СПРАВКА
Источник публикации
М.: Бюро НДТ, 2025
Примечание к документу
Документ вводится в действие с 01.09.2026.
Текст данного документа приведен с учетом поправки, утв. Росстандартом 04.03.2026.
Текст документа приведен в соответствии с публикацией на сайте https://www.rst.gov.ru/portal/gost по состоянию на 12.02.2026.
Взамен ИТС 50-2017.
Название документа
"ИТС 50-2025. Информационно-технический справочник по наилучшим доступным технологиям. Переработка природного и попутного газа"
(утв. Приказом Росстандарта от 24.12.2025 N 2838)
"ИТС 50-2025. Информационно-технический справочник по наилучшим доступным технологиям. Переработка природного и попутного газа"
(утв. Приказом Росстандарта от 24.12.2025 N 2838)
Приказом Росстандарта
от 24 декабря 2025 г. N 2838
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПЕРЕРАБОТКА ПРИРОДНОГО И ПОПУТНОГО ГАЗА
Processing of natural and accompanying gas
ИТС 50-2025
Дата введения
1 сентября 2026 года
Настоящий информационно-технический справочник по наилучшим доступным технологиям "Переработка природного и попутного нефтяного газа" (далее - ИТС НДТ 50) разработан на основе анализа технологических, технических и управленческих решений, применяемых в области переработки природного и попутного нефтяного газа, и содержит описание используемых в настоящее время и перспективных технологических процессов, технических способов, методов предотвращения и сокращения негативного воздействия на окружающую среду, а также направленных на обеспечение высокой ресурсоэффективности и экологической результативности, из числа которых выделены решения, признанные наилучшими доступными с учетом экономической целесообразности их применения и технической реализуемости.
Термин "наилучшая доступная технология" (далее - НДТ) определен в Федеральном законе Российской Федерации от 10 января 2002 года N 7-ФЗ "Об охране окружающей среды", согласно ст. 1 которого "наилучшая доступная технология - технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения целей охраны окружающей среды при условии наличия технической возможности ее применения" [1].
Структура ИТС НДТ 50 соответствует ГОСТ Р 113.00.03-2019 [2] и включает в себя следующие основные разделы:
Введение. Содержит краткое описание и общую информацию об ИТС НДТ 50.
Предисловие. Содержит информацию о цели разработки ИТС НДТ 50, его статусе, взаимосвязи с международными, региональными аналогами и другими ИТС НДТ, о сборе данных, об утверждении и введении в действие.
Область применения. Содержит информацию об основных и дополнительных видах деятельности, на которые распространяется действие ИТС НДТ 50.
Раздел 1. Содержит общую информацию о состоянии и уровне развития газоперерабатывающей отрасли Российской Федерации с учетом положений ГОСТ Р 113.00.23-2023 [3].
Раздел 2. Содержит подробную информацию об основных и вспомогательных технологических установках, которые действуют в настоящее время на предприятиях газоперерабатывающей отрасли Российской Федерации, с учетом положений ГОСТ Р 113.00.04-2024 [4].
Раздел 3. Содержит информацию о текущих уровнях потребления сырья, материалов, энергетических ресурсов и эмиссий, маркерных веществах, характерных для газоперерабатывающей промышленности Российской Федерации. Раздел подготовлен на основе данных, представленных предприятиями Российской Федерации в рамках разработки ИТС НДТ 50 с учетом положений ГОСТ Р 113.00.04-2024 [4].
Раздел 4. Содержит порядок проведения сравнительного анализа и особенности учета критериев отнесения технологии, технологических и управленческих решений к наилучшим доступным технологиям на основании Федерального закона Российской Федерации от 10 января 2002 года N 7-ФЗ "Об охране окружающей среды" и с учетом положений ГОСТ Р 113.00.17-2023 [5].
Раздел 5. Содержит описание НДТ переработки природного и попутного нефтяного газа, включая информацию о потенциальных экологических преимуществах, достигаемых при реализации технологий, а также информацию о воздействии на окружающую среду, потреблении ресурсов, особенностях применения, технического обслуживания и затратах (способах их снижения) при реализации указанной технологии с учетом положений ГОСТ Р 113.00.17-2023 [5].
Раздел 6. Содержит информацию о новых технологических и технических решениях, способных на стадии промышленного внедрения обеспечить уровень защиты окружающей среды выше уровня защиты, определенного НДТ, или же при одинаковом уровне защиты обеспечить снижение производственных экономических затрат, а также направленных на повышение энергоэффективности и ресурсосбережения. Раздел подготовлен с учетом положений ГОСТ Р 113.00.17-2023 [5].
Заключительные положения и рекомендации. Содержат сведения о членах технической рабочей группы, принимавших участие в разработке ИТС НДТ 50, а также рекомендации по дальнейшим работам и сборе информации в области НДТ газоперерабатывающей отрасли.
Приложения. Содержат перечень маркерных загрязняющих веществ, характерных для газоперерабатывающей отрасли промышленности, перечень технологических показателей, перечень НДТ, сведения о ресурсной (в том числе энергетической) эффективности, а также "Заключения по наилучшим доступным технологиям" для газоперерабатывающей отрасли промышленности.
"Заключения по наилучшим доступным технологиям" включают следующую информацию:
- область применения;
- описание НДТ, уровни эмиссий загрязняющих веществ, соответствующие НДТ (технологические показатели), а также информацию, позволяющую оценить их применимость;
- методы производственного экологического контроля.
"Заключения по наилучшим доступным технологиям" приведены в ИТС НДТ 50 для использования заинтересованными лицами, в том числе промышленными предприятиями, при формировании заявок на получение комплексных экологических разрешений, а также органами государственного контроля (надзора) при выдаче комплексных экологических разрешений. "Заключения по наилучшим доступным технологиям" формируются на основе данных, приведенных в ИТС НДТ 50.
Библиография. Содержит перечень источников информации, использованных при разработке ИТС НДТ 50.
Цели, основные принципы и порядок разработки ИТС НДТ 50 установлены постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям" [6]. Перечень областей применения наилучших доступных технологий определен распоряжением Правительства Российской Федерации от 24 декабря 2014 года N 2674-р [7].
1. Статус документа
ИТС НДТ 50 является документом по стандартизации.
2. Информация о разработчиках
ИТС НДТ 50 разработан Обществом с ограниченной ответственностью "Научно-исследовательский институт природных газов и газовых технологий - Газпром ВНИИГАЗ" совместно с технической рабочей группой N 50 (ТРГ 50) "Переработка природного и попутного нефтяного газа", состав которой утвержден приказом Минпромторга России от 04 марта 2024 г. N 870.
Перечень организаций и их представителей, принимавших участие в разработке ИТС НДТ 50, приведен в разделе "Заключительные положения и рекомендации".
ИТС НДТ 50 представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3. Краткая характеристика
ИТС НДТ 50 содержит описание применяемых при переработке природного и попутного нефтяного газа технологических процессов, оборудования, технических способов и методов, позволяющих повысить степень ресурсосбережения и энергоэффективность технологических процессов, в том числе снизить водопотребление и уменьшить негативное воздействие на окружающую среду. На основании анализа технологических процессов, оборудования, технических способов, методов (в том числе управления) определены решения, являющиеся НДТ. Для каждого технологического процесса установлены соответствующие технологические показатели.
4. Взаимосвязь с международными, региональными документами
ИТС НДТ 50 разработан с учетом опыта Европейского союза в части определения НДТ и установления показателей технологического нормирования для газоперерабатывающей отрасли, который изложен в справочнике по НДТ "Наилучшие доступные технологии (НДТ). Справочный документ для переработки нефти и газа" (Best Available Techniques (BAT) Reference Document For The Refining Of Mineral Oil And Gas), информационно-технических справочников Российской Федерации [8 - 24], а также технологических, экологических и экономических особенностей переработки углеводородного сырья в российских нефтегазовых компаниях.
5. Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при переработке природного и попутного нефтяного газа в Российской Федерации, была собрана в процессе разработки ИТС НДТ 50 в соответствии с Порядком сбора данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям, утвержденным приказом Минпромторга России от 18 декабря 2019 года N 4841 [25].
6. Взаимосвязь с другими справочниками НДТ
Взаимосвязь ИТС НДТ 50 с другими справочниками, разрабатываемыми в соответствии с распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р [26], приведена в разделе "Область применения".
7. Информация об утверждении, опубликовании и введении в действие
ИТС НДТ 50 утвержден приказом Росстандарта от 24 декабря 2025 г. N 2838.
ИТС НДТ 50 введен в действие с 1 сентября 2026 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
8. Взамен ИТС 50-2017
Настоящий информационно-технический справочник распространяется на следующие объекты стандартизации в соответствии с кодами ОКС [27]:
- 75.020 Добыча и переработка нефти и природного газа;
- 75.200 Оборудование для переработки нефти, нефтяных продуктов и природного газа;
- 13.020 Охрана окружающей среды.
Настоящий информационно-технический справочник распространяется на следующие основные виды деятельности:
- производство СУГ, ШФЛУ, сухого отбензиненного газа, этановой фракции, индивидуальных углеводородов (пропана, бутанов, пентанов), конденсата газового стабильного, бензина газового стабильного и других углеводородов, производимых из природного или попутного нефтяного газа;
- производство сжиженного природного газа с объемом производства более 2 млн т год;
- производство гелия;
- производство углерода технического;
- производство серы газовой технической.
Сфера распространения справочника в соответствии с основными видами экономической деятельности (ОКВЭД 2) [28], а также производимая продукция, наименование которой дано в соответствии с ОК 034-2014 (ОКПД) [29], представлены в таблице 1.
Таблица 1
природного и попутного нефтяного газа"
Наименование продукции по ОК 034-2014 (ОКПД) | Наименование вида деятельности ОКВЭД 2 | ||
Газ природный в газообразном или сжиженном состоянии | Предоставление услуг в области добычи нефти и природного газа | ||
Пропан и бутан сжиженные | Производство нефтепродуктов | ||
Пропан сжиженный | |||
Бутан сжиженный | |||
Этилен, пропилен, бутилен, бутадиен и прочие нефтяные газы или газообразные углеводороды, кроме природного газа | |||
Газы нефтяные | |||
Конденсат газовый стабильный | |||
Газы нефтяные прочие, не включенные в другие группировки | |||
Углеводороды газообразные, кроме природного газа | |||
Гелий | |||
Азот | |||
Кислород | |||
Спирт метиловый (метанол) | |||
Бензин газовый стабильный | Разделение и извлечение фракций из ПНГ | ||
Пропан и бутан сжиженные | |||
Пропан сжиженный | |||
Этилен, пропилен, бутилен, бутадиен и прочие нефтяные газы или газообразные углеводороды, кроме природного газа | |||
Газы нефтяные прочие, не включенные в другие группировки | |||
Углерод технический (сажи и прочие формы дисперсного углерода, не включенные в другие группировки) | |||
Сера техническая газовая | |||
Соединения сераорганические | |||
Углерод технический (сажи и прочие формы дисперсного углерода, не включенные в другие группировки) | Производство прочих неорганических соединений |
Справочник НДТ распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на ресурсоэффективность, характер и масштаб воздействия на окружающую среду:
- подготовку сырья;
- производственные процессы;
- процессы предотвращения и сокращения воздействия на окружающую среду (эмиссий загрязняющих веществ и образования отходов).
Дополнительные виды деятельности и соответствующие им ИТС НДТ приведены в таблице 2.
Таблица 2
и попутного нефтяного газа и соответствующие им ИТС НДТ
Вид деятельности | Соответствующий ИТС НДТ |
Очистка сточных вод | ИТС НДТ 8 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" |
ИТС НДТ 10 "Очистка сточных вод с использованием централизованных систем водоотведения поселений, городских округов" | |
Обращение с отходами | ИТС НДТ 9 "Утилизация и обезвреживание отходов термическими способами" |
ИТС НДТ 15 "Утилизация и обезвреживание отходов (кроме термических способов)" | |
ИТС НДТ 17 "Размещение отходов производства и потребления" | |
Применение промышленных систем охлаждения | ИТС НДТ 20 "Промышленные системы охлаждения" |
Очистка выбросов загрязняющих веществ | ИТС НДТ 22 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" |
Производственный экологический контроль | ИТС НДТ 22.1 "Общие принципы производственного экологического контроля и его метрологического обеспечения" |
Производство энергии | ИТС НДТ 38 "Сжигание топлива на крупных установках в целях производства энергии" |
Хранение и складирование | ИТС НДТ 46 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" |
Повышение энергоэффективности | ИТС НДТ 48 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" |
ИТС НДТ 50 "Переработка природного и попутного нефтяного газа" не распространяется на следующие виды деятельности:
- процессы вспомогательного производства, такие, как работа ремонтных мастерских, объекты охраны/сигнализации, пожарные депо, автотранспортное хозяйство и др.;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Газовый бензин - жидкая углеводородная смесь, получаемая путем переработки природного газа и газового конденсата, состоящая из предельных углеводородов C3 - C6 с примесями углеводородных и неуглеводородных компонентов [30].
Газовый конденсат - жидкая смесь, состоящая из парафиновых, нафтеновых и ароматических углеводородов широкого фракционного состава, содержащая примеси неуглеводородных компонентов, получаемая в результате разделения газоконденсатной смеси [30].
Гелий - одноатомный инертный газ без цвета, вкуса и запаха. Гелий - второй элемент в периодической системе химических элементов Д.И. Менделеева с атомным номером 2 и обозначением He. Гелий нетоксичен, негорюч, легок (плотность при нормальных условиях составляет 0,1786 кг/м3), обладает самой низкой температурой кипения при атмосферном давлении (-268,9 °C), очень высокой теплопроводностью. Изотоп гелия-4 - гелий II - обладает сверхтекучестью [31].
Гелиевый концентрат - газовая смесь, содержащая не менее 80% об. гелия и не более 20% об. азота, получаемая из гелийсодержащего природного газа, представляющая собой сырье для производства сжатого газообразного гелия [30].
Газ горючий природный, подготовленный к транспортированию - газ горючий природный, прошедший технологические операции для его безопасного транспортирования по магистральным газопроводам.
Газ горючий природный промышленного и коммунально-бытового назначения - газ горючий природный, подготовленный для использования в качестве сырья и (или) топлива промышленного и коммунально-бытового назначения.
Жидкий гелий - сжиженный газ, получаемый из газообразного гелия концентрацией не менее 99,99% об [30].
Конденсат газовый нестабильный (нестабильный газовый конденсат) - газовый конденсат, содержащий в растворенном виде газообразные углеводороды, направляемый на переработку с целью очистки от примесей и выделения углеводородов C1 - C4, отвечающий требованиям соответствующего нормативного документа [30].
Конденсат газовый стабильный (стабильный газовый конденсат) - газовый конденсат, получаемый путем очистки нестабильного газового конденсата от примесей и выделения из него углеводородов C1 - C4, отвечающий требованиям соответствующего нормативного документа [30].
Нестабильный газовый бензин (газовый бензин нестабильный) - газовый бензин, давление насыщенных паров по Рейду которого выше 66,7 кПа в летний период и выше 93,3 кПа в зимний период [30].
Одорант - интенсивно пахнущее органическое химическое соединение или комбинация химических соединений, добавляемых к природному газу в малой концентрации, и способное придать специфический (обычно неприятный) предупреждающий запах так, чтобы утечку газа можно было обнаружить при концентрациях ниже его нижнего предела взрываемости [32].
Переработка природного газа [газового конденсата] - совокупность технологических процессов физического, физико-химического и химического преобразования природного газа [газового конденсата] в продукты переработки [30].
Природный газ, газ горючий природный (естественный) - газообразная смесь, состоящая из метана (который является основным компонентом природного газа) и более тяжелых углеводородов, азота, диоксида углерода, водяных паров, серосодержащих соединений, инертных газов (также обычно содержит следовые количества других компонентов) [30].
Попутный газ, попутный нефтяной газ (ПНГ) - газообразная смесь углеводородных и неуглеводородных компонентов, добываемая совместно с нефтью через нефтяные скважины и выделяющаяся из нефти в процессе ее промысловой подготовки [33].
Сжатый газообразный гелий - газ, содержащий не менее 99,99% об. гелия, получаемый при переработке гелийсодержащего природного газа, находящийся при избыточном давлении [30].
Сжиженные углеводородные газы (СУГ) - сжиженные углеводородные смеси пропана, пропилена, бутанов и бутенов с примесями углеводородных и неуглеводородных компонентов, получаемые путем переработки природного газа и ПНГ, применяемые в качестве моторного топлива, сырья для нефтехимии, для коммунально-бытового и промышленного потребления, отвечающие требованиям соответствующего нормативного документа [30].
Сжиженный природный газ (СПГ) - природный газ, переведенный после специальной подготовки в жидкое состояние с целью его транспортирования, хранения и использования. [92].
Стабильный газовый бензин (газовый бензин стабильный, бензин газовый стабильный) - газовый бензин, давление насыщенных паров по Рейду которого ниже 66,7 кПа в летний период и ниже 93,3 кПа в зимний период [30].
Сухой газ (или тощий газ) - природный горючий газ из группы углеводородных, характеризующийся резким преобладанием в его составе метана, сравнительно невысоким содержанием этана и низким - тяжелых углеводородов (например, природный газ сеноманских отложений месторождений Западной Сибири).
Сухой отбензиненный газ - товарный газ, поставляемый в магистральные газопроводы после установок подготовки и соответствующий требованиям потребителя или определенной нормативной документации, в том числе по регламентированным значениям точки росы по воде и углеводородам [33].
Сырой газ (или жирный газ) - природный горючий газ из группы углеводородных, характеризующийся повышенным (свыше 15%) содержанием тяжелых углеводородов (C3H8+). К сырым газам (или жирным газам) относятся попутные нефтяные газы нефтяных месторождений, а также газы газоконденсатных и нефтегазоконденсатных месторождений и залежей. В промысловых условиях в эту же категорию входят газы, содержащие тяжелые высокомолекулярные жидкие и твердые углеводороды высококипящих фракций и пары воды. Сырой (или жирный газ) газ подвергают осушке, отбензиниванию и очистке на установках газовых и нефтяных промыслов и на объектах переработки природного и попутного нефтяного газа.
Сырьевой газ - природный газ или смесь газов, поступающих на переработку в качестве сырья.
Техническая газовая сера - сера, получаемая из кислого газа [30].
Технический углерод - дисперсный материал, получаемый при неполном сгорании или термическом разложении углеводородов [30].
Широкая фракция легких углеводородов (ШФЛУ) - углеводородная смесь, состоящая из пропана, бутанов и пентанов с примесями метана, этана, гексана и более тяжелых компонентов, получаемая в процессе переработки ПНГ, природного газа, нестабильного газового конденсата и стабилизации нефти [30].
Этановая фракция (природного газа) - газообразная углеводородная смесь, содержащая не менее 60% масс. этана, получаемая на установках низкотемпературной конденсации и ректификации [30].
АВО | аппарат воздушного охлаждения газа; |
АОК | абсорбционно-отпарная колонна; |
АОП | азеотропная осушка пропана; |
АТР | Азиатско-Тихоокеанский регион; |
БМК | блочно-модульный комплекс; |
БСК | блок стабилизации конденсата; |
БТ | бутан технический; |
ВНД | внутренняя норма доходности; |
ГГП | газ горючий природный; |
ГЗ | гелиевый завод; |
ГПЗ | газоперерабатывающий завод; |
ГПП | газоперерабатывающее предприятие; |
ГСМ | горюче-смазочные материалы; |
ГФУ | газофракционирующая установка; |
ДЭГ | диэтиленгликоль; |
ЗВ | загрязняющее вещество; |
ЗПК | завод по переработке конденсата; |
ЗПКТ | завод по подготовке конденсата к транспорту; |
ЗСК | завод стабилизации конденсата; |
ИТС НДТ | информационно-технический справочник по наилучшим доступным технологиям; |
КБА | короткоцикловая безнагревная адсорбция; |
КВД | корпус высокого давления; |
КГ | кислые газы; |
КГН | конденсат газовый нестабильный; |
КГС | конденсат газовый стабильный; |
КГУ | криогенно-гелиевая установка; |
КИП и А | контрольно-измерительные приборы и автоматика; |
КНД | корпус низкого давления; |
КТСПГ | крупнотоннажный СПГ; |
КЦА | короткоцикловая адсорбция; |
ЛОС | летучие органические соединения; |
МГБ | мембранные газораспределительные блоки; |
МДЭА | метилдиэтаноламин; |
МТР | материально-технические ресурсы; |
МТВГ | миллион тонн в год; |
НГКМ | нефтегазоконденсатное месторождение; |
НДТ | наилучшая доступная технология; |
НТА | низкотемпературная абсорбция; |
НТК | низкотемпературная конденсация; |
НТКР | низкотемпературная конденсация и ректификация; |
НТС | низкотемпературная сепарация; |
НТР | низкотемпературное разделение; |
общероссийский классификатор стандартов; | |
ОС | окружающая среда; |
ПА | пропан автомобильный; |
ПБА | пропан-бутан автомобильный; |
ПБТ | пропан-бутан технический; |
ПБФ | пропан-бутановая фракция; |
ПВД | полость высокого давления; |
ПГ | природный газ; |
ПГФ | пентан-гексановая фракция; |
ПЗА | показатель загрязнения атмосферы; |
ПНГ | попутный нефтяной газ; |
ПНД | полость низкого давления; |
ПТ | пропан технический; |
СПБТ | смесь пропан-бутан техническая; |
СОГ | сухой отбензиненный газ; |
СПГ | сжиженный природный газ; |
СПМ | смесь природных меркаптанов |
СУГ | сжиженные углеводородные газы; |
СЭМ | система экологического менеджмента; |
ТДА | турбодетандерный агрегат; |
ТКА | турбокомпрессорный агрегат; |
ТТР | температура точки росы; |
ТЭЦ | теплоэлектроцентраль; |
УВ | углеводороды; |
УПГ | управление по переработке газа; |
УПДТ | установка получения дизельного топлива; |
УСК | установка стабилизации конденсата; |
Федеральный классификационный каталог отходов; | |
ШФЛУ | широкая фракция легких углеводородов. |
Раздел 1 Общая информация о состоянии и развитии переработки природного и попутного нефтяного газа в Российской Федерации
Общеотраслевые тенденции переработки газа
Одним из ключевых направлений повышения эффективности развития газового комплекса России является развитие газоперерабатывающей промышленности. Быстрый рост добычи жирного газа на севере Западной Сибири, а в перспективе и в восточных регионах России, требует развития мощностей по эффективному извлечению и глубокой переработке всех компонентов, содержащихся в таких газах.
Под переработкой природного и попутного нефтяного газа в данном справочнике понимается совокупность технологических процессов физического и физико-химического выделения компонентов из природного и попутного нефтяного газа, а также производство СПГ, технического углерода и химическая переработка соединений серы, содержащихся в кислых газах, СУГ и других жидких углеводородах.
Основными видами продукции на объектах переработки природного и попутного нефтяного газа в Российской Федерации являются СОГ, подаваемый в газотранспортную систему, СУГ, ШФЛУ, этановая фракция, сера, стабильный газовый конденсат, продукты его переработки и др.
Подготовка или переработка сухого газа перед подачей в магистральные газопроводы сводится к его очистке и осушке. Извлечение неуглеводородных компонентов (например, гелия) производится при их достаточном количестве.
ПНГ состоит из метана и его гомологов, однако содержание метана в нем меньше, а этана, пропана, бутанов, пентанов и других тяжелых углеводородов - больше, чем в сухом газе. ПНГ также содержит неуглеводородные компоненты, причем содержание этих компонентов колеблется в широких пределах. Наличие в ПНГ значительных количеств углеводородов C2+ позволяет извлекать из него ШФЛУ или индивидуальные компоненты, которые являются сырьем для нефтехимической промышленности.
Эффективную монетизацию обеспечивает полноценная переработка попутного нефтяного газа. В зависимости от горно-геологических условий, количество растворенного газа, извлекаемого при добыче 1 тонны нефти (газовый фактор), может колебаться от 50 - 65 до 300 - 900 м3/т и выше. Сложностью переработки ПНГ является его нестабильный состав, в нем много неуглеродных примесей и влаги, его состав меняется в процессе разработки месторождения, что требует строительства сложной и дорогостоящей инфраструктуры по его сбору, транспортировке и переработке. В связи с этим изначально объекты переработки природного и попутного нефтяного газа строились возле крупных нефтяных и нефтегазоконденсатных месторождений, позже для малых месторождений были предложены компактные блочные решения для переработки сырья. На выходе получают метан-этановую фракцию, по своим свойствам близкую к сухому газу, а также ШФЛУ и СУГ.
В настоящее время в большинстве случаев, добываемые из газоконденсатных и нефтегазоконденсатных месторождений газы подготавливают к транспорту на установках комплексной подготовки газа (УКПГ). Добытый из скважины флюид разделяется на сухой отбензиненный газ (метан, этан) и смесь более тяжелых фракций углеводородов (пропан, бутаны, пентаны и др.) - нестабильный газовый конденсат. Нестабильный газовый конденсат подвергают частичной или полной стабилизации, в результате которой получают газовый конденсат, соответствующий требованиям к транспортировке и ШФЛУ (или индивидуальные углеводороды).
Газовый конденсат (ГК) состоит из бензиновых, керосиновых и в меньшей степени более высококипящих фракций. Для большинства газовых конденсатов выход бензиновых фракций превышает 50% (чаще 70 - 85%). Плотность конденсатов - 660 - 840 кг/м3.
Для стабилизации газового конденсата используются 3 метода:
- ступенчатое выветривание (сепарация, дегазация);
- ректификация в стабилизационных колоннах;
- комбинирование сепарации и ректификации.
На современных установках применяют комбинирование процессов сепарации и ректификации, что позволяет повысить технологическую гибкость процесса и уменьшить энергозатраты.
Эти стадии являются этапами подготовки газового конденсата к транспорту, так как нестабильный газовый конденсат не транспортируют по трубопроводам и не перевозят в цистернах.
Таким образом, к процессам газопереработки относят стадии очистки от механических примесей, очистки от кислых компонентов, осушки, сепарации, отбензинивания, деэтанизации, стабилизации и извлечения неуглеводородных компонентов.
Такая подготовка может происходить на промыслах или на газоперерабатывающих заводах, причем последние могут размещаться на значительном удалении от промыслов. Компоновка процессов определяется исключительно технико-экономическими соображениями, включая затраты на транспортировку продуктов.
Первые заводы по переработке нефтяных газов в России были созданы в 1920-х гг., и их основной целью было отбензинивание газа. В 1930-х гг. в СССР построены газоперерабатывающие заводы для переработки природных и попутных нефтяных газов в Башкирии, Татарстане и Куйбышевской области, на Северном Кавказе и других регионах. Газопереработка как самостоятельная подотрасль возникла в конце 1960-х и начале 1970-х гг.
В состав современных объектов переработки природного и попутного нефтяного газа входят: пункты приема и подготовки газа и конденсата, компрессорные станции, технологические установки (очистки газов от кислых компонентов, отбензинивания и осушки газа, выделения этана, пропана, бутанов и пентанов, производства серы, стабилизации и переработки газового конденсата), а также вспомогательные объекты, товарные парки и службы водо-, паро- и электроснабжения.
На объектах переработки природного и попутного нефтяного газа осуществляется переработка природного и попутного нефтяного газа, газового конденсата (в том числе и в смеси с нефтью), различных технологических углеводородных смесей (ТУС, СЛУ и др.) с получением индивидуальных углеводородов и их смесей, а также сопутствующих продуктов (серы, гелия и др.) и газомоторных топлив.
На объектах переработки природного и попутного нефтяного газа осуществляются следующие основные технологические операции: сепарация (идентична сепарации газа на промысле), глубокая осушка, абсорбционная очистка газа от кислых компонентов растворами аминов, адсорбционная очистка газа от меркаптанов цеолитами, низкотемпературной масляной абсорбцией и низкотемпературной конденсацией, извлечение легких углеводородов (метана, этана, пропана и бутанов) и гелия фракционной конденсацией и ректификацией очищенного и осушенного газа при его глубоком охлаждении.
Технологии и комплектация установок на объектах переработки природного и попутного нефтяного газа определяются составом перерабатываемого сырья.
Большая часть ежегодно добываемого газа в нашей стране используется в энергетических целях и поставляется на экспорт.
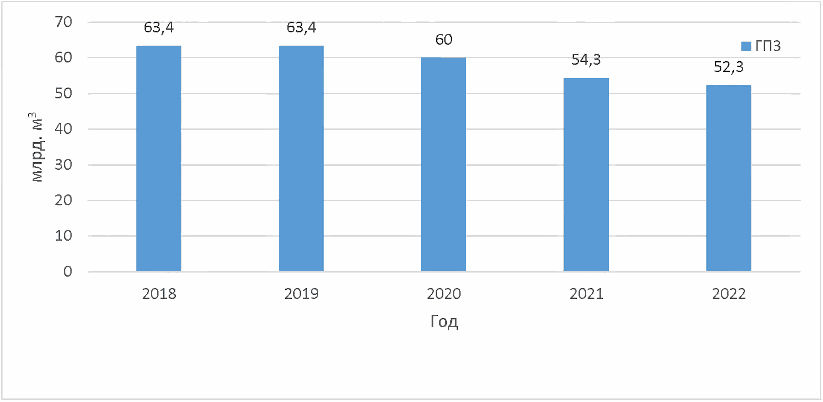
Данные по переработке газа на объектах переработки природного и попутного нефтяного газа в РФ приведены в таблице 3 [34].
Таблица 3
и попутного нефтяного газа в РФ в 2018 - 2022 гг., млрд м3
Газ | 2018 | 2019 | 2020 | 2021 | 2022 | +/- к 2021 |
Природный | 42,2 | 41,7 | 37,9 | 32,4 | 34,0 | +1,6 |
Попутный нефтяной | 36,9 | 37,7 | 39,9 | 38,0 | 35,9 | -2,1 |
Россия, всего | 79,2 | 79,5 | 77,8 | 70,3 | 69,9 | -0,4 |
Доля от объема извлеченного газа, % | 10,7 | 10,5 | 10,9 | 9,0 | 10,1 | +1,1 |
Переработка газа в РФ в 2022 г. по отношению к прошлому году снизилась на 0,4 млрд м3 (-0,57%) в основном за счет снижения переработки ПНГ (-5,53%), а объем переработки природного газа вырос на 1,6 млрд м3 (+4,92%). Доля поставляемого на переработку газа в РФ в 2022 г. выросла на 1,1 процентный пункт.
В России действует 35 объектов переработки природного и попутного нефтяного газа, которые входят в состав нефтяных и газовых компаний, таких как Газпром, СИБУР, Лукойл, Роснефть, Татнефть, Новатэк и др. В стадии эксплуатации и строительства находится крупнейший Амурский ГПЗ.
Таблица 4
по компаниям в 2022 г., млн м3
Компания | Всего | Природный | ПНГ | Доля от РФ, % |
Газпром, в том числе | 34415,8 | 30491,8 | 3924,0 | 49,3% |
Газпром переработка | 31852,8 | 29 570,1 | 2282,7 | 45,6% |
Востокгазпром | 2563,0 | 921,7 | 1641,3 | 3,7% |
Сибур-Холдинг | 20766,6 | 211,1 | 20555,5 | 29,7% |
Сургутнефтегаз | 4816,2 | - | 4816,2 | 6,9% |
ЛУКОЙЛ | 3562,9 | 372,8 | 3190,1 | 5,1% |
Иркутская нефтяная компания | 2592,5 | 2212,8 | 379,7 | 3,7% |
Татнефть | 835,9 | - | 835,9 | 1,2% |
Сахатранснефтегаз | 704,4 | 704,4 | - | 1,0% |
БерезкаГаз Менеджмент | 603,1 | - | 603,1 | 0,9% |
Норд Империал | 100,6 | - | 100,6 | 0,1% |
Башнефть | 74,1 | - | 74,1 | 0,1% |
Прочие компании | 1 392,8 | - | 1392,8 | 2,0% |
Российская Федерация, всего | 69 864,9 | 33992,9 | 35872,1 | 100,0% |
Крупнейшим переработчиком природного газа в РФ является ПАО "Газпром" - объем переработки природного и попутного нефтяного газа по данным годового отчета компании за 2022 г. составил 34415,8 млн м3 и 3924,0 млн м3 нефти и газового конденсата. Доля компании в суммарной переработке газа в РФ в 2022 г. составила 49,3%.
ООО "Газпром переработка" - 100% дочернее общество ПАО "Газпром", основные виды деятельности которого подготовка и переработка газа, газового конденсата и нефти, а также магистральный транспорт углеводородов. Суммарная годовая проектная мощность активов компании по переработке сырьевого газа составляет 110 млрд м3, жидкого углеводородного сырья - 52 млн тонн.
В 2022 г. компания обеспечила 92,6% переработки газа ПАО "Газпром" и 45,6% от общероссийской переработки газа. В объеме переработки преобладает природный газ - 92,8%, на ПНГ приходится 7,2%.
В состав ООО "Газпром переработка" входят 6 перерабатывающих заводов, гелиевый завод и Управление по транспортировке жидких углеводородов, расположенные в пяти субъектах РФ: Ханты-Мансийском, Ямало-Ненецком автономных округах, Республике Коми, Амурской, Астраханской и Оренбургской областях.
Перерабатывающий сегмент составляют заводы по переработке газа и газового конденсата:
- Сосногорский газоперерабатывающий завод (Сосногорский ГПЗ, г. Сосногорск, Республика Коми);
- Завод по подготовке конденсата к транспорту (ЗПКТ, г. Новый Уренгой);
- Завод по стабилизации конденсата им. В.С. Черномырдина (Сургутский ЗСК, Сургутский район);
- Астраханский газоперерабатывающий завод (Астраханский ГПЗ, Астраханская область);
- Оренбургский газоперерабатывающий завод (Оренбургский ГПЗ, Оренбургская область);
- Оренбургский гелиевый завод (Оренбургская область);
- Амурский газоперерабатывающий завод (Амурская область).
Ассортимент выпускаемой продукции представлен широкой линейкой сжиженных углеводородных газов, серой различных марок, жидким и газообразным гелием, одорантом природным, этановой фракцией, мазутом, углеродом техническим различных марок.
В 2024 г. на перерабатывающих мощностях Группы Газпром без учета давальческого сырья подготовлено и переработано 56,02 млрд м3 природного и попутного газа, обеспечена первичная переработка нефти и стабильного газового конденсата в объеме 58,26 млн т (рисунок 1) [114].
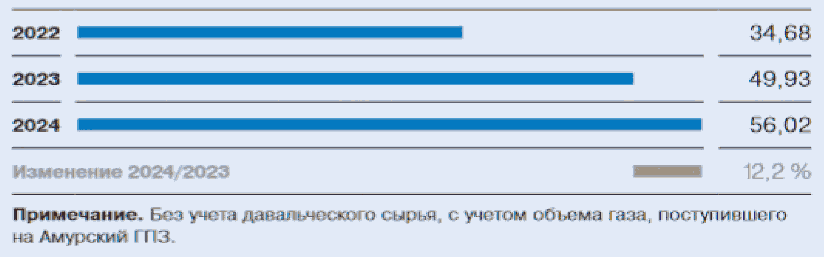
и попутного газа, млрд м3
Увеличение объемов подготовки и переработки газа Группой Газпром в основном связано с пуском в работу новых мощностей на Амурском ГПЗ.
Увеличение выпуска сжиженных углеводородных газов Группой Газпром в основном связано с ростом объемов добычи и переработки жидких углеводородов после ввода в эксплуатацию установки деэтанизации конденсата на Уренгойском ЗПКТ, а также в связи с поставкой широкой фракции легких углеводородов на Сургутский завод по стабилизации конденсата с установки стабилизации конденсата участка 3А ачимовских залежей Уренгойского НГКМ.
Компания производит все виды моторных топлив, стабильный газовый конденсат, ШФЛУ, газ природный горючий и гелий.
Увеличение объемов переработки нестабильного газового конденсата и нефти на перерабатывающих объектах Группы Газпром связано с увеличением добычи и переработки нестабильного газового конденсата, в том числе за счет ввода в эксплуатацию установки деэтанизации конденсата на Уренгойском ЗПКТ (рисунок 2).
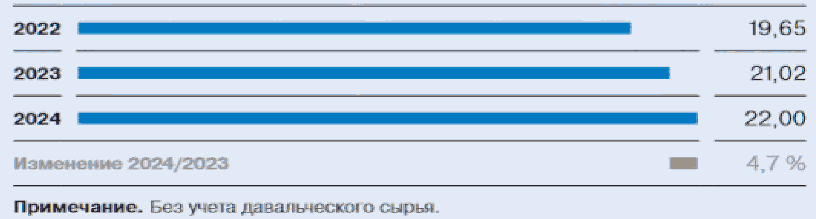
нестабильного газового конденсата и нефти на мощностях
ООО "Газпром переработка" и газодобывающих дочерних
обществ, млн т
На Заводе по подготовке конденсата к транспорту (ЗПКТ) завершено строительство установки деэтанизации конденсата (УДК), которая включает в себя азотную станцию, объединенную операторную и факельные сепараторы. Производственная мощность новой установки составляет 8,0 - 10,01 млн тонн в год сырья.
Востокгазпром - дочернее предприятие Газпрома. Нефтегазодобывающий актив компании - ООО "Газпром добыча Томск" - обладает лицензиями на право пользования недрами на территории Томской области и разрабатывает 9 месторождений. Газ, добываемый на месторождениях компании, направляется потребителям в регионы Сибири, а также на переработку в ООО "Газпром метанол", входящее в Востокгазпром. Компания обеспечивает 7,4% переработки газа Газпрома и 3,7% от общероссийской. В объеме переработки преобладает ПНГ - 64,0%, на природный газ приходится 36,0%.
В 2022 г. были введены в промышленную эксплуатацию терминал по хранению и отгрузке пропан-бутана технического (ПБТ) в селе Нагорное Новосибирской области, а также продуктопровод Мыльджинское НГКМ - Казанское НГКМ - г. Куйбышев протяженностью 469 км.
Реализован масштабный проект по модернизации системы управления технологическим процессом подготовки газа и конденсата на УКПГиК Мыльджинского месторождения с применением отечественного программного обеспечения из единого реестра российских программ для электронных вычислительных машин и баз данных - APDAR и Astra Linux.
СИБУР Холдинг является второй по объемам переработки природного и попутного нефтяного газа компанией в России. Объем переработки за 2022 г. составил 20,77 млрд м3 природного и попутного нефтяного газа. Доля Холдинга в суммарной переработке газа в РФ в 2022 г. составила 29,7%. В объеме переработки преобладает ПНГ - 99,0%, на природный газ приходится 1,0%. Производственные площадки находятся более чем в 20-и регионах России, численность сотрудников группы составляет более 22 тыс. человек.
В состав предприятия входят 8 газоперерабатывающих заводов, их доля в объеме переработки Холдинга в 2022 г. составляет:
- Нижневартовский ГПЗ (23,7%);
- Белозерный ГПЗ (21,3%);
- Вынгапуровский ГПЗ (16,2%);
- Южно-Балыкский ГПЗ (15,6%);
- Няганьгазпереработка (9,7%);
- Губкинский ГПЗ (7,8%);
- Южно-Приобский ГПЗ (3,85% совместно с Газпром 50/50);
- Муравленковский ГПЗ (2,0%).
Вышеперечисленные крупнейшие компании обеспечили в 2022 г. 79% от суммарного по РФ объема переработки природного и попутного нефтяного газа.
Стабильный газовый конденсат, являющийся одним из продуктов отечественных объектов переработки природного и попутного нефтяного газа, а также газовый конденсат, подготовленный к транспортировке на УКПГ ряда месторождений, перерабатывается на других предприятиях России. Данные по переработке газового конденсата в РФ приведены в таблице 5 [34].
Таблица 5
тыс. тонн
Завод | 2018 | 2019 | 2020 | 2021 | 2022 | +/- к 2021 |
НОВАТЭК-Усть-Луга | 6949,2 | 6901,8 | 7007,0 | 6949,1 | 6943,2 | -5,9 |
Сургутский ЗСК | 4100,6 | 4048,3 | 4165,9 | 3798,4 | 4113,3 | +314,9 |
Газпром нефтехим Салават | 4768,9 | 5409,3 | 4916,7 | 3181,5 | 2946,8 | -234,7 |
Омский НПЗ | 1504,8 | 1399,4 | 1556,1 | 1551,8 | 1696,4 | +144,6 |
Газпром Переработка | 1789,9 | 2238,8 | 2143,9 | 1318,1 | 1601,8 | +283,7 |
ТАИФ-НК | 892,1 | 935,5 | 857,3 | 944,4 | 775,6 | -168,8 |
Орскнефтеоргсинтез | - | 388,2 | 1002,8 | 546,9 | -455,9 | |
Мини-НПЗ | - | 531,6 | +531,6 | |||
Нижегороднефтеоргсинтез | - | 475 | +475,0 | |||
Уренгойский ЗПКТ | 332,4 | 331,6 | 283,8 | 224,1 | 196,8 | -27,3 |
Ухтанефтепереработка | - | 23,0 | +23,0 | |||
Ямбурггаздобыча (Газпром добыча Ямбург УМТ) | - | 18,4 | +18,4 | |||
Афипский НПЗ | - | 2,6 | +2,6 | |||
Уфимский НПЗ | 68,3 | 112,7 | 13,6 | - | ||
ТАНЕКО | 4,2 | - | - | - | - | |
Россия, всего | 20410,4 | 21377,4 | 21332,5 | 18970,2 | 19871,4 | +901,2 |
В 2022 г. переработка газового конденсата выросла на 901,2 тыс. т (+4,8%) по сравнению с 2021 г. Значительно нарастили переработку газового конденсата предприятия Газпром Переработки (Астраханский ГПЗ, Сургутский ЗСК, Уренгойский ЗПКТ), Омский НПЗ, мини-НПЗ и Нижегороднефтеоргсинтез.
Рост объемов первичной переработки нефти и стабильного газового конденсата в основном обусловлен полным годом работы нового комплекса первичной переработки нефти на Омском НПЗ, введенного в эксплуатацию в 2023 г., а также сокращением сроков проведения ремонтных работ на производствах по переработке стабильного газового конденсата Астраханского ГПЗ и Сургутского завода по стабилизации конденсата [114].
Для снижения зависимости российской экономики от экспорта углеводородного сырья, устойчивого развития высокотехнологичных отраслей промышленности и проведения эффективной политики импортозамещения необходима ускоренная реализация новых проектов по производству газохимической продукции, имеющей устойчивый спрос на внутреннем и мировом рынках.
Необходимость развития отечественной газохимии имеет важное значение для укрепления российской экономики. Природный газ, используемый в энергетических целях, а также направляемый на экспорт, представляет собой ценное сырье, переработкой которого можно получить широкий ассортимент продуктов с высокой добавленной стоимостью. В настоящий момент на переработку направляется в среднем 10% добываемого газа, а в качестве сырья для газохимии используется около 5 - 6%. Это довольно низкие показатели для страны, обладающей такими колоссальными ресурсами.
Несмотря на имеющиеся проблемы, газоперерабатывающая промышленность России сегодня сделала значительный шаг вперед: в последние годы практически все компании, имеющие газоперерабатывающие предприятия, проводят техническое перевооружение, реконструкцию и модернизацию производств. Вступили в строй или находятся в высокой степени готовности крупнейшие газоперерабатывающие объекты: комплекс по транспортировке и переработке жидких углеводородов в Надым-Пур-Тазовском регионе, Амурский ГПЗ и газоперерабатывающий комплекс в Усть-Луге.
Сегодня главные риски для новых проектов российских компаний в газопереработке лежат в сфере геополитики и возможного ухудшения экономической ситуации в стране. Кроме того, новые проекты достаточно уязвимы перед торгово-логистическими и экспортными ограничениями.
При этом и эксперты, и представители бизнеса говорят, что фактор недоступности западного оборудования способен затянуть сроки запуска новых объектов, но не является фатальной проблемой. В случае финансовых затруднений компании-инвесторы крупных проектов могут рассчитывать на государственную поддержку.
По состоянию на конец 2022 г. вероятность завершения новых ключевых инвестиционных проектов России в газоперерабатывающей и газохимической отраслях (даже с учетом сдвига по срокам и вероятной корректировкой производственных параметров) весьма велика.
Вопреки всем прогнозам, перспективы развития нефтегазового сектора в России в 2023 - 2024 гг. можно считать положительными, несмотря на снижение показателей добычи нефти и газа в начале 2023 г.
Газовые компании готовы и дальше вкладывать средства в новые проекты и действующие месторождения. Так, инвестиционная программа Газпрома на 2023 г. составляла рекордные 2,3 трлн руб. (2022 г. - 1,98 трлн руб.) и включала инвестиции в освоение новых месторождений газа на Ямале и в Восточной Сибири (Иркутская область и Республика Саха), в строительство газоперерабатывающего комплекса на Ямале и газопровода Сила Сибири-2, а также в дальнейшее развитие газификации в российских регионах.
В последнее десятилетие Россия значительно увеличила мощности перевода природного газа в сжиженное состояние, что позволило ей по итогам 2022 г. занять четвертое место в мире по экспортным поставкам с объемом 40,2 млрд м3 (+1,6% относительно 2021 г.). Ее доля в мировом экспорте в 2022 г. составляла 7,4%. В 2022 г. объем газа, направленного на сжижение, составил 46,4 млрд м3 (6,8% российской газодобычи), объем СПГ составил 33,2 млн т. Объемы СПГ в России выросли за счет запуска КСПГ "Портовая", сохранения работоспособности проекта Сахалин-2, Ямал СПГ, в т.ч. благодаря стабильной работе четвертой линии, построенной по технологии Арктический каскад на российском оборудовании. Ведется работа по созданию отечественных средне- и крупнотоннажных комплексов сжижения газа. Всего в России планируется реализовать 18 таких проектов.
Российская Федерация входит в число мировых лидеров по запасам гелия. Его масштабное производство в стране в основном обеспечивают два предприятия Группы Газпром - Оренбургский гелиевый завод и Амурский ГПЗ (рисунок 3) [114].
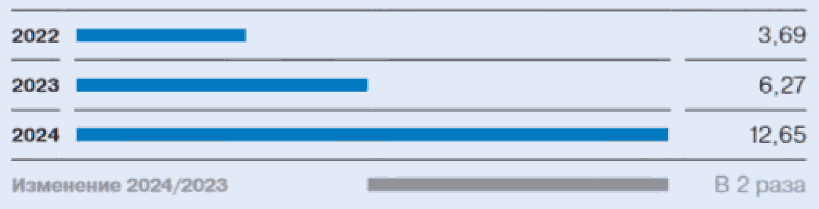
Рост объемов производства товарного гелия Группой Газпром связан с работой двух установок производства гелия на Амурском ГПЗ и увеличением объемов реализации товарного гелия.
Перспективы развития переработки природного и попутного нефтяного газа базируются на повышении степени извлечения содержащихся в них ценных компонентов.
Приоритетными направлениями развития газопереработки на среднесрочную перспективу в РФ являются:
- ускорение разработки и внедрения собственных технологий и оборудования;
- транспортировка и переработка перспективных объемов жидкого углеводородного сырья месторождений Западной Сибири, полуострова Ямал и прилегающего континентального шельфа Карского моря;
- переработка газа месторождений Западной Сибири;
- реализация проектов создания новых газоперерабатывающих мощностей для освоения ресурсов Восточной Сибири и Дальнего Востока;
- модернизация и реконструкция действующих мощностей;
- реализация проектов производства СПГ на территории России;
- ускоренная реализация новых проектов по производству газохимической продукции, имеющей устойчивый спрос на внутреннем и мировом рынках.
Развитие переработки связано с модернизацией действующих мощностей с целью повышения качества и ассортимента выпускаемой продукции, что, в свою очередь, будет способствовать развитию действующих и созданию новых газохимических производств. В результате будет организован выпуск продукции высоких переделов, востребованной как внутренним, так и внешним рынками, что снизит зависимость России от зарубежных поставок нефтехимической продукции.
Перспективы развития газоперерабатывающих производств связаны:
1) с увеличением доли добычи этансодержащего газа и жидких углеводородов в традиционных регионах газодобычи;
2) с разработкой и внедрением эффективных технологий производства высоколиквидной продукции, востребованной как на внутреннем, так и внешних рынках, и связанной с этой необходимостью повышения эффективности извлечения из природного и попутного нефтяного газов этана и других легких углеводородных фракций (C3 - C4);
3) с развитием новых центров газопереработки и газохимии, в том числе на базе месторождений Восточной Сибири и Дальнего Востока;
4) с планами развития действующих и созданием новых газохимических производств;
5) с повышением эффективности переработки серосодержащих газов.
Развитие новых центров газопереработки и газохимии, в том числе на базе месторождений Восточной Сибири и Дальнего Востока, требует:
- создания новых технологий переработки природного газа с высоким содержанием гелия и азота, а также систем очистки и сжижения гелия;
- создания новых конкурентоспособных газохимических производств высокой единичной мощности;
- создания систем транспортировки и хранения гелия, продукции газопереработки и газохимии;
- расширения существующих систем сбыта готовой продукции, в том числе экспорта в страны АТР.
Повышению эффективности переработки серосодержащих газов будут способствовать:
- разработка, освоение и внедрение технологий добычи и переработки сероводородсодержащих газов с производством широкого спектра продукции (водорода, серной кислоты, удобрений, кормовых белков и т.д.);
- освоение и внедрение технологий по использованию серы в производстве дорожно-строительных материалов;
- освоение альтернативных направлений использования серы.
Экономические показатели российских СПГ-проектов являются одними из наиболее конкурентоспособных в мире благодаря низкой стоимости добычи, низким затратам на выполнение логистических операций в АТР. Поэтому, несмотря на внешние ограничения, реализация намеченных проектов в сфере СПГ остается приоритетной задачей. При этом, чтобы сохранить лидерство на мировых рынках и обеспечить энергетическую безопасность страны, необходимо активно работать над улучшением собственной технологической базы и инвестиционного климата.
Прогнозируемый рост объемов добычи и переработки углеводородов связан с освоением шельфовых месторождений арктических морей, месторождений полуострова Ямал, месторождений Надым-Пур-Тазовского региона, Восточной Сибири и Дальнего Востока.
Ожидаемый ввод мощностей к 2035 г. по переработке газа составит 86,5 млрд м3, по переработке жидких углеводородов - 12 млн т.
В настоящее время основными видами продукции, выпускаемой на объектах переработки природного и попутного нефтяного газа в Российской Федерации, являются: сухой отбензиненный газ, предназначенный для поставки в газотранспортную систему; сжиженные углеводородные газы (СУГ); бензин газовый стабильный; широкая фракция легких углеводородов (ШФЛУ); этановая фракция; компримированный газ (КГС), продукты его переработки и др. [35].
В 2022 г. на объектах переработки природного и попутного нефтяного газа Российской Федерации было произведено 52282,2 млн м3 сухого отбензиненного газа; 652,6 тыс. т этана, 5881,3 тыс. т СУГ, 12885,1 тыс. т ШФЛУ, 4903,7 тыс. т КГС, 4869,6 тыс. т серы [36].
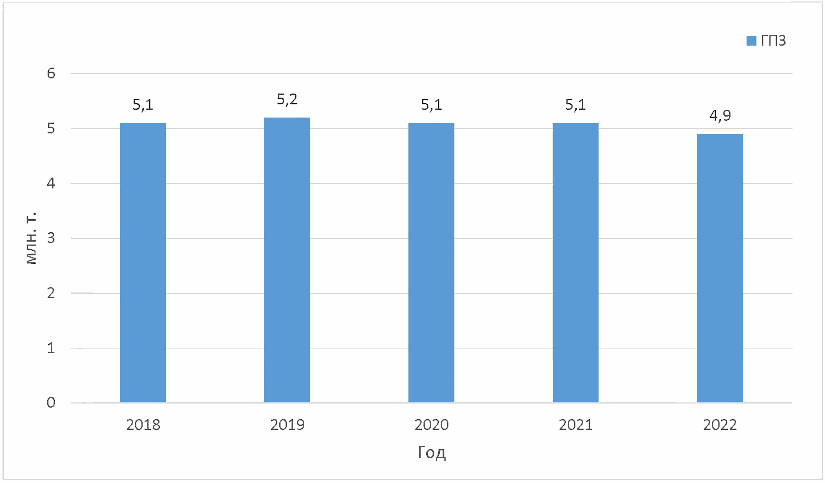
Газ горючий природный, (ОКПД 2 19.20.32.119) должен соответствовать определенным физико-химическим показателям в зависимости от назначения. Так подготовленный к транспортированию по магистральным газопроводам газ горючий природный (сухой отбензиненный газ), по физико-химическим показателям должен соответствовать СТО Газпром 089-2010 [37] и ГОСТ 34867-2022 [113] (таблица 6).
Производство газа горючего природного (сухой отбензиненный газ) в РФ приведено на рисунке 4.
отбензиненный газ) в РФ в 2018 - 2022 гг., млрд м3
Таблица 6
поставляемого и транспортируемого по магистральным
газопроводам по СТО Газпром 089-2010
Наименование показателя | Значение для макроклиматических районов | Метод испытания | |
умеренный | холодный | ||
1 Компонентный состав, молярная доля, % | Определение обязательно | По ГОСТ 31371.1 [39] - ГОСТ 31371.7 [40] | |
По 8.2 | |||
- зимний период | -10,0 | -20,0 | |
- летний период | -10,0 | -14,0 | |
По 8.3 | |||
- зимний период | -2,0 | -10,0 | |
- летний период | -2,0 | -5,0 | |
0,007 (0,020) | По 8.4 | ||
5 Массовая концентрация меркаптановой серы, г/м3, не более | 0,016 (0,036) | По 8.4 | |
0,030 (0,070) | По 8.5 | ||
31,80 (7600) | По ГОСТ 31369 [41] | ||
8 Молярная доля кислорода, %, не более | 0,020 | ||
2,5 | |||
0,001 | По ГОСТ 22387.4 [47] | ||
Не нормируют, определение обязательно | По 8.6 | ||
Примечания 1 Макроклиматические районы определяют по ГОСТ 16350 [48]. 2 Летний период - с 1 мая по 30 сентября. Зимний период - с 1 октября по 30 апреля. Периоды могут быть изменены по согласованию между поставляющей и принимающей сторонами. 3 Для ГГП, в котором содержание углеводородов C5+ не превышает 1,0 г/м3, показатель 3 допускается не нормировать. 4 Приведенные в скобках значения норм для показателей 4 - 6 действительны до 01.01.2013. 5 Если значение любого из показателей 4 - 6, 10 в течение года не превышает 0,001 г/м, то в дальнейшем данный показатель определяют не реже 1 раза в год по согласованию между поставляющей и принимающей сторонами. 6 Стандартные условия для определения показателей 7 и 11 указаны в ГОСТ 31369 (таблица P.1). Стандартная температура при приведении объема ГГП к стандартным условиям равна 20,0 °C. 7 При расчетах показателя 7 принимают 1 кал равной 4,1868 Дж. 8 Для месторождений и подземных хранилищ, введенных в действие до 2000 г., допускается превышение норм показателей 2, 3, 9 по согласованию с ОАО "Газпром". 9 Для магистральных газопроводов, вводимых с 01.2011, рекомендуется устанавливать в специальных технических условиях нормы для показателей ТТРв и ТТРув при давлении в точке отбора пробы на 5,0 °C ниже проектной минимальной температуры газа в газопроводе. | |||
Природные горючие газы для промышленного и коммунально-бытового назначения должны соответствовать по физико-химическим показателям требованиям ГОСТ 5542-2022 [38] (таблица 7).
Таблица 7
промышленного и коммунально-бытового назначения
Наименование показателя | Норма | Метод испытания | |
не менее | не более | ||
1 Молярная доля компонентов (компонентный состав), % | Не нормируется, определение обязательно | По 8.1 | |
2 Молярная доля кислорода, % | - | 0,050 | По 8.1 |
- | 2,5 | По 8.1 | |
- | 0,020 | По 8.2 | |
- | 0,036 | По 8.2 | |
31,80 (7600) | - | По 8.3 | |
41,20 (9840) | 54,50 (13020) | По ГОСТ 31369 [41] | |
- | 5 | По 8.4 | |
Не нормируют, определение обязательно | По 8.5 | ||
Ниже температуры газа в точке отбора пробы | По 8.6 | ||
Ниже температуры газа в точке отбора пробы | По 8.7 | ||
- | 0,001 | По ГОСТ 22387.4 [47] | |
3 | - | По ГОСТ 22387.5 [49] | |
Примечания 1 По согласованию с принимающей стороной и при условии обязательного обеспечения нормируемого значения показателя 10 допускается подача природного газа с молярной долей диоксида углерода (показатель 3) до 4% в случае, если природный газ по указанному газопроводу поставляется только данной принимающей стороне. 2 Для природного газа, подлежащего одоризации, показатели 4, 5 и 13 определяют после его одоризации. 3 Нормы показателей 4 - 7, 12 и значения показателя 9 - при стандартных условиях определения и сгорания по ГОСТ 34770. 4 При расчете показателей 6 и 7 принимают 1 кал равной 4,1868 Дж. 5 Показатели 6 - 8 распространяются только на природный газ, используемый в качестве топлива. 6 В соглашениях между поставляющей и принимающей сторонами номинальное значение числа Воббе устанавливают в пределах нормы показателя 7 для отдельных газораспределительных систем. 7 Нормы показателей 10 и 11 установлены при давлении в точке отбора пробы. 8 Для природного газа, в котором значение массовой концентрации углеводородов C5+ (вычисляют по 4.2) не превышает 1,0 г/м3, определение показателя 11 не проводят. 9 Норма показателя 13 установлена для газовоздушной смеси, в которой объемная доля природного газа равна 1%. 10 Показатель 13 распространяется только на природный газ коммунально-бытового назначения (в том числе получаемый при регазификации СПГ). Для природного газа промышленного назначения (в том числе получаемого при регазификации СПГ) необходимость его одоризации и нормирования по показателю 13 определяют по согласованию с принимающей стороной. 11 Температуру природного газа в точке отбора пробы измеряют по ГОСТ 8.586.5-2005 (подраздел 6.3). Допускается проводить измерение температуры природного газа в точке отбора пробы в соответствии с требованиями иных применяемых методик измерения расхода газа. | |||
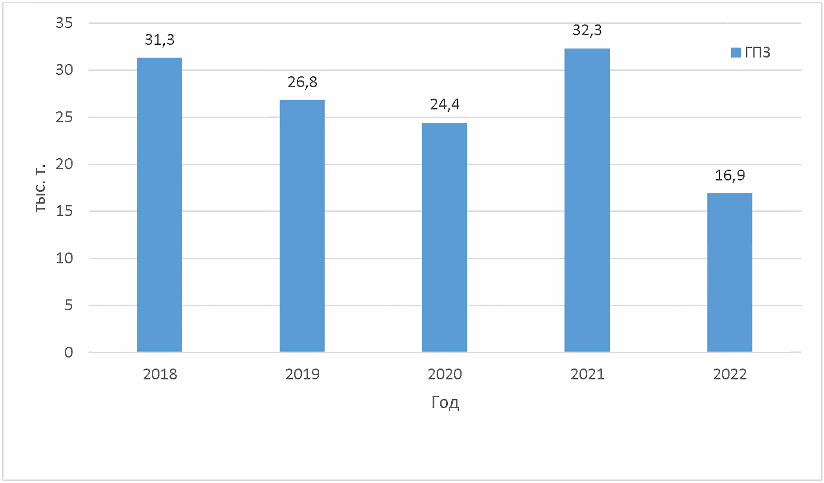
Этановая фракция представляет собой ценное сырье для нефтехимии. Используется для производства этилена, из которого, в свою очередь, получают этиловый спирт, глицерин, этиленгликоль, дихлорэтан, хлористый этил, этиленбензол, полиэтилен и т.д. При дальнейшей переработке перечисленных веществ получают лаки, растворители, красители, моющие вещества и другую химическую продукцию высокой степени передела.
Производство этановой фракции в РФ приведены на рисунке 5.
в 2018 - 2022 гг., тыс. т
По физико-химическим показателям этановая фракция должна соответствовать требованиям ТУ 0272-022-00151638-99 [51], приведенным в таблице 8.
Таблица 8
с ТУ 0272-022-00151638-99 [51]
Наименование показателя | Норма по маркам | Метод испытания | |
А | Б | ||
1 Массовая доля компонентов, % | |||
метан, не более | 2,0 | 20,0 | |
этан, не менее | 95,0 | 60,0 | |
пропан, не более | 3,0 | Не нормируется | |
сумма углеводородов C4 и выше, не более | Отс. | 2,0 | |
2 Массовая доля CO2, не более | 0,02 | Не нормируется | По п. 5,2 наст. ТУ или по ГОСТ 24975.1-89 |
3 Массовая доля сернистых соединений в пересчете на серу, % не более | 0,002 | 0,002 | По п. 5.3 наст. ТУ или по ГОСТ 22985.1-90 |
4 Массовая доля сероводорода, %, не более | 0,002 | 0,002 | По ГОСТ 11382-76 или по ГОСТ 22985-90 |
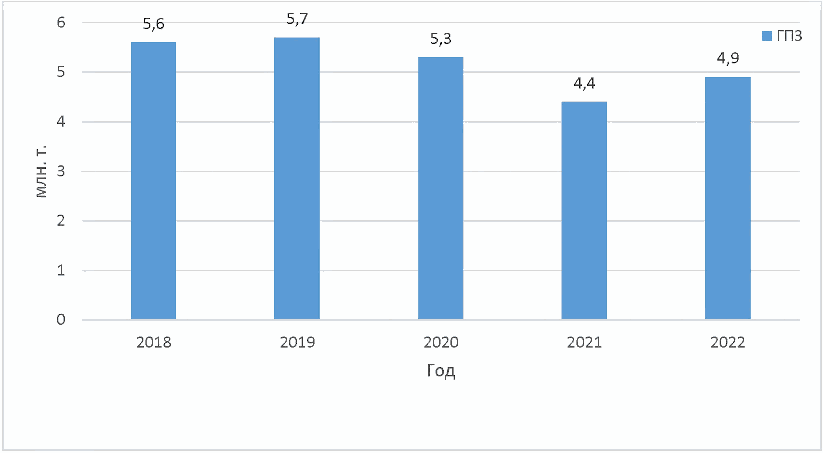
СУГ используют:
- для коммунально-бытового и производственного потребления в качестве топлива, в том числе в качестве альтернативного источника газоснабжения и газификации удаленных от магистральных газопроводов населенных пунктов и промышленных объектов, а также регионов с ограниченными или слишком дорогими местными энергоресурсами (доставляются железнодорожным, автомобильным, речным или морским транспортом), а также потребления в жилищно-коммунальном хозяйстве;
- для промышленного использования в качестве сырья и др.;
- в качестве моторного топлива для автомобильного транспорта.
Производство СУГ в РФ приведено на рисунке 6.
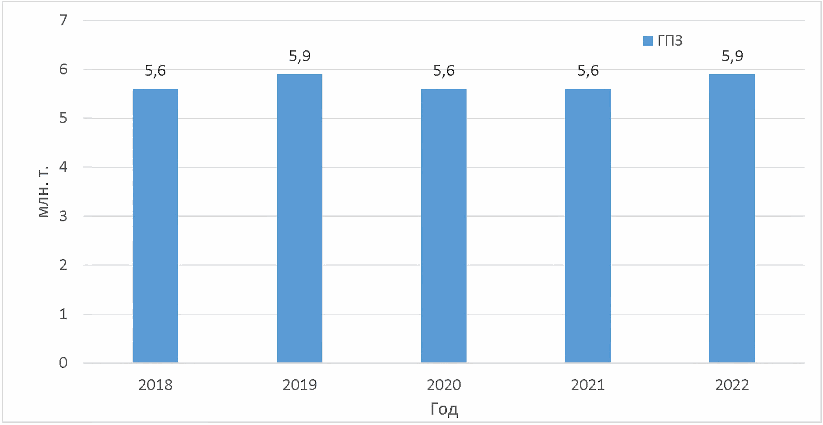
Таблица 9
Марка | Наименование | Код ОКПД 2 |
ПТ | Пропан технический | |
ПА | Пропан автомобильный | |
БТ | Бутан технический | |
ПБА | Пропан-бутан автомобильный | |
ПБТ | Пропан-бутан технический |
По физико-химическим показателям СУГ должны соответствовать требованиям, указанным в таблице 10.
Таблица 10
СУГ по ГОСТ 34858-2022
Наименование показателя | Норма для марки | Метод испытания | ||||
ПА | ПБА | ПТ | ПБТ | БТ | ||
1 Компонентный состав, массовая доля, %: | ||||||
- сумма метана, этана, этилена | Не нормируется. Определение обязательно | |||||
- сумма пропана и пропилена, не менее | - | - | 75,0 | Не нормируется. Определение обязательно | ||
- пропана | 85,0 +/- 10,0 | 50,0 +/- 10,0 | - | - | - | |
- сумма бутанов и бутиленов, | Не нормируется. | |||||
не более | Определение обязательно | 60,0 | - | |||
не менее | - | 60,0 | ||||
массовая доля суммы непредельных углеводородов, не более | 6,0 | 6,0 | - | - | - | |
2 Объемная доля жидкого остатка при температуре плюс 20 °C, %, не более | 0,70 | 1,60 | 0,70 | 1,60 | 1,80 | По приложению В ГОСТ 34858 [52] |
3 Давление насыщенных паров, избыточное, МПа, при температуре: | По ГОСТ 28656 [55], или | |||||
плюс 45 °C, не более | 1,6 | 1,6 | 1,6 | 1,6 | 1,6 | |
минус 20 °C, не менее | 0,07 | 0,07 | 0,16 | - | - | |
минус 30 °C, не менее | 0,07 | - | - | - | - | |
Не нормируется. Определение обязательно (0,0050) | ||||||
содержание общей серы, мг/кг, не более | Не нормируется. Определение обязательно (50) | |||||
0,010 (0,0050) | 0,010 (0,0050) | 0,013 (0,0050) | 0,013 (0,0050) | 0,013 (0,0050) | ||
в т.ч. сероводорода, %, не более | 0,0020 (0,0010) | |||||
6 Содержание свободной воды и щелочи | Отсутствие | |||||
- | 3 | По ГОСТ 22387.5 [49] | ||||
Неприятный и характерный при концентрации в воздухе 20% от нижнего предела воспламеняемости | - | |||||
9 Октановое число, не менее | 89,0 | - | ||||
Знак "-" означает: показатель не определяется. | ||||||
Примечания 1 Давление насыщенных паров топливных СУГ при температурах минус 20 °C и минус 30 °C определяют только в зимний период. При выработке топливных СУГ марки ПТ из деэтанизированного сырья давление насыщенных паров при температуре минус 20 °C допускается не менее 0,14 МПа. 2 Показатель 4 подлежит обязательному определению с 15.01.2025. Норма не более 0,0050% (не более 50 мг/кг) вступает в действие с 15.01.2030. 3 Норма по показателю 5, указанная в скобках, вступает в действие с 15.01.2030. 4 При одорировании топливных СУГ показатели 4 и 5 определяют после одорирования. 5 Допускается не определять интенсивность запаха при массовой доле меркаптановой серы в топливном СУГ 0,002% и более. При массовой доле меркаптановой серы менее 0,002% или интенсивности запаха менее 3 баллов топливные СУГ должны быть одорированы. 6 При производстве и поставках топливных СУГ за пределами территории Евразийского экономического союза показатели 7 или 8 определяют по согласованию с потребителем. 7 Допускается применять топливные СУГ марок ПТ и ПБТ в качестве топлива для автомобильного транспорта при условии соответствия нормам настоящего стандарта и подтверждении соответствия требованиям [63] <*>. -------------------------------- <*> Действует на территории государств - членов Евразийского экономического союза. 8 Допускается по согласованию с потребителем вырабатывать топливные СУГ марок ПА и ПБА с массовой долей пропана более 95% и более 60% соответственно. 9 При использовании топливных СУГ в промышленных целях показатель 7 определяют по согласованию с потребителем. -------------------------------- <*> В Российской Федерации также действует ГОСТ Р 56870-2016 "Газы углеводородные сжиженные. Определение аммиака, воды и щелочи". | ||||||
ШФЛУ (ОКПД 2 19.20.32) применяется в качестве сырья газофракционирующих установок с целью получения индивидуальных углеводородов, сырья для процессов пиролиза нефтехимических производств органического синтеза.
На рисунке 7 показан объем производства ШФЛУ в РФ.
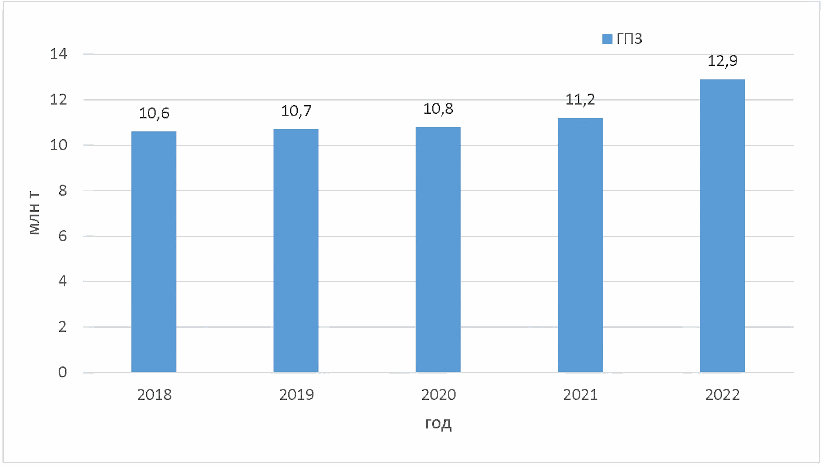
Показатели качества ШФЛУ приведены в таблице 11 в соответствии с ТУ 38.101524-2015 [63] (также могут быть использованы ТУ 0272-084-00151638-2011 [64] ТУ 19.20.31-001-30501308-2019 [115] и др.).
Таблица 11
Физико-химические показатели ШФЛУ по ТУ 38.101524-2015 [63]
Показатели | Марки | Метод испытаний | ||||||||
А | Б | С | Д | Е | ||||||
1 Массовая доля компонентов, %: | ||||||||||
сумма углеводородов C1 - C2, не более, в том числе: | 3 | 5 | Не нормируются | |||||||
- метан, не более | не нормируется | 1 | ||||||||
- этан, не более | не нормируется | 7 | 16 | 30 | ||||||
пропан, не менее | 15 | Не норм | 15 | |||||||
сумма углеводородов C4 + C5, не менее, в том числе: | 45 | 40 | 45 | 40 | ||||||
сумма углеводородов C4 | Не нормируется Определение обязательно | |||||||||
сумма углеводородов C5 | Не нормируется Определение обязательно | |||||||||
сумма углеводородов C6 + высшие, не более | 15 | 30 | 15 | |||||||
| ||||||||||
2 Массовая для метанола <*>, %, не более | 0,15 | |||||||||
3 Массовая доля сероводорода и меркаптановой серы, % не более в том числе: сероводорода, не более | 0,025 | 0,05 | 0,025 | По ГОСТ 22985 [59] | ||||||
0,003 | ||||||||||
4 Содержание свободной воды и щелочи | Отсутствие. Определение обязательно | По п. 5.3 настоящего ТУ | ||||||||
5 Внешний вид | Бесцветная прозрачная жидкость | По п. 5.4 настоящего ТУ | ||||||||
6 Плотности при 20 °C, кг/м3 | Не нормируется Определение обязательно | По ГОСТ 28656 [55] | ||||||||
| ||||||||||
7 Давление насыщенных паров, избыточное, Мпа, при температуре: | - | |||||||||
плюс 30 °C, не более | 1,5 | 2,0 | 2,7 | |||||||
плюс 50 °C, не более | 2,0 | 3,0 | 3,6 | |||||||
8 Массовая доля диоксида углерода (CO2) <**>, %, не более | - | 0,03 | По приложению Б | |||||||
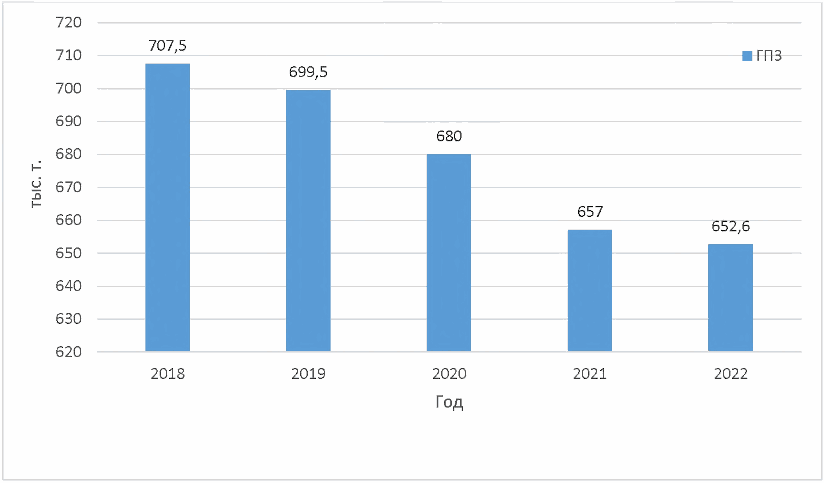
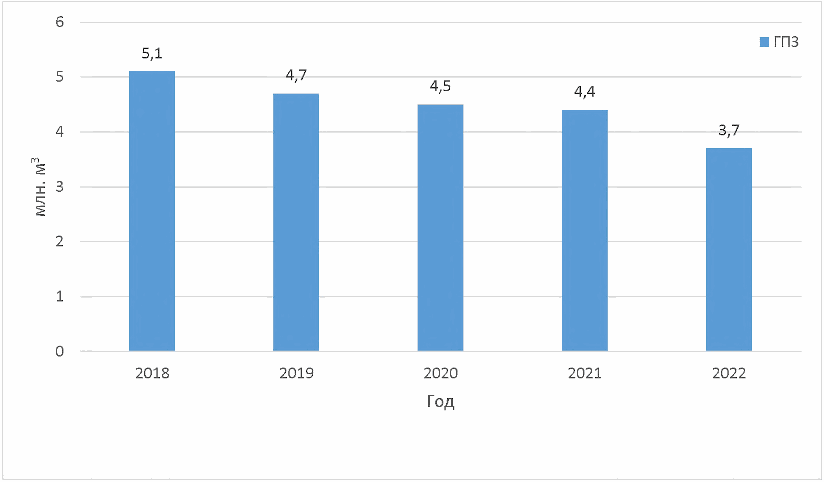
Стабильный газовый конденсат (ОКПД 19.20.32.115) используется для переработки в нефтепродукты: бензин, лигроин, керосин, масло, и для получения ароматических углеводородов: бензола, толуола, ксилола.
Производство конденсата газового стабильного в РФ представлено на рисунке 8.
в РФ в 2018 - 2022 гг., млн т
По содержанию хлористых солей, сернистых соединений КГС подразделяют на группы (таблица 12). В условном обозначении КГС указывают его группу в зависимости от значений концентрации хлористых солей, массовой доли сероводорода и метил- и этилмеркаптанов.
Таблица 12
Наименование показателя | Значение для группы | Метод испытания | |||||
| |||||||
1 Давление насыщенных паров, кПа (мм рт. ст.), не более | 66,7 (500) | ||||||
2 Массовая доля воды, %, не более | 0,5 | По ГОСТ 2477-65 [70] | |||||
3 Массовая доля механических примесей, %, не более | 0,05 | По ГОСТ 6370-83 [71] | |||||
4 Массовая концентрация хлористых солей, мг/дм3, не более | 100 | 300 | |||||
Не нормируют. Определение по требованию потребителя | |||||||
6 Массовая доля сероводорода, млн-1 (ppm), не более | 20 | ||||||
40 | |||||||
8 Плотность при 20 °C, кг/м3; | Не нормируют. Определение обязательно | ||||||
15 °C, кг/м3 | Не нормируют. Определение по требованию потребителя | ||||||
9 Выход фракций, % до температуры, °C: 100, 200, 300, 360 | Не нормируют. Определение обязательно | ||||||
10 Массовая доля парафина, % | Не нормируют. Определение по требованию потребителя | ||||||
11 Массовая доля хлорорганических соединений, млн-1 (ppm) | Не нормируют. Определение по требованию потребителя | ||||||
Примечания 1 По согласованию с потребителями допускается выпуск КГС давлением насыщенных паров не более 93,3 (700) кПа (мм рт. ст.). 2 Для организаций, перерабатывающих сернистое сырье и введенных в эксплуатацию до 1990 г., допускается по согласованию с потребителями и транспортными компаниями превышение значения по показателю 6 для КГС группы 2 до 300 млн-1 (ppm) и по показателю 7 для КГС группы 2 до 3000 млн-1 (ppm). 3 Если хотя бы по одному из показателей КГС относят к группе 2, а по другим - к группе 1, то КГС признают соответствующим группе 2. 4 Показатели 5 - 7 определяют по требованию потребителя только для конденсатов с содержанием сернистых соединений (в пересчете на серу) более 0,01% массовых. | |||||||
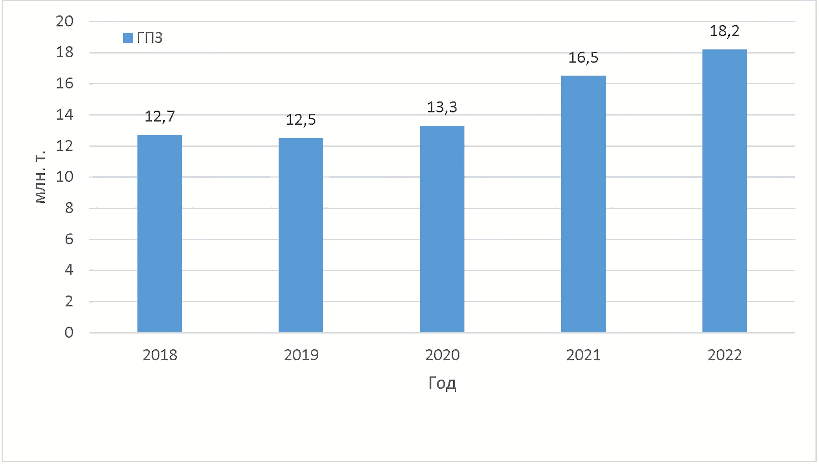
Бензин газовый стабильный (ОКПД 2 19.20.23.122) применяется в качестве сырья в нефтехимии, на заводах органического синтеза, а также для компаундирования автомобильного бензина (получения бензина с заданными свойствами путем его смешивания с другими бензинами).
Производство бензина газового стабильного в РФ представлено на рисунке 9.
в 2018 - 2022 гг., млн т
Требования к бензину газовому стабильному представлены в таблице 13.
Таблица 13
стабильного по ТУ-0272-020-00148300-06 [80]
Наименование | Норма по маркам | Метод испытаний | |||||||
БЛ | БТ | ||||||||
1 Фракционный состав: | |||||||||
1.1 Начало кипения, °C, не ниже | 25 | 30 (25) | |||||||
1.2 Температура 5,0% об. отгона (включая потери) | Не нормируется, определение обязательно | Не нормируется, определение обязательно | |||||||
1.3 Температура 90,0% об. отгона (включая потери) | Не нормируется, определение обязательно | Не нормируется, определение обязательно | |||||||
1.4 Разница температур, при которых перегоняется 5,0% об. и 90% об. (включая потери), °C, не более | 60 | 60 | |||||||
1.5 Конец кипения, °C, не выше | 150 | 185 | |||||||
1.6 Объемная доля остатка в колбе, %, не более | 1,3 (10) | 1,5 (10) | |||||||
1.7 Объемная доля остатка и потерь, %, не более | 5,0 (20) | 5,0 (20) | |||||||
2 Содержание фактических смол, мг/100 мл бензина, не более | 5,0 (Не нормируется) | ||||||||
| |||||||||
3 Давление насыщенных паров, гПа, не более | 1200 | 850 (950) | |||||||
4 Массовая доля общей серы, %, не более | 0,04 | (0,1) | 0,05 | (0,1) | |||||
(0,5) | (0,5) | ||||||||
5 Испытание на медной пластине | Выдерживает | ||||||||
6 Содержание воды и механических примесей | Отсутствует | По п. 6.2 настоящих ТУ | |||||||
7 Цвет | От прозрачного бесцветного до желтого | Визуально. По п. 6.2 настоящих ТУ | |||||||
8 Плотность - при 20 °C или - при 15 °C | Не нормируется. Определение обязательно | ||||||||
Определение физико-химических и иных характеристик газового бензина и других нефтепродуктов проводят в соответствии с действующими нормативно-техническими документами [74 - 85].
Газовую серу выпускают в нескольких видах: жидком, комовом, формованном (чешуированная, гранулированная, молотая сера).
Техническая сера используется для производства серной кислоты, сероуглерода, красителей, в целлюлозно-бумажной, текстильной и других отраслях промышленности.
По физико-химическим показателям техническая сера в зависимости от вида и назначения должна соответствовать нормам и требованиям ГОСТ 127.1-93 [86], СТО Газпром 040-2008 [87], ГОСТ Р 56249-2014 [88].
Производство газовой серы в РФ представлено на рисунке 10.
в 2018 - 2022 гг., млн т
Практически весь потребляемый в мире гелий добывают из природного газа. Мировые запасы гелия оцениваются сейчас в 56 - 60 млрд м3. Объемное содержание гелия не превышает 3,0%.
Гелийсодержащим природным газом считают природный газ, концентрация гелия в котором превышает 0,05% об.
Гелий используют для создания защитной атмосферы при плавке, резке и сварке активных металлов. Газообразный гелий используется для изготовления дыхательных смесей (при глубоководном погружении водолазов), как инертная среда для технологических процессов, в течеискателях, в наружной неоновой рекламе, для заполнения шаров и дирижаблей и т.д.
Производство Гелия в РФ приведено на рисунке 11.
млн м3
Характеристики гелия газообразного (сжатого) приведены в таблице 14.
Таблица 14
(по ТУ 0271-135-31323949-2005 [92])
Показатель | Гелий газообразный | Метод испытания | |
марка "А" | марка "Б" | ||
Объемная доля гелия [He] <*>, не менее | 99,9950% | 99,9900% | По 5.2 |
Объемная доля водорода [H2], не более | 0,0001% | 0,0025% | По СТП 0156500-27 |
Объемная доля азота [N2], не более | 0,0005% | 0,0020% | |
Объемная доля O2 + Ar, не более | 0,0001% | - | |
Объемная доля кислорода [O2], не более | - | 0,0005% <**> | |
Объемная доля аргона [Ar], не более | - | 0,0001% <**> | |
Объемная доля CO2 + CO, не более | 0,0002% | 0,0010% | |
Объемная доля углеводородов, не более | 0,0001% | 0,0005% | |
Объемная доля неона [Ne], не более | 0,0040% | 0,0090% | |
Объемная доля водяных паров, не более | 0,0005% | 0,0020% | По 5.4 |
Характеристики гелия газообразного высокой чистоты представлены в таблице 15.
Таблица 15
в соответствии с ТУ 0271-001-45905715 [89]
Наименование | марка "50" | марка "55" | марка "60" | марка "70" |
He, % не менее <*> | 99,999 | 99,9995 | 99,9999 | 99,99999 |
Ne, % не более | 0,0005 | 0,0001 | 0,000015 | 0,000001 |
O2 + Ar, % не более | 0,0001 | 0,00005 | 0,000015 | 0,000001 |
N2, % не более | 0,0002 | 0,0002 | 0,000045 | 0,000005 |
H2, % не более | 0,00005 | 0,00003 | 0,000005 | 0,0000001 |
CO2 и CO, % не более | 0,0001 | 0,00005 | 0,00001 | 0,0000001 |
Метана (CH4), % не более | 0,00005 | 0,00002 | 0,00001 | 0,0000001 |
Водяных паров, % не более | 0,0005 | 0,0003 | 0,0002 | 0,0001 |
Технический углерод (старое название - сажа) состоит в основном из углерода (90 - 99%), водорода (0,3 - 0,5%) и кислорода (0,1 - 7,0%). При этом водород и кислород содержатся в техническом углероде не в свободном, а в связанном виде в составе молекул. В состав технического углерода могут также входить сера (до 1,5%) и зола (до 0,5%). По структуре технический углерод состоит из частиц размером от 9 до 300 нм и более, образующих разветвленные цепочки, форма каждой из которых близка к сферической. Удельная поверхность характеризует степень дисперсности: чем меньше размер частицы, тем больше ее удельная поверхность. Высокодисперсный технический углерод имеет более черный цвет и обладает большей красящей способностью.
По основным способам производства различают технический углерод - печной, канальный и термический; по применяемому сырью - газовый, из жидких углеводородов либо смешанного сырья (газ с добавкой жидких продуктов или пары жидкости с газами) [90].
Технический углерод используется в резинотехнической и шинной промышленности (80% от общего объема его производства), в электротехнической, лакокрасочной, полиграфической и других отраслях промышленности.
Производство технического углерода в РФ, в качестве сырья для производства которого используется газ горючий природный, представлено на рисунке 12.
из природного газа в РФ в 2018 - 2022 гг., тыс. т
По физико-химическим показателям технический углерод должен соответствовать требованиям и нормам, указанным в таблице 16 [91].
Таблица 16
(по ГОСТ 7885-86)
Наименование показателя | Норма для марки | |||||||
П245 | П324 | К354 | П701 | П702 | П705 | П803 | Т900 | |
1 Удельная геометрическая поверхность, м2/г | - | 75 - 82 | 90 - 100 | - | - | - | - | - |
2 Удельная условная поверхность, м2/г | - | - | - | 33 - 39 | 35 - 40 | 20 - 26 | 14 - 18 | 12 - 16 |
3 Удельная внешняя поверхность, м2/г | 109 +/- 4 | - | - | - | - | - | - | - |
4 Йодное число, г/кг | 121 +/- 6 | 84 +/- 6 | - | - | - | - | - | - |
5 Удельная адсорбционная поверхность, м2/г | 119 +/- 5 | 84 +/- 4 | Не более 150 | - | - | - | - | - |
6 Абсорбция дибутилфталата, см3/г | 103 +/- 5 | 100 +/- 5 | - | 65 +/- 5 | 70 +/- 5 | 110 +/- 5 | 83 +/- 7 | - |
7 pH водной суспензии | 6 - 8 (6,5 - 8,5) | 7 - 9 | 3,7 - 4,5 | 9 - 11 | 7 - 9 | 7,5 - 9,5 | 7 - 9 | - |
8 Массовая доля потерь при 105 °C, %, не более | 0,9 | 0,9 (0,5) | 1,5 | 0,35 | 0,5 | 0,5 | 0,5 | 0,4 |
9 Зольность, %, не более | 0,45 | 0,45 (0,3) | 0,05 | 0,48 | 0,50 | 0,30 | 0,45 | 0,15 |
10 Массовая доля остатка, %, не более, после просева через сито с сеткой: | ||||||||
0045 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
05 | 0,0010 | 0,0010 | 0,0010 | 0,0010 | 0,0010 | 0,0010 | 0,0010 | 0,0010 |
014 | 0,02 | 0,02 | 0,004 | 0,01 | 0,02 | 0,01 | 0,01 | 0,02 |
11 Массовая доля общей серы, %, не более | 1,1 | 1,1 | - | - | 1,1 | - | - | - |
12 Массовая доля пыли в гранулированном углероде, %, не более | 6 | 6 | - | 5 | 6 | 6 | 6 | - |
13 Насыпная плотность гранулированного углерода, кг/м3 в пределах | - | - | - | - | - | 320 - 400 | 320 - 400 | - |
не менее | 330 (310) | 340 (330) | - | 420 | 400 | - | - | - |
14 Светопропускание толуольного экстракта, %, не менее | 90 | 85 | - | - | - | - | - | - |
15 Прочность отдельных гранул, Н | - | - | - | - | - | - | 0,2 - 0,7 | - |
16 Сопротивление гранул технического углерода разрушению на аппарате ГИТ-1, % | 82 +/- 7 | - | - | - | - | - | - | - |
17 Массовая прочность гранул технического углерода, кг | 5 - 25 (3 - 6) | - | - | - | - | - | - | - |
18 Массовая доля пыли в гранулированном углероде на аппарате ГИТ-1, %, не более | 6 | - | - | - | - | - | - | - |
Примечания 1 Абсорбция дибутилфталата для негранулированного технического углерода марки П705 - (120 +/- 5) см3/100 г, марки П803 - (93 +/- 7) см3/100 г, зольность для марок П705 и П803 - не более 0,20%; pH водной суспензии для марки П803 - 7,5 - 9,5. 2 В скобках указана норма для технического углерода, гранулированного сухим способом. 3. Технический углерод марок П701 и Т900 получают из чистого природного газа. Производство всех прочих марок осуществляется из жидкого сырья. | ||||||||
Сжиженный природный газ (СПГ) - природный газ, переведенный после специальной подготовки в жидкое состояние с целью его транспортирования, хранения и использования.
СПГ является смесью углеводородов, состоящей преимущественно из метана, которая также содержит этан, пропан, азот и другие компоненты, обычно присутствующие в природном газе.
Процесс сжижения природного газа включает в себя его охлаждение до температуры конденсации (-161,5 °C). Температура кристаллизации - 182,5 °C, плотность СПГ зависит от компонентного состава и может находиться в диапазоне от 0,39 до 0,48 кг/л.
Главное преимущество СПГ - при сжижении объем газа уменьшается примерно в 600 раз.
ГОСТ 34894-2022 [92] устанавливает требования к физико-химическим показателям СПГ следующих марок:
- марка А - СПГ, используемый в качестве топлива для авиационных газотурбинных двигателей, характеризующийся высокой чистотой и постоянной теплотой сгорания;
- марка Б - СПГ, используемый в качестве топлива для двигателей внутреннего сгорания, в том числе для производства компримированного природного газа, применяемого в качестве топлива для двигателей внутреннего сгорания;
- марка В - СПГ, используемый в качестве топлива для энергетических установок и, после регазификации, для промышленного и коммунально-бытового назначения.
Таблица 17
Физико-химические показатели СПГ (по ГОСТ 34894-2022)
Наименование показателя, единицы измерения | Норма | |||||
min | max | min | max | min | max | |
1 Молярная доля компонентов (компонентный состав), % | Не нормируют, определение обязательно | |||||
2 Молярная доля метана, % | 99,0 | - | 80,0 | - | 75,0 | - |
3 Молярная доля азота, % | Не нормируют, определение обязательно | - | 5,0 | - | 5,0 | |
4 Молярная доля диоксида углерода, % | - | 0,005 | - | 0,015 | - | 0,030 |
5 Молярная доля кислорода, % | - | 0,020 | - | 0,020 | - | 0,020 |
6 Молярная доля негорючих компонентов (суммарная), % | Не нормируют, определение не проводят | - | 7,0 | Не нормируют, определение не проводят | ||
7 Объемная теплота сгорания низшая, МДж/м | Не нормируют, определение не проводят | 31,80 | - | 31,80 | - | |
8 Число Воббе высшее, МДж/м | 47,20 | 49,20 | Не нормируют, определение не проводят | 41,20 | 54,50 | |
9 Массовая концентрация сероводорода, г/м | - | 0,007 | - | 0,020 | - | 0,020 |
10 Массовая концентрация меркаптановой серы, г/м | - | 0,016 | - | 0,036 | - | 0,036 |
11 Массовая концентрация общей серы, г/м | - | 0,030 | Не нормируют, определение не проводят | Не нормируют, определение не проводят | ||
12 Расчетное метановое число | Не нормируют, определение не проводят | 70 | - | Не нормируют, определение не проводят | ||
13 Плотность, кг/м | Не нормируют, определение не проводят | Не нормируют, определение не проводят | Не нормируют, определение обязательно | |||
14 Относительная плотность к воздуху | Не нормируют, определение не проводят | 0,55 | 0,70 | Не нормируют, определение не проводят | ||
СПГ производится на ожижительных установках в холодильных и криогенных циклах, в том числе с использованием энергии перепада давлений газа на газораспределительных станциях (ГРС) и автомобильных газонаполнительных компрессорных станциях (АГНКС). Классификация проектов СПГ, по данным национальной Ассоциации сжиженного природного газа [93] представлена в таблице 18.
Таблица 18
Показатель | Малотоннажный | Среднетоннажный | Крупнотоннажный |
Источник сырья | газораспределительные сети, малые и средние месторождения, биогаз, газ угольных пластов, синтетический газ | газораспределительные сети; крупные месторождения | интеграция с проектами добычи на крупных и уникальных месторождениях газа; национальная газовая сеть |
Объем производства | < 160 тыс. т | < 2 млн т | > 2 млн т |
Технологические решения | детандеры, дроссельные и эжекторные системы, азотный цикл, смесевые хладагенты | смесевые хладагенты азотный цикл | многокомпонентные смесевые хладагенты |
Логистика | до 600 км, в отдельных случаях до 6000 км | до 2000 км при размещении на площадке крупнотоннажного проекта без ограничений | без ограничений |
Технология транспортировки | автоцистерны цистерны-контейнеры ж/д цистерны | автоцистерны цистерны-контейнеры газовозы до 170 тыс м3 | крупные газовозы до 260 тыс м3 классов Q Max, Q Flex. Yamalmax |
Масштаб операций | локальный | региональный глобальный в отдельных случаях | глобальный |
Пример | СПГ заводы АО "Криогаз", КСПГ "Канюсята" (ООО "Газпром СПГ технологии"), КСПГ "Сибирь-Энерго" (ООО "Сибирь-Энерго") КСПГ "Екатеринбург ГРС-4" (ООО "Газпром трансгаз Екатеринбург"), КСПГ "Нижний Вестях" (ООО "СПГ") | "Криогаз Высоцк" СПГ (ПАО "НОВАТЭК"/"Газпромбанк" (АО) "Газпром СПГ" КС Портовая" (ПАО "Газпром") "Ямал СПГ" четвертая линия (АО "Ямал СПГ") | "Сахалин-2" (ООО "Сахалинская Энергия") "Ямал СПГ" (АО "Ямал СПГ") "Якутский СПГ" (ООО "Глобалтэк") |
Потребители | мелкий опт, розничные покупатели | операторы нишевых рынков, агрегаторы | национальные газовые и энергетические компании, агрегаторы |
Каналы сбыта | криоАЗС, автономное тепло и энергоснабжение, СПХР | национальные и региональные приемные терминалы, операторы малотоннажного СПГ | национальные приемные терминалы, региональные терминалы приема и перевалки СПГ |
Объем хранения СПГ <*> | до 1500 тонн или 3 500 м3 избыточное давление 1.6 МПа | до 60000 м3 | до 250000 м3 |
Технологии хранения | полуизотермические C-тип | изотермические резервуары | изотермические резервуары |
В настоящем справочнике рассмотрены технологические процессы для крупнотоннажного производства СПГ объемом более 2 млн т.
Меркаптаны обладают сильным неприятным запахом, который ощущается уже при концентрации их в воздухе 1 10-7% масс. Это свойство широко используют в газовой технике - меркаптаны применяют в качестве одорантов. Их добавляют в природный газ для того, чтобы в случае утечки газа можно было обнаружить по запаху неисправность газовой линии. Неприятный запах меркаптанов уменьшается с повышением их молекулярной массы. Следует отметить высокую токсичность низкомолекулярных меркаптанов, которые вызывают слезоточивость, повышенную чувствительность глаз к свету, головные боли, головокружение и др. Сульфиды и дисульфиды также обладают сильным запахом, но не столь резким, как меркаптаны. Они содержатся в нефти в виде алифатических и циклических соединений.
Согласно п. 8.6.3 СТО Газпром 2-2.3-1081-2016 [94] в качестве одоранта используется смесь природных меркаптанов (далее - СПМ).
В России одорант производится на Оренбургском газоперерабатывающем заводе:
- СПМ - первичный продукт, получаемый методом щелочной экстракции стабильного газового конденсата, а также смеси стабильного конденсата с нефтью, топливных (бензиновых) фракций газового конденсата и нефти;
- СПМ-1 - вторичный продукт, получаемый в процессе осушки СПМ от растворенной воды на адсорбционных фильтрах.
Рациональное использование природных ресурсов и охрана окружающей среды от антропогенного загрязнения - наиболее важные проблемы современности, от решения которых зависит здоровье и благосостояние людей. Предприятия газопереработки оказывают заметное негативное влияние на состояние окружающей среды.
Переработка природного и попутного нефтяного газов, являясь сегментом нефтегазового комплекса, оказывает негативное воздействие на природные среды за счет выбросов ЗВ в атмосферный воздух, забора воды на хозяйственно-питьевые и производственные нужды, сброса сточных вод, образования отходов производства и потребления, шумового и иных воздействий.
Профиль производства, схема переработки природного и попутного нефтяного газа, ассортимент выпускаемой продукции, характеристики основного технологического и вспомогательного оборудования, и тип системы очистки оказывают влияние на перечень и валовый объем загрязняющих веществ. Различают организованные и неорганизованные источники выбросов загрязняющих веществ на объектах переработки природного и попутного нефтяного газа. К основным организованным источникам выбросов относятся дымовые трубы технологических печей, подогревателей (выбросы продуктов сгорания газа), факелы утилизации продувочных газов (продукты сгорания продувочных газов), вентиляционные трубы производственных помещений и т.д. Неорганизованными источниками выбросов на объектах переработки природного и попутного нефтяного газа являются: резервуары, цистерны сливно-наливных эстакад, поверхности испарения очистных сооружений, неплотности запорной арматуры и фланцевых соединений технологических установок, пропуски сальниковых устройств, предохранительных клапанов пробоотборных кранов, открытых постоянно действующих дренажей и т.д.
Основным значимым экологическим аспектом являются выбросы ЗВ в атмосферный воздух от технологических процессов основного и вспомогательного производств.
На рисунке 13 приведена динамика выброса загрязняющих веществ предприятиями ПАО "Газпром".
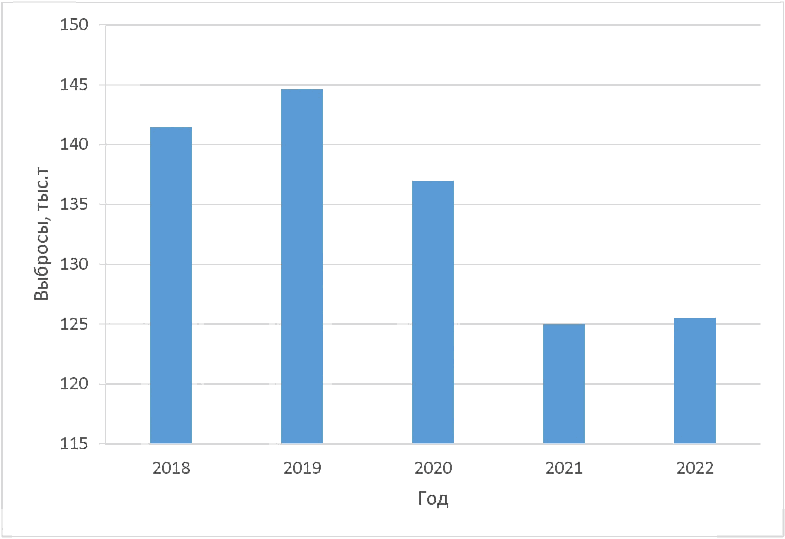
при переработке природного газа в целом по ПАО "Газпром"
Основными загрязняющими веществами являются оксиды углерода, метан, оксиды азота и серы, взвешенные вещества.
Сегмент переработки природного газа относится к наиболее водоемким производствам в газовой отрасли в целом, однако объем водоотведения в поверхностные водные объекты невелик, так как основной объем потребляемой на технологические нужды воды находится в оборотной системе и превышает объем сбрасываемой воды более чем в 30 раз.
К основным источникам образования сточных вод относятся:
- промывка технологического оборудования;
- очистка и осушка газа, регенерация теплоносителя;
- регенерация и промывка фильтров, взрыхление и отмывка катионита;
- система теплоснабжения (продувка котлов) и др.
Тенденция развития системы водопользования в переработке газа направлена на создание полностью замкнутой системы водопользования для минимизации негативного воздействия на ОС.
Перечень основных видов образующихся отходов, а также источников и процессов их образования на объектах основного назначения при переработке природного и попутного нефтяного газа, и стабилизации газового конденсата приведен в таблице 19.
Таблица 19
основного назначения при переработке газа
и стабилизации газового конденсата
| |||||||
Источники образования отхода | Процесс образования отхода | Класс опасности <5> | |||||
Установки аминовой сероочистки газа; Установки промывки и компримирования газов стабилизации и выветривания конденсата; Секции фильтрации в составе технологического оборудования | Очистка секций фильтрации рабочих растворов аминов | Шлам от установок аминовой сероочистки природного газа (аминовый шлам) | II | ||||
Замена фильтра по истечении срока годности в секции фильтрации рабочих растворов диэтаноламина | Уголь активированный отработанный, загрязненный опасными веществами | III | |||||
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов 15% и более) | III | ||||||
Фильтрация технологических жидкостей и химически загрязненных вод | Фильтрующий материал отработанный | III | |||||
Ткань фильтровальная хлопчатобумажная, загрязненная нефтепродуктами (содержание нефтепродуктов 15% и более) | III | ||||||
Замена технологической загрузки | Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%)/ | IV | |||||
Керамические изделия прочие, утратившие потребительские свойства, незагрязненные/ | V | ||||||
Установки получения серы из кислого газа по методу Клауса и установки доочистки отходящих газов по методу "Сульфрен"; Установки грануляции серы; Склад хранения жидкой и комовой серы | Замена катализаторов по истечении срока годности и/или досрочном выходе из строя | Катализаторы алюмооксидные в процессе получения серы отработанные | IV | ||||
Катализатор на основе оксидов кремния и алюминия, содержащий оксид титана, отработанный | IV | ||||||
Замена фильтра | Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | |||||
Ремонт и зачистка оборудования | Железобетон, загрязненный серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | |||||
Рулонные кровельные материалы, загрязненные серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | ||||||
Керамзит, загрязненный серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | ||||||
Смесь просыпей и отходов серы от зачистки оборудования при производстве серы | IV | ||||||
Черный металл, загрязненный элементарной серой | IV | ||||||
Отходы технологического оборудования из черных металлов, загрязненного серой при производстве серы из природного сернистого газа | IV | ||||||
Установки глубокой осушки обессеренного природного газа | Замена адсорбента по истечении срока службы и/или досрочном выходе из строя | Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | ||||
Керамические изделия прочие, утратившие потребительские свойства, незагрязненные" | V | ||||||
| |||||||
Установки очистки и осушки воздуха и газов | Замена адсорбента по истечении срока службы и/или досрочном выходе из строя | Силикагель отработанный, загрязненный опасными веществами | IV | ||||
Силикагель отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | ||||||
Силикагель отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | ||||||
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами" | V | ||||||
Установки подготовки, очистки и осушки природного газа; Установки стабилизации конденсата и его первичной переработки; Резервуарный парк хранения нефтепродуктов; Продуктопроводы | Зачистка оборудования и продуктопроводов | Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | ||||
<1> В случае если отход включен в ФККО, то указаны наименование и код отхода по ФККО, в случае если отход в ФККО не включен, то указаны наименование отхода в соответствии с СТО Газпром 12 [95] и код группы отходов в ФККО, в которую отход может быть включен. <2> В зависимости от специфики технологических процессов, используемых веществ и материалов, в рамках процедуры паспортизации данный вид отхода может быть идентифицирован как: "Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) /4 42 504 02 20 4 (IV КО)". <3> В зависимости от специфики технологических процессов, используемых веществ и материалов, в рамках процедуры паспортизации данный вид отхода может быть идентифицирован как: "Катализатор на основе оксида алюминия, содержащий алюмокобальт (никель)-молибденовую систему, отработанный /4 41 006 02 49 3 (III КО)", "Катализатор на основе оксида алюминия с содержанием железа менее 2,0% отработанный /(4 41 012 03 49 4) (IV КО)". <4> Шламы и нефтесодержащие отходы, образующиеся в результате зачистки емкостей, продуктопроводов и технологического оборудования, могут быть подразделены на отдельные виды отходов (с целью включения в ФККО) в зависимости от источников их происхождения. <5> Класс опасности отходов в соответствии с Федеральным законом [96]. | |||||||
Типовая схема образования основных многотоннажных видов отходов на объектах основного назначения при переработке газа и газового конденсата представлена на рисунке 14.
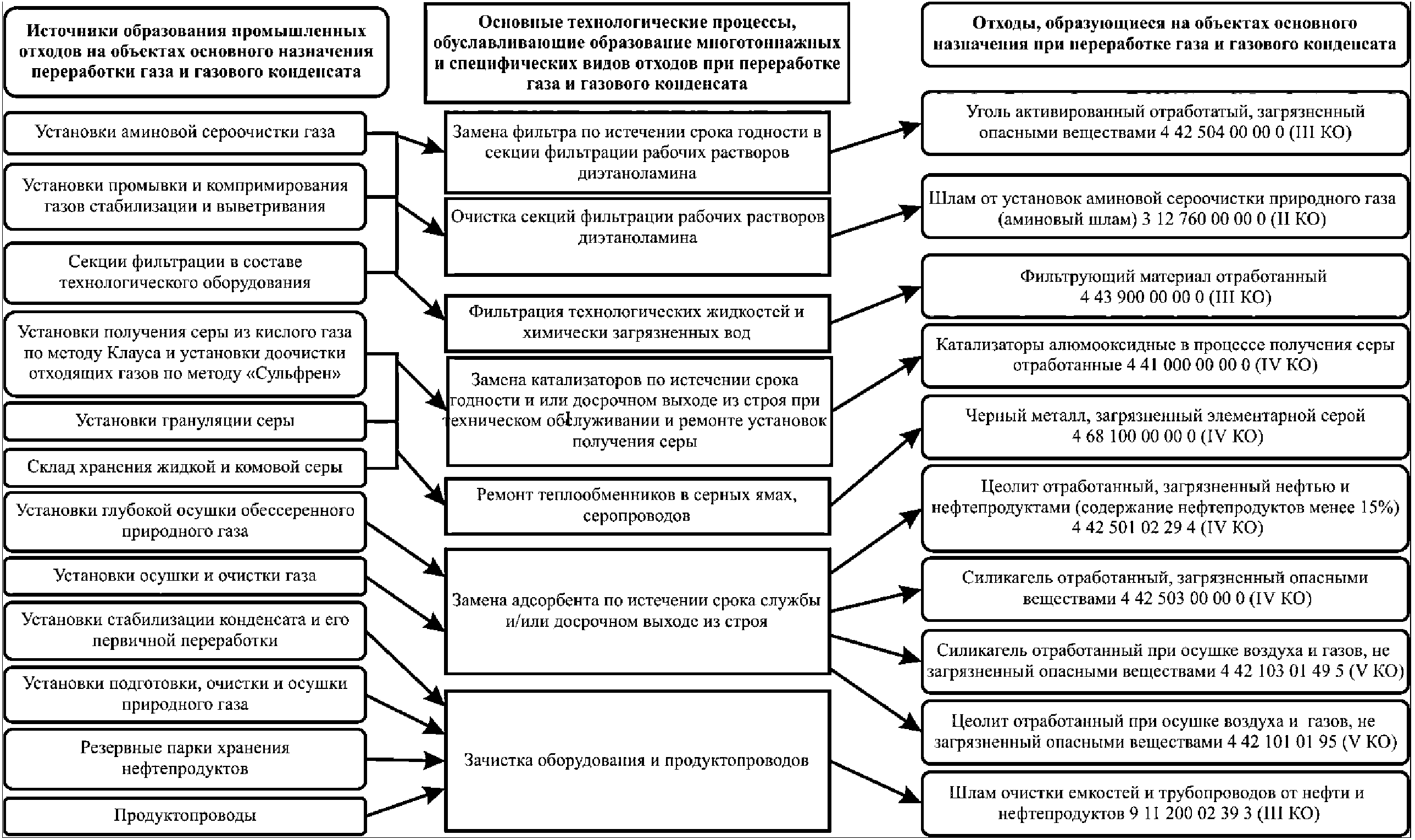
отходов на объектах основного назначения при переработке
газа и стабилизации газового конденсата
Для реализации перехода к малоотходному или безотходному производству при переработке природного и попутного нефтяного газа требуется проведение комплекса мероприятий, включающих совершенствование действующих технологических процессов с целью существенного сокращения производственных отходов, использования отходов в самом производстве или в других производствах, разработки и внедрения наиболее совершенных методов утилизации и обезвреживания.
Раздел 2 Описание технологических процессов, используемых при переработке природного и попутного нефтяного газа
Переработка природного и попутного нефтяного газа, реализуемая на газоперерабатывающих производствах, включает в себя комплекс процессов физической, физико-химической и химической переработки.
Физическая переработка природного и попутного нефтяного газа состоит из нескольких стадий: подготовки газов к переработке (очистка от механических примесей и осушка), разделения углеводородных газов на фракции, выделения индивидуальных углеводородов, меркаптанов и гелия, стабилизации газового конденсата.
Физико-химическая переработка в основном заключается в очистке газов от кислых компонентов и в переработке стабильного газового конденсата в различные топлива.
Химическая переработка представлена производством технического углерода и газовой серы.
В зависимости от состава, поступающего на переработку газа, процессы физической и физико-химической переработки могут использоваться совместно. Например, если на переработку поступает газ, содержащий повышенное количество кислых компонентов, то стадия подготовки газа к переработке дополняется стадией очистки газов от кислых компонентов.
Потоковые схемы процессов переработки природного и попутного нефтяного газа с получением товарной продукции приведены на рисунке 15.
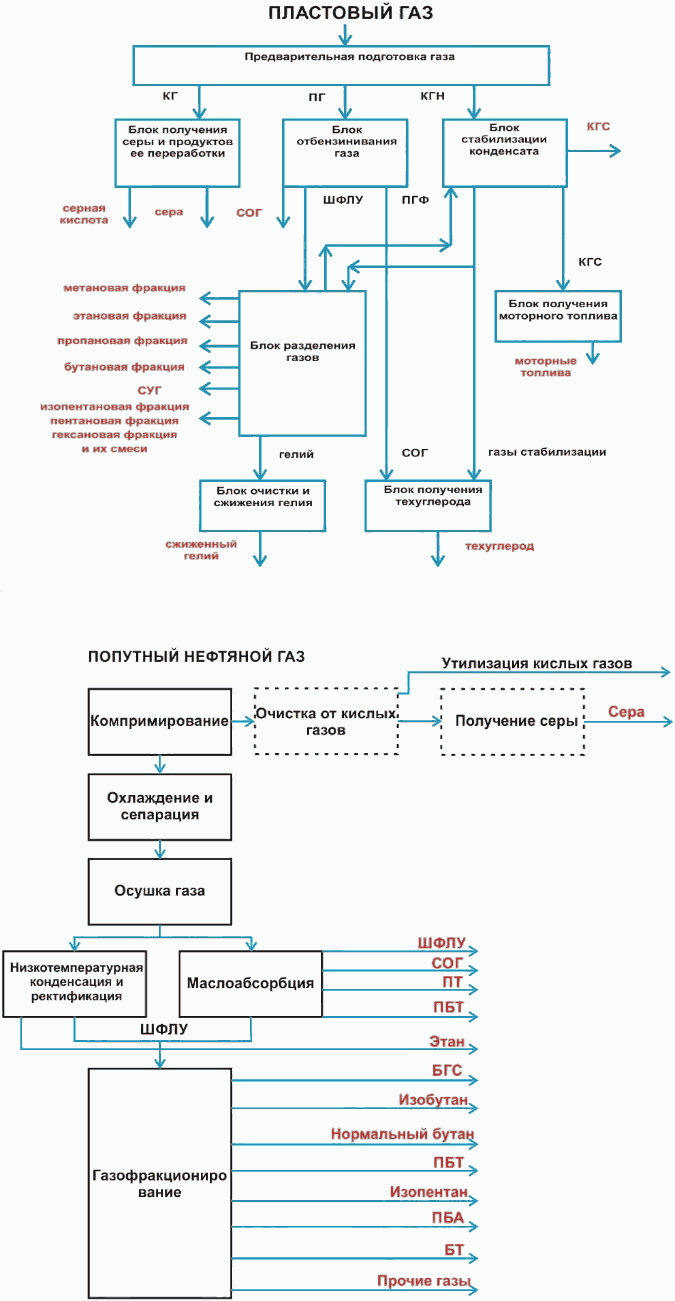
и попутного нефтяного газа
В составе природного и попутного нефтяного газа, помимо метана, содержится целый спектр углеводородных соединений: этан, пропан, бутаны, пентаны и более тяжелые углеводороды.
Этан является ценным нефтехимическим сырьем: его основное количество подвергается пиролизу с получением этилена, который затем используется для производства полиэтилена.
Пропан и бутаны также являются сырьем процесса пиролиза, кроме того, применяются в качестве топлива для коммунально-бытовых нужд, в двигателях внутреннего сгорания и в качестве сырья для нефтехимической переработки.
Пентаны являются составной частью моторных топлив и сырьем для производства нефтехимических продуктов.
Для извлечения этих углеводородных компонентов из природного и попутного нефтяного газа используют различные технологии отбензинивания газов.
Продуктами установок отбензинивания являются сухой отбензиненный газ (метан или метан + этан), топливный газ (метан + этан + пропан), деэтанизированный нестабильный газовый конденсат, ШФЛУ (фракция углеводородов C3+) или деметанизированный нестабильный газовый конденсат (фракция углеводородов C2+).
Для отбензинивания газов используют четыре метода:
- низкотемпературная сепарация углеводородных компонентов (НТС);
- низкотемпературная (НТК) конденсация или низкотемпературная конденсация и ректификация (НТКР) углеводородных компонентов;
- абсорбционное отбензинивание газов, включая НТА;
- адсорбционное отбензинивание газов.
2.1.1.1 Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации (НТС)
НТС называется процесс однократного расширения перерабатываемого газа с охлаждением до температур от -10 до -40 °C и разделения образовавшихся газовой и жидкой фаз. Жидкая фаза состоит преимущественно из углеводородов C3+, а газовая - из метана и этана.
Технологическая схема установки НТС представлена на рисунке 16.
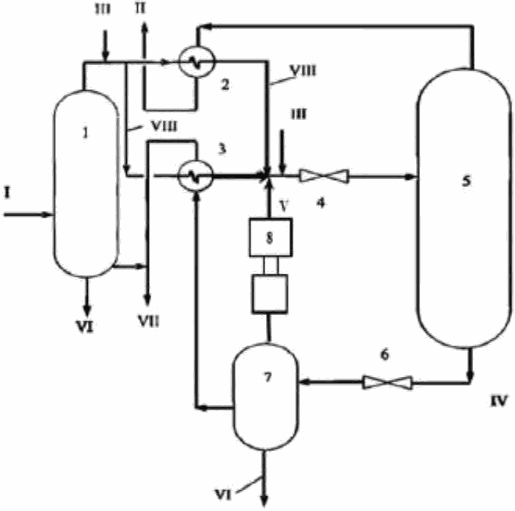
1 - входной сепаратор; 2, 3 - рекуперативные теплообменники;
4 - дроссель (детандер/испаритель холодильной машины);
5 - низкотемпературный сепаратор; 6 - дроссель;
7 - сепаратор; 8 - компрессор (эжектор)
I - газ; II - отсепарированный газ; III - регенерированный
ингибитор гидратообразования; IV - нестабильный конденсат
и водный раствор ингибитора гидратообразования; V - газ
выветривания конденсата; VI - ингибитор гидратообразования
на регенерацию; VII - нестабильный конденсат;
VIII - частично отсепарированный газ (может отличаться
от представленной схемы, с учетом принятых технических
решений при проектировании объекта)
Согласно схеме, сырой газ (I) поступает во входной сепаратор 1, где от газа отделяются пластовая вода с ингибитором гидратообразования (VI) и сконденсировавшийся газовый конденсат (VII). Далее частично отсепарированный газ (VIII) охлаждается в регенеративных теплообменниках 2 и 3 и направляется через дроссель 4 в низкотемпературный сепаратор 5.
Для предупреждения гидратообразования в поток газа перед теплообменниками (2 и 3) и перед дросселем 4 подается гликоль (моноэтиленгликоль или ДЭГ) или метанол.
За счет перепада давлений в дросселе 4 температура газа понижается. Вместо дросселя 4 может использоваться детандер (машина, приводимая в действие за счет энергии газа, газ при этом снижает давление и температуру).
После дросселирования газ поступает в низкотемпературный сепаратор 5, где из потока газа отделяются сконденсировавшиеся жидкие углеводороды и водный раствор ингибитора гидратообразования. Отсепарированный газ (II) из сепаратора 5 через теплообменник 2 подается в магистральный газопровод. Жидкая фаза IV (нестабильный конденсат и водный раствор ингибитора гидратообразования) из низкотемпературного сепаратора 5 через дроссель 6 поступает в сепаратор 7, где от нее отделяется образовавшийся при дросселировании газ выветривания (V), направляемый компрессором 8 (либо эжектором) в общий поток газа перед дросселем 4. Ингибитор гидратообразования (VI) поступает из сепаратора 7 на регенерацию, а сконденсировавшийся нестабильный газовый конденсат (VII) - на стабилизацию.
Эффективность работы установок НТС зависит от состава исходного газа, температуры и давления в низкотемпературном сепараторе.
Чем ниже температура процесса и чем больше содержание в исходном газе тяжелых углеводородов, тем больше степень извлечения последних. Для обеспечения высокой степени извлечения тяжелых углеводородов при более легком составе исходного газа требуется более низкая температура.
В случае низкого давления газа, поступающего на установку НТС, перед входным сепаратором либо устанавливают дожимной компрессор, либо вместо дросселя на входе газа в низкотемпературный сепаратор устанавливают холодильную машину для снижения температуры газа.
Степень извлечения этана при НТС составляет 25 - 30%, пропана - 40 - 60%, бутанов - 60 - 80%.
В таблице 20 приведен примерный перечень основного технологического оборудования.
Таблица 20
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Сепаратор с технологической обвязкой и ЗРА | Подготовка газа до требований СТО Газпром 089-2010 [37] на установке НТС | Сепарация газа от жидкости и возможных мех примесей | Основное технологическое | 5,4 млн м3/сут | |
Сепаратор с технологической обвязкой и ЗРА | Компримирование | Сепарации подготовленного газа от жидкости и возможных мех примесей; Защита технологических трубопроводов и детандерной части блока ТДА-1 (ТДА-2) от превышения давления | Основное технологическое | 5,4 млн м3/сут | |
Теплообменник Т с технологической обвязкой и ЗРА | НТС с последующей ректификацией конденсата | Теплообмен между двумя средами, имеющие различные температуры | Основное технологическое | 5,4 млн м3/сут | |
Воздушный холодильник с технологической обвязкой и ЗРА | НТС с последующей ректификацией конденсата | Охлаждения газа после компримирования в компрессорной части ТДА-1 (ТДА-2) в летний режим работы; Для дополнительного охлаждения газа после КС в зимний режим работы | Основное технологическое | 5,4 млн м3/сут | |
Турбодетандерный агрегат ТДА с технологической обвязкой и ЗРА | Компримирование | Охлаждение углеводородного газа с целью извлечения жидких, эффективное использование энергии расширения газа в детандерной части для компримирования газа в компрессорной части | Основное технологическое | 5,4 млн м3/сут | |
Установка стабилизации конденсата с технологической обвязкой и ЗРА | НТС с последующей ректификацией конденсата | Стабилизация конденсата до требований ГОСТ Р 54389-2011 и подачи стабильного конденсата | Основное технологическое | 77,26 + 10% тыс. кг/ч | |
Теплообменник с технологической обвязкой и ЗРА | НТС с последующей ректификацией конденсата | Подогрев нестабильного конденсата горячим потоком стабильного конденсата | Основное технологическое | 77,26 + 10% тыс. кг/ч | |
Блок разделителей с технологической обвязкой и ЗРА | НТС с последующей ректификацией конденсата | Для разделения сред: газового конденсата, водометанольного раствора и газа выветривания | Основное технологическое | 48,52 + 10% тыс. кг/ч | |
Газоперекачивающий агрегат (ГПА) 4ГЦ2-84/33-103 ГТУ с технологической обвязкой и ЗРА | Компримирование | Компримирование ПНГ с ЦПС | Основное технологическое | 3,98 + 10% - 60% млн м3/сут | |
БПТГ с технологической обвязкой и ЗРА | Компримирование | Подготовка газа и обеспечение потребителей топливным газом | Основное технологическое | 11840 м3/ч | |
Блок-бокс насосной метанола; центробежный электронасосный агрегат Н-2; дозировочный мембранный насос Н-3/1 (Н-3/2) с технологической обвязкой и ЗРА | НТС с последующей ректификацией конденсата | Подача ингибитора гидратообразования | Основное технологическое | 1,64 м3/ч | |
Блок насосов ШФЛУ ЦСГ-Е-22-190-А-Ш-УХЛ1 с технологической обвязкой и ЗРА | НТС с последующей ректификацией конденсата | Откачка ШФЛУ | Основное технологическое | Qж = 17,5 м3/ч, Pнагн. = 7,5 <*> МПа |
2.1.1.2 Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации
Принципиальное отличие процесса НТК от процесса НТС - это использование более низких температур (до  ) за счет дополнительного охлаждения потока сырьевого газа.
) за счет дополнительного охлаждения потока сырьевого газа.
) за счет дополнительного охлаждения потока сырьевого газа.На эффективность процесса НТК оказывают влияние давление и температура.
Повышение давления увеличивает степень конденсации углеводородов, но уменьшает селективность. Снижение температуры при постоянном давлении наряду с увеличением степени конденсации приводит к увеличению селективности: тяжелые углеводороды переходят в жидкую фазу быстрее. Интенсивность изменения степени конденсации не прямо пропорциональна изменению давления и температуры. В области низких давлений степень конденсации быстро меняется с изменением давления. При дальнейшем увеличении давления интенсивность конденсации снижается. Аналогичное влияние оказывает изменение температуры: наиболее интенсивно степень конденсации увеличивается с понижением температуры до определенного значения (в зависимости от состава газа), ниже которого скорость конденсации замедляется.
Таким образом, степень конденсации углеводородов можно увеличивать двумя способами: повышением давления при постоянной температуре или понижением температуры при постоянном давлении. Однако процесс конденсации в этих случаях имеет свои особенности. При росте давления при постоянной температуре повышение степени конденсации происходит одновременно с ухудшением четкости разделения углеводородов, так как в жидкую фазу вместе с тяжелыми компонентами переходит значительное количество легких компонентов. В случае понижения температуры при постоянном давлении увеличение степени конденсации сопровождается повышением четкости разделения легких и тяжелых компонентов, что объясняется большей разностью значений летучести компонентов смеси в области низких температур.
В качестве дополнительного источника холода могут использоваться как внешние холодильные машины, так и адиабатическое расширение газа в турбодетандерах.
На рисунке 17 приведена технологическая схема процесса НТК с внешним холодильным циклом и одной ступенью сепарации.
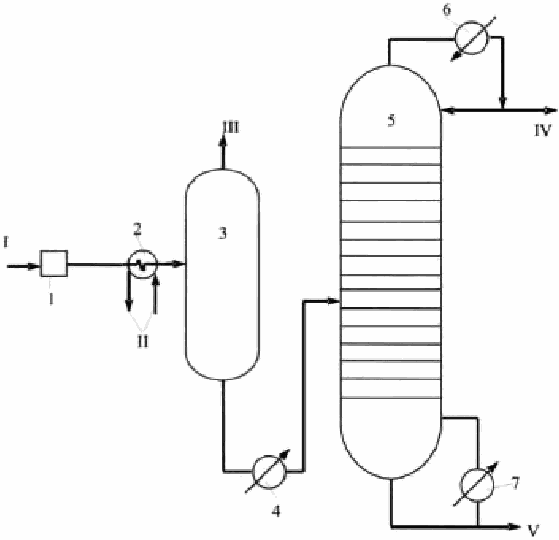
холодильным циклом)
1 - блок осушки газа; 2 - холодильник; 3 - сепаратор;
4 - нагреватель; 5 - колонна-деэтанизатор;
6 - конденсатор-холодильник; 7 - рибойлер
I - исходный газ; II - хладагент; III - отсепарированный
газ (метан); IV - этан; V - углеводороды C3+
Исходный газ после прохождения блока осушки 1, охлаждения и частичной конденсации в холодильнике 2 поступает в сепаратор 3, где происходит выделение метана. После нагревателя 4 деметанизированная газовая смесь направляется в деэтанизатор 5, где осуществляется разделение этана и углеводородов C3+.
В целом технологические схемы процесса НТК могут различаться по числу ступеней сепарации (одно-, двух- и трехступенчатые), по виду источников холода (с внешним, внутренним или комбинированным холодильным циклом) и по виду получаемого целевого продукта (C2+ и C3+).
Вместо сепаратора 3 в технологии возможно использование неполной колонны для удаления метана из фракции C3+.
Внешний холодильный цикл (использование холодильных машин и затраты энергии извне) может быть с однокомпонентным (этан, этилен, пропан, аммиак и др.) или многокомпонентным (смешанным) хладагентом.
Для подвода холода в холодильнике 2 используются холодильные машины (компрессоры), подключенные для перекачки хладагента по следующему замкнутому контуру: холодильник 2  холодильная машина
холодильная машина  холодильник для охлаждения сжатого хладагента
холодильник для охлаждения сжатого хладагента  дроссель
дроссель  холодильник 2.
холодильник 2.
Использование внешних холодильных циклов позволило достичь степени извлечения этана 87%, пропана - 99%, бутана и высших - 100%.
Внутренний холодильный цикл (использование энергии самого перерабатываемого газа) может быть с узлом дросселирования или с узлом детандирования технологических потоков (газа). При дросселировании происходит понижение давления при протекании газа через сужение (диафрагму, клапан, вентиль), сопровождающееся понижением температуры.
Применение для выработки холода турбодетандеров, позволяющих конденсировать внутри себя до 20% жидкости, высокоэффективных теплообменников и теплоизоляционных материалов, снижающих потери низкотемпературного холода, обеспечили процессу НТК наибольшую экономичность по сравнению с другими способами даже при низком давлении исходного газа и широком изменении его состава.
Технологическая схема НТК с применением детандера представлена на рисунке 18.
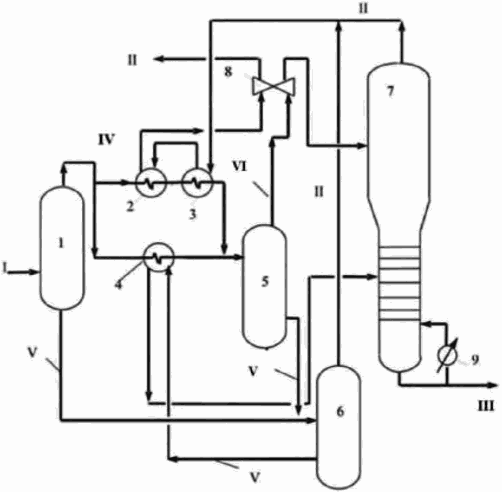
турбодетандера
1 - входной сепаратор; 2 - 4 - теплообменники; 5 - сепаратор
2-й ступени; 6 - сепаратор нестабильного конденсата;
7 - ректификационная колонна (отгонная колонна);
8 - турбодетандер; 9 - рибойлер,
I - сырьевой газ; II - товарный газ; III - углеводороды
C3+(C2+); IV - частично отсепарированный газ; V - жидкие
углеводороды; VI - осушенный газ
Товарный газ, уходящий с установки, сжимается в компрессоре, приводимого в действие за счет энергии расширения газа, выходящего из сепаратора 5. Образовавшаяся в турбодетандере двухфазная смесь с содержанием жидкости до 20% масс. направляется в сепарационную часть ректификационной колонны 7. Жидкость, стекая вниз по колонне, создает поток орошения.
Назначение в циклах НТК ректификационной колонны-деэтанизатора - это удаление из жидкой фазы (газового бензина, конденсата или ШФЛУ) всего метана и почти всего этана. Допустимое содержание пропана в ректификате деэтанизатора составляет не более 2% от массы этана в ректификате, а содержание этана в остатке деэтанизатора - не более 2% от массы пропана в остатке.
Вместо деэтанизатора может использоваться деметанизатор, назначение которого - полное удаление из жидкой фазы (газового бензина, конденсата или ШФЛУ) метана. В этом случае в ректификате должно содержаться этана не более 5% масс. от общего количества этана в сырье колонны, а метана в остатке колонны - не более 2% масс. от этана, содержащегося в этом же остатке.
Современные турбодетандерные установки работают в широком диапазоне изменения рабочих параметров:
- сырьевой газ - природный и попутный нефтяной;
- давление сырьевого газа - до 11 МПа;
- температура на выходе из турбодетандера - до -120 °C;
- степень извлечения этана - до 87%, пропана - до 96%, бутанов и более тяжелых углеводородов - до 100%;
- пропускная способность по сырьевому газу - от 100 млн м3/год до 15 млрд м3/год.
Разновидностью схемы НТК является процесс низкотемпературной ректификации (НТР).
В зависимости от принципиальной схемы ректификационные колонны установок НТР делятся на ректификационно-отпарные и конденсационно-отпарные (рисунок 19).
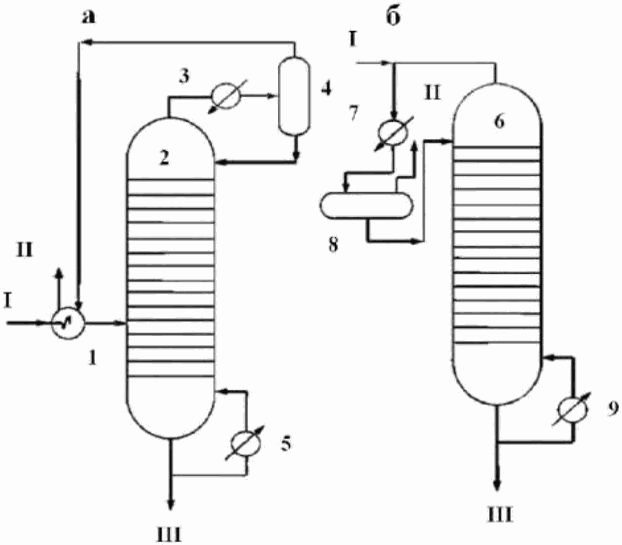
а - с ректификационно-отпарной колонной;
б - с конденсационно-отпарной колонной
1 - теплообменник; 2 - ректификационно-отпарная колонна;
3 - конденсатор-холодильник; 4, 8 - сепараторы;
5, 9 - рибойлеры; 6 - конденсационно-отпарная колонна;
7 - холодильник с внешним холодильным циклом,
I - охлажденный сырьевой газ; II - отбензиненный
газ; III - ШФЛУ
Если реализуется схема с ректификационно-отпарной колонной, то из процесса исключается стадия предварительной сепарации сконденсировавшихся углеводородов. При этом в середину ректификационной колонны 2а подается двухфазный поток, охлажденный в теплообменнике 1а. Таким образом, весь поток сырьевого газа подвергается деметанизации в ректификационной колонне, при этом температура ее верха должна быть ниже, чем в деметанизаторе по схеме НТК, для заданной степени извлечения этана. Отводимая из верха ректификационной колонны паровая фаза охлаждается и частично конденсируется в теплообменнике 3а. Образовавшаяся парожидкостная смесь поступает на разделение в сепаратор 4: жидкая фаза подается на орошение колонны 3а, а газовая (СОГ) - после нагрева в теплообменнике 1а направляется потребителям. Из куба колонны 2а отводится ШФЛУ.
Если реализуется схема с конденсационно-отпарной колонной, то сырьевой газ смешивается с парами, выходящими из колонны 6б. Образовавшаяся смесь охлаждается в теплообменнике 7б и поступает в сепаратор 8б. Жидкость из сепаратора подается на верхнюю тарелку колонны 6б. Газ из сепаратора 8б, представляющий собой СОГ, направляется потребителям. Из куба колонны 6б отводится ШФЛУ.
Степень извлечения целевых компонентов (C3+) достигает 99,5%.
Обычно процессы НТК и НТР объединяют в единый процесс низкотемпературной конденсации и ректификации (НТКР).
В схемах НТКР для выработки холода применяются высокоэффективные современные турбодетандерные агрегаты, новые высокоэффективные теплообменники (пластинчатые, кожухотрубчатые с витыми трубками с плавающим сердечником) и теплоизоляционные материалы (вспененный каучук и т.п.), исключающие потери низкотемпературного холода. В технологических схемах НТКР отсутствует внешний источник холода (холодильные машины), что обеспечивает процессу НТКР наибольшую экономичность по сравнению с другими способами, даже при низком давлении исходного газа и широком изменении его состава.
В таблице 21 приведен примерный перечень технологического оборудования.
Таблица 21
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Колонна деэтанизации | - | - | Основное технологическое | Диаметр - 2600 мм; Высота - 44350 мм; Pраб. - 2,40 МПа; Pрас. - 2,90 МПа; V = 201,3 м3; | |
Колонна разделения фракции | - | - | Основное технологическое | Диаметр - 2000/2600 мм; Высота - 34310 мм; Pраб. - 1,42 МПа; Pрас. - 1,80 МПа; V = 112 м3; | |
Колонна регенерации метанола | - | - | Основное технологическое | Диаметр - 1200 мм; Высота - 33340 мм; Pраб. - 0,085 МПа; Pрас. - 0,40 МПа; V = 29 м3; | |
Колонна промывки фракции C3+ от метанола | - | - | Основное технологическое | Диаметр - 2400 мм; Высота - 30750 мм; Pраб. - 2,40 МПа; Pрас. - 3,40 МПа; V = 109 м3; | |
Сепаратор газа деэтанизации | - | - | Основное технологическое | Диаметр - 2400 мм; Высота - 10400 мм; Pраб. - 5,50 МПа; Pрас. - 6,60 МПа; V = 36,8 м3; | |
Сепаратор низкотемпературный | - | - | Основное технологическое | Диаметр - 2400 мм; Высота - 10260 мм; Pраб. - 5,54 МПа; Pрас. - 6,60 МПа; V = 36,8 м3; | |
Сепаратор топливного газа | - | - | Основное технологическое | Диаметр - 1600 мм; Высота - 3880/4300 мм; Pраб. - 0,55 МПа; Pрас. - 0,85 МПа; V = 8,3 м3; | |
Сепаратор подготовленного газа деэтанизации | - | - | Основное технологическое | Диаметр - 1000 мм; Высота - 4100 мм; Pраб. - 2,40 МПа; Pрас. - 2,90 МПа; V = 2,0 м3; | |
Емкость сбора циркулирующего теплоносителя | - | - | Основное технологическое | Диаметр - 2400 мм; Высота - 6090 мм; Pраб. - 0,38 МПа; Pрас. - 0,68 МПа; V = 24,5 м3; | |
Рефлюксная емкость колонны | - | - | Основное технологическое | Диаметр - 2000 мм; Высота - 7280 мм; Pраб. - 1,42 МПа; Pрас. - 1,80 МПа; V = 20,0 м3; | |
Рефлюксная емкость колонны | - | - | Основное технологическое | Диаметр - 1200 мм; Высота - 3990 мм; Pраб. - 0,06 МПа; Pрас. - 0,40 МПа; V = 4,0 м3; | |
Емкость-отстойник колонны | - | - | Основное технологическое | Диаметр - 2000 мм; Высота - 4510/7700 мм; Pраб. - 2,45 МПа; Pрас. - 3,40 МПа; V = 21,5 м3; | |
Емкость сбора водометанольного раствора | - | - | Основное технологическое | Диаметр - 1600 мм; Высота - 4450 мм; Pраб. - 0,37 МПа; Pрас. - 0,68 МПа; V = 8,0 м3; | |
Печь нагрева циркулирующего теплоносителя | - | - | Основное технологическое | Размеры: 38,0x12,0x6,7 м; Pраб. - 0,81 МПа; Pрас. - 1,6 МПа; Теплопроизводительность (полезная) - 7,35 Гкал/ч Поверхность нагрева: Радиантная часть - 222 м2 Конвективная часть - 206 м2 | |
Печь нагрева циркулирующего теплоносителя | - | - | Основное технологическое | Размеры: 38,0x12,0x6,7 м; Pраб. - 0,81 МПа; Pрас. - 1,6 МПа; Теплопроизводительность (полезная) - 7,35 Гкал/ч Теплопроизводительность (полезная) 9,57 Гкал/ч Радиантная часть - 300 м2 Конвективная часть - 320 м2 | |
Трехпоточный пластинчато-ребристый теплообменник | - | - | Основное технологическое | Высота - 4,47/2,23/3,34 м; Pраб. - 6,60/2,90/4,40 МПа; Pрас. - 6,60/2,90/4,40 МПа | - |
Теплообменник | - | - | Основное технологическое | Диаметр - 2000 мм; Высота - 9920 мм; Pраб. - До 2,377/0,418 МПа; Pрас. - 2,9/2,9 МПа; Поверхность теплообмена 542,9 м2 | - |
Теплообменник | - | - | Основное технологическое | Диаметр - 2000 мм; Высота - 9940 мм; Pраб. - 1,414/0,418 МПа; Pрас. - 1,8/1,8 МПа; Поверхность теплообмена 496,1 м2; | - |
Теплообменник | - | - | Основное технологическое | Диаметр - 1400 мм; Высота - 7230 мм; Pраб. - 0,084/0,418 МПа; Pрас. - 1,6/1,6 МПа; Поверхность теплообмена 142,3 м2; | - |
Теплообменник | - | - | Основное технологическое | Диаметр - 1340 мм; Высота - 3680 мм; Pраб. - 2,75/0,588 МПа; Pрас. - 4,0/2,5 МПа; Поверхность теплообмена 23,4 м2 | - |
Теплообменник | - | - | Основное технологическое | Диаметр - 325 мм; Высота - 2656 мм; Pраб. - 0,294/0,550 МПа; Pрас. - 1,6/1,6 МПа; Поверхность теплообмена 12,6 м2; | - |
Воздушный холодильник-конденсатор | - | - | Основное технологическое | Высота - 8,77/5,48/3,02 м; Pраб. - 2,560 МПа; Pрас. - 4,0 МПа; Поверхность теплообмена 141 м2 (внутренняя); | - |
Воздушный холодильник-конденсатор | - | - | Основное технологическое | Высота - 8,77/3,37/5,48 м; Pраб. - 1,38 МПа; Pрас. - 2,5 МПа; Поверхность теплообмена (одной секции) 226 м2; | - |
Воздушный холодильник-конденсатор | - | - | Основное технологическое | Высота - 5,83/4,75/ м; Pраб. - 1,9 МПа; Pрас. - 2,5 МПа; Поверхность теплообмена 38 м2 (внутренняя); | - |
Воздушный холодильник-конденсатор | - | - | Основное технологическое | Высота - 5,83/4,75/ м; Pраб. - 2,70 МПа; Pрас. - 4,0 МПа; Поверхность теплообмена 38 м2 (внутренняя); | - |
Воздушный холодильник-конденсатор | - | - | Основное технологическое | Высота - 2,88/8,42/3,02 м Pраб. - 0,06 МПа; Pрас. - 1,6 МПа; Поверхность теплообмена 188 м2 (внутренняя); | - |
Воздушный холодильник-конденсатор | - | - | Основное технологическое | Высота - 5,485/5,50/3,47 м; Pраб. - 2,550 МПа; Pрас. - 4,0 МПа; Поверхность теплообмена 188 м2 (внутренняя); | - |
Турбодетандерная/компрессорная установка с активными магнитными подшипниками | - | - | Основное технологическое | 1. Рекомпрессор: Производительность - 3085. Давление нагнетания, 26,5 кгс/см2 2. Турбодетандер: Производительность - 2136. Давление нагнетания, 21,0 кгс/см2 | - |
Агрегат насосный для откачки фракции C3+ из колонны | - | - | Основное технологическое | EAP 80K4-400-G: Тип электродвигателя - ВА250S2ЧР2БУ2, IP54; Мощность - 75 кВт; n = 2965 об/мин. Маркировка по взрывозащите 1ExdIIBT4 Производительность - 99 м3/ч; Давление нагнетания, 30,0 кгс/см2 | - |
Агрегат насосный для откачки ПБФ из рефлюксной емкости | - | - | Основное технологическое | EAP 80K3-400-9: Тип электродвигателя - ВА250S2БУ2, IP54; Мощность - 75 кВт; n = 2960 об/мин. Маркировка по взрывозащите 1ExdIIBT4 Производительность - 154 м3/ч Давление нагнетания, 30,0 кгс/см2 | - |
Агрегат насосный для откачки фракции C5+ из колонны | - | - | Основное технологическое | EAP 25K2-315-9: Тип электродвигателя - ВА160Б2У2, IP54; Мощность - 15 кВт; n = 2930 об/мин. Маркировка по взрывозащите 1ExdIIBT4 Производительность - 15 м3/ч Давление нагнетания, 30,0 кгс/см2 | - |
Агрегат насосный для откачки отпаренной воды из колонны | - | - | Основное технологическое | SCS 25(I)x10: Тип электродвигателя - ВА200L2У2, IP54; Мощность - 45 кВт; n = 2950 об/мин. Маркировка по взрывозащите 1ExdIIBT4 Производительность - 12,76 м3/ч; Давление нагнетания, 50,0 кгс/см2 | - |
Агрегат электронасосный | - | - | Основное технологическое | ГХМ 12,5/50.1362 06(4): Тип электродвигателя - 132М2; Мощность - 11 кВт; n = 2890 +/- 50 об/мин.; Маркировка по взрывозащите 1ExdIIBT4 Производительность - 12,5 м3/ч Давление нагнетания - 8,0 кгс/см2 | - |
Агрегат электронасосный | - | - | Основное технологическое | ГХМ 6,3/100.1362 06(4) Тип электродвигателя - 132М2; Мощность - 11 кВт; n = 2890 +/- 50 об/мин.; Маркировка по взрывозащите 1ExdIIBT4. Производительность - 6,3 м3/ч Давление нагнетания - 10,0 кгс/см2 | - |
Агрегат насосный для откачки углеводородов из емкости | - | - | Основное технологическое | DCS 8.5-35x10-G: Тип электродвигателя - ВА180М2У2, IP54; Мощность - 30 кВт; n = 3000 об/мин. Маркировка по взрывозащите 1ExdIIBT4. Производительность - 4,9 м3/ч; Давление нагнетания - 43,0 кгс/см2 | - |
Агрегат насосный циркуляции теплоносителя АМТ-300 НТ | - | - | Основное технологическое | EAP 150K3-315-9: Тип электродвигателя - 1ВАО-080М-0,38-2У2, IP54; Мощность - 160 кВт; n = 2950 об/мин. Маркировка по взрывозащите 1ExdIIBT4 Производительность - 323,4 м3/ч Давление нагнетания - 16,31 кгс/см2 | - |
Агрегат насосный откачки темных нефтепродуктов из емкости | - | - | Основное технологическое | LYA 25-315-I-K: Тип электродвигателя - ВА180М2УХЛ1; Мощность - 30 кВт; n = 2925 об/мин. Маркировка по взрывозащите 1ExdIIBT4. Производительность - 5 м3/ч Давление нагнетания - 12,5 кгс/см2 | - |
Агрегат насосный откачки светлых нефтепродуктов из емкости | - | - | Основное технологическое | LYA 25-315-I-K: Тип электродвигателя - ВА180М2УХЛ1, IP54; Мощность - 30 кВт; n = 2925 об/мин. Маркировка по взрывозащите 1ExdIIBT4. Производительность - 5 м3/ч Давление нагнетания - 12,5 кгс/см2 | - |
Агрегат насосный откачки светлых нефтепродуктов из емкости | - | - | Основное технологическое | LYA 25-315-I-K: Тип электродвигателя - ВА180М2УХЛ1, IP54; Мощность - 30 кВт; n = 2925 об/мин. Маркировка по взрывозащите 1ExdIIBT4. Производительность - 5 м3/ч Давление нагнетания - 12,5 кгс/см2 | - |
2.1.1.3 Технология абсорбционного отбензинивания газов
Сущность процесса абсорбции заключается в поглощении (растворении) тяжелых углеводородов газа в абсорбенте с последующей их десорбцией (отпаркой) из абсорбента. Движущей силой абсорбции является разность парциальных давлений извлекаемого компонента в газовой и жидкой фазах.
Абсорбенты для извлечения из газа тяжелых углеводородов должны отвечать следующим требованиям:
- температуры их застывания и помутнения ниже самой низкой рабочей температуры в абсорбере во избежание застывания абсорбента или резкого повышения его вязкости;
- отсутствие сернистых соединений, которые подвергаются деструкции при высоких температурах в десорбере и загрязняют товарную продукцию установки;
- отсутствие смол и механических примесей, которые загрязняют оборудование и аппараты;
- узкие интервалы кипения - не более 100 °C, предпочтительно 50 - 70 °C, для обеспечения стабильности состава абсорбента;
- минимальное содержание алкенов во избежание их окисления кислородом воздуха;
- высокая плотность;
- большая избирательность по отношению к целевым компонентам, извлекаемым из газа;
- минимальное давление насыщенных паров абсорбента во избежание его потерь с отбензиненным газом;
- относительно низкая вязкость при рабочих температурах и давлениях для хорошей перекачиваемости и эффективного массообмена;
- устойчивость против пено- и эмульсиеобразования, невысокая стоимость и возможность производства из продукции разрабатываемого месторождения.
Наиболее часто в качестве абсорбентов используют керосиновые или дизельные фракции нефти и газового конденсата с молекулярной массой 140 - 240.
Основными факторами, влияющими на процесс абсорбции, являются температура, давление, количество теоретических тарелок в абсорбере, удельный расход (кратность циркуляции) абсорбента и скорость газа в абсорбере. Температура и давление процесса определяют константы фазового равновесия извлекаемых компонентов: с понижением температуры и повышением давления константа фазового равновесия уменьшается, тем самым увеличивается фактор абсорбции.
Технологическая схема установки абсорбционного отбензинивания газов приведена на рисунке 20.
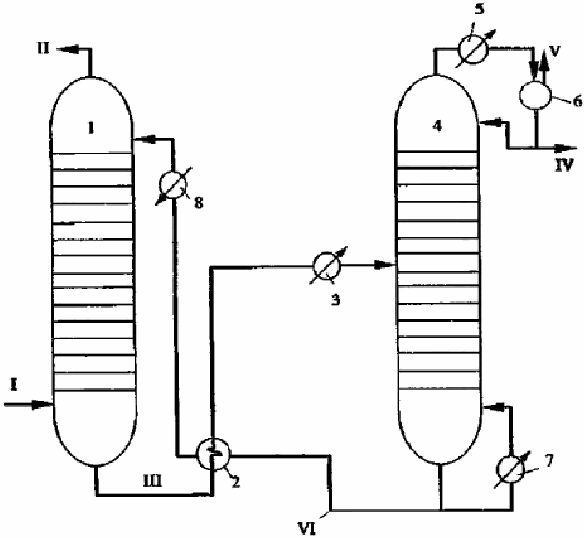
отбензинивания газов
1 - абсорбер; 2 - теплообменник; 3 - нагреватель;
4 - десорбер; 5 - конденсатор-холодильник; 6 - емкость
орошения; 7 - рибойлер; 8 - холодильник,
I - сырьевой газ; II - отбензиненный газ; III - насыщенный
абсорбент; IV - ШФЛУ; V - несконденсированные углеводороды;
VI - тощий (регенерированный) абсорбент
Согласно этой схеме, сырьевой газ (I) подается под нижнюю тарелку абсорбера 1, на верхнюю тарелку которого подают регенерированный абсорбент (VI).
Контактируя с абсорбентом, стекающим с верха абсорбера, газ обедняется тяжелыми углеводородами по мере подъема его снизу вверх.
Отбензиненный газ (II) подается в магистральный газопровод или на дальнейшую переработку.
Отводимый из куба абсорбера 1 насыщенный тяжелыми углеводородами абсорбент (III) нагревается в теплообменнике 2 и нагревателе 3 и поступает в десорбер 4. Отводимые с верха десорбера 4 пары конденсируются в конденсаторе-холодильнике 5 и поступают в емкость орошения 6, где они разделяются на жидкую и газовую фазы. Газовая фаза (V), содержащая неконденсирующиеся легкие углеводороды (метан и этан) и некоторое количество тяжелых углеводородов, отводится из емкости 6 за пределы установки. Часть сконденсированных жидких углеводородов из емкости 6 подается на орошение десорбера 3, а балансовое количество (IV) в виде ШФЛУ выводится с установки.
Регенерированный абсорбент (VI) отводится из куба десорбера 4, охлаждается в теплообменнике 2 и холодильнике 8 и вновь подается на верхнюю тарелку абсорбера 1. Тепло в куб десорбера подводят при помощи рибойлера 7.
Абсорбцию проводят обычно при температуре не выше 30 - 40 °C и давлении 3,5 - 7,0 МПа.
Десорбция проводится при пониженном давлении, при этом оно выбирается таким образом, чтобы извлеченные компоненты газа (ректификат десорбера) можно было сконденсировать при помощи обычных хладагентов (воды или воздуха).
Десорбция проводится при давлении 0,7 - 2,0 МПа и температуре в кубе около 60 °C.
По схеме, приведенной на рисунке 20, значительная часть абсорбированных углеводородов теряется с несконденсированными углеводородами (V) (метан + этан), отводимыми из емкости орошения 6.
Для устранения этого недостатка предложена схема с абсорбционно-отпарной колонной (АОК) (рисунок 21), работающей под промежуточным давлением между абсорбером и десорбером (1,0 - 4,0 МПа) и предназначенной для выделения метана и этана из насыщенного абсорбента до десорбера. При этом верхняя часть колонны работает в режиме абсорбции, а нижняя - отпарки.
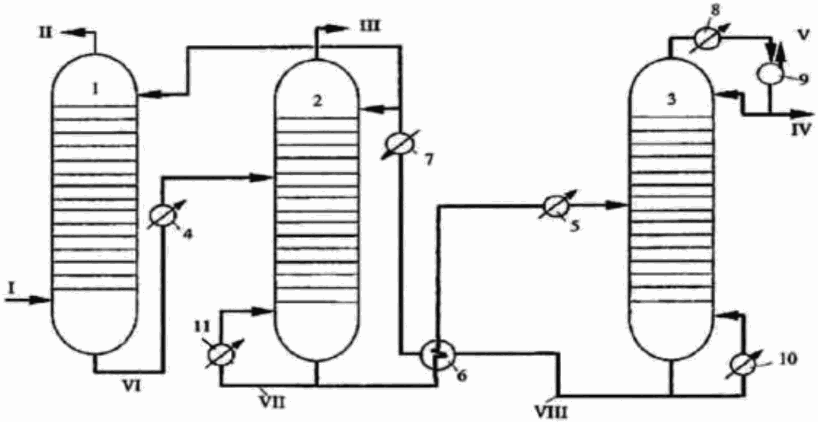
отбензинивания с АОК
1 - абсорбер; 2 - АОК; 3 - десорбер; 4, 5 - нагреватели;
6 - теплообменник; 7 - холодильник;
8 - конденсатор-холодильник; 9 - емкость орошения;
10, 11 - рибойлеры
I - сырьевой газ; II - отбензиненный газ; III - топливный
газ (метан + этан); IV - ШФЛУ; V - несконденсированные
углеводороды; VI - насыщенный абсорбент; VII - частично
регенерированный абсорбент; VIII - тощий
(регенерированный) абсорбент
Согласно схеме, сырьевой газ (I) поступает под нижнюю тарелку абсорбера 1, на верхнюю тарелку которого подают регенерированный абсорбент (VIII). Контактируя с абсорбентом, стекающим с верха абсорбера, газ обедняется тяжелыми углеводородами по мере подъема его снизу-вверх.
Отбензиненный газ (II) подается в магистральный газопровод или на дальнейшую переработку.
Отводимый из куба абсорбера 1 насыщенный тяжелыми углеводородами абсорбент (VI) нагревается в теплообменнике 4 и поступает в среднюю часть АОК 2. На верхнюю тарелку АОК подается регенерированный абсорбент (VIII), охлажденный в холодильнике 7. С верха АОК отводится топливный газ (метан и этан) (III). Частично регенерированный абсорбент (VII) из куба АОК подается через теплообменник 6 и нагреватель 5 в среднюю часть десорбера 3. Тепло в куб десорбера подводят при помощи рибойлера 11.
Отводимые с верха десорбера 3 пары конденсируются в конденсаторе-холодильнике 8 и поступают в емкость орошения 9, где они разделяются на жидкую и газовую фазы. Газовая фаза (V) отводится из емкости 9 за пределы установки. Часть сконденсированных жидких углеводородов из емкости 9 подается на орошение десорбера 3, а балансовое количество (IV) в виде ШФЛУ выводится с установки.
Регенерированный абсорбент (VIII) отводится из куба десорбера 3, охлаждается в теплообменнике 6 и холодильнике 7 и вновь подается на верхние тарелки абсорбера 1 и АОК 2. Тепло в куб десорбера подводят при помощи рибойлера 10.
Таким образом, подбирая соответствующий режим АОК, можно обеспечить практически полную деметанизацию, а при необходимости и деэтанизацию абсорбента. Для еще большего уменьшения потерь углеводородов C3+ с неконденсируемыми газами из емкости орошения десорбера была разработана схема с рециркуляцией несконденсированных газов в сырьевой газ установки, которую осуществляют при помощи компрессора.
Для уменьшения потерь легких фракций абсорбента с отбензиненным газом применяют двухступенчатую абсорбцию (рисунок 22).
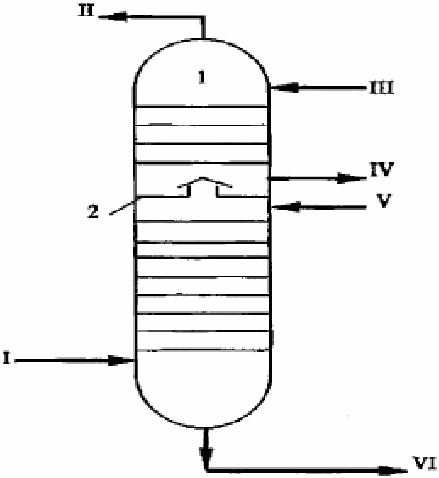
двухступенчатого абсорбера
1 - абсорбер; 2 - полуглухая тарелка,
I - сырьевой газ; II - отбензиненный газ; III, IV - тощий
и насыщенный тяжелый абсорбент соответственно; V, VI - тощий
и насыщенный легкий абсорбент соответственно
Согласно этой схеме, в абсорбер 1 с полуглухой тарелкой 2 подаются два абсорбента (легкий и тяжелый - керосиновая и дизельная фракции), при этом легкий абсорбент вводят в абсорбер ниже тяжелого. На нижней тарелке осуществляется извлечение большей части метана и этана, на верхней - остальное их количество.
Процесс абсорбции протекает с выделением тепла, которое зачастую приходится отводить из абсорбера при помощи циркуляционных орошений, охлаждаемых в холодильниках. Однако организация циркуляционных орошений в абсорбере обладает рядом недостатков, а именно: наличие полуглухих тарелок в абсорбере, сложность точного выбора места ввода охлажденного абсорбента, низкие коэффициенты теплопередачи в холодильниках циркуляционного орошения и др.
Технологическая схема абсорбции с предварительным отбензиниванием (извлечением бутанов и пентанов) сырьевого газа и насыщением метаном и этаном тощего абсорбента приведена на рисунке 23.
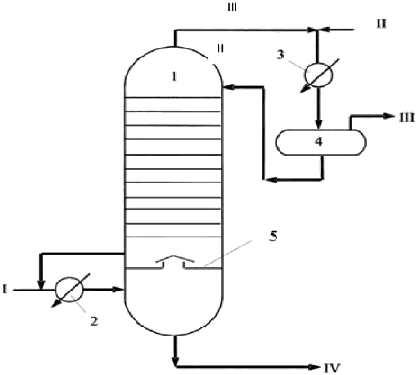
с предварительным отбензиниванием газа
и насыщением тощего абсорбента
1 - абсорбер; 2, 3 - холодильники; 4 - емкость;
5 - полуглухая тарелка абсорбера;
I - сырьевой газ; II - тощий абсорбент;
III - отбензиненный газ; IV - насыщенный абсорбент
Сырьевой газ перед поступлением в абсорбер 1 смешивается с потоком насыщенного абсорбента. Образующаяся газо-жидкостная смесь охлаждается в холодильнике 2 и при этом в жидкую фазу переходит часть целевых компонентов. Далее смесь поступает в низ абсорбера 1 под полуглухую тарелку 5. Проходя через колонну 1 газовая фаза обедняется тяжелыми компонентами и обогащается легкими. Отводимая с верха колонны 1 смесь газов, обогащенная метаном и этаном, смешивается с потоком свежего (тощего) абсорбента. Образующаяся смесь охлаждается в теплообменнике 3 и при этом в жидкую фазу переходят остатки тяжелых углеводородов, и она насыщается метаном и этаном. Охлажденная смесь поступает емкость 4, в которой происходит разделение смеси на жидкую и газовую части. Газовая часть отводится из емкости 4 в виде отбензиненного газа, а жидкая - поступает на орошение колонны 1.
В таблице 22 приведен примерный перечень технологического оборудования.
Таблица 22
абсорбционного отбензинивания газов
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Колонна абсорбционно-отпарная 90С01 | Абсорбция | Абсорбция | Основное технологическое | Тип - вертикальный; объем - 80 м3; количество тарелок - 29; среда - газ стабилизации, абсорбент (у/в) | |
Десорбер 90С02 | Регенерация | Регенерация | Основное технологическое | Тип - вертикальный; объем - 161 м3; количество тарелок - 29; среда - ШФЛУ, абсорбент (у/в) |
2.1.1.4 Технология адсорбционного отбензинивания газов
При разработке газоконденсатных месторождений возникла необходимость отбензинивания больших потоков газа с малым содержанием извлекаемых углеводородов (1 - 20 г/м3). Для отбензинивания таких газов применяется адсорбционный процесс, к настоящему времени модифицированный в короткоцикловую адсорбцию (КЦА), при которой одновременно с углеводородами извлекается и вода.
Технологическая схема процесса КЦА принципиально не отличается от технологической схемы процесса адсорбционной осушки газа (рисунок 24).
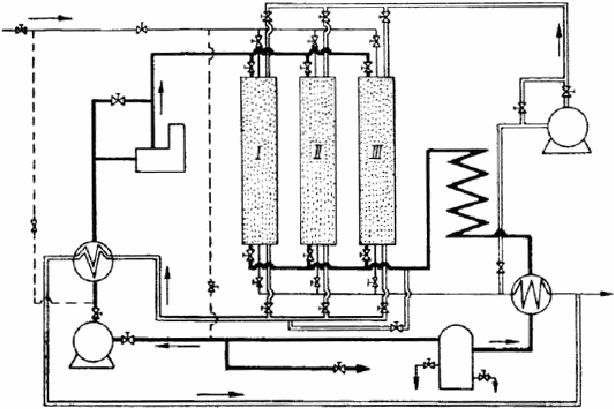
короткоцикловой адсорбции
Установка состоит из трех колонн, предназначенных для ведения одновременно в одной колонне адсорбции, в другой - десорбции, а в третьей - охлаждения.
Переключение колонн происходит автоматически системой управления.
В установке имеются также 2 теплообменника, воздушный холодильник, конденсатоотделитель, газодувка и нагреватель.
При использовании процесса КЦА необходимо соблюдать следующие условия:
- скорость потока газа должна быть такой же, как при осушке газа адсорбентами (не менее 0,15 - 0,30 м/с). Это позволяет увеличить срок службы адсорбента;
- время цикла адсорбции при извлечении из газа C5+ должно быть не менее 15 мин, а углеводородов C3+ - от 15 до 60 мин. Продолжительность цикла адсорбции при извлечении определенного компонента должна быть равна времени работы слоя до проскока этого компонента;
- высота слоя адсорбента должна быть не менее 4,5 м;
- температура регенерации должна быть не менее 230 °C. Если в газе содержатся углеводороды C5+, то ее желательно повысить до 260 - 315 °C;
- при проектировании установки КЦА (стадия десорбции) желательно использование искусственного холода вместо обычного воздушного охлаждения для лучшей конденсации извлеченных углеводородов при регенерации адсорбента.
В качестве адсорбентов для извлечения углеводородов используют активированный уголь, силикагель и молекулярные сита-цеолиты. Активированный уголь, в отличие от других адсорбентов, не извлекает воду. Тип применяемых цеолитов - NaX, CaX и др. Иногда адсорбционный слой может состоять из нескольких адсорбентов.
Стадия адсорбции протекает при температурах 30 - 70 °C и при давлении перерабатываемого газа.
Стадия десорбции и охлаждения адсорбента может осуществляться по технологической схеме с замкнутым циклом газа регенерации, который после охлаждения и выделения из него углеводородов C3+ вновь возвращают на стадию десорбции.
В ряде случаев на установках КЦА применяют открытый цикл, когда газ регенерации отбирается из потока сырьевого газа, используется для охлаждения адсорбента, нагревается, проходит адсорбер, находящийся в стадии десорбции, и охлаждается, в результате чего из него конденсируются углеводороды C3+ (из-за их большего содержания в газе после десорбера по сравнению с исходным газом). Газ после выделения углеводородов C3+ возвращают в поток сырьевого газа. В этом случае замкнутого контура циркуляции газа регенерации нет.
Количество газа регенерации должно быть минимально необходимым, чтобы концентрация в нем извлекаемых (конденсирующихся) углеводородов была максимальной для более эффективного проведения стадии конденсации.
Также технологический процесс может быть реализован по следующей схеме.
Осушка газа осуществляется адсорбционным методом на молекулярных ситах, а отбензинивание газа осуществляется за счет процесса низкотемпературной сепарации. Процесс предназначен для удаления воды, остаточных сернистых соединений и тяжелых углеводородов из обессеренного газа с целью достижения показателей товарного газа.
Технологическая схема подготовки природного газа, сочетающая адсорбционную осушку и низкотемпературную сепарацию, представляет собой последовательный процесс, где выход одного этапа является входом для следующего. Исходный обессеренный природный газ сначала поступает на блок адсорбционной осушки, состоящий из нескольких адсорберов, заполненных молекулярными ситами. В этих аппаратах происходит глубокое удаление остаточной влаги и других полярных примесей, что доводит температуру точки росы газа до значений, безопасных для дальнейшего охлаждения. Процесс в адсорберах является циклическим: один аппарат работает в режиме осушки, в то время как другие проходят стадии регенерации (нагрев для удаления поглощенной влаги) и последующего охлаждения. Полученный полностью сухой газ направляется на стадию отбензинивания. Здесь он подвергается интенсивному охлаждению, которое может осуществляться либо за счет дросселирования (снижения давления через клапан), либо в теплообменнике с использованием внешнего хладагента, такого как пропан. В результате охлаждения тяжелые углеводороды фракции C5+ конденсируются из газовой фазы. Образовавшаяся газожидкостная смесь поступает в низкотемпературный сепаратор, где за счет гравитации происходит разделение на два потока: верхний - очищенный товарный газ, отвечающий всем требованиям для транспортировки по магистральному газопроводу, и нижний - жидкий углеводородный конденсат, который является ценным побочным продуктом и направляется на стабилизацию или хранение. Такая последовательность операций гарантирует предотвращение образования гидратов и коррозии на низкотемпературном оборудовании, обеспечивая надежную и эффективную работу всей установки.
Технология очистки и осушки природного газа предназначена для обработки газа, поступающего с промыслов, с целью удаления механических примесей, жидких углеводородов, кислых компонентов (сероводорода и диоксида углерода) и влаги.
В отделении осушки газ охлаждается с помощью пропанового холодильного цикла. Для предотвращения образования гидратов добавляется МЭГ. Также происходит регенерация гликоля, который затем снова используется в процессе осушки газа.
В качестве примера на рисунках 25 и 26 приведены схемы установок очистки и осушки природного газа 1,2,3У-70.
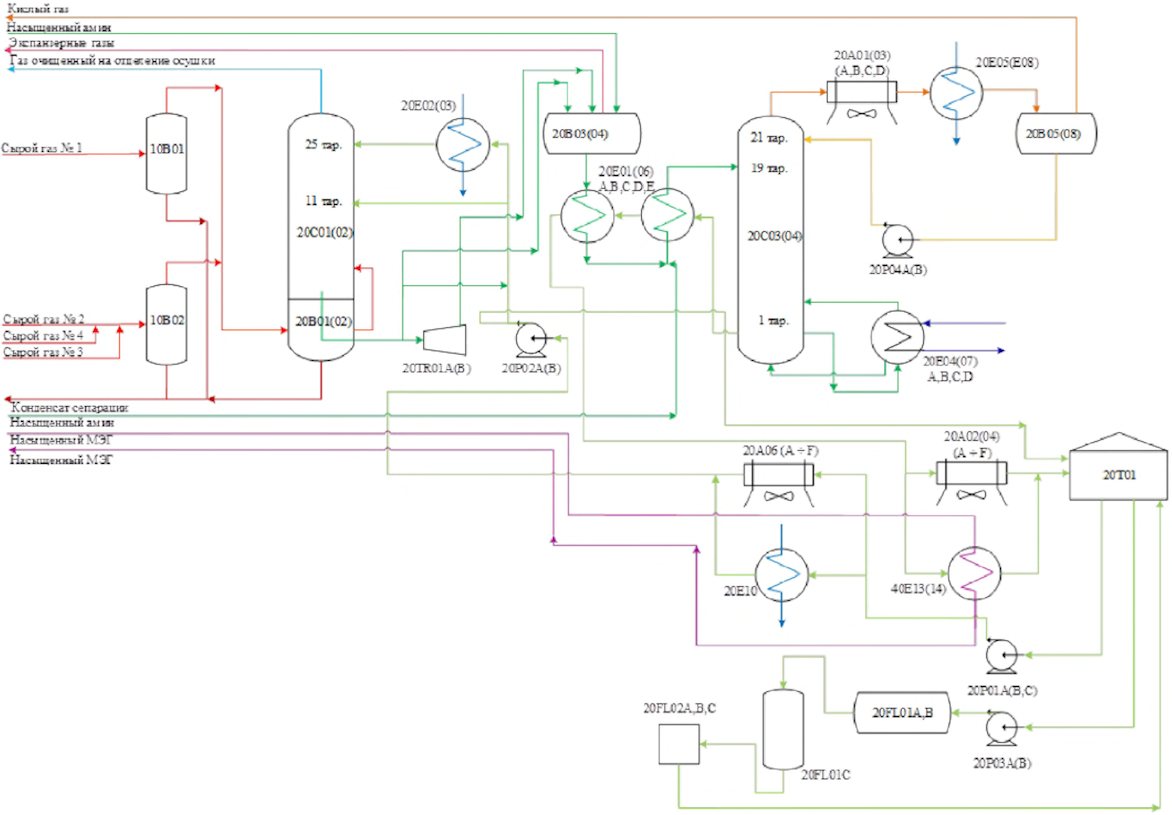
Условные обозначения
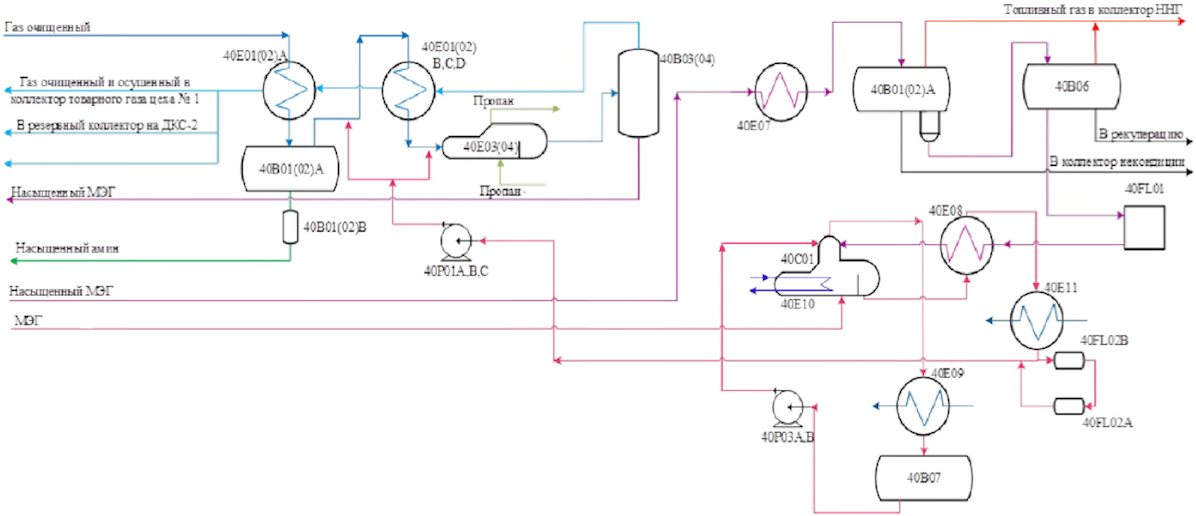
Условные обозначения
Производительность установок очистки и осушки газа (установки 1, 2, 3 У-70) - по 5 млрд м3 газа в год каждая. Процесс аминовой очистки от сероводорода является непрерывным. Выделившийся при регенерации абсорбента сероводород и углекислый газ (кислые газы) направляются на установки Клауса для получения серы.
Каждая из установок очистки и осушки газа У-70 состоит из:
- одного отделения механической сепарации (У10), предназначенного для сепарации механических примесей, содержащихся в поступающем с промысла газе, удаления жидких углеводородов и смешения газа;
- одного отделения очистки газа (У20) водным раствором этаноламинов с концентрацией  , обеспечивающего очистку природного газа от сероводорода и диоксида углерода;
, обеспечивающего очистку природного газа от сероводорода и диоксида углерода;
, обеспечивающего очистку природного газа от сероводорода и диоксида углерода;- одного отделения осушки (У40), где осуществляется осушка товарного газа за счет охлаждения его холодом пропанового холодильного цикла. Для предотвращения гидратообразования в захолаживаемый поток газа подается МЭГ. Также на У40 осуществляется регенерация гликоля, который затем вовлекается в процесс осушки газа. Подача пропана на захолаживание на У40 осуществляется с У-80.
Продукты разгазирования аминов и гликоля при снижении давления подаются в топливную сеть завода или в коллектор низконапорных газов и далее на У-331. Конденсат первичной сепарации газа и конденсаты, полученные при осушке газа, направляются в процесс очистки и стабилизации конденсата на У-30, У-09.
Отделения У10, У20, У40 состоят из двух полулиний, производительность каждой из которых одинакова.
В отделении механической сепарации газа У10 сырьевой газ N 1 поступает с ДКС-2 по трубопроводу УКПГ-2,6. Сырьевой газ N 2 поступает с ДКС-2 по трубопроводу УКПГ-3. Сырьевой газ N 3 - газ КНГКМ, поступающий с замерного узла III очереди ГПЗ У-15/368. Сырьевой газ N 4 - газ деэтанизации с III очереди ГПЗ У-380 отделения У382.
Сырьевые газы N 1, 2 поступают на отделение механической сепарации газа У10 с замерного пункта первой очереди У-140 с давлением до 60 кгс/см2 и температурой от -15 °C до +30 °C по двум полулиниям.
На линии сырьевого газа N 1 установки 3У-70 имеется трубопровод до установки У-01, по которому сырьевой газ может подаваться на вторую очередь завода или в обратном направлении (со второй очереди на первую).
Сырьевой газ N 3 по трубопроводу УКПГ-16 (КНГКМ) поступает на установки 1, 2, 3 У-70 и подключается к трубопроводу сырьевого газа N 2.
Предусмотрена возможность подачи газа стабилизации от компрессоров 331К01А в трубопровод газа с УКПГ-16.
Газ рециркуляции (деэтанизации) поступает на 2,3У-70, который подключается к трубопроводу сырьевого газа N 2.
Сырьевой газ N 1 и смесь сырьевых газов N 2, 3 и газа рециркуляции для 2, 3 У-70 подаются в сепараторы газа 10B01(02).
На установке 1 У-70 предусмотрены трубопроводы для сброса газа на факел высокого давления. Они подключены к трубопроводам сырьевого газа N 1 и N 2.
Сепаратор 10B01(02) предназначен для отделения газа от жидких углеводородов (углеводородного конденсата) и механических примесей. Сепаратор представляет собой вертикальный цилиндрический аппарат, внутри которого в верхней части смонтированы отбойные элементы. Углеводородный конденсат, отделенный от газа, собирается в нижней части сепаратора.
Углеводородный конденсат из нижней части сепаратора 10B01(02) сбрасывается на установку У-30.
Газ с верха сепараторов 10B01(02) поступает на отделение очистки газа У20.
Далее отсепарированный газ смешивается, подается в общий трубопровод и поступает на отделение очистки газа У20.
Отделение очистки газа У-20 включает в себя четыре блока:
- очистки сырьевого газа от H2S и CO2 раствором аминов;
- регенерации насыщенного раствора аминов;
- фильтрации аминов;
- подготовки питательной воды.
Установки 1, 2, 3 У-70 в блоке очистки природного газа от сероводорода и диоксида углерода идентичны. Далее приводится описание для одной из установок.
Очистка природного газа от сероводорода и диоксида углерода производится двумя параллельными полулиниями на трех установках. Для удобства приводится описание одной полулинии, индексы в скобках относятся ко второй полулинии.
Отсепарированный газ из отделения механической сепарации газа У10 подается на отделение очистки природного газа У20 с давлением не более 60 кгс/см2 и температурой от -15 °C до +30 °C в сепаратор 20B01(B02).
Сепаратор 20B01(02) предназначен для отделения жидких углеводородов с целью предотвращения попадания их в абсорбер и вспенивания раствора аминов. Он представляет собой вертикальную цилиндрическую емкость, совмещенную с абсорбером 20C01(02). Внутри сепаратора 20B01(02), в верхней части, смонтированы отбойные элементы. Углеводородный конденсат, отделенный от газа, собирается в нижней части сепаратора и вручную сбрасывается в линию рекуперации углеводородов RP. Газ после сепаратора 20B01(02) по трубопроводу подается в абсорбер 20C01(02) под первую тарелку.
Абсорбер 20C01(02) предназначен для очистки газа от H2S и CO2 путем противоточного контактирования сырого газа, входящего в куб абсорбера, с абсорбентом "Новамин" на тарелках и насадках "Петон".
Абсорбер 20C01(02) представляет собой вертикальный цилиндрический аппарат и имеет 12 клапанных тарелок. Тарелки с 12 по 25 в 1,2,3У20C01 (1,3У20C02) и с 4 по 25 в 2У20C02 заменены на перекрестноточную насадку "Петон".
Очищенный газ с давлением до 59 кгс/см2 и температурой не более 65 °C из верхней части абсорбера 20C01(02) подается на отделение осушки газа У40.
Амины для очистки газа от H2S и CO2 подаются в абсорбер из резервуара 20T01, который предназначен для хранения водного раствора аминов. Подпитка свежим раствором аминов осуществляется со склада химреагентного хозяйства. Для разбавления водного раствора аминов предусмотрена линия подачи химически очищенной воды (ET). Резервуар 20T01 снабжен сливным карманом для удаления верхнего загрязненного слоя аминов в яму рекуперации.
Регенерированный раствор аминов подается из резервуара 20T01 на всас дожимных насосов аминов 20P01A,B,C. Дожимные насосы аминов 20P01A,B,C предназначены для создания давления на всасе циркуляционных насосов 20P02A,B,C до 9,0 кгс/см2.
Амины после дожимных насосов 20P01A,B,C разделяются на два потока. Первый, горячий поток, подается к циркуляционным насосам 20P02A,B,C, а также в абсорберы У-30 (30C02, 30C03) для очистки газов стабилизации и газов выветривания. Второй поток охлаждается в аппаратах воздушного охлаждения 1,3У20A06 A,B,C,D,E,F и холодильнике аминов 20E10 и далее поступает на всас циркуляционных насосов 20P02A,B,C (20P02A,B для 3У-70), с 1У-70 в абсорберы У-30 (30C02, 30C03) для очистки газов стабилизации и газов выветривания.
Циркуляционные насосы 20P02A,B,C подают раствор регенерированного амина в абсорберы: насос 20P02A - в абсорбер 20C01, насос 20P02B - в абсорбер 20C02. При включении в работу коллектора по подаче холодного амина на всас к насосам 1,2У20P02A,B,C (20P02A,B - для 3У-70) включается в работу следующая схема:
- на 1,2,3У-70 с каждого насоса 20P02A,B возможна подача раствора аминов в оба абсорбера 20C01(02):
а) по горячему циклу потока аминов - на 11-е тарелки (при открытом байпасе нагнетания насоса 1,2У20P02C);
б) по холодному циклу потока - на 25-е тарелки.
Насос 20P02C подает амин по горячему циклу потока на 11-ю тарелку 20C01(02), а при открытии отсекателей (байпас перемычки между 11-й и 25-й тарелками) подача осуществляется на 11-ю и 25-ю тарелки колонн 20C01(02).
Для предотвращения возможного вспенивания аминов в абсорбере 20C01(02) на всас циркуляционных насосов 20P02A,B,C предусмотрена подача антивспенивателя. Антивспениватель приготавливается и хранится в емкости 20B06. Из емкости 20B06 раствор антивспенивателя подается плунжерным насосом 20P06.
Для подачи дополнительного количества антивспенивателя параллельно насосу 20P06 установлен центробежный насос 20P07.
Подача аминов в абсорберы 20C01(02) циркуляционными насосами 20P02A,B,C возможна двумя способами:
- первый способ - подача аминов на соответствующую полулинию;
- второй способ - подача аминов на 11-ю и 25-ю тарелки абсорберов разными насосами.
При первом способе охладитель аминов 20E10 и аппараты воздушного охлаждения аминов 1,3У20A06A,B,C,D,E,F включены параллельно. Таким образом, циркуляционный насос 20P02A подает раствор аминов на 1-ю полулинию; циркуляционный насос 20P02B подает раствор аминов на 2-ю полулинию; 20P02C - в общем резерве.
При втором способе охладитель аминов 20E10 и аппарат воздушного охлаждения аминов 1,3У20A06A,B,C,D,E,F включены последовательно. Таким образом, горячий поток растворов аминов подается на 11-ю тарелку одним из циркуляционных насосов 20P02, охлажденный в 20E10, 1,3У20A06 поток аминов подается на 25-ю тарелку другим циркуляционным насосом 20P02.
Данный способ обеспечивает возможность продолжения нормальной работы обоих полулиний установки при выходе из строя одного из насосов 20P02A,B,C.
Подача аминов в абсорберы 20C01(02) из выкидного трубопровода циркуляционных насосов аминов 20P02A,B,C производится двумя потоками:
- на 11-ю тарелку с расходом  ;
;
;- на 25-ю тарелку через холодильник аминов 20E02(03) с расходом  .
.
.Для более полной очистки газа от H2S и CO2 регенерированные амины, подаваемые на 25-ю тарелку абсорбера, охлаждаются в холодильнике аминов 20E02(03) до температуры не более 60 °C.
Насыщенные амины с низа абсорбера 20C01(02) подаются на турбину рекуперации 20TR01A(B) и далее в емкость расширения насыщенного амина 20B03(04).
Емкость 20B03(04) предназначена для промежуточной дегазации насыщенных аминов от углеводородов и кислого газа. Она представляет собой горизонтальный цилиндрический аппарат.
Для продувок при остановке и наборе давления при пуске в емкости расширения насыщенного амина 20B03(04) предусмотрена линия подачи товарного газа GC.
Полученный в результате дегазации насыщенных аминов экспанзерный газ отводится с верха емкости 20B03(04) и может направляться на установку У-30, в коллектор низконапорных газов на установку У-330 или на факел низкого давления.
Насыщенный амин из емкости 20B03(04) через рекуперативные теплообменники 20E01(06)A,B,C,Д,E направляется в блок регенерации аминов.
Блок регенерации аминов
Насыщенный раствор аминов, выходящий из емкости насыщенных аминов 20B03(04), поступает в трубное пространство теплообменников 20E01(06)C,B,A, где нагревается регенерированным раствором аминов.
На трубопроводе выхода аминов из теплообменников 20E01(06)C,B,A установлен клапан. После клапана в трубопровод подключена линия подачи насыщенного раствора аминов с У-30.
Насыщенный раствор аминов с выхода теплообменников 20E01(06)C,B,A и с У-30 подается в трубное пространство теплообменников 20E01(06)Д,E, где нагревается регенерированным раствором аминов.
С выхода теплообменника 20E01(06) насыщенный раствор аминов подается на 19-ю тарелку десорбера 20C03(04).
Десорбер 20C03(04) предназначен для извлечения из насыщенного раствора аминов кислых компонентов. Процесс регенерации аминов основан на противоточном контактировании насыщенного раствора аминов с паром на контактных тарелках десорбера. На 21-ю тарелку десорбера 20C03(04) подается сконденсированная кислая вода из емкости орошения 20B05(08), а также с установок Клауса для промывки газа и поддержания необходимой концентрации абсорбента.
Десорбер 20C03(04) представляет собой вертикальный аппарат с 21-й клапанной тарелкой. Тарелки по конструкции идентичны тарелкам абсорбера 20C01(02) (с 1-й по 12-ю).
Окончательная регенерация аминов осуществляется в выносных подогревателях - ребойлерах 20E04(07)A,B,C,D, в которые подводится пар с давлением не более 6 кгс/см2. Ребойлер представляет собой кожухотрубчатый теплообменник с паровым пространством, и U-образным трубным пучком. Раствор аминов из ребойлера сливается в куб десорбера, а паровая фаза подается под первую тарелку 20C03(04).
Для увеличения коэффициента теплопередачи пара к поверхности теплообмена пар увлажняется питательной водой, которая впрыскивается в трубопровод пара.
С низа десорбера 20C03(04) регенерированный амин подается в межтрубное пространство теплообменника 20E01(06)E,Д,A,B,C.
После теплообменника 20E01(06) регенерированный амин охлаждается в воздушном холодильнике 20A02(04)A,B,C,D,E,F.
Регенерированный амин с выхода 20A02(04) поступает в резервуар 20T01 на хранение.
Температура на входе в резервуар 20T01 не должна превышать 80 °C. Содержание сероводорода в растворе аминов - не более 1 г/дм3.
Кислый газ с верха десорбера 20C03(04) подается в конденсатор десорбера 20A01(03)A,B,C,D.
В конденсаторе десорбера 20A01(03) кислый газ охлаждается до температуры не более 75 °C.
С выхода конденсатора десорбера 20A01(03) кислый газ подается в межтрубное пространство холодильника-конденсатора 20E05(08), где охлаждается до температуры не более 55 °C оборотной водой (ER).
Кислый газ и кислая вода с выхода холодильника-конденсатора 20E05(08) подается в емкость орошения кислых газов 20B05(08).
Емкость орошения кислых газов 20B05(08) представляет собой горизонтальный цилиндрический аппарат, предназначенный для отделения кислой воды от кислого газа.
Кислый газ с верха емкости 20B05(08) подается на установки 2,3У-50 для получения элементарной серы или сбрасывается на факел низкого давления.
С низа емкости орошения кислых газов 20B05(08) кислая вода подается на всас насосов орошения регенераторов 20P04A,B, 20P05. Насос орошения 20P04B является общим резервом для емкостей. Кислая вода, унесенная кислым газом, поступает с установок 2,3У-50 на установки 2,3У-70 во всасывающий трубопровод насосов орошения регенератора 20P04A,B, 20P05 либо во всасывающий коллектор блока фильтрации аминов на всас 20P03A,B.
С выкидного трубопровода насоса орошения регенератора кислая вода подается на орошение в десорбер 20C03(04).
Все продувки из аппаратов 20C01, 20C02, 20C03, 20C04, 20E01A,B,C,Д, 20E06A,B,C,Д, 20E02, 20E03, 20E04A,B,C,Д, 20E07A,B,C,Д, 20A01A,B,C,Д, 20A03A,B,C,Д, 20A02A,B,C,Д,E,F, 20A04A,B,C,Д,E,F, 20FL01A,B,C 20FL02A,B,C, 20B03, 20B04, 40B01B, 40B02B, насосов 20P01A,B,C, 20P02A,B,C, 20P03A,B, 20P04A,B, 20P05 собираются в общую сеть рекуперации продувок аминов RA, а затем поступают в подземную рекуперативную емкость 20B07. Опорожнение продуктов некондиции производится выдавливанием товарным газом GC в линию некондиции SL.
В блоке фильтрации аминов регенерированный раствор аминов из резервуара 20T01 насосами 20P03A (или 20P03B) подается на дисковые фильтры 20FL01A или 20FL01B, на которых осуществляется фильтрация раствора от механических примесей. Фильтровальным материалом служит техническое полотно, закрепляемое на дисках фильтра.
Насосы 20P03A,B и фильтры 20FL01A,B могут работать по одному (один в работе, второй в резерве) или вместе, параллельными потоками.
Раствор аминов подается сверху в угольный фильтр 20FL01C, загруженный активированным углем, где очищается от продуктов разложения аминов и углеводородов.
Пройдя слой угля, раствор выходит из фильтра 20FL01C с низа и подается в патронные (буферные) фильтры тонкой очистки 20FL02A,B,C параллельно тремя потоками, где очищается от вынесенных из 20FL01C частиц угля на фильтровальной ткани, натянутой на вертикальные сетчатые патроны.
Для выключения патронных фильтров 20FL02A,B,C из схемы, в случае замены техполотна, имеется возможность подачи раствора аминов по байпасу, минуя 20FL02A,B,C. Для промывки фильтров предусмотрена подача воды (ET) к каждому фильтру отдельно, со сбросом в линию рекуперации (RA).
После патронных фильтров раствор аминов поступает в емкость хранения 20T01.
В нормальных условиях подготовка питательной воды на установках 1,2,3У-70 производится из парового конденсата и предназначена для деаэрации воды и подачи ее на установки получения серы 2,3У-50.
Конденсат с обеих полулиний каждой установки собирается в общий внутриустановочный коллектор. Из него конденсат (CB) поступает в водяной теплообменник 20E09, где охлаждается оборотной водой.
Охлажденный паровой конденсат поступает в головку термодегазатора 20B09.
Головка термодегазатора снабжена двумя распылителями воды и двумя клапанами для выпуска избыточного пара и продуктов дегазации.
Для предупреждения образования вакуума в термодегазаторе он оснащен противовакуумным устройством. Дегазация воды производится под давлением не более 0,7 кгс/см2 при температуре не более 110 °C. Внутри термодегазатора, в нижней части, имеется барботажное устройство, куда подается пар. Температура регулируется количеством подаваемого пара. Отверстия в барботажном устройстве выполнены таким образом, что выходящий из них пар равномерно распределяется по всему объему дегазатора. Подаваемый в термодегазатор конденсат распределяется в головке, дегазируется, контактируя со встречным потоком, собирается в кубе дегазатора. Продукты дегазации и избыток пара выходят из головки термодегазатора через выхлопной стояк и сбрасываются в атмосферу. Для ограничения расхода пара для дегазации на выхлопном стояке установлена дроссельная шайба.
Из термодегазатора питательная вода поступает на всас насосов 20P09A,B,C (для 1,2У-70) и 20P09A,B для 3У-70. С нагнетания насоса предусмотрен трубопровод рециркуляции, который предохраняет насос от перегрева при прекращении расхода. Для ограничения расхода на линии рециркуляции установлена дроссельная шайба.
С нагнетания насосов 20P09A,B,C (20P09A,B для 3У-70) питательная вода поступает на установки Клауса 2,3У-50.
Часть питательной воды (ET) насосами 20P12A или 20P12B (один в работе, второй в резерве) подается в коллектор пароспутников с возвратом в дегазатор 20B09. Такая схема действует на установках 1,2У-70.
Питательная вода с нагнетания насосов 20P09A,B,C подается на каждую полулинию 1,2,3У-70 для увлажнения пара, подаваемого в ребойлеры 20E04A,B,C,Д и 20E07A,B,C,Д.
Обработка питательной воды гидразином производится для связывания остаточных количеств кислорода и предотвращения в котлах железооксидной накипи и разрушения уже образовавшейся. Ввод гидразина производится при содержании кислорода в питательной воде до 60 мкг/л. Для приготовления раствора гидразина используется гидрат гидразина (N2H4xH2O). В первоначальный период пуска установки в воду вводятся повышенные дозы гидразина, необходимые для скорейшего восстановления имеющихся в питательном тракте окислов железа из расчета 100 мг N2H4 или 160 мг N2H4xH2O на 1 м3 питательной воды. Продолжительность ввода повышенных доз гидразина составляет от 7 до 10 суток для новых котлов, от 20 - 30 суток для старых, долго работающих котлов, после чего дозировка гидразина снижается. В процессе эксплуатации гидразин вводится из расчета: 50 мг N2H4 или 75 мг N2H4xH2O на 1 м3 питательной воды.
Из емкости 20B10 раствор гидразина подается в термодегазатор 20B09 насосами 20P10A,B. Также в термодегазатор может подаваться химически очищенная вода (ET) от насосов паросилового цеха по трубопроводу химически очищенной воды. На трубопроводе имеется перемычка в трубопровод нагнетания насосов 20P09A,B,C, позволяющая подавать химически очищенную воду (ET) из паросилового цеха сразу на установки 2,3У-50, минуя узел подготовки (в случае его аварийной остановки).
В отделение осушки природного газа У-40 осушка газа производится на двух параллельных идентичных полулиниях и является продолжением установки очистки газа.
Очищенный газ, выходящий из верха абсорберов 20C01(02) с температурой не более 65 °C, поступает в трубное пространство теплообменников (сухой газ - очищенный газ) 40E01(02)A, где охлаждается осушенным газом.
С выхода 40E01(02)A газ поступает в емкость-сепаратор 40B01(02)A, где происходит отделение увлеченного из абсорбера раствора аминов. Раствор аминов собирается в нижней части емкости-сепаратора 40B01(02)B.
Раствор аминов из нижней части емкости-сепаратора 40B01(02)B по выходному трубопроводу подается в емкость насыщенного амина 20B03(04). Предусмотрен трубопровод сброса жидких углеводородов из нижней части 40B01(02)A в трубопровод рекуперации (RP). Жидкие углеводороды сбрасываются вручную по месту.
С верха емкости-сепаратора 40B01(02)A газ подается в трубное пространство теплообменника 40E01(02)B,C,D (сухой газ - очищенный газ), где охлаждается до температуры минус 3 °C осушенным газом.
С выхода теплообменника 40E01(02)D очищенный газ подается в пропановый испаритель 40E03(04), где охлаждается за счет испарения пропана. Жидкий пропан подается из коллектора пропана установки У-80, пары пропана отводятся в 40B08 установки У-80.
После пропанового испарителя 40E03(04) охлажденный газ подается в сепаратор 40B03(04) для отделения от жидкости.
Насыщенный МЭГ с низа сепаратора 40B03(04) подается на блок регенерации гликоля.
Осушенный газ с верха сепаратора 40B03(04) подается в межтрубное пространство теплообменников 40E01(02)D,C,B,A где нагревается очищенным газом до температуры не выше 45 °C, и по выходному трубопроводу газа подается в коллектор товарного газа I-й очереди.
Кроме подачи очищенного и осушенного газа на установки цеха N 1, предусмотрена подпитка из коллектора товарного газа I-й очереди топливного коллектора I-й очереди.
Очищенный и осушенный газ может подаваться в резервный коллектор (линии  У-140) на ДКС-2 для 1,2,3У-70.
У-140) на ДКС-2 для 1,2,3У-70.
Для предотвращения гидратообразования в очищенный газ подается  раствор МЭГ. Раствор МЭГ подается насосами 40P01A,B,C с помощью инжекторов, впрыскивается в теплообменники 40E01(02)B,D и пропановый испаритель 40E03(04).
раствор МЭГ. Раствор МЭГ подается насосами 40P01A,B,C с помощью инжекторов, впрыскивается в теплообменники 40E01(02)B,D и пропановый испаритель 40E03(04).
раствор МЭГ. Раствор МЭГ подается насосами 40P01A,B,C с помощью инжекторов, впрыскивается в теплообменники 40E01(02)B,D и пропановый испаритель 40E03(04).Блок регенерации гликоля предназначен для регенерации насыщенного раствора МЭГ, поступающего с I и II полулиний отделения осушки газа У40. Конечными продуктами блока являются регенерированный гликоль, конденсат осушки и топливный газ. Насыщенный раствор МЭГ поступает в подогреватель МЭГ 40E07, где подогревается водяным паром до температуры не выше 45 °C.
Нагретый насыщенный раствор МЭГ подается в емкость расширения МЭГ 40B05. В емкости расширения МЭГ 40B05 происходит разделение 3-х продуктов: топливного газа, конденсата осушки и МЭГ.
Топливный газ с верха емкости расширения МЭГ 40B05 подается в общий коллектор топливного газа.
При уносе МЭГ с топливным газом из 40B05 топливный газ можно направить в 40B06 для вторичной сепарации.
Конденсат осушки из емкости расширения МЭГ 40B05 по линии конденсата осушки подается на установку стабилизации конденсата У-30 или сбрасывается вручную в трубопровод некондиции (SL).
МЭГ с низа емкости 40B05 подается в емкость-дегазатор 40B06, где происходит выветривание топливного газа.
Емкость-дегазатор 40B06 оснащена сливной перегородкой. В пространство за перегородкой переливаются жидкие углеводороды, которые собираются и сбрасываются вручную в трубопровод рекуперации (RP).
Топливный газ с верха емкости-дегазатора 40B06 может подаваться либо в общий коллектор топливного газа, либо в коллектор низконапорных газов, либо на факел низкого давления.
Насыщенный МЭГ с низа емкости-дегазатора 40B06 проходит через фильтр 40FL01.
Далее насыщенный раствор МЭГ нагревается в трубном пространстве теплообменника МЭГ 40E08 (или в пластинчатом теплообменнике 1У40E08A для 1У-70) регенерированным раствором МЭГ.
Далее с выхода теплообменника 40E08 МЭГ подается в среднюю часть колонны регенерации 40C01.
В качестве примера эффективного применения абсорбционных технологий для утилизации сернистых соединений можно привести технологию абсорбционной очистки сероводородсодержащих газов с получением гидросульфида натрия. Процесс основан на химической абсорбции сероводорода раствором едкого натра в специализированных абсорбционных колоннах, разделенных на продукционный и санитарный отсеки. Химическая основа технологии заключается в двух последовательных реакциях: сначала сероводород реагирует с едким натром с образованием сульфида натрия, который затем взаимодействует с дополнительным количеством сероводорода, образуя целевой продукт - гидросульфид натрия. При этом часть сульфида натрия (0,5 - 3%) остается в готовом продукте для снижения парциального давления паров сероводорода, что повышает безопасность эксплуатации.
Технологический процесс включает прием и разбавление концентрированного раствора едкого натра, абсорбцию сероводорода при контролируемых параметрах давления и температуры, санитарную доочистку отходящих газов и складирование готового продукта. Особое внимание уделяется системам безопасности: предусмотрена автоматическая отсечка подачи сероводорода при отклонении параметров от нормы, комплексный контроль концентрации токсичных веществ в воздухе рабочей зоны и аварийная вентиляция. Все оборудование размещено в герметичных поддонах с системой сбора и обезвреживания проливов, что минимизирует экологические риски.
Данная технология демонстрирует высокую степень утилизации сероводорода (не менее 99,5%) и обеспечивает полную переработку отходящих газов в товарную продукцию. Получаемый гидросульфид натрия находит широкое применение в различных отраслях промышленности, включая обогащение руд, производство химических реагентов, текстильную и кожевенную промышленность. Интеграция системы автоматизации с многоуровневыми мерами безопасности позволяет обеспечить стабильную и экологически безопасную эксплуатацию установки при минимальном участии персонала в опасных зонах. Технология полностью соответствует принципам наилучших доступных технологий, сочетая эффективную очистку технологических газов с рациональным использованием отходов производства.
Адсорбционную осушку природного газа осуществляют в системе нескольких адсорберов со стационарным слоем адсорбента, работающих по циклической схеме, число адсорберов обычно варьируется от двух до четырех. Процесс адсорбционной осушки включает следующие стадии:
- стадия глубокой осушки природного газа эффективным сорбентом;
- стадия нагрева слоя адсорбента горячим теплоносителем (обычно нагретый в трубчатой печи инертный газ или часть исходного природного газа) до температуры начала регенерации;
- стадия собственно регенерации адсорбента потоком горячего теплоносителя, в который переходит десорбированная вода; после выхода из аппарата десорбирующий газ обычно охлаждают в аппаратах воздушного охлаждения с конденсацией и сепарацией десорбированной воды;
- стадия охлаждения слоя адсорбента при продувке его частью глубоко очищенного природного газа.
Продолжительность стадий определяется на основе сочетания адсорбционных и регенерационных характеристик адсорбента и технологической карты процесса.
На рисунке 27 представлена схема адсорбционной осушки газа, состоящая из четырех адсорберов.
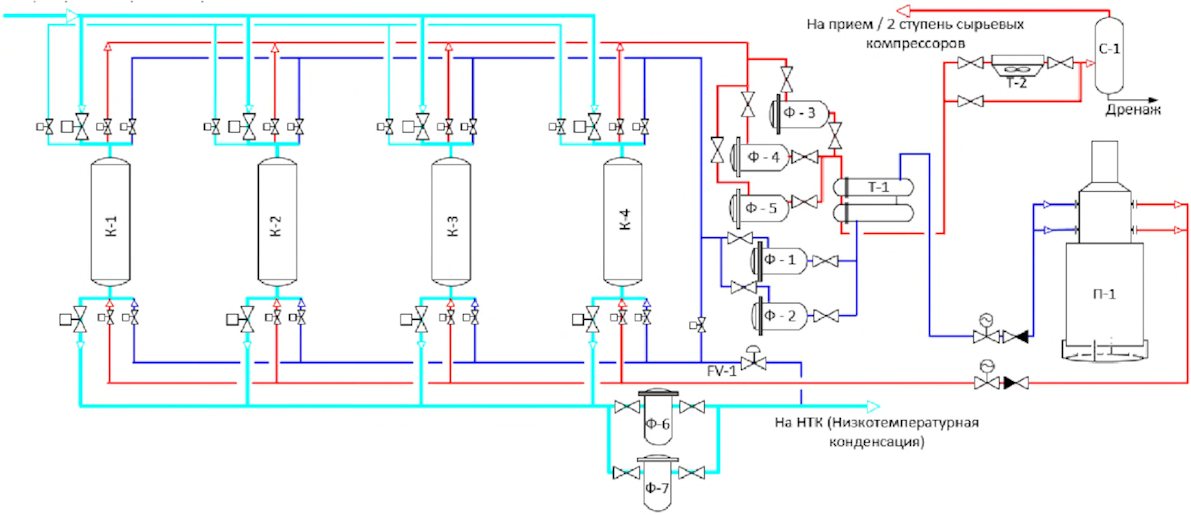
К - 1,2,3,4 - колонные аппараты с адсорбентом;
Ф - 1,2,3,4,5 - фильтры для улавливания адсорбента;
П - 1 - печь; Т - 1 - рекуперативный кожухотрубчатый
теплообменник; Т - 2 - аппарат воздушного охлаждения;
С - 1 - сепаратор для улавливания сконденсированной влаги
Осушка газа, выходящего из блока компримирования, проводится в четырех адсорберах К-1,2,3,4. В каждый момент времени два адсорбера находятся в режиме осушки (адсорберы работают параллельно), один - в режиме регенерации, один - в режиме охлаждения. Продолжительность режимов работы (циклов) зависит от расхода осушаемого газа, его влагосодержания, типа адсорбента и времени его регенерации, а также точки росы осушенного газа по воде. Ниже дано описание работы приведенной схемы осушки.
Осушаемый газ проходит через адсорберы К-1 и К-2 сверху вниз. Выходящий из адсорберов осушенный газ поступает в фильтры Ф-6-7, где улавливается унесенная потоком газа пыль адсорбента. Очищенный от пыли газ подается в установку НТК на отбензинивание.
Часть осушенного газа (около 8 - 15%) после фильтров Ф-6,7 подается в низ адсорбера К-3, работающего в цикле охлаждение адсорбента после цикла регенерации. Расход газа на охлаждение замеряется диафрагмой и регулируется клапаном расхода (поз. FV-1). В качестве газа охлаждения может использоваться сухой отбензиненный газ с нагнетания дожимных компрессоров установки НТК.
Выходящий с верха адсорбера К-3 подогретый осушенный газ поступает в фильтры Ф-1 и Ф-2, где из него удаляется унесенная пыль адсорбента. Очищенный от пыли газ через теплообменник Т-1, где он нагревается потоком газа регенерации, поступает в цилиндрическую печь П-1. Нагретый в печи П-1 газ подается снизу в адсорбер К-4 на регенерацию адсорбента.
Газ регенерации, отводимый с верха адсорбера К-4, проходит фильтры Ф-3,4,5, теплообменник Т-1 и поступает в воздушный холодильник Т-2. Охлажденный в Т-2 газ регенерации поступает в сепаратор С-1, где от него отделяются сконденсировавшиеся пары воды. Выходящий из сепаратора С-1 газ сбрасывается либо на первую или на вторую ступень сжатия сырьевых компрессоров, либо в топливную сеть.
Углеводородные конденсаты, получаемые при добыче природного газа и при переработке попутного нефтяного газа, необходимо перед транспортом и дальнейшей переработкой подвергать стабилизации с целью извлечения низкокипящих углеводородов (до C4 - C5), а при переработке сернистых конденсатов - сероводорода, меркаптанов, сероуглерода и др.
Товарными продуктами установок стабилизации конденсатов являются деэтанизированный и/или стабильный конденсат, ШФЛУ, различные СУГ, газы выветривания и деэтанизации и др.
Товарными продуктами при стабилизации ШФЛУ являются бензин газовый стабильный (БГС), пропан сжиженный (ПС).
Для стабилизации газовых конденсатов используют два метода: ступенчатое выветривание (сепарация, дегазация) и ректификация в колоннах.
На современных установках стабилизации газового конденсата при больших объемах перерабатываемого конденсата применяют комбинирование процессов сепарации и ректификации ("закрытая система" сбора), что позволяет повысить технологическую гибкость процесса стабилизации и уменьшить энергозатраты.
Такие системы имеют ряд преимуществ по сравнению со стабилизацией дегазации:
- рационально используется пластовая энергия нестабильного конденсата;
- проведение предварительной сепарации и деэтанизации нестабильного конденсата при высоких давлениях облегчает утилизацию газовых потоков;
- возможно производство СУГ без применения искусственного холода;
- стабилизированный конденсат имеет низкое давление насыщенных паров, что снижает его потери при транспортировании и хранении.
В зависимости от целей, стабилизация конденсата может быть частичной (деметанизация и/или деэтанизация) или полной (частичная + дебутанизация).
Ступенчатая дегазация - это простейший метод стабилизации, заключающийся в том, что за счет ступенчатого сброса давления происходит однократное испарение наиболее легких компонентов, которые в виде газа отделяются от конденсата.
При дегазации применяют одно-, двух- и трехступенчатые схемы. Выбор количества ступеней зависит от содержания в конденсате углеводородов до C4 включительно: чем оно больше, тем больше требуется ступеней дегазации.
Технологическая схема двухступенчатой установки дегазации приведена на рисунке 28.
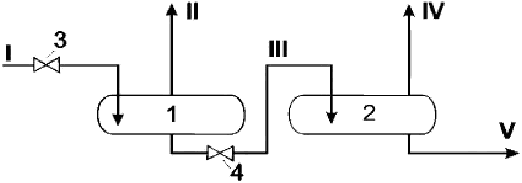
дегазации газового конденсата
1, 2 - сепараторы дегазации соответственно первой и второй
ступеней; 3, 4 - дроссельные вентили;
I - нестабильный газовый конденсат; II, IV - газ
выветривания (дегазации); III - полустабильный газовый
конденсат; V - стабильный газовый конденсат
Нестабильный конденсат после дросселирования (снижения давления) поступает в сепаратор дегазации первой ступени, после повторного дросселирования - в сепаратор второй ступени. Из сепараторов обеих ступеней выводится газ выветривания или дегазации, который может быть использован для собственных нужд в качестве технологического топлива.
Основные преимущества схем дегазации - это простота технологии, низкие металло- и энергоемкость процесса. Основной недостаток - нечеткое разделение углеводородов, одни из которых являются целевыми для газов стабилизации, а другие - для стабильного газового конденсата. Кроме того, при дегазации ("открытая система") невозможно производство СУГ.
При частичной стабилизации схема установки обычно включает сепаратор и одну ректификационную колонну.
На рисунке 29 приведена технологическая схема установки деэтанизации конденсата.
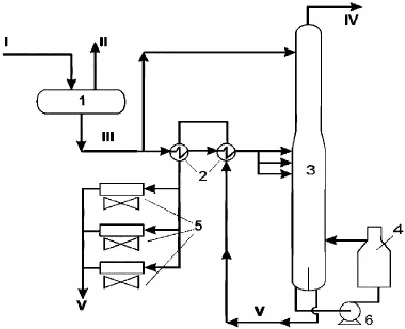
деэтанизации конденсата
1 - входной разделитель; 2 - рекуперативный теплообменник;
3 - деэтанизатор; 4 - печь; 5 - воздушные
холодильники; 6 - насос,
I - нестабильный конденсат; II - газ выветривания;
III - частично дегазированный конденсат; IV - газ
деэтанизации; V - деэтанизированный
Нестабильный конденсат поступает во входной сепаратор 1, где из него выделяются газы выветривания. Выходящий из сепаратора поток нестабильного конденсата разделяется на два потока. Первый поток подается в качестве орошения на верхнюю тарелку ректификационной колонны 3, оборудованной 38-ю тарелками и работающей при давлении 2,5 - 3,5 МПа. Второй поток после нагрева в рекуперативных теплообменниках 2 до 90 - 120 °C подается на 20, 22 и 24-ю (считая сверху) тарелки. Из верхней части колонны 3 отводится газ деэтанизации, к которому особых требований не предъявляется, за исключением того, что содержание в нем углеводородов C5+, в зависимости от сезона не должно превышать 2,5% масс. в зимний период, 2,9% масс. в летний период.
Отводимый из куба колонны деэтанизированный конденсат направляется на дальнейшую переработку.
Для подвода тепла в куб колонны 3 используется трубчатая печь 4.
Возможны и другие варианты реализации процесса деэтанизации. Например, для улучшения условий конденсации углеводородов C3+ из газов деэтанизации при помощи обычных хладагентов (воздуха и воды) и создания стабильного потока острого орошения колонны-деэтанизатора в шлемовую трубу колонны вводят жидкую ПБФ. Такой ввод позволяет повысить эффективность разделения газа деэтанизации и конденсата и, тем самым, в первом уменьшить содержание углеводородов C3+, а во втором - содержание метана и этана.
Полная стабилизация газовых конденсатов предполагает практически полное ректификационное удаление из них углеводородов до C4 включительно (в отдельных случаях при стабилизации удаляются углеводороды до C6 включительно). Также применяется схема стабилизация деэтанизированного конденсата (этап деэтанизации проводится на другой установке). На практике используется несколько вариантов построения технологических схем полной стабилизации. Одна из таких схем приведена на рисунке 30.
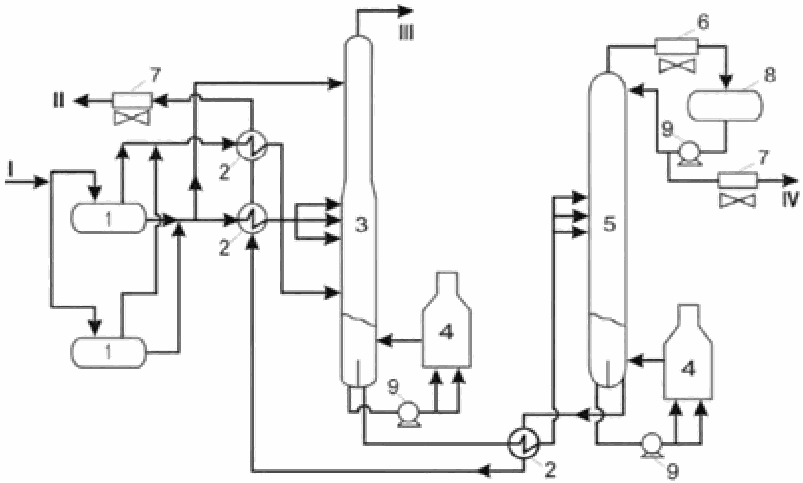
1 - входной сепаратор; 2 - теплообменники; 3 - АОК;
4 - трубчатые печи; 5 - стабилизационная колонна;
6 - конденсатор-холодильник; 7 - холодильники воздушного
охлаждения; 8 - емкость ректификата; 9 - насосы,
I - нестабильный конденсат; II - стабильный конденсат;
III - сухой газ (C1 + C2); IV - ПБФ
Первой ступенью стабилизации по этой схеме является дегазация конденсата в сепараторе 1. Отсепарированная жидкость из сепаратора разделяется на два потока. Один из них нагревается в теплообменнике 2 и поступает в питательную секцию абсорбционно-отпарной колонны 3 (АОК), другой в качестве орошения подается на верхнюю тарелку АОК. Технологический режим в АОК следующий: давление 1,9 - 2,5 МПа; температура вверху 15 - 20 °C; внизу - 170 - 180 °C. Ректификатом (верхним продуктом) АОК является фракция, состоящая в основном из метана и этана (III), остатком - деэтанизированный конденсат. Обычно газ сепарации из сепаратора 1 объединяют с верхним продуктом АОК и после дожатия в компрессоре направляют в магистральный газопровод. Деэтанизированный конденсат из АОК направляют в стабилизатор 5, работающий по схеме полной ректификационной колонны. С верха стабилизатора 5 отбирают ПБФ или ШФЛУ (IV), а из куба колонны отводят стабильный конденсат II. Давление в стабилизаторе составляет 1,0 - 1,6 МПа. Для подвода тепла в кубы колонн 3 и 5 используют трубчатые печи 4.
На усовершенствованных установках стабилизации конденсата для повышения технологической гибкости и возможности переработки облегченного по фракционному составу конденсата из-за истощения месторождения газ сепарации из сепаратора 1 нагревают и подают в АОК как отдувочный газ. Использование газа сепарации в качестве отдувочного позволяет в нижней части АОК снизить парциальное давление компонентов C3+, вследствие чего снижаются необходимое паровое число и количество тепла, подводимого в трубчатой печи.
Стабилизацию сернистых газовых конденсатов проводят по технологическим схемам, аналогичным схемам для бессернистых или малосернистых конденсатов, но с учетом особых параметров технологического режима и противокоррозионного ингибирования отдельных узлов установок.
Наиболее крупные установки стабилизации сернистых газовых конденсатов в России эксплуатируются в Оренбурге и Астрахани. Применяющиеся на УСК методы противокоррозионной защиты можно сгруппировать следующим образом:
- технологические методы - способствующие снижению коррозии действующего оборудования, направленные на корректировку технологии переработки сероводородсодержащего газа, которая позволяет сохранить первоначально низкую коррозионную активность технологической среды;
- методы, связанные с изменением агрессивных свойств самой технологической среды или удалением из нее компонентов, вызывающих коррозию металла;
- специальные методы - применяемые совместно с другими технологическими мероприятиями: использование коррозионностойких сплавов, лакокрасочных покрытий, ингибиторов коррозии.
Необходимая коррозионная стойкость оборудования обеспечивается рациональным выбором подходящего сплава, который производится с учетом условий эксплуатации: состава и характера коррозионной среды; температуры и давления, периодичности их перепадов; действия среды и механических нагрузок. Существенным при выборе марки стали является также учет концентрации сероводорода, его давления и pH коррозионной среды.
Для обеспечения повышенной противокоррозионной защиты внутренней поверхности аппаратов и коммуникаций в условиях воздействия высоких давлений и коррозионно-активной среды с высоким содержанием растворенных сероводорода и углекислого газа используются защитные покрытия: лакокрасочные на основе термореактивной фенольной смолы и ингибиторы коррозии на основе производных аминов. Для емкостей предусмотрена защита от электрохимической коррозии алюминиевыми анодами, установленными в каждую их секцию.
Одной из разновидностей глубокой стабилизации конденсата является технология низкотемпературной абсорбции с применением схемы маслоабсорбционной установки.
На маслоабсорбционной установке в технологическом процессе колонна К-501 работает в режиме деэтанизатора, колонна К-502 служит для получения чистого пропана и пропан-бутановых фракций различных соотношений пропана и бутана, а в колонне К-503 получают бензин газовый стабильный (БГС) (рисунок 31).
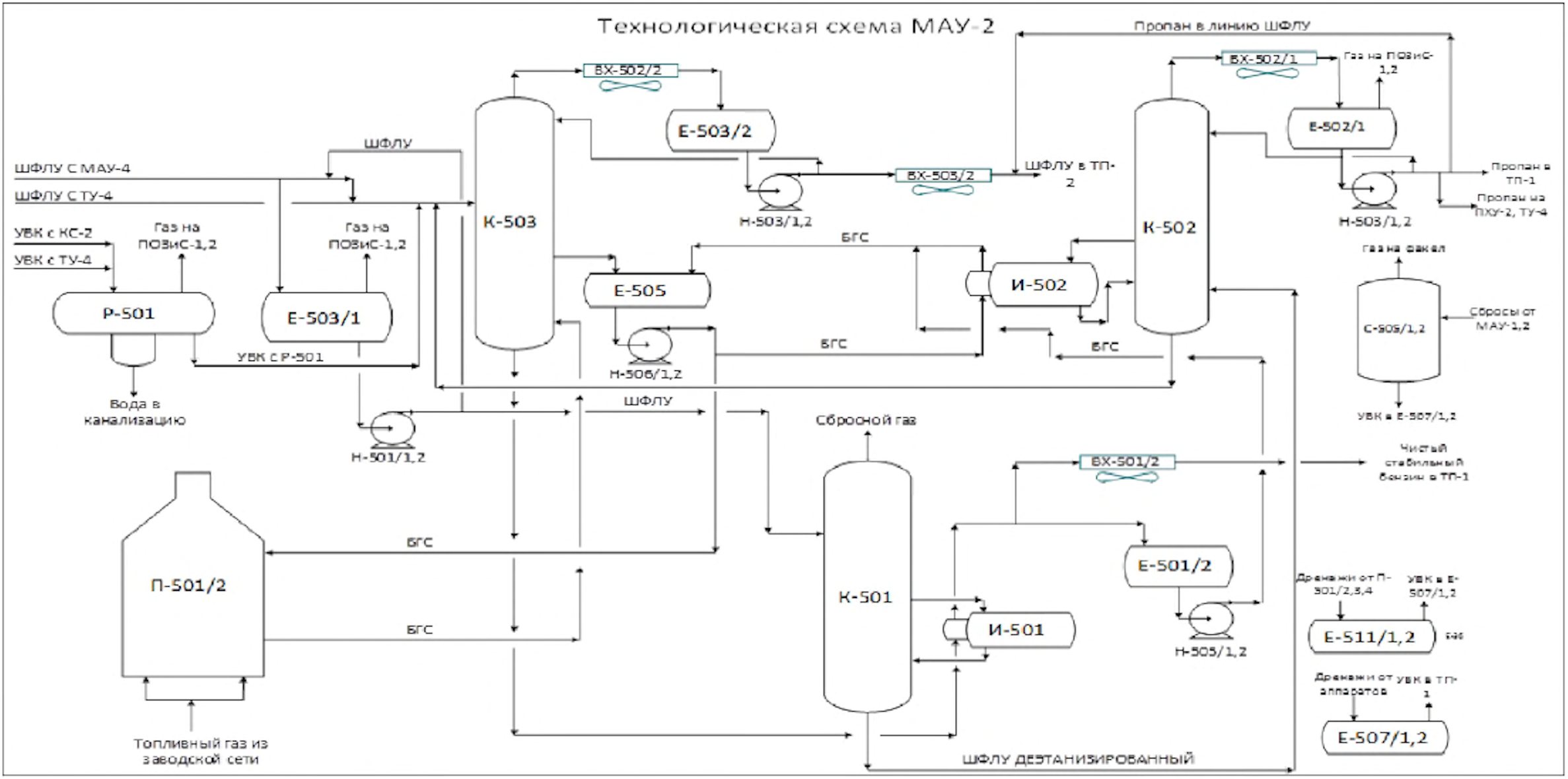
низкотемпературной абсорбции (НТА) с применением
маслоабсорбционной установки в технологическом процессе
Сырьем для получения вышеуказанных продуктов служат ШФЛУ и углеводородный конденсат.
Деэтанизатор К-501 предназначен для выделения метан-этановой фракции из ШФЛУ. Питание с 14-й тарелки колонны стекает на полуглухую тарелку, с которой поступает в межтрубное пространство испарителя И-501, где подогревается бензином газовым стабильным из куба колонны К-503, и в виде паро-жидкостного потока направляется в куб колонны К-501. С куба колонны К-501 паровой поток устремляется вверх и контактирует на тарелках с жидкой фазой, стекающей вниз. При контакте происходит массо-теплообменный процесс, при котором паровая фаза обогащается легколетучими компонентами, а жидкая фаза - труднолетучими. Жидкая фаза с куба колонны К-501 направляется на загрузку колонны К-502, а паровая фаза, состоящая из метан-этановой и частично пропановой фракций, через клапан-регулятор давления поз. 561 направляется в колонну К-503 или в заводскую систему сбросных газов.
Деэтанизированный продукт из кубовой части К-501 подается на загрузку в пропановую колонну К-502. Уровень в кубе колонны - в пределах 30 - 80% шкалы прибора.
Колонна К-502 предназначена для получения пропановой фракции концентрацией не ниже 98%, а также пропан-бутановых фракций различных соотношений. Питанием колонны служит деэтанизированная ШФЛУ, поступающая из куба колонны К-501 на 18-ю, 20-ю и 22-ю тарелки.
Жидкость стекает по тарелкам на полуглухую тарелку, откуда перетекает в межтрубное пространство испарителя И-502, где нагревается горячим БГС с нагнетания насоса Н-506 до температуры 80 - 120 °C, и в паро-жидкостном виде поступает в куб колонны под глухую тарелку. С куба колонны К-502 паровой поток устремляется вверх и контактируя на тарелках с жидкой фазой, стекающей вниз. При контакте происходит массо-теплообменный процесс, при котором паровая фаза обогащается легколетучими компонентами, а жидкая фаза - труднолетучими.
Пары с верха колонны с температурой 35 - 80 °C направляются в воздушные холодильники ВХ-502/1, где охлаждаются до температуры 35 - 60 °C и в жидком виде собираются в емкость Е-502/1.
Жидкая фракция после воздушного холодильника ВХ-502/1 поступает в емкость Е-502/1, где поддерживается уровень 20 - 80% шкалы.
Давление в емкости Е-502/1 не выше 1,6 МПа поддерживается клапаном - регулятором давления со сбросом газа в приемный газопровод ПОЗиС-1,2 или в факельную систему завода. Из емкости Е-502/1 продукт подается на прием насоса поз. Н-502/1,2, далее с выкида насоса подается на орошение колонны К-502.
Излишки продукта направляются в товарный парк N 1 или в линию ШФЛУ.
Из куба колонны К-502 кубовый остаток направляется на ректификацию в колонну К-503. Температура куба колонны регулируется клапаном-регулятором в пределах 80 - 120 °C изменением подачи теплоносителя в трубный пучок испарителя И-502. Уровень в кубе колонны поддерживается в пределах 30 - 80% шкалы прибора.
Колонна К-503 предназначена для отделения ШФЛУ от БГС.
Загрузка сырья производится на 8-ю; 16-ю и 17-ю тарелки. На загрузку колонны поступает:
- кубовый остаток колонны К-502;
- излишки ШФЛУ после загрузки колонны К 501;
- углеводородный конденсат из трехфазного разделителя Р-501;
Из емкости Е-503/2 ШФЛУ забирается насосами поз. Н-503/1,2 и подается на орошение колонны.
Излишки ШФЛУ с нагнетания насосов Н-503/1,2 направляются в холодильник ВХ-503/2 и далее в товарный парк N 2.
Уровень в емкости Е-503/2 поддерживается в пределах 20 - 80% шкалы прибора.
БГС, стекая по тарелкам колонны К-503, накапливается на глухой тарелке и в емкости Е-505, составляющей единый объем с глухой тарелкой. Из емкости Е-505 бензин забирается насосами поз. Н-506/1,2 и прокачивается через печь поз. П-501/2, где подогревается до температуры не выше 210 °C и направляется в куб колонны.
Часть теплоносителя с нагнетания насосов Н-506/1,2 подается в трубный пучок испарителя И-502 и возвращается в Е-505.
БГС из куба К-503 направляется в качестве теплоносителя в трубный пучок испарителя И-501 и поступает в емкость Е-501/2.
Уровень в емкости выдерживается этим клапаном в пределах 30 - 80% шкалы прибора. Из емкости Е-501/2 БГС насосами Н-505/1,2 возвращается в емкость Е-505.
Излишки БГС через воздушный холодильник ВХ-501/2 и клапан-регулятор уровня на глухой тарелке в К-503 с температурой не выше 35 °C направляются в товарный парк N 1.
Печь П-501/2 служит для обеспечения температурного режима колонны К-503. БГС из емкости Е-505 забирается насосами Н-506/1,2 и четырьмя параллельными потоками подается в змеевики трубчатого подогревателя П-501/2.
Количество БГС регулируется в пределах 180000 - 300000 кг/час.
В змеевиках печи бензин газовый стабильный нагревается до температуры 140 - 210 °C.
После печи горячий БГС подается в куб колонны К-503.
Пары ШФЛУ с верха колонны с температурой 60 - 95 °C охлаждаются в воздушном холодильнике ВХ-502/2 до температуры 35 - 50 °C, конденсируются и поступают в емкость Е-503/2.
Давление в колонне замеряется преобразователем давления поз. 562 с выводом показаний и регистрацией на щите в операторной прибором поз. PIR-562.
Излишки газа через клапан-регулятор сбрасываются на факел или в приемный газопровод пункта сепарации N 1, 2.
В качестве примера в таблице 23 приведен примерный перечень технологического оборудования.
Таблица 23
стабилизации конденсатов
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Трехфазный разделитель, Р-501 | Фракционирование, стабилизация газового конденсата | Трехфазное разделение | Основное технологическое | Объем: 80 м3. Pраб = 3,6 МПа.  . .Рабочая среда - у/в конденсат | |
Ректификационная колонна, К-501 | Фракционирование, стабилизация газового конденсата | Разделение фракций | Основное технологическое | Объем: 127 м3. Pраб = 3,6 МПа.  . .Рабочая среда - ШФЛУ | |
Ректификационная колонна, К-502 | Фракционирование, стабилизация газового конденсата | Разделение фракций | Основное технологическое | Объем: 169,8 м3. Pраб = 1,7 МПа.  . .Рабочая среда - пропан | |
Ректификационная колонна, К-503 | Фракционирование, стабилизация газового конденсата | Разделение фракций | Основное технологическое | Объем: 278 м3. Pраб = 1,3 МПа.  . .Рабочая среда - ШФЛУ/БГС | |
Буферная емкость бензин газового стабильного, Е-501/2 | Фракционирование, стабилизация газового конденсата | Расходная емкость для насосов Н-505/1,2 | Основное технологическое | Объем: 80 м3. Pраб = 1,05 МПа.  . .Рабочая среда - БГС | |
Рефлюксная емкость колонны К-502, Е-502/1 | Фракционирование, стабилизация газового конденсата | Расходная емкость для насосов Н-502/1,2 | Основное технологическое | Объем: 50 м3. Pраб = 1,6 МПа.  . .Рабочая среда - Пропан | |
Сборник ШФЛУ, Е-503/1 | Фракционирование, стабилизация газового конденсата | Расходная емкость для насосов Н-501/1,2 | Основное технологическое | Объем: 50 м3. Pраб = 1,3 МПа.  . .Рабочая среда - ШФЛУ | |
Рефлюксная емкость колонны К-503, Е-503/2 | Фракционирование, стабилизация газового конденсата | Расходная емкость для насосов Н-503/1,2 | Основное технологическое | Объем: 50 м3. Pраб = 1,3 МПа.  . .Рабочая среда - ШФЛУ | |
Емкость бензина газового стабильного, Е-505 | Фракционирование, стабилизация газового конденсата | Расходная емкость для насосов Н-506/1,2 | Основное технологическое | Объем: 50 м3. Pраб = 1,4 МПа.  . .Рабочая среда - БГС | |
Дренажная емкость подземная, Е-507/1 | Фракционирование, стабилизация газового конденсата | Дренаж из аппаратов и трубопроводов | Основное технологическое | Объем: 40 м3. Pраб = 3,3 МПа.  . .Рабочая среда - Конденсат | |
Дренажная емкость подземная, Е-507/2 | Фракционирование, стабилизация газового конденсата | Дренаж из аппаратов и трубопроводов | Основное технологическое | Объем: 40 м3. Pраб = 3,3 МПа.  . .Рабочая среда - Конденсат | |
Дренажная емкость подземная, Е-511/1 | Фракционирование, стабилизация газового конденсата | Дренаж продукта из П-501/2 | Основное технологическое | Объем: 80 м3. Pраб = 2,5 МПа.  . .Рабочая среда - БГС | |
Дренажная емкость подземная, Е-511/2 | Фракционирование, стабилизация газового конденсата | Дренаж продукта из П-501/2 | Основное технологическое | Объем: 80 м3. Pраб = 2,5 МПа.  . .Рабочая среда - БГС | |
Факельный сепаратор, С-505/1 | Фракционирование, стабилизация газового конденсата | Сепарирование жидкости | Основное технологическое | Объем: 9 м3. Pраб = 4 МПа.  . .Рабочая среда - у/в газ | |
Факельный сепаратор, С-505/2 | Фракционирование, стабилизация газового конденсата | Сепарирование жидкости | Основное технологическое | Объем: 9 м3. Pраб = 4 МПа.  . .Рабочая среда - у/в газ | |
Испаритель, И-501 | Фракционирование, стабилизация газового конденсата | Подогрев куба К-501 | Основное технологическое | Объем: 4,2 м3. Pраб = 3,22 МПа.  . .Рабочая среда - БГС | |
Испаритель, И-502 | Фракционирование, стабилизация газового конденсата | Подогрев куба К-502 | Основное технологическое | Объем: 36,5 м3. Pраб = 1,7 МПа.  . .Рабочая среда - БГС | |
Воздушный холодильник АВГ-Ж-16-М1А-В3 8-8-8, ВХ-501/2 | Фракционирование, стабилизация газового конденсата | Охлаждение потока БГС | Основное технологическое | Площадь теплообмена = 3600 м2. Pраб = 1,6 МПа. Tраб = 60 °C. Рабочая среда - бензин газовый стабильный | |
Воздушный холодильник АВГ-Ж-16-М1А-В3 8-8-8, ВХ-501/2В | Фракционирование, стабилизация газового конденсата | Охлаждение потока БГС | Основное технологическое | Площадь теплообмена = 3600 м2. Pраб = 1,6 МПа. Tраб = 60 °C. Рабочая среда - бензин газовый стабильный | |
Воздушный холодильник АВГ-Ж-16-М1А-В3 8-2-8, ВХ-502-1/1-6 | Фракционирование, стабилизация газового конденсата | Охлаждение потока с верха К-502 | Основное технологическое | Площадь теплообмена = 3550 м2. Pраб = 1,3 МПа. Tраб = 95 °C. Рабочая среда - пропан | |
Воздушный холодильник АВГ-Ж-16-М1А-В3 8-2-8, ВХ-502-2/1-6 | Фракционирование, стабилизация газового конденсата | Охлаждение потока с верха К-503 | Основное технологическое | Площадь теплообмена = 3550 м2. Pраб = 1,3 МПа. Tраб = 95 °C. Рабочая среда - ШФЛУ | |
Воздушный холодильник АВГ-Ж-25-Б2-В3 4-4-4, ВХ-503/2 | Фракционирование, стабилизация газового конденсата | Охлаждение потока ШФЛУ | Основное технологическое | Площадь теплообмена = 850 м2. Pраб = 1,3 МПа. Tраб = 50 °C. Рабочая среда - ШФЛУ | |
Печь технологическая П-501/2 | Фракционирование, стабилизация газового конденсата | Нагрев абсорбента | Основное технологическое | Площадь теплообмена F = 340 м2. Pраб = 2,5 МПа. Tраб = 240 °C. Рабочая среда - бензин газовый стабильный | |
Насос Н-501/1 | Фракционирование, стабилизация газового конденсата | Подача ШФЛУ в К-501 | Основное технологическое | Производительность = 200 м3, Pраб = 3,7 МПа. Рабочая среда - ШФЛУ | |
Насос Н-501/2 | Фракционирование, стабилизация газового конденсата | Подача ШФЛУ в К-501 | Основное технологическое | Производительность = 200 м3, Pраб = 3,7 МПа. Рабочая среда - ШФЛУ | |
Насос Н-502/1 | Фракционирование, стабилизация газового конденсата | Подача пропана на орошение К-502 и откачка в ТП-1 | Основное технологическое | Производительность = 60 м3, Pраб = 1,25 МПа. Рабочая среда - пропан | |
Насос Н-502/2 | Фракционирование, стабилизация газового конденсата | Подача пропана на орошение К-502 и откачка в ТП-1 | Основное технологическое | Производительность = 55 м3, Pраб = 1,25 МПа. Рабочая среда - пропан | |
Насос Н-503/1 | Фракционирование, стабилизация газового конденсата | Подача ШФЛУ на орошение К-503 и откачка в ТП-2 | Основное технологическое | Производительность = 200 м3, Pраб = 1,2 МПа. Рабочая среда - ШФЛУ | |
Насос Н-503/2 | Фракционирование, стабилизация газового конденсата | Подача ШФЛУ на орошение К-503 и откачка в ТП-2 | Основное технологическое | Производительность = 200 м3, Pраб = 1,2 МПа. Рабочая среда - ШФЛУ | |
Насос Н-505/1 | Фракционирование, стабилизация газового конденсата | Откачка БГС из Е-501 в Е-505 | Основное технологическое | Производительность = 197 м3, Pраб = 2,1 МПа. Рабочая среда - "Тощий" абсорбент (бензин газовый стабильный) | |
Насос Н-505/2 | Фракционирование, стабилизация газового конденсата | Откачка БГС из Е-501 в Е-505 | Основное технологическое | Производительность = 197 м3, Pраб = 2,1 МПа. Рабочая среда - бензин газовый стабильный | |
Насос Н-506/1,2,3 | Фракционирование, стабилизация газового конденсата | Циркуляция БГС из Е-505 через печь в К-503 | Основное технологическое | Производительность = 335 м3, Pраб = 3,0 МПа. Рабочая среда - бензин газовый стабильный |
2.2.4 Технологии очистки и компримирования газов выветривания и стабилизации газовых конденсатов, содержащих кислые компоненты
Технологии очистки и компримирования газов выветривания и стабилизации конденсата, содержащих кислые компоненты, предназначены для очистки и компримирования газов, образующихся в результате процессов выветривания и стабилизации конденсата, а также газов, отводимых из подземных хранилищ конденсата.
Продуктами являются обессеренный компримированный газ, направляемый на доочистку, кислый газ, поступающий на установку получения серы и отсепарированный газовый конденсат, отправляемый на установку стабилизации.
Технологическая схема состоит из отделения аминовой очистки газа и отделения компримирования.
В качестве примера на рисунках 32 и 33 приведены схемы отделения аминовой очистки газов выветривания и стабилизации, содержащих кислые компоненты, и компримирования газа.
В качестве примера на рисунке 32 приведена схема установки очистки и компримирования газов выветривания и стабилизации.
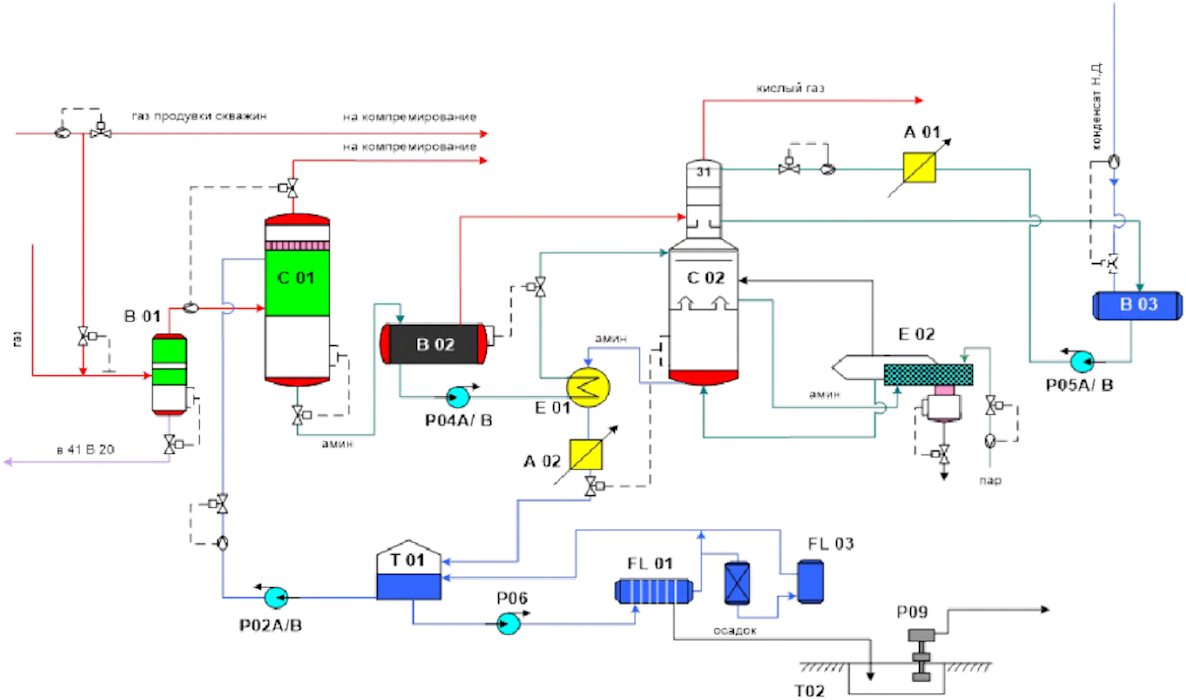
(блок очистки)
В качестве примера на рисунке 33 приведена схема отделения компримирования очищенных газов выветривания и стабилизации.
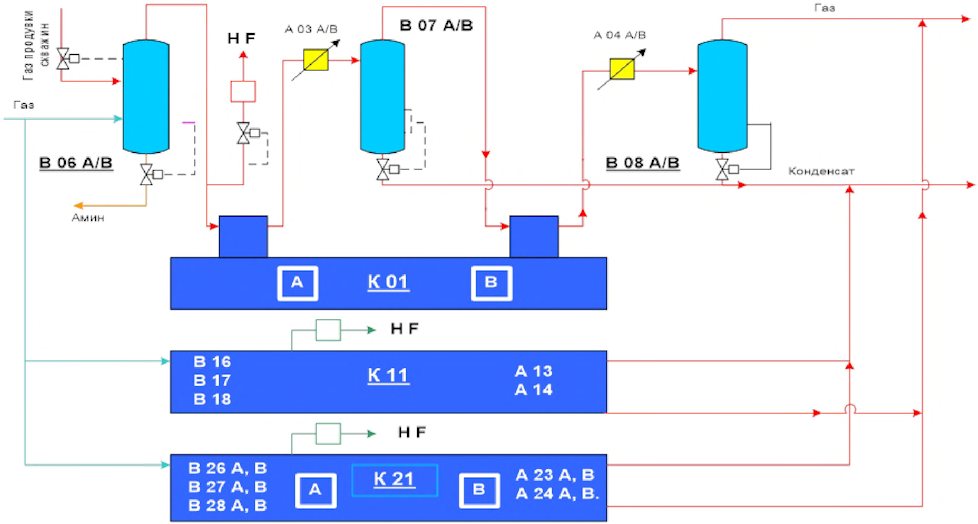
(блок компримирования)
Установка предназначена для очистки и компримирования газов, являющихся побочным продуктом установок стабилизации конденсата У121/221, обработки производственных сточных вод У122/222, сероочистки У172/272. Кроме того, в зависимости от степени загруженности, на установку могут приниматься газ продувки скважин, газ стабилизации конденсата подземных хранилищ.
Установка состоит из отделения аминовой очистки газа, состоящего из двух параллельно работающих идентичных линий и отделения компримирования, общего для двух линий аминовой очистки. Каждая линия отделения очистки рассчитана на обработку 50% газа среднего давления, поступающего на установку при нормальном режиме работы завода.
Сырьем установки является:
а) газ стабилизации конденсата, поступающий с установки У121/221;
б) газ расширения насыщенного амина, поступающий с установки У172/272;
в) газ стриппинга, поступающий с установки У122/222;
г) этановая фракция с У174/274.
Также на установку могут приниматься газы от продувок скважин и газ стабилизации конденсата из подземных хранилищ.
Продукцией установки является:
- обессеренный компримированный газ, поступающий на дальнейшую доочистку на установку У172/272;
- кислый газ, поступающий на установку получения серы У151/251;
- отсепарированный газовый конденсат, поступающий на установку стабилизации У121/221.
В отделении аминовой очистки газа одна технологическая линия очистки газа состоит из блока абсорбции и блока регенерации.
Общим оборудованием для обеих линий является:
- блок фильтрации раствора амина;
- резервуар хранения раствора амина 41T01;
- подземные дренажные емкости-сборники 41B05 (с насосом 41P08); 41B15 (с насосом 41P03); 41B20;
- 41T02 яма производственных отходов с насосом 41P09;
- 41B09 сборник пароконденсата СВ с насосами 41P10A/B;
- 41A05 секции АВО для охлаждения пароконденсата СВ;
- насосы 41P02B, P04B, P05B.
В отделении абсорбции сероводородсодержащий газ среднего давления из общезаводского коллектора поступает во входной сепаратор 41B01. Газ продувки скважин и газ подземных хранилищ конденсата от У171/271 поступает на установку по отдельному трубопроводу.
При полной нагрузке установки газ продувки скважин и газ с подземного хранилища конденсата поступает непосредственно на отделение компримирования.
К входному коллектору подводится линия товарного газа для проведения технологических операций во время подготовительных и пусковых работ.
Газ, поступающий в 41B01 с избыточным давлением не более 15 кг/см2 и температурой 48 °C сепарируется от жидкой фазы и поступает в абсорбер 41C01 под первую тарелку.
В абсорбере 41C01 газ очищается от серосодержащих компонентов и CO2 раствором ДЭА концентрации 33%, подаваемым на 14 тарелку колонны насосом 41P02A/B из резервуара хранения 41T01. Перед входом в колонну коллектор регенерированного амина разделяется на две симметрично отходящие от него линии, оборудованные обратными клапанами для исключения прорыва газа на насос в случае прекращения подачи амина. Для предотвращения вспенивания раствора на тарелках 41C01, на прием насосов 41P02A/B подается антивспениватель. Очищенный газ с верха 41C01 поступает на отделение компримирования. При увеличении давления в абсорбере 41C01 газ сбрасывается на факел кислых газов высокого давления HF. Абсорбер 41C01 оборудован 15 клапанными тарелками. Верхняя тарелка 41C01 предназначена для улавливания капельной жидкости, уносимой газом на выходе с абсорбера. Раствор абсорбента стекает вниз по тарелкам, где контактирует с очищенным газом, обогащенным H2S, CO2, углеводородами и собирается в нижней части абсорбера, откуда подается в расширитель. Насыщенный амин из абсорбера поступает в расширитель 41B02, где из раствора выделяется газовая фаза и отдельным потоком отводится под 21-ю тарелку десорбера 41C02. Емкость оснащена струеразрушителем на входе раствора амина, просверленными перегородками от раскачки жидкости, каплеотделителем из нержавеющей стали для исключения уноса жидкости с газом выветривания. Насыщенный амин с 41B02 насосами 41P04A/B подается на 20-ю тарелку регенератора 41C02 через трубное пространство рекуперативных теплообменников 41E01A/B/C, где нагревается обратным потоком регенерированного амина до 111 °C. После прохождения теплообменника 41E01A/B/C насыщенный раствор абсорбента направляется на 20-ю тарелку десорбера 41C02. Десорбер оборудован 31 клапанной тарелкой. На 20 тарелках (считая снизу) осуществляется отпарка из раствора абсорбента H2S, CO2, углеводородов. На 11 верхних тарелках происходят улавливание раствора абсорбента, уносимого парогазовой смесью с нижних тарелок, и конденсация паров воды за счет орошения подаваемого на верх 41C02. Вход насыщенного амина на 20-ю тарелку осуществляется двумя линиями. Регенерированный абсорбент с первой тарелки десорбера поступает в межтрубное пространство двух параллельно работающих рибойлеров 41E02A/B для получения стриппинг-пара, который подается под вторую тарелку 41C02. Подогретый до 129 °C раствор абсорбента переливается через перегородки рибойлеров и поступает в куб десорбера. Регенерированный абсорбент из 41C02, последовательно охлаждаясь в межтрубном пространстве рекуперативных теплообменников 41E01A/B/C до 96 °C и аэрохолодильнике 41A02, поступает в резервуар 41T01. Вода, подаваемая на верх десорбера 41C02, собирается в карман 21-й тарелки и сливается в емкость 41B03, откуда насосом 41P05A/B возвращается в десорбер 41C02 двумя потоками в качестве орошения для создания необходимого температурного режима. Кислый газ с верха десорбера 41C02 направляется в общий коллектор кислого газа установок получения серы У151/251. Поступающий от двух технологических линий регенерированный амин хранится в резервуаре 41T01, из которого откачивается питательным насосом 41P02A/B, P12 на абсорбцию. Резервуар 41T01 предназначен также для приготовления раствора абсорбента 33% концентрации по весу. Для этого к нему подводятся 50-процентный раствор амина с общего заводского склада и деминерализованная вода для разбавления или подпитки. В 41T01 постоянно подается азот во избежание контакта аминов с кислородом воздуха. Для удаления поверхностного слоя углеводородов и продуктов разложения антивспенивателя резервуар 41T01 оборудован механическим устройством. Блок фильтрации абсорбента предназначен для удаления из раствора абсорбента механических примесей и поверхностно-активных веществ. Блок фильтрации раствора амина действует непрерывно с максимальной нагрузкой 200 м3/ч. В блок фильтрации входят целлюлозный горизонтальный фильтр 41FL01, улавливающий механические примеси, содержащиеся в ДЭА, угольный вертикальный фильтр 41FL02, улавливающий углеводороды, содержащиеся в ДЭА, и фильтр 41FL03, оснащенный патронами с фильтрующей тканью, улавливающий угольную крошку. Поток амина в количестве не более 200 м3/ч отбирается из резервуара 41T01 насосом 41P06, подается на узел фильтрации от мехпримесей, который состоит из фильтра с намывным слоем целлюлозы 41FL01 и бака приготовления слоя с мешалкой 41FL01T01. Кроме того, в фильтр 41FL01 погружным насосом 41P08 подается раствор амина из дренажной емкости системы RA 41B05. Фильтр 41FL01 - самопромывающийся вращающийся горизонтальный барабан с 52 вертикальными рамами общей поверхностью 140 м2. Рамы с нержавеющей сеткой с диаметром ячейки 2 мкм покрывают слоем целлюлозного волокна, которое задерживает примеси размером более 1 мкм. Опорожнение фильтра 41FL01 от раствора амина при его перебивке осуществляется в дренажную емкость 41B05. После опорожнения 41FL01 его промывают технической водой для удаления отфильтрованного осадка с рам. Техническая вода подается в промывочный распределитель, расположенный в верхней части фильтра и имеющий 54 форсунки из нержавеющей стали, которые с большой силой омывают фильтрующие элементы. По мере вращения рам вокруг их оси со скоростью 3 об/мин под струей осадки фильтрации отклеиваются и самотеком удаляются в яму 41T02. Одновременно с промывкой производится приготовление раствора целлюлозного волокна. После приготовления раствора целлюлозного волокна налаживают циркуляцию через фильтр 41FL01 для нанесения слоя целлюлозы. Часть раствора амина после фильтра 41FL01 (до 20 м3/ч) поступает на дополнительную обработку в фильтр 41FL02, заполненный гранулированным активированным углем, адсорбирующим присутствующие в растворе амина углеводороды и поверхностно-активные вещества. Одна загрузка активированного угля рассчитана на 6 месяцев работы. При повышении расхода фильтруемого амина сокращается срок работы активированного угля. Из фильтра 41FL02 амин поступает на концевой фильтр 41FL03 для отделения мелких частиц угля, размером более 25 микрон. Фильтр 41FL03 состоит из 27 коротких или 9 длинных полипропиленовых патронов, которые подлежат замене при увеличении перепада давления на фильтре более 1,0 кгс/см2. Отфильтрованный раствор с 41FL03 присоединяется к выходящему из 41FL01 потоку и возвращается в резервуар 41T01.
Отделение компримирования газа состоит из пяти идентичных компрессоров, подключенных параллельно. Количество работающих компрессоров зависит от загрузки установки. Проектом предусмотрена работа компрессоров на сыром неочищенном газе не более 1000 часов в год при подаче на установку газа продувки скважин и подземных хранилищ (ПХ). Очищенный газ с обеих технологических ниток поступает во всасывающий коллектор компрессоров. Кроме того, в коллектор может подаваться газ продувки скважин и газ подземного хранения конденсата. Газ, пройдя входной сепаратор первой ступени 41B06 (где отбивается капельная жидкость за счет изменения направления потока), поступает на прием первой ступени компрессора. Сепаратор 41B06 оборудован каплеотбойником из нержавеющей сетки для исключения уноса жидкости с газом в компрессор. После первой ступени компрессора газ проходит межступенчатый АВО 41A03, где охлаждается и поступает в сепаратор второй ступени 41B07. Жидкость с сепаратора через клапанную сборку выводится на установку У120/220 в емкость 21B01. После сжатия во второй ступени компрессора газ проходит АВО 41A04, где охлаждается и поступает в сепаратор 41B08. Регулирование температуры газа на АВО 41A03, 41A04 производится путем изменения положения жалюзи вручную по месту и изменением количества работающих вентиляторов. Сконденсировавшийся в 41A04 конденсат отбивается в сепараторе 41B08. Жидкость из сепаратора 41B08 поступает в общий коллектор и выводится на установку У120/220 и емкость 21B01. Компримированный газ с сепаратора 41B08 поступает в нагнетательный коллектор и далее на установку У172/272 для дальнейшей обработки. Компрессоры предназначены для подачи сернистого газа среднего давления на установку сероочистки У172 с давлением до 67 кг/см2. Газоперерабатывающий агрегат представляет собой двухступенчатый поршневой компрессор с приводом от электродвигателя.
ШФЛУ получают при отбензинивании природных и попутных нефтяных газов различными методами, а также при стабилизации газовых конденсатов.
ШФЛУ, а также головку стабилизации газового конденсата перерабатывают по следующим вариантам:
а) для производства стабильного газового бензина (углеводороды C5+) и топливного газа (углеводороды C1 - C4);
б) для производства стабильного газового бензина (углеводороды C5+), топливного газа (углеводороды C1 - C2) и сжиженной ПБФ;
в) для производства стабильного газового бензина (углеводороды C5+), топливного газа (метан с примесями этана) и индивидуальных углеводородов (этан, пропан, изобутан, нормальный бутан и др.);
г) для производства индивидуальных углеводородов и их смесей (при переработке ШФЛУ, практически не содержащих C5+).
Этан (этановая фракция) применяется как сырье пиролиза, в качестве хладагента на установках НТК, сжижения газов, депарафинизации масел, выделения параксилола и др.
Пропановая фракция (технический пропан) используется как сырье пиролиза, коммунально-бытовое и автомобильное топливо, хладагент для технологических установок переработки нефти и газа, растворитель.
Изобутановая фракция является сырьем установок алкилирования и дегидрирования с получением изобутилена, который является в основном сырьем для производства высокооктановых добавок к моторным топливам.
Бутановая фракция применяется как сырье пиролиза, используется для получения бутадиена-1,3, а также как коммунально-бытовое топливо, добавка к автомобильным бензинам для повышения давления насыщенных паров.
Изопентановая фракция является компонентом высокооктановых бензинов. Пентановая фракция служит сырьем для процессов изомеризации, пиролиза, получения амиловых спиртов. Смеси изопентана и пентана применяются в качестве порообразующего агента в полимерах.
При использовании этих фракций легких углеводородов как сырья для нефтехимии содержание основных компонентов в них должно быть не менее 96 - 98%.
Концентрация сернистых соединений (сероводорода, меркаптанов, сероуглерода и др.) в СУГ и ШФЛУ, получаемых при отбензинивании сернистых газов и стабилизации сернистых газовых конденсатов, как правило, выше допустимого уровня, устанавливаемого нормативными требованиями.
Очистка от сероводорода и меркаптанов (тиолов) осуществляют раствором NaOH. При этом происходит также извлечение из газа диоксида углерода.
Для получения СУГ, отвечающих требованиям ГОСТ 34858-2022 [52], производят их очистку от сернистых соединений 10-процентным водным раствором гидроксида натрия.
Технологическая схема установки очистки СУГ от сернистых соединений включает в себя последовательно соединенные четыре ступени (рисунок 34). На первой ступени из сырья преимущественно извлекаются сероводород, сероуглерод и серооксид углерода из-за большей активности по сравнению с меркаптанами. Технологический режим первой ступени (контактор 1) следующий: давление 1,9 - 2,5 МПа (определяется необходимостью поддержания газа в сжиженном состоянии), температура 50 °C. На второй и третьей ступенях (температура 35 °C) производится очистка от меркаптанов. На четвертой ступени осуществляется промывка СУГ водой от следов NaOH. Часть отработанного раствора NaOH с первой ступени очистки отводится на регенерацию. На установке достигается степень очистки СУГ от сероводорода и меркаптанов до 98 и 96% соответственно.
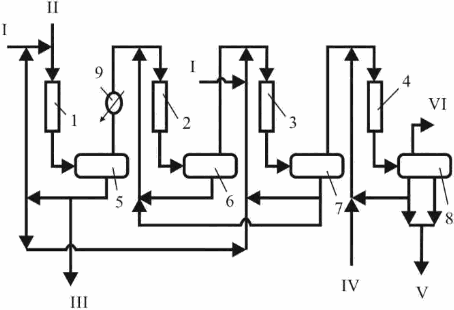
1 - 4 - реакторы (смеси в потоке);
5 - 8 - отстойники-разделители; 9 - водяной холодильник;
I - свежий раствор NaOH; II - сырье; III - отработанный
раствор NaOH; IV - свежая вода; V - отработанная вода;
VI - очищенное сырье
После очистки от сернистых соединений СУГ подается на блок адсорбционной осушки.
Для практически полного удаления из СУГ и ШФЛУ меркаптанов используют демеркаптанизацию на катализаторах, содержащих хелатные соединения металлов VI группы в растворе гидроксида натрия (процесс "Мерокс"). Меркаптаны переводят в дисульфиды путем каталитического окисления в щелочной среде.
Дисульфиды применяются в различных отраслях промышленности. Дисульфиды щелочных металлов, аммония и кальция являются инсектофунгицидами, а также используются для сульфирования и воронения поверхности стальных и чугунных изделий с целью придания им коррозионной стойкости. С помощью смеси дисульфидов натрия и калия (серная печень) в кожевенной промышленности снимают волос со шкур. Действие растворов связано не только с их высокой щелочностью, но и с окислительными свойствами.
Адсорбционную очистку ШФЛУ от сернистых соединений целесообразно применять при небольшом содержании серы - до 0,2% масс.
В качестве сорбентов используют природные и синтетические цеолиты, а также активные угли. Адсорбцию ведут при повышенном давлении (до 5 МПа) и температуре 30 - 35 °C, а десорбцию - при температуре 300 °C. В качестве десорбента используют азот или нагретый природный газ.
Наряду с несомненными достоинствами адсорбционного метода - мягкие условия технологического процесса (низкая температура и небольшое давление), простота аппаратурного оформления, - он обладает и существенными недостатками. Многие адсорбенты, в том числе и цеолиты, особенно импортные, все еще являются достаточно дорогими и дефицитными. Низкая адсорбционная емкость адсорбентов требует применения больших их количеств с частой регенерацией. После нескольких циклов регенерации адсорбенты частично закоксовываются и подвергаются механическому разрушению. Это вызывает необходимость в периодической полной замене адсорбентов.
Экстракционная очистка основана на использовании экстрагентов, селективно извлекающих из ШФЛУ сернистые соединения. В качестве экстрагентов предложены водные растворы этаноламинов, диметилформамид, диэтиленгликоль, диметилсульфоксид и др.
Однако ни один из применяемых в настоящее время экстрагентов не отвечает всем необходимым требованиям - высокой растворяющей способности по отношению к сернистым соединениям, большой плотности, низкой вязкости, доступности и дешевизны, отсутствию токсичности и коррозионных свойств.
На газофракционирующих установках (ГФУ) в различных сочетаниях комбинируются процессы разделения смеси газов на индивидуальные компоненты. Аппаратурно-технологическое оформление ГФУ определяется характеристиками поступающего сырья (состав и давление), ассортиментом и качеством получаемой продукции.
ГФУ входит в состав ГПЗ, НПЗ, нефтехимических и химических заводов, поэтому их сырьем являются все виды ШФЛУ, включая жирный газ и нестабильный бензин каталитического крекинга.
Для разделения смеси газов на индивидуальные компоненты применяются следующие технологические процессы:
- ректификация,
- компримирование,
- конденсация,
- адсорбция и т.д.
Состав ГФУ:
- блок очистки газов,
- блок компримирования,
- блок абсорбции и ректификации.
Блок очистки предназначен для очистки жирного газа от сероводорода.
Блок компримирования предназначен для сжатия жирного газа.
Блок абсорбции и ректификации предназначен для извлечения из газа ценных компонентов и их разделения на фракции.
Ректификация - это процесс разделения бинарных или многокомпонентных смесей, основанный на разной летучести компонентов. Он осуществляется путем многоступенчатого (колонны тарельчатого типа) или непрерывного (насадочные колонны) контактирования восходящих по колонне паров с нисходящей жидкостью.
Основными факторами, влияющими на эффективность процесса ректификации газовых смесей, являются давление, температура, количество тарелок в колонне и их КПД, скорость паров и флегмовое число.
С увеличением КПД тарелок, их количества и флегмового числа четкость ректификации газовых смесей возрастает, при этом для минимизации эксплуатационных затрат для получения одной и той же четкости ректификации целесообразно увеличивать число тарелок, уменьшая флегмовое число. Флегмовые числа в колоннах для разделения газовых смесей колеблются от 0,5 до 20 - 25, а число реальных тарелок - от 60 до 180 штук. Число тарелок и флегмовое число в колонне тем больше, чем более близкокипящие компоненты в ней разделяют; КПД тарелок изменяется в широких пределах в зависимости от типа тарелки и режима работы колонны.
На выходе из ГФУ получаются: стабильный бензин (фракция C5+), сухой газ и, в зависимости от потребностей, фракции углеводородов C3, C4 и C5.
Принципиальная схема ГФУ для переработки нестабильного газового бензина приведена на рисунке 35.
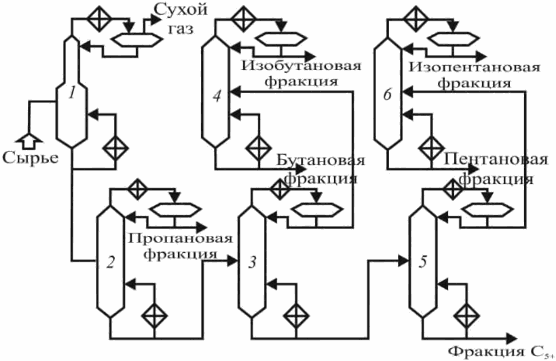
установки (ГФУ)
1 - деэтанизатор, 2 - пропановая колонна, 3 - бутановая
колонна, 4 - изобутановая колонна, 5 - пентановая колонна,
6 - изопентановая колонна.
Нестабильный газовый бензин после предварительного подогрева поступает в колонну 1. С верха колонны отбираются пары пропана, которые конденсируются в конденсаторе-охладителе и собираются рефлюксной емкости. Жидкая фаза из емкости подается на орошение колонны 1, а отделенный сухой газ отводится в заводскую сеть.
Жидкая фаза, отводимая из куба колонны 1, подается в среднюю часть пропановой колонны 2. С верха колонны пары пропана, которые конденсируются в конденсаторе-охладителе и собираются в рефлюксной емкости. Часть пропана возвращается в верхнюю часть колонны в виде орошения, а избыток отводится в качестве конечного продукта.
Жидкость из куба пропановой колонны поступает на дальнейшее разделение в колонну 3. С верха колонны 3 отводится смесь бутанов, а из нижней части - фракция C5+.
Смесь бутанов разделяется в колонне 4 на изобутановую и бутановую фракции. Фракция C5+ поступает в колонну 5, где из нее удаляется смесь пентанов. Из куба колонны 5 отводится стабильный бензин. Смесь пентанов разделяется в колонне 6 на изопентановую и пентановую фракции.
На рисунке 36 приведен узел концентрирования и очистки от примесей изобутановой фракции и изопентановой фракции, направляемых на установки полимеризации.
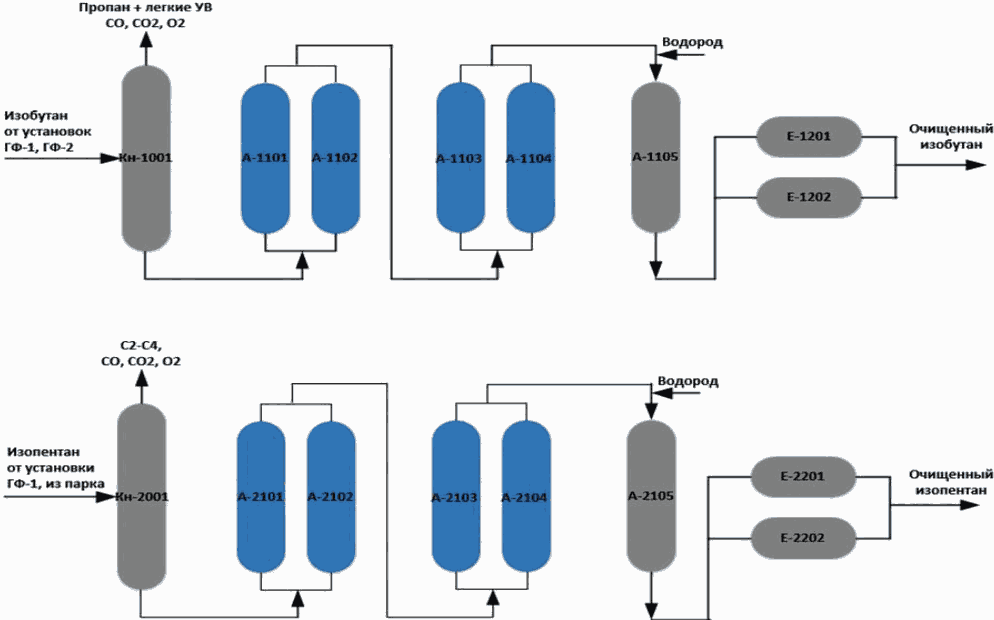
изобутановой фракции и изопентановой фракции
Изобутановая фракция от установок ГФ-1 и (или) ГФ-2 поступает по трубопроводу в верхнюю часть колонны Кн-1001 для удаления легких примесей.
Пары с верха колонны поступают в конденсаторы Т-1002/1,2, охлаждаемые оборотной водой. Сконденсированный продукт самотеком поступает в верхнюю часть колонны Кн-1001, образуя поток флегмы. Несконденсированные пары поступают в линию сдувки и отводятся на факел.
Тепло в куб колонны подводится за счет циркуляции кубового продукта через выносной пластинчатый испаритель Т-1001, обогреваемый паром. Пар в испаритель Т-1001 подается с узла теплоснабжения ТС-3 установки ГФ-2. Конденсат из Т-1001 отводится через конденсатоотводчик в линию конденсата, узла теплоснабжения ТС-3 установки ГФ-2. Балансовое количество кубового продукта отводится насосом Н-1001/1,2 для очистки и осушки в адсорберы А-1101 или А-1102.
Для обеспечения минимального расхода насоса поз. Н-1001/1,2 предусмотрена линия возврата от насоса Н-1001/1,2 в куб колонны Кн-1001.
Осушка и очистка изобутановой фракции проводятся последовательно в три стадии:
- осушка и очистка в адсорбере А-1101 или А-1102;
- тонкая очистка в адсорбере А-1103 или А-1104;
- гидрирование непредельных соединений в реакторе А-1105.
Изобутановая фракция от насоса Н-1001/1,2 через холодильник Т-1101, в который подается оборотная вода, поступает на осушку и очистку в один из двух адсорберов А-1101 (А-1102), направление потока снизу-вверх. Один из адсорберов находится в режиме адсорбции, один в режиме регенерации или в резерве.
В аппараты А-1101 (А-1102) загружено по два слоя адсорбентов:
- Selexsorb CDL (нижний слой; первый по ходу движения потока);
- Selexsorb COS (второй слой).
По мере прохождения из потока изобутановой фракции удаляются вода, спиртовые соединения.
После прохождения адсорберов А-1101 (А-1102) поток поступает в один из двух адсорберов А-1103 (А-1104), направление потока снизу-вверх. Один из адсорберов находится в режиме адсорбции, один в резерве.
В аппараты А-1103, А-1104 загружен слой адсорбента Е315 для доочистки изобутана и защиты катализатора гидрирования от нештатных проскоков соединений серы и тому подобных примесей.
Из адсорберов А-1103 (А-1104) поток поступает в реактор А-1105. Направление потока сверху вниз. В трубопровод подачи сырья на входе в реактор А-1105 через распределительное устройство подается водород для осуществления реакций гидрирования непредельных углеводородов на катализаторе Е-154. Ввиду малого количества гидрируемых компонентов водород подается из баллонов через редуктор.
Предусмотрен электрообогрев линии изобутана из аппаратов А-1101 (А-1102) в аппараты А-1103 (А-1104) и линии изобутана из аппаратов А-1103 (А-1104) в реактор А-1105 для компенсации теплопотерь и сохранения температуры потока.
Предусмотрены линии изобутановой фракции помимо адсорбера А-1103 (А-1104) и реактора А-1105.
Очищенная и осушенная изобутановая фракция после реактора А-1105 направляется через работающие попеременно фильтры механических примесей Ф-1101/1,2 в емкости хранения Е-1201, Е-1202.
Хранение очищенной изобутановой фракции производится в емкостях Е-1201, Е-1202 под давлением азота.
Очищенная изобутановая фракция откачивается насосом Н-1201/1 или Н-1201/2. Насос Н-1201/1 рассчитан на номинальную производительность установки и является основным, насос Н-1201/2 подобран на пиковую подачу очищенной изобутановой фракции на установку полимеризации (до 10 м3/ч) или как резервный, при этом задействуется линия возврата продукта в емкость Е-1201, Е-1202.
Предусмотрена линия подачи очищенной изобутановой фракции от насоса Н-1201/1,2 в линию питания колонны Кн-1001 (в случае нарушения качества продукции для повторной очистки). Предусмотрена линия возврата изобутановой фракции в емкости Е-1201, Е-1202.
Изопентановая фракция от установки приема, хранения тяжелых углеводородов и пентановых фракций (Б-7/1) производства парков приема, хранения, отгрузки сырья и готовой продукции (Северная) поступает по трубопроводу в верхнюю часть колонны Кн-2001 для удаления легких примесей. В случае нарушения качества продукции для повторной очистки предусмотрена линия подачи очищенной изопентановой фракции от насоса Н-2201/1,2 в линию питания колонны Кн-2001 перед отсекателем NV2001.
Пары с верха колонны поступают в конденсаторы Т-2002/1,2, охлаждаемые промоборотной водой. Сконденсированный продукт самотеком поступает в верхнюю зону колонны Кн-2001, образуя поток флегмы. Несконденсированные пары поступают в линию сдувки и отводятся на факел.
Тепло в куб колонны подводится за счет циркуляции кубового продукта через выносной пластинчатый испаритель Т-2001, обогреваемый паром, пар в испаритель Т-2001 подается с узла теплоснабжения ТС-3 установки ГФ-2, конденсат из Т-2001 отводится через конденсатоотводчик в линию конденсата, узла теплоснабжения ТС-3 установки ГФ-2. Балансовое количество кубового продукта отводится насосом Н-2001/1,2 для очистки и осушки в адсорберы А-2101 или А-2102.
Для обеспечения минимального расхода насоса предусмотрена линия возврата от насоса Н-2001/1,2 в куб колонны Кн-2001.
Осушка и очистка изопентановой фракции проводятся последовательно в три стадии:
- осушка и очистка в адсорбере А-2101 или А-2102;
- тонкая очистка в адсорбере А-2103 или А-2104;
- гидрирование непредельных соединений в реакторе А-2105.
Изопентановая фракция от насоса Н-2001/1,2 через холодильник Т-2101, в который подается промоборотная вода, поступает на осушку и очистку в один из двух адсорберов А-2101 (А-2102), направление потока снизу вверх. Один из адсорберов находится в режиме адсорбции, другой в режиме регенерации или в резерве.
В аппараты А-2101 (А-2102) загружено по два слоя адсорбентов:
- Selexsorb CDL (нижний слой; первый по ходу движения потока);
- Selexsorb COS (второй слой).
По мере прохождения из потока изопентановой фракции удаляются вода, спиртовые соединения, основная часть сероводорода.
После прохождения адсорберов А-2101 (А-2102) поток поступает в один из двух адсорберов А-2103 (А-2104), направление потока снизу вверх. Один из адсорберов находится в режиме адсорбции, один в резерве.
После адсорберов А-2103 (А-2104) поток поступает в реактор А-2105. Направление потока сверху вниз. В трубопровод подачи сырья на входе в реактор А-2105 через распределительное устройство подается водород для осуществления реакций гидрирования непредельных углеводородов на катализаторе Е-154. Ввиду малого количества гидрируемых компонентов, водород подается из баллонов через редуктор.
Предусмотрен электрообогрев линии изопентана из аппаратов А-2101 (А-2102) в аппараты А-2103 (А-2104) и линии изопентана из аппаратов А-2103 (А-2104) в реактор А-2105 для компенсации теплопотерь и сохранения температуры потока.
Предусмотрены линии изопентановой фракции помимо адсорбера А-2103 (А-2104) и реактора А-2105.
Очищенная и осушенная изопентановая фракция после реактора А-2105 направляется через работающие попеременно фильтры механических примесей Ф-2101/1,2 в емкости хранения Е-2201, Е-2202.
Хранение очищенной изопентановой фракции производится в емкостях Е-2201, Е-2202 под давлением азота.
Очищенная изопентановая фракция откачивается насосом Н-2201/1 или Н-2201/2. Насос Н-2201/1 рассчитан на номинальную производительность установки и является основным, насос Н-2201/2 подобран на пиковую подачу очищенной изопентановой фракции на установку полимеризации (до 14 м3/ч) или как резервный, при этом задействуется линия возврата продукта в емкость Е-2201, Е-2202.
Предусмотрена линия подачи очищенной изопентановой фракции от насоса Н-2201/1,2 в линию питания колонны Кн-2001 (в случае нарушения качества продукции для повторной очистки).
Пропановая фракция, отводимая из ГФУ, также подвергается очистке от примесей и осушке.
На рисунке 37 приведена схема очистки пропана от метанола.
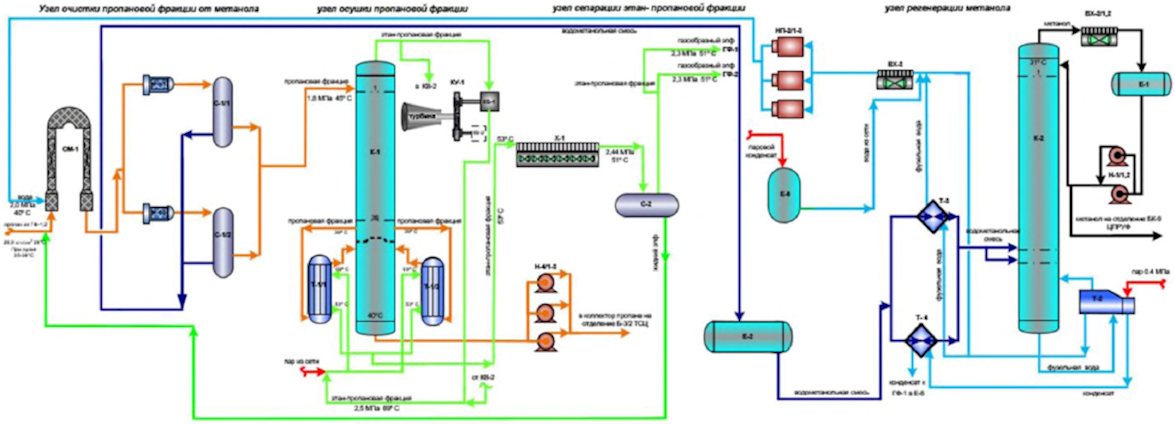
Очистка пропана последовательно осуществляется в узлах очистки от метанола, азеотропной осушки пропана, рекуперации этан-пропановой фракции и регенерации метанола.
В узле очистки пропановой фракции от метанола пропановая фракция - по трубопроводу поступает с установок ГФ-1 и ГФ-2 производства по переработке ШФЛУ. Сырье подается в смеситель СМ-1 с давлением 20,0 кгс/см2 и температурой не более 35 °C, где смешивается с конденсатом этан-пропановой фракции, поступающим из сепаратора С-2, и водой, поступающей с блока регенерации метанола от насоса  .
.
.В результате смешения большая часть метанола переходит из пропановой фракции в водную фазу.
Смесь воды с метанолом и углеводородами, пройдя предфильтры Ф-1/1,2, где производится механическая очистка, за счет разности давления поступает в фильтры-коалесцеры С-1/1,2, где происходит разделение водометанольной смеси и пропановой фракции.
Давление в смесителе СМ-1, предфильтрах Ф-1/1,2, фильтрах-коалесцерах С-1/1,2 поддерживается в пределах  .
.
.Жидкая пропановая фракция выходит через боковой штуцер фильтра-коалесцера. Водометанольная смесь из фильтров-коалесцеров С-1/1,2 за счет разности давления направляется в емкость Е-2 блока регенерации метанола, а пропановая фракция в колонну К-1 на азеотропную осушку.
В узле азеотропной осушки пропановой фракции пропановая фракция из фильтров-коалесцеров С-1/1,2 за счет разности давлений подается в колонну К-1 на азеотропную осушку.
В колонне К-1 происходит азеотропная осушка пропановой фракции от остаточного метанола и воды. С верха колонны К-1 отводится этан-пропановая фракция, содержащая метанол и воду. Из куба колонны К-1 выводится осушенная от воды и метанола пропановая фракция.
Жидкая фаза с глухой тарелки колонны К-1 с температурой не более 39 °C подается в кожухотрубные испарители Т-1/1,2, где частично испаряется за счет рекуперации тепла компримированной этан-пропановой фракции, поступающей от компрессора КВ-1/1,2, и возвращается в колонну К-1 под глухую тарелку.
Во время пуска предусмотрено поддержание температуры куба колонны К-1 в пределах 38 °C подачей водяного пара в теплообменник Т-1/2.
Кубовый продукт колонны К-1 - осушенная и очищенная пропановая фракция - откачивается в качестве товарного продукта герметичными центробежными насосами Н-4/1,2,3 (2 рабочих и 1 резервный) на отделение Б-3/2 ТСЦ в емкости Е-3/19,20.
Этан-пропановая фракция с верха колонны К-1 с давлением 12,5 кгс/см2 и температурой не выше 34 °C поступает к тепловому насосу, в качестве которого применяются винтовые компрессоры КВ-1/1,2 компрессорной установки КУ-1.
В компрессорной установке КУ-1 винтовой компрессор - это двухроторная машина с принудительным вращением.
В компрессорах этан-пропановая фракция сжимается до 25,0 кгс/см2. В результате компримирования температура этан-пропановой фракции повышается до плюс 69 °C, что позволяет использовать тепло этан-пропановой фракции для подогрева куба колонны К-1.
В качестве привода компрессоров КВ-1/1,2 предусмотрена паровая турбина, работающая на перегретом паре, поступающем из коллектора.
В узле сепарации этан-пропановой фракции после компримирования этан-пропановая фракция разделяется на две равные части и подается в теплообменники Т-1/1,2 где охлаждается, отдавая тепло кубовому продукту колонны К-1.
Далее этан-пропановая фракция охлаждается в воздушном холодильнике Х-1 до 51 °C и направляется в сепаратор С-2.
Воздушный холодильник Х-1 оснащен частотным преобразователем, позволяющим регулировать температуру на выходе из Х-1 в автоматическом режиме.
В сепараторе С-2 происходит отделение несконденсировавшейся части этан-пропановой фракции от жидкости.
Газообразная этан-пропановая фракция из сепаратора С-2 направляется на установку ГФ-1, в емкость Е-7 (емкость конденсации ЭПФ).
Жидкость из сепаратора С-2 с температурой не более 51 °C подается на смешение с пропановой фракцией и водой в смесителе СМ-1.
В блоке регенерации метанола водометанольная смесь из фильтров-коалесцеров С-1/1,2 подается за счет перепада давления в емкость Е-2 блока регенерации метанола.
Емкость Е-2 снабжена наружным змеевиком для обогрева в зимнее время.
На выходе из емкости Е-2 водометанольная смесь делится на два потока. Один поток нагревается в теплообменнике Т-3 кубовым продуктом колонны К-2 до температуры  . Второй поток нагревается в теплообменнике Т-4 конденсатом водяного пара из испарителя Т-2 до температуры
. Второй поток нагревается в теплообменнике Т-4 конденсатом водяного пара из испарителя Т-2 до температуры  (117 °C - для режима при отключенной колонне К-1). После этого потоки объединяются и поступают в колонну регенерации метанола К-2.
(117 °C - для режима при отключенной колонне К-1). После этого потоки объединяются и поступают в колонну регенерации метанола К-2.
. Второй поток нагревается в теплообменнике Т-4 конденсатом водяного пара из испарителя Т-2 до температуры (117 °C - для режима при отключенной колонне К-1). После этого потоки объединяются и поступают в колонну регенерации метанола К-2.После охлаждения в теплообменнике Т-4 паровой конденсат с давлением не менее 1,9 кгс/см2 и температурой 95 °C возвращается в емкости Е-8/1,2 установки ГФ-1.
Пары метанола с верха колонны К-2 охлаждаются с температуры 79 °C до 40 °C и полностью конденсируются в аппарате воздушного охлаждения ВХ-2.
Из аппарата воздушного охлаждения ВХ-2 метанол поступает в метанольную емкость Е-1 для сбора метанола.
Из емкости Е-1 регенерированный метанол насосами Н-1/1,2 частично подается на орошение колонны К-2, основная часть выводится в отделение БК-9 цеха. При нарушениях качества метанола (превышения содержания массовой доли воды более 0,05%) предусмотрена возможность вывода потока на отделение Б-3 в емкости  .
.
.Во время пуска установки предусмотрена возможность подачи метанола от насоса Н-1/1,2 в емкость Е-2.
Подогрев кубовой жидкости колонны К-2 производится насыщенным водяным паром с давлением 3,0 кгс/см2 в испарителе Т-2 с паровым пространством. Пары из испарителя Т-2 возвращаются в колонну К-2.
После испарителя Т-2 образовавшийся конденсат водяного пара поступает в теплообменник Т-4.
Вода с остаточной массовой долей метанола (не более 1%) охлаждается в теплообменнике Т-3 с температуры 123 °C до 55 °C, что позволяет использовать тепло кубового продукта колонны К-2 для подогрева водометанольной смеси. Далее вода доохлаждается в аппарате воздушного охлаждения ВХ-3 до температуры  и подается в смеситель СМ-1 насосом
и подается в смеситель СМ-1 насосом  .
.
и подается в смеситель СМ-1 насосом .Также в технологии разделения ШФЛУ на ГФУ возможно использование пара при включении в периметр технологии оборудования по утилизации, обезвреживания сточных вод для генерации пара на технологические нужды.
Схема переработки ШФЛУ на ГФУ с утилизацией/обезвреживанием сточных вод для генерации пара на технологические нужды приведена на рисунке 38.
на ЦГФУ
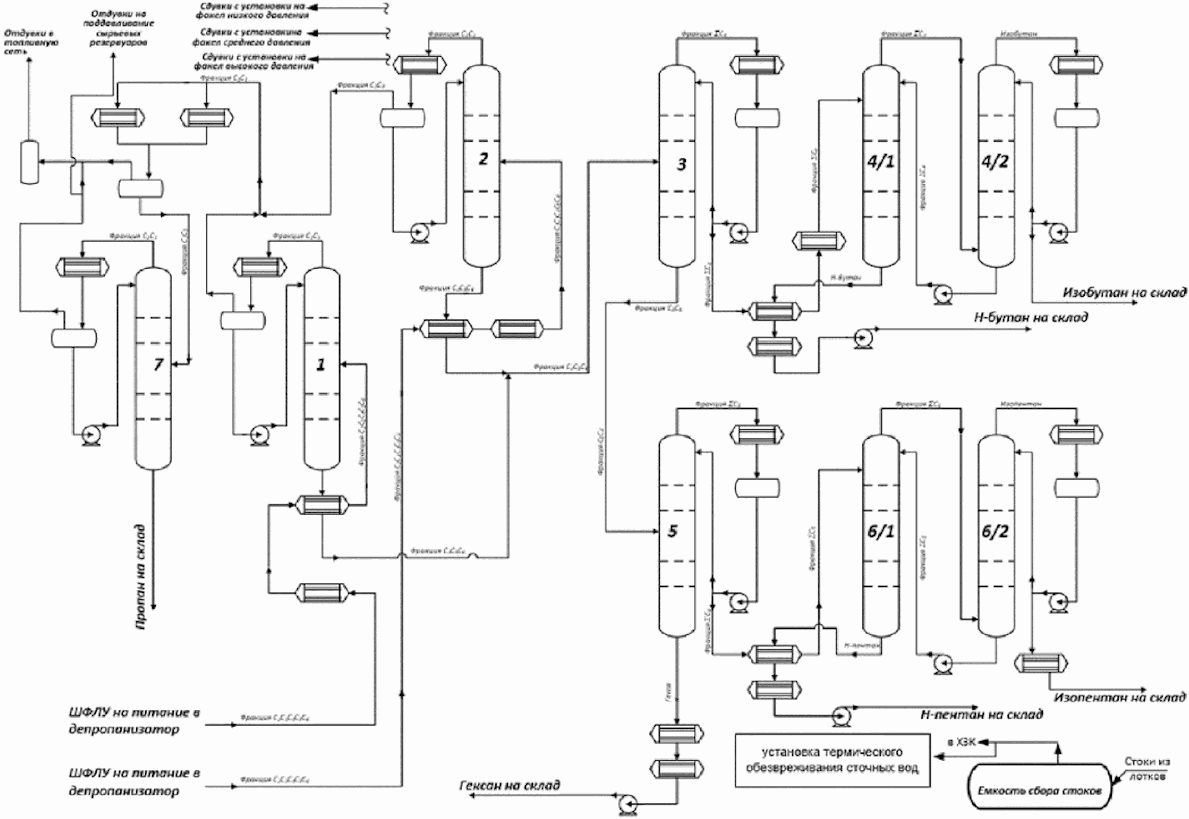
Рисунок 38 - Схема переработки ШФЛУ на ГФУ
с утилизацией/обезвреживанием сточных вод для генерации пара
на технологические нужды
1 - депропанизатор, 2 - депропанизатор, 3 - дебутанизатор,
4/1, 4/2 - колонна разделения суммы бутанов,
5 - депентанизатор, 6/1, 6/2 - колонна разделения суммы
пентанов, 7 - деэтанизатор, 8 - узел
утилизации/обезвреживания сточных вод
Отработанные после пропарки оборудования установок жидкости собираются в емкости для сбора стоков. После заполнения емкостей проводится анализ содержимого и при получении результатов, удовлетворяющих установленным нормам, содержимое емкости сбора стоков откачивается в канализацию. В случае получении неудовлетворительных результатов анализа производится вывоз содержимого емкостей сбора стоков, автобойлером для дальнейшей утилизации/сжигания на установке термического обезвреживания химически сточных вод.
На установке утилизации/термического обезвреживания сточных вод, содержащих углеводороды, имеются 4 системы сжигания с генерацией тепловой энергии. При сжигании образуются дымовые газы с температурой до 1000 °C. Утилизация тепла дымовых газов осуществляется в котлах-утилизаторах с образованием пара, передаваемого на технологические нужды (либо непосредственно в конкретные производства, либо в общезаводскую сеть).
В качестве примера в таблице 24 приведен примерный перечень технологического оборудования.
Таблица 24
ШФЛУ на газофракционирующих установках
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделение бутан-пентан-гексановой фракции на сумму бутанов и пентан-гексановую фракцию | Основное технологическое | диаметр - 3800 мм высота - 54464 мм объем - 610 м3 тарелки клапанные (двухпоточные) - 71 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделение бутан-пентан-гексановой фракции на сумму бутанов и пентан-гексановую фракцию | Основное технологическое | диаметр - 3600 мм высота - 29860 мм объем - 313 м3 тарелки колпачковые (двухпоточные) - 49 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделение бутан-пентан-гексановой фракции на сумму бутанов и пентан-гексановую фракцию | Основное технологическое | диаметр - 3600 мм высота - 29860 мм объем - 313 м3 тарелки клапанные (двухпоточные с подвижными клапанами фирмы Sulzer) - 49 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделение суммы бутанов на фракции изобутановую и нормального бутана | Основное технологическое | диаметр - 3600 мм высота - 54440 мм объем - 547 м3 тарелки клапанные фиксированные (двухпоточные) - 71 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделение суммы бутанов на фракции изобутановую и нормального бутана | Основное технологическое | диаметр - 4000 мм высота - 50400 мм объем - 685 м3 тарелки клапанные (двухпоточные с фиксированным клапаном типа ProvalveR) - 97 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделение пентан-гексановой фракции на сумму пентанов и гексановую фракцию | Основное технологическое | диаметр - 3800 мм высота - 54964 мм объем - 610 м3 тарелки клапанные (двухпоточные) - 71 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделение пентан-гексановой фракции на сумму пентанов и гексановую фракцию | Основное технологическое | диаметр - 3000 мм высота - 29640 мм объем - 204 м3 тарелки колпачковые (двухпоточные) - 49 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Разделения суммы пентанов на фракции изопентановую и нормального пентана | Основное технологическое | диаметр - 5500 мм высота - 56653 мм объем - 1293 м3 тарелки клапанные (двухпоточные) - 71 шт. | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Удаление метана и этана из этан-пропановой фракции (очистки пропановой фракции) | Основное технологическое | диаметр: - верхняя часть - 1400 мм - нижняя часть - 2000 мм высота - 28914 мм объем - 68,4 м3 тарелки клапанные (однопоточные) - 49 шт. (первая тарелка глухая) | - |
Колонна ректификационная | Технологии переработки ШФЛУ | Удаление метана и этана из этан-пропановой фракции (очистки пропановой фракции) | Основное технологическое | диаметр: - верхняя часть - 1400 мм - нижняя часть - 2000 мм высота - 29325 мм объем - 68,4 м3 тарелки клапанные: - 49 шт. - верхняя часть - 23 шт. (однопоточные) - нижняя часть - первая тарелка - глухая - 25 шт. (двухпоточные) | - |
Котел утилизатор Г-1030БЭ | Технологии переработки ШФЛУ | Для охлаждения дымовых газов, поступающих из реактора и выработки пара с давлением 6 кгс/см2 | Основное технологическое | Максимальная температура дымовых газов - 1200 град; паропроизводительность - 35 т/час; расчетное давление в межтрубном пространстве - 1,3 МПа; расчетная температура вырабатываемого пара - 194 °C.; разрешенная температура в межтрубном пространстве - 194 °C.; Разрешенная температура в трубном пространстве - 1000 °C.; поверхность нагрева котла - 1030 м2; поверхность нагрева экономайзера - 390 м2; Водяной объем котла - 34,5 м3; паровой объем котла - 4,6 м3; водяной объем экономайзера - 1,8 м3; длина трубного пучка - 7300 мм; диаметр котла - 3036 мм; диаметр паросборника - 1226 мм; количество дымогарных труб - 1032 шт.; общая длина аппарата - 13000 мм | |
Циклонный реактор | Технологии переработки ШФЛУ | Для термического обезвреживания химически загрязненных сточных вод, кубовых остатков цехов ректификации и дегидрирования | Основное технологическое | диаметр - 2600 мм; высота габаритная - 14000 мм; производительность по сточной воде - 12,6 т/час; производительность по кубовой жидкости - 1,557 т/час; расход топливного газа - 1460 нм3/час; выработка дымовых газов - 49243 нм3/ч; температура расчетная - 1050 °C.; расчетное давление - 0,02 МПа; температура разрешенная - 1000 °C. | |
Емкость | Технологии переработки ШФЛУ | Для приема и хранения химически загрязненных сточных вод и кубовой жидкости из автоцистерн | Основное технологическое | объем - 16 м3; диаметр - 2000 мм; длина цилиндрической части - 4500 мм; давление расчетное - 0,6 МПа; температура расчетная - 200 °C.; температура разрешенная - 200 °C. | |
Сепаратор | Технологии переработки ШФЛУ | Для отделения капель жидкости и твердых включений из топливного газа, поступающего на установку перед подачей в горелки реакторов поз. П-23/1-4 | Основное технологическое | объем - 10 м3; диаметр - 1600 мм; длина цилиндрической части - 4400 мм; давление расчетное - 0,6 МПа; температура расчетная - 200 °C; температура разрешенная - 40 °C. | |
Сепаратор | Технологии переработки ШФЛУ | Для разделения пароводяной смеси поступающей в него с непрерывной и периодической продувки котлов утилизаторов поз. Пн-7/1-4 | Основное технологическое | Объем - 2,0 м2; диаметр - 1600 мм; высота цилиндрической части - 1600 мм; давление расчетное - 1,6 Мпа; температура расчетная - 300 °C.; температура разрешенная - 170 °C. |
Переработка ПНГ на крупных объектах переработки природного и попутного нефтяного газа позволяет выделить из ПНГ максимальное количество полезного нефтегазохимического сырья, которое может включать ШФЛУ и индивидуальные продукты (в некоторых случаях этан).
Выделение из попутного нефтяного газа ценных компонентов является главной задачей его переработки. На сегодняшний день основными методами переработки ПНГ являются низкотемпературные сепарация, конденсация, ректификация и абсорбция. НТС является наименее эффективным методом и в этом разделе описываться не будет.
2.4.1 Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации
На эффективность процесса НТК оказывают влияние давление и температура.
Повышение давления увеличивает степень конденсации углеводородов, но уменьшает селективность. Снижение температуры при постоянном давлении наряду с увеличением степени конденсации приводит к увеличению селективности: тяжелые углеводороды переходят в жидкую фазу быстрее. Интенсивность изменения степени конденсации не прямо пропорциональна изменению давления и температуры. В области низких давлений степень конденсации быстро меняется с изменением давления. При дальнейшем увеличении давления интенсивность конденсации снижается. Аналогичное влияние оказывает изменение температуры: наиболее интенсивно степень конденсации увеличивается с понижением температуры до определенного значения (в зависимости от состава газа), ниже которого скорость конденсации замедляется.
Таким образом, степень конденсации углеводородов можно увеличивать двумя способами: повышением давления при постоянной температуре или понижением температуры при постоянном давлении. Однако процесс конденсации в этих случаях имеет свои особенности. При росте давления при постоянной температуре повышение степени конденсации происходит одновременно с ухудшением четкости разделения углеводородов, так как в жидкую фазу вместе с тяжелыми компонентами переходит значительное количество легких компонентов. В случае понижения температуры при постоянном давлении увеличение степени конденсации сопровождается повышением четкости разделения легких и тяжелых компонентов, что объясняется большей разностью значений летучести компонентов смеси в области низких температур.
В качестве дополнительного источника холода могут использоваться как внешние холодильные машины, так и адиабатическое расширение газа в турбодетандерах.
Основными этапами технологического процесса является:
- сепарация ПНГ;
- компримирование на компрессорных линиях с электроприводом (либо газотурбинным приводом);
- осушка попутного нефтяного газа методом адсорбции;
- охлаждение на блоке низкотемпературной конденсации с пропаново-холодильной установкой, в том числе с возможностью применения турбодетандерного агрегата;
- разделение сконденсировавшихся углеводородов;
- компримирование сухого отбензиненного газа на компрессорных линиях с электроприводом (либо газотурбинным приводом).
На рисунке 39 приведена технологическая схема процесса НТК.
Установка низкотемпературной конденсации (НТК)
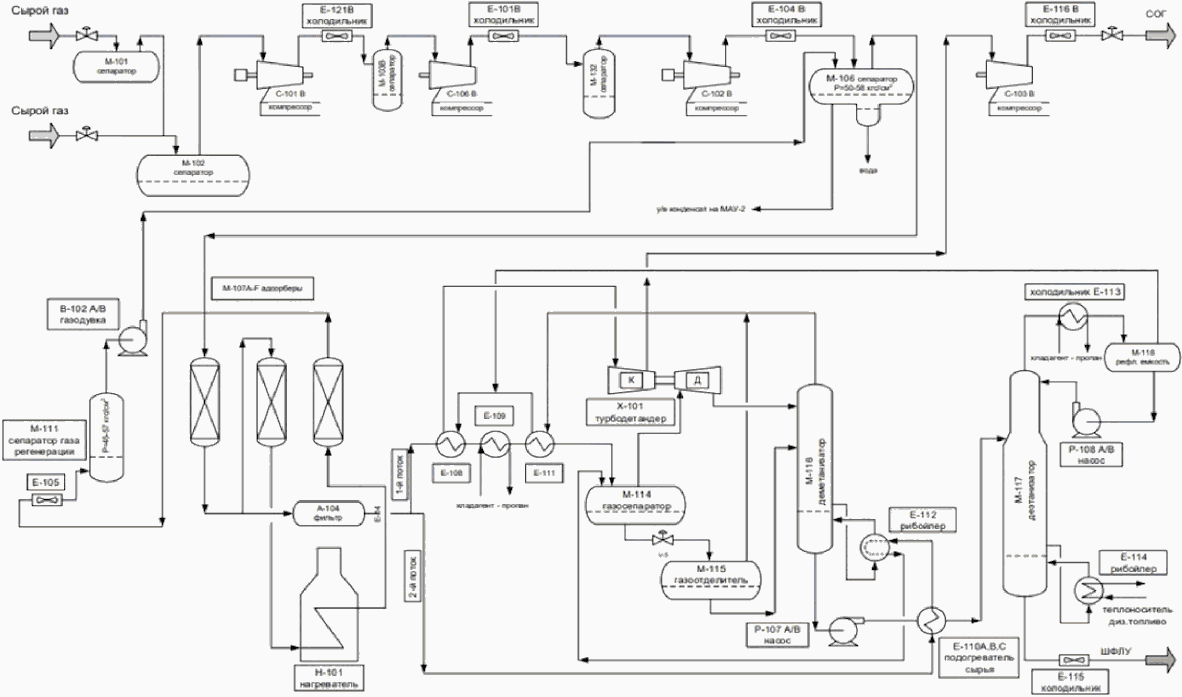
В блоке подготовки попутного нефтяного газа попутный нефтяной газ поступает в сепаратор M-102, где происходит отделение углеводородного конденсата и воды, которые далее поступают в сепаратор M-133. M-133 служит для выделения легких углеводородов, разделения воды и углеводородного конденсата. Углеводородный конденсат в M-133 за счет снижения давления разгазируется, выделившийся газ из сепаратора M-133 сбрасывается в сепаратор M-102, вода и некондиционный углеводородный конденсат из M-133 с давлением  откачиваются в конденсатопровод нефтесборных сетей поставщиков ПНГ.
откачиваются в конденсатопровод нефтесборных сетей поставщиков ПНГ.
откачиваются в конденсатопровод нефтесборных сетей поставщиков ПНГ.В блоке компримирования попутного нефтяного газа на компрессорных линиях с электроприводом (либо газотурбинным приводом) газ из сепаратора M-102 поступает на прием компрессоров C-101A, C-101B, работающих параллельно, и сжимается до давления 5 кгс/см2. Газ после компрессоров C-101A, C-101B с температурой не более 157 °C поступает в аппараты воздушного охлаждения (АВО) E-121 A, E-121B. Газожидкостная смесь из E-121A, E-121B с температурой 30...60 °C направляется в сепараторы M-103A, M-103B для отделения жидкости. Углеводородный конденсат снизу сепараторов M-103A, М-103B отводится в сепаратор M-133.
Газ из сепараторов M-103 A/B подается на прием компрессоров C-106 A/B.
Газ от компрессоров C-106 A/B с давлением до 14,4 кгс/см2 и температурой не более 160 °C подается в АВО E-101 A/B, где охлаждается до 30 - 60 °C. Газожидкостная смесь поступает в сепаратор M-132 для отделения углеводородного конденсата. Углеводородный конденсат из сепаратора M-132 отводится на установку очистки углеводородного конденсата (УО УВК).
Газ из сепаратора M-132 подается на прием компрессоров C-102 A, C-102B, сжимается до давления 58 кгс/см2 и с нагнетания компрессоров C-102 A, C-102B с температурой не более 184 °C подается в АВО E-104 A, E-104B. Охлажденная до 35 - 60 °C газожидкостная смесь поступает в трехфазный сепаратор высокого давления M-106 для отделения углеводородного конденсата и влаги.
Отделившиеся в сепараторе M-106 жидкие углеводороды выводятся в сепаратор M-132. Вода из стакана сепаратора M-106 выводится в сепаратор M-133.
В блоке осушки газ из сепаратора M-106 с давлением до 58 кгс/см2 и температурой не выше 60 °C подается в адсорберы M-107 A...M-107F для осушки от воды, где он осушается до точки росы порядка минус 90 °C. Осушка от воды необходима для того, чтобы избежать образование гидратов в низкотемпературном блоке установки. Адсорбция осуществляется на слое молекулярных сит.
Молекулярные сита представляют собой синтетические кристаллометаллические алюминосиликаты с равномерным размером пор. Система осушки состоит из шести параллельно работающих аппаратов. В любой заданный момент времени четыре аппарата участвуют в цикле осушки, один - в цикле охлаждения и один - в цикле нагрева (регенерации). Продолжительность цикла осушки и очистки - не менее 4 часов, циклов нагрева и охлаждения - не менее 1 часа каждый.
Для цели регенерации слоя молекулярного сита используется часть потока полученного осушенного газа. Этот газ протекает сначала через слой молекулярного сита, находящийся в цикле охлаждения, а затем к нагревателю газа регенерации, Н-101, где он нагревается до 288 °C. Горячий газ регенерации с регулированием расхода поступает к аппарату, находящемуся в цикле нагрева. К завершению цикла нагрева этот слой нагрет до 230 °C и почти вся вода, оставшаяся от цикла осушки, десорбируется и слой тщательно регенерируется. После этого аппарат переключается на цикл охлаждения.
Для регенерации адсорбента используется часть газа из линии осушенного газа после адсорберов  . Газ регенерации нагревается в подогревателе до температуры не более 288 °C и через клапан-регулятор расхода FV-018 в количестве 21 - 54 тыс. м3/час с температурой не более 288 °C газ поступает в адсорбер, находящийся в режиме нагрева (регенерации), откуда с температурой не более 288 °C в аппараты воздушного охлаждения E-105, охлаждается до температуры 12...60 °C и подается в сепаратор газа регенерации С-111. Отделившаяся в сепараторе С-111 жидкость (вода и углеводороды) выводится в сепаратор второй ступени компримирования M-132.
. Газ регенерации нагревается в подогревателе до температуры не более 288 °C и через клапан-регулятор расхода FV-018 в количестве 21 - 54 тыс. м3/час с температурой не более 288 °C газ поступает в адсорбер, находящийся в режиме нагрева (регенерации), откуда с температурой не более 288 °C в аппараты воздушного охлаждения E-105, охлаждается до температуры 12...60 °C и подается в сепаратор газа регенерации С-111. Отделившаяся в сепараторе С-111 жидкость (вода и углеводороды) выводится в сепаратор второй ступени компримирования M-132.
. Газ регенерации нагревается в подогревателе до температуры не более 288 °C и через клапан-регулятор расхода FV-018 в количестве 21 - 54 тыс. м3/час с температурой не более 288 °C газ поступает в адсорбер, находящийся в режиме нагрева (регенерации), откуда с температурой не более 288 °C в аппараты воздушного охлаждения E-105, охлаждается до температуры 12...60 °C и подается в сепаратор газа регенерации С-111. Отделившаяся в сепараторе С-111 жидкость (вода и углеводороды) выводится в сепаратор второй ступени компримирования M-132.Газ регенерации из сепаратора С-111 поступает на прием газодувок B-102 A/B (одна рабочая, другая резервная) и далее через регулятор давления PV-113 и клапан отсекатель XV-035 нагнетается на вход сепаратора 3-й ступени компримирования M-106 в линию после холодильника (АВО) E-104B и, таким образом, совместно с газом 3-й ступени компримирования после сепаратора M-106 снова поступает на вход блока осушки.
Блок низкотемпературной конденсации с турбодетандерным агрегатом (НТК)
Газ из адсорберов  проходит фильтр A-104, где очищается от унесенных из адсорберов частиц молекулярных сит, после чего разделяется на два потока.
проходит фильтр A-104, где очищается от унесенных из адсорберов частиц молекулярных сит, после чего разделяется на два потока.
проходит фильтр A-104, где очищается от унесенных из адсорберов частиц молекулярных сит, после чего разделяется на два потока.Первый поток последовательно охлаждается до температуры плюс 2...минус 11 °C в теплообменнике E-108 отбензиненным газом из деметанизатора M-116 и деэтанизатора M-117, далее до температуры минус 26...минус 30 °C в холодильнике E-109 пропаном хладагентом и до температуры минус 49...минус 60 °C в теплообменнике E-111 отбензиненным газом деметанизатора M-116.
Второй поток последовательно охлаждается до температуры минус 30...минус 45 °C в теплообменнике E-110 углеводородным конденсатом, выходящим с низа деметанизатора M-116, далее до температуры минус 50...минус 60 °C в рибойлере E-112 деметанизатора.
После охлаждения оба потока поступают в сепаратор M-114 для отделения жидкости. Около 50% газа из сепаратора M-114 подается на прием турбодетандера X-101, где охлаждается до минус 92 °C за счет расширения при увеличении объема. Давление газа на выходе из турбодетандера при этом снижается до 26,7 кгс/см2. Остальные 50% газа, используя эффект J-T (Джоуля-Томсона), байпасируются через дроссельный клапан PV-043A на 6-ю тарелку деметанизатора M-116. Возможна также работа блока без турбодетандера со 100% байпасированием газа через клапан PV-043A.
Углеводородный конденсат из сепаратора M-114 отводится в газоотделитель M-115. Жидкая фаза из газоотделителя M-115 поступает на 4-ю тарелку деметанизатора M-116, газ из M-115 поступает на смешение с газом деметанизатора M-116.
Деметанизатор M-116 представляет собой фракционную колонну с шестью клапанными тарелками и служит для выделения метана из углеводородного конденсата. Верхняя часть деметанизатора, в которую подается газожидкостная смесь из турбодетандера X-101, является сепаратором.
Углеводородный конденсат из сливного кармана нижней первой тарелки циркулирует через корпус рибойлера E-112, отдавая холод сырому газу. Газожидкостная смесь возвращается под первую тарелку деметанизатора. Газ сверху деметанизатора M-116 с температурой до минус 92 °C через теплообменник E-111, E-108 поступает на прием компрессора турбодетандера X-101.
Углеводородный конденсат из куба деметанизатора с температурой минус 65 °C и давлением до 26,3 кгс/см2 насосами P-107 A/B подается в корпус теплообменника E-110. Нагретый теплом от встречного потока сырьевого газа до температуры 25 °C в теплообменнике E-110 углеводородный конденсат поступает на 26-ю тарелку деэтанизатора M-117.
Деэтанизатор M-117 представляет собой колонну с 41-й клапанной тарелкой и служит для выделения этана из углеводородного конденсата и получением ШФЛУ.
Выделившиеся из конденсата легкие углеводороды с температурой плюс 5...минус 17 °C и давлением не более 33,28 кг/см2 сверху колонны выводятся в холодильник E-113, где охлаждаются до минус 36 °C. В качестве хладоагента в E-113 используется жидкий пропан.
Охлажденная газожидкостная смесь поступает в рефлюксную емкость M-118. Газ после смешения с газом деметанизатора M-116, выходящего из теплообменника E-111, подается в корпус теплообменника E-108 для охлаждения осушенного и очищенного сырьевого газа.
Уровень конденсата в M-118 и уровень пропана в кожухе конденсатора E-113 регулируется количеством подаваемого в E-113 через клапан LV-039 жидкого пропана. Все сконденсированные углеводороды возвращаются на верхнюю тарелку M-117 в качестве орошения колонны с помощью насосов P-108 A/B.
Углеводородный конденсат, собирающийся на 2-й тарелке деэтанизатора M-117, перетекает в сливной стакан полуглухой тарелки, оттуда в корпус ребойлера E-114.
В качестве теплоносителя в рибойлере E-114 применяется дизтопливо, подаваемое в трубный пучок с температурой до 219 °C.
Нагретая в рибойлере до 134 °C газожидкостная смесь подается под глухую тарелку деэтанизатора M-117. Пары через стакан тарелки поднимаются вверх, а кубовая жидкость (широкая фракция легких углеводородов - ШФЛУ) под собственным давлением подается в аппараты воздушного охлаждения E-115, и после них насосами P-501 A/B под давлением 32 кгс/см2 и с температурой 40 °C проходит узел коммерческого учета и выводится в продуктопровод.
В блоке компримирования сухого отбензиненного газа (СОГ) на компрессорных линиях с электроприводом (либо газотурбинным приводом) компримирование отбензиненного газа осуществляется в две ступени.
Отбензиненный газ, выходящий из теплообменника E-108, сжимается компрессором турбодетандера CX-101 до давления 27,7 кгс/см2.
Газ после компрессора CX-101 и его байпаса делится на 2 потока и сжимается параллельно работающими компрессорами C-103 A/B с синхронными электродвигателями.
Потоки отбензиненного газа, сжатые в компрессорах C-103A, C-103B до 58 кгс/см2 с температурой до 137 °C поступают в воздушные холодильники E-116 A, E-116B, где охлаждаются до температуры не более 90 °C. После воздушных холодильников E-116 A/B оба потока объединяются в один.
Сухой отбензиненный газ (СОГ) с давлением 58 кгс/см2 с температурой не более 60 °C из воздушных холодильников E-116A, E-116B направляется в аппарат воздушного охлаждения E-128.
После воздушных холодильников E-128 газ поступает на узел учета и редуцирования сухого газа и, далее, в магистральные газопроводы. При необходимости сухой отбензиненный газ может сбрасываться на факел.
В пропано-холодильной установке жидкий пропан высокой чистоты используется в качестве хладагента в холодильниках E-109 и E-113 блока НТК.
Газообразный пропан из E-109 и E-113 с давлением 0,24 кгс/см2 и температурой минус 36 °C поступает в сепаратор M-130 и далее на прием компрессора C-104 с асинхронными электродвигателями.
Сжатый до давления 14 кгс/см2 с температурой до 97 °C пропан охлаждается в аппарате воздушного охлаждения E-117 до температуры 10 - 46 °C и собирается в емкости M-121.
Жидкий пропан из емкости M-121 последовательно подается в первую, вторую и третью секции ресивера пропана M-120. В первой секции ресивера M-120 поддерживается давление до 8 кгс/см2 и температура 17 °C, во второй до 8 кгс/см2 и минус 4 °C, в третьей до 8 кгс/см2 и минус 21 °C.
Опорожнение и заполнение системы пропаном производится с помощью насоса P-119.
В случае долговременного ограничения отгрузки ШФЛУ потребителям и температуре окружающего воздуха минус 15 °C и ниже ПХУ может эксплуатироваться без компрессора C-104.
При бескомпрессорной работе ПХУ жидкий пропан из M-121 подается в межтрубное пространство холодильников E-109 и E-113 под собственным давлением, где испаряется за счет тепла газа, проходящего по трубному пространству. Из холодильников E-109, E-113 пары пропана под собственным давлением поступают в конденсатор-холодильник E-117, где конденсируются, и жидкий пропан поступает в M-121.
На рисунке 40 приведена технологическая схема процесса НТК с выработкой БГС.
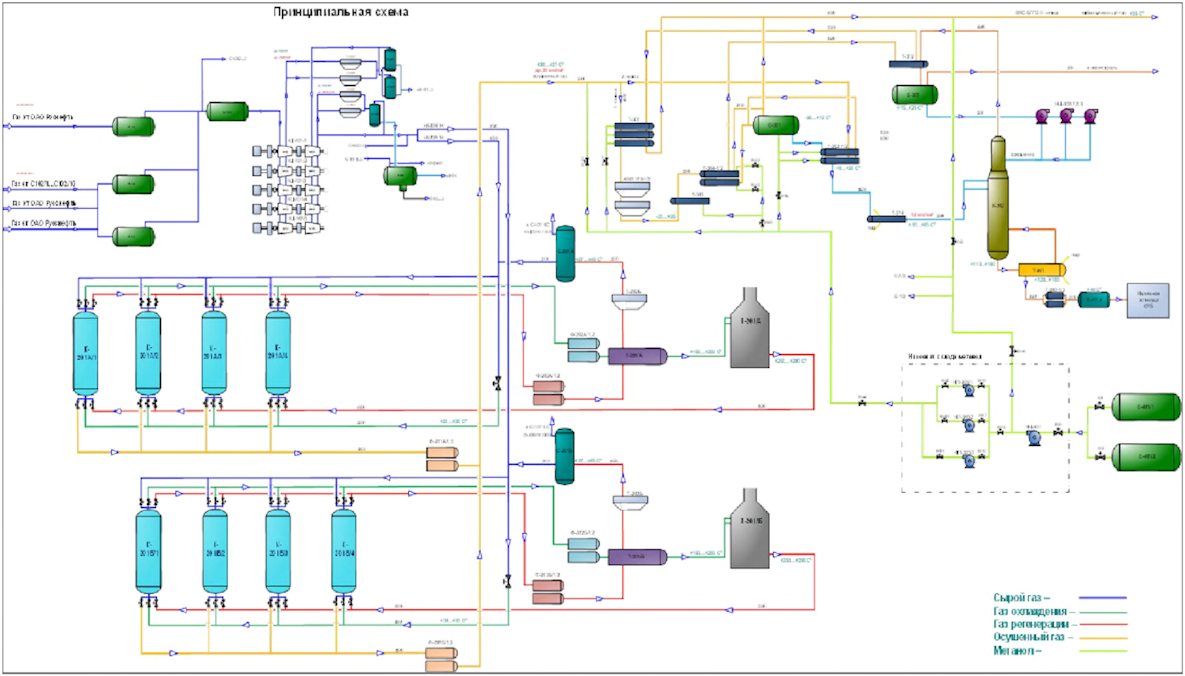
с выработкой БГС
В узле замера и сепарации газа попутный нефтяной газ с давлением до 0,25 МПа и температурой -5...+30 °C поступает в нефтеконденсатоотделители Е-1/1,2, Е-1/3, где освобождается от жидкости (нефть, конденсат, вода) и механических примесей.
Отделившаяся жидкость (нефть, конденсат, вода) из нефтеконденсатоотделителей Е-1/1...3 насосами Н-1,2 откачивается в нефтесборную сеть.
Далее поток газа из Е-1/1...3 сначала поступает в узел учета газа для замера и далее с давлением до 0,25 МПа и температурой -5...+30 °C направляется в фильтры-сепараторы С-101/1...5, где происходит дополнительная очистка от капельной влаги. Углеводородный конденсат из фильтрующей и сепарирующей секций С-101/1...5 поступает в подземную емкость Е-106. Подземная емкость Е-106 предназначена для сбора конденсата и воды из фильтров сепараторов С-101/1...5, а также для сбора конденсата и воды с других аппаратов в период ремонта. Конденсат по мере накопления Е-106 выдавливается топливным газом в нефтеконденсатоотделитель Е-1/3 и далее насосами Н-1,2 откачивается в нефтесборную сеть.
В компрессорной сырого газа (КСГ) газ из фильтр-сепараторов С-101/1...5 через краны N 1/1...5 и дроссельную заслонку с давлением 0,025...0,157 МПа и температурой -5...+15 °C поступает на прием компрессоров КЦ-101/1...5 типа К-890-121-1 в цилиндры низкого давления (ЦНД).
Скомпримированный поток газа из ЦНД с давлением до 0,93 МПа и с температурой до +190 °C направляется в воздушные холодильники Т-102/1...10, где охлаждается до температуры плюс 25...45 °C, далее поступает в сепараторы С-102/1...10 для дополнительной очистки от конденсата и направляется в цилиндр высокого давления компрессора (ЦВД) на II ступень сжатия.
Конденсат из С-102/3...6 через регулирующий клапан сбрасывается в приемный коллектор сырого газа перед Е-1/1,2. Из С-102/1,2,7,8,9,10 конденсат сбрасывается также в приемный коллектор сырого газа перед Е-1/1,2.
После II ступени сжатия (ЦВД) поток газа с давлением до 3,6 МПа и температурой до...+190 °C поступает в воздушные холодильники Т-103/1-10. Температура газа на выходе из Т-103/1-10 регулируется жалюзи вручную.
Далее поток газа из Т-103/1...10 направляется в сепараторы С-103/1...5, где освобождается от влаги и конденсата и далее с давлением до 3,6 МПа через узел регулирования поступает на отделение адсорбционной осушки газа.
Конденсат из С-103/1...5 выводится в разделительную емкость Е-104.
Разделительная емкость Е-104 предназначена для сбора конденсата из сепараторов С-103/1-5. Газ из емкости Е-104 через клапан регулятор давления сбрасывается в приемную линию газа на входе в сепараторы С-101/1...5. Конденсат из Е-104 с давлением до 2,0 МПа направляется на переработку в колонну К-302 для получения бензина газового стабильного (БГС), а отделившаяся вода из стакана поступает в приемный нефтеконденсатоотделитель Е-1/3.
В отделении осушки газа осушка компримированного газа осуществляется по четырехадсорберной схеме в колоннах К-201А/1...4 (технологическая линия "А") и К-201Б/1...4 (технологическая линия "Б"). Применяемая адсорбционная осушка является универсальным методом, позволяющим практически полностью извлечь воду из газа для того, чтобы избежать образование гидратов при переработке и при дальнейшей транспортировке газа с температурой точки росы на выходе не выше минус 40 °C.
Адсорберы с молекулярным ситом содержат твердый слой молекулярного сита. Молекулярные сита представляют собой синтетические кристалло-металлические алюминосиликаты с равномерным размером пор. Таким образом, адсорбируются только те молекулы сырьевого газа, наружный диаметр которых меньше отверстий пор. Кроме избирательности на основе молекулярных размеров, молекулярные сита отличаются высокой степенью избирательности полярных молекул. Предложенный тип молекулярного сита для К-201А/1...4 и К-201Б/1...4 типа КА-У может осуществлять осушку, т.е. удаление остаточной воды из газа.
Сырьем блока осушки газа на адсорбентах является компримированный газ после КС. Компримированный нефтяной газ с КС с давлением до 3,45 МПа и температурой до +45 °C поступает на вход установки осушки. Часть компримированного нефтяного газа с КС используется в качестве газа охлаждения линий А и Б. Другая часть проходит через регулятор давления, при этом давление газа в трубопроводе снижается до 3,0 МПа, и направляется для дальнейшей осушки в адсорберы К-201А/1...4 (Линия А) и адсорберы К-201Б/1...4 (Линия Б), работающих в режиме адсорбции.
Проходя слой адсорбента сверху вниз, сырой газ осушается за счет поглощения из него адсорбентом влаги.
Осушенный газ из адсорберов К-201А/1...4 и К-201Б/1...4, пройдя через слой адсорбента сверху вниз, поступает в пылеуловители Ф-201А/1,2 (с возможностью вывода одного фильтра в ремонт/резерв) и Ф-201Б/1,2 (с возможностью вывода одного фильтра в ремонт/резерв), в которых улавливается унесенная потоком газа пыль адсорбента, и далее с температурой плюс +20...+45 °C и давлением до 3,26 МПа, на линии А, и 3,55 Мпа, на линии Б, осушенный газ (компримированный газ) подается в магистральный газопровод, а также в топливную сеть. Часть осушенного газа (компримированного газа) подается на НТКР для отбензинивания с давлением до 2,9 МПа. Для поддержания в системе осушки необходимого давления до 3,5 МПа на линии выхода газа в магистральный газопровод установлен регулирующий клапан.
Часть компримированного нефтяного газа до регулятора давления с температурой +20...+45 °C используется в качестве газа охлаждения линии А и линии Б.
Газ охлаждения с давлением до 3,0 МПа подается снизу вверх в адсорберы К-201А/1...4 и К-201Б/1...4, работающие в режиме "охлаждение". Пройдя адсорбер снизу вверх, газ охлаждает адсорбент и с температурой от +20 до +55 °C и давлением до 3,0 МПа поступает в пылеуловители Ф-202А/1,2 и Ф-202Б/1,2 (с возможностью вывода одного фильтра в ремонт по каждой линии), где очищается от цеолитной пыли, а затем поступает в трубное пространство рекуперативного теплообменника Т-201А,Б.
В теплообменнике Т-201А,Б газ нагревается за счет тепла отработанного газа регенерации до температуры +55...+170 °C и далее поступает в печи П-201А,Б. Нагретый в печи П-201А,Б до температуры не более 285 °C газ направляется на регенерацию адсорбента в адсорберы К-201А/1...4 и К-201Б/1...4, находящиеся в режиме регенерации, где насыщается влагой и тем самым восстанавливает адсорбционную активность цеолита. Направление газа регенерации - снизу-вверх. В конце стадии регенерации насыщенный влагой, отработанный газ регенерации проходит пылеуловители Ф-203А/1...3 и Ф-203Б/1...3 (с возможностью вывода одного фильтра в ремонт по каждой линии), где очищается от цеолитной пыли.
Далее отработанный газ регенерации поступает в межтрубное пространство рекуперативных теплообменников Т-201А,Б. В рекуперативном теплообменнике Т-201А,Б газ регенерации охлаждается до температуры от +55 до +170 °C и далее доохлаждается до температуры +15...+65 °C в аппаратах воздушного охлаждения Т-202А,Б.
Охлажденный газ с температурой +15...+65 °C из теплообменников Т-202А,Б направляется в сепараторы отработанного газа регенерации С-201А,Б для отделения сконденсированной жидкости. Жидкость, отделившаяся от газа в сепараторе С-201А, по уровню объединяется с жидкостью, выделившейся из сепаратора С-201Б, и направляется в фазный разделитель Е-104.
Отсепарированный газ регенерации далее направляется на вход адсорберов К-201А/1...4 и К-201Б/1...4 на осушку с основным потоком газа либо на прием сырьевых компрессоров КЦ-101/1...5.
В отделении низкотемпературной конденсации часть газа после отделения осушки с температурой 20...45 °C и давлением до 3,3 МПа поступает на установку НТК и делится на два потока.
Первый поток последовательно охлаждается до температуры +35 °C в теплообменнике "газ-газ" Т-301 отбензиненным газом из теплообменника Т-312. Далее до температуры минус 30 °C в воздушном холодильнике Т-313/1,2 и до температуры минус 35 °C в пластинчатом теплообменнике Т-304/1,2 отбензиненным газом из сепаратора С-301.
Второй поток газа последовательно охлаждается до температуры минус 35 °C в пластинчатом теплообменнике Т-302/1,2 углеводородным конденсатом из сепаратора С-301 и далее, смешавшись с I-м потоком, поступает в сепаратор С-301.
В сепараторе С-301 происходит разделение газовой и жидкой фазы. Газ из сепаратора С-301 дросселируется клапаном до давления не более 3,0 МПа, охлаждаясь при этом до температуры минус 35 °C, и поступает в теплообменник Т-304/1,2 для частичного охлаждения I-го потока и далее в теплообменник Т-312 на охлаждение газа стабилизации, выходящего из колонны К-302.
После теплообменника Т-312 отбензиненный газ поступает в теплообменник Т-301 и, нагревшись до температуры +35 °C, поступает в газопровод.
Углеводородный конденсат из сепаратора С-301 с температурой минус 35 °C поступает в теплообменник Т-302/1,2, где охлаждается II-й поток газа.
В теплообменнике Т-302/1,2 углеводородный конденсат нагревается II-м потоком газа, поступающего с отделения осушки, до температуры 6...20 °C и далее направляется в теплообменник Т-314, где происходит дальнейший нагрев конденсата.
В теплообменнике Т-314 в качестве теплоносителя используется водяной пар с давлением 0,6...0,8 МПа и температурой +140...+165 °C. Из теплообменника Т-314 конденсат с температурой +55...+65 °C поступает в среднюю часть колонны К-302.
Температура в кубе колонны К-302 поддерживается +110...+160 °C за счет подогрева сырья паром в испарителе Т-307.
В испарителе Т-307 в качестве теплоносителя используется водяной пар давлением 0,6...0,8 МПа и температурой +120...+165 °C.
Бензин газовый стабильный (БГС) с куба колонны К-302 поступает в Т-307, а оттуда в виде парожидкостной фазы поступает в К-302. Балансовый избыток БГС из Т-307 поступает на охлаждение в аппарат воздушного охлаждения Т-309/1,2, где, охладившись до температуры не более +40 °C, направляется на узел откачки БГС в емкости Е-1/4. Из емкостей Е-1/4 БГС вывозится в автоцистернах, для чего предусмотрен пункт автоналива с наливной эстакадой.
Пары с верха колонны К-302 охлаждаются в теплообменнике Т-312 до температуры +15...+25 °C, частично конденсируются и поступают в емкость Е-301 на разгазирование. Газовая фаза из емкости поступает в магистральный газопровод до хозрасчетного узла компримированного газа. Жидкость из Е-301 насосом НЦ-302/1,2,3 подается в колонну К-302 на орошение. Избыток жидкой фазы из Е-301 выводится в магистральный газопровод до хозрасчетного узла сухого отбензиненного газа (СОГ), где происходит его испарение.
Схемой предусмотрена возможность подачи на переработку углеводородного конденсата с компрессорной станции. В этом случае углеводородный конденсат с ВКС после Е-104 подается в линию конденсата после Т-314, после клапана регулятора.
Для возврата некондиции в К-302 при пуске установки предусмотрен насос НЦ-303.
Дренаж жидких углеводородов из аппаратов при остановке на ремонт осуществляется в подземную емкость Е-305.
Узел откачки бензина газового стабильного включает в себя емкость Е-1/4, Емкость Е-1/5, насосную с насосами НЦ-01, НЦ-03, автоматизированную систему учета БГС, систему обработки информации (СОИ) в блок-боксе операторной, наливная БГС в автоцистерны, стояк наливной, блок-бокс операторную.
БГС после охлаждения в Т-309/1,2 с температурой до 40 °C по трубопроводу поступает в узел откачки в горизонтальную емкость Е-1/4.
БГС из емкости Е-1/4 по технологическому трубопроводу через фильтр Ф-1 направляется на всас насоса НЦ-03. Далее поток подается на преобразователь расхода и поступает на стояк верхнего налива и далее в автомобильные цистерны.
На рисунке 41 приведены варианты технологических схем процесса НТКР.
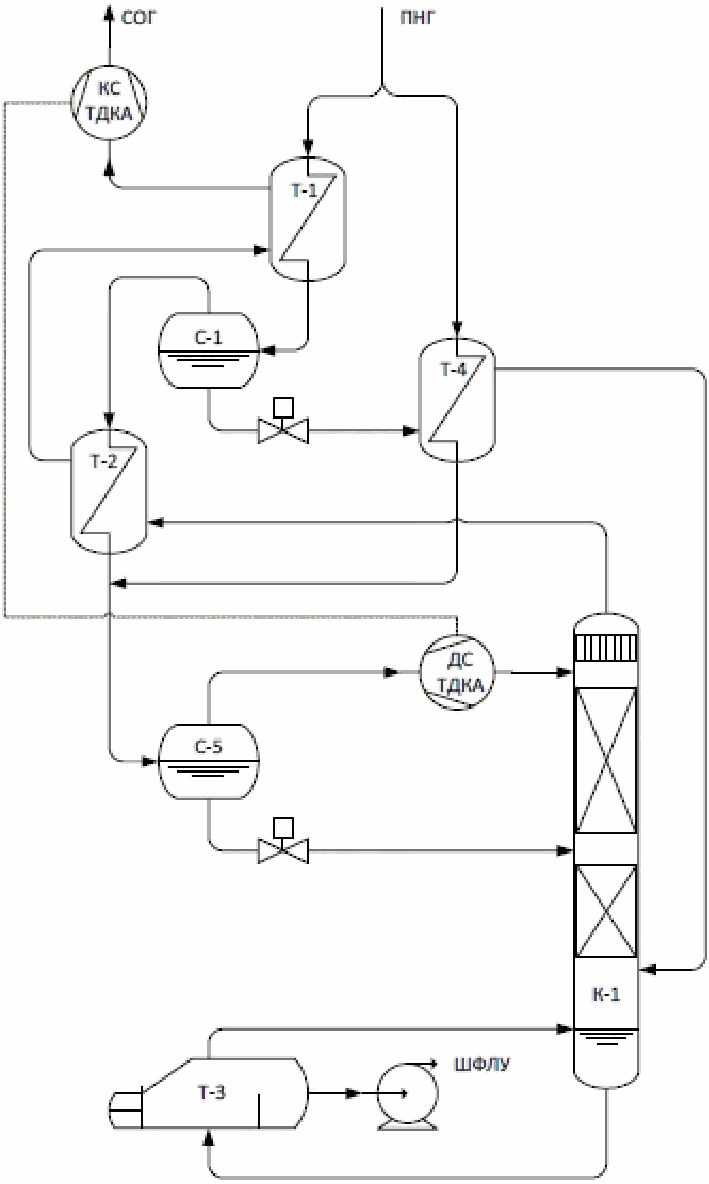
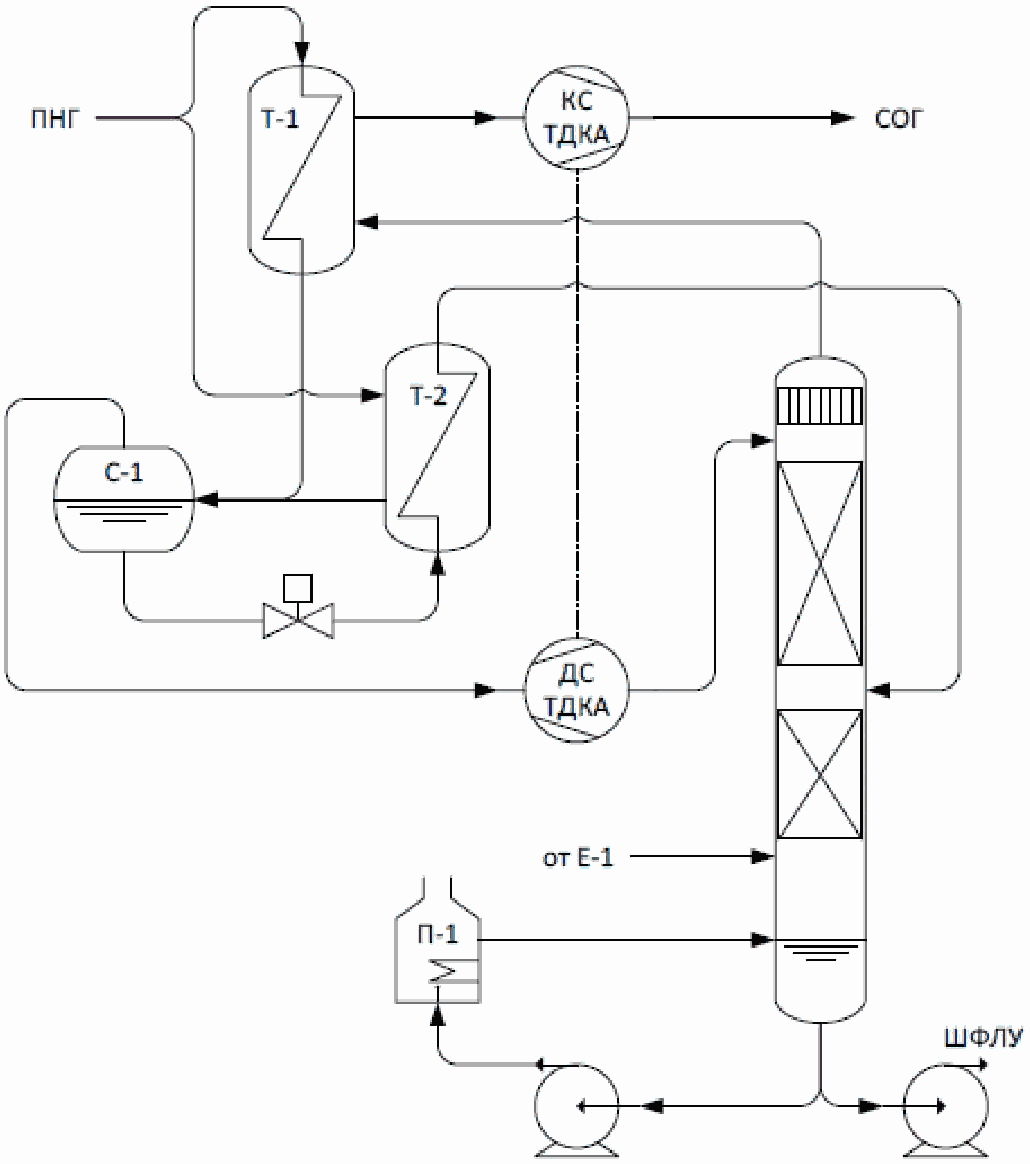
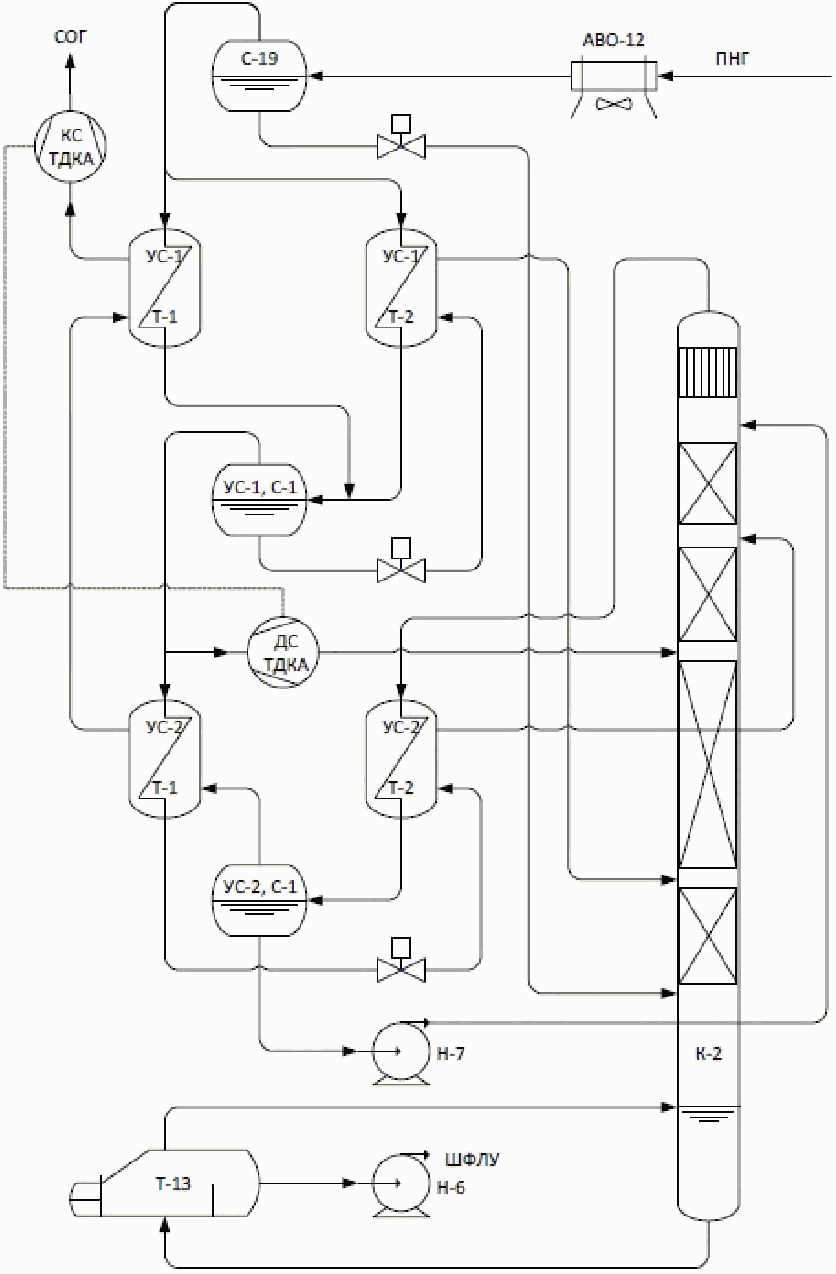
Данные схемы является развитием НТК с исключением деэтанизатора (объединением колонн) и исключением предварительного охлаждения;
Рисунок 41 (А): для получения возможности отказа от предварительного охлаждения (ПХУ) применен больший перепад давлений в холодильном цикле: 56...60 кгс/см2 вместо 31...34 кгс/см2 в исходной схеме до расширения и 9...11 кгс/см2 вместо 13...15 кгс/см2 в исходной схеме после расширения (даны среднеэксплуатационные значения) при соответствующем увеличении отношения этих давлений с 2,0....2,2 до 5.2...5,8. По производству холода реализована схема без предварительного охлаждения, с детандером на нижнем температурном уровне (точка самой низкой температуры в цикле - на выходе детандера (детандерная ступень - ДС ТДКА). Регулирование производства холода в ДС ТДКА производится изменением давления перед установкой или лопатками и дроссельным байпасом ДС ТДКА (на схеме не показан). В ДС ТДКА (включая байпасный дроссельный регулятор) расширяется весь газовый поток, образовавшийся в последовательных сепараторах С-1 и С-5 после рекуператоров холода СОГ (Т-1, Т-2) из колонны К-1 (точка самой низкой температуры газа исходного давления). По газоразделению реализована одноколонная схема с подачей детандерного потока под верхнее сепарационное устройство колонны К-1, флегмой в укрепляющей секции колонны является жидкая фаза, образовавшаяся в ходе расширения паровой фазы (сухой насыщенный пар) после сепаратора С-5 в ДС ТДКА. Удаление целевых из СОГ реализуется на трех теоретических тарелках: зеркале раздела фаз в двух последовательных сепараторах С-1 и С-5 и шлемовом сепараторе колонны К-1.
Рисунок 41 (Б): данная схема является упрощением (исключены 1 теплообменник и 1 сепаратор) предыдущей схемы в части исключения второго (нижнего) рекуперативного каскада с сепарацией (с минимальным набором технологических аппаратов), а также изменением способа подачи тепла в куб колонны, в остальном схема аналогична предыдущей. По производству холода реализована схема без предварительного охлаждения, с детандером на нижнем температурном уровне (точка самой низкой температура в цикле - на выходе детандера (детандерная ступень - ДС ТДКА). Регулирование производства холода в ДС ТДКА производится изменением давления перед установкой или лопатками НА и дроссельным байпасом НА ДС ТДКА (на схеме не показан). В ДС ТДКА (включая байпасный дроссельный регулятор) расширяется весь газовый поток, образовавшийся в сепараторе С-1 после рекуператора холода СОГ (Т-1) из колонны К-1 (точка самой низкой температуры газа исходного давления). По газоразделению реализована одноколонная схема с подачей детандерного потока под верхнее сепарационное устройство колонны К-1, флегмой в укрепляющей секции колонны является жидкая фаза, образовавшаяся в ходе расширения паровой фазы (сухой насыщенный пар) после сепаратора С-1 в ДС ТДКА. Удаление целевых из СОГ реализуется на двух теоретических тарелках: зеркале раздела фаз в сепараторе С-1 и шлемовом сепараторе колонны К-1.
Рисунок 41 (В): данная схема является развитием схемы на рисунке 39 (А) в части получения возможности орошения колонны сконденсированным дистиллятом. По производству холода реализована схема без предварительного охлаждения, с детандером на среднем температурном уровне и низкотемпературной дроссельной ступенью (точка самой низкой температура в цикле - в сепараторе УС-2/С-1). Регулирование производства холода в ДС ТДКА производится изменением давления перед установкой или лопатками НА и дроссельным байпасом НА ДС ТДКА (на схеме не показан). В ДС ТДКА (включая байпасный дроссельный регулятор) расширяется часть газового потока, образовавшегося в последовательных сепараторах С-19 и УС-1/С-1 после рекуператора холода СОГ (УС-2/Т-1). Вторая часть из колонны газового потока из сепаратора УС-1/С-1 охлаждается в рекуператоре холода СОГ (УС-2/Т-1) потоком из сепаратора УС-2/С-1 (точка самой низкой температуры газа исходного давления). По газоразделению реализована одноколонная схема с подачей под верхнее сепарационное устройство колонны К-2 дистиллятной флегмы, образованной в рекуператоре УС-2/Т-21 (точка самой низкой температуры в цикле). Удаление целевых из СОГ реализуется на трех предварительных теоретических тарелках: зеркале раздела фаз в трех последовательных сепараторах С-19, УС-1/С-1 и УС-2/С-1 и верхней секции колонны К-2.
Продуктами установок НТК и НТКР являются широкая фракция легких углеводородов (ШФЛУ) и сухой отбензиненный газ (СОГ).
2.4.2 Технология извлечения углеводородов методом низкотемпературной конденсации с внешним холодильным циклом и турбодетандером
Для охлаждения сырьевого газового потока в схему может быть включен холодильник с внешним хладагентом - пропаном, этаном и т.д. Также для получения холода за счет расширения технологических потоков используются дроссели и турбодетандеры.
В качестве примера на рисунке 42 приведена технологическая схема НТК с внешним холодильным циклом и турбодетандером.
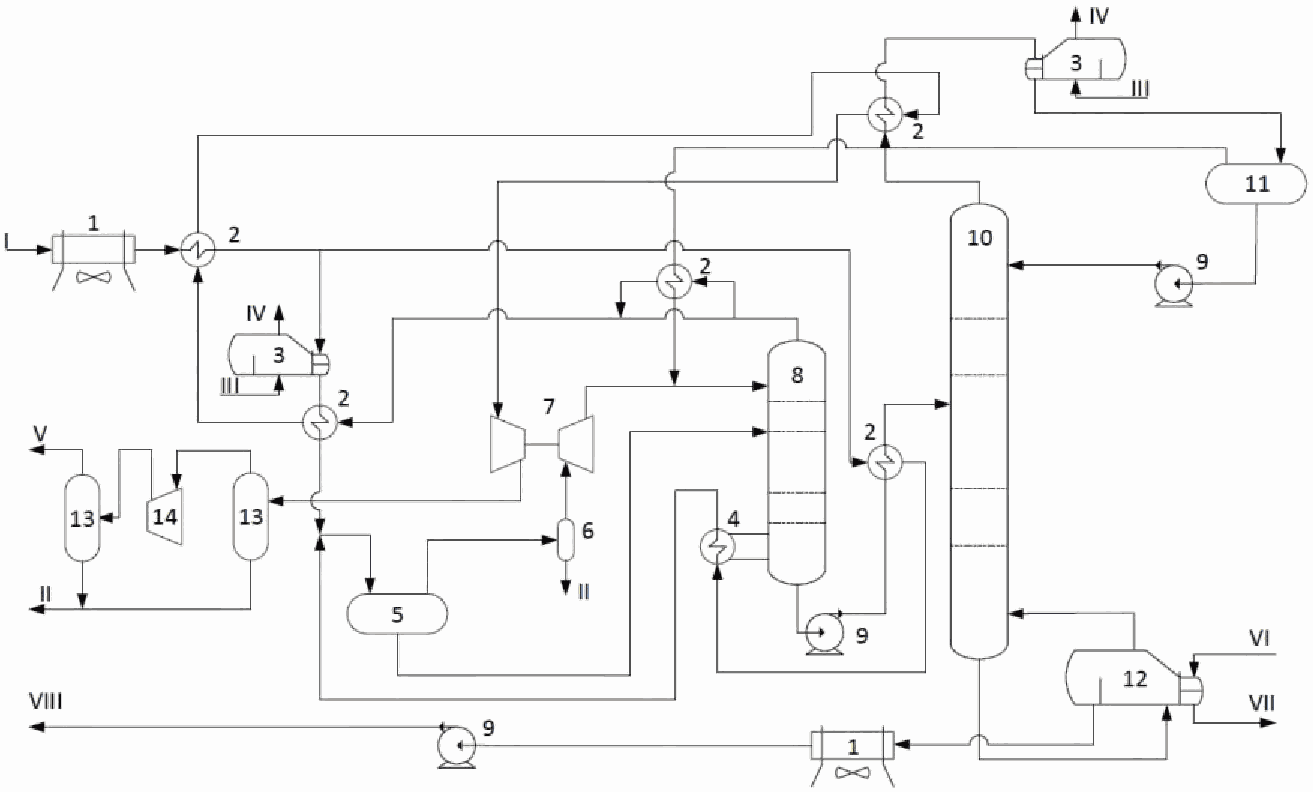
циклом и турбодетандером
1 - воздушный холодильник; 2 - рекуперативные
теплообменники; 3 - пропановые испарители; 4 - рибойлер
деметанизатора; 5 - сепаратор охлажденного газа;
6 - сепаратор на входе турбодетандера; 7 - турбодетандер;
8 - деметанизатор; 9 - центробежные насосы;
10 - деэтанизатор; 11 - рефлюксная емкость; 12 - рибойлер
деэтанизатора; 13 - газовые сепараторы; 14 - дожимной
компрессор
I - сырьевой газ; II - углеводородный конденсат;
III - жидкий пропан; IV - газообразный пропан; V - газ
в газотранспортную сеть; VI - перегретый пар;
VII - пароконденсат; VIII - ШФЛУ
Поток газа после блока компримирования и осушки поступает на блок НТК, проходя воздушные холодильники и рекуперативный теплообменник, разделяется на два: первый поток проходит пропановый испаритель, пластинчатые рекуперативные теплообменники и поступает в горизонтальный сепаратор охлажденного газа; второй поток проходит рекуперативный теплообменник, где охлаждается за счет получения холода от потока УВК из деметанизатора, после чего поступает в рибойлер куба деметанизатора и также поступает в сепаратор охлажденного газа.
Газовая фаза из сепаратора поступает на прием турбодетандера, где за счет перепада давления и совершения механической работы охлаждается до рабочей температуры и поступает вверх колонны деметанизатора, углеводородный конденсат из сепаратора подается в качестве орошения деметанизатора.
Деметанизированный конденсат поступает в колонну деэтанизатор для окончательной стабилизации. Для охлаждения верха колонны деэтанизатора реализован контур орошения, в котором охлаждение паров происходит в рекуперативном теплообменнике, охлаждаемом дистиллятом деметанизатора, и пропановом испарителе. Орошение в колонну подается центробежным насосом из рефлюксной емкости. Кубовый остаток деэтанизатора подается в рибойлер, где нагревается за счет подачи перегретого водяного пара в трубный пучок, углеводородные пары поступают под полуглухую тарелку деэтанизатора, а жидкость из рибойлера - в товарный поток ШФЛУ, охлаждаемый в воздушных холодильниках и откачиваемый насосами в магистральный продуктопровод.
Дистиллят колонны деэтанизатора поступает в пластинчатый рекуперативный теплообменник и смешивается с газовым потоком после турбодетандера, проходя верх деметанизатора последовательно отдает холод входному потоку газа в рекуперативных теплообменниках, после чего поступает в компрессорную часть турбодетандера, откуда направляется на прием дожимного компрессора и затем в газотранспортную магистраль.
Низкотемпературная абсорбция основана на повышении давления и снижении температуры в абсорбционных аппаратах, параметры которых позволяют использовать низкомолекулярные абсорбенты, а также реализовывать сам процесс при более низких расходах абсорбента. Такие аппараты состоят из блока предварительного отбензинивания исходного газа, блока низкотемпературной абсорбции, в котором осуществляется процесс доизвлечения углеводородов из природного или попутного газов. Он также позволяет углубить извлечение и снизить нагрузку на абсорбер.
Схема низкотемпературной абсорбции ПНГ представлена ниже (рисунок 43).
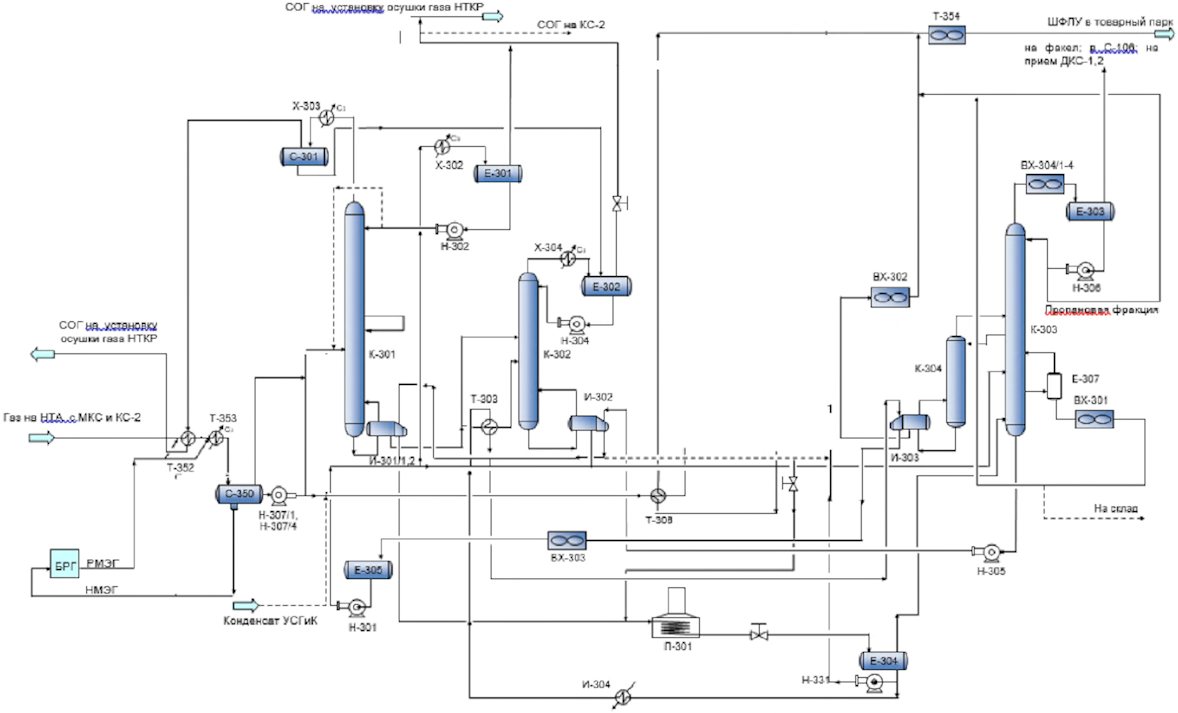
из ПНГ методом низкотемпературной абсорбции (НТА)
Поток ПНГ последовательно направляется в трубное пространство теплообменника Т-352, а также пропанового холодильника Т-353.
На входе в теплообменник Т-352 и холодильник Т-353 через форсуночные устройства может подаваться 80-процентный раствор этиленгликоля с целью извлечения влаги из поступающего газа. Охлаждение газоконденсатной смеси в теплообменнике Т-352 осуществляется за счет холода обратного потока отбензиненного газа из сепаратора С-301. Отбензиненный газ после прохождения теплообменника Т-352 направляется на блок осушки НТКР либо по перемычке поступает на блок НТК.
В пропановом холодильнике Т-353 сырьевой газ охлаждается до температуры минус 23 °C за счет кипения жидкого пропана, подаваемого в межтрубное пространство.
Газожидкостная смесь из пропанового холодильника Т-353 подается в трехфазный разделитель С-350, где происходит разделение газа, углеводородного конденсата и насыщенного этиленгликоля (при работающей жидкостной осушке). Насыщенный этиленгликоль из С-350 подается на блок регенерации этиленгликоля. Отбензиненный и осушенный газ из разделителя С-350 подается либо в колонну К-301 на абсорбцию, либо, минуя К-301, сразу в С-301.
Углеводородный конденсат из разделителя С-350 подается на прием насосов Н-307/1,4, которыми частично подается в колонну-деметанизатор К-301 (с целью пополнения тяжелых компонентов абсорбента), частично в деэтанизатор К-306 либо в линию ШФЛУ.
В верхнюю часть колонны К-301 на 46-ю тарелку подается охлажденный до температуры минус 23 °C тощий абсорбент для извлечения целевых компонентов C3+ в абсорбционной части колонны. Подача абсорбента осуществляется насосом Н-302/1,2 из емкости Е-301. Для дополнительного извлечения целевых компонентов в Е-301 смонтирована линия подачи конденсата из сепаратора С-301. В зависимости от ведения технологического режима, газовая фаза из Е-301 направляется либо на приемный коллектор ПНГ, либо в сухой газ.
Насыщенный абсорбент в колонне К-301 по тарелкам перетекает в отпарную часть, где за счет повышения температуры происходит выпаривание метановой фракции, которая выводится с отбензиненным газом. Кубовый остаток отводится в колонну - деэтанизатор К-302.
Отбензиненный газ с верха колонны К-301 поступает в пропановый холодильник Х-303 для дополнительного захолаживания и дальнейшего отделения, вынесенного потоком газа абсорбента в сепараторе С-301. Конденсат из сепаратора С-301 подается в емкость Е-302.
Одной из разновидности установок НТА являются маслоабсорбционные установки (МАУ). Технологическая схема маслоабсорбционной установки представлена на рисунке 44.
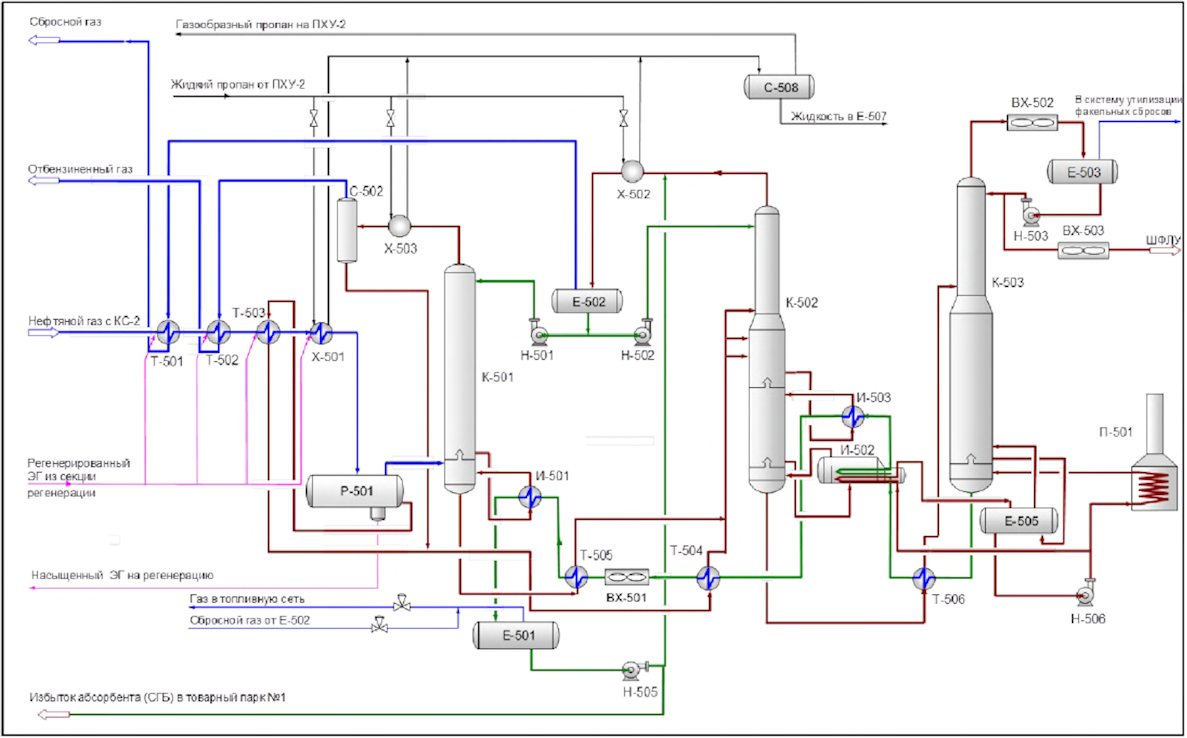
маслоабсорбционной установки
ПНГ с температурой от плюс 20 до плюс 40 °C и давлением от 3,3 до 3,6 МПа проходит последовательно теплообменники Т-501, Т-502, Т-503, где охлаждается обратными технологическими потоками сбросного газа из колонны К-502, отбензиненного газа из абсорбера К-501 и углеводородного конденсата из разделителя Р-501 соответственно. Для осушки газа и предотвращения гидратообразования в поток попутного нефтяного газа перед теплообменниками Т-501, Т-502, Т-503 через форсунки впрыскивается этиленгликоль концентрацией от 83 до 92% масс. из секции регенерации этиленгликоля (ЭГ).
Из теплообменника Т-503 попутный нефтяной газ с температурой от минус 5 до плюс 20 °C и давлением от 3,08 до 3,6 МПа направляется в пропановый испаритель Х-501. Для осушки газа и предотвращения гидратообразования в поток нефтяного газа перед пропановым испарителем Х-501 через форсунку впрыскивается ЭГ концентрацией от 83 до 92% масс. из секции регенерации ЭГ.
В пропановом испарителе Х-501 происходит охлаждение попутного нефтяного газа до температуры минус 31...минус 22 °C за счет испарения жидкого пропана (пропановой фракции), поступающего по трубопроводу от пропановой холодильной установки (ПХУ).
Газообразный пропан из пропанового испарителя Х-501 с давлением 0,02...0,065 МПа и температурой минус 35...минус 30 °C поступает в сепаратор С-508 и далее в пропановую холодильную установку (ПХУ).
В процессе захолаживания попутного нефтяного газа в пропановом испарителе Х-501 большая часть углеводородов C3+ конденсируется, и парожидкостная смесь вместе с насыщенным раствором ЭГ поступает в трехфазный разделитель Р-501 для отделения газа, углеводородного конденсата и насыщенного водой ЭГ.
Отбензиненный газ из трехфазного разделителя Р-501 поступает в абсорбционную колонну К-501.
Углеводородный конденсат из трехфазного разделителя Р-501 проходит межтрубное пространство теплообменника Т-503, где отдает свой холод и после теплообменника дросселируется до давления 2,17...2,86 МПа, направляется в теплообменник Т-504, где отдает свой холод, и далее поступает в абсорбционно-отпарную колонну К-502.
Охлажденный газ после разделителя Р-501 поступает в нижнюю часть абсорбционной колонны К-501 под глухую тарелку.
Назначение абсорбционной колонны К-501 - низкотемпературная абсорбция с получением отбензиненного газа и углеводородного конденсата.
Двигаясь снизу вверх, газ контактирует с предварительно насыщенным абсорбентом, подаваемым на орошение колонны К-501 насосами Н-501/1, Н-501/2 (1 рабочий + 1 резервный).
Абсорбент, контактируя с газом на тарелках, насыщается извлеченными из газа целевыми углеводородами, стекает на глухую тарелку колонны К-501, затем поступает в испаритель абсорбера И-501, где нагревается потоком "тощего" абсорбента из десорбера К-503, и подается под глухую тарелку в куб абсорбционной колонны К-501.
Из куба колонны К-501 насыщенный абсорбент направляется в теплообменники Т-505/2, Т-505/1 для утилизации холода и далее поступает в абсорбционно-отпарную колонну К-502.
Отбензиненный газ с верха колонны К-501 поступает на захолаживание в пропановый холодильник Х-503.
В холодильнике Х-503 происходит охлаждение отбензиненного газа до температуры минус 31...минус 23 °C за счет испарения жидкого пропана, поступающего по трубопроводу от ПХУ.
Газообразный пропан из холодильника Х-503 с давлением 0,02...0,065 МПа и температурой минус 35...минус 30 °C поступает в сепаратор С-508 и далее в ПХУ.
В процессе захолаживания отбензиненного газа в холодильнике Х-503 часть углеводородов конденсируется, и парожидкостная смесь поступает в сепаратор отбензиненного газа С-502 для отделения жидкости (углеводородного конденсата).
Отбензиненный газ из сепаратора С-502 поступает в межтрубное пространство теплообменника Т-502 для утилизации холода и выводится из схемы.
Отделившийся в сепараторе С-502 углеводородный конденсат с температурой минус 30...минус 23 °C объединяется с конденсатом из разделителя Р-501 (после теплообменника Т-503 с температурой до 12 °C) и поступает в теплообменник питания абсорбционно-отпарной колонны (АОК) Т-504, где нагревается до температуры 23,3...60,4 °C.
В теплообменнике питания АОК Т-504 происходит нагрев конденсата "тощим" абсорбентом, поступающим из испарителя АОК И-503.
Конденсат после Т-504 с температурой 23,3...46,4 °C объединяется с насыщенным абсорбентом куба колонны К-501, предварительно нагретым в теплообменниках Т-505/2, Т-505/1 до температуры 3,5...43 °C, и общим потоком с температурой 25,0...36,5 °C поступает на загрузку абсорбционно-отпарной колонны К-502.
Назначение абсорбционно-отпарной колонны К-502 - деэтанизация насыщенного абсорбента.
Колонна К-502 состоит из двух частей разного диаметра и имеет две глухие тарелки. В нижней части колонны производится отпарка легких углеводородов, а в верхней - абсорбция целевых углеводородов предварительно насыщенным абсорбентом, подаваемым в качестве орошения. Подвод тепла в отпарную часть колонны производится промежуточным И-503 и основным И-502 испарителями.
С верха колонны К-502 газы деэтанизации (метан и этан) с незначительным содержанием пропан-бутановой фракции поступают в пропановый холодильник Х-502, предварительно смешиваясь с "тощим" абсорбентом из десорбера К-503, прошедшим цикл охлаждения в теплообменной аппаратуре и подаваемым насосом Н-505/1, Н-505/2 (1 рабочий + 1 резервный).
В холодильнике Х-502 происходит охлаждение до температуры минус 31...минус 15 °C газожидкостной смеси и предварительное насыщение абсорбента газами деэтанизации за счет испарения жидкого пропана, поступающего по трубопроводу от ПХУ.
Газообразный пропан из Х-502 с давлением 0,02...0,065 МПа поступает в сепаратор С-508 и далее в ПХУ.
Охлажденная газожидкостная смесь из холодильника Х-502 поступает в емкость Е-502, где происходит отделение газа от жидкости.
Газ из емкости Е-502 через теплообменник Т-501 направляется в сепаратор топливного газа Е-512 (предварительно сдросселированный до давления 0,5 МПа) и далее в топливную сеть завода.
Предварительно насыщенный абсорбент из емкости Е-502 насосами Н-501/1, Н-501/2 (1 рабочий + 1 резервный) и Н-502/1, Н-502/2 (1 рабочий + 1 резервный) подается на орошение колонн К-501 и К-502 соответственно.
Деэтанизированный насыщенный абсорбент из куба колонны К-502 с температурой 85...118 °C направляется в теплообменник питания десорбера Т-506, где подогревается до температуры 110...160 °C кубовым продуктом десорбера К-503, и далее поступает на питание десорбера К-503 двумя потоками.
Назначение десорбера К-503 - десорбция деэтанизированного насыщенного абсорбента. Десорбер К-503 представляет собой ректификационную колонну двух диаметров с ситчато-клапанными тарелками, состоящую из отгонной и концентрационных частей.
Пары ШФЛУ с верха десорбера К-503 поступают в воздушные конденсаторы-холодильники ВХ-502/1...ВХ-502/6, где охлаждаются до температуры 25...58 °C, конденсируются и поступают в емкость орошения десорбера Е-503.
Из емкости орошения десорбера Е-503 ШФЛУ насосами Н-503/1, Н-503/2 (1 рабочий + 1 резервный) подается на орошение десорбера К-503, а излишек поступает в воздушные холодильники ВХ-503/1, ВХ-503/2, где охлаждается до температуры 18...58 °C, и направляется на склад ШФЛУ.
Флегма, стекающая по десорберу сверху вниз, накапливается на глухой тарелке и в сообщающейся с тарелкой буферной емкости Е-505. Из емкости Е-505 продукт забирается насосами Н-506/1...Н-506/3 и направляется в существующую печь беспламенного горения П-501.
Часть потока с нагнетания насосов Н-506/1...Н-506/3 направляется в качестве теплоносителя в трубный пучок испарителя И-502 колонны К-502 и возвращается в емкость Е-505.
Из куба десорбера К-503 регенерированный "тощий" абсорбент проходит последовательно теплообменник Т-506, испарители АОК И-502, И-503, теплообменник питания АОК Т-504, АВО "тощего" абсорбента ВХ-501/1, ВХ-501/2, теплообменники питания АОК Т-505/1, Т-505/2, испаритель абсорбера И-501, где отдает свое тепло и с температурой минус 18...минус 6 °C поступает в емкость Е-501.
Из емкости Е-501 "тощий" абсорбент насосами Н-505/1, Н-505/2 (1 рабочий + 1 резервный) подается на насыщение газами деэтанизации и охлаждение в пропановый холодильник Х-502, после чего предварительно насыщенный адсорбент поступает в емкость Е-502, откуда насосами Н-501/1, Н-501/2 (1 рабочий + 1 резервный) и Н-502/1, Н-502/2 (1 рабочий + 1 резервный) подается на орошение колонн К-501 и К-502 соответственно.
Из емкости Е-501 отбензиненный газ объединяется с отбензиненным газом от Т-502 и направляется в сепаратор топливного газа Е-512.
Для обеспечения режима десорбции в десорбере К-503 используется печь беспламенного горения П-501. "Тощий" абсорбент из буферной емкости десорбера Е-505 с температурой 151...197 °C насосами Н-506/1...Н-506/3 направляется в змеевик печи, где нагревается до температуры 190...230 °C, и возвращается в куб десорбера К-503.
На входе в печь П-501 поток абсорбента распределяется по четырем змеевикам печи.
Пространство печи подразделяется на конвекционную часть, где, подогрев змеевиков производится дымовыми газами, выходящими из печи, и радиантную часть, где, подогрев змеевиков производится за счет теплового излучения панелей беспламенного горения.
Еще одна схема извлечения углеводородов методом низкотемпературной абсорбции (НТА) приведена на рисунке 45.
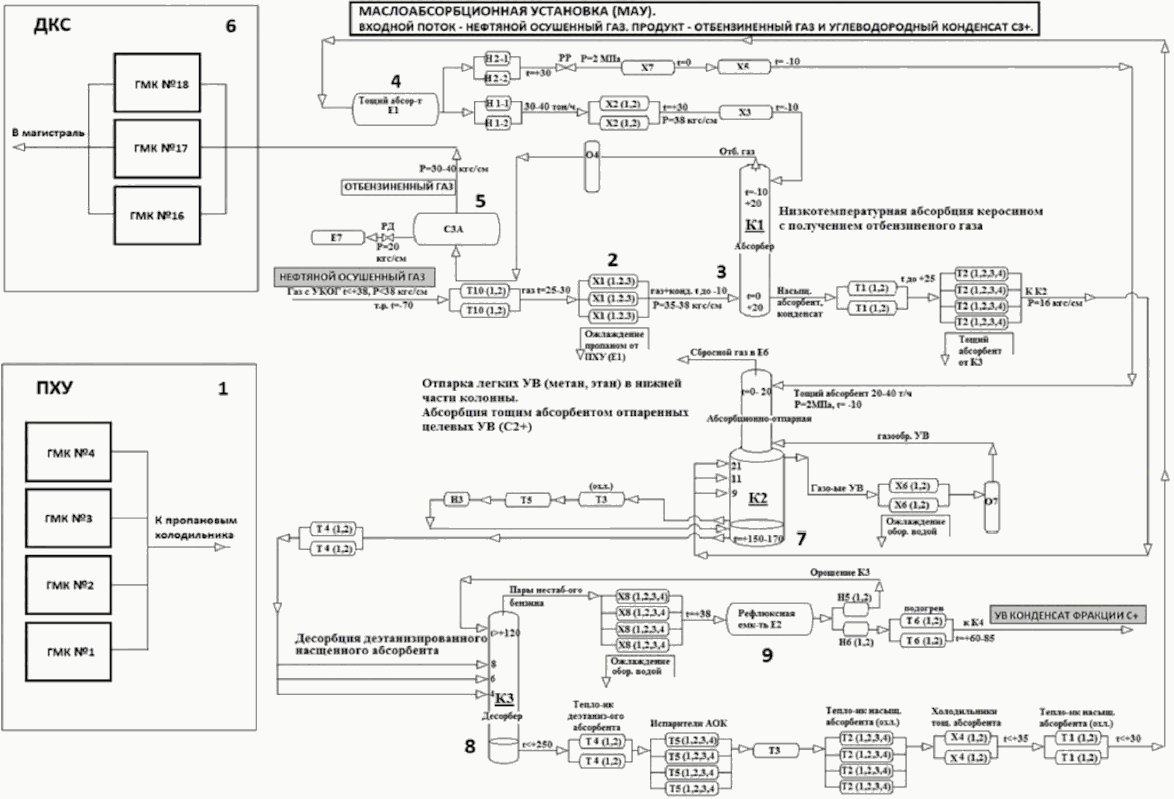
низкотемпературной абсорбции (НТА)
1 - ГМК пропановой холодильной установки; 2 - пропановые
холодильники сырьевого газа Х-1-1,2,3/VI; 3 - абсорбера
К-1/VI; 4 - емкость тощего абсорбента Е1/VI; 5 - сепаратор
сухого отбензиненного газа СЗА; 6 - ГМК ДКС;
7 - абсорбционно-отпарная колонна К-2/VI; 8 - десорбер
К-3/VI, 9 - рефлюксная емкость Е2/VI;
I - осушенный нефтяной газ; II - сухой отбензиненный газ;
III - смесь углеводородов C3+
Попутный нефтяной газ, осушенный до точки росы по влаге минус 70 °C, после установки компримирования и осушки газа (УКОГ) с давлением до 3,8 МПа направляется в трубную часть пропановых холодильников сырьевого газа Х-1-1,2,3/VI, где охлаждается до температуры минус 10 °C. Охлажденный газ от холодильников Х-1-1,2,3/VI поступает в общий коллектор и затем совместно с образовавшимся конденсатом поступает в нижнюю часть абсорбера К-1/VI. Двигаясь снизу-вверх в абсорбере К-1/VI, газ контактирует с тощим абсорбентом, подаваемым на орошение абсорбера из Е1/VI. Из абсорбера сухой отбензиненный газ, через сепаратор СЗА, направляется в пункт замера сухого отбензиненного газа (на реализацию).
Насыщенный абсорбент совместно с конденсатом, выпавшим после охлаждения сырого газа в холодильниках  , направляется в абсорбционно-отпарную колонну (АОК) К-2/VI, где происходит отпарка легких углеводородов. Деэтанизированный насыщенный абсорбент из отпарной части колонны К-2/VI поступает в десорбер К-3/VI с температурой до 190 °C и давлением до 0,94 МПа, где при температуре до плюс 250 °C происходит регенерация абсорбента. Пары нестабильного бензина с верха десорбера К-3/VI поступают в конденсаторы, рефлюксную емкость Е2/VI. Из рефлюксной емкости нестабильный бензин направляется на газофракционирующую установку (ГФУ) и подается в качестве сырья в пропановую колонну К-4/VI (на схеме не показаны).
, направляется в абсорбционно-отпарную колонну (АОК) К-2/VI, где происходит отпарка легких углеводородов. Деэтанизированный насыщенный абсорбент из отпарной части колонны К-2/VI поступает в десорбер К-3/VI с температурой до 190 °C и давлением до 0,94 МПа, где при температуре до плюс 250 °C происходит регенерация абсорбента. Пары нестабильного бензина с верха десорбера К-3/VI поступают в конденсаторы, рефлюксную емкость Е2/VI. Из рефлюксной емкости нестабильный бензин направляется на газофракционирующую установку (ГФУ) и подается в качестве сырья в пропановую колонну К-4/VI (на схеме не показаны).
, направляется в абсорбционно-отпарную колонну (АОК) К-2/VI, где происходит отпарка легких углеводородов. Деэтанизированный насыщенный абсорбент из отпарной части колонны К-2/VI поступает в десорбер К-3/VI с температурой до 190 °C и давлением до 0,94 МПа, где при температуре до плюс 250 °C происходит регенерация абсорбента. Пары нестабильного бензина с верха десорбера К-3/VI поступают в конденсаторы, рефлюксную емкость Е2/VI. Из рефлюксной емкости нестабильный бензин направляется на газофракционирующую установку (ГФУ) и подается в качестве сырья в пропановую колонну К-4/VI (на схеме не показаны).Продукцией установок НТА являются ШФЛУ и СОГ.
Вариант масляной низкотемпературной абсорбции для переработки ШФЛУ и углеводородных конденсатов приведен на рисунке 46.
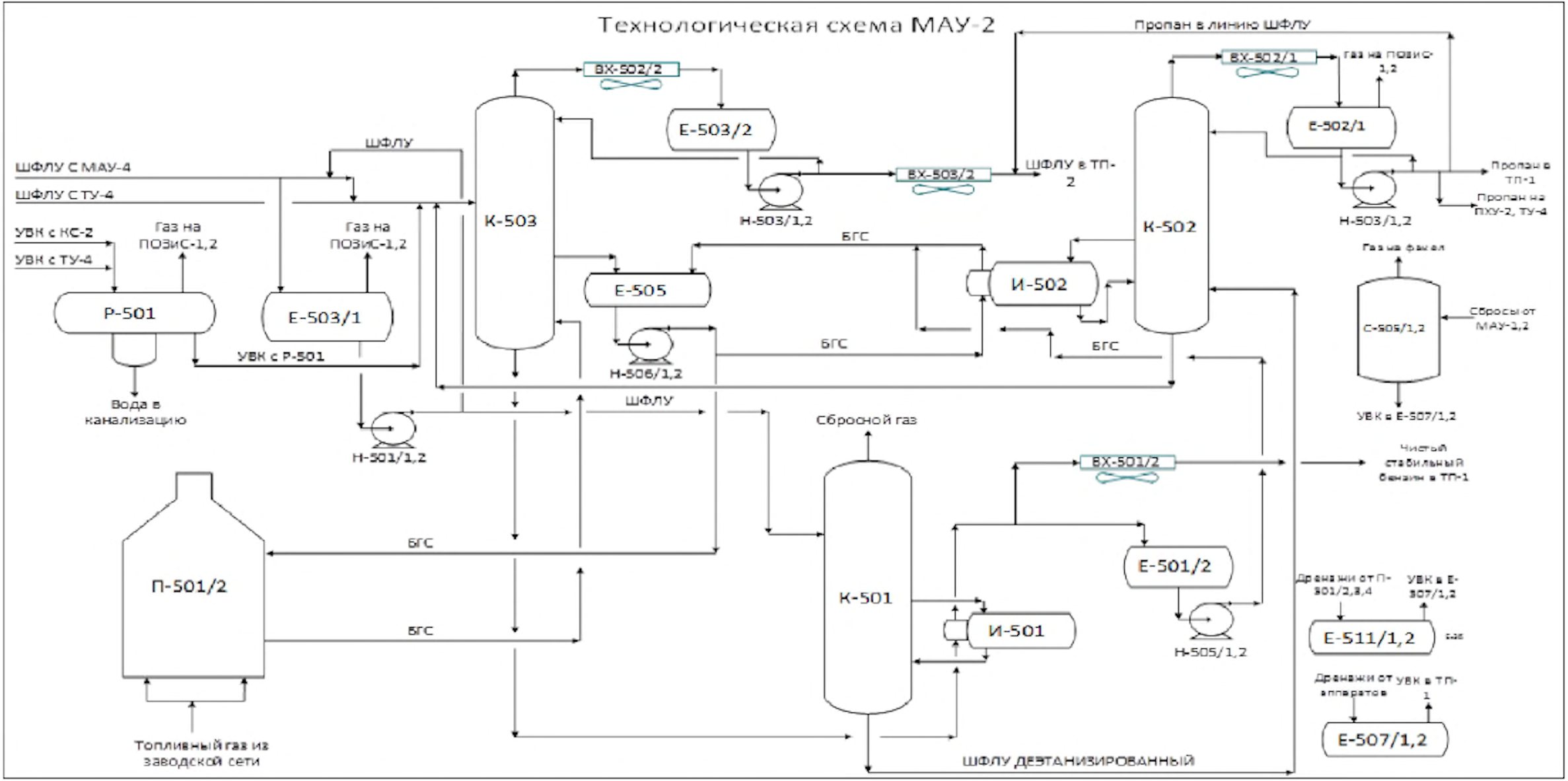
низкотемпературной абсорбции (НТА) с применением
маслоабсорбционной установки в технологическом процессе
На маслоабсорбционной установке в технологическом процессе колонна К-501 работает в режиме деэтанизатора, колонна К-502 служит для получения чистого пропана и пропан-бутановых фракций различных соотношений пропана и бутана, а в колонне К-503 получают бензин газовый стабильный.
Деэтанизатор К-501 предназначен для выделения метан-этановой фракции из ШФЛУ. Питание с 14-й тарелки колонны стекает на полуглухую тарелку, с которой поступает в межтрубное пространство испарителя И-501, где подогревается бензином газовым стабильным из куба колонны К-503 и в виде парожидкостного потока направляется в куб колонны К-501. С куба колонны К-501 паровой поток устремляется вверх и контактирует на тарелках с жидкой фазой, стекающей вниз. При контакте происходит массо-теплообменный процесс, при котором паровая фаза обогащается легколетучими компонентами, а жидкая фаза - труднолетучими. Паровая фаза, отводимая с верха колонны К-501 и состоящая из метан-этановой и частично пропановой фракций, через клапан-регулятор давления поз. 561 направляется в колонну К-503 или в заводскую систему сбросных газов. Кубовая жидкость представляет собой деэтанизированный конденсат.
Деэтанизированный продукт из кубовой части К-501 подается в пропановую колонну К-502 на 18-ю, 20-ю и 22-ю тарелки. Уровень в кубе колонны в пределах 30 - 80% шкалы прибора.
Колонна К-502 предназначена для получения пропановой фракции концентрацией не ниже 98%, а также пропан-бутановых фракций различных соотношений.
Жидкость стекает по тарелкам на полуглухую тарелку, откуда перетекает в межтрубное пространство испарителя И-502, где нагревается горячим бензином газовым стабильным с нагнетания насоса Н-506 до температуры 80 - 120 °C, и в парожидкостном виде поступает в куб колонны под глухую тарелку. Из куба колонны К-502 паровой поток устремляется вверх и контактирует на тарелках с жидкой фазой, стекающей вниз. При контакте происходит массо-теплообменный процесс, при котором паровая фаза обогащается легколетучими компонентами, а жидкая фаза - труднолетучими. Температура куба колонны регулируется клапаном-регулятором в пределах 80 - 120 °C изменением подачи теплоносителя в трубный пучок испарителя И-502.
Пары с верха колонны К-502 с температурой 35 - 80 °C направляются в воздушные холодильники ВХ-502/1, где охлаждаются до температуры 35 - 60 °C и в жидком виде собираются в емкость Е-502/1, уровень жидкости в которой поддерживается в пределах 20 - 80% шкалы прибора.
Давление в емкости Е-502/1 (не выше 1,6 МПа) поддерживается клапаном-регулятором давления со сбросом газа в приемный газопровод ПОЗиС-1,2 или в факельную систему завода. Из емкости Е-502/1 жидкий продукт насосом поз. Н-502/1,2 подается на орошение колонны К-502.
Излишки продукта направляются в товарный парк N 1 или в линию ШФЛУ.
Из куба колонны К-502 кубовый остаток направляется на ректификацию в колонну К-503. Колонна К-503 предназначена для отделения ШФЛУ от бензина газового стабильного.
Загрузка сырья производится на 8-ю; 16-ю и 17-ю тарелки. На загрузку колонны поступает:
- кубовый остаток колонны К-502;
- излишки ШФЛУ после загрузки колонны К 501;
- углеводородный конденсат из трехфазного разделителя Р-501;
Пары ШФЛУ с верха колонны с температурой 60 - 95 °C охлаждаются в воздушном холодильнике ВХ-502/2 до температуры 35 - 50 °C, конденсируются и поступают в емкость Е-503/2.
Давление в колонне замеряется преобразователем давления поз. 562 с выводом показаний и регистрацией на щите в операторной прибором поз. PIR-562.
Излишки газа через клапан-регулятор сбрасываются на факел или в приемный газопровод пункта сепарации ПОЗиС N 1, 2.
Из емкости Е-503/2 ШФЛУ забирается насосами поз. Н-503/1,2 и подается на орошение колонны.
Излишки ШФЛУ с нагнетания насосов Н-503/1,2 направляются в холодильник ВХ-503/2 и далее в товарный парк N 2.
Уровень в емкости Е-503/2 поддерживается в пределах 20 - 80% шкалы прибора.
Бензин газовый стабильный, стекая по тарелкам колонны К-503, накапливается на глухой тарелке и в емкости Е-505, составляющей единый объем с глухой тарелкой. Из емкости Е-505 бензин забирается насосами поз. Н-506/1,2 и прокачивается через печь поз. П-501/2, где подогревается до температуры не выше 210 °C и направляется в куб колонны. Уровень в кубе колонны поддерживается в пределах 30 - 80% шкалы прибора.
Часть теплоносителя с нагнетания насосов Н-506/1,2 подается в трубный пучок испарителя И-502 и возвращается в Е-505.
Бензин газовый стабильный из куба К-503 направляется в качестве теплоносителя в трубный пучок испарителя И-501 и поступает в емкость Е-501/2.
Уровень в емкости выдерживается этим клапаном в пределах 30 - 80% шкалы прибора. Из емкости Е-501/2 бензин газовый стабильный насосами Н-505/1,2 возвращается в емкость Е-505.
Излишки бензина газового стабильного через воздушный холодильник ВХ-501/2 и клапан-регулятор уровня на глухой тарелке в К-503 с температурой не выше 35 °C направляются в товарный парк N 1.
Печь П-501/2 служит для обеспечения температурного режима колонны К-503. Бензин газовый стабильный из емкости Е-505 забирается насосами Н-506/1,2 и четырьмя параллельными потоками подается в змеевики трубчатого подогревателя П-501/2. В змеевиках печи бензин газовый стабильный нагревается до температуры 140 - 210 °C. После печи горячий бензин газовый стабильный подается в куб колонны К-503.
Количество бензина газового стабильного регулируется в пределах 180000 - 300000 кг/час.
В качестве примера в таблице 25 приведен примерный перечень технологического оборудования.
Таблица 25
углеводородов методом низкотемпературной абсорбции
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Абсорбер С-101 (СОУ) | Извлечение углекислого газа и сероводорода, утилизация кислых газов | Извлечение углекислого газа и сероводорода из подаваемого сырьевого газа методом абсорбции 18% водным раствором моноэтаноламина (МЭА) | Основное технологическое | Тарелки - 23 шт., температура плюс 165 °C, давление 0,6 МПа, диаметр 2700 мм, высота H = 22910 мм | |
Десорбер (регенератор) С-102 (СОУ) | Извлечение углекислого газа и сероводорода, утилизация кислых газов | Извлечение из насыщенного раствора МЭА кислых газов | Основное технологическое | Тарелки - 23 шт., температура плюс 165 °C, давление 0,5 МПа, диаметр 1300 мм, высота H = 18210 мм | |
Печь дожига В-403 (СОУ) | Извлечение углекислого газа и сероводорода, утилизация кислых газов | Удаление кислых газов, содержащихся в промысловом газе низкого давления и их дальнейшая утилизация | Основное технологическое | Расход кислого газа - 1072 кг/час - расход топливного газа - 47 кг/час температура плюс 850 °C, давление 0,7 МПа, диаметр 2028 мм, высота H = 7068 мм | |
Центробежный компрессор типа DATUM с приводом - газовая турбина (с сухими газовыми уплотнениями тандемного типа) Тип корпуса (НД) - D10RS6 Тип корпуса (НД) - D06R9S ТК-101.1 и ТК-101.2 (КНГ) | Компримирование компрессорами с газотурбинными двигателями | Повышение давления нефтяного газа до 3,9 МПа изб. | Основное технологическое | Производительность 28125 нм3/час (при 0 °C и 0,1013 МПа) Максимальное рабочее на нагнетании компрессора НД - 1,7 МПа; на нагнетании компрессора ВД - 4,1 МПа Тип привода: газовая турбина Модель "ТАЙФУН" Номинальная мощность по ISO 4939 кВт при 13000 об/мин | |
Адсорбер для газа (2003.44/3146-01.00.000 ТП) К-201.1, К-201.2, К-201.3 (УОГ) | Адсорбционная осушка ПНГ до точки росы по влаге минус 70 °C | Осушка попутного нефтяного газа | Основное технологическое | V = 16,4 м3, тарелки ситчатые 6 шт, температура: Адсорбция плюс 50 °C, Охлаждение/регенерация плюс 365 °C, давление: Адсорбция 3,93 МПа изб. Охлаждение/регенерация 3,2 МПа изб., диаметр: Д = 1600 мм, высота: H = 10965 мм | |
Абсорбер К-1/VI (МАУ) | Низкотемпературная абсорбция абсорбентом (керосиновая фракция начало кипения 150 °C, конец кипения 250 °C) + ДКС | Получение отбензиненного нефтяного газа и углеводородного конденсата | Основное технологическое | V = 63 м3, аппарат колонного типа, с тарелками с прямоточными клапанами n = 30 шт. Давление рабочее 35...38 кгс/см2 | |
Абсорбционно-отпарная колонна К-2/VI (МАУ) | Низкотемпературная абсорбция абсорбентом (керосиновая фракция начало кипения 150 °C, конец кипения 250 °C) + ДКС | Деэтанизация абсорбента. Отпарка легких углеводородов из абсорбента | Основное технологическое | V = 124 м3, аппарат колонного типа с колпачковыми тарелками n = 41 шт. Д Давление рабочее 12,0...15,4 кгс/см2 | |
Десорбер К-3/VI (МАУ) | Низкотемпературная абсорбция абсорбентом (керосиновая фракция начало кипения 150 °C, конец кипения 250 °C) + ДКС | Десорбция деэтанизированного насыщенного абсорбента | Основное технологическое | V = 331,1 м3, аппарат колонного типа с колпачковыми тарелками n = 31 шт. Давление рабочее 8,0...9,4 кгс/см2 | |
Газомотокомпрессор 10 ГКН1/(30-38)-56 ГМК N 16 ГМК N 17 ГМК N 18 (МАУ) | Низкотемпературная абсорбция абсорбентом (керосиновая фракция начало кипения 150 °C, конец кипения 250 °C) + ДКС | Компримирование СОГ до давления, необходимого для транспортировки газа к потребителю | Основное технологическое | Тип: поршневой, стационарный; мощность 1500 л.с.; производительность 28998 м3/час (одной ГМК); давление на приеме: 3,6 МПа; давление на нагнетании: 5,6 МПа | |
Газомотокомпрессор 10 ГКН2/1,5-17,4 ГМК N 1 ГМК N 2 ГМК N 3 ГМК N 4 (ПХУ) | Использование в качестве хладагента циркулирующего от газомотокомпрессоров с приводом от двигателя внутреннего сгорания | Компримирование и конденсация газообразного пропана, используемого в качестве хладагента | Основное технологическое | Тип: поршневой, стационарный; мощность 1500 л.с.; производительность 9300 м3/час (одной ГМК); давление на приеме: 0,15 МПа; давление на нагнетании: 1,74 МПа | |
Пропановая колонна К-4/VI (ГФУ) | Разделение на индивидуальные фракции методом ректификации | Извлечение пропана (пропановой фракции) из суммарного сырьевого потока | Основное технологическое | V = 87,5 м3, аппарат колонного типа с колпачковыми тарелками n = 31 шт. Давление рабочее 16,0...17,4 кгс/см2 | |
Стабилизатор К-5/VI (ГФУ) | Разделение на индивидуальные фракции методом ректификации | Извлечение смеси бутанов (сырья для изобутановой колонны К-6/VI) и получение бензина газового стабильного | Основное технологическое | V = 87,5 м3, аппарат колонного типа с колпачковыми тарелками n = 31 шт. Давление рабочее 7,0...7,4 кгс/см2 | |
Изобутановая колонна К-6/VI (ГФУ) | Разделение на индивидуальные фракции методом ректификации | Разделение смеси бутанов на фракцию изобутановую и фракцию нормального бутана | Основное технологическое | V = 195 м3, аппарат колонного типа с колпачковыми тарелками n = 81 шт. Давление рабочее 7,0...7,4 кгс/см2. | |
Технологическая печь П-101 (ГФУ) | Разделение на индивидуальные фракции методом ректификации | Нагрев абсорбента, для процесса десорбции. Нагрев смеси углеводородов, для процесса ректификации | Основное технологическое | Цилиндрическая вертикальная печь ГП-1016 радиационно-конвекционного типа. Производительность по потокам 55000 гк/ч. Температура по потокам Tвход = 172 °C, Tвых = 250 °C 9,8...12,5 кгс/см2 | |
Факельный ствол, оснащенный оголовком и газовым затвором, дежурными горелками и системой дистанционного розжига Ф-1 (факельное хозяйство) | Утилизация сбросов на факельном хозяйстве | Утилизация сбросов | Основное технологическое | Высота 65 м |
ПНГ является низконапорным. Его собственного давления недостаточно для транспортировки ПНГ между объектами нефтегазодобывающего комплекса или для закачки в трубопровод до головной компрессорной станции, обеспечивающей доставку газа стороннему потребителю.
Технологическая задача компримирования ПНГ решается с учетом компрессорных станций, основу которых составляют дожимные компрессорные установки (ДКУ).
2.4.4.1 Технология компримирования попутного нефтяного газа с электроприводом компрессоров
Сырой газ с ПОЗиС N 2 через приемный коллектор  поступает на всас компрессоров К-301/1-10 с давлением 0,045...0,14 МПа. (рисунок 47).
поступает на всас компрессоров К-301/1-10 с давлением 0,045...0,14 МПа. (рисунок 47).
поступает на всас компрессоров К-301/1-10 с давлением 0,045...0,14 МПа. (рисунок 47).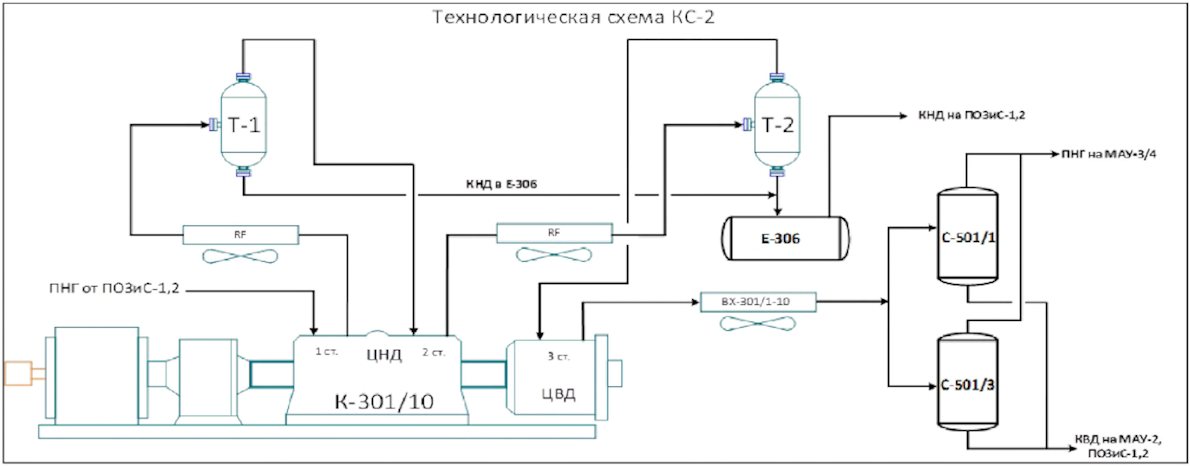
с электроприводом компрессоров
После сжатия на 1 ступени компрессора газ с давлением до 0,4 МПа и температурой до 93 °C подается в воздушный холодильник RF, где охлаждается до температуры не выше 40 °C и направляется в сепаратор Т-1 для отделения выделившегося конденсата, после чего подается на всас 2-й ступени.
После сжатия на 2-й ступени компрессора газ с давлением до 1,2 МПа и температурой до 140 °C через обратный клапан поз. 502 поступает во вторую секцию воздушного холодильника RF, где охлаждается до температуры не выше 40 °C, и через сепаратор Т-2 после отделения конденсата подается на всас 3-й ступени компрессора.
После 3-й ступени компримирования газ с давлением до 3,7 МПа и температурой плюс 135... плюс 170 °C поступает в общий коллектор нагнетания компрессоров и далее на охлаждение в воздушные холодильники ВХ-301/1-10.
В аппаратах воздушного охлаждения ВХ-301/1-10 газ охлаждается до температуры плюс 20...плюс 40 °C и поступает в сепараторы С-501/1,3, где отделяется от конденсата и направляется на дальнейшую переработку на маслоабсорбционную установку.
2.4.4.2 Технология компримирования попутного нефтяного газа с газотурбинным приводом компрессоров
ПНГ после узла сепарации N 3 поступает в компрессорную станцию КС-3 по трубопроводу DN 1200 мм. Газ поступает в коллектор всаса сырьевой компрессорной станции N 3 с давлением от 0,02 до 0,12 МПа избыточных и температурой от минус 12 до плюс 15 °C (рисунок 48).
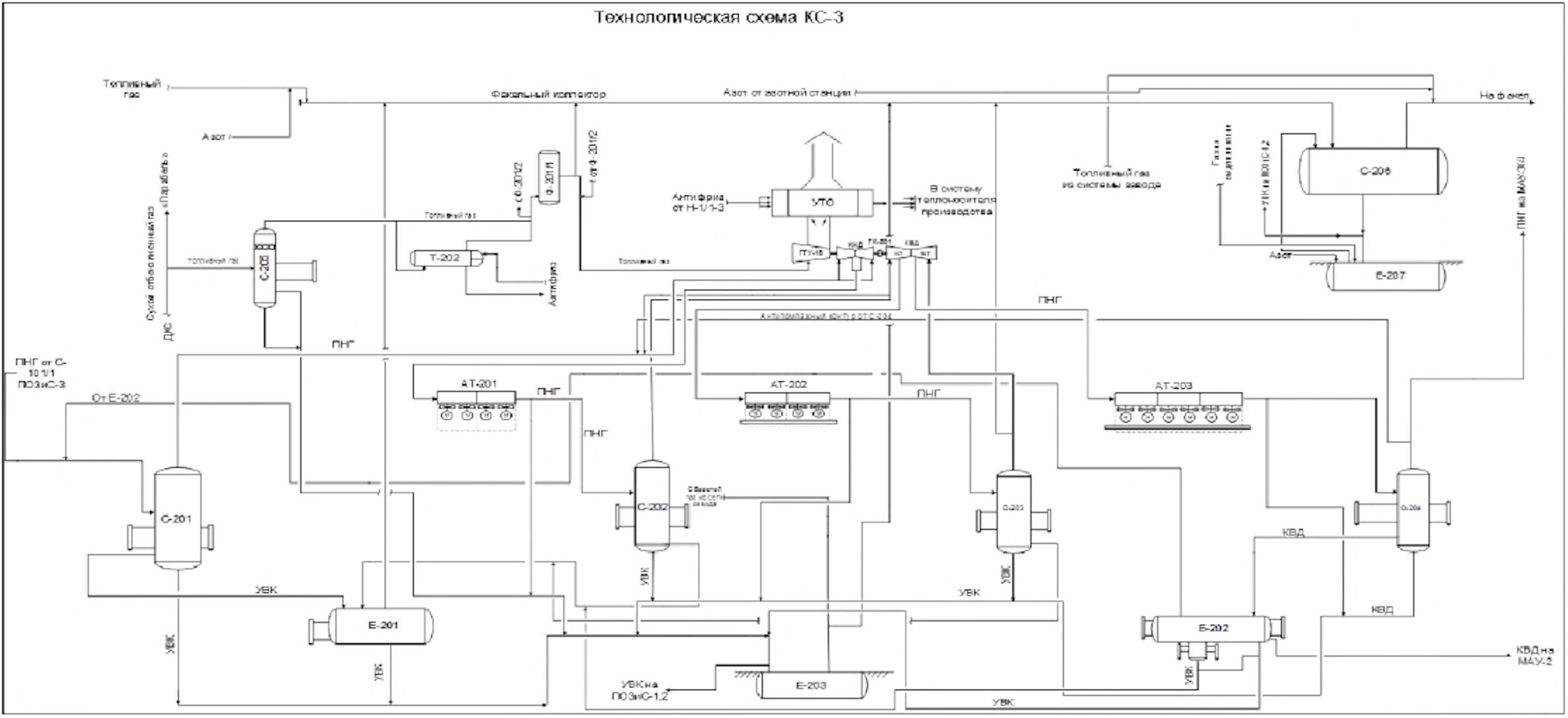
с газотурбинным приводом компрессоров
ПНГ поступает в приемный сепаратор С-201/1, где осуществляются очистка газа от мехпримесей и тонкая очистка от капельной жидкости. Газовый сепаратор С-201/1 представляет собой вертикальный аппарат, оборудованный двумя ступенями очистки. Первая ступень выполняет функцию коалесцера, где происходит укрупнение мелких частиц жидкой фазы, вторая ступень - функцию тонкой очистки газа от капельной жидкости и механических примесей, обеспечивая остаточное содержание их в газе не более 0,015 г/нм3
Газ из сепаратора С-201/1 поступает на прием компрессорного агрегата ТК-201/1. Компримирование газа происходит последовательно в корпусе низкого давления (КНД) и корпусе высокого давления (КВД), состоящего из двух секций.
После сжатия в КНД газ с давлением 0,38 МПа изб. и температурой не выше 110 °C поступает в аппарат воздушного охлаждения (АВО) АТ-201/1 (52-АТ101). Температура охлажденного газа после АВО составляет 25...48 °C.
Охлажденный в АТ-201/1 (52-АТ101) газ поступает в сепаратор С-202/1, где происходит отделение от газа углеводородного конденсата и воды.
Газ из сепаратора С-202 поступает на всасывание первой секции корпуса высокого давления (КВД).
После сжатия в первой секции КВД газ с температурой не выше 150 °C и давлением 1,1...1,4 МПа изб. поступает на охлаждение в аппарат воздушного охлаждения АТ-202/1 (52-АТ102). Температура охлажденного газа после АВО составляет 35...50 °C зимой и 35...62 °C летом.
Охлажденный в АТ-202/1 (52-АТ102) газ поступает в сепаратор С-203/1, где происходит отделение от газа углеводородного конденсата и воды.
Газ из сепаратора С-203/1 поступает на всасывание второй секции КВД. После сжатия во второй секции КВД газ с температурой не выше 150 °C и давлением не выше 3,85 МПа изб. поступает на охлаждение в аппарат воздушного охлаждения АТ-203/1 (52-АТ103).
Охлажденный в АТ-203/3 (52-АТ103) газ поступает в сепаратор С-204/1, где происходит отделение от газа углеводородного конденсата и воды.
Газовый сепаратор С-204/1 оборудован блоком центробежных элементов, выполняющих функцию тонкой очистки газа от капельной жидкости и механический примесей, обеспечивая остаточное содержание их в газе не более 0,015 г/нм3.
Жидкость, отделившаяся от газа в сепараторах С-201/1, С-202/1, С-203/1, автоматически по уровню выводится в емкость Е-201/1.
Емкость Е-201/1 предназначена для приема жидкой фазы из входного и промежуточных сепараторов и постоянно соединена по газовой фазе с факельной линией.
Для обогрева кубовой части в зимнее время года емкость Е-201 снабжена наружным подогревателем.
Для приема жидкости из концевого сепаратора С-204/1 и разделения ее на конденсат и воду (температура от 25 до 60 °C, давление не выше ...3,9 МПа изб.) предусмотрена разделительная емкость Е-202/1, которая представляет собой трехфазный сепаратор, оборудованный полочным блоком тонкослойного отстаивания и переливной перегородкой. Принцип работы полочного блока основан на гравитационном процессе осаждения частиц в тонком слое. Установка полочного блока в Е-202/1 обеспечивает остаточное содержание воды в углеводородном конденсате на выходе из аппарата не более 30 г/м3.
Из разделительной емкости углеводородный конденсат по уровню направляется в емкость Р-501, расположенную на установке МАУ-2 для дальнейшей его переработки.
Получение сжиженных газов обычно производится с использованием эффекта Джоуля - Томсона. Для предотвращения образования гидратов в поток газа перед его охлаждением впрыскиваются ингибиторы гидратообразования (метанол, пр.) или газ предварительно подвергают адсорбционной/адсорбционной осушке.
На рисунке 49 приведена схема получения сжиженных газов с впрыском метанола.
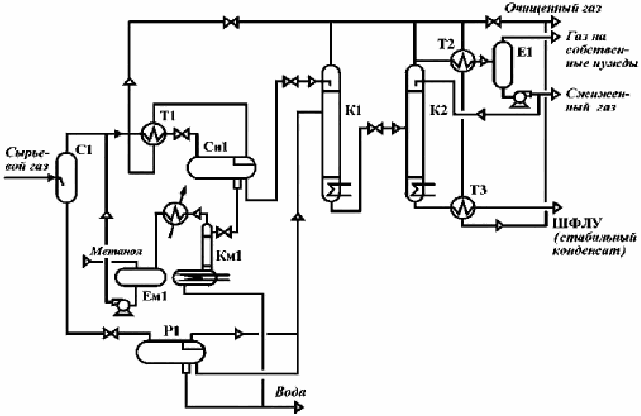
с впрыском метанола
Газ, пройдя входной сепаратор, поступает в рекуперативный теплообменник Т1, в котором охлаждается обратным потоком газа. Далее газ дросселируется до давления, необходимого для транспорта газа потребителю и, охладившись, поступает в трехфазный сепаратор Сн1 для отделения выпавшей жидкости. Газ из сепаратора, отдав свой холод в рекуперативном теплообменнике, поступает потребителю. Выпавший водно-метанольный раствор дросселируется и поступает в отпарную колонну Км1. Пары метанола из Км1 конденсируются и поступают в сборную емкость. Из емкости метанол подается насосом в систему распределения метанола по установке. Вода из куба колонны Км1 отводится в систему водоочистки. Выпавшая в Сн1 углеводородная жидкость поступает на орошение деэтанизатора К1. В К1 происходит отделение фракции C3+ от метан-этановой фракции. Последняя смешивается с основным потоком газа из низкотемпературного сепаратора. Фракция C3+ поступает в среднюю часть колонны К2, в которой разделяется на пропан-бутановую фракцию и ШФЛУ (или стабильный конденсат).
Конденсацию паров, выходящих из К2, а также охлаждение полученного нижнего продукта осуществляют отсепарированным газом.
По данной технологической схеме были построены установки производительностью 315 млн м3/год перерабатываемого газа. В данном случае имелся свободный перепад давлений между поступающим на переработку газом (3,5 МПа) и товарным газом, подаваемым на ТЭЦ и в город (1,2 МПа). На этом перепаде давлений и был реализован процесс. В результате после дросселирования была достигнута температура минус 63 °C, при этом извлечение из газа фракции C3+ составляло около 40% (пропана - 25%).
Данная технология отличается простотой и практически не имеет затрат энергии. При увеличении перепада давлений между поступающим на установку газом и выходящим будет соответственно увеличиваться и коэффициент извлечения C3+.
Недостатками этой установки являются загрязнение продуктов метанолом и трудности с утилизацией метанольной воды.
На рисунке 50 приведена технологическая схема, обеспечивающая более глубокое извлечение фракции C3+.
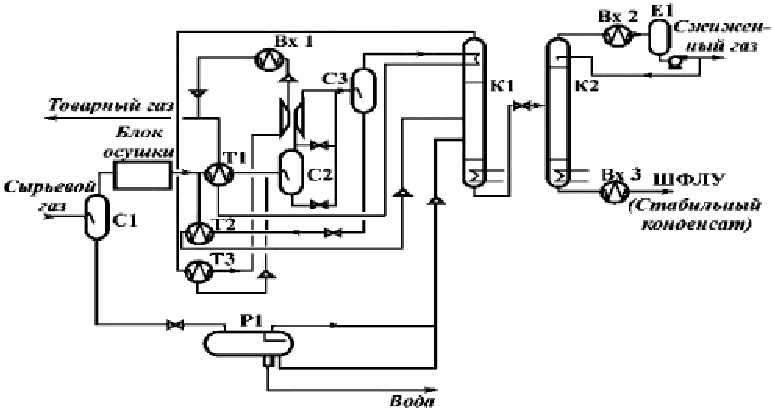
детандер-компрессорного агрегата
В отличие от предыдущей схемы, здесь применена твердая осушка газа, что дает возможность получать осушенные продукты, не содержащие метанол. Использование турбодетандерного агрегата (ТДА) при прочих равных условиях (т.е. одинаковых входных и выходных параметрах газа) позволяет проводить процесс сепарации при более низких температурах и давлениях, что благоприятно сказывается на процессе разделения. Использование холода отсепарированного газа в дефлегматоре деэтанизатора К1 позволяет уменьшить унос пропана.
Сырьевой газ поступает в сепаратор С1. Углеводородная жидкость из сепаратора С1 дросселируется и подается в трехфазный сепаратор Р1. Газ и углеводородная жидкость из трехфазного сепаратора подаются в деэтанизатор, а вода выводится из схемы. Отсепарированный газ подается в блок осушки, где осушается до точки росы минус 70 °C. Сухой газ подается на охлаждение двумя потоками: в теплообменник Т1 и Т2, Т3, и затем в сепаратор С2. Отводимый из сепаратора С2 газ расширяется в ТДА и подается в сепаратор С3. Жидкость из сепаратора С3 дросселируется, нагревается в теплообменнике Т2 и подается в качестве питания в среднюю часть деэтанизатора К1. Газ из сепаратора С3 поступает в качестве хладагента в дефлегматор деэтанизатора и затем в теплообменник Т1. Выходящий из деэтанизатора газ после рекуперации холода дожимается компрессором турбодетандерного агрегата, объединяется с основным потоком, выходящим из теплообменника Т1, и поступает потребителю. Кубовая жидкость из деэтанизатора дросселируется и подается в качестве питания в колонну К2. С верха колонны отводятся СУГ, а из куба - ШФЛУ или стабильный газовый конденсат.
Данная технологическая схема может работать в широком диапазоне давлений газа. Коэффициент извлечения пропана зависит от перепада давлений на детандере.
Схема была рассчитана на следующие параметры:
- давление сырьевого газа, поступающего с промысла, - 10,8 МПа;
- давление товарного газа - 4,2 МПа;
- содержание пропана в газе - 1,67% мол., бутанов - 0,7% мол.
Параметры процесса были подобраны таким образом, чтобы исключить необходимость в дожатии выходящих с установки потоков газа. Газ расширялся в детандере с 10,5 МПа до 4,3 МПа. Газ, выходящий сверху деэтанизатора К1 при давлении 2,5 МПа, сжимался компрессором турбодетандерного агрегата до 4,2 МПа.
Коэффициент извлечения пропана при работе установки на данных параметрах составляет 83%.
Для осушки газа использовались цеолиты NaA.
Коэффициент извлечения пропана 95% и выше может быть достигнут при переработке газа по технологической схеме, представленной на рисунке 51.
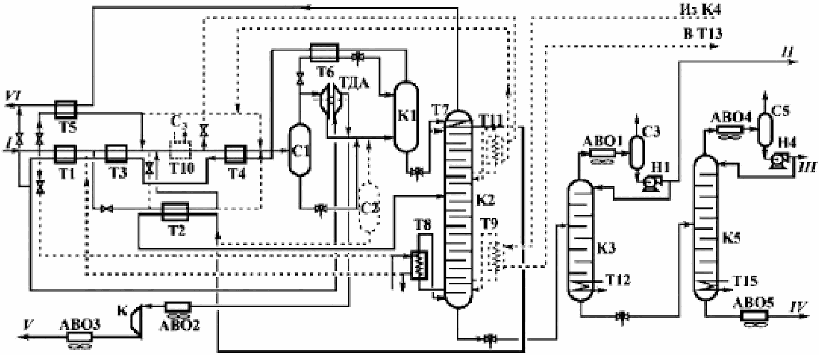
без выделения этана
I - природный газ; II - пропан автомобильный; III - СПБТ;
IV - фракция C5; V - метановая фракция в газопровод;
VI - метановая фракция в блок подготовки газа
В установку поступает осушенный природный газ при давлении 5,6 МПа и температуре 30 °C. Газ разделяется на два потока: один охлаждается в теплообменнике Т5 газом, выходящим сверху колонны К2, другой - в теплообменнике Т1 метановой фракцией из колонны К1. Охлажденный в Т1 газ делится на два потока: один поступает в теплообменник Т3, другой - в Т2. Потоки охлажденного газа из теплообменников Т2, Т3 и Т5 объединяются в один, который поступает на охлаждение в теплообменник Т4. В сепаратор С1 поступает поток газа, охлажденный до температуры -45 °C. Газ, выходящий из сепаратора С1, делится на два потока. Основная часть газа расширяется в турбодетандере до 2 МПа, объединяется с дросселированной жидкостью из С1, и общий поток подается в кубовую часть колонны К1. Другая часть газа охлаждается в теплообменнике Т6, дросселируется до 2 МПа и подается в колонну К1 в качестве орошения.
Колонна К1 рассчитана на 4 теоретические тарелки. Газ, отводимый сверху колонны К1, направляется на рекуперацию холода в теплообменники Т6, Т4, Т3, Т1, затем поступает на всас компрессора турбодетандерного агрегата и после охлаждения в аппаратах воздушного охлаждения поступает в компрессорный цех, где дожимается до давления магистрального газопровода. Часть этого газа после выхода из Т1 может добавляться к газу, поступающему в блок подготовки. Жидкость из куба К1 подается в качестве хладагента в дефлегматор Т7 и затем в теплообменник Т2, после чего подается в качестве питания под 7-ю (теоретическую) тарелку колонны К2.
Колонна К2 рассчитана на 18 теоретических тарелок. Выходящий из колонны К2 газ рекуперирует свой холод в теплообменнике Т5, подается в блок подготовки газа для регенерации и охлаждения адсорберов и затем направляется на ГРС или местные нужды. Из куба колонны К2 отводится фракция C3+, которая подается на фракционирование в колонну К3. С верха колонны К3 отводится пропановая фракция. После охлаждения и конденсации в АВО и разделения в сепараторе С3, часть жидкой фазы выводится из схемы в виде пропана автомобильного, а другая часть подается на орошение колонны К3. Кубовая жидкость из колонны К3 подается на разделение в колонну К5. Из колонны К5 сверху выводится СПБТ, снизу - фракция C5.
В кипятильники Т8, Т12, Т15 подается углеводородный теплоноситель.
Высокое извлечение пропана достигается за счет промывки газа в колонне К1 сжиженным природным газом и организации орошения в колонне К2 с помощью встроенного дефлегматора Т7, хладагентом в котором является жидкость из куба колонны К1.
Коэффициент извлечения пропана составил 95%.
Более глубокое извлечение фракций с получением целевых продуктов - ПА, ПБА, ПТ, ПБТ и углеводородного конденсата - позволяет технологическая схема, представленная на рисунке 52.
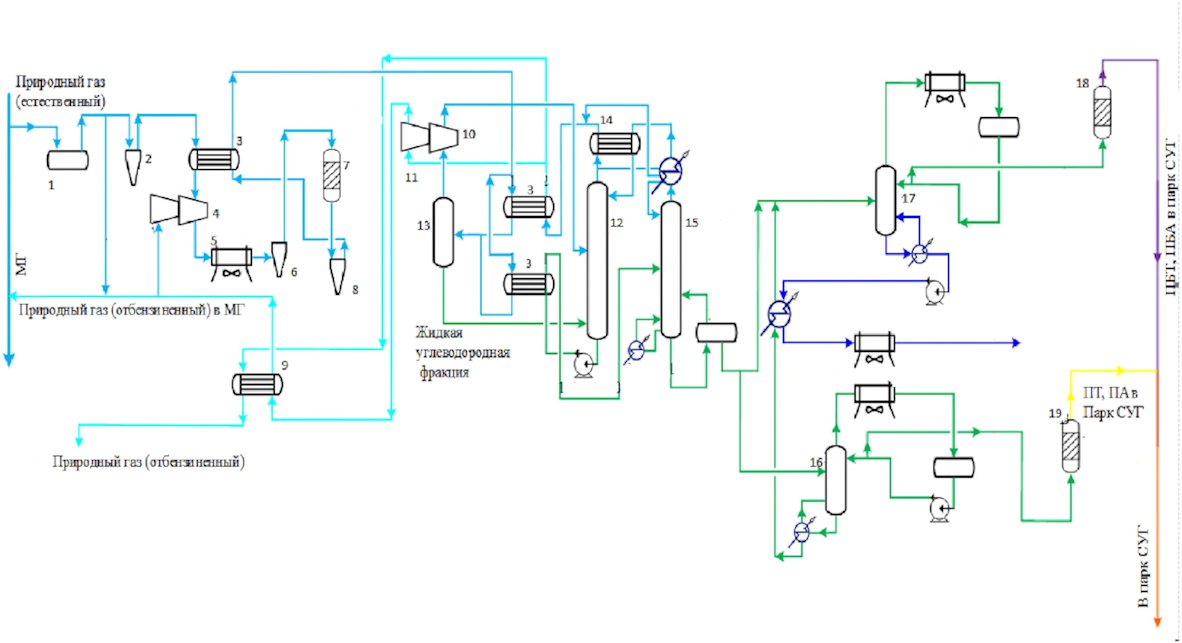
Природный газ последовательно проходит сепаратор 1 и фильтр 2, где удаляются метанольная вода и механические примеси, после чего газ подогревается в теплообменнике 3. Подогретый газ подается на компрессор "Solar" 4 для компримирования до 6,8 МПа. Далее газ охлаждается в аппаратах воздушного охлаждения 5 и очищается от масла из компрессора в фильтре 6. Для дальнейшей переработки газ проходит осушку на цеолите в адсорберах 7. После осушки газ очищается в фильтрах 8, охлаждается в теплообменниках 3 и поступает в холодный сепаратор 13 для конденсации. Далее газ проходит турбодетандер 10, где расходует энергию на вращение вала компрессора сухого газа 11, расширяется и поступает в абсорбционную колонну 12. Сконденсировавшаяся жидкая углеводородная фракция из сепаратора 13 поступает в секцию фракционирования, а отбензиненный газ охлаждается в теплообменнике 14, компримируется компрессором 11 и через теплообменник 9 поступает в магистральный газопровод в виде газа горючего природного, подготовленного к транспортированию. Фракционирование углеводородной фракции отводимой из куба колонны 12 осуществляется в трех колоннах: деэтанизаторе 15, депропанизаторе 16 и дебутанизаторе 17 с получением целевых продуктов: ПА, ПБА, ПТ, ПБТ и углеводородного конденсата. ПБА и ПБТ, ПА и ПТ, при необходимости, подвергаются обессериванию на молекулярных ситах в адсорберах соответственно 18 и 19 и после контроля качества направляются в товарные парки СУГ.
В качестве примера в таблице 26 приведен примерный перечень технологического оборудования.
Таблица 26
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Фильтр-сепаратор сырьевого газа низкого давления 101-F1 | - | Горизонтальный сосуд для удаления капель жидкости из газа | Основное технологическое | V = 3,777 м3; Рабочее давление = 3,26 МПа; Рабочая температура от минус 40 до 60 °C; Размеры: Диаметр = 1066 мм; Высота = 4,786 м | - |
Фильтр-коалесцер сырьевого газа низкого давления 101-F1A,B | - | Вертикальный сосуд для удаления механических примесей и жидкости из газа | Основное технологическое | Корпус: V = 10 м3; Рабочее давление = 3,47 МПа; Рабочая температура = от минус 40 до 20 °C; Размеры: Диаметр = 1448 мм; Высота = 7,875 м Подогреватель: V = 10 м3; Рабочее давление = 0,4 МПа; Рабочая температура = от минус 40 до 50 °C; Размеры: Диаметр = 1448 мм; Высота = 7,875 м | - |
Сепаратор сырьевого газа 101-V1 | - | Горизонтальный сосуд для отделения от газа воды, метанола и жидких углеводородов | Основное технологическое | V = 55,5 м3; Рабочее давление = 3,76 МПа; Рабочая температура от минус 40 до 20 °C; Размеры: Диаметр = 2530 мм; Высота = 12,46 м | - |
Сепаратор углеводородного конденсата 101-V2 | - | Горизонтальный сосуд для отделения углеводородной фазы от метанольного раствора | Основное технологическое | Аппарат: V = 12 м3; Рабочее давление = 3,76 МПа; Рабочая температура от минус 40 до 60 °C; Размеры: Диаметр = 1860 мм; Высота = 6,5 м. Змеевик: V = 0,0022 м3; Рабочее давление = 0,4 МПа; Рабочая температура 50 °C; Размеры: Диаметр = 1860 мм; Высота = 6,5 м | - |
Холодильник сухого газа 102-E2 | - | Пластинчатый теплообменник для охлаждения сухого газа | Основное технологическое | Камера 1: V = 0,21 м3 F = 132,7 м2; Рабочее давление = 4,0 МПа; Рабочая температура от минус 40 до 60 °C; Габариты, м: корпус - 0,61x0,61x0,674; аппарат - 1,6x1,6x0,674 | - |
Холодильник сухого газа 102-E2 | - | Пластинчатый теплообменник для охлаждения сухого газа | Основное технологическое | Камера 2: V = 0,27 м3 F = 265,5 м2; Рабочее давление = 4,3 МПа; Рабочая температура от минус 40 до 60 °C; Габариты, м: корпус - 0,61x0,61x0,674; аппарат - 1,6x1,6x0,674 | - |
Воздушный холодильник сырьевого газа 102-EA1 | - | Аппарат воздушного охлаждения газа после компримирования | Основное технологическое | Fс = 4959,6 м2 Fа = 29757,6 м2 Секций - 6 шт. V = 2,058x6 м3 Рабочее давление = 7,5 МПа; Рабочая температура от 20 до 255 °C; Габариты, м: 12,864x1,47x7,89; dтр, мм = 31,8x2,11 | - |
Сепаратор топливного газа 102-V1 | - | Вертикальный сосуд для отделения от газа капельной жидкости) | Основное технологическое | Аппарат: V = 0,54 м3 Рабочее давление = 4,05 МПа; Рабочая температура от минус 40 до 60 °C; Размеры: Диаметр = 642 мм; Высота = 3,355 м Змеевик: V = 0,0015 м3. Рабочее давление = 0,4 МПа; Рабочая температура 50 °C; Размеры: Диаметр = 642 мм; Высота = 3,355 м | - |
Адсорбер сырьевого газа 103-A1A/B/C | - | Вертикальный сосуд для осушки газа | Основное технологическое | V = 48,7 м3; Рабочее давление = 7,5 МПа; Рабочая температура = 255 °C; Размеры: Диаметр = 2775 мм; Высота = 13,278 м | - |
Фильтр-сепаратор сырьевого газа высокого давления 103-F1 | - | Вертикальный сосуд для отделения от газа капельной жидкости | Основное технологическое | V = 1,74 м3; Рабочее давление = 6,68 МПа; Рабочая температура = 37 °C; Размеры: Диаметр = 864 мм; Высота = 4,192 м | - |
Фильтр осушенного газа 103-F2A/B | - | Горизонтальный сосуд для отделения от газа капельной жидкости | Основное технологическое | V = 1,36 м3; Рабочее давление = 6,68 МПа; Рабочая температура = 37 °C; Размеры: Диаметр = 813 мм; Высота = 3,376 м | - |
Подогреватель газа регенерации 103-E1A/B | - | Кожухотрубчатый теплообменник для подогрева газа регенерации | Основное технологическое | Корпус: F = 76,2 м2 Vк = 0,678 м3 Vтр = 0,536 м3 Рабочее давление = 7,5 МПа; Рабочая температура = от минус 40 до 260 °C; Размеры: Диаметр = 650 мм; Высота = 5,526 м. Трубное пространство: F = 76,2 м2 Vк = 0,678 м3 Vтр = 0,536 м3 Рабочее давление = 7,5 МПа; Рабочая температура = от минус 40 до 275 °C; Размеры: Диаметр = 650 мм; Высота = 5,526 м | - |
Воздушный холодильник газа регенерации 103-EA1 | - | Аппарат воздушного охлаждения регенерационного газа | Основное технологическое | Fс = 1554,5 м2; Fа = 3109 м2 Секций - 2 шт. V = 0,498x2 м3 Рабочее давление = 7,5 МПа; Рабочая температура = от минус 49 до 255 °C; Габариты, м: 7,554x3,4x6,045; dтр, мм = 25,4x2,77 | - |
Сепаратор газа регенерации 103-V1 | - | Вертикальный сосуд для отделения от газа капельной жидкости | Основное технологическое | Аппарат: V = 1,2 м3 Рабочее давление = 7,5 МПа; Рабочая температура = от минус 40 до 60 °C; Размеры: Диаметр = 975 мм; Высота = 3,2 м | - |
Сепаратор газа регенерации 103-V1 | - | Вертикальный сосуд для отделения от газа капельной жидкости | Основное технологическое | Змеевик: V = 0,002 м3 Рабочее давление = 0,4 МПа; Рабочая температура = 50 °C; Размеры: Диаметр = 975 мм; Высота = 3,2 м | - |
Паровой подогреватель теплоносителя 104-E1 | - | Кожухотрубчатый теплообменник для подогрева теплоносителя | Основное технологическое | Корпус: F = 10,04 м2 Vк = 0,145 м3 Vтр = 0,08 м3 Рабочее давление = 1,06 МПа; Рабочая температура = от минус 40 до 160 °C; Размеры: Диаметр = 323,8 мм; Высота = 3,394 м. Трубное пространство: F = 10,04 м2 Vк = 0,145 м3 Vтр = 0,08 м3 Рабочее давление = 1,06 МПа; Рабочая температура = от минус 40 до 275 °C; Размеры: Диаметр = 323,8 мм; Высота = 3,394 м | - |
Дымовой подогреватель теплоносителя 104-H1 | - | Трубчатый теплообменник для подогрева теплоносителя дымовыми газами турбины | Основное технологическое | V = 11 м3 F = 8497 м2 Рабочее давление = 0,61 МПа; Рабочая температура = 343 °C; Размеры: Диаметр = нет информации мм; Высота = 10,82 м | - |
Уравнительная емкость теплоносителя 104-V1 | - | Вертикальный сосуд для подпитки теплоносителем в контур циркуляции | Основное технологическое | V = 19,6 м3 Рабочее давление = 0,06 МПа; Рабочая температура = от минус 40 до 275 °C; Размеры: Диаметр = 2516 мм; Высота = 6,6 м | - |
Емкость хранения теплоносителя 104-V2 | - | Вертикальный сосуд для хранения теплоносителя | Основное технологическое | V = 73,6 м3 Рабочее давление = 0,06 МПа; Рабочая температура = от минус 49 до 275 °C; Размеры: Диаметр = 3216 мм; Высота = 15,05 м. | - |
Абсорбционная колонна (тарельчатая) 105-C1 | - | Вертикальный сосуд для конденсации газа | Основное технологическое | V = 114 м3 Рабочее давление = 3,76 МПа; Рабочая температура = от минус 100 до 60 °C; Размеры: Диаметр = 2884 мм; Высота = 23,4 м | - |
Теплообменник газ/жидкость 105-E1 | - | Пластинчатый теплообменник для охлаждения осушенного газа | Основное технологическое | Камера 1: V = 1,58 м3 F = 4452,9 м2 Рабочее давление = 7,6 МПа; Рабочая температура = от минус 100 до 60 °C; Размеры: Габариты, м: корпус - 8,28x1,067x3,1; аппарат -  . .Камера 2: V = 1,0 м3 F = 1538,2 м2 Рабочее давление = 4,0 МПа; Рабочая температура = от минус 100 до 60 °C; Размеры: Габариты, м: корпус - 8,28x1,067x3,1; аппарат -  | - |
Теплообменник газ/газ 105-E2 | - | Пластинчатый теплообменник для охлаждения осушенного газа. | Основное технологическое | Камера 1: V = 1,45 м3 F = 1538,2 м2; Рабочее давление = 7,6 МПа; Рабочая температура = от минус 85 до 60 °C; Размеры: Габариты, м: 1,22x3,0x1,696 Камера 2: V = 2,1 м3 F = 2222 м2 Рабочее давление = 4,0 МПа; Рабочая температура = от минус 85 до 60 °C; Размеры: Габариты, м: 1,22x3,0x1,696 | - |
Теплообменник сырьевого/осушенного газа 105-E3 | - | Пластинчатый теплообменник для охлаждения осушенного газа. | Основное технологическое | Камера 1: V = 4,73 м3 F = 3866 м2; Рабочее давление = 4,0 МПа; Рабочая температура = от минус 40 до 60 °C; Размеры: Габариты, м: 1,22x2,7x2,71 Камера 2: V = 5,62 м3 F = 5164 м2; Рабочее давление = 7,6 МПа; Рабочая температура = от минус 85 до 60 °C; Размеры: Габариты, м: 1,22x3,0x1,696 | - |
Конденсатор рефлюкса абсорбера 105-E4 | - | Пластинчатый теплообменник для охлаждения этановой фракции | Основное технологическое | Камера 1: V = 1,18 м3 F = 1593 м2; Рабочее давление = 4,0 МПа; Рабочая температура = от минус 100 до 60 °C; Размеры: Габариты, м: корпус - 0,794x0,914x2,7; аппарат - 0,794x0,914x4,325 Камера 2: V = 0,49 м3 F = 706,8 м2 Рабочее давление = 4,0 МПа; Рабочая температура = от минус 100 до 60 °C; Размеры: Габариты, м: корпус - 0,794x0,914x2,7; аппарат - 0,794x0,914x4,325 | - |
Холодный сепаратор 105-V1 | - | Вертикальный сосуд для отделения от газа капельной жидкости | Основное технологическое | V = 25 м3 Рабочее давление = 7,5 МПа; Рабочая температура от минус 85 до 60 °C; Размеры: Диаметр = 2440 мм; Высота = 7,95 м | - |
Колонна деэтанизации (тарельчатая) 106-C1 | - | Вертикальный сосуд для разделения потока на этановую фракцию и конденсат | Основное технологическое | V = 122 м3 Тарелки клапанные 36 шт. Рабочее давление = 3,76 МПа; Рабочая температура от минус 40 до 108 °C; Размеры: Диаметр = голова - 1868; куб - 2696 мм; Высота = 34,1 м | - |
Колонна депропанизации (тарельчатая) 106-C2 | - | Вертикальный сосуд для получения пропановой фракции | Основное технологическое | V = 27,5 м3 Тарелки клапанные 22 шт. Рабочее давление = 1,78 МПа; Рабочая температура от минус 40 до 91 °C; Размеры: Диаметр = 1428 мм; Высота = 23,45 м | - |
Колонна дебутанизации (тарельчатая) 106-C3 | - | Вертикальный сосуд для получения ПБТ | Основное технологическое | V = 46 м3 Тарелки клапанные 30 шт. Рабочее давление = 1,35 МПа; Рабочая температура от минус 40 до 154 °C; Размеры: Диаметр = 1624 мм; Высота = 28,3 м | - |
Конденсатор деэтанизатора 106-E1 | - | Пластинчатый теплообменник для охлаждения этановой фракции | Основное технологическое | Камера 1: V = 1,23 м3 F = 1082 м2 Рабочее давление = 4,0 МПа; Рабочая температура от минус 100 до 60 °C; Размеры: Габариты, м: корпус - 1,99x1,22x2,674; аппарат - 3,134x3,5x3,1 Камера 2: V = 6,1 м3 F = 2667 м2 Рабочее давление = 4,0 МПа; Рабочая температура от минус 100 до 60 °C; Размеры: Габариты, м: корпус - 1,99x1,22x2,674; аппарат - 3,134x3,5x3,1 | - |
Подогреватель сырья дебутанизатора 106-E2 | - | Кожухотрубчатый теплообменник для подогрева сырья дебутанизатора | Основное технологическое | Корпус: F = 15,89 м2 Vк = 0,512 м3 Vтр = 0,099 м3 Рабочее давление = 1,98 МПа; Рабочая температура от минус 40 до 154 °C; Размеры: Диаметр = 420 мм; Высота = 5,006 м Трубное пространство: F = 15,89 м2 Vк = 0,512 м3 Vтр = 0,099 м3 Рабочее давление = 1,98 МПа; Рабочая температура от минус 40 до 154 °C; Размеры: Диаметр = 420 мм; Высота = 5,006 м | - |
Воздушный холодильник-конденсатор депропанизатора 106-EA1A/B | - | Охлаждение с конденсацией пропановой фракции | Основное технологическое | Fс = 2410,3 м2 Fа = 7230,9 м2 V = 0,711x3 м3 Рабочее давление = 1,78 МПа; Рабочая температура от минус 49 до 109 °C; Размеры: Габариты, м: 14,5x5,315x6,22; dтр, мм = 25,4x2,11 | - |
Воздушный холодильник-конденсатор дебутанизатора 106-EA2A\B | - | Охлаждение с конденсацией пропан-бутановой фракции | Основное технологическое | Fс = 3040,3 м2 Fа = 9120,9 м2 V = 0,802x3 м3 Рабочее давление = 1,35 МПа; Рабочая температура от минус 49 до 76 °C; Габариты, м: 14,5x5,975x6,17; dтр, мм = 25,4x2,11 | - |
Воздушный холодильник конденсата газового 106-EA3 | - | Охлаждение конденсата газового | Основное технологическое | F = 334,5 м2 V = 0,198 м3 Рабочее давление = 1,98 МПа; Рабочая температура от минус 49 до 96 °C; Габариты, м: 2,934x1,22x3,89; dтр, мм = 25,4x2,11 | - |
Воздушный холодильник пропана 106-EA4 | - | Охлаждение пропана технического перед обессериванием | Основное технологическое | F = 529,3 м2 V = 0,275 м3 Рабочее давление = 2,65 МПа; Рабочая температура от минус 49 до 62 °C; Габариты, м: 3,534x1,51x3,93; dтр, мм = 25,4x2,11 | - |
Воздушный холодильник пропан-бутана 106-EA5 | - | Охлаждение пропан-бутановой смеси перед обессериванием | Основное технологическое | F = 744,2 м2 V = 0,322 м3 Рабочее давление = 2,31 МПа; Рабочая температура от минус 49 до 66 °C; Габариты, м: 4,834x2,286x3,81; dтр, мм = 25,4x2,11 | - |
Рибойлер деэтанизатора 106-ER1 | - | Кожухотрубчатый теплообменник для нагрева жидких углеводородов куба 106-C1 | Основное технологическое | Корпус: F = 125,66 м2 Vк = 0,881 м3 Vтр = 0,811 м3 Рабочее давление = 3,76 МПа; Рабочая температура от минус 40 до 110 °C; диаметр = 650; dтр, мм = 16x2 Трубное пространство: F = 125,66 м2 Vк = 0,881 м3 Vтр = 0,811 м3 Рабочее давление = 2,31 МПа; Рабочая температура от минус 40 до 265 °C; диаметр = 650; dтр, мм = 16x2 | - |
Рибойлер депропанизатора 106-ER2 | - | Кожухотрубчатый теплообменник для нагрева жидких углеводородов куба 106-C2 | Основное технологическое | Корпус: F = 34,17 м2 Vк = 1,553 м3 Vтр = 0,226 м3 Рабочее давление = 1,78 МПа; Рабочая температура от минус 40 до 130 °C; диаметр = 824/470; dтр, мм = 20x2 Трубное пространство: F = 34,17 м2 Vк = 1,553 м3 Vтр = 0,226 м3 Рабочее давление = 2,31 МПа; Рабочая температура от минус 40 до 265 °C; диаметр = 824/470; dтр, мм = 20x2 | - |
Рибойлер дебутанизатора 106-ER3 | - | Кожухотрубчатый теплообменник для нагрева жидких углеводородов куба 106-C3 | Основное технологическое | Корпус: F = 55,29 м2 Vк = 2,47 м3 Vтр = 0,35 м3 Рабочее давление = 1,35 МПа; Рабочая температура от минус 40 до 150 °C; диаметр = 824/500; dтр, мм = 20x2 Трубное пространство: F = 55,29 м2 Vк = 2,47 м3 Vтр = 0,35 м3 Рабочее давление = 1,35 МПа; Рабочая температура от минус 40 до 265 °C; диаметр = 824/500; dтр, мм = 20x2 | - |
Уравнительная емкость деэтанизатора 106-V1 | - | Горизонтальный сосуд колонны-деэтанизатора | Основное технологическое | V = 78 м3 Рабочее давление = 3,76 МПа; Рабочая температура = от минус 40 до 109 °C; Размеры: Диаметр = 2850 мм; Высота = 13,97 м | - |
Рефлюксная емкость депропанизатора 106-V2 | - | Горизонтальный сосуд для приема жидких углеводородов после 106-EA1 | Основное технологическое | V = 15 м3 Рабочее давление = 1,78 МПа; Рабочая температура = от минус 40 до 61 °C; Размеры: Диаметр = 2040 мм; Высота = 6,17 м | - |
Рефлюксная емкость дебутанизатора 106-V3 | - | Горизонтальный сосуд для приема жидких углеводородов после 106-EA2 | Основное технологическое | V = 15 м3 Рабочее давление = 1,35 МПа; Рабочая температура = от минус 40 до 71 °C; Размеры: Диаметр = 2032 мм; Высота = 6,17 м | - |
Адсорбер пропан-бутана 107-A1A/B | - | Вертикальный сосуд для обессеривания ПБТ | Основное технологическое | V = 19,4 м3 Рабочее давление = 4,05 МПа; Рабочая температура = 240 (режим 1); 315 (режим 2) °C; Размеры: Диаметр = 2080 мм; Высота = 9,642 м | - |
Адсорбер пропана 107-A2A/B | - | Вертикальный сосуд для обессеривания пропана | Основное технологическое | V = 6,11 м3 Рабочее давление = 4,05 МПа; Рабочая температура = 240 (режим 1); 315 (режим 2) °C; Размеры: Диаметр = 1564 мм; Высота = 7,867 м | - |
Подогреватель газа регенерации обессеривания 107-E1A/B | - | Кожухотрубчатый теплообменник для нагрева регенерационного газа | Основное технологическое | Корпус: F = 41,6 м2 Vк = 0,195 м3 Vтр = 0,056 м3 Рабочее давление = 4,05 МПа; Рабочая температура от минус 40 до 275 °C; диаметр = 324; dтр, мм = 20x2 Трубное пространство: F = 41,6 м2 Vк = 0,195 м3 Vтр = 0,056 м3 Рабочее давление = 4,05 МПа; Рабочая температура от минус 40 до 275 °C; диаметр = 324; dтр, мм = 20x2 | - |
Электрический подогреватель газа регенерации обессеривания 107-E2 | - | Подогрев газа регенерации | Основное технологическое | V = 0,09 м3 Рабочее давление = 3,743 МПа; Рабочая температура 250 + 300 (режим 1); 5 + 40 (режим 2) °C; диаметр = 216; высота = 3,421 м | - |
Воздушный холодильник газа регенерации 107-EA1 | - | Охлаждение газа регенерации | Основное технологическое | F = 542,7 м2 V = 0,261 м3 Рабочее давление = 4,05 МПа; Рабочая температура от минус 49 до 315 °C; Габариты, мм: 3,544x1,8x3,565; dтр, мм = 25,4x2,77 | - |
Фильтр регенерационного газа 107-F1 | - | Вертикальный сосуд для очистки газа регенерации от пыли | Основное технологическое | V = 0,12 м3 Рабочее давление = 3,7 МПа; Рабочая температура 43 °C; диаметр = 324; высота = 2,09 м | - |
Емкость газа регенерации 107-V1 | - | Горизонтальный сосуд газа регенерации | Основное технологическое | V = 60 м3 Рабочее давление = 4,05 МПа; Рабочая температура от минус 40 до 110 °C; диаметр = 2500; высота = 13,46 м | - |
Испаритель некондиционных продуктов 201-E1 | - | Кожухотрубчатый теплообменник для испарения некондиции в сухой газ | Основное технологическое | Корпус: F = 55 м2 Vк = 2,45 м3 Vтр = 0,285 м3 Рабочее давление = 4,15 МПа; Рабочая температура от минус 40 до 131 °C; диаметр = 412/724; высота = 7,606. Трубное пространство: F = 55 м2 Vк = 2,45 м3 Vтр = 0,285 м3 Рабочее давление = 4,15 МПа; Рабочая температура от минус 40 до 215 °C; диаметр = 412/724; высота = 7,606 | - |
Сепаратор потока на факел 201-V1 | - | Горизонтальный сосуд для отделения капельной жидкости от факельного газа | Основное технологическое | Аппарат: V = 87 м3 Рабочее давление = 0,53 МПа; Рабочая температура от минус 115 до 255 °C; диаметр = 2774 высота = 16,35. Змеевик: V = 0,075 м3 Рабочее давление = 0,4 МПа; Рабочая температура 50 °C; диаметр = 2774 высота = 16,35 | - |
Сепаратор пилотного газа 201-V2 | - | Вертикальный сосуд для отделения капельной жидкости от топливного газа | Основное технологическое | Аппарат: V = 1 м3 Рабочее давление = 0,91 МПа; Рабочая температура от минус 40 до 60 °C; диаметр = 816 высота = 3,4. Змеевик: V = 0,00153 м3 Рабочее давление = 0,5 МПа; Рабочая температура от минус 40 до 50 °C; диаметр = 816 высота = 3,4 | - |
Ресивер некондиционных продуктов 201-V3 | - | Горизонтальный сосуд для приема некондиционных продуктов | Основное технологическое | V = 105,7 м3 Рабочее давление = 1,8 МПа; Рабочая температура 95 °C; диаметр = 3264; высота = 13,664 м | - |
Емкость теплого дренажа 201-V4 | - | Горизонтальный сосуд для сбора жидких углеводородов с температурой выше минус 40 °C | Основное технологическое | V = 108,5 м3 Рабочее давление = 0,53 МПа; Рабочая температура от минус 40 до 115 °C; диаметр = 3032; высота = 13,664 м | - |
Емкость холодного дренажа 201-V5 | - | Горизонтальный сосуд для сбора жидких углеводородов с температурой ниже минус 40 °C | Основное технологическое | V = 42 м3 Рабочее давление = 0,53 МПа; Рабочая температура от минус 115 до 60 °C; диаметр = 2832; высота = 7,156 м | - |
Емкость метанольного дренажа 201-V6 | - | Горизонтальный сосуд метанольного дренажа | Основное технологическое | V = 16 м3 Рабочее давление = 0,53 МПа; Рабочая температура от минус 40 до 115 °C; диаметр = 2020; высота = 6,14 м | - |
Нижняя емкость теплого дренажа 201-V7 | - | Горизонтальный сосуд для сбора жидких углеводородов с температурой выше минус 40 °C | Основное технологическое | V = 3,6 м3 Рабочее давление = 0,53 МПа; Рабочая температура от минус 40 до 60 °C; диаметр = 1524; высота = 2,882 м | - |
Ресивер азота низкого давления 203-V1 | - | Вертикальный сосуд для поддержания давления азота в системе | Основное технологическое | V = 16 м3 Рабочее давление = 1,05 МПа; Рабочая температура от минус 49 до 60 °C; диаметр = 2024; высота = 6,04 м | - |
Ресивер азота высокого давления 203-V2A/B | - | Горизонтальный сосуд для поддержания давления азота в системе | Основное технологическое | V = 89 м3 Рабочее давление = 1,98 МПа; Рабочая температура от минус 49 до 60 °C; диаметр = 3260; высота = 11,66 м | - |
Ресивер воздуха КИП 203-V3A/B | - | Вертикальный сосуд для поддержания давления технического воздуха в системе | Основное технологическое | V = 18 м3 Рабочее давление = 1,35 МПа; Рабочая температура от минус 49 до 60 °C; диаметр = 2232; высота = 6,95 м | - |
Отпарная колонна метанола 205-C1 | - | Вертикальный сосуд для очистки газа от метанола | Основное технологическое | V = 1,1 м3 Рабочее давление = 0,53 МПа; Рабочая температура от минус 40 до 140 °C; диаметр = 325; высота = 18,9 м | - |
Подогреватель водометанольного раствора 205-E1 | - | Теплообменник "труба в трубе" для подогрева водометанольного р-ра перед вводом в 205-C1 | Основное технологическое | Корпус: F = 220,5 м2, V = 97 л Рабочее давление = 0,62 МПа; Рабочая температура от минус 40 до 130 °C; Габариты, м: 4,274x2,18x0,28; dк, мм = 48,3x5,1; dтр, мм = 26,7x2,87 Трубное пространство: F = 220,5 м2, V = 97 л Рабочее давление = 0,62 МПа; Рабочая температура от минус 40 до 130 °C; Габариты, м: 4,274x2,18x0,28; dк, мм = 48,3x5,1; dтр, мм = 26,7x2,87 | - |
Воздушный холодильник-конденсатор отпарной колонны метанола 205-EA1 | - | Охлаждение с конденсацией метанола | Основное технологическое | 1 секция (пары метанола): F = 220,5 м2, V = 97 л Рабочее давление = 0,53 МПа; Рабочая температура от минус 49 до 160 °C; Габариты, м: 3,334x1,654x3,32; dтр, мм = 25,4x2,11 2 секция (метанол): F = 27,57 м2, V = 6,6 л Рабочее давление = 0,67 МПа; Рабочая температура от минус 49 до 60 °C; Габариты, м: 3,334x1,654x3,32; dтр, мм = 25,4x2,11 3 секция (вода): F = 82,7 м2 V = 19,6 л Рабочее давление = 0,67 МПа; Рабочая температура от 10 до 60 °C; Габариты, м: 3,334x1,654x3,32; dтр, мм = 25,4x2,11 | - |
Рибойлер отпарной колонны метанола. Кожухотрубчатый теплообменник 205-ER1 | - | Нагрев водометанольного Раствора куба 205-C1 | Основное технологическое | Корпус - водометанольный раствор Vк = 1,42 м3 Vтр = 0,35 м3; Рабочее давление = 0,53 МПа; Рабочая температура 140 °C; Габариты: d, мм = 620/426 мм; Высота 4,166 м. Трубное п-во - водяной пар: Vк = 1,42 м3 Vтр = 0,35 м3; Рабочее давление = 0,53 МПа; Рабочая температура = 167 °C; Диаметр = 620/426 мм; Высота = 4,166 м | - |
Рефлюксная емкость отпарной колонны метанола 205-V1 | - | Сосуд для водометанольного раствора после 205-EA1 | Основное технологическое | V = 1 м3; Рабочее давление = 0,53 МПа; Рабочая температура = от минус 40 до 75 °C; Диаметр = 812 мм; Высота = 2,897 м | - |
Ресивер чистого метанола-регенерата 205-V2A/B | - | Горизонтальный сосуд метанола-регенерата 205-V2A/B | Основное технологическое | V = 53 м3; Рабочее давление = 0,48 МПа; Рабочая температура = от минус 49 до 160 °C; Диаметр = 2824 мм; Высота = 9,949 м | - |
Буферная емкость воды 205-V4A/B | - | Горизонтальный сосуд для воды из 205-ER1 | Основное технологическое | Аппарат: V = 5 м3; Рабочее давление = 0,48 МПа; Рабочая температура = от минус 40 до 160 °C; Диаметр = 1616 мм; Высота = 3,33 м. Змеевик: V = 0,015 м3; Рабочее давление = 0,5 МПа; Рабочая температура = 50 °C; Диаметр = 1616 мм, Высота = 3,33 м | - |
Сепаратор-пылеуловитель газа C-4 | - | Вертикальный сосуд для улавливания | Основное технологическое | V = 5,2 м3; Рабочее давление = 5,5 МПа; Рабочая температура = 100 °C; Диаметр = 2080 мм; Высота = 8,875 м | - |
Адсорбер воздуха A2726A/B модульной установки получения азота 203-XI | - | Вертикальный сосуд 203-X1 для улавливания | Основное технологическое | V = 1,15 м3; Рабочее давление = 1,1 МПа; Рабочая температура = от минус 20 до 75 °C; Диаметр = 1028 мм; Высота = 2,7 м | - |
Осушитель A2741A/B модульной установки получения азота 203-XI | - | Удаление влаги | Основное технологическое | V = 0,04 м3; Рабочее давление = 1,1 МПа; Рабочая температура = от минус 20 до 75 °C; Диаметр = 170 мм; Высота = 2,03 м | - |
Буферная емкость азота D2732A/B модульной установки получения азота 203-XI | - | Вертикальный сосуд емкости азота 203-XI для уменьшения пульсации газа | Основное технологическое | V = 2,5 м3; Рабочее давление = 1,1 МПа; Рабочая температура = от минус 20 до 75 °C; Диаметр - 1318 мм; Высота = 2,5 м | - |
Глушитель N2753 модульной установки получения азота 203-XI | - | Для снижения температуры и частичная нейтрализация | Основное технологическое | V = 0,8 м3; Рабочее давление = 0,01 МПа; Рабочая температура = от минус 20 до 75 °C; Диаметр = 500 мм; Высота = 2,2 м | - |
Фильтр азота S2746 модульной установки получения азота 203-XI | - | Очистка газа азота | Основное технологическое | V = 0,02 м3; Рабочее давление = 1,1 МПа; Рабочая температура = от минус 10 до 60 °C; Диаметр = 172 мм; Высота = 1,04 м | - |
Адсорбционный осушитель AT001/1,2; AT002/1,2 Модульная установка подготовки воздуха КИП 203-X2 | - | Удаление из сжатого воздуха влаги | Основное технологическое | V = 0,02 м3 W = 0,2 кВт Q = 132 м3/ч; Рабочее давление = 1,57 МПа; Рабочая температура = от минус 10 до 60 °C; Диаметр = 172 мм, Высота = 1,04 м | - |
Масляный бак R901 компрессора сырьевого газа 102-К1 | - | Для хранения масла | Основное технологическое | V = 8,347 м3 | - |
Охладитель масла ГТКУ "Titan-130" HX901-1 компрессора сырьевого газа 102-К1 | - | Горизонтальный трубчатый аппарат с воздушным обдувом для охлаждения | Основное технологическое | F = 1360 м2 V = 0,421 м3; Рабочее давление = 1,03 МПа; Рабочая температура = 150 °C; Габариты, м 5,0x3,0x3,8 | - |
Коалесцер-фильтр FSM932 компрессора сырьевого газа 102-К1 | - | Очистка топливного газа от влаги и механических примесей | Основное технологическое | V = 0,032 м3; Рабочее давление = 3,79 Мпа; Рабочая температура = от минус 29 до 99 °C; Диаметр = 200 мм, Высота = 1,05 м | - |
Резервуар смазочного масла турбодетандера R-1 детандер-компрессора 105-D1/102-К2 | - | Горизонтальный сосуд для предварительного нагрева масла перед включением детандер-компрессора в работу | Основное технологическое | V = 1,8 м3; Рабочее давление = 3,5 МПа; Рабочая температура = 93 °C; Диаметр = 946 мм, Высота = 3,001 м | - |
Подогреватель масла в резервуаре R-1 H-1 детандер-компрессора 105-D1/102-К2 | - | Для нагрева масла перед включением детандер-компрессора в работу | Основное технологическое | U = 380 В W = 7 кВт | - |
Фильтр смазочного масла. Мод. IDGL 2-320-2" F-1/1,2 турбодетандера R-1 детандер-компрессора 105-D1/102-К2 | - | Очистка поступающего в насос масла | Основное технологическое | V = 0,0043 м3; Рабочее давление = 4,64 Мпа; Рабочая температура = от минус 29 до 100 °C; Диаметр = 150 мм, Высота = 0,47 м | - |
Аккумулятор смазочного масла AC-1,2 детандер-компрессора 105-D1/102-К2 | - | Для обеспечения подачи масла во время остановки детандер-компрессора, поддержание давления смазки которое необходимо для пуска вспомогательного насоса при его аварийном запуске | Основное технологическое | V = 0,057 м3; Рабочее давление = 4,5 МПа; Рабочая температура = от минус 29 до 93 °C; Диаметр = 251 мм, Высота = 1,8 м | - |
Охладитель масла детандер-компрессора 102-K2/105-D1 C-1 детандер-компрессора 105-D1/102-К2 | - | Воздушный холодильник для охлаждения масла | Основное технологическое | F = 530 м2 V = 0,04 м3 Теплообмен - 111 кВт; Рабочее давление = 4,48 Мпа; Рабочая температура = 93 °C; Габариты, м; 3,5x1,4x0,76 | - |
Емкость для хранения пенообразователя 207.1/1 207-V1A/B системы пенотушения | - | Вертикальный однокожуховый напорный сосуд с мешком | Основное технологическое | V = 1,893 м3; Рабочее давление 1,206 Мпа; Рабочая температура = от 0 до 93 °C; Диаметр = 1236 мм; Высота = 3,055 м | - |
Емкость для хранения пенообразователя 207.2/1 207-V2A/B системы пенотушения | - | Вертикальный однокожуховый напорный сосуд с мешком | Основное технологическое | V = 2,65 м3; Рабочее давление = 1,206 Мпа; Рабочая температура = от 0 до 93 °C; Диаметр = 1236 мм; Высота = 3,055 м | - |
Воздушный холодильник компрессора газа регенерации обессеривания 107-К1 компрессора газа регенерации | - | Охлаждение газа регенерации обессеривания | Основное технологическое | A - охладитель 1-й ступени (природный газ, меркаптаны): F = 27 м2 V = 8 л; Рабочее давление = 0,94 Мпа; Рабочая температура = 180 °C; Габариты, м: 2,0x1,5x2,766. B - охладитель 2-й ступени (природный газ, меркаптаны): F = 19 м2 V = 6 л; Рабочее давление = 3,65 МПа; Рабочая температура = 150 °C; Габариты, м: 2,0x1,5x2,766. C - охладитель смеси "вода/гликоль": F = 27 м2 V = 9 л; Рабочее давление: 0,217 МПа; Рабочая температура = 70 °C; Габариты, м: 2,0x1,5x2,766 | - |
СУГ находят применение в качестве сырья для промышленности, а также как топливо для коммунально-бытовой сферы, автомобильного транспорта, производственных объектов.
Основными компонентами СУГ являются пропан и бутаны, относящиеся к предельным углеводородам, алканы.
Марки применяемых сжиженных углеводородных газов устанавливаются ГОСТ Р 52087 "Газы углеводородные сжиженные топливные. Технические условия". Коммунально-бытовые потребители используют следующие марки СУГ: пропан технический ПТ, который содержит не менее 75% пропана; пропан-бутан технический ПБТ с содержанием не более 60% бутана; бутан технический БТ, который содержит не менее 60% бутана. Области применение различных марок СУГ зависят от физико-химических свойств компонентов, прежде всего температуры кипения. Чем больше содержание пропана, тем при более низких температурах можно использовать газовое топливо.
Получение БГС, ПБА, ПБТ, ПТ производится с применением турбодетандерных установок и внешнего холодильного цикла. На рисунке 53 приведена технологическая схема установки получения БГС, ПБА, ПБТ, ПТ.
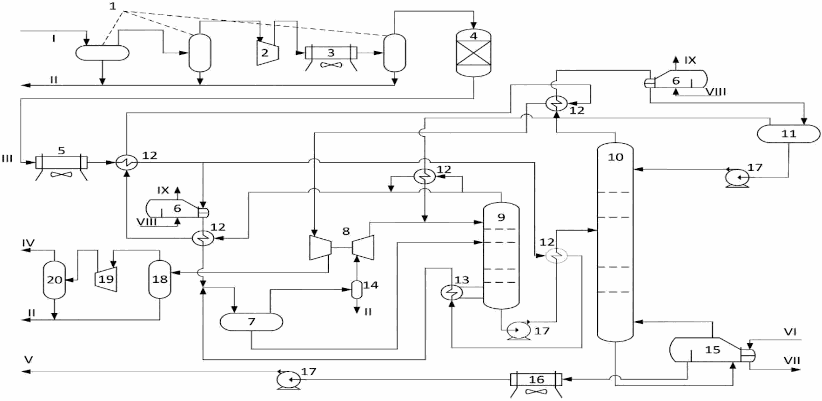
ПБА, ПБТ, ПТ
В качестве примера в таблице 27 приведен примерный перечень технологического оборудования.
Таблица 27
получения БГС, ПБА, ПБТ, ПТ
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ | ||||
Е-301 | Низкотемпературная конденсация | Емкость | Основное технологическое | Объем 12,5 м3 Давление раз. 3,6 МПа Температура раз. +100 °C | |||||
Т-312 | Низкотемпературная конденсация | Теплообменник | Основное технологическое | Объем 3,2/4,4 м3 Давление раз. 2,86/1,8 МПа Температура раз. +100 °C | |||||
Т-308 | Низкотемпературная конденсация | Испаритель | Основное технологическое | Объем 10,4/1,9 м3 Давление раз. 1,3/2,9 МПа Температура раз. -46...+100 °C | |||||
К-302 | Низкотемпературная конденсация | Деметанизатор | Основное технологическое | Объем 74,7 м3 Давление раз. 3,04 МПа Температура раз. -46...+100 °C | |||||
Т-307 | Низкотемпературная конденсация | Теплообменник | Основное технологическое | Объем 35,6/1,8 м3 Давление раз. 3,35/1,6 МПа Температура раз. +100/+200 °C | |||||
НЦ-302/1,2,3 | Низкотемпературная конденсация | Насос | Основное технологическое | Производительность 50 м3 Напор 80 N = 30 кВт | |||||
Т-309/1,2 | Низкотемпературная конденсация | Аппарат воздушного охлаждения | Основное технологическое | Объем 11300 м3 Давление раз. 4,0 МПа Температура раз +100 °C | |||||
Е-305 | Низкотемпературная конденсация | Емкость | Основное технологическое | Объем 25 м3 Давление раз. 0,6 МПа Температура раз +100 °C | |||||
Т-501/1-2 | Низкотемпературная конденсация | Аппарат воздушного охлаждения | Основное технологическое | Объем 11300 м3 Давление раз. 2,5 МПа Температура раз +100/+150 °C | |||||
Т-904/1,2,3 | Установка получения пропана | Аппарат воздушного охлаждения | Основное технологическое | Давление раз. 2,5 МПа Температура раз -60/+100 °C | |||||
| |||||||||
Т-905 | Установка получения пропана | Аппарат воздушного охлаждения | Основное технологическое | Давление раз. 2,5 МПа Температура раз -60/+100 °C | 330.28.25.13.121 | ||||
Т-902 | Установка получения пропана | Теплообменник | Основное технологическое | Объем 1,1 м3 Давление раз. 2,3 МПа Температура раз -46/+110 °C | |||||
| |||||||||
Т-903 | Установка получения пропана | Теплообменник | Основное технологическое | Объем 5,4 м3 Давление раз. 2,3 МПа Температура раз +100/+150 °C | 330.28.99.4 | ||||
К-901 | Установка получения пропана | Деэтанизатор | Основное технологическое | Объем 0,4 м3 Давление раз. 2,3 МПа Температура раз -46/+110 °C | |||||
К-902 | Установка получения пропана | Дефлегматор | Основное технологическое | Объем 0,4 м3 Давление раз. 2,3 МПа Температура раз -46/+110 °C | |||||
Е-901 | Установка получения пропана | Емкость | Основное технологическое | Объем 4 м3 Давление раз. 2,3 МПа Температура раз -46/+100 °C | |||||
Е-902 | Установка получения пропана | Емкость | Основное технологическое | Объем 0,4 м3 Давление раз. 2,3 МПа Температура раз -60/+100 °C | |||||
Е-903 | Установка получения пропана | Емкость | Основное технологическое | Объем 0,4 м3 Давление раз. 2,3 МПа Температура раз -50/+100 °C | |||||
Несмотря на то, что известно несколько способов получения гелия из природного газа (абсорбцией фторсодержащими соединениями; гидратообразованием; криогенным разделением; мембранной технологией), промышленное распространение получили только криогенные процессы. Мембранные технологии будут рассмотрены в разделе "Перспективные технологии" данного справочника.
Криогенные способы получения гелия основаны на последовательной конденсации компонентов природного газа при понижении температуры. На криогенных установках получают гелий-сырец или гелиевый концентрат с содержанием гелия не менее 80% об., который для получения высокочистого гелия (до 99,995% об.) подвергают дополнительной очистке.
Существует два варианта технологических схем криогенных установок.
По варианту I (рисунок 54) природный газ с давлением 2,0 МПа охлаждается сначала в первом рекуперативном теплообменнике 4 до -28 °C, потом аммиаком (при давлении ниже атмосферного) до -45 °C, затем проходит через второй рекуперативный теплообменник 4, дросселируется до 1,2 МПа и поступает в первую колонну 2. Выходящая из куба первой колонны 2 метан-азотная смесь V (СОГ), после дросселирования до 0,15 МПа и охлаждения сначала в головке колонны 2, а затем в рекуперативных теплообменниках 4 направляется потребителям. Отводимый с верха колонны газ, содержащий около 3% об. гелия, подается на питательную тарелку второй колонны 2. Кубовая жидкость этой колонны представляет собой азотный концентрат IV, который после утилизации холода выводится из установки. Верх второй колонны 2 охлаждается кипящим при 0,4 МПа азотом VII. В результате из верхней части второй колонны отводится гелиевый концентрат III, содержащий 80 - 90% гелия.
Степень извлечения гелия по варианту I не превышает 85%.
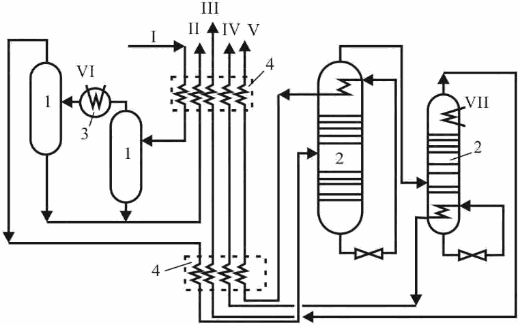
концентрата (вар. I)
1 - сепараторы; 2 - колонны; 3 - холодильник;
4 - рекуперативные теплообменники;
I - природный газ; II - жидкие углеводороды; III - гелиевый
концентрат; IV - концентрат азота; V - сухой газ
(метан-азотная смесь); VI - аммиак; VII - кипящий азот
По варианту II (рисунок 55) очищенный и осушенный газ I с давлением 3,2 МПа охлаждается сначала пропаном (на схеме не показано), а затем в двух рекуперативных теплообменниках 4 (с промежуточной сепарацией и отводом из сепаратора потока жидких углеводородов II) до -104 °C и после дросселирования с температурой -153 °C поступает в колонну 2. Выходящая из куба колонны 2 метан-азотная смесь V (СОГ) после охлаждения в рекуперативных теплообменниках 4 направляется потребителям. Верх колонны орошается подаваемой из сепаратора 1 колонны 2 жидкостью, от чего в ней поддерживается температура -191 °C. Отводимая с верха колонны газовая смесь гелия и азота после охлаждения в рекуперативном теплообменнике 4 поступает в сепаратор 1. Отводимая из сепаратора 1 газовая фаза через теплообменник 4 поступает в сепаратор, где разделяется на два потока. Жидкостной поток после дросселирования поступает в следующий по сепаратор, где также разделяется на два потока. Газовый поток из первого по ходу газа сепаратора после дросселирования объединяется с потоком из второго сепаратора. Содержание гелия в объединенном потоке III достигает 85%. После рекуперации холода в теплообменниках 4 поток гелиевого концентрата III отводится для дальнейшей переработки.
Жидкостной поток, выходящий из второго сепаратора, содержит около 99,5% азота. Этот поток после испарения в теплообменнике 4, расширяется и охлаждается в турбодетандере 5 и затем через рекуперативный теплообменник 4 направляется потребителям в виде концентрата азота IV.
Охлаждение смеси гелия и азота в теплообменниках 4 обеспечивается холодильным циклом, включающим компрессор 6 и холодильник 3.
По варианту II степень извлечения гелия составляет 85 - 96%.
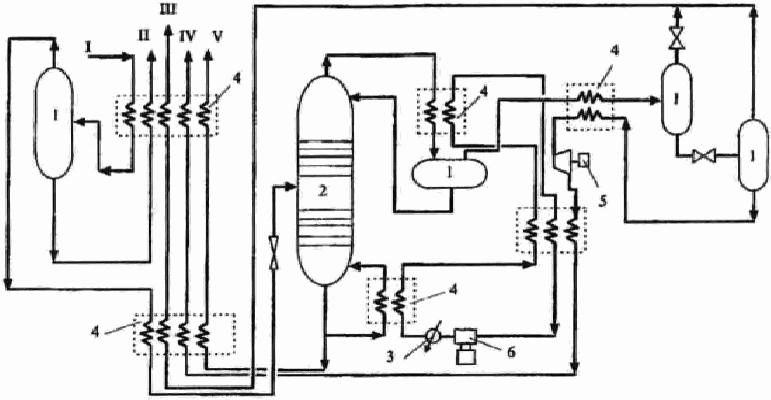
концентрата (вар. II)
1 - сепараторы; 2 - колонны; 3 - холодильник;
4 - рекуперативные теплообменники; 5 - турбодетандер;
6 - компрессор;
I - природный газ; II - жидкие углеводороды; III - гелиевый
концентрат; IV - концентрат азота; V - сухой газ
(метан-азотная смесь)
Принципиальная технологическая схема процесса одновременного извлечения гелиевого концентрата, этана и ШФЛУ из гелиеносного газа приведена на рисунке 56.
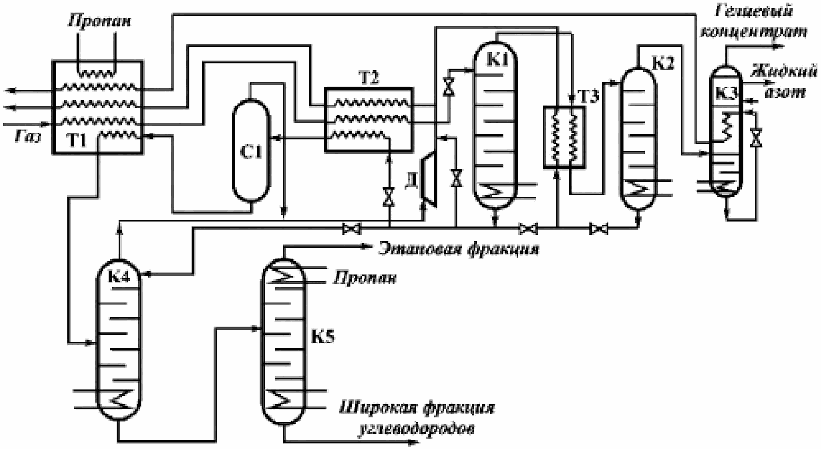
выделения гелиевого концентрата, этана и ШФЛУ
из природного газа
В установку низкотемпературного газоразделения поступает осушенный и очищенный от H2S, CO2 природный газ с давлением 5 МПа. Проходя через витые многопоточные теплообменники Т1 и Т2, он охлаждается, конденсируется и переохлаждается, при этом давление снижается до 4,5 МПа. Переохлажденный поток природного газа дросселируется до давления 4 МПа и с температурой -93 °C в состоянии насыщенной жидкости подается на верхнюю тарелку отпарной колонны К1. В кубе колонны К1 поддерживается температура -91 °C за счет тепла, подводимого потоком охлаждаемого природного газа. Выходящая из куба колонны К1 жидкая фаза содержит основное количество этана, содержавшегося в природном газе; содержание гелия не превышает 0,001%.
Из верха колонны К1 отводится около 10% от поступающего газа. Пары охлаждаются и конденсируются в прямоточном теплообменнике Т3 и с температурой - 108 °C и давлением 3,9 МПа подаются на верхнюю тарелку отпарной колонны К2. Температура верха колонны К2 - минус 107 °C. В кубе колонны К2 поддерживается температура -103 °C за счет тепла, подводимого потоком охлаждаемого природного газа. Выходящая из куба колонны К2 жидкая фаза содержит около 15% азота, 85% метана и незначительное количество тяжелых углеводородов; содержание гелия не превышает 0,001%.
Из верха колонны К2 отводится около 10% от поступающего потока; концентрация гелия составляет 5,5%, что в 100 раз выше его концентрации в исходном газе. Пар дросселируется до давления 1,8 МПа и поступает для дальнейшего обогащения на тарелку питания колонны К3. Колонна К3 состоит из противоточного конденсатора, насадочной и кубовой части. Противоточный конденсатор имеет две ступени. В первой ступени хладагентом является кубовая жидкость колонны К3, сдросселированная до 0,3 МПА и содержащая около 30% азота и 70% метана, которая после подогрева в теплообменнике Т1 поставляется в топливную сеть предприятия. Во второй ступени противоточного конденсатора хладагентом является жидкий азот, кипящий при температуре -194 °C. Из верхней части колонны К3 выходит гелиевый концентрат, содержащий 85 - 90% гелия, который направляется затем на очистку от примесей.
Кубовая жидкость из колонны К2 дросселируется и разделяется на два потока - поступающего в теплообменник Т3 и направляемый на дросселирование. Первый поток, после нагрева в теплообменнике Т3 и объединения с потоками, выходящими из детандера Д и частью объединенного после колонны К1 сдросселированного потока нагревается в теплообменниках Т2 и Т1 и в виде метановой фракции направляется потребителям. Второй поток еще раз дросселируется и объединяется с потоком кубовой жидкости, выходящей из колонны К1. Далее этот поток разделяется на три части, которые после дросселирования поступают на выход детандера Д, в теплообменник Т2 и в качестве орошения в колонну К4. Поток, выходящий из теплообменника Т2 поступает в сепаратор С1, где разделяется на две фазы. Паровая фаза объединяется с потоком, отводимым из верха колонны К4 и подается на всас детандера. Жидкая фаза дополнительно охлаждается в теплообменнике Т1 и подается на тарелку питания колонны деметанизации К4. В колонну К4 на деметанизацию поступает поток, составляющий около 30% от исходного количества газа. Давление в колонне - 3,6 МПа. Соотношение потоков, подаваемых в качестве орошения и питания, - 1:1. Метановая фракция, выходящая из верхней части деметанизатора К4, объединяется с паром, выходящим из сепаратора С1, и поступает в детандер Д, где расширяется до 1,8 МПа. С температурой -103 °C поток поступает в качестве хладагента в конденсатор Т2, а затем в теплообменник Т1. Кубовая жидкость колонны К4, содержащая около 85%, подается на тарелку питания деэтанизатора К5 с давлением 3 МПа. Теплоносителями в кипятильнике колонны К4 служат водяной пар и/или ШФЛУ, отводимая из куба деэтанизатора К5 (на схеме не показано). Деэтанизатор оснащен дефлегматором и кипятильником. Теплоноситель в кипятильнике - водяной пар.
С верха колонны отбирается этановая фракция с содержанием 95% этана, а из куба - ШФЛУ, содержащая около 60% пропана.
Основное количество холода, обеспечивающее извлечение гелия, получают при дросселировании большей части обратного потока газа до 3,8 - 3,6 МПа, 20% - до 1,8 - 1,6 МПа, 1,5% обратного потока дросселируется до давления 0,3 МПа. Дополнительный холод получают детандированием обратного потока газа с 3,8 - 3,6 МПа до 1,8 - 1,6 МПа.
Пропаном, кипящим при температуре -36 °C, производят предварительное охлаждение газа. Пропаном, кипящим при температуре -5 °C, конденсируют флегму в дефлегматоре деэтанизатора К5. Азотный холодильный цикл обеспечивает работу колонны К3 и установки очистки гелиевого концентрата от примесей.
На рисунке 57 представлена технологическая схема извлечения из природного газа гелия с одновременным выделением фракции C2+ и азота.
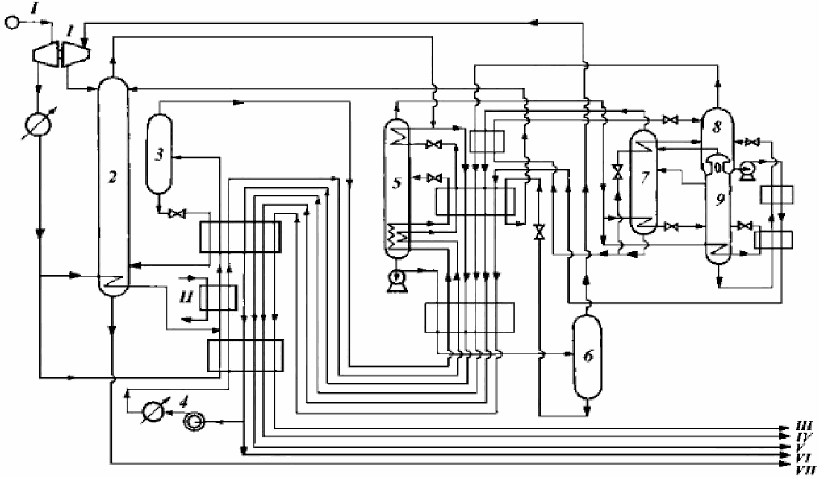
из природного газа гелия с одновременным
выделением фракции C2+ и азота
I - очищенный газ (сырье); II - пропановый хладагент;
III - топливный газ; IV - сырой гелий; V - азот;
VI - товарный газ; VII - фракция C2+
Предварительно очищенный природный газ сжимается в компрессоре 1 с приводом от турбодетандера до 5 МПа и охлаждается до 230 К обратными потоками газа и пропаном. Конденсирующиеся углеводороды отделяются в сепараторе 3, подогреваются и подаются в метановую колонну 2, работающую под давлением 0,9 МПа. Газ, уходящий из сепаратора 3, после охлаждения и конденсации подается в колонну обогащения азота 5, работающую под давлением 3,1 МПа. Жидкий продукт с низа этой колонны подается насосом под давлением 4 МПа в теплообменник, где частично испаряется и поступает в сепаратор 6, установленный на всасывающей линии турбодетандера. Жидкие продукты из сепаратора 6 после подогрева поступают в метановую колонну для выделения из них фракции C2+. Пары из сепаратора расширяются в турбодетандере и поступают в метановую колонну. При этом образующаяся при расширении газа жидкость служит орошением колонны. Продукт с низа метановой колонны (фракция C2+) уходит с установки при давлении 0,9 МПа. Продукт с верха метановой колонны нагревается и отводится с установки при давлении 0,8 МПа, как товарный газ.
Газ из колонны обогащения азота 5 охлаждают и подают в колонну высокого давления 9 (2,7 МПа). С верха этой колонны уходит газ, обогащенный гелием, и жидкий азот с растворенным в нем гелием, которые поступают в гелиевую колонну 7 (2,7 МПа).
Продукт с низа колонны высокого давления поступает в колонну низкого давления 8 (0,2 МПа). В этой колонне выделяется чистый газообразный азот и жидкая смесь азота и метана. Продукт с низа колонны сжимается до 0,9 МПа и после испарения выводится с установки в качестве топливного газа. Для орошения колонны обогащения азота используется система открытой циркуляции товарного газа 4.
Полученный на криогенных установках гелиевый концентрат подвергают глубокой очистке с использованием еще более глубокого охлаждения. Очистка направлена на удаление из концентрата примесей водорода, азота, метана и др. и обычно состоит из четырех стадий:
1) очистка концентрата от примесей водорода его окислением с помощью активного оксида меди (70% оксида меди, 1% оксида железа и 20% каолина) на палладиевом или платиновом катализаторе;
2) глубокая осушка от влаги, образовавшейся при окислении водорода, адсорбцией на молекулярных ситах-цеолитах или оксиде алюминия;
3) сжатие концентрата до 15 - 20 МПа и охлаждение до -207 °C с последующим его дросселированием и сепарацией в одну или две ступени для удаления остатков азота. Концентрат после этой стадии содержит гелий в количестве 99,5% об.;
4) адсорбционная доочистка концентрата на активированных углях, охлаждаемых жидким азотом. После этой стадии получают товарный гелий концентрацией 99,98% об.
Товарный гелий хранят в сжатом или сжиженном виде. Сжатый гелий находится в газовых баллонах под давлением до 15 МПа.
Для перевода товарного гелия в жидкое состояние его сначала охлаждают жидким азотом, затем направляют последовательно в турбодетандер и парожидкостной турбодетандер (или дросселируют). В результате этих процессов гелий частично переходит в жидкую фазу, и его доочищают в адсорберах, размещенных в агрегатах охлаждения, от примесей воздуха и неона.
Полученный жидкий гелий заливают в сосуды Дьюара различной вместимости, а большие количества - в криогенные хранилища.
Промышленное ожижение гелия, как и других низкокипящих газов (водорода, кислорода, азота), осуществляется разными технологическими процессами сжижения и разделения газов всегда при криогенных температурах, достигаемых множеством возможных вариантов каскадных холодильных компрессорных циклов совместно с методами охлаждения, дросселированием газа и охлаждения газа, его детандированием с отдачей внешней работы. Стоимость компримирования газов и производства искусственного холода является определяющей в выборе оптимального варианта для сжижения легких газов.
Современные ожижители используют детандерные циклы:
- ожижители малой производительности - на базе поршневых детандеров;
- крупные ожижители - на базе турбодетандеров.
Расчетные исследования определили, что оптимальное число ступеней охлаждения для гелиевых ожижителей - 4. Коэффициент ожижения зависит от количества ступеней экспоненциально. При меньшем количестве ступеней он резко снижается, а при увеличении количества ступеней больше четырех рост его незначителен, но возникают дополнительные эксплуатационные трудности.
В качестве первой ступени обычно используется азотное охлаждение, затем две детандерные ступени, последняя ступень для установок малой и средней производительности - дроссельная, для установок большой производительности используется ступень парожидкостного турбодетандера.
Энергетическая эффективность гелиевого ожижителя существенно зависит от его мощности; для ожижителей средней производительности на производство одного литра жидкого гелия расходуется один литр жидкого азота и 0,6 кВт электроэнергии. Эти параметры одинаковы как для отечественных, так и для зарубежных установок.
Существует адсорбционно-криогенный метод тонкой очистки гелия на базе короткоцикловой безнагревной адсорбции (КБА) с окончательной доочисткой от неона в гелиевых ожижителях (рисунок 58).
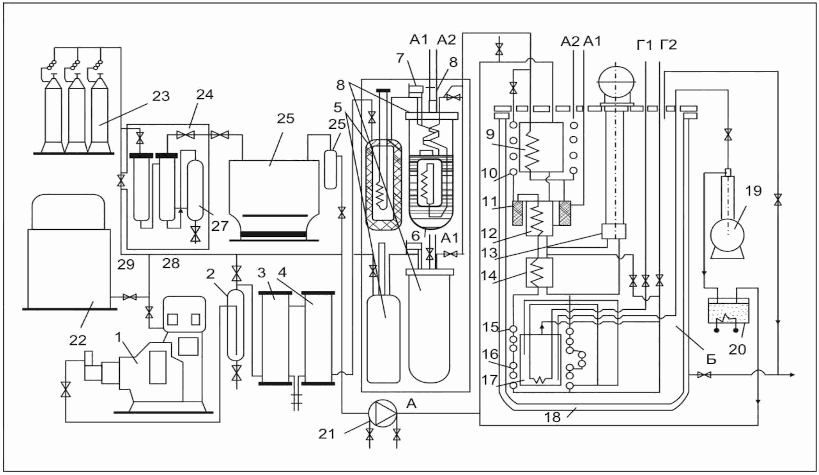
А - блок очистки и осушки; Б - агрегат охлаждения;
А1 - жидкий азот; А2 - газообразный азот; Г1 - гелий
к потребителю; Г2 - гелий от потребителя;
1, 25 - компрессор; 2, 26, 28 - маслоотделитель; 3 - фильтр
грубой очистки; 4 - фильтр тонкой очистки; 5 - осушитель;
6 - аппарат очистки; 7, 9, 12, 14, 15, 16 - теплообменник;
8 - абсорбер; 10 - рефрижераторный аппарат; 11 - азотная
ванна; 13 - детандер; 17 - сборник жидкого гелия;
18 - изоляционный кожух; 19 - транспортный сосуд;
20 - подогреватель; 21 - диафрагма; 22 - газгольдер;
23 - рампа; 24 - блок маслоотделителя; 27 - бачок продувок;
29 - адсорбер; Т - термометры
Гелий всасывается компрессором 1, сжимается до давления около 2,5 МПа и охлаждается в концевом холодильнике до температуры ОС. После этого гелий поступает в маслоотделитель 2, где освобождается от основного количества масла, уносимого из компрессора, затем поступает в фильтр грубой очистки 3, в котором очищается от остатков капельного масла и поступает в фильтр тонкой очистки 4, где удаляются пары масла.
Очищенный от масла гелий поступает в блок осушки и очистки гелия А, вначале в осушитель 5, а затем в аппарат очистки 6. В осушителе гелий освобождается от паров воды. Осушка происходит за счет адсорбции паров влаги на поверхности силикагеля при температуре ОС. После осушителя 5 гелий поступает в теплообменник 7, где охлаждается потоком очищенного гелия и холодными парами азота, на внутренней поверхности трубок теплообменника происходит вымораживание остаточной влаги. Из теплообменника очищаемый поток направляется в адсорбер 8, адсорбер аппарата очистки заполнен активированным углем и термостатируется за счет кипения жидкого азота при T = 80 К. После очистки от воздуха и прочих газообразных примесей гелий возвращается в теплообменник 7, где нагревается прямым потоком примерно до температуры ОС.
Перед поступлением в агрегат охлаждения гелий проходит фильтр, где очищается от унесенной из адсорбера угольной пыли. Сжатый, очищенный гелий с давлением примерно 2,5 МПа и температурой ОС поступает в агрегат охлаждения Б.
Основная часть гелия направляется в трубки теплообменника 9, остальной гелий - в трубки аппарата 10 (в рефрижераторном режиме до 3%). В теплообменнике 9 гелий охлаждается обратным потоком, в аппарате 10 - парами азота, поступающими из азотной ванны 11. Оба потока охлаждаются примерно до T = 90 К и, выйдя из теплообменников, смешиваются, после чего гелий поступает в азотную ванну 11. Распределение и регулировка потоков гелия в указанных теплообменниках осуществляется вентилем 3-12. Подача прямого потока в теплообменник 10 зависит от температуры выходящего азота на теплом конце этого теплообменника. Температура азота измеряется термометром Т-2 и должна быть на 18 - 20 К ниже, чем температура прямого потока в точке Т-1. В азотной ванне гелий охлаждается до температуры примерно 80 К за счет кипящего азота.
После азотной ванны прямой поток поступает в теплообменник 12, охлаждается в нем примерно до 25 К, выйдя из него, делится на две части: в рефрижераторном режиме примерно 40%, а в ожижительном - 70% гелия направляется в детандер 13, в котором гелий расширяется до давления обратного потока 0,12 МПа и одновременно охлаждается до температуры 10,5 К. Температура гелия до и после детандера замеряется термометрами Т-3 и Т-4. Вышедший из детандера гелий присоединяется к обратному потоку и поступает в межтрубное пространство теплообменника 14.
Оставшаяся часть гелия прямого потока, которая не попала в детандер (дроссельный поток), после теплообменника 12 последовательно проходит по трубкам теплообменников 14, 15, 16. На выходе из теплообменника 15 гелий имеет температуру в рефрижераторном режиме примерно 7 К, а в ожижительном - около 9 К. Между теплообменниками 15 и 16 гелий проходит через дроссельный вентиль Р-I, в котором давление гелия понижается с 2,4 - 2,5 МПа до 0,4 - 0,7 МПа.
В теплообменнике 16 гелий при давлении 0,4 - 0,7 МПа охлаждается в рефрижераторном режиме примерно до 4,8 - 5 К, а в ожижительном - до 6 - 6,5 К; температура в этой точке замеряется термометром Т-8.
В рефрижераторном режиме часть гелия дросселируется в вентиле Р-3 до давления 0,13 МПа и частично сжижается. Смесь пара и жидкости поступает в сборник жидкого гелия 17, где разделяется на пар и жидкость. Количество гелия, направляемого через вентиль Р-3, должно быть таким, чтобы змеевик, расположенный в сборнике, в процессе работы оставался погруженным в жидкость. Остальной гелий дросселируется в вентиле Р-2, проходит через змеевик сборника и в виде парожидкостной смеси направляется через вентиль 3-2 к потребителю с температурой примерно 4,6 К. У потребителя жидкая фаза испаряется, отдавая свой холод на охлаждение оборудования.
Обратный поток Г2 газообразного гелия возвращается от потребителя через вентиль 3-3 при давлении около 0,13 МПа и с температурой примерно 4,5 К смешивается с парами гелия из сборника и поступает в межтрубное пространство теплообменника 16. Температура гелия, направляющегося к потребителю и возвращающегося от потребителя, замеряется термометрами Т-6 и Т-7. Температура обратного потока на выходе из блока охлаждения Б примерно на 12 - 15 К ниже, чем температура гелия на входе. Обратный поток гелия поступает на всасывание компрессора 1. Цикл замыкается. Обратный поток гелия замеряется с помощью диафрагмы 21.
В ожижительном режиме весь гелий дроссельного потока дросселируется в вентиле Р-3. Жидкость, собравшаяся в сборнике, сливается в транспортный сосуд 19. Образующиеся при сливе пары гелия отводятся через подогреватель 20 и направляются в газгольдер 22.
В блоке имеется байпасная линия с вентилем 3-1, которая используется в пусковом периоде. Внутренняя полость блока охлаждения, в которой находится аппаратура, вакуумируется. Абсолютное вакуумирование изоляционного кожуха 18 блока охлаждения и сливных сифонов производится до остаточного давления при температуре окружающей среды. Для этой цели используются механический насос 2НВР-5Д и высоковакуумный агрегат H-IC-2.
В газгольдере 22 хранятся запасы гелия низкого давления для компенсации утечек гелия, одновременно он является буферной емкостью и создает избыточное давление на всасывание гелиевого компрессора 200 - 300 мм вод. ст. Подпитка системы гелием при захолаживании установки и в режиме ожижения осуществляется из рампы 23, в баллонах которой гелий хранится при давлении до 15 МПа.
Во время остановки установки избыток гелия закачивается обратно в баллоны рампы вспомогательным компрессором 1 ВУВ-45/150 25.
После сжатия в компрессоре I ВУВ-45/150 гелий очищается от масла в блоке маслоотделения 24. Очистка происходит при температуре окружающей среды вначале в маслоотделителе 28 от капельного масла, а затем в адсорбере 29 от паров масла. Масло из маслоотделителя сливается в бачок продувок 27, в котором отделяется увлеченный с маслом гелий. Маслоотделитель 26, установленный на всасывающей линии компрессора 25, служит для улавливания масла. Собранное масло сливается в коллектор продувок.
Блок осушки и очистки укомплектован механическим вакуумным насосом 2НВР-5Д для регенерации адсорбентов и паромасляным насосом H-IC-2, предназначенным для вакуумирования изоляционного пространства сосуда Дьюара очистителя. Жидкий азот в азотную ванну блока охлаждения подается из транспортного резервуара ТРЖК-4М. Второй такой сосуд обеспечивает жидким азотом блок осушки и очистки.
Общая коммутация оборудования ожижительного комплекса приведена на рисунке 59.
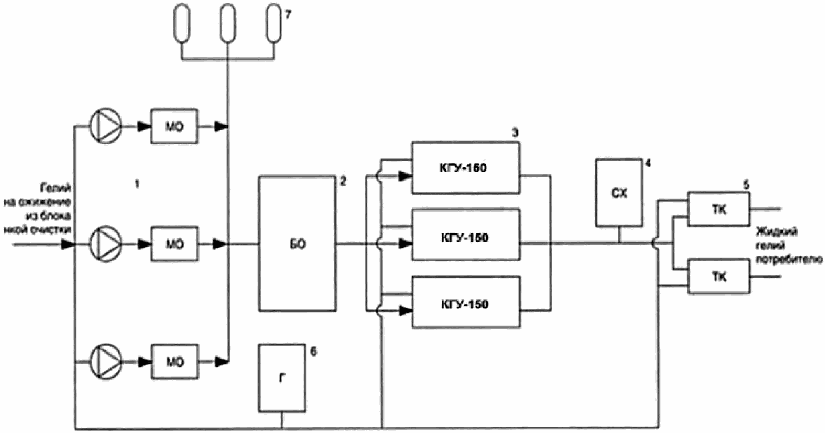
производительностью 2000 литров жидкого гелия в час
1 - компрессорное отделение с индивидуальной маслоочисткой;
2 - блок осушки; 3 - технологическое отделение
(3 уст. КГУ-150); 4 - стационарное хранилище жидкого гелия
(120 нм3); 5 - заправка жидкого гелия в транспортные
контейнеры; 6 - газгольдеры; 7 - ресиверы
Компрессоры, имеющие индивидуальную очистку от масла, сколлектированы (1). Блок осушки (2) - общий на весь поток. Ожижительные установки (3) работают параллельно и через систему хранения (4) подают жидкий гелий в транспортные контейнеры (5). Наличие трех автономных линий позволяет оперативно управлять процессом ожижения гелия и при необходимости выводить установку из режима для проведения ремонтных и профилактических работ, не снижая производительности ожижительного центра в целом.
Производство технического углерода является одним из важных примеров промышленной реализации неравновесной окислительной конверсии углеводородов. Как указывалось в разделе 1.3.9, основными способами производства технического углерода являются печной, канальный и термический. В данном разделе описаны эти способы производства технического углерода из природного газа, газового конденсата и их смесей.
2.7.1 Технология получения технического углерода из природного газа и газового конденсата печным способом
Печным способом осуществляют термоокислительное разложение углеводородов под действием высокой температуры при недостатке воздуха.
Технологическая схема процесса приведена на рисунке 60.
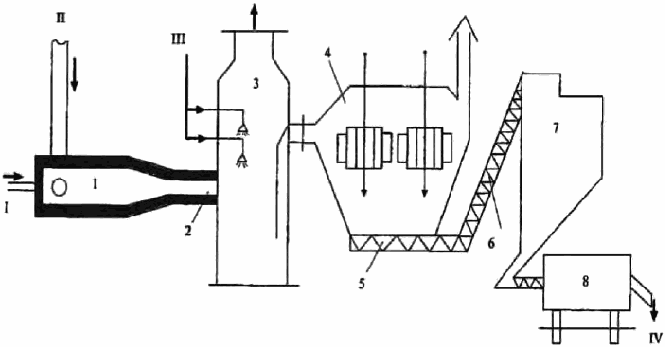
углерода печным способом
1 - реакционная печь; 2 - активатор; 3 - оросительный
водяной холодильник; 4 - электрофильтр; 5 - транспортный
шнек; 6 - элеватор; 7 - сепаратор для отделения техуглерода;
8 - барабан для гранулирования;
I - сырье: газ, газовый конденсат или их смесь (раздельными
потоками); II - воздух; III - вода; IV - гранулированный
технический углерод
Основным аппаратом установки является реакционная печь - горизонтальная цилиндрическая камера, выложенная огнеупорным кирпичом и заключенная в металлический кожух. Торцевая часть печи снабжена устройствами для подачи газа и жидких углеводородов, а воздух поступает тангенциально к потоку газа через отверстия в футеровке для более интенсивного перемешивания с газом. Печь по ходу движения газа переходит в трубопровод-активатор, предназначенный для выдержки технического углерода при высокой температуре в течение определенного времени с целью полного разложения углеводородов.
Для улавливания дисперсного углерода из аэрозольного потока, помимо электрофильтров, применяются циклоны с электрокоагуляторами и рукавными фильтрами, системы последовательно установленных циклонов с рукавным фильтром после них, рукавные фильтры с предварительной коагуляцией без циклонов, фильтры с зернистыми материалами.
Количество подаваемого в печь воздуха составляет 50% от требуемого количества для полного сгорания углеводородов сырья (примерно 5,4 м3/м3 сжигаемого газа). Давление в печи - примерно 0,112 - 0,410 МПа; температура - 1200 - 1500 °C; время нахождения продуктов сгорания в печи - 2 - 4 с.
2.7.2 Технология получения технического углерода из природного газа и газового конденсата канальным способом
Канальный (диффузионный) способ получения технического углерода основан на его выделении из пламени горящего природного или попутного нефтяного газа на движущуюся над пламенем осадительную поверхность. Этот тип технического углерода обладает наиболее глубоким черным цветом, поэтому ряд эмалей, красок, лаков производят только с применением канального технического углерода.
Технологическая схема канального способа получения технического углерода приведена на рисунке 61.
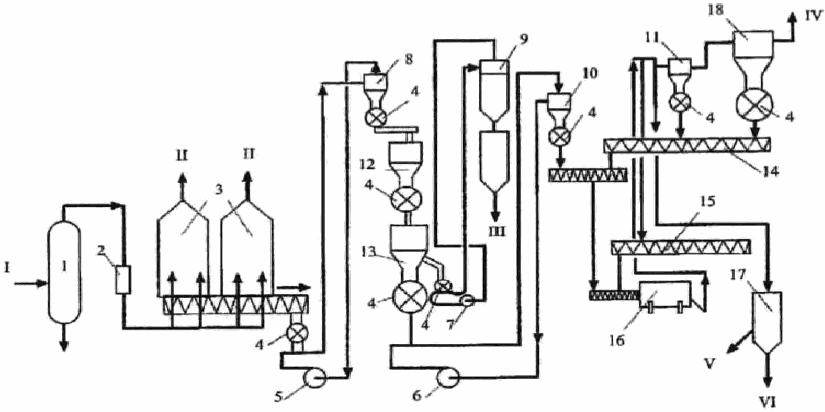
технического углерода из природного газа канальным способом
1 - сепаратор; 2 - регулятор давления газа; 3 - горелочные
камеры; 4 - шлюзовые затворы; 5 - 7 - вентиляторы;
8 - 11 - циклоны; 12 - бункер рыхлого техуглерода;
13 - центробежный сепаратор; 14 - шнек возврата пыли;
15 - шнек подачи затравки; 16 - барабан для гранулирования;
17 - бункер товарного техуглерода; 18 - фильтр;
I - природный газ; II - отходящие газы; III - отход
техуглерода; IV - воздух; V - техуглерод на упаковку;
VI - техуглерод в железнодорожные вагоны
Основными аппаратами процесса являются горелочные камеры, которых на промышленной установке имеется 40 - 200 штук. Горелочные камеры изготавливаются из кровельного железа, прикрепленного к каркасу, и устанавливаются на фундамент с зазором, величиной которого регулируют подачу воздуха в камеру. Габариты камер (длина x ширина x высота) - 50x4x3,1 м или 35x3,6x2,7 м. Технический углерод в горелочных камерах осаждается на движущихся вдоль камер швеллерных балках и удаляется с них с помощью горизонтальных и вертикальных скребков в бункер. Газ сжигают в щелевых горелках, в которых пламя плоское. Ширина щели - 0,8 - 0,9 мм, оптимальное расстояние до осадительной поверхности - 62 мм. Количество горелок в камере составляет 2080 - 2736 штук.
Выход технического углерода при канальном способе зависит от состава сырья, температуры и давления газа, количества воздуха, расстояния горелок от осадительной поверхности и составляет примерно 21 - 22 кг/1000 м3 газа. Наличие в газе сернистых соединений, азота, диоксида углерода нежелательно из-за коррозии и снижения выхода технического углерода.
2.7.3 Технология получения технического углерода из природного газа и газового конденсата термическим способом
Процесс получения термического технического углерода в отличие от непрерывных процессов получения печного и канального углерода является периодическим. В термическом процессе тепло для разложения сырья выделяется при полном сгорании сырья или топливного газа в генераторах, заполненных кладкой из огнеупорного кирпича, аккумулирующей тепло. Когда температура в генераторе поднимается до 1100 - 1500 °C, подачу воздуха прекращают. Затем через генератор начинают пропускать сырье (природный газ, ПНГ, газовый конденсат), который разлагается на водород и углерод. Когда в результате эндотермической реакции разложения температура кладки снизится до определенной величины, в генератор снова подают воздух и процесс разогрева повторяется. Около 90% газа в период сажеобразования разлагается в генераторе.
Упрощенная схема этого процесса приведена на рисунке 62.
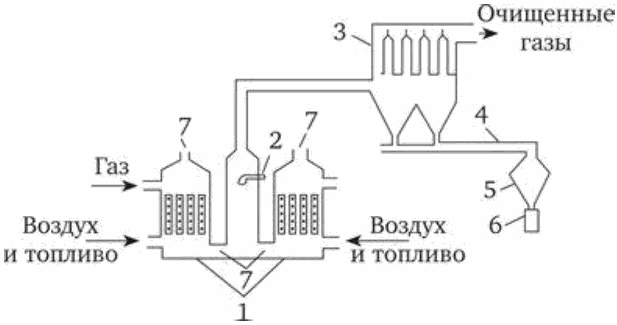
технического углерода из природного газа термическим
способом
1 - генераторы; 2 - форсунка для разбрызгивания воды;
3 - рукавный фильтр; 4 - шнек; 5 - бункер; 6 - мешок;
7 - клапаны
Обычно используются два генератора, в которых периоды нагрева и углеродобразования происходят поочередно, в результате чего углерод производится непрерывно. Часть углерода остается на кладке и сгорает вместе с природным газом в период разогрева генератора.
Образовавшийся в генераторе углерод вместе с газом поступает в холодильник, где они охлаждаются распыленной водой. Из холодильника саже-газовая смесь поступает в рукавные фильтры для извлечения углерода.
Среднюю термическую сажу производят по этому методу с выходом до 250 кг на 1000 м3 природного газа. Тонкую термическую сажу производят аналогичным способом, за исключением того, что исходный природный газ разбавляют водородом из предыдущего цикла. Обычно применяют смесь, содержащую 1/3 природного газа и 2/3 водорода. Природный газ можно разбавлять и другими двухатомными газами. Вследствие некоторой потери тепла выход тонкой термической сажи ниже, чем выход средней термической сажи. Чтобы увеличить выход тонкой и средней термической саж, применяется предварительный подогрев воздуха, подаваемого в генератор. Производство тонкой термической сажи требует больше фильтров на единицу продукции из-за большего объема газового потока. Насыпная плотность термических саж составляет 480 кг/м3, поэтому в течение многих лет их упаковывали в негранулированном виде. В настоящее время термические сажи выпускают и в гранулированном виде.
Одним из основных технологических блоков ГПЗ являются установки производства газовой серы, сырьем для которых служат кислые газы, выделенные из сероводородсодержащих газов.
Получение элементной серы из кислых газов основано на окислении сероводорода. В качестве источника кислорода в систему, как правило, подается воздух.
Процессы получения газовой серы основаны на реализации процесса Клауса. Он базируется на реакциях взаимодействия сероводорода с кислородом и диоксидом серы. Иногда эти реакции объединяют под единым термином "реакция Клауса". При взаимодействии сероводорода с кислородом образуются диоксид серы, пары воды и сера. Образовавшийся диоксид серы взаимодействует с сероводородом с получением элементарной серы и паров воды.
Процесс Клауса является каталитическим. Первоначально в качестве катализатора широкое применение нашли природные бокситы, состоящие в основном из оксидов алюминия и железа. Они в своем составе содержат также оксиды кремния SiO2, титана TiO2, кальция CaO, магния MgO, марганца MnO, фосфора P2O5 и ряда других элементов. Соответственно, метод Клауса заключался в сжигании сероводорода в слое данного катализатора до сернистого ангидрида и серы. Данный катализатор использовали в основном из-за его дешевизны, доступности, высокой активности, а также из-за незначительных объемов перерабатываемого сероводорода: нагрузка на катализатор составляла 3 - 4 нм3 сероводорода на 1 м3 катализатора в час. Но данный тип катализаторов имел и существенные недостатки: быстрая дезактивация, вызываемая сульфатацией поверхности, непостоянство состава и свойств, недостаточно развитая поверхность, покрытие углеродистыми отложениями и гидратацией. Степень конверсии сероводорода в серу при использовании данного катализатора составляла 80 - 90%, остальная часть сернистых соединений в виде диоксида серы поступала в атмосферу. Это оказывало негативное воздействие на экологическую обстановку.
Для устранения данных недостатков процесс Клауса разбили на две стадии: термическую и каталитическую. На термической стадии сероводород сгорает в присутствии воздуха. При этом преимущественно образуются элементная сера и диоксид серы.
На каталитической стадии протекает взаимодействие сероводорода и диоксида серы. Для каталитической стадии были разработаны и успешно внедрены алюмооксидные и титанооксидные катализаторы. Чаще всего катализаторы выпускают на основе гидроксида алюминия. Типичные представители катализаторов этого ряда - гиббсит, байерит, нордстрандит. Оксид алюминия и его гидратированные формы нерастворимы в воде, обладают амфотерными свойствами. Кроме полных гидроксидов известны также AlOOH в виде двух ромбических модификаций: диаспор с плотностью 3,3 - 3,5 г/см3, устойчив до 350 °C, в интервале температур 350 - 400 °C переходит в  ; бемит, плотность которого 3,01 г/см3, при 400 °C переходит в
; бемит, плотность которого 3,01 г/см3, при 400 °C переходит в  , а при 600 °C переходит в
, а при 600 °C переходит в  . Он практически не реагирует с кислотами и щелочами. Его удается перевести в растворимое состояние только с помощью сплавления со щелочами. Выпускаемый катализатор имеет либо сферическую форму, либо форму гранулы (экструдата) диаметром 4 - 6 мм, содержит более 94% оксида алюминия, удельная поверхность - 260 - 345 м2/г. В состав катализатора обычно входят такие компоненты (%, масс.), как Na2O - 0,04; SiO2 - 0,02; Fe2O3 - 0,04; TiO2 - 0,01. Активность катализаторов снижается в результате изменения их структуры, отложения на их поверхностях различных примесей (кокса, солей), сульфатирования оксида алюминия и т.д. Вследствие этого периодически (один раз за 3 - 4 года) производится полная замена катализатора.
. Он практически не реагирует с кислотами и щелочами. Его удается перевести в растворимое состояние только с помощью сплавления со щелочами. Выпускаемый катализатор имеет либо сферическую форму, либо форму гранулы (экструдата) диаметром 4 - 6 мм, содержит более 94% оксида алюминия, удельная поверхность - 260 - 345 м2/г. В состав катализатора обычно входят такие компоненты (%, масс.), как Na2O - 0,04; SiO2 - 0,02; Fe2O3 - 0,04; TiO2 - 0,01. Активность катализаторов снижается в результате изменения их структуры, отложения на их поверхностях различных примесей (кокса, солей), сульфатирования оксида алюминия и т.д. Вследствие этого периодически (один раз за 3 - 4 года) производится полная замена катализатора.
; бемит, плотность которого 3,01 г/см3, при 400 °C переходит в , а при 600 °C переходит в . Он практически не реагирует с кислотами и щелочами. Его удается перевести в растворимое состояние только с помощью сплавления со щелочами. Выпускаемый катализатор имеет либо сферическую форму, либо форму гранулы (экструдата) диаметром 4 - 6 мм, содержит более 94% оксида алюминия, удельная поверхность - 260 - 345 м2/г. В состав катализатора обычно входят такие компоненты (%, масс.), как Na2O - 0,04; SiO2 - 0,02; Fe2O3 - 0,04; TiO2 - 0,01. Активность катализаторов снижается в результате изменения их структуры, отложения на их поверхностях различных примесей (кокса, солей), сульфатирования оксида алюминия и т.д. Вследствие этого периодически (один раз за 3 - 4 года) производится полная замена катализатора.Промышленные агрегаты производства серы называют установками Клауса. На термической стадии температура горения зависит прежде всего от концентрации H2S в кислом газе и составляет 900 - 1200 °C. Эта температура зависит также от соотношения "воздух : кислый газ", которое поддерживается, как правило, на уровне 1,7 - 1,9. Степень конверсии сероводорода в серу на этой стадии зависит от температуры и времени пребывания в зоне реакции: чем выше температура и больше время пребывания, тем выше степень конверсии сероводорода. Кроме того, степень конверсии H2S в элементарную серу в термической ступени должна быть как можно выше, т.к. при пониженных значениях степени конверсии на термической ступени при сохранении общего значения этого параметра в целом по установке получения газовой серы увеличивается нагрузка на каталитическую ступень. Практическая степень превращения сероводорода в серу в печи (на термической ступени) составляет не более 60 - 65%.
На каталитической ступени основным параметром, влияющим на степень конверсии сероводорода, является соотношение расхода воздуха к кислому газу регулируется на входе в реакционную печь, в свою очередь, оно регулируется для обеспечения соотношения H2S к SO2 равное 2 к 1 в отходящих газах каталитической стадии процесса (на входе в окислитель или стадию доочистки хвостовых газов). Любое отклонение от данного соотношения влечет за собой снижение выхода элементной серы. Кроме этого фактора, на каталитической ступени большое значение имеют длительность поддержания высокой температуры продуктов сгорания, температура газа на входе в каталитическую ступень, объемная скорость газа в конверторе и т.д. Чем ниже средняя температура процесса в конверторах, тем больше выход серы, однако на практике эта температура должна быть несколько выше точки конденсации серы. Это, безусловно, снижает выход серы, но обеспечивает превращение CS2 и COS в сероводород, который в дальнейшем окисляется до серы.
После каждой ступени реакционные газы охлаждают до температуры конденсации серы, отделяют серу, а газы после необходимого подогрева направляют на следующую ступень. В тех случаях, когда объемная доля сероводорода в кислых газах ниже 5% об., используют схему без термической ступени. Окисление сероводорода осуществляют кислородом воздуха на катализаторе (обычно один-два конвертора).
В зависимости от содержания сероводорода в исходном кислом газе технологические схемы процесса Клауса могут быть прямоточными и разветвленными (рисунок 63).
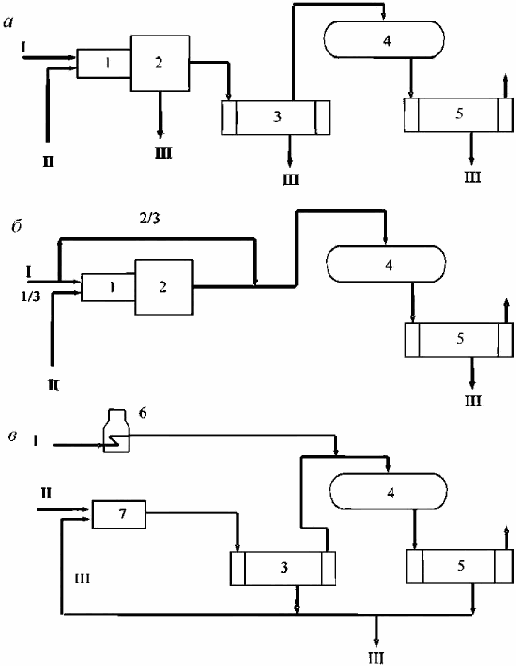
в зависимости от содержания сероводорода в кислом газе
1 - печь-реактор; 2 - теплообменник; 3, 5 - конденсатор
серы; 4 - конвертор; 6 - подогреватель газа; 7 - печь
для сжигания серы в диоксид серы;
I - кислый газ; II - воздух; III - сера (а - прямоточная
схема; б - схема с разветвленным потоком 1/3 - 2/3;
в - схема с рециркуляцией серы)
Технологическая схема промышленной установки Клауса с разветвленным потоком сероводорода и двумя конверторами приведена на рисунке 64.
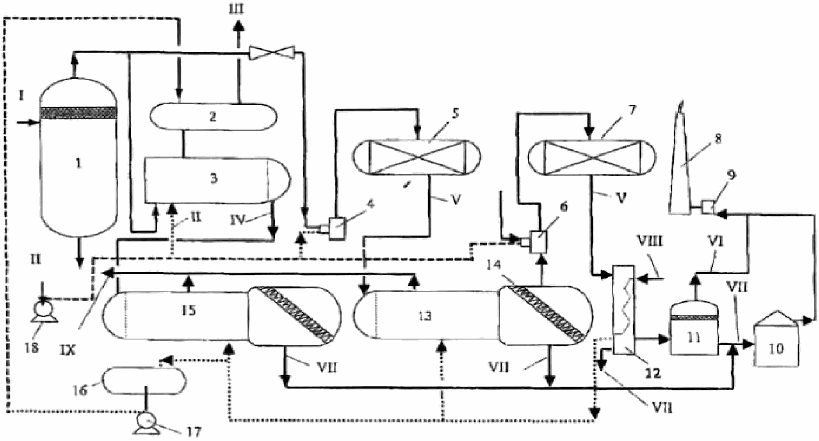
с двумя конверторами
1, 11 - сепаратор; 2 - барабан парового котла;
3 - реакционная печь; 4, 6 - печь для нагрева кислых газов;
5, 7 - конверторы; 8 - дымовая труба; 9 - печь дожига
очищенных газов; 10 - серная яма; 12, 13, 15 - конденсаторы
серы; 14 - сетка-коагулятор; 16 - емкость горячей воды;
17 - насос; 18 - воздуходувка;
I - кислый газ; II - воздух; III - пар высокого давления;
IV, V - продукты реакций; VI - остаточные газы; VII - жидкая
сера; VIII - вода для питания котла и охлаждения газов
в конденсаторах; IX - пар низкого давления
Теплота, выделяющаяся при реакции в печи 3, используется для генерации водяного пара высокого давления III, а при конденсации паров серы - для генерации водяного пара низкого давления IX.
Следует отметить, что температура серы, выходящей из конденсаторов 12, 13, 15, составляет 130 - 150 °C, хотя сера и конденсируется при 188 °C. Это связано с тем, что в интервале температур от 188 °C до 160 °C образуются молекулы серы с длинной цепью и высокой вязкостью, поэтому спуск серы из конденсаторов оказывается невозможным. При температуре 150 °C и ниже жидкая сера, температура плавления которой в зависимости от формы составляет 106,8 - 119,3 °C, обладает значительно меньшей вязкостью.
В таблице 28 приведены основные параметры технологического режима работы установки Клауса.
Таблица 28
работы установки Клауса
Наименование | Показатель |
Температура в печи-реакторе, °C: | |
- горения | 1026 |
- газов на выходе | 290 |
Температура газов в конденсаторе N 1, °C: | |
- на входе | 290 |
- на выходе | 194 |
Температура газов в первом конверторе, °C: | |
- на входе | 260 |
- на выходе | 350 |
Температура газов в конденсаторе N 2, °C: | |
- на входе | 350 |
- на выходе | 210 |
Температура газов во втором конверторе, °C: | |
- на входе | 210 |
- на выходе | 240 |
Температура газов в конденсаторе N 3, °C: | |
- на входе | 240 |
- на выходе | 132 |
Давление в системе, МПа | 0,02 - 0,03 |
Молярная доля H2S, %: | |
- в исходном кислом газе | 59,4 |
- в газах после второго конвертора | 0,9 |
Молярная доля серы в отходящих газах, % | 0,068 |
Извлечение серы в процессе, % | 96 |
По схеме, приведенной на рисунке 64, остаточные газы процесса Клауса, поступающие в печь дожига 9, обычно содержат (в зависимости от эффективности работы и качества исходного газа) 1 - 2% сероводорода, до 1% диоксида серы, до 0,4% серооксида углерода, до 0,3% сероуглерода, 1 - 8 г/м3 капельной и паровой серы, по 1,0 - 1,5% водорода и оксида углерода, до 15% углекислоты, около 30% водяных паров и азот. Температура газов - около 150 °C, давление - не более 0,02 - 0,03 МПа.
Все процессы доочистки в зависимости от заложенного в них принципа можно разделить на две основные группы:
- процессы, основанные на продолжении реакции Клауса, благодаря которой оставшиеся H2S и SO2 вступают во взаимодействие с образованием серы. Эти процессы являются дополнением к основным установкам и обеспечивают общую степень извлечения серы до 99,0 - 99,7%.
- процессы, основанные на превращении всех сернистых компонентов или в сероводород (восстановительный процесс), или в диоксид серы (окисление), которые вновь подают на вход установки Клауса и преобразуются в серу. При этом общая степень извлечения серы достигает 99,9%.
Процессы доочистки, основанные на реакции Клауса - это наиболее распространенные процессы очистки отходящих газов. Они основаны на каталитической реакции Клауса оставшихся в хвостовых газах сероводорода и диоксида серы.
Реакция осуществляется при более низких температурах, чем на установке Клауса (130 - 150 °C), что способствует более полному ее протеканию, в слое твердого катализатора (процессы "Сульфрин", CBA, MCRC) или в жидкой среде, содержащей катализатор (процессы ФИН, Клаусполь 1500). Эти процессы имеют сравнительно простую технологическую схему и достаточно широко распространены, хотя и не обладают такой эффективностью, как процессы второй группы.
Из процессов с применением твердого катализатора широко эксплуатируется процесс "Сульфрин", разработанный фирмами "Эльф Акитен" (Франция) и "Air Liquide Global E&C Solutions Germany GmbH" (ФРГ). В этом процессе реакция Клауса протекает на твердом катализаторе (оксиде алюминия) при 125 - 150 °C. При такой низкой рабочей температуре полученная сера остается адсорбированной на катализаторе в жидком виде, тем самым смещая равновесие реакции к полной конверсии H2S и SO2 в серу.
Технологическая схема процесса "Сульфрин" приведена на рисунке 65. Установка состоит из двух-трех реакторов по типу адсорбционной схемы.
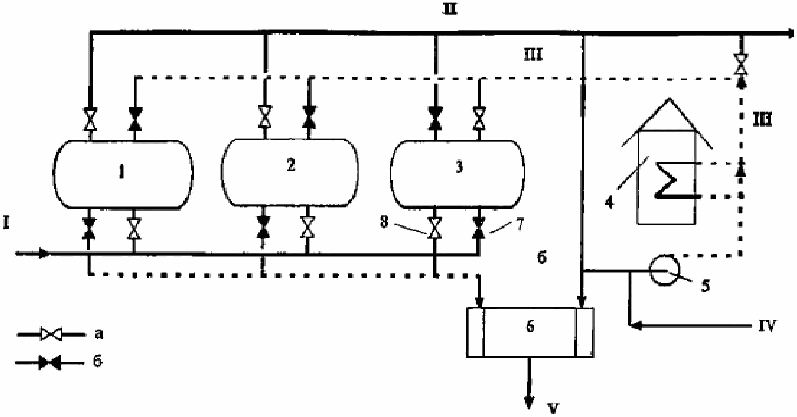
1 - 3 - конверторы (1, 2 - в стадии очистки;
3 - на регенерации); 4 - печь для нагрева газа регенерации;
5 - газодувка; 6 - конденсатор серы; 7, 8 - клапаны;
I - отходящий газ с установки Клауса; II - очищенный газ;
III - очищенный газ на регенерацию катализатора; IV - кислый
газ с установки Клауса (для активации катализатора);
V - жидкая сера; а - открыто; б - закрыто
Отходящие газы с установки Клауса с температурой 130 °C и давлением 0,04 МПа проходят снизу-вверх через два параллельно работающих конвектора (1, 2) с двумя слоями алюмооксидных катализаторов в каждом. Первый снизу защитный слой - пропитанный сульфатом железа  для связывания, содержащегося в технологическом газе кислорода (например, катализатор марки AM фирмы "Рон-Пуленк"). Катализатор AM рекомендуется использовать в количестве 30% от общего объема катализатора в реакторе. В качестве второго основного слоя служит катализатор из активированного оксида алюминия (например, марки A2-5).
для связывания, содержащегося в технологическом газе кислорода (например, катализатор марки AM фирмы "Рон-Пуленк"). Катализатор AM рекомендуется использовать в количестве 30% от общего объема катализатора в реакторе. В качестве второго основного слоя служит катализатор из активированного оксида алюминия (например, марки A2-5).
для связывания, содержащегося в технологическом газе кислорода (например, катализатор марки AM фирмы "Рон-Пуленк"). Катализатор AM рекомендуется использовать в количестве 30% от общего объема катализатора в реакторе. В качестве второго основного слоя служит катализатор из активированного оксида алюминия (например, марки A2-5).Ввиду того, что температура в реакторах ниже температуры точки росы серы, пары серы, поступающие с отходящим газом и образующиеся за счет реакции Клауса, адсорбируются в порах катализатора, дезактивируя его. В связи с тем, что из потока отходящего газа катализатором удаляется практически вся сера, равновесие реакции Клауса сдвигается в сторону полной конверсии H2S и SO2 в серу.
Очищенный отходящий газ поступает в печь дожига, где все содержащиеся еще в потоке газа сернистые соединения (H2S, COS, C2S2), туман серы и пары сгорают, образуя SO2. Концентрация их в пересчете на серу составляет, как правило, 0,1 - 0,2% об. (1000 - 2000 ppm). Часть очищенного отходящего газа газодувкой (5) направляется на печь подогрева (4), где за счет непрямого контакта с дымовыми газами сгорания топлива подогревается до 330 - 350 °C и с такой температурой поступает сверху вниз в третий реактор (3), находящийся в стадии регенерации (десорбции серы) и охлаждения. Газы регенерации удаляют в парообразном виде и направляют в конденсатор (6), где пары серы конденсируются.
Сера сливается в жидком виде через гидрозатвор в емкость хранения, а газы с температурой 127 °C поступают на всас газодувки (5). В межтрубном пространстве конденсатора получают водяной пар давлением 0,4 МПа. При наличии реакторов достаточно большого объема процесс можно считать непрерывным, так как в этом случае переключение адсорберов со стадии катализа и адсорбции на стадию регенерации производится один раз в сутки. Для переключения реакторов служит специальная пневматическая арматура с программным устройством.
В конце стадии десорбции в газ регенерации подмешивается исходный кислый газ (до содержания в газе регенерации примерно 5% H2S) с целью восстановления сульфата алюминия. Для исключения потерь серы этот газ выводится затем через работающий на стадии адсорбции реактор.
После десорбции реактор переключается на цикл охлаждения. Охлаждение катализатора осуществляется путем циркуляции через адсорбер газа регенерации, минуя печь подогрева 4. Для более глубокого охлаждения катализатора и снижения тем самым потерь серы в современных установках предпочитают в конденсаторах получать пар давлением до 0,2 МПа. Этот пар часто не находит технологического применения, и поэтому его после конденсации вновь возвращают в барабан конденсатора. Недостатком такого решения является потеря части генерируемого в процессе пара, а преимущество заключается в снижении выбросов SO2 в атмосферу.
После этого процесса концентрация H2S и SO2 в отходящем газе составляет 0,20 - 0,25% масс.
Процесс "Клаусполь 1500", разработанный Французским институтом нефти, основан на обработке отходящих газов рециркулирующим потоком полиэтиленгликоля, содержащим растворенный катализатор (бензоат калия или натрия), в насадочной колонне при температуре выше точки плавления серы - 125 - 130 °C. Образующаяся в процессе сера в расплавленном виде отделяется от растворителя. Процесс требует поддержания в обрабатываемом газе соотношения H2S: SO2 равным 2:1; COS и CS2 остаются непревращенными.
Степень превращения сероводорода и диоксида серы достигает 80%, что соответствует суммарной глубине извлечения серы до 98,5%. Содержание SO2 в газах после дожига составляет 0,15% масс.
Повышение эффективности процесса Сульфрин возможно по нескольким направлениям:
- путем гидрирования сероорганических соединений перед установкой Сульфрин;
- путем тонкого регулирования соотношения подаваемых в печь Клауса потоков кислый газ/воздух (точность регулирования - не менее +/- 0,5%);
- путем оптимизации режима адсорбции и применения более активных катализаторов при доочистке.
В основе окислительных методов очистки отходящих газов Клауса лежит дожиг сернистых соединений до диоксида серы и его последующее извлечение, и превращение в серу или другой химический продукт. Из этих процессов достаточно широкое распространение в мировой практике получил процесс "Уэллман-Лорд" (фирма "Уэллман-Лорд", США).
Сущность процесса заключается в дожиге сернистых соединений до диоксида серы с последующим его поглощением раствором сульфита натрия. Образовавшийся бисульфит затем регенерируется. После отделения воды в конденсаторе концентрированный сернистый ангидрид рециркулируют на установку Клауса. Суммарная степень извлечения серы достигает 99,9 - 99,95%.
Восстановительные процессы основаны на каталитическом восстановлении всех сернистых соединений в сероводород и отличаются главным образом способами его извлечения и последующей переработки.
Из процессов этого типа наибольшее распространение получил процесс SCOT (начальные буквы Shell Claus Offgas Treating), разработанный фирмой Shell Development (Нидерланды) (рисунок 66). Отходящие газы установки Клауса смешиваются с продуктами неполного сгорания метана (H2 + CO) и с температурой 300 °C поступают в реактор гидрирования, заполненный алюмокобальтмолибденовым катализатором. Продукты гидрирования охлаждаются в котле-утилизаторе, затем - в колонне "Квенч", где одновременно отделяется конденсационная вода. Далее в абсорбционной секции из газов методом селективной абсорбции с помощью аминов извлекается H2S, который возвращают на установку Клауса.
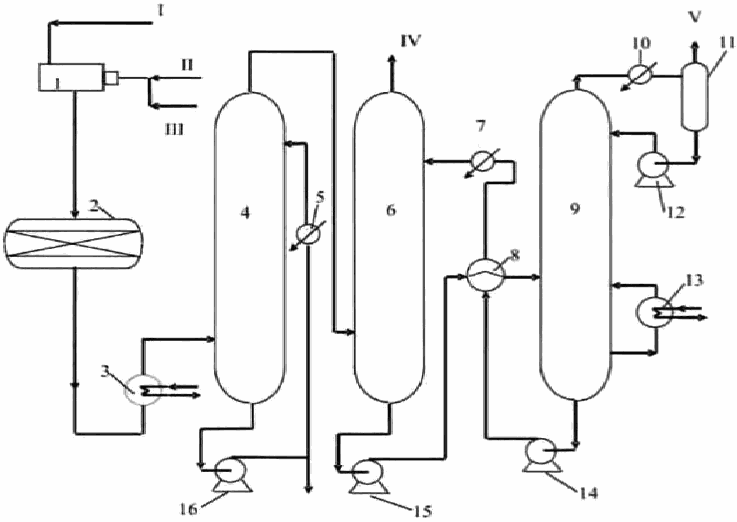
1 - генератор восстановительного газа с камерой смешения;
2 - реактор гидрирования; 3 - котел-утилизатор; 4 - колонна
"Квенч"; 5, 7, 10 - холодильники; 6 - абсорбер;
8 - рекуперативный теплообменник; 9 - десорбер;
11 - сепаратор; 12, 14, 16 - насосы; 13 - паровой
кипятильник,
I - газы на доочистку; II - воздух; III - топливный газ;
IV - очищенный газ; V - H2S на установку Клауса
В очищенном газе IV остается 0,001 - 0,050% сероводорода, что соответствует суммарной степени извлечения H2S 99,8 - 99,9%. В качестве абсорбента используют диизопропаноламин, МДЭА и другие амины.
При выборе SCOT или Сульфрин следует учитывать, что в настоящее время разработано и применяется в промышленности множество процессов доочистки хвостовых газов Клауса. Вклад выбросов от установок Клауса в общий объем вредных выбросов от всех производств не всегда является превалирующим. Например, выбросы SO2 от промысловых сооружений могут быть соизмеримы или даже превышать таковые от установок Клауса. Решение о выборе процесса доочистки необходимо принимать с учетом объемов выбросов от всех источников.
Гарантированная степень извлечения серы для процесса SCOT - 99,8%, а достигаемая на практике для хорошо организованного процесса Сульфрин - 99,4%.
Таким образом, процесс SCOT может быть альтернативой Сульфрину в случаях, когда установка Клауса является единственным источником вредных выбросов и/или находится в густонаселенном районе с жесткими природоохранными ограничениями.
Сера, образующаяся на установках Клауса, содержит растворенный сероводород, а также полисульфид водорода. Во время хранения и транспортировки они могут выделяться, чем обусловлена опасность такой серы. Кроме того, у серы, содержащей газы, повышена коррозийная активность. Указанные свойства требуют дегазации серы.
Технологии дегазации постоянно развиваются ввиду того, что на сегодняшний день ни одна из них не удовлетворяет полностью техническим условиям на элементную серу. Основные направления развития технологий - это отказ от аммиачного катализатора, ухудшающего качество серы, и сокращение времени дегазации. Лучшие технологии Shell и D'GAASS позволяют добиться остаточного содержания сероводорода в сере не более 10 ppm. Оптимально проводить дегазацию, барботируя воздух через серу, в этом случае по реакции Клауса также возможно образование дополнительных количеств серы (процессы Amoco, Hyspec, D'GAASS). До промышленного внедрения, несмотря на массу разработанных процессов, были доведены технологии SNE(a)P, Shell, Exxon, D'GAASS.
В качестве примера в таблице 29 приведен примерный перечень технологического оборудования.
Таблица 29
Наименование оборудования | Стадия технологического процесса, на которой используется оборудование | Назначение оборудования | Тип оборудования (основное технологическое/природоохранное) | Основные характеристики | Код ОКОФ |
Каталитический реакторы | Получение жидкой серы по методу Клауса | Каталитическая реакция процесса Клаус | Основное технологическое | 1 ступень Размеры: DВН = 1 700 мм LЦ = 1 300 мм V = 3,59 м3 Рабочие условия: Pраб. = 0,045 МПа (изб.) Tраб. вход = 219 °C Tраб. выход = 270 C 2 ступень Размеры: DВН = 1 700 мм LЦ = 1 600 мм V = 3,63 м3 Рабочие условия: Pраб. = 0,035 МПа (изб.) Tраб. вход = 210 °C Tраб. выход = 215 C 3 ступень Размеры: DВН = 1 700 мм LЦ = 1 200 мм V = 3,36 м3 Рабочие условия: Pраб. = 0,01 МПа (изб.) Tраб. вход = 207 °C Tраб. выход = 212 C | - |
Отбойный сепаратор кислого газа | Получение жидкой серы по методу Клауса | Удаление капельной жидкости из кислого газа | Основное технологическое | Размеры: DВН = 457 мм HЦ = 1 850 мм V = 0,28 м3 Рабочие условия: Pраб. = 0,07 МПа (изб.) Tраб. = 130 °C | - |
Емкость набора давления | Получение жидкой серы по методу Клауса | Сбор конденсата | Основное технологическое | Размеры: DВН = 356 мм HЦ = 2 000 мм V = 13,03 м3 Рабочие условия: Pраб. = 0,01 МПа (изб.) Tраб. = 110 °C | - |
Первый серосборник | Получение жидкой серы по методу Клауса | Слив жидкой серы | Основное технологическое | Размеры: DН = 200 мм H = 4 000 мм /высота уплотнения/ VРубашка = 0,01 м3 VКожух = 0,09 м3 Рабочие условия: Кожух Pраб. = 0,022 МПа (изб.) Tраб. вход = 180 °C Tраб. выход = 130 C Рубашка Pраб. = 0,48 МПа (изб.) Tраб. = 157,5 °C | - |
Второй серосборник | Получение жидкой серы по методу Клауса | Слив жидкой серы | Основное технологическое | Размеры: DН = 200 мм H = 4 000 мм /высота уплотнения/ VРубашка = 0,01 м3 VКожух = 0,09 м3 Рабочие условия: Кожух Pраб. = 0,015 МПа (изб.) Tраб. = 140 °C Рубашка Pраб. = 0,48 МПа (изб.) Tраб. = 157,5 °C | - |
Третий серосборник | Получение жидкой серы по методу Клауса | Слив жидкой серы | Основное технологическое | Размеры: DН = 200 мм H = 4 000 мм /высота уплотнения/ VРубашка = 0,01 м3 VКожух = 0,09 м3 Рабочие условия: Кожух Pраб. = 0,008 МПа (изб.) Tраб. = 130 °C Рубашка Pраб. = 0,48 МПа (изб.) Tраб. = 157,5 °C | - |
Четвертый серосборник | Получение жидкой серы по методу Клауса | Слив жидкой серы | Основное технологическое | Размеры: DН = 219 мм H = 4 000 мм /высота уплотнения/ VРубашка = 0,01 м3 VКожух = 0,09 м3 Рабочие условия: Кожух Pраб. = 0,001 МПа (изб.) Tраб. = 130 °C Рубашка Pраб. = 0,48 МПа (изб.) Tраб. = 157,5 °C | - |
Резервуар серы | Получение жидкой серы по методу Клауса | Сборник жидкой серы | Основное технологическое | Размеры: Ширина - 2 500 мм Длина - 7 500 мм V = 30 м3 Рабочие условия: Кожух Pраб. = атм Tраб. = 140 °C Паровой змеевик Pраб. = 0,48 МПа (изб.) Tраб. = 157,5 °C | - |
Печь реактора | Получение жидкой серы по методу Клауса | Термическая реакция процесса Клаус | Основное технологическое | Размеры: DН = 1 700 мм, Dвн = 1 200/490 мм LЦилиндрич. части = 3 200 мм V = 8,42 м3 Рабочие условия: Pраб. = 0,05 МПа (изб.) Tраб. при пуске и остановке 1350 °C Tраб. с кислым газом 920 - 970 C Tраб. max. футеровки 1500 °C | - |
Горелка реакционной печи | Получение жидкой серы по методу Клауса | Процесс горения | Основное технологическое | Расчетные условия: P расч. = 0,7 МПа (изб.) | - |
Окислитель | Получение жидкой серы по методу Клауса | Дожигание хвостовых газов и сдувок с резервуара серы | Основное технологическое | Размеры: DН = 1 050 до 1 500 мм H = 4000 до 15000 мм Рабочие условия: Pраб. = атм Tраб. = 650 °C | - |
Горелка окислителя | Получение жидкой серы по методу Клауса | Процесс горения | Основное технологическое | Рабочие условия: Pраб. = атм | - |
Котел-утилизатор/кожухотрубный теплообменник с тремя ходами /последовательными/ вырабатывающий пар | Получение жидкой серы по методу Клауса | Конденсация серы и выработка пара НД | Основное технологическое | Размеры: DВН = 1 870 мм L = 4 900 мм /длина труб/ Мощность = 947 кВт V = 13,03 м3 Рабочие условия: Межтрубное пространство Pраб. = 0,48 МПа (изб.) Tраб. = 157,5 °C Трубное пространство Pраб. = 0,05 МПа (изб.) Tраб. (вх. газа) = 950 °C Tраб. (вых. газа) = 180 °C | - |
Подогреватель первой ступени /Электронагреватель/ | Получение жидкой серы по методу Клауса | Подогрев газового потока перед реактором R-001A | Основное технологическое | Размеры: DН = 273 мм LЦ = 2 235 мм Мощность = 59 кВт V = 0,124 м3 Рабочие условия: Pраб. = 0,022 МПа (изб.) Tраб. вход = 180 °C Tраб. выход = 210 °C | - |
Подогреватель второй ступени /Электронагреватель/ | Получение жидкой серы по методу Клауса | Подогрев газового потока перед реактором R-001B | Основное технологическое | Размеры: DН = 273 мм LЦ = 2 835 мм Мощность = 82 кВт V = 0,124 м3 Рабочие условия: Pраб. = 0,015 МПа (изб.) Tраб. вход = 140 °C Tраб. выход = 210 °C | - |
Подогреватель третьей ступени /Электронагреватель/ | Получение жидкой серы по методу Клауса | Подогрев газового потока перед реактором R-001C | Основное технологическое | Размеры: DН = 273 мм LЦ = 2 835 мм Мощность = 82 кВт V = 0,124 м3 Рабочие условия: Pраб. = 0,008 МПа (изб.) Tраб. вход = 130 °C Tраб. выход = 195 °C | - |
Конденсатор серы/кожухотрубный теплообменник с каплеуловителем из сетки 270:60 и 150:90 мм и тремя ходами /параллельными/ | Получение жидкой серы по методу Клауса | Конденсация серы и выработка пара НД | Основное технологическое | Размеры: DВН = 1 500 мм L = 6 000 мм, Тепловая мощность = 342 кВт VКорпус = 10,6 м3; VТрубное пр-во = 2,45 м3 Рабочие условия: Межтрубное пространство Pраб. = 0,1 МПа (изб.) Tраб. = 120 °C Трубное пространство Pраб. 1 ход = 0,04 МПа (изб.) Pраб. 2 ход = 0,035 МПа (изб.) Pраб. 3 ход = 0,01 МПа (изб.) Tраб. 1 ход = 310 - 140 °C Tраб. 2 ход = 220 - 130 °C Tраб. 3 ход = 185 - 130 °C | - |
Конденсатор пара СНД /пластинчатый теплообменник/ | Получение жидкой серы по методу Клауса | Конденсация пара | Основное технологическое | Тепловая мощность = 342 кВт, V = 0,003 м3 Рабочие условия: Горячая сторона Pраб. = 0,083 МПа (изб.) Tраб. вход = 120 °C Tраб. выход = 100 °C Поверхность нагрева 0,90 м2 Емкость 2,5 л Холодная сторона Pраб. = 0,8 МПа (изб.) Tраб. вход = 28 °C | - |
Предварительный воздухоподогреватель /Электронагреватель/ | Получение жидкой серы по методу Клауса | Подогрев воздуха перед термической стадией | Основное технологическое | Размеры: DН = 219 мм LЦ = 4 810 мм Мощность = 142 кВт V = 0,165 м3 Рабочие условия: Pраб. = 0,07 МПа (изб.) Tраб. = 320 °C | - |
Аппарат предварительного нагрева кислого газа /Электронагреватель/ | Получение жидкой серы по методу Клауса | Подогрев кислого газа | Основное технологическое | Размеры: DН = 219 мм LЦ = 3 385 мм Мощность = 73 кВт V = 0,100 м3 Рабочие условия: Pраб. = 0,07 МПа (изб.) Tраб. = 130 °C | - |
Дымоход /Дымоход с естественной тягой/ | Получение жидкой серы по методу Клауса | Выброс дымовых газов | Основное технологическое | Размеры: DН = 1 050 до 1500 мм H = 30 000 мм Рабочие условия: Pраб. = атм Tраб. = 650 °C | - |
2.8.2.1 Получение комовой серы
Установка получения комовой серы предназначена для приема жидкой серы и ее разлива в серные карты, разработки блоков с получением комовой серы, дозирования и отгрузки серы технической газовой комовой потребителям.
На складах комовой серы размещены карты, которые с помощью стационарных кранов заливаются жидкой серой для получения блоков из твердой серы.
Склады предназначены для работы в двух режимах: базисном и технологическом.
При базисном режиме заливаются жидкой серой все карты на полный объем.
При технологическом режиме одновременно ведется заливка одних карт хранения серы, разработка и отгрузка серы - в других серных картах. При этом заливка серных карт может производиться по несколько раз в год, за счет этого емкость склада увеличивается, по сравнению с базисным режимом, в два и более раз.
2.8.2.2 Гранулирование серы
Гранулирование серы в зависимости от ее агрегатного состояния осуществляют различными способами. Как правило гранулы получают путем диспергирования расплава серы в поток хладагента. При охлаждении жидкой серы происходит ее кристаллизация в виде частиц округлой формы. Существенно реже используется способ гранулирования из порошковидной серы путем прессования с образованием плиток или таблеток.
В промышленном масштабе наибольшее распространение получили способы гранулирования серы из расплава с охлаждением капель воздухом или водой. При этом способ гранулирования с охлаждением капель воздухом называют сухим, а способ гранулирования с охлаждением водой - мокрым.
При сухом гранулировании расплав серы при температуре 125 - 127 °C разбрызгивают в верхней части грануляционной башни высотой 30 - 90 м, а образованные при этом капли-гранулы охлаждают в противотоке воздухом (по аналогии с гранулированием расплавов азотных удобрений). Полученные гранулы, представляющие собой сферические частицы диаметром ~ 2 мм, выгружаются из нижней части башни, а воздух выводится сверху.
Доохлаждение гранул в нижней части башни завершается в псевдоожиженном слое в течение нескольких минут. Мелкие частички серы, скорость витания которых ниже скорости воздуха в сечении башни, поднимаются вверх навстречу формирующимся каплям расплава серы и служат своего рода зародышами для кристаллизации капель.
В таких условиях капли, поглощая затравочные кристаллы, приобретают правильную сферическую форму, являются однородными.
Этот способ гранулирования серы связан с большими капитальными и низкими эксплуатационными затратами, он требует сложной системы очистки отходящих газов от пыли.
Технологический процесс грануляции "Enersul" GXTM представляет собой процесс увеличения размера частиц серы путем последовательного, слой за слоем, нанесения расплавленной серы на исходно малые гранулы серы ("затравку") до достижения заданного размера гранул. В результате повторяющегося нанесения слоя расплавленной серы на гранулы с последующим охлаждением и отвердеванием каждого слоя гранулы увеличиваются в размере.
На рисунке 67 приведена технологическая схема гранулирования серы.
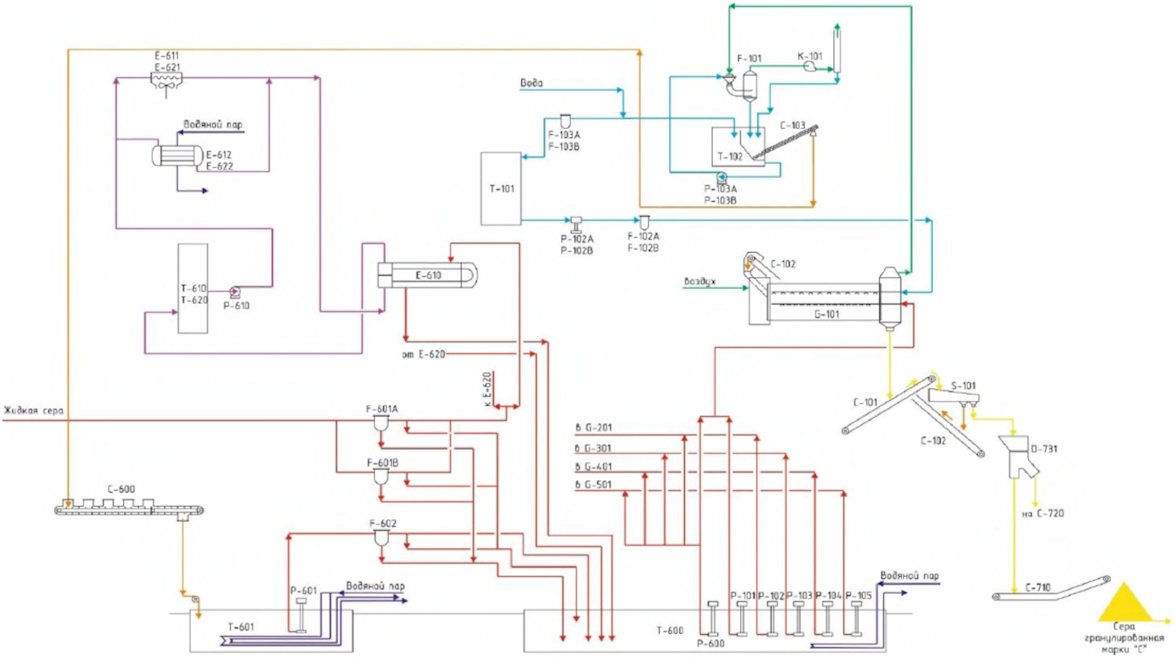
Сырьем установки является жидкая сера, получаемая с установки получения элементарной (газовой) серы, соответствующая сорту 9998 ГОСТ 127.1-93.
Целевой продукцией установки является гранулированная сера.
Установка по производству и хранению гранулированной серы представляет собой промышленный комплекс, имеющий законченный технологический цикл от получения гранулированной серы до ее отгрузки потребителям, с проектной производительностью 2 млн тонн в год (при работе пяти блоков грануляции с производительностью 52 т/час по 22 часа в сутки, 350 дней в году). Номинальная производительность установки составляет 1 842 500 тонн при работе пяти блоков грануляции с производительностью каждого 50 т/час по 22 час в сутки, 335 дней в году.
Указанный технологический процесс происходит во вращающемся барабане грануляции, в который впрыскивается расплавленная сера посредством распылительного серопровода, имеющего 18 распылительных форсунок, расположенного внутри барабана грануляции вдоль продольной оси барабана. Тепло отводится с помощью впрыска технологической воды в барабан грануляции и протяжкой воздуха с помощью вытяжного вентилятора. Затравочные частицы - или гранулы нестандартного размера - вводятся в барабан грануляции серы в качестве затравочного материала. Барабан грануляции имеет уклон в направлении выходного торца барабана, что обеспечивает непрерывное вращательное перемещение гранул через барабан в сторону выхода.
По мере вращения барабана грануляции пересыпные пластины, выстилающие внутреннюю поверхность барабана, непрерывно поднимают часть пересыпающегося слоя гранул в верхнюю часть барабана, откуда они падают, образуя сплошную завесу перед форсунками распыления серы. Распыляемая сера покрывает гранулы, с застыванием слоя серы на их поверхности по мере падения гранул обратно в пересыпающийся слой, где и происходит их дальнейшее охлаждение перед их повторным подъемом или выходом из барабана.
В процессе грануляции происходит слипание гранул с образованием крупных кусков спекшихся гранул, которые не проходят через решетку выпускной камеры грануляции. Для стабильной работы процесса грануляции необходимо периодически очищать решетку от комков серы.
Воздух, протягиваемый через барабан, представляет собой средство для удаления водяного пара, создавая возможность ввода замещающей воды для технологического процесса и продолжения процесса охлаждения.
Мельчайшие частицы, образующиеся при распылении серы, удаляются потоком воздуха. Перед выбросом в атмосферу воздух проходит через пылесборник.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущены опечатки: стандарт имеет номер ГОСТ Р 56249-2014, а не ГОСТ 56249-2014; имеется в виду п. [88] Библиографии, а не [139]. |
Гранулы, выходящие из барабана грануляции, транспортируются ленточным конвейером на вибросито для сортировки, где они разделяются на товарную и нетоварную продукцию в соответствии с ГОСТ 56249-2014 [139]. Гранулы товарной продукции транспортируются непосредственно на склад, а оттуда отгружаются потребителю, в то время как гранулы нестандартного размера поступают обратно в барабан грануляции в качестве повторного затравочного материала для технологического процесса.
Способ мокрого гранулирования серы основан на использовании следующих свойств серы и воды: гидрофобности серы, значительной разности в плотности и теплоемкости серы и воды (рисунок 68).
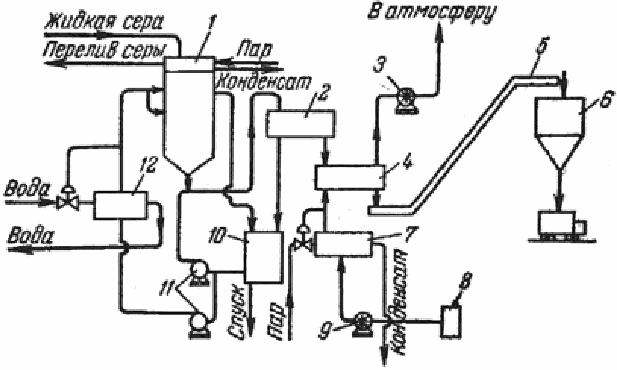
серы в воде
1 - гранулятор; 2 - обезвоживающий грохот;
3, 9 - вентиляторы; 4 - сушилка; 5 - подъемник гранул;
6 - бункер; 7 - воздушный подогреватель; 8 - фильтр;
10 - емкость для раствора; 11 - насосы;
12 - холодильник для раствора
Основным условием для мокрого гранулирования является безударный ввод струй расплава серы в воду, в противном случае капли серы, попадая на поверхность воды, разбрызгиваются и мгновенно застывают в виде пленки, перекрывая доступ к воде следующим каплям. При безударном (мягком) вводе струй расплава серы в слой воды они дробятся на капли, которые приобретают форму шара. Капля расплава переохлаждается в воде до температуры начала кристаллизации в поверхностном слое. В дальнейшем фронт кристаллизации движется вглубь капли со скоростью, определяемой линейной скоростью роста кристаллов и отводом тепла от межфазной границы. В центре гранулы при этом из-за разности плотностей расплава и кристаллической фазы возникает усадочная раковина. По окончании процесса кристаллизации происходит доохлаждение гранулы.
Процесс мокрого гранулирования серы из расплава состоит из следующих основных стадий: формирование, обезвоживание, сушка гранул, складирование. Качество получаемых гранул зависит от многих факторов. Большое значение имеет температура жидкой серы и охлаждающей воды. Для получения высокопрочных гранул необходимо, чтобы разница температур расплава серы и воды была минимальной. Гранулы обезвоживаются и при необходимости высушиваются. Диаметр гранул, полученных таким образом, составляет 0,5 - 6 мм, а содержание в них внутренней влаги - менее 0,25%. Плотность гранул - 1280 - 1400 кг/м3, а угол естественного откоса (угол, образованный свободной поверхностью материала с горизонтальной плоскостью) - 30 - 35°.
Производство СПГ - это сложный технологический комплекс, включающий в себя как основное производство, так и вспомогательные объекты. К основному производству относится оборудование для подготовки газа к процессу сжижения, сжижения природного газа, его хранения и отгрузки. К вспомогательным производствам - объекты энергогенерации, водоподготовки, факельное хозяйство и т.д.
В данном разделе будут рассмотрены только схемы производства СПГ и его хранения.
В зависимости от мощности производства могут использоваться различные технологии сжижения - с использованием чистых и смешанных хладагентов. Как правило, перевод природного газа в сжиженное состояние включает следующие установки:
- подготовка газа;
- сжижение газа;
- хранение сжиженного газа;
- системы отгрузки.
К ключевым компонентам оборудования процесса сжижения относятся прежде всего теплообменники и компрессоры, а к технологическим - тип хладагента и способ охлаждения.
Смешанный хладагент, используемый в процессах сжижения природного газа, представляет собой смесь нескольких веществ (в основном углеводородов с низкой температурой кипения и азота). Оптимальный состав смешанного хладагента определяется составом, давлением сырья, давлением сжижения и температурой окружающей среды.
Процесс сжижения природного газа - перевод в жидкое состояние основного его компонента - метана. На рисунке 69 приведен пример технологической схемы сжижения природного газа.
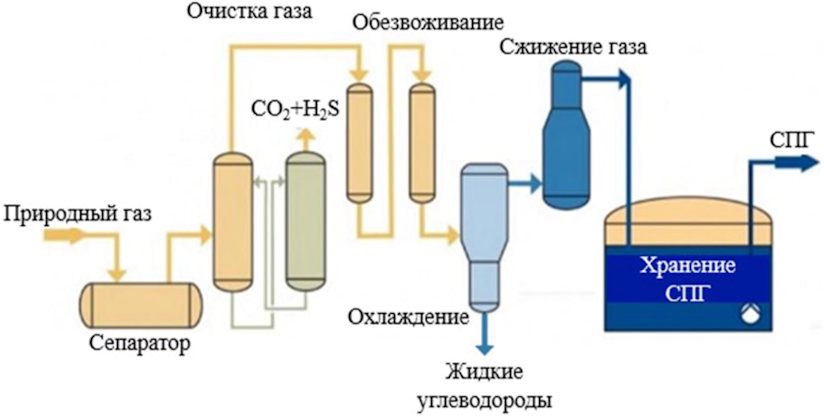
В промышленности применяются как процессы сжижения природного газа с целью получения СПГ как конечного продукта, так и процессы сжижения в сочетании с процессами низкотемпературного фракционирования попутных нефтяных и природных газов, позволяющие выделять из этих газов газовый бензин, бутаны, пропан и этан, а также извлекать гелий из гелиеносных природных и попутных нефтяных газов.
В крупнотоннажных производствах СПГ используются:
- каскадные циклы на чистых и смешанных хладагентах;
- циклы на одном смешанном хладагенте;
- комбинированные циклы:
1) с предварительным охлаждением на чистых хладагентах и окончательным охлаждением, конденсацией и переохлаждением на смешанных хладагентах;
2) с предварительным охлаждением на чистых хладагентах, основным охлаждением и конденсацией на смешанных хладагентах и переохлаждением - на чистых хладагентах.
В эксплуатационных расходах на процесс сжижения природного газа, помимо стоимости природного газа, значительную долю составляют энергетические затраты, затраты на очистку и осушку газа, а также амортизационные расходы.
В настоящий момент наибольшее распространение в промышленности нашли:
- оптимизированный каскадный процесс на чистых хладагентах компании ConocoPhillips (CoPOC);
- процесс C3MR и ее разновидности компании APCI (предварительное охлаждение пропаном, охлаждение, конденсация и переохлаждение - смешанным хладагентом);
- процессы DMR компаний APCI и Shell (предварительное охлаждение, охлаждение и конденсация - смешанными хладагентами);
- каскадный процесс MFC на трех смешанных хладагентах компаний Linde и Statoil-Linde;
- процесс AP-X компании APCI (предварительное охлаждение пропаном, охлаждение и конденсация - смешанным хладагентом, переохлаждение - азотом).
В таблице 30 приведен перечень зарубежных технологий, используемых на действующих российских предприятиях по производству СПГ.
Таблица 30
Проект | Категория | Проектная Мощность, млн т/год | Технология/Лицензиар |
"Сахалинская энергия" | КТСПГ | 9,6 | DMR/Shell |
"Ямал СПГ" Т1-Т3 | КТСПГ | 16,5 | APC3MR/Air Products |
"Арктик СПГ 2" | КТСПГ | 19,8 | MFC/Linde |
В последние годы российские компании активно разрабатывают собственные технологические решения. Патенты на производство СПГ есть у ПАО "Газпром", ПАО "НОВАТЭК", ПАО НК "Роснефть", НИИПИ "Пегаз" (таблица 31).
Таблица 31
компаниями по производству СПГ
Название технологии | Год разработки | Установленная мощность | Описание | Технологическая схема | Проекты для внедрения |
GMR (ПАО "Газпром") | 2013 | более 2,5 млн т | Предварительно очищенный и осушенный природный газ охлаждают и конденсируют в теплообменнике предварительного охлаждения, затем сепарируют, отделяя жидкую этановую фракцию, которую направляют на фракционирование, а газовый поток с первого сепаратора последовательно охлаждают в теплообменнике сжижения, используя смешанный хладагент, переохлаждают газообразным азотом в теплообменнике переохлаждения, давление переохлажденного СПГ снижают в жидкостном детандере. Патент RU 2 538 192 C1 | 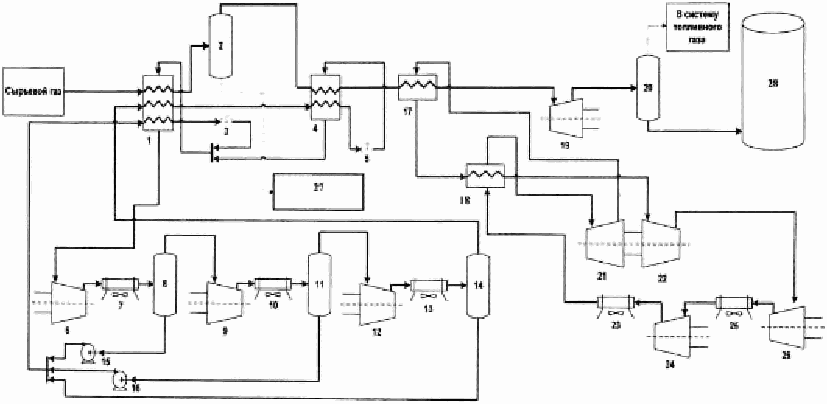 | нет данных |
"Арктический каскад" (ПАО "НОВАТЭК") | 2017 | до 2 млн т | Подготовленный природный газ предварительно охлаждают, отделяют этан, переохлаждают сжижаемый газ с использованием охлажденного азота в качестве хладагента, снижают давление сжижаемого газа, отделяют несжиженный газ и отводят сжиженный природный газ. При этом перед предварительным охлаждением природный газ компримируют, отделение этана осуществляют в процессе многоступенчатого предварительного охлаждения сжижаемого газа с одновременным испарением этана с использованием охлажденного этана в качестве хладагента. Патент RU 2 645 185 C1 | 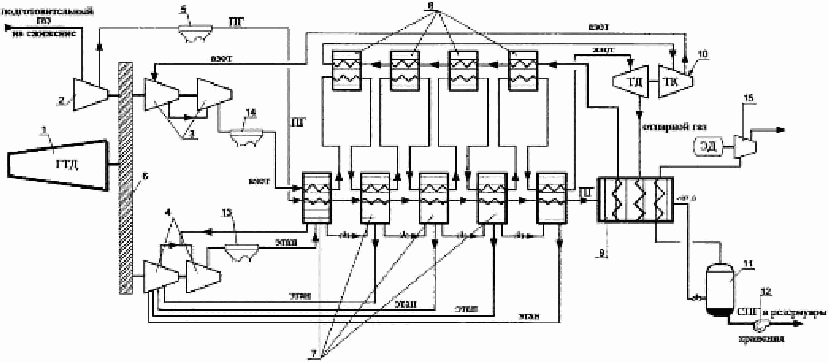 | "Ямал СПГ" линия 4 - 1 x 0,95 млн т |
"Полярная звезда" (ПАО "НОВАТЭК") | 2020 | более 3 млн т | Подготовленный природный газ, компримируют, снимают теплоту компримирования, предварительно многоступенчато охлаждают за счет кипения хладагента, переохлаждают, сжижают за счет двухступенчатого изоэнтропийного расширения. В результате достигаются упрощение технологического процесса, уменьшение единиц используемого оборудования и уменьшение энергозатрат на производство СПГ. Патент RU 2 740 112 C1 | 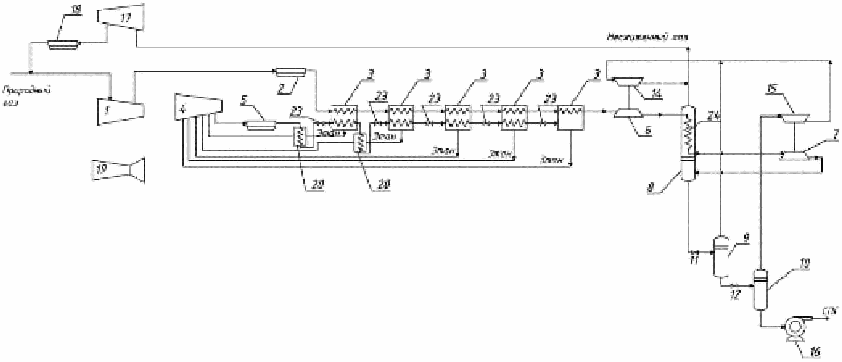 | нет данных |
"Арктический каскад модернизированный" (ПАО "НОВАТЭК") | 2022 | более 2 млн т | Подготовленный природный газ компримируют, снимают теплоту компримирования, предварительно многоступенчато охлаждают за счет испарения тяжелого хладагента, переохлаждают за счет рекуперации холода паров легкого хладагента. Технология обеспечивает более глубокое захолаживание природного газа, что снижает количество отпарного газа и уменьшает нагрузку на его повторное компримирование и направление на рецикл. Применение технических решений позволяет использовать более простое аппаратурное оформление теплообменных аппаратов. Патент RU 2 792 387 C1 | 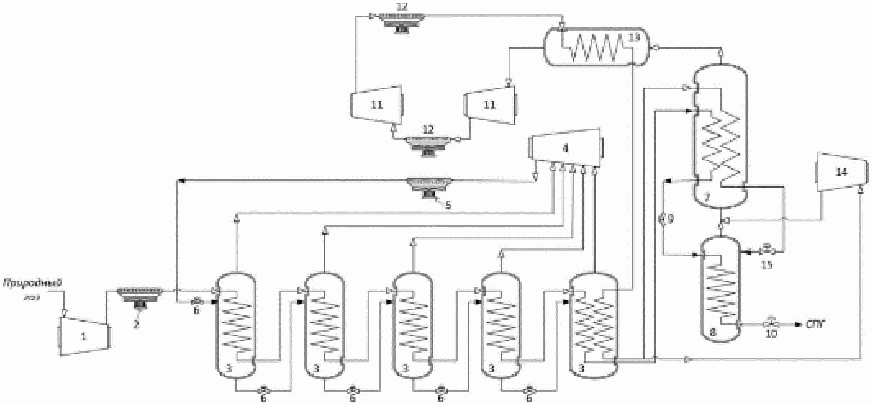 | "Обский ГХК" - 2 x 2,5 млн т |
"Арктический микс" (ПАО "НОВАТЭК") | 2023 | более 5 млн т | Подготовленный природный газ компримируют, снимают теплоту компримирования и охлаждают тремя контурами смешанных холодильных агентов, понижают давление охлажденного газа с образованием парожидкостной смеси и отводят сжиженный газ. В каждом контуре смешанный хладагент компримируют, снимают теплоту компримирования, переохлаждают, понижают его давление с получением в каждом контуре смешанного хладагента низкого давления и используют для охлаждения природного газа. Патент RU 2 797 608 C1 | 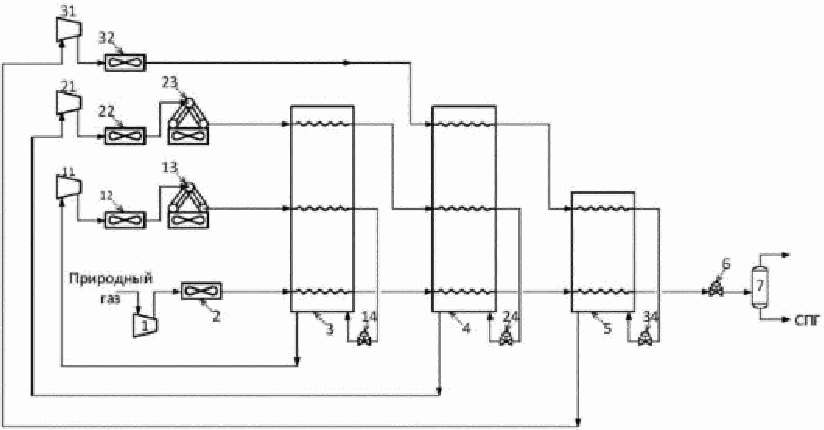 | "Мурманский СПГ" - 3 x 6,8 млн т |
"Энергия Восхода" (ПАО "НК "Роснефть") | 2023 | до 2 млн т | Технология решает проблему недостаточной производительности известных способов сжижения природного газа с использованием одиночного холодильного цикла на смешанном хладагенте, реализуемых с помощью известных установок. В технологическом процессе используется дополнительный жидкостной поток низкого давления, применяется операция по разделению смешанного хладагента (СХА) низкого давления, в результате чего дополнительный байпасный поток СХА низкого давления смешивается с жидкостным потоком низкого давления, учтена дополнительная операция по разделению газового потока высокого давления. Патент RU 2 803 441 C1 | 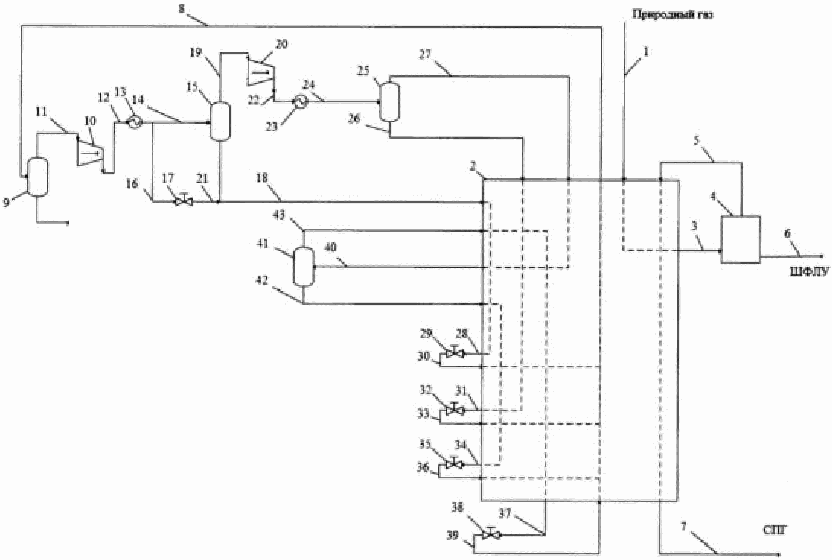 | Арктические и дальневосточные проекты "НК "Роснефть" |
"MR-PEGAZ" Научно-исследовательский и проектный институт "ПЕГАЗ" | 2024 | до 5 млн т | Высокая эффективность процесса обеспечивается за счет детандерного редуцирования потока, использования холодильного цикла на многокомпонентном хладагенте с системой автоматического регулирования состава. Использование специально подобранного смесевого хладагента позволило снизить разницу температур между прямым и обратным потоками в теплообменнике, что привело к снижению потерь холода при теплообмене. Для реализации холодоснабжения предусмотрена система тригенерации на базе абсорбционной холодильной машины. Патент RU 2 814 002 C1 | 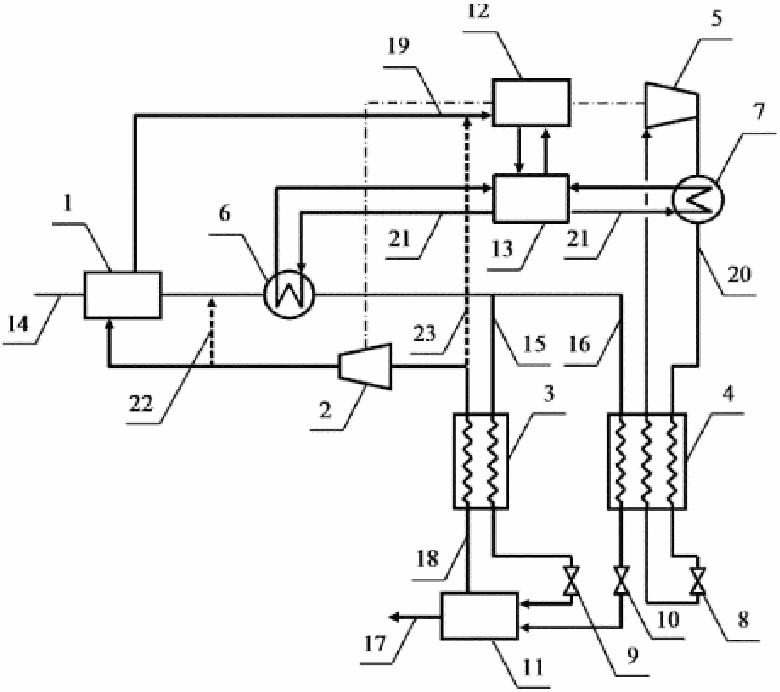 | нет данных |
В общем случае хранение СПГ осуществляют как на заводах по его производству, так и на приемных терминалах, размещенных в районах его потребления. Система хранения сжиженного природного газа включает в себя следующие элементы:
- стационарные резервуары;
- оборудование, предназначенное для заполнения резервуаров от технологических линий сжижения газа;
- оборудование, предназначенное для опорожнения резервуаров в линию отгрузки;
- оборудования для отгрузки и приема (стендеры);
- оборудование, обеспечивающее безопасность хранения СПГ.
Резервуары хранения СПГ делятся на два типа:
- полуизотермические, в которых СПГ может храниться под избыточным давлением до 1,6 МПа и температуре до минус 135 °C
- изотермические резервуары, не допускающие повышенного давления. В таких резервуарах СПГ хранится при температуре не выше минус 160 °C.
С целью сокращения теплообмена с окружающей средой для предотвращения испарения и потерь СПГ все резервуары используют теплозащитные покрытия.
На КТСПГ заводах и приемных терминалах применяются изотермические резервуары с внешней стенкой, изготовленной из преднапряженного бетона. Вместимость таких резервуаров может достигать 250 000 м3. Подобная конструкция обеспечивает полную защиту от разлива СПГ в случае повреждения внутренней емкости.
Для получения смеси меркаптанов используют стабильный конденсат, который предварительно смешивают с раствором щелочи. Этот процесс происходит в колонне-экстракторе. Полученный насыщенный меркаптидами раствор щелочи направляют на регенерацию, где происходит разложение меркаптидов на меркаптаны и щелочь.
Регенерированную щелочь возвращают обратно в процесс, а смесь природных меркаптанов направляют в отделение осушки (рисунок 70).
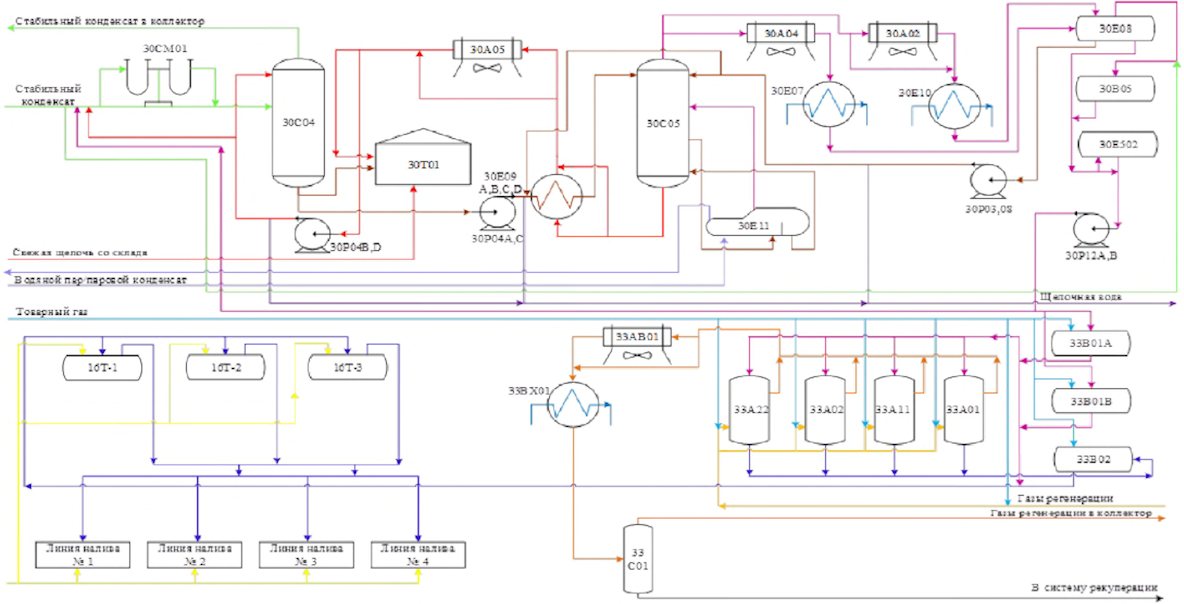
Условные обозначения | |
Установка производства одоранта (СПМ) первой очереди включает в себя:
- отделение У-30, предназначенное для экстракции из сырья смеси легкокипящих меркаптанов раствором 1 - 10-процентной щелочи (NaOH) и получения их смеси (одоранта) при регенерации щелочного раствора;
- отделение У-33, предназначенное для адсорбционной осушки одоранта на силикагеле;
- отделение У-16, предназначенное для приема, хранения, налива и отгрузки одоранта марки СПМ-1 потребителям.
Сырьем для получения смеси легкокипящих меркаптанов являются стабильный конденсат с У-30, смесь внутренних конденсатов ГПЗ после стабилизации их на У-09, а также абсорбент с У-90.
Продуктом установки является одорант марки СПМ-1, используемый для одоризации природных газов промышленного и коммунально-бытового назначения.
Проектная производительность установки производства одоранта У-30/16 - 5000 т/год.
Стабильный конденсат, предварительно смешавшись с раствором щелочи, подается в колонну-экстрактор 30C04. Также в колонну подается раствор щелочи. При смешении сырья с раствором щелочи меркаптаны, содержащиеся в сырье и обладающие слабокислотными свойствами, реагируют со щелочью, в результате образуются меркаптиды, практически нерастворимые в углеводородах.
Насыщенный меркаптидами раствор щелочи с более высокой плотностью по сравнению со стабильным конденсатом, собирается в кубе колонны 30C04, а конденсат, проходя снизу вверх через колонну 30C04, отделяется от щелочи и по шламовой трубе направляется в коллектор (либо цеха N 1, либо цеха N 3) и далее на склад хранения стабильного конденсата У-110.
Насыщенный меркаптидами раствор щелочи из куба колонны 30C04 поступает на всас насосов 30P04A,C и через теплообменники 30E09A,B,C,D (где подогревается встречным потоком регенерированной щелочи) подается на 19-ю тарелку колонны-регенератора щелочи (далее колонна) 30C05A.
В колонне 30C05A происходит разложение (регенерация насыщенного раствора щелочи) меркаптидов на меркаптаны и щелочь. Температурный режим в колонне 30C05A поддерживается за счет ребойлера 30E11.
Регенерированная щелочь из куба колонны 30C05A направляется в емкость хранения 30T01, а смесь природных меркаптанов, пройдя АВО 30A02,04, теплообменники 30E07,10, направляется в отстойник-коагулятор щелочи 30E08 и далее в емкости накопители 30B05 и 30E502, откуда насосами 30P12 откачивается на отделение осушки У-33.
Одорант (марки СПМ) от отделения получения одоранта У-30 поступает в сырьевые емкости накопители (далее емкости) 3B01A,B установки У-33. Сырьевые емкости 33B01A,B работают периодически, то есть во время, когда сырье из одной емкости подается на осушку, другая емкость заполняется, и наоборот. После отстоя и дренирования воды подача одоранта (марки СПМ) на осушку производится из одной емкости 33B01 (A или B). Одорант (марки СПМ) из емкости 33B01A,B подается в адсорберы осушки меркаптанов (далее адсорберы) 33A-01,11,02,22. Адсорберы работают попарно (33A-01,11 и 33A-02,22), переключаясь последовательно на стадию: адсорбции  регенерации
регенерации  охлаждения, после чего цикл повторяется.
охлаждения, после чего цикл повторяется.
Адсорбер представляет собой вертикально расположенный цилиндрический аппарат, заполненный адсорбентом - силикагелем марки ШСМГ или КСМГ.
В адсорберах на силикагеле происходит поглощение щелочной воды, находящейся в одоранте в виде эмульсии.
Пройдя слой силикагеля, через фильтры, предназначенные для улавливания механических примесей в виде осколков силикагеля, одорант (марки СПМ-1) направляется в емкость готовой продукции 33B-02.
После окончания осушки одоранта (стадии адсорбции) два адсорбера переводятся на режим регенерации силикагеля, а следующая пара адсорберов переключается на режим осушки (стадию адсорбции).
Одорант (марки СПМ-1) из емкости готовой продукции 33B-02 установки осушки одоранта У-33 поступает в один из трех танков 16T-1,2,3. Танк представляет собой горизонтальный цилиндрический пустотелый аппарат. После передавливания всего одоранта из емкости готовой продукции 33B-02 в один из танков 16T-1,2,3 проводятся отбор и анализ пробы одоранта из данного танка для оформления паспорта качества. При получении результатов анализа одоранта, удовлетворяющих требованиям НД, одорант из расходного танка направляется на узел налива.
В состав объектов хранения, перекачки и отгрузки углеводородных газов, в том числе и сжиженных, включены резервуары, сливо-наливные эстакады.
Резервуарный парк состоит из следующих сооружений и систем:
- площадки резервуаров;
- насосной системы;
- манифольдной системы;
- дренажной системы;
- внутриплощадочных эстакад технологических трубопроводов;
- системы пено- водотушения;
- системы промливневой и хозбытовой канализации.
Сливо-наливные эстакады предназначена для налива в железнодорожные цистерны и в автоцистерны сжиженных углеводородных газов.
Факельная установка включает в себя сепаратор, ствол факела, оголовок факела с дежурными горелками и автоматизированную систему управления розжигом и контролем пламени. Трубопровод подает топливный газ на узел дросселирования факела. С узла дросселирования топливный газ распределяется на дежурные горелки факела и газовый затвор. Факельный коллектор соединяет факел с технологическими установками, где сбросы сжигаются в атмосфере. Розжиг дежурных горелок осуществляется с помощью автоматизированной системы управления. В сепараторе измеряется уровень тяжелых углеводородов, а опорожнение сепаратора осуществляется путем разгазования и последующего сжигания на факеле. Разгазирование происходит с помощью нагрева содержимого сепаратора водяным паром.
Факельные системы предназначены для сбора и сжигания горючих газов и паров в случае аварийных ситуаций или сбросов при пуске и остановке технологических установок (рисунок 71).
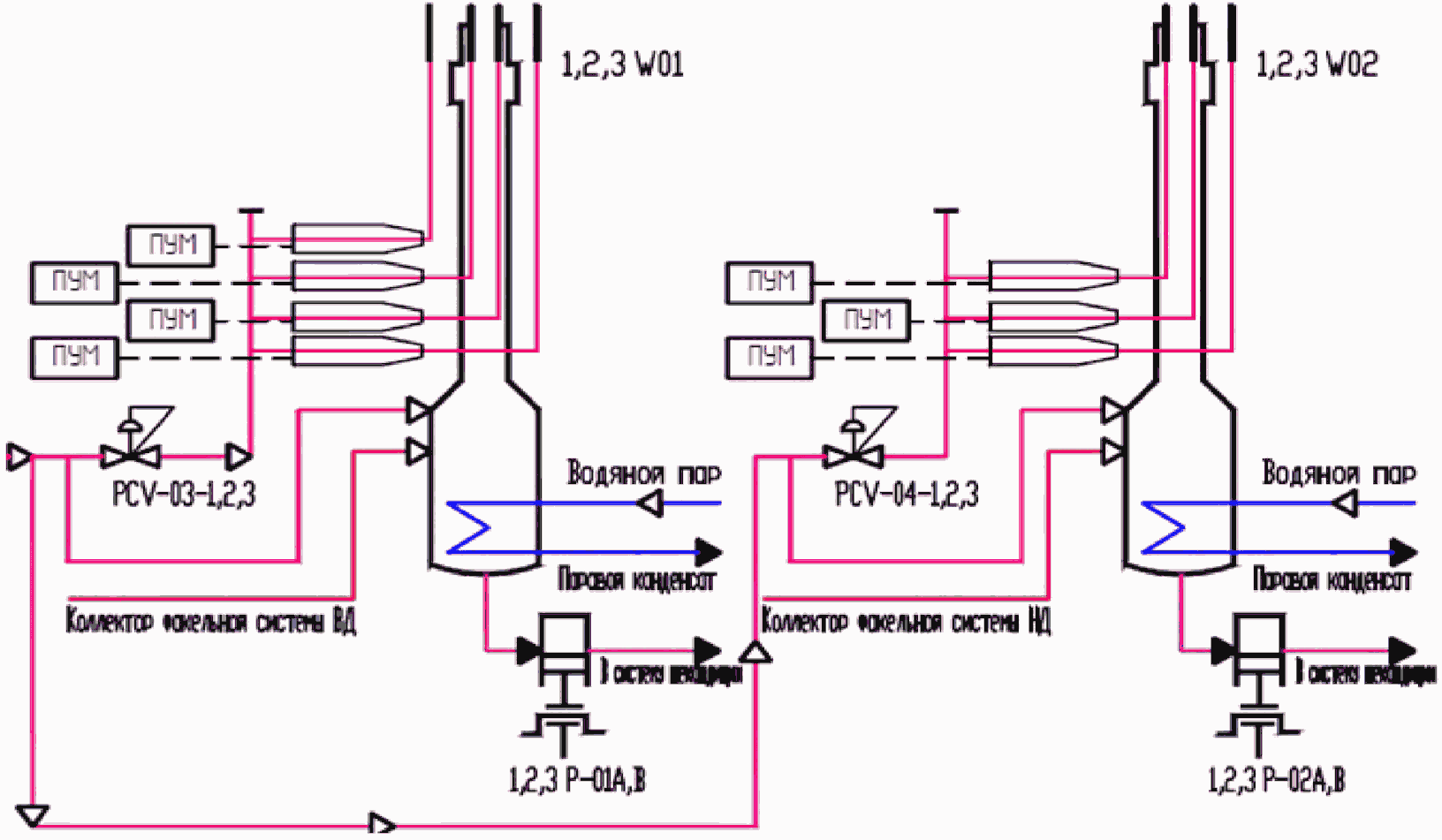
Технологические схемы газоперерабатывающих предприятий предусматривают улавливание углеводородного конденсата и сероводородсодержащих газов. Углеводородный газ объединяется в общий коллектор и направляется на углеводородную свечу. Сброс сероводородсодержащего и кислых газов осуществляется в общий коллектор, а затем направляется на сероводородную свечу. Конденсат из факельной системы собирается в гидрозатворе и сборнике, откуда он периодически выдавливается топливным газом в приямок.
В ходе эксплуатации установок очистки газов и жидких углеводородов образуются различные отходы. Наиболее существенные из них - шламы установок аминовой очистки (аминовые шламы), отработанные и нерегенерируемые адсорбенты (например, активированные угли). На газоперерабатывающих предприятиях эти отходы часто утилизируют совместно с загрязненными водами методом термической нейтрализации.
На рисунке 72 приведена схема установки фильтрации загрязненных вод и сжигания промышленных отходов.
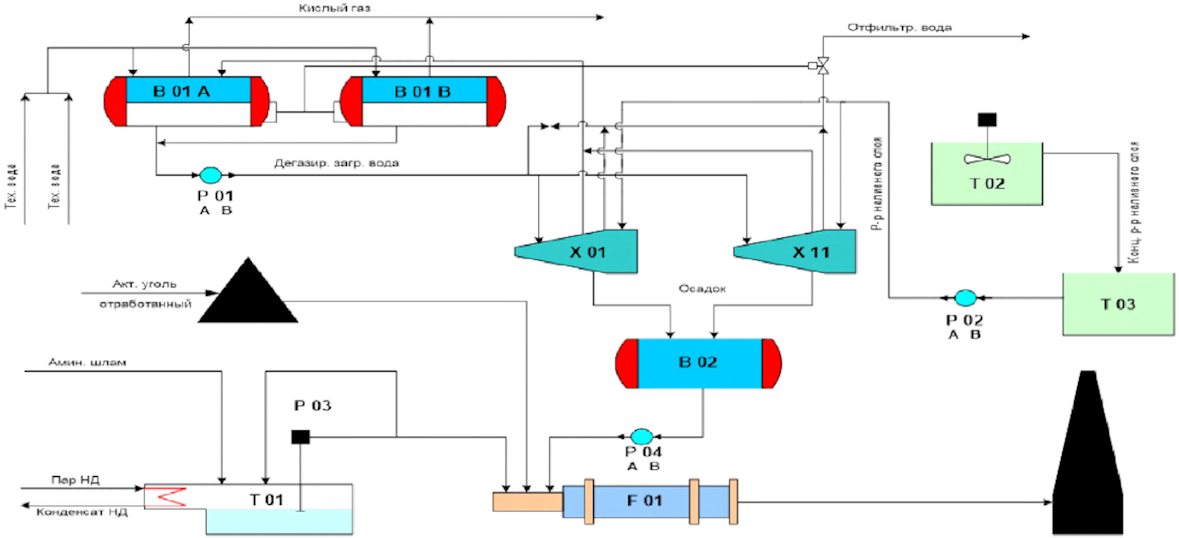
и сжигания промышленных отходов
B02 - емкость для сбора шлама и промывочной воды с фильтров
X01/11; X01/11 - фильтра; T01 - яма для сбора жидких отходов
(аминового шлама); T02 - бак приготовления
концентрированного раствора фильтрующего материала
(целлюлозы); T03 - бак предварительного слоя, необходимого
для нанесения на фильтрующие рамы одного фильтра;
P02 - насос для циркуляции раствора целлюлозы через фильтр;
P03 - погружной насос подачи в печь дожига жидких отходов;
F01 - печь дожига промотходов; B01A/B - емкости
уменьшения кислотности воды
Установка процесса фильтрации загрязненных вод и сжигания промотходов предназначена для дегазации и фильтрации загрязненных вод завода, а также для сжигания промышленных отходов.
Установка состоит из двух секций и предназначена для:
- дегазации и фильтрации загрязненных вод завода;
- сжигания промотходов завода.
В секцию фильтрации входят:
- два фильтра X01/11, внутри которых на валу установлено по 40 фильтрующих нержавеющих сеточных пластин, которые вращаются электродвигателем M01/11 при промывке;
- бак T02 приготовления концентрированного раствора фильтрующего материала (целлюлозы);
- бак T03 предварительного слоя, необходимого для нанесения на фильтрующие рамы одного фильтра;
- насос P02, предназначенный для циркуляции раствора целлюлозы через фильтр X01/11, для нанесения предварительного слоя целлюлозы на рамы фильтров;
- емкость B02 для сбора шлама и промывочной воды с фильтров X01/11;
- насосы P04A/B, предназначенные для откачки промывочной воды и осадка с емкости B02 на сжигание в печь дожига F01.
Процесс фильтрации воды осуществляется непрерывно, путем поочередного перехода с одного фильтра на другой. Переключение фильтров происходит вручную.
В случае одновременной и длительной остановки обоих фильтров X01/11 или в случае длительной остановки печи дожига F01, которая также приводит к остановке фильтров X01/11, установка может работать в режиме уменьшения степени кислотности воды путем понижения до минимально возможного давления в емкости B01A/B. Но в этом случае отфильтрованная вода не может пройти обработку на установке У122/222, которая будет байпасироваться.
Секция сжигания промышленных отходов включает в себя следующее оборудование:
- яма T01 для сбора жидких отходов (аминового шлама) с 1-4У172, 1-4У272, У141/241;
- емкость B02 для сбора остатков шлама фильтрации и промывочной технической воды от фильтров X01/11;
- погружной насос P03 подачи в печь дожига жидких отходов из T01;
- плунжерный насос P04A/B подачи в печь дожига шлама фильтрации из емкости B02;
- навес для складирования активированного угля;
- бункер для подачи активированного угля в печь дожига со шнековым устройством;
- вентиляторы F01 K4, F01 K5;
- печь дожига промышленных отходов F01, состоящая из последовательно расположенного оборудования:
- камеры предварительного сгорания с огнеупорной футеровкой;
- входной кессон с уплотнительными лепестками;
- вращающийся жаропрочный барабан с бандажами, опорными и упорными катками;
- привод вращающейся части печи;
- выходной кессон с уплотнительными лепестками;
- короб выхода дымовых газов с шиберной заслонкой;
- шнековое устройство удаления золы;
- дымовая труба D01.
Поступающий с установок У141/241 и У172/272 и хранящийся в заглубленной яме T01 (V ~ 100 м3) аминовый шлам подается в печь дожига F01 погружным насосом P03. Во избежание оседания шлама на дно ямы T01 с нагнетания насоса предусмотрен трубопровод рециркуляции аминового шлама (для обеспечения перемешивания). В зимний период времени для исключения замерзания аминового шлама предусмотрен обогрев паром VB. На входном желобе подачи отходов в печь предусмотрен ввод технической воды ES, предназначенный для охлаждения вращающейся части печи сжигания.
Активированный уголь загружается в бункер хранения угля кран-балкой. Из бункера он шнеком направляется в желоб подачи промышленных отходов. Сжигание угля может осуществляться по двум вариантам: 50 кг/час и 70 кг/час, что регулируется перемещением приводного ремня по шкиву электродвигателя.
Осадок из емкости B02 одним из насосов P04 A/B отправляется в печь дожига F01, при этом часть раствора отправляется на рециркуляцию в B02 для поддержания твердых примесей во взвешенном состоянии. Второй насос находится в резерве. Возможен другой режим работы, при котором одним насосом обеспечивается рециркуляция осадка, а вторым - подача в печь дожига.
Печь для сжигания промотходов вращающаяся прямоточная (дымовые газы перемещаются в том же направлении, что и продукты сжигания).
Дымовые газы горелки смешиваются с холодным воздухом разбавления до требуемой температуры и поступают в камеру предварительного смешения и сгорания. Для улучшения смешения газа и воздуха горелка оснащена щитками создания вихревого движения воздуха сгорания. Далее дымовые газы отправляются в трубу вращающейся печи для сжигания шламов и активированного угля. Вращающееся движение трубы печи позволяет удерживать твердое порошкообразное вещество в печи в течение более 1 часа. Дымовые газы с температурой 525 - 550 °C удаляются из печи через выходной короб в дымовую трубу. Твердая порошкообразная зола отлагается вращением трубы в нижней части и с помощью червячного винта выводится в бункер.
Раздел 3 Текущие уровни эмиссий и потребления ресурсов в переработке природного и попутного нефтяного газа
Текущие уровни выбросов, сбросов ЗВ, образования отходов и потребления энергии определены в результате обработки информации, полученной в результате анкетирования предприятий переработки природного и попутного нефтяного газа за период 2019 - 2023 гг. Значения энергетических ресурсов в последующие годы могут отличаться от указанных значений ввиду изменений климатических и других факторов.
Вклад газоперерабатывающих мощностей в экономику России, масштабы и обширная география производства, перспективные планы по развитию деятельности в районах Крайнего Севера, Восточной Сибири и Дальнего Востока, где экосистемы высоко уязвимы, обуславливают особую значимость принимаемых и планируемых мер по обеспечению экологической безопасности и охране ОС, в том числе по снижению текущего уровня негативного воздействия на ОС.
Приоритетные направления развития деятельности в области регулирования охраны атмосферного воздуха в переработке природного и попутного нефтяного газа:
- внедрение НДТ в целях снижения уровня загрязнения атмосферного воздуха; осуществление мероприятий по улавливанию, утилизации, обезвреживанию выбросов вредных (загрязняющих) веществ в атмосферный воздух, сокращению или исключению таких выбросов;
- совершенствование системы учета выбросов вредных (загрязняющих) веществ в атмосферный воздух и их источников;
- совершенствование системы производственного контроля за соблюдением установленных нормативов выбросов вредных (загрязняющих) веществ в атмосферный воздух и соблюдением нормативов качества атмосферного воздуха;
- обязательный учет экологических аспектов и оценка рисков при планировании деятельности, разработке и реализации инвестиционных проектов с определением величины уменьшения выбросов вредных (загрязняющих) веществ в атмосферный воздух и сроков, в которые будет осуществлено такое уменьшение, в соответствии с федеральными целевыми программами охраны атмосферного воздуха и международными обязательствами Российской Федерации в данной области.
Приоритетные направления развития деятельности в области обращения с отходами:
- переход на максимальное полезное использование образующихся отходов, их регенерацию и рециклинг с целью дальнейшего применения в технологическом процессе;
- внедрение НДТ, обеспечивающих минимальное образование отходов в основных видах деятельности или являющихся полностью безотходными технологиями.
Приоритетные направления развития деятельности в области водопользования:
- повышение энергетической эффективности за счет рационального водопользования, сокращения удельного потребления воды на производственные и хозяйственно-бытовые нужды, снижения водоемкости производства товарной продукции и потерь воды при ее транспортировке. В результате сокращения объемов водозабора и объемов воды, использующейся на производственные и иные нужды, пропорционально снижаются объемы водоотведения и количество ЗВ, поступающих в водные объекты, таким образом, сокращение масштабов водозабора и водоотведения позволяет сохранить устойчивость водных экосистем и их водного баланса. Снижение удельного потребления водных ресурсов в технологических процессах и сокращение потерь воды могут быть обеспечены путем разделения потоков питьевой и технической воды на промышленных площадках, отказа от использования питьевой воды для технических целей (только в исключительных случаях при невозможности использования других категорий воды), расширения использования систем оборотного и повторно-последовательного водоснабжения для максимального обеспечения технологических нужд, внедрения современных водосберегающих технологий и оборудования. Особую актуальность приобретает переход на бессточное водопользование;
- обеспечение установленных требований к качеству питьевой воды за счет модернизации действующей системы водоснабжения и внедрения современных технологий водоподготовки;
- минимизация негативного воздействия на водную среду за счет модернизации действующей системы водоотведения и внедрения наилучших доступных технологий очистки сточных вод. Основными направлениями, обеспечивающими снижение антропогенной нагрузки на водные объекты, являются сокращение поступления в водные объекты ЗВ в составе сточных вод путем строительства новых и реконструкции/модернизации действующих очистных сооружений, соответствующих требованиям НДТ, организация сбора и очистки поверхностного стока с промышленных площадок, применение прудов-отстойников с высшей водной растительностью для естественной доочистки сточных вод, закачка в подземные горизонты сточных вод, нормативная очистка которых невозможна или экономически нецелесообразна;
- совершенствование системы экологического мониторинга;
- восстановление водных объектов в местах с неблагополучной водноэкологической обстановкой и осуществление мер по защите от техногенного загрязнения подземных вод, реализуемое, в том числе, при ликвидации накопленного экологического ущерба;
- применение при очистке почвы и водной поверхности от углеводородных загрязнений препаратов, характеризующихся отсутствием вторичного негативного воздействия на ОС, таких как биосорбенты;
- обеспечение опережающего инновационного развития научно-технической и технологической базы водохозяйственного комплекса на основе передовых мировых достижений и технологий.
3.1.1.1 Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации
Источником эмиссий является установка извлечения углеводородов методом низкотемпературной сепарации (НТС).
Продукцией для расчета удельных значений технологических показателей являются газ горючий природный, газы углеводородные сжиженные, (пропан, бутан), газ стабилизации.
Показатели потребления энергетических ресурсов при отбензинивании газов приведены в таблице 32.
Таблица 32
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 0,040 | 137,303 |
Потребление тепловой энергии | Гкал/т | 0,039 | 0,047 |
Текущие уровни удельных показателей выбросов технологии отбензинивания газов (технологии извлечения целевых углеводородных компонентов из газов) методом НТС представлены в таблице 33.
Таблица 33
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
При использовании технологии в Арктической зоне | |||||
Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,00059 | 0,070223 | 0,02781 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,0000959 | 0,0595202 | 0,016546 | |
Бенз(a)пирен | кг/т | 0,0000000000002 | 0,0000000006341 | 0,0000000003171 | |
Метан | кг/т | 0,00000114 | 0,0353 | 0,012841 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,00000000195 | 0,000001695 | 0,000000849 | |
Серы диоксид | кг/т | 0,00001135 | 0,00992 | 0,00497 | |
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) | кг/т | 0,000638 | 0,138 | 0,06914 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,00491 | 1,079 | 0,3091 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,00000115 | 0,003978 | 0,001363 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,0000000814 | 0,000005306 | 0,000001843 | |
Углеводороды предельные C12 - C19 (растворители РПК-240, РПК-280) | кг/т | 0,0000000873 | 0,000000532 | 0,00000031 | |
Бензол (циклогексатриен; фенилгидрид) | кг/т | 0,0000000000128 | 0,0000004002 | 0,0000001385 | |
Метилбензол (фенилметан; толуол) | кг/т | 0,0000000000128 | 0,0000004002 | 0,0000001351 | |
При использовании технологии вне Арктической зоны | |||||
Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации | Метан | кг/т | 0,000285 | 0,0025116 | 0,0013983 |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,000000303 | 0,000000303 | 0,000000303 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,027044 | 0,0891 | 0,0581 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,00009633 | 0,000118 | 0,00011 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) | кг/т | 0,000001468 | 0,00297 | 0,00148 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропан-тиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,000001789 | 0,000001789 | 0,000001789 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,000008429 | 0,000008429 | 0,000008429 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 34.
Таблица 34
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации | т CO2-экв./т | 0,000002 | 0,262 | 0,131 |
Количество отходов от технологии извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации представлено в таблице 35.
Таблица 35
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Обтирочный материал | IV | Обслуживание машин и оборудования | Утилизация | кг/т | 0,00000001 | 0,005 | 0,001 |
Отходы минеральных масел турбинных | III | Использование по назначению с утратой потребительских свойств | Утилизация на собственном предприятии | кг/т | 0,018 | 0,204 | 0,069 |
Отходы резиноасбестовых изделий незагрязненные | IV | Использование по назначению с утратой потребительских свойств | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,004 | 0,007 | 0,006 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка и промывка оборудования для хранения и/или транспортирования нефти и нефтепродуктов | Обезвреживание | кг/т | 0,00000001 | 0,00000009 | 0,00000004 |
3.1.1.2 Технология извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации
В технологии извлечения углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации источниками эмиссий являются установка низкотемпературной конденсации (НТК) тяжелых углеводородных компонентов, установка низкотемпературной конденсации и холодильное отделение.
Продукцией для расчета удельных значений технологических показателей являются сухой газ, ШФЛУ и стабильный конденсат.
Показатели потребления энергетических ресурсов при отбензинивании газов приведены в таблице 36.
Таблица 36
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 1,352 | 85 |
Потребление тепловой энергии | Гкал/т | 0,005 | 0,032 |
Текущие уровни удельных показателей выбросов технологии извлечения углеводородов методом НТК или НТК и Р представлены в таблице 37.
Таблица 37
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,01578 | 0,0594 | 0,0376 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,01539 | 0,0579 | 0,0367 | |
Метан | кг/т | 0,01359 | 0,0512 | 0,0324 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,02162 | 0,0814 | 0,0515 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,05701 | 0,2146 | 0,1358 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) | кг/т | 0,00450 | 0,01692 | 0,01071 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропан-тиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,00979 | 0,00979 | 0,00979 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,000000113 | 0,000000113 | 0,000000113 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 38.
Таблица 38
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | т CO2-экв./т | 0,0002 | 0,019 | 0,010 |
Количество отходов от технологии извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации представлено в таблице 39.
Таблица 39
Наименование | Класс опасности | Источник образования отходов производства) | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Всплывшие нефтепродукты из нефтеловушек и аналогичных сооружений | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 35,953 | 35,953 | 35,953 |
Ионообменные смолы, отработанные при водоподготовке | V | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | - | - | - |
Катализатор на основе оксида алюминия с содержанием железа менее 2,0% отработанный | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | 3,8 | 3,8 | 3,8 |
Лом и отходы алюминия несортированные | V | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 1,334 | 1,334 | 1,334 |
Лом и отходы бронзы несортированные | V | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,559 | 0,559 | 0,559 |
Лом и отходы латуни несортированные | V | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,069 | 0,069 | 0,069 |
Лом и отходы незагрязненные, содержащие медные сплавы, в виде изделий, кусков, несортированные | V | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 13,271 | 13,271 | 13,271 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 154,390 | 154,390 | 154,390 |
Осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве 15% и более | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 44,795 | 44,795 | 44,795 |
Осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве менее 15% | IV | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 10,409 | 10,409 | 10,409 |
Отходы антифризов на основе этиленгликоля | III | Обслуживание предприятия | Передача на обезвреживание | кг/т | 4,970 | 4,970 | 4,970 |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | 6,460 | 6,460 | 6,460 |
Силикагель отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | 1,448 | 1,448 | 1,448 |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Обслуживание зданий строений, сооружений | Передача на размещение | кг/т | 0,016 | 0,016 | 0,016 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 132,848 | 132,848 | 132,848 |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | III | Обслуживание предприятия | Передача на обезвреживание | кг/т | 0,79 | 6,83 | 3,81 |
3.1.1.3 Технология абсорбционного отбензинивания газов
В технологии сорбционного отбензинивания газов источниками эмиссий являются следующие установки: установка низкотемпературной абсорбции (НТА) тяжелых углеводородных компонентов, установка абсорбционного отбензинивания тяжелых углеводородных компонентов, установка деэтанизации, криогенная установка глубокой переработки сухого отбензиненного газа.
Продукцией для расчета удельных значений технологических показателей являются сухой газ, ШФЛУ и стабильный конденсат.
Показатели потребления энергетических ресурсов при технологии сорбционного отбензинивания газов приведены в таблице 40.
Таблица 40
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 0,442 | 0,442 |
Потребление тепловой энергии | Гкал/т | 0,002 | 0,002 |
Текущие уровни удельных показателей выбросов технологии сорбционного отбензинивания газов представлены в таблицах 41.
Таблица 41
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технологии абсорбционного отбензинивания газов | Метан | кг/т | 0,0071 | 0,0071 | 0,0071 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,005 | 0,005 | 0,005 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 42.
Таблица 42
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технологии сорбционного отбензинивания газов | т CO2-экв./т | - | 0,00004 | - |
3.1.1.4 Технология адсорбционного отбензинивания газов
Продукцией для расчета удельных значений выбросов технологических показателей являются сухой газ (метан, этан), ШФЛУ, включая пропан, бутан и более тяжелые компоненты.
Показатели потребления энергетических ресурсов при технологии сорбционного отбензинивания газов приведены в таблице 43.
Таблица 43
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 1,550 | 45,718 |
Потребление тепловой энергии | Гкал/т | 0,038 | 0,139 |
Текущие уровни удельных показателей выбросов технологии сорбционного отбензинивания газов представлены в таблицах 44.
Таблица 44
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технологии адсорбционного отбензинивания газов | Метан | кг/т | 0,0009 | 0,0034 | 0,0022 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,0002 | 0,0003 | 0,0003 | |
3.1.2.1 Технология абсорбционной очистки и осушки природного газа
Продукцией для расчета удельных значений технологических показателей являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе абсорбции.
Показатели потребления энергетических ресурсов при очистке и осушке газов приведены в таблице 45.
Таблица 45
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 59,652 | 98,254 |
Потребление тепловой энергии | Гкал/т | 0,402 | 1,234 |
Текущие уровни удельных показателей выбросов технологии абсорбционной очистки и осушки природного газа представлены в таблице 46.
Таблица 46
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология абсорбционной очистки и осушки природного газа | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0163 | 0,0163 | 0,0163 |
Метан | кг/т | 0,005 | 0,005 | 0,005 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,00004 | 0,00006 | 0,00005 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,0093 | 0,0093 | 0,0093 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,001 | 0,001 | 0,001 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,00005 | 0,00008 | 0,00006 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропан-тиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,000006 | 0,00001 | 0,00004 | |
Бутан | кг/т | 0,0003 | 0,0004 | 0,0003 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 47.
Таблица 47
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Абсорбционная очистка и осушка природного газа | т CO2-экв./т | 0,00001 | 0,00005 | 0,00004 |
Количество отходов от абсорбционной очистки и осушки природного газа представлено в таблице 48.
Таблица 48
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Отходы минеральных масел гидравлических, не содержащих галогены | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | 1,257 | 1,257 | 1,257 |
Отходы минеральных масел индустриальных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача контрагенту на утилизацию | кг/т | 0,420 | 0,420 | 0,420 |
Отходы минеральных масел компрессорных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | 4,685 | 4,685 | 4,685 |
Отходы минеральных масел турбинных | III | Замена масла в оборудовании | Передача контрагенту на утилизацию | кг/т | 12 | 12 | 12 |
Отходы синтетических и полусинтетических масел индустриальных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача контрагенту на утилизацию | кг/т | 0,492 | 0,492 | 0,492 |
Отходы синтетических масел компрессорных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | 0,570 | 0,570 | 0,570 |
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | В процессе фильтрации рабочих растворов | Передача на утилизацию | кг/т | 119,929 | 130,175 | 122,207 |
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | От процессов осушки воздуха и технологических газов и жидкостей" | Передача на обезвреживание | кг/т | 81,211 | 108,118 | 94,962 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка технологического оборудования во время проведения ежегодных плановых предупредительных ремонтов (ППР) | Передача на утилизацию | кг/т | 19,6 | 19,6 | 19,6 |
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
3.1.2.1 Технология адсорбционной очистки и осушки природного газа
Продукцией для расчета удельных значений технологических показателей являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе абсорбции.
Показатели потребления энергетических ресурсов при очистке и осушке газа приведены в таблице 49.
Таблица 49
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 59,652 | 98,254 |
Потребление тепловой энергии | Гкал/т | 0,402 | 1,234 |
Текущие уровни удельных показателей выбросов технологии адсорбционной очистки и осушки природного газа представлены в таблице 50.
Таблица 50
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология адсорбционной очистки и осушки природного газа | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,01 | 0,01 | 0,01 |
Метан | кг/т | 0,0013 | 0,0013 | 0,0013 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,003 | 0,003 | 0,003 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 51.
Таблица 51
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Адсорбционная очистка и осушка природного газа | т CO2-экв./т | 0,003 | 0,00004 | 0,003 |
Количество отходов от адсорбционной очистки и осушки природного газа представлено в таблице 52.
Таблица 52
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Отходы минеральных масел гидравлических, не содержащих галогены | III | от эксплуатации механизмов и узлов технологического оборудования | передача на утилизацию | кг/т | 1,257 | 1,257 | 1,257 |
Отходы минеральных масел индустриальных | III | от эксплуатации механизмов и узлов технологического оборудования | передача контрагенту на утилизацию | кг/т | 0,420 | 0,420 | 0,420 |
Отходы минеральных масел компрессорных | III | от эксплуатации механизмов и узлов технологического оборудования | передача на утилизацию | кг/т | 4,685 | 4,685 | 4,685 |
Отходы минеральных масел турбинных | III | замена масла в оборудовании | передача контрагенту на утилизацию | кг/т | 12 | 12 | 12 |
Отходы синтетических и полусинтетических масел индустриальных | III | от эксплуатации механизмов и узлов технологического оборудования | передача контрагенту на утилизацию | кг/т | 0,492 | 0,492 | 0,492 |
Отходы синтетических масел компрессорных | III | от эксплуатации механизмов и узлов технологического оборудования | передача на утилизацию | кг/т | 0,570 | 0,570 | 0,570 |
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | в процессе фильтрации рабочих растворов | передача на утилизацию | кг/т | 119,929 | 130,175 | 122,207 |
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | от процессов осушки воздуха и технологических газов и жидкостей | передача на обезвреживание | кг/т | 81,211 | 108,118 | 94,962 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | зачистка технологического оборудования во время проведения ежегодных плановых предупредительных ремонтов (ППР) | передача на утилизацию | кг/т | 19,6 | 19,6 | 19,6 |
В технологии стабилизации газового конденсата источниками эмиссий являются следующие установки: установка стабилизации конденсата комбинированным способом (сепарация и ректификация), многоступенчатая дегазация, стабилизация в ректификационных колоннах.
Продукцией для расчета удельных значений технологических показателей являются сухой газ, стабильный конденсат (деэтанизированный) и ШФЛУ, бензин газовый стабильный, пропан сжиженный.
Показатели потребления энергетических ресурсов при технологии стабилизации газового конденсата приведены в таблице 53.
Таблица 53
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 1,16 | 123,56 |
Потребление тепловой энергии | Гкал/т | 0,0007 | 0,362 |
Топливный газа | Гкал/т | 1,41 | 1,56 |
Смесевой газ | т.у.т/т | 0,014 | 0,022 |
Текущие уровни удельных показателей выбросов технологии стабилизации газового конденсата представлены в таблице 54.
Таблица 54
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
При использовании технологии в Арктической зоне | |||||
Технология стабилизации газового конденсата | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0201 | 0,1945 | 0,07273 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,0039703 | 0,0316031 | 0,01779 | |
Метан | кг/т | 0,00069 | 0,0092 | 0,0079 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,041 | 0,041 | 0,041 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,00681 | 0,086 | 0,0338 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,00002 | 0,016 | 0,0054 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,00000178 | 0,00000178 | 0,00000178 | |
Углеводороды предельные C12 - C19 (растворители РПК-240, РПК-280) | кг/т | 0,001141 | 0,001141 | 0,001141 | |
Бензол (циклогексатриен; фенилгидрид) | кг/т | 0,00000033 | 0,00000033 | 0,00000033 | |
Метилбензол (фенилметан; толуол) | кг/т | 0,00000011 | 0,00000011 | 0,00000011 | |
При использовании технологии вне Арктической зоны | |||||
Технология стабилизации газового конденсата | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,031621 | 0,05036 | 0,041671 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,005138 | 0,00936 | 0,007202 | |
Бенз(a)пирен | кг/т | 0,0000000014 | 0,0000000061 | 0,0000000045 | |
Метан | кг/т | 0,000267 | 0,021 | 0,011 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,000002075 | 0,000002075 | 0,000002075 | |
Серы диоксид | кг/т | 0,0003075 | 0,0004506 | 0,0003831 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,009533 | 0,138 | 0,05786 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,003564 | 0,0201 | 0,01528 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,0003235 | 0,005435 | 0,002027 | |
Углеводороды предельные C12 - C19 (растворители РПК-240, РПК-280) | кг/т | 0,0001304 | 0,0014953 | 0,0005853 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) | кг/т | 0,000000172 | 0,0000147 | 0,000005002 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропантиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,0000000229 | 0,0000000229 | 0,0000000229 | |
Бензин (нефтяной, малосернистый) /в пересчете на углерод/ | кг/т | 0,000000273 | 0,000000273 | 0,000000273 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,00004192 | 0,00004264 | 0,0000424 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 55.
Таблица 55
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология стабилизации газового конденсата | т CO2-экв./т | 0,011 | 0,389 | 0,200 |
Количество отходов от технологии стабилизации конденсатов представлено в таблице 56.
Таблица 56
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Всплывшие нефтепродукты из нефтеловушек и аналогичных сооружений | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 11,562 | 35,953 | 29,855 |
Ионообменные смолы, отработанные при водоподготовке | V | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | - | 4 | - |
Катализатор на основе оксида алюминия с содержанием железа менее 2,0% отработанный | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | - | 3,8 | - |
Отходы антифризов на основе этиленгликоля | III | Обслуживание предприятия | Передача на обезвреживание | кг/т | 1,228 | 4,97 | 1,033 |
Отходы масел трансформаторных, содержащих полихлорированные дифенилы и терфенилы | I | Обслуживание предприятия | Передача на обезвреживание | кг/т | - | 3,44 | - |
Отходы минеральных масел гидравлических, не содержащих галогены | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,191 | 1,293 | 0,742 |
Отходы минеральных масел индустриальных | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,89 | 1,108 | 0,999 |
Отходы минеральных масел компрессорных | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,141 | 0,161 | 0,153 |
Отходы минеральных масел моторных | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,06 | 5,881 | 3,063 |
Отходы минеральных масел трансмиссионных | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,159 | 0,334 | 0,247 |
Отходы минеральных масел турбинных | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,000235 | 12 | 4,043 |
Отходы резиноасбестовых изделий незагрязненные | IV | Использование по назначению с утратой потребительских свойств | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,00000001 | 0,357 | 0,0827 |
Отходы синтетических и полусинтетических масел моторных | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | 0,1 | 0,106 | 0,103 |
Отходы трансформаторов с пентахлордифенилом | I | Обслуживание предприятия | Передача на обезвреживание | кг/т | 14,86 | 14,86 | 14,86 |
Песок кварцевый фильтров очистки природной воды отработанный незагрязненный | V | Обслуживание зданий строений, сооружений | Передача на размещение | кг/т | 15,079 | 15,079 | 15,079 |
Силикагель отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Замена адсорбирующего материала | Обезвреживание | кг/т | 6,143 | 7 | 6,510 |
Силикагель отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | - | 1,448 | - |
Смазочно-охлаждающие масла, отработанные при металлообработке | III | Механическая обработка металлов | Обезвреживание | кг/т | - | 0,034 | - |
Смазочно-охлаждающие масла, отработанные при металлообработке | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | - | 0,031 | - |
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | - | 27,622 | - |
Уголь активированный отработанный, загрязненный соединениями ртути (содержание ртути менее 0,01%) | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | - | 32,5 | - |
Фильтры бумажные очистки всасываемого воздуха газоперекачивающих агрегатов отработанные | IV | Замена фильтрующих материалов | Обезвреживание | кг/т | - | 0,151 | - |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Обслуживание зданий строений, сооружений | Передача на размещение | кг/т | 0,016 | 70 | 45,005 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка трубопроводов и др. емкостей при ремонтах, зачистка и промывка оборудования для хранения, транспортирования и обработки нефти и нефтепродуктов | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,00000002 | 132,848 | 41,046 |
Обтирочный материал, загрязненный нефтью и нефтепродуктами | IV | Обслуживание машин и оборудования | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,000047 | 0,00014 | 0,0001 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Обслуживание и ремонт оборудования, обращение с черными металлами и продукцией из них, приводящее к утрате ими потребительских свойств | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,00022 | 484 | 139,926 |
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | От процессов осушки воздуха и технологических газов и жидкостей | Передача на обезвреживание | кг/т | 81,211 | 108,118 | 94,962 |
Отходы синтетических масел компрессорных | V | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | - | 0,57 | - |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более)" | III | От ремонта насосно-компрессорного оборудования | Передача контрагенту для обезвреживания | кг/т | - | 0,552 | - |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | IV | Ликвидация проливов нефти и нефтепродуктов; Обслуживание предприятия | Обезвреживание | кг/т | 5,64 | 28,6 | 16,738 |
Отходы стекловолокна | V | При замене теплоизоляции технологических аппаратов, трубопроводов и эстакад | Передача контрагенту для обезвреживания | кг/т | - | 70 | - |
Отходы синтетических и полусинтетических масел индустриальных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | - | 0,492 | - |
Цеолит отработанный, загрязненный нефтью и нефтепродуктами | IV | От процессов осушки воздуха и технологических газов и жидкостей | Передача на обезвреживание | кг/т | 81,211 | 108,118 | 94,962 |
Лом и отходы алюминия в кусковой форме незагрязненные | V | Ремонтно-восстановительные работы, замена теплоизоляции аппаратов и трубопроводов на эстакадах и установках | Передача на утилизацию | кг/т | - | 14,4 | - |
Бельтинг из вулканизированной резины, утративший потребительские свойства, незагрязненный | V | При замене приводных ремней на технологическом оборудовании | Передача контрагенту на обезвреживание | кг/т | - | 0,5 | - |
Отходы резинотехнических изделий, загрязненные нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | При эксплуатации и ремонте технологического оборудования | Передача контрагенту на обезвреживание | кг/т | - | 0,25 | - |
Лом железобетонных изделий, отходы железобетона в кусковой форме | V | При проведении ежегодных ремонтно-строительных работ | Передача контрагенту на обезвреживание | кг/т | - | 245,82 | - |
Керамические изделия прочие, утратившие потребительские свойства | V | При замене керамических шаров на технологических установках | Передача контрагенту на обезвреживание | кг/т | 3,0619 | 4,2125 | 3,628 |
Лом и отходы стальные несортированные | V | При ремонте и списании стальных деталей и узлов оборудования по мере их износа | Передача на утилизацию | кг/т | - | 12 | - |
Отходы минеральных масел компрессорных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | - | 4,685 | - |
Отходы синтетических масел компрессорных | V | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | - | 0,57 | - |
В технологии стабилизации сернистых газовых конденсатов источником эмиссий является установка стабилизации конденсата и очистки пропан-бутановой фракции от сероорганических соединений.
Продукцией для расчета удельных значений технологических показателей являются стабилизированные сернистый конденсат, отделенные легкие углеводороды и сернистый газ, углеводородный газ.
Показатели потребления энергетических ресурсов при технологии стабилизации сернистых газовых конденсатов приведены в таблице 57.
Таблица 57
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 1,94 | 4,11 |
Потребление тепловой энергии | Гкал/т | 0,001 | 0,055 |
Текущие уровни удельных показателей выбросов технологии стабилизации сернистых газовых конденсатов представлены в таблице 58.
Таблица 58
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология стабилизации сернистых газовых конденсатов | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0201 | 0,0793 | 0,0415 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,004 | 0,0793 | 0,01402 | |
Бенз(a)пирен | кг/т | 0,000000001352 | 0,00000000605 | 0,00000000535 | |
Метан | кг/т | 0,000267 | 0,004 | 0,002 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,0000006 | 0,00003 | 0,000008 | |
Серы диоксид | кг/т | 0,00005 | 0,009 | 0,003 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,002 | 0,019 | 0,009 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,000007 | 0,001 | 0,0003 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 59.
Таблица 59
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология стабилизации сернистых газовых конденсатов | т CO2-экв./т | 0,013 | 0,033 | 0,026 |
Количество отходов от технологии стабилизации сернистых газовых конденсатов представлено в таблице 60
Таблица 60
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | От процессов осушки воздуха и технологических газов и жидкостей | Передача на обезвреживание | кг/т | 81,211 | 108,118 | 94,962 |
Отходы синтетических масел компрессорных | V | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | - | 0,57 | - |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более)" | III | От ремонта насосно-компрессорного оборудования | Передача контрагенту для обезвреживания | кг/т | - | 0,552 | - |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | IV | Ликвидация проливов нефти и нефтепродуктов; Обслуживание предприятия | Обезвреживание | кг/т | 5,64 | 28,6 | 16,738 |
Отходы стекловолокна | V | При замене теплоизоляции технологических аппаратов, трубопроводов и эстакад | Передача контрагенту для обезвреживания | кг/т | - | 70 | - |
Отходы синтетических и полусинтетических масел индустриальных | III | От Эксплуатации механизмов и узлов технологического оборудования | Передача контрагенту на утилизацию | кг/т | - | 0,492 | - |
Цеолит отработанный, загрязненный нефтью и нефтепродуктами | IV | От процессов осушки воздуха и технологических газов и жидкостей | Передача на обезвреживание | кг/т | 81,211 | 108,118 | 94,962 |
Лом и отходы алюминия в кусковой форме незагрязненные | V | Ремонтно-восстановительные работы, замена теплоизоляции аппаратов и трубопроводов на эстакадах и установках | Передача на утилизацию | кг/т | - | 14,4 | - |
Бельтинг из вулканизированной резины, утративший потребительские свойства, незагрязненный | V | При замене приводных ремней на технологическом оборудовании | Передача контрагенту на обезвреживание | кг/т | - | 0,5 | - |
Отходы резинотехнических изделий, загрязненные нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | При эксплуатации и ремонте технологического оборудования | Передача контрагенту на обезвреживание | кг/т | - | 0,25 | - |
Лом железобетонных изделий, отходы железобетона в кусковой форме | V | При проведении ежегодных ремонтно-строительных работ | Передача контрагенту на обезвреживание | кг/т | - | 245,82 | - |
Керамические изделия прочие, утратившие потребительские свойства | V | При замене керамических шаров на технологических установках | Передача контрагенту на обезвреживание | кг/т | 3,0619 | 4,2125 | 3,628 |
Лом и отходы стальные несортированные | V | При ремонте и списании стальных деталей и узлов оборудования по мере их износа | Передача на утилизацию | кг/т | - | 12 | - |
Отходы минеральных масел компрессорных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | - | 4,685 | - |
Отходы синтетических масел компрессорных | V | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | - | 0,57 | - |
3.2.3 Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты
В технологии очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты, источником эмиссий является установка промывки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты.
Продукцией для расчета удельных значений технологических показателей являются стабильный конденсат (деэтанизированный), ШФЛУ, очищенные кислые газы (H2S, CO2).
Показатели потребления энергетических ресурсов при технологии очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты приведены в таблице 61.
Таблица 61
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/тн | 59,652 | 98,254 |
Потребление тепловой энергии | Гкал/т | 0,402 | 1,234 |
Текущие уровни удельных показателей выбросов технологии очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты представлены в таблице 62.
Таблица 62
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты | Метан | кг/т | 0,00518 | 0,00553 | 0,00538 |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,00004121 | 0,0000659 | 0,00005181 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,0009795 | 0,0010571 | 0,001028 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,00005452 | 0,00007882 | 0,00006511 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропантиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,00000559 | 0,00001082 | 0,00000851 | |
Диэтаноламин | кг/т | 0,0003407 | 0,000364 | 0,0003498 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 63.
Таблица 63
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты | т CO2-экв./т | 0,00000622 | 0,00001648 | 0,00000997 |
Количество отходов от технологии очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты представлено в таблице 64.
Таблица 64
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | При сборе разлитых нефтепродуктов и очистке сточных вод, а также в результате ликвидации возможных разливов нефтепродуктов, ГСМ при обслуживании, ремонте | Передача контрагенту для обезвреживания | кг/т | 28,6 | 28,6 | 28,6 |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | От ремонта насосно-компрессорного оборудования | Передача контрагенту для обезвреживания | кг/т | 0,552 | 0,552 | 0,552 |
Отходы минеральных масел моторных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | 0,06 | 0,06 | 0,06 |
Отходы стекловолокна | V | При замене теплоизоляции технологических аппаратов, трубопроводов и эстакад | Передача контрагенту для обезвреживания | кг/т | 70 | 70 | 70 |
Отходы минеральных масел индустриальных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | 0,42 | 0,42 | 0,42 |
Отходы синтетических и полусинтетических масел индустриальных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | 0,492 | 0,492 | 0,492 |
Отходы минеральных масел турбинных | III | Замена масла в оборудовании | Передача контрагенту на утилизацию | кг/т | 12 | 12 | 12 |
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | От процессов осушки воздуха и технологических газов и жидкостей | Передача на обезвреживание | кг/т | 81,21101 | 108,1181 | 94,96246 |
Мусор от сноса и разборки зданий несортированный | IV | В результате ремонтно-строительных работ при демонтаже бетонных, кирпичных, деревянных и других конструкций | Передача контрагенту на обезвреживание утилизация | кг/т | 2251,7 | 2251,7 | 2251,7 |
Мусор от офисных и бытовых помещений организаций несортированный (исключая крупногабаритный) | IV | В процессе хозяйственно-бытовой деятельности сотрудников АГПЗ, | Передача на захоронение | кг/т | 21,49 | 21,49 | 21,49 |
Шлак сварочный | IV | При выполнении сварочных работ | Передача на обезвреживание | кг/т | 0,00525 | 0,00525 | 0,00525 |
Отходы резиноасбестовых изделий незагрязненные | IV | При эксплуатации и ремонте технологического оборудования | Передача на обезвреживание | кг/т | 0,357 | 0,357 | 0,357 |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | При эксплуатации нефтепродуктов, необходимых для работы технологического оборудования | Передача на обезвреживание | кг/т | 1,471 | 1,471 | 1,471 |
Абразивные круги отработанные, лом отработанных абразивных кругов | V | В процессе ремонта технологического оборудования | Передача на обезвреживание | кг/т | 0,064 | 0,064 | 0,064 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | В процессе ремонта технологического оборудования | Передача на утилизацию | кг/т | 255 | 255 | 255 |
Стружка черных металлов несортированная незагрязненная | V | В процессе ремонта технологического оборудования | Передача на утилизацию | кг/т | 1,689 | 1,689 | 1,689 |
Лом и отходы алюминия в кусковой форме незагрязненные | V | Ремонтно-восстановительные работы, замена теплоизоляции аппаратов и трубопроводов на эстакадах и установках | Передача на утилизацию | кг/т | 14,4 | 14,4 | 14,4 |
Остатки и огарки стальных сварочных электродов | V | Сварочные работы | Передача на утилизацию | кг/т | 0,0105 | 0,0105 | 0,0105 |
Отходы термометров ртутных | I | Контроля протекания технологических процессов | Передаче фэо для обезвреживания | кг/т | 0,001 | 0,001 | 0,001 |
Бельтинг из вулканизированной резины, утративший потребительские свойства, незагрязненный | V | При замене приводных ремней на технологическом оборудовании | Передача контрагенту на обезвреживание | кг/т | 0,5 | 0,5 | 0,5 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка технологического оборудования во время проведения ежегодных плановых предупредительных ремонтов (ППР) | Передача на утилизацию | кг/т | 19,6 | 19,6 | 19,6 |
Отходы резинотехнических изделий, загрязненные нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | При эксплуатации и ремонте технологического оборудования | Передача контрагенту на обезвреживание | кг/т | 0,25 | 0,25 | 0,25 |
Тара из черных металлов, загрязненная жидкими органическими галогенсодержащими веществами (содержание менее 10%) | IV | Использования химических реагентов в технологических процессах | Передача контрагенту на обезвреживание | кг/т | 0,629 | 0,629 | 0,629 |
Лом железобетонных изделий, отходы железобетона в кусковой форме | V | При проведении ежегодных ремонтно-строительных работ | Передача контрагенту на обезвреживание | кг/т | 245,82 | 245,82 | 245,82 |
Керамические изделия прочие, утратившие потребительские свойства, незагрязненные | V | При замене керамических шаров на технологических установках | Передача контрагенту на обезвреживание | кг/т | 1,719 | 1,986 | 1,8646 |
Лом и отходы стальные несортированные | V | При ремонте и списании стальных деталей и узлов оборудования по мере их износа | Передача на утилизацию | кг/т | 12 | 12 | 12 |
Шланги и рукава из вулканизированной резины, утратившие потребительские свойства, незагрязненные | V | Износа шлангов, используемых для промывки технологического оборудования | Передача контрагенту на обезвреживание | кг/т | 1,1 | 1,1 | 1,1 |
Отходы минеральных масел компрессорных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | 4,685 | 4,685 | 4,685 |
Пыль (порошок) от шлифования черных металлов с содержанием металла 50% и более | IV | При инструментальной обработке черных металлов | Передача контрагенту на обезвреживание | кг/т | 0,009 | 0,009 | 0,009 |
Отходы синтетических масел компрессорных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | 0,57 | 0,57 | 0,57 |
Отходы минеральных масел гидравлических, не содержащих галогены | III | От эксплуатации механизмов и узлов технологического оборудования | Передача на утилизацию | кг/т | 1,257 | 1,257 | 1,257 |
Лом и отходы изделий из полистирола незагрязненные | V | В процессе ремонта аппаратов воздушного охлаждения, вентагрегатов | Передача на утилизацию | кг/т | 0,4 | 0,4 | 0,4 |
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | В процессе фильтрации рабочих растворов | Передача на утилизацию | кг/т | 112,666 | 130,175 | 122,2068 |
В технологии переработки ШФЛУ основным источником эмиссий является установка очистки ШФЛУ от сернистых соединений.
Продукцией для расчета удельных значений технологических показателей являются очищенная ШФЛУ, отделенные сернистые соединения
Расход энергетических показателей представлен в таблице 65.
Таблица 65
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 10,68 | 12,03 |
Потребление тепловой энергии | Гкал/т | 0,07 | 0,09 |
Потребление пара | Гкал/т | 0,02 | 0,02 |
Текущие уровни удельных показателей выбросов представлены в таблице 66.
Таблица 66
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология очистки ШФЛУ от сернистых соединений | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,001986 | 0,0046 | 0,0032 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,000495322 | 0,000860498 | 0,000739882 | |
Бенз(a)пирен | кг/т | 0,000000000001364 | 0,000000000447 | 0,000000000147 | |
Метан | кг/т | 0,0002874 | 0,0691 | 0,02585 | |
Серы диоксид | 0,011867 | 0,011867 | 0,011867 | ||
Метилмеркаптан (метантиол) | кг/т | 0,0000005872 | 0,000004159 | 0,000002904 | |
Этилмеркаптан (этантиол; меркаптоэтан; этилсульфагидрат; этилгидросульфат; тиоэтиловый спирт; тиоэтанол) | кг/т | 0,0000005222 | 0,000003699 | 0,000002582 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,00000214 | 0,0020201 | 0,00073575 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,0000000175 | 0,002133345 | 0,000787076 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,005536 | 0,028801 | 0,017169 | |
Бензол (циклогексатриен; фенилгидрид) | кг/т | 0,000000581 | 0,000004115 | 0,000003149 | |
Диметилбензол (ксилол) (смесь о-, м-, п- изомеров (метилтолуол) | кг/т | 0,000000326 | 0,000002310 | 0,000001768 | |
Метилбензол (фенилметан; толуол) | кг/т | 0,000000320 | 0,000002266 | 0,000001734 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) | кг/т | 0,002880911 | 0,003410335 | 0,003173657 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропан-тиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,000000917 | 0,000003558 | 0,000002220 | |
Керосин (керосин прямой перегонки; керосин дезодорированный) | кг/т | 0,000000676 | 0,000000800 | 0,000000740 | |
Бутан (Метилэтилметан) | кг/т | 0,0025 | 0,0143 | 0,007144 | |
Пропан | кг/т | 0,000000063 | 0,000000063 | 0,000000063 | |
Этен (Этилен) | 0,000000663 | 0,000000663 | 0,000000663 | ||
Метанол (Метиловый спирт) | кг/т | 0,0000361 | 0,0000361 | 0,0000361 | |
Масло минеральное нефтяное (веретенное, машинное, цилиндровое и др.) | кг/т | 0,000392393 | 0,000392393 | 0,000392393 | |
Гексан (н-Гексан, дипропил, Hexane) | кг/т | 0,000276797 | 0,003061057 | 0,001668927 | |
Пентан | кг/т | 0,0005536 | 0,00510304 | 0,0028283 | |
Изобутан (1,1-Диметилэтан; триметилметан) | кг/т | 0,000008692 | 0,006366333 | 0,003187513 | |
Этан (Диметил, метилметан) | кг/т | 0,000000176 | 0,0190244 | 0,0095123 | |
Уровни выбросов парниковых газов в атмосферу представлены в таблице 67.
Таблица 67
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология очистки ШФЛУ от сернистых соединений | т CO2-экв./т | 0,037 | 0,039 | 0,038 |
Количество отходов от технологии очистки ШФЛУ от сернистых соединений представлено в таблице 68.
Таблица 68
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | От процессов осушки воздуха и технологических газов и жидкостей | Передается для размещения на площадке захоронения отходов | кг/т | 0,029 | 0,032 | 0,031 |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | Ликвидация проливов нефти и нефтепродуктов | Передача другим хозяйствующим субъектам | кг/т | - | 0,008 | - |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка и промывка оборудования от налипших на стенки технического оборудования и емкостей нефтепродуктов | Передача другим хозяйствующим субъектам | кг/т | - | 0,00133 | - |
Разделение ШФЛУ (фракции предельных углеводородов C2 - C5 и выше) проводится методом ректификации. Разделение ШФЛУ может осуществляться по полной схеме переработки (получение в качестве продукции индивидуальных компонентов - пропан, бутан, изобутан, пентан, изопентан, C6+ или их смеси) или по сокращенной схеме переработки (продукция - пропан, бутановая фракция, пентановая фракция или фракция C5+).
В качестве подогревателя кипятильников колонн может использоваться водяной пар.
В технологии разделения ШФЛУ на ГФУ с использованием пара в качестве обогревающего агента печи отсутствуют, что ведет к присутствию в выбросах через неплотности оборудования и фланцевых соединений только углеводородов C1 - C5, и отсутствию в выбросах оксидов азота и углерода.
Также следует отметить, что полученный на ГФУ пропан может дополнительно очищаться от метанола и воды. Пример такой установки - установка азеотропной осушки и очистки пропана от метанола (АОП).
Продукцией для расчета удельных значений технологических показателей являются индивидуальные углеводородные фракции, отбензиненная фракция, широкая дистиллятная фракция, конденсат газовый или сухой газ.
Для технологии разделения ШФЛУ на ГФУ с использованием пара в качестве обогревающего агента показатели потребления энергетических ресурсов и показатели норм расхода МТР приведены в таблице 69, удельные показатели выбросов на тонну продукции представлены в таблице 70.
Таблица 69
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 1,57 | 877,65 |
Потребление пара | Гкал/т | 0,032 | 4,74 |
Таблица 70
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология разделения ШФЛУ на газофракционирующих установках (ГФУ) | Азота диоксид (двуокись азота; пероксид азота) <*> | кг/т | 0,00000012184 | 0,20 | 0,04412 |
Азота оксид (азот (II) оксид; азот монооксид) <*> | кг/т | 0,00000001972 | 0,10197 | 0,02831 | |
Бенз(a)пирен <*> | кг/т | 0,000000000008 | 0,00000001172 | 0,000000003775 | |
Взвешенные частицы PM2,5 <*> | кг/т | 0,005 | 0,009947 | 0,007522 | |
Натрий гидроксид (натр едкий) <*> | кг/т | 0,000009631 | 0,000011791 | 0,0000107 | |
Метан <*> | кг/т | 0,00000003973 | 11,5322 | 2,013 | |
Метилмеркаптан (метантиол) <*> | кг/т | 0,00001625342 | 0,000020373 | 0,000018396 | |
Этилмеркаптан (этантиол; меркаптоэтан; этилсульфагидрат; этилгидросульфат; тиоэтиловый спирт; тиоэтанол) <*> | кг/т | 0,00000000146 | 0,00000018153 | 0,0000001055 | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов <*> | кг/т | 0,0000001023 | 0,000001098 | 0,0000008526 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) <*> | кг/т | 0,00000000425 | 0,000006745 | 0,000000978 | |
Серы диоксид <*> | кг/т | 0,000005163 | 0,0973 | 0,02915 | |
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) <*> | кг/т | 0,01124 | 0,02634 | 0,02115 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) <*> | кг/т | 0,00001217 | 0,70 | 0,101 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) <*> | кг/т | 0,0001399 | 0,5484 | 0,057 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) <*> | кг/т | 0,00000146 | 0,003281 | 0,001184 | |
Углеводороды предельные C12 - C19 (растворители РПК-240, РПК-280) <*> | кг/т | 0,0002038 | 0,002624 | 0,001012 | |
Амилены (смесь изомеров; пентилены) <*> | кг/т | 0,0000007815 | 0,000001837 | 0,0000012101 | |
Пропилен (пропен; метилэтилен; пропилен-1; пропен-1) <*> | кг/т | 0,000000039 | 0,000005448 | 0,000002085 | |
Бензол (циклогексатриен; фенилгидрид) <*> | кг/т | 0,00000062512 | 0,00154 | 0,0003859 | |
Диметилбензол (ксилол) (смесь о-, м-, п- изомеров (метилтолуол)) <*> | кг/т | 0,00000004687 | 0,0000001119 | 0,00000008964 | |
Метилбензол (фенилметан; толуол) <*> | кг/т | 0,00000045318 | 0,00000108294 | 0,0000008671 | |
Этилбензол (фенилэтан) <*> | кг/т | 0,00000001567 | 0,00000003740 | 0,00000002997 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) <*> | кг/т | 0,00000614549 | 0,00027785 | 0,000117664 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные <*> | кг/т | 0,000012252 | 0,0007151 | 0,0001447 | |
Бутан <*> | кг/т | 0,00000052 | 0,00042984 | 0,00008955 | |
Пентан <*> | кг/т | 0,533 | 0,713 | 0,667 | |
Смесь углеводородов предельных C6 - C10 | кг/т | 0,201 | 0,535 | 0,3255 | |
Этан | кг/т | 0,13 | 0,174 | 0,1646 | |
Пропан | кг/т | 0,004 | 0,021 | 0,0105 | |
Этен (Этилен) | кг/т | 0,009 | 0,016 | 0,0125 | |
Метанол (Метиловый спирт) | кг/т | 0,003 | 0,152 | 0,0605 | |
Примечание: в периметр технологии не включены факельные установки, емкостные парки хранения сырья и готовой продукции. -------------------------------- | |||||
Уровни выбросов парниковых газов в атмосферу представлены в таблице 71.
Таблица 71
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология разделения ШФЛУ на газофракционирующих установках (ГФУ) | т CO2-экв./т | 0,000002 | 0,831 | 0,415 |
Количество отходов от технологии разделения ШФЛУ на газофракционирующих установках представлено в таблице 72.
Таблица 72
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Обслуживание и ремонт оборудования | Обезвреживание | кг/т | 18,37 | 1226,46 | 578,33 |
Цеолит отработанный, загрязненный серосодержащими соединениями" | IV | Использование по назначению с утратой потребительских свойств в связи с загрязнением | Передается для размещения на площадке захоронения отходов | кг/т | 0,029 | 0,033 | 0,031 |
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Использование по назначению с утратой потребительских свойств в связи с загрязнением | Утилизация | кг/т | 0,001 | 0,134 | 0,066 |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Замена отработанного цеолита | Размещение | кг/т | 0,016 | 6,1 | 2,324 |
Осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве менее 15% | IV | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | - | 10,409 | - |
Осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве 15% и более | III | Обслуживание и ремонт оборудования | Передача на утилизацию | кг/т | - | 44,795 | - |
Катализатор на основе оксида алюминия со следами свинца отработанный | IV | Каталитический процесс, сопровождающийся снижением или потерей каталитической активности | Утилизация | кг/т | - | 0,181 | - |
Катализатор на основе оксида алюминия с содержанием железа менее 2,0% отработанный | IV | Обслуживание предприятия | Передача на обезвреживание | кг/т | - | 3,8 | - |
Катализатор на основе оксида алюминия активного, содержащий палладий, отработанный | III | Каталитический процесс, сопровождающийся снижением или потерей каталитической активности | Утилизация | кг/т | - | 0,0002 | - |
Катализатор на основе оксидов кремния и алюминия с содержанием фосфатов менее 0,5% отработанный | IV | Выгрузка отработанного катализатора из блока осушки и очистки нефтяного газа | Обезвреживание | кг/т | - | 1 | - |
Ионообменные смолы отработанные при водоподготовке | V | Замена фильтрующего материала | Размещение | кг/т | 0,02 | 4 | 0,683 |
Отходы негалогенированных органических веществ в смеси с неорганическими солями при технических испытаниях и измерениях | III | Лабораторные испытания | Обезвреживание | кг/т | 0,115 | 0,269 | 0,175 |
Отходы жидких негалогенированных органических веществ в смеси с преимущественным содержанием толуола при технических испытаниях и измерениях | III | Лабораторные испытания | Обезвреживание | кг/т | 3,759 | 4,141 | 3,981 |
Смесь галогенсодержащих и негалогенированных органических веществ (содержание галогенсодержащих веществ менее 15%) при технических испытаниях и измерениях | III | Лабораторные испытания | Обезвреживание | кг/т | 0,277 | 1,72 | 0,989 |
Отходы зачистки емкостей хранения смеси жидких отходов производства изопрена | III | Зачистка установки в период остановочного ремонта | Обезвреживание | кг/т | 6,123 | 6,744 | 6,437 |
Отходы производства углеводородов и их производных | III | Протекание побочных реакций | Обезвреживание | кг/т | 44,861 | 981,11 | 468,364 |
Отходы зачистки оборудования производства дивинила-сырца и дивинила-ректификата, содержащие полимеры | III | Зачистка оборудования производства | Обезвреживание | кг/т | 12,247 | 13,487 | 12,874 |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Ликвидация проливов | Обезвреживание | кг/т | 0,001 | 910 | 102,376 |
Отходы минеральных масел - турбинных | III | Замена масла в оборудовании | Утилизация | кг/т | 0,000004 | 8,923 | 2,506 |
Отходы резиноасбестовых изделий незагрязненные | IV | Обслуживание и ремонт оборудования; Использование по назначению с утратой потребительских свойств | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,000569 | 1,05658 | 0,374 |
Обтирочный материал, загрязненный нефтью и нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Обслуживание машин и оборудования | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,0003 | 0,0009 | 0,0006 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий и кусков, несортированные | V | Эксплуатация автотранспорта, спецтехники, списание оборудования, демонтаж объектов; в процессе ремонта технологического оборудования; обращение с черными металлами и продукцией из них, приводящее к утрате ими потребительских свойств | Передача отхода организации, имеющей лицензию по обращению с отходами на конкретный вид отхода и вид деятельности (утилизация, обезвреживание, размещение) | кг/т | 0,0057 | 704,112 | 237,065 |
В данном разделе расчет удельных показателей проведен на объем переработки ПНГ и имеет размерность кг/т ПНГ.
3.4.1 Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации
В технологии могут применяться компрессора с использованием электрического или газотурбинного привода.
При электрическом приводе компрессоров технология имеет преимущества в меньшем объеме выбросов ЗВ в окружающую среду (источниками эмиссий являются неплотности оборудования и печь регенерации осушителя), но характеризуется большим расходом электроэнергии и, соответственно, большими затратами при эксплуатации.
При газотурбинном приводе технология имеет существенно большие выбросы ЗВ в окружающую среду (дымовые трубы двигателя внутреннего сгорания газотурбинного привода и неплотности оборудования), но характеризуется меньшими эксплуатационными затратами за счет низкой стоимости газа в настоящее время и доступности этого ресурса на объектах переработки природного и попутного нефтяного газа.
Для технологии извлечения углеводородов показатели потребления энергетических ресурсов, значения коэффициента извлечения, показатели значения остаточных целевых в сухом отбензиненном газе (СОГ) приведены в таблице 73, удельные показатели выбросов загрязняющих веществ, выбросов парниковых газов и объемы отходов от технологии представлены в таблицах 74 - 77.
Таблица 73
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии (НТКР с электрическим приводом компрессоров) | кВт·ч/т | 144,30 | 463,62 |
Потребление электроэнергии (НТКР с газотурбинным приводом компрессоров) | кВт·ч/т | 2,05 | 240,53 |
Потребление природного газа (НТКР с электрическим приводом компрессоров) | м3/т | 11,33 | 16,99 |
Потребление природного газа (НТКР с газотурбинным приводом компрессоров) | м3/т | 32,9 | 140 |
Таблица 74
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) и или низкотемпературной конденсации и ректификации с электрическим приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0011 | 0,0272 | 0,014 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,00085 | 0,00685 | 0,00295 | |
Метан | кг/т | 0,00713 | 0,045 | 0,018 | |
Серы диоксид | кг/т | 0,000007 | 0,000188 | 0,000075 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,003608 | 0,014464 | 0,008591 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,006695 | 0,006695 | 0,006695 | |
Углеводороды предельные C12 - C19 (растворители РПК-240, РПК-280) | кг/т | 0,001185 | 0,001185 | 0,001185 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) | кг/т | 0,007085 | 0,007085 | 0,007085 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,00008122 | 0,006064 | 0,002713 | |
бутан | кг/т | 0,006698 | 0,084447 | 0,022813 | |
пентан | кг/т | 0,000111 | 0,035266 | 0,009897 | |
изобутан | кг/т | 0,000019 | 0,02491 | 0,00719 | |
Смесь углеводородов предельных C1 - C5 | кг/т | 0,000228 | 0,14462 | 0,029651 | |
Смесь углеводородов предельных C6 - C10 | кг/т | 0,00000067 | 0,002412 | 0,000794 | |
этан | кг/т | 0,002249 | 0,005532 | 0,003891 | |
Пропан | кг/т | 0,002193 | 0,002193 | 0,002193 | |
Этен (Этилен) | кг/т | 0,001184 | 0,001184 | 0,001184 | |
Таблица 75
Выбросы ЗВ в атмосферу
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) и или низкотемпературной конденсации и ректификации с газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,09485 | 0,8875 | 0,41191 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,013613 | 0,144212 | 0,06658 | |
Метан | кг/т | 0,002658 | 0,10401 | 0,0327 | |
Серы диоксид | кг/т | 0,000059614 | 0,0008591 | 0,00041634 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,1067 | 0,7917 | 0,4182 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,006157 | 0,006157 | 0,006157 | |
Углеводороды предельные C12 - C19 (растворители РПК-240, РПК-280) | кг/т | 0,00109 | 0,003494 | 0,002292 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) | кг/т | 0,00005106 | 0,00005106 | 0,00005106 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,00017384 | 0,0021253 | 0,000879 | |
бутан | кг/т | 0,008917 | 0,011233 | 0,01028 | |
пентан | кг/т | 0,0026421 | 0,006414 | 0,004051 | |
изобутан | кг/т | 0,00080234 | 0,00261071 | 0,00148 | |
Смесь углеводородов предельных C1 - C5 | кг/т | 0,000279 | 0,06949 | 0,015069 | |
Смесь углеводородов предельных C6 - C10 | кг/т | 0,000184 | 0,00164 | 0,000719 | |
этан | кг/т | 0,000295 | 0,000295 | 0,000295 | |
Пропан | кг/т | 0,002557 | 0,002557 | 0,002557 | |
Этен (Этилен) | кг/т | 0,00000000324 | 0,00000000324 | 0,00000000324 | |
Метанол (Метиловый спирт) | кг/т | 0,00001 | 0,00001 | 0,00001 | |
Таблица 76
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | т CO2-экв./т | - | 0,235 | - |
Таблица 77
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка и промывка оборудования от налипших на стенки технического оборудования и емкостей нефтепродуктов | Передача другим хозяйствующим субъектам | кг/т | 0,0009 | 0,0882 | 0,0132 |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | Ликвидация проливов нефти и нефтепродуктов | Передача другим хозяйствующим субъектам | кг/т | 0,0009 | 0,008 | 0,0019 |
Нетканые фильтровальные материалы синтетические, загрязненные нефтепродуктами (содержание нефтепродуктов 15% и более) | III | Использование по назначению с утратой потребительских свойств (обслуживание компрессорных установок, замена отработанных фильтров) | Передача специализированной организации, имеющей лицензию на осуществление деятельности по обращению с отходами | кг/т | 0,0001 | 0,003 | 0,0013 |
В технологии абсорбционного отбензинивания газов НТА источниками эмиссий являются неплотности оборудования.
Для технологии извлечения углеводородов методом НТА показатели потребления энергетических ресурсов, значения коэффициента извлечения и показатели значения остаточных целевых в сухом отбензиненном газе (СОГ) приведены в таблице 78, удельные показатели выбросов загрязняющих веществ, выбросов парниковых газов и объемы отходов от технологии представлены в таблицах 79 - 81.
Таблица 78
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/тыс. м3 | 62,971 | 485,784 |
Потребление тепловой энергии | Гкал/т | - | - |
Потребление природного газа | нм3/тыс. м3 | 24,4 | 29,4 |
Таблица 79
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,020 | 0,600 | 0,251 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,0042 | 0,1182 | 0,052 | |
Бенз(a)пирен | кг/т | 0,00000000065 | 0,00000000305 | 0,00000000220 | |
Метан | кг/т | 0,0017 | 0,686 | 0,174 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,00000000082 | 0,0000122 | 0,00000244 | |
Серы диоксид | кг/т | 0,00017 | 0,0242 | 0,0119 | |
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) | кг/т | 0,2253 | 0,3164 | 0,2679 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,017 | 2,994 | 1,743 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,00872 | 0,2172 | 0,1285 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,000641 | 0,0176 | 0,0114 | |
Углеводороды предельные C12 - C19 (растворители РПК-240, РПК-280) | кг/т | 0,000000171 | 0,00157 | 0,000403 | |
Циклогексан (гексаметилен; гексагидробензол; бензолгексагидрид) | кг/т | 0,000214 | 0,000268 | 0,000241 | |
Бензол (циклогексатриен; фенилгидрид) | кг/т | 0,0000673 | 0,0000842 | 0,0000758 | |
Диметилбензол (ксилол) (смесь о-, м-, п- изомеров (метилтолуол)) | кг/т | 0,00019 | 0,000237 | 0,000213 | |
Метилбензол (фенилметан; толуол) | кг/т | 0,000117 | 0,000147 | 0,000132 | |
Спирт метиловый (метанол; карбинол; метиловый спирт; метилгидроксид; моногидроксиметан) | кг/т | 0,0055 | 0,0069 | 0,0062 | |
Формальдегид (муравьиный альдегид, оксометан, метиленоксид) | кг/т | 0,000000028 | 0,000000035 | 0,000000030 | |
Керосин (керосин прямой перегонки; керосин дезодорированный) | кг/т | 0,0000007 | 0,00000087 | 0,00000077 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,00211 | 0,003796 | 0,002802 | |
бутан | кг/т | 0,00317 | 0,00546 | 0,00431 | |
пентан | кг/т | 0,00095 | 0,00585 | 0,0034 | |
изобутан | кг/т | 0,000351 | 0,00741 | 0,00388 | |
Смесь углеводородов предельных C1 - C5 | кг/т | 0,000175 | 0,0070 | 0,00359 | |
Смесь углеводородов предельных C6 - C10 | кг/т | 0,00014 | 0,000675 | 0,00041 | |
Таблица 80
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) | т CO2-экв./т | 0,036 | 0,636 | 0,336 |
Таблица 81
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Нетканые фильтровальные материалы синтетические, загрязненные нефтепродуктами (содержание нефтепродуктов 15% и более) | III | Использование по назначению с утратой потребительских свойств в связи с загрязнением | Передача специализированной организации, имеющей лицензию на осуществление деятельности по обращению с отходами | кг/т | 0,0001 | 0,0036 | 0,0019 |
3.4.3 Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом
Газ поступает на участок осушки, где проходит через емкости с гранулированным адсорбентом, впитывающим остатки влаги. После участка осушки газ поступает на участок контроля точки росы (низкотемпературная дросселяция за счет сжатия и расширения на параллельно работающих компрессорах-детандерах для выделения ШФЛУ), где проходит дросселяцию с понижением давления с 6,6 МПа до 5,2 МПа с выделением нестабильного газового конденсата. После данного участка сухой отбензиненный газ поступает на узел учета и подается в магистральный газопровод.
Нестабильный конденсат поступает на участок фракционирования (ректификация), часть потока которого в летный период отбирается на участок доохлаждения газа и подается после 3-й ступени компримирования.
На участке ректификации выделяется стабильный C5+, подающийся на УПН, а также пропан-бутановая фракция, поступающая на Газонаполнительный пункт.
Продукцией для расчета удельных значений технологических показателей являются сжиженные углеводородные газы, стабильный газовый конденсат, очищенный сухой газ, ШФЛУ.
Показатели потребления энергетических ресурсов приведены в таблице 82, текущие уровни выбросов технологии компримирования ПНГ представлены в таблицах 83 - 85.
Таблица 82
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 0,040 | 23,485 |
Потребление тепловой энергии | Гкал/т | 220,049 | 1 175,249 |
Таблица 83
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0038 | 0,200 | 0,117 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,00282 | 0,0324 | 0,0194 | |
Бенз(a)пирен | кг/т | 0,00000000040 | 0,00000000051 | 0,00000000046 | |
Метан | кг/т | 0,0000035 | 0,304 | 0,0921 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,000017 | 0,000041 | 0,000032 | |
Серы диоксид | кг/т | 0,000012 | 0,034 | 0,016 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,000475 | 0,34 | 0,145 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,00000175 | 0,066 | 0,033 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,000000009 | 0,0394 | 0,0137 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропантиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,0000206 | 0,0000252 | 0,00002225 | |
Таблица 84
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом | т CO2-экв./т | 0,675 | 0,896 | 0,801 |
Таблица 85
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Отходы минеральных масел компрессорных | III | ГПА, компрессорные установки, ТДА | Передача на утилизацию специализированной организации | кг/т | 0,00022 | 0,02914 | 0,01532 |
Отходы минеральных масел моторных | III | Замена масла оборудования | Передача на утилизацию специализированной организации | кг/т | 0,00007 | 343,58 | 68,37813 |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Блок осушки газа | Передача на захоронение | кг/т | 0,02189 | 0,06094 | 0,04325 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка емкостей, трубопроводов | Передача на обезвреживание специализированной организации | кг/т | 0,00335 | 0,01457 | 0,00815 |
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
На отдельно стоящих компрессорных станциях ПНГ используются компрессора как с электро-, так и с газотурбинным приводом.
На компрессорных станциях ПНГ источниками эмиссий являются следующее оборудование: компрессорный агрегат, сепараторы, а также опционально блоки осушки и АВО газа. Кроме этих источников, для компрессорных станций с газотурбинным приводом основным источником эмиссий являются газотурбинные агрегаты.
Продукцией для расчета удельных значений технологических показателей являются сжатый ПНГ, газовый конденсат.
Показатели потребления энергетических ресурсов при компримирования ПНГ приведены в таблице 86, текущие уровни выбросов технологии компримирования ПНГ представлены в таблицах 87 - 91.
Таблица 86
Показатель | Размерность | Технология компримирования ПНГ | |
с электроприводом компрессоров | с газотурбинным приводом компрессоров | ||
Электроэнергия | кВт·ч/1000 м3 | 160 - 180 | 3,1 - 4,4 |
Тепловая энергия | Гкал/1000 м3 | 0,024 - 0,036 | 0,39 - 0,42 |
Таблица 87
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии (с электроприводом компрессоров) | кВт·ч/т | 121,676 | 259,548 |
Потребление электроэнергии (с газотурбинным приводом компрессоров) | кВт·ч/т | 6,086 | 12,407 |
Потребление тепловой энергии (с электроприводом компрессоров) | Гкал/т | - | - |
Потребление тепловой энергии (с газотурбинным приводом компрессоров) | Гкал/т | - | - |
Потребление природного газа (с электроприводом компрессоров) | Гкал/т | - | - |
Потребление природного газа (с газотурбинным приводом компрессоров) | Гкал/т | 0,050 | 0,597 |
Таблица 88
Выбросы ЗВ в атмосферу
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология компримирования ПНГ с электроприводом компрессоров | Метан | кг/т | 0,0043 | 0,0448 | 0,01113 |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,000096 | 0,000126 | 0,000115 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,01094 | 0,01866 | 0,01403 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,000113 | 0,002412 | 0,0005433 | |
Амилены (смесь изомеров; пентилены) | кг/т | 0,000029 | 0,000038 | 0,000034 | |
Бутилен (бут-1-ен; альфа-бутилен; 1-бутен; 1-бутилен; этилэтилен; н-бутен) | кг/т | 0,000163 | 0,000213 | 0,000195 | |
Пропилен (пропен; метилэтилен; пропилен-1; пропен-1) | кг/т | 0,00038 | 0,0005 | 0,00045 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,000000263 | 0,00265 | 0,00045 | |
Таблица 89
Выбросы ЗВ в атмосферу
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология компримирования ПНГ с газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) | кг/т | - | 0,275 | - |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | - | 0,045 | - | |
Метан | кг/т | - | 0,0027 | - | |
Серы диоксид | кг/т | - | 0,0011 | - | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | - | 0,414 | - | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,001118 | |||
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | - | 0,007 | - | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | - | 0,0006 | - | |
бутан | кг/т | - | 0,00055 | - | |
пентан | кг/т | - | 0,0004 | - | |
изобутан | кг/т | - | 0,0002 | - | |
Смесь углеводородов предельных C1 - C5 | кг/т | - | 0,000153 | - | |
Смесь углеводородов предельных C6 - C10 | кг/т | - | 0,0004 | - | |
Таблица 90
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология компримирования ПНГ с электроприводом компрессоров | т CO2-экв./т | 0,052 | 0,062 | 0,057 |
Технология компримирования ПНГ с газотурбинным приводом компрессоров | т CO2-экв./т | - | 0,131 | - |
Технология компримирования ПНГ с газопоршневым приводом компрессоров | т CO2-экв./т | 0,078 | 0,085 | 0,082 |
Таблица 91
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Зачистка и промывка оборудования от налипших на стенки технического оборудования и емкостей нефтепродуктов | Передача другим хозяйствующим субъектам | кг/т | 0,0012 | 0,075 | 0,026 |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | Ликвидация проливов нефти и нефтепродуктов | Передача другим хозяйствующим субъектам | кг/т | - | 0,012 | - |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Ликвидация проливов нефти и нефтепродуктов | Передача специализированной организации, имеющей лицензию на осуществление деятельности по обращению с отходами | кг/т | 0,0006 | 0,0015 | 0,0011 |
Нетканые фильтровальные материалы синтетические, загрязненные нефтепродуктами (содержание нефтепродуктов 15% и более) | III | Техническое обслуживания и ремонт технологического оборудования | Передача другим хозяйствующим субъектам | кг/т | 0,0001 | 0,0020 | 0,0008 |
В технологии получения СУГ источниками эмиссий являются установки - установка низкотемпературного разделения газа, установка получения сжиженных газов, установка получения пропана и пропан-бутана.
Продукцией для расчета удельных значений технологических показателей являются сжиженные углеводородные газы, стабильный газовый конденсат, бензин газовый стабильный, очищенный сухой газ, метанол.
Показатели потребления энергетических ресурсов при технологии получения сжиженных углеводородных газов приведены в таблице 92.
Таблица 92
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 1,887 | 4,762 |
Потребление тепловой энергии | Гкал/т | 0,0005 | 0,0143 |
Текущие уровни удельных показателей выбросов загрязняющих веществ, выбросов парниковых газов и объемы отходов от технологии получения СУГ представлены в таблицах 93 - 95.
Таблица 93
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технологии получения СУГ | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,01241 | 0,01352 | 0,01296 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,002004 | 0,002182 | 0,002093 | |
Метан | кг/т | 0,03153 | 0,03153 | 0,03153 | |
Серы диоксид | кг/т | 0,000061 | 0,000067 | 0,000064 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,02581 | 0,02665 | 0,02623 | |
Таблица 94
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технологии СУГ | т CO2-экв./т | - | 0,040 | - |
Таблица 95
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Замена адсорбента | Обезвреживание | кг/т | 60 | 70 | 66 |
Фильтры бумажные очистки всасываемого воздуха газоперекачивающих агрегатов отработанные | IV | Замена фильтрующих материалов | Обезвреживание | кг/т | - | 0,15 | - |
Силикагель отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Замена адсорбента | Обезвреживание | кг/т | 6,14 | 7,00 | 6,66 |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Ликвидация проливов нефти и нефтепродуктов | Обезвреживание | кг/т | 8,05 | 8,05 | 8,05 |
Отходы минеральных масел турбинных | III | Техническое обслуживание и ремонт двигателей турбин, замена масла при обслуживании оборудования | Обезвреживание | кг/т | 0,14 | 1,33 | 0,81 |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Обслуживание оборудования | Обезвреживание | кг/т | 0,01 | 0,20 | 0,12 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Замена деталей в процессе обслуживания и ремонта технологического оборудования | Утилизация | кг/т | - | 242,00 | - |
Грунт, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Удаление пролитых нефтепродуктов при обслуживании оборудования, применяемого на УНТРГ | Обезвреживание | кг/т | - | 0,66 | - |
Отходы минеральных масел компрессорных | III | Эксплуатация технологического оборудования, замена масла при обслуживании оборудования | Обезвреживание | кг/т | 0,141 | 0,161 | 0,149 |
В технологии выделения гелия из природного газа источниками эмиссий являются следующие установки: установка выделения гелия, этана и ШФЛУ, установка получения гелиевого концентрата, установка ожижения гелия.
Продукцией для расчета удельных значений технологических показателей являются очищенный природный газ, гелий, гелиевый концентрат, углеводородные газы, ШФЛУ.
Показатели потребления энергетических ресурсов при технологии выделения гелия из природного газа приведены в таблице 96.
Таблица 96
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 12,606 | 158,176 |
Потребление тепловой энергии | Гкал/т | 0,014 | 0,17 |
Текущие уровни удельных показателей выбросов загрязняющих веществ, выбросов парниковых газов и объемы отходов от технологии представлены в таблицах 97 - 99.
Таблица 97
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология выделения гелия из природного газа | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0003132 | 0,006122 | 0,003799 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,000041 | 0,0009948 | 0,0006132 | |
Бенз(a)пирен | кг/т | 0,0000000000082 | 0,0000000000082 | 0,0000000000082 | |
Метан | кг/т | 0,004941 | 0,01012 | 0,00805 | |
Этилмеркаптан (этантиол; меркаптоэтан; этилсульфагидрат; этилгидросульфат; тиоэтиловый спирт; тиоэтанол) | кг/т | 0,000000041 | 0,0000005948 | 0,0000003732 | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т | 0,000000022 | 0,0000004327 | 0,0000002683 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,00000005921 | 0,0000004166 | 0,000000274 | |
Серы диоксид | кг/т | 0,0000118 | 0,000122 | 0,000078 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,000121 | 0,002924 | 0,001803 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,009245 | 0,01253 | 0,01056 | |
Углеводороды предельные C6 - C10 (смесь предельных углеводородов C6H14 - C10H22) | кг/т | 0,0000000048 | 0,0000929 | 0,00003714 | |
Минеральное масло (масло минеральное нефтяное): веретенное, машинное, цилиндровое и иные | кг/т | 0,0000548 | 0,000569 | 0,000363 | |
Таблица 98
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология выделения гелия из природного газа | т CO2-экв./т | - | 1,451 | - |
Таблица 99
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Отходы минеральных масел индустриальных | III | Использование по назначению с утратой потребительских свойств | Передается для утилизации сторонней организации, имеющей лицензию | кг/т | 0,000001 | 19,134 | 9,575 |
Отходы минеральных масел компрессорных | IV | Использование по назначению с утратой потребительских свойств в связи с загрязнением | Передается для утилизации сторонней организации, имеющей лицензию | кг/т | 0,00093 | 17947,000 | 2771,620 |
Отходы минеральных масел трансформаторных, не содержащих галогены | III | Использование по назначению с утратой потребительских свойств | Передается для утилизации сторонней организации, имеющей лицензию | кг/т | 0,00000011 | 4,100 | 1,566 |
Отходы минеральных масел турбинных | III | Использование по назначению с утратой потребительских свойств | Передается для утилизации сторонней организации, имеющей лицензию | кг/т | 0,0000001 | 7,765 | 2,638 |
Песок перлитовый вспученный, утративший потребительские свойства, незагрязненный | IV | блок тонкой очистки | Передается для размещения на площадку захоронения отходов | кг/т | 0,00026 | 9440,0 | 2080,405 |
Силикагель отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | адсорбер | Передается для размещения на площадку захоронения отходов | кг/т | 0,00026 | 5125,0 | 2395,291 |
В технологии получения технического углерода из природного газа и газового конденсата источниками эмиссий является установка по производству термического технического углерода.
Продукцией для расчета удельных значений технологических показателей являются термический технический углерод (сажа), жидкие углеводороды.
Показатели потребления энергетических ресурсов при технологии получения технического углерода из природного газа и газового конденсата приведены в таблице 100.
Таблица 100
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии (Термическим способом) | кВт·ч/т | 42,663 | 181,087 |
Потребление тепловой энергии (Термическим способом) | Гкал/т | 0,001 | 0,415 |
Текущие уровни удельных показателей выбросов загрязняющих веществ, выбросов парниковых газов и объемы отходов от технологии представлены в таблицах 101 - 103.
Таблица 101
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология получения технического углерода из природного газа и газового конденсата (Термическим способом) | Метан | кг/т | 3,825 | 4,058 | 3,942 |
Таблица 102
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология производства термической сажи | т CO2-экв./т | - | 0,163 | - |
Таблица 103
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Грунт, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15% | IV | Удаление пролитых нефтепродуктов при обслуживании оборудования, применяемого на УППТУ | Обезвреживание | кг/т | - | 0,66 | - |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Обслуживание оборудования | Обезвреживание | кг/т | - | 0,2 | - |
Фильтры рукавные стекловолоконные, отработанные при газоочистке в производстве углерода технического | III | Замена фильтрующих материалов | Обезвреживание | кг/т | - | 1,6 | - |
Отходы минеральных масел трансформаторных, не содержащих галогены | III | Замена отработанных масел при обслуживании трансформаторных подстанций | Обезвреживание | кг/т | - | 0,0001 | - |
Отходы минеральных масел турбинных | III | Техническое обслуживание и ремонт двигателей турбин, замена масла при обслуживании оборудования | Обезвреживание | кг/т | - | 0,0004 | - |
Отходы асбеста в кусковой форме | IV | Замена асбестовых прокладок при обслуживании печных агрегатов | Обезвреживание | кг/т | - | 1,8 | - |
Отходы асбеста в виде крошки | IV | Замена асбестовых прокладок при обслуживании печных агрегатов | Обезвреживание | кг/т | - | 0,18 | - |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Ликвидация проливов нефти и нефтепродуктов | Обезвреживание | кг/т | - | 8,05 | - |
Ленты конвейерные, приводные ремни, утратившие потребительские свойства, незагрязненные | V | Ремонт конвейеров для транспортирования технического углерода, замена элементов оборудования при обслуживании и ремонте вентиляторов и насосов | Обезвреживание | кг/т | 0,633 | 1,266 | 0,9495 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Замена деталей оборудования | Утилизация | кг/т | - | 242 | - |
В технологии производства газовой серы источником эмиссий являются: установка получения газовой серы методом Клауса и доочистки отходящих газов методом "Сульфрин"; установка получения серы методом Клауса и доочистки отходящих газов методом "Сульфрен".
Продукцией для расчета удельных значений технологических показателей является газовая сера.
Показатели потребления энергетических ресурсов при технологии производства газовой серы с доочисткой отходящих газов приведены в таблице 104.
Таблица 104
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 21,896 | 68,663 |
Потребление тепловой энергии | Гкал/т | 0,123 | 0,304 |
Текущие уровни удельных показателей выбросов загрязняющих веществ, выбросов парниковых газов и объемы отходов от технологии представлены в таблицах 105 - 107.
Таблица 105
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология производства газовой серы, включая доочистку отходящих газов | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0462 | 0,3453 | 0,1678 |
Метан | кг/т | 0,01221 | 0,2041 | 0,165 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,004015 | 0,588 | 0,2012 | |
Серы диоксид | кг/т | 7,217 | 53,958 | 26,863 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 8,35 | 45,56 | 21,73 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,00001533 | 0,000283 | 0,000124 | |
Одорант СПМ-ТУ 51-81-88 (смесь природных меркаптанов с массовым содержанием этантиола 26 - 41%, изопропан-тиола 38 - 47%, втор-бутантиола 7 - 13%) /в пересчете на этилмеркаптан/ | кг/т | 0,0000000189 | 0,0000000759 | 0,0000000431 | |
Таблица 106
Выбросы парниковых газов в атмосферу
Источник выбросов | Единицы измерения | Объем и/или масса выбросов ЗВ после очистки | ||
Диапазон | Среднее значение | |||
минимальное значение | максимальное значение | |||
Технология производства газовой серы, включая доочистку отходящих газов | т CO2-экв./т | 0,787 | 1,596 | 1,191 |
Таблица 107
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Катализатор на основе оксида алюминия с содержанием железа менее 2,0% отработанный | IV | Замена катализатора в оборудовании | Передача контрагенту на утилизацию | кг/т | 1853,475 | 2513,885 | 2100,8995 |
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | "Адсорбции углеводородов кислого газа на установках Получения серы" | Передача контрагенту на обезвреживание | кг/т | 2,94 | 3,986 | 3,4622 |
Железобетон, загрязненный серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | Во время проведения ППР | Передача на обезвреживание | кг/т | 663,9 | 1549,1 | 1327,8 |
Катализатор на основе оксида алюминия с содержанием железа менее 2,0% отработанный (технологический | IV | Замена катализатора в оборудовании | Передача контрагенту на утилизацию | кг/т | 1853,475 | 2513,885 | 2183,497 |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | Сбор разлитых нефтепродуктов | Сбор разлитых нефтепродуктов | кг/т | - | 1,123 | - |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | От эксплуатации насосно-компрессорного оборудования | Передача контрагенту на обезвреживание | кг/т | - | 0,05 | - |
Отходы технологического оборудования из черных металлов, загрязненного серой при производстве серы из природного сернистого газа | IV | При проведении ППР | Передача контрагенту на обезвреживание | кг/т | - | 45 | - |
Рулонные кровельные материалы, загрязненные серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | При проведении ППР | Передача контрагенту на обезвреживание | кг/т | - | 29,4 | - |
Керамзит, загрязненный серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | При проведении ППР; при замене керамических шаров на технологических установках | Передача контрагенту на обезвреживание | кг/т | 100,8 | 419 | 259,9 |
Железобетон, загрязненный серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | При проведении ППР | Передача контрагенту на обезвреживание | кг/т | - | 663,9 | - |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | IV | При ремонте, замене, списании деталей, частей и конструкций технологического оборудования | Передача контрагенту на утилизацию | кг/т | - | 1426 | - |
Лом и отходы стальные несортированные | V | При ремонте, замене, списании деталей, частей, узлов и конструкций технологического оборудования | Передача контрагенту на утилизацию | кг/т | - | 85 | - |
Лом и отходы алюминия в кусковой форме незагрязненные | V | При замене теплоизоляции технологических аппаратов, трубопроводов и межцеховых коммуникаций | Передача контрагенту на утилизацию | кг/т | - | 9,8 | - |
Лом и отходы алюминия несортированные | V | От ремонта оборудования | Передача контрагенту на утилизацию | кг/т | - | 12 | - |
Отходы минеральных масел турбинных | III | Замена масла в оборудовании | Передача контрагенту на утилизацию | кг/т | - | 26 | - |
Отходы резиноасбестовых изделий незагрязненные | IV | При эксплуатации и ремонте технологического оборудования | Передача контрагенту на обезвреживание | кг/т | - | 0,357 | - |
В технологии гранулирования и получения комовой серы источниками эмиссий являются следующие установки: установка грануляции серы (технология "Гавайи" У150/1), установка грануляции серы (технология "Девко" У150/1), установка грануляции серы (технология "Enersul LP" У250/1), агрегаты (линии) формирования гранул Ротоформ RF, установка получения комовой серы.
Продукцией для расчета удельных значений технологических показателей являются комовая сера, гранулированная сера и их производные.
Показатели потребления энергетических ресурсов при технологии гранулирования и получения комовой серы приведены в таблице 108.
Таблица 108
Наименование | Единицы измерения | Расход | |
минимальный | максимальный | ||
Потребление электроэнергии | кВт·ч/т | 0,308 | 18,344 |
Потребление тепловой энергии | Гкал/т | 0,005 | 0,331 |
Текущие уровни удельных показателей выбросов загрязняющих веществ и объемы отходов от технологии представлены в таблицах 109 - 110.
Таблица 109
Источник выбросов | Наименование | Единицы измерения | Объем и/или масса выбросов ЗВ | ||
Диапазон | Среднее значение | ||||
минимальное значение | максимальное значение | ||||
Технология гранулирования и получения комовой серы | Азота диоксид (двуокись азота; пероксид азота) | кг/т | 0,0006 | 0,0182 | 0,006 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т | 0,00006 | 0,0030 | 0,00095 | |
Натрий гидроксид (натр едкий) | кг/т | 0,0000018 | 0,0000545 | 0,000023 | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | кг/т | 0,00001 | 0,0043 | 0,00061 | |
Серы диоксид | кг/т | 0,000011 | 0,0026 | 0,00102 | |
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) | кг/т | 0,0001 | 0,0030 | 0,00096 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т | 0,0007 | 0,023 | 0,007 | |
Керосин (керосин прямой перегонки; керосин дезодорированный) | кг/т | 0,0002 | 0,0056 | 0,0017 | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т | 0,000009 | 0,197 | 0,05 | |
Таблица 110
Наименование | Класс опасности | Источник образования отходов производства | Способ утилизации, обезвреживания, размещения | Единицы измерения | Объем и/или масса образующихся отходов производства в расчете на тонну продукции | ||
Диапазон | Среднее значение | ||||||
минимальное значение | максимальное значение | ||||||
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | При сборе разлитых нефтепродуктов и очистке сточных вод, а также в результате ликвидации возможных разливов нефтепродуктов, ГСМ при обслуживании, ремонте | Передача контрагенту для обезвреживания | кг/т | - | 191,1 | - |
Отходы минеральных масел индустриальных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | - | 0,246 | - |
Отходы минеральных масел турбинных | III | Замена масла в оборудовании | Передача контрагенту на утилизацию | кг/т | - | 8,923 | - |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) | III | От ремонта насосно-компрессорного оборудования | Передача контрагенту для обезвреживания | кг/т | - | 0,47 | - |
Отходы минеральных масел моторных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | - | 0,191 | - |
Отходы синтетических и полусинтетических масел моторных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | - | 0,381 | - |
Отходы синтетических и полусинтетических масел индустриальных | III | От эксплуатации механизмов и узлов технологического оборудования. | Передача контрагенту на утилизацию | кг/т | - | 0,492 | - |
Отходы минеральных масел гидравлических, не содержащих галогены | III | Замена масла в оборудовании | Передача контрагенту на утилизацию | кг/т | - | 1,257 | - |
Отходы резиноасбестовых изделий незагрязненные (содержание нефтепродуктов менее 15%) | IV | При эксплуатации и ремонте технологического оборудования | Передача на обезвреживание | кг/т | - | 0,357 | - |
Отходы минеральных масел трансмиссионных | III | От эксплуатации механизмов и узлов технологического оборудования | Передача контрагенту на утилизацию | кг/т | - | 0,007 | - |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | В процессе ремонта технологического оборудования | Передача на утилизацию | кг/т | - | 200 | - |
Лом и отходы алюминия в кусковой форме незагрязненные | V | Ремонтно-восстановительные работы, замена теплоизоляции аппаратов и трубопроводов на эстакадах и установках | Передача на утилизацию | кг/т | - | 12 | - |
Отходы технологического оборудования из черных металлов, загрязненного серой при производстве серы из природного сернистого газа | IV | Во время проведения ППР | Во время проведения ППР | кг/т | - | 555 | - |
Рулонные кровельные материалы, загрязненные серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | Во время проведения ППР | Передача на обезвреживание | кг/т | - | 68,6 | - |
Керамзит, загрязненный серой при ремонте ямы хранения серы, серных карт, серопроводов | IV | Во время проведения ППР | Передача на обезвреживание | кг/т | - | 235,2 | - |
Железобетон, загрязненный серой при ремонте ямы хранения серы, серных карт, серопроводов | V | Во время проведения ППР | Во время проведения ППР | кг/т | - | 1549,1 | - |
Лом и отходы стальные несортированные | V | Ремонтно-восстановительные работы на объектах производства, замена основных узлов оборудования установок | Ремонтно-восстановительные работы на объектах производства, замена основных узлов оборудования установок | кг/т | - | 44 | - |
Лом и отходы алюминия несортированные | V | Ремонт технологического оборудования | Передача контрагенту на утилизацию | кг/т | - | 26 | - |
В Российской Федерации критерии определения технологии в качестве наилучшей доступной технологии установлены статьей 28.1 Федерального закона от 10 января 2002 года N 7-ФЗ [1]. Применение наилучших доступных технологий направлено на комплексное предотвращение или минимизацию негативного воздействия на окружающую среду. Сочетанием критериев достижения целей охраны окружающей среды для определения НДТ являются:
а) наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо другие предусмотренные международными договорами Российской Федерации показатели;
б) экономическая эффективность ее внедрения и эксплуатации;
в) применение ресурсо- и энергосберегающих методов;
г) период ее внедрения;
д) промышленное внедрение этой технологии на двух и более объектах, оказывающих негативное воздействие на окружающую среду.
Статья 28.1 Федерального закона [1] также устанавливает следующее:
а) порядок определения технологии в качестве НДТ устанавливается Правительством Российской Федерации;
б) определение технологических процессов, оборудования, технических способов, методов в качестве НДТ для конкретной области применения, утверждение методических рекомендаций по определению технологии в качестве наилучшей доступной технологии осуществляются уполномоченным Правительством Российской Федерации федеральным органом исполнительной власти, который создает технические рабочие группы, включающие экспертов заинтересованных федеральных органов исполнительной власти, государственных научных организаций, коммерческих и некоммерческих организаций, в том числе государственных корпораций.
Порядок определения технологии в качестве наилучшей доступной технологии определен постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458 [6], которым утверждены Правила определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям.
Методические рекомендации по определению технологии в качестве наилучшей доступной технологии, в которых уточнены критериев для всех элементов производства, в соответствии с которыми они соответствуют понятию НДТ, утверждены приказом Министерства промышленности и торговли Российской Федерации от 23 августа 2019 года N 3134 [97].
В качестве источников информации о применяемых на практике технологиях, относящихся к НДТ, были использованы сведения, полученные в результате анкетирования предприятий отрасли, результаты научно-исследовательских работ, публикаций, а также информация, полученная в ходе консультаций с профильными экспертами.
Основные технологические процессы и технические решения в переработке природного и попутного нефтяного газа описаны в разделе 2. В разделе 3 приведены сведения о текущих уровнях негативного воздействия на ОС на предприятиях, реализующих виды деятельности, относящиеся к областям применения настоящего справочника ИТС НДТ. При разработке справочника была проанализирована информация о разнообразных технологических процессах, реализованных на российских предприятиях.
Информация разделов 2 и 3 настоящего справочника положена в основу экспертного анализа при выборе НДТ. Также принята во внимание международная и отечественная практика отнесения систем экологического и энергетического менеджмента к НДТ для различных видов деятельности, в том числе получившая отражение в таких справочниках, как российский и европейский справочники по энергоэффективности - ИТС 48-2017 [98].
При определении технологических процессов, технических способов, методов в качестве НДТ члены ТРГ 50 учитывали требование выбора НДТ, наилучшим образом сочетающих критерии достижения целей охраны окружающей среды, изложенное в ст. 28.1 Федерального закона от 10 января 2002 года N 7 ФЗ [1].
Критерий 1. Наименьший уровень негативного воздействия на окружающую среду предполагает обеспечение комплексной защиты окружающей среды, минимизацию воздействия на ее различные компоненты. Поэтому в контексте настоящего ИТС НДТ речь шла об идентификации спектра решений, использование которых позволяет сократить эмиссии загрязняющих веществ в атмосферный воздух и водные объекты, обеспечить функционирование водооборотных циклов, оптимизировать обращение с отходами и снизить их количество.
Критерий 2. Вопросы экономической эффективности внедрения и эксплуатации технологии рассмотрены только в тех случаях, когда членам ТРГ 50 удавалось получить надежные данные от предприятий, внедривших конкретные технологические, технические или управленческие решения, позволяющие достичь высокого уровня защиты окружающей среды и ресурсоэффективности производства. Компании, реализующие виды деятельности, отнесенные к области применения настоящего справочника НДТ, публикуют сведения о затратах на природоохранные мероприятия и о результатах, достигнутых в результате выполнения конкретных программ (в том числе направленных на эколого-технологическую модернизацию производства).
Критерий 3. Применение ресурсо- и энергосберегающих методов оценивали по таким показателям, как потребление энергии, сырья, воды и вспомогательных веществ в расчете на тонну продукции. При переработке природного и попутного нефтяного газа воздействие на окружающую среду во многом обусловлено именно использованием энергии. В связи с этим решения, направленные на повышение эффективности, и собственно природоохранные решения (как первичные, "встроенные" в технологические процессы, так и технику защиты окружающей среды) рассматривали как равнозначные, считая, что критерии 1 и 3 являются приоритетными при выборе НДТ для областей применения настоящего ИТС НДТ.
В тех случаях, когда известны надежные данные о количественных показателях по двум основным критериям отнесения технологических и технических решений к НДТ (критерии 1 и 3), определяли интервалы значений, соответствующих лучшей и наиболее широко распространенной практике российских предприятий. В других случаях принимали во внимание оценки, данные экспертами в соответствующих областях применения НДТ.
Критерий 4. Период внедрения НДТ оценивали также с учетом необходимости проведения значительной реконструкции технологических процессов и модернизации оборудования, возможности последовательного улучшения показателей ресурсоэффективности и экологической результативности путем внедрения технических усовершенствований и процедур в рамках систем экологического и энергетического менеджмента.
Критерий 5. Факт промышленного внедрения технологии на двух и более объектах, оказывающих негативное воздействие на окружающую среду, в области распространения данного справочника устанавливали по результатам обработки анкет, поступивших от предприятий, и на основании материалов открытых нефинансовых отчетов российских компаний. Также учитывали позиции экспертов, принимавших участие в разработке и обсуждении проекта настоящего ИТС НДТ.
Наилучшие доступные технологии и методы, а также, в необходимых случаях, соответствующие им технологические показатели (значения концентрации эмиссий) определялись технической рабочей группой применительно к основным и вспомогательным процессам переработки природного и попутного нефтяного газа, описание которых приведено в Разделе 2.
Понятие "маркерные вещества", указанное в "Экологической промышленной политике" РСПП [99], основано на представлении о том, что каждая технология обладает определенным спектром воздействия - набором ЗВ, попадающих в ОС в результате применения данной технологии. Спектр воздействия характеризуется наличием зависимости между концентрациями содержащихся в нем веществ. Таким образом, зная концентрации части веществ спектра воздействия, можно с высокой точностью контролировать концентрацию остальных веществ спектра. Выбор веществ, концентрация которых позволяет судить о концентрации остальных веществ спектра, есть выбор маркерных веществ для данной технологии.
Маркерное вещество определяется как наиболее значимый для конкретного производства показатель, выбираемый по определенным критериям из группы веществ, внутри которой наблюдается тесная корреляционная взаимосвязь [100].
Маркерное вещество также является инструментом осуществления производственного экологического контроля - измерения выбросов, сбросов ЗВ в обязательном порядке производятся в отношении ЗВ, характеризующих применяемые технологии и особенности производственного процесса на объекте, оказывающем негативное воздействие на окружающую среду (маркерные вещества) [1].
В соответствии с ГОСТ Р 113.00.27-2023 [100] маркерное вещество - это вещество, характеризующее применяемые технологии, отражающее особенности этих технологий, наиболее значимое для оценки экологической результативности и ресурсоэффективности конкретных производственных процессов.
ГОСТ Р 113.00.27-2023 [100] устанавливает методику выбора маркерных веществ для выбросов в атмосферу от промышленных источников объекта, оказывающего негативное воздействие на окружающую среду при осуществлении производственной деятельности, которые характеризуют применяемые технологии, особенности производственного процесса и иные факторы негативного влияния на окружающую среду.
В настоящем ИТС НДТ к маркерным веществам отнесены ЗВ, характеризующие применяемые технологии и особенности производственного процесса на объектах переработки природного и попутного нефтяного газа, оказывающих негативное воздействие на ОС.
Выбор маркерных веществ проводят на основании информации об уровнях выбросов загрязняющих веществ, приведенной в проектной документации, технологических регламентах, формах статистической отчетности и разрешительной документации, разработанных в установленном порядке для конкретного производственного объекта.
При выборе маркерных веществ руководствовались следующими принципами:
- вещество характерно для рассматриваемого технологического процесса переработки природного и попутного нефтяного газа;
- вещество присутствует в эмиссиях постоянно и в значимых концентрациях;
- вещество оказывает значительное воздействие на ОС;
- метод определения вещества является доступным, воспроизводимым и соответствует требованиям обеспечения единства измерений;
- составление перечня из ЗВ, сумма приведенных масс которых образует более 85% от суммарной приведенной массы общего выброса и вклад конкретного вещества которых составляет не менее 10% от суммарного выброса производственного объекта. Это позволяет исключить из расчетов вещества, обладающие минимальным вкладом в общий выброс.
Настоящий раздел содержит перечень НДТ, применяемых в технологических процессах переработки природного и попутного нефтяного газа. Выбор НДТ осуществлялся в соответствии с критериями определения технологии (технологического процесса, метода, способа, подхода и др.) в качестве наилучшей доступной технологии, изложенными в разделе 4 настоящего Справочника.
Согласно п. 1 ст. 28.1 Федерального закона от 10 января 2002 года N 7-ФЗ "Об охране окружающей среды" [1], применение наилучших доступных технологий направлено на комплексное предотвращение и (или) минимизацию негативного воздействия на окружающую среду. С учетом этого принципа были выявлены НДТ для процессов переработки природного и попутного нефтяного газа, направленные на снижение негативного воздействия на окружающую среду, и установлены для них технологические показатели.
5.1 Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа
Система экологического менеджмента является частью системы менеджмента организации, которая направлена на предотвращения загрязнений, связанных с производственно-хозяйственной деятельностью, защиту окружающей среды и постоянное улучшение общей экологической результативности предприятия.
Настоящая НДТ включает, в зависимости от конкретных условий, следующие подходы и мероприятия:
- определение экологических приоритетов предприятия;
- разработку планов действий на основе: ответственности и компетентности персонала, системности действий; обучения, информированности и участия персонала в реализации мероприятий, связанных с внедрением принципов экологического менеджмента;
- анализ достигнутых результатов на основе производственного экологического контроля, внутреннего и (или) независимого внешнего аудита и проведение корректирующих мероприятий с ведением соответствующего учета.
В состав дополнительных мероприятий, которые являются желательным, но необязательным условием соответствия НДТ 1, входят:
- внедрение и соблюдение требований добровольных стандартов и систем, признанных на международном уровне ISO 14001, ISO 18001, EMAS;
- регулярная подготовка и размещение в открытом доступе (возможно, при внешней проверке) экологической декларации с описанием всех существенных экологических аспектов деятельности предприятия, что позволяет сопоставлять решение экологических задач и достижение экологических целей, как с предшествующими годами, так и достижениями других предприятий отрасли.
Воздействие предприятий, осуществляющих переработку природного и попутного нефтяного газа, на окружающую среду в том числе обусловлено и высокой энергоемкостью технологических процессов, следовательно, система энергетического менеджмента может стать инструментом повышения энергоэффективности и сокращения негативного воздействия на окружающую среду.
Настоящая НДТ включает, в зависимости от конкретных условий, следующие подходы и мероприятия:
- формирование и анализ выполнения целевых показателей энергоэффективности (удельный расход электроэнергии, топлива, тепловые потери и др);
- формование и реализацию Программы повышения энергоэффективности;
- проведение сертификационных (ресертификационных) аудитов энергоменеджмента предприятия в соответствии с ISO 50001. Заключение договоров с сертификационным органом;
- поиск и внедрение новых технологий энергосбережения;
- разработку проектов технического учета энергии;
- формирование энергетических целей и задач;
- проведение бенчмаркинга удельных расходов энергетических ресурсов и внедрение лучших практик;
- проведение рейтинговой оценки предприятия;
- проведение перекрестных внутренних аудитов системы энергоменеджмента;
- организацию и проведение обучающих семинаров для сотрудников основных процессных управлений по требованиям системы энергетического менеджмента;
- информационное сопровождение функционирования системы энергоменеджмента (подготовка плакатов, брошюр по энергоэффективности и др.);
- реализацию ИТ-проектов, информационно-аналитических систем по направлению энергоменеджмента;
- разработку, утверждение и актуализацию нормативно-методологической документации в части энергоменеджмента.
Эффективная система менеджмента измерений обеспечивает пригодность измерительного оборудования и процессов измерений для их предполагаемого использования и имеет большое значение для достижения целей в области качества продукции и благодаря снижению вероятности появления недостоверных результатов измерений. Цель системы менеджмента измерений состоит в управлении измерительным оборудованием и процессами измерений, позволяющем контролировать достоверность результатов измерений характеристик, влияющих на качество продукции. Система менеджмента измерений предусматривает проверку измерительного оборудования и применение статистических методов управления процессом измерений.
Настоящая НДТ включает, в зависимости от конкретных условий, следующие подходы и мероприятия:
- обеспечение единства и требуемой точности измерений, повышение эффективности метрологического обеспечения производства;
- внедрение в практику современных методов и средств измерений, направленное на повышение уровня эффективности производства, технического уровня и качества продукции;
- организацию и проведение поверки/калибровки и ремонта средств измерений, находящихся в эксплуатации;
- проведение метрологической экспертизы технических заданий, проектной, конструкторской и технологической документации, проектов стандартов и других нормативных документов;
- проведение работ по метрологическому обеспечению производства;
- участие в аттестации испытательных подразделений, в подготовке к аттестации производств и систем качества;
- осуществление метрологического надзора за состоянием и применением средств измерений, аттестованными методиками выполнения измерений, эталонами, применяемыми для поверки средств измерений, за соблюдением метрологических норм и правил, нормативных документов по обеспечению единства измерений на предприятии;
- формирование и ведение информационных ресурсов в области обеспечения единства измерений;
- установление целей, задач и методов организации метрологической деятельности;
- организацию обучения и повышения квалификации специалистов метрологических служб.
НДТ 4. Регламентная работа в штатной ситуации и наличие плана действий в нештатной или аварийной ситуации
Настоящая НДТ предусматривает, в зависимости от конкретных условий, следующие подходы и мероприятия:
- установление договорных отношений между двумя или более юридическими и (или) физическими лицами, эксплуатирующими отдельные производственные объекты, находящиеся на территории одной технологической (промышленной) площадки, с целью развития сотрудничества по вопросам охраны окружающей среды и безопасности, организации труда и здоровья персонала;
- разработку, утверждение и актуализацию планов действий при возникновении нештатной или аварийной ситуации как на уровне предприятия, так и на всех производственных объектах или промышленных площадках предприятия;
- проведение практических учений, тренировок по локализации и ликвидации нештатной или аварийной ситуации;
- анализ нештатной или аварийной ситуации, произошедших на предприятии, а также на других подобных предприятиях с целью извлечения уроков и выработки мер по предупреждению ЧС.
НДТ включает наличие у предприятия программы повышения квалификации персонала (стажировок, переподготовки, аттестаций и т.п.), задействованного в основных и вспомогательных технологических процессах по переработке природного и попутного нефтяного газа.
5.2 Общеотраслевые наилучшие доступные технологии, применимые при переработке природного и попутного нефтяного газа
Приведенные ниже общеотраслевые наилучшие доступные технологии могут быть использованы при эксплуатации основных и вспомогательных установок по переработке природного и попутного нефтяного газа в том случае, когда их применение технологически и экономически обосновано и будет способствовать снижению негативного воздействия на окружающую среду.
НДТ 6. Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации
НДТ является технология извлечения углеводородов C3+ низкотемпературной сепарацией (НТС) при температурах от -10 до -40 °C и разделения образовавшихся равновесных газовой и жидкой фаз. Жидкая фаза состоит преимущественно из углеводородов C3+, а газовая - из метана и этана.
Эффективность работы установок НТС зависит от состава исходного газа, температуры и давления в низкотемпературном сепараторе. Чем ниже температура процесса и чем больше содержание в исходном газе тяжелых углеводородов, тем больше степень извлечения последних.
Продукцией являются газ горючий природный, газы углеводородные сжиженные (пропан, бутан), газ стабилизации.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НДТ 7. Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации
НДТ является технология извлечения углеводородов C3+ низкотемпературной конденсацией (НТК) углеводородного сырья (сырьевого природного газа) при температурах до -120 °C (температура на выходе из турбодетандера) и разделения образовавшихся равновесных газовой и жидкой фаз.
Продукцией являются: сухой газ, ШФЛУ и стабильный конденсат.
Использование внешних холодильных циклов позволило достичь степени извлечения этана до 87%, пропана - до 99%, бутана и высших - до 100%.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при извлечении углеводородов методом НТК или низкотемпературной конденсации и ректификации, и холодильного отделения, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НТД является технология абсорбционного отбензинивания газов технология отбензинивания углеводородных компонентов на основе НТА, которая осуществляется при температуре в абсорбере на уровне от минус 20 °C до минус 60 °C (минимально до минус 100 °C).
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при абсорбционном отбензинивании газов на установки низкотемпературной абсорбции (НТА) тяжелых углеводородных компонентов; установки деэтанизации; криогенной установки глубокой переработки сухого отбензиненного газа, приведенных в приложении А.
Продукцией являются сухой газ, ШФЛУ и стабильный конденсат.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НТД является технология адсорбционного отбензинивания газов. Существует необходимость отбензинивания больших потоков газа с малым содержанием извлекаемых углеводородов (1 - 20 г/м3). Для отбензинивания таких газов применяется адсорбционный процесс, к настоящему времени модифицированный в КЦА, при осуществлении которой одновременно с углеводородами извлекается и вода.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при адсорбционном отбензинивании газов на установках НТА, КЦА, установках деэтанизации, криогенной установке глубокой переработки сухого отбензиненного газа, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НДТ является технология абсорбционной очистки и осушки природного газа с возможностью применения: установки абсорбционной очистки и осушки природного газа.
Технология очистки и осушки природного газа предназначена для обработки газа, поступающего с промыслов, с целью удаления механических примесей, жидких углеводородов, сероводорода и диоксида углерода.
Применяя технологию абсорбционной очистки и осушки природного газа, можно достичь показателей выбросов ЗВ в атмосферный воздух, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа и конденсата.
НДТ является технология адсорбционной очистки и осушки природного газа с возможностью применения: установки адсорбционной очистки и осушки природного газа.
Технология очистки и осушки природного газа предназначена для обработки газа, поступающего с промыслов, с целью удаления механических примесей, жидких углеводородов, сероводорода и диоксида углерода.
Применяя технологию адсорбционной очистки и осушки природного газа, можно достичь показателей выбросов ЗВ в атмосферный воздух, приведенных в приложении А.
НДТ являются технологии стабилизации газового конденсата с возможностью применения: установки стабилизации конденсата комбинированным способом (сепарация и ректификация), многоступенчатой дегазации и стабилизации в ректификационных колоннах.
Применяя технологию стабилизации газового конденсата, можно достичь показателей выбросов ЗВ в атмосферный воздух на установках стабилизации газового конденсата комбинированным способом (сепарация и ректификация), многоступенчатой дегазации, стабилизации в ректификационных колоннах, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа и попутного нефтяного газа и конденсата.
НДТ 13. Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты
НДТ является технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты с возможностью применения установки промывки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух на установках промывки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НДТ является технология переработки ШФЛУ и очистки ШФЛУ от сернистых соединений.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при переработке ШФЛУ и очистки ШФЛУ от сернистых соединений, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НДТ является технология разделения ШФЛУ методом ректификации на ГФУ с использованием пара в качестве обогревающего агента по полной схеме переработки (получение в качестве продукции индивидуальных компонентов - пропан, бутан, изобутан, пентан, изопентан, C6+ или их смеси), или по сокращенной схеме переработки (получение в качестве продукции - пропан, бутановая фракция, пентановая фракция или фракция C5+).
При ректификационном разделении ШФЛУ на ГФУ с использованием пара в качестве обогревающего агента можно достичь показателей потребления энергетических ресурсов, показателей норм расхода МТР и выбросов ЗВ в атмосферный воздух, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного и попутного нефтяного газа.
НДТ 16. Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации
НДТ является технология извлечения углеводородов C3+ низкотемпературной конденсацией (НТК) углеводородного сырья (сырьевого природного газа) при температурах до -120 °C (температура на выходе из турбодетандера) и разделения образовавшихся равновесных газовой и жидкой фаз.
Продукцией являются: газ горючий природный (сухой отбензиненный газ), газы углеводородные сжиженные (пропан, бутан), ШФЛУ, бензин газовый стабильный (БГС)).
Использование внешних холодильных циклов позволило достичь степени извлечения этана до 87%, пропана - до 99%, бутана и высших - до 100%.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при извлечении углеводородов методом НТК или низкотемпературной конденсации и ректификации, и холодильного отделения, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного и попутного нефтяного газа.
Низкотемпературная абсорбция основана на различии в растворимости компонентов газа в жидкой фазе при низких температурах и последующем выделении извлеченных компонентов в десорберах, работающих по полной схеме ректификации.
Технологические схемы НТА состоят из блока предварительного отбензинивания исходного газа, представляющего собой блок низкотемпературной конденсации (НТК), блока НТА, где происходит доизвлечение углеводородов из газа, прошедшего блок НТК.
Преимущество НТА перед НТР состоит в том, что разделение углеводородных газов можно осуществлять при умеренных температурах, используя в качестве источника холода, например, пропановые испарители, применение которых в НТР оказывается недостаточным, но четкость разделения компонентов газа в этом процессе ниже, чем в НТР.
Принципиальное отличие установок НТА от установок масляной абсорбции состоит в аппаратурном оформлении процесса: до абсорбера необходим сепаратор, в котором конденсируется и отделяется большее количество сжиженных углеводородов.
Это позволяет снизить нагрузку абсорбера и углубить извлечение остающихся в газе углеводородов C2...C5 в самом абсорбере.
Характерный режим работы таких установок НТА следующий: температура в абсорбере составляет -20...-60 °C, давление 4...6 МПа в абсорбере; 2...3,5 МПа в адсорбционно-отпарной колонне; 1...2 МПа в десорбере.
Степень извлечения компонентов: C2 - 20...50%, C3 - 80...99%, C4+ - 100%.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при извлечении углеводородов, приведенных в приложении А.
Технологии имеют более двух примеров успешного внедрения на предприятиях переработки попутного нефтяного газа.
НДТ 18. Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом
НДТ является технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом с возможностью применения на участках осушки, где проходит через емкости с гранулированным адсорбентом, впитывающим остатки влаги.
После участка осушки газ поступает на участок контроля точки росы (низкотемпературная дросселяция за счет сжатия и расширения на параллельно работающих компрессорах-детандерах для выделения ШФЛУ), где проходит дросселяцию с понижением давления с 6,6 МПа до 5,2 МПа с выделением нестабильного газового конденсата. После данного участка сухой отбензиненный газ поступает на узел учета и подается в магистральный газопровод.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при извлечении углеводородов, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НДТ является технология компримирования ПНГ на отдельно стоящих компрессорных станциях с возможностью применения компрессоров с электрическим и газотурбинными приводами.
Данная технология включает в себя компрессорный агрегат, сепараторы, а также опционально блоки осушки и АВО газа.
При компримировании ПНГ, можно достичь показателей потребления энергетических ресурсов и показателей выбросов ЗВ в атмосферный воздух, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки попутного нефтяного газа.
НДТ является технология получения СУГ с возможностью применения: установки низкотемпературного разделения газа, установки получения пропана и пропан-бутана.
Применяя эту технологию, можно достичь показателей выбросов ЗВ в атмосферный воздух при получении СУГ, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НДТ является технология выделения гелия из природного газа с возможностью применения: установки получения гелия, этана и ШФЛУ, установки получения гелиевого концентрата и выделения этановой фракции и ШФЛУ, установки ожижения гелия.
Применяя технологию производства гелия из природного газа, можно достичь показателей выбросов ЗВ в атмосферный воздух, приведенных в приложении А.
Технология имеет более двух примеров успешного внедрения на предприятиях переработки природного газа.
НДТ 22. Получение технического углерода из природного газа и газового конденсата термическим способом
НДТ являются технологии получения технического углерода из природного газа и газового конденсата с возможностью применения установки по производству термического технического углерода.
Применяя технологию получения технического углерода из природного газа и газового конденсата, можно достичь следующих показателей выбросов ЗВ в атмосферный воздух, приведенных в приложении А.
Технология получения термического технического углерода имеет более двух примеров успешного внедрения на предприятиях нефтегазового комплекса.
НДТ является технология получения газовой серы методом Клауса с доочисткой отходящих газов.
Технология основана на окислении сероводорода в серу на установке Клауса с доочисткой отходящих газов, образующихся при получении газовой серы, методом "Сульфрин" или "Сульфрен". Степень извлечения сернистых соединений достигает 99,7 - 99,9%.
Применяя эту технологию, можно достичь удельных показателей выбросов ЗВ в атмосферный воздух (на тонну получаемой серы), приведенных в приложении А.
Технология производства газовой серы, включая доочистку отходящих газов имеет более двух примеров успешного внедрения на предприятиях нефтегазового комплекса.
НДТ является технологии гранулирования и получения комовой серы с возможностью применения: установок грануляции серы и установки получения комовой серы.
Гранулирование может производиться разными способами в зависимости от исходного агрегатного состояния серы. Гранулы из расплава получают, диспергированием с кристаллизацией капель в потоке хладагента, либо на конвейере-охладителе.
Достоинствами гранулированной серы являются удобство и безопасность при хранении и транспортировке (любым видом транспорта), а также низкие потери.
Технология получения комовой серы является технологией получения комовой серы из жидкой серы физико-механическим методом и осуществляется в следующей последовательности:
- разлив жидкой серы на серные карты;
- затвердевание (кристаллизация) серы и хранение серы на картах;
- разработка карт с получением комовой серы;
- погрузка комовой серы в транспортные средства.
Достоинствами комовой серы являются простота технологии приготовления, состоящей из разлива и затвердевания жидкой серы на бетонированной площадке с последующим взламыванием блоков серы высотой до 3 м, укладкой в штабеля и погрузкой на транспорт. Основной недостаток - потери до 3% при операции экскаваторного рыхления блоков серы, сопровождающейся образованием пылевидных фракций. При открытом хранении блоков возможно также загрязнение продукта (увеличение зольности) и увлажнение, что уменьшает сортность серы.
Технология гранулирования и получения комовой серы имеет более двух примеров успешного внедрения на предприятиях нефтегазового комплекса.
Технология предназначена для глубокого отбензинивания газа с отбором до 100% жидких углеводородов (рисунок 73).
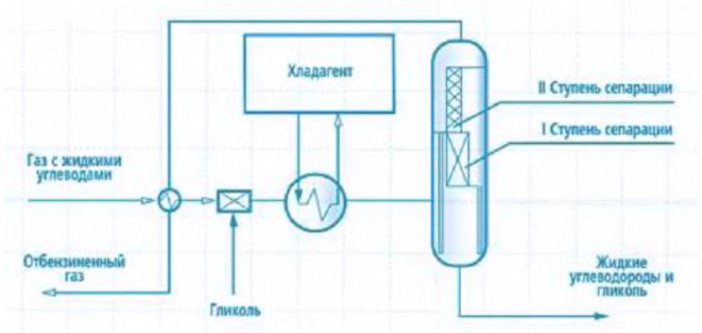
Отбензинивание газа проводится в одном аппарате, осуществляется двухступенчатое выделение жидких углеводородов из газа. Сырье, содержащее до 200 г/м3 жидких углеводородов, поступает на первую ступень сепарации, откуда отбирается насыщенный влагой гликоль или иное вещество, а также основная масса жидких углеводородов. Затем за счет циркуляции части жидких углеводородов между первой и второй ступенью осуществляется их глубокое удаление из газа до 2 - 3 г/м3. На второй ступени применяются более плотная регулярная структура насадки и большее сечение для прохода газа через насадку. Скорость газа за счет этого снижается, что исключает вероятность уноса жидкости. Коалесцированная жидкость с каждой ступени раздельно поступает в кубовую часть сепаратора, откуда вместе с гликолем выводится на разделение. В процессе используются различные хладагенты с температурой охлаждения от минус 10 °C до минус 40 °C. Может применяться турбодетандер или дроссель для достижения более низкой температуры охлаждения газа.
Применение гликолей в низкотемпературных процессах имеет риски технологических осложнений, связанных с застыванием раствора гликоля в случае заметного отклонения концентрации от точки эвтектики: как завышение, так и занижение оптимальной концентрации ведет к резкому повышению температуры застывания. Необходимо обеспечение строгого контроля за технологическими параметрами процесса.
При использовании этой технологии достигается выделение жидких углеводородов и гликоля до 100% от равновесия. Установка способна работать в самых сложных условиях не менее 4 лет без потери мощности. Эффективность выделения жидких углеводородов при этом достигает 99,8 - 99,9%. Диапазон устойчивой работы установки - от 0 до 140% от номинала при перепаде давления не более 700 Па.
Технология имеет опыт коммерческого использования.
Технология обеспечивает глубокое отбензинивание газа в процессе низкотемпературной сепарации (НТС) путем двухступенчатого отбора капельной жидкости, механических частиц и проведения коалесценции аэрозолей в одном аппарате (рисунок 74).
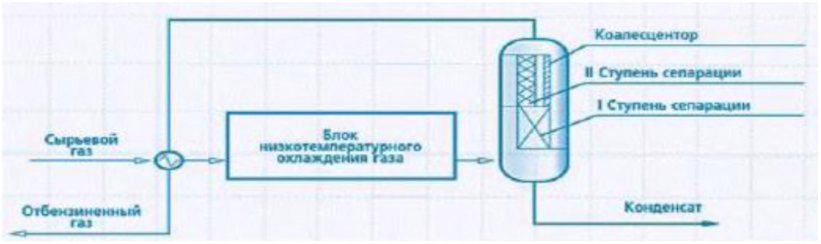
Двухступенчатая сепарация газа в одном аппарате осуществляется при различных способах создания низкотемпературного охлаждения газа, включая использование стороннего источника холода (от минус 10 °C до минус 40 °C), охлаждение газа его дросселированием или с помощью турбодетандера (от минус 25 °C до минус 50 °C). Возможно комбинированное охлаждение. Для сокращения влагосодержания применяются различные гликоли или другие вещества. В сепараторе на всех ступенях, в том числе и для коалесценции, применяются определенные виды перекрестноточной насадки. Используемый при этом принцип перекрестноточного движения газа и осуществление отбора жидкости непосредственно из объема насадки исключает явление "вторичного" уноса жидкости и позволяет отбирать из газа до 99,9% от равновесного содержания в ней жидкой фазы. Кроме этого, удаляется до 98% механических частиц размером до 5 мкм и до 80% аэрозолей до 0,5 мкм. Работа аппарата устойчива даже при залповых выбросах жидкости, в которой номинальное значение примесей превышается в десятки раз.
Технология позволяет достигать выделения жидких углеводородов и гликоля до 99,98% от равновесных величин. Конструкция демистеров и коалесценторов позволяет эксплуатировать аппарат в самых сложных условиях с межремонтным пробегом до 4-х лет без потери мощности. Эффективность сепарации во всем диапазоне работы составляет 99,6 - 99,8%. Перепад давления не превышает 5 мм рт. ст. Диапазон устойчивой работы процесса составляет от 0 до 140% от номинала.
Применение гликолей в низкотемпературных процессах имеет риски технологических осложнений, связанных с застыванием раствора гликоля в случае заметного отклонения концентрации от точки эвтектики: как завышение, так и занижение оптимальной концентрации ведет к резкому повышению температуры застывания. Необходимо обеспечение строгого контроля за технологическими параметрами процесса.
Технология имеет опыт коммерческого использования.
6.3.1 Технология низкотемпературного разделения и абсорбции для повышения отбора СПБТ из природного газа
Технология предназначена для обеспечения отбора СПБТ из природного газа до уровня не ниже 99,5% от потенциала методом низкотемпературного разделения и абсорбции (НТР + НТА) газа за счет использования специализированной насадки. Принципиальная схема приведена на рисунке 75.
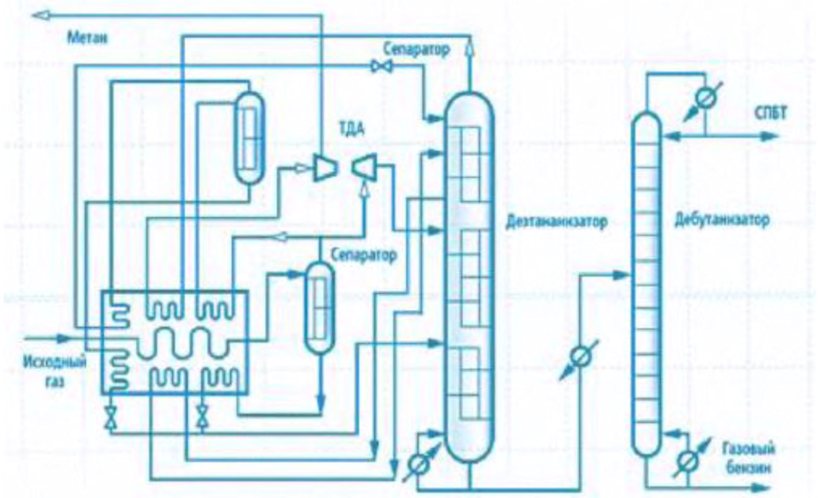
В сепараторах и деэтанизаторе используется специализированная насадка, эффективность которой максимальна, до 100%, что позволяет удалять из газа жидкую фазу и максимально отобрать из газа деэтанизации целевые компоненты. Теплообмен между потоками на установке осуществляется в одном или двух многосекционных теплообменных аппаратах, которые принимают на охлаждение газожидкостную смесь и позволяют отвести конденсат из охлажденного потока газа. Для защиты оборудования предусматривается впрыск минимального количества метанола по многоточечной схеме, что позволяет вырабатывать СПБТ и для коммунальных нужд. Деэтанизатор выполняется секционированным. Верхняя секция предназначена для абсорбции, средняя - для сепарации сырьевого газа после турбодетандера (ТДА), а нижняя - для удаления этана из кубовой жидкости. Выполнение промывки холодной бутановой фракцией в секции абсорбции позволяет принимать на установку газ с высоким содержанием CO2. В колонне, в зависимости от условий исходного газа, может быть до двух рециклов, позволяющих поддерживать температуру расширения газа после ТДА на должном уровне, независимо от климатических условий.
Для объектов с одинаковой мощностью и глубиной отбора СПБТ стоимость установки по предлагаемой технологии на 10% ниже, поскольку масса сепараторов и деметанизатора, выполненных из нержавеющей стали, при применении насадки снижается на 20%.
Технология имеет опыт коммерческого использования.
6.3.2 Технология низкотемпературного разделения и абсорбции природного и/или попутного нефтяного газа для получения этана из природного газа
Технология предназначена для достижения экономически выгодного отбора этана не ниже 99,8% от потенциала методом низкотемпературного разделения и абсорбции (НТР + НТА) природного и/или попутного нефтяного газа. Принципиальная схема приведена на рисунке 76.
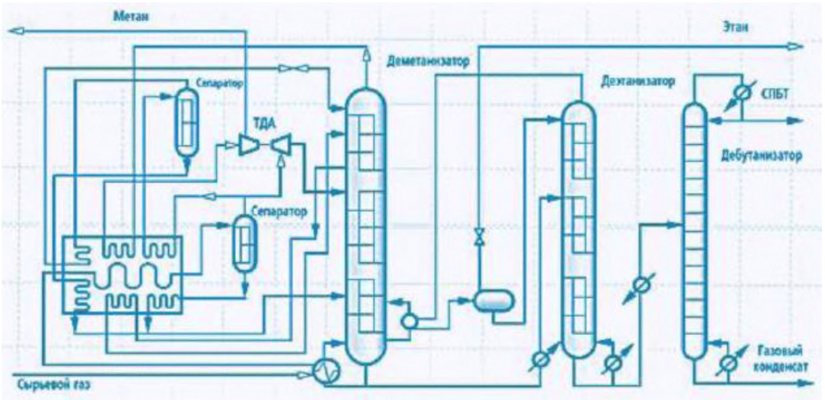
Специализированные насадки позволяют с помощью НТА практически полностью поглотить этан из метановой фракции за счет своей способности работать в условиях, близких к критическим. В технологии применяется теплообмен с раздельным охлаждением жидкой и газовой фазы, и эффективно используется холод нескольких рециклов. Поэтому пропановый холод при выделении этановой фракции не требуется. В дополнение к этому насадка позволяет проводить деметанизацию газа при более низких температурах, чем при применении тарелок, - до минус 115 °C. При этом не происходит забивание колонны твердой CO2 даже при повышенном содержании CO2 в исходном газе. По технологии в верхней части деметанизатора применяется насадка с очень низким перепадом давления и высокой эффективностью сорбции и сепарации. Это позволяет дополнительно снизить температуру расширения газа в ТДА на 2 - 3 °C, по сравнению с известными технологиями.
Стоимость объекта с применением технологии на 30% ниже, чем при реализации известных решений с одинаковой глубиной отбора этана.
Технология имеет опыт коммерческого использования.
6.3.3 Технология низкотемпературного разделения углеводородного газа для повышения степени извлечения ШФЛУ
Технология низкотемпературного разделения углеводородного газа обеспечивает повышение степени извлечения из углеводородного газа фракции C3+выше (ШФЛУ).
Схема установки низкотемпературного разделения углеводородного газа приведена на рисунке 77а.
На рисунке 77б - вариант установки, отличающийся тем, что на трубопроводе выхода газовой фазы деэтанизации из второй фракционирующей колонны после теплообменника газовой фазы деэтанизации дополнительно установлен пропановый холодильник.
На рисунке 77в - вариант установки, отличающийся тем, что патрубок выхода конденсата из первой фракционирующей колонны соединен с патрубком входа конденсата во вторую фракционирующую колонну через теплообменный узел, выполненный в виде теплообменника углеводородного газа, который соединен с трубопроводом подачи углеводородного газа узла охлаждения.
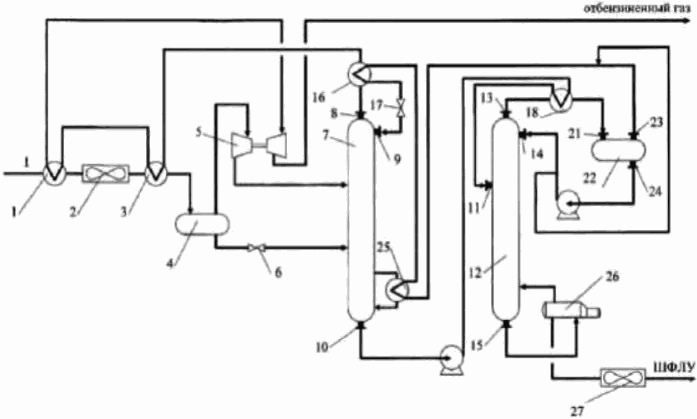
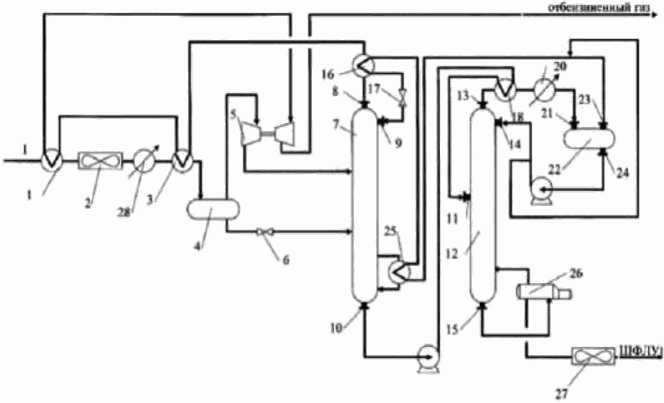
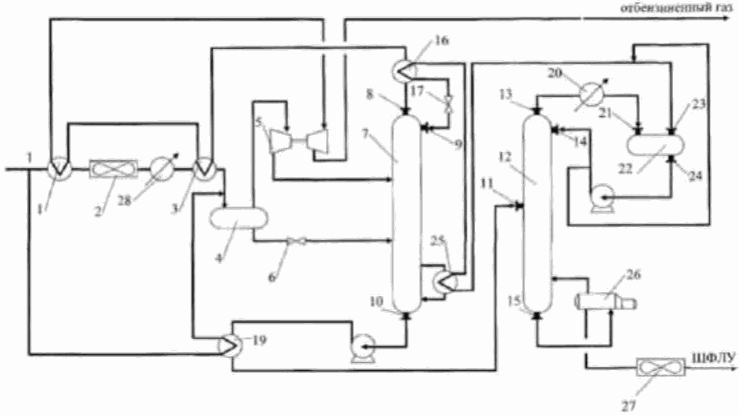
Рисунок 77 - Установка низкотемпературного разделения
углеводородных газов с дополнительным извлечением ШФЛУ
Установка содержит трубопровод I подачи углеводородного газа, который последовательно связывает оборудование узла охлаждения углеводородного газа, включающего теплообменники 1, 2, 3, низкотемпературный сепаратор 4, турбодетандер 5 и дроссель 6. Выход из турбодетандера 5 и дросселя 6 соединен с первой фракционирующей колонной 7, снабженной патрубком 8 выхода отбензиненного газа, и патрубком 9 подачи орошения в верхней части, и патрубком 10 выхода конденсата в нижней части. Патрубок 10 выхода конденсата из первой фракционирующей колонны 7 соединен с патрубком 11 подачи конденсата во вторую фракционирующую колонну 12, снабженную патрубком 13 выхода газовой фазы деэтанизации, и патрубком 14 подачи орошения в верхней части, и патрубком 15 выхода жидкой фазы, обогащенной тяжелыми углеводородами C3+выше, в нижней части.
Патрубок 8 выхода отбензиненного газа последовательно соединен с теплообменником 16 отбензиненного газа, теплообменниками 3, 1 и компрессорной частью турбодетандера 5. Выход из теплообменника 16 отбензиненного газа также соединен с дросселем 17.
Патрубок 10 выхода конденсата из первой фракционирующей колонны 7 может быть соединен с патрубком 11 входа конденсата во вторую фракционирующую колонну 12 через теплообменный узел, который может быть выполнен в виде теплообменника 18 газовой фазы деэтанизации или в виде теплообменника 19 углеводородного газа, который соединен с трубопроводом I подачи углеводородного газа узла охлаждения.
Патрубок 13 выхода газовой фазы деэтанизации из второй фракционирующей колонны 12 может быть соединен с теплообменником 18 газовой фазы деэтанизации. После теплообменника 18 газовой фазы деэтанизации может быть дополнительно установлен пропановый холодильник 20. Патрубок 13 выхода газовой фазы деэтанизации может быть непосредственно соединен с пропановым холодильником 20.
Выход из теплообменника 18 газовой фазы деэтанизации или из пропанового холодильника 20 соединен с патрубком 21 подачи газовой фазы деэтанизации в емкость 22, снабженную патрубком 23 выхода газа деэтанизации и патрубком 24 выхода жидкой фазы. Патрубок 24 выхода жидкой фазы из емкости 22 соединен с патрубком 14 подачи орошения во вторую фракционирующую колонну 12.
Установка дополнительно снабжена теплообменным устройством 25, выполненным, например, в виде термосифона, теплообменное пространство которого по первому теплоносителю соединено с нижней частью первой фракционирующей колонны 7, а по второму теплоносителю - с патрубком 23 выхода газа деэтанизации из емкости 22 и с теплообменником 16 отбензиненного газа.
Патрубок 24 выхода жидкой фазы из емкости 22 может быть соединен с теплообменным устройством 25 или с теплообменником 16 отбензиненного газа.
Патрубок 15 выхода жидкой фазы, обогащенной тяжелыми углеводородами C3+выше, из второй фракционирующей колонны 12 последовательно соединен с рибойлером 26 и аппаратом воздушного охлаждения 27. Узел охлаждения углеводородного газа может быть дополнительно оснащен пропановым холодильником 28, установленным перед теплообменником 3. Установка снабжена насосами, трубопроводами и необходимой запорно-регулирующей арматурой.
Легкий углеводородный газ с температурой 40 °C и давлением 4 МПа поступает в узел охлаждения углеводородного газа. После охлаждения углеводородного газа в теплообменниках 1, 2, 3 до температуры минус 46,5 °C он частично конденсируется и поступает в низкотемпературный сепаратор 4, в котором происходит разделение газовой и жидкой фаз.
При переработке углеводородного сырья среднего или тяжелого состава углеводородный газ после теплообменника 2 подается на дополнительное охлаждение в пропановый холодильник 28, после которого поступает в теплообменник 3.
Газовая фаза из низкотемпературного сепаратора 4 направляется на расширение в детандерную часть турбодетандера 5, после которого с температурой минус 80,8 °C подается в среднюю часть первой фракционирующей колонны 7. Жидкая фаза из низкотемпературного сепаратора 4 дросселируется в дросселе 6 и с температурой минус 63,4 °C подается в нижнюю часть первой фракционирующей колонны 7.
В первой фракционирующей колонне 7 при температуре верха колонны минус 85,5 °C, температуре низа колонны минус 54,6 °C и давлении 1,45 МПа получают верхний продукт - отбензиненный газ и нижний продукт - конденсат.
Отбензиненный газ подогревается в теплообменнике 16 отбензиненного газа, затем последовательно проходит теплообменники 3, 1 и поступает в компрессорную часть турбодетандера 5, где его давление повышается, после чего выводится с установки.
Конденсат подается в теплообменник 18 газовой фазы деэтанизации для нагревания за счет тепла верхнего продукта второй фракционирующей колонны 12.
При переработке углеводородного сырья среднего или тяжелого состава конденсат может нагреваться потоком исходного углеводородного газа в теплообменнике 19 углеводородного газа.
Нагретый конденсат поступает во вторую фракционирующую колонну 12, в которой при температуре верха колонны 1,4 °C, температуре низа колонны 84,6 °C и давлении 2,42 МПа получают в качестве верхнего продукта - газовую фазу деэтанизации и в качестве нижнего продукта - ШФЛУ, которую выводят с установки.
Полученная газовая фаза деэтанизации охлаждается в теплообменнике 18 газовой фазы деэтанизации потоком конденсата с низа первой фракционирующей колонны 7 до температуры минус 22,6 °C, частично конденсируется и подается в емкость 22, в которой разделяется на газ деэтанизации и жидкую фазу.
При переработке углеводородного сырья среднего или тяжелого состава полученная газовая фаза деэтанизации после теплообменника 18 газовой фазы деэтанизации перед подачей в емкость 22 может дополнительно доохлаждаться в пропановом холодильнике 20. Кроме того, полученная газовая фаза деэтанизации может непосредственно подаваться в пропановый холодильник 20, если конденсат из первой фракционирующей колонны 7 нагревается потоком углеводородного газа.
Из емкости 22 жидкая фаза подается на орошение второй фракционирующей колонны 12, а газ деэтанизации поступает в теплообменное устройство 25, установленное в нижней части первой фракционирующей колонны 7.
В теплообменное устройство 25 подается жидкость с нижней части первой фракционирующей колонны 7, которая, пройдя его самотеком, возвращается в куб первой фракционирующей колонны 7, что позволяет повысить эффективность теплообмена газа деэтанизации с этим потоком и за счет этого более глубоко охладить поток газа деэтанизации.
Из теплообменного устройства 25 газ деэтанизации с температурой минус 60 °C поступает в теплообменник 16 отбензиненного газа, где охлаждается потоком отбензиненного газа. Охлажденный поток газа деэтанизации проходит дроссель 17, поскольку давление во второй фракционирующей колонне 12 больше, чем давление в первой фракционирующей колонне 7, и с температурой минус 81,6 °C сконденсированный газ деэтанизации поступает в первую фракционирующую колонну 7 в качестве орошения.
Для увеличения количества подаваемого орошения в первую фракционирующую колонну 7 часть жидкой фазы, подаваемой на орошение второй фракционирующей колонны 12 из емкости 22, в количестве 4500 кг/ч подается на смешение с потоком охлажденного газа деэтанизации, выходящего из теплообменного устройства 25, перед его подачей в теплообменник 16 отбензиненного газа.
При переработке углеводородного сырья среднего или тяжелого состава для увеличения количества подаваемого орошения в первую фракционирующую колонну 7 часть жидкой фазы, подаваемой на орошение второй фракционирующей колонны 12 из емкости 22, может подаваться на смешение с потоком газа деэтанизации перед его подачей в теплообменное устройство 25.
Технология имеет опыт коммерческого использования.
6.3.4 Технология низкотемпературного разделения углеводородного газа для получения гелиевого концентрата, этана и ШФЛУ
Технология предназначена для разделения компонентов газовых смесей путем низкотемпературной конденсации и ректификации с целью получения гелиевого концентрата, этана и ШФЛУ. Схема установки приведена на рисунке 78.
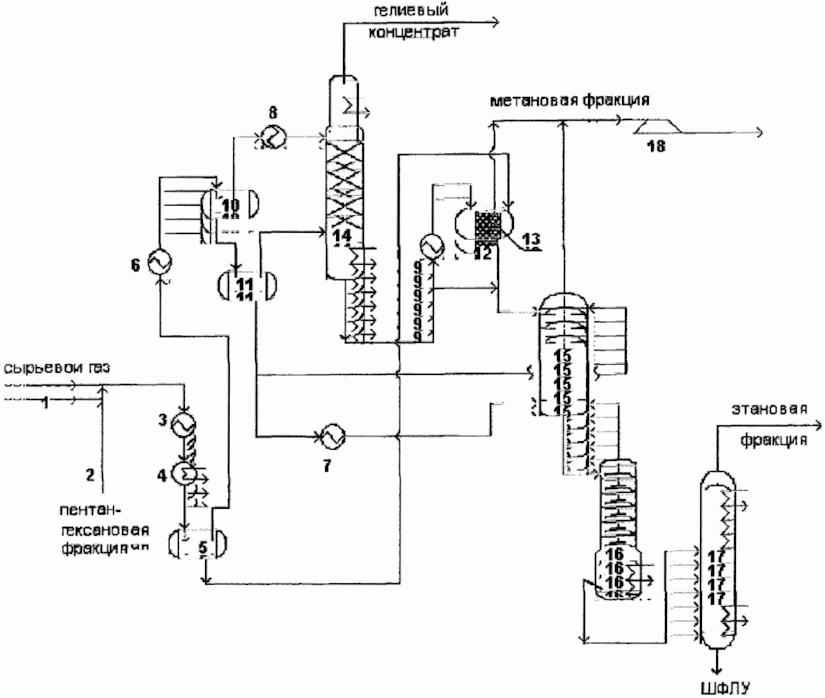
углеводородных газов с дополнительным извлечением этана
Установка включает трубопровод подвода сырьевого газа 1, трубопровод подачи пентан-гексановой фракции в поток сырьевого газа 2, теплообменник 3, пропановый холодильник 4, сепаратор первой ступени 5, теплообменники доохлаждения и конденсации газа 6 - 9, последовательно установленные сепараторы второй ступени 10 - 11, сепаратор третьей ступени 12, в котором установлена массообменная насадка 13, отпарная колонна 14, деметанизатор 15 - 16, состоящий из двух секций - укрепляющей и отгонной, деэтанизатор 17 и турбодетандерный агрегат 18.
На установку поступает сырьевой газ, предварительно осушенный и очищенный от сернистых соединений и углекислоты. На входе в установку в поток сырьевого газа 1 закачивается (впрыскивается) по трубопроводу 2 пентан-гексановая фракция (C5 - C6) в количестве до 4 т/час. Поток газа проходит последовательно теплообменник 3, пропановый холодильник 4, в которых происходят его предварительное охлаждение (до температуры минус 30 °C) и частичная конденсация за счет холода обратного потока метановой фракции и пропана, затем попадает в сепаратор 5 для отделения жидкой фазы, содержащей преимущественно наиболее тяжелые углеводороды C5 и выше. Газовая фаза из сепаратора 5 поступает на дальнейшее доохлаждение и конденсацию в теплообменник 6, а жидкая фаза, утяжеленная пентан-гексановой фракцией, направляется в сепаратор последней ступени 12 в качестве абсорбента, подаваемого на массообменную насадку 13.
Вторая ступень сепарации охлажденного (до температуры минус 60 °C) и частично сконденсированного в теплообменнике 6 газового потока ведется в последовательно работающих сепараторах 10 и 11 с тем, чтобы основной поток обогатился гелием, а жидкость - этаном. Выделившаяся жидкая фаза из сепаратора 11 разделяется на два потока и направляется в деметанизатор 15, при этом основной поток после нагрева в теплообменнике 7 (до температуры минус 32 °C) подается на питание колонны, а другой - на орошение. Паровые фазы из сепараторов направляются в отпарную колонну 14, при этом из сепаратора 10 после полной конденсации и охлаждения в теплообменнике 8 поток переохлажденной жидкости дросселируется в верхнюю часть отпарной колонны 14, а из сепаратора 11 подается в среднюю часть той же колонны в качестве стриппинг-газа. Из отпарной колонны 14 отпаренный газ направляется на дальнейшее обогащение гелием с целью получения гелиевого концентрата в соответствующих гелиевых колоннах (на чертеже не показаны).
Основной поток кубовой жидкости отпарной колонны 14 после рекуперации холода и частичного испарения в теплообменнике 9 поступает на разделение в сепаратор третьей ступени 12. Утяжеленная жидкая фаза, выделившаяся на первой ступени сепарации, подается в этот же сепаратор 12, но путем впрыска на массообменную насадку 13, смонтированную таким образом, чтобы обеспечить эффективный массообмен между восходящим потоком пара и нисходящим потоком жидкости. В результате абсорбции из паровой фазы в жидкую переходит значительное количество углеводородов C2 и выше, что приводит к увеличению объема жидкости, подаваемой в качестве жидкости орошения в укрепляющую секцию деметанизатора 15. Таким образом, отсепарированная жидкость дополнительно обогащается углеводородами C2 и выше, абсорбированными из паровой фазы.
В укрепляющей секции деметанизатора 15 осуществляется ректификация выделившейся жидкости с получением метановой фракции в качестве дистиллята и фракции углеводородов C2 и выше в качестве кубового остатка. Поток пара, поднимаясь вверх по колонне, подвергается воздействию утяжеленной жидкости орошения, стекающей в отгонную секцию деметанизатора 16 для конденсации и абсорбции из паров этана и более тяжелых компонентов.
Паровая фаза деметанизатора 15, объединившись с метановой фракцией сепаратора третьей ступени 12, направляется на расширение в детандер турбодетандерного агрегата 18 с целью получения холода и выводится с установки в качестве товарного газа.
Кубовый продукт из отгонной секции деметанизатора 16 направляется на ректификацию в деэтанизатор 17 с получением в качестве дистиллята этановой фракции, а в качестве кубового остатка - ШФЛУ.
Использование технологии позволяет снизить суммарные потери этана с паром из сепаратора третьей ступени и с верхним продуктом деметанизатора за счет создания в них оптимальных условий для процесса низкотемпературной абсорбции.
Технология имеет опыт коммерческого использования.
Технология предназначена для удаления из нестабильного газоконденсата, поступающего с промысла и установок объектов переработки природного и попутного нефтяного газа легких углеводородов, сероводорода и меркаптанов, до уровня требований, предъявляемых к товарному продукту. Принципиальная схема приведена на рисунке 79.
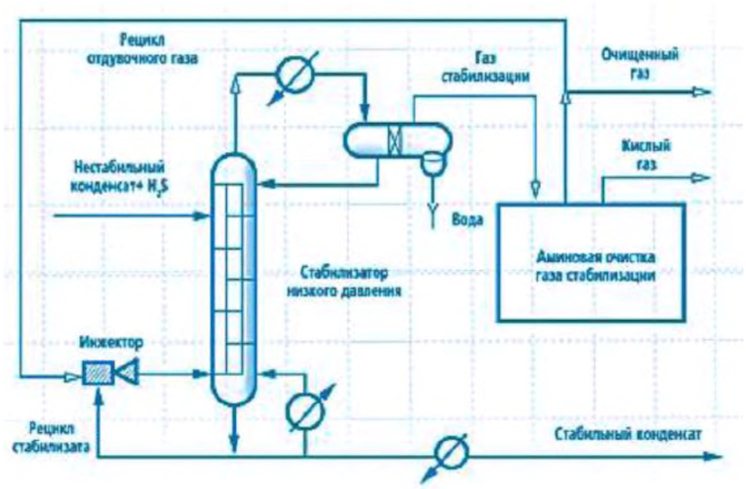
Отличием технологии является одновременное сочетание традиционных способов: отдувка стабилизата рециклом собственного газа с очисткой от сероводорода и подогрев куба колонны за счет подвода тепла в кипятильник. Это позволяет реализовать процесс стабилизации конденсата при более низком давлении и за счет этого сократить энергопотребление. Реализуется этот способ за счет комплекса технологических решений: возврата отдувочного газа в колонну путем инжекции частью горячего потока стабилизата; абсорбционной очистки по технологии рецикла отдувочного газа от сероводорода и меркаптанов при атмосферном давлении до качества, присущего магистральному газу; удаления из рецикла стабилизата растворенного газа до равновесного состояния путем "разгазирования" жидкости на насадке в кубовой части колонны.
При применении этой технологии капитальные затраты на объект мощностью по газоконденсату более 100 тыс. т в год на 20% ниже, чем при применении классических технологий.
Технология имеет опыт коммерческого использования.
Технология предназначена для переработки нестабильного газового конденсата с получением моторного топлива. В качестве сырья используют нестабильный газовый конденсат в смеси с попутной нефтью нефтегазоконденсатных месторождений (НГКМ). Технология включает деэтанизацию, стабилизацию сырья и последующее фракционирование с выделением керосиновой фракции 140 - 240 °C в виде бокового погона.
Установка для переработки сырья, в качестве которого используют нестабильный газовый конденсат в смеси с попутной нефтью НГКМ, содержит функциональные блоки стабилизации и фракционирования. Блок стабилизации содержит колонну-деэтанизатор и колонну-стабилизатор, при этом колонна-деэтанизатор посредством системы трубопроводов соединена с сепаратором, теплообменником и печью, а колонна-стабилизатор посредством системы трубопроводов в верхней части соединена с воздушным холодильником, связанным с рефлюксной емкостью, а в нижней части с печью и воздушным холодильником. Указанные колонны соединены между собой через теплообменник. Блок фракционирования конденсата содержит ректификационную колонну, соединенную со стриппинг-колонной, при этом ректификационная колонна соединена посредством системы трубопроводов с входной сырьевой емкостью через теплообменник и печь. Стриппинг-колонна в нижней части посредством системы трубопроводов соединена с ректификационной колонной через теплообменник, воздушный холодильник, емкость и насос. Ректификационная колонна в верхней части соединена с воздушным холодильником и емкостью.
Качество получаемой керосиновой фракции 140 - 240 °C соответствует требованиям ГОСТ 10227-86 [102] и Технического регламента "О требованиях к автомобильному и авиационному бензину, дизельному и судовому топливу, топливу для реактивных двигателей и топочному мазуту" [103], предъявляемым к полученной продукции - топливу для реактивных двигателей ТС-1.
На рисунке 80 приведена технологическая схема установки переработки нестабильного газового конденсата.
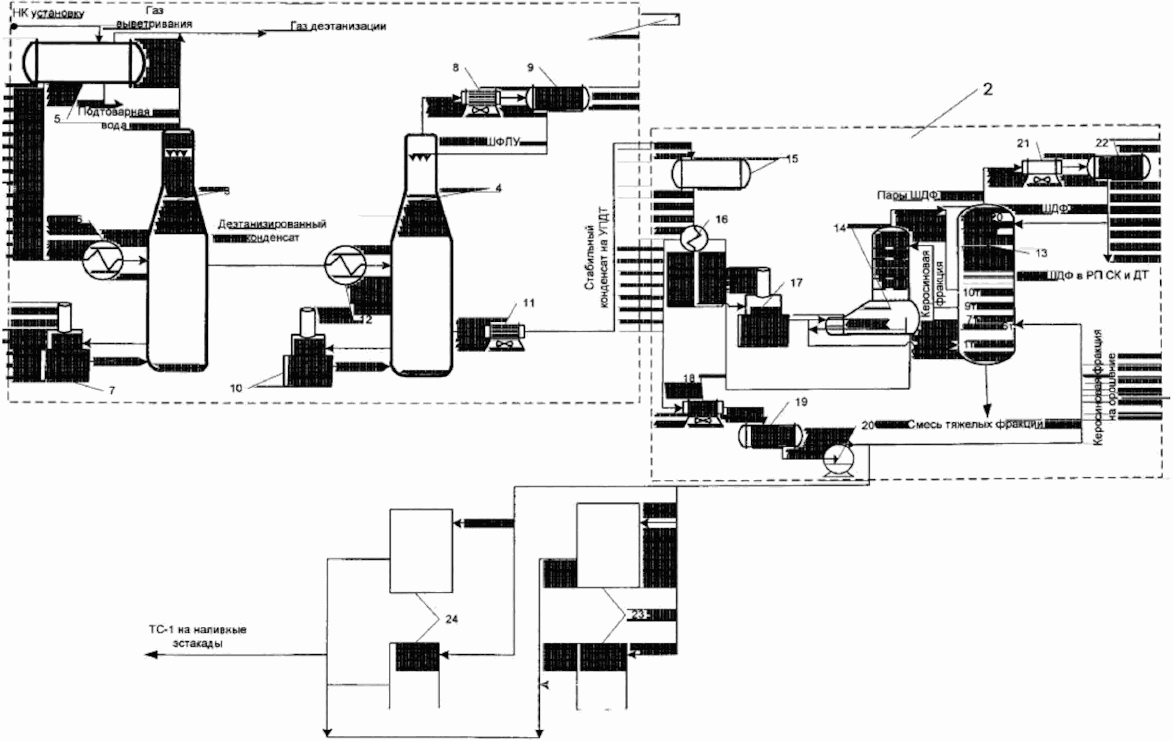
нестабильного газового конденсата
1 - блок стабилизации конденсата (БСК), 2 - блок
фракционирования конденсата, 3 - колонна-деэтанизатор,
4 - колонна-стабилизатор, 5 - сепаратор, 6 - теплообменник,
7 - печь, 8 - воздушный холодильник, 9 - рефлюксная емкость,
10 - печь, 11 - воздушный холодильник, 12 - теплообменник,
13 - ректификационная колонна, 14 - стриппинг-колонна,
15 - входная сырьевая емкость, 16 - теплообменник,
17 - печь, 18 - воздушный холодильник, 19 - емкость,
20 - насос, 21 - воздушный холодильник, 22 - емкость,
23 - 24 - резервуары хранения
Установка для переработки сырья, в качестве которого используют нестабильный газовый конденсат в смеси с попутной нефтью НГКМ, содержит блок стабилизации конденсата (БСК) 1, состоящий из двух параллельно работающих технологических ниток, и блок фракционирования конденсата 2 - установку получения дизельного топлива (УПДТ).
Сырье - нестабильный газовый конденсат в смеси с попутной нефтью НГКМ - по системе трубопроводов подают на сепаратор 5 блока стабилизации конденсата 1 для отстоя от подтоварной воды и механических примесей, а также отделения газа выветривания (сепарации), после чего направляется для деэтанизации и стабилизации в колонны блока стабилизации конденсата 1 методом ректификации.
Стабильный конденсат после колонны-стабилизации 4 проходит через воздушный холодильник 11, где охлаждается до температуры не более 40 °C и поступает на блок фракционирования 2 - УПДТ для производства керосиновой фракции 140 - 240 °C. Технология обеспечивает ресурсосбережение.
Технология имеет опыт коммерческого использования.
Мембранное разделение основано на различной скорости проницания молекул разделяемых газов сквозь мембрану под действием движущей силы: разницы парциальных давлений или концентраций компонентов разделяемой смеси по обе стороны мембраны.
Принципиальная схема мембранного разделения приведена на рисунке 81.
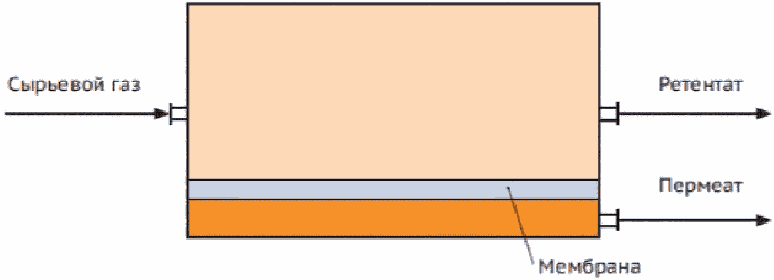
Сырьевой газ под давлением подается в мембранный модуль, где происходит разделение на два потока: пермеат - проникший через мембрану поток с низким давлением и ретентат - не проникший поток с давлением, близким к давлению сырьевого газа.
Различают простые процессы мембранного газоразделения и процессы испарения через мембрану. Процессы простого газоразделения используются, обычно, для выделения из природного газа и "тощего" попутного нефтяного газа ряда неорганических компонентов (воды, гелия, водорода и т.д.), а процессы испарения через мембрану - для выделения из "жирного" попутного нефтяного газа тяжелых компонентов (пропана, бутанов и т.д.).
На скорость проницания молекул оказывают влияние и материал мембраны, и тип процесса. Информация о проникновении веществ в процессах простого разделения и испарения через полимерные мембраны приведена на рисунке 82.

природного газа через полимерную мембрану
В промышленности используют мембраны из неорганических веществ, металлов и полимерных материалов, причем последние используются намного чаще других.
Промышленные полимерные мембраны состоят из наноструктурированного селективного слоя (полимерных пленок), закрепленного на подложке, обеспечивающей механическую прочность. Газоразделительная мембрана выполняется, как правило, в виде плоского или полого волокна (в виде тонкой трубки) и с применением дренажей и специальных компаундных композиций собирается в мембранный элемент рулонного и половолоконного типа соответственно (рисунок 83).

(справа) мембранного элемента
Рулонные мембранные элементы более просты в изготовлении, однако у половолоконных элементов значительно выше плотность упаковки мембранного материала, что приводит к их меньшему потребному количеству и, как правило, меньшим размерам газоразделительной установки.
В мембранной установке отсутствуют движущиеся детали, при эксплуатации мембранных разделительных систем нет необходимости в использовании каких-либо реагентов. Энергопотребление установки определяется только затратами на компримирование и инженерное обеспечение помещения, в котором располагается установка.
В настоящее время газоразделительные мембраны широко используются в процессах воздухоразделения, выделения водорода из газов нефтехимических производств, отбензинивания и осушки природного и попутного нефтяного газа, выделения диоксида углерода из природного газа и других целей.
Мембранная установка может состоять из одной - трех последовательно расположенных мембранных ступеней, при этом, в свою очередь, каждая ступень может состоять из одного или нескольких параллельно расположенных мембранных блоков (рисунок 84).
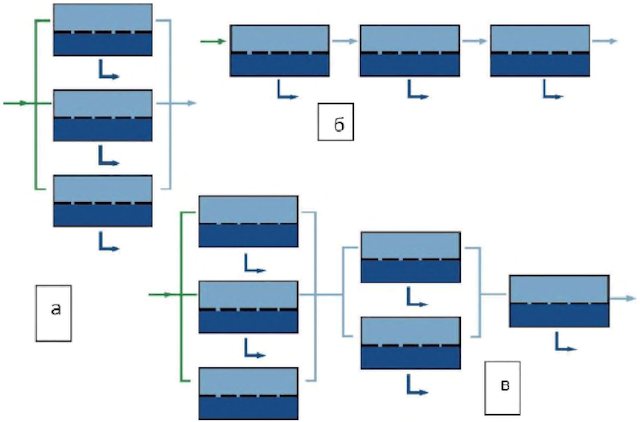
мембранной установки: а) параллельная, б) последовательная,
в) параллельно-последовательная
Одноступенчатые установки (рисунок 84а) наиболее простые, но характеризуются более низким извлечением целевого потока с фиксированными свойствами.
Многоступенчатые установки (рисунок 84б) позволяют достигнуть высокой степени очистки целевого труднопроникающего компонента смеси от примесей, особенно когда требуется достижение высокой его концентрации.
Применение параллельно-последовательной схемы подключения мембранных блоков позволяет достичь высокой степени извлечения и чистоты целевого продукта в широком интервале нагрузок (рисунок 84в). Многоступенчатые схемы наиболее широко применяются в установках с частичным рециклом газа.
Принципиальными преимуществами мембранных установок являются возможность поставки оборудования в блочном исполнении для любой климатической зоны и обеспечение качества подготавливаемого газа в соответствии со всеми требованиями СТО Газпром 089-2010 [37] (за исключением требований по содержанию кислорода) и ГОСТ 5542-2022 [38] (за исключением требований по содержанию кислорода и интенсивности запаха).
Другими, кроме комплексного решения задачи подготовки газа, преимуществами мембранных углеводородных установок по сравнению с альтернативными традиционными технологиями подготовки газа, являются:
- низкие капитальные и эксплуатационные затраты;
- возможность работы на давлении исходного газа в широком диапазоне значений;
- компактность и малый вес;
- простота монтажа и обслуживания;
- большой ресурс работы;
- возможность наращивания производительности установки;
- быстрый запуск и останов;
- простота в эксплуатации;
- высокая степень автоматизации;
- легкость встраивания в другие технологические процессы.
Например, применение мембранной установки позволяет вернуть в поток осушенного и подготовленного газа 70 - 90% объема отработанного газа регенерации адсорбционной установки осушки газа, а 10 - 30% направить на вход сырьевого компрессора [104]. В результате достигается увеличение выхода с установки адсорбционной осушки подготовленного газа и снижается количество газа регенерации, подаваемого на вход сырьевого компрессора, с 25 - 30% до 1 - 5% от общего сырьевого потока.
Двухступенчатые схемы с подготовкой пермеата первой ступени после сжатия с помощью дожимного компрессора на мембранных блоках второй ступени применяются в установках подготовки топливного газа из природного и ПНГ [105], а также в установках осушки ПГ [106, 107].
Подготавливаемый к транспортировке газ (ПГ или ПНГ) поступает в сепаратор 2, где от него отделяется капельная жидкость (рисунок 85). Выходящий из сепаратора 2 газ сжимается (при необходимости) в компрессоре 3, охлаждается в АВО 4 и поступает в отделение тонкой очистки, состоящее из сепаратора 5 и коалесцера 6.
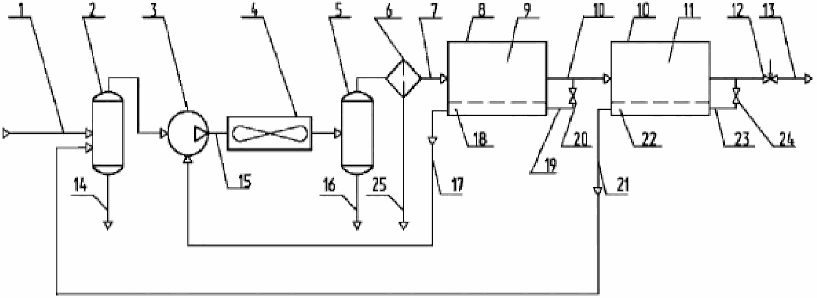
подготовки ПНГ
1 - вход сырьевого газа, 2 - сепаратор сырьевого газа,
3 - компрессор, 4 - АВО, 5 - газосепаратор,
6 - фильтр-коалесцер, 7, 15, 17, 19, 21, 23 - трубопроводы,
8, 10 - мембранные газоразделительные блоки МГБ-1 и МГБ-2,
соответственно, 9, 11 - полость высокого давления мембранных
блоков (ПВД), 12 - регулятор давления, 13 - выход
подготовленного газа, 14, 16, 25 - конденсат, 18,
22 - полость низкого давления мембранных блоков
(ПНД), 20, 24 - дроссель
При высоких ТТР сырьевого газа по углеводородам и воде перед подачей на мембранный блок его дополнительно подогревают. В зависимости от возможностей площадки размещения установки, подогрев осуществляют либо типовым подогревателем газа, либо используют теплообменную аппаратуру. Затем газ поступает в первый блок мембранного разделения 8, состоящего, как правило, из несколько параллельно расположенных модулей на основе половолоконной мембраны, имеющих общие линии ввода сырьевого газа, вывода подготовленного газа и пермеата. В ПВД 9 газовая смесь проходит через межволоконное пространство мембранного газоразделительного модуля. По мере продвижения вдоль волокон легкопроникающие компоненты газовой смеси (вода, сероводород, меркаптаны, диоксид углерода, этан и более тяжелые углеводороды) селективно проникают во внутриволоконное пространство - ПНД 18, в результате чего соотношение легко и труднопроникающих компонентов газовой смеси в ПВД уменьшается. Предусмотрена возможность (в зависимости от необходимости) подачи части газовой смеси с выхода ПВД 9 подачи по трубопроводу 20 через дроссель 19 в ПНД 18; продувка ПНД 18 газовой смесью с выхода ПВД 9 позволяет увеличить движущую силу процесса газоразделения.
Газовую смесь с выхода ПНД 18 подают на вход патрубка топливного газа привода газопоршневого компрессора 3 для использования в качестве топлива.
Основную часть газовой смеси с выхода ПВД 9 подают на вход ПВД 11 МГБ-2 10, где, аналогично МГБ 8, соотношение легко и труднопроникающих компонентов в газовой смеси (ПВД) уменьшается с получением продукта, соответствующего предъявляемым к нему требованиям на выходе из ПВД 11. Часть продукта (в зависимости от необходимости) по трубопроводу 23 через дроссель 24 подают на вход ПНД 22 МГБ 10 для ее продувки, а смесь пермеата из ПНД 22 подают на вход сепаратора 2 по трубопроводу 21, тем самым обеспечивая возврат газа в цикл газоразделения (рециркуляцию). Давление в системе и расход подготовленного газа устанавливают посредством регулятора 12 на трубопроводе 13 отвода готового продукта.
При давлении сырьевого газа, превышающем давление пермеата, для возврата пермеата на всас компрессора сырьевого газа используют дожимной компрессор [108].
Для подготовки небольших расходов низконапорных ПНГ более эффективна схема с заменой компрессора на жидкокольцевой (чаще всего водокольцевой) вакуумный насос на линии пермеата (рисунок 86).
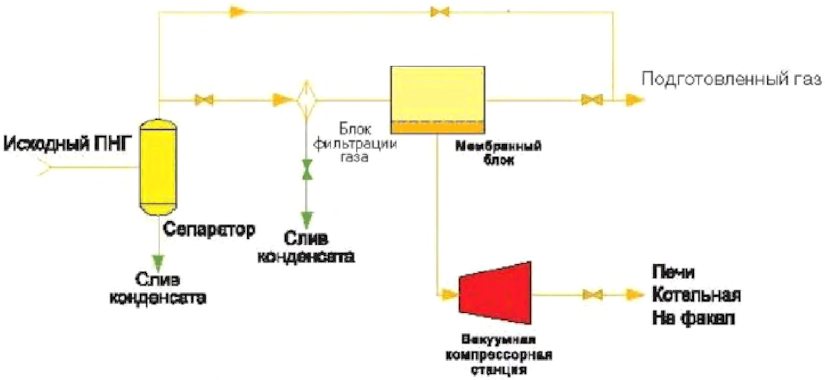
Рисунок 86 - Вакуумная схема мембранной подготовки ПНГ
При высоких ТТР сырьевого газа по углеводородам и воде перед подачей на мембранный блок применяется дополнительный подогрев сырьевого газа перед подачей его в МГБ, который, в зависимости от возможностей площадки размещения установки, реализуется либо с помощью типового подогревателя газа, либо с помощью теплообменника.
Объем подготовленного газа, получаемого с единичного мембранного модуля (или МГБ), возрастает с повышением селективности применяемой мембраны по удаляемым компонентам, с увеличением перепада давлений на мембране (разности между давлением газа в ПВД и ПНД), с увеличением отношения давлений в ПВД и ПНД. Повышение температуры подготовки, как правило, ведет к увеличению удельной производительности по подготовленному газу (при сохранении величин давлений ПВД и ПНД), но одновременно увеличивается и требуемое количество исходного сырьевого газа.
Опыт промышленной эксплуатации мембранных установок на территории РФ показал, что, в зависимости от режима работы, обеспечиваются следующие показатели подготовки газа:
- снижение ТТР газа по воде на 15 - 40 °C относительно начального значения;
- снижение ТТР по углеводородам на 8 - 30 °C относительно начального значения;
- увеличение метанового числа подготовленного газа на 10 - 40 единиц в зависимости от требуемой степени снижения низшей теплотворной способности газа; при этом содержание в нем C4+ снижается в 2,5 - 6 раз, а содержание метана повышается на 8 - 25%;
- снижение содержания сернистых соединений (сероводород, меркаптаны) в 10 - 100 раз;
- снижение содержания CO2 до 15 раз.
Если целевым компонентом является легкопроникающий газ (например, в задаче извлечения и концентрирования гелия из природного газа), то применяют двухступенчатую схему, а дожимной компрессор пермеата используется для создания давления, достаточного для переработки пермеата во второй ступени мембранного разделения. Кроме того, в зависимости от выделяемого компонента/компонентов, выбирают тот или иной тип материала мембраны.
Двухступенчатые схемы с подготовкой пермеата первой ступени после сжатия с помощью дожимного компрессора на мембранных блоках второй ступени применяются в установках подготовки топливного газа из природного и ПНГ [105], а также в установках осушки ПГ [106, 107].
Принципиальным преимуществом мембранных установок является поставка оборудования в блочном исполнении для любой климатической зоны и обеспечение качества подготавливаемого газа в соответствии со всеми требованиями СТО Газпром 089-2010 [37] (за исключением требований по содержанию кислорода) и ГОСТ 5542-2022 [38] (за исключением требований по содержанию кислорода и интенсивности запаха). При этом в рамках данной технологии одновременно решаются задачи осушки газа по воде и снижению в нем содержания тяжелых углеводородов (отбензинивание), сероводорода, меркаптанов (сероочистка), углекислого газа.
Другими, кроме комплексного решения задачи подготовки газа, преимуществами мембранных углеводородных установок по сравнению с альтернативными традиционными технологиями подготовки газа, являются: минимальные эксплуатационные затраты; возможность работы на давлении исходного газа в широком диапазоне значений; компактность и малый вес; простота монтажа и обслуживания; большой ресурс работы; возможность наращивания производительности установки; быстрый запуск и останов; простота в эксплуатации; легкость встраивания в другие технологические процессы.
6.6.2.1 Технологии извлечения гелия из природного газа мембранным методом
Возможность эффективного использования мембранной технологии для целей выделения гелия подтверждена результатами эксплуатации промышленной установки на заводе Sorfert в Алжире. В отличие от криогенной технологии с использованием полимерных мембран, сложно обеспечить полное разделение гелия и метана с получением товарного гелия высокой чистоты (получаемый на мембранной установке концентрат содержит в основном гелий (не более 50% об.), метан и азот). Мембранная технология извлечения гелия из состава гелийсодержащего газа позволяет существенно упростить аппаратурное оформление процесса газоразделения в сравнении с традиционной технологией низкотемпературной конденсации и ректификации.
В связи с высоким содержанием гелия (молярная концентрация более 0,5%) на крупных месторождениях природного газа Восточной Сибири мембранная технология для извлечения гелия становится высокоактуальной.
Анализ возможностей существующего мембранного оборудования показал, что для реализации крупномасштабных проектов извлечения гелия из природного газа месторождений Восточной Сибири наиболее целесообразно применение половолоконных модулей (с учетом того, что давление сырьевого газа выше 10,0 МПа). Оптимальной по энергетическим затратам является двухступенчатая схема с промежуточным сжатием пермеата первой ступени и объединением потоков подготовленного природного газа с обеих ступеней. Оценка, выполненная для одного из месторождений (молярная концентрация гелия в сырьевом газе 0,50 - 0,55%), показала, что при использовании двухступенчатой установки с промежуточным сжатием имеется возможность снижения содержания гелия в товарном газе до нормативных требований (не менее чем в 10 раз по сравнению с исходной) с гарантированным 98,0 - 98,5% выходом товарного природного газа. При этом содержание гелия в гелиевом концентрате составляет 30 - 36%. Также в товарном газе существенно снижаются содержание углекислого газа и точка росы по воде, что является дополнительным положительным результатом.
Типичная схема двухступенчатого выделения гелиевого концентрата приведена на рисунке 87.
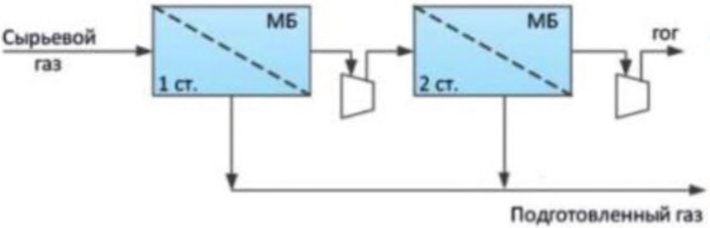
а)
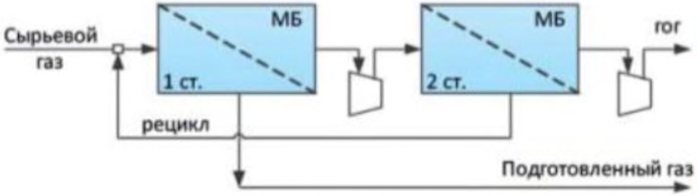
б)
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: п. [167] в Библиографии отсутствует. |
из природного газа без рецикла [167] (а) и с рециркуляцией
подготовленного газа 2-й ступени (б)
В настоящее время в России функционирует только одна крупнотоннажная установка по выделению гелия из природного газа. Она размещена на Чаяндинском месторождении. Мембранные газоразделительные модули, примененные в установке, характеризуются следующими основными параметрами:
- выдерживают входное давление исходного газа до 11,0 МПа и перепад давлений на мембране между исходным и проникшим потоком до 10,0 МПа;
- могут эксплуатироваться в диапазоне температур исходного газа от 5 до 80 °C;
- рекомендованный температурный диапазон разделяемой смеси - от 50 до 60 °C с учетом влияния температуры разделяемой смеси на эффективность разделения.
Полученный в ходе эксплуатации опыт показал, что мембранная двухступенчатая установка, в зависимости от объема перерабатываемого газа, может быть создана в блочно-модульном исполнении. Одновременно с извлечением гелия будет происходить дополнительная осушка подготовленного газа, направляемого в газотранспортную сеть. Установка может состоять из двух основных блоков: газоразделительного мембранного блока (содержащего модули первой и второй ступеней разделения) и межступенчатой компрессорной станции (на базе поршневого компрессора с электрическим приводом). Мембранный блок представляет собой блочное здание, содержащее узлы местного и дистанционного контроля параметров работы установки и инженерные системы жизнеобеспечения в соответствии с требованиями нормативных документов РФ. Межступенчатая компрессорная станция расположена в отдельном блок-модуле (рисунок 88).
из природного газа
Технология обеспечивает снижение энергопотребления и негативного воздействия на ОС.
Технология имеет опыт коммерческого использования.
Мембранные технологии извлечения тяжелых компонентов из попутного нефтяного газа базируются на процессе испарения жидких углеводородов через мембрану.
Испарение через мембрану, также известное как первапорация, - это процесс разделения жидких смесей, при котором компоненты, в основном в парообразной форме, проходят через непористую мембрану (иногда гидрофобную).
Движущейся силой процесс является разность химических потенциалов по обе стороны мембраны. Часто вместо разности химических потенциалов используют разность парциальных давлений.
Существует несколько способов поддерживания движущей силы для обеспечения стационарного разделения, при этом обычно процесс первапорации проводят тремя различными способами: (А) вакуумная первапорация; (Б) термопервапорация; (В) первапорация с газом-носителем (в поток газа носителя).
Селективность процесса определяется не различиями в летучести, как в мембранной дистилляции, а следующим комплексом причин:
- различиями в сорбциях (растворимости) компонентов на входной поверхности мембраны;
- различиями в коэффициентах диффузии через мембрану.
Процесс испарения через мембрану включает в себя следующие элементарные стадии:
- перенос компонента из ядра потока к поверхности селективного слоя мембраны;
- сорбцию компонента смеси материалом селективного слоя мембраны;
- диффузию сорбированного компонента через селективный слой мембраны;
- десорбцию прошедшего компонента с обратной стороны селективного слоя;
- проницание десорбированных компонентов через пористую подложку мембраны;
- перенос проникших через подложку компонентов в ядро потока пермеата.
Важно уточнить, что первая стадия, как правило, не селективна, а селективны стадии со второй по пятую. Лимитирующими стадиями процесса обычно являются третья и четвертая стадии, однако в некоторых случаях, например, при использовании мелкопористых подложек, лимитирующей может быть и пятая стадия.
Для увеличения скорости процесса раствор нагревают до 30 - 60 °C, а в паровой зоне создают разрежение.
Промышленное внедрение процессов мембранного испарения позволит существенно повысить эффективность многих энергоемких и многостадийных технологий, следовательно, понизить себестоимость различных продуктов, регенерировать различные вещества, обеспечить более глубокую очистку и разделение смесей. В частности, удаление тяжелых углеводородов при подготовке попутного нефтяного газов к транспорту позволит существенно снизить точку росы газа по углеводородам с наименьшими затратами. Перспективным является внедрение данного процесса в схемы стабилизации ШФЛУ и газового конденсата
Пиролиз метана проводится при температуре 1400 +/- 50 °C, в результате чего образуются твердые (кокс и сажа) и газообразные (водород) продукты. При этих условиях образующиеся жидкие продукты будут полностью разлагаться.
В промышленности для пиролиза используют либо тощий природный газ, либо метановую фракцию, являющуюся отходом ряда производств.
Блок-схема пиролиза метана представлена на рисунке 89.
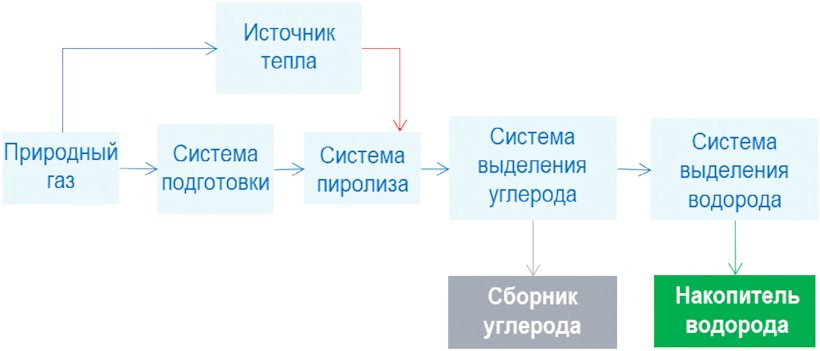
углерода и водорода
Природный газ направляется в систему подготовки для удаления различных примесей. Подготовленный природный газ направляется в систему пиролиза, в которой под воздействием высокой температуры (1100 - 1300 °C) и атмосферного давления протекает реакция пиролиза метана с получением пиролизного газа. Полученный пиролизный газ направляется в систему выделения углерода, которая состоит из последовательно соединенных фильтров. Выделенный углерод направляется в сборник углерода для его дальнейшего использования.
Пиролизный газ после отделения углерода направляется в систему выделения водорода для выделения водорода товарного качества. Процесс выделения водорода на практике проводится с помощью короткоцикловой адсорбции.
В сравнении с традиционными технологиями получения водорода из природного газа, рассматриваемая технология имеет следующие преимущества:
- себестоимость водорода, получаемого пиролизом природного газа, в 4 - 5 раз ниже себестоимости водорода, получаемого электролизом воды, но выше себестоимости водорода, получаемого паровой и парокислородной конверсией природного газа;
- отсутствие выбросов экологически опасных жидких, твердых и газообразных веществ.
Однако последнее преимущество реализуется только в случае использования электрического или плазмохимического нагрева сырья, при условии получения "зеленой" электрической энергии.
Применение технологии позволит снизить негативное воздействия на ОС при получении технического углерода.
Технология компримирования включает устройство для сжатия многокомпонентных газов, в частности ПНГ (рисунок 90).
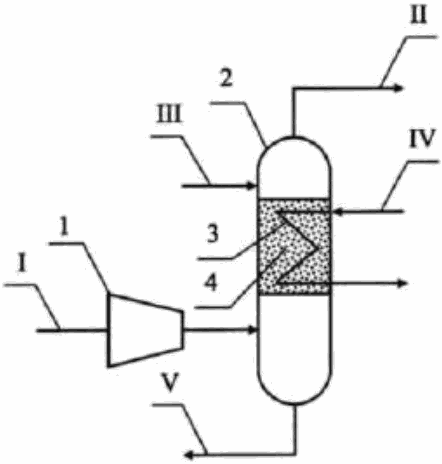
Установка компримирования ПНГ (на схеме условно показана одна ступень компримирования) состоит из компрессора 1 и фракционирующего абсорбера 2, оборудованного блоком тепломассообменных элементов 3, возможно, с насадкой 4, оснащенного линиями подачи ПНГ I и вывода сжатого газа II, подачи стабильной нефти III и вывода нестабильной нефти V, подачи/вывода хладагента IV (условно показана противоточная подача последнего).
При работе установки ПНГ I сжимают в компрессоре 1 и подают во фракционирующий абсорбер 2 ниже блока тепломассообменных элементов 3, выше которого подают стабильную нефть III, которая при противоточном контактировании с горячим сжатым ПНГ (конденсатом) в условиях градиента температур, создаваемого за счет охлаждения хладагентом IV, абсорбирует углеводороды C4+ газа и частично стабилизируется. Полученную нестабильную нефть V выводят с низа фракционирующего абсорбера 2.
Другим вариантом технологии является комплексная система подготовки ПНГ, включая его компримирование, для подачи газа в газлифтную систему и в межпромысловый коллектор - транспортный трубопровод.
Система включает использование турбокомпрессорного агрегата со ступенью низкого и высокого давления, фильтра-сепаратора и входного сепаратора для отделения газа от конденсата, воды и механических примесей, которые устанавливают перед ступенью низкого давления, а за ступенью низкого давления - АВО газа, сепаратора для отделения газа от жидкости с патрубками входа газа, выхода газа и выхода жидкости, промежуточного и концевого АВО газа, который устанавливают за первой и второй ступенями высокого давления, промежуточного и концевого сепараторов для отделения газа от жидкости с патрубками входа газа, выхода газа, выхода конденсата и воды.
Технология предусматривает использование дополнительного АВО газа, который последовательно соединяют с выходом АВО газа, расположенным после промежуточного сепаратора высокой ступени сжатия турбокомпрессорного агрегата, и дополнительного насоса, которым подают смешанный поток конденсата и ингибиторов парафинообразования по трубопроводу в новый узел подачи конденсата и ингибитора гидратообразования между последовательно соединенными АВО газа. На рисунке 91 приведена принципиальная технологическая схема.
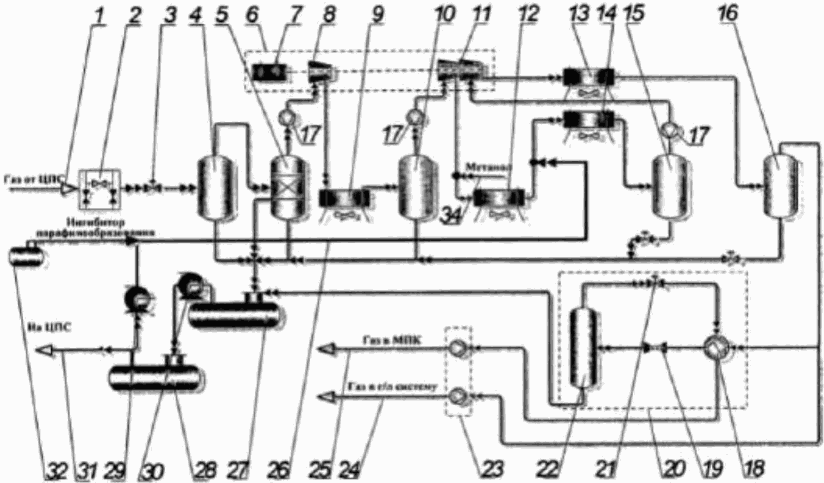
Система включает блок редуцирования газа 2, снижающий давление ПНГ, поступающего по трубопроводу 1, предохранительные клапаны 3 и 21, служащие для предотвращения повышения давления, входной сепаратор 4, фильтр-сепаратор тонкой очистки 5. В состав турбокомпрессорного агрегата (ТКА) 6 входят газотурбинный привод 7 и два корпуса сжатия: корпус низкого давления 8 (КНД) и корпус высокого давления 11 (КВД), обеспечивающие последовательное трехступенчатое компримирование ПНГ. Технологические узлы замера газа 17, контролирующие работу ТКА 15, установлены перед каждой ступенью компримирования. Промежуточные АВО газа 9 и 12, дополнительный АВО газа 14, соединенный последовательно с выходом АВО газа 12, а также конечный АВО газа 13, установленные после каждой ступени компримирования, обеспечивающие охлаждение ПНГ. Промежуточные и конечный сепараторы 10, 15, 16 для очистки газа. Метанолопровод 34, предусмотренный для подачи ингибитора гидратообразования (метанола). Блок низкотемпературной сепарации газа 20 состоит из рекуперативного теплообменника 18, регулятора давления 19, низкотемпературного сепаратора 22, трубопровода 25 для подачи подготовленного газа, трубопровода 24 для подачи газлифтного газа, а также блок замера газа 23. Для сбора жидких углеводородов от сепараторов 4, 5, 10, 15, 16, 22 предусмотрены накопительная емкость 27, полупогружной насос 30, перекачивающий жидкость в дренажную емкость 28, трубопровод 31, насос 29, подающий смесь конденсата (из емкости 28) и ингибитора парафинообразования из отдельно стоящей емкости 32 по трубопроводу 26.
ПНГ от центрального пункта сбора по трубопроводу 1 поступает в блок редуцирования газа 2, где производится снижение давления газа. На выходе из блока предусмотрен предохранительный клапан 3, служащий для предотвращения повышения давления на входе ТКА 6 выше номинального в случае отказа регуляторов давления в блоке редуцирования 2. После блока редуцирования 2 газ направляется во входной сепаратор 4, где производится улавливание капельной жидкости, содержащейся в ПНГ, а также жидкостных пробок. Далее газ поступает на вход сепаратора тонкой очистки (фильтр-сепаратор) 5, где производится окончательная очистка газа от жидкости и механических примесей для входного газа ТКА 6 (по техническим условиям). После сепараторов тонкой очистки 5 газ направляется на вход, по меньшей мере, одного ТКА 6. В состав ТКА 6 входят газотурбинный привод 7 и два корпуса сжатия: КНД 8 и КВД 11. В корпусах сжатия газ последовательно сжимается до 1,16 МПа в первом корпусе КНД 8 и до давления 8,16 МПа - во втором КВД 11. После КНД 8 производится промежуточное охлаждение газа в АВО газа 9. Выделившаяся при охлаждении газа жидкость улавливается в промежуточном сепараторе 10. На выходе из первой секции сжатия КВД в поток газа подается по метанолопроводу 34 ингибитор гидратообразования (метанол) с охлаждением в АВО газа 12, а в поток газа, вышедший из АВО газа 12 с температурой и давлением, определенными техническим регламентом работы компрессорной станции, дополнительным насосом 29 подается смесь конденсата (из емкости 28) и тем же дополнительным насосом 29 подается ингибитор парафинообразования (из отдельно стоящей емкости 32 для его хранения). Далее газ поступает в АВО газа 14, где температура газа снижается до 5 - 6 °C, что на 10 - 15 градусов ниже штатной, это снижение температуры дает возможность извлечь из газа (в сепараторе 15) дополнительное количество жидких углеводородов, что, в свою очередь, повышает общую добычу нефтепромысла и существенно снижает количество жидкости в газлифтном газе, подаваемом по трубопроводу 24. Подача метанола в поток газа предотвращает образование гидратов в нижних секциях АВО газа 12 и 14. Подача смеси конденсата и ингибитора парафинообразования предотвращает отложения парафинов в АВО газа 14, так как компрессорная станция компримирует ПНГ с высоким содержанием парафинов. После второй секции сжатия КВД 11 газ охлаждается в концевых АВО газа 13. Выделившаяся после охлаждения газа жидкость, состоящая из воды и конденсата, улавливается в концевом сепараторе 16.
Для контроля работы ТКА 6 перед каждой ступенью компримирования предусмотрен узел замера газа 17. Замерные устройства располагаются в ангаре ТКА 6. После концевого сепаратора 16 часть скомпримированного газа по трубопроводу 24 отбирается для циклической газлифтной системы промысла, остальная часть поступает в блок НТС 20 для осушки. Замер газлифтного газа предусматривается в блоке 23.
В состав оборудования установки НТС 20 входят рекуперативный теплообменник 18, регулятор давления 19 и низкотемпературный сепаратор 22. Скомпримированный газ после отбора газлифтного газа поступает на вход рекуперативного теплообменника 18, где охлаждается потоком осушенного газа от низкотемпературного сепаратора 22, после чего поступает на регулятор давления 19, где давление газа снижается. Температура при этом снижается, обеспечивая необходимую температуру точки росы газа по воде и углеводородам до нормативных параметров осушенного газа. На выходе низкотемпературного сепаратора 22 предусмотрен предохранительный клапан 21, служащий для предотвращения повышения давления выше рабочего в случае отказа регуляторов давления и рассчитанный на полную производительность сепаратора. После низкотемпературного сепаратора 22 осушенный газ направляется на коммерческий замер в блок замера газа 23.
Конденсат, выделившийся в сепараторах 4, 5, 10, 15, 16, 22, поступает в накопительную емкость 27, из нее полупогружным насосом 30 откачивается в емкость 28, далее по трубопроводу 31 на центральный пункт сбора.
При подготовке газлифтного газа предлагаемым способом достигается температура ниже, чем в газлифтной системе, что изменяет технологический режим подготовки газа и дополнительно увеличивает выход конденсата на сепараторах 15 и 16, а также существенно снижает количество тяжелых углеводородов в паровой фазе газа, подаваемого в газлифтную систему по трубопроводу 24.
6.9 Технология каталитической и хемосорбционной очистки попутного нефтяного газа от серосодержащих соединений
Процесс каталитического окисления сероводорода хелатами металлов переменной валентности был разработан более 30 лет назад и в зарубежной практике успешно используется на установках подготовки газа малого и среднего объема [109].
Процесс относится к регенерируемым методам сероочистки и основан на окислении сероводорода до элементарной серы водными растворами хелатных соединений железа с последующей их регенерацией кислородом воздуха. Образующаяся сера выделяется фильтрацией, как правило, в виде кека (лепешки) с заданной влажностью и пригодна для последующей переработки в товарный продукт по ГОСТ 127.1-93 [86]. Другие области применения серы из процесса: использование в качестве добавки в технологии производства сероасфальтобетона, использование в виде суспензии в качестве удобрения в сельском хозяйстве. Возможно захоронение кека (лепешки) серы в почве, т.к. она не представляет опасности для окружающей среды и является безвредным отходом.
Процесс хелатной очистки газов от сероводорода обладает универсальностью и позволяет перерабатывать газы с содержанием сероводорода вплоть до 100% при давлениях сырьевого газа до 10 МПа, однако наиболее технологически простым и коммерчески обоснованным является применение технологии для очистки газов с содержанием сероводорода от 0,1 до 3,5% мол., при давлениях от 0,1 до 1,0 МПа, с выделением примерно до 12,5 тонн серы в сутки. Минимальное давление газа на обессеривание ограничивается потерей давления газа в процессе его очистки и, как правило, не превышает 0,5 бар.
Принципиальная схема процесса приведена на рисунке 92.
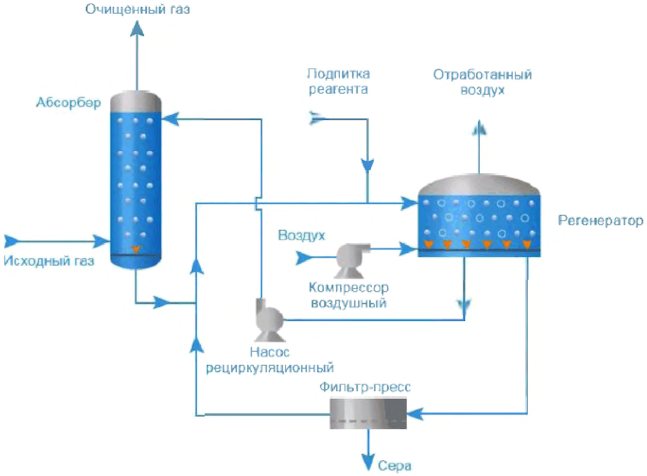
окисления сероводорода хелатными комплексами железа
Установка работает следующим образом. На вход установки подается сырьевой сероводородсодержащий газ с заданными расходом, давлением и температурой, предварительно отсепарированный от капельной жидкости и механических примесей. Проходя через раствор катализатора в абсорбере, газ очищается от сероводорода, после чего подается для дальнейшего использования. В процессе обессеривания исходный газ нагревается и выходит из абсорбера влагонасыщенным.
Абсорбер и регенератор содержат необходимое для функционирования системы количество жидкого катализатора, внутренние массообменные и распределительные устройства, оборудованы системой компенсационного электрообогрева. Абсорбер работает при входном давлении газа, регенератор работает при атмосферном давлении. Предусмотрено поддержание постоянного уровня жидкости в абсорбере, излишки жидкости сливаются через регулирующий клапан в регенератор за счет существующей между ними разности давлений.
Регенерация катализатора выполняется подачей в нижнюю часть регенератора через распределительное устройство воздуха. Для подачи воздуха, в зависимости от параметров сырьевого газа, предусмотрено использование воздушного компрессора с электроприводом или воздуходувки. После прохождения через раствор катализатора воздух, насыщенный парами воды, сбрасывается в атмосферу.
Регенерированный раствор направляется с помощью рециркуляционного насоса в верхнюю часть абсорбера противотоком к движению газа. При снижении уровня катализатора в регенераторе производится подпитка системы раствором из смесительной емкости (на схеме не показана) с помощью насоса.
В нижней части регенератора собирается серный осадок, который с помощью насоса (на схеме не показан) отводится на фильтр-пресс, установленный в отдельном отсеке технологического блок-бокса. Фильтр-пресс отделяет от жидкости серный кек (лепешку) с остаточной влажностью 20 - 30%, который периодически увозится на крытый склад для накопления и временного хранения. Отделенный от серы раствор возвращается в цикл. Для очистки фильтр-пресса предусмотрен подвод к нему сжатого воздуха и технической воды.
Предусмотрены узлы отбора проб газа и жидкости на анализ и узел дозирования реагентов для поддержания технологических параметров процесса (на рисунке не показан).
В качестве хелатообразующих соединений, которые поддерживают железо в растворенном состоянии, наиболее широко используются растворимые соли этилендиаминтетрауксусной кислоты (например, двунатриевая - трилон Б).
Процесс селективен по отношению к H2S в присутствии CO2. В процессе очистки газа может быть удалено до 50 - 80% метилмеркаптана и 30 - 60% сероокиси углерода.
Комплектная поставка установки жидкофазного обессеривания сероводорода состоит из монтажных блоков максимальной заводской готовности блочно-модульного исполнения или наружного размещения и включает узлы сепарации сырьевого и обессеренного газа; абсорбционной сероочистки; регенерации катализатора; отделения серы; насосно-компрессорное и теплообменное оборудование.
Установка хелатной очистки может выступать в качестве основной единицы системы подготовки газа и легко интегрируется в систему комплексной подготовки газа, обеспечивая гарантированное качество по содержанию сероводорода в соответствии с требованиями СТО Газпром 089-2010 [37] (до 7 мг/м3) и ГОСТ 5542-2022 [38] (до 20 мг/м3). Следует также отметить, что процесс очистки от сероводорода хелатными комплексами железа слабо чувствителен к колебаниям расхода обрабатываемого газа и содержанию в нем сероводорода, что обеспечивает существенные преимущества при эксплуатации установок в условиях изменяющихся расходов и составов газа. Дополнительным преимуществом процесса является его устойчивость к кратковременным перерывам электроснабжения, что повышает применимость установок хелатной очистки для объектов, где нет возможности обеспечить бесперебойное электроснабжение.
Применение разработанных гранулированных хемосорбентов позволяет эффективно удалять из газовых потоков сероводород, меркаптановые соединения и снижать влажность очищаемого газа.
Очищаемый газ после фильтра-осушителя поступает через газораспределительное устройство в верхнюю часть адсорбера и проходит через слой хемосорбента, представляющего собой смесь природных гранулированных материалов, основным компонентом которой является диоксид марганца, обеспечивающий адсорбционную реакцию (хемосорбция по поверхности) с сероводородом. Другие компоненты смеси обеспечивают дополнительно улавливание влаги и выделение незначительного количества тепла для поддержания стабильности реакционного процесса.
Для улавливания мелких частиц перед подачей газа потребителю на линии выхода из адсорберов устанавливается фильтр-пылеуловитель. Очищенный газ выводится с низа адсорбера.
При прохождении через слой хемосорбента газового потока сероводород и меркаптановые соединения реагируют с диоксидом марганца, образуя устойчивые соединения четвертого класса опасности, которые могут утилизироваться на полигонах промышленных твердых отходов.
Основные показатели процесса с использованием хемосорбента приведены в таблице 111.
Таблица 111
Показатель | Значение |
Степень насыщения по массе | 0,25 г S/г сорбента |
Интервал рабочих температур (по газу) | 5 - 100 °C |
Минимальное давление газового потока | 1,4 атм |
Линейная скорость | от 0,05 до 0,15 м/с |
Исходная концентрация сероводорода | до 20 г/м3 |
Исходная концентрация меркаптанов | до 70 мг/м3 |
Степень очистки | 88,5 - 99,5% |
Частота замены сорбента | не чаще 1 раза в 6 месяцев |
Класс опасности отходов | Четвертый |
Наличие обслуживающего персонала | не требуется, управление полностью автоматизировано |
Потребляемая мощность: только на КИПиА | не более 1 кВт |
Потребление воды или водяного пара | не требуется |
Наличие перекачивающего оборудования | не требуется |
Расход газа при рабочем режиме эксплуатации, нм3/час | - мин. 350 |
- ном.  | |
- макс. 1450 |
Наиболее распространенной технологией очистки ПНГ от серосодержащих соединений в России является технологии Sulfurex. Рассматриваемая технология характеризуется рядом преимуществ по сравнению с Sulfurex: в технологии не используются водные растворы; продукт очистки - сухой газ; загрузка реактивов производится раз в полгода/год; присутствие персонала для технического обслуживания оборудования не требуется.
Очистка газа от сероводорода и меркаптановых соединений на гранулированном сорбенте оптимальна для газовых потоков с содержанием серы до 50 кг/сут и расходом газа до 100 тыс. м3/сут. При больших объемах газа с таким же количеством серы могут применяться комбинированные технологии, например концентрирование сероводорода на аминовой установке с последующей утилизацией сероводорода на сорбенте.
Технология имеет опыт коммерческого использования.
Установка очистки широкой фракции легких углеводородов (ШФЛУ) от сернистых соединений - это технологический блок, который удаляет из ШФЛУ примеси соединений серы (сероводорода, меркаптанов, сероуглерода и др.). Это необходимо, так как концентрация сернистых соединений в ШФЛУ, получаемых при отбензинивании сернистых газов и стабилизации сернистых газовых конденсатов, как правило, выше допустимого уровня, устанавливаемого соответствующими ГОСТами.
Принципиальная схема процесса приведена на рисунке 93.
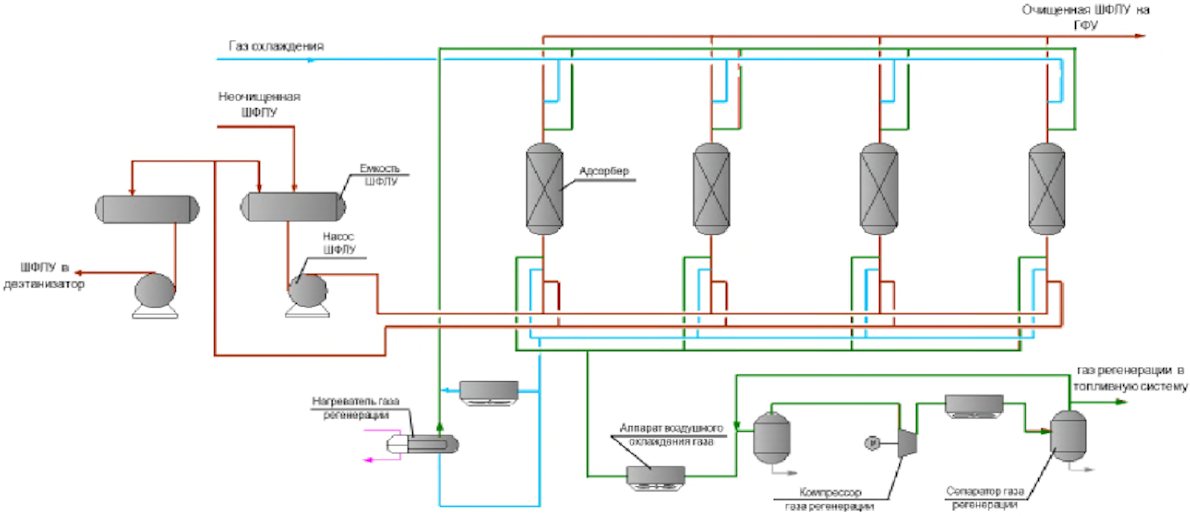
фракции легких углеводородов (ШФЛУ) от сернистых соединений
Фракция C3+ (жидкость ШФЛУ) с температурой 35,81 °C и давлением 1,299 МПа (изб) от холодильников фракции C3+ установок низкотемпературного разделения газа подается в буферную емкость ШФЛУ. Буферная емкость ШФЛУ - горизонтального типа, объемом V-310 м3, служит для накопления буферного объема ШФЛУ для снижения влияния колебаний расхода и состава потока, приходящего с установки низкотемпературного разделения. Имеется возможность возврата некондиционной ШФЛУ из емкости некондиционной ШЛФУ с помощью насоса переработки ШФЛУ с температурой 36 °C и давлением 1,260 МПа (изб) в буферную емкость ШФЛУ с возвращением в цикл переработки.
Поступления потоков жидкой фракции C3+ (ШФЛУ) во внутреннюю полость буферной емкости осуществляются по трубопроводам с опуском каждая, конструкция которых в их верхней части выполнена с противосифонными отверстиями  .
.
.Из буферной емкости ШФЛУ фракция C3+ (ШФЛУ) с температурой 41,82 °C и давлением 1,299 МПа (изб) поступает на общий всас насосов.
Подача ШФЛУ с температурой 41,82 °C и давлением 2,8 Мпа (изб) осуществляется от насосов (1 в работе/1 в резерве) и направляется в нижнюю часть двух адсорберов очистки ШФЛУ из четырех аппаратов.
Очистка ШФЛУ осуществляется по четырех-адсорберной схеме, при которой два адсорбера используются для очистки, третий находится на регенерации, четвертый на охлаждении.
В нижней части каждого адсорбера загружен цеолит NaX, в верхней части цеолит COS. Кроме того, для уменьшения динамического воздействия потока газа и более равномерного его распределения над адсорбентом расположен слой распределительной насадки из инертных керамических шаров диаметром 3 мм и 6 мм послойно высотой 300 - 600 мм.
Режим работы адсорберов включает следующие этапы:
- адсорбция (работают обязательно два аппарата параллельно из 4-х);
- регенерация одного аппарата;
- охлаждение/резерв на переключение после регенерации на процесс адсорбции;
- промывка цеолита адсорберов от остатков газа регенерации (метана).
Смена работы режимов (циклов) адсорберов осуществляется автоматически по условиям программы автоматического управления последовательностью переключений запорно-регулирующей арматуры при проведении процесса адсорбции и регенерации/охлаждения адсорбента.
Адсорбер, по конструкции со стационарным слоем адсорбента, работает по циклической схеме. Поток ШФЛУ проходит адсорберы, где при температуре 38 °C и давлении 1,8 МПа последовательно очищается от влаги и частично от COS на цеолите NaX. После этого, более тонкая очистка от карбонилсульфида осуществляется на цеолите COS. Время нахождения адсорберов в стадии адсорбции определяется принятой циклограммой процесса.
Неочищенная фракция C3+ распределяется на два адсорбера и движется в восходящем направлении (снизу вверх). Меркаптаны, серооксид углерода, а также оставшиеся следы продуктов окисления, содержащиеся во фракции C3+, адсорбируются. Их содержание снижается до уровня, близкого к нулю.
Очищенная фракция C3+ от двух работающих адсорберов, которые находятся в режиме адсорбция согласно программы переключений, подается в колонну депропанизации на установку фракционирования.
При сбое режима адсорбции и получении некондиционной фракции C3+ предусмотрен вывод некондиционного продукта газофракционирующей установки с последующей возможностью его возврата в технологический процесс для переработки.
После завершения стадии адсорбции необходимо удалить остатки жидкой фракции C3+ из аппарата для дальнейшего осуществления регенерации. Вытеснение оставшейся в адсорбере фракции C3+ с температурой 46,83 °C и давлением 1,5 МПа (изб) будет производиться в буферную емкость ШФЛУ с помощью создания перепада давления паров пропановой фракции.
В качестве газа регенерации и охлаждения используется товарный газ низкого давления от ДКС. Холодный товарный газ низкого давления с температурой 33,88 °C и давлением 2,6 МПа (изб.) подается в один из адсорберов, который находится в стадии охлаждения по направлению сверху-вниз, производится теплосъем с нагретого слоя адсорбента. Нагревшись в адсорбере, газ-метан охлаждения направляется на узел подогрева газа регенерации в теплообменник.
Во избежание образования кокса и "спекания" пор адсорбента с последующей потерей адсорбционной активности, процесс регенерации выполняется с постепенным подъемом температуры газа.
Нагрев газа регенерации производится в несколько этапов:
повышение температуры до 100 - 120 °C со скоростью не более 40 - 50 °C в час;
- выдержка при температуре 120 °C в течение 2,5 часов;
- повышение температуры до 290 °C со скоростью 1,6 °C в минуту (не более 100 °C в час);
- выдержка при температуре 290 °C в течение 6 часов (до конца цикла регенерации).
Непосредственно нагрев газа регенерации происходит в подогревателе газа регенерации за счет тепла горячего масла.
Температура газа регенерации равна 295 °C на выходе из подогревателя.
Для выполнения операций повышения температуры предусмотрен промежуточный холодильник газа регенерации, который используется для разбавления, нагретого в подогревателе газа потоком холодного газа.
Поток горячего газа с температурой 295 °C после подогревателя газа регенерации и поток холодного газа с температурой 33,88 °C после промежуточного холодильника газа регенерации объединяются в общий поток с температурой 290 °C и давлением 2,489 Мпа (изб) и направляются в соответствующий адсорбер.
От узла подогрева газ регенерации подается в один из адсорберов по направлению сверху вниз.
Отработанный газ регенерации с температурой 285 °C и давлением 2,449 Мпа (изб) из нижней части адсорбера проходит через фильтр (1 рабочий + 1 резервный). Фильтр предназначен для удаления частиц адсорбционной пыли из газового потока. Пройдя фильтры, подается в холодильник газа регенерации типа АВО, где происходит его охлаждение воздухом и направляется в сепаратор газа регенерации с температурой 36 °C и давлением 2,389 МПа (изб).
Конденсат жидкости отделяется в сепараторе газа регенерации и направляется в емкости некондиционного продукта переработки/возврата ШФЛУ.
После сжатия на компрессоре отработанный газ регенерации с температурой 72,82 °C и давлением 3,399 МПа (изб) проходит через конечный охладитель газа регенерации и направляется с температурой 36,00 °C и давлением 3,329 Мпа (изб) в сепаратор на нагнетании компрессора.
Затем сжатый и охлажденный газ регенерации с температурой 36,00 °C и давлением 3,299 МПа (изб) направляется с расходом 4512 кг/ч в коллектор топливного газа.
После завершения стадии охлаждения необходимо удалить остатки газа регенерации (метана) из аппарата для дальнейшего осуществления адсорбции. Удаление оставшегося метана в адсорбере фракции C3+ производится в два этапа:
- растворение метана в пропане;
- растворение метана в ШФЛУ.
Установка удаления кислого газа в этане - это система, которая обрабатывает газ, содержащий эти загрязнители, перед дальнейшей обработкой или продажей. Цель - получить "очищенный" поток, пригодный для транспортировки, использования в качестве топлива или сырья для химического производства.
Принципиальная схема процесса приведена на рисунке 94.
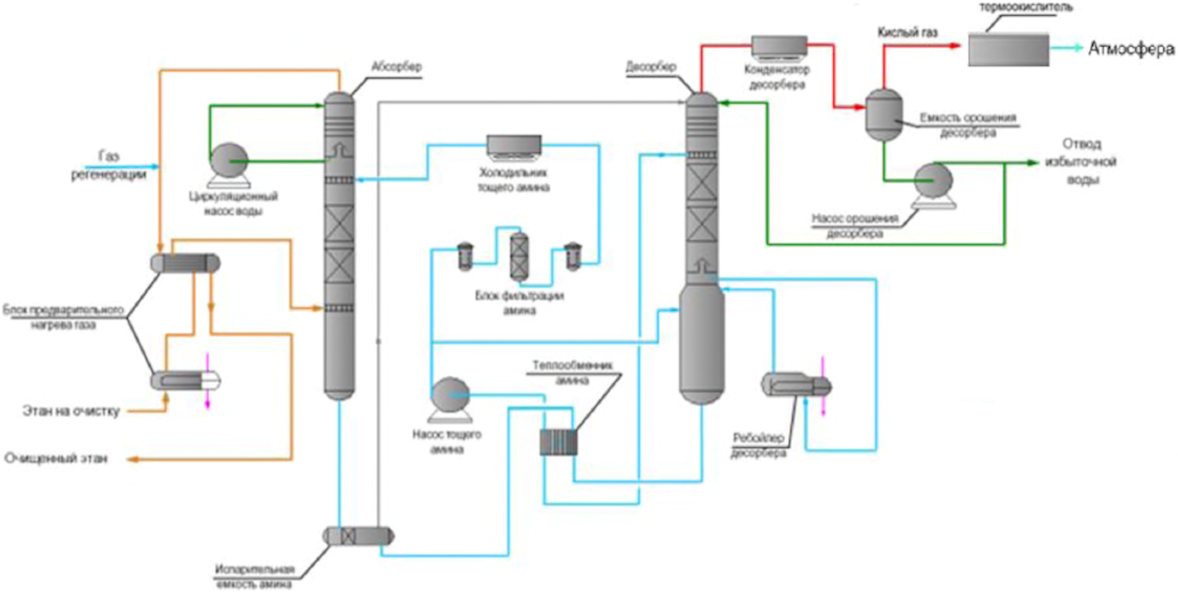
кислого газа в этане
Этановая фракция, выделенная из сырьевого газа, с температурой 9 °C и давлением 2,25 МПа (изб.) от установок низкотемпературного разделения газа поступает на установку удаления кислого газа и направляется на подогрев в предварительный подогреватель этана, представляющем собой кожухотрубчатый теплообменный аппарат с U-образными трубами.
В качестве теплоносителя для подогрева используется горячее масло низкотемпературного уровня с температурой 192 °C, поступающее от системы горячего масла в трубное пространство подогревателя.
После теплообменника горячее масло с температурой 130 °C возвращается на установку.
После теплообменника неочищенная этановая фракция с температурой 15 °C и давлением 2,16 МПа направляется на подогрев в рекуперативный теплообменник этана.
Теплообменник представляет собой кожухотрубчатый теплообменный аппарат с неподвижной трубной решеткой.
В качестве теплоносителя для подогрева неочищенной этановой фракции используется очищенная этановая фракция, поступающая с температурой 44 °C и давлением 2,07 МПа (изб.) с верха промывочной колонны амина, смешанная с потоком отработанного газа регенерации от установки осушки.
Неочищенная этановая фракция подается в межтрубное пространство теплообменника, где нагревается до температуры 39 °C, после чего с давлением 2,1 МПа (изб.) направляется в нижнюю часть промывочной колонны амина.
Колонна представляет собой вертикальный аппарат с двумя массообменными секциями. Верхняя секция водной промывки оборудована 4 клапанными тарелками, нижняя секция аминовой очистки - 2 слоями структурной насадки. С целью увеличения поверхности для контакта газа и абсорбента принято расположение неупорядоченной насадки россыпью в кубе колонны. Колонна предназначена для обеспечения остаточного содержания в этановой фракции не более 100 ppm мольн. CO2.
Основой процесса очистки является абсорбция водным раствором метилдиэтаноламина (МДЭА) кислых компонентов газа с последующей регенерацией раствора. Для улучшения абсорбционной способности МДЭА используют активатор абсорбции углекислого газа - пиперазин. Его присутствие в растворе МДЭА значительно увеличивает скорость абсорбции CO2.
Для снижения уноса МДЭА и промывной воды на выходе очищенного газа из колонны предусматривается сетчатый каплеотбойник.
Параметры работы абсорбционной колонны:
- температура верха колонны - +39,7...+41,7 °C;
- температура куба колонны - +34,0...+68,0 °C;
- перепад давления - не более 15 кПа;
- расход орошения абсорбента - 200000 кг/ч (194,7 м3/ч);
- расход орошения водой - 3400 кг/ч (3,4 м3/ч);
- концентрация МДЭА в растворе - 
Неочищенная этановая фракция направляется в насадочную секцию колонны, контактируя там с регенерированным раствором МДЭА. Охлажденный регенерированный раствор МДЭА после охладителя подается в колонну с температурой 40 °C и давлением 2,1 МПа (изб.). Раствор МДЭА при контакте с газом поглощает CO2 и другие примеси кислых компонентов при их наличии.
После секции аминовой очистки этановая фракция направляется в секцию водной промывки колонны, в которой очищенный газ промывается от остаточного содержания абсорбента циркуляционной водой.
Далее очищенная этановая фракция с верхней части колонны с температурой 43 °C и давлением 2,06 МПа (изб.) смешивается с потоком отработанного газа регенерации от установки осушки этановой фракции, проходит через рекуперативный теплообменник этана и с температурой 22 °C и давлением 2,01 МПа (изб.) направляется на установку осушки этановой фракции.
Вода для промывки очищенной этановой фракции от следов абсорбента циркулирует в контуре промывной секции колонны. Вода с температурой 44 °C и давлением 2,08 МПа отбирается с глухой тарелки, расположенной под массообменной тарелкой и насосом, направляется на верхнюю тарелку.
Для компенсации потерь воды в системе в линию нагнетания насосов предусматривается постоянная подпитка деминерализованной воды от емкости хранения деминерализованной воды.
Насыщенный раствор МДЭА выходит из нижней части колонны с температурой 60 °C и давлением 2,09 МПа (изб.) и направляется в емкость после дросселирования до давления 0,6 МПа (изб.).
Испарительная емкость амина среднего давления предназначена для отгонки из насыщенного раствора МДЭА растворенных легких углеводородов, выделяющихся из раствора после снижения давления. Газовая фаза из емкости с температурой 51,6 °C и давлением 0,6 МПа (изб.) направляется в верхнюю часть отпарной колонны в пространство над верхней тарелкой. Для улучшения процесса дегазации емкость оснащена слоем насыпной насадки.
Насыщенный раствор МДЭА из емкости с температурой 51,6 °C и давлением 0,6 МПа (изб.) направляется в теплообменник.
Теплообменник амина представляет собой разборный (с прокладками) пластинчатый теплообменный аппарат. В нем происходит нагрев насыщенного раствора МДЭА встречным потоком горячего регенерированного раствора МДЭА из куба колонны с температурой 121 °C и давлением 0,09 МПа (изб.).
Далее насыщенный раствор МДЭА из теплообменника с температурой 113 °C и давлением 0,5 МПа (изб.) подается в колонну.
Колонна представляет собой вертикальный аппарат с двумя массообменными секциями. Верхняя секция оборудована 6 клапанными тарелками, нижняя секция - 2 слоями насыпной насадки. Колонна предназначена для регенерации насыщенного раствора МДЭА путем отпарки из него кислых компонентов. Остаточное содержание CO2 в потоке регенерированного МДЭА не превышает 0,1073% мольн.
Подвод тепла в куб колонны осуществляется с помощью ребойлера отпарной колонны амина, представляющего собой кожухотрубчатый теплообменный аппарат с паровым пространством. В качестве теплоносителя предусмотрена подача горячего масла от системы горячего масла с температурой 192 °C и давлением 0,4 МПа (изб.).
После ребойлера горячее масло с температурой 135 °C возвращается на установку.
Раствор МДЭА с кармана второй тарелки колонны сливается в межтрубное пространство ребойлера, подогревается и поступает в кубовую часть колонны. Паровая фаза из ребойлера подается под 2-ю тарелку колонны.
Из кубовой части колонны горячий регенерированный раствор МДЭА с температурой 121 °C и давлением 0,09 МПа (изб.) отводится в рекуперативный теплообменник амина, в котором отдает тепло встречному потоку насыщенного раствора МДЭА, охлаждается до температуры 70 - 80 °C и давлением 0,06 МПа (изб.) направляется на всас насоса.
Поток регенерированного раствора МДЭА насосом с давлением 2,89 МПа (изб.) подается в охладитель обедненного амина.
Содержание механических примесей в растворе регенерированного раствора МДЭА не должно превышать 0,01% масс., содержание ТСС - не более 1,0% масс., содержание CO2 - не более 0,15% масс., H2S - отсутствие. Концентрация МДЭА должна составлять 30 - 45% масс. Содержание пиперазина в растворе должно быть в пределах 3,0 - 6,0% масс. Показатели плотности не нормируются. Вспениваемость - не более 25 мм, не более 15 с.
Часть потока (15%) регенерированного раствора МДЭА до охлаждения последовательно проходит узел фильтрации, состоящий из фильтра амина, адсорбера и фильтра амина. Узел фильтрации МДЭА предназначен для удаления из раствора МДЭА взвешенных твердых частиц, углеводородов, тяжелых пенообразующих веществ. Фильтр оснащен съемным фильтр-картриджем с эффективностью 99,98% для частиц более 5 мкм и предназначен для предварительной очистки раствора МДЭА от механических примесей. Адсорбер обеспечивает удаление углеводородов и тяжелых пенообразующих веществ и оснащен слоем активированного угля. Фильтр оснащен съемным фильтр-картриджем с эффективностью 99,98% для частиц более 5 мкм и предназначен для тонкой очистки раствора МДЭА от частиц активированного угля.
Суммарный поток регенерированного раствора МДЭА поступает в охладитель, где охлаждается до температуры 40 °C. Охладитель представляет собой аппарат воздушного охлаждения.
После охладителя регенерированный раствор МДЭА с температурой 40 °C и давлением 2,1 МПа подается в распределитель верхнего пакета насадки промывочной колонны амина.
Образовавшиеся в кубе колонны пары поднимаются вверх через тарелки колонны в верхнюю секцию. Верхний продукт из колонны с температурой 100 °C и давлением 0,08 МПа отводится из колонны, охлаждается и частично конденсируется в конденсаторе отпарной колонны амина, представляющим собой аппарат воздушного охлаждения.
Частично сконденсированный поток от конденсатора с температурой 36 °C направляется в рефлюксную емкость отпарной колонны амина, где сконденсированная вода со следами МДЭА отделяется от потока кислого газа. Для улучшения эффективности удаления из газового потока капельной жидкости в верхней части емкости предусмотрен сетчатый каплеотбойник. В емкость также предусмотрена подача воды с установки осушки этановой фракции.
Далее отделившийся в емкости конденсат с температурой 36 °C и давлением 0,5 МПа (изб.) насосом подается в качестве орошения в верхнюю часть колонны.
Часть потока жидкости от емкости насосом отводится в резервуар утилизатора сырья печи сжигания для подачи в инсинератор Установки сбора сточной воды.
Кислые газы, образующиеся после регенерации раствора МДЭА, с верха емкости направляются на утилизацию в термоокислитель, представляющий собой блочную комплектную поставку.
Обработка кислого газа происходит при температуре около 850 °C. При этом геометрическими параметрами камеры обезвреживания обеспечивается необходимое время выдержки кислых газов в объеме камеры для дожигания серосодержащих соединений и углеводородов, содержащихся в кислом газе.
На выходе обезвреженных газов из камеры сжигания в газоход подается воздух на разбавление газов для снижения температуры перед сбросом в дымовую трубу.
Высота дымовой трубы обеспечивает необходимое разрежение для сброса обезвреженных газов в атмосферу, а также рассеивания.
Для предотвращения вспенивания аминового раствора на установке предусмотрена установка дозирования пеногасителя, которая представляет собой блочную комплектную поставку, и состоит из емкости хранения пеногасителя и насоса подачи пеногасителя.
Информационно-технический справочник наилучших доступных технологий "Переработка природного и попутного нефтяного газа" подготовлен в целях повышения эффективности технологического обеспечения организаций нефтегазового комплекса в соответствии с Поэтапным графиком разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям, утвержденным распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р.
Настоящий справочник разработан в соответствии с ГОСТ Р 113.00.03-2019 и с учетом предложений нефтегазовых компаний по актуализации информационно-технических справочников по наилучшим доступным технологиям в сфере нефтегазового комплекса, находящихся в компетенции Минэнерго России.
При разработке справочника руководствовались правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям, утвержденными постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458.
Подготовка настоящего справочника НДТ осуществлялась ТРГ 50, созданной приказом Минпромторга России от 04 марта 2024 года N 870.
В разработке настоящего справочника принимали участие следующие организации - члены ТРГ 50:
Минпромторг России;
Минэнерго России;
Минприроды России;
Росприроднадзор;
Федеральная служба по надзору в сфере природопользования;
ФГБУ "ВНИИЭкология";
ФГАУ "НИИ "ЦЭПП;
ФГБУ "ФЦАО";
ПАО "Газпром";
ПАО "Газпром нефть";
ООО "ГазпромВНИИГАЗ"
ООО "Газпромнефть-НТЦ";
ООО "Газпромпереработка";
АО "Газпром добыча Томск";
ПАО "ЛУКОЙЛ";
ООО "ЛУКОЙЛ-Пермьнефтеоргсинтез";
ООО "ЛУКОЙЛ-Инжиниринг" "КогалымНИПИнефть";
АО "Сибуртюменьгаз";
ООО "СамараНИПИнефть";
АО "СКТБ "Катализатор";
Институт Нефтехимического синтеза им. А.В. Топчиева Российской академии наук (ИНХСРАН).
На основе разработанных шаблонов анкет было проведено анкетирование газоперерабатывающих предприятий. Сбор и обработка данных анкетирования газоперерабатывающей отрасли позволили провести анализ уровней воздействия на окружающую среду основных технологий газопереработки с дальнейшим определением технологий в качестве НДТ.
Были проведены анализ и систематизация информации о газоперерабатывающей отрасли, о применяемых в отрасли технологиях, оборудовании, основных экологических аспектах отрасли, энерго- и ресурсопотреблении с использованием анкетных и литературных данных, изучения нормативной документации, экологических отчетов, планов модернизации и инновационного развития нефтегазовых компаний.
По итогам актуализации справочника НДТ "Переработка природного и попутного нефтяного газа" были сформулированы следующие рекомендации, касающиеся дальнейшей работы над настоящим справочником НДТ и внедрения НДТ:
- газоперерабатывающим предприятиям рекомендуется осуществлять сбор, систематизацию и хранение сведений об уровнях эмиссий загрязняющих веществ, в особенности маркерных, в окружающую среду, потребления сырья и энергоресурсов, а также о проведении модернизации основного и природоохранного оборудования, экономических аспектах внедрения НДТ;
- минимизировать негативное воздействие на компоненты окружающей среды путем применения общеприменимых и отраслевых НДТ;
- при проектировании, эксплуатации, реконструкции, модернизации объектов газопереработки необходимо обратить внимание на мониторинг, контроль и снижение физических факторов воздействия на окружающую среду;
- при модернизации технологического и природоохранного оборудования объектов газопереработки приоритетными критериями выбора новых технологий, оборудования и материалов должны являться: повышение энергоэффективности, обеспечение ресурсосбережения и снижение негативного воздействия на окружающую среду.
(обязательное)
Таблица А.1
Перечень маркерных веществ
Наименование НДТ | Наименование маркерных ЗВ |
НДТ 6. Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации (продукцией являются газ горючий природный, газы углеводородные сжиженные, (пропан, бутан), газ стабилизации) (т/год) | При использовании технологии в Арктической зоне |
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
При использовании технологии вне Арктической зоны | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 7. Технология извлечения целевых углеводородов методом НТК или низкотемпературной конденсации и ректификации (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) | |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 8. Технологии абсорбционного отбензинивания газов (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 9. Технологии адсорбционного отбензинивания газов (продукцией являются сухой газ (метан, этан), ШФЛУ, включая пропан, бутан и более тяжелые компоненты) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 10. Технология абсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе абсорбции) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 11. Технология адсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе адсорбции) (т/год) | Метан |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Азота диоксид (двуокись азота; пероксид азота) | |
НДТ 12. Технология стабилизации газового конденсата (продукцией являются сухой газ, стабильный конденсат (деэтанизированный) и ШФЛУ, бензин газовый стабильный, пропан сжиженный) (т/год) | При использовании технологии в Арктической зоне |
Азота диоксид (двуокись азота; пероксид азота) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
При использовании технологии вне Арктической зоны | |
Азота диоксид (двуокись азота; пероксид азота) | |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 13. Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты (продукцией являются стабильный конденсат (деэтанизированный), ШФЛУ, очищенные кислые газы (H2S, CO2)) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 14. Технология очистки широкой фракции легких углеводородов от сернистых соединений (продукцией являются очищенная ШФЛУ и выделенные сернистые соединения (элементарная сера или сероводород) (т/год) | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) |
Метан | |
НДТ 15. Технология разделения широкой фракции легких углеводородов на газофракционирующих установках (ГФУ) (продукцией являются индивидуальные компоненты - пропан, бутан, изобутан, пентан, изопентан, C6+ или их смеси), или по сокращенной схеме переработки - пропан, бутановая фракция, пентановая фракция или фракция C5+) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 16. Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан), ШФЛУ, БГС). (т/год) | |
С электрическим приводом компрессоров | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) |
Метан | |
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Метан | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 17. Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан) или ШФЛУ) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 18. Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом (продукцией являются ШФЛУ, смесь пропана, бутана и более тяжелых компонентов (C3+), стабильный конденсат, сухой газ (метан, этан)) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 19. Технология компримирования ПНГ (продукцией является компримированный ПНГ (т/год) | |
С электроприводом компрессоров | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 20. Технологии получения сжиженных углеводородных газов (продукцией являются СУГ - смесь пропана (C3H8) и бутана (C4H10), БГС) (т/год) | Метан |
Азота диоксид (двуокись азота; пероксид азота) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 21. Технология выделения гелия из природного газа (продукцией являются гелиевый концентрат (80 - 90% гелия), чистый гелий (99,99% и выше, выделенные компоненты природного газа) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 22. Получение технического углерода из природного газа и газового конденсата термическим способом (продукцией является технический углерод) (т/год) | Метан |
НДТ 23. Технология производства газовой серы, включая доочистку отходящих газов (продукцией является газовая сера (т/год) | Серы диоксид |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Азота диоксид (двуокись азота; пероксид азота) | |
Метан | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | |
НДТ 24. Технология гранулирования и получения комовой серы (продукцией является комовая сера, гранулированная сера и их производные) | Азота диоксид (двуокись азота; пероксид азота) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Серы диоксид | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | |
Таблица А.2
Перечень технологических показателей
Наименование НДТ | Наименование маркерных ЗВ | Единица измерения | Значение |
НДТ 6. Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации (продукцией являются газ горючий природный, газы углеводородные сжиженные, (пропан, бутан), газ стабилизации) (т/год) | При использовании технологии в Арктической зоне | ||
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) | кг/т продукции (год) | 0,12 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,92 | ||
При использовании технологии вне Арктической зоны | |||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т продукции (год) | 0,08 | |
НДТ 7. Технология извлечения целевых углеводородов методом НТК или низкотемпературной конденсации и ректификации (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,053 |
Азота оксид (азот (II) оксид; азот монооксид) | 0,052 | ||
Метан | 0,05 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,073 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,2 | ||
НДТ 8. Технологии абсорбционного отбензинивания газов (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Метан | кг/т продукции (год) | 0,0071 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,005 | ||
НДТ 9. Технологии адсорбционного отбензинивания газов (продукцией являются сухой газ (метан, этан), ШФЛУ, включая пропан, бутан и более тяжелые компоненты) (т/год) | Метан | кг/т продукции (год) | 0,003 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,0003 | ||
НДТ 10. Технология абсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе абсорбции) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,0163 |
Метан | 0,00443 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,0093 | ||
НДТ 11. Технология адсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе адсорбции) (т/год) | Метан | кг/т продукции (год) | 0,0013 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,003 | ||
Азота диоксид (двуокись азота; пероксид азота) | 0,01 | ||
НДТ 12. Технология стабилизации газового конденсата (продукцией являются сухой газ, стабильный конденсат (деэтанизированный) и ШФЛУ, бензин газовый стабильный, пропан сжиженный) (т/год) | При использовании технологии в Арктической зоне | ||
Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,17 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,074 | ||
При использовании технологии вне Арктической зоны | |||
Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,048 | |
Метан | 0,02 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,12 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,02 | ||
НДТ 13. Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты (продукцией являются стабильный конденсат (деэтанизированный), ШФЛУ, очищенные кислые газы (H2S, CO2)) (т/год) | Метан | кг/т продукции (год) | 0,0055 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,0012 | ||
НДТ 14. Технология очистки широкой фракции легких углеводородов от сернистых соединений (продукцией являются очищенная ШФЛУ и выделенные сернистые соединения (элементарная сера или сероводород)) (т/год) | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т продукции (год) | 0,025 |
Метан | 0,059 | ||
НДТ 15. Технология разделения широкой фракции легких углеводородов на газофракционирующих установках (ГФУ) (продукцией являются индивидуальные компоненты - пропан, бутан, изобутан, пентан, изопентан, C6+ или их смеси), или по сокращенной схеме переработки - пропан, бутановая фракция, пентановая фракция или фракция C5+ (т/год) | Метан | кг/т продукции (год) | 10 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 1,78 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 3,03 | ||
НДТ 16. Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан), ШФЛУ, БГС) (т/год) | |||
С электрическим приводом компрессоров | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т ПНГ (год) | 0,123 |
Метан | 0,04 | ||
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,77 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,69 | ||
Метан | 0,09 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,06 | ||
НДТ 17. Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан) или ШФЛУ) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,51 |
Метан | 0,58 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 2,55 | ||
НДТ 18. Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом (продукцией являются ШФЛУ, смесь пропана, бутана и более тяжелых компонентов (C3+), стабильный конденсат, сухой газ (метан, этан)) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,17 |
Метан | 0,26 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,29 | ||
НДТ 19. Технология компримирования ПНГ (продукцией является компримированный ПНГ (т/год) | |||
С электрическим приводом компрессоров | Метан | кг/т ПНГ (год) | 0,04 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,018 | ||
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,28 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,42 | ||
НДТ 20. Технологии получения сжиженных углеводородных газов (продукцией являются СУГ - смесь пропана (C3H8) и бутана (C4H10), БГС. (т/год) | Метан | кг/т продукции (год) | 0,032 |
Азота диоксид (двуокись азота; пероксид азота) | 0,0134 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,027 | ||
НДТ 21. Технология выделения гелия из природного газа (продукцией является гелиевый концентрат (80 - 90% гелия), чистый гелий (99,99% и выше, выделенные компоненты природного газа) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,005 |
Метан | 0,04 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,004 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,2 | ||
НДТ 22. Получение технического углерода из природного газа и газового конденсата термическим способом (продукцией является технический углерод) (т/год) | Метан | кг/т продукции (год) | 4,03 |
НДТ 23. Технология производства газовой серы, включая доочистку отходящих газов (продукцией является газовая сера) (т/год) | Серы диоксид | кг/т продукции (год) | 47 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 40 | ||
Азота диоксид (двуокись азота; пероксид азота) | 0,3 | ||
Метан | 0,2 | ||
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | 0,5 | ||
НДТ 24. Технология гранулирования и получения комовой серы (продукцией являются комовая сера, гранулированная сера и их производные) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,016 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,02 | ||
Серы диоксид | 0,0023 | ||
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | 0,004 | ||
(обязательное)
Перечень НДТ приведен в таблице Б.1.
Таблица Б.1
НДТ | Наименование НДТ | Примечание | ||||
Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа | ||||||
Система экологического менеджмента | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |||||
Система энергетического менеджмента | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |||||
Система менеджмента измерения | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |||||
Регламентная работа в штатной ситуации и наличие плана действий в нештатной или аварийной ситуации | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |||||
Подготовка и обучение персонала | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |||||
Наилучшие доступные технологии переработки природного газа и стабилизация конденсата | ||||||
Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология абсорбционного отбензинивания газов | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология адсорбционного отбензинивания газов | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология абсорбционной очистки и осушки природного газа | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология адсорбционной очистки и осушки природного газа | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология стабилизации газового конденсата | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Наилучшие доступные технологии переработки попутного нефтяного газа | ||||||
| ||||||
Технология очистки широкой фракции легких углеводородов от сернистых соединений | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология разделения широкой фракции легких углеводородов на газофракционирующих установках (ГФУ) | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология компримирования ПНГ | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Наилучшие доступные технологии получения сжиженных углеводородных газов | ||||||
| ||||||
Технологии получения СУГ | Подробное описание НДТ приведено в разделе 5.2.3 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Наилучшие доступные технологии выделения гелия из природного газа | ||||||
| ||||||
Технология выделения гелия из природного газа | Подробное описание НДТ приведено в разделе 5.2.4 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Наилучшие доступные технологии получения технического углерода из природного газа и газового конденсата | ||||||
| ||||||
Технология получение технического углерода из природного газа и газового конденсата термическим способом | Подробное описание НДТ приведено в разделе 5.2.5 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Наилучшие доступные технологии производства серы | ||||||
| ||||||
Технология производства газовой серы, включая доочистку отходящих газов | Подробное описание НДТ приведено в разделе 5.2.6 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
Технология гранулирования и получения комовой серы | Подробное описание НДТ приведено в разделе 5.2.6 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |||||
(обязательное)
В.1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
В состав современных объектов переработки природного и попутного нефтяного газа входят: пункты приема и подготовки газа и конденсата, компрессорные станции, технологические установки (очистки газов от кислых компонентов, отбензинивания и осушки газа, выделения этана, пропана, бутана и пентана, производства серы, стабилизации и переработки газового конденсата), а также вспомогательные объекты, товарные парки и службы водо-, паро- и электроснабжения.
На объектах переработки природного и попутного нефтяного газа при переработке газа осуществляются следующие основные технологические операции: сепарация газа (идентична сепарации газа на промысле), глубокая осушка и извлечение легких углеводородов низкотемпературной конденсацией и ректификацией, производство гелия и этана фракционированной конденсацией газа при его глубоком охлаждении, абсорбционная очистка газа от кислых компонентов растворами аминов, адсорбционная очистка газа от меркаптанов цеолитами, низкотемпературной масляной абсорбцией и низкотемпературной конденсацией. Технологии и комплектация установок на объектах переработки природного и попутного нефтяного газа диктуются составом перерабатываемого сырья.
Газовый конденсат - смесь жидких углеводородов (C5H12 + высшие), выделяющаяся из природных газов при эксплуатации газоконденсатных залежей в результате снижения пластовых давлений и температуры. Чем выше давление и температура, тем большее количество жидких углеводородов может быть растворено в газе. Газовый конденсат состоит из бензиновых, керосиновых и в меньшей степени более высококипящих компонентов. Для большинства газовых конденсатов выход бензиновых фракций превышает 50% (чаще 70 - 85%). Плотность конденсатов - 660 - 840 кг/м3. Различают нестабильный (сырой) ГК, выделяющийся из газа газоконденсатной залежи в промысловых условиях, и стабильный газовый конденсат, из которого удалены растворенные газы.
На установках комплексной подготовки газа (УКПГ) добытый из скважины продукт разделяется на сухой газ (метан, этан) и смесь более тяжелых фракций углеводородов (пропан, бутан, пентан и др.) - нестабильный газовый конденсат, который подлежит стабилизации, в результате которой получают стабильный газовый конденсат и ШФЛУ (или индивидуальные углеводороды).
Для стабилизации газового конденсата используются 3 метода: ступенчатое выветривание (сепарация, дегазация); ректификация в стабилизационных колоннах; комбинирование сепарации и ректификации. На современных установках применяют комбинирование процессов сепарации и ректификации, что позволяет повысить технологическую гибкость процесса и уменьшить энергозатраты.
Для обеспечения переработки углеводородного сырья потребляются топливные энергетические ресурсы: природный газ, электроэнергия, тепловая энергия.
Природный газ используется на выработку товарной продукции (серы, стабильного газового конденсата, пентан-гексановой и изопентановой фракции, ШФЛУ, этановой фракции, сжиженных углеводородных газов, одоранта, гелия, технического углерода), на нагрев газообразных и жидких продуктов, на производство тепловой энергии котельными, а также в качестве продувочного газа на дежурных горелках факельных систем.
Потребление тепловой энергии связано с технологическими процессами очистки сернистого природного газа, а также стабилизацией углеводородного конденсата. Значительная доля потребности в тепловой энергии покрывается за счет выработки собственного тепла при переработке кислого газа на установках производства серы.
Потребление электроэнергии на объектах газопереработки обусловлено приводом многочисленного насосно-компрессорного оборудования, воздуходувок и аппаратов воздушного охлаждения.
В.2. Основные технологические процессы, связанные с использованием ресурсов и энергии
Основными видами энергетических ресурсов, потребляемых при переработке природного и попутного нефтяного газа, являются электрическая энергия, тепловая энергия и топливный газ.
Основные технологические установки, потребляющие топливно-энергетические ресурсы:
Использование природного газа:
- установка низкотемпературного разделения газа;
- установка стабилизации конденсата;
- установка очистки сырьевого газа от сернистых соединений;
- установка очистки ШФЛУ от сернистых соединений и получения сжиженных газов;
- установка получения гелия, этана, ШФЛУ;
- установка моторных топлив;
- установка очистки пропановой фракции;
- установка комплексная облагораживания моторных топлив;
- установка доочистки отходящих газов;
- установка получения серы;
- установка очистки ПБФ;
- сепарация пластового газа.
Использование электрической энергии:
- установка по производству технического углерода термического;
- установка низкотемпературного разделения газа;
- установка стабилизации конденсата;
- установка по воздухоснабжению КИП;
- установка получения гелия, этана, ШФЛУ;
- установка сжижения гелия;
- установка очистки ШФЛУ от сернистых соединений и получения сжиженных газов;
- пропановая холодильная установка;
- установка моторных топлив;
- установка по утилизации низконапорных сбросных газов;
- установка комплексная облагораживания моторных топлив;
- установка извлечения изопентана;
- установка получения пропана;
- установка очистки пропановой фракции от метанола;
- установка каталитического риформинга "Петрофак";
- установка очистки и осушки газа;
- подача воды оборотного цикла;
- установка доочистки отходящих газов;
- установка получения серы;
- компримирование газов стабилизации и выветривания.
Использование тепловой энергии:
- установка стабилизации конденсата;
- участок хозяйственного обслуживания;
- установка по производству технического углерода термического;
- установка низкотемпературного разделения газа;
- резервуарный парк стабильного конденсата;
- установка очистки и осушки газа;
- установка очистки ШФЛУ от сернистых соединений и получения сжиженных газов;
- установка получения гелия, этана, ШФЛУ;
- установка извлечения изопентана;
- установка получения пропана;
- установка моторных топлив;
- установка по утилизации низконапорных сбросных газов;
- установка каталитического риформинга "Петрофак";
- хранение и отгрузка серы.
Общее описание технологических процессов, используемых при переработке газа и газового конденсата, приведено в разделе 2.
В.3. Уровни потребления и целевые показатели ресурсной и энергетической эффективности
Текущий уровень энергопотребления основных видов ТЭР в переработке природного газа и газового конденсата приведен в таблице В.1 и В.2.
Таблица В.1
природного газа
Наименование ресурса | Размерность | Значение |
Природный газ на собственные технологические нужды и технологические потери | м3/тыс. м3 | 20,3 |
Электрическая энергия на собственные технологические нужды | кВт·ч/тыс. м3 | 50,3 |
Тепловая энергия на собственные технологические нужды | Гкал/тыс. м3 | 0,293 |
Примечание: показатель удельного энергопотребления определялся как расход энергоресурса (энергии) на единицу перерабатываемого природного газа.
Таблица В.2
в переработке жидкого углеводородного сырья
Наименование ресурса | Размерность | Значение |
Природный газ на собственные технологические нужды и технологические потери | м3/т | 15,5 |
Электрическая энергия на собственные технологические нужды | кВт·ч/т | 16,5 |
Тепловая энергия на собственные технологические нужды | Гкал/т | 0,05 |
Примечание: показатель удельного энергопотребления определялся как расход энергоресурса (энергии) на единицу перерабатываемого газового конденсата.
Построение кривой отраслевого бенчмаркинга технологических показателей ресурсной и энергетической эффективности не проводилось из-за низкой доли охвата технологических процессов по предприятиям.
Текущий минимальный и максимальный уровень потребления энергии в технологических процессах переработки природного и попутного нефтяного газа приведен в таблице В.3.
Таблица В.3
Технологические процессы | Расход энергии, ресурсов | Размерность | Мин. значение | Макс. значение | Целевой показатель |
Технологии извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации | Электрическая энергия | кВт·ч/т | 0,040 | 137,303 | 116,71355 |
Тепловая энергия | Гкал/т | 0,039 | 0,047 | 0,0458 | |
Технология извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | Электрическая энергия | кВт·ч/т | 1,352 | 85 | 72,4528 |
Тепловая энергия | Гкал/т | 0,005 | 0,032 | 0,02795 | |
Технология абсорбционного отбензинивания газов | Электрическая энергия | кВт·ч/т | 0,442 | 0,442 | 0,442 |
Тепловая энергия | Гкал/т | 0,002 | 0,002 | 0,002 | |
Технология адсорбционного отбензинивания газов | Электрическая энергия | кВт·ч/т | 1,550 | 45,718 | 39,0928 |
Тепловая энергия | Гкал/т | 0,038 | 0,139 | 0,12385 | |
Технология абсорбционной очистки и осушки природного газа | Электрическая энергия | кВт·ч/т | 59,652 | 98,254 | 92,4637 |
Тепловая энергия | Гкал/т | 0,402 | 1,234 | 1,1092 | |
Технология адсорбционной очистки и осушки природного газа | Электрическая энергия | кВт·ч/т | 59,652 | 98,254 | 92,4637 |
Тепловая энергия | Гкал/т | 0,402 | 1,234 | 1,1092 | |
Технология стабилизации конденсатов | Электрическая энергия | кВт·ч/т | 1,16 | 123,56 | 105,2 |
Тепловая энергия | Гкал/т | 0,0007 | 0,362 | 0,307805 | |
Топливный газ | Гкал/т | 1,41 | 1,56 | 1,5375 | |
Смесевой газ | т.у.т/т | 0,014 | 0,016 | 0,0157 | |
Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты | Электрическая энергия | кВт·ч/т | 59,652 | 98,254 | 92,4637 |
Тепловая энергия | Гкал/т | 0,402 | 1,234 | 1,1092 | |
Технология очистки ШФЛУ от сернистых соединений | Электрическая энергия | кВт·ч/т | 10,68 | 12,03 | 11,8275 |
Тепловая энергия | Гкал/т | 0,07 | 0,09 | 0,087 | |
Технология разделения ШФЛУ на газофракционирующих установках | Электрическая энергия | кВт·ч/т | 1,57 | 877,65 | 746,238 |
Тепловая энергия | Гкал/т | 0,032 | 4,74 | 4,034 | |
Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | Электрическая энергия (НТКР с электрическим приводом компрессоров) | кВт·ч/т | 144,30 | 463,62 | 415,722 |
Электрическая энергия (НТКР с газотурбинным приводом компрессоров) | кВт·ч/т | 2,05 | 240,53 | 204,758 | |
Природный газ (НТКР с электрическим приводом компрессоров) | м3/т | 11,33 | 16,99 | 16,141 | |
Природный газ (НТКР с газотурбинным приводом компрессоров) | м3/т | 32,9 | 140 | 123,935 | |
Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) | Электрическая энергия | кВт·ч/тыс. м3 | 62,971 | 485,784 | 422,36205 |
Природный газ | нм3/тыс. м3 | 24,4 | 29,4 | 28,65 | |
Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом | Электрическая энергия | кВт·ч/т | 0,040 | 23,485 | 19,96825 |
Тепловая энергия | Мкал/т | 220,049 | 1 175,249 | 1031,969 | |
Технология компримирования ПНГ | Электрическая энергия (с электроприводом компрессоров) | кВт·ч/тыс. м3 | 160 | 180 | 177 |
Электрическая энергия (с газотурбинным приводом компрессоров) | кВт·ч/тыс. м3 | 3,1 | 4,4 | 4,21 | |
Тепловая энергия (с электроприводом компрессоров) | Гкал/тыс. м3 | 0,024 | 0,036 | 0,034 | |
Тепловая энергия (с газотурбинным приводом компрессоров) | Гкал/тыс. м3 | 0,39 | 0,42 | 0,415 | |
Технологии получения СУГ | Электрическая энергия | кВт·ч/т | 1,887 | 4,762 | 4,33075 |
Тепловая энергия | Гкал/т | 0,0005 | 0,0143 | 0,01223 | |
Технология выделения гелия из природного газа | Электрическая энергия | кВт·ч/т | 12,606 | 158,176 | 136,3405 |
Тепловая энергия | Гкал/т | 0,014 | 0,17 | 0,147 | |
Получение технического углерода из природного газа и газового конденсата термическим способом | Потребление электроэнергии | кВт·ч/т | 42,663 | 181,087 | 160,3234 |
Потребление тепловой энергии | Гкал/т | 0,001 | 0,415 | 0,3529 | |
Технология производства газовой серы, включая доочистку отходящих газов | Электрическая энергия | кВт·ч/т | 21,896 | 68,663 | 61,64795 |
Тепловая энергия | Гкал/т | 0,123 | 0,304 | 0,27685 | |
Технология гранулирования и получения комовой серы | Электрическая энергия | кВт·ч/т | 0,308 | 18,344 | 15,6386 |
Тепловая энергия | Гкал/т | 0,005 | 0,331 | 0,2821 |
В.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
Перечень НДТ, направленных на повышение энергоэффективности и ресурсной эффективности, представлен в таблице В.4.
Таблица В.4
энергоэффективности и ресурсной эффективности
Номер и наименование НДТ | Раздел/пункт ИТС НДТ | Достигаемые преимущества |
НДТ 2. Система энергетического менеджмента | Ресурсосбережение, снижение энергопотребления | |
НДТ 5. Подготовка и обучение персонала | Ресурсосбережение, снижение энергопотребления |
К основным направлениям повышения энергоэффективности и ресурсной эффективности также относятся:
- утилизация дымовых газов топливоиспользующего оборудования для выработки тепловой энергии;
- современное теплоизоляционное покрытие технологических печей и трубопроводов;
- применение энергоэффективного тепло-, электро- и топливоиспользующего оборудования;
- совершенствование существующих схем энергообеспечения и оптимизация технологических режимов работы энергетических установок;
- внедрение автоматизированных систем коммерческого и технологического учета энергоресурсов, внедрение рациональных схем освещения, отопления и вентиляции;
- внедрение частотно-регулируемого привода электродвигателей;
- использование современных, энергоэффективных конденсатоотводчиков в системах пароснабжения.
В.5 Перспективные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
Перечень перспективных технологий, направленных на повышение энергоэффективности и ресурсной эффективности, представлен в таблице В.5.
Таблица В.5
энергоэффективности и ресурсной эффективности
Перспективная технология | Достигаемые преимущества |
Технология низкотемпературного разделения углеводородного газа для получения гелиевого концентрата, этана и ШФЛУ | Ресурсосбережение |
Технология переработки нестабильного газового конденсата | Ресурсосбережение |
Технологии извлечения гелия из природного газа мембранным методом | Снижение энергопотребления |
К перспективным направлениям повышения энергетической и ресурсной эффективности также относятся:
- совершенствование схем энергоснабжения в том числе на основе применения теплонаносных и абсорбционных холодильных установок, турбодетандерных агрегатов;
- совершенствование схем утилизации тепла (в том числе для выработки электрической энергии) и сбросных газов.
(обязательное)
ИНДИКАТИВНЫЕ ПОКАЗАТЕЛИ УДЕЛЬНЫХ ВЫБРОСОВ ПАРНИКОВЫХ ГАЗОВ
Г.1 Краткая характеристика отрасли с точки зрения выбросов парниковых газов
Деятельность по переработке природного и попутного нефтяного газа сопровождается выбросами парниковых газов. К парниковым газам, являющимся специфичными для процессов переработки природного и попутного нефтяного газа и подлежащим обязательному учету, относятся CO2 и CH4. Количественная оценка выбросов парниковых газов проводится в отношении прямых выбросов парниковых газов, которые происходят непосредственно от объектов предприятия и осуществляемых процессов.
Категории источников выбросов парниковых газов предприятий газоперерабатывающей отрасли включают:
- стационарное сжигание газообразного, жидкого и твердого топлива;
- сжигание на факельных установках;
- проведение технологических операций, осуществляемых при переработке газа (фугитивные выбросы).
Г.2 Этапы проведения бенчмаркинга
Сопоставительный анализ ("бенчмаркинг") удельных выбросов парниковых газов для промышленных производств по переработке природного и попутного нефтяного газа выполняется с учетом требований ГОСТ Р 113.00.11-2022 "Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности" [110].
Основные этапы проведения бенчмаркинга следующие:
- формирование экспертной группы;
- определение границ процессов для количественного определения выбросов парниковых газов и выбор методик(и) расчета выбросов парниковых газов. Данные о технологических процессах собирают в рамках, установленных технической рабочей или экспертной группой границ;
- разработка анкеты для сбора данных, необходимых для расчета выбросов парниковых газов;
- сбор и обработка данных, необходимых для расчета удельных выбросов парниковых газов;
- расчет удельных выбросов парниковых газов;
- верификация результатов расчетов удельных выбросов парниковых газов;
- построение кривой бенчмаркинга удельных выбросов парниковых газов.
Г.3 Методология проведения бенчмаркинга удельных выбросов парниковых газов
Методология проведения бенчмаркинга удельных выбросов парниковых газов включает следующие этапы:
- определение границ производственных процессов для количественного определения выбросов парниковых газов и выбор методик(и) расчета выбросов парниковых газов;
- сбор и анализ исходных данных для расчета выбросов парниковых газов;
- установление методических подходов к количественной оценке выбросов парниковых газов;
- расчет удельных выбросов парниковых газов;
- представление результатов расчетов удельных выбросов парниковых газов.
Организационные границы технологических процессов для количественной оценки выбросов парниковых газов процессов переработки углеводородного сырья включают объекты газоперерабатывающего предприятия, на которых осуществляется переработка исходного сырья, производство и отгрузку готовой товарной продукции. В случае наличия у предприятия филиалов или обособленных подразделений, расположенных на территории нескольких субъектов Российской Федерации, количественное определение выбросов парниковых газов осуществляется отдельно для филиалов или обособленных подразделений, расположенных на территории различных субъектов Российской Федерации.
Операционные границы количественной оценки выбросов парниковых газов от деятельности газоперерабатывающих предприятий включают производственную деятельность и технологические процессы, эксплуатационно-техническое обеспечение производственной деятельности, сопровождающиеся выбросами парниковых газов.
Перечень парниковых газов и категорий источников выбросов парниковых газов для количественной оценки выбросов приведен в таблице Г.1.
Таблица Г.1
для количественной оценки выбросов парниковых газов
Категории источников выбросов парниковых газов | Стационарное сжигание топлива | Сжигание в факелах | Фугитивные выбросы |
Парниковые газы | CO2 | CO2, CH4 | CO2, CH4 |
Стационарное сжигание топлива включает выбросы, возникающие в результате сжигания всех видов газообразного, жидкого и твердого топлива в котельных агрегатах, технологических печах-подогревателях, инсинераторах и других теплотехнических агрегатах, осуществляемого с целью выработки тепловой и/или электрической энергии для собственных нужд организаций, а также для осуществления иных технологических операций.
Сжигание в факелах включает выбросы CO2 и CH4 на факельных установках природного газа и других углеводородных смесей от опорожнения и продувки технологического оборудования и трубопроводов, утилизации некондиционных углеводородных смесей, нейтрализации выбросов загрязняющих веществ и других технологических операций.
Выбросы при проведении технологических операций, осуществляемых при переработке газа, включают организованные и неорганизованные выбросы CH4 и CO2 в результате удаления технологических газов в атмосферу через свечи и дефлекторы (отведение, рассеивание, стравливание) без сжигания или каталитического окисления.
Исходными данными для расчета удельных показателей выбросов парниковых газов являются сведения о выбросах парниковых газов, полученные в результате анкетирования предприятий газоперерабатывающей отрасли. Отраслевая анкета для сбора данных, необходимых для расчета выбросов парниковых газов, разрабатывается аналитическим центром и рассматривается членам экспертной группы, после направляется на предприятия промышленности различных форм собственности. Охват отрасли должен составлять не менее 60%.
Для расчета выбросов парниковых газов используется Методика количественного определения объема выбросов парниковых газов, утвержденная приказом Минприроды России от 27 мая 2022 года N 371 [111].
При расчетах необходимо перевести количество каждого парниковых газов в тонны CO2-экв. с использованием соответствующих ПГП по ГОСТ Р ИСО 14067 [112].
В качестве показателя производственной деятельности используются данные по выходу основных продуктов, полученных в результате осуществления технологических процессов.
В качестве показателя производственной деятельности используются данные о следующих видах продукции:
- газ горючий природный;
- ПНГ;
- нефть обезвоженная, обессоленная и стабилизированная;
- бензин газовый стабильный;
- гелий газообразный;
- газ углеводородный сжиженный;
- ШФЛУ;
- конденсат газовый стабильный;
- конденсат газовый нестабильный;
- сера техническая газовая;
- углеводороды ациклические;
- водород, аргон, газы инертные, азот и кислород;
- пропан и бутан сжиженные;
- этилен, пропилен, бутилен, бутадиен и прочие нефтяные газы или газообразные углеводороды, кроме природного газа;
- спирты одноатомные.
Удельное значение выбросов парниковых газов (в т CO2-экв./т продукции) рассчитывается для определенных технологических процессов (подпроцессов/технологий) как отношение массы парниковых газов, образованных в данном технологическом процессе (подпроцессе/технологии), к массе выпущенной или потребленной продукции за календарный год.
По результатам расчета удельных выбросов парниковых газов после валидации и верификации полученных данных осуществляются их сравнение и построение кривой бенчмаркинга удельных выбросов парниковых газов, которая является функцией удельных выбросов парниковых газов, объединенных по разным предприятиям/источникам выбросов. Решение об итогах построения кривой бенчмаркинга удельных выбросов парниковых газов принимается экспертной группой путем голосования ее членов.
Г.4 Результаты расчетов удельных выбросов парниковых газов
Результаты расчетов удельных выбросов парниковых газов для различных технологий предприятий газоперерабатывающей отрасли представлены в разделе 3.
Г.5 Определение индикативных показателей удельных выбросов парниковых газов
На основании полученных результатов отраслевого бенчмаркинга показателей углеродоемкости производственных процессов устанавливаются индикативные показатели удельных выбросов парниковых газов, учитывающие количество экономических субъектов в данной сфере деятельности, применяемые технологии и достигнутый каждым из субъектов уровень углеродоемкости производства.
Рекомендуется устанавливать индикативные показатели удельных выбросов парниковых газов двух уровней: верхний и нижний.
Верхний уровень индикативного показателя (ИП 1) может использоваться в рамках правового регулирования отношений, связанных с ограничением выбросов парниковых газов.
Величина ИП 1 определяется по формуле:
IИП1 = Imax - (Imax - Imin)·0,15, (Г.1)
где: Imax - максимальный удельный показатель выбросов CO2-экв., определенный по результатам бенчмаркинга, т CO2-экв./т продукции;
Imin - минимальный удельный показатель выбросов CO2-экв., определенный по результатам бенчмаркинга, т CO2-экв./т продукции.
Нижний уровень индикативного показателя (ИП 2) может использоваться при принятии решений о государственной поддержке.
Величину ИП 2 рекомендуется определять по формуле:
IИП2 = Imax - (Imax - Imin)·0,60, (Г.2)
где: Imax - максимальный удельный показатель выбросов CO2-экв., определенный по результатам бенчмаркинга, т CO2-экв./т продукции;
Imin - минимальный удельный показатель выбросов CO2-экв., определенный по результатам бенчмаркинга, т CO2-экв./т продукции.
Построение кривой отраслевого бенчмаркинга удельных выбросов парниковых газов и установление индикативных показателей на кривой бенчмаркинга проведено для следующих технологических процессов (рисунки Г.1 - Г.3):
- технология стабилизации газового конденсата;
- технология извлечения углеводородов методом НТКР с электрическим приводом компрессоров;
- технология извлечения углеводородов методом НТКР с газотурбинным приводом компрессоров
Для остальных технологий приведена справочная информация об удельных показателях выбросов парниковых газов в разделе 3.
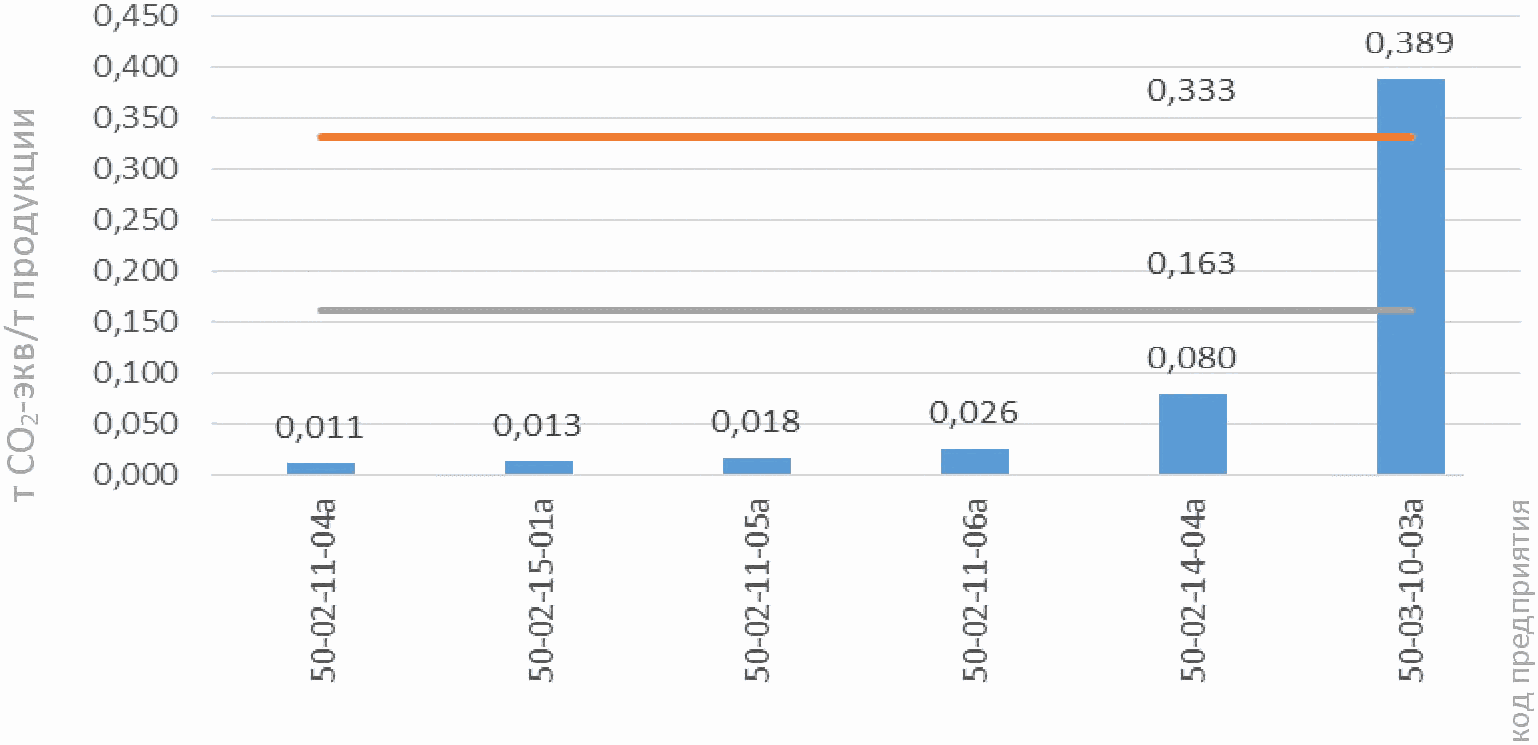
удельных выбросов парниковых газов предприятий
для технологии стабилизации газового конденсата
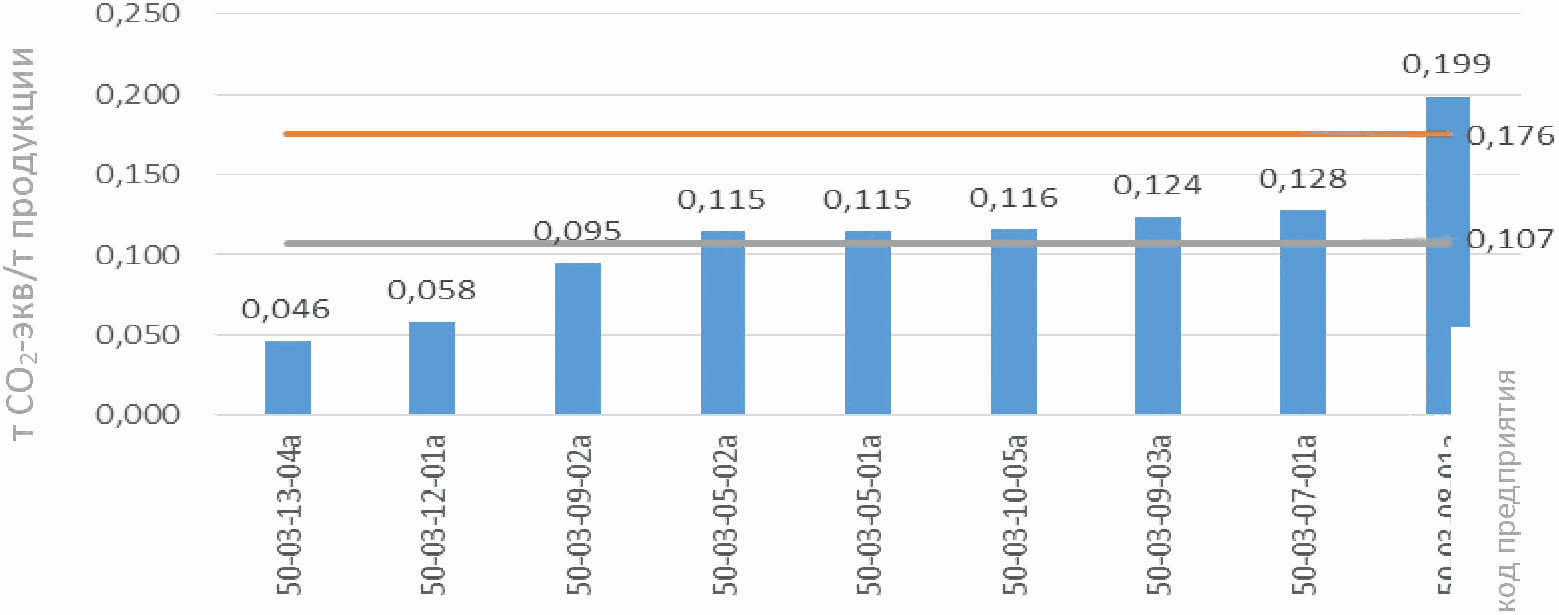
Рисунок Г.2 - Кривая бенчмаркинга и индикативных показателей
удельных выбросов парниковых газов предприятий
для технологии извлечения углеводородов методом НТКР
с электрическим приводом компрессоров
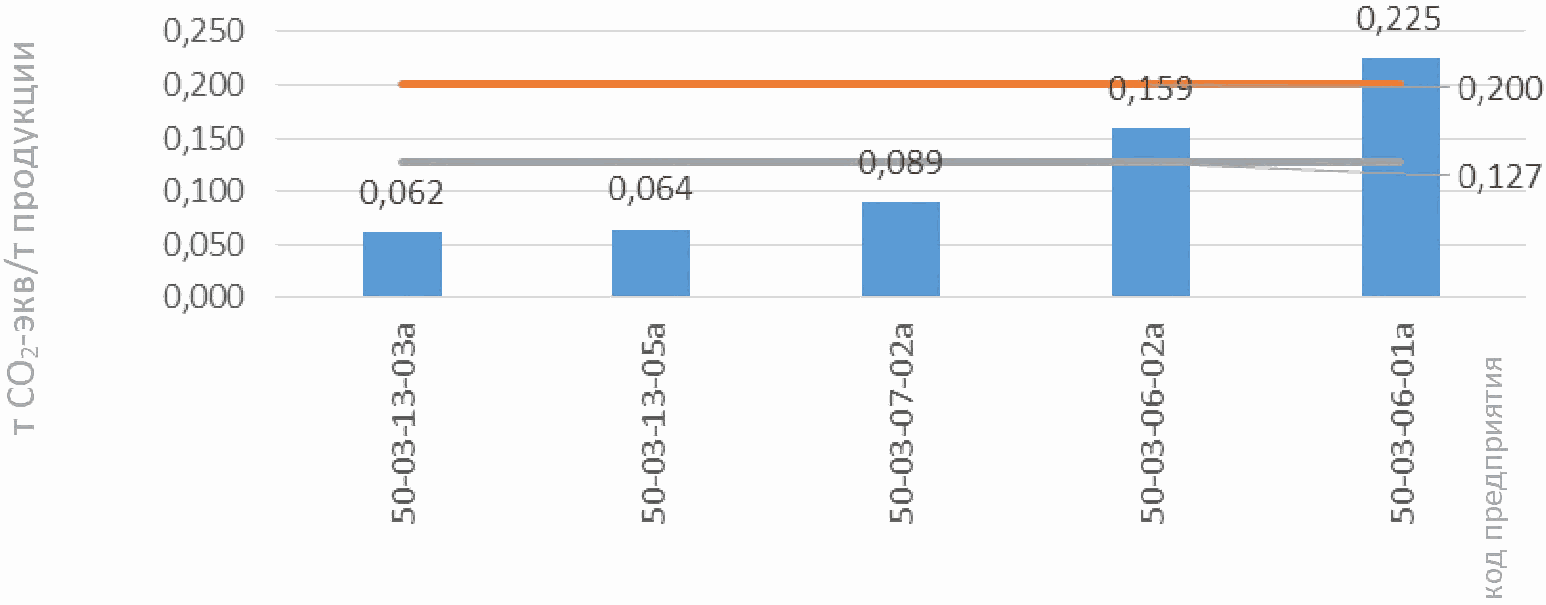
удельных выбросов парниковых газов предприятий
для технологии извлечения углеводородов методом НТКР
с газотурбинным приводом компрессоров
Г.6 Основные направления сокращения выбросов парниковых газов
Для предприятий газоперерабатывающей отрасли основными направлениями снижения выбросов парниковых газов для достижения углеродной нейтральности при устойчивом росте экономики России являются следующие:
- реализация программ повышения энергоэффективности и ресурсосбережения;
- проведение работ по техническому перевооружению, реконструкции и модернизации объектов газопереработки;
- проведение режимно-наладочных работ на топливоиспользующем оборудовании;
- реализация мероприятия по снижению потерь углеводородного сырья, росту объемов его переработки;
- развитие систем учета и контроля выбросов метана;
- внедрение эффективных технологий по улавливанию и хранению выбросов CO2;
- развитие направления по использованию альтернативных источников энергии;
- проведение комплексных мероприятий по экологической безопасности в целях предупреждения аварийных ситуаций;
- реализация климатических проектов.
(обязательное)
"ПЕРЕРАБОТКА ПРИРОДНОГО И ПОПУТНОГО НЕФТЯНОГО ГАЗА"
Д.1 Краткое описание области применения НДТ
Настоящее заключение ИТС НДТ распространяется на следующие основные виды деятельности:
- производство сжиженных углеводородных газов, ШФЛУ, сухого (отбензиненного) газа, этановой фракции, индивидуальных углеводородов (пропана, бутана, пентана), бензина газового стабильного, моторных топлив, конденсата газового стабильного и других углеводородов из природного и попутного нефтяного газа;
- производство сжиженного природного газа с объемом производства более 2 млн т год;
- производство гелия;
- производство углерода технического, серы газовой технической.
Заключения НДТ распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на ресурсоэффективность, характер и масштаб воздействия на окружающую среду:
- подготовка сырья;
- производственные процессы;
- методы предотвращения и сокращения эмиссий и образования отходов.
Дополнительные виды деятельности и соответствующие им ИТС НДТ приведены в таблице Д.1.
Таблица Д.1
и попутного нефтяного газа и соответствующие им ИТС НДТ
Вид деятельности | Соответствующий ИТС НДТ |
Очистка сточных вод | ИТС НДТ 8 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" |
ИТС НДТ 10 "Очистка сточных вод с использованием централизованных систем водоотведения поселений, городских округов" | |
Обращение с отходами | ИТС НДТ 9 "Утилизация и обезвреживание отходов термическими способами" |
ИТС НДТ 15 "Утилизация и обезвреживание отходов (кроме термических способов" | |
ИТС НДТ 17 "Размещение отходов производства и потребления" | |
Применение промышленных систем охлаждения | ИТС НДТ 20 "Промышленные системы охлаждения" |
Очистка выбросов загрязняющих веществ | ИТС НДТ 22 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" |
Производственный экологический контроль | ИТС НДТ 22.1 "Общие принципы производственного экологического контроля и его метрологического обеспечения" |
Производство энергии | ИТС НДТ 38 "Сжигание топлива на крупных установках в целях производства энергии" |
Хранение и складирование | ИТС НДТ 46 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" |
Повышение энергоэффективности | ИТС НДТ 48 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" |
Сфера распространения настоящего Заключения НДТ приведена в таблице Д.2.
Таблица Д.2
попадающие под действие ИТС НДТ
Наименование продукции по ОК 034-2014 (ОКПД) | Наименование вида деятельности ОКВЭД 2 | ||
Газ природный в газообразном или сжиженном состоянии | Предоставление услуг в области добычи нефти и природного газа | ||
Пропан и бутан сжиженные | Производство нефтепродуктов | ||
Пропан сжиженный | |||
Бутан сжиженный | |||
Этилен, пропилен, бутилен, бутадиен и прочие нефтяные газы или газообразные углеводороды, кроме природного газа | |||
Газы нефтяные | |||
Конденсат газовый стабильный | |||
Газы нефтяные прочие, не включенные в другие группировки | |||
Углеводороды газообразные, кроме природного газа | |||
Гелий | |||
Азот | |||
Кислород | |||
Спирт метиловый (метанол) | |||
Бензин газовый стабильный | Разделение и извлечение фракций из нефтяного (попутного) газа | ||
Пропан и бутан сжиженные | |||
Пропан сжиженный | |||
Этилен, пропилен, бутилен, бутадиен и прочие нефтяные газы или газообразные углеводороды, кроме природного газа | |||
Газы нефтяные прочие, не включенные в другие группировки | |||
Углерод технический (сажи и прочие формы дисперсного углерода, не включенные в другие группировки) | |||
Сера техническая газовая | |||
Соединения сераорганические | |||
Углерод технический (сажи и прочие формы дисперсного углерода, не включенные в другие группировки) | Производство прочих неорганических соединений |
Д.2 Перечень НДТ и маркерных веществ
Таблица Д.3
Перечень маркерных веществ
Наименование НДТ | Наименование маркерных ЗВ |
НДТ 6. Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации (продукцией являются газ горючий природный, газы углеводородные сжиженные, (пропан, бутан), газ стабилизации) (т/год) | При использовании технологии в Арктической зоне |
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
При использовании технологии вне Арктической зоны | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 7. Технология извлечения целевых углеводородов методом НТК или низкотемпературной конденсации и ректификации (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) | |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 8. Технологии абсорбционного отбензинивания газов (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 9. Технологии адсорбционного отбензинивания газов (продукцией являются сухой газ (метан, этан), ШФЛУ, включая пропан, бутан и более тяжелые компоненты) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 10. Технология абсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе абсорбции) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 11. Технология адсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе адсорбции) (т/год) | Метан |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Азота диоксид (двуокись азота; пероксид азота) | |
НДТ 12. Технология стабилизации газового конденсата (продукцией являются сухой газ, стабильный конденсат (деэтанизированный) и ШФЛУ, бензин газовый стабильный, пропан сжиженный) (т/год) | При использовании технологии в Арктической зоне |
Азота диоксид (двуокись азота; пероксид азота) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
При использовании технологии вне Арктической зоны | |
Азота диоксид (двуокись азота; пероксид азота) | |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 13. Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты (продукцией являются стабильный конденсат (деэтанизированный), ШФЛУ, очищенные кислые газы (H2S, CO2) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 14. Технология очистки широкой фракции легких углеводородов от сернистых соединений (продукцией являются очищенная ШФЛУ и выделенные сернистые соединения (элементарная сера или сероводород) (т/год) | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) |
Метан | |
НДТ 15. Технология разделения широкой фракции легких углеводородов на газофракционирующих установках (ГФУ) (продукцией являются индивидуальные компоненты - пропан, бутан, изобутан, пентан, изопентан, C6+ или их смеси), или по сокращенной схеме переработки - пропан, бутановая фракция, пентановая фракция или фракция C5+) (т/год) | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 16. Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан), ШФЛУ, БГС. (т/год) | |
С электрическим приводом компрессоров | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) |
Метан | |
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Метан | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
НДТ 17. Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан) или ШФЛУ) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 18. Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом (продукцией являются ШФЛУ, смесь пропана, бутана и более тяжелых компонентов (C3+), стабильный конденсат, сухой газ (метан, этан)) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 19. Технология компримирования ПНГ (продукцией является компримированный ПНГ (т/год) | |
С электроприводом компрессоров | Метан |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 20. Технологии получения сжиженных углеводородных газов (продукцией являются СУГ - смесь пропана (C3H8) и бутана (C4H10), БГС) (т/год) | Метан |
Азота диоксид (двуокись азота; пероксид азота) | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
НДТ 21. Технология выделения гелия из природного газа (продукцией являются гелиевый концентрат (80 - 90% гелия), чистый гелий (99,99% и выше, выделенные компоненты природного газа) (т/год) | Азота диоксид (двуокись азота; пероксид азота) |
Метан | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | |
Получение технического углерода из природного газа и газового конденсата термическим способом (продукцией является технический углерод) (т/год) | Метан |
НДТ 23. Технология производства газовой серы, включая доочистку отходящих газов (продукцией является газовая сера (т/год) | Серы диоксид |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Азота диоксид (двуокись азота; пероксид азота) | |
Метан | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | |
НДТ 24. Технология гранулирования и получения комовой серы (продукцией является комовая сера, гранулированная сера и их производные) | Азота диоксид (двуокись азота; пероксид азота) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | |
Серы диоксид | |
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | |
Таблица Д.4
Перечень НДТ
НДТ | Наименование НДТ | Примечание |
Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа | ||
Система экологического менеджмента | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |
Система энергетического менеджмента | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |
Система менеджмента измерения | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |
Регламентная работа в штатной ситуации и наличие плана действий в нештатной или аварийной ситуации | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |
Подготовка и обучение персонала | Подробное описание НДТ приведено в разделе 5.1 ИТС НДТ "Общеприменимые наилучшие доступные технологии при переработке природного и попутного нефтяного газа" | |
Наилучшие доступные технологии переработки природного газа и стабилизация конденсата | ||
Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Технология извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Технология абсорбционного отбензинивания газов | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Технология адсорбционного отбензинивания газов | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Технология абсорбционной очистки и осушки природного газа | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Технология адсорбционной очистки и осушки природного газа | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Технология стабилизации газового конденсата | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты | Подробное описание НДТ приведено в разделе 5.2.1 ИТС НДТ "Переработка природного газа и стабилизация конденсата" | |
Наилучшие доступные технологии переработки попутного нефтяного газа | ||
Технология очистки широкой фракции легких углеводородов от сернистых соединений | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка попутного нефтяного газа" | |
Технология разделения широкой фракции легких углеводородов на газофракционирующих установках | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка попутного нефтяного газа" | |
Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка попутного нефтяного газа" | |
Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка попутного нефтяного газа" | |
Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка попутного нефтяного газа" | |
Технология компримирования ПНГ | Подробное описание НДТ приведено в разделе 5.2.2 ИТС НДТ "Переработка попутного нефтяного газа" | |
Наилучшие доступные технологии получения сжиженных углеводородных газов | ||
Технологии получения сжиженных углеводородных газов (СУГ) | Подробное описание НДТ приведено в разделе 5.2.3 ИТС НДТ "Получение сжиженных углеводородных газов" | |
Наилучшие доступные технологии выделения гелия из природного газа | ||
Технология выделения гелия из природного газа | Подробное описание НДТ приведено в разделе 5.2.4 ИТС НДТ "Выделение гелия из природного газа" | |
Наилучшие доступные технологии получения технического углерода из природного газа и газового конденсата | ||
Технология получение технического углерода из природного газа и газового конденсата термическим способом | Подробное описание НДТ приведено в разделе 5.2.5 ИТС НДТ "Получения технического углерода из природного газа и газового конденсата" | |
Наилучшие доступные технологии производства серы | ||
Технология производства газовой серы, включая доочистку отходящих газов | Подробное описание НДТ приведено в разделе 5.2.6 ИТС НДТ "Производство серы" | |
Технология гранулирования и получения комовой серы | Подробное описание НДТ приведено в разделе 5.2.6 ИТС НДТ "Производство серы" | |
Таблица Д.5
Перечень технологических показателей
Наименование НДТ | Наименование маркерных ЗВ | Единица измерения | Значение |
НДТ 6. Технология извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации (продукцией являются газ горючий природный, газы углеводородные сжиженные, (пропан, бутан), газ стабилизации) (т/год) | При использовании технологии в Арктической зоне | ||
Углерод (пигмент черный или углеродсодержащий аэрозоль (сажа)) | кг/т продукции (год) | 0,12 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,92 | ||
При использовании технологии вне Арктической зоны | |||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т продукции (год) | 0,08 | |
НДТ 7. Технология извлечения целевых углеводородов методом НТК или низкотемпературной конденсации и ректификации (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,053 |
Азота оксид (азот (II) оксид; азот монооксид) | 0,052 | ||
Метан | 0,05 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,073 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,2 | ||
НДТ 8. Технологии абсорбционного отбензинивания газов (продукцией являются сухой газ, ШФЛУ и стабильный конденсат) (т/год) | Метан | кг/т продукции (год) | 0,0071 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,005 | ||
НДТ 9. Технологии адсорбционного отбензинивания газов (продукцией являются сухой газ (метан, этан), ШФЛУ, включая пропан, бутан и более тяжелые компоненты) (т/год) | Метан | кг/т продукции (год) | 0,003 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,0003 | ||
НДТ 10. Технология абсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе абсорбции) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,0163 |
Метан | 0,00443 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,0093 | ||
НДТ 11. Технология адсорбционной очистки и осушки природного газа (продукцией являются очищенный и осушенный природный газ, вода и примеси, удаленные из газа в процессе адсорбции) (т/год) | Метан | кг/т продукции (год) | 0,0013 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,003 | ||
Азота диоксид (двуокись азота; пероксид азота) | 0,01 | ||
НДТ 12. Технология стабилизации газового конденсата (продукцией являются сухой газ, стабильный конденсат (деэтанизированный) и ШФЛУ, бензин газовый стабильный, пропан сжиженный) (т/год) | При использовании технологии в Арктической зоне | ||
Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,17 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,074 | ||
При использовании технологии вне Арктической зоны | |||
Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,048 | |
Метан | 0,02 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,12 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,02 | ||
НДТ 13. Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты (продукцией являются стабильный конденсат (деэтанизированный), ШФЛУ, очищенные кислые газы (H2S, CO2)) (т/год) | Метан | кг/т продукции (год) | 0,0055 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,0012 | ||
НДТ 14. Технология очистки широкой фракции легких углеводородов от сернистых соединений (продукцией являются очищенная ШФЛУ и выделенные сернистые соединения (элементарная сера или сероводород)) (т/год) | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т продукции (год) | 0,025 |
Метан | 0,059 | ||
НДТ 15. Технология разделения широкой фракции легких углеводородов на газофракционирующих установках (ГФУ) (продукцией являются индивидуальные компоненты - пропан, бутан, изобутан, пентан, изопентан, C6+ или их смеси), или по сокращенной схеме переработки - пропан, бутановая фракция, пентановая фракция или фракция C5+ (т/год) | Метан | кг/т продукции (год) | 10 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 1,78 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 3,03 | ||
НДТ 16. Технология извлечения углеводородов методом низкотемпературной конденсации или низкотемпературной конденсации и ректификации (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан), ШФЛУ, БГС) (т/год) | |||
С электрическим приводом компрессоров | Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | кг/т ПНГ (год) | 0,123 |
Метан | 0,04 | ||
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,77 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,69 | ||
Метан | 0,09 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,06 | ||
НДТ 17. Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) (продукцией являются СОГ, газы углеводородные сжиженные (пропан, бутан) или ШФЛУ) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,51 |
Метан | 0,58 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 2,55 | ||
НДТ 18. Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом (продукцией являются ШФЛУ, смесь пропана, бутана и более тяжелых компонентов (C3+), стабильный конденсат, сухой газ (метан, этан)) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,17 |
Метан | 0,26 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,29 | ||
НДТ 19. Технология компримирования ПНГ (продукцией является компримированный ПНГ (т/год) | |||
С электроприводом компрессоров | Метан | кг/т ПНГ (год) | 0,04 |
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,018 | ||
С газотурбинным приводом компрессоров | Азота диоксид (двуокись азота; пероксид азота) | кг/т ПНГ (год) | 0,28 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,42 | ||
НДТ 20. Технологии получения сжиженных углеводородных газов (продукцией являются СУГ - смесь пропана (C3H8) и бутана (C4H10), БГС. (т/год) | Метан | кг/т продукции (год) | 0,032 |
Азота диоксид (двуокись азота; пероксид азота) | 0,0134 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,027 | ||
НДТ 21. Технология выделения гелия из природного газа (продукцией является гелиевый концентрат (80 - 90% гелия), чистый гелий (99,99% и выше, выделенные компоненты природного газа) (т/год) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,005 |
Метан | 0,04 | ||
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,004 | ||
Углеводороды предельные C1 - C5 (смесь предельных углеводородов C1H4 - C5H12) (исключая метан) | 0,2 | ||
НДТ 22. Получение технического углерода из природного газа и газового конденсата термическим способом (продукцией является технический углерод) (т/год) | Метан | кг/т продукции (год) | 4,03 |
НДТ 23. Технология производства газовой серы, включая доочистку отходящих газов (продукцией является газовая сера) (т/год) | Серы диоксид | кг/т продукции (год) | 47 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 40 | ||
Азота диоксид (двуокись азота; пероксид азота) | 0,3 | ||
Метан | 0,2 | ||
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | 0,5 | ||
НДТ 24. Технология гранулирования и получения комовой серы (продукцией являются комовая сера, гранулированная сера и их производные) | Азота диоксид (двуокись азота; пероксид азота) | кг/т продукции (год) | 0,016 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | 0,02 | ||
Серы диоксид | 0,0023 | ||
Сероводород (дигидросульфид; водород сернистый; гидросульфид) | 0,004 | ||
Д.3 Ресурсная и энергетическая эффективность
Основными видами энергетических ресурсов, потребляемых при переработке природного и попутного нефтяного газа, являются электрическая энергия, тепловая энергия и топливный газ.
Основные технологические установки, потребляющие топливно-энергетические ресурсы:
Использование природного газа:
- установка низкотемпературного разделения газа;
- установка стабилизации конденсата;
- установка очистки сырьевого газа от сернистых соединений;
- установка очистки ШФЛУ от сернистых соединений и получения сжиженных газов;
- установка получения гелия, этана, ШФЛУ;
- установка моторных топлив;
- установка очистки пропановой фракции;
- установка комплексная облагораживания моторных топлив;
- установка доочистки отходящих газов;
- установка получения серы;
- установка очистки ПБФ;
- сепарация пластового газа.
Использование электрической энергии:
- установка по производству технического углерода термического;
- установка низкотемпературного разделения газа;
- установка стабилизации конденсата;
- установка по воздухоснабжению КИП;
- установка получения гелия, этана, ШФЛУ;
- установка сжижения гелия;
- установка очистки ШФЛУ от сернистых соединений и получения сжиженных газов;
- пропановая холодильная установка;
- установка моторных топлив;
- установка по утилизации низконапорных сбросных газов;
- установка комплексная облагораживания моторных топлив;
- установка извлечения изопентана;
- установка получения пропана;
- установка очистки пропановой фракции от метанола;
- установка каталитического риформинга "Петрофак";
- установка очистки и осушки газа;
- подача воды оборотного цикла;
- установка доочистки отходящих газов;
- установка получения серы;
- компримирование газов стабилизации и выветривания.
Использование тепловой энергии:
- установка стабилизации конденсата;
- участок хозяйственного обслуживания;
- установка по производству технического углерода термического;
- установка низкотемпературного разделения газа;
- резервуарный парк стабильного конденсата;
- установка очистки и осушки газа;
- установка очистки ШФЛУ от сернистых соединений и получения сжиженных газов;
- установка получения гелия, этана, ШФЛУ;
- установка извлечения изопентана;
- установка получения пропана;
- установка моторных топлив;
- установка по утилизации низконапорных сбросных газов;
установка каталитического риформинга "Петрофак";
- хранение и отгрузка серы.
К основным направлениям повышения энергоэффективности и ресурсной эффективности относятся:
- утилизация дымовых газов топливоиспользующего оборудования для выработки тепловой энергии;
- современное теплоизоляционное покрытие технологических печей и трубопроводов;
- применение энергоэффективного тепло-, электро- и топливоиспользующего оборудования;
- совершенствование существующих схем энергообеспечения и оптимизация технологических режимов работы энергетических установок;
- внедрение автоматизированных систем коммерческого и технологического учета энергоресурсов, внедрение рациональных схем освещения, отопления и вентиляции;
- внедрение частотно-регулируемого привода электродвигателей;
- использование современных, энергоэффективных конденсатоотводчиков в системах пароснабжения.
К перспективным направлениям повышения энергетической и ресурсной эффективности также относятся:
- разработка эффективных технологий конверсии природного газа, рассчитанных на эксплуатацию в условиях российских промыслов (создание малогабаритных реакторов и высокоэффективных катализаторов для конверсии синтез-газа в метанол, синтетическую нефть, ДМЭ, бензин, ароматические углеводороды);
- разработка технологий по прямому превращению углеводородов в нефтехимикаты, минуя стадии производства промежуточных продуктов;
- использование достижений биотехнологии, нанотехнологий для производства нового поколения катализаторов, реакторных покрытий;
- разработка малотоннажных нефтегазохимических технологий, ориентированных на комплексную переработку природных и попутных нефтяных газов непосредственно в районах газо- и нефтедобычи;
- совершенствование схем энергоснабжения в том числе на основе применения теплонаносных и абсорбционных холодильных установок, турбодетандерных агрегатов;
- совершенствование схем утилизации тепла (в том числе для выработки электрической энергии) и сбросных газов.
Таблица Д.6
Целевые показатели ресурсной и энергетической эффективности
Технологические процессы | Расход энергии, ресурсов | Размерность | Целевой показатель |
НДТ 6. Технологии извлечения целевых углеводородных компонентов из газов методом низкотемпературной сепарации | Электрическая энергия | кВт·ч/т | 116,71355 |
Тепловая энергия | Гкал/т | 0,0458 | |
НДТ 7. Технология извлечения целевых углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | Электрическая энергия | кВт·ч/т | 72,4528 |
Тепловая энергия | Гкал/т | 0,02795 | |
НДТ 8. Технология абсорбционного отбензинивания газов | Электрическая энергия | кВт·ч/т | 0,442 |
Тепловая энергия | Гкал/т | 0,002 | |
НДТ 9. Технология адсорбционного отбензинивания газов | Электрическая энергия | кВт·ч/т | 39,0928 |
Тепловая энергия | Гкал/т | 0,12385 | |
НДТ 10. Технология абсорбционной очистки и осушки природного газа | Электрическая энергия | кВт·ч/т | 92,4637 |
Тепловая энергия | Гкал/т | 1,1092 | |
НДТ 11. Технология адсорбционной очистки и осушки природного газа | Электрическая энергия | кВт·ч/т | 92,4637 |
Тепловая энергия | Гкал/т | 1,1092 | |
НДТ 12. Технология стабилизации конденсатов | Электрическая энергия | кВт·ч/т | 105,2 |
Тепловая энергия | Гкал/т | 0,307805 | |
Топливный газ | Гкал/т | 1,5375 | |
Смесевой газа | т.у.т/т | 0,0157 | |
НДТ 13. Технология очистки и компримирования газов стабилизации и выветривания конденсата, содержащих кислые компоненты | Электрическая энергия | кВт·ч/т | 92,4637 |
Тепловая энергия | Гкал/т | 1,1092 | |
НДТ 14. Технология очистки ШФЛУ от сернистых соединений | Электрическая энергия | кВт·ч/т | 11,8275 |
Тепловая энергия | Гкал/т | 0,087 | |
НДТ 15. Технология разделения ШФЛУ на газофракционирующих установках | Электрическая энергия | кВт·ч/т | 746,238 |
Тепловая энергия | Гкал/т | 4,034 | |
НДТ 16. Технология извлечения углеводородов методом низкотемпературной конденсации (НТК) или низкотемпературной конденсации и ректификации | Электрическая энергия (НТКР с электрическим приводом компрессоров) | кВт·ч/т | 415,722 |
Электрическая энергия (НТКР с газотурбинным приводом компрессоров) | кВт·ч/т | 204,758 | |
Природный газ (НТКР с электрическим приводом компрессоров) | м3/т | 16,141 | |
Природный газ (НТКР с газотурбинным приводом компрессоров) | м3/т | 123,935 | |
НДТ 17. Технология извлечения углеводородов методом низкотемпературной абсорбции (НТА) | Электрическая энергия | кВт·ч/тыс. м3 | 422,36205 |
Природный газ | нм3/тыс. м3 | 28,65 | |
НДТ 18. Технология извлечения углеводородов методом НТКР с предварительным сжатием газа и с турбодетандерным агрегатом | Электрическая энергия | кВт·ч/т | 19,96825 |
Тепловая энергия | Мкал/т | 1031,969 | |
НДТ 19. Технология компримирования ПНГ | Электрическая энергия (с электроприводом компрессоров) | кВт·ч/тыс. м3 | 177 |
Электрическая энергия (с газотурбинным приводом компрессоров) | кВт·ч/тыс. м3 | 4,21 | |
Тепловая энергия (с электроприводом компрессоров) | Гкал/тыс. м3 | 0,034 | |
Тепловая энергия (с газотурбинным приводом компрессоров) | Гкал/тыс. м3 | 0,415 | |
НДТ 20. Технологии получения СУГ | Электрическая энергия | кВт·ч/т | 4,33075 |
Тепловая энергия | Гкал/т | 0,01223 | |
НДТ 21. Технология выделения гелия из природного газа | Электрическая энергия | кВт·ч/т | 136,3405 |
Тепловая энергия | Гкал/т | 0,147 | |
НДТ 22. Получение технического углерода из природного газа и газового конденсата термическим способом | Потребление электроэнергии | кВт·ч/т | 160,3234 |
Потребление тепловой энергии | Гкал/т | 0,3529 | |
НДТ 23. Технология производства газовой серы, включая доочистку отходящих газов | Электрическая энергия | кВт·ч/т | 61,64795 |
Тепловая энергия | Гкал/т | 0,27685 | |
НДТ 24. Технология гранулирования и получения комовой серы | Электрическая энергия | кВт·ч/т | 15,6386 |
Тепловая энергия | Гкал/т | 0,2821 |
Д.4 Индикативные показатели удельных выбросов парниковых газов
Для предприятий газоперерабатывающей отрасли основными направлениями снижения выбросов парниковых газов для достижения углеродной нейтральности при устойчивом росте экономики России являются следующие:
- реализация программ повышения энергоэффективности и ресурсосбережения;
- проведение работ по техническому перевооружению, реконструкции и модернизации объектов газопереработки;
- проведение режимно-наладочных работ на топливоиспользующем оборудовании;
- реализация мероприятия по снижению потерь углеводородного сырья, росту объемов его переработки;
- развитие систем учета и контроля выбросов метана;
- внедрение эффективных технологий по улавливанию и хранению выбросов CO2;
- развитие направления по использованию альтернативных источников энергии;
- проведение комплексных мероприятий по экологической безопасности в целях предупреждения аварийных ситуаций;
- реализация климатических проектов.
Построение кривой отраслевого бенчмаркинга удельных выбросов парниковых газов и установление индикативных показателей на кривой бенчмаркинга проведено для следующих технологических процессов (рисунки Г.1 - Г.3):
- технология стабилизации газового конденсата;
- технология извлечения углеводородов методом НТКР с электрическим приводом компрессоров;
- технология извлечения углеводородов методом НТКР с газотурбинным приводом компрессоров.
Для остальных технологий приведена справочная информация об удельных показателях выбросов парниковых газов в разделе 3.
1. Федеральный закон от 10.01.2002 N 7-ФЗ "Об охране окружающей среды".
2. ГОСТ Р 113.00.03-2019 Наилучшие доступные технологии. Структура информационно-технического справочника.
3. ГОСТ Р 113.00.23-2023 Наилучшие доступные технологии. Методические рекомендации по разработке раздела информационно-технического справочника по наилучшим доступным технологиям по описанию приоритетных проблем отрасли.
4. ГОСТ Р 113.00.04-2024 Наилучшие доступные технологии. Формат описания технологий.
5. ГОСТ Р 113.00.17-2023 Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям.
6. Постановление Правительства Российской Федерации от 23.12.2014 N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям".
7. Распоряжение Правительства Российской Федерации от 24 декабря 2014 года N 2674-р "Об утверждении перечня областей применения наилучших доступных технологий".
8. Best Available Techniques (BAT) Reference Document for the Refining of Mineral Oil and Gas - European Commission Joint Research Centre Institute for Prospective Technological Studies, 2015. URL: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/REF_BREF_2015.pdf
9. Reference Book on Best Available Techniques URL: https://eippcb.jrc.ec.europa.eu/reference
10. Информационно-технический справочник по наилучшим доступным технологиям ИТС 1-2023 "Целлюлозно-бумажное производство".
11. Информационно-технический справочник по наилучшим доступным технологиям ИТС 2-2022 "Производство аммиака, минеральных удобрений и неорганических кислот".
12. Информационно-технический справочник по наилучшим доступным технологиям ИТС 3-2019 "Производство меди".
13. Информационно-технический справочник по наилучшим доступным технологиям ИТС 4-2023 "Производство керамических изделий".
14. Информационно-технический справочник по наилучшим доступным технологиям ИТС 5-2022 "Производство стекла".
15. Информационно-технический справочник по наилучшим доступным технологиям ИТС 6-2024 "Производство цемента".
16. Информационно-технический справочник по наилучшим доступным технологиям ИТС 7-2022 "Производство извести".
17. Информационно-технический справочник по наилучшим доступным технологиям ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях".
18. Информационно-технический справочник по наилучшим доступным технологиям ИТС 9-2020 "Утилизация и обезвреживание отходов термическими способами".
19. Информационно-технический справочник по наилучшим доступным технологиям ИТС 10-2019 "Очистка сточных вод с использованием централизованных систем водоотведения поселений, городских округов".
20. Информационно-технический справочник по наилучшим доступным технологиям ИТС 15-2021 "Утилизация и обезвреживание отходов (кроме термических способов)".
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: справочник имеет номер ИТС 17-2024, а не ИТС 17-2025. |
21. Информационно-технический справочник по наилучшим доступным технологиям ИТС 17-2025 "Размещение отходов производства и потребления".
22. Информационно-технический справочник по наилучшим доступным технологиям ИТС 22-2016 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях".
23. Информационно-технический справочник по наилучшим доступным технологиям ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его метрологического обеспечения".
24. Информационно-технический справочник по наилучшим доступным технологиям ИТС 20-2016 "Промышленные системы охлаждения".
25. Приказ Минпромторга от 18.12.2019 N 4841 "Об утверждении порядка сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям" (с изменениями на 21 марта 2023 года).
26. Распоряжение Правительства Российской Федерации от 10.06.2022 N 1537-р (ред. от 30.07.2025) "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям".
27. Общероссийский классификатор стандартов ОК 001-2021 (ИСО МКС), утвержден приказом Росстандарта от 19.11.2021 N 1506-ст. (дата введения 01.01.2022, ред. от 15.08.2023).
28. Общероссийский классификатор видов экономической деятельности ОКВЭД 2 (ОК 029-2014 (КДЕС Ред. 2)), утвержден приказом Росстандарта от 31.01.2014 N 14-ст.
29. Общероссийский классификатор продукции по видам экономической деятельности ОКПД 2 (ОК 034-2014 (КПЕС 2008)), утвержден приказом Росстандарта от 31.01.2014 N 14-ст. 4. Федеральный закон от 29.06.2015 N 162-ФЗ "О стандартизации в Российской Федерации".
30. ГОСТ Р 53521-2009 Переработка природного газа. Термины и определения.
33. ГОСТ Р 54973-2012 Переработка попутного нефтяного газа. Термины и определения.
34. Канделаки Т.Л. Нефтепереработка, газопереработка и нефтехимия в Российской Федерации 2022 - 2035. 29-ое издание - М.: ООО "Инфо ТЭК-КОНСАЛТ", 2023. - 922 с.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: вместо адреса "http://minenergo.gov.ru/node/6365" следует читать "https://minenergo.gov.ru/ministry/forecast-ntr?docs-group=file-152". |
35. Прогноз научно-технологического развития отраслей топливно-энергетического комплекса России на период до 2035 года. М.: Минэнерго, 2016. http://minenergo.gov.ru/node/6365
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: вместо адреса "minenergo.gov.ru/node/1216" следует читать "https://minenergo.gov.ru/". |
37. СТО Газпром 089-2010 Газ горючий природный, поставляемый и транспортируемый по магистральным газопроводам. Технические условия.
38. ГОСТ 5542-2022 Газы горючие природные для промышленного и коммунально-бытового назначения. Технические условия.
39. ГОСТ 31371.1-2020 (ИСО 6974-1:2012) Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 1. Общие указания и определение состава.
40. ГОСТ 31371.7-2020 Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 7. Методика измерений молярной доли компонентов.
41. ГОСТ 31369-2021 (ИСО 6976:2016) Газ природный. Вычисление теплоты сгорания, плотности, относительной плотности и числа Воббе на основе компонентного состава.
42. ГОСТ 31371.2-2020 (ИСО 6974-2:2012) Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 2. Вычисление неопределенности.
43. ГОСТ 31371.3-2008 (ИСО 6974-3:2000) Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 3. Определение водорода, гелия, кислорода, азота, диоксида углерода и углеводородов до C8 с использованием двух насадочных колонок.
44. ГОСТ 31371.6-2008 (ИСО 6974-6:2002) Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 6. Определение водорода, гелия, кислорода, азота, диоксида углерода и углеводородов C1 - C8 с использованием трех капиллярных колонок.
45. ГОСТ 31371.4-2008 (ИСО 6974-4:2000) Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 4. Определение азота, диоксида углерода и углеводородов C1 - C5 и C6+ в лаборатории и с помощью встроенной измерительной системы с использованием двух колонок.
46. ГОСТ 31371.5-2022 (ИСО 6974-5:2014) Газ природный. Определение состава методом газовой хроматографии с оценкой неопределенности. Часть 5. Определение азота, диоксида углерода и углеводородов C1 - C5 и C6+ изотермическим методом.
47. ГОСТ 22387.4-77 Газ для коммунально-бытового потребления. Метод определения содержания смолы и пыли.
48. ГОСТ 16350-80 Климат СССР. Районирование и статистические параметры климатических факторов для технических целей.
49. ГОСТ 22387.5-2021 Газ для коммунально-бытового потребления. Методы определения интенсивности запаха.
50. ГОСТ 8.586.5-2005 Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 5. Методика выполнения измерений.
52. ГОСТ 34858-2022 Газы углеводородные сжиженные топливные. Технические условия.
53. ГОСТ 10679-2019 Газы углеводородные сжиженные. Метод определения углеводородного состава.
54. ГОСТ 33012-2014 Пропан и бутан товарные. Определение углеводородного состава методом газовой хроматографии.
55. ГОСТ 28656-2019 Газы углеводородные сжиженные. Расчетный метод определения плотности и давления насыщенных паров.
56. ГОСТ 34429-2018 Газы углеводородные сжиженные. Метод определения давления насыщенных паров.
57. ГОСТ Р 50994-96 (ИСО 4256-78) Газы углеводородные сжиженные. Метод определения давления насыщенных паров.
59. ГОСТ 22985-2017 Газы углеводородные сжиженные. Метод определения сероводорода, меркаптановой серы и серооксида углерода.
60. ГОСТ Р 50802-2021 Нефть. Метод определения сероводорода, метил- и этилмеркаптанов.
61. ГОСТ Р 51104-97 Газы российского региона углеводородные сжиженные, поставляемые на экспорт.
62. ГОСТ EN 589-2014 "Топлива для двигателей внутреннего сгорания. Газы углеводородные сжиженные. Технические требования и методы испытаний".
65. ГОСТ Р 54484-2011. Газы углеводородные сжиженные. Методы определения углеводородного состава.
66. ГОСТ Р 55997-2014 Конденсат газовый стабильный, широкая фракция легких углеводородов, сжиженные углеводородные газы. Определение метанола методом газовой хроматографии.
67. ГОСТ Р 54389-2011 Конденсат газовый стабильный. Технические условия.
68. ГОСТ 1756-2000 Нефтепродукты. Определение давления насыщенных паров.
69. ГОСТ Р 52340-2005 Нефть. Определение давления паров методом расширения.
70. ГОСТ 2477-2014 Нефть и нефтепродукты. Метод определения содержания воды.
71. ГОСТ 6370-83 Нефть, нефтепродукты и присадки. Метод определения механических примесей.
72. ГОСТ 21534-2021 Нефть. Методы определения содержания хлористых солей.
73. ГОСТ Р 51947-2002 Нефть и нефтепродукты. Определение серы методом энергодисперсионной рентгенофлуоресцентной спектрометрии.
74. ГОСТ 19121-73 Нефтепродукты. Метод определения содержания серы сжиганием в лампе.
75. ГОСТ 3900-2022 Нефть и нефтепродукты. Методы определения плотности.
76. ГОСТ Р 51069-97 Нефть и нефтепродукты. Метод определения плотности, относительной плотности и плотности в градусах API ареометром.
77. ГОСТ 2177-99 Нефтепродукты. Методы определения фракционного состава.
78. ГОСТ 11851-85 Нефть. Метод определения парафина.
79. ГОСТ Р 52247-2021 Нефть. Методы определения хлорорганических соединений.
81. ГОСТ 1567-97 (ИСО 6246-95) Нефтепродукты. Бензины автомобильные и топлива авиационные. Метод определения смол выпариванием струей.
82. ГОСТ 8489-85 Межгосударственный стандарт, который устанавливает метод определения фактических смол в моторном топливе (керосине, дизельном топливе).
83. ГОСТ Р EN ИСО 20846-2006 Нефтепродукты. Определение содержания серы методом ультрафиолетовой флуоресценции.
84. ГОСТ 6321-92 (ИСО 2160-85) Топливо для двигателей. Метод испытания на медной пластинке.
85. ГОСТ Р 57037-2016 Нефтепродукты. Определение плотности, относительной плотности и плотности в градусах API цифровым плотномером.
86. ГОСТ 127.1-93 Сера техническая. Технические условия.
88. ГОСТ Р 56249-2014 Сера газовая техническая. Технические условия.
91. ГОСТ 7885-86 Углерод технический для производства резины. Технические условия.
92. ГОСТ 34894-2022 Газ природный сжиженный. Технические условия.
93. Мурин В.И., Кисленко Н.Н., Сурков Ю.В. Основы переработки природного газа и конденсата: Справочник: В 2 ч. - М.: ООО "Недра Бизнесцентр", 2002. - Ч. 1. - 166 с.
94. СТО Газпром 2-2.3-1081-2016 Газораспределительные станции. Общие технические требования: стандарт организации. М., 2016 113 с.
95. СТО Газпром 12-2005 Каталог отходов производства и потребления дочерних обществ и организаций ОАО "Газпром". М., 2005.
96. Федеральный классификационный каталог отходов (приказ Росприроднадзора от 22.05.2017 N 242) (ред. от 18.01.2024) "Об утверждении Федерального классификационного каталога отходов".
97. Приказ Министерства промышленности и торговли Российской Федерации от 23 августа 2019 года N 3134 "Об утверждении методических рекомендаций по определению технологии в качестве наилучшей доступной технологии".
98. ИТС 48-2023 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности".
99. Экологическая промышленная политика Российской Федерации, одобрена постановлением Бюро Правления РСПП от 03.03.2014 N 37/3.
100. ГОСТ Р 113.00.27-2023 "Наилучшие доступные технологии. Методические рекомендации по выбору маркерных веществ в выбросах от промышленных предприятий".
101. Распоряжение Правительства РФ от 20.10.2023 года N 2909-р "Об утверждении перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды".
102. ГОСТ 10227-86 Топлива для реактивных двигателей. Технические условия (с Изменениями N 1, 2, 3, 4, 5, 6).
103. Технический регламент Таможенного союза ТР ТС 013/2011 "О требованиях к автомобильному и авиационному бензину, дизельному и судовому топливу, топливу для реактивных двигателей и мазуту (с изменениями на 2 декабря 2015 года)".
105. Патент RU 109007 Установка подготовки топливного газа из природного или попутного нефтяного газа.
109. Мурин В.И., Кисленко Н.Н., Сурков Ю.В. Основы переработки природного газа и конденсата: Справочник: В 2 ч. - М.: ООО "Недра-Бизнесцентр", 2002. - Ч. 1. - С. 440 - 444.
110. ГОСТ Р 113.00.11-2022 "Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности".
111. Приказ Министерства природных ресурсов и экологии Российской Федерации от 27 мая 2022 года N 371 "Об утверждении методик количественного определения объемов выбросов парниковых газов и поглощений парниковых газов".
112. ГОСТ Р ИСО 14067-2021 Углеродный след продукции. Требования и руководящие указания по количественному определению.
113. ГОСТ 34867-2022 Газ природный, подготовленный к транспортированию по магистральным газопроводам. Технические условия.