СПРАВКА
Источник публикации
Документ опубликован не был
Примечание к документу
Документ утратил силу в соответствии с Протоколом от 20.10.2017, которым утвержден новый Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм РД ВНИИЖТ 27.05.01-2017.
В соответствии с Протоколом от 17.10.2012 данный документ введен в действие с 1 января 2013 года.
Название документа
"Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524 мм)"
(Вместе с <Формами удостоверений на право проведения, производства капитального, среднего и текущего ремонта для производственного участка ВРЗ, ВКМ и ВЧДР, натурного листка ВУ-51, журналов ремонта, оборота, промежуточной ревизии, монтажа, осмотра роликовых подшипников ВУ-53, ВУ-90, ВУ-91, ВУ-92, ВУ-93, ремонтной карточки, технического паспорта, акта ВУ-89, карты замеров, пересылочной ведомости ВУ-50М, акта-рекламации на узлы и детали, не выдержавшие гарантийного срока после изготовления и модернизации ВУ-41>, "Планом расследования причин излома шейки оси...")
(Утвержден в г. Ашхабаде 17.10.2012 на 57-ом заседании Совета по железнодорожному транспорту СНГ)
(с изм. от 27.10.2016)
Договаривающиеся стороны
"Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524 мм)"
(Вместе с <Формами удостоверений на право проведения, производства капитального, среднего и текущего ремонта для производственного участка ВРЗ, ВКМ и ВЧДР, натурного листка ВУ-51, журналов ремонта, оборота, промежуточной ревизии, монтажа, осмотра роликовых подшипников ВУ-53, ВУ-90, ВУ-91, ВУ-92, ВУ-93, ремонтной карточки, технического паспорта, акта ВУ-89, карты замеров, пересылочной ведомости ВУ-50М, акта-рекламации на узлы и детали, не выдержавшие гарантийного срока после изготовления и модернизации ВУ-41>, "Планом расследования причин излома шейки оси...")
(Утвержден в г. Ашхабаде 17.10.2012 на 57-ом заседании Совета по железнодорожному транспорту СНГ)
(с изм. от 27.10.2016)
Содержание
на пятьдесят седьмом заседании
Совета по железнодорожному транспорту
17 октября 2012 года
Согласовано
Комиссией Совета по железнодорожному транспорту
полномочных специалистов вагонного хозяйства
железнодорожных администраций
(Протокол
от 4 - 6 сентября 2012 г.)
РУКОВОДЯЩИЙ ДОКУМЕНТ
ПО РЕМОНТУ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
КОЛЕСНЫХ ПАР С БУКСОВЫМИ УЗЛАМИ ГРУЗОВЫХ ВАГОНОВ
МАГИСТРАЛЬНЫХ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 (1524 мм)
Список изменяющих документов |
Разработан
Открытое акционерное общество "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ")
представлен
Открытое акционерное общество "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ")
утвержден Советом по железнодорожному транспорту государств-участников Содружества
Протокол заседания от 16 - 17 октября 2012 г. N 57
введен в действие с 1 января 2013 года
взамен
ЦВ/3429 и 3-ЦВРК в части ремонта и технического обслуживания колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм.
1.1 Настоящий Руководящий документ предназначен для применения на вагоноремонтных предприятиях (вагоноремонтные заводы, вагонные ремонтные депо, вагонные эксплуатационные депо и вагоноколесные мастерские) государств-участников Содружества, Грузии, Латвийской Республики, Литовской Республики, Эстонской Республики при ремонте и техническом обслуживании колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм.
1.2 Настоящий Руководящий документ (далее - РД) разработан с учетом требований ГОСТ 2.602, ГОСТ 2.105 и распространяется на колесные пары по ГОСТ 4835 с подшипниками качения грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм, а также устаревшего типа, находящиеся в эксплуатации:
1.2.1 типа РУ1Ш-957-Г с буксовыми узлами, оборудованными подшипниками с короткими цилиндрическими роликами в габаритах 130 x 250 x 80 мм (далее - подшипники роликовые цилиндрические);
1.2.2 типа РУ1Ш-957-Г с буксовыми узлами, оборудованными сдвоенными подшипниками роликовыми радиальными с короткими цилиндрическими роликами в габаритах 130 x 250 x 160 мм (далее - подшипники сдвоенные);
1.2.3 типа РУ1Ш-957-Г с буксовыми узлами, оборудованными подшипниками коническими двухрядными кассетного типа (далее - подшипники кассетного типа):
1.2.3.1 в габаритах 130 x 250 x 160 мм, устанавливаемыми в корпус буксы или с адаптером;
1.2.3.2 в габаритах 130 x 230 x 150 мм с адаптером;
1.2.4 типа РУ1-950-Г (устаревший тип, находящийся в эксплуатации) с буксовыми узлами, оборудованными роликовыми цилиндрическими подшипниками в габаритах 130 x 250 x 80 мм;
1.2.5 типа РУ1-950-Г (устаревший тип, находящийся в эксплуатации) с буксовыми узлами, оборудованными сдвоенными подшипниками в габаритах 130 x 250 x 160 мм;
1.2.6 типа РВ2Ш-957-Г - с буксовыми узлами, оборудованными подшипниками кассетного типа в габаритах 150 x 250 x 160 мм с адаптером.
1.3 Настоящий РД определяет основные положения, нормы, требования к:
1.3.1 ремонту и содержанию в эксплуатации колесных пар грузовых вагонов (далее колесные пары);
1.3.2 ремонту и содержанию в эксплуатации буксовых узлов.
1.4 Все виды ремонта колесных пар, включая техническое диагностирование и ремонт буксовых узлов, производится на вагоноремонтных предприятиях, имеющих соответствующее оборудование, оснастку, приспособления, инструменты согласно "Техническому регламенту оснащения предприятий железнодорожного транспорта" РД 104.2.742-2007 или другому нормативному документу, действующему на территории железнодорожной администрации, и разрешение на проведение этих работ в полном объеме, которое выдается железнодорожными администрациями в соответствии с национальным законодательством. Рекомендуемая форма Удостоверения приведена в Приложении А.
1.5 Средства измерения и средства допускового контроля подлежат периодическому контролю (поверке и калибровке) в соответствии с действующими нормативными документами.
1.6 Выполнение требований настоящего РД обязательно для всех работников, связанных с ремонтом и содержанием в эксплуатации колесных пар.
1.7 Изменения и (или) дополнения в настоящий РД вносятся разработчиком в установленном порядке.
1.8 Применение настоящего РД сторонними организациями оговаривается в договорах (соглашениях) с железнодорожными администрациями государств-участников Содружества, Грузии, Латвийской Республики, Литовской Республики, Эстонской Республики.
В настоящем РД использованы ссылки на следующие нормативные и технические документы:
ГОСТ 2.105-95 ЕСКД. Общие требования к текстовым документам
ГОСТ 2.602-95 ЕСКД (с изменениями 1, 2). Ремонтные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.003-83 ССБТ Шум. Общие требования безопасности
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 ССБТ Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.019-79 ССБТ Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования по безопасности
ГОСТ 12.3.020-80 ССБТ Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 520-2002 Подшипники качения. Общие технические условия
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 792-67 Проволока низкоуглеродистая качественная. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 982-80 Масла трансформаторные. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1129-93 <*> Масло подсолнечное. Технические условия
--------------------------------
<*> На территории Российской Федерации действует ГОСТ Р 52465-2005.
ГОСТ 1510-84 Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение
ГОСТ 1759.0-87 (с изменением 1) Болты, винты, шпильки и гайки. Технические условия
ГОСТ 1759.4-87 Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 4728-2010 Заготовки осевые для железнодорожного подвижного состава. Технические условия
ГОСТ 4835-2006 (с поправкой) Колесные пары вагонов магистральных железных дорог колеи 1520 мм. Технические условия
ГОСТ 5791-81 (с изменениями 1, 2) Масло льняное техническое. Технические условия
ГОСТ 6402-70 Шайбы пружинные. Технические условия
ГОСТ 7798-70 Болты с шестигранной головкой класса точности B. Конструкция и размеры
ГОСТ 7805-70 Болты с шестигранной головкой класса точности A. Конструкция и размеры
ГОСТ 7931-76 Олифа натуральная. Технические условия
ГОСТ 8989-73 Масло конопляное. Технические условия
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10791-2011 (с поправкой) <*> Колеса цельнокатаные. Технические условия
--------------------------------
<*> На территории Украины действуют ГОСТ 9036-88 и ГОСТ 10791-2004.
ГОСТ 10877-76 Масло консервационное К-17. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия, термины и определения
ГОСТ 16504-81 Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 18572-81 Подшипники роликовые с цилиндрическими роликами для букс железнодорожного подвижного состава. Основные размеры
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 20911-89 Техническая диагностика. Термины и определения
ГОСТ 22780-93 (ИСО) 1005-9-86) Оси для вагонов железных дорог колеи 1520 (1524) мм. Типы, параметры и размеры
ГОСТ 24670-81 Болты, винты и шурупы. Радиусы под головкой
ГОСТ 24955-81 Подшипники качения. Термины и определения
ГОСТ 25256-82 Подшипники качения. Допуски. Термины и определения
ГОСТ 31334-2007 Оси для подвижного состава железных дорог колеи 1520 мм. Технические условия
ОСТ 24.153.12-88 (с изменениями 1 - 3) Буксы для колесных пар тележек пассажирских и грузовых вагонов магистральных железных дорог колеи 1520 мм. Общие технические условия
ТУ 38-1011232-89 (с изменениями 1 - 3) Масла веретенные АУ
ТУ У 23.2-25404313-014/2005 Смазка железнодорожная универсальная ЗУМ. Технические условия
ТУ ВНИПП. 048-1-00 Подшипники качения для железнодорожного подвижного состава. Подшипники шариковые, роликовые цилиндрические и сферические. Технические условия
ТУ ВНИПП. 072-01 Подшипники качения для железнодорожного подвижного состава повышенного качества
ТУ БРЕНКО 840-462869-567-09 Подшипники двухрядные роликовые конические кассетного типа для железнодорожного подвижного состава. Технические условия
ТУ SKF.CTBU.001-2010 Компактные конические буксовые подшипниковые узлы SKF. Технические условия
ТУ 0253-010-25887352-2005 (с изменением 1) Препарат-модификатор эМПи-1 для буксовых узлов вагонов с цилиндрическими подшипниками. Технические условия
ТУ 0254-011-25887352-2007 Паста эМПи-4 для прессовой посадки подшипников буксовых узлов вагонов. Технические условия
ТУ 0254-013-00148820-99 (с изменениями 1 - 6) Смазка железнодорожная ЛЗ-ЦНИИ (у)
ТУ 0254-107-01124328-01 Смазка пластичная Буксол
ТУ 2500-295-00152106-93 Изделия резиновые технические для подвижного состава железных дорог и требования к резинам, применяемым для их изготовления. Технические условия
N 741-2011 ПКБ ЦВ Технические требования к комплексам вибродиагностики подшипников буксовых узлов колесных пар вагонов
РД 07.09-97 (с изменениями 1 - 3) Руководство по комплексному ультразвуковому контролю колесных пар вагонов
РД 32 ЦВ 058-97 Методика выполнения измерений при освидетельствовании колесных пар вагонов колеи 1520 мм
РД 32 ЦВ 064-2009 Методика выполнения измерений при новом формировании и всех видах ремонта буксового узла колесных пар грузовых вагонов
РД 32 ЦВ 109-2011 Руководство по вибродиагностике подшипников буксовых узлов вагонных колесных пар
РД 32.150-2000 (с изменениями 1 - 6) Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ
РД 32.159-2000 (с изменениями 1, 2) Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ
РД 32.174-2001 (с изменениями 1 - 4) Неразрушающий контроль деталей вагонов. Общие положения. Руководящий документ
РД 104.2.742-2007 Технический регламент оснащения предприятий железнодорожного транспорта
Без номера Руководящий документ по организации ремонта колесных пар в вагоноколесных мастерских и вагонных депо (Утвержден Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций. Протокол от 20 - 22 апреля 2011 г.)
ТИ 05-02-Б-2010 "Технологическая инструкция. Ремонт сваркой и износостойкой наплавкой корпуса буксы" (Утверждена Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций. Протокол от 20 - 22 апреля 2011 г.)
Без номера Технологическая инструкция по упрочнению накатыванием роликами осей колесных пар вагонов. (Утверждена Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций. Протокол от 20 - 22 апреля 2011 г.)
Без номера Инструкция по техническому обслуживанию вагонов в эксплуатации (Инструкция осмотрщику вагонов) от 01.09.2009. (Утверждена Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций. Протокол от 21 - 22 мая 2009 г.)
Без номера Методика создания картотеки колесных пар вагонов. (Утверждена Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций. Протокол от 25 - 27 августа 2010 г.)
КЖА 2105-06 "Условные обозначения моделей тележек грузовых вагонов" (Утвержден Комиссией Совета по информатизации железнодорожного транспорта. Протокол от 21 - 23 декабря 2005 г.)
В настоящем РД используются следующие термины с соответствующими определениями:
3.1 колесная пара: Элемент ходовой части (вагонной тележки) подвижного состава, состоящий из цельнокатаных колес, напрессованных в холодном состоянии на ось, и буксовых узлов, воспринимающий и передающий статическую и динамическую нагрузки от вагона на рельсы, и служащий для направления его движения по рельсовому пути.
3.2 колесо цельнокатаное: Элемент колесной пары, состоящий из ступицы, диска и обода, передающий статические и динамические нагрузки от вагона на рельсы и обеспечивающий движение подвижного состава.
3.3 ступица: Часть цельнокатаного колеса с отверстием для установки его на оси прессовым методом.
3.4 диск: Часть цельнокатаного колеса, соединяющая ступицу с ободом.
3.5 обод: Изнашиваемая часть цельнокатаного колеса, контактирующая с рельсом при движении подвижного состава.
3.6 поверхность катания обода колеса: Поверхность специального профиля, обеспечивающая устойчивое положение колесной пары на рельсовой колее и определяющая направление движения подвижного состава.
3.7 гребень: Часть обода колеса, удерживающая колесную пару от схода с рельсовой колеи.
3.8 ось: Элемент колесной пары, представляющий собой стальной брус круглого поперечного сечения, имеющий разные диаметры по длине в зависимости от частей оси.
3.9 шейка оси: Часть оси, служащая для размещения на ней подшипников.
3.10 подступичная часть оси: Часть оси, на которую напрессовывают колесо.
3.11 предподступичная часть оси: Часть оси, служащая переходом от шейки к подступичной части оси.
3.12 отверстие в торце оси М20 (или М24): Резьбовое отверстие, обеспечивающее установку болтов М20 (или М24) торцевого крепления буксового узла колесной пары на шейке оси.
3.13 резьбовая часть оси М110: Резьбовая часть оси, предназначенная для установки гайки М110 торцевого крепления буксового узла колесной пары на шейке оси.
3.14 буксовый узел: Элемент колесной пары, предназначенный для передачи нагрузки от тележки и состоящий из корпуса буксы или адаптера, подшипника или подшипников, элементов торцевого крепления, уплотнений и смазки.
3.15 корпус буксы: Деталь, предназначенная для размещения подшипника или подшипников и передачи нагрузок от тележки на колесную пару.
3.16 крышка крепительная: Элемент буксового узла, предназначенный для уплотнения корпуса буксы с размещенными в нем подшипниками, и устанавливаемый в переднюю торцевую часть и закрепляемый болтами М20.
3.17 крышка смотровая: Элемент буксового узла, устанавливаемый в торцевую часть крепительной крышки и закрепляемый болтами М12 для фиксации плоского резинового уплотнительного элемента.
3.18 прокладка и кольцо уплотнительное (резиновые уплотнительные элементы): Элементы буксового узла, устанавливаемые между крепительной и смотровой крышками, а также между крепительной крышкой и корпусом буксы для предотвращения проникновения в корпус буксы воды, пыли и грязи.
3.19 лабиринтная часть корпуса буксы: Элемент уплотнения буксового узла, размещаемый в задней торцевой части корпуса буксы и предотвращающий проникновение в корпус буксы воды, пыли и грязи.
Примечание. Выполняется в двух вариантах - единое целое с корпусом буксы или отдельная (отъемная) деталь, впрессованная в корпус буксы.
3.20 кольцо лабиринтное: Элемент уплотнения буксового узла, размещаемый на предподступичной части оси и предотвращающий проникновение в корпус буксы воды, пыли и грязи.
3.21 адаптер (полубукса): Деталь, предназначенная для свободного размещения на наружном кольце подшипника кассетного типа и передачи нагрузок от тележки на колесную пару.
3.22 подшипник: Опора или направляющая, которая определяет положение движущихся частей по отношению к другим частям механизма. ГОСТ 24955.
3.23 подшипник качения: Подшипник, работающий по принципу трения качения. ГОСТ 24955.
3.24 однорядный подшипник: Подшипник качения с одним рядом тел качения. ГОСТ 24955.
3.25 двухрядный подшипник: подшипник качения с двумя рядами тел качения. ГОСТ 24955.
3.26 наружное кольцо подшипника качения (наружное кольцо): деталь подшипника качения, имеющая на внутренней поверхности дорожку качения. ГОСТ 24955.
3.27 внутреннее кольцо подшипника качения (внутреннее кольцо): Деталь подшипника качения с цилиндрическим отверстием, имеющая на наружной поверхности дорожку качения для тел качения (ролики). ГОСТ 24955.
3.28 тело качения: Деталь подшипника качения, обеспечивающая взаимные перемещения сопряженных с ней поверхностей по принципу качения. ГОСТ 24955.
Примечания:
1. В качестве тел качения применяют шарики или ролики.
2. В зависимости от размеров и формы различают ролики: короткие цилиндрические, у которых отношение длины к диаметру меньше или равно 2,5; конические, бочкообразные, полые и др.
3.29 ролик: Тело качения подшипника. ГОСТ 24955.
3.30 сепаратор подшипника качения: Составная часть подшипника качения, удерживающая тела качения на определенном расстоянии друг от друга. ГОСТ 24955.
3.31 кольцо плоское упорное: Деталь радиального роликового подшипника качения, прилегающая к торцу внутреннего кольца и выполняющая функцию бортика. ГОСТ 24955.
3.32 дорожка качения: Поверхность кольца подшипника качения, по которой катятся тела качения. ГОСТ 24955.
3.33 торец подшипника качения: Внешняя поверхность кольца подшипника качения, перпендикулярная оси подшипника. ГОСТ 24955.
3.34 бортик кольца подшипника качения: Выступ на кольце подшипника качения, ограничивающий поверхность дорожки качения. ГОСТ 24955.
3.35 крышка передняя (или шайба тарельчатая): Элемент торцевого крепления подшипников на шейке оси для передачи усилия затяжки болтов на внутренние кольца подшипников с центральным отверстием под конусную часть центра колесотокарного станка (крышка передняя по спецификации - элемент конструкции конического подшипника кассетного типа; шайба тарельчатая по спецификации - элемент конструкции буксового узла с двумя цилиндрическими подшипниками, сдвоенным цилиндрическим подшипником или коническим подшипником кассетного типа).
3.36 гайка торцевая М110: Гайка специальной конструкции, предназначенная для торцевого крепления подшипников на шейке оси.
3.37 планка стопорная: Элемент, входящий в состав торцевого крепления подшипников на шейке оси гайкой торцевой М110 x 4, и предназначенный для предохранения ее от самоотворачивания.
3.38 болты М24 и М20 торцевого крепления: Элементы торцевого крепления подшипников на шейке оси для закрепления крышки передней (или шайбы тарельчатой) в осевом направлении.
3.39 шайба стопорная (пластинчатая): Элемент торцевого крепления подшипника на шейке оси для стопорения болтов торцевого крепления подшипников на шейке оси от самоотворачивания.
3.40 подшипник радиальный с короткими цилиндрическими роликами сдвоенный (сдвоенный подшипник): Самостоятельная сборочная единица - изделие, состоящая из двух подобранных по радиальным зазорам однорядных подшипников радиальных с короткими цилиндрическими роликами и бортовыми внутренними кольцами, соединенными кольцом крепежным, с заложенной смазкой и встроенными уплотнениями или защитными шайбами.
3.40.1 кольцо крепежное: Специальное кольцо, соединяющее внутренние кольца.
3.40.2 шайба защитная: Деталь сдвоенного подшипника, устанавливаемая с внешних сторон наружных колец и предотвращающая от вытекания смазки и проникновения внутрь подшипника воды, пыли и грязи.
3.41 подшипник конический двухрядный кассетного типа (подшипник кассетного типа): Самостоятельная сборочная единица - изделие, базирующаяся на двухрядных конических роликовых подшипниках с заложенной смазкой, с отрегулированным осевым зазором, встроенными уплотнениями и деталями торцевого крепления.
3.41.1 уплотнение подшипника: Деталь подшипника кассетного типа, устанавливаемая в канавке с одной или двух сторон наружного кольца и предотвращающая от проникновения внутрь подшипника посторонних тел (вода, пыль и грязь).
3.41.2 кожух уплотнения подшипника: Деталь уплотнения подшипника кассетного типа, устанавливаемая в канавке наружного кольца и закрывающая внутренние элементы уплотнения.
3.41.3 кольцо дистанционное: Плоское кольцо, предназначенное для регулировки осевого зазора в подшипнике при его изготовлении.
3.42 радиальный зазор ненагруженного подшипника (цилиндрического и сдвоенного в свободном состоянии) Gr: Среднее арифметическое значение расстояний по радиусу, на которое одно из колец может быть смещено относительно другого из одного эксцентрического крайнего положения в диаметрально противоположное крайнее положение, при различных угловых направлениях и с приложением внешней нагрузки, не вызывающей деформацию. Это значение включает смещение колец в различных угловых положениях относительно колец. ГОСТ 25256.
3.43 осевой внутренний зазор ненагруженного подшипника (кассетного типа, цилиндрического, сдвоенного в свободном состоянии) Ga: Среднее арифметическое значение смещений вдоль оси подшипника одного из колец относительно другого при различных угловых положениях колец и тел качения с приложением внешней нагрузки, не вызывающей деформацию. ГОСТ 25256.
3.44 ремонт: Комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей. ГОСТ 18322.
3.45 текущий ремонт: Ремонт, выполняемый для обеспечения или восстановления работоспособности изделия и состоящий в замене и (или) восстановления отдельных частей. ГОСТ 18322.
3.46 средний ремонт: Ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса изделий с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, выполняемом в объеме, установленном в нормативно-технической документации. ГОСТ 18322.
3.47 капитальный ремонт: Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые. ГОСТ 18322.
3.48 техническое обслуживание: Комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании. ГОСТ 18322.
3.49 технический контроль: Проверка соответствия объекта установленным техническим требованиям. ГОСТ 16504.
3.50 техническое диагностирование: Определение технического состояния объекта. ГОСТ 20911.
3.51 технический осмотр: Контроль, осуществляемый в основном при помощи органов чувств и, в случае необходимости, средств контроля, номенклатура которых установлена соответствующей документацией. ГОСТ 16504.
3.52 контроль визуальный: Органолептический контроль, осуществляемый органами зрения. ГОСТ 16504.
3.53 неразрушающий контроль: Технический контроль, при котором не нарушается пригодность объекта к применению. ГОСТ 16504.
3.54 метод неразрушающего контроля: Метод контроля, при котором не должна быть нарушена пригодность объекта к применению. ГОСТ 16504.
3.55 автоматизированная система контроля: Система контроля, обеспечивающая проведение контроля с частичным непосредственным участием человека. ГОСТ 16504.
3.56 дефект: Каждое отдельное несоответствие продукции установленным требованиям. ГОСТ 15467.
3.57 брак: Продукция, передача которой потребителю не допускается из-за наличия дефектов. ГОСТ 15467.
3.58 повреждение: Событие, заключающееся в нарушении исправного состояния объекта при сохранении работоспособного состояния. ГОСТ 27.002.
4.1 руководящий документ; РД.
4.2 технические условия; ТУ.
4.3 технические требования; ТТ.
4.4 вагоноремонтный завод; ВРЗ.
4.5 вагоноколесные мастерские; ВКМ.
4.6 вагонное ремонтное депо; ВЧДР.
4.7 вагонное эксплуатационное депо; ВЧДЭ
4.8 капитальный ремонт; КР.
4.9 капитальный ремонт с продлением срока службы вагонов; КРП.
4.10 средний ремонт; СР.
4.11 текущий ремонт; ТР.
4.12 техническое обслуживание; ТО.
4.13 технический контроль; ТК.
4.14 пункт технического обслуживания вагонов; ПТО.
4.15 неразрушающий контроль; НК.
4.16 ультразвуковой контроль; УЗК.
4.17 магнитопорошковый контроль; МПК.
4.18 вихретоковый контроль; ВТК.
5.1 При ремонте колесных пар следует руководствоваться ГОСТ 12.2.003 и ГОСТ 12.3.002, а также инструкциями по технике безопасности, утвержденными в установленном порядке.
5.2 Безопасность при ремонте колесных пар обеспечивают: соответствием производственных процессов - ГОСТ 12.3.002, режимов работы производственного оборудования - ГОСТ 12.2.003, режимов пожарной безопасности - ГОСТ 12.1.004, режимов электробезопасности - ГОСТ 12.1.019, способов безопасного производства погрузо-разгрузочных работ - ГОСТ 12.3.020, требований санитарной безопасности - ГОСТ 12.1.005 и ГОСТ 12.1.003 или документами с аналогичными требованиями, принятыми железнодорожными администрациями, или законодательными актами.
5.3 Конструкция колесной пары и применяемые в ней материалы при соблюдении правил эксплуатации, обслуживания и ремонта не должны допускать загрязнения окружающей среды твердыми, жидкими и газообразными веществами.
5.4 Утилизацию деталей и узлов колесных пар проводят в порядке, установленном законодательными актами, железнодорожными администрациями или принятыми на вагоноремонтных предприятиях.
6.1 Установлены три типа колесных пар, предназначенных для эксплуатации под грузовыми вагонами: РУ1Ш-957-Г, РВ2Ш-957-Г и РУ1-950-Г.
6.1.1 колесная пара типа РУ1Ш-957-Г (рисунок 6.1) с нагрузкой от оси на рельсы до 230,5 кН (23,5 тс). Состоит из оси типа РУ1Ш по ГОСТ 22780 с торцевым креплением подшипников шайбой тарельчатой и четырьмя (или тремя) болтами М20 и колес цельнокатаных из стали марок 2 или Т по ГОСТ 10791;
6.1.2 колесная пара типа РВ2Ш-957-Г (рисунок 6.1) с нагрузкой от оси на рельсы до 245,2 кН (25,0 тс). Состоит из оси типа РВ2Ш с торцевым креплением подшипников крышкой передней и тремя болтами М24 (или четырьмя болтами М20) по конструкторской документации, утвержденной в установленном порядке, и колес цельнокатаных из стали марок 2 или Т по ГОСТ 10791;
6.1.3 колесная пара типа РУ1-950-Г (рисунок 6.2) с нагрузкой от оси на рельсы до 230,5 кН (23,5 тс). Состоит из оси типа РУ1 по ГОСТ 22780 с торцевым креплением подшипников гайкой М110 x 4 и колес цельнокатаных из стали марок 2 или Т по ГОСТ 10791;
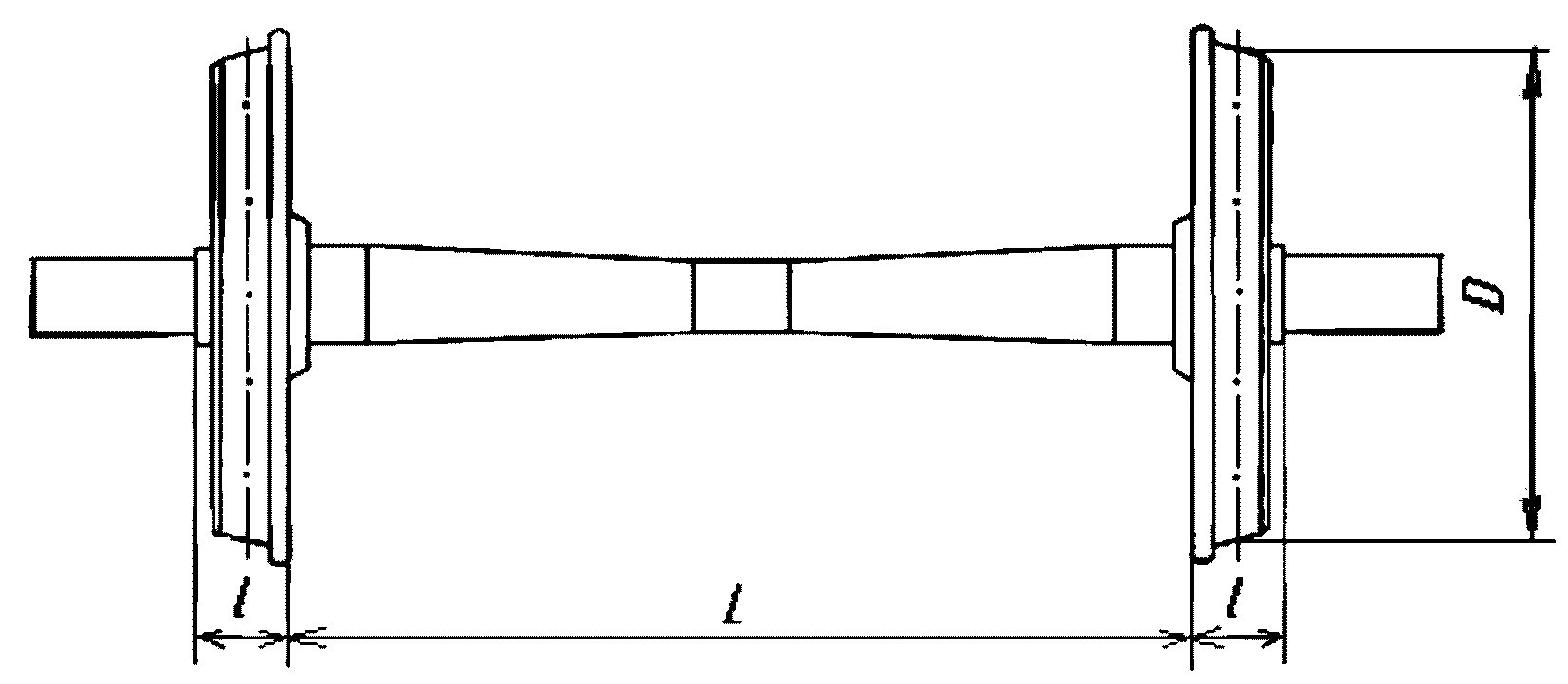
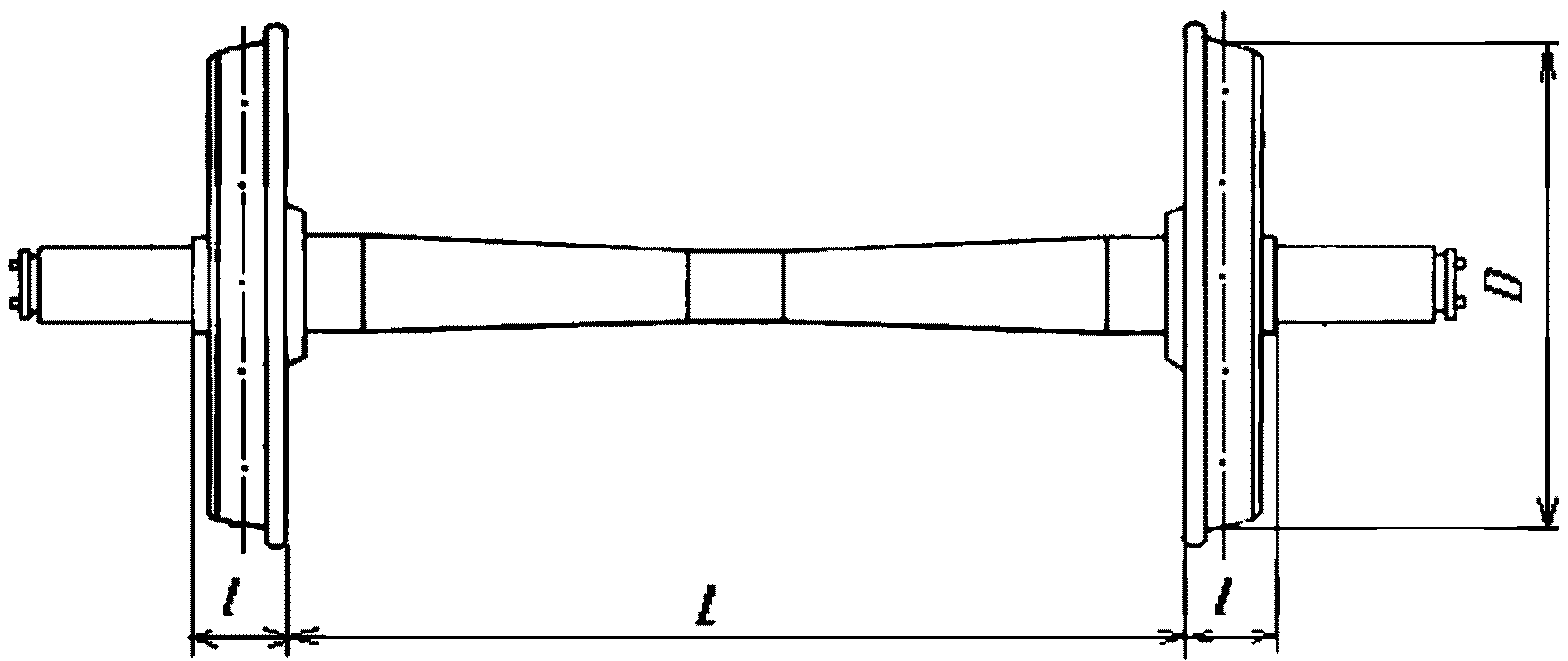
6.2 Основные размеры колесных пар, сформированных из новых осей и колес, приведены в таблице 6.1.
из новых элементов (новая ось и новые колеса)
┌───────────────────────────────────────────────────────────┬─────────────┐
│ Основные размеры, в мм │ Значение │
├───────────────────────────────────────────────────────────┼─────────────┤
│Расстояние между внутренними боковыми поверхностями ободов │ +2 │
│колес (L) в одной колесной паре │ 1440 │
│ │ -1 │
├───────────────────────────────────────────────────────────┼─────────────┤
│Разность расстояний между внутренними боковыми │ 1,5│
│поверхностями ободов колес в одной колесной паре, │ │
│измеренная в четырех точках, расположенных в двух взаимно │ │
│перпендикулярных плоскостях, не более │ │
├───────────────────────────────────────────────────────────┼─────────────┤
│Разность диаметров колес по кругу катания (D) в одной │ │
│колесной паре, не более: │ │
│- при восстановлении профиля поверхности катания колес; │ 0,5│
│- без восстановления профиля поверхности катания колес; │ 1,0│
├───────────────────────────────────────────────────────────┼─────────────┤
│Разность расстояний от торцов предподступичных частей оси │ 3,0│
│до внутренних боковых поверхностей ободов колес (l) с │ │
│одной и другой сторон колесной пары, не более │ │
├───────────────────────────────────────────────────────────┼─────────────┤
│Отклонение от соосности кругов катания колес относительно │ 1,0│
│оси базовой поверхности, не более │ │
└───────────────────────────────────────────────────────────┴─────────────┘
6.3 В колесной паре должны устанавливаться колеса одного завода изготовителя, одной конструкции и изготовленные из одной марки стали.
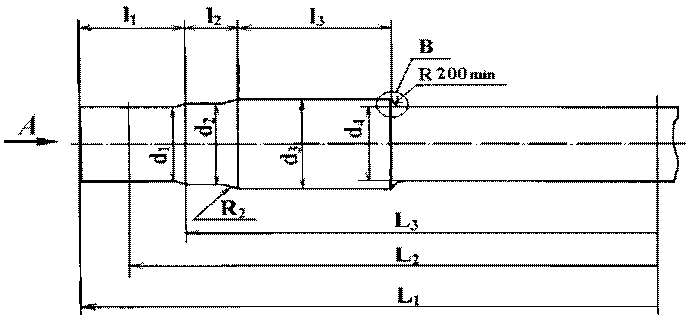
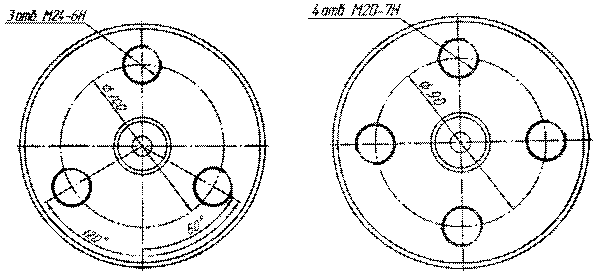
7.1 Ось типа РУ1Ш по ГОСТ 22780 (рисунок 7.1). На торцах оси выполняются четыре резьбовых отверстия М20 (оси изготовления до 1983 года имели три отверстия М20).
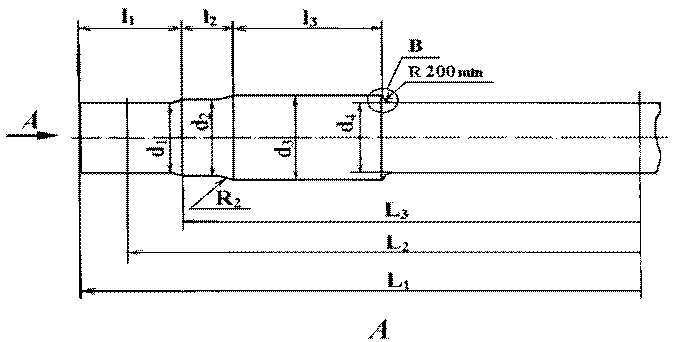
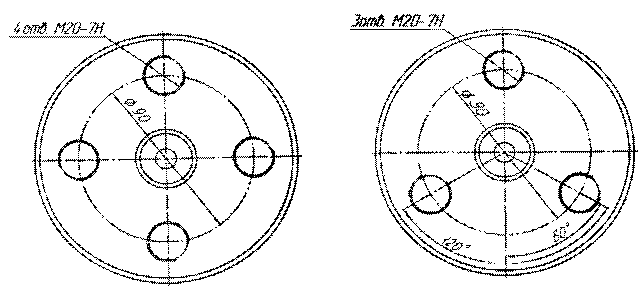
7.2 Ось типа РВ2Ш изготавливается по конструкторской документации, утвержденной в установленном порядке (рисунок 7.2). На торцах оси выполняются три резьбовых отверстия М24 или четыре резьбовых отверстия М20.
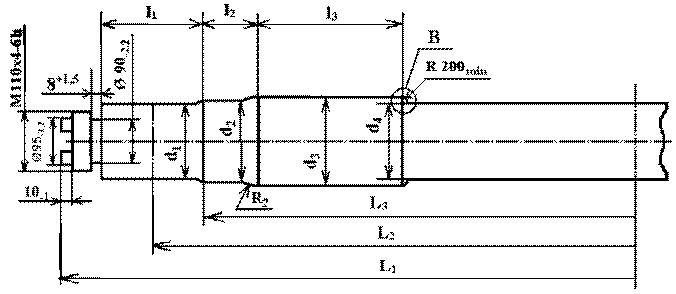
7.3 Ось типа РУ1 по ГОСТ 22780 (рисунок 7.3). С 1993 года новые оси типа РУ1 не изготавливаются.
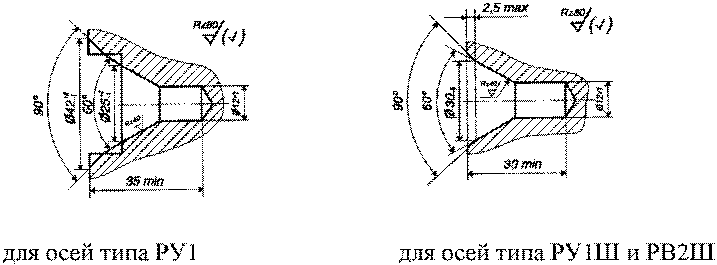
7.4 Для закрепления осей и колесных пар при механической обработке элементов на станках на каждом из торцов осей выполняются центровые отверстия (рисунок 7.4).
Примечание. Кроме вышеперечисленных отверстий на торцах осей РУ1Ш и РВ2Ш выполняются дополнительные отверстия ("водильные отверстия") для обеспечения вращения оси при обработке на металлорежущих станках.
7.5 Основные размеры новых осей по ГОСТ 22780 и конструкторской документации приведены в таблице 7.1.
┌────────────┬────────────────────────────────────────────────────────────────────┐
│Наименование│ Тип оси │
│ показателя ├──────────────────────┬──────────────────────┬──────────────────────┤
│ │ РУ1 │ РУ1Ш │ РВ2Ш │
│ ├───────────┬──────────┼───────────┬──────────┼───────────┬──────────┤
│ │номинальный│предельное│номинальный│предельное│номинальный│предельное│
│ │ размер, в │отклонение│ размер, в │отклонение│ размер, в │отклонение│
│ │ мм │ │ мм │ │ мм │ │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│d │ 130 │ + 0,052│ 130 │ + 0,052│ 150 │ + 0,090│
│ 1 │ │ + 0,025│ │ + 0,025│ │ + 0,065│
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│ 2 │ │ + 0,12 │ │ + 0,12 │ │ + 0,091│
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│ 3 │ │ - 0,5 │ │ - 0,5 │ │ - 0,5 │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│ 4 │ │ │ │ │ │ │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│R │ 25 │ - │ 25 │ - │ 25 │ - │
│ 2 │ │ │ │ │ │ │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│l │ 176 │ + 1,0 │ 190 <4> │ + 1,0 │ 210 │ - │
│ 1 │ │ - 0,5 │ │ - 0,5 │ │ │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│l │ 76 │ +/- 1,0 │ 76 │ + 1,0 │ 71 │ + 0,5 │
│ 2 │ │ │ │ │ │ - 1,5 │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│l <5> │ 250 min │ - │ 250 min │ - │ 250 min │ - │
│ 3 │ │ │ │ │ │ │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│L │2294 │ + 1,0 │2216 │ + 1,0 │2246 │ + 1,0 │
│ 1 │ │ - 3,0 │ │ - 3,0 │ │ - 3,0 │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│L │2036 │ - │2036 │ - │2036 │ - │
│ 2 │ │ │ │ │ │ │
├────────────┼───────────┼──────────┼───────────┼──────────┼───────────┼──────────┤
│L │1836 │ +/- 1,0 │1836 │ +/- 1,0 │1826 │ +/- 1,0 │
│ 3 │ │ │ │ │ │ │
└────────────┴───────────┴──────────┴───────────┴──────────┴───────────┴──────────┘
--------------------------------


7.6 Каждая ось при изготовлении подвергается упрочнению накаткой роликами по всей длине в соответствии с ГОСТ 31334 и Технологической инструкцией по упрочнению накатыванием роликами осей колесных пар вагонов, утвержденной Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 20 - 22 апреля 2011 г.). При ремонте колесных пар упрочнению накаткой роликами подвергается только подступичная часть.
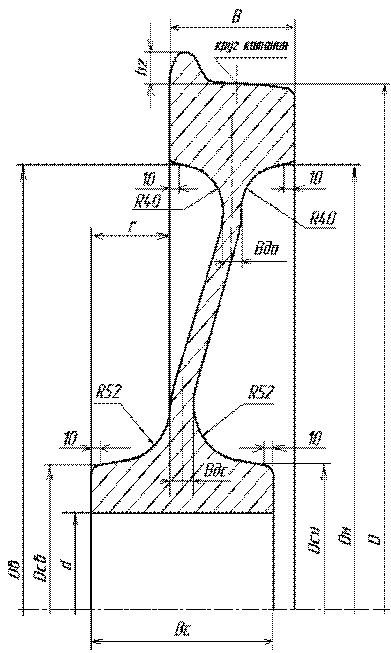
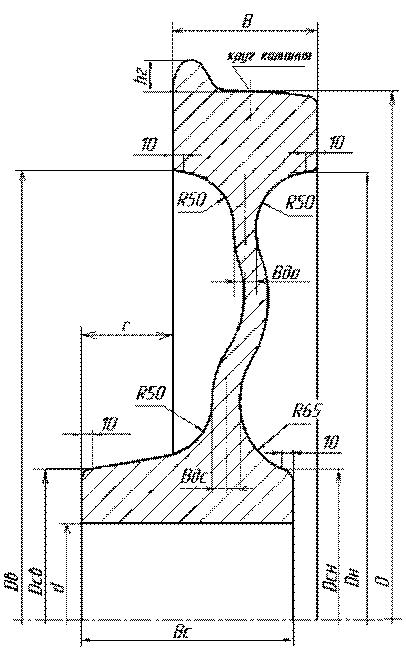
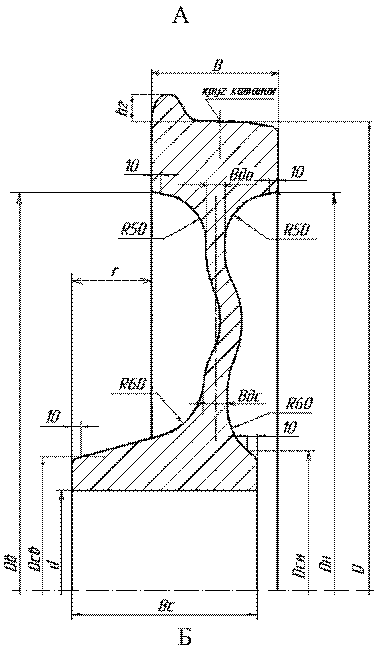
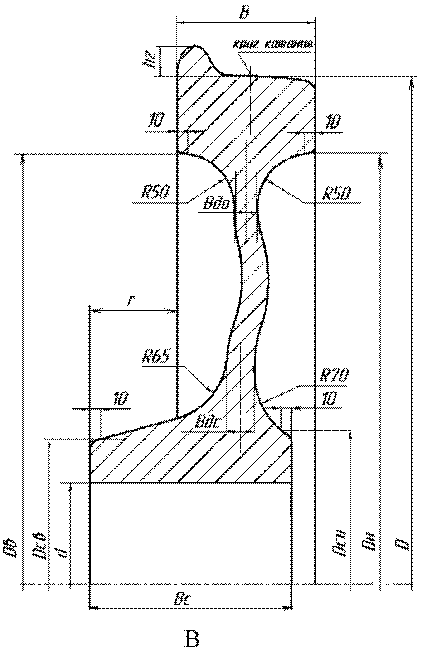
8.1 Размеры колес цельнокатаных и технические требования к ним должны соответствовать ГОСТ 10791 или техническим условиям, согласованным и утвержденным в установленном порядке.
8.2 Конструкции и основные размеры колес цельнокатаных приведены на рисунках 8.1 и 8.2.
8.3 Колеса цельнокатаные, применяемые для эксплуатации под грузовыми вагонами изготавливаются:
- с плоскоконическим диском - из стали марок 2 или Т;
- с криволинейным диском - из стали марки Т.
┌────────────────────────────────────┬──────────────────┬─────────────────┐
│ Наименование показателя │ Номинальный │ Предельное │
│ │ размер, в мм │ отклонение │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр по кругу катания, D │ 957│ +/- 7│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 810│ - 10│
│обода с наружной стороны колеса, Dн │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 810│ - 10│
│обода с внутренней стороны колеса, │ │ │
│Dв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Ширина обода колеса, B │ 130│ + 3│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Высота гребня, hг │ 28│ - 1│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности │ 263│ +/- 3│
│ступицы с наружной стороны колеса, │ │ │
│Dсн │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности ступицы│ 263│ +/- 3│
│с внутренней стороны колеса, Dсв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр отверстия ступицы колеса, d │ 175│ - 4│
│ │ 190│ - 4│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Длина ступицы колеса, Bс │ 190│ + 10│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Расстояние от торцевой поверхности │ 82│ + 5│
│ступицы до боковой поверхности │ │ │
│обода с внутренней стороны колеса, r│ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у обода колеса, Bдо │ 19│ + 4│
│<*> │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у ступицы колеса, Bдс │ 24│ + 4│
└────────────────────────────────────┴──────────────────┴─────────────────┘
--------------------------------
- до 1988 г. - 
- с 1988 г. по 2011 г. - 
- с 2011 г. - 
цельнокатаного с плоскоконическим диском
┌────────────────────────────────────┬──────────────────┬─────────────────┐
│ Наименование показателя │ Номинальный │ Предельное │
│ │ размер, в мм │ отклонение │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр по кругу катания, D │ 957│ +/- 7│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 802│ + 8│
│обода с наружной стороны колеса, Dн │ │ - 2│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 802│ + 8│
│обода с внутренней стороны колеса, │ │ - 2│
│Dв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Ширина обода колеса, B │ 130│ + 3│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Высота гребня, hг │ 28│ - 1│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности │ 273│ +/- 3│
│ступицы с наружной стороны колеса, │ │ │
│Dсн │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности ступицы│ 273│ +/- 3│
│с внутренней стороны колеса, Dсв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр отверстия ступицы колеса, d │ 190│ - 4│
│ │ 205│ - 4│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Длина ступицы колеса, Bс │ 190│ + 10│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Расстояние от торцевой поверхности │ 82│ + 5│
│ступицы до боковой поверхности │ │ │
│обода с внутренней стороны колеса, r│ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у обода колеса, Bдо │ 20│ + 4│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у ступицы колеса, Bдс │ 25│ + 6│
└────────────────────────────────────┴──────────────────┴─────────────────┘
┌────────────────────────────────────┬──────────────────┬─────────────────┐
│ Наименование показателя │ Номинальный │ Предельное │
│ │ размер, в мм │ отклонение │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр по кругу катания, D │ 957│ +/- 7│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 802│ + 8│
│обода с наружной стороны колеса, Dн │ │ - 2│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 802│ + 8│
│обода с внутренней стороны колеса, │ │ - 2│
│Dв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Ширина обода колеса, B │ 130│ + 3│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Высота гребня, hг │ 28│ - 1│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности │ 285│ + 5│
│ступицы с наружной стороны колеса, │ │ │
│Dсн │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности ступицы│ 273│ +/- 3│
│с внутренней стороны колеса, Dсв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр отверстия ступицы колеса, d │ 190│ - 4│
│ │ 205│ - 4│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Длина ступицы колеса, Bс │ 190│ + 10│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Расстояние от торцевой поверхности │ 82│ + 5│
│ступицы до боковой поверхности │ │ │
│обода с внутренней стороны колеса, r│ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у обода колеса, Bдо │ 19│ + 4│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у ступицы колеса, Bдс │ 25│ + 4│
└────────────────────────────────────┴──────────────────┴─────────────────┘
┌────────────────────────────────────┬──────────────────┬─────────────────┐
│ Наименование показателя │ Номинальный │ Предельное │
│ │ размер, в мм │ отклонение │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр по кругу катания, D │ 957│ +/- 7│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 810│ - 10│
│обода с наружной стороны колеса, Dн │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр внутренней поверхности │ 810│ - 10│
│обода с внутренней стороны колеса, │ │ │
│Dв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Ширина обода колеса, B │ 130│ + 3│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Высота гребня, hг │ 28│ - 1│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности │ 290│ +/- 3│
│ступицы с наружной стороны колеса, │ │ │
│Dсн │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр наружной поверхности ступицы│ 273│ +/- 3│
│с внутренней стороны колеса, Dсв │ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Диаметр отверстия ступицы колеса, d │ 190│ - 4│
│ │ 205│ - 4│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Длина ступицы колеса, Bс │ 190│ + 10│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Расстояние от торцевой поверхности │ 82│ + 5│
│ступицы до боковой поверхности │ │ │
│обода с внутренней стороны колеса, r│ │ │
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у обода колеса, Bдо │ 22│ + 4│
├────────────────────────────────────┼──────────────────┼─────────────────┤
│Толщина диска у ступицы колеса, Bдс │ 25│ + 6│
└────────────────────────────────────┴──────────────────┴─────────────────┘
колес цельнокатаных с криволинейным диском
8.4 Профиль поверхности катания колес цельнокатаных и шаблон для их проверки должны соответствовать требованиям ГОСТ 10791 (рисунок 8.3).
Допускается обрабатывать поверхность катания ободов колес в соответствии с одним из профилей поверхности катания, приведенных на рисунках 8.4 и 8.5, при этом качество выполнения обработки производится соответствующими максимальными шаблонами.
8.5 Шаблон при контроле плотно прижимают к внутренней боковой поверхности обода и к одной из точек поверхности катания или гребня. Величину отклонения рабочей поверхности катания и гребня от номинальной формы (зазор) контролируют при помощи щупов.
Отклонение профиля обода колеса от номинальной формы по высоте гребня должно быть не более 1,0 мм, а по поверхностям катания, гребня и внутренней боковой поверхности обода колеса - не более 0,5 мм.
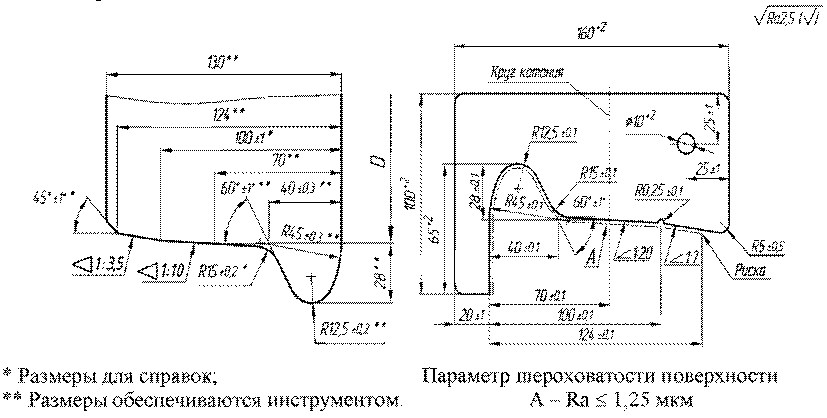
толщиной гребня 33,0 мм по ГОСТ 10791 и максимальный
шаблон для его проверки
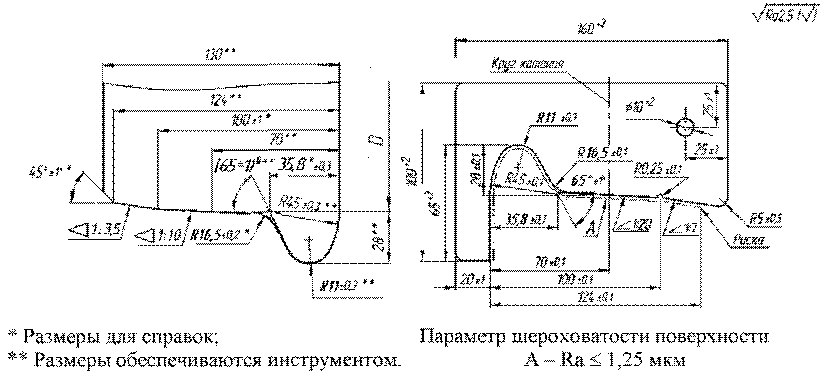
с исходной толщиной гребня 30,0 мм и максимальный
шаблон для его проверки
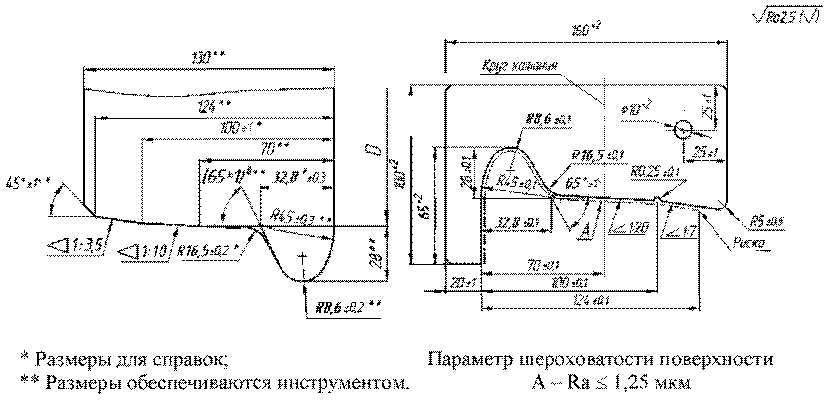
с исходной толщиной гребня 27,0 мм и максимальный
шаблон для его проверки
9.1.1 Подшипники роликовые цилиндрические типов 36-232726Е2М, 36-42726Е2М, 30-232726Е2М, 30-42726Е2М и другие в габаритных размерах 130 x 250 x 80 мм, должны соответствовать ГОСТ 520, ГОСТ 18572, ТУ ВНИПП.048-1-00 и ТУ ВНИПП.072-01.
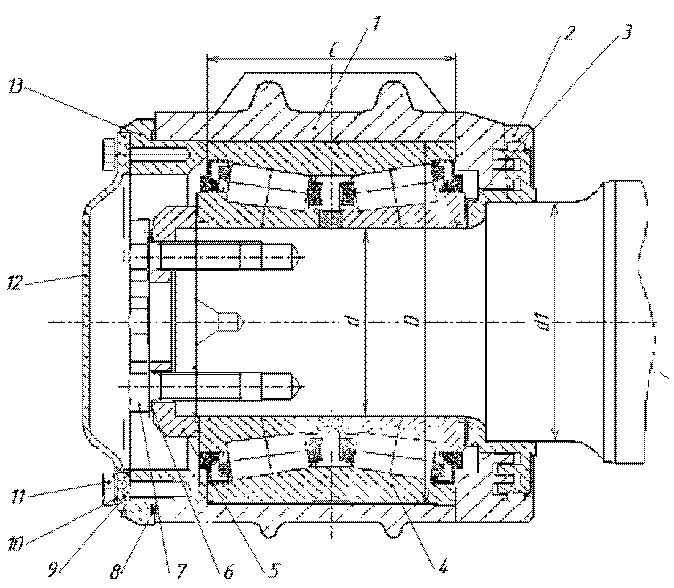
Подшипники устанавливаются в корпус буксы. Крепление подшипников на оси колесной пары типа РУ1Ш-957-Г осуществляется при помощи шайбы тарельчатой и четырех (или трех) болтов М20 (рисунок 9.1), а на оси колесной пары типа РУ1-950-Г - гайки торцевой М110 x 4 (рисунок 9.2).
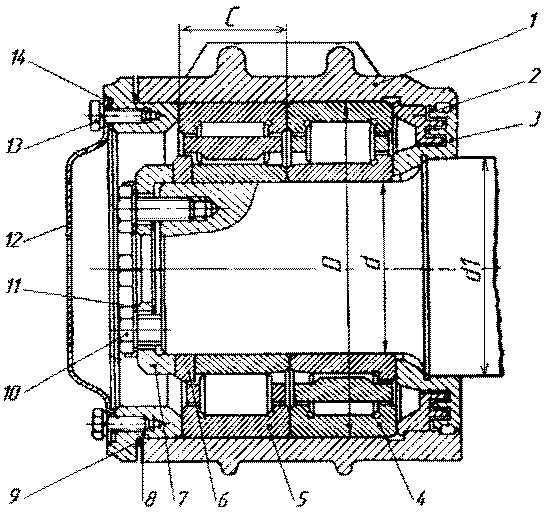
1 - корпус буксы; 2 - лабиринт отъемный корпуса буксы; 3 - кольцо лабиринтное; 4 - подшипник задний; 5 - подшипник передний; 6 - кольцо плоское упорное; 7 - шайба тарельчатая; 8 - крышка крепительная; 9 - кольцо уплотнительное; 10 - болт М20 для крепления шайбы тарельчатой; 11 - шайба стопорная; 12 - крышка смотровая; 13 - болт М12 крышки смотровой с шайбой пружинной; 14 - прокладка.
роликовыми цилиндрическими с торцевым креплением
шайбой тарельчатой и болтами М20
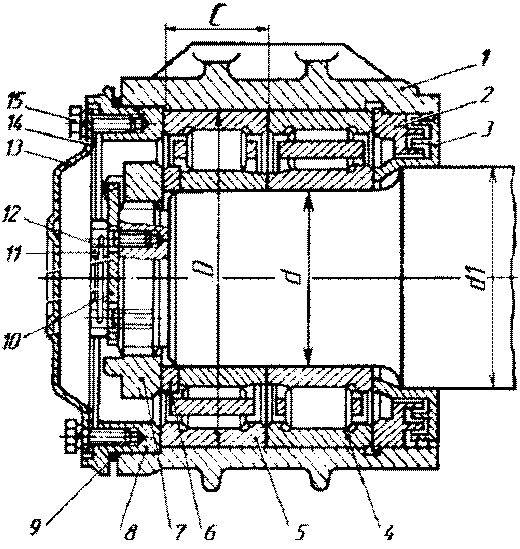
1 - корпус буксы; 2 - лабиринт отъемный корпуса буксы; 3 - кольцо лабиринтное; 4 - подшипник задний; 5 - подшипник передний; 6 - кольцо плоское упорное; 7 - гайка торцевая М110; 8 - крышка крепительная; 9 - кольцо уплотнительное; 10 - планка стопорная; 11 - болт М12 планки стопорной с шайбой пружинной; 12 - проволока; 13 - крышка смотровая; 14 - прокладка; 15 - болт М12 крышки смотровой с шайбой пружинной.
цилиндрическими с торцевым креплением гайкой М110 x 4
9.1.2 Основные размеры подшипников роликовых цилиндрических приведены в таблице 9.1.
┌───────────┬──────────┬───────────┬─────────────────┬──────────┬─────────┐
│ размеры │ колесной │нагружателя│ мм │ │ │
│подшипника,│ пары │подшипника ├────┬───┬───┬────┤ │ │
├───────────┼──────────┼───────────┼────┼───┼───┼────┼──────────┼─────────┤
│130 x 250 x│РУ1-950-Г │Корпус │ 130│250│ 80│ 165│0,070 ... │0,115 ...│
│80 │РУ1Ш-957-Г│буксы │ │ │ │ │0,150 │0,180 │
└───────────┴──────────┴───────────┴────┴───┴───┴────┴──────────┴─────────┘
--------------------------------
Подшипники роликовые цилиндрические маркируются в соответствии с требованиями ГОСТ 520 и ТУ ВНИПП.048-1-00. Маркировка наносится на кольцах наружном и внутреннем только с одной стороны.
Пример маркировки: 30-42726Е2М СПЗ 256 Э-А-Т, где
30-42726Е2М - тип подшипника,
СПЗ - предприятие-изготовитель подшипника,
256 - порядковый номер подшипника,
Э - год выпуска подшипника,
А - месяц выпуска,
Т - изготовление подшипника по ТУ.
9.2.1 Подшипники сдвоенные в габаритных размерах 130 x 250 x 160 мм, должны соответствовать ГОСТ 520, ГОСТ 18572, ТУ ВНИПП.048-1-00 и ТУ ВНИПП.072-01.
9.2.2 Подшипники поставляются на вагоноремонтные предприятия в виде изделий, готовых к монтажу методом прессовой посадки.
9.2.3 Подшипник сдвоенный типа Н6-882726Е2К1МУС43 или 46-882726Е2МС43 состоит из двух подшипников типа 36-42726Е2М (с бортовыми внутренними кольцами), соединенных между собой по внутренним кольцам специальным кольцом крепежным (при этом подшипник представляет собой единое целое). На внешних торцах наружных колец выполнены специальные проточки, в которые устанавливаются защитные шайбы, предотвращающие вытекание смазки и попадания внутрь подшипника посторонних предметов. Подшипники заправлены смазкой и подобраны по радиальным и осевым зазорам, а также по диаметрам отверстий колец внутренних.
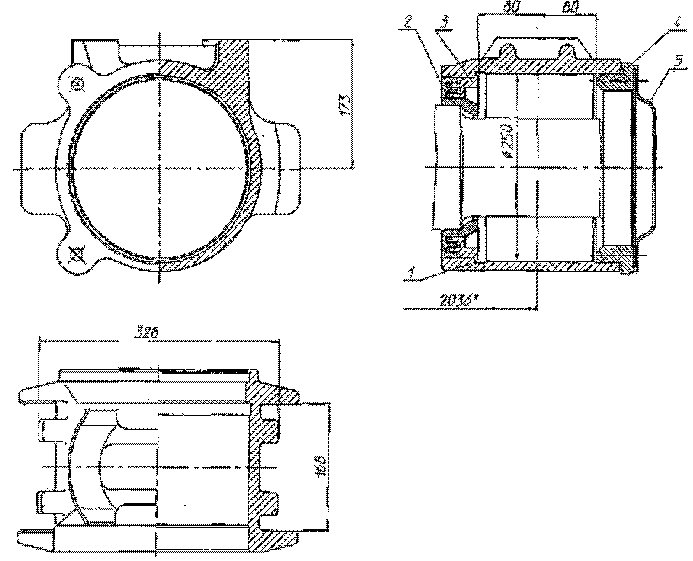
Подшипник сдвоенный устанавливается в корпус буксы (рисунок 9.3) и вместе с корпусом буксы и кольцом лабиринтным запрессовывается на ось колесной пары. Крепление подшипника сдвоенного на шейке оси колесной пары типа РУ1Ш-957-Г осуществляется при помощи шайбы тарельчатой и четырех (или трех) болтов М20, а на оси колесной пары типа РУ1-950-Г - гайки торцевой М110 x 4. Корпус буксы закрывается крышками крепительной и смотровой.
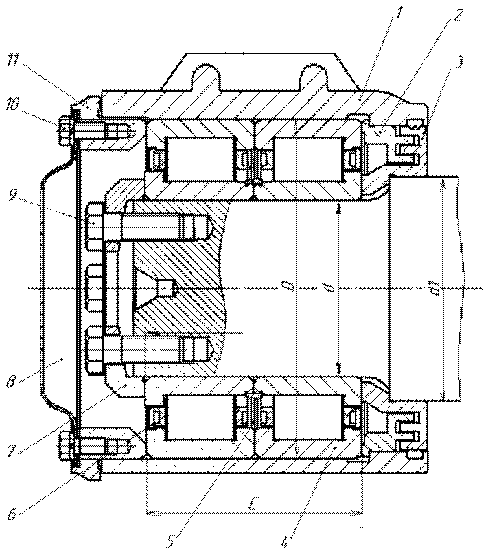
1 - корпус буксы; 2 - лабиринт отъемный; 3 - кольцо лабиринтное; 4 - подшипник; 5 - кольцо крепежное; 6 - шайба защитная; 7 - шайба тарельчатая; 8 - крышка смотровая; 9 - болт М20; 10 - болт М12; 11 - крышка крепительная
9.2.4 Основные размеры подшипников сдвоенных приведены в таблице 9.2.
┌───────────┬──────────┬───────────┬─────────────────┬──────────┬─────────┐
│ размеры │ колесной │нагружателя│ мм │ │ │
│подшипника,│ пары │подшипника ├────┬───┬───┬────┤ │ │
├───────────┼──────────┼───────────┼────┼───┼───┼────┼──────────┼─────────┤
│130 x 250 x│РУ1-950-Г │Корпус │ 130│250│160│ 165│0,07 ... │0,150 ...│
│160 │РУ1Ш-957-Г│буксы │ │ │ │ │0,15 │0,215 │
└───────────┴──────────┴───────────┴────┴───┴───┴────┴──────────┴─────────┘
--------------------------------
9.2.5 Маркировка
Маркировка подшипников производится аналогично п. 9.1.3. Отличительной особенностью подшипников сдвоенных является наличие в маркировке на торцевой поверхности колец наружных дополнительных букв "П" или "З", соответствующих переднему или заднему рядам подшипника.
Пример маркировки: Н6-882726Е2К1МУС43 - подшипник производства ОАО "ХАРП", 46-882726Е2МС43 - подшипники производства ОАО "СПЗ" (Саратовский подшипниковый завод) и АО "СПЗ" (Степногорский подшипниковый завод).
9.2.6 Внешними отличительными признаками буксового узла (рисунок 9.4) с подшипниками сдвоенными является:
а) на крышке смотровой - надпись "СП" для подшипников производства ОАО "ХАРП" или "СПС" производства ОАО "СПЗ" и АО "СПЗ" высотой 100 - 150 мм, нанесенная белой краской;
б) на бирке, установленной под левым верхним болтом М20 крышки крепительной с правой стороны колесной пары - дополнительное клеймо "СП" или "СПС" высотой 10 мм и шириной 5 мм.
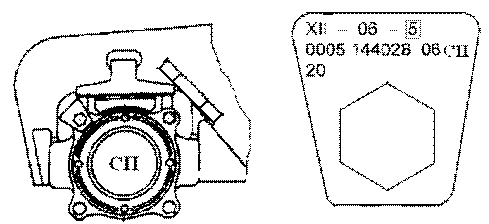
узла с подшипником сдвоенным
(ООО "ЕПК-Бренко Подшипниковая компания")
9.3.1.1 Подшипники кассетного типа в габаритных размерах 130 x 250 x 160 мм, 130 x 230 x 150 мм и 150 x 250 x 160 мм должны соответствовать ТУ БРЕНКО 840-462869-567-09. Подшипники поставляются на вагоноремонтные предприятия в виде изделий, готовых к монтажу методом прессовой посадки.
Подшипники отрегулированы по осевым зазорам, диаметрам отверстий колец внутренних, заправлены смазкой и имеют встроенные уплотнения, предотвращающие проникновение внутрь подшипников воды, пыли, грязи.
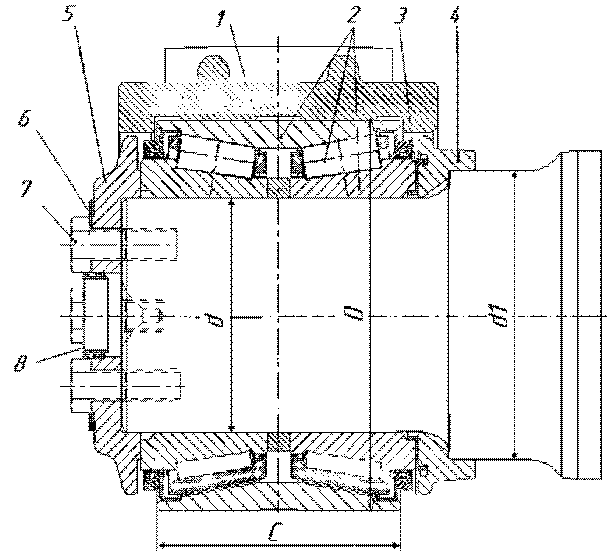
9.3.1.2 Подшипник кассетного типа в габаритных размерах 130 x 250 x 160 мм устанавливается в серийный корпус буксы (рисунок 9.5) и вместе с корпусом буксы и лабиринтом запрессовывается на шейку оси колесной пары типа РУ1Ш-957-Г. Крепление подшипника на оси осуществляется при помощи крышки передней и четырех болтов М20. Корпус буксы закрывается крышками крепительной и смотровой.
9.9.1.3 Подшипники кассетного типа в габаритных размерах 130 x 230 x 150 мм и 130 x 250 x 160 мм запрессовываются на шейку оси колесной пары типа РУ1Ш-957-Г, при этом крепление подшипников на оси осуществляется при помощи крышки передней и четырех болтов М20 (рисунок 9.6).
Подшипник в габаритных размерах 150 x 250 x 160 мм запрессовывается на шейку оси колесной пары типа РВ2Ш-957-Г. Крепление подшипника на оси осуществляется при помощи крышки передней и трех болтов М24 или четырех болтов М20 (рисунок 9.6).
Передача нагрузок от тележек на колесные пары с указанными типами подшипников осуществляется через адаптеры (полубуксы), свободно устанавливаемые на кольца наружные подшипников.
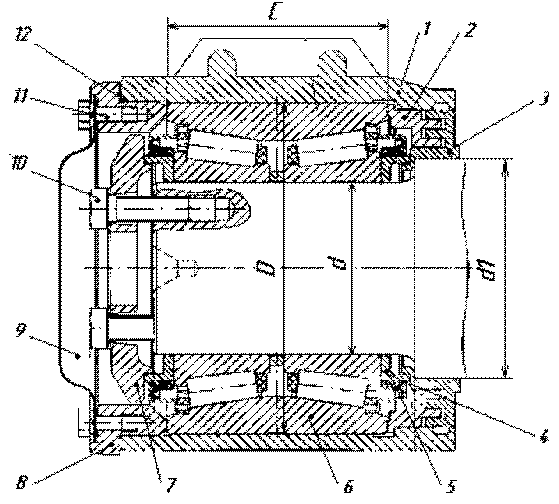
1 - корпус буксы; 2 - лабиринт отъемный; 3 - кольцо лабиринтное; 4 - кольцо компенсационное; 5 - уплотнение; 6 - подшипник; 7 - крышка передняя; 8 - крышка крепительная; 9 - крышка смотровая; 10 - болт М20; 11 - болт М12; 12 - уплотнения резиновые
130 x 250 x 160 мм торговой марки Бренко в корпусе буксы
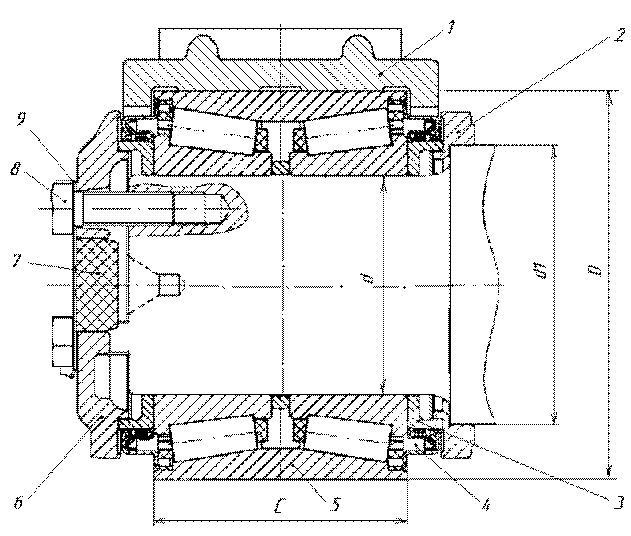
1 - адаптер; 2 - кольцо упорное заднее; 3 - кольцо компенсационное; 4 - уплотнение; 5 - подшипник; 6 - крышка передняя; 7 - пробка; 8 - болт М24 (или болт М20); 9 - шайба стопорная
в габаритных размерах 130 x 230 x 150 мм, 130 x 250 x 160 мм
и 150 x 250 x 160 мм торговой марки Бренко под адаптер
9.3.1.4 Основные размеры подшипников кассетного типа торговой марки Бренко приведены в таблице 9.3.
типа торговой марки Бренко
Габаритные размеры подшипника, мм | Тип колесной пары | Тип нагружателя подшипника | Основные размеры подшипника, мм | Ga, мм | |||
130 x 250 x 160 | РУ1Ш-957-Г | Корпус буксы Адаптер | 130 | 250 | 160 | 165 | 0,57 ... 0,70 |
130 x 230 x 150 | РУ1Ш-957-Г | Адаптер | 130 | 230 | 150 | 165 | 0,57 ... 0,70 |
150 x 250 x 160 | РВ2Ш-957-Г | Адаптер | 150 | 250 | 160 | 185 | 0,57 ... 0,70 |
--------------------------------
9.3.1.5 Маркировка
Маркировка подшипников кассетного типа торговой марки Бренко нанесена на цилиндрической поверхности кольца наружного.
Пример маркировки:
BRENCO (R) RUM6L02-USA-H-11-12345, где
RUM6L02 - обозначение кольца наружного соответствующего габарита (RUM6L02 - 130 x 250 x 160 мм, RUM6S02 - 130 x 230 x 150 мм, RUM202 - 150 x 250 x 160 мм);
USA или RUSSIA - страна-изготовитель кольца наружного;
H - код месяца выпуска кольца наружного;
(A - январь, B - февраль, C - март, D - апрель, E - май, F - июнь, G - июль, H - август, J - сентябрь, K - октябрь, L - ноябрь, M - декабрь, I - нет);
11 - две последние цифры год выпуска кольца наружного;
12345 - серийный номер кольца наружного
Год изготовления подшипника указывается в паспорте на подшипник.
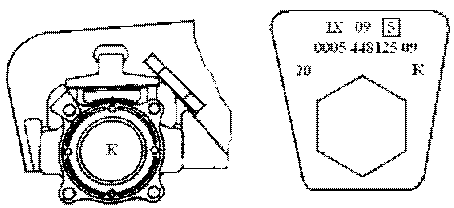
9.3.1.6 Внешние отличительные признаки:
а) подшипника в габаритных размерах 130 x 250 x 160 мм в корпусе буксы (рис. 9.7):
- наличие на лабиринте выступающего у основания кольцевого бортика шириной 4 мм и наружным диаметром 185 мм;
- на крышке смотровой буксового узла - надпись "К-1" высотой 100 ... 150 мм, нанесенная белой краской
- на бирке, установленной под левым верхним болтом М20 крышки крепительной буксового узла правой стороны колесной пары - дополнительное клеймо "К-1" высотой 10 мм и шириной 5 мм;
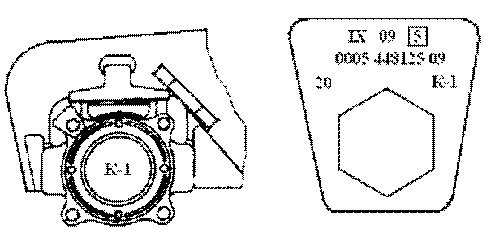
узла с подшипником кассетного типа в габаритных размерах
130 x 250 x 160 мм торговой марки Бренко (ЕПК-Бренко)
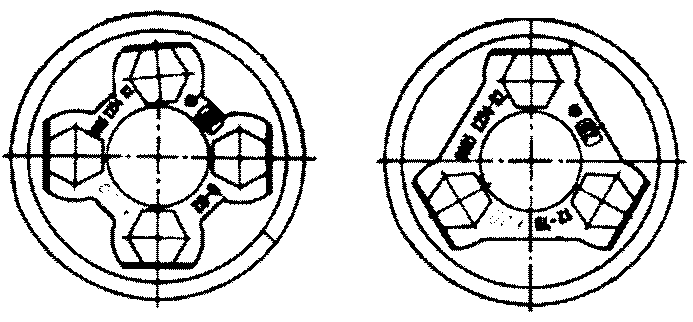
б) подшипников в габаритных размерах 130 x 230 x 150 мм, 130 x 250 x 160 мм и 150 x 250 x 160 мм под адаптер (рисунок 9.8):
- отсутствие корпуса буксы, вместо которого используется адаптер, бирка при этом отсутствует;
- дополнительное клеймо "К-1" и код страны - собственника колесной пары, нанесенные на шайбе стопорной с правой стороны колесной пары.
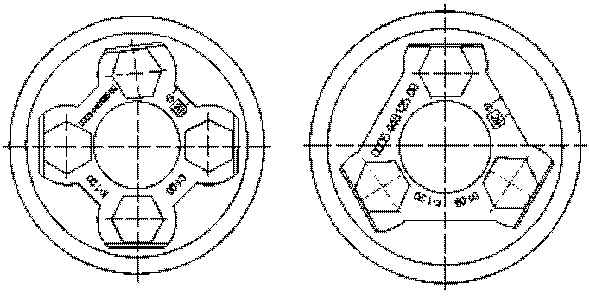
кассетного типа в габаритных размерах 130 x 230 x 150 мм,
130 x 250 x 160 мм и 150 x 250 x 160 мм под
адаптер торговой марки Бренко
9.3.2.1 Подшипники кассетного типа в габаритных размерах 130 x 250 x 160 мм, 130 x 230 x 150 мм и 150 x 250 x 160 мм должны соответствовать ТУ SKF.CTBU.001-2010. Подшипники поставляются на вагоноремонтные предприятия в виде изделий, готовых к монтажу методом прессовой посадки.
Подшипники отрегулированы по осевым зазорам, диаметрам отверстий колец внутренних, заправлены смазкой и имеют встроенные уплотнения, предотвращающие проникновения внутрь подшипников воды, пыли, грязи.
Для предотвращения образования фреттинг-коррозии между лабиринтом и кольцом внутренним заднего ряда подшипника используется прокладка полимерная.
9.3.2.2 Подшипник в габаритных размерах 130 x 250 x 160 мм устанавливается в серийный корпус буксы (рисунок 9.9) и вместе с корпусом буксы и лабиринтом запрессовывается на шейку оси колесной пары типа РУ1Ш-957-Г. Крепление подшипника на оси колесной пары осуществляется при помощи шайбы тарельчатой и четырех болтов М20. Корпус буксы закрывается крепительной и смотровой крышками.
1 - корпус буксы; 2 - лабиринт; 3 - прокладка полимерная; 4 - подшипник; 5 - шайба тарельчатая; 6 - шайба стопорная; 7 - болт М20; 8 - кольцо уплотнительное; 9 - прокладка; 10 - шайба пружинная; 11 - болт М12; 12 - крышка смотровая; 13 - крышка крепительная
130 x 250 x 160 мм торговой марки SKF в корпусе буксы
9.3.2.3 Подшипники кассетного типа в габаритных размерах 130 x 230 x 150 мм и 130 x 250 x 160 мм запрессовываются на шейку оси колесной пары типа РУ1Ш-957-Г. Крепление подшипников на оси колесной пары осуществляется при помощи крышки передней и четырех болтов М20 (рисунок 9.10).
Подшипник в габаритных размерах 150 x 250 x 160 мм запрессовывается на шейку оси колесной пары типа РВ2Ш-957-Г. Крепление подшипника на оси колесной пары осуществляется при помощи крышки передней и трех болтов М24 или четырех болтов М20 (рисунок 9.10).
Передача нагрузок от тележек на колесные пары с указанными типами подшипников осуществляется через адаптеры (полубуксы), свободно устанавливаемые на кольца наружные подшипников.
1 - адаптер; 2 - подшипник; 3 - прокладка полимерная; 4 - кольцо упорное заднее; 5 - крышка передняя; 6 - шайба стопорная (пластинчатая); 7 - болт М24 (или болт М20); 8 - заглушка
в габаритных размерах 130 x 230 x 150 мм, 130 x 250 x 160 мм
и 150 x 250 x 160 мм торговой марки SKF под адаптер
9.3.2.4 Основные размеры подшипников кассетного типа торговой марки SKF приведены в таблице 9.4
типа торговой марки SKF
Габаритные размеры подшипника, мм | Тип колесной пары | Тип нагружателя подшипника | Основные размеры подшипника, мм | Ga, мм | |||
130 x 250 x 160 | РУ1Ш-957-Г | Корпус буксы Адаптер | 130 | 250 | 160 | 165 | 0,58 ... 0,68 |
130 x 230 x 150 | РУ1Ш-957-Г | Адаптер | 130 | 230 | 150 | 165 | 0,55 ... 0,65 |
150 x 250 x 160 | РВ2Ш-957-Г | Адаптер | 150 | 250 | 160 | 185 | 0,65 ... 0,75 |
--------------------------------
Протоколом от 27.10.2016 пункт 9.3.2.5 изложен в новой редакции. |
9.3.2.5 Маркировка
На цилиндрической поверхности кольца наружного и на торцевых поверхностях колец внутренних со стороны рабочего борта нового подшипника кассетного типа торговой марки SKF нанесена маркировка:
а) в габаритных размерах 130 x 250 x 160 мм:
- на кольцо наружное подшипника нанесены следующие буквы и цифры
SKF OR-7095/VA3882 X ITALY V 01/07 12357,
- на кольца внутренние нанесены следующие буквы и цифры
SKF IR-7095/VA3882 X ITALY V 01/07 I-2578 0315, где
OR-7095/VA3882 - обозначение кольца наружного;
IR-7095/VA3882 - обозначение кольца внутреннего;
ITALY или RUSSIA - страна-производитель;
V - код завода;
01/07 - дата изготовления кольца наружного или внутреннего;
I-2578 - номер партии колец внутренних;
12357 или 0315 - порядковый номер кольца наружного или внутреннего.
б) в габаритных размерах 150 x 250 x 160 мм:
- на кольцо наружное подшипника нанесены следующие буквы и цифры
SKF OR-7030 A X ITALY V 01/07 56872
- на кольца внутренние нанесены следующие буквы и цифры
SKF IR-7091 X ITALY V 01/07 I-5789, где
OR-7030 A или IR-7091 - обозначение кольца;
ITALY или RUSSIA - страна-производитель;
V - код завода;
01/07 - дата изготовления;
I-5789 - номер партии;
56872 - порядковый номер.
в) в габаритных размерах 130 x 230 x 150 мм:
- на кольцо наружное подшипника нанесены следующие буквы и цифры
SKF OR-7097B/VA3882 RUSSIA T 06-11 E-0026 12345,
- на кольца внутренние нанесены следующие буквы и цифры
SKF IR-7097B VA3882 RUSSIA T 07-10 I-005 123456, где
OR-7097B/VA3882 или IR-7097B VA3882 - обозначение кольца;
ITALY или RUSSIA - страна-производитель;
T - код завода;
06-11 или 07-10 - дата изготовления;
E-0026 или I-005 - номер партии;
12345 или 123456 - порядковый номер.
Примечание. На уплотнениях подшипников со стороны шайбы тарельчатой, наносится маркировка полной комплектации (например: BT2-8705-01 или BT2-8705-05, BT2-8720-01 или BT2-8720-05).
9.3.2.6 Внешние отличительные признаки:
а) подшипник в габаритных размерах 130 x 250 x 160 мм в корпусе буксы (рисунок 9.11):
- наличие на лабиринте выступающего у основания кольцевого бортика шириной 4 мм и наружным диаметром 185 мм;
- на крышке смотровой буксового узла - надпись "K" высотой 100 ... 150 мм, нанесенная белой краской;
- на бирке, установленной под левым верхним болтом М20 крышки крепительной буксового узла правой стороны колесной пары - дополнительное клеймо "K" высотой 10 мм и шириной 5 мм;
узла с подшипником кассетного типа в габаритных
размерах 130 x 250 x 160 мм торговой марки SKF
б) подшипники в габаритных размерах 130 x 230 x 150 мм, 130 x 250 x 160 мм и 150 x 250 x 160 мм под адаптер (рисунок 9.12):
- отсутствие корпуса буксы, вместо которого используется адаптер, бирка при этом отсутствует;
- дополнительное клеймо "K" и код страны - собственника колесной пары, нанесенные на шайбе стопорной с правой стороны колесной пары.
признак подшипников кассетного типа в габаритных размерах
130 x 230 x 160 мм, 130 x 250 x 160 мм и 150 x 250 x 160 мм
торговой марки SKF под адаптер
Размеры корпусов букс, адаптеров и деталей буксовых узлов и технические требования к ним должны соответствовать ОСТ 24.153.12 или техническим условиям, согласованным и утвержденным в установленном порядке.
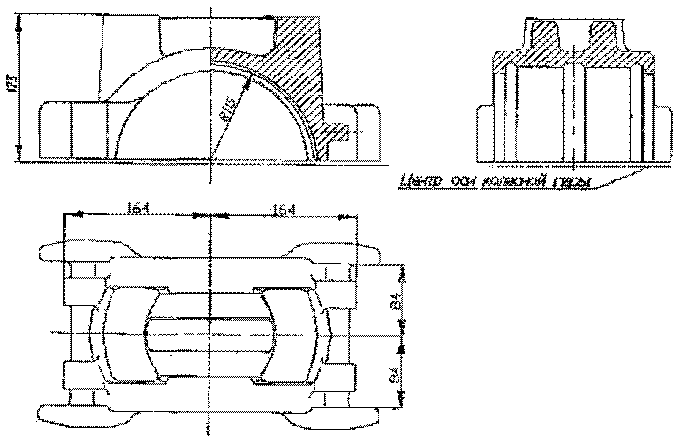
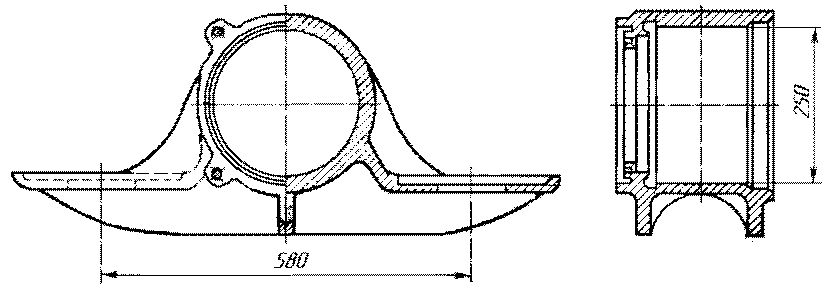
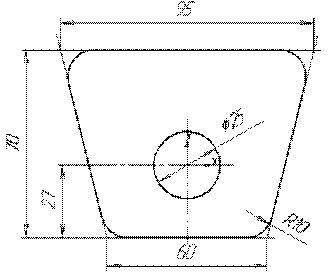
Передача нагрузок от тележки на колесную пару и подшипники осуществляется через корпус буксы (рисунки 10.1 и 10.3), изготавливаемый из стали марки 15Л К20 по ГОСТ 977 или адаптер (полубукса), свободно устанавливаемый на кольцо наружное подшипника кассетного типа и изготавливаемый из стали марки 30ГСЛ по нормативной документации, утвержденной в установленном порядке.
Лабиринтная часть корпуса буксы может выполняться как единое целое с корпусом, так и с отъемной впрессованной частью.
Вариант конструкции адаптера приведен на рисунке 10.2. В зависимости от типа тележки возможны другие варианты адаптеров.
--------------------------------
<*> - расстояние между центрами приложения нагрузки
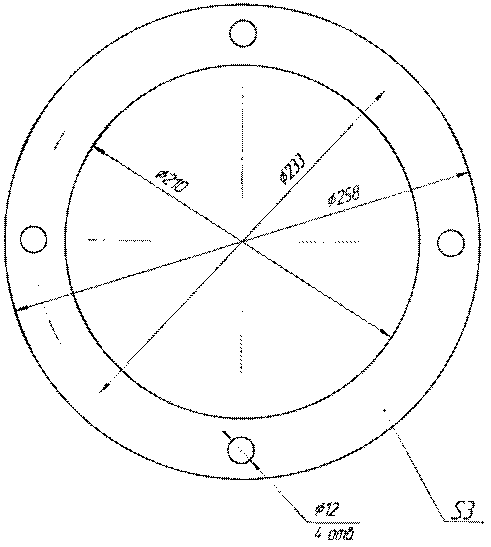
1 - корпус буксы; 2 - кольцо лабиринтное; 3 - лабиринт отъемный; 4 - крышка крепительная; 5 - крышка смотровая
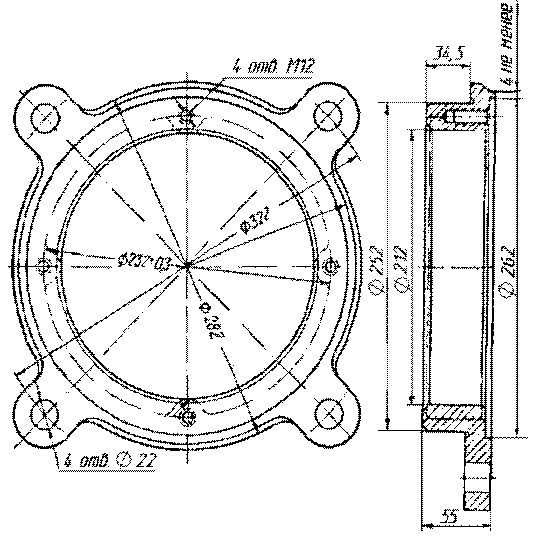
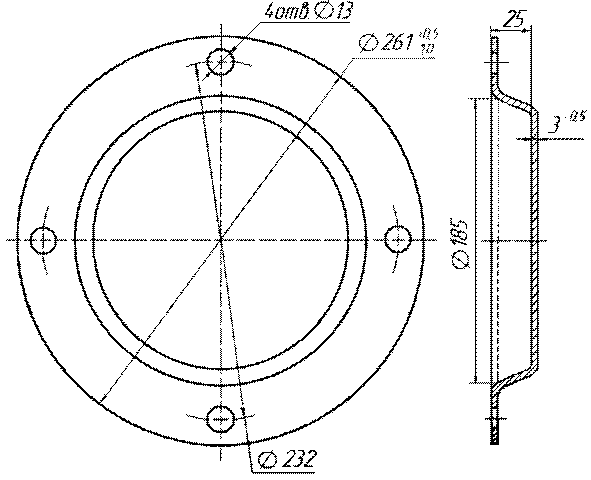
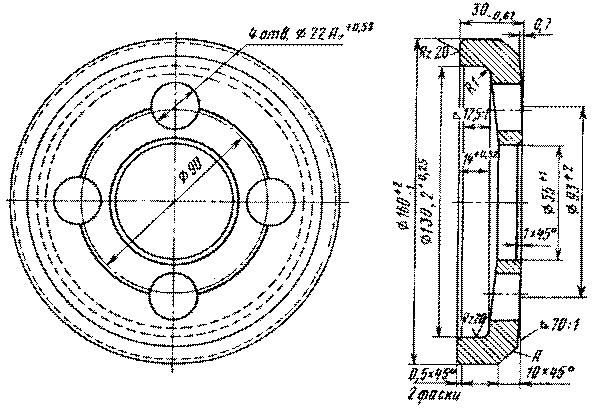
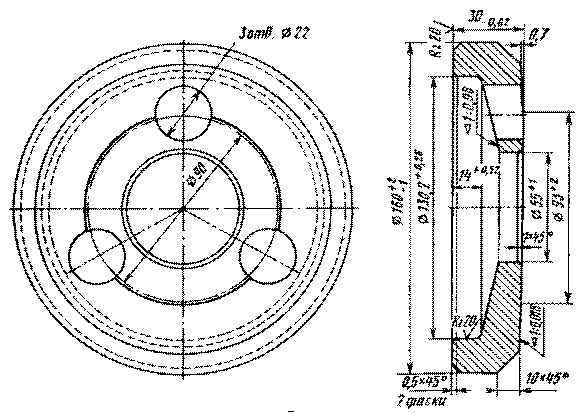
10.2.1 Крышка крепительная применяется для уплотнения корпуса буксы с размещенными в нем подшипниками, устанавливается в переднюю торцевую часть корпуса буксы и прикрепляется к нему болтами М20 x 60. Крышка крепительная изготавливается из стали марки ст3 пс по ГОСТ 535 и должна соответствовать размерам, приведенным на рисунке 10.4.
10.2.2 Крышка смотровая применяется для уплотнения буксового узла и упрощения осмотра его передней части. Она устанавливается в торцевую часть крышки крепительной и прикрепляется болтами М12 x 35 для фиксации плоского резинового уплотнительного элемента. Крышка смотровая изготавливается из стали марки ст10 кп по ГОСТ 16523 из листа 6-3 ГОСТ 19903 и должна соответствовать размерам, приведенным на рисунке 10.5.
10.2.3 Болты, применяемые для крепления крышек крепительной и смотровой к корпусу буксы должны соответствовать требованиям ГОСТ 7798 или ГОСТ 7805 и ГОСТ 1759.4 и использоваться:
10.2.3.1 болты М12-6g x 35.4.8 (М12-6g x 35.5.6, М12-6g x 35.5.8) - для крепления крышки смотровой;
10.2.3.2 болты М20-6g x 60.4.8 (М20-6g x 60.5.6, М20-6g x 60.5.8) - для крепления крышки крепительной.
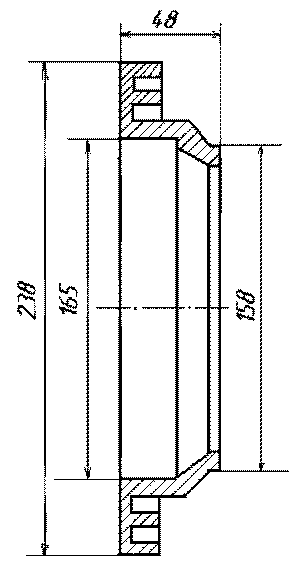
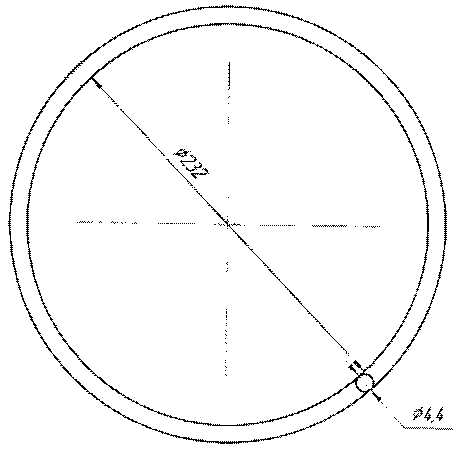
Кольцо лабиринтное применяется для уплотнения буксового узла, размещается на предподступичной части оси и предназначено для предохранения от проникновения в корпус буксы воды, пыли, грязи. Кольцо лабиринтное изготавливается из сталей марок: Ст3 сп, Ст5 пс, Ст5 сп по ГОСТ 535; 10, 35, 40 по ГОСТ 1050; ОС по ГОСТ 4728 и должно соответствовать размерам, приведенным на рисунке 10.6.
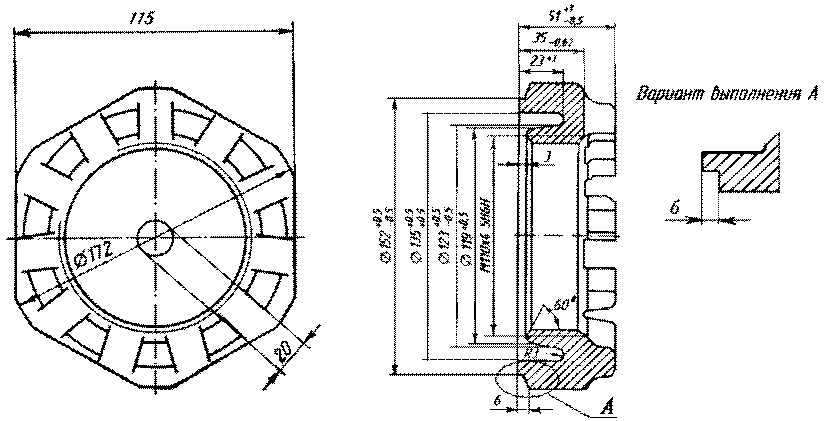
Гайка торцевая предназначена для торцевого крепления подшипников на шейке оси колесной пары РУ1-950-Г, изготавливается из стали марки ст5 пс по ГОСТ 535 и должна соответствовать размерам, приведенным на рисунке 10.7.
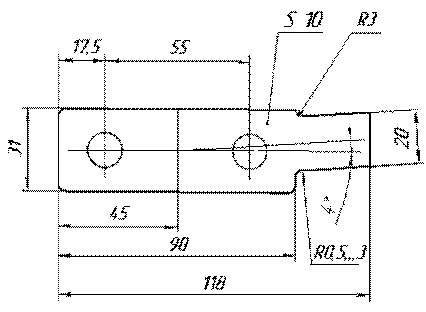
10.4.2 Планка стопорная
Планка стопорная предназначена для фиксации затянутой гайки М110 x 4 торцевого крепления подшипников на шейке оси колесной пары РУ1-950-Г и предотвращения от самоотворачивания. Планка изготавливается из стали марки ст5 пс2 по ГОСТ 535 из листа Б-10 по ГОСТ 19903 и должна соответствовать размерам, приведенным на рисунке 10.8.
10.4.3 Болты планки стопорной
Для крепления планки стопорной торцевого крепления подшипников на оси типа РУ1 применяются болты М12-6g x 35.4.8 (М12-6g x 35.5.6, М12-6g x 35.5.8), которые должны соответствовать требованиям ГОСТ 7798 или ГОСТ 7805 и ГОСТ 1759.4.
10.4.4 Шайба тарельчатая
Шайба тарельчатая предназначена для передачи усилия затяжки болтов М20 торцевого крепления подшипников на оси на внутренние кольца подшипников, изготавливается из стали марок 38ХС, 40Х, 45Х по ГОСТ 4543 и должна соответствовать размерам, приведенным на рисунке 10.9.
Для крепления четырьмя болтами
Для крепления тремя болтами
10.4.5 Шайба стопорная
Шайба стопорная предназначена для стопорения болтов М20 или М24 торцевого крепления подшипников на шейке оси от самоотворачивания, изготавливается из стали марки 10 кп по ГОСТ 16523 из прокатного листа 6Т-1,5 ГОСТ 19904 и должна соответствовать размерам, приведенным на рисунке 10.10.
Допускается применение шайб стопорных, получаемых в качестве комплектующих при поставке подшипников с деталями торцевого крепления.
Для стопорения четырех болтов М20 при торцевом креплении шайбой тарельчатой
Для стопорения трех болтов М20 при торцевом креплении шайбой тарельчатой
Болты, применяемые для крепления подшипников на осях колесных пар, должны быть изготовлены по ГОСТ 7798, ГОСТ 1759.0, ГОСТ 1759.4 и ГОСТ 24670 с исполнением головок болтов по варианту с ложной шайбой на ее опорной поверхности. Резьба болтов должна быть изготовлена методом накатки.
10.4.6.1 болты М20-6g x 60.4.8 - для крепления шайбы тарельчатой (крышки передней) торцевого крепления подшипников на осях типа РУ1Ш и РВ2Ш (рисунок 10.11).
Допускается использовать болты М20-6g x 60.5.6 и М20-6g x 60.5.8.
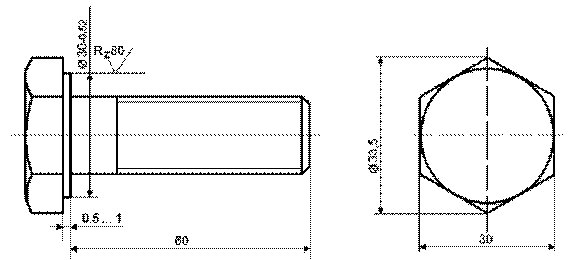
выполненной методом накатки
10.4.6.2 болты М24-6g х 70.4.8 - для крепления шайбы торцевой (крышки передней) подшипников кассетного типа на оси типа РВ2Ш.
Допускается использовать болты М24-6g x 70.5.8, М24-6g x 70.8.8, М24-6g x 70.9.8 и М24-6g x 70.10.9.
10.4.6.3 На торцах головок болтов, впервые используемых при монтаже торцевого крепления, должны быть нанесены размером 6,00 x 2,25 мм две последние цифры года производства монтажа буксового узла.
10.4.6.4 Категорически запрещается использовать болты с отверстиями в их головках, предназначенных для увязочной проволоки.
10.4.6.5 Срок службы болтов от момента их первого монтажа должен составлять не более 10 лет. Замена болтов производится при любом виде ремонта колесных пар. Допускается болты М20 со сроком службы более 10 лет использовать для крепления крышек крепительных.
10.4.6.6 Допускается применение болтов, получаемых в качестве комплектующих при поставке подшипников с деталями торцевого крепления.
10.4.7 Шайбы пружинные
Шайбы пружинные по ГОСТ 6402 применяются для стопорения болтов М20 крышек крепительных и болтов М12 крышек смотровых буксовых узлов, а также болтов М12 планок стопорных. Шайбы должны быть изготовлены из стали марки 65Г. Допускается использовать шайбы из других марок сталей по согласованию в установленном порядке с железнодорожными администрациями или владельцами инфраструктуры.
10.4.8 Проволока
Проволока применяется для увязки головок болтов М12 планки стопорной от самоотворачивания и должна быть термически обработанной (отожженной) диаметром 1,5 ... 2,0 мм по ГОСТ 3282 или ГОСТ 792.
Бирка, предназначенная для нанесения знаков и клейм о произведенном колесной паре ремонте, изготавливается из стального листа Б-1 ГОСТ 19903 толщиной 1,0 ... 1,5 мм или ОК 36 ОВ-1-IV ГОСТ 16523 толщиной 0,8 ... 1,0 мм. Форма и размеры бирки должны соответствовать рисунку 10.12.
Резиновые уплотнительные элементы (кольцо уплотнительное и прокладка) применяются для предотвращения проникновения в корпус буксы воды, пыли, грязи. Изготавливаются из резины 7-98-1 по ТУ 2500-295-00152106-93. Допускается изготовление по нормативной и конструкторской документации, утвержденной в установленном порядке.
Кольцо уплотнительное (рисунок 10.13) устанавливается между крышкой крепительной и корпусом буксы. Прокладка (рисунок 10.14) устанавливается между крепительной и смотровой крышками.
11.1 Каждая партия смазочных материалов при поступлении на вагоноремонтные предприятия должна иметь сертификат соответствия ГОСТ или ТУ.
11.2 Упаковка, транспортирование и маркировка смазочных материалов должны соответствовать требованиям ГОСТ 1510. Проверка упаковки и маркировки производится внешним осмотром.
11.3 Смазочные материалы должны храниться в соответствии с рекомендациями предприятия-изготовителя, действующими стандартами или техническими условиями.
11.4 От каждой партии смазочных материалов, поступивших на вагоноремонтное предприятие, отбирается проба для проведения анализа смазки на соответствие ее требованиям стандартов или технических условий в аккредитованной лаборатории. Контроль качества смазок производят по следующим показателям: внешний вид, температура каплепадения, массовая доля свободной щелочи или свободных органических кислот, массовая доля механических примесей, пенетрация, массовая доля воды.
При отрицательном результате анализа составляется акт рекламации, партия смазки возвращается предприятию-изготовителю.
11.5 При прессовой посадке колес на оси, а также при хранении более одних суток новых и старогодных колес отверстия ступиц смазывают олифой натуральной по ГОСТ 7931 или термообработанным маслом конопляным по ГОСТ 8989 или льняным по ГОСТ 5791 или подсолнечным по ГОСТ 1129.
11.6 В буксовых узлах с роликовыми цилиндрическими подшипниками применяют смазки железнодорожные ЛЗ-ЦНИИ (у) по ТУ 0254-013-00148820-99 или Буксол по ТУ 0254-107-01124328-01 или ЗУМ по ТУ У 23.2-25404313-014/2005.
11.7 Подшипники сдвоенные и кассетного типа поступают на вагоноремонтные предприятия заправленные специальной смазкой. Смазка закладывается предприятием-изготовителем на межремонтный период эксплуатации подшипников.
При установке подшипников сдвоенных и кассетного типа в корпус буксы в проточки лабиринтных колец закладывают смазки Буксол или ЗУМ.
11.8 При прессовой посадке подшипников на шейки и колец лабиринтных на предподступичные части осей используют пасту эМПи-4 ТУ 0254-011-25887352-2007.
11.9 При ремонте и хранении:
11.9.1 подшипников роликовых цилиндрических, установке подшипников всех типов в корпуса букс, а также после обмывки и хранении более одних, но менее десяти суток колесных пар с напрессованными внутренними кольцами цилиндрических подшипников применяют препарат-модификатор эМПи-1 по ТУ 0253-010-25887352-2005;
11.9.2 подшипников роликовых цилиндрических после обмывки и колесных пар с напрессованными кольцами внутренними более десяти суток применяют масла трансформаторные по ГОСТ 982 или веретенные АУ по ТУ 38-1011232-89;
11.9.3 колесных пар и их элементов более одних суток, но менее десяти суток применяют масла трансформаторные по ГОСТ 982 или веретенные АУ по ТУ 38-1011232-89;
11.9.4 колесных пар и их элементов более десяти суток применяют масло консервационное марки К-17 по ГОСТ 10877;
11.10 Подшипники, транспортируемые на другие предприятия, консервируют с использованием масла консервационного марки К-17 по ГОСТ 10877. После консервации обертывают в парафинированную бумагу и плотно укладывают в специальную тару с защитой от атмосферных воздействий.
11.11 Расконсервация колесных пар и их элементов, подшипников роликовых цилиндрических производится в соответствии с требованиями ГОСТ 9.014.
11.12 Перед применением смазка ЛЗ-ЦНИИ (у) должна быть подвергнута гомогенизации (перемешиванию) по технологии предприятия-изготовителя. Смазки Буксол и ЗУМ в гомогенизации не нуждаются.
11.13 Запрещается смешивать смазки ЛЗ-ЦНИИ (у), Буксол или ЗУМ.
11.14 Препарат-модификатор эМПи-1 перед применением необходимо взбалтывать не менее двух минут для образования однородной смеси.
11.15 Для качественного нанесения пасты эМПи-4 на посадочные поверхности допускается ее нагрев до температуры 35 ... 45 °C.
11.16 Нормы расхода смазочных материалов приведены в таблице 11.1.
┌──────┬───────────────────────────────┬──────────────┬───────────────────┐
│ N │ Обрабатываемые детали │ Смазочный │ Норма расхода на │
│ п.п. │ │ материал │ один буксовый │
│ │ │ │ узел, кг │
├──────┼───────────────────────────────┴──────────────┴───────────────────┤
├──────┼───────────────────────────────┬──────────────────────────────────┤
│ 1.1│Прессовая посадка подшипников │ │
│ │на ось: │ │
├──────┼───────────────────────────────┼──────────────┬───────────────────┤
│ 1.1.1│посадочная поверхность шейки и │эМПи-4 │ 0,035 +/- 0,005 │
│ │предподступичной части оси, │ │ │
│ │поверхность отверстий колец │ │ │
│ │внутренних, поверхность │ │ │
│ │отверстия кольца лабиринтного. │ │ │
├──────┼───────────────────────────────┴──────────────┴───────────────────┤
│ 1.2│Монтаж буксового узла: │
├──────┼───────────────────────────────┬──────────────┬───────────────────┤
│ 1.2.1│ролики, дорожки качения и │эМПи-1 │ 0,080 +/- 0,010 │
│ │бортики колец наружных │ │ │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 1.2.2│посадочная поверхность корпуса │эМПи-1 │ 0,030 + 0,005 │
│ │буксы, поверхность колец │ │ │
│ │наружных │ │ │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 1.2.3│внутренняя поверхность крышек │эМПи-1 │ 0,015 +/- 0,005 │
│ │крепительной и смотровой, │ │ │
│ │цилиндрическая посадочная │ │ │
│ │поверхность крышки │ │ │
│ │крепительной и соответствующая │ │ │
│ │ей поверхность корпуса буксы, │ │ │
│ │болты М20 крепления крышки │ │ │
│ │крепительной и отверстия под │ │ │
│ │них, болты М12 крышки │ │ │
│ │смотровой и отверстия под них │ │ │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 1.2.4│блоки подшипников и свободное │ЛЗ-ЦНИИ (у) │ 0,500 ... 0,600 │
│ │пространство между задним │или │ │
│ │подшипником и кольцом │Буксол │ 0,500 +/- 0,010 │
│ │лабиринтным │или │ │
│ │ │ЗУМ │ 0,500 +/- 0,010 │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 1.2.5│проточки кольца лабиринтного │ЛЗ-ЦНИИ (у) │ 0,100 +/- 0,010 │
│ │ │или │ │
│ │ │Буксол │ 0,100 +/- 0,010 │
│ │ │или │ │
│ │ │ЗУМ │ 0,100 +/- 0,010 │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 1.2.6│внешняя поверхность гайки М110 │ЛЗ-ЦНИИ (у) │ 0,150 +/- 0,010 │
│ │или шайбы тарельчатой │или │ │
│ │(передняя часть буксы). │Буксол │ 0,150 +/- 0,010 │
│ │ │или │ │
│ │ │ЗУМ │ 0,150 +/- 0,010 │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 1.2.7│Зазор между фланцевыми │ЛЗ-ЦНИИ (у) │ 0,050 +/- 0,010 │
│ │поверхностями корпуса буксы и │или │ │
│ │крышки крепительной │Буксол │ 0,050 +/- 0,010 │
│ │ │или │ │
│ │ │ЗУМ │ 0,050 +/- 0,010 │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 1.2.8│болты М20 торцевого крепления │Минеральное │ 0,010 +/- 0,005 │
│ │и М12 планки стопорной и │масло (любое) │ │
│ │отверстия под них │ │ │
├──────┼───────────────────────────────┴──────────────┴───────────────────┤
│ │Буксы │
├──────┼───────────────────────────────┬──────────────────────────────────┤
│ 2.1│Прессовая посадка подшипников │ │
│ │на ось: │ │
├──────┼───────────────────────────────┼──────────────┬───────────────────┤
│ 2.1.1│посадочная поверхность шейки и │эМПи-4 │ 0,035 +/- 0,005 │
│ │предподступичная часть оси, │ │ │
│ │поверхность отверстий колец │ │ │
│ │внутренних, поверхность │ │ │
│ │отверстия кольца лабиринтного. │ │ │
├──────┼───────────────────────────────┼──────────────┴───────────────────┤
│ 2.2│Монтаж буксового узла: │ │
├──────┼───────────────────────────────┼──────────────┬───────────────────┤
│ 2.2.1│посадочная поверхность корпуса │эМПи-1 │ 0,030 + 0,005 │
│ │буксы, поверхность колец │ │ │
│ │наружных │ │ │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 2.2.2│проточки колец лабиринтных │Буксол │ 0,050 + 0,010 │
│ │ │ │ │
│ │ │или │ │
│ │ │ │ │
│ │ │ЗУМ │ 0,050 + 0,010 │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 2.2.3│внутренняя поверхность крышек │эМПи-1 │ 0,015 +/- 0,005 │
│ │крепительной и смотровой, │ │ │
│ │цилиндрическая посадочная │ │ │
│ │поверхность крышки │ │ │
│ │крепительной и соответствующая │ │ │
│ │ей поверхность корпуса буксы, │ │ │
│ │болты М20 крепления крышки │ │ │
│ │крепительной и отверстия под │ │ │
│ │них, болты М12 крышки │ │ │
│ │смотровой и отверстия под них │ │ │
├──────┼───────────────────────────────┼──────────────┼───────────────────┤
│ 2.2.4│болты М20 торцевого крепления │Минеральное │ 0,010 +/- 0,005 │
│ │и М12 стопорной планки и │масло (любое) │ │
│ │отверстия под них │ │ │
├──────┼───────────────────────────────┴──────────────┴───────────────────┤
├──────┼───────────────────────────────┬──────────────────────────────────┤
│ 3.1│Прессовая посадка подшипников │ │
│ │на ось: │ │
├──────┼───────────────────────────────┼──────────────┬───────────────────┤
│ 3.1.1│посадочная поверхность шейки и │эМПи-4 │ 0,035 +/- 0,005 │
│ │предподступичная часть оси, │ │ │
│ │поверхности отверстий колец │ │ │
│ │внутренних, поверхность │ │ │
│ │отверстия кольца лабиринтного │ │ │
├──────┼───────────────────────────────┼──────────────┴───────────────────┤
│ 3.2│Монтаж торцевого крепления: │ │
├──────┼───────────────────────────────┼──────────────┬───────────────────┤
│ 3.2.1│болты торцевого крепления М20 │Минеральное │ 0,010 + 0,005 │
│ │или М24 и отверстия под них │масло (любое) │ │
└──────┴───────────────────────────────┴──────────────┴───────────────────┘
11.17 Общее количество смазки ЛЗ-ЦНИИ (у), закладываемой в буксовый узел составляет 0,77 ... 0,93 кг.
Общее количество смазки Буксол или ЗУМ, закладываемой в буксовый узел составляет 0,76 ... 0,84 кг.
11.18 Развес смазки перед закладкой в буксовый узел должен производиться взвешиванием на весах с ценой деления 1,0 г или с использованием откалиброванных мерных емкостей, обеспечивающих дозирование смазки в соответствии с требованиями таблицы 11.1.
11.19 Тару со смазкой необходимо вскрывать, не допуская попадания воды и механических примесей.
11.20 Внешние отличительные признаки буксовых узлов с подшипниками роликовыми цилиндрическими, заправленных смазками Буксол или ЗУМ (рисунок 11.1):
- надпись "БУКСОЛ" или "ЗУМ", нанесенная белой краской на крышке смотровой буксового узла;
- дополнительная выбитая маркировка "БУКСОЛ" или "ЗУМ" на бирке, устанавливаемой под верхний левый болт крышки крепительной с левой стороны колесной пары.
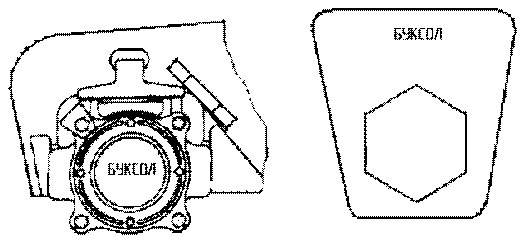
с подшипниками роликовыми цилиндрическими, заправленного
смазкой Буксол или ЗУМ
И РЕМОНТА КОЛЕСНЫХ ПАР
12.1.1 Для проверки состояния и изъятия из эксплуатации колесных пар, а также для контроля качества подкатываемых и отремонтированных колесных пар устанавливается система их осмотра и ремонта, предусматривающая:
12.1.1.1 техническое обслуживание (осмотр) колесных пар под вагонами;
12.1.1.2 текущий ремонт колесных пар (обыкновенное освидетельствование);
12.1.1.3 средний ремонт колесных пар (полное освидетельствование);
12.1.1.4 капитальный ремонт колесных пар (ремонт со сменой элементов).
12.1.2 Техническое обслуживание колесных пар под вагонами производится осмотрщиками вагонов, а при текущем отцепочном ремонте вагонов - мастером или бригадиром.
Мастера и бригадиры текущего отцепочного ремонта вагонов должны ежегодно сдавать экзамены на знание настоящего РД. Осмотрщики вагонов должны сдавать экзамены в знании настоящего РД в объеме своих должностных обязанностей в сроки и в порядке, соответствующие требованиям "Инструкции по техническому обслуживанию вагонов в эксплуатации" (Инструкция осмотрщику вагонов), утвержденной Советом по железнодорожному транспорту государств-участников Содружества (Протокол от 21 - 22 мая 2009 г.).
12.1.3 Капитальный, средний и текущий ремонты колесных пар разрешается производить лицам, сдавшим экзамены на знание настоящего РД и получившим право на выполнение этих работ.
Лицам, сдавшим экзамен и получившим право на выполнение работ, выдается Удостоверение по форме, приведенной в Приложении Б. Периодические испытания должны проводиться ежегодно.
12.1.4 Порядок проведения и сдачи экзаменов, состав комиссии, круг работников, допускаемых к сдаче экзаменов, а также выдачу удостоверений на право производства капитального, среднего и текущего ремонтов колесных пар на вагоноремонтных предприятиях, входящих и не входящих в инфраструктуру железнодорожных администраций должны определять железнодорожные администрации или владельцы инфраструктуры в соответствии с национальным законодательством.
12.2.1 Техническое обслуживание колесных пар и буксовых узлов под вагонами производится в соответствии с Инструкцией по техническому обслуживанию вагонов в эксплуатации (Инструкция осмотрщику вагонов), утвержденной Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 21 - 22 мая 2009 г.):
12.2.1.1 на станциях формирования и расформирования поездов, с ходу в момент прибытия, после прибытия и перед отправлением;
12.2.1.2 на станциях, где графиком движения поездов предусмотрена стоянка для технического осмотра вагонов;
12.2.1.3 в пунктах подготовки вагонов к перевозкам и перед постановкой в поезд;
12.2.1.4 после крушений, аварий поездов, столкновений подвижного состава;
12.2.1.5 при текущем отцепочном ремонте вагонов.
12.2.2 При техническом обслуживании колесных пар и буксовых узлов под вагонами производят:
12.2.2.1 технический контроль колесных пар и их элементов (п. 20.1);
12.2.2.2 проверку соответствия размеров и износов элементов колесных пар установленным нормам (п. 20.1);
12.2.2.3 технический контроль буксовых узлов (п. 20.2).
12.3.1 При подготовке колесных пар ко всем видам ремонта производится:
12.3.1.1 визуальный и инструментальный контроль соответствия размеров и износов элементов колесных пар нормам, установленным настоящим РД, с целью выявления дефектов и неисправностей;
12.3.1.2 сухая очистка от грязи, остатков краски и смазки элементов колесных пар, при этом очистка выполняется по технологиям, согласованным в установленном порядке;
12.3.1.3 определение ремонтопригодности и объемов работ.
12.3.2 Внешний осмотр и замеры геометрических параметров колесных пар и их элементов производятся в соответствии с требованиями РД 32 ЦВ 058-97.
12.3.3 При проведении визуального контроля проверяют состояние поверхностей элементов колесных пар, наличие бирок, знаков маркировки и клейм, предусмотренных настоящим РД, а также техническое состояние буксовых узлов.
Выявленные трещины и другие подозрительные места выделяются с помощью несмываемых красителей (краска, маркеры и т.д.).
Особое внимание должно быть обращено на место сопряжения подступичной части оси и ступицы колеса с целью выявления признаков ослабления или сдвига колеса на оси. При наличии ослабления или сдвига колеса на оси колесная пара подлежит капитальному ремонту.
Характерными признаками ослабления или сдвига колеса на оси являются:
- разрыв краски у ступицы колеса по всему периметру соединения колеса с осью,
- появление коррозионной полосы (ржавчины) или масла из-под ступицы с внутренней стороны колеса;
- величина расстояния между внутренними боковыми поверхностями ободов колес, измеренная в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях, не соответствует норме, установленной настоящим РД.
12.3.4 При наличии в элементах колесной пары нескольких неисправностей должны быть указаны лишь те, для устранения которых требуется больший объем ремонтных работ.
12.3.5 Колесным парам, требующим проведения текущего ремонта, после их сухой очистки производится входной вибродиагностический контроль буксовых узлов. При отрицательном результате вибродиагностического контроля колесным парам проводят средний ремонт.
12.3.6 Колесные пары, требующие среднего или капитального ремонта, после сухой очистки и демонтажа буксовых узлов должны быть обмыты.
12.3.7 Результаты осмотра и замеров колесных пар и их элементов, а также требуемый вид ремонта фиксируются в Натурных колесных листках формы ВУ-51 (Приложение В), в Журнале формы ВУ-53 (Приложение Г) и Ремонтной карточке колесной пары грузового вагона (Приложение Д). Порядок заполнения Ремонтной карточки должен соответствовать требованиям Методики создания картотеки колесных пар вагонов, утвержденной Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 25 - 27 августа 2010 г.).
(ОБЫКНОВЕННОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ)
12.4.1 Текущий ремонт колесных пар выполняется:
Протоколом от 21.05.2015 пункт 12.4.1.1 изложен в новой редакции. |
12.4.1.1 при каждой подкатке колесных пар под вагоны;
12.4.1.2 при положительном результате входного вибродиагностического контроля буксовых узлов;
12.4.1.3 при восстановлении профиля поверхности катания колес без демонтажа буксовых узлов;
12.4.1.4 при проведении профилактических мероприятий по отдельным указаниям железнодорожных администраций или владельцев инфраструктуры.
12.4.2 При текущем ремонте колесных пар производят:
12.4.2.1 входной и выходной вибродиагностический контроль буксовых узлов на установках, соответствующих требованиям N 741-2011 ПКБ ЦВ, по технологии в соответствии с требованиями РД 32 ЦВ 109-2011;
12.4.2.2 восстановление профиля поверхности катания колес без демонтажа буксовых узлов (при необходимости) (п. 19);
12.4.2.3 техническое диагностирование буксовых узлов (промежуточную ревизию), при котором:
12.4.2.3.1 отворачивают болты М12 крышки смотровой, крышку снимают.
Место прилегания крышки смотровой к крышке крепительной очищают от грязи и протирают насухо.
Крышки смотровые визуально осматривают на наличие механических повреждений и деформаций, производят измерение толщины стального листа, из которого изготовлена крышка. Ремонт и измерение толщины крышек производят в соответствии с п. 27.3.3.
12.4.2.3.2 производят проверку качества смазки в передней части буксы (только для подшипников роликовых цилиндрических) для определения ее обводнения или загрязнения путем растирания небольшой порции смазки на тыльной стороне ладони руки или суконном материале или зеркале.
Допускается проведение лабораторного анализа смазки для определения в ней наличия металлических включений, механических или других примесей.
Потемнение смазки не является браковочным признаком.
При обнаружении в смазке включений или примесей колесной паре производят средний ремонт;
12.4.2.3.3 производят очистку передней части буксы от смазки (только для подшипников роликовых цилиндрических), перекладывая ее в специальную емкость для утилизации;
12.4.2.3.4 проверяют визуально состояние видимых частей переднего подшипника. При обнаружении трещин, изломов или разрушения кольца наружного, сепаратора, кольца плоского упорного или других дефектов, требующих демонтажа буксового узла, колесной паре производят средний ремонт;
12.4.2.3.5 проверяют ослабление торцевого крепления подшипников на оси:
а) типа РУ1 гайкой торцевой М110 x 4. При этом производят ее остукивание слесарным молотком массой до 0,5 кг, при отсутствии ослабления гайки, она не демонтируется.
В случае ослабления гайки, деформации хвостовика планки стопорной или при наличии коррозии под витками резьбы гайка демонтируется. При этом, снимают проволоку с болтов М12 планки стопорной, болты освобождают от стопорения и вывертывают, планку стопорную снимают. Болты и планку осматривают. Гайку отворачивают, кольцо плоское упорное переднего подшипника снимают, протирают насухо, осматривают и производят МПК или ВТК (при использовании автоматизированных средств неразрушающего контроля). Проверяют состояние резьбы на шейке оси, гайки и болтов М12, а также планки стопорной.
Колесная пара с поврежденной резьбой М110 оси или в отверстиях под болты М12 планки стопорной к дальнейшей эксплуатации не допускается. Гайка с поврежденной резьбой и следами механического воздействия на шлицы, неисправные болты М12, планка стопорная и кольцо плоское упорное бракуются и заменяются на исправные.
б) типа РУ1Ш и РВ2Ш в зависимости от конструкции подшипника шайбой тарельчатой (торцевой) или крышкой передней подшипника: четырьмя (тремя) болтами М20 на осях РУ1Ш и РВ2Ш; тремя болтами М24 на осях РВ2Ш.
При этом, производят остукивание головок болтов слесарным молотком массой до 0,5 кг, при отсутствии их ослабления, они не демонтируются.
В случае ослабления хотя бы одного из болтов, производят отгиб лепестков шайбы стопорной и проверку момента затяжки всех болтов динамометрическим ключом.
При наличии хотя бы одного из болтов М20 или М24 с крутящим моментом менее 50 Нм (5 кгс м), все болты должны быть вывернуты для визуальной проверки резьбы в отверстиях оси и болтов, состояния места перехода стержня болта к головке, а также деформаций и повреждений шайбы стопорной.
Трещины и надрывы на шайбах стопорных не допускаются. Механические повреждения в виде вмятин на поверхностях шайбы, образующиеся при загибе ее лепестков на грани головок болтов не являются браковочными признаками.
Применение резьбовых калибров для контроля резьбы в отверстиях осей, бывших в эксплуатации, не допускается.
Болты торцевого крепления М20 или М24 подлежат браковке при:
- наличии деформации стержня и резьбы;
- выявлении отверстий в головках под увязочную проволоку;
- обнаружении следов коррозии на резьбовой части стержней;
- наличии задиров и трещин в любой части болта;
- радиусе в месте перехода стержня болта к головке менее 0,8 мм или его отсутствии;
- отсутствие на головках болтов подголовников.
Категорически запрещается исправлять резьбу на стержне болта. Облой, образующийся на гранях головки болта со стороны подголовника при изготовлении, должен удаляться механическим способом (напильник, наждак и др.).
При изломе болта, его резьбовая часть, оставшаяся в оси, должна быть вывернута из оси без ее повреждения.
При обнаружении срыва трех и более ниток резьбы в резьбовых отверстиях оси или затруднений при демонтаже болтов, допускается резьбовые отверстия исправлять метчиком.
При повреждении первых шести и более ниток резьбы в резьбовых отверстиях оси колесная пара не допускается к дальнейшей эксплуатации.
Болты М20, имеющие затяжку крутящим моментом менее 230 Нм (23,0 кгс м) должны быть подтянуты динамометрическим ключом усилием 230 ... 250 Нм (23,0 ... 25,0 кгс м). Болты М24, имеющие затяжку крутящим моментом менее 314 Нм (32,0 кгс м) должны быть подтянуты усилием 314 ... 360 Нм (32,0 ... 36,0 кгс м);
а) типа РУ1-950-Г с буксовыми узлами с двумя подшипниками роликовыми цилиндрическими - гайкой торцевой М110 x 4, при этом предварительно на шейку оси колесной пары устанавливают кольцо плоское упорное переднего подшипника маркировкой, обращенной к передней части корпуса буксы.
На резьбовую часть оси навинчивают гайку, предварительно подобранную по резьбе шейки оси таким образом, чтобы вращение гайки по резьбе было легким от руки.
Гайка должна иметь кольцевую выточку (рисунок 10.7). Постановка гаек без кольцевой выточки запрещается.
Гайку затягивают до соприкосновения с кольцом упорным переднего подшипника и туго поджимают при применении специального стенда (гайковерта) или вручную гаечным ключом и молотком массой 3 ... 5 кг двумя - четырьмя ударами, прилагаемыми на плече 0,5 м до получения металлического звука.
В паз на торце оси устанавливают планку стопорную таким образом, чтобы ее хвостовик не был введен в шлиц гайки. Вворачивают один болт М12 планки стопорной с установленной под него шайбой пружинной. Планка должна быть установлена в такое положение, чтобы при последующей ее затяжке для ввода хвостовика планки в шлиц, гайка повернулась бы от половины до одной коронки.
Примечание. При применении гаечного ключа со стрелкой, после установки гайки вручную до соприкосновения с плоским упорным кольцом, ее предварительно затягивают одним ударом молотка массой 3 ... 5 кг по рукоятке ключа. Затем, поддерживая одной рукой ключ, другой рукой на ключ устанавливают планку со стрелкой в резьбовые отверстия паза оси. Выставляя стрелку на ноль (риска на торце ключа) и ударяя по рукоятке ключа, затягивают гайку на угол 16° (риска на торце ключа).
Сняв планку со стрелкой, в паз оси устанавливают планку стопорную, не вводя ее хвостовик в шлиц гайки. Вворачивают один болт М12 планки стопорной, окончательно затягивают гайку и вводят хвостовик планки в шлиц гайки, при этом, гайку затягивают на угол не менее 8°, равный половине коронки.
Затяжка гайки должна производиться поворотом по часовой стрелке. Поворот гайки в обратном направлении запрещается.
При затяжке гайки буксу необходимо слегка поворачивать для того, чтобы убедиться в отсутствии заклинивания подшипников.
После затяжки гайки устанавливают болты М12 планки стопорной с шайбами пружинными. Перед установкой болты планки стопорной и отверстия под них смазывают любым минеральным маслом.
Болты М12 увязывают мягкой (отожженной) проволокой, проходящей через раззенкованные отверстия в их головках. Проволока должна быть увязана по форме цифры "8".
б) типа РУ1Ш - 957-Г с буксовыми узлами с двумя подшипниками роликовыми цилиндрическими - шайбой тарельчатой и болтами М20, при этом на шейку оси предварительно устанавливают кольцо плоское упорное переднего подшипника маркировкой, обращенной к передней части корпуса буксы;
в) типов РУ1Ш - 957-Г с буксовыми узлами с подшипниками сдвоенными и кассетного типа и РВ2Ш - 957-Г с подшипниками кассетного типа - на торец оси в зависимости от конструкции подшипника устанавливают шайбу тарельчатую (торцевую) или крышку переднюю подшипника с шайбой стопорной:
- с четырьмя (тремя) болтами М20 на оси РУ1Ш и РВ2Ш;
- с тремя болтами М24 на оси типа РВ2Ш.
Перед установкой болты или отверстия в оси под них смазывают любым минеральным маслом.
В случае использования:
- болтов М20 - момент их затяжки должен составлять 225,6 ... 245,3 Н·м (23,0 - 25,0 кгс·м) с обходом по периметру в следующем порядке 1-2-3-4-3-4-2-1, затяжка трех болтов производится дважды по периметру;
- болтов М24 - момент их затяжки должен составлять 313,9 ... 353,2 Н·м (32 - 36 кгс·м) с двойным обходом по периметру.
Болты М20 и М24 торцевого крепления подшипников на оси должны соответствовать требованиям п. 10.4.6.
Затяжка болтов должна быть равномерной, производится тарированным или динамометрическим ключом.
После затяжки болтов лепестки шайбы стопорной загибают на грань головки каждого болта с обеспечением плотного их прилегания к граням головки болта таким образом, чтобы щуп толщиной 0,2 мм не проходил в зазор на высоте 10,0 мм от верха головки болта.
12.4.2.3.7 производят закладку смазки в переднюю часть буксового узла (только для подшипников роликовых цилиндрических), при этом на внешнюю поверхность гайки торцевой или шайбы тарельчатой по всему периметру и на переднюю видимую часть подшипника укладывают валиком новую смазку ЛЗ-ЦНИИ (у) или Буксол или ЗУМ в количестве, указанном в таблице 11.1. После чего, смазку уплотняют пальцами рук так, чтобы она проникла между сепаратором и бортом наружного кольца переднего подшипника. Дозировка смазки производится мерной емкостью или взвешиванием.
12.4.2.3.8 буксы закрывают крышкой смотровой при помощи болтов М12, предварительно смазав их и отверстия под них препаратом-модификатором эМПи-1, под которые устанавливают шайбы пружинные. Предварительно между смотровой и крепительной крышками устанавливают новую резиновую прокладку.
Затягивание всех болтов должно быть равномерным. Для этого затяжка болтов должна производиться по диагонали с последующей подтяжкой в обратном порядке. Затяжку болтов производят с применением гайковерта (стенда) или гаечного ключа.
12.4.2.4 НК элементов колесных пар должен производиться в соответствии с требованиями п. 21.
Оси колесных пар, независимо от даты изготовления, должны быть проверены методом УЗК (шейки, предподступичные и средние части), кроме колесных пар, проходивших последний средний ремонт не более шести месяцев назад.
При невозможности проверки методом УЗК шеек, предподступичных, подступичных и средних частей оси с цилиндрических поверхностей оси (отсутствие необходимых дефектоскопов и преобразователей) торцевое крепление подшипников на шейке оси демонтируется и УЗК производится со стороны торца оси.
Средние части осей колесных пар должны быть проверены методом МПК или ВТК (при использовании автоматизированных средств НК), кроме колесных пар, не бывших в эксплуатации после последнего среднего или текущего ремонта не более шести месяцев.
12.4.2.5 контроль геометрических параметров и величин износов элементов колесных пар на соответствие нормам, установленным и приведенным в таблице 12.1, производится в соответствии с требованиями РД 32 ЦВ 058-97.
12.4.3 После проведения текущего ремонта колесных пар наносятся знаки и клейма (п. 28.7):
12.4.3.1 на бирке, устанавливаемой под правый верхний болт крышки крепительной с правой стороны колесных пар, оборудованных буксовыми узлами с подшипниками в корпусах букс;
12.4.3.2 на шайбе стопорной, устанавливаемой под болты М20 или М24 крышки передней подшипника кассетного типа с адаптером с левой стороны колесной пары.
12.4.4 При каждом восстановлении профиля поверхности катания колес в соответствии с требованиями п. 28.8 наносятся знаки и клейма о его проведении:
12.4.4.1 на бирке, устанавливаемой под правый верхний болт крышки крепительной с правой стороны колесных пар, оборудованных буксовыми узлами с подшипниками в корпусах букс, а также для колесных пар типа РУ1Ш-957-Г на шайбе стопорной, устанавливаемой под болты М20 с левой стороны колесной пары;
12.4.4.2 на шайбе стопорной, устанавливаемой под болты М20 или М24 крышки передней подшипника кассетного типа с адаптером с левой стороны колесной пары.
12.4.5 Запрещается постановка знаков и клейм, относящихся к проведению текущего ремонта колесных пар и восстановлению профиля поверхности катания колес, на торцах шеек осей.
12.4.6 Каждая колесная пара после проведения ей текущего ремонта должна быть принята мастером или бригадиром.
12.4.7 Результаты вибродиагностического контроля и технической диагностики буксовых узлов фиксируются в Журнале формы ВУ-92 в графу "Состояние буксового узла" (Приложение Е).
12.4.8 Данные о проведении текущего ремонта колесной пары заносятся в Журналы форм ВУ-53 (Приложение Г), ВУ-92 (Приложение Е) и Ремонтную карточку колесной пары грузового вагона (Приложение Д).
(ПОЛНОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ)
12.5.1 Средний ремонт колесным парам выполняется:
12.5.1.1 после крушений и аварий поездов всем колесным парам поврежденных вагонов;
12.5.1.2 после схода вагона с рельсов (колесным парам сошедшей тележки);
12.5.1.3 при повреждении вагона от динамических ударов падающего груза при погрузке;
12.5.1.4 при отсутствии или невозможности прочтения знаков и клейм о проведении последнего среднего ремонта на торце шейки оси;
12.5.1.5 при отсутствии бирки на буксовом узле или невозможности прочтения клейм на ней при ремонте колесной пары или подкатке ее под вагон;
12.5.1.6 после выполнения допустимых вырубок волосовин, неметаллических включений и других неисправностей на оси в пределах установленных норм;
12.5.1.7 через два восстановления профиля поверхности катания колес обточкой (или шлифовкой) колесных пар с буксовыми узлами, оборудованными двумя подшипниками роликовыми цилиндрическими.
Количество обточек колесных пар с буксовыми узлами, оборудованными подшипниками сдвоенными или подшипниками кассетного типа, не регламентируется в течение гарантийного межремонтного срока для подшипников;
12.5.1.8 колесным парам с буксовыми узлами, оборудованными:
- двумя подшипниками роликовыми цилиндрическими и сдвоенными, прошедшим последний средний ремонт пять и более лет назад,
- подшипниками кассетного типа, прошедшим последний средний ремонт восемь и более лет назад;
12.5.1.9 при демонтаже буксовых узлов с последующим их ремонтом;
12.5.1.10 при отрицательном результате входного вибродиагностического контроля подшипников колесных пар, поступивших в текущий ремонт;
12.5.1.11 при повреждении наружных колец подшипников кассетного типа с адаптером в виде трещин, отколов, раковин;
12.5.1.12 при выбросе смазки на диск колеса через уплотнения корпусов букс или уплотнения подшипников кассетного типа;
12.5.1.13 при наличии в передней части корпуса буксы воды или льда;
12.5.1.14 при сдвиге буксового узла вдоль шейки оси;
Протоколом от 05.11.2015 пункт 12.5.1.15 изложен в новой редакции. |
12.5.1.15 при наличии на поверхности катания колес колесных пар:
а) неравномерного проката - 2,0 мм и более,
Проверка неравномерного проката производится измерением его в сечении с максимальным износом и с каждой стороны от этого сечения на расстоянии до 500 мм;
б) ползуна - глубиной 1,0 мм и более,
в) навара - высотой 1,0 мм и более;
12.5.1.16 при капитальном ремонте колесных пар;
12.5.1.17 при проведении сварочных работ на кузове вагона или тележке без соблюдения требований п. 32.3;
12.5.1.18 при капитальном ремонте (КР) и капитальном ремонте с продлением срока службы (КРП) вагонов;
12.5.1.19 при недопустимом нагреве буксовых узлов.
12.5.2 При среднем ремонте колесных пар производят:
12.5.2.1 обмывку колесных пар, корпусов букс и адаптеров, элементов торцевого крепления и демонтированных блоков (наружные кольца с роликами и сепараторами) и внутренних колец подшипников роликовых цилиндрических (п. 18);
Запрещается производить обмывку, разборку и ремонт подшипников сдвоенных и кассетного типа в условиях ремонтного предприятия. После демонтажа они отправляются в сервисные центры предприятий-производителей подшипников.
12.5.2.3 ремонт подшипников роликовых цилиндрических (п. 27.2);
12.5.2.4 восстановление профиля поверхности катания колес (при необходимости) (п. 19);
12.5.2.5 НК элементов колесных пар и деталей подшипников (п. 21);
12.5.2.6 контроль геометрических параметров и величин износов элементов колесных пар на соответствие нормам, установленным и приведенным в таблице 12.1, производится в соответствии с требованиями РД 32 ЦВ 058-97;
12.5.2.7 выходной вибродиагностический контроль буксовых узлов на установках, соответствующих Техническим требованиям N 741-2011 ПКБ ЦВ, по технологии в соответствии с РД 32 ЦВ 109-2011. Результаты контроля заносятся в Журнал формы ВУ-90 в графу "Примечание" (Приложение Ж).
12.5.3 При неисправности одного буксового узла колесной пары в обязательном порядке производится демонтаж второго буксового узла.
12.5.4 При проведении среднего ремонта колесных пар наносятся знаки и клейма (п. 28.6):
12.5.4.1 на торце оси с левой стороны колесной пары;
12.5.4.2 на бирке, устанавливаемой под левый верхний болт крышки крепительной с правой стороны колесной пары, оборудованной буксовыми узлами с подшипниками в корпусах букс;
12.5.4.3 на шайбе стопорной с левой стороны колесной пары, устанавливаемой под болты М20 торцевого крепления подшипников, установленных в корпус буксы, и М20 или М24 крышки передней подшипника кассетного типа с адаптером.
12.5.5 При монтаже буксовых узлов на том же предприятии, где производился капитальный ремонт колесной пары дополнительно наносятся знаки и клейма в соответствии с п. 28.6.4.
12.5.6 При монтаже буксовых узлов на предприятиях, не производивших ремонт колесных пар, знаки и клейма наносятся в соответствии с п. 28.6.5.
12.5.7 При использовании в буксовых узлах смазок Буксол или ЗУМ устанавливается бирка в соответствии с п. 28.6.6.
12.5.8 При использовании в буксовых узлах опытных подшипников или смазок дополнительная маркировка производится по согласованию с железнодорожными администрациями в установленном порядке.
12.5.9 Каждая колесная пара после проведения ей среднего ремонта должна быть принята мастером или бригадиром.
12.5.10 Данные о проведении среднего ремонта колесной пары заносятся в Журналы форм ВУ-53 (Приложение Г), ВУ-90 (Приложение Ж) и Ремонтную карточку колесной пары грузового вагона (Приложение Д).
их из текущего и среднего ремонтов
┌─────┬────────────────────────────────────────┬──────────────────────────┐
│ N │ Измеряемые параметры │ Значения, в мм │
│ п.п.│ │ │
├─────┼────────────────────────────────────────┴──────────────────────────┤
├─────┼────────────────────────────────────────┬──────────────────────────┤
│ 1.1│Расстояние между внутренними боковыми │ 1438 ... 1443 │
│ │поверхностями ободов колес │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 1.2│Разность расстояний между внутренними │ 2,0 │
│ │боковыми поверхностями ободов колес, │ │
│ │измеренных в четырех точках, │ │
│ │расположенных в двух │ │
│ │взаимно перпендикулярных плоскостях, не │ │
│ │более │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 1.3│Разность расстояний между торцами │ 5,0 │
│ │предподступичной части оси и │ │
│ │внутренними боковыми поверхностями │ │
│ │ободов колес с одной и другой стороны │ │
│ │колесной пары, не более │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 1.4│Разность диаметров колес по кругу │ │
│ │катания в одной колесной паре, не более:│ │
│ │- при восстановлении профиля │ 0,5 │
│ │поверхности катания колес; │ │
│ │- без восстановления профиля │ 1,0 │
│ │поверхности катания колес. │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 1.5│Отклонение от соосности круга катания │ │
│ │относительно поверхности шейки или │ │
│ │подступичной части оси, не более <*>: │ │
│ ├────────────────────────────────────────┼──────────────────────────┤
│ │- при восстановлении профиля │ 0,5 │
│ │поверхности катания колес; │ │
│ │- без восстановления профиля │ 1,0 │
│ │поверхности катания колес. │ │
├─────┼────────────────────────────────────────┴──────────────────────────┤
├─────┼────────────────────────────────────────┬──────────────────────────┤
│ 2.1│Диаметр шейки оси, типа <*>: │ │
│ │ │ +0,052 │
│ │РУ1 и РУ1Ш │ 130 │
│ │ │ +0,005 │
│ │ │ │
│ │ │ +0,090 │
│ │РВ2Ш │ 150 │
│ │ │ +0,045 │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.2│Диаметр оси в месте зарезьбовой │ 90 │
│ │канавки у колесных пар с осями типа │ -2,2 │
│ │РУ1 <*> │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.3│Ширина зарезьбовой канавки колесных │ +1,5 │
│ │пар с осями типа РУ1 <*> │ 8 │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.4│Занижение (уменьшение) диаметра │ 0,10 ... 0,45 │
│ │шейки оси у галтели (глубина на │ │
│ │сторону) <*> │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.5│Расстояние от торца предподступичной │ │
│ │части до начала занижения диаметра на │ │
│ │шейке оси типа <*>: │ │
│ │РУ1 и РУ1Ш │ 27,0 ... 34,0 │
│ │РВ2Ш │ 33,0 ... 37,0 │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.6│Конусообразность и овальность шейки │ 0,02 │
│ │оси, не более <*> │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.7│Радиальное биение шейки оси, не более │ 0,3 │
│ │<*> │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.8│Диаметр предподступичной части оси типа │ │
│ │<*>: │ │
│ │ │ +0,2 +0,02 │
│ │РУ1 и РУ1Ш │ 165 ... 164 │
│ │ │ +0,002 │
│ │ │ │
│ │ │ +0,165 +0,165│
│ │РВ2Ш │ 185 ... 184 │
│ │ │ +0,091 +0,066│
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.9│Овальность и конусообразность │ 0,05 │
│ │предподступичной части оси, не более │ │
│ │<*> │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.10│Диаметр подступичной части оси типа, не │ │
│ │менее: │ │
│ │РУ1 и РУ1Ш │ 182,0 │
│ │РВ2Ш │ 196,0 <**> │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.11│Диаметр средней части оси │ │
│ │типа, не менее <*>: │ │
│ │РУ1 и РУ1Ш │ │
│ │- ось с конусообразной средней частью │ 155,0 │
│ │- ось с цилиндрической средней частью │ 160,0 │
│ │РВ2Ш │ 175,0 <**> │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.12│Вмятины, забоины и протертости средней │ 2,0 │
│ │части оси, не более │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 2.13│Наружный диаметр резьбы М110 <*> │ 110,0 ... 108,7 │
├─────┼────────────────────────────────────────┴──────────────────────────┤
├─────┼────────────────────────────────────────┬──────────────────────────┤
│ 3.1│Овальность по кругу катания колес, не │ │
│ │более: │ │
│ │- при восстановлении профиля │ 0,5 │
│ │поверхности катания колес; │ │
│ │- без восстановления профиля │ 1,0 │
│ │поверхности катания колес. │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.2│Толщина обода колеса, не менее: │ │
│ │- при восстановлении профиля │ 24,0 │
│ │поверхности катания колес; │ │
│ │- без восстановления профиля │ 24,0 │
│ │поверхности катания колес. │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.3│Равномерный прокат, не более │ │
│ │- при восстановлении профиля │не допускается │
│ │поверхности катания колес; │ │
│ │- без восстановления профиля │ 7,0 │
│ │поверхности катания колес. │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.4│Неравномерный прокат │не допускается │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.5│Ширина обода колеса │ 126,0 ... 136,0 │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.6│Зазор между профилем колеса и рабочей │ │
│ │поверхностью максимального шаблона (при │ │
│ │восстановлении профиля поверхности │ │
│ │катания колес), не более: │ │
│ │- по высоте гребня │ 1,0 │
│ │- по поверхности катания, гребня, │ 0,5 │
│ │внутренней боковой поверхности обода │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.7│Толщина гребня (без восстановления │ 28,0 ... 33,0 │
│ │профиля поверхности катания колес) │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.8│Разность толщин гребней колес в одной │ │
│ │колесной паре, │ │
│ │не более │ 3,0 │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.9│Толщина диска у обода колес: │ │
│ │исполнение по рис. 8.1 │ │
│ │ │ +3,0 │
│ │- изготовления до 1988 г. │ 17,0 │
│ │ │ │
│ │ │ +3,0 │
│ │- изготовления с 1988 г. по 2011 г. │ 19,0 │
│ │ │ │
│ │ │ +4,0 │
│ │- изготовления после 2011 г. │ 19,0 │
│ │ │ │
│ │ │ +4,0 │
│ │- исполнение по рис. 8.2.1 │ 20,0 │
│ │ │ │
│ │ │ +4,0 │
│ │- исполнение по рис. 8.2.2 │ 19,0 │
│ │ │ │
ИС МЕГАНОРМ: примечание.
В тексте документа, видимо, допущена опечатка: вместо "рис. 8.2.4"
следует читать "рис. 8.2.3".
│ │ │ +4,0 │
│ │- исполнение по рис. 8.2.4 │ 22,0 │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.10│Кольцевые выработки на поверхности │ │
│ │катания у основания гребня и на │ │
│ │коничности 1:3,5, не более: │ │
│ │- при восстановлении профиля │не допускаются │
│ │поверхности катания колес; │ │
│ │- без восстановления профиля │шириной 10,0 глубиной 0,5 │
│ │поверхности катания колес. │ │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.11│Навар │не допускается │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.12│Выщербины без трещин, идущих вглубь │допускаются длиной │
│ │обода колеса │не более 15,0 мм или │
│ │ │глубиной не более 1,0 мм │
├─────┼────────────────────────────────────────┼──────────────────────────┤
│ 3.13│Ползун │не допускается │
└─────┴────────────────────────────────────────┴──────────────────────────┘
--------------------------------
(РЕМОНТ СО СМЕНОЙ ЭЛЕМЕНТОВ)
12.6.1 Капитальный ремонт колесным парам выполняется:
12.6.1.1 при необходимости замены одного или двух колес;
12.6.1.2 при признаке сдвига на оси одного или двух колес;
12.6.1.3 при признаке ослабления прессовой посадки на оси одного или двух колес;
12.6.1.4 при несоответствии расстояния между внутренними боковыми поверхностями ободьев колес установленным величинам;
12.6.1.5 при разности расстояний от торцов предподступичных частей оси до внутренних боковых поверхностей ободьев колес одной и другой сторон колесной пары более установленной величины;
12.6.1.6 при необходимости распрессовки колес при восстановлении поврежденной или изношенной резьбы осей РУ1 под гайку торцевую М110 x 4 и болты М12 крепления планки стопорной с ее последующей механической обработкой;
12.6.1.7 при отсутствии или невозможности прочтения знаков и клейм на торцах осей, относящихся к их изготовлению и предыдущему капитальному ремонту (формированию) колесной пары.
12.6.2 При капитальном ремонте колесных пар производят:
12.6.2.2 обмывку колесных пар (п. 18);
12.6.2.3 распрессовку колес с осей (п. 13);
12.6.2.4 расточку отверстий ступиц новых или старогодных колес цельнокатаных (п. 14);
12.6.2.5 механическую обработку подступичных частей новых или старогодных осей (п. 15);
12.6.2.6 прессовую посадку новых или старогодных колес на новые или старогодные оси (п. 17);
12.6.2.7 восстановление поврежденной или изношенной резьбы М110 и М12 осей РУ1 (п. 16);
12.6.2.8 УЗК и МПК (или ВТК при использовании автоматизированных средств НК) подступичных, предподступичных, средних частей и шеек осей перед прессовой посадкой колес (п. 21).
Допускается производить УЗК и МПК (или ВТК при использовании автоматизированных средств НК) шеек, предподступичных и средней частей осей после прессовой посадки колес на ось.
УЗК и ВТК старогодных колес цельнокатаных производится после их прессовой посадки на ось (п. 21).
12.6.2.9 контроль геометрических параметров колесных пар и их элементов.
12.6.3 Требования к колесным парам и их элементам при капитальном ремонте.
12.6.3.1 Новые элементы колесных пар, поступающие на вагоноремонтные предприятия, должны иметь сертификаты соответствия.
12.6.3.2 Новые оси и колеса должны иметь знаки маркировки и клеймения, относящиеся к их изготовлению в соответствии с требованиями ГОСТ 31334 и ГОСТ 10791.
Оси и колеса с отсутствующими приемочными клеймами и клеймами ОТК завода-изготовителя, а также с отсутствующей или плохо различимой маркировкой бракуются.
12.6.3.3 Колесные пары с неясными или отсутствующими знаками и клеймами, относящимися к формированию колесной пары, должны быть расформированы, при этом старогодные оси и колеса могут быть использованы при ремонте колесных пар.
Старогодные оси с неясными или отсутствующими знаками и клеймами завода-изготовителя бракуются.
Старогодные колеса с неясной или срезанной маркировкой завода-изготовителя могут быть использованы при ремонте колесных пар.
12.6.3.4 Колеса цельнокатаные и оси, изготовленные в Германии, Польше, Румынии, Югославии, Китае и т.д., с отсутствующими приемочными клеймами используются при ремонте колесных пар на общих основаниях при наличии сертификата соответствия.
12.6.3.5 При прессовой посадке колес на оси может быть использована как система вала, так и система отверстия.
12.6.3.6 Разрешается заменять неисправные или неудовлетворяющие установленным нормам элементы колесных пар на новые или старогодные.
12.6.3.7 Значения шероховатости по ГОСТ 2789 поверхностей новых и старогодных элементов колесных пар, после механической обработки на станках, должны соответствовать указанным в таблице 12.2.
и старогодных элементов колесных пар
┌────────────────────────────────────────────────┬────────────────────────┐
│ Наименование элементов и частей колесных пар │ Значение │
│ │ шероховатости, мкм │
│ │ не более │
├────────────────────────────────────────────────┴────────────────────────┤
│1. Оси: │
├────────────────────────────────────────────────┬────────────────────────┤
│1.1 Поверхность шейки (включая галтели): │ │
│- до упрочнения накатыванием роликами │Rz 20 │
│- после упрочнения накатыванием роликами │Ra 1,25 │
├────────────────────────────────────────────────┼────────────────────────┤
│1.2 Торцевые поверхности зарезьбовой канавки: │ │
│- со стороны шейки │Rz 20 │
│- со стороны резьбы │Rz 40 │
├────────────────────────────────────────────────┼────────────────────────┤
│1.3 Предподступичная часть: │ │
│- до упрочнения накатыванием роликами │Rz 20 │
│- после упрочнения накатыванием роликами │Ra 1,25 │
├────────────────────────────────────────────────┼────────────────────────┤
│1.4 Подступичная часть: │ │
│- до упрочнения накатыванием роликами │Rz 20 │
│- после упрочнения накатыванием роликами │Ra 1,25 │
├────────────────────────────────────────────────┼────────────────────────┤
│1.5 Заходный конус подступичной части: │ │
│- до упрочнения накатыванием роликами │Rz 20 │
│- после упрочнения накатыванием роликами │Ra 1,25 │
├────────────────────────────────────────────────┼────────────────────────┤
│1.6 Поверхность торца: │ │
│- ось типа РУ1 │Rz 40 │
│- оси типа РУ1Ш и РВ2Ш на пояске шириной 20 мм │Rz 20 │
│от поверхности шейки │ │
├────────────────────────────────────────────────┼────────────────────────┤
│1.7 Средняя часть │ │
│- до упрочнения накатыванием роликами │Rz 40 │
│- после упрочнения накатыванием роликами │Ra 2,5 │
├────────────────────────────────────────────────┴────────────────────────┤
│2 Колеса цельнокатаные │
├────────────────────────────────────────────────┬────────────────────────┤
│2.1 Отверстие ступицы после расточки перед │Rz 20 │
│прессовой посадкой колес на ось │20 <= Rz <= 30 (при │
│ │соблюдении п. 17.11) │
├────────────────────────────────────────────────┼────────────────────────┤
│2.2 Внутренний и наружный торец ступицы, │Rz 80 │
│внутренняя боковая поверхность обода, │ │
│поверхность катания, наружная фаска поверхности │ │
│катания, гребень │ │
└────────────────────────────────────────────────┴────────────────────────┘
12.6.3.8 Геометрические параметры колесных пар и их элементов должны соответствовать указанным в таблице 12.3.
12.6.3.9 На торец оси наносятся знаки и клейма, в соответствии с п. 28.5.
12.6.3.11 Каждая колесная пара должна быть принята мастером (мастером ОТК) или лицом, в обязанности которого в соответствии с технологическим процессом или распоряжением по ремонтному предприятию, входит приемка колесных пар.
их из капитального ремонта
┌─────┬───────────────────────────────────────────┬───────────────────────┐
│ N │ Измеряемые параметры │ Значения, в мм │
│ п.п.│ │ │
├─────┼───────────────────────────────────────────┴───────────────────────┤
├─────┼───────────────────────────────────────────┬───────────────────────┤
│ 1.1│Расстояние между внутренними боковыми │ 1439 ... 1442 │
│ │поверхностями ободов колес │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 1.2│Разность расстояний между внутренними │ 1,5 │
│ │боковыми поверхностями ободов колес, │ │
│ │измеренных в четырех точках, расположенных │ │
│ │в двух взаимно перпендикулярных плоскостях,│ │
│ │не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 1.3│Разность расстояний между торцами │ 3,0 │
│ │предподступичной части оси и внутренними │ │
│ │боковыми поверхностями ободов колес с одной│ │
│ │и другой стороны колесной пары, не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 1.4│Разность диаметров колес по кругу катания в│ │
│ │одной колесной паре, не более: │ │
│ │- при восстановлении профиля поверхности │ 0,5 │
│ │катания колес; │ │
│ │- без восстановления профиля поверхности │ 1,0 │
│ │катания колес. │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 1.5│Отклонение от соосности поверхности катания│ │
│ │относительно поверхности шейки или │ │
│ │подступичной части оси, не более: │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ │- при восстановлении профиля поверхности │ 0,5 │
│ │катания колес; │ │
│ │- без восстановления профиля поверхности │ 1,0 │
│ │катания колес. │ │
├─────┼───────────────────────────────────────────┴───────────────────────┤
├─────┼───────────────────────────────────────────┬───────────────────────┤
│ 2.1│Диаметр шейки оси типа │ │
│ │ │ +0,052 │
│ │РУ1 и РУ1Ш │ 130 │
│ │ │ +0,010 │
│ │ │ │
│ │ │ +0,090 │
│ │РВ2Ш │ 150 │
│ │ │ +0,055 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.2│Диаметр оси в месте зарезьбовой канавки у │ 90 │
│ │колесных пар с осями типа РУ1 │ -2,2 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.3│Ширина зарезьбовой канавки колесных пар │ +1,5 │
│ │с осями типа РУ1 │ 8 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.4│Занижение (уменьшение) диаметра шейки у │ 0,10 ... 0,45 │
│ │галтели (глубина на сторону) │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.5│Расстояние от торца предподступичной части │ │
│ │до начала занижения диаметра на шейке │ │
│ │РУ1 и РУ1Ш │ 27,0 ... 34,0 │
│ │РВ2Ш │ 33,0 ... 37,0 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.6│Конусообразность и овальность шейки оси, не│ 0,02 │
│ │более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.7│Радиальное биение шейки оси, не более │ 0,3 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.8│Диаметр предподступичной части оси типа: │ │
│ │ │ +0,2 +0,2 │
│ │РУ1 и РУ1Ш │ 165 ... 164 │
│ │ │ +0,02 +0,12 │
│ │ │ │
│ │ │ +0,165 +0,165│
│ │РВ2Ш │185 ... 185 │
│ │ │ +0,091 +0,066│
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.9│Овальность и конусообразность │ 0,05 │
│ │предподступичной части оси, не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.10│Диаметр подступичной части оси типа, не │ │
│ │менее: │ │
│ │РУ1 и РУ1Ш │ 182,0 │
│ │РВ2Ш │ 196,0 <*> │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.11│Длина подступичной части оси типа, не │ │
│ │менее: │ │
│ │РУ1 и РУ1Ш │ 250,0 │
│ │РВ2Ш │ 250,0 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.12│Непрямолинейность образующей подступичной │ 0,02 │
│ │части оси, не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.13│Конусообразность подступичной части оси │ 0,1 │
│ │при условии, что больший диаметр обращен │ │
│ │к середине оси, не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.14│Овальность подступичной части оси, не более│ 0,05 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.15│Диаметр средней части оси │ │
│ │типа, не менее: │ │
│ │РУ1 и РУ1Ш │ │
│ │- ось с конусообразной средней частью │ 160,0 │
│ │- ось с цилиндрической средней частью │ 165,0 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ │РВ2Ш │ 175,0 <*> │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.16│Вмятины, забоины и протертости средней │не допускаются │
│ │части оси │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 2.17│Наружный диаметр резьбы М110 │ 110,0 ... 108,7 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.1│Овальность по кругу катания, не более: │ │
│ │- при восстановлении профиля поверхности │ 0,5 │
│ │катания колес; │ │
│ │- без восстановления профиля поверхности │ 1,0 │
│ │катания колес. │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.2│Толщина обода, не менее: │ │
│ │- при восстановлении профиля поверхности │ 27,0 │
│ │катания колес; │ │
│ │- без восстановления профиля поверхности │ 27,0 │
│ │катания колес. │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.3│Равномерный прокат │не допускается │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.4│Неравномерный прокат │не допускается │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.5│Ширина обода колеса: │ │
│ │- нового изготовления │ 130,0 ... 133,0 │
│ │- старогоднего │ 126,0 ... 136,0 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.6│Длина ступицы колеса │ 180,0 ... 205,0 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.7│Толщина стенки ступицы (измеряется на │ 31,0 │
│ │расстоянии 170 мм от наружного торца │ │
│ │ступицы), не менее │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.8│Разность толщины стенки ступицы в │ 10,0 │
│ │различных местах по окружности, не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.9│Конусообразность отверстия ступицы при │ 0,1 │
│ │условии, что больший диаметр отверстия │ │
│ │расположен с внутренней стороны ступицы, не│ │
│ │более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.10│Овальность отверстия ступицы, не более │ 0,05 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.11│Непрямолинейность образующей отверстия │ 0,02 │
│ │ступицы, не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.12│Зазор между профилем колеса и рабочей │ │
│ │поверхностью максимального шаблона, не │ │
│ │более: │ │
│ │- по высоте гребня │ 1,0 │
│ │- по поверхности катания, гребня, │ 0,5 │
│ │внутренней боковой поверхности обода │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.13│Толщина гребня (без восстановления профиля │ 32,0 ... 33,0 │
│ │поверхности катания колес) │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.14│Разность толщин гребней колес на одной оси,│ 1,0 │
│ │не более │ │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.15│Толщина диска у обода, не менее │ 17,0 │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.16│Кольцевые выработки │не допускаются │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.17│Навар │не допускается │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.18│Выщербины │не допускаются │
├─────┼───────────────────────────────────────────┼───────────────────────┤
│ 3.19│Ползуны │не допускаются │
└─────┴───────────────────────────────────────────┴───────────────────────┘
--------------------------------
13.1 Распрессовка колес с осей выполняется на гидравлических прессах, оборудованных рабочими манометрами, верхний предел измерения которых должен соответствовать давлению в гидросистеме пресса при максимальном усилии, предусмотренном паспортными данными.
13.2 В случае, если распрессовка колес с оси выполняется на том же прессе, что и их прессовая посадка, то самопишущий прибор и рабочий манометр, предназначенный для контроля за усилиями при прессовой посадке, должны быть выключены. Усилие распрессовки колес не контролируется.
13.3 Распрессовка колес с осей производится с применением специальных приспособлений с их упором в торец предподступичной части оси, исключающих изгибы шеек осей и повреждение их образующих поверхностей и торцов, а также деформацию резьбы.
Категорически запрещается производить упор плунжера пресса в торец оси.
13.4 При распрессовке одного забракованного колеса с оси колесной пары, второе колесо также распрессовывается для проведения МПК подступичных частей оси.
Указанное требование не распространяется на колесные пары, у которых в процессе прессовой посадки колес на ось забраковано одно из прессовых соединений.
13.5 Колесные пары, имеющие сдвиг колес или признаки ослабления их прессовой посадки, распрессовываются с последующим использованием годных элементов при ремонте.
14.1 Отверстия ступиц колес растачиваются на станке до размера подступичной части оси с учетом необходимого для прессовой посадки натяга.
14.2 Геометрические параметры колес цельнокатаных, а также величины допускаемых отклонений при обработке поверхности отверстий ступиц должны соответствовать установленным в таблице 12.3.
14.3 Наружные и внутренние кромки отверстий ступиц колес должны иметь закругления радиусом 4,0 ... 5,0 мм для снижения концентрации напряжений в осях, а также во избежание задиров поверхностей подступичных частей оси при прессовой посадке и распрессовке колес. Переходы закруглений кромок к цилиндрической поверхности отверстия ступицы должны быть плавными, без уступов.
14.4 В местах сопряжения поверхности закругления кромки с поверхностью торца ступицы с обеих сторон колеса допускаются углубления от резца глубиной не более 2,0 мм.
14.5 Отверстие ступицы колеса должно быть цилиндрическим без забоин и вмятин, концентричным ободу, а ее ось перпендикулярна наружному торцу ступицы и внутренней боковой поверхности обода в пределах допусков, установленных ГОСТ 10791. Отклонения, возникающие при обработке поверхности отверстия ступицы, должны соответствовать требованиям, установленным в таблице 12.3.
14.6 Значение шероховатости по ГОСТ 2789 поверхности отверстий ступиц после расточки должно соответствовать установленным в таблице 12.2.
15.1 Для обеспечения геометрических параметров подступичных частей осей и установленных значений их шероховатости, а также для удаления коррозии, задиров и рисок, образовавшихся при распрессовке колес, подступичные части осей механически обрабатываются (обтачиваются) с последующим их упрочнением накаткой роликами в соответствии с требованиями Технологической инструкции по упрочнению накатыванием роликами осей колесных пар вагонов, утвержденной Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 20 - 22 апреля 2011 г.).
15.2 Размеры подступичных частей осей и их отклонения после механической обработки, должны соответствовать установленным в таблицах 12.3 и 23.2.
15.3 Подступичные части новых осей разрешается обтачивать до большего диаметра, чем предусмотрено п. 7.5 настоящего РД, при условии соблюдения размера допускаемой толщины стенки ступицы колеса.
15.4 Разница в диаметрах подступичных частей с одной и другой стороны старогодной оси не регламентируется.
15.5 Подступичные части осей после механической обработки должны быть цилиндрическими без вмятин и забоин по всей длине.
15.6 Для обеспечения плавного захода оси в ступицу колеса при прессовой посадке, наружный пояс подступичной части должен обтачиваться на конус с разностью наибольшего и наименьшего диаметров не более 1,0 мм и длиной 7,0 ... 15,0 мм.
15.7 Переходы от заходного конуса к цилиндрической подступичной части оси и от подступичной части к средней должны выполняться плавными, без уступов.
16.1 Восстановление поврежденной или изношенной резьбы М110 и М12 осей РУ1, а также центровых отверстий в торцах шеек осей производится по технологиям, согласованным и утвержденным железнодорожными администрациями в установленном порядке.
16.2 Механическая обработка средней части старогодных осей производится после удаления поверхностных дефектов при соблюдении требований таблицы 12.3.
17.1 Посадка колес на оси должна быть прессовой и выполняться на гидравлическом прессе с записью на ленте диаграммы "давление - путь" самопишущим прибором в соответствии с требованиями ГОСТ 4835.
Класс точности самопишущего прибора должен быть не ниже 1,5%, погрешность хода диаграммы - не более 2,5%, толщина линии записи - не более 0,6 мм по ГОСТ 2405, ширина диаграммной ленты - не менее 100 мм.
Допускается запись диаграммы запрессовки с использованием компьютера, согласованная с железнодорожными администрациями в установленном порядке.
17.2 Скорость движения плунжера пресса при посадке колес на ось должна быть не более 3 мм/с.
17.3 Масштаб записи по длине должен быть не менее 1:2, а одно деление по высоте диаграммы, равное 1,0 мм, должно соответствовать усилию не более 24,5 кН (2,5 тс).
17.4 Прессуемые элементы колесных пар (колеса цельнокатаные и ось) должны иметь одинаковую температуру. Допускается разница температур не более 10 °C при условии превышения температуры колеса над температурой оси.
17.5 Перед прессовой посадкой колеса должны быть подобраны по размеру внутреннего диаметра ступицы, а ось - по диаметру подступичной части с учетом натяга.
Значение натягов колес на оси должно быть в пределах 0,10 ... 0,25 мм.
17.6 Посадочные поверхности ступиц колес и подступичные части оси должны быть тщательно очищены, насухо протерты и покрыты ровным слоем олифы натуральной по ГОСТ 7931 или термообработанным растительным маслом (конопляным по ГОСТ 8989 или льняным по ГОСТ 5791 или подсолнечным по ГОСТ 1129).
Термообработка масла заключается в его нагревании до температуры 140 ... 150 °C и выдержке при этой температуре 2 - 3 часа. После охлаждения масло должно отстояться не менее 48 часов.
Остаток масла не должен использоваться при прессовой посадке. Масло должно храниться в чистой емкости с плотно закрывающейся крышкой и металлической сеткой, расположенной на некотором расстоянии от дна.
17.7 Середина оси обозначается керном. Посадка колес на ось должна производиться с применением втулки, исключающей изгиб шеек оси, повреждение их образующих поверхностей, деформацию резьбы на осях типа РУ1 и торцов шеек осей типа РУ1Ш и РВ2Ш, а также обеспечивающей соосность колес и оси.
17.8 Запрещается прессовая посадка на одну ось колес с разницей по толщине обода более 5,0 мм.
17.9 Контроль качества прессовой посадки колес на ось производится по диаграмме запрессовки. Основными контролируемыми параметрами диаграммы являются:
17.9.1 форма кривой;
17.9.2 значение конечных усилий Рзк;
17.9.3 длина сопряжения L.
17.10 По форме нормальная диаграмма прессовой посадки должна иметь плавно нарастающую кривую по всей длине от начала до конца (рисунок 17.1).
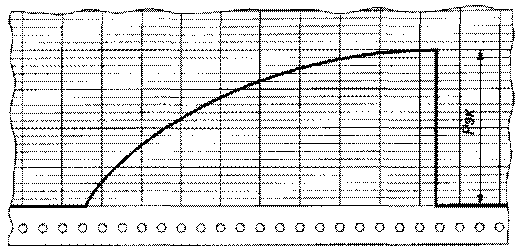
17.11 Значения конечных усилий запрессовки на каждые 100 мм диаметра подступичной части оси должны быть в пределах:
- 382,6 ... 569,0 кН (39,0 ... 58,0 тс) при значении шероховатости поверхности отверстия ступицы колеса Rz <= 20 мкм;
- 421,8 ... 569,0 кН (43,0 ... 58,0 тс) при значении шероховатости поверхности отверстий ступицы колеса 20 мкм < Rz <= 30 мкм.
На каждом предприятии, производящем прессовую посадку колес на оси, должна составляться таблица усилий запрессовки в МПа (килограммах силы на квадратный сантиметр (кгс/кв. см) и тоннах силы (тс) для различных диаметров подступичных частей осей (через 1 мм) с учетом переводного коэффициента пресса из МПа (кгс/кв. см) в тонны сил (тс). При составлении таблицы результаты подсчета должны округляться до целых значений в сторону повышения для нижнего и верхнего пределов. Таблица утверждается главным инженером предприятия.
В случае если самопишущий прибор регистрирует усилие запрессовки, таблица перевода не составляется.
17.12 Значение конечных усилий Рзк на диаграмме прессовой посадки колес на ось определяется уровнем точки кривой, соответствующей концу процесса прессовой посадки (рисунок 17.1).
При расположении диаграммы выше или ниже нулевой линии (рисунок 17.2), а также при перекосе (рисунок 17.3) прессовая посадка колес на ось не бракуется. Конечные усилия должны определяться уровнем точки диаграммы, соответствующей концу прессовой посадки Рк с учетом величины смещения Рс от нулевой линии.
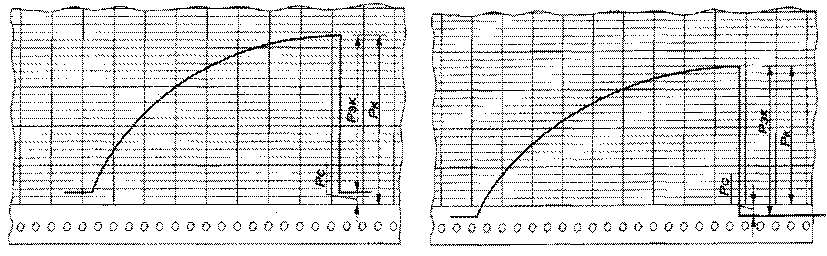
и ниже нулевой линии
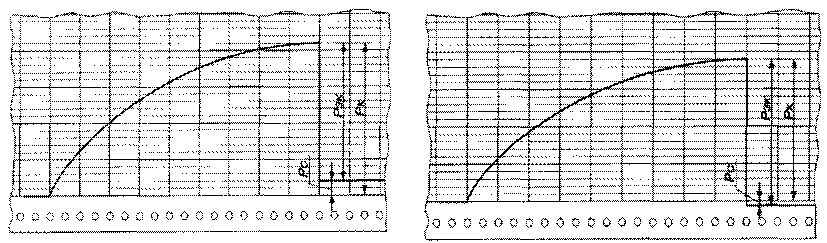
Диаграммы, имеющие вначале запись холостого хода плунжера пресса, не бракуются (рисунок 17.4). Величину конечных усилий запрессовки в этом случае нужно определять уровнем точки кривой, соответствующей концу процесса запрессовки, с уменьшением на величину давления холостого хода:
(Рзк = Рк - Рс).
хода плунжера пресса
17.13 Длина сопряжения на диаграмме прессовой посадки колес на ось определяется размером возрастающей ветви, т.е. расстоянием L от начала до точки перехода в горизонтальную или наклонную прямую в конце (рисунок 17.5).
17.14 Минимально допустимая длина сопряжения L, определяемая по диаграмме прессовой посадки колес на ось, должна быть не менее 145 i, где i - передаточное число индикатора (масштаб диаграммы по длине).
При отсутствии горизонтального или наклонного участка в конце диаграммы длина сопряжения равна ее длине (рисунок 17.6).
равна длине диаграммы
17.15 При запрессовке на автоматизированных прессах с записью диаграммы запрессовки "усилие-путь" на компьютере, силовые устройства пресса должны быть снабжены датчиками давления и датчиками линейных перемещений (класс точности датчиков не ниже 1,0). Пресс должен быть снабжен устройством, обеспечивающим симметричную посадку колес относительно середины оси.
Диаграмма запрессовки должна строиться по данным усилий запрессовки, определяемым не более чем через каждые 1 мм длины перемещения колеса относительно оси.
По форме нормальная диаграмма запрессовки в координатах "усилие-путь" при записи на компьютере должна иметь вид в соответствии с рисунком 17.7.
По оси ординат отображаются значения фактических усилий при запрессовке, по оси абсцисс отображается полное перемещение колеса, регистрируемое в ходе выполнения операции, состоящее из холостого хода и длины запрессовки.
Линия диаграммы имеет характерные участки:
- ОА - участок холостого хода (составляет от 14 до 20 мм);
- точка А соответствует началу фактического прессования, при этом начальное усилие запрессовки отсчитывается с момента преодоления силового порога, установленного в 30,0 кН (3,0 тс);
- АБ - участок плавного нарастания усилия при запрессовке;
- точка Б - окончание процесса запрессовки, ордината которой соответствует усилию при окончании процесса запрессовки с учетом усилия холостого хода. Конечное усилие запрессовки определяется как разность усилия в точке Б и усилия холостого хода - 30,0 кН (3,0 тс);
- СД - участок по линии абсцисс соответствует длине прессового сопряжения колеса с осью, определяется как разность полного перемещения СО за вычетом холостого хода ДО.
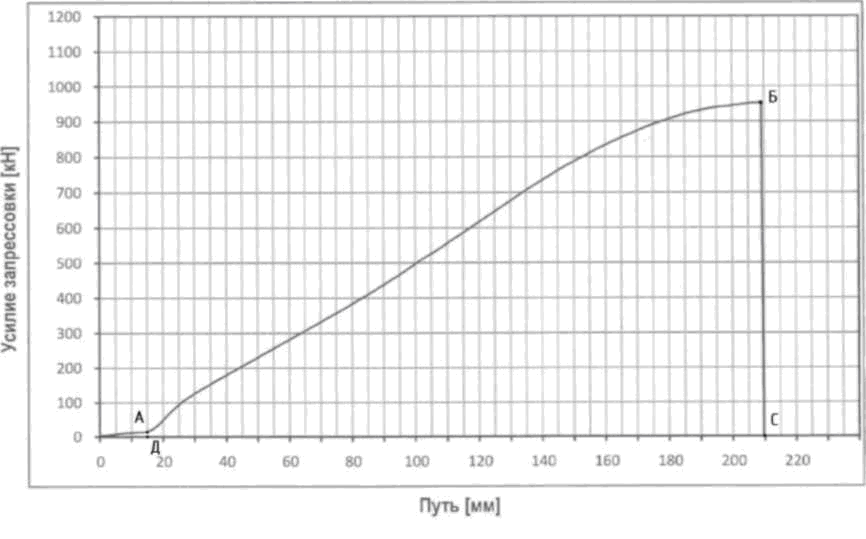
при записи на компьютере
Полученные значения измерений при запрессовке выводятся на дисплей пресса и бумажный носитель, а также сохраняются в электронной базе данных.
17.16 В зависимости от качества обработки посадочных поверхностей и других причин виды диаграмм прессовой посадки колес на оси могут иметь отклонения от установленной формы. Порядок определения качества (пригодности) прессовых соединений, диаграммы которых имеют отклонения от нормальной формы, приведен в таблице 17.1.
┌────────────────────────────────────────┬────────────────┬───────────────┐
│ Форма диаграммы прессовой посадки │ Причина │Оценка качества│
│ колес на ось │ возникновения │ (пригодности) │
│ │ отклонения │ прессовой │
│ │ диаграммы │ посадки колес │
│ │ │ на ось │
└────────────────────────────────────────┴────────────────┴───────────────┘
───────────────────────────────────────────────────────────────────────────
Наличие на
посадочной Прессовое
поверхности соединение
отверстия бракуют.
ступицы колеса
или
подступичной
части оси резко
выраженных
неровностей.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
Наличие на При постоянном
посадочной повышении
поверхности запрессовочного
отверстия I
ступицы колеса давления Рз ,
или
подступичной II III
части оси более Рз , Рз ,
длинных когда каждое
неровностей, последующее
чем в п. 1. значение выше
предыдущего.
Прессовое
соединение не
бракуют.
────────────────────────────────────────── ────────────────
При падении
запрессовочного
I
давления Рз ,
II III
Рз , Рз ,
когда
последующее
значение ниже
предыдущего или
при наличии
горизонтальных
прямых.
Прессовое
соединение
бракуют.
────────────────────────────────────────── ────────────────
На диаграмме
имеется одна
горизонтальная
прямая длиной
не более 5 мм
при масштабе
диаграммы по
длине 1:2 или
несколько
прямых
суммарной
длиной не более
5 мм.
Прессовое
соединение не
бракуют.
При другом
масштабе записи
должен быть
выполнен
пересчет
допускаемой
длины
горизонтальной
прямой. При
оценке длины
сопряжения
таких диаграмм
измеренная
длина должна
быть уменьшена
на величину
горизонтальной
прямой или их
суммы.
───────────────────────────────────────────────────────────────────────────
на диаграмме
───────────────────────────────────────────────────────────────────────────
Замедленное Величина
прекращение конечного
поступления усилия
масла в цилиндр определяется
пресса при уровнем точки
окончании кривой,
процесса расположенной
прессовой перед скачком.
посадки колеса Прессовое
на ось. соединение не
бракуют.
───────────────────────────────────────────────────────────────────────────
на диаграмме
───────────────────────────────────────────────────────────────────────────
Скругление Направление
радиусом 5 мм линии начала
кромки прессования
отверстия со отклоняется от
стороны направления
внутреннего линии конца
торца ступицы прессования
колеса. менее чем на 5°
в сторону
диаграммы.
Прессовое
соединение
бракуют.
───────────────────────────────────────────────────────────────────────────
Прессовое
соединение, у
которого
величина
резкого скачка
давления на
диаграмме
составляет 20,0
кН (2,0 тс) и
менее, не
бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
Наличие Кривая
попутных располагается
конусов или выше прямой,
впадин на соединяющей
посадочных начальную точку
поверхностях диаграммы с
оси и колеса. точкой,
указывающей на
данной
диаграмме
минимально
допускаемое
запрессовочное
давление
Рзк min для
данного
диаметра
подступичной
части оси.
Прессовое
соединение не
бракуют.
────────────────────────────────────────── ────────────────
При применении
более
чувствительных
приборов (класс
точности 2% и
менее) не
бракуют
прессовое
соединение, у
которого часть
кривой
диаграммы на
расстоянии не
более 15 мм от
начала (при
масштабе записи
по длине 1:2)
располагается
ниже прямой,
соединяющей
начальную точку
диаграммы с
точкой,
указывающей на
данной
диаграмме
минимально
допускаемое
запрессовочное
давление
Рзк min для
данного
диаметра
подступичной
части оси.
При несоблюдении
указанных
условий
прессовое
соединение
бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
Наличие воздуха Прессовое
в соединение
гидравлической бракуют.
системе пресса,
разжижение
масла,
применяемого
для смазки
посадочных
поверхностей.
───────────────────────────────────────────────────────────────────────────
половине диаграммы
───────────────────────────────────────────────────────────────────────────
Перекос ступицы Перекос ступицы
колеса колеса
относительно относительно
подступичной подступичной
части оси при части оси при
прессовой прессовой
посадке. посадке.
────────────────────────────────────────── ────────────────
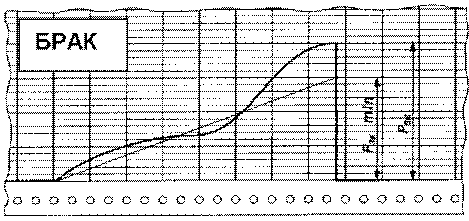
При отсутствии
падения
давления оценка
качества
прессового
соединения
производится
как в п. 5.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
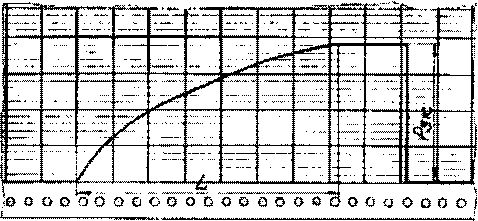
Наличие впадин Если длина
на посадочных сопряжения L на
поверхностях с диаграмме менее
наружной установленной,
стороны ступицы прессовое
колеса или с соединение
внутренней бракуют.
стороны
подступичной
части оси.
──────────────────────────────────────────
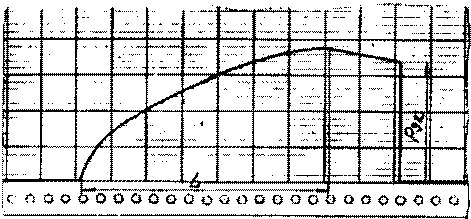
───────────────────────────────────────────────────────────────────────────
17.17 Если при прессовой посадке колеса на ось получена неудовлетворительная по форме и длине сопряжения L диаграмма или конечное усилие Рзк прессовой посадки не будет соответствовать значениям, установленным в п. 17.11, прессовое соединение должно быть забраковано и распрессовано.
17.18 Распрессованное колесо разрешается повторно прессовать на тот же или другой конец оси или другую распрессованную ось без дополнительной механической обработки оси при условии, что на посадочных поверхностях подступичной части оси и отверстия ступицы колеса отсутствуют задиры.
Перед повторным прессованием с посадочных поверхностей распрессованных осей должна быть удалена старая смазка, они должны быть вновь протерты насухо и покрыты ровным слоем олифы натуральной или термообработанным растительным маслом, как указано в п. 17.6 настоящего РД.
Не разрешается более двух раз перепрессовывать колесо на один и тот же конец оси без дополнительной механической обработки одной из сопрягаемых поверхностей.
Примечание. Колесо или ось, подвергшиеся прессованию разрешается использовать без дополнительной механической обработки для установки на новый конец оси или колеса.
При повторных запрессовках конечное усилие должно соответствовать указанному в п. 17.11 с увеличением нижнего предела на 15%.
Запрещается повторно прессовать соединения, диаграммы которых имеют резкие колебания давления.
17.19 На бланке диаграммы прессового соединения колеса с осью, кроме кривой измерения давления, заносятся следующие данные:
17.19.1 дата проведения запрессовки колеса на ось;
17.19.2 тип колесной пары;
17.19.3 индивидуальный номер колесной пары (включает в себя: условный номер предприятия-изготовителя оси (4 знака), порядковый номер оси (до 6 знаков) и последние две цифры года изготовления оси);
17.19.4 сторона колесной пары (правая или левая). Правой стороной колесной пары считается та, на торце оси которой выбиты знаки и клейма, относящиеся к изготовлению оси;
17.19.5 полная маркировка колеса (две последние цифры года изготовления колеса, марка стали, номер плавки, условное обозначение предприятия-изготовителя колеса, порядковый номер колеса по системе нумерации предприятия-изготовителя, дополнительный код, обозначающий собственность колес);
17.19.6 диаметры подступичной части оси и отверстия ступицы колеса (с точностью до 0,01 мм);
17.19.7 длина ступицы колеса;
17.19.8 конечное усилие запрессовки Рзк (в кН (тс) колеса на ось и длина линии сопряжения L (в мм) колеса с осью.
Допускается на бланке диаграммы указывать расстояние между внутренними боковыми поверхностями ободов колес и диаметры колес по кругу катания.
17.20 На каждой забракованной диаграмме выполняется пометка "БРАК" с указанием причины браковки прессового соединения.
17.21 При капитальном ремонте на колесную пару оформляется Технический паспорт колесной пары грузового вагона (Приложение З), который заполняется в соответствии с требованиями Методики создания картотеки колесных пар вагонов, утвержденной Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 25 - 27 августа 2010 г.). К Техническому паспорту прилагается бланк с годными диаграммами прессовой посадки колес.
В случае если производилась повторная запрессовка колеса на ось, к бланку с годными диаграммами запрессовки колес должна прилагаться диаграмма первичной посадки колеса на ось ("БРАК").
Технический паспорт должен составляться в двух экземплярах: один экземпляр направляется в соответствующую службу железнодорожной администрации - собственницы колесной пары, второй - остается на предприятии, где с приложенным к нему бланком диаграммы прессовой посадки колес на ось, хранится в течение всего срока службы колесной пары и уничтожается после оформления на нее Акта на исключение колесной пары вагона формы ВУ-89 (Приложение И), но не более 21 года.
17.22 Данные обо всех первичных и повторных прессовых посадках колес на оси должны фиксироваться в Журнале учета капитального ремонта колесных пар свободной формы (Приложение К).
18.1 Колесные пары после демонтажа буксовых узлов, адаптеры, корпуса букс и их детали, а также детали торцевого крепления подшипников, подшипники роликовые цилиндрические и снятые кольца внутренние обмываются в моечных машинах моющими средствами, согласованными в установленном порядке с железнодорожными администрациями или владельцами инфраструктуры.
18.2 После обмывки колесных пар кольца внутренние и лабиринтные, а при их отсутствии шейки и предподступичные части осей, а также детали буксовых узлов и внутренние посадочные поверхности корпусов букс протираются насухо хлопчатобумажным материалом, осматриваются и смазываются тонким слоем препарата-модификатора эМПи-1. Адаптеры протираются насухо и осматриваются.
18.3 Запрещается производить обмывку подшипников сдвоенных и кассетного типа в условиях ремонтных предприятий.
18.4 Запрещается производить обмывку колесных пар с установленными на них буксовыми узлами.
18.5 Новые подшипники, покрытые консервационной смазкой подвергаются расконсервации в соответствии с требованиями пункта 11.11 настоящего РД.
18.6 Обмывке подвергаются подшипники в собранном состоянии. Допускается производить обмывку блоков подшипников и колец внутренних раздельно.
18.7 Для предотвращения выпадения роликов из гнезд сепараторов при обмывке подшипников должны использоваться специальные втулки или другие приспособления, согласованные в установленном порядке с железнодорожными администрациями или владельцами инфраструктуры.
18.8 Сушка подшипников должна производиться в моечных машинах сжатым воздухом.
18.9 В случаях, когда подшипники и их детали, работавшие с любой маркой смазки невозможно обмыть в моечной машине, допускается их обмывка в емкостях объемом 10 ... 15 л с использованием в качестве моющего средства дизельного топлива или керосина технического, с последующей протиркой насухо хлопчатобумажным материалом.
19.1 Восстановление профиля поверхности катания колес производится методом механической обработки обода колеса - обточкой на колесотокарных или шлифованием на колесошлифовальных станках.
19.2 Перед постановкой на станок колесной пары с буксовыми узлами, оборудованными корпусами букс, взамен крышки смотровой устанавливается крышка защитная с отверстием диаметром  для прохода центра пиноли станка. После проведения обработки крышка защитная снимается.
для прохода центра пиноли станка. После проведения обработки крышка защитная снимается.
для прохода центра пиноли станка. После проведения обработки крышка защитная снимается.19.3 При восстановлении профиля поверхности катания колес колесных пар типов РУ1Ш-957 и РВ2Ш-957 обточкой на колесотокарных станках используются пиноли с конусной частью центра в соответствии с рисунком 19.1.
Перед постановкой колесных пар с буксовыми узлами, оборудованными подшипниками кассетного типа с адаптерами производится удаление специальной пробки, предназначенной для защиты центра оси колесной пары. После проведения обработки специальная пробка устанавливается на место.
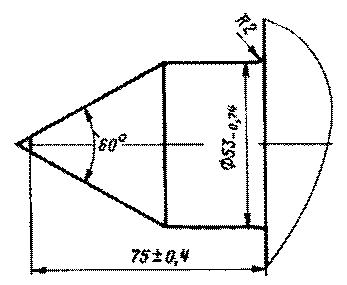
колесотокарного станка
19.4 При обточке ободов колес для восстановления профиля производится механическая обработка:
19.4.1 поверхности катания и гребня;
19.4.2 фаски с наружной стороны обода;
19.4.3 внутренней боковой поверхности обода - при необходимости.
19.5 При шлифовании ободов колес для восстановления профиля производится механическая обработка поверхности катания, гребня и фаски.
19.6 Обточка внутренних боковых поверхностей ободов колес должна производиться в случаях, когда величина разности расстояний между ними в одной колесной паре, измеренная в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях, составляет более 2,0 мм.
19.7 Допускается обтачивать наружные боковые поверхности ободов колес только для устранения поверхностных дефектов и неровностей прокатки при условии, что при обточке не будут срезаны клейма об изготовлении колес, поставленные на заводе-изготовителе, и ширина ободов колес будет не менее допускаемой.
19.8 Разрешается в целях продления срока службы старогодных цельнокатаных колес оставлять черновины на следующих обточенных частях:
19.8.1 на гребне глубиной не более 2,0 мм, расположенные от вершины гребня в пределах от 10,0 до 18,0 мм;
19.8.2 на поверхности катания колес глубиной до 0,5 мм;
19.8.3 на внутренней боковой поверхности обода глубиной не более 1,0 мм при условии, что расстояние между внутренними боковыми поверхностями ободов колес в местах расположения черновин находится в пределах установленной нормы.
19.9 При обработке поверхности катания фаска наружной боковой поверхности обода колеса должна начинаться на расстоянии  от внутренней боковой поверхности обода и выполняться под углом 45°.
от внутренней боковой поверхности обода и выполняться под углом 45°.
от внутренней боковой поверхности обода и выполняться под углом 45°.19.10 Разрешается устранять круговой наплыв металла на фаску (без трещин, идущих вглубь обода) восстановлением фаски без обточки всей поверхности катания колес.
19.11 После проведения обточки (шлифования) колес должен производиться контроль правильности выполнения профиля поверхности катания. При этом шаблон должен плотно прижиматься к внутренней боковой поверхности обода и к поверхности катания или гребня. Величину отклонения рабочей поверхности катания и гребня от номинальной формы (зазор) контролируют при помощи щупов.
Отклонение профиля обода колеса от номинальной формы по высоте гребня должно быть не более 1,0 мм, а по поверхностям катания, гребня и внутренней боковой поверхности обода колеса - не более 0,5 мм.
19.12 Значения шероховатости по ГОСТ 2789 поверхностей катания колес после их обточки должны соответствовать указанным в таблице 12.2.
19.13 Геометрические параметры колесных пар и колес после их обточки (шлифования) должны соответствовать требованиям, указанным в таблице 19.1.
восстановления профиля поверхности катания колес обточкой
(шлифованием)
┌────┬────────────────────────────────────────────────┬───────────────────┐
│ N │ Наименование параметров │ Размеры, мм │
│п.п.│ │ │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 1│Расстояние между внутренними боковыми │ 1438 ... 1443 │
│ │поверхностями ободов колес │ │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 2│Разность расстояний между внутренними боковыми │ 2,0 │
│ │поверхностями ободов колес, измеренная в четырех│ │
│ │точках, расположенных в двух взаимно │ │
│ │перпендикулярных плоскостях, не более │ │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 3│Разность диаметров колес по кругу катания в │ 0,5 │
│ │одной колесной паре, не более │ │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 4│Разность расстояний между торцами │ 3,0 │
│ │предподступичной части оси и внутренними │ │
│ │боковыми поверхностями ободов колес с одной и │ │
│ │другой стороны колесной пары, не более │ │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 5│Отклонение от соосности поверхности катания │ 0,5 │
│ │колес относительно поверхности шейки или │ │
│ │подступичной части оси, не более │ │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 6│Овальность по кругу катания колес, не более │ 0,5 │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 7│Толщина обода, не менее │ 24,0 │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 8│Равномерный прокат │ 0 │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 9│Ширина обода │ 126,0 ... 133,0 │
├────┼────────────────────────────────────────────────┼───────────────────┤
│ 10│Толщина гребня: │ │
│ │- для профиля поверхности катания по ГОСТ 10791 │ 32,0 ... 33,0 │
│ │- для профиля поверхности катания ремонтного с │ 30,0 ... 31,0 │
│ │исходной толщиной гребня 30,0 мм │ │
│ │- для профиля поверхности катания ремонтного с │ 27,0 ... 28,0 │
│ │исходной толщиной гребня 27,0 мм │ │
└────┴────────────────────────────────────────────────┴───────────────────┘
И БУКСОВЫХ УЗЛОВ В ЭКСПЛУАТАЦИИ
Технический контроль колесных пар и буксовых узлов в эксплуатации производится осмотрщиками вагонов при остановках (стоянках) подвижного состава, а средствами автоматического контроля ходовых частей - на ходу поезда.
и их элементов в эксплуатации
Запрещается выпускать в эксплуатацию и допускать к следованию в составах поездов вагоны с дефектами и неисправностями элементов колесных пар:
20.1.1 с трещинами в любой части оси колесной пары;
20.1.2 с забоинами, вмятинами и протертостями на средней части оси глубиной более 2,5 мм (5,0 мм по диаметру);
20.1.3 со следами контакта с электродом или электросварочным проводом в любой части оси;
20.1.4 с трещиной в ободе, диске, ступице колеса;
20.1.5 со сдвигом колеса на подступичной части оси;
20.1.6 с ослаблением посадки колеса на оси.
Признаком ослабления посадки колеса на оси является разрыв краски по всему периметру с выделением из-под ступицы с внутренней стороны колеса масла или наличие ржавчины. При разрыве краски без выделения масла или отсутствие ржавчины из-под ступицы колеса колесная пара не бракуется;
20.1.7 при наличии размеров и износов колесных пар, не соответствующих указанным в таблице 20.1:
и их элементов в эксплуатации
Наименование параметра | Предельные размеры и износы, мм |
Равномерный прокат колеса, не более | 9,0 |
Толщина гребня колеса | 25,0 ... 33,0 |
Толщина обода колеса, не менее | 22,0 |
Толщина обода колеса в месте расположения дефекта на поверхности катания (выщербины, ползуны, неравномерный прокат), не менее | 22,0 |
Ширина обода колеса (измерение производят вне мест расположения маркировки) | 126,0 ... 133,0 |
Расстояние между внутренними боковыми поверхностями ободов колес (измерение производят только у освобожденной от нагрузки колесной пары) | 1437,0 ... 1443,0 |
Разность расстояний между внутренними боковыми поверхностями ободов цельнокатаных колес в одной колесной паре, измеренная в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях (измерения производят только у освобожденной от нагрузки колесной пары), не более | 2,0 |
20.1.8 с вертикальным подрезом гребня поверхности катания колеса высотой более 18 мм;
20.1.9 с неравномерным прокатом (при обнаружении) - 2,0 мм и более.
При необходимости, для выявления неравномерного проката ободов колес, вагоны следует прокатывать;
При обнаружении на промежуточной станции вагона с колесной парой, имеющей на поверхности катания колеса ползун глубиной более 1,0 мм, но не более 2,0 мм, допускается следование этого вагона в составе поезда со скоростью не выше 70 км/ч до ближайшего ПТО для замены колесной пары.
При глубине ползуна более 2,0 мм, но не более 6,0 мм, допускается следование вагона в составе поезда до ближайшей станции со скоростью не более 15 км/ч.
При глубине ползуна более 6,0 мм, но не более 12,0 мм, допускается следование вагона в составе поезда до ближайшей станции со скоростью не более 10 км/ч.
При глубине ползуна более 12,0 мм - допускается следование вагона в составе поезда до ближайшей станции со скоростью не более 10 км/ч при условии исключения возможности вращения колесной пары (с применением тормозных башмаков или ручного тормоза);
20.1.11 с наваром на поверхности катания колеса высотой 1,0 мм и более;
При обнаружении на промежуточной станции вагона с колесной парой, имеющей на поверхности катания колеса навар высотой более 1,0 мм, но не более 2,0 мм, порядок следования вагона аналогичен п. 20.1.10.
20.1.12 с выщербиной на поверхности катания колеса глубиной более 10,0 мм или длиной более 50,0 мм. Колесные пары с выщербинами на поверхности катания колес глубиной до 1,0 мм не бракуются независимо от их длины. Трещина в выщербине или расслоение, идущее вглубь металла, не допускается;
20.1.13 с кольцевыми выработками на поверхности катания колес у основания гребня глубиной "а" более 1,0 мм, на коничности 1:3,5 "б" более 2,0 мм или шириной "В" более 15,0 мм (таблица 25.1 п. 2.7).
Примечание:
1. При наличии кольцевых выработок на других участках поверхности катания нормы браковки их такие же, как для кольцевых выработок, расположенных у гребня;
2. Темная полоса в зоне радиусного перехода от поверхности катания к основанию гребня, являющаяся черновиной, оставшейся от износа поверхности катания и гребня нового колеса после капитального ремонта или изготовления колесной пары, не является кольцевой выработкой.
20.1.14 с местным уширением обода колеса более 5,0 мм;
20.1.15 с отколом наружной боковой поверхности обода колеса, включая откол кругового наплыва, глубиной (по радиусу колеса) более 10,0 мм, или если ширина оставшейся части обода в месте откола менее 120,0 мм или в поврежденном месте независимо от размеров откола имеется трещина, идущая вглубь металла;
20.1.16 с остроконечным накатом гребня.
20.2.1 Контроль буксовых узлов в пути следования вагонов осуществляется напольными средствами автоматического контроля с установленным программным обеспечением, согласованными и утвержденными железнодорожными администрациями в установленном порядке. В случае выработки тревожных показаний напольными средствами автоматического контроля производится остановка поезда.
20.2.2 При встрече состава поезда с ходу выявляются внешние признаки ненормальной работы буксовых узлов: скрежет, пощелкивание, искрение, задымление, появление запаха, движение колесной пары юзом.
20.2.3 При осмотре буксовых узлов во время остановки (стоянки) поезда контролируют:
20.2.3.1 с подшипниками в корпусе буксы - смотровую и крепительную крышки, сдвиг буксы вдоль оси, ослабление болтов М20 крепления крышки крепительной и болтов М12 крышки смотровой, обрыв болтов М20 или срыв гайки М110 торцевого крепления подшипников (определяется методом остукивания смотровой крышки), разрушение или трещины корпусов букс, крышек крепительных и смотровых.
20.2.3.2 с подшипниками кассетного типа под адаптерами - ослабление болтов М20 или М24 торцевого крепления подшипников методом остукивания и визуальным осмотром, отколы и разрушения адаптеров, отколы и трещины колец наружных, повреждение уплотнений.
20.2.4 Признаками ненормальной работы буксовых узлов, требующих отцепки вагона являются:
20.2.4.1 с подшипниками в корпусе буксы:
- разрушение или трещины корпусов букс, крышек смотровых и крепительных;
- выброс смазки на диск и обод колеса, вызванный перегревом подшипников;
- повышенный нагрев верхней части корпуса буксы;
После вскрытия крышек смотровых:
- сдвиг корпуса буксы;
- обрыв болтов М20 или срыв гайки М110 торцевого крепления подшипников на оси;
- наличие воды в передней части корпуса буксы в свободном состоянии или в виде водяного льда;
Примечание. Браковка не производится:
1. При взвешенно-капельном состоянии воды (конденсат, роса) и наличии отдельных крупинок льда.
2. По следам коррозии на крышках корпуса буксы, крышках и кожухах уплотнений подшипников кассетного типа.
- выброс смазки в виде хлопьев с примесью металлических частиц в крышку смотровую или на кожух уплотнения подшипников кассетного типа, а также из-под шайбы защитной подшипника сдвоенного, располагающихся в корпусе буксы
Примечание. Не является браковочным признаком незначительное выделение смазки в виде равномерно распределенного валика на кожухе подшипника в зоне уплотнений, внутренней цилиндрической поверхности крышки крепительной, а также в виде отдельных капель, располагающихся в нижней части буксы (крышки крепительной). При обнаружении указанного выше выделения смазки из уплотнений подшипника в виде валика ее следует удалить чистой ветошью или обтирочным материалом.
Протоколом от 27.10.2016 пункт 20.2.4.2 изложен в новой редакции. |
20.2.4.2 с подшипниками кассетного типа под адаптеры:
- разрушения и отколы адаптеров;
- трещины и отколы колец наружных;
- повреждение уплотнений подшипников;
- сдвиг подшипника вдоль шейки оси;
- обрыв болтов М20 или М24 торцевого крепления подшипников на оси;
- выброс смазки в виде хлопьев с примесью металлических частиц на кожух уплотнения подшипника;
Примечание. Не является браковочным признаком незначительное выделение смазки в виде равномерно распределенного валика на кожухе подшипника в зоне уплотнений. При обнаружении указанного выше выделения смазки из уплотнений подшипника в виде валика ее следует удалить чистой ветошью или обтирочным материалом.
- выброс смазки на обод колеса, вызванный перегревом подшипника;
- повышенный нагрев верхней части адаптера.
20.2.5 Температура нагрева верхней части корпуса буксы и адаптера не должна достигать 60 °C без учета температуры окружающего воздуха.
Температура корпуса буксы и адаптера определяется с помощью бесконтактных измерителей температуры, согласованных с железнодорожными администрациями или владельцами в установленном порядке железнодорожными администрациями.
Измерения производят в соответствии с методическими указаниями о порядке применения бесконтактного измерителя температуры. Луч измерительного прибора должен быть направлен в зону между верхними опорными приливами корпуса буксы, а за температуру окружающего воздуха должна приниматься температура боковой рамы тележки, измеренная в зоне над рессорным подвешиванием. Все измерения температур корпусов букс и боковых рам тележек должны производиться при значении излучательной способности бесконтактного измерителя температуры  и с расстояния от измеряемых объектов не более одного метра.
и с расстояния от измеряемых объектов не более одного метра.
и с расстояния от измеряемых объектов не более одного метра.Примеры расчета температур:
а) при положительной температуре окружающего воздуха температура нагрева буксового узла рассчитывается следующим образом, например, измеренная температура корпуса буксы составляет 80 °C, температура воздуха плюс 20 °C, рабочий нагрев при этом составит 80 °C - 20 °C = 60 °C, что является браковочным признаком;
б) при нулевой температуре окружающего воздуха температура нагрева буксового узла рассчитывается следующим образом, например, измеренная температура корпуса буксы составляет 60 °C, температура воздуха 0 °C, рабочий нагрев при этом составит 60 °C - (0 °C) = 60 °C, что является браковочным признаком;
в) при отрицательной температуре окружающего воздуха температура нагрева буксового узла рассчитывается следующим образом, например, измеренная температура корпуса буксы составляет 41 °C, температура воздуха минус 20 °C, рабочий нагрев при этом составит 40 °C - (- 20 °C) = 60 °C, что является браковочным признаком.
20.2.6 Категорически запрещается производить демонтаж крышек крепительных корпусов букс, а также гаек М110 и болтов М20 или М24 торцевого крепления подшипников на оси.
КОЛЕСНЫХ ПАР И ДЕТАЛЕЙ БУКСОВЫХ УЗЛОВ
21.1 При капитальном, среднем и текущем ремонте колесных пар их элементы и детали буксовых узлов подвергают неразрушающему контролю (НК):
21.1.1 магнитопорошковым методом (МПК) по РД 32.159 (МПК);
21.1.2 вихретоковым методом (ВТК) по РД 32.150-2000;
21.1.3 ультразвуковым методом (УЗК) по РД 07.09-97.
21.2 Подразделение НК на ремонтном предприятии должно быть аккредитовано в порядке, установленном железнодорожными администрациями или владельцами инфраструктуры.
21.3 Требования к персоналу подразделения НК, организации работ и оборудованию рабочих мест должны соответствовать установленным РД 32.174-2001.
21.4 Требования к средствам НК, оценке и оформлению результатов НК, а также требования безопасности при проведении работ по НК должны соответствовать установленным РД 32.174-2001, РД 32.159, РД 32.150-2000 и РД 07.09-97.
21.5 НК на ремонтных предприятиях должен проводиться по операционным или технологическим картам, утвержденным главным инженером предприятия.
21.6 После проведения НК лица, производившие его, должны поставить свои подписи в Журнале формы ВУ-53 (Приложение Г).
21.7 Перечень элементов колесных пар и деталей буксовых узлов, подлежащих НК при всех видах ремонта колесных пар, приведен в таблице 21.1.
колесных пар и деталей буксовых узлов при проведении
капитального, среднего и текущего ремонтов колесных пар
Вид ремонта колесной пары, контролируемые элементы | Зоны контроля | Метод НК |
1.1 Колесо цельнокатаное: | Обод | УЗК, ВТК МПК |
Поверхность катания (после восстановления профиля поверхности катания) | УЗК | |
Приободная зона диска колеса после механической очистки внутренней поверхности диска | УЗК | |
Приободная зона диска колеса с толщиной обода менее 40 мм с внутренней стороны колеса | ВТК МПК | |
Переход от диска к ступице с внешней стороны колеса | ВТК МПК | |
Ступица и кромка ступицы (торцевая поверхность) с внутренней стороны колеса | ВТК МПК | |
Гребень (после восстановления профиля поверхности катания) | УЗК, ВТК МПК | |
Диск колеса с внешней стороны (для колес с криволинейным диском) | ВТК МПК | |
1.2 Ось: | Шейка, предподступичная, подступичная и средняя части | УЗК |
Средняя часть, открытые участки подступичной части | МПК или ВТК | |
1.3 Кольцо плоское упорное свободное | Вся поверхность (производится в случае демонтажа торцевого крепления) | МПК или ВТК |
2.1 Колесо цельнокатаное <*>: | Обод | УЗК, ВТК МПК |
Поверхность катания (после восстановления профиля поверхности катания) | УЗК | |
Приободная зона диска колеса после механической очистки внутренней поверхности диска | УЗК | |
Приободная зона диска колеса с толщиной обода менее 40 мм с внутренней стороны колеса | ВТК МПК | |
Переход от диска к ступице с внешней стороны колеса | ВТК МПК | |
Ступица и кромки ступицы (торцевые поверхности) с внутренней и внешней (при снятых лабиринтных и внутренних кольцах подшипников) стороны колеса | ВТК МПК | |
Гребень (после восстановления профиля поверхности катания) | УЗК, ВТК МПК | |
Диск колеса с внешней стороны в зоне выпуклости (для колес с криволинейным диском) | ВТК МПК | |
2.2 Ось в сборе: | Шейка, предподступичная, подступичная и средняя части | УЗК |
Средняя часть, открытые участки подступичной части | МПК или ВТК | |
Шейка и предподступичная часть (при снятых лабиринтных и внутренних кольцах подшипников) | МПК или ВТК | |
2.3 Ось свободная: | Ось по всему объему | УЗК |
Все цилиндрические поверхности и галтели | МПК или ВТК | |
2.4 Кольца внутренние подшипников, напрессованные на шейки оси | Наружная поверхность | МПК или ВТК |
2.5 Кольца внутренние подшипников свободные | Вся поверхность | МПК или ВТК |
2.6 Кольца наружные подшипников свободные | Вся поверхность | МПК или ВТК |
2.7 Ролики | Цилиндрическая поверхность | ВТК |
2.8 Кольцо плоское упорные свободные | Вся поверхность | МПК или ВТК |
--------------------------------
<*> При капитальном ремонте колесных пар НК новых колес цельнокатаных, полученных с завода и имеющих сертификат соответствия, не производится.
Демонтаж буксовых узлов производится на специальных участках, соответствующих требованиям Руководящего документа по организации ремонта колесных пар в вагоноколесных мастерских и вагонных депо, утвержденного Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 20 - 22 апреля 2011 г.).
РОЛИКОВЫМИ ЦИЛИНДРИЧЕСКИМИ
Демонтаж буксовых узлов с подшипниками роликовыми цилиндрическими производится в следующем порядке:
22.1.1 отвинчиваются болты М12 крышки смотровой и М20 крышки крепительной, крышки снимаются и отделяются друг от друга, удаляются резиновые уплотнительные элементы;
22.1.2 удаляется смазка с внутренних поверхностей крышек смотровой и крепительной, а также из передней части корпуса буксы;
22.1.3 у осей типа РУ1 удаляется проволока из отверстий в головках болтов М12 планки стопорной, болты отвинчиваются, снимается планка стопорная, отворачивается и снимается гайка торцевая М110, у осей типа РУ1Ш отгибаются лепестки шайбы стопорной болтов М20, болты отвинчиваются, снимаются шайба стопорная и шайба тарельчатая;
22.1.4 снимается кольцо плоское упорное переднего подшипника;
22.1.5 корпус буксы с блоками переднего и заднего подшипников (наружные кольца с роликами и сепараторами) демонтируется с шейки оси колесной пары. Запрещается сбрасывать буксовые узлы с шеек осей;
22.1.6 блоки подшипников удаляются из корпуса буксы, при этом запрещается использовать любой ударный инструмент;
22.1.7 после обмывки колесной пары кольца внутренние и лабиринтные, находящиеся на оси, протираются насухо, производится их визуальный осмотр и МПК или ВТК (при использовании автоматизированных средств НК) наружной поверхности колец внутренних.
Осмотр колец внутренних и устранение неисправностей производится в соответствии с требованиями п. 25.2.
При наличии на цилиндрических поверхностях колец лабиринтных механических повреждений в виде забоин и задиров площадью не более 8,0 мм, разрешается устранять их зачисткой шлифовальной шкуркой N 6 с маслом.
Неисправные кольца внутренние и лабиринтные демонтируются с оси;
22.1.8 при исправных кольцах производится проверка плотности посадки колец внутренних на шейке оси и плотности прилегания их друг к другу и к кольцу лабиринтному.
Плотность прилегания колец внутренних друг к другу и к кольцу лабиринтному контролируют с помощью пластинчатого щупа толщиной не более 0,04 мм. Пластина щупа может войти в зазор между кольцами на участке длиной не более одной трети окружности.
Проверку плотности посадки колец внутренних на шейке оси производят приборами для определения натяга посадки колец внутренних или приспособлениями, согласованными и утвержденными железнодорожными администрациями или владельцами инфраструктуры в установленном порядке. Случаи ослабления посадки колец заносят в Журнал формы ВУ-91 (Приложение Л).
При измерении плотности прилегания колец, разность температур между ними, измерительным инструментом и окружающей средой не должна превышать 3 °C.
ЦИЛИНДРИЧЕСКИХ И КОЛЕЦ ЛАБИРИНТНЫХ
22.2.1 Демонтаж колец внутренних и лабиринтных производится при помощи специального прессового оборудования. При этом снимается одновременно весь комплект колец (кольца внутренние подшипников и кольцо лабиринтное). Усилие распрессовки колец не контролируется.
22.2.2 В случае отсутствия прессового оборудования при демонтаже колец внутренних и лабиринтных допускается использовать индукционные нагреватели. При этом кольца снимаются поочередно в следующем порядке:
22.2.2.1 на кольцо внутреннее переднего подшипника вплотную к наружному торцу устанавливают индукционный нагреватель;
22.2.2.2 кольцо нагревают до температуры 100 ... 120 °C (35 ... 45 секунд при напряжении в сети 220 В). Ослабление кольца на шейке оси определяют покачиванием нагревателя относительно оси колесной пары. При ослаблении кольца индукционный нагреватель снимают вместе с кольцом, снимают напряжение, кольцо удаляют из нагревателя.
Во избежание нагрева шейки оси, запрещается отключать нагреватель до полного ослабления и снятия кольца с шейки оси.
Категорически запрещается нагревать кольцо более одной минуты.
Если время нагрева истекло (одна минута), а кольцо с шейки оси снять не представилось возможным, необходимо работу по съему кольца прекратить и возобновить ее после остывания внутреннего кольца подшипника и шейки оси до температуры окружающей среды;
22.2.2.3 кольцо внутреннее заднего подшипника и кольцо лабиринтное демонтируются с оси аналогично п. 22.2.2.1 и п. 22.2.2.2.
22.2.3 После снятия колец внутренних и лабиринтных производится УЗК и МПК или ВТК (при использовании автоматизированных средств НК) оси в соответствии с требованиями п. 21.
22.3.1 Демонтаж буксовых узлов с подшипниками сдвоенными в части крышек смотровых, крышек крепительных и торцевого крепления подшипников на оси производится аналогично п. п. 22.1.1 и 22.1.3.
22.3.2 Подшипники сдвоенные демонтируются с шеек осей колесных пар вместе с корпусом буксы при помощи специального прессового оборудования с приложением распрессовочного усилия к специальному полукольцу, которое устанавливается на предподступичную часть оси между кольцом лабиринтным и упорной плитой пресса. Усилие распрессовки не контролируется.
Запрещается прилагать распрессовочное усилие к кольцу лабиринтному и к корпусу буксы.
22.3.3 Выпрессовка подшипников сдвоенных из корпуса буксы производится аналогично п. 22.1.6.
22.4.1 Демонтаж буксовых узлов с подшипниками кассетного типа в корпусе буксы в части крышек смотровых, крышек крепительных и торцевого крепления подшипников на оси производится аналогично п. п. 22.1.1 и 22.1.3.
22.4.2 Демонтаж подшипников кассетного типа в корпусе буксы и под адаптер с шеек осей производится аналогично п. 22.3.2. При этом распрессовочное усилие к подшипнику в корпусе буксы должно прилагаться к выступающему бортику лабиринта, а к подшипнику с адаптером - к кольцу упорному. Запрещается прилагать распрессовочное усилие к лабиринту или к корпусу буксы, а также к кольцу наружному подшипника кассетного типа.
22.4.3 Выпрессовка подшипников из корпуса буксы производится аналогично п. 22.1.6.
ПРИ ВЫПУСКЕ ВАГОНОВ ИЗ РЕМОНТА
23.1 При выпуске вагонов из всех видов ремонта запрещается подкатывать под грузовые вагоны или оставлять под ними колесные пары:
23.1.1 с дефектами и неисправностями, не допускающими следование вагона в составе поезда;
23.1.2 с неясными или отсутствующими знаками и клеймами, относящимися к изготовлению оси, изготовлению колесной пары, проведению ей капитального, среднего или текущего ремонтов;
23.1.3 с разницей диаметров по кругу катания колес для тележек, внесенных в КЖА 2105-06:
23.1.3.1 у четырех- и шестиосных вагонов на тележках моделей - двухосных (18-100 и аналогичных ей) и трехосных (УВЗ-9М, 18-102, 18-522 и аналогичных им),
- в одной тележке - более 20,0 мм,
- в двух тележках - более 40,0 мм;
23.1.3.2 у четырехосных вагонов на тележках модели 18-578 и аналогичных ей:
при выпуске вагона из капитального ремонта
- в одной тележке - более 6,0 мм,
- в двух тележках - более 12,0 мм.
при выпуске вагонов из деповского ремонта
- в одной тележке - более 12,0 мм,
- в двух тележках - более 24,0 мм.
23.1.3.3 у восьмиосных вагонов на тележках модели 18-101:
- в одной четырехосной тележке - более 20,0 мм,
- в двух четырехосных тележках - более 40,0 мм.
У восьмиосных вагонов колесные пары с меньшими диаметрами по кругу катания должны быть обращены внутрь тележек.
23.1.3.4 У четырехосных вагонов с нагрузкой от колесной пары на рельсы 245,2 кН (25,0 тс) на тележках моделей 18-194-1, 18-7033, 18-9817, 18-9800, 18-9836, 18-9829 и 18-9855:
- в одной тележке - более 20,0 мм,
- в двух тележках - более 40,0 мм;
23.1.3.5 У четырехосных изотермических вагонов на тележках моделей ЦМВ-Дессау и КВЗ-И2:
- в одной тележке - более 10,0 мм,
- в двух тележках - более 20,0 мм.
23.2 Разрешается подкатывать или оставлять под вагонами колесные пары, бывшие в эксплуатации с неясной или срезанной маркировкой на колесах.
23.3 Перечень контролируемых параметров, а также геометрические параметры и величины износов колесных пар и их элементов при выпуске вагонов из всех видов ремонта должны соответствовать нормам, установленным в таблицах 23.1 и 23.2.
при выпуске грузовых вагонов из всех видов ремонта
┌────┬───────────────────────┬────────────────────────────────────────────┐
│ N │ Измеряемые параметры │ Вид ремонта вагона │
│п.п.│ ├─────────────┬─────────────┬────────────────┤
│ │ │ Капитальный │ Деповский │ Текущий │
│ │ │ │ │ отцепочный │
│ │ ├─────────────┴─────────────┴────────────────┤
│ │ │ Значения, в мм │
├────┼───────────────────────┼─────────────┬─────────────┬────────────────┤
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 1.1│Расстояние между │1439 ... 1442│1438 ... 1443│ 1438 ... 1443 │
│ │внутренними боковыми │ │ │<*> │
│ │поверхностями ободов │ │ │ │
│ │колес │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 1.2│Разность расстояний │ 2,0 │ 2,0 │ 2,0 <*> │
│ │между внутренними │ │ │ │
│ │боковыми поверхностями │ │ │ │
│ │ободов колес, │ │ │ │
│ │измеренных в четырех │ │ │ │
│ │точках, расположенных в│ │ │ │
│ │двух взаимно │ │ │ │
│ │перпендикулярных │ │ │ │
│ │плоскостях, не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 1.3│Разность расстояний │ 3,0 │ 5,0 │не │
│ │между торцами │ │ │контролируется │
│ │предподступичной части │ │ │ │
│ │оси и внутренними │ │ │ │
│ │боковыми поверхностями │ │ │ │
│ │ободов колес с одной и │ │ │ │
│ │другой стороны колесной│ │ │ │
│ │пары, не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 1.4│Разность диаметров │1,0 (0,5 │1,0 (0,5 │ 1,0 <*> │
│ │в одной колесной паре, │ │ │ │
│ │не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 1.5│Отклонение от соосности│ 1,0 │ 1,0 │ 1,0 <*> │
│ │круга катания колеса │ │ │ │
│ │относительно │ │ │ │
│ │поверхности шейки или │ │ │ │
│ │подступичной части оси,│ │ │ │
│ │не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.1│Толщина диска колеса у │ 17,0 │ 17,0 │ 17,0 <*> │
│ │обода, не менее │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.2│Овальность колеса по │ 0,5 │ 1,0 │ 1,0 <*> │
│ │кругу катания, не более│ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.3│Толщина обода колеса, │ │ │ │
│ │не менее: │ │ │ │
│ │- для вагонов с │ 30 │ 27 │ 24 │
│ │установленным │ │ │ │
│ │межремонтным нормативом│ │ │ │
│ │110,0 тыс. км (или 1 и │ │ │ │
│ │2 года) │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ │- для вагонов с │ 40 │ 35 │ 24 │
│ │установленным │ │ │ │
│ │межремонтным нормативом│ │ │ │
│ │160,0 и 210,0 тыс. км │ │ │ │
│ │(или 2 и 3 года) │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.4│Толщина гребня колеса │30,0 ... 33,0│30,0 ... 33,0│ 26,0 ... 33,0 │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.5│Равномерный прокат, не │3,0 (2,0 │5,0 (2,0 │ 7,0 │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.6│Неравномерный прокат │ │ │ │
│ │колес, не более: │ │ │ │
│ │- колесных пар, │ 0 │ 0 │ 1,0 │
│ │подкатываемых под вагон│ │ │ │
│ │- колесных пар, │ 0 │ 0 │ 1,5 │
│ │невыкатываемых из-под │ │ │ │
│ │вагона │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.7│Кольцевые выработки │ 0 │ 0,5 │ 0,5 │
│ │шириной не более 10,0 │ │ │ │
│ │мм и глубиной не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 2.9│Навар на поверхности │не │не │ 0,5 │
│ │катания колеса высотой,│допускается │допускается │ │
│ │не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│2.10│Ползун на поверхности │не │не │ 0,5 │
│ │катания колеса │допускается │допускается │ │
│ │глубиной, не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│2.13│Выщербины на │ 0 │ 0 │ 1,0 │
│ │поверхности катания │ │ │ │
│ │колеса без трещин, │ │ │ │
│ │идущих вглубь металла │ │ │ │
│ │длиной не более 15,0 мм│ │ │ │
│ │или глубиной, не более │ │ │ │
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
├────┼───────────────────────┼─────────────┼─────────────┼────────────────┤
│ 3.1│Забоины, вмятины и │не │не │ 2,0 <*> │
│ │протертости на средней │допускается │допускается │ │
│ │части оси, не более │ │ │ │
└────┴───────────────────────┴─────────────┴─────────────┴────────────────┘
--------------------------------
при выпуске вагонов из всех видов ремонта
┌────┬───────────────────────────────────┬────────┬─────────────────────────────────────────────────┐
│ N │ Масса вагона, брутто тонн │Нагрузка│ Диаметры частей осей РУ1, РУ1Ш и РВ2Ш, мм │
│п.п.├───────────┬──────────┬────────────┤ от оси ├───────────┬────────────────┬────────────┬───────┤
│ │восьмиосный│шестиосный│четырехосный│ на │ шейка │предподступичная│подступичная│средняя│
│ │ │ │ │ рельсы │ │ │ │ │
│ │ │ │ │кН (тс) │ │ │ │ │
├────┼───────────┼──────────┼────────────┼────────┼───────────┼────────────────┼────────────┼───────┤
│1 │ - │ - │ 99,5 ... │ 245,2 │ 150 │ 185 │ 196,0│ 175,0│
│ │ │ │100,0 │ (25,0) │ +0,045 │ +0,066│ │ │
├────┼───────────┼──────────┼────────────┼────────┼───────────┼────────────────┼────────────┼───────┤
│2 │181 ... 190│ - │ 91,0 ... │ 223,1 │ 130 │ +0,020│ 184,0│ 160,0│
│ │ │ │ 94,0 │ ... │ +0,005 │ 164 │ │ │
│ │ │ │ │ 228,1 │ │ │ │ │
│ │ │ │ │ (22,75 │(130 )│ │ │ │
│ │ │ │ │ ... │ -0,040 │ │ │ │
│ │ │ │ │ 23,50)│ <*>│ │ │ │
├────┼───────────┼──────────┼────────────┼────────┼───────────┼────────────────┼────────────┼───────┤
│3 │171 ... 180│128 ... │ 86,0 ... │ 210,9 │ 130 │ +0,020│ 182,0│ 160,0│
│ │ │135 │ 90,0 │ ... │ +0,005 │ 164 │ │ │
│ │ │ │ │ 220,7 │ │ │ │ │
│ │ │ │ │ (21,5 │(130 )│ │ │ │
│ │ │ │ │ ... │ -0,040 │ │ │ │
│ │ │ │ │ 22,5) │ <*>│ │ │ │
├────┼───────────┼──────────┼────────────┼────────┼───────────┼────────────────┼────────────┼───────┤
│4 │до 170 │до 127,5 │ 81,0 ... │ 198,6 │ 130 │0 +0,02│ 182,0│ 160,0│
│ │ │ │ 85,0 │ ... │ +0,005 │ 164 │ │ │
│ │ │ │ │ 208,5 │ │ │ │ │
│ │ │ │ │ (20,25 │(130 )│ │ │ │
│ │ │ │ │ ... │ -0,040 │ │ │ │
│ │ │ │ │ 21,25)│ <*>│ │ │ │
├────┼───────────┼──────────┼────────────┼────────┼───────────┼────────────────┼────────────┼───────┤
│5 │ - │ - │ 71,0 ... │ 174,1 │ 130 │ +0,020│ 182,0│ 160,0│
│ │ │ │ 80,0 │ ... │ +0,005 │ 164 │ │ │
│ │ │ │ │ 196,2 │ │ │ │ │
│ │ │ │ │ (17,75 │(130 )│ │ │ │
│ │ │ │ │ ... │ -0,040 │ │ │ │
│ │ │ │ │ 20,0) │ <*>│ │ │ │
├────┼───────────┼──────────┼────────────┼────────┼───────────┼────────────────┼────────────┼───────┤
│6 │ - │ - │до 70 │ 171,7 │ 130 │ +0,020│ 180,0│ 155,0│
│ │ │ │ │ (17,5) │ +0,005 │ 164 │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │(130 )│ │ │ │
│ │ │ │ │ │ -0,040 │ │ │ │
│ │ │ │ │ │ <*>│ │ │ │
└────┴───────────┴──────────┴────────────┴────────┴───────────┴────────────────┴────────────┴───────┘
--------------------------------
БУКСОВЫХ ПОДШИПНИКОВ И ИХ ЭЛЕМЕНТОВ
24.1 Определение вида неисправностей и дефектов колесных пар и их элементов производится в соответствии с п. 25.1.
24.2 Определение вида неисправностей и дефектов буксовых подшипников производится в соответствии с п. 25.2.
24.3 Нормирование и классификация предназначены для исключения разнообразия в наименовании одних и тех же неисправностей колесных пар, их элементов и подшипников, правильного ведения статистического учета изъятия колесных пар из эксплуатации и при поступлении в ремонт, а также для установления объема ремонтных работ, выполняемых на ремонтных предприятиях.
24.4 Для сохранения сведений о неисправностях ремонтируемых колесных пар, необходимых при статистическом анализе, устанавливается следующий порядок регистрации неисправных колесных пар и их элементов:
24.4.1 при оформлении Натурного колесного листа формы ВУ-51 (Приложение В) в графе "Неисправность" вместо записи вида неисправности проставляется соответствующий ей номер (п. 25.1);
24.4.2 при заполнении Журнала формы ВУ-53 (Приложение Г) в графах "Выполненный ремонт" и Ремонтной карточки колесной пары грузового вагона (Приложение Д) отмечается причина браковки - номер дефекта (п. 25.1);
24.4.3 в случае отправки забракованной колесной пары в ремонт на другое предприятие в графе 3 Пересылочной ведомости формы ВУ-50 (Приложение М) и Журнале формы ВУ-53 (Приложение Г), кроме требуемого ремонта, отмечается вид неисправности - номер дефекта (п. 25.1);
24.4.4 при наличии в элементах колесной пары нескольких неисправностей указываются лишь те, для устранения которых требуется больший объем ремонтных работ.
24.5 Для сохранения сведений о неисправностях ремонтируемых подшипников, необходимых при статистическом анализе, устанавливается следующий порядок регистрации неисправных подшипников и их элементов:
24.5.1 при оформлении Журнала формы ВУ-91 (Приложение Л) в графе "Вид неисправности" вместо записи вида неисправности проставляется соответствующий ей номер (п. 25.2);
24.5.2 при заполнении Журнала формы ВУ-93 (Приложение Н) в графе "Вид неисправности" отмечается причина браковки - номер дефекта (п. 25.2);
24.5.3 при наличии в подшипнике нескольких неисправностей указываются лишь те, для устранения которых требуется больший объем ремонтных работ.
ПО ВИДАМ НЕИСПРАВНОСТЕЙ И СПОСОБЫ ИХ УСТРАНЕНИЯ
ПО ВИДАМ НЕИСПРАВНОСТЕЙ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Нормы браковки и способы устранения дефектов и неисправностей колесных пар и их элементов приведены в таблице 25.1.
┌─────────────────────────────────────────────────────────────────────────┐
│ Контролируемые параметры колесных пар и их элементов, │
│ вид и номер неисправностей и дефектов │
├──────────────────────────────────────────┬──────────────────────────────┤
│ Способ выявления и характерные признаки │ Способ устранения │
└──────────────────────────────────────────┴──────────────────────────────┘
───────────────────────────────────────────────────────────────────────────
1.1 Сдвиг колеса на оси (331) - механическое повреждение,
характеризующееся смещением колеса вдоль оси в результате нарушения
прессового соединения колеса с осью.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Колесная пара подлежит
Характерные признаки: расформированию.
- разрыв краски у ступицы колеса по всему
периметру соединения колеса с осью;
- появление коррозионной полосы (ржавчины)
или масла из-под ступицы с внутренней
стороны колеса;
- разность расстояний между внутренними
боковыми поверхностями ободов колес,
измеренная в четырех точках, расположенных
в двух взаимно перпендикулярных
плоскостях, составляет более 2,0 мм.
───────────────────────────────────────────────────────────────────────────
1.2 Изгиб оси колесной пары (332) - нарушение геометрии оси в результате
ее деформации от механических повреждений при сходах подвижного состава.
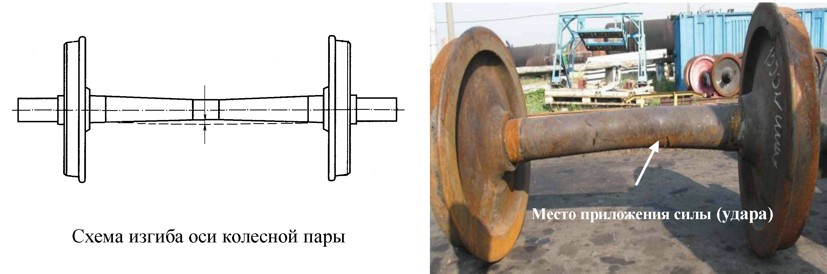
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Ось бракуют.
Разность расстояний между внутренними
боковыми поверхностями ободов колес
колесной пары, измеренная в четырех
точках, расположенных в двух
взаимно перпендикулярных плоскостях,
составляет более допустимой или биение
средней части оси, измеренное при
вращении колесной пары на станке.
───────────────────────────────────────────────────────────────────────────
1.3 Расстояние между внутренними боковыми поверхностями ободов колес не
соответствует допустимым размерам (831) - нарушение размера вследствие
механической обработки внутренних боковых поверхностей ободов колес.

───────────────────────────────────────────────────────────────────────────
Замеры. При расстоянии между
Измерение расстояний между боковыми внутренними боковыми
поверхностями ободов колес у свободных от поверхностями ободов колес
нагрузки колесных пар в четырех точках, менее допустимого -
расположенных в двух производится обточка внутренних
взаимно перпендикулярных плоскостях. боковых поверхностей ободов
колес.
При расстоянии между
внутренними боковыми
поверхностями ободов колес
более допустимого - колесная
пара подлежит расформированию.
───────────────────────────────────────────────────────────────────────────
1.4 Разность расстояний между внутренними боковыми поверхностями ободов
колес более допустимых размеров (931) - нарушение геометрии колесной пары.
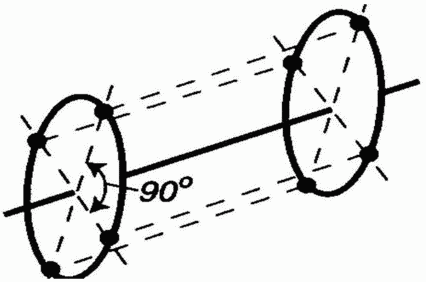
───────────────────────────────────────────────────────────────────────────
Замеры. При превышении допустимых
Измерение расстояний между внутренними значений производят обточку
боковыми поверхностями ободов колес у внутренних боковых поверхностей
свободных от нагрузки колесных пар в ободов колес.
четырех точках, расположенных в двух При наличии хотя бы в одной из
взаимно перпендикулярных плоскостях. плоскостей измерения
Вычисление разности замеров и сравнение расстояния между внутренними
ее с допустимым значением. боковыми поверхностями ободов
колес более допустимого
значения колесная пара подлежит
расформированию.
В случае деформации оси или
колес - колесную пару бракуют.
───────────────────────────────────────────────────────────────────────────
1.5 Разность диаметров колес в колесной паре более допустимых размеров
(932) - нарушение геометрии колес.

───────────────────────────────────────────────────────────────────────────
Замеры. При превышении допустимых
Измерение диаметров колес колесной пары. значений производят
Вычисление разности замеров и сравнение восстановление профиля
ее с допустимым значением. поверхности катания колес.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
2.1 Равномерный прокат (111) - равномерный круговой предельный износ
колеса в плоскости круга катания.
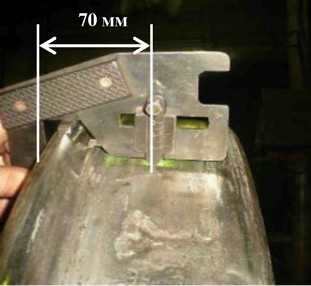
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. При величине проката более
Измерение производят абсолютным шаблоном допустимых значений производят
в плоскости круга катания на расстоянии восстановление профиля
70 мм от внутренней боковой поверхности поверхности катания колес.
обода.
При наличии ползуна его глубина входит в
общую величину проката.
При наличии на вершине гребня в месте
проведения измерения остроконечного
наката, его необходимо удалять
механическим способом (напильники,
абразивные камни и др.) для обеспечения
установки опоры абсолютного шаблона на
вершину гребня.
───────────────────────────────────────────────────────────────────────────
2.2 Неравномерный прокат (112) - неравномерный по круговому периметру
износ, когда изношенное колесо имеет в плоскости круга катания форму,
отличную от круглой. Характеризуется неодинаковым прокатом в различных
сечениях профиля по кругу катания.
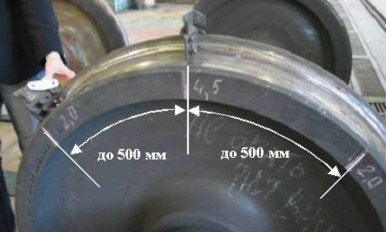
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. При неравномерном прокате более
Определяется разностью измерений в допустимого значения производят
сечениях максимального износа и с каждой восстановление профиля
стороны от этого сечения на расстоянии поверхности катания колес.
до 500 мм. Измерение производят
абсолютным шаблоном.
Характерные признаки:
- неравномерный круговой наплыв металла
на фаску;
- местное уширение обода;
- наличие закатывающихся ползунов и
наваров;
- трещины и выщербины в сочетании с
местным уширением обода или раздавливанием
обода.
Наиболее часто возникает на колесах с
тонким ободом в зоне нанесения заводских
клейм на наружной поверхности обода.
При наличии на вершине гребня в месте
проведения измерения остроконечного
наката, его необходимо удалять
механическим способом (напильники,
абразивные камни и др.) для обеспечения
установки опоры абсолютного шаблона на
вершину гребня.
───────────────────────────────────────────────────────────────────────────
2.3 Износ гребня (тонкий гребень) (113) - равномерный круговой износ
гребня до предельно допустимых размеров.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. При предельном износе гребня
Измерение производят абсолютным шаблоном колеса производят
на расстоянии 18 мм от вершины гребня. восстановление профиля
При наличии на вершине гребня в месте поверхности катания колес.
проведения измерения остроконечного
наката, его необходимо удалять
механическим способом (напильники,
абразивные камни и др.) для обеспечения
установки опоры абсолютного шаблона на
вершину гребня.
───────────────────────────────────────────────────────────────────────────
2.4 Вертикальный подрез гребня (114) - равномерный круговой износ, при
котором угол наклона профиля боковой поверхности гребня приближается к
90°, а радиус перехода от гребня к уклону 1:20 уменьшается до 8 - 12 мм.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Измерение Производят восстановление
производят специальным шаблоном для профиля поверхности катания
контроля вертикального подреза гребня колес.
колеса (ножки шаблона должны плотно
прижиматься к внутренней поверхности
обода колеса).
───────────────────────────────────────────────────────────────────────────
2.5 Тонкий обод (115) - толщина обода колеса менее допускаемых размеров.
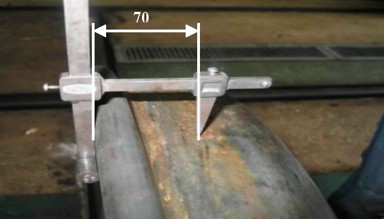
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Измерение При толщине обода колеса менее
толщины обода производят толщиномером. допустимого значения колесную
При наличии на колесе ползуна или пару выкатывают из-под вагона.
выщербины толщину обода определяют в Если по толщине обода колеса
месте расположения неисправности. колесную пару можно
эксплуатировать под вагонами
других типов, то ее используют
при подкатке.
При невозможности дальнейшего
использования колеса бракуют.
───────────────────────────────────────────────────────────────────────────
2.6 Ширина обода колеса менее допустимой величины (811) - изменение ширины
обода в процессе ремонта и эксплуатации.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. При ширине обода менее
допустимой колесо бракуют.
───────────────────────────────────────────────────────────────────────────
колеса круговой износ и деформация от взаимодействия с тормозной колодкой,
при которых образуются местные углубления различной глубины и ширины.
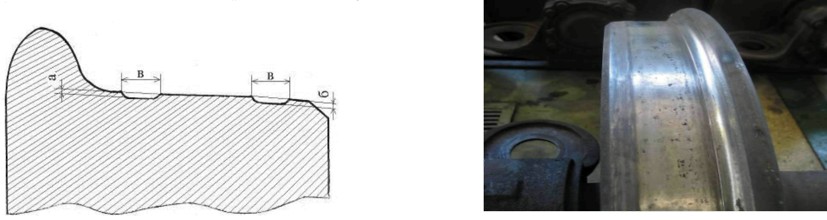
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Производят восстановление
Измерение глубины ("а" или "б") и ширины профиля поверхности катания
("в") производят с помощью толщиномера и колес.
линейки.
───────────────────────────────────────────────────────────────────────────
2.8 Поражение поверхности катания колеса электрическим током (рифление)
(117) - механическое повреждение, характеризующееся ожогами поверхности
металла в виде чередующихся участков чистого и пораженного металла
вследствие прохождения электрического тока.
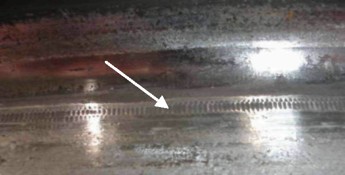
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Производят восстановление
профиля поверхности катания
колес.
───────────────────────────────────────────────────────────────────────────
2.9 Навар (211) - смещение металла на поверхности обода колеса,
характеризующееся образованием чередующихся сдвигов металла U-образной
формы.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Производят восстановление
Измерение высоты навара производят профиля поверхности катания
абсолютным шаблоном. Высота навара колес.
определяется как разность измерений
проката в двух плоскостях - рядом с
наваром и на наваре.
В случае, когда навар смещен от круга
катания, движок абсолютного шаблона
смещается по специальной прорези до
совпадения его с наваром.
───────────────────────────────────────────────────────────────────────────
2.10 Ползун (212) - локальный износ колеса, характеризующийся
образованием площадки на плоской поверхности катания.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Ползун глубиной более
Измерение глубины ползуна производят допустимого значения устраняют
абсолютным шаблоном. Глубина ползуна восстановлением профиля
определяется как разность измерений поверхности катания колес.
проката в двух плоскостях - рядом с
ползуном и на ползуне.
В случае, когда ползун смещен от круга
катания, движок абсолютного шаблона
смещается по специальной прорези до
совпадения его с ползуном.
───────────────────────────────────────────────────────────────────────────
2.11 Выщербины по светлым пятнам, ползунам, наварам (611) - местное
разрушение в виде выкрашивания металла поверхности катания колеса.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Производят восстановление
Измерение глубины выщербины производят профиля поверхности катания
абсолютным шаблоном. колес.
Глубина выщербины определяется как
разность измерений проката в двух
плоскостях - рядом с выщербиной и на
выщербине.
В случае, когда выщербина смещена от
круга катания, движок абсолютного шаблона
смещается по специальной прорези до
совпадения его с выщербиной.
Длина выщербины замеряется линейкой вдоль
поверхности катания колеса.
───────────────────────────────────────────────────────────────────────────
2.12 Выщербины по усталостным трещинам (612) - местное разрушение в виде
выкрашивания металла поверхности катания колеса.
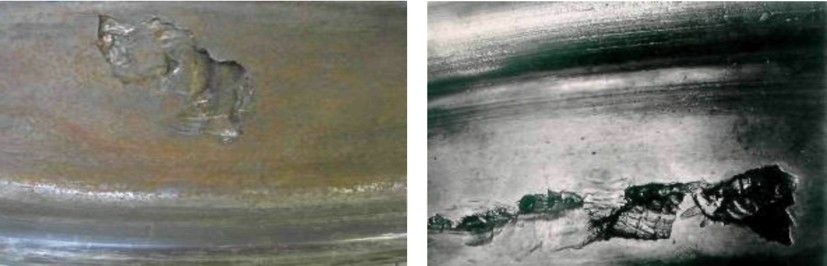
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Производят восстановление
Измерение глубины выщербины производят профиля поверхности катания
абсолютным шаблоном. колес.
Глубина выщербины определяется как
разность измерений проката в двух
плоскостях - радом с выщербиной и на
выщербине. В случае, когда выщербина
смещена от круга катания, движок
абсолютного шаблона смещается по
специальной прорези до совпадения его с
выщербиной.
Длина выщербины замеряется линейкой вдоль
поверхности катания колеса.
───────────────────────────────────────────────────────────────────────────
2.13 Выщербины по термическим трещинам на поверхности катания обода
колеса (613) - местное разрушение в виде выкрашивания металла поверхности
катания колеса.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Производят восстановление
Измерение глубины выщербины производят профиля поверхности катания
абсолютным шаблоном. Глубина выщербины колес.
определяется как разность измерений
проката в двух плоскостях - рядом с
выщербиной и на выщербине.
В случае, когда выщербина смещена от
круга катания, движок абсолютного шаблона
смещается по специальной прорези до
совпадения его с выщербиной.
Длина выщербины замеряется линейкой вдоль
поверхности катания колеса.
───────────────────────────────────────────────────────────────────────────
2.14 Остроконечный накат гребня (311) - выступ, образующийся в результате
пластической деформации поверхностных слоев металла гребня в сторону его
вершины.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Производят восстановление
профиля поверхности катания
колес.
───────────────────────────────────────────────────────────────────────────
2.15 Круговой наплыв на фаску (312) - допустимое в эксплуатации
механическое повреждение, характеризующееся смещением металла обода в
сторону фаски и образованием наплыва, возвышающегося над наружной
поверхностью обода.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Устраняют восстановлением фаски
на колесотокарном станке, а при
необходимости производят
восстановление профиля
поверхности катания колес.
───────────────────────────────────────────────────────────────────────────
2.16 Местное уширение обода (313) - механическое повреждение,
характеризующееся образованием местного наплыва в зоне фаски обода колеса.
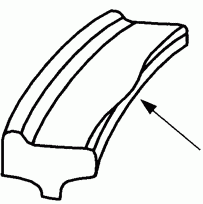
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Производят восстановление
За величину местного уширения обода профиля поверхности катания
принимается разность замеров ширины колес.
обода, измеренной в месте наибольшего При наличии трещин или плен,
уширения и в месте, не имеющего его. идущих вглубь обода, колесо
бракуют.
───────────────────────────────────────────────────────────────────────────
2.17 Трещина в диске около обода колеса (411) - нарушение сплошности
металла из-за предельного накопления усталостных повреждений в диске
колеса или наличия поверхностных и внутренних дефектов.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Колеса бракуют.
───────────────────────────────────────────────────────────────────────────
2.18 Трещина в диске около ступицы колеса (515) - нарушение сплошности
металла из-за накопления циклической усталости и несоблюдения технологии
изготовления колес.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Колеса бракуют.
───────────────────────────────────────────────────────────────────────────
2.19 Закат или складка металла в диске колеса (512) - нарушения сплошности
металла из-за несоблюдения технологии изготовления колес.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. По внешнему Колеса бракуют.
виду дефект представляет собой тонкую
извилистую трещину, распространяющуюся в
окружном или радиальном направлениях по
диску колеса.
───────────────────────────────────────────────────────────────────────────
2.20 Радиальная трещина колеса (516) - нарушение сплошности металла в
результате действия циклических нагрузок при наличии в ободе колеса
дефектов металлургического происхождения.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Колесо бракуют.
Трещина сквозная с внутренней и наружной
сторон колеса с выходом и без выхода на
поверхность катания.
───────────────────────────────────────────────────────────────────────────
2.21 Трещина в ступице колеса (514) - нарушение сплошности металла из-за
несоблюдения технологии изготовления колес.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Колеса бракуют.
───────────────────────────────────────────────────────────────────────────
2.22 Термические трещины на поверхности катания обода колеса (412) -
нарушение сплошности металла в виде параллельных наклонных трещин
термоусталостного происхождения по периметру поверхности катания колеса.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Производят восстановление
профиля поверхности катания
колес.
───────────────────────────────────────────────────────────────────────────
2.23 Продольные трещины, закаты, плены, расслоения и неметаллические
включения в ободе колеса (511) - нарушения сплошности металла из-за
несоблюдения технологии изготовления колес.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Колеса бракуют.
───────────────────────────────────────────────────────────────────────────
2.24 Поперечная трещина на поверхности катания обода колеса (513) -
нарушение сплошности металла из-за несоблюдения технологии изготовления
колес.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Колеса бракуют.
───────────────────────────────────────────────────────────────────────────
2.25 Трещина гребня колеса (517) - нарушение сплошности металла из-за
несоблюдения технологии изготовления или ремонта колес.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Колесо бракуют.
───────────────────────────────────────────────────────────────────────────
2.26 Откол наружной боковой поверхности обода колеса (614) - местное
разрушение в виде откола металла у наружной грани в районе фаски обода
колеса, характеризующееся значительной глубиной и протяженностью.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Определение Производят восстановление
геометрических параметров откола. профиля поверхности катания
колеса.
───────────────────────────────────────────────────────────────────────────
2.27 Откол кругового наплыва наружной боковой поверхности обода колеса
(615) - разрушение металла в виде откола наплыва на отдельных участках,
либо по всему периметру обода.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Определение Производят восстановление
геометрических параметров откола. профиля поверхности катания
колеса.
───────────────────────────────────────────────────────────────────────────
2.28 Откол гребня колеса (616) - механическое повреждение,
характеризующееся нарушением сплошности металла из-за дефектов
металлургического происхождения.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. При полном ободе колеса и
отсутствии трещин, идущих
вглубь обода, производят
восстановление профиля
поверхности катания колеса. При
невозможности восстановления
профиля поверхности катания
колесо бракуют.
───────────────────────────────────────────────────────────────────────────
2.29 Овальность и отклонение от соосности поверхности катания колес более
допустимых размеров (911) - изменение геометрических параметров колес.
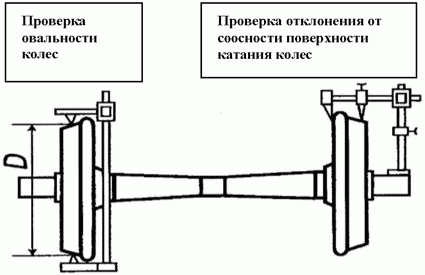
───────────────────────────────────────────────────────────────────────────
Замеры. При превышении допустимых
Овальность определяется полуразностью размеров производят
между наибольшим и наименьшим диаметрами восстановление профиля
колес, измеренными в двух взаимно поверхности катания колес.
перпендикулярных направлениях. Отклонение
от соосности определяется разностью
наибольшего и наименьшего из радиальных
зазоров в одной плоскости при измерении
от поверхности шейки или подступичной
части оси до наружной поверхности обода
колеса в плоскости круга катания.
───────────────────────────────────────────────────────────────────────────
2.30 Разность расстояний от торцов предподступичных частей оси до
внутренних боковых поверхностей ободов колес с одной и другой сторон
колесной пары более допустимых значений (933) - нарушение геометрии
колесной пары.
───────────────────────────────────────────────────────────────────────────
Замеры. При превышении допустимых
Замеряются расстояния от торцов значений колесная пара подлежит
предподступичных частей оси до внутренних расформированию.
боковых поверхностей ободов колес с одной
и другой сторон колесной пары.
Вычисление разности замеров и сравнение
ее с допустимым значением.
───────────────────────────────────────────────────────────────────────────
2.31 Излом колеса по трещине у ступицы (711) - разрушение колеса в
результате развития трещины в диске около ступицы.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Колесо бракуют.
───────────────────────────────────────────────────────────────────────────
2.32 Излом колеса по трещине у обода (712) - разрушение колеса в
результате развития трещины в диске около обода.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Колесо бракуют.
───────────────────────────────────────────────────────────────────────────
2.33 Излом обода колеса в окружном направлении (713) - полный или
частичный откол части обода в результате развития внутренней кольцевой
трещины в окружном направлении обода колеса.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Колесо бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
3.1 Сварочные ожоги (221) - термомеханическое повреждение в виде следов
касания электродом или оголенным проводом поверхности оси.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.2 Протертость на средней части оси (123) - круговой неравномерный по
профилю оси износ, характеризующийся местным углублением на средней части
оси.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. Протертость глубиной не более
Измерение кронциркулем и линейкой глубины 2,0 мм допускается оставлять
протертости. без устранения.
Протертость глубиной более 2,0
мм устраняют обточкой с
последующим упрочнением
накаткой роликами на станке с
плавным переходом к
необработанным местам при
условии, что диаметр оси в
протертом месте после обработки
будет не менее допускаемого
размера. При невыполнении этого
условия ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.3 Забоины и вмятины более допустимых размеров (322) - механические
повреждения, сопровождающиеся деформацией металла и характеризующиеся
образованием на шейке, предподступичной или средней части оси местных
углублений.
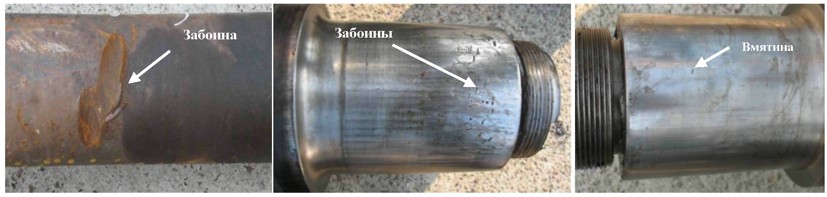
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и замеры. На средней части оси:
Измерение производят штангенциркулем или Забоины и вмятины глубиной не
специальным микрометром. более 2,0 мм допускается
оставлять без устранения.
Забоины и вмятины глубиной
более 2,0 мм,
но менее 5,0 мм допускается
устранять зачисткой вдоль оси
наждачным кругом с последующей
доводкой шлифовальной шкуркой
зернистостью 6 и менее с
минеральным маслом при условии,
что диаметр оси в месте забоин
и вмятин после зачистки будет
не менее допустимого размера.
При невыполнении этого условия
ось бракуют.
На шейках оси:
Тупые забоины и вмятины
глубиной не более 1,5 мм и
площадью до 50,0 мм на
расстоянии не ближе
50,0 мм от торца
предподступичной части оси
допускается оставлять
без устранения. Выступающие
края должны быть зачищены
заподлицо с поверхностью
шлифовальной шкуркой
зернистостью 6 и менее с
минеральным маслом в
направлении вдоль шейки оси.
При наличии забоин и вмятин
более допустимых размеров ось
бракуют.
На предподступичных частях оси:
Забоины и вмятины глубиной
не более 2,0 мм допускается
оставлять без устранения.
Выступающие края должны быть
зачищены заподлицо с
поверхностью шлифовальной
шкуркой зернистостью 6 и менее
с маслом в направлении
вдоль предподступичной части
оси. При наличии забоин и
вмятин более допустимых
размеров ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.4 Намин на шейке оси от внутреннего кольца подшипника (321) - допустимое
в эксплуатации механическое образование, характеризующееся местным
незначительным смятием поверхности шейки оси, создающим наклеп в местах
смятия.
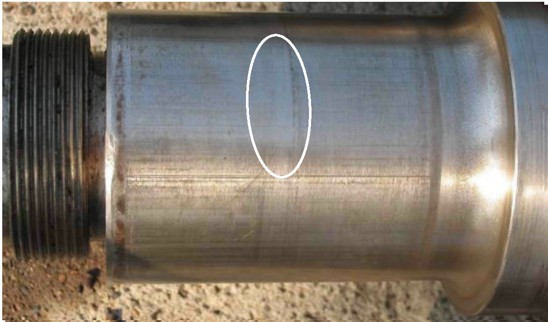
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Допускается устранять
зачисткой шлифовальной бумагой
с зернистостью 6 и менее с
минеральным маслом.
───────────────────────────────────────────────────────────────────────────
3.5 Задиры и риски на подступичных частях оси (121) - продольный износ или
выровы металла, характеризующиеся местными углублениями,
образовавшимися в результате схватывания металла при распрессовке колес с
оси.
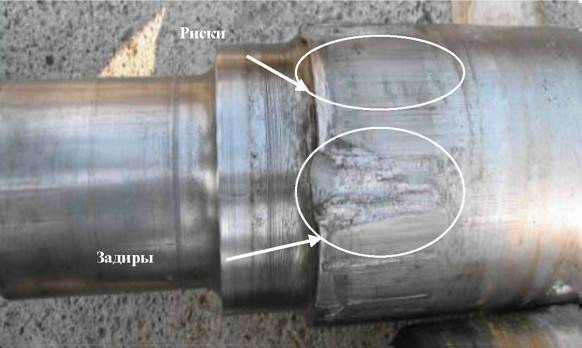
───────────────────────────────────────────────────────────────────────────
Визуальный контроль при изготовлении или Задиры и риски на подступичных
капитальном ремонте колесных пар. частях оси устраняются обточкой
с последующим упрочнением
накаткой
роликами на станке при условии,
что диаметр подступичной части
оси при прессовой посадке колес
на ось будет не менее
допустимого размера.
При диаметре подступичной части
оси менее допустимого размера
ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.6 Задиры и риски на шейках и предподступичных частях оси (122):
- окружные неравномерные по поперечному профилю износы, характеризующиеся
местными незначительными углублениями на поверхностях шеек или
предподступичных частях оси;
- продольные износы (царапины), характеризующиеся незначительными
углублениями на поверхностях шеек или предподступичных частях оси.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Задиры и риски на шейках
глубиной не более 0,2 мм и
предподступичных частях оси не
более 2,0 мм устраняются
зачисткой шлифовальной бумагой
с зернистостью 6 и менее с
минеральным маслом. При
превышении допустимых размеров
ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.7 Коррозионные повреждения на шейках и галтелях оси (124) - окисленные
участки поверхностей шеек и галтелей оси под воздействием воды и влаги, а
также других химически активных веществ.
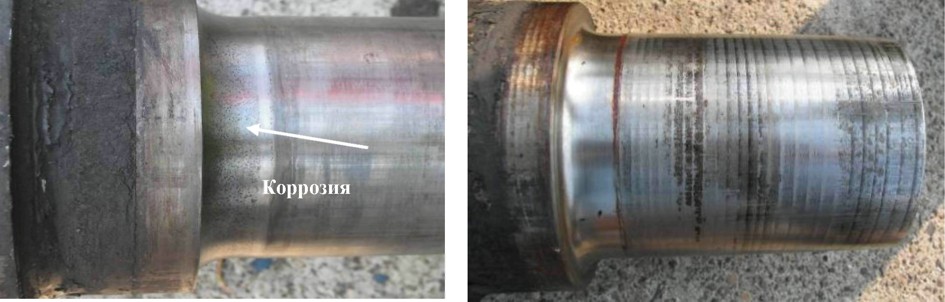
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Коррозионные повреждения на
шейках и галтелях оси
устраняются зачисткой
шлифовальной бумагой с
зернистостью 6 и менее с
минеральным маслом. Разрешается
использовать оси после
зачистки, если диаметры шеек и
предподступичных частей не
выходят за пределы
допустимых размеров. Также
разрешается использовать оси с
остаточными коррозионными
пятнами по площади, не
превышающей 30% зачищаемой
поверхности.
───────────────────────────────────────────────────────────────────────────
3.8 Износ шейки оси из-за проворота внутреннего кольца (125) - круговой
износ шейки оси под внутренними кольцами подшипников, вызванный потерей
натяга посадки внутренних колец.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.9 Повреждение центрового отверстия (323) - допустимое в эксплуатации
искажение формы центрового отверстия оси.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Разрешается устранять заваркой
с последующим восстановлением
центрового отверстия до
номинальных размеров по
специальной технологии,
утвержденной в установленном
порядке.
───────────────────────────────────────────────────────────────────────────
3.10 Повреждение резьбы М110 x 4 осей РУ1 (324) - механическое
повреждение, характеризующееся искажением профиля резьбы.
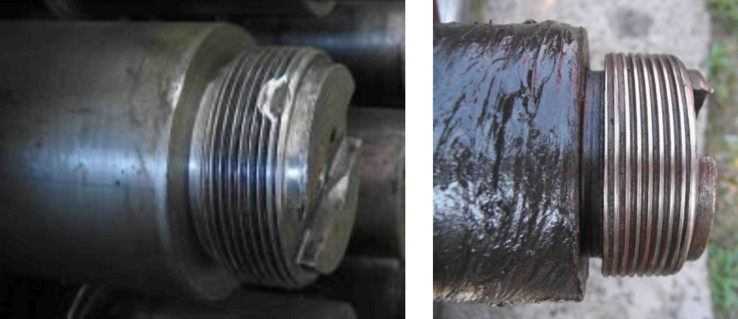
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и измерение. При наружном диаметре резьбы
Деформация резьбы определяется с помощью оси более 110 мм производят
шагомера. Наружный диаметр резьбы калибровку специальным
определяется штангенциркулем или инструментом.
специальным шаблоном. При наружном диаметре менее
108,7 мм, износе, срыве ниток,
смятии рабочей поверхности
профиля резьбы, выровов ниток и
других дефектов производят
наплавку резьбовой части оси и
последующую механическую
обработку.
Качество вновь нарезанной
резьбы проверяется калибрами.
───────────────────────────────────────────────────────────────────────────
3.11 Повреждение резьбы М12 осей РУ1, М20 осей РУ1Ш и РВ2Ш, М24 осей РВ2Ш
(325) - механическое повреждение, характеризующееся искажением профиля
резьбы в отверстиях торца шейки оси.
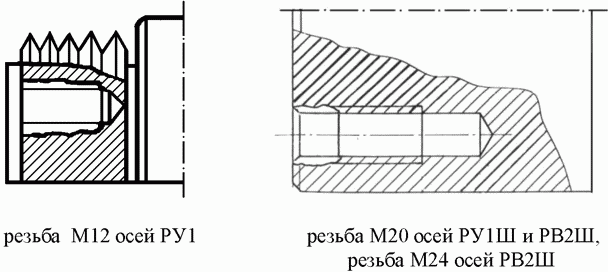
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Допускается без устранения при
повреждении не более трех ниток
резьбы. При повреждении от
четырех до шести ниток,
резьбовое отверстие исправляют
метчиком.
При повреждении более шести
ниток, резьбу восстанавливают
по специальной технологии,
утвержденной в установленном
порядке.
───────────────────────────────────────────────────────────────────────────
3.12 Обрыв болтов М12 осей РУ1, М20 осей РУ1Ш и РВ2Ш, М24 осей РВ2Ш
(326) - нарушение целостности болтов М12 и М20 в результате механического
повреждения.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. При возможности стержни болтов
М12, М20 и М24 удаляют из оси,
при невозможности удаления -
ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.13 Поперечные и наклонные трещины на средней части оси (521) - нарушение
сплошности металла из-за накопления циклической усталости и несоблюдения
технологии изготовления осей.
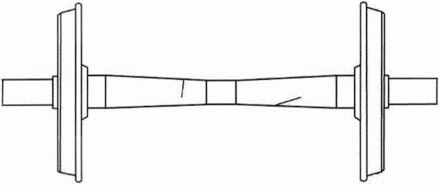
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.14 Продольные и наклонные трещины на средней части оси (522) - нарушение
сплошности металла из-за несоблюдения технологии изготовления осей.
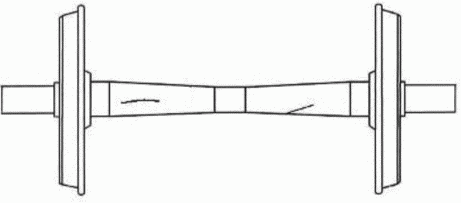
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.15 Трещины в подступичной части оси (421) - нарушение сплошности металла
в виде поперечных усталостных трещин.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.16 Трещины на шейках и предподступичных частях оси (422) - нарушение
сплошности металла в виде усталостных трещин.
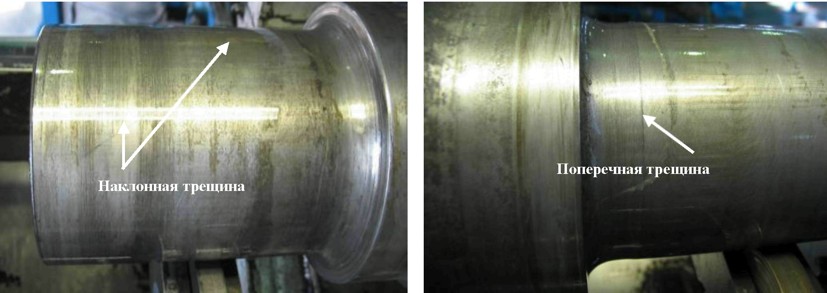
───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.17 Трещины в галтелях шеек и предподступичных частей оси (423) -
нарушение сплошности металла в виде усталостных трещин.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль и НК. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.18 Разрушение напыленного слоя восстановленной шейки оси (621) -
механическое разрушение, связанное с нарушением целостности металла шейки
оси.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК и остукивание Ось бракуют.
оправкой или медным молотком.
───────────────────────────────────────────────────────────────────────────
3.19 Маломерность оси по диаметрам шейки, предподступичной, подступичной и
средней частей (821) - уменьшение геометрических размеров частей оси
вследствие механической обработки.
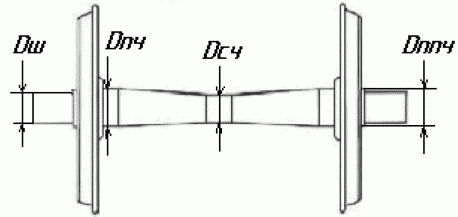
───────────────────────────────────────────────────────────────────────────
Измерение геометрических параметров оси. При диаметрах менее допустимых
размеров:
- шейка оси подлежит
восстановлению по
технологиям, согласованным в
установленном порядке или
бракуется;
- предподступичная,
подступичная и средняя части
оси - ось бракуется.
───────────────────────────────────────────────────────────────────────────
3.20 Нарушение геометрических параметров резьбовых отверстий М20 в осях
РУ1Ш (822) - нарушение технологии изготовления оси.
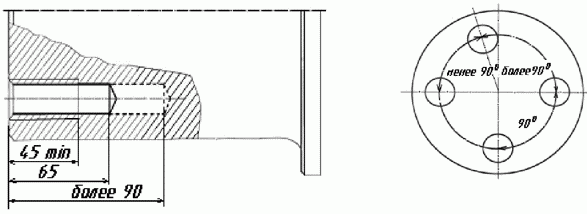
───────────────────────────────────────────────────────────────────────────
Измерение глубины отверстий и их смещения. Допускаются к эксплуатации оси
с глубиной засверловки
отверстий под резьбу М20 до 90
мм.
При глубине засверловки
отверстия более 90 мм - ось
бракуют.
Смещение отверстий М20 не
допускается - ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.21 Овальность шейки и предподступичной части оси более допустимых
размеров (921) - нарушение геометрии частей оси.
───────────────────────────────────────────────────────────────────────────
Замеры. При превышении допустимых
Овальность шейки и предподступичной размеров допускается шлифовка
части оси определяется разностью ее шлифовальной бумагой
диаметров, измеренных в одном поперечном зернистостью 6 и менее с
сечении в двух взаимно перпендикулярных минеральным маслом
плоскостях.
───────────────────────────────────────────────────────────────────────────
3.22 Конусообразность шейки оси более допустимых размеров (922) -
нарушение геометрии шейки оси.
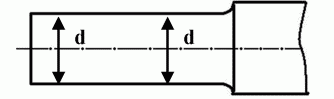
───────────────────────────────────────────────────────────────────────────
Замеры. При превышении допустимых
Конусообразность шейки оси определяется размеров допускается шлифовка
разностью ее диаметров по концам шлифовальной бумагой
цилиндрических поверхностей, измеренных зернистостью 6 и менее с
в одном поперечном сечении в двух минеральным маслом.
взаимно перпендикулярных плоскостях.
───────────────────────────────────────────────────────────────────────────
3.23 Излом оси из-за развития трещины в шейке (721) - разрушение оси под
действием

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.24 Излом оси из-за развития трещины в предподступичной части (722) -
разрушение оси под действием циклических нагрузок.
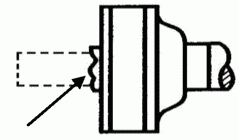
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.25 Излом оси из-за развития трещины в подступичной части (723) -
разрушение оси под действием циклических нагрузок.
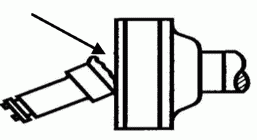
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.26 Излом оси из-за развития трещины в средней части (724) - разрушение
оси под действием циклических нагрузок.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
3.27 Излом шейки оси из-за перегрева буксового узла (725) - разрушение оси
вследствие заклинивания подшипников буксового узла.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ось бракуют.
───────────────────────────────────────────────────────────────────────────
ПО ВИДАМ НЕИСПРАВНОСТЕЙ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Нормы браковки и способы устранения дефектов и неисправностей подшипников и их элементов приведены в таблице 25.2.
┌─────────────────────────────────────────────────────────────────────────┐
│ Контролируемые параметры подшипников │
│ и их элементов, вид и номер неисправностей │
│ и дефектов │
├──────────────────────────────────────────┬──────────────────────────────┤
│ Способ выявления и характерные признаки │ Способ устранения │
└──────────────────────────────────────────┴──────────────────────────────┘
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
1.1.01 Полное разрушение подшипника - нарушение целостности всех деталей
подшипника.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, использование Подшипник бракуют.
напольных средств автоматического контроля
буксовых узлов в пути следования. При
движении поезда искрение, выделение дыма,
запах гари, движение
колесной пары юзом.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
1.2.01 Контактно-усталостное повреждение (раковина) на дорожке качения -
выкрашивание дорожки качения, вызванное процессом естественной усталости
металла под действием высоких контактных давлений, знакопеременных
нагрузок после истечения определенного срока эксплуатации подшипника.
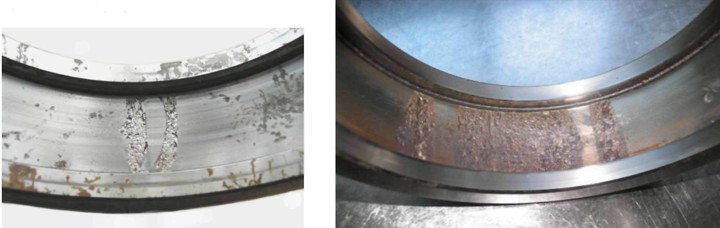
───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.2.02 Контактно-усталостное повреждение (шелушение) дорожки качения -
выкрашивание металла дорожки качения, вызванное процессом естественной
усталости металла под действием высоких контактных давлений,
проскальзывания роликов, нарушения масляной пленки.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. По внешнему виду Кольцо бракуют.
отдельные элементы (точки) не блестящие,
матового оттенка, при рассмотрении с
использованием увеличительного стекла
поверхность мелких выкрашиваний неровная
с выровами.
───────────────────────────────────────────────────────────────────────────
1.2.03 Трещина на дорожке качения - нарушение целостности кольца,
вызванное: перегрузками, создающими высокие напряжения и приводящими к
растрескиванию и раскалыванию; наличием концентраторов напряжений,
дефектов металла; несоблюдением технологии изготовления (главным образом
термообработки) и монтажа и демонтажа подшипника.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.2.04 Трещина бортика - нарушение целостности бортика кольца, вызванное:
перегрузками, создающими высокие напряжения и приводящими к растрескиванию
и раскалыванию; наличием концентраторов напряжений, дефектов металла;
несоблюдением технологии изготовления (главным образом термообработки) и
монтажа и демонтажа подшипника.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.2.05 Скол бортика - нарушение целостности кольца, вызванное:
перегрузками, создающими высокие напряжения в бортиках, приводящими к
растрескиванию и раскалыванию; дефектами металла; нарушением технологии
изготовления (главным образом термообработки) и несоответствием геометрии
деталей и контактируемых поверхностей.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.2.06 Коррозионные пятна на дорожке качения - естественный процесс,
приводящий к окислению поверхности дорожки качения при работе во влажной
среде в присутствии паров кислотно-щелочных сред.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
удаления коррозионных пятен
глубиной до 5,0 мкм
шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
Кольцо бракуют в случае, если
глубина коррозионных пятен
превышает 5,0 мкм.
───────────────────────────────────────────────────────────────────────────
1.2.07 Коррозионные раковины на дорожке качения - естественный процесс,
приводящий к окислению поверхности дорожки качения и отслаиванию металла
при работе или хранении подшипника во влажной среде в присутствии паров
кислотно-щелочных сред и в результате длительного отстоя подшипника.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.2.08 Поверхностная коррозия на дорожке качения - естественный процесс,
приводящий к окислению поверхности дорожки качения при работе или хранении
подшипника во влажной среде в присутствии паров кислотно-щелочных сред.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
удаления коррозионных пятен
глубиной до 5,0 мкм
шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
Кольцо бракуют в случае, если
глубина коррозионных пятен
превышает 5,0 мкм.
───────────────────────────────────────────────────────────────────────────
1.2.09 Точечная коррозия на дорожке качения - естественный процесс,
приводящий к окислению поверхности дорожки качения в виде групп мелких
пятен диаметром от 1,0 до 2,0 мм с размытыми краями при работе или
хранении подшипника во влажной среде в присутствии паров кислотно-щелочных
сред.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.2.10 Коррозия на посадочной поверхности (фреттинг-коррозия) -
естественный процесс, приводящий к окислению посадочной поверхности
наружного кольца при его работе в условиях взаимного перемещения
относительно корпуса буксы, как во влажной среде, так и при ее отсутствии.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.2.11 Коррозия на бортиках - естественный процесс, приводящий к окислению
центрирующей поверхности бортиков кольца при работе или хранении
подшипника во влажной среде в присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.2.12 Вмятины (намины) на дорожке качения - отпечатки от вдавливания
твердых частиц отслаивающегося металла в результате образования контактно
усталостных повреждений или попадания в смазку подшипника инородных
твердых тел.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. По внешнему виду Кольцо используется без
вмятины (намины) блестящие, при зачистки.
рассмотрении с использованием
увеличительного стекла поверхность
вмятины (намина) без шероховатости.
───────────────────────────────────────────────────────────────────────────
1.2.13 Вмятины (ложное бринеллирование) на дорожке качения - результат
длительного действия на подшипник, находящийся в состоянии покоя, нагрузок
пульсирующего характера, приводящих к образованию на дорожке качения
кольца отпечатков от роликов, называемых "ложным бринеллированием".

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.2.14 Электроожоги (кратеры) на дорожке качения - повреждение кольца в
виде одиночных или цепочки кратеров из-за прохождения отдельных разрядов
электрического тока в течение короткого времени.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. По внешнему виду Кольцо бракуют.
дефект имеет вид кратера, при рассмотрении
с использованием увеличительного стекла
донышко кратера темного или серого цвета
со следами оплавления.
───────────────────────────────────────────────────────────────────────────
1.2.15 Электроожоги (рифление) на дорожке качения - повреждение кольца в
виде равномерно расположенных темных полос в результате длительного
воздействия электрического тока с определенной частотой
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.2.16 Износ центрирующих поверхностей бортиков - естественный процесс,
приводящий к изменению геометрии бортиков кольца в результате абразивного
действия микрочастиц отслаивающегося металла кольца, внедренного в
поверхности сепаратора.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используется без
Дефект характерен для случая износа устранения дефекта в случае
центрирующей поверхности сепаратора и отсутствия латунирования. При
наиболее распространен при работе наличии латунирования кольцо
подшипника с латунным сепаратором. Часто бракуют.
приводит к латунированию контактируемых
поверхностей и образованию микротрещин.
Латунирование - насыщение поверхностных
слоев кольца латунью, при этом,
поверхность кольца приобретает желто -
золотистый оттенок.
───────────────────────────────────────────────────────────────────────────
1.2.17 Задиры на бортике (типа "елочка") - естественный процесс,
приводящий к изменению поверхностных слоев бортика кольца под действием
высоких контактных давлений при разрыве масляной пленки и проявляющийся в
виде выровов металла как хаотично расположенных, так и в виде строго
геометрического рисунка ("елочка").
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки задиров на глубину до
5,0 мкм шлифовальной бумагой
зернистостью N 6 с минеральным
маслом. Допускается оставлять
следы невыведенных задиров.
───────────────────────────────────────────────────────────────────────────
1.2.18 Цвета побежалости на дорожке качения - изменение окрашенности и
структуры стали кольца в результате воздействия на него источника
теплового излучения (повышенный нагрев).
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
1.3.01 Контактно-усталостное повреждение (раковина) на дорожке качения -
выкрашивание дорожки качения, вызванное процессом естественной усталости
металла под действием высоких контактных давлений, знакопеременных
нагрузок после истечения определенного срока эксплуатации подшипника.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.3.02 Контактно-усталостное повреждение (шелушение) дорожки качения -
выкрашивание металла дорожки качения, вызванное процессом естественной
усталости металла под действием высоких контактных давлений,
проскальзывания роликов, нарушения масляной пленки.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
По внешнему виду отдельные элементы
(точки) не блестящие, матового оттенка,
при рассмотрении с использованием
увеличительного стекла поверхность мелких
выкрашиваний неровная с выровами.
───────────────────────────────────────────────────────────────────────────
1.3.03 Разрыв кольца - нарушение целостности кольца, вызванное:
перегрузками, создающими высокие напряжения и приводящими к появлению
прямой стреловидной трещины, ориентированной параллельно оси;
концентраторами напряжений; дефектами металла; несоблюдением технологии
изготовления (главным образом термообработки) и монтажа и демонтажа
подшипника.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Отличительной Кольцо бракуют.
особенностью трещины, приводящей к разрыву
кольца является ее ориентация параллельно
оси, незакатаные края и стреловидность.
Дефект наиболее характерен для колец,
изготовленных из насквозь каленой стали
(ШХ15, ШХ15СГ и т.д.).
───────────────────────────────────────────────────────────────────────────
1.3.04 Трещина кольца - нарушение целостности кольца, вызванное:
перегрузками, создающими высокие напряжения и приводящими к растрескиванию
и раскалыванию; наличием концентраторов напряжений; следствием воздействия
термических нагрузок.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Отличительной Кольцо бракуют.
особенностью трещины является ее
ориентация под произвольными углами и
отсутствие стреловидности.
───────────────────────────────────────────────────────────────────────────
1.3.05 Скол бортика - нарушение целостности бортика кольца, вызванное:
перегрузками, создающими высокие напряжения, приводящими к растрескиванию
и раскалыванию; дефектами металла; концентраторами напряжений; нарушением
технологии изготовления и несоответствием геометрии деталей и
контактируемых поверхностей.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Дефект наиболее Кольцо бракуют.
характерен для колец, изготовленных из
насквозь каленой стали (ШХ15, ШХ15СГ и
т.д).
───────────────────────────────────────────────────────────────────────────
1.3.06 Коррозионные пятна (коррозионные раковины) на дорожке качения -
естественный процесс, приводящий к окислению поверхности дорожки качения
при работе во влажной среде в присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
удаления коррозионных пятен
глубиной до 5,0 мкм
шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
Кольцо бракуют в случае, если
глубина коррозионных пятен
превышает 5,0 мкм.
───────────────────────────────────────────────────────────────────────────
1.3.07 Поверхностная коррозия на дорожке качения - естественный процесс,
приводящий к окислению поверхности дорожки качения при работе или хранении
подшипника во влажной среде в присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
удаления коррозионных пятен
глубиной до 5,0 мкм
шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
Кольцо бракуют в случае, если
глубина коррозионных пятен
превышает 5,0 мкм.
───────────────────────────────────────────────────────────────────────────
1.3.08 Точечная коррозия на дорожке качения - естественный процесс,
приводящий к окислению поверхности дорожки качения в виде групп мелких
пятен диаметром от 1,0 до 2,0 мм с размытыми краями при работе или
хранении подшипника во влажной среде в присутствии паров кислотно-щелочных
сред.
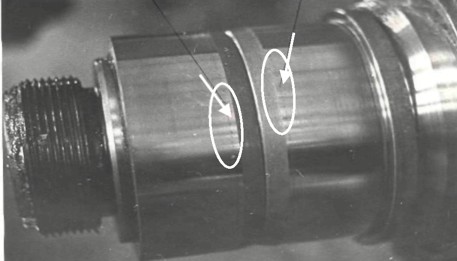
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
Наиболее распространено скопление зачистки коррозионных пятен на
коррозионных точек в виде узкой полосы глубину до 5,0 мкм шлифовальной
шириной до 3,0 мм у скоса внутреннего бумагой зернистостью N 6 с
кольца, или у технологической галтели минеральным маслом. Допускается
задних подшипников, или у торца оставлять следы невыведенных
внутреннего кольца переднего подшипника со коррозионных пятен и полос,
стороны приставного упорного кольца. расположенных у скосов.
───────────────────────────────────────────────────────────────────────────
1.3.09 Кольцевые полосы на дорожке качения - естественный процесс
(разновидность электрохимической коррозии), приводящий к потемнению
поверхностных слоев дорожки качения при работе под нагрузкой в условиях
окисления смазки.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки
шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
Допускается оставлять
следы невыведенных кольцевых
полос.
───────────────────────────────────────────────────────────────────────────
1.3.10 Коррозия на посадочной поверхности (фреттинг-коррозия) -
естественный процесс, приводящий к окислению посадочной поверхности
внутреннего кольца при его работе под нагрузкой в условиях взаимного
перемещения относительно оси.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.3.11 Темные полосы на посадочной поверхности ("огранка") - разновидность
фреттинг-коррозии - естественный процесс, приводящий к окислению
посадочной поверхности внутреннего кольца при его работе под нагрузкой в
условиях взаимного перемещения относительно оси.
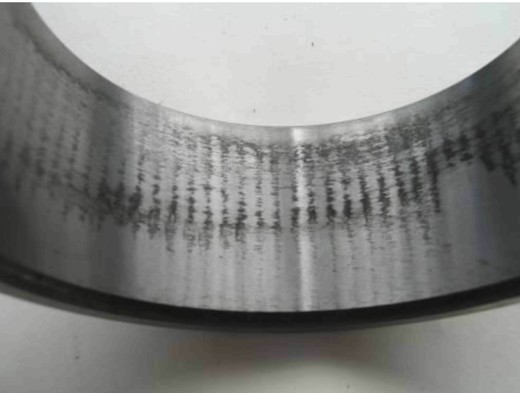
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.3.12 Коррозия на бортиках - естественный процесс, приводящий к окислению
поверхности бортика кольца при работе или хранении подшипника во влажной
среде в присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.3.13 Вмятины (намины, забоины) на дорожке качения - отпечатки от
вдавливания: твердых частиц отслаивающегося металла в результате
образования контактно усталостных повреждений; попадания в смазку
подшипника инородных твердых тел; механического воздействия твердым телом.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используется без
По внешнему виду вмятины (намины, забоины) зачистки.
блестящие, при рассмотрении с
использованием увеличительного стекла
поверхность вмятины (намина, забоины)
без шероховатости.
───────────────────────────────────────────────────────────────────────────
1.3.14 Вмятины (ложное бринеллирование) на дорожке качения - результат
длительного действия на подшипник, находящийся в состоянии покоя, нагрузок
пульсирующего характера, приводящих к образованию на дорожке качения
кольца отпечатков от роликов, называемых "ложным бринеллированием".
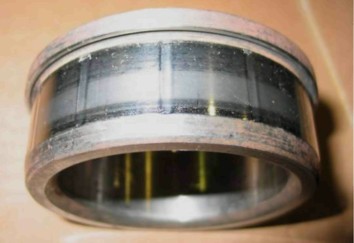
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.3.15 Электроожоги (кратеры) на дорожке качения - повреждение кольца в
виде одиночных или цепочки кратеров из-за прохождения отдельных разрядов
электрического тока в течение короткого времени.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
По внешнему виду дефект имеет вид кратера,
при рассмотрении с использованием
увеличительного стекла донышко кратера
темного или серого цвета со следами
оплавления.
───────────────────────────────────────────────────────────────────────────
1.3.16 Электроожоги (рифление) на дорожке качения - повреждение кольца в
виде равномерно расположенных темных полос в результате длительного
воздействия электрического тока с определенной частотой.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.3.17 Износ торцов (фреттинг-коррозия) - естественный процесс, приводящий
к окислению торцевых поверхностей внутреннего кольца при его работе под
нагрузкой в условиях взаимного перемещения относительно внутреннего,
лабиринтного и приставного упорного колец.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.3.18 Задиры на бортике (типа "елочка") - естественный процесс,
приводящий к изменению поверхностных слоев бортика кольца под действием
высоких контактных давлений при разрыве масляной пленки и проявляющийся в
виде выровов металла как хаотично расположенных, так и в виде строго
геометрического рисунка ("елочка").

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо используют после
зачистки задиров на глубину до
5,0 мкм шлифовальной бумагой
зернистостью N 6 с минеральным
маслом. Допускается оставлять
следы невыведенных задиров.
───────────────────────────────────────────────────────────────────────────
1.3.19 Задиры на посадочной поверхности - естественный процесс, приводящий
к изменению поверхностных слоев бортика кольца под действием высоких
контактных давлений при разрыве масляной пленки и проявляющийся в виде
выровов металла как хаотично расположенных, так и в виде строго
геометрического рисунка ("елочка").

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
Дефект наиболее характерен при прессовой
(холодной) посадке колец на шейку оси.
Возникновению способствуют недостаточное
количество смазочного материала, его
низкое качество и наличие воды и влаги.
───────────────────────────────────────────────────────────────────────────
1.3.20 Монтажные задиры на дорожке качения - процесс, приводящий к
изменению поверхностного слоя кольца под действием высоких контактных
давлений, возникающих при монтаже буксового узла.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.3.21 Проворачивание внутреннего кольца на шейке оси (потеря посадочного
натяга) - ослабление прессового соединения внутреннего кольца с осью с
последующим его круговым перемещением относительно шейки оси,
лабиринтного, внутреннего и приставного упорного колец.
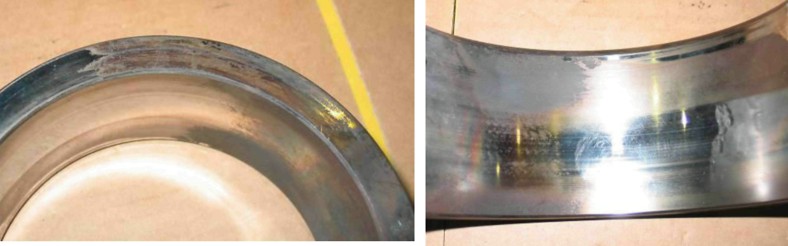
───────────────────────────────────────────────────────────────────────────
Визуальный контроль, опробование на сдвиг Кольцо бракуют.
кольца, диагностика с помощью специальных
приборов.
───────────────────────────────────────────────────────────────────────────
1.3.22 Цвета побежалости на дорожке качения - изменение окрашенности и
структуры стали кольца в результате воздействия на него источников
теплового излучения.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
1.4.01 Контактно-усталостное повреждение (раковина) на цилиндрической
поверхности - выкрашивание ролика, вызванное процессом естественной
усталости металла под действием высоких контактных давлений,
знакопеременных нагрузок после истечения определенного срока эксплуатации
подшипника.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Ролик бракуют.
───────────────────────────────────────────────────────────────────────────
1.4.02 Контактно-усталостное повреждение (шелушение) на цилиндрической
поверхности - выкрашивание, вызванное процессом естественной усталости
металла под действием высоких контактных давлений, проскальзывания
роликов, нарушения масляной пленки.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик бракуют.
По внешнему виду отдельные элементы
(точки) не блестящие, матового оттенка,
при рассмотрении с использованием
увеличительного стекла поверхность
мелких выкрашиваний неровная с выровами.
───────────────────────────────────────────────────────────────────────────
1.4.03 Трещина - нарушение целостности ролика, вызванное: перегрузками,
создающими высокие напряжения и приводящими к появлению прямой
стреловидной, винтообразной или окружной трещины; концентраторами
напряжений; дефектами металла; несоблюдением технологии изготовления
(главным образом термообработки).

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Ролик бракуют.
───────────────────────────────────────────────────────────────────────────
1.4.04 Волосовина - дефект производства роликов, характеризующийся
расслоением поверхностных слоев металла.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Ролик бракуют.
───────────────────────────────────────────────────────────────────────────
1.4.05 Скол торца - нарушение целостности ролика, вызванное: перегрузками,
создающими высокие напряжения, приводящими к растрескиванию
и раскалыванию; концентраторами напряжений; несоответствием геометрии
деталей и контактируемых поверхностей.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Ролик бракуют.
───────────────────────────────────────────────────────────────────────────
1.4.06 Коррозионные пятна (коррозионные раковины) на цилиндрической
поверхности и торцах - естественный процесс, приводящий к окислению
поверхностей роликов при их работе и хранении во влажной среде в
присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик используют после удаления
коррозионных пятен глубиной до
5,0 мкм шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
Ролик бракуют в случае, если
глубина коррозионных пятен
превышает 5,0 мкм Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.4.07 Поверхностная коррозия на торцах - естественный процесс,
приводящий к окислению поверхностей роликов при хранении во влажной среде
в присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик используют после удаления
коррозионных пятен глубиной до
5,0 мкм шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
Ролик бракуют в случае, если
глубина коррозионных пятен
превышает 5,0 мкм
Допускается оставлять следы
невыведенных коррозионных
пятен.
───────────────────────────────────────────────────────────────────────────
1.4.08 Точечная коррозия на цилиндрической поверхности - естественный
процесс, приводящий к окислению поверхности в виде групп мелких пятен
диаметром от 1,0 до 2,0 мм с размытыми краями при работе или хранении
подшипника во влажной среде в присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролики используют после
зачистки коррозионных пятен на
глубину до 5,0 мкм шлифовальной
бумагой зернистостью N 6 с
минеральным маслом. Допускается
оставлять следы невыведенных
коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
1.4.09 Точечная коррозия на торцах - естественный процесс, приводящий к
окислению поверхности в виде групп мелких пятен диаметром от 1,0 до 2,0
мм с размытыми краями при работе или хранении подшипника во влажной среде
в присутствии паров кислотно-щелочных сред.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролики используют после
зачистки коррозионных пятен на
торцах на глубину до 5,0 мкм
шлифовальной бумагой
зернистостью N 6 с минеральным
маслом. Допускается оставлять
следы невыведенных коррозионных
пятен, а также не удалять
коррозионные пятна, находящиеся
на нерабочих частях торцов.
───────────────────────────────────────────────────────────────────────────
1.4.10 Электрохимическая коррозия (потемнение ролика) -
естественный процесс, приводящий к окислению поверхностей роликов при
работе в присутствии кислотно-щелочных сред, выделяемых из смазки.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик бракуют.
───────────────────────────────────────────────────────────────────────────
1.4.11 Вмятины (намины и забоины) на цилиндрической поверхности -
отпечатки от вдавливания: твердых частиц отслаивающегося металла в
результате образования контактно усталостных повреждений; попадания в
смазку подшипника инородных твердых тел; механического воздействия твердым
телом.

Вмятины (намины) Вмятины (забоина)
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик используется, если на
По внешнему виду вмятины (намины, забоины) одном квадратном сантиметре
блестящие, при рассмотрении с количество наминов или забоин
использованием увеличительного стекла менее семи. При большем
поверхность вмятины (намина, забоины) количестве наминов или забоин -
без шероховатости. ролик бракуют.
───────────────────────────────────────────────────────────────────────────
1.4.12 Электроожоги (кратеры) на цилиндрической поверхности - повреждение
ролика в виде одиночных или цепочки кратеров из-за прохождения отдельных
разрядов электрического тока в течение короткого времени.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик бракуют.
По внешнему виду дефект имеет вид кратера,
при рассмотрении с использованием
увеличительного стекла донышко кратера
темного или серого цвета со следами
оплавления.
───────────────────────────────────────────────────────────────────────────
1.4.13 Электроожог круговой на цилиндрической поверхности - повреждение
ролика в виде темных полос в результате длительного воздействия
электрического тока с определенной частотой.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик бракуют.
Дефект аналогичен повреждениям наружного и
внутреннего колец, называемого
"рифлением", но при этом нет четко
выраженных отдельных полос, так как за
один оборот внутреннего кольца ролик
совершает несколько оборотов, что приводит
к получению сплошной темной полосы -
электроожога.
───────────────────────────────────────────────────────────────────────────
1.4.14 Задиры на торцах (типа "елочка") - естественный процесс, приводящий
к изменению поверхностных слоев торца ролика под действием высоких
контактных давлений при разрыве масляной пленки и проявляющийся в виде
выровов металла как хаотично расположенных, так и в виде строго
геометрического рисунка ("елочка").

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик используют после
зачистки задиров на глубину до
5,0 мкм шлифовальной бумагой
зернистостью N 6 с минеральным
маслом.
───────────────────────────────────────────────────────────────────────────
1.4.15 Ползуны на цилиндрической поверхности - повреждение поверхности
роликов, вызванное их заклиниванием от действия инородных тел и отсутствия
радиального зазора в подшипнике.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик бракуют.
───────────────────────────────────────────────────────────────────────────
1.4.16 Ступенчатый износ торца - естественный износ, вызванный постоянно
действующими силами в условиях достаточного смазывания.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. При износе торца ролика более
5,0 мкм ролик подлежит
браковке.
───────────────────────────────────────────────────────────────────────────
1.4.17 Круговые полосы на цилиндрической поверхности - естественный износ
или потемнение в результате воздействия смазки на металл ролика в контакте
с дорожками качения колец.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Ролик используют после зачистки
круговых полос на глубину до
5,0 мкм шлифовальной бумагой
зернистостью N 6 с минеральным
маслом. Допускается оставлять
следы невыведенных полос.
───────────────────────────────────────────────────────────────────────────
1.4.18 Цвета побежалости на торцах и цилиндрической поверхности -
изменение окрашенности и структуры стали роликов в результате воздействия
на них источников теплового излучения с различными повышенными
температурами нагрева.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
1.5.01 Излом - полное разрушение кольца от концентраторов напряжений в
результате действия высоких контактных давлений при взаимодействии с
роликами и элементами торцевого крепления.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.5.02 Трещина - нарушение целостности кольца, вызванное: перегрузками,
создающими высокие напряжения и приводящими к растрескиванию и
раскалыванию; наличием концентраторов напряжений, дефектов металла.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.5.03 Сколы - нарушение целостности кольца вызванное: перегрузками,
создающими высокие напряжения и приводящими к растрескиванию и
раскалыванию при наличии концентраторов напряжений в виде дефектов
металла.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.5.04 Задиры на торцевой поверхности (типа "елочка") - естественный
процесс, приводящий к изменению поверхностных слоев кольца под действием
высоких контактных давлений при разрыве масляной пленки и проявляющийся в
виде выровов металла как хаотично расположенных, так и в виде строго
геометрического рисунка ("елочка").

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.5.05 Круговые полосы на торцевых поверхностях - результат проворачивания
кольца относительно торца внутреннего кольца переднего подшипника и
элементов торцевого крепления при ослаблении усилия его затяжки.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.5.06 Износ торцевых поверхностей (фреттинг-коррозия) - естественный
процесс, приводящий к окислению торцевых поверхностей кольца при его
работе в условиях взаимного перемещения относительно элементов торцевого
крепления и внутреннего кольца переднего подшипника как во влажной среде,
так и при ее отсутствии.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
1.6.01 Излом полиамидного сепаратора - полное разрушение сепаратора от
концентраторов напряжений в результате действия регрузок при
взаимодействии с роликами, а также механических повреждений.
───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Сепаратор бракуют.
───────────────────────────────────────────────────────────────────────────
1.6.02 Трещина полиамидного сепаратора - нарушение целостности сепаратора,
вызванное: перегрузками, создающими высокие напряжения и приводящими к
растрескиванию и раскалыванию; наличием концентраторов напряжений;
несоблюдением технологии изготовления и монтажа и демонтажа подшипника.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Кольцо бракуют.
───────────────────────────────────────────────────────────────────────────
1.6.03 Сколы на полиамидном сепараторе - нарушение целостности сепаратора,
вызванное: перегрузками, создающими высокие напряжения и приводящими к
растрескиванию и раскалыванию; наличием концентраторов напряжений;
несоблюдением технологии изготовления и монтажа и демонтажа подшипника, а
также механическими повреждениями.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Сепаратор бракуют.
───────────────────────────────────────────────────────────────────────────
1.6.04 Механические повреждения (забоины) на полиамидном сепараторе -
результат воздействия на сепаратор твердым телом при хранении,
транспортировке, монтаже и демонтаже буксового узла.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Сепаратор подлежит ремонту
зачисткой (шабером или
напильником) при глубине
забоин не более 2,0 мм и длине
не более 5,0 мм.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
2.1.01 Полное разрушение подшипника.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, использование Подшипник бракуют.
напольных средств автоматического контроля
буксовых узлов в пути следования. При
движении поезда искрение, выделение дыма,
запах гари, движение колесной пары юзом.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
2.2.01 Откол - механическое повреждение наружного кольца, вызванное:
перегрузками, создающими высокие напряжения, приводящими к растрескиванию
и раскалыванию; дефектами металла; концентраторами напряжений; нарушением
технологии монтажа и демонтажа, транспортировки и хранения, а также
изготовления и несоответствия геометрии деталей и контактируемых
поверхностей.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль, НК. Подшипник бракуют.
───────────────────────────────────────────────────────────────────────────
2.2.02 Фреттинг-коррозия на наружной поверхности - естественный процесс,
приводящий к окислению посадочной поверхности наружного кольца при его
работе в условиях взаимного перемещения относительно корпуса буксы или
адаптера как во влажной среде, так и при ее отсутствии.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Подшипник используют без
зачистки коррозионных пятен.
───────────────────────────────────────────────────────────────────────────
2.2.03 Следы проворота (под адаптером) - естественный износ внешней
поверхности наружного кольца в результате его проворачивания под
адаптером.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Подшипник используют без
зачистки.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
2.3.01 Ослабление посадки - нарушение прессового соединения кожуха
встроенного уплотнения в результате потери натяга посадки вследствие
механического повреждения или нарушения сборки подшипника.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Подшипник бракуют.
───────────────────────────────────────────────────────────────────────────
2.3.02 Механическое повреждение - нарушение целостности кожуха от
воздействия твердыми телами, нарушение технологии монтажа и демонтажа
подшипника, транспортировки и хранения.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. Подшипник бракуют.
───────────────────────────────────────────────────────────────────────────
───────────────────────────────────────────────────────────────────────────
2.4.01 Выделение смазки в зоне уплотнения - наличие валика смазки в зоне
встроенного уплотнения в результате ее миграции из подшипника, как при
нормальных условиях работы, так и при повышенном нагреве.

───────────────────────────────────────────────────────────────────────────
Визуальный контроль. При выделении смазки в виде
валика в количестве до 30,0
грамм смазку удаляют ветошью,
подшипник используют.
При выделении смазки в
количестве более 30,0 грамм
подшипник бракуют.
───────────────────────────────────────────────────────────────────────────
Примечание. Цвета побежалости - изменение окрашенности и структуры стали деталей подшипников в результате воздействия на них источников теплового излучения с различными повышенными температурами нагрева.
Цвет побежалости | Температура нагрева (t°C) | Цвет побежалости | Температура нагрева (t°C) | ||
Серый | 325 | Красно-коричневый | 265 | ||
Светло-синий | 310 | Коричнево-желтый | 255 | ||
Ярко-синий | 295 | Соломенно-желтый | 240 | ||
Фиолетовый | 285 | Светло-желтый | 225 | ||
Пурпурно-красный | 275 | Светло-соломенный | 200 | ||
26.1.1 Средства измерения, приборы и установочные меры, применяемые при монтаже буксовых узлов, должны быть исправными, храниться в помещении, где производят измерения, содержаться в абсолютной чистоте и подвергаться обязательной периодической поверке или калибровке. Каждому средству измерения присваивается номер. Результаты периодических поверок и даты контроля должны заноситься в паспорт (карточку) на средство измерения и журнал свободной формы, проверку которых проводят:
- на вагоноремонтных заводах - начальники ОТК и лица, уполномоченные национальным законодательством;
- в вагоноремонтных депо и ВКМ - главные инженеры.
26.1.2 Работники колесного производственного участка несут ответственность за техническое состояние и размеры шеек и предподступичных частей осей, а за монтаж буксовых узлов - работники монтажного производственного участка.
26.1.3 Допускается формирование или ремонт колесных пар проводить на одном предприятии, а монтаж буксовых узлов - на другом.
26.2.1 Каждая колесная пара перед монтажом буксовых узлов должна подвергаться входному контролю на наличие маркировки в соответствии с ГОСТ 4835 и требованиями настоящего РД.
26.2.2 Каждая партия новых подшипников и их деталей перед монтажом должна подвергаться входному контролю:
а) на соответствие ГОСТ 520, ГОСТ 18572, ТУ ВНИПП.048-1-00, ТУ ВНИПП.072-01 подшипников роликовых цилиндрических. При этом:
- при объеме партии до восьми подшипников (или их деталей) включительно - все подшипники подвергают контролю на разноразмерность роликов, соответствие радиальных, осевых зазоров и диаметров посадочных отверстий колец внутренних, наличие коррозии, дефектов и повреждений на деталях;
- при объеме партии от девяти до ста пятидесяти подшипников (или их деталей) включительно контролю подвергают 10,0% от партии;
- при объеме партии свыше ста пятидесяти подшипников (или их деталей) контролю подвергают 7,5% от партии.
б) на соответствие ГОСТ 520, ГОСТ 18572, ТУ ВНИПП.048-1-00, ТУ ВНИПП.072-01 подшипников сдвоенных (наличие коррозии, трещин и других видимых дефектов колец и шайб защитных) в объеме 100%;
в) на соответствие ТУ БРЕНКО 840-462869-567-09, ТУ SKF.CTBU.001-2010 подшипников кассетного типа (наличие коррозии, трещин и других видимых дефектов колец и уплотнений) в объеме 100%.
Подшипники с отсутствующей или нечеткой маркировкой к монтажу не допускаются. На подшипники составляются акты-рекламации установленной формы.
26.2.3 Все корпуса букс и адаптеры перед монтажом должны подвергаться входному контролю на наличие маркировки в соответствии с ОСТ 24.153.12 или техническим условием, согласованным и утвержденным железнодорожными администрациями или владельцами инфраструктуры в установленном порядке.
26.2.4 Перед монтажом буксовых узлов колесные пары, адаптеры, корпуса букс и их детали, а также подшипники роликовые цилиндрические должны быть обмыты и протерты насухо.
26.2.5 Подшипники сдвоенные и кассетного типа поставляются в готовом к монтажу виде. Данные подшипники обмывке не подвергаются. Распаковку подшипников производят непосредственно перед монтажом на ось.
26.2.6 Новые подшипники, законсервированные в специальную ингибированную пленку, подлежат расконсервации с удалением пленки без обмывки.
26.2.7 Не допускается для монтажа буксовых узлов использовать подшипники, имеющие коррозию, механические повреждения, загрязнения.
26.2.8 Расконсервированные (промытые) и отремонтированные подшипники роликовые цилиндрические должны храниться на стеллажах в чистых сухих помещениях с температурой воздуха не ниже плюс 10 °C, защищенных от попадания паров, разъедающих химических веществ и пыли.
26.2.9 Измерение промытых и высушенных подшипников роликовых цилиндрических производят после выдержки в комплектовочном отделении не менее 8 часов. Допускается уменьшать время выравнивания температур принудительным охлаждением, исключающим коррозию поверхностей и их загрязнение по методикам, согласованным в установленном порядке. Разность температур производственного помещения, подшипников, установочных мер и измерительных средств должна быть не более 3 °C.
Подшипники, сдвоенные и кассетного типа, поставляются с паспортом, в котором указаны их геометрические параметры. Измерение деталей данных подшипников не проводят, а геометрические параметры определяют из паспортов.
Примечание. Установочные меры и измерительные средства должны храниться в комплектовочном отделении.
26.2.10 При измерениях подшипников роликовых цилиндрических у каждого из них должны быть определены величины посадочных диаметров внутренних колец подшипников, радиальных и осевых зазоров. Допускается разбивать на размерные группы, как по диаметру внутренних колец, так и по радиальным зазорам.
26.2.11 По результатам измерений диаметра кольца внутреннего роликового цилиндрического подшипника определяют его среднее значение или размерную группу. На торцовой поверхности, бортике или фаске (без выхода на дорожку качения) внутреннего кольца наносят цветным карандашом или фломастером по металлу номер размерной группы или отклонение среднего диаметра отверстия от номинального диаметра внутреннего кольца подшипника. Допускается наносить последние цифры фактических размеров (после запятой) диаметра внутреннего кольца.
Примечание. При наличии заводской маркировки групп, измерение диаметра внутренних колец допускается не производить. При делении подшипников на другие размерные группы, отличные от заводской маркировки, измерение диаметра отверстия внутреннего кольца обязательно.
26.2.12 Измерение радиального зазора подшипников роликовых цилиндрических, как новых после расконсервации, так и бывших в эксплуатации, производят в соответствии с требованиями РД 32 ЦВ 064 с выполнением условий, указанных в п. 26.2.9. По результатам измерений определяют средний радиальный зазор, который заносят в Журнал формы ВУ-90 (Приложение Ж). Величины радиальных зазоров подшипников при монтаже буксовых узлов должны соответствовать указанным в таблице 26.1.
Величину радиального зазора наносят на торцовой поверхности наружного кольца или бортика или фаске (без выхода на дорожку качения) внутреннего кольца подшипника цветным карандашом или фломастером по металлу.
Допускается производить подбор роликов и измерение радиальных зазоров в подшипнике с использованием электронно-механических установок, согласованных с железнодорожными администрациями или владельцами инфраструктуры.
Измерение радиального зазора подшипников сдвоенных не производится - его величина приведена в паспорте на подшипник.
26.2.13 Осевой зазор в подшипниках роликовых цилиндрических должен соответствовать указанному в таблице 26.1. Его измерение производят в соответствии с требованиями РД 32 ЦВ 064-2009.
Измерение осевого зазора в подшипнике после демонтажа буксового узла и обмывки подшипников производят между торцом одного из роликов и бортиком кольца наружного с помощью щупа или на приборе и принимают наименьшее значение из трех измерений.
Измерение осевого зазора подшипников сдвоенных не производится, так как он обеспечивается конструкцией подшипника.
Измерение осевого зазора подшипников кассетного типа в свободном состоянии (поставки) не производится - его величина приведена в паспорте на подшипник, а также в таблицах 9.3 и 9.4.
подшипников роликовых цилиндрических
┌────┬────────────────────────────────────────┬────────────────────────────┐
│ N │ Замеряемые параметры │ Допускаемые величины, мм │
│п.п.│ ├──────────────┬─────────────┤
│ │ │ при новом │ при │
│ │ │ изготовлении │ ремонте │
├────┼────────────────────────────────────────┼──────────────┼─────────────┤
│1 │Радиальный зазор подшипников в свободном│0,115 ... │0,090 ... │
│ │состоянии │0,180 │0,250 │
├────┼────────────────────────────────────────┼──────────────┴─────────────┤
│2 │Радиальный зазор подшипников │ 0,040│
│ │непосредственно на шейке оси, не менее │ │
├────┼────────────────────────────────────────┼────────────────────────────┤
│3 │Разность радиальных зазоров подшипников,│ │
│ │устанавливаемых на одну шейку оси, не │ │
│ │более: │ │
│ │- в свободном состоянии при измерении │ 0,020│
│ │радиального зазора со своими кольцами │ │
│ │внутренними │ │
│ │- в свободном состоянии при измерении │ 0,010│
│ │радиального зазора с применением │ │
│ │эталонного кольца │ │
│ │- непосредственно на шейке оси с │ 0,020│
│ │напрессованными кольцами внутренними │ │
├────┼────────────────────────────────────────┼──────────────┬─────────────┤
│4 │Осевой зазор в подшипнике │0,070 <*> ... │не менее │
│ │ │0,150 │0,060 │
├────┼────────────────────────────────────────┼──────────────┴─────────────┤
│5 │Осевой разбег для двух подшипников │Обеспечивается конструкцией │
│ │роликовых цилиндрических, мм │0,680 ... 1,380 │
└────┴────────────────────────────────────────┴────────────────────────────┘
--------------------------------
26.2.14 Измерение диаметров шеек и предподступичных частей осей производится не ранее, чем через 12 часов после обмывки колесных пар в моечных машинах и не ранее, чем через 2 часа после восстановления профиля поверхности катания колес.
Допускается уменьшать время выравнивания температуры путем обдува воздухом или дополнительным охлаждением, исключающим коррозию поверхностей и их загрязнение, по методике, согласованной в установленном порядке. В этом случае время выравнивания устанавливают опытным путем в зависимости от параметров установки и вносят его в действующую технологическую документацию. Разность температур между деталями, инструментом и окружающей средой не должна быть более 3 °С. Установочные меры для настройки средств измерений должны храниться в том же помещении, где производятся измерения.
При измерении осей не в монтажном отделении данные заносят в специальные карточки, которые передаются в монтажное отделение. Примерная форма Карточки приведена в Приложении О.
26.2.15 Измерение диаметров шеек и предподступичных частей осей производят электронно-механическими приборами, настройка которых производится в соответствии с требованиями прилагаемых к ним инструкций и по установочным мерам, поставляемым в комплекте с приборами.
Допускается производить замеры шеек осей рычажной скобой с теплоизоляционной ручкой. Настройка рычажной скобы производится по установочным мерам, аттестованным органами Государственной метрологической службы.
Диаметры шеек осей замеряют в двух сечениях, соответствующих серединам колец внутренних и в двух взаимно перпендикулярных направлениях.
Диаметры предподступичных частей осей замеряют в одном сечении в двух взаимно перпендикулярных плоскостях.
26.2.16 Измерение посадочного диаметра кольца лабиринтного производят в соответствии с требованиями РД 32 ЦВ 064-2009.
26.2.17 По результатам измерений определяют средние диаметры шеек и предподступичных частей осей, а также посадочный диаметр колец лабиринтных или их размерные группы. Результаты измерений заносят в Журнал формы ВУ-90 (Приложение Ж). Допускаемые значения диаметров шеек и предподступичных частей осей должны соответствовать указанным в таблицах 12.1, 12.3 и 23.2, а посадочного диаметра кольца лабиринтного - в таблице 27.2.
26.2.18 Подшипники роликовые цилиндрические, устанавливаемые на одну шейку оси колесной пары (парные подшипники), должны подбираться:
- по величине радиальных зазоров так, чтобы разность радиальных зазоров у двух подшипников не превышала 0,02 мм в случае, если измерение радиального зазора производилось со своим внутренним кольцом. При выполнении измерений с применением эталонного кольца разность радиальных зазоров не должна превышать 0,01 мм. При этом не регламентируется, у какого подшипника (заднего или переднего) радиальный зазор должен быть большим;
- по диаметру отверстий внутренних колец так, чтобы разность диаметров не превышала 0,008 мм.
Подбор подшипников сдвоенных и подшипников кассетного типа не производится, так как конструкцией подшипников обеспечивается условие безусловной сборки - монтаж любого подшипника на любую ось. При этом действительные размеры диаметров отверстий внутренних и лабиринтных колец, лабиринтов и упорных колец подшипников выписываются из паспортов на подшипники и заносятся в Журнал формы ВУ-90 (Приложение Ж).
26.2.19 Измерение посадочного диаметра и отклонений формы внутренней цилиндрической части буксы производят в соответствии с требованиями РД 32 ЦВ 064-2009. Допускаемые значения должны соответствовать нормам, указанным в таблице 27.1.
26.3.1.1 К монтажу буксовых узлов допускают подшипники и колесные пары, имеющие одинаковую температуру с окружающей средой. Допускается разность температур не более 3 °C.
Учет монтажа буксовых узлов должен вестись в Журнале формы ВУ-90 (Приложение Ж).
26.3.1.2 Посадка подшипников и присоединенных к ним деталей буксовых узлов (лабиринтных колец, лабиринтов и упорных колец) на оси должна быть прессовой и производиться на гидравлических прессах, обеспечивающих скорость движения плунжера от 2,5 до 4,0 мм/с и конечное усилие запрессовки всего комплекта колец:
- от 245,4 до 294,3 кН (25 - 30 тс) на оси типа РУ1 и РУ1Ш с диаметром шейки 130 мм;
- от 343,4 до 392,4 кН (35 - 40 тс) на оси типа РВ2Ш с диаметром шейки 150 мм.
При этом конечное усилие запрессовки следует выдержать не менее трех секунд.
Примечание. В зависимости от конструкции пресса конечное усилие запрессовки фиксируется по манометру или автоматически ограничивается специальным устройством гидравлического пресса.
26.3.1.3 Допускается производить монтаж колец внутренних подшипников роликовых цилиндрических и колец лабиринтных методом тепловой посадки.
26.3.1.4 Независимо от конструкции и типоразмера подшипников значение натягов посадки должны составлять:
- внутренних колец подшипников на шейки осей от 0,045 до 0,110 мм;
- присоединенных деталей: лабиринтных колец, лабиринтов и упорных колец, на предподступичные части осей от 0,020 до 0,186 мм.
26.3.1.5 Посадочные поверхности шеек и предподступичных частей оси, внутренних колец подшипников и присоединенных деталей (лабиринтных колец, лабиринтов и упорных колец подшипников кассетного типа) должны быть тщательно очищены, насухо протерты и покрыты ровным слоем пасты эМПи-4.
26.3.1.6 Запрессовка на ось внутренних колец подшипников роликовых цилиндрических, подшипников сдвоенных и кассетного типа, а также присоединенных к ним деталей буксовых узлов (всего комплекта) производится за один ход плунжера пресса.
Усилие запрессовки должно прикладываться только к внутреннему кольцу подшипника (или через кольцо компенсационное уплотнения подшипников кассетного типа торговой марки Бренко). Категорически запрещается прикладывать усилие к наружным кольцам подшипников.
При продвижении в процессе запрессовки подшипников всех типов вдоль оси производится проворачивание корпуса буксы или наружного кольца в разные стороны на угол 45°. В ходе запрессовки подшипников вращение должно быть легким, без заеданий.
В случае затрудненного вращения подшипников дальнейший монтаж прекращается, подшипники демонтируются.
26.3.1.7 После монтажа буксовых узлов с подшипниками всех типов производится проверка на легкость их вращения от руки. При наличии посторонних шумов, толчков, заеданий, а также в случае отсутствия свободного вращения подшипник демонтируется.
Буксовые узлы с подшипниками роликовыми цилиндрическими и сдвоенными проверяют на наличие осевого зазора путем сдвижки корпуса буксы вдоль шейки оси.
Величина радиального зазора (не менее 0,04 мм) подшипника сдвоенного не контролируется, так как она обеспечивается технологией сборки подшипников.
26.3.1.8 В случае несоответствия буксовых узлов требованиям настоящего РД производят их демонтаж. При повторном монтаже должны соблюдаться требования настоящего РД. При этом увязочная проволока и пружинные шайбы, по терявшие свои свойства, должны быть заменены.
роликовыми цилиндрическими
26.3.2.1 После запрессовки колец внутренних и лабиринтного кольца, производится контроль плотности прилегания их друг к другу и кольца внутреннего заднего подшипника к лабиринтному кольцу.
Контроль производят щупом, при этом пластина щупа толщиной не более 0,04 мм может войти в зазор между кольцами на участке длиной не более 1/3 окружности.
В случае превышения предельного усилия запрессовки или отрицательных результатов контроля плотности прилегания внутренних колец подшипников роликовых цилиндрических к кольцу лабиринтному (зазор между кольцами более 0,04 мм) кольца демонтируются. При этом, допускается:
- повторная запрессовка этих же колец на ту же шейку оси колесной пары;
- использовать эти же кольца для установки на другие шейки осей;
- наличие продольных рисок, возникших при запрессовке и распрессовке колец, без зачисток шеек и предподступичных частей осей глубиной до 0,017 мм и шириной до 0,35 мм.
26.3.2.2 Перед установкой блоков наружных колец с роликами и сепараторами в корпус буксы ролики, дорожки качения и бортики колец наружных смазывают препаратом-модификатором эМПи-1 (норма расхода указана в таблице 11.1). Смазывание блока подшипника производят методом полива или окунания с последующим многократным проворачиванием сепаратора с роликами в наружном кольце.
В корпус буксы после смазывания его посадочной поверхности препаратом-модификатором эМПи-1 (норма расхода указана в таблице 11.1) последовательно вставляют блок заднего подшипника так, чтобы сторона кольца наружного с маркировкой была обращена к лабиринтной части корпуса буксы и блок переднего подшипника так, чтобы его торец с маркировкой был обращен к передней части корпуса буксы.
В подшипники и в пространство между лабиринтной частью корпуса буксы и задним подшипником закладывают смазку ЛЗ-ЦНИИ(у) или Буксол или ЗУМ в соответствии с нормами таблицы 11.1.
Перед установкой (надвижкой) корпуса буксы с блоками подшипников на смонтированный комплект колец внутренних на оси в проточки кольца лабиринтного по всему периметру закладывают смазку ЛЗ-ЦНИИ(у) или Буксол или ЗУМ в соответствии с нормами таблицы 11.1.
После этого на шейку оси устанавливают кольцо упорное переднего подшипника маркировкой, обращенной к передней части корпуса буксы.
26.3.2.3 Торцевое крепление на оси подшипников производят аналогично п. 12.4.2.3.6.
26.3.2.4 Закладку смазки в переднюю часть буксового узла производят аналогично п. 12.4.2.3.7.
26.3.2.5 Производят сборку крышек крепительной и смотровой, при этом между ними устанавливают новую резиновую прокладку толщиной 3 мм. Внутреннюю поверхность крышки смотровой, а также цилиндрическую посадочную поверхность крышки крепительной и соответствующую поверхность корпуса буксы смазывают тонким слоем препарата-модификатора эМПи-1 (норма расхода указана в таблице 11.1). Болты М20 и М12, а также отверстия под них смазывают тонким слоем препарата-модификатора эМПи-1.
Крышки крепительную и смотровую скрепляют между собой четырьмя болтами М12, под которые устанавливают шайбы пружинные. Затягивание всех болтов должно быть равномерным, для чего болты затягиваются по диагонали с последующей подтяжкой в обратном порядке. Затяжку болтов производят с применением гайковерта (стенда) или гаечного ключа. Запрещается установка болтов с различными размерами головок.
Буксу закрывают крышкой при помощи болтов М20, под которые устанавливают шайбы пружинные. Затягивание всех болтов должно быть равномерным, для чего болты затягиваются динамометрическим ключом по диагонали с последующей подтяжкой в обратном порядке. Момент затяжки болтов должен быть равен 186,4 ... 206,0 Нм (19 ... 21 кгс·м). Между торцом корпуса буксы и фланцем крышки крепительной устанавливают новое резиновое кольцо, имеющее сечение диаметром 4 мм. Запрещается установка болтов с различными размерами головок.
Предварительно фланцевую поверхность крышки крепительной смазывают смазкой ЛЗ-ЦНИИ (у) или Буксол или ЗУМ (которой заправлены подшипники в буксе) из расчета заполнения всего зазора между этой поверхностью и торцом корпуса буксы после затяжки болтов.
26.3.3.1 Перед установкой подшипников сдвоенных в корпус буксы ее посадочную поверхность смазывают препаратом-модификатором эМПи-1 (норма расхода указана в таблице 11.1).
В корпус буксы вставляют подшипник так, чтобы маркировка на кольце наружном с буквой "П" была обращена в сторону крышки крепительной.
Перед установкой (надвижкой) корпуса буксы с подшипником на ось в проточки кольца лабиринтного по всему периметру закладывают смазку Буксол или ЗУМ в соответствии с нормами таблицы 11.1.
26.3.3.2 Перед запрессовкой на ось подшипники сдвоенные, устанавливаемые в корпус буксы, фиксируют крепительной крышкой и двумя болтами М20, затянутыми предварительно и расположенными по диагонали.
26.3.3.3 Торцевое крепление на оси подшипников производят аналогично п. 12.4.2.3.6.
26.3.3.4 Закладка смазки в переднюю часть буксового узла не производится.
26.3.3.5 Сборку крышек крепительной и смотровой, а также их установку на корпус буксы производят аналогично п. 26.3.2.5, при этом в пространство между фланцевыми поверхностями крышки крепительной и корпуса буксы смазка не закладывается.
26.3.3.6 Инструментальный контроль осевых и радиальных зазоров после напрессовки подшипника сдвоенного с корпусом буксы на шейку оси не производится.
кассетного типа в корпусе буксы
26.3.4.1 Монтаж буксовых узлов с подшипниками кассетного типа в корпусе буксы производится аналогично п. п. 26.3.3.1 ... 26.3.3.5, при этом:
- установка подшипников в корпуса букс производится таким образом, чтобы маркировка на кольце наружном подшипника читалась со стороны крышки крепительной;
- полимерная прокладка подшипников кассетного типа торговой марки SKF должна находиться в лабиринте.
26.3.4.2 Контроль внутреннего осевого зазора подшипников кассетного типа производится в обязательном порядке, при этом его величина независимо от конструкции и типоразмера подшипников должна составлять 0,01 - 0,40 мм.
В случае, если измеренное значение внутреннего осевого зазора после монтажа подшипника на оси выходит за пределы указанных значений, подшипник демонтируется и отправляется в сервисный центр с оформлением Акта-рекламации формы ВУ-41 (Приложение П).
26.3.4.3 Измерение внутреннего осевого зазора подшипников производится до монтажа крышки смотровой при затянутых болтах крышки крепительной после прокручивания буксы на 3 - 4 полных оборота.
Осевой внутренний зазор подшипника проверяется с помощью индикатора часового типа с ценой деления не более 0,01 мм, устанавливаемого на корпусе буксы в специальном приспособлении или на магнитной стойке.
кассетного типа под адаптер
Монтаж буксовых узлов с подшипниками кассетного типа под адаптер производится аналогично п. п. 26.3.4.1 ... 26.3.4.3, при этом измерение осевого внутреннего зазора подшипников может производиться до или после монтажа торцевого крепления после прокручивания подшипника на 3 - 4 полных оборота.
Осевой внутренний зазор подшипника проверяется с помощью индикатора часового типа с ценой деления не более 0,01 мм, устанавливаемого на кольце наружном подшипника в специальном приспособлении или на магнитной стойке.
РОЛИКОВЫХ ЦИЛИНДРИЧЕСКИХ И КОЛЕЦ ЛАБИРИНТНЫХ НА ОСЬ
26.4.1 Посадочные поверхности шеек и предподступичных частей оси, колец внутренних и лабиринтных должны быть тщательно очищены и насухо протерты.
26.4.2 Величины натягов колец внутренних и лабиринтных на ось должны соответствовать указанным в п. 26.3.1.4.
26.4.3 Кольца лабиринтные перед установкой на предподступичную часть оси колесной пары нагревают до температуры 125 ... 150 °C.
Нагрев может производиться в электропечи, с помощью индукционного нагревателя или в масляной ванне, где в качестве нагреваемой жидкости используется масло трансформаторное по ГОСТ 982.
Установку нагретого кольца лабиринтного производят с помощью специальной монтажной втулки, торцом которой по мере его остывания наносят удары по лабиринтному кольцу до получения чистого металлического звука.
При нагреве лабиринтного кольца в электропечи или индукционным нагревателем предподступичную часть оси покрывают тонким слоем масла трансформаторного по ГОСТ 982, индустриального по ГОСТ 20799 или веретенного АУ по ТУ 38-1011232-89.
Отклонение от перпендикулярности заплечика торцевой поверхности кольца лабиринтного к посадочной поверхности шейки оси проверяют лекальным угольником в четырех диаметрально противоположных точках. Щупом измеряют зазор между торцевой поверхностью кольца лабиринтного и угольника. Пластина щупа толщиной 0,04 мм не должна проходить в зазор. Контроль производится при разности температур между кольцом лабиринтным и осью не более 3 °C.
26.4.4 Перед установкой внутренних колец подшипников на шейки оси их нагревают до температуры 100 ... 120 °C.
Нагрев может производиться в электропечи или масляной ванне, где в качестве нагреваемой жидкости используется масло трансформаторное по ГОСТ 982. Перегрев колец не допускается. При нагреве в электропечи контроль температуры производится непосредственно в зоне размещения колец внутренних.
Перед установкой на шейку оси колец внутренних к торцу оси прикрепляют специальный направляющий стакан, который в зависимости от конструкции оси либо навинчивается на резьбу М110, либо прикрепляется к торцу оси технологическими болтами М20.
Нагретые внутренние кольца подшипников устанавливают на шейку оси предварительно смазанную тонким слоем трансформаторного масла по ГОСТ 982 или индустриального по ГОСТ 20799 или веретенного АУ по ТУ 38-1011232-89 (в случае, если нагрев внутренних колец подшипников производился не в масляной ванне), в такой последовательности: первым надевают кольцо заднего подшипника бортом вперед, вторым надевают кольцо переднего подшипника, так, чтобы его сторона со скосом от дорожки качения была обращена к середине шейки оси.
После установки колец на шейку оси направляющий стакан снимают, надевают кольцо плоское упорное и производят поджатие колец внутренних:
- на оси типа РУ1Ш - шайбой тарельчатой и четырьмя (тремя) болтами М20 с моментом затяжки каждого болта 200,0 ... 300,0 Нм (20,0 ... 30,0 кгс·м) по схеме 1-2-3-4-3-4-2-1 (для трех болтов - с обходом дважды по периметру). Допускается применение технологических шайб и болтов. По мере остывания колец болты подтягивают;
- на оси типа РУ1 - гайкой М110. Гайку затягивают и подтягивают по мере остывания колец внутренних инерционным ключом или гаечным ключом с применением ударного инструмента (молотка) массой от 3 до 5 кг.
Примечание:
1. Допускается для оси типа РУ1 одноразовое поджатие колец в горячем состоянии. Поджатие осуществляется гайкой М110 при помощи инерционного ключа или гаечного ключа с применением молотка массой 3 ... 5 кг. Усилие затяжки должно обеспечивать плотное прилегание колец внутренних подшипников и кольца лабиринтного после их остывания. После остывания колец производится дополнительная затяжка гайки на угол не менее 8° (1/2 выступа коронки или шлица).
2. Допускается производить поджатие колец внутренних подшипников гидравлической прессовой установкой усилием не менее 200,0 кН (20,4 тс).
В поджатом состоянии внутренние кольца должны находиться до полного остывания. Плотность прилегания колец внутренних друг к другу и к кольцу лабиринтному контролируют при разности температур между кольцами и окружающей средой не более 3 °C. Контроль производят щупом, при этом пластина щупа толщиной не более 0,04 мм может войти в зазор между кольцами на участке длиной не более 1/3 окружности. Плотность посадки колец внутренних проверяют прибором контроля натяга колец подшипников согласно инструкции по его эксплуатации.
Примечание:
1. Допускается принудительное охлаждение колец трансформаторным маслом, выдержанным в монтажном отделении, или другими способами, не вызывающими коррозии. Время выдержки устанавливается технологическим процессом.
2. Допускается плотность прилегания колец внутренних друг к другу и к кольцу лабиринтному контролировать при разности температур между кольцом и шейкой оси не более 3 °C, при условии обеспечения контроля разности температур колец и шейки на монтажных участках. Разность температур между кольцами и окружающей средой при этом не регламентируется.
Участок ремонта деталей буксовых узлов должен иметь три отделения: демонтажно-обмывочное, ремонтно-комплектовочное и монтажное. Участок должен соответствовать требованиям Руководящего документа по организации ремонта колесных пар в вагоноколесных мастерских и вагонных депо, утвержденного Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 20 - 22 апреля 2011 г.).
27.2.1 Осмотр деталей подшипников, определение вида неисправностей и дефектов, способы их устранения и определение объема требуемого ремонта производят в соответствии с п. 25.2.
27.2.2 Блоки подшипников (кольца наружные с сепараторами и роликами), кольца внутренние и кольца упорные должны быть обмыты, просушены и остужены до температуры окружающей среды ремонтно-комплектовочного отделения.
Осмотр блоков подшипников и отдельно колец внутренних, наружных и упорных, а также сепараторов и роликов производят визуально с помощью лупы при рассеянном свете или с использованием средств неразрушающего контроля, установленных технологическим процессом.
27.2.3 Сведения о каждом осмотренном подшипнике с указанием его состояния должны быть занесены в Журнал формы ВУ-91 (Приложение Л).
27.2.4 При ремонте подшипников забракованные детали заменяют новыми или годными из числа бывших в эксплуатации, удовлетворяющих требованиям настоящего РД.
Забракованные кольца и ролики подшипников разрешается сдавать в металлолом. При этом составляется акт, который утверждается главным инженером или заместителем руководителя вагоноремонтного предприятия.
27.2.5 После ремонта подшипников на кольцах наружных выполняется отметка о проведенном ремонте - "Р", месяц римскими цифрами, две последние цифры года и условный номер предприятия, которое производило ремонт. Надпись производят электрографом, если подшипник находится в разобранном состоянии, если подшипник собран - медным купоросом или кислотой.
Примечание:
1. Состав кислоты: висмут азотнокислый - 5 г, никель азотнокислый - 95 г, азотная кислота - 370 см, вода - 630 см.
2. Через 3 ... 5 минут после нанесения надписи для нейтрализации кислоты место надписи должно быть протерто мыльной пеной или любым машинным маслом.
27.2.6 Данные о каждом отремонтированном подшипнике заносят в Журнал формы ВУ-93 (Приложение Н).
27.2.7 При хранении отремонтированных подшипников и их деталей более одних суток, руководствуются требованиями п. 11.9.1, а при хранении более десяти суток - п. 11.9.2.
27.2.8 Объем ремонта подшипников определяется по результатам их осмотра и НК. При этом выполняются следующие работы:
- зачистка (шлифовка) дорожек качения и бортиков колец наружных и внутренних;
- зачистка (шлифовка) роликов;
- зачистка механических повреждений (забоин) на полиамидном сепараторе;
- замена отдельных деталей подшипников (кольца наружные и внутренние, кольца плоские упорные, ролики и сепараторы);
- комплектация подшипников с измерением роликов по диаметру и по длине (формирование комплекта роликов в подшипнике);
- определение зазоров радиальных и осевых;
- подбор парных подшипников.
27.2.8.1 Зачистку (шлифовку) деталей подшипников производят только тем, которые имеют дефекты и повреждения, требующие восстановительного ремонта в соответствии с п. 25.2.
Зачистке (шлифовке) подвергаются дорожки качения и бортики колец наружных, дорожки качения и бортики колец внутренних, торцы и образующие поверхности роликов.
Зачистка производится на специальном оборудовании, согласованном с железнодорожными администрациями или владельцами инфраструктуры в установленном порядке, или вручную с использованием шлифовальной бумаги с зернистостью N 6 или N 10 с минеральным маслом. Максимальная величина снимаемого слоя металла не должна превышать 0,005 мм. Допускается после зачистки оставлять не выведенные дефекты и повреждения площадью не более 0,5 кв. мм в количестве не более пяти на каждой детали, а также не производить зачистку коррозионных точек на дорожках качения колец внутренних в непосредственной близости от конусных скосов.
Механические повреждения (забоины) длиной не более 5,0 мм и глубиной не более 2,0 мм на полиамидных сепараторах зачищаются шабером или напильником.
27.2.8.2 После ремонта подшипников разность диаметров роликов в одном подшипнике должна быть не более 0,005 мм, а разность длин роликов - не более 0,012 мм.
При сборке подшипника торцы роликов, имеющие лунки или цифровую маркировку, должны быть обращены в сторону маркировки на наружном кольце.
Маркировка сепаратора также должна быть обращена в сторону маркировки на наружном кольце.
В случае отсутствия на торцах роликов лунок или цифровой маркировки, на один из торцов наносится знак "+", при этом для роликов, имеющих лунки на двух торцах, маркировку наносят с помощью специального приспособления, согласованного в установленном порядке. У роликов с плоскими торцами, маркировку наносят с помощью кислоты (см. п. 27.2.5), медного купороса или электрографом. Запрещается наносить знак "+" на рабочую часть ролика - этот знак должен быть нанесен только в центре торца ролика.
27.2.8.3 Измерение деталей подшипников и подшипников в собранном виде производится средствами измерения и по методике в соответствии с требованиями РД 32 ЦВ 064-2009.
После ремонта у подшипников контролируются: разноразмерность роликов по диаметру и длине, осевой и радиальный зазоры, маркировка подшипника и постановка знаков о проведенном ремонте. При измерении радиального зазора, его значение должно составлять 0,090 ... 0,250 мм, разность крайних значений радиального зазора при трех измерениях (через 120°) не должна превышать 0,02 мм.
При отсутствии на кольце наружном заводского номера подшипника - оно подлежит браковке.
Подбор парных подшипников для постановки в один буксовый узел производится в соответствии с требованиями п. 26.2.18.
Допускается производить измерение деталей подшипников и подшипников в собранном виде с использованием электронно-механических установок, согласованных с железнодорожными администрациями или владельцами инфраструктуры.
27.2.8.4 Неразрушающий контроль деталей подшипников производится в соответствии с требованиями п. 21.
Корпуса букс, кольца лабиринтные, крышки крепительные и смотровые должны быть обмыты, протерты насухо и визуально осмотрены.
27.3.1 Корпуса букс с трещинами и отколами бракуют. Внутренняя посадочная поверхность, торцы корпуса буксы, поверхности бортика упорного и лабиринта должны быть зачищены от коррозии, задиров, рисок и заусенцев. Зачищенные поверхности протирают безворсовым материалом, смоченным керосином, а затем сухим. Допускается производить обмывку корпуса буксы после зачистки в моечной машине.
На посадочной поверхности корпуса буксы после устранения коррозионных повреждений допускаются темные пятна. Не допускается зачистку поверхности доводить до металлического блеска.
Допускается производить зачистку внутренней посадочной поверхности корпуса буксы по другой технологии, согласованной с железнодорожными администрациями или владельцами инфраструктур в установленном порядке.
Измерение посадочного диаметра и отклонений формы внутренней цилиндрической части корпуса буксы на соответствие нормам, указанным в таблице 27.1, производят в соответствии с требованиями РД 32 ЦВ 064-2009.
Ремонт корпусов букс износостойкой наплавкой опорных и направляющих поверхностей производят в соответствии с требованиями ТИ 05-02-Б-2010, при этом геометрические параметры корпусов букс должны соответствовать требованиям таблицы 27.1 настоящего РД.
┌────┬─────────────────────────────────────────┬──────────────────────────┐
│ N │ Замеряемые параметры │ Допускаемые значения, мм │
│п.п.│ ├──────────────┬───────────┤
│ │ │ при новом │ при │
│ │ │ изготовлении │ ремонте │
├────┼─────────────────────────────────────────┼──────────────┴───────────┤
│1 │Диаметр внутренней цилиндрической │ +0,200 │
│ │поверхности корпуса буксы (посадочный │250 │
│ │диаметр) │ +0,015 │
├────┼─────────────────────────────────────────┼──────────────┬───────────┤
│2 │Овальность внутренней цилиндрической │ 0,024│ 0,200│
│ │поверхности корпуса буксы, не более │ │ │
├────┼─────────────────────────────────────────┼──────────────┼───────────┤
│3 │Конусообразность внутренней │ 0,024│ 0,100│
│ │цилиндрической поверхности корпуса буксы │ │ │
├────┼─────────────────────────────────────────┼──────────────┼───────────┤
│4 │Торцевое биение заднего упорного бортика │ 0,07 │ - │
│ │буксы относительно оси посадочного │ │ │
│ │отверстия, мм │ │ │
├────┼─────────────────────────────────────────┼──────────────┼───────────┤
│5 │Ширина корпуса буксы по направляющим для │ +3 │ +3 │
│ │боковой рамы тележки │328 │328 │
│ │ │ -2 │ -2 │
├────┼─────────────────────────────────────────┼──────────────┴───────────┤
│6 │Разница в толщине стенок корпуса буксы, │ 4,0 │
│ │замеренная по направляющим, не более │ │
├────┼─────────────────────────────────────────┼──────────────────────────┤
│7 │Разница в толщине стенок корпусов букс по│ 2,0 │
│ │одной стороне колесной пары, не более │ │
└────┴─────────────────────────────────────────┴──────────────────────────┘
Корпуса букс, имеющие износ внутренней цилиндрической поверхности более допустимого и с повреждениями лабиринтной части подлежат браковке, а при повреждении резьбовых отверстий и с оставшимися в буксе оборванными болтами М20 подлежат ремонту по технологиям, принятым на вагоноремонтных предприятиях.
Данные осмотра и ремонта корпусов букс заносят в журнал свободной формы.
27.3.2 На посадочных поверхностях колец лабиринтных не допускаются механические повреждения в виде трещин, отколов, вмятин, забоин и заусенцев.
Измерение колец лабиринтных производят в соответствии с требованиями РД 32 ЦВ 064-2009. Допускаемые значения должны соответствовать указанным в таблице 27.2. Результаты измерения заносят в Журнал формы ВУ-90 (Приложение Н).
┌────┬─────────────────────────────────────────┬──────────────────────────┐
│ N │ Замеряемые параметры │ Допускаемые значения, мм │
│п.п.│ ├──────────────┬───────────┤
│ │ │ при новом │ при │
│ │ │ изготовлении │ ремонте │
├────┼─────────────────────────────────────────┼──────────────┼───────────┤
│1 │Диаметр внутренней цилиндрической │ +0,08 │ +0,12│
│ │поверхности (посадочный диаметр) │165,00 │165,00 │
│ │ │ │ │
│ │ │ │ +0,12│
│ │ │ │164,75 │
│ │ │ │ │
│ │ │ │ +0,12│
│ │ │ │164,50 │
│ │ │ │ │
│ │ │ │ +0,12│
│ │ │ │164,00 │
├────┼─────────────────────────────────────────┼──────────────┼───────────┤
│2 │Овальность отверстия по диаметру 165,0 │ 0,06 │ 0,10 │
│ │мм, не более │ │ │
├────┼─────────────────────────────────────────┼──────────────┼───────────┤
│3 │Конусообразность отверстия по диаметру │ 0,03 │ 0,05 │
│ │165,0 мм, не более │ │ │
└────┴─────────────────────────────────────────┴──────────────┴───────────┘
При среднем ремонте колесных пар без снятия колец лабиринтных при выявлении задиров на их цилиндрических поверхностях производят зачистку шлифовальной бумагой зернистостью N 6 с минеральным маслом.
27.3.3 Крышки крепительные и смотровые визуально осматривают. На крышках не допускаются механические повреждения в виде трещин, отколов, вмятин, забоин, заусенцев и изгибов. Крышки смотровые, деформированные по привалочной поверхности, должны быть выровнены по технологиям, принятым на вагоноремонтных предприятиях. Измерение толщины стального листа, из которого изготовлена крышка смотровая, производят в любом доступном месте, не имеющем повреждений или механического облоя, при помощи измерительного инструмента (штангенциркуль, кронциркуль или линейка), при этом она должна составлять 2,5 ... 3,0 мм.
Гайки торцевые М110, планки стопорные, шайбы тарельчатые, шайбы стопорные, а также болты М12, М20 и М24 визуально осматривают. Контроль и ремонт производят в соответствии с требованиями ТК-304.
27.4.1 Гайки торцевые М110 с трещинами, сорванной или поврежденной резьбой, следами механического воздействия на шлицы, а также со следами коррозии под витками резьбы бракуют. Запрещается растачивать резьбу гайки торцевой М110. Гайки, не соответствующие требованиям п. 10.4.1 бракуют. Мелкие забоины, вмятины, задиры и заусенцы ремонтируют зачисткой напильником или шлифовальной машинкой, или шлифовальной бумагой зернистостью N 6 с минеральным маслом.
27.4.2 Планки стопорные с трещинами и деформацией хвостовика бракуют, с механическими повреждениями в виде забоин, вмятин, задиров, заусенцев ремонтируют зачисткой напильником или шлифовальной машинкой, или шлифовальной бумагой зернистостью N 6 с минеральным маслом.
27.4.3 Шайбы тарельчатые с трещинами, со смещенными отверстиями под болты М20 и деформацией бракуют, с механическими повреждениями в виде забоин, вмятин, задиров, заусенцев ремонтируют зачисткой напильником или шлифовальной машинкой, или шлифовальной бумагой зернистостью N 6 с минеральным маслом. Деформация шайбы контролируется на слесарной (рихтовочной) плите, при этом пластина щупа толщиной 0,4 мм должна проходить в зазор между плитой и торцевой конической поверхностью по всему периметру.
27.4.4 Шайбы стопорные с трещинами, надрывами, а также со следами механической деформации бракуют. Механические повреждения в виде вмятин на поверхностях шайбы, образующиеся при загибе ее лепестков на грани головок болтов не являются браковочными признаками.
27.4.5 Болты М12, М20 и М24 подлежат браковке при:
- наличии деформации стержня и резьбы;
- наличии задиров и трещин в любой части болта;
- обнаружении следов коррозии на резьбовой части стержней;
- выявлении отверстий в головках под увязочную проволоку, допускается использование болтов М12 для крепления планки стопорной и крышки смотровой и болтов М20 для крепления крышки крепительной;
- радиусе в месте перехода стержня болта к головке менее 0,8 мм или его отсутствии;
- отсутствие на головках болтов подголовников.
Категорически запрещается исправлять резьбу на стержне болта. Облой, образующийся на гранях головки болта со стороны подголовника при изготовлении, должен удаляться механическим способом (напильник, наждак и др.).
Допускается использовать болты М12, имеющие отверстия в головках под увязочную проволоку, для крепления планки стопорной.
28.1 Колесные пары и их элементы должны иметь знаки маркирования и клейма, относящиеся:
- к изготовлению осей, предусмотренные ГОСТ 31334;
- к изготовлению колес, предусмотренные ГОСТ 10791;
- к формированию колесных пар, предусмотренные ГОСТ 4835;
- к проведению текущего, среднего и капитального ремонтов, а также восстановлению профиля поверхности катания колес, предусмотренные настоящим РД.
28.2 Основные размеры клейм и знаков маркировки, наносимые в холодном состоянии на торцы осей колесных пар, должны соответствовать приведенным на рисунке 28.1.
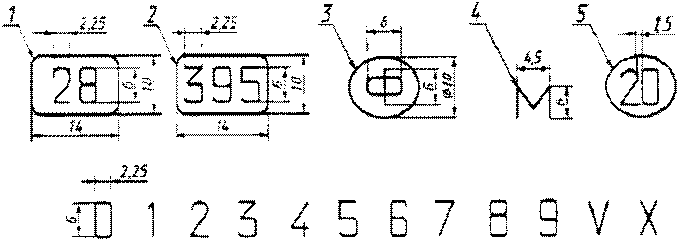
1, 2 - клеймо условного номера предприятия; 3 - знак формирования колесной пары; 4 - знак монтажа буксовых узлов; 5 - знак государства-собственника.
наносимые на торцы осей
28.3 Клейма и знаки маркировки, относящиеся к изготовлению оси, наносятся на торец оси (рисунок 28.2).
Сторона оси, на торце которой выбиты клейма и знаки маркировки, относящиеся к ее изготовлению, считается правой стороной оси (колесной пары).
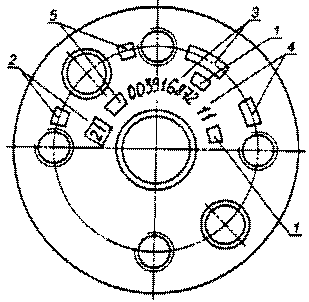
1 - приемочные клейма, 2 - условный номер предприятия, производившего обработку оси и перенос знаков маркировки; 3 - номер оси (первые 4 знака - условный номер предприятия-изготовителя оси; до 6 знаков - порядковый номер оси); 4 - две последние цифры года изготовления черновой оси; 5 - клеймо службы технического контроля предприятия-изготовителя чистовой оси.
относящиеся к изготовлению оси
28.4 Клейма и знаки маркировки, относящиеся к изготовлению колеса, наносятся на наружную боковую поверхность обода колеса (рисунок 28.3).

1 - две последние цифры года изготовления колеса; 2 - марка стали; 3 - номер плавки; 4 - условный номер предприятия-изготовителя колеса (номер или его торговая марка); 5 - приемочные клейма; 6 - порядковый номер колеса по системе нумерации предприятия-изготовителя; 7 - код государства-собственника колеса, наносимый на площадках в двух местах: первое клеймо - на расстоянии 100 ... 150 мм от основной маркировки, второе - с противоположной стороны.
к изготовлению колеса
28.5 Клейма и знаки маркировки, относящиеся к новому формированию или проведению капитального ремонта колесной пары, наносятся на торце оси правой стороны колесной пары (рисунок 28.4);
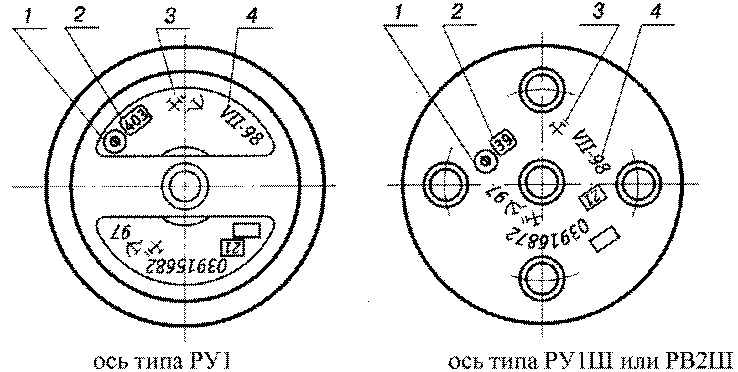
1 - "Ф" - знак нового формирования или проведения капитального ремонта колесной пары; 2 - условный номер предприятия, которое произвело новое формирование или капитальный ремонт колесной пары; 3 - приемочные клейма; 4 - месяц и две последние цифры года производства нового формирования или капитального ремонта колесной пары.
к новому формированию или проведению капитального
ремонта колесной пары
28.6.1 на торце оси с левой стороны колесной пары (рисунок 28.5);
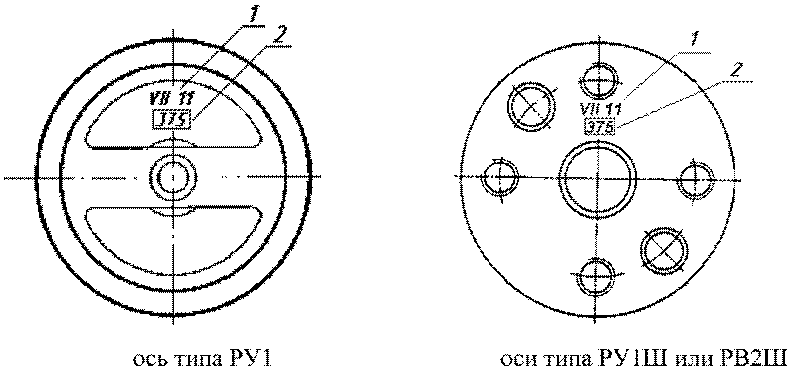
1 - месяц и две последние цифры года проведения среднего ремонта колесной пары; 2 - условный номер предприятия, которое произвело средний ремонт колесной пары
относящиеся к проведению среднего ремонта колесной
пары, наносимые на торце оси
28.6.2 на бирке, устанавливаемой под левый верхний болт крышки крепительной с правой стороны колесной пары, оборудованной буксовыми узлами с подшипниками в корпусах букс (рисунок 28.6).
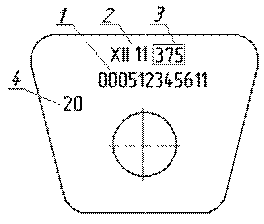
1 - индивидуальный номер колесной пары; 2 - месяц и две последние цифры года проведения среднего ремонта колесной пары; 3 - условный номер предприятия, которое произвело средний ремонт колесной пары; 4 - код государства-собственника колесной пары.
относящиеся к проведению среднего ремонта колесной
пары, наносимые на бирке
При использовании в буксовых узлах подшипников кассетного типа или сдвоенных цилиндрических подшипников на бирке наносится дополнительная маркировка высотой 10 мм и шириной 5 мм:
- для подшипников кассетного типа по ТУ БРЕНКО 840-462869-567-09 наносится "К-1";
- для подшипников кассетного типа по ТУ SKF.CTBU.001-2010 наносится "К";
- для сдвоенных цилиндрических подшипников по ТУ ВНИПП.048-1-00 и ТУ ВНИПП.072-01 наносится "СП".
28.6.3 на шайбе стопорной с левой стороны колесной пары, устанавливаемой под болты М20 торцевого крепления подшипников, установленных в корпусе с буксы, и М20 или М24 крышки передней подшипника кассетного типа с адаптером (рисунок 28.7);
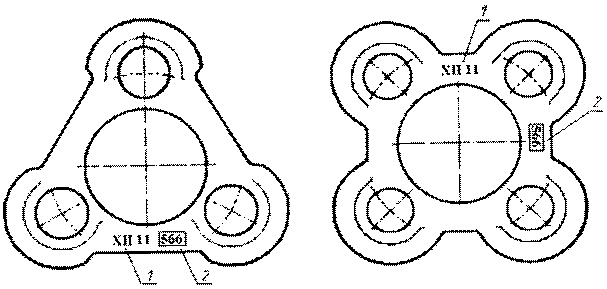
1 - месяц и две последние цифры года проведения среднего ремонта колесной пары; 2 - условный номер предприятия, которое произвело средний ремонт колесной пары.
относящиеся к проведению среднего ремонта колесной
пары, наносимые на шайбе стопорной
28.6.4 при монтаже буксовых узлов на том же предприятии, где производился капитальный ремонт колесной пары, на шайбе стопорной с правой стороны колесной пары, устанавливаемой под болты М20 торцевого крепления подшипников, установленных в корпусе буксы, и М20 или М24 крышки передней подшипника кассетного типа с адаптером дополнительно наносятся знаки и клейма в соответствии с рисунком 28.8.
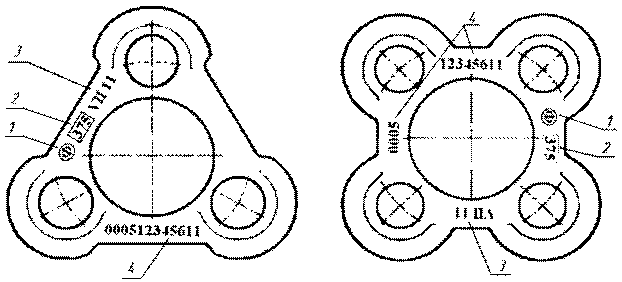
1 - "Ф" - знак проведения капитального ремонта колесной пары; 2 - условный номер предприятия, производившего капитальный ремонт колесной пары; 3 - месяц и две последние цифры года производства капитального ремонта колесной пары; 4 - индивидуальный номер колесной пары.
наносимые на шайбе стопорной при монтаже буксовых
узлов на том же предприятии, где производился
капитальный ремонт колесной пары
28.6.5 при монтаже буксовых узлов на предприятиях, не производивших ремонт колесных пар, колесные пары маркируются аналогично п. п. 28.6.1, 28.6.2 и 28.6.3 при этом вместо знаков и клейм о проведении среднего ремонта наносятся знаки и клейма о производстве монтажа буксовых узлов:
- "М" - знак монтажа буксовых узлов;
- месяц и две последние цифры года производства монтажа буксовых узлов;
- условный номер предприятия, которое произвело монтаж буксовых узлов.
28.6.6 при использовании в буксовых узлах с подшипниками роликовыми цилиндрическими смазки Буксол или ЗУМ, под верхний левый болт крышки крепительной с левой стороны колесной пары устанавливается бирка, на которой выбивается "БУКСОЛ" или "ЗУМ".
28.6.7 при монтаже буксовых узлов с подшипниками кассетного типа под адаптер, на шайбе стопорной с правой стороны колесной пары наносится дополнительное клеймо:
- для подшипников кассетного типа по ТУ БРЕНКО 840-462869-567-09 наносится "К-1" и код страны собственника колесной пары;
- для подшипников кассетного типа по ТУ SKF.CTBU.001-2010 наносится "К" и код страны собственника колесной пары.
28.7.1 на бирке, устанавливаемой под правый верхний болт крышки крепительной с правой стороны колесной пары, оборудованной буксовыми узлами с подшипниками в корпусах букс (рисунок 28.9);
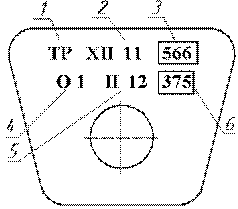
1 - знак проведения текущего ремонта; 2 - месяц и две последние цифры года проведения текущего ремонта; 3 - условный номер предприятия, которое провело текущий ремонт колесной пары; 4 - О1 или О2 или О3 и т.д. - знак проведения восстановления профиля поверхности катания колес; 5 - месяц и две последние цифры года проведения восстановления профиля поверхности катания колес; 6 - условный номер предприятия, которое провело восстановление профиля поверхности катания колес.
к проведению текущего ремонта колесной пары и восстановлению
профиля поверхности катания колес, наносимые на бирке
28.7.2 на шайбе стопорной с левой стороны колесной пары, устанавливаемой под болты М20 или М24 крышки передней подшипника кассетного типа с адаптером (рисунок 28.10).
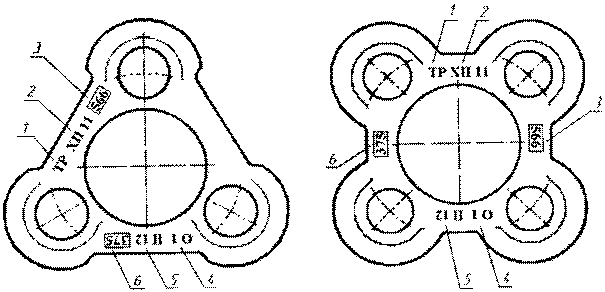
1 - знак проведения текущего ремонта; 2 - месяц и две последние цифры года проведения текущего ремонта; 3 - условный номер предприятия, которое провело текущий ремонт колесной пары; 4 - О1 или О2 или О3 и т.д. - знак проведения восстановления профиля поверхности катания колес; 5 - месяц и две последние цифры года проведения восстановления профиля поверхности катания колес; 6 - условный номер предприятия, которое провело восстановление профиля поверхности катания колес
к проведению текущего ремонта колесной пары и восстановлению
профиля поверхности катания колес, наносимые
на шайбе стопорной
28.8 Клейма и знаки маркировки при каждом восстановлении профиля поверхности катания колес наносятся:
28.8.1 на бирке, устанавливаемой под правый верхний болт крышки крепительной с правой стороны колесных пар, оборудованных буксовыми узлами с подшипниками в корпусах букс (рисунок 28.9);
28.8.2 на шайбе стопорной с левой стороны колесной пары, устанавливаемой под болты М20 торцевого крепления подшипников, установленных в корпусе буксы, и М20 или М24 крышки передней подшипника кассетного типа с адаптером (рисунок 28.10).
28.9 При отсутствии места для нанесения знаков и клейм на торцах оси, старые знаки и клейма должны быть зачеканены или заварены с последующей зачисткой.
Запрещается зачеканивать или заваривать знаки и клейма, относящиеся к изготовлению оси. Они должны быть сохранены на весь срок службы оси.
29.1 Колесные пары после проведения им капитального и среднего ремонтов окрашиваются краской черного цвета на олифе, лаком или эмалью марок, согласованных с железнодорожными администрациями или владельцами инфраструктуры в установленном порядке.
Окраске подлежат:
а) корпуса букс, места соединения кольца лабиринтного с предподступичной частью оси, а также подступичная часть оси между кольцом лабиринтным и колесом после проведения монтажа буксовых узлов;
б) места соединения ступицы колеса с осью с внутренней стороны колесной пары.
29.2 Категорически запрещается окрашивать подшипник кассетного типа и адаптер по поверхности, контактирующей с его кольцом наружным.
30.1 Исключение колесных пар из инвентаря производится на ВРЗ и ВКМ.
30.2 Колесные пары исключаются из инвентаря в следующих случаях:
- при наличии дефектов и износов оси, не допускающих ее дальнейшую эксплуатацию и ремонт;
- оси с отсутствующими или неясными клеймами и знаками завода- производителя
- оси устаревших типов (тип III, РУ), при этом принадлежность оси к устаревшему типу устанавливает железнодорожная администрация или владелец инфраструктуры;
- оси с отсутствующими или неясными знаками и клеймами завода-изготовителя;
- по указаниям железнодорожных администраций или владельцев инфраструктуры.
30.3 При исключении колесной пары из инвентаря колеса, признанные годными, распрессовываются с оси и используются при капитальном ремонте колесных пар.
30.4 Исключение колесных пар из инвентаря производится комиссией в составе:
30.4.1 на ВРЗ - главного инженера завода, начальника ОТК, начальника колесного цеха и инспектора-приемщика;
30.4.2 в ВКМ - начальника ВКМ, приемщика вагонов, мастера и инспектора по сохранности вагонного парка.
30.5 Исключение из инвентаря колесных пар оформляется Актом формы ВУ-89 (Приложение И), утверждение которого производится в порядке, установленном железнодорожной администрацией или владельцем инфраструктуры в соответствии с национальным законодательством.
31.1 При ремонте колесных пар и монтаже буксовых узлов должны применяться средства измерения, установочные меры, приспособления и инструменты, предусмотренные действующей технологической документацией и обеспечивающие необходимую точность измерений.
31.2 Средства измерения и приборы должны быть поверены (или откалиброваны) в соответствии с законами об обеспечении единства измерений, действующих на территории железнодорожных администраций.
31.3 Контроль температуры деталей колесной пары и буксовых узлов производится универсальными термометрами или другими средствами, обеспечивающими стабильные результаты.
31.4 Расстояние между внутренними боковыми поверхностями ободов колес определяются специальными средствами измерения.
31.5 Разность расстояний между внутренними боковыми поверхностями ободов колес в одной колесной паре должна быть определена как разность наибольшего и наименьшего расстояний, измеренных в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях.
31.6 Разность диаметров колес по кругу катания и расстояний от торцов предподступичных частей оси до внутренних боковых поверхностей ободов колес в одной колесной паре следует определять специальными средствами измерения.
31.7 Отклонение от соосности кругов катания колес относительно оси базовой поверхности определяют как полуразность наибольшего и наименьшего из радиальных измерений в одной плоскости при измерении от поверхностей шейки или подступичной части оси до круга катания колеса.
31.8 Входной контроль осей и колес производят визуально и с использованием средств ПК.
31.9 Шероховатость обработанных поверхностей осей и колес следует проверять визуально по образцам шероховатости по ГОСТ 9378 или аттестованным образцам деталей, или с использованием электронных средств измерения шероховатости.
31.10 Неразрушающий контроль производить в соответствии с РД 07.09-97, РД 32.150-2000, РД 32.159-2000, РД 32.174-2001.
31.11 Отклонение от круглости (овальность) отверстия ступицы колеса определяют как полуразность наибольшего и наименьшего диаметров, расположенных во взаимно перпендикулярных направлениях.
Отклонение от профиля продольного сечения (конусообразность) отверстия ступицы колеса должно быть определено как полуразность наибольшего и наименьшего диаметров в одной плоскости при измерении в сечениях, отстоящих на 10 ... 15 мм от торцов ступицы колеса.
Отклонение от формы поверхности отверстий ступиц колес следует определять микрометрическим нутромером. Допускается применение другого средства измерения, обеспечивающего необходимую точность измерения.
31.12 Скорость движения плунжеров прессов следует определять как частное от деления хода плунжера, измеренного линейкой, на время, измеренное секундомером. Измерения следует повторить три раза. За значение скорости принимают среднее значение результатов трех измерений.
31.13 При подсчете допускаемых значений конечных усилий запрессовки диаметр подступичной части оси должен быть взят с точностью до 1 мм, а результаты округлены в большую сторону до целых значений 10 кН (1,0 тс) для нижнего и верхнего пределов.
Значения конечных усилий запрессовки по диаграмме определяют для каждой колесной пары визуально. В случае разногласий в оценке значений, их необходимо определять с помощью линейки с учетом масштаба записи.
31.14 Натяг посадки колеса на ось определяется как разность между диаметрами оси и отверстия ступицы колеса. Измерения диаметров отверстий ступиц и посадочных поверхностей осей необходимо вести микрометрическим нутромером и микрометрической скобой в двух взаимно перпендикулярных плоскостях по трем сечениям по длине отверстий ступицы колес и подступичных частей оси в местах посадки ступиц колес (по середине и на расстоянии от 70 до 80 мм по обеим сторонам от нее), за значение диаметра измеряемого элемента следует принимать среднее значение результатов шести измерений.
Допускается применение других средств измерений, обеспечивающего необходимую точность измерения.
31.15 Величина конечного усилия Рзк на диаграмме запрессовки определяется уровнем точки кривой, соответствующей концу процесса запрессовки (рисунок 17.1). При расположении диаграммы выше или ниже (рисунок 17.2) нулевой линии, а также при перекосе (рисунок 17.3) запрессовка не бракуется, а конечные усилия должны определяться уровнем точки диаграммы, соответствующей концу запрессовки с учетом величины смещения от нулевой линии. При обнаружении смещенных диаграмм запрессовки должны быть приняты меры для ликвидации смещения.
Не подлежат браковке диаграммы, имеющие в начале запись холостого хода плунжера пресса (рисунок 17.4). Величину конечного запрессовочного усилия в этом случае нужно определять уровнем точки кривой, соответствующей концу процесса запрессовки, с уменьшением на величину давления холостого хода.
Диаграмма запрессовки должна быть подписана исполнителем работ, мастером ВКМ или завода, контролером ОТК завода, контрольным мастером ОТК завода, приемщиком вагонов железнодорожной администрации или представителем соответствующей службы инфраструктуры. Допускается вносить исправления на бланке диаграммы при нечеткой записи запрессовки, номера оси и колес путем перечеркивания с подписью ответственных лиц.
31.16 Длина сопряжения L на диаграмме запрессовки определяется размером абсциссы активной ветви, т.е. расстоянием от начала ее подъема до точки перехода в горизонтальный или наклонный участок в конце (рисунок 17.5). При отсутствии горизонтального или наклонного участка в конце длина сопряжения равна длине диаграммы.
31.17 Порядок определения качества (пригодности) прессовых соединений, диаграммы которых имеют отклонения от нормальной формы, указан в таблице 17.1.
31.18 Контроль упрочнения подступичной части оси роликами должен производиться в соответствии с Технологической инструкцией по упрочнению накатыванием роликами осей колесных пар вагонов, утвержденной Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 20 - 22 апреля 2011 г.).
31.19 Входной контроль колесных пар и корпусов букс производят визуально.
31.20 Входной контроль подшипников производится в соответствии с требованиями п. 26.2.2.
31.21 Измерение диаметра отверстия кольца внутреннего подшипника роликового цилиндрического производится в соответствии с ГОСТ 520 средствами измерения с ценой деления не более 0,002 мм в двух сечениях, расположенных на расстоянии 10 мм от торцов. В каждом сечении должны быть замерены наименьший и наибольший размер. Среднее арифметическое четырех замеров (наибольшего и наименьшего в двух сечениях) считается средним значением диаметра отверстия кольца внутреннего. В процессе измерения кольцо должно поворачиваться на угол 180°.
Средство измерения перед замером настраивается по установочной мере (эталону). Настройку средства измерения производят с учетом действительного размера, указанного на эталоне троекратно.
31.22 Для измерения радиальных зазоров в подшипниках роликовых цилиндрических используются средства измерения в соответствии с принятым на вагоноремонтном предприятии технологическим процессом, обеспечивающим необходимую точность измерения.
Средний радиальный зазор определяться как среднее арифметическое трех замеров через 120° каждый, путем поворота наружного кольца с роликами относительно кольца внутреннего.
Примечания.
1. Допускается при замерах радиальных зазоров использовать эталонное внутреннее кольцо, имеющее наружный диаметр 
2. В случае присутствия в заводской маркировке подшипника величины среднего радиального зазора, его замер допускается не производить при использовании подшипника со своим кольцом.
31.23 Минимальная величина осевого зазора в подшипнике контролируется щупом, который вставляется между торцом одного из роликов и бортом наружного кольца после разборки блока подшипников. Контроль производят в трех местах при повороте наружного кольца на угол 120° вокруг оси. Щуп толщиной 0,06 мм при этом должен проходить. Допускается контролировать осевой зазор в собранном подшипнике с использованием средств измерения в соответствии с принятым на вагоноремонтном предприятии технологическим процессом, обеспечивающим необходимую точность измерения.
Проверку внутреннего осевого зазора подшипников кассетного типа по ТУ БРЕНКО 840-462869-567-09 и ТУ SKF.CTBU.001-2010 проводят в соответствии с п. п. 26.3.4.2, 26.3.4.3 и 26.3.5.
Контроль внутреннего осевого зазора подшипника кассетного типа должен производиться посредством осевого перемещения наружного кольца относительно оси. Приложение усилия к подшипнику должно осуществляться вручную вдоль оси колесной пары поочередно вперед - на себя и назад - от себя, с вращением подшипника влево - вправо в пределах дуги 45 градусов. При этом фиксируется показание стрелки индикатора часового типа (с ценой деления не более 0,01 мм) в одном положении и другом. Разница показаний индикатора в крайних положениях перемещаемого подшипника на оси является величиной внутреннего осевого зазора.
31.24 Диаметры шеек осей измеряют рычажной скобой или другими средствами измерения, в соответствии с принятым на вагоноремонтном предприятии технологическим процессом, обеспечивающим необходимую точность измерения, в двух сечениях, соответствующих серединам подшипников в двух взаимно перпендикулярных направлениях. За значение диаметра следует принимать среднее арифметическое значение измерений в каждом сечении.
31.25 Измерение диаметров предподступичных частей оси на расстоянии не более 20 мм от торца и отверстий лабиринтных колец следует производить в двух взаимно перпендикулярных сечениях.
Для определения среднего диаметра принимают среднее арифметическое значение двух измерений.
Предподступичные части осей и кольца лабиринтные измеряются измерительными приборами с ценой деления не более 0,01 мм.
31.26 Плотность прилегания внутренних колец цилиндрических подшипников друг к другу и к кольцу лабиринтному контролируется щупом. Пластина толщиной не более 0,04 мм может войти в зазор между деталями на участке длиной не более 1/3 окружности.
31.27 Температура нагрева колец внутренних подшипников должна обеспечиваться автоматически с предохранением от перегрева.
31.28 Перед применением смазок ЛЗ-ЦНИИ (у), Буксол или ЗУМ, их качество проверяют лабораторным анализом (п. 11.4).
31.29 Величину затяжки болтов М20 и М24 торцового крепления контролируют динамометрическими ключами или другим методом, согласованным с железнодорожными администрациями или владельцами инфраструктуры в установленном порядке.
31.30 Правильность сборки буксового узла контролируют по легкости вращения на шейке оси и результату вибродиагностического контроля. Вручную проверяют осевое смещение буксы. Букса должна свободно перемещаться вдоль шейки оси в пределах осевого разбега. Не допускается защемление роликов в осевом направлении.
32.1 При включении грузовых вагонов в пассажирские поезда требования к колесным парам должны соответствовать установленным для колесных пар пассажирских вагонов.
32.2 Под одним вагоном должны эксплуатироваться колесные пары, оборудованные буксовыми узлами с подшипниками одного типа. Допускается эксплуатировать под одним вагоном колесные пары, оборудованные буксовыми узлами с подшипниками разных типов по согласованию с железнодорожными администрациями или соответствующими службами владельца инфраструктуры.
32.3 Подшипники колесных пар должны быть защищены от прохождения сварочного тока. Сварочные работы на вагонах и тележках, оборудованных буксами с подшипниками, должны выполняться так, чтобы подшипники не были включены в сварочную цепь, при этом запрещается использовать рельсы в качестве обратного провода. Подвод тока должен осуществляться по двухпроводной системе с присоединением обратного провода от источников питания дуги и непосредственно вблизи места сварки с обеспечением надежного контакта. Во всех случаях сварочные машины и трансформаторы должны быть тщательно изолированы от рельсовых путей. При нарушении вышеуказанных требований колесные пары выкатываются из-под вагона или тележки и им проводится средний ремонт (со снятием колец внутренних подшипников роликовых цилиндрических и колец лабиринтных).
32.4 Сообщать незамедлительно в соответствующие службы железнодорожных администраций или владельцев инфраструктуры о всех случаях отцепок вагонов и выкатки колесных пар по причине неисправности осей, колес и буксовых узлов с подшипниками всех типов с оформлением Акта-рекламации формы ВУ-41 (Приложение П) и Плана расследования (Приложение Р). Расследование случаев брака проводить по единой методике, утвержденной в установленном порядке.
32.5 Категорически запрещается производить обмывку колесных пар с буксовыми узлами, тележек с колесными парами и вагонов на колесных парах, буксовые узлы которых в дальнейшем не подлежат демонтажу.
33.1 Транспортирование и хранение колесных пар и их элементов должны производиться в соответствии с требованиями Руководящего документа по организации ремонта колесных пар в вагоноколесных мастерских и вагонных депо, утвержденного Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (Протокол от 20 - 22 апреля 2011 г.).
33.2 Состояние антикоррозионного покрытия при длительном хранении (свыше 6 месяце) контролируется визуально выборочно два раза в год (весной и осенью). Контролю подлежит 10% законсервированных колесных пар. При повреждении защитного слоя, но при отсутствии следов коррозии на поверхности металла на этот участок следует нанести дополнительный слой покрытия. При наличии следов коррозии колесные пары необходимо переконсервировать с удалением следов коррозии.
33.3 Запрещается хранение колесных пар с буксовыми узлами с отсутствующими или не закрытыми смотровыми или крепительными крышками, а также транспортирование колесных пар с лабиринтными или внутренними кольцами без буксовых узлов.
33.4 При транспортировке колесных пар с подшипниками необходимо защищать наружные кольца от повреждений. Допускается использование защитных приспособлений или кожухов.
33.5 Подшипники, демонтированные с шеек осей колесных пар для отправки в сервисные центры предприятий-производителей или на вагоноремонтные предприятия, упаковываются и укладываются в тару, например в паллету или другую подходящую для транспортировки.
При упаковке нескольких подшипников в одну тару между подшипниками устанавливаются прокладки из мягкого материала (например, гофрированный картон) для исключения их соударения в процессе транспортировки.
Упаковка должна быть жесткой, т.е. не деформироваться под весом подшипников при транспортировке и погрузочно-разгрузочных работах.
33.6 Упаковка и условия хранения подшипников:
33.6.1 подшипники должны быть упакованы и защищены от ржавчины антикоррозионным покрытием и размещены внутри упаковки или специального поддона, защищающих их от атмосферного воздействия;
33.6.2 хранение подшипников на поддонах должно производиться при соблюдении следующих условий:
- температура в помещении склада должна быть постоянной и исключать образование конденсата на подшипниках,
- поддон с подшипниками должен быть закрыт от воздействия прямых солнечных лучей,
- не допускается хранение подшипников в помещениях с повышенной влажностью воздуха и вблизи систем отопления и трубопроводов;
33.6.3 хранение подшипников вне поддонов должно производиться при соблюдении следующих условий:
- места хранения и складирования подшипников должны быть сухими, подшипники должны располагаться на подкладках из влагостойкого материала,
- запрещается хранить подшипники вместе с химическими веществами (кислоты, аммиаки, гидрохлориды, щелочи и т.п), а также на полу производственных помещений и в соприкосновении со стенами помещения,
- подшипники должны храниться в вертикальном положении (ось подшипника перпендикулярна плоскости хранения);
33.6.4 запрещается использовать подшипники сдвоенные и кассетного типа, находившиеся на хранении более 24 месяцев без монтажа (от даты изготовления или восстановления), по истечении этого срока подшипники направляются в специализированный сервисный центр для ремонта;
33.6.5 колесным парам с подшипниками, не бывшим в эксплуатации (находящимся на хранении в цехах, колесных парках и под неэксплуатируемыми вагонами) и простоявшим после последнего капитального, среднего и текущего ремонта колесных пар:
- до шести месяцев - текущий ремонт не производится;
- от шести до двадцати четырех месяцев - производится текущий ремонт;
- более двадцати четырех месяцев - производится средний ремонт.
33.6.6 перед постановкой колесных пар в оборотный парк буксовые узлы необходимо провертывать на шейке оси не менее 15 ... 20 оборотов;
33.6.7 буксовые узлы (подшипники), смонтированные на колесные пары, при их хранении необходимо прокручивать для перераспределения смазки внутри подшипника не менее 15 ... 20 оборотов и не реже одного раза:
- в три месяца для новых подшипников,
- в шесть месяцев для подшипников, бывших в эксплуатации;
33.6.8 колесные пары с подшипниками в цехах и колесных парках должны храниться на специально выделенных рельсовых путях с разделением на исправные и неисправные, при этом категорически запрещается их расположение "в замок" для исключения повреждений наружных колец от соударения с гребнем колеса рядом стоящей колесной пары.
33.7 Комплектация подшипников, отправляемых в сервисные центры предприятий-производителей должна соответствовать требованиям производителей:
- для подшипников кассетного типа торговой марки Бренко - подшипник, лабиринт или кольцо упорное, крышка передняя и болты торцевого крепления;
- для подшипников кассетного типа торговой марки SKF - подшипник, лабиринт или кольцо упорное, прокладка полимерная;
- для подшипников сдвоенных - подшипник.
34.1 Предприятие, производившее ремонт колесных пар гарантирует их соответствие требованиям настоящего РД при условии соблюдения потребителем правил эксплуатации (применения, транспортирования и хранения), установленных настоящим РД.
34.2 Гарантийный срок эксплуатации колесных пар по прочности прессовых соединений колес с осями от момента нового формирования или капитального ремонта колесной пары - 15 лет.
34.3 Гарантийный срок эксплуатации колесной пары:
34.3.1 по качеству монтажа буксовых узлов от последнего капитального или среднего ремонта до следующего капитального или среднего ремонта, но не менее трех лет или 300 тыс. км пробега;
34.3.2 по качеству сборки торцевого крепления - от последнего капитального, среднего или текущего ремонта до следующего капитального, среднего или текущего ремонта, но не менее трех лет или 300 тыс. км пробега.
34.4 Гарантийный срок эксплуатации колес по ГОСТ 10791 - изготовитель гарантирует качество стали и отсутствие дефектов технологического происхождения на поверхности колес на весь срок службы колес со дня получения заказчиком. Изготовитель не несет ответственности за дефекты эксплуатационного происхождения типа ползунов, наваров и кольцевых выработок на поверхности катания колес.
34.5 Гарантийный срок на новые подшипники - по ТУ ВНИПП.048-1-00, ТУ ВНИПП.072-01, ТУ БРЕНКО 840-462869-567-09 и ТУ SKF.CTBU.001-2010.
(рекомендуемое)
УДОСТОВЕРЕНИЯ НА ПРАВО ПРОВЕДЕНИЯ КАПИТАЛЬНОГО, СРЕДНЕГО
И ТЕКУЩЕГО РЕМОНТА КОЛЕСНЫХ ПАР ДЛЯ ПРОИЗВОДСТВЕННОГО
УЧАСТКА ВРЗ, ВКМ И ВЧДР
Наименование железнодорожной администрации
_____________________________
УДОСТОВЕРЕНИЕ
N ________
Настоящее удостоверение дает право ________________________________________
(наименование участка)
производственному участку (цеху) __________________________________________
(наименование вагоноремонтного предприятия)
производить капитальный, средний и текущий ремонт колесных пар с
постановкой присвоенного клейма N __________________.
Руководитель
железнодорожной администрации _____________________________________________
(подпись) расшифровка подписи
МП
"_____" _________________ 20___г.
(рекомендуемое)
УДОСТОВЕРЕНИЯ НА ПРАВО ПРОИЗВОДСТВА КАПИТАЛЬНОГО
И/ИЛИ СРЕДНЕГО И/ИЛИ ТЕКУЩЕГО РЕМОНТА КОЛЕСНЫХ ПАР
ДЛЯ РАБОТНИКОВ ВРЗ, ВКМ И ВЧДР
Наименование предприятия
_______________________________
УДОСТОВЕРЕНИЕ
N ________
Выдано ____________________________________________________________________
(фамилия, имя, отчество)
Место работы ______________________________________________________________
(дорога, ВРЗ, ВКМ, ВЧДР)
Должность _________________________________________________________________
Председатель комиссии _____________________________________________________
(подпись) расшифровка подписи
МП
"_____"____________20 ___ г.
продолжение формы (лист 2)
В том, что он (она) выдержал (выдержала) экзамен и имеет право на производство капитального, среднего и текущего ремонта колесных пар (ненужное зачеркнуть).
Дата | Подпись председателя комиссии |
(обязательное)
Форма ВУ-51
_____________________
вагонное депо, завод
Составляется в одном экземпляре
__________________ж.д.
Натурный колесный листок
┌───────────┬────────┬───┬─────────┬──────────────────────────────────────┐
│ Дата │ N │Тип│ Диаметр │ Дата и пункт │
│поступления│колесной│ │по кругу ├────────────────┬─────────────────────┤
│ │ пары │ │ катания │ последнего │ последнего полного │
│ │ │ │ колеса │ формирования │освидетельствования и│
│ │ │ │ │ │ монтажа букс │
│ │ │ │ │ │роликовых подшипников│
├───────────┼────────┼───┼─────────┼────────────────┼─────────────────────┤
│ │ │ │ │ │ │
┌────────┬──────────────┬──────────────┬──────────────────┬───────────────┐
│ из-под │ ВЧД, ВКМ, │ ведомости │ формирования или │ ремонта │
│ вагона │ завода, ПТО │ │отремонтированная)│ │
│ │ │ │ неисправная │ │
│ │ │ │ (N дефекта по │ │
│ │ │ │ классификатору) │ │
├────────┼──────────────┼──────────────┼──────────────────┼───────────────┤
│ │ │ │ │ │
"___"_______________ 20____ г. Подпись _________________
РАСХОД
┌────────────────────────────────┬─────────────┬──────────┬────────────┬────────────┐
│ Дата и пункт │Израсходована│Отправлена│ N │ Вид │
├────────────┬───────────────────┤ под вагон N │ в ВЧД, │пересылочной│выполненного│
│ последнего │последнего полного │ │ ВКМ, │ ведомости │ ремонта │
│формирования│освидетельствования│ │завод, ПТО│ │ │
│ │ и монтажа букс с │ │ │ │ │
│ │ роликовыми │ │ │ │ │
│ │ подшипниками │ │ │ │ │
├────────────┼───────────────────┼─────────────┼──────────┼────────────┼────────────┤
│ │ │ │ │ │ │
Сторона колесной пары | Размеры колесной пары в мм | ||||||||
Шейка оси | Диаметр оси | Колеса | |||||||
длина | диаметр | предпод- ступичной части | подсту- пичной части | по середине | толщина обода | прокат | диаметр по кругу катания | расстояние между внутрен- ними гранями | |
Правая | |||||||||
Левая | |||||||||
Дата ____________________ Подпись _____________________________________
(выпуска из ремонта) (лица, производившего ремонт и
освидетельствование)
Дата ____________________ Подпись _____________________________________
(расхода) (лица, производившего подкатку под
вагон)
(обязательное)
Форма ВУ-53
__________________
(ремонтный пункт)
___________________ж.д.
РЕМОНТА И ОБОРОТА КОЛЕСНЫХ ПАР
Начат "______"__________20___г.
Окончен "______"__________20___г.
┌────────────────────────────────────────────────────────────────────────────────────────────────────────────┬─────────────────────┐
│ Приход │ Рас│
├───────┬───────────┬────────────┬───────────────────────────────────────────────────────────────────────────┼────────┬────────────┤
│ N по │ Дата │Наименование│ Характеристика колесной пары │ Дата │Наименование│
│порядку│поступления│ завода или ├────────┬────────┬─────────────────────────────────────────────┬───────────┤отправки│ завода или │
│ │ │ пункта, │ Тип │ Номер │ Дата и пункт │Диаметр по │ или │ пункта, │
│ │ │ откуда │колесной│колесной├────────────┬────────────┬───────────────────┤ кругу │подкатки│ куда │
│ │ │ поступила │ пары │ пары │Изготовления│ Последнего │Последнего полного │ катания │ под │ направлена │
│ │ │ колесная │ │ │ оси │формирования│освидетельствования│ колеса │ вагон │ колесная │
│ │ │ пара, │ │ │ │ │ колесной пары и │(числитель │ │ пара, │
│ │ │ или номер │ │ │ │ │ монтажа букс для │ - правое, │ │ или номер │
│ │ │ вагона, │ │ │ │ │роликовых колесных │знаменатель│ │ вагона, │
│ │ │ из-под │ │ │ │ │ пар │ - левое) │ │под который │
│ │ │которого она│ │ │ │ │ │ │ │ она │
│ │ │ выкачена │ │ │ │ │ │ │ │ подкачена │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ 1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 │ 11 │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
├───────┼───────────┼────────────┼────────┼────────┼────────────┼────────────┼───────────────────┼───────────┼────────┼────────────┤
│ │ │ │ │ │ │ │ │ / │ │ │
└───────┴───────────┴────────────┴────────┴────────┴────────────┴────────────┴───────────────────┴───────────┴────────┴────────────┘
продолжение Приложения Г
┌───────────────────────────────────────────────────────────────────────────────────────────────────┬───────────────────────────────────────────────────────────────────────────────────────────────────────┐
├────────┬──────────────────────────────────────────────────────────────────────────────────────────┼─────┬──────────────┬────────────┬───────────────────────┬──────────────┬───────────────────────┬──────┤
│Сторона │ Размеры колесной пары (мм) │Смена│ Смена │Сформировано│ Полная ревизия │Восстановление│ Промежуточная ревизия │Прочие│
│колесной├───────────────────────────────────────┬──────────────────────────────────────────────────┤ оси │цельнокатанных│ из │ роликовых букс │ резьбы шейки │ роликовых букс │работы│
│ пары │ Диаметр оси │ Колеса │ │ колес │старогодных │ │роликовой оси │ │ │
│ ├────────────────┬────────────┬─────────┼───────┬──────┬───────┬───────┬───────┬───────────┤ │ │ элементов ├───────────┬───────────┤ ├───────────┬───────────┤ │
│ │ В │ В │Посредине│Толщина│Прокат│Толщина│Толщина│Диаметр│Расстояние │ │ │ │С обточкой │Без обточки│ │С обточкой │Без обточки│ │
│ │предподступичной│подступичной│ │ обода │ │ диска │гребня │ по │ между │ │ │ │поверхности│поверхности│ │поверхности│поверхности│ │
│ │ части │ части │ │ │ │ │ │ кругу │внутренними│ │ │ │ катании │ катания │ │ катания │ катания │ │
│ │ │ │ │ │ │ │ │катания│ гранями │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│ 12 │ 13 │ 14 │ 15 │ 16 │ 17 │ 18 │ 19 │ 20 │ 21 │ 22 │ 23 │ 24 │ 25 │ 26 │ 27 │ 28 │ 29 │ 30 │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
├────────┼────────────────┼────────────┼─────────┼───────┼──────┼───────┼───────┼───────┼───────────┼─────┼──────────────┼────────────┼───────────┼───────────┼──────────────┼───────────┼───────────┼──────┤
│Прав. │ / │ / │ / │ /│ /│ /│ /│ /│ │ │ │ │ │ │ │ │ │ │
├────────┤ / │ / │ / │ / │ / │ / │ / │ / │ │ │ │ │ │ │ │ │ │ │
│Лев. │ / │ / │ / │/ │/ │/ │/ │ / │ │ │ │ │ │ │ │ │ │ │
└────────┴────────────────┴────────────┴─────────┴───────┴──────┴───────┴───────┴───────┴───────────┴─────┴──────────────┴────────────┴───────────┴───────────┴──────────────┴───────────┴───────────┴──────┘
продолжение Приложения Г
┌───────────────────┬────────────────────────────────────────────────┬──────────────┬──────────────┐
│ Дата полного │ Подпись лица, производившего │Подпись лица, │Подпись лица, │
│освидетельствования│ проверку дефектоскопом │производившего│производившего│
│ колесной пары ├────────────────┬────────────┬──────────┬───────┤ приемку │ подкатку │
│ │ Шейки и │Подступичной│Внутренних│Средней│ колесной │ колесной │
│ │предподступичной│ части оси │ колец на │ части │ пары │ пары │
│ │ части оси │ │шейке оси │ оси │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ 31 │ 32 │ 33 │ 34 │ 35 │ 36 │ 37 │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
├───────────────────┼────────────────┼────────────┼──────────┼───────┼──────────────┼──────────────┤
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │
└───────────────────┴────────────────┴────────────┴──────────┴───────┴──────────────┴──────────────┘
(обязательное)
НА КОЛЕСНУЮ ПАРУ ГРУЗОВОГО ВАГОНА
ПРЕДПРИЯТИЕ ______ ДОРОГА ______ КОЛЕСНАЯ ПАРА N ____"______"__ТИП КП __________ ПРИЗНАК КП: _____
код код
┌────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────┐
├───────┬───────────────────────────────────────────┬───────────────┬──────────────────────────────────────────────────────────────────────────┬──────────────┬──────────┤
│ Дата │ С пересылки │ Поступила под │ Дата и пункт │Собственник КП│Расстояние│
│поступ-├──────┬───────┬─────────┬──────────────────┼───────┬───────┼───────────────────────┬──────────────────────┬───────────────────────────┼──────┬───────┤ между │
│ ления │отпра-│станция│ дорога │ поступила в │вагон N│ вид │ последнего форм-я │ посл. полн. освид-я │ послед. обточки │ ж.д. │предпр.│ внутр. │
│ │витель│отправ.│ отправ. ├───────┬──────────┤ │ремонта├─────────┬─────┬───────┼───────┬───────┬──────┼────────┬───────┬───┬──────┤админ.│собств.│ гранями │
│ │ │ │ │вагоне │автомобиле│ │ │ месяц │ год │клеймо │ месяц │ год │клеймо│ номер │ месяц │год│клеймо│ │ │ колес │
│ │ │ │ │ N │ N │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───────┼──────┼───────┼─────────┼───────┼──────────┼───────┼───────┼─────────┼─────┼───────┼───────┼───────┼──────┼────────┼───────┼───┼──────┼──────┼───────┼──────────┤
├───────┼──────┴───────┼─────────┴───────┴──────────┼───────┴───────┴─────────┴─────┴───────┴───────┴───────┴──────┴────────┴───────┴───┴──────┼──────┼───────┼──────────┤
│сторона│Шейка оси │ Диаметр части оси │ Колесо │ │ │ │
│КП ├──────┬───────┼─────────┬───────┬──────────┼───────┬───────┬─────────┬─────┬───────┬───────┬───────┬──────┬────────┬───────┬──────────┼──────┴───────┴──────────┤
│ │ длина│диаметр│предпод- │подсту-│ средней │предпр.│ номер │ год │марка│толщина│толщина│толщина│прокат│диам. по│ длина │ натяг │ Последняя обточка обода │
│ │ │ │ступичной│пичной │ │изгот. │колеса │изготовл.│стали│ обода │гребня │ диска │ │ круг. │сопряж.│колеса на │ колеса │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ кат. │ │ ось ├──────┬───────┬───┬──────┤
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │номер │ месяц │год│клеймо│
├───────┼──────┼───────┼─────────┼───────┼──────────┼───────┼───────┼─────────┼─────┼───────┼───────┼───────┼──────┼────────┼───────┼──────────┼──────┼───────┼───┼──────┤
│правая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───────┼──────┼───────┼─────────┼───────┼──────────┼───────┼───────┼─────────┼─────┼───────┼───────┼───────┼──────┼────────┼───────┼──────────┼──────┼───────┼───┼──────┤
│левая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───────┴──────┴───────┴─────────┴───────┴──────────┴───────┴───────┴─────────┴─────┼───────┴───────┴───────┴──────┴────────┴───────┴──────────┴──────┴───────┴───┴──────┤
│ Состояние КП │ │
├────────────────────────────────┬──────────────────┬───────────────┬───────────────┼─────────────┬─────────────────────────────────────┬────────────────────────────────┤
│ ось │ Неисправность │ код: │Вид требуемого │код работы 1:│ │ признак годности: │
├────────────────────────────────┤ ├───────────────┤ ремонта ├─────────────┼─────────────────────────────────────┼────────────────────────────────┤
│ колесная пара │ │ код: │ │код работы 2:│ │ признак годности: │
├────────────────────────────────┤ ├───────────────┤ ├─────────────┼─────────────────────────────────────┼────────────────────────────────┤
│ правое колесо │ │ код: │ │код работы 3:│ │ признак годности: │
├────────────────────────────────┤ ├───────────────┤ ├─────────────┼─────────────────────────────────────┼────────────────────────────────┤
│ левое колесо │ │ код: │ │код работы 4:│ │ признак годности: │
├────────────────────────────────┴──────────────────┴───────────────┴───────────────┼─────────────┴─────────────────────────────────────┴────────────────────────────────┤
│ Вид освидетельствования │ │
└───────────────────────────────────────────────────────────────────────────────────┴────────────────────────────────────────────────────────────────────────────────────┘
Дата составления "___"________ 20___г. Фамилия и подпись составителя прихода ___________
Фамилия и подпись оператора _____________________
┌────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────────┐
├─────────────────────────────────────────────────────────────────────────────────┬──────────────────────────────────────────────────────────────────────────────────────┤
│ Состояние КП │ │
├─────────────────────────────────────────────────────────────────────────────────┼──────────────────────────────────────────────────────────────────────────────────────┤
│ Вид выполненного освидетельствования │ │
├─────────────────────────────────┬────────────────┬──────────────┬───────────────┼─────────────┬───────────────────────────────┬────────────────────────────────────────┤
├─────────────────────────────────┤ ├──────────────┤ выполненного ├─────────────┼───────────────────────────────┼────────────────────────────────────────┤
│ колесная пара │ │ код: │ ремонта │код работы 2:│ │признак годности: │
├─────────────────────────────────┤ ├──────────────┤ ├─────────────┼───────────────────────────────┼────────────────────────────────────────┤
│ правое колеса │ │ код: │ │код работы 3:│ │признак годности: │
├─────────────────────────────────┤ ├──────────────┤ ├─────────────┼───────────────────────────────┼────────────────────────────────────────┤
│ левое колесо │ │ код: │ │код работы 4:│ │признак годности: │
├─────────────────────────────────┴────────────────┴──────────────┴───────────────┼─────────────┴─────────┬─────────────────────┼────────────────────────────────────────┤
│ Обточка поверхности катания │ номер: │ месяц проведения: │год проведения: │
├─────────────────────────────────────────────────────────────────────────────────┼───────────────────────┼─────────────────────┼────────────────────────────────────────┤
│ Наплавка гребня с последующей обточкой поверхности катания │ номер: │ месяц проведения: │год проведения: │
├─────────────────────────────────────────────────────────────────────────────────┼───────────────────────┴─────────────────────┴────────────────────────────────────────┤
│ Способ расхода колесной пары │ │
├─────────────────────────────────────────────────────────────────────────────────┴──────────────────────────────────────────────────────────────────────────────────────┤
│ ЗАМЕРЫ КОЛЕСНОЙ ПАРЫ, ММ │
├───────┬───────────────┬─────────────────────────┬──────────────────────────────────────────────────────────────────────────────────────────────────┬───────────────────┤
│сторона│ Шейка оси │ Диаметр части оси │ Колесо │Расстояние │
│ КП ├───────┬───────┼─────────┬───────┬───────┼───────┬──────┬─────────┬─────┬───────┬───────┬───────┬──────┬─────────┬────────────┬─────────────┤ между │
│ │ длина │диаметр│предпод- │подсту-│средней│предпр.│ номер│ год │марка│толщина│толщина│толщина│прокат│ диаметр │ длина │ натяг колеса│ внутр. │
│ │ │ │ступичной│ пичной│ │изгот. │колеса│изготовл.│стали│ обода │гребня │ диска │ │по кругу │ сопряжения │ на ось │ гранями │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ катания │ │ │ колес │
├───────┼───────┼───────┼─────────┼───────┼───────┼───────┼──────┼─────────┼─────┼───────┼───────┼───────┼──────┼─────────┼────────────┼─────────────┼───────────────────┤
│правая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┼───────┼─────────┼───────┤ ├───────┼──────┼─────────┼─────┼───────┼───────┼───────┼──────┼─────────┼────────────┼─────────────┤ │
│левая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┴───────┼─────────┴───────┴───────┴───────┴──────┴─────────┴─────┴───────┴───────┴───────┴──────┼─────────┴────────────┼─────────────┴───────────────────┤
│ Дата │Дата отправки /│ Пересылка │ Израсходована под │ Собственник КП │
│ремонта│ подкатки ├─────────────────┬───────────────┬──────────────────────┬──────────────────────────────┤ вагон ├─────────────┬───────────────────┤
│ │ │ Отправлена на │ Станция │ Дорога назначения │ Переправлена в │ │ ж.д. │предприятие │
│ │ │ предприятие │ назначения │ ├───────────────┬──────────────┼─────────┬────────────┤администрация│собственник │
│ │ │ │ │ │ вагоне N │ автомобиле N │ вагон N │ вид │ │ │
│ │ │ │ │ │ │ │ │выполненного│ │ │
│ │ │ │ │ │ │ │ │ ремонта │ │ │
├───────┼───────────────┼─────────────────┼───────────────┼──────────────────────┼───────────────┼──────────────┼─────────┼────────────┼─────────────┼───────────────────┤
│ │ │ │ │ │ │ │ │ │ │ │
└───────┴───────────────┴─────────────────┴───────────────┴──────────────────────┴───────────────┴──────────────┴─────────┴────────────┴─────────────┴───────────────────┘
Дата составления "___"_______ 20___г. Фамилия и подпись лица, производившего ремонт и освидетельствование ___________
Фамилия и подпись лица, производившего подкатку под вагон _____________________
Фамилия и подпись дефектоскописта _____________________________________________
Подпись начальника ____________________________________________________________
ВЧД, ВКМ, завода
Фамилия и подпись оператора ___________________________________________________
(обязательное)
Форма ВУ-92
_______________________________
(вагонное депо, ПТО)
_____________________________ж.д.
ПРОМЕЖУТОЧНОЙ РЕВИЗИИ БУКС С РОЛИКОВЫМИ
ПОДШИПНИКАМИ
Начат "______"__________20___г.
Окончен "______"__________20___г.
п/п | Дата ревизии | Номер | Состояние буксового узла | Ревизия произведена при выполнении работ | Подписи | ||
вагона | колесной пары | производившего ревизию | мастера | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
(обязательное)
Форма ВУ-90
_______________________________
(вагонное депо, ПТО)
_____________________________ж.д.
МОНТАЖА БУКС С РОЛИКОВЫМИ ПОДШИПНИКАМИ
Начат "______"__________20___г.
Окончен "______"__________20___г.
┌───────┬───────┬────────┬───────────────────┬──────┬───────────────────────┬──────────┬──────────┬────────────┬────────────┬───────────────┐
│ N по │ Дата │ Номер │ Клейма полного │Шейка │ Диаметры шейки и │Наибольшая│Наибольшая│ Посадочный │ Натяг на │ Радиальный │
│порядку│монтажа│плавки и│освидетельствования│ оси │ предподступ. │овальность│конусность│ диаметр │ посадку │ зазор в │
│ │ │ номер │ колесной пары │ │ части оси в мм │шейки оси │шейки оси │лабиринтного│лабиринтного│ свободном │
│ │ │колесной│ │ ├───────────────────────┤ в мм │ в мм │кольца в мм │кольца в мм │ состоянии или │
│ │ │ пары │ │ │ <*> │ │ │ │ │непосредственно│
│ │ │ │ │ ├──┬────┬──┬────┬──┬────┤ │ │ │ │на шейке оси в │
│ │ │ │ │ │ 1│ │ 2│ │ 3│ │ │ │ │ │ │
├───────┼───────┼────────┼───────────────────┼──────┼──┴────┼──┴────┼──┴────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ 1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 │ 11 │ 12 │ 13 │
├───────┼───────┼────────┼───────────────────┼──────┼──┬────┼──┬────┼──┬────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │правая│ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┼────────┼───────────────────┼──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │правая│ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┼────────┼───────────────────┼──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │правая│ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┼────────┼───────────────────┼──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │правая│ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┼────────┼───────────────────┼──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │правая│ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┼────────┼───────────────────┼──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │правая│ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │
├───────┼───────┼────────┼───────────────────┼──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │правая│ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┼──┼────┼──┼────┼──┼────┼──────────┼──────────┼────────────┼────────────┼───────────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │
└───────┴───────┴────────┴───────────────────┴──────┴──┴────┴──┴────┴──┴────┴──────────┴──────────┴────────────┴────────────┴───────────────┘
--------------------------------
┌─────────────┬───────────────┬──────────────┬──────────────┬───────────┬───────┬────────────────────┬──────────┐
│ диаметры │ изготовитель, │закрепительной│закрепительной│запрессовки│(марка,├────────────┬───────┤ │
│ буксы в мм │ условное │ втулки или │ втулки или │ в т или │завод, │Контрольного│Мастера│ │
├─────────────┤ обозначение и │ минимальный │ посадочный │ натяг на │партия)│мастера ОТК │ смены │ │
│ │ номер │осевой зазор в│ диаметр │ посадку │ │или техника │ │ │
│ │ подшипника; │ мм │ внутреннего │внутреннего│ │по измерению│ │ │
│ │ месяц и год │ │ кольца в мм │кольца в мм│ │подшипников │ │ │
│ │ изготовления │ │ │ │ │ │ │ │
├──┬───┬──┬───┼──────┬────────┤ │ │ │ │ │ │ │
│ 1│ │ 2│ │ │ │ │ │ │ │ │ │ │
├──┴───┼──┴───┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ 14 │ 15 │ 16 │ 17 │ 18 │ 19 │ 20 │ 21 │ 22 │ 23 │ 24 │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
├──────┼──────┼──────┼────────┼──────────────┼──────────────┼───────────┼───────┼────────────┼───────┼──────────┤
│ │ │ │ │ │ │ │ │ │ │ │
└──────┴──────┴──────┴────────┴──────────────┴──────────────┴───────────┴───────┴────────────┴───────┴──────────┘
--------------------------------
┌───────┬──────┬────┬────────┬───────┬─────────┬──────────┬─────────┬─────────────┬────────────┬───────────────┬───────────┬───────┬──────────────┬───────┬─────────────┬──────────┐
│ Дата │ N │ N │ N │Сторона│ │Посадочный│Натяг на │Предприятие -│ Внутренний │ Посадочный │ Натяг │Смазка,│Подпись лица, │Подпись│ Подпись │Примечание│
│монтажа│ п/п │акта│колесной│ оси │ │ диаметр │ посадку │изготовитель,│ осевой │ диаметр │ посадки │ масса,│ответственного│ ОТК │ инспектора -│ │
│ │ │ │ пары │ │ │ задней │ задней │порядковый N │ зазор │ внутреннего │внутреннего│ г │ за монтаж │ │приемщика ОАО│ │
│ │ │ │ │ ├─────────┤ крышки │ крышки │ подшипника, │ подшипника │ кольца │ кольца │ │ │ │ "РЖД" │ │
│ │ │ │ │ │ <*> │(упорного │(упорного│ месяц и год │в свободном │подшипника, мм │подшипника,│ │ │ │(доверенного)│ │
│ │ │ │ │ │ │ кольца), │кольца), │изготовления │ состоянии, │ (по паспорту) │ мм │ │ │ │ │ │
│ │ │ │ │ ├────┬────┤ мм (по │ мм │ │ мм ├───────────────┤(числитель │ │ │ │ │ │
│ │ │ │ │ │d150│d185│паспорту) │ │ │ │ d150 │ - задний │ │ │ │ │ │
│ │ │ │ │ ├────┼────┤ │ │ │ ├──────┬────────┤ ряд, │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │Задний│Передний│знаменатель│ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ ряд │ ряд │- передний │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ ряд) │ │ │ │ │ │
├───────┼──────┼────┼────────┼───────┼─┬──┼────┼──────────┼─────────┼─────────────┼────────────┼──────┼────────┼───────────┼───────┼──────────────┼───────┼─────────────┼──────────┤
│ 1 │ 2 │3 │ 4 │ 5 │6│7 │ 8 │ 9 │ 10 │ 11 │ 12 │ 13 │ 14 │ 15 │ 16 │ 17 │ 18 │ 19 │ 20 │
├───────┼──────┼────┼────────┼───────┼─┼──┼────┼──────────┼─────────┼─────────────┼────────────┼──────┼────────┼───────────┼───────┼──────────────┼───────┼─────────────┼──────────┤
│ │ │ │ │правая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├───────┼─┼──┼────┼──────────┼─────────┼─────────────┼────────────┼──────┼────────┼───────────┼───────┼──────────────┼───────┼─────────────┼──────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├───────┼─┼──┼────┼──────────┼─────────┼─────────────┼────────────┼──────┼────────┼───────────┼───────┼──────────────┼───────┼─────────────┼──────────┤
│ │ │ │ │правая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├───────┼─┼──┼────┼──────────┼─────────┼─────────────┼────────────┼──────┼────────┼───────────┼───────┼──────────────┼───────┼─────────────┼──────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───────┼──────┼────┼────────┼───────┼─┼──┼────┼──────────┼─────────┼─────────────┼────────────┼──────┼────────┼───────────┼───────┼──────────────┼───────┼─────────────┼──────────┤
│ │ │ │ │правая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ ├───────┼─┼──┼────┼──────────┼─────────┼─────────────┼────────────┼──────┼────────┼───────────┼───────┼──────────────┼───────┼─────────────┼──────────┤
│ │ │ │ │левая │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├───────┼──────┼────┴────────┴───────┼─┴──┴────┼──────────┴─────────┼─────────────┼────────────┼──────┼────────┴───────────┼───────┼──────────────┴───────┴─────────────┴──────────┤
│Сборку │справа│ │ │Подбор подшипников │справа │Замер │справа│Производственный │ │Проверку сборки вели: │
│вела │ │ │ │производил │ │подшипников │ │мастер смены │ │слева: │
│бригада├──────┼─────────────────────┼─────────┤ ├─────────────┤производил ├──────┼────────────────────┼───────┤ │
│в │слева │ │ │ │слева │ │слева │Контрольный мастер │ │справа: │
│составе│ │ │ │ │ │ │ │ │ │ │
└───────┴──────┴─────────────────────┴─────────┴────────────────────┴─────────────┴────────────┴──────┴────────────────────┴───────┴───────────────────────────────────────────────┘
--------------------------------
(обязательное)
КОЛЕСНОЙ ПАРЫ ГРУЗОВОГО ВАГОНА
┌──────────────────┬──────────────────────────────────────────────────────┐
│Индивидуальный │ ┌─┐┌─┐┌─┐┌─┐ _ ┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐_ ┌─┐┌─┐ │
│номер колесной │ └─┘└─┘└─┘└─┘ └─┘└─┘└─┘└─┘└─┘└─┘ └─┘└─┘ │
│пары │ Усл. N порядковый N Год │
│ │ изготовителя черновой оси изготовления │
│ │ черновой оси черновой оси │
├──────────────────┼──────────────────────────────────────────────────────┤
│Тип колесной пары │ ┌─┐ │
│ │ └─┘ │
│ │ код │
├──────────────────┼──────────────────────────────────────────────────────┤
│Собственник │ ┌─┐┌─┐ │
│колесной пары │ └─┘└─┘ │
│(государство │ код │
│собственник) │ │
├──────────────────┼──────────────────────────────────────────────────────┤
│Предприятие │┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐│
│собственник │└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘└─┘│
│колесной пары │ код │
├──────────────────┼──────────────────────────────────────────────────────┤
│Порядковый номер │ 1 │
│формирования │ │
├──────────────────┼─────────────────────────────────────┬────────────────┤
│Дата формирования │ ┌─┐┌─┐ ┌─┐┌─┐ │ ┌─┐┌─┐┌─┐┌─┐│
│колесной пары и │ └─┘└─┘ └─┘└─┘ │ └─┘└─┘└─┘└─┘│
│условный номер │ │ условный N │
│предприятия │ месяц год │ предприятия │
│формирования │ │ │
├──────────────────┼───────────────────────────┬─────────┴────────────────┤
│Условный номер │ Правое колесо │ Левое колесо │
│предприятия - ├───────────────────────────┼──────────────────────────┤
│изготовителя │ ┌─┐┌─┐┌─┐┌─┐ │ ┌─┐┌─┐┌─┐┌─┐ │
│колеса │ └─┘└─┘└─┘└─┘ │ └─┘└─┘└─┘└─┘ │
├──────────────────┼───────────────────────────┼──────────────────────────┤
│Номер колеса │ ┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐ │ ┌─┐┌─┐┌─┐┌─┐┌─┐┌─┐ │
│ │ └─┘└─┘└─┘└─┘└─┘└─┘ │ └─┘└─┘└─┘└─┘└─┘└─┘ │
├──────────────────┼───────────────────────────┼──────────────────────────┤
│Год изготовления │ ┌─┐┌─┐ │ ┌─┐┌─┐ │
│колеса │ └─┘└─┘ │ └─┘└─┘ │
├──────────────────┼───────────────────────────┼──────────────────────────┤
│Номер плавки │ ┌─┐┌─┐┌─┐┌─┐┌─┐ │ ┌─┐┌─┐┌─┐┌─┐┌─┐ │
│колеса │ └─┘└─┘└─┘└─┘└─┘ │ └─┘└─┘└─┘└─┘└─┘ │
├──────────────────┼──────────────┬────────────┼──────────────┬───────────┤
│Марка стали │ ┌─┐┌─┐ │ ┌─┐ │ ┌─┐┌─┐ │ ┌─┐ │
│ │ └─┘└─┘ │ └─┘ │ └─┘└─┘ │ └─┘ │
│ │ обозначение │ код │ обозначение │ код │
├──────────────────┼──────────────┴────────────┼──────────────┴───────────┤
│Тип колеса │ ┌─┐ │ ┌─┐ │
│ │ └─┘ │ └─┘ │
├──────────────────┼───────────────────────────┼──────────────────────────┤
│Признак │ ┌─┐ │ ┌─┐ │
│старогоднего │ └─┘ │ └─┘ │
│колеса │ │ │
├──────────────────┴───────────────────────────┴──────────────────────────┤
│ Исключение колесной пары │
├──────────────────┬──────────────────────────────────────────────────────┤
│Предприятие │┌─┐┌─┐┌─┐┌─┐ │
│исключения │└─┘└─┘└─┘└─┘ условный N предприятия │
├──────────────────┼──────────────────────────────────────────────────────┤
│Дата исключения │┌─┐┌─┐ ┌─┐┌─┐ │
│ │└─┘└─┘ месяц └─┘└─┘ год │
├──────────────────┼──────────────────────────────────────────────────────┤
│Код неисправности │┌─┐┌─┐┌─┐ │
│ │└─┘└─┘└─┘ код │
└──────────────────┴──────────────────────────────────────────────────────┘
Паспорт составлен: "__" _____ 20__г. _________________ ___________________
Наименование Наименование ж.д.
завода, ВЧД, ВКМ (для ВЧД, ВКМ)
Начальник цеха (ВСЗ, _____ _______ Мастер цеха (ВСЗ, ______ ____________
ВРЗ, ВКМ) ФИО подпись ВРЗ, ВКМ) ФИО подпись
Начальник ОТК (ВСЗ, _____ ________ Мастер ОТК (ВСЗ, ________ ____________
ВРЗ) ФИО подпись ВРЗ) ФИО подпись
Дефектоскопист ________ __________ Дата регистрации
ФИО подпись колесной пары в
АС-УКП "___"__________20__г.
Оператор ввода данных в АС-УКП ──────── ─────────────── МП
ФИО подпись
(обязательное)
Форма ВУ-89
НА ИСКЛЮЧЕНИЕ КОЛЕСНОЙ ПАРЫ ВАГОНА
Ремонтный пункт ┌─┐┌─┐┌─┐┌─┐ Признак КП ┌─┐┌─┐
└─┘└─┘└─┘└─┘ └─┘└─┘
Ось | Техническое состояние колес | Причина исключения | Собственник КП | ||||||||||||
Колесная пара N | Последнее формирование | Тип оси | Левое | Правое | Ж.д. администрация | Предприятие - собственник | |||||||||
Пункт | Дата | Предприятие - изготовитель | Номер | Год изготовления | Признак годности | Предприятие - изготовитель | Номер | Год изготовления | Признак годности | ||||||
месяц | год | ||||||||||||||
Составлен "____"________20__г.
Комиссия в составе:
начальника ВКМ ______________________ приемщика вагонов ___________________
ФИО ФИО
мастера ______________________ инспектора по сохранности ___________
ФИО вагонного парка ФИО
главного ______________________ начальника ОТК ______________________
инженера ФИО ФИО
завода
начальника ______________________ инспектора приемщика ________________
колесного цеха ФИО ФИО
произвела осмотр колесных пар, для установления необходимости исключения из инвентаря. По заключению комиссии колесная пара подлежит исключению из инвентаря.
Подписи членов комиссии _____________
Дата исключения
колесной пары из АСУ "__"______20__г. Оператор ввода __________ ___________
данных в АСУ фамилия подпись
(рекомендуемое)
КАПИТАЛЬНОГО РЕМОНТА КОЛЕСНЫХ ПАР
N п/п | N диаграммы | Дата прессовой посадки колес на ось | Индивидуальный номер оси (колесной пары) | Сторона оси | Полная маркировка колеса | Диаметр ступицы колеса, мм | Натяг, мм | Усилие запрессовки, кН (тс) | Расстояние между внутренними боковыми поверхностями ободов колес, мм | Заключение о годности |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
правая | ||||||||||
левая | ||||||||||
правая | ||||||||||
левая |
Мастер участка _____________________
(обязательное)
Форма ВУ-91
______________________
(вагонное депо)
______________________ж.д.
ОСМОТРА РОЛИКОВЫХ ПОДШИПНИКОВ И КОРПУСОВ БУКС
Начат "______"__________20___г.
Окончен "______"__________20___г.
п/п | Дата осмотра | Условное обозначение подшипника | Завод - изготовитель и год выпуска подшипника | Номер подшипника | Вид неисправности | Подпись лица, производившего осмотр |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
(обязательное)
Форма ВУ-50М
ПЕРЕСЫЛОЧНАЯ ВЕДОМОСТЬ N __________
"____"________________ 200 __ г.
на отправку колесных пар в/из ремонт(а) в вагоне N
__________________________________________________
Станция и дорога отправления
__________________________________________________
Наименование отправителя
__________________________________________________
Станция и дорога назначения
__________________________________________________
Наименование получателя
__________________________________________________
Индивидуальный N колесных пар | Собственник колесной пары (железнодорожная администрация) | Типы колесных пар | Состояние: исправная - нового формирования или отремонтированная; неисправная - требуемый ремонт (номер дефекта по классификатору) |
2 | 3 | 4 | |
Подпись начальника _____________________
ВЧД, ВКМ, завода
(обязательное)
Форма ВУ-93
_______________________
(вагонное депо, завод)
_______________________ж.д.
РЕМОНТА РОЛИКОВЫХ ПОДШИПНИКОВ
Начат "______"__________20___г.
Окончен "______"__________20___г.
N п/п | Дата ремонта | Условное обозначение, номер, завод - изготовитель и дата изготовления подшипника | Вид: | Подписи: | ||
неисправности | произве- денного ремонта | лица, производившего ремонт | мастера | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
(рекомендуемое)
ЗАМЕРОВ КОЛЕСНОЙ ПАРЫ
Карта замеров колесной пары N __________ для букс с роликовыми подшипниками 
Завод изготовитель оси N _________________
Дата замера оси "_____"__________ 20____ г.
t°C на участке____________
┌──────────────────┬──────────┬────────┬────────────────┬────────┬────────┐
│Обозначение замера│ Сторона │d165, мм│ d130 ..., мм │ Колеса │Диаметры│
│ │колесной ├────────┼────────┬───────┤ N │ круга │
│ │ пары │d' / d │d' / d │d' / d │ │катания,│
│ │ │ 1 1 │ 2 2 │ 3 3│ │ Дкк, мм│
├──────────────────┼──────────┼────────┼────────┼───────┼────────┼────────┤
│<*> │правая │ │ │ │ │ │
│ │ ├────────┼────────┼───────┤ │ │
│ │ │ │ │ │ │ │
│ ├──────────┼────────┼────────┼───────┼────────┼────────┤
│ │левая │ │ │ │ │ │
│ │ ├────────┼────────┼───────┤ │ │
│ │ │ │ │ │ │ │
└──────────────────┴──────────┴────────┴────────┴───────┴────────┴────────┘
--------------------------------
(обязательное)
Форма ВУ-41
на узлы и детали вагона, не выдержавшие гарантийного
срока после изготовления, ремонта, модернизации
Дата составления Акта (число, месяц, год) _________________________________
В вагонном депо __________________ Дороги _________________________________
наименование наименование
Вагон ____________________________ Собственности __________________________
тип государство
Дата постройки ___________________ Изготовитель ___________________________
(месяц, год) наименование
Приписки (для
пассажирских
и собственности) _________________ Дороги _________________________________
наименование наименование
Дата последнего Место ремонта __________________________
ремонта (месяц, год)______________ наименование
Вид ремонта ______________________ Пробег на момент отказа.
┌─────────────────────────────────────────────────────────────────────────┐
│ Отказавшие узлы (детали): │
│ │
│Наименование _____________________ Номер _______________________________ │
│ │
│Изготовления _____________________ Дата (месяц, год) ___________________ │
│ предприятия │
│ │
│Последний ремонт _________________ Дата (месяц, год) ___________________ │
│ предприятие │
│ │
│Характер дефекта _______________________________________________________ │
├─────────────────────────────────────────────────────────────────────────┤
│ │
│Наименование _____________________ Номер _______________________________ │
│ │
│Изготовления _____________________ Дата (месяц, год) ___________________ │
│ предприятия │
│ │
│Последний ремонт _________________ Дата (месяц, год) ___________________ │
│ предприятие │
│ │
│Характер дефекта _______________________________________________________ │
├─────────────────────────────────────────────────────────────────────────┤
│ │
│Наименование _____________________ Номер _______________________________ │
│ │
│Изготовления _____________________ Дата (месяц, год) ___________________ │
│ предприятия │
│ │
│Последний ремонт _________________ Дата (месяц, год) ___________________ │
│ предприятие │
│ │
│Характер дефекта _______________________________________________________ │
└─────────────────────────────────────────────────────────────────────────┘
Обстоятельства обнаружения _______________________________________________
Вызов представителя ______________________________________________________
предприятие
Телеграмма N ___________ от _____________________ 20____
Представитель _____________________________________________________________
Фамилия, Имя, Отчество
Занимаемая должность ______________________________________________________
Командировочное удостоверение N ___________________________________________
Заключение комиссии о причинах появления дефектов и определение виновного
предприятия _______________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Предприятие, признанное виновным __________________________________________
Где и кем подлежит устранению дефект ______________________________________
Дефект подтверждается прилагаемыми к акту _________________________________
эскизом, фотографией,
актом экспертизы
Члены комиссии:
Начальник Вагонного депо: _________________________________________________
Фамилия, Имя, Отчество
_________________________________________________
подпись
Работник Вагонного депо,
ответственный за рекламационную работу ____________________________________
Фамилия, Имя, Отчество
_________________________________________________
подпись
Приемщик вагонов __________________________________________________________
Фамилия, Имя, Отчество
_________________________________________________
подпись
Представитель вызванного предприятия ______________________________________
Фамилия, Имя, Отчество
_________________________________________________
подпись
Один экземпляр Акта получил: ______________________________________________
дата и подпись представителя
Особое мнение:
(заполняется, если имеется)
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Представитель вызванного предприятия ______________________________________
Фамилия, Имя, Отчество
_________________________________________________
подпись
составляется в пяти экземплярах
(рекомендуемое)
РАССЛЕДОВАНИЯ ПРИЧИН ИЗЛОМА ШЕЙКИ ОСИ КОЛЕСНОЙ ПАРЫ
ИЛИ РАЗРУШЕНИЯ БУКСОВОГО УЗЛА
┌─────┬──────────────────────────────┬────────────────────────────────────┐
│1 │Дата отцепки вагона, смены │"___" __________ 20 г. │
│ │колесной пары или излома шейки│ │
│ │оси │ │
├─────┼──────────────────────────────┴────────────────────────────────────┤
│2 │Место отцепки вагона, смены колесной пары или излома шейки оси: │
├─────┼──────────────────────────────┬────────────────────────────────────┤
│2.1 │Железная дорога │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│2.2 │Станция │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│2.3 │Код ремонтного предприятия │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│3 │Номер поезда │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│4 │Скорость движения поезда, км/ч│ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│5 │Причина отцепки вагона, смены │ │
│ │колесной пары │ │
├─────┼──────────────────────────────┼─────────────────┬──────────────────┤
│6 │Неисправность выявлена: │ Осмотрщик │ Напольный прибор │
│ │ │ вагонов │ безопасности │
│ │ ├─────────────────┼──────────────────┤
│ │ │ │ │
├─────┼──────────────────────────────┴─────────────────┴──────────────────┤
│7 │Данные о вагоне: │
├─────┼──────────────────────────────┬────────────────────────────────────┤
│7.1 │Номер │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│7.2 │Тип │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│7.3 │Тара │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│7.4 │Груженый или порожний │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│7.5 │Наименование и вес │ │
│ │перевозимого груза │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│7.6 │Схема загрузки вагона по длине│Левая сторона по ходу движения │
│ │и ширине кузова │┌──┼───┼────────────┼───┼──┐ │
│ │ ││ ─┼─ ─┼─ ─┼─ ─┼─ │ │
│ │ ││ │ │ │ │ │ │
│ │ ││ │ 4 │3 │2 │1 │ ────> │
│ │ ││ │ │ │ │ │ │
│ │ ││ ─┼─ ─┼─ ─┼─ ─┼─ │ │
│ │ │└──┼───┼────────────┼───┼──┘ │
│ │ │Правая сторона по ходу движения │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│7.7 │Дата и пункт (клеймо) │ │
│ │постройки вагона │ │
├─────┼──────────────────────────────┴────────────────────────────────────┤
│7.8 │Дата и пункт (клеймо) проведения последнего: │
│ ├────────────────────────────────────┬──────────────────────────────┤
│ │Капитального ремонта │ │
│ ├────────────────────────────────────┼──────────────────────────────┤
│ │Деповского ремонта │ │
│ ├────────────────────────────────────┼──────────────────────────────┤
│ │Текущего отцепочного ремонта │ │
│ ├────────────────────────────────────┼──────────────────────────────┤
│ │Технического обслуживания (ПТО) │ │
├─────┼────────────────────────────────────┴──────────────────────────────┤
│7.9 │Пробег вагона до отцепки, км: │
│ ├──────────────────────────────┬────────────────────────────────────┤
│ │От последнего ремонта │ │
│ ├──────────────────────────────┼────────────────────────────────────┤
│ │От последнего технического │ │
│ │обслуживания (ПТО) │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│8 │Пункт размещения последнего │ │
│ │напольного прибора │ │
│ │безопасности │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│9 │Расстояние от пункта │ │
│ │размещения последнего │ │
│ │напольного прибора │ │
│ │безопасности до места │ │
│ │обнаружения неисправности, км │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│10 │Показания напольного прибора │ │
│ │безопасности │ │
├─────┼──────────────────────────────┼────────────────────────────────────┤
│11 │Критическая температура │t = │
│ │нагрева аварийного буксового │ │
│ │узла, °C │ │
├─────┼──────────────────────────────┴─┬──────────────────────────────────┤
│12 │Метеоусловия │t = │
│ │температура воздуха в °С; время │ │
│ │суток; ясно, пасмурно, дождь, │ │
│ │снег (подчеркнуть) │ │
├─────┼────────────────────────────────┴──────────────────────────────────┤
│13 │Данные о тележке: │
├─────┼────────────────────────────────┬──────────────────────────────────┤
│13.1 │Тип │ │
├─────┼────────────────────────────────┼──────────────────────────────────┤
│13.2 │Состояние рессорного │ │
│ │подвешивания │ │
├─────┼────────────────────────────────┼─────────────────┬────────────────┤
│13.3 │Состояние скользунов у тележки │ задраны │чистые │
│ │ ├─────────────────┼────────────────┤
│ │ │ │ │
├─────┼────────────────────────────────┼─────────────────┴────────────────┤
│13.4 │Зазор в скользунах, мм │ │
├─────┼────────────────────────────────┼───────────┬──────────┬───────────┤
│13.5 │База тележки пассажирского типа,│ вдоль │ поперек │ по │
│ │мм (измеряется в случае подачи │ тележек │ тележек │ диагонали │
│ │вагона в депо) ├───────────┴──────────┼───────────┤
│ │ │ │ │
├─────┼────────────────────────────────┼─────────────────┬────┴───────────┤
│13.6 │База тележки (для грузовых │Правая боковина │Левая боковина │
│ │вагонов), мм ├─────────────────┼────────────────┤
│ │ │ │ │
├─────┼────────────────────────────────┼─────────────────┼────────────────┤
│13.7 │Зазоры в буксовых проемах, мм │Вдоль вагона │Поперек вагона │
│ │ ├─────────────────┼────────────────┤
│ │ │ │ │
├─────┼────────────────────────────────┴─────────────────┴────────────────┤
│14 │Данные об аварийной колесной паре: │
├─────┼────────────────────────────────┬──────────────────────────────────┤
│14.1 │Тип колесной пары │ │
├─────┼────────────────────────────────┼──────────────────────────────────┤
│14.2 │Индивидуальный номер │ │
├─────┼────────────────────────────────┼──────────────────────────────────┤
│14.3 │Ориентация аварийного буксового │Левая сторона по ходу движения │
│ │узла (или шейки оси) по ходу │┌──┼───┼────────────┼───┼──┐ │
│ │движения вагона ││ ─┼─ ─┼─ ─┼─ ─┼─ │ │
│ │ ││ │ │ │ │ │ │
│ │ ││ │ 4 │3 │2 │1 │ ───> │
│ │ ││ │ │ │ │ │ │
│ │ ││ ─┼─ ─┼─ ─┼─ ─┼─ │ │
│ │ │└──┼───┼────────────┼───┼──┘ │
│ │ │Правая сторона по ходу движения │
├─────┼────────────────────────────────┴──────────────────────────────────┤
│14.4 │Дата и код предприятия проведения: │
│ ├───────────────────────────────┬──────────────────┬────────────────┤
│ │ │Дата проведения │Код предприятия │
│ ├───────────────────────────────┼──────────────────┼────────────────┤
│ │Формирования колесной пары │ │ │
│ ├───────────────────────────────┼──────────────────┼────────────────┤
│ │Последнего полного │ │ │
│ │освидетельствования │ │ │
│ ├───────────────────────────────┼──────────────────┼────────────────┤
│ │Последней обточки поверхности │ │ │
│ │катания колес │ │ │
├─────┼───────────────────────────────┴──────────────────┴────────────────┤
│14.5 │Геометрические параметры колес, мм: │
│ ├──────────────────┬────────────────────────┬───────────────────────┤
│ │ │ Колесо со стороны │Противоположное колесо │
│ │ │ аварийного буксового │ │
│ │ │ узла │ │
│ ├──────────────────┼────────────────────────┴───────────────────────┤
│ │Расстояние между │ │
│ │внутренними │ │
│ │боковыми │ │
│ │поверхностями │ │
│ │ободов колес │ │
│ ├──────────────────┼────────────────────────┬───────────────────────┤
│ │Прокат │ │ │
│ ├──────────────────┼────────────────────────┼───────────────────────┤
│ │Толщина обода │ │ │
│ ├──────────────────┼────────────────────────┼───────────────────────┤
│ │Толщина гребня │ │ │
│ ├──────────────────┼────────────────────────┼───────────────────────┤
│ │Диаметр по кругу │ │ │
│ │катания │ │ │
├─────┼──────────────────┴────────────────────────┴───────────────────────┤
│14.6 │Неисправности на поверхности катания колес: │
│ ├──────────────────┬────────────────────────┬───────────────────────┤
│ │ │ Колесо со стороны │Противоположное колесо │
│ │ │ аварийного буксового │ │
│ │ │ узла │ │
│ ├──────────────────┼────────────────────────┼───────────────────────┤
│ │Неравномерный │ │ │
│ │прокат │ │ │
│ ├──────────────────┼────────────────────────┼───────────────────────┤
│ │Выщербины │ │ │
│ ├──────────────────┼────────────────────────┼───────────────────────┤
│ │Ползуны │ │ │
├─────┼──────────────────┼────────────────────────┼───────────────────────┤
│ │Навар │ │ │
│ ├──────────────────┼────────────────────────┼───────────────────────┤
│ │Прочие │ │ │
├─────┼──────────────────┴────────────────────────┴───────────────────────┤
│15 │Данные об аварийном буксовом узле: │
├─────┼───────────────────────────────────────────────────────────────────┤
│15.1 │Дата и пункт проведения: │
│ ├──────────────────────────────┬───────────────────┬────────────────┤
│ │ │Дата проведения │Код предприятия │
│ ├──────────────────────────────┼───────────────────┼────────────────┤
│ │Полной ревизии │ │ │
│ ├──────────────────────────────┼───────────────────┼────────────────┤
│ │Промежуточной ревизии │ │ │
├─────┼──────────────────────────────┴───────────────────┴────────────────┤
│15.2 │Наличие на буксовом узле дополнительных устройств: │
│ ├──────────────────┬──────────────────────────┬─────────────────────┤
│ │Редуктор │Противоюз │ Термодатчик │
│ ├──────────────────┼──────────────────────────┼─────────────────────┤
│ │ │ │ │
├─────┼──────────────────┴─────────────────┬────────┴─────────────────────┤
│15.3 │Состояние корпуса буксы (адаптера) │ │
├─────┼────────────────────────────────────┼──────────────────────────────┤
│15.4 │Число и состояние болтов М20 x 60 │ │
│ │крепительной крышки и болтов М12 │ │
│ │смотровой крышки │ │
├─────┼────────────────────────────────────┼──────────────────────────────┤
│15.5 │Тип торцевого крепления и его │ │
│ │состояние │ │
├─────┼────────────────────────────────────┼─────────────────┬────────────┤
│15.6 │Тип смазки и ее состояние │нормальное │ │
│ │ ├─────────────────┼────────────┤
│ │ │загрязненное │ │
│ │ ├─────────────────┼────────────┤
│ │ │обводненная │ │
│ │ ├─────────────────┼────────────┤
│ │ │выгорела │ │
│ │ ├─────────────────┼────────────┤
│ │ │наличие примесей │ │
│ │ ├─────────────────┼────────────┤
│ │ │недостаток │ │
├─────┼────────────────────────────────────┼─────────────────┴────────────┤
│15.7 │Состояние крепительной и смотровой │ │
│ │крышек, а также резиновых │ │
│ │уплотнительных элементов │ │
│ │(прокладка, кольцо) │ │
├─────┼────────────────────────────────────┼──────────────────────────────┤
│15.8 │Состояние лабиринтной части корпуса │ │
│ │буксы и лабиринта (лабиринтного │ │
│ │кольца, установленного на │ │
│ │предподступичной части оси) │ │
├─────┼────────────────────────────────────┴──────────────────────────────┤
│15.9 │Монтажные данные: │
│ ├──────────────────┬──────────────────────────┬─────────────────────┤
│ │ │ Передний подшипник │ Задний подшипник │
│ ├──────────────────┼──────────────────────────┼─────────────────────┤
│ │Радиальный зазор │ │ │
│ ├──────────────────┼──────────────────────────┼─────────────────────┤
│ │Осевой зазор │ │ │
│ ├──────────────────┼──────────────────────────┼─────────────────────┤
│ │Натяг посадки │ │ │
│ │внутренних колец │ │ │
├─────┼──────────────────┴──────────────────────────┴─────────────────────┤
│15.10│Данные о подшипниках: │
│ ├───────────────────────────────────────────────────────────────────┤
│ │Передний подшипник: │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Тип и номер │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Завод и год │ │
│ │изготовления │ │
│ ├─────────────────────┴─────────────────────────────────────────────┤
│ │Состояние деталей переднего подшипника: │
│ ├───────────────────────────────────────────────────────────────────┤
│ │Наружное кольцо │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Состояние дорожки │ │
│ │качения │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Бортик со стороны │ │
│ │маркировки │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Бортик с │ │
│ │противоположной │ │
│ │стороны │ │
├─────┼─────────────────────┴─────────────────────────────────────────────┤
│ │Внутреннее кольцо │
├─────┼─────────────────────┬─────────────────────────────────────────────┤
│ │Марка стали (наличие │ │
│ │отличительного │ │
│ │признака стали ШХ4) │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Состояние дорожки │ │
│ │качения │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Наличие сквозных │ │
│ │трещин, разрушений, │ │
│ │сколов и др. │ │
│ ├─────────────────────┴─────────────────────────────────────────────┤
│ │Приставное упорное кольцо │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Состояние │ │
│ ├─────────────────────┴─────────────────────────────────────────────┤
│ │Ролики │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Состояние торцов со │ │
│ │стороны │ │
│ │маркированного │ │
│ │бортика наружного │ │
│ │кольца │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Состояние торцов со │ │
│ │стороны │ │
│ │немаркированного │ │
│ │бортика наружного │ │
│ │кольца │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Состояние │ │
│ │цилиндрических │ │
│ │(образующих) │ │
│ │поверхностей │ │
│ ├─────────────────────┴─────────────────────────────────────────────┤
│ │Сепаратор │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Маркировка │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Материал - │ │
├─────┼─────────────────────┴─────────────────────────────────────────────┤
│ │Задний подшипник: │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Тип и номер │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Завод и год │ │
│ │изготовления │ │
├─────┼─────────────────────┴─────────────────────────────────────────────┤
│ │Состояние деталей заднего подшипника: │
│ ├───────────────────────────────────────────────────────────────────┤
│ │Наружное кольцо │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Состояние дорожки │ │
│ │качения │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Бортик со стороны │ │
│ │маркировки │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Бортик с │ │
│ │противоположной │ │
│ │стороны │ │
│ ├─────────────────────┴─────────────────────────────────────────────┤
│ │Внутреннее кольцо │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Марка стали (наличие │ │
│ │отличительного │ │
│ │признака стали ШХ4) │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Состояние дорожки │ │
│ │качения │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Состояние бортика │ │
├─────┼─────────────────────┼─────────────────────────────────────────────┤
│ │Наличие сквозных │ │
│ │трещин, разрушений, │ │
│ │сколов и др. │ │
├─────┼─────────────────────┴─────────────────────────────────────────────┤
│ │Ролики │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Состояние торцов со │ │
│ │стороны │ │
│ │маркированного │ │
│ │бортика наружного │ │
│ │кольца │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Состояние торцов со │ │
│ │стороны │ │
│ │немаркированного │ │
│ │бортика наружного │ │
│ │кольца │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Состояние │ │
│ │цилиндрических │ │
│ │(образующих) │ │
│ │поверхностей │ │
│ ├─────────────────────┴─────────────────────────────────────────────┤
│ │Сепаратор │
│ ├─────────────────────┬─────────────────────────────────────────────┤
│ │Маркировка │ │
│ ├─────────────────────┼─────────────────────────────────────────────┤
│ │Материал │ │
├─────┼─────────────────────┼──────────────────────┬──────────────────────┤
│16 │Первым разрушился │ Передний │ Задний │
│ │подшипник ├──────────────────────┼──────────────────────┤
│ │ │ │ │
├─────┼─────────────────────┴──────────────────────┴──────────────────────┤
│17 │Монтажные данные не аварийного буксового узла: │
│ ├──────────────────┬───────────────────────┬────────────────────────┤
│ │ │ Передний подшипник │ Задний подшипник │
│ ├──────────────────┼───────────────────────┼────────────────────────┤
│ │Радиальный зазор │ │ │
│ ├──────────────────┼───────────────────────┼────────────────────────┤
│ │Осевой зазор │ │ │
│ ├──────────────────┼───────────────────────┼────────────────────────┤
│ │Натяг посадки │ │ │
│ │внутренних колец │ │ │
├─────┼──────────────────┴───────────────────────┴────────────────────────┤
│18 │Причина аварийного нагрева буксового узла или излома шейки оси │
│ ├───────────────────────────────────────────────────────────────────┤
│ │ │
└─────┴───────────────────────────────────────────────────────────────────┘
Дата оформления плана расследования
"_____"___________20 г.
Подписи:
Главный инженер вагонного ремонтного депо
Мастер колесно-роликового участка
Приемщик вагонов
Представитель эксплуатационного вагонного депо
Представитель вызванного предприятия
регистрации изменений
Изм. | Номера листов (страниц) | Всего листов (страниц) в документе | N докум. | Входящий N сопроводительного документа и дата | Подпись | Дата | |||
измененных | замененных | новых | изъятых | ||||||