпятника | Вдоль продольной оси > 6 мм, Поперек продольной оси > 6 мм | Ремонт наплавкой | Визуальный осмотр, измерение |
Глубиной > 3 мм | Ремонт наплавкой | Визуальный осмотр, МПК | ||||
Трещина | Визуальный осмотр, ВТК или МПК | Дефектоскоп | Длиной 250 мм | Ремонт сваркой | Визуальный осмотр | |
Длиной >= 250 мм | Брак | Ремонту не подлежит | ||||
Сварной шов приварки верхнего листа к крайней пятниковой плите поз. 7 | Трещина | Визуальный осмотр, ВТК или МПК | Дефектоскоп | Длиной < 250 мм | Ремонт сваркой | Визуальный осмотр ВТК или МПК |
Длиной >= 250 мм | КВР | |||||
Кронштейн торсиона поз. 8 | Излом | Визуальный осмотр | - | Независимо от размеров | Ремонт сваркой | Визуальный осмотр |
Трещина | Визуальный осмотр | - | Независимо от размеров | Ремонт сваркой | Визуальный осмотр | |
Деформация | Визуальный осмотр, измерение | Линейка металлическая | Независимо от размеров | Ремонт | Визуальный осмотр, измерение | |
Верхняя сторона крайней пятниковой плиты поз. 9 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Длиной < 250 мм | Ремонт сваркой | Визуальный осмотр |
Длиной >= 250 мм | КВР | Визуальный осмотр | ||||
Центральный скользун поз. 10 | Износ | Визуальный осмотр | - | Толщина < 15 мм | Ремонт наплавкой | Визуальный осмотр, измерение |
Сварной шов приварки центрального скользуна к верхнему листу поз. 11 | Трещина | Визуальный осмотр, ВТК или МПК | Дефектоскоп | Независимо от размеров | Ремонт сваркой | Визуальный осмотр, ВТК или МПК |
Сварной шов приварки внутренней центральной диафрагмы поз. 12 | Трещина | Визуальный осмотр | - | Независимо от размеров | Ремонт сваркой | Визуальный осмотр |
Карта дефектации и ремонта соединительной балки | Лист 4 | |||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Нижняя сторона центральной пятниковой плиты поз. 13 | Трещина | Визуальный осмотр | - | Независимо от размеров | Брак | Ремонту не подлежит |
Нижняя сторона крайней пятниковой плиты поз. 14 | Трещина | Визуальный осмотр, измерение | Линейка металлическая | Длиной < 250 мм | Ремонт сваркой | Визуальный осмотр, |
Длиной >= 250 мм | КВР | Визуальный осмотр, | ||||
Сварной шов приварки нижнего листа к крайней пятниковой плите поз. 15 | Трещина | Визуальный осмотр, измерение, ВТК или МПК | Дефектоскоп | Длиной < 250 мм | Ремонт сваркой | Визуальный осмотр, измерение, ВТК или МПК |
Длиной >= 250 мм | КВР | |||||
Упорная поверхность крайнего пятника поз. 16 | Износ | Визуальный осмотр, измерение | Шаблон | Вдоль продольной оси > 6 мм, Поперек продольной оси > 5 мм | Ремонт наплавкой | Визуальный осмотр, измерение |
Опорная поверхность крайнего пятника поз. 17 | Износ | Визуальный осмотр | Линейка металлическая | Глубиной > 3 мм | Ремонт наплавкой | Визуальный осмотр, измерение |
Отверстие кронштейна торсиона поз. 18 | Износ | Визуальный осмотр, измерение | Линейка металлическая | Глубиной > 3 мм | Ремонт наплавкой | Визуальный осмотр, измерение |
Сварной шов приварки подкрылка скользуна к нижнему листу поз. 19 | Трещина | Визуальный осмотр | - | Независимо от размеров без развития в сопрягаемые элементы | Ремонт сваркой | Визуальный осмотр |
Независимо от размеров с развитием в сопрягаемые элементы | Брак | Ремонту не подлежит | ||||
Крайний скользун поз. 20 | Износ | Визуальный осмотр | Линейка металлическая | Глубиной > 3 мм | Ремонт наплавкой | Визуальный осмотр, измерение |
Толщина < 5 мм | Ремонт сваркой | Визуальный осмотр | ||||
Нижний лист поз. 21 | Трещина | Визуальный осмотр | - | Поперечная, независимо от размеров | Брак | Ремонту не подлежит |
(обязательное)
КОМПЛЕКТ РЕМОНТНЫХ ЧЕРТЕЖЕЙ ТЕЛЕЖКИ ТИП 2 ПО ГОСТ 9246
Список изменяющих документов |
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||||
Документация | ||||||||||||||
A1 | Т1449.00.00.000 РСБ | Сборочный чертеж | ||||||||||||
A4 | Ремонт тележек грузовых | |||||||||||||
вагонов тип 2 по ГОСТ 9246 | ||||||||||||||
с боковыми скользунами | ||||||||||||||
зазорного типа Общее | ||||||||||||||
руководство по ремонту | ||||||||||||||
Сборочные единицы | ||||||||||||||
A2 | 1 | Т1449.01.00.000Р | Балка надрессорная | 1 | ||||||||||
A3 | 2 | Т1449.02.00.000Р | Рама боковая | 2 | ||||||||||
A3 | 3 | Т1449.03.00.000Р | Триангель | 2 | ||||||||||
A2 | 4 | Т1449.04.00.000Р | Колесная пара | 2 | ||||||||||
A3 | 5 | Т1449.05.00.000Р | Колесная пара | 2 | ||||||||||
Детали | ||||||||||||||
A4 | 6 | Т1449.00.00.001Р | Шкворень | 1 | ||||||||||
A3 | 7 | М1698.00.003 | Клин фрикционный | 4 | доп. замена | |||||||||
на поз. 8 | ||||||||||||||
A3 | 8 | С 03.04 | Клин фрикционный | 4 | взамен поз. 7 | |||||||||
Т1449.00.00.000Р | ||||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||||
Разраб. | Лопатникова | 2020 | Двухосная тележка тип 2 по ГОСТ 9246 | Лит. | Лист | Листов | ||||||||
Пров. | Буниятов | 2020 | Ро1 | 1 | ||||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||||
Н. контр. | Голышева | 2020 | ||||||||||||
Утв. | Раловец | 2020 | ||||||||||||
(в ред. Протокола от 27.11.2020)
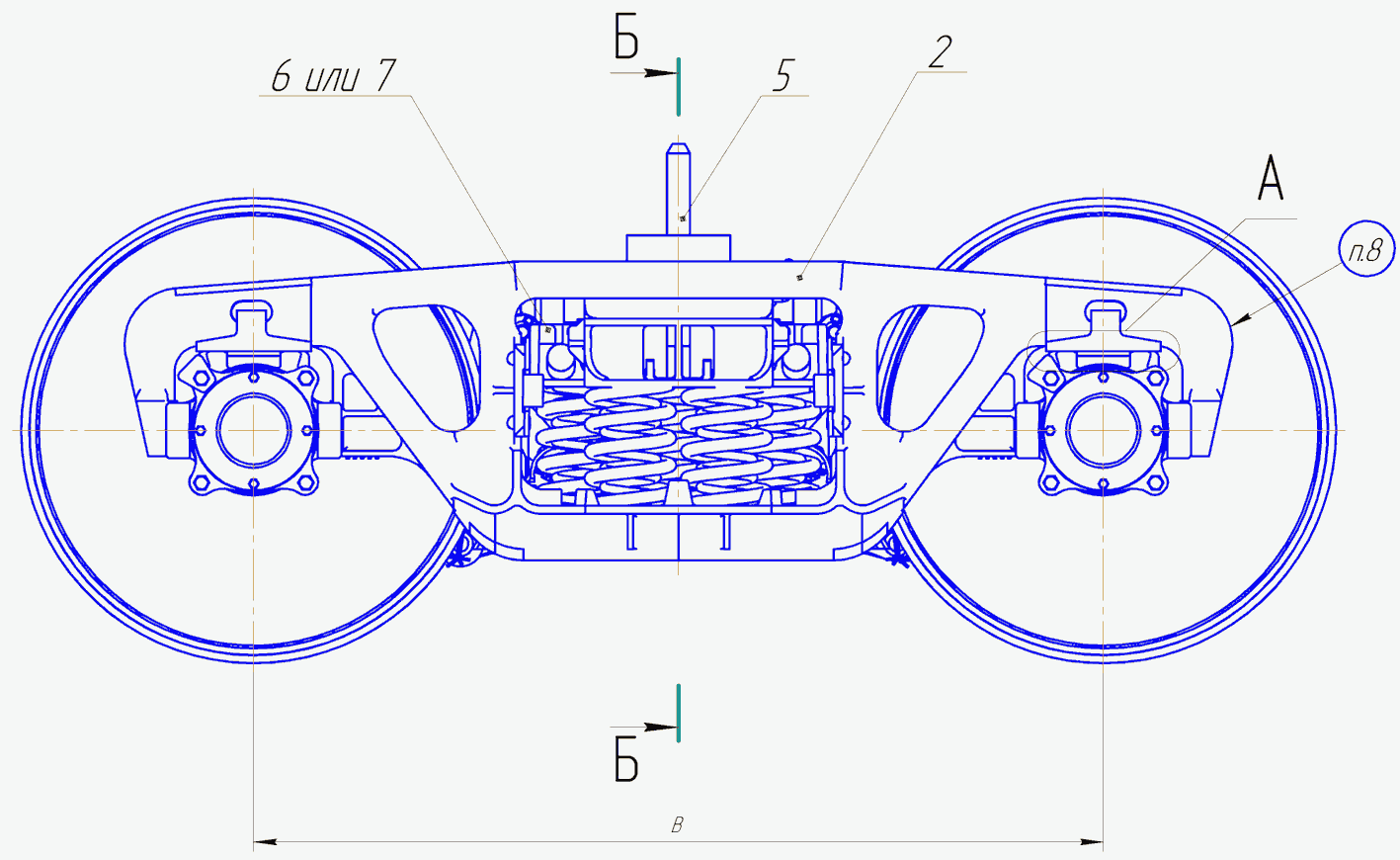
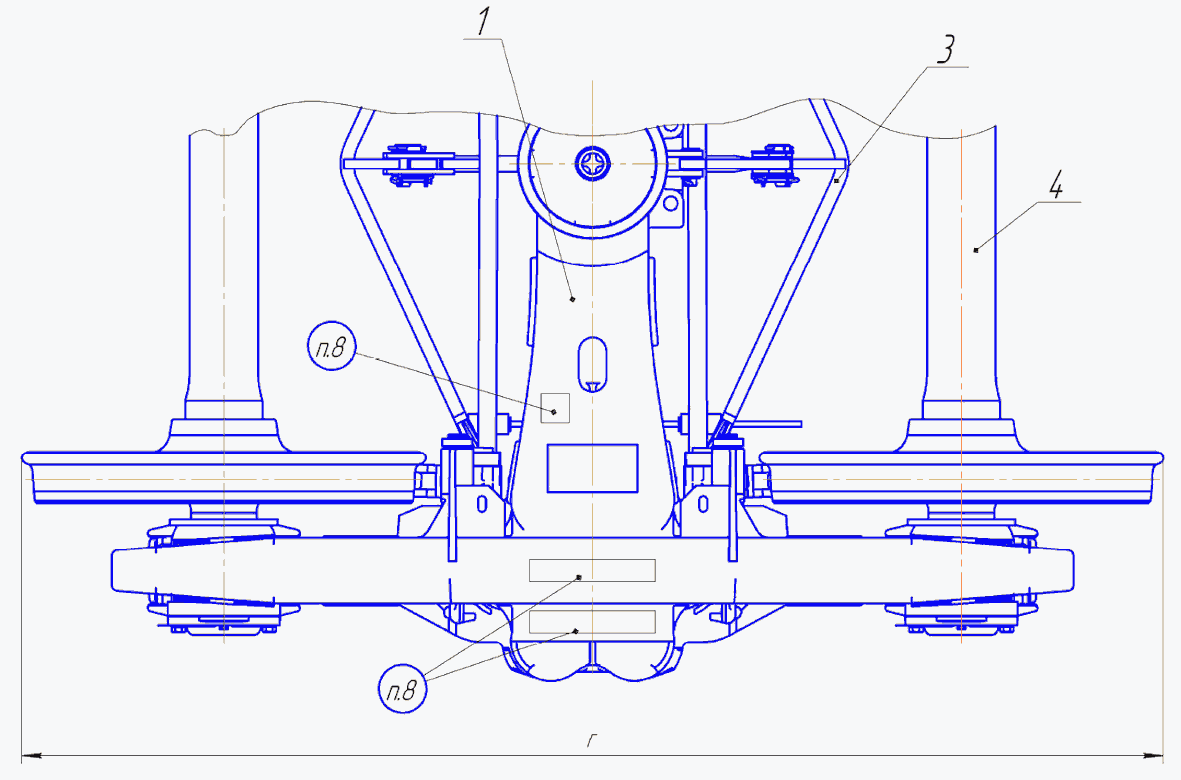
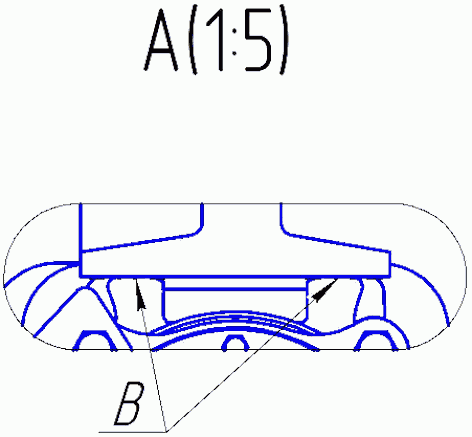
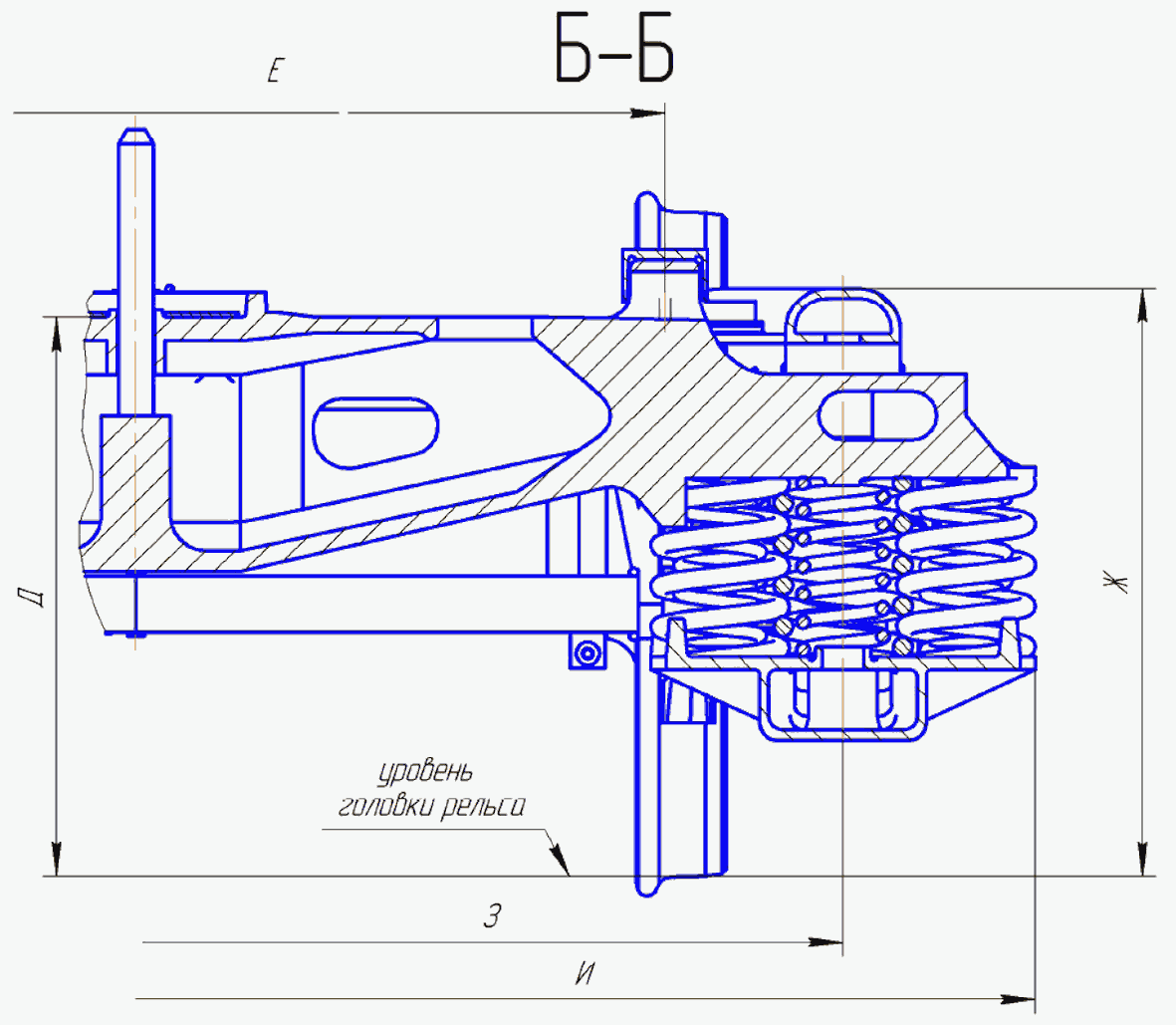
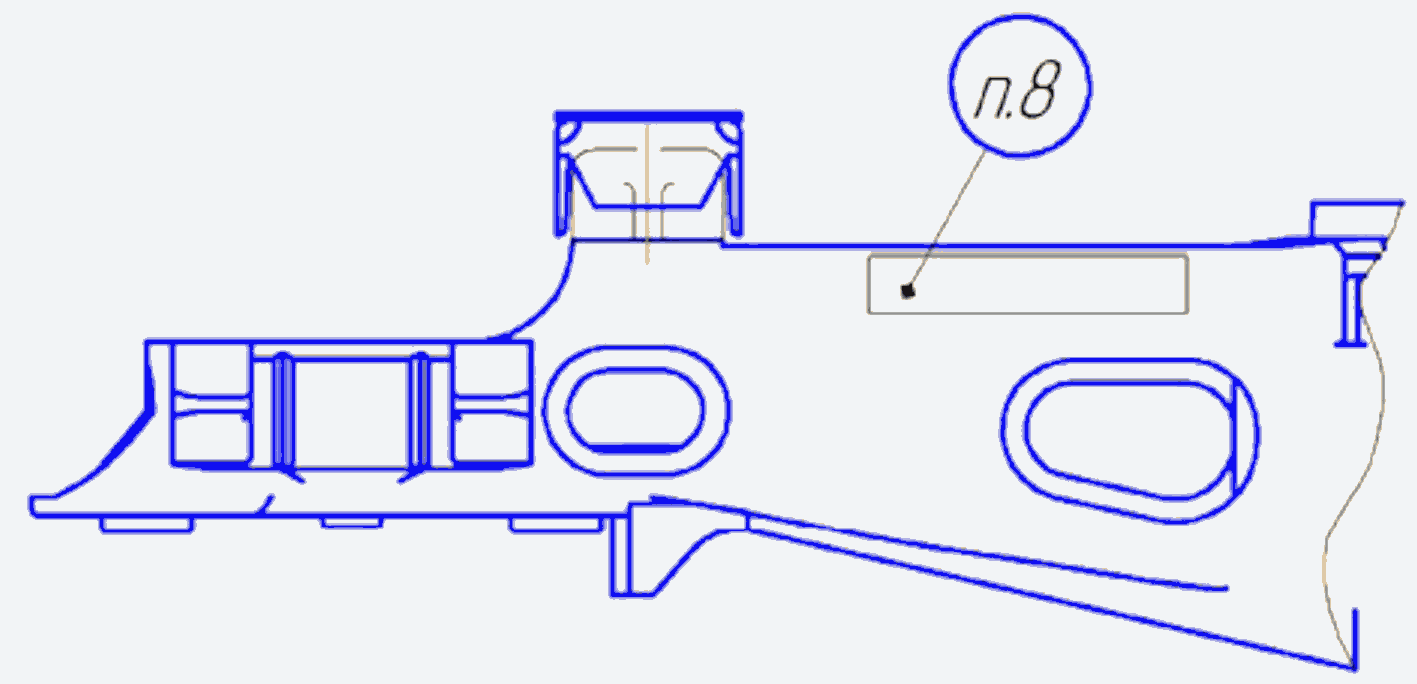
Размер | Значение, мм |
В | 1850 <1> |
Г | 2864 <2> |
Д | |
Е | 1524 <4> |
Ж | 844,5 <5> |
З | 2036 <6> |
И | 2590 |
Примечание:
-  для тележки модели 18-9770;
для тележки модели 18-9770;
для тележки модели 18-9770;-  для тележки модели 18-100,
для тележки модели 18-100,
для тележки модели 18-100, для тележки модели 18-9801, 18-9918;
для тележки модели 18-9801, 18-9918;  для тележки модели 18-1750;
для тележки модели 18-1750;2036 +/- 10 мм для тележки модели 18-9896
1 Ремонт тележки грузовых вагонов производить в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
2 При выходе из ремонта тележка и ее элементы должны удовлетворять требованиям "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
3 Допустимые размеры пружин тележки в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
4 Балка надрессорная после установки должна свободно перемещаться в пазах боковых рам.
5 Разность размеров по базе рам боковых не более 2 мм.
6 Разность диаметров по кругу катания колес не более 1 мм.
7 Допускается местный зазор не более 1 мм в местах прилегания рамы боковой и корпуса буксы (пов. В).
8 Клейма и знаки маркировки в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
9 Остальные технические требования в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
Т1449.00.00.000РСБ | ||||||||||||
Двухосная тележка тип 2 по ГОСТ 9246 Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | не более 5000 | 1:10 | ||||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
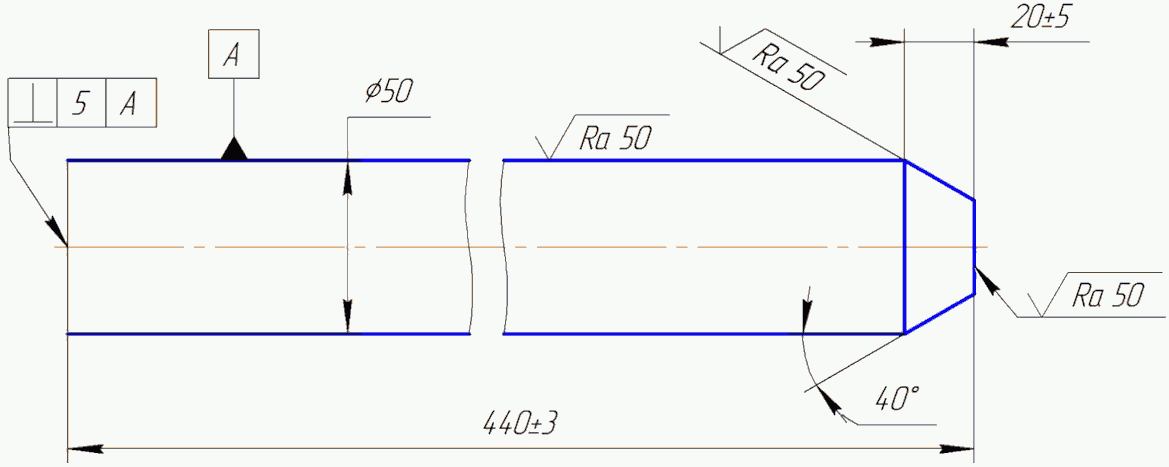
Дефект | Устранение |
Износ по диаметру 50 мм | деповской ремонт: наплавка, механическая обработка |
капитальный ремонт: наплавка, механическая обработка | |
Изгибы не более 5 мм | деповской ремонт: правка в нагретом состоянии |
1 Ремонт шкворня производить в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
2 Сварочные и наплавочные работы должны производиться согласно Инструкции по сварке и наплавке при ремонте грузовых вагонов.
3 Для сварки и наплавки необходимо использовать электроды типа Э50А ГОСТ 9467-75; сварочная проволока Св-08Г2С ГОСТ 2246-70.
Т1449.00.00.001Р | |||||||||||||
Шкворень | Лит. | Масса | Масштаб | ||||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 6,66 | 1:1 | ||||||
Разраб. | Володяев | 2018 | |||||||||||
Пров. | Петров | 2018 | |||||||||||
Т. контр. | Лист | Листов | 1 | ||||||||||
Круг | В-50 ГОСТ 2590-2006 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | |||||||||||
Ст3пс ГОСТ 535-2005 | |||||||||||||
Утв. | Комиссаров | 2018 | |||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||
Документация | ||||||||||||
А2 | Т1449.01.00.000Р СБ | Сборочный чертеж | ||||||||||
Сборочные единицы | ||||||||||||
А3 | 1 | М1698.01.100 | Колпак скользуна | 2 | доп. замена | |||||||
на поз. 2 | ||||||||||||
А3 | 2 | 1803.703-04.000 | Колпак скользуна | 2 | взамен поз. 1 | |||||||
Детали | ||||||||||||
А1 | 3 | Т1449.01.00.001Р | Балка надрессорная | 1 | ||||||||
А4 | 4 | Т1449.01.00.002Р | Втулка | 1 | ||||||||
А4 | 5 | Т1449.01.00.003Р | Пластина-вставка | 4 | ||||||||
А4 | 6 | М1698.00.005 | Прокладка | 1 | доп. замена | |||||||
на поз. 7 и 8 | ||||||||||||
А4 | 7 | ИШДЖ.668412.749.00.00.04 | Прокладка | 1 | взамен поз. 6 | |||||||
А4 | 8 | С 03.04 | Прокладка полимерная | 1 | взамен поз. 6 | |||||||
Т1449.01.00.000Р | ||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||
Разраб. | Володяев | 2018 | Балка надрессорная | Лит. | Лист | Листов | ||||||
Пров. | Петров | 2018 | Ро1 | 1 | ||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
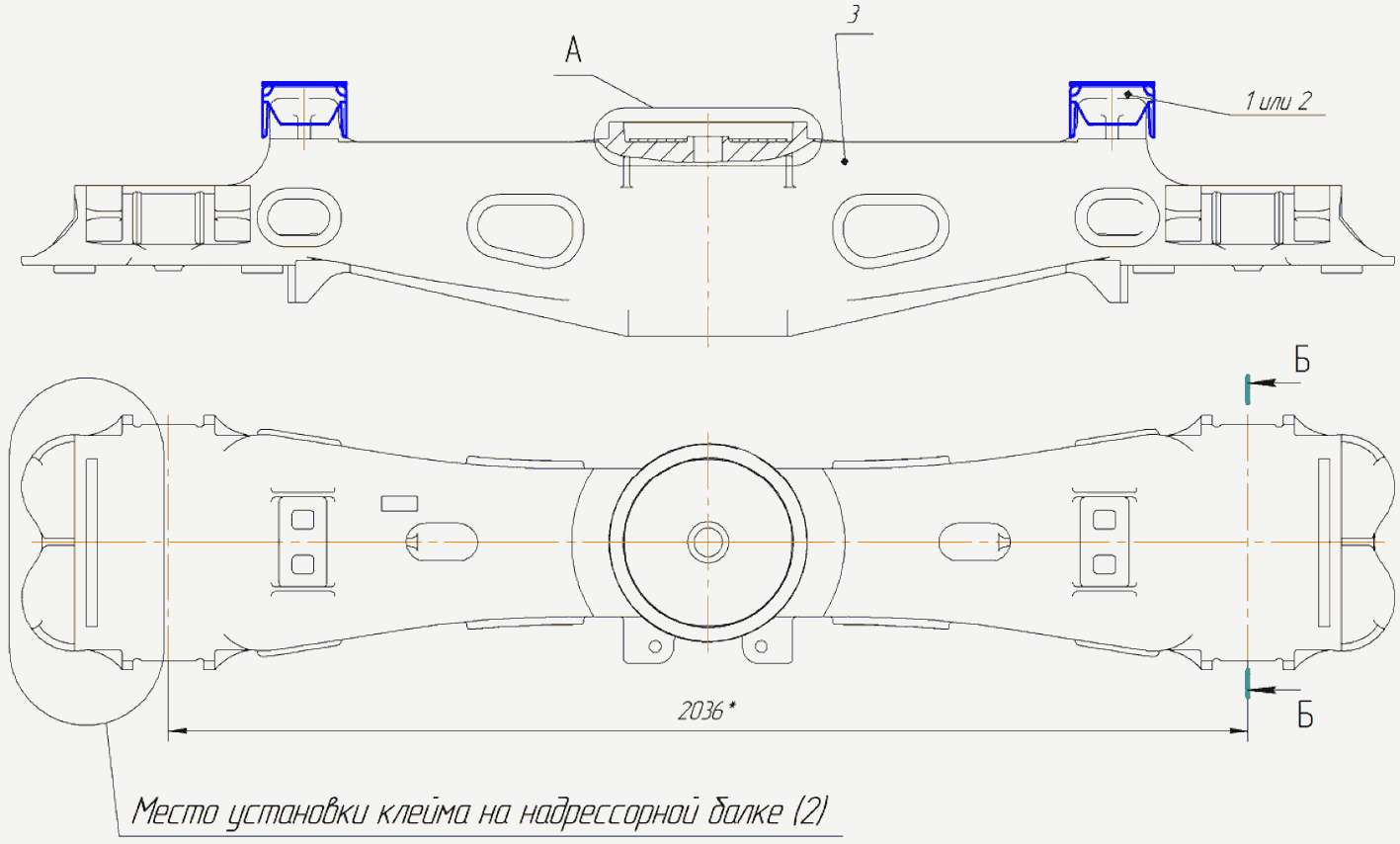
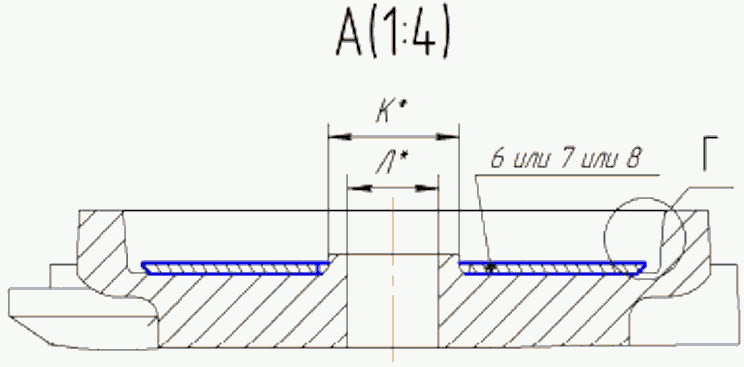
Вариант с приваркой втулки
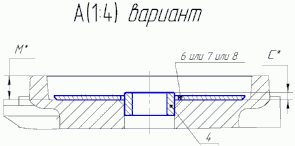
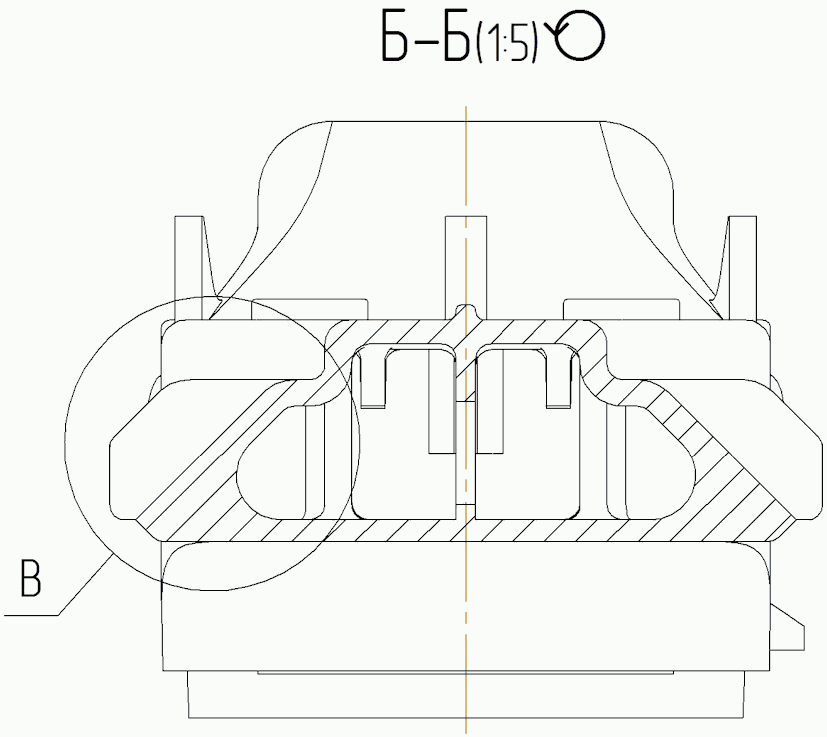
Вариант с вваркой пластины-вставки
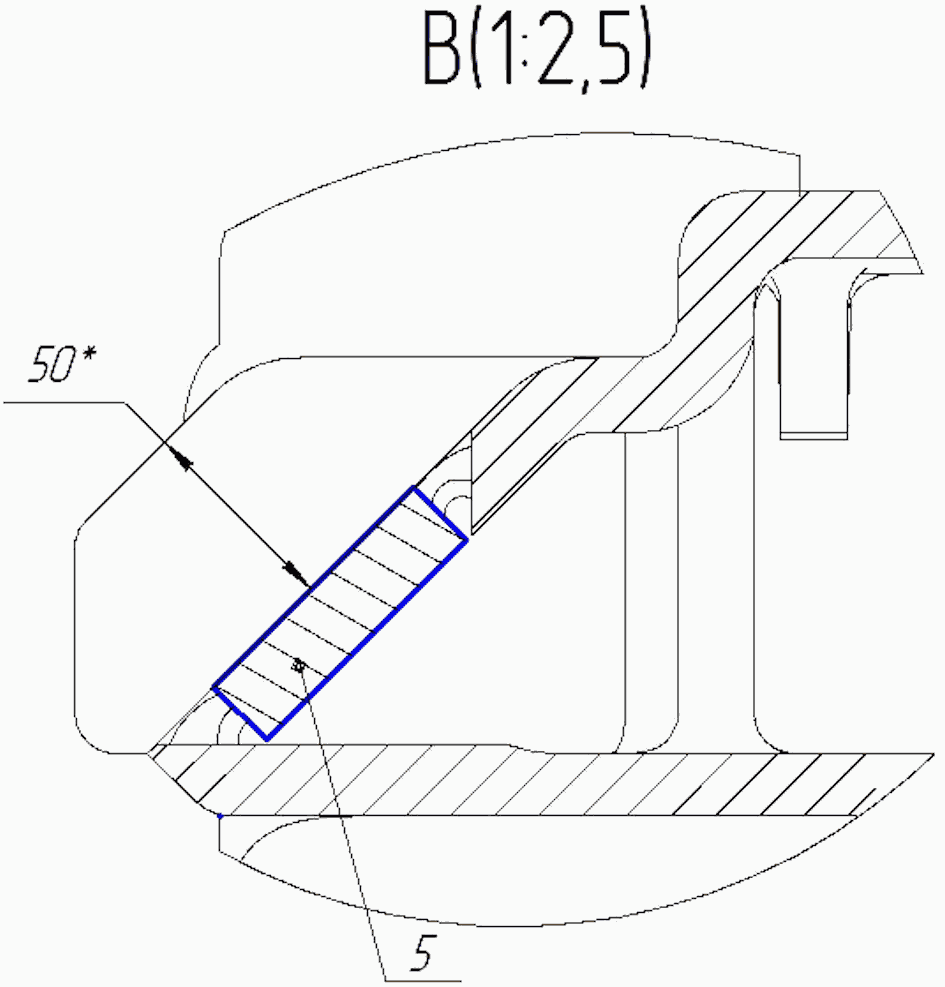
1 <*> Размеры для справок
2 Прокладку (поз. 6 или 7 или 8) свободно установить фаской вниз.
3 Прокладка (поз. 6 - 7) устанавливается в балки надрессорные с глубиной подпятника (размер М)  .
.
.4 Прокладку полимерную (поз. 8) по проекту С 03.04 установить в подпятник глубиной (размер М)  .
.
.5 Ремонт выполнить в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
Т1449.01.00.000РСБ | |||||||||||
Балка надрессорная Сборочный чертеж | Стадия | Масса | Масштаб | ||||||||
Изм. | Кол. уч. | Лист | N докум. | Подп. | Дата | Ро1 | - | 1:10 | |||
Разраб. | Володяев | 2018 | |||||||||
Пров. | Петров | 2018 | |||||||||
Т. контр. | Лист | 1 | Листов | 2 | |||||||
ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | |||||||||
Утв. | Комиссаров | 2018 | |||||||||
Место маркирования и клеймения надрессорной балки тележки
после ремонта
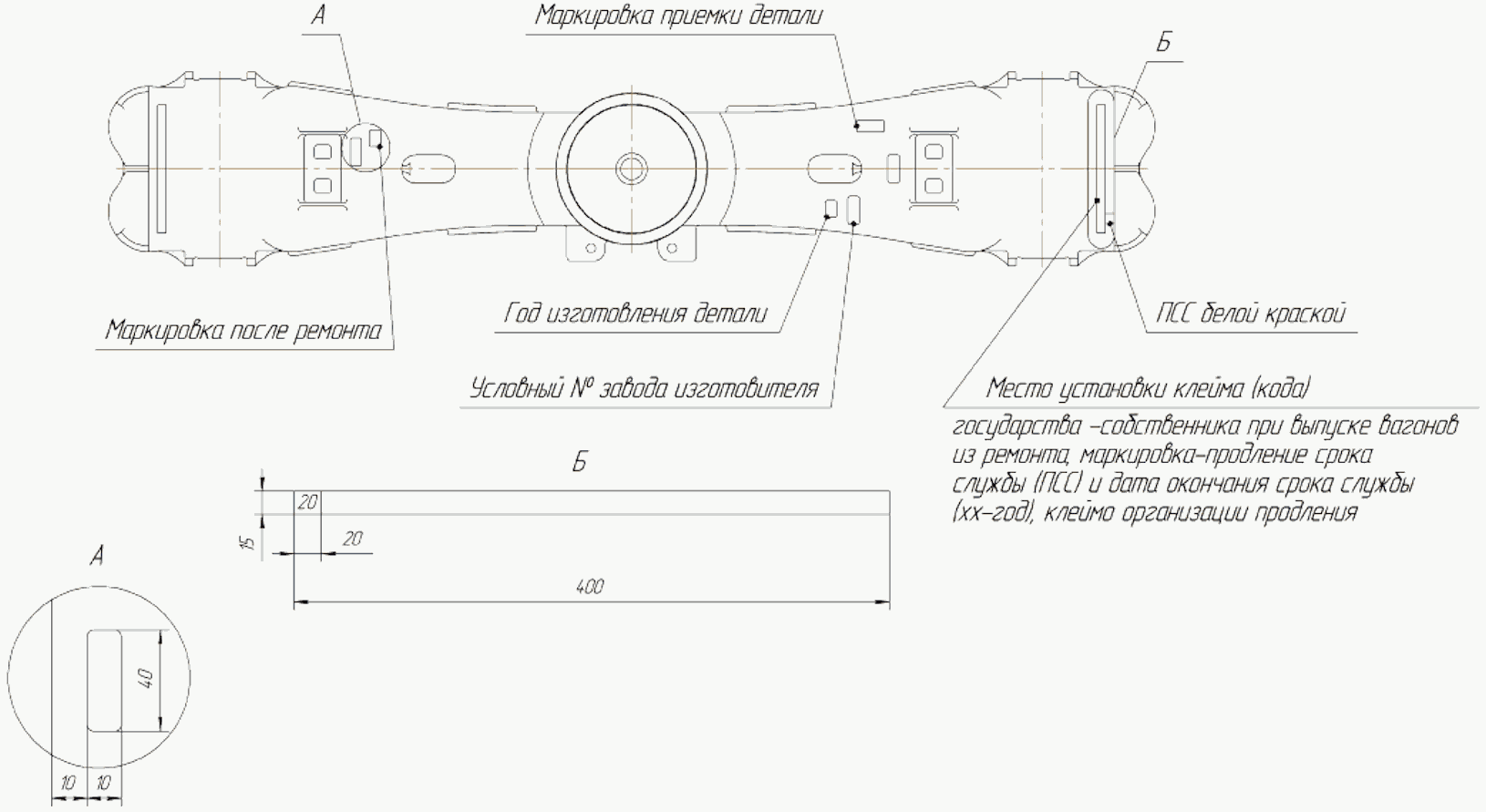
Клейма на надрессорной балке наносятся на видимой части верхней горизонтальной плоскости но расстоянии 20 мм от ее торца и боковой грани и на каждой боковой раме тележки на участке от начала прилива выше приемочных клейм.
Клейма ставятся ударным способом шрифтом N 10 по ГОСТ 26.020-80.
Т1449.01.00.000РСБ | Лист | ||||||
Изм. | Кол. уч. | Лист | N док. | Подп. | Дата | 2 |
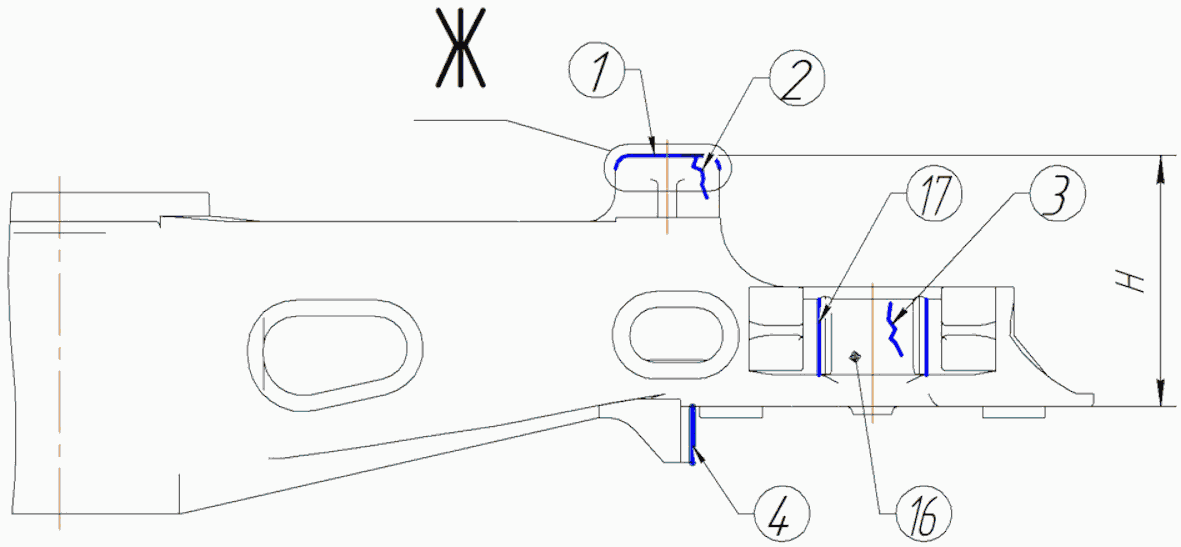
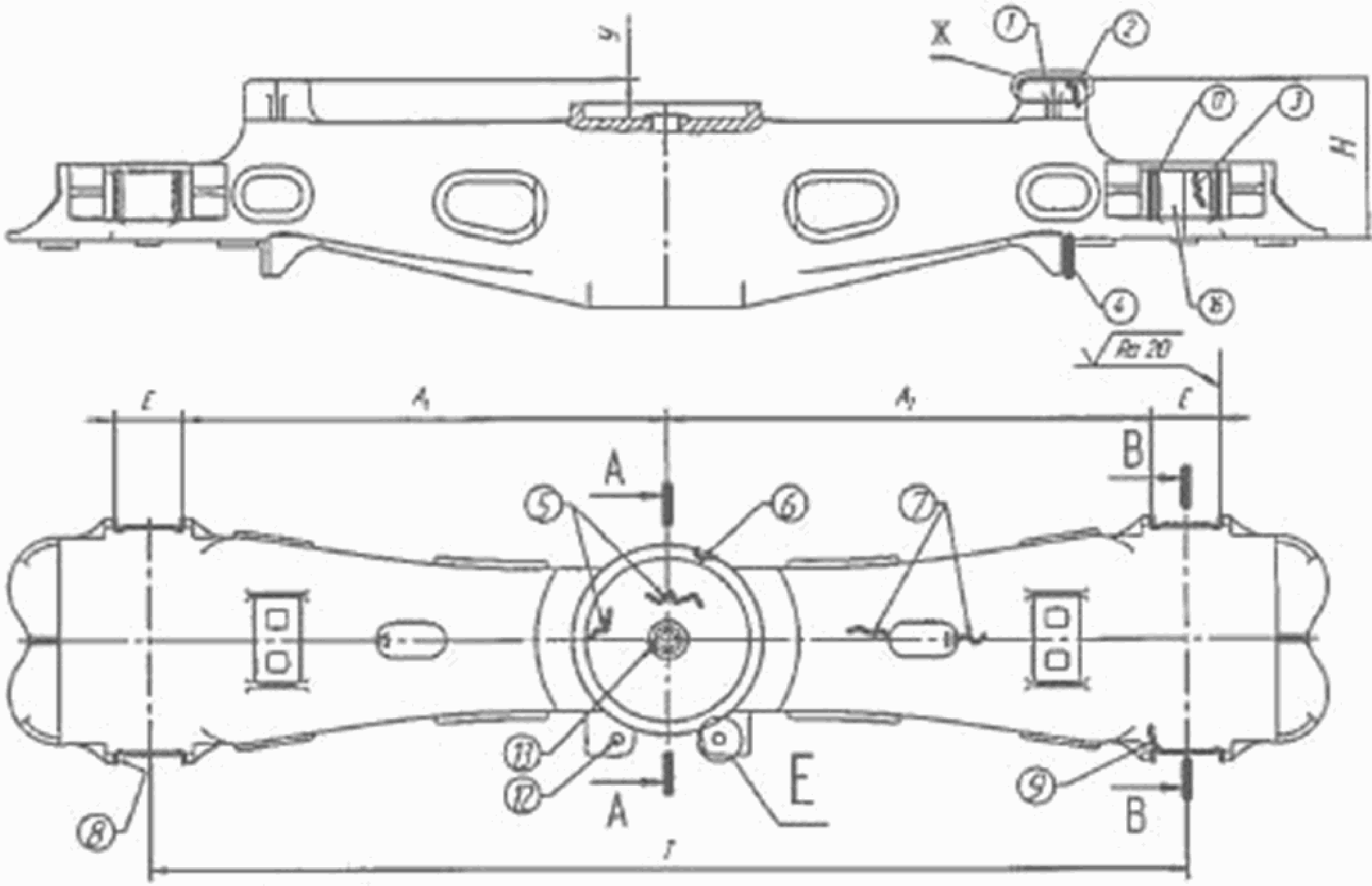
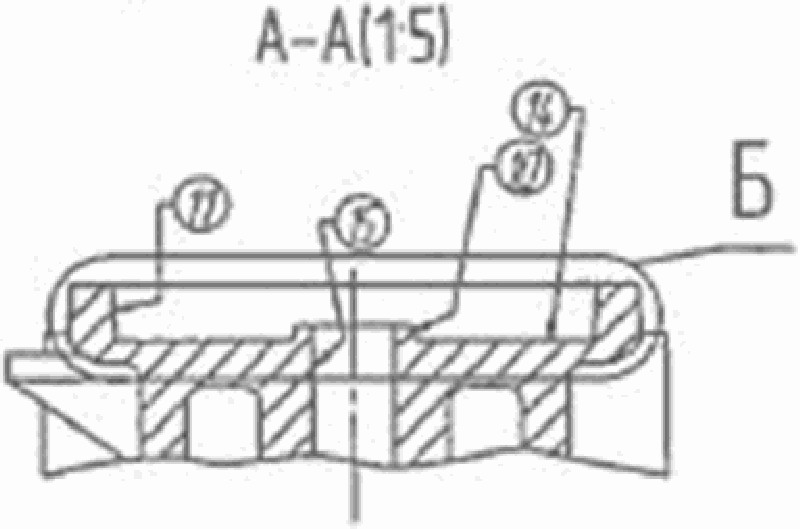
Схема наплавки и обработки изношенных поверхностей
подпятника и отверстия под шкворень
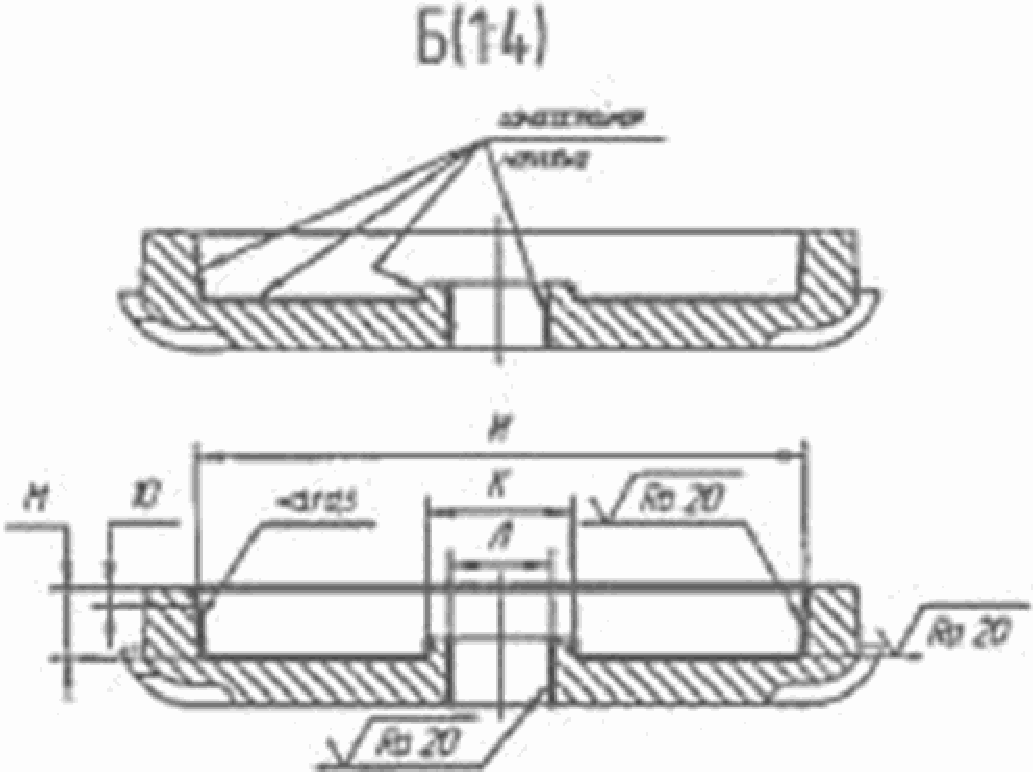
Схема расточки отверстия под установку втулки для шкворня
(устранение дефектов 15 и 10)
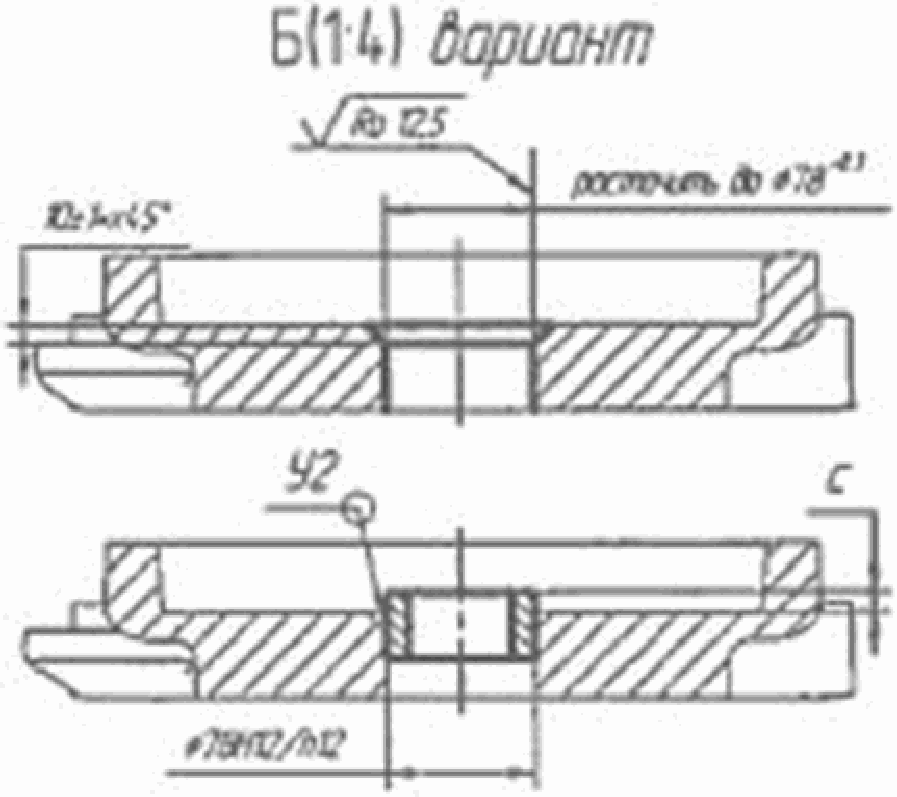
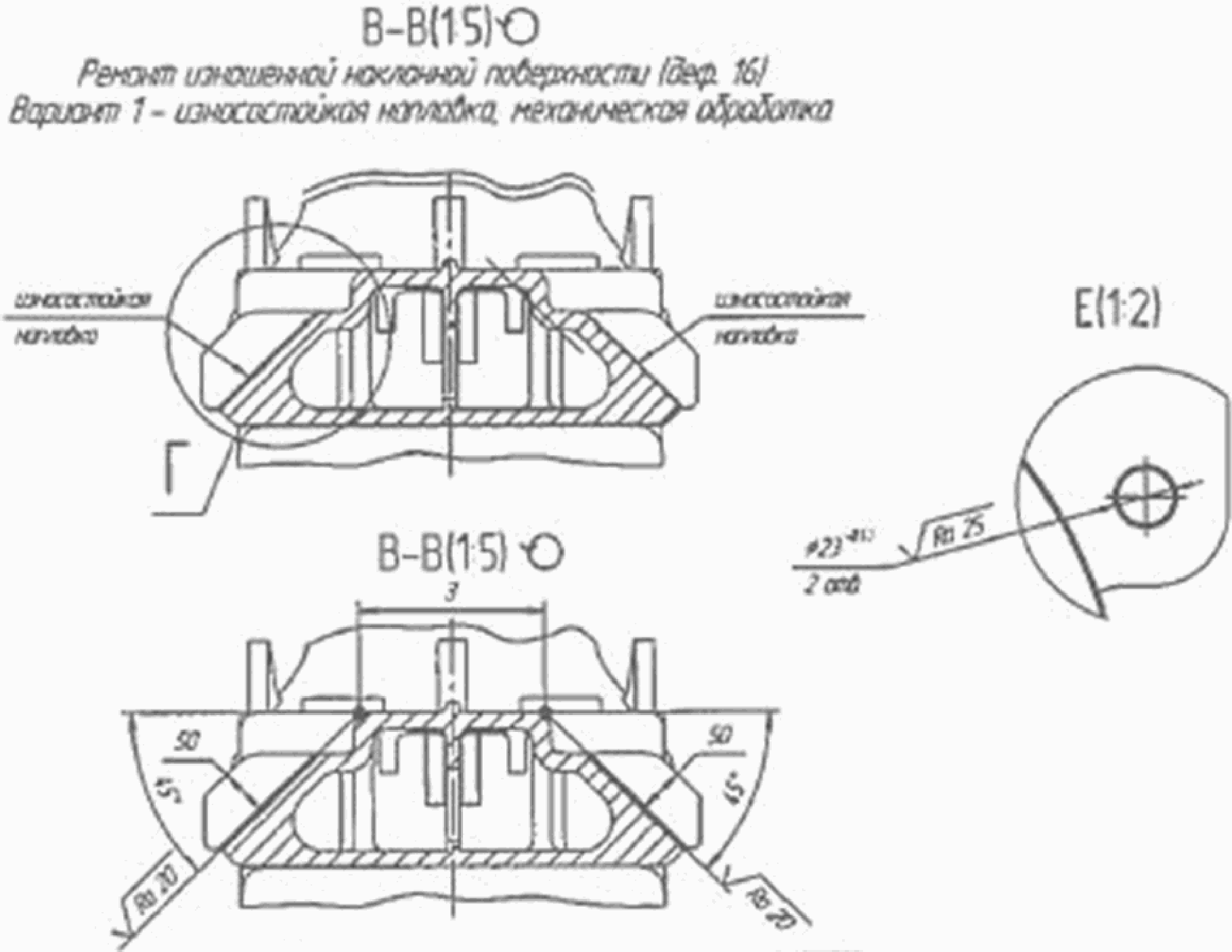
Обозначение размера | Размеры надрессорной балки, мм | |
деповской ремонт | капитальный ремонт | |
Е | не более 144 | 134+4 |
З | не менее 166 | 175 +/- 1 <*> |
Л | не более | |
К | не менее |  |
И |  |  |
М | ||
Н | 315-6 | 315-6 |
С | 5+1 мм у подпятника глубиной  | |
11+1 у подпятника расточенного на глубину  | ||
Т | 2036 | 2036 |
У | ||

Примечание
 для тележек модели 18-1750, 18-7055;
для тележек модели 18-1750, 18-7055;  для тележки модели 18-100,
для тележки модели 18-100, для тележки модели 18-100.
для тележки модели 18-100.Ремонт изношенной наклонной поверхности (деф. 16)
Вариант 2 - вырезка окна; вварка пластины-вставки
с последующей износостойкой наплавкой и механической
обработкой
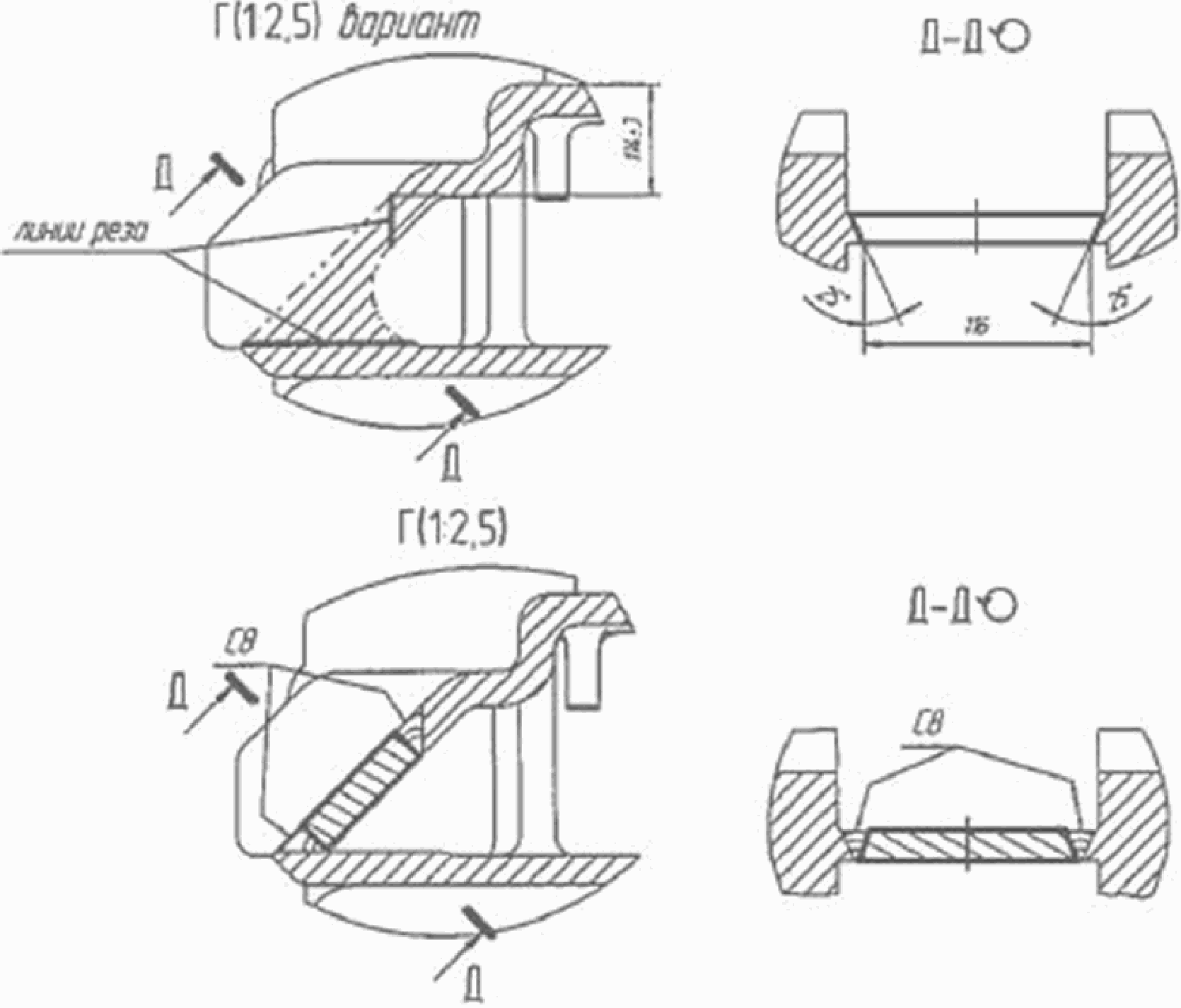
Ремонт изношенной опорной поверхности скользуна (деф. 1)
Вариант 1 - износостойкая наплавка; механическая обработка
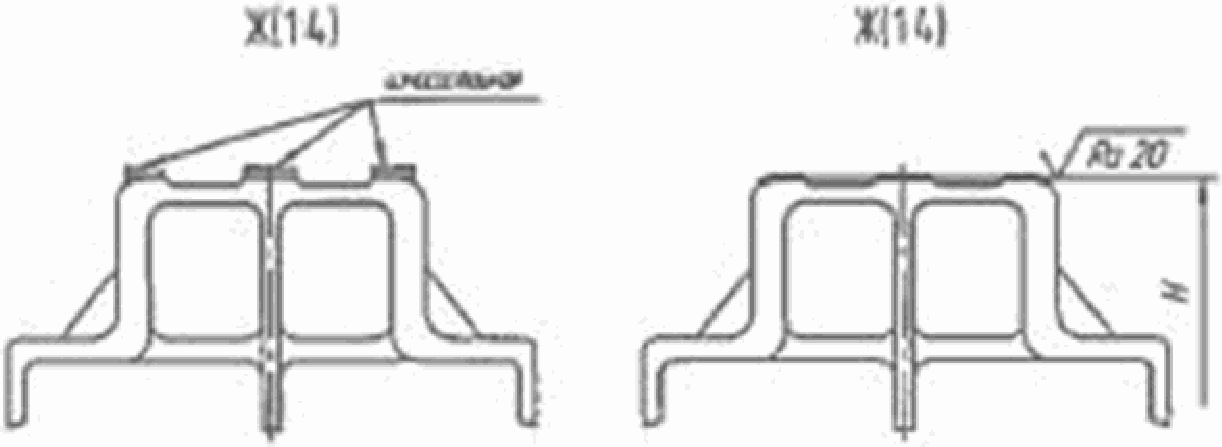
Ремонт изношенной опорной поверхности скользуна (деф. 1)
Вариант 2 - приварка нового элемента
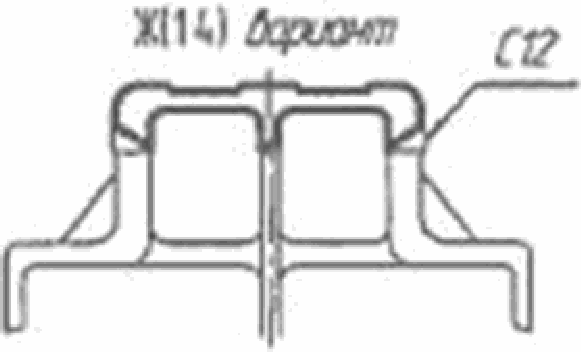
Дефекты:
1 - износ опорной поверхности скользуна; 2 - трещины в боковых опорах скользуна; 3 - продольные трещины стенок наклонной плоскости; 4 - износ упорных ребер; 5 - трещины на опорной поверхности подпятникового места; 6 - скол на наружней части бурта подпятникового места; 7 - трещины на верхнем поясе; 8 - износ внутренней поверхности ограничительных буртов; 9 - трещины в углах между ограничительными буртами и наклонной плоскостью, не переходящих на верхний пояс; 10 - износ наружной поверхности внутреннего бурта; 11 - износ внутренней поверхности наружного бурта при оставшейся толщине наружного бурта не менее 15 мм; 12 - износ отверстий в кронштейне; 13 - скол на внутренней части бурта подпятникового места; 14 - износ опорной поверхности подпятникового места; 15 - износ отверстия под шворень (износ более 2 мм на сторону); 16 - износ наклонной плоскости; 17 - износ внутренней поверхности ограничительных буртов (при оставшейся толщине бурта не менее 10 мм).
1 Надрессорные балки перед ремонтом и дефектацией очистить от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия; обмыть в моечной машине; осмотреть на возможность обнаружения трещин, отколов и износов.
2 Места, подлежащие ремонту сваркой или наплавкой, должны быть очищены от краски, ржавчины, окалины до чистого металла.
3 Трещины должны быть разделены на длину, превышающую фактическую длину трещины на 4 - 5 мм с каждой стороны, и глубину, превышающую на 1 - 2 мм глубину залегания трещины, с плавным выходом на поверхность детали.
4 Заварку трещин производить с предварительным местным газопламенным подогревом до температуры от 200 °C до 250 °C зоны разделки трещины и прилегающего к ней металла.
5 Устранение дефекта 14 производить при условии оставшейся толщины опорной поверхности подпятника не менее 18 мм.
6 При сверхнормативном износе наклонной поверхности (деф. 16) допускается ремонт по варианту 2.
6.1 При устранении дефекта 16 по варианту 2 последующая износостойкая наплавка и механическая обработка производятся аналогично варианту 1.
7 После наложения каждого валика произвести зачистку поверхности шва от шлака и брызг.
8 Твердость слоев металла, наплавленных на изношенные поверхности 240...300 HB.
9 Разность размеров А1 и А2 после ремонта должна быть не более 5 мм.
10 Размер И измеряется на глубине 10 мм от горизонтальной поверхности наружного бурта.
11 При станочной обработке подпятника в месте сопряжения наружного бурта с плоской опорной поверхностью подпятника обеспечить галтель радиусом 3...4 мм. Отсутствие галтели не допускается.
12 При обнаружении в сварных швах или наплавленном слое недопустимых дефектов последние должны быть удалены механическим путем с последующей заваркой с использованием материалов, которыми выполнялась сварка (наплавка).
13 Сварные швы по ГОСТ 5264-80.
14 Ремонт выполнить в соответствии с "Ремонт тележек грузовых вагонов с бесконтактными скользунами. Руководство по ремонту" РД 32 ЦВ 052-2009.
14.1 Сварочные и наплавочные работы должны выполняться согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и "Ремонт сваркой и износостойкой наплавкой надрессорной балки тележки грузовых вагонов ТИ-05-01-06/НБ-2010".
15 Оставшаяся толщина изношенных наклонных поверхностей надрессорной балки (дефект 16) должна быть не менее 7 мм, измерение проводится после удаления планок.
16 Контроль соответствия размеров произвести в соответствии с РД 32 ЦВ 050-2010.
Дефект | Устранение |
2, 3, 5, 7, 9 | Заварка трещин; деф. 2 - при суммарной длине трещин более 100 мм произвести замену на новую опору скользуна |
4, 8, 10, 11, 12, 14, 16, 17 | Наплавка изношенных поверхностей; механическая обработка до указанных размеров; устранение дефекта 16 при остаточной толщине стенки менее 7 мм выполнять по варианту 2 |
1 | Наплавка и механическая обработка или приварка нового элемента |
6, 13 | Наплавка мест сколов |
15, 10 | Расточка отверстия до  , приварка втулки , приварка втулки |
16 | Приварка пластины-вставки, наплавка слоя металла, механическая обработка |
| ||||||||||||||||
Т1449.01.00.001Р | ||||||||||||||||
Балка надрессорная | Лист | Масса | Масштаб | |||||||||||||
Изм. | Лист | N докум. | Подп. | <...> | 1:10 | |||||||||||
Разраб. | <...> | |||||||||||||||
Пров. | <...> | |||||||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||||||
Н. контр | Голышева | <...> | ||||||||||||||
Утв. | <...> | <...> | ||||||||||||||
(в ред. Протокола от 08.12.2022)
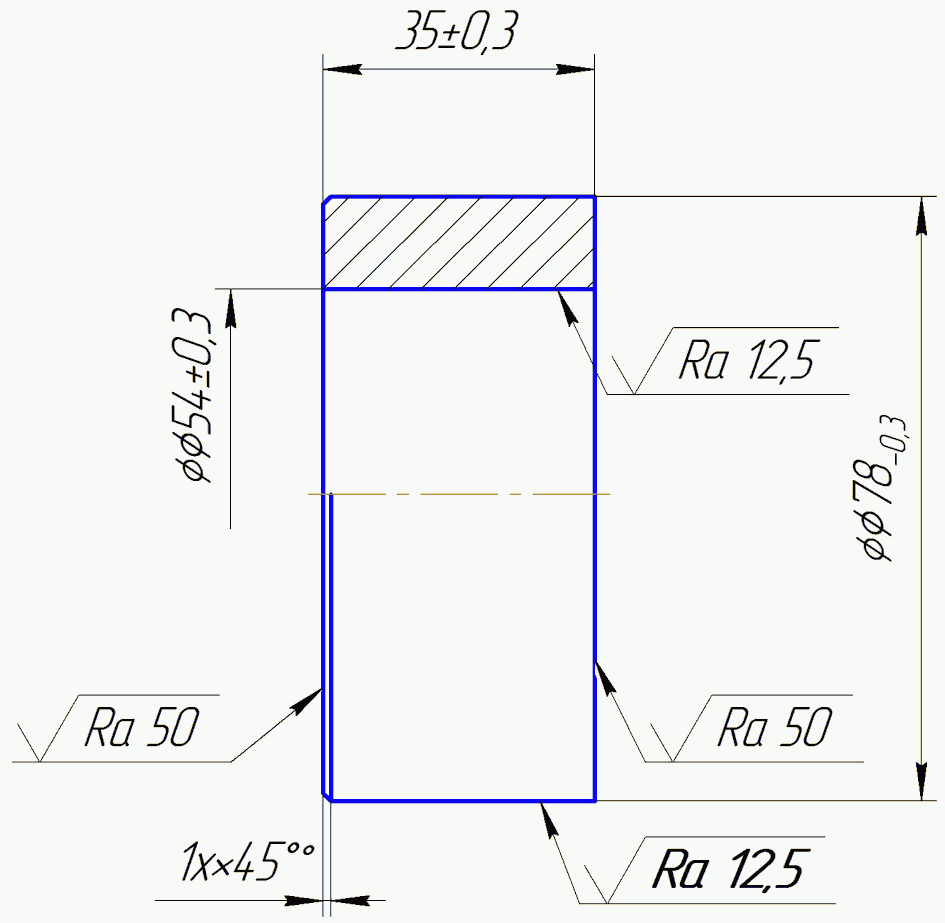
1. Допускается замена материала на сталь 09Г2С ГОСТ 5520-79.
2. Неуказанные пред. откл. размеров  .
.
Т1449.01.00.002Р | ||||||||||||
Втулка | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,68 | 1:1 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст3сп ГОСТ 380-2005 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||

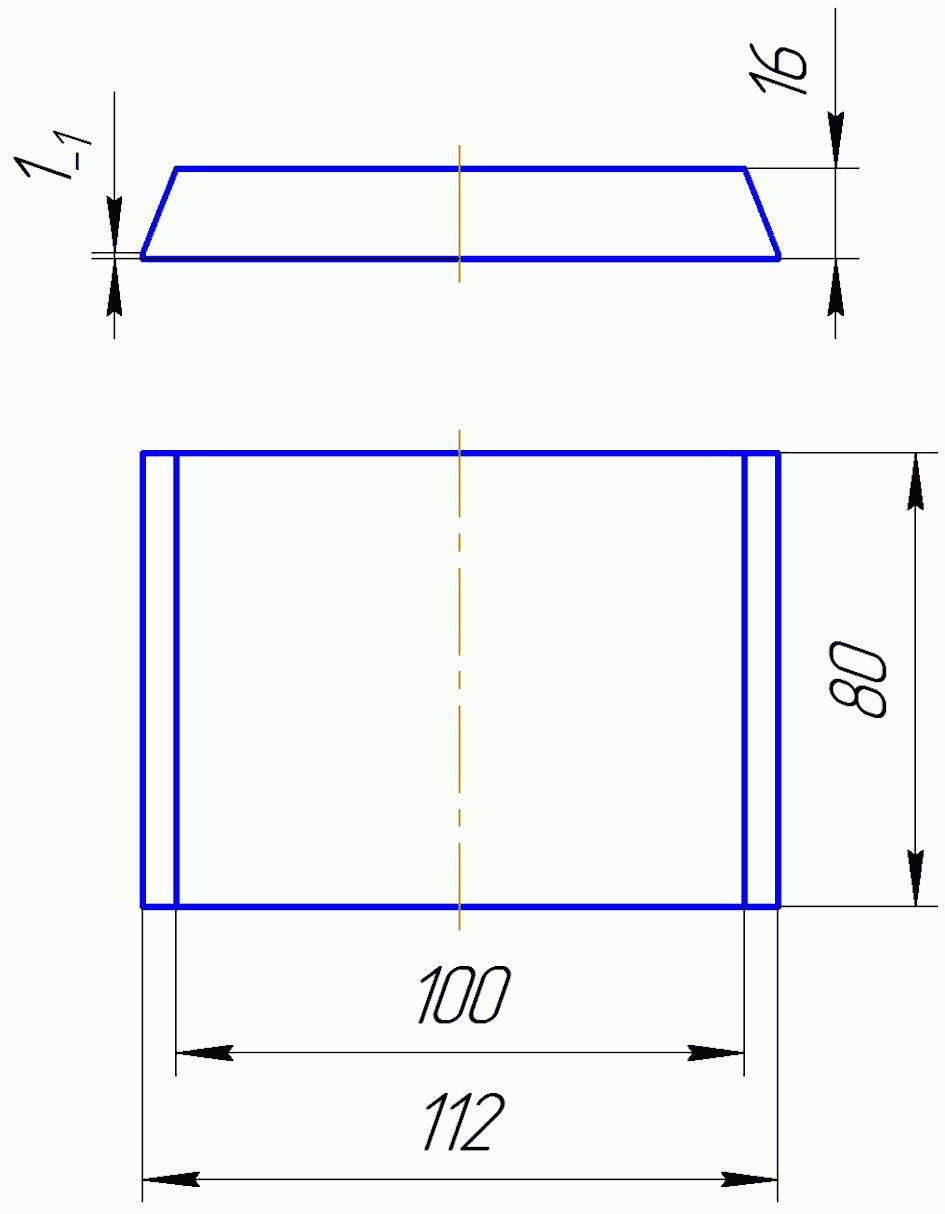
1. Допускается замена материала на сталь 09Г2С ГОСТ 5520-79.
2. Неуказанные пред. откл размеров h14;  .
.
Т1449.01.00.003Р | ||||||||||||
Пластина-вставка | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,26 | 1:2 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст3сп ГОСТ 380-2005 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||
Документация | ||||||||||||
А2 | Т1449.02.00.000РСБ | Сборочный чертеж | ||||||||||
Сборочные единицы | ||||||||||||
А3 | 1 | М1698.03.100 | Прокладка сменная | 2 | доп. замена | |||||||
на поз. 2, 3 | ||||||||||||
5, 6, 7, 8, 9 | ||||||||||||
(в ред. Протокола от 06.11.2024) | ||||||||||||
А3 | 2 | М1698.02.100 | Прокладка сменная | 2 | взамен поз. 1 | |||||||
А3 | 3 | М1698.02.100-01 | Прокладка сменная | 2 | взамен поз. 1 | |||||||
Исключено. - Протокол от 06.11.2024. | ||||||||||||
А3 | 5 | ИШДЖ.668412.749.00.10.00 | Прокладка сменная | 2 | взамен поз. 1 | |||||||
А3 | 6 | 1803.703-01.000 | Прокладка сменная | 2 | взамен поз. 1 | |||||||
А3 | 7 | 1803.703-03.000 | Прокладка сменная | 2 | взамен поз. 1 | |||||||
А3 | 8 | 1750.00.110 | Прокладка сменная | 1 | взамен поз. 1 | |||||||
Детали | ||||||||||||
А2 | 9 | Т1449.02.00.001Р | Рама боковая | 1 | ||||||||
А4 | 10 | Т1449.02.00.002 | Втулка | 2 | ||||||||
А4 | 11 | 194.00.054-0 | Втулка | 2 | доп. замена | |||||||
на поз. 14, 20 | ||||||||||||
(в ред. Протокола от 06.11.2024) | ||||||||||||
А4 | 12 | УРЛТ.667155.007 | Втулка | 2 | взамен поз. 13 | |||||||
(в ред. Протокола от 06.11.2024) | ||||||||||||
А3 | 13 | М1698.02.001 | Планка фрикционная | 2 | доп. замена | |||||||
на поз. 15, 17 | ||||||||||||
А3 | 14 | М1698.02.004 | Планка | 2 | доп. замена | |||||||
на поз. 16 | ||||||||||||
Т1449.02.00.000Р | ||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||
Разраб. | Володяев | 2018 | Рама боковая | Лит. | Лист | Листов | ||||||
Пров. | Петров | 2018 | Ро1 | 2 | ||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||
А3 | 15 | ИШДЖ.668412.749.00.00.01 | Планка фрикционная | 2 | взамен поз. 13 | |||||
А3 | 16 | ИШДЖ.668412.749.00.00.02 | Планка | 2 | взамен поз. 14 | |||||
А3 | 17 | С 03.04 | Планка фрикционная | 2 | взамен поз. 13 | |||||
А3 | 20 | ПНБА.667155.007-01 | Втулка | 2 | взамен поз. 13 | |||||
(введено Протоколом от 06.11.2024) | ||||||||||
Т1449.02.00.000Р | Лист | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | 2 | |||||
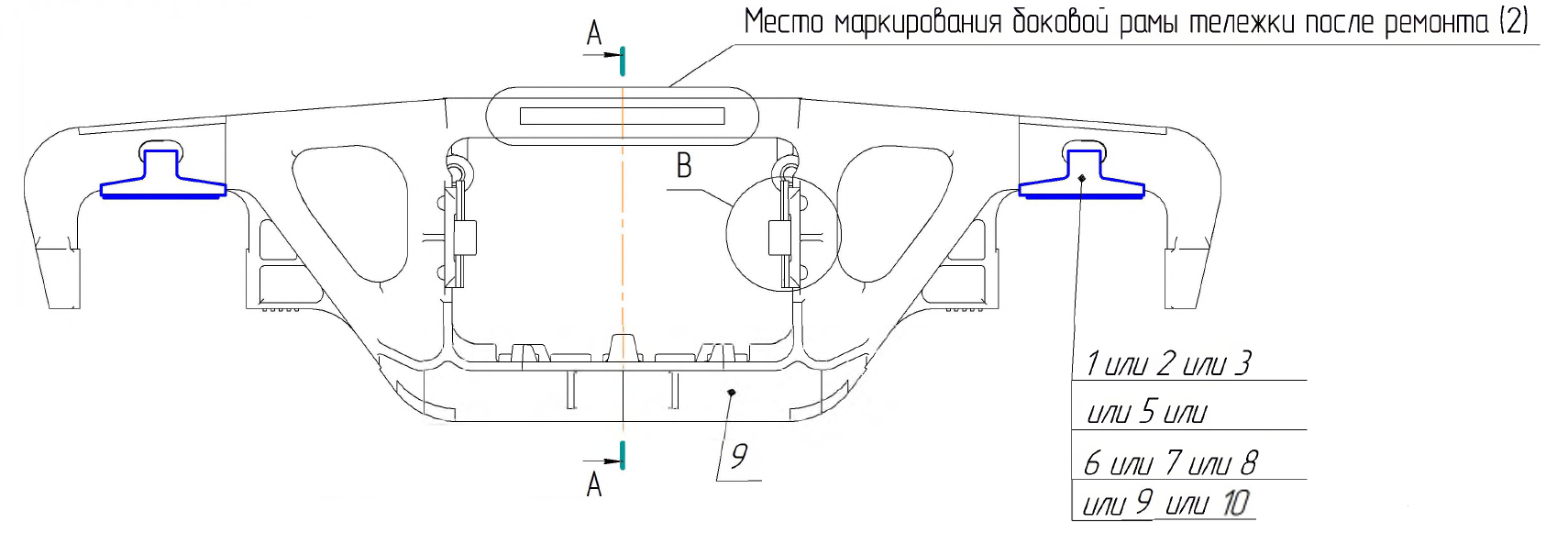
(в ред. Протоколов от 27.11.2020, от 06.11.2024)
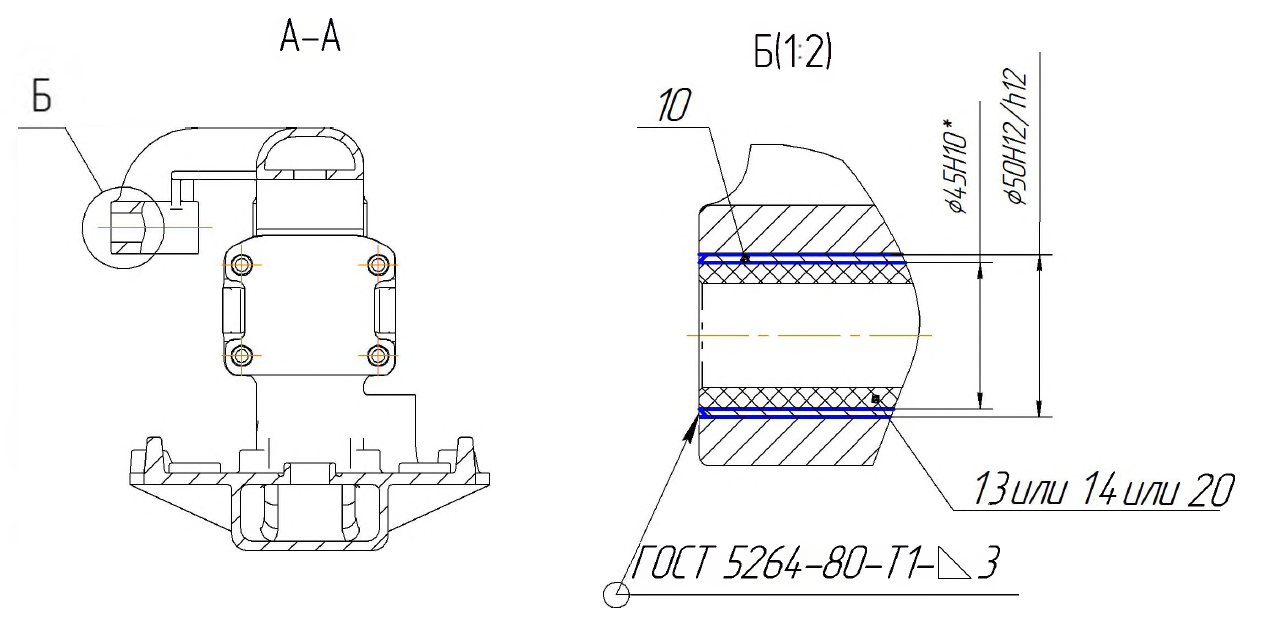
(в ред. Протоколов от 27.11.2020, от 06.11.2024)
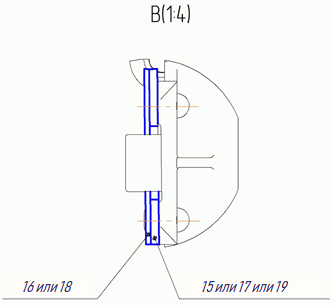
(в ред. Протокола от 27.11.2020)
1 <*> Размер для справок.
2 Ремонт выполнить в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
3 Прокладки сменные (поз. 1 или 2 или 3 или 5 или 6 или 7 или 8 или 9 или 10) установить в зависимости от исполнения рамы боковой.
(в ред. Протокола от 06.11.2024)
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||||
Документация | ||||||||||||||
A3 | Т1449.02.00.000РСБ | Сборочный чертеж | ||||||||||||
Сборочные единицы | ||||||||||||||
A3 | 1 | М1698.03.100 | Прокладка сменная | 2 | доп. замена | |||||||||
на поз. 2, 3 | ||||||||||||||
4, 5, 6, 7, 8, 9, 10 | ||||||||||||||
A3 | 2 | М1698.02.100 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 3 | М1698.02100-01 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 4 | М1698.03.100-01 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 5 | ИШДЖ.668412.749.00.10.00 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 6 | 1803.703-01.000 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 7 | 1803.703-03.000 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 8 | 1750.00.110 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 9 | М1698.03.100-02 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
A3 | 10 | М1698.03.100-02-01 | Прокладка сменная | 2 | взамен поз. 1 | |||||||||
Детали | ||||||||||||||
A2 | 11 | Т1449.02.00.001Р | Рама боковая | 1 | ||||||||||
A4 | 12 | Т1449.02.00.002 | Втулка | 2 | ||||||||||
A4 | 13 | 194.00.054-0 | Втулка | 2 | доп. замена | |||||||||
на поз. 14 | ||||||||||||||
A4 | 14 | УРЛТ.667155.007 | Втулка | 2 | взамен поз. 13 | |||||||||
A3 | 15 | М1698.02.001 | Планка фрикционная | 2 | доп. замена | |||||||||
на поз. 17, 19 | ||||||||||||||
Т1449.02.00.000Р | ||||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||||
Разраб. | Лопатникова | 2020 | Рама боковая | Лит. | Лист | Листов | ||||||||
Пров. | Буниятов | 2020 | Ро1 | 1 | 2 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||||
Н. контр. | Голышева | 2020 | ||||||||||||
Утв. | Кузнецов | 2020 | ||||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||
A3 | 16 | М1698.02.004 | Планка | 2 | доп. замена | |||||||
на поз. 18 | ||||||||||||
A3 | 17 | ИШДЖ.668412.749.00.00.01 | Планка фрикционная | 2 | взамен поз. 15 | |||||||
A3 | 18 | ИШДЖ.668412.749.00.00.02 | Планка | 2 | взамен поз. 16 | |||||||
A3 | 19 | С 03.04 | Планка фрикционная | 2 | взамен поз. 15 | |||||||
Т1449.02.00.000Р | Лист | |||||||||||
2 | ||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||
(п. 3 в ред. Протокола от 27.11.2020)
3.1 После загиба "лапок" перемещения прокладки вдоль боковой рамы должны быть не более +/- 10 мм, а поперек боковой рамы не более +/- 5 мм.
4 При плановых видах ремонта установить новые втулки (поз. 13 и 14 и 20); при деповском ремонте допускается повторное использование полимерных втулок, не имеющих трещин и разрывов при условии, что срок их годности не истекает в следующий межремонтный период.
(в ред. Протоколов от 22.11.2021, от 06.11.2024)
Рабочий чертеж Т 1449.01.00.001 Р
Схема "Ремонт изношенной наклонной поверхности (деф. 16) вариант 2-вырезка окна; вварка пластины-вставки с последующей износостойкой наплавкой и механической обработкой"
(п. 4 в ред. Протокола от 27.11.2020)
5 Знаки маркировки о проведении ремонта в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
Т1449.02.00.000РСБ | |||||||||||
Рама боковая Сборочный чертеж | Лит. | Масса | Масштаб | ||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 1:10 | |||||
Разраб. | Володяев | 2018 | |||||||||
Пров. | Петров | 2018 | |||||||||
Т. контр. | Лист 1 | Листов 2 | |||||||||
ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | |||||||||
Утв. | Комиссаров | 2018 | |||||||||
Место маркирования и клеймения боковой рамы тележки
после ремонта (1)
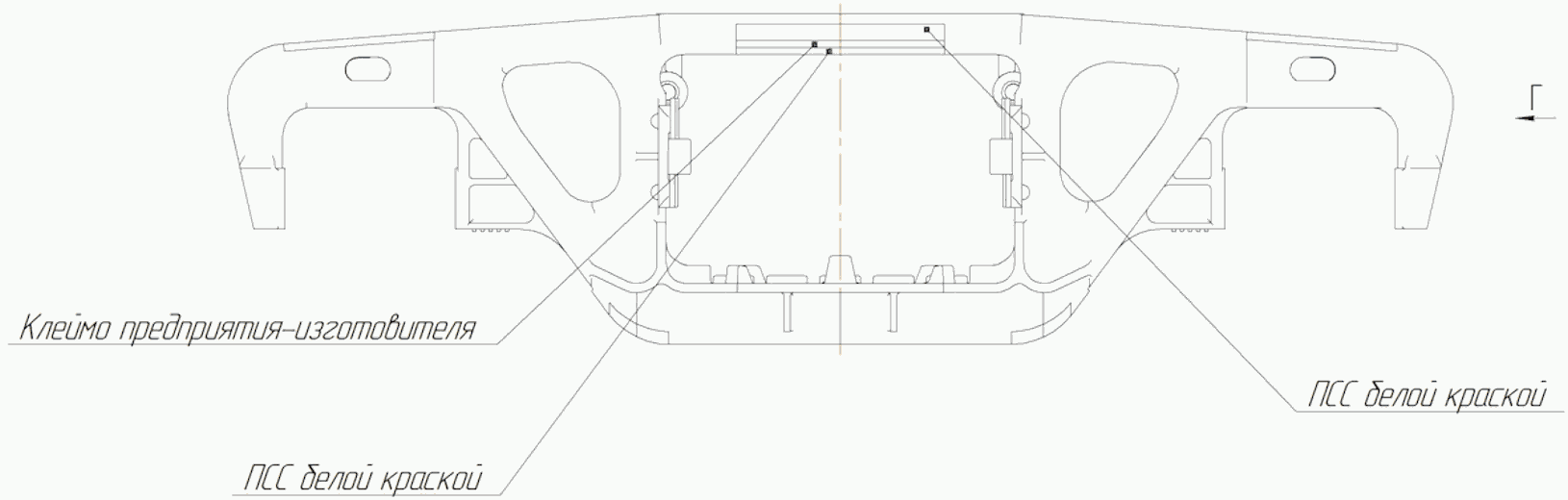
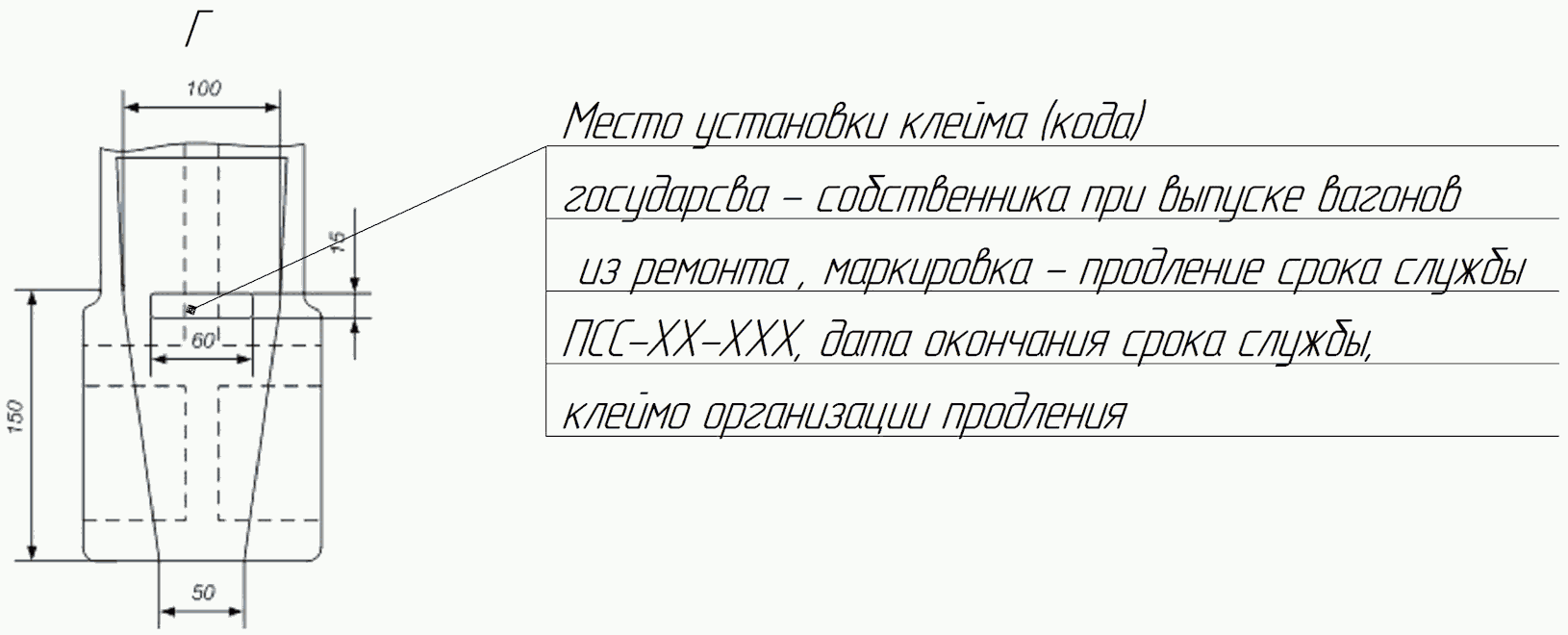
Т1449.02.00.000РСБ | Лист | |||||
Изм. | Лист | N докум. | Подп. | Дата | 2 |
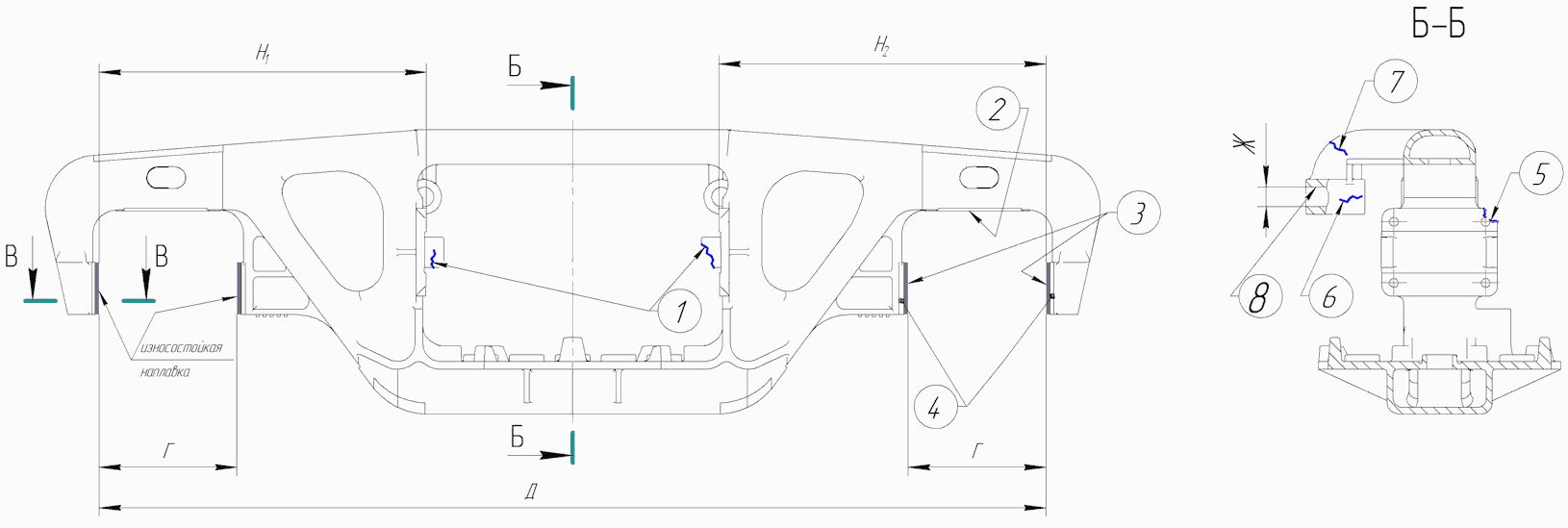
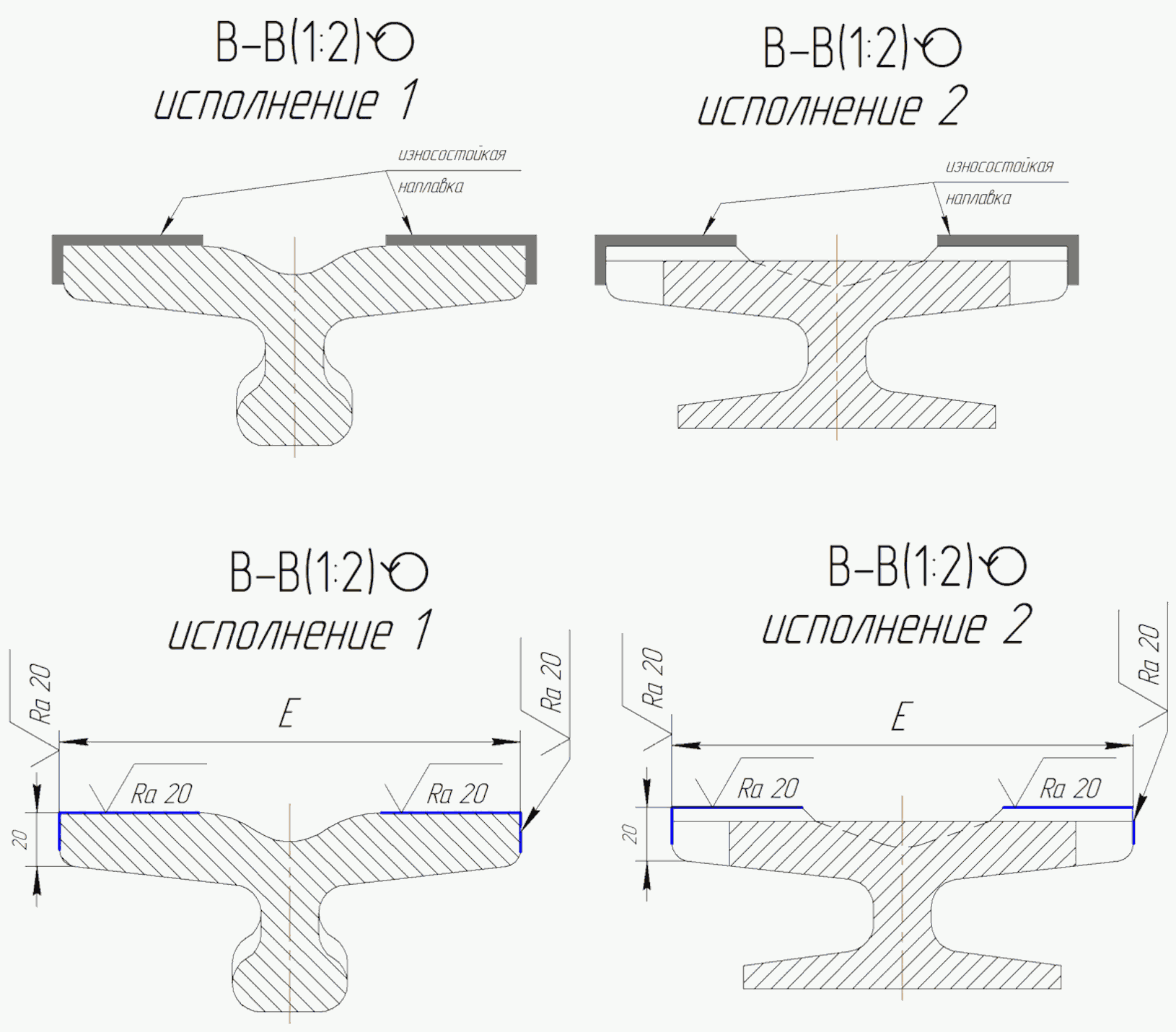
Дефекты
1 - трещины, сколы направляющего буртика для фрикционного клина;
2 - трещины и износ опорной поверхности;
3 - износ лицевой поверхности направляющих буксового проема;
4 - износ боковой поверхности направляющих буксового проема;
5 - откол ушек в месте крепления планок;
6 - продольные трещины в стенках прилива для валика подвески;
7 - трещины в приливе;
8 - износ отверстия для валиков подвески.
Дефект | Устранение |
16, 7 | Заварка трещин; при сколах - приварка новых буртиков |
5 | Приварка отколотых ушек в месте крепления фрикционных планок, при условии, что отколото не более двух ушек, расположенных по диагонали; |
3; 4 | Наплавка слоя металла; фрезерование до ремонтных размеров. Дефект 3 устраняется при износе не более 8 мм. |
2 | Запрещается наплавка изношенной опорной поверхности и заварка трещин |
8 | Расточка до диаметра 50+0,25 мм и приварка втулки, в случае, если диаметр отверстия более 45,62 мм |
Обозначение размера | Размеры рамы боковой, мм | |
деповской ремонт | капитальный ремонт | |
Г | не более 342 <1> | 335 +/- 1 <2> |
Д | не более 2200 | |
Е | не менее 155 <4> | 160 +/- 1 <3> |
Ж |  |  |
Примечание
1 Рамы боковые перед ремонтом и дефектацией очистить от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия; обмыть в моечной машине; осмотреть на возможность обнаружения трещин, отколов и износов.
2 Места, подлежащие ремонту сваркой или наплавкой, должны быть очищены от краски, ржавчины, окалины до чистого металла.
3 Трещины должны быть разделаны на длину, превышающую фактическую длину трещины на 4 - 5 мм с каждой стороны, и глубину, превышающую на 1 - 2 мм глубину залегания трещины, с плавным выходом на поверхность детали.
4 Заварку трещин производить с предварительным местным газопламенным подогревом до температуры от 200 °C до 250 °C зоны разделки трещины и прилегающего к ней металла.
5 После наложения каждого валика произвести зачистку поверхности шва от шлака и брызг.
6 Твердость слоев металла, наплавленных на направляющие буксового проема 240...300 НВ.
7 Разность размеров Н1 и Н2 после ремонта должна быть не более 3 мм.
8 При обнаружении в сварных швах или наплавленном слое недопустимых дефектов последние должны быть удалены механическим путем с последующей заваркой с использованием материалов, которыми выполнялась сварка (наплавка).
9 Сварные швы по ГОСТ 5264-80.
10 Ремонт выполнить в соответствии с "Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246 с боковыми скользунами зазорного типа. Общее руководство по ремонту" РД 32 ЦВ 052-2009.
11 Сварочные и наплавочные работы должны выполняться согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и "Ремонт сваркой и износостойкой наплавкой боковой рамы тележки грузовых вагонов ТИ-БР-2010".
12 Контроль соответствия размеров после ремонта произвести в соответствии с РД 32 ЦВ 050-2010.
Т1449.02.00.001Р | |||||||||||
Рама боковая | Лит. | Масса | Масштаб | ||||||||
Изм. | Лист | N докум. | Подп. | Дата | 1:10 | ||||||
Разраб. | Володяев | 2018 | |||||||||
Пров. | Петров | 2018 | |||||||||
Т. контр. | Лист | Листов 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | |||||||||
Утв. | Комиссаров | 2018 | |||||||||
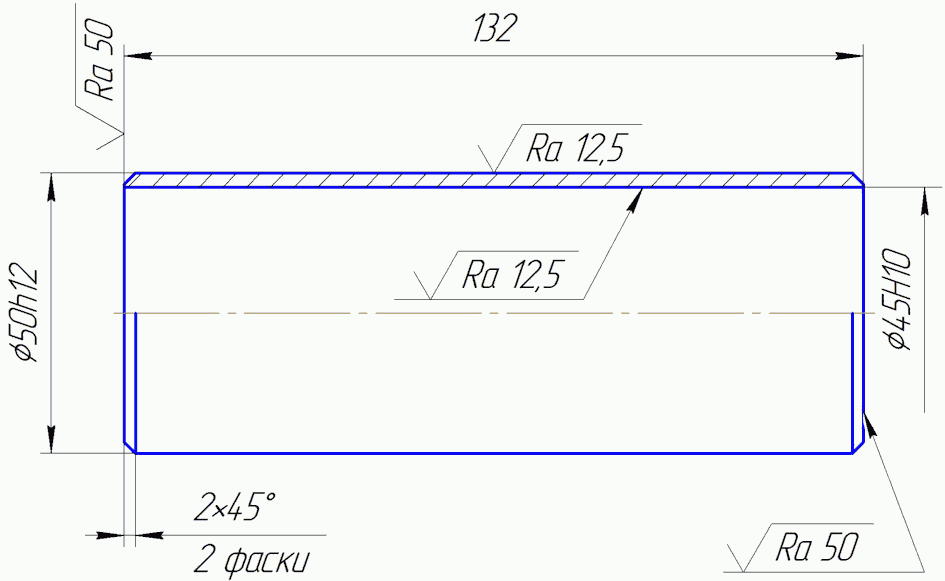
1. Допускается замена материала на сталь 09Г2С ГОСТ 5520-79.
2. Неуказанные пред. откл. размеров  ;
;
Т1449.02.00.002Р | |||||||||||
Втулка | Лит. | Масса | Масштаб | ||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,38 | 1:1 | ||||
Разраб. | Володяев | 2018 | |||||||||
Пров. | Петров | 2018 | |||||||||
Т. контр. | Лист | Листов 1 | |||||||||
Ст3сп ГОСТ 380-2005 | ПКБ ЦВ ОАО "РЖД" | ||||||||||
Н. контр. | Голышева | 2018 | |||||||||
Утв. | Комиссаров | 2018 | |||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||
Документация | ||||||||||||
А3 | Т1449.03.00.000Р СБ | Сборочный чертеж | ||||||||||
Сборочные единицы | ||||||||||||
А3 | 1 | Т1449.03.01.010Р | Подвеска триангеля | 2 | ||||||||
А2 | 2 | Т1449.03.01.020Р | Триангель | 1 | ||||||||
Детали | ||||||||||||
А2 | 3 | Т1449.03.01.001Р | Башмак | 2 | доп. замена | |||||||
на поз. 4 | ||||||||||||
А2 | 4 | Т1449.03.01.002Р | Башмак 0136.40.016 | 2 | взамен поз. 3 | |||||||
А3 | 5 | Т1449.03.01.003Р | Наконечник триангеля правый | 1 | ||||||||
А3 | 6 | Т1449.03.01.004Р | Наконечник триангеля левый | 1 | ||||||||
А3 | 7 | Т1449.03.01.005Р | Закладка триангеля | 2 | доп. замена | |||||||
на поз. 8 | ||||||||||||
А3 | 8 | Т1449.03.01.006Р | Закладка триангеля | 2 | взамен поз. 7 | |||||||
А4 | 9 | Т1449.03.01.007Р | Гайка | 2 | доп. замена | |||||||
на поз. 10 | ||||||||||||
А4 | 10 | Т1449.03.01.008Р | Гайка | 2 | взамен поз. 9 | |||||||
Стандартные изделия | ||||||||||||
11 | Чека 1-1 ГОСТ 34075-2017 | 2 | ||||||||||
Т1449.03.01.000Р | ||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||
Разраб. | Володяев | 2018 | Триангель | Лит. | Лист | Листов | ||||||
Пров. | Петров | 2018 | Ро1 | 1 | ||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
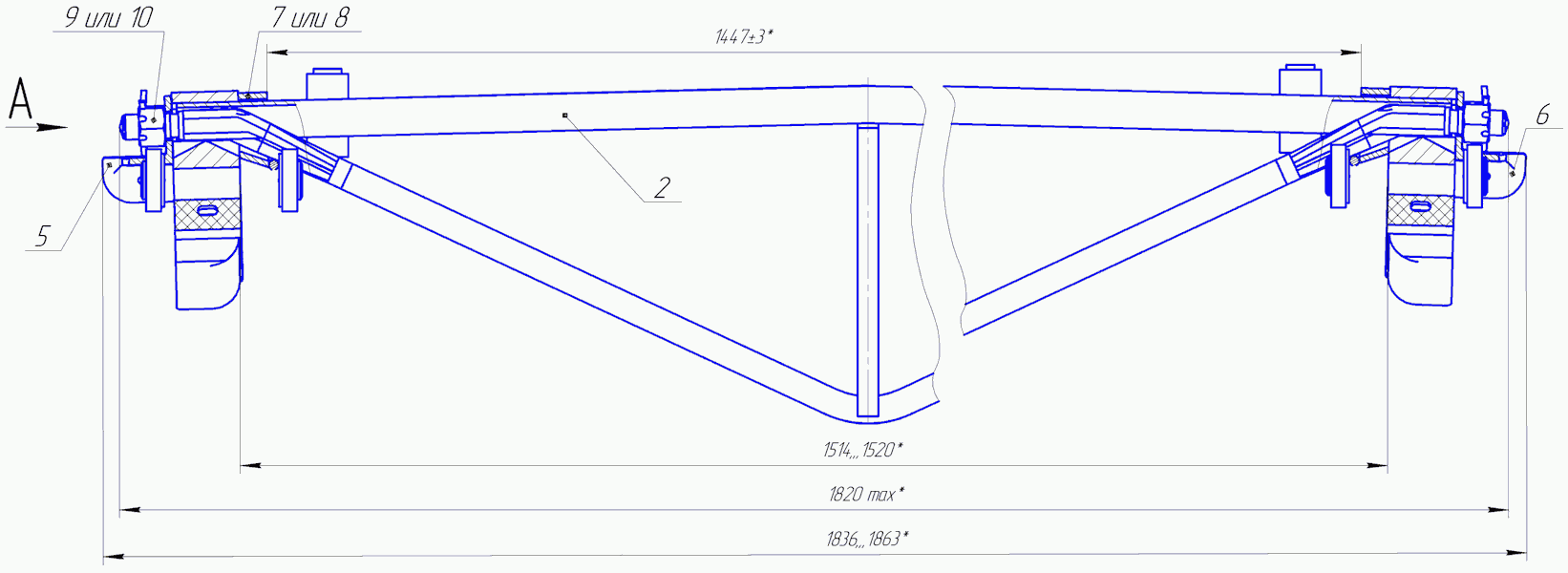
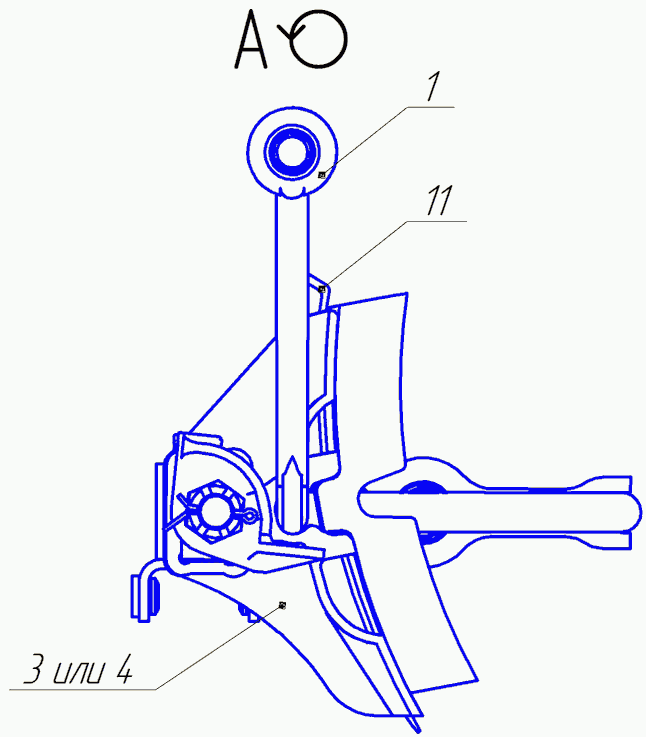
--------------------------------
1 <*> Размеры для справок.
2 Разборку и ремонт деталей триангеля произвести в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК".
Т1449.03.01.000РСБ | |||||||||||
Триангель Сборочный чертеж | Лит. | Масса | Масштаб | ||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 75,44 | 1:5 | ||||
Разраб. | Володяев | 2018 | |||||||||
Пров. | Петров | 2018 | |||||||||
Т. контр. | Лист | Листов 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр | Голышева | 2018 | |||||||||
Утв. | Комиссаров | 2018 | |||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||
Документация | ||||||||||||
А4 | Т1449.03.01.010РСБ | Сборочный чертеж | ||||||||||
Детали | ||||||||||||
А3 | 1 | Т1449.03.01.011Р | Подвеска триангеля | 1 | ||||||||
А3 | 2 | Т 258.00.02 | Втулка | 2 | доп. замена | |||||||
на поз. 3 | ||||||||||||
3 | 194.40.035-0 | Втулка | 2 | взамен поз. 2 | ||||||||
Т1449.03.01.010Р | ||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||
Разраб. | Володяев | 2018 | Подвеска триангеля | Лит. | Лист | Листов | ||||||
Пров. | Петров | 2018 | Ро1 | 1 | ||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
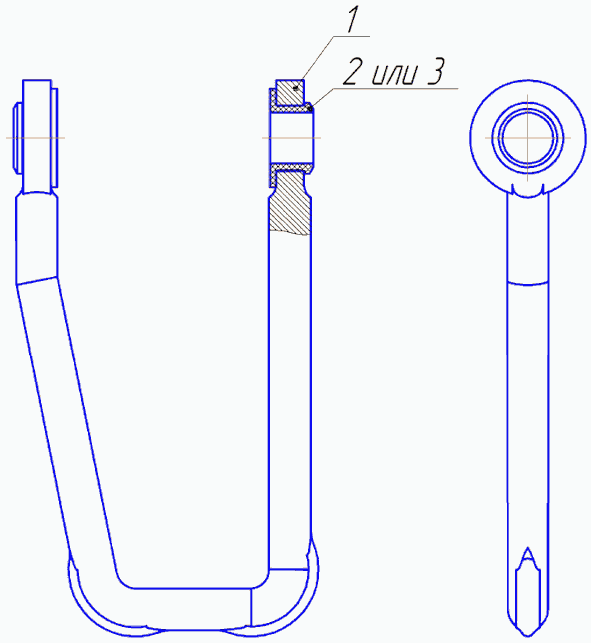
Т1449.03.01.010РСБ | ||||||||||||
Подвеска триангеля Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 3,73 | 1:2,5 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
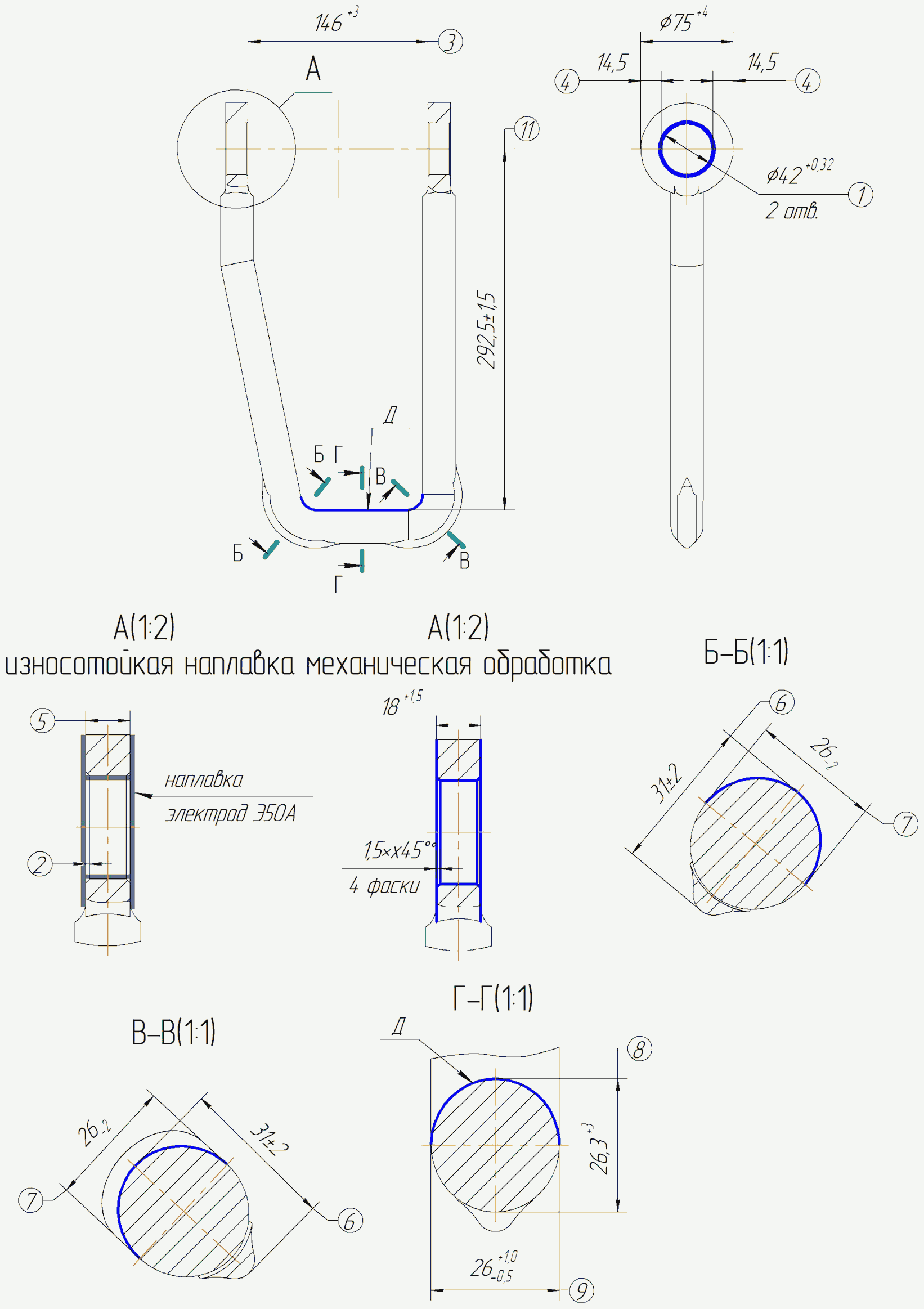
Дефекты | Устранение | |
Трещины | Замена | |
Диаметр 1 более 43 мм | При глубине износа не более 5 мм на сторону: замена или наплавка и сверление со снятием фасок. Соблюсти размеры 11 и 4 | |
Отклонение отверстий (деф. 1) от соосности более 2 мм | Замена; ремонт правкой до чертежных размеров с предварительным нагревом подвески до 600 °C | |
Отсутствие фасок 2 | Снять фаски | |
Деформация | размер 3 менее 146 | Замена; ремонт правкой до чертежных размеров с предварительным нагревом подвески до 600 °C |
размер 3 более 149 | ||
Размер 4 менее 14,5 мм | Замена | |
Размер 5 менее 18 мм | Замена; наплавка изношенной поверхности, механическая обработка | |
Износ поверхности Д: размер 6 - при деповском ремонте менее 28 мм, при капитальном менее 29 мм; размер 7 - при деповском и капитальном ремонтах менее 24 мм; размер 8 - при деповском менее 26 мм, при капитальном менее 27 мм; размер 9 - при деповском менее 24,5 мм, при капитальном менее 25,5 мм | Подвеска у которой размер 7 менее 26 мм, а размеры 8, 9, 10 - менее 22 мм подлежит замене. В остальных случаях изношенную поверхность наплавлять с последующим обжатием в штампе до чертежных размеров | |
1 Для сварки и наплавки необходимо использовать электроды типа 350А ГОСТ 9467-75;
2 Ремонт подвески производить в соответствии с "Общим руководством по ремонту тормозного оборудования вагонов" 732 - ЦВ-ЦЛ, "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009".
3 Сварочные и наплавочные работы производить согласно Инструкции по сварке и наплавке при ремонте грузовых вагонов.
Т1449.03.01.011Р | |||||||||||||
Подвеска триангеля | Лит. | Масса | Масштаб | ||||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 3,73 | 1:4 | ||||||
Разраб. | Володяев | 2018 | |||||||||||
Пров. | Петров | 2018 | |||||||||||
Т. контр. | Лист | Листов | 1 | ||||||||||
Круг | В1-27 ГОСТ 2590-2006 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр | Голышева | 2018 | |||||||||||
Утв. | Комиссаров | 2018 | Ст3пс ГОСТ 535-2005 | ||||||||||
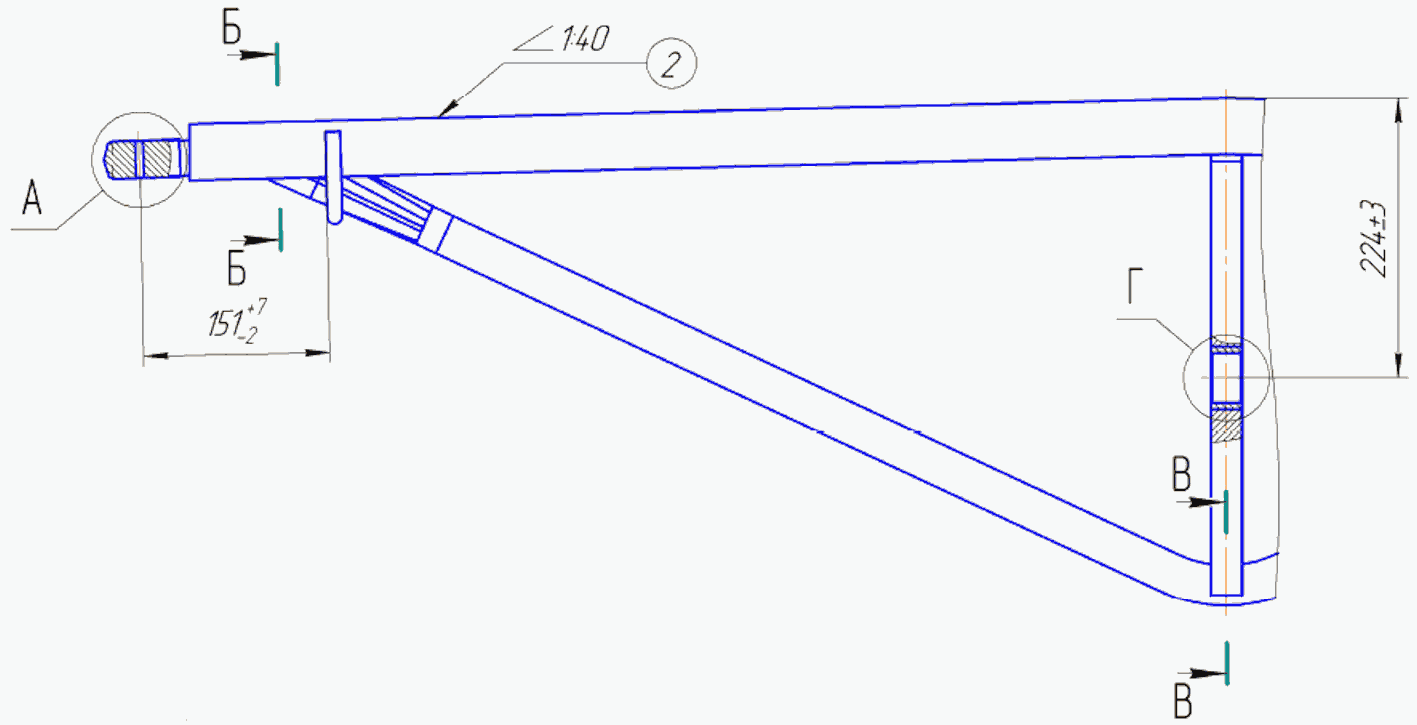
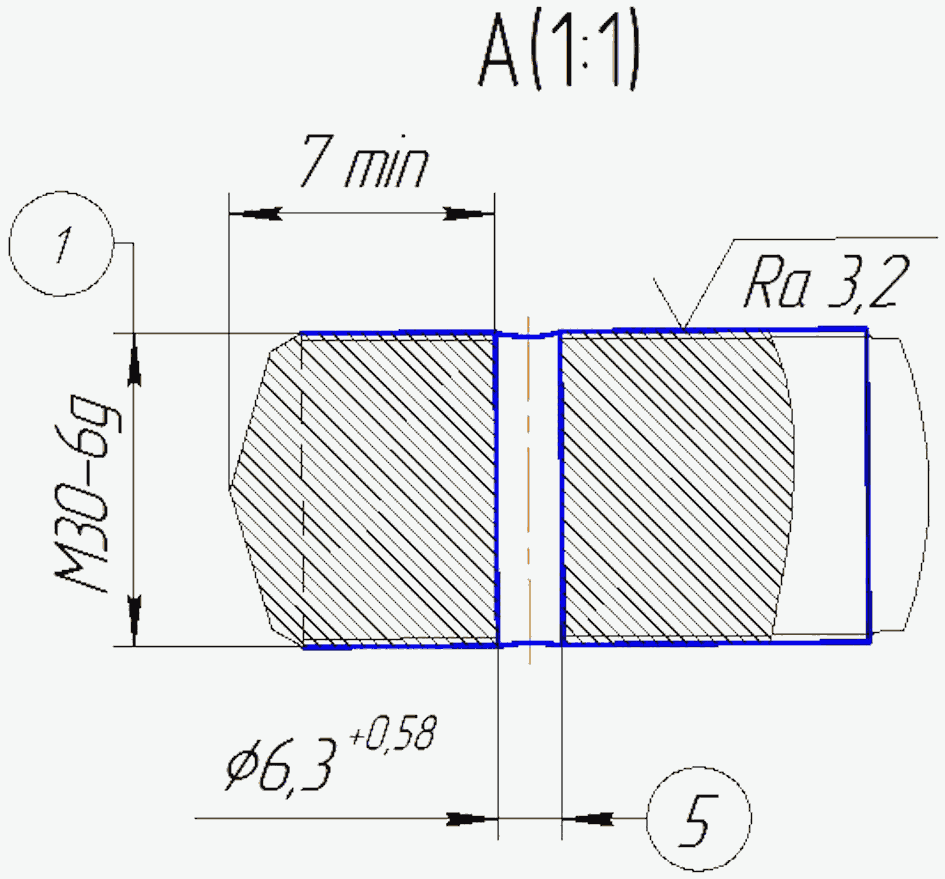
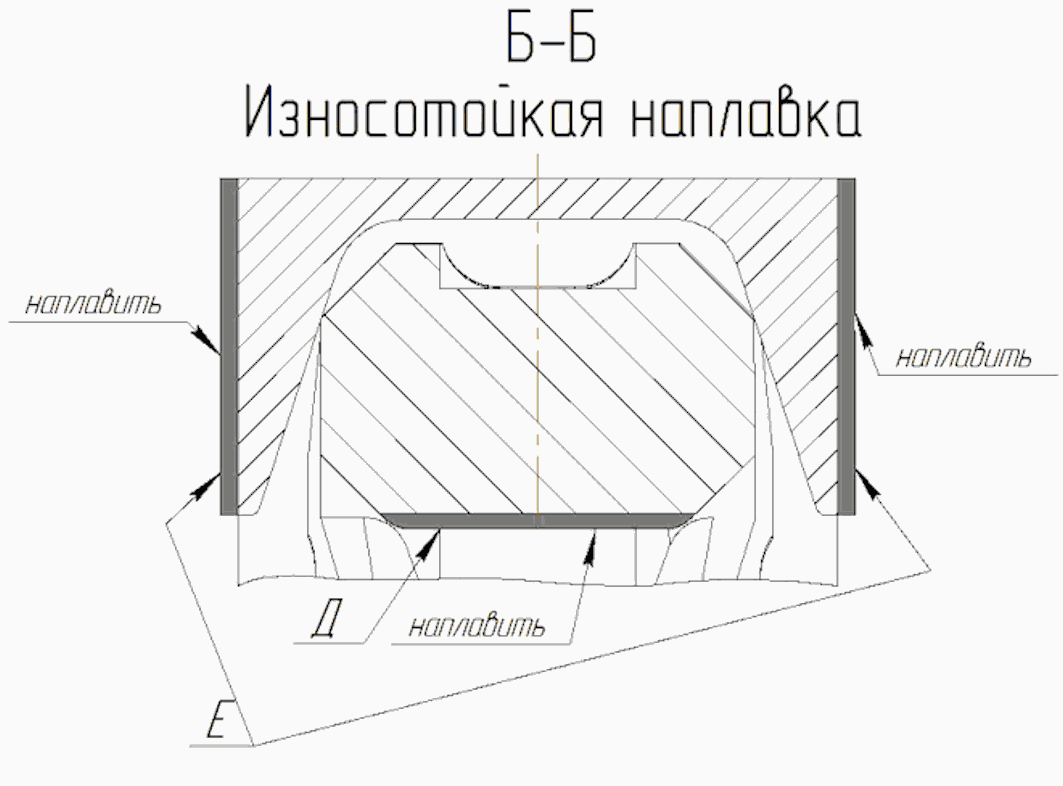
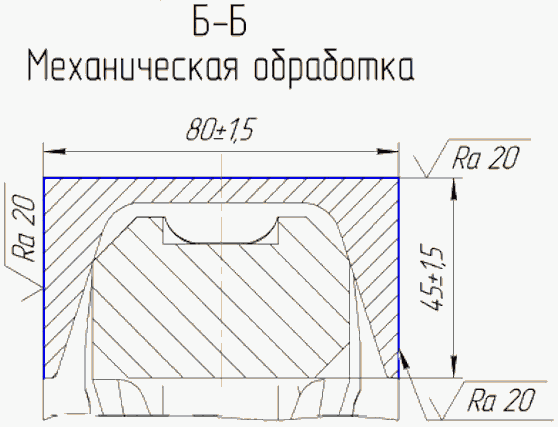
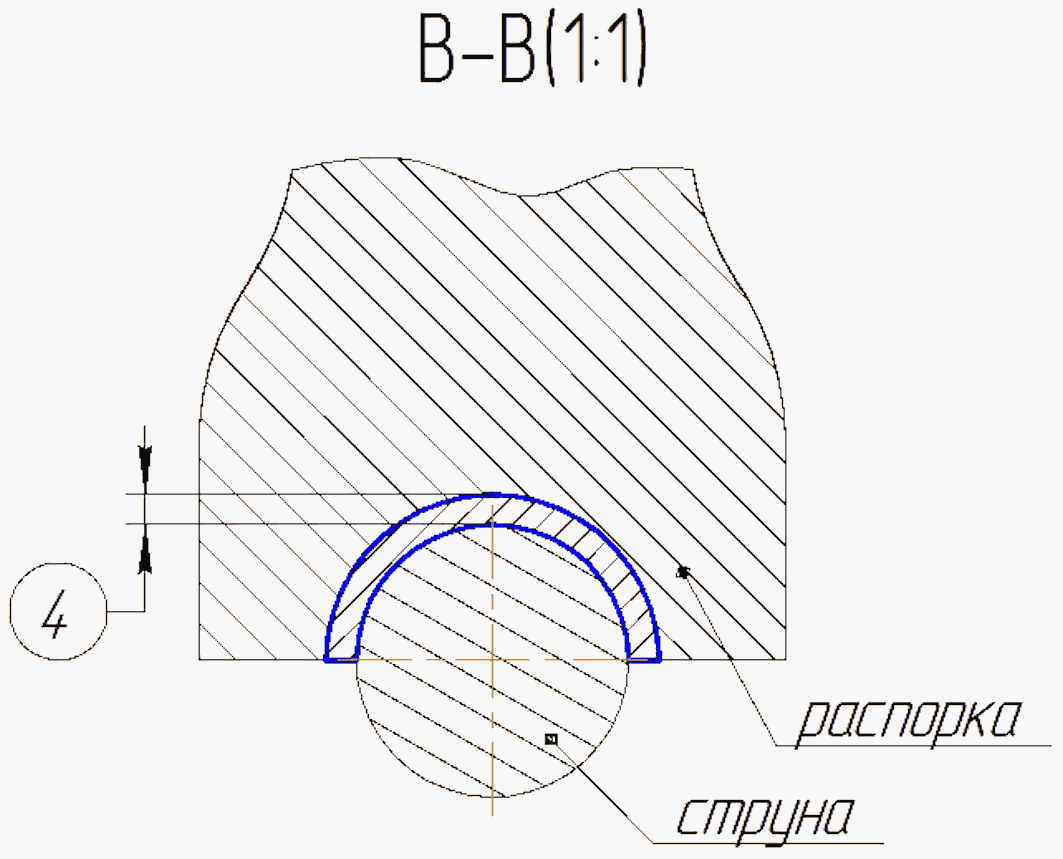
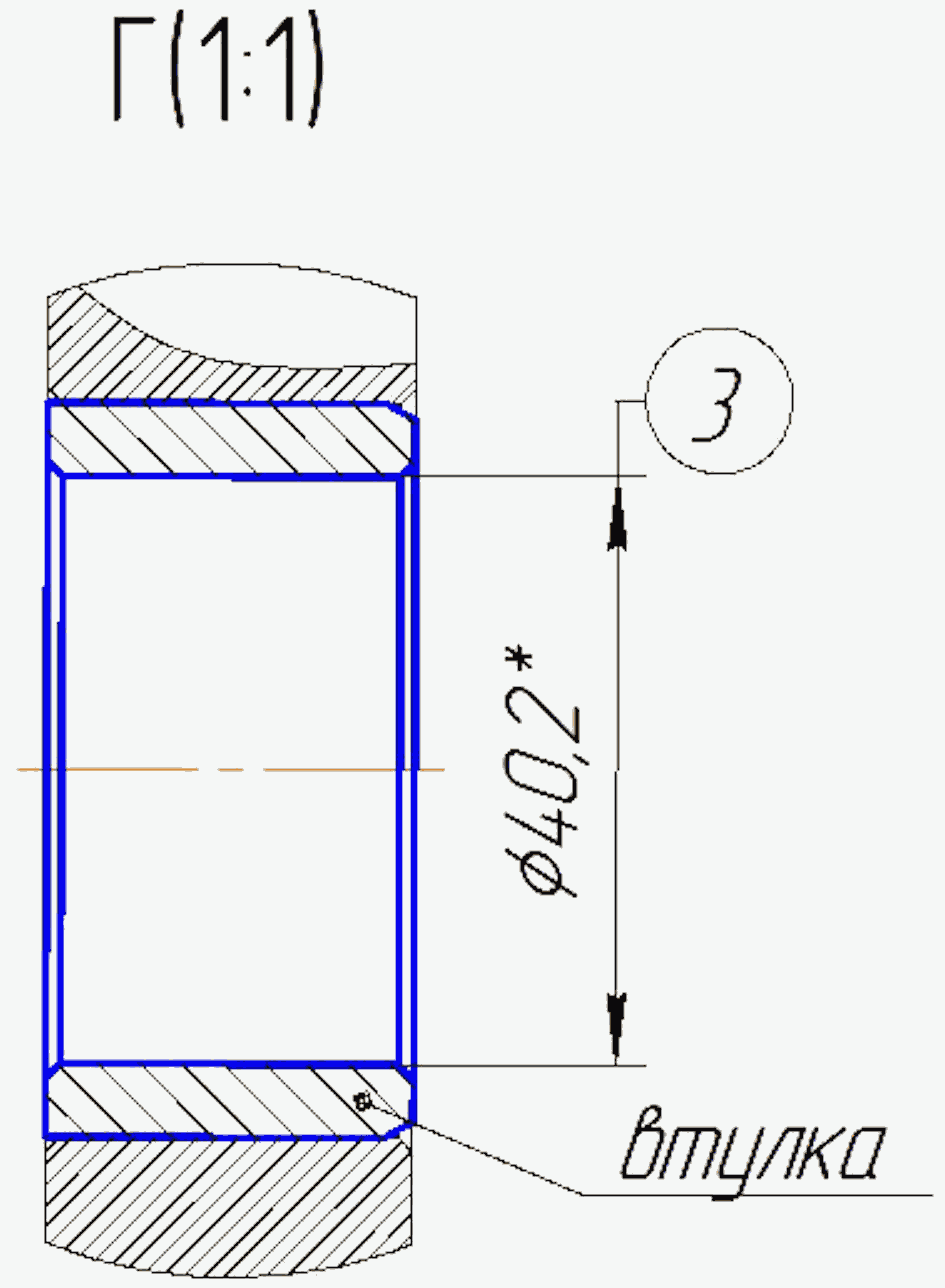
Дефект | Устранение | |
Трещины (за исключением сварных швов), изломы | Замена | |
Трещины в сварных швах | Трещины заварить в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов | |
Срыв, износ резьбы 1 | Замена; удалить старую резьбу, наплавить слой металла, нарезать новую резьбу | |
Размер 2 более или менее нормы | Замена | |
Выкрашивание, износ втулки по диаметру 3 | Замена втулки | |
износ поверхности Д (размер 9 менее 43 мм); износ поверхности Е (размер 8 менее 78 мм) | Наплавка изношенных поверхностей; механическая обработка до указанных размеров | |
Отсутствие или забито отверстие 5 | Просверлить отверстие, выдерживая размеры 6 и 7 | |
Зазор 4 между струной и распоркой | более 5 мм | Замена |
не более 5 мм | Замена; ремонт установкой вкладыша соответствующего толщине зазора | |
1 <*> Размеры для справок.
2 Уклон 2 контролировать шаблоном Т542.05.000 в соответствии с Т542.00.000 РЭ.
3 При износе втулки по внутреннему диаметру 3 от номинального размера более 1 мм при капитальном ремонте и более 1,5 мм при деповском ремонте втулку заменить на новую из композиционных полимерных материалов.
3.1 Перед запрессовкой втулки проконтролировать диаметр отверстия под нее в распорке. Диаметр должен быть в пределах от 50 до 50,1 мм.
3.2 В случае если диаметр отверстия превышает 56 мм триангель браковать.
3.3 В случае если диаметр отверстия более 50,1, но менее 56 мм допускается восстановление его наплавкой с последующей обработкой до диаметра 50+0,062 мм с соблюдением размера 10.
3.4 Допускается восстанавливать отверстие приваркой переходной втулки в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009".
4 Для устранения зазора 4, не превышающего 5 мм, установить между струной и распоркой вкладыш соответствующей толщины и приварить его с двух сторон к распорке. Вкладыш должен быть установлен с натягом - зазор между струной и вкладышем не допускается.
5 Для сварки и наплавки необходимо использовать электроды типа Э50А ГОСТ 9467-75; сварочная проволока Св-08Г2С ГОСТ 2246-70, ПАНЧ-11 ТУ 48-21-593-85 или 1842-118-00195430-2002.
6 Ремонт триангеля производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009".
7 Сварочные и наплавочные работы производить согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
Т1449.03.01.020Р | ||||||||||||
Триангель Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 349,14 | 1:4 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
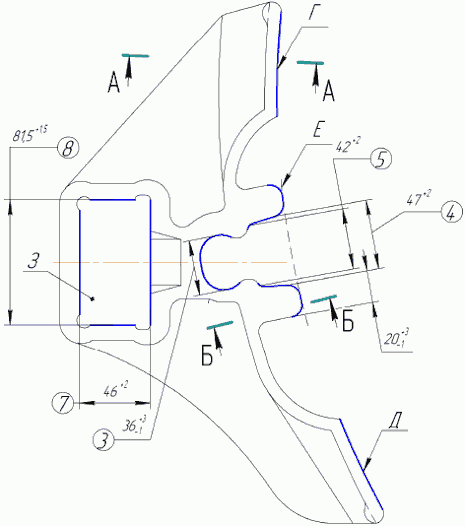
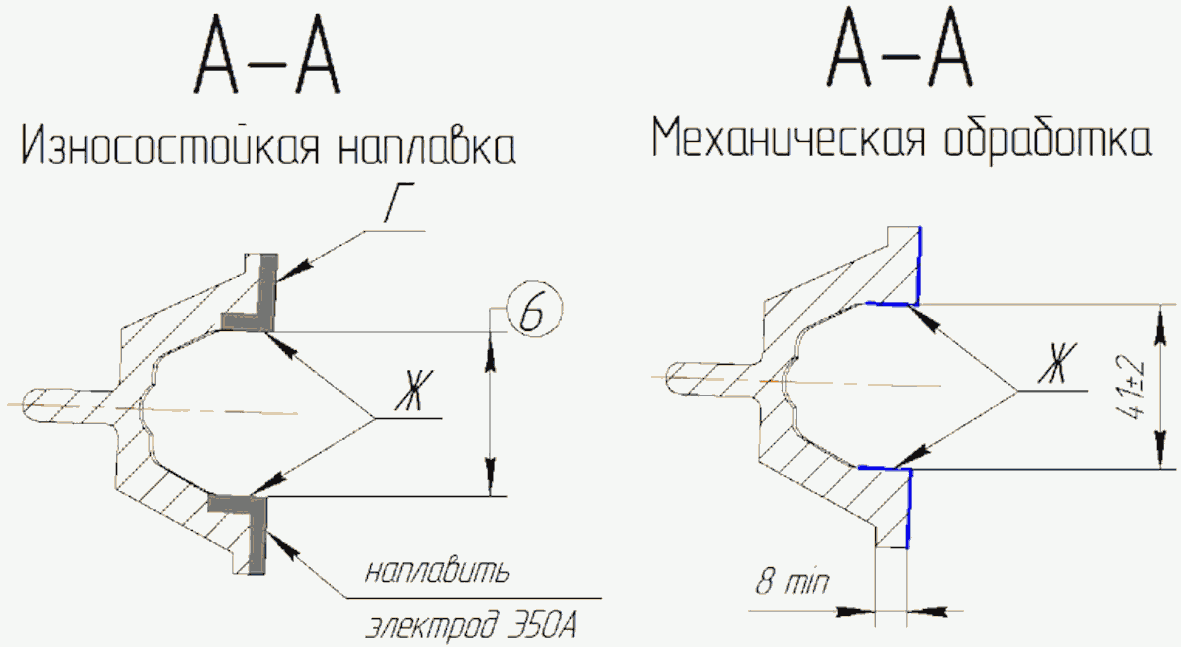
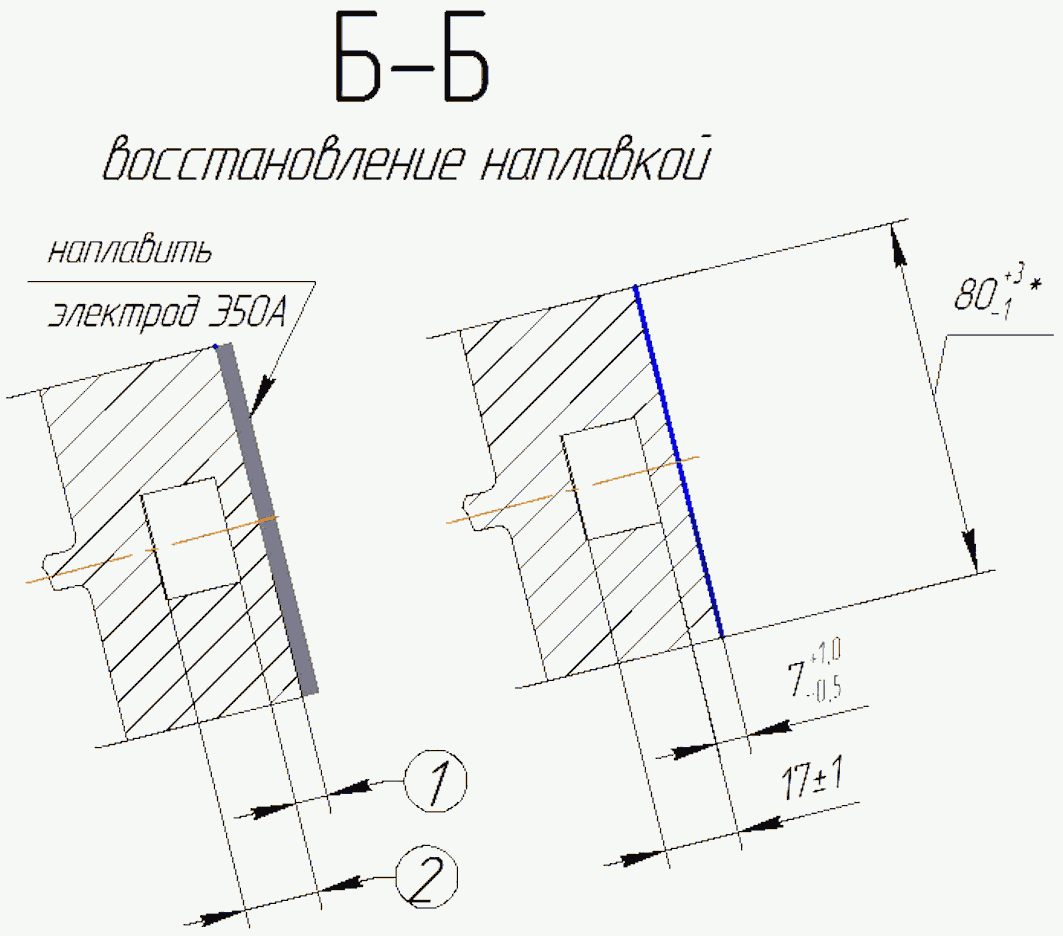
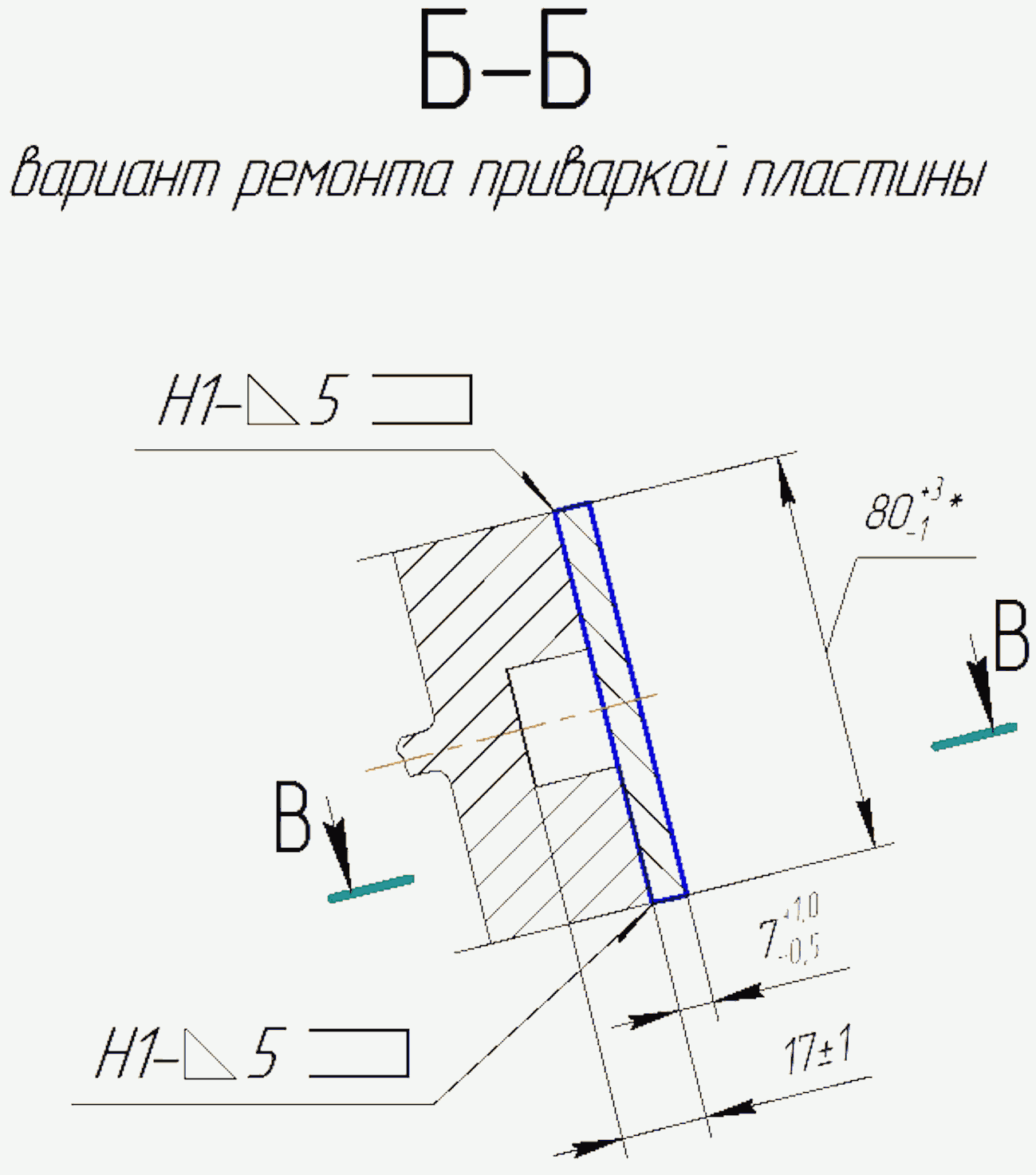
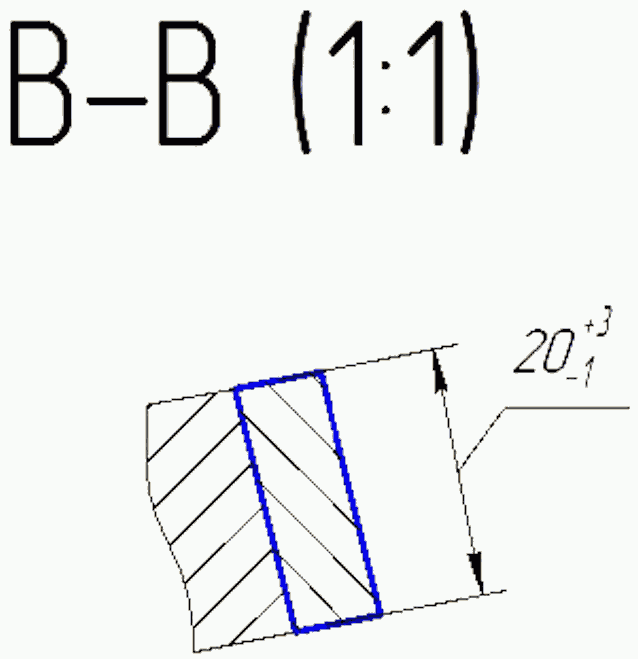
Дефекты | Устранение |
Трещины, сколы | Замена |
износ поверхности перемычки окна для чеки: деповской ремонт: размер 1 менее 5,5 мм; размер 2 более 19 мм; капитальный ремонт: размер 1 менее 6,5 мм; размер 2 более 18 мм | замена; удаление изношенной перемычки, приварка пластины |
износ поверхности паза башмака в зоне контакта подвески: размер 3 более 39 мм | замена; наплавка изношенных поверхностей, обработка до чертежных размеров |
износ поверхности паза башмака под ушко колодки: деповской ремонт: размер 4 более 50 мм; размер 5 более 45 мм; капитальный ремонт: размер 4 более 49 мм; размер 5 более 44 мм | замена; наплавка изношенных поверхностей, обработка до чертежных размеров |
износ поверхности Г до 10 мм | замена; наплавка изношенной поверхности, обработка до чертежных размеров |
износ поверхности Д до 10 мм | |
износ поверхности Е до 10 мм | |
износ поверхности Ж: размер 6 более 43 мм | |
износ поверхностей отверстия 3: размер 7 более 48 мм размер 8 более 83 мм | замена; наплавка - при глубине износа не более 5 мм на сторону, обработка до чертежных размеров; износ более 5 мм - замена |
1 Для сварки и наплавки необходимо использовать электроды типа Э50А ГОСТ 9467-75.
2 Сварные швы по ГОСТ 5264-80.
3 Сварные швы должны быть зачищены; наплывы металла на боковые поверхности башмака не допускаются.
4 Ремонт башмака производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК".
5 Сварочные и наплавочные работы должны производиться согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
Т1449.03.01.001Р | ||||||||||||
Башмак | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 6,69 | 1:2 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст15Л К20 ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
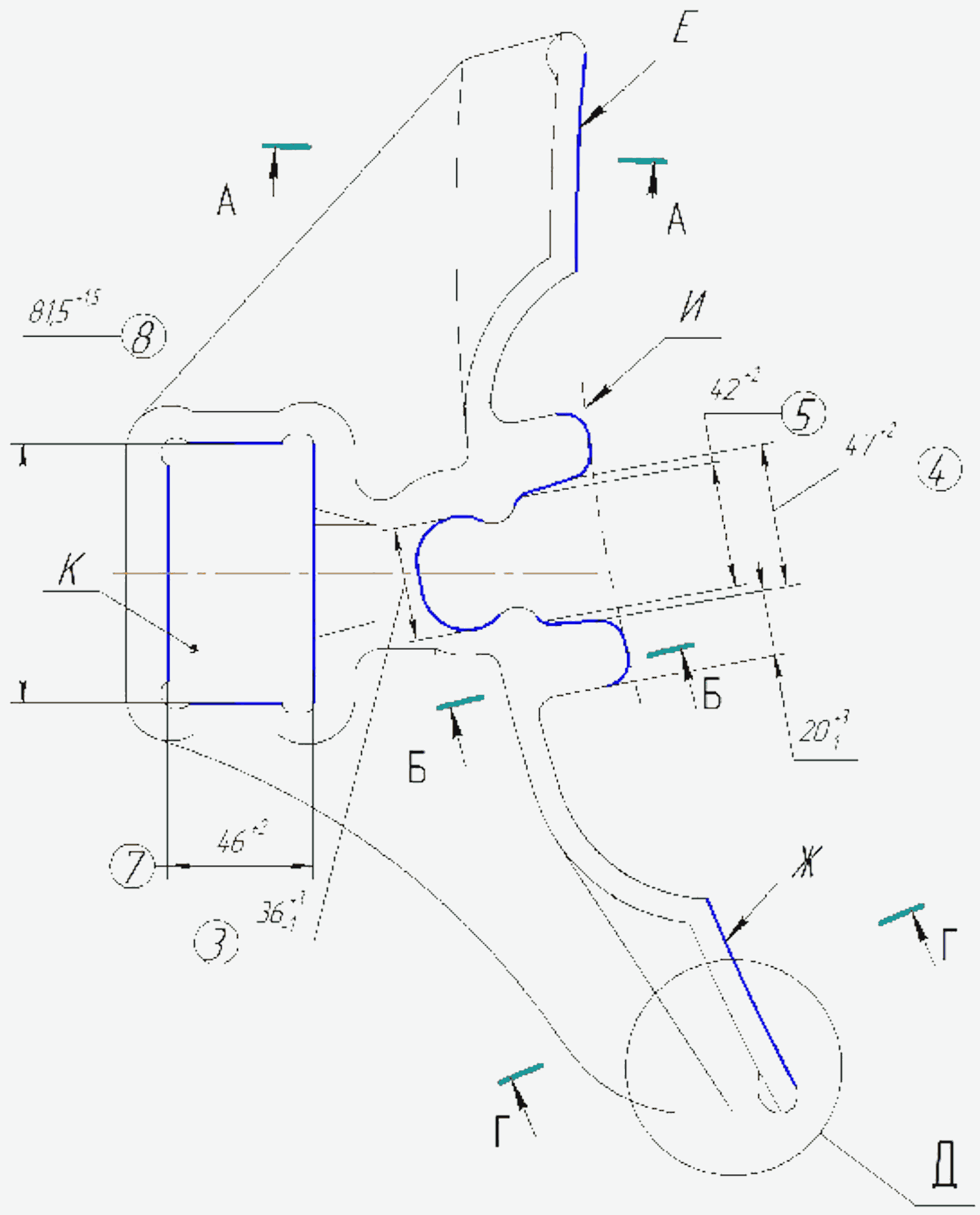
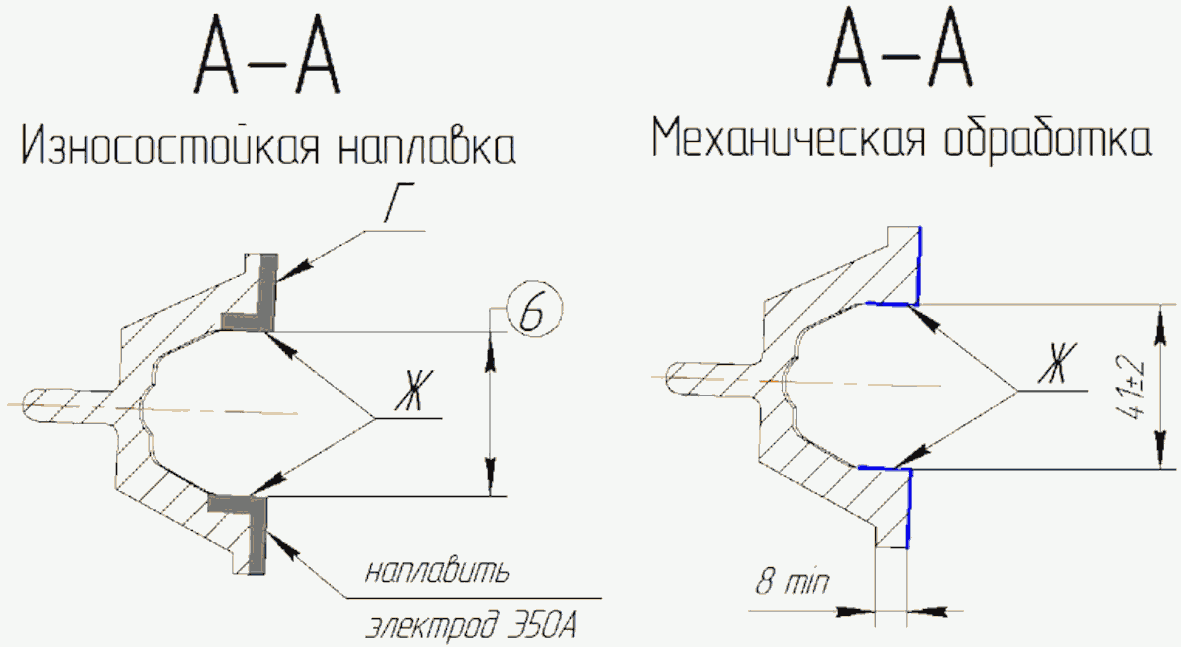
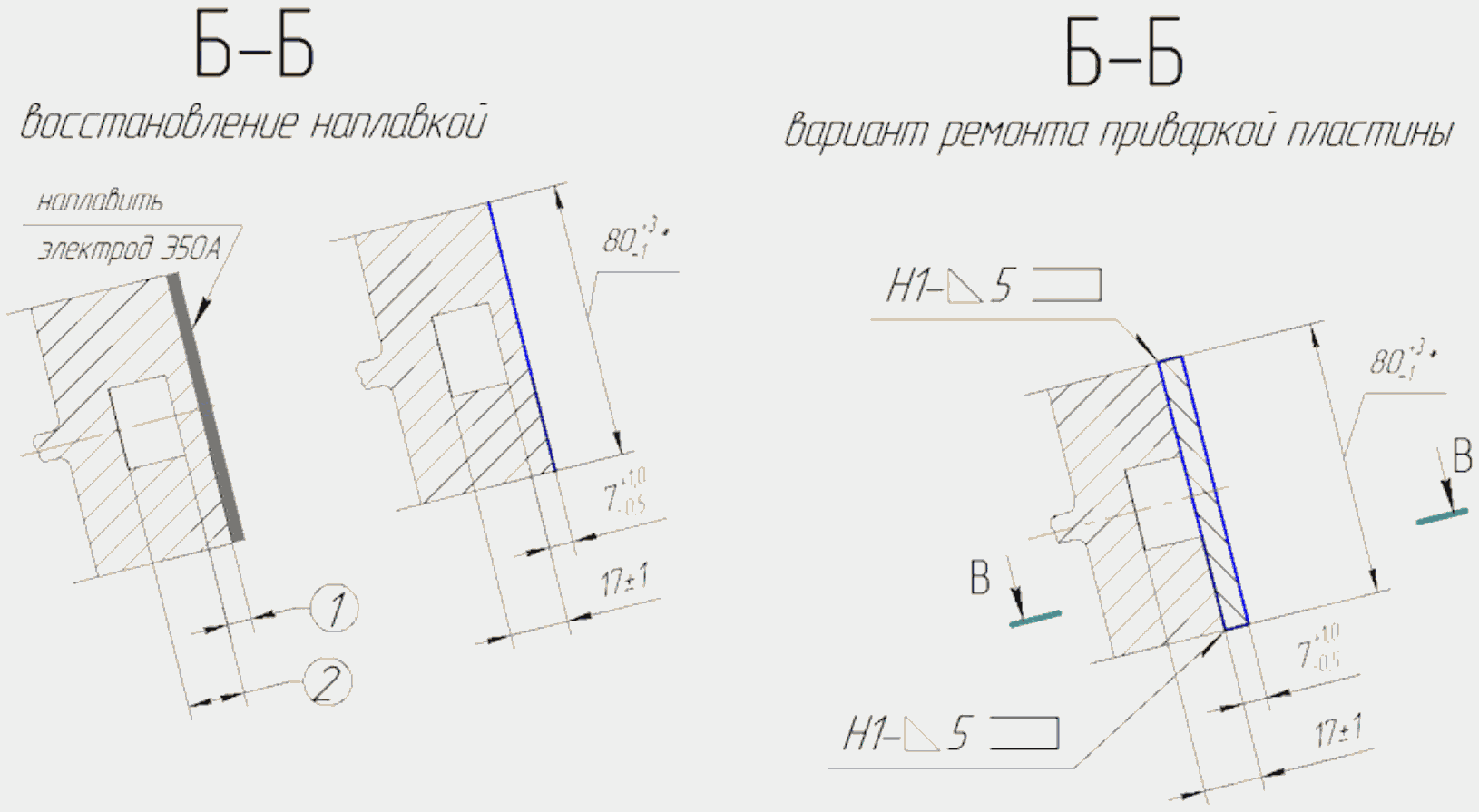
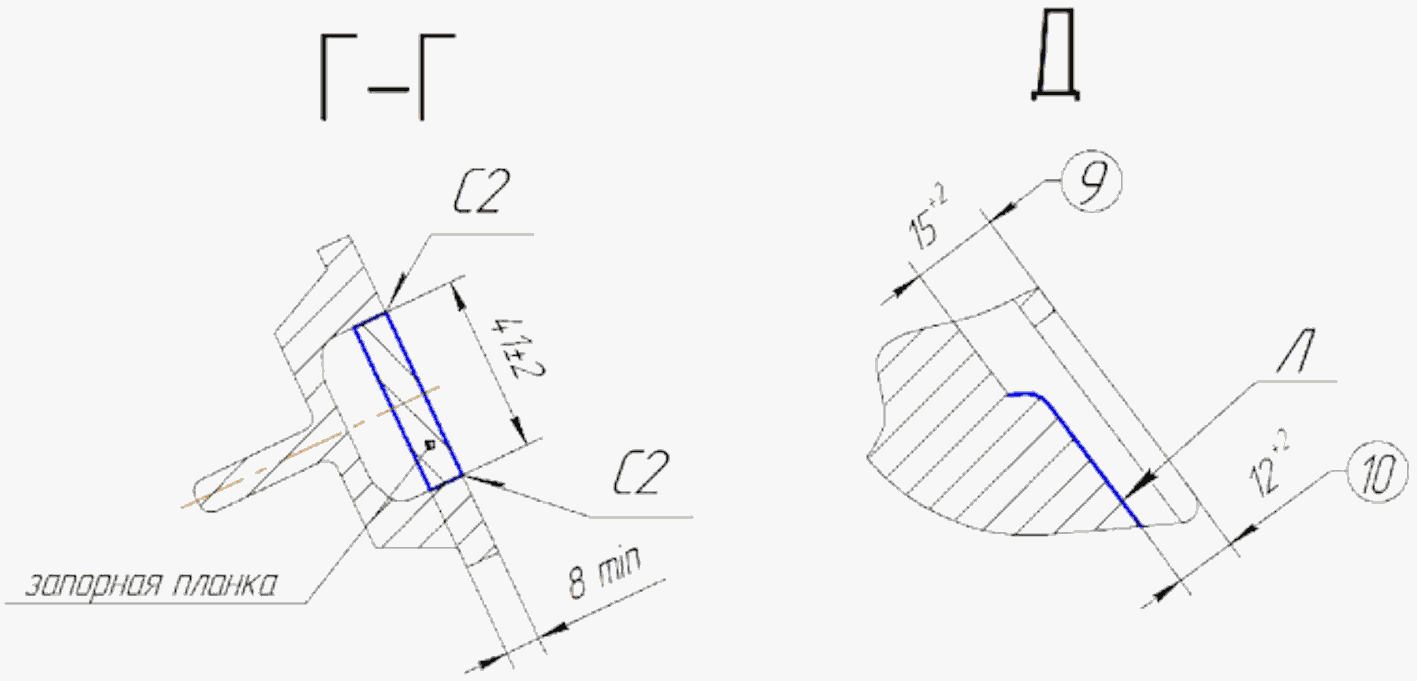
Дефекты | Устранение |
Трещины, сколы | Замена |
износ поверхности перемычки окна для чеки: деповской ремонт: размер 1 менее 5,5 мм; размер 2 более 19 мм; капитальный ремонт: размер 1 менее 6,5 мм; размер 2 более 18 мм | замена; удаление изношенной перемычки, приварка пластины |
износ поверхности паза башмака в зоне контакта подвески: размер 3 более 39 мм | замена; наплавка изношенных поверхностей, обработка до чертежных размеров |
износ поверхности паза башмака под ушко колодки: деповской ремонт: размер 4 более 50 мм; размер 5 более 45 мм; капитальный ремонт: размер 4 более 49 мм; размер 5 более 44 мм | замена; наплавка изношенных поверхностей, обработка до чертежных размеров |
износ поверхности Е до 10 мм | замена; наплавка изношенной поверхности, обработка до чертежных размеров |
износ поверхности Ж до 10 мм | |
износ поверхности И до 10 мм | |
износ поверхности 3: размер 6 более 43 мм | |
износ поверхностей окна К: размер 7 более 48 мм размер 8 более 83 мм | замена; наплавка при глубине износа не более 5 мм но сторону, обработка до чертежных размеров; износ более 5 мм - замена |
износ наплыва башмака - наплыв башмака менее 3 мм | проконтролировать размеры 9 и 10; наплавка, обработка до чертежных размеров |
отсутствие запорной планки | приварка планки |
1 Для сварки и наплавки необходимо использовать электроды типа Э50А ГОСТ 9467-75.
2 Сварные швы по ГОСТ 5264-80.
3 Сварные швы должны быть зачищены; наплывы металла на боковые поверхности башмака не допускаются.
4 Ремонт башмака производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК".
5 Сварочные и наплавочные работы должны производиться согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
Т1449.03.01.002Р | ||||||||||||
Башмак 0136.40.016 | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 6,69 | 1:2 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст15Л К20 ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
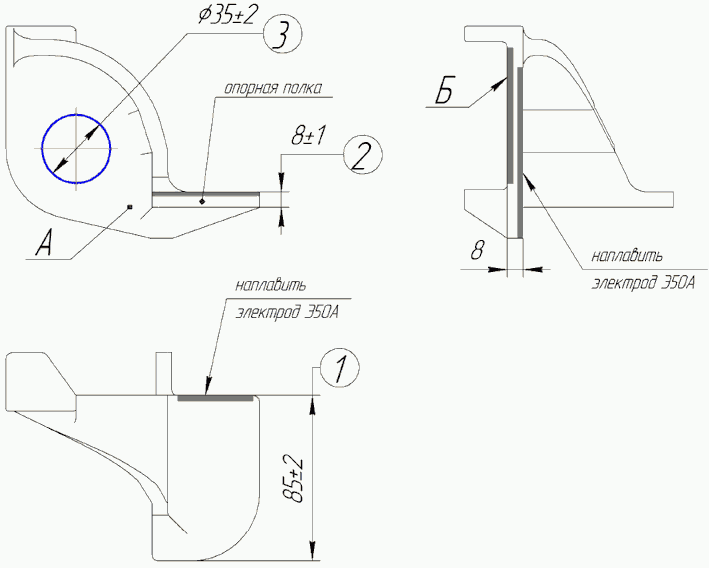
Дефект | Устранение | |
трещины на поверхности | Замена | |
износ опорной полки | размер 1 менее 80 мм | Замена; наплавка и последующая обработка до указанных размеров |
размер 2 менее в мм | ||
Износ отверстия: размер 3 - при деповском более 39 мм, при капитальном более 37 мм | При износе менее 10 мм по диаметру - наплавить или полностью заварить отверстие; механическая обработка до указанных размеров. При износе более 10 мм по диаметру - заменить. | |
Износ поверхности А | Замена; наплавка, механическая обработка до указанных размеров | |
Износ поверхности Б | ||
1 Для сварки и наплавки необходимо использовать электроды типа Э50А ГОСТ 9467-75.
2 Ремонт наконечника триангеля производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК".
3 Сварочные и наплавочные работы производить согласно Инструкции по сварке и наплавке при ремонте грузовых вагонов.
Т1449.03.01.003Р | ||||||||||||
Наконечник триангеля правый | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,99 | 1:2 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст15Л К20 ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
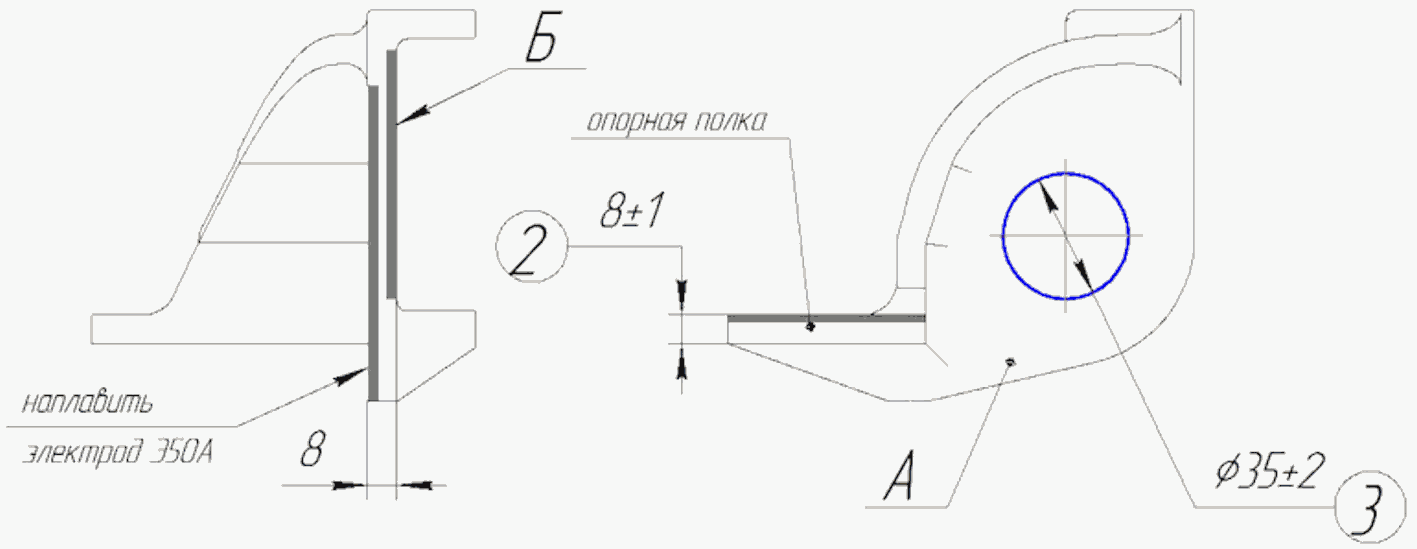
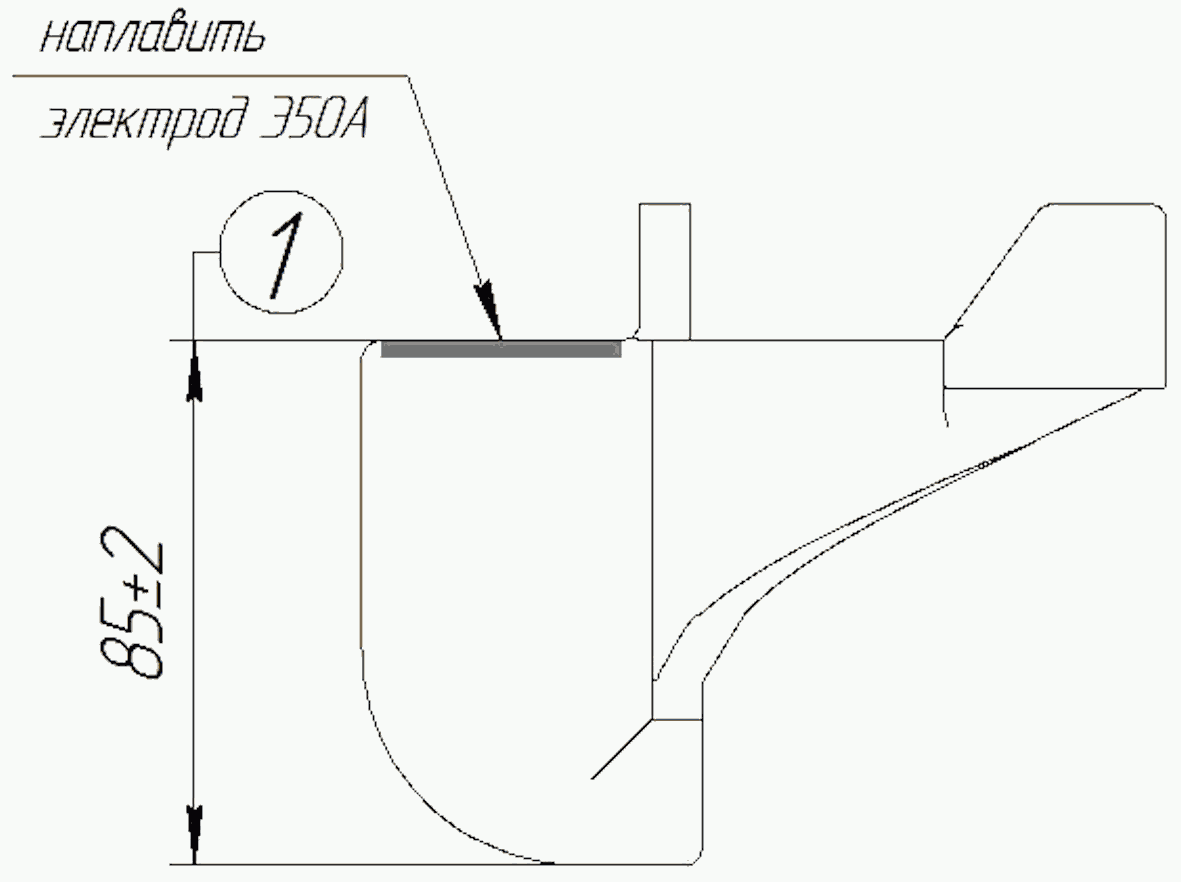
Дефект | Устранение | |
трещины на поверхности | Замена | |
износ опорной полки | размер 1 менее 80 мм | Замена; наплавка и последующая обработка до указанных размеров |
размер 2 менее 6 мм | ||
Износ отверстия: размер 3 - при деповском более 39 мм, при капитальном более 37 мм | При износе менее 10 мм по диаметру - наплавить или полностью заварить отверстие; механическая обработка до указанных размеров. При износе более 10 мм по диаметру - заменить. | |
Износ поверхности А | Замена; наплавка, механическая обработка до указанных размеров | |
Износ поверхности Б | ||
1 Для сварки и наплавки необходимо использовать электроды типа Э50А ГОСТ 9467-75.
2 Ремонт наконечника триангеля производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК".
3 Сварочные и наплавочные работы производить согласно Инструкции по сварке и наплавке при ремонте грузовых вагонов.
Т1449.03.01.004Р | ||||||||||||
Наконечник триангеля левый | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,99 | 1:2 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст 15Л К20 ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
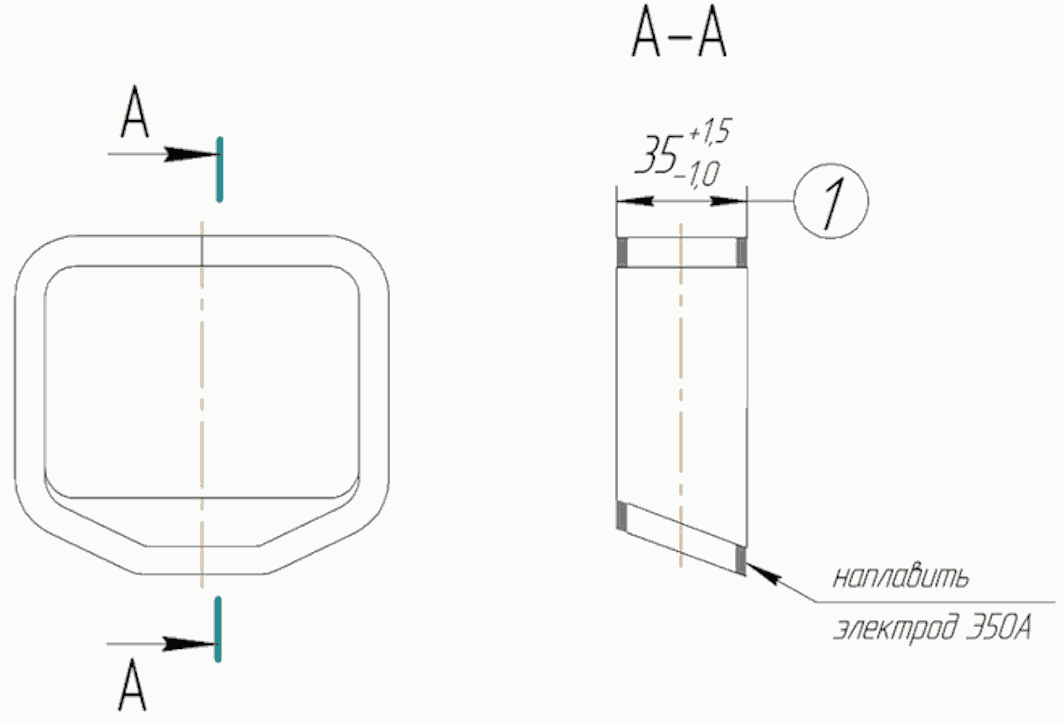
Дефект | Устранение |
трещины | Замена |
износ поверхностей: размер 1 - при деповском ремонте менее 33,5 мм; при капитальном - менее 34 мм | Замена; наплавка, механическая обработка до указанных размеров |
1 Ремонт закладки триангеля производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК";
2 Сварочные и наплавочные работы производить согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
Т1449.03.01.005Р | ||||||||||||
Закладка триангеля | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,67 | 1:1 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст3пс3 ГОСТ 14637-89 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
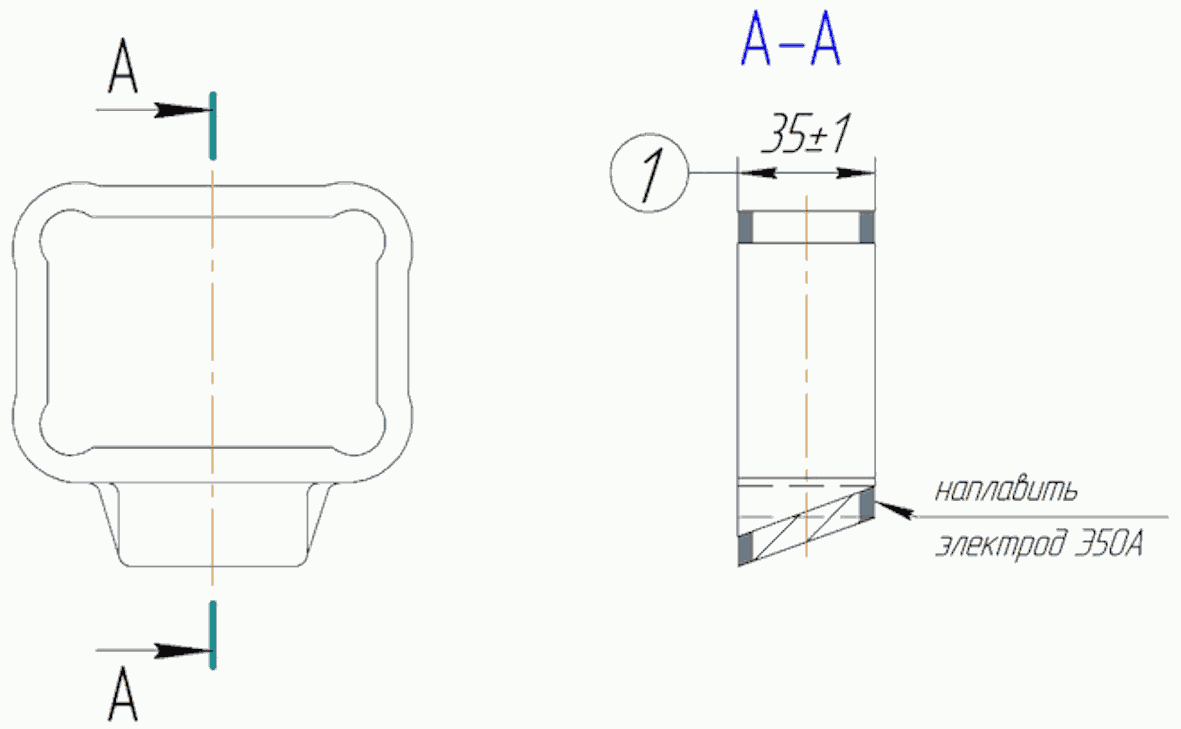
Дефект | Устранение |
трещины | Замена |
износ поверхностей: размер 1 - при деповском ремонте менее 33,5 мм; при капитальном - менее 34 мм | Замена; наплавка, механическая обработка до указанных размеров |
1 Ремонт закладки триангеля производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК";
2 Сварочные и наплавочные работы производить согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
Т1449.03.01.006Р | ||||||||||||
Закладка триангеля | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,67 | 1:2 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст3пс3 ГОСТ 14637-89 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
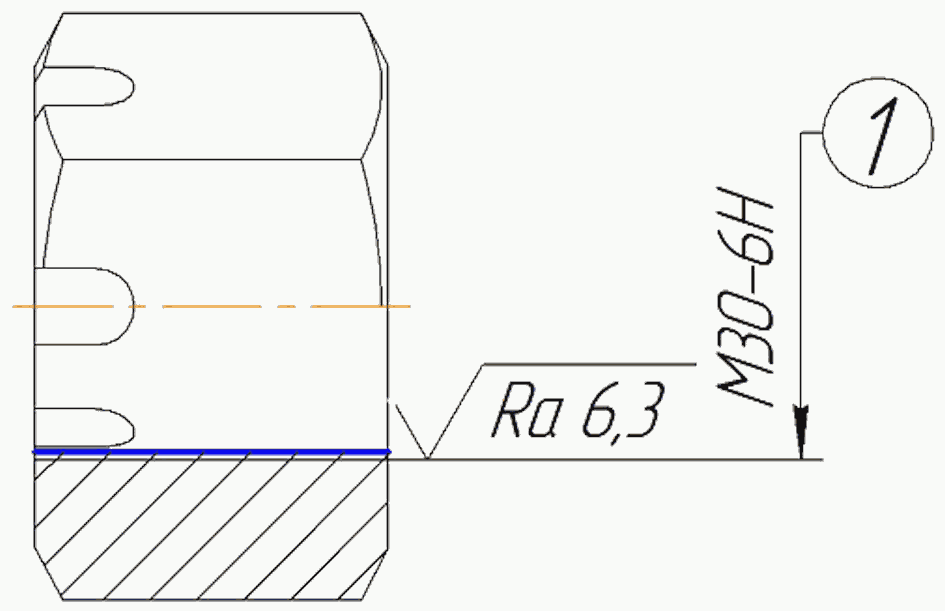
Дефекты | Устранение |
Деформация резьбы 1; резьба забита | Прорезать резьбу метчиком |
Ремонт гайки производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК".
Т1449.03.01.007Р | ||||||||||||
Гайка | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,26 | 1:1 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст30Л К25 ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
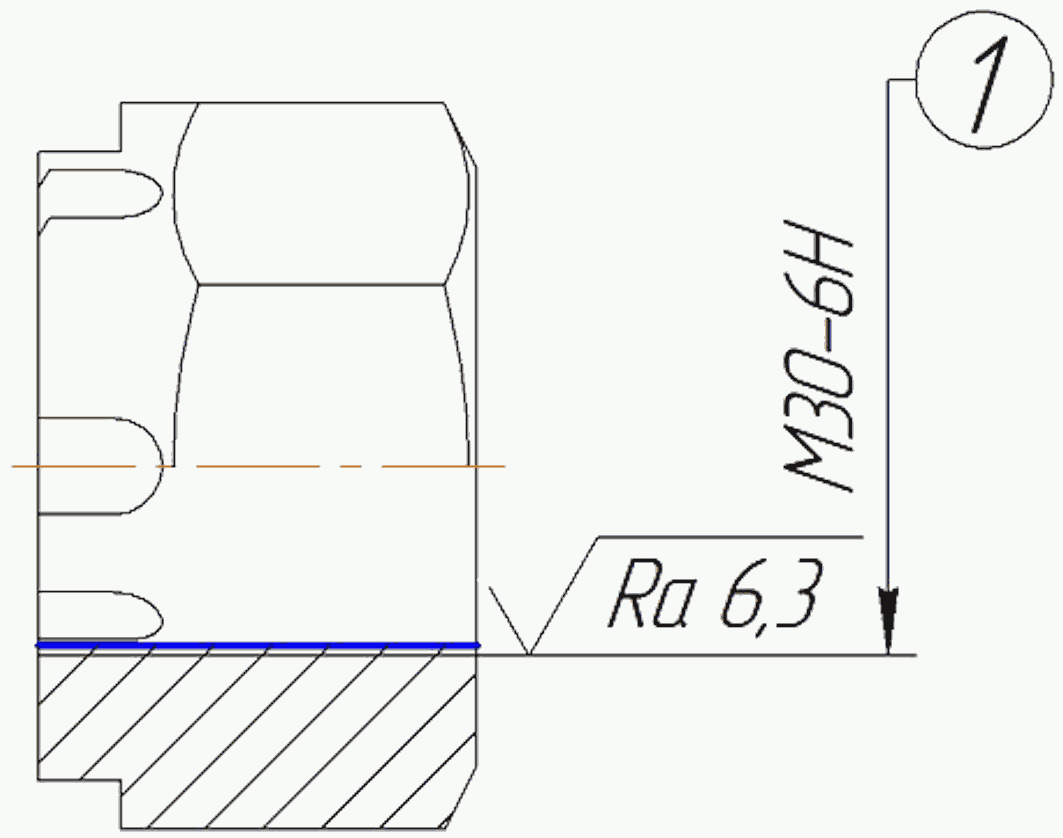
Дефекты | Устранение |
Деформация резьбы 1; резьба забита | Прорезать резьбу метчиком |
Ремонт гайки производить в соответствии с "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК".
Т1449.03.01.008Р | ||||||||||||
Гайка | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,29 | 1:1 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ст30Л К25 ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||||
Документация | ||||||||||||||
A2 | Т1449.04.00.000РСБ | Сборочный чертеж | ||||||||||||
Сборочные единицы | ||||||||||||||
A2 | 1 | Т1449.04.01.000РС | Колесная пара | 1 | ||||||||||
A2 | 2 | Т1449.04.02.000РС | Колесная пара | 1 | ||||||||||
A2 | 3 | Т1449.04.03.000РК | Колесная пара | 1 | ||||||||||
A2 | 4 | Т1449.04.04.000Р | Корпус буксы с планкой | 2 | ||||||||||
Детали | ||||||||||||||
A2 | 5 | Т1449.04.00.001Р | Корпус буксы | 2 | ||||||||||
A1 | 6 | Т1459.001 | Приспособление для | 2 | ||||||||||
идентификации | ||||||||||||||
Т1449.04.00.000Р | ||||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||||
Разраб. | Лопатникова | 2020 | Колесная пара с буксовыми узлами | Лит. | Лист | Листов | ||||||||
Пров. | Буниятов | 2020 | Ро1 | 1 | ||||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||||
Н. контр. | Голышева | 2020 | ||||||||||||
Утв. | Раловец | 2020 | ||||||||||||
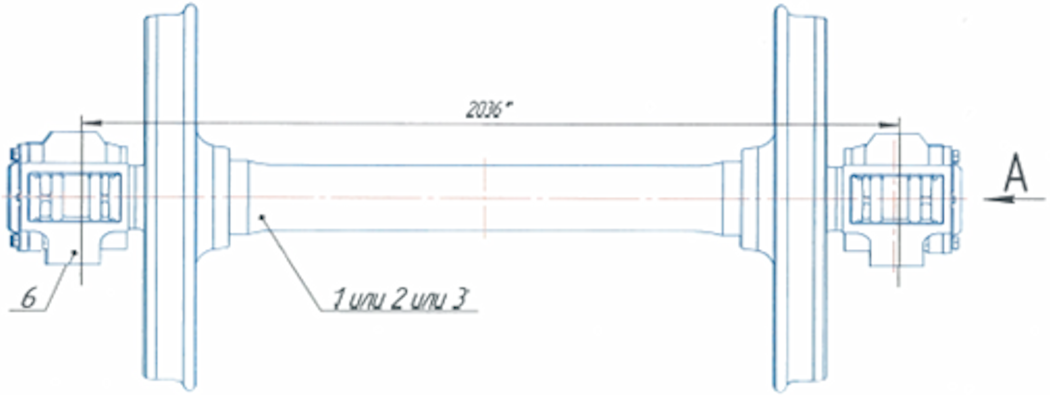
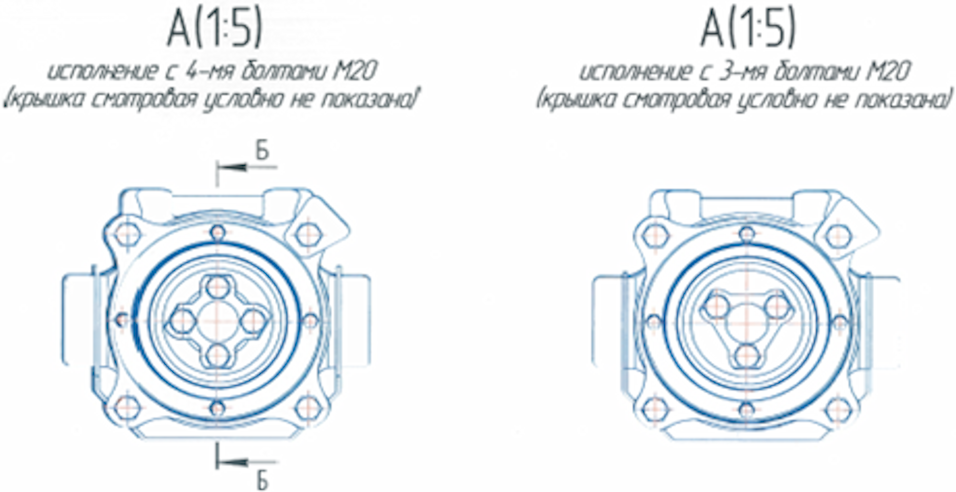
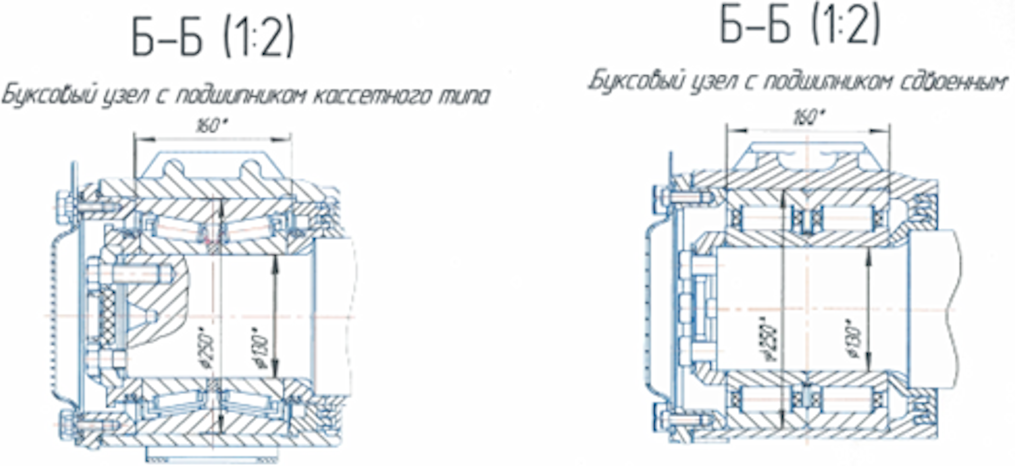
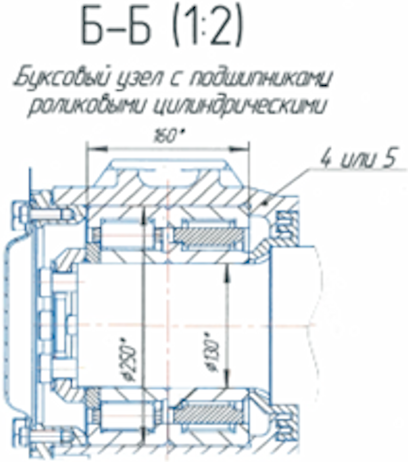
1 <*> Размеры для справок
2 При выпуске из ремонта колесная пара должна соответствовать техническим требованиям "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
Т1449.04.00.000РСБ | ||||||||||||
Колесная пара РУ-1Ш-957-Г с буксовыми узлами Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 1308,72 | 1:10 | |||||
Разраб. | Лопатникова | 2020 | ||||||||||
Пров. | Буниятов | 2020 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2020 | ||||||||||
Утв. | Раловец | 2020 | ||||||||||
(в ред. Протокола от 27.11.2020)
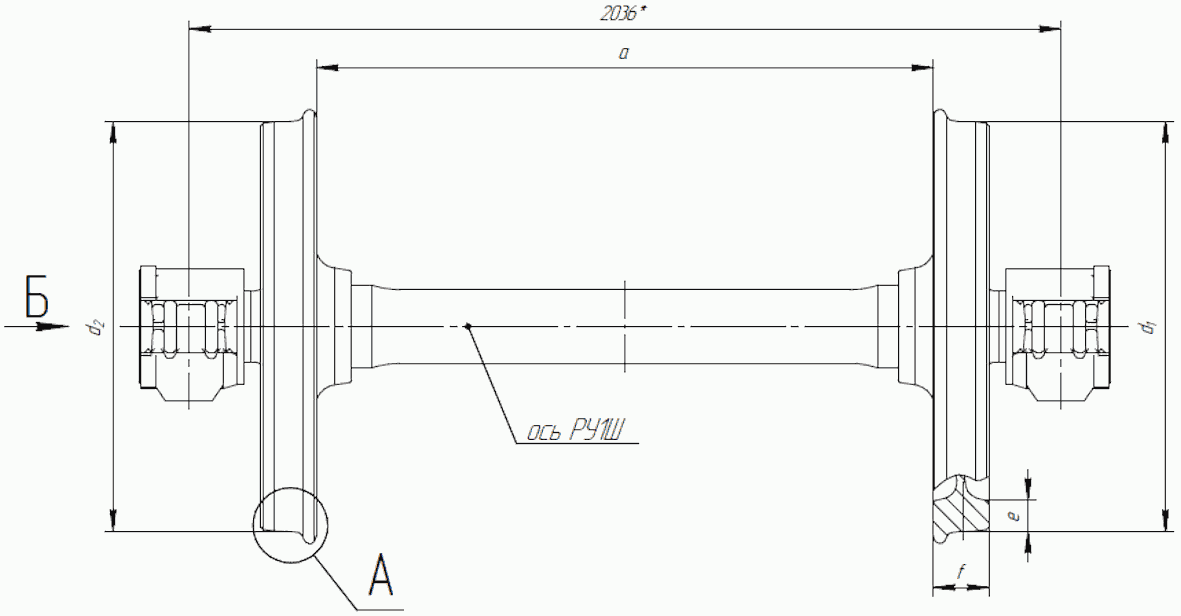
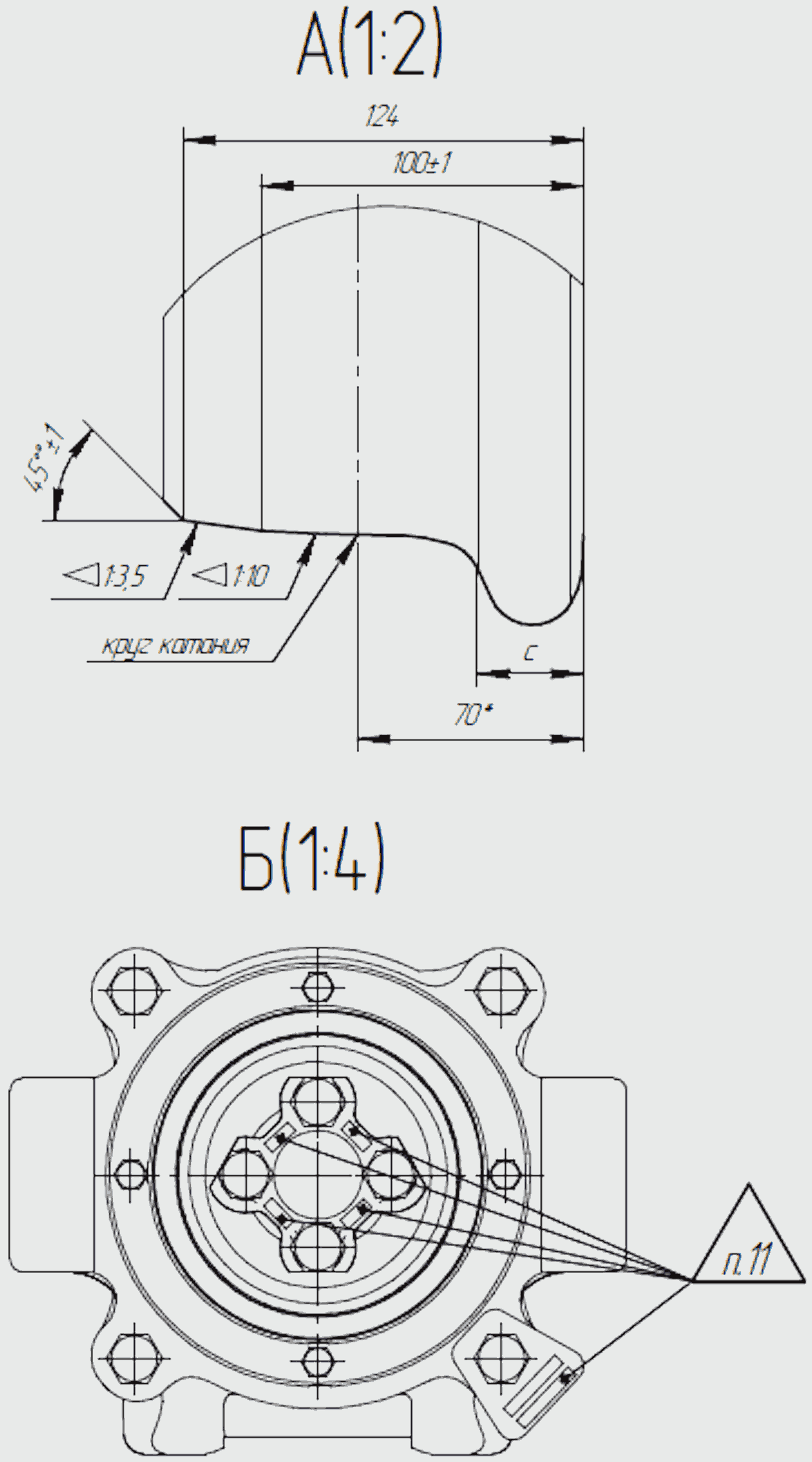
Допускаемые размеры колесных пар при выпуске их из текущего ремонта | |
Условное обозначение размера | Значение, мм |
Расстояние между внутренними боковыми поверхностями ободов колес, a | 1438...1443 |
Разность расстояний между внутренними боковыми поверхностями ободов колес, измеренных в четырех точках, расположенных в двух взаимноперпендикулярных плоскостях, не более | 2,0 |
Разность диаметров колес по кругу катания в одной колесной паре (d1 - d2), не более | |
- при восстановлении профиля поверхности катания; | 0,5 |
- без восстановлении профиля поверхности катания. | 1,0 |
Забоины и вмятины на средней части оси, не более | 2,0 |
Протертости на средней части оси, не более | 2,5 |
Овальность по кругу катания, не более: | |
- при восстановлении профиля поверхности катания колес | 0,5 |
- без восстановления профиля поверхности катания колес, не более | 1,0 |
Толщина обода e, не менее | 24 |
Равномерный прокат: | |
- при восстановлении профиля поверхности катания колес | не допускается |
- без восстановления профиля поверхности катания колес, не более | 7,0 |
Неравномерный прокат | не допускается |
Ширина обода f | 128,0...133,0 |
Толщина гребня, c: | |
- без восстановления профиля поверхности катания колес | 26,0...33,0 |
- при восстановлении профиля поверхности катания колес с исходной толщиной гребня 33,0 мм | 32,0...33,0 |
- при восстановлении профиля поверхности катания колес с исходной толщиной гребня 30,0 мм | 29,0...30,0 |
- при восстановлении профиля поверхности катания колес с исходной толщиной гребня 27,0 мм | 26,0...27,0 |
Разность толщин гребней колес в одной колесной паре, не более | 3,0 |
Кольцевые выработки на поверхности катания у основания гребня и на коничности 1:3,5 | |
- при восстановлении профиля поверхности катания колес | не допускаются |
- без восстановления профиля поверхности катания колес, не более | допускаются шириной - 10,0 глубиной - 0,5 |
Навар | не допускается |
Выщербины без трещин, идущих вглубь обода колеса | |
- при восстановлении профиля поверхности катания колес | не допускаются |
- без восстановления профиля поверхности катания колес, не более | допускаются длиной - 15,0 глубиной - 1,0 |
Ползун | не допускается |
Остроконечный накат гребня | не допускается |
1 <*> Размеры для справок
2 Шероховатость обработанных поверхностей Ra 20.
3 Перед постановкой на станок крышки смотровые заменить на крышки защитные.
4 При обработке фаска наружной боковой поверхности обода должна начинаться на расстоянии 124+1 мм от внутренней боковой поверхности обода и выполняться под углом 45°.
5 После обточки колесной пары произвести контроль максимальным шаблоном Т447.003.
6 Зазор между профилем колеса и рабочей поверхностью максимального шаблона:
- по высоте гребня - не более 1 мм;
- по поверхности катания, гребня, внутренней боковой поверхности обода - не более 0,5 мм.
7 Допускается обточка внутренних боковых поверхностей ободов колес при величине разности расстояний между ними, измеренная в двух взаимноперпендикулярных плоскостях, более 2 мм.
8 Допускается обточка наружных боковых поверхностей ободов колес в целях устранения поверхностных дефектов и неровностей прокатки при условии, что не будут удалены клейма об изготовлении.
9 Не допускаются: неравномерный прокат, равномерный прокат, навар, ползун, выщербины без трещин, идущих вглубь обода колеса длиной более 15 мм и глубиной более 1 мм.
10 Остальные технические требования в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
11 Знаки клейм после текущего ремонта в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
12 Перед восстановлением профиля поверхности катания произвести входной вибродиагностический контроль буксовых узлов на установках, соответствующих требованиям N 741-2011 ПКБ ЦВ, по технологии в соответствии с требованиями РД 32 ЦВ 109-2011.
13 Ремонт колесной пары произвести в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017..
14 Контроль геометрических параметров и величин износов элементов колесной пары на соответствие нормам произвести в соответствии с РД 32 ЦВ 058-97 "Руководящий документ. Методика выполнения измерений при освидетельствовании колесных пар вагонов колеи 1520 мм".
Т1449.04.01.000РС | ||||||||||||
Колесная пара Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 1126,6 | 1:10 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
Допускаемые размеры колесных пар при выпуске их из среднего ремонта | |
Условное обозначение размера | Значение, мм |
Расстояние между внутренними боковыми поверхностями об ободов колес, a | 1438...1443 |
Разность расстояний между внутренними боковыми поверхностями ободов колес, измеренных в четырех точках, расположенных в двух взаимноперпендикулярных плоскостях, не более | 2,0 |
Разность расстояний между торцами предподступичной части оси внутренними боковыми поверхностями ободьев колес с одной и другой стороны колесной пары, не более | 5,0 |
Разность диаметров колес по кругу катания в одной колесной паре (d1 - d2), не более | |
- при восстановлении профиля поверхности катания; | 0,5 |
- без восстановлении профиля поверхности катания. | 1,0 |
Отклонение от соосности круга катания колес относительно поверхности шейки или подступичной части оси, не более: | |
- при восстановлении профиля поверхности катания; | 0,5 |
- без восстановлении профиля поверхности катания. | 1,0 |
Диаметр шейки оси |  |
Занижение (уменьшение) диаметра шейки у галтели (глубина на сторону) |  |
Расстояние от торца предподступичной части до начала занижения диаметра шейки у галтели | |
Конусообразность и овальность шейки, не более | 0,02 |
Диаметр предподступичных частей оси: | |
- при использовании подшипников кассетного типа |  |
- при использовании сдвоенных и цилиндрических роликовых подшипников |  |
Овальность и конусообразность преподступичной части, не более | 0,05 |
Диаметр подступичной части оси, не менее | 182,0 |
Диаметр средней части оси, не менее: | |
- с конусообразной средней частью | 160,0 |
- с цилиндрической средней частью | 167,0 |
Забоины и вмятины на средней части оси, не более | 2,0 |
Протертости на средней части оси, не более | 2,5 |
Овальность по кругу катания, не более: | |
- при восстановлении профиля поверхности катания колес | 0,5 |
- без восстановления профиля поверхности катания колес, не более | 1,0 |
Толщина обода e, не менее | 24 |
Равномерный прокат: | |
- при восстановлении профиля поверхности катания колес | не допускается |
- без восстановления профиля поверхности катания колес, не более | 7,0 |
Неравномерный прокат | не допускается |
Ширина обода f | 128,0...133,0 |
Толщина гребня, c: | |
- без восстановления профиля поверхности катания колес | 26,0...33,0 |
- при восстановлении профиля поверхности катания колес с исходной толщиной гребня 33,0 мм | 32,0...33,0 |
- при восстановлении профиля поверхности катания колес с исходной толщиной гребня 30,0 мм | 29,0...30,0 |
- при восстановлении профиля поверхности катания колес с исходной толщиной гребня 27,0 мм | 26,0...27,0 |
Разность толщин гребней колес в одной колесной паре, не более | 3,0 |
Кольцевые выработки на поверхности катания у основания гребня и на коничности 1:3,5 | |
- при восстановлении профиля поверхности катания колес | не допускаются |
- без восстановления профиля поверхности катания колес, не более | допускаются шириной - 10,0 глубиной - 0,5 |
Навар | не допускается |
Выщербины без трещин, идущих вглубь обода колеса | |
- при восстановлении профиля поверхности катания колес | не допускаются |
- без восстановления профиля поверхности катания колес, не более | допускаются длиной - 15,0 глубиной - 1,0 |
Ползун | не допускается |
Остроконечный накат гребня | не допускается |
1 При обточке фаска наружной боковой поверхности обода должна начинаться на расстоянии 124+1 мм от внутренней боковой поверхности обода и выполняться под углом 45°.
2 После обточки колесной поры произвести контроль максимальным шаблоном Т447.003.
3 Зазор между профилем колеса и рабочей поверхностью максимального шаблона:
- по высоте гребня - не более 1 мм;
- по поверхности катания, гребня, внутренней боковой поверхности обода - не более 0,5 мм.
4 Допускается обточка внутренних боковых поверхностей ободов колес при величине разности расстояний между ними, измеренная в двух взаимноперпендикулярных плоскостях, более 2 мм.
5 Допускается обточка наружных боковых поверхностей ободов колес в целях устранения поверхностных дефектов и неровностей прокатки при условии, что не будут удалены клейма об изготовлении.
6 Не допускаются: неравномерный прокат, навар, ползун, выщербины без трещин, идущих вглубь обода колеса длиной более 15 мм и глубиной более 1 мм.
7 Шероховатость обработанных поверхностей Ra 20.
8 Клеймить левый торец оси колесной пары в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
9 Остальные технические требования в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
10 Ремонт колесной поры произвести в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
11 Контроль геометрических параметров и величин износов элементов колесной пары на соответствие нормам произвести в соответствии с РД 32 ЦВ 058-97 "Руководящий документ. Методика выполнения измерений при освидетельствовании колесных пар вагонов колеи 1520 мм".
Т1449.04.02.000РС | ||||||||||||
Колесная пара Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 1126,6 | 1:10 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | |||||||
Документация | |||||||||||||
А2 | Т1449.04.03.000РК СБ | Сборочный чертеж | |||||||||||
- | |||||||||||||
Детали | |||||||||||||
А2 | 1 | Т1449.04.03.001Р | Ось РУ1Ш | 1 | |||||||||
А3 | 2 | Т1449.04.03.002Р | Колесо цельнокатанное | 2 | |||||||||
- | |||||||||||||
- | |||||||||||||
Т1449.04.03.000Р | |||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | |||||||||
Разраб. | Володяев | 2018 | Колесная пара | Лит. | Лист | Листов | |||||||
Пров. | Петров | 2018 | Ро1 | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | |||||||||||||
Н. контр. | Голышева | 2018 | |||||||||||
Утв. | Комиссаров | 2018 | |||||||||||
Допускаемые размеры колесных пар при выпуске их из капитального ремонта | |
Условное обозначение размера | Значение, мм |
Расстояние между внутренними боковыми поверхностями ободов колес, a | 1439...1442 |
Разность расстояний между внутренними боковыми поверхностями ободов колес, измеренных в четырех точках, расположенных в двух взаимноперпендикулярных плоскостях, не более | 1,5 |
Разность расстояний между торцами предподступичной части оси внутренними боковыми поверхностями ободьев колес с одной и другой стороны колесной пары, не более | 3,0 |
Разность диаметров колес по кругу катания в одной колесной паре (d1 - d2), не более | |
- при восстановлении профиля поверхности катания; | 0,5 |
- без восстановлении профиля поверхности катания. | 1,0 |
Отклонение от соосности круга катания колес относительно поверхности шейки или подступичной части оси, не более: | |
- при восстановлении профиля поверхности катания; | 0,5 |
- без восстановлении профиля поверхности катания. | 1,0 |
Занижение (уменьшение) диаметра шейки у галтели (глубина на сторону) |  |
Расстояние от торца преподступичной части до начала занижения диаметра шейки у галтели | |
Конусообразность и овальность шейки, не более | 0,02 |
Радиальное биение шейки относительно оси центровых отверстий, не более | 0,3 |
Овальность и конусообразность преподступичной части, не более | 0,05 |
Непрямолинейность образующей подступичной части, не более | 0,02 |
Конусообразность подступичной части при условии, что больший диаметр обращен к середине оси, не более | 0,05 |
Овальность подступичной части, не более | 0,025 |
Забоины, вмятины и протертости на средней части оси, не более | не допускаются |
Овальность по кругу катания, не более: | |
- при восстановлении профиля поверхности катания колес | 0,5 |
- без восстановления профиля поверхности катания колес, не более | 1,0 |
Толщина обода старогодного колеса e, не менее | 35 |
Равномерный прокат | не допускается |
Неравномерный прокат | не допускается |
Ширина обода колеса f: | |
- нового изготовления | 130...133 |
- старогодного | 128...133 |
Толщина гребня, c: | |
- для новых колес | по ГОСТ 10791 |
- для колес с восстановленным профилем поверхности катания | 26,0...33,0 |
Разность толщин гребней колес в одной колесной паре, не более | 1,0 |
Кольцевые выработки, навары, выщербины, ползуны и остроконечный накат гребня | не допускаются |
1. Колесные поры должны быть обмыты согласно "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
2. Ремонт колесной пары произвести в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
3. Контроль геометрических параметров и величин износов элементов колесной пары на соответствие нормам произвести в соответствии с РД 32 ЦВ 058-97 "Руководящий документ. Методика выполнения измерений при освидетельствовании колесных пар вагонов колеи 1520 мм".
4. Допускается обточка внутренних боковых поверхностей ободов колес при величине разности расстояний между ними, измеренная в двух взаимноперпендикулярных плоскостях, более 2 мм.
5. Допускается обточка наружных боковых поверхностей ободов колес в целях устранения поверхностных дефектов и неровностей прокатки при условии, что не будут удалены клейма об изготовлении.
6. При обработке фаска наружной боковой поверхности обода должна начинаться на расстоянии 124+1 мм от внутренней боковой поверхности обода и выполняться под углом 45°.
7. После обточки колесной поры произвести контроль максимальным шаблоном Т447.003.
7.1. Зазор между профилем колеса и рабочей поверхности максимального шаблона:
- по высоте гребня - не более 1 мм;
- по поверхности катания, гребня, внутренней боковой поверхности обода - не более 0,5 мм.
8. Не допускаются: неравномерный прокат, равномерный прокат, навар, ползун, выщербины без трещин, идущих вглубь обода колеса длиной более 15 мм и глубиной более 1 мм.
9. Шероховатость обработанных поверхностей Rz 80.
10. Остальные технические требования в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
11. Толщина диска у обода колеса должна соответствовать таблице 12.3 "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
12. При обнаружении дефектов допускается обточка профиля колеса.
13. Клейма и знаки маркировки. На торце оси с правой стороны колесной пары клеймить - "Ф" - знак проведения капитального ремонта колесной пары.
14. Клеймить условный номер предприятия, которое произвело капитальный ремонт колесной пары.
15. Приемочные клейма.
16. Клеймить месяц и две последние цифры года производства капитального ремонта колесной пары.
Т1449.04.03.000РК СБ | ||||||||||||
Колесная пара Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 1126 | 1:10 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
центровочное отверстие
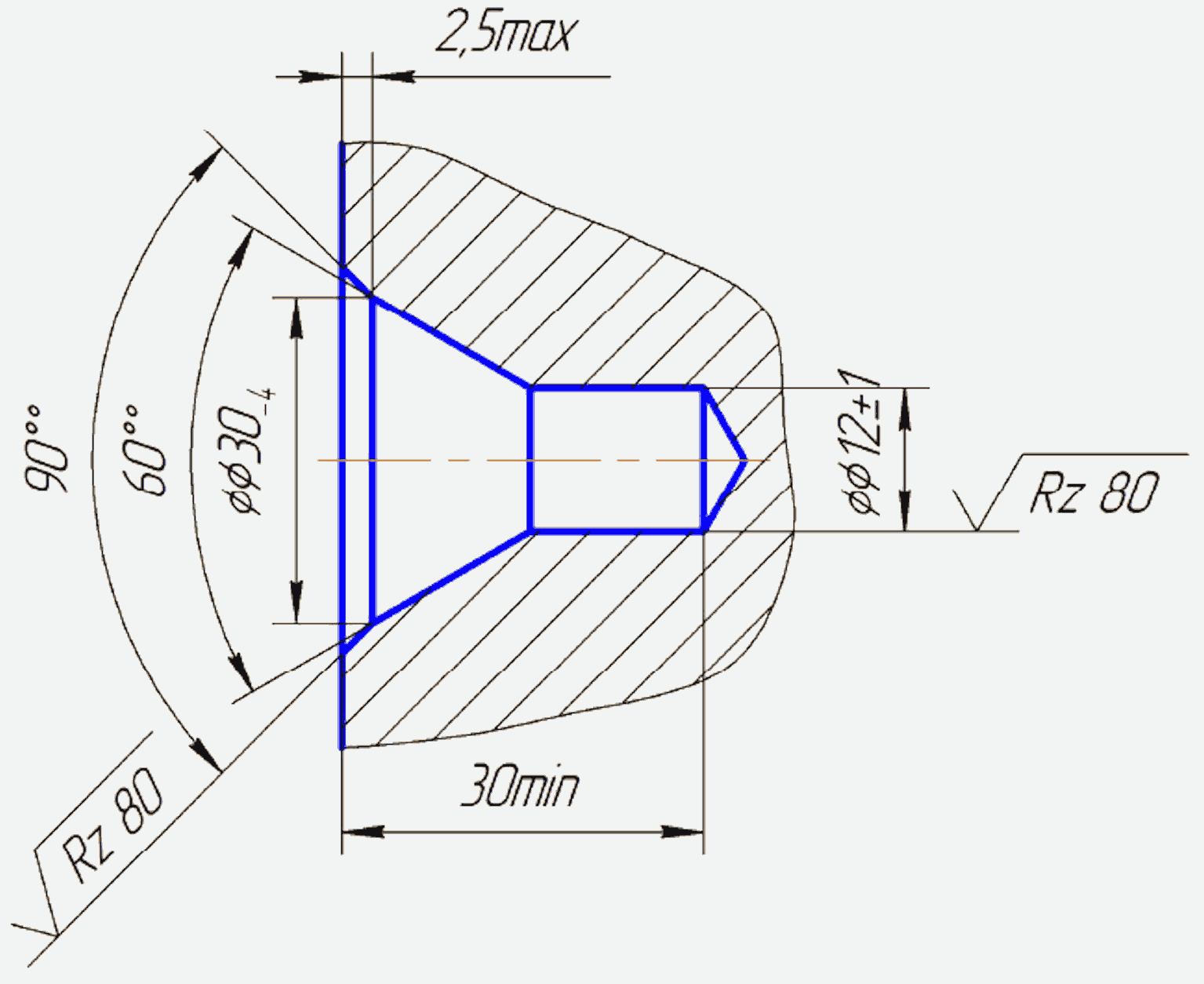
Обозначение размера | Значение, мм | |
d1 |  | |
d2 | при использовании подшипников кассетного типа |  |
при использовании сдвоенных и цилиндрических роликовых подшипников |  | |
d3 | 182 | |
d4 | ось с конусообразной средней частью | 160 |
ось с цилиндрической средней частью | 167 | |
L | не менее 250,0 | |
Дефект | Устранение |
Протертость на средней части оси | Протертость глубиной более 2 мм устраняют обточкой с последующим упрочнением накатыванием роликами |
Забоины и вмятины | Забоины и вмятины на средней части оси глубиной не более 2 мм и не более 5 мм допускается устранять зачисткой вдоль оси наждачным кругом |
Забоины и вмятины на шейках осей глубиной не более 1,5 мм и площадью до 50 мм2 и находящиеся на расстоянии не ближе 50 мм от торца предподступичной части оси зачистить заподлицо с поверхностью | |
Забоины и вмятины на предподступичных частях осей глубиной более 2 мм устранить зачисткой краев заподлицо с поверхностью | |
Намин на шейке оси | Зачистить шлифовальной бумагой |
Задиры и риски | Но подступичных частях осей: - обточка и упрочнение накатыванием роликами |
Но предподступичных частях осей и шейках: - глубиной не более 0,2 мм и не более 2 мм соответственно устранить зачисткой шлифовальной бумагой | |
Коррозионные повреждения | Зачистка шлифовальной бумагой |
Износ шейки из-за проворота внутреннего кольца подшипника | Ось бракуют |
Повреждение центрового отверстия | Заварка и сверление нового отверстия |
Повреждение резьбы М20 | При повреждении от 4 до 6 ниток - исправить метчиком; при повреждении более 6 ниток - исправить в установленном порядке |
Обрыв болтов М20 | При возможности удаления стержней болтов - удаление, при невозможности - браковка оси |
1 Ремонт оси производить согласно "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017..
2 Подступичные части осей механически обработать с последующим упрочнением накаткой роликами в соответствии с требованиями Технологической инструкции по упрочнению накатыванием роликами осей колесных пар вагонов.
3 Наружный пояс подступичной части обтачивать на конус с разностью наибольшего и наименьшего диаметров не более 1 мм и длиной 7...15 мм.
4 Переходы от заходного конуса к цилиндрической подступичной части оси и от подступичной к средней выполнить плавным, без уступов.
5 Подступичная часть оси после механической обработки не должна иметь коррозии, задиров, рисок, вмятин, забоин по всей длине.
6 При необходимости механическую обработку средней части производить после удаления поверхностных дефектов.
7 Допускается наплавлять поверхность Б согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов", "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
8 Остальные технические требования в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
Т1449.04.03.001РК | ||||||||||||
Ось РУ1Ш | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | 399,5 | 1:4 | ||||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Ось РУ1Ш ГОСТ 33200-2014 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
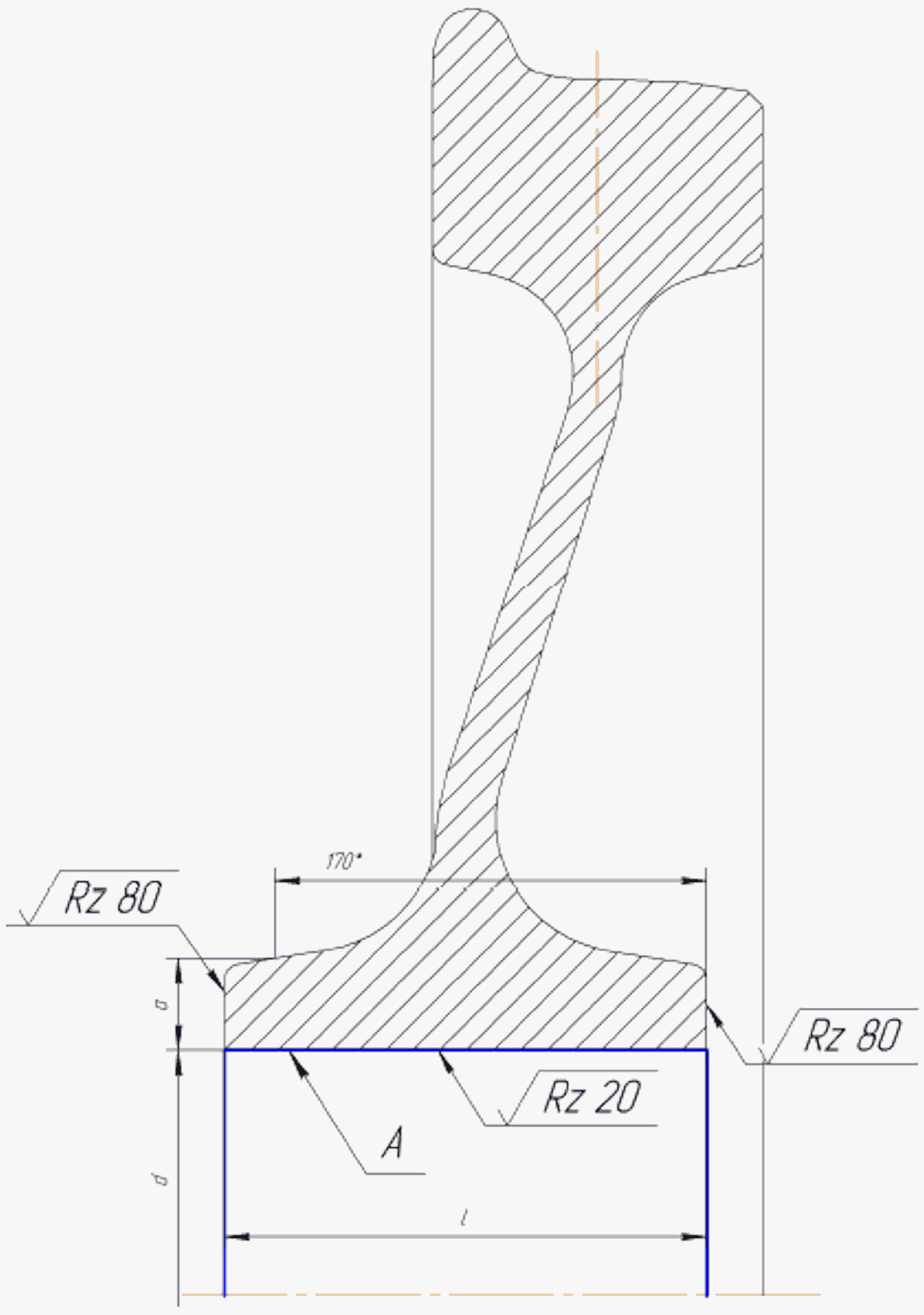
Допускаемые размеры колес при выпуске их из капитального ремонта | |
Измеряемые параметры | Значение, мм |
Длина ступицы старогодного колеса l | 185...200 |
Толщина стенки ступицы (измеряется на расстоянии 170 мм от наружного торца ступицы) a, не менее | 31,0 |
Разностенность ступицы, не более | 5,0 |
Конусообразность поверхности A ступицы при условии, что больший диаметр отверстия расположен с внутренней стороны ступицы, не более | 0,05 |
Овальность поверхности A, не более | 0,025 |
Непрямолинейность образующей поверхности A, не более | 0,02 |
1 Ремонт колеса цельнокатанного производить в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
2. Отверстие ступицы (размер d) расточить до размера подступичной части оси с учетом необходимого при запрессовки натяга.
3. Наружные и внутренние кромки отверстия ступицы колес должны иметь закругления радиусом 4...5 мм.
4. Переходы закруглений кромок к цилиндрической поверхности отверстия ступицы должны быть плавными, без уступов.
5. Поверхность A должна быть цилиндрической без забоин и вмятин концентрично ободу.
6. Ось отверстия ступицы колеса должна быть перпендикулярна наружному торцу ступицы и внутренней боковой поверхности обода.
7. Остальные технические требования в соответствии с "Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
Т1449.04.03.002Р | ||||||||||||
Колесо цельнокатанное | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 363,59 | 1:2,5 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Сталь марки 2 по ГОСТ 10791-2011 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | |||||||
Документация | |||||||||||||
А2 | Т1449.04.04.000Р СБ | Сборочный чертеж | |||||||||||
Детали | |||||||||||||
А4 | 1 | Т1449.04.04.001Р | Корпус буксы | 1 | |||||||||
А4 | 2 | Т1449.04.04.002Р | Планка | 4 | |||||||||
- | |||||||||||||
Т1449.04.04.000Р | |||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | |||||||||
Разраб. | Володяев | 2018 | Корпус буксы с планкой | Лит. | Лист | Листов | |||||||
Пров. | Петров | 2018 | Ро1 | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | |||||||||||||
Н. контр. | Голышева | 2018 | |||||||||||
Утв. | Комиссаров | 2018 | |||||||||||
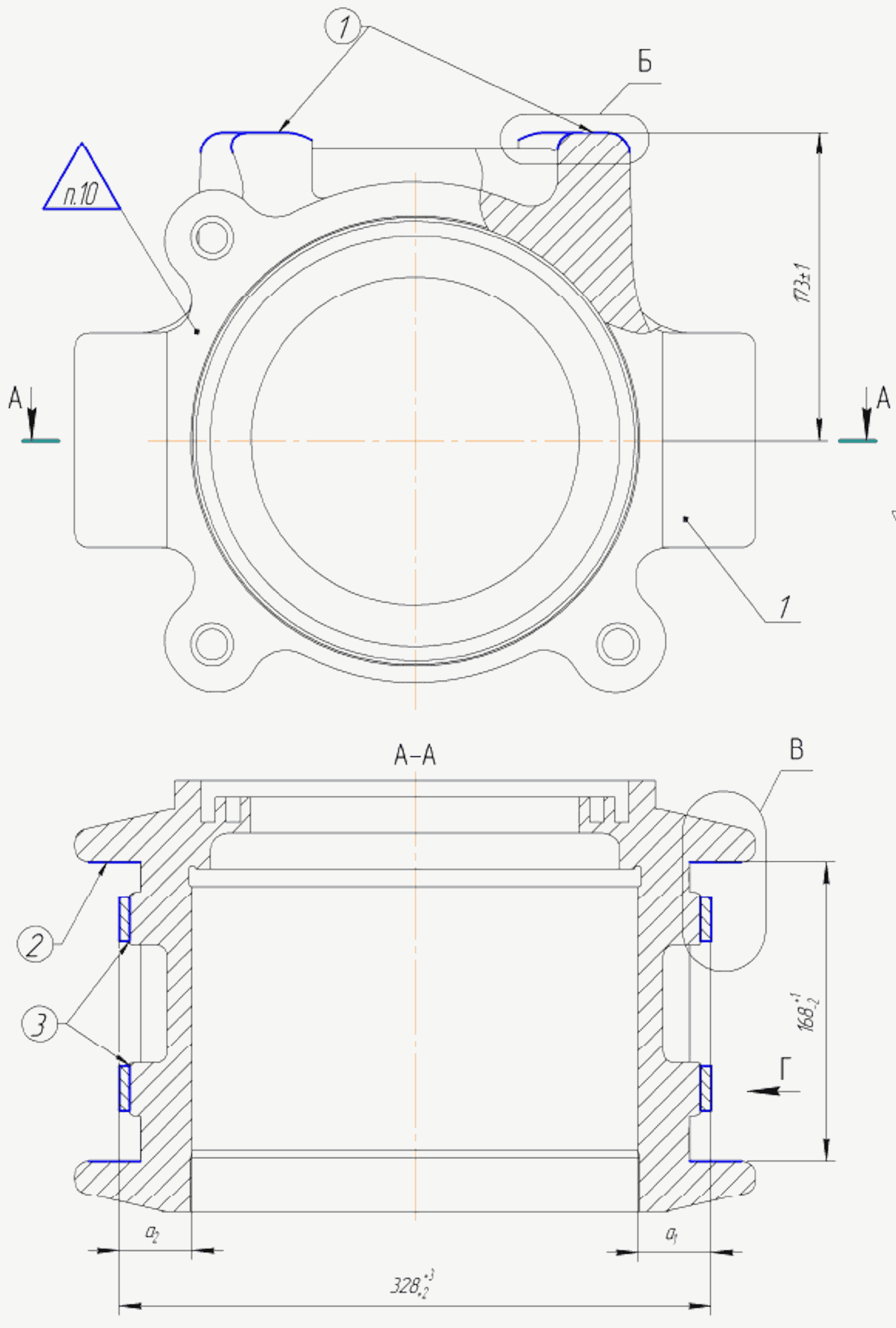
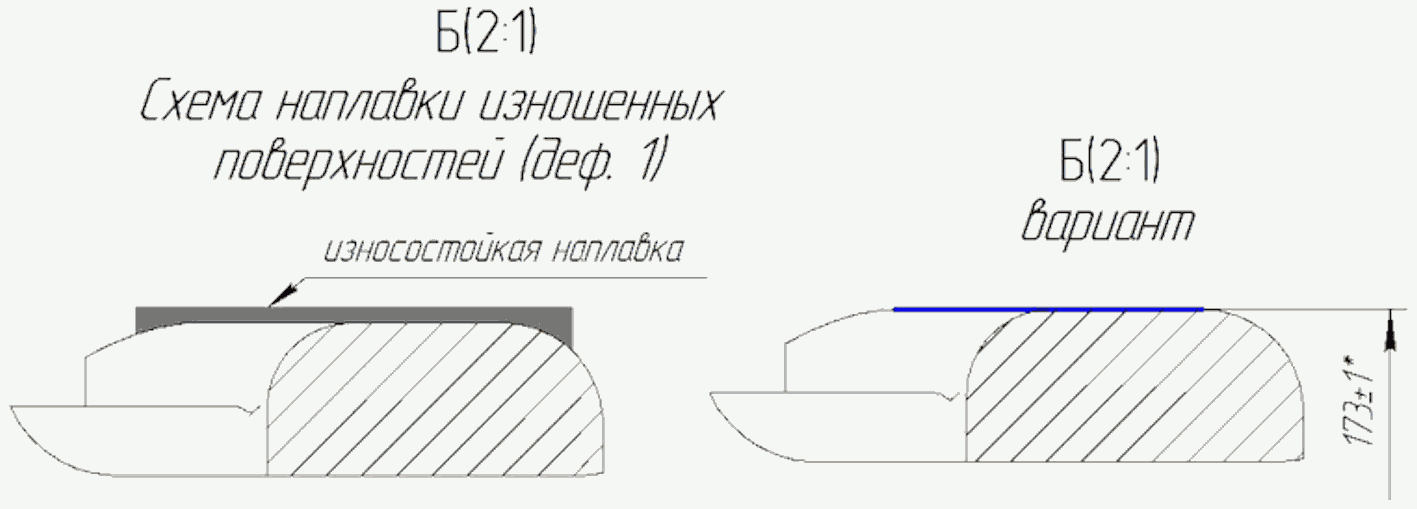
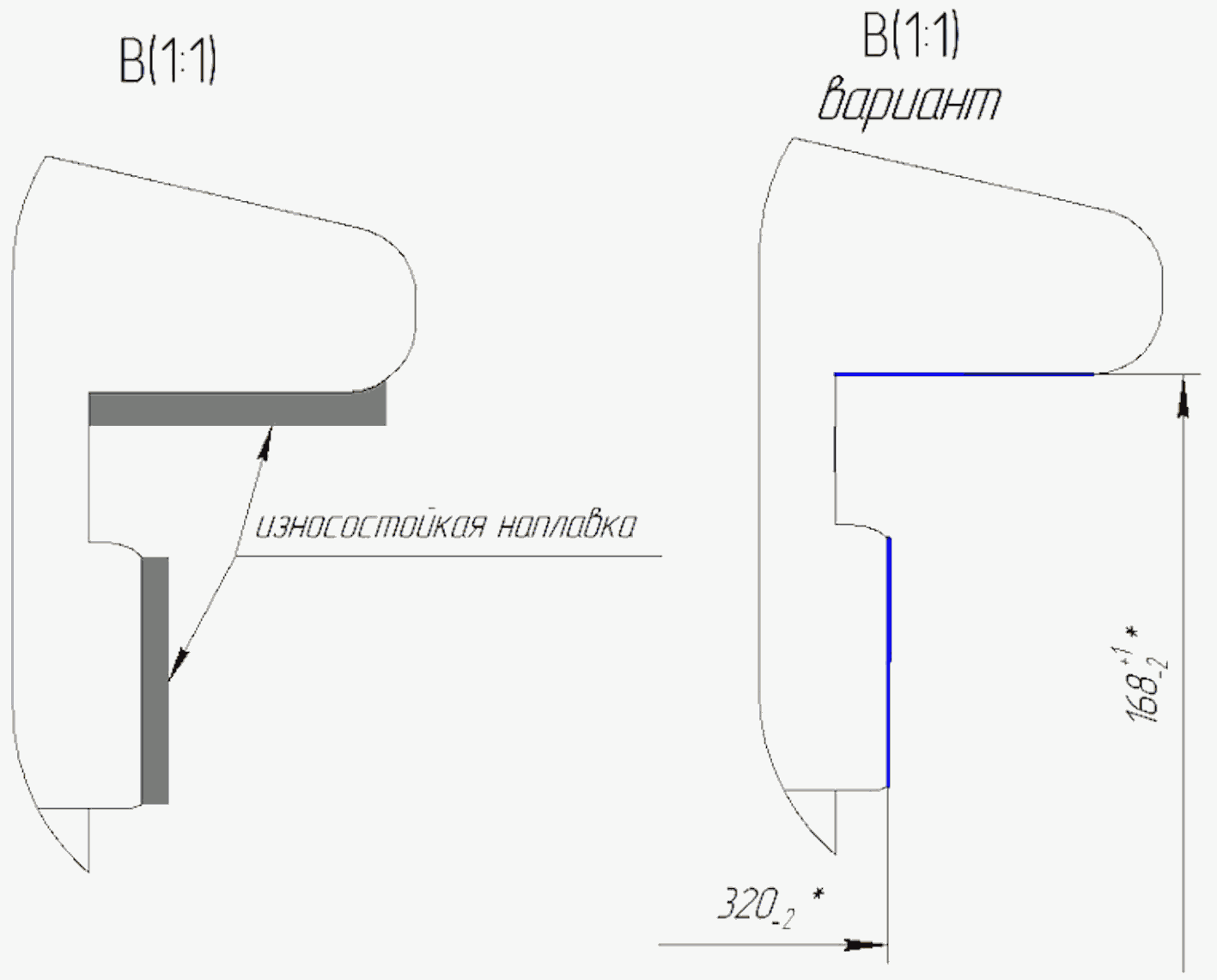
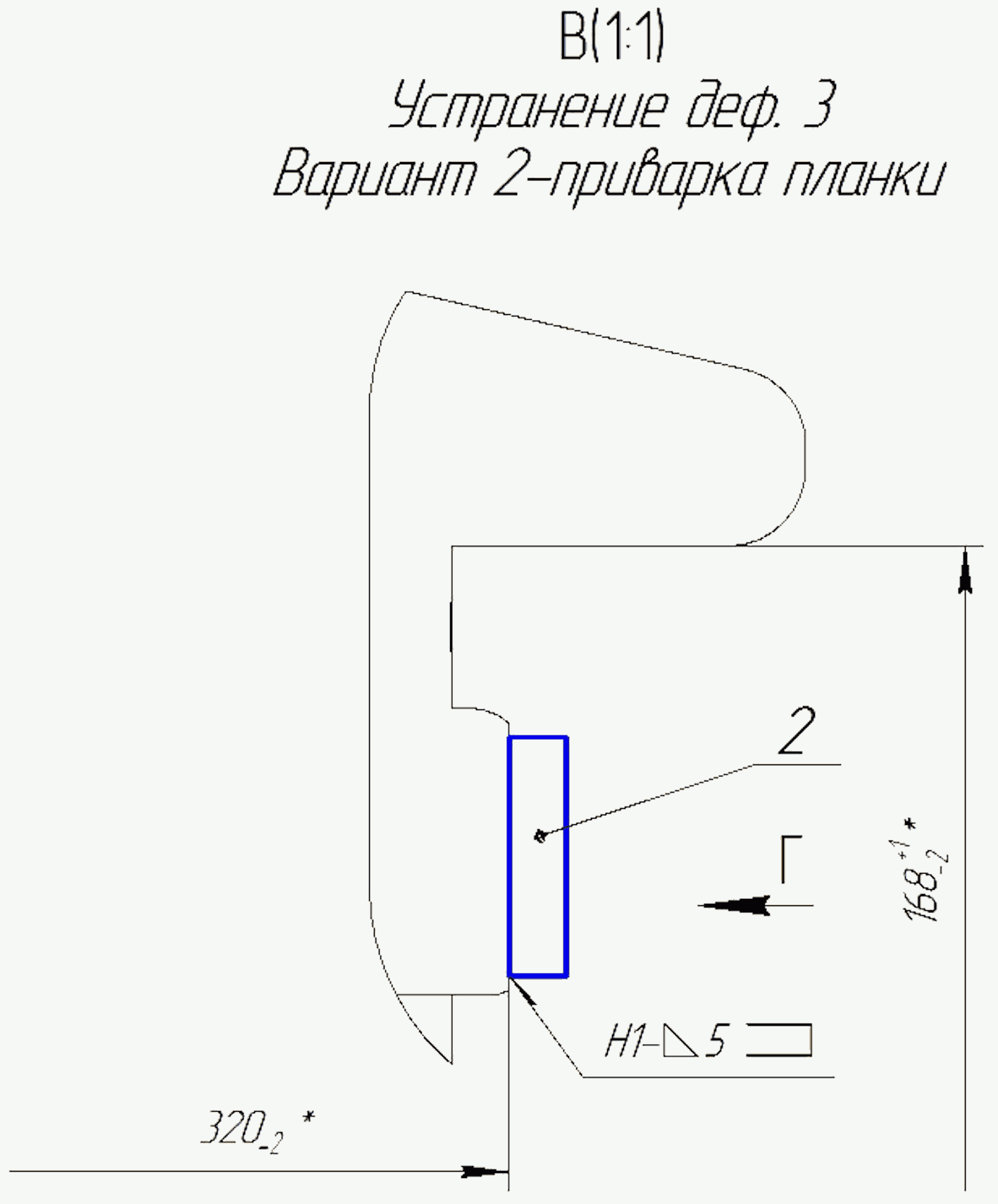
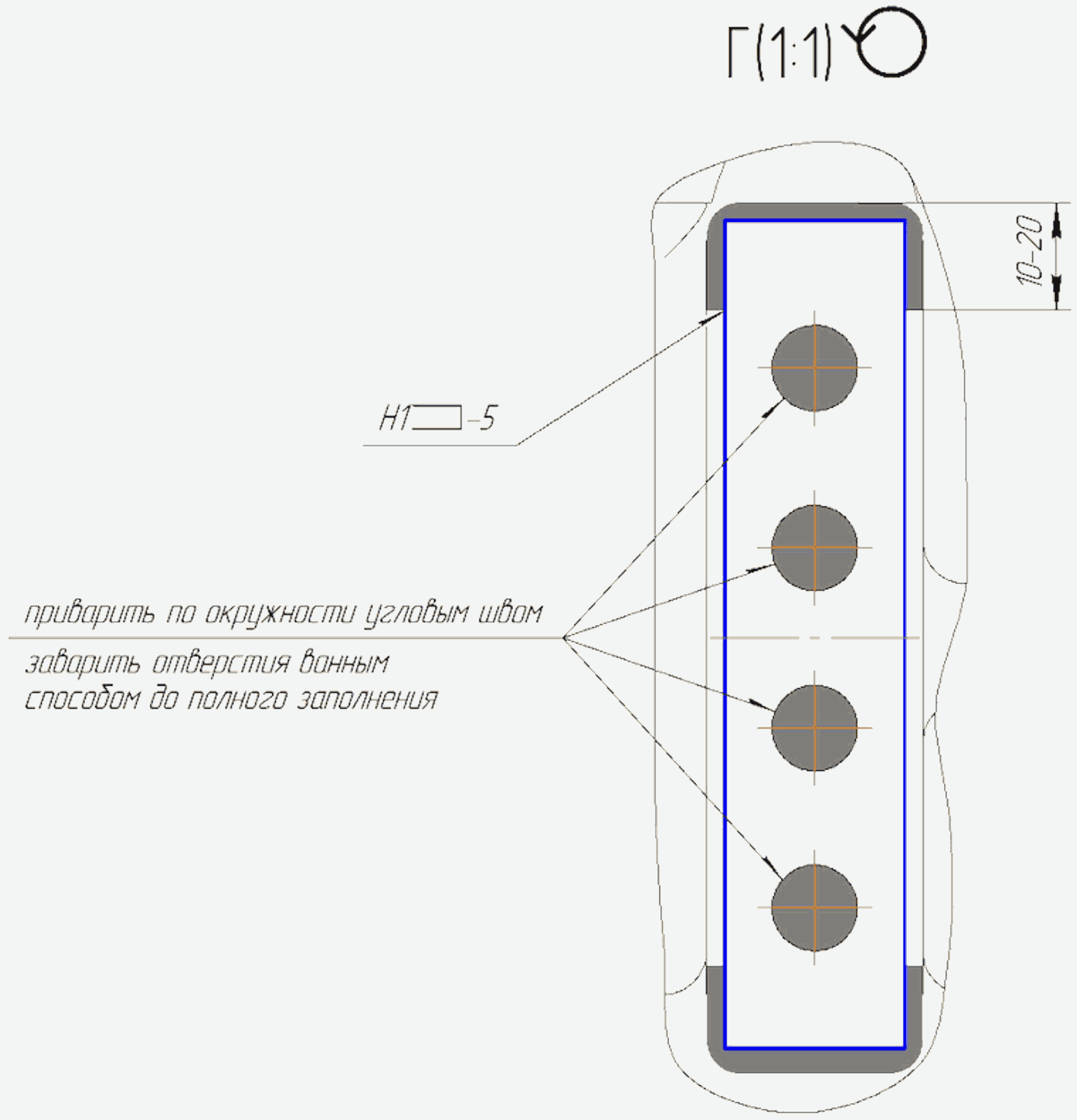
Дефекты:
1 - износ опорной поверхности;
2 - износ боковой стороны направляющего бурта;
3 - износ поверхности направляющих челюсти.
Дефект | Устранение |
1, 2 | наплавка слоя металла; механическая обработка до указанных размеров |
3 | фрезеровка до размера 320-2; приварка планок |
1 Сварочные и наплавочные работы должны выполняться согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" и "Ремонт сваркой и износостойкой наплавкой корпуса буксы ТИ 05-02-Б-2010".
2 Корпуса букс с трещинами и отколами к наплавке не допускаются.
3 Изношенные поверхности перед наплавкой зачистить шлифовальным кругом или металлической щеткой до металлического блеска.
4 Поверхности, подвергающиеся восстановлению приваркой планок, предварительно фрезеровать. Старые планки удалить.
5 Допускается приварка планки по кондуктору
6 Твердость наплавленного слоя 240...300 НВ.
7 В сварных швах и наплавленных слоях не допускаются трещины, несплавления по кромкам, подрезы, наплывы, прожоги, не заваренные кратеры; поры и шлаковые включения диаметром более 1 мм для сварных швов и более 1,5 мм для наплавленных слоев.
8 В местах наплавки после механической обработки допускаются занижение поверхности (черноты) общей площадью не более 15% площади наплавки.
9 После приварки планок места сварки зачистить.
10 Розница в толщине стенок корпуса буксы после ремонта, замеренная по направляющим a1 и a2, не более 4 мм
11 Клеймо после ремонта в соответствии с "Ремонт сваркой и износостойкой наплавкой корпуса буксы ТИ 05-02-Б-2010".
12 Сварные швы по ГОСТ 5264-80.
Т1449.04.04.000РСБ | ||||||||||||
Корпус буксы с планкой Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 44,4 | 1:4 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
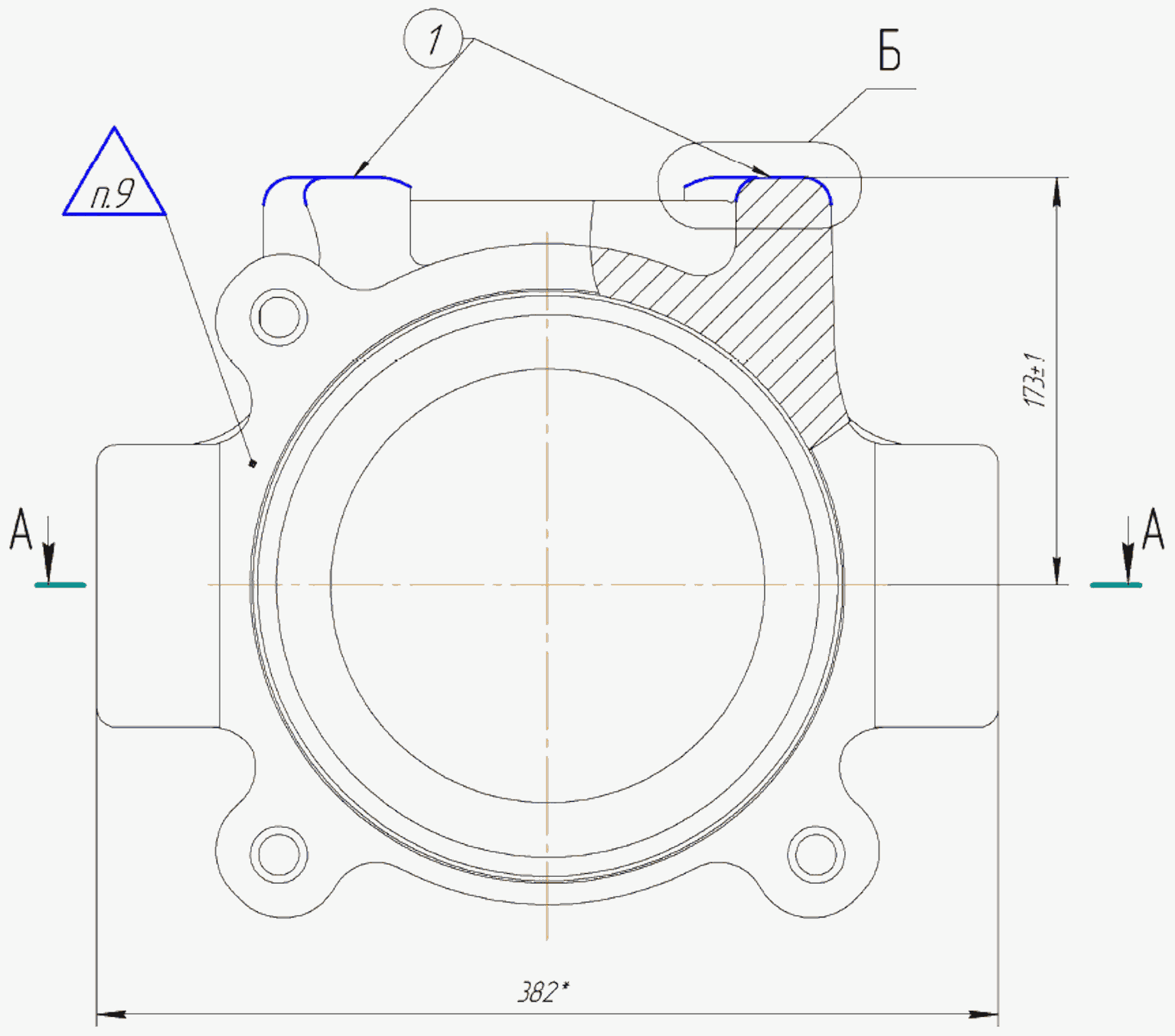
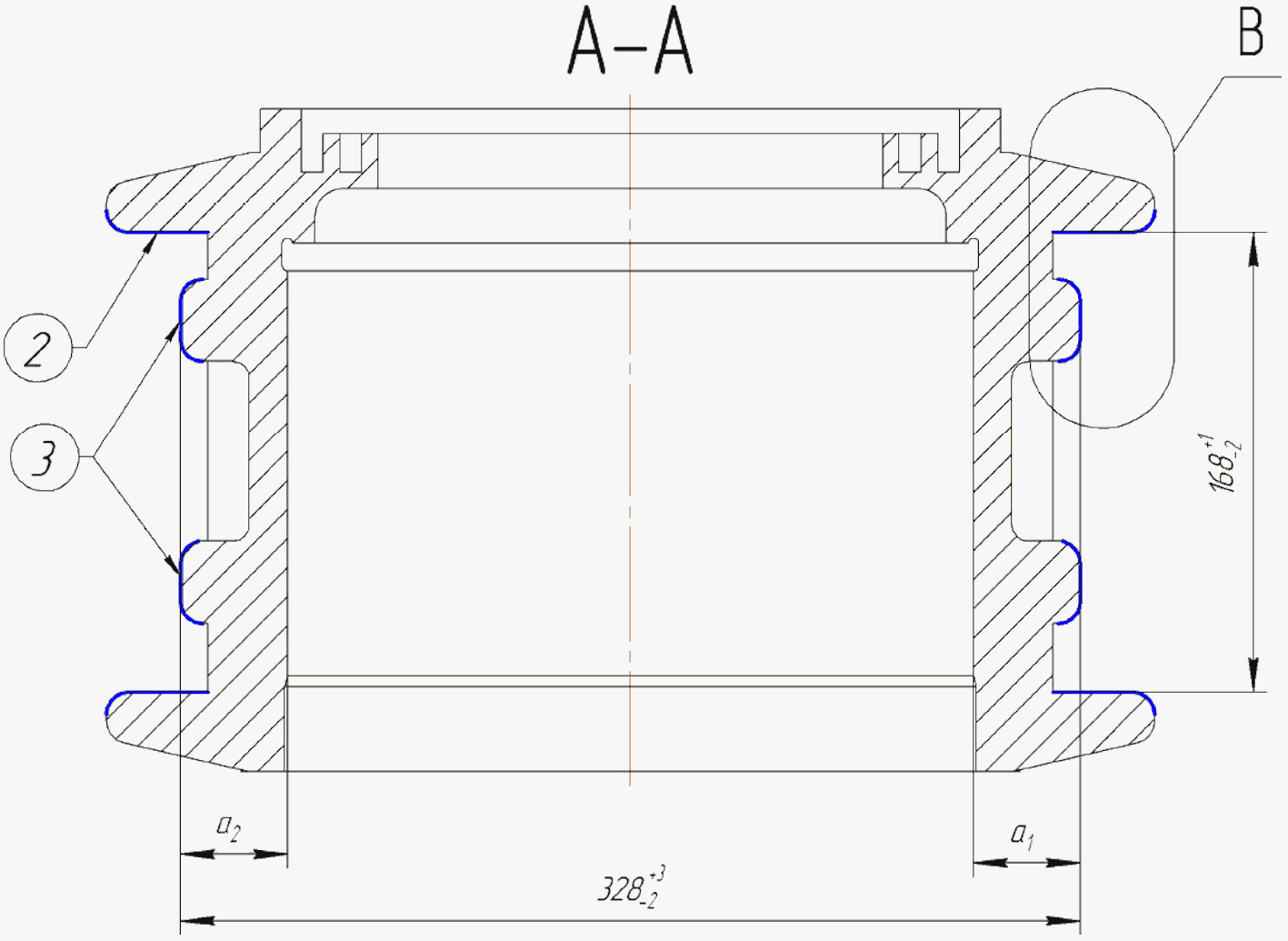
Схема наплавки изношенных поверхностей
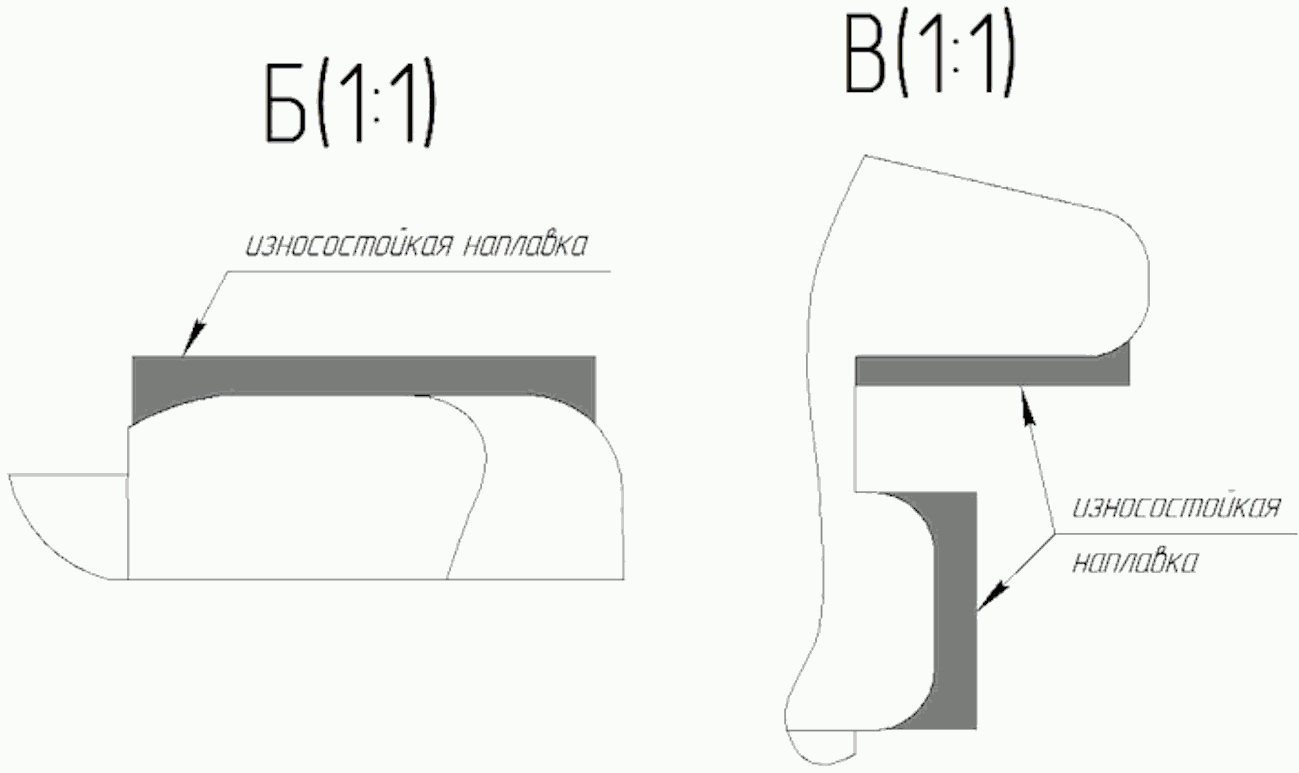
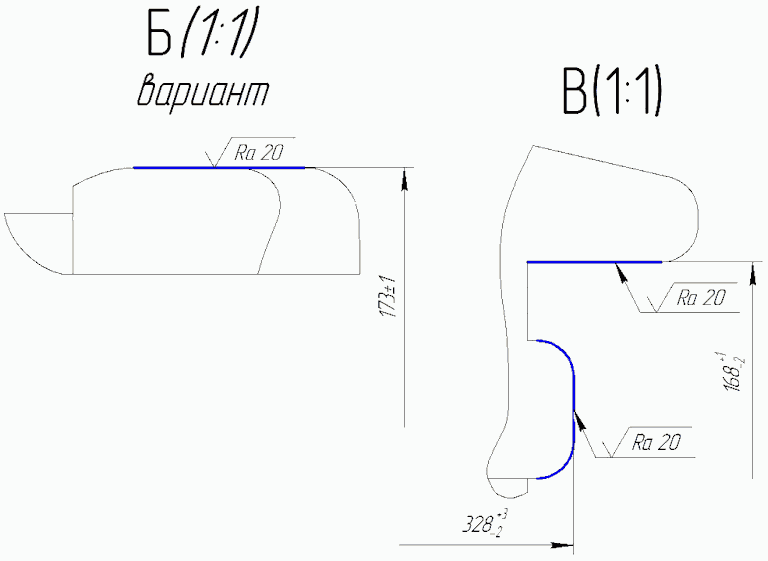
Дефекты:
1 - износ опорной поверхности;
2 - износ боковой стороны направляющего бурта;
3 - износ поверхности направляющих челюсти.
Дефект | Устранение |
1, 2, 3 | наплавка слоя металла; механическая обработка до указанных размеров |
1 Допускаются корпуса букс изготовленные из сталей марок 20Л и 25Л по ГОСТ 977-88.
2 Сварочные и наплавочные работы выполнять в соответствии с "Инструкция по сварке и наплавке при ремонте грузовых вагонов" и "Ремонт сваркой и износостойкой наплавкой корпуса буксы ТИ 05-02-Б-2010".
3 Корпуса букс с трещинами и отколами к наплавке не допускаются.
4 Изношенные поверхности перед наплавкой зачистить шлифовальным кругом или металлической щеткой до металлического блеска.
5 Твердость наплавленного слоя 240...300 НВ.
6 Поверхности направляющих челюстей наплавлять по схеме "крест".
7 В наплавленных слоях не допускаются трещины, несплавления по кромкам, подрезы, наплывы, прожоги, незаваренные кратеры; поры и шлаковые включения диаметром более 1 мм для сварных швов и более 1,5 мм для наплавленных слоев.
8 В местах наплавки после механической обработки допускаются занижение поверхности (черноты) общей площадью не более 15% площади наплавки.
9 Разница в толщине стенок корпуса буксы после ремонта, замеренная по направляющим a1 и a2, не более 4 мм.
10 Для наплавки необходимо использовать электроды типа Э50А ГОСТ 9467-75.
11 Клейма после ремонта в соответствии с "Ремонт сваркой и износостойкой наплавкой корпуса буксы ТИ 05-02-Б-2010".
Т1449.04.00.001Р | ||||||||||||
Корпус буксы | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 44,4 | 1:2,5 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Сталь 15Л ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
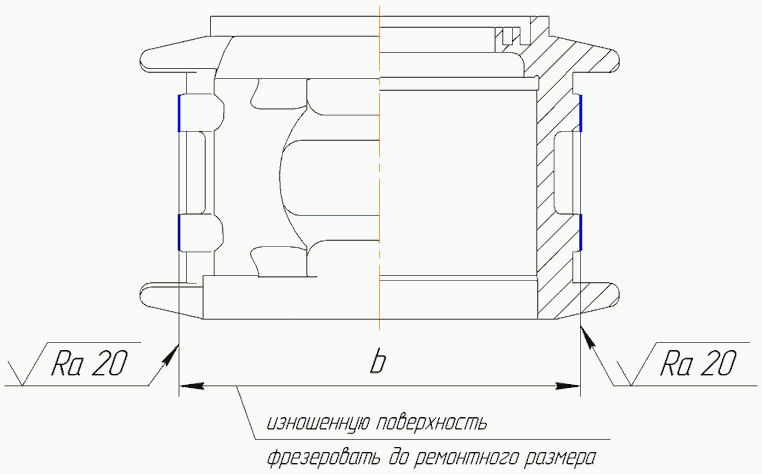
Обозначение размера | Ремонтный размер |
b | 320-2 |
Т1449.04.04.001Р | ||||||||||||
Корпус буксы | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 44,4 | 1:4 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Сталь 15Л ГОСТ 977-88 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||

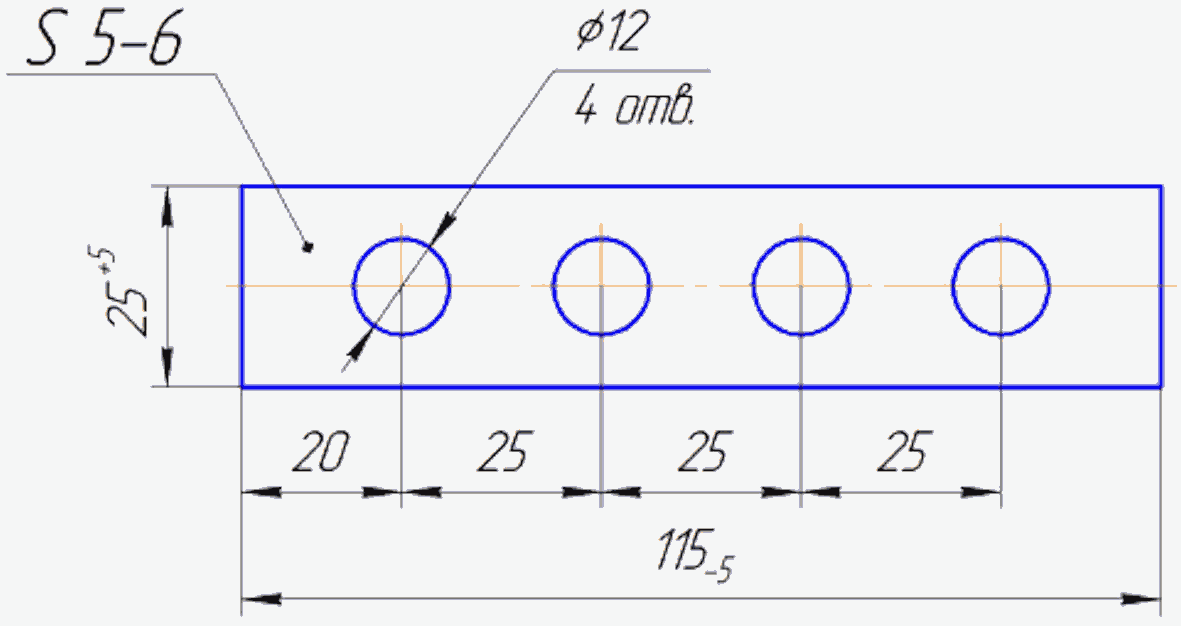
1. Планку обрезать под прямым углом. Поверхность планки зачистить от заусенцев. Допускается после удаления заусенцев образование фасок.
2. Предельные отклонения размеров: h14; H14; 
Т1449.04.04.002Р | ||||||||||||
Планка | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 0,114 | 1:1 | |||||
Разраб. | Володяев | 2018 | ||||||||||
Пров. | Петров | 2018 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
Сталь 09Г2С ГОСТ 19281-89 | ПКБ ЦВ ОАО "РЖД" | |||||||||||
Н. контр. | Голышева | 2018 | ||||||||||
Утв. | Комиссаров | 2018 | ||||||||||
Формат | Зона | Поз. | Обозначение | Наименование | Кол. | Примечание | ||||||||
Документация | ||||||||||||||
A3 | Т1449.05.00.000РСБ | Сборочный чертеж | ||||||||||||
Сборочные единицы | ||||||||||||||
A2 | 1 | Т1449.04.02.000РС | Колесная пара | 1 | ||||||||||
A2 | 2 | Т1449.02.03.000РК | Колесная пара | 1 | ||||||||||
Детали | ||||||||||||||
A1 | 3 | 49197-Н | Адаптер | 2 | доп. замена | |||||||||
на поз. 4, 5, 6 | ||||||||||||||
A1 | 4 | 555.10.001-0 | Адаптер | 2 | доп. замена | |||||||||
на поз. 3, 5, 6 | ||||||||||||||
A1 | 5 | 2128-07.40.00.401 | Адаптер | 2 | доп. замена | |||||||||
на поз. 3, 4, 6 | ||||||||||||||
A1 | 6 | 2128-07.40.00.403 | Адаптер | 2 | доп. замена | |||||||||
на поз. 3, 4, 5 | ||||||||||||||
Т1449.05.00.000Р | ||||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | ||||||||||
Разраб. | Лопатникова | 2020 | Колесная пара РУ1Ш-957Г с подшипниками кассетного типа под адаптер | Лит. | Лист | Листов | ||||||||
Пров. | Буниятов | 2020 | Ро1 | 1 | ||||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||||
Н. контр. | Голышева | 2020 | ||||||||||||
Утв. | Раловец | 2020 | ||||||||||||
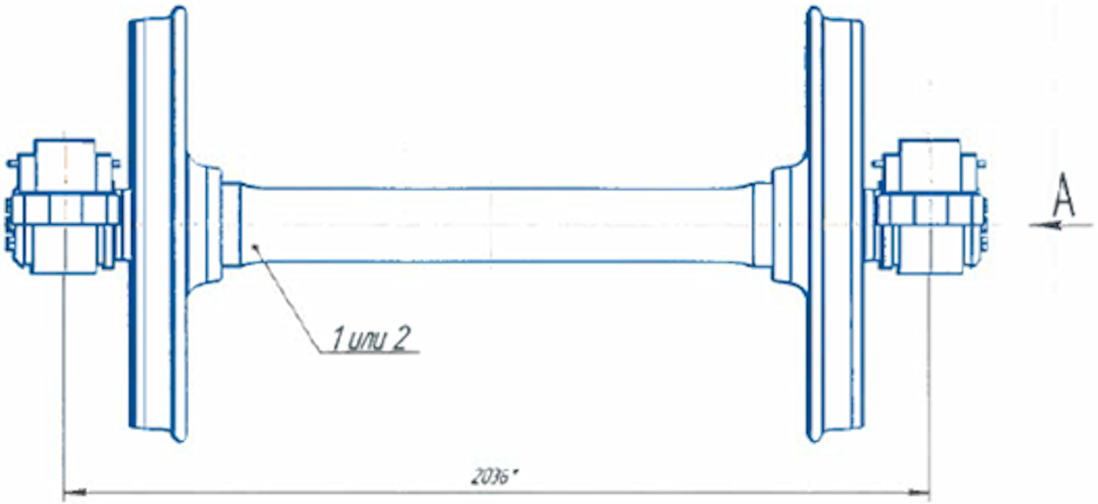
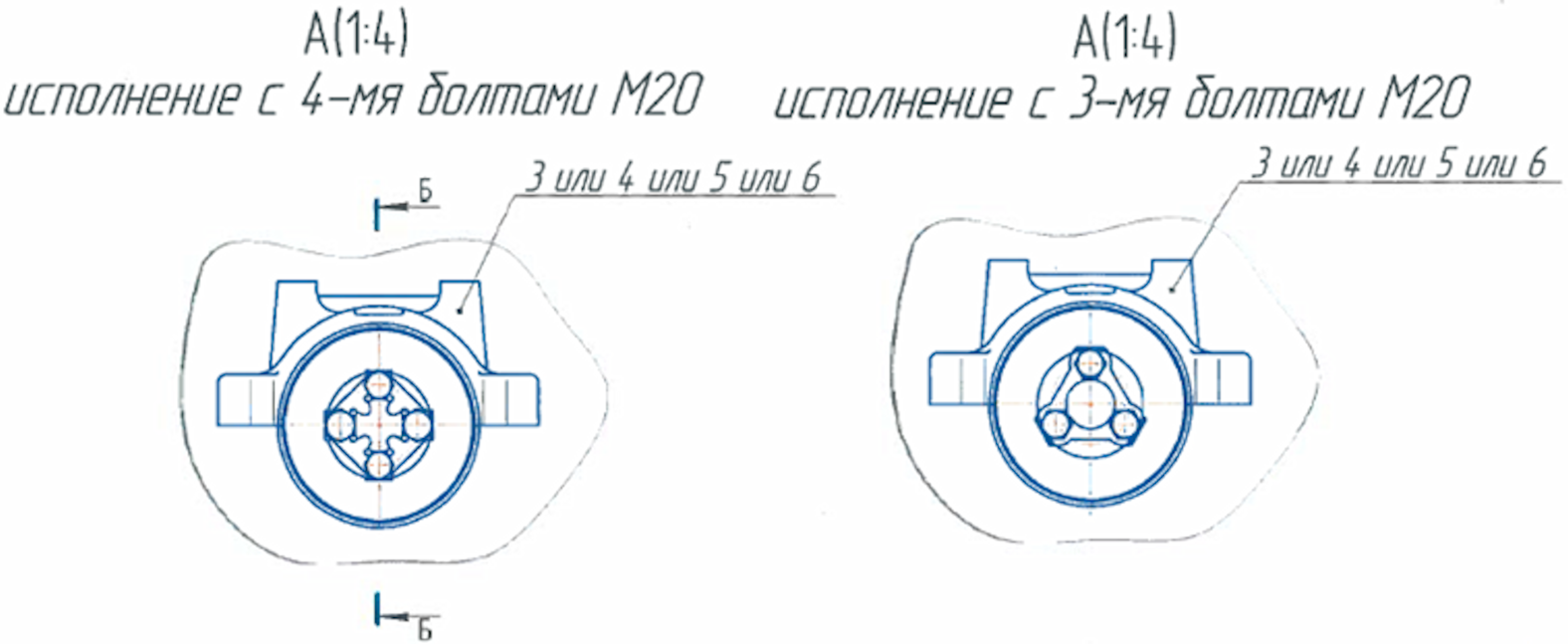
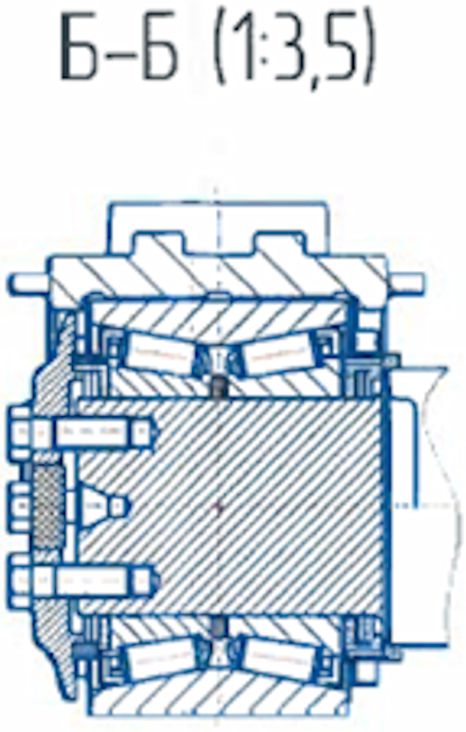
1 <*> Размеры для справок
2 При выпуске из ремонта колесная пара должна соответствовать техническим требованиям "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
Т1449.05.00.000РСБ | ||||||||||||
Колесная пара РУ1Ш-957Г с подшипниками кассетного типа под адаптер Сборочный чертеж | Лит. | Масса | Масштаб | |||||||||
Изм. | Лист | N докум. | Подп. | Дата | Ро1 | 1265 | 1:10 | |||||
Разраб. | Лопатникова | 2020 | ||||||||||
Пров. | Буниятов | 2020 | ||||||||||
Т. контр. | Лист | Листов | 1 | |||||||||
ПКБ ЦВ ОАО "РЖД" | ||||||||||||
Н. контр. | Голышева | 2020 | ||||||||||
Утв. | Раловец | 2020 | ||||||||||
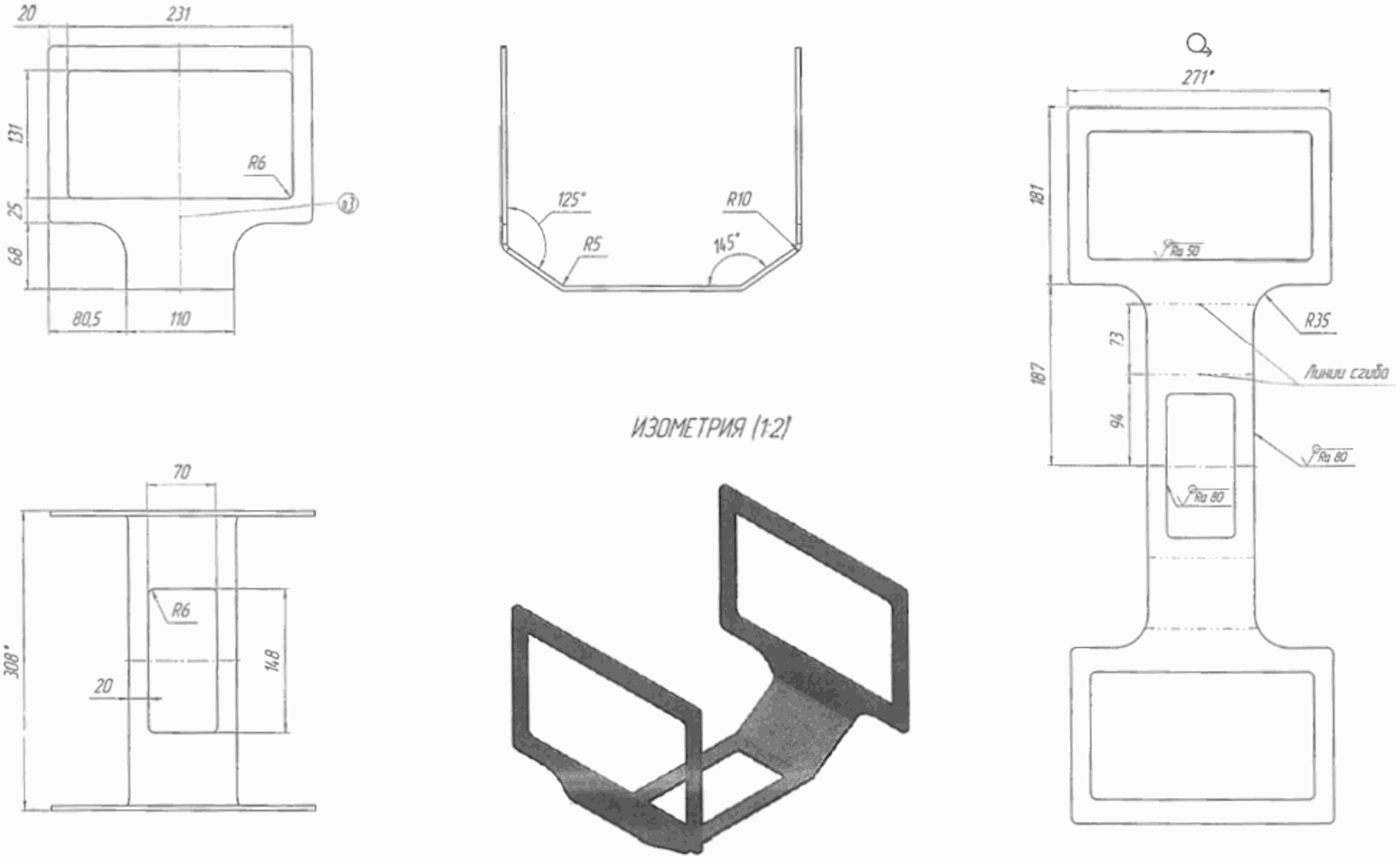
1 Неуказанные пред. откл. размеров H14, h14, 
2 <*> Размеры для справок
3 Маркировать ударным способом условный номер предприятия-изготовителя и дату изготовления (месяц, год). Шрифт 6-Пр3 ГОСТ 26.020-80.
4. Климатическое исполнение УХЛ1 ГОСТ 15150-69.
Т1459.001 | ||||||||||||||||
| ||||||||||||||||
Приспособление для идентификации буксовых узлов с кассетными подшипниками | Лит. | Масса | Масштаб | |||||||||||||
Изм. | Лист | N докум. | Подп. | Дата | 1,36 | 1:1 | ||||||||||
Разраб. | <...> | <...> | ||||||||||||||
Пров. | <...> | <...> | ||||||||||||||
Т. контр. | <...> | <...> | Лист | Листов | 1 | |||||||||||
<...>  | ПКБ ЦВ ОАО "РЖД" | |||||||||||||||
Н. контр. | <...> | <...> | ||||||||||||||
Утв. | <...> | <...> | ||||||||||||||
(введено Протоколом от 27.11.2020)
(Обязательное)
Форма ВУ-41М
на узлы вагона, не выдержавшие гарантийного
срока после изготовления, ремонта, модернизации
┌─┬─┬─┬─┬─┬─┐
└─┴─┴─┴─┴─┴─┘
┌──┬─┐
└──┴─┘
Дата составления Акта (число, месяц, год) _________
В вагонном депо ____________ ┌─┬─┬─┬─┐ Дороги: ____________
наименование └─┴─┴─┴─┘ наименование
Вагон ______ ┌─┬─┬─┬─┬─┬─┬─┬─┐ Собственности _____________ ┌─┬─┐
тип └─┴─┴─┴─┴─┴─┴─┴─┘ государство └─┴─┘
Дата постройки _____ ┌─┬─┬─┬─┐ Изготовитель ______________ ┌─┬─┬─┬─┐
(месяц, год) └─┴─┴─┴─┘ наименование └─┴─┴─┴─┘
Приписки (для пассажирских
и собственных) ____________ ┌─┬─┬─┬─┐ Дороги ______________ ┌─┬─┐
наименование └─┴─┴─┴─┘ наименование └─┴─┘
Дата последнего ремонта ____ ┌─┬─┬─┬─┐ Место ремонта ____________ ┌─┬─┬─┬─┐
(месяц, год) └─┴─┴─┴─┘ наименование └─┴─┴─┴─┘
Вид ремонта ___ с постройки ____ ┌─┐ Пробег _____ ┌─┬─┬─┬─┬─┬─┐
└─┘ на момент отказа └─┴─┴─┴─┴─┴─┘
___________________________________
┌─────────────────────────────────────────────────────────────────────────┐
│ Отказавшие узлы (детали): │
│ ───────────────────────── │
│Наименование _____ Номер ______ ┌─┬─┬─┬─┬─┬─┬─┬─┬─┬─┐ │
│ └─┴─┴─┴─┴─┴─┴─┴─┴─┴─┘ │
│Изготовление _______________ ┌─┬─┬─┬─┐ Дата (месяц, год) _____ ┌─┬─┬─┬─┐ │
│ предприятие └─┴─┴─┴─┘ └─┴─┴─┴─┘ │
│Последний ремонт с постройки ___________ ┌─┬─┬─┬─┐ Дата _____ ┌─┬─┬─┬─┐│
│ предприятие └─┴─┴─┴─┘ (месяц, год)└─┴─┴─┴─┘│
│Характер дефекта: _____________________________________ ┌─┬─┬─┐ │
│ └─┴─┴─┘ │
├──────────────────────────────────────────────────────────────────────── │
│Наименование _____ Номер ______ ┌─┬─┬─┬─┬─┬─┬─┬─┬─┬─┐ │
│ └─┴─┴─┴─┴─┴─┴─┴─┴─┴─┘ │
│Изготовление _____________ ┌─┬─┬─┬─┐ Дата (месяц, год) _____ ┌─┬─┬─┬─┐ │
│ предприятие └─┴─┴─┴─┘ └─┴─┴─┴─┘ │
│Последний ремонт ____________ ┌─┬─┬─┬─┐ Дата ________ ┌─┬─┬─┬─┐ │
│ предприятие └─┴─┴─┴─┘ (месяц, год) └─┴─┴─┴─┘ │
│Характер дефекта _____________________________________ ┌─┬─┬─┐ │
│ └─┴─┴─┘ │
├─────────────────────────────────────────────────────────────────────────┤
│Наименование _____ Номер ______ ┌─┬─┬─┬─┬─┬─┬─┬─┬─┬─┐ │
│ └─┴─┴─┴─┴─┴─┴─┴─┴─┴─┘ │
│Изготовление _____________ ┌─┬─┬─┬─┐ Дата (месяц, год) _____ ┌─┬─┬─┬─┐ │
│ предприятие └─┴─┴─┴─┘ └─┴─┴─┴─┘ │
│Последний ремонт ____________ ┌─┬─┬─┬─┐ Дата (месяц, год) _____ ┌─┬─┬─┬─┐│
│ предприятие └─┴─┴─┴─┘ └─┴─┴─┴─┘│
│Характер дефекта _____________________________________ ┌─┬─┬─┐ │
│ └─┴─┴─┘ │
└─────────────────────────────────────────────────────────────────────────┘
Обстоятельства
обнаружения _______________________________________________________________
Вызов
представителя _____________________________________________________________
Письмо, телеграмма N ___ от ____________________________________________ г.
Представитель _____________________________________________________________
Фамилия, Имя, Отчество, Занимаемая должность
___________________________________________________________________________
Командировочное удостоверение _____________________________________________
Заключение комиссии о причинах появления дефектов:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Отнести по ответственности за: _________________________________ ┌─┬─┬─┬─┐
(ВСЗ, ВРП, ВЧД проводившие └─┴─┴─┴─┘
освидетельствование, ремонт или
изготовление)
Отнести по виновности за: __________________________________ ┌─┬─┬─┬─┐
(производитель детали или узла) └─┴─┴─┴─┘
Где и кем подлежит устранению дефект ______________________________________
Дефект подтверждается прилагаемыми к акту _________________________________
эскизом, фотографией, актом
экспертизы
Члены комиссии:
Руководитель ВЧДЭ _________________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись МП.
Работник ВЧДЭ, ответственный
за рекламационную работу __________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Мастер, бригадир ВЧДЭ _____________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Представитель предприятия,
участвующий в расследовании _______________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Представитель собственника ________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Один экземпляр Акта получил: ______________________________________________
Дата и подпись представителя
Особое мнение:
(заполняется, если имеется)
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Представитель предприятия,
участвующий в расследовании
___________________________________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
(обязательное)
НА ДОПУСТИМЫЙ СРОК СЛУЖБЫ
Список изменяющих документов |
1. Контролю подлежит информация о литых деталях:
- надрессорная балка (код детали 6),
- боковая рама (код детали 7),
передаваемая в составе сообщения 4634 о комплектации грузовых вагонов.
2. Для проведения контроля используются следующие поля информационной фразы сообщения 4634
- поле 4 "Код предприятия-изготовителя детали"
- поле 6 "Год изготовления детали"
- поле 8 "Дата работ по детали"
- поле 9 "Код вида работ по детали"
Значение, указанное в поле 6 не должно быть больше текущего года или меньше 1975 г. При кодах предприятия-изготовителя детали 6711, 6730, 6714, 6712 год изготовления не должен превышать 1992 год. При несоответствии, сообщение 4634 не принимается, отправителю выдается ошибка:
Код ошибки | Наименование |
247 | Год изготовления детали не может быть больше текущего |
248 | Год изготовления детали меньше 1975 |
251 | Год изготовления детали предприятиями 6711, 6712, 6714, 6730 не может быть больше 1992 |
3. Назначенный срок службы для деталей с кодами 6 и 7 в зависимости от года постройки и предприятия-изготовителя составляет:
до 1975 г. - 30 лет;
с 1975 г. по 1983 г. - 40 лет;
с 1984 по 2002 г. - 30 лет;
с 2003 г - 32 года из сталей марок 20ГЛ, 20ГФЛ, 20ГТЛ, 35 лет - из стали марки 20 ХГНФТЛ по ОСТ 32.183-2001. Для деталей (независимо от года постройки), имеющих клейма завода-изготовителя 6 в овале, TGT (клеймо для сообщения 6712) и клейма завода изготовителя на детали 23 в овале, IOB, F в овале, CUG, TO, FAYR, INTOF (клеймо для сообщения 6714) - срок службы - 30 лет. Деталям указанных производителей продление срока службы не производится.
4. Год окончания назначенного срока службы определяется расчетным путем по формуле:
Го = ГИ + Нс,
где: ГИ - год изготовления литой детали (поле 6);
Нс - назначенный срок службы литой детали в годах в соответствии с п. 3.
При несоответствии полученного значения текущему году сообщение 4634 не принимается, отправителю выдается ошибка:
Код ошибки | Наименование |
249 | Превышен предельный срок службы детали. |
5. По деталям с продленным сроком службы в информационной фразе с. 4634 должны быть заполнены поля 8 и 9. При этом поле 9 должно иметь значение "6" - продление срока службы. Поле 8 должно содержать год, до которого продлен срок службы.
Для деталей с продленным сроком, максимальный срок службы не должен превышать 37 лет, за исключением деталей, имеющих клейма завода-изготовителя 6 в овале, TGT (клеймо для сообщения 6712) и клейма завода изготовителя на детали 23 в овале, IOB, F в овале, CUG, TO, FAYR, INTOF (клеймо для сообщения 6714), для которых максимальный срок службы не должен превышать 30 лет.
6. Год окончания продленного срока службы литой детали, указанный в поле 8 информационной фразы сообщения 4634, должен удовлетворять требованию:
Гп <= ГИ + Нс, + 7,
где: Гп - год, до которого продлен срок службы литой детали (поле 9);
Нс - назначенный срок службы в годах (п. 3);
7 - максимальная величина продления срока службы литой детали, в годах.
При несоответствии сообщение 4634 не принимается, отправителю выдается ошибка:
Код ошибки | Наименование |
250 | Величина продления срока службы литой детали превышает допустимое значение |