СПРАВКА
Источник публикации
М.: Бюро НДТ, 2022
Примечание к документу
Документ введен в действие с 01.06.2023.
Взамен ИТС 5-2015.
Название документа
"ИТС 5-2022. Информационно-технический справочник по наилучшим доступным технологиям. Производство стекла"
(утв. Приказом Росстандарта от 13.12.2022 N 3159)
"ИТС 5-2022. Информационно-технический справочник по наилучшим доступным технологиям. Производство стекла"
(утв. Приказом Росстандарта от 13.12.2022 N 3159)
Приказом Федерального
агентства по техническому
регулированию и метрологии
(Росстандарт)
от 13 декабря 2022 г. N 3159
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО СТЕКЛА
Manufacture of glass
ИТС 5-2022
Дата введения
1 июня 2023 года
Введение. Во введении представлено краткое содержание информационно-технического справочника (далее - ИТС) по наилучшим доступным технологиям (далее - НДТ).
Предисловие. В предисловии указаны цель актуализации ИТС НДТ, его статус, законодательный контекст, краткое описание процедуры актуализации в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. В разделе описаны основные виды деятельности, на которые распространяется действие ИТС НДТ.
Раздел 1. В разделе 1 представлена информация о состоянии и уровне развития в Российской Федерации производства следующих видов стекла:
- листового стекла;
- тарного стекла;
- сортового стекла;
- стекловолокна;
- силиката натрия растворимого.
Также в разделе 1 дан краткий обзор экологических аспектов производства стекла и воздействия предприятий отрасли на окружающую среду.
Раздел 2. В разделе 2 представлены сведения о технологических процессах, являющихся общими для всех подотраслей производства стекла, а также информация об особенностях технологических процессов, получивших распространение в производстве:
- листового стекла;
- тарного стекла;
- сортового стекла;
- стекловолокна;
- силиката натрия растворимого.
Раздел 3. В разделе 3 дана оценка потребления ресурсов, энергоносителей и уровней эмиссии в окружающую среду, характерных для производства стекла в целом и по секторам.
Качественные характеристики и численные данные отражают результаты обобщения доступных сведений, предоставленных отечественными стекольными предприятиями и профильными организациями. Составители справочника также приняли во внимание сведения об уровнях потребления ресурсов и эмиссии в окружающую среду, систематизированные в справочнике Европейского союза по наилучшим доступным технологиям "Производство стекла" (Best Available Techniques (BAT) Reference Document for the Manufacture of Glass, 2013) [1].
Раздел 4. В разделе 4 описаны особенности подходов, примененных при разработке и актуализации справочника НДТ и в целом соответствующих Правилам определения технологии в качестве наилучшей доступной технологии (НДТ), а также разработки, актуализации и опубликования справочников НДТ (утверждены Постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458 в редакции от 3 марта 2021 года) [2], Методическим рекомендациям по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Минпромторга России от 23 августа 2019 года N 3134) [3] и Постановлению Правительства РФ от 31 декабря 2020 года N 2398 "Об утверждении критериев отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III, IV категорий" [4].
Раздел 5. В разделе 5 кратко описаны НДТ производства стекла, включая:
- системы менеджмента;
- технологические решения, направленные на повышение экологической результативности и ресурсной эффективности производства всех видов изделий из стекла;
- технологические решения, характерные для конкретных подотраслей производства изделий из стекла.
Раздел 6. В разделе 6 приведены краткие сведения о новых управленческих, технологических и технических решениях, направленных на повышение ресурсоэффективности и экологической результативности производства стекла, которые находятся в стадии разработки или имеют ограниченное применение.
Заключительные положения и рекомендации. В разделе приведены сведения о членах технической рабочей группы, принимавших участие в разработке справочника НДТ. Представлена позиция разработчиков справочника НДТ в отношении сбора информации для актуализации и внесения изменений в справочник НДТ "Производство стекла".
Библиография. В библиографии приведен перечень источников информации, использованных при разработке справочника НДТ.
Информационно-технический справочник по наилучшим доступным технологиям ИТС НДТ "Производство стекла" представляет собой документ по стандартизации, разработанный в результате анализа технологических, технических и управленческих решений, применяемых для обеспечения высокой ресурсоэффективности и экологической результативности производства стекла.
Структура настоящего ИТС НДТ соответствует ГОСТ Р 113.00.03-2019 [5], формат описания технологий - ГОСТ Р 113.00.04-2020 [6], термины приведены в соответствии с ГОСТ Р 56828.15-2016 [7].
Федеральный закон от 10 января 2002 года N 7-ФЗ "Об охране окружающей среды" (в редакции от 26 марта 2022 года) [8] направлен на совершенствование системы нормирования в области охраны окружающей среды. Данный закон вводит в российское правовое поле меры экономического стимулирования хозяйствующих субъектов для внедрения наилучших доступных технологий.
Федеральный закон от 29 июня 2015 года N 162-ФЗ "О стандартизации в Российской Федерации" (в редакции от 30 декабря 2020 года) [9] содержит положения, определяющие статус информационно-технических справочников как документов национальной системы стандартизации.
Цели, основные принципы и порядок актуализации справочника установлены Постановлением Правительства РФ от 23 декабря 2014 года N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям" [2]. Перечень областей применения наилучших доступных технологий определен распоряжением Правительства Российской Федерации от 24 декабря 2014 года N 2674-р (ред. от 1 ноября 2021 года) [10].
1 Статус документа
Настоящий ИТС НДТ является документом по стандартизации.
2 Информация о разработчиках
Настоящий ИТС НДТ разработан технической рабочей группой 5 "Производство стекла" (ТРГ 5), состав которой был утвержден приказом Минпромторга России от 16 марта 2022 года N 832 "О технической рабочей группе "Производство стекла".
Перечень организаций, принимавших участие в разработке настоящего ИТС НДТ, приведен в разделе "Заключительные положения и рекомендации".
ИТС НДТ представлен на утверждение Бюро наилучших доступных технологий (Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
ИТС НДТ содержит описание применяемых при производстве стекла технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, повысить энергоэффективность, обеспечить ресурсосбережение. Из описанных технологических процессов, оборудования, технических способов, методов (в том числе управления) определены решения, являющиеся НДТ. Для них в ИТС НДТ установлены соответствующие технологические показатели.
4 Взаимосвязь с международными, региональными аналогами
ИТС НДТ разработан в результате проведения экспертных оценок и консультаций со специалистами ведущих отечественных предприятий, научно-исследовательских, проектных и образовательных организаций. Составители справочника приняли также во внимание материалы справочника Европейского союза по наилучшим доступным технологиям "Производство стекла" (Best Available Techniques (BAT) Reference Document for the Manufacture of Glass, 2013) [1]. Информация из справочника Европейского союза использовалась с учетом климатических и логистических особенностей ведения хозяйства в Российской Федерации.
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве стекла в Российской Федерации, была собрана в процессе разработки ИТС НДТ в соответствии с Приказом Минпромторга России от 18 декабря 2019 года N 4841 "Об утверждении порядка сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям" [11].
6 Взаимосвязь с другими ИТС НДТ
Взаимосвязь настоящего ИТС НДТ с другими справочниками, разрабатываемыми в соответствии с распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р [12], приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
ИТС НДТ утвержден приказом Федерального агентства по техническому регулированию и метрологии (Росстандарт) N 3159 от 13 декабря 2022 года.
ИТС НДТ вводится в действие с 1 июня 2023 года, официально публикуется в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
8 Справочник является актуализированной редакцией ИТС 5-2015 и введен вместо ИТС 5-2015.
Производство стекла в целом отнесено в Российской Федерации к областям применения наилучших доступных технологий [10]. При этом, согласно нормативно-правовым актам, к объектам I категории воздействия на окружающую среду отнесены предприятия, которые производят стекло и изделия из стекла, включая стекловолокно, с проектной производительностью 20 т в сутки и более [4].
Настоящий ИТС НДТ распространяется на следующие основные виды деятельности:
- производство листового стекла;
- производство тарного стекла;
- производство сортового стекла;
- производство стекловолокна <1>;
- производство силиката натрия растворимого <2>.
--------------------------------
<1> Производство стекловолокна следует рассматривать как химическое производство искусственных и синтетических волокон, однако в соответствии с [4, 10] поименовано в перечне областей применения НДТ и объектов I категории в группе, связанной с производством стекла.
<2> Силикат натрия растворимый по ОКВЭД 2 относится в группе 20 "Производство химических веществ и химической продукции", однако данная технология в принципе не отличается от большинства технологий производства других видов стекол (группа 23).
На сектор производства изоляционной ваты справочник не распространяется, так как оно, во-первых, значительно отличается от других отраслей стекольной промышленности, а во-вторых, объем производства большинства установок составляет 5 - 10 т в день, что ниже установленного минимума [4]. Поликристаллическая вата, производимая золь-гель методом из прядильных водных растворов, не подвергается высокотемпературному процессу плавления, поэтому также не охватывается настоящим справочником.
ИТС НДТ распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на ресурсоэффективность, характер и масштаб воздействия на окружающую среду:
- получение сырьевых материалов и подготовка шихты;
- загрузка шихты в стекловаренную печь;
- стекловарение;
- формование стеклоизделий.
ИТС НДТ не распространяется на:
- некоторые процессы производства, такие как добыча сырья в карьере;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Дополнительные виды деятельности при производстве стекла и соответствующие им ИТС НДТ [10] приведены в таблице I.
Таблица I
и соответствующие им справочники НДТ
Вид деятельности | Соответствующий справочник НДТ |
Очистка отходящих газов | ИТС-22. Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях ИТС-22.1. Общие принципы производственного экологического контроля и его метрологического обеспечения |
Очистка сточных вод | ИТС-8. Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях |
Складирование и хранение сырья, продукции и твердого топлива | ИТС-46. Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов) |
Сокращение энергопотребления | ИТС-48. Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности |
Настоящий справочник НДТ имеет достаточно обширную область применения, которая включает в себя ряд самостоятельных подотраслей стекольной промышленности, основные из которых приведены в таблице 1.1.
Таблица 1.1
Подотрасль | Производимая продукция |
Листовое стекло | Листовое флоат-стекло для строительства, автомобилестроения |
Тарное стекло | Стеклянные бутылки, банки, флаконы, аптечная тара |
Сортовое стекло | Столовая посуда, художественно-декоративные изделия |
Стекловолокно | Непрерывное и рубленое стекловолокно, ленты, ровинг, пряжа |
Специальное стекло | Техническое (светотехническое, оптическое, кварцевое), медицинское, термометрическое, химико-лабораторное стекло |
Силикаты | Силикат натрия растворимый, стекло натриевое жидкое |
Каждая подотрасль специфична, каждая характеризуется своими особенностями как с точки зрения производства, так и с позиций воздействия на окружающую среду. Однако характерными для всей стекольной отрасли являются приготовление и высокотемпературная варка стекольной шихты до получения осветленной и однородной стекломассы, выработки стеклоизделий, обработки их поверхности, что обуславливает схожесть потребления ресурсов и аспектов воздействия на окружающую среду.
В конце XX - начале XXI века стекольная промышленность всего мира пережила период слияний и поглощений в целях уменьшения себестоимости и более эффективной конкуренции на мировом рынке. Компании объединились, а количество независимых операторов сократилось, появились транснациональные операторы, внедряющие единые корпоративные стандарты качества независимо от страны, где используется продукция. Стекольная промышленность была в авангарде технологических разработок и, таким образом, в последующие годы смогла выиграть от улучшения производственных показателей.
Общий объем производства стекла разных видов в Российской Федерации оценивается в 11,12 млн т в год. Данные по секторам представлены в таблице 1.2, подготовленной на основе данных ООО "СМ Про", Союза Стекольных предприятий.
Таблица 1.2
Российской Федерации (2021 год)
Продукция | Доля в общем объеме производства, % | Объем, млн т |
Листовое стекло | 28,4 | 3,16 |
Тарное стекло | 60,9 | 6,78 |
Сортовое стекло | 4,1 | 0,46 |
Стекловолокно | 1,6 | 0,18 |
Специальное стекло | 0,3 | 0,03 |
Прочие виды стекольной продукции | 4,7 | 0,51 |
Жизненный цикл получаемого продукта для всех видов предприятий состоит из двух частей. Первая часть - это изготовление изделия и его служба по назначению, вторая - после окончания срока службы или разрушения изделия. Полный жизненный цикл стеклоизделия можно представить следующими стадиями:
- добыча и обработка или синтез исходного сырья;
- составление шихты - исходной смеси сырьевых материалов для получения заданного состава стекла;
- стекловарение в печи непрерывного или периодического действия;
- выработка (формование) изделий из готовой стекломассы;
- отжиг и контроль качества изделий;
- отправка изделий потребителю;
- использование изделия по назначению до окончания его срока службы;
- сбор вторичного сырья и его переработка.
В случае получения изделий из стекла-полуфабриката мы имеем следующую последовательность процессов:
- входной контроль и обработка исходных стекол (резка, мойка, определение необходимых свойств и т.п.);
- изменение вида и свойств исходного стекла (моллирование, закалка, нанесение покрытий, механическая или химическая обработка и т.д.);
- контроль качества изделий;
- отправка изделий потребителю;
- использование изделия по назначению до окончания его срока службы;
- сбор вторичного сырья и его переработка.
В числе упоминаемых в данном справочнике технологий приводятся как осуществляемые в рамках производственного цикла, так и находящиеся за его пределами, на более поздних стадиях жизненного цикла продукции, но от этого не менее эффективные в ограничении воздействия на окружающую среду.
Разнообразие стекольной промышленности приводит к использованию широкого спектра сырьевых материалов, большинство из которых представляют собой твердые неорганические соединения, получаемые из широко распространенных в природе полезных ископаемых или в химическом производстве. Физически они представляют собой как крупнокусковые материалы, так и мелкодисперсные порошки, жидкости, газы. Основными твердыми компонентами в производстве стекломассы являются песок, доломит, известь, глинозем, сода. Перечень сырьевых материалов приведен в разделе 2.1.
Газообразные компоненты включают водород, азот, кислород, диоксид серы, пропан, бутан и природный газ. Они хранятся в специальных хранилищах и баллонах и транспортируются с помощью трубопроводов. Некоторые используемые жидкости, такие как сильные минеральные кислоты, используемые в лабораторных тестированиях, требуют осторожного обращения. Хранят и используют жидкости стандартными способами, т.е. с помощью сосудов и бочек малого и среднего объема, распылителей.
В большинстве подотраслей стекольной промышленности используются печи непрерывного действия, обычные сроки эксплуатации которых составляют 5 - 12 лет, а в некоторых случаях - до 20 лет. Данные показывают, что за время службы печей их удельное энергопотребление растет на 0,8 - 2,5% в год в зависимости от типа печи [13]. Таким образом, за время кампании печь теряет до 20 - 30% своей энергоэффективности, в основном за счет износа огнеупоров, изоляции, забивания насадок регенераторов. Теоретический минимум удельного потребления энергии на стекловарение составляет 2,68 ГДж/т [1]; реально достигнутые минимальные значения этого показателя для высокопроизводительных флоат-линий достигли 5,1 ГДж/т сваренной стекломассы в начале кампании печи [14].
В структуре энергопотребления предприятий большая часть затрат приходится на процесс стекловарения. У наиболее эффективных предприятий этот показатель составляет более 50% в производстве сортового стекла, более 70% в производстве тарного стекла и более 90% в производстве листового стекла, что является характеристикой рациональности энергопотребления предприятия в целом.
Производство листового стекла является вторым по величине сектором в стекольной промышленности Российской Федерации, который составляет более 28% от общего объема производства стекольной продукции. Для производства листового стекла используются самое производительное в отрасли оборудование. В настоящее время в Российской Федерации на подавляющем большинстве линий стекло производится при помощи метода флоат, который является наиболее современным с точки зрения производительности и ресурсоэффективности. Сохранилось небольшое количество мощностей, позволяющих выпускать листовое стекло методом вертикального вытягивания. Листовое стекло, а также изделия на основе его переработки применяются в строительстве - как элемент наружного и внутреннего остекления, а также как самостоятельный строительный элемент (кровли, полы, шахты лифтов, козырьки и прочее); на транспорте - автомобильном, железнодорожном, авиационном, морском, а также в космической отрасли; в изготовлении мебели, солнечных панелей, зеркал и прочих изделий.
В процессе обмена информацией при подготовке настоящего справочника не участвовали предприятия, производящие листовое стекло иными методами, кроме флоат-процесса; сведения о деятельности таких предприятий в настоящее время недоступны. Не исключено, что при поступлении информации о функционировании таких предприятий и об их готовности предоставить сведения о своей ресурсоэффективности и экологической результативности потребуется актуализация настоящего справочника.
Основными сегментами рынка листового стекла в Российской Федерации являются светопрозрачные конструкции и интерьерное стекло (75 - 85%), остальные приходятся на автомобильную промышленность и транспортное машиностроение, а также производство мебели и бытовой техники.
Российская стекольная индустрия является одной из самых конкурентоспособных отраслей отечественной экономики. Листовое стекло реализуется на внутренний российский рынок и экспортируется на зарубежные рынки. С 2014 года отрасль вынужденно является существенно экспортоориентированной, поскольку совокупные производственные мощности значительно превосходят объемы внутреннего потребления в РФ. Подтверждением этого могут служить данные об основных объемах рынка листового стекла в РФ, приведенные в таблице 1.3.
Таблица 1.3
(предоставлены Союзом стекольных предприятий, млн м2)
2015 | 2016 | 2017 | 2018 | 2019 | 2020 | 2021 | |
Импорт | 13 | 8 | 12 | 11 | 13 | 15 | 14 |
Экспорт | 64 | 70 | 68 | 66 | 56 | 59 | 56 |
Производство | 237 | 253 | 242 | 242 | 243 | 217 | 242 |
В 2021 году сектор отыграл падение производства в пандемийном 2020 году и произвел 242 млн м2 - или 3,16 млн т листового стекла на 11 работающих в Российской Федерации предприятиях проектной мощностью 3,3 млн т. Все более существенное место в продукции занимает стекло с энергоэффективным низкоэмиссионным, солнцезащитным и многофункциональным мягким покрытием. Мощности по производству таких стекол составляют 70 млн м2 в год. К маю 2022 года, вследствие текущей политико-экономической ситуации, загрузка производств отрасли, по оценкам Минпромторга [15], снизилась на 30% от прошлогодних уровней.
Изготовление листового стекла в Российской Федерации представлено как ведущими международными (Asahi Glass, NSG, Guardian Industries,  , Saint-Gobain), так и известными российскими компаниями: АО "Салаватстекло", АО "СаратовСтройСтекло", ООО "Салаватстекло Каспий". В настоящий момент, в связи со сложившейся политико-экономической ситуацией, на ряде предприятий происходит переход собственности от иностранных собственников к российским.
, Saint-Gobain), так и известными российскими компаниями: АО "Салаватстекло", АО "СаратовСтройСтекло", ООО "Салаватстекло Каспий". В настоящий момент, в связи со сложившейся политико-экономической ситуацией, на ряде предприятий происходит переход собственности от иностранных собственников к российским.
Основные производственные мощности расположены в центральном и южном регионах Европейской части Российской Федерации, а также в Республиках Башкортостан, Дагестан и Татарстан (см. таблицу 1.4).
Таблица 1.4
в Российской Федерации (по состоянию на 1 января 2022 года)
Регион | Компания | Год пуска | Мощность, т/сутки |
Московская область | ООО "Эй Джи Си Флэт Гласс Клин" | 2010 | 1600 |
ООО "Пилкингтон Гласс" | 2006 | 800 | |
Рязанская область | ООО "Гардиан Стекло Рязань" | 2008 | 800 |
Нижегородская область | АО "Эй Джи Си Борский стекольный завод" | 2000 | 1200 |
Саратовская область | АО "СаратовСтройСтекло" | 2009 | 700 |
АО "Саратовский институт стекла" | 2009 | 350 | |
Республика Башкортостан | АО "Салаватстекло" | 2005 | 1100 |
Ростовская область | ООО "Гардиан Стекло Ростов" | 2012 | 900 |
Республика Дагестан | ООО "Салаватстекло Каспий" | 2013 | 600 |
Республика Татарстан | АО "Тракья Гласс Рус" (Saint-Gobain и  ) ) | 2014 | 600 |
Владимирская область | ООО "Экспо Гласс" (Стекольный завод "Символ") <*> | 1998 | 200 |
Всего: | 8850 | ||
--------------------------------
Примечание: при составлении таблицы использованы данные Союза стекольных предприятий, компании "СМ Про", других открытых источников.
Тарное стекло - крупнейшая подотрасль стекольной промышленности Российской Федерации, занимающая более 60% рынка выпускаемой продукции. Согласно данным ООО "СМ Про", в 2021 году в стране произведено около 6,8 млн т тарного стекла, что почти в 2 раза больше, чем выпускалось в СССР в 80-е годы XX века [16]. Это, на первый взгляд, противоречит статистике: в ту эпоху в стеклотару разливалось более 60% всех напитков, сейчас же ее доля не превышает 15%; причина состоит в том, что в настоящее время практически не применяется рециклизация бутылок для многоразового использования при помощи мытья, а вся собранная тара превращается в стеклобой. Кроме этого, около 30% современной стеклянной тары поставляется на экспорт, в основном в страны Европы, в то время как в СССР доля внешней торговли была крайне незначительна.
По объему наиболее важными продуктами подотрасли тарного стекла являются бутылки для вина, пива, спиртных напитков, безалкогольных напитков и т.д., а также банки с широким горлышком для пищевой промышленности. Другой важной частью сектора является производство контейнеров для фармацевтической и парфюмерно-косметической промышленности с большой добавленной стоимостью.
Основными преимуществами тарного стекла являются его высокая химическая стойкость, барьерные свойства (защита и сохранность качества содержимого), эстетическая привлекательность (прозрачность, цвет, дизайн для презентации товаров и идентификации торговых марок), возможность вторичной переработки обратно в новую стеклотару.
Изготовление тарного стекла в Российской Федерации представлено как международными корпорациями  , так и российскими предприятиями (ООО "Красное Эхо", ООО "Экспо Гласс", АО "Гланит", АО "Салаватстекло". Потребление продукции в разных сегментах экономики показано на рисунке 1.1.
, так и российскими предприятиями (ООО "Красное Эхо", ООО "Экспо Гласс", АО "Гланит", АО "Салаватстекло". Потребление продукции в разных сегментах экономики показано на рисунке 1.1.
, так и российскими предприятиями (ООО "Красное Эхо", ООО "Экспо Гласс", АО "Гланит", АО "Салаватстекло". Потребление продукции в разных сегментах экономики показано на рисунке 1.1.
в разных сегментах экономики
По данным на 2021 год, в Российской Федерации функционировали несколько десятков линий по производству стеклотары мощностью от 150 до 300 т стекломассы в сутки. Наиболее распространенной технологией является формование расплавленного стекла в изделия при помощи автоматизированных секционных машин. На некоторых небольших производствах сохранились полуавтоматические машины карусельного типа.
Из-за транспортных расходов большая часть стеклянной тары продается в пределах 500 км от места производства. Это не относится к сектору фармацевтического и парфюмерного тарного стекла, где, напротив, доля логистики в себестоимости незначительная.
С эколого-экономической точки зрения большой вклад в увеличение себестоимости и воздействия на окружающую среду вносит маркетинговая политика производителей пищевой продукции, которая вынуждает стекольные предприятия производить большой ассортимент тары. Требования по изменению объема, формы, цвета тары приводят к усложнению приемки и сепарации стеклобоя, содержанию разнообразных пресс-форм, а главное - к необходимости постоянных переводов линии, сопровождаемых выведением агрегатов из рабочих параметров, увеличением потребления ресурсов и снижением производительности. Введение культуры использования стандартной стеклянной тары, безусловно, будет способствовать улучшению ситуации.
Производство изделий из сортового стекла - подотрасль, выпускающая широкий спектр продукции. Основной ассортимент продукции составляют многочисленные виды столовой посуды, посуды для приготовления пищи, а также декоративные изделия, включая изделия на ножке, чашки, тарелки, вазы и сувенирные предметы. Следует отметить, что изделия на ножке (бокалы, фужеры, рюмки) составляют более 50% объема производства. Свинцовый хрусталь и хрустальные стекла используются для производства изделий на ножке, графинов, ваз, сувенирных и художественных изделий. Глушеное (опаловое) стекло применяют для получения столовой посуды и частично посуды для приготовления пищи. Боросиликатные стекла находят применение для изготовления жаростойкой посуды.
Подотрасль сортового стекла занимает более 4% общего объема производства стекольной промышленности. Изготовление сортового стекла в XX веке получило очень широкое распространение по всей России, но в настоящее время большинство заводов работают на малой мощности; общий объем производимой продукции составляет приблизительно 0,5 млн т стеклоизделий в год, более 90% приходится на продукцию из бесцветного и окрашенного натрий-кальций-силикатного стекла [17].
В настоящее время крупнейшими производителями являются подразделение группы  (Нижегородская область) и ООО "Опытный стекольный завод" (г. Гусь-Хрустальный).
(Нижегородская область) и ООО "Опытный стекольный завод" (г. Гусь-Хрустальный).
Диапазон выпускаемой продукции - от большого количества массовых изделий до дорогостоящих хрустальных графинов, бокалов, салатников, ваз, эксклюзивных кубков и высокохудожественных изделий. Методы изготовления продукции предусматривают использование как ручного труда (ручной выдув стеклоизделий, огранка, гравировка), так и полностью автоматизированных устройств. Для придания стеклу разнообразных цветов и оттенков используются оксиды металлов, начиная с широко распространенных меди и железа и заканчивая редкими иттербием и ураном.
В Российской Федерации предприятия по производству хрусталя (содержит не менее 24% оксида свинца PbO) единичны и обладают производительностью значительно ниже установленного суточного порога в 20 тонн. Поэтому производство хрусталя в рамках технологий изготовления сортовой посуды в рамках настоящего справочника не рассматривалось.
Современный уровень развития техники вызывает необходимость создания новых материалов, обладающих особыми, не присущими природным материалам свойствами. К таким новым синтетическим материалам относятся стеклянные волокна (стекловолокно). Стекловолокно обладает ценными свойствами: негорючестью, стойкостью к коррозии и биовоздействию, достаточно высокой прочностью и сравнительно малой плотностью в сочетании с прекрасными оптическими, электро-, тепло-, звукоизоляционными свойствами. Оно находит все большее применение в различных отраслях промышленности. Промышленное производство непрерывного стеклянного волокна в Советском Союзе впервые организовано в 1942 году.
В 2021 году в России было произведено 180 тыс. т стекловолокна [18], из них примерно 75% поступает на следующий передел в изделия (лента, ровинг (ровница), пряжа из стекловолокна, рубленое стекловолокно), большая же часть используется в изоляционных материалах. Производством занимается более 20 предприятий, наиболее крупными являются АО "ОС Стекловолокно" (г. Гусь-Хрустальный), ООО "УРСА Евразия" (Новгородская и Московская области).
Стеклянные волокна служат конструкционными, электро-, звуко- и теплоизоляционными материалами. Их используют в производстве фильтровальных материалов, стеклопластиков, стеклянной бумаги и др. Как правило, A-стекло перерабатывают в штапельные волокна и используют в виде матов и плит для звуко- и теплоизоляции. Стекловолокнистые материалы благодаря высокой пористости имеют малый коэффициент теплопроводности (0,03 - 0,036 Вт/(м·К)). Ткани из C-стекла применяют в химической промышленности для фильтрации кислотных и щелочных растворов, для очистки воздуха и горячих газов. Срок службы фильтров из стеклянного волокна значительно выше, чем фильтров из обычных текстильных материалов. Ткани из стекла A и E используют в производстве стеклотекстолитов. Из высокопрочных волокон S-стекла получают композиты для самолето- и аппаратостроения. Кварцевые волокна являются высокотемпературными диэлектриками и жаростойкими материалами. Для защиты от действия рентгеновского и радиоактивного излучения используют так называемые многосвинцовые и многоборные стеклянные волокна. Оптические (светопрозрачные) стеклянные волокна применяются в производстве световодов и стекловолокнистых кабелей.
Растворимые силикаты натрия и калия являются продуктами производства (товарной продукцией) стекольных заводов различного профиля. Натриевая силикат-глыба является, как правило, содовой (карбонатной), лишь в отдельных случаях в качестве натриевого компонента применяют сульфат натрия, в основном в смеси с содой. Жидкие стекла, сваренные из калиевой силикат-глыбы, отличаются большей вязкостью. Для варки калиевой силикат-глыбы используются печи малой производительности, так как ее потребление низкое (из-за высокой стоимости), а для натриевой - печи  производительности, от 30 до 350 т/сут. Натриевые и калиевые жидкие стекла, полученные из силикат-глыбы, применяют во многих отраслях промышленности: лакокрасочные материалы и покрытия; литейное производство; электродно-флюсовое производство; производство строительных материалов; производство моющих средств; нефтедобыча; горно-обогатительная индустрия; химическая промышленность.
производительности, от 30 до 350 т/сут. Натриевые и калиевые жидкие стекла, полученные из силикат-глыбы, применяют во многих отраслях промышленности: лакокрасочные материалы и покрытия; литейное производство; электродно-флюсовое производство; производство строительных материалов; производство моющих средств; нефтедобыча; горно-обогатительная индустрия; химическая промышленность.
производительности, от 30 до 350 т/сут. Натриевые и калиевые жидкие стекла, полученные из силикат-глыбы, применяют во многих отраслях промышленности: лакокрасочные материалы и покрытия; литейное производство; электродно-флюсовое производство; производство строительных материалов; производство моющих средств; нефтедобыча; горно-обогатительная индустрия; химическая промышленность.Из общего выпуска растворимых силикатов основное количество (свыше 90%) приходится на растворимый силикат натрия (силикат-глыбу), в связи с чем в настоящем документе рассматривается именно производство растворимого силиката натрия. В 2021 году объем производства в Российской Федерации составил более 150 тысяч тонн.
Термин "специальное стекло" включает электровакуумное стекло, химико-лабораторное стекло (стеклянные трубки, колбы, мензурки и воронки), стекло для осветительных приборов (трубки и колбы), боросиликатные стеклянные трубки, оптическое стекло, кварцевое стекло, стекло для электронной промышленности и др. Однако в этой группе практически нет крупных предприятий, сравнимых по объемам производства с заводами листового или тарного стекла, которые выпускали бы только продукцию этой группы.
Основные факторы воздействия на окружающую среду связаны с процессами стекловарения и подготовки шихты (преимущественно выбросы отходящих газов), а также формования и обработки изделий (образование отходящих газов и производственных сточных вод) [19]. В производстве стекла основная масса газообразных выбросов образуется на стадиях приготовления шихты и стекловарения.
Главными источниками воздействия в составных цехах являются участки сушки и просева кварцевого песка, где запыленность частицами размером менее 5 мкм достигает 10 - 100 мг/м3. Аналогичное положение наблюдается на участках дробления и смешивания компонентов, где пыль насыщается щелочными компонентами (до 25%). С 80-х годов XX века предприятия имеют возможность работать с готовыми сырьевыми материалами, кондиционирование которых происходит на горно-обогатительных комбинатах, что привело к сокращению воздействия от составных цехов, в которых разгружаются компоненты шихты, перемалываются до получения однородной массы, очищаются и обогащаются. Практически любое перемещение сырьевых материалов происходит в закрытых транспортировочных конвейерах, смесителях и другом оборудовании, оснащенном мощными вентиляционными системами, что превращает составные цеха в помещения с малоопасным для здоровья работников предприятия содержанием пылевидных частиц в воздушном пространстве.
Основные загрязняющие вещества (ЗВ), выделяющиеся в процессе производства стекла, приведены в таблице 1.5. Технологические показатели приведены для лучших европейских предприятий.
Таблица 1.5
и газообразных выбросов в отходящих газах, кг/т [1]
Наименование выброса | Вид производства | |
Листовое | Тарное | |
Взвешенные вещества | 0,36 - 1,40 | 0,40 - 0,86 |
Оксиды азота NOx | 2,50 - 4,70 | 1,51 - 4,10 |
Диоксид серы SO2 | 0,5 - 4,0 | 0,8 - 3,0 |
Диоксид углерода CO2 <*> | 420 - 550 | 323 - 560 |
--------------------------------
<*> Диоксид углерода не относится к ЗВ, но является газом, вносящим основной вклад в парниковый эффект; данные приведены по Охвату 1 (эмиссии на промплощадке).
Как видно из представленных данных, разница в размере выбросов высокопроизводительных производств тарного и листового стекла невелика и определяется большим расходом газа в стекловаренной печи с поперечным направлением пламени. Доля выделяющихся оксидов азота примерно в два с половиной раза больше суммы эмиссий всех остальных вредных продуктов. Снизить эти параметры достаточно сложно, поскольку азот является основным газом в составе атмосферного воздуха, необходимого для горения топлива. Оксид углерода является продуктом неполного сгорания топлива, а диоксид углерода - сгорания топлива и разложения карбонатного сырья. Снижение выбросов этих газообразных веществ может быть достигнуто за счет перехода на новые виды сырьевых и энергетических компонентов.
Классификация побочных продуктов, выделяющихся в процессе производства стекла, показана на рисунке 1.2 [20].

производства стекла
Пылевидные мелкодисперсные фракции сырьевых материалов, которые формируют выбросы на стадии составления шихты, при загрузке шихты в стекловаренную печь и при стекловарении, а также газообразные продукты горения топлива и разложения карбонатных сырьевых материалов, образуют поток газов, которые выходят через дымовую трубу. Возможность установки газоочистного оборудования на пути отходящих через дымовую трубу газов ограничена технологическими требованиями по поддержанию тяги и, как следствие, рабочей температуры, необходимой для стекловарения, что особенно актуально для предприятий, производящих стеклянную тару (на высокопроизводительных печах по производству листового стекла обязательно встраивается газоочистка). Пылевидные частицы постепенно осаждаются и загрязняют любую поверхность, на которой оказываются. Пыль может быть причиной профзаболеваний кожи и дыхательных путей, порчи одежды, обуви, оборудования, водоемов и т.п.
Сбросы стекольных предприятий в водные объекты представлены в настоящее время в основном хозяйственно-бытовыми стоками предприятий, которые поступают в коммунальные системы очистки. В целом производство стекла (кроме отдельных видов сортового стекла) не оказывает влияния на водные объекты. Вода используется в основном для очистки и охлаждения и может быть легко собрана, обработана и использована повторно. Собственными мощностями по очистке сточных вод предприятия, как правило, не располагают. Аналогично ливневые стоки с промплощадки попадают в ливневую канализацию населенного пункта, в котором расположено предприятие.
Отходы стекла, которые образуются на каждой стадии технологического процесса изготовления изделий, относятся к возвратным и в виде боя направляются обратно в производственный цикл (кроме производства стекловолокна). Образование иных категорий отходов незначительно (представлено в основном отходами упаковки и жизнедеятельности самого предприятия).
1.6 Природоохранная деятельность стекольных предприятий и способы оценки уровней воздействия на окружающую среду
Природоохранная деятельность стекольных производств определяется тремя положениями:
- взаимным влиянием методов снижения различных негативных воздействий на примере основного производственного процесса;
- влиянием различных методов борьбы с загрязнениями окружающей природной среды, объемов использования энергии и материалов, а также экономическими аспектами этого влияния;
- приемлемым балансом между экологическими выгодами (снижением выбросов и сбросов некоторых загрязняющих веществ, общими последствиями для природной среды) и финансовыми затратами [21].
В официальных материалах федерального уровня воздействие крупных предприятий по производству стекла на окружающую среду (ОС) отражается в позициях "Производство прочих неметаллических минеральных продуктов", причем в статистике есть валовый учет либо в целом по позиции (группа 23 по ОКВЭД), либо по отрасли (группа 23.1). Более детализированной группировки факторов воздействия на окружающую среду в рамках отрасли не проводится.
В материалах регионального уровня (управлений Росприроднадзора по соответствующим субъектам Федерации) накапливаются сведения о воздействии на ОС экономики региона в целом, в том числе предприятий по производству стекла. В аналитических материалах (отчетах и докладах о состоянии ОС регионального уровня) сведения о воздействии стекольной отрасли получают отражение в обобщенном виде: приводится общая масса выбросов ЗВ или общий объем сбросов сточных вод, в редких случаях - доли крупнейших предприятий в формировании выбросов, сбросов и отходов (по республике, области, краю).
Считается, что площадки международных компаний, функционирующие в России, реализуют те же технологические процессы и методы минимизации негативного воздействия на ОС, что действуют в Европейском союзе (ЕС), однако ни в отчетах об оценке воздействия на ОС, ни в разрешительной документации такие сведения, как правило, не обсуждаются.
Предприятия по производству стекла расположены во многих субъектах Российской Федерации: для производства требуются общераспространенные полезные ископаемые, во многих случаях перевозки продукции на дальние расстояния (более 500 км) оказываются нерентабельными. Некоторые крупные компании, выпускающие стекло, упомянуты в ряде регионов России в числе основных загрязнителей ОС, в то же время в докладах о состоянии ОС отмечается, что ряду предприятий удалось усовершенствовать технологические процессы и внедрить новую средозащитную технику.
В основных подотраслях, таких как производство листового и тарного стекла, большинство технологических, технических и управленческих решений, а также технологических показателей, характерных для европейских компаний, достаточно четко отражало практику и результаты работы передовых российских предприятий. Поэтому при оценке типичных для России уровней воздействия на ОС члены ТРГ-5 использовали как результаты анкетирования отечественных предприятий, так и сведения, приведенные в справочном документе ЕС. При этом предпочтение отдавалось методам экспертной оценки, к участию в которой были привлечены практики с ведущих предприятий по производству листового и тарного стекла, стекловолокна, сортового стекла и силиката натрия растворимого. Результаты оценки приведены в разделе 3.
Воздействие стекольного производства на окружающую среду определяется как характером технологических процессов и особенностями используемого сырья, так и подходами в управлении природоохранной деятельности и экологического контроля за соблюдением мероприятий в области охраны ОС.
Раздел 2 Технологические, технические решения и системы менеджмента, используемые в настоящее время при производстве стекла в Российской Федерации
Ассортимент изделий из стекла постоянно расширяется в соответствии с растущими потребностями различных отраслей хозяйства. Основные технологические стадии (этапы или технологические переделы) одинаковы при изготовлении большинства видов изделий из стекла и включают: обработку и хранение сырьевых материалов, приготовление из них шихты (смеси с определенным соотношением сырьевых материалов), высокотемпературную варку шихты и получение расплавленной стекломассы, формование изделий и отжиг изделий. В зависимости от вида продукции в стандартную технологическую схему могут быть внесены стадии горячей и холодной химической или механической обработки, упрочнения, окрашивания и т.п. [22].
В настоящем разделе представлена общая технология производства стекла и типовые технологические схемы производства основных видов изделий (см. разделы 2.2 - 2.6). Общая схема технологического процесса показана на рисунке 2.1, описания процессов приведены в таблице 2.1, перечень применяемого технологического оборудования - в таблице 2.2, перечень применяемого природоохранного оборудования - в таблице 2.3.

производства стекла
Таблица 2.1
Входной поток | Этап процесса | Выходной поток | Основное технологическое оборудование | Эмиссии |
1 | 2 | 3 | 4 | 5 |
Компоненты шихты (в зависимости от вида стеклоизделий) | Приготовление шихты | Шихта | Измельчители, конвейеры, дозаторы, силосы | Взвешенные вещества |
Шихта | Подогрев шихты и загрузка в печь | Предварительно нагретая шихта | Нагреватели, рекуператоры, конвейеры | Взвешенные вещества |
Предварительно нагретая шихта | Варка стекломассы | Стекломасса (либо силикат натрия растворимый) | Стекловаренная печь | Взвешенные вещества, NO, CO, NO2, CO2, SO2 |
Стекломасса | Формование стекла | Стеклоизделие | Флоат-ванны, стеклоформующие машины | Пары олова, HCl, эмульсий |
Стеклоизделие | Горячее упрочнение (если требуется) | Стеклоизделие (упрочненное) | Установки по нанесению покрытия | SO2, пары растворов, эмульсий |
Стеклоизделие (возможно упрочненное) | Отжиг | Стеклоизделие (отожженное) | Печи отжига (леры) | NO, CO, NO2, CO2 |
Стеклоизделие (отожженное) | Холодное упрочнение (если требуется) | Стеклоизделие (с защитным покрытием) | Установки по нанесению покрытия | Отсутствуют |
Стеклоизделие (возможно с защитным покрытием) | Обработка (если требуется) | Обработанное стеклоизделие | Установки обжига, полировки, огранки, резки | Взвешенные вещества, NO, CO, NO2, CO2, HF, SiF4 |
Обработанное стеклоизделие | Дополнительные переделы (если требуются) | Составное стеклоизделие | Линии производства стеклопакетов, многослойных, закаленных, автомобильных, низкоэмиссионных стекол и др. | Отсутствуют |
Стеклоизделие (все типы) | Упаковка | Упакованное стеклоизделие | Линии упаковки, конвейеры | Отсутствуют |
Таблица 2.2
в производстве стекла
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
1 | 2 | 3 |
Загрузочные бункеры (силосы) | Прием и хранение компонентов шихты | Объем |
Сушилки | Удаление избыточной влажности | Производительность, энергопотребление |
Сепараторы | Обогащение компонентов шихты | Производительность, энергопотребление |
Измельчители (дробилки) | Измельчение компонентов шихты | Производительность, энергопотребление |
Смесители | Гомогенизация | Производительность, энергопотребление |
Конвейеры | Транспортировка | Скорость, размеры, энергопотребление |
Котлы | Подогрев носителя | Производительность |
Стекловаренные печи | Варка стекломассы | Производительность, энергопотребление |
Стеклоформующие машины | Формование стекломассы | Производительность, энергопотребление |
Печи отжига (леры) | Отжиг (студка) стеклоизделий | Производительность, размеры, энергопотребление |
Установки нанесения покрытий | Нанесение упрочняющих и защитных покрытий | Производительность |
Установки по обработке | Резка, огранка и т.п. | Производительность, энергопотребление |
Упаковочная машина | Упаковка стеклоизделий | Производительность, энергопотребление |
Таблица 2.3
в производстве стекла
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
1 | 2 | 3 |
Скрубберы | Газоочистка от различных загрязняющих веществ | Производительность, степень очистки |
Фильтры воздушные | Газоочистка от взвешенных веществ | Производительность, степень очистки |
Электрофильтры | Газоочистка от взвешенных веществ | Производительность, степень очистки |
Экономайзеры (утилизаторы тепла) | Утилизация тепла отходящих газов, газоочистка от взвешенных веществ | Эффективность теплопередачи |
Установки оборотного водоснабжения | Экономия водных ресурсов | Производительность |
Установки водоподготовки | Повышение качества используемой воды | Производительность |
Локальные очистные сооружения | Очистка сточных вод | Производительность, степень очистки |
Наиболее распространенным в массовом производстве тарного, листового и сортового стекла является базовый пятикомпонентный натрий-кальций-алюмосиликатный состав, представленный следующими оксидами, масс. %: SiO2 - 68 - 73, Al2O3 - 0 - 3, Na2O - 14 - 17, CaO - 0 - 11, MgO - 0 - 5 [23, 24].
Сырьевые материалы, которые используются для производства стекла, делятся на основные и вспомогательные. К основным относятся искусственные и природные материалы, которые содержат компоненты, обеспечивающие оксидный состав, температурно-временной режим варки, способ формования стекла, режим отжига и физико-химические свойства изделий. К вспомогательным относятся соединения, отвечающие за процессы осветления (осветлители), окрашивания и глушения (красители и глушители), а также регулирования кислотно-основных и цветовых характеристик (окислители и восстановители) стекломассы и изделий.
Критериями выбора того или иного сырьевого материала для производства стекла служат содержание в нем основного компонента, содержание вредных (красящих, тугоплавких и т.п.) примесей и гранулометрический состав. В производстве бесцветных стекол повышенного качества правильнее использовать синтетические и искусственные сырьевые материалы (сода, поташ, технический глинозем, борная кислота, оксид свинца и т.д.), тогда как при изготовлении изделий из полубелых и цветных стекол более рационально использовать природное сырье (полевые шпаты, нефелин, каолин, мел, мрамор, известняк и т.п.). Природное сырье дешевле синтетического и искусственного, но отклонения как в содержании основного компонента, так и в составе примесей может резко отличаться от партии к партии, что следует учитывать при выборе того или иного вида сырья.
Кварцевый песок - источник оксида кремния (SiO2), основного компонента в составе стекла [25]. Кварцевый песок - продукт разрушения горных пород; состоит из зерен кварца и примесей (глина, полевошпатовые породы, уголь, соединения железа и др.). В составе всех песков встречается наиболее вредная примесь оксид железа, окрашивающая стекло в зеленый или желтый цвет. В песках присутствуют также красящие оксиды хрома Cr2O3 и титана TiO2. Оксид хрома окрашивает стекло в зеленый цвет, а диоксид титана в присутствии железа окрашивает стекло в желтый цвет. Содержание в песке Cr2O3 не должно превышать 0,0001%, а TiO2 - 0,05% по массе.
Природные пески обычно содержат окрашивающих примесей больше, чем допускается стандартом, поэтому пески обогащают и тем самым повышают содержание основного вещества. Основные способы обогащения: промывка, флотооттирка, магнитная сепарация. Большое значение для стекловарения имеет зерновой состав песка. Наилучшими являются пески с зернами размером 0,15 - 0,3 мм, в которых не должно содержаться более 5% зерен крупнее 0,5 мм и более 8% зерен мельче 0,1 мм (пыли).
Оксиды щелочноземельных металлов. Основными щелочноземельными оксидами, входящими в состав стекла, являются оксид кальция CaO и оксид магния MgO. Оксид кальция повышает химическую устойчивость стекла, облегчает процесс варки и осветления стекломассы. Вводят оксид кальция в стекло с помощью природных карбонатов кальция, известняка, мела и мрамора.
Известняк CaCO3 - осадочная горная порода белого и светло-серого цвета. Природный известняк, используемый в стекловарении, должен содержать не менее 42 - 54% по массе оксида кальция и не более 0,1 - 0,2% оксидов железа.
Мел - мягкая осадочная порода белого цвета. Включения оксидов железа придают ему желтоватый оттенок, а глины - сероватый. Содержание CaO в меле должно быть не менее 54,3%, а оксидов железа - не более 0,2%. Известняки и мел, пригодные для стекольной промышленности, широко распространены в природе.
Мрамор - горная порода, содержит до 99 - 99,5% CaCO3 и небольшое количество оксида железа - 0,015%, характеризуется постоянством химического состава. Оксид магния MgO улучшает ряд важных физико-химических свойств стекла. При замене оксида кальция оксидом магния повышается механическая прочность стекла, понижается коэффициент расширения стекла, уменьшается склонность стекла к кристаллизации. Вводят оксид магния в стекло природным материалом - доломитом CaCO3·MgCO3. Иногда MgO вводят магнезитом или доломитизированным известняком.
Доломит - твердая светло-серая осадочная порода, окрашиваемая соединениями железа в желто-коричневый цвет. По качеству природный доломит для производства стекла должен содержать: для высшего сорта не менее 19,5% MgO, а для остальных сортов - не менее 18% по массе; содержание CaO соответственно не более 32 и 34%; содержание Fe2O3 - 0,1 - 0,4%. Обогащенный доломит используется в виде порошка. Перед введением его в шихту проводят контрольный просев.
Оксиды щелочных металлов. В состав стекла входят оксиды натрия Na2O и калия K2O. Присутствие оксидов щелочных металлов в многокомпонентных стеклах понижает термическую и химическую устойчивость стекол, ослабляет их механические и диэлектрические свойства. Наряду с этим, они способствуют снижению вязкости расплавов и температуры варки стекол. Оксид натрия вводят в стекло через кальцинированную соду и сульфат натрия, а оксид калия - через поташ, содово-поташную смесь и селитру.
Кальцинированная сода Na2CO3 - основной материал для ввода в стекло оксида натрия. Сода представляет собой белый пылевидный порошок, который хорошо растворяется в воде. Согласно требованиям стандарта, в прокаленной соде содержание Na2CO3 должно быть не менее 99% по массе. В процессе стекловарения сода разлагается, при этом 58,5% Na2O переходит в стекломассу и 41,5% CO2 улетучивается в атмосферу печи. Искусственную легкую соду получают по аммиачному способу (метод Сольве). Сода отличается мелкодисперсностью (55% частиц размером менее 0,1 мм), она малосыпучая, плохо перемешивается с другими компонентами шихты, слеживается и зависает в бункерах, сильно распыляется. Хранят соду в сухих закрытых складах или в силосах (банках). Гранулированная сода (размер гранул 0,1 - 1,2 мм) не имеет отмеченных выше недостатков.
Сульфат натрия Na2SO4 вводят в состав шихты от 5 до 15% по массе Na2O взамен части соды, но преимущественно не с целью ее замены, а как необходимый компонент для нормального течения стекловарения. При введении в стекло в малых количествах (0,5 - 0,7% по массе Na2O) сульфат натрия, вероятно, ускоряет процесс осветления стекломассы. Сульфат натрия бывает искусственный, образующийся как побочный продукт на заводах по производству соляной и азотной кислот, и природный, большие запасы которого находятся в Прикаспийском районе в заливе Кара-Богаз-Гол. По техническим условиям природный сульфат натрия первого сорта должен содержать Na2SO4 не менее 96,5% по массе.
Поташ K2CO3 - искусственный белый материал, легко растворим в воде, гигроскопичен, комкуется. Хранят его в сухих помещениях в плотно закрытых емкостях. Для стекловарения применяют, главным образом, кальцинированный поташ, который по стандарту должен содержать не менее 98% по массе K2CO3. Введение в состав стекла оксида калия взамен оксида натрия придает стеклу блеск и прозрачность, улучшает оттенок стекла. В связи с этим его вводят в стекло в основном при производстве сортовой посуды, хрусталя, цветных и оптических стекол для увеличения "длины" (вязкостной характеристики при формовании) стекла.
Оксид алюминия Al2O3 и алюмосиликаты улучшают стойкость к химическому воздействию. Нефелиновый концентрат - продукт обогащения апатитонефелиновой руды в виде тонкозернистого порошка серого цвета со сравнительно постоянным зерновым и химическим составом, содержит по массе не менее 29% Al2O3. В связи с высоким содержанием оксидов железа (3% по массе) его не применяют при производстве изделий из бесцветного стекла. В качестве природных источников оксида алюминия используют также пемзу, вулканический пепел, липарит, пегматиты, каолины, полевые шпаты. Поступают они на стекольные заводы измельченными и упакованными в мешки и вводятся в состав шихты предварительно хорошо смешанными с содой для снижения температуры плавления.
Для варки специальных и оптических стекол применяют оксиды некоторых металлов.
Оксид свинца PbO - тяжелый легкоплавкий материал, который увеличивает показатель преломления стекла, придает блеск и повышает плотность, снижает теплоемкость и температуру плавления, способствует лучшему растворению и распределению красителей в стекле, применяют в производстве оптического стекла, изделий из хрусталя, искусственных драгоценных камней. Свинцовые стекла легче поддаются гранению, шлифованию и полированию. Вводят оксид свинца в стекло в составе свинцового сурика Pb3O4 или свинцового глета PbO. На стекольных заводах чаще всего используют свинцовый сурик, представляющий собой порошок ярко-оранжевого цвета. Оксиды свинца легко восстанавливаются до металлического свинца, поэтому вводить в шихту их следует вместе с веществами, выделяющими кислород (окислителями).
Оксид цинка ZnO применяют в производстве сортовой посуды, светотехнических изделий, а также механически прочных, термостойких и химически устойчивых технических стекол. Оксид цинка придает стеклу значительную термическую и химическую устойчивость, в связи с чем цинковые стекла весьма устойчивы к резким изменениям температуры и применяются для производства лабораторной посуды. Вводят оксид цинка в стекло через цинковые белила, содержащие не менее 96% ZnO; в отдельных случаях - в виде углекислого цинка ZnCO3, встречающегося в природе в качестве минерала галмея (цинковый шпат) или азотнокислого цинка Zn(NO3)2.
Оксид бария BaO повышает блеск и показатель преломления стекла, улучшает диэлектрические свойства, поэтому его применяют в производстве оптических и специальных стекол, а также при производстве бариевого хрусталя. Частичная замена оксида кальция оксидом бария уменьшает вязкость и склонность расплава стекла к кристаллизации. Вводят оксид бария в стекло карбонатом бария BaCO3, сульфатом бария BaSO4 или нитратом бария Ba(NO3)2. Карбонат бария - белый кристаллический, нерастворимый в воде порошок, вырабатывается химическим путем и содержит 77,7% BaO. Природный карбонат (витерит) встречается очень редко. Сульфат бария бывает природный (минерал барит или тяжелый шпат) и искусственный. Если в состав шихты вводят более 5% BaO, то в этом случае в шихту добавляют углерод (5 - 7% по массе от массы BaSO4). Нитрат бария применяют главным образом при варке оптического стекла. Стекломасса с бариевыми соединениями сильно разъедает огнеупор.
Среди сырьевых материалов для специальных видов стекол, например, для выработки стекловолокна, необходимо использовать борную кислоту (H3BO3), поскольку оксид бора (B2O3) повышает химическую стойкость к агрессивным средам, а также оксиды титана TiO2 и циркония ZrO2.
Ускорители, осветлители, окислители и восстановители - это соединения, выделяющие газовую фазу при высоких температурах за счет реакций разложения или окисления-восстановления [26].
Для ускорения стекловарения применяют соединения фтора и хлора, а также нитраты натрия, калия, бария и аммонийные соли, способствующие появлению жидкой фазы при более низких температурах и тем самым увеличению скорости процесса силикатообразования. Шихта с добавкой 1% фтора при 1450 °C гомогенизируется в два раза быстрее, чем шихта без фтора.
Кремнефтористый натрий Na2SiF6 - отход химических производств, сильно летуч, токсичен. Вводят в состав шихты из расчета 0,3 - 0,5% фтора сверх основного состава стекла. Наряду с положительными факторами, применение фторидов вызывает ряд отрицательных явлений. Фториды усиливают разрушение огнеупорных материалов стекловаренных печей и, вследствие большой летучести, вместе с дымовыми газами выделяются в окружающую среду.
Хлористый натрий NaCl (поваренную соль) вводят в состав шихты от 1,5 до 3% ее массы. Как и фториды, NaCl сильно летуч. В процессе стекловарения теряется по массе до 35% добавляемого хлорида натрия.
Осветлители - материалы, вводимые в состав шихты и способствующие освобождению стекломассы от газовых включений. В качестве осветлителей используют сульфат натрия, селитру, а также аммонийные соли. Сульфат натрия Na2SO4 вводят в состав шихты в количестве 0,5 - 1% по массе. Натриевая селитра NaNO3 содержит до 99% основного вещества и в процессе стекловарения разлагается при температуре 725 °C, в зависимости от окислительно-восстановительной среды, с выделением оксидов кислорода и азота. В качестве осветлителя используют также и калиевую селитру KNO3, которая разлагается при 925 °C. Из аммонийных солей вводят в состав шихты азотнокислый аммоний NH4NO3 в количестве 0,25% от массы шихты, сернокислый аммоний (NH4)2SO4 в количестве от 0,5 до 3%, а также хлористый аммоний NH4Cl - 0,25%.
Обесцвечиватели вводят в состав шихты для устранения зеленого оттенка, придаваемого стеклу оксидами железа. Примеси железа, содержащиеся в сырьевых материалах, обусловливают присутствие в стекле соединений железа в виде оксида железа FeO, окрашивающего стекло в голубовато-зеленый цвет, и в виде оксида железа Fe2O3, окрашивающего стекло в желто-зеленый цвет. Интенсивность окраски зависит от общего содержания в стекле оксидов железа. При производстве многих видов изделий из стекла такая окраска не допускается, поэтому для ее устранения и применяют обесцвечивающие материалы. Различают обесцвечивание физическое и химическое.
Физический способ обесцвечивания эффективен при общем содержании оксидов железа в стекле не более 0,08%, а химический - при 0,06%. При физическом обесцвечивании в состав стекла вводят красители, которые окрашивают его в цвет, дополнительный к окраске соединениями железа, и нейтрализуют нежелательный оттенок, поглощая избыток зеленых лучей. В качестве физических обесцвечивателей применяют селен, закись никеля, оксид кобальта, перекись марганца и оксиды редкоземельных элементов (неодима и эрбия).
Селен Se вводят в шихту совместно с оксидом кобальта CoO, что обеспечивает наилучший результат, так как синяя окраска оксида кобальта компенсирует легкую желтовато-розовую окраску, получаемую при использовании одного селена. Кроме элементарного селена, его вводят в виде селенисто-натриевой соли Na2SeO3, содержащей до 45,6% элементарного селена. Содержание селена в стекле составляет 0,005 - 0,01%, оксида кобальта - 0,0001%. Селен обладает высокой летучестью, поэтому его количество, остающееся в стекле, не превышает 25 - 30% от вводимого.
Оксид никеля NiO чаще всего вводят совместно с селеном и оксидами кобальта.
Диоксид марганца MnO2 при стекловарении разлагается с выделением кислорода. Образующийся оксид марганца MnO окрашивает стекло в дополнительный желтый цвет и способствует физическому обесцвечиванию, а кислород играет роль химического обесцвечивателя. Следовательно, встречающийся в природе минерал пиролюзит, содержащий до 90% MnO2, является обесцвечивателем смешанного типа. В том же качестве обесцвечивателей применяют вещества из группы редких земель.
Оксид неодима Nd2O3 вводят в состав стекла в количестве 0,005 - 0,007%, который придает стеклу лилово-розовую окраску. Оксид эрбия Er2O3 в количестве 0 - 0,2% окрашивает стекло в бледно-розовый цвет.
При химическом обесцвечивании имеющееся в стекле железо переводят в трехвалентную форму, так как удельное поглощение света двухвалентного железа Fe2+ в области видимых лучей спектра в 10 раз больше трехвалентного Fe3+. Химически обесцвеченное стекло обычно имеет слабый желтовато-зеленый оттенок, обладая при этом высоким светопропусканием.
С целью обеспечения в шихте избытка кислорода применяют окислители (вещества, которые при разложении выделяют кислород), являющиеся химическими обесцвечивателями. К ним относятся селитры, диоксид церия.
Диоксид церия CeO2 - сильнейший окислитель. Его вводят в состав стекла в количестве 0,07 - 0,1%. На практике применяют цериевый концентрат, содержащий 87,4 - 91,5% CeO2. Широкое распространение диоксид церия получил в производстве изделий из хрусталя.
Наиболее распространенные соединения, которые используют в качестве восстановителей, - углерод в виде угля или сажи, виннокислый калий KHC4H4O6.
К вспомогательным сырьевым материалам относят также красители, придающие стеклу свой оттенок. Процесс окрашивания стекла основывается на протекании окислительно-восстановительных реакций, переводе красящих ионов в необходимое валентно-координационное состояние, а также стабилизации размеров атомов и молекул в составе стекла. Окрашивают стекла в различные цвета соединениями металлов, которые растворяются в стекломассе (молекулярные красители) или равномерно распределяются в виде мельчайших коллоидных частичек (коллоидные красители). Окрашивание стекла зависит не только от свойств красителей, но и от химического состава стекла и условий варки.
Молекулярные красители - это соединения кобальта, марганца, никеля, меди, железа, урана, селена, хрома, кадмия.
Соединения кобальта окрашивают стекло в синий цвет. При содержании оксидов кобальта CoO и CO2O3 в количестве 0,05% окраска стекла синеватая, а при 0,5% - ярко-синяя. Калиевые стекла получают более интенсивное синее окрашивание, чем натриевые. Окраска соединениями кобальта не зависит от режима стекловарения и при использовании совместно с другими красителями (солями хрома и меди) можно получить окраску стекла от зеленовато-синей до зеленой.
Соединения марганца окрашивают стекло в фиолетовый цвет при содержании оксида марганца Mn2O3 до 3% и черный - при содержании 12 - 20%. С этой целью в состав шихты вводят природный минерал - пиролюзит MnO2 или препарат перманганат (марганцево-калиевую соль) KMnO4. Соединения никеля Ni2O3, NiO окрашивают стекло в красновато-фиолетовый (при содержании NiO 2 - 3%) и дымчатый (0,08 - 0,25%) цвета. Вводят в шихту триоксид никеля Ni2O3 (порошок черного цвета). Окрашивание соединениями никеля хорошо воспроизводимо и не зависит от условий стекловарения.
Соединения меди в зависимости от концентрации, состава стекла и условий окрашивания придают стеклу синий, голубой, зеленый и красный цвета. Оксид меди CuO окрашивает стекло в голубой, слегка зеленоватый цвет. Чисто голубой цвет стекла получают при введении CuO в количестве 1 - 2%, с увеличением содержания оксида меди окраска стекла переходит в зеленую.
Соединение железа Fe2O3 окрашивает стекло в цвета от желтого до коричневого, FeO - в сине-зеленый. Обычно в стекломассе оксиды железа присутствуют не в отдельности, а в виде смеси, которая и окрашивает стекло в зеленый цвет. Для ввода оксидов железа в стекло на заводах применяют пиритные огарки - отходы сернокислого производства, а также крокус - порошок красно-бурого цвета.
Соединение урана UO2 окрашивает стекло в бурый и черный цвета, UO3 - в желтый. Натриевая соль урановой кислоты Na2UO4 окрашивает стекло в яркий желто-зеленый цвет. Для стекла, окрашенного ураном, характерна флуоресценция, вызванная ультрафиолетовым излучением. При выпуске изделий из интенсивно окрашенных стекол в желтый и оранжевый цвета соединения урана применяют совместно с сернистым кадмием. Несмотря на то что препараты урана достаточно чисты, их применение в стекольном производстве ограничивается из-за высокой стоимости.
Соединение селена селенистокислый натрий Na2SeO3 окрашивает стекло в розовый цвет (розалин). Оттенок селенового розалина зависит от состава стекла и вида входящих в него щелочных оксидов. При варке в идентичных условиях калиевые стекла имеют розовый оттенок, тогда как натриевые и литиевые - желтый или коричневый.
Соединения хрома окрашивают стекла в желто-зеленый цвет. Вводят хром в шихту в виде оксида хрома Cr2O3 или калиевого хромпика K2Cr2O7, который легче растворяется в стекломассе по сравнению с оксидом хрома. Содержание Cr2O3 составляет 0,25 - 1,2% от массы шихты. В производстве стеклянной тары (зеленые бутылки) в состав шихты вводят феррохромовые шлаки. Применение комплексного мелкодисперсного красителя, содержащего Cr2O3, SiO2, Al2O3, CaO, MgO, позволяет исключить использование пиритных огарков и экономить сырьевые материалы (песок, доломит, нефелин). Травянисто-зеленый цвет стекла получают при одновременном использовании оксида хрома (0,5%), оксида меди (2%) и окислительных условий варки стекломассы. Соотношение CuO:Cr2O3 = 3:4.
Соединения кадмия придают стеклу ярко-желтый цвет. Обычно при варке калиево-кальциевых стекол применяют сернистый кадмий CdS - порошок желтого или оранжевого цвета. При варке свинцовых стекол нельзя применять в качестве красителя CdS в связи с тем, что возможно образование PbS, окрашивающего стекло в черный цвет. Вводят CdS в стекло в конце варки стекломассы, так как при высокой температуре и продолжительном времени сернистый кадмий переходит в оксид кадмия, который не вызывает окраски стекла. Оксиды редкоземельных элементов за последние годы также начали применять в качестве красителей при производстве изделий из стекла.
Диоксид церия CeO2 окрашивает стекло в светло-желтый цвет. Совместное применение диоксида церия с диоксидом титана придает стеклу чистую золотисто-желтую окраску. Вводят оксид церия в стекло через концентраты редкоземельных элементов, которые снижают себестоимость изделий.
Оксид празеодима Pr2O3 сообщает стеклу светло-зеленый цвет, оксид неодима Nd2O3 - розовато-сиреневую окраску, оксид эрбия Er2O3 - красивый розовый цвет. Оксиды редкоземельных элементов являются слабыми красителями, однако стекла, окрашенные ими, характеризуются высокой прозрачностью, чистотой цвета, оригинальными оттенками, что способствовало их широкому применению в производстве сортовой посуды.
Коллоидные красители вызывают образование в массе стекла взвешенных коллоидально-дисперсных частиц металлов или их соединений. Цвет стекла зависит от природы и концентрации коллоидных красителей, состава стекла и размеров взвешенных частиц. Получение окраски стекла возможно лишь путем вторичного нагревания изделий, при котором частицы увеличиваются до нужных размеров. Термообработку изделий проводят при определенном температурном и временном режимах и называют "наводкой". Коллоидными красителями являются соединения золота, серебра, сурьмы, закисная медь, селен и др.
Соединения золота окрашивают стекло в красные цвета - от розового до пурпурного (золотой рубин). Особенно чистые цвета получаются после наводки стекол с содержанием PbO от 25 до 50%. В качестве красителя используют 10-процентный (по массе) водный раствор хлорного золота AuCl3. Для получения розовых стекол вводят 0,01%, рубиновых - 0,02% металлического золота. Стекло, окрашенное золотом, относится к наиболее красивым и благородным и применяется при производстве высокохудожественных изделий.
Соединения серебра окрашивают стекла в желтый цвет. Для их ввода в состав стекла применяют 10-процентный (по массе) раствор нитрата серебра AgNO3. Растворимость серебра в стекле низкая, и поэтому требуется длительное выдерживание при высоких температурах. Улучшение окраски стекла достигается при добавлении диоксида олова SnO2. В отдельных случаях изделия из стекла окрашивают только с поверхности (так называемые серебряные протравы) с помощью специальной пасты из смеси глины, охры и хлорида серебра AgCl.
Соединение меди Cu2O обладает большой красящей способностью и образует в стекле коллоидный раствор частиц металлической меди, которые в интервале температур 580 - 700 °C после наводки придают стеклу темно-красный цвет (медный рубин). Медь является одним из древних красителей стекла, и ее растворимость значительно выше золота и серебра. Вводят Cu2O в количестве 1 - 3% от массы шихты в виде порошка. Кроме того, при варке медного рубина следует вводить в качестве восстановителей в состав шихты виннокаменную соль калия KHC4H4O6 и оксид олова SnO. Обычно для варки медного рубина используют натриевые стекла. При содержании меди в стекле 0,8 - 1,8% по массе получают интенсивное окрашивание хрустальных стекол, которые используют для выработки накладных стекол с толщиной окрашенного слоя в несколько десятых долей миллиметра.
Элементарный селен Se при использовании вместе с солями кадмия и серой окрашивает стекло в ярко-красный цвет (селеновый рубин). Для этого вводят (по массе) 0,3 - 0,8% Se, 1 - 1,45% CdCO3 и 0,5 - 1% S (по массе сверх основного состава стекла). При варке селено-рубиновых стекол выбирают составы, содержащие 4 - 18% оксида цинка, который способствует получению более интенсивной окраски стекла. Потеря селена вследствие летучести соединений достигает 70 - 80% вводимого количества.
Глушители стекла придают стеклам свойства рассеивать свет и казаться непрозрачными (глушеными). При введении в стекломассу они образуют соединения, которые выделяются при охлаждении расплава в виде капель и частиц величиной около 1 мкм. Глушение стекла происходит при выработке изделий или при их термической обработке (наводке). Наиболее широко используют в качестве глушителей соединения фтора и фосфора. Глушение стекла начинается при содержании 2 - 3% и достигает насыщенного действия при 4 - 5%.
Фторсодержащими глушителями являются кремнефтористый натрий Na2SiF6 и криолит 3NaF·AlF3. Последний является отходом на заводах по производству суперфосфата и состоит из 12,8% оксида алюминия Al2O3, 32,8% оксида натрия Na2O и 54,4% фтора. Для глушения некоторых стекол используют фториды кальция (природный минерал - плавиковый шпат CaF2), магния. Вводят в состав стекла из расчета 5 - 8% по массе фтора сверх основного состава. Фтор при стекловарении улетучивается, что вызывает загрязнение окружающей среды. Наименьшие потери фтора - при введении в состав шихты криолита. В связи с этим для глушения стекла чаще применяют соединения фосфора.
Действие фосфатов кальция и натрия при глушении стекол связано с явлением несмешиваемости расплава и частичек фосфатов, которые и сообщают стеклу при охлаждении молочно-белую окраску. Вводят соединения фосфора в виде костной муки, фосфорнокислого кальция Ca3(PO4)2, кислой фосфорно-натриевой соли Na2HPO4·12H2O и апатита Ca4(CaF)·(PO4)3. Соединения фосфора требуют более высоких температур варки и выработки, что вызывает некоторые технологические затруднения при производстве изделий.
В качестве глушителей используют также соединения олова и оксид алюминия, механически замешиваемый в подготовленную стекломассу. На степень глушения стекла оказывают влияние размер и количество частиц в единице объема стекла, разница показателя преломления стекла и заглушающих частиц, вид применяемых глушителей и химический состав стекла. Нередко на практике применяют комбинированное глушение фтористыми и фосфатными соединениями, что усиливает и утончает глушение опаловых стекол.
В настоящем стандарте используется понятие "стеклобой" как вторичное сырье, получаемое как побочный продукт технологического процесса (собственный стеклобой), так и в результате обработки отходов боя стекла (внешний или привозной стеклобой).
Для облегчения процесса стекловарения часть шихты, необходимой для получения стекломассы, заменяют стеклобоем. Собственный стеклобой образуется при различных технологических операциях изготовления изделий из стекла (формования, отжига, отрезки колпачка, декорирования, сортировки и др.) в виде отбракованных изделий и стекольного боя, которые снова используют в производстве. Его собирают и при необходимости измельчают, получая сырьевой материал. Перед холодным ремонтом стекломассу из стекловаренной печи выпускают, направляя ее в гранулятор, в котором горячая стекломасса под действием холодной воды превращается в гранулы стеклобоя. Его также используют в производстве изделий из стекла. Стеклобой оказывает благоприятное влияние на процесс стекловарения, уменьшая при этом распыление и расслоение стекольной шихты, снижая расходы топлива и дефицитных сырьевых материалов, в частности соды.
Соотношение шихты к стеклобою устанавливается предприятием и зависит от конструкционных особенностей и продолжительности кампании печи, требований к качеству стекломассы, экономических показателей производства и варьируется в широких пределах. На стекольных заводах России оно, как правило, составляет 5:1. Предприятие может применять как собственный, так и привозной (внешний) стеклобой.
Введение в стекловаренную печь повышенного содержания стеклобоя (свыше 50%) приводит, как правило, к ухудшению однородности стекломассы. При таких условиях принимают дополнительные меры по усреднению стекломассы, чтобы механическая прочность и термическая однородность изделий не понижались. Если стеклобоя собственного производства не хватает, стекольные заводы используют близкий по химическому составу и цвету стеклобой из других источников.
Стеклобой разделяют при этом по трем группам: бесцветный, полубелый и цветной. Кроме того, в привозном (покупном) стеклобое не должно содержаться металлических и керамических включений, камня, песка, глины, шлака и других вредных примесей, а содержание органических примесей не должно превышать 2% [27]. Многие современные стекольные предприятия отказываются от практики дополнительной обработки, предпочитая закупать уже готовый к использованию стеклобой. Использование стеклобоя позволяет снизить себестоимость продукции, продлить кампанию печи, уменьшить количество вредных выбросов [28].
Сырьевые материалы подвергаются входному контролю химического и гранулометрического состава в соответствии с требованиями, заложенными в технологическом регламенте. Материалы обогащают на месте добычи, на обогатительных фабриках или, что в настоящее время гораздо реже, непосредственно на стекольных заводах.
Песок, обогащенный на месте добычи, поступает на завод в мешках или в специально подготовленных вагонах. Перед подачей в производство песок подвергают контрольному просеву и при необходимости сушке. Необогащенный песок проходит на заводе следующие виды обработки: обогащение или усреднение, сушку, просеивание. Основная задача обогащения - удаление из песка посторонних примесей и пылевидных фракций, так как мелкие фракции содержат гораздо больше оксидов железа, чем крупные. Наиболее распространенные методы обогащения - флотооттирка и магнитная сепарация.
Флотооттирка - это комбинация двух методов: флотации и оттирки, которая позволяет удалить из песков до 90% оксидов железа. При флотации используется разная способность зерен кварца и инородных минералов смачиваться водой: кварц хорошо смачивается, минералы - носители железа - практически не смачиваются, особенно в присутствии реагентов-собирателей, адсорбирующихся на их поверхности. Песок перемешивают с водой в соотношении 1:2,3 до получения жидкой массы, вводят в нее поверхностно-активный реагент и продувают воздухом.
В качестве флотационного реагента применяют сульфатное мыло (отходы производства целлюлозы) и кальцинированную соду (на 1 т песка - 1 кг мыла и 3 кг соды). При продувке воздухом пульпа активно перемешивается, частицы песка трутся одна о другую, в результате чего с их поверхности снимаются пленки гидроксидов железа, которые являются более мягкими по сравнению с кварцем. Этот процесс и носит название оттирки. В процессе продувки воздухом в пульпе образуется пена из воздушных пузырьков, которые прилипают к зернам минералов с железом. Пену сливают с поверхности пульпы вместе с загрязнениями, а чистый песок оседает на дно.
Технологический процесс флотооттирки включает следующие операции: разрушение комьев песка и приготовление пульпы, оттирку пленки с удалением загрязнений, разделение песка и тяжелых минералов флотацией, удаление шлама, промывку пульпы и ее обезвоживание. Для приготовления пульпы используют контактные чаны с мешалками и агрегаты мокрого грохочения, зимой воду подогревают до 35 - 45 °C. После этого песок сушат во вращающихся сушильных прямоточных барабанах, для этого возможно использовать отходящие газы печи. После сушки и охлаждения для производства листового стекла песок просеивают через сито с размером ячеек не более 0,8 мм.
Магнитная сепарация проводится с целью удаления железистых примесей, содержащихся в минералах, способных намагничиваться (магнетит, титаномагнетит, пиролюзит, гематит). Магнитной сепарацией очищают сухие пески после просеивания.
В тех случаях, когда на стекольном заводе используют песок, не однородный по химическому составу и не прошедший обогащение, его целесообразно перемешивать крупными партиями - усреднять. Наилучший способ усреднения - послойный; в этом случае каждую вновь поступившую на завод партию песка равномерно рассыпают поверх ранее прибывшей, образуя таким образом многослойный штабель.
Доломит, известняк, поступившие на завод в виде глыб, дробят, сушат, размалывают, просеивают и очищают с помощью магнитной сепарации. После предварительного дробления на куски размером 40 - 50 мм материал сушат в таких же сушильных барабанах, что и песок, но при температуре не выше 400 °C во избежание термического разложения. После сушки до конечной влажности, не превышающей 7%, доломит и известняк подвергают тонкому помолу (до частиц размером 0,08 мм) либо среднему, чтобы исключить сильное пыление, расслоение шихты и забивание насадок регенератора (размер частиц 0,5 - 2 мм). Мел не подвергают дроблению; его сушат, размалывают, а затем просеивают.
Кальцинированная сода поступает в виде гранул, упакованной в мешки, или россыпью в специальных автомобилях или вагонах. Просеивают соду на грохотах или виброситах. Ввиду гигроскопичности сода при длительном хранении слеживается, образуя комки.
Сульфат натрия поступает на заводы главным образом искусственный, в мешках. Природный сульфат дробят, после чего сушат при температуре 650 - 750 °C, а затем вновь измельчают и просеивают.
Пегматит и полевой шпат поступают в хопперах или в мешках. Поташ, а также азотнокислые соли натрия, калия, бария и аммония (селитры) поставляют на заводы в мешках или бочках. В связи с тем, что материалы комкуются, при просеивании их иногда протирают через сита. После просева материалы хранят в плотно закрываемых емкостях.
Современные стекольные предприятия отказываются от практики дополнительной обработки, предпочитая закупать уже готовые к использованию сырьевые материалы.
Подготовленные сырьевые материалы поступают в расходные бункера весовой линии и взвешиваются в соответствии с заданной рецептурой шихты. После взвешивания они направляются в смеситель для равномерного распределения всех компонентов по всему объему порции. При необходимости введения в состав вспомогательного материала его предварительно смешивают с одним из основных компонентов шихты и затем загружают в смеситель. Контроль однородности перемешивания осуществляется заводской лабораторией в соответствии с регламентом выпуска продукции.
Качество сырьевых материалов контролируют приемочным, периодическим и текущим контролем. Приемочный контроль может проводиться, чтобы выявить, насколько качество поступающих на стекольный завод сырьевых материалов соответствует требованиям контракта. При поступлении сырьевых материалов работники завода (контролеры) осматривают их и по результатам визуального контроля определяют соответствие стандартам, а затем отбирают пробы на сокращенный химический анализ для определения содержания основного вещества и влаги, а также проверки зернового состава. В тех случаях, когда материалы не отвечают требованиям стандартов, их бракуют.
Периодический контроль сырья может проводиться, чтобы удостовериться в пригодности данных материалов для требуемой шихты. Для этого не менее одного раза в 10 суток отбирают среднюю суточную пробу каждого компонента, включающую 24 ежечасных пробы, и проводят полный химический анализ. Текущий контроль может проводиться ежесменно на средней пробе, состоящей из восьми ежечасных проб. Определяют также зерновой состав подготовленного материала и содержание в нем основного вещества и влаги. В тех случаях, когда из-за состава сырья изменяется сверх нормы содержание компонентов в шихте, рецепт шихты корректируют.
Подготовленные сырьевые материалы поступают в расходные бункера весовой линии и взвешиваются в соответствии с заданной рецептурой шихты. После взвешивания они направляются в смеситель для равномерного распределения всех компонентов по всему объему порции. При необходимости введения в состав вспомогательного материала его предварительно смешивают с одним из основных компонентов шихты и затем загружают в смеситель. Контроль однородности перемешивания осуществляется заводской лабораторией в соответствии с регламентом выпуска продукции.
В крупных непрерывных процессах сырье перемещается в промежуточные бункеры меньшего размера, где они взвешиваются, часто автоматически, чтобы получить точно сформированную партию. Затем шихта перемешивается и транспортируется в зону печи через один или несколько бункеров. В промышленности встречаются различные механизмы подачи, начиная от полностью открытых систем до полностью закрытых систем с винтовой подачей.
Там, где материалы транспортируются наземными конвейерами, необходимо обеспечить защиту от ветра для предотвращения значительных материальных потерь. Эти системы должны укрывать конвейер со всех сторон. При использовании пневмотранспорта важно предусмотреть герметичную систему с фильтром для очистки транспортируемого воздуха перед выпуском. Для уменьшения пыли при транспортировке и выносе мелких частиц из печи содержание воды в партии может поддерживаться до 4%. Вода вводится при смешивании компонентов шихты, в зимнее время при необходимости подогрева шихты в виде пара. Некоторые процессы (например, производство боросиликатного стекла) используют сухие сыпучие материалы, что требует большей осторожности.
Из-за своей абразивной природы и более крупного размера частиц стеклобой обычно вводится отдельно от первичных шихтовых материалов и может подаваться в печь отдельной системой.
В прерывистых процессах системы подачи намного меньше и часто управляются вручную. После смешивания партию можно хранить в небольших мобильных бункерах, каждый из которых рассчитан на одну загрузку. Как и при крупномасштабном плавлении, смешанная партия не может храниться слишком долго перед использованием, потому что различные компоненты могут осаждаться, что затрудняет получение гомогенного расплава.
Пыль из систем очистки очень мелкая и содержит значительное количество непрореагировавшего щелочного реагента, который может вызвать коррозию и/или раздражение. Следовательно, обращение с этим материалом и его хранение могут потребовать особого внимания.
Зона загрузки печи является одним из источников выбросов пыли. Основные меры/методы контроля выбросов в этой области перечислены ниже:
- увлажнение партии;
- обеспечение слегка положительного давления, около 5 - 10 Па, обычно применяется ко всем стекловаренным печам;
- использование сырья, не вызывающего явления вскипания (преимущественно касается доломита и известняка - это минералы, которые при воздействии тепла вскипают с последующим увеличением выбросов пыли);
- направление вытяжки в систему фильтрации (обычно в печах с холодным верхом);
- использование закрытых шнековых питателей;
- закрытие загрузочных карманов (может потребоваться местное охлаждение).
Выбросы пыли могут происходить непосредственно в воздух или внутри производственных зданий, отчего пыль может скапливаться, что приводит к неорганизованным выбросам в атмосферу. Требуется контролировать движение воздушных потоков внутрь и наружу здания. В потенциально очень запыленных местах здания могут быть спроектированы с минимальным количеством проемов и дверей или пылезащитными завесами. В помещениях, где установлена печь, часто необходимо обеспечить степень естественного охлаждения, предусмотреть вентиляционные отверстия и т.д.
Этапы технологического процесса, где может образовываться пыль (например, открытие мешков, смешивание, тканевый фильтр для удаления пыли и т.д.), должны быть снабжены вытяжкой с подходящей очистной установкой. Это также важное условие для рабочих мест, где происходит механическая и химическая обработка стеклоизделий.
Стекловарение - это последовательность физико-химических процессов превращения смеси сырьевых материалов (шихты) в расплавленную стекломассу, готовую к формованию изделий.
Плавление, сочетание отдельных сырьевых материалов при высокой температуре с образованием расплава, является центральным этапом в производстве стекла. Существует множество способов плавления в зависимости от желаемого продукта, его конечного использования, производственной мощности и коммерческой выгоды. От этих факторов зависят рецептура стекла, сырье, технология плавки, выбор топлива и размер печи.
Время пребывания расплава стекла в печи существенно зависит от типа производимого стекла. Минимальное время пребывания является решающим параметром для обеспечения качества стекла. Как правило, чем выше качество производимого стекла, тем дольше время пребывания, которое обеспечивает лучшую гомогенизацию и устранение возможных дефектов в виде камней, пузырьков и т.д. Время пребывания расплава стекла в печи пропорционально удельному потреблению энергии при производстве стекломассы.
Принято выделять пять стадий процесса стекловарения: силикатообразование, стеклообразование, осветление, гомогенизацию и студку. В печах периодического действия эта последовательность протекает во времени, и с учетом зависимости температуры печи от продолжительности варки можно выделить следующие интервалы: нагревание до температуры реакции (силикатообразование и стеклообразование), выдержка при максимальной температуре (осветление и гомогенизация), охлаждение до температуры формования (студка). В печах непрерывного действия та же последовательность распределена по длине печи и зависит от температуры на каждом ее участке [29].
Нагревание до температуры реакции. Стандартным, наиболее распространенным и экономичным способом подачи тепла для стекловарения является сжигание газового топлива над слоем шихты и расплавленной стекломассой. Температура, необходимая для стекловарения, зависит от химического состава стекла и составляет от 1100 °C до 1650 °C. При таких температурах теплопередача осуществляется путем излучения от свода печи, который нагревается пламенем до 1650 °C, и от самого пламени.
В каждой конструкции печи устроен подвод тепла и в расплаве создается температурный градиент, чтобы вызвать рециркуляцию свободных конвекционных потоков внутри расплавленного стекла для обеспечения постоянной однородности готового стекла, подаваемого на формовку. Масса расплавленного стекла, содержащаяся в печи, поддерживается постоянной, а среднее время пребывания составляет порядка 24 часов для производства тарного стекла и 60 - 72 часа для производства листового флоат-стекла.
Использование электрического нагрева стекломассы весьма выгодно с точки зрения снижения вредных выбросов, образующихся при горении топлива, удобства регулирования всех стадий процесса стекловарения, высокого коэффициента полезного действия печи, однако проигрывает в стоимости энергетических затрат на варку. Кроме этого, печи с электрическим нагревом стекломассы имеют в несколько раз меньший ресурс, что заставляет производителей более часто останавливать производство для ремонтов таких печей. Это дополнительно влияет на себестоимость продукции, произведенной при помощи электрической варки.
Конструктивные особенности стекловаренных печей разных типов и производительности предусматривают организацию и контроль над тепловыми потоками как над зеркалом стекломассы, так и в расплаве, чтобы обеспечить однородность стекла, подаваемого на формование [30].
Силикатообразование. Сырьевые материалы, используемые в стекловарении, представляют собой соли и оксиды. На стадии силикатообразования из них формируются силикаты, которые затем образуют первичный расплав. Из-за низкой теплопроводности шихтовых материалов процесс плавки поначалу довольно медленный, что позволяет протекать многочисленным химическим и физическим процессам. Низкотемпературная стадия процесса стекловарения (до 500 °C) состоит из таких процессов, как нагревание, удаление свободной и связанной воды, разложение простых и образование двойных карбонатов и т.п. При повышении температуры от 500 до 900 °C песок начинает растворяться под влиянием флюсующих агентов. Кремнезем из песка соединяется с оксидом натрия из кальцинированной соды и с другими сырьевыми материалами для образования силикатов. Протекают химические реакции образования легкоплавких силикатов щелочных металлов, а в интервале температур от 900 до 1200 °C в целом завершается формирование и высокотемпературных силикатов, таких как силикаты кальция. Одновременно начинаются плавление щелочных силикатов, образование и плавление эвтектических составов и растворение тугоплавких оксидов в первичном расплаве.
На этой стадии варки образуется самое большое количество газообразной фазы, состав которой определяется химическим составом сырьевых компонентов, оказывающих существенное влияние на состав вредных выбросов и окислительно-восстановительную атмосферу печи. Кроме того, существует опасность улетучивания щелочесодержащих компонентов, что пагубно сказывается на состоянии огнеупоров в зоне загрузки.
Стеклообразование. Материалы шихты начинают плавиться при температуре от 750 до 1200 °C. Стадия стеклообразования заключается в постепенном растворении зерен кварца в первичном расплаве. Длительность этой стадии определяет продолжительность всего процесса стекловарения и составляет не менее 70% от общей длительности, что обусловлено высокой вязкостью кварцевого расплава и низкой скоростью диффузии зерен кварца в первичный расплав и катионов щелочных металлов в кварцевый расплав. Результатом является образование неоднородной полупрозрачной аморфной среды с большим количеством газовых включений.
Постепенно расплавленное стекло становится прозрачным, и фаза плавления завершается. Объем расплава составляет около 35 - 50% объема сырья исходной шихты за счет эмиссии газов и устранения межклеточных пространств. Количество расплавленного вещества составляет приблизительно 82 - 85% от количества исходных сырьевых материалов из-за выхода газообразных составляющих.
Осветление и гомогенизация. Готовая к формованию стекломасса должна быть однородной и практически свободной от газовых пузырьков. Полное растворение, равномерное распределение всех компонентов и удаление пузырьков из расплавленного стекла имеют важное значение для большинства изделий из стекла.
Готовые изделия нормируются по содержанию в них дефектов стекловарения (кристаллических включений, аморфных включений или свилей, газовых включений - пузырей). В большинстве изделий массового спроса размеры и количество допустимых дефектов прописываются в стандартах и технических условиях.
Первичные дефекты кристаллических включений состоят главным образом из кварца и его модификаций или различных силикатов, образуются при неполном проваре зерен кварца из шихты, попадании в стекломассу частиц огнеупоров или металлических фрагментов оборудования. Вторичные дефекты образуются при кристаллизации стекломассы в процессе выработки.
Аморфные включения являются стекломассой, химический состав которой отличается от заданного состава стекла. Основные причины их образования - расслоение шихты при транспортировке и загрузке в печь, нарушения температурно-временного режима варки, изменения направления и скорости конвективных потоков в печи.
Пузыри в стекломассе образуются в результате разложения сырьевых материалов, поглощаются из газового пространства печи, содержащего все составные части воздуха и продукты горения топлива и при взаимодействии стекольного расплава с огнеупорами печи. Наиболее часто при нормальной работе печи в готовой стекломассе присутствуют газовые пузыри - в основном карбонатные, сульфатные и нитратные.
Процессы освобождения стекломассы от аморфных и кристаллических дефектов (осветление и гомогенизация соответственно) происходят одновременно. Оба процесса интенсифицируются при увеличении температуры в печи и перемешивании стекломассы. В печах периодического действия перемешивание осуществляют с помощью мешалок, в печах непрерывного действия - с помощью конвективных потоков в объеме ванны, бурления воздухом или дополнительного электроподогрева в зоне максимальных температур (квельпункта).
Пузыри в расплаве бывают крупные (более 5 мм), средние (от 1 до 5 мм) и мелкие - мошка (менее 1 мм). Для их удаления в состав шихты вводят осветители, которые в области высоких температур образуют большое количество крупных газовых пузырей за счет реакций разложения или процесса испарения. Такие пузыри обладают большой подъемной силой и, поднимаясь наверх, захватывают окружающие более мелкие пузыри. Тот же эффект достигается при бурлении стекломассы воздухом. Увеличение температуры в области квельпункта всегда благоприятно сказывается на однородности и осветлении стекломассы, однако существует определенный температурный предел, превышение которого негативно влияет на состояние огнеупоров [31].
В результате осветления и гомогенизации в зону студки попадает стекломасса однородного состава, свободная от кристаллических аморфных и газообразных включений.
При варке цветных стекол следует очень внимательно относиться к выбору осветляющей добавки, поскольку большинство из них влияют на окислительно-восстановительные свойства расплава. Обычно окислительно-восстановительные условия варки тесно связаны со свойствами расплава, поэтому их характеризуют по содержанию кислорода и углекислого газа в атмосфере печи. Смещение окислительно-восстановительных условий в ту или иную сторону может привести к увеличению твердых и газообразных выбросов, в частности соединений серы.
Сульфат натрия Na2SO4 является наиболее часто используемым осветлителем, особенно для обычного листового стекла, большинства тарного стекла, натриево-кальциево-кремнеземного стекла для посуды, непрерывного стекловолокна (E-стекло) и известково-натриевого осветительного стекла. Сульфат натрия распадается на оксид натрия, который затем входит в состав стекла и газообразные компоненты (O2, SO2), диффундирующие в существующие пузырьки. Некоторые стекла не должны содержать сульфатов (например, стекла дисплеев и витрин). В таких случаях используется хлорид натрия NaCl. При температурах выше температуры плавления шихты этот осветлитель уносится из расплава.
При изменении условий сгорания топлива в печи, например, после перехода с воздушного на кислородное окисление, требуется корректировка состава шихты.
Студка стекломассы. Завершающей стадией стекловарения является студка, т.е. медленный процесс снижения температуры до величины, обеспечивающей однородное распределение стекломассы, что необходимо для формования того или иного вида изделий.
Главное условие успешной студки - непрерывное медленное снижение температуры стекломассы без изменения состава и давления газовой среды в печном пространстве для подготовки стекломассы к процессу формования. Нарушение этого условия может вызвать сдвиг установившегося равновесия газов, растворенных в расплаве, и провоцирование "закипания" стекломассы, т.е. образование вторичного пузыря, избавиться от которого практически невозможно. Для производства некоторых видов оптических специальных стекол процесс студки может продолжаться несколько месяцев.
Для регулирования скорости процесса охлаждения используют такие устройства, как заградительные экраны, углубления в дне ванны (deep refiner), разделение на отапливаемую и неотапливаемую части ванны печи, мешалки с холодильниками и т.д.
Выбор печи в технологии любого изделия является определяющим, поскольку от него в первую очередь зависит экономическая эффективность производства. Критериями выбора являются вид потребляемого энергоносителя, производительность, химический состав стекла и экологическая эффективность [32].
Расплавленная стекломасса содержится, как правило, в резервуаре прямоугольной формы, построенном из блоков соответствующих огнеупорных материалов, закрытом сводчатым потолком. Электрические печи, как правило, имеют более квадратную форму с плоским потолком и загрузочным бункером с одной стороны. Огнеупорные блоки удерживаются на месте внешним стальным каркасом.
В настоящее время используется много конструкций печей, и они обычно различаются с точки зрения производительности, способа нагрева, использования системы предварительного подогрева воздуха для горения и расположения горелок. Для классификации в целях настоящего справочника НДТ за основу взята производительность стекловаренных печей.
Первая группа - печи производительностью более 500 т/сут - ванные регенеративные газовые печи непрерывного действия с поперечным направлением пламени. Как правило, их используют для производства листового флоат-стекла. В современных стекловаренных печах энергетический коэффициент полезного действия (КПД) достигает 40 - 45%.
Вторая группа - печи средней производительности (100 - 500 т/сут) - ванные регенеративные газовые печи непрерывного действия. В зависимости от вида выпускаемой продукции они бывают двух типов: для производства флоат-стекла - с поперечным направлением пламени, а для производства стеклянной тары - с подковообразным. Печи с подковообразным направлением пламени экономичнее и экологичнее, поскольку в них работают всего две группы горелок (в зависимости от производительности в каждой группе в печах такого типа может быть от двух до четырех горелок), однако они требуют дополнительных устройств для регулирования окислительно-восстановительных условий, осветления и гомогенизации стекломассы. Энергетический КПД печей средней производительности с подковообразным направлением пламени может превышать 40%.
Третья группа - печи малой производительности (2,5 - 100 т/сут) - малые регенеративные или рекуперативные газовые ванные печи, электрические печи горизонтального и вертикального вида и стекловаренные печи смешанного типа - газоэлектрические непрерывного действия, которые используются для варки хрустального, оптического и других специальных видов стекол. Для газовых печей энергетический КПД не превышает 25%, для газоэлектрических достигает 35 - 40%, для электрических печей составляет около 65 - 70%.
Три основных источника энергии для производства стекла - природный газ, мазут и электричество. В первой половине XX века многие стеклодувы использовали генераторный газ, полученный в результате реакции воздуха и воды с раскаленным углем, теплотворная способность которого превышала аналогичный показатель угля.
Природный газ - основное топливо, используемое в российской стекольной промышленности, главным образом из-за его экономичности и экологичности по сравнению с жидким топливом, а также технологичного контроля процесса горения. Большинство видов жидкого топлива, используемых для стекловарения, нуждаются в предварительном нагреве до 110 - 120 °C, с тем чтобы снизить вязкость для заливки в емкости при транспортировке и распылении через наконечники горелок.
Электричество можно использовать как эксклюзивный источник энергии или в сочетании с ископаемым топливом. Электричество может быть использовано для получения энергии тремя основными способами: резистивным нагревом, когда через расплавленное стекло пропускают ток с помощью погруженного в расплав электрода; индукционным нагревом, при котором тепло индуцируется изменением окружающего магнитного поля; и использованием нагревательных элементов. Резистивный нагрев - единственный метод, нашедший коммерческое применение в стекольной промышленности.
Стекловаренные печи, использующие в качестве основного энергоносителя природный газ, снабжены системами его подачи и отвода продуктов горения. Для подачи газа и воздуха на горение применяют два типа теплообменников: регенераторы и рекуператоры.
Регенератор - это камера, внутри которой находится насадка из огнеупорного кирпича с системой отверстий. При прохождении через насадку отработанных дымовых газов сверху-вниз кирпичи нагреваются и затем отдают тепло пропускаемому снизу-вверх воздуху, нагревая его до 1200 - 1350 °C. Система управления переключает газовые потоки в парах горелок таким образом, чтобы одна работала на подачу воздуха для горения топлива, а вторая - на отвод продуктов горения, которые нагревают насадки. Через фиксированный промежуток времени (обычно 20 минут) происходит переключение газовых потоков, и тогда через вторую насадку идет воздух для горения, а первая насадка регенератора нагревается отходящими газами. Регенеративная печь имеет две регенерационные камеры; в то время как одна камера нагревается отходящим газом от сгоревшего топлива, другая подогревает поступающий для горения воздух.
В регенеративной печи с поперечным направлением пламени отверстия для сжигания и горелки установлены вдоль печи, регенераторные камеры расположены по обеим сторонам печи и соединяются с ней через входные горловины. Пламя проходит над расплавленным материалом в сторону расположенных на противоположной стороне отверстий. Количество используемых отверстий (до восьми) зависит от размера печи и особенностей ее конструкции. Некоторые большие печи могут иметь отдельные для каждого порта горелки камеры регенератора.
Этот тип конструкции, эффективно использующий несколько горелок, особенно подходит для больших установок типа флоат, обеспечивающих изменение температуры по длине печи, что необходимо для стимуляции необходимых конвекционных потоков в расплаве стекла.
В регенеративной печи с подковообразным пламенем принцип работы такой же; в то же время две регенеративные камеры расположены на одном конце печи, каждая с одним отверстием. Пламя образует U-образную форму, возвращаясь в соседнюю камеру регенератора через второе отверстие. Такая компоновка обеспечивает большую экономичность регенератора, чем конструкция с поперечным пламенем, но имеет меньшую гибкость для регулировки температурного профиля печи и, следовательно, более применима для производства тарного стекла.
В целом печи с подковообразным пламенем более энергетически эффективны, чем печи с поперечным пламенем, по двум основным причинам: во-первых, снижаются потери энергии через меньшее количество отверстий горелки; во-вторых, время пребывания продуктов сгорания в печи с подковообразным пламенем выше, чем в печи с поперечным пламенем, что дает больше времени для излучения энергии на стекломассу.
Рекуператор - это теплообменник, в котором отходящие газы непрерывно подогревают систему подачи воздуха на горение и через нее сам воздух до температуры 800 °C. Конструктивно рекуператоры более массивны и занимают больше места. Рекуперативные печи выгодно использовать там, где масштаб производства слишком мал, чтобы сделать использование регенераторов экономически целесообразным, и где необходимо минимизировать первоначальные затраты.
Регенеративная стекловаренная печь с поперечным направлением пламени состоит из собственно ванны со сводом, нескольких пар горелок, расположенных по обеим сторонам печи, системы загрузки сырьевых материалов и выработочного канала (см. рисунок 2.2).

с поперечным направлением пламени
Факел пламени горелок имеет конусообразную форму, настильно располагается над расплавом и перекрывает все пространство между двумя соседними парами. Отвод отработанных дымовых газов из регенераторов происходит по системе дымоходов, расположенной под стекловаренной печью, соединенной с общей дымовой трубой.
Преимущество печей с поперечным направлением пламени состоит в том, что для каждой пары горелок можно задавать свое соотношение газ/воздух, поддерживать необходимую температуру на каждом участке печи и, следовательно, регулировать скорость и направление конвективных потоков стекольного расплава, что весьма важно для больших печей.
В стекловаренной регенеративной печи с подковообразным направлением пламени две пары горелок с регенераторами расположены в одном конце печи. Факел пламени каждой горелки имеет U-образную (подковообразную) форму. Таким образом, каждая работающая горелка обогревает все пламенное пространство печи (рисунок 2.3). Стекломасса, полученная в таких печах, характеризуется меньшей степенью гомогенизации, чем в печах с поперечным направлением пламени. Такие конструкции идеальны для стекловаренных печей средних размеров, используемых, например, для производства тарного стекла, поскольку стеклянная тара, в отличие от листового стекла, не нормируется по светопропусканию.

с подковообразным направлением пламени
Для повышения качества стекломассы в печах с подковообразным направлением пламени рекомендуют использовать дополнительный электроподогрев - локальный подвод дополнительного тепла к расплавленному стеклу в стекловаренной печи путем установки электродов в боковых стенках (горизонтальные электроды) или в дне (вертикальные электроды) зоны максимальной температуры. Технология может быть применена в разные сроки эксплуатации печи, например, для поддержания уровня удельного съема стекломассы по мере приближения окончания кампании.
Дополнительный электроподогрев может также использоваться при производстве цветного стекла из-за пониженной теплопроводности зеленых и коричневых стекол.
Печи с использованием кислорода для горения основного газового топлива предусматривают полную или частичную замену воздуха, подаваемого на горение газа кислородом. Такая замена преследует две цели. Первая - экономическая (избавиться от громоздких регенераторов), вторая - экологическая (уменьшить содержание оксидов азота в отходящих газах). Кроме того, при использовании очищенного кислорода удается достичь высоких температур при меньшем количестве газа, подаваемого на горение топлива, и увеличить полноту его сгорания.
Как правило, такие печи имеют стандартную базовую конструкцию, однако в них вместо регенераторов и рекуператоров стоят скромные по размерам системы питания газовых горелок кислородом. Печи с газокислородным пламенем используют в малотоннажных производствах специальных стекол, например, для выпуска стекловолокна. Широкому распространению подобных технологий для производства других видов продукции препятствует повышенная опасность при работе с кислородом, хотя экологический выигрыш при их использовании не подвергается сомнению [33].
Электрические печи для стекловарения - самые эффективные и экологически безопасные в настоящее время. Существуют два основных типа электрических печей прямого нагрева: вертикальные и горизонтальные, которые различаются по направлению движения стекломассы от загрузки к выработке. Наибольшее распространение в практике стекловарения получили печи вертикального типа (см. рисунок 2.4).

прямого нагрева вертикального типа
Загрузка шихты в таких печах производится на зеркало наваренной стекломассы, т.е. запуск электрической печи осуществляется с помощью газовых горелок, расположенных на уровне загрузочного кармана, назначение которых - расплавить определенное количество шихты и обеспечить необходимый объем расплава для погружения электродов.
Нагрев стекломассы производится за счет погруженных в нее электродов, расположенных парами с двух сторон в средней части варочной зоны печи. Соответственно, температурный максимум находится вблизи электродов и составляет не менее 1500 °C, а температура в загрузочной и придонной частях несколько ниже. Для более равномерного провара порций шихты, поступающих на поверхность сваренной стекломассы, используют загрузчики с разравнивающими устройствами.
Шихта постепенно плавится, однако поверхностный слой остается слабо нагретым, улетучивание из такого слоя минимально, следовательно, практически отсутствует коррозия огнеупоров. Кроме того, свод печи в зоне загрузки остается холодным (поэтому печи прямого нагрева часто называют печами с холодным сводом).
Горячая стекломасса в зоне варки движется сверху вниз и попадает в пережим между варочной и выработочной камерами. Для более точного поддержания температуры в зоне выработки в пережиме ставится дополнительный электрод. Иногда, чаще всего при ручной выработке изделий, дополнительные газовые горелки ставят в выработочной зоне. В зависимости от состава стекла и окислительно-восстановительных свойств расплавов используют оксидно-оловянные (для варки хрусталя), графитовые или молибденовые (для варки листового, тарного, сортового стекла) электроды.
Электрические печи обычно применяют для варки специальных стекол, главным образом из-за высокой стоимости электроэнергии, хотя тепловые потери в них гораздо меньше; также меньше вредных выбросов, как твердых, так и газообразных [34].
Печи периодического действия традиционно используют там, где отсутствует экономическая целесообразность поддержания непрерывного цикла работы, а также при необходимости изготовления небольших партий стекол разного цвета, состава и т.д. Существуют горшковые и малые ванные печи периодического действия, чаще всего использующие природный газ в качестве основного теплоносителя. Многие подобные технологические агрегаты не входят в сферу действия данного справочника по причине малой (менее 20 т/день) производительности.
В горшковых печах может устанавливаться от 6 до 12 стекловаренных горшков, а подвод пламени осуществляться как снизу, так и сверху. Емкость каждого стекловаренного горшка составляет 50 - 500 кг со сроком эксплуатации 2 - 3 мес. при условии непрерывной работы. В такой печи можно одновременно варить стекла разных составов, при условии совпадения температурно-временных режимов и окислительно-восстановительных условий варки.
Используются два типа горшков: открытые и закрытые. Открытые горшки не имеют крышек, а стекло открыто для атмосферы печи. Закрытые горшки имеют единственное отверстие для сбора стекла. При открытых горшках температура регулируется растопкой печи, в закрытых горшках обжиг происходит с постоянной скоростью, а температура регулируется открытием сборного отверстия.
Печь нагревается 24 часа в сутки, но температура меняется в соответствии с фазой производственного цикла. Как правило, партия загружается в горшки ближе к вечеру, затем тает, в ночь температуру повышают, чтобы очистить расплав, и с утра стекло готово к обработке. Во время плавления температура поднимается до 1300 - 1600 °C, в зависимости от типа стекла, а в начале цикла опускается до 900 - 1200 °C.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Ванные печи периодического действия позволяют изготавливать до 10 т стекломассы в сутки. Конструктивно они очень похожи на печи непрерывного действия. Их работа рассчитана на суточный цикл, плавка обычно проводится ночью, и стекло поступает в производство на следующий день. Ванные печи позволяют плавить менять тип стекла за короткое время, они используются прежде всего для варки различных цветных, хрустальных и оптических стекол, специальных составов и фритт (керамическая и эмалевая фритта) [35].
Метод использует для процесса горения кислород вместо воздуха (содержание кислорода в газовой смеси более 90%). Удаление большей части азота из атмосферы горения уменьшает объем дымовых газов, которые почти полностью состоят из углекислого газа и водяного пара, на 65%. Это обеспечивает экономию энергии, поскольку нет необходимости нагревать значительную долю инертного компонента атмосферы до температуры пламени. Образование оксидов азота в дымовых газах значительно уменьшается, потому что оставшимися источниками в атмосфере горения являются небольшая доля азота в кислородной смеси, следы азота в топливе, азот от разложения нитратов и несанкционированное поступление воздуха со стороны.
Как правило, кислородно-топливные технологические агрегаты обладают той же конструкцией, что и обычные стекловаренные печи, имеют несколько боковых горелок и одно выпускное отверстие для отработанных газов. Однако печи, рассчитанные на сжигание в кислороде, не используют системы рекуперации тепла для его предварительного нагрева.
Хотя кислородно-топливная технология горения хорошо зарекомендовала себя в некоторых секторах стекольной промышленности (непрерывное стекловолокно, некоторые специальные типы стекла), в других секторах она по-прежнему считается всего лишь перспективной из-за потенциально высоких финансовых рисков. Проводятся различные опытно-конструкторские разработки, в результате которых эта технология получает все более широкое распространение [36].
При кислородно-топливном сжигании наблюдаются значительные изменения в характеристиках плавления. Требуются некоторая модификация конструкций существующих печей, применение более коррозионно-стойких огнеупорных материалов пламенного пространства печи.
Сегодня большая часть высококачественных специальных изделий из стекла, таких как стекло для ЖК-дисплеев и стекловолокно, выплавляется в кислородно-топливных печах. Однако переход больших печей для производства флоат-стекла на кислородно-топливное горение пока что ограничен примерно десятью установками по всему миру из-за увеличения себестоимости при использовании кислорода.
Ключевым фактором улучшения экономических показателей кислородно-топливного сжигания является улучшение эффективности технологий разделения воздуха и утилизации отработанного тепла. Использование водорода и возобновляемых видов топлива для горения с кислородом дает существенный потенциал для сокращения выбросов CO2.
В настоящее время наиболее распространенным процессом производства листового стекла является флоат-процесс.
Флоат-процесс представляет собой непрерывное круглосуточное производство. Основной принцип флоат-процесса заключается в формовании расплавленной стекломассы на поверхности расплавленного олова под действием сил поверхностного натяжения.
Для выпуска большей части листового стекла используется состав стекла, приведенный в таблице 2.4 [29]. Флоат-стекло получают в стекловаренных регенеративных печах с поперечным направлением пламени. Схема технологического процесса представлена на рисунке 2.5.
Таблица 2.4
Компонент | Массовая доля, % |
Диоксид кремния (SiO2) | 71 - 74 |
Оксиды натрия и калия (Na2O, K2O) | 12,5 - 15 |
Оксид кальция (CaO) | 6 - 9 |
Оксид магния (MgO) | < 5 |
Оксид алюминия (Al2O3) | < 1,1 |
Оксид серы (VI), SO3 | < 0,35 |

листового стекла
Флоат-ванна (ванна расплава) представляет собой тепловой агрегат, состоящий из верхнего и нижнего металлических корпусов. Нижний корпус футерован огнеупорными блоками и заполнен расплавленным оловом. Внутри верхнего корпуса на специальной конструкции подвешиваются огнеупорные блоки, а также элементы системы нагрева свода ванны расплава. Для герметизации внутреннего пространства между верхним и нижним корпусом установлены уплотнительные вставки ванны расплава. Для предотвращения окисления олова внутрь ванны расплава подается защитная атмосфера, состоящая из инертного газа азота (90 - 99%) и водорода (1 - 10%).
Расплавленная стекломасса вытекает из печи вдоль канала с огнеупорной футеровкой, который может дополнительно подогреваться для обеспечения необходимой температуры. В конце канала стекломасса выливается в ванну расплава через специальный огнеупорный переливной брус, который обеспечивает правильное растекание стекломассы. Поток стекломассы управляется посредством регулируемого подвесного огнеупорного шибера в канале (передний шибер). В месте, где стекломасса первоначально соприкасается с оловом, температура олова составляет приблизительно 1000 °C; на выходе из ванны расплава температура снижается примерно до 600 °C. По мере того, как стекломасса проходит по поверхности расплавленного олова, она приобретает практически идеальную ровную поверхность.
Внутри флоат-ванны находятся несколько пар верхних роликов с водяным охлаждением; изменяя их количество и параметры работы, такие как скорость вращения, угол разворота, заглубление, получают ленту стекла необходимой толщины и ширины. Эти ролики захватывают лист стекла с обоих краев зубчатыми колесами и вытягивают по длине и ширине. Скорость потока стекла и скорость вращения роликов помогают регулировать толщину стекла, как правило, от 1,5 до 19 мм. Расплавленная стекломасса на поверхности олова имеет определенную равновесную толщину, зависящую от химического состава и температуры, которая составляет около 7 мм. Для получения стекла толщиной более 12 мм устанавливают специальные графитовые барьеры.
На выходе из флоат-ванны стеклянная лента отрывается от поверхности олова подъемными роликами и проходит в печь отжига (лер). В начале лера обе стороны ленты подвергаются обработке диоксидом серы SO2, в результате чего обеспечивается защита поверхности стекла от контакта с направляющими роликами. Лер разделен на секции, в которых с различной скоростью проходит охлаждение ленты стекла. Таким образом, стекло постепенно охлаждается от 600 до 60 °C, чтобы снизить остаточные напряжения, возникающие в процессе формования, до приемлемого уровня. Эта операция требует времени и места, и, обычно линия "флоат-ванна и лер" имеет протяженность около 200 метров до линии резки стекла.
Охлажденная лента стекла разрезается перемещающимся роликами на заданные форматы. Края ленты, на которых находятся отпечатки зубцов роликов, отрезаются и повторно используются в производстве в качестве стеклобоя. Затем стеклянные листы проверяются, упаковываются и хранятся либо для продажи, либо для последующих переделов.
Для улучшения потребительских характеристик на стекло в постоянном режиме могут наноситься покрытия, например, низкоэмиссионные (энергосберегающие) [37], многофункциональные, солнцезащитные. Учитывая высокую теплопроводность стекла, применение этих технологий дает возможность сократить затраты на поддержание комфортной температуры в помещении, что обеспечивает значительную экономическую и экологическую эффективность на протяжении всего жизненного цикла продукции.
Стекло с твердым покрытием (CVD) - это высококачественное стекло с покрытием, нанесенным на его поверхность. Многоступенчатое металлизированное покрытие методом пиролиза наносится на поверхность стекла в момент, когда стекло все еще имеет очень высокую температуру (более 600 °C). Так как стекло представляет собой аморфное вещество, молекулы кристаллической решетки которого при такой температуре сильно удалены друг от друга, то происходит проникновение молекул металлизированного покрытия в глубь кристаллической решетки стекла. Покрытие как бы ламинируется слоем металла, что делает его очень устойчивым, чрезвычайно механически прочным и постоянным. Такое покрытие принято называть "твердым". Твердые покрытия, изготовленные по технологии CVD, сохраняют свойства в течение длительного времени.
Стекло с мягким покрытием (PVD) - это высококачественное стекло с покрытием, нанесенным на одну поверхность стекла в условиях вакуума методом магнетронного распыления материала катода с последующей конденсацией его на поверхности стекла в виде наноструктурной пленки заданного химического и стехиометрического состава. На стекло наносятся слои материала с определенной последовательностью, которые в свою очередь придают стеклу необходимые характеристики.
Стекло с низкоэмиссионным и многофункциональным мягким покрытием используется только в составе стеклопакета покрытием внутрь. Это объясняется тем, что основной слой, придающий этим стеклам нужные характеристики, в данном случае серебро, подвержен воздействию атмосферной влаги и воздуха, которые окисляют серебро, и покрытие теряет свои свойства. Отсюда и особые требования к низкоэмиссионным и многофункциональным стеклам: хранение в герметичной упаковке и ограниченный срок монтажных работ в открытой среде. Вместе с тем в среде инертного газа низкоэмиссионные и многофункциональные покрытия защищены от окислительного воздействия кислорода воздуха и способны сохранять работоспособность вплоть до разгерметизации стеклопакета.
Процесс нанесения покрытия обычно состоит из двух отдельных стадий: грунтовки и собственно нанесения покрытия. Технология пока еще не получила широкого распространения в силу экономических причин.
Процесс производства стеклянной тары представляет собой непрерывное круглосуточное производство.
Процесс стекловарения - это комплекс физико-химических реакций, явлений массообмена и теплообмена, в результате которых шихта превращается в расплавленную стекломассу под воздействием высоких температур, создаваемых в стекловаренной печи за счет сжигания природного газа или других источников энергии.
Процесс подготовки стекломассы осуществляется в выработочном канале стекловаренной печи, питателях стекломассы (фидерах) и включает в себя охлаждение стекломассы до температуры формования, гомогенизацию по температуре и подачу в стеклоформующий автомат порции стекломассы определенной массы и формы в строго определенный момент.
Для выпуска большей части стеклотары используется состав стекла, приведенный в таблице 2.5 [31]. Схема технологического процесса представлена на рисунке 2.6.
Таблица 2.5
Компонент | Массовая доля, % |
Оксид кремния (SiO2) | 71 - 73 |
Оксид натрия (Na2O) | 12 - 14 |
Оксид кальция (CaO) | 9 - 12 |
Оксид магния (MgO) | 0,2 - 3,5 |
Оксид алюминия (Al2O3) | 1 - 3 |
Окись калия (K2O) | 0,3 - 1,5 |
Оксид серы (SO3) | 0,05 - 0,3 |
Красители, осветлители и обесцвечиватели | 0,2 - 3 |

стеклянной тары
Стекловарение производится в ванной печи (регенеративной печи непрерывного действия с поперечным или подковообразным направлением пламени, рекуперативной печи и т.д.). Окраску стекломассы можно производить, непосредственно добавляя краситель в шихту, выработочный канал или питатель стекломассы. Необходимо учитывать, что для равномерной окраски стекломассы необходимо выдержать три обязательных параметра: температура стекломассы, время (продолжительность) окрашивания (дозирования) и интенсивность (качество) перемешивания. Для некоторых цветовых решений важным показателем окрашивания является поддержание определенной окислительной среды в атмосфере питателя.
В канале питателя могут быть установлены дренажная система для удаления загрязненной стекломассы (которая может быть использована повторно) и дополнительное перемешивающее устройство - система мешалок, осуществляющая перемешивание стекломассы, обеспечивая ее однородность. Конструкция питателя может обеспечить формирование от одной до четырех капель единовременно, в зависимости от конструкции стеклоформующей машины.
Основными способами формования стеклянной тары являются выдувание (BB) и прессовыдувание (PB, NNPB) стекла [29].
Гранулят и отходы формования относятся к возвратному стеклобою. Отформованная стеклянная тара подается в печь отжига. Отжиг - процесс охлаждения отформованной тары до температуры окружающей среды, при котором уменьшаются остаточные напряжения и предотвращается возникновение временных разрушающих напряжений. Основной нагрев рабочего пространства печи отжига обеспечивается поступающими на отжиг изделиями для достижения кривой отжига за счет подогрева природным газом или электричеством.
Схематично способы формования показаны на рисунке 2.7.

Для повышения эксплуатационной надежности на поверхность стеклянной тары до загрузки в печь отжига и после печи отжига наносятся упрочняющее и защитное покрытия. Процесс упрочнения поверхности стеклотары "горячим" методом состоит в нанесении защитного оксидно-металлического покрытия на наружную поверхность стеклотары. В результате взаимодействия продуктов испарения рабочего реагента с поверхностью тары образуется защитная пленка, которая выравнивает поверхность, чем увеличивает на 15 - 20% устойчивость стеклотары к механическому воздействию. Процесс нанесения покрытия на "холодном конце" состоит в нанесении на поверхность стеклотары защитного покрытия путем распыления форсунками полимерных композиций на водной основе. Такая обработка поверхности стеклотары снижает коэффициент трения, исключает потертости на наружной поверхности стеклотары.
В последнее время получили развитие технологии обработки внутренней поверхности стеклянной тары при горячем упрочнении (например, диоксидом серы SO2), которые позволяют добиться снижения выщелачивания, а также повышенных прочностных характеристик при меньшей толщине стенок бутылки, тем самым сокращая расход стекломассы, улучшая показатели ресурсной и энергетической эффективности в пересчете на единицу изделия [38].
Нанесение оксидно-металлических покрытий на горячем участке и полимерных композиций на холодном участке производственных линий может повлечь за собой выбросы дыма и паров, прежде всего соляной кислоты HCl и соединений олова (титана).
После рассортировки годная стеклянная тара поступает на линию упаковки, где собирается в паллеты с применением термоусадочной полиэтиленовой пленки. Упакованная стеклотара отправляется на склад готовой продукции для хранения и последующей реализации.
Производство сортового стекла является одним из наиболее диверсифицированных секторов в стекольной промышленности и охватывает широкий диапазон продукции, а также технологических процессов, начиная от сложных ручных операций по выпуску отдельных изделий из декоративного хрусталя и заканчивая большими объемами продукции с использованием высокомеханизированных методов для производства недорогих потребительских товаров массового спроса. Большая часть стеклянной посуды производится из натрий-кальций-силикатного стекла, имеющего состав, подобный составу тарного стекла (см. таблицу 2.5), но более сложный, что обусловлено особыми требованиями к внешнему виду и качеству продукции и более разнообразными процессами формования. Схема технологического процесса производства сортового стекла представлена на рисунке 2.8.
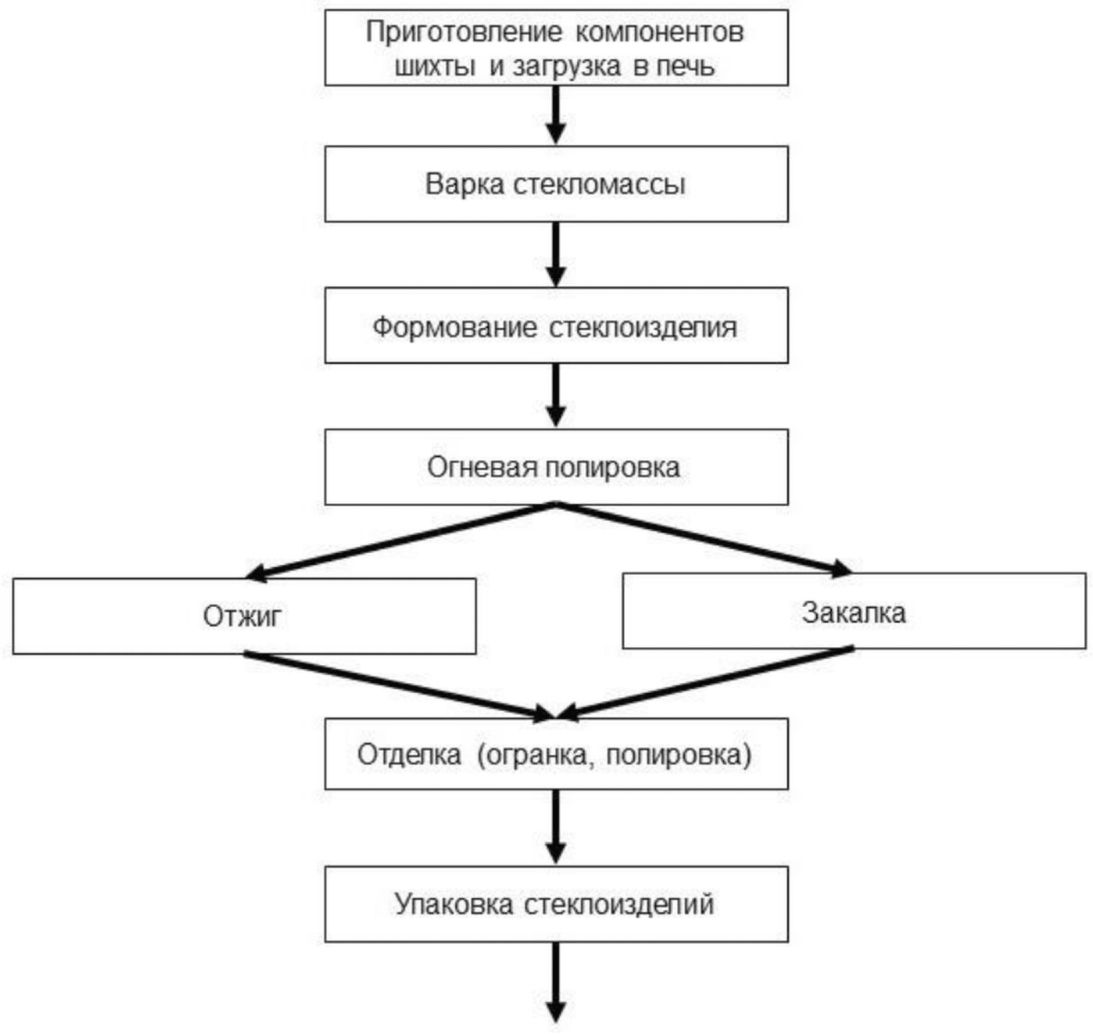
сортового стекла
Процесс формования может быть ручным, полуавтоматическим и реализованным с применением стеклоформующих машин. В последнем случае стекло из печи подается через один или более выработочных каналов в стеклоформующую машину (СФМ), где изделия формуются с использованием форм. Техника точности формования зависит от размера изделия, подлежащего изготовлению. Существуют четыре основных метода формования: прессовыдувание, выдувание, прессование и вытягивание (вытягивание по-другому называется центробежным формованием, когда капля стекломассы, вращаясь в форме, растекается до состояния готового изделия под действием центробежных сил). Первые два метода применяются также при производстве стеклотары (см. раздел 2.3) [29].
Процесс прессования сравнительно прост, он применяется для совсем мелких изделий, у которых горлышко шире основания или равно его ширине. Такой процесс прессования показан на рисунке 2.9. Входная температура расплавленного стекла изменяется в зависимости от состава, но для натрий-кальциевого стекла она обычно составляет 1150 °C.

из стекла
Процесс вытягивания показан на рисунке 2.10. Он применяется для получения изделий круглого сечения, таких как тарелки и мелкие чаши (миски). Каплю стекла опускают в форму, которая затем вращается, и изделие формируется в результате действия центробежной силы.

из стекла
Отформованные изделия обычно подвергают огненной полировке для достижения требуемого качества поверхности, оплавке края (кромки) изделия и отжигают. Кромка изделия обрабатывается высокотемпературным пламенем за счет сжигания газокислородной или кислородоводородной смеси. После огненной полировки изделия пропускают через печь отжига, и на их поверхности могут наноситься покрытия. В ряде случаев изделия пропускают не через печь отжига, а через линию закалки, чтобы повысить их механическую устойчивость и термостойкость.
Для изделий ручной работы с помощью трубки получают небольшую заготовку, пульку, которая для получения нужной формы формуется с использованием деревянных или металлических форм. Изделия переносят в печь отжига, чтобы исключить любые внутренние напряжения. При полуавтоматическом производстве некоторые этапы процесса (комплектование, формовка и обработка) выполняются с помощью машин или роботов.
Отделка полученных изделий может включать целый ряд операций. Огранка предусматривает нанесение заранее выбранного резного орнамента на изделия из простого стекла с помощью шлифовального круга, шаржированного алмазом. После огранки стекло приобретает сероватый оттенок, и его поверхность имеет необработанный вид. Поверхность стекла восстанавливается в ее первоначальном виде в результате погружения стекла в полировальную ванну с фтористоводородной и серной кислотами.
Для создания художественной выразительности может использоваться большое разнообразие технических приемов. Они включают декорирование с использованием эмалей, обработку с помощью пескоструйных аппаратов либо травления кислотой, а также гравирование. Объемы выбросов в результате этих операций небольшие в сравнении с основными производственными стадиями [39].
Следует отметить еще одну особенность: практически весь объем собственного стеклобоя (до 60% от объема сваренной стекломассы) используется вторично, а ограничения по качеству обычно не позволяют использовать внешний стеклобой.
Стеклянные волокна существенно отличаются друг от друга по своим физико-химическим характеристикам. Для композиционных материалов для ответственных применений используют только стеклянные волокна, имеющие соответствующие физико-химические свойства. Химический состав стекловолокон приведен в таблице 2.6.
Таблица 2.6
Оксиды | Оксиды, масс. % | ||||
E-стекло | R-стекло | ECR-стекло |  | S-стекло | |
SiO2 | 55,0 | 60,0 | 58,4 | 61,0 | 64,7 |
Al2O3 | 14,0 | 24,4 | 11,1 | 13,0 | 25,0 |
TiO2 | 0,2 | - | 2,4 | - | - |
B2O3 | 7,0 | - | - | - | - |
CaO | 22,0 | 9,0 | 21,4 | 22,5 | - |
MgO | 1,0 | 6,0 | 2,7 | 3,0 | 10,0 |
ZnO | - | - | 2,7 | - | - |
Na2O | 0,5 | 0,5 | 0,8 | - | 0,3 |
K2O | 0,3 | 0,1 | 0,1 | 0,5 | - |
E-стекло (E -  (электротехническое)) представляет собой алюмоборосиликатное стекло с низкой долей оксидов щелочных металлов (< 2 масс. %) и хорошими электроизолирующими свойствами. Волокна из E-стекла являются особенно приемлемыми для изготовления печатных плат и армирования пластмасс. Термостойкость E-стекла (определяемая температурой стеклообразования) является неудовлетворительной и составляет меньше 680 C. Большим недостатком E-стекол является их низкая кислотостойкость (кислотостойкость класса 4).
(электротехническое)) представляет собой алюмоборосиликатное стекло с низкой долей оксидов щелочных металлов (< 2 масс. %) и хорошими электроизолирующими свойствами. Волокна из E-стекла являются особенно приемлемыми для изготовления печатных плат и армирования пластмасс. Термостойкость E-стекла (определяемая температурой стеклообразования) является неудовлетворительной и составляет меньше 680 C. Большим недостатком E-стекол является их низкая кислотостойкость (кислотостойкость класса 4).
R-стекло (R -  (стойкое)) представляет собой щелочноземельноалюмосиликатное стекло. Температуры стеклообразования и размягчения данного стекла составляют приблизительно 730 °C и 950 °C соответственно. Подобные стекла, такие как, например, стекло
(стойкое)) представляет собой щелочноземельноалюмосиликатное стекло. Температуры стеклообразования и размягчения данного стекла составляют приблизительно 730 °C и 950 °C соответственно. Подобные стекла, такие как, например, стекло  , вследствие их низкого коэффициента температурного расширения применяют в качестве стекла для термометров. Волокна из R-стекла применяют в областях, предъявляющих высокие механические и термические требования. Волокна из R-стекла обладают также достаточно высокой прочностью при растяжении при повышенной температуре.
, вследствие их низкого коэффициента температурного расширения применяют в качестве стекла для термометров. Волокна из R-стекла применяют в областях, предъявляющих высокие механические и термические требования. Волокна из R-стекла обладают также достаточно высокой прочностью при растяжении при повышенной температуре.
(стойкое)) представляет собой щелочноземельноалюмосиликатное стекло. Температуры стеклообразования и размягчения данного стекла составляют приблизительно 730 °C и 950 °C соответственно. Подобные стекла, такие как, например, стекло , вследствие их низкого коэффициента температурного расширения применяют в качестве стекла для термометров. Волокна из R-стекла применяют в областях, предъявляющих высокие механические и термические требования. Волокна из R-стекла обладают также достаточно высокой прочностью при растяжении при повышенной температуре.ECR-стекло (ECR - 

 (коррозионно-стойкое E-стекло)) представляет собой не содержащее бора алюмокальций-силикатное стекло с низкой долей оксидов щелочных металлов. Волокна из ECR-стекла обладают высокой кислотостойкостью и хорошими механическими и электрическими свойствами. Их применяют для ответственного армирования пластмасс.
(коррозионно-стойкое E-стекло)) представляет собой не содержащее бора алюмокальций-силикатное стекло с низкой долей оксидов щелочных металлов. Волокна из ECR-стекла обладают высокой кислотостойкостью и хорошими механическими и электрическими свойствами. Их применяют для ответственного армирования пластмасс.
(коррозионно-стойкое E-стекло)) представляет собой не содержащее бора алюмокальций-силикатное стекло с низкой долей оксидов щелочных металлов. Волокна из ECR-стекла обладают высокой кислотостойкостью и хорошими механическими и электрическими свойствами. Их применяют для ответственного армирования пластмасс.Стекло  - модификация ECR-стекла с очень низкой долей оксидов щелочных металлов и улучшенными физико-химическими свойствами. Долговременная термостойкость данного вида стеклянных волокон составляет приблизительно 740 °C.
- модификация ECR-стекла с очень низкой долей оксидов щелочных металлов и улучшенными физико-химическими свойствами. Долговременная термостойкость данного вида стеклянных волокон составляет приблизительно 740 °C.
- модификация ECR-стекла с очень низкой долей оксидов щелочных металлов и улучшенными физико-химическими свойствами. Долговременная термостойкость данного вида стеклянных волокон составляет приблизительно 740 °C.S-стекло (S -  (прочность, прочное)) представляет собой магнезиально-алюмосиликатное стекло. Данное стекло было разработано в качестве специального стекла, удовлетворяющего высоким механическим требованиям, в частности, при повышенной температуре и содержит более 10 мол. % Al2O3.
(прочность, прочное)) представляет собой магнезиально-алюмосиликатное стекло. Данное стекло было разработано в качестве специального стекла, удовлетворяющего высоким механическим требованиям, в частности, при повышенной температуре и содержит более 10 мол. % Al2O3.
(прочность, прочное)) представляет собой магнезиально-алюмосиликатное стекло. Данное стекло было разработано в качестве специального стекла, удовлетворяющего высоким механическим требованиям, в частности, при повышенной температуре и содержит более 10 мол. % Al2O3.Свойства различных типов стекловолокна в сравнении с E-стеклом представлены в таблице 2.7.
Таблица 2.7
Параметры | Виды стекловолокна | ||||
E-стекло | R-стекло | ECR-стекло |  | S-стекло | |
Плотность, кг/м3 | 2620 | 2550 | 2670 | 2620 | 2480 |
Коэффициент температурного расширения, К-1 | 5,4·10-6 | 4,1·10-6 | 5,9·10-6 | 6,0·10-6 | 2,0·10-6 |
Температура размягчения, °C | 850 | 950 | 880 | 915 | 1050 |
Предел прочности при растяжении, МПа | 3450 | 3400 | 3450 | 3500 | 4890 |
Модуль упругости, ГПа | 72,0 | 85,0 | 72,0 | 81,0 | 87,0 |
Относительное удлинение, % | 4,8 | 4,6 | 4,8 | 4,6 | 5,7 |
Диэлектрическая проницаемость при 1 МГц | 6,6 | 6,0 | 6,9 | 6,8 | 5,3 |
Как следует из таблицы 2.7, волокна из S-стекла обладают сравнительно лучшими механическими свойствами. Химическая стойкость и термостойкость данных волокон также являются очень хорошими.
Традиционное S-стекло представляет собой магнезиально-алюмосиликатное стекло, которое было разработано в качестве специального стекла, удовлетворяющего высоким механическим требованиям, в частности при повышенной температуре.
Хотя стекла, представляющие собой тройные системы MgO-Al2O3-SiO2, легко затвердевают до стекловидного состояния, но при последующей термической обработке они проявляют склонность к кристаллизации и разделению фаз.
Если S-стекла подвергаются термическому воздействию, то происходят выделение каплеобразной фазы силикатного стекла с высоким содержанием MgO и Al2O3 и кристаллизация. Данное обстоятельство представляет собой большой недостаток традиционного S-стекла и произведенных из него изделий.
В тройных системах MgO-Al2O3-SiO2 могут кристаллизоваться, в частности, муллит 3Al2O3·2SiO2, форстерит 2MgO·SiO2, шпинель MgO·Al2O3, кордиерит 2MgO·2Al2O3·5SiO2 и периклаз MgO.
Разделение фаз и процессы кристаллизации ведут к сильному уменьшению прочности волокна, хрупкости и разрушению волокна (к поперечной фрагментации). Стойкость к температурным перепадам волокон из S-стекла является также неудовлетворительной. Другим большим недостатком волокон из S-стекла является относительно высокая цена. Вследствие этого по соображениям целесообразности такой сорт волокон находит применение только в немногих областях.
Другой вид волокон, применяемых для ответственного армирования пластмасс, представляет собой стекловолокно из стекла  , не содержащего бор. Хотя волокна из стекла
, не содержащего бор. Хотя волокна из стекла  обладают по сравнению с S-стеклом более низкой прочностью и более низкой термостойкостью, но их склонность к кристаллизации является сравнительно низкой.
обладают по сравнению с S-стеклом более низкой прочностью и более низкой термостойкостью, но их склонность к кристаллизации является сравнительно низкой.
, не содержащего бор. Хотя волокна из стекла обладают по сравнению с S-стеклом более низкой прочностью и более низкой термостойкостью, но их склонность к кристаллизации является сравнительно низкой.Некоторые технологические процессы и оборудование для производства стекловолокна (представлены на рисунке 2.11) имеют достаточно существенные отличия от других способов производства стеклоизделий, поэтому подробно описаны ниже в настоящем разделе.

производства стекловолокна
Приготовление шихты. Технологический процесс приготовления шихты включает в себя транспортировку обработанных (если это необходимо) сырьевых материалов, дозировку, взвешивание и смешивание их до получения однородной смеси. Сырьевые материалы, входящие в состав шихты, пневмотранспортом, элеваторами или шнековыми транспортерами подаются в расходные бункеры весовой линии участка приготовления шихты.
Расходные бункеры весовой линии рассчитаны на хранение запаса сырья и оснащены сигнализаторами минимального и максимального уровней. Они также оснащены бункерными фильтрами для сброса воздуха от пневмотранспорта. Контроль всех сырьевых материалов производится из бункеров на весовой линии.
Сырьевые материалы из расходных бункеров (силосов) при помощи шнековых дозаторов подаются в весовые бункеры. Бункеры установлены на тензометрических датчиках, осуществляющих контроль веса (массы). Сигнал с них поступает на цифровой преобразователь, находящийся на пульте управления весовой линией. Таким образом, при помощи данного контура осуществляется контроль дозирования сырьевых материалов.
Высыпание из весового бункера на ленточный конвейер отвешенных сырьевых материалов осуществляется при помощи заслонок. Высыпание на ленту происходит одновременно из всех бункеров.
По ленточному конвейеру отвешенные сырьевые материалы попадают в смеситель блендерного типа, где идет смешивание всех компонентов шихты.
После смешивания готовая шихта подается в накопительные бункеры участка производства стеклянных искусственных волокон [40].
Транспортировка и загрузка шихты в ванну печи. Накопительные бункеры отделения стекловарения оснащены бункерными фильтрами для сброса воздуха от пневмотранспорта, сигнализаторами минимального и максимального уровней, а также шнекового дозатора у основания накопительного бункера. Подача шихты в накопительные бункеры осуществляется попеременно. Это достигается за счет дроссельного переключателя.
При помощи системы шнеков шихта попадает в расходные бункеры загрузчиков. Помимо расходного бункера, загрузчики оснащены шнеком, по которому шихта подается в стекловаренную печь, и швеллерной системой откатки загрузчиков на случай аварийных или плановых ремонтов. Так как загрузка шихты в стекловаренную печь ведется постоянно, все двигатели загрузочного узла оснащены инверторами, позволяющими регулировать загрузку шихты в зависимости от съема стекломассы.
Стекловарение. Осуществляется в рекуперативной печи прямого и электрического нагрева, состоящей из варочного бассейна и главного канала, разделенных проточной системой. Стены бассейна ванной печи и протока выполнены из хромоксидного огнеупора. Для снижения потерь тепла весь бассейн изолируется шамотным легковесом. Свод изолируется корундовым легковесом, волокнистой изоляцией и оцинкованными листами. Все элементы огнеупорной кладки ванной печи крепятся металлоконструкциями.
Печь отапливается природным газом и системой электроподогрева. Подача газа на горение производится через комбинированные горелки диффузионного типа. Печь условно разделена на две зоны: зону варки и зону осветления. Регулирование температуры осуществляется одновременно во всей печи. Разность температур в зонах достигается балансировкой между отдельными парами горелок.
С задней торцевой стороны печи расположен металлический рекуператор типа "труба в трубе". Для поддержания давления в стекловаренной печи в горловину рекуператора подается запорный воздух по трубам из жаростойкой нержавейки. Дымовые газы (продукты сгорания топлива) удаляются через влет задней торцевой стены в дымовой канал и далее через рекуператор в металлическую дымовую трубу, выполненную у основания в виде зонта.
Контроль температурного режима стекловарения осуществляется с помощью сводовых и донных термопар. Также предусмотрены следующие системы автоматического регулирования параметров:
- автоматическое поддержание заданного расхода газа;
- автоматическое поддержание заданного соотношения "газ/воздух";
- автоматическое поддержание заданной температуры;
- автоматическое поддержание уровня стекломассы в печи;
- автоматическое поддержание давления в печи.
Предусмотрена система автоматического сброса горячего воздуха на свечу, которая применяется для поддержания температуры и предотвращения перегрева рекуператора. В случае отключения какой-либо системы автоматического регулирования управление технологическим процессом осуществляется дистанционно. Для безопасного ведения технологического процесса стекловарения предусмотрены следующие системы аварийной и предупредительной сигнализации и блокировки:
- световая и звуковая сигнализация "Топливо-воздух" на случай отключения подачи газа или воздуха в ванную печь;
- блокировка подачи газа или воздуха в ванную печь при отсутствии одного из этих компонентов;
- световая и звуковая сигнализация при выходе из строя уровнемера;
- световая и звуковая сигнализация при увеличении или уменьшении уровня больше, чем на 1 мм;
- световая и звуковая сигнализация при перегреве рекуператора;
- световая и звуковая сигнализация при отклонении температуры от задания по своду и по дну;
- световая и звуковая сигнализация при аварии системы загрузки шихты.
С целью предотвращения разрушения огнеупорной кладки бассейна ванной печи предусмотрено естественное, а в дальнейшем и принудительное воздушное охлаждение, а при необходимости - и использование водяных холодильников.
Для выпуска стекломассы из ванной печи в конце кампании или при аварийных ситуациях под ванной печью предусмотрена специальная аварийная ванна, выложенная из огнеупорного кирпича.
Сваренная стекломасса из зоны осветления самотеком поступает через проток в главный канал и далее в фидерную систему. Каждая зона отопления имеет свою систему регулирования температуры, которая работает в автоматическом режиме.
Система включает в себя:
- контур регулирования температуры стекломассы;
- контур регулирования расхода топлива;
- контур регулирования соотношения "газ/воздух".
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
С целью стабильного и безопасного ведения технологического процесса предусмотрена световая и звуковая сигнализация при отклонении температуры с/массы от заданной на +/- 5 градусов, "газ/воздух" на случай отключения одного из компонентов смеси и разрыва предохранительной мембраны на трубопроводе газовоздушной смеси.
Приготовление замасливателя, перекачка и система подачи замасливателя. Поверхность стеклянных волокон в процессе вытягивания покрывается замасливателем - сложной многокомпонентной стабильной водной дисперсией (эмульсией), содержащей до 90% воды.
Основное назначение замасливателя - обеспечить смазку и защиту филаментных волокон и комплексных нитей от истирания, происходящего как во влажных условиях во время вытягивания нитей, так и в сухих условиях при трении волокон о детали оборудования в процессе текстильной переработки и в процессе производства стеклопластиковых изделий. Замасливающее покрытие должно образовывать на волокне гибкую, эластичную пленку, стойкую к истиранию и механическим воздействиям, склеивать элементарные волокна в нить, придавая ей компактность и целостность [40].
Толщина и свойства образующейся пленки зависят от количества нанесенного замасливателя и его состава. Компоненты, входящие в состав замасливателя, должны совмещаться друг с другом с образованием устойчивой эмульсии, иметь сродство к поверхности стеклянного волокна и обеспечивать химическую связь с полимерной матрицей в процессе производства стеклопластиковых изделий.
Приготовление замасливателя с использованием деминерализованной воды. Деминерализованная вода готовится на участке водоподготовки на установке системы обратного осмоса. Качество воды должно соответствовать требованиям инструкции на приготовление замасливателей и контролироваться один раз в квартал.
Перекачка замасливателя осуществляется по двум независимым системам (линиям A и B) в реакторную при помощи пневмонасоса. Каждый вид замасливателя перекачивается и хранится в отдельном реакторе при постоянном перемешивании и поддержании заданного диапазона температур. После каждой перекачки замасливателя происходит автоматическая промывка системы трубопровода.
В российских условиях в зимний период система трубопровода между участками приготовления и хранения замасливателя должна иметь электроподогрев. После каждой перекачки замасливателя трубопровод необходимо продуть сжатым воздухом.
Из расходных реакторов замасливатель подается в систему рециркуляции пневмонасосом под давлением. Для эффективного использования замасливателя установленные фильтры (сеточки) в ванночках замасливающего устройства необходимо регулярно промывать или менять на чистые.
Оборудование прядильной ячейки. Для выработки однопроцессных ровингов применяется оборудование, установленное на прядильных ячейках, размещенных под рабочими каналами фидерной системы в два яруса.
В комплект прядильных ячеек входит следующее оборудование:
- фильерные питатели;
- замасливающее устройство;
- наматывающие аппараты;
- вспомогательное оборудование (печные трансформаторы, подфильерные холодильники, монтажные рамы, форсунки для орошения подфильерной зоны, ванночка замасливающего устройства).
Для обеспечения устойчивого процесса выработки однопроцессных ровингов предусмотрены установка форсунок для орошения подфильерной зоны обессоленной водой и установка кондиционирования воздуха в производственном помещении.
Выработки однопроцессного стеклоровинга. Наматывающая машина используется для намотки стекловолокна из фильерных питателей. Она состоит из двух мотальных веретен (валов), которые закрепляются на роторном диске (ротационном), то есть поворотном столе машины. Волокно переходит с одного веретена на другое полностью автоматически.
Подготовленная в фидере стекломасса поступает через специальные щелевые огнеупорные камни в платинородиевые фильерные питатели, смонтированные в нижней части рабочих каналов фидеров. Температура питателей автоматически поддерживается постоянной с помощью регулятора температуры.
Стекломасса под действием гидростатического напора вытекает через фильеры, находящиеся в дне питателя, в виде струек, которые затем принудительно растягиваются в элементарные стеклонити заданного диаметра. Затем элементарные волокна обрабатываются замасливателем и, проходя через нитесборник, собираются и склеиваются в одну комплексную нить.
Сформированная стеклонить наматывается на бумажную манжету, одетую на вращающийся шпуледержатель наматывающего аппарата. После окончания намотки автоматически происходит перезаправка комплексной нити на пустую манжету, одетую на второй шпуледержатель наматывающего аппарата. Паковка с намотанной нитью при помощи манипулятора помещается на транспортную телегу и направляется на следующий технологический переход.
Выработка рубленых стеклонитей. Для выработки рубленых стеклонитей путем непрерывной прямой рубки применяется оборудование, аналогичное оборудованию для выработки стеклоровинга, за исключением наматывающего аппарата и дополнительных полиуретановых направляющих и оттягивающих роликов.
Для выработки рубленых стеклонитей путем непрерывной прямой рубки используется чоппер. Сформированная стеклонить через графитовый нитесборник, полиуретановый направляющий ролик на прядильной ячейке, графитовый направляющий ролик на чоппере заправляется в полиуретановые оттягивающие ролики чоппера. Затем система автозаправки чоппера с помощью графитового направляющего ролика забрасывает прядь стеклонити между режущей головкой и полиуретановым кольцом. Сформированные стеклонити с питателей, работающих на чоппер, равномерно распределяются через пальцы гребенки, проходят по поверхности полиуретанового кольца, направляются между режущей головкой и полиуретановым кольцом.
Ножи режущей головки, вдавливаясь в упругую поверхность полиуретанового кольца, рубят находящуюся между валиками стеклонить на отрезки, равные расстоянию между ножами. Рубленая стеклонить по рабочему желобу под действием силы тяжести падает в мягкий контейнер из полипропиленовой ткани (биг-бег), установленный на весовой платформе на поддоне. Биг-бег подвешивают на кронштейны, вставленные в раму, во избежание его падения. На весовой платформе установлен вибратор для уплотнения рубленых стеклонитей в биг-беге по мере его заполнения.
Процессы ткачества и производства изолирующих матов и плит обычно реализуются отдельно от заводов по производству стекловолокна и не имеют логической связи с данным справочником, так как используют собственные технологические процессы, не связанные с производством стекла.
Технологические процессы производства растворимых силикатов щелочных металлов описаны на примере силиката натрия растворимого, наиболее массового вида продукции данного типа. Силикат натрия является продуктом, отвечающим общей химической формуле Na2O*M SiO2, где M - силикатный модуль (см. таблицу 2.8). Наибольшим спросом пользуется продукт с  , но в промышленном масштабе можно производить и силикат натрия с модулями в диапазоне
, но в промышленном масштабе можно производить и силикат натрия с модулями в диапазоне  [23].
[23].
, но в промышленном масштабе можно производить и силикат натрия с модулями в диапазоне [23].Таблица 2.8
Компонент | Массовая доля, % |
Диоксид кремния SiO2 | 65 - 80 |
Оксид натрия Na2O | 20 - 35 |
Силикат натрия растворимый используется для изготовления жидкого стекла, замазок, литья, флотации, для производства катализаторов и адсорбентов, для производства сварочных электродов, для синтетических моющих средств и химических производств, белой сажи, для строительства, бумажного производства, для клеев, пропиток, покрытий и других целей.
Производство силиката натрия растворимого представляет собой процесс получения расплава стекломассы из шихты, содержащей песок и соду в заданных пропорциях, в ванной стекловаренной печи непрерывного действия с последующим резким охлаждением стекломассы (см. рисунок 2.12).

силиката натрия растворимого
В основном, для стекловарения используются печи регенеративного типа с подковообразным и поперечным направлением пламени.
Для формования применяются:
- современный сухой способ охлаждения готовой продукции с формированием гранул силиката натрия на пресс-формах конвейера;
- способ прямого охлаждения стекломассы водой.
Продукт, охлажденный последним способом, представляет из себя неоднородные куски и отличается высоким содержанием мелкой фракции. Имеются потери продукта за счет растворения и вымывания технической водой мелкой фракции. Техническая вода после охлаждения продукта имеет высокий показатель pH (9 - 11) и много взвешенных веществ. При перевозке продукции до потребителя насыщение продукта влагой и наличие мелкой фракции часто приводят к образованию монолита, что вызывает трудности при разгрузке и переработке [24, 29]. Существует несколько модификаций товарного продукта, которые имеют различную структуру (глыба, гранулят, порошок), а также различную влажность (сухой остаток в доле 37, 48, 58, 80, 100%) [41].
Практически все предприятия отрасли, особенно те, в структуре продаж которых присутствует экспорт, сертифицированы в соответствии с требованиями систем менеджмента качества промышленных предприятий [42]. Предприятия, принадлежащие международным компаниям, согласно корпоративной политике, сертифицируются также по нормам систем экологического [43] и, в ряде случаев, энергетического менеджмента [44] и осуществляют деятельность, используя интегрированные системы управления, сочетающие выполнение требований вышеуказанных систем менеджмента, норм охраны труда и промышленной безопасности [45], местного законодательства. Предприятия, принадлежащие российским владельцам, также стараются учитывать регуляторные требования и рекомендации систем менеджмента в своей деятельности.
Использование интегрированных систем управления промышленными предприятиями дает возможность не только декларировать на рынках сбыта свою приверженность наилучшим практикам и получать преимущества при реализации своей продукции, но и получать экономическую, экологическую и социальную выгоду от их применения. Кроме этого, обеспечивается системный подход, дающий возможность преемственности достигнутых результатов и их постоянного улучшения [46].
Использование системы экологического менеджмента признается наилучшей доступной технологией (НДТ), а использование системы энергетического менеджмента считается перспективной технологией при производстве стекла.
В этой главе представлена информация об уровнях ресурсоэффективности и факторах воздействия, которые свойственны стекольной промышленности в рамках процессов и методов, описанных в главе 2. Входные и выходные потоки показаны по каждому сектору производства. Приведены характеристики эмиссий, их источники и энергопотребление установок.
Стекольная промышленность достаточно разнообразна, и в приведенных обобщениях по секторам есть определенные исключения и экологические приоритеты для конкретных вариантов обработки или для отдельных заводов. Однако невозможно охватить все варианты, и некоторые эмиссии, не рассмотренные в этом документе, могут встречаться на определенной установке. Таким образом, информация о факторах воздействия на окружающую среду, приведенная здесь, не является исчерпывающей, например, не касается специальных технологических режимов, таких как запуск и остановка производства. Некоторые из самых низких показателей воздействия связаны с работой только одного завода, который смог достичь их по специфичным причинам, и результаты не могут рассматриваться как НДТ.
Причинами отклонений в результатах являются: объективные отличия в качестве сырья и продуктах для каждого сектора, использование различных стекловаренных печей, время с начала кампании стекловаренной печи, выпускаемая продукция, масштаб процесса и достигаемая степень очистки. При рассмотрении воздействия от различных секторов и установок важно учитывать, помимо концентраций, общее количество загрязняющего вещества и удельную массу на тонну продукта или стекломассы.
Предприятия по производству стекла, как уже было отмечено в разделе 1, не относятся к числу приоритетных загрязнителей ОС. Тем не менее большая часть предприятий относится к первой категории объектов негативного воздействия на ОС. Основные факторы воздействия на ОС связаны с процессами стекловарения и подготовки шихты (преимущественно выбросы отходящих газов), а также формования и обработки изделий (образование отходящих газов и, в определенных процессах, производственных сточных вод с большим коэффициентом разбавления - см. разделы 3.4, 3.5). Образование отходов I - IV классов опасности весьма незначительно.
Входящие компоненты можно разделить на четыре основные категории: сырье (материалы, которые входят в состав продукта), энергия (топливо и электричество), вода и вспомогательные материалы (технологические добавки, чистящие средства, химикаты для обработки воды и т.д.). Потребление энергии рассматривается отдельно в разделе 3.1.2.
Сырье для стекольной промышленности в основном представляет собой твердые неорганические соединения природного происхождения: природные минералы или синтетические соединения. Физически они варьируются от очень грубых материалов до порошков тонкого помола. Жидкости и газы используются как в качестве вспомогательных материалов, так и в качестве топлива. Термин "вспомогательные материалы" используется для описания тех веществ, которые используются в производстве, но не являются частью конечного продукта; например, олово и водород, используемый в флоат-ваннах, кислород в кислородно-топливных системах, диоксид серы при защитной обработке поверхности листового стекла (и иногда тарного стекла), а также режущие составы и кислоты для химической полировки стеклоизделий. Эти материалы, как правило, довольно специфичны для каждого сектора, их вклад в воздействие может быть весьма значительным (кислотная полировка) либо низким (пары олова из флоат-ванн).
Расчет состава шихты делается на 100 массовых частей стекломассы, с учетом летучести сырьевых компонентов. Наибольшие потери при нагреве характерны для карбонатов компонентов шихты - 15 - 20 масс. % и осветлителя - сульфата натрия - 0,5 масс. %. Кроме этого, часть мелкодисперсной шихты при бурлении стекломассы уносится тягой, которая создается в дымоходе. Исходя из этого, потери продуктов в газообразных эмиссиях при стекловарении составляют около 20% от массы приготовленной шихты. Для облегчения процесса стеклообразования и снижения количества выделяемых газообразных продуктов в шихту добавляют молотый стеклобой. При этом количество шихтных газов на 1 т введенного стеклобоя снижается на 200 кг.
В таблице 3.1 представлен расчет потребности в шихте для стекловаренной печи производительностью 800 т стекломассы в сутки при заданном соотношении шихта:стеклобой = 5:1 (16,7% использования стеклобоя) [19]. Текущие уровни расхода ресурсов в зависимости от технологического процесса представлены в разделах 3.2 - 3.6.
Таблица 3.1
Наименование материала | Потребление | ||
годовое, т/год | суточное, т/сут | часовое, т/час | |
Шихта | 295576 | 810 | 34 |
Стеклобой | 58400 | 160 | 6,7 |
Всего | 353976 | 970 | 40,7 |
Таким образом, расход сырьевых компонентов при доле стеклобоя 16,7% составляет 1,2125 тонны сухой шихты на тонну готовой продукции. Увеличение доли стеклобоя снижает расходный коэффициент, прежде всего за счет отсутствия потерь, связанных с разложением карбонатов шихты. Удельный съем стекломассы с 1 м2 отапливаемой части составляет в листовом и тарном производстве около 2500 кг в сутки.
Одним из показателей ресурсоэффективности может являться коэффициент использования стекла (КИС), который показывает отношение массы готовой продукции и использованной для ее производства стекломассы. Опрос предприятий показал, что для листового стекла КИС находится в диапазоне 79 - 89% (предприятия с одним переделом показывают лучший результат), для тарного стекла - 84 - 89%, для сортового стекла - 71 - 75%. Чем ниже показатель КИС, тем больше стекла подлежит вторичной переработке, что обуславливает дополнительные затраты прежде всего на энергопотребление.
Еще одним из способов сокращения потребления энергии и выбросов в атмосферу ЗВ при повторном использовании отходов является включение стеклобоя в производственные процессы. Стеклобой, который плавится при гораздо более низкой температуре, чем песок, подлежит вторичной переработке и снижает общие потребности в энергии. В среднем на каждые 10% используемого стеклобоя потребности в энергии снижаются на 3% (при производстве стекла и стеклоизделий в среднем используется от 10 до 30% стеклобоя в зависимости от качества и доступности, преимущественно используется внутренний стеклобой, полученный в собственном производстве). Использование стеклобоя снижает выбросы CO2 и NOx, так как для его обработки требуется меньше энергии. Использование стеклянного боя снижает зависимость от первичных материалов, что позволяет экономить ресурсы, такие как песок, технологическая сода и известняк.
Производство стекла является энергоемким процессом, поэтому повышение энергоэффективности производства является приоритетным направлением работ по обеспечению ресурсоэффективности в целом и сокращения негативного воздействия на ОС [47].
Источниками энергии для технологического процесса являются:
- сжигание топлива;
- предварительный подогрев воздуха для горения;
- электроподогрев;
- явная теплота топлива, кислорода или избыточного воздуха;
- предварительно нагретые компоненты шихты.
Поскольку производство стекла является энергоемким и высокотемпературным процессом, существует высокая вероятность тепловых потерь. В последнее время достигнут существенный прогресс в области энергоэффективности, а потребление некоторых агрегатов (например, больших регенеративных печей) приближается к теоретически минимальным энергозатратам на плавку с учетом ограничений, присущих процессу.
В процессе стекловарения расходуется от 65 до 90% всей энергии, потребляемой при производстве стекла [48]. Удельное энергопотребление зависит от характеристик печи (в частности, ее типа и размера). При производстве стекла энергия также потребляется выработочными частями печей в процессе формовки, отжига и системами отопления предприятий (см. таблицу 3.2). Значительное количество энергии потребляется вентиляторами для подачи воздуха для горения и охлаждения. Доля энергии, потребляемой на стекловарение, является показателем энергетической эффективности предприятия в целом.
Таблица 3.2
производства тарного стекла
Вид | Печь | Выработанная часть печи | Формование | Отжиг | Холодный конец | Иное | Общая энергия |
Газ | 87% | 5% | 0% | 5% | 1% | 2% | 85% |
Эл. энергия | 30% | 1% | 45% | 1% | 10% | 13% | 15% |
Энергия, затрачиваемая на расплавление стекломассы, составляет 53% от входного количества (вынос тепла со стекломассой - 41%, поглощение в эндотермической реакции - 6% и тепловые потери с газами шихты - 6%), получаемого при горении топлива.
Основными потерями энергии являются: тепло, переносимое дымовыми газами, - 22,5%, потери через стенки печи и потери через отверстия - около 15%. Анализ чувствительности параметров показал большое влияние доли стеклобоя, влажности шихты и эффективности регенератора на удельное энергопотребление печи. При увеличении на каждые 50 °C температуры отходящих газов удельное энергопотребление увеличивается на 5%; аналогично, при увеличении утечек воздуха из печи на каждые 2%, удельное энергопотребление увеличивается на 1,6%.
Потери на обогрев печи обратно пропорциональны ее размеру, основной причиной является изменение отношения площади поверхности к объему. Печи с электрическим и кислородным обогревом, как правило, имеют лучшую удельную энергоэффективность, чем печи, работающие на ископаемом топливе, но стоимость электрической энергии и кислорода часто является препятствием для экономически рентабельного внедрения указанных технологий.
Одной из альтернатив для снижения общего энергопотребления стекловаренных печей является предварительный подогрев сырьевых компонентов. Утилизация энергии, заключенной в отходящих газах, наиболее привлекательна с точки зрения повышения энергоэффективности. Наиболее значимые способы такой утилизации - подогрев материалов шихты, воздуха для процесса горения, дополнительный обогрев печи.
Увеличение доли стеклобоя на 50% от номинальной пропорции (5:1) уменьшает удельное энергопотребление на 9,5%, увеличение влажности шихты на 50% от базового уровня (4 масс. %) приводит, соответственно, к увеличению на 2,8% удельного энергопотребления.
Удельное энергопотребление является основным показателем энергоэффективности. В настоящем справочнике приводятся показатели как на единицу стекломассы, так и на единицу готовой продукции, последний учитывает КИС и является более информативным с точки зрения эффективности качества стекла и его последующих переделов. Но в качестве показателя энергоэффективности учитывается именно удельное энергопотребление на стекломассу.
В таблице 3.3 приведены данные по актуальному энергопотреблению предприятий отрасли (по секторам, согласно данным анкетирования действующих предприятий).
Таблица 3.3
производства стекла (на стекломассу)
Наименование | Единица измерения | Удельное энергопотребление | |
минимум | максимум | ||
Листовое стекло | ГДж/т | 6,3 | 7,7 |
Тарное стекло | ГДж/т | 6,1 | 10,9 |
Сортовое стекло | ГДж/т | 13,2 | 15,5 |
Силикат натрия | ГДж/т | 4,4 | - |
Сокращения потребления энергии и выбросов в атмосферу ЗВ можно добиться путем принятия мер, направленных на повышение энергоэффективности производства, а также, в ряде случаев, уменьшение массы изделий, в частности, из тарного стекла. Это может быть обеспечено за счет оптимального проектирования, а также путем оптимизации процесса формовки и обработки продукции после процесса формования.
Во всех секторах стекольной промышленности используется порошкообразный, гранулированный или пылевидный сырьевой материал. Хранение и обращение с этими компонентами обусловливает образование пылевых выбросов. Перемещение материалов через технологические агрегаты, например, бункеры и емкости для смешивания, приводит к вытеснению воздуха, который может содержать взвешенные вещества определенной концентрации, особенно если используются пневматические способы передачи. Транспортировка материалов с использованием конвейерных систем и ручной обработки также может привести к значительным выбросам взвешенных веществ. Пыль, образующаяся при этих операциях, более крупная, чем твердые частицы, образующиеся в процессе стекловарения и имеющие размер менее 1 мкм.
Многие процессы в стекольной промышленности включают использование стеклобоя (собственного или привозного), которому могут потребоваться сортировка и дробление перед использованием в печи. Как и все подобные процессы, это увеличивает запыленность. Уровень выбросов будет зависеть от таких факторов, как конструкция объекта, наличие фильтрации отходящих воздушных потоков, изолированность конвейеров и т.д.
Для процессов, подпадающих под действие этого справочника, наибольший потенциал для загрязнения атмосферы имеет стекловарение. В печи образуются следующие выбросы:
- продукты сгорания ископаемого топлива и высокотемпературного окисления азота в атмосфере горения (т.е. диоксид серы, оксид и диоксид углерода, оксид и диоксид азота);
- твердые частицы, возникающие в основном в результате летучести материалов шихты и их последующей конденсации;
- газы, выделяющиеся из сырьевых компонентов и диффундирующие из расплава.
Основными источниками выбросов в атмосферу твердых частиц при стекловарении являются унос летучих компонентов шихты и расплавленного вещества, образующих соединения, конденсирующиеся в отработанных печных газах, унос содержащихся в шихте мелкодисперсных материалов и сжигание некоторых видов ископаемого топлива. Российские предприятия по производству стекла используют в качестве источника энергии природный газ, поэтому последним фактором можно пренебречь [39].
Образование оксида и диоксида азота происходит за счет окисления азота воздуха кислородом воздуха, происходящего при рабочей температуре в печи, а также за счет разложения нитратных компонентов шихты.
Использование низкосернистого топлива - природного газа - объясняет незначительное присутствие оксидов серы (преимущественно SO2) в отходящих газах стекловаренных печей. В настоящее время отсутствуют надежные данные о выбросах оксидов серы и сероводорода; по оценкам специалистов, имеющих многолетний опыт работы в отрасли, соединения серы не следует относить к приоритетным ЗВ, поступающим в атмосферный воздух в результате проведения процесса стекловарения.
За исключением производства специальных сортов стекла, источники выбросов в атмосферу HCl и HF обычно связаны с присутствием в сырьевых материалах примесей (например, хлорида натрия или кальция) и реже - с присутствием в шихте незначительного количества фторида кальция (CaF2). По оценкам специалистов, имеющих многолетний опыт работы в отрасли, такие примеси не следует считать характерными для отечественных предприятий.
При производстве изделий из цветного стекла в атмосферный воздух в незначительных количествах могут поступать соединения (преимущественно оксиды) металлов, используемых для придания изделиям окраски (кобальта, меди, хрома, марганца и пр.).
Выброс оксида углерода связан с локальной недостаточностью окислителя (воздуха) в процессе горения топлива.
Стекловаренная печь может быть не полностью герметизирована из-за наличия смотровых отверстий, портов горелки и щелей между огнеупорными кирпичами. Однако утечки дымовых газов из печи довольно малы по сравнению с общим объемом дымовых газов, образующихся при стекловарении.
Выбросы, сопровождающие этапы формования и полирования стекла, зависят от специфики различных технологических процессов. На прессовыдувных стеклоформующих машинах для тарного стекла образуется основная часть выбросов в атмосферу в результате контакта расплавленного стекла ("капли стекломассы") со смазочными веществами. В процессе отжига, при котором стеклянные изделия выдерживаются при температурах 500 - 550 °C, также происходит выброс в атмосферу ЗВ [49].
Основные эмиссии (выбросы) ЗВ в атмосферу, возникающие в стекольной промышленности, обобщены в таблице 3.4.
Таблица 3.4
Выбросы | Источник/комментарий |
Взвешенные вещества | Унос компонентов шихты из расплавленного стекла и последующая конденсация в субмикронные частицы пыли. Воздушный унос измельченного материала шихты. Продукт сгорания некоторых ископаемых видов топлива |
Оксиды азота | Разложение соединений азота в сырьевых материалах. Окисление азота, содержащегося в воздухе и топливе |
Оксиды серы | Окисление серы, содержащейся в топливе. Разложение соединений серы в шихтовых материалах, в частности из процесса осветления сульфатами |
Хлориды/соляная кислота | Газовый унос из печи. Присутствует в качестве примеси в некоторых сырьевых материалах, особенно в соде и внешнем стеклобое |
Фториды/плавиковая кислота | Газовый унос из печи. Присутствует в виде незначительной примеси в некоторых видах сырья, включая внешний стеклобой. Добавляется в качестве сырья при производстве непрерывного стекловолокна и в некоторых случаях для придания стеклу определенных свойств, напр., опалесценции |
Соли тяжелых металлов (напр., V, Ni, Cr, Se, Pb, Co, Sb, As, Cd) | Присутствует в виде незначительных примесей в некоторых видах сырья, внешнего стеклобоя и топлива. Используются в красителях для цветных стекол или в качестве обесцвечивающего агента |
Оксид углерода | Продукт неполного сгорания топлива |
Сероводород | Образуется из сырьевой или топливной серы за счет более восстановительной атмосферы в некоторых частях печи |
Диоксид углерода <*> | Продукт сгорания содержащегося в топливе углерода, разложения карбонатов в материалах шихты |
--------------------------------
<*> Диоксид углерода не относится к ЗВ, но признается веществом, вносящим значительный вклад в парниковый эффект.
3.1.3.2 Парниковые газы
Согласно методике [50], вступающей в действие с 1 марта 2023 года, для целей учета парниковых газов для стекольной отрасли используются эмиссии диоксида углерода CO2, которые на 30 - 35% связаны с разложением карбонатных компонентов шихты, остальной вклад дает сжигание топлива. Углеродный след производства 1 тонны стекломассы зависит от доли использования стеклобоя и энергоэффективности стекловаренной печи и, как правило, составляет более 450 кг CO2-экв по Охвату 1 и более 550 кг CO2-экв по Охвату 2.
В технологических процессах производства стекла, таких как подготовка шихты, стекловарение и формование стекла, производственные сточные воды не образуются. Однако на предприятиях происходит образование хозяйственно-бытовых сточных вод: функционируют туалеты, душевые, столовые, комнаты отдыха, административные корпуса и др. В тех случаях, когда предприятия по производству стекла осуществляют очистку промышленных, ливневых и хозяйственно-бытовых сточных вод, образующихся на промплощадке, на собственных очистных сооружениях, они могут руководствоваться подходами, описанными в ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях".
Исходя из поступивших анкетных данных, наибольшую долю в объемах (около 85%) составляют хозяйственно-бытовые сточные воды. В производстве наибольшее количество воды потребляется в процессе охлаждения и промывки изделий и стеклобоя, при этом повсеместно используют оборотные системы промышленного водоснабжения. В большинстве подотраслей производства стекла состав сточных вод зависит от фоновой концентрации веществ в исходной воде, поступающей на предприятия. Хозяйственно-бытовые сточные воды в водные объекты не сбрасываются, а, согласно информации опрошенных предприятий отрасли (в том числе не подававших данные для анкетирования), направляются организациям, осуществляющим их очистку. Предприятия обязаны иметь системы очистки ливневых стоков до требуемого качества, однако данные в ходе анкетирования предоставлены не были.
В отрасли существуют предприятия, которые, в силу особенностей проектирования, имеют очистные сооружения, собирающие в свой коллектор хозяйственно-бытовые стоки как производства, так и близлежащих поселений. В случае, если объем принимаемых стоков превышает 50% от их общего количества, и если системе водоотведения предприятий стекольной отрасли присвоен статус централизованной системы водоотведения поселений или городских округов, то данные очистные сооружения предприятия квалифицируются как централизованная система водоотведения поселений (ЦСВП), деятельность которых входит в область применения ИТС-10 "Очистка сточных вод с использованием централизованных систем водоотведения поселений, городских округов" согласно Постановлению Правительства РФ от 31 мая 2019 года N 691 "Об утверждении Правил отнесения централизованных систем водоотведения (канализации) к централизованным системам водоотведения поселений или городских округов и о внесении изменений в постановление Правительства Российской Федерации от 5 сентября 2013 года N 782". Подобной информации в рамках подготовки настоящего справочника получено не было.
В стекольной промышленности образуется относительно небольшое количество отходов. Собственный стеклобой используется повторно в производстве (за исключением стекловолокна). Отходы, которые неприменимы для повторного использования в производстве в небольших количествах, относящиеся к IV - V классам опасности: отходы приготовления шихты для варки стекла, включая просыпи, пыли, уловленной в фильтрах, а также загрязненного боя стекла вывозят на объект размещения отходов, предназначенный для долгосрочного хранения или захоронения отходов [51]. Отходы упаковки, являющиеся вторичными материальными ресурсами и подлежащие раздельному сбору в качестве вторичных материальных ресурсов, передаются в компании, осуществляющие деятельность по обращению с отходами с целью обработки и утилизации.
Текущие уровни эмиссии загрязняющих веществ и парниковых газов, свойственные определенным технологическим процессам, рассматриваются в разделах 3.2 - 3.6.
К числу первичных рекомендуемых мер по предотвращению и ограничению выбросов пыли в атмосферу и минимизации возможных последствий транспортировки, обработки, хранения и смешивания сырьевых материалов относятся [52]:
- разграничение зон хранения и приготовления шихты и других производственных зон;
- использование предварительно подготовленного сырья;
- использование закрытых бункеров для хранения шихты;
- сокращение количества мелких частиц в шихте путем увлажнения водой или щелочными растворами либо путем предварительного спекания, брикетирования или укладки на поддоны;
- соблюдение надлежащих процедур погрузки и разгрузки;
- транспортировка партий сырья к печам на закрытых транспортерах;
- осуществление контроля в зонах подачи материалов в печи (например, увлажнение шихты; обеспечение сбалансированной работы печи для поддержания в ней слегка избыточного давления (< 10 Па), чтобы повысить эффективность сгорания при одновременном сокращении выбросов в атмосферу ЗВ);
- улавливание пыли с помощью фильтров (в рабочих зонах разгрузки и транспортировки сырьевых материалов и шихты, засыпки шихты в стекловаренную печь);
- использование закрытых транспортеров;
- ограждение загрузочных камер.
Сокращения выбросов оксидов азота добиваются путем оптимизации процесса стекловарения и прежде всего сжигания топлива, использованием кислородно-воздушной смеси с пониженным содержанием азота (до 10%), а также отказом от использования нитратов в качестве осветлителя. Отказ от использования нитратных окислителей в качестве компонентов шихты путем замены на диоксид церия дает возможность снижения выбросов оксидов азота (суммарно) от 0,5 до 3 кг/т стекломассы [1]. Результаты анкетирования показывают, что отечественные предприятия практически не используют нитраты при составлении шихты.
Для минимизации потерь воды нередко используют системы водооборота. Решения по обращению со сточными водами принимаются в зависимости от особенностей местной ситуации и могут включать как их очистку на локальных очистных сооружениях предприятий по производству стекла с последующим сбросом в водные объекты, так и (по факту все хозяйствующие в отрасли субъекты) направление в сети организаций, осуществляющих их очистку [53].
Как уже отмечалось, упрощение производственной линейки артикулов вкупе с рациональным планированием производства приводит к максимально эффективному использованию производственных мощностей, уменьшению количества переводов, запусков и остановок, т.е. технологических режимов, характеризующихся наибольшим удельным воздействием на ОС за счет нестабильности параметров и снижения объемов выпуска продукции.
По результатам проведенного анкетирования промышленных предприятий, а также мнений экспертного сообщества, маркерными веществами для целей настоящего справочника следует считать оксид и диоксид азота (суммарно в пересчете на NO2), оксид углерода CO, взвешенные вещества (суммарно). В настоящее время не представляется возможным предложить технологический показатель, характеризующий выбросы диоксида серы, поскольку информация об эмиссии вещества предоставлена от небольшого количества предприятий отрасли, а также из-за различия данных между предприятиями до трех порядков, что, вероятно, связано с неодинаковыми способами измерения.
Показатель ресурсоэффективности КИС для большинства предприятий отрасли составляет более 81%. Исключение составляют предприятия, продукция которых проходит через несколько переделов (например, автомобильные стекла). Процесс производства сопровождается образованием выбросов в атмосферу ЗВ (оксида и диоксида азота, взвешенных веществ, оксида углерода, диоксида серы). Отходы стекла (стеклобой) образуются в результате отрезания боковой кромки, при дальнейших переделах (закалка, сборка многослойных стекол и стеклопакетов) и при отбраковке продукции. Стеклобой направляется на вторичное использование [54]. Предприятия используют только бесцветный стеклобой в среднем 11 масс. % в составе шихты.
Основные сырьевые материалы, используемые при производстве листового стекла (флоат-процесс), перечислены в таблице 3.5 [28, 29], а массовое содержание основных компонентов - в таблице 3.6.
Таблица 3.5
Входные потоки | Виды сырья и энергии |
Материал для стекловарения | Кварцевый песок, стеклобой |
Промежуточные и модифицирующие стекломатериалы | Карбонат натрия, известняк, доломит, мел, полевой шпат, доменный шлак, прочие |
Окислители и осветляющие вещества стекла | Сульфат натрия, нитрат натрия, уголь, прочие |
Энергия | Природный газ, электроэнергия, резервное топливо - сжиженный газ, дизельное топливо |
Вода | Централизованное водоснабжение и природные источники (артезианские скважины, водные объекты) |
Вспомогательные материалы | Олово во флоат-ванне. Технологические газы, включая азот, водород и диоксид серы. Химические вещества для подготовки воды для системы охлаждения. Упаковочные материалы (включая пластик, бумагу, картон и дерево) |
Таблица 3.6
листового стекла (на стекломассу)
Наименование | Единица измерения | Массовое содержание | |
минимум | максимум | ||
Диоксид кремния SiO2 | т/т | 0,71 | 0,74 |
Оксид натрия Na2O | т/т | 0,12 | 0,15 |
Оксид кальция CaO | т/т | 0,06 | 0,10 |
Оксид магния MgO | т/т | 0,04 | 0,08 |
Оксид алюминия Al2O3 | т/т | 0,004 | 0,012 |
Стеклобой | т/т | 0,11 | 0,19 |
Около 90% энергии при производстве листового стекла потребляется на стекловарение; на формование и отжиг стекла расходуется около 5% потребляемой на предприятиях энергии. Остальная энергия используется в процессах обработки сырья и подготовки шихты, для освещения, отопления предприятий, а также для обеспечения работы различного электрооборудования. Энергопотребление, в зависимости от подпроцесса, представлено в таблице 3.7.
Таблица 3.7
при производстве листового стекла (на стекломассу)
Наименование | Единица измерения | Удельное потребление | |
минимум | максимум | ||
Стекловарение | ГДж/т | 5,22 | 7,94 |
Формование и отжиг (лер) | ГДж/т | 0,32 | 0,43 |
Резка | ГДж/т | 0,13 | 0,17 |
Прочее | ГДж/т | 0,63 | 0,86 |
В Российской Федерации стекловаренные печи для производства листового стекла работают на природном газе. Удельный расход энергии в значительной степени зависит от размера печи. Печи производительностью более чем 800 т/сут требуют на тонну сваренной стекломассы на 10 - 12% меньше энергии по сравнению с печами производительностью около 500 т/сут.
В России потребление энергии на стекловарение при производстве листового стекла варьируется в интервале от 6,3 до 7,7 ГДж/т сваренной стекломассы, в основном в зависимости от производительности и возраста печи, со средним значением около 7,1 ГДж/т стекломассы. Значения до 6,3 ГДж/т сваренной стекломассы могут быть достигнуты в начале кампании печи для высокопроизводительных печей.
На предприятия по производству листового стекла сырье может поступать как в предварительно подготовленном виде, так и в виде, требующем дополнительной обработки.
На предприятиях по производству листового стекла силосы для загрузки и хранения сырьевых материалов оснащают природоохранным оборудованием - рукавными фильтрами (с эффективностью очистки от пыли не менее 95%) или циклонами (с эффективностью очистки около 75%) [39, 51].
Выбросы загрязняющих веществ, поступающие в атмосферный воздух от процесса стекловарения, являются основным фактором воздействия производства листового стекла на окружающую среду.
Характеристики эмиссий представлены в таблице 3.8.
Таблица 3.8
листового стекла (на стекломассу)
Источник выброса | Наименование | Метод очистки, повторного использования | Масса выбросов ЗВ после очистки, кг/т | |
Диапазон | Среднее | |||
Подготовка шихты | Взвешенные вещества | Циклоны, фильтры | 0,2 - 0,3 | 0,25 |
Стекловаренная печь | Оксид азота, диоксид азота (суммарно) | Нет | 3,4 - 12,0 | 8,0 |
Взвешенные вещества | Нет | 0,12 - 0,6 | 0,5 | |
Оксид углерода | Нет | 0,2 - 1,0 | 0,5 | |
Диоксид серы | Нет | 0,002 - 1,0 | 0,5 | |
Большой диапазон данных связан не только с уникальностью отдельных предприятий, но и с погрешностями методик измерения, а также использованием расчетных данных, содержащихся в разрешительной документации природопользования. Предприятия представили данные в анкетах исходя из разной периодичности лабораторного контроля (либо определения выбросов расчетным методом); инструментальные замеры проводятся с различной периодичностью (один раз в год, один раз в шесть месяцев и пр.), в различных местах (вертикальные либо горизонтальные отрезки газохода).
Предприятия по производству стекла обязаны получить комплексное экологическое разрешение (КЭР) до 1 января 2025 года и в течение четырех лет с момента получения КЭР оснастить дымовые трубы стеклоплавильных печей системами автоматического контроля (САК) выбросов.
В этой связи будет целесообразно после установки САК, то есть когда у предприятий и государственных органов регулирования будут данные в режиме реального времени за определенный период времени, повторно актуализировать технологические нормативы по маркерным веществам.
Сокращения выбросов ЗВ добиваются путем оптимизации процесса стекловарения и прежде всего сжигания топлива. Содержание оксида углерода в отходящих газах при нормальном течении процесса невелико, однако может увеличиваться многократно (но кратковременно) при переводе пламени. Это обстоятельство необходимо учитывать при разработке требований к выбору точек пробоотбора, выполнению измерений, производственному экологическому контролю, в том числе в рамках ИТС 22.1 "Общие принципы производственного экологического контроля и его метрологического обеспечения".
На выходе из флоат-ванны осуществляется горячая обработка поверхности стекла с целью увеличения его химической стойкости. Процесс требует использования диоксида серы (SO2), выбросы которого в атмосферный воздух незначительны (на 1 - 2 порядка ниже, чем выбросы при стекловарении) [54].
Актуальные выбросы парниковых газов предприятий листового стекла, определенные согласно [55] по Охвату 1, находятся в диапазоне от 479 до 569 кг CO2-экв/т стекломассы.
Процесс производства листового стекла не сопровождается образованием значительных объемов загрязненных сточных вод. Вода используется преимущественно для охлаждения технологического оборудования, а также в малых количествах на хозяйственно-бытовые нужды. Промышленный контур основан на принципе оборотного водопотребления.
Состав сточных вод напрямую зависит от состава исходной воды, поступающей на предприятия. Хозяйственно-бытовые стоки в водные объекты не сбрасываются, а, согласно информации опрошенных предприятий подотрасли, направляются организациям, осуществляющими очистку сточных вод.
Технологические процессы производства листового стекла не сопровождаются образованием значительного количества отходов. Собственный стеклобой используется повторно в производстве. Отходы, относящиеся к IV - V классам опасности: отходы приготовления шихты для варки стекла, включая просыпи, пыли, уловленной в фильтрах и циклонах, а также загрязненного стеклобоя (боя стекла), вывозятся на объект размещения отходов, предназначенный для долгосрочного хранения или захоронения отходов. Для отходов I, II, III классов опасности и упаковки применим раздельный сбор для дальнейшей передачи на утилизацию. Отходы упаковки (отходы пленки полиэтилена и изделий из нее незагрязненные; тара деревянная, утратившая потребительские свойства незагрязненная; лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные), являющиеся вторичными материальными ресурсами и подлежащие раздельному сбору в качестве вторичных материальных ресурсов, передаются в компании, осуществляющие деятельность по обращению с отходами с целью обработки и утилизации.
Показатель ресурсоэффективности КИС для большинства предприятий отрасли составляет около 85%. Процесс тарного производства сопровождается образованием выбросов ЗВ (оксидов азота, взвешенных веществ, оксида углерода), которые поступают в атмосферный воздух. Отходы стекла (стеклобой) образуются в результате формования стеклотары, при проведении профилактических работ (гранулят) и при отбраковке продукции. Стеклобой направляется на повторное использование [29, 51]. Предприятия используют отсортированный по цвету стеклобой согласно [27], в среднем 14 масс. % в составе шихты.
Основные сырьевые материалы, используемые при производстве стеклотары, перечислены в таблице 3.9, а массовое содержание основных компонентов - в таблице 3.10.
Таблица 3.9
Входные потоки | Виды сырья и энергии |
Материал для стекловарения | Кварцевый песок, собственный и покупной стеклобой |
Промежуточные и модифицирующие стекломатериалы | Карбонат натрия, карбонат кальция (известняк, мел, мрамор молотый), доломит, красители, полевой шпат, нефелиновый сиенит, карбонат калия, прочие |
Окислители и осветляющие вещества стекла | Сульфат натрия, нитрат натрия, уголь, прочие |
Энергия | Природный газ, электроэнергия, резервное топливо - сжиженный газ, дизельное топливо, мазут |
Вода | Централизованное водоснабжение и природные источники (артезианские скважины, водные объекты) |
Вспомогательные материалы | Кислород, ацетилен и др. Химические вещества для горячего и холодного упрочнения. Химические вещества для подготовки воды для системы охлаждения и отработанной воды. Упаковочные материалы (включая пластик, бумагу, картон и дерево). Смазочные материалы для пресс-формы, высокотемпературные разделительные составы на основе графита. Смазочные материалы для машин, преимущественно минеральные масла |
Таблица 3.10
при производстве тарного стекла (на стекломассу)
Наименование | Единица измерения | Массовое содержание | |
минимум | максимум | ||
Диоксид кремния SiO2 | т/т | 0,69 | 0,72 |
Оксид натрия Na2O | т/т | 0,14 | 0,17 |
Оксид кальция CaO | т/т | 0,07 | 0,10 |
Оксид магния MgO | т/т | 0,05 | 0,08 |
Оксид алюминия Al2O3 | т/т | 0,01 | 0,03 |
Стеклобой | т/т | 0,12 | 0,22 |
Около 75% энергии при производстве стеклотары потребляется при стекловарении (для производства фармацевтических и парфюмерных флаконов потребление энергии при стекловарении составляет 50%). Прочие существенные сферы использования энергии - это выработочная часть печи, процесс формования (сжатый воздух и воздух для охлаждения форм), печи для отжига, отопление помещений и затраты общего назначения. Остальная энергия используется в процессах обработки сырья и подготовки шихты [1, 56].
В России удельное потребление энергии при производстве стеклянной тары составляет от 6,1 до 10,9 ГДж/т сваренной стекломассы, но на большинстве предприятий не превышает 6,5 ГДж/т сваренной стекломассы (см. таблицу 3.11). Столь высокий разброс показателей связан с продолжительностью кампании печи, производительностью печи (наибольший вклад), цветностью стеклотары.
Таблица 3.11
при производстве тарного стекла (на стекломассу)
Наименование | Единица измерения | Удельное потребление | |
минимум | максимум | ||
Стекловарение (включая выработочный участок) | ГДж/т | 5,02 | 8,93 |
Формование | ГДж/т | 0,42 | 0,76 |
Отжиг (лер) | ГДж/т | 0,49 | 0,87 |
Прочее | ГДж/т | 0,18 | 0,33 |
Доля стеклобоя, используемого в составе шихты, оказывает значительное и систематическое влияние на энергопотребление печи [57]. Для проведения сравнения различных типов печей при сопоставимых условиях их показатели энергопотребления должны быть приведены к одинаковому содержанию стеклобоя.
На предприятия по производству стеклянной тары сырье может поступать как в предварительно подготовленном виде, так и в виде, требующем дополнительной подготовки.
Участки разгрузки и дозировки сырьевых материалов, подготовки шихты оснащают природоохранным оборудованием - рукавными фильтрами (с эффективностью очистки не менее 95%) или циклонами (с эффективностью очистки около 75%) [39, 51].
Выбросы ЗВ, поступающие в атмосферный воздух в результате процесса стекловарения, являются основным фактором воздействия производства стеклянной тары на ОС. Ориентировочные характеристики эмиссий представлены в таблице 3.12.
Таблица 3.12
(на стекломассу)
Источник выброса | Наименование | Метод очистки, повторного использования | Масса выбросов ЗВ после очистки, кг/т | |
Диапазон | Среднее | |||
Подготовка шихты | Взвешенные вещества | Циклоны, фильтры | 0,2 - 0,3 | 0,25 |
Стекловаренная печь | Оксид азота, диоксид азота (суммарно) | Нет | 4,4 - 14,1 | 9,0 |
Взвешенные вещества | Нет | 0,2 - 1,4 | 0,8 | |
Оксид углерода | Нет | 0,3 - 4,2 | 1,0 | |
Диоксид серы | Нет | 0,8 | - | |
Большой диапазон данных связан не только с уникальностью отдельных предприятий, но и с погрешностями методик измерения, а также использованием расчетных данных, содержащихся в разрешительной документации природопользования. Предприятия представили данные в анкетах исходя из разной периодичности лабораторного контроля (либо определения выбросов расчетным методом); инструментальные замеры проводятся с различной периодичностью (один раз в год, один раз в шесть месяцев и пр.), в различных местах (вертикальные либо горизонтальные отрезки газохода).
В настоящее время не представляется возможным предложить технологический показатель, характеризующий выбросы диоксида серы, так как данные получены только от одного предприятия. Данные, содержащиеся в разрешительной документации, в большинстве случаев являющиеся расчетными, требуют уточнения. Такое уточнение может быть сделано на основании результатов исследований в области производственного экологического мониторинга и контроля выбросов на предприятиях стекольной промышленности.
Сокращение выбросов достигается путем оптимизации процесса стекловарения и прежде всего сжигания топлива. Содержание монооксида углерода в отходящих газах при нормальном течении процесса невелико, однако может увеличиваться многократно (но кратковременно) при изменении режимов горения. Это обстоятельство необходимо учитывать при выполнении требований НДТ ИТС 22.1 "Общие принципы производственного экологического контроля и его метрологического обеспечения" в части детального выбора точек пробоотбора, выполнении измерений (в том числе их периодичности и организации с учетом режимов стекловарения) и проведении расчетов.
На входе и выходе из печи отжига осуществляется нанесение упрочняющего и защитного покрытия на поверхность стеклянной тары с целью повышения ее прочностных характеристик. Процесс сопровождается незначительными выбросами в атмосферный воздух газообразного HCl, олова (титана) и взвешенных веществ.
Типичные значения выбросов SO2/SO3 при обработке внутренней поверхности стеклянной тары обычно находятся в диапазоне 0,05 - 0,1 кг/т стекломассы, концентрационные значения находятся в пределах 200 - 900 мг/м3 [1].
Актуальные выбросы парниковых газов предприятий тарного стекла, определенные согласно [55] по Охвату 1, находятся в диапазоне от 431 до 520 кг CO2-экв/т стекломассы.
Процесс производства стеклянной тары не сопровождается образованием значительных объемов загрязненных сточных вод. Напротив, вода используется преимущественно для охлаждения технологического оборудования, а также в малых количествах на хозяйственно-бытовые нужды.
Состав сточных вод напрямую зависит от состава исходной воды, поступающей на предприятия. Сточные воды, не прошедшие очистку, в водные объекты не сбрасываются, а, согласно информации опрошенных предприятий подотрасли, направляются организациям, осуществляющим очистку сточных вод.
Технологические процессы производства стеклянной тары не сопровождаются образованием значительного количества отходов. Собственный стеклобой используется повторно в производстве. Отходы, относящиеся к IV - V классам опасности: отходы приготовления шихты для варки стекла, включая просыпи, пыли, уловленной в фильтрах и циклонах, а также загрязненного стеклобоя (боя стекла), вывозятся на объект размещения отходов, предназначенный для долгосрочного хранения или захоронения отходов. Для отходов I, II, III классов опасности и упаковки применим раздельный сбор для дальнейшей передачи на утилизацию. Отходы упаковки (отходы пленки полиэтилена и изделий из нее незагрязненные; тара деревянная, утратившая потребительские свойства незагрязненная; отходы упаковочного гофрокартона незагрязненные, являющиеся вторичными материальными ресурсами и подлежащие раздельному сбору в качестве вторичных материальных ресурсов, передаются в компании, осуществляющие деятельность по обращению с отходами, с целью обработки и утилизации.
Предприятия, производящие сортовое стекло, крайне неоднородны, что определяет значительные различия во входных и выходных характеристиках процессов. При производстве продукции из натрий-кальций-силикатного стекла показатель ресурсоэффективности КИС составляет от 50 до 90% (для опрошенных предприятий минимум 71%). При производстве других типов сортового стекла (опалового, боросиликатного) КИС находится в диапазоне 60 - 75%.
Основные сырьевые материалы, используемые при производстве сортового стекла, перечислены в таблице 3.13.
Таблица 3.13
Входные потоки | Виды сырья и энергии |
Материал для стекловарения | Кварцевый песок, собственный и покупной стеклобой |
Промежуточные и модифицирующие стекломатериалы | Карбонат натрия, карбонат кальция (известняк, мел, мрамор молотый), доломит, красители, полевой шпат, нефелиновый сиенит, карбонат калия |
Окислители и осветляющие вещества стекла | Сульфат натрия, нитрат натрия, уголь |
Красители и глушители | Природные и синтетические соединения химических элементов Se, Co, Ni, Cd, Se, Cr, Sb, Pb, Cr, Cu, Mn, V, Sn, Ce, F, B |
Энергия | Природный газ, электроэнергия, резервное топливо - сжиженный газ, дизельное топливо, мазут |
Вода | Централизованное водоснабжение и природные источники (артезианские скважины, водные объекты) |
Вспомогательные материалы | Кислород, ацетилен и др. Полировальные кислоты: плавиковая HF, серная H2SO4. Алмазорежущие диски для огранки и шлифовки. Химические вещества для подготовки воды для системы охлаждения и отработанной воды. Упаковочные материалы (включая пластик, бумагу, картон и дерево). Смазочные материалы для пресс-формы, высокотемпературные разделительные составы на основе графита. Смазочные материалы для машин, преимущественно минеральные масла |
Как отмечалось в разделе 2.4, состав сортового стекла в целом соответствует составу тарного стекла (см. таблицу 3.10), но при этом может содержать огромное количество различных добавок, массовая доля которых составляет 0,5 - 3%.
Предприятия сектора используют в основном собственный стеклобой в количестве более 14% от массы шихты.
Анализ энергопотребления в производстве сортового стекла осложнен разнообразием предприятий, применяемых процессов, их мощности, а также широким спектром видов выпускаемой продукции. Крупносерийное производство столовой посуды из натрий-кальций-силикатного стекла имеет сходство с производством тарного стекла и характеризуется сравнимым распределением энергопотребления. Более значительная доля энергии расходуется на обработку (в частности, на огневую полировку) [58].
Удельное энергопотребление существующих предприятий составляет 13 - 15 ГДж/т стекломассы и 18 - 20 ГДж/т готовой продукции, что выше, чем при производстве тарного стекла, из-за меньшего размера печей, более высоких температур в печи и большего (до 50%) времени обращения стекломассы в объеме бассейна печи (см. таблицу 3.14).
Таблица 3.14
при производстве сортового натрий-кальций-силикатного стекла
(на стекломассу)
Наименование | Единица измерения | Удельное потребление | |
минимум | максимум | ||
Стекловарение (включая выработочный участок) | ГДж/т | 5,94 | 6,98 |
Формование | ГДж/т | 1,58 | 1,86 |
Огневая полировка | ГДж/т | 1,32 | 1,55 |
Отжиг (закалка) | ГДж/т | 3,70 | 4,34 |
Прочее | ГДж/т | 0,66 | 0,78 |
На предприятия по производству сортового стекла сырье может поступать как в предварительно подготовленном виде, так и в виде, требующем дополнительной подготовки. Участки разгрузки и дозировки сырьевых материалов, подготовки шихты оснащают средозащитным оборудованием - рукавными фильтрами (с эффективностью очистки не менее 95%) или циклонами (с эффективностью очистки около 75%).
Выбросы ЗВ, поступающие в воздух в результате процесса стекловарения, являются основным фактором воздействия производства сортового стекла на атмосферный воздух. Речь идет прежде всего о выбросах оксидов азота, углерода и, вероятно, серы, а также о выбросах пыли. Сокращения выбросов добиваются путем оптимизации процесса стекловарения и прежде всего сжигания топлива.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Для производства цветного стекла и хрусталя характерны также выбросы соединений тяжелых и переходных металлов, образующихся как при подготовке шихты и стекловарении, так и при обработке изделий режущими и шлифующими инструментами. Суммарные удельные выбросы таких элементов, как As, Se, Co, Ni, Cd, Se, Cr, Sb, Pb, Cr, Cu, Mn, V, Sn (в зависимости от вида сортового стекла и изделий из него), могут достигать 3 - 5 г/т продукции [1]. От использования мышьяка на современных стекольных производствах рекомендовано отказаться ввиду особой токсичности его соединений.
С поверхности полировальной ванны происходит испарение фтористого водорода HF и фторида кремния SiF4. Эти пары обрабатываются в башенных скрубберах. Концентрация HF после скруббера не должна превышать 5 мг/нм3 [1].
В прошлые годы в России был выполнен ряд научно-исследовательских проектов, посвященных оценке распределения тяжелых металлов в зоне воздействия предприятий по производству сортового стекла [52]. Показано, что повышенные уровни загрязнения обусловлены не только рассеянием мелких частиц, поступающих в атмосферный воздух в результате процесса стекловарения. Удельные выбросы тяжелых металлов оценены величинами порядка нескольких граммов на тонну продукции и возникают в результате просыпи компонентов шихты (такие потери могут быть на порядок выше, чем выбросы из организованных источников). Последние легко предотвратить, используя подходы систем менеджмента качества и экологического менеджмента [39].
Для подотрасли сортового стекла в настоящее время весьма сложно предложить технологические показатели, характеризующие выбросы металлов, обусловленные проведением технологических процессов производства. Сама подотрасль включает широкий спектр предприятий, применяющих как современные технологические процессы и оборудование для выпуска массовых видов продукции, так и небольшие стекловаренные печи, и ручную выработку изделий малых партий. Примерные характеристики эмиссий основных ЗВ (с учетом российских и зарубежных источников) приведены в таблице 3.15.
Таблица 3.15
натрий-кальций-силикатного стекла (на стекломассу)
Источник выброса | Наименование | Метод очистки, повторного использования | Масса выбросов ЗВ после очистки, кг/т | |
Диапазон | Среднее | |||
Подготовка шихты | Взвешенные вещества | Циклоны, фильтры | 0,3 | 0,3 |
Стекловаренная печь | Оксид азота, диоксид азота (суммарно) | Нет | 23,0 | 23,0 |
Взвешенные вещества | Нет | 2,6 | 2,6 | |
Оксид углерода | Нет | 3,9 | 3,9 | |
Диоксид серы | Нет | Нет данных | - | |
Уточнение технологических параметров (в том числе для производств разного масштаба, типа, а также для различных видов продукции) может быть сделано только на основании результатов специальных исследований. Поскольку отрасль при анкетировании оказалась представлена лишь двумя предприятиями, а информация была раскрыта неполно, использованы данные из литературных источников [1, 19, 22, 58].
Актуальные выбросы парниковых газов предприятий сортового стекла, определенные согласно [55] по Охвату 1, находятся в диапазоне от 830 до 950 кг CO2-экв/т стекломассы.
Производственные сточные воды образуются как в процессе охлаждения технологического оборудования, так и при огранке и шлифовке изделий. В большинстве процессов используются технологические методы для удаления твердых частиц, например, механическая очистка промывных вод, осаждение. Сточные воды, не прошедшие очистку, в водные объекты не сбрасываются, а, согласно информации опрошенных предприятий подотрасли, направляются организациям, осуществляющим очистку сточных вод.
Собственный стеклобой используется повторно в производстве. В небольших количествах отходы шихты, пыли, уловленной в фильтрах, а также загрязненного стеклобоя вывозятся для захоронения на полигоны [51], отходы упаковки передаются в компании, осуществляющие деятельность по обращению с отходами с целью обработки и утилизации. Основным подходом по минимизации отходов производства является развитие систем менеджмента качества и систем экологического менеджмента, позволяющих сократить количество потерь (в том числе компонентов шихты), брака изделий и тем самым снизить долю отходов, подлежащих обработке.
Показатель ресурсоэффективности КИС в производстве стекловолокна составляет 84% [59]. Использование стеклобоя для производства стекловолокна практически не допускается, лишь в ряде технологий для поддержания качества возможно его избирательное применение [57] в виде вторичного использования своего стеклобоя того же состава в доле до 20% от массы шихты [1]. Основные сырьевые материалы, используемые при производстве стекловолокна, перечислены в таблице 3.16, а массовое содержание основных компонентов - в таблице 3.17.
Таблица 3.16
Входные потоки | Виды сырья и энергии |
Материал для стекловарения | Кварцевый песок, собственный стеклобой |
Промежуточные и модифицирующие стекломатериалы | Карбонат натрия, карбонат кальция (известняк, мел, мрамор молотый), глинозем, полевой и плавиковый шпат, борная кислота, борат кальция, оксиды цинка и циркония |
Окислители и осветляющие вещества стекла | Сульфат натрия, нитрат натрия, уголь |
Вещества для обработки поверхности и нанесения покрытий | Пленкообразователи (поливинилацетат, крахмал, полиуретан, эпоксидные смолы). Связующие агенты (силаны). Модификаторы pH (уксусная или соляная кислота, соли аммония). Смазочные материалы (минеральные масла, поверхностно-активные вещества) |
Энергия | Природный газ, электроэнергия, резервное топливо - сжиженный газ, дизельное топливо, мазут |
Вода | Централизованное водоснабжение и природные источники (артезианские скважины, водные объекты) |
Вспомогательные материалы | Кислород, ацетилен и др. Химические вещества для подготовки воды для системы охлаждения и отработанной воды. Упаковочные материалы (включая пластик, бумагу, картон и дерево). Смазочные материалы для машин, преимущественно минеральные масла |
Таблица 3.17
при производстве стекловолокна
(на стекломассу на примере технологии ECR-волокна)
Наименование | Единица измерения | Массовое содержание | |
минимум | максимум | ||
Диоксид кремния SiO2 | т/т | 0,53 | 0,60 |
Оксид натрия Na2O | т/т | 0,01 | 0,02 |
Оксид кальция CaO | т/т | 0,20 | 0,24 |
Оксид бора B2O3 | т/т | 0 | 0,10 |
Оксид алюминия Al2O3 | т/т | 0,11 | 0,16 |
Производство стекловолокна также характеризуется повышенным водопотреблением. Каждый бушинг нуждается в водяном охлаждении, чтобы очень быстро уменьшить температуру нити от 1250 °C до температуры окружающей среды. Это охлаждение достигается за счет отбора тепла холодным воздухом и водой от филаментной нити в трубках после наконечников фильерных питателей. Значительное количество воды также используется при подготовке покрытия и промывке в процессах формирования/намотки. Общий расход воды на тонну готовой продукции обычно составляет от 4 до 20 м3, потери в системе охлаждения составляют около 20% от этого показателя [1]. Для циркуляции воды создаются оборотные контуры.
Энергоемкость процесса складывается из следующих факторов: стекловарение, формование, нанесение покрытий. Общее потребление энергии обычно находится в диапазоне от 10 до 25 ГДж/т готовой продукции, хотя для некоторых небольших печей, производящих специализированные составы, это может быть до 30 ГДж/т. Минимальным потреблением обладают большие печи с кислородным обогревом.
Косвенное потребление энергии связано с производством кислорода как окислителя при горении и/или производством электроэнергии для дополнительного подогрева и не входит в представленные выше данные.
В целом среднее потребление энергии эквивалентно 16,0 ГДж/т готовой продукции [1], из которых 12,0 ГДж/т приходится на ископаемое топливо (в основном природный газ) и 4,0 ГДж/т на электричество.
Максимальная температура свода в печах непрерывного действия для производства стекловолокна обычно составляет около 1650 °C, что до 50 °C выше, чем для стеклотарных печей. Более высокие температуры плавления способствуют относительно высоким удельным энергозатратам в этом секторе. Более 80% энергии при производстве стекловолокна потребляется при стекловарении (см. таблицу 3.18).
Таблица 3.18
при производстве стекловолокна (на готовую продукцию)
Наименование | Единица измерения | Удельное потребление | |
минимум | максимум | ||
Стекловарение (включая выработочный участок) | ГДж/т | 7,50 | 18,30 |
Формование | ГДж/т | 0,35 | 0,85 |
Нанесение покрытий | ГДж/т | 0,88 | 1,82 |
Прочее | ГДж/т | 0,42 | 0,94 |
В связи с тем, что в процессе обмена информацией члены ТРГ-5 не получили ни одной анкеты для предприятий подотрасли, указанные численные параметры не могут быть основой для определения технологических показателей НДТ. В связи с этим в соответствии с действующим законодательством [3] в данном разделе и в разделе 5 приведены значения, не превышающие соответствующих показателей, характерных для европейских предприятий [1].
Основные факторы воздействия производства стекловолокна на окружающую среду связаны с выбросами загрязняющих веществ в атмосферный воздух. В таблице 3.19 приведены примерные характеристики эмиссий ЗВ в производстве стекловолокна (на примере технологии ECR-волокна).
Таблица 3.19
(на стекломассу)
Источник выброса | Наименование | Метод очистки, повторного использования | Масса выбросов ЗВ после очистки, кг/т | |
Диапазон | Среднее | |||
Подготовка шихты | Взвешенные вещества | Циклоны, фильтры | 0,3 - 0,5 | 0,4 |
Стекловаренная печь | Оксид азота, диоксид азота (суммарно) | Нет | 2,7 - 7,2 | 4,95 |
Взвешенные вещества | Нет | 0,14 - 0,35 | 0,25 | |
Оксид углерода | Нет | 0,2 - 0,8 | 0,5 | |
Диоксид серы | Нет | 0,75 - 2,0 | 1,38 | |
Борная кислота | Нет | 0,03 - 0,14 | 0,09 | |
Выбросы в атмосферу при нанесении покрытий обычно довольно низкие из-за малой летучести материалов покрытия и пониженных температур стекла в месте нанесения. Тем не менее потоки воздуха в зоне формования достаточно мощные, чтобы обеспечить адекватное охлаждение стекла, в связи с этим происходят некоторый унос аэрозолей и испарение органических соединений. Большой объем охлаждающего воздуха снижает концентрационные показатели выбросов.
Материалы покрытия обычно имеют водную основу, процесс сушки в печах приводит к выбросу водяного пара и летучих веществ. Покрытия химически связываются со стеклом в процессе сушки, и уровни выбросов, как правило, относительно низкие. Идентифицируются выбросы ЛОС в диапазоне от едва обнаруживаемых уровней до 150 мг/нм3.
Следует также отметить, что термин "летучие органические соединения" (ЛОС) не является характерным для экологической разрешительной документации в России. ЛОС обычно обсуждаются в контексте Женевского Протокола об ограничении выбросов летучих органических соединений или их трансграничных потоков [59]. В соответствии с этим документом летучие органические соединения - это все органические соединения антропогенного происхождения, кроме метана, способные производить фотохимические окислители в реакции с окислами азота в присутствии солнечного света. ЛОС охватывает широкий спектр веществ и рассматриваться в качестве технологического показателя, а тем более маркерного параметра, не может.
В целом следует подчеркнуть, что воздействие производства стекловолокна, не содержащего бора, на ОС существенно ниже, чем воздействие производства борсодержащего стекловолокна (см. рисунок 3.1).
 |  |
Актуальные выбросы парниковых газов предприятий по производству стекловолокна, согласно [1] по Охвату 1 составляют в среднем 770 кг CO2-экв/т готовой продукции.
Эмиссии возникают в зоне формования, подготовки связующего, очистки, охлаждения, связующего ткани/мата, а также из систем очистки на водной основе. Основным источником эмиссий является участок формования. Благодаря высокой скорости намотчиков (центробежное действие) и движению нитей в процессе формования часть нанесенного связующего отбрасывается и выдавливается. Ее собирают в непосредственной близости вместе с водой, используемой для периодической очистки зоны формовки и намотки. Вода, распыляемая на нити, также собирается в общую емкость.
Эмиссии могут возникать в зоне приготовления вяжущего из-за разливов и утечек компонентов, которые стекают в систему сточных вод. Для систем охлаждения с большим объемом воды требуется поток, который содержит химикаты, применяемые для водоподготовки.
Концентрации загрязняющих веществ в сточных водах обычно менее 0,2 масс. %. Ввиду отсутствия данных от предприятий подотрасли стекловолокна в настоящее время не представляется возможным предложить технологические показатели по сбросам сточных вод. Используемые химикаты не содержат тяжелых металлов и не входят в список опасных веществ, но фактический состав сбросов сильно различается из-за большого разнообразия связующих компонентов. Сточные воды в водные объекты не сбрасываются, а, согласно информации опрошенных предприятий подотрасли (не подававших данные для анкетирования), направляются организациям, осуществляющим очистку сточных вод.
Производственные отходы образуются в значительных количествах. Отходы могут образовываться на участке по подготовке шихты из-за бракованных партий сырьевых материалов и разливов или утечек. Процесс производства стекловолокна очень чувствителен к качеству сырья, и до 10% от общего веса стекломассы в виде замасленных обрывков нитей в силу технологических особенностей процесса не может быть возвращено в рецикл, а направляется в компании, осуществляющие деятельность по обращению с отходами с целью обработки и утилизации.
Расплавленное стекло при выходе из стекловаренной ванны может содержать небольшие количества примеси (нерасплавленные частицы), которые могут привести к разрыву филаментной нити и, таким образом, увеличить отходы стекловолокна. Чтобы уменьшить такие разрывы, устанавливают на дно канала, питающего фидерную систему, сливные втулки для отвода потока стекла, содержащего нерасплавленные частицы.
Количество отбираемой таким дренажем стекломассы обычно составляет от 1 до 5 масс. %. Дренажная стекломасса может быть переработана в стеклобой. Возврат в переработку этого материала обычно нежелателен, потому что это предполагает возврат в печь отделенных примесей, которые будут накапливаться внутри. Это может привести к постепенному накоплению неплавкого материала и потенциально более высоким количествам дренажной стекломассы.
Отходы стекла и волокна также возникают из-за смены продукта, упаковки и нити, когда стекло все еще течет, но уже не может быть превращено в товарный продукт.
При производстве силиката натрия растворимого показатель ресурсоэффективности КИС близок к 100% и в силу технологического процесса не является информативным как показатель ресурсоэффективности. Процесс производства сопровождается образованием выбросов ЗВ (оксидов азота, взвешенных веществ и оксида углерода), которые поступают в атмосферный воздух. Отходов стекла или самого продукта практически не образовывается, в отдельных случаях он отправляется в печь на переплавку.
Основные сырьевые материалы, используемые при производстве силиката натрия растворимого, перечислены в таблице 3.20, а удельное потребление основного сырья - в таблице 3.21.
Таблица 3.20
натрия растворимого
Входные потоки | Виды сырья и энергии |
Стеклообразующие материалы | Кварцевый песок |
Щелочные оксиды | Сода кальцинированная техническая, содосульфатная смесь |
Топливо | Природный газ, мазут |
Вода | Централизованные источники и местные естественные источники |
Таблица 3.21
силиката натрия растворимого
Наименование | Единица измерения | Удельное потребление | |
минимум | максимум | ||
Песок (диоксид кремния) SiO2 | т/т | 0,74 | 0,76 |
Сода кальцинированная Na2CO3 | т/т | 0,42 | 0,44 |
Вода | т/т | 0,55 | 0,58 |
Сырье для изготовления шихтовой смеси смешивают в заданной пропорции для производства силиката натрия с требуемым составом. Для стекловарения используются природный газ, мазут и электрическая энергия. Вода используется для охлаждающих систем печи, охлаждения форм и самого продукта (через формы).
В Российской Федерации стекловаренные печи для производства силиката натрия растворимого работают на природном газе, мазуте и лишь в незначительной степени используют электроэнергию. Срок службы таких печей значительно меньше, чем в производствах стеклотары и листового стекла, он не превышает 7 - 9 лет из-за большого содержания в составе шихты карбоната натрия, летучие компоненты которого приводят к интенсивному разрушению огнеупоров стекловаренной печи. Энергопотребление значительно увеличивается в зависимости от срока эксплуатации печи и для новых агрегатов составляет от 4,4 до 18,0 ГДж/т сваренной стекломассы в зависимости от модуля получаемого продукта и его структуры [41]. 95 - 98% энергопотребления приходится на стекловарение.
В связи с тем, что в процессе обмена информацией члены ТРГ-5 получили только одну анкету для предприятий подотрасли, указанные численные параметры не могут быть основой для определения технологических параметров НДТ. В связи с этим в соответствии с действующим законодательством [5] в данном разделе и в разделе 5 приведены значения, не превышающие соответствующих показателей, характерных для европейских предприятий [41].
В большинстве технологических процессов производства силиката натрия растворимого сырьевые силосы, смесители шихты и дозировочно-смесительные линии снабжены системами аспирации с применением рукавных фильтров (с эффективностью очистки от пыли не менее 95%) [39].
В производстве растворимого силиката натрия самыми большими потенциальными выбросами в ОС загрязняющих веществ являются выбросы в воздух загрязнителей от деятельности, связанной со стекловарением. Обобщенные результаты о различных видах и количестве эмиссий ЗВ в воздух приведены в таблице 3.22.
Таблица 3.22
растворимого (на стекломассу)
Источник выброса | Наименование | Метод очистки, повторного использования | Масса выбросов ЗВ после очистки, кг/т | |
Диапазон | Среднее | |||
Подготовка шихты | Взвешенные вещества | Циклоны, фильтры | 0,3 | 0,3 |
Стекловаренная печь | Оксид азота, диоксид азота (суммарно) | Нет | 1,3 | 1,3 |
Взвешенные вещества | Нет | 0,1 | 0,1 | |
Оксид углерода | Нет | 0,3 | 0,3 | |
Диоксид серы | Нет | Нет данных | - | |
Получение конечного продукта заключается в непосредственном охлаждении стекломассы. Способ охлаждения может быть водяным, воздушным и комбинированным (вода + воздух). Для силиката натрия растворимого в настоящее время находит применение выработка при помощи охлаждения стекломассы воздухом и формования на конвейере с водяным охлаждением форм с продуктом (без прямого контакта материала с водой).
Доведенный до нужной температуры силикат натрия растворимый складируется в закрытых помещениях.
Актуальные выбросы парниковых газов при производстве силиката натрия растворимого составляют, согласно [41], от 290 до 1070 кг CO2-экв/т стекломассы.
Процесс производства растворимого силиката натрия без прямого контакта материала с водой не сопровождается образованием значительных объемов загрязненных сточных вод. Напротив, вода используется преимущественно для охлаждения технологического оборудования, а также в малых количествах на хозяйственно-бытовые нужды.
Состав сточных вод также зависит от состава исходной воды, поступающей на предприятия. Сточные воды в водные объекты не сбрасываются, а, согласно информации опрошенных предприятий подотрасли, направляются организациям, осуществляющим очистку сточных вод.
Технологические процессы производства растворимого силиката натрия не сопровождаются образованием значительного количества отходов. В небольших количествах отходы шихты, пыли, уловленной в фильтрах, вывозятся для захоронения на объект размещения отходов, предназначенный для долгосрочного хранения или захоронения отходов. Для отходов I, II, III классов опасности и упаковки применим раздельный сбор для дальнейшей передачи на утилизацию. Отходы упаковки (отходы пленки полиэтилена и изделий из нее незагрязненные, являющиеся вторичными материальными ресурсами и подлежащие раздельному сбору в качестве вторичных материальных ресурсов), передаются в компании, осуществляющие деятельность по обращению с отходами с целью обработки и утилизации.
Процедура определения НДТ производства стекла организована Бюро НДТ и ТРГ-5 "Производство стекла" в соответствии с Правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям [2].
Определение технологических процессов, оборудования, технических способов, методов в качестве НДТ проведено членами ТРГ-5 с учетом Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии [3] (далее - Методические рекомендации).
При определении технологических процессов, оборудования, технических способов, методов в качестве НДТ члены ТРГ-5 рассматривали их соответствие следующим критериям:
- наименьший уровень негативного воздействия на окружающую среду (определенный по значениям таких факторов, как выбросы, сбросы ЗВ и образование отходов в расчете на единицу производимой продукции);
- наименьший "углеродный след" промышленного предприятия, обусловленный эмиссией в процессе эксплуатации веществ, вносящих вклад в глобальное потепление (парниковых газов);
- применение ресурсо- и энергосберегающих методов и достижение высоких показателей ресурсо- и энергоэффективности производства, определенных по потреблению ресурса (в частности, энергии) в расчете на единицу произведенной продукции;
- промышленное внедрение технологических процессов, оборудования, технических способов, методов на двух и более предприятиях по производству стекла в Российской Федерации (установленное по результатам дискуссии со специалистами отрасли, а также обработки анкет, поступивших от предприятий);
- период внедрения (в том числе необходимость полной реконструкции предприятия, возможность последовательного улучшения показателей ресурсной эффективности и экологической результативности путем внедрения технических усовершенствований и процедур в рамах систем менеджмента).
Высокая энергоемкость обусловливает основные факторы негативного воздействия на ОС. Поэтому при определении первичных ("встроенных" в процесс, технологических) и вторичных (технических, имеющих отношение к средозащитной технике) НДТ для отрасли принимали во внимание следующие позиции (с учетом специфики конкретных подотраслей производства стекла):
а) потребление энергии;
б) выбросы отходящих газов в атмосферу:
1) выбросы, обусловленные сжиганием топлива и термической обработкой сырьевых материалов;
2) выбросы, связанные с подготовкой сырья и, в ряде случаев, с обработкой изделий;
в) образование отходов и их использование в производстве;
г) образование производственных сточных вод, их очистка (в том числе предварительная) на предприятии и применение водооборотных циклов.
С точки зрения ресурсной эффективности стоит уделять внимание коэффициенту использования стекла (КИС), который показывает долю годной продукции, образующейся за одну цепочку переделов, тем самым достигая минимальных энергозатрат на производство. Использование, в том числе внешнего, стеклобоя дает возможность сократить потребление природных сырьевых компонентов, что также рассматривается как один из критериев ресурсоэффективности. Однако не для всех подотраслей использование внешнего стеклобоя является возможным (см. разделы 3.2, 3.3, 3.4, 3.5).
С учетом того, что с точки зрения образования отходов производства и потребления производство стекла является малоотходным (кроме производства стекловолокна), показатели ресурсоэффективности неразрывно связаны с показателями энергоэффективности, которые легко оцифровываются. Для целей данного справочника использован удельный показатель энергоэффективности на тонну стекломассы.
С точки зрения формирования картины загрязнения ОС выбросы, обусловленные сжиганием топлива, содержат кислые газы (оксиды азота и в ряде случаев серы), оксид и диоксид углерода. Последний относится к парниковым газам и не получает отражения в отчетности по форме 2 ТП-воздух; снижение выбросов диоксида углерода в технологии производства стекла достигается преимущественно путем увеличения доли стеклобоя и сокращения энергоемкости производства. Выбросы отходящих газов, обусловленные подготовкой сырья и обработкой изделий, содержат пыль и должны подвергаться очистке с применением соответствующей средозащитной техники.
Отходы производства в соответствии с требованиями технологических процессов в большинстве случаев могут быть использованы повторно. Практически все производственные отходы предприятий по выпуску стекла относятся к IV - V классам опасности [59] и при размещении на объектах размещения отходов не требуют особых мер защиты ОС.
Образование сточных вод рассматривают прежде всего для производства сортового стекла.
Для всех подотраслей рассматривались также системы экологического менеджмента, в рамках которых осуществляются планирование, разработка программ повышения экологической результативности и ресурсоэффективности, а также их реализация.
Для определения технологических показателей (параметров НДТ) необходимо обеспечить значительный охват предприятий отрасли (подотрасли). Для различных производств доля предприятий, представительность исходных данных и сроки их предоставления варьировали в широких пределах: от отрывочных численных значений до исчерпывающего описания - качественного и количественного и активного участия специалистов предприятий в процессе определения НДТ. В связи с этим в качестве источников информации о технологических показателях при определении НДТ использованы как сведения, полученные от российских производителей, так и материалы справочника ЕС по наилучшим доступным технологиям "Производство стекла" [1], что соответствует пункту 4.1.2 Методических рекомендаций.
Таким образом, определение НДТ для подотраслей производства стекла осуществлено по результатам сравнительного анализа ресурсоэффективности с учетом доступных сведений о технологических параметрах, достигнутых в порядке внедрения НДТ за рубежом.
При подготовке справочника НДТ и определении НДТ производства стекла члены ТРГ-5 в целом следовали логике, описанной в разделе II Методических рекомендаций, а также в справочнике Европейского союза "Экономические аспекты и вопросы воздействия на различные компоненты окружающей среды" [61]. Последовательность этапов рассмотрения технологических процессов, технических решений и методов при определении НДТ производства стекла представлена на рисунке 4.1.

технологических процессов, технических решений и методов
менеджмента при определении НДТ производства стекла [62]
Анализ технологических, технических и управленческих решений, используемых для повышения ресурсо- и энергоэффективности и сокращения негативного воздействия производства стекла на ОС, позволяет заключить, что существует ряд НДТ, применимых во всех подотраслях.
В настоящем разделе приведено подробное описание систем экологического менеджмента как НДТ.
Системы экологического менеджмента (СЭМ) получили распространение в конце XX века; в настоящее время действует стандарт ГОСТ Р ИСО 14001-2016 "Системы экологического менеджмента. Требования и руководство по применению" [43], а также в 2015 году принята новая версия международного стандарта ISO 14001:2015 Environmental management systems - Requirements with guidance for use [63].
СЭМ представляет собой часть системы менеджмента организации, необходимую для разработки и внедрения экологической политики и управления экологическими аспектами.
Экологический аспект - ключевое понятие СЭМ, позволяющее соотнести деятельность организации и ее взаимодействие с ОС. Экологический аспект рассматривается как элемент деятельности организации, ее продукции или услуг, который взаимодействует или может взаимодействовать с ОС. Использование этого понятия существенно облегчает применение подходов к предотвращению загрязнения - предотвращение загрязнения заключается в контроле экологических аспектов, обеспечивающем минимизацию негативного воздействия при условии соблюдения производственных требований. Для промышленных предприятий приоритетные экологические аспекты идентифицируются в результате анализа таких факторов воздействия на ОС, как [64]:
- потребление энергии, сырья и материалов;
- выбросы загрязняющих веществ в атмосферу;
- сбросы загрязняющих веществ в водные объекты;
- образование отходов.
Ключевыми принципами СЭМ являются предотвращение загрязнения и последовательное улучшение.
Предотвращение загрязнения предполагает использование процессов, практических методов, технических решений, материалов, продукции, услуг или энергии для того, чтобы избежать, уменьшить или управлять (по отдельности или в комбинации) образованием, выбросом или сбросом любого типа загрязняющего вещества или отходов с целью уменьшения негативных экологических воздействий. Предотвращение загрязнения может включать уменьшение или устранение источника, изменение процесса, продукции или услуги, эффективное использование ресурсов, замену материалов и энергии, повторное использование, восстановление, вторичную переработку, утилизацию и очистку, то есть принцип предотвращения загрязнения полностью соответствует содержанию термина "наилучшие доступные технологии".
Последовательное улучшение (которое часто называют постоянным, хотя точный смысл термина "continual" - "последовательное") - периодический процесс совершенствования СЭМ с целью улучшения общей экологической результативности, согласующийся с экологической политикой организации.
Процесс последовательного улучшения реализуется путем постановки экологических целей и задач, выделения ресурсов и распределения ответственности для их достижения и выполнения (разработки и реализации программ экологического менеджмента). При этом с точки зрения НДТ экологические задачи (детализированные требования к результативности) должны ставиться с учетом технологических показателей НДТ. Тем самым принцип последовательного улучшения приобретает конкретность, получает численные ориентиры, что соответствует современным взглядам на требования к СЭМ.
В связи с тем, что для постановки и проверки выполнения задач СЭМ необходимо обеспечить систему оценки (в том числе и по результатам измерений) показателей результативности, разработка программ экологического менеджмента предполагает и совершенствование практики производственного экологического мониторинга и контроля, включая выбор, обоснование и организацию измерений ключевых параметров.
В общем случае в состав СЭМ входят следующие взаимосвязанные элементы:
- экологическая политика;
- планирование (цели, задачи, мероприятия), программа СЭМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭМ;
- анализ и оценка СЭМ руководством организации.
Действенность СЭМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, необходимых для управления экологическими аспектами. Процедура представляет собой определенный способ осуществления действия или процесса. Процедуры могут быть документированными или недокументированными. Процедуры определяют последовательность операций и важные факторы этапов различных видов деятельности. В процедуры могут быть включены рабочие критерии нормального выполнения этапа, действия в случае отклонения от нормы или критерии выбора последующих этапов.
Процедуры позволяют обеспечить:
- взаимодействие подразделений для решения задач, вовлекающих более одного подразделения;
- функционирование сложных организационных структур (например, матричных);
- точное выполнение всех этапов важных видов деятельности;
- надежный механизм изменения действий (в частности, последовательного улучшения);
- накопление опыта и передачу его от специалистов новым работникам.
В связи с тем, что значительное негативное воздействие на ОС нередко оказывается в результате возникновения нештатных ситуаций, СЭМ включает требование обеспечения подготовленности к таким ситуациям и разработки ответных действий. Предприятие должно установить, внедрить и поддерживать процедуры, необходимые для выявления потенциально возможных аварий и нештатных ситуаций, которые могут оказывать воздействие на ОС, и для определения того, как организация будет на них реагировать. Предприятие должно также реагировать на возникающие нештатные ситуации и аварии и предотвращать или смягчать связанные с ними негативные воздействия на ОС. Работоспособность таких процедур целесообразно периодически проверять на практике.
По мнению членов ТРГ-5, в контексте НДТ значение имеет не столько сертификация СЭМ предприятий по производству стекла, сколько практическая разработка СЭМ, использование ее инструментов и следование ее принципам. Практический опыт отечественных предприятий свидетельствует о том, что основные преимущества состоят в использовании ключевых методов СЭМ, в том числе таких, как:
- идентификация экологических аспектов производства (и выделение из их числа значимых аспектов);
- укрепление системы производственного экологического контроля;
- разработка и выполнение программ экологического менеджмента и тем самым достижение последовательного улучшения результативности там, где это практически возможно;
- разработка и внедрение процедур, необходимых для обеспечения соответствия организации требованиям нормативов, установленных на основе технологических показателей;
- разработка и внедрение процедур, необходимых для обеспечения ресурсо- и энергоэффективности производственного и сопутствующих процессов.
НДТ являются контроль и регулировка температурного режима стекловарения с помощью сводовых и донных термопар и систем автоматического регулирования параметров стекловарения.
НДТ заключается в частичном использовании тепловой энергии отходящих газов для отопления бытовых и производственных помещений, подогрева шихты, пространства печи и других нужд. Энергоэффективность применения данной НДТ состоит в экономии не менее 0,5 ГДж/т сваренной стекломассы.
НДТ заключается в увеличении количества использования стеклобоя (как стороннего, так и собственного) в производственном процессе путем его добавления в шихту в соответствии с технологическими возможностями и рецептурой. Добавление стеклобоя в шихту позволяет снизить энергопотребление (0,15 - 0,18 ГДж/т стекломассы при добавлении каждых 10% стеклобоя), прежде всего, за счет снижения расхода топлива на варку стекломассы. Кроме этого, добавление каждых 10% стеклобоя снижает выброс диоксида углерода на 3,5% за счет сокращения доли сырья, подверженного карбонатному разложению, что благоприятно влияет на углеродный след [65].
НДТ имеет ограниченное применение в производстве сортового стекла и особенно стекловолокна. Для производства листового стекла также используется только бесцветный стеклобой. Для производства стеклянной тары, как правило, необходима сортировка по цвету (кроме тары оливкового цвета).
НДТ заключается в использовании рукавных фильтров для очистки отходящих воздушных потоков от пыли с эффективностью очистки в пределах 95 - 99% при загрузке в силосы сыпучих сырьевых материалов или фильтров с выбросом очищенного воздуха в рабочую зону при разгрузке и дозировке сырьевых компонентов шихты и при транспортировке шихты и стеклобоя.
НДТ для производства листового стекла является флоат-процесс. Применяя эту технологию (совместно с НДТ 2, 3, 4, 5), можно достичь следующих выбросов загрязняющих веществ в атмосферный воздух от процесса стекловарения (см. таблицу 5.1). По мнению членов ТРГ, целесообразно установить несколько уровней технологических показателей НДТ в зависимости от продолжительности кампании печи, которая определяется на первое число референтного года.
Таблица 5.1
Технологические показатели НДТ 6
Загрязняющее вещество (при использовании природного газа в качестве топлива) | Удельный выброс, кг/т сваренной стекломассы | |
Кампания печи до 10 лет | Кампания печи свыше 10 лет | |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | <= 10,4 | <= 12,0 |
Оксид углерода (CO) | <= 0,8 | <= 1,0 |
Пыль неорганическая (суммарно) | <= 1,0 | <= 1,2 |
Наилучшей доступной технологией производства стеклянной тары является оптимизация режимов горения топлива в соответствии с долей стеклобоя в шихте (до 50%). Выбросы основных загрязняющих веществ от процесса стекловарения при совместном использовании НДТ 2, 3, 4, 5, 7 для производства стеклянной тары не превышают следующих величин (см. таблицу 5.2). По мнению членов ТРГ, целесообразно установить несколько уровней технологических показателей НДТ в зависимости от продолжительности кампании печи, которая определяется на первое число референтного года.
Таблица 5.2
для производства стеклянной тары
Загрязняющее вещество (при использовании природного газа в качестве топлива) | Удельный выброс, кг/т сваренной стекломассы | |
Кампания печи до 7 лет | Кампания печи свыше 7 лет | |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | <= 9,0 | <= 10,0 |
Оксид углерода (CO) | <= 0,7 | <= 1,0 |
Пыль неорганическая (суммарно) | <= 1,0 | <= 1,2 |
Наилучшей доступной технологией производства стеклянной тары является использование секционных стеклоформующих машин с применением следующих способов формования:
- BB (Blow-Blow) - выдувание в черновых и чистовых формах;
- PB (Press-Blow) - прессование в черновых формах и выдувание в чистовых формах;
- NNPB (Narrow Neck Press-Blow) - способ PB для узкогорлой стеклянной тары.
Применение частотного регулирования приводами компрессорного, вентиляционного, насосного и конвейерного оборудования повышает его надежность в нештатных ситуациях и снижает энергопотребление в зависимости от загрузки мощностей производства.
Применение НДТ 8 позволяет снизить потребление энергии на производство стеклянной тары до 6,1 ГДж/т сваренной стекломассы.
По мнению членов ТРГ, целесообразно установить несколько уровней технологических показателей НДТ в зависимости от продолжительности кампании печи, которая определяется на первое число референтного года. Применение НДТ 2, 3, 5 для производства сортового стекла в степени, соответствующей особенностям производственных процессов, позволяет достичь следующих технологических показателей (см. таблицу 5.3):
Таблица 5.3
для производства сортового стекла
Загрязняющее вещество (при использовании природного газа в качестве топлива) | Удельный выброс, кг/т сваренной стекломассы | |
Кампания печи до 5 лет | Кампания печи свыше 5 лет | |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | <= 17,0 | <= 20,0 |
Оксид углерода (CO) | <= 0,8 | <= 1,0 |
Пыль неорганическая (суммарно) | <= 1,5 | <= 2,5 |
Применение НДТ 2, 3, 5 для производства непрерывного стекловолокна в степени, соответствующей производственному процессу, позволяет достичь следующих технологических показателей (см. таблицу 5.4). Технологические показатели для отрасли принимаются в неизменном виде из предыдущей редакции ИТС 5-2015 ввиду отсутствия референтных значений.
Таблица 5.4
для производства непрерывного стекловолокна
Загрязняющее вещество (при использовании природного газа в качестве топлива) | Удельный выброс, кг/т сваренной стекломассы |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | <= 5,0 |
Оксид углерода (CO) | <= 0,5 |
Пыль неорганическая (суммарно) | <= 2,0 |
НДТ для производства растворимого силиката натрия является формование в пресс-формах конвейера, без прямого охлаждения технологической водой, подающейся на стекло. Использование современных конструкций стекловаренных печей с подковообразным направлением пламени позволяет сократить энергопотребление до 4,4 - 5,6 ГДж/т и продлить компанию печи до 10 лет.
Совместное применение НДТ 2, 3, 5 для производства силиката натрия растворимого позволяет достичь следующих технологических показателей (см. таблицу 5.5):
Таблица 5.5
для силиката натрия растворимого
Загрязняющее вещество (при использовании природного газа в качестве топлива) | Удельный выброс, кг/т сваренной стекломассы |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | <= 7,5 |
Оксид углерода (CO) | <= 0,5 |
Пыль неорганическая (суммарно) | <= 2,5 |
С 1970-х годов в различных государствах были разработаны национальные стандарты в области систем энергетического менеджмента (СЭнМ). С 2012 года в Российской Федерации действует стандарт ГОСТ Р ИСО 50001-2012 "Системы энергетического менеджмента. Требования и руководство по применению" [44], а с 2018 года международный стандарт ISO 50001:2018 Energy management systems - Requirements with guidance for use [66].
СЭнМ представляет собой часть системы менеджмента организации и включает набор (совокупность) взаимосвязанных или взаимодействующих элементов, используемых для разработки и внедрения энергетической политики и энергетических целей, а также процессов и процедур для достижения этих целей.
СЭнМ позволяет сформулировать обоснованные цели и задачи в области повышения эффективности использования энергии на предприятии и обеспечить их достижение (решение) путем реализации программ, охватывающих все стадии производственного процесса - от планирования закупок оборудования до организации отгрузки готовой продукции. Для энергоемких отраслей, к которым относится и производство стекла, значимость СЭнМ весьма высока.
С точки зрения НДТ основные численные показатели обычно представляют как удельное потребление энергии (в расчете на единицу полуфабриката или продукции) - как на отдельных стадиях (наиболее энергоемких), так и в процессе производства в целом. Именно в таких численных показателях сокращения удельных затрат энергии (топлива, пара, электроэнергии и других ресурсов) обычно ставятся цели и задачи повышения энергоэффективности, потенциально важные для обеспечения соответствия предприятий НДТ.
В связи с тем, что для постановки и проверки выполнения задач СЭнМ необходимо обеспечить мониторинг и измерение показателей, связанных с потреблением и использованием энергии, разработка программ энергетического менеджмента предполагает и совершенствование практики учета и контроля, включая выбор, обоснование и организацию измерений ключевых параметров.
Особенности российского климата (в том числе региональные) определяют достаточно существенные отличия в потреблении энергии, необходимой для подготовки сырья, материалов, отопления производственных помещений, от показателей, характерных, например, для средиземноморских компаний, выпускающих стекольную продукцию. Но для постановки обоснованных целей и задач в области повышения энергоэффективности производства необходимо четко знать и документировать распределение потребления энергии на различные нужды.
В общем случае в состав СЭнМ входят следующие взаимосвязанные элементы:
- энергетическая политика;
- планирование (цели, задачи, мероприятия), программа СЭнМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭнМ;
- анализ и оценка СЭнМ руководством организации.
Действенность СЭнМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, т.е. способов (в том числе документированных) осуществления действия или процесса.
В связи с тем, что воздействие предприятий по производству стекла в значительной степени обусловлено именно высокой энергоемкостью технологических процессов, СЭнМ могут стать как инструментами повышения энергоэффективности, так и инструментами сокращения негативного воздействия на ОС. Такая позиция согласуется и с рекомендациями, применяемыми в этой отрасли и за рубежом [67].
6.2 Перспективные технологические, технические и управленческие решения в области ресурсо- и энергоэффективности и снижения воздействия на окружающую среду
В число перспективных входят применимые ко всем производствам технологические, технические и управленческие решения:
- использование гранулированных компонентов шихты и стеклобоя;
- применение горелок с пониженным образованием оксидов азота (NOx);
- замена нитратов в качестве окислителя при стекловарении;
- применение электрофильтров для очистки отходящих газов печи;
- использование водорода в качестве топлива (при снижении его себестоимости);
- обогащение воздуха, подаваемого для сжигания топлива, кислородом;
- предварительный подогрев шихты с помощью отходящих газов;
- обогрев печи с помощью отходящих газов;
- использование газогенераторов для производства электроэнергии: учитывая постоянную (на протяжении суток) потребляемую электрическую мощность, а также относительно низкую цену газа, стоимость генерации 1 кВт*ч может оказаться выгоднее, чем закупка у электросетевой компании.
Для производства стеклянной тары выделяются дополнительно технологическое (снижение веса стеклянной тары за счет повышения прочностных характеристик, что позволяет делать более тонкую тару, а значит, снижать расход стекломассы на объем упакованного в эту тару продукта) и маркетингово-управленческое решение (убеждение потребителей в сокращении ассортимента в пользу определенных стандартных видов тары для повышения производительности, а, значит, ресурсо- и энергоэффективности, тем самым снижения стоимости и воздействия на окружающую среду единицы продукции).
Уточнение перечня перспективных технологических и управленческих решений предполагает проведение широкомасштабных консультаций с практиками, в том числе в части ожиданий вывода на рынок отечественного оборудования, применимого для повышения энергоэффективности и экологической результативности производства стекла.
Настоящий справочник НДТ подготовлен ТРГ 5-2022. В написание разделов справочника большой вклад внесли представители отрасли:
- Союз стекольных предприятий - производство листового стекла;
- АО "Салаватстекло" - производство листового, тарного стекла, силиката натрия;
- ООО "ОСЗ Гусь-Хрустальный" - производство сортового стекла;
- ООО "Красное Эхо" - производство тарного стекла.
При подготовке справочника НДТ были использованы материалы, полученные от консалтинговой компании ООО "СМ Про", а также в результате опроса российских производителей стекла в ходе анкетирования, организованного Бюро НДТ в 2022 году. Кроме того, составители справочника НДТ учитывали результаты отечественных научно-исследовательских работ, маркетинговых исследований и др.
В связи с тем, что предприятия в большинстве своем предоставили информацию в неполном виде, а от некоторых подотраслей предприятия были представлены двумя субъектами (производство сортового стекла), одним субъектом (производство силиката натрия растворимого) или вообще не представлены (производство стекловолокна), при написании справочника НДТ были использованы также зарубежные материалы - справочный документ по НДТ, выпущенный в Европейском союзе в 2013 году [1], и отраслевые руководства, обзоры и статьи, опубликованные в последние годы [65, 67].
Общее заключение, которое можно сделать в результате подготовки настоящего справочника НДТ, состоит в том, что ведущие отечественные компании занимаются внедрением современных технологических процессов и оборудования, разрабатывают программы повышения ресурсо- и энергоэффективности, а также учитывают в своей деятельности экологическую результативность производства.
Однако цели, задачи и ожидаемые результаты перехода к технологическому нормированию на основе НДТ руководители предприятий понимают и оценивают по-разному. Ожидания промышленников связаны с уменьшением административной нагрузки и упрощением системы государственного регулирования в сфере охраны ОС, опасения - с неопределенным порядком правоприменения и вероятностью установления недостижимых технологических нормативов, а также способностью соблюдения требований к НДТ в условиях изменяющейся экономической ситуации.
По всей вероятности, отказ некоторых производителей стекла от участия в обмене информацией и от предоставления необходимых для разработки справочника НДТ сведений вызван именно опасениями руководителей предприятий и их консервативной позицией.
Рекомендации составителей справочника НДТ основаны на сделанном заключении:
1. Для продвижения перехода к НДТ необходимо организовать масштабную систему подготовки (повышения квалификации, дополнительного профессионального образования) кадров, а также инициировать обсуждение изменений производственной парадигмы, подготовить к ним предприятия и разъяснить основные мотивы и стимулы экологической модернизации экономики страны.
2. Определенные составителями справочника НДТ технологические показатели в ряде случаев уступают лучшим достигнутым показателям мировых предприятий. Для достижения соответствия необходимо проводить постоянный мониторинг и рассматривать идеи по совершенствованию технологических и организационных процессов, рассматривая их, в том числе, сквозь призму сокращения воздействия на окружающую среду. Будет целесообразно после установки САК повторно актуализировать технологические нормативы по маркерным веществам.
3. Действенным инструментом актуализации справочника НДТ могут и должны стать пилотные проекты, к участию в которых необходимо привлечь не только 5 - 10 ведущих компаний, но и представителей всех предприятий по производству стекла (на уровне предоставления данных, посещения промплощадок, консультаций с составителями справочника НДТ).
Процесс совершенствования справочника НДТ должен отражать принцип последовательного улучшения - основной принцип современных систем менеджмента. Составители настоящего справочника НДТ надеются, что коллеги готовы разделить эту позицию и поддержать совершенствование документа и продвижение НДТ в отечественном производстве стекла.
(справочное)
В ОБЛАСТЬ ПРИМЕНЕНИЯ ИТС 5
Вид деятельности по ОКВЭД | Код ОКПД | ||||||
Производство листового тянутого стекла | Стекло листовое тянутое бесцветное, всех марок | ||||||
Стекло листовое тянутое окрашенное в массе, всех марок | |||||||
Производство листового узорчатого, прокатного (но не обработанного другим способом): неармированного стекла | Стекло листовое узорчатое, прокатное, но не обработанное другим способом: неармированное - бесцветное | ||||||
Стекло листовое узорчатое, прокатное, но не обработанное другим способом: неармированное, окрашенное в массе | |||||||
Производство листового узорчатого, прокатного (но не обработанного другим способом): армированного стекла | Стекло листовое узорчатое, прокатное, но не обработанное другим способом: армированное - бесцветное | ||||||
Стекло листовое узорчатое, прокатное, но не обработанное другим способом: армированное - окрашенное в массе | |||||||
Производство бесцветного листового стекла, изготовленного методом флоат | Бесцветное листовое стекло, изготовленное методом флоат, всех марок | ||||||
Листовое стекло, изготовленное методом флоат, окрашенное в массе, всех марок | |||||||
Производство листового матового стекла | Стекло листовое с матовой поверхностью, но не обработанное другим способом | ||||||
Производство полированного стекла в листах (кроме изготовленного методом флоат) | Стекло с полированной поверхностью в листах, но не обработанное другим способом | ||||||
Производство листового стекла, прочего | Стекло листовое литое, прокатное, тянутое или выдувное, но не обработанное другим способом, прочее | ||||||
Стекло листовое термически полированное и стекло листовое с матовой или полированной поверхностью, но не обработанное другим способом, прочее | |||||||
Стекло листовое с покрытием, прочее | |||||||
Стекло листовое упрочненное, прочее | |||||||
Стекло листовое гнутое, с обработанной кромкой, гравированное, сверленое, эмалированное или обработанное иным способом, но не вставленное в раму или оправу, прочее | |||||||
Производство листового стекла с покрытием (кроме лакокрасочного, в т.ч. эмалевого) | Стекло листовое с твердым покрытием (кроме лакокрасочного, в т.ч. эмалевого) | ||||||
Стекло листовое с мягким покрытием (кроме лакокрасочного, в т.ч. эмалевого) | |||||||
Производство упрочненного (в том числе термически упрочненного и закаленного) стекла | Стекло листовое термоупрочненное (включая термоупрочненный стемалит) | ||||||
Стекло листовое химически упрочненное | |||||||
Производство многослойного стекла для строительства | Стекло безопасное закаленное для строительства | ||||||
Стекло безопасное многослойное | |||||||
Производство стеклянных зеркал | Зеркала стеклянные | ||||||
Производство стеклопакетов | Стеклопакеты клееные строительные (в том числе для структурного остекления) | ||||||
Стеклопакеты прочие | |||||||
Производство безопасного многослойного стекла для транспорта (в том числе наземного) | Стеклопакеты для наземного транспорта | ||||||
Производство бутылок и прочих емкостей из стекла или хрусталя | Бутылки стеклянные | ||||||
Банки стеклянные | |||||||
Флаконы стеклянные | |||||||
Тара прочая из стекла, кроме ампул | |||||||
Пробки, крышки и прочие укупорочные средства из стекла | |||||||
Производство стаканов и прочих сосудов для питья из стекла | Стаканы и прочие сосуды для питья из прочего стекла | ||||||
Производство столовой и кухонной посуды из стекла или хрусталя | Посуда столовая и кухонная из стекла | ||||||
Производство туалетных и канцелярских принадлежностей из стекла или хрусталя | Принадлежности туалетные из стекла | ||||||
Принадлежности канцелярские из стекла | |||||||
Производство украшений для интерьера и аналогичных изделий из стекла или хрусталя | Украшения для интерьера и аналогичные изделия из стекла | ||||||
Производство стеклянных колб для вакуумных сосудов | Колбы стеклянные для сосудов Дьюара | ||||||
Колбы стеклянные для других вакуумных сосудов | |||||||
Производство стекловолокна | Ленты из стекловолокна | ||||||
Ровница и пряжа из стекловолокна | |||||||
Стекловолокно рубленое | |||||||
Сетки из стекловолокна | |||||||
Холсты из стекловолокна | |||||||
Маты из стекловолокна | |||||||
Плиты из стекловолокна | |||||||
Изделия из стекловолокна прочие, кроме стеклотканей | |||||||
| |||||||
Производство необработанного стекла в блоках, в виде шаров, прутков, труб или трубок | Стекло в блоках необработанное | ||||||
Шары стеклянные (кроме микросфер) необработанные | |||||||
Прутки стеклянные необработанные | |||||||
Трубки стеклянные необработанные | |||||||
Производство блоков для мощения, стеклоблоков, плит и прочих изделий из прессованного или отформованного стекла, используемых в строительстве; производство стекла для витражей; производство многоячеистого стекла или пеностекла в блоках, плитах и аналогичных формах | Блоки для мощения из прессованного или литого стекла | ||||||
Кирпич из прессованного или литого стекла | |||||||
Плитки из прессованного или литого стекла | |||||||
Изделия из прессованного или литого стекла прочие | |||||||
Стекла для витражей и аналогичные стекла | |||||||
Пеностекло в форме блоков, плит или аналогичных форм | |||||||
Производство стеклянных колб для электрических ламп, электронно-лучевых приборов или аналогичных изделий | Колбы стеклянные открытые и их стеклянные части для электрических ламп, электроннолучевых трубок или аналогичных изделий | ||||||
Производство стекол для часов или очков, не подвергнутых оптической обработке | Стекла для часов | ||||||
Стекла для очков оптически необработанные | |||||||
Сферы стеклянные полые и их сегменты для изготовления таких стекол | |||||||
Производство посуды для лабораторных, фармацевтических и гигиенических целей из стекла; производство ампул и прочих изделий из медицинского стекла | Посуда для лабораторных целей стеклянная | ||||||
Посуда для гигиенических или фармацевтических целей стеклянная | |||||||
Ампулы из стекла | |||||||
Производство стеклянных деталей электрических ламп и осветительной арматуры, световых указателей, световых табло и аналогичных изделий | Части и комплектующие стеклянные для светильников и осветительной арматуры, светящихся указателей, световых табло и аналогичных изделий | ||||||
Производство электрических изоляторов из стекла | Изоляторы электрические стеклянные | ||||||
Производство прочих изделий из стекла, не включенных в другие группировки | Стекло профильное: натрий-кальций-силикатное, закаленное | ||||||
Стекло профильное: прочее | |||||||
Изделия из стекла, не включенные в другие группировки: прочие | |||||||
Производство прочих основных неорганических химических веществ | Силикаты | ||||||
<*> ОКВЭД - Общероссийский классификатор видов экономической деятельности. <**> ОКПД - Общероссийский классификатор продукции по видам экономической деятельности. | |||||||
(обязательное)
ПЕРЕЧЕНЬ МАРКЕРНЫХ ВЕЩЕСТВ И ТЕХНОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ
В качестве основного вида топлива для всех подотраслей используется природный газ.
Перечень маркерных веществ
Для атмосферного воздуха, все подотрасли производства стекла |
Оксид азота и диоксид азота суммарно в пересчете на NO2 |
Оксид углерода (CO) |
Пыль неорганическая (суммарно) |
Листовое стекло
Технологический показатель | Единица измерения | Значение | |
Кампания печи до 10 лет | Кампания печи свыше 10 лет | ||
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 10,4 | <= 12,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,8 | <= 1,0 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 1,0 | <= 1,2 |
Тарное стекло
Технологический показатель | Единица измерения | Значение | |
Кампания печи до 7 лет | Кампания печи свыше 7 лет | ||
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 9,0 | <= 10,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,7 | <= 1,0 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 1,0 | <= 1,2 |
Сортовое стекло
Технологический показатель | Единица измерения | Значение | |
Кампания печи до 5 лет | Кампания печи свыше 5 лет | ||
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 17,0 | <= 20,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,8 | <= 1,0 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 1,5 | <= 2,5 |
Стекловолокно
Технологический показатель | Единица измерения | Значение |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 5,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,5 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 2,0 |
Силикат натрия растворимый
Технологический показатель | Единица измерения | Значение |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 7,5 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,5 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 2,5 |
(обязательное)
ПЕРЕЧЕНЬ НДТ
Номер НДТ | Наименование НДТ | Примечание |
Системы экологического менеджмента | Все подотрасли | |
Автоматическое регулирование параметров стекловарения | Все подотрасли | |
Рекуперация тепла отходящих газов процесса стекловарения | Неприменима для печей производительностью менее 200 т/сут | |
Использование стеклобоя | Имеет существенные ограничения в производстве сортового стекла и стекловолокна (возможно применение не для всех видов) | |
Применение рукавных фильтров на линиях подготовки сырья | Все подотрасли | |
Флоат-процесс | Применима в производстве листового стекла | |
Оптимизация режимов горения в соответствии с долей стеклобоя в шихте (до 50%) | Применима в производстве тарного стекла | |
Применение секционных стеклоформующих машин (способы BB, PB, NNPB) | Применима в производстве тарного стекла | |
Формование и охлаждение стекла сухим способом | Применима для силиката натрия растворимого |
(обязательное)
РЕСУРСНАЯ И ЭНЕРГЕТИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
1. Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Стекольное производство является достаточно ресурсо- и энергоемким процессом. Использование стеклобоя в качестве частичного заменителя шихты способно значительно сократить ресурсопотребление, а использование тепла отходящих газов вносит большой вклад в сокращение энергопотребления. В подотрасли тарного стекла одним из основных факторов ресурсо- и энергопотребления является вес единицы продукции, а также ассортимент выпускаемой продукции, который влияет на частоту технологических переводов. Минимизация брака также представляется значимым аспектом снижения ресурсо- и энергопотребления для всей стекольной отрасли.
2. Основные энерго- и ресурсоемкие технологические процессы
Основным ресурсо- и энергоемким процессом производства любого вида стекла является стекловарение. Производство стекла - весьма энергоемкий процесс, поэтому источник энергии, методы нагрева и утилизации теплоты являются определяющими для разработки конструкции печи, энергоэффективности и экономической эффективности процесса. Те же факторы определяют экологическую результативность процесса.
Выбор метода стекловарения определяется экономическими и технологическими факторами, основные из которых следующие: требуемая производительность, состав стекла, связанные капитальные и текущие затраты в течение продолжительности кампании печи, в т.ч. цены на топливо, существующая инфраструктура. При этом технологические и экономические требования являются определяющими. Важная часть текущих затрат - это затраты на энергию, и обычно выбирают наиболее энергоэффективную возможную конструкцию.
В стекольной промышленности Российской Федерации в качестве основного вида топлива практически повсеместно применяется природный газ. Кроме того, в производстве стекла используется электроэнергия и в качестве резервного топлива - мазут, сжиженный газ, дизельное топливо.
В среднем энергия, необходимая для стекловарения, составляет около 75 - 80% совокупной энергии, требующейся для производства продукции из стекла. Стоимость энергии для стекловарения является одной из самых значительных статей расходов для стекольных предприятий, что служит стимулом для разработки и внедрения решений, направленных на повышение энергоэффективности стекловарения.
Основные решения, направленные на повышение энергоэффективности производства стекла, закладываются на стадии проектирования и прежде всего - при выборе типа стекловаренной печи (см. главу 2.1.3). Детальное обсуждение методов повышения энергоэффективности стекловарения в целом обсуждается в главах 2.1.2 (Стекловарение) и 2.1.3 (Стекловаренные печи), а также в главах, посвященных технологиям производства различных видов продукции (главы 2.2, 2.3, 2.4, 2.5, 2.6). Использование стеклобоя в составе шихты, позволяющее сократить удельный расход энергии, затрачиваемой на стекловарение, обсуждается в главе 2.1.1.4.
3. Уровни потребления основных видов ресурсов и энергии
Качество стекловарения и совершенство последующих стадий обработки обеспечивает выполнение критерия ресурсоэффективности, каким является коэффициент использования стекла (КИС). Целевые показатели представлены в таблице Г.1.
Таблица Г.1
для стекольных производств
Производство | КИС, % |
Листовое стекло | 81 |
Тарное стекло | 85 |
Сортовое стекло | 71 |
Стекловолокно | 80 |
Доля использования стеклобоя используется как показатель ресурсоэффективности для производства листового, тарного и сортового стекла. Целевые показатели представлены в таблице Г.2.
Таблица Г.2
Производство | Минимальная доля использования стеклобоя (от массы шихты), % |
Листовое стекло | 11 |
Тарное стекло | 14 |
Сортовое стекло <*> | 14 |
--------------------------------
При производстве различных видов продукции удельное потребление энергии рассчитано на единицу сваренной стекломассы (таблица Г.3).
Таблица Г.3
Производство | Удельный расход энергии, ГДж/т стекломассы | |
диапазон | среднее | |
Листовое стекло | 6,3 - 7,7 | 7,1 |
Тарное стекло | 6,1 - 10,9 | 6,5 |
Сортовое стекло | 13,2 - 15,5 | 14,0 |
Стекловолокно <*> | 10,0 - 25,0 <*> | 16,0 <*> |
Силикат натрия растворимый | 4,4 - 4,7 | 4,6 |
--------------------------------
4. Наилучшие доступные технологии, направленные на повышение энергоэффективности и ресурсной эффективности производства
Основные наилучшие доступные технологии производства стекла определены как НДТ повышения энергоэффективности (см. раздел 5).
Номер и наименование НДТ | Раздел/пункт справочника |
НДТ 1. Системы экологического менеджмента | |
НДТ 2. Автоматическое регулирование параметров стекловарения | |
НДТ 3. Рекуперация тепла отходящих газов процесса стекловарения | |
НДТ 4. Использование стеклобоя | |
НДТ 7. Оптимизация режимов горения в соответствии с долей стеклобоя в шихте (до 50%) | |
НДТ 8. Применение секционных стеклоформующих машин (способы BB, PB, NNPB) |
5. Перспективные технологии, направленные на повышение энергоэффективности и ресурсной эффективности (см. раздел 6).
К перспективным технологиям и решениям отнесены следующие:
- использование систем энергетического менеджмента;
- использование гранулированных компонентов шихты и стеклобоя;
- использование водорода в качестве топлива (при снижении его себестоимости);
- обогащение воздуха, подаваемого для сжигания топлива, кислородом;
- предварительный подогрев шихты с помощью отходящих газов;
- обогрев печи с помощью отходящих газов;
- использование газогенераторов для производства электроэнергии.
(справочное)
ПОКАЗАТЕЛИ ВЫБРОСОВ, ВНОСЯЩИХ ВКЛАД
В ГЛОБАЛЬНОЕ ПОТЕПЛЕНИЕ (ПАРНИКОВЫЕ ГАЗЫ).
УГЛЕРОДНЫЙ СЛЕД ЖИЗНЕННОГО ЦИКЛА ПРОДУКЦИИ
Для стекольной отрасли веществом, выброс которого вносит вклад в глобальное потепление, является диоксид углерода CO2. Для расчета эмиссий используется методика, изложенная в приказе Минприроды РФ N 300 от 30.06.2015 [55]. Для сопоставимости результатов выброс диоксида углерода приведен от процессов, протекающих на промплощадке (Охват 1).
Основной вклад в образование диоксида углерода вносит разложение карбонатсодержащих компонентов сырья в процессе стекловарения - до 210 кг CO2/т, а также сгорание углеводородов топлива (от 230 кг CO2/т в зависимости в основном от энергоэффективности процесса стекловарения). Очевидно, что замещение компонентов шихты стеклобоем снижает вклад разложения карбонатов, а использование электроподогрева, а также безуглеродного топлива (например, водорода) позволяет снизить углеродный след от его сгорания (в рамках Охвата 1). Обогрев печи и поступающей шихты при помощи отходящих газов позволяет уменьшить технологический расход энергии, следовательно, и углеродсодержащего топлива.
Существует предел, который являет собой минимально достижимый углеродный след при использовании экономически рентабельной организации технологического процесса. Согласно [68], этот уровень для 10% наилучших европейских предприятий составляет 421 кг CO2/т стекломассы для предприятий листового стекла и 265 - 323 кг CO2/т для предприятий тарного стекла (Охват 1). Более низкие показатели в Европейском Союзе по тарному стеклу (особенно по цветному) связаны с высокими нормативами использования стеклобоя (до 80%), что объясняется удобной и дешевой логистикой по сравнению с Российской Федерацией, а также использованием регуляторных компенсирующих механизмов, мотивирующих к увеличению оборота стеклобоя (например, использование механизма залоговой стоимости стеклянной тары).
Этапы проведения бенчмаркинга
Национальный бенчмаркинг для стекольной отрасли выполнен с учетом требований ГОСТ Р 113.00.11-2022 "Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности" [69].
Основные этапы проведения бенчмаркинга:
- формирование экспертной группы;
- выбор методик(и) расчета выбросов парниковых газов и определение границ процессов для количественного определения выбросов парниковых газов;
- разработка анкеты для сбора данных, необходимых для расчета выбросов парниковых газов;
- сбор и обработка данных, необходимых для расчета удельных выбросов парниковых газов;
- расчет удельных выбросов парниковых газов;
- валидация и верификация результатов расчетов удельных выбросов парниковых газов;
- графическая визуализация бенчмаркинга удельных выбросов парниковых газов.
Бенчмаркинг удельных выбросов парниковых газов выполнен на основании данных 18 предприятий стекольной отрасли, входящих в число крупнейших в Российской Федерации, предоставленных в ходе анкетирования с использованием унифицированного шаблона отраслевой анкеты для сбора данных. Обработаны данные за 2021 год.
Результаты бенчмаркинга удельных выбросов парниковых газов являются основой для установления индикативных показателей удельных выбросов парниковых газов.
Критерии установления индикативных показателей удельных выбросов парниковых газов
На основании полученных результатов для производственных процессов установлены индикативные показатели удельных выбросов парниковых газов двух уровней.
1 Верхний уровень индикативного показателя (ИП 1) - может использоваться в рамках правового регулирования отношений, связанных с ограничением выбросов парниковых газов. Определяется следующим образом:
IИП1 = Imax - (Imax - Imin) x 0,15,
где: Imax - максимальный удельный показатель выбросов, т CO2/т продукции;
Imin - минимальный удельный показатель выбросов, т CO2/т продукции.
2 Нижний уровень индикативного показателя (ИП 2) - может использоваться при принятии решений о государственной поддержке. Определяется следующим образом:
IИП2 = Imax - (Imax - Imin) x 0,60,
где: Imax - максимальный удельный показатель выбросов, т CO2/т продукции;
Imin - минимальный удельный показатель выбросов, т CO2/т продукции.
Под максимальным (минимальным) удельным показателем выбросов подразумевался наибольший (наименьший) результат анализа массива данных, полученных от предприятий со сходными технологическими процессами и их долей в производстве. Такой подход позволяет избежать сравнения показателей предприятий, которые являются сходными по основному способу производства, но имеют значительные отличия в выпускаемом ассортименте и, соответственно, в технологических процессах.
Полученные результаты показаны на рисунках Д.1 и Д.2.

Рисунок Д.1 - Выбросы парниковых газов предприятиями
листового стекла (Охват 1)

Рисунок Д.2 - Выбросы парниковых газов предприятиями
тарного стекла (Охват 1)
Индикативные показатели удельных выбросов парниковых газов
Ввиду недостаточного количества результатов, полученных от предприятий по производству сортового стекла и силиката натрия растворимого, а также отсутствия данных предприятий по производству стекловолокна, уровни воздействия (бенчмарк) установлены для подотраслей листового и тарного стекла. Результаты проведенного отраслевого бенчмаркинга удельных выбросов парниковых газов производственных процессов стекольной отрасли представлены в таблице Д.1.
Таблица Д.1
в стекольной отрасли
Производство | Эмиссия CO2 от стекловарения, кг/т стекломассы | |||
существующий диапазон | 10% лучших предприятий ЕС [68] | бенчмарк "зеленых проектов" (ИП2) | бенчмарк ограничений (ИП1) | |
Листовое стекло | 479 - 569 | 421 | 514 | 556 |
Тарное стекло | 431 - 520 | 265 - 323 <*> | 461 | 496 |
--------------------------------
Основные направления снижения выбросов парниковых газов в стекольной отрасли
1. Доведение доли используемого стеклобоя до 30% (листовое стекло) и 40 - 50% (тарное стекло) при условии соответствия качества стеклобоя предъявляемым к нему производителем стекла требований, а также недопущения снижения качества изготавливаемой продукции.
2. Использование в качестве источника энергии водорода (требует уточняющего исследования и создания необходимой инфраструктуры) и электроподогрева.
3. Использование энергии отходящих газов для обогрева печи и поступающей шихты.
4. Разработка и внедрение технологий улавливания, захоронения и дальнейшего использования углекислого газа и метана, а также создание соответствующей инфраструктуры, инжиниринга и производств необходимого оборудования, за счет чего обеспечивается снижение выбросов парниковых газов в атмосферу в объеме уловленного и использованного диоксида углерода и метана, в том числе сожженного (требует уточняющего исследования и создания необходимой инфраструктуры).
Общая характеристика технологий улавливания и хранения углерода
Улавливание и хранение углерода (CCS) относится к набору технологий, которые могут играть важную и разнообразную роль в достижении глобальных целей в области энергетики и климата.
Технология CCS включает в себя улавливание CO2 из крупных точечных источников, включая производство электроэнергии или промышленные объекты, которые используют либо ископаемое топливо, либо биомассу в качестве топлива. CO2 также можно улавливать непосредственно из атмосферы. Если улавливаемый CO2 не используется на месте, его компримируют и транспортируют по трубопроводу, морскому, железнодорожному или автомобильному транспорту для использования в различных целях или закачивают в глубокие геологические формации (включая истощенные нефтегазовые пласты или соляные пласты), которые используются для постоянного хранения CO2.
CO2 можно использовать в качестве сырья для производства ряда продуктов и услуг. Потенциальные области применения CO2 включают прямое использование, при котором CO2 не подвергается химическому изменению (неконверсия), и преобразование CO2 в полезный продукт с помощью химических и биологических процессов (конверсия).
В стекольной отрасли в настоящее время технологии улавливания углерода не используются. Ключевые разрабатываемые и применяемые технологии улавливания углерода приведены в таблице Д.2.
Таблица Д.2
улавливания углерода [70]
Технология улавливания углерода | Обзор технологии |
Химическая абсорбция | Представляет собой технологическую операцию, основанную на реакции между CO2 и химическим растворителем (например, соединениями этаноламина). Химическая абсорбция с использованием растворителей на основе аминов является наиболее передовым методом улавливания CO2 |
Физическая сепарация | Метод основан на использовании адсорбции, абсорбции, криогенного разделения или дегидратации и сжатия. Для физической адсорбции используется твердая поверхность (например, активированный уголь, оксид алюминия, оксиды металлов или цеолиты), а для физической абсорбции используется жидкий растворитель (например, Selexol или Rectisol). После улавливания с помощью адсорбента CO2 высвобождается при повышении температуры (адсорбция при переменном изменении температуры) или давления (адсорбция при переменном давлении или адсорбция при переменном вакууме) |
Кислородно-топливная сепарация | Технология основана на сжигании топлива с использованием почти чистого кислорода и последующим улавливанием выделяемого CO2. Поскольку дымовой газ состоит почти исключительно из CO2 и водяного пара, последний можно легко удалить с помощью дегидратации, чтобы получить CO2 высокой чистоты |
Мембранная сепарация | Технология основана на применении полимерных или неорганических устройств (мембран) с высокой селективностью по CO2, которые пропускают CO2, но действуют как барьеры, удерживающие другие газы в газовом потоке |
Регенеративный цикл кальция | Технология включает в себя улавливание CO2 при высокой температуре с использованием двух основных реакторов. В первом реакторе известь (CaO) используется в качестве сорбента для улавливания CO2 из газового потока с образованием карбоната кальция (CaCO3). CaCO3 впоследствии транспортируется во второй реактор, где он регенерируется, в результате чего получаются известь и чистый поток CO2. Затем известь возвращается в первый реактор |
Химическое циклическое сжигание | Технологическая схема представляет собой двухреакторную технологию (аналогично технологии регенеративного цикла кальция). В первом реакторе мелкие частицы металла (например, железа или марганца) используются для связывания кислорода воздуха с образованием оксида металла, который затем транспортируется во второй реактор, где вступает в реакцию с топливом, производя энергию и концентрированный поток CO2, регенерирующий восстановленную форму металла. Затем металл возвращается в первый реактор |
Энергетические циклы на суперкритических параметрах CO2 | Технология основана на применении в энергетических циклах со сверхкритическими параметрами CO2 в качестве рабочего тела (то есть параметры CO2 выше критической температуры и давления). Турбины со сверхкритическими параметрами CO2 обычно используют почти чистый кислород для сжигания топлива, чтобы получить дымовой газ, состоящий только из CO2 и водяного пара |
Хранение CO2 предполагает закачку уловленного вещества в глубокий подземный геологический резервуар из пористой породы, покрытый непроницаемым слоем горных пород, который герметизирует резервуар и предотвращает восходящую миграцию или "утечку" CO2 в атмосферу.
Существует несколько типов резервуаров, подходящих для хранения CO2, при этом наибольшую емкость имеют глубокие солевые формации и истощенные нефтегазовые резервуары.
Углеродный след жизненного цикла стекольной продукции
В рамках углеродного следа всего жизненного цикла продукции следует отметить возможности низкоэмиссионного листового стекла по сокращению выбросов парниковых газов во время эксплуатации в коммунальном секторе за счет снижения энергозатрат на поддержание комфортной температуры в помещении. Так, сопротивление теплопередаче возрастает более чем вдвое (с 0,5 до 1,2 м2*°C/Вт [71]), и, соответственно, настолько же снижается относительный углеродный след от эксплуатации окон или стен, сделанных с использованием низкоэмиссионного стекла. Чем дольше эксплуатируется такое стекло, тем больший экономический и экологический эффект это приносит.
Что касается жизненного цикла тарного стекла, то использование оборотной стеклянной тары наряду с практикуемым в настоящее время оборотом стеклобоя может также внести значительный вклад в снижение углеродного следа жизненного цикла продукции [72].
(обязательное)
ЗАКЛЮЧЕНИЯ ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
Область применения
Настоящее заключение НДТ распространяется на следующие основные виды деятельности:
- производство листового стекла;
- производство тарного стекла;
- производство сортового стекла;
- производство стекловолокна <3>;
- производство силиката натрия растворимого <4>.
--------------------------------
<3> Производство стекловолокна следует рассматривать как химическое производство искусственных и синтетических волокон, однако в соответствии с [4, 10] поименовано в перечне областей применения НДТ и объектов I категории в группе, связанной с производством стекла.
<4> Силикат натрия растворимый по ОКВЭД 2 относится к группе 20 "Производство химических веществ и химической продукции", однако данная технология в принципе не отличается от большинства технологий производства других видов стекол (группа 23).
Дополнительные виды деятельности и соответствующие им справочники НДТ приведены в таблице Е.1.
Таблица Е.1
и соответствующие им справочники НДТ
Вид деятельности | Соответствующий справочник НДТ |
Очистка отходящих газов | ИТС-22. Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях ИТС-22.1. Общие принципы производственного экологического контроля и его метрологического обеспечения |
Очистка сточных вод | ИТС-8. Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях |
Складирование и хранение сырья, продукции и твердого топлива | ИТС-46. Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов) |
Сокращение энергопотребления | ИТС-48. Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности |
Номенклатура продукции, включенной в Заключение по НДТ, приведена в таблице Е.2.
Таблица Е.2
Вид деятельности по ОКВЭД | Код ОКПД | ||||||
Производство листового тянутого стекла | Стекло листовое тянутое бесцветное, всех марок | ||||||
Стекло листовое тянутое окрашенное в массе, всех марок | |||||||
Производство листового узорчатого, прокатного (но не обработанного другим способом): неармированного стекла | Стекло листовое узорчатое, прокатное, но не обработанное другим способом: неармированное - бесцветное | ||||||
Стекло листовое узорчатое, прокатное, но не обработанное другим способом: неармированное, окрашенное в массе | |||||||
Производство листового узорчатого, прокатного (но не обработанного другим способом): армированного стекла | Стекло листовое узорчатое, прокатное, но не обработанное другим способом: армированное - бесцветное | ||||||
Стекло листовое узорчатое, прокатное, но не обработанное другим способом: армированное - окрашенное в массе | |||||||
Производство бесцветного листового стекла, изготовленного методом флоат | Бесцветное листовое стекло, изготовленное методом флоат, всех марок | ||||||
Листовое стекло, изготовленное методом флоат, окрашенное в массе, всех марок | |||||||
Производство листового матового стекла | Стекло листовое с матовой поверхностью, но не обработанное другим способом | ||||||
Производство полированного стекла в листах (кроме изготовленного методом флоат) | Стекло с полированной поверхностью в листах, но не обработанное другим способом | ||||||
Производство листового стекла, прочего | Стекло листовое литое, прокатное, тянутое или выдувное, но не обработанное другим способом, прочее | ||||||
Стекло листовое термически полированное и стекло листовое с матовой или полированной поверхностью, но не обработанное другим способом, прочее | |||||||
Стекло листовое с покрытием, прочее | |||||||
Стекло листовое упрочненное, прочее | |||||||
Стекло листовое гнутое, с обработанной кромкой, гравированное, сверленое, эмалированное или обработанное иным способом, но не вставленное в раму или оправу, прочее | |||||||
Производство листового стекла с покрытием (кроме лакокрасочного, в т.ч. эмалевого) | Стекло листовое с твердым покрытием (кроме лакокрасочного, в т.ч. эмалевого) | ||||||
Стекло листовое с мягким покрытием (кроме лакокрасочного, в т.ч. эмалевого) | |||||||
Производство упрочненного (в том числе термически упрочненного и закаленного) стекла | Стекло листовое термоупрочненное (включая термоупрочненный стемалит) | ||||||
Стекло листовое химически упрочненное | |||||||
Производство многослойного стекла для строительства | Стекло безопасное закаленное для строительства | ||||||
Стекло безопасное многослойное | |||||||
Производство стеклянных зеркал | Зеркала стеклянные | ||||||
Производство стеклопакетов | Стеклопакеты клееные строительные (в том числе для структурного остекления) | ||||||
Стеклопакеты прочие | |||||||
Производство безопасного многослойного стекла для транспорта (в том числе наземного) | Стеклопакеты для наземного транспорта | ||||||
Производство бутылок и прочих емкостей из стекла или хрусталя | Бутылки стеклянные | ||||||
Банки стеклянные | |||||||
Флаконы стеклянные | |||||||
Тара прочая из стекла, кроме ампул | |||||||
Пробки, крышки и прочие укупорочные средства из стекла | |||||||
Производство стаканов и прочих сосудов для питья из стекла | Стаканы и прочие сосуды для питья из прочего стекла | ||||||
Производство столовой и кухонной посуды из стекла или хрусталя | Посуда столовая и кухонная из стекла | ||||||
Производство туалетных и канцелярских принадлежностей из стекла или хрусталя | Принадлежности туалетные из стекла | ||||||
Принадлежности канцелярские из стекла | |||||||
Производство украшений для интерьера и аналогичных изделий из стекла или хрусталя | Украшения для интерьера и аналогичные изделия из стекла | ||||||
Производство стеклянных колб для вакуумных сосудов | Колбы стеклянные для сосудов Дьюара | ||||||
Колбы стеклянные для других вакуумных сосудов | |||||||
Производство стекловолокна | Ленты из стекловолокна | ||||||
Ровница и пряжа из стекловолокна | |||||||
Стекловолокно рубленое | |||||||
Сетки из стекловолокна | |||||||
Холсты из стекловолокна | |||||||
Маты из стекловолокна | |||||||
Плиты из стекловолокна | |||||||
Изделия из стекловолокна прочие, кроме стеклотканей | |||||||
| |||||||
Производство необработанного стекла в блоках, в виде шаров, прутков, труб или трубок | Стекло в блоках необработанное | ||||||
Шары стеклянные (кроме микросфер) необработанные | |||||||
Прутки стеклянные необработанные | |||||||
Трубки стеклянные необработанные | |||||||
Производство блоков для мощения, стеклоблоков, плит и прочих изделий из прессованного или отформованного стекла, используемых в строительстве; производство стекла для витражей; производство многоячеистого стекла или пеностекла в блоках, плитах и аналогичных формах | Блоки для мощения из прессованного или литого стекла | ||||||
Кирпич из прессованного или литого стекла | |||||||
Плитки из прессованного или литого стекла | |||||||
Изделия из прессованного или литого стекла, прочие | |||||||
Стекла для витражей и аналогичные стекла | |||||||
Пеностекло в форме блоков, плит или аналогичных форм | |||||||
Производство стеклянных колб для электрических ламп, электронно-лучевых приборов или аналогичных изделий | Колбы стеклянные открытые и их стеклянные части для электрических ламп, электронно-лучевых трубок или аналогичных изделий | ||||||
Производство стекол для часов или очков, не подвергнутых оптической обработке | Стекла для часов | ||||||
Стекла для очков оптически необработанные | |||||||
Сферы стеклянные полые и их сегменты для изготовления таких стекол | |||||||
Производство посуды для лабораторных, фармацевтических и гигиенических целей из стекла; производство ампул и прочих изделий из медицинского стекла | Посуда для лабораторных целей стеклянная | ||||||
Посуда для гигиенических или фармацевтических целей стеклянная | |||||||
Ампулы из стекла | |||||||
Производство стеклянных деталей электрических ламп и осветительной арматуры, световых указателей, световых табло и аналогичных изделий | Части и комплектующие стеклянные для светильников и осветительной арматуры, светящихся указателей, световых табло и аналогичных изделий | ||||||
Производство электрических изоляторов из стекла | Изоляторы электрические стеклянные | ||||||
Производство прочих изделий из стекла, не включенных в другие группировки | Стекло профильное: натрий-кальций-силикатное, закаленное | ||||||
Стекло профильное: прочее | |||||||
Изделия из стекла, не включенные в другие группировки: прочие | |||||||
Производство прочих основных неорганических химических веществ | Силикаты | ||||||
<*> ОКВЭД - Общероссийский классификатор видов экономической деятельности. <**> ОКПД - Общероссийский классификатор продукции по видам экономической деятельности. | |||||||
Справочник НДТ в рамках основного вида деятельности распространяется на следующие технологические процессы:
- получение сырьевых материалов и подготовка шихты;
- загрузка шихты в стекловаренную печь;
- стекловарение;
- формование стеклоизделий.
Справочник НДТ не распространяется на:
- некоторые процессы производства, такие как добыча сырья в карьере;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
1. Наилучшие доступные технологии
Заключения по НДТ содержат перечень кратких описаний НДТ, применяемых в производстве стекла (таблица Е.3).
Таблица Е.3
НДТ | Наименование НДТ и соответствующий раздел ИТС-5 | Применимость |
НДТ-1 | Системы экологического менеджмента (раздел 5.1.1) | Все подотрасли |
НДТ-2 | Автоматическое регулирование параметров стекловарения (раздел 5.1.2) | Все подотрасли |
НДТ-3 | Рекуперация тепла отходящих газов процесса стекловарения (раздел 5.1.3) | Неприменима для печей производительностью менее 200 т/сут |
НДТ-4 | Использование стеклобоя (раздел 5.1.4) | Имеет существенные ограничения в производстве сортового стекла и стекловолокна (возможно применение не для всех видов) |
НДТ-5 | Применение рукавных фильтров на линиях подготовки сырья (раздел 5.1.5) | Все подотрасли |
НДТ-6 | Флоат-процесс (раздел 5.2.1) | Применим в производстве листового стекла |
НДТ-7 | Оптимизация режимов горения в соответствии с долей стеклобоя в шихте (до 50%) (раздел 5.3.1) | Применима в производстве тарного стекла |
НДТ-8 | Применение секционных стеклоформующих машин (способы BB, PB, NNPB) (раздел 5.3.2) | Применимо в производстве тарного стекла |
НДТ-9 | Формование и охлаждение стекла сухим способом (раздел 5.6.1) | Применимо для силиката натрия растворимого |
Наименования маркерных веществ и соответствующие им значения технологических показателей приведены в таблицах Е.4 - Е.8. Для подотраслей листового, тарного и сортового стекла принято решение установить различные значения технологических показателей в зависимости от возраста основного источника воздействия на окружающую среду - стекловаренных печей. Показатели установлены при использовании природного газа в качестве основного вида топлива.
Таблица Е.4
в зависимости от возраста стекловаренных печей подотрасли
листового стекла (выбросы в атмосферу)
Технологический показатель | Единица измерения | Значение | |
Кампания печи до 10 лет | Кампания печи свыше 10 лет | ||
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 10,4 | <= 12,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,8 | <= 1,0 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 1,0 | <= 1,2 |
Таблица Е.5
Маркерные вещества и технологические показатели
в зависимости от возраста стекловаренных печей подотрасли
тарного стекла (выбросы в атмосферу)
Технологический показатель | Единица измерения | Значение | |
Кампания печи до 7 лет | Кампания печи свыше 7 лет | ||
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 9,0 | <= 10,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,7 | <= 1,0 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 1,0 | <= 1,2 |
Таблица Е.6
Маркерные вещества и технологические показатели
в зависимости от возраста стекловаренных печей подотрасли
сортового стекла (выбросы в атмосферу)
Технологический показатель | Единица измерения | Значение | |
Кампания печи до 5 лет | Кампания печи свыше 5 лет | ||
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 17,0 | <= 20,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,8 | <= 1,0 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 1,5 | <= 2,5 |
Таблица Е.7
Маркерные вещества и технологические показатели
в зависимости от возраста стекловаренных печей подотрасли
стекловолокна (выбросы в атмосферу)
Технологический показатель | Единица измерения | Значение |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 5,0 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,5 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 2,0 |
Таблица Е.8
в зависимости от возраста стекловаренных печей подотрасли
силиката натрия растворимого (выбросы в атмосферу)
Технологический показатель | Единица измерения | Значение |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | кг/т стекломассы | <= 7,5 |
Оксид углерода (CO) | кг/т стекломассы | <= 0,5 |
Пыль неорганическая (суммарно) | кг/т стекломассы | <= 2,5 |
Качество стекловарения и совершенство последующих стадий обработки обеспечивает выполнение критерия ресурсоэффективности, каким является коэффициент использования стекла (КИС). Индикативные представлены в таблице Е.9.
Таблица Е.9
для стекольных производств
Производство | КИС, % |
Листовое стекло | 81 |
Тарное стекло | 85 |
Сортовое стекло | 71 |
Стекловолокно | 80 |
Доля использования стеклобоя используется как показатель ресурсоэффективности для производства листового, тарного и сортового стекла. Индикативные показатели представлены в таблице Е.10.
Таблица Е.10
Производство | Минимальная доля использования стеклобоя (от массы шихты), % |
Листовое стекло | 11 |
Тарное стекло | 14 |
Сортовое стекло <*> | 14 |
--------------------------------
При производстве различных видов продукции удельное потребление энергии рассчитано на единицу сваренной стекломассы (таблица Е.11).
Таблица Е.11
стекольных производств
Производство | Удельный расход энергии, ГДж/т стекломассы | |
диапазон | среднее | |
Листовое стекло | 6,3 - 7,7 | 7,1 |
Тарное стекло | 6,1 - 10,9 | 6,5 |
Сортовое стекло | 13,2 - 15,5 | 14,0 |
Стекловолокно <*> | 10,0 - 25,0 <*> | 16,0 <*> |
Силикат натрия растворимый | 4,4 - 4,7 | 4,6 |
--------------------------------
2. Производственный экологический контроль
Таблица Е.12
Методы контроля технологических показателей для выбросов
Измеряемые показатели | Метод контроля | Методика измерений |
Оксид азота и диоксид азота суммарно в пересчете на NO2 | Инструментальные замеры 1 раз в год | ГОСТ Р ИСО 10849-2006 Выбросы стационарных источников. Определение массовой концентрации оксидов азота |
Оксид углерода (CO) | Инструментальные замеры 1 раз в год | ПНД Ф 13.1:2:3.27-99 Количественный химический анализ атмосферного воздуха и выбросов в атмосферу. Методика выполнения измерений массовых концентраций оксида углерода и метана в атмосферном воздухе, воздухе рабочей зоны и промышленных выбросах методом реакционной газовой хроматографии |
Пыль неорганическая (суммарно) | Инструментальные замеры 1 раз в год | РД 52.04.830-2015 Массовая концентрация взвешенных частиц РМ10 и РМ2.5 в атмосферном воздухе. Методика измерений гравиметрическим методом |
[1]. Справочник Европейского союза по наилучшим доступным технологиям "Производство стекла"/Best Available Techniques (BAT) Reference Document for the Manufacture of Glass. - 2013 (англ.) URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/GLS_Adopted_03_2012.pdf (дата обращения: 16.06.2022).
[2]. О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (вместе с Правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям)//Постановление Правительства Российской Федерации от 23 декабря 2014 г. N 1458 (в редакции от 3 марта 2021 г.).
[3]. Методические рекомендации по определению технологии в качестве наилучшей доступной технологии//Приказ Минпромторга России от 23 августа 2019 г. N 3134.
[4]. Об утверждении критериев отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III, IV категорий//Постановление Правительства РФ от 31 декабря 2020 г. N 2398.
[5]. Наилучшие доступные технологии. Структура информационно-технического справочника//ГОСТ Р 113.00.03-2019.
[6]. Наилучшие доступные технологии. Формат описания технологий//ГОСТ Р 113.00.04-2020.
[7]. Наилучшие доступные технологии. Термины и определения//ГОСТ Р 56828.15-2016.
[8]. Об охране окружающей среды//Федеральный закон от 10 января 2002 г. N 7-ФЗ (в редакции от 26 марта 2022 г.).
[9]. О стандартизации в Российской Федерации//Федеральный закон от 29 июня 2015 г. N 162-ФЗ (в редакции от 30 декабря 2020 г.).
[10]. Перечень областей применения наилучших доступных технологий//Распоряжение Правительства РФ от 24 декабря 2014 года N 2674-р (в редакции от 1 ноября 2021 года).
[11]. Об утверждении порядка сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям. Приказ Минпромторга России от 18 декабря 2019 г. N 4841.
[12]. Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям. Распоряжение Правительства Российской Федерации от 10 июня 2022 г. N 1537-р.
[13]. Сравнение эффективности стекловаренных печей//РОО "Эколайн". - 2001. URL: http://ecoline.ru/wp-content/uploads/energy-efficiency-glass-furnaces-benchmarking.pdf (дата обращения: 16.06.2022).
[14]. Костенко, С.Е., Онищук, В.И., Жерновая, Н.Ф. Современные стекловаренные печи и пути повышения их технико-экономических показателей//Вестник БГТУ имени В.Г. Шухова. - 2010. - N 3. URL: https://cyberleninka.ru/article/n/sovremennye-steklovarennye-pechi-i-puti-povysheniya-ih-tehniko-ekonomicheskih-pokazateley (дата обращения: 16.06.2022).
[15]. Производство стекла в России упало на 30% из-за санкций и снижения спроса//РосБизнесКонсалтинг. - 2022. - 14 июня. URL: https://www.rbc.ru/business/14/06/2022/629dee999a7947a3d9c0193c?utm_source=yxnews&ut m_medium=desktop (дата обращения: 16.06.2022).
[16]. Народное хозяйство СССР за 70 лет//М. - Финансы и статистика. - 1987. URL: http://www.great-country.ru/content/library/knigi/dokumenty_spravochniki_statistika/xoz_70/xoz_70-023.php (дата обращения: 16.06.2022).
[17]. Терещенко, И.М., Кравчук, А.П., Павлюкевич, Ю.Г. Технология сортового стекла//БГТУ. - 2021. - С. 19. ISBN 978-985-530-939-1.
[18]. Рынок стекловолокна и изделий из него в России. Текущая ситуация и прогноз 2022 - 2026 гг.//Alto Consulting Group. - 2022. URL: https://alto-group.ru/otchot/rossija/471-rynok-steklovolokna-i-izdelij-iz-nego-v-rossii-tekuschaja-situacija-i-prognoz-2020-2024-gg.html (дата посещения: 20.06.2022).
[19]. Строганова, Е.В., Санжаровский, А.Ю. Производство стекла/Энциклопедия Технологий. Производство неметаллов [гл. ред. Скобелев Д.О.]//ФГАУ "НИИ ЦЭПП". - 2022. - С. 87 - 207. ISBN: 9785001256076.
[20]. Мелконян, Р.Г., Власова, С.Г. Экологические и экономические проблемы использования стеклобоя в производстве стекла//Издательство Уральского университета. - 2013. - с. 100. ISBN: 978-5-7996-0935-1.
[21]. Казмировский, Е.Л. Интегрированные системы: игра по правилам?//Методы менеджмента качества. - 2005. - N 5. - С. 22 - 25.
[22]. Технология стекла/Справочные материалы под ред. Саркисова П.Д., Маневича В.Е., Солинова В.Ф., Субботина К.Ю.//РХТУ им. Д.И. Менделеева. - 2012.
[23]. Михайленко, Н.Ю., Орлова, Л.А. Типы и виды стекла и стекломатериалов/Терминологический справочник//РХТУ им. Д.И. Менделеева. - 2012.
[25]. Храмков, В.П., Чугунов, Е.А. Материалы для производства и обработки стекла и стеклоизделий/Учебное издание//Высшая школа. - 1987. - С. 29 - 41.
[26]. Панкова, Н.А., Михайленко, Н.Ю. Стекольная шихта и практика ее приготовления//РХТУ им. Д.И. Менделеева. - 1997.
[27]. Упаковка стеклянная. Бой для стекловарения//ГОСТ 34035-2016.
[28]. Маневич, В.Е., Субботин, К.Ю., Ефременков, В.В. Сырьевые материалы, шихта и стекловарение//РИФ "Стройматериалы". - 2008.
[32]. Wolfgang Trier. Glass Furnaces. Design Construction and Operation//SpringerVerlag. - 1984. ISBN: 9780900682209.
[33]. Дзюзер, В.Я., Швыдкий, В.С. Проектирование энергоэффективных стекловаренных печей//Теплотехник. - 2009. - С. 339. ISBN: 9785984570947.
[35]. SORG Brochure on Flex Melter/Discontinuous Production Constant Quality//SORG GmbH & Co KG. - 1999.
[36]. Kobayashi, H. Future of oxy-fuel glass melting: oxygen production, energy efficiency, emissions and CO2 neutral glass melting/In 80th Conference on Glass Problems, S.K. Sundaram (Ed.) (англ.). - 2021. URL: https://doi.org/10.1002/9781119744931.ch1 (дата обращения: 22.07.2022).
[37]. Суликова, В.А., Силантьева, М.А., Хусаинова, Г.М. Применение энергосберегающего стекла в сфере жилищно-коммунального хозяйства//Вестник УГНТУ. Наука, образование, экономика. Серия: Экономика. - 2014. - N 1 (7). URL: https://cyberleninka.ru/article/n/primenenie-energosberegayuschego-stekla-v-sfere-zhilischno-kommunalnogo-hozyaystva (дата обращения: 22.07.2022).
[38]. Pantano, C.G. Glass Surface Treatments: Commercial Processes Used in Glass Manufacture//Lecture at Penn State University. - 2017. URL: https://www.lehigh.edu/imi/teched/GlassProcess/Lectures/Lecture10_Pantano_Surface_Treatm ents.pdf (дата обращения 27.07.2022).
[39]. Шапилова, М.В., Тимофеева, И.Т. Охрана окружающего воздуха в стекольной промышленности//Легпромбытиздат. - 1992.
[40]. Путников, С.И., Лазоряк, Б.И., Селезнев, А.Н. Стеклянные волокна//МГУ им. М.В. Ломоносова. - 2010.
[41]. Fawer, M., Concannon, M., Rieber, W. Life Cycle Inventories for the Production of Sodium Silicates (на англ.)//International Journal of Life Cycle Assessment. - 1999. - Vol. 4(4). - P. 207 - 212. https://doi.org/10.1007/BF02979498 (дата обращения: 02.08.2022).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ГОСТ Р ИСО 9001-2015, а не ГОСТ Р ISO 9001-2015. |
[42]. Системы менеджмента качества. Требования//ГОСТ Р ISO 9001-2015.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ГОСТ Р ИСО 14001-2016, а не ГОСТ Р ISO 14001-2016. |
[43]. Системы экологического менеджмента. Требования и руководство по применению//ГОСТ Р ISO 14001-2016.
[44]. Системы энергетического менеджмента. Требования и руководство по применению//ГОСТ Р ИСО 50001-2012.
[45]. Системы менеджмента безопасности труда и охраны здоровья. Требования//ГОСТ Р 54934-2012/OHSAS 18001:2007.
[46]. Михайлиди, Д.Х. Методические основы разработки и внедрения интегрированных систем эколого-экономического управления предприятиями стекольной промышленности/автореферат диссертации на соискание ученой степени кандидата экономических наук//РХТУ им. Д.И. Менделеева. - 2004.
[47]. Наилучшие доступные технологии. Производство стекла. Аспекты повышения энергетической эффективности//ГОСТ Р 56828.28-2017.
[48]. Ильяшенко, И.С. Основные направления повышения энергоэффективности стекольных заводов РФ и СНГ в настоящее время//ОАО "ГИС". - 2010. URL: https://glassinfo.ru/articles/2016_01_Osnovnye_napravlenija_povyshenija_jenergojeffektivnosti_stekolnyh_zavodov.pdf (дата обращения: 22.07.2022).
[49]. Гусева, Т.В. Основные направления снижения воздействия промышленности на состояние охраняемых природных комплексов//Экологические системы и приборы. 2000. - N 11. - С. 40 - 48.
[50]. Об утверждении методик количественного определения объемов выбросов парниковых газов и поглощений парниковых газов//Приказ Минприроды РФ N 371 от 27 мая 2022 года.
[51]. Чехов, О.С., Назаров, В.И., Калыгин, В.Г. Вопросы экологии в стекольном производстве//Легпромбытиздат. - 1990.
[52]. Печников, А.В. Поступление и распределение тяжелых металлов в пределах охраняемых природных комплексов Владимирской Мещеры/автореферат диссертации кандидата химических наук//РХТУ им. Менделеева. - 1998.
[53]. Бухгалтер, Л.Б., Акользин, А.П., Михайленко, Н.Ю. Методологические подходы разработки экологически безопасных производств в стекольной промышленности//Экология и промышленность России. - N 11. - 2000. - С. 27 - 29.
[54]. Макаров, Р.И., Тарбеев, В.В., Хорошева, Е.Р., Попов, Ю.М., Чуплыгин, В.Н. Управление качеством листового стекла (флоат-способ)//Издательство Ассоциации строительных вузов. - 2004.
[55]. Об утверждении методических указаний и руководства по количественному определению объема выбросов парниковых газов организациями, осуществляющими хозяйственную и иную деятельность в Российской Федерации//Приказ Минприроды РФ N 300 от 30 июня 2015 года.
[56]. Справочник по наилучшим доступным техническим методам использования энергии в стекольной промышленности. Производство сортового и тарного стекла//Эколайн. - 2005.
[57]. Ресурсосбережение. Обращение с отходами. Технические требования к стеклобою, предназначенному для использования в производстве стекловолокна//ГОСТ Р 56617-2015.
[58]. Уточняющий документ Европейского Союза по производству стекловолокна APFE UPDATE IPPC Glass BREF, UPDATE IPPC Glass BREF by Continuous Filament Glass Fibre data (на англ.)//APFE. - 2007.
[59]. Конвенция о трансграничном загрязнении воздуха на большие расстояния. URL: https://www.un.org/ru/documents/decl_conv/conventions/transboundary.shtml (дата обращения: 02.08.2022).
[60]. Определение класса опасности токсичных отходов производства и потребления//СП 2.1.7.1386-03.
[61]. Экономические аспекты и вопросы и воздействия на различные компоненты окружающей среды (на англ.) (Reference Document on Economics and CrossMedia Effects)//Справочник EC - 2006.
[62]. Скобелев, Д.О. Политика повышения ресурсной эффективности для обеспечения устойчивого развития российской промышленности/Автореферат диссертации на соискание ученой степени доктора экономических наук//Апатиты. - 2021.
[64]. Дайман, С.Ю., Гусева, Т.В., Заика, Е.А., Сокорнова, Т.В. Системы экологического менеджмента: практический курс//Форум. - 2010.
[65]. Energy conservation in glass industry//UNIDO. - 1993. URL: https://www.unido.org/fileadmin/import/userfiles/puffk/glass.pdf. (дата обращения: 02.08.2022).
[67]. Energy Efficiency Improvement and Cost Saving Opportunities for the Glass Industry//An ENERGY STAR Guide for Energy and Plant Managers. - 2008. URL: http://www.energystar.gov/ia/business/industry/Glass-Guide.pdf. (дата обращения: 12.08.2022).
[68]. Commission Implementing Regulation (EU) 2021/447. Определение контрольных значений для бесплатного распределения квот на выбросы на период с 2021 по 2025 год (англ.)//Official Journal of the European Union 87. - 15.3.2021. - P. 29 - 34. URL: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32021R0447&from=EN (дата обращения: 22.08.2022).
[69]. Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности//ГОСТ Р 113.00.11-2022.
[70]. Driving Energy Efficiency in Heavy Industries. Global Energy Efficiency Benchmarking in Cement, Iron & Steel//International Energy Agency (англ.). - 2021. URL: https://www.iea.org/articles/driving-energy-efficiency-in-heavy-industries (дата обращения: 24.08.2022).
[71]. Тепловая защита зданий//СП 50.13330.2012.
[72]. Голуб, О.В., Санжаровский, А.Ю., Михайлиди, Д.Х., Вартанян, М.А. Углеродный след жизненного цикла стеклянной тары//Стекло и керамика. - 2022. - Т. 95. - N 8. - С. 19 - 27. DOI: 10.14489/glc.2022.08.pp.019-027.