СПРАВКА
Источник публикации
М.: Бюро НДТ, 2023
Примечание к документу
Документ вводится в действие с 01.01.2025.
Взамен ИТС 4-2015.
Название документа
"ИТС 4-2023. Информационно-технический справочник по наилучшим доступным технологиям. Производство керамических изделий"
(утв. Приказом Росстандарта от 27.12.2023 N 2807)
"ИТС 4-2023. Информационно-технический справочник по наилучшим доступным технологиям. Производство керамических изделий"
(утв. Приказом Росстандарта от 27.12.2023 N 2807)
Приказом Росстандарта
от 27 декабря 2023 г. N 2807
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Ceramic Manufacturing Industry
ИТС 4-2023
Дата введения
1 января 2025 года
Настоящий информационно-технический справочник по наилучшим доступным технологиям "Производство керамических изделий" (справочник НДТ) представляет собой документ по стандартизации, разработанный в результате анализа технологических, технических и управленческих решений, применяемых для обеспечения высокой ресурсоэффективности и экологической результативности производства керамических изделий.
Краткое содержание справочника НДТ
Введение. Приводится краткое содержание справочника НДТ.
Предисловие. Указаны цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры разработки в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие справочника НДТ.
В разделе 1 представлена информация о состоянии и уровне развития в Российской Федерации основных подотраслей производства керамических изделий:
- керамического кирпича и камня;
- керамической плитки;
- огнеупорных изделий;
- санитарно-технических изделий из керамики;
- посуды и декоративных изделий (хозяйственно-бытовой керамики);
- керамики технического назначения, в том числе керамических изоляторов;
- керамических пропантов.
Также в разделе 1 дан краткий обзор экологических аспектов производства керамических изделий и воздействия предприятий отрасли на окружающую среду.
В разделе 2 представлены сведения о технологических процессах, являющихся общими для всех подотраслей производства керамических изделий, а также информация об особенностях технологических процессов, получивших распространение в производстве:
- керамического кирпича и камня;
- керамической плитки;
- огнеупорных изделий;
- санитарно-технических изделий из керамики;
- посуды и декоративных изделий (хозяйственно-бытовой керамики);
- керамики технического назначения, в том числе керамических изоляторов;
- керамических пропантов.
В разделе 3 дана оценка потребления природных ресурсов и уровней эмиссий в окружающую среду, характерных для производства керамических изделий в целом.
Для наиболее массовых производств (керамического кирпича и камня, керамической плитки) представлены результаты анкетирования отечественных предприятий, оценка материалов научно-исследовательских работ, а также отечественных и зарубежных исследований, характеризующих удельное потребление энергии и других ресурсов, а также удельные выбросы основных загрязняющих веществ в атмосферу. Приведены также доступные сведения об обращении с производственными сточными водами и отходами производства.
В разделе 4 описаны особенности подходов, примененных при разработке данного справочника НДТ и в целом соответствующих Правилам определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458) и Методическим рекомендациям по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 23 августа 2019 г. N 3134).
Приведены сравнительный анализ и особенности учета критериев отнесения технологий, технологических и управленческих решений к наилучшим доступным технологиям в соответствии с требованиями ГОСТ Р 56828.8-2015 "Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям".
Более подробно описаны методы предотвращения или, где это практически невозможно, сокращения воздействия на окружающую среду в производстве керамических изделий, которые учитывались при определении НДТ. В разделе приводятся, где это уместно, уровни экологических показателей (например, уровни выбросов/сбросов и потребления ресурсов), которые могут быть достигнуты с помощью описанных методов, соответствующий мониторинг, а также затраты и воздействие на различные компоненты окружающей среды, связанные с применением данных методов.
В разделе 5 приведено краткое описание наилучших доступных технологий производства керамических изделий, включая:
- системы экологического менеджмента;
- технологические решения, направленные на повышение экологической результативности и энергоэффективности производства всех видов керамических изделий;
- решения, характерные для конкретных подотраслей производства керамических изделий.
В разделе 6 приведены краткие сведения о новых (перспективных) технологических, технических и управленческих решениях, способных на стадии промышленного внедрения обеспечить уровень воздействия на окружающую среду не ниже требований НДТ или же при соответствии им минимизировать производственные и/или экономические затраты, а также направленных на повышение энергоэффективности и ресурсосбережения. Раздел подготовлен с учетом положений ГОСТ Р 56828.1-2015 "Наилучшие доступные технологии. Методические рекомендации по описанию перспективных технологий в информационно-техническом справочнике по наилучшим доступным технологиям".
Заключительные положения и рекомендации. В разделе представлена позиция разработчиков справочника НДТ в отношении сбора информации для актуализации и внесения изменений в справочник НДТ "Производство керамических изделий".
Приложения. Содержат перечень маркерных веществ, характерных для производства керамических изделий, перечень технологических показателей НДТ, перечень НДТ, сведения о ресурсной (в том числе энергетической) эффективности, результаты бенчмаркинга удельных выбросов парниковых газов (индикативные показатели удельных выбросов парниковых газов при производстве керамического кирпича и камня), а также Заключения по наилучшим доступным технологиям.
Заключения по наилучшим доступным технологиям включают части справочника НДТ, содержащие:
- описание НДТ, уровни эмиссий, соответствующие НДТ (технологические показатели), а также информацию, позволяющую оценить их применимость;
- методы производственного экологического контроля (прежде всего - подходы к организации измерений, в том числе касающиеся систем автоматического контроля). Приложение "Заключения по наилучшим доступным технологиям" приведено в справочнике НДТ для использования заинтересованными лицами, в том числе промышленными предприятиями, при формировании заявок на получение комплексных экологических разрешений, а также надзорными органами при выдаче комплексных экологических разрешений и является кратким описанием основных положений справочника НДТ, включая описание наилучших доступных технологий, информации, позволяющей оценить их применимость, уровни эмиссий и потребления ресурсов, методы производственного экологического контроля.
Приложения подготовлены с учетом положений ГОСТ Р 113.00.03-2019 "Наилучшие доступные технологии. Структура информационно-технического справочника".
Библиография. В библиографии приведен перечень основных источников информации, использованных при разработке справочника НДТ.
Цели, основные принципы и порядок разработки справочника НДТ установлены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458, описывающим порядок определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям.
1 Статус документа
Настоящий справочник НДТ является документом по стандартизации.
2 Информация о разработчиках
Справочник НДТ разработан технической рабочей группой "Производство керамических изделий" (ТРГ 4), состав которой утвержден приказом Минпромторга России от 23 января 2023 г. N 164 "О создании технической рабочей группы "Производство керамических изделий" (в редакции Приказа Минпромторга России от 28 июня 2023 г. N 2349).
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (Бюро НДТ) (https://burondt.ru/).
3 Краткая характеристика
Справочник НДТ содержит описание применяемых при производстве керамических изделий технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, повысить энергоэффективность, обеспечить ресурсосбережение на предприятиях. Из описанных технологических процессов, оборудования, технических способов, методов (в том числе управления) определены решения, являющиеся наилучшими доступными технологиями (НДТ). Для ряда НДТ в справочнике НДТ установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными и региональными аналогами
Справочник НДТ разработан на основе справочника Европейского союза по наилучшим доступным технологиям "Производство керамических изделий" (Reference Document on Best Available Techniques in the Ceramic Manufacturing Industry. August 2007) с учетом особенностей производства керамических изделий в Российской Федерации.
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве керамических изделий в Российской Федерации, была собрана в процессе разработки справочника НДТ в соответствии с Порядком сбора и обработки данных, необходимых для разработки и актуализации справочника НДТ, утвержденным приказом Минпромторга России от 18 декабря 2019 года N 4841.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми (актуализируемыми) в соответствии с распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям", приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Справочник НДТ утвержден приказом Росстандарта от ____ _______ 2023 г. N _____.
Справочник НДТ введен в действие с 1 января 2025 года, официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
8 Взамен ИТС 4-2015
Настоящий справочник НДТ распространяется на производство керамических изделий, в том числе следующие основные виды деятельности:
- производство керамических строительных материалов (керамического кирпича и камня, плиток и плит керамических);
- производство огнеупорных изделий;
- производство санитарно-технических изделий из керамики;
- производство керамических хозяйственных и декоративных изделий (посуды);
- производство изделий из керамики технического назначения, в том числе керамических изоляторов;
- производство керамических пропантов.
Справочник НДТ распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на ресурсоэффективность, характер и масштаб воздействия на окружающую среду:
- хранение и подготовка сырья;
- производственные процессы;
- методы предотвращения и сокращения эмиссий и образования отходов.
Ограниченные сведения приведены также для таких процессов, как:
- хранение и подготовка топлива (в случае использования твердого топлива);
- хранение и подготовка продукции.
Справочник НДТ не распространяется на:
- некоторые процессы производства, такие как добыча сырья в карьере и транспортировка сырьевых материалов с карьера на склад производства;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Дополнительные виды деятельности при производстве изделий из керамики и соответствующие им справочники НДТ приведены в таблице 1.
Таблица 1
из керамики и соответствующие им справочники НДТ
Вид деятельности | Соответствующий справочник НДТ |
Очистка сточных вод | ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" |
Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух | ИТС 22-2016 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" |
Складирование и хранение сырья, продукции и твердого топлива | ИТС 46-2019 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" |
Повышение энергетической эффективности | ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" |
Производственный экологический контроль | ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его метрологического обеспечения" |
Раздел 1 Общая информация о состоянии и развитии производства керамических изделий в Российской Федерации
В настоящем справочнике НДТ выделены семь основных подотраслей производства следующих керамических изделий, характерных для Российской Федерации:
- керамический кирпич и камень;
- керамическая плитка;
- огнеупоры;
- санитарно-технические изделия из керамики;
- посуда и декоративные изделия (хозяйственно-бытовая керамика);
- изделия из керамики технического назначения;
- керамические пропанты.
В последующих разделах рассмотрены основные черты развития подотраслей производства указанных керамических изделий в Российской Федерации (см. разделы 1.2 - 1.8).
Фундаментальные приемы и стадии процесса производства различных видов керамики мало отличаются друг от друга, если не учитывать, что для изготовления ряда видов продукции, таких как облицовочная и напольная плитка, посуда и декоративные изделия (хозяйственно-бытовая керамика), техническая керамика, нередко применяют многократный обжиг. Впрочем, технологическое воплощение производственного процесса может иметь существенные отличия, связанные с различием химического и фазового составов сырья, способами подготовки формовочных масс, формования и термообработки.
Технологические процессы производства керамических изделий рассмотрены в разделе 2.
Керамический кирпич (рядовой, лицевой, клинкерный), а также керамический камень (включая поризованные блоки) относятся к наиболее традиционным строительным материалам, а их производство распространено в Российской Федерации повсеместно. Основные характеристики керамического кирпича регламентируются ГОСТ 530-2012 Кирпич и камень керамические. Общие технические условия. В целом в Российской Федерации установлены более жесткие требования к свойствам, чем в Европейском союзе (ЕС), что обусловлено его многолетним применением в неблагоприятных климатических условиях.
В 2022 году доля керамического кирпича составила 71%, доля силикатного кирпича - 29% [1], тогда как в период с 2010 по 2018 год доля силикатного кирпича оценивалась в 35 - 40% [2].
На рынке присутствует в основном отечественная продукция. В 2021 г. в структуре объема рынка строительного кирпича в России доля отечественного производства составила 89%.
Импорт керамического строительного кирпича находится на уровне 500 - 600 млн усл. единиц, в 2021 г. показатель составил чуть более 570 млн ед. Основными странами - экспортерами керамического строительного кирпича в Россию в 2021 г. стали Беларусь (27,2%), Германия (20,4%), Эстония (15%), Бельгия (12,4%) и др.
В 2021 г. экспорт керамического строительного кирпича составил около 500 млн ед. и вырос за год на 0,8%. Основной страной - импортером керамического строительного кирпича из России в 2021 г. являлся Казахстан с долей экспорта 90,3% [3].
В настоящее время кирпич в России выпускают более 200 предприятий, крупные заводы, оснащенные высокопроизводительным оборудованием для подготовки сырья, формования полуфабриката, его сушки и обжига, рассчитаны на производство 100 - 200 млн шт. условного кирпича в год <1>. Средняя мощность самых крупных кирпичных заводов в мире составляет около 500 млн шт. условного кирпича в год. Большие мощности обычно избыточны с точки зрения логистики. По мнению российских экспертов, 200 - 300 млн шт. условного кирпича в год вполне достаточно, чтобы обеспечить потребности строительного сектора и ремонтных работ на территории радиусом до 400 км от предприятия.
--------------------------------
<1> В данном разделе сохранена размерность "млн шт. условного кирпича", которой обычно оперируют маркетинговые агентства. Условный кирпич - нормального формата 250 x 120 x 65 мм, на который пересчитываются все другие форматы. В технологических разделах используется более информативная размерность - тонны; нередко при пересчете при отсутствии конкретных данных принимают массу условного кирпича равной 2,5 кг.
На мелких и средних заводах с производительностью не более 40 млн шт. в год в России выпускается почти 70% продукции [4].
За последние 20 лет производство кирпича в РФ в целом снизилось: так, в 2012 - 2014 гг. оно превышало 7 млрд шт. в год, в последующие годы не поднималось выше 5,8 млрд шт. (рисунок 1.1). На этот процесс влияли не только кризисы, так, падая в кризисные 2008, 2020 гг. и послекризисные года, производство вновь вырастало, но и постепенно сужалась ниша кирпича в строительстве, особенно многоэтажных домов.

в России в 2014 - 2022 годах (по данным [10])
Среди основных причин сокращения производства можно назвать снижение его рентабельности, отсутствие программ поддержки отрасли, использование альтернативных способов строительства зданий (монолитное строительство, деревянное строительство и др.), так как строительство из кирпича является одним из самых дорогих и длительных способов возведения зданий, и т.п. [5].
В структуре производства кирпича происходят изменения, касающиеся увеличения доли теплоэффективного кирпича увеличенных форматов, сокращения доли лицевого кирпича.
Увеличение выпуска поризованного кирпича (крупноформатного керамического камня) с высоким показателем пустотности и низкой плотностью объясняется тем, что в современных строительных конструкциях практически полностью исключены внешние ограждающие конструкции из сплошной кирпичной кладки, существенно повысились требования к термическому (тепловому) сопротивлению стен. Для теплоизолирующего слоя кладки необходимо поддерживать теплотехнические характеристики, обеспечивающие наибольшее термическое сопротивление при наименьшей толщине, что обеспечивает поризованный кирпич. Также за последнее время строители научились работать с крупноформатными блоками, используемыми прежде всего в малоэтажном строительстве. Прогресс в конструкциях теплоизоляционного кирпича шел от высокопустотных изделий, снижение теплопроводности которых обеспечивали собственно пустоты, к поризованной керамике, в которой, помимо большого количества щелевидных пустот, сам материал обладает высокой закрытой пористостью, наконец, к керамическим блокам, пустоты которых заполнены минеральной теплоизоляцией. Если для первого поколения эффективных блоков их теплопроводность составляла не менее 0,2 Вт/мК, то последнее поколение характеризуется теплопроводностью не более 0,1 Вт/мК.
Напротив, для внешней кладки ограждающей конструкции важно прежде всего обеспечить соблюдение требований к безопасности и долговечности. Этим требованиям отвечает кирпич с невысоким показателем пустотности (или полнотелый) и высокой морозостойкостью и плотностью. Однако рынок лицевого кирпича наиболее чувствителен к изменениям в строительстве фасадов, его производство снижается с распространением вентилируемых фасадов, облицовки клинкерной плиткой и других решений, не требующих высокой квалификации каменщиков.
Клинкерный кирпич также используют для облицовки фасадов и для мощения. К кирпичу, предназначенному для эксплуатации в агрессивной и сильноагрессивной среде, клинкеру для мощения предъявляются повышенные требования. Значительная часть клинкерного кирпича в РФ была импортной из Германии и стран Прибалтики. В настоящее время серийное производство клинкерного кирпича в России осуществляется следующими компаниями - ЗАО "ЗСМ ЭТАЛОН", ООО "Богандинский кирпичный завод", ООО "ЛСР. Стеновые материалы" и др. [6].
Несмотря на относительную "живучесть" керамического кирпича как строительного материала и его производства, основной заботой предприятий остаются внедрение современных технологических процессов, позволяющих выпускать продукцию, отвечающую современным требованиям, и обеспечение высокой ресурсоэффективности (в первую очередь энергоэффективности) [7, 8].
Основная доля производства керамических стеновых материалов приходится на керамический кирпич рядовой и керамический кирпич лицевой (более 80%), поризованные блоки (крупноформатный камень) занимают порядка 15%, клинкерный кирпич в настоящее время в структуре производства занимает незначительный объем.
Ведущее место среди производителей керамического кирпича (по всем видам кирпича) и камня в России занимают предприятия Центрального федерального и Приволжского федеральных округов, составляющие более 50% рынка. Относительный вклад производителей различных субъектов федерации показан на рисунке 1.2.

кирпича и камня по федеральным округам в 2022 г.
(по данным [10])
Лидером производства кирпича керамического неогнеупорного строительного от общего произведенного объема за 2022 г. стал Приволжский федеральный округ с долей около 28,8% [9].
Среди крупнейших производителей кирпича 2 компании, имеющие общую производительность по 450 млн изделий в год: 4 завода в Московской и Ленинградской области группы "ЛСР. Стеновые материалы", 2 завода во Владимирской области и Поволжье компании "Винербергер" (покинула российский рынок в 2022 г.). Также среди крупнейших производителей можно назвать ООО "ВВКЗ", Тверская область, ОАО "Славянский кирпич", Краснодарский край, "ПАО Кирпичный завод Браер", Тульская область, ОАО "Голицынский керамический завод", Московская область, ООО "Объединение строительных материалов и бытовой техники", г. Старый Оскол, АО "Норский керамический завод" и другие.
Характерные проблемы компаний, производящих керамический кирпич в Российской Федерации, можно сформулировать следующим образом:
- отрасль практически полностью зависит от поставок основного технологического оборудования и запчастей к ним из стран ЕС, так как основное технологическое оборудование для производства кирпича в РФ не выпускается;
- экспериментальная база представлена незначительным числом организаций (прежде всего ООО "ВНИИСТРОМ-НВ" и АО "ЦНИИгеолнеруд") и требует укрепления.
Отечественное производство керамической плитки было уже автоматизировано в 1970 - 1980-е годы благодаря повсеместному внедрению разработанной советскими инженерами технологии скоростного обжига. Однако в условиях перестройки советского экономического уклада в конце 80-х годов не удалось быстро и качественно переоснастить производство отечественным оборудованием и комплектующими (в частности, керамическими роликами для щелевых печей), в результате чего уже к наступлению постсоветского периода в 1990-х годах заводы по своему техническому оснащению существенно уступали зарубежным, а отечественная продукция импортной.
На рубеже двух столетий в условиях значительного передела собственности возникшие и реконструированные российские предприятия начали серьезно расширять производственные мощности и модернизировать производство за счет установки импортного оборудования, перехода на импортные компоненты сырья (фритты, чернила, пигменты и т.д.). В конечном счете это позволило значительно расширить номенклатуру и ассортимент продукции, улучшить дизайн выпускаемых керамических изделий, в целом повысить конкурентоспособность предприятий, однако неизбежно привело к критической зависимости от технологического импорта.
Выход на российский рынок крупных международных компаний, которые начали размещать здесь собственные производства, привлек значительные инвестиции в производственные мощности. Внедрение управленческого опыта и маркетинга иностранных компаний значительно повлияли на ужесточение конкурентных условий в сегменте керамической плитки. В такой ситуации многим российским производителям, основной стратегией которых на тот момент было наращивание собственных мощностей, пришлось задуматься о стратегическом планировании своей деятельности, а также пересмотреть всю логистическую концепцию - от обеспечения производства сырьем до доведения продукции до конечного потребителя.
Большое влияние на процесс развития российского производства керамической плитки оказывали экономические кризисы 1998, 2008 гг., пандемия 2020 г., наконец, жесткий санкционный режим, введенный странами ЕС против нашей страны в 2014 г. и особенно в 2022 г.
По данным Федеральной службы государственной статистики [10], производство разных видов плиток в Российской Федерации за последнее десятилетие в целом росло (таблица 1.1).
Таблица 1.1
Производство керамической плитки в России (по данным [10])
Виды продукции | 2013 | 2014 | 2015 | 2016 | 2017 | 2018 | 2019 | 2020 | 2021 | 2022 |
Плитки керамические глазурованные для внутренней облицовки стен, млн м2 | 70,4 | 71,6 | 76,7 | 71,9 | 76,2 | 71,2 | 68 | 68,2 | 74,4 | 65,8 |
Плитки керамические фасадные и ковры из них, тыс. м2 | 2686 | 3229 | 3171 | 3410 | 7606 | 8976 | 9547 | 9151 | 11622 | 10150 |
Плитки керамические для полов, млн м2 | 92,6 | 93,2 | 91,8 | 92,3 | 97,7 | 101 | 105 | 98,2 | 108 | 111,0 |
Плитки керамические, все виды, млн м2 | 171,2 | 161,4 | 173,0 | 167,6 | 181,5 | 181,2 | 182,5 | 175,6 | 194,0 | 193,9 |
Влияние мировых экономических кризисов, сокращающих потребность в строительных материалах, как и спад экономического производства во время пандемии, преодолевались отраслью с дальнейшим, пусть и небольшим, ростом производства.
В 2022 году российскими предприятиями было выпущено 193 915 тыс. м2 облицовочной плиты и керамогранита, керамических плит и плиток, что на 9,4% выше по сравнению с результатами 2020 года (рисунок 1.3). Среднегодовой прирост производства (CAGR) облицовочной плиты и керамогранита за период с 2017 по 2022 г. составил 1,3%.

(по данным [10])
Доля Российской Федерации в мировом производстве плитки оценивается примерно в 1,5% (2021 г.) [11], значительно уступая таким странам, как Турция и Египет, не говоря уже о тройке лидеров (Китай, Индия, Бразилия), занимающих более 50% мирового производства. При этом безусловный лидер производства плитки - Китай (40%).
3 крупнейшие мировые компании по производству керамической плитки (Mohawk Industries (США), SCG (Таиланд) и Lamosa (Мексика)) выпускают от 223 до 171 млн м2 в год, их производство растет. Общее количество продукции 25 крупнейших керамических компаний насчитывает примерно 1,8 миллиардов м2, что составляет 13,7% от мирового количества произведенной продукции [12].
Выпускаемая в РФ плитка по областям применения делится на плитку для внутренней облицовки стен (пористую, глазурованную), фасадную и напольную (рисунок 1.4).

по видам продукции в 2022 году (по данным [10])
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ГОСТ 13996-2019, а не ГОСТ 3996-2019. |
ИС МЕГАНОРМ: примечание. Номер международного стандарта дан в соответствии с официальным текстом документа. |
ГОСТ 13996-2019 "Плитки керамические. Общие технические условия" по областям применения делит плитки на 4 группы: напольную и настенную, применяемую либо вне, либо внутри зданий. Более подробно ГОСТ делит выпускаемые плитки на 6 групп по способу формования (экструзия и прессование) и водопоглощению (менее 0,5%, 0,5 - 3%, 3 - 10%, более 10%), причем изделия с водопоглощением до 10% в зависимости от физико-механических показателей делятся на подгруппы. В целом ГОСТ 3996-2019 соответствует международному стандарту ISO 10545:2018.
Классификация керамической плитки в соответствии с ГОСТ 13996-2019 представлена в таблице 1.2.
Таблица 1.2
Классификация керамических плиток по водопоглощению [13]
Группа изделий | Значение водопоглощения | Характеристика группы |
Керамические плитки пластического формования | ||
AI | a: E <= 0,5% b: 0,5% < E <= 3% | С низким водопоглощением |
AII | a-1: 3% < E <= 6%, класс 1 a-2: 3% < E <= 6%, класс 2 b-1: 6% < E <= 10%, класс 1 b-2: 6% < E <= 10%, класс 2 | Со средним водопоглощением |
AIII | E > 10% | С высоким водопоглощением |
Керамические плитки полусухого прессования | ||
BI | a: E <= 0,5% b: 0,5% < E <= 3% | С низким водопоглощением |
BII | a: 3% < E <= 6% b: 6% < E <= 10% | Со средним водопоглощением |
BIII | E > 10% | С высоким водопоглощением |
В структуре производства керамической плитки в течение последних 5 лет произошли качественные изменения. Доля плитки для внутренней облицовки стен (пористой, глазурованной, часто требующей 2 - 3-кратного обжига) в отечественном производстве снизилось с 44% (2015 г.) до 37% (2019 г.). Очевидно, это связано с общемировой тенденцией уменьшения энергопотребления и сокращения затрат. Именно этот вид плитки требует использования 3-го обжига для закрепления дорогостоящих декорирующих препаратов, обеспечивающих богатый декор вставок и бордюров. Для их нанесения по-прежнему применяют способ шелкографии, который не используют на автоматизированных линиях.
Напротив, постоянно растет доля керамогранита как наиболее плотного, прочного, износо- и морозостойкого вида плитки, области применения которого включают в себя напольные покрытия, фасады зданий и их интерьеры. Появление и наращивание выпуска глазурованного керамогранита, повсеместное декорирование цифровой печатью позволили разнообразить его дизайн.
Развитие тенденции увеличения габаритов выпускаемых плиток привело к появлению на рынке принципиально нового продукта - керамогранитных плит, размеры которых превышают 3 м (1000 x 3000, 1200 x 3200 мм и т.д.). Использование такой облицовки при строительстве приводит к существенной экономии материала.
Производство крупногабаритных плит потребовало изменения технологии прессования и появления новых типов оборудования.
Лидирующий федеральный округ Российской Федерации по производству керамических плит и плиток - Центральный федеральный округ (44,8% производства за 2022), на втором месте - Южный федеральный округ (16,7%) (рисунок 1.5) [14].

по округам в процентах (по данным [10])
В 2020 г. в России регионами - лидерами по производству керамогранита и керамической плитки были: Московская область (20,7% от всего объема производства в России), Орловская область - 12,7%, Ленинградская область - 9,2%, Волгоградская область - 8,8%, Ростовская область - 8,4%. В целом на 10 регионов приходится 88,9% от всего объема производства керамогранита и керамической плитки в России в 2020 г. (рисунок 1.6).

керамической плитки в РФ
Наибольший объем керамической плитки и керамогранита ввозился в Россию в 2020 г. из Республики Беларусь, Украины, Испании и Китая [15, 16].
Основной объем рынка составляет отечественная продукция, доля которой в 2019 г. составила 77,2%. Последние два года соотношение на рынке доли производства/импорта сохраняется примерно одинаковое [17].
Всего в Российской Федерации насчитывается около 25 основных ведущих компаний, которые занимаются производством керамической плитки. Некоторая часть предприятий специализируется на выпуске какого-то одного вида плитки (чаще всего керамогранита), а часть предприятий имеет более широкий ассортимент.
Производителей керамической плитки в Российской Федерации можно условно разделить на отечественные и иностранные компании:
- отечественные предприятия (ОАО "Волгоградский керамический завод"; ООО "Самарский Стройфарфор", предприятия компании Estima Ceramica, расположенные в Московской и Самарской областях, ОАО "НЕФРИТ-КЕРАМИКА", Ленинградская обл., ОАО "Кировская керамика", Калужская обл., ОАО "Завод керамических изделий" (Уралкерамика), г. Екатеринбург, Холдинг UNITILE, г. Шахты, г. Воронеж, ООО "Евро-Керамика, г. Печоры);
- зарубежные компании, открывшие производство плитки в России (такие как Kerama Marazzi с предприятиями, функционирующими в г. Орле и в Московской области, Группа компаний Cersanit, Московская область (ООО "Фряновский керамический завод" ОП "КУЧИНО", ООО "Фряновский керамический завод"), Группы компаний Lasselsberger Ceramics, Уфа, предприятие Холдинга Gruppo Concorde в г. Ступино).
В 2017 г. введен в строй первый в России завод LAMINAM (входит в группу System) по выпуску широкоформатных ультратонких керамогранитных плит (слэбов) габаритами 1000 x 3000 мм и толщиной 3 и 5 мм. Завод расположен в индустриальном парке "Ворсино" на границе Калужской области и Новой Москвы, мощность производства - 1 млн кв. м.
Рынок керамической плитки и керамогранита является консолидированным, более 53% рынка принадлежит 6 крупным участникам, среди которых ООО "Керама Марацци", ГК "Юнитайл", ООО "Церсанит Трейд", ГК "Эстима", ООО "Квадро Декор", ООО "ЗКС" [17].
В статистических материалах и маркетинговых исследованиях данные представлены в размерности млн м2, которая сохранена в данном разделе, так как позволяет оценить объемы производства в целом и представить региональную структуру выпуска продукции. В разделах справочника, посвященных обсуждению текущих уровней потребления ресурсов и эмиссий в окружающую среду (ОС), используется более информативная размерность - тонны продукции.
В начале прошлого столетия огнеупорная промышленность была представлена традиционным циклом производства - сырьевые материалы смешивали, формовали заготовки огнеупорных изделий, подсушивали и отправляли на высокотемпературный обжиг, в ходе которого происходили процессы спекания и формировалось огнеупорное изделие.
В соответствии с ГОСТ 28874-2004 "Огнеупоры. Классификация" основным классификационным признаком является их фазовый состав (таблица 1.3).
Таблица 1.3
Тип | Группа | Содержание определяющих химических компонентов, % |
Кремнеземистые | Кварцевые | SiO2 >= 97 |
Динасовые | SiO2 >= 93 | |
Динасовые с добавками | 80 >= SiO2 <= 93 | |
Кварцевые (бетонные и безобжиговые) | SiO2 >= 85 | |
Алюмосиликатные | Полукислые | SiO2 < 85, Al2O3 < 28 |
Шамотные | 28 <= Al2O3 <= 45 | |
Муллитокремнеземистые | 45 <= Al2O3 <= 62 | |
Муллитовые | 62 <= Al2O3 <= 72 | |
Муллитокорундовые | 72 <= Al2O3 <= 90 | |
Из глиноземокремнеземистого стекла (волокнистые) | 40 <= Al2O3 <= 90 | |
Глиноземистые | Корундовые | Al2O3 > 90 |
Глиноземисто-известковые | Алюмокальциевые | Al2O3 > 60 10 < CaO < 35 |
Магнезиальные | Периклазовые | MgO >= 85 |
Магнезиально-известковые | Периклазо-известковые | 50 < MgO < 85 10 < CaO < 45 |
Периклазо-известковые стабилизированные | 35 < MgO <= 75 15 < CaO <= 45 | |
Известковопериклазовые (доломитовые) | 10 < MgO <= 50 45 <= CaO <= 85 | |
Известковые | Известковые | CaO >= 85 |
Магнезиально-силикатные | Периклазофорстеритовые | 65 < MgO < 85 SiO2 >= 7 |
Форстеритовые | 50 <= MgO <= 65 25 <= SiO2 <= 40 | |
Форстеритохромитовые | 5 <= MgO <= 60 20 <= SiO2 <= 30 5 < Cr2O3 < 15 | |
Магнезиально-шпинелидные | Периклазо-хромитовые | MgO >= 60, 5 <= Cr2O3 <= 20 |
Хромитопериклазовые | 40 <= MgO <= 60 15 <= Cr2O3 <= 35 | |
Хромитовые | MgO < 40, Cr2O3 > 30 | |
Периклазо-шпинелидные | 50 <= MgO <= 85 5 <= Cr2O3 <= 20 Al2O3 <= 25 | |
Периклазо-шпинельные | MgO > 40, 5 <= Al2O3 <= 55 | |
Шпинельные | 25 <= MgO <= 40 55 <= Al2O3 < 70 | |
Хромистые | Хромоксидные | Cr2O3 >= 90 |
Цирконистые | Бадделеитовые | ZrO2 > 90 |
Бадделеитокорундовые | 20 <= ZrO2 <= 90, Al2O3 <= 65 | |
Цирконовые | ZrO2 > 50, SiO2 > 25 | |
Оксидные | Специальные из огнеупорных оксидов BeO, MgO, Al2O3, Cr2O3, оксиды редкоземельных элементов, ZrO2, ThO2, Y2O3, Sc2O3 и др. | Максимально достижимое содержание перечисленных оксидов, соединений и твердых растворов на основе этих оксидов |
Углеродистые | Графитированные | C > 98 |
Угольные | C > 85 | |
Углеродсодержащие | 8 <= C <= 85 | |
Карбидкремниевые | Карбидкремниевые | SiC > 70 |
Карбидкремнийсодержащие | 15 <= SiC <= 70 | |
Бескислородные | Из нитридов, карбидов, боридов, силицидов и других бескислородных соединений (кроме углеродистых) | Максимально достижимое содержание перечисленных соединений |
В настоящее время, наряду с традиционным укладом огнеупорного производства, присутствуют производство неформованных огнеупоров (не требующих обжига на огнеупорном предприятии), производство сложнофасонных формованных огнеупорных изделий (чаще всего не требующих высокотемпературного обжига на огнеупорном предприятии) и производство безобжиговых огнеупоров на углеродистой связке (наиболее яркий представитель таких огнеупоров - периклазо-углеродистый огнеупор).
С точки зрения воздействия на окружающую среду эти типы предприятий и производств следует разделять. Производство неформованных огнеупоров не требует проведения высокотемпературных обжигов, то же самое можно сказать и про производство безобжиговых огнеупоров на углеродистой связке. Следует отметить, что указанные виды огнеупорных изделий проходят высокотемпературную термическую обработку непосредственно при службе в металлургических агрегатах заводов-потребителей.
Изменения, происходящие в мире, не обошли стороной и огнеупорную промышленность. Стандартная технологическая схема производства огнеупоров представляла собой последовательность:
- смешивание сырьевых материалов;
- придание формовочной смеси необходимых свойств для формования заготовок;
- формование (прессование, экструзия);
- сушка;
- высокотемпературный обжиг, во время которого идут процессы фазообразования и спекания.
Эту последовательность операций можно назвать традиционной схемой получения огнеупорных изделий.
Однако все чаще огнеупорное предприятие производит неформованные огнеупоры. Условно этот тренд можно разделить на два - производство собственно неформованных огнеупоров, когда производитель осуществляет подбор компонентов и производит смешивание, а затем пакует смешанные по определенному рецепту компоненты в тару (как правило, мешки), отправляет потребителю. Потребитель вскрывает тару, проводит процесс смешивания, затворения водой и проводит монтаж подготовленных смесей в формы. Затем следуют процесс сушки и высокотемпературная обработка огнеупоров на территории завода - потребителя огнеупоров.
Второе направление, которое можно выделить в производстве неформованных огнеупоров, - это фасонные огнеупорные изделия, получаемые, как правило, методом вибролитья с последующей сушкой (на заводе-изготовителе) с последующей отправкой на завод-потребитель (и термообработкой в составе металлургического агрегата на заводе-потребителе).
Еще один относительно новый тренд - производство углеродсодержащих, углеродистых огнеупоров. Самим ярким (и весьма весомым по потреблению) представителем этого тренда являются периклазо-углеродистые огнеупоры. В отличие от традиционной схемы производства огнеупоров, углеродсодержащие огнеупоры не проходят обжиг, их термообработка заканчивается на относительно невысоких температурах, после чего огнеупоры отправляют заказчику.
Другим классификационным признаком может быть общность технологических переделов, используемых в соответствии со схемами производства существующих в настоящее время процессов изготовления огнеупоров.
Далее представлена краткая классификация огнеупорных изделий в связи со схемами производства существующих в настоящее время процессов изготовления огнеупоров.
Формованные огнеупоры можно разделить на пять основных групп:
I. Кислые огнеупоры (содержащие более 93% оксида кремния динасовые огнеупоры, шамотные огнеупоры, цирконовые и цирконсодержащие огнеупоры).
II. Огнеупоры нейтрального состава (высокоглиноземистые огнеупоры, углеродные огнеупоры, карбидкремниевые и хромитовые огнеупоры).
III. Огнеупоры основного состава (периклазовые огнеупоры, периклазо-хромитовые огнеупоры, магнезиально-шпинелидные огнеупоры, доломитовые огнеупоры и форстеристовые огнеупоры).
IV. Углеродсодержащие огнеупоры (периклазо-углеродистые, доломитоуглеродистые, шпинелидно-углеродистые, корундо-углеродистые, корундо-карбидкремниво-углеродистые огнеупоры).
V. Плавленые огнеупоры.
Как правило, огнеупоры групп I - III относятся к огнеупорам, получаемым по традиционной схеме: смешивание исходных порошков в шихту, приготовление формовочных смесей, формование, сушка и высокотемпературный обжиг.
Огнеупоры группы IV получают смешиванием нескольких фракций оксида магния с чешуйчатым графитом, а в качестве связующего выступает смола (более старый вариант - каменноугольный пек; более современный вариант - новолачная термопластичная смола, или термореактивная резольная смола, или их комбинация). Также в связующее вводят небольшое количество антиоксидантов, добавок, замедляющих окисление углерода (как графита, так и углеродсодержащей связки) в ходе эксплуатации футеровки. Заготовки получают полусухим прессованием. Последней стадией изготовления таких огнеупоров является термообработка с целью полимеризации связки.
Финальными стадиями изготовления электроплавленных огнеупоров (группа V) являются литье огнеупорного расплава в формы, охлаждение и механическая обработка с целью выдерживания геометрических допусков огнеупорных изделий.
1.4.1.2 Неформованные огнеупоры (бетоны, пластичные массы и набивные массы, торкрет-массы, огнеупорные мертели)
Сухие бетонные смеси (с введенными пластификаторами, связующими и дефлокулянтами) поставляются на завод-потребитель в мешках, пластичные массы (в полужидком состоянии, готовые к монтажу и укладке) поставляются в герметичных бочках. Набивные массы в готовом к монтажу состоянии поставляются в бочках или герметичных мешках. Торкрет-массы, как правило, поставляются в сухом виде и используются в зависимости от принятой на предприятии технологии торкретирования (факельное, сухое, мокрое и пр.). Огнеупорные мертели (с введенными пластификаторами и дефлокулянтами) поставляются на завод-потребитель в сухом виде в мешках (редко - в виде двухкомпонентных смесей - сухой массы и жидкого связующего, которые надо перемешать перед монтажом).
1.4.1.3 Теплоизоляционные огнеупорные материалы (теплоизоляционные кирпичи, волокнистые теплоизоляционные огнеупоры)
Технология формованных теплоизоляционных огнеупорных материалов мало отличается от технологии традиционных огнеупоров - используется либо экструзия масс с выгорающими добавками либо используется литье со вспенивающими добавками.
В технологии волокнистых теплоизоляционных материалов волокна огнеупорного состава смешивают со связующим и формуют прессованием с дальнейшей незначительной термической обработкой.
В настоящее время в России работают крупные, средние и мелкие огнеупорные предприятия, точнее сказать, что некоторые предприятия, не специализирующиеся на выпуске огнеупорной продукции, выпускают огнеупорные материалы и изделия как для нужд комбината, в структуру которых входит производство огнеупоров, так и для реализации на коммерческой основе иным потребителям (ПАО "Северсталь", ПАО "ММК" и др.).
Предприятие ОК РУСАЛ, например, АО "РУСАЛ Бокситогорск", специализирующееся на производстве глинозема, выпускает высокоглиноземистые бетонные смеси из порошков собственного производства, а ОАО "Волжский абразивный завод", специализирующийся на выпуске порошков карбида кремния, изготавливает также огнеупорные карбидкремниевые изделия из произведенного на предприятии карбида кремния.
Как черная, так и цветная металлургия являются стратегическими отраслями - потребителями огнеупорной продукции, где намечена положительная динамика развития. По темпам роста более перспективным представляется производство огнеупоров для металлургии, а также для производства цементного клинкера и стекловарения.
Изменение конъюнктуры рынков продукции отраслей-потребителей сказывается на объемах производства и поставок огнеупоров. Снижение объемов производства в этих отраслях влечет за собой снижение объемов потребления огнеупорных материалов. Распределение рынков определяется размещением потребляющих отраслей. Кроме того, на распределение рынков влияет уровень модернизации производственных процессов в этих и смежных отраслях.
В черной металлургии все еще имеются значительные колебания объемов потребления огнеупоров в зависимости от региона, максимальная величина суммарных удельных расходов огнеупоров, включая доменный процесс, для предприятий российского металлургического комплекса составляла почти 25 кг/т стали. В то же время существуют производства с удельным расходом огнеупоров порядка 9 кг/т стали, средняя величина удельных расходов огнеупоров по стране к 2015 году составляла 11 - 13 кг/тонну выплавленной стали (таблица 1.4).
Таблица 1.4
Удельный расход огнеупоров в металлургии [19]
Период, гг. | Государство | Удельный расход к концу периода, кг/т стали |
2008 - 2014 | Европа, Япония, США | 7 - 10 |
2008 - 2014 | Китай | 20 |
2015 - 2020 | Европа, Япония, США | 7 - 9 |
2015 - 2020 | Россия | 9 - 11 |
2015 - 2020 | Китай | 12 - 15 |
2020 - 2025 (прогноз) | Китай | 7 - 11 |
Распределение предприятий по производству огнеупоров по федеральным округам по состоянию на 2022 год представлено на рисунке 1.7. Как следует из представленных данных, 46% всей огнеупорной промышленности России сосредоточено в Уральском федеральном округе.

огнеупоров по федеральным округам (по данным [10])
Крупнейшим российским производителем и поставщиком огнеупоров на отечественный рынок является ООО "Группа "Магнезит". Предприятие производит порядка 40% всех огнеупоров в России. Крупными поставщиками товарных огнеупоров на внутренний рынок являются: Боровичский комбинат огнеупоров, Сухоложский огнеупорный завод, Богдановичские "Огнеупоры", Первоуральский динасовый завод ("Динур"), "Огнеупор" ММК. Производство огнеупорных изделий основными предприятиями подотрасли, а также динамика производства огнеупорных изделий по видам выпускаемой продукции представлены на рисунках 1.8 - 1.10, а также в таблице 1.5.


Рисунок 1.9 - Динамика производства огнеупорных изделий
по видам выпускаемой продукции, тыс. тонн (по данным [10])

изделий по федеральным округам (по данным [10])
Таблица 1.5
Выпуск всех типов огнеупорных изделий основными российскими предприятиями - производителями огнеупоров, тонн/год | |||
2019 г. | 2020 г. | 2021 г. | |
ПАО "Комбинат Магнезит" | 239 277 | 200 442 | н/д |
АО "БКО" | 196 477 | 193 859 | 196 412 |
ПАО "ММК" | 161 550 | 182 754 | н/д |
Богдановичское ОАО "Огнеупоры" | 197 942 | 178 905 | 198 720 |
ОАО "Динур" | 62 377 | 50 407 | н/д |
ОАО "Сухоложский огнеупорный завод" | 31 635 | 30 507 | 26 496 |
ИТОГО: | 889 208 | 836 874 | |
Выпуск всех типов неформованных огнеупоров основными российскими предприятиями - производителями огнеупоров (без каустика и кварцита), тонн/год | |||
2019 г. | 2020 г. | 2021 г. | |
ПАО "Комбинат Магнезит" | 70 733 | 53 149 | н/д |
ОАО "Динур" | 69 198 | 52 424 | н/д |
Богдановичское ОАО "Огнеупоры" | 38 461 | 34 952 | 26 638 |
АО "БКО" | 22 343 | 21 674 | 25 573 |
ПАО "ММК" | 20 063 | 19 327 | н/д |
ОАО "Сухоложский огнеупорный завод" | 12 068 | 9 312 | 9 508 |
ИТОГО: | 232 866 | 190 847 | |
События 2022 года привели к уходу с российского рынка зарубежных огнеупорных компаний, их место начали занимать китайские производители огнеупоров (не европейские, чье производство лишь расположено в КНР), а также российские компании, поставляющие огнеупоры из КНР, и индийские компании.
Санитарно-техническая керамика, выпускаемая в РФ, представлена изделиями из фарфора и полуфарфора, включающими в себя умывальники керамические, унитазы керамические, бачки смывные керамические, изделия санитарно-технические прочие из керамики (пьедесталы для умывальников, писсуары, биде и пр.). Размеры и свойства изделий регламентируются государственными стандартами: ГОСТ 30493-2017 Изделия санитарные керамические. Классификация и основные размеры; ГОСТ 13449-82 (СТ СЭВ 2683-80) Изделия санитарные керамические. Методы испытаний; ГОСТ 15167-93 Изделия санитарные керамические. Общие технические условия; ГОСТ 21485-2016 Бачки смывные и арматура к ним. Общие технические условия.
Обновленные в середине 1990-х годов предприятия отрасли провели модернизацию производства, расширили ассортимент и увеличили объемы выпуска продукции. Рост отечественного производства в начале 2000-х позволил снизить долю импорта с 30 (2013) до 15% (2020) [22].
Основные технологические проблемы отрасли подобны испытываемым в последние десятилетия другими производствами керамики: поиск отечественных аналогов огнеупорных глин, каолинов, плавней, а также преодоление технологической зависимости от стран Европы, прежде всего Германии, Италии, Испании.
Несмотря на имеющиеся сложности, предприятия продолжили работу.
Из приведенных статистических данных следует, что в период с 2012 по 2018 г. наблюдался устойчивый рост выпуска сантехники. Последующее снижение было вызвано совокупностью социально-политических проблем, включая пандемию и санкционный режим, оказавший значительное влияние на поставки сырья и технологическое обеспечение предприятий.

Рисунок 1.11 - Производство санитарно-технических изделий
из керамики в России в 2012 - 2022 годах (по данным [10])
До 2014 г. большая часть иностранной сантехники поступала на российский рынок из Китая и Украины, а также из Италии, Германии и Турции, в последующие годы поставки из Украины прекратились.
Экспорт российской керамической сантехники в натуральном выражении составлял 12% (2017 г.) и осуществлялся в основном в страны СНГ. В 2020 г. в стоимостном выражении экспорт немногим превысил 8% [23].
На российском рынке санитарно-технической керамики представлено около полутора десятка отечественных производителей (см. рисунок 1.12).

санитарно-технических изделий из керамики в России
(по данным Государственного реестра объектов, оказывающих
негативное воздействие на окружающую среду [26])
Значительную долю рынка занимают производства группы ROCA, представленной заводами по производству санитарно-технических изделий в Калужской, Ленинградской областях и Чувашской Республике. Совокупная производственная мощность заводов Roca в России составляет около 5 млн изделий в год. Далее следуют АО "Кировская керамика", Калужская обл., и Самарский Стройфарфор, выпускающие около 2 млн шт. изделий в год и занимающие 13 - 15% рынка каждый. Примерно столько же приходится на предприятие Сызранская керамика компании Cersanit (Польша), расположенное в Самарской области.
Значительно меньше выпускают Универсал, Новосибирская область, ЗАО "Лобненский Стройфарфор", Московская обл., ООО "Объединение строительных материалов и бытовой техники" ("ОСМиБТ"), г. Старый Оскол и ОАО "Волгоградский керамический завод".
За последние 10 лет распределение производства санитарно-технических изделий по федеральным округам практически не изменилось. Лидером остается Центральный федеральный округ, занимающий около половины рынка производства, его доля выросла с 42% в 2010 г. до 45% в 2021 г. (рисунок 1.13). Растет доля производств, расположенных в Приволжском федеральном округе (от 30% в 2010 г. до 40% в 2021 г.). В последние годы именно эти два региона конкурируют друг с другом. На третьем месте находится Сибирский федеральный округ (8,3 - 8,6% в 2021 - 2022 гг.), далее следуют Южный федеральный округ (3,7 - 4,2%) и Северо-Западный федеральный округ (2,4 - 2,5%). Предприятия Уральского ФО округа (ОАО "Завод керамических изделий"), Северо-Кавказского, Дальневосточного федеральных округов производят меньше 1% от общего выпуска отечественной санитарной керамики каждый.

из керамики в 2022 году по округам в процентах
(по данным [10])
В предыдущие десятилетия положение предприятий фарфорофаянсовой подотрасли производства керамических изделий продолжает оставаться нестабильным.
На действующих предприятиях производство сократилось на 30%, а на некоторых - до 30%, что, естественно, повлекло за собой сокращение производственного персонала.
Ряд предприятий в силу различных причин (ковидные ограничения, падение спроса на продукцию, проблемы с логистикой при доставке сырья, ценовая конкуренция с импортной продукцией фарфора бытового назначения из КНР и прочие экономические причины) были вынуждены остановить производство. Среди них Конаковский фаянсовый завод, Владивостокский фарфоровый завод, Прокопьевский фарфоровый завод, фарфоровый завод "Пролетарий" (Новгородская область) и ряд других.
Но на действующих предприятиях проходят реконструктивные мероприятия, осваиваются новое оборудование и технические решения: изостатическое прессование, литье под давлением в пластиковые формы, декорирование с использованием цифровой печати и прочее.
Относительно крупными российскими предприятиями по выпуску посуды и декоративных изделий являются "Дулевский фарфор" (Московская обл.), "Борисовская керамика" (Белгородская обл.), "Башкирский фарфор" (Башкортостан), "Псковский гончар", "Императорский фарфор" (г. Санкт-Петербург), "Кубаньфарфор" (Краснодарский край), "Мануфактуры Гарднеръ в Вербилках" (Московская область), "Семикаракорская керамика" (Ростовская обл.) и некоторые предприятия района Гжели (Московская обл.).
Производительность наиболее крупного предприятия ("Дулевский фарфор") немногим превышает 10 млн изделий в год.
Крупные предприятия продолжают выпускать твердый фарфор высокотемпературного обжига, используя, наряду с литьем в гипсовые формы и пластическим формованием, литье под давлением и изостатическое прессование, другие специализируются на выпуске более дешевых фаянса и майолики литьем в гипсовые формы и раскаткой (пластическим формованием).
Динамика структуры производства изделий хозяйственно-бытовой керамики по федеральным округам приведена на рисунке 1.14.

хозяйственно-бытовой керамики по федеральным округам
(по данным [10])
1.7 Обзор отрасли: производство изделий из керамики технического назначения, в том числе керамических изоляторов
Техническая керамика включает наиболее широкий перечень керамических материалов, разнообразных по своему назначению и свойствам: электроизоляторы, детали приборов электроники, в том числе пьезоэлектрики и ферромагнетики, абразивы, конструкционная керамика авиационно-космического назначения и т.д.
Объемы публикаций на тему технической керамики значительны, однако объем выпуска изделий невысок (особенно по сравнению с огнеупорными изделиями). В Европейском союзе нет точных данных, есть примерные сведения. В соответствии с данными справочника по наилучшим доступным технологиям (проект 2023 - Best Available Techniques (BAT) Reference Document for the Ceramic Manufacturing Industry [24]) в 2001 году в Европе (Англия, Австрия, Германия, Франция, Бельгия, Греция, Италия, Португалия, Испания) было выпущено 4,7 млн тонн огнеупорных изделий. Согласно этому же справочнику, в 2003 году в Европейском союзе было выпущено 0,15 млн т изделий технической керамики (включая электроизоляторы).
Наиболее применима техническая керамика в машиностроении, приборостроении и электронике. К сожалению, в настоящее время спрос на изделия технической керамики невелик. Зачастую годовой объем выпуска отдельных позиций (подложек микросхем, корпусов, резцов, сопловых раструбов, фильер) составляет 50 - 100 кг, а иногда и меньше.
Значительная часть изделий технической керамики имеет двойное назначение, поэтому оценить объемы производства и динамику развития отрасли оказывается затруднительно. В целом в России предприятия по производству технической керамики специального назначения - это либо малые предприятия численностью в пределах 50-ти человек, либо малочисленные специализированные участки на крупных предприятиях (зачастую непрофильных). Годовой выпуск продукции относительно крупных предприятий (ОАО "Донской завод радиодеталей", ОАО "Южноуральский завод радиокерамики") составляет от 800 тонн в год до 6000 - 8000 тонн изделий технической керамики в год.
С учетом специфики применения в настоящее время техническую керамику изготавливают в основном на заказ, поскольку рынка технической керамики как такового нет.
Наиболее массовым видом технической керамики являются керамические изоляторы. В настоящее время выпускается более 300 типов таких изоляторов, которые используются в разнообразных сферах деятельности и отраслях производства. Керамические изоляторы активно применяются в распределительных устройствах, электроустановках и электрических распределительных устройствах, железнодорожных сетях и других видах электрооборудования. Проекты многих современных линий электропередач подразумевают установку штыревых и опорных фарфоровых изоляторов.
В последние годы керамические изоляторы во многих областях применения постепенно замещаются стеклянными и полимерными, причем наиболее современными считаются полимерные изоляторы. Производство фарфоровых изоляторов постепенно снижается, так, на одном из крупных производств ОАО "Южноуральский арматурно-изоляторный завод", помимо традиционных фарфоровых изоляторов, наращивается выпуск стеклянных и полимерных.
Также в нашей стране в достаточно большом количестве налажено производство керамических электронагревателей, которые также относятся к изделиям технической керамики.
Несомненно, в будущем, по мере развития науки и техники, объемы выпуска других видов технической керамики - керамики для электроники (подложки, корпуса, варисторы), резцов для обработки металла, керамики для сенсоров и преобразователей энергии - увеличатся, однако в настоящее время объемы выпуска технической керамики (в килограммах и тоннах) незначительны. Выпуск керамических изделий специального назначения иногда составляет несколько изделий в год.
В справочнике НДТ представлены технологии производства керамических электроизоляторов, керамических электронагревателей на основе карбида кремния и хромита лантана. Производство и технологии других видов технической керамики (подложки и корпуса интегральных микросхем, резцы, сопла, фильеры, нитеводители) будут описаны в общем виде.
Керамические электроизоляторы
Керамические электроизоляторы выпускаются из фарфоровых масс и применяются в распределительных устройствах, электроустановках и электрических распределительных устройствах, железнодорожных сетях и других видах электрооборудования. Проекты многих современных линий электропередач подразумевают установку штыревых и опорных фарфоровых изоляторов.
Электрические керамические нагреватели
Керамические нагреватели применяются выше температур 1150 - 1200 °C, до указанных температур нагрев печей обеспечивают металлические нихромовые нагреватели. Керамические нагреватели - это нагреватели из карбида кремния и хромита лантана (нагреватели из дисилицида молибдена в настоящее время в России не выпускаются). Керамические нагреватели из карбида кремния обеспечивают нагрев в печах до 1400 - 1450 °C (кратковременно до 1500 °C). Керамические нагреватели из хромита лантана обеспечивают нагрев в печах до 1750 °C.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду таблица 1.6, а не таблица 1.5. |
Основные действующие в России предприятия по производству технической керамики приведены в таблице 1.5.
Таблица 1.6
технической керамики по состоянию на 2023 год
Наименование предприятия | Регион | Продукция | ||||
ЗАО "НТЦ "БАКОР" | Москва | Керамические фильтрующие элементы из пористой проницаемой керамики для фильтрации металлургических концентратов, агрессивных жидкостей, горячих газов; фильтровальные установки на основе керамических фильтрующих элементов; керамические аэраторы; коррозионно-стойкие огнеупорные изделия сложной геометрической формы; высокотемпературные термостойкие тигли и фасонные изделия | ||||
ООО "НПО "Термокерамика" | Москва | Печная керамика (держатели для нагревателей, трубки со спиральной нарезкой, печные керамические элементы); тигли (цилиндрические, конические, толстостенные, со спиральной нарезкой), тигли-лодочки, капсели, поддоны, бомзы (подставки), пластины; втулки керамические; трубки керамические высокотемпературные; керамические изоляторы; керамические сопла различного назначения; мелющие тела (шары, цильпебс); теплоизоляция и огнеупоры специального назначения | ||||
ОАО "Гжельский завод "Электроизолятор" | Московская обл. | Высоковольтные и низковольтные изоляторы; предохранители; контакты; огнеупорная оснастка из самосвязанного карбида кремния | ||||
ЗАО "Электрокерамика" | Московская обл. | Электрокерамика и изоляторы; изделия для работы в агрессивных средах, химически стойкая керамика; шары фарфоровые и высокоглиноземистые для работы в химических реакторах в качестве подложки под катализаторы и для распределения потоков продуктов горения; теплоносители керамические и контактные тела для нефтеперерабатывающей и нефтехимической промышленности; катализаторы и носители катализаторов; сотовая керамика для химических реакторов и в качестве носителей катализаторов; фильтры керамические и сорбенты; износостойкая керамика; термостойкая керамика для электропечей и других нагревательных устройств и для сварочных процессов; керамика для горелок беспламенного горения природного газа; трубки керамические; мелющие тела; галтовочные тела на основе керамики | ||||
| ||||||
ООО "Завод технической керамики" | Московская обл. | Производство режущего инструмента и износостойких изделий из керамики марок, керамики на основе диоксида циркония, нитрида кремния, карбида бора, диборида титана, нитрида алюминия, изделий из нитрида алюминия с высокой теплопроводностью, а также из твердого сплава. Керамические режущие сменные многогранные пластины; керамические изоляторы, трубки, чехлы, бусы, соломка; сопла и насадки, волоки, глазки, направляющие; регулирующая и запорная арматура из керамики; керамические подшипники; керамические ножи | ||||
ОАО "Речицкий фарфоровый завод" | Московская обл. | Химико-лабораторная посуда из фарфора; электротехнический фарфор; формы для изготовления резинотехнических изделий; трубки муллитокремнеземистые. Шары фарфоровые. Насадки кислотоупорные (Кольца Рашига). Фарфоровые бусы. Формы рук для изготовления перчаток | ||||
АО "Корниловский фарфоровый завод "ИЗОЛЯТОР" | Санкт-Петербург | Изоляторы керамические опорные армированные для работы в помещении; проходные армированные для наружно-внутренней установки, работы в помещении, экранированных токопроводов; изоляторы опорные для воздушных выключателей; покрышки и изоляторы керамические неармированные различного назначения | ||||
Фарфоровый завод "Оятская керамика | Ленинградская область | Химико-лабораторная посуда специального и общего назначения | ||||
ООО Завод технического фарфора "Фаркос-1" | Санкт-Петербург | Лабораторная химическая посуда из технического фарфора | ||||
ООО "Вириал" | Санкт-Петербург | Подшипники скольжения и узлы подшипников скольжения; кольца торцовых уплотнений; абразивоструйные сопла; защитные пластины | ||||
АО "ОНПП "Технология" имени А.Г. Ромашина" | Калужская обл. | Материалы и изделия для авиакосмической отрасли | ||||
ЗАО "Экон" | Калужская обл. | Малые серии керамических изделий различной формы и назначения, в том числе конструкционная, электроизоляционная и теплоизоляционная керамика | ||||
АО "Поликор" | Ивановская обл. | Корундовые изолирующие подложки для интегральных схем; изоляционная вакуумплотная корундовая керамика; изоляторы керамические муллитокорундовые и корундовые; сопла для аппаратов аргонодуговой сварки; корундовые мелющие тела; огнеупорные порошки, мертели, заполнители; огнеупорные материалы и изделия специального назначения | ||||
ХК ОАО "НЭВЗ-Союз" | Новосибирск | Керамические подложки, корпусы и изоляторы; бронепластины, бронеплиты; керамические трубки; мелющие тела | ||||
ОАО "ЭЛИЗ" (ранее Пермский завод высоковольтных электроизоляторов) с филиалом (ранее Великолукский завод технического фарфора ООО "ВЗЭФ") | Пермская обл., Псковская обл. | Изоляторы для контактной сети электрифицированных железных дорог; изоляторы для энергетического комплекса Российской Федерации и стран СНГ; изоляторы и изделия из электротехнического фарфора различного назначения | ||||
ООО НПП "ЛИТНИК" | Республика Марий Эл | Изоляторы (горячее литье, прессование); вакуумплотная корундовая керамика; муллитокорундовые огнеупоры | ||||
ООО "ФЭТА" | Республика Марий Эл | Проходные изоляторы; высоковольтные изоляторы; керамические каркасы; установочная керамика | ||||
АО "Завод полупроводниковых приборов" | Республика Марий Эл | Корпусы интегральных схем различных типов (DIP, CFP, LLCC, PGA, LCC); основания типа DIP; оптоэлектронные корпусы - держатели керамические индикаторные; платы металлокерамические нагревательные | ||||
ОАО "Андреапольский фарфоровый завод" | Тверская обл. | Изоляторы опорные внутренней установки (1 - 3 кВ, 3 - 6 кВ, 6 кВ, 10 кВ, 6 - 12 кВ); изоляторы опорные для установки под навесом (10 кВ); изоляторы штырьевые и опорно-стержневые; изоляторы проходные; изоляторы такелажные; изоляторы для низковольтных устройств; изоляторы для различных установок; изоляторы для электротранспорта (электровозов, поездов метрополитена, электропоездов); трубки керамические (фарфоровые); керамические корпусы для предохранителей (до 500 В); изоляторы антенные | ||||
ОАО "Донской завод радиодеталей" | Тульская обл. | Керамические, металлокерамические и стеклокерамические корпусы для сборки и защиты интегральных схем; металлокерамические корпусы для сборки и защиты силовых полупроводниковых элементов; изоляторы диаметром из вакуумплотной керамики для электротехнических изделий; керамические изоляторы для автомобильных свечей зажигания; керамические носители катализаторов | ||||
АО "Чепецкий механический завод" | Удмуртская Республика | Керамические изделия на основе частично и полностью стабилизированного диоксида циркония (твердые электролиты пробирочного и таблеточного типа, тигельная продукция, детали струйной мельницы, сопла для пескоструйной и дробеструйной обработки, мелющие тела цилиндрической формы) | ||||
ОАО "Южноуральский завод радиокерамики" | Челябинская обл. | Носители (основания) катализаторов; тигли, лодочки, корпуса, наконечники и другие изделия из огнеупорных материалов; твердые электролиты из циркониевой керамики; керамические малогабаритные изоляторы для высоковольтных водяных нагревателей и ТЭНов; керамические фильтры для металлических расплавов; керамические высокотемпературные плитки из керамики с низким коэффициентом температурного расширения нескольких конфигураций; керамические штуцер-дроссели для запорно-регулирующей арматуры; корундовые мелющие тела, керамические керны для изготовления кирпича | ||||
ОАО "Южноуральский арматурно-изоляторный завод" | Челябинская обл. | Линейные штыревые высоковольтные и низковольтные изоляторы, опорные и опорно-штыревые изоляторы, корпуса для высоковольтных предохранителей, изделия специального назначения, а также высокоглиноземистые мелющие тела-цилиндры различных типоразмеров | ||||
ЗАО "Кировская керамика" | Калужская обл. | Производство глиноземистых высокопрочных мелющих тел-цилиндров из уралита | ||||
НИИ НПО Исток-Луч | Московская область | Оксидная керамика специального назначения для электроники | ||||
Микробор | Москва | Резцы, режущий инструмент на основе нитрида бора | ||||
АО "Подольскогнеупор" | Московская область | Производство карбидкремниевых электронагревателей, трубки, чехлы термопар, тигли | ||||
АО "НИИ НПО "ЛУЧ" | г. Подольск Московская обл. | Электроизоляторы, корундовые изделия | ||||
НПП "Алмаз" | Саратов | Керамика для электроники | ||||
ПАО "Светлана" | Санкт-Петербург | Подложки из карбида кремния для полупроводниковых приборов | ||||
ПАО "Техническая керамика" | Саратов | Керамика из титаната бария, нитрида бора, оксида алюминия | ||||
ООО "Прогрессив Северо-Запад" | Санкт-Петербург | Износостойкая керамика, подшипники, износостойкие детали футеровки, фильеры, нитеводители | ||||
Техническая керамика | Белгород | Техническая керамика специального назначения | ||||
АО "Плутон" | Москва | Керамика из нитрида алюминия и оксида алюминия | ||||
ООО "Объединенная Фарфоровая Компания" | г. Пермь | Опорно-стержневые изоляторы на 10 - 110 кВ, проходные изоляторы на 10 - 35 кВ, опорные изоляторы внутренней установки, крупногабаритные неармированные покрышки | ||||
ООО "Камышловский завод "Урализолятор" | Свердловская обл. | Электротехнический фарфор: - армированный; - неармированный; - высоковольтный; - низковольтный, а также изготавливаются термостойкие изоляторы для различных установок. На предприятии освоен выпуск кордиеритовых изделий для атомной энергетики | ||||
ООО "Вакуумная керамика" | Москва | Изделия из вакуумплотной корундовой керамики двух марок ВК100-2 и ВК94-1 | ||||
ООО "Техкерамика" | Производство керамических изоляторов и изолирующей арматуры | |||||
ООО "Техническая Керамика" | г. Белгород | Производит техническую и инженерную керамику из оксидов циркония, алюминия, также из карбидов и боридов, в том числе композиционную | ||||
Цион-24 | Московская обл. | Производство низковольтных изоляторов, продукции для наружной проводки | ||||
ООО "Вольта" | г. Южноуральск | Выпуск опорно-стержневых изоляторов из глиноземистого фарфора | ||||
Для производства изделий технической керамики наиболее широко применяются фарфоровые, глиноземистые и высокоглиноземистые массы с содержанием оксида алюминия не менее 70% и 90% соответственно. Выпускается также кордиеритовая, стеатитовая, муллитокремнеземистая керамика, диоксидциркониевая керамика, керамика на основе сложных оксидных соединений. Существуют производства изделий из тугоплавких бескислородных соединений (карбидов, боридов, нитридов металлов).
В течение последних лет российский рынок пропантов динамично развивался в связи с растущим спросом на данную продукцию со стороны нефтегазодобывающих компаний.
Высокопрочные гранулированные материалы (расклинивающие агенты) используются в технологии гидроразрыва нефтегазоносного пласта (ГРП) для закачки в скважины совместно с жидкой фазой.
В настоящее время в операциях ГРП используются следующие виды пропантов (технические характеристики различных видов пропантов приведены в таблице 1):
- природный кварцевый песок;
- алюмосиликатные керамические пропанты (на основе бокситов, каолинов и их смесей);
- магнезиально-силикатные пропанты (на основе серпентинитов, оливинитов и их природных смесей);
- пропанты с полимерным покрытием (как керамические, так и кварцевый песок).
Керамические пропанты. Высокопрочным пропантом является керамический агломерированный боксит, который изготавливают из качественных бокситовых или каолиновых руд. Процесс изготовления включает измельчение руды, компактирование в сферические частицы и последующий обжиг в печи при высокой температуре, вызывающей процесс агломерации. Конечный продукт обычно содержит до 85% Al2O3. Остальные 15% составляют оксиды железа, титана и кремния. Удельная плотность его 3,65 г/см3 по сравнению с плотностью песка 2,65 г/см3. Применяются агломерированные бокситы в основном в глубоких (более 3500 м) скважинах.
Пропанты промежуточной плотности (удельная плотность 3,15 г/см3) отличаются от агломерированных бокситов прежде всего своим составом. Содержание оксида алюминия в них ниже, содержание кремния - выше. При давлениях до 80 МПа по проницаемости они близки к агломерированным бокситам. Поэтому в большинстве случаев, благодаря более низкой стоимости, ими заменяют бокситы.
Пропанты низкой плотности (2,72 г/см3) изготавливаются так же, как и перечисленные выше. Главным отличием является их состав, они содержат 49% Al2O3, 45% SiO2, 2% TiO2 и 4% прочих оксидов.
Кроме того, были созданы пропанты с полимерным покрытием, так называемые RCP-пропанты (Resin Coated Proppant). С целью предотвращения обратного выноса пропантов на конечной стадии ГРП в скважину закачиваются RCP-пропанты, покрытые частично отвержденными полимерными материалами. За счет полимеризации покрытия под воздействием высоких температур и давления происходит прочное сцепление пропантов.
При этом сохраняются высокие значения проницаемости даже при воздействии на полимерно-покрытые пропанты высоких давлений.
Керамические алюмосиликатные пропанты - гранулированный сыпучий материал серого цвета различного фракционного состава размером 0,6 - 1,7 мм.
По своему химическому составу алюмосиликатные пропанты содержат Al2O3 - не менее 50%, Fe2O3 - не более 8%. Кроме того, в их состав входят SiO2, TiO2 и пр. Сырьем для производства алюмосиликатных пропантов могут служить бокситы и каолины.
Основными требованиями, предъявляемыми к пропантам, являются прочность, однородность, сферичность, долговременная проводимость и др. (таблица 1.7).
Таблица 1.7
Вид пропанта | Насыпная плотность, г/см3 | Истинная плотность, г/см3 | Давление на сжатие, не более, МПа | Сферичность | Растворимость в кислотах, % |
кварцевый песок | ~ 1,4 | 2,7 | 28 | < 0,7 | - |
алюмосиликатные пропанты на основе боксита | 1,85 - 2,0 | 3,56 | 100 | 0,9 | 3,5 |
алюмосиликатные пропанты на основе смеси боксита и каолина | 1,57 - 1,85 | 2,7 - 3,3 | 85 | 0,9 | 4,5 |
алюмосиликатные пропанты на основе каолина | 1,57 | 2,7 | 52 - 70 | 0,9 | 1,7 |
магнезиально-силикатные пропанты | 1,55 | 2,7 | 52 - 70 | 0,9 | 7,8 |
керамические пропанты с полимерным покрытием | 1,63 - 1,68 | 2,89 - 2,94 | 100 | 0,9 | 0,9 - 2,5 |
Кроме алюмосиликатных пропантов, российские производители освоили производство магнийсиликатной продукции.
В последние годы на некоторых российских предприятиях было запущено производство полимерно-покрытых пропантов, увеличивающих эффективность проведения работ ГРП. Покрытие защищает зерно пропанта от разрушения при воздействии агрессивных сред и высоких циклических нагрузок. Под влиянием давления и температуры покрытие образует прочный каркас всей пропантной пачки, позволяющий удерживать пропант от обратного выноса.
Впервые в России технология производства пропантов была разработана в 1994 г. на Боровичском комбинате огнеупоров (Новгородская обл.), там же в 1998 г. была введена в эксплуатацию первая производственная линия по выпуску пропантов мощностью 15 тыс. т/год.
Уже в 2002 г. в России появился еще один производитель пропантов - ООО "ФОРЭС" (Свердловская обл.), в течение 2004 - 2007 гг. выпуск данной продукции освоили еще 2 предприятия в Челябинской области - ЗАО "Трехгорный керамический завод" и ООО "Веллпроп" (ранее Карбо Керамикс (Евразия)", кроме того, ПАО "Уралхимпласт" (Свердловская обл.) начало производство пропантов с полимерным покрытием.
В связи с дальнейшим ростом спроса на пропанты были созданы еще 2 производственные площадки по выпуску данной продукции - ООО "Красноярский завод пропантов" (г. Ачинск) и ООО "Ника-Петротэк" (Воронежская обл.) с подразделением ООО "Оренбургский пропант".
В период до 2018 г. суммарный объем производства пропантов в России увеличивался ежегодно, за исключением 2012 г., когда произошло сокращение выпуска продукции на 8% относительно предыдущего года.
В 2014 г., 2016 - 2017 гг. темпы роста превышали 20% в год, в 2018 г. было выпущено 1,53 млн т данной продукции, что на 14,5% больше, чем годом ранее.
В 2019 г. выпуск пропантов стабилизировался на уровне предыдущего года, в 2020 г. произошло сокращение производства до 1,45 млн т, что на 5,5% меньше, чем годом ранее. По итогам 2021 г. российские предприятия выпустили 1,49 млн т пропантов, что на 2,8% больше, чем в предыдущем году (рисунок 1.15).

в 2000 - 2021 гг., тыс. т (Источник: данные предприятий)
До 2005 г. включительно АО "Боровичский комбинат огнеупоров" являлся крупнейшим производителем пропантов в России с объемом производства в 130 тыс. т/год и долей в суммарном объеме выпуска в 57%, в 2013 - 2014 гг. доля предприятия составляла порядка 30%.
С 2006 г. лидирующее положение на рынке пропантов РФ занимает компания ООО "ФОРЭС" (производственные мощности расположены в Свердловской области), с 2009 г. доля компании в суммарном производстве пропантов в РФ превышает 60%.
По итогам 2021 г. компания выпустила 965 тыс. т пропантов, что является максимальным показателем за всю историю и составляет почти 65% всего рынка.
Вторым крупнейшим производителем пропантов в настоящее время является АО "Боровичский комбинат огнеупоров" (Новгородская обл.). В 2019 г. предприятие нарастило выпуск пропантов до 365 тыс. т/год, что соответствовало 24% от общероссийского производства.
В период до 2019 г. включительно наиболее динамичное развитие демонстрировало новое предприятие ООО "Ника-Петротэк", созданное на базе Семилукского огнеупорного завода (Воронежская обл.). Компания начала производство пропантов в 2015 г. (23 тыс. т), а в 2019 г. выпуск пропантов составил уже 270 тыс. т.
В сложной ситуации оказался и "Трехгорный керамический завод" - небольшому предприятию сложно конкурировать с крупными производителями, в 2021 г. объем выпуска пропантов на заводе сократился до минимума.
1.9 Экологические аспекты производства керамических изделий и воздействие предприятий отрасли на окружающую среду
В официальных документах федерального уровня воздействие крупных предприятий по производству керамических изделий на окружающую среду (ОС) отражено в позициях "Производство строительных материалов" (2000 - 2006 годы), "Обрабатывающие производства", в том числе "Производство прочих неметаллических минеральных продуктов" (2007 - 2013 годы). Производство огнеупоров также могло получить отражение в разделе "Металлургическое производство и производство готовых металлических изделий". Раздел "Влияние основных видов отраслей экономической деятельности на состояние окружающей среды", присутствовавший в Государственном докладе за 2011 год (равно как и в более ранние годы), в Государственные доклады за 2012 - 2014 годы уже не включен. Однако данный раздел появляется в Государственном докладе за 2015 - 2016 годы, в котором представлена позиция "Обрабатывающие производства", в том числе "Производство прочих неметаллических минеральных продуктов". В отчетах за 2017 - 2021 годы в разделе "Воздействие на окружающую среду и мероприятия по их снижению для основных видов экономической деятельности" приводятся только сведения по обрабатывающим производствам в целом [25].
Результат проведенного сравнительного анализа сведений официальной статистики Федеральной службы государственной статистики (Росстат), раздел "Окружающая среда" [10] показал, что в части производства прочей неметаллической минеральной продукции статистические сведения приведены без разделения на отдельные подотрасли, вместе тем сведения, представленные в Государственном реестре объектов, оказывающих негативное воздействие на окружающую среду [26], позволяют оценочно разделить показатели выбросов загрязняющих веществ с учетом соответствующих отраслей, так на долю предприятий осуществляющих выпуск керамических изделий ориентировочно приходится порядка 20 - 25% выбросов от общего количества выбросов предприятий отрасли "Производство прочей неметаллической минеральной продукции" (см. рисунок 1.16). Образование отходов производства и потребления, а также сбросы загрязненных сточных вод в поверхностные водные объекты по видам экономической деятельности по Российской Федерации представлены на рис. 1.17 - 1.18.

отходящих от стационарных источников, по видам экономической
деятельности (2022 год), тыс. тонн

и потребления по видам экономической деятельности
по Российской Федерации (2022 год), тыс. тонн

в поверхностные водные объекты по видам экономической
деятельности по Российской Федерации (2022 год), млн м3
Вместе с тем в докладах о состоянии ОС, подготовленных в субъектах федерации, в ряде случаев приводятся более детальные сведения о предприятиях - загрязнителях ОС. В некоторых докладах присутствуют данные о валовых выбросах загрязняющих веществ (ЗВ), о суммарных объемах сточных вод, поступивших в поверхностные объекты, об образовании отходов и нарушении земель.
Тем не менее некоторые крупные компании, выпускающие керамические стеновые материалы и огнеупоры, включены в перечень основных загрязнителей ОС в ряде регионов России. При описании факторов воздействия обсуждаемых предприятий на ОС отмечаются выбросы ЗВ в воздух (упоминаются выбросы пыли, оксидов серы и азота), а также образование отходов производства и нарушение земель (связанное в том числе и с тем, что многие компании занимаются не только производством продукции, но и добычей полезных ископаемых). Вместе с этим в региональных докладах о состоянии ОС отмечается, что ряду предприятий удалось усовершенствовать технологические процессы, внедрить новую средозащитную технику, сократить потребление воды (в том числе в производстве огнеупоров).
Таким образом, в зависимости от конкретных применяемых производственных процессов деятельность по производству керамических изделий оказывает негативное воздействие на окружающую среду - приводит к выбросам ЗВ в атмосферный воздух, забору воды на хозяйственно-питьевые и производственные нужды, сбросам сточных вод, образованию отходов производства и потребления, шумовому и иным видам воздействия.
Соответствующие факторы воздействия на ОС, характерные для различных стадий производства керамических изделий, систематизированы в разделе 3 (таблица 3.1) справочника НДТ.
Количество выбросов ЗВ в атмосферный воздух, сбросов ЗВ в водные объекты, образованных отходов зависят от различных аспектов, таких как тип используемого сырья (например, глины с высоким содержанием соединений серы, а также использование в значительных количествах выгорающих добавок природного происхождения (опилки, лузга, скоп)), дополнительно используемые вспомогательные вещества, вид используемого топлива.
Учитывая, что химико-технологические процессы производства керамики являются высокотемпературными и потребляют значительное количество топлива и сырьевых материалов, основным значимым экологическим аспектом являются выбросы ЗВ в атмосферный воздух от технологических процессов основного производства.
Основные факторы воздействия на окружающую среду связаны с процессами сушки и обжига (преимущественно выбросы отходящих газов), а также подготовки сырьевых материалов, формования и обработки изделий (образование отходящих газов и производственных сточных вод). В производстве керамических материалов основная масса газообразных выбросов образуется на стадии обжига.
Основными загрязняющими веществами, дающими наибольший вклад в валовый объем выбросов (более 99% всего объема выбросов (по данным Государственного реестра объектов, оказывающих негативное воздействие на окружающую среду [26])), являются: монооксид углерода; оксиды азота; пыль; серы диоксид. На долю других загрязняющих веществ приходится менее 1%. К основным источникам воздействия на атмосферный воздух при производстве керамических изделий относятся дымовые трубы обжиговых печей.
Сбросы предприятий в водные объекты представлены в настоящее время в основном хозяйственно-бытовыми стоками предприятий, которые поступают в централизованные очистные сооружения, а также поверхностными сточными водами (ливневыми и талыми водами), которые также отводятся на очистные сооружения или поступают на механическую очистку (со степенью очистки по нефтепродуктам и взвешенным веществам до 99,5%). Сброс производственных сточных вод в водный объект у большинства предприятий отсутствует.
Отходы производства образуются на каждой стадии технологического процесса производства керамических изделий, в большей степени относятся к возвратным и в виде боя изделий направляются обратно в производственный цикл. Образование иных видов отходов незначительно (представлено в основном отходами упаковки и жизнедеятельности самого предприятия).
Исходя из вышеизложенного, основными факторами воздействия на окружающую среду при производстве керамических изделий являются:
- удельное потребление энергоресурсов, включая природный газ;
- удельные выбросы загрязняющих веществ, содержащихся в дымовых газах;
- наличие и эффективность утилизации (использования) отходов производства, в том числе в других отраслях экономики.
Более подробная информация о конкретных загрязняющих веществах, являющихся приоритетными для отрасли в целом, а также для отдельных производств керамических изделий, сведения по ресурсо- и энергопотреблению приведены в разделе 3 справочника НДТ.
По области применения керамику делят на строительную, хозяйственно-бытовую, техническую и огнеупоры, по химическому составу - на оксидную и бескислородную (на основе карбидов, нитридов и пр.).
Керамику изготавливают из различных видов сырья (неорганических и неметаллических соединений), формуют различными способами, обжигают в печах разных типов, готовые изделия имеют разнообразную форму, размеры и цвет. Основные этапы производства изделий из керамики (технологические переделы) одинаковы для всех ее видов и включают массоподготовку (объединяет подготовку сырьевых материалов и формовочных масс), формование, сушку, обжиг (однократный или многократный, в зависимости от вида изделия) и послеобжиговую обработку. Для изделий хозяйственно-бытового назначения, художественной керамики, санитарно-технических изделий и некоторых видов строительной керамики отдельной стадией является декорирование, которое может включать в себя ангобирование, глазурование и нанесение рисунков.
В настоящем разделе представлена общая технология керамики, характерные технологические аспекты производства изделий в различных подотраслях рассмотрены далее (см. разделы 2.2 - 2.8).
В технологии производства керамических изделий применяют разнообразные сырьевые материалы, как природного, так и искусственного происхождения. Большинство таких материалов добывают и производят на территории России, некоторые виды сырья поставляют из-за рубежа.
Сырье для производства керамики по происхождению можно подразделить на две основные группы: природное и искусственное. Природное сырье (прежде всего глины) после добычи направляют непосредственно в производство, при необходимости его предварительно сортируют, усредняют, обогащают. Искусственное сырье, отличающееся повышенным качеством и чистотой, получают в результате глубокой, в первую очередь химической, переработки природных либо искусственных материалов.
Сырье для производства керамики условно подразделяют на основное и вспомогательное. Основное сырье преобладает по содержанию и в значительной степени определяет технологические свойства перерабатываемой массы, внешний вид и технические данные готового изделия. Вспомогательное сырье регулирует технологические свойства исходных масс, способствует оптимизации технологических процессов, снижает температуру обжига, улучшает отдельные характеристики готового продукта. Сырье может быть основным или вспомогательным в зависимости от технологии производства конкретного изделия. В качестве основного сырья может быть использован как один материал, например, глинозем (с преобладанием оксида алюминия Al2O3) для изготовления корундовой керамики, так и несколько компонентов, например, глина, кварцевый песок и полевой шпат для производства фарфоровых изделий [27, 28].
Строительную, хозяйственно-бытовую керамику, некоторые виды огнеупоров и технической керамики получают из глинистого сырья. Глинами называют тонкодисперсные осадочные горные породы, состоящие в основном из гидроалюмосиликатных минералов и способные при замачивании водой образовывать легкодеформируемую пластичную массу, которая при высыхании сохраняет приданную ей форму, а после обжига приобретает камнеподобное состояние. Кроме гидроалюмосиликатов, в глинах присутствуют различные примеси [29].
Глины являются основным, а в ряде случаев единственным компонентом формовочных масс в производстве керамического кирпича, плитки, шамотных огнеупоров и посуды; в то же время глины используют как компонент или добавку в технологии изготовления санитарно-технических изделий, карбидкремниевых огнеупоров, муллитокорундовой, стеатитовой, форстеритовой, кордиеритовой и других видов керамики. В состав масс для производства изделий на основе глин могут входить один или несколько ее видов, а также так называемые отощающие - непластичные компоненты (измельченный кварц, полевой шпат и др.) [30].
Глины или глинистые породы (осадочные и сланцевые глины, тяжелые суглинки) в основном применяют в производстве кирпича. Органические добавки (опилки, отходы целлюлозно-бумажного и прочих производств) и неорганические вспомогательные вещества (кизельгур, перлит) вводят в изделия для увеличения объема пор. При производстве лицевого кирпича для получения требуемой окраски в формовочную массу вводят оксиды металлов (MnO2, TiO2, Fe2O3), хромиты, а также известняк (CaCO3), доломит (CaMg(CO3)2). Карбонат бария (BaCO3) добавляют для уменьшения высолов. В случаях аномально высокого содержания соединений серы в глине (свыше 0,5%) в формовочную массу добавляют также карбонаты для связывания оксидов серы с целью уменьшения их выбросов в атмосферу. Эти добавки вводят в твердом виде непосредственно перед формованием или в процессе массоподготовки [31].
Керамическая плитка, хозяйственно-бытовая и санитарная керамика также состоят главным образом из алюмосиликатов, основным компонентом сырьевых смесей при их производстве служат пластичные глины.
В состав сырьевых смесей для производства различных видов огнеупоров входят глины, шамот (обожженная, затем измельченная глина), природные минералы (кварцит, доломит, боксит, магнезит), искусственные материалы (корунд, карборунд и шпинель), а также огнеупорный лом/бой и отходы производства.
Для получения формовочных масс с нужными характеристиками к измельченному сырью добавляют связки, придающие массам пластичность и связанность, заполнители для получения определенной структуры материала [27]. В качестве связки для получения ряда огнеупоров используют пластичные глины.
Выбор глин для конкретного производства обусловлен их технологическими свойствами, которые определяются минеральным, химическим и зерновым составами [32].
В качестве плавней, предназначенных для снижения температуры спекания различных масс и растекания глазурей, широко применяют полевые шпаты, карбонаты (мел, доломит), а также волластонит, стеатит и др.
Так называемую техническую керамику, в которой доля глинистых компонентов может быть мала или вовсе отсутствовать, изготавливают из масс на основе искусственно получаемых оксидов и бескислородных соединений Al, Mg, Mn, Ni, Si, Ti, W, Zr и других металлов. Типичными примерами здесь выступают Al2O3 (оксид алюминия, глинозем), MgO (оксид магния, периклаз), SiC (карбид кремния, карборунд), Si3N4 (нитрид кремния) и AlN (нитрид алюминия) [33 - 35].
Кроме перечисленных основных сырьевых материалов и вспомогательных веществ, для производства керамических изделий необходимы временные технологические связки, огнеприпас для обжига изделий, топливо. В качестве связок в процессе формования, кроме пластичной глины, применяют чаще всего растворы полимеров. Огнеприпас представляет собой огнеупорные капсели, плиты и стойки многоразового использования [27, 34].
В соответствии с общей схемой производства сырьевые материалы измельчают до нужной дисперсности, классифицируют по размерам частиц, обогащают, смешивают, затем полученной массе прессованием, способами пластического формования или шликерного литья придают заданную форму. Для улучшения качества смешения и формования обычно используют воду, которая затем испаряется при сушке. Далее изделия загружают в печь (в случае печей периодического действия) либо пропускают через непрерывно действующую роликовую или туннельную печь (в последнем случае изделия предварительно помещают на вагонетки). В производстве шамота и керамзита для обжига гранул используют вращающиеся печи.
В процессе обжига происходит необратимое изменение структуры материала, поэтому необходимо обеспечить правильный режим термообработки: скорость нагревания, продолжительность выдержки при максимальной температуре, скорость охлаждения. Важный фактор получения требуемых свойств изделий - правильно выбранная среда обжига.
Готовую продукцию сортируют, упаковывают и отправляют на склад до отгрузки потребителям.
Ниже описаны основные участки производства керамических изделий, а также переделы и варианты реализации технологического процесса [36 - 39].
Добычу глины, каолина, глинистых материалов, полевого шпата, кварца и большинства других видов сырья ведут открытым (в карьерах) или закрытым (в шахтах) способом. Доставку сырья на предприятие осуществляют автомобильным либо железнодорожным транспортом.
Сырье в зависимости от его свойств и того, на какой стадии процесса оно применяется, хранят в открытых буртах или на складах, подразделяемых на боксы, крупнотоннажные питатели, смесительные, вылежные, раскислительные и сухие силосы. Некоторые материалы (например, глазури, фритты, каолины высокой степени обогащения) поставляются на предприятия упакованными в тканевые контейнеры ("биг-бэги").
Для производства кирпича и плитки на предприятии необходимо хранить значительное количество глины и минерального сырья, которое часто размещают на открытой площадке. В ряде случаев, особенно при пластическом формовании, такое хранение в течение нескольких месяцев улучшает рабочие свойства глин. Этот технологический прием называется "раскисление" (летование) и особенно эффективен при хранении глин в течение нескольких сезонов [28].
Оборудование для транспортировки внутри производства выбирают, исходя из таких параметров, как зернистость материала, его насыпная плотность, сыпучесть, температура и влажность, требуемая производительность и доступные площади. Для перемещения кусковых и зернистых материалов применяют такие виды транспортных устройств, как ковшовые элеваторы, цепные, шнековые и пневмоконвейеры, тележки и кюбели. Наиболее часто используют ленточные транспортеры. Шликеры и жидкие материалы подают по шликеропроводам или используют емкости, установленные на транспортных средствах. Полуфабрикаты и готовые изделия перемещают на тележках, в том числе многоярусных, ленточных конвейерах [28, 35, 38].
Основными факторами воздействия на окружающую среду на данном технологическом участке оказываются организованные (устройства хранения) и неорганизованные (устройства перемещения) источники пыли, а также шум от работающего оборудования и техники. На этом участке возможно образование производственных отходов, часть которых может быть возвращена в технологический процесс.
Грубое первичное дробление глин производят при помощи валковых дробилок и бегунов раздавливанием и истиранием.
Валковые дробилки широко применяют в технологии грубокерамических изделий (кирпича, черепицы, некоторых видов огнеупоров) для измельчения, выравнивания и гомогенизации глиняных частиц. Пары гладких параллельных друг другу роликов из закаленной стали вращаются по направлению друг к другу, сминая и расплющивая подаваемый между ними материал. Размер образуемых в процессе дробления частиц определяется величиной зазора между валками.
Каменистое хрупкое твердое сырье, применяемое, например, в производстве огнеупорных изделий, измельчают при помощи щековых или конусных дробилок, принцип действия которых основан на сжатии и изломе кусков материала между подвижной и неподвижной твердой поверхностью щеки или конуса.
Используют также молотковые дробилки, в которых измельчение достигается за счет ударного воздействия: куски подаваемого в дробилку материала разбиваются при соударении с быстро вращающимися молотками.
Бегуны мокрого и сухого помола используют для дробления и грубого помола более пластичных материалов. Бегуны с перфорированным подом обеспечивают получение частиц строго определенного размера, бегуны мокрого помола также позволяют смешивать глину с вводимой водой.
Ножевые глинорезки применяют при подготовке пластичного сырья. Глинорезки представляют собой бункер с вращающимся днищем, в котором под углом установлены ножи. Куски глины выходят из отверстий, расположенных под ножами, в виде крупной стружки [35].
Описанный выше процесс дробления позволяет получать частицы размером более 0,5 мм. Для производства большинства видов изделий необходимо дальнейшее уменьшение размеров частиц. Тонкий помол обычно производят в шаровых мельницах непрерывного или периодического действия, представляющих собой горизонтально расположенный вращающийся барабан, футерованный керамикой или резиной, с перекатывающимися и падающими внутри мелющими телами из износостойкой керамики или кварцевой гальки. Шаровые мельницы - самый распространенный тип оборудования для тонкого помола (образующего частицы менее 100 мкм) в технологии керамики, т.к. являются универсальными измельчителями и смесителями для материалов разной твердости.
Помимо шаровых мельниц, для тонкого и сверхтонкого помола используют вибромельницы, молотковые, роликовые (маятниковые), струйные и другие мельницы. Часть из них могут реализовать как мокрый, так и сухой помол, роликовые и струйные мельницы используют для сухого помола.
После измельчения сырьевые материалы или их смеси подвергают сухой или мокрой классификации (рассеву или процеживанию).
Для улучшения определенных свойств керамики (например, достижения высокой плотности) зачастую необходимо смешивать порошки разных фракций, характеризующихся определенным размером частиц. Для их получения при сухом рассеве используют грохоты, вибросита, вращающиеся барабанные сита и пр.
Также для разделения частиц по крупности применяют воздушные сепараторы и классификаторы на основе циклонов.
Слишком крупные частицы возвращают на стадию измельчения [37].
Этот прием обезвоживания и гранулирования широко распространен в производстве керамической плитки, технической керамики и огнеупоров для изделий, формуемых способом прессования. Суспензию материала после мокрого помола в шаровой мельнице (содержание твердой фазы порядка 60 - 70%) распыляют под давлением в виде мелких капель в башне, которая нагревается газовыми горелками до температуры 350 - 500 °C. При высыхании капель суспензии образуются достаточно узко фракционированные гранулы (обычно 200 - 500 мкм) более или менее сферической формы с влагосодержанием от 5,5 до 7%; полученный порошок обладает хорошей сыпучестью и обеспечивает лучшее заполнение пресс-форм [40]. Влажность получаемых гранул может регулироваться и для некоторых технологий технической керамики не превышать 1%.
Ряд сырьевых материалов для улучшения свойств подвергают предварительному прокаливанию (обжигу) во вращающихся, туннельных или шахтных печах. К примеру, некоторые сырьевые материалы (доломит, магнезит) для производства огнеупоров необходимо обжигать при повышенных температурах (более 1800 °C). Применение прокаленных глин (например, каолина) уменьшает усадку заготовок, способствуя более точному соблюдению размеров изделия и ускорению обжига. В некоторых производствах обжигом гранул глины во вращающихся печах получают шамот.
Предварительный обжиг проводят также для синтеза в гранулах (спеках) определенных фаз, используемых в дальнейшем как основное сырье для получения керамики. Такая разновидность технологии называется спековой, ее часто используют для получения технической керамики.
Следует отметить, что, хотя некоторые виды искусственных материалов (например, карбид кремния) поставляются специализированными компаниями, подобное сырье чаще всего необходимо подвергать измельчению и последующей классификации.
При производстве керамической облицовочной, напольной плитки и керамогранита, некоторых видов посуды и сантехники применяют стеклообразные сырьевые материалы (фритты). Фритты - это стеклянные гранулы, полученные из кристаллических сырьевых материалов плавлением (варкой) при повышенных (до 1500 °C) температурах с последующей закалкой. Фритты поставляют на предприятия по производству керамической плитки специализированные фирмы-производители.
Помимо фритт, основными компонентами глазурей, используемых в производстве плитки, посуды и других изделий, являются кремнезем (стеклообразователь), флюсы (соединения щелочных и щелочно-земельных элементов, оксиды бора, свинца и др.), глушители (соединения циркония, титана и т.д.) и красители (оксиды железа, хрома, кобальта, марганца и т.п.).
Кроме того, основным компонентом любой керамической глазури является каолин, выполняющий роль стабилизатора реологических свойств и предотвращающий осаждение частиц глазури.
При приготовлении глазурей фритту и добавки измельчают мокрым помолом в шаровой мельнице периодического действия до получения заданной величины остатка на сите, пропускают через вибросита и путем введения различных добавок регулируют реологические характеристики глазурной суспензии в соответствии с принятым способом нанесения глазури.
Глазури бывают не только содержащие фритты, но и сырые. Сырой называется керамическая глазурь, для производства которой шихтовые сырьевые материалы, измельчаемые до необходимого состояния, смешиваются с водой до получения глазурного шликера требуемой плотности. Полученная масса наносится на обрабатываемое изделие. В данном случае глазурь не содержит компонентов, растворимых в воде.
Составы глазурей в зависимости от вида и свойств готовой продукции, температуры обжига конечных изделий, а также желаемых эффектов могут быть различными [27, 34].
Продолжительность, порядок и интенсивность смешения оказывают значительное влияние на свойства массы и, следовательно, конечного продукта. Подготовленные сырьевые материалы в заданном соотношении (шихту) смешивают и гомогенизируют до получения требуемой однородности смеси. В различных отраслях производства керамических изделий смешивание может быть как непрерывной высокопроизводительной операцией, так и тщательно контролируемым периодическим процессом, проводимым в небольших масштабах. Дозирование может быть объемным (например, при помощи устанавливаемых на ленточном конвейере ящичных питателей) и массовым (при помощи винтовых питателей, связанных с весовым транспортером).
Для большинства операций по формованию применяют массы с определенным содержанием воды или связки. Такие добавки, как пигменты, пеногасители и связующие, также необходимо тщательно распределять. При производстве огнеупоров свойства некоторых видов изделий оптимизируют путем подбора зернового состава шихты. В настоящее время широко применяют автоматическое дозирование при помощи питателей с электронным управлением, что позволяет быстро регулировать состав массы [27, 31].
Смесители непрерывного действия
Двухвальные смесители широко распространены в технологии кирпича и огнеупоров и представляют собой корыта, где установлены вращающиеся навстречу друг другу валы. На валах под углом жестко закреплены лопасти. Расположение лопастей на вращающихся валах обеспечивает интенсивное перемешивание и продвижение массы к разгрузочному отверстию.
Для глубокого перемешивания глины с водой и вводимыми добавками применяют бегуны, их действие было описано выше. При сухом смешении обычно вращается под, а ось катков (тяжелые стальные или гранитные колеса холостого хода) неподвижна; при мокром - под неподвижен, а катки вращаются вокруг вертикальной оси.
Шаровые трубные мельницы непрерывного действия, помимо тонкого помола, выполняют функцию высокопроизводительных смесителей, образуя однородную массу нескольких измельченных компонентов, например, в производстве керамической плитки.
Смесители периодического действия
Для подготовки пластичных масс также используют Z-образные смесители. Эти смесители могут применяться и для более сухих порошков.
Барабанные смесители применяют для перемешивания достаточно сухих материалов с частицами примерно одинакового размера. После загрузки барабан вращают в течение необходимого времени. Чаще всего в роли барабанных смесителей выступают шаровые мельницы.
Смесители с вращающейся чашей действуют по тому же принципу, что и большие бетономешалки. Их загрузку индивидуальными компонентами в отмеренных количествах производят во время вращения чаши, для более глубокого перемешивания используют скребки, лопатки и экраны. В подобных смесителях перемешивают гранулированную глину с высокодисперсными порошками.
Смесители-бегуны представляют собой устройства с неподвижной чашей и вращающимся центральным валом, на котором установлены лопасти или катки, совершающие планетарное движение по дну чаши. Эффективность смешения в этих устройствах такая же, как и в смесителях с вращающейся чашей.
Смесительные бассейны, оснащенные лопастными или пропеллерными мешалками, применяют для смешивания различных видов литьевых шликеров и суспензий. Хотя в состав шликеров обычно вводят стабилизаторы, перемешивание в смесительном бассейне или в резервуаре для хранения шликера необходимо продолжать во избежание образования осадка [31, 38, 39].
При подготовке сырьевых материалов возможно образование эмиссий различного характера. Прежде всего сюда относятся организованные и неорганизованные выбросы пыли, связанные с работой измельчительного и смесительного оборудования. В случае применения "мокрых" способов подготовки сырья и масс возможно образование производственных сточных вод. Процессы, предполагающие тепловую обработку сырья или масс (прокаливание, распылительная сушка), сопровождаются выбросами пыли и газообразных веществ в результате как сгорания топлива, так и физико-химических превращений, протекающих в самом материале. Значимым фактором на этом переделе также оказывается шум. Образующиеся на данной стадии производственные отходы практически полностью возвращаются в технологический процесс, за исключением отработанных узлов и деталей оборудования (фильтры, мелющие тела и пр.), которые требуют иных решений (в ряде случаев и размещения на полигонах).
Изделия традиционной керамики всегда формовали из сырьевых материалов, находящихся в пластичном состоянии, и в течение нескольких тысячелетий эту операцию выполняли вручную. В настоящее время применяются строгие требования к таким свойствам изделий, как постоянство размеров, плотность, прочность, долговечность, термостойкость и т.д. В некоторых случаях на первый план выходят также эстетические качества. Способ формования заготовок оказывает большое влияние на свойства конечного продукта, поэтому в различных отраслях производства керамических изделий возникло множество приемов формования [27, 34].
Прессование на механических прессах. Механические прессы до сих пор применяют при изготовлении кирпича (полусухое прессование) и огнеупоров. В форму загружают определенный объем пресс-порошка и прикладывают давление сверху и снизу, движение штампов осуществляется эксцентриком при помощи тяжелых маховиков.
Прессование на фрикционных прессах. Механические фрикционные (винтовые) прессы применяют в основном при производстве огнеупоров, хотя их постепенно вытесняют гидравлические прессы.
Прессование на гидравлических прессах. Современные гидравлические прессы обеспечивают высокое усилие сжатия, хорошую производительность, постоянное качество и легко поддаются настройке. Многие модели прессов оборудуют электронными устройствами контроля, которые позволяют контролировать высоту заготовок и автоматически изменять режим работы пресса для обеспечения постоянства размеров. Такие прессы несложно регулировать для удовлетворения различных требований, включая прессование по программируемым режимам, применяемое при изготовлении огнеупорных изделий сложной формы. Гидравлические прессы широко используют при формовании плоских изделий. При производстве керамической плитки увлажненный порошок (влагосодержание 5 - 7%) прессуют в неглубоких формах. Давление прессования составляет 25 - 45 МПа для производства строительной керамики и до 100 МПа для производства некоторых видов технической керамики. Некоторые виды современных прессов обеспечивают получение керамических плит размерами, превышающими 3 м.
Для прессования мелких деталей технической керамики используют пневмопрессы.
Ударное прессование (трамбование). Трамбование представляет собой высокоэнергетическое формование путем пневмомеханического высокоскоростного удара штампом по засыпанному в форму порошку. Этот прием обычно используют при производстве специальных огнеупорных изделий.
Изостатическое прессование. Некоторые виды изделий сложной формы высокого качества требуют равномерного уплотнения, добиться которого можно путем приложения давления со всех сторон заготовки. При использовании пресса-изостата порошок загружают в полости между металлической или пластмассовой формой и герметичной резиновой оболочкой. Давление на порошок передают через жидкость (воду или масло) и резиновую оболочку, в результате чего происходит обжатие заготовок по большой площади поверхности. После сброса давления заготовки выгружают из форм. Этот способ применяют в производстве огнеупоров и технической керамики, а также при изготовлении посуды сложной плоской формы. Используют изостаты (гидростаты), развивающие рабочее давление прессования до 200 МПа.
Пластическое формование - способ формования масс, находящихся в состоянии пластичности. Для пластичных формовочных масс на основе глин характерно содержание связки (влажность) 15 - 25%. Основные разновидности пластического формования: протяжка, раскатка, штамповка.
Протяжку (экструзию) широко применяют при производстве керамического кирпича и камня. Этот процесс также используют для получения полуфабрикатов - "валюшек" ("скалок") с последующей допрессовкой (штамповкой) при изготовлении огнеупорных изделий и полуфабрикатов для формования посуды и изоляторов. Протяжка - основной способ формования длинномерных изделий постоянного сечения (труб), а также некоторых видов плиток.
Такой способ удобен для организации непрерывного выпуска с высокой производительностью и хорошо подходит для изготовления перфорированных изделий, включая крупные легковесные строительные материалы (крупноформатные блоки).
Наиболее распространенный экструдер, или ленточный пресс (пресс-агрегат) - аппарат, оснащенный смесителем, вакуумной камерой и собственно шнековым прессом со сменным формующим мундштуком. Вакуумирование повышает пластичность массы и облегчает получение бездефектных заготовок. Формующее давление составляет от 1,5 до 10 МПа [41]. В технологии технической керамики применяют поршневые экструдеры.
Для формования плоской и некоторых видов полой посуды (тарелок, блюдец, пиал и т.п.), имеющих форму тел вращения, используют раскатку пластичных заготовок на гипсовых или пластмассовых формах с помощью формующих роликов или шаблонов. Прообразом современных полуавтоматов и формующих узлов автоматизированных линий являлся гончарный круг.
Этот способ широко распространен в производстве в основном полых (оболочковых) изделий сложной формы: посуды, декоративных и санитарно-технических изделий, а также огнеупоров особого назначения и технической керамики. Тонкоизмельченный материал затворяют водой до образования шликера, который заливают в пористую форму, обычно изготавливаемую из гипса. За счет капиллярного всасывания на внутренней поверхности формы происходят удаление воды из шликера и образование плотной отливки. При достижении необходимой толщины стенки шликер сливают из формы и образовавшуюся в форме заготовку выдерживают до набора прочности, необходимой для ее извлечения. Такой способ шликерного литья называют сливным и используют для формования тонкостенных изделий. При наливном способе, используемом для формования толстостенных изделий, масса набирается в полости между двумя стенками формы и полностью ее заполняет. Также может применяться комбинированный способ литья.
Санитарно-технические изделия имеют довольно большие толщины стенок. Поэтому их формуют как обычным литьем в гипсовых формах, так и на установках для литья под давлением с использованием полимерных форм. Шликерное литье под давлением (0,3 - 1 МПа) позволяет ускорить набор массы в несколько раз и приводит к образованию более качественных полуфабрикатов.
Для формования малогабаритных изделий технической керамики сложной формы из непластичных материалов (оксидов, карбидов, нитридов и т.д.) используют способ горячего литья шликеров на основе расплавов термопластичных полимеров (парафина, воска, полиэтилена и др.). Шликер впрыскивают в металлическую форму, охлаждаемую естественным или принудительным образом. В результате полимеризации заготовка в течение короткого времени приобретает достаточную прочность для извлечения из формы и механической обработки. Недостатком способа является необходимость организации отдельной и длительной стадии удаления связки, сопровождаемого выделением вредных веществ разлагающихся полимеров.
Для изготовления изделий очень сложной формы развиваются аддитивные способы формования путем различных методов печати на 3D-принтерах. При наслаивании материала не требуется применение формовочной оснастки, обеспечивается однородность формуемой заготовки, независимо от ее формы. После формования необходимы механическая обработка и удаление связки термообработкой.
Обсуждая факторы воздействия на окружающую среду на участке формования, в первую очередь следует упомянуть выбросы пыли и шум, характерные для полусухого прессования. Образование сбросов производственных сточных вод возможно в случае использования шликерного литья. Образующиеся на данной стадии твердые производственные отходы представляют собой брак полуфабриката, который полностью возвращается в производство, и отработанные формы (пресс, литьевые), которые, как правило, утилизируют или размещают на полигонах.
Сушкой называют технологическую стадию, на которой происходит процесс удаления влаги из полуфабриката испарением. Так как временная технологическая связка обычно вводится в материал в виде водных растворов (в материал на основе глин - в виде воды), то сушка характерна для подавляющего большинства технологий керамики.
Для удаления воды из полуфабриката используют следующие виды сушки: контактную, конвективную, радиационную (в том числе сушку ИК- и СВЧ-излучением). В некоторых технологиях (например, в технологии электроизоляторов) используют сушку пропусканием через массивный полуфабрикат переменного электрического тока.
Наиболее распространена конвективная сушка с помощью передачи тепла полуфабрикату теплоносителем (горячим воздухом).
В современной технологии керамики существует необходимость оптимизации сушки с точки зрения повышения скорости, термической эффективности и снижения потерь. Во всех процессах, за исключением длительных и мягких режимов сушки, необходимо тщательно контролировать скорость нагревания, режим циркуляции воздуха, температуру и влажность в сушиле. Горячий воздух в сушила подают в основном от специальных газовых горелок или используют остаточное тепло из зоны охлаждения печей.
Керамические массы могут обладать различной чувствительностью к сушке (невозможность высушить образец из массы высокочувствительной к сушке без образования трещин), однако на подавляющее их большинство благотворно влияет предварительный прогрев в условиях повышенной влажности (с минимальным или полностью отсутствующим удалением влаги), за которым следует основной этап сушки более горячим и сухим воздухом. Остаточная влага из полуфабриката удаляется особенно тяжело, требуя применения наиболее сухого и горячего воздуха.
Продукция различных отраслей производства керамических изделий имеет значительные различия по своей природе и размерам, поэтому для удовлетворения производственных нужд были разработаны различные конструкции сушилок [42].
Подобное оборудование в настоящее время не имеет большого распространения, поскольку практически не поддается автоматизации. Этот способ сушки удобен для крупных заготовок сложной формы, в частности некоторых видов огнеупоров. В этих сушилах тепло подается напрямую к основанию установленных на обогреваемый под полуфабрикатов и передается по воздуху путем конвекции. Поперечная циркуляция воздуха минимальна, поэтому скорость удаления влаги со всех поверхностей полуфабриката мала, что позволяет избежать возникновения в нем нежелательных напряжений.
Эти устройства представляют собой ряд камер со шлюзовыми дверями, загрузка которых обычно осуществляется вагонетками на рельсовом ходу. На вагонетки с одинаковым интервалом устанавливают сушильные поддоны или полки. Керамические полуфабрикаты (кирпичи, блоки, огнеупоры) садят на полки и отправляют загруженные вагонетки в камеры, которые после заполнения герметично закрывают. На современных заводах эта операция полностью автоматизирована. Температуру в камерах повышают с контролируемой скоростью либо непосредственно - путем нагнетания горячего воздуха, либо опосредованно - путем передачи тепла от нагретых поверхностей. Для повышения эффективности сушки используют принудительную циркуляцию воздуха. Передача тепла происходит в основном конвекцией, в малой степени - излучением от горячего воздуха и нагретых поверхностей. При сушке некоторых видов керамики применяют особые тепловлажностные режимы, которые легче осуществить в камерных сушилах.
Камерные сушила удобны в тех случаях, когда полуфабрикаты имеют повышенную влажность и различную форму или производство является периодическим. Строительство дополнительных камер также не представляет особой сложности.
Эти устройства представляют собой длинные туннели, через которые проталкивают цепь сушильных вагонеток с полуфабрикатами. На разгрузочном конце в туннель подают воздух, имеющий относительно высокую температуру, который при помощи одного или нескольких вентиляторов гонят в направлении погрузочного конца. В ходе перемещения по туннелю происходят передача тепла из воздуха к изделиям и повышение его влажности за счет удаления влаги из полуфабрикатов. Обычно устанавливают вентиляторы принудительной циркуляции по различным сечениям туннеля, тем самым увеличивая турбулентность теплоносителя и повышая эффективность сушки. Длина туннеля зависит от заданной скорости прохождения изделий и влагосодержания материала. Несмотря на ограниченные возможности точного регулирования тепловлажностного режима, туннельные сушила широко используют в высокопроизводительных производствах кирпича и санитарно-технических изделий.
Вертикальные сушила, как правило, используют на плиточном производстве. Отпрессованные полуфабрикаты загружают в корзины, состоящие из нескольких ярусов роликов. Корзины движутся в сушилке вертикально вверх, навстречу горячим газам, затем спускаются для подачи в печь. Температура в таких сушилках обычно не превышает 200 °C, продолжительность сушки составляет 35 - 50 мин. Вертикальные сушила более компактны по сравнению с горизонтальными.
Подобные сушила также широко распространены в производстве керамической плитки. Горизонтальные сушила устроены по тому же принципу, что и роликовые печи. Отдельные прессованные полуфабрикаты загружают на различные ярусы в сушиле и перемещают в горизонтальной плоскости при помощи вращающихся роликов. Горячий воздух для сушки поступает от расположенных по периферии сушила газовых горелок и движется в противотоке к садке.
Предельная температура в таких сушилах обычно выше, чем в вертикальных (около 350 °C), а процесс сушки короче и занимает от 15 до 25 мин.
Технологический участок сушки характеризуется прежде всего выбросами неорганических газообразных веществ, образующихся в процессе сгорания топлива (CO, NOx, SO2). Также сушила являются малозначимым организованным источником пыли. Твердые производственные отходы, образующиеся на данном участке, включают пыль и брак изделий, которые возвращают в начало технологического процесса.
Нанесение текстуры на поверхность керамических изделий может иметь практическое значение, например, при выпуске керамической плитки для полов или лицевого кирпича.
Также поверхность изделий текстурируют для улучшения их внешнего вида. Так, на изделия пластического формования (кирпич) текстуру наносят рустикацией глиняного бруса либо при помощи резиновых лент с рельефом.
Сырец прессованного кирпича, как правило, отличается значительной прочностью, поэтому после сборки паллеты на ленте конвейера поверхность такого кирпича "огрубляют" дисковыми пилами или текстурируют иным способом [28, 31].
В ряде случаев кирпич и керамические камни, полученные прессованием или пластическим формованием, покрывают песком или иными измельченными минералами с лицевой и изнаночной стороны при помощи распылительных пистолетов или вручную. Для повышения эстетических качеств изделий в песок вводят пигменты.
Ангобирование применяют в основном при изготовлении облицовочной и напольной плитки, иногда ангобируют кирпичи и декоративные изделия. Ангоб - непрозрачное покрытие из белой или окрашенной тонкозернистой глинистой суспензии, обычно наносят на сырые или высушенные полуфабрикаты. В ходе ангобирования покрывают всю или только видимую поверхность полуфабриката методом полива, распыления или окунания. Также ангобом покрывают огнеприпас (полки обжиговых вагонеток) во избежание прилипания к ним изделий в обжиге.
Глазурование наиболее широко применяют при производстве облицовочной и напольной плитки, санитарно-технических изделий, посуды, изоляторов, ограниченных партий кирпича. Компоненты глазури - в случае керамической плитки это, как правило, фритты, пигменты, каолин, глины - тонко измельчают и распускают в воде для получения глазурной суспензии. Вязкость и другие параметры суспензии подбирают в соответствии со способом нанесения глазури (распылением, поливом, окунанием, сухим глазурованием). На эту стадию заготовки подают после упрочнения путем предварительного (утельного) обжига (за исключением санитарно-технических изделий, изоляторов и керамической плитки однократного обжига) и в ходе глазурования наносят на их поверхность сплошное гладкое прозрачное или непрозрачное (глухое), в зависимости от состава глазури, покрытие, при растекании которого по поверхности изделия формируется стеклообразный слой.
Традиционным приемом декорирования керамической плитки, благодаря простоте применения в технологическом процессе, является шелкография. Этот способ представляет собой печать рисунка при помощи одного или нескольких трафаретов (туго натянутая сетка с определенной ячеистостью). Поверхность трафарета покрыта пленкой, кроме отверстий, соответствующих рисунку. Для продавливания краски через эти отверстия служит специальный ракель. В современных производствах плитки шелкографию применяют только для получения надглазурных рельефных декоров на участке 3-го (декорирующего) обжига. Для плоских изделий художественного назначения шелкография по-прежнему используется.
Общераспространенным способом декорирования керамической плитки сегодня является цифровая печать, однако иногда еще используется ротационная печать ("ротоколор").
При способе "ротоколор" рисунок формируют непосредственно на поверхности одного или нескольких роликов, которыми наносят краску на изделие.
Ключевым фактором воздействия на окружающую среду на участке декорирования оказывается образование производственных сточных вод, содержащих значительное количество взвешенных веществ. Возврат производственных отходов (брак полуфабриката и изделий, высушенный шлам ангоба, глазури) с данной стадии технологического процесса в производство возможен не всегда, в большинстве случаев требуются иные решения. Производственные отходы в виде отработанных роликов, сеток и другого (образующиеся периодически и в незначительных количествах), как правило, подлежат размещению на полигонах.
Обжиг - это ключевая операция при производстве керамических изделий, поскольку в ходе обжига формируются все эксплуатационные характеристики готовой продукции: механическая прочность, износостойкость, постоянство размеров, химическая и термическая стойкость.
Шихта для изготовления изделий из керамики строительного, хозяйственно-бытового назначения - это, как правило, сложные по составу смеси глинистых и иных минералов, иногда содержащие примеси органических веществ. Для изготовления огнеупоров и технической керамики применяют разнообразное, в основном неглинистое, минеральное сырье с использованием специальных добавок и связующих (к числу которых также относятся некоторые виды глин).
При обжиге изделий на основе глин в интервале температур 100 - 200 °C происходит удаление остатков влаги. Окисление органических включений и пирита протекает при температуре 300 - 500 °C, удаление воды, химически связанной в структуре глинистых минералов ("кристаллизационной" воды), - в интервале температур 500 - 600 °C, а разложение карбонатов (кальцита, доломита), сопровождаемое выделением CO2, - при температуре 750 - 900 °C. При температуре 573 °C происходит полиморфное превращение кварца.
В интервале температур 400 - 600 град выделяется химически связанная вода (структурная), при этом происходит значительная усадка глинистого материала, а следовательно, и самого черепка, это зона повышенного риска образования трещин, посечек. В этом же интервале температур при 573 °C происходит полиморфное превращение  в
в  , сопровождающееся некоторым увеличением кварца в объеме, этот переход обратим и протекает мгновенно. Также наиболее важным процессом при обжиге керамических изделий является жидкостное спекание, которое возникает в изделиях уже при 700 °C и интенсивно развивается по мере увеличения количества стекловидной фазы, керамические изделия размягчаются, не теряя своей первоначальной формы. Такое состояние черепка называется пиропластическим. При последующем подъеме температур количество расплава в массе увеличивается, прочность изделия снижается, начинается изменение первоначальной формы изделия, которое может подвергаться деформации.
, сопровождающееся некоторым увеличением кварца в объеме, этот переход обратим и протекает мгновенно. Также наиболее важным процессом при обжиге керамических изделий является жидкостное спекание, которое возникает в изделиях уже при 700 °C и интенсивно развивается по мере увеличения количества стекловидной фазы, керамические изделия размягчаются, не теряя своей первоначальной формы. Такое состояние черепка называется пиропластическим. При последующем подъеме температур количество расплава в массе увеличивается, прочность изделия снижается, начинается изменение первоначальной формы изделия, которое может подвергаться деформации.
в В процессе обжига легкоплавкие компоненты (полевой шпат, пегматит) переходят в стекловидную фазу, представленную в основном муллитом, который наиболее интенсивно образуется в интервале температур 1000 - 1200 °C, при повторном обжиге кристаллы муллита растут, вызывая риски образования трещин, посечек.
На высокотемпературной стадии обжига керамических изделий в пористом полуфабрикате происходит процесс спекания, чаще всего протекающий с активным участием жидкой фазы. Жидкая фаза в материале образуется в результате плавления специально введенных в сырьевую шихту плавней - веществ с относительно низкой температурой плавления (например, полевых шпатов) либо образования легкоплавких эвтектик (например, при введении в шихту карбонатов). Образующийся расплав смачивает зерна кристаллических фаз и под действием сил поверхностного натяжения стягивает их друг к другу.
Высокотемпературная выдержка способствует полноте процесса спекания, который сопровождается образованием прочных контактов между зернами (упрочнением изделия) и уменьшением размеров изделия (усадкой) за счет уменьшения пористости. Линейная усадка изделий варьирует в широких пределах, обычно составляет 10 - 15%.
На стадии охлаждения изделий жидкая фаза может кристаллизоваться или переходить в стеклообразное состояние.
Жидкофазный механизм спекания характерен для процессов обжига строительной керамики, санитарно-технических изделий, посуды, изоляторов.
Многие виды изделий технической керамики и огнеупоров спекаются по механизму твердофазного спекания, иногда по механизму переноса через газовую фазу. В случае твердофазного спекания для облегчения диффузионных процессов в сырьевую шихту вводят добавки - активаторы спекания, способствующие образованию твердых растворов [27].
Ниже представлены типичные интервалы температур обжига различных видов керамических изделий (см. таблицу 2.1) [27].
Таблица 2.1
Температурный интервал обжига, °C | Основное сырье | Изделия | Область применения |
900 - 1050 | Глины | Кирпич | Строительная керамика |
950 - 1050 | Глины | Майоликовая посуда | Хозяйственно-бытовая керамика |
980 - 1080 | Глины | Плитка | Строительная керамика |
1180 - 1220 | Глины, каолины, кварцевый песок, полевые шпаты | Керамогранит | Строительная керамика |
1200 - 1250 | Глины, каолины, кварцевый песок, полевые шпаты | Санитарно-технические изделия | Строительная керамика |
1250 - 1420 | Глины, каолины, кварцевый песок, полевые шпаты | Фаянсовая и фарфоровая посуда, полуфарфор | Хозяйственно-бытовая керамика |
1300 - 1430 | Глины, каолины, кварцевый песок, полевые шпаты | Фарфоровые изоляторы | Техническая керамика |
1240 - 1300 | Бокситы, каолины, форстериты, серпентиниты, оливиниты, кварцевый песок | Керамические пропанты | Нефтедобывающая промышленность |
1350 - 1400 | Глины | Шамотные огнеупоры | Огнеупоры |
1550 - 1750 | Глинозем | Корундовая керамика | Техническая керамика |
1700 - 1900 | Нитрид кремния | Керамика из нитрида кремния | Техническая керамика |
Обжиг керамических изделий обычно проводят в печах, оснащенных газовыми горелками, или электронагревателями из металлических сплавов, графита, керамики (карбида кремния, хромита лантана, дисилицида молибдена).
К ним относятся печи с выкатным подом и колпаковые печи, которые представляют собой одиночную камеру, куда загружают предварительно высушенные заготовки. В колпаковых печах колпак, оборудованный нагревательным элементом, устанавливают на под при помощи подъемного устройства, в печах с выкатным подом садку помещают в рабочее пространство печи на вагонетках. После загрузки печь закрывают и обжигают изделия по заданному режиму. В качестве источника тепла обычно служат газовые горелки, конструкция печей позволяет четко контролировать температуру и характер среды (окислительный, нейтральный или восстановительный).
В производстве огнеупоров, технической керамики также используют высокотемпературные газовые камерные печи (горны) с садкой изделий в капсели - огнеупорные короба, защищающие изделия от потоков раскаленных газов и непосредственного влияния дымовых газов.
Для обжига изделий технической керамики используют вакуумные шахтные печи с нагревателями из графита, вольфрама или молибдена, развивающие температуру до 2200 - 2500 °C. Часто обжиг в таких печах ведут в среде азота или инертных газов (аргона, гелия).
Для получения особо плотных изделий технической керамики простой формы используют прессы горячего прессования (система на основе гидравлического пресса, помещенного в печь с графитовыми нагревателями), для обжига изделий сложной формы газостаты - печи электросопротивления, помещенные в камеру, с возможностью создания давления газа (азота или инертных газов) до 200 МПа.
Печи периодического действия применяют при небольших объемах производства для выпуска специализированных изделий (кирпича особой формы, фитингов, огнеупоров и т.д.). Такие печи широко используют для выпуска некрупных партий посуды. Главное достоинство таких печей - возможность гибко регулировать технологический процесс, особенно при частой смене продукции, что до некоторой степени обуславливает их сравнительно низкую энергоэффективность. На рисунке 2.1 представлен поперечный разрез печи с выкатным подом.

Рисунок 2.1 - Вид в разрезе печи с выкатным подом [43]
Кольцевые печи (печи Гофмана). Эти печи старой конструкции состоят из ряда соединенных между собой камер, которые последовательно заполняют высушенными изделиями (например, кирпичом), герметично закрывают и обжигают в псевдонепрерывном режиме, при этом горячие газы поступают из первой камеры в следующую по дымоходам и через отверстия между камерами. Такая схема позволяет непрерывно осуществлять предварительный обогрев изделий и охлаждение дымовых газов, что повышает энергоэффективность печи и ведет к снижению затрат по сравнению с печами периодического действия. В настоящее время для обогрева таких печей в основном используют газ, местами выполняют верховую загрузку опилками, углем или мазутом. На современных производствах такие печи являются редкостью.
Туннельные печи. Эти печи представляют собой сконструированные из огнеупорных материалов туннели, в которых проложены рельсы для перемещения вагонеток. На вагонетках устроены огнеупорные полки, куда в определенном порядке загружают изделия. Вагонетки проталкивают вдоль печи через определенные интервалы против движения воздуха, нагнетаемого одним или несколькими вентиляторами в вытяжной канал вблизи устья печи. Большая часть современных туннельных печей обогревается газом, максимальная температура создается в зоне обжига около центра печи. По мере своего движения входящая садка прогревается горячими топочными газами, а выходящая охлаждается при обдуве подаваемым в печь воздухом, который при этом подогревается. Часть воздуха из зоны охлаждения отбирают в смежные сушилки, что обеспечивает существенную экономию топлива.
Канал печи изолируют от подсоса воздуха из подвагонеточного пространства при помощи песчаного затвора с целью снижения энергопотребления путем создания герметичного рабочего пространства печи [44].
В ряде случаев туннельные печи, оснащенные особыми видами транспортных устройств (например, контейнерами-лодочками), используют для обжига сырья и изделий технической керамики.
На рисунках 2.2 и 2.3 представлены схема и поперечный разрез туннельной печи.

Рисунок 2.2 - Схема туннельной печи [43]

с вагонеткой [43]
Роликовые печи
В настоящее время одноярусные роликовые печи находят практически повсеместное применение в производстве облицовочной и напольной плитки, продолжительность обжига в них обычно составляет менее 40 мин. Плитка движется по вращающимся роликам, для обогрева служат горелки на природном газе, установленные по периферии печи. Основными механизмами передачи тепла являются конвекция и излучение, а поскольку такие печи оборудуют открытыми горелками, это ведет к повышению коэффициента теплопередачи и, как следствие, к снижению продолжительности обжига и энергопотребления на обжиг по сравнению с другими типами печей. Роликовые печи также применяют при производстве черепицы, керамических труб, санитарно-технических изделий и посуды. Ниже показан поперечный разрез роликовой печи (см. рисунок 2.4).

Рисунок 2.4 - Вид роликовой печи в разрезе [43]
Туннельные печи с движущимся подом
Эти печи также служат для скоростного обжига и действуют по тому же принципу, что и роликовые. Основное их отличие сводится к тому, что садку размещают на огнеупорных "тележках", двигающихся по проложенным вне рабочего пространства печи рельсам. В туннельных печах с движущимся подом можно обжигать изделия различной, в том числе неправильной, формы, а в роликовых - изделия только правильной формы. Такие печи используют для обжига некоторых видов посуды и технической керамики.
Вращающиеся печи
Вращающаяся печь имеет форму длинного цилиндра, расположенного под уклоном и медленно вращающегося вокруг своей оси. Для обогрева служит горелка, устанавливаемая по оси печи в нижнем ее конце. Такие печи используют при обжиге глины на шамот, для прокаливания карбонатного сырья (доломита или магнезита) и обжига керамзита.
Стадия обжига является наиболее энергоемкой в технологии производства изделий из керамики, и в качестве воздействия на окружающую среду здесь следует рассматривать не только материальную (эмиссии), но и энергетическую составляющую (степень энергетической эффективности процесса, избыточное тепло). Эмиссии на данном технологическом переделе включают прежде всего выбросы газообразных веществ неорганической (CO, NOx, SOx) и органической (легколетучие органические вещества) природы, которые образуются в результате сгорания топлива и физико-химических превращений в материале, а также незначительное количество пыли из организованного источника. Помимо этого, происходит образование твердых отходов в основном (брак изделий) и вспомогательном (средозащитные средства) технологических процессах, эти отходы в подавляющем большинстве случаев являются невозвратными и требуют размещения на полигонах.
Механическая обработка обожженных изделий необходима при производстве изделий, конечную форму или размеры которых не удается с достаточной точностью воспроизвести в ходе предварительной обработки. Шлифовка и полировка используются при производстве керамической плитки из керамогранита для получения шероховатой или абсолютно гладкой, глянцевой поверхности (последняя не уступает по декоративному эффекту глазурованной поверхности [40]). Механической обработке подвергаются некоторые виды огнеупоров и практически все изделия технической керамики, имеющие строгие допуски по размерам.
Шлифовка - это групповой процесс, в котором несколько изделий укрепляют на станине и пропускают под алмазной шпиндельной головкой. Этим способом иногда обрабатывают нижнюю и верхнюю грани строительных блоков для кладки на тонком слое вяжущего. В этом случае вся шлифовальная машина должна быть герметично закрыта.
Сухую шлифовку нижней грани строительных блоков алмазными дисками также проводят для улучшения сцепления с тонким слоем раствора. В этом случае вся шлифовальная машина должна быть герметично закрыта.
Сверление керамических изделий, в особенности огнеупоров, осуществляют, когда требуемое отверстие не удается с заданной точностью получить в результате прессования и обжига.
Распил изделий выполняют, когда конечный размер изделия трудно достижим. Так при выпуске плиток из керамогранита некоторое его количество ректифицируют, обрезая под строгий размер. Обрезки подвергают все крупноформатные керамогранитные плиты ("слэбы").
Практически во всех операциях механической обработки применяют замкнутый цикл подачи воды, которая служит для смазки рабочих поверхностей, охлаждения и смывает с них удаленные частицы, одновременно снижая пылеобразование.
Огнеупорные изделия используют в крайне агрессивных условиях, поэтому зачастую обожженные изделия определенных видов необходимо уплотнять пропиткой.
Введение углерода в готовые изделия имеет ряд преимуществ:
- углерод служит смазкой, что удобно при работе шиберных заслонок;
- сравнительно высокая теплопроводность углерода повышает стойкость изделий к термоудару;
- углерод заполняет поры, что снижает проницаемость изделий и повышает их устойчивость к внедрению шлака и металла.
Пропитке подвергают сразу несколько изделий. Эту операцию, как правило, проводят в трех вертикальных цилиндрических емкостях с навесными крышками. Обрабатываемые изделия загружают в металлические корзины. В первой емкости садку прогревают до температуры порядка 200 °C путем обдува горячим воздухом и передают во вторую емкость (так называемый автоклав) с рубашкой для поддержания температуры. Автоклав герметично закрывают, вакуумируют и заполняют смолой из подогреваемых при температуре 180 - 200 °C накопительных резервуаров. Пропитка происходит при понижении вакуума и последующей подаче азота под давлением. После высыхания садку перемещают в третий цилиндр для охлаждения при температуре значительно ниже той, при которой происходит испарение летучих компонентов смолы.
В заключение необходимо удалить из смолы значительную долю летучих компонентов, присутствие которых может негативно сказаться на эксплуатационных свойствах изделий. Обычно с этой целью пропитанные изделия загружают в печь и нагревают по определенному режиму. Вытяжной вентилятор такой печи связан с термическим дожигателем, разогретым до температуры свыше 800 °C, продолжительность пребывания газа в котором составляет не менее 0,5 с. Такие условия обеспечивают полное сгорание летучих соединений (сложных углеводородов).
После подобной обработки на поверхности изделий присутствует светлый хрупкий углеродистый налет, который перед упаковкой или дальнейшей обработкой следует удалить. Для этого изделия зачищают на обдувочном станке [45].
Изоляционные материалы. Изоляционные материалы (вермикулит, минеральное волокно) помещают в некоторые сорта крупноформатных керамических блоков для повышения их теплоизоляционных свойств [45].
При изготовлении некоторых видов эффективных строительных блоков их полости заполняют минеральной теплоизоляцией, резко улучшающей теплосопротивление.
Значительную часть изделий технической керамики, главным образом в радио- и электронной технике (конденсаторы, резисторы, пьезоэлементы, интегральные схемы и т.д.), подвергают металлизации, а в некоторых случаях - последующей пайке с металлоконструкциями. Назначение металлизации - это создание электрических контактов, металлокерамических узлов, декоративных эффектов. Для металлизации применяют благородные металлы - Au, Ag, Pt, Pd и их сплавы; тугоплавкие - W, Mo, Ta, Cr, Ni; элементы и сплавы группы железа. Толщина металлических пленок изменяется от долей до нескольких сотен микрометров и зависит от назначения покрытий и технологии их нанесения (тонко- или толстопленочный метод). Особое место в электронной технике занимают металлокерамические соединения (узлы), эффективные в условиях высоких температур и корродирующих воздействий [46].
Для производства некоторых видов изделий необходимы операции по окончательной сборке, например, монтаж металлической арматуры высоковольтных изоляторов для установки в проходных изоляторах, трансформаторах и иной аппаратуре, монтаж запорной арматуры в санитарно-технических изделиях и т.д.
Стадия послеобжиговой обработки характеризуется широким спектром возможных видов воздействия на окружающую среду. В зависимости от принятого способа послеобжиговой обработки возможно образование выбросов неорганических и органических веществ в воздух (огнеупоры, металлизация), сбросов производственных сточных вод, содержащих значительное количество взвешенных и растворенных веществ (механическая обработка, металлизация), твердых производственных отходов, которые в большинстве случаев требуют утилизации. Послеобжиговая обработка технической керамики в ряде случаев требует введения стадии дополнительного высокотемпературного обжига [27, 34].
На ряде производств (в частности, огнеупорных изделий специальной формы, посуды и декоративных изделий) сортировку и упаковку по-прежнему выполняют вручную. Впрочем, за последние годы более тщательный контроль обжига привел к снижению количества боя и возникла тенденция к автоматизации данного процесса. В настоящее время разработаны системы инструментального контроля цветности, что особенно важно для керамической плитки. При автоматической загрузке кирпича и керамических блоков в печь уровень потерь крайне мал, а садка позволяет осуществлять упаковку термоусадочной пленкой (при этом потребителя уведомляют о возможном получении 1 - 2% брака).
Керамические изделия правильной формы (кирпич, камни, огнеупорные изделия) собирают в штабеля стандартного размера, которые затем упаковывают в полиэтилен и складируют на поддонах [47].
Наиболее дорогая керамическая продукция - посуда и декоративные изделия - нуждается в тщательном контроле и сортировке и требует сложной защитной упаковки. Напротив, неформованные огнеупоры обычно засыпают в мешки по весу и складируют на поддонах. Также для хранения используют металлические бочки.
Керамические плитки сами по себе являются сравнительно хрупкими, однако при плотной упаковке в картонные коробки плитка легко выдерживает хранение и транспортировку [48].
Грубокерамические изделия массового производства обычно хранят на открытом пространстве, однако продукция, упакованная в мешки или ящики, а также чувствительные к воздействию влаги огнеупоры требуют складского хранения.
Важными участками обеспечения сокращения негативного воздействия на окружающую среду на предприятиях по производству керамических изделий являются установки по удалению пыли из воздуха аспирацией, а также для очистки производственных сточных вод. Для очистки выбросов от пыли на российских предприятиях по производству керамических изделий применяют циклоны и рукавные фильтры. Сокращения выбросов ЗВ, образующихся при сушке и обжиге изделий, добиваются путем оптимизации процесса сжигания топлива.
Сточные воды, образующиеся в процессе изготовления керамики, как правило, содержат взвешенные частицы, поэтому при их очистке часто используют отстойники. Осаждение взвешенных веществ ускоряют путем введения флокулянтов и коагулянтов.
Тип топливного хранилища зависит от вида используемого топлива. На российских предприятиях в качестве топлива используют природный газ, реже - уголь и иногда отходы заготовки древесины и деревообработки. Кусковой уголь хранят на открытом пространстве и под навесами, измельченный - в силосах. Природный газ поступает по газораспределительной сети от компаний-поставщиков.
На некоторых предприятиях, например при выпуске санитарно-технических изделий, посуды, функционируют вспомогательные участки, в частности производство гипсовых форм, где выпускаются формы для массового применения.
2.1.5 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства
В целях повышения энергетической эффективности и экологической результативности производства керамических изделий применяют:
- внедрение новых энергоэффективных технологических способов и проектных решений;
- модификацию полуфабрикатов и изделий;
- снижение водопотребления (организация водооборота);
- использование современного оборудования, прежде всего печей и сушил, и его совершенствование;
- максимальное использование остаточного тепла печей.
Среди технологических и технических подходов, применимых во всех отраслях производства изделий из керамики, можно упомянуть увеличение функциональности и облегчение изделия; приближение формы полуфабриката к форме изделия; введение пластификаторов, гидрофобных отощителей, плавней.
Управленческие подходы включают внедрение систем экологического и энергетического менеджмента или использование их инструментов (аудита, программ повышения экологической результативности и энергоэффективности и пр.).
В большинстве отраслей производства керамических изделий такие отходы, как обрезки, стружка и некондиционные изделия, возвращают на стадию подготовки сырья. Обожженные изделия низкого качества используют внутри предприятия, получая после дробления и рассева так называемый бой. Этот материал относится к непластичным, и его введение в массу облегчает сушку и способствует уменьшению усадки благодаря повышению проницаемости заготовок. Даже если такой бой неприменим в том технологическом процессе, в котором он образовался, его можно использовать в процессах других производств.
Отработанные огнеупорные изделия, образующиеся при перефутеровке печей, как правило, загрязнены шлаками, солями, стеклом или металлами, поэтому их введение может ухудшить огнеупорные характеристики любого изделия. Аналогичным образом, материалы, содержащие другие виды загрязняющих веществ (например, остатки глазурей), невозможно использовать повторно. Отработанные гипсовые формы также непригодны к повторному использованию, однако могут применяться как сырье для цементной промышленности.
Измельченный гранулированный бой кирпича, помимо возврата в технологический процесс, в ряде случаев используют в качестве замены продукции других отраслей производства керамических изделий, имеющей тот же зерновой состав (например, как заполнитель в бетонах или наполнитель в асфальте для дорожного строительства).
Там, где это возможно, на стадии охлаждения изделий в обжиге в туннельных печах осуществляют рекуперацию тепла, для этого охлаждение изделий стараются ускорить путем принудительной циркуляции воздуха в садке после зоны обжига. В результате образуется значительный объем чистого горячего воздуха, большую часть которого отбирают из печи вентиляторами и подают в сушку. Избыточное тепло может также быть использовано для нужд отопления производственных помещений.
На рисунке 2.5 представлена схема входных и выходных потоков на различных стадиях производства керамических изделий.

производства керамических изделий [49]
Основными технологическими процессами в производстве кирпича являются:
- добыча глинистого сырья и его конусование (в настоящем документе не рассматривается);
- переработка сырьевых материалов и приготовление шихты;
- формование;
- сушка;
- обжиг.
Технологическая схема производства керамического кирпича способом пластического формования представлена на рисунке 2.6.

керамического кирпича способом пластического формования
Основным сырьем для производства кирпича являются глинистые (глина, суглинки, сланцы) и отощающие (песок, шамот) материалы. Для придания заданных свойств готовой продукции в процессе производства могут использоваться различные добавки.
Глинистые материалы являются осадочными горными породами, и в силу специфики естественного природного происхождения, свойства глин различных месторождений имеют существенные отличия. Основными определяющими характеристиками глин являются химический, минеральный и зерновой составы. Из глин различных месторождений возможно производство кирпича с разными характеристиками на одной и той же технологической линии. В то же время технология производства одного и того же вида продукции может существенно отличаться для глин разных месторождений. Свойства глин определяют способы и режимы производства (технологические параметры переработки, формовки, сушки, обжига) кирпича, а также показатели готовой продукции (прочность, морозостойкость, водопоглощение и др.).
Добавки применяют как для корректировки свойств глин (например, пластифицирующие) в процессе производства, так и для придания заданных свойств готовой продукции (например, выгорающие при производстве поризованных изделий).
Хранят глинистое сырье в крытых или открытых глинозапасниках (конусах), отощающие материалы - как правило, на открытой площадке.
Для получения шихты (формовочной массы) исходное сырье подвергают переработке. Целью переработки сырьевых материалов, независимо от технологии производства и применяемого оборудования, является разрушение природной структуры глины, удаление камней и измельчение посторонних примесей (например, карбонатных включений), гомогенизация компонентов шихты и получение массы, пригодной к формованию.
Камнеудаление и крупное дробление обычно проводят на валковых дробилках с ребристыми и гладкими валками, мелкое дробление - на бегунах и валковых дробилках с малым зазором между валками.
В зависимости от способа формования полуфабриката - полусухого прессования на механических и гидравлических прессах или пластического формования на ленточных прессах - применяют два способа подготовки масс.
Для изготовления кирпича способом полусухого прессования применим сухой способ подготовки массы, при котором глину подвергают камневыделению, крупному дроблению, подсушивают в сушильных барабанах, после чего подвергают дальнейшему измельчению в бегунах или стержневых мельницах (дезинтеграторах). Смешивание глины с другими добавками может осуществляться на различных этапах производства - от грубого помола на валковых дробилках, до смешивания на лопастных смесителях при доведении шихты до формовочной влажности 8 - 12%.
При более распространенном способе пластического формования массу готовят на основе исходной влажной глины так же сухим способом, путем последовательного измельчения на валковых дробилках крупного и мелкого дробления или бегунах до размеров куском менее 1 мм (0,5 - 0,8 мм), далее увлажняют в лопастных смесителях до 18 - 22%.
Перед формованием практикуется вылеживание формовочной массы в течение 2 - 14 суток в шихтозапасниках для усреднения влажности. При этом шихтозапасник разделяет участки переработки сырья и участок формования, что способствует стабильной и бесперебойной работе завода. В ряде случаев массу формуют без вылеживания, организуя ее перемещение, минуя шихтозапасник или вообще не включая его в технологическую линию.
Опилки - это выгорающие добавки природного происхождения, которые являются отходами производства различных (прежде всего лесозаготовительных и деревообрабатывающих) предприятий.
В технологии производства керамических изделий опилки имеют двойное предназначение: при низких температурах они ведут себя аналогично отощающим добавкам (таким, как песок, дегидратированная глина, шамот), снижают усадку и пластичность глин, а при высоких температурах способствуют обжигу керамики, снижают расход топлива, повышают пористость и уменьшают массу и теплопроводность готовых изделий. Опилки могут быть введены в состав шихты в значительных количествах - более 15% по объему. Их введение практикуется при изготовлении поризованных теплоэффективных строительных блоков.
Вводятся опилки в шихту обычно перед перемешивающими агрегатами (двухвальные смесители, бегуны мокрого помола), чтобы обеспечить усреднение в шихте и предотвратить унос при дальнейшей транспортировке. Дозируют опилки по объему или по массе с помощью конвейерной системы из накопительного и одновременно дозирующего питателя, куда они попадают после линии подготовки.
Линия подготовки опилок представляет собой последовательность переделов. Накопительный бокс с навесом для хранения и накапливания опилок, где работает фронтальный погрузчик, окучивает опилки после разгрузки автотранспорта и загружает в дозирующий ленточный питатель. Дозирующий ленточный питатель равномерно подает привезенные опилки на ленточный конвейер линии подготовки опилок, чтобы не происходило завала на агрегатах по подготовке опилок. По ленточному конвейеру опилки направляются в сито-бурат, которое установлено под углом относительно горизонтали, опилки подходящей фракции (3 - 8 мм) просеиваются через сетку и падают на скребковый транспортер, который направляет их сразу в накопительный и одновременно дозирующий питатель. Опилки более крупной фракции, чем ячейки сетки на сите-бурате, выходят с его другой стороны и падают на конвейер отходов. Оттуда с помощью вентилятора, за счет тяги, все опилки и стружка, не прошедшие через сетку сита-бурата, засасываются в трубу и пневмотранспортом направляются в ножевую дробилку. Кусочки и щепочки древесины отправляют в отходы. В ножевой дробилке крупные опилки и стружка измельчаются до необходимой фракции, которую задает сетка, установленная в дробилке, и с помощью все той же силы тяги вентилятора отправляются в циклон. В циклоне за счет центробежной силы опилки оседают вниз и попадают в накопительный и одновременно дозирующий питатель, а очищенный от опилок воздух выбрасывается в атмосферу.
Формование представляет собой процесс придания приготовленной шихте формы будущего изделия (кирпича). Существуют три основных способа формования кирпича (см. раздел 2.1.3.4):
- полусухое прессование;
- пластическое формование и его разновидность - жесткая экструзия;
- способ, имитирующий ручную формовку (данный способ механизирован, и вручную такой кирпич не формуется).
Способ полусухого формования применяется на заводах малой и средней производительности (не более 30 млн шт. в год) и отличается ограниченным ассортиментом изделий. Этим способом невозможно изготовить кирпич высокой пустотности и поризованные блоки. Преимущества данного способа: возможность использования глин невысокой пластичности или масс с техногенными отходами в качестве отощителей, сокращение сушки и затрат на нее.
Кирпич ручной формовки в Российской Федерации в настоящее время производят на нескольких предприятиях небольшими партиями в основном в качестве лицевого (фасадного). Его отличает оригинальный внешний вид, достигаемый использованием пластичных тугоплавких или огнеупорных глин, обсыпкой кварцевым песком (часто окрашенным) полуфабриката, формованием штамповкой и обжигом при температурах до 1200 °C. Благодаря обжигу при повышенных температурах кирпич имеет высокую прочность и морозостойкость и низкое водопоглощение.
Оригинальная фактура, имитирующая фактуру старинного кирпича, придается поверхностью форм. Кирпичу ручной работы также подобен фактурированный клинкерный кирпич неравномерной окраски, выпускаемый рядом предприятий.
Способ жесткой экструзии не нашел широкого распространения в России, поскольку для него требуется использование специфического формовочного оборудования (экструдеров большой мощности) и глин с определенными свойствами, а номенклатура изделий, производимых этим способом, существенно ограничена.
Наибольшее распространение получило пластическое формование, позволяющее выпускать широкую гамму изделий из большинства видов глинистого сырья. При использовании этого способа пластическую массу формуют под давлением до 1,5 - 3 МПа ленточным вакуумным прессом, затем разрезают на заготовки, при необходимости удаляя с них фаски и (для лицевого кирпича) накатывая на поверхность фактурный рисунок, подвергая рустикации, имитирующий грубо обтесанный камень.
Перед обжигом кирпич-сырец высушивают. Сушку проводят в туннельных или камерных сушилах. В процессе сушки кирпич, установленный на сушильные вагонетки, подвергается воздействию теплого ненасыщенного влагой воздуха и отдает ему воду. На начальном этапе сушки теплоноситель имеет высокую влажность и температуру, близкую к температуре кирпича-сырца, на конечном этапе - низкую влажность и высокую, до 130 °C, температуру. Сушка в туннельной печи организована методом противотока, в камерных метод противотока имитируется. Для сушки полностью используется тепло, полученное при охлаждении кирпича в печи обжига. Обычно это составляет около 50% от всего необходимого для сушки тепла. Продолжительность сушки в зависимости от формовочной влажности, габаритов и пустотности полуфабрикатов составляет от 18 до 72 ч.
Кирпич-сырец, полученный методом полусухого прессования и методом жесткой экструзии, не нуждается в мягком (длительном) режиме сушки. Применение некоторых типов глин дает возможность сушить полуфабрикат непосредственно в печи обжига, где для этого выделены первые зоны печи. Кирпич пластического формования и ручной формовки после сушила перед отправкой в туннельную печь дополнительно подсушивают в специальных небольших сушилах - предпечах, которые рассчитаны на несколько вагонеток.
В процессе обжига происходят необходимые изменения в структуре глинистых минералов и примесей (разложение гидроалюмосиликатов до алюмосиликатов и кремнезема, образование жидкой фазы и первичного муллита и пр.), в результате жидкофазного спекания образуется прочная структура и кирпич приобретает требуемые свойства.
В основном обжиг кирпича ведут в туннельных печах. Применяют также кольцевые печи со съемным сводом. В качестве топлива подавляющее большинство заводов использует природный газ. Обжиг организован методом противотока в окислительной среде (исключение составляют особые печи для обжига клинкерного кирпича). Это позволяет наиболее полно использовать тепло отходящих газов и обеспечивает полное сгорание топлива. Как правило, в производстве кирпича используют легкоплавкие глины с температурой обжига 950 - 1000 °C. При производстве кирпича светлых тонов и клинкера температура обжига обычно выше 1000 °C. Некоторые виды клинкерного кирпича обжигают до 1300 °C.
Воздух из зоны охлаждения печи полностью используется для сушки кирпича-сырца. Температура отходящих газов составляет обычно 100 - 140 °C для предотвращения конденсации паров в дымоходе печи.
Обожженный кирпич, как правило, не нуждается в дополнительной обработке после обжига. Но в некоторых случаях для предотвращения высолов обожженный и упакованный на поддоны кирпич погружают на несколько минут в воду. В случае производства крупноформатных блоков для кладки на тонкий слой раствора постельные поверхности таких блоков шлифуют.
2.2.6 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства керамического кирпича и камня
Несмотря на простоту технологической схемы производства кирпича, способов ее реализации много. Выбор способа диктуется в первую очередь требованиями к готовой продукции, а также свойствами сырья. В свою очередь, требования к готовой продукции определяются областью ее применения. При этом будут существенно отличаться как нормативы расходов сырья и энергоносителей для производства для того или иного вида кирпича, так и количество, и состав выбросов загрязняющих веществ в атмосферный воздух.
Основными решениями, направленными на сокращение негативного воздействия на окружающую среду и повышение ресурсоэффективности производства кирпича и камня керамического, являются:
- производство строительного камня (крупноформатных блоков) с пониженной теплопроводностью и увеличенными габаритами;
- оптимизация состава сырья с целью уменьшения температуры обжига, сокращения его цикла и снижения количества выброса вредных веществ;
- совершенствование систем непрерывного контроля температуры и влажности при сушке;
- повышение эффективности системы пылеулавливания с применением современных рукавных фильтров;
- интерактивное компьютерное управление режимом обжига с целью снижения затрат энергии при обжиге;
- снижение уровня шума и вибрации путем улучшения изоляции источников, а также (если необходимо) улучшение звукоизоляции производственных зданий.
Технология производства керамической плитки (КП) включает в себя следующие переделы:
- приемка и хранение сырьевых материалов;
- массозаготовка - приготовление пресс-порошка (массы);
- формование полуфабриката;
- сушка полуфабриката;
- нанесение глазури, декорирование;
- обжиг;
- послеобжиговая обработка;
- сортировка и упаковка готовых изделий.
Общая технологическая схема представлена на рисунке 2.7 и содержит различные варианты последовательности технологических операций, использующиеся при производстве разных видов керамической плитки: плитки для внутренней облицовки стен со средним (3 - 10%) и высоким (более 10%) водопоглощением однократного или двукратного обжига, глазурованной и неглазурованной плитки для облицовки пола с низким (менее 3%) водопоглощением, керамогранита с очень низким (менее 0,5%) водопоглощением.

различных видов керамических плиток с массозаготовкой
мокрым способом
Особенностью технологии керамической плитки является высокая степень автоматизации основных технологических стадий, связанная со скоростным обжигом в роликовых (конвейерных) печах.
Декоративные элементы КП (вставки, бордюры) для коллекций плиток для внутренней облицовки стен изготавливают из основных плиток на специальных участках, проводя резку (для бордюров) и нанося до 12 слоев дополнительных декорирующих препаратов с их закреплением посредством дополнительного обжига. Кроме того, для декорирования декоративных элементов используются машины цифровой печати с использованием специальных материалов, позволяющих наносить рисунок на обожженную поверхность.
Сырьем для производства КП служат глины и каолины, а также непластичные материалы (кварцевый песок, полевые шпаты, нефелины, доломиты и т.д.). Виды глин и их количество в сырьевой смеси зависят от разновидности производимой плитки: для выпуска керамогранита используют огнеупорные глины и каолины, плитки для пола обычно выпускают с использованием тугоплавких и огнеупорных глин, каолинов, плитки для внутренней облицовки стен - с использованием легкоплавких, тугоплавких (реже) глин, иногда каолинов. Как правило, в рецепте используется комбинация нескольких видов глин. В качестве шамота обычно используют брак обожженных изделий.
Для декорирования керамической плитки используют большое количество декорирующих материалов: ангобов, глазурей, пигментов и фритт. Фритты, в которых все компоненты стекла уже смешаны, сплавлены и подвергнуты измельчению, используют как при приготовлении глазури, так и отдельных видов декоров, наносимых на поверхность плитки.
Компоненты сырья для производства КП обычно хранятся на открытых площадках (за исключением материалов для декорирования), за несколько недель до производства их перемещают в крытые складские помещения. Материалы для декорирования КП хранят в крытых складских помещениях.
Примерные рецептуры массы представлены в таблице 2.2.
Таблица 2.2
Компонент сырья | Влажность, % | Содержание в массе для производства, % | ||
Плитки для внутренней облицовки стен | Плитки для пола | Керамогранит | ||
Каолин | 3 - 15 | 0 - 25 | 5 - 10 | < 25 |
Глина | 15 - 18 | 25 - 50 | 25 - 65 | 35 - 40 |
Полевошпатовое сырье | 1 - 8 | 10 - 30 | 10 - 30 | 30 - 40 |
Кварцевый песок | 1 - 8 | 10 - 30 | 5 - 15 | 10 - 15 |
Карбонатное сырье | 8 - 15 | 8 - 15 | 0 - 10 | - |
Бой изделий | - | 5 - 15 | 5 - 10 | < 5 |
Плитку преимущественно производят методом полусухого прессования, для чего из компонентов сырьевых материалов изготавливают порошок влажностью 5 - 7%. В процессе массозаготовки используют два способа приготовления пресс-порошка - сухой и мокрый. Обычно производители используют мокрый способ, реже - сухой.
В соответствии с рецептом сырьевые компоненты взвешиваются в автоматических дозаторах. Для глинистых составляющих обычно в дозаторах устанавливают глинорыхлители для разбивания крупных комков сырья. Далее по системе транспортеров сырье подается в мельницы. На некоторых предприятиях глинистое сырье могут предварительно распускать в бассейнах с пропеллерными мешалками. Далее сырьевые компоненты (глины, каолины, песок, плавни) измельчают совместно, с добавлением воды, в трубных шаровых мельницах непрерывного действия до получения однородной суспензии (шликера), с размером частиц менее 0,1 мм и влажностью 35 - 40% (см. рисунок 2.7). При раздельном способе подготовки пластичных и отощающих компонентов глинистые материалы, предварительно распущенные в воде, смешивают с отощающими материалами после их помола в шаровых мельницах. В современном производстве система дозирования сырьевых материалов автоматизирована, оборудование снабжено программным обеспечением.
В последнее время для тонкого мокрого помола сырьевой смеси используют многокамерные шаровые мельницы непрерывного действия с независимо действующими камерами, также управляемыми соответствующим программным обеспечением.
Суспензию из бассейнов насосами подают в башенные распылительные сушилки. Сушку осуществляют при температуре 350 - 550 °C (в зависимости от характеристик используемого сырья) до остаточного влагосодержания 5 - 7%. Полученные гранулы пресс-порошка подвергают рассеву, помещают в силосы и вылеживают не менее 24 ч. Процесс сушки в башенной распылительной сушилке контролируется автоматически, в соответствии с заданными параметрами.
При сухом способе изготовления пресс-порошка сырьевые материалы измельчаются дробилками и измельчителями без использования воды. Полученный порошок увлажняют до 5 - 7% в грануляторах.
При производстве керамогранита для объемного окрашивания массы в шликер вводят небольшие количества (5 - 10%) пигментов и высушивают до 5 - 7% на отдельных башенных распылительных сушилках. Полученные цветные гранулы смешивают в соответствии с рецептурой с базовым пресс-порошком. Существуют и другие технологические схемы получения цветных пресс-порошков.
Керамическую плитку в основном формуют способом полусухого прессования на гидравлических прессах под давлением 30 - 45 МПа. Как правило, применяют многоштамповые прессы, которые позволяют изготавливать несколько плиток в одном цикле. Наблюдается тенденция к увеличению габаритов плиток и, соответственно, к увеличению мощности используемых прессов. Также в последние годы была разработана и внедрена в производство технология прессования крупногабаритных (превышающих 3 м) керамогранитных плит (слэбов) малой толщины (от 3 мм) с формованием без использования пресс-форм.
Подача пресс-порошка в пресса производится автоматически, контроль производится соответствующим программным управлением.
Некоторые виды плиток (в общем объеме не более 5%) изготавливают способом пластического формования (экструзии). Такие плитки отличаются большей толщиной. Для подготовки массы в этом случае используют способы подготовки пластичной массы (см. раздел 2.1.3).
Сушку, декорирование (ангобирование, глазурование) и обжиг плиток осуществляют на автоматизированных линиях, представляющих собой роликовый конвейер, который объединяет прессы, сушилки, установки ангобирования, глазурования, декорирования. Декорированный полуфабрикат поступает в печи для обжига плитки. Затем КП сортируют на автоматизированной линии сортировки и упаковки.
Прессованные заготовки зачищают и сушат в вертикальных или горизонтальных многоярусных роликовых сушилках. Температура сушки колеблется в зависимости от применяемой технологии от 120 до 350 °C. Остаточное влагосодержание полуфабриката не должно превышать 1%.
Нанесение ангоба и глазури осуществляют способами полива или распыления в кабинах, установленных на автоматизированной линии. Порядок операций глазурования и обжига может меняться в зависимости от того, покрывают ли изделия глазурью и проводят ли обжиг в одну или две стадии.
В процессе движения полуфабриката по конвейеру на его поверхность могут наносить рисунок, для чего в последние годы повсеместно применяют бесконтактную цифровую печать при помощи струйных принтеров. Количество печатающих головок зависит от вида рисунка и дополнительных спецэффектов декорирования.
Декорирование керамогранита часто осуществляют, создавая рисунок смешиванием окрашенных пресс-порошков во всем объеме заготовки или их распределением в поверхностном слое заготовки в пресс-форме непосредственно перед прессованием. Современное декорирование пресс-порошками осуществляется с применением цифровых технологий, которые обеспечивают достоверное воспроизведение природных материалов: натурального мрамора, оникса, сланца и различных пород древесины, бетона и пр. Растет доля глазурованного керамогранита.
Шелкографию (сериографию) с использованием станков трафаретной печати используют для нанесения на декоративные элементы (вставки и бордюры) для керамических плиток декорирующих препаратов, закрепление которых требует дополнительного (обычно третьего, четвертого) обжига.
Обжиг плиток, в зависимости от их вида, может быть одно- и двукратным. Для производства декорированных вставок и бордюров используют отдельный, обычно третий по порядку, обжиг.
При технологии двукратного обжига сначала производят утельный обжиг в роликовой печи, затем обожженный полуфабрикат (так наз. "бисквит") глазуруют методом распыления или полива. Для маскировки цвета черепка, с целью избежать различных дефектов, в том числе глазурования, на поверхность плитки сначала наносят слой ангоба, а затем глазури. После нанесения глазури плитки обычно декорируют цифровой печатью.
Обжиг плиток ведут в течение краткого времени (30 - 70 мин) при температурах 950 - 1250 °C, после чего их сортируют и упаковывают. Температура обжига зависит от области применения (вида) плиток и определяется их сырьевым составом. Типичные температуры обжига указаны в таблице 2.3.
Таблица 2.3
Вид плитки | Область применения | Максимальная температура обжига, °C |
Плитка для внутренней облицовки стен | Облицовка стен внутри зданий | 980 - 1170 |
Плитка для облицовки полов | Облицовка полов внутри зданий | 1150 - 1200 |
Керамогранит | Облицовка стен и полов, в том числе фасадов и входных групп (площадок и ступеней перед входами в здание) | 1180 - 1250 |
Обжиг плиток керамогранита ведут при повышенных температурах (свыше 1200 °C), продолжительность обжига может достигать 2 ч.
Из части обожженных глазурованных плиток изготавливают вставки и бордюры, декорируя специальными средствами и снова подвергая обжигу при температурах 800 - 1050 °C.
После обжига керамогранитные плитки подвергают ректификации (обработке граней для обеспечения строгого размера), шлифовке и иногда полировке.
Из керамогранитных плит большого размера резкой могут получать другие, более мелкие форматы. Резка осуществляется на автоматизированных линиях.
Сортировка и упаковка плиток осуществляются на автоматизированном оборудовании. Прежде всего контролируются размерные характеристики плиток. Плитки, имеющие низкое (менее 3%) водопоглощение, подвергают калибровке, сортируя по калибрам, имеющим определенный допуск по размерам согласно утвержденной нормативной документации.
Плитки упаковывают в картонные коробки, обычно в количестве, соответствующем 1 м2.
Развитие технологии керамической плитки коснулось всех технологических стадий - от подготовки сырья до декорирования.
Активно разрабатывается сухой способ подготовки формовочных масс (пресс-порошков), обеспечивающий существенную экономию энергии, воды и уменьшающий выбросы вредных веществ. В традиционном мокром способе подготовки применяют более эффективные многокамерные шаровые мельницы. Наконец, все большую долю в производстве пористой облицовки занимает однократный обжиг.
Цифровая печать практически вытеснила применявшийся еще недавно на автоматизированных линиях ротоколор (способ ротационной печати переносом рисунка на плитку с барабанов, покрытых гравированными силиконовыми покрытиями).
2.3.7 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства керамической плитки
Основными решениями, направленными на сокращение негативного воздействия на окружающую среду и повышение ресурсоэффективности производства керамической плитки, являются:
- увеличение размера и уменьшение толщины плитки;
- оптимизация состава сырья с целью снижения температуры обжига и сокращения его цикла;
- использование для подготовки сырьевых компонентов мельниц непрерывного действия с независимо работающими камерами;
- автоматизация сушилок с целью непрерывного контроля температуры и влажности;
- интерактивное компьютерное управление режимом обжига с целью снижения затрат энергии при обжиге;
- повышение эффективности системы пылеулавливания с применением рукавных фильтров или циклонов;
- перемещение пылящего сырья от башенной распылительной сушилки при помощи закрытых конвейеров;
- организация сбора отходов глазури и отходов шлифовки в местах их образования;
- повторное использование шлама в составе формовочной массы;
- использование производственных сточных вод в замкнутом цикле (с очисткой в соответствии с технологическими требованиями);
- снижение уровня шума и вибрации путем улучшения изоляции источников, а также улучшение (если необходимо) звукоизоляции производственных зданий.
Как было описано в разделе 1.4, в настоящее время, наряду с традиционным укладом огнеупорного производства, присутствует производство неформованных огнеупоров (не требующих обжига на огнеупорном предприятии), производство сложнофасонных формованных огнеупорных изделий (чаще всего не требующих высокотемпературного обжига на огнеупорном предприятии) и производство безобжиговых огнеупоров на углеродистой связке (наиболее яркий представитель таких огнеупоров - периклазо-углеродистый огнеупор), также требующих незначительной термической обработки (без обжига).
Традиционная технология производства огнеупоров включает в себя следующие основные переделы:
- приемка, подготовка и хранение сырьевых материалов;
- смешивание компонентов сырьевых материалов и введение временных технологических связующих;
- формование полуфабриката;
- сушка;
- обжиг;
- сортировка и упаковка готовых изделий.
В качестве примера традиционной технологической схемы производства огнеупорных изделий приведем технологическую схему производства периклазовых и периклазо-шпинелевых основных огнеупоров (рисунок 2.8). Производство шамотных, муллитокремнеземистых, высокоглиноземистых, периклазо-хромитовых огнеупоров в целом вписывается в эту схему (с некоторыми отличиями).

периклазовых и периклазо-шпинелевых основных огнеупоров
(традиционная технологическая схема производства огнеупоров)
Технологические схемы при производстве неформованных огнеупоров (не требующих обжига на огнеупорном предприятии), производстве сложнофасонных формованных огнеупорных изделий и производстве безобжиговых огнеупоров на углеродистой связке отличаются.
Единственным общим технологическим переделом для всех технологических схем является стадия приемки, подготовки и хранения сырья, а также смешивания компонентов. В справочнике НДТ она приведена для всех технологических схем производства огнеупорных изделий.
В качестве сырья при производстве огнеупоров используют огнеупорную глину, шамот, природное минеральное сырье - кварцит, доломит, магнезит, боксит, которые могут подвергать прокаливанию, а также искусственно получаемые материалы (спеченный и плавленый корунд, карбид кремния, плавленый муллит, спеченный периклазовый порошок и клинкер, плавленый периклаз, шпинель, хромконцентрат).
Для получения формовочных масс (уже на переделе подготовки формовочных смесей для формования заготовок) к измельченным сырьевым материалам добавляют заполнители и связующие самых разных видов: глиняный шликер, сульфитный щелок, каменноугольный пек, нафталин, синтетические смолы, известковое молоко, воск, фосфорную кислоту, сажу, графит, серу. Сырье хранят в крытых боксах, предварительно измельченные закупаемые материалы содержат в силосах, чтобы избежать их взаимодействия с водой.
Шамот и высокоглиноземистый шамот получают при обжиге брикетов (с последующим дроблением и рассевом) во вращающихся и шахтных печах при температурах 1200 - 1300 °C. Спеченный периклазовый порошок и клинкер для производства изделий и неформованных огнеупоров получают обжигом сырого магнезита во вращающихся печах и высокотемпературных шахтных печах в одну или две стадии (через кальцинацию с последующим брикетированием), конечная температура обжига превышает 1700 °C. Обожженные порошки и клинкер могут быть отгружены заказчикам.
Глинозем марок Г-0, Г-00 и другие получают на глиноземных заводах прокаливанием гидрата оксида алюминия во вращающихся печах (иногда в печах кипящего слоя) при температурах 1200 - 1300 °C.
Плавленый периклаз получают путем плавки кальцинированного магнезита в руднотермических электродуговых печах способом "на блок". Плавленую алюмомагниевую шпинель получают путем совместной плавки кальцинированного магнезита и глинозема в руднотермической печи способом "на слив". Примерно так же получают электроплавленный оксид алюминия.
Сырьевые материалы (периклазовые порошки, клинкер и плавленые материалы) подвергают измельчению до необходимых фракций. Для грубого измельчения используют валковые, щековые и конусные дробилки, средний помол проводят в шаровых конусных, трубных и стержневых мельницах, а также в виброударных мельницах, тонкое измельчение проводят в шаровых, струйных мельницах и вибромельницах.
Рассев по фракциям измельченных сырьевых материалов проводят на виброгрохотах, виброситах и сито-буратах. Фракционированные порошки попадают в сортовые бункера с дозаторами.
Дозирование материалов в смесители периодического и непрерывного действия, где масса гомогенизируется, чаще производят при помощи более точных весовых дозаторов (реже - при помощи объемных). При необходимости в смеситель вводят связующее. Неформованные материалы (торкрет-массы, набивные массы) сразу после перемешивания затаривают для отгрузки потребителю.
Смешивание шихты и подготовку формовочных смесей производят в смесителях. Задача низко-, средне- и высокоинтенсивных смесителей - получение однородной шихты или формовочной смеси. В последнее время наметилась тенденция использования высокоинтенсивных смесителей, хоть при производстве традиционных огнеупоров по-прежнему используются низко- и среднеинтенсивные смесители.
В традиционной технологической схеме производства огнеупорных изделий после приготовления шихты в смесители вводят временное технологическое связующее, после чего шихта превращается в прессовую смесь (формовочную смесь).
Формование заготовок огнеупоров чаще производят прессованием из подготовленной прессовой смеси, традиционные огнеупоры (типа шамота) иногда производят экструзией на ленточном прессе с последующим разрезанием бруса на заготовки. Для ответственной продукции чаще используют гидравлические или вибрационные пресса. Гидравлические пресса обеспечивают высокие допуски по геометрии, а на вибрационных прессах удобно прессовать заготовки сложной формы и высокоплотные заготовки.
Сушку полуфабриката ведут в камерных или туннельных сушилках, ее продолжительность в зависимости от размеров и формы изделий составляет от суток до нескольких недель. Крупноразмерные изделия сушат при контролируемой влажности воздуха-теплоносителя. Остаточная влажность перед началом обжига должна быть менее 1%.
Высушенные заготовки направляют в камерные или туннельные печи. Температура обжига в зависимости от типа огнеупорных изделий может варьировать от 1200 до 1650 - 1700 °C. В относительно крупном цеху обжига огнеупорного завода целесообразно иметь сочетание туннельных печей (для серийной продукции) и камерных печей (для относительно некрупных партий продукции, требующих нестандартных режимов обжига).
Обжиг проводят в газовых печах и печах электрического нагрева. Иногда применяют печи с восстановительной средой или средой азота.
Изделия после термопечи и туннельной печи подвергают сортировке по внешнему виду и размерам. В особых случаях проводят послеобжиговую обработку огнеупорных изделий путем шлифовки, полировки или токарной обработки сухим либо мокрым способом. Готовую продукцию проверяют на соответствие нормативной документации. После физико-химических испытаний, а также проверки на соответствие требованиям к форме, размерам и структуре, продукцию упаковывают. Транспортировку пакетов с изделиями и "биг-бэгов" с неформованными материалами потребителям осуществляют автомобильным и железнодорожным транспортом.
При производстве неформованных огнеупоров подготовленные смеси фасуют в мешки и отправляют потребителю. При производстве огнеупоров по такому способу уделяют особое внимание процессу смешивания, введению добавок и контролю качества продукции (как правило, на заводе-изготовителе порошки смешивают, формуют образцы, проводят необходимую термообработку и определяют свойства) (рисунок 2.9).

неформованных огнеупоров
Вибролитьем получают сложнофасонные огнеупоры - огнеупорные изделия сложного фасона - горелочные камни, леточные блоки, арочные свода, элементы плоского свода печей. Одна из последних тенденций в футеровке печей - изготовление на заводе - изготовителе фасонных огнеупорных блоков (как правило, методом вибролитья), сушка и термообработка, предварительная сборка по чертежу на стенде (зачастую с представителем заказчика), разборка, упаковка и отгрузка потребителю для сборки по месту.
Как правило, для вибролитья используют огнеупорные низкоцементные, обладающие свойством тиксотропии (схватываться и твердеть в состоянии покоя). Водный шликер для огнеупорного бетона (состоящий из огнеупорного наполнителя, высокоглиноземистого цемента, связующих и дефлокулянтов) готовят в смесителе, далее его заливают в металлические формы и выдерживают 8 - 16 часов, далее формы разбирают и сушат заготовки не менее суток на открытом воздухе, после чего заготовки устанавливают в туннельное или камерное сушило, проводят сушку для удаления влаги, а после термообработку на 250 - 350 °C, после чего изделие обретает прочность. В большинстве случаев после этого в лаборатории проверяют свойства изделий и отправляют потребителю. В этом случае окончательные свойства огнеупорное изделие обретает уже при службе в печи на заводе-потребителе.
Иногда на заводе - производителе огнеупорных изделий проводят дополнительную термообработку сложнофасонных изделий после первичной термообработки 250 - 350 °C при температуре службы изделий у потребителя. Как правило, в этом случае свойства (особенно прочность) вибролитых сложнофасонных изделий повышаются на 20 - 25%.
Технологическая схема производства вибролитых сложнофасонных огнеупорных изделий представлена на рисунке 2.10.

вибролитых сложнофасонных огнеупорных изделий
Периклазо-углеродистые огнеупоры - наиболее яркий представитель появившихся относительно недавно углеродистых огнеупоров (необожженных огнеупоров, содержащих углерод и смоляное связующее). Кроме периклазо-углеродистых огнеупоров (широко используются в конверторах, электродуговых печах и стальковшах), производят корундо-углеродистые огнеупоры, корундо-карбидкремние-углеродистые огнеупоры (применяются для ковшей-чугоновозов), алюмомагнезиально-углеродистые огнеупоры (применяются для промковшей).
Существуют варианты технологий, отличающиеся способом введения углеродистой компоненты. В качестве углеродистой компоненты выступает, как правило, фенолформальдегидная смола, а также природный чешуйчатый графит и иногда в небольших количествах синтетический графит. В качестве ингибиторов окисления и коррозии используются порошки алюминия, кремния и карбида бора и карбида кремния. Подготовленные фракции огнеупорного материала (как правило, 2 - 4 фракции) в смесителях смешивают с углеродистой компонентой, либо заранее расплавленной до жидкого состояния, либо переведенной в жидкое состояние за счет введения растворителей.
Прессовую смесь формуют прессованием (как правило, на гидравлических прессах). Оксидоуглеродистые заготовки направляют в термопечь, где при температуре 240 - 260 °C происходит их термообработка. Во время этой теромообработки происходит полимеризация (сшивание) углеродсодержащей связки, заготовки теряют способность расплавляться и сохраняют геометрические размеры вплоть до очень высоких температур. В целом углеродная компонента в периклазо-углеродистых материалах составляет 4 - 25% масс.
В металлургических агрегатах при разогреве связка коксуется, геометрические размеры изделий сохраняются.
Технологическая схема производства углеродсодержащих огнеупорных изделий представлена на рисунке 2.11.

углеродсодержащих огнеупорных изделий
2.4.9 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства
В сущности, появление новых трендов в производстве огнеупоров (производство неформованных огнеупоров, производство вибролитых сложнофасонных огнеупоров, производство безобжиговых углеродсодержащих огнеупоров) и является развитием идей по повышению ресурсоэффективности производства.
Во всех трех случаях при производстве огнеупоров проявляется существенное сокращение расхода энергии и энергоносителей. Следует отметить, что при производстве огнеупоров также происходит сокращение воздействия на окружающую среду, однако при использовании углеродсодержащих безобжиговых огнеупоров негативное воздействие на окружающую среду перемещается на металлургический комбинат - заказчика и потребителя продукции. При использовании неформованных огнеупоров и вибролитых сложнофасонных огнеупоров негативным воздействием на окружающую среду от их применения на металлургическом комбинате можно пренебречь.
Следует отметить важность рециклинга огнеупоров, т.е. переработку лома отслуживших свой ресурс огнеупоров с целью повторного использования его в производстве новой продукции соответствующего назначения.
В целом, появление новых трендов в производстве огнеупоров следует считать положительным как в плане повышения ресурсоэффективности, так и в плане сокращения воздействия на окружающую среду.
Технология производства санитарно-технических изделий (СТИ) включает в себя следующие переделы:
- приемка и хранение сырьевых материалов;
- приготовление шликера и глазури;
- формование полуфабриката;
- оправка и подвялка полуфабриката;
- сушка полуфабриката;
- глазурование;
- обжиг;
- сортировка и упаковка готовых изделий.
Для производства санитарных керамических изделий, как и для других керамических изделий, применяют пластичные и отощающие материалы.
Пластичные материалы - это огнеупорные, тугоплавкие глины и каолины первичные или обогащенные.
Отощающие материалы - кварцевый песок, бой обожженных изделий, полевой шпат, пегматит, гранит.
Товарный вид и высокие гигиенические свойства СТИ придают глазурное покрытие. Составы глазурей многокомпонентны. Для приготовления глазури используют полевые шпаты, глины, каолины, кварцевый песок, мел, доломит, цирконовый концентрат, оксид цинка, углекислый барий, фритты и ряд других компонентов, регулирующих свойства глазурного покрытия. Для окрашивания глазурей используют пигменты или красящие окислы.
Для регулирования литейных свойств основного и глазурного шликера в качестве добавок (обычно 0,1 - 0,3% от сухого вещества) используют электролиты: неорганические - силикат натрия, кальцинированную соду, гидрат окиси бария; органические - углещелочной реагент, танин, сложные полиакрилаты, производные карбоксиметилцеллюлозы.
Сырьевые материалы поступают на склад в насыпном или упакованном виде в железнодорожных вагонах или автотранспортом. Сырье хранят в отдельных отсеках закрытого склада с запасом не менее 3 месяцев. Сырье, поступающее в упаковке, хранится в сухом складе отдельно.
При поступлении на склад все сырьевые материалы подвергают входному контролю.
Общая технологическая схема производства СТИ показана на рисунке 2.12. Ориентировочные составы массы и глазури указаны в таблице 2.4.

санитарно-технических изделий из керамики
Таблица 2.4
санитарно-технических изделий
Наименование сырья | Содержание, % | |
в массе | в глазури | |
Каолины | 25 - 33 | 2 - 7 |
Глины | 10 - 26 | 1 - 5 |
Полевошпатное сырье | 15 - 40 | 20 - 28 |
Кварцевый песок | 20 - 30 | 20 - 27 |
Карбонатное сырье | 0 - 3 | 8 - 10 |
Другие добавки | 1 - 5 | До 25 |
Бой изделий | 0 - 10 | 0 - 3 |
Начало технологического процесса изготовления санитарных керамических изделий - массоприготовление (приготовление шликера).
Основные задачи этого технологического передела - разрушение природной структуры сырьевых материалов, их дезагрегирование, удаление вредных примесей, правильное дозирование шихтовых компонентов и придание однородности массе путем тонкого измельчения и тщательного перемешивания компонентов.
Отощающие компоненты массы при необходимости подвергают крупному дроблению в щековых или конусных дробилках, мелкому дроблению на молотковых дробилках или бегунах.
Дробление глин при необходимости производят на горизонтальном стругаче.
При использовании глин с высоким содержанием вредных примесей (растворимых солей) применяют прессовый метод подготовки глин - роспуск в бассейнах с последующим обезвоживанием на фильтр-прессах и дальнейшим роспуском полученных "коржей". Этот метод иногда используют и для очистки каолинов.
Последующей операцией по приготовлению шликера является тонкий помол компонентов и приготовление водной суспензии, пригодной для литья. Существует несколько методов приготовления шликера для производства СТИ (в зависимости от способа измельчения): совместный помол отощающих и глинистых компонентов, раздельный и комбинированный.
При раздельном и комбинированном методах для помола отощающих применяют шаровые мельницы мокрого помола, конусные или шаровые мельницы сухого помола. Роспуск глин производят в емкостях с пропеллерными мешалками.
При совместном методе все компоненты последовательно (от менее твердых к более твердым) по мере их измельчения загружают в шаровую мельницу периодического действия для мокрого помола.
Роспуск каолина обычно проводят отдельно в емкости с пропеллерной мешалкой до 12 часов.
Перекачку шликера из бассейнов производят мембранными насосами.
В процессе приготовления шликер проходит многократное ситовое и магнитное обогащение. Окончательной стадией приготовления шликера являются доведение его до литьевых параметров при помощи электролитов и выдержка при перемешивании.
Из бассейнов-накопителей шликер с помощью насоса перекачивается в рабочий бассейн, затем подается в расходные емкости литейного участка.
Отходы массы, образуемые при производстве СТИ (избыток шликера из форм, брак формования, подвялки и сушки, отходы оправки), возвращают в производство по отдельной технологической нитке, используя роспуск и фильтр-прессование. При этом количество шликера, полученного из возвратных отходов и добавляемого в основной, составляет 30 процентов и более.
Особое внимание при производстве СТИ уделяют качеству воды (содержанию в ней растворимых примесей), для эффективности процесса шликерного литья воду часто подвергают предварительной очистке способами ионообмена или обратного осмоса. Качество воды особо важно при производстве СТИ способом литья под давлением.
Глазурь аналогично шликеру готовят путем совместного помола всех входящих в нее компонентов в шаровых мельницах мокрого помола. Соотношение материалов, воды и шаров обычно принято 1:1:1,3. Для лучшей адгезии к поверхности полуфабриката в состав глазури вводят клеящие вещества (карбометилцеллюлозу и ее производные). Слив глазурного шликера в приемную емкость с мешалкой после помола производится через сито и электромагниты. Из приемной емкости глазурный шликер подается на участок глазурования.
Формование СТИ осуществляется способом шликерного литья 2 методами: традиционным литьем в гипсовые формы и литьем под давлением в пористые полимерные формы.
Разделяют три разновидности шликерного литья керамических изделий - наливной, сливной и комбинированный. По первому способу шликер заливается между двумя гипсовыми (полимерными) поверхностями частей формы. При этом используют более сложную форму, имеющую больший вес, дополнительные приставные детали (прибыль, содержащую дополнительный объем шликера). При сливном способе шликер заполняет всю форму, соприкасаясь с ней лишь одной поверхностью, набор массы происходит односторонне, после чего избыток шликера выливается. Сливным способом обычно формуют тонкостенные изделия более сложной конфигурации. Учитывая преимущества и недостатки обоих способов, распространенным при изготовлении СТИ является комбинированный способ литья - изделие имеет как наливные, так и сливные части (например, унитазы, умывальники).
Таким образом, формование (шликерное литье) СТИ производят в основном наливным (формование смывных бочков) и комбинированным (формование унитазов, умывальников) способами в гипсовые и полимерные пористые формы. При литье под давлением в полимерные формы чаще реализуется комбинированный способ.
Основные операции традиционного шликерного литья сливным способом в гипсовые формы (сборка форм, заливка шликером, выдержка шликера в форме для набора массы, слив избытка шликера, выдержка набранного слоя для закрепления полуфабриката, разборка форм) выполняют с использованием механизированных стендов, на которых одновременно производят несколько десятков полуфабрикатов.
На участке формования (литья) обеспечивают стабильные температурно-влажностные условия, во многом определяющие продолжительность каждой стадии формования и качество продукта. После формования полуфабрикат извлекают из формы и отправляют на операцию оправки. В среднем в каждой форме стенда осуществляют формование 1 - 2 полуфабрикатов в сутки.
Для формования используют рабочие гипсовые формы, изготовленные на гипсомодельном участке производства способом литья в специальные капы (матрицы). Капы производят из гипсоцементного раствора или синтетических смол, более прочных и обеспечивающих лучшее качество поверхности. Гипсовые формы, вышедшие из употребления, утилизируют за пределами производства, например, на производствах цемента.
Более прогрессивным и получившим широкое распространение способом формования СТИ служит высокопроизводительное шликерное литье под давлением в полимерные формы. Этот способ реализуется на автоматизированных прессах и стендах, на которых предварительно подогретый до 40 - 45 °C шликер подается под давлением 6 - 15 бар в пористые полимерные формы.
Процесс литья на таких установках включает в себя сборку формы, заливку шликера в форму под давлением, выдержку, сбор давления, разборку формы, извлечение полуфабриката и очистку формы. Весь процесс формования в автоматизированном прессе или стенде литья под давлением занимает 15 - 30 мин, что многократно превышает производительность процесса традиционного литья. Существуют также установки для литья под средним давлением (2 - 6 бар), использующие не только полимерные, но и специальные гипсовые формы.
Преимуществами шликерного литья под давлением в полимерные формы являются высокая производительность, точность размеров полуфабриката, хорошее качество поверхности полуфабриката, сокращение времени сушки, длительный срок службы форм. Недостатком литья под давлением является высокая стоимость оборудования и форм, оправданная при большой производительности участка формования для изделий определенного дизайна. Обычно литьем под давлением формуют раковины и унитазы.
После литья изделия имеют влажность 13 - 17%. После извлечения из форм полуфабрикаты дополнительно обрабатывают (оправляют), зачищая швы, заделывают технологические отверстия и трещины, прорезают монтажные отверстия.
Перед сушкой полуфабрикаты подвяливают в течение 24 - 48 ч, выдерживая в условиях цеха (влажность 45 - 55%, температура 25 - 35 °C) до влажности не более 12 - 14%, после чего отправляют на сушку.
Сушку полуфабриката проводят в камерных или туннельных сушилках при температуре 60 - 90 °C до влажности 1%. Продолжительность сушки составляет от 6 до 20 ч. Для перемещения полуфабриката используют специальные тележки, на которых изделия устанавливают в один или несколько ярусов, или конвейеры. Сушка осуществляется конвекцией теплоносителя (подогретого воздуха), нагнетаемого вентиляторами в пространство сушилки. Теплый воздух для сушки поступает от зоны охлаждения туннельной печи.
Потоки воздуха распределяют по поперечному и продольному сечениям сушилки, обеспечивая равномерный и постоянный съем влаги с поверхности полуфабриката.
После сушки полуфабрикат очищают от пыли, обдувая сжатым воздухом, смачивают поверхность проблемных мест полуфабриката подкрашенным фуксином, керосином (керосиновый контроль) или просто водой, подвергая визуальному осмотру на предмет обнаружения посечек и трещин. В случае обнаружения дефектов полуфабрикаты отправляют в отдельный отсек для повторной переработки.
Глазурование СТИ осуществляют способом распыления и полива как вручную, так и с использованием глазуровочных конвейеров и глазуровочных роботов.
Для некоторых изделий способы глазурования комбинируют (полив и распыление), добиваясь равномерного покрытия слоем глазури толщиной 0,4 - 0,8 мм лицевых рабочих поверхностей.
После глазурования полуфабрикаты зачищают и отправляют к печам для обжига, где устанавливают на обжиговые вагонетки. Перед обжигом глазурованные полуфабрикаты выдерживают 6 - 8 ч для подсушки нанесенного слоя глазури.
Обжиг СТИ проводят в туннельных, реже в камерных, печах при температурах 1200 - 1250 °C. Продолжительность обжига составляет от 12 до 20 ч.
После обжига СТИ сортируют, при обнаружении на лицевых поверхностях изделий незначительных глазурных дефектов их отправляют на реставрацию ("лечку").
Для реставрации ("лечки") изделий на проблемные места наносят глазурные препараты или изделия покрывают цветными глазурями со специальными эффектами, после чего проводят повторный обжиг в камерных печах при температурах 1050 - 1200 °C. В некоторых случаях используют "холодную лечку", устраняя дефекты полимерными составами.
В редких случаях для декорирования изделий применяют деколи, которые наносят на глазурованные изделия, прошедшие обжиг, затем проводят низкотемпературный повторный обжиг.
Прошедшие обжиг изделия сортируют, проводят функциональные испытания. Бракованные изделия, не подлежащие реставрации, отправляют в бой для дальнейшей переработки и использования в составе шликера.
Для улучшения качества изделий монтажные поверхности изделий могут подвергать шлифованию.
Годные изделия упаковывают в специальную гофротару, комплектуя необходимой арматурой.
До отгрузки потребителю упакованные СТИ хранят на специализированных складах.
2.5.9 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства
Основными решениями, направленными на сокращение негативного воздействия на окружающую среду и повышение ресурсоэффективности производства санитарно-технических изделий, являются:
- оптимизация формы СТИ с целью уменьшения их массы и количества брака при изготовлении;
- оптимизация состава сырья с целью уменьшения температуры обжига и сокращения его цикла;
- интерактивное компьютерное управление режимом обжига с целью снижения затрат энергии при обжиге;
- замена туннельных печей роликовыми, с укороченным циклом обжига и меньшим соотношением массы огнеприпаса к массе обжигаемых изделий (применение роликовых печей может ограничиваться ассортиментом выпускаемых изделий);
- автоматизация сушилок с целью непрерывного контроля температуры и влажности;
- использование тепла печи для сушки полуфабрикатов (воздух участка охлаждения) и отопления цехов (рекуперация тепла отходящих печных газов);
- обеспечение эффективного пылеулавливания с применением рукавных фильтров или циклонов;
- установка систем сбора отходов глазури в местах их образования;
- повторное использование шлама в составе шликера;
- организация водооборота;
- использование пластиковых форм (капов) для шликерного литья под давлением взамен гипсовых (гипсоцементных) для традиционного шликерного литья с целью увеличения срока службы и улучшения качества полуфабрикатов;
- использование "холодных" способов реставрации изделий с дефектами поверхности с целью избавления от повторного обжига;
- снижение уровня шума и вибрации путем улучшения изоляции источников, а также улучшение (если необходимо) звукоизоляции производственных зданий.
Для изготовления керамических изделий хозяйственно-бытового назначения применяют широкий спектр материалов: твердый фарфор, мягкий (в том числе костяной) фарфор, фаянс, майолику и пр. Технологические схемы (технологические переделы) производства изделий из этих материалов достаточно близки. Различия состоят в используемых сырьевых компонентах, их соотношении, температурах обжига и приемах декорирования.
Технология керамических изделий хозяйственно-бытового назначения включает в себя следующие переделы:
- хранение сырьевых материалов;
- подготовка формовочной массы;
- формование;
- сушка;
- первый (утильный) обжиг;
- глазурование;
- второй (политой) обжиг;
- контроль;
- декорирование;
- третий (декорирующий) обжиг;
- контроль, сортировка и упаковка.
Для производства посуды и художественно-декоративных изделий применяют глины, каолины, кварц (кварцевый песок), полевые шпаты и породы, их содержащие (пегматит), а также карбонатные породы (доломит, мел, известняк), тальк и другие добавки.
Ориентировочные составы массы и глазури указаны в таблице 2.5. Большой разброс в содержании компонентов сырья объясняется разнообразием рецептуры для производства посуды: наряду с фарфоровой посудой (для которой характерно соотношение глинистых и каменистых компонентов, примерно равное 1:1), получившей наибольшее распространение, выпускают посуду из майолики, фаянса (с преобладанием глинистого сырья) и каменной керамики (в которой может отсутствовать глинистый компонент).
Таблица 2.5
для производства посуды
Наименование сырья | Содержание, масс. % | ||||
Твердый фарфор | Костяной фарфор | Твердый фаянс | Майолика | Каменная керамика | |
Каолины | 50 - 55 | 25 - 40 | 25 - 50 | 0 - 25 | 0 - 50 |
Глины | 0 - 25 | - | 15 - 40 | 25 - 40 | 0 - 50 |
Полевошпатное сырье | 15 - 30 | 25 - 30 | 3 - 8 | 0 - 15 | 5 - 30 |
Кварцевый песок | 10 - 35 | - | 30 - 50 | 30 - 40 | 20 - 70 |
Карбонатное сырье | - | - | - | 0 - 35 | - |
Другие добавки | - | 25 - 50 <*> | 0 - 35 | - | - |
Типовая технологическая схема производства фарфоровых изделий представлена на рисунке 2.13.

фарфоровых изделий хозяйственно-бытового назначения
В качестве примера производства керамической посуды рассмотрена технология фарфоровых изделий, как наиболее полно включающая в себя характерные технологические переделы, в той или иной степени используемые и в технологии разнообразных керамических изделий хозяйственно-бытового назначения.
Сырьевые материалы поступают на склад в насыпном (глина, кварцевый песок) или упакованном (каолин, полевой шпат) виде и хранятся в отдельных отсеках закрытого склада при поддержании стабильных условий влажности и температуры. Складские запасы сырья должны обеспечить бесперебойную работу предприятия в течение 3-х месяцев.
Керамические изделия хозяйственно-бытового назначения формуют пластичным формованием (раскаткой пласта) и методом шликерного литья в гипсовые формы. Для подготовки шликера глинистые материалы (глины, каолины) при необходимости предварительно измельчают в глинорезках и распускают в бассейнах с пропеллерными мешалками.
Каменистые компоненты массы (кварцевый песок, полевошпатные материалы и др.) подвергают дроблению в щековых дробилках и бегунах и тонкому помолу в шаровых мельницах. Полученный шликер процеживают через вибросита, подвергают магнитной сепарации и хранят при перемешивании в расходных бассейнах.
Для эффективного разжижения глинистого шликера используют электролиты (силикаты и карбонаты натрия, натриевые соли карбоновых кислот и др.), которые добавляют непосредственно при роспуске глинистых.
Компоненты глазури подвергают длительному помолу в шаровых мельницах, процеживанию и магнитной сепарации. Для получения глазурного шликера также используют электролиты.
Отходы массы, образуемые при производстве фарфора (избыток шликера из форм, брак сушки, отходы оправки), возвращают в производство по отдельной технологической нитке, используя роспуск, фильтр-прессование.
Особое внимание при производстве фарфоровой посуды уделяют качеству воды (содержанию в ней растворимых примесей), для эффективности процесса шликерного литья воду могут подвергать предварительной очистке способами ионообмена или обратного осмоса.
После роспуска в воде глинистых материалов (глин и каолинов) их смешивают с тонкоизмельченным (мокрый помол в шаровых мельницах) каменистым кварц-полевошпатным сырьем. Для удаления примесей железа шликер подвергают электромагнитной сепарации.
Полученную жидкую массу влажностью 55 - 60%, а иногда и до 65%, частично обезвоживают на фильтр-прессах до влажности 22 - 27%. Отжатую на фильтр-прессах массу подвергают гомогенизации и вакуумированию. После вылеживания она готова к пластичному формованию.
При подготовке шликера для формования методом литья в гипсовые формы полученную на фильтр-прессах массу вновь распускают в мешалках, доводя влажность до оптимальных для получения требуемой текучести значений (29 - 33%).
Для проведения изостатического прессования из шликера готовят пресс-порошок с использованием башенных распылительных сушилок, аналогично подготовки пресс-порошка при производстве керамической плитки.
Пластичное формование. Для формования плоской и некоторых видов полой посуды (тарелок, блюдец, пиал и т.п.), имеющих форму тел вращения, используют раскатку пластичного пласта влажностью 23 - 25% на гипсовых или пластмассовых формах с помощью формующих роликов или шаблонов.
Шликерное литье. Этот способ применяют в производстве в основном полых тонкостенных, а также декоративных изделий сложной формы. Суть метода состоит в том, что шликер заливают в пористую форму, обычно изготавливаемую из гипса. За счет капиллярного всасывания на внутренней поверхности формы происходят удаление воды из шликера и образование плотной отливки. При достижении необходимой толщины стенки шликер сливают и образовавшуюся в форме заготовку выдерживают до набора прочности, необходимой для ее извлечения из формы. Такой способ шликерного литья называют сливным и используют для формования тонкостенных изделий. При наливном способе, используемом для формования толстостенных изделий, масса набирается в полости между двумя стенками полости гипсовой формы и заполняет ее полностью.
На отечественных предприятиях внедрены способы формования литьем под давлением и изостатического прессования. Литье под давлением в пластмассовые формы используется в основном для массового производства не тонкостенных полых и некоторых плоских изделий. Преимущества этого способа формования описаны в разделе 2.5 Санитарно-технические изделия.
Изостатическое прессование используют в основном для формования средних и крупных плоских изделий неправильной формы (блюда, селедочницы и пр.), однако способ позволяет формовать и полые изделия. Преимущества способа - высокая производительность, уменьшение срока сушки и сушильной усадки.
После формования полуфабрикаты подвяливают и проводят оправку. К чашкам и чайникам приставляют (приклеивают шликером) заранее отформованные приставные детали (ручки и носики).
Сушку отформованных изделий обычно проводят конвективным способом в вертикальных или горизонтальных конвейерных, а также в карусельных сушилах по режимам, установленным для каждого типа продукции в зависимости от массы и толщины стенки. Длительность сушки при этом определяется временем, необходимым для достижения необходимой влажности (1 - 2%).
Назначение первого обжига - упрочить полуфабрикат, поскольку относительно тонкий черепок необожженных изделий при последующем глазуровании размокает и деформируется под собственным весом.
Обычно утильный обжиг проводят при температурах 900 - 1100 °C (за исключением обжига фаянса, для которого температура первого обжига может достигать 1280 °C) в камерных печах периодического действия или в туннельных печах непрерывного действия.
По мере повышения температуры из материала испаряется остаточная (формовочная) и гигроскопическая влага, удаляется кристаллическая вода из структуры глинистых минералов, происходит выгорание органических примесей, содержавшихся в минеральном сырье, проходят первые стадии фазообразования (образование первичного муллита) и жидкофазного спекания. Таким образом, фарфоровая масса в результате первого обжига уже не может вновь стать пластичной под воздействием воды.
Обычно глазурование посуды проводят методом окунания. При этом суспензия глазури равномерно покрывает изделие за счет того, что вода впитывается в пористый черепок, и на его поверхности остается тонкий слой твердых компонентов глазури. Толщина слоя регулируется длительностью погружения в суспензию глазури.
На этом же этапе происходит выбраковка изделий с дефектами от первого обжига.
После глазурования полуфабрикаты в специальных огнеупорных капселях устанавливают на обжиговые вагонетки.
Назначение второго обжига фарфоровых изделий - спекание керамики до плотного состояния, а также расплавление и растекание расплава глазури по поверхности изделия. Для фаянса спекание завершается в процессе утельного обжига и, как для майолики, значительно упрочняет изделие, но не устраняет пористость.
В зависимости от минерального состава фарфоровой массы температура политого обжига твердого фарфора составляет 1360 - 1430 °C, для других разновидностей хозяйственно-бытовой керамики температура этого обжига составляет от 950 до 1250 °C.
После политого обжига посуда приобретает весь комплекс технических свойств: постоянство размеров, прочность, твердость, химическую и термическую стойкость и ряд декоративных свойств, например, таких, как белизна и просвечиваемость.
На этом этапе происходят контроль дефектов изделий после политого обжига, их сортировка по наличию и количеству допустимых дефектов, а также комплектация сервизов/наборов по белизне.
Декорирование - завершающий этап формирования потребительских свойств изделий хозяйственно-бытового назначения. Техника, применяемая для декорирования, весьма разнообразна: аэрография, штамп, офсетная печать, деколь, отводка, ручная роспись и пр., а также их комбинации. Наиболее прогрессивным способом декорирования - цифровой печатью - декорируют невысокие плоские изделия.
Основная особенность декорирования керамической посуды состоит в использовании специальных "керамических" красок, которые обычно состоят из тугоплавких пигментов (15 - 20 масс. %) и флюсов. Пигменты представлены чаще оксидами или соединениями на их основе, а также другими тугоплавкими соединениями металлов, образующими в результате термообработки химически стойкие окрашенные соединения с флюсом, глазурью или черепком фарфорового изделия.
Также для декорирования используют люстры - тонкие, с эффектом перламутрового блеска пленки оксидов и металлов, образующиеся в результате декорирующего обжига из растворов органических соединений металлов (Mn, Co, Cr, Fe и др., в том числе благородных) в эфирных маслах и органических растворителях. Весьма распространено декорирование посуды препаратами благородных металлов (золота, серебра, пластины) с отдельным закрепляющим обжигом.
Назначение декорирующего обжига - закрепление декора на поверхности глазури (или в ее объеме). Обжиг в основном проводят при температуре 720 - 880 °C. В ряде случаев, например, при многоцветном декоре, возможно неоднократное повторение "третьего обжига", в зависимости от температуры плавления флюсов и стойкости пигментов керамических красок различных цветов.
После выходного контроля и комплектации сервизов (наборов) продукцию упаковывают и отправляют потребителю или в сбытовые структуры предприятия.
2.6.11 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства
Основными мерами по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства посуды и художественно-декоративных изделий являются:
- оптимизация состава сырья с целью уменьшения температуры обжига и сокращения его цикла;
- утилизация тепла отходящих газов;
- автоматизация сушилок с целью непрерывного контроля температуры и влажности;
- использование скоростных циклов обжига в роликовых печах;
- использование пластмассовых форм взамен гипсовых с целью сокращения твердых отходов;
- повышение эффективности системы пылеулавливания с применением рукавных фильтров;
- установка систем сбора отходов глазури в местах их образования;
- повторное использование шлама в составе шликера;
- организация водооборота.
В связи с малым объемом выпуска подложек и корпусов для микросхем, резцов и втулок далее приводится описание технологий двух наиболее массово выпускаемых изделий технической керамики - электроизоляторов и керамических электронагревателей.
Универсальной технологической схемы для производства изделий технической керамики (ТК) не существует, поскольку для каждого из материалов используют специфическое сырье, требующее своих способов подготовки и формования.
Особенности технологий изделий ТК заключаются в разнообразии сырьевых материалов и способов их подготовки и обработки. Много видов ТК производится из специально получаемых искусственных видов сырьевых материалов. Для их спекания требуется применение ультрадисперсных порошков, особых способов обжига, а изготавливаемые детали столь разнообразны по своим габаритам и форме, что охватывают весь диапазон способов формования керамических изделий. В отличие от изделий строительной и хозяйственно-бытовой керамики, изделия ТК - детали, практически всегда требующие дополнительной обработки: шлифовки, полировки, нанесения покрытий и т.д. Ниже представлены некоторые подробности технологии ТК.
Сырье для получения ТК - во многих случаях материалы искусственного происхождения. Для получения требуемых свойств изделий применяют наиболее эффективные и дорогие способы формования и спекания, такие как горячее прессование, горячее изостатическое прессование, импульсное спекание и др. Как правило, речь в таком случае идет о штучных изделиях и партиях ограниченного количества.
Наряду с ТК на основе искусственного сырья, достаточно широко используют керамические материалы, полученные из традиционного, в том числе глинистого, сырья.
В качестве примера производства ТК в данном разделе рассмотрены технологии производства фарфоровых электроизоляторов и керамических электронагревателей.
Компонентами сырьевых смесей для получения ТК служат природные минералы (минералы глин, кварц, тальк, магнезит и др.), материалы, полученные переработкой природных минералов и руд (оксиды алюминия, кальция, бария, титана и др.), и специально синтезированные вещества (карбиды, нитриды, силициды и др.). Технология ТК может включать в себя стадии производства основных сырьевых компонентов, например, стадию высокотемпературного синтеза силикатов или титанатов.
Требования к чистоте и дисперсности сырья для производства ТК обычно выше, чем для других видов керамических материалов.
В ряде случаев для производства изделий ТК используют ультрадисперсные (нано-) порошки, получаемые химическими способами, в том числе из газовой фазы.
В технологии ТК используют все виды формовочных смесей - пресс-порошки, пластичные массы, шликеры. В отличие от традиционных видов керамики, нередко используют грануляты из ультрадисперсных порошков, комплексные полимерные связки, в качестве дисперсионной среды для шликеров - органические растворители. Количество компонентов сырьевых смесей для производства ТК может достигать 8 - 10, однородное распределение дисперсных компонентов, выступающих в роли добавок, вводимых в малых количествах, представляет собой сложную задачу и достигается многоступенчатым смешиванием, использованием растворов.
В технологии ТК применяют как традиционные способы формования - прессование, экструзия, литье, так и редко используемые в других областях способы формования: горячее (инжекционное) литье из термопластичных шликеров, пленочное литье шликеров на термопластичной связке, изостатическое прессование.
Пресс-порошки в зависимости от содержания временной технологической связки формуют сухим одноосным или изостатическим прессованием (1 - 4% связки), полусухим одноосным прессованием (6 - 8%). В зависимости от пресс-порошка и формы изделия используют гидравлические и механические прессы и прессы гидростатического прессования. Способами сухого и полусухого прессования формуют изделия относительно простой формы, изостатическим прессованием - сложной формы.
Пластическую массу формуют способом протяжки (экструзии) через мундштуки шнековых и поршневых прессов при содержании связки от 15 до 25%. Таким способом формуют обычно удлиненные изделия постоянного сечения трубы, нагревательные элементы. Экструзию проводят как при комнатной температуре (например, заготовки для хромитлантановых нагревателей), так и с использованием термопластичных и термореактивных связующих при повышенных температурах (заготовки карбидкремниевых нагревателей).
Для горячего шликерного литья на основе расплавов полимеров применяют порошки, высушенные до 0,1% остаточной влажности, и комплексные связки из нескольких полимеров (низкотемпературных полимеров - воска, парафина или высокотемпературных полимеров - полиэтилена, полистирола и др.) и поверхностно-активных веществ. Количество связки обычно составляет от 8 до 12 об. %.
Шликеры на основе низкотемпературных термопластов формуют на литьевых машинах при температурах 70 - 100 °C, шликеры с высокотемпературными полимерными связками - на литейных машинах шнекового или поршневого типов при температурах 150 - 200 °C.
Способами горячего литья формуют малогабаритные изделия сложной формы.
Пленочное литье из термопластичных шликеров применяют для получения многослойных пластин изоляторов полупроводниковых приборов.
Традиционное шликерное литье из водных шликеров влажностью 28 - 35% используют для формования тонкостенных полых изделий.
Особенностью этой стадии в технологиях многих видов ТК является удаление (выжигание) полимерной технологической связки, которое проводят в особых условиях (в тонкодисперсной засыпке) по длительному режиму нагрева. Использование особых режимов термического удаления полимерных связок особенно характерно для технологий изделий сложной формы, формуемых способами горячего шликерного литья (парафинового литья) и инжекционного формования. Полученные после выжига полуфабрикаты имеют небольшую прочность и требуют аккуратного обращения. Стадию удаления связки совмещают с предварительным или окончательным обжигом изделия.
Обжиг изделий ТК проводят в основном в высокотемпературных газовых камерных печах (горнах) или камерных печах электросопротивления. Для продукции массового спроса используют высокопроизводительные туннельные печи, в том числе печи электросопротивления.
Для обжига некоторых видов ТК (нитридной, карбидной керамики) используют высокотемпературные вакуумные печи электросопротивления с графитовыми или вольфрамовыми нагревателями, работающие в инертной среде или в среде азота.
Плотные изделия ТК получают способом горячего прессования в графитовых формах при температурах 1200 - 1800 °C и давлениях 100 - 200 МПа.
Для получения ряда изделий сложной формы используют горячее изостатическое прессование в газостатах, реализуя спекание в условиях высоких температур (до 2000 °C) и давлений (до 200 МПа).
Согласно данным Европейского справочника (проект 2023 - Best Available Techniques (BAT) Reference Document for the Ceramic Manufacturing Industry) [24] примерно две трети изделий технической керамики обжигаются в газовых печах и одна треть - в электрических печах.
Для технологии ТК характерно широкое использование как механической обработки изделий алмазным инструментом (шлифовки, полировки, резки), так и нанесения различного рода покрытий. К последним относятся не только защитные ангобы и глазури, но металлизация и припои.
Наиболее употребимыми сырьевыми материалами для производства изделий технической керамики (кроме природных глинистых материалов, используемых для производства электроизоляторов) являются оксид алюминия, оксид магния, оксид циркония, карбид кремния, нитрид кремния.
Технология производства фарфоровых электроизоляторов включает в себя следующие переделы:
- хранение сырьевых материалов;
- подготовка формовочной массы;
- формование;
- сушка;
- глазурование;
- обжиг;
- контроль;
- сборка.
Общая технологическая схема представлена на рисунке 2.14. Так как для производства фарфоровых изоляторов используют типовое сырье для производства фарфора (пластичные и отощающие компоненты), схема подобна технологическим схемам производства фарфоровой посуды и санитарно-технических изделий.

фарфоровых электроизоляторов
По сути, единственным технологическим переделом при производстве электроизоляторов, где есть варианты, является формование. Чаще крупногабаритные высоковольтные электроизоляторы формуют сложным малопроизводительным методом изостатического прессования (пресс-порошок получают методом распылительной сушки), электроизоляторы небольших размеров формуют пластическим формованием с последующей обточкой резцами на токарных станках. Небольшую дополнительную механическую обработку заготовок проводят и после изостатического прессования.
Сырьем для производства фарфоровых электроизоляторов служат каолины, огнеупорные глины, кварцевый песок и полевошпатовые материалы (полевые шпаты, пегматиты). Для повышения электроизоляционных свойств в состав сырья нередко вводят глинозем, изготавливая так называемый глиноземистый фарфор. Типичные составы массы приведены в таблице 2.6.
Таблица 2.6
электрофарфоровых изоляторов
Компонент сырья | Влажность, % | Содержание, % | |
в массе | в глазури | ||
Каолин | 3 - 5 | 20 - 30 | 3 - 5 |
Глина | 15 - 17 | 15 - 20 | 5 |
Полевошпатное сырье | 1 | 35 - 40 | 13 - 25 |
Кварцевый песок | 1 | 10 - 15 | 30 - 35 |
Карбонатное сырье | 15 | - | 3 - 10 |
Другие добавки | - | До 5 | До 15 |
Бой изделий | - | 5 - 10 | 20 - 30 |
Сырьевые материалы поступают на склад в насыпном (глина, кварцевый песок) или упакованном (каолин, полевой шпат) виде и хранятся в отдельных отсеках закрытого склада при поддержании стабильных условий влажности и температуры.
Заготовки (полуфабрикат) фарфоровых изоляторов формуют способами пластического формования (протяжкой, экструзией) и изостатического прессования. Вначале шликерным (мокрым) способом готовят пластическую массу. Для этого после роспуска в воде глинистых материалов (глин и каолинов) их смешивают с тонкоизмельченным (мокрый помол в шаровых мельницах в течение 6 - 8 ч) каменистым полевошпатным сырьем. Для избавления от электропроводных примесей железа шликер подвергают электромагнитной сепарации.
Тщательно перемешанный шликер обезвоживают на фильтр-прессах до влажности 19 - 23% (для последующего формования заготовок экструзией) и до влажности до 4 - 6% (в башенных распылительных сушилках) для последующего изостатического прессования. Для различных способов формования изделий полученную массу могут подсушивать (подвяливать) до влажности 17 - 21%, а пресс-порошок подсушивать до влажности 1 - 4% или, напротив, увлажнять до влажности 12 - 14%.
Существует два основных метода формования заготовок электроизоляторов.
1. Экструзия пластичной массы на ленточных прессах с последующим обрезанием заготовок, подвялки до влажности 17 - 19% с последующей обточкой резцами для придания конечной формы (применяется для изделий среднего размера). Материал после обточки собирают и вмешивают в шликер для приготовления пластичной массы (возврат в производство).
2. Изостатическое прессование в пластичных формах пресс-порошка с влажностью 2 - 5%. Изостатическое прессование - это длительный процесс, требующий специализированного дорогого оборудования. Подготовленный порошок засыпают в специальную эластичную форму, форму вакуумируют и герметизируют, далее помещают в ванну с жидкостью, которую также герметизируют и подают давление, равномерно распределяющееся по всей заготовке изолятора. Далее снимают давление, достают форму, раскрывают ее и извлекают заготовку. Применяется для производства крупногабаритных электроизоляторов. После прессования полуфабрикаты оправляют (зачищают).
Также изоляторы формуют способами штамповки в металлических формах пластичных заготовок с влажностью 19 - 23%, раскаткой шаблонами пластов влажностью 22 - 23% с последующей склейкой полученных деталей. Как правило, эти технологии применяются для формования изделий небольших размеров.
Некоторые типы изоляторов могут быть отформованы на высокопроизводительных автоматизированных роторных линиях, на которых обточка заготовок осуществляется одновременно несколькими вращающимися резцами.
Полученные заготовки отправляют на сушку.
Сушку полуфабрикатов обычно проводят конвективным способом в туннельных или камерных сушилках по режимам, соответствующим габаритам и особенностям формы конкретных видов изоляторов. Полуфабрикаты крупногабаритных изоляторов сушат в камерных сушилках.
Температура теплоносителя (подогретого воздуха) для сушилок конвективного типа составляет от 40 до 120 °C в зависимости от вида изолятора и стадии сушки. Длительность сушки определяется периодом времени, необходимым для достижения влажности 1% (для малогабаритных изделий допустима влажность 2%).
Крупногабаритные полуфабрикаты могут подвергать радиационно-конвективной сушке в камерных сушилках или сушке переменными токами, в том числе сушкой токами высокой частоты.
В настоящее время отработана технология глазурования необожженных подсушенных заготовок (без предварительного утильного обжига, что сокращает себестоимость). Глазурование проводят способом окунания, реже - распыления.
После глазурования полуфабрикаты зачищают и устанавливают на обжиговые вагонетки. Крупногабаритные глазурованные полуфабрикаты дополнительно подсушивают непосредственно перед обжиговой печью.
Обжиг фарфоровых изоляторов проводят в туннельных или камерных печах при температурах 1300 или 1430 °C. Продолжительность обжига составляет от 30 до 80 ч в зависимости от вида изоляторов.
После обжига изоляторы подвергают контролю с целью проверки физико-химических и прежде всего электрофизических характеристик.
Прошедшие контроль изоляторы подвергают после обжиговой обработки (шлифовки торцевых поверхностей) и сборки с установкой металлической арматуры.
Бракованные изоляторы разбивают и дробят до крупности кусков, необходимых для помола в шаровой мельнице. Измельченный бой используют при приготовлении глазури и фарфоровой массы.
Нагреватели из карбида кремния
Нагреватели из карбида кремния начали изготавливать и применять в 30 - 50-х годах прошлого столетия. Печи с карбидкремниевыми электронагревателями удобны в эксплуатации и работают до 1450 - 1500 °C.
Как правило, двух-, трехфракционный состав из карбида кремния при подогреве смешивают со смолой с высоким коксовым остатком - с каменноугольным пеком или фенолформальдегидной смолой. Формование заготовок нагревателей проводят методом экструзии на поршневом прессе-экструдере с подогревом, отформованные заготовки (трубки) охлаждают, осуществляют монтаж выводных концов электронагревателей, и далее заготовки ставят сначала на коксующий обжиг, а потом на силицирующий обжиг (возможно совмещение в одном термическом аппарате). Схема изготовления карбидкремниевых электронагревателей представлена на рисунке 2.15.

карбидкремниевых электронагревателей
В ходе коксующего обжига каменноугольный пек или фенолформальдегидная смола в восстановительной среде коксуются, при этом идет выделение воды и углеводородов. Заготовки нагревателей, состоящие из карбида кремния и кокса, ставят на силицирующий обжиг в засыпках, состоящих из кокса, кварцевого песка и карбида кремния. При силицирующем обжиге пары монооксида кремния (формирующиеся в засыпке), проникают в поры заготовок и реагируют с коксом, в результате образуется вторичный карбид кремния, который связывает зерна первичного карбида кремния в керамическое тело, обладающее прочностью и электропроводностью.
Далее на выводные концы нагревателей наносят металлизацию и проводят тестирование для определения удельного электросопротивления данного нагревателя, о чем делают отметку в журнале и на нагревателе. Далее следует упаковка электронагревателей.
Нагреватели из хромита лантана
Нагреватели из хромита лантана начали изготавливать в 80-х годах прошлого столетия. Следует отметить, что хромитлантановые электронагреватели и дисилицидмолибденовые электронагреватели (в нашей стране не изготавливаются) практически взаимозаменяемы (с точки зрения температурных интервалов, это не относится к конструкциям печей, где эти нагреватели работают).
Нагреватели из хромита лантана формуют экструзией, допустим как ленточный, так и поршневой пресс. В смесителях готовят формовочную массу на обычных для керамических технологий временных связующих (МЦ, ПВС), после экструзии заготовки отрезают на трубки нужной длины, формуют выводные концы (как правило, насаживают для увеличения толщины (и снижения плотности тока) более толстые трубки), заготовки ставят на обычный окислительный обжиг в электропечах на температуры 1500 - 1600 °C, после чего выводные концы металлизируют, проводят тестирование для определения удельного электросопротивления, далее нагреватели пакуют.
2.7.4 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства
Сточные воды заводов по производству электротехнического фарфора отличаются повышенными содержаниями щелочей, взвешенных веществ, сульфатов, хлоридов, аммонийного азота.
Порошки карбида кремния - сырье для изготовления карбидкремниевых электронагревателей, при длительном вдыхании способны вызывать у рабочих хронический бронхит.
Мерами по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства изделий технической керамики являются:
- оптимизация состава сырья с целью уменьшения температуры обжига и сокращения его цикла;
- использование по возможности сухого способа подготовки сырья;
- использование менее вредных связок, в том числе природных полимеров, на водной основе;
- использование пластиковых и металлических форм взамен гипсовых;
- организация водооборота;
- интерактивное компьютерное управление режимом обжига с целью снижения затрат энергии при обжиге;
- снижение уровня шума и вибрации путем улучшения изоляции источников, а также улучшение (если необходимо) звукоизоляции производственных зданий.
Для производства керамических пропантов применяются две близкие технологические схемы, отличающиеся технологией помола сырья, которые можно условно разделить на "сухую" и "мокрую".
Обе технологические схемы включают в себя:
- предварительную термообработку исходных материалов, их дозирование;
- помол;
- гранулирование (сфероидизацию);
- спекающий обжиг, рассев по фракциям;
- упаковку готовой продукции.
В "сухой" схеме производства пропанта помол осуществляется в мельницах сухого помола, откуда материал подается на гранулирование. В "мокрой" схеме производится двухстадийное измельчение материала: помол в мельницах сухого помола, затем - в мельницах мокрого помола. Измельченный материал направляется на подсушку и частичную сфероидизацию в башенное распылительное сушило (БРС) и далее на гранулирование.
Керамические алюмосиликатные пропанты - это керамическое изделие, полученное путем спекания, измельчения, компактирования и последующего высокотемпературного обжига специального фракционированного глинозема. При этом гранулы приобретают высокую механическую прочность.
Сырьем для выпуска керамических магнийсиликатных пропантов могут быть оливиновые, форстеритовые, серпентинитовые породы с добавлением в качестве связующего бентонитовой глины.
Технология производства полимерно-покрытых пропантов включает в себя синтез нескольких видов полимеров и нанесение многослойного покрытия на керамический пропант-основу.
При изготовлении пропантов данного вида используются преимущественно резольные и/или новолачные фенолформальдегидные смолы. Нанесение смолы осуществляется на пропант, предварительно нагретый до температуры не ниже 160 °C, с последующим быстрым охлаждением.
На рисунке 2.16 в качестве иллюстрации приведена технологическая схема производства керамических пропантов "мокрым" способом.

керамических пропантов "мокрым" способом
Для получения алюмосиликатных пропантов используется алюмосодержащее сырье, а для производства магнийсиликатных расклинивающих агентов используют магнийсодержащие материалы.
Сырьем для пропантов керамических могут служить различные силикатсодержащие породы, в зависимости от выпускаемой продукции. К таким породам относится алюмосиликатное сырье при любом соотношении Al2O3 - SiO2 и магнийсиликатное сырье, содержащее глинозем как в виде природной примеси, так и в виде специальной добавки при любом соотношении MgO - SiO2.
В изготовлении магнийсиликатных керамических расклинивателей нефтяных скважин в качестве керамического материала используют материал на основе форстерита, минералов группы оливина, породообразующие минералы ультраосновных пород; встречается также в метаморфизованных доломитах, мраморах, магнезиальных скарнах.
Исходным материалом для производства магнийсиликатных пропантов является минерал оливин (Mg,Fe)2[SiO4]. Синтетический оливин получают путем обжига серпентинитовых (форстеритовых) щебней при температуре свыше 1100 °C. После обжига полученный синтетический оливин измельчается в шаровых мельницах сухого помола и направляется на дальнейшую переработку.
Вторым этапом в производстве пропанта-сырца является приготовление шихты для сухой схемы производства пропанта или шликера для мокрой схемы производства.
Шихту и шликер получают путем дозирования сырьевых компонентов (грубо молотый оливин, природный песок и глина, а также шламы и пыли из систем очистки) и их тонкого помола в шаровых мельницах: мокрого помола - для мокрой схемы производства и в шаровых мельницах сухого помола - для сухой схемы.
Использование мокрого помола имеет ряд особенностей. Так, применение мельниц с металлической футеровкой и металлических мелющих тел приводит к образованию в шликере намолотого железа. Удаление намолотого железа путем отмагничивания шликера требует дополнительных энергозатрат (работа насосов) и влечет за собой образование отхода - отмагниченных шламов. Кроме того, металлические мелющие тела значительно увеличивают шумовые характеристики мельниц. Применение керамических мелющих тел и резинопластиковой футеровки позволяет снижать шумовую нагрузку и энергозатраты на отмагничивание.
Сушка шликера осуществляется в башенно-распылительном сушиле (БРС) за счет тепла сжигаемого газа при температуре не более 450 °C. В результате сушки шликера образуются гранулы порошка. Гранулы порошка по внутренней части конуса БРС ссыпаются на вибросито, где просеиваются и скатываются на ленточный конвейер и подаются на грануляцию.
Несмотря на энергоемкость подготовки шликера и его сушки в БРС, мокрая схема позволяет при грануляции получать более плотные гранулы пропанта-сырца, что значительно улучшает эксплуатационные характеристики обожженного пропанта.
Гранулирование порошка проводят в тарельчатых грануляторах, предварительный рассев - на барабанном сите.
Клеевая добавка подается в тарельчатый гранулятор через распыляющие форсунки. Тарельчатый гранулятор работает в постоянном режиме: загрузка порошка и гранул минусовой фракции при подаче клеевой добавки - гранулирование - получение гранул пропанта-сырца. Процесс включает следующие стадии: смачивание частиц порошка связующим (клеевой добавкой), в результате чего образуются отдельные гранулы и происходит наслаивание мелких частиц на более крупные с последующим уплотнением гранул в слое материала.
Гранулы из гранулятора подаются на комплекс барабанных сит. В барабанное сито подают горячий воздух для предварительного подсушивания гранул. На барабанном сите последовательно установлены сетки, на которых отсевается минусовая фракция, которую возвращают в тарельчатый гранулятор.
Годные гранулы ссыпаются на ленточный конвейер и направляются на сушку.
Сушка гранул осуществляется в барабанном сушиле.
Высушенный пропант-сырец далее поступает на стадию рассева на фракции в отделении доработки гранул.
Обжиг пропант-сырца осуществляется во вращающихся печах.
Попадая в печь, пропант-сырец осуществляет вращательно-поступательное движение вдоль оси печи и проходит зоны сушки, нагрева, обжига и охлаждения. В зоне сушки под воздействием теплоты отходящих газов, имеющих температуру от 500 до 650 °C, происходят нагрев пропанта-сырца и испарение свободной и частично физически связанной воды. Так как на испарение затрачивается большое количество энергии, температура самого материала в зоне сушки поднимается медленно, таким образом, длина зоны сушки во вращающейся печи существенно зависит от влажности загружаемого пропанта-сырца.
Высушенный пропант-сырец поступает в следующую зону - зону нагрева. При нагреве происходят сложный комплекс окислительно-восстановительных реакций, дегидратация, декарбонизация. Далее материал переходит в зону обжига.
В интервале от 1240 до 1300 °C в материале образуется однородный стекловидный расплав, происходят процессы растворения, перекристаллизации и уплотнения обжигаемого материала.
При дальнейшем продвижении материал начинает остывать, происходит процесс кристаллизации и пропанты приобретают механическую прочность.
Обожженные пропанты из вращающейся печи поступают во вращающийся холодильник, где происходит охлаждение пропантов с помощью пересыпных устройств. Корпус вращающегося холодильника орошается водой и обдувается вентиляторами, дополнительно с холодного конца в него подается воздух.
Из вращающегося холодильника пропанты подаются в полочный холодильник, затем ленточным конвейером в бункер-накопитель готовой продукции.
Из бункера пропанты направляются на сортировки. На сортировках пропанты рассеваются по фракциям, для каждой из которых определен соответствующий набор сит.
Производство полимерно-покрытых пропантов. Технология производства полимерно-покрытых пропантов включает в себя синтез нескольких видов полимеров и нанесение многослойного покрытия на керамическую пропант-основу.
При изготовлении пропантов данного вида используются преимущественно резольные и/или новолачные фенолформальдегидные смолы. Нанесение смолы осуществляется на пропант, предварительно нагретый до температуры не ниже 160 °C, с последующим быстрым охлаждением.
Пропант и смесь полимерная загружаются последовательно в смесители:
- двухвальный бетоносмеситель принудительного действия;
- цикличный бетоносмеситель принудительного действия с двумя горизонтально расположенными валами, после покрытый пропант самотеком подается в барабан-охладитель и на рассев по фракциям.
2.8.11 Меры по сокращению воздействия на окружающую среду и повышению ресурсоэффективности производства
Для сокращения выбросов в атмосферу и снижения потребления природного газа внедряется бесшликерная технология, в таблицах 2.7, 2.8 приведен сравнительный анализ выбросов загрязняющих веществ, и расхода энергоресурсов для различных способов производства керамических пропантов.
Таблица 2.7
Наименование | ед. изм. | Расход энергоресурсов на одну тонну пропанта-сырца мокрым способом | Расход энергоресурсов на одну тонну пропанта-сырца сухим способом | Динамика расхода, мокрый - сухой способ производства |
Электроэнергия | кВт·ч/т | 107,3 | 38,5 | -64,1% |
Природный газ | м3/т | 85,1 | 37,7 | -55,7% |
Вода техническая | м3/т | 1,1 | 0,4 | -63,6% |
Таблица 2.8
ед. изм. | Выбросы, мокрый способ производства | Выбросы, сухой способ производства | Динамика выбросов, мокрый - сухой способ производства | |
Всего выброшено в атмосферу газообразных и жидких веществ | т | 404,193 | 316,121 | -21,9% |
Использование в качестве сырья минералов с низким содержанием кристаллизационной воды позволяет снизить расход природного газа.
3.1 Потребление энергии и основные факторы воздействия производства керамических изделий на окружающую среду
Анализ технологических процессов, приведенный в разделе 2 данного справочника НДТ, позволяет систематизировать факторы воздействия на ОС, характерные для различных стадий производства керамических изделий (см. таблицу 3.1, по [49], с изменениями).
Таблица 3.1
на окружающую среду
Стадии технологического процесса | Факторы воздействия на компоненты ОС | Шум (работа оборудования) | ||
Воздух (образование выбросов ЗВ при технологических операциях в процессе) | Водные объекты (использование в процессе и образование сточных вод) | Почва (образование отходов производства и технологических потерь, преимущественно в виде пыли) | ||
Дробление | X | X | X | X |
Сухой помол и смешение | X | - | X | X |
Мокрый помол и смешение | - | X | X | X |
Рассев/классификация | X | - | X | X |
Перемещение сырья | X | - | X | - |
Хранение в силосах | X | - | - | X |
Литьевой шликер | - | X | - | - |
Массоподготовка: | ||||
масса для пластического формования | X | X | X | - |
жесткая формовочная масса (формование обточкой) | - | X | X | - |
Пресс-порошок, подготовка сухим способом | X | X | X | X |
Пресс-порошок, распылительная сушка | X | X | X | X |
Грануляция | X | - | - | X |
Шликерное литье | - | X | - | - |
Пластическое формование | - | X | X | - |
Формование обточкой | - | - | X | - |
Прессование | X | X | X | X |
Оправка | X | X | X | - |
Сушка | X | - | - | X |
Глазурование | X | X | X | - |
Ангобирование | X | X | X | - |
Нанесение декора | X | X | X | - |
Обжиг | X | - | - | X |
Послеобжиговая обработка | X | X | X | X |
Хранение материалов | X | - | - | X |
"X" - возможно значимое воздействие на ОС, "-" - незначимое воздействие или практическое отсутствие такового. | ||||
Входные и выходные потоки, характерные для производства керамических изделий, представлены в справочнике ЕС [43] на качественном уровне; пример приведен для производства керамического кирпича (см. рисунок 3.1).

керамического кирпича [43], с изменениями
и дополнениями [49]
В справочнике ЕС [43] отмечено, что в составе отходящих газов присутствуют оксиды азота, углерода и серы, а также, в ряде случаев, летучие органические соединения, образующиеся в процессах сушки и обжига керамических изделий. Наличие примесей соединений хлора объясняется тем, что в составе большинства видов глин морского образования есть хлориды. Также источниками HCl могут стать добавки или хлорированная вода (содержание хлоридов в воде, используемой при массоподготовке, может достигать 50 - 100 мг/дм3 и выше). Практически все природные сырьевые материалы содержат небольшие количества фтора, который легко замещает OH-группы в глинах и гидратных минералах. Выделение фтороводородной кислоты HF происходит при разложении фторосиликатов в составе глин. Концентрация фтора в дымовых газах определяется не только его содержанием в сырье, но и наличием паров воды, составом материала и режимом обжига [43].
Значительное внимание проблемам загрязнения воздуха соединениями галогенов уделяется прежде всего в средиземноморских странах, где в качестве сырья для производства керамических изделий используются обогащенные соединениями хлора и фтора глины морского происхождения [50 - 53].
В отечественных источниках, посвященных охране окружающей среды при производстве керамических изделий, поступление соединений хлора и фтора в атмосферный воздух обсуждается редко [27, 54, 55 - 57]. Таким образом, основными загрязняющими веществами, поступающими в атмосферный воздух при производстве керамических изделий, следует считать:
- монооксид углерода;
- оксиды азота;
- пыль.
Вода - один из важных ресурсов в технологии производства керамических изделий, однако уровни ее потребления в различных подотраслях отличаются друг от друга. Вода, которую добавляют непосредственно в шихту, не вносит вклада в образование сточных вод, поскольку полностью испаряется на стадиях сушки и обжига. Исключение составляют технологии, основанные на формовании изделий способом шликерного литья (производство сантехники, посуды, некоторых видов технической керамики).
Сточные воды образуются преимущественно при роспуске глины в процессе производства и в результате ее смыва при очистке оборудования. Незначительное количество сточных вод образуется при производстве огнеупорных изделий и кирпича при проведении такой обработки поверхности, как глазурование, ангобирование, мокрая шлифовка. Дополнительное их выделение происходит при очистке смесителей, установок для нанесения глазури и ангоба, форм.
В технологии облицовочной и напольной плитки, хозяйственно-бытовой и технической керамики, санитарно-технических изделий техническая вода применяется при очистке установок для массоподготовки и литья, нанесения глазури, декорирования, а также при мокрой шлифовке в ходе послеобжиговой обработки изделий. При производстве санитарно-технических изделий при литье под давлением основное количество сточной воды образуется при промывке полимерных форм. Например, при производстве 180 тыс. изделий в месяц методом литья под давлением образуется до 18 000 м3 сточной воды.
В составе сточных вод, образующихся при переработке различных материалов и в ходе очистки оборудования, присутствуют те сырьевые материалы и вспомогательные вещества, которые задействованы в данном технологическом процессе. Как правило, эти соединения нерастворимы в воде. Сточные воды в производстве керамических изделий отличаются высокой мутностью (нередко и цветностью) из-за присутствия в них мелкодисперсных взвешенных частиц глазури и глинистых минералов [43, 56].
Объемы сточных вод, как правило, невелики, а основные параметры, характеризующие их, - это содержание взвешенных частиц и мутность [43].
Задача минимизации воздействия сточных вод на природные водные объекты решается путем уменьшения водопотребления, организации водооборота и внедрения систем очистки сточных вод.
В отношении образования отходов следует сказать, что в большинстве подотраслей производства керамических изделий отходы формования, оправки, сушки полуфабриката и брак изделий возвращают на стадию подготовки сырья. Брак обожженных изделий используют в качестве шамота, порошок которого получают после дробления и рассева (так называемый "бой"). Однако не все образующиеся отходы можно возвращать в технологический цикл. Например, отработанные огнеупорные изделия, образующиеся при ремонте печей, как правило, загрязнены шлаками, глазурями и т.д., поэтому их введение может ухудшить огнеупорные характеристики любого изделия. Невозможно использовать повторно материалы, содержащие другие виды загрязняющих веществ (например, тяжелые металлы, выделяющиеся из глазурей).
Считается, что гранулированный или тонкоизмельченный бой кирпича можно использовать в качестве замены продукции других отраслей производства керамических изделий, имеющей тот же зерновой состав. В частности, отходы производства после измельчения и рассева применяют как заполнитель в бетонах или наполнитель в асфальте для дорожного строительства.
В отечественных и зарубежных источниках в некоторых случаях обсуждаются также уровни шума, характерные для производства керамических изделий. В зарубежных источниках обычно упоминают такие решения, направленные на сокращение шумового воздействия предприятий, как герметизация оборудования, звукоизоляция окон и стен, проведение шумных работ только в дневное время и надлежащее техническое обслуживание оборудования.
В целом на основании анализа отечественных и зарубежных источников информации следует сделать вывод о том, что предприятия по производству керамических изделий характеризуются высоким потреблением энергии (от 2 до 50 ГДж на тонну изделий). Именно сжиганием топлива, необходимого для проведения высокотемпературных процессов, обусловлены выбросы в атмосферу основных загрязняющих веществ (монооксида углерода, оксидов азота и пыли), а также некоторых других веществ в зависимости от типа сырья и технологических процессов, распространенных в конкретных подотраслях. Сбросы производственных сточных вод обычно незначительны и возвращаются в производственный процесс после соответствующей очистки.
Образующиеся отходы преимущественно повторно используются в производстве.
3.2 Текущие уровни эмиссий в окружающую среду и потребления ресурсов в производстве керамического кирпича и камня
В процессе подготовки настоящего справочника НДТ анкеты для сбора информации о текущих уровнях эмиссий и потребления ресурсов были направлены российским предприятиям по производству керамического кирпича и камня. Сведения от предприятий поступали неравномерно в течение нескольких месяцев; к концу ноября 2023 года разработчики справочника НДТ располагали 23 заполненными анкетами различной степени детализации (36 источников выбросов (обжиговых печей)). На рисунках 3.2 - 3.3 представлен охват отрасли производства керамического кирпича и камня. В связи с невысоким охватом отрасли в рамках этапа анкетирования было принято решение при обсуждении численных параметров учитывать как результаты анкетирования, так и материалы современных отечественных и зарубежных исследований, а также данные отраслевого справочного документа ЕС [43] (включая проект справочника ЕС 2023 года [24]).

(производство керамического кирпича и камня), млрд тонн

(производство керамического кирпича и камня:
предприятия с мощностью более 40 млн шт. в год), млн шт.
Производство керамического кирпича является весьма энергоемким процессом. Основная энергия расходуется в процессе высокотемпературного обжига, на долю которого приходится до 90% всей расходуемой энергии топлива. В первую очередь при производстве керамического кирпича источником энергии в обжиговых печах служит природный газ, значительно реже мазут, уголь и другие виды топлива.
Удельное энергопотребление значительно разнится в зависимости от вида выпускаемых изделий, а также содержанием органических веществ в глиняном сырье. Каждому виду изделий соответствуют свой режим обжига (температура, продолжительность выдержки, плотность садки) и, как следствие, свои величина и характер удельного расхода энергии.
Результаты анкетирования российских предприятий в ходе подготовки настоящего справочника НДТ свидетельствуют о том, что удельное потребление энергии топлива (расход энергии топлива на производственный процесс) в производстве керамического кирпича и камня варьируется в интервале 0,91 - 3,01 ГДж/т продукции. По некоторым данным, аналогичные и даже более низкие показатели (1,5 ГДж/т продукции) были достигнуты лучшими германскими и австрийскими производителями кирпича [58 - 59].
Примерные значения потребления природного газа и электроэнергии предприятиями по производству кирпича в странах ЕС, а также общий расход удельного энергопотребления в данной отрасли производства керамических изделий представлены в таблице 3.2.
Таблица 3.2
по производству керамического кирпича
Источник/потребление энергии | Единицы измерения | Рядовой кирпич | Лицевой кирпич |
Природный газ | ГДж/т | 1,02 - 1,87 | 2,87 |
Электроэнергия | ГДж/т | 0,008 - 0,22 | 0,27 |
Общее энергопотребление | ГДж/т | 1,50 - 2,50 | 2,50 - 3,00 |
Современные российские предприятия по выпуску керамического кирпича и камня построены с применением технологических процессов и оборудования, разработанных в ЕС, поэтому полученные в ходе анкетирования современных отечественных промышленных площадок данные следует считать корректными [60].
Результаты анкетирования российских предприятий (удельное потребление энергии топлива в производстве керамического кирпича и камня; удельное потребление электрической энергии) в целом представлены на рисунках 3.4 - 3.5.

в производстве керамического кирпича и камня: результаты
анкетирования российских предприятий (расход топлива только
на производственные процессы, включая сушку, обжиг и т.д.),
ГДж/т продукции

в производстве керамического кирпича и камня: результаты
анкетирования российских предприятий, кВт·ч/т продукции,
а также в пересчете на ГДж/т продукции
Таким образом, удельное потребление энергии большинства принявших участие в анкетировании предприятий по производству керамического кирпича и камня близко к 2,0 ГДж/т продукции. Этот показатель несколько ниже, чем установленные ГОСТ Р 55646-2013 "Ресурсосбережение. Производство кирпича и камня керамических. Руководство по применению наилучших доступных технологий повышения энергоэффективности и экологической результативности" [61] параметры НДТ для Российской Федерации (2,5 - 3,0 ГДж/т) и приведенные в справочном документе ЕС параметры НДТ для государств - членов ЕС (2,3 - 2,5 ГДж/т) [43], что может быть обусловлено ограниченной выборкой и поступлением данных преимущественно от компаний-лидеров.
Необходимо принимать во внимание тот факт, что на потребление энергии существенное влияние оказывают химический и минералогический состав шихты, а также введение добавок. Так, присутствие в шихте 8 - 10% угольной пыли достаточно для того, чтобы вести обжиг за счет энергии сгорания органической добавки. Существенная экономия топлива для обжига достигается при введении в шихту для поризации опилок, а также при использовании так называемых "углистых" глин, характеризующихся повышенным содержанием органических соединений. В то же время с увеличением в сырье глинистых и известняковых компонентов требуется повышенный расход топлива для протекания эндотермических реакций разложения гидроалюмосиликатов и карбонатов. Поэтому в зависимости от типа используемого сырья расход энергии может существенно отличаться независимо от того, каким оборудованием оснащен завод и какая технология применяется.
Следует отметить, что по мере накопления сведений об удельном энергопотреблении при производстве различных видов керамического кирпича и камня в Российской Федерации целесообразно выполнить бенчмаркинг по группам предприятий, выпускающих однотипную продукцию из близкого по характеристикам сырья, и уточнить оценочные данные, представленные в данном справочнике НДТ.
Значительная доля выбросов отходящих газов в производстве керамического кирпича и камня связана с процессом обжига. В зависимости от используемого глинистого сырья уровень выбросов может колебаться из-за геологических различий, а также из-за особенностей производственного процесса (например, вид используемого при обжиге топлива), применяемого при выпуске различных видов керамического кирпича и камня.
Для европейских стран показатели экологической результативности наиболее детально представлены в справочном документе по НДТ производства керамических изделий [43].
Преимущественно в выбросах загрязняющих веществ в атмосферный воздух присутствуют оксиды азота и монооксида углерода, оксид серы, а также пыли (составляют более 99% по массе всех выбросов от промышленной площадки); выбросы летучих хлоридов и фторидов являются нехарактерными для российских предприятий.
Обобщенная схема входных и выходных потоков в производстве кирпича представлена на рисунке 3.6.

керамического кирпича в России (количественная оценка)
Сравнительный анализ показателей экологической результативности (полученных в рамках анкетирования в 2023 году) предприятий по производству керамического кирпича и камня приведены на рисунках 3.7 - 3.9.

керамического кирпича и камня (Азота оксид и Азота диоксид
(в пересчете на Азота диоксид)), кг/т продукции

Рисунок 3.8 - Удельные выбросы в процессе обжига
керамического кирпича и камня (содержание выгорающих добавок
в сырьевой смеси 0 масс. %; менее 2 масс. %; 2 масс. %
и более) (Углерода оксид), кг/т продукции

керамического кирпича и камня (Серы диоксид), кг/т продукции
Материалы анкетирования российских предприятий <2> свидетельствуют о том, что показатели экологической результативности в производстве керамического кирпича и камня варьируют в широких пределах. Практика обследований промплощадок свидетельствует о том, что в большинстве случаев показатели являются расчетными; для некоторых заводов измерения проводятся сторонними лабораториями.
--------------------------------
<2> Как уже отмечено, анкеты прислали наиболее активные предприятия, проявившие интерес к участию в разработке справочника НДТ.
С учетом того, что заводы характеризуются достаточно близкими значениями удельного потребления энергии и в качестве топлива используют природный газ, можно было бы ожидать близких значений параметров удельных выбросов продуктов сгорания - CO и NO2. Однако на ряде предприятий в шихту добавляют значительное количество опилок (до 8 масс. %); другие заводы используют в качестве сырья глины с высоким содержанием соединений серы. Поэтому неудивительно, что полученные от российских предприятий данные изменяются в весьма широких интервалах:
- удельные выбросы CO: 0,09 - более 10 кг/т продукции;
- удельные выбросы NOx (в пересчете на NO2): 0,03 - 0,9 кг/т продукции;
- удельные выбросы SO2: до 1,38 кг/т продукции.
Нельзя исключать вероятность того, что некоторые предприятия указали характеристики выбросов загрязняющих веществ с учетом дополнительных источников (например, гаража, котельной, обслуживающих объекты социальной инфраструктуры, и пр.).
Данные по выбросам SO2 (с указанием количества содержания соединений серы в сырье) представлены незначительным числом организаций, в анкетах некоторых организаций данные по выбросам оксида серы отсутствовали; тем не менее большинство показателей не превышает 0,11 кг/т продукции; однако в анкетах присутствуют и величины, близкие к 1,3 SO2 кг/т продукции.
В ходе предварительного обсуждения представленных данных было выяснено, что некоторые предприятия при производстве полнотелого и пустотелого кирпича добавляют в массу значительное количество порообразователей, например древесных опилок. Это позволяет не только снизить объемную массу кирпича и улучшить его теплозащитные свойства, но и ведет к сокращению потребления природного газа <3>. С одной стороны, такое решение следует рассматривать как направление ресурсосбережения и использования возобновляемых источников энергии. С другой стороны, необходимо учитывать вероятность возрастания удельных выбросов монооксида углерода и пыли, а также диоксида серы (в том числе с учетом использования сырья с высоким содержанием соединений серы, в пересчете на SO3).
--------------------------------
<3> Считается, что добавка более 15% опилок (по объему) повышает морозостойкость кирпича и камней, некоторые авторы полагают, что при большей доле опилок в составе шихты внешний вид изделия и его прочность могут ухудшаться. Наибольший эффект от применения опилок в качестве добавки получают, когда вводят их в сочетании с минеральными отощителями, например, с шамотом, а также с углем.
Следует подчеркнуть, что данный вопрос требует детального изучения и может быть рассмотрен в ходе выполнения пилотных проектов в сфере НДТ, а также по мере накопления сведений о показателях экологической результативности при производстве различных видов керамического кирпича и камня в Российской Федерации целесообразно выполнить бенчмаркинг по группам предприятий, выпускающих однотипную продукцию из близкого по характеристикам сырья (включая виды выгорающих добавок, а также сырьевые материалы с различным содержанием соединений серы в сырье), и уточнить оценочные данные, представленные в данном справочнике НДТ.
В отношении выбросов пыли данные, представленные в анкетах, изменяются в широких пределах; в некоторых анкетах данные не представлены. Интерпретировать полученные данные сложно; единственное заключение состоит в том, что минимальные показатели согласуются с результатами отечественных и зарубежных исследований. Лучшие системы очистки (оборудованные фильтрами тонкой очистки) позволяют уловить до 99,8% пыли, содержащейся в выбросах из организованных источников на участках массоподготовки.
В таблице 3.3 представлены предлагаемые для установления технологические показатели выбросов загрязняющих веществ в атмосферный воздух при обжиге керамического кирпича и камня, соответствующие НДТ.
Таблица 3.3
выбросов загрязняющих веществ в атмосферный воздух
при обжиге керамического кирпича и камня (при использовании
природного газа в качестве топлива), соответствующих НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамического кирпича и камня (при использовании природного газа в качестве топлива) | Кирпич и камень керамический (без применения выгорающих добавок в шихте) | Углерода оксид | кг/т продукции | <= 0,37 |
Кирпич и камень керамический (содержание выгорающих добавок в шихте менее 2 масс. %) | <= 1,28 | |||
Кирпич и камень керамический (содержание выгорающих добавок в шихте 2 масс. % и более) | <= 8,98 | |||
Кирпич и камень керамический | Азота диоксид Азота оксид | кг/т продукции | <= 0,47 (суммарно, в пересчете на азота диоксид) | |
Кирпич и камень керамический | Серы диоксид | кг/т продукции | <= 0,1 (содержание соединений серы в сырье, в пересчете на SO3, 0,25% и менее) | |
<= 1,0 (содержание соединений серы в сырье, в пересчете на SO3, более 0,25%) |
В отношении производственных сточных вод практически во всех анкетах, направленных предприятиями отрасли в рамках этапа сбора данных, указано отсутствие их образования. Сбросы предприятий в водные объекты представлены в настоящее время в основном хозяйственно-бытовыми стоками предприятий, которые поступают в централизованные очистные сооружения, а также поверхностными сточными водами (ливневыми и талыми водами), которые также отводятся на очистные сооружения или поступают на локальные очистные сооружения (со степенью очистки по нефтепродуктам и взвешенным веществам до 99,5%).
Большинство ответивших на вопросы анкеты предприятий указали, что удельное образование невозвратных производственных отходов составляет 10 - 70 кг/т продукции. Представленные показатели порядка 0,5 - 0,9 кг/т нельзя считать значимыми. Производственные отходы включают кирпичную пыль (в том числе пыль из рукавных фильтров), бой кирпича, отходы отработанных абразивных, огнеупорных изделий, упаковки. Общее заключение состоит в том, что образование производственных отходов в целом нехарактерно для предприятий, выпускающих керамический кирпич; большая часть отходов (более 95%) возвращается в технологический цикл или передается на переработку.
По мере распространения нормирования предприятий на основе принципов НДТ справочник следует актуализировать, идентифицировав интервалы технологических показателей, характеризующих выбросы загрязняющих веществ, для производства различных видов кирпича и камня керамического. Такие работы также могут быть выполнены в ходе пилотных проектов, к обсуждению результатов которых следует привлечь возможно большее число отечественных предприятий.
3.3 Текущие уровни эмиссий в окружающую среду и потребления ресурсов в производстве керамической плитки
В процессе подготовки настоящего справочника НДТ анкеты для сбора информации о текущих уровнях эмиссий и потребления ресурсов были направлены российским предприятиям по производству керамической плитки. Осенью 2023 года разработчики справочника НДТ располагали 8 заполненными анкетами различной степени детализации (59 источников выбросов (25 обжиговых печей)). На рисунке 3.10 представлен охват отрасли производства керамической плитки. В связи с невысоким охватом отрасли в рамках этапа анкетирования было принято решение при обсуждении численных параметров учитывать как результаты анкетирования, так и материалы современных отечественных и зарубежных исследований, а также данные отраслевого справочного документа ЕС [43] (включая проект справочника ЕС 2023 года [24]).

анкетирования 2023 г. (производство керамической плитки),
млн м2; %
Основные затраты энергии в российской подотрасли производства керамической плитки приходятся на процесс обжига, который в зависимости от вида продукции ведут при температурах от 980 - 1050 °C (плитка для внутренней облицовки стен) до 1180 - 1250 °C (керамогранит).
В государствах - членах ЕС затраты энергии на производство плитки снизились в период 1980 - 2003 годов с 11,78 до 5,6 ГДж/т продукции [43].
В России (и в бывшем Советском Союзе) вопросам энергосбережения в энергоемких отраслях промышленности уделялось значительное внимание. Развитие требований к проектированию можно проследить в стандартах и технических кодексах [62 - 64]:
- СТ СЭВ 6575-89 "Печи для обжига керамических плиток для полов и внешней облицовки. Показатели энергопотребления";
- ГОСТ 28529-90 "Печи для обжига керамических плиток для полов и внешней облицовки. Показатели энергопотребления";
- ТКП 45-7.02-226-2010 "Производство керамических плиток. Нормы технологического проектирования предприятий".
Действующие российские предприятия по производству керамической плитки активно внедряют современные производственные линии, осваивают новые технологии, нередко приглашают зарубежных технологов (см. раздел 1.3) и добиваются последовательного роста энергоэффективности производства [65, 66]. Сравнение приведенных значений удельных затрат энергии с показателями, которые считаются лучшими и для производителей керамической плитки в государствах - членах ЕС (до 8,5 ГДж/кг для трехкратного обжига) [43], позволяет заключить, что в части энергоэффективности обсуждаемое предприятие фактически соответствует европейским требованиям к НДТ.
Сопоставление удельного потребления энергии, характерного для производителей керамической плитки, работающих в различных странах, приведено на рисунке 3.11.

ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: пункт [125] отсутствует. |
керамической плитки (в скобках указаны годы
постройки/реконструкции предприятий) [125]
Равно как и при оценке удельного энергопотребления в производстве керамического кирпича, результаты различных работ достаточно сложно сравнивать: во многих случаях неизвестна степень осреднения данных, не приводятся источники информации, не определено в единицах массы понятие "квадратный метр плитки".
Усредненные показатели энергетической эффективности и экологической результативности предприятий по производству керамической плитки свидетельствуют о том, что удельное потребление энергии топлива на российских предприятиях изменяется в настоящее время в пределах 3,4 - 7,5 ГДж/т продукции и зависит от типа печи, вида изделий, кратности обжига, применения глазурей и пр.
В соответствии с ГОСТ Р 55645-2013 [67] расход энергии на распылительную сушку при производстве облицовочной и напольной плитки находится в диапазоне 980 - 2500 кДж/кг. Типичные значения потребления тепловой энергии на сушку облицовочной и напольной плитки равны 300 - 1000 кДж/кг, для плитки с водопоглощением ниже 3% энергопотребление может превышать 1400 кДж/кг. Энергопотребление при обжиге определяется типом печи и числом обжигов и колеблется от 5920 - 7300 кДж/кг (роликовая печь, трехкратный обжиг) до 2000 - 5500 кДж/кг (роликовая печь, однократный обжиг).
Основная доля потребления электрической энергии приходится на двигатели и приводы, устройства транспортировки (насосы, транспортеры), нагреватели, вытяжные вентиляторы, дымососы и системы освещения, которые все вместе потребляют более 90% электрической энергии. Доля электрической энергии может достигать 30% общего потребления. Потребление электрической энергии находится на уровне 170 кВт·ч/т [67].
В ГОСТ Р 55645-2013 приведена таблица значений удельного энергопотребления при производстве керамической плитки на различных стадиях технологического процесса (см. таблицу 3.4).
Таблица 3.4
плитки на различных стадиях технологического процесса [67]
Стадия | Технологическая операция | Удельное потребление природного газа, ГДж/т | Удельное потребление электроэнергии, ГДж/т |
Массоподготовка | Сухой помол | - | 0,04 - 0,07 |
Мокрый помол | - | 0,05 - 0,35 | |
Распылительная сушка | 1,2 - 2,5 | 0,01 - 0,07 | |
Формование | Прессование | - | 0,05 - 0,15 |
Сушка | 0,3 - 1,0 | 0,01 - 0,04 | |
Обжиг | 1,9 - 5,5 | 0,02 - 0,15 | |
Простое суммирование позволяет предположить, что минимальное удельное потребление энергии может составлять около 3,2 ГДж/т, а максимальное - около 9,8 ГДж/т.
Результаты анкетирования российских предприятий (удельное потребление энергии топлива в производстве керамической плитки; удельное потребление электрической энергии) в целом представлены на рисунках 3.12 - 3.13.

в производстве керамической плитки: результаты анкетирования
российских предприятий, ГДж/т продукции

в производстве керамической плитки: результаты анкетирования
российских предприятий, кВт·ч/т продукции, а также
в пересчете на ГДж/т продукции
Таким образом, на основании результатов анкетирования российских предприятий и рассмотрения материалов отечественных исследований можно дать лишь ориентировочную оценку удельному потреблению энергии в производстве керамической плитки в России; по-видимому, этот показатель варьирует для разных видов изделий от 4 до 8,2 ГДж/т.
По мере накопления сведений, характеризующих отечественные заводы, следует рассмотреть возможность уточнения показателей удельного энергопотребления для производства различных видов изделий.
Российские предприятия по производству керамической плитки нечасто привлекают внимание специалистов в области промышленной экологии; число публикаций, касающихся вопросов оценки эмиссий в окружающую среду, невелико [16].
В справочном документе ЕС [43] данные по выбросам загрязняющих веществ в производстве керамической плитки в большинстве случаев приводятся в размерностях концентраций в отходящих газах и для конкретных случаев или операций. Сравнительный анализ удельных выбросов основных загрязняющих веществ был выполнен с привлечением материалов исследований, проведенных в различных странах (прежде всего Австралии, США, Италии, Испании, Греции); полученные результаты представлены на рисунке 3.14.

веществ, сопровождающие производство керамической плитки
(в скобках указаны годы постройки/реконструкции
предприятий) [68]
Необходимо подчеркнуть, что столбец ЕС (экомаркировка) относится к требованиям системы добровольной экологической маркировки керамической плитки, распространенной в государствах - членах ЕС. Эти требования сформулированы более четко и жестко, чем требования НДТ:
- NOx: удельный выброс 0,125 кг/т продукции;
- SO2: удельный выброс 0,075 кг/т продукции.
Обобщенная схема входных и выходных потоков в производстве керамической плитки в расчете на 1 т продукции, сформированная по результатам обследований заводов и оценки, полученной из различных источников информации, представлена на рисунке 3.15 [49].

керамической плитки в России (количественная оценка) [49]
Представленные на рисунке 3.15 показатели достаточно хорошо согласуются с зарубежными данными и, по всей вероятности, отражают практику передовых отечественных предприятий.
Сравнительный анализ показателей экологической результативности предприятий по производству керамической плитки (полученных в рамках анкетирования отрасли в 2023 году) приведен на рисунках 3.16 - 3.18.

керамической плитки (Азота оксид и Азота диоксид
(в пересчете на Азота диоксид)), кг/т продукции

Рисунок 3.17 - Удельные выбросы в процессе обжига
керамической плитки (Углерода оксид), кг/т продукции

керамической плитки (Серы диоксид), кг/т продукции
Обработка заполненных отечественными предприятиями анкет позволяет предположить, что параметры выбросов основных загрязняющих веществ таковы:
- CO: удельный выброс 0,03 - 1,44 кг/т продукции;
- NOx: удельный выброс 0,03 - 1,19 кг/т продукции.
В таблице 3.5 представлены предлагаемые для установления технологические показатели выбросов загрязняющих веществ в атмосферный воздух при обжиге керамической плитки, соответствующие НДТ.
Таблица 3.5
выбросов загрязняющих веществ в атмосферный воздух
при обжиге керамической плитки, соответствующих НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамической плитки | Обожженная керамическая плитка | Углерода оксид | кг/т продукции | <= 1,5 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,8 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,2 |
Для очистки отходящих газов от пыли используются рукавные фильтры (98 - 99,8% эффективности) и в некоторых случаях циклоны (75 - 80% эффективности) в массозаготовительных отделениях, а также на участках подготовки пресс-порошка и прессования.
Производственные сточные воды при выпуске облицовочной и напольной плитки формируются в процессе очистки оборудования для подготовки сырья и глазурования, в процессе обезвоживания масс на ротационных и фильтр-прессах, а также при мокрой шлифовке. Воду нередко используют в замкнутом цикле с коэффициентом рециркуляции до 90%. Излишек глазури собирают и возвращают обратно в производственный цикл. Хозяйственно-бытовые сточные воды преимущественно передаются в централизованные системы водоотведения.
Ответившие на вопросы анкеты предприятия указали, что они предусматривают вторичное использование накопленных в средозащитной технике пылеобразных веществ и ситового возврата (после процеживания шликера) для приготовления шликера. Бой некондиционной плитки (до 5 - 8%) поступает также в отделение массоподготовки. Отходы керамические, отходы абразивных материалов и отходы упаковки составляют до 0,8 масс. % от выпуска продукции. Они относятся к V классу опасности. Невозвратные отходы (до 1,5% от выпуска продукции) планируется продавать как наполнитель для сухой смеси. На предприятиях действуют системы раздельного сбора отходов.
Основными источниками шума предприятия являются вентиляционное, технологическое оборудование производственных цехов и котельной, разгрузочно-погрузочные работы и движение транспорта по промплощадке.
3.4 Текущие уровни эмиссий в окружающую среду и потребления ресурсов в производстве огнеупорных изделий
В процессе подготовки настоящего справочника НДТ анкеты для сбора информации о текущих уровнях эмиссий и потребления ресурсов были направлены российским предприятиям по производству огнеупорных изделий. К концу осени 2023 года разработчики справочника НДТ располагали 5 заполненными анкетами (5 вращающихся печей; 10 туннельных обжиговых печей). На рисунке 3.19 представлен охват отрасли производства огнеупорных изделий. В связи с невысоким охватом отрасли в рамках этапа анкетирования было принято решение при обсуждении численных параметров учитывать, как результаты анкетирования, так и материалы современных отечественных и зарубежных исследований, а также данные отраслевого справочного документа ЕС [43] (включая проект справочника ЕС 2023 года [24]).

анкетирования 2023 г. (производство огнеупорных изделий:
кирпичи, блоки, плитки и прочие изделия огнеупорные), тонн
В таблице 3.6 приведены значения удельного энергопотребления на различных стадиях процесса производства магнезитового кирпича в соответствии с данными справочника ЕС [43].
Таблица 3.6
магнезиальных огнеупоров [43]
Операция | Энергопотребление, ГДж/т |
Подготовка, рассев | 0,35 - 0,50 |
Взвешивание, дозирование, смешение | 0,045 - 0,070 |
Формование | 0,13 - 0,20 |
Сушка и обжиг | 3,0 - 6,3 |
Послеобжиговая обработка, упаковка | 0,08 |
Таким образом, основная доля энергии потребляется в процессе сушки и обжига огнеупоров (так же, как и в производстве других керамических изделий); удельное энергопотребление варьируется в пределах 4 - 7 ГДж/т продукции.
На российских предприятиях по производству магнезиальных огнеупоров расходуется до 12 ГДж энергии на тонну продукции. Обжиг проводится при температуре 1600 - 1750 °C, и более 95% энергии расходуется на обжиг огнеупоров.
Удельное потребление энергии при выпуске динасовых огнеупоров составляет около 3,5 ГДж/т продукции.
Удельное потребление энергии при производстве шамотных огнеупоров близко к 6 - 7 ГДж/т продукции.
В первую очередь выбросы загрязняющих веществ в ОС, образующиеся в производстве огнеупоров, определяют значительное энергопотребление и высокотемпературную обработку материалов.
В справочнике ЕС [43] представлены концентрации ЗВ в отходящих газах и объемы этих газов, однако в связи с тем, что производительность предприятий не приведена, оценить удельные выбросы не представляется возможным. К приоритетным загрязняющим веществам отнесены:
- пыль;
- монооксид углерода;
- оксиды азота;
- оксид серы;
- неорганические газообразные соединения фтора (для высокоглиноземистых огнеупоров).
Специалисты российских предприятий также считают эти загрязняющие вещества основными, поступающими в атмосферный воздух при производстве огнеупоров. Исключение составляют соединения фтора. Удельные выбросы этих ЗВ варьируют в широких пределах, в зависимости от выпускаемой продукции (типа и группы огнеупоров (см. таблицу 1.3), а также состава сырьевой смеси), используемых технологических процессов (в первую очередь режима обжига), используемого вида топлива:
- CO (туннельные печи): 0,1 - 11,5 кг/т продукции;
- NOx (туннельные печи): (в пересчете на NO2): 0,2 - 15,6 кг/т продукции;
- SO2 (туннельные печи): 0,01 - 0,8 кг/т продукции;
- пыль (организованные источники): 0,07 - 3 кг/т продукции.
Сравнительный анализ показателей экологической результативности предприятий по производству огнеупоров (полученных в рамках анкетирования отрасли в 2023 году) приведен на рисунках 3.20 - 3.23.

изделий в туннельной печи (Азота диоксид; Азота оксид
(в пересчете на Азота диоксид)),
кг/т обожженной продукции

Рисунок 3.21 - Выбросы при обжиге формованных огнеупорных
изделий в туннельной печи (производство алюмосиликатных
огнеупоров) (Серы диоксид), кг/т обожженных изделий

Рисунок 3.22 - Выбросы при обжиге формованных огнеупорных
изделий в туннельной печи (Углерода оксид),
кг/т обожженных изделий

(Пыль неорганическая с содержанием кремния менее 20,
20 - 70, а также более 70 процентов), кг/т продукции
Предлагаемые для установления технологические показатели выбросов загрязняющих веществ в атмосферный воздух при производстве огнеупорных изделий, соответствующие НДТ, представлены в таблице 3.7.
Таблица 3.7
выбросов загрязняющих веществ в атмосферный воздух
при производстве огнеупорных изделий, соответствующих НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге формованных огнеупорных изделий в туннельной печи | Обожженные формованные огнеупорные изделия: Кремнеземистые Алюмосиликатные Глиноземистые Высокомагнезиальные Магнезиально-шпинелидные | Углерода оксид | кг/т продукции | <= 9,4 |
Азота диоксид Азота оксид | кг/т продукции | <= 8,46 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,77 | ||
Выбросы при обжиге сырья в вращающейся печи | Обожженное сырье | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т обожженного сырья | <= 0,90 |
Значительный разброс показателей требует дополнительного обсуждения вероятных источников и причин образования загрязняющих веществ с практиками.
Выбросы пыли в воздух происходят не только при обжиге, но и в следующих технологических операциях:
- при хранении и транспортировке сырья из накопителей, установок для дозирования, перемещения и обработки сырьевых материалов;
- при сухом способе подготовки сырья;
- при формовании в прессах также возможны выбросы паров связующих веществ и добавок;
- при сухой шлифовке некоторых видов огнеупорных изделий после обжига.
Производственные сточные воды в производстве огнеупоров образуются в результате промывки технологического оборудования, а также при мокрой шлифовке; нередко производственные сточные воды используют повторно в замкнутом цикле.
В отношении отходов производства и технологических потерь отмечено следующее:
- на некоторых стадиях производственного процесса, в частности при формовании, сушке, обжиге и послеобжиговой обработке, образуется бой изделий;
- подготовка сырьевых материалов (промывка оборудования), а также очистка литьевых установок и мокрая шлифовка сопровождаются образованием шлама;
- отходами процесса шликерного литья являются отработанные и разбитые гипсовые формы;
- в процессе упаковки появляются отходы в виде пластика, бумаги, металлолома;
- в установках очистки отходящих газов скапливаются пыль, шлам, отработанные сорбенты.
Некоторые из перечисленных видов отходов могут быть повторно использованы в переделах предприятия в соответствии с требованиями к продукции и технологическим регламентом. Остальные материалы направляют на полигоны или (реже) на другие предприятия для возможного применения в различных отраслях.
На рисунке 3.24 представлена потоковая схема производства периклазо-хромитового кирпича.

периклазо-хромитового кирпича (количественная оценка)
Ведущие российские предприятия по производству огнеупоров внедряют и совершенствуют системы экологического менеджмента, разрабатывают и выполняют программы минимизации негативного воздействия на окружающую среду [69 - 70].
По мере распространения нормирования предприятий на основе принципов НДТ справочник следует актуализировать, идентифицировав интервалы технологических показателей, характеризующих выбросы загрязняющих веществ, для производства различных видов огнеупоров. Такие работы также могут быть выполнены в ходе пилотных проектов, к обсуждению результатов которых следует привлечь возможно большее число отечественных предприятий.
3.5 Текущие уровни эмиссий в окружающую среду и потребления ресурсов в производстве санитарно-технических изделий из керамики
В процессе подготовки настоящего справочника НДТ анкеты для сбора информации о текущих уровнях эмиссий и потребления ресурсов были направлены российским предприятиям по производству санитарно-технических изделий из керамики. Осенью 2023 года разработчики справочника НДТ располагали 5 заполненными анкетами (9 источников выбросов) различной степени детализации.
На рисунке 3.25 представлен охват отрасли производства санитарно-технических изделий из керамики в рамках этапа анкетирования. В связи с невысоким охватом отрасли в рамках этапа анкетирования было принято решение при обсуждении численных параметров учитывать как результаты анкетирования, так и материалы современных отечественных и зарубежных исследований, а также данные отраслевого справочного документа ЕС [43] (включая проект справочника ЕС 2023 года [24]).

анкетирования 2023 г. (производство санитарно-технических
изделий из керамики), млн шт.
Удельное потребление энергии в производстве санитарно-технических изделий является достаточно высоким. В таблице 3.8 представлены технико-эксплуатационные характеристики печей различных типов, используемых в производстве СТИ [43].
Таблица 3.8
печей различных типов [43]
Тип печи | Температура, °C | Продолжительность обжига, ч | Удельное энергопотребление, ГДж/т | Производительность, т/ч |
Традиционная туннельная печь | 1230 - 1270 | 16 - 24 | 9,1 - 12,0 | 0,8 - 1,0 |
Современная туннельная печь с легковесной волокнистой теплоизоляцией | 1230 - 1260 | 10 - 18 | 4,2 - 6,7 | 1,0 - 2,0 |
Роликовая печь | 1230 - 1260 | 8 - 12 | 3,5 - 5,0 | 0,8 - 1,0 |
Современная печь с выкатным подом, "лечка" изделий | 1180 - 1220 | 12 - 23 | 8,3 - 10,4 | 5 - 15 <*> |
Современная печь с выкатным подом, первичный обжиг | 1240 - 1260 | 12 - 23 | 9,2 - 11,3 | 5 - 15 <*> |
В таблице 3.9 приведены данные о потреблении энергии топлива и электроэнергии на трех заводах по производству санитарно-технических изделий, функционирующих в ЕС.
Таблица 3.9
санитарно-технических изделий [43]
Параметр | Единицы измерения | Завод 1 | Завод 2 | Завод 3 |
Производственная мощность | т/год | 10000 | 5120 | 2900 |
Потребление сырья | т/год | 17000 | 7801 | 3500 |
Потребление электроэнергии | ГДж/т продукции | 0,36 | 3,32 | 3,16 |
Потребление энергии топлива | ГДж/т продукции | 30 | 22 | 28 |
В ведомственных нормах технологического проектирования предприятий керамической промышленности [71], выпущенных в СССР в 1986 году, указано, что удельный расход топлива на обжиг санитарно-технических изделий в туннельной печи должен составлять 500 кг на тонну продукции, что эквивалентно 14,65 ГДж/т продукции. За последние годы многие российские предприятия достигли значительного повышения энергоэффективности за счет внедрения современного оборудования, сокращения цикла обжига, использования горячего воздуха, отбираемого из зоны охлаждения туннельных печей, в сушилках и рекуператорах для нагрева воздуха, подаваемого в горелки туннельной печи, а также в котлах-экономайзерах для нагрева воды.
Показатели потребления энергии топлива российских предприятий, принявших участие в сборе данных (2023 год) в рамках разработки данного справочника НДТ, представлены на рисунке 3.26. Полученные в рамках анкетирования данные показали прогресс в области энергосбережения в области производства санитарно-технических изделий, однако для создания более объективной картины необходимо получение большего количества сведений.

в производстве санитарно-технических изделий: результаты
анкетирования российских предприятий, ГДж/т продукции
Удельное потребление электрической энергии в производстве санитарно-технических изделий из керамики представлено на рисунке 3.27.

в производстве санитарно-технических изделий из керамики:
результаты анкетирования российских предприятий, кВт·ч/т
продукции, а также в пересчете на ГДж/т продукции
Производство санитарно-технических изделий из керамики сопровождается выбросами загрязняющих веществ в воздух, образованием сточных вод и твердых отходов.
В справочнике ЕС [43] представлены концентрации ЗВ в отходящих газах и объемы этих газов, однако в связи с тем, что производительность предприятий не приведена, оценить удельные выбросы не представляется возможным. К приоритетным загрязняющим веществам отнесены пыль, оксиды азота и монооксид углерода. Отмечено, что при использовании жидкого топлива следует также учитывать выбросы оксидов серы. Необходимо подчеркнуть, что при производстве санитарно-технических изделий из шамота используется большее процентное содержание глины, при этом вес санитарно-технических изделий из шамота обычно ниже по сравнению с изделиями, изготовленными из керамики, тех же габаритных размеров. Как следствие, большее содержание сульфитов и сульфидов в исходном сырье и меньший выход в тоннах при совместном обжиге санитарно-технических изделий, изготовленных из керамики и из шамота, влияет на общие показатели выбросов диоксида серы.
Показатели экологической результативности предприятий, принявших участие в сборе данных (2023 год) в рамках разработки данного справочника НДТ, представлены на рисунках 3.28 - 3.30.

санитарно-технических изделий в туннельной печи (кроме печей
"лечебного" обжига) (Азота оксид и Азота диоксид
(в пересчете на Азота диоксид)), кг/т продукции

Рисунок 3.29 - Удельные выбросы в процессе обжига
санитарно-технических изделий в туннельной печи (кроме печей
"лечебного" обжига) (Углерода оксид), кг/т продукции

санитарно-технических изделий в туннельной печи (кроме печей
"лечебного" обжига) (Серы диоксид), кг/т продукции
Предлагаемые для установления технологические показатели выбросов загрязняющих веществ в атмосферный воздух при обжиге санитарно-технических изделий, соответствующие НДТ, представлены в таблице 3.10.
Таблица 3.10
выбросов загрязняющих веществ в атмосферный воздух
при обжиге санитарно-технических изделий
(кроме санитарно-технических изделий из шамота)
(кроме печей "лечебного" обжига), соответствующих НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге санитарно-технических изделий из керамики в туннельной печи (кроме печей "лечебного" обжига) | Санитарно-технические изделия из керамики (кроме санитарно-технических изделий из шамота) | Углерода оксид | кг/т продукции | <= 3,88 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,85 (суммарно в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,20 |
Выбросы пыли в воздух сопровождают следующие технологические операции:
- при хранении и транспортировке сырья из накопителей, установок для дозирования, перемещения и обработки сырьевых материалов;
- при сухой подготовке твердого сырья;
- при нанесении глазури методом распыления;
- при полировке и сухой шлифовке обожженных изделий;
- при обжиге и сушке изделий.
При производстве санитарно-технических изделий из керамики сточные воды образуются в результате промывки массоподготовительного и литейного оборудования, при формовании изделий способом литья под давлением в пластиковые формы, при глазуровании и мокрой шлифовке. В таких водах присутствуют те же вещества, что и в сырьевых материалах, поэтому их используют повторно (в основном как промывные воды). Для очистки воды, использующейся в литейных шликерах, применяют ионообменные смолы, требующие регенерации.
Для избавления шликерных вод от растворимых солей используют фильтрование (с применением фильтрпрессов).
В производстве санитарно-технических изделий отходы производства и технологические потери могут образовываться:
- на некоторых стадиях производственного процесса, в частности при формовании, сушке (возвратные потери), обжиге и послеобжиговой обработке (бой изделий);
- при подготовке сырьевых материалов (промывка оборудования), а также очистке литьевых и глазуровальных установок и мокрой шлифовке (шлам);
- в процессе шликерного литья (отработанные и разбитые гипсовые формы);
- в процессе упаковки (отходы пластика, бумаги, картона, металла);
- в установках очистки отходящих газов.
Некоторые из перечисленных видов отходов могут быть повторно использованы в переделах предприятия в соответствии с требованиями к продукции и технологическим регламентом. Остальные материалы направляют на полигоны или (реже) на другие предприятия для возможного применения в различных отраслях.
На рисунке 3.31 представлена потоковая схема производства санитарно-технических изделий из керамики.

санитарно-технических изделий из керамики
(количественная оценка)
3.6 Текущие уровни эмиссий в окружающую среду и потребления ресурсов в производстве керамических хозяйственных и декоративных изделий (посуды)
В процессе подготовки настоящего справочника НДТ анкеты для сбора информации о текущих уровнях эмиссий и потребления ресурсов были направлены российским предприятиям по производству огнеупорных изделий. Осенью 2023 года разработчики справочника НДТ располагали двумя заполненными анкетами. В связи с этим было принято решение на первом этапе при обсуждении численных параметров учитывать материалы современных отечественных исследований и данные отраслевого справочного документа ЕС [43] и указывать, по возможности, соответствуют ли эти параметры известным показателям российских предприятий.
При обсуждении технологии производства посуды составители справочника ЕС [43] приводят технико-экономические показатели туннельных печей и печей с выкатным подом. Удельное потребление энергии на обжиг изделий в печи с выкатным подом составляет 20 ГДж/т продукции. В туннельных печах на утельный и политой обжиг суммарно расходуется около 45 ГДж/т продукции. Высокий расход энергии на производство тонны фарфоровой посуды по сравнению с аналогичными показателями других подотраслей производства керамики (кирпич, плитка, сантехника) связан с низкой плотностью садки и относительно высокими температурами обжига.
В таблице 3.11 приведены данные, характеризующие расход энергии топлива и электроэнергии европейским предприятием по изготовлению столового фарфора [43].
Таблица 3.11
при производстве фарфоровой посуды
Параметр | Единицы измерения | Значение |
Потребление энергии топлива | ГДж/т продукции | 70 |
Потребление электроэнергии | ГДж/т продукции | 4,5 |
Как видно, удельное потребление энергии варьирует в широких пределах. Сравнивая различные подотрасли производства керамических изделий, европейские специалисты принимают обычно удельное энергопотребление в производстве посуды равным 45 ГДж/т.
В России складывается аналогичная ситуация, и разброс значений в интервале 40 - 80 ГДж/т считается нормальным <4>.
--------------------------------
<4> Данные получены в ходе обсуждения перспектив подготовки справочника НДТ с российскими практиками.
В первую очередь выбросы загрязняющих веществ в ОС, образующиеся в производстве хозяйственных и декоративных изделий (посуды), определяют значительное энергопотребление и высокотемпературную обработку материалов.
Производство керамических хозяйственных и декоративных изделий (посуды) сопровождается выбросами загрязняющих веществ в атмосферу, сбросом сточных вод и образованием твердых отходов.
В справочнике ЕС [43] представлены концентрации ЗВ в отходящих газах и объемы этих газов, однако в связи с тем, что производительность предприятий не приведена, оценить удельные выбросы не представляется возможным. К приоритетным загрязняющим веществам отнесены следующие:
- пыль;
- оксиды азота;
- монооксид углерода;
- оксиды серы;
- летучие органические соединения;
- неорганические газообразные соединения фтора и хлора (без указания, для какого именно вида сырья, хотя, вероятно, речь идет о глинах морского происхождения).
Также могут иметь место выбросы тяжелых металлов из неорганических пигментов (в форме оксидов этих металлов, входящих в состав препаратов для декорирования). Отмечено, что при ведении технологических процессов в печах периодического действия (например, с выкатным подом) может образовываться большее количество загрязняющих веществ, чем при использовании туннельных печей.
Выбросы пыли в воздух происходят не только при нанесении глазури распылением и обжиге, но и в следующих технологических операциях, в число которых входят:
- хранение и транспортировка сырья из накопителей, установок для дозирования, перемещения и обработки сырьевых материалов;
- массоподготовка (сухим способом);
- формование сухих масс (прессованием);
- глазурование и ангобирование в зависимости от принятого способа нанесения покрытий;
- сухая шлифовка некоторых видов хозяйственно-бытовой керамики после обжига.
При производстве керамической посуды сточные воды образуются в результате промывки массоподготовительного оборудования и очистки установок глазурования и декорирования, в ходе обезвоживания масс на ротационных и фильтр-прессах, при мокрой шлифовке, а также при формовании способом литья под давлением в пластиковые формы. В составе сточных вод присутствуют те же вещества, что и в сырьевых материалах. Для очистки сточных вод применяют процессы флокуляции, седиментации, фильтрации и др.
В производственных сточных водах российских предприятий по производству керамических изделий определяют обычно содержание взвешенных веществ, хлоридов и сульфатов <5>. После механической очистки осветленную воду направляют на повторное использование в цеха предприятий.
--------------------------------
<5> Определение углеводородов нефти также проводят, однако в технологических процессах нефтепродукты не используются.
Отходы производства и технологические потери образуются на следующих стадиях производства:
- при формовании, сушке, обжиге и послеобжиговой обработке (бой изделий);
- при подготовке сырьевых материалов (промывке оборудования), а также при очистке литьевых и глазуровальных установок и мокрой шлифовке (шлам);
- в процессе шликерного литья (отработанные и разбитые гипсовые формы);
- в процессе упаковки (отходы пластика, бумаги, металла);
- в установках очистки отходящих газов (пыль, шлам и др.).
Некоторые из перечисленных видов отходов могут быть повторно использованы в переделах предприятия в соответствии с требованиями к продукции и технологическим регламентом. Остальные материалы направляют на полигоны или (реже) на другие предприятия для возможного применения в различных отраслях. На российских предприятиях доля отходов может достигать 0,3 т/т продукции.
На рисунке 3.32 представлена потоковая схема производства недекорированных изделий с предварительным обезвоживанием массы на фильтр-прессах и формованием способом раскатки.

керамической посуды (количественная оценка)
3.7 Текущие уровни эмиссий в окружающую среду и потребления ресурсов в производстве технических изделий из керамики
В процессе подготовки настоящего справочника НДТ анкеты для сбора информации о текущих уровнях эмиссий и потребления ресурсов были направлены российским предприятиям по производству технических изделий из керамики (изоляторов и других изделий), однако к концу осени 2023 года заполненные анкеты предприятиями не были предоставлены. В связи с этим было принято решение на первом этапе при обсуждении численных параметров учитывать данные отраслевого справочного документа ЕС [43], а также материалы открытой отчетности предприятий и результаты современных отечественных исследований.
В таблице 3.12 приведены значения удельного энергопотребления на различных стадиях процесса производства электрофарфора (для изоляторов) в соответствии с данными справочника ЕС [43].
Таблица 3.12
(на примере двух предприятий)
Параметр | Единицы измерения | Завод 1 | Завод 2 |
Потребление электроэнергии | ГДж/т продукции | Н/д | 0,94 |
Потребление энергии топлива | ГДж/т продукции | 25 | 15,30 |
По данным австрийских исследователей, удельное потребление энергии топлива для печи с выкатным подом объемом 70 м3 и производительностью 10 - 25 т изоляторов за цикл составляет 12 - 20 ГДж/т [72]. В Российской Федерации удельное потребление энергии при обжиге изоляторов значительно выше и может превышать 30 ГДж/т.
Данные о потреблении энергии при производстве других видов технической керамики приводятся редко; в основном обсуждаются подходы к улучшению энергоэффективности производства в отрасли в целом (см., например, [73]). В то же время при обсуждении удельного энергопотребления, характерного для различных подотраслей производства керамических изделий, составители справочника ЕС указывают, что на производство 1 т технической керамики расходуется в среднем около 50 ГДж энергии [43].
В справочнике ЕС [43] представлены примеры, характеризующие концентрации ЗВ в отходящих газах и объемы этих газов, однако в связи с тем, что производительность предприятий не приведена, оценить удельные выбросы не представляется возможным. К приоритетным загрязняющим веществам отнесены:
- пыль;
- оксиды азота;
- монооксид углерода;
- оксиды серы;
- неорганические газообразные соединения фтора и хлора;
- летучие органические соединения (если в состав формовочной массы входят органические добавки).
Для европейских предприятий наиболее высокие концентрации в отходящих газах характерны для CO (около 90 мг/м3) и оксидов азота (около 40 мг/м3 в пересчете на NO2).
Выбросы пыли в воздух происходят не только при обжиге технических изделий из керамики, но и в следующих технологических операциях:
- при хранении и транспортировке сырья из накопителей, установок для дозирования, перемещения и обработки сырьевых материалов;
- при сухом способе подготовки сырья;
- при формовании сухих масс прессованием;
- при дообжиговой, промежуточной и механической обработке сухим способом;
- при глазуровании в зависимости от способа нанесения покрытий;
- при полировке и сухой шлифовке обожженных изделий.
Производственные сточные воды в производстве технической керамики образуются в результате промывки массоподготовительного и литейного оборудования, очистки установок глазурования, при мокрой шлифовке. В производственных сточных водах присутствуют те же вещества, что и в сырьевых материалах; для их очистки применяют процессы флокуляции, концентрирования, фильтрования (с применением фильтрпрессов).
Производственные отходы и технологические потери образуются на следующих стадиях:
- при формовании, сушке, обжиге и механической обработке (бой изделий);
- при подготовке сырьевых материалов (при промывке оборудования), очистке литьевых установок и участков глазурования и ангобирования, а также при мокрой шлифовке (шлам);
- в процессе шликерного литья (отработанные и разбитые гипсовые формы);
- в процессе упаковки (отходы пластика, бумаги, картона, металла);
- в установках очистки отходящих газов (пыль, шлам и др.).
Некоторые из перечисленных видов отходов могут быть повторно использованы в переделах предприятия в соответствии с требованиями к продукции и технологическим регламентом. Остальные материалы направляют на полигоны или (реже) на другие предприятия для возможного применения в различных отраслях.
Ведущие российские предприятия, выпускающие (наряду с другими видами продукции) технические изделия из керамики, внедряют и совершенствуют системы экологического менеджмента, разрабатывают и выполняют программы минимизации негативного воздействия на окружающую среду [69, 74].
3.8 Текущие уровни эмиссий в окружающую среду и потребления ресурсов в производстве керамических пропантов
В процессе подготовки настоящего справочника НДТ анкеты для сбора информации о текущих уровнях эмиссий и потребления ресурсов были направлены российским предприятиям по производству керамических пропантов. Осенью 2023 года разработчики справочника НДТ располагали 5 заполненными анкетами различной степени детализации. В связи с этим было принято решение при обсуждении численных параметров учитывать как результаты анкетирования, так и материалы современных отечественных и зарубежных исследований.
На рисунке 3.33 представлен охват отрасли производства керамических пропантов в рамках этапа анкетирования.

анкетирования 2023 г. (производство керамических пропантов)
Производство керамических пропантов является энергоемким процессом. На рисунке 3.34 представлены удельные показатели потребления энергии топлива при обжиге в производстве керамических пропантов. Дополнительный расход энергии также связан с другими технологическими процессами, например, сушкой и помолом исходного сырья, а также с дополнительной обработкой обожженных изделий и др.

керамических пропантов (магнезиально-кварцевых): результаты
анкетирования российских предприятий (расход топлива только
на обжиг керамических пропантов)
К приоритетным загрязняющим веществам могут быть отнесены:
- пыль;
- оксиды азота;
- монооксид углерода;
- оксид серы.
Пыль, уловленная газоочистным оборудованием (циклонами, рукавным фильтром), в качестве вторичного ресурса далее возвращается в производственный процесс. Наиболее эффективным методом снижения сокращения выбросов пыли является применение комбинации группы циклонов и рукавных фильтров, степень очистки достигает до 99,5% (рисунок 3.35).

воздух при обжиге керамических пропантов
(магнезиально-кварцевых) - пыль неорганическая
с содержанием кремния менее 20, 20 - 70,
более 70 процентов
Показатели экологической результативности процесса обжига керамических пропантов по другим загрязняющим веществам представлена на рисунках 3.36 - 3.38.

воздух при обжиге керамических пропантов
(магнезиально-кварцевых) (Азота диоксид, Азота оксид
(суммарно в пересчете на Азота диоксид))

Рисунок 3.37 - Выбросы загрязняющих веществ в атмосферный
воздух при обжиге керамических пропантов
(магнезиально-кварцевых) (Серы диоксид)

воздух при обжиге керамических пропантов
(магнезиально-кварцевых) (Углерода оксид)
Предлагаемые для установления технологические показатели выбросов загрязняющих веществ в атмосферный воздух при обжиге керамических пропантов (магнезиально-кварцевых), соответствующие НДТ, представлены в таблице 3.13.
Таблица 3.13
выбросов загрязняющих веществ в атмосферный воздух
при обжиге керамических пропантов (магнезиально-кварцевых),
соответствующих НДТ
Производственный процесс | Полуфабрикат/Продукция | Технологический показатель | Единица измерения | Значение |
Выбросы при обжиге керамических пропантов (магнезиально-кварцевых) | Обожженные керамические пропанты магнезиально-кварцевые | Углерода оксид | кг/т продукции | <= 1,19 |
Азота оксид Азота диоксид | кг/т продукции | <= 0,85 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,15 | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т продукции | <= 0,90 |
На рисунке 3.39 представлена схема производства керамических пропантов, а также входные и выходные потоки.

(входные и выходные потоки)
Критерии определения технологии (технологического процесса, метода, способа, подхода и др.) в качестве НДТ в Российской Федерации установлены ст. 28.1 Федерального закона "Об охране окружающей среды" от 10.01.2002 г. N 7-ФЗ [75].
Применение НДТ направлено на комплексное предотвращение и (или) минимизацию негативного воздействия на окружающую среду. Сочетанием критериев достижения целей охраны окружающей среды для определения НДТ являются:
- наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо уровень, соответствующий другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации;
- экономическая эффективность внедрения и эксплуатации;
- применение ресурсо- и энергосберегающих методов;
- период внедрения;
- промышленное внедрение технологических процессов, оборудования, технических способов и методов на двух и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду.
Порядок определения технологии в качестве НДТ, в том числе определения технологических процессов, оборудования, технических способов, методов для конкретной области применения, установлен Постановлением Правительства РФ от 23.12.2014 г. N 1458, которым утверждены Правила определения технологии в качестве НДТ, а также разработки, актуализации и опубликования информационно-технических справочников по НДТ [76].
Методические рекомендации по определению технологии в качестве НДТ, где уточнены критерии для всех элементов производства, в соответствии с которыми они соответствуют понятию НДТ, утверждены приказом Министерства промышленности и торговли Российской Федерации от 23.08.2019 г. N 3134 [77].
В качестве источников информации о применяемых на практике технологиях, относящихся к НДТ, были использованы сведения, полученные в результате анкетирования предприятий отрасли, результаты научно-исследовательских работ, публикаций, материалы отраслевого справочника НДТ ЕС [43], а также информация, полученная в ходе консультаций с профильными экспертами.
Основные технологические процессы и технические решения при производстве керамических изделий описаны в разделе 2 настоящего справочника НДТ.
В разделе 3 приведены сведения о текущих уровнях негативного воздействия на окружающую среду на предприятиях, реализующих виды деятельности, относящиеся к областям применения настоящего справочника НДТ.
При разработке справочника была проанализирована информация о разнообразных технологических процессах, реализованных на российских предприятиях, а также сведения из отраслевого справочника НДТ Европейского союза "Reference Document on Best Available Techniques in the Ceramic Manufacturing Industry, August 2007" [43] (в том числе проекта справочника НДТ 2023 года [24]).
Информация разделов 2 и 3 настоящего справочника положена в основу экспертного анализа при выборе НДТ. Также принята во внимание международная и отечественная практика отнесения систем экологического и энергетического менеджмента к НДТ для различных видов деятельности, в том числе получившая отражение в таких справочниках, как российский и европейский справочники по энергоэффективности - ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" и "Reference Document on Best Available Techniques for Energy Efficiency" (2009).
При определении технологических процессов, технических способов, методов в качестве НДТ члены ТРГ 4 учитывали требование выбора НДТ, наилучшим образом сочетающих критерии достижения целей охраны окружающей среды, изложенное в ст. 28.1 Федерального закона от 10.01.2002 г. N 7-ФЗ "Об охране окружающей среды".
Системы экологического менеджмента (СЭМ) получили распространение в конце XX века; в сентябре 2015 года выпущен новый стандарт ISO 14001:2015 Environmental management Systems - Requirements with Guidance for Use [78], которому соответствует российский аналог ГОСТ Р ИСО 14001-2016 "Системы экологического менеджмента. Требования и руководство по применению" [79].
СЭМ представляет собой часть системы менеджмента организации, необходимую для разработки и внедрения экологической политики и управления экологическими аспектами. Система менеджмента - это совокупность взаимосвязанных элементов, используемых для установления политики и целей, а также для достижения этих целей. СЭМ включает в себя организационную структуру, деятельность по планированию, распределение ответственности, практики, процедуры, процессы и ресурсы [80].
Экологический аспект - ключевое понятие СЭМ, позволяющее соотнести деятельность организации и ее взаимодействие с окружающей средой. Экологический аспект рассматривается как элемент деятельности организации, ее продукции или услуг, который может взаимодействовать с ОС. Использование этого понятия существенно облегчает применение подходов предотвращения загрязнения: предотвращение загрязнения заключается в контроле экологических аспектов, обеспечивающем минимизацию негативного воздействия при условии соблюдения производственных требований. Соотношение "экологические аспекты" и "воздействие на окружающую среду" можно рассматривать как соотношение "причины и условия" и "следствие". В контексте НДТ это означает, что контроль причин и условий воздействия - экологических аспектов - позволяет решать задачи предотвращения и (или) сокращения негативного воздействия организации на окружающую среду, т.е. обеспечивать ее защиту.
Для промышленных предприятий приоритетные экологические аспекты идентифицируются в результате анализа таких факторов воздействия на окружающую среду, как [81]:
- выбросы загрязняющих веществ в атмосферу;
- сбросы загрязняющих веществ в водные объекты;
- образование отходов;
- потребление энергии, сырья и материалов.
Ключевыми принципами СЭМ являются предотвращение загрязнения и последовательное улучшение.
Предотвращение загрязнения предполагает использование процессов, практических методов, подходов, материалов, продукции или энергии для того, чтобы избежать, уменьшить или контролировать (отдельно или в сочетании) образование, выброс или сброс любого типа загрязняющих веществ или отходов, чтобы уменьшить отрицательное воздействие на окружающую среду. Предотвращение загрязнения может включать уменьшение или устранение источника, изменения процесса, продукции или услуги, эффективное использование ресурсов, замену материалов и энергии, повторное использование, восстановление, вторичную переработку, утилизацию и очистку. То есть принцип предотвращения загрязнения полностью соответствует содержанию термина "наилучшие доступные технологии".
Последовательное улучшение (которое часто называют постоянным, хотя точный смысл термина "continual" - "последовательное", см. рисунок 4.1) - периодический процесс совершенствования системы экологического менеджмента с целью улучшения общей экологической результативности, согласующийся с экологической политикой организации. Более детальное разъяснение этого принципа приведено в "Схеме экоменеджмента и аудита" (The Eco-Management and Audit Scheme (EMAS III) [82]): "Процесс улучшения, год за годом, измеримых результатов системы экологического менеджмента, связанных с управлением организацией ее значимыми экологическими аспектами, основанный на ее экологической политике, целях и задачах, причем улучшение результатов необязательно должно происходить во всех сферах деятельности одновременно".

Рисунок 4.1 - Модель системы экологического менеджмента [78]
Процесс последовательного улучшения реализуется путем постановки экологических целей и задач, выделения ресурсов и распределения ответственности для их достижения и выполнения (разработки и реализации программ экологического менеджмента). При этом с точки зрения наилучших доступных технологий экологические задачи (детализированные требования к результативности) должны ставиться с учетом технологических показателей НДТ. Тем самым принцип последовательного улучшения приобретает конкретность, получает численные ориентиры, что соответствует современным взглядам на требования к системам экологического менеджмента.
В связи с тем, что для постановки и проверки выполнения задач СЭМ необходимо обеспечить систему оценки (в том числе и по результатам измерений) показателей результативности, разработка программ экологического менеджмента предполагает и совершенствование практики производственного экологического мониторинга и контроля, включая выбор, обоснование и организацию измерений ключевых параметров. Это тем более важно, что в соответствии со ст. 22 Федерального закона от 21 июля 2014 г. N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации" [83] предприятия категории I должны будут передавать результаты измерений концентраций загрязняющих веществ, содержащихся в выбросах в атмосферный воздух и сбросах в водные объекты, в "государственный фонд данных государственного экологического мониторинга (государственного мониторинга окружающей среды), создаваемый и используемый в соответствии с законодательством в области охраны окружающей среды".
В общем случае в состав СЭМ входят следующие взаимосвязанные элементы:
- экологическая политика;
- планирование (цели, задачи, мероприятия), программа СЭМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭМ;
- анализ и оценка СЭМ руководством организации.
Действенность СЭМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, необходимых для управления экологическими аспектами. Процедура представляет собой определенный способ осуществления действия или процесса [84]. Процедуры могут быть документированными или недокументированными. Они определяют последовательность операций и важные факторы этапов различных видов деятельности. В процедуры могут быть включены рабочие критерии нормального выполнения этапа, действия в случае отклонения от нормы или критерии выбора последующих этапов.
Процедуры позволяют обеспечить:
- взаимодействие подразделений для решения задач, вовлекающих более одного подразделения;
- функционирование сложных организационных структур (например, матричных);
- точное выполнение всех этапов важных видов деятельности;
- надежный механизм изменения действий (в частности, последовательного улучшения);
- накопление опыта и передачу его от специалистов новым работникам.
В связи с тем, что значительное негативное воздействие на окружающую среду нередко оказывается в результате возникновения нештатных ситуаций, СЭМ включает требование обеспечения подготовленности к таким ситуациям и разработки ответных действий. Предприятие должно установить, внедрить и поддерживать процедуру(ы), необходимую(ые) для выявления потенциально возможных аварий и нештатных ситуаций, которые могут оказывать воздействие на ОС, и для определения того, как организация будет на них реагировать. Предприятие должно также реагировать на возникающие нештатные ситуации и аварии и предотвращать или смягчать связанные с ними негативные воздействия на окружающую среду. Работоспособность таких процедур целесообразно периодически проверять на практике.
По мнению членов ТРГ 4, в контексте наилучших доступных технологий речь не идет о сертификации систем экологического менеджмента. Аналогичная позиция представлена в справочнике ЕС [43], в котором сказано, что наилучшей доступной технологией следует считать разработку СЭМ и следование ее принципам. Практический опыт отечественных предприятий свидетельствует о том, что основные преимущества состоят в использовании ключевых методов СЭМ, в том числе таких, как:
- идентификация экологических аспектов производства (и выделение из их числа приоритетных аспектов);
- укрепление системы производственного экологического мониторинга и контроля;
- разработка и выполнение программ экологического менеджмента и тем самым достижение последовательного улучшения результативности там, где это практически возможно;
- разработка и внедрение процедур, необходимых для обеспечения соответствия организации требованиям нормативов, установленных на основе технологических показателей.
Затраты и выгоды внедрения систем экологического менеджмента
Затраты на внедрение СЭМ зависят от многих факторов, в том числе от наличия работоспособной системы менеджмента качества, уровня подготовки персонала, от размера предприятия (количества сотрудников), решения руководства о привлечении консультационных компаний или о внедрении системы экологического менеджмента собственными силами. По некоторым оценкам, для крупных организаций затраты на полномасштабное внедрение СЭМ могут достигать 1 - 1,5 млн руб. (не включая трудозатраты персонала). При этом следует подчеркнуть, что разработка и применение основных методов СЭМ, как правило, не требуют привлечения сторонних консультантов, но позволяют получить многие преимущества в сфере управления приоритетными экологическими аспектами.
Наиболее значимая составляющая экономической эффективности природоохранной деятельности, усиливающая внедрение СЭМ, связана с применением принципа предотвращения загрязнения. Гораздо более эффективно, а нередко единственно возможно, снизить негативное воздействие какой-либо деятельности на ОС за счет влияния на процессы, его вызывающие, - первопричину воздействия. Процессный подход и методы предотвращения загрязнения стремятся устранить причину вредного воздействия, оперируя такими методами, как:
- изменение подходов управления и организации производства;
- вторичное и многократное использование и (или) переработка материалов;
- выбор современных, сырьевых и вспомогательных материалов (не включающих токсичные вещества или вещества, приводящие к образованию таковых в технологических процессах);
- изменение технического оформления производственных процессов;
- изменение технологии (переход на технологию, соответствующую НДТ, более экологически безопасную и ресурсоэффективную);
- изменение продукции (переход на более экологически безопасную/ресурсоэффективную продукцию).
Методы предотвращения загрязнения зачастую оказываются чрезвычайно результативными и экономически эффективными. Это относится и к методам, связанным с изменением технологических решений (требующим значительных затрат), но в первую очередь - к организационным подходам, связанным с контролем процесса производства, выбором сырьевых материалов, вторичным использованием или переработкой материалов, логистикой производства и т.п.
Именно эти методы становятся основным инструментом СЭМ по снижению воздействия на окружающую среду. Подходы предотвращения загрязнения могут использоваться совместно и одновременно с методами "на конце трубы", дополняя друг друга для обеспечения максимальной экономической эффективности и экологической результативности. Более того, СЭМ играет роль той структуры, в которой поиск и применение подходов предотвращения загрязнения принимает регулярный и систематический характер, а организационные и управленческие решения реализуются наиболее успешно.
Система экологического менеджмента (СЭМ) - это метод, позволяющий решать экологические проблемы систематическим и наглядным образом. СЭМ наиболее эффективны и действенны там, где они составляют неотъемлемую часть общего управления и эксплуатации производством.
СЭМ фокусирует внимание оператора на экологических характеристиках производства; в частности, путем применения четких рабочих процедур как для нормальных, так и для отличных от нормальных условий эксплуатации, а также путем установления соответствующих границ ответственности.
Все эффективные СЭМ включают концепцию постоянного улучшения, означающую, что управление окружающей средой - это непрерывный процесс, а не проект, который в конечном итоге подходит к завершению. Существуют различные схемы процессов, но большинство СЭМ основаны на цикле "планируй-выполняй-проверяй-действуй" (который широко используется в других контекстах управления компанией). Цикл представляет собой итеративную динамическую модель, в которой завершение одного цикла протекает через начало следующего (см. рисунок 4.2).
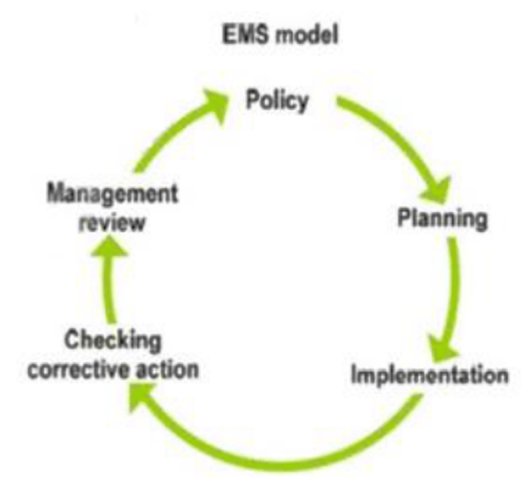
системы экологического менеджмента
СЭМ может принимать форму стандартизированной или нестандартизированной ("индивидуализированной") системы. Внедрение и соблюдение международно признанной стандартизированной системы, такой как EN ISO 14001:2015, может повысить доверие к СЭМ, особенно если она подвергается надлежащим образом выполненной внешней проверке. Схема экологического менеджмента и аудита Европейского союза (EMAS) в соответствии с Регламентом (ЕС) N 1221/2009 обеспечивает дополнительный авторитет благодаря взаимодействию с общественностью посредством экологического заявления и механизма обеспечения соблюдения применимого экологического законодательства. Однако нестандартизированные системы в принципе могут быть одинаково эффективными при условии, что они правильно спроектированы и внедрены.
Хотя в принципе к организациям применимы как стандартизированные системы (EN ISO 14001:2015 или EMAS), так и нестандартизированные системы, в этом документе применяется более узкий подход, не включающий все виды деятельности организации, например, в отношении их продуктов и услуг.
Системы экологического менеджмента (СЭМ) включают в себя, в зависимости от конкретных обстоятельств, такие меры, как:
- приверженность, лидерство и подотчетность руководства, включая высшее руководство, за внедрение эффективной СЭМ;
- анализ, который включает определение контекста организации, выявление потребностей и ожиданий заинтересованных сторон, выявление характеристик производства, которые связаны с возможными рисками для окружающей среды (или здоровья человека), а также применимых правовых требований, касающихся охраны окружающей среды;
- разработка экологической политики, включающей постоянное улучшение экологических показателей производства;
- установление целей и показателей эффективности в отношении важных экологических аспектов, включая обеспечение соблюдения применимых требований законодательства;
- планирование и реализация необходимых процедур и действий (включая корректирующие и предупреждающие действия, где это необходимо) для достижения экологических целей и предотвращения экологических рисков;
- определение структур, ролей и ответственности в отношении экологических аспектов и целей, а также предоставление необходимых финансовых и человеческих ресурсов;
- обеспечение необходимой компетентности и осведомленности персонала, чья работа может повлиять на экологические показатели установки (например, путем предоставления информации и обучения);
- внутренние и внешние коммуникации;
- содействие вовлечению сотрудников в передовые методы управления охраны окружающей среды;
- создание и поддержание руководства по управлению и письменных процедур для контроля деятельности, оказывающей значительное воздействие на окружающую среду, а также соответствующих записей;
- эффективное оперативное планирование и контроль процессов;
- реализация соответствующих программ технического обслуживания;
- протоколы готовности к чрезвычайным ситуациям и реагирования на них, включая предотвращение и/или смягчение неблагоприятных (экологических) последствий чрезвычайных ситуаций;
- при (пере)проектировании (новой) установки или ее части необходимо учитывать ее воздействие на окружающую среду на протяжении всего срока ее службы, включая строительство, техническое обслуживание, эксплуатацию и вывод из эксплуатации;
- реализация программы мониторинга и измерений;
- регулярное применение отраслевого бенчмаркинга;
- периодический независимый (насколько это практически осуществимо) внутренний аудит и периодический независимый внешний аудит с целью оценки экологических показателей и определения того, соответствует ли СЭМ запланированным мероприятиям, правильно ли она внедрена и поддерживается;
- оценка причин несоответствий, реализация корректирующих действий в ответ на несоответствия, анализ эффективности корректирующих действий и определение того, существуют ли подобные несоответствия или потенциально могут возникнуть;
- периодическая проверка высшим руководством СЭМ и ее постоянной пригодности, адекватности и эффективности;
- отслеживание и учет развития экологически более чистых технологий.
Непосредственно для отрасли производства керамических изделий СЭМ включает в себя такие меры, как:
- инвентаризация входных и выходных потоков (см. раздел 4.2.1.2);
- система управления химическими веществами (см. раздел 4.2.1.3);
- план предотвращения и контроля образования утечек и разливов (включая локализацию и ликвидацию последствий аварийных ситуаций) (см. раздел 4.2.1.4.1);
- план и аудит энергоэффективности (см. раздел 4.2.2.4);
- план управления отходами (см. раздел 4.2.3.1);
- план и аудиты управления водными ресурсами (см. раздел 4.2.4.1);
- план управления шумом (см. раздел 4.2.8.1);
- план борьбы с запахом (см. раздел 4.2.9.1).
Оценка и инвентаризация входных/выходных массовых потоков является важным инструментом управления для определения потенциала оптимизации производства, как экологического, так и экономического, а также необходимым условием для непрерывного процесса совершенствования.
Инвентаризация входных/выходных потоков позволяет учитывать вопросы взаимовлияния и воздействия на различные компоненты окружающей среды при оценке потенциальных вариантов оптимизации, что приводит к достижению высокого уровня защиты окружающей среды в целом.
Инвентаризация входных/выходных потоков подразумевает сбор соответствующих базовых данных о входных и выходных потоках ресурсов (например, такие входные потоки как сырье, химические вещества, энергия, вода, и выходные потоки, такие как отходящие газы, сточные воды, вторичные ресурсы и отходы, потери энергии). Базовые данные о потоках включают информацию об экологически важных характеристиках, таких как наличие опасных веществ, их токсичность, состав и количество. Эти данные используются в массовых балансах, планах повышения эффективности и для мониторинга выбросов.
Основные экологические проблемы напрямую связаны с входными/выходными потоками. Поэтому в интересах определения вариантов и приоритетов улучшения экологических и экономических показателей важно знать как можно больше об их качестве и количестве.
Инвентаризация входных/выходных потоков может составляться на разных уровнях. Самый общий уровень - это ежегодный обзор конкретного объекта.
В рамках СЭМ (см. раздел 4.2.1.1) необходимо создать, поддерживать и регулярно пересматривать перечень входных и выходных потоков, включающих в себя все следующие функции (в том числе при возникновении значительных изменений):
a) информация об осуществляемых процессах, в том числе:
1) упрощенные технологические схемы, показывающие происхождение выбросов в воздух, сбросов в воду и почву и соответствующие точки эмиссий;
2) описания интегрированных в процесс технологий и методов очистки отходящих газов/сточных вод для предотвращения или сокращения выбросов/сбросов, включая их эффективность (например, эффективность снижения выбросов);
b) информация о количестве и характеристиках используемого сырья (например, глины, добавок) и топлива (например, природного газа, мазута, угля);
c) информация о потреблении и использовании энергии;
d) информация о потреблении и использовании воды (например, схемы потоков и водные балансы);
e) информация о количестве и характеристиках образующихся вторичных ресурсов;
f) информация о количестве и характеристиках используемых основных и вспомогательных химических веществ:
1) характерные признаки и характеристики основных и вспомогательных химических веществ (например, добавок, связующих веществ, глазурей), включая свойства, оказывающие неблагоприятное воздействие на окружающую среду и/или здоровье человека;
2) количество используемых основных и вспомогательных химических веществ и место их использования;
g) информацию о характеристиках потоков отходящих газов, таких как:
1) средние значения и изменчивость расхода и температуры;
2) средние значения концентрации и массового расхода соответствующих веществ/параметров (например, пыль, NOx, SO2, HCl, HF, ЛОС) и их изменчивость;
3) наличие других веществ, которые могут повлиять на систему очистки отходящих газов (например, кислород, водяной пар) или безопасность установки;
h) информацию о характеристиках потоков сточных вод, таких как:
1) средние значения и изменчивость расхода, pH, температуры и проводимости;
2) средняя концентрация и массовый расход соответствующих веществ/параметров (например, общее количество взвешенных веществ, общий органический углерод или ХПК, содержание нефтепродуктов, металлы) и их изменчивость.
Система управления химическими веществами является частью СЭМ (см. раздел 4.2.1.1) и представляет собой комплекс технических и организационных мер по ограничению использования основных и вспомогательных химических веществ и снижению воздействия на окружающую среду.
В целях улучшения общих экологических показателей разрабатывается и внедряется система управления химическими веществами, как часть СЭМ.
Система управления химическими веществами содержит такие меры, как:
A) Политика по сокращению потребления и возникновения рисков, связанных с использованием основных и вспомогательных химических веществ, включая политику закупок по выбору менее вредных основных и вспомогательных химических веществ, с целью сведения к минимуму применения, а также возникновения рисков, связанных с использованием вредных веществ, а также с целью предотвращения закупки избыточного количества основных и вспомогательных химических веществ. Выбор основных и вспомогательных химических веществ основан на:
- сравнительном анализе их биоэлиминируемости/биоразлагаемости, экотоксичности и потенциала выброса в окружающую среду с целью снижения воздействия в окружающую среду;
- характеристиках рисков, связанных с применением основных и вспомогательных химических веществ, на основе классификации по степени воздействия, направлений применения на предприятии, потенциальных эмиссий и уровня воздействия;
- возможности утилизации (рекуперации) и повторного использования (см. раздел 4.2.3);
- регулярный (например, ежегодный) анализ возможности замены с целью выявления потенциально новых доступных и более безопасных альтернатив использованию вредных веществ; этого можно достичь путем изменения процесса(ов) или использования других основных и вспомогательных химических веществ с нулевым или меньшим воздействием на окружающую среду (см. раздел 4.2.5);
- упреждающий мониторинг нормативных изменений, касающихся вредных веществ, а также обеспечение соблюдения применимых законодательных требований.
Реестр основных и вспомогательных химических веществ может использоваться для предоставления и хранения информации, необходимой для выбора основных и вспомогательных химических веществ:
B) Цели и планы действий по предотвращению или сокращению использования вредных веществ, и рисков, связанных с ними.
C) Разработка и внедрение процедур закупки, обработки, хранения и использование основных и вспомогательных химических веществ, утилизации отходов, содержащих применяемые в технологическом процессе основные и вспомогательные химические вещества, и возврата неиспользованных основных и вспомогательных химических веществ для предотвращения или сокращения воздействия на окружающую среду.
4.2.1.4.1 Разработка и реализация плана предотвращения и контроля утечек и разливов (включая локализацию и ликвидацию последствий аварийных ситуаций)
План предотвращения и контроля утечек и разливов является частью СЭМ (см. раздел 4.2.1.1), направлен на предотвращение или минимизацию загрязнения поверхностных, грунтовых вод и почв, а также способствует выведению объекта из эксплуатации после прекращения деятельности и включает в себя применение таких решений, как:
- планы действий на случай небольших и крупных разливов (включая мероприятия по локализации и ликвидации последствий аварийных ситуаций);
- определение ролей и обязанностей ответственных лиц;
- обеспечение осведомленности персонала об экологических проблемах и его подготовки для предотвращения и устранения инцидентов, связанных с утечками;
- выявление зон, подверженных риску разлива и/или утечек наиболее опасных материалов и веществ и их ранжирование в соответствии с риском;
- определение подходящего оборудования для локализации и очистки разливов и регулярное обеспечение его доступности, исправности и близости к местам, где могут произойти подобные инциденты;
- инструкции по обращению с отходами, образующимися в результате возникновения и ликвидации последствий аварийных ситуаций;
- регулярные проверки (не реже одного раза в год) зон хранения и погрузочно-разгрузочных работ, проверка и калибровка оборудования для обнаружения утечек и своевременное устранение утечек из клапанов, сальников, фланцев и т.д.
4.2.1.4.2 Структурирование и управление технологическими участками производственного процесса и зонами хранения сырья
Структурирование и управление технологическими участками производственного процесса и зонами хранения сырья, направлено на предотвращение или минимизацию загрязнения поверхностных, подземных вод и почвы, а также эффективное управление сырьем и включает применение таких методов как:
- непроницаемые (например, цементированные) полы в технологических зонах и на складах топлива;
- защитные насыпи для резервуаров-хранилищ;
- отдельное хранилище топлива и присадок рядом с производственными линиями; этого можно добиться, используя, например, отсеки или ящики в складских помещениях, бункерах;
- выделенная зона для разгрузки основных и вспомогательных химических веществ и топлива.
Структурирование и управление технологическими участками производственного процесса и зонами хранения сырья позволит обеспечить эффективное хранение и обращение с сырьем и топливом, а материалы, которые надлежащим образом сортируются, хранятся (например в сухом помещении под навесом или в закрытых складских емкостях) могут быть быстро доставлены на производственную линию.
Производственные помещения и/или помещения, где хранятся или обрабатываются основные и вспомогательные химические вещества, топливо, вторичные ресурсы или отходы, защищены от поверхностных стоков воды. Это может быть достигнуто за счет применения следующих методов:
- водоотводные каналы и/или внешнее бордюрное ограждение (насыпь) вокруг завода;
- кровля производственных и/или складских помещений с водосточными желобами.
За счет использования дренажных каналов и/или внешней бордюрной насыпи вокруг завода обеспечивается сбор поверхностных сточных вод, а технологические зоны и складские помещения (для топлива, химикатов, вторичных ресурсов и отходов) защищаются от поверхностных сточных вод. Крыша, построенная над складским помещением, поможет защититься от дождевой воды.
За счет применения вышеуказанных решений можно обеспечить предотвращение загрязнения поверхностных сточных вод, а также снижение образования сточных вод.
Поверхностные сточные воды с потенциально загрязненных территорий собираются отдельно и сбрасываются только после принятия соответствующих мер, например, таких, как мониторинг (см. раздел 4.2.1.5), обработка (см. раздел 4.2.7), повторное использование (см. раздел 4.2.4).
Применение решений, направленных на сбор потенциально загрязненных поверхностных сточных вод, позволит обеспечить:
- предотвращение перекрестного загрязнения незагрязненных водных потоков;
- сокращение образования сточных вод.
Соответствующее хранение и обращение с топливом и химикатами, избегая утечек и проникновения в землю, позволят обеспечить предотвращение загрязнения поверхностных и подземных вод; предотвращение/сокращение образования химических отходов, а также снижение количества химических отходов, непригодных для дальнейшего использования и включает применение таких решений, как:
- хранение в крытых и вентилируемых помещениях с полами, непроницаемыми для соответствующих жидкостей;
- использование маслонепроницаемых лотков или подвалов для гидравлических узлов и оборудования, смазываемого маслом или консистентной смазкой;
- сбор пролитой жидкости;
- строительство зон погрузки/разгрузки топлива, основных и вспомогательных химических веществ, смазочных материалов и т.д. таким образом, чтобы потенциальные утечки и разливы локализовались и направлялись на соответствующую обработку внутри предприятия или сторонним организациям.
Аварийные выбросы предотвращаются путем периодических проверок и профилактического обслуживания уплотнений, прокладок, насосов и трубопроводов.
Комплекс мер, направленных на предотвращение или сокращение количества эмиссий (как от организованных, так и от неорганизованных источников), положительное влияние на обеспечение охраны труда включают применение таких решений, как:
- регулярное техническое обслуживание и чистка оборудования;
- регулярная очистка рабочих поверхностей, полов, транспортных путей и шин транспортных средств;
- визуальный осмотр;
- локализация, а также быстрая очистка любых разливов.
Общие подходы к организации производственного экологического контроля на российских предприятиях представлены в ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его метрологического обеспечения".
Мониторинг соответствующих параметров позволит поддерживать правильную работу объекта, выявлять случаи неисправности и тем самым предотвращать возможные негативные воздействия на окружающую среду.
С целью определения влияния деятельности промышленной площадки на окружающую среду требуются реальные данные. Таким образом, необходимо проводить плановый, регулярный мониторинг. Контролируемые параметры могут также включать в себя:
- потребление воды, энергии и используемых материалов, включая химические вещества и смеси, используемые в процессе, выраженное в среднем за год;
- количество образующихся сточных вод, выраженное в среднем за год;
- количество каждого типа материалов, восстановленных, переработанных и/или повторно использованных, выраженное как среднегодовое значение;
- количество образовавшихся вторичных ресурсов каждого типа и каждого типа отходов, отправленных на утилизацию, выраженное как среднегодовое значение.
Мониторинг предпочтительно включает в себя прямые измерения контролируемых параметров. Однако также могут быть применимы расчетные методы. Мониторинг разбивается на наиболее подходящий уровень (например, уровень процесса или завода в целом) и учитывает любые существенные изменения в производственном процессе или заводе в целом.
Однако мониторинг не ограничивается аналитическими измерениями, он также включает в себя регулярное техническое обслуживание, а также визуальный осмотр и проверки безопасности.
Мониторинг отходящих газов помогает поддерживать правильную работу оборудования и обнаруживать аварийные выбросы и, таким образом, помогает предотвратить любые возможные неблагоприятные воздействия на окружающую среду при выбросах отходящих газов.
Метод заключается в регулярном мониторинге выбросов загрязняющих веществ в атмосферный воздух.
Мониторинг соответствующих параметров может осуществляться посредством онлайн-измерений (которые облегчают быстрое реагирование и контроль) или аналитических результатов, полученных из проб воздуха. Параметры, подлежащие мониторингу, и частота мониторинга зависят, среди прочего, от соответствующих технологических процессов, сопровождающихся выбросами в атмосферный воздух.
Мониторинг выбросов осуществляется в соответствии со стандартами EN или, если стандарты EN недоступны, стандартами ISO, национальными или другими международными стандартами, которые обеспечивают предоставление достоверных и сравнимых данных.
Мониторинг параметров сточных вод помогает поддерживать правильную работу очистных сооружений и обнаруживать аварийные сбросы и, таким образом, предотвратить любые возможные неблагоприятные воздействия на окружающую среду при сбросе сточных вод.
Мониторинг соответствующих параметров может осуществляться с помощью онлайн-измерений (которые способствуют быстрому вмешательству и контролю очистных сооружений) или аналитических результатов, полученных из проб сточных вод. Параметры, подлежащие мониторингу, и частота мониторинга зависят от видов деятельности, в которых образуются сточные воды, типа очистки сточных вод и назначения стоков (прямой сброс или косвенный сброс после очистки на промышленных или муниципальных очистных сооружениях).
Мониторинг сбросов в водные объекты осуществляется в соответствии со стандартами EN или, если стандарты EN недоступны, стандартами ISO, национальными или другими международными стандартами, которые обеспечивают предоставление достоверных и сравнимых данных.
Концепция "бережливого производства" (БП, lean production) была впервые реализована в полном объеме в Японии в Toyota Motor Corporation в 1943 г. В 1990-х гг. эта концепция окончательно оформилась как система менеджмента, ключевым понятием которой является поток создания ценности для потребителя - деятельность, направленная на создание ценности для потребителя, которая реализуется при помощи системы взаимосвязанных процессов/операций.
Применение системы менеджмента бережливого производства (БП) позволяет организации создавать возможности управлять эффективностью деятельности, повышать ценность продукции и услуг, снижать потери за счет выстраивания процессов в единую систему, направленную на достижение целей определения функций, ответственности и полномочий для осуществления менеджмента и улучшения этих процессов, установления правил целеполагания, выделения ресурсов, обмена коммуникациями, мотивации, управления рисками. Требования к системам менеджмента могут использоваться внутренними и внешними заинтересованными сторонами.
Организация при проектировании продукции, услуг и процессов применяет принципы, методы и инструменты БП для поиска и сокращения потерь.
Результаты проектирования процессов в системе бережливого производства представляют как поток создания ценности, характеристики которого соответствуют требованиям потребителей.
К характеристикам потока создания ценности относят, где это применимо:
а) коэффициент эффективности потока создания ценности;
б) время такта;
в) время производственного цикла;
г) коэффициент занятости производственных и складских помещений;
д) показатели эффективности использования основных средств.
При проектировании процессов следует предусмотреть передачу части управленческих функций в поток создания ценности.
Концепция БП позволяет:
- производить продукцию и оказывать услуги в минимальные сроки с минимальными затратами с требуемым потребителем качеством;
- постоянно повышать удовлетворенность потребителей, акционеров и других заинтересованных сторон;
- постоянно повышать результативность и эффективность бизнес-процессов;
- упростить организационную структуру, улучшить процессы менеджмента;
- быстро и гибко реагировать на изменение внешней среды.
Концепция БП базируется на соответствующей философии, ценностях, принципах, методах и инструментах.
Применение БП предполагает определенный способ мышления, рассматривая любую деятельность с точки зрения ценности для потребителя и сокращения всех видов потерь.
Применение БП включает в себя работу с потребителями, поставщиками, организуя системы поставок, продаж и производственную систему по принципу вытягивания, а также предполагает изменение способов выполнения ключевых функций менеджмента (планирование, организация, координация, контроль, мотивация, управление персоналом, управление финансами и др.).
Для реализации концепции БП следует разработать, поддерживать и улучшать соответствующую систему менеджмента бережливого производства (СМБП) и рассматривать ее как часть общей системы менеджмента организации. Требования к СМБП изложены в ГОСТ Р 56404. При оценке соответствия СМБП требованиям следует руководствоваться ГОСТ Р 56405 и ГОСТ Р 56406. Рекомендации по созданию интегрированной системы менеджмента качества и бережливого производства приведены в ГОСТ Р 57522.
СМБП является управляющей системой по отношению к производственной системе, обеспечивая согласование потоков создания ценности с потоками заказов потребителей и постоянное улучшение возможностей и гибкости производственной системы.
Основными организационными ценностями БП являются:
а) Безопасность:
Жизнь и здоровье работников компании (организации), потребителей воспринимается как приоритетная ценность. Безопасность следует рассматривать с точки зрения персонала, продукции, процессов организации в соответствии с ГОСТ Р 54934.
б) Ценность для потребителя (в том числе качество продукции, процессов, систем):
Организация должна рассматривать свою деятельность как выявление требований потребителей и создание ценности для них. Своевременное выявление изменения потребностей с целью повышения удовлетворенности потребителей, а также создание ценности, за которую готов платить потребитель, - необходимые условия существования конкурентоспособности и эффективности деятельности организации.
в) Клиентоориентированность (в том числе гибкость, адаптивность):
Организации следует изучать потребности своих потребителей, своевременно выявляя изменение потребностей, формируя новые и привлекая новых потребителей.
г) Сокращение потерь:
При реализации процессов в организации неизбежны затраты, часть из которых не является необходимой и относится к потерям. Устранение всех видов потерь следует рассматривать как важное условие конкурентоспособности. Выявление потерь и их устранение возможны в том случае, если в эту деятельность вовлечен весь персонал. Руководству организации следует формулировать такую установку, согласно которой потери являются опасными для ведения бизнеса и существования организации, а их сокращение должно восприниматься работниками как необходимость.
В концепции БП всеобщее устранение потерь рассматривается как основной способ снижения затрат. Выделяют следующие виды потерь:
- перепроизводство - продукт/услуга производится в большем объеме, чем требуется потребителю;
- избыток запасов - хранение любых запасов в количестве, существенно превышающем минимально необходимое;
- транспортировку - лишнее движение материалов, продукции, информации;
- задержки - большие простои между этапами производства продукта/выполнения услуги;
- дополнительную обработку - лишняя обработка/действия из-за несоответствующих инструментов или плохой конструкции продукта (из-за несоответствующего планирования и проектирования услуги);
- перемещения - лишние движения человека, потери при подборе материалов, поиске компонентов, инструментов, информации, документов;
- дефекты - доработка и отбраковка несоответствующей продукции/ненадлежащее выполнение услуги.
В организации на основе опыта, накопленного при применении концепции БП, могут быть определены дополнительные виды потерь, например:
- изменчивость (mura) - неравномерность выполнения работы, колебания спроса, поставок, нестабильность характеристик продукции;
- перегрузка (muri) - излишняя загруженность оборудования или операторов, возникающая при работе с большей скоростью или темпом и с большими усилиями в течение долгого периода времени по сравнению с расчетной нагрузкой;
- незадействованный потенциал персонала - неспособность в полной мере использовать талант и способности людей;
- трансакционные издержки - издержки, связанные с договорной деятельностью, а также менеджментом;
- недостаточная ценность продукции - несоответствие продукции ожиданиям потребителя и других заинтересованных сторон.
д) Время:
Время - это основной невоспроизводимый ресурс организации. Избыточное время, затрачиваемое на выполнение работ, оборачивается потерями, уменьшая способность организации реагировать на изменение требований и предпочтений потребителей.
е) Уважение к человеку:
Человеческий ресурс рассматривается как основной источник создания ценности для потребителя. Никакая технология не может обеспечить успех у потребителя - это делают люди, которые вносят существенный вклад как в обеспечение соответствия процессов, так и в их улучшение, используя технологии. В организации должна быть атмосфера, в которой работники получают признание своей компетенции, достижений и успехов. Организации следует направлять усилия на подготовку квалифицированных работников и поддержание соответствующей атмосферы.
Ценностями могут быть также идеалы, нормы, запреты и табу, четко сформулированные сообразно духу и уставу организации.
Принципы БП:
а) Стратегическая направленность:
Применение концепции БП является осознанным стратегическим выбором высшего руководства организации, основывается на стратегических целях развития системы менеджмента и производственной системы и требует личного участия, приверженности и вовлеченности высшего руководства организации.
б) Ориентация на создание ценности для потребителя:
Понимание ценности с точки зрения потребителя и других заинтересованных сторон позволяет руководителям всех уровней правильно выстраивать деятельность организации. Любую деятельность следует рассматривать с позиции увеличения ценности для потребителя (правило: "Думай как заказчик").
в) Организация потока создания ценности для потребителя:
Результаты деятельности процессов/операций, как материальные, так и нематериальные, передаваемые от одного процесса/операции к другому, создают поток ценности. Он характеризуется скоростью, непрерывностью, равномерностью, а также сопровождается различными видами потерь. В БП стремятся увеличить скорость потока ценности, обеспечить его непрерывность, равномерность и устранить потери. Основными характеристиками ценности рассматриваются характеристики качества, безопасности, а также стоимостные характеристики продукции/услуги.
Поток создания ценности для потребителя включает в себя материальный, информационный и финансовый потоки.
Процессы/операции, как правило, обладают разной пропускной способностью. Выравнивание пропускной способности и синхронизация процессов позволяют организовать непрерывный поток создания ценности и эффективно выполнять заказы потребителей с минимально необходимым количеством материальных и производственных активов в минимальные сроки (непрерывная обработка без задержек и ожиданий).
Для организации потока создания ценности и последующего его совершенствования следует использовать инструменты БП.
Выстраивание всех процессов и операций в виде непрерывного потока создания ценности является универсальным способом повышения эффективности деятельности организации. Повышению эффективности деятельности способствует организация цепочки создания ценности, включающей поставщиков всех уровней, а также потребителей продукции организации.
г) Постоянное улучшение:
Целью постоянного улучшения (непрерывного совершенствования) всех аспектов деятельности организации является увеличение ценности для потребителя, улучшение потока создания ценности, сокращение потерь. Вовлечение и развитие персонала следует рассматривать как необходимое условие эффективной деятельности по постоянному улучшению, организованной на основе системы сбора, рассмотрения и реализации предложений от работников организации, поддерживаемой системой мотивации и обеспеченной необходимыми ресурсами. Следует проводить техническую экспертизу всех предложений с точки зрения их безопасности.
д) Вытягивание:
Вытягивание - это такая организация процессов, при которой поставщик производит ровно столько, сколько требуется потребителю, и только тогда, когда требуется. Основа вытягивания - оперативный обмен информацией и долгосрочные партнерские отношения между потребителями и поставщиками.
е) Сокращение потерь:
Деятельность по всестороннему выявлению и сокращению потерь, устранению причин их возникновения рассматривается как основа улучшения потока создания ценности и снижения затрат.
ж) Визуализация и прозрачность:
Управление процессами организации осуществляется таким образом, чтобы все участники процесса могли проследить весь процесс создания ценности и имели необходимую информацию о нем. Это позволяет быстро обнаруживать несоответствия и потери, обеспечивать выполнение стандартов, прозрачность ролей и ответственности работников.
и) Приоритетное обеспечение безопасности:
Построение потоков создания ценности для потребителя и сокращение потерь следует рассматривать совместно с рисками возникновения опасных ситуаций. Увеличение скорости потока и сокращение потерь не должны приводить к снижению требуемого уровня технической, экономической, социальной, экологической и других видов безопасности.
к) Построение корпоративной культуры на основе уважения к человеку:
Каждый работник способен внести свой вклад в достижение целей организации. Уважение к работнику, его достоинству, компетентности, ответственности, творчеству позволяет раскрыть и использовать в полной мере его талант, интеллектуальные и творческие способности для развития организации и должно стать основой корпоративной культуры. Корпоративная культура должна поддерживать в работниках стремление к постоянному улучшению.
л) Встроенное качество:
Необходимый уровень качества продукции должен быть на всех этапах ее жизненного цикла. Встроенное качество в основном обеспечивается на этапах проектирования продукции и процессов, через взаимное увязывание/стыковку всех видов деятельности и достигается за счет поиска и устранения потенциальных причин несоответствий при помощи определенных методов их предупреждения, включая статистические, а также принципа "не принимай, не делай, не передавай брак".
Применение принципа встроенного качества позволяет снизить потребность в массовых дополнительных проверках и инспекциях как способах обеспечения требуемого качества.
м) Принятие решений, основанных на фактах:
Для принятия верных и своевременных управленческих решений все события и проблемы следует регистрировать и рассматривать на месте их возникновения (правила: "иди и смотри", "видеть своими глазами"). Регистрация событий позволяет представить их в виде фактов, к которым можно апеллировать. Их дальнейшая обработка и анализ позволяют принимать обоснованные управленческие решения, направленные на устранение и предупреждение проблем.
н) Установление долговременных отношений с поставщиками:
Долговременные отношения с поставщиками следует рассматривать как условие постоянного улучшения и сокращения потерь в цепи поставок. Для этого необходимо обеспечить разделение рисков, затрат, прибыли, а также обмен информацией и знаниями между поставщиками и потребителями всех уровней.
п) Соблюдение стандартов:
Неукоснительное соблюдение положений стандартов, регламентов, инструкций и других обязательных документов является необходимым условием функционирования и постоянного улучшения процессов организации. При выявлении недостатков и/или возможностей улучшения работники должны следовать указаниям, изложенным в действующих документах, до принятия изменений в установленном порядке.
Этапы внедрения бережливого производства
Этапы внедрения бережливого производства и их наполнение могут отличаться в зависимости от задач, стоящих перед конкретным предприятием. Стандартные этапы внедрения БП:
Этап 1. Диагностика предприятия, планирование проекта внедрения БП.
Этап 2. Обучение высшего руководства и группы внедрения.
Этап 3. Проектирование системы менеджмента бережливого производства.
Этап 4. Внедрение системы менеджмента бережливого производства.
Этап 5. Заключительный аудит системы менеджмента бережливого производства.
Как и в случае иных систем менеджмента, при внедрении и реализации СМБП действует модель постоянного улучшения, как правило, основанная на цикле Деминга ("планируй-выполняй-проверяй-действуй").
Затраты и выгоды внедрения системы менеджмента бережливого производства
В рамках программы внедрения организация повышает свою конкурентоспособность, эффективность, производительность и прибыльность через:
- более гибкое реагирование на быстрые изменения рыночных условий;
- повышение качества;
- уменьшение простоев оборудования;
- сокращение продолжительности производственного цикла;
- уменьшение потерь сырья, упаковочных материалов;
- сокращение перепроизводства продукции и ожиданий;
- уменьшение потерь на транспортировку материалов и перемещения сотрудников;
- увеличение производительности при тех же производственных мощностях;
- сокращение складских запасов при повышении уровня обслуживания клиентов;
- повышение мотивации персонала к достижению целей компании.
Существенные особенности системы менеджмента бережливого производства:
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
- высокие требования к напряженности труда работников, что может введения в производство специальных буферных зон;
- сложность, многоступенчатость методов и инструментов бережливого производства, что влечет за собой высокие требования к квалификации и опыту сотрудников для их адаптации под реалии и особенности предприятия;
- высокие требования к командной работе и вовлеченности персонала;
- длительный процесс перестройки на систему бережливого производства.
В целом использование принципов БП может дать значительные эффекты:
- рост производительности - в 3 - 10 раз;
- уменьшение простоев - в 5 - 20 раз;
- уменьшение длительности цикла изготовления - в 10 - 100 раз;
- уменьшение складских запасов - в 2 - 5 раз;
- уменьшение случаев брака - в 5 - 50 раз;
- ускорение выхода на рынок новых изделий - в 2 - 5 раз.
Степень влияния основных методов бережливого производства на качество, стоимость, время приведены в таблице 4.1.
Таблица 4.1
на качество, стоимость, время
Метод/инструмент БП | Качество | Стоимость | Время |
Стандартизация работы | +++ | + | +++ |
Организация рабочего пространства (5S) | ++ | + | ++ |
Картирования потока создания ценности (VSM) | + | + | +++ |
Визуализация | ++ | + | ++ |
Быстрая переналадка (SMED) | ++ | + | +++ |
Предотвращение ошибок (пока-ёкэ - "защита от ошибок" и бака-ёкэ - "защита от дурака") | +++ | + | ++ |
Канбан | + | ++ | +++ |
Всеобщее обслуживание оборудования (total productive maintenance, TPM) | ++ | ++ | ++ |
(+++) - сильное влияние; (++) - среднее влияние; (+) - несущественное. | |||
Система бережливого производства на 80% состоит из организационных мер и только 20% составляют инвестиции в технологию. По данным исследования MIT (Массачусетского технологического института) для 40 компаний, использующих систему бережливого производства, типичны ниже перечисленные улучшения:
- сокращение времени выполнения заказов на 90%;
- повышение производительности на 50%;
- сокращение запасов незавершенного производства на 80%;
- повышение качества продукции на 80%;
- сокращение занимаемых площадей на 75%.
В контексте наилучших доступных технологий целесообразно считать наилучшей доступной технологией разработку СМБП и следование ее принципам. Наибольший интерес СМБП представляют для предприятий по производству технической керамики, которые отличает:
1) крайняя специфичность производимых операций и, как следствие, большое количество уникальных инструментов, оснастки, оборудования и станков;
2) сложная структура управления и контроля, обусловленная разными графиками работ, широким спектром выполняемых операций и жесткими требованиями ОТК.
Достигнутый природоохранный эффект выражается, прежде всего, в уменьшении количества образующихся твердых производственных отходов за счет уменьшения брака заготовок и изделий на всех технологических переделах. Также сокращается доля бракованных изделий, поступающих на тепловую обработку (операции сушки и обжига), что дает возможность уменьшить удельное потребление энергии и снизить величину удельных выбросов газообразных веществ.
С 1970-х годов в различных государствах были разработаны национальные стандарты в области систем энергетического менеджмента (СЭнМ). В 2018 году опубликован международный стандарт ISO 50001:2018 [85, 86], а в 2023 году - ГОСТ Р ИСО 50001-2023 "Системы энергетического менеджмента. Требования и руководство по применению" [87].
СЭнМ представляет собой часть системы менеджмента организации и включает набор (совокупность) взаимосвязанных или взаимодействующих элементов, используемых для разработки и внедрения энергетической политики и энергетических целей, а также процессов и процедур для достижения этих целей [86].
СЭнМ позволяет сформулировать обоснованные цели и задачи в области повышения эффективности использования энергии на предприятии и обеспечить их достижение (решение) путем реализации программ, охватывающих все стадии производственного процесса - от планирования закупок оборудования до организации отгрузки готовой продукции. Следует отметить, что в соответствии со ст. 28.1 Федерального закона N 7-ФЗ [75] "применение ресурсо- и энергосберегающих методов" отнесено к ключевым критериям "достижения целей охраны окружающей среды для определения наилучшей доступной технологии".
Для энергоемких отраслей, к которым относится и производство керамических изделий, значимость систем энергетического менеджмента весьма высока.
С точки зрения НДТ основные численные показатели обычно представляют как удельное потребление энергии (в расчете на единицу продукции) как на отдельных стадиях (наиболее энергоемких), так и в процессе производства в целом. Именно в размерности сокращения удельных затрат энергии топлива, пара, электроэнергии и другого обычно ставятся цели и задачи повышения энергоэффективности, потенциально важные для обеспечения соответствия предприятий НДТ.
В связи с тем, что для постановки и проверки выполнения задач СЭнМ необходимо обеспечить мониторинг и измерение показателей, связанных с потреблением и использованием энергии, разработка программ энергетического менеджмента предполагает и совершенствование практики учета и контроля, включая выбор, обоснование и организацию измерений ключевых параметров.
Особенности российского климата (в том числе и региональные) определяют достаточно существенные отличия в потреблении энергии, необходимой для подготовки сырья, материалов, отопления производственных помещений, от показателей, характерных, например, для средиземноморских компаний, выпускающих керамические изделия. Но для постановки обоснованных целей и задач в области повышения энергоэффективности производства необходимо четко знать и документировать распределение потребления энергии на различные нужды.
В общем случае в состав СЭнМ входят следующие взаимосвязанные элементы:
- энергетическая политика;
- планирование (цели, задачи, мероприятия), программа СЭнМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭнМ;
- анализ и оценка СЭнМ руководством организации.
Действенность СЭнМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, т.е. способов (в том числе документированных) осуществления действия или процесса.
В связи с тем, что воздействие предприятий по производству керамических изделий в значительной степени обусловлено именно высокой энергоемкостью технологических процессов, системы энергетического менеджмента могут стать как инструментами повышения энергоэффективности, так и инструментами сокращения негативного воздействия на ОС. Такая позиция согласуется и с рекомендациями, применяемыми в этой отрасли и за рубежом.
Данный метод направлен на сокращение выбросов CO2, поскольку позволяет использовать энергию из возобновляемых источников, а также сокращение выбросов, таких загрязняющих веществ как пыль, CO, SO2 и NOx и подразумевает применение следующих технологий:
- электрические печи и сушила (там, где их применение экономически оправдано);
- электрические вилочные погрузчики.
Электрификация технологических процессов заключается в переводе на электрическую энергию процессов, использующих в качестве топлива ископаемые источники энергии.
4.2.2.3 Использование электроэнергии и тепла, полученного из возобновляемых источников энергии (неископаемых источников энергии)
Использование электроэнергии и тепла, вырабатываемого из источников энергии, не содержащих ископаемого топлива (например, гидроэлектростанций, солнечной энергии, ветра, альтернативных видов топлива, не содержащих ископаемого топлива), направлено на предотвращение или ограничение негативного воздействия на окружающую среду в целом (например, выбросы в воздух в результате сжигания тепловых процессов, воды и почвы), а также использования ресурсов и образования отходов (комплексный подход). Это включает в себя использование электроэнергии из неископаемых источников энергии для отопления.
Сертификаты экологически чистой энергии и/или гарантия происхождения, как указано в Директиве 2018/2001 о поощрении использования энергии из возобновляемых источников (например, гидроэлектростанций, солнечной энергии, ветра, альтернативных видов топлива, не содержащих ископаемого топлива), могут предоставить оператору информацию об источнике энергоснабжения. Электрическая энергия также может быть получена непосредственно на предприятии (например, с помощью солнечных батарей, ветряных мельниц, когенерации с использованием топлива, не содержащего ископаемого топлива).
Неископаемое топливо, такое как зеленый газ и водород, может заменить природный газ, который используется в процессе обжига и сушки на заводах по производству керамических изделий.
План энергоэффективности является частью СЭМ (см. раздел 4.2.1.1) и включает в себя определение и мониторинг удельного энергопотребления в ходе деятельности/процессов (например, кВт·ч/т произведенных керамических изделий), определение целей с точки зрения энергоэффективности и реализацию действий для достижения этих целей.
Аудит также является частью СЭМ (см. раздел 4.2.1.1) и проводится для обеспечения достижения целей энергетического плана, а также выполнения и реализации рекомендаций аудита.
Обширную информацию об энергетической эффективности можно найти в ИТС 48 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности". Ниже приведены некоторые методы, применимые для повышения энергоэффективности, сокращения выбросов и декарбонизации установок по производству керамики:
a) оценка затрат и выгод различных вариантов энергетики;
b) мониторинг потоков энергии (потребление и производство по источникам) и определение областей для сокращения;
c) определение и расчет удельного энергопотребления в рамках деятельности (или видов деятельности) и установление ключевых показателей эффективности на ежегодной основе (например, МВт·ч/т керамического изделия);
d) проведение энергетического обследования для выявления возможностей дальнейшей экономии энергии;
e) использование методов рекуперации тепла для рекуперации тепла из дымовых газов и воздуха для охлаждения продукта;
f) использование комбинированного производства тепла и электроэнергии (ТЭЦ) (см. раздел 4.2.2.11);
g) применение мер по эксплуатации, техническому обслуживанию наиболее важных энергопотребляющих систем, таких как:
1) системы кондиционирования и охлаждения (утечки, уплотнения, контроль температуры, обслуживание испарителя/конденсатора);
2) работа двигателей и приводов (например, высокоэффективных двигателей;
3) системы сжатого газа (утечки, порядок использования);
4) системы парораспределения (протечки, ловушки, изоляция);
5) системы отопления помещений и горячего водоснабжения;
6) смазка, позволяющая избежать высоких потерь на трение (например, смазка масляным туманом);
7) обслуживание и контроль горелок;
8) техническое обслуживание котла, например, оптимизация избытка воздуха;
9) другое техническое обслуживание, связанное с деятельностью в производственном процессе;
10) регулярный анализ требований к оборудованию;
h) использование методов, которые снижают потребление энергии и тем самым сокращают как прямые (тепло и выбросы от выработки энергии на производственной площадке), так и косвенные (выбросы от производства импортируемой энергии) выбросы, например:
1) соответствующая изоляция зданий;
2) использование энергосберегающего освещения производственной площадки;
3) техническое обслуживание автотранспортных средств;
4) эффективная планировка завода для сокращения расстояний перекачки;
5) фазовая оптимизация электродвигателей;
6) рекуперация тепла;
7) обеспечение того, чтобы оборудование было выключено, если это безопасно, когда оно не используется;
8) обеспечение минимизации движения транспортных средств на промышленной площадке и выключения двигателей, когда они не используются;
i) применение базовых, недорогих физических методов во избежание существенной неэффективности; включая изоляцию, методы локализации (например, уплотнения и самозакрывающиеся двери) и предотвращение ненужных выбросов нагретого воздуха (например, путем установки простых систем управления);
j) применение методов энергоэффективности в строительстве.
Энергоаудит проводится, чтобы убедиться в достижении целей плана энергоменеджмента. Аудит может проводиться с использованием элементов международных стандартов, которые были разработаны для поддержки проведения энергетических аудитов в соответствии с Директивой по энергоэффективности, например:
- EN ISO 50001 (ГОСТ Р ИСО 50001-2023) Системы энергетического менеджмента, который устанавливает требования к разработке, внедрению, поддержанию в рабочем состоянии и улучшению системы энергетического менеджмента;
- EN ISO 50005:2022 Системы энергетического менеджмента - Руководство по поэтапному внедрению; этот стандарт содержит рекомендации для организаций по внедрению поэтапного подхода к внедрению системы энергоменеджмента; этот поэтапный подход предназначен для поддержки и упрощения внедрения системы энергоменеджмента;
- EN 16247-1:2012 по энергетическому аудиту - части 1 и 3;
- EN ISO 50002:2014 Аудит энергетический. Требования и руководство по применению.
Данный метод направлен на снижение потребления энергии и предполагает составление энергетического баланса один раз в год, в котором указываются сведения по потреблению и генерации энергии (включая экспорт энергии) по типу источника энергии, например:
- потребление энергии: электричество, природный газ, возобновляемые источники энергии, импортируемое тепло и/или охлаждение;
- производство энергии: электричество и/или пар.
Составление энергетического баланса, также включает в себя:
- определение энергетических границ процессов;
- информацию о потреблении энергии в пересчете на отпущенную энергию;
- информацию об энергии, экспортируемой с завода;
- информацию о потоках энергии (например, диаграммы Сэнки или энергетические балансы), показывающую, как энергия используется в ходе процессов.
Применение энергоэффективных типов печей позволит обеспечить снижение потребления энергии в процессе обжига. При выборе печи (в большей степени при новом строительстве или полной модернизации завода) необходимо учитывать показатели энергоэффективности (например, обычно более энергоэффективными являются печи, которые обеспечивают более длительное время пребывания воздуха и дымовых газов для нагрева изделий и воздуха для горения).
Использование общих энергосберегающих технологий направлено на снижение потребления энергии и подразумевает применение следующих технологий:
- обслуживание и контроль горелок;
- применение энергоэффективных двигателей;
- энергосберегающее освещение;
- системы управления технологическими процессами;
- регулируемые приводы;
- использование преобразователей частоты для вентиляторов, компрессоров и насосов;
- оптимизация кондиционирования и отопления зданий.
Оптимизация печей, сушил и их эксплуатации приведет к значительному повышению эффективности, поскольку на сушку и обжиг приходится большая часть общего потребления энергии. Потребление энергии также можно сократить за счет оптимизации работы вспомогательного оборудования, например, воздушных компрессоров, вентиляторов, двигателей, насосов, а также освещения.
Общие методы энергосбережения применяются путем выбора и оптимизации процессов и оборудования.
Энергоэффективные двигатели
Меры включают в себя создание плана управления двигателем, стратегический выбор и закупку двигателей, выполнение текущего технического обслуживания, использование двигателей правильного размера, автоматизацию двигателей, использование приводов с регулируемой скоростью, использование правильного коэффициента мощности, минимизацию дисбаланса напряжения и использование устройств плавного пуска.
Энергоэффективное освещение
Этого можно добиться путем отключения освещения в незанятых помещениях, использования датчиков присутствия и других средств управления освещением, модернизации указателей выхода, замены магнитных балластов на электронные, замены ламп Т-12 на трубки Т-8, снижения напряжения в системе освещения, замены ртутных ламп с металлогалогенными или натриевыми лампами высокого давления, замены металлогалогенных ламп HID на люминесцентные лампы высокой интенсивности, использования дневного освещения и светодиодов.
Ниже представлен перечень различных мер, направленных на повышение энергоэффективности и сокращение потери энергии, которые можно применять для печей и сушилок как по отдельности, так и в комплексе:
- автоматизация сушилок;
- автоматический контроль температуры и влажности в сушилке;
- установка в зонах сушилок с независимым теплопереносом лопастных вентиляторов для создания требуемого температурного поля;
- более тщательная герметизация (заливка металлом, герметизация песком или водой) туннельных печей и печей непрерывного действия для снижения теплопотерь;
- улучшенная теплоизоляция (за счет применения теплоизолирующей футеровки или минерального волокна), что также снижает потери тепла;
- минимизация теплопотерь через ворота печи;
- модернизация футеровки печей и печных вагонеток для сокращения продолжительности их охлаждения и снижения связанных с этим потерь тепла (так называемых "выходных теплопотерь");
- использование облегченных печных вагонеток и других вспомогательных средств для обжига (например, роликов), для нагрева которых требуется меньше энергии;
- использование высокоскоростных горелок для повышения полноты сгорания и теплопереноса;
- замена устаревших туннельных печей новыми, более эффективными, либо, где возможно, печами скоростного обжига (например, роликовыми), что даст возможность снизить удельную энергоемкость процесса;
- автоматический контроль и интерактивное компьютерное управление режимом обжига (например температура, соотношение воздух-топливо и давление), что ведет к снижению затрат энергии и выбросов загрязняющих веществ;
- снижение использования огнеприпаса и/или переход на печной припас из SiC/жаропрочных соединений для снижения затрат на обогрев печи, печной припас из SiC также может быть использован при скоростном обжиге в роликовых печах;
- оптимизация (минимизация) зазора между сушилкой и печью и, где возможно, досушивание в зоне предварительного нагрева печи, что даст возможность избежать остывания высушенных заготовок перед обжигом;
- расширение зоны охлаждения печей для повышения ее энергоэффективности.
Большая часть перечисленных выше мер и приемов, в частности, модернизация конструкции (улучшенная теплоизоляция, изолированные двери и шлюзы и др.), переход на новые виды огнеприпаса, контроль процесса, также применима к сушилкам, поскольку печи и сушилки часто объединяют в единую систему рекуперации тепла (см. раздел 4.2.2.9).
Данный метод направлен на снижение потребления энергии и подразумевает применение следующих технологий:
- рекуперация тепла, например, из зоны охлаждения печи, дымовых газов, воздушных компрессоров;
- использование охлаждающего воздуха в качестве воздуха для горения во избежание нагрева свежего воздуха.
Многие применимые в производстве керамических изделий сушила используют горячий воздух, который подается из зон охлаждения туннельных печей, обычно дополнительно используется также горячий воздух, генерируемый газовыми горелками, поэтому на первый план выходит компоновка и расстановка технологического оборудования, а также планировка цехов.
На выходе из туннельных и роликовых печей подается воздух для охлаждения выходящих из печи обожженных изделий. Этот охлаждающий воздух нагревается в зоне охлаждения за счет тепла обожженных изделий. Часть охлаждающего воздуха отсасывается в середине зоны охлаждения и используется для процесса сушки. В роликовых печах охлаждающий воздух также используется в качестве воздуха для горения в горелках. В периодически работающих камерных печах газ нагревает (в теплообменнике) чистый воздух, который используется для сушки.
В частности, температура теплоносителя, который обеспечивает передачу избыточного тепла, невысока, поэтому его эффективное использование возможно только в случае ограниченной длины труб, т.е. малом расстоянии между источником и потребителем тепла, при этом необходима хорошая теплоизоляция труб. Применение этого технологического приема позволяет сберечь значительное количество энергии.
В некоторых процессах для отвода тепла из дымовых газов печей и подогрева подаваемого в горелки воздуха служат теплообменники, однако их использование ограничено в связи с коррозионным действием кислых газов и невысокой температурой дымовых газов печи.
Определение брака заготовки перед обжигом направлено на предотвращение подачи на обжиг заготовок, которые не соответствуют спецификациям конечного продукта (брака), с целью снижения расхода топлива и образования отходов производства, например, с помощью систем автоматического контроля.
Использование совместного производства электроэнергии и пара или тепла, в принципе, возможно в производстве керамики по причине одновременной потребности в обоих видах энергии (тепловой и электрической энергии). Основным элементом участка когенерации является двигатель, применение нашли газовые двигатели конструкции Отто, дизельные двигатели и газовые турбины с системами утилизации избыточного тепла.
На рисунке 4.3 показан пример утилизации избыточного тепла посредством нагрева воздуха при совместном производстве тепла и энергии. Горячий воздух служит для обогрева сушилки при производстве кирпича. В дополнение к избыточному теплу печи в сушилку подают часть свежего воздуха, который обычно отбирают из помещения, в котором установлена сушилка, чтобы обеспечить максимальное использование теплового излучения нагретых частей оборудования. Свежий воздух смешивают с теплоносителем из печи при помощи установленного перед сушилкой вентилятора. В приточной трубе помещен теплообменник для предварительного подогрева всасываемого воздуха, теплоносителем в котором служит вода охлаждения двигателей. Температура дымовых газов составляет 450 - 550 °C в зависимости от типа двигателя. Их подают в смеситель и далее непосредственно в сушильную камеру. Для компенсации нехватки тепла служат газовые горелки. Если подача тепла в сушилку не требуется, дымовые газы двигателей без охлаждения вытягивают по дымоходу.

воздуха с использованием когенерационной установки
на базе газовых двигателей
В некоторых случаях дымовые газы перед подачей в смесительную камеру пропускают через бойлер для получения водяного пара, который используют на стадии пластического формования.
Полученное при когенерации тепло может быть использовано для распылительной сушки, особенно при производстве облицовочной и напольной плитки, тонкой керамики. Кроме того, такое тепло подводят в сушилки, когда необходим их дополнительный обогрев, например, на кирпичных заводах.
Полученное при когенерации тепло может быть использовано для распылительной сушки, особенно при производстве облицовочной и напольной плитки, тонкой (хозяйственно-бытовой) керамики. Кроме того, такое тепло подводят в сушила, когда необходим дополнительный обогрев, например, на кирпичных заводах (рисунок 4.3).
Применение тепловых насосов направлено на снижение потребления энергии в процессе сушки.
Тепловые насосы эффективно рекуперируют низкотемпературное тепло из различных источников (например, зоны охлаждения печи) для целей сушки.
В тепловом насосе хладагент меняет состояние (жидкость/газ), поглощая и выделяя тепло на следующих этапах:
- испарение;
- сжатие;
- конденсация;
- расширение.
Тепловые насосы позволяют использовать низкотемпературное отходящее тепло для повышения температуры воздушного потока, поступающего в сушилку.
Компрессионный тепловой насос
В компрессионном тепловом насосе цикл начинается с испарения хладагента источником тепла. Затем этот пар сжимается компрессором под высоким давлением. На этом этапе для сжатия необходима электрическая энергия. В конденсаторе пар затем конденсируется, выделяя тепловую энергию. Затем жидкость выпускается через расширительное устройство/клапан, где она расширяется и остывает, чтобы цикл возобновился.
Абсорбционный тепловой насос
В абсорбционном тепловом насосе холодильник всегда соединен с абсорбентом. Обычными парами являются вода и бромид лития или аммиак и вода. На первом этапе хладагент нагревается и испаряется при низком давлении с помощью низкоэнергетического источника тепла в испарителе. Например, низкоэнергетическим источником тепла может быть теплая вода, рекуперированная в скруббере, т.е. тепло, присутствующее в отходящих газах сушилки.
Затем хладагент поступает в абсорбер и абсорбируется. Это поглощение высвобождает энергию, которую можно использовать. Теперь жидкая смесь абсорбера и холодильника закачивается в десорбер. Поскольку жидкости практически не сжимаются, для этого этапа требуется гораздо меньше электроэнергии по сравнению, например, с компрессионными тепловыми насосами.
В десорбере высокотемпературное тепло используется для десорбции хладагента при высоких давлениях. Например, тепло из зоны охлаждения туннельной печи можно использовать в качестве источника этого тепла (например, для производства кирпича). Оставшееся абсорбирующее вещество затем возвращается обратно в абсорбер. Через теплообменник оставшаяся энергия абсорбера может быть использована для предварительного нагрева смеси хладагента и абсорбера, поступающей в десорбер.
Затем хладагент конденсируется в конденсаторе. Там он снова выделяет тепло средней температуры, которое можно использовать, например, для сушки.
На последнем этапе хладагент выпускается через клапан обратно в испаритель, где он частично испаряется и охлаждается и, таким образом, снова готов потреблять энергию.
Данный метод предусматривает осуществление процесса сушки изделий с помощью микроволнового или высокочастотного излучения.
Чрезмерная нагрузка на большие печные вагонетки затрудняет передачу тепла снаружи к середине садки изделий и в центр отдельных изделий.
Температурные градиенты могут привести к термическим напряжениям и повреждению продукции - температура поверхности часто выше температуры в центре изделий и садки. При микроволновой сушке продукт нагревается напрямую, включая центральную часть аппарата.
Оптимизация системы сжатого воздуха направлена на повышение энергетической эффективности и подразумевает применение следующих решений:
- применение соответствующей системы технического обслуживания для уменьшения утечек;
- эффективный мониторинг рабочих параметров, таких как расход, температура и давление;
- минимизация перепадов давления;
- применение управления эффективной нагрузкой;
- снижение температуры приточного воздуха;
- использование эффективной системы управления компрессором.
Сжатый воздух используется во многих технологических операциях и оборудовании, например, прессах, транспортировке и обработке материалов. Передовой опыт создания энергоэффективных систем сжатого воздуха включает в себя все следующие меры:
a) применение соответствующей системы технического обслуживания для уменьшения образования утечек: к местам, где могут возникнуть утечки, относятся муфты, шланги, трубки, фитинги, регуляторы давления, открытые конденсатоотводчики и запорные клапаны, соединения труб, разъемы и резьбовые герметики; эффективный мониторинг этих зон в рамках программы обнаружения и устранения утечек является ключом к снижению до минимума количества и интенсивности утечек;
b) эффективный мониторинг рабочих параметров, таких как расход, температура и давление: на объекте устанавливаются системы мониторинга, включая манометры на каждом ресивере и дифференциальные манометры для осушителей и фильтров, датчики температуры для обнаружения загрязнения или засорения компрессоров, расходомеры для контроля количества используемого воздуха и датчики температуры точки росы для мониторинга эффективности осушителей воздуха;
c) минимизация перепадов давления: чрезмерные перепады давления приводят к увеличению энергопотребления; ограничения потока (например, препятствия) могут привести к повышению рабочего давления; такие перепады давления часто наблюдаются в точках использования, например, протекающие шланги, трубки, разъединители, осушители, фильтры, регуляторы, клапаны, насадки или влагоотделители; падение давления можно свести к минимуму или предотвратить за счет хорошей конструкции системы и хорошего обслуживания оборудования;
d) применение эффективного управления нагрузкой: улучшения управления нагрузкой можно добиться, избегая работы с частичной нагрузкой; использование многоступенчатых компрессоров, которые работают более эффективно, чем одноступенчатые, позволяет экономить энергию;
e) снижение температуры приточного воздуха: когда температура входящего воздуха снижается, энергия, используемая компрессором, также снижается; зачастую можно забирать холодный воздух снаружи здания, чтобы снизить температуру воздуха на входе в компрессоры;
f) использование эффективных систем управления компрессорами: системы управления, обеспечивающие отключение ненужных компрессоров и задержку запуска дополнительных компрессоров до тех пор, пока они не потребуются; это достигается с помощью следующих систем управления:
1) старт/стоп (вкл./выкл.): компрессор включается или выключается в зависимости от давления нагнетания машины;
2) нагрузка/разгрузка: использование средств управления постоянной скоростью, позволяющих двигателю работать непрерывно, но разгружаться при достаточном давлении нагнетания;
3) модулирующее или дросселирующее управление: выходная мощность компрессора модулируется в соответствии с требованиями к расходу;
4) единое главное управление последовательностью: отдельные компрессоры включаются или отключаются от сети в зависимости от измеренного требуемого давления в системе;
5) управление несколькими ведущими устройствами: четыре или более компрессоров управляются одновременно с помощью усовершенствованной системы управления компрессорами, каждый компрессор работает на уровне, обеспечивающем наиболее эффективную работу.
Оптимизация заготовок (формы и размеров) направлено на снижение энергопотребления; сокращение расхода сырья; сокращение выбросов при производстве и транспортировке. Оптимизация заготовок (формы и размеров) предусматривает применение таких методов, как:
- производство клинкерной накладки (облицовка из натурального кирпича), более тонкого облицовочного кирпича и более тонкой стеновой плитки;
- производство керамических блоков с невидимыми отверстиями и аналогичными характеристиками продукции;
- производство крупноформатных керамогранитных плит.
Тщательная проработка формы и состава заготовок дает возможность снизить продолжительность сушки и обжига и перейти на использование печей скоростного обжига (роликовых, туннельных с выкатным подом). Модификация состава упрощает сушку и обжиг облицовочной и напольной плитки, керамических труб, что позволяет снизить энергоемкость процесса. Ведутся исследования по внедрению данных технологий в производство более толстостенных керамических изделий.
Введение порообразователей снижает теплопроводность керамических блоков (камней) за счет создания микропористой структуры. Это ведет к уменьшению массы изделий, подлежащих последующему обжигу и, кроме того, расхода энергии на обжиг. Снижению массы также способствует изменение формы изделий - уменьшение толщины плитки, керамических камней и труб, перфорированного кирпича. Там, где это осуществимо технически, внедрение данных приемов позволяет уменьшить затраты энергии и выбросы загрязняющих веществ.
Уменьшение доли воды в массе позволяет экономить энергию при сушке. Необходимое количество воды определяется минеральным и зерновым составом глин. Введение влагоудерживающих добавок, которые представляют собой связывающие воду и комплексообразующие неорганические вещества, приводит к снижению поверхностного натяжения на межфазной границе и захвату свободных катионов. Таким образом, происходит снижение водопотребления и достигается такая же либо более высокая пластичность массы. Кроме того, уменьшается расход энергии на сушку.
Автоматическая корректировка влажности массы в соответствии с ее требуемой пластичностью, а также частичная замена водяным паром позволяют снизить потребление воды (на 3%), тепловой энергии (на 90 кВт·ч/т продукции) и электричества (на 1,5 кВт·ч/т продукции).
Пропарка массы облегчает ее формование и позволяет регулировать ее влажность. В любом случае добавление пара в процессе формования облегчает процесс экструзии, и таким образом может быть достигнуто точное содержание влажности в глиняном брусе.
Значительного понижения температуры обжига и сокращения его продолжительности можно достичь путем введения высокоэффективных спекающих добавок (щелочных и щелочноземельных), а также стеклообразователей, хотя введение таких добавок возможно не для всех видов керамических изделий. Таким образом удается снизить температуру обжига на 50 К и более. Во избежание разрушения изделий и падения качества продукции перед применением в производстве спекающие добавки проходят предварительные испытания.
Использование органических порообразователей приводит к повышению выбросов органических соединений и CO. Введение спекающих добавок вызывает увеличение выбросов CO2 в связи с высоким содержанием карбонатов щелочных металлов.
Использование спекающих добавок и энергонаполненных порообразователей снижает расход энергии, особенно при производстве кирпича. Как показано выше, введение энергонаполненных вспомогательных материалов (опилок, полистирола (стиропора), отходов целлюлозно-бумажной промышленности) допустимо при производстве керамических блоков. Эти добавки обеспечивают до 25% общего количества энергии при производстве кирпича. Наиболее широко порообразователи применяют в производстве лицевого кирпича в связи с их положительным влиянием на технологические характеристики изделий (цвет, плотность).
Тем не менее обычно форма и состав изделий определяются требованиями потребителей, поэтому возможности оптимизации заготовок ограничены.
В данном разделе рассматриваются методы, направленные на сокращение образования отходов на различных этапах процесса производства керамических изделий.
План управления отходами является частью СЭМ (см. раздел 4.2.1.1) и включает в себя комплекс мер, направленных на:
- минимизацию образования вторичных ресурсов;
- оптимизацию повторного использования, переработки и/или рекуперации (регенерации) отходов;
- обеспечения соответствующей утилизации отходов.
Для оптимизации образования вторичных ресурсов можно использовать различные методы, в том числе:
- методы, направленные на поддержание общего порядка и чистоты;
- методы статистических измерений;
- применение чистых (безотходных) технологий;
- использование основных и вспомогательных химических веществ до истечения срока их годности;
- использование отходов в качестве топлива.
В частности, план управления вторичными ресурсами/отходами может основываться на пятиступенчатой иерархии Директивы (ЕС) 2018/851 и уведомлении Комиссии о техническом руководстве по классификации отходов 2018/C 124/01 и включать следующее:
a) идентификация, характеристика и количественная оценка каждого из образовавшихся потоков вторичных ресурсов/отходов;
b) наличие системы отслеживания вторичных ресурсов/отходов может помочь операторам регистрировать количество, характер, происхождение и, при необходимости, место назначения, частоту сбора, вид транспортировки и метод обработки любых вторичных ресурсов/отходов, которые удаляются или перерабатываются на этих объектах;
c) определение текущих или предлагаемых механизмов обработки и возможностей реализации экономики замкнутого цикла;
d) полное описание того, как каждый поток вторичных ресурсов предлагается повторно использовать или утилизировать. Если его необходимо утилизировать, в плане объясняется, почему повторное использование технически или экономически невозможно, а затем описываются/объясняются меры, запланированные для предотвращения или уменьшения воздействия на окружающую среду;
e) практические приемы по снижению количества отходов, отправляемых на размещение, могут включать в себя следующее:
1) поддержание общего порядка и чистоты; данный метод может включать такие простые практики, как подметание перед мытьем полов, что может существенно уменьшить объем отходов;
2) установленные критерии, связанные, например, с максимальным сроком хранения основных и вспомогательных химических веществ, и соответствующие параметры контролируются во избежание потери качества основных и вспомогательных химических веществ или превышения срока годности;
3) разделение управление потоками (высоко- и низкоконцентрированных) отходов для более эффективной очистки;
4) раздельный сбор неизбежно образующихся твердых отходов;
5) сокращение использования упаковки;
6) использование возвратной тары.
Использование отходов в качестве вторичного сырья направлено на сокращение количества используемого сырья; сокращение выбросов загрязняющих веществ в окружающую среду; сокращение количества отходов, отправляемых на захоронение, а также на минимизацию образования вторичных ресурсов и включает в себя применение следующих методов:
- использование в сырьевой смеси собранной пыли от всех технологических процессов;
- использование в сырьевой смеси брака необожженных изделий;
- использование в сырьевой смеси брака обожженных изделий.
Пыль, улавливаемую в процессе погрузки, разгрузки, перемещения, механизированной подачи и переработки сырья, как правило, можно возвращать в процесс в качестве сырья. Так, любая пыль из фильтров, установленных в хранилищах, может быть подана непосредственно в процесс массоподготовки или в силос, если он оборудован верхушечным фильтром очистки стравливаемого воздуха. При использовании централизованных пылеуловительных систем, однако, прямой возврат пыли становится невозможным из-за смешения сырья различных типов.
Технологические отходы, образующиеся до стадии обжига, также могут быть повторно использованы в качестве сырья путем их введения в формовочную массу. На стадии формования основными видами твердых отходов являются обрезки, отработанные гипсовые формы, а также пыль. Часто излишки массы из пресса собирают с нижнего штампа в расположенный под ним приемник и подают прямо в питатель пресса. Кроме того, пыль или излишки массы возвращают в виде компонентов шихты в литьевые шликеры или в тонкокаменные массы. Отработанные гипсовые формы находят применение в цементной промышленности или, до некоторой степени, в производстве удобрений (после дробления и измельчения).
Повторное использование пыли из систем очистки дымовых газов возможно только при определенных обстоятельствах, поскольку такая пыль может содержать большое количество серы и фтора. Ее введение в состав сырьевой смеси приводит к увеличению объема выбросов HF и SO2 в процессе обжига. Пыль из систем газоочистки может также содержать частицы сорбента - извести (например, при использовании сорбционной системы на ее основе), что сказывается на свойствах продукции. Таким образом, раздельное отведение газовых потоков облегчает оптимальную переработку пылевидных твердых отходов.
Гипс, который образуется при очистке дымовых газов, невозможно повторно использовать в производстве керамики, однако в цементной промышленности его применяют как регулятор твердения. Те материалы, которые завод не в состоянии переработать самостоятельно, поступают в другие отрасли либо на сторонние предприятия по переработке отходов или на полигоны.
Обожженные изделия, непригодные на продажу (бой изделий), а также обломки огнеприпаса и футеровки в ряде случаев измельчают и применяют в качестве сырья. Бой изделий, который невозможно вернуть в процесс производства керамики, может служить сырьем в других отраслях промышленности. Так, разбитые шлифовальные диски применяют в качестве огнеупоров в печах для выработки стали или как заполнитель в дорожном строительстве. Бой кирпича, например, можно использовать как субстрат для висячих садов, теннисных кортов или заполнитель для специальных бетонов.
Рециркуляция/повторное использование шлама дает возможность избежать затрат на размещение отходов и таким образом обеспечить экономию средств.
Повторное использование шлама в составе формовочной массы, например, в виде водных суспензий и шликеров, включает применение следующих методов:
- использования шлама в сырьевой смеси после предварительной подготовки или без нее;
- использование шлама в качестве материального сырья в производстве других видов продукции.
Далее приведены некоторые примеры повторного применения шлама:
- повторное использование шлама в производстве керамических изделий, как в случае с водными суспензиями и шликерами, содержащими керамические материалы, например, для производства настенной и напольной плитки;
- в подотрасли производства кирпича и черепицы в сырьевой смеси используется шлам от водоочистки воды, используемой для мокрого помола;
- шлам от производства хозяйственно-бытовой керамики или керамики санитарно-технического назначения можно использовать в качестве сырья/добавки при изготовлении керамических блоков и/или при производстве керамзитовых заполнителей.
Применение систем рециркуляции шлама возможно на предприятиях, где подготовку сырья ведут путем мокрого измельчения, поскольку в этом случае может быть организован его прямой возврат, без дополнительной обработки либо после простейших физических или физико-химических процедур. Дополнительное преимущество этого приема - применение содержащейся в шламе воды в качестве дисперсионной среды при измельчении. Если подготовку сырьевых материалов ведут по сухому способу, возврат шлама также не создает затруднений, хотя при этом происходит некоторое усложнение процесса из-за необходимости его предварительного высушивания.
На рисунке 4.4 показана схема установки по рециркуляции шлама на предприятии по выпуску облицовочной и напольной плитки (мокрый способ). Шлам из хранилища перекачивают на двухъярусную ситовую установку, после чего пропускают через электромагнитный фильтр для удаления железа и подают в приямок (преднасосный накопитель) объемом 3 м3. Отсюда шлам поступает в два наполняемых по очереди демпферных бассейна объемом 200 м3 каждый. После прохождения контроля шлам подают в основной накопительный бассейн объемом 400 м3, из которого полуавтоматическим способом перемещают в питатели, при помощи которых происходит дозирование сырьевых материалов в шаровые мельницы.

Повторное использование шлама (рециркуляция) шлама дает возможность снизить не только потребление воды и сырья, но и объем выбросов загрязняющих веществ в окружающую среду.
Однако, если шлам перед его повторным использованием требуется высушивать, возрастает энергоемкость процесса. Также следует обращать внимание на возможные отрицательные последствия переноса загрязняющих веществ с данного передела/технологического участка (например, подготовки и нанесения глазури) на другой (например, массоподготовки).
Для устранения последствий такого переноса необходим контроль газообразных выбросов и производственных сточных вод.
Количество шлама, поступающего от предприятия по производству облицовочной и напольной плитки, находится в пределах 0,09 - 0,15 кг/м2 готовой продукции в пересчете на сухое вещество, что при массе изделий 15 - 20 кг/м2 составляет 0,4 - 1,0% (по массе сухого шлама на 1 кг изделий). Таким образом, если в процесс массоподготовки возвращается весь образующийся при переработке сточных вод шлам, его доля составляет порядка 0,4 - 1,0% в пересчете на сухое вещество относительно массы сырьевых материалов. Установлено, что введение 1 - 1,5% шлама в массу для формования плитки не оказывает существенного влияния на свойства заготовок и готовых изделий.
В результате, с точки зрения как материального баланса, так и свойств, полный возврат шлама при мокром измельчении технически осуществим и облегчает управление процессом.
В случае, если при мокром способе массоподготовки массозаготовительный участок является самостоятельным производством или расположен отдельно от производственного, возможна перевозка шлама при помощи автомобильного транспорта. Доставку шлама и водных суспензий можно осуществлять цистернами или по трубопроводу.
Возврат в производственный процесс шлама, содержащего компоненты глазури, в качестве ее компонента представляет определенный интерес. Однако главный недостаток этого приема заключается в значительной неоднородности характеристик различных партий шлама, что связано с разбросом составов применяемых на большинстве предприятий глазурей. Кроме того, такой шлам не может быть единственным компонентом глазури, а выступает только в роли добавки (например, плавня). В некоторых случаях возврат шлама в процесс подготовки глазури оправдан, особенно если на предприятии применяют одну или небольшое число глазурей, однако общего характера такое решение не несет.
Таким образом, повторное использование шлама имеет ограниченную применимость. Если к качеству или характеристикам изделий предъявляют особые требования, шлам возвращают в производство другой продукции (см. раздел 4.2.3).
Использование шлама в производстве других видов продукции
Возможна рекуперация шлама не только в той же отрасли производства керамических изделий, но и в иных отраслях. Это создает интересные технические решения и открывает дополнительные экономические преимущества. Так, шлам из производства хозяйственно-бытовых или санитарно-технических изделий находит применение в качестве сырья/добавки при изготовлении керамических блоков и керамзита.
Это, с одной стороны, позволяет избежать образования отходов, а с другой, ведет к экономии сырьевых материалов.
Однако в случае необходимости сушки шлама перед его повторным использованием возрастает энергоемкость процесса. Кроме того, следует принимать во внимание возможные отрицательные последствия попадания загрязняющих веществ из данного передела/технологического участка/отрасли производства в другие, например, с участка подготовки и нанесения глазури при производстве хозяйственно-бытовой керамики на участок массоподготовки кирпичного завода, для устранения последствий такого переноса необходим контроль газообразных выбросов и производственных сточных вод.
При повторном использовании в производстве изделий строительного назначения шлама, содержащего глазури, следует учитывать температуру их плавления и флюсующие свойства, поскольку это влияет на свойства готовой продукции.
Метод направлен на повышение ресурсной эффективности, а также на сокращение отходов, направляемых на размещение, и заключается в замене гипсовых форм на более долговечные полимерные или металлические формы.
Такие процессы, как шликерное литье в гипсовые формы, можно заменить установками шликерного литья с полимерными формами, избегая использования гипсовых форм.
Внедрение современных технических и технологических решений на стадии формования имеет значительный потенциал по предотвращению образования отходов. Возможна замена шликерного литья в гипсовые формы на литье в полимерные формы под давлением. Такой способ дает возможность отказаться от применения гипсовых форм, добиться снижения потребления сырьевых материалов до 20% и уменьшить формирование белого шлама. В свою очередь, применение гипсовых форм позволяет избежать дорогостоящих автоматов с полимерными формами. В ряде отраслей, например, при производстве черепицы, возможно использование закрытых металлических форм вместо открытых гипсовых. Отказ от применения гипсовых форм, однако, не всегда эффективен с точки зрения показателей качества и выхода готовой продукции. Для изделий сложной формы использование пластмассовых форм не всегда эффективно или экономически целесообразно, поскольку возможно только при монтаже новых литейных установок или полной модернизации старых, что дорого и трудноосуществимо, особенно для малого бизнеса. В некоторых случаях использование полимерных форм влечет за собой проблемы с качеством продукции из-за появления острых углов. Кроме того, скорость отвода воды из глины при литье в металлические формы гораздо ниже по сравнению с гипсовыми.
Добиться уменьшения количества отработанных гипсовых форм можно путем повышения срока их службы. Применение автоматических и вакуумных гипсомешалок обеспечивает выпуск более прочных форм, что означает увеличение продолжительности их службы в 2 - 3 раза. Тем не менее при влажном прессовании черепицы прочность форм обычно повысить не удается. Для соответствия требованиям по удалению воды и износостойкости необходимо подобрать оптимальное соотношение между пористостью и прочностью поверхности.
Для сокращения количества упаковочных материалов готовой продукции и связанным с их использованием образованием отходов могут быть применимы такие методы, как:
- использование легкой и высокоемкой упаковки для снижения удельного расхода упаковки (например, полиэтиленовых пленок высокого расширения);
- использование многоразовой упаковки (например, многоразовых поддонов, металлических ящиков);
- использование переработанной полимерной пленки;
- использование меньшего количества печатных пластиковых пленок (например, печатных этикеток) для облегчения дальнейшей переработки.
Для упаковки химических веществ и смесей могут быть применимы такие методы, как:
- хранение преимущественно в контейнерах больших объемов;
- повторное использование упаковки;
- возврат поставщику;
- отправка материалов на переработку.
Использование брака полуфабрикатов/изделий в других отраслях направлено на сокращение образования в производственном процессе отходов, а также снижение объема отходов, направляемых на размещение, и включает такие методы, как:
- использование брака обожженной продукции в качестве сырья в других подотраслях производства керамических изделий, как правило, после предварительной обработки (например, измельчения);
- использование брака обожженной продукции при строительных работах на предприятии или за его пределами (например, дороги, теннисные корты).
Брак изделий, который нельзя повторно использовать в процессе, иногда может использоваться в качестве сырья в других отраслях промышленности; например, брак при производстве абразивных кругов на неорганической связке используется в качестве огнеупорного материала в сталеплавильных печах или в качестве наполнителя в дорожном строительстве. Битый кирпич можно использовать, например, в качестве основания для зеленых крыш, теннисных кортов или в качестве заполнителя для специального бетона.
Метод заключается в применении цифрового управления инжекцией мелких капель только в нужном месте декорируемого керамического материала. Способ нашел повсеместное применение при декорировании керамической плитки и тестируется на производстве посуды.
Применение данного метода позволит обеспечить:
- снижение расхода чернил;
- облегчение разработки нового дизайна изделия и его постановки на производство;
- сокращение потребления воды;
- снижение поломок.
Глазурь производится небольшими партиями, чтобы избежать образования излишков глазури, а также сокращение потребления воды.
4.2.4 Методы, направленные на сокращение потребления воды и сбросов загрязняющих веществ в водные объекты
План управления водными ресурсами является частью СЭМ (см. раздел 4.2.1.1), направлен на сокращение водопотребления и сброса сточных вод, в том числе сокращение утечек, разливов и загрязнения почв и грунтовых вод, и включает в себя:
- технологические схемы процессов и водные балансы предприятия в рамках инвентаризации входных и выходных потоков, указанных в разделе 4.2.1.2;
- установление целей водосбережения;
- внедрение методов оптимизации использования воды (например, контроль использования воды, повторное использование/переработка, обнаружение и устранение утечек).
Аудит также является частью СЭМ (см. раздел 4.2.1.1), проводится не реже одного раза в год для обеспечения достижения целей плана управления водными ресурсами, а также выполнения и реализации рекомендаций аудита.
Технологические схемы и массовые балансы основаны на данных мониторинга и инвентаризации входных/выходных потоков. Руководство по планам и аудиту управления водными ресурсами представлено в стандарте ISO 46001 "Системы менеджмента эффективности водопользования. Требования и руководство по применению".
Минимизация потребления воды предусматривает применение таких методов, как:
- автоматические клапаны для предотвращения утечек;
- использование систем очистки воды под высоким давлением;
- использование систем сухой очистки отходящих газов;
- использование сточных вод от процесса глазурования при приготовлении глазури;
- сухая отделка изделий (например, сухая шлифовка кирпича, сухая шлифовка настенной и напольной плитки).
Разделение загрязненных и незагрязненных водных потоков обеспечивает снижение водопотребления и сброса сточных вод.
Данный метод предусматривает отдельный сбор водных потоков (например, поверхностные сточные воды, вода для технологических нужд, вода для очистки) в зависимости от содержания загрязняющих веществ и требуемых методов очистки. Потоки сточных вод, которые могут быть переработаны без очистки, отделяются (например, охлаждающая вода) от потоков сточных вод, требующих очистки.
Водные потоки (например, техническая вода, сточные воды от влажной очистки и распылительной сушки, охлаждающая вода, вода для очистки) повторно используются и/или перерабатываются в закрытых или полузакрытых контурах, при необходимости после очистки (см. раздел 4.2.7).
Повторное использование воды включает применение таких методов, как:
- повторное использование технологических сточных вод на одном и том же этапе процесса, в частности повторное использование промывочной воды после соответствующей очистки;
- системы охлаждения по принципу замкнутого цикла;
- использование промывочной воды в качестве технической воды.
Оптимальное решение предполагает повторное использование образующихся технологических сточных вод на той же стадии процесса. Для определения максимального количества повторно используемых технологических сточных вод на предприятии и разработки таких решений можно составить водный баланс (так называемый "массовый расход"), в котором указываются все места и количество образующихся технологических сточных вод, а также все возможные варианты их использования.
В этом контексте в следующей таблице показаны достижимые коэффициенты переработки технологических сточных вод в различных секторах керамической промышленности.
Соотношение оборотной/повторно используемой воды в общем водопотреблении в различных отраслях керамической промышленности представлено в таблице 4.2.
Таблица 4.2
в общем водопотреблении
Подотрасль | Соотношение оборотной/повторно используемой воды в общем водопотреблении |
Производство кирпича и черепицы | 2 - 100% |
Производство керамзита | 5 - 68% |
Производство санитарно-технической керамики | 10 - 60% |
Производство напольной и облицовочной плитки | 15 - 100% |
Соотношение повторного использования технологических сточных вод достигается за счет сочетания мер по оптимизации процесса и применения систем очистки технологических сточных вод, упомянутых в разделе 4.2.7.
Дополнительные меры, направленные на снижение потребления воды
Использование воды как сырья
Вода является важным сырьевым материалом при производстве керамических изделий, однако величина ее потребления сильно отличается по отраслям и технологиям. Добавление воды в шихту не влечет за собой образования сточных вод, поскольку такая вода полностью испаряется при сушке и обжиге. Сточные воды появляются в основном при промывке глинистых материалов и их роспуске в потоке воды в процессе производства.
Использование воды как теплоносителя
Воду применяют в качестве теплоносителя в гидравлических системах охлаждения, в компрессорах и др. Используемая в таких установках вода должна быть чистой и иметь низкую жесткость, чтобы избежать образования накипи в теплообменниках. Вода может циркулировать в замкнутом цикле после простых операций охлаждения и/или очистки, в этом случае ее потребление определяется испарением. Воду в замкнутых системах охлаждения, как правило, подвергают химическому кондиционированию во избежание коррозии и ферментации органических материалов, поэтому ее совместная переработка с производственными сточными водами обычно невозможна (также см. Справочные документы по НДТ "Промышленные системы охлаждения").
Использование воды в скрубберах
Также воду применяют в скрубберах для очистки отходящих газов (в системах и сепараторах мокрой очистки дымовых газов). В таких установках возможно применение рекуперированных сточных вод после простой физической очистки (осаждения с проведением или без проведения предварительной химической обработки) путем их циркуляции или повторной очистки.
Использование воды для очистки
Вода, кроме того, служит для очистки оборудования, особенно для массоподготовки, форм и других литьевых установок, участков глазурования, аногбирования и декорирования. Промывка оборудования - та операция, на которую расходуется наибольшее количество воды, поэтому для экономии средств и во избежание образования стоков требуется грамотное управление. Уменьшить водопотребление можно путем многократной очистки и повторного использования промывных вод.
Цели и способы уменьшения объемов сточных вод
Цель очистки возникающих при производстве керамических изделий сточных вод заключается в уменьшении водопотребления и максимальном снижении объемов сбросов в водные объекты. Для решения этих задач применяют меры по оптимизации технологического процесса и системы переработки сточных вод.
Оптимизация процесса
Минимизация водопотребления - одна из основных мер по защите окружающей среды, и для ее реализации могут быть предложены следующие способы оптимизации технологического процесса:
- модификация водяного контура, установка автоматических клапанов для предотвращения утечек воды, когда нет необходимости в ее подаче;
- установка на предприятии промывочной системы, работающей под высоким давлением (или промывочного оборудования высокого давления);
- замена мокрой очистки отходящих газов альтернативными системами, не связанными с потреблением воды (по системам сухой очистки отходящих газов см. разделы 4.2.6.3);
- установка систем сбора отходов глазури "по месту";
- установка шликеропроводов;
- раздельный сбор сточных вод с различных стадий технологического процесса;
- повторное использование производственных сточных вод на той же стадии процесса, в частности, многократное применение промывочной воды после соответствующей очистки.
Замена и сокращение использования опасных основных и вспомогательных химических веществ направлено на снижение содержания загрязняющих веществ в стоках и включает в себя применение следующих решений:
- регулярный анализ реестра применяемых основных и вспомогательных химических веществ (часть инвентаризации входных и выходных потоков см. раздел 4.2.1.2) и оптимизация рецептуры химических веществ в добавках, связующих веществах, глазури и т.д.;
- замена опасных химических веществ на менее опасные (на основе регулярного анализа возможности замены на основе системы управления химическими веществами) (см. раздел 4.2.1.3);
- оптимизация количества используемых химикатов.
В глазурях можно заменить свинец и уменьшить количество соединения бора, применив двухстадийный процесс плавления.
4.2.5.2 Автоматические системы подготовки и дозирования основных и вспомогательных химических веществ
Автоматические системы взвешивания, дозирования, растворения, измерения и распыления, которые обеспечивают точную подачу основных и вспомогательных химических веществ на производственное оборудование, например, в виде добавок, связующих веществ, глазури, направлены на снижение содержания загрязняющих веществ в стоках, а также сокращение потребления основных и вспомогательных химических веществ.
Резервуары в складских помещениях, дозирующие устройства и оборудование, соединены трубопроводами, оснащенными клапанами, насосами, датчиками и счетчиками, обеспечивающими автоматизированный и компьютеризированный контроль и обработку твердых и жидких химикатов (например, пигментов, связующих).
С целью снижения содержания загрязняющих веществ в стоках, а также сокращения потребления основных и вспомогательных химических веществ остатки химических веществ извлекаются (например, путем тщательной продувки труб или полного опорожнения упаковки) и используются в процессе повторно. Степень использования может быть ограничена содержанием примесей и скоропортящимися химическими веществами. Данный метод также распространяется на повторное использование излишков глазури на месте.
Ниже представлен ряд технических решений, направленных на уменьшение неорганизованных выбросов пыли и снижение зашумленности за счет оснащения оборудования защитными кожухами, которые можно применять как по отдельности, так и в совокупности:
- проведение технологических операций, сопровождающихся образованием пыли (например, измельчения, рассева, смешения), в замкнутом объеме;
- оснащение тарельчатых и барабанных смесителей защитными кожухами и вытяжными установками;
- фильтрация воздуха, вытесняемого при загрузке дозировочного или смесительного оборудования;
- применение накопительных бункеров соответствующей емкости, датчиков уровня с отсекателями и фильтрами для очистки запыленного воздуха, вытесняемого при заполнении бункера;
- перемещение пылящего сырья при помощи закрытых конвейеров;
- циркуляция воздуха (для пневматических конвейеров);
- переработка сырьевых материалов в замкнутых системах под отрицательным давлением и обеспыливание всасываемого воздуха;
- снижение утечек воздуха и устранение их источников, герметизация установок.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: раздел 4.7.2.2 отсутствует. Возможно, имеется в виду раздел 4.2.7.2.2. |
С целью сокращения диффузных выбросов пыли от механических процессов, обработки/декорировании поверхностей изделий, а также транспортировки и обращения с материалами/продукцией выбросы улавливаются и удаляются с помощью специальных ограждающих конструкций, например, стационарных или передвижных вытяжных устройств. Далее перед выпуском в атмосферный воздух вытяжной воздух проходит очистку от пыли (см. раздел 4.7.2.2).
Удаление выбросов как можно ближе к источнику выбросов предусматривает применение таких решений, как:
- фильтрация воздуха при подготовке сырья, смешивании, формовании и последующей обработки готовой продукции;
- обработка материалов в закрытых системах;
- применение пневмотранспортных систем;
- уменьшение утечки воздуха.
Предотвращение попадания загрязняющих веществ в воду и воздух, а также снижение диффузных выбросов может быть достигнуто путем применения регулярной очистки и подметания дорог, а также поверхностей и шин транспортных средств с помощью мобильных вакуумных систем, водоемов и т.д.
Ограждение и/или накрытие оборудования и мест хранения сырья, направленное на обеспечение снижения диффузных выбросов пыли, а также снижения шума путем ограждения оборудования, подразумевает применение таких решений, как:
- ограждение/инкапсуляция механических процессов (например, измельчение, просеивание, смешивание);
- использование крытых конвейеров и элеваторов;
- монтаж оборудования в закрытых зданиях;
- хранение в силосах с индикаторами уровня и фильтрами для обеспыливания воздуха, вытесняемого при заполнении;
- покрытие транспортных средств.
Закрытые проемы складских помещений можно закрыть завесами в зонах доставки материалов или автоматически закрывающимися дверями и затворами.
Ограничение высоты разгрузки позволит обеспечить снижение диффузных (неорганизованных) выбросов пыли.
В случае, когда выбросы пыли неизбежны, например, при разгрузке сырья, их можно свести к минимуму, уравнивая уровень разгрузки с высотой шихтозапасника (по возможности автоматически) либо снижая скорость разгрузки.
Снижение неорганизованных выбросов пыли с площадок бестарного хранения сухого минерального сырья можно добиться, ограждая их при помощи укрытий или ветрозащитных барьеров, таких как экранирование, стены или применение крупномерных зеленых насаждений (естественных или искусственных ветрозащитных полос), а также правильной ориентацией складов относительно преобладающего ветра.
Снижение неорганизованных выбросов пыли также можно обеспечить при помощи распылительных установок у основных источников диффузных выбросов пыли (с площадок бестарного хранения сухого минерального сырья), увлажнение частиц пыли способствует агломерации и осаждению пыли.
Уменьшение количества источников выбросов направлено на повышение энергоэффективности, сокращение количества выбросов в атмосферный воздух, утилизацию (рекуперацию) материалов (например, пыли).
Комбинированная очистка отходящих газов со схожими характеристиками обеспечивает более эффективную и результативную очистку по сравнению с раздельной очисткой отдельных потоков отходящих газов. Объединение отходящих газов осуществляется с учетом технических (например, совместимости отдельных потоков отходящих газов), экологических (например, максимизация утилизации материалов или сокращения выбросов загрязняющих веществ) и экономических факторов (например, расстояние между различными точками выбросов). Принимаются меры, чтобы ограничение количества точек выбросов не приводило к разбавлению выбросов.
Выбросы от процессов одного и того же типа, в результате которых образуются отходящие газы со схожими характеристиками, объединяются и обрабатываются вместе для повышения эффективности очистки и снижения энергопотребления, связанного с работой нескольких систем очистки.
Замена твердого топлива и тяжелого мазута газом (природным, сжатым или сжиженным газом) дает возможность повысить эффективность обжига и практически исключить выбросы золы. При сгорании твердого топлива образуется высокодисперсный шлак, поэтому использование газообразного топлива ведет к снижению выбросов взвешенных частиц и позволяет отказаться от дорогих и энергоемких процессов пылеудаления.
Также при переходе на газ становится возможным внедрение систем автоматического контроля, что способствует экономии топлива, уменьшению количества брака в процессе обжига и, как следствие, снижению удельной энергоемкости процесса.
Применение альтернативных/вторичных видов топлива как органического (мясокостная мука, биотопливо), так и неорганического происхождения (отработанное масло, растворители), используемых, в частности, при производстве керамзита, способствует уменьшению потребления основного ископаемого горючего и связанных с сжиганием топлива выбросов CO2.
Помимо этого, применение топлива с низким уровнем выбросов открывает возможность внедрения в производственный процесс других энергоэффективных технологий, к примеру, когенерации при помощи газовых турбин. Дальнейшая экономия (электро)энергии достигается за счет того, что некоторые виды жидкого топлива, особенно тяжелый мазут, требуют подогрева для перекачки.
В целом замена топлива возможна во всех отраслях производства керамических изделий, однако следует иметь в виду, что применение определенных видов топлива может изменять эстетические характеристики продукции. Так, особое окрашивание продукции удается получить только при (совместном) сжигании угля или угольной пыли. Некоторые сорта окрашенного лицевого кирпича невозможно получить в газовых печах, в процессе обжига в печь необходимо подавать угольную пыль (для этого служат печи Гофмана). Таким образом, в зависимости от вида выпускаемой продукции замена топлива не всегда оказывается возможной.
При производстве керамзита большую часть организованных выбросов пыли возвращают в цикл, что уменьшает влияние замены топлива на выделение золы.
В данном разделе представлены методы и решения, направленные на сокращение количества выбросов пыли в атмосферный воздух от организованных источников.
Описаны некоторые методы, направленные исключительно на удаление пыли. Дополнительно можно отметить, что большинство методов очистки дымовых газов, описанных в разделе 4.2.6.4, подходят не только для удаления газообразных соединений, но и для удаления пыли.
Оборудование для удаления пыли из потока технологических или отходящих газов, основанное на использовании центробежных сил, обычно находится внутри конической камеры.
Сбор и возврат пыли ведут к снижению потребления сырья.
Центробежные сепараторы более эффективны при повышенной пылевой нагрузке, при условии, если не происходит блокирование установки.
В центробежном сепараторе происходят отбрасывание частиц пыли из потока отходящих газов к внешней стенке аппарата и их удаление через отверстие в его днище. Центробежные силы возникают при нисходящем спиральном движении в цилиндрическом сосуде (циклоны) или при вращении установленной в аппарате крыльчатки (механические центробежные сепараторы).
Эффективность очистки при помощи центробежных сепараторов, как правило, слишком мала, чтобы удовлетворить требованиям по уровню загрязнения воздуха при производстве керамики, поэтому их применяют только для предварительного разделения после распылительной сушки, дробления и помола.
Применение рукавных фильтров направлено на снижение выбросов пыли в воздух, они используются для удаления пыли (в том числе РМ10 и РМ2,5), а также для возврата уловленных частиц в производственный процесс.
Тканевые фильтры, часто называемые рукавными фильтрами, состоят из пористой тканой или войлочной ткани, через которую пропускаются газы для удаления частиц. Использование тканевого фильтра требует выбора ткани, подходящей по характеристикам отходящих газов и максимальной рабочей температуре. Тканевые фильтры могут иметь форму листов, картриджей или мешков с несколькими отдельными тканевыми фильтрующими блоками, размещенными вместе.
В рукавных фильтрах отходящие газы проходят сквозь рукав, а частицы пыли задерживаются на поверхности фильтра, образуя фильтрационный осадок. Степень удаления пыли при использовании таких фильтров очень высока и в зависимости от размеров частиц может достигать 99%.
На рисунке 4.5 показана схема рукавного фильтра, регенерируемого пульсацией давления. Процесс регенерации происходит за счет периодического повышения давления на чистой стороне фильтра.

с импульсной регенерацией
В картриджных фильтрах фильтрующий материал сложен звездообразно, чтобы получить большую площадь фильтрации на единицу объема (рисунок 4.6). Направление потока газа осуществляется снаружи внутрь. Регенерация осуществляется импульсом давления на чистую часть картриджного фильтра.
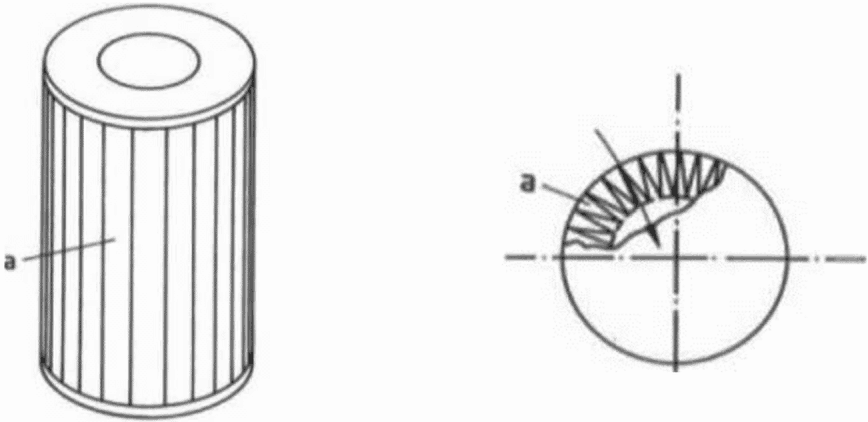
(фильтры, в которых в качестве фильтрующего материала
используется сменный элемент (картридж))
Рукава для фильтров делают из различных видов тканей, многие из которых обладают высокой стойкостью к действию кислот и щелочей. Среди современных синтетических тканей существуют такие, которые способны выдерживать сравнительно высокие температуры, однако при чрезмерно высоких температурах рукавные фильтры неприменимы. Наиболее распространенные материалы рукавов для фильтров перечислены в таблице 4.3, где указаны их характеристики и примерная стоимость. Так, если рукавный фильтр является частью системы сухой очистки дымовых газов печи (см. раздел 4.2.6.4.10), сам фильтр и держатели рукава должны обладать коррозионной стойкостью в случае образования конденсата. Примерные технические данные рукавных фильтров приведены в таблице 4.4.
Таблица 4.3
Термостойкость и стоимость рукавных фильтров [43]
Материал фильтра | Термостойкость (°C) | Стоимость (евро/м2) |
Хлопок | 80 | < 5 |
Полипропилен | 100 | 5 |
Полиэфирное волокно | 150 | 10 - 12 |
Nomex (m-Aramid) | 220 | 25 |
ПЭТФ (Teflon) | 280 | 100 - 120 |
Таблица 4.4
при помощи тканевых фильтров
Содержание пыли в неочищенном газе | до 200 г/м3 |
Содержание пыли в очищенном газе | 1 - 20 мг/м3 |
Температура службы | до 250 °C |
Стоимость использования | 0,03 - 0,1 евро/т |
Тем не менее при использовании рукавных фильтров:
- рукавные фильтры, особенно с регенерацией за счет пульсации давления, производят при работе существенный шум, кроме того, при большом перепаде давления может повышаться расход электроэнергии;
- возможно образование дополнительных отходов при обслуживании и ремонте.
Рукавные фильтры используют во всех отраслях производства керамики для удаления пыли из отходящих газов, особенно для технологических операций, сопровождаемых пылеобразованием (обеспыливание силосов для хранения сырья, массоподготовка, включая распылительную сушку, сухое формование, машинная обработка или шлифовка). В некоторых случаях такие фильтры применяют в сочетании с циклонами предварительной очистки (см. раздел 4.2.6.3.1).
В картриджных фильтрах существует риск засорения, если складки расположены слишком плотно из-за плотных слоев пыли, которые трудно очистить.
Площадь рукавного фильтра с системой самоочистки должна быть достаточно велика для того, чтобы удельная нагрузка на фильтрующую поверхность была менее 2 м3/(м2·мин). Сбор, извлечение и повторное использование пыли дает возможность уменьшить потребление сырьевых материалов.
Использование рукавных фильтров невозможно при слишком высоких температурах, а также при температурах, близких к точке росы (особенно это касается влажных отходящих газов). Это объясняется тем, что фильтры забиваются, а твердая корка, образующаяся в результате реакции между водой и CaO, осложняет их просушку и очистку, что в итоге приводит к резкому повышению расходов на техническое обслуживание установок и электроэнергию и увеличивает продолжительность производственного цикла.
Таким образом стоимость применения рукавных фильтров напрямую связана с затратами электроэнергии на преодоление перепада давления.
4.2.6.3.3 Слоистые фильтры на основе спеченного полиэтилена (пластинчатый фильтр из спеченного пластика)
Применение слоистых фильтров на основе расплавленного полиэтилена (пластинчатый фильтр из спеченного пластика) направлено на снижение выбросов пыли в атмосферный воздух, они состоят из жесткого фильтрующего материала, смонтированного в виде уплотненного элемента.
В основе таких систем лежат жесткие фильтрующие элементы, состоящие из спекшегося полиэтилена с покрытием из ПЭТФ, что придает им прочность и водоотталкивающие свойства.
Главные достоинства этих фильтров - крайне высокая эффективность очистки отходящих газов от пыли в сочетании с малым перепадом давления и высокой стойкостью к абразивному износу под действием керамических частиц.
На рисунке 4.7 показана типовая схема подобного фильтра с импульсной струйной системой самоочистки.

Применение таких фильтров позволяет достичь степени очистки 99,99% при содержании пыли в очищенном газе < 1 мг/м3, что дает возможность подавать очищенный газ в производственное помещение.
При использовании слоистых спеченных фильтров становится возможным мокрое отделение пыли, в частности, при распылительном глазуровании. Данная система позволяет организовать прямое извлечение частиц глазури из отходящих газов распылительной камеры. Наличие зоны покоя вверх по потоку означает, что улавливаемая пыль имеет сравнительно низкую влажность. В идеальных условиях отделяемые частицы глазури образуют текучий порошок.
Применение систем мокрой очистки направлено на снижение выбросов пыли в атмосферный воздух.
В сепараторах мокрой очистки удаление пыли из отходящих газов происходит при непосредственном контакте между отходящими газами и промывной жидкостью (водой), частицы пыли захватываются жидкостью и смываются. В зависимости от конструкции и принципа действия выделяют различные типы сепараторов мокрой очистки (например, скрубберы Вентури).
Мокрая очистка также применяется для удаления газообразных загрязняющих веществ (см. раздел 4.2.6.4.11).
Использование сепараторов мокрой очистки возможно в сочетании с циклонами для снижения выбросов влажной или мокрой пыли, в особенности при распылительной сушке. Такой подход имеет преимущества, если организована рециркуляция промывных вод.
Применение электрофильтров направлено на снижение выбросов пыли в атмосферный воздух. Электрофильтры (ESP) работают таким образом, что частицы заряжаются и разделяются под действием электрического поля. Электрофильтры способны работать в широком диапазоне условий. Эффективность снижения выбросов может зависеть от количества полей, времени пребывания (размера) и расположенных выше по потоку устройств для удаления частиц. Обычно они включают от двух до пяти полей, но для наиболее продвинутых ESP могут содержать до семи полей. Электрофильтры могут быть сухими или мокрыми в зависимости от технологии сбора пыли с электродов. Мокрые электрофильтры обычно используются на этапе полировки для удаления остаточной пыли и капель после мокрой обработки.
Действие электрофильтра основано на том, что дымовые газы поступают в камеру с двумя электродами, на один из которых подают высокое (до 100 кВ) напряжение. Газы ионизируются, образующиеся ионы адсорбируются частицами пыли, и на поверхности этих частиц возникает электрический заряд. Под действием электростатических сил пыль отталкивается от первого электрода и притягивается ко второму, на который оседает и удаляется из газового потока.
Электрофильтры используются отдельно или в сочетании с другими методами очистки отходящих газов.
В таблице 4.5 перечислены типовые технические характеристики и расходы на эксплуатацию электрофильтров
Таблица 4.5
и их стоимость
Объем газа | до 100000 м3/ч |
Скорость газа | 0,5 - 3 м/с |
Пылевая нагрузка в неочищенном газе | до 100 г/м3 |
Пылевая нагрузка в очищенном газе | 5 - 50 мг/м3 |
Рабочая температура | до 450 °C |
Напряжение | 10 - 100 кВ |
Энергоемкость | 0,05 - 2 кВт·ч/1000 м3 |
Объем инвестиций | 1 - 3 млн евро |
Эксплуатационные расходы | 0,1 - 0,2 евро/т |
Эффективность удаления пыли обычно составляет от 95% до более 99%.
Электрофильтры применяют преимущественно при производстве керамзита. Их устанавливают на участках, где требуется высокая надежность очистки большого объема газов, имеющих высокую температуру (после вращающихся печей и сухих дробилок).
4.2.6.4.1 Снижение подачи сырья с большим содержанием источников загрязняющих веществ. Выбор исходного сырья
Выбор сырья с низким содержанием прекурсоров загрязняющих веществ направлен на предотвращение выбросов загрязняющих веществ и включает применение таких методов, как:
- использование сырья с низким содержанием соединений серы и/или фторида (например, песка) для снижения выбросов;
- добавление сырья с низким содержанием серы и/или фторида (например, песка) для снижения выбросов;
- минимизация органических соединений в сырье (например, порообразователи, связующие вещества);
- использование неорганических порообразователей (например, перлита).
Оксиды серы
- Применение сырья с низким содержанием серы и соответствующих добавок позволяет существенно уменьшить выбросы SO2.
- При высокой концентрации серы в сырьевых материалах введение глин или компонентов массы (например, песка) с малым ее содержанием приводит к снижению выбросов SO2 за счет эффекта разбавления.
- Значительного снижения выбросов SO2 можно добиться за счет использования низкосернистого топлива (природного или сжиженного газа).
- При производстве огнеупоров органические связующие, например крахмал или лимонная кислота, в некоторых случаях могут заменить серосодержащие связующие. Это может привести к выбросам ЛОС и CO2.
- Высокое содержание кальция в сырье способствует внутренней адсорбции выделившегося SO2 в виде сульфата кальция, что снижает выбросы SO2.
Оксиды азота
Минимизация содержания соединений азота в сырье и добавках может снизить выбросы NOx.
Неорганические соединения хлора
Применение сырьевых материалов и добавок с малым содержанием хлора позволяет существенно уменьшить выбросы его соединений.
Неорганические соединения фтора
- Существенное уменьшение выбросов фтора происходит за счет использования сырьевых материалов и добавок с малым его содержанием.
- При высокой концентрации фтора в сырье введение глин или компонентов массы (например, песка) с низким его содержанием приводит к снижению его выбросов за счет эффекта разбавления.
Летучие органические соединения (ЛОС)
Минимизация доли органических соединений в сырье, а также добавок, связок и другого дает возможность уменьшить выбросы ЛОС в процессе сушки и обжига. Так, добавки органической природы (опилки, полистирол) вводят в массу в основном при производстве пористых изделий, однако их присутствие способствует увеличению выбросов ЛОС. Выделения ЛОС можно избежать путем перехода на порообразующие добавки неорганической природы, например, перлит (стекловидный материал вулканического происхождения, содержащий 3 - 4% воды; при нагревании до 800 - 1100 °C происходит его вспучивание за счет образования пузырьков пара, и материал увеличивается в объеме в 15 - 20 раз).
На этапах декорирования минимизация содержания органических соединений в чернилах также может снизить выбросы летучих органических соединений.
Диоксид углерода
Использование низкокарбонатного сырья и использование сырья с низким содержанием органических соединений позволяет значительно сократить выбросы CO2.
Применимость данного метода может быть ограничена наличием глин с низким содержанием загрязняющих веществ и ограничениями по качеству продукции.
Снижение доли источников (например в сырье) загрязняющих веществ - предпочтительный способ уменьшения выбросов с дымовыми газами печи, поскольку происходит устранение причины их появления, однако в связи с технологическими ограничениями его применение не всегда оказывается возможным. Использование сырья и добавок с низким содержанием источников вредных веществ возможно во всех отраслях производства керамики, тем не менее при этом следует учитывать возникающие в конкретных случаях отклонения качества продукции (в частности, цвета, прочности при сжатии, морозостойкости) и проводить подробные исследования состава сырьевых смесей.
Так, применение неорганических порообразователей связано с определенными техническими трудностями. Вспучивание этих веществ происходит внезапно и быстро, что осложняет контроль процесса порообразования и ведет к ухудшению качества продукции. Как следствие, переход на подобные порообразующие добавки вряд ли возможен на практике. Во Фландрии существует предприятие по производству кирпича, где используют перлит в качестве добавки, однако в массу его вводят уже вспученным и измельченным, перлит является не порообразователем, а отощителем для пластичной Боомской глины.
При производстве керамзита уменьшение выбросов ЛОС невозможно, поскольку они служат для формирования поровой структуры.
Помимо этого, содержание загрязняющих веществ в сырье - важный, но не всегда определяющий фактор при образовании выбросов в процессе обжига, поскольку такие выбросы зависят от нескольких параметров, в том числе от режима обжига. Так, снижение концентрации вредных веществ в сырье на 50% не всегда означает такое же уменьшение выбросов, хотя опыт свидетельствует о корреляции между содержанием фтора в глине и концентрацией HF.
Что касается серы, необходимо отметить, что предприятия, как правило, располагаются вблизи карьеров по добыче глины, а это ограничивает выбор сырья с пониженным ее содержанием (также см. экономические аспекты).
Если предприятие имеет карьер с повышенным содержанием серы в глине, применение или введение глинистого сырья с пониженным ее содержанием предполагает поставки сырья со стороны. Это влечет за собой существенное увеличение стоимости продукции, с одной стороны, в связи с повышением затрат на транспортировку (0,05 евро/(т-км) в 1998 г.), а с другой - из-за возросших расходов на добычу, уплачиваемых третьей стороне, по сравнению со стоимостью глины из собственного карьера (2,5 евро/т в 1998 г.). Минимизация содержания органических веществ в сырье также может привести к удорожанию продукции из-за необходимости его доставки от сторонних поставщиков.
Технические решения, включающие введение сырьевых материалов с низким содержанием серы и/или кальцийсодержащих добавок (см. раздел 4.2.6.4.2) могут потребовать значительных капиталовложений (до 850000 евро), в частности, на расширение складских площадей и модернизацию оборудования для массоподготовки, формования и сушки. Также могут возникнуть дополнительные расходы на эксплуатацию и сырье.
Введение кальцийсодержащих добавок направлено на снижение содержания оксидов фтора, хлора и серы в дымовых газах и предусматривает применение таких решений, как:
- добавление в сырьевую смесь добавок с большим содержанием кальция для удержания фтора, хлора и серы в керамическом изделии;
- введение в сырьевую смесь глин с большим содержанием кальция, суглинков или вторичного сырья для снижения содержания серы в сырьевой смеси.
Кальцийсодержащие добавки в сырьевой смеси (например, мелкий известняк, мел, бумажный осадок) при сравнительно невысокой температуре (700 - 850 °C) активно взаимодействуют с содержащимися в сырьевых материалах соединениями фтора и хлора, а также с образующимися в процессе обжига оксидами серы, что дает возможность удержать эти вещества в структуре обожженного материала. Фтор, хлор и сера удерживаются внутри обожженного тела с возможным эффектом разбавления из-за выделения CO2 и H2O.
"Фиксация" фтора путем образования устойчивого фторида кальция, которая позволяет существенно уменьшить выбросы HF, происходит по следующей реакции:


Аналогично протекают процессы "фиксации" в материале хлора и SOx, что также позволяет значительно снизить выбросы HCl и SOx.
Тем не менее концентрация HF, HCl и SOx в дымовых газах не всегда связана с содержанием CaO в сырье. Опыт свидетельствует о том, что даже присутствие в глиняных изделиях в процессе обжига высокодисперсных карбонатов или CaO оказывает небольшое или полностью не оказывает влияние на уровень выбросов HF, HCl и SO2/SO3. Причиной этого является высокая температура в печи, из-за чего происходит разложение CaSO4, CaCl2 и CaF2. При температуре порядка 850 °C начинается разложение CaF2. При более высоких (выше 900 °C) температурах CaO также взаимодействует с силикатами с образованием силикатов кальция, при этом содержание свободного CaO уменьшается.
Сульфаты разлагаются в диапазоне температур от 850 до 1250 °C.
Кальцийсодержащие добавки дают возможность снизить уровень выбросов фтора на 10 - 75% (в зависимости от типа сырья и предельной температуры обжига), однако их введение может негативно отразиться на качестве готовой продукции, в связи с этим повсеместное внедрение данного приема оказывается невозможным.
Вместе с тем введение кальцийсодержащих добавок может повышать затраты энергии на обжиг, во-первых, в связи с протекающими в печи эндотермическими реакциями и, во-вторых, из-за увеличения его продолжительности. Кроме того, присутствие карбонатов кальция повышает уровень выбросов CO2.
Главной отраслью, где данное технологическое решение применяют шире всего, остается производство кирпича и производство облицовочной и напольной плитки при условии, что технические свойства конечного продукта могут быть достигнуты. Наибольшее влияние введение извести оказывает на следующие параметры качества изделий:
- цвет: увеличение содержания извести ведет к осветлению изделий (в сторону более желтого оттенка); некоторое обесцвечивание допустимо при производстве кирпича для внутренних работ, однако при производстве и реализации лицевого кирпича это может вызвать определенные сложности, поэтому использовать подобные добавки во всех кирпичных массах невозможно; добиться частичного восстановления цвета кирпича можно путем добавления Fe2O3;
- содержание водорастворимых сульфатов: этот параметр увеличивается с повышением содержания CaCO3; водорастворимые сульфаты являются одной из причин образования высолов на кирпиче;
- прочность при сжатии: добавка карбоната кальция оказывает как положительное, так и отрицательное воздействие;
- усадка: добавление мела оказывает относительно непредсказуемое влияние на усадку изделия при сушке и обжиге;
- водопоглощение: с повышением содержания CaCO3 увеличивается самопроизвольное водопоглощение, вследствие чего растет и коэффициент насыщения; это ведет к понижению морозостойкости кирпича и повышает вероятность образования высолов; подобные изделия считают годными в основном для внутренних работ;
- содержание CaO в керамзите не должно превышать 3%, в противном случае прочность гранул значительно снижается, а при его содержании выше 5% ухудшается вспучиваемость из-за избыточного плавления.
Повышение уровня выбросов CO2, возникающее в результате применения кальцийсодержащих добавок, ведет к увеличению затрат, связанных с торговлей выбросами парниковых газов. Кроме того, изменение характера усадки изделий может повлиять на их механическую обработку в процессе производства.
Меры, включающие введение в формовочную массу добавок кальцийсодержащей глины и/или низкосернистого сырья (см. раздел 4.2.6.4.1) могут повлечь за собой существенные (до 850000 евро) инвестиции, в частности, на расширение складских площадей и модернизацию оборудования для массоподготовки, формования и сушки. Также могут возникнуть дополнительные расходы на эксплуатацию и сырье.
Оптимизация режима обжига направлена на сокращения выбросов загрязняющих веществ, а также сокращение количества отходов, отправляемых на утилизацию, за счет снижения доли брака обожженных изделий и включает применение следующих технологических решений:
- оптимизация кривой нагрева для предотвращения выбросов HF и SO2 за счет контроля скорости и температуры нагрева;
- соответствующая садка изделий в печи для уменьшения доли бракованной продукции;
- оптимизация потока воздуха во вращающихся печах при производстве керамзита для уменьшения доли бракованной продукции.
Скорость нагрева, а также уровень температуры обжига могут влиять на сокращение выбросов SOx и HF:
- снижение скорости нагрева в самом низком температурном диапазоне (до 400 °C) способствует резорбции HF с образованием CaF2, что приводит к снижению выбросов HF; аналогичный эффект может быть получен при сокращении выбросов SOx; обычно SOx образуется в результате окисления пирита и/или диссоциации сульфата кальция, присутствующего в керамической заготовке;
- за счет увеличения скорости нагрева в диапазоне температур от 400 °C до температуры обжига температура спекания достигается быстрее, и в результате объем выбросов становится ограниченным за счет диффузии, а выбросы уменьшаются;
- высота температуры обжига влияет на разложение сульфатов; чем ниже температура обжига, тем меньше разложение и, следовательно, меньше выбросов SOx; снижения температуры обжига можно добиться добавлением в сырьевую смесь флюсов;
- более быстрые циклы обжига обычно приводят к снижению выбросов фторидов; характеристики сырья влияют на выбросы фтора, но для любого керамического изделия решающее значение имеет время обжига при температуре выше 800 °C;
- контроль уровня кислорода в процессе обжига увеличивает эффективность сгорания.
Современные технологии обжига также дают возможность напрямую предотвратить образование твердых отходов. Переход от обжига в капелях или в многоярусных туннельных печах на системы скоростного обжига, например, роликовые печи, позволяет уменьшить количество (отработанного) огнеприпаса, однако в этом контексте следует принимать во внимание, что продолжительность службы огнеприпаса зависит от температуры (которая в роликовых печах, как правило, выше) и от оборачиваемости (которая при скоростном обжиге увеличивается в связи с сокращением продолжительности обжига). Кроме того, при скоростном обжиге образуется больше брака, особенно изделий сложной формы, поскольку данный способ пригоден в первую очередь для плоских изделий, а потому применим не во всех случаях.
Долю боя при обжиге можно снизить путем прецизионного электронного контроля температурной кривой и оптимизации садки на печные вагонетки.
Положение изделий во время обжига также может влиять на выбросы загрязняющих веществ. При плотной садке изделий диффузия кислорода внутрь садки и выход SOx наружу затруднены, и выбросы могут уменьшиться.
На рисунке 4.9 показаны температурные диапазоны выбросов соответствующих загрязняющих веществ в соответствии с температурной кривой обжига керамического кирпича.
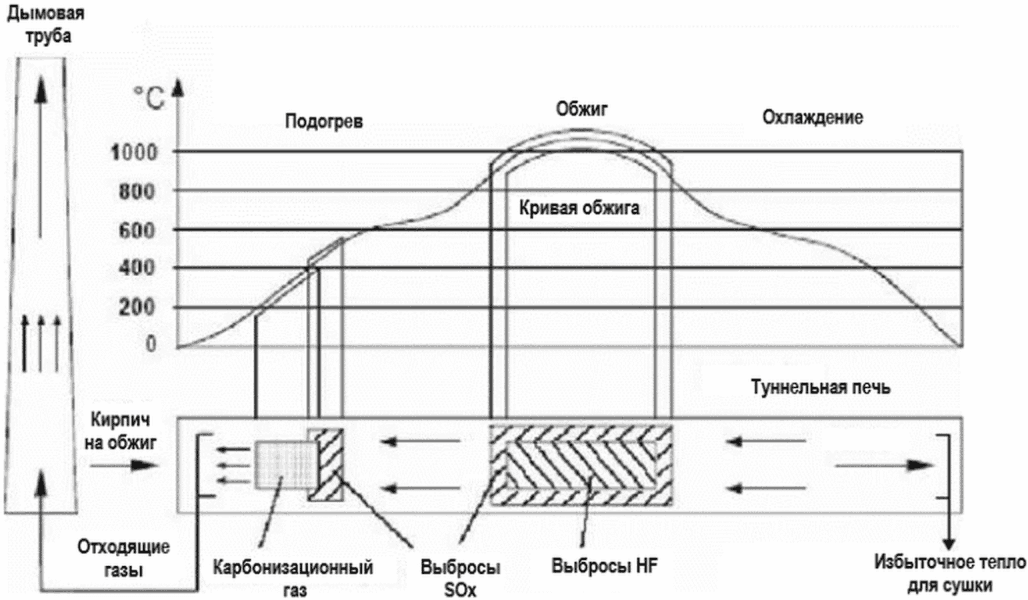
ИС МЕГАНОРМ: примечание. Нумерация рисунков дана в соответствии с официальным текстом документа. |
веществ на примере температурной кривой обжига кирпича
Оптимизация кривой нагрева/управления технологическим процессом может применяться во всех отраслях керамической промышленности, но следует отметить, что на практике кривые нагрева в подотраслях производства керамических изделий оптимизируются в соответствии с требуемым качеством продукции и энергопотреблением. Таким образом, кривые нагрева можно оптимизировать только в том случае, если это позволяют технические свойства конечного продукта, более того, при оптимизации кривых обжига в целях снижения выбросов загрязняющих веществ необходимо учитывать дополнительные затраты.
Соответствующая конструкция камер сгорания, горелок и вспомогательного оборудования/устройств сочетается с оптимизацией условий сгорания (например, температура и время пребывания в зоне сгорания, эффективное смешивание топлива и воздуха для горения) и регулярным плановым обслуживанием системы сгорания в соответствии с рекомендациями поставщиков оборудования и технологий. Контроль условий горения основан на непрерывном мониторинге и автоматическом контроле соответствующих параметров горения (например, O2, CO, соотношения топлива и воздуха и несгоревших веществ).
Атмосфера в печи также важна для сокращения выбросов SOx из-за присутствия соединений серы в исходном сырье. В восстановительной атмосфере пирит не разлагается, а SOx выделяется только за счет разложения сульфатов.
Таким образом, оптимизация режима обжига (процесса сжигания) позволит обеспечить:
- снижение выбросов CO и NOx;
- снижение выбросов SOx из пирита, присутствующего в сырье;
- оптимизацию энергопотребления.
Сокращение количества водяного пара в печи направлено на снижение выбросов фтора (HF) и SO2.
Снижение уровня водяного пара в печи (топочных газах), как правило, влечет за собой уменьшение выбросов соединений фтора, поскольку основным механизмом высвобождения фтора из глинистых минералов является пирогидролиз. Эта химическая реакция протекает при температурах выше 800 °C.
В ходе лабораторных исследований было установлено, что путем уменьшения содержания влаги в атмосфере печи удается снизить выбросы как HF, так и SOx.
На практике добиться уменьшения доли воды в атмосфере печи сложно технически, поскольку ее выделение происходит при сгорании ископаемого топлива. Подавить образование такой воды можно только за счет непрямого обогрева печи, например, при помощи газовых излучательных трубчатых горелок, или при использовании электрообогрева печи, что, однако, потребует существенной ее модификации и приведет к повышению затрат энергии.
Во всех странах Европы при производстве кирпича и черепицы, керамических труб, огнеупоров, керамзита экономически оправданным является только обогрев печей с использованием ископаемого топлива, электричество или непрямой обогрев в этих отраслях обычно не применяют (электрообогрев применяют только при выпуске небольших партий специальных огнеупорных изделий). Уменьшение концентрации водяного пара в топочных газах путем электрообогрева печей (такие печи нашли свое применение для обжига некоторых видов технической керамики) или непрямого обогрева при помощи трубчатых излучательных горелок (такими горелками могут быть оборудованы печи с выкатным подом или небольшие роликовые печи) более перспективно при производстве облицовочной и напольной плитки, посуды, декоративных, санитарно-технических изделий, технической керамики, абразивов на неорганической связке.
Дожигание газов зоны нагрева в печи направлено на сокращение выбросов в воздух ЛОС и CO.
При разложении и неполном сгорании органических компонентов массы имеет место выделение ЛОС (так называемых газов зоны нагрева), которые можно дожигать в печи при условии ее соответствующей модернизации.
Дожигание таких газов обеспечивают путем их подачи из зоны нагрева в зону обжига, где происходит их сгорание под действием высокой температуры. С этой целью ту часть печи, где выделяются ЛОС (зону карбонизации), необходимо отделить от остального печного пространства, что делают при помощи одного или нескольких раздвижных заслонов или специальной системы отсоса газов. Этот прием дает возможность значительно снизить уровень выбросов не только ЛОС, но и CO. На рисунке 4.10 показана примерная схема дожигания в печи газов из зоны нагрева.

Системы внутрипечного дожигания газов из зоны нагрева нашли применение на ряде кирпичных заводов в Германии. Такие системы дают возможность значительно уменьшить выбросы ЛОС, однако их существенным недостатком является то, что они могут нарушать нормальный режим эксплуатации печи, что осложняет ее контроль. Распространенной проблемой при использовании систем раздвижных дверей, например, является их захлопывание. Внедрение термического дожигания при использовании туннельной печи как простого противоточного теплообменника зачастую создает трудности в ходе ее эксплуатации и повышает связанные с этим расходы. Вследствие этого в последние годы на предприятиях, особенно новых, растет интерес к системам внешнего дожигания топочных газов.
Внедрение этого технического приема невозможно на предприятиях по производству керамзита, поскольку в данной технологии сушка и обжиг совмещены, и в газах содержится большое количество влаги.
Внедрение этого метода очистки газов позволяет достичь суммарного содержания углерода в очищенном газе порядка 15 мг/м3 при его концентрации в неочищенном газе на уровне 250 мг/м3.
Вместе с тем сжигание карбонизационного газа внутри печи может увеличить общее потребление энергии, особенно если необходимо провести дополнительный обжиг с помощью (высокоскоростных) горелок для сжигания карбонизирующих газов из зоны нагрева.
Применение горелок с низкими выбросами NOx направлено на снижение выбросов оксидов азота в атмосферный воздух.
Технология (включая горелки со сверхнизким уровнем NOx) основана на принципах снижения пиковых температур пламени. Смешивание компонентов воздух/топливо снижает доступность кислорода и снижает пиковую температуру пламени, тем самым замедляя преобразование связанного с топливом азота в NOx и образование термических NOx, сохраняя при этом высокую эффективность сгорания.
Выбросы оксидов азота возникают при обжиге керамических изделий, например, в производстве огнеупорных изделий при температуре выше 1300 °C. Такие выбросы NOx можно свести к минимуму за счет использования специальных горелок с низкими выбросами NOx. Эти горелки эффективны для снижения температуры пламени и, таким образом, снижения термических и (в некоторой степени) выбросов NOx, образующихся в топливе. Снижение NOx достигается за счет подачи продувочного воздуха для снижения температуры пламени или импульсной работы горелок.
Горелки с низким уровнем выбросов NOx - это общий термин для серии горелок, которые сочетают в себе несколько конструктивных особенностей, позволяющих снизить уровень выбросов NOx. Основными принципами работы этих горелок являются снижение пиковой температуры пламени, сокращение времени пребывания в высокотемпературной зоне и снижение доступности кислорода в зоне горения. В соответствии с различными принципами снижения образования NOx были разработаны горелки с низким содержанием NOx: горелки с воздушной ступенькой, горелки со ступенчатой подачей топлива и горелки с рециркуляцией дымового газа.
Применение и эффективность горелок с низким выделением NOx определяются рядом факторов, в частности, предельной температурой обжига. Сообщается, что при температурах выше 1400 °C такие горелки недостаточно эффективны. Кроме того, применение таких горелок может ограничиваться требованиями к качеству готовой продукции.
В целях снижения выбросов в атмосферный воздух HF, SOx и HCl применяются адсорберы каскадного типа.
Удаление загрязняющих веществ происходит путем удержания на твердом адсорбенте (например, карбонате кальция, известняке), который под действием силы тяжести подается в камеру, через которую проходят отходящие газы. Перегородки в камере обеспечивают контакт адсорбента и дымовых газов. Отработанный адсорбент собирается в нижней части установки.
В подобных адсорберах реакция между сорбирующим агентом, которым обычно служит карбонат кальция (CaCO3, известняк), и загрязняющими веществами в дымовых газах (преимущественно HF, SO2, и HCl) протекает в камере, где сорбент медленно опускается под действием силы тяжести, а движение дымовых газов организовано по перекрестному или противотоку. С целью обеспечить достаточную продолжительность и площадь контакта в камере устанавливают экраны, которые замедляют движение сорбента и способствуют эффективной циркуляции газов в установке. Отработанный карбонат кальция собирается в нижней части аппарата. Такие адсорберы дают возможность очищать газы с температурой до 500 °C без предварительного охлаждения и потому весьма эффективны для уменьшения выбросов HF, SOx и HCl с дымовыми газами печей. Изображение адсорбера с поперечным потоком показано на рисунке 4.11.

Помимо обычного карбоната кальция, в качестве сорбирующего агента применяют также модифицированный карбонат кальция, представляющий собой смесь карбоната и гидроксида кальция (CaCO3/Ca(OH)2). Пористость такого сорбента и содержание в нем гидроксида кальция выше, поэтому он обладает лучшим сродством к кислым газам.
Поскольку процесс сорбции HF, SOx и HCl протекает преимущественно на поверхности гранул, их поглощающая способность невелика. Для ее увеличения в случае немодифицированного карбоната кальция применяют обдирку гранул - механическое удаление более рыхлого внешнего слоя, слагающегося преимущественно из фторида, сульфита, сульфата и хлорида кальция. Очищенные таким образом гранулы можно повторно использовать в качестве поглотителя, если их диаметр достаточно велик и при этом образуется незначительное количество твердых отходов (в форме насыщенного известняка).
В случае применения модифицированного сорбента повышения сродства к кислым газам добиваются путем улучшения их поверхностных свойств. В связи с этим, в отличие от немодифицированного карбоната кальция, их обдирка с целью повторного использования оказывается невозможной.
На рисунке 4.12 показана схема работы горизонтального адсорбера каскадного типа с обдирочным барабаном. Очищенный сорбент автоматически подают в бункер запаса. Этот прием позволяет снизить количество отходов до 50%.

каскадного типа с обдирочным барабаном
Насыщенный загрязняющими веществами известняковый гранулят подают в очистительный барабан винтовым питателем. Внешний загрязненный слой гранул счищается за счет трения, после чего его, а также гранулы диаметром < 2,5 мм удаляют из барабана и сгружают в грузовики-накопители. Поверхность гранул диаметром > 2,5 мм восстанавливает активность, такой гранулят перегружают в бункер запаса адсорбера при помощи секционного питателя и оборотной трубы. Адсорбер, обдирочный барабан и оборотная труба представляют собой замкнутую систему. Обдирка и возврат гранул происходят непрерывно и автоматически.
Карбонат кальция применяют в форме гранул со средним размером 4 - 6 мм, которые, чтобы обеспечить максимальную эффективность очистки, должны удовлетворять ряд требований относительно размера, состава и пористости.
Для удаления HF и SO3 наилучшим образом подходит немодифицированный карбонат кальция, желательно мягких сортов. Эффективность очистки для этих соединений при использовании гранулированного сорбента превышает 90% (доходя до 99) и 80% соответственно. Однако обычный карбонат кальция хуже приспособлен для удаления SO2, поскольку его реакционная способность ниже, чем у HF и SO3; эффективность очистки составляет всего 20%. Эффективность удаления HCl при использовании немодифицированного карбоната кальция составляет примерно 50%.
Модифицированный карбонат кальция лучше подходит для удаления SO2, очистка от HF и SO3 с его помощью также несколько более эффективна. Так, при использовании модифицированного карбоната кальция удается удалять до 99% HF, до 85% SO3, от 30 до 85% SO2 при его концентрации в неочищенном газе до 1500 мг/м3 и более 50% HCl. Эффективность очистки по взвешенным частицам в таких системах достигает 100% (также см. раздел 4.2.6).
Возможны эффективная очистка дымовых газов с содержанием SO2 порядка 2500 мг/м3 и снижение его концентрации до 500 мг/м3 и ниже путем, в частности, последовательной установки четырех адсорберов (горизонтальных набивных противоточных адсорберов с модифицированным карбонатом кальция). Таким же способом можно обеспечить эффективность очистки газов с высокой нагрузкой по SO2 до 85%, в то время как при использовании только одного адсорбера эффективность очистки по SO2 падает до 30%.
Эти адсорберы могут работать с газами при температуре до 500 °C без предварительного охлаждения и, следовательно, очень эффективно снижают выбросы HF, SOx и HCl из дымовых газов печи.
Примеры эффективности очистки:
- до 99% для выбросов HF;
- до 85% для выбросов SO2 и SO3;
- до 50% для выбросов HCl;
- до 100% для выбросов пыли.
Потребление электроэнергии: 641 - 864 (кВт·ч/день).
Особенности применения:
- высокое потребление сорбирующих агентов: по сравнению со стехиометрией реакции адсорбции на практике для достижения эффективности очистки может потребоваться избыток адсорбента в 2,5 раза;
- значительное количество отходов (в связи со сравнительно большим избытком сорбента);
- взаимодействие карбоната кальция с кислыми компонентами дымовых газов сопровождается выделением CO2;
- повышенный расход энергии на работу адсорбера (в частности, чтобы преодолеть перепад давления);
- возможное увеличение выбросов пыли вследствие повышенной пылевой нагрузки, особенно при использовании обдирочного барабана;
- возможный шум;
- повторное использование насыщенного известняка в глиняной смеси может привести к выбросам CO2 во время обжига.
Данное решение может найти применение в ряде отраслей производства керамических изделий, однако при этом необходимо учитывать необходимые для размещения оборудования площади и недостаточную гибкость в плане контроля, а также применение других видов адсорбентов. Также следует принимать во внимание и другие факторы, а именно: концентрации HF и SOx в неочищенном газе, ассортимент изделий, размеры, режим работы и производительность печи, предельную температуру обжига, объем и температуру дымовых газов, суммарную пылевую нагрузку от адсорбера, необходимость установки пылевого фильтра, возможность повторного использования, рециркуляции или образования большого количества твердых отходов из адсорберов, наличие требуемого известнякового гранулята, увеличение затрат электроэнергии, а также общее воздействие на окружающую среду.
Небольшие количества счищенного с поверхности гранул насыщенного известняка вводят в состав массы для производства керамических блоков и лицевого кирпича, однако необходимо помнить, что присутствие в нем сульфата кальция может привести к появлению высолов. Также возможно применение насыщенного известняка в производстве цемента, бетонов и асфальта. Если повторное использование оказывается невозможным, требуется учитывать дополнительные расходы на его переработку.
Модульные адсорбционные системы направлены на снижение выбросов HF. Отходящие газы проходят через несколько слоев сотовых модулей адсорбера, заполненных гидроксидом кальция. HF преобразуется в CaF2 и удерживается в модулях.
Отделение газообразных неорганических соединений фтора проводят преимущественно при помощи сухой сорбции на сотовых модулях из гидроксида кальция в так называемых модульных адсорбционных системах. Дымовые газы подают в простой стальной реактор без движущихся частей, в котором в несколько ярусов установлены сотовые сорбирующие модули, заполненные гашеной известью (гидроксидом кальция). При прохождении дымовых газов через реактор происходит химическое преобразование содержащегося в них HF во фторид кальция (CaF2). Продолжительность службы модулей зависит от режима работы предприятия, объемного расхода дымовых газов и концентрации фтора в неочищенном газе. Модули, чтобы ускорить процесс их замены и упростить перемещение, размещают на стойках. Насыщенные модули заменяют новыми.
На рисунке 4.13 показана схема установки сухой сорбции с сотовыми модулями из Ca(OH)2.

Вопросы взаимовлияния и воздействия на различные компоненты окружающей среды:
- сравнительно высокое потребление сорбентов;
- значительное количество отходов (в виде отработанных модулей);
- повышенный расход энергии на работу адсорбера (в частности, чтобы преодолеть перепад давления в случае дымовых газов с высокой пылевой нагрузкой).
Данная система проста с технической точки зрения и отличается надежностью, поскольку не имеет движущихся частей и в ней не создается большой перепад давления. Она особенно эффективна при невысоком (< 18000 м3/ч) объемном расходе дымовых газов в случае, когда концентрации прочих неорганических соединений, помимо HF (SO2, SO3, HCl), малы. По этой причине такие системы применяют в основном при производстве облицовочной и напольной плитки, посуды, декоративных и санитарно-технических изделий, технической керамики. Кроме того, при повышенном содержании пыли возможно засорение капилляров, поэтому данная система малопригодна для обеспыливания.
Сухая очистка дымовых газов направлена на сокращение выбросов HF, HCl и SOx в атмосферный воздух.
Сухой порошок или суспензия/раствор щелочного реагента (например, извести или бикарбоната натрия) вводится и диспергируется в потоке отходящих газов. Материал реагирует с кислыми газообразными частицами (например, SO2, HF, HCl) с образованием твердого вещества, которое в дальнейшем удаляется методом фильтрации (например, с использованием рукавного фильтра).
При данном способе очистки дымовых газов сухой поглотитель вдувают в поток газа. Адсорбция кислотных компонентов (оксиды серы, неорганические соединения хлора и фтора) происходит в реакторе или в реакторной зоне, роль которых может выполнять труба для отвода дымовых газов из печи и подачи их на фильтр. Длина такой трубы должна обеспечивать необходимую продолжительность контакта. Продукты реакции в виде солей нейтрализации, а также избыток сорбента удаляют из газового потока при помощи установленного после реактора (реакторной зоны) фильтра. С этой целью, как правило, применяют рукавный фильтр, поскольку в нем обеспечивается хороший контакт между сорбентом и газообразными загрязняющими веществами. Материал рукавов должен быть кислото- и щелочестойким, кроме того, его выбор определяется температурой очищаемых газов (см. таблицу 4.3). На рисунке 4.14 приведена примерная схема процесса сухой очистки дымовых газов с использованием рукавного фильтра.

дымовых газов рукавным фильтром
Вместо рукавных возможно применение в системе с распылением порошкообразного реагента электрофильтров. Их достоинством является более высокая температура очищаемых газов (значительно выше 400 °C), что упраздняет необходимость их охлаждения и облегчает рекуперацию энергии из очищенного газа. С другой стороны, контакт между загрязняющими веществами и сорбирующим агентом в таких фильтрах хуже, чем в рукавных. На рисунке 4.15 показана схема сухой очистки газов с использованием электрофильтра.

дымовых газов с помощью электрофильтра
Особый вариант сухой очистки дымовых газов - полусухая фильтрация или так называемая кондиционированная сухая газоочистка. Отличие этого способа заключается во введении в систему небольшого количества воды. При легком увлажнении сорбента происходит его "кондиционирование", что повышает его активность и эффективность очистки. Потребление сорбирующего агента и количество твердых отходов также снижаются. Недостатками этого способа являются вероятность возникновения коррозии, обусловленная повышенной влажностью дымовых газов, а также более сложный контроль процесса.
Система сухой очистки дымовых газов при помощи фильтра дает возможность гибкого регулирования процесса и рационального использования поглотителя. В число применяемых сорбирующих агентов входят гидроксид (Ca(OH)2) и оксид кальция (CaO), а также, в последнее время, бикарбонат натрия (NaHCO3), который лучше подходит для удаления SO2. Следует отметить, что продукты реакции с бикарбонатом натрия представляют собой водорастворимые соли (сульфат и фторид натрия), что делает невозможным их уничтожение путем захоронения.
Применение систем с рукавным фильтром невозможно как при очень высоких температурах, поскольку фильтр может загореться, так и при низких, близких к точке росы, поскольку в таких условиях фильтр легко забивается. Преимущество систем с электрофильтром заключается в возможности их эксплуатации при высоких, свыше 400 °C, температурах, что отменяет необходимость охлаждения дымовых газов перед очисткой и упрощает извлечение энергии из очищенного газа.
Путем сухой очистки с использованием рукавного фильтра удается снизить концентрацию фторидов в очищенном газе до 5 мг/м3, а содержание взвешенных частиц - до 2 - 20 мг/м3. Эффективность очистки таких систем при использовании в качестве сорбента гидроксида кальция составляет 90 - 99% по взвешенным частицам, 92 - 95% по соединениям фтора, 10 - 80% по SO2, до 90% по SO3 и до 85% по HCl.
Применение в качестве сорбирующего агента в системах сухой очистки с рукавными фильтрами бикарбоната натрия дает возможность получить эффективность очистки порядка 99% по взвешенным частицам, более 95% по соединениям фтора, 98 - 99% по SO2 и SO3 и 89% по HCl (см. раздел 4.2.6).
Примеры эффективности очистки:
- до 96% для выбросов HF;
- до 99% для выбросов SO2 и SO3;
- до 89% для выбросов HCl;
- до 99% для выбросов пыли.
Вопросы взаимовлияния и воздействия на различные компоненты окружающей среды:
- потребление сорбентов влечет за собой образование большого количества отходов;
- переработка отходов осложняется отрицательным воздействием кальция на реологические свойства керамических шликеров;
- повышается расход электроэнергии в результате перепада давления в рукавном фильтре и при работе электрофильтра соответственно;
- применение пневматических систем очистки фильтров может повышать уровень шума;
- при взаимодействии карбонат-содержащих поглотительных агентов с кислыми компонентами дымовых газов выделяется CO2.
Системы очистки отходящих газов с применением электрофильтров могут эксплуатироваться при температурах до 450 °C, при этом охлаждения дымовых газов перед очисткой не требуется, что упрощает извлечение энергии из очищенного газа. Концентрация пыли в чистом газе при таком способе очистки составляет 5 - 50 мг/м3 (см. раздел 4.2.6.3.5).
Системы сухой фильтрации могут служить для очистки дымовых газов печей во всех отраслях производства керамических изделий, однако следует принимать во внимание их недостатки по сравнению с горизонтальными набивными адсорберами - потребность в более частом обслуживании и недостаточную долговечность фильтрующих рукавов (в случае рукавного фильтра).
Мокрая очистка дымовых газов направлена на сокращение выбросов в атмосферный воздух пыли, HF, HCl и SO2.
Удаление кислых компонентов дымовых газов (оксидов серы, неорганических соединений хлора и фтора) в процессе мокрой очистки происходит путем интенсивного контакта с водой, что обеспечивает их перенос из газовой фазы в жидкую. Степень протекания этого процесса определяется растворимостью данных компонентов. Увеличению растворимости газов способствует введение в воду оснований - карбоната (CaCO3) или гидроксида кальция (Ca(OH)2), карбоната (Na2CO3) или гидроксида натрия (NaOH), аммиака (NH3).
Пример установки мокрой очистки дымовых газов представлен на рисунке 4.16. Такая установка состоит из узла подготовки промывных вод, участка промывки, отстойника-сепаратора, возможно, участка очистки стоков и участка отвода конденсата (конденсатоотводчика). Для увеличения площади контакта используют диски или набивку из инертного материала (в насадочных колоннах). Помимо башенных, применяют форсуночные и центробежные скрубберы, а также скрубберы Вентури.

дымовых газов
При мокрой очистке дымовые газы сначала охлаждают, а затем очищают. При этом необходимы участок нейтрализации и участок отделения твердой фазы.
Особый вариант данного процесса - полувлажная очистка, при которой вследствие уменьшения количества воды становится возможным ее испарение. В результате образуется хорошо прореагировавший сухой остаток, который отделяют на фильтре. Такой способ требует подачи дымовых газов с более высокой температурой, чтобы обеспечить на фильтре необходимую температуру с учетом потерь энергии на испарение. Достоинства систем полувлажной очистки - пониженное потребление поглотителя, меньшее количество твердых отходов, большая эффективность очистки, однако контроль процесса более сложен.
В качестве сорбента при мокрой очистке дымовых газов от HF, HCl и SOx обычно применяют известь. В данном случае водный раствор гидроксида кальция (известковое молоко) или суспензию карбоната кальция распыляют в колонне. В качестве отходов, как правило, образуется гипс с небольшим количеством примесей. Эффективность данного способа очистки составляет 99% по HF, до 98% по SO2, 95% по SO3 и до 95% по HCl.
При использовании в качестве сорбирующего агента в горизонтальной насадочной колонне едкого натра (каустической соды) выделяются фторид (NaF), сульфит (Na2SO3) и хлорид натрия (NaCl). После выпаривания промывных вод требуется уничтожение твердых отходов. Эффективность очистки при помощи едкого натра достигает 98% по HF, до 98% по SO2, 96% по SO3 и до 98% по HCl.
Одной из проблем, возникающих при мокрой очистке газов, является коррозия. Ее могут вызывать насыщенные водой после башенного скруббера газы при охлаждении до температуры ниже точки росы. Кроме того, холодные газы хуже диффундируют в атмосферу и могут образовывать влажный шлейф, во избежание чего рекомендуется подвергать дымовые газы повторному нагреву.
Примеры эффективности очистки:
- до 99% для выбросов HF;
- до 98% для выбросов SO2 и SO3;
- до 98% для выбросов HCl;
- до 100% для выбросов пыли.
Вопросы взаимовлияния и воздействия на различные компоненты окружающей среды:
- высокое водопотребление;
- образование производственных сточных вод (для полувлажной схемы - в меньшем объеме), что требует организации их очистки;
- сравнительно большой расход электроэнергии на преодоление перепада давления в установках;
- выделение CO2 в результате взаимодействия карбонат-содержащих сорбентов с кислыми компонентами дымовых газов.
Системы мокрой очистки дымовых газов могут найти применение во всех отраслях производства керамических изделий. Там, где содержание SO2 в дымовых газах велико, а сухая схема не обеспечивает требуемую степень очистки, мокрый процесс становится реальной альтернативой. Практическое его применение, однако, сильно ограничено большим объемом инвестиций и расходов на эксплуатацию.
Также мокрый процесс может выступать в качестве альтернативного варианта очистки дымовых газов в случае одновременного выброса неорганических загрязняющих веществ в высокой концентрации, в частности, при содержании SO2 более 2500 мг/м3.
Применение угольных фильтров направлено на снижение выбросов в атмосферный воздух ЛОС путем адсорбции на фильтре с активированным углем.
Взвешенные частицы и капли жидкости следует удалять из потока газа до его подачи на фильтр. Некоторые органические вещества (фенол, нафталин) адсорбируются на фильтре лучше, другие хуже.
Угольные фильтры пригодны только для очистки небольших объемов отходящих газов от летучих органических соединений (ЛОС), выделяющихся, например, при термообработке связок на основе смол.
Биоочистка направлена на сокращение выбросов в воздух ЛОС и сочетает в себе мокрую очистку газов (абсорбцию) и биоразложение; промывная вода содержит микроорганизмы, которые суспендируются в воде, способные окислять вредные газообразные соединения. Таким образом, условиями использования биоскрубберов являются:
- наличие возможности отмывки компонентов отходящих газов;
- вымываемые компоненты должны быть биоразлагаемыми в аэробных условиях.
Летучие продукты реакции, выделяющиеся при термообработке связок на основе смол в процессе производства огнеупоров, некоторых видов технической керамики и абразивов на неорганической связке, включают аммиак, формальдегид и фенол. Их удаление из дымовых газов возможно путем обработки соответствующими промывными жидкостями. В биологических скрубберах предусмотрена регенерация сорбента. Обязательными условиями их работы являются растворимость загрязняющих веществ в воде и непрерывная подача в скруббер.
Биоскрубберы применяют при производстве огнеупорных изделий, некоторых видов технической керамики, а также абразивов на неорганической связке.
Термическое окисление (дожигание) направлено на сокращение выбросов ЛОС и CO в атмосферный воздух.
Это метод снижения выбросов, при котором горючие соединения в потоке отходящих газов окисляются воздухом или кислородом. Поток отходящих газов нагревается выше точки самовоспламенения в камере сгорания и поддерживается при высокой температуре достаточно долго, чтобы завершить его сгорание до диоксида углерода и воды. Типичная температура сгорания составляет от 800 до 1000 °C.
Применяются несколько типов термического окисления:
- прямое термическое окисление: термическое окисление без рекуперации энергии из зоны сгорания;
- рекуперативное термическое окисление: термическое окисление с использованием тепла отходящих газов путем косвенной теплопередачи.
Регенеративное термическое окисление - термическое окисление, при котором входящий поток отходящих газов нагревается при прохождении через слой керамической насадки перед попаданием в камеру сгорания. Очищенные горячие газы выходят из этой камеры, проходя через один (или несколько) слой(ев) с керамической насадкой (охлаждаемый входящим потоком отходящих газов в более раннем цикле сгорания). Затем этот повторно нагретый насадочный слой начинает новый цикл сгорания путем предварительного нагрева нового поступающего потока отходящих газов.
Сжигание (окисление) ЛОС вне печи возможно в термореакторах, которые состоят из одной или двух камер, заполненных элементами из керамики или SiO2 с высокой теплоемкостью. Термическое дожигание осуществляют при высоком (более 100 - 150 мг/м3) содержании ЛОС в неочищенном газе в зависимости от его параметров (температуры, состава).
Дымовые газы, содержащие ЛОС, подают в первую камеру, где им передается запасенное тепло. При попадании в камеру сгорания их температура уже близка к температуре воспламенения. В камере сгорания происходит их дальнейший нагрев до температуры 750 - 800 °C при помощи горелок. Органические вещества при этом практически полностью выгорают, а присутствующий в дымовых газах CO окисляется до CO2. Кроме того, поскольку температура в камере составляет не менее 800 °C, а продолжительность пребывания газов - как минимум 1,5 с, удается достичь 90% разложения присутствующих в газе/образующихся диоксинов.
Горячие очищенные газы после камеры сгорания поступают во вторую камеру, где отдают большую часть тепла. Затем охлажденный газ сбрасывают через дымоход. Через некоторое время, когда первая камера достаточно охладилась, а вторая прогрелась, направление дымовых газов меняют. При этом нагрев неочищенных дымовых газов происходит уже во второй камере, а охлаждение очищенного газа - в первой.
Третья камера термореактора необходима для предотвращения пиковых выбросов при смене направления потока дымовых газов. После изменения направления движения дымовых газов эту камеру продувают небольшим количеством воздуха во избежание попадания неочищенного газа в дымоход.
На рисунке 4.17 показана принципиальная схема термического дожигания в трехкамерном термореакторе.

(трехкамерная система)
На рисунке 4.18 приведена схема подачи дымовых газов во внешнюю систему термического дожигания.
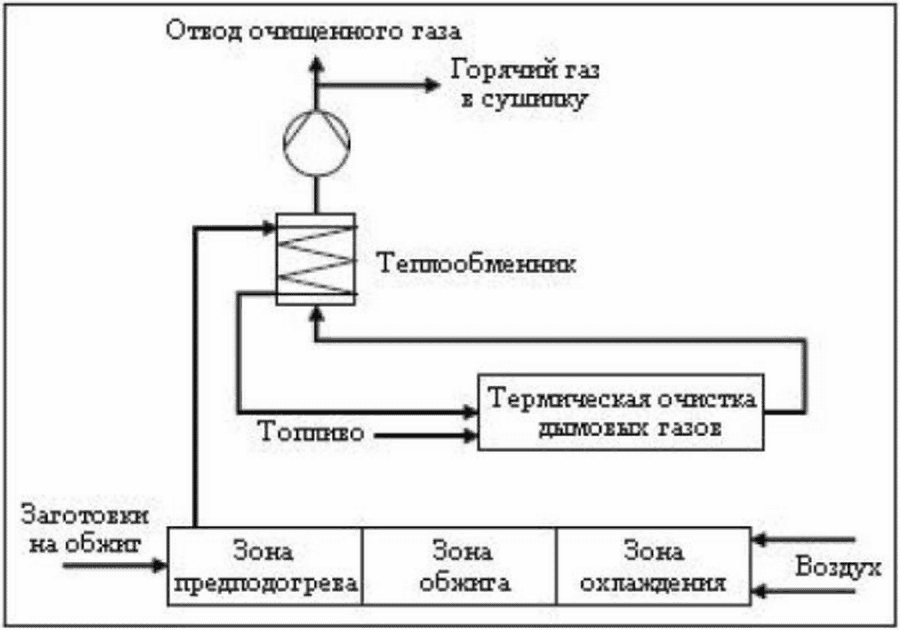
во внешнюю систему термического дожигания
Для больших объемов газа системы дожига могут иметь пять или семь камер. В этих системах дымовые газы проходят параллельно через две или три камеры, где происходит один и тот же этап.
В зависимости от требуемой эффективности очистки устанавливают двух- или трехкамерные термореакторы. Применение двухкамерного термореактора позволяет достичь эффективности очистки 94 - 97%, трехкамерный реактор дает возможность без особых сложностей очищать дымовые газы с эффективностью более 99%.
Выбросы CO можно снизить до 98%.
Вопросы взаимовлияния и воздействия на различные компоненты окружающей среды:
- необходимо дополнительное топливо, в частности, на стадии пуска и при концентрации ЛОС ниже точки самовозгорания;
- возможны дополнительные выбросы NOx;
- дополнительные выбросы CO2 из-за сгорания ЛОС и возможного дополнительного расхода топлива.
Обычно применяется прямое термическое окисление. Применимость рекуперативного и регенеративного термического окисления на существующих установках может быть ограничена конструктивными и/или эксплуатационными ограничениями.
Если концентрации ЛОС и CO достаточно высоки, горение (окисление) протекает в автотермическом режиме. В этом случае подвода дополнительной энергии на поддержание процесса не требуется. Такой вариант реализуется в основном при производстве высокопористого кирпича, когда в массу вводят большое количество органических порообразующих агентов.
Термореакторы находят все более широкое применение при производстве изделий из глины, в частности, керамических блоков, где в формовочную массу вводят значительное количество органических порообразователей, а также для уменьшения выбросов ЛОС при производстве других видов керамики - огнеупорных изделий, технической керамики, некоторых видов абразивов на неорганической связке. Преимущество таких систем по сравнению с системами внутрипечного дожигания заключается в том, что их применение не мешает нормальной эксплуатации печи, а поток дымовых газов полностью очищается.
С точки зрения экономики данный метод обладает следующими особенностями:
- для экономии топлива термическое дожигание ЛОС и CO предпочтительно проводить с регенеративным теплообменом;
- чем ниже концентрации ЛОС и CO в сыром газе, тем больше энергии необходимо добавить для поддержания работы термореактора и, следовательно, тем выше стоимость.
Каталитическое дожигание направлено на сокращение выбросов ЛОС и CO, а также возможное сокращение потребления энергии.
Каталитическое дожигание - метод снижения выбросов, при котором горючие соединения в потоке отходящих газов окисляются воздухом или кислородом в слое катализатора. При этом катализатор обеспечивает окисление при более низких температурах и в меньшем по размеру оборудовании по сравнению с термическим окислением. Типичная температура окисления составляет от 200 до 600 °C.
Данный прием сокращения выбросов ЛОС предполагает повышение скорости окисления летучих загрязняющих веществ органической природы путем подачи дымовых газов на каталитическую поверхность. Применение катализаторов снижает температуру окисления органических загрязняющих веществ до 200 - 300 °C. Катализаторами преимущественно служат соединения оксидов металлов или благородные металлы (Pd, Pt, Rh).
Вместе с тем необходимо обратить внимание, что используемые катализаторы способствуют окислению SO2 в более токсичный и коррозионно-активный SO3.
Применение каталитического дожигания при производстве изделий из глины осложняется тем, что происходит быстрое отравление катализаторов присутствующими в дымовых газах примесями (в частности, соединениями серы). Таким образом, каталитическое окисление используют преимущественно при очистке малых объемов дымовых газов с высоким содержанием углерода, выделяющихся, например, при обжиге специальных огнеупоров или технической керамики в небольших печах или при сушке.
Необходимую информацию по очистке производственных сточных вод можно также найти в справочнике НДТ ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" [88].
Применяя один или комбинацию описанных методов, можно добиться значительного сокращения образования/сбросов технологических сточных вод и снижения потребления воды.
Системы очистки производственных сточных вод можно применять во всех отраслях производства керамических изделий, однако при этом следует учитывать характер решаемой задачи:
- если сточные воды предполагается возвращать в процесс массоподготовки, их очистка в принципе не требуется, однако для сохранения постоянных параметров необходим усреднительный бассейн;
- если предполагается повторное использование воды в целях промывки, уровень ее подготовки должен быть выше, поэтому требуется седиментация с последующей аэрацией, а также, при необходимости, химической обработкой для устранения запахов;
- к избыточным сточным водам, переработка которых производится на стороне, обычно применяют сочетание гомогенизации, флокуляции, седиментации и фильтрации; для уменьшения объема сбросов далее также проводят процесс обратного осмоса. Для уменьшения объема сбросов возможно проведение процесса очистки на основе обратного осмоса.
На рисунке 4.19 показан пример схемы участка по очистке производственных сточных вод на предприятии по производству посуды из фарфора, который организован на базе совокупности описанных выше способов и технологических решений.

по очистке сточных вод
Нейтрализация позволяет избежать воздействия сильнокислых или щелочных сточных вод, напр. коррозии или снижения эффективности работы биологической очистки.
Метод заключается в доведении pH сточных вод до нейтрального уровня (около 7) путем добавления химических веществ. Гидроксид натрия (NaOH) или гидроксид кальция (Ca(OH)2) обычно используется для повышения pH, тогда как серная кислота (H2SO4), соляная кислота (HCl) или диоксид углерода (CO2) обычно используются для снижения pH. Во время нейтрализации может произойти осаждение некоторых веществ.
Для нейтрализации технологических сточных вод требуется резервуар достаточного объема, обеспечивающий соответствующее время гидравлического удерживания. Емкость смешивания должна быть достаточной для обеспечения полного перемешивания в резервуаре.
Усреднительные бассейны (резервуары для получения однородного состава очищаемой воды) служат для обеспечения постоянства состава очищаемой воды и устранения, насколько возможно, проблем, связанных с его колебаниями. Применение таких бассейнов повышает эффективность любой последующей обработки стоков, поскольку большая однородность упрощает контроль за распределением вводимых агентов и протеканием процесса.
4.2.7.1.3 Физическое разделение, например сита, пескоотделители, жироотделители, сепараторы нефти и воды или первичные отстойники
Отделение грубых твердых частиц, взвешенных твердых частиц и металлических частиц из сточных вод осуществляется с использованием, например, сеток, сит, пескоотделителей, жироотделителей, гидроциклонов, сепараторов нефти и воды или первичных отстойников.
Сепарация нефти и воды заключается в разделении нефти и воды, включая последующее удаление нефти путем гравитационного отделения свободной нефти с использованием сепарационного оборудования или разрушения эмульсии (с использованием химических веществ, разрушающих эмульсию, таких как соли металлов, минеральные кислоты, адсорбенты и органические полимеры).
Данная технология включает в себя такие методы, как:
- гравитационная сеперация;
- разрушение эмульсий (деэмульгирование).
Адсорбция органических молекул, присутствующих в воде, направлена на удаление органических соединений и является подходящей системой для удаления небиоразлагаемых органических веществ.
Данный метод направлен на удаление осаждающихся растворенных небиоразлагаемых или ингибирующих загрязнителей, например металлов, и заключается в превращении растворенных загрязнителей в нерастворимые соединения путем добавления химических осадителей. Образовавшиеся твердые осадки впоследствии отделяют седиментацией, воздушной флотацией или фильтрацией. При необходимости за этим может последовать микрофильтрация или ультрафильтрация. Ионы многовалентных металлов (например, кальция, алюминия, железа) используются для осаждения фосфора.
Осадок можно отделить от водной части с помощью дополнительного процесса, такого как осаждение, флотация или фильтрация. Установка для осаждения обычно состоит из одного или двух смесительных резервуаров с перемешиванием, куда добавляются агент, вызывающий осаждение (т.е. химикаты для осаждения), и, возможно, другие химикаты (например, флокулянты), отстойника и резервуаров для хранения химических реагентов.
Химическое окисление - это преобразование загрязняющих веществ химическими окислителями, отличными от кислорода/воздуха или бактерий, в аналогичные, но менее вредные или опасные соединения и/или в короткоцепочечные и более легко разлагаемые или биоразлагаемые органические компоненты. Озон является одним из примеров применения химического окислителя.
Данный метод применяется, например, для удаления бора из промывочной воды, поступающей из участков глазури и нанесения.
Удержание ионных загрязнителей из сточных вод и замена их более приемлемыми ионами с помощью ионообменной смолы. Загрязняющие вещества временно задерживаются, а затем попадают в жидкость для регенерации или обратной промывки.
Нежелательные ионы заменяются ионами ионообменной смолы, где они временно задерживаются, а затем высвобождаются в жидкость для регенерации или обратной промывки.
Коагуляция и флокуляция используются для отделения взвешенных твердых частиц из сточных вод и часто выполняются в несколько последовательных этапов. Коагуляция осуществляется добавлением коагулянтов с зарядами, противоположными зарядам взвешенных веществ. Флокуляция осуществляется путем добавления полимеров, так что столкновения частиц микрохлопьев заставляют их связываться с образованием более крупных хлопьев.
Коагуляция и флокуляция происходят последовательно. Целью данного метода обработки является разрушение коллоидных суспензий и образование агломераций, например с использованием квасцов или полиэлектролита и/или комбинации извести и солей металлов.
Коагуляция является первой стадией и осуществляется путем добавления коагулянтов с зарядами, противоположными зарядам взвешенных твердых веществ. Частицы слипаются в более крупные. Для коагуляции твердых веществ необходима высокоэнергетическая быстрая смесь для правильного диспергирования коагулянта. Флокуляция - это мягкое перемешивание, целью которого является увеличение размера частиц за счет добавления полимеров, чтобы столкновения микрохлопьев заставляли их связываться и образовывать более крупные хлопья.
Метод направлен на удаление взвешенных твердых частиц и металлов, связанных с частицами.
Отделение взвешенных твердых частиц от сточных вод и жидкости путем пропускания суспензии через пористую среду, которая удерживает твердые частицы и обеспечивает свободное протекание жидкости.
Типы фильтрации, используемые в керамической промышленности, - это глубинные фильтры, фильтр-прессы и вращающиеся вакуумные фильтры.
Данный метод позволяет обеспечить удаление взвешенных веществ и масел, заключается в отделении твердых или жидких частиц из сточных вод путем присоединения их к мелким пузырькам газа, обычно воздуха. Плавучие частицы накапливаются на поверхности воды и собираются соответствующими устройствами.
Флотация - это физический процесс, который часто используется при очистке воды для различных целей, например, окисление материалов для облегчения последующей флокуляции, насыщение кислородом органических соединений, присутствующих в технологических сточных водах, устранение запахов и т.д. Флотационное оборудование может включать поверхностные мешалки или турбины.
Данный метод применяется, например, для удаления бора из промывочной воды, поступающей из участков глазурования и декорирования. Это мембранный процесс, при котором разница давлений между отсеками, разделенными мембраной, заставляет воду перетекать из более концентрированного раствора в менее концентрированный.
Направлена на удаление взвешенных веществ посредством отделения твердых частиц от жидкости гравитационным осаждением.
Существуют различные типы отстойников; они могут быть прямоугольными, круглыми или пластинчатыми.
В этом разделе приведены возможные способы снижения уровня шума, сопровождающего некоторые процессы производства керамики. Ряд установок/технологических приемов, применение которых вызывает шум, в данном документе уже рассмотрены, кроме того, многие аспекты зашумленности не являются специфическими для каких-то конкретных отраслей.
Снижения уровня шума можно добиться путем непосредственного воздействия на его источники, основными из которых являются, в частности, пневматические системы очистки фильтров, компрессоры, двигатели подготовительных и транспортировочных установок. Защиту от шума обеспечивают путем помещения установки в кожух или устройства звукоизоляционных перегородок. Высокую эффективность имеют такие конструктивные элементы, как двойные стены или обшивка для создания из сэндвич-панелей, кроме того, воздушная прослойка внутри таких перегородок способствует улучшенной звукоизоляции.
Рассмотренные выше меры не дают возможность эффективно уменьшить вибрацию и шум на некоторых участках (например, прессования, смешения, дробления), поэтому их распространение подавляют путем виброизоляции, для чего применяют подвесы из металла, соединения металл-резина, элементы, выполненные из фетра, резины, пробки, слой битума для виброизоляции участка в целом или отдельно - основания двигателя. Кроме того, для уменьшения зашумленности служат глушители, размещаемые непосредственно в источнике шума, а также замена высокооборотных вентиляторов низкооборотными с большим размахом лопастей.
В случае, когда внедрение упомянутых выше решений по защите от шума или перемещение издающих шум установок внутри здания невозможно, необходимо использовать вторичные меры и приемы, в том числе и к самому зданию. Сюда входят утолщение стен и звукоизоляция окон (установка многослойных стеклопакетов, что также дает возможность сократить расходы на отопление). Во время выполнения технологических операций повышенной шумности окна следует держать закрытыми. В связи с этим, однако, следует отметить, что необходимость держать окна закрытыми в ряде случаев требует установки дорогостоящих и энергоемких вентиляционных систем для обеспечения нормальных условий работы. Возможен также перенос окон, ворот и шумных наружных установок в направлении от близко расположенных населенных районов.
Также на уровень зашумленности влияет деятельность персонала. Когда нет необходимости в постоянном сквозном проезде, ворота должны быть закрыты, аккуратное управление грузовым транспортом и вилочными погрузчиками приводит к уменьшению шума. Следует соблюдать временной интервал проведения сопровождаемых шумом работ (разгрузки боя навалом, движения погрузчиков) вне помещений и избегать подобных работ в вечернее или ночное время. Снижению уровня шума также способствует своевременное обслуживание (смазка) установок и замена глушителей.
Необходимость внедрения мер по защите от шума, как правило, обусловлена требованиями законодательства (защита соседних районов или рабочих мест), с экономической точки зрения применение таких мер, особенно связанных с изменением конструкции, влечет за собой дополнительные расходы.
Разработка, внедрение и регулярный пересмотр плана управления шумом как часть системы экологического менеджмента (СЭМ) (см. раздел 4.2.1.1), направлены на снижение уровня шума и вибрации и включают все следующие элементы:
- протокол, содержащий соответствующие действия и сроки;
- протокол мониторинга уровня шума;
- протокол реагирования на выявленные шумовые события, например,
жалобы и/или принятие корректирующих мер;
- программу снижения шума, предназначенную для идентификации
источника(ов), измерения/оценки воздействия шума, характеристики вклада
источников в общий уровень шума и реализации мер по предотвращению
и/или снижению шума.
В рамках СЭМ реализуется и регулярно пересматривается план управления шумом. План управления шумом обычно включает в себя следующее:
а) описание основных источников шума (включая редкие источники) и ближайших чувствительных к шуму мест, включая следующее для каждого основного источника шума в рамках производства:
1) источник и его расположение на масштабном плане объекта;
2) является ли шум непрерывным/прерывистым, фиксированным или подвижным;
3) часы работы;
4) описание шума, например, стук, визг, шипение, гул, удары, щелчки, удары или имеет тональные элементы;
5) его вклад в общий уровень шума на объекте, например классифицируется как высокий, средний или низкий, если не доступны подтверждающие данные;
б) приведенная выше информация об эксплуатации нечастых источников шума (например, нечасто эксплуатируемые/сезонные операции, работы по очистке/техническому обслуживанию, доставка/сбор/транспортировка на объекте или деятельность в нерабочее время, аварийные генераторы или насосы и проверка сигнализации);
в) подробности соответствующих шумовых обследований, измерений, исследований (которые могут включать детальную оценку уровней звуковой мощности для отдельных элементов электростанции) или моделирования, которые могут потребоваться как для новых, так и для существующих установок, принимая во внимание потенциальные проблемы с шумом;
г) описание протокола реагирования на выявленные шумовые инциденты, например: жалобы;
д) соответствующие действия, которые необходимо предпринять, и сроки.
Общее снижение уровня шума предполагает разработку плана снижения шума: когда необходимо осуществить проверку и оценку каждого источника шумового воздействия; могут быть применены альтернативные методы с более низкими уровнями шума и/или могут быть закрыты точечные источники.
Полезными инструментами для эффективного применения этого метода могут быть:
- периодический мониторинг шума;
- разработка карт шума и соответствующие расчеты шума;
- периодические встречи и обсуждения с проживающим рядом населением для выявления проблем, связанных с шумом.
Увеличение расстояния между источником шумового воздействия за счет использования зданий в качестве шумовых экранов и путем перемещения оборудования и/или проемов в зданиях (например, выходов или входов из зданий) направлено на снижение восприятия шума в близлежащих районах. Кроме того, может осуществляться строительство зданий или естественных барьеров, таких как растущие деревья и кустарники, между охраняемой территорией и шумной деятельностью.
Эксплуатационные меры применяются для предотвращения или снижения уровня шума и предусматривают применение таких решений, как:
- осмотр и техническое обслуживание оборудования;
- закрытие дверей и окон для закрытых помещений, если это возможно; или использование самозакрывающихся дверей;
- эксплуатация оборудования опытным персоналом;
- по возможности прекращение деятельности в ночное время, связанной с высоким уровнем шума;
- меры по контролю шума, например, при производстве и техническом обслуживании, транспортировке и погрузочно-разгрузочных работах с материалами.
Снижение уровня шума может быть достигнуто путем применения таких технологических решений как двигатели с прямым приводом, малошумные компрессоры, насосы и вентиляторы, малошумное транспортное оборудование.
Установка оборудования с низким уровнем шумового воздействия и установка препятствий между источниками шума позволят обеспечить снижение уровня шума и предусматривают применение таких решений, как:
- использование шумопоглотителей;
- использование акустической изоляции оборудования;
- ограждение шумного оборудования и процессов (например, разгрузка сырья, компрессоров, вентиляторов, послеобжиговая обработка);
- использование строительных материалов с хорошими звукоизоляционными свойствами (например, для стен, крыш, окон, дверей);
- установка препятствий между источниками шума (например, защитные стены, насыпи).
План борьбы с запахом является частью системы экологического менеджмента (СЭМ) установки (см. раздел 4.2.1.1) и включает элементы для предотвращения или уменьшения неприятных запахов.
План борьбы с запахом направлен на предотвращение или сокращение выбросов пахучих выбросов, которые могут быть неприятными и обнаруживаться за пределами объекта, и включает применение следующих решений:
- протокол, содержащий соответствующие действия и сроки;
- протокол проведения мониторинга; его можно дополнить измерением/
оценкой воздействия запаха (например, в соответствии с EN 16841-1
или -2) или оценкой воздействия запаха;
- протокол реагирования на выявленные случаи запаха (включая
управление жалобами: определение проведенных операций, погодных
условий, таких как температура, направление ветра, количество осадков,
связь с властями и с заявителем и т.д.);
- программа предотвращения и уменьшения запаха, предназначенная для
определения источника(ов), измерения/оценки воздействия запаха,
характеристики вклада источников и реализации мер по предотвращению
и/или уменьшению запаха.
Периодический мониторинг эмиссии запахов можно осуществлять с помощью следующих методов:
- Стандарты EN (например, динамическая ольфактометрия в соответствии с EN 13725 для определения концентрации запаха и/или EN 16841-1 или -2 для определения воздействия запаха);
- альтернативные методы (например, оценка воздействия запаха), для которых отсутствуют стандарты EN; в таком случае могут использоваться стандарты ISO, национальные или другие международные стандарты, обеспечивающие предоставление данных эквивалентного научного качества.
Частота мониторинга определяется планом управления запахом.
Данный метод включает в себя:
- для определения концентрации запаха (выраженной в OUE/м3, для контроля предельных значений): динамическая ольфактометрия (измеряется в соответствии с европейским стандартом EN 13725);
- для запаха в окружающем воздухе: метод сетки (согласно европейскому стандарту EN 16841-1) или метод шлейфа (согласно европейскому стандарту EN 16841-2) для определения воздействия запаха;
- для восприятия запаха в окружающей среде (воздействие): исследования запаха (см. карту интенсивности запаха и Колесо запахов);
- электронный анализатор запахов.
Для определения концентрации запаха необходимо взять пробу воздуха. Методы отбора проб аналогичны тем, которые используются для измерения отдельных соединений.
Мониторинг помогает поддерживать правильную работу и минимизировать образование неприятных запахов.
В данном разделе представлены НДТ, применение которых направлено на достижение более высокого уровня защиты окружающей среды и более эффективного ресурсосбережения при производстве керамических изделий. При этом к НДТ могут быть отнесены как технологии, технологические процессы, оборудование, технические методы и способы, организационные и управленческие решения, так и другие методы, способствующие защите окружающей среды. Технологии, перечисленные и описанные в настоящем документе в качестве НДТ, не являются ни предписывающими, ни исчерпывающими. Могут использоваться другие технологии, которые обеспечивают, по крайней мере, эквивалентный уровень охраны окружающей среды. НДТ в рамках данного раздела сгруппированы в подразделы в соответствии с особенностями их применения, например, в разделах 5.1 и 5.2 представлены общие НДТ, применимые для отрасли производства керамических изделий в целом, раздел 5.3 содержит НДТ для каждой из 7 основных подотраслей производства керамических изделий, входящих в область применения настоящего справочника НДТ.
НДТ заключается во внедрении и соблюдении системы экологического менеджмента (СЭМ), которая включает в себя, в зависимости от конкретных обстоятельств, меры, представленные в разделе 4.2.1.1.
НДТ заключается во внедрении и соблюдении системы энергетического менеджмента (СЭнМ), которая включает в себя, в зависимости от конкретных обстоятельств, меры, представленные в разделе 4.2.2.1.
НДТ заключается во внедрении и соблюдении системы менеджмента бережливого производства (СМБП, lean production), которая включает в себя, в зависимости от конкретных обстоятельств, меры, представленные в разделе 4.2.1.6.
5.2 Технологические и технические решения, применимые в качестве НДТ для отрасли производства керамических изделий в целом
Общие положения о потреблении энергии при производстве керамических изделий представлены в разделе 3.
Сокращение удельного энергопотребления позволяет улучшить энергоэффективность производства в целом, а также снизить удельные выбросы загрязняющих веществ, поступающих в воздух вследствие сжигания топлива.
НДТ является снижение потребления энергии путем применения следующих технологических решений и технических приемов:
Метод/оборудование | Пункт | |
модернизация печей и сушилок | ||
рекуперация избыточного тепла печей | ||
перевод процесса обжига в печи на газообразное топливо или мазут | ||
оптимизация заготовок; оптимизация формы, габаритов, состава и структуры заготовок |
НДТ является снижение неорганизованных выбросов пыли для операций, сопровождаемых значительным пылеобразованием (подготовка сырья, распылительная сушка, послеобжиговая обработка) путем применения следующих технических решений:
Метод/оборудование | Пункт | |
проведение технологических операций, сопровождающихся образованием пыли в замкнутом объеме | ||
оснащение смесителей, дробилок и питателей защитными кожухами и вытяжными установками | ||
применение накопительных бункеров соответствующей емкости, датчиков уровня с отсекателями и фильтрами для очистки запыленного воздуха, вытесняемого при заполнении бункера | ||
перемещение пылящего сырья при помощи закрытых конвейеров | ||
снижение утечек воздуха и устранение их источников, герметизация установок |
НДТ 3.2 Снижение неорганизованных выбросов пыли для участков бестарного хранения сырья в производстве керамических изделий
Для участков бестарного хранения сырья НДТ является снижение неорганизованных выбросов пыли путем применения совокупности технических решений:
Метод/оборудование | Пункт | |
ограждение площадок бестарного хранения сырья при помощи экранов, стен или крупномерных зеленых насаждений | ||
уравнивание уровня разгрузки сырья с высотой приемной площадки | ||
снижение скорости разгрузки сырья | ||
увлажнение при помощи распылительных установок источника запыления |
НДТ является снижение организованных выбросов пыли путем применения следующих технических решений:
Метод/оборудование | Пункт | |
снижение выбросов пыли в технологических операциях, сопровождаемых пылеобразованием (массоподготовка), с применением рукавных фильтров, а также других мер, направленных на снижение выбросов пыли, обеспечивающих достижение технологического показателя (см. таблицу 5.1) | ||
снижение организованных выбросов пыли, образующихся в процессе сушки путем очистки сушилки, предотвращения накопления в ней пыли и своевременного техобслуживания | ||
снижение выбросов пыли при обжиге путем сокращения пыления при садке заготовок в печь с применением промышленных пылесосов |
Технологический показатель снижения организованных выбросов пыли в атмосферный воздух, соответствующий НДТ 3а, при производстве керамических изделий приведен в таблице 5.1.
Таблица 5.1
в атмосферный воздух, соответствующий НДТ 3.3а,
при производстве керамических изделий
Производственный процесс/операции | Наименование загрязняющего вещества | Технологический показатель | Единица измерения | Величина |
Массоподготовка Смешивание Транспортировка | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | Степень очистки | процентов | >= 95 |
НДТ является снижение выбросов загрязняющих веществ (монооксида углерода, оксидов азота, серы, летучих органических соединений и др.), образующихся при обжиге керамических изделий, путем применения следующих технических решений:
Метод/оборудование | Пункт | |
оптимизация процесса сжигания топлива для сокращения выбросов монооксида углерода и оксидов азота; контроль коэффициента избытка воздуха для полноты сгорания топлива | ||
снижение максимальной температуры обжига и уменьшение его продолжительности | ||
оптимизация режима обжига регулированием скорости подъема температуры в интервалах до 400 °C (возможное уменьшение скорости для полноты связывания фтора и серы) и после 400 °C (возможное увеличение скорости для снижения количества выбросов) | ||
замена технологических связок и компонентов сырья, на связки и компоненты, образующие меньшее количество ЛОС или не образующие их вовсе | ||
снижение подачи источников загрязняющих веществ, а именно: применение компонентов сырья с пониженным содержанием серы и азота, фтора, хлора или сокращение количества сырья с их высоким содержанием | ||
для производства кирпича - введение в формовочную массу добавок карбонатов (тонкоизмельченного известняка или мела) для связывания оксидов серы при невысокой температуре обжига изделий (имеет ограниченное значение) |
НДТ являются снижение водопотребления и снижение содержания загрязняющих веществ в сточных водах при производстве керамических изделий путем применения НДТ, представленных в ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" [88], а также применения следующих технических решений:
Метод/оборудование <1> | Пункт | |
предотвращение утечек воды во всей системе водоснабжения путем установки автоматических клапанов и счетчиков | ||
установка систем сбора отходов глазури и сточных вод с различных стадий технологического процесса в местах их образования | ||
повторное использование воды, в частности многократное применение промывочной воды после соответствующей очистки | ||
использование систем очистки сточных вод (при необходимости, в зависимости от особенностей подотрасли) | ||
НДТ является снижение сбросов загрязняющих веществ в водные объекты (для поверхностных сточных вод), путем применения технических решений, представленных в разделе 4 настоящего справочника НДТ; НДТ, представленных в ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях"; а также других мер, направленных на снижение сбросов загрязняющих в водные объекты, обеспечивающих достижение технологических показателей НДТ.
Технологические показатели НДТ 5.2 приведены в таблице 5.2.
Таблица 5.2
в водные объекты, соответствующие НДТ, при производстве
керамических изделий (для поверхностных сточных вод)
Вид сточных вод | Технологический показатель | Единица измерения | Значение |
Поверхностные сточные воды | Взвешенные вещества | мг/л | <= 20 |
Нефтепродукты (нефть) | мг/л | <= 2 | |
ХПК | мг/л | <= 60 |
НДТ является рециркуляция (повторное использование) шлама путем применения следующих технологических решений:
Метод/оборудование | Пункт | |
повторное использование шлама в производственном процессе путем добавления в формовочную смесь, массу или шликер с предварительной подготовкой (усреднением, сепарацией, выдерживанием, высушиванием и т.д.) в соответствии с технологическими возможностями производства и рецептурой |
НДТ является снижение образования твердых отходов путем применения следующих технологических решений:
Метод/оборудование | Пункт | |
возврат технологических отходов (пыли, обрезков, боя обожженных изделий) в производство | ||
использование твердых отходов гипсовых форм и огнеприпаса для других производств (гипса - для цементной промышленности) или собственного производства (боя огнеприпаса - для его производства) | ||
увеличение оборачиваемости гипсовых форм использованием вакуумирования гипсового теста и армирования при их производстве | ||
замена гипсовых форм полимерными с большей оборачиваемостью | ||
уменьшение соотношения огнеприпас/обжигаемые изделия путем применения бескапсельного обжига, скоростного обжига в роликовых печах и оптимизацией садки изделий | ||
оптимизация режима обжига, ведущая к сокращению брака изделий и времени эксплуатации огнеприпаса |
НДТ заключается в сокращении шумового воздействия, возникающего в процессе производства керамических изделий, путем применения одного или нескольких (комбинации) следующих методов/способов, процессов, технических решений:
Метод/оборудование | Пункт | |
герметизация и надлежащее техническое обслуживание оборудования, являющегося источником повышенного шума | ||
виброуплотнение оборудования, особенно оборудования для измельчения и прессования | ||
использование звукоизоляции вентиляторов и воздуходувок | ||
применение низкооборотных вентиляторов | ||
звукоизоляция окон и дверей | ||
использование при строительстве и ремонте производственных помещений звукоизоляционных строительных материалов | ||
проведение шумных работ только в дневное время |
В производстве керамического кирпича и камня могут быть применимы НДТ, представленные в разделах 5.1, 5.2.
НДТ является снижение потребления топлива в производстве керамического кирпича путем применения НДТ представленных в разделе 5.2.1, применения технологий, представленных в разделе 4.2.2, а также других мер, направленных на снижение потребление топлива, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 9 приведены в таблице 5.3.
Таблица 5.3
керамического кирпича
Технологический показатель | Единица измерения | Значение |
Удельное потребление энергии топлива при производстве керамического кирпича | ГДж/т продукции | <= 2,5 |
НДТ является снижение выбросов газообразных веществ (CO, NOx, SO2) с отходящими газами при обжиге керамического кирпича и камня путем применения НДТ, представленных в разделе 5.2.2 (см. НДТ 4), применения технологий, представленных в разделе 4.2.6, а также других мер, направленных на снижение выбросов загрязняющих веществ при обжиге керамического кирпича и камня, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 10 приведены в таблице 5.4.
Таблица 5.4
в атмосферный воздух при обжиге керамического кирпича
и камня (при использовании природного газа в качестве
топлива), соответствующие НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамического кирпича (при использовании природного газа в качестве топлива) | Кирпич и камень керамический (без применения выгорающих добавок в шихте) | Углерода оксид | кг/т продукции | <= 0,37 |
Кирпич и камень керамический (содержание выгорающих добавок в шихте менее 2 масс. %) | <= 1,28 | |||
Кирпич и камень керамический (содержание выгорающих добавок в шихте 2 масс. % и более) | <= 8,98 | |||
Кирпич и камень керамический | Азота диоксид Азота оксид | кг/т продукции | <= 0,47 (суммарно, в пересчете на азота диоксид) | |
Кирпич и камень керамический | Серы диоксид | кг/т продукции | <= 0,1 (содержание соединений серы в сырье, в пересчете на SO3, 0,25% и менее) | |
<= 1,0 (содержание соединений серы в сырье, в пересчете на SO3, более 0,25%) |
В производстве керамической плитки могут быть применимы НДТ, представленные в разделах 5.1, 5.2.
НДТ является снижение потребления топлива в производстве керамической плитки путем применения НДТ, представленных в разделе 5.2.1, применения технологий, представленных в разделе 4.2.2, а также других мер, направленных на снижение потребления топлива в производстве керамической плитки, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 11 приведены в таблице 5.5.
Таблица 5.5
керамической плитки
Технологический показатель | Единица измерения | Значение |
Удельное потребление энергии топлива при производстве керамической плитки | ГДж/т продукции | <= 8,5 |
НДТ является снижение выбросов загрязняющих веществ (CO, NOx, SO2) с отходящими газами при обжиге керамической плитки путем применения НДТ, представленных в разделе 5.2.2 (см. НДТ 4), применения технологий, представленных в разделе 4.2.6, а также других мер, направленных на снижение выбросов загрязняющих веществ при обжиге керамической плитки, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 12 приведены в таблице 5.6.
Таблица 5.6
в атмосферный воздух при обжиге керамической плитки,
соответствующие НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамической плитки | Обожженная керамическая плитка | Углерода оксид | кг/т продукции | <= 1,5 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,8 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,2 |
НДТ в производстве керамической плитки считается повторное использование производственных сточных вод после их очистки путем организации водооборота. Степень рециркуляции воды может достигать 90% (без учета испарения).
НДТ заключается в повторном использовании шлама, образующегося в системе очистки производственных сточных вод.
Технологические показатели НДТ 14 приведены в таблице 5.7.
Таблица 5.7
производственных сточных вод, в составе формовочной массы
Технологический показатель | Единица измерения | Значение |
Повторное использование шлама, образующегося при очистке производственных сточных вод, в составе формовочной массы | Процентов сухого шлама | 0,4 - 1,5% |
В производстве огнеупоров могут быть применимы НДТ, представленные в разделах 5.1, 5.2.
НДТ является снижение выбросов загрязняющих веществ с отходящими газами при производстве огнеупорных изделий путем применения НДТ, представленных в разделе 5.2.2 (см. НДТ 4), применения технологий, представленных в разделе 4.2.6, а также других мер, направленных на снижение загрязняющих веществ, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 15 приведены в таблице 5.8.
Таблица 5.8
в атмосферный воздух при производстве огнеупорных изделий,
соответствующие НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге формованных огнеупорных изделий в туннельной печи | Обожженные формованные огнеупорные изделия: Кремнеземистые Алюмосиликатные Глиноземистые Высокомагнезиальные Магнезиально-шпинелидные | Углерода оксид | кг/т продукции | 9,4 |
Азота диоксид Азота оксид | кг/т продукции | 8,46 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | 0,77 | ||
Выбросы при обжиге сырья во вращающейся печи | Обожженное сырье | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т обожженного сырья | 0,90 |
НДТ является снижение потребления энергии путем использования применимых к технологии производства огнеупоров решений, описанных в разделе 5.2.1, применения технологий, представленных в разделе 4.2.2, а также других мер, направленных на снижение потребления топлива в производстве огнеупоров, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 16 приведены в таблице 5.9.
Таблица 5.9
при производстве огнеупоров
Технологический показатель | Единица измерения | Значение |
Удельное потребление энергии топлива при производстве магнезиальных огнеупоров | ГДж/т продукции | <= 12 |
Удельное потребление энергии топлива при производстве шамотных огнеупоров | ГДж/т продукции | <= 7 |
Удельное потребление энергии топлива при производстве динасовых огнеупоров | ГДж/т продукции | <= 4 |
В производстве санитарно-технических изделий из керамики могут быть применимы НДТ, представленные в разделах 5.1, 5.2.
НДТ является снижение выбросов загрязняющих веществ (CO, NOx, SO2) с отходящими газами при обжиге санитарно-технических изделий путем применения методов, представленных в разделе 5.2.2 (см. НДТ 4), применения технологий, представленных в разделе 4.2.6, а также других мер, направленных на снижение выбросов загрязняющих веществ при обжиге санитарно-технических изделий, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 17 приведены в таблице 5.10.
Таблица 5.10
в атмосферный воздух при обжиге санитарно-технических
изделий из керамики (кроме санитарно-технических изделий
из шамота) (выбросы от печей "лечебного" обжига
не включены), соответствующие НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге санитарно-технических изделий из керамики в туннельной печи (выбросы от печей "лечебного" обжига не включены) | Санитарно-технические изделия из керамики (кроме санитарно-технических изделий из шамота) | Углерода оксид | кг/т продукции | <= 3,88 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,85 (суммарно в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,20 |
НДТ является снижение потребления энергии топлива, путем использования применимых к технологии производства санитарно-технических изделий решений, описанных в разделе 5.2.1, применения технологий, представленных в разделе 4.2.2, а также других мер, направленных на снижение потребления топлива в производстве санитарно-технических изделий, обеспечивающих достижение технологического показателя.
Технологические параметры приведены в таблице 5.11.
Таблица 5.11
санитарно-технических изделий
Технологический показатель | Единица измерения | Значение |
Удельное потребление энергии топлива при производстве санитарно-технических изделий | ГДж/т продукции | <= 25 |
НДТ 19 Повторное использование производственных сточных вод в производстве санитарно-технических изделий
НДТ в производстве санитарно-технических изделий считается повторное использование сточных вод в объеме 30 - 50% от их общего количества путем применения мер, описанных в разделах 2.5 и 5.2.
НДТ в производстве санитарно-технических изделий считается уменьшение производственных отходов в виде отработанных гипсовых форм путем:
Метод/оборудование | Пункт | |
НДТ 18а | замены гипсовых форм полимерными | |
НДТ 18б | применения вакуумных гипсомешалок | |
НДТ 18в | повторного использования отработанных гипсовых форм в других отраслях промышленности (производстве цемента) |
В производстве хозяйственно-бытовых керамических изделий могут быть применимы НДТ, представленные в разделах 5.1, 5.2.
НДТ является снижение потребления энергии топлива путем использования применимых к технологии производства посуды решений, описанных в разделе 5.2.1, применения технологий, представленных в разделе 4.2.2, а также других мер, направленных на снижение потребления топлива в производстве посуды, обеспечивающих достижение технологического показателя.
Технологические показатели НДТ 21 приведены в таблице 5.12.
Таблица 5.12
Технологический показатель | Единица измерения | Значение |
Удельное потребление энергии при производстве посуды | ГДж/т продукции | <= 50 |
В производстве технической керамики могут быть применимы НДТ, представленные в разделах 5.1, 5.2.
НДТ является снижение потребления энергии путем использования применимых к технологии производства изоляторов решений, описанных в 5.2.1, применения технологий, представленных в разделе 4.2.2, а также других мер, направленных на снижение потребления топлива в производстве изоляторов, обеспечивающих достижение технологического показателя.
Технологические параметры приведены в таблице 5.13.
Таблица 5.13
Технологический показатель | Единица измерения | Значение |
Удельное потребление энергии при производстве изоляторов | ГДж/т продукции | <= 25 |
В производстве керамических пропантов могут быть применимы НДТ, представленные в разделах 5.1, 5.2.
НДТ является снижение выбросов загрязняющих веществ при обжиге керамических пропантов (магнезиально-кварцевых) путем применения методов, представленных в разделе 5.2.2 (см. НДТ 4), применения технологий, представленных в разделе 4.2.6, а также других мер, направленных на снижение выбросов загрязняющих веществ при обжиге керамических пропантов, обеспечивающих достижение технологических показателей. Технологические показатели приведены в таблице 5.14.
Таблица 5.14
в атмосферный воздух, соответствующие НДТ, при обжиге
керамических пропантов (магнезиально-кварцевых)
Производственный процесс | Полуфабрикат/Продукция | Технологический показатель | Единица измерения | Значение |
Выбросы при обжиге керамических пропантов (магнезиально-кварцевых) | Обожженные керамические пропанты магнезиально-кварцевые | Углерода оксид | кг/т продукции | <= 1,19 |
Азота оксид Азота диоксид | кг/т продукции | <= 0,85 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,15 | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т продукции | <= 0,90 |
НДТ является снижение потребления энергии путем использования применимых к технологии производства керамических пропантов решений, описанных в 5.2.1, применения технологий, представленных в разделе 4.2.2, а также других мер, направленных на снижение потребления топлива в производстве керамических пропантов, обеспечивающих достижение технологического показателя.
Технологические параметры приведены в таблице 5.15.
Таблица 5.15
керамических пропантов
Технологический показатель | Единица измерения | Значение |
Удельное потребление энергии топлива при производстве керамических пропантов | ГДж/т продукции | <= 3,56 |
Оценка перспективных технологий, которые могут рассматриваться как потенциальные НДТ, проведена специалистами в химической технологии керамики с использованием отечественных и зарубежных источников информации, прежде всего научно-технической, основными из которых являются справочник ЕС [24, 43] и энциклопедии по технологии производства различных видов керамики [34, 45].
Под цифровыми технологиями понимают проектные и технологические операции с применением специальных компьютерных программ и оборудования.
Проектирование с использованием специальных компьютерных программ позволяет не только сократить цикл проектирования продукта, но и избавиться от лишних технологических операций (например, изготовление черновых моделей для изготовления формующей оснастки), экономит ресурсы за счет оптимизации формы заготовок и сокращает количество брака.
Применение проектирования с использованием специальных компьютерных программ особенно важно там, где идет речь о широком ассортименте продукции (производство посуды), изготовлении массивных изделий (производство санитарно-технической керамики и огнеупоров) и высокотехнологичных дорогостоящих изделий (производство специальных изделий технической керамики). В целом это отвечает задаче модификации формы заготовок, упомянутой в разделах 4 и 5.
Цифровые технологии в виде программ и оборудования для быстрого прототипирования (использование фрезерных станков с ЧПУ и 3D-принтеров) позволяют изготавливать формовочную оснастку (модели, капы и формы), затрачивая меньше материалов (гипса и пластмасс) и энергии.
Использование принтеров цифровой печати вместо декорирования способом шелкографии и ротационной печати (ротоколор и флексографии) позволит унифицировать выпуск продукции точно заданного цветового оттенка (без изменения оттенка продукции от партии к партии при нанесении дизайна шелкографией или ротоколором), исключить трудозатраты на приготовление и поддержание рабочих параметров мастик (керамических красок для ротоколоров на основе полигликолей и искусственных красителей), повысить производительность участка декорирования и значительно улучшить качество (разрешение, цветовой спектр) наносимых дизайнов.
Уменьшение содержания водяного пара в топочных газах обычно приводит к снижению уровня выбросов связанного фтора, поскольку в основе его высвобождения из глинистых минералов лежит процесс пирогидролиза, протекающий при температуре выше 800 °C.
По результатам лабораторных исследований установлено, что снижение содержания влаги в атмосфере в печи действительно приводит к уменьшению выбросов HF и SOx. На практике добиться снижения содержания влаги технически сложно по причине того, что вода является продуктом сгорания ископаемого топлива при обогреве печи. Избежать ее образования можно путем непрямого обогрева печи при помощи газовых трубчатых излучательных горелок.
Применяемые при производстве керамических изделий трубчатые излучательные горелки изготавливают из карбида кремния с высокой теплопроводностью и стойкостью к термоудару в условиях резкого изменения температуры. В оборудованной такими горелками печи происходит непрямой нагрев изделий (за исключением зоны предподогрева), а факел горелки заключен в термостойкую трубку, где протекает сгорание топлива. Перенос тепла от горелки происходит преимущественно за счет излучения, соответствующая энергия теплового потока находится в интервале 70 - 120 кВт/м2.
Такие горелки могут найти применение при производстве керамической плитки, посуды, санитарно-технических изделий, технической керамики, однако масштабы производства кирпича и огнеупоров слишком велики для их внедрения. По результатам проектных работ подобными горелками можно оснащать роликовые печи и печи с выкатным подом, хотя для туннельных печей эта технология еще не опробована.
Оксиды азота (NO, NO2) образуются при обжиге керамических изделий, в частности огнеупоров, при температуре выше 1300 °C. Выбросы этих загрязняющих веществ можно свести к минимуму путем применения специальных горелок с пониженным выделением NOx, которые дают возможность снизить температуру пламени и тем самым уменьшить образование оксидов азота при горении и (до некоторой степени) из топлива. Снижение выделения NOx достигается за счет подачи воздуха для понижения температуры пламени или работы горелок в импульсном режиме. Применение таких горелок не создает дополнительную нагрузку на окружающую среду.
Возможность применения и производительность горелок с низким выделением NOx определяются рядом факторов, в частности предельной температурой обжига. Сообщается, что при температурах выше 1400 °C такие горелки недостаточно эффективны. Кроме того, возможность применения таких горелок может ограничиваться требованиями к качеству готовой продукции.
Такие сушила, как правило, периодического действия (камерные). Данный способ сушки основан на поддержании влажности воздуха в камере значительно ниже точки насыщения, благодаря чему происходит удаление влаги из заготовок без повышения температуры. Для сохранения эффекта водяной пар необходимо постоянно удалять из камеры, чего обычно достигают путем пропускания воздуха через охлаждаемый конденсатор.
Подобные устройства должны быть полностью герметичными во избежание попадания влажного воздуха извне и обычно оснащаются программируемыми устройствами контроля влажности для оптимизации процесса. Они имеют ограниченный объем, однако удобны для изделий из масс с повышенной чувствительностью к сушке, сложной формы и т.д. При использовании этого способа единственным видом эмиссий является вода в жидком состоянии. Данный способ многократно увеличивает продолжительность сушки и не может быть применен при производстве строительной керамики.
Другой способ предполагает подачу насыщенного пара в туннельные сушила. На протяжении таких паровых сушил появляются участки с различной влажностью воздуха, что обеспечивает контролируемую сушку.
Эти печи также служат для скоростного обжига и действуют по тому же принципу, что и роликовые (см. раздел 2.1.3.7.2). Основное их отличие сводится к тому, что садку размещают на огнеупорных "тележках", двигающихся по проложенным вне рабочего пространства печи рельсам. В туннельных печах с движущимся подом можно обжигать изделия различной, в том числе неправильной, формы.
Обжиг или спекание керамических заготовок - основные этапы технологического процесса. Большая масса садки и использование крупных печных вагонеток затрудняют перенос тепла в середину садки и в глубь заготовок (например, кирпича). Температура на поверхности изделий оказывается выше, чем в центре заготовки или садки, и этот температурный градиент может привести к появлению термических напряжений и образованию брака.
Перспективы применения энергии СВЧ-колебаний для обжига были тщательно проанализированы специалистами государств - членов ЕС. В процессе такого обжига происходит непосредственный нагрев изделий, захватывающий их внутренние слои. Во избежание избыточных потерь тепла на прогрев печи энергию СВЧ-колебаний применяли совместно с традиционными способами обогрева (газом, электроэнергией).
Перед полномасштабным внедрением СВЧ-обжига в производство необходимо решить ряд технических проблем, касающихся безопасности и сравнительно высокого потребления электроэнергии. Тем не менее результаты проведенных экспериментов указывают на большое число возможных преимуществ применения этой технологии:
- понижение термических напряжений в процессе обжига;
- сокращение продолжительности обжига за счет существенного увеличения пропускной способности печи;
- уменьшение энергопотребления при обжиге, хотя при этом также снижается доля избыточного тепла, отводимого на сушку;
- уменьшение количества твердых отходов производства и величины технологических потерь;
- повышение качества продукции, в первую очередь ее механических свойств;
- более активное удаление связки (для огнеупоров);
- уменьшение выбросов за счет снижения энергопотребления и более высокого выхода годной продукции.
Энергия СВЧ-колебаний может найти применение и для сушки керамических заготовок (см. раздел 2.1.3.5). Достоинства и недостатки данного способа, перечисленные для обжига, сохраняются и при сушке изделий в микроволновых печах. По результатам исследований, СВЧ-излучением можно сушить только тонкостенные изделия, для изделий сложной формы такая сушка неприменима.
Традиционно для производства столового фарфора высокого качества применяют преимущественно свинцовые глазури. К числу их достоинств можно отнести высокое качество поверхности и простоту применения, в частности, благодаря характерной для таких глазурей плавкости и высокой смачивающей способности.
Производителями посуды разработаны составы бессвинцовых глазурей на основе боросиликатов щелочных металлов, по качеству и свойствам не уступающие свинцовым, что дает возможность уменьшить потребление оксида свинца. Данную технологию применяют при производстве столового фарфора высокого качества. Ее применение для производства полноцветных изделий с подглазурным рисунком пока невозможно либо требует дополнительных инвестиций.
Глазури наносят методом влажного распыления, используя суспензии со специально подобранными реологическими свойствами. Сточные воды с узла глазурования (излишки глазури, промывочные воды), а также глазурную пыль из сепаратора сухой очистки перерабатывают и подают в процесс вместе со свежей глазурью. Применение замкнутого цикла дает возможность оптимизировать подачу глазури благодаря уменьшению потерь. Последующие процессы термообработки (сушка и обжиг) также могут быть скорректированы и оптимизированы для глазурей нового типа.
При нанесении простых рисунков дополнительный обжиг не требуется, их вжигают вместе с глазурью подглазурным способом. Сложные, цветные над- и внутриглазурные рисунки вжигают отдельно.
При внедрении бессвинцовых глазурей повышается расход энергии на переработку сточных вод с участка глазурования и извлечения глазурей. Использование минимального количества вспомогательных веществ органической природы позволяет в значительной мере избежать выбросов органических веществ в процессе обжига.
Подробную информацию по этому вопросу можно найти в справочнике НДТ "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" [88]. В связи с тем, что составители справочника НДТ не располагали надежной информацией о числе предприятий различных подотраслей производства керамических изделий, где внедрены описанные ниже решения, основные технические и технологические решения по очистке производственных сточных вод отнесены к перспективным.
Гомогенизация (усреднение). Усреднители служат для обеспечения постоянства состава очищаемой воды и устранения, насколько возможно, проблем, связанных с его колебаниями. Применение усреднителей повышает эффективность любой последующей обработки стоков, поскольку большая однородность упрощает контроль за распределением вводимых агентов и протеканием процесса.
Аэрация - физический процесс, который часто применяют при различных видах водоподготовки, в частности для окисления частиц с целью облегчить их последующую флокуляцию, насыщения содержащихся в сточных водах органических веществ кислородом, устранения запахов и др. Аэрационные установки включают поверхностные мешалки и турбины.
Седиментация (осаждение) - процесс неполного выделения твердых частиц из жидкости под действием силы тяжести. Существуют различные типы отстойников: прямоугольные, круглые, трубчатые и пластинчатые.
Фильтрация - выделение взвешенных твердых частиц из жидкости путем пропускания суспензии через пористую среду, которая удерживала бы твердые частицы и обеспечивала свободное протекание жидкости. В производстве керамических изделий применяют погружные фильтры, фильтр-прессы, центробежные вакуумфильтры.
Адсорбция на активированном угле. Данный способ очистки сточных вод основан на способности углей прочно захватывать содержащиеся в воде молекулы органических соединений и пригоден для удаления бионеразлагаемых органических веществ.
Химическое осаждение - способ удаления растворенных в воде элементов путем их осаждения в виде нерастворимых соединений при обработке специальными реагентами (известью).
Коагуляция и флокуляция. Этот способ обработки дает возможность разрушить коллоидные суспензии и вызвать агломерацию частиц за счет введения квасцов, полиэлектролитов и (или) сочетания извести и солей металлов.
Ионный обмен и обратный осмос. Такие способы обработки позволяют выделить бор из промывочных вод, поступающих с участков глазурования и декорирования. Обратный осмос также применяют для уменьшения объема сбрасываемых сточных вод.
Применение рассматриваемых решений влечет за собой необходимость уничтожения осадков, образующихся при отстаивании (фильтрации), если их повторное использование невозможно (в частности, при обработке сточных вод реагентами).
Существуют также и современные подходы, которые позволяют интенсифицировать процесс очистки сточных вод, например, с применением ультразвуковых установок и эффекта кавитации, а также новых видов адсорбентов и (или) реагентов.
Системы очистки производственных сточных вод можно применять во всех отраслях производства керамических изделий, однако при этом следует учитывать характер решаемой задачи:
- если сточные воды предполагается возвращать в процесс массоподготовки, их очистка в принципе не требуется, однако для сохранения постоянных параметров необходим усреднитель;
- если предполагается повторное использование воды в целях промывки, уровень ее подготовки должен быть выше, поэтому требуется отстаивание (седиментация) с последующей аэрацией, а также, при необходимости, химической обработкой для устранения запахов;
- к избыточным сточным водам, переработка которых производится на стороне, обычно применяют сочетание гомогенизации, флокуляции, седиментации и фильтрации; для уменьшения объема сточные воды также подвергают обратному осмосу.
При прочих равных условиях возврат очищенной воды дает возможность экономить на использовании свежей. Сочетание мер по рециркуляции/рекуперации сточных вод и по оптимизации производственного процесса с целью минимизации водопотребления позволяет уменьшить затраты на обращение с образующимися в процессе очистки сточных вод отходами.
Технология заключается в использовании переработанного стекла в сырьевой смеси в качестве флюса.
Данный метод позволяет снизить выбросы CO2 в процессе обжига и обеспечить коммерческое использование потоков отходов стекла, которые трудно переработать иным способом. Добавление переработанного стекла в сырьевую смесь снизит спрос на новое сырье из природных ресурсов. Это также снизит необходимую температуру обжига примерно с 1250 °C до примерно 1110 °C, поскольку во время стеклования стекло плавится при более низких температурах, что обеспечит соответствующее снижение энергопотребления и выбросов CO2.
Использование переработанного стекла в качестве флюса позволит обеспечить экономию энергии на 10 - 15% и снижение выбросов CO2 примерно на 1000 тонн/год для завода среднего размера (с производственной мощностью 300 тонн/день). Более того, использование переработанного стекла в качестве сырья превращает отходы в ресурс, диверсифицируя и продлевая срок службы этого материала.
Экономические выгоды возникнут в результате такого использования потока отходов, а также снижения спроса на сырье и снижения потребления энергии. Например, снижение энергозатрат и стоимости исходного сырья позволит обеспечить снижение затрат в процессе производства керамогранита, что будет означать экономию в 7,5% производственных затрат.
Технология заключается в полной или частичной замене воздуха для горения чистым кислородом. Кислородно-топливные технологии применяются в производстве керамической плитки в процессе обжига с целью осуществления секвестрации CO2.
При использовании чистого кислорода вместо воздуха дымовые газы содержат CO2 и другие вещества, такие как CO, HF, HCl, SOx, а также пыль и водяной пар, которые можно легко уловить. В результате совместно с потребностью в нагреве будет также снижен объем отходящих газов. Этот метод является предварительным шагом для применения технологий улавливания и хранения углерода (Carbon capture and storage), поскольку благодаря очень высокой концентрации CO2 в дымовых газах его можно легко отделить.
При применении кислородно-топливных технологий значительно сокращается поток дымовых газов. Однако может потребоваться совершенно новая система выбросов, поскольку существует риск возникновения взрывоопасной атмосферы.
На рисунке 6.1 приведена схема применения технологии (heat pipe heat exchanger HPHE) теплообменника с тепловыми трубами для производства керамики в процессах обжига и сушки в распылительной сушилке.

теплообменника с тепловыми трубками в производстве керамики
Применение данной технологии направлено на снижение потребления энергии, обеспечивает рекуперацию более 40% тепла при производстве керамики в процессах обжига и сушки в распылительной сушилке.
Использование сушил нового поколения направлено на оптимизацию тепловых потоков и контроль всеми параметрами процесса сушки.
Описание технологии
Процесс сушки - чрезвычайно важный производственный этап, который предполагает удаление из формованных заготовок (полуфабрикатов) всей химически несвязанной воды.
Вода испаряется, а воздух используется как в качестве нагревающей среды, так и в качестве средства удаления пара. Таким образом, для регулирования процесса сушки необходимо контролировать три характеристики воздушного потока: температуру, относительную влажность и скорость. В традиционных сушилках изделия необходимо нагревать влажным теплым воздухом, чтобы выровнять температуру корпуса керамического изделия до начала процесса испарения. Старые традиционные сушилки не имеют полноценной системы управления, а процесс сушки занимает много часов, что также приводит к высокому энергопотреблению.
Скоростные сушила предназначены для управления процессом с помощью полностью автоматизированного теплогенератора и контроля других параметров. В частности, это дает экологические преимущества при производстве сантехники и посуды.
Применение скоростных сушил позволит повысить энергоэффективность производства, а также сократить цикл сушки по сравнению с традиционными сушилами. Так, термическое потребление составляет порядка 98 ккал/кг, потребление электроэнергии составляет всего 0,003 кВт·ч/кг по сравнению с 288 ккал/кг и 0,019 кВт·ч/кг в старых сушилках.
Технология быстрой сушки была апробирована в лабораторных условиях и позволила добиться следующих экологических и эксплуатационные показателей:
- более короткое время сушки, менее 8 часов (что примерно на 2 часа меньше, чем у традиционных сушил);
- повышение механической прочности необожженных заготовок (+10%);
- повышенная стойкость обожженного черепка к замедленному растрескиванию благодаря низкому водопоглощению;
- новые рецептуры с содержанием лома до 7 - 8%;
- снижение затрат до 10%;
- сокращение выбросов CO2.
Информационно-технический справочник по наилучшим доступным технологиям "Производство керамических изделий" (справочник НДТ) разработан в соответствии с Поэтапным графиком актуализации информационно-технических справочников НДТ, утвержденным распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р [89], на основании порядка разработки, актуализации и опубликования справочников НДТ [76].
Справочник НДТ разработан с соблюдением требований Федерального закона Российской Федерации от 29 июня 2015 года N 162-ФЗ [90] и соответствует федеральному законодательству, нормам и правилам, принятым Федеральными органами исполнительной власти.
Справочник НДТ разработан технической рабочей группой "Производство керамических изделий" (ТРГ 4), состав которой утвержден приказом Минпромторга России от 23 января 2023 года N 164 "О создании технической рабочей группы "Производство керамических изделий" (в редакции Приказа Минпромторга России от 28 июня 2023 года N 2349).
Справочник НДТ разработан на основе результатов анализа подотраслей, выпускающих керамические изделия в Российской Федерации.
В целях сбора информации о применяемых на промышленных предприятиях технологических процессах, оборудовании, об источниках загрязнения окружающей среды, технологических, технических и организационных мероприятиях, направленных на снижение загрязнения окружающей среды и повышение энергоэффективности и ресурсосбережения, был подготовлен унифицированный отраслевой шаблон (анкета), содержащий формы для сбора данных, необходимых для разработки проекта отраслевого справочника НДТ.
Сведения, полученные в результате отраслевого анкетирования предприятий, были использованы при разработке справочника НДТ.
Кроме того, составители справочника НДТ учитывали результаты отечественных научно-исследовательских и диссертационных работ, маркетинговых исследований.
При написании справочника НДТ были использованы также зарубежные материалы: справочный документ по НДТ, выпущенный в ЕС в 2007 году [43] (в том числе проект справочника НДТ 2023 года [24]), отраслевые руководства, обзоры и статьи, опубликованные в последние годы.
Справочник НДТ содержит описание применяемых при производстве керамических изделий технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, потребление воды и сырья, повысить энергоэффективность. Из описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся НДТ. Для НДТ в справочнике установлены соответствующие технологические показатели НДТ.
Общее заключение, которое можно сделать в результате подготовки настоящего справочника НДТ, состоит в том, что ведущие отечественные компании активно занимаются внедрением современных технологических процессов и оборудования, разрабатывают программы повышения ресурсо- и энергоэффективности, а также учитывают в своей деятельности экологическую результативность производства.
Однако цели, задачи и ожидаемые результаты перехода к технологическому нормированию на основе НДТ руководители предприятий понимают и оценивают по-разному. Ожидания промышленников связаны с уменьшением административной нагрузки и упрощением системы государственного регулирования в сфере охраны окружающей среды, опасения - с неопределенным порядком правоприменения и вероятностью установления недостижимых технологических нормативов, а также способностью соблюдения требований к НДТ в условиях изменяющейся экономической ситуации.
По всей вероятности, отказ большинства производителей керамических изделий от участия в обмене информацией и от предоставления необходимых для разработки справочника НДТ сведений вызван именно опасениями руководителей предприятий и их консервативной позицией.
Рекомендации составителей справочника НДТ основаны на сделанном заключении:
1. Для продвижения перехода к НДТ необходимо организовать масштабную систему подготовки (повышения квалификации, дополнительного профессионального образования) кадров, а также инициировать обсуждение изменений производственной парадигмы, подготовить к ним предприятия и разъяснить основные мотивы и стимулы экологической модернизации экономики страны.
2. Определенные составителями справочника НДТ технологические показатели в ряде случаев уступают лучшим достигнутым показателям мировых предприятий. Для достижения соответствия необходимо проводить постоянный мониторинг и рассматривать идеи по совершенствованию технологических и организационных процессов, рассматривая их, в том числе, сквозь призму сокращения воздействия на окружающую среду.
3. Действенным инструментом актуализации справочника НДТ могут и должны стать пилотные проекты, к участию в которых необходимо привлечь не только 5 - 10 ведущих компаний, но и представителей всех предприятий по производству керамических изделий (на уровне предоставления данных, посещения промплощадок, консультаций с составителями справочника).
4. В ходе выполнения пилотных проектов целесообразно уделить серьезное внимание вопросу совершенствования практики производственного экологического контроля и организации измерений ключевых технологических показателей.
Процесс совершенствования справочника НДТ должен отражать принцип последовательного улучшения - основной принцип современных систем менеджмента. Составители справочника НДТ надеются, что коллеги готовы разделить эту позицию и поддержать совершенствование документа и продвижение НДТ в отечественном производстве керамических изделий.
(справочное)
Сфера распространения справочника НДТ (коды ОКПД 2 и ОКВЭД, соответствующие области применения справочника НДТ) приведена в таблице А.1.
Таблица А.1
Код ОКПД 2 | Наименование продукции по ОК 034-2014 (ОКПД) | Код ОКВЭД 2 | Наименование вида деятельности по ОКВЭД 2 |
Изделия огнеупорные | Производство огнеупорных изделий | ||
Изделия огнеупорные | Производство огнеупорных изделий | ||
Изделия огнеупорные | Производство огнеупорных кирпичей, блоков, плиток | ||
Кирпичи, блоки, плитки и прочие керамические изделия из кремнеземистой каменной муки или диатомитовых земель | |||
Кирпичи огнеупорные из кремнеземистой каменной муки или диатомитовых земель | |||
Блоки огнеупорные из кремнеземистой каменной муки или диатомитовых земель | |||
Плитки огнеупорные из кремнеземистой каменной муки или диатомитовых земель | |||
Изделия огнеупорные прочие из кремнеземистой каменной муки или диатомитовых земель | |||
Кирпичи, блоки, плитки и прочие изделия огнеупорные, кроме изделий из кремнеземистой каменной муки или диатомитовых земель | |||
Изделия огнеупорные безобжиговые и прочие огнеупорные керамические изделия | Производство безобжиговых огнеупорных изделий | ||
Изделия огнеупорные безобжиговые | |||
Изделия огнеупорные керамические прочие | Производство прочих огнеупорных керамических изделий | ||
Материалы керамические строительные | Производство строительных керамических материалов | ||
Плиты и плитки керамические | Производство керамических плит и плиток | ||
Плиты и плитки керамические | |||
Плиты и плитки керамические | |||
Плиты керамические | |||
Плитки керамические | |||
Плитки керамические глазурованные для внутренней облицовки стен | |||
Плитки керамические для полов | |||
Плитки керамические фасадные и ковры из них | |||
Плитки кислотоупорные и термокислотоупорные керамические | |||
Плитки керамические прочие | |||
Кирпичи, черепица и изделия строительные из обожженной глины | Производство кирпича, черепицы и прочих строительных изделий из обожженной глины | ||
Кирпичи, черепица и изделия строительные из обожженной глины | |||
Кирпич керамический неогнеупорный строительный, блоки керамические для полов, плитки керамические несущие или облицовочные и аналогичные изделия керамические | |||
Кирпич керамический неогнеупорный строительный | |||
Блоки керамические для полов | |||
Плитки керамические несущие или облицовочные и аналогичные изделия керамические | |||
Черепица кровельная, дефлекторы, зонты для дымовых труб, части дымоходов и вытяжных труб, украшения архитектурные и прочие изделия строительные керамические | |||
Черепица кровельная керамическая | |||
Дефлекторы, зонты для дымовых труб, детали дымоходов и вытяжных труб керамические | |||
Украшения архитектурные керамические | |||
Изделия строительные керамические прочие, не включенные в другие группировки | |||
Трубы, трубопроводы изоляционные, водоотводы и фитинги труб керамические | |||
Трубы керамические | |||
Трубы керамические канализационные | |||
Трубы керамические дренажные | |||
Трубы керамические прочие | |||
Трубопроводы изоляционные керамические | |||
Водоотводы керамические | |||
Фитинги труб керамические | |||
Изделия фарфоровые и керамические прочие | Производство прочих фарфоровых и керамических изделий | ||
Изделия керамические хозяйственные и декоративные | Производство хозяйственных и декоративных керамических изделий | ||
Изделия керамические хозяйственные и декоративные | Производство столовой и кухонной керамической посуды | ||
Посуда столовая и кухонная, изделия хозяйственные и туалетные прочие из фарфора | |||
Посуда столовая и кухонная из фарфора | |||
Изделия хозяйственные из фарфора | |||
Изделия туалетные из фарфора | |||
Посуда столовая и кухонная, изделия хозяйственные и туалетные из керамики прочие, кроме фарфоровых | Производство прочих хозяйственных и туалетных керамических принадлежностей | ||
Посуда столовая и кухонная из керамики, кроме фарфоровой | |||
Изделия хозяйственные из керамики, кроме фарфоровых | |||
Изделия туалетные из керамики, кроме фарфоровых | |||
Статуэтки и прочие декоративные изделия из керамики | Производство статуэток и прочих декоративных керамических изделий | ||
Статуэтки из керамики | |||
Изделия декоративные прочие из керамики | |||
Изделия санитарно-технические из керамики | Производство керамических санитарно-технических изделий | ||
Изделия санитарно-технические из керамики | |||
Изделия санитарно-технические из керамики | |||
Ванны керамические | |||
Умывальники керамические | |||
Раковины керамические | |||
Чаши керамические | |||
Унитазы керамические | |||
Писсуары керамические | |||
Бачки смывные керамические | |||
Изделия санитарно-технические прочие из керамики | |||
Изоляторы электрические и арматура изолирующая из керамики | Производство керамических изоляторов и изолирующей арматуры | ||
Изоляторы электрические из керамики; арматура изолирующая для электроаппаратуры и приборов из керамики | |||
Изоляторы электрические из керамики; арматура изолирующая для электроаппаратуры и приборов из керамики | |||
Изоляторы электрические из керамики | |||
Арматура изолирующая для электроаппаратуры и приборов из керамики | |||
Изделия технические прочие из керамики | Производство прочих технических керамических изделий | ||
Изделия технические прочие из керамики | Производство керамических изделий лабораторного, химического и промышленного назначения | ||
Изделия лабораторного, химического или прочего технического назначения фарфоровые | |||
Изделия лабораторного и химического назначения фарфоровые | |||
Изделия прочего технического назначения фарфоровые | |||
Изделия керамические лабораторного, химического или прочего технического назначения, кроме фарфоровых, включая постоянные керамические и ферритовые магниты | Производство керамических и ферритовых магнитов | ||
Изделия керамические лабораторного и химического назначения, кроме фарфоровых | |||
Изделия керамические прочего технического назначения, кроме фарфоровых | |||
Изделия керамические прочие | Производство прочих керамических изделий | ||
Изделия керамические прочие | Производство керамических горшков, банок, кувшинов и подобных изделий, используемых для транспортирования или упаковывания товаров | ||
Изделия керамические, используемые в сельском хозяйстве и для транспортирования или упаковывания товаров | |||
Изделия керамические, используемые в сельском хозяйстве | |||
Изделия керамические, используемые для транспортирования или упаковывания товаров | |||
Изделия керамические нестроительные прочие, не включенные в другие группировки | |||
Изделия керамические нестроительные прочие, не включенные в другие группировки | |||
Производство керамических изделий, не включенных в другие группировки | |||
Продукция минеральная неметаллическая прочая | Производство абразивных и неметаллических минеральных изделий, не включенных в другие группировки | ||
Продукция минеральная неметаллическая прочая, не включенная в другие группировки | Производство прочей неметаллической минеральной продукции, не включенной в другие группировки |
(обязательное)
ПЕРЕЧЕНЬ МАРКЕРНЫХ ВЕЩЕСТВ И ТЕХНОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Б.1 Перечень маркерных веществ
Таблица Б.1
Перечень маркерных веществ для производства
керамических изделий
ВЫБРОСЫ В АТМОСФЕРНЫЙ ВОЗДУХ |
Производство керамического кирпича и камня |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Производство керамической плитки |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Производство огнеупоров |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов (для вращающихся печей) |
Производство санитарно-технической керамики (кроме производства санитарно-технических изделий из шамота) |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Производство керамических пропантов (магнезиально-кварцевых) |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
СБРОСЫ В ВОДНЫЕ ОБЪЕКТЫ (для поверхностных сточных вод) |
Взвешенные вещества |
Нефтепродукты (нефть) |
ХПК |
Б.2 Перечень технологических показателей, соответствующих НДТ
Таблица Б.2.1
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге керамического кирпича
и камня (при использовании природного газа
в качестве топлива), соответствующие НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамического кирпича и камня (при использовании природного газа в качестве топлива) | Кирпич и камень керамический (без применения выгорающих добавок в шихте) | Углерода оксид | кг/т продукции | <= 0,37 |
Кирпич и камень керамический (содержание выгорающих добавок в шихте менее 2 масс. %) | <= 1,28 | |||
Кирпич и камень керамический (содержание выгорающих добавок в шихте 2 масс. % и более) | <= 8,98 | |||
Кирпич и камень керамический | Азота диоксид Азота оксид | кг/т продукции | <= 0,47 (суммарно, в пересчете на азота диоксид) | |
Кирпич и камень керамический | Серы диоксид | кг/т продукции | <= 0,1 (содержание соединений серы в сырье, в пересчете на SO3, 0,25% и менее) | |
<= 1,0 (содержание соединений серы в сырье, в пересчете на SO3, более 0,25%) |
Таблица Б.2.2
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге керамической плитки,
соответствующие НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамической плитки | Обожженная керамическая плитка | Углерода оксид | кг/т продукции | <= 1,5 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,8 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,2 |
Таблица Б.2.3
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге санитарно-технических
изделий из керамики (кроме санитарно-технических изделий
из шамота) (выбросы от печей "лечебного" обжига
не включены), соответствующие НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге санитарно-технических изделий из керамики в туннельной печи (кроме печей "лечебного" обжига) | Санитарно-технические изделия из керамики (кроме санитарно-технических изделий из шамота) | Углерода оксид | кг/т продукции | <= 3,88 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,85 (суммарно в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,20 |
Таблица Б.2.4
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при производстве огнеупорных изделий,
соответствующие НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге формованных огнеупорных изделий в туннельной печи | Обожженные формованные огнеупорные изделия: Кремнеземистые Алюмосиликатные Глиноземистые Высокомагнезиальные Магнезиально-шпинелидные | Углерода оксид | кг/т продукции | 9,4 |
Азота диоксид Азота оксид | кг/т продукции | 8,46 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | 0,77 | ||
Выбросы при обжиге сырья в вращающейся печи | Обожженное сырье | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т обожженного сырья | 0,90 |
Таблица Б.2.5
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге керамических пропантов
(магнезиально-кварцевых), соответствующие НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамических пропантов (магнезиально-кварцевых) | Обожженные керамические пропанты магнезиально-кварцевые | Углерода оксид | кг/т продукции | <= 1,19 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,85 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,15 | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т продукции | <= 0,90 |
Таблица Б.2.6
Технологические показатели загрязняющих веществ в сбросах
в водные объекты при производстве керамических изделий
(для поверхностных сточных вод), соответствующие НДТ
Вид сточных вод | Технологический показатель | Единица измерения | Значение |
Поверхностные сточные воды | Взвешенные вещества | мг/л | <= 20 |
Нефтепродукты (нефть) | мг/л | <= 2 | |
ХПК | мг/л | <= 60 |
(обязательное)
ПЕРЕЧЕНЬ НДТ
Таблица В.1
Перечень НДТ
N | Наименование НДТ |
Системы экологического менеджмента и их инструменты | |
Системы энергетического менеджмента | |
Системы менеджмента бережливого производства | |
Снижение потребления топлива в производстве керамических изделий | |
Модернизация печей и сушилок | |
Рекуперация избыточного тепла печей | |
Перевод процесса обжига в печи на газообразное топливо или мазут | |
Оптимизация заготовок; оптимизация формы, габаритов, состава и структуры заготовок | |
Снижение неорганизованных выбросов пыли в производстве керамических изделий | |
Проведение технологических операций, сопровождающихся образованием пыли в замкнутом объеме | |
Оснащение смесителей, дробилок и питателей защитными кожухами и вытяжными установками | |
Применение накопительных бункеров соответствующей емкости, датчиков уровня с отсекателями и фильтрами для очистки запыленного воздуха, вытесняемого при заполнении бункера | |
Перемещение пылящего сырья при помощи закрытых конвейеров | |
Снижение утечек воздуха и устранение их источников, герметизация установок | |
Снижение неорганизованных выбросов пыли для участков бестарного хранения сырья в производстве керамических изделий | |
Ограждение площадок бестарного хранения сырья при помощи экранов, стен или крупномерных зеленых насаждений | |
Уравнивание уровня разгрузки сырья с высотой приемной площадки | |
Снижение скорости разгрузки сырья | |
Увлажнение при помощи распылительных установок источника запыления | |
Снижение организованных выбросов пыли в производстве керамических изделий | |
Снижение выбросов пыли в технологических операциях, сопровождаемых пылеобразованием (массоподготовка), с применением рукавных фильтров, а также других мер, направленных на снижение выбросов пыли, обеспечивающих достижение технологического показателя | |
Снижение организованных выбросов пыли, образующихся в процессе сушки путем очистки сушилки, предотвращения накопления в ней пыли и своевременного техобслуживания | |
Снижение выбросов пыли при обжиге путем сокращения пыления при садке заготовок в печь с применением промышленных пылесосов | |
Снижение выбросов загрязняющих веществ с отходящими газами при обжиге керамических изделий | |
Оптимизация процесса сжигания топлива для сокращения выбросов монооксида углерода и оксидов азота; контроль коэффициента избытка воздуха для полноты сгорания топлива | |
Снижение максимальной температуры обжига и уменьшение его продолжительности | |
Оптимизация режима обжига регулированием скорости подъема температуры в интервалах до 400 °C (возможное уменьшение скорости для полноты связывания фтора и серы) и после 400 °C (возможное увеличение скорости для снижения количества выбросов) | |
Замена технологических связок и компонентов сырья, образующих при обжиге ЛОС, на связки и компоненты, образующие меньшее количество ЛОС или не образующие их вовсе | |
Снижение подачи источников загрязняющих веществ, а именно: применение компонентов сырья с пониженным содержанием серы и азота, фтора, хлора или сокращение количества сырья с их высоким содержанием | |
Для производства кирпича - введение в формовочную массу добавок карбонатов (тонкоизмельченного известняка или мела) для связывания оксидов серы при невысокой температуре обжига изделий (имеет ограниченное значение) | |
Снижение количества производственных сточных вод при производстве керамических изделий | |
Предотвращение утечек воды во всей системе водоснабжения путем установки автоматических клапанов и счетчиков | |
Установка систем сбора отходов глазури и сточных вод с различных стадий технологического процесса в местах их образования | |
Повторное использование воды, в частности многократное применение промывочной воды после соответствующей очистки | |
Использование систем очистки сточных вод (при необходимости, в зависимости от особенностей подотрасли) | |
Снижение сбросов загрязняющих веществ в водные объекты (для поверхностных сточных вод) | |
Повторное использование шлама в производстве керамических изделий | |
Минимизация отходов производства и технологических потерь | |
Возврат технологических отходов (пыли, обрезков, боя обожженных изделий) в производство | |
Использование твердых отходов гипсовых форм и огнеприпаса для других производств (гипса - для цементной промышленности) или собственного производства (боя огнеприпаса - для его производства) | |
Увеличение оборачиваемости гипсовых форм использованием вакуумирования гипсового теста и армирования при их производстве | |
Замена гипсовых форм полимерными с большей оборачиваемостью | |
Уменьшение соотношения огнеприпас/обжигаемые изделия путем применения бескапсельного обжига, скоростного обжига в роликовых печах и оптимизации садки изделий | |
Оптимизация режима обжига, ведущая к сокращению брака изделий и времени эксплуатации огнеприпаса | |
Сокращение шумового воздействия (снижения уровня шума) | |
Герметизация и надлежащее техническое обслуживание оборудования, являющегося источником повышенного шума | |
Виброуплотнение оборудования, особенно оборудования для измельчения и прессования | |
Использование звукоизоляции вентиляторов и воздуходувок | |
Применение низкооборотных вентиляторов | |
Звукоизоляция окон и дверей | |
Использование при строительстве и ремонте производственных помещений звукоизоляционных строительных материалов | |
Проведение шумных работ только в дневное время | |
Снижение потребления топлива в производстве керамического кирпича | |
Снижение выбросов загрязняющих веществ при обжиге кирпича | |
Снижение потребления топлива в производстве керамической плитки | |
Снижение выбросов загрязняющих веществ при обжиге керамической плитки | |
Повторное использование производственных сточных вод в производстве керамической плитки | |
Повторное использование шлама, образующегося в системе очистки производственных сточных вод | |
Снижение выбросов загрязняющих веществ при производстве огнеупорных изделий (выбросы при обжиге сырья во вращающейся печи) | |
Снижение потребления топлива в производстве огнеупоров | |
Снижение выбросов загрязняющих веществ при обжиге санитарно-технических изделий | |
Снижение потребления топлива в производстве санитарно-технических изделий | |
Повторное использование производственных сточных вод в производстве санитарно-технических изделий | |
Минимизация производственных отходов в производстве санитарно-технических изделий | |
Снижение потребления топлива в производстве посуды | |
Снижение потребления топлива в производстве изоляторов | |
Снижение выбросов загрязняющих веществ при обжиге пропантов керамических | |
Снижение потребления топлива в производстве керамических пропантов |
(обязательное)
РЕСУРСНАЯ И ЭНЕРГЕТИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
Г1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
В справочнике НДТ "Производство керамических изделий" энергоэффективность является ключевым критерием выбора НДТ, поскольку химико-технологические процессы производства керамики являются высокотемпературными, потребляют значительное количество топлива и сырьевых материалов и сопровождаются выбросами в воздух прежде всего продуктов сжигания топлива, т.е. именно высокотемпературными процессами обжига обусловлены основные факторы воздействия отрасли на ОС (см. раздел 3.1).
Среднее удельное энергопотребление по керамической промышленности РФ варьирует в зависимости от подотрасли и составляет от 2,6 ГДж/т (для кирпича) до 50 ГДж/т для керамической посуды (см. раздел 3).
Глины являются основным, а в ряде случаев единственным компонентом формовочных масс в производстве керамического кирпича, плитки, шамотных огнеупоров и посуды; в то же время глины используют как компонент или добавку в технологии изготовления санитарно-технических изделий, карбидкремниевых огнеупоров, муллитокорундовой, стеатитовой, форстеритовой, кордиеритовой и других видов керамики.
Выгорающие органические добавки (опилки, отходы целлюлозно-бумажного производства) и неорганические вспомогательные вещества (кизельгур, перлит) вводят в изделия для увеличения объема пор. Кроме того, введение в состав масс выгорающих добавок позволяет сократить расход ископаемого топлива (в подавляющем числе случаев - природного газа).
Керамическая плитка, хозяйственно-бытовая и санитарная керамика состоят главным образом из алюмосиликатов, основным компонентом сырьевых смесей при их производстве служат пластичные глины.
В состав сырьевых смесей для производства огнеупоров входят глина, шамот, некоторые природные минералы (кварцит, доломит, боксит, магнезит), а также искусственные материалы (корунд, карборунд и шпинель).
В качестве отощителей и плавней (последние предназначены для снижения температур спекания различных масс и растекания глазурей) широко применяют кварц, полевые шпаты, в некоторых случаях - мел, доломит, волластонит, стеатит и др.
Так называемую техническую керамику изготавливают из масс на основе искусственно получаемых оксидов и бескислородных соединений Al, Mg, Mn, Ni, Si, Ti, W, Zr и других металлов.
Кроме перечисленных основных сырьевых материалов и вспомогательных веществ, для производства керамических изделий необходимы временные технологические связки, огнеприпас для обжига изделий, топливо (см. раздел 2.1.1).
Учитывая вышеизложенное, приоритетами отрасли производства керамических изделий с точки зрения обеспечения высокой энергоэффективности производства становятся:
- внедрение новых энергоэффективных технологических способов и проектных решений;
- использование современного оборудования, прежде всего печей и сушил, и его совершенствование;
- максимальное использование остаточного тепла печей (см. раздел 2.1.5).
Г2 Основные энерго- и ресурсоемкие технологические процессы
Общее описание процесса производства керамических изделий приведено в разделе 2.1.2.
Процессы, обусловливающие основное потребление энергии, отражены в разделах 2.1.3.2.5 (прокаливание), 2.1.3.5 (сушка), 2.1.3.7 (обжиг).
Г3 Уровни потребления основных видов ресурсов и энергии
Удельный расход энергии и сырьевых материалов на производство керамических изделий по подотраслям указан в разделе 3.
В результате проведения сравнительного анализа энергоемкости отечественных и, в ряде случаев, аналогичных зарубежных предприятий по производству керамических изделий установлены показатели удельного энергопотребления, которые следует рассматривать как соответствующие НДТ. Основная часть наилучших доступных технологий, описанных в разделе 5, относится к НДТ повышения энергоэффективности.
Г4 Наилучшие доступные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
Таблица Г.1
Наилучшие доступные технологии, направленные
на повышение энергоэффективности, оптимизацию
и сокращение ресурсопотребления
Номер и наименование НДТ | Раздел/пункт справочника |
НДТ 1.2 Системы энергетического менеджмента | |
НДТ 2 Снижение потребления топлива в производстве керамических изделий | |
НДТ 9 Снижение потребления топлива в производстве керамического кирпича | |
НДТ 11 Снижение потребления топлива в производстве керамической плитки | |
НДТ 16 Снижение потребления топлива в производстве огнеупоров | |
НДТ 18 Снижение потребления топлива в производстве санитарно-технических изделий | |
НДТ 21 Снижение потребления топлива в производстве посуды | |
НДТ 22 Снижение потребления топлива в производстве изоляторов | |
НДТ 24 Снижение потребления топлива в производстве керамических пропантов |
Г5 Целевые показатели ресурсной и энергетической эффективности при производстве керамических изделий
Таблица Г.2
Целевые показатели ресурсной и энергетической эффективности
Описание процесса, производимой продукции, энергетического ресурса | Единица измерения | Показатель |
Удельное потребление энергии при производстве керамического кирпича, ГДж/т продукции (расход энергии топлива при производстве керамического кирпича) | ГДж/т продукции | <= 2,5 |
Удельное потребление энергии при производстве керамической плитки (расход энергии топлива при обжиге керамической плитки) | ГДж/т продукции | <= 8,5 |
Удельное потребление энергии при производстве магнезиальных огнеупоров (расход энергии топлива при обжиге магнезиальных огнеупоров) | ГДж/т продукции | <= 12 |
Удельное потребление энергии при производстве шамотных огнеупоров (расход энергии топлива при обжиге шамотных огнеупоров) | ГДж/т продукции | <= 7 |
Удельное потребление энергии при производстве динасовых огнеупоров (расход энергии топлива при обжиге динасовых огнеупоров) | ГДж/т продукции | <= 4 |
Удельное потребление энергии при производстве санитарно-технических изделий (расход энергии топлива при обжиге санитарно-технических изделий) | ГДж/т продукции | <= 25 |
Удельное потребление энергии при производстве посуды (расход энергии топлива при обжиге посуды) | ГДж/т продукции | <= 50 |
Удельное потребление энергии при производстве изоляторов (расход энергии топлива при обжиге изоляторов) | ГДж/т продукции | <= 25 |
Выбросы при обжиге керамических пропантов (расход энергии топлива при обжиге пропантов) | ГДж/т продукции | <= 3,56 |
Г6 Перспективные технологии, направленные на повышение энергоэффективности и ресурсной эффективности, в том числе на сокращение потребления природных ресурсов и повышение уровня вовлечения отходов производства и потребления в хозяйственный оборот в качестве дополнительных источников сырья
Использование цифровых технологий для проектирования и производства керамики (см. раздел 6.1.1).
Применение трубчатых излучательных горелок (см. раздел 6.1.2).
Применением горелок с низким выделением NOx (см. раздел 6.1.3).
Применение сушил с контролируемой влажностью теплоносителя (см. раздел 6.1.4).
Применение туннельных печей с движущимся подом (см. раздел 6.1.5).
Сушка и обжиг СВЧ излучением (см. раздел 6.1.6).
Использование переработанного стекла в качестве флюса (см. раздел 6.1.9).
Применение передовых кислородно-топливных технологий в процессе обжига (см. раздел 6.1.10).
Теплообменники с тепловыми трубами (см. раздел 6.1.11).
Применение скоростных сушил (см. раздел 6.1.12).
(обязательное)
Настоящий справочник НДТ распространяется на производство керамических изделий, в том числе следующие основные виды деятельности:
- производство керамических строительных материалов (керамического кирпича и камня, плиток и плит керамических);
- производство огнеупорных изделий;
- производство санитарно-технических изделий из керамики;
- производство керамических хозяйственных и декоративных изделий (посуды);
- производство изделий из керамики технического назначения, в том числе керамических изоляторов;
- производство керамических пропантов.
Справочник НДТ распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на ресурсоэффективность, характер и масштаб воздействия на окружающую среду:
- хранение и подготовка сырья;
- производственные процессы;
- методы предотвращения и сокращения эмиссий и образования отходов.
Ограниченные сведения приведены также для таких процессов, как:
- хранение и подготовка топлива (в случае использования твердого топлива);
- хранение и подготовка продукции.
Справочник НДТ не распространяется на:
- некоторые процессы производства, такие как добыча сырья в карьере и транспортировка сырьевых материалов с карьера на склад производства;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Таблица Д.1
Перечень НДТ
N | Наименование НДТ |
Системы экологического менеджмента и их инструменты | |
Системы энергетического менеджмента | |
Системы менеджмента бережливого производства | |
Снижение потребления топлива в производстве керамических изделий | |
Модернизация печей и сушилок | |
Рекуперация избыточного тепла печей | |
Перевод процесса обжига в печи на газообразное топливо или мазут | |
Оптимизация заготовок; оптимизация формы, габаритов, состава и структуры заготовок | |
Снижение неорганизованных выбросов пыли в производстве керамических изделий | |
Проведение технологических операций, сопровождающихся образованием пыли в замкнутом объеме | |
Оснащение смесителей, дробилок и питателей защитными кожухами и вытяжными установками | |
Применение накопительных бункеров соответствующей емкости, датчиков уровня с отсекателями и фильтрами для очистки запыленного воздуха, вытесняемого при заполнении бункера | |
Перемещение пылящего сырья при помощи закрытых конвейеров | |
Снижение утечек воздуха и устранение их источников, герметизация установок | |
Снижение неорганизованных выбросов пыли для участков бестарного хранения сырья в производстве керамических изделий | |
Ограждение площадок бестарного хранения сырья при помощи экранов, стен или крупномерных зеленых насаждений | |
Уравнивание уровня разгрузки сырья с высотой приемной площадки | |
Снижение скорости разгрузки сырья | |
Увлажнение при помощи распылительных установок источника запыления | |
Снижение организованных выбросов пыли в производстве керамических изделий | |
Снижение выбросов пыли в технологических операциях, сопровождаемых пылеобразованием (массоподготовка), с применением рукавных фильтров, а также других мер, направленных на снижение выбросов пыли, обеспечивающих достижение технологического показателя | |
Снижение организованных выбросов пыли, образующихся в процессе сушки путем очистки сушилки, предотвращения накопления в ней пыли и своевременного техобслуживания | |
Снижение выбросов пыли при обжиге путем сокращения пыления при садке заготовок в печь с применением промышленных пылесосов | |
Снижение выбросов загрязняющих веществ с отходящими газами при обжиге керамических изделий | |
Оптимизация процесса сжигания топлива для сокращения выбросов монооксида углерода и оксидов азота; контроль коэффициента избытка воздуха для полноты сгорания топлива | |
Снижение максимальной температуры обжига и уменьшение его продолжительности | |
Оптимизация режима обжига регулированием скорости подъема температуры в интервалах до 400 °C (возможное уменьшение скорости для полноты связывания фтора и серы) и после 400 °C (возможное увеличение скорости для снижения количества выбросов) | |
Замена технологических связок и компонентов сырья, образующих при обжиге ЛОС, на связки и компоненты, образующие меньшее количество ЛОС или не образующие их вовсе | |
Снижение подачи источников загрязняющих веществ, а именно: применение компонентов сырья с пониженным содержанием серы и азота, фтора, хлора или сокращение количества сырья с их высоким содержанием | |
Для производства кирпича - введение в формовочную массу добавок карбонатов (тонкоизмельченного известняка или мела) для связывания оксидов серы при невысокой температуре обжига изделий (имеет ограниченное значение) | |
Снижение количества производственных сточных вод при производстве керамических изделий | |
Предотвращение утечек воды во всей системе водоснабжения путем установки автоматических клапанов и счетчиков | |
Установка систем сбора отходов глазури и сточных вод с различных стадий технологического процесса в местах их образования | |
Повторное использование воды, в частности многократное применение промывочной воды после соответствующей очистки | |
Использование систем очистки сточных вод (при необходимости, в зависимости от особенностей подотрасли) | |
Снижение сбросов загрязняющих веществ в водные объекты (для поверхностных сточных вод) | |
Повторное использование шлама в производстве керамических изделий | |
Минимизация отходов производства и технологических потерь | |
Возврат технологических отходов (пыли, обрезков, боя обожженных изделий) в производство | |
Использование твердых отходов гипсовых форм и огнеприпаса для других производств (гипса - для цементной промышленности) или собственного производства (боя огнеприпаса - для его производства) | |
Увеличение оборачиваемости гипсовых форм использованием вакуумирования гипсового теста и армирования при их производстве | |
Замена гипсовых форм полимерными с большей оборачиваемостью | |
Уменьшение соотношения огнеприпас/обжигаемые изделия путем применения бескапсельного обжига, скоростного обжига в роликовых печах и оптимизацией садки изделий | |
Оптимизация режима обжига, ведущая к сокращению брака изделий и времени эксплуатации огнеприпаса | |
Сокращение шумового воздействия (снижения уровня шума) | |
Герметизация и надлежащее техническое обслуживание оборудования, являющегося источником повышенного шума | |
Виброуплотнение оборудования, особенно оборудования для измельчения и прессования | |
Использование звукоизоляции вентиляторов и воздуходувок | |
Применение низкооборотных вентиляторов | |
Звукоизоляция окон и дверей | |
Использование при строительстве и ремонте производственных помещений звукоизоляционных строительных материалов | |
Проведение шумных работ только в дневное время | |
Снижение потребления топлива в производстве керамического кирпича | |
Снижение выбросов загрязняющих веществ при обжиге кирпича | |
Снижение потребления топлива в производстве керамической плитки | |
Снижение выбросов загрязняющих веществ при обжиге керамической плитки | |
Повторное использование производственных сточных вод в производстве керамической плитки | |
Повторное использование шлама, образующегося в системе очистки производственных сточных вод | |
Снижение выбросов загрязняющих веществ при производстве огнеупорных изделий (выбросы при обжиге сырья во вращающейся печи) | |
Снижение потребления топлива в производстве огнеупоров | |
Снижение выбросов загрязняющих веществ при обжиге санитарно-технических изделий | |
Снижение потребления топлива в производстве санитарно-технических изделий | |
Повторное использование производственных сточных вод в производстве санитарно-технических изделий | |
Минимизация производственных отходов в производстве санитарно-технических изделий | |
Снижение потребления топлива в производстве посуды | |
Снижение потребления топлива в производстве изоляторов | |
Снижение выбросов загрязняющих веществ при обжиге пропантов керамических | |
Снижение потребления топлива в производстве керамических пропантов |
Таблица Д.2
Перечень маркерных веществ для производства
керамических изделий
ВЫБРОСЫ В АТМОСФЕРНЫЙ ВОЗДУХ |
Производство керамического кирпича и камня |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Производство керамической плитки |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Производство огнеупоров |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов (для вращающихся печей)) |
Производство санитарно-технической керамики (кроме производства санитарно-технических изделий из шамота) |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Производство керамических пропантов (магнезиально-кварцевых) |
Углерода оксид |
Азота диоксид Азота оксид (суммарно, в пересчете на азота диоксид) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
СБРОСЫ В ВОДНЫЕ ОБЪЕКТЫ (для поверхностных сточных вод) |
Взвешенные вещества |
Нефтепродукты (нефть) |
ХПК |
Таблица Д.3
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге керамического кирпича
и камня (при использовании природного газа
в качестве топлива), соответствующие НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамического кирпича и камня (при использовании природного газа в качестве топлива) | Кирпич и камень керамический (без применения выгорающих добавок в шихте) | Углерода оксид | кг/т продукции | <= 0,37 |
Кирпич и камень керамический (содержание выгорающих добавок в шихте менее 2 масс. %) | <= 1,28 | |||
Кирпич и камень керамический (содержание выгорающих добавок в шихте 2 масс. % и более) | <= 8,98 | |||
Кирпич и камень керамический | Азота диоксид Азота оксид | кг/т продукции | <= 0,47 (суммарно, в пересчете на азота диоксид) | |
Кирпич и камень керамический | Серы диоксид | кг/т продукции | <= 0,1 (содержание соединений серы в сырье, в пересчете на SO3, 0,25% и менее) | |
<= 1,0 (содержание соединений серы в сырье, в пересчете на SO3, более 0,25%) |
Таблица Д.4
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге керамической плитки,
соответствующие НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамической плитки | Обожженная керамическая плитка | Углерода оксид | кг/т продукции | <= 1,5 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,8 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,2 |
Таблица Д.5
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге санитарно-технических
изделий из керамики (кроме санитарно-технических изделий
из шамота) (выбросы от печей "лечебного" обжига
не включены), соответствующие НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге санитарно-технических изделий из керамики в туннельной печи (кроме печей "лечебного" обжига) | Санитарно-технические изделия из керамики (кроме санитарно-технических изделий из шамота) | Углерода оксид | кг/т продукции | <= 3,88 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,85 (суммарно в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,20 |
Таблица Д.6
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при производстве огнеупорных изделий,
соответствующие НДТ
Производственный процесс | Полуфабрикат/Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге формованных огнеупорных изделий в туннельной печи | Обожженные формованные огнеупорные изделия: Кремнеземистые Алюмосиликатные Глиноземистые Высокомагнезиальные Магнезиально-шпинелидные | Углерода оксид | кг/т продукции | <= 9,4 |
Азота диоксид Азота оксид | кг/т продукции | <= 8,46 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,77 | ||
Выбросы при обжиге сырья во вращающейся печи | Обожженное сырье | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т обожженного сырья | <= 0,90 |
Таблица Д.7
Технологические показатели выбросов загрязняющих веществ
в атмосферный воздух при обжиге керамических пропантов
(магнезиально-кварцевых), соответствующие НДТ
Производственный процесс | Продукция | Наименование загрязняющего вещества | Единица измерения | Значение |
Выбросы при обжиге керамических пропантов (магнезиально-кварцевых) | Обожженные керамические пропанты магнезиально-кварцевые | Углерода оксид | кг/т продукции | <= 1,19 |
Азота диоксид Азота оксид | кг/т продукции | <= 0,85 (суммарно, в пересчете на азота диоксид) | ||
Серы диоксид | кг/т продукции | <= 0,15 | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т продукции | <= 0,90 |
Таблица Д.8
Технологические показатели загрязняющих веществ в сбросах
в водные объекты при производстве керамических изделий
(для поверхностных сточных вод), соответствующие НДТ
Вид сточных вод | Технологический показатель | Единица измерения | Значение |
Поверхностные сточные воды | Взвешенные вещества | мг/л | <= 20 |
Нефтепродукты (нефть) | мг/л | <= 2 | |
ХПК | мг/л | <= 60 |
Таблица Д.9
Методы контроля технологических показателей НДТ
Измеряемые показатели | Метод контроля (непрерывный с применением систем автоматического контроля, периодический, расчетный метод) | Номер методики Название методики |
Выбросы загрязняющих веществ в атмосферный воздух | ||
Азота диоксид. Азота оксид | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Серы диоксид | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Углерода оксид | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Сбросы загрязняющих веществ в водные объекты (для поверхностных сточных вод) | ||
Взвешенные вещества | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Нефтепродукты (нефть) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
ХПК | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
(обязательное)
ИНДИКАТИВНЫЕ ПОКАЗАТЕЛИ УДЕЛЬНЫХ ВЫБРОСОВ ПАРНИКОВЫХ ГАЗОВ
ПРИ ПРОИЗВОДСТВЕ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Е.1 Краткая характеристика отрасли с точки зрения выбросов парниковых газов
Производство керамических изделий является материалоемким и энергоемким процессом, связанным с выделением парниковых газов.
Выброс парниковых газов, особенно CO2, связан главным образом со сжиганием топлива и с декарбонизацией известняка.
Энергия в производстве керамических изделий расходуется в первую очередь на обжиг, в некоторых технологических процессах высоким энергопотреблением сопровождается сушка полуфабрикатов и отформованных заготовок. В качестве топлива обычно применяют природный газ.
Е.2 Этапы проведения бенчмаркинга
Национальный бенчмаркинг для отрасли выполнен с учетом требований ГОСТ Р 113.00.11-2022 "Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности" [91]. Основные этапы проведения бенчмаркинга:
- формирование экспертной группы;
- выбор методик(и) расчета выбросов парниковых газов и определение границ процессов для количественного определения выбросов парниковых газов;
- разработка анкеты для сбора данных, необходимых для расчета выбросов парниковых газов;
- сбор и обработка данных, необходимых для расчета удельных выбросов парниковых газов;
- расчет удельных выбросов парниковых газов;
- валидация и верификация результатов расчетов удельных выбросов парниковых газов;
- построение кривой бенчмаркинга удельных выбросов парниковых газов.
Результаты бенчмаркинга удельных выбросов парниковых газов являются основой для установления индикативных показателей удельных выбросов парниковых газов.
Е.3 Методология расчета выбросов парниковых газов
Е.3.1 Границы расчета удельных выбросов парниковых газов
При проведении бенчмаркинга количественная оценка удельных выбросов ПГ выполняется для основного производственного процесса производства керамических изделий - производства керамического кирпича.
Технологические процессы, включенные в границы расчета удельных выбросов ПГ от производственных процессов (производств):
а) включены все процессы, прямо или косвенно связанные с производственными процессами:
1) подготовка сырья;
2) смешивание компонентов;
3) формование и придание формы изделиям;
4) сушка изделий;
5) обжиг изделий;
6) отделка изделий;
7) упаковка изделий;
8) очистка дымовых газов;
б) не учитываются выбросы CO2 в процессах добычи сырьевых материалов и топлива, а также при их транспортировке.
Е.3.2 Методические подходы к количественной оценке выбросов парниковых газов. Количественное определение выбросов
Для бенчмаркинга по удельным прямым выбросам ПГ для группы последовательных технологических процессов производства кирпича по охвату 1 используется суммирование для всех основных и промежуточных процессов, которые включают:
- прокаливание карбонатов и сжигание органического углерода, содержащегося в сырье (технологические выбросы в процессе кальцинирования);
- сжигание технологического топлива и топлива для прочих нужд.
Удельные прямые выбросы парниковых газов при производстве продукции (кирпич) определяются по выражению:

где:
CB - годовой объем производства керамического кирпича, тонн.
Сжигание технологического топлива и топлива для прочих нужд
Количественное определение выбросов CO2 от стационарного сжигания топлива выполняется расчетным методом по отдельным источникам, группам источников или организации в целом по формуле [92]:
ИС МЕГАНОРМ: примечание. Формула дана в соответствии с официальным текстом документа. |

где:
ECO2y - выбросы CO2 от стационарного сжигания топлива за период y, т CO2;
FCj,y - расход топлива j за период y, тыс. м3, т, т у.т. или ТДж;
EFCO2,j,y - коэффициент выбросов CO2 от сжигания топлива j за период y, т CO2/ед.;
OFj,y - коэффициент окисления топлива j, доля;
j - вид топлива, используемого для сжигания;
n - количество видов топлива, используемых за период y.
Прокаливание карбонатов и сжигание органического углерода, содержащегося в сырье (технологические выбросы в процессе кальцинирования)
Количественное определение выбросов CO2 от производства керамических изделий выполняется по формуле [92]:

где:
ECO2,y - выбросы CO2 от производства керамических изделий за период y, т CO2;
Mj,y - расход минерального сырья, содержащего карбонат j, загруженное в обжиговую печь за период y, т;
MFj,y - содержание карбоната j в минеральном сырье, доля;
EFCO2,j - коэффициент выбросов для карбоната j, т CO2/т;
Fj,y - степень кальцинирования карбоната j за период y, доля;
j - вид карбоната, подаваемого с минеральным сырьем в обжиговую печь (кальцит, магнезит и другие);
n - количество видов карбонатов, подаваемых в обжиговую печь.
В расчетах используются несколько блоков коэффициентов выбросов CO2, приведенных в таблицах.
Таблица Е.1
Коэффициенты прямых выбросов CO2 для оксидов (охват 1) [92]
Химическая формула оксида | Ед. изм. | Приказ Минприроды России N 371 |
CaO | тCO2/т | 0,785 |
MgO | тCO2/т | 1,092 |
Таблица Е.2
Коэффициенты прямых выбросов CO2 для карбонатов
(охват 1) [92]
Химическая формула оксида | Ед. изм. | Приказ Минприроды N 371 |
CaCOз | тCO2/т | 0,44 |
MgCOз | тCO2/т | 0,522 |
CaMg(CO3)2 | тCO2/т | 0,477 |
FeCO3 | тCO2/т | 0,38 |
Таблица Е.3
Коэффициенты перевода расхода топлива в энергетические
единицы, коэффициенты выбросов согласно
Виды топлива | Коэффициенты перевода в тонны условного топлива и энергетические единицы | Коэффициенты выбросов | Содержание углерода | ||||
Единица измерения | т у.т./т (тыс. м3) | ТДж/тыс. т (млн м3) | |||||
Ед. изм. | т у.т./т (тыс. м3) | ТДж/ тыс. т (млн м3) | т CO2/ т у.т. | т CO2/ ТДж | т C/т у.т. | т C/ТДж | |
Природный газ | |||||||
Газ горючий природный (естественный) | тыс. м3 | 1,129 | 33,08 | 1,59 | 54,4 | 0,43 | 14,8 |
Газ компримированный | тыс. м3 | 1,129 | 33,08 | 1,59 | 54,4 | 0,43 | 14,8 |
Газ сжиженный | тыс. м3 | 1,57 | 46 | 1,65 | 56,4 | 0,45 | 15,4 |
Е.4 Индикативные показатели удельных выбросов парниковых газов
Результаты расчета удельных выбросов парниковых газов
Результаты расчета удельных выбросов парниковых газов представлены в таблице Е.4.
Таблица Е.4
при производстве керамического кирпича
Наименование предприятия Вид выпускаемой продукции | Суммарные прямые выбросы CO2, кг CO2/т продукции |
04-02-01-02 Камень керамический | 49,81 |
04-16-06-01 Камень керамический. Кирпич рядовой полнотелый | 64,59 |
04-24-12-01 Камень керамический | 71,84 |
04-31-15-02 Камень керамический | 84,75 |
04-21-09-02_02 Кирпич рядовой пустотелый. Кирпич лицевой. Камень керамический | 85,23 |
04-25-13-01 Кирпич рядовой полнотелый. Камень керамический | 86,13 |
04-28-14-01 Кирпич лицевой | 87,30 |
04-17-07-01 Кирпич лицевой. Кирпич рядовой | 96,64 |
04-26-13-02 Кирпич лицевой. Кирпич рядовой. Камень керамический | 114,05 |
04-20-09-01_01 Кирпич рядовой пустотелый. Кирпич лицевой. Камень керамический | 115,66 |
04-01-01-01_01 Камень керамический | 119,38 |
04-23-11-01 Кирпич лицевой | 120,55 |
04-01-01-01_02 Камень керамический | 122,29 |
04-27-13-03 Кирпич лицевой. Кирпич рядовой | 138,92 |
04-18-07-02 Кирпич рядовой полнотелый | 171,27 |
Е.4.1 Критерии установления индикативных показателей удельных выбросов парниковых газов
На основании полученных результатов отраслевого бенчмаркинга и построенных кривых бенчмаркинга для производственных процессов (переделов) отрасли установлены индикативные показатели удельных выбросов парниковых газов двух уровней:
1 Верхний уровень индикативного показателя (ИП 1) - может использоваться в рамках правового регулирования отношений, связанных с ограничением выбросов парниковых газов.
Определяется следующим образом:
IИП1 = Imax - (Imax - Imin) x 0,15,
где:
Imax - максимальный удельный показатель выбросов CO2, т CO2/т продукции;
Imin - минимальный удельный показатель выбросов CO2, т CO2/т продукции.
2 Нижний уровень индикативного показателя (ИП 2) - может использоваться при принятии решений о государственной поддержке.
Определяется следующим образом:
IИП2 = Imax - (Imax - Imin) x 0,60,
где:
Imax - максимальный удельный показатель выбросов CO2, т CO2/т продукции;
Imin - минимальный удельный показатель выбросов CO2, т CO2/т продукции.
Е.4.2 Индикативные показатели удельных выбросов парниковых газов
Индикативные показатели удельных выбросов парниковых газов приведены в таблице Е.5 и на кривых бенчмаркинга на рисунке Е.1.
Таблица Е.5
Производственный процесс (производство) | Индикативный показатель удельных выбросов парниковых газов, кг CO2-экв./т продукции | |
Нижний уровень индикативного показателя (ИП 2) | Верхний уровень индикативного показателя (ИП 1) | |
Производство керамического кирпича | 98,39 | 153,05 |

удельных выбросов парниковых газов для производства
керамического кирпича и камня, кг CO2-экв./т продукции
Е.5 Основные направления снижения выбросов парниковых газов
Приоритетом развития отрасли в настоящее время становятся внедрение наилучших доступных технологий, снижение материалоемкости и энергоемкости производства, увеличение использования отходов и других возобновляемых источников для производства энергии.
Стратегия низкоуглеродного развития Российской Федерации предполагает реализацию следующих мер в промышленности (применимых в том числе для целлюлозно-бумажной промышленности):
- повышение эффективности использования исходного сырья и материалов; повышение энергоэффективности производства, в том числе энергоресурсов и тепла, использование вторичных ресурсов в производстве в рамках экономики замкнутого цикла; стимулирование технического прогресса в части увеличения срока эксплуатации устройств и изделий в целях снижения потребности в материальных и энергетических ресурсах для производства новых изделий, снижения объемов производственного брака;
- разработка и внедрение технологий улавливания, захоронения и дальнейшего использования углекислого газа и метана, а также создание соответствующей инфраструктуры, инжиниринга и производств необходимого оборудования, за счет чего обеспечивается снижение выбросов парниковых газов в атмосферу в объеме уловленного и использованного диоксида углерода и метана, в том числе сожженного.
Е.5.1 Прогнозные тенденции декарбонизации производства керамических изделий
К основным технологиям, обеспечивающим декарбонизацию предприятий и активно прорабатываемым в настоящее время, следует отнести:
- модернизацию действующих производств с внедрением наилучших доступных технологий;
- повышение ресурсной эффективности (контроль за уровнем потребления (дематериализация, достаточность));
- снижение содержания углерода в исходном сырье;
- повышение эффективности использования керамических изделий;
- повышение энергетической эффективности (за счет перехода на новые технологии обжига);
- реструктуризацию топливного баланса;
- вовлечение вторичных ресурсов в хозяйственный оборот в качестве сырьевых компонентов;
- электрификацию при декарбонизации используемой электрической и тепловой энергии;
- использование альтернативных видов энергии и топлива, включая биомассу, геотермальную энергию (тепловые насосы), "зеленый" водород;
- внедрение технологий улавливания и хранения углерода (CCUS).
К этому списку можно добавить снижение выбросов охвата 3 на стадиях добычи глины и других используемых природных ресурсов, снижение выбросов от транспортировки сырья и готовой продукции (охват 3). Пропорции вкладов групп мер зависят от технологических возможностей и стоимости технологических решений. Из-за значимой доли технологических выбросов эффекты от многих мер не позволяют обеспечить глубокое снижение выбросов от керамической промышленности без использования технологий CCUS. Направления декарбонизации керамической промышленности в целом сходны с направлениями для базовых материалов и цементной промышленности [93 - 95]. Ниже специфика декарбонизации керамической промышленности показана на примере ЕС.
Повышение энергоэффективности за счет использования наилучших имеющихся технологий как при модернизации существующих, так и при строительстве новых предприятий (печи, сушилки, термостаты, уплотнения, внедрение автоматизированного контроля за технологическими процессами, совершенствование теплоизоляции за счет использования новых видов огнеупорной футеровки, покрытий и других керамических материалов, использование вторичного тепла).
Использование альтернативных топлив - переход на биогаз, биомассу (Бразилия), биометан, синтетические газы на основе использования зеленого водорода и захваченного в системах CCUS углерода. Компания Michelmersh представляет технологию HyBrickTM - первые в мире глиняные кирпичи, на 100% изготовленные из водородного топлива. Michelmersh подала заявку на участие в конкурсе по переходу на промышленное топливо в Департамент бизнеса, энергетики и промышленной стратегии (BEIS) Великобритании, на проведение ТЭО по замене природного газа водородом в процессе производства кирпича. На первой фазе проекта будет показана возможность перехода на водород в процессе производства глиняного кирпича на предприятии Michelmersh в Freshfield Lane. Работа проводится совместно с группой экспертов Hydrogen Sussex, а в консорциум также входят Limpsfield Combustion, Net Zero Associates, Университет Брайтона, Greater South East Net Zero Hub, FT Pipeline Systems, Geopura и Safety Monitors [96].
Электрификация процесса обжига. Электрификация печей рассматривается в большинстве керамических секторов как экономически невыгодное решение, поскольку электроэнергия в последние годы заметно подорожала. Тем не менее первый проект запущен компанией Wienerberger.
Снижение содержания углеродсодержащих добавок в сырье - минимизация/оптимизация использования сырья с содержанием углерода в глиняных смесях, дематериализация (использование меньшего количества сырья), внедрение новых технологий. Пример - цели по росту использования летучей золы в Индии.
Применение CCUS. Использование этой технологии необходимо для снижения технологических выбросов (от кальцинации сырья), но оно существенно затрудняется из-за сравнительно небольших масштабов установок на кирпичных заводах по сравнению с черной металлургией или с цементной промышленностью.
Сочетание вклада этих факторов для декарбонизации керамической промышленности ЕС показано на рисунке Е.2. Ассоциация производителей керамики ЕС отдельно указывает, что "контрольные показатели должны быть справедливыми и распространяться не только на разнородные секторы, такие как керамика, гарантируя, что бенчмарк отражает реальную эволюцию энергетического баланса в секторе" [97].

а) вклад отдельных мер в снижение выбросов
от сжигания топлива

б) вклад отдельных мер в снижение выбросов
от технологических процессов
керамической промышленности ЕС [97]
1. Pro рынок. Анализ рынка кирпича в России. Декабрь 2022 // URL: https://cmpro.ru/rus/catalog/analitika/stenovie_materiali/pro-rinok.-analiz-rinka-kirpicha-v-rossii.-dekabr_-2022.html
2. Шелковникова, Т.И. Анализ рынка и потребительских свойств керамического кирпича / Т.И. Шелковникова, Е.В. Баранов, С.С. Сазанов // Вестник Белгородского государственного технологического университета им. В.Г. Шухова. DOI: 10.34031/2071-7318-2019-4-12-8-16
3. Анализ российского рынка кирпича: итоги 2021 г., прогноз до 2025 г. // URL: https://news.myseldon.com/ru/news/index/276587286
4. Горбунов, А.В. Кирпич кирпичу рознь / А.В. Горбунов // Эксперт. - 2012. - N 50 (832) // URL: http://expert.ru/expert/2012/50/kirpich-kirpichu-rozn
5. Анализ российского рынка кирпича: итоги 2021 г., прогноз до 2025 г. // URL: https://news.myseldon.com/ru/news/index/276587286
6. Анализ рынка клинкерного облицовочного (фасадного) кирпича в России // URL: https://re-port.ru/research/analiz_rynka_klinkernogo_oblicovochnogo_fasadnogo_kirpicha_v_rossii/
7. Захаров, А.И. Программа гармонизации экологических стандартов как инструмент повышения эффективности производства строительной керамики / А.И. Захаров, М.В. Бегак // Строительные материалы. - 2009. - N 4. - С. 17 - 19
8. Захаров, А.И. Совершенствование энергоэффективности производства керамической плитки: сравнительный анализ отечественного и зарубежного опыта / А.И. Захаров, Т.В. Гусева, М.А. Вартанян, С.В. Кастрицкая, Я.П. Молчанова, Е.М. Аверочкин // Строительные материалы. - N 8. - 2013. - С. 41 - 43
9. Рынок керамического кирпича в России. Текущая ситуация и прогноз 2023 - 2027 гг. // URL: https://alto-group.ru/otchot/rossija/200-rynok-keramicheskogo-kirpicha-tekushhaya-situaciya-i-prognoz-2013-2015-gg.html
10. Федеральная служба государственной статистики (Росстат). Официальная статистика: "Окружающая среда"; "Предпринимательство. Производство основных видов продукции в натуральном выражении" // URL: https://rosstat.gov.ru/folder/10705 (дата обращения 09.08.2023)
11. Производство керамической плитки в мире // URL: https://fritail.ru/news/keramicheskaya_plitka_v_mire/
12. Рейтинг 25 ведущих керамических компаний мира Ceramic World Web обновляет список 25 лучших керамических компаний // URL: https://interiorbusiness.ru/25-leading-ceramic-companies/
13. ГОСТ 13996-2019 Плитки керамические. Общие технические условия
14. Маркетинговое исследование. Рынок керамической плитки в России 2017 - 2023 гг. Цифры, тенденции, прогноз // URL: https://tk-solutions.ru/russia-rynok-keramicheskoj-plitki
15. РЫНОК КЕРАМИЧЕСКОЙ ПЛИТКИ В РОССИИ: РОСТ, ТЕНДЕНЦИИ, ВЛИЯНИЕ COVID-19 И ПРОГНОЗЫ (2023 - 2028 ГГ.) // URL: https://www.mordorintelligence.com/ru/industry-reports/russia-ceramic-tiles-market
16. Плиточный прогресс: как керамическое производство меняет качество современного дома // URL: https://www.forbes.ru/spetsproekt/490214-plitocnyj-progress-kak-keramiceskoe-proizvodstvo-menaet-kacestvo-sovremennogo-doma
17. Анализ российского рынка керамической плитки и керамогранита: итоги 2019 г., прогноз до 2022 г. // URL: https://marketing.rbc.ru/articles/11923/
18. ГОСТ 28874-2004 Огнеупоры. Классификация
19. Аксельрод, Л.М. Перспектива обеспечения металлургии в 2022 г. и ключевые факторы развития на ближайшее будущее. Часть 1 / Л.М. Аксельрод // Новые огнеупоры. - 2022. - N 6. - С. 46 - 56
21. Годовой отчет АО "Боровичский комбинат огнеупоров" за 2022 год // URL: https://aobko.ru/about/informaciya_dlya_akcionerov_i_investorov/
22. Российские экспортеры и импортеры // URL: https://www.rusimpex.ru/Content/ImpExp_new/Dir_hs/show_stat_bd. php?Ir=69_hs&dir=Hs&lang=rus&parcheck=69&parto=Import
23. https://www.rusimpex.ru/Content/ImpExp_new/Dir_hs/show_stat_bd.php?Ir=69_hs&dir=Hs&lang=rus&parcheck=69&parto=Export
24. Best Available Techniques (BAT) Reference Document for the Ceramic Manufacturing Industry Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention and Control) JOINT RESEARCH CENTRE Directorate B - Fair and Sustainable Economy Circular Economy and Sustainable Industry Unit European IPPC Bureau Draft 1 (August 2023) Draft 1 of the Best Available Techniques (BAT) Reference Document for the Ceramic Manufacturing Industry (CER BREF), European Commission, 2023, JRC134517 // URL: https://eippcb.jrc.ec.europa.eu/sites/default/files/2023-08/CER_BREF_Draft_1_%20black%20for%20web.pdf
25. О состоянии и об охране окружающей среды Российской Федерации // URL: https://www.mnr.gov.ru/docs/gosudarstvennye_doklady/o_sostoyanii_i_ob_okhrane_okruzhayushchey_sredy_rossiyskoy_federatsii/
26. Государственный реестр объектов, оказывающих негативное воздействие на окружающую среду // URL: https://rpn.gov.ru/about/informing/systems/uonvos/
27. Химическая технология керамики / Под ред. И.Я. Гузмана. - М.: ООО РИФ "Стройматериалы", 2012. - 496 с.
28. Крупа, А.А. Химическая технология керамических материалов / А.А. Крупа, В.С. Городов. - Киев: Высшая шк., 1990. - 399 с.
29. Салахов, А.М. Керамика для технологов / А.М. Салахов, Р.А. Салахова. - Казань: Изд-во Казан. гос. технол. ун-та, 2010. - 232 с.
30. Кульметьева, В.Б. Керамические материалы: получение, свойства, применение / В.Б. Кульметьева, С.Е. Порозова. - Пермь: Изд-во Пермского гос. технического ун-та, 2009. - 236 с.
31. Кошляк, Л.Л. Производство изделий строительной керамики / Л.Л. Кошляк, В.В. Калиновский. - М.: Высшая школа, 1990. - 207 с.
32. Вакалова, Т.В. Управление качеством строительной и теплоизоляционной керамики путем проектирования состава масс / Т.В. Вакалова и др. // Строительные материалы. - 2007. - N 2. - С. 27 - 30
33. Лукин, Е.С. Оксидная керамика нового поколения и области ее применения / Е.С. Лукин, Н.А. Макаров, М.А. Вартанян и др. // Стекло и керамика. - 2008. - N 10. - С. 27 - 31
34. Phelps, G.W. Ullmann's Encyclopedia of Industrial Chemistry. Ceramics, General Survey / G.W. Phelps, J.B.Jr. Wachtman // Wiley-VCH Verlag GmbH, 2000. DOI: 10.1002/14356007.a06_001
35. Беляков, А.В. Методы получения композиционных керамических материалов на основе AIN-BN (обзор) / А.В. Беляков, Р.Ю. Куфтырев, И.Г. Кузнецова // Новые огнеупоры. - 2013. - N 4. - С. 61 - 69
36. Никулин, А.Д. Проектирование предприятий по производству строительных материалов и изделий / А.Д. Никулин, Е.И. Шмитько, Б.М. Зуев. - Воронеж: Изд-во Воронеж. гос. архитектур.-строит. ун-та, 2004. - 333 с.
37. Баженов, Ю.М. Проектирование предприятий по производству строительных материалов и изделий / Ю.М. Баженов и др. - М.: Изд-во Ассоц. строит. вузов, 2005. - 472 с.
38. Севостьянов, В.С. Механическое оборудование производства тугоплавких неметаллических и силикатных материалов и изделий / В.С. Севостьянов и др. - М.: Инфра-М, 2009. - 432 с.
39. Беляков, А.В. Оборудование и основы проектирования предприятий по производству керамики: учеб. пособие / А.В. Беляков. - М.: РХТУ им. Д.И. Менделеева, 2013. - 480 с.
40. Горбунов, Г.И. Керамическая плитка. Технология производства и новые предложения / Г.И. Горбунов, Д.Ф. Звездин // Российский химический журнал. - Том XLVII (2003). - N 4. - С. 55 - 60
41. Ильвич, А.П. Машины и оборудование для заводов по производству керамики и огнеупоров / А.П. Ильвич. - М.: Высш. Школа, 1979. - 344 с.
43. Reference Document on Best Available Techniques in the Ceramic Manufacturing Industry August 2007 // URL: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/cer_bref_0807.pdf
44. Салахов, А.М. Производство строительной керамики / А.М. Салахов, В.И. Ремизникова, О.В. Спирина, А.Ю. Мочалов. - Казань, Центр инновационных технологий, 2003. - 292 с.
45. Routschka, G.E. Ullmann's Encyclopedia of Industrial Chemistry. Refractory Ceramics / G. Routschka, K. Granitzki. - Wiley-VCH Verlag GmbH, 2000. DOI: 10.1002/14356007.a23_001
46. Макаров, Н.А. Металлизация керамики / Н.А. Макаров. - М.: Изд-во РХТУ им. Д.И. Менделеева, 2004. - 75 с.
47. ВРП-15-89 Временное руководство по проектированию предприятий по производству кирпича и керамических камней. Нормы технологического проектирования
48. ВНТП-19-86 Ведомственные нормы технологического проектирования предприятий керамической промышленности. Производство керамических плиток
49. Аверочкин, Е.М. Инструменты экологического нормирования предприятий по производству керамических изделий (на примере национальных стандартов по наилучшим доступным технологиям): дис. на соискание ученой степени к.т.н. / Е.М. Аверочкин. - М.: Рос. химико-технологич. ун-т, 2015. - 17 с.
50.  , I. Fluorine, chlorine and sulphur emissions from the Andalusian ceramic industry (Spain). Proposal for their reduction and estimation of threshold emission values / I.
, I. Fluorine, chlorine and sulphur emissions from the Andalusian ceramic industry (Spain). Proposal for their reduction and estimation of threshold emission values / I.  , E.
, E.  , A. Miras // Applied Clay Science. - 2006. - Vol. 32. - Issues 3-4. - P. 153 - 171
, A. Miras // Applied Clay Science. - 2006. - Vol. 32. - Issues 3-4. - P. 153 - 171
, I. Fluorine, chlorine and sulphur emissions from the Andalusian ceramic industry (Spain). Proposal for their reduction and estimation of threshold emission values / I. , E. 51. Monfort, E. Evolution of fluorine emissions during the fast firing of ceramic tile / E. Monfort, J. Garcia-Ten, I. Celades, M.F. Gomar, S. Gomar // Applied Clay Science. - 2008 // URL: http://www.researchgate.net/publication/223263265_Evolution_of_fluorine_emissions_during_the_fast_firing_of_ceramic_tile
52. Koroneos, C. Environmental assessment of brick production in Greece / C. Koroneos, A. Dompros // Building and environment. - 2007. - N 42. - P. 2114 - 2143
53. Coroado, J.F. Clays from Vila Nova da Rainha (Portugal): appraisal of their relevant properties in order to be used in construction ceramics / J.F. Coroado, E. Ferraz, C.F. Gomes, F. Rocha // Acta Geodyn. Geomater. - 2010. - Vol. 7. - N 2 (158). - P. 189 - 200
54. Методическое пособие по расчету, нормированию и контролю выбросов (загрязняющих) веществ в атмосферу (дополненное и переработанное). - Санкт-Петербург: ОАО "НИИ Атмосфера", 2012. - 222 с.
55. Вольф, Е.А. Совершенствование многофункционального экологоохранного электроуловителя для снижения вредных выбросов (Ni, Zn, Cr) в окружающую среду на предприятиях стройиндустрии: автореферат дисс. ... кандидата технических наук / Е.А. Вольф. - Ростов-на-Дону: Рост. гос. строит. ун-т, 2005. - 22 с.
56. Зайцев, В.А. Промышленная экология. Экологические проблемы основных производств / В.А. Зайцев, Н.А. Крылова. - М.: РХТУ им. Д.И. Менделеева, 2002. - 175 с.
57. Захаров, А.И. Возможности практического применения наилучших доступных технологий в производстве керамических изделий в Российской Федерации / А.И. Захаров // Повышение ресурсо- и энергоэффективности: наука, технология, образование. Труды Международного симпозиума, посвященного 175-летию со дня рождения Д.И. Менделеева. Том 2. - М.: РХТУ им. Д.И. Менделеева, 2009. - С. 38 - 42
58. Industrial energy efficiency accelerator. Guide to the brick sector. London: Carbon Trust, 2010. - 85 p.
59. Heierli, U. Brick by brick: The Herculean task of cleaning up the Asian brick industry / U. Heierli, S. Maithel. - 2008
60. Global Industrial Energy Efficiency Benchmarking. An Energy Policy Tool. Working Paper. UNIDO, 2010 // URL: file:///D:/!!!%20%D0%A2%D0%9A%20113/%D0%A1%D0%BF%D1%80%D0%B0%D0%B2%D0%BE%D1%87%D0%BD%D0%B8%D0%BA%20%D0%BF%D0%BE%20%D0%BA%D0%B5%D1%80%D0%B0%D0%BC%D0%B8%D0%BA%D0%B5/Benchmarking_%20Energy_%20Policy_Tool.pdf
61. ГОСТ Р 55646-2013 Ресурсосбережение. Производство кирпича и камня керамических. Руководство по применению наилучших доступных технологий повышения энергоэффективности и экологической результативности
62. СТ СЭВ 6575-89 "Печи для обжига керамических плиток для полов и внешней облицовки. Показатели энергопотребления"
63. ГОСТ 28529-90 "Печи для обжига керамических плиток для полов и внешней облицовки. Показатели энергопотребления"
64. ТКП 45-7.02-226-2010 "Производство керамических плиток. Нормы технологического проектирования предприятий"
65. Захаров, А.И. Совершенствование энергоэффективности производства керамической плитки: сравнительный анализ отечественного и зарубежного опыта / А.И. Захаров, Т.В. Гусева, М.А. Вартанян, С.В. Кастрицкая, Я.П. Молчанова, Е.М. Аверочкин // Строительные материалы. - 2013. - N 8. - С. 41 - 43
66. Скороход, Н.А. Производство керамической плитки в России: сырьевое обеспечение, факторы и тенденции развития / Н.А. Скороход // Деловая слава России. - 2008. - N 2. - С. 196 - 197
67. ГОСТ Р 55645-2013 Производство керамической плитки. Руководство по применению наилучших доступных технологий повышения энергоэффективности и экологической результативности
68. Аверочкин, Е.М. Национальные стандарты по наилучшим доступным технологиям как инструмент экологического нормирования предприятий, производящих керамические изделия / Е.М. Аверочкин, Я.П. Молчанова, Т.В. Гусева, М.А. Вартанян // Химическая промышленность сегодня. - 2013. - N 9. - С. 34 - 42
70. Официальный сайт ООО "Группа "Магнезит" // URL: http://magnezit.ru/common/img/uploaded/files/Group_Magnezit_Environmental_Policy.pdf
71. ВНТП 20-86 Ведомственные нормы технологического проектирования предприятий керамической промышленности. Производство санитарных керамических изделий // URL: http://www.gosthelp.ru/text/VNTP2086Vedomstvennyenorm.html
73. Energy saving concepts for the European ceramic industry (2009). Ed. by 
 . IEEA. KI Keramik-Institut GmbH
. IEEA. KI Keramik-Institut GmbH
74. Официальный сайт ОАО "НПО "Сатурн" // URL: http://www.npo-saturn.ru/?sat=6&rssid=1380542456&slang=0
75. Об охране окружающей среды: Федеральный закон (от 10.01.2002 N 7-ФЗ) // "ИС МЕГАНОРМ"
76. О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям: Постановление Правительства Российской Федерации (от 23.12.2014 N 1458 (ред. от 17.11.2022)) // "ИС МЕГАНОРМ"
77. Об утверждении методических рекомендаций по определению технологии в качестве наилучшей доступной технологии: Приказ Минпромторга России (от 23.08.2019 N 3134) // "ИС МЕГАНОРМ"
79. ГОСТ Р ИСО 14001-2016 "Системы экологического менеджмента. Требования и руководство по применению"
80. Naden, C. ISO 14001 revision moves to final stage // URL: http://www.iso.org/iso/home/news_index/news_archive/news.htm?refid=Ref1985
81. Дайман, С.Ю. Системы экологического менеджмента: практический курс / С.Ю. Дайман, Т.В. Гусева, Е.А. Заика, Т.В. Сокорнова. - М.: Форум, 2010. - 336 с.
82. Regulation (EC) No 1221/2009 of the European Parliament and of the Council of 25 November 2009 on the voluntary participation by organisations in a Community eco-management and audit scheme (EMAS), repealing Regulation (EC) No 761/2001 and Commission Decisions 2001/681/EC and 2006/193/EC
83. О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации: Федеральный закон (от 21.07.2014 N 219-ФЗ) // "ИС МЕГАНОРМ"
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: стандарт "Системы менеджмента качества. Основные положения и словарь" имеет номер ГОСТ ISO 9000-2011, а не ГОСТ ISO 9000-2005. |
84. ГОСТ ISO 9000-2005 Системы менеджмента качества. Основные положения и словарь
85. Дайман, С.Ю. Системы экологического менеджмента: практический курс / С.Ю. Дайман, Т.В. Гусева, Е.А. Заика, Т.В. Сокорнова. - М.: Форум, 2010. - 336 с.
87. ГОСТ Р ИСО 50001-2023 "Системы энергетического менеджмента. Требования и руководство по применению"
88. ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях"
89. Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям: Распоряжение Правительства Российской Федерации (от 10.06.2022 N 1537-р (ред. от 23.11.2023)) // "ИС МЕГАНОРМ"
90. О стандартизации в Российской Федерации: Федеральный закон (от 29.06.2015 N 162-ФЗ) // "ИС МЕГАНОРМ"
91. Национальный бенчмаркинг для отрасли выполнен с учетом требований ГОСТ Р 113.00.11-2022 "Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности"
92. Об утверждении методик количественного определения объемов выбросов парниковых газов и поглощений парниковых газов: Приказ Минприроды России (от 27.05.22 N 371) // "ИС МЕГАНОРМ"
93. Башмаков, И.А. Перспективы декарбонизации цементной промышленности мира / И.А. Башмаков // Фундаментальная и прикладная климатология. - 2023. - Т. 9. - N 2. - С. 33 - 64. Doi:10.21513/2410-8758-2023-2-33-64
94. Bashmakov et al. 2022. Industry. In: Climate Change 2022. Mitigation of Climate Change. Contribution of Working Group III to the IPCC Sixth Assessment Report (AR6) [Skea, J. et al., (eds.)], Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA
95. Башмаков, И.А. Выбросы парниковых газов от мировой черной металлургии: прошлое, настоящее и будущее / И.А. Башмаков // Черная металлургия. Бюллетень научно-технической и экономической информации. - 2021. - N 77 (8). - С. 882 - 901 // URL: https://doi.org/10.32339/0135-5910-2021-8-882-901
96. HyBrick - Hydrogen Fired Clay Bricks - UK - MBH PLC // URL: https://www.mbhplc.co.uk/sustainability/hybrick/
97. CERAMIC ROADMAP TO 2050. CONTINUING OUR PATH TOWARDS CLIMATE NEUTRALITY The European Ceramic Industry Association Cerame-Unie Aisbl (CU) // URL: https://cerameunie.eu/media/ambd23os/ceramic-roadmap-to-2050.pdf (дата обращения 09.08.2023)