СПРАВКА
Источник публикации
Екатеринбург: ИД "Урал Юр Издат", 2013
Примечание к документу
Документ введен в действие с 1 января 2011 года.
Взамен "Инструкции по окраске грузовых вагонов" N 655-2000 ПКБ ЦВ-ВНИИЖТ.
Название документа
"N 655-2010 ПКБ ЦВ-ВНИИЖТ. Руководящий документ. Инструкция по окрашиванию грузовых вагонов при плановых видах ремонта"
(утв. Распоряжением ОАО "РЖД" от 18.11.2010 N 2352р)
"N 655-2010 ПКБ ЦВ-ВНИИЖТ. Руководящий документ. Инструкция по окрашиванию грузовых вагонов при плановых видах ремонта"
(утв. Распоряжением ОАО "РЖД" от 18.11.2010 N 2352р)
Содержание
Распоряжением ОАО "РЖД"
от 18 ноября 2010 г. N 2352р
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ
ПО ОКРАШИВАНИЮ ГРУЗОВЫХ ВАГОНОВ
ПРИ ПЛАНОВЫХ ВИДАХ РЕМОНТА
N 655-2010 ПКБ ЦВ-ВНИИЖТ
1 Разработан Проектно-конструкторским бюро вагонного хозяйства ОАО "РЖД" (ПКБ ЦВ ОАО "РЖД") и ОАО "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ").
2 Внесен Департаментом вагонного хозяйства ОАО "РЖД".
3 Введен в действие с 1 января 2011 года.
4 Введен взамен "Инструкции по окраске грузовых вагонов" N 655-2000 ПКБ ЦВ-ВНИИЖТ.
1.1 Настоящая инструкция является руководящим документом по окрашиванию при плановых видах ремонта основных типов грузовых вагонов: универсальных крытых, вагонов-термосов, рефрижераторных вагонов, полувагонов, платформ, думпкаров, вагонов-хопперов для перевозки минеральных удобрений, зерна, цемента, апатитов, вагонов-цистерн для перевозки нефтепродуктов, сжиженных углеводородных газов и химических грузов, вагонов для перевозки автомобилей.
1.2 Инструкция устанавливает требования по:
- организации производственного процесса окрашивания вагонов;
- промышленной безопасности и охране окружающей среды;
- номенклатуре лакокрасочных материалов (в дальнейшем - ЛКМ);
- подготовке поверхностей к окрашиванию;
- приготовлению ЛКМ;
- технологии нанесения защитных покрытий;
- нанесению знаков и надписей на грузовых вагонах после окрашивания;
- контролю качества окрашивания.
1.3 В настоящую инструкцию включены современные ЛКМ, прошедшие комплексную проверку по определению возможности их применения на железнодорожном транспорте, обеспечивающие сохранность защитных свойств в пределах гарантийных сроков и соответствующие требованиям, предъявляемым к охране окружающей среды, пожаровзрывобезопасности, санитарно-гигиеническим условиям труда при проведении окрасочных работ.
1.4 Применение ЛКМ на альтернативной основе допускается при условии обязательного согласования их применения в установленном в ОАО "РЖД" порядке.
1.5 Перечень стандартов, на которые даны ссылки в настоящей инструкции, приведен в Приложении А.
1.6 Перечень нормативных технических документов, использованных при разработке настоящей инструкции, приведен в Приложении Б.
1.7 Изменения и дополнения в настоящую инструкцию вносят в соответствии с ГОСТ 2.503-90 "ЕСКД. Правила внесения изменений".
1.8 С введением в действие настоящей инструкции ранее действовавшую "Инструкцию по окраске грузовых вагонов" N 655-2000 ПКБ ЦВ-ВНИИЖТ на предприятиях вагонного хозяйства ОАО "РЖД" не применять.
2.1 При деповском ремонте в соответствии с руководством ЦВ-587 грузовые вагоны подлежат частичному окрашиванию. Металлические и деревянные поверхности рамы и кузова в местах, пораженных коррозией, а также с поврежденным и отслоившимся лакокрасочным покрытием, должны быть очищены и окрашены под цвет сохранившейся окраски. Вагоны для перевозки горячих окатышей и агломерата при деповском ремонте не окрашивают.
2.2 При капитальном ремонте в соответствии с руководством ЦВ-627 выполняется полное окрашивание вагонов.
2.3 Неокрашенные заводом-изготовителем поверхности кузовов (котлов цистерн) из нержавеющей стали и алюминия окрашиванию не подлежат.
2.4 Окрашивание и сушка вагонов должны производиться, как правило, в специализированных помещениях (малярный цех, участок или позиция окрашивания и сушки) при температуре окружающей среды не ниже +10 °С (в окрасочной камере не ниже +18 °С), влажности воздуха не выше 75% и работающей приточно-вытяжной вентиляции. Температура окрашиваемой поверхности должна быть на 3 °С выше точки росы, приведенной в таблице 2.1.
Таблица 2.1
ОПРЕДЕЛЕНИЕ ТОЧКИ РОСЫ ПРИ ОКРАШИВАНИИ ВАГОНОВ
Температура воздуха, °С | Точка росы, °С, при относительной влажности воздуха, % | |||||
50% | 55% | 60% | 65% | 70% | 75% | |
10 | 0,1 | 1,3 | 2,6 | 3,7 | 4,7 | 5,7 |
11 | 1,0 | 2,3 | 3,5 | 4,6 | 5,6 | 607 |
12 | 1,9 | 3,2 | 4,5 | 5,6 | 6,6 | 7,7 |
13 | 2,8 | 4,2 | 5,4 | 606 | 7,6 | 8,6 |
14 | 3,7 | 5,1 | 6,4 | 7,5 | 8,6 | 9,6 |
15 | 4,7 | 6,1 | 7,3 | 8,5 | 9,5 | 10,6 |
16 | 5,6 | 7,0 | 8,3 | 9,5 | 10,5 | 11,6 |
17 | 6,5 | 7,9 | 9,2 | 10,4 | 11,5 | 012,5 |
18 | 7,4 | 8,8 | 10,2 | 11,4 | 12,4 | 13,5 |
19 | 8,3 | 9,7 | 11,1 | 12,3 | 13,4 | 14,5 |
20 | 9,3 | 10,7 | 12,0 | 13,3 | 14,4 | 15,4 |
21 | 10,2 | 11,6 | 12,9 | 14,2 | 15,3 | 16,4 |
22 | 11,1 | 12,5 | 13,8 | 15,2 | 16,3 | 17,4 |
23 | 12,0 | 13,5 | 14,8 | 16,1 | 17,2 | 18,4 |
24 | 12,9 | 14,4 | 15,7 | 17,0 | 18,2 | 19,3 |
25 | 13,8 | 15,3 | 16,7 | 17,9 | 19,1 | 20,3 |
26 | 14,8 | 16,2 | 17,6 | 18,8 | 20,1 | 21,2 |
27 | 15,7 | 17,2 | 18,6 | 19,8 | 21,1 | 22,2 |
28 | 16,6 | 18,1 | 19,5 | 20,8 | 22,0 | 23,2 |
29 | 17,5 | 19,1 | 20,5 | 21,7 | 22,9 | 24,1 |
30 | 18,4 | 20,0 | 21,4 | 22,7 | 23,9 | 25,1 |
2.5 Подготовительные и окрасочные операции, предусматриваемые при нанесении защитных покрытий, должны выполняться с применением современных инструментов, индивидуальных средств защиты и технологического оборудования, обеспечивающих безопасные условия труда и требуемое качество работ.
2.6 Сжатый воздух, используемый в процессах дробеструйной очистки поверхностей и пневматического распыления ЛКМ, должен быть осушен и очищен в соответствии с ГОСТ 9.010-80 и ГОСТ 17433-80.
2.7 Перечень основных цветов ЛКМ, применяемых при окрашивании грузовых вагонов, приведен в таблице 2.2. Соответствие применяемых ЛКМ международной цветовой картотеке RAL указано для справок и не является обязательным при ремонте грузовых вагонов.
Таблица 2.2
ЦВЕТА ЛКМ ДЛЯ ОКРАШИВАНИЯ ГРУЗОВЫХ ВАГОНОВ
Окраска | Примеры окрашиваемых поверхностей | |
Цвет <*> | N RAL <**> | |
Красно- коричневый | 3011 | Наружные и внутренние поверхности кузовов крытых вагонов, полувагонов, полы платформ, полы и внутренняя обшивка крытых вагонов |
3013 | ||
3016 | ||
Красный | 3001 | Концевые, разобщительные краны, головки и подвески тормозных рукавов, рукоятки переключения режимов торможения, сигнальные отростки замка автосцепки |
3020 | ||
Черный | 9004 | Рамы вагонов, тележек, подвагонное оборудование, автосцепные устройства |
9005 | ||
Белый | 9003 | Котлы цистерн для спирта, соляной и азотной кислот. Кузова рефрижераторных вагонов, вагонов-термосов |
9010 | ||
Кремовый | 9001 | Наружные поверхности котлов нефтебензиновых и специализированных цистерн |
Палевый | 9002 | |
Желтый | 1003 | Наружные поверхности котлов цистерн для метанола Кузова хоппер-дозаторов |
1023 | ||
Зеленый | 6024 | Наружные поверхности кузовов и рам собственных вагонов |
6032 | ||
Светло- серый | 7035 | Наружные поверхности котлов специализированных цистерн, кузовов рефрижераторных вагонов и вагонов-термосов |
7038 | ||
Серый | 7004 7005 | Внутренние поверхности грузовых помещений, служебных отделений, тамбуров специализированных вагонов |
Слоновая кость | 1014 | Верхняя часть кожуха цистерн для молока (до верхних торцов ребер жесткости стяжных хомутов) |
Синий | 5010 5019 | Нижняя часть кожуха цистерн для молока (до верхних торцов ребер жесткости стяжных хомутов) |
цветовой картотеки RAL (приведены для справок). | ||
2.8 Контроль качества работ должен осуществляться пооперационно на всех стадиях технологического процесса, затем по окрашенному вагону в целом.
2.9 Применяемые ЛКМ должны быть обеспечены нормативной документацией (ГОСТ, техническая спецификация или технические условия, сертификат соответствия, паспорт безопасности, санитарно-эпидемиологическое заключение и заключение ОАО "ВНИИЖТ").
3.1.1 Производственные процессы окрашивания грузовых вагонов должны выполняться с соблюдением требований ГОСТ 12.3.002-75, ГОСТ 12.3.005-75, "Правил по охране труда при техническом обслуживании и ремонте грузовых вагонов в вагонном хозяйстве железных дорог", "Правил пожарной безопасности в Российской Федерации" ППБ 01-03, "Правил пожарной безопасности на железнодорожном транспорте" N ЦУО-112, "Межотраслевых правил охраны труда при окрасочных работах" ПОТ Р М-017-2001.
3.1.2 Погрузочно-разгрузочные работы должны осуществляться в соответствии с требованиями "Межотраслевых правил по охране труда при погрузочно-разгрузочных работах и перемещении грузов" ПОТ РМ-007-98. Погрузка, выгрузка, транспортирование ЛКМ должны осуществляться с соблюдением требований ГОСТ 12.3.009-76, ГОСТ 9980.5-86, ГОСТ 12.3.020-80.
3.1.3 Работы на высоте должны выполняться с соблюдением требований "Межотраслевых правил по охране труда при работе на высоте" ПОТ Р М-012-2000.
3.2.1 Все работы, связанные с подготовкой поверхностей, приготовлением и применением ЛКМ, должны проводиться в специальных помещениях, оборудованных приточно-вытяжной вентиляцией по ГОСТ 12.4.021-75 с местными отсосами, обеспечивающими чистоту воздуха рабочей зоны, содержание вредных веществ в котором не превышает предельно допустимых концентраций (ПДК), установленных в ГОСТ 12.1.005-88 и гигиенических нормах ГН 2.2.5.1313-03. Рециркуляция воздуха рабочей зоны не допускается. Все производственные помещения должны иметь устройства для естественной вентиляции независимо от наличия принудительной вентиляции.
3.2.2 Температура, относительная влажность и скорость движения воздуха в рабочих зонах окрасочных помещений должны быть в пределах, установленных ГОСТ 12.1.005-88.
3.2.3 Камеры для дробеструйной очистки, окрашивания и сушки должны иметь самостоятельные системы вентиляции. В камере дробеструйной очистки должен быть обеспечен не менее чем 60-кратный воздухообмен при скорости отводимого воздуха до 0,25 м/с. В окрасочную камеру вентиляционный воздух должен подаваться сверху вниз через потолочный распределительный и пылеулавливающий волокнистый фильтр со скоростью 0,20 м/с при 120-ти кратном воздухообмене. В краскозаготовительном отделении должна иметься приточно-вытяжная вентиляция, обеспечивающая 10 - 15-ти кратный воздухообмен.
3.2.4 Для производственных помещений, связанных с приготовлением и применением ЛКМ, должны быть определены категории по взрывопожарной опасности и производственной санитарии, установленные нормативами НПБ 105-03 "Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности" и Межотраслевыми правилами по охране труда при окрасочных работах ПОТ Р М-017-2001.
3.2.5 Производственные помещения, связанные с приготовлением и применением ЛКМ, должны быть оборудованы пожарной техникой по ГОСТ 12.4.009-83, в т.ч. внутренним пожарным водопроводом, и первичными средствами пожаротушения в соответствии с Нормами оснащения объектов и подвижного состава федерального железнодорожного транспорта первичными средствами пожаротушения, утвержденными Указанием МПС России от 31.03.2000 N Г-822у, а также умывальниками и аптечками первой доврачебной помощи.
3.2.6 В технически обоснованных случаях допускается выполнять подготовку поверхностей и окрашивание вагонов на позициях вагоносборочного участка, оборудованного приточно-вытяжной вентиляцией и противопожарными устройствами. Окрашивание на вагоносборочном участке должно осуществляться в нерабочую смену или в период, когда другие работы не производятся.
3.2.7 Знаки безопасности и разметка сигнальная в производственных помещениях должны соответствовать ГОСТ Р 12.4.026-2001.
3.2.8 В помещениях, где находятся ЛКМ, запрещается:
- производство сварочных и паяльных работ;
- пользование нагревательными приборами;
- пользование открытым пламенем, курение.
Для курения должно быть отведено специальное место.
3.3.1 Производственное оборудование должно отвечать общим требованиям безопасности по ГОСТ 12.2.003-91.
Защитные ограждения производственного оборудования должны соответствовать требованиям ГОСТ 12.2.062-81.
3.3.2 Электрическое оборудование краскоприготовительных и окрасочных производственных помещений должно соответствовать классам пожаро- и взрывоопасности, установленным Правилами устройства электроустановок (ПУЭ). Производственное оборудование, а также окрашиваемые вагоны или их части, на которых возможно скопление статического электричества, должны быть заземлены согласно требованиям ГОСТ 12.4.124-83, ГОСТ 12.1.030-81, ГОСТ 21130-75 и ПУЭ.
3.3.3 Эксплуатация электрооборудования должна осуществляться в соответствии с требованиями "Правил технической эксплуатации электроустановок потребителей" и "Межотраслевых правил по охране труда при эксплуатации электроустановок" ПОТ Р М-016-2001.
3.3.4 Грузоподъемное оборудование должно соответствовать требованиям "Правил устройства и безопасной эксплуатации грузоподъемных кранов" ПБ 10-382-00.
3.3.5 Компрессорное оборудование должно соответствовать "Правилам устройства и безопасной эксплуатации стационарных компрессорных установок, воздухопроводов и газопроводов" ПБ 03-581-03 и "Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением" ПБ 03-576-03.
3.3.6 Размещение производственного оборудования должно обеспечивать удобство обслуживания и безопасность эвакуации работающих при аварийных ситуациях. Проходы и транспортные проезды должны быть свободными и иметь габаритные полосы безопасности.
и организации рабочих мест
3.4.1 К окрасочным работам допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и не имеющие противопоказаний по здоровью, обеспеченные спецодеждой и индивидуальными средствами защиты, после обучения и проверки знаний согласно ГОСТ 12.0.004-90 и "Положению об организации обучения по охране труда и проверки знаний требований охраны труда работников открытого акционерного общества "Российские железные дороги", обученные методам пожаротушения и оказания первой доврачебной помощи при отравлениях и несчастных случаях, прошедшие вводный и первичный инструктаж и стажировку на рабочем месте. Беременные женщины и кормящие матери к работам с ЛКМ не допускаются.
3.4.2 Организация рабочих мест должна соответствовать общим требованиям безопасности по ГОСТ 12.2.061-81. На всех рабочих местах должны вывешиваться местные инструкции по охране труда (ИОТ).
3.4.3 Освещенность рабочих мест должна соответствовать требованиям СНиП 23-05, ОСТ 32.120-98.
3.4.4 Уровень шума на рабочих местах не должен превышать допустимых значений по ГОСТ 12.1.003-83 для производственных помещений и соответствовать требованиям СН 2.2.4/2.1.8.562 "Шум на рабочих местах". Средства и методы защиты от шума - по ГОСТ 12.1.029-80.
3.4.5 ЛКМ в готовом для применения виде должны подаваться на рабочие места в количестве, не превышающем сменную норму. Приготовление ЛКМ на рабочих местах запрещается.
3.5.1 Каждая партия исходных материалов (ЛКМ, растворителей, разбавителей, отвердителей, полуфабрикатов для приготовления моющих, обезжиривающих составов и т.п.) должна быть снабжена сопроводительным документом с данными о ПДК по отдельным составляющим и сведениями об их токсичности. Правила приемки ЛКМ - по ГОСТ 9980.1-86, отбор проб для испытаний - по ГОСТ 9980.2-86.
3.5.2 Упаковка и маркировка ЛКМ должны соответствовать требованиям ГОСТ 9980.3-86 и ГОСТ 9980.4-2002.
3.5.3 Исходные материалы следует хранить в соответствии с требованиями ГОСТ 9980.5-86 и ГОСТ 1510-84 на складах, размещенных в отдельных зданиях, оборудованных принудительной вентиляцией по ГОСТ 12.4.021-75 и средствами пожарной техники по ГОСТ 12.4.009-83.
Взаимно реагирующие вещества следует хранить раздельно.
Для хранения суточных запасов материалов могут быть оборудованы кладовые с принудительной вентиляцией и средствами пожарной техники при краскоприготовительном отделении.
3.5.4 Тару из-под лакокрасочных и других горючих материалов следует хранить в плотно закрытом состоянии в специальных кладовых с противопожарными перегородками и принудительной вентиляцией или на специально выделенных площадках вне помещений на безопасном расстоянии от них. Загрязненные обтирочные материалы следует помещать в металлические ящики с крышками и по окончании смены выносить из производственных помещений в специально отведенные места.
3.6.1 Работники, связанные с подготовкой вагонов к окрашиванию, приготовлением и применением ЛКМ, должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.011-89 (защитной одеждой, обувью, средствами индивидуальной защиты рук, головы, глаз, органов дыхания, органов слуха, при работе на высоте - предохранительными поясами), по типовым нормам, утвержденным распоряжением ОАО "РЖД" от 16.06.2009 N 1248р. Операторы дробеструйной очистки должны обеспечиваться специальным защитным костюмом от разлетающихся абразивных частиц и дроби и пневмошлемом с принудительной подачей воздуха для дыхания.
3.6.2 Рекомендуемые средства индивидуальной защиты персонала приведены в Приложении В.
3.6.3 С целью профилактики кожных заболеваний работники, связанные с приготовлением и применением ЛКМ, должны быть обеспечены дерматологическими защитными средствами (защитными мазями, средствами очистки кожи) с учетом специфики применяемых ЛКМ. По окончании работ с материалами, содержащими вредные компоненты, следует обмыть руки 1% раствором уксусной кислоты ГОСТ 6968-76 или кальцинированной соды ГОСТ 5100-85, затем вымыть их теплой водой с мылом. Перед приемом пищи следует также очистить полость рта зубной пастой.
3.7.1 При применении ЛКМ следует соблюдать требования, обеспечивающие защиту атмосферы, поверхностных и грунтовых вод, почвы от загрязнения вредными пылевыми и газовыми выбросами, сточными жидкостями и твердыми отходами, установленные ГОСТ 17.2.3.02-78, ГОСТ 17.1.3.13-86, ГОСТ 17.4.3.04-85, санитарными правилами СП 2.5.1334-03.
3.7.2 Предельно допустимые (ПДВ) или временно согласованные (ВСВ) выбросы вредных веществ в атмосферу по ГОСТ 17.2.3.02-78 должны быть согласованы с органами государственного контроля за охраной окружающей среды и утверждены в установленном порядке.
3.7.3 При проведении окрасочных работ должны осуществляться мероприятия по улавливанию и обезвреживанию выбросов пыли, окрасочного аэрозоля и паров летучих растворителей, образующихся при очистке вагонов, приготовлении и нанесении ЛКМ. В виде аэрозоля может теряться до 30% краски и до 25% растворителя, а средняя концентрация аэрозоля в рабочей зоне достигает 1 г/куб. м, паров растворителя - 10 г/куб. м.
3.7.4 При проведении окрасочных работ в системах вентиляции производственных помещений, дробеструйных, окрасочных и сушильных камер должны быть предусмотрены пылеуловители и фильтры для окрасочных аэрозолей, обеспечивающие установленные величины ПДВ (ВСВ) в рассредоточенном выбросе отводимого в атмосферу воздуха.
Примечание - Специальная очистка отводимого в атмосферу воздуха от паров растворителей обычно не требуется. При большом объеме окрасочных работ по особому требованию для обезвреживания таких выбросов может быть предусмотрена установка микробиологического разложения летучих веществ "Биофильтр" или адсорбер с активированным углем.
3.7.5 В камере дробеструйной очистки отвод запыленного воздуха должен осуществляться через подпольные каналы вместе с отработанной дробью.
Выбрасываемый в атмосферу воздух должен быть очищен от пыли до установленных нормативов ПДК = 0,15 мг/куб. м по ГН 2.2.5.1313-03 с помощью рукавных или патронных фильтров или других эффективных пылеуловителей.
3.7.6 Отсос загрязненного воздуха из окрасочной камеры должен осуществляться через подпольные каналы или короба, перекрытые улавливающими фильтрующими матами или панельными фильтрами из полимерного волокна.
3.7.7 Выброс воздуха в атмосферу должен осуществляться через трубу с дефлектором на высоту не менее 5 м над коньком крыши здания, т.е. выше зоны завихрения ветровых потоков.
3.7.8 В краскоприготовительном и окрасочном помещениях должны быть предусмотрены устройства для сбора, хранения, вывоза или обезвреживания отходов окрасочного производства, а также колодцы-отстойники для улавливания осадка из стоков при мойке полов.
3.7.9 Организация производственного контроля за соблюдением условий труда и экологических требований в вагоноремонтных депо должна выполняться в соответствии с санитарными правилами СП 2.5.1334-03.
4.1.1 Технология получения защитного покрытия включает в себя следующие этапы:
- подготовка поверхностей к окрашиванию;
- грунтование;
- окрашивание (нанесение покрывных слоев);
- сушка окрашенных поверхностей.
4.1.2 На каждом этапе предусматривается определенная последовательность (схема) выполнения отдельных операций по последовательно-поточному принципу. В процессе работ последовательность операций может меняться в зависимости от местных условий и заданного технологического цикла. Возможно также совмещение операций по времени.
4.1.3 Общая схема окрашивания грузовых вагонов при деповском (ДР) и капитальном (КР) ремонтах приведена в таблице 4.1.
Таблица 4.1
ОБЩАЯ СХЕМА ОКРАШИВАНИЯ ГРУЗОВЫХ ВАГОНОВ
┌───┬──────────────────────────────────────────────────────┬──┬──┐
│ N │ Наименование операции │ДР│КР│
│п/п│ │ │ │
├───┴──────────────────────────────────────────────────────┴──┴──┤
│ КУЗОВ И РАМА │
├───┬──────────────────────────────────────────────────────┬──┬──┤
│1 │Сушка поверхностей вагона перед очисткой │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│2 │Осмотр подготовленной к очистке поверхности кузова │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│3 │Промывка - обезжиривание наружных поверхностей вагона │+ │+ │
│ │и сушка │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│4 │Абразивная, механическая или химическая очистка (при │- │+ │
│ │необходимости) всей наружной поверхности кузова и рамы│ │ │
│ │вагона снаружи и внутри от окислов, старого покрытия, │ │ │
│ │ржавчины и т.п. │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│5 │Механическая зачистка неочищенных мест │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│6 │Обдув кузова и рамы сжатым воздухом │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│7 │Контроль шероховатости поверхности (при абразивной │- │+ │
│ │очистке) │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│8 │Оценка степени подготовки поверхности по ГОСТ 9.402 │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│9 │Очистка от ржавчины и расчистка в местах отслоившегося│+ │- │
│ │и разрушившегося покрытия │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│10 │Обдув сжатым воздухом кузова и рамы в очищенных и │+ │- │
│ │расчищенных местах │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│11 │Ручная расчистка поверхностей после абразивной очистки│- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│12 │Обезжиривание поверхностей, не подлежащих абразивной │+ │- │
│ │очистке │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│13 │Грунтование: │ │ │
│ │- поверхностей вагона в местах, очищенных от │+ │- │
│ │отслоившегося и разрушившегося покрытия; │ │ │
│ │- всей поверхности │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│14 │Сушка загрунтованных участков поверхности │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│15 │Окрашивание в один слой по загрунтованным поверхностям│+ │- │
│ │в местах, очищенных от отслоившегося и разрушившегося │ │ │
│ │покрытия │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│16 │Сушка окрашенных поверхностей │+ │- │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│17 │Контроль толщины загрунтованной поверхности │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│18 │Дополнительные работы после ремонта сваркой очищенных │- │+ │
│ │и загрунтованных кузовов: │ │ │
│ │- зачистка сварных швов и обезжиривание всей вваренной│ │ │
│ │поверхности; │ │ │
│ │- грунтование очищенной и обезжиренной поверхности с │ │ │
│ │внутренней стороны кузова крытых вагонов; │ │ │
│ │- обработка сварных швов или всей поверхности │ │ │
│ │фосфатирующей или реактивной грунтовкой; │ │ │
│ │- сушка фосфатирующей грунтовки; │ │ │
│ │- грунтование подготовленной поверхности с наружной │ │ │
│ │стороны кузова; │ │ │
│ │- сушка загрунтованных поверхностей │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│19 │Нанесение мастики (на внутренние поверхности кузовов │- │+ │
│ │крытых вагонов) │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│20 │Окрашивание наружных поверхностей вагона методом │- │+ │
│ │"мокрый по мокрому" (только при применении │ │ │
│ │полиуретановых материалов) │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│21 │Окрашивание первым слоем внутренних и наружных │- │+ │
│ │поверхностей различными материалами, кроме │ │ │
│ │полиуретановых и мастичных │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│22 │Сушка окрашенных поверхностей │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│23 │Сушка окрашенных поверхностей, включая мастичное │- │+ │
│ │покрытие │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│24 │Контроль комплексной толщины: грунта и первого слоя │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│25 │Окрашивание вторым слоем внутренних и наружных │- │+ │
│ │поверхностей различными материалами, кроме │ │ │
│ │полиуретановых и мастичных │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│26 │Сушка окрашенных поверхностей │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│27 │Контроль степени высыхания окрашенных поверхностей │- │+ │
│ │согласно ГОСТ 19007-73 │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│28 │Контроль толщины комплексного покрытия │- │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│29 │Контроль внешнего вида │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│30 │Исправление дефектов │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│31 │Нанесение знаков и надписей или наклейка трафаретов │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│32 │Сушка знаков и надписей или трафаретов │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│33 │Контроль качества нанесения знаков, надписей, │+ │+ │
│ │трафаретов │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│34 │Выдержка вагона после окрашивания перед выпуском из │- │+ │
│ │ремонта │ │ │
├───┴──────────────────────────────────────────────────────┴──┴──┤
│ ХОДОВЫЕ ЧАСТИ И ПОДВАГОННОЕ ОБОРУДОВАНИЕ │
├───┬──────────────────────────────────────────────────────┬──┬──┤
│1 │Промывка и сушка наружных поверхностей, подлежащих │+ │+ │
│ │окрашиванию │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│2 │Частичная или полная абразивная, механическая или │+ │+ │
│ │химическая очистка окрашиваемых поверхностей │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│3 │Обдувка очищенных поверхностей сжатым воздухом │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│4 │Обезжиривание очищенных поверхностей органическими │+ │+ │
│ │растворителями или водными растворами технических │ │ │
│ │моющих средств, обмывка водой и сушка │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│5 │Грунтование - окрашивание первым слоем │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│6 │Сушка первого слоя │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│7 │Грунтование - окрашивание вторым слоем │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│8 │Сушка второго слоя │+ │+ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│9 │Грунтование - окрашивание третьим слоем (при │- │+ │
│ │необходимости) │ │ │
├───┼──────────────────────────────────────────────────────┼──┼──┤
│10 │Сушка третьего слоя (при необходимости) │- │+ │
└───┴──────────────────────────────────────────────────────┴──┴──┘
Типовая планировка участка подготовки и окрашивания вагонов при капитальном ремонте с дробеструйной и окрасочно-сушильной камерами приведена в Приложении Г.
5.1.1 Вагоны, поступающие в плановые виды ремонта, должны быть очищены от мусора, остатков грузов и обмыты.
Вагоны из-под легковоспламеняющихся и опасных грузов должны быть предварительно промыты и пропарены на ППС с предоставлением акта формы ВУ-19.
5.1.2 Общие требования к подготовке металлических поверхностей к окрашиванию - по ГОСТ 9.402-2004.
5.1.3 Наружную обмывку (при необходимости), механическую очистку поверхностей от ржавчины и расчистку разрушенного лакокрасочного покрытия целесообразно выполнять до начала ремонтных работ.
5.1.4 Подготовка грузовых вагонов к окрашиванию в общем случае включает следующие технологические операции:
- промывка и сушка вагона (при необходимости);
- механическая, абразивная или химическая очистка окрашиваемых металлических поверхностей;
- обезжиривание поверхностей после механической или химической очистки;
- очистка и обработка окрашиваемых деревянных поверхностей;
- сушка очищенных и обезжиренных поверхностей.
Способ очистки выбирается в зависимости от вида ремонта и состояния кузова.
5.1.5 При капитальном ремонте цистерн для перевозки бензина и других светлых нефтепродуктов после промывки на ППС обязательно выполнение следующих операций:
- сушка подготавливаемой к окрашиванию поверхности котла, рамы, элементов крепления котла к раме;
- абразивоструйная очистка наружной поверхности котла, элементов его крепления и рамы или удаление старой краски специальными смывками;
- обдувка поверхностей после дробеструйной очистки сжатым воздухом давлением до 2 МПа (20 кгс/кв. см);
- очистка, обмывка и сушка поверхностей после применения специальных смывок.
5.1.6 При подготовке цистерн для перевозки вязких нефтепродуктов необходимо перед дробеструйной очисткой произвести механическую очистку скребками наружных поверхностей цистерны от тяжелых масляно-грязевых отложений и обезжирить их во избежание загрязнения дроби.
5.1.7 При подготовке наружных и внутренних поверхностей кузовов вагонов-минераловозов и наружных поверхностей вагонов-зерновозов выполняют следующие операции:
- обмывка вагона с применением моечных установок высокого давления;
- сушка;
- механическая или абразивоструйная очистка всей поверхности (при необходимости и внутренней поверхности кузова) до чистого металла;
- обдувка сжатым воздухом.
5.2.1 Механическую очистку металлических и деревянных поверхностей выполняют для удаления отслаивающихся лакокрасочных покрытий, ржавчины, сварочных брызг, окалины, плесени, ворса и других нежировых загрязнений.
5.2.2 Механическая очистка может выполняться:
- вручную с помощью скребков, шпателей, металлических щеток и т.п.;
- механизированным способом с использованием ручного электро- и пневмоинструмента.
Толщина оставшегося плотно сцепленного слоя ржавчины после механической очистки поверхностей литых деталей тележек, автосцепного оборудования не должна превышать 50 мкм.
В этом случае допускается применение грунтовок "Уникор-ЖД" или "Кронос".
Толщину неотслаивающегося слоя ржавчины проверяют магнитным или индукционным толщиномером.
5.2.3 Участок (позиция) механической очистки должен быть оснащен для подъема и перемещения по торцам и вдоль вагона с обеих сторон пути механизированной трехкоординатной площадкой или передвижными разноуровневыми площадками, перемещаемыми вручную.
Пыль с очищенных поверхностей удаляют волосяными щетками и сжатым воздухом. Позицию очистки оборудуют устройствами для местного отсоса загрязненного воздуха.
5.3.1 Для абразивоструйной (дробеструйной) очистки вагонов должна применяться камера дробеструйная проходная с трехкоординатными подъемными площадками для перемещения операторов-дробеструйщиков, оборудованная шнековой, скребковой или вакуумной системой сбора и возврата дроби, складчатыми двухстворчатыми воротами с электроприводом, рельсовым путем, системой приточно-вытяжной вентиляции с очисткой отсасываемого из камеры воздуха, системой подготовки воздуха для дыхания.
5.3.2 Манипуляторы, которыми оснащены камеры абразивоструйной (дробеструйной) очистки, могут иметь кабины и пульты управления, позволяющие оператору работать:
- с открытой площадки, в защитном комбинезоне, в положении стоя;
- из герметичной кабины с возможностью выполнения работы в положении сидя.
5.3.3 При дробеструйной очистке применяется сухая стальная колотая дробь по ГОСТ 11964-81, приведенная в таблице 5.1, которая при помощи сжатого воздуха поступает через сопло на поверхность вагона.
Таблица 5.1
ДРОБЬ СТАЛЬНАЯ КОЛОТАЯ ДЛЯ ДРОБЕСТРУЙНОЙ ОЧИСТКИ
Наименование (тип) | Обозначение | Номер дроби | Твердость HV |
Дробь стальная колотая | ДСК | 05; 08; 1 | 545...830 |
Дробь стальная колотая улучшенная | ДСКУ | 05; 08; 1 | 365...545 |
545...830 |
Очистка и сортировка дроби после ее использования производится автоматизированной системой сбора, очистки и возврата дроби. Недостающее количество дроби дополняется новой.
Пример условного обозначения дроби стальной колотой улучшенной N 05 с твердостью HV 545...830:
Дробь ДСКУ 05 545 ГОСТ 11964-81.
5.3.4 Давление воздуха в сопле должно быть от 0,8 до 1,2 МПа (от 8 до 12 кгс/кв. см).
Воздух должен соответствовать следующим требованиям:
- содержание твердых частиц - не более 25,0 мг/куб. м;
- размер твердых частиц не регламентируется;
- содержание воды и масла (в жидком состоянии) не допускается;
- температура точки росы сжатого воздуха ниже рабочей на 10 °С.
Угол атаки дробеструйного сопла для стали 09Г2С - от 60 до 80°.
Дистанция от сопла до обрабатываемой поверхности - от 250 до 300 мм.
5.3.5 Допускается применение других видов абразивных материалов с соответствующим подбором технологических параметров.
5.3.6 Перед дробеструйной (абразивоструйной) очисткой места, не подлежащие окрашиванию и очистке (буксовые узлы колесных пар, автосцепки, предохранительно-впускной клапан на котле цистерны, резьбовые соединения и т.п.) закрывают щитами, эластичными защитными чехлами, изготовленными из листовой резины толщиной 2 мм, а на головки соединительных рукавов устанавливают заглушки.
5.3.7 Удаление пыли после дробеструйной (абразивоструйной) очистки поверхностей производят сжатым воздухом давлением до 2 МПа (20 кгс/кв. см).
5.4.1 Химическую очистку и обработку поверхностей перед окрашиванием выполняют для удаления старых лакокрасочных покрытий с металлических поверхностей, когда невозможна очистка другим способом.
Новые деревянные детали, не подлежащие окрашиванию, перед постановкой на вагон пропитывают антисептическими и биоогнезащитными препаратами.
5.4.2 Удаление старых лакокрасочных покрытий производится путем нанесения смывок: жидких - с помощью валика или кисти, гелей и паст - вручную с помощью кисти, валика, шпателя.
5.4.3 Выбор смывки, эффективной для данной системы покрытия, производится индивидуально в каждом конкретном случае. Смывки следует применять согласно прилагаемой инструкции предприятия-изготовителя. Рекомендуемые смывки приведены в Приложении Д.
5.4.4 Отслоившиеся, вздутые после химической обработки покрытия удаляют скребками, металлическими щетками с применением пневмо- или электроинструмента, поверхности обезжиривают и обдувают сжатым воздухом.
5.4.5 Оборудование, применяемое при подготовке вагонов к окрашиванию, приведено в рекомендуемом Приложении Е.
5.4.6 Неудаленную и плотносцепленную с основным металлом ржавчину после механической очистки поверхностей обрабатывают пенетрирующими составами, модификаторами (преобразователями) ржавчины или грунтовками с преобразующим эффектом.
5.4.7 Очищенные металлические поверхности для временной противокоррозионной защиты перед окрашиванием могут быть обработаны фосфатирующими грунтовками.
5.5.1 Обезжиривание перед грунтованием поверхностей, не подвергающихся абразивоструйной очистке, может осуществляться протиркой органическими растворителями или 3 - 5% растворами щелочных технических моющих средств (ТМС), приведенных в Приложении Д.
После обезжиривания растворами ТМС поверхность должна быть обмыта чистой водой и тщательно просушена.
5.5.2 Для обезжиривания металлических поверхностей перед грунтованием применяют уайт-спирит ГОСТ 3134-78, ацетон ГОСТ 2768-84, нефрас-С50/170 ГОСТ 8505-80 и другие растворители (технические бензины) по техническим условиям.
Обезжиривание производят путем протирки ветошью или технической салфеткой. Засмолы на деревянных деталях удаляют ацетоном с последующей смывкой раствором кальцинированной соды ГОСТ 5100-85.
5.5.3 Степень обезжиривания по ГОСТ 9.402-2004 перед окрашиванием для крытых вагонов, полувагонов, платформ, думпкаров - вторая; для остальных вагонов - первая.
5.6.1 Предварительную, межоперационную и окончательную сушку поверхностей, подготавливаемых к окрашиванию, в зависимости от вида, объемов ремонта, местных условий осуществляют стационарными калориферами в окрасочно-сушильных камерах или с помощью переносных электротепловентиляторов (тепловых пушек), или путем естественной сушки.
5.6.2 Для удаления капельной влаги с небольших поверхностей могут применяться чистые безворсовые обтирочные материалы (технические салфетки).
6.1.1 Приготовление лакокрасочных материалов (ЛКМ) должно производиться в краскозаготовительном отделении участка нанесения защитных покрытий. Типовая планировка краскозаготовительного отделения и используемое в нем оборудование приведены в Приложении Ж.
6.1.2 Все ЛКМ должны поступать в краскозаготовительное отделение не позднее чем за сутки до их применения.
6.1.3 Тара с ЛКМ должна быть плотно закрыта во избежание улетучивания растворителей и попадания влаги.
6.2.1 Приготовление рабочих растворов ЛКМ предусматривает размешивание, разбавление исходных ЛКМ, фильтрование и определение рабочей вязкости рабочего раствора.
6.2.2 Размешивание ЛКМ производят, как правило, в потребительской таре с использованием механизмов для размешивания или краскомешалок до однородного состояния и полного поднятия осадка. Жидкий отстой с поверхности ЛКМ сливать запрещается.
6.2.3 Перед размешиванием ЛКМ необходимо удалить пленку (если она имеется), образовавшуюся на поверхности материала.
6.2.4 Материалы на органической основе разбавляют растворителями, на водной основе - водой или конденсатом до необходимой вязкости в соответствии с таблицей 6.1. Для дозировки растворителей и разбавителей используют мерную посуду.
┌─────────────────────────┬────────────────────────────┬────────────┬─────────────────────┬──────┐
│Наименование материалов, │ Назначение материалов │Растворитель│ Вязкость, сек. │Кисть,│
│нормативная документация │ │ ├──────────┬──────────┤валик │
│ │ │ │ Безвозд. │Пневмо- │ │
│ │ │ │распыление│распыление│ │
├─────────────────────────┴────────────────────────────┴────────────┴──────────┴──────────┴──────┤
│ Грунтовки │
├─────────────────────────┬────────────────────────────┬────────────┬──────────┬──────────┬──────┤
│Грунтовка ЭФ-065 │Грунтование наружных │Толуол │30 - 35 │25 - 28 │45 - │
│эпоксиэфирная │поверхностей цистерн, │ │ │ │50 │
│однокомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│ТУ 2312-071-05034239-95 │наружных и внутренних │ │ │ │ │
│ТУ 2312-001-31953544-00 │поверхностей крытых вагонов,│ │ │ │ │
│ТУ 2312-057-00204211-2007│полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, сопрягаемые │ │ │ │ │
│ │поверхности, соединяемые │ │ │ │ │
│ │болтами и заклепками всех │ │ │ │ │
│ │типов вагонов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка Эмлак Праймер │Грунтование наружных │Толуол │30 - 35 │25 - 28 │45 - │
│65 эпоксиэфирная │поверхностей цистерн, │ │ │ │50 │
│однокомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│ТУ 2312-027-31953544-2006│наружных и внутренних │ │ │ │ │
│ │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка Темапрайм ЕЕ │Грунтование наружных │<**> │30 - 35 │25 - 28 │45 - │
│эпоксиэфирная │поверхностей цистерн, │ │ │ │50 │
│однокомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│Тех. спецификация N REF.N│наружных и внутренних │ │ │ │ │
│O TCF 0001 "Тиккурила", │поверхностей крытых вагонов,│ │ │ │ │
│Финляндия │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Уретан- │Грунтование наружных │Ксилол, │35 - 40 │23 - 27 │- │
│Антикор" полиуретановая │поверхностей цистерн, │толуол │ │ │ │
│однокомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│ТУ 2312-005-54743950-2002│наружных и внутренних │ │ │ │ │
│ │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка ПФ-0244 │Сопрягаемые поверхности │Уайт-спирит,│30 - 35 │25 - 28 │45 - │
│пентафталевая │деталей и сборочных единиц, │сольвент │ │ │50 │
│однокомпонентная │соединяемые болтами и │ │ │ │ │
│ТУ 2312-068-21743165-2005│заклепками │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Вега-ЖД" │Сопрягаемые поверхности │Уайт-спирит,│30 - 35 │25 - 28 │45 - │
│пентафталевая │деталей и сборочных единиц, │сольвент │ │ │50 │
│быстросохнущая │соединяемые болтами и │ │ │ │ │
│однокомпонентная │заклепками │ │ │ │ │
│ТУ 2312-007-16913493-2003│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Кронос-Спринт"│Сопрягаемые поверхности │Уайт-спирит,│30 - 35 │25 - 28 │45 - │
│однокомпонентная │деталей и сборочных единиц, │сольвент │ │ │50 │
│ТУ 2312-047-20504464-2002│соединяемые болтами и │ │ │ │ │
│ │заклепками │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовая краска "Цинол- │Сопрягаемые поверхности под │Сольвент, │25 │15 │30 │
│СВ" цинконаполненная │контактную точечную и │ксилол, Р-4,│ │ │ │
│антикоррозионная │дуговую сварку. Внутренние │Р-5, 646 │ │ │ │
│однокомпонентная │поверхности стальных деталей│ │ │ │ │
│ТУ 2313-012-12288799-99 │конструкции замкнутого │ │ │ │ │
│ │профиля, выполненные │ │ │ │ │
│ │прерывистым швом │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Темавелд 3 СМ"│Сопрягаемые поверхности под │Комплектно │20 │15 │40 │
│модифицированная │контактную точечную и │ │ │ │ │
│цинксиликатная │дуговую сварку. Внутренние │ │ │ │ │
│однокомпонентная │поверхности стальных деталей│ │ │ │ │
│Техническая спецификация │конструкции замкнутого │ │ │ │ │
│N REF.N O TCF 0001 │профиля, выполненные │ │ │ │ │
│"Тиккурила", Финляндия │прерывистым швом │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовая краска ДГ │Сопрягаемые поверхности под │Комплектно │35 │20 │50 │
│10-9121/0 эпоксидная с │контактную точечную и │ │ │ │ │
│цинковой пудрой │дуговую сварку. Внутренние │ │ │ │ │
│двухкомпонентная │поверхности стальных деталей│ │ │ │ │
│Техническая спецификация │конструкции замкнутого │ │ │ │ │
│N 210/3 3 Ланквитцер │профиля, выполненные │ │ │ │ │
│Лакфабрик, Германия │прерывистым швом │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "ЯрЛИ" ЭП-0282 │Сопрягаемые поверхности под │Смесь │35 │20 │50 │
│эпоксидная цинкофосфатная│контактную точечную и │ксилола с │ │ │ │
│антикоррозионная двух- │дуговую сварку. Внутренние │целлозолем │ │ │ │
│компонентная │поверхности стальных деталей│ │ │ │ │
│ТУ 2313-012-12288799-99 │конструкции замкнутого │ │ │ │ │
│ │профиля, выполненные │ │ │ │ │
│ │прерывистым швом │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Аквасплит-ЖД" │Грунтование наружных │Вода │45 - 60 │50 - 70 │- │
│водно-дисперсионная │поверхностей цистерн, │ │ │ │ │
│двухкомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│ТУ 2316-027-31953544-2008│крытых вагонов, вагонов для │ │ │ │ │
│ │перевозки автомобилей, │ │ │ │ │
│ │наружных и внутренних │ │ │ │ │
│ │поверхностей │ │ │ │ │
│ │вагонов-минераловозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Уретал │Грунтование наружных │Вода или │45 - 50 │30 - 35 │45 - │
│Праймекс" водно- │поверхностей цистерн, │дистиллят │ │ │60 │
│дисперсионная │вагонов-хопперов для зерна, │ │ │ │ │
│уретано-алкидная │наружных и внутренних │ │ │ │ │
│однокомпонентная │поверхностей крытых вагонов,│ │ │ │ │
│ТУ 2316-021-31953544-2004│полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка ХС-010 │Грунтование наружных │Р-4, Р-5 │30 - 35 │22 - 25 │40 - │
│сополимерная │поверхностей цистерн, │ │ │ │50 │
│однокомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│ТУ 6-21-51-90 с изм. │наружных и внутренних │ │ │ │ │
│N 1 - 2 │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка ХС-04 сополи- │Грунтование внутренних │Р-4, Р-5 │30 - 35 │22 - 25 │40 - │
│мерная однокомпонентная │поверхностей вагонов- │ │ │ │50 │
│ТУ 6-10-1414-76 │хопперов для зерна │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Виникор 061" │Грунтование наружных │Ацетон, │30 - 35 │25 - 28 │40 - │
│двухкомпонентная <*> │поверхностей цистерн, │ксилол, Р-4 │ │ │50 │
│ТУ 2312-001-54359536-2003│вагонов-хопперов для зерна, │ │ │ │ │
│ │наружных и внутренних │ │ │ │ │
│ │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки авто- │ │ │ │ │
│ │мобилей, вагонов-хопперов │ │ │ │ │
│ │для минеральных удобрений │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка Хелиос 2К Шоп │Грунтование наружных │В комплекте │30 - 35 │15 - 19 │- │
│Праймер Е эпоксидная │поверхностей крытых │ │ │ │ │
│двухкомпонентная │вагонов, цистерн, вагонов- │ │ │ │ │
│Тех. спецификация N 18560│хопперов для зерна, вагонов │ │ │ │ │
│"Хелиос", Словения │для перевозки автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка СНЕЖ ПРО 011 М │Грунтование наружных и │Уайт-спирит │30 - 35 │25 - 28 │45 - │
│алкидная модифицированная│внутренних поверхностей │сольвент, │ │ │60 │
│быстросохнущая │полувагонов, платформ и │ксилол │ │ │ │
│однокомпонентная │деревянных поверхностей │ │ │ │ │
│ТУ 2312-009-65119126-2005│внутри кузовов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "ЯрЛИ" ПФ-0294 │Сопрягаемые поверхности │N 667 в │30 - 35 │23 - 25 │45 - │
│пентафталевая │деталей и сборочных единиц, │комплекте │ │ │60 │
│однокомпонентная │соединяемые болтами и зак- │ │ │ │ │
│ТУ 2312-284-21743165-2002│лепками всех типов вагонов, │ │ │ │ │
│ │деревянные поверхности │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Ростекс-Супер"│Грунтование наружных │1106 │30 - 35 │20 - 25 │45 - │
│алкидная │поверхностей цистерн, │ │ │ │60 │
│однокомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│Тех. спецификация N REF.N│наружных и внутренних │ │ │ │ │
│O TCF 0001 "Тиккурила", │поверхностей крытых вагонов,│ │ │ │ │
│Финляндия │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Праймер │Грунтование наружных │Уайт-спирит │35 - 40 │20 - 25 │40 - │
│Пентакрил ЖД" │поверхностей цистерн, │ксилол, │ │ │60 │
│алкидно-акриловая │вагонов-хопперов для зерна, │сольвент │ │ │ │
│двухкомпонентная │наружных и внутренних │ │ │ │ │
│ТУ 2312-072-00204530-2007│поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "ЯрЛИ" ЭП-0289 │Внутренние поверхности │ │- │25 - 30 │- │
│эпоксидная │минераловозов │ │ │ │ │
│двухкомпонентная │ │ │ │ │ │
│ТУ 2312-229-21743165-2002│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка ХС-059 на │Грунтование наружных │Р-4, Р-4А │28 - 30 │14 - 16 │- │
│сополимере винил-хлорида │поверхностей цистерн, │ │ │ │ │
│однокомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│ГОСТ 23494 │наружных и внутренних │ │ │ │ │
│ │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка ХС-068 │Грунтование наружных │Р-4, Р-4А │30 - 35 │15 - 20 │- │
│однокомпонентная │поверхностей цистерн, │ │ │ │ │
│ТУ 6-10-820-75 или ТУ │вагонов-хопперов для зерна, │ │ │ │ │
│предприятия-производителя│наружных и внутренних │ │ │ │ │
│ │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "ЯрЛИ" ЭП-0287 │Внутренние поверхности │ │- │16 - 20 │40 - │
│эпоксидная │минераловозов │ │ │ │50 │
│двухкомпонентная │ │ │ │ │ │
│ТУ 2312-211-21743165-2002│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "СК-Спринт" │Грунтование наружных │Уайт-спирит │35 - 40 │20 - 25 │40 - │
│алкидная однокомпонентная│поверхностей крытых вагонов,│ксилол, │ │ │60 │
│ТУ 2312-011-65119126-2009│вагонов для перевозки │сольвент │ │ │ │
│ │автомобилей, │ │ │ │ │
│ │вагонов-зерновозов, цистерн,│ │ │ │ │
│ │цементовозов, полувагонов, │ │ │ │ │
│ │платформ, дулепкаров │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка глифталевая │Грунтование деревянных │Уайт-спирит │30 - 35 │18 - 25 │45 - │
│типа ГФ-0119 "Кронос" │поверхностей внутри кузовов,│ксилол, │ │ │60 │
│однокомпонентная │сопрягаемые поверхности │сольвент │ │ │ │
│ТУ 2312-080-20504464-2003│деталей и сборочных единиц, │ │ │ │ │
│ │соединяемые болтами и │ │ │ │ │
│ │заклепками │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовки │Грунтование-окрашивание рам,│Вода или │25 - 30 │20 - 23 │30 - │
│водно-дисперсионные типа │тормозного оборудования, │дистиллят │ │ │35 │
│"Уникор ЖД", "Уникор М", │подкузовного оборудования и │ │ │ │ │
│"Уникор К" акрилатные │деревянных поверхностей │ │ │ │ │
│однокомпонентные │внутри крытых вагонов. │ │ │ │ │
│ТУ 2316-002-319535544-96 │Примечание: "Уникор ЖД" и │ │ │ │ │
│ │"Уникор М" могут применяться│ │ │ │ │
│ │по поверхности с остаточной │ │ │ │ │
│ │ржавчиной │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Состав антикоррозионный │Грунтование-окрашивание │Уайт-спирит,│60 │- │- │
│"Гермокрон-Аква" │внутренних поверхностей │толуол или │ │ │ │
│каучуково-смоляной │вагонов-хопперов для │их смесь │ │ │ │
│однокомпонентный │перевозки зерна │ │ │ │ │
│ТУ 2513-008-20504464-99 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка - преобразова- │Грунтование-окрашивание рам,│Вода или │35 - 40 │20 - 23 │35 - │
│тель ржавчины "Кронос" │тормозного оборудования, │дистиллят │ │ │40 │
│водно-дисперсионная │подкузовного оборудования │ │ │ │ │
│однокомпонентная │ │ │ │ │ │
│ТУ 2316-050-20504464-2002│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Состав "Гермокрон ЖД" │Грунтование-окрашивание │Уайт-спирит,│35 - 40 │- │- │
│антикоррозионный │наружных поверхностей │толуол │ │ │ │
│однокомпонентный │цистерн, вагонов-хопперов │ │ │ │ │
│ТУ 2313-045-20504465-2002│для зерна и крытых вагонов, │ │ │ │ │
│ │наружных и внутренних │ │ │ │ │
│ │поверхностей полувагонов, │ │ │ │ │
│ │платформ, вагонов для │ │ │ │ │
│ │перевозки автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка АУ-0179 │Грунтование наружных и │Ксилол, │35 - 40 │20 - 25 │45 - │
│алкидно-уретановая │внутренних поверхностей │смесь ксило-│ │ │60 │
│однокомпонентная │вагонов │ла с уайт- │ │ │ │
│ТУ 2312-179-00209711-2007│ │спиритом 1:1│ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "Праймер АУ │Грунтование наружных и │Ксилол, │35 - 40 │20 - 25 │45 - │
│Корунд" │внутренних поверхностей │смесь │ │ │60 │
│алкидно-уретановая │вагонов │ксилола с │ │ │ │
│однокомпонентная │ │уайт- │ │ │ │
│ТУ 2312-060-72311668-2007│ │спиритом 1:1│ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунтовка "ЯрЛИ" ВД-АК- │Грунтование-окрашивание рам,│Вода │30 - 35 │15 - 20 │40 │
│0247 водно-дисперсионная │тормозного оборудования, │ │ │ │ │
│однокомпонентная │деревянных поверхностей │ │ │ │ │
│ТУ 2316-074-21743165-2008│ │ │ │ │ │
├─────────────────────────┴────────────────────────────┴────────────┴──────────┴──────────┴──────┤
│ Грунт-эмали, краски │
├─────────────────────────┬────────────────────────────┬────────────┬──────────┬──────────┬──────┤
│Грунт-эмаль ХС-500 │Грунтование-окрашивание │Р-4, Р-4А │30 - 35 │17 - 19 │- │
│сополимерная │наружных и внутренних по- │ │ │ │ │
│двухкомпонентная <*> │верхностей вагонов-хопперов │ │ │ │ │
│ТУ 6-10-2002-85 │для минеральных удобрений │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунт-эмаль "ЯрЛИ" │Грунтование наружных поверх-│"ЯрЛИ" 653 │45 - 55 │25 - 35 │40 - │
│ВС-7130ЖТ │ностей крытых вагонов, │ЖТ, "ЯрЛИ" │ │ │60 │
│однокомпонентная │цистерн, вагонов-хопперов │667 │ │ │ │
│винилово-сополимерная │для зерна, наружных и │ │ │ │ │
│ТУ 2313-183-21743165-2008│внутренних поверхностей │ │ │ │ │
│ │полувагонов, вагонов для │ │ │ │ │
│ │перевозки автомобилей, │ │ │ │ │
│ │платформ, вагонов-хопперов │ │ │ │ │
│ │для минеральных удобрений, │ │ │ │ │
│ │рам, тормозного и │ │ │ │ │
│ │подкузовного оборудования │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунт-эмаль АУ-1-201 │Наружные и внутренние │Р-5А │30 - 35 │28 - 30 │40 - │
│алкидно-уретановая │поверхности крытых вагонов, │ │ │ │50 │
│однокомпонентная │полувагонов, вагонов для │ │ │ │ │
│ТУ 2313-229-60209711-2009│перевозки автомобилей, │ │ │ │ │
│ │цементовозов, наружные по- │ │ │ │ │
│ │верхности вагонов-зерновозов│ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Краска Темакоут ХБ-30 │Внутренние поверхности │Растворитель│35 - 40 │25 - 28 │45 - │
│эпоксидная │вагонов-минераловозов │1031 │ │ │50 │
│двухкомпонентная │ │ │ │ │ │
│Тех. спецификация NN REF.│ │ │ │ │ │
│NO TCF 0001 "Тиккурила", │ │ │ │ │ │
│Финляндия │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Краска Темабонд СТ 300 │Внутренние поверхности │Растворитель│35 - 40 │25 - 28 │45 - │
│эпоксидная │вагонов-минераловозов │1031 │ │ │50 │
│двухкомпонентная │ │ │ │ │ │
│Тех. спецификация N │ │ │ │ │ │
│02.12.2002 REF.N O TCF │ │ │ │ │ │
│0001 "Тиккурила", │ │ │ │ │ │
│Финляндия │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Грунт-эмаль Эмакоут 7320 │Грунтование наружных поверх-│Эмлак N 221 │45 - 50 │30 - 35 │40 - │
│ЖД алкидно-сополимерная │ностей крытых вагонов, │<**> │ │ │60 │
│однокомпонентная │цистерн, вагонов-хопперов │ │ │ │ │
│ТУ 2312-048-31953544-2006│для зерна, наружных и │ │ │ │ │
│ │внутренних поверхностей │ │ │ │ │
│ │полувагонов, вагонов для │ │ │ │ │
│ │перевозки автомобилей, │ │ │ │ │
│ │платформ, вагонов-хопперов │ │ │ │ │
│ │для минеральных удобрений, │ │ │ │ │
│ │рам, тормозного и │ │ │ │ │
│ │подкузовного оборудования │ │ │ │ │
├─────────────────────────┴────────────────────────────┴────────────┴──────────┴──────────┴──────┤
│ Эмали, компаунды, составы │
├─────────────────────────┬────────────────────────────┬────────────┬──────────┬──────────┬──────┤
│Эмаль "СК-Спринт" │Окрашивание наружных │Уайт-спирит,│35 - 40 │25 - 28 │45 - │
│алкидная однокомпонентная│поверхностей крытых вагонов,│сольвент, │ │ │60 │
│ТУ 2312-010-65119126-2009│вагонов для перевозки │нефрас │ │ │ │
│ │автомобилей, вагонов- │ │ │ │ │
│ │зерновозов, цементовозов, │ │ │ │ │
│ │платформ, думпкаров │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "АУ Корунд" │Окрашивание наружных │Ксилол, │30 - 35 │28 - 30 │45 - │
│алкидно-уретановая │поверхностей цистерн, крытых│смесь │ │ │55 │
│однокомпонентная │вагонов, вагонов-хопперов │ксилола с │ │ │ │
│ТУ 2312-049-72311668-2006│для зерна, наружных и │уайт- │ │ │ │
│ │внутренних поверхностей │спиритом 1:1│ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Стрела МД" │Окрашивание наружных │Смесь уайт- │30 - 35 │28 - 30 │45 - │
│алкидно-силиконовая │поверхностей цистерн, крытых│спирита с │ │ │55 │
│однокомпонентная │вагонов, вагонов-хопперов │сольвентом │ │ │ │
│ТУ 2312-003-49404743-2006│для зерна, наружных и │или ксилолом│ │ │ │
│ │внутренних поверхностей │1:1 │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┤ ├──────────┼──────────┼──────┤
│Эмаль "Промос ПС" │Окрашивание наружных │ │30 - 35 │28 - 30 │45 - │
│алкидно-уретановая │поверхностей цистерн, крытых│ │ │ │55 │
│однокомпонентная │вагонов, вагонов-хопперов │ │ │ │ │
│ТУ 2312-017-31953544-2003│для зерна, наружных и │ │ │ │ │
│с изм. N 1 │внутренних поверхностей │ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "ЯрЛИ" АС-1280 │Окрашивание наружных │Смесь уайт- │30 - 35 │28 - 30 │45 - │
│алкидно-акриловая │поверхностей цистерн, крытых│спирита с │ │ │55 │
│однокомпонентная │вагонов, вагонов-хопперов │сольвентом │ │ │ │
│ТУ 2313-282-21743165-2002│для зерна, наружных и │или ксилолом│ │ │ │
│с изм. N 1 - 2 │внутренних поверхностей │1:1 │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль СНЕЖ ПРО 111М │Окрашивание наружных │Смесь уайт- │30 - 35 │28 - 30 │45 - │
│алкидно-уретановая │поверхностей крытых вагонов,│спирита с │ │ │55 │
│быстросохнущая │цистерн, цементовозов, │сольвентом │ │ │ │
│однокомпонентная │наружных и внутренних │или ксилолом│ │ │ │
│ТУ 2312-08-65119126-2005 │поверхностей полувагонов, │1:1 │ │ │ │
│ │платформ, вагонов для │ │ │ │ │
│ │перевозки автомобилей │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Краска АКРЭМ-МЕТАЛЛ │Окрашивание наружных │Вода или │30 - 35 │28 - 30 │45 - │
│акрилатная │поверхностей цистерн, крытых│дистиллят │ │ │55 │
│водно-дисперсионная │вагонов, вагонов-хопперов │ │ │ │ │
│однокомпонентная │для перевозки зерна, │ │ │ │ │
│ТУ 2346-002-0-31953544-96│наружных и внутренних │ │ │ │ │
│ │поверхностей полувагонов, │ │ │ │ │
│ │платформ, вагонов для │ │ │ │ │
│ │перевозки автомобилей, │ │ │ │ │
│ │цементовозов, окрашивание │ │ │ │ │
│ │деревянных поверхностей │ │ │ │ │
│ │внутри (внутренняя обшивка │ │ │ │ │
│ │стен и пола крытых вагонов) │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "ЯрЛИ" ВД-АК-1309ЖД│Окрашивание наружных │Вода или │30 - 35 │28 - 30 │45 │
│акрилатная │поверхностей цистерн, │дистиллят │ │ │ │
│водно-дисперсионная │вагонов-хопперов для зерна, │ │ │ │ │
│однокомпонентная │наружных и внутренних │ │ │ │ │
│ │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "АКРЭМ-Уретал" │Окрашивание наружных │Вода или │45 - 50 │30 - 35 │45 │
│водно-дисперсионная │поверхностей цистерн, │дистиллят │ │ │ │
│алкидно-уретановая │вагонов-хопперов для зерна, │ │ │ │ │
│однокомпонентная │наружных и внутренних │ │ │ │ │
│ТУ 2316-019-0-31953544- │поверхностей крытых вагонов,│ │ │ │ │
│2001 │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
ИС МЕГАНОРМ: примечание.
В официальном тексте документа, видимо, допущена опечатка: имеется
в виду ГОСТ 9355-81, а не ГОСТ 9355-89.
│Эмаль ХС-710 сополимерная│Окрашивание наружных │Р-4, Р-5 │30 - 35 │25 - 28 │40 │
│однокомпонентная │поверхностей цистерн, │ │ │ │ │
│ГОСТ 9355-89 │вагонов-хопперов для зерна, │ │ │ │ │
│ │наружных и внутренних │ │ │ │ │
│ │поверхностей крытых вагонов,│ │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль ХС-558 сополимерная│Окрашивание внутренних │Р-4, Р-5 │30 - 35 │25 - 28 │40 │
│однокомпонентная │поверхностей вагонов- │ │ │ │ │
│ТУ 6-10-592-76 │хопперов для зерна │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Виникор 62" │Окрашивание наружных │Р-4, ацетон,│40 - 45 │35 - 40 │- │
│сополимерная │поверхностей цистерн, │ксилол │ │ │ │
│двухкомпонентная │вагонов-хопперов для зерна, │ │ │ │ │
│ТУ 2312-001-54355936-2003│крытых вагонов, наружных и │ │ │ │ │
│ │внутренних поверхностей │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, вагонов- │ │ │ │ │
│ │хопперов для перевозки │ │ │ │ │
│ │минеральных удобрений │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль АК-1530С │Окрашивание наружных │Р-5А, N 546 │- │20 - 28 │- │
│"Разноцвет" │поверхностей крытых вагонов,│ │ │ │ │
│акрил-уретановая │цистерн, вагонов для │ │ │ │ │
│двухкомпонентная <*> │перевозки автомобилей, │ │ │ │ │
│ТУ 2313-010-54743950-2005│вагонов-хопперов для зерна │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Компаунд "Эпивин" │Окрашивание внутренних │Комплектно │40 - 45 │- │- │
│эпоксидный │поверхностей вагонов- │ │ │ │ │
│двухкомпонентный │хопперов для зерна │ │ │ │ │
│ТУ 2312-009-3135344-2002 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль Темалайн ФВ эпок- │Окрашивание внутренних │Комплектно │40 - 45 │- │- │
│сидная двухкомпонентная │поверхностей вагонов- │ │ │ │ │
│Техническая спецификация │хопперов для зерна │ │ │ │ │
│N 02.12.2002 REF.N O TCF │ │ │ │ │ │
│0001 "Тиккурила", │ │ │ │ │ │
│Финляндия │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмали Темалак МЛ-90 и │Окрашивание наружных │Поставляется│35 - 40 │25 - 28 │35 - │
│Миралкид-90 алкидные │поверхностей всех типов │в комплекте │ │ │40 │
│однокомпонентные │вагонов, кроме вагонов- │ │ │ │ │
│Техническая спецификация │минераловозов и для │ │ │ │ │
│"Финколор" REF.N O TCF │перевозки кислот │ │ │ │ │
│0001 "Тиккурила", │ │ │ │ │ │
│Финляндия │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Эпотрейн" │Окрашивание наружных │Ксилол │35 - 40 │20 - 25 │- │
│алкидно-эпоксидная │поверхностей всех типов │ │ │ │ │
│двухкомпонентная │вагонов, кроме вагонов- │ │ │ │ │
│ТУ 2312-005-00204211-2007│минераловозов и для │ │ │ │ │
│ │перевозки кислот │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Локомотив" │Окрашивание наружных поверх-│Уайт-спирит,│35 - 40 │25 - 28 │45 - │
│алкидно-уретановая │ностей всех типов вагонов, │ксилол │ │ │50 │
│однокомпонентная │кроме вагонов-минераловозов │ │ │ │ │
│ТУ 2312-005-56421682-2007│и для перевозки кислот │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Кронос Драйв" │Окрашивание наружных поверх-│Уайт-спирит,│35 - 40 │25 - 28 │45 - │
│алкидно-уретановая │ностей всех типов вагонов, │ксилол │ │ │50 │
│однокомпонентная │кроме вагонов-минераловозов │ │ │ │ │
│ТУ 2312-101-205-04464- │и для перевозки кислот │ │ │ │ │
│2006 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Экспресс" алкидная│Окрашивание наружных │Уайт-спирит,│35 - 40 │20 - 25 │40 - │
│однокомпонентная │поверхностей всех типов │сольвент │ │ │45 │
│ТУ 2311-031-54651722-2007│вагонов, кроме вагонов- │ │ │ │ │
│ │минераловозов и для │ │ │ │ │
│ │перевозки кислот │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "ЯрЛИ" ПФ-1315 │Окрашивание наружных поверх-│Поставляется│28 - 32 │28 - 30 │45 - │
│алкидная однокомпонентная│ностей всех типов вагонов, │в комплекте │ │ │50 │
│ТУ 2312-305-21743165-2002│кроме вагонов-минераловозов │ │ │ │ │
│ │и для перевозки кислот │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Алур" алкидно- │Окрашивание наружных │Сольвент, │30 - 35 │28 - 30 │45 - │
│уретановая │поверхностей всех типов │ксилол │ │ │50 │
│однокомпонентная │вагонов, кроме вагонов- │ │ │ │ │
│Техническая спецификация │минераловозов и для │ │ │ │ │
│N 64-16066047-01:2005 │перевозки кислот │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль АУ-1518 "Универсал │Окрашивание наружных поверх-│Уайт-спирит,│30 - 35 │18 - 25 │35 - │
│Люкс" алкидно-уретановая │ностей всех типов вагонов, │ксилол, │ │ │50 │
│однокомпонентная │кроме вагонов-минераловозов │сольвент или│ │ │ │
│ТУ 2312-148-00209711-2007│и для перевозки кислот │их смесь │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Крата-Экспресс" │Окрашивание наружных │Сольвент, │32 - 35 │28 - 30 │45 - │
│алкидно-уретановая │поверхностей всех типов │ксилол │ │ │50 │
│однокомпонентная │вагонов, кроме вагонов- │ │ │ │ │
│ТУ 2312-274-05800142-2008│минераловозов и цистерн для │ │ │ │ │
│ │перевозки кислот │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмали ХВ-113, ХВ-110 │Окрашивание наружных │Р-24 │25 - 30 │18 - 20 │- │
│перхлорвиниловые │поверхностей всех типов │ │ │ │ │
│однокомпонентные │вагонов │ │ │ │ │
│ГОСТ 18374 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль ХС-119 сополимерная│Окрашивание наружных │РС-1 │25 - 30 │16 - 22 │- │
│однокомпонентная │поверхностей всех типов │ │ │ │ │
│ТУ предприятия- │вагонов │ │ │ │ │
│изготовителя │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль ХС-759 сополимерная│Окрашивание наружных │РС-1 │25 - 30 │18 - 22 │- │
│однокомпонентная │поверхностей всех типов │ │ │ │ │
│ТУ предприятия- │вагонов │ │ │ │ │
│изготовителя │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль ХВ-785 перхлорвини-│Окрашивание наружных │РС-1 │25 - 30 │16 - 22 │- │
│ловая однокомпонентная │поверхностей всех типов │ │ │ │ │
│ГОСТ 7313 │вагонов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Комплекс ХАРДТОП ФЛЕКСИ │Окрашивание всех типов │Комплектно │40 - 45 │37 - 41 │- │
│(HARDTOP FLEXI) │вагонов, кроме вагонов- │ │ │ │ │
│полиуретановый │минераловозов, цементовозов,│ │ │ │ │
│двухкомпонентный │полувагонов │ │ │ │ │
│ТС Russian TDS/TC-17/2008│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль Хелиос 2К ПУР 3:1 │Наружные поверхности цистерн│Комплектно │- │20 - 28 │- │
│полиуретановая │ │ │ │ │ │
│двухкомпонентная │ │ │ │ │ │
│Техн. спецификация NN │ │ │ │ │ │
│N185 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Эматоп-Аква" │Окрашивание наружных │Вода │- │25 - 40 │- │
│водно-дисперсионная │поверхностей всех типов │ │ │ │ │
│полиуретановая │вагонов, кроме вагонов- │ │ │ │ │
│двухкомпонентная │минераловозов │ │ │ │ │
│ТУ 2316-028-31953544-2008│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль ЭП-5287 эпоксидная │Наружные поверхности │Вода │- │25 - 40 │- │
│двухкомпонентная │вагонов-минераловозов │ │ │ │ │
│ТУ 2316-028-31953544-2008│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль АК-153 ОС │Наружные поверхности │Комплектно │- │20 - 28 │- │
│"Разноцвет" │цистерн, вагонов для │ │ │ │ │
│акрил-уретановая │перевозки автомобилей, │ │ │ │ │
│двухкомпонентная │крытых вагонов, вагонов- │ │ │ │ │
│ТУ 2313-010-54743950-2005│зерновозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль Биотекс-41 │Внутренние поверхности │Поставляется│35 - 40 │20 - 22 │45 - │
│эпоксидная │вагонов-зерновозов │в комплекте │ │ │50 │
│двухкомпонентная │ │ │ │ │ │
│ТУ 2312-003-42968112-01 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "ЯрЛИ" ЭП-1302 │Наружные поверхности │ЯрЛИ 656 │35 - 40 │13 - 17 │ │
│эпоксидная │вагонов-минераловозов │ │ │ │ │
│двухкомпонентная │ │ │ │ │ │
│ТУ 2312-231-21743165-2002│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "ЯрЛИ" ЭП-5308 │Внутренние поверхности │ЯрЛИ 656 │35 - 40 │25 - 30 │45 - │
│эпоксидная │вагонов-минераловозов │ │ │ │50 │
│двухкомпонентная │ │ │ │ │ │
│ТУ 2312-230-21743165-2002│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "ЯрЛИ" ЭП-5301 │Наружные поверхности цистерн│ЯрЛИ 656 │25 - 40 │15 - 20 │45 - │
│эпоксидная │ │ │ │ │50 │
│двухкомпонентная │ │ │ │ │ │
│ТУ 2312-097-21743165-97 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль АУ "ВегаЖД" │Окрашивание наружных │Смесь уайт- │30 - 35 │28 - 30 │45 - │
│алкидно-уретановая │поверхностей цистерн, крытых│спирита с │ │ │55 │
│однокомпонентная │вагонов, вагонов-хопперов │сольвентом │ │ │ │
│ТУ 2312-016-23076885-2005│для зерна, наружных и │или ксилолом│ │ │ │
│ │внутренних поверхностей │1:1 │ │ │ │
│ │полувагонов, платформ, │ │ │ │ │
│ │вагонов для перевозки │ │ │ │ │
│ │автомобилей, цементовозов │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль ЭП-773 эпоксидная │Наружные поверхности цистерн│646 │30 - 35 │15 - 16 │45 - │
│двухкомпонентная │для перевозки кислот │ │ │ │50 │
│ГОСТ 23143 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль Хелиос 2К ПУР2:1 │Грунтование наружных │<**> │- │20 - 25 │ │
│полиуретановая │поверхностей крытых вагонов,│ │ │ │ │
│двухкомпонентная <*> │цистерн, вагонов для │ │ │ │ │
│Техническая спецификация │перевозки автомобилей, │ │ │ │ │
│N PUV 1000 F "Хелиос", │вагонов-хопперов для зерна │ │ │ │ │
│Словения │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Эмаль "Вега-ЖД" │Деревянные поверхности │Уайт-спирит │30 - 35 │28 - 30 │ │
│пентафталевая модифициро-│кузовов │ │ │ │ │
│ванная однокомпонентная │ │ │ │ │ │
│ТУ 2312-015-23076885-2004│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Мастика "Изомаст" │Внутренние поверхности │Вода или │в │5% по весу│ │
│противошумная │кузовов крытых вагонов │дистиллят, │состоянии │ │ │
│водно-дисперсионная │ │до 5% по │поставки │ │ │
│однокомпонентная │ │весу │ │ │ │
│ТУ 2316-018-31953544-2001│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Мастика ВД-АК-5 │Внутренние поверхности │Вода или │в │5% по весу│ │
│водно-дисперсионная │кузовов крытых вагонов │дистиллят │состоянии │ │ │
│однокомпонентная │ │ │поставки │ │ │
│ТУ 6-27-104-96 │ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Состав "Прим БарьерW" │Внутренние поверхности │- │в │ │ │
│шумоизоляционный- │кузовов крытых вагонов │ │состоянии │ │ │
│однокомпонентный │ │ │поставки │ │ │
│ТУ 2338-018-53945212-2007│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Мастика "Демпфи" │Внутренние поверхности │- │в │ │ │
│антикоррозионная, │кузовов крытых вагонов │ │состоянии │ │ │
│вибропоглощающая │ │ │поставки │ │ │
│однокомпонентная │ │ │ │ │ │
│ТУ 2332-106-20504464-2005│ │ │ │ │ │
├─────────────────────────┼────────────────────────────┼────────────┼──────────┼──────────┼──────┤
│Защитный пенетрирующий │Внутренние поверхности │- │в │ │ │
│состав "Прим Боди" │кузовов крытых вагонов │ │состоянии │ │ │
│однокомпонентный │ │ │поставки │ │ │
│ТУ 2458-013-53945212-2003│ │ │ │ │ │
├─────────────────────────┴────────────────────────────┴────────────┴──────────┴──────────┴──────┤
│ Примечание: Вязкости материалов, не приведенных в настоящей таблице, устанавливаются │
│экспериментально в зависимости от применяемого окрасочного оборудования и в соответствии с │
│инструкцией по применению предприятия-изготовителя. При этом массовая доля разбавителя не │
│должна превышать 20%. │
└────────────────────────────────────────────────────────────────────────────────────────────────┘
6.2.5 Разбавление двухкомпонентных ЛКМ производят только после тщательного перемешивания основы с отвердителем в пропорции, указанной в инструкции по применению предприятия-изготовителя. Степень разбавления зависит от способа нанесения ЛКМ, но не должна превышать указанную в стандартах или технических условиях на ЛКМ.
6.2.6 Перед применением (выдачей исполнителю работ) приготовленные к работе растворы ЛКМ пропускают через фильтры (капроновая сетка или два слоя марли).
6.2.7 Вязкость рабочего раствора определяют по ГОСТ 8420 с помощью вискозиметра ВЗ-246 ГОСТ 9070-75.
7.1.1 Нанесение грунтовочных и финишных покрытий, как правило, должно производиться с применением установок безвоздушного, пневматического или комбинированного распыления.
7.1.2 Сжатый воздух, подаваемый к краскораспылительному оборудованию, должен быть подготовлен в соответствии с требованиями ГОСТ 9.010-80. Недостаточная очистка воздуха приводит к образованию пятен на поверхности покрытия и ухудшению его блеска, а также снижает надежность работы и долговечность краскораспылительных устройств. Оборудование для подготовки сжатого воздуха приведено в Приложении И.
7.1.3 Избыточное давление воздуха на входе в краскораспылитель не должно превышать 0,6 МПа (6 кгс/кв. см), а температура окружающего воздуха должна быть в пределах от 15 до 50 °С.
Слишком высокое давление воздуха вызывает чрезмерное туманообразование ЛКМ, частицы которого не долетают до окрашиваемой поверхности или отражаются от нее. При недостаточном давлении воздуха образуется неровное, шероховатое покрытие.
Для распыления ЛКМ с сушкой от 6 до 24 ч рекомендуется давление 0,4 МПа (4 кгс/кв. см), для быстросохнущих - от 0,25 до 0,35 МПа (от 2,5 до 3,5 кгс/кв. см).
7.1.4 При подборе давления следует учитывать возможные потери в подводящих шлангах. В зависимости от диаметра и длины шланга и расхода воздуха эти потери могут составлять от 0,02 до 0,07 МПа (от 0,2 до 0,7 кгс/кв. см), поэтому рабочее место маляра или сам краскораспылитель должны быть оснащены регулятором давления сжатого воздуха с манометром.
7.1.5 Рабочая головка распылительного устройства должна соответствовать виду ЛКМ, форме и размеру окрашиваемой поверхности. Окрашивание больших поверхностей целесообразно вести краскораспылителем, дающим плоский факел, а небольших - круглый. Точность обработки факелообразующего сопла обеспечивает получение требуемого факела с минимальным расходом воздуха и, соответственно, сокращает туманообразование. Поэтому недопустимо увеличивать диаметр распылительного сопла путем рассверливания, т.к. это ухудшает качество покрытия и увеличивает потери ЛКМ.
7.1.6 Подачу материалов через сопло следует регулировать не изменением давления сжатого воздуха, а правильным подбором типоразмера распылительного сопла (для краскораспылителей с бачком) или давления подачи ЛКМ от красконагнетательного бака.
7.1.7 Полное окрашивание вагона рекомендуется производить в два лица по следующей схеме: один маляр начинает окрашивание от торцевой стены кузова (котла) и движется вдоль вагона по направлению к противоположной торцевой стене, второй маляр начинает окрашивание с противоположной торцевой стены и движется с другой стороны вагона. Прерывание распыления не допускается.
7.1.8 Краскораспылитель при нанесении покрытий следует держать перпендикулярно окрашиваемой поверхности на расстоянии от 10 до 15 см при пневматическом и от 30 до 35 см - при безвоздушном распылении. Меньшее расстояние требуется для более вязких ЛКМ, большее - для менее вязких.
Отклонение распылителя от перпендикулярного положения приводит к неравномерности толщины покрытия, увеличивает потери ЛКМ вследствие выноса аэрозоля в окружающую среду. При недостаточном расстоянии от окрашиваемой поверхности воздушная струя раздувает пленку материала, и покрытие получается волнистым, с неравномерной толщиной, увеличивается вероятность потеков краски. При слишком большом расстоянии на покрытии образуется мелкая шероховатость, оно теряет блеск и растут потери ЛКМ.
7.1.9 Скорость окрашивания при безвоздушном распылении за счет образования более плотного факела ЛКМ должна находиться в пределах от 16 до 20 м/мин.; при пневматическом распылении - от 14 до 18 м/мин.
7.1.10 Необходимое при безвоздушном распылении давление получается от насоса, который поднимает давление в 20 - 60 раз, в зависимости от соотношения воздуха, краски и площади поверхности поршней. Диаметр и давление сопла безвоздушного распылителя определяет в первую очередь объем краски; при использовании малого объема краски метод безвоздушного распыления неэффективен. Угол распыления определяет ширину распыления краски. При выборе безвоздушного распылителя следует обратить внимание на длину шланга, давление, условия и производительность в литрах, а также нормальное давление воздуха в сети, наиболее употребляемый ЛКМ и его потребляемое количество. Для распыления красок с рабочей вязкостью до 50 с требуется сопло с давлением от 120 до 160 кПа/кв. см, для материалов с большей рабочей вязкостью - от 200 до 250 кПа/кв. см. Для экономии материала краска должна распыляться при минимальном давлении.
7.1.11 Для улучшения декоративного вида покрытия рекомендуется комбинированный метод распыления с использованием воздуховспомогательных пистолетов AIR MIX, AIR COUT, AIR FLOW. Принцип действия пистолетов заключается в том, что поток рассеивающего воздуха можно регулировать и тем самым изменять факел краски, исходящей из сопла пистолета. При этом труднораспыляемые краски наносятся без штрихов, и декоративный вид покрытия улучшается.
7.1.12 Для получения равномерного по толщине покрытия первый слой ЛКМ следует наносить вертикальными полосами, а второй - горизонтальными, перекрывая соседние полосы на 25 - 30%.
При безвоздушном распылении полосы должны прилегать друг к другу с минимальным перекрытием.
7.1.13 Выступающие части и углы окрашивают предварительным напылением с дальнейшим нанесением краски на всю поверхность.
7.1.14 Толщина покрытия на внутренних поверхностях вагонов-хопперов для перевозки зерна и минеральных удобрений достигается за счет увеличения вязкости материала, давления при его распылении и применения специальных пистолетов. При этом параметры распыления отрабатываются экспериментально для каждого материала.
7.1.15 По окончании работы, при смене вида или цвета ЛКМ сопло и бачок краскораспылителя должны быть тщательно промыты растворителем, применявшимся для разбавления наносимого материала до нужной вязкости. При подаче ЛКМ от красконагнетательного бака должна быть промыта вся система подачи краски.
Оборудование, шланги, пистолет при работе с воднодисперсионными материалами промываются только холодной водой.
Отверстия воздушной головки должны быть очищены от краски с помощью острых деревянных шпилек. Применять для этого твердые стальные предметы (проволоку, иголки и пр.) недопустимо во избежание повреждения сопла.
7.1.16 При перерывах в работе, особенно с быстросохнущими двухкомпонентными материалами, головку краскораспылителя следует опускать в специальный бачок с растворителем. Растворитель при этом не должен попадать на сальники и уплотнения запорной иглы во избежание вымывания смазки и повреждения прокладок. Периодически необходимо смазывать узлы краскораспылителя (оси, сальники, пружины и др.).
7.1.17 При работе с краскораспылителем необходимо соблюдать требования, предусмотренные инструкцией по эксплуатации предприятия-изготовителя.
7.1.18 Для подвода сжатого воздуха и ЛКМ к краскораспылителю должны применяться шланги с внутренней поверхностью, стойкой к действию растворителей, т.к. ее разрушение вызывает забивание сопел краскораспылителей и дефекты покрытия.
7.2.1 Грунтование поверхности является основой противокоррозионной защиты, и от качества нанесения грунтовки, толщины слоя зависит прочность и долговечность всего комплексного покрытия.
7.2.2 Грунтование поверхности кузовов вагонов должно производиться в соответствии с выбранной схемой окрашивания.
7.2.3 При деповском ремонте грунтованию подлежат только подготовленные поверхности (с поврежденным покрытием), а также вновь устанавливаемые металлические и деревянные детали вагона.
7.2.4 Все сопрягаемые поверхности новых и подвергшихся разборке металлических и деревянных деталей грунтуют до установки на вагон.
7.2.5 Доски пола и обшивки кузова до установки на вагон грунтуют со всех сторон, а котлы цистерн - с наружной стороны.
7.2.6 При капитальном ремонте грунтовку наносят на всю поверхность кузова (котла), рамы, элементов крепления кузова (котла), ходовых частей, тормозного оборудования.
7.2.7 При применении абразивной очистки грунтование следует производить в течение 2 ч после обработки. При необходимости увеличения межоперационной паузы рекомендуется обработка очищенных поверхностей фосфатирующими грунтовками.
7.2.8 Загрунтованная поверхность должна быть матовой, ровной, без потеков, наплывов и непрокрашенных мест.
7.2.9 Толщина высохшего грунтовочного слоя должна быть не менее 20 мкм для эпоксиэфирных, алкидно-уретановых, водно-дисперсионных, сополимерных и каучуковых грунтовок и не менее 35 мкм для эпоксидных и полиуретановых грунтовок.
7.2.10 Эпоксиэфирные, алкидно-уретановые, водно-дисперсионные, сополимерные и каучуковые грунтовки после абразивоструйной очистки должны наноситься в два слоя при шероховатости поверхности от 25 до 55 мкм или в один слой при шероховатости менее 25 мкм.
7.3.1 Процесс окрашивания предусматривает нанесение одного или нескольких слоев краски (эмали) на подготовленную и загрунтованную поверхность.
7.3.2 Нанесение покрывных слоев финишных ЛКМ должно производиться на сухой предыдущий слой покрытия. Нанесение последующего слоя методом "мокрый по мокрому" выполняется, если это предусмотрено в инструкции по применению предприятия-изготовителя.
7.3.3 Окрашивание наружных и внутренних поверхностей крытых грузовых вагонов, вагонов-термосов и рефрижераторных вагонов производится по комплексной схеме, приведенной в таблице 7.1.
Таблица 7.1
ВАГОНОВ КРЫТЫХ, ТЕРМОСОВ, РЕФРИЖЕРАТОРНЫХ ВАГОНОВ
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комплекс- ного покрытия (сохран- ность защитных свойств), лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при температуре, °С | Наименование материала | Время высыхания, ч, при температуре, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 5,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | - | - | |||||||||||||
Стрела МД | 5,0 | - | - | |||||||||||||
Вега ЖД | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | - | - | |||||||||||||
АУ-0179 | 3,0 | - | - | |||||||||||||
"Алур" | 5,0 | - | - | |||||||||||||
Снеж-ПРО 011М | 1,5 | - | - | |||||||||||||
"ЯрЛИ" ПФ-0294 | 8,0 | - | - | |||||||||||||
ГФ-0119 Кронос | 8,0 | - | - | |||||||||||||
ПФ-0244 | 8,0 | - | - | |||||||||||||
Праймер Пентакрил ЖД | 4,0 | - | - | |||||||||||||
Кронос- Спринт | 2,0 | - | - | |||||||||||||
Сопрягаемые поверхности под контактную, точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | 20 - 25 | |||||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | |||||||||||||||
DG 10-9121/0 | 0,5 | |||||||||||||||
Темавелд 3СМ | 0,15 | |||||||||||||||
Наружные ме- таллические поверхности (боковые и торцевые стены, крыша). Поверхности рам с наружной стороны | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 65 - 70 | 5 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 65 - 70 | 5 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 4,0 | 3,0 | ||||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ "АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,5 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | ||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111 МУ | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МП 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 1,0 | ||||
Схема с перхлорвиниловыми и винилхлоридными материалами | ||||||||||||||||
ХС-059 | 2 | 0,3 | - | 15 | ХВ-16 | 1,5 | 0,3 | 0,2 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 | |
ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,7 | 0,5 | ||||||||
ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,7 | 0,5 | ||||||||
ХС-068 | 1 | 0,3 | - | ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,3 | ||||
ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
ХС-010 | 1 | 0,3 | - | ХС-119 | 3,0 | 0,5 | 0,3 | 25 - 30 | ХС-119 | 3,0 | 0,5 | 0,3 | ||||
ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,7 | 18 - 20 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | |||
"Аквасплит- ЖД" | 2,5 | 0,7 | 0,5 | 35 - 40 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 20 - 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 100 | ||
Уретал- Праймекс | 2,0 | 0,5 | 0,3 | 25 - 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 - 40 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 65 - 80 | ||
Уникор К | 1,0 | 0,3 | 0,2 | 18 - 20 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 - 35 | АКРЭМ-Металл | 1,0 | 0,7 | 0,5 | |||
"ЯрЛИ" ВД-АК-0247 | 1,0 | 0,3 | 0,2 | 18 - 20 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | 30 - 35 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | 80 - 90 | ||
"Аквасплит- ЖД" | 2,5 | 0,7 | 0,5 | 35 - 40 | Эматоп-Аква | 20,0 | 6,0 | 4,0 | 50 - 60 | - | - | - | - | 100 | 10 - 12 | |
Схема с долговечными материалами | ||||||||||||||||
Уретан- Антикор | 3,0 | 0,5 | 0,3 | 25 - 30 | АК-1530 С "Разноцвет" | 3,0 | 1,0 | 0,5 | 40 | АК-1530 С "Разноцвет" | 3,0 | 1,0 | 0,5 | 100 | 10 - 12 | |
Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | - | - | - | - | 110 | ||
"Виникор- 061" ЖД | 1,0 | - | - | 25 - 30 | "Виникор-62" ЖД | 3,0 | 1,0 | 0,5 | 35 - 40 | "Виникор-62" ЖД | 3,0 | 1,0 | 0,5 | 100 | ||
Схема с долговечными материалами | ||||||||||||||||
Рамы с внутренней стороны, прилегающие к стенам и полу. Внутренние поверхности стен, крыши и металличе- ского пола | ВГ-28 | 24 | 6,0 | 4,0 | 25 - 30 | Мастика "Изомаст" любого цвета или "ЯрЛИ" ВД-АК-5 | 24,0 | 6,0 | 4,0 | 1000 | Не менее 1000 | 18 - 20 | ||||
Праймер 28 ЭК | 6,0 | 2,0 | 1,0 | 25 - 30 | ||||||||||||
Уретан- Антикор | 3,0 | 0,5 | 0,3 | 25 - 30 | ||||||||||||
"Цинкас М" | 25 - 30 | |||||||||||||||
Эмлак Праймер 65 | 4,0 | 2,0 | 0,5 | 25 - 30 | ||||||||||||
ЭФ-065 <*> | 5,0 | 1,0 | 0,5 | 35 - 40 | ||||||||||||
ВГ-28 | 4,0 | 1,0 | 0,5 | 25 - 30 | ПримБарьерW | 35 - 40 | 10, 0 | 8,0 | 1000 | |||||||
ЭФ-065 <*> | 5,0 | 1,0 | 0,5 | 35 - 40 | ||||||||||||
Тележки, рамы, подкузовное и тормозное оборудова- ние, автосцепное устройство | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 3 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 3 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130 ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 45 - 50 | 3 | |
Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,3 | 0,2 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,3 | 0,2 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,3 | 0,2 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Тележки, рамы, подкузовное и тормозное оборудова- ние, автосцепное устройство | Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | 50 | 3 | ||||
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 4,0 | 3,0 | 25 - 30 | |||||||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | ||||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | ||||||||
Деревянные поверхности полов, обшивы стен и крыш из дерева, древесно- волокнистых плит, фанеры | Схема с водно-дисперсионными материалами | |||||||||||||||
"Уникор К" | 1,0 | АКРЭМ-Металл | 1,0 | |||||||||||||
Схема с алкидными материалами | ||||||||||||||||
Глифталевые или пента- фталевые типа ГФ-0119 Кронос "ЯрЛИ" ПФ-0294 Вега ЖД | 8,0 | Пентафтале- вые типа ПФ-М Вега ЖД | 8,0 | - | - | Пентафтале- вые типа ПФ-М Вега ЖД | 8,0 | - | - | |||||||
Знаки и надписи | АКРЭМ-Уре- тал, АКРЭМ- Металл, белила цинковые густотертые, материалы, которыми ок- рашен кузов | |||||||||||||||
--------------------------------
7.3.4 Окрашивание наружных и внутренних поверхностей полувагонов, платформ и думпкаров производится по комплексной схеме, приведенной в таблице 7.2.
Таблица 7.2
СИСТЕМЫ ЗАЩИТНЫХ ПОКРЫТИЙ ДЛЯ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
ПОЛУВАГОНОВ, ПЛАТФОРМ И ДУМПКАРОВ
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комплекс- ного покрытия (сохран- ность защитных свойств), лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 5,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | - | - | |||||||||||||
Стрела-МД | 5,0 | - | - | |||||||||||||
Вега ЖД | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | - | - | |||||||||||||
АУ-0179 | 3,0 | - | - | |||||||||||||
"Алур" | 5,0 | - | - | |||||||||||||
Снеж-ПРО 011М | 1,5 | - | - | |||||||||||||
ПФ-0244 | 8,0 | - | - | |||||||||||||
ГФ-0119 Кронос | 8,0 | - | - | |||||||||||||
Праймер Пентакрил ЖД | 8,0 | - | - | |||||||||||||
"ЯрЛИ" ПФ-0294 | 4,0 | - | - | |||||||||||||
Кронос- Спринт | 2,0 | - | - | |||||||||||||
Сопрягаемые поверхности под контакт- ную точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | 20 - 25 | |||||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | |||||||||||||||
DG 10-9121/0 | 0,5 | |||||||||||||||
Темавелд 3СМ | 0,15 | |||||||||||||||
Наружные ме- таллические поверхности (боковые и торцевые стены) полувагонов, платформ, думпкаров. Поверхности рам с внутренней и наружной сторон платформ и думпкаров и рамы полувагонов по периметру, наружные поверхности крышек люков | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 5 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 5 | |
"ЯрЛИ" ВС-7130 ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130 ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 12,0 | 4,0 | 3,0 | ||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1 | ||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | |||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 0,5 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 0,5 | ||||
Схема с перхлорвиниловыми и винилхлоридными материалами | ||||||||||||||||
ХС-059 | 2 | - | - | 15 | ХВ-16 | 1,5 | 0,3 | 0,3 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 | |
ХС-068 | 1 | - | - | ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,5 | 0,5 | ||||
ХС-010 | 1 | - | - | ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,5 | 0,5 | ||||
ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,5 | ||||||||
ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
ХС-119 | 3,0 | 0,5 | 0,3 | 25 - 30 | ХС-119 | 3,0 | 0,5 | 0,3 | ||||||||
ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | ||||
ЭФ-065 | 5,0 | 1,0 | 0,7 | 18 - 20 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | 30 | "ЯрЛИ" ВД- АК-1309ЖТ | 2,0 | 0,7 | 0,5 | 80 | ||
Уретал- Праймекс | 2,0 | 0,5 | 0,3 | 18 - 20 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 65 - 80 | ||
Уникор К | 1,0 | 0,3 | 0,2 | 15 - 18 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 - 35 | АКРЭМ-Металл | 1,0 | 0,7 | 0,5 | 80 - 90 | ||
"ЯрЛИ" ВД-АК-0247 | 1,0 | 0,3 | 0,2 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | 30 - 35 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | ||||
Стены полувагонов, думпкаров, пол, крышки люков с внутренней стороны, элементы рамы полувагонов с внутренней стороны | Схема с грунт-эмалями | |||||||||||||||
АУ-1-201 | 5-6 | 1,0 | 0,7 | не менее 25 | ||||||||||||
ЭФ-065 | 5,0 | 1,0 | 0,5 | |||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | |||||||||||||
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | |||||||||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | |||||||||||||
"ЯрЛИ" ПФ-0294 | 4,0 | 1,0 | 0,5 | |||||||||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | |||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | |||||||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | |||||||||||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | |||||||||||||
Ростекс- Супер | 3 | 0,7 | 0,5 | |||||||||||||
Грунт "Алур" | 12,0 | 3,0 | 2 | |||||||||||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | |||||||||||||
Кронос- Спринт | 2,0 | - | 0,5 | |||||||||||||
СК-Спринт | 9,0 | 2,0 | 1,0 | |||||||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Уникор К" | 1,0 | 0,3 | 0,2 | 15 | "Уникор К" | 1,0 | 0,3 | 0,2 | 15 | 30 - 35 | 3 | |||||
ВД-АК-0247 | 1,0 | 0,3 | 0,2 | 15 | ВД-АК-0247 | 1,0 | 0,3 | 0,2 | 15 | |||||||
Борта платформ с внутренней стороны | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 5 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-2011 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 5 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 12,0 | 4,0 | 3,0 | ||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | |||
Праймер АУ Корунд | 4,0 | 1,0 | 0,7 | 18 - 20 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1.0 | |||
АУ-0179 | 4,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 011М | 3,0 | 0,7 | 0,5 | Снеж-ПРО 111 МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111 МУ | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 1,5 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 3,0 | 0,7 | 0,5 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 1,0 | ||||
Тележки, рамы, подкузовное и тормозное оборудование полувагонов, платформ, думпкаров, автосцепное устройство | Схема с перхлорвиниловыми и винилхлоридными материалами | |||||||||||||||
ХС-059 | 2 | - | - | ХВ-16 | 1,5 | 0,3 | 0,3 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 | ||
ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,5 | 0,5 | ||||||||
ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,5 | 0,5 | ||||||||
ХС-068 | 1 | - | - | ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,5 | ||||
ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
ХС-010 | 1 | - | - | ХС-119 | 3,0 | 0,5 | 0,3 | 25 - 30 | ХС-119 | 3,0 | 0,5 | 0,3 | ||||
ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 45 - 50 | 3 | |
Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | |||||
Схема с грунт-эмалями | ||||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 3 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 3 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | 50 | 3 | |||||
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | ||||||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Снеж-ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | ||||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | ||||||||
Знаки и надписи | АКРЭМ-Уре тал, АКРЭМ- Металл, белила цинковые густотертые, материалы, которыми ок- рашен кузов | |||||||||||||||
7.3.5 Окрашивание наружных поверхностей нефтебензиновых и газовых цистерн производится по комплексной схеме, приведенной в таблице 7.3.
Таблица 7.3
СИСТЕМЫ ЗАЩИТНЫХ ПОКРЫТИЙ ДЛЯ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
ЦИСТЕРН ДЛЯ ПЕРЕВОЗКИ НЕФТЕПРОДУКТОВ И СЖИЖЕННЫХ
УГЛЕВОДОРОДНЫХ ГАЗОВ
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комплекс- ного покрытия (сохран- ность защитных свойств), лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 5,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | - | - | |||||||||||||
Стрела МД | 5,0 | - | - | |||||||||||||
Вега ЖД | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | - | - | |||||||||||||
АУ-0179 | 3,0 | - | - | |||||||||||||
"Алур" | 5,0 | - | - | |||||||||||||
Снеж-ПРО 011М | 1,5 | - | - | |||||||||||||
ПФ-0244 | 8,0 | - | - | |||||||||||||
ГФ-0119 Кронос | 8,0 | - | - | |||||||||||||
Праймер Пентакрил ЖД | 8,0 | - | - | |||||||||||||
"ЯрЛИ" ПФ-0294 | 4,0 | - | - | |||||||||||||
Кронос- Спринт | 2,0 | - | - | |||||||||||||
Сопрягаемые поверхности под контактную точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | 20 - 25 | |||||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | |||||||||||||||
DG 10-9121/0 | 0,5 | |||||||||||||||
Темавелд 3СМ | 0,15 | |||||||||||||||
Наружные ме- таллические поверхности включая рамы с наружной и внутренней стороны | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 5 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130 ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 4,0 | 3,0 | |||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 1,0 | ||||
Схема с перхлорвиниловыми и винилхлоридными материалами | ||||||||||||||||
ХС-059 | 2 | - | - | 15 | ХВ-16 | 1,5 | 0,3 | 0,3 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 - 6 | |
ХС-068 | 1 | - | - | ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,5 | 0,5 | ||||
ХС-010 | 1 | - | - | ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,5 | 0,5 | ||||
ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,5 | ||||||||
ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
ХС-119 | 3,0 | 0,5 | 0,3 | 25 - 30 | ХС-119 | 3,0 | 0,5 | 0,3 | ||||||||
ХС-710 | 2 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,7 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | ||||
"Аквасплит- ЖД" | 2,5 | 0,7 | 0,5 | 40 - 50 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 100 | ||
Уретал- Праймекс | 2,0 | 0,5 | 0,3 | 18 - 20 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 65 - 80 | ||
Уникор К | 1,0 | 0,3 | 0,2 | 15 - 18 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 - 35 | АКРЭМ-Металл | 1,0 | 0,7 | 0,5 | 80 - 90 | ||
"ЯрЛИ" ВД-АК-0247 | 1,0 | 0,3 | 0,2 | "ЯрЛИ" ВД-АК-1309Ж | 2,0 | 0,7 | 0,5 | 30 - 35 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | ||||
"Аквасплит- ЖД" | 2,5 | 0,7 | 0,5 | 40 - 50 | Эматоп-Аква | 20,0 | 6,0 | 4,0 | 50 - 60 | - | - | - | - | 100 | 10 - 12 | |
Схема с долговечными материалами | ||||||||||||||||
ЭП-0280 | 12 | - | 3 | 30 - 35 | ЭП-5301 | 12 | - | 3 | 30 - 35 | ЭП-5301 | 12 | - | 3 | 100 | 10 | |
Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | 110 | 10 | |||||
"Виникор 061" ЖД | 1 | - | - | 20 | "Виникор 62" ЖД | 3 | 1,0 | 0,5 | 35 - 40 | "Виникор 62" ЖД1 | 3 | 1,0 | 0,5 | 100 | 10 | |
Хелиос 2К E- ZP (2 слоя) | 2 | 1,0 | 0,5 | 30 + 30 | Хелиос 2К PUR3:1 | 24,0 | 3,0 | 1,0 | 40 | 100 | 10 | |||||
Тележки, рамы, подкузовное и тормозное оборудова- ние, автосцепное устройство | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 20 - 30 | Эмакоут 7320 ЖД | 50 | 5 | |||||||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 3 | ||||||||||
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 20 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 5 | |||||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | 50 | 3 | |||||
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | ||||||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | ||||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | ||||||||
Знаки и надписи | АКРЭМ-Уретал | |||||||||||||||
АКРЭМ-Металл | ||||||||||||||||
Белила цинковые густотертые | ||||||||||||||||
Материалы, которыми ок- рашен кузов | ||||||||||||||||
7.3.6 Окрашивание наружных и внутренних поверхностей вагонов для перевозки автомобилей производится по комплексной схеме, приведенной в таблице 7.4.
Таблица 7.4
СИСТЕМЫ ЗАЩИТНЫХ ПОКРЫТИЙ ДЛЯ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
ВАГОНОВ ДЛЯ ПЕРЕВОЗКИ АВТОМОБИЛЕЙ
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комп- лекс- ного покры- тия, лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 5,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | - | - | |||||||||||||
Стрела МД | 5,0 | - | - | |||||||||||||
Вега ЖД | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | - | - | |||||||||||||
АУ-0179 | 3,0 | - | - | |||||||||||||
"Алур" | 5,0 | - | - | |||||||||||||
Снеж-ПРО 011М | 1,5 | - | - | |||||||||||||
ПФ-0244 | 8,0 | - | - | |||||||||||||
ГФ-0119 Кронос | 8,0 | - | - | |||||||||||||
Праймер Пентакрил ЖД | 8,0 | - | - | |||||||||||||
"ЯрЛИ" ПФ-0294 | 4,0 | - | - | |||||||||||||
Кронос- Спринт | 2,0 | - | - | |||||||||||||
Сопрягаемые поверхности под контактную точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | - | - | 20 - 25 | |||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | - | - | |||||||||||||
DG 10-9121/0 | 0,5 | - | - | |||||||||||||
Темавелд 3СМ | 0,15 | - | - | |||||||||||||
Наружные и внутренние металличе- ские поверхности, включая сетку | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 7 | |
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 5 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 5 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | "ЯрЛИ" ВС-7130 ЖТ | 2,0 | 0,7 | 0,5 | 70 - 80 | 7 | |
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 12,0 | 4,0 | 3,0 | ||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | ||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 111 МУ | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111 МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111 МУ | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 1,0 | ||||
Схема с перхлорвиниловыми и винилхлоридными материалами | ||||||||||||||||
ХС-059 | 2 | - | - | 15 | ХВ-16 | 1,5 | 0,3 | 0,3 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 - 6 | |
ХС-068 | 1 | - | - | ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,5 | 0,5 | ||||
ХС-010 | 1 | - | - | ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,5 | 0,5 | ||||
ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,5 | ||||||||
ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,7 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | ||||
"Аквасплит- ЖД" | 2,5 | 0,7 | 0,5 | 40 - 50 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 20 - 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 100 | ||
Уретал- Праймекс | 2,0 | 0,5 | 0,3 | 18 - 20 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 65 - 80 | ||
Уникор К | 1,0 | 0,3 | 0,2 | 15 - 18 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 - 35 | АКРЭМ-Металл | 1,0 | 0,7 | 0,5 | 80 - 90 | ||
"ЯрЛИ" ВД-АК-0247 | 1,0 | 0,3 | 0,2 | 15 - 18 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | 30 - 35 | "ЯрЛИ" ВД-АК-1309ЖТ | 2,0 | 0,7 | 0,5 | |||
"Аквасплит- ЖД" | 2,5 | 0,7 | 0,5 | 40 - 50 | Эматоп-Аква | 20,0 | 6,0 | 4,0 | 50 - 60 | - | - | - | - | 100 | 10 - 12 | |
Схема с долговечными материалами | ||||||||||||||||
Уретан- Антикор | 3,0 | 0,5 | 0,3 | 25 - 30 | АК-1530 С "Разноцвет" | 3,0 | 1,0 | 0,5 | 40 | АК-1530 С "Разноцвет" | 3,0 | 1,0 | 0,5 | 100 | 10 - 12 | |
Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | 110 | 10 - 12 | |||||
"Виникор 061" ЖД | 1,0 | - | - | 25 - 30 | "Виникор 62" ЖД | 3,0 | 1,0 | 0,5 | 35 - 40 | "Виникор 62" ЖД | 3,0 | 1,0 | 0,5 | 100 | 10 - 12 | |
Поверхности рам с наружной и внутренней стороны | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 20 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 65 - 80 | 5 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | 50 | 3 | |||||
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 60 - 70 | 3 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 5 | |||||
Схема с перхлорвиниловыми и винилхлоридными материалами | ||||||||||||||||
ХС-059 | 2 | - | - | 15 | ХВ-16 | 1,5 | 0,3 | 0,3 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 | |
ХС-068 | 1 | - | - | ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,5 | 0,5 | ||||
ХС-010 | 1 | ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,5 | 0,5 | ||||||
ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,5 | ||||||||
ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
ХС-119 | 3,0 | 0,5 | 0,3 | 25 - 30 | ХС-119 | 3,0 | 0,5 | 0,3 | ||||||||
ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 12,0 | 4,0 | 3,0 | ||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | ||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1.0 | ||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111У | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 3 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 12,0 | 3,0 | 2 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 1,0 | ||||
Тележки, рамы, подкузовное и тормозное оборудова- ние, автосцепное устройство | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 20 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 65 - 80 | 5 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | 40 - 50 | 3 | |||||
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 60 - 70 | 3 | |
"ЯрЛИ" ВС-7130ЖТ | 1 - 2 | 0,7 | 0,5 | 20 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 65 - 80 | 5 | |||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 45 - 50 | 3 | |
Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | 50 | 3 | |||||
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 2,0 | 25 - 30 | ||||||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||
Стрела МД | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||||||
Промос ПС | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" АС-1280 | 10,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЭКСПРЕСС" | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | ||||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111 МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | ||||||||
Деревянные поверхности полов | Схема с водно-дисперсионными материалами | |||||||||||||||
"Уникор К" | 1,0 | АКРЭМ-Металл | 1,0 | |||||||||||||
Схема с алкидными материалами | ||||||||||||||||
Глифталевые или пента- фталевые типа ГФ-0119 Кронос "ЯрЛИ" ПФ-0294 Вега ЖД | 8,0 | - | - | Пентафтале- вые типа ПФ-М Вега ЖД | 8,0 | - | - | Пентафтале- вые типа ПФ-М Вега ЖД | 8,0 | - | - | |||||
Знаки и надписи | АКРЭМ-Уре- тал, АКРЭМ- Металл, белила цинковые густотертые, материалы, которыми ок- рашен кузов | |||||||||||||||
7.3.7 Окрашивание наружных и внутренних поверхностей вагонов-хопперов для минеральных удобрений производится по комплексной схеме, приведенной в таблице 7.5.
Таблица 7.5
СИСТЕМЫ ЗАЩИТНЫХ ПОКРЫТИЙ ДЛЯ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
ВАГОНОВ-ХОППЕРОВ ДЛЯ ПЕРЕВОЗКИ МИНЕРАЛЬНЫХ УДОБРЕНИЙ
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комплекс- ного покрытия, лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 5,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | - | - | |||||||||||||
Стрела МД | 5,0 | - | - | |||||||||||||
Вега ЖД | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | - | - | |||||||||||||
АУ-0179 | 3,0 | - | - | |||||||||||||
"Алур" | 5,0 | - | - | |||||||||||||
Снеж-ПРО 011М | 1,5 | - | - | |||||||||||||
ПФ-0244 | 8,0 | - | - | |||||||||||||
ГФ-0119 Кронос | 8,0 | - | - | |||||||||||||
Праймер Пентакрил ЖД | 4,0 | - | - | |||||||||||||
"ЯрЛИ" ПФ-0294 | 8,0 | - | - | |||||||||||||
Кронос- Спринт | 2,0 | - | - | |||||||||||||
Сопрягаемые поверхности под контактную точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | 20 - 25 | |||||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | |||||||||||||||
DG 10-9121/0 | 0,5 | |||||||||||||||
Темавелд 3СМ | 0,15 | |||||||||||||||
Внутренние поверхности вагона, включая люки с внутренней стороны | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25-30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 110 | 5 - 7 | |
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 40 - 50 | 3 | |
ХС-500 | 2,0 | 0,7 | 0,5 | 20 | ХС-500 | 20 | 07 | 05 | 25 - 30 | ХС-500 (2 слоя) | 2,0 | 0,7 | 0,5 | 110 | 4 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25-30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 110 | 5 - 7 | |
Схема с долговечными эпоксидными и сополимерными материалами | ||||||||||||||||
ЭП-439 С | 24,0 | 4,0 | 3,0 | 30 - 35 | ЭП-439 С | 24,0 | 4,0 | 3,0 | 30 - 35 | ЭП-439 С | 24,0 | 4,0 | 3,0 | 110 | 7 | |
ЭП-5287 | 24,0 | 4,0 | 3,0 | 30 - 35 | ЭП-5287 | 24,0 | 4,0 | 3,0 | 30 - 35 | ЭП-5287 | 24,0 | 4,0 | 3,0 | |||
"ЯрЛИ" ЭП-0287 | 12,0 | 2,0 | 0,5 | 30 - 35 | "ЯрЛИ" ЭП-5308 | 4,0 | 1,0 | 0,7 | 30 - 35 | |||||||
"ЯрЛИ" ЭП-0289 (2 слоя) | 4,0 | 1,0 | 0,7 | 30 - 35 | ||||||||||||
Эповин М | 24,0 | 4,0 | 3,0 | 30 - 35 | Эповин М | 24,0 | 4,0 | 3,0 | 30 - 35 | Эповин М | 24,0 | 4,0 | 3,0 | |||
Аква Сплит ЖД воднодиспер- сионная грунтовка | 3,5 | 0,7 | 0,5 | 40 | Аква Сплит ЖД воднодиспер- сионная грунтовка | 3,5 | 0,7 | 0,5 | 40 | Аква Сплит ЖД воднодиспер- сионная грунтовка | 3,5 | 0,7 | 0,5 | |||
"Виникор- 061" ЖД | 1,0 | - | - | 25 - 30 | "Виникор-62" ЖД | 3,0 | 1,0 | 0,5 | 35 - 40 | "Виникор-62" ЖД | 3,0 | 1,0 | 35 - 40 | |||
Темабонд СТ 300 | 6,0 | 1,0 | 0,7 | 30 - 35 | Темабонд СТ300 | 6,0 | 1,0 | 0,7 | 30 - 35 | Темабонд СТ300 | 6,0 | 1,0 | 0,7 | |||
Темакоут ХБ 30 | 4,0 | 1,0 | 0,7 | 30 - 35 | Темакоут ХБ-30 | 4,0 | 1,0 | 0,7 | 30 - 35 | Темакоут ХБ-30 | 4,0 | 1,0 | 0,7 | |||
Наружные поверхности вагонов, включая наружную поверхность люков | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 20 - 25 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 20 - 25 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 7 | |
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 4 | ||
ХС-500 | 2,0 | 0,7 | 0,5 | 20 - 25 | ХС-500 | 2,0 | 0,7 | 0,5 | 20 - 25 | ХС-500 | 2,0 | 0,7 | 0,5 | 4 | ||
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 20 - 25 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 20 - 25 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 7 | ||
Схема с модифицированной эмалью | ||||||||||||||||
ЭФ-065 | 0,5 | 1,0 | 0,7 | 18 - 20 | Эпотрэйн | Эпотрэйн | 12,0 | 2,0 | 1,0 | 70 - 80 | 6 | |||||
Схема с долговечными эпоксидными и сополимерными материалами | ||||||||||||||||
"ЯрЛИ" ЭП-0287 | 12,0 | 2,0 | 0,5 | 30 - 35 | "ЯрЛИ" ЭП-5308 | 4,0 | 1,0 | 0,7 | 30 - 35 | 90 - 100 | 10 | |||||
"ЯрЛИ" ЭП-0289 (2 слоя) | 4,0 | 1,0 | 0,7 | 30 - 35 | ||||||||||||
ЭП-439 С | 24,0 | 4,0 | 3,0 | 30 - 35 | ЭП-439 С | 24,0 | 4,0 | 3,0 | 30 - 35 | ЭП-439 С | 24,0 | 4,0 | 3,0 | 80 - 100 | 10 | |
ЭП-5287 | 24,0 | 4,0 | 3,0 | 30 - 35 | ЭП-5287 | 24,0 | 1,0 | 3,0 | 30 - 35 | ЭП-5287 | 24,0 | 4,0 | 3,0 | 80 - 100 | 10 | |
"Виникор- 061" ЖД | 1,0 | - | - | 25 - 30 | "Виникор-62" ЖД | 3,0 | 1,0 | 0,5 | 35 - 40 | "Виникор-62" ЖД | 3,0 | 1,0 | 35 - 40 | 110 | 10 | |
Темабонд СТ 300 | 6,0 | 1,0 | 0,7 | 30 - 35 | Темабонд СТ300 | 6,0 | 1,0 | 0,7 | 30 - 35 | Темабонд СТ300 | 6,0 | 1,0 | 0,7 | |||
Темакоут ХБ-30 | 4,0 | 1,0 | 0,7 | 30 - 35 | Темакоут ХБ-30 | 4,0 | 1,0 | 0,7 | 30 - 35 | Темакоут ХБ-30 | 4,0 | 1,0 | 0,7 | |||
Тележки, подкузовное и тормозное оборудова- ние, автосцепное устройство | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 20 - 25 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 20 - 25 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 7 | |
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 4 | ||
ХС-500 | 2,0 | 0,7 | 0,5 | 20 - 25 | ХС-500 | 2,0 | 0,7 | 0,5 | 25 - 30 | ХС-500 | 2,0 | 0,7 | 0,5 | 4 | ||
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 20 - 25 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 20 - 25 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 7 | ||
Схема с модифицированной эмалью | ||||||||||||||||
ЭФ-065 | 5,0 | 1,0 | 0,7 | 18 - 20 | Эпотрэйн | 12,0 | 2,0 | 1,0 | 30 | Эпотрэйн | 12,0 | 2,0 | 1,0 | 70 - 80 | 6 | |
Знаки и надписи | АКРЭМ- Уретал, АКРЭМ- Металл, белила цинковые густотертые, материалы, которыми окрашен кузов | |||||||||||||||
7.3.8 Окрашивание наружных и внутренних поверхностей вагонов-хопперов для зерна производится по комплексной схеме, приведенной в таблице 7.6.
Таблица 7.6
СИСТЕМЫ ЗАЩИТНЫХ ПОКРЫТИЙ ДЛЯ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
ВАГОНОВ-ХОППЕРОВ ДЛЯ ПЕРЕВОЗКИ ЗЕРНА
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комплекс- ного покрытия, лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 4,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | - | - | |||||||||||||
Стрела МД | 5,0 | - | - | |||||||||||||
Вега ЖД | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | - | - | |||||||||||||
АУ-0179 | 3,0 | - | - | |||||||||||||
"Алур" | 5,0 | - | - | |||||||||||||
Снеж-ПРО 111М | 1,5 | - | - | |||||||||||||
ПФ-0244 | 8,0 | - | - | |||||||||||||
ГФ-0119 Кронос | 8,0 | - | - | |||||||||||||
Праймер Пентакрил ЖД | 4,0 | - | - | |||||||||||||
"ЯрЛИ" ПФ-0294 | 8,0 | - | - | |||||||||||||
Кронос- Спринт | 2,0 | - | - | |||||||||||||
Сопрягаемые поверхности под контактную точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | - | - | 20 - 25 | |||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | - | - | |||||||||||||
DG 10-9121/0 | 0,5 | |||||||||||||||
Темавелд 3СМ | 0,15 | |||||||||||||||
Внутренние поверхности, включая люки с внутренней стороны | Схема с сополимерными материалами | |||||||||||||||
ХС-04 | 1,0 | - | - | 15 - 18 | ХС-558 (2 слоя) | 2,0 | 1,0 | 0,3 | 30 + 30 | ХС-558 | 2,0 | 1,0 | 0,3 | 100 | 5 | |
"Гермокрон Аква" | 1 - 2 | 0,7 | 0,5 | 18 - 20 | "Гермокрон Аква" (2 слоя) | 1 - 2 | 0,7 | 0,5 | 30 + 30 | "Гермокрон Аква" | 1 - 2 | 0,7 | 0,5 | 100 | 5 | |
Схема с эпоксидными материалами | ||||||||||||||||
Грунт-эмаль Биотекс-41 | 24,0 | 6,0 | 4,0 | 25 - 30 | Грунт-эмаль Биотекс-41 | 24,0 | 6,0 | 4,0 | 30 - 40 | Грунт-эмаль Биотекс-41 | 24,0 | 6,0 | 4,0 | 110 | 7 | |
"Эпивин" | 24,0 | 6,0 | 4,0 | 30 - 35 | "Эпивин" | 24,0 | 6,0 | 4,0 | 40 | "Эпивин" | 24,0 | 6,0 | 4,0 | |||
Темалайн ФВ | 15,0 | 5,0 | 4,0 | 30 - 35 | Темалайн ФВ | 15,0 | 5,0 | 4,0 | 40 | Темалайн ФВ | 15,0 | 5,0 | 4,0 | |||
Схема с грунт-эмалями | ||||||||||||||||
Наружные поверхности, включая люки с наружной стороны и рамы | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 7 |
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 5 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 5 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 12,0 | 4,0 | 3,0 | ||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1.0 | ||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 1,0 | ||||
Схема с перхлорвиниловыми и винилхлоридными материалами | ||||||||||||||||
ХС-059 | 2 | - | - | 15 | ХВ-16 | 1,5 | 0,3 | 0,2 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 | |
ХС-068 | 1 | - | - | ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,5 | 0,5 | ||||
ХС-010 | 1 | - | - | ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,5 | 0,5 | ||||
ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,5 | ||||||||
ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
ХС-119 | 3,0 | 0,5 | 0,3 | 25 - 30 | ХС-119 | 3,0 | 0,5 | 0,3 | ||||||||
ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с долговечными материалами | ||||||||||||||||
Уретан- Антикор | 3,0 | 0,5 | 0,3 | 25 - 30 | АК-1530 С "Разноцвет" | 3,0 | 1,0 | 0,5 | 40 | АК-1530 С "Разноцвет" | 3,0 | 1,0 | 0,5 | 100 | 10 - 12 | |
Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | 110 | ||||||
"Виникор 061" ЖД | 1 | - | - | 20 | "Виникор 62" ЖД | 3 | 1,0 | 0,5 | 35 - 40 | "Виникор 62" ЖД | 3 | 1,0 | 0,5 | 100 | ||
Тележки, подкузовное и тормозное оборудова- ние, автосцепное устройство | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 3 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 3 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 45 - 50 | 3 | |
Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | 12 - 15 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | ||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | 50 | 3 | |||||
ЭФ-065 | 5,0 | 1,0 | 0,5 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Эпотрэйн | 12,0 | 4,0 | 2,0 | 25 - 30 | ||||||||
Стрела МД | 5,0 | 1,0 | 0,5 | АУ Корунд | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||
Стрела МД | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||||||
Промос ПС | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЯрЛИ" АС-1280 | 10,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"ЭКСПРЕСС" | 6,0 | 1,0 | 0,5 | 25 - 30 | ||||||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | ||||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Снеж-ПРО 111М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"Алур" | 12,0 | 3,0 | 2,0 | 18 - 20 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | |||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Знаки и надписи | АКРЭМ- Уретал, АКРЭМ- Металл, белила цинковые густотертые, материалы, которыми окрашен кузов | |||||||||||||||
7.3.9 Окрашивание наружных поверхностей вагонов-хопперов для цемента и апатитов производится по комплексной схеме, приведенной в таблице 7.7.
Таблица 7.7
СИСТЕМЫ ЗАЩИТНЫХ ПОКРЫТИЙ ДЛЯ СБОРОЧНЫХ ЕДИНИЦ
И ДЕТАЛЕЙ ВАГОНОВ-ЦЕМЕНТОВОЗОВ
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комплекс- ного покрытия, лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 5,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | - | - | |||||||||||||
Стрела МД | 5,0 | - | - | |||||||||||||
Вега ЖД | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | - | - | |||||||||||||
АУ-0179 | 3,0 | - | - | |||||||||||||
"Алур" | 5,0 | - | - | |||||||||||||
Снеж-ПРО 011М | 1,5 | - | - | |||||||||||||
ПФ-0244 | 8,0 | - | - | |||||||||||||
ГФ-0119 Кронос | 8,0 | - | - | |||||||||||||
Праймер Пентакрил ЖД | 4,0 | - | - | |||||||||||||
"ЯрЛИ" ПФ-0294 | 8,0 | - | - | |||||||||||||
Кронос- Спринт | 2,0 | - | - | |||||||||||||
Сопрягаемые поверхности под контактную точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | 20 - 25 | |||||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | |||||||||||||||
DG 10-9121/0 | 0,5 | |||||||||||||||
Темавелд 3СМ | 0,15 | |||||||||||||||
Наружные металличе- ские поверхности вагонов- цементово- зов, включая рамы и наружные поверхности люков | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 5 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 5 | |
"ЯрЛИ" ВС-7130ЖТ | 2 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2 | 1,0 | 0,7 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 65 - 80 | 5 - 6 | |
ЭФ-065 | 5,0 | 1,0 | 0,7 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Локомотив" | 6,0 | 1,5 | 1,0 | ||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,7 | Эпотрэйн | 4,0 | 3,0 | 25 - 30 | Эпотрэйн | 4,0 | 3,0 | ||||||
Стрела МД | 5,0 | 1,0 | 0,7 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | Стрела МД | 6,0 | 1,5 | 1,0 | ||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | Промос ПС | 6,0 | 1,5 | 1,0 | ||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | ||||||||
Крата "Экспресс" | 6,0 | 1,5 | 1,0 | 25 - 30 | Крата "Экспресс" | 6,0 | 1,5 | 1,0 | ||||||||
Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | ||||||||
Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||||||
"ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | "ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | ||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
Траймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | |||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | АУ Корунд | 6,0 | 1,5 | 1,0 | ||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | ||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | ||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | ||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | Миралкид 90 | 4 - 6 | 1,5 | 1,0 | ||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | "Алур" | 6,0 | 1,5 | 1,0 | ||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | ||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | ||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | СК-Спринт | 9,0 | 2,0 | 1,0 | ||||
Наружные металличе- ские поверхности вагонов- цементово- зов, включая рамы и наружные поверхности люков | Схема с перхлорвиниловыми и винилхлоридными материалами | |||||||||||||||
ХС-059 | 2 | - | - | 15 | ХВ-16 | 1,5 | 0,3 | 0,3 | 25 - 30 | ХВ-16 | 1,5 | 0,3 | 0,2 | 65 - 80 | 5 | |
ХС-068 | 1 | - | - | ХВ-113 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-113 | 3,0 | 0,5 | 0,5 | ||||
ХС-010 | 1 | - | - | ХВ-110 | 3,0 | 0,7 | 0,5 | 25 - 30 | ХВ-110 | 3,0 | 0,5 | 0,5 | ||||
ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,5 | ||||||||
ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||||||
ХС-119 | 3,0 | 0,5 | 0,3 | 25 - 30 | ХС-119 | 3,0 | 0,5 | 0,3 | ||||||||
ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 65 - 80 | 5 | |
ЭФ-065 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | |||||||
ЭФ-065 | 5 | 1,0 | 0,7 | "ЯрЛИ" ВД-АК-1309 ЖТ | 2,0 | 0,7 | 0,5 | 30 | "ЯрЛИ" ВД-АК-1309 ЖТ | 2,0 | 0,7 | 0,5 0,5 | ||||
Уретал- Праймекс | 2,0 | 0,5 | 0,3 | АКРЭМ-Уретал | 2,0 | 0,7 | 0,5 | 30 | АКРЭМ-Уретал | 2,0 | 0,7 | |||||
Уникор К | 1,0 | 0,3 | 0,2 | 15 - 18 | АКРЭМ-Металл | 1,0 | 0,3 | 0,2 | 30 - 35 | АКРЭМ-Металл | 1,0 | 0,7 | 0,5 | 80 - 90 | ||
"ЯрЛИ" ВД-АК-0247 | 1,0 | 0,3 | 0,2 | "ЯрЛИ" ВД-АК-1309 ЖТ | 2,0 | 0,7 | 0,5 | 30 - 35 | "ЯрЛИ" ВД-АК-1309 ЖТ | 2,0 | 0,7 | 0,5 | ||||
Внутренние поверхности вагонов- цементово- зов, крышки люков с внутренней стороны | Схема с грунт-эмалями и грунтами | |||||||||||||||
АУ-1-201 | не менее 25 | |||||||||||||||
ЭФ-065 | 5 | 1,0 | 0,7 | |||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | |||||||||||||
"ЯрЛИ" ВС-7130 ЖТ | 2,0 | 0,7 | 0,5 | |||||||||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | |||||||||||||
"ЯрЛИ" ПФ-0294 | 8,0 | - | - | |||||||||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | |||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | |||||||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | |||||||||||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | |||||||||||||
Ростекс- Супер | 3 | 0,7 | 0,5 | |||||||||||||
Грунт "Алур" | 12,0 | 3,0 | 2 | |||||||||||||
Аутокоат БТ 100 Шасси Праймер 1К | ||||||||||||||||
Кронос- Спринт | ||||||||||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Уникор К" | 1,0 | 0,3 | 0,2 | 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 15 - 20 | 30 - 35 | - | |||||
"ЯрЛИ" ВД-АК-0247 | 1,0 | 0,3 | 0,2 | "ЯрЛИ" ВД-АК-0247 | 1,0 | 0,3 | 0,2 | 15 - 20 | ||||||||
Тележки, рамы, под- кузовное и тормозное оборудова- ние, автосцепное устройство | Схема с грунт-эмалями | |||||||||||||||
Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 25 - 30 | Эмакоут 7320 ЖД | 1 - 2 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
"Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 20 - 25 | "Гермокрон- ЖД" | 1 - 2 | 0,7 | 0,5 | 70 - 80 | 3 | |
АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 20 - 25 | АУ-1-201 | 5 - 6 | 1,0 | 0,7 | 90 - 100 | 3 | |
"ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 25 - 30 | "ЯрЛИ" ВС-7130ЖТ | 2,0 | 0,7 | 0,5 | 45 - 50 | 70 - 80 | 7 | |||||
Схема с модифицированными алкидными эмалями | ||||||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | 50 | 3 | |||||
ЭФ-065 | 5,0 | 1,0 | 0,7 | "Локомотив" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,7 | Эпотрэйн | 4,0 | 3,0 | 25 - 30 | |||||||||
Стрела МД | 5,0 | 1,0 | 0,7 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Стрела МД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Промос ПС | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
АУ-Вега ЖД | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Эмлак Праймер 65 | 5,0 | 1,0 | 0,5 | Снеж ПРО 111У | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
ЭФ-065 | 5,0 | 1,0 | 0,5 | "ЯрЛИ" ПФ-1315 | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Темапрайм ЕЕ | 5,0 | 1,0 | 0,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Стрела МД | 5,0 | 1,0 | 0,5 | "ЯрЛИ" АС-1280 | 4 - 5 | 1,5 | 1,0 | 25 - 30 | ||||||||
"ЭКСПРЕСС" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
Праймер Пентакрил ЖД | 4,0 | 1,0 | 0,7 | 18 - 20 | Пентакрил ЖД | 5,0 | 0,7 | 0,5 | 25 - 30 | |||||||
Праймер АУ Корунд | 4,0 | 0,7 | 0,5 | АУ Корунд | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
АУ-0179 | 3,0 | 0,7 | 0,5 | АУ-1518 "Универсал- Люкс" | 5,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Снеж-ПРО 011М | 1,5 | 0,5 | 0,4 | Снеж-ПРО 111МУ | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Ростекс- Супер | 3,0 | 0,7 | 0,5 | Темалак МЛ 90 | 6 - 8 | 1,5 | 1,0 | 25 - 30 | ||||||||
Миралкид 90 | 4 - 6 | 1,5 | 1,0 | 25 - 30 | ||||||||||||
"Алур" | 12,0 | 3,0 | 2,0 | "Алур" | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
ГФ-0119 Кронос | 8,0 | 2,0 | 1,5 | Кронос-Драйв | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
Аутокоат БТ 100 Шасси Праймер 1К | 8,0 | 2,0 | 1,5 | Аутокоат БТ 100 1К Топкоат | 6,0 | 1,5 | 1,0 | 25 - 30 | ||||||||
СК-Спринт | 3,0 | 0,7 | 0,5 | СК-Спринт | 9,0 | 2,0 | 1,0 | 25 - 30 | ||||||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 12 - 15 | "Уникор ЖД" | 1,0 | 0,3 | 0,2 | 45 - 50 | 3 | |
Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | 15 | Преобразова- тель ржавчи- ны "Кронос" | 1,0 | 0,5 | 0,3 | ||||
Знаки и надписи | АКРЭМ- Уретал, АКРЭМ- Металл, белила цинковые густотертые, материалы, которыми окрашен кузов | |||||||||||||||
7.3.10 Окрашивание наружных поверхностей цистерн, перевозящих химические грузы, производится по комплексной схеме, приведенной в таблице 7.8.
Таблица 7.8
СИСТЕМЫ ЗАЩИТНЫХ ПОКРЫТИЙ ДЛЯ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
ЦИСТЕРН ДЛЯ ПЕРЕВОЗКИ КИСЛОТ И ЩЕЛОЧЕЙ
Наименование окрашиваемой поверхности | Последовательность операции | Комп- лексная толщина покры- тия, мкм | Срок службы комплекс- ного покрытия, лет | |||||||||||||
Грунтование в один слой | Тол- щина, мкм | Окрашивание 1-м слоем | Тол- щина, мкм | Окрашивание 2-м слоем | ||||||||||||
Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | Наименование материала | Время высыхания, ч, при тем- пературе, °С | |||||||||||
20 | 40 | 60 | 20 | 40 | 60 | 20 | 40 | 60 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками | Эмлак Праймер 65 | 5,0 | - | - | 18 - 20 | |||||||||||
ЭФ-065 | 5,0 | |||||||||||||||
Сопрягаемые поверхности под контактную точечную и дуговую сварку. Внутренние поверхности стальных деталей конструкции замкнутого профиля, выполненные прерывистым швом | Цинол СВ | 0,5 | - | - | 20 - 25 | |||||||||||
"ЯрЛИ" ЭП-0282 | 4,0 | - | - | |||||||||||||
DG 10-9121/0 | 0,5 | |||||||||||||||
Темавелд 3СМ | 0,15 | |||||||||||||||
Наружные металличе- ские поверхности включая рамы с наружной и внутренней стороны, тележки, подкузовное и тормозное оборудова- ние, автосцепное устройство | Схема с перхлорвиниловыми и винилхлоридными материалами | |||||||||||||||
ХС-059 | 2 | - | - | 15 | ХВ-785 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХВ-785 | 2,0 | 0,5 | 0,3 | 65 - 80 | 5 | |
ХС-068 | 1 | - | - | ХС-759 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-759 | 2,0 | 0,5 | 0,3 | ||||
ХС-010 | 1 | - | - | ХС-710 | 2,0 | 0,5 | 0,3 | 25 - 30 | ХС-710 | 2,0 | 0,5 | 0,3 | ||||
Схема с водно-дисперсионными материалами | ||||||||||||||||
"Аквасплит- ЖД" | 2,5 | 0,7 | 0,5 | 40 - 50 | Эматоп-Аква | 24,0 | 1,5 | 1,0 | 50 | 100 | 10 | |||||
Схема с долговечными материалами | ||||||||||||||||
ЭП-773 | 12 | - | 3 | 30 - 35 | ЭП-773 | 12,0 | - | 3 | 30 - 35 | ЭП-773 | 12,0 | - | 3 | 100 | 10 | |
Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | Хардтоп Флекси (HARDTOP FLEXI) | 4,0 | 2,0 | 1,0 | 50 - 60 | 110 | 10 | |||||
Знаки и надписи | Материалы, которыми окрашен кузов | |||||||||||||||
7.3.11 Вязкость грунтовочных и покрывных материалов, приведенная в таблице 6.1, устанавливается экспериментально в зависимости от выбранного оборудования.
7.3.12 Способы окрашивания вагонов: безвоздушное, пневматическое, комбинированное распыление, окрашивание валиками, кистями, окунание мелких деталей.
7.3.13 Рекомендуемое оборудование для окрашивания вагонов приведено в Приложении К.
7.3.14 Цвета отличительной и сигнальной окраски грузовых вагонов приведены в Приложении Л.
7.4.1 Лакокрасочные покрытия, нанесенные на поверхности грузовых вагонов и их сборочных единиц, должны быть высушены до степени 3 согласно ГОСТ 19007-73.
7.4.2 При производстве окрасочных работ в окрасочно-сушильной камере, после каждого нанесения грунта или покрывного слоя, а также по окончании контроля качества окрашивания поверхностей вагона устанавливают режим "сушка" на заданное время, необходимое для сушки в соответствии с комплексными схемами, указанными в таблицах 7.1 - 7.8.
7.4.3 Все окрашенные вагоны перед началом эксплуатации должны подвергаться выдержке в помещении с постоянной температурой не ниже +15 °С. Время выдержки вагонов-хопперов для перевозки зерна - не менее трех суток, остальных вагонов - не менее суток.
8.1 По окончании сушки финишного покрытия на вагон наносится отличительная сигнальная окраска (для специальных вагонов), знаки и надписи для каждого типа вагонов в соответствии с альбомом "Знаки и надписи на вагонах грузового парка железных дорог колеи 1520 мм" N 632-2000 ПКБ ЦВ.
8.2 Нанесение знаков и надписей производится при помощи пневматических краскораспылителей или кистью по трафаретам, изготовленным из электрокартона по ГОСТ 2824-86 толщиной от 0,2 до 0,3 мм либо из другого материала, пригодного для изготовления трафаретов. Трафареты на вагоне крепятся при помощи постоянных магнитов. Постановка трафаретов, нанесение знаков, надписей, сигнальной окраски на обечайку и днища котла цистерны (кузова) производится с передвижных подъемных площадок. Наружные надписи на днище котла цистерны, на котле, раме наносятся с обеих сторон. Допускается нанесение знаков и надписей методом наклеивания.
Для снижения трудоемкости операций по изготовлению трафаретов и высвобождения персонала рекомендуется использовать режущие плоттеры (см. таблицу К.5 Приложения К).
8.3 Калибровочные знаки ставят на котлы цистерн согласно таблицам калибровки железнодорожных цистерн.
8.4 Для нанесения знаков и надписей используют ЛКМ белого цвета (RAL 9003, 9010), за исключением вагонов белого, палевого, желтого и серого цветов, на которых наносят надписи черного цвета (RAL 9004, 9005).
Знаки и надписи на кузове, раме и тележках вагонов наносят эмалями АК РЭМ-Уретал, АКРЭМ-Металл, белилами цинковыми густотертыми или другими ЛКМ, которыми окрашен кузов.
8.5 Знаки и надписи на вагонах, окрашенных эмалями ХС-119, ХС-759, ХС-710 по грунтовке ХС, следует наносить эмалями тех же марок.
9.1.1 Контроль за выполнением окрасочных работ должен производиться пооперационно, начиная с подготовки поверхностей к окрашиванию и кончая приемкой окрасочных работ.
9.1.2 Наряду с контролем операций технологического процесса должно проверяться качество исходных ЛКМ в соответствии с нормативной документацией и правильность приготовления рабочих растворов.
9.1.3 Контроль качества подготовленных и окрашенных поверхностей выполняется визуально, а также с помощью контрольно-измерительных приборов и эталонов, приведенных в Приложении М.
9.2.1 Каждую партию исходных ЛКМ подвергают входному контролю на соответствие стандартам или техническим условиям.
9.2.2 При получении ЛКМ со склада проверяют соответствие маркировок на потребительской таре требуемым для работы маркам материала.
9.2.3 Качество перемешивания и фильтрования ЛКМ проверяют визуально с помощью сита с размером ячеек в свету не более 3 мм. После процеживания на сите не должно оставаться непрофильтрованных твердых частиц и сгустков.
9.2.4 Соответствие цвета ЛКМ установленному для данного типа вагона согласно Приложению Л контролируют визуально и путем сравнения с эталоном образцов международной цветовой картотеки RAL.
9.2.5 Вязкость раствора контролируют по ГОСТ 8420 с помощью вискозиметра ВЗ-246 ГОСТ 9070-75.
9.3.1 Качество подготовки металлических поверхностей перед окрашиванием контролируют в соответствии с ГОСТ 9.402-2004.
9.3.2 Степень подготовки поверхностей к ремонтному окрашиванию по ГОСТ 9.402-2004 - 2 (после абразивной очистки) или 3 (после механизированной очистки). Контроль - визуальный. При этом допускается:
- наличие плотносцепленного с металлом несплошного тонкого слоя грунтовки, отдельных точек ржавчины, пятен с легким налетом ржавчины (не более 50 мкм) в местах удаленной коррозии при степени подготовки 3;
- остатки неповрежденных лакокрасочных покрытий, плотносцепленных с основой, в местах коррозии - отдельных пятен ржавчины, обработанных модификаторами (преобразователями) ржавчины при степени подготовки 3.
9.3.3 Шероховатость поверхности после абразивной очистки должна быть Ra <= 55 мкм. Контроль - с помощью эталонов шероховатости, указанных в Приложении М. Шероховатость поверхности после механизированной очистки - не более 55 мкм.
9.3.4 Степень обезжиривания подготовленных к окрашиванию металлических поверхностей - первая по ГОСТ 9.402-2004. Контроль степени обезжиривания рекомендуется выполнять методом протирки (при протирке поверхности технической салфеткой допускается наличие слабовыраженного расплывчатого темного пятна). Допускаются также метод смачивания или капельный метод по ГОСТ 9.402-2004.
9.4.1 Загрунтованная поверхность должна быть матовой, без потеков, проколов, трещин, наплывов и непрокрашенных мест. Покрытие на внутренних поверхностях крытых вагонов должно быть сплошным, без пропусков, наплывов, трещин, отслаивания, пузырей, вздутий и проколов.
Внешний вид загрунтованной поверхности контролируют визуальным осмотром.
9.4.2 Толщину сырого слоя грунта на металлических поверхностях определяют по ГОСТ Р 51694-2000 с помощью калиброванной гребенки или колесного толщиномера. Допускается разность толщины грунта не более 20% при измерениях в пяти точках на 1 кв. м поверхности.
9.4.3 Грунтовка должна быть тщательно просушена, не давать отлипа. Адгезия к металлической поверхности должна соответствовать баллу 1 по ГОСТ 15140-78 при определении методом решетчатых надрезов.
9.4.4 Толщина сухого слоя грунта должна соответствовать указанной в таблицах 7.1 - 7.8. Толщину сухого слоя грунта измеряют одним из методов неразрушающего контроля по ГОСТ Р 51694-2000 с помощью толщиномеров, приведенных в Приложении М.
Толщина сухого слоя антикоррозионных мастик и составов, наносимых на внутренние поверхности крытых вагонов, должна быть не менее 1 мм (1000 мкм).
9.5.1 Покрытие на наружной поверхности кузова вагона должно быть одно родным, гладким и сплошным, без трещин, проколов и сморщивания.
Внешний вид покрытия должен соответствовать VI классу по ГОСТ 9.032-74. При этом допускаются включения размером не более 3 мм не более восьми штук на 1 кв. дм, волнистость не более 4 мм, шагрень, отдельные потеки, штрихи, риски, разнооттеночность. Контроль внешнего вида выполняется по ГОСТ 9.407-84 визуально и с помощью образцов-эталонов.
9.5.2 Послойная и комплексная толщина покрывного слоя должна соответствовать указанной в таблицах 7.1 - 7.8 в зависимости от выбранной системы покрытия. Допускается уменьшение толщины комплексного покрытия не более 10% от номинальной при измерениях в пяти точках на 1 м поверхности, если иное не оговорено в документации на ЛКМ.
9.5.3 Послойную и комплексную толщину лакокрасочного покрытия контролируют методами неразрушающего контроля по ГОСТ Р 51694-2000 с помощью толщиномеров, приведенных в Приложении М. Допускается контролировать толщину слоя сырого покрытия экспресс-методом с помощью калиброванной гребенки или колесного толщиномера, при этом следует учитывать коэффициент усадки материала.
9.5.4 Для контрольных измерений толщины покрытия на кузовах грузовых вагонов выбирают точки на свесах крыши, верхней, средней и нижней частях кузова. Расстояние между этими точками по горизонтали должно быть от 1,0 до 1,5 м, а по вертикали - от 0,5 до 0,7 м.
9.5.5 Адгезию высушенного покрытия к металлической поверхности определяют по ГОСТ 15140-78. Адгезия должна соответствовать:
- баллу 1 при определении методом решетчатых надрезов;
- баллу 1 при определении методом параллельных надрезов.
9.5.6 Отличительную и сигнальную окраску для каждого типа вагонов на соответствие указанной в Приложении Л контролируют визуально и путем сравнения с эталоном образцов международной цветовой картотеки RAL.
Сигнальную окраску, знаки, надписи для каждого типа вагонов контролируют визуально на соответствие альбому "Знаки и надписи на вагонах грузового парка железных дорог колеи 1520 мм" N 632-2000 ПКБ ЦВ и эталону образцов международной цветовой картотеки RAL.
В соответствии с действующими руководствами по деповскому и капитальному ремонту грузовых вагонов вагоноремонтные предприятия несут гарантийную ответственность за качество лакокрасочных покрытий отремонтированных вагонов до следующего планового ремонта.
ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ, МЕРЫ ПРЕДУПРЕЖДЕНИЯ И УСТРАНЕНИЯ
10.1 Основные дефекты ЛКМ и покрытий, причины их возникновения и меры предупреждения приведены в таблице 10.1.
Таблица 10.1
┌───┬─────────────┬──────────────────────────┬────────────────────────────┐
│ N │ Дефекты │ Причины возникновения │ Меры │
│п/п│ покрытия │ │ предупреждения │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│1 │Затруднено │В ЛКМ введено │Добавить в лакокрасочный │
│ │распыление │недостаточное количество │материал разбавитель │
│ │ЛКМ │разбавителя │и проверить вязкость │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│2 │Медленное │1. Материал не │1. Использовать ЛКМ, │
│ │высыхание │соответствует ТУ │соответствующий ТУ. │
│ │ │по времени высыхания. │ │
│ │ │2. ЛКМ нанесен: │2. Сделать следующее: │
│ │ │- на загрязненную │- обезжирить поверхность; │
│ │ │поверхность; │ │
│ │ │- слишком толстым слоем; │- контролировать толщину; │
│ │ │- при высокой относитель- │- относительная влажность не│
│ │ │ной влажности воздуха │должна превышать 65% │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│3 │Наличие пор │1. В ЛКМ попала вода. │1. Заменить ЛКМ. │
│ │ │2. Слишком быстрая │2. Соблюдение режима сушки │
│ │ │сушка покрытия │покрытия │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│4 │Наличие │1. Низкая рабочая вязкость│1. Развести до рабочей вяз- │
│ │наплывов и │материала. │кости в соответствии с ТУ. │
│ │потеков │2. Несоблюдение угла между│2. Держать краскораспылитель│
│ │ │краскораспылителем и │под углом 90° к окрашиваемой│
│ │ │окрашиваемой поверхностью │поверхности. │
│ │ │при нанесении. │ │
│ │ │3. Плохо обезжирена │3. Обезжирить поверхность │
│ │ │окрашиваемая поверхность │ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│5 │Шагрень │1. Неоднородность ЛКМ. │1. Подобрать растворитель. │
│ │ │2. Высокая вязкость │2. Развести до рабочей │
│ │ │материала. │вязкости. │
│ │ │3. Наличие в ЛКМ большого │3. Отрегулировать факел │
│ │ │количества летучих │ │
│ │ │растворителей │ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│6 │Сорность │1. ЛКМ не профильтрован. │1. Профильтровать ЛКМ. │
│ │ │2. Нанесение на грязную │2. Очистить и обезжирить │
│ │ │поверхность. │поверхность. │
│ │ │3. Окрашивание и сушка │3. Соблюдать чистоту │
│ │ │производились в │помещения │
│ │ │загрязненном помещении │ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│7 │Появление │Высокое избыточное │Соблюдение давления воздуха │
│ │апельсиновой │давление воздуха при │при нанесении данного │
│ │корки, │нанесении методом пневма- │лакокрасочного материала, │
│ │сморщивание │тического распыления, │нанесение слоя меньшей │
│ │ │излишняя толщина │толщины │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│8 │Трещины │1. Промежуточный слой │1. Тщательная шлифовка │
│ │(крокодиловая│плохо зашлифован. │промежуточного слоя. │
│ │кожа) │2. Быстровысыхающий │2. Соблюдение режима сушки │
│ │ │лакокрасочный материал на │грунтовочного слоя. │
│ │ │основе тонких лаков │ │
│ │ │нанесен на плохо высушен- │ │
│ │ │ный грунтовочный слой на │ │
│ │ │основе жирных лаков. │ │
│ │ │3. Излишняя толщина, │3. Уменьшить толщину │
│ │ │плохая эластичность │ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│9 │Образование │1. Высокая рабочая │1. Развести до рабочей вяз- │
│ │морщин и │вязкость. │кости в соответствии с ТУ. │
│ │складок │2. Материал нанесен при │2. Наносить при температуре │
│ │ │пониженной температуре. │не ниже 5 °С. │
│ │ │3. Материал нанесен │3. Соблюдение режима сушки │
│ │ │толстым слоем на │грунтовочного слоя и толщины│
│ │ │непросохшую грунтовку │материала, предусмотренного │
│ │ │ │ТУ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│10 │Наличие ряби │1. Материал плохо │1. Тщательная фильтрация │
│ │и оспин │отфильтрован. │перед нанесением. │
│ │ │2. Краскораспылитель │2. Соблюдение рекомендуемого│
│ │ │слишком удален от │расстояния между │
│ │ │поверхности. │краскораспылителем и │
│ │ │ │окрашиваемой поверхностью. │
│ │ │3. Избыточное давление │3. Соблюдение оптимального │
│ │ │воздуха при нанесении │режима нанесения. │
│ │ │распылением ниже │ │
│ │ │оптимального. │ │
│ │ │4. Пониженная температура │4. Наносить при температуре │
│ │ │окрашиваемой поверхности. │не ниже 5 °С. │
│ │ │5. Плохая поверхность │5. Обезжирить поверхность │
│ │ │(жирность) │ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│11 │Мелкие │Свежеокрашенная деталь │Производить естественную │
│ │бугорки │подвергалась при естест- │сушку при температуре не │
│ │ │венной сушке воздействию │ниже 5 °С │
│ │ │низкой температуры │ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│12 │Цвет не │1. Материал плохо │1. Тщательно размешивать │
│ │соответствует│размешан. │материал. │
│ │эталону │2. Материал нанесен на │2. Высушивать поверхность │
│ │ │влажную поверхность. │перед нанесением материала. │
│ │ │3. Верхний слой частично │3. Соблюдение │
│ │ │растворил нижележащий │технологических режимов │
│ │ │слой и смешался с ним │сушки нижележащих слоев │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│13 │Различные │Материал плохо размешан │Тщательно размешивать │
│ │оттенки │ │лакокрасочный материал │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│14 │Отслаивание │1. Поверхность плохо │1. Обезжирить поверхность. │
│ │от │обезжирена перед │ │
│ │поверхности │нанесением материала. │ │
│ │ │2. Поверхность была │2. Высушить поверхность │
│ │ │влажной при нанесении │перед нанесением материала │
│ │ │материала │ │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│15 │Глянцевое │A.1. Материал нанесен на │A.1. Следить за │
│ │покрытие │плохо очищенную от ржавчи-│тщательностью очистки │
│ │имеет: │ны и окалины поверхность. │поверхности. │
│ │A. матовые │A.2. Покрывной слой │A.2. Соблюдать режим сушки │
│ │пятна: │нанесен на недосушенный │грунтовочного слоя. │
│ │B. сплошь │грунтовочный слой. │ │
│ │матовое: │B.1. Нарушение режима │B.1. Готовить материал │
│ │C. тусклые │приготовления материала │перед нанесением в │
│ │пятна: │перед нанесением на │соответствии с ТУ. │
│ │ │поверхность. │ │
│ │ │B.2. Окрашивание │B.2. Следить, чтобы │
│ │ │проводилось при высокой │относительная влажность │
│ │ │относительной влажности │воздуха не превышала 65%. │
│ │ │воздуха. │ │
│ │ │C.1. Прикосновение рукой │C.1. Не прикасаться руками к│
│ │ │к недостаточно высохшему │свежеокрашенной поверхности.│
│ │ │покрытию. │ │
│ │ │C.2. Неэффективная очистка│C.2. Сменить фильтр │
│ │ │в масловлагоотделителе │масловлагоотделителя. │
│ │ │сжатого воздуха. │ │
│ │ │C.3. На покрытие попало │C.3. Следить за тем, чтобы │
│ │ │минеральное масло │на окрашенную поверхность │
│ │ │ │ничего не попадало │
├───┼─────────────┼──────────────────────────┼────────────────────────────┤
│16 │Отслаивание │Промежуточные слои плохо │Тщательно ошкуривать и │
│ │между слоями │ошкурены и обезжирены, │обезжиривать промежуточные │
│ │(грунтом и │несовместимость материалов│слои, подобрать совместимые │
│ │эмалью) │ │материалы │
└───┴─────────────┴──────────────────────────┴────────────────────────────┘
10.2 Финишная доводка лакокрасочных покрытий, устранение дефектов выполняются шлифованием загрунтованных и окрашенных поверхностей. Оборудование для шлифования загрунтованных и окрашенных поверхностей приведено в Приложении Н.
(обязательное)
ГОСТ 2.503-90 ЕСКД. Правила внесения изменений.
ГОСТ 9.010-80 ЕСЗКС. Воздух сжатый для распыления
лакокрасочных материалов. Технические
требования и методы контроля.
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы,
технические требования и обозначения.
ГОСТ 9.072-77 ЕСЗКС. Покрытия лакокрасочные.
Термины и определения.
ГОСТ 9.104-79 ЕСЗКС. Покрытия лакокрасочные.
Группы условий эксплуатации.
ГОСТ 9.105-80 ЕСЗКС. Покрытия лакокрасочные. Классификация
и основные параметры методов окрашивания.
ГОСТ 9.401-91 ЕСЗКС. Покрытия лакокрасочные. Общие
требования и методы ускоренных испытаний
на стойкость к воздействию климатических
факторов.
ГОСТ 9.402-2004 ЕСЗКС. Покрытия лакокрасочные. Подготовка
металлических поверхностей к окрашиванию.
ГОСТ 9.407-84 ЕСЗКС. Покрытия лакокрасочные.
Метод оценки внешнего вида.
ГОСТ 12.0.004-90 ССБТ. Организация обучения
безопасности труда. Общие положения.
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности.
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования.
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования
к воздуху рабочей зоны.
ГОСТ 12.1.009-76 Электробезопасность. Термины и определения.
ГОСТ 12.1.019-79 ССБТ. Электробезопасность. Общие требования
и номенклатура видов защиты.
ГОСТ 12.1.029-80 ССБТ. Средства и методы защиты от шума.
Классификация.
ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное
заземление. Зануление.
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное.
Общие требования безопасности.
ГОСТ 12.2.013.0-91 ССБТ. Машины ручные электрические. Общие
требования безопасности и методы испытаний.
ГОСТ 12.2.022-80 ССБТ. Конвейеры. Общие требования
безопасности.
ГОСТ 12.2.061-81 ССБТ. Оборудование производственное. Общие
требования безопасности к рабочим местам.
ГОСТ 12.2.062-81 ССБТ. Оборудование производственное.
Ограждения защитные.
ГОСТ 12.3.002-75 ССБТ. Процессы производственные.
Общие требования безопасности.
ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Требования
безопасности.
ГОСТ 12.3.005-75 ССБТ. Работы окрасочные. Общие требования
безопасности.
ГОСТ 12.3.009-76 ССБТ. Работы погрузочно-разгрузочные. Общие
требования безопасности.
ГОСТ 12.3.010-82 ССБТ. Тара производственная.
Требования безопасности при эксплуатации.
ГОСТ 12.3.020-80 ССБТ. Процессы перемещения грузов на
предприятиях. Общие требования безопасности.
ГОСТ 12.3.035-84 ССБТ. Строительство. Работы окрасочные.
Требования безопасности.
ГОСТ 12.4.009-83 ССБТ. Пожарная техника для защиты объектов.
Основные виды. Размещение и обслуживание.
ГОСТ 12.4.011-89 Средства защиты работающих. Общие требования
и классификация.
ГОСТ 12.4.021-75 ССБТ. Системы вентиляционные. Общие
требования.
ГОСТ Р 12.4.026-2001 ССБТ. Цвета сигнальные, знаки безопасности и
разметка сигнальная. Назначение и правила
применения. Общие технические требования и
характеристики. Методы испытаний.
ГОСТ 12.4.029-76 Фартуки специальные. Технические условия.
ГОСТ 12.4.034-2001 ССБТ. Средства индивидуальной защиты
органов дыхания. Классификация и маркировка.
ГОСТ 12.4.103-83 ССБТ. Одежда специальная защитная, средства
индивидуальной защиты ног и рук.
Классификация.
ГОСТ 12.4.124-83 ССБТ. Средства защиты от статического
электричества. Общие технические требования.
ГОСТ 12.4.128-83 ССБТ. Каски защитные. Общие технические
требования и методы испытаний.
ГОСТ Р 12.4.191-99 ССБТ. Средства индивидуальной защиты органов
дыхания. Полумаски фильтрующие для защиты от
аэрозолей. Общие технические условия.
ГОСТ Р 12.4.230.1-2007 ССБТ. Средства индивидуальной защиты глаз.
Общие технические требования.
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования
к охране поверхностных вод от загрязнения.
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила
установления допустимых выбросов вредных
веществ промышленными предприятиями.
ГОСТ 17.4.3.04-85 Охрана природы. Почвы. Общие требования к
контролю и охране от загрязнения.
ГОСТ 427-75 Линейки измерительные металлические.
Технические условия.
ГОСТ 982-80 Масла трансформаторные. Технические условия.
ГОСТ 1510-84 Нефть и нефтепродукты. Маркировка,
упаковка, транспортирование и хранение.
ГОСТ 1571-82 Скипидар живичный. Технические условия.
ГОСТ 2768-84 Ацетон технический. Технические условия.
ГОСТ 2789-73 Шероховатость поверхности. Параметры
и характеристики.
ГОСТ 2824-86 Картон электроизоляционный. Технические
условия.
ГОСТ 3134-78 Уайт-спирит. Технические условия.
ГОСТ 3191-93 Вагоны железных дорог колеи 1520 мм.
Детали из древесины и древесных материалов.
Общие технические условия.
ГОСТ 5009-82 Шкурка шлифовальная тканевая.
Технические условия.
ГОСТ 5100-85 Сода кальцинированная техническая.
Технические условия.
ГОСТ 5375-79 Сапоги резиновые формовые. Технические
условия.
ГОСТ 5494-95 Пудра алюминиевая. Технические условия.
ГОСТ 6589-74 Материалы лакокрасочные. Метод определения
степени перетира прибором Клин (гриндометр).
ГОСТ 6968-76 Кислота уксусная лесохимическая.
Технические условия.
ИС МЕГАНОРМ: примечание.
ГОСТ 7409-2009 Вагоны грузовые. Требования к лакокрасочным
покрытиям.
ГОСТ 7313-75 Эмали ХВ-785 и лак ХВ-784. Технические
условия.
ГОСТ 7827-74 Растворители марок Р-4, Р-4А, Р-5, Р-5А,
Р-12 для лакокрасочных материалов.
Технические условия.
ГОСТ 8420-74 Материалы лакокрасочные. Методы определения
условной вязкости.
ГОСТ 8505-80 Нефрас-С 50/170. Технические условия.
ГОСТ 9070-75 Вискозиметры для определения условной вязкости
лакокрасочных материалов. Технические условия.
ГОСТ 9410-78 Ксилол нефтяной. Технические условия.
ГОСТ 9980.1-86 Материалы лакокрасочные. Правила приемки.
ГОСТ 9980.2-86 Материалы лакокрасочные. Отбор проб для
испытаний.
ГОСТ 9980.3-86 Материалы лакокрасочные. Упаковка.
ИС МЕГАНОРМ: примечание.
ГОСТ 9980.4-86 Материалы лакокрасочные. Маркировка.
ГОСТ 9980.5-86 Материалы лакокрасочные.
Транспортирование и хранение.
ГОСТ 10054-82 Шкурка шлифовальная бумажная водостойкая.
Технические условия.
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия.
ГОСТ 10597-87 Кисти и щетки малярные. Технические условия.
ГОСТ 10831-87 Валики малярные. Технические условия.
ГОСТ 11964-81 Дробь чугунная и стальная техническая.
Общие технические условия.
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения
адгезии.
ГОСТ 15150-69 Машины, приборы и другие технические изделия.
Исполнения для различных климатических
районов. Категории, условия эксплуатации,
хранения и транспортирования в части
воздействия климатических факторов внешней
среды.
ИС МЕГАНОРМ: примечание.
ГОСТ 17269-71 утратил силу с 1 марта 2016 года в связи с введением
ГОСТ 17269-71 Респираторы фильтрующие газо-пылезащитные
РУ-60 и РУ-60му. Технические условия.
ГОСТ 17433-80 Промышленная чистота. Сжатый воздух. Классы
загрязненности.
ГОСТ 18187-72 Разбавители для электроокраски марки РЭ.
Технические условия.
ГОСТ 18188-72 Растворители марок 645, 646, 647, 648 для
лакокрасочных материалов. Технические условия.
ГОСТ 18374-79 Эмали ХВ-110 и ХВ-113. Технические условия.
ГОСТ 18704-78 Кислота борная. Технические условия.
ГОСТ 19007-73 Материалы лакокрасочные. Метод определения
времени и степени высыхания.
ГОСТ 19433-88 Грузы опасные. Классификация и маркировка.
ГОСТ 20010-93 Перчатки резиновые технические. Технические
условия.
ГОСТ 20799-88 Масла индустриальные. Технические условия.
ГОСТ 21130-75 Изделия электротехнические. Зажимы заземляющие
и знаки заземления. Конструкция и размеры.
ГОСТ 23494-79 Грунтовка ХС-059, эмали ХС-759, лак ХС-724.
Технические условия.
ГОСТ 23852-79 Покрытия лакокрасочные. Общие требования к
выбору по декоративным свойствам.
ГОСТ 28012-89 Подмости передвижные сборно-разборные.
Технические условия.
ГОСТ Р 51693-2000 Грунтовки антикоррозионные. Общие технические
условия.
ГОСТ Р 51694-2000 Материалы лакокрасочные. Определение толщины
покрытия.
ОСТ 32.120-98 Нормы искусственного освещения объектов
железнодорожного транспорта (Утверждены
Указанием МПС России от 20.11.1998 N А-1329у)
(обязательное)
ИСПОЛЬЗОВАННЫХ НОРМАТИВНЫХ ТЕХНИЧЕСКИХ ДОКУМЕНТОВ
Таблица Б.1
Обозначение | Наименование |
Грузовые вагоны железнодорожной колеи 1520 мм. Руководство по капитальному ремонту | |
Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповскому ремонту | |
Инструкция по ремонту тормозного оборудования вагонов. Утверждена МПС России 27.06.2003 | |
Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар. Утверждена МПС СССР 31.12.1976 | |
ЦВ-ВНИИЖТ-494 | Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации. Утверждена МПС России 16.09.1997 |
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. Утверждены Постановлением Госгортехнадзора России от 11.06.2003 N 91 | |
002И-2006 ПКБ ЦВ | Грузовые вагоны колеи 1520 мм. Альбом-справочник. Утвержден Департаментом вагонного хозяйства 2006 г. |
N 632-2000 ПКБ ЦВ | Альбом "Знаки и надписи на вагонах грузового парка железных дорог колеи 1520 мм" |
Общероссийский классификатор профессий рабочих, должностей служащих и тарифных разрядов. Принят и введен в действие Постановлением Госстандарта России от 26.12.1994 N 367 | |
- | Таблицы калибровки железнодорожных цистерн. - М.: Транспорт, 2003 |
Правила устройства электроустановок | |
- | Правила перевозок жидких грузов наливом в вагонах- цистернах и вагонах бункерного типа для перевозки нефтебитума. Утверждены на 50-м заседании Совета по ж.д. транспорту государств - участников Содружества (протокол от 21 - 22.05.2009) |
- | Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов в вагонном хозяйстве железных дорог. Утверждены распоряжением ОАО "РЖД" от 26.05.2006 N 1063р |
РТМ 32 ЦВ 200-87 | Оформление и комплектация технологической документации на предприятиях и в организациях вагонного и пассажирского хозяйства |
Межотраслевые правила по охране труда при окрасочных работах | |
ЦУО-112 от 11.11.92 | Правила пожарной безопасности на железнодорожном транспорте (в редакции Указания МПС России от 26.05.98 N Г-616у и Приказа МПС России от 06.12.2001 N 47) |
Г-822у от 31.03.2000 | Нормы оснащения объектов и подвижного состава федерального железнодорожного транспорта первичными средствами пожаротушения |
Правила пожарной безопасности в Российской Федерации | |
Санитарные правила по проектированию, размещению и эксплуатации депо по ремонту подвижного состава железнодорожного транспорта. Утверждены Главным санитарным врачом Российской Федерации 29.05.2003 (Указание МПС России от 02.07.2003 N Н-673у) | |
Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе населенных мест | |
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны | |
"Шум на рабочих местах" | |
Ориентировочно безопасные уровни воздействия (ОБУВ) загрязняющих веществ в атмосферном воздухе населенных мест | |
Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности. Утверждены Приказом МЧС России от 18.06.2003 N 314 | |
Правила технической эксплуатации электроустановок потребителей. Утверждены Приказом Минэнерго РФ от 13.01.2003 N 6 | |
Межотраслевые правила по охране труда при эксплуатации электроустановок | |
Правила устройства и безопасной эксплуатации грузоподъемных кранов |
(справочное)
Таблица В.1
┌────────────────────┬─────────────────────┬──────────────────────────────┐
│ Наименование │ Назначение, │ Производитель, поставщик │
│ │ характеристика │ │
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Респираторы РПГ, │Защита органов │Производитель: Фирма │
│УГК, фильтры и │дыхания от пыли и │"Техноавиа" │
│респираторы │красочных аэрозолей │Центральный офис и склад: │
│Наушники, беруши │Защита органов слуха │125373, г. Москва, │
│ │от шума │ул. В. Петушкова, д. 7 │
│Защитные маски, │Защита органов зрения│тел.: (495) 787-90-30, │
│очки │ │948-86-02/03, │
│Защитная одежда и │Защита кожи │факс: (495) 948-87-26 │
│обувь │ │ │
│Перчатки │Защита кожи │ │
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Респираторы РПГ, │Защита органов │Производитель: Россия │
│УГК, фильтры и │дыхания от пыли и │Поставщик: ЗАО │
│Респираторы │красочных аэрозолей │"Петроинструмент", 195027, │
│Наушники, беруши │Защита органов слуха │г. С.-Петербург, │
│ │от шума │Большеохотинский пр., д. 23, │
│Защитные маски, │Защита органов │тел.: 227-34-66, 227-54-81, │
│очки │зрения │ф.: 227-33-72; │
│ │ │ООО "Снабсбытспецодежда", │
│ │ │Россия, г. Москва, │
│ │ │ул. Дербеневская, д. 24, │
│ │ │т.: (495) 788-68-58, │
│ │ │755-94-95; │
│ │ │ЗАО "Рабосервис", 125315, │
│ │ │г. Москва, 1-й Амбулаторный │
│ │ │пр., д. 2/6, т./ф.: (495) │
│ │ │151-05-58, 105-30-17 │
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Пылезащитные маски │Защита органов │"ТЕКСА", Россия │
│и респираторы │дыхания и зрения │Поставщик: "ТЕКСА", Россия, │
│Полные маски │ │129088, г. Москва, Звездный │
│Респираторы для │ │б-р, 19, оф. 1010, т.: (495) │
│малярных работ │ │232-04-82, т./ф.: 217-40-26 │
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Респираторы RC и │Защита органов │Производитель: "KREMLIN", │
│RC400 со сменными │дыхания от пыли, │Франция │
│картриджами или │газов, красочных │Поставщик: ООО "РусКремлин", │
│подводом воздуха │материалов │119019, г. Москва, Никитский │
├────────────────────┼─────────────────────┤б-р, 11, т.: (095) 937-16-34, │
│Защитные маски, │Защита органов │933-61-68, 933-61-77, │
│очки, комбинезоны │дыхания и зрения, │933-61-61, ф.: 937-16-43 │
│ │кожи тела │ │
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Пылезащитные маски и│Защита органов │Производитель: "ЗМ", США │
│респираторы │дыхания и зрения │Поставщик: Фирма │
│Полные маски │ │"Интерколор", 127238, Москва, │
│Респираторы для │ │Локомотивный пр., д. 21 А, │
│малярных работ │ │оф. 601, т.: (495) 482-00-11, │
│ │ │482-05-96, 482-03-98; │
│ │ │Автолак - оф. дистрибьютор, │
│ │ │121357, Москва, │
│ │ │ул. Верейская, д. 5Б, │
│ │ │тел.: (495) 440-03-84, │
│ │ │440-02-54, 440-04-75; │
│ │ │ООО "Снабсбытспецодежда", │
│ │ │Россия, г. Москва, │
│ │ │ул. Дербеневская, д. 24, │
│ │ │т.: (495) 788-68-58, 755-94-95│
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Маски-шлем MPV-616 │Защита кожи лица, │Производитель: │
│и полумаска MPV-617 │органов дыхания и │"JTW-Devilbiss", США │
│с принудительной │зрения от пыли, │Поставщик: ООО "ЕВРОПРОЕКТ", │
│подачей воздуха │газов, вредных паров │Россия, 127018, г. Москва, │
├────────────────────┼─────────────────────┤т.: (495) 289-84-84, │
│Маска-респиратор │Защита органов │289-00-23, 289-52-05, │
│MPV-300 │дыхания от вредных │ф.: 289-53-11 │
│ │паров, газов и пыли │ │
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Каска защитная, пояс│При работе на высоте │ │
│предохранительный │ │ │
├────────────────────┼─────────────────────┼──────────────────────────────┤
│Сапоги резиновые, │При обмывке, │ │
│перчатки, фартук │обезжиривании │ │
└────────────────────┴─────────────────────┴──────────────────────────────┘
(рекомендуемое)
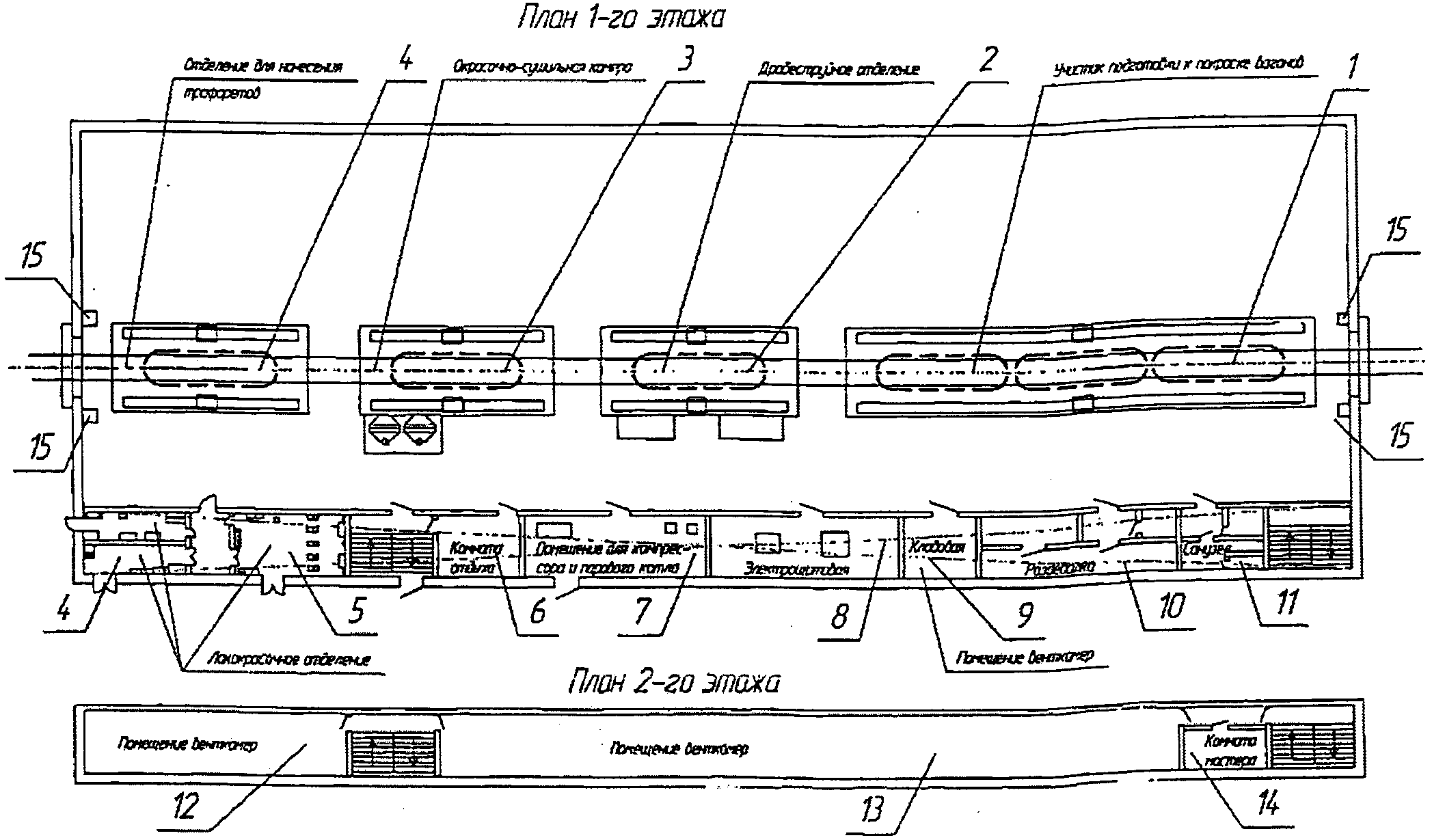
Рисунок Г.1. Планировка участка подготовки
и окрашивания грузовых вагонов, оборудованного
дробеструйно-окрасочным комплексом
Таблица Г.1
ПЕРЕЧЕНЬ
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И ОСНАСТКИ УЧАСТКА
ПОДГОТОВКИ И ОКРАШИВАНИЯ ГРУЗОВЫХ ВАГОНОВ, ОБОРУДОВАННОГО
ДРОБЕСТРУЙНО-ОКРАСОЧНЫМ КОМПЛЕКСОМ
N | Наименование оборудования | Тип, марка, характеристики | Кол-во |
1 | Участок подготовки к окрашиванию | 1 | |
1.1 | Площадка подъемная трехкоординатная | 2 | |
1.2 | Калорифер | 2 | |
2 | Дробеочистная камера механизированная | Паспорт И3.662.00.00.000ПС Расчетная производительность при работе двух операторов - 1 ваг. за 5 - 6 часов | 1 |
2.1 | Манипулятор | Паспорт И3.705.00.00.000 ПС | 2 |
2.2 | Аппарат абразивоструйный | DBS-200PS Объем камеры аппарата - 200 литров Рабочее давление сжатого воздуха - 3,5...12 атм. Производительность по очистке - 5...25 кв. м/час Внутренний диаметр шланга для подачи дроби - 32 мм Дистанционное управление - пневматическое Расход сжатого воздуха - 5...10 ку. м/мин. Применяемая дробь - стальная, фракции 0,5...2 мм Расход дроби - 400...900 кг/час | 2 |
2.3 | Система сбора, воз- врата и очистки дроби | 1 | |
2.3.1 | Продольный шнековый конвейер | Внутренний диаметр шнека (спирали) - 121 мм Наружный диаметр шнека (спирали) - 250 мм Число оборотов шнека - 28 об./мин. Производительность (расчетная) - 150 кг/мин. | 3 |
2.3.1.1 | Привод конвейера: мотор-редуктор | 4МЦ2С-140-28-5,5-G110-ЦУЗ | 3 |
2.3.2 | Поперечный шнековый конвейер | Внутренний диаметр шнека (спирали) - 121 мм Наружный диаметр шнека (спирали) - 250 мм Длина конвейера - 7,83 м Число оборотов шнека - 28 об./мин. Производительность (расчетная) - 150 кг/мин. | 1 |
2.3.2.1 | Привод конвейера: мотор-редуктор | 4МЦ2С-140-28-5,5-G110-ЦУЗ | 1 |
2.3.3 | Элеватор | Ленточный ковшовый, вертикально- замкнутый Производительность (расчетная) - 233 кг/мин. Скорость движения ленты - 1,93 м/сек. Шаг между ковшами - 400 мм Объем ковша - 1,2 куб. дм | |
2.3.3.1 | Привод конвейера: мотор-редуктор | 4МЦ2С-100-71-4,0-G110-ЦУЗ (380 В, 4 кВт, 20 об./мин.) | 1 |
2.3.4 | Сепаратор | Барабанно-шнековый, сетчатый, односекционный Способ очистки: 1 ступень - сито, ячея = диаметр 4,5 мм 2 ступень - аэродинамическая в потоке разряжения, с регулируемым объемом подачи смеси Число оборотов барабанного сита - 28 об./мин. | 1 |
2.3.4.1 | Привод конвейера: мотор-редуктор | 4МЦ2С-100-28-4,0-2,2-G110-ЦУЗ (380 В, 4 кВт, 20 об./мин.) | 1 |
2.3.5 | Бункер-накопитель | Двухпоточный на выходе Емкость 2 куб. м Масса загружаемой в камеру дроби (max) - 19 тонн | 1 |
2.3.6 | Затвор | Одночелюстной с пневмоприводом Проходное сечение (в открытом положении) - 60 кв. см Время открывания (закрывания) - 5...10 сек. Пневмоцилиндр (ход х диаметр) - 50 х 50 мм Давление сжатого воздуха - 2...6 кгс/кв. см | 2 |
2.4 | Фильтровальная установка | МДБ Plymo Vent типа В-48 Площадь фильтрации - 324 кв. м Количество фильтроэлементов - 48 шт. | |
2.5 | Электрокалориферная установка | ЭКОЦ(СФОЦ)-100 Мощность - 100 кВт | |
2.6 | Приточная вентиляция | ||
2.6.1 | Вентилятор радиальный | Ц/Б ср. давления Ц14-46 N 8 исп. 1 | |
2.6.2 | Электродвигатель | 4A200L8 Мощность - 22 кВт | |
2.7 | Вытяжная вентиляция | ||
2.7.1 | Вентилятор | ВР6-45 N 6,3 исп. 5 | |
2.7.2 | Электродвигатель | АИР 1804 Мощность - 22 кВт | |
2.8 | Блок циклонов | ЦН-15-630х6УП ОСТ 26-14-1268-75 | |
2.9 | Система подготовки воздуха для дыхания | ||
2.9.1 | Фильтр из комплекта защитного оборудования | 1 | |
2.9.2 | Шланг воздуха дыхания подключенного к БПП ИЗ.48004.02.000 | UNIPRESS-BA | 1 |
2.9.3 | Компрессор | SF2 STD-8_EUR120_380_50_3PH | 1 |
2.9.4 | Осушитель | FD7-STD-230/50 | 1 |
2.9.5 | Фильтр | DD-9 | 1 |
2.9.6 | Фильтр | PD-9 | 1 |
2.10 | Площадка подъемная трехкоординатная | 2 | |
3 | Камера окрасочно- сушильная | КОРСИКо-15 Паспорт И3.400.00.00.000-02ПС Расчетная производительность при работе двух операторов - 1 ваг. за 5 - 6 часов Скорость воздуха в гориз. сечении камеры - 0,5 - 0,8 м/с Скорость воздуха на высоте 1,8 - 2 м от пола камеры - 0,3 м/с Температура сушки - 60 +/- 5 °С Время сушки - 4 час Габаритные размеры (длина - ширина - высота) - 16,096 х 6,704 х 6,876 м | 1 |
3.1 | Система приточной вентиляции процесса окраски | 2 | |
3.1.1 | Вентилятор | Радиальный взрывозащищенный ВЦ 14-46 ВК N 6,3 исп. 1 Производительность - 20700 куб. м/ч | 2 |
3.1.2 | Электродвигатель | В180М6 Мощность - 18,5 кВт Скорость вращения - 970 об./мин. | 2 |
3.1.3 | Воздушный фильтр | ФВР-N F500/PS | 36 |
3.1.4 | Парокалорифер | КП-Ск-3N 10 Тепловая мощность - 262941 Ккал/час | 4 |
3.2 | Система вытяжной вентиляции процесса окраски | 2 | |
3.2.1 | Вентилятор | Радиальный взрывозащищенный ВЦ 14-46 ВК N 6,3 исп. 1 Производительность - 20000 куб. м/ч | 2 |
3.2.2 | Электродвигатель | В180М6 Мощность - 18,5 кВт Количество оборотов - 970 об./мин. | 3 |
3.2.3 | Фильтр- краскопоглотитель | Paint-stop Класс фильтра - G4 (EU4) Эффективность Am - 98...99% Общая площадь - 40,04 куб. м Плотность - 350 гр/куб. м Толщина - 100 мм | 2 линии |
3.3 | Освещение камеры | ||
3.3.1 | Светильник | AVN-236EB исп. 113GD EEx nA11T5 IP-65 Т 105 °С Мощность лампы - 36 Вт Напряжение питания светильника - 220 В Суммарная мощность светильников 3,6 кВт | 50 |
3.4 | Ворота камеры | Габаритные размеры проема ворот В х Н - 5200 х 5600 мм МАХ габариты окрашиваемого изделия - 3103 х 4433 х 14740 мм | 1 |
3.4.1 | Электропривод ворот | ATI A5000/5100 | 2 ком- плекта |
3.5 | Площадка подъемная трехкоординатная | Паспорт И3.482.00.00.000ПС Направление движения - вверх-вниз, влево-вправо, поворот МАХ высота подъема площадки от уровня пола - 4 +/- 0,2 м Способ управления перемещением - ручной Скорость перемещения площадки (вертикальная) - 5 м/мин. Скорость перемещения площадки (горизонтальная) - 14 м/мин. Расход воздуха - 2 куб. м/мин. Грузоподъемность - 150 кг | 2 |
3.5.1 | Пневмодвигатель с редуктором для верти- кального перемещения | n/дв. - MRV 040 B5 D71 редуктор - 24М-63-80-56-1-2-2-У2-С | 2 |
3.5.2 | Пневмодвигатель с ре- дуктором для горизон- тального перемещения | n/дв. - MRV 040 B5 D71 редуктор - 24М-63-50-51-1-2-2-У2-С | 2 |
3.6. | Система подачи пара (КЭП-1) | Мощность - 250 кВт | 1 |
3.7 | Система автоматиче- ского пожаротушения | 1 | |
3.8 | Электрическая система с автоматическим регулированием режима сушки | 1 | |
3.9. | Система газового анализа | 1 | |
3.10 | Пневмооборудование | 1 | |
3.11 | Аппарат безвоздушного распыления с пневма- тическим приводом | President 30:1 | 2 |
3.12 | Ручной краскораспылитель | F1CARM системы HVLP (HPS) с использованием сжатого воздуха | 2 |
3.13 | Краскораспылитель с нижним расположением бачка (пневматический) | СО-19В | 2 |
4 | Отделение по подго- товке и нанесению трафаретов на вагоны | 1 | |
4.1 | Железнодорожный путь | 1 | |
4.2 | Площадка подъемная трехкоординатная | 1 | |
4.3 | Стеллажи для трафаретов | 2 | |
4.4 | Краскораспылитель с нижним расположением бачка (пневматический) | СО-19В | 6 |
4.5 | Калорифер | 2 | |
5 | Лакокрасочное отделение | 1 | |
5.1 | Отделение приготовления красок | 1 | |
5.1.1 | Чашечный вязкозиметр (с ручкой) | ВЗ-246 | 1 |
5.1.2 | Весы | CAS ND-300E | 1 |
5.2 | Кладовая красок | 1 | |
6 | Комната отдыха | 1 | |
7 | Отделение подготовки воздуха и пара | 1 | |
7.1 | Котел электрический паровой | КЭП-100.8010.013 Инструкция по эксплуатации 00.8010.013И3 | 1 |
7.2 | Компрессор винтовой | ДЕН-75Ш | 1 |
8 | Электрощитовая | 1 | |
9 | Кладовая | 1 | |
10 | Раздевалка | 1 | |
11 | Санузел | 1 | |
12 | Помещение венткамер окрасочно- распылительной, сушильной камеры | 1 | |
13 | Помещение венткамер дробеочистной камеры | 1 | |
14 | Комната мастера | 1 | |
14.1 | Гребенка | 1 - 1000 мкм | 3 |
14.2 | Эталон шероховатости поверхности | Elcometer 125-2-S (grit) | 2 |
14.3 | Толщиномер покрытий | Elcometer A456 Fl-Basic Integral | 1 |
14.4 | Шведский стандарт | ISO 8501-1 SIS 055900 ISO 8501-2 SIS 055900 | 2 тома |
14.5 | Режущий плоттер | Graphtec FC8000-100 | 1 |
14.6 | Компьютер | 1 | |
15 | Воздушно-тепловые завесы | 4 |

Рисунок Г.2. Типовая схема расстановки технологических
систем и оборудования окрасочно-сушильной камеры на участке
подготовки и окрашивания грузовых вагонов депо

Рисунок Г.3. Типовая схема расстановки технологических
систем и оборудования дробеочистной камеры на участке
подготовки и окрашивания грузовых вагонов депо
(справочное)
ГРУНТОВКИ, АНТИКОРРОЗИОННЫЕ СОСТАВЫ
Наименование и марка | Нормативный документ |
Грунтовая краска ЦИНОЛ-СВ антикоррозионная цинконаполненная | ТУ 2313-012-12288779-99 |
Грунтовка Темавелд ЗСМ модифицированная цинксиликатная ("Тиккурила") | Т/с NREF No TKF0001 |
Грунтовая краска ДГ 10-9121/0 эпоксидная с цинковой пудрой ("Ланквитцер Лакфабрик") | Т/с 210/33 |
Грунтовка ВГ-28 эпоксидная | ТУ 6-00-05807983-139-94 |
Грунтовка Праймер 28 ЭК эпоксидная | ТУ 2312-062-31953544-2007 |
Грунтовка Эмлак Праймер 65 эпоксиэфирная | ТУ 2312-027-31953544-2006 |
Грунтовка ЭФ-065 эпоксиэфирная | ТУ 2312-001-31953544-00 |
Грунтовка ПФ-0244 пентафталевая | ТУ 2313-029-48972729-2003 |
Грунтовка "ЯрЛИ" ПФ-0294 пентафталевая | ТУ 2312-284-21743165-2005 |
Грунтовка ГФ-0119 Кронос глифталевая | ТУ 2312-080-20504464-2003 |
Грунтовка Вега-ЖД пентафталевая быстросохнущая | ТУ 2312-013-23076885-2003 |
Грунтовка "Снеж-ПРО 011М" алкидная модифицированная быстросохнущая | ТУ 2313-009-65119126-2004 |
Грунтовка Ростекс-супер алкидная ("Тиккурила") | Т/с NREF No TKF0001 |
Грунтовка "ЯрЛИ" ЭП-0282 эпоксидная цинкофосфатная антикоррозионная | ТУ 2312-293-21743165-2002 |
Грунтовка Темапрайм ЕЕ алкидная ("Тиккурила") | Т/с NREF No TKF0001 |
Грунтовка "Цинкас М" цинконаполненная антикоррозионная | ТУ 2310-012-50316079-2003 |
Грунтовка ХС-059 на сополимере винилхлорида с винилацетатом | |
Грунтовка ХС-068 на сополимере винилхлорида | |
Грунтовка "Аквасплит-ЖД" водно-дисперсионная | ТУ 2316-027-31953544-2008 |
Грунтовка ХС-010 на сополимере винилхлорида | ТУ 2313-031-20504464-2001 |
Грунтовка Уретан-Антикор полиуретановая | ТУ 2312-001-54743950-00 |
Грунтовка Аутокоат БТ 100 Шасси Праймер 1К алкидная ("Акзо Нобель") | Т/с 935332/5 ISO 9001 |
Грунтовка "ЯрЛИ" ЭП-0287 эпоксидная антикоррозионная | ТУ-6-27-211-2001 |
Грунтовка "ЯрЛИ" ЭП-0289 эпоксидная химически стойкая | ТУ-6-27-229-2001 |
Грунтовка "Виникор 061" ЖД винилово-эпоксидная | ТУ 2312-001-31962750-2000 |
Грунтовка ХС-04 на сополимере винилхлорида | - |
Грунтовка Праймер АУ Корунд алкидно-уретановая | ТУ 2312-060-72311668-2007 |
Грунтовка АУ-0179 алкидно-уретановая | ТУ 2313-179-00209711-2005 |
Грунтовка "Алур" алкидная (СП "ЛОК КОЛОР СИНТЕЗ") | Т/с N 65-16066046-11:2005 |
Грунтовка "Праймер Пентакрил ЖД" алкидно- акриловая | |
Грунтовка "Кронос-Спринт" алкидная быстросохнущая | ТУ 2312-047-20504464-2002 |
Грунтовка-преобразователь ржавчины "Кронос" водно-дисперсионная | ТУ 2316-050-20504464-2002 |
Грунтовки "Уникор ЖД" и "Уникор К" водно-дисперсионные акрилатные | ТУ 2316-002-0-31953544-96 |
Состав антикоррозионный "Гермокрон ЖД" каучуково-смоляной | ТУ 2313-045-20504464-2002 |
Состав антикоррозионный "Гермокрон Аква" каучуково-смоляной | ТУ 2513-008-20504464-99 |
Грунтовка Хелиос 2К EZP эпоксидная | Т/с 18524 АО "Хелиос" |
Наименование и марка | Нормативный документ |
Краска Темакоут ХБ 30 эпоксидная ("Тиккурила") | Т/с NREF No TKF0001 |
Краска Темабонд СТ 300 эпоксидная ("Тиккурила") | Т/с NREF No TKF0001 |
Грунт-эмаль ХС-500 антикоррозионная | ТУ 2332-508-0-05034239-2000 |
Грунт-эмаль Эмакоут 7320 ЖД алкидно- сополимерная | - |
Грунт-эмаль АУ-1-201 алкидно-уретановая | ТУ 2312-201-00209711-2007 |
Грунт-эмаль ВС-7130 ЖТ алкидно-виниловая | ТУ 2313-183-21743165-2008 |
Эмаль "Локомотив" алкидно-уретановая | ТУ 2312-005-56421682-2007 |
Эмаль АУ Корунд алкидно-уретановая | ТУ 2312-049-72311668-2006 |
Эмаль АУ "Вега ЖД" алкидно-уретановая | ТУ 2312-016-23076885-05 |
Эмаль Эпотрэйн алкидно-уретановая | ТУ 2312-055-00204211-2007 |
Эмаль "Кронос-Драйв" алкидно-уретановая | ТУ 2312-101-20504464-2005 |
Эмаль "Пентакрил ЖД" алкидно-уретановая | ТУ 2312-068-00205430-2006 |
Эмаль "Снеж-ПРО 111 МУ" алкидно-уретановая быстросохнущая | ТУ 2312-008-65119126-2006 |
Эмаль "Промос ПС" алкидно-уретановая | ТУ 2312-017-31953544-00 |
Эмаль "ЯрЛИ" ПФ-1315 алкидно-уретановая | ТУ 1213-305-21743165-2002 |
Эмаль "ЯрЛИ" АС-1280 алкидно-акриловая | ТУ 2316-108-21743165-2002 |
Эмаль "Стрела МД" алкидно-силиконовая | ТУ 2312-003-49404743-2006 |
Эмаль "Экспресс" алкидно-уретановая | ТУ 2312-031-54651722-2002 |
Эмаль "Алур" алкидно-уретановая | Т/с N 64 16066046-11:2005 |
Эмаль "АКРЭМ-Уретал" водно-дисперсионная алкидно-уретановая | ТУ 2316-019-31953544-2001 |
Эмаль "АКРЭМ-Металл" водно-дисперсионная акрилатная | - |
Эмаль АУ-1518 "Универсал Люкс" алкидно- уретановая | ТУ 3212-148-00209711-2007 |
Эмаль ХВ-16 перхлорвиниловая | ТУ 6-10-1301-83 |
Эмаль ХВ-113 перхлорвиниловая | |
Эмаль ХВ-110 перхлорвиниловая | |
Эмаль ХС-710 сополимерная | ТУ 6-10-1227-77 |
Эмаль ХС-119 сополимерная | - |
Эмаль ХС-558 сополимерная | - |
Эмаль ХС-759 сополимерно-винилхлоридная | |
Эмаль ХВ-785 перхлорвиниловая | |
Краска "ЯрЛИ" ВД-АК-1309 ЖД водно- дисперсионная акрилатная | - |
Полиуретановый комплекс ХАРДТОП ФЛЕКСИ (HARDTOP FLEXI) (ООО "Иотун Пэйнтс") | - |
Эмаль Хелиос 2К PUR 3:1 | Т/с 18560 |
Эмаль "Эматон-Аква" водно-дисперсионная акрилуретановая | ТУ 2316-028-31953544-2008 |
Эмаль ЭП-439 С эпоксидная атмосферо- и химстойкая | ТУ 2312-042-05034239-94 |
Эмаль ЭП-5287 эпоксидная химстойкая | ТУ 2312-006-07529945-99 |
Эмаль "ЯрЛИ" ЭП-1302 эпоксидная атмосферо- и химстойкая | ТУ-6-27-231-2001 |
Эмаль "ЯрЛИ" ЭП-5308 эпоксидная | ТУ-6-27-23 0-2002 |
Эмаль "ЯрЛИ" ЭП-5301 эпоксидная | ТУ-6-27-97-97 |
Грунт-эмаль Биотекс-41 | ТУ 2312-003-42968112-01 |
Эмаль Темалайн ФВ эпоксидная ("Финкраска ФК") | Т/с NREF No TKF0001 |
Эмаль "Виникор 62" сополимерная | ТУ 2312-001-54359536-2003 |
Эмаль Миралкид 90 алкидная ("Тиккурила") | Т/с NREF No TKF0001 |
Эмаль Темалак МЛ 90 алкидная ("Финколор") | Т/с NREF No TKF0001 |
Эмаль Аутокоат БТ 100 1К Топкоат эпоксидная ("Акзо Нобель") | Т/с 935332/5 ISO 9001 |
Эмаль "Виникор-62" ЖД винилово-эпоксидная | ТУ 2312-001-54359536-2003 |
МАСТИКИ
Наименование и марка | Нормативный документ |
Мастика Изомаст водно-дисперсионная акрилатная | ТУ 2316-018-31953544-2004 |
Мастика "ЯрЛИ" ВД-АК-5 водно-дисперсионная акрилатная | ТУ 2332-110-21743165-2008 |
Шумоизоляционный антикоррозионный материал на водной основе "Прим БарьерW" | ТУ 2316-018-53945212-2007 |
Мастика антикоррозионная вибропоглощающая "Демпфи" | ТУ 2332-106-20504464-2005 |
Защитный пенетрирующий состав "Прим Боди" | ТУ 2458-013-53945212-03 |
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Наименование и марка | Нормативный документ | Область использования |
Растворители, разбавители, средства для обезжиривания | ||
Уайт-спирит | Растворители к грунтовкам и алкидным материалам (глифталевым и пентафталевым) | |
Скипидар | ||
Ксилол | Растворитель к эпоксидным материалам | |
Растворитель 646 | Растворитель к нитроцеллюлозным и эпоксидным материалам | |
Растворитель Р4 | ||
Ацетон | Для ручной очистки от грязи, масложировых загрязнений и для обезжиривания перед окрашиванием | |
Нефрас-С50/170 | ||
Бензин | ТУ 0251-006-16309716-99 | |
Технические моющие средства | Для моечных машин (струйных и погружных) | |
Эффект | ТУ 2381-001-76429148-2006 | |
ВУК-Ф | ТУ 2499-002-31559149-2007 | |
Техно Чист | ТУ 2381-001-09801575-2007 | |
ВЕГА-Н | ТУ 2499-012-71462031-2007 | |
РЕИС-О | ТУ 2499-001-54146467-2007 | |
Темп-100Д | ТУ 38.10775-87 | |
HD Extra (жидкость) | Т/с-1/2009 | Для моечных машин (струйных и погружных) |
ТОР-ХС | ТУ 2389-049-74827784-2009 | |
Транс-Пол | ТУ 2380-013-18274330-2010 | |
Смывки | Для химической очистки металлических и деревянных поверхностей от лакокрасочных материалов | |
сд | ТУ 6-10-1088-76 | |
СП-6 | ТУ 6-10-641-79 | |
СП-7 | ТУ 6-10-923-97 | |
АФТ-1 | ТУ 6-10-1202-76 | |
СПС-1 | ТУ 6-10-1461-74 | |
Деструктор | ТУ 2388-001-23766420-99 | |
APS-A | ТУ 2319-002-78125300-2006 | |
APS-E | ТУ 2319-003-78125300-2006 | |
APS-M | ТУ 2319-001-54871731-2005 | |
ЯрЛИ СМУ, ЯрЛИ СМУ-В | ТУ 2319-096-21743165-2005 | |
Прочие материалы | ||
Технические салфетки | ТУ 8396-018-00319032-96 | Для протирки поверхностей |
Шкурка шлифо- вальная водо- стойкая, зернис- тость 8 и 10 | Для очистки и шлифования металлических и деревянных поверхностей | |
(рекомендуемое)
МЕХАНИЗИРОВАННЫЙ ПНЕВМО- И ЭЛЕКТРОИНСТРУМЕНТ
┌─────────┬───────┬─────────┬──────┬───────────────┬──────────────────────┐
│ Модель, │Диаметр│Мощность,│Масса,│ Габарит, мм │Изготовитель-поставщик│
│ марка │рабочей│ кВт │ кг │ │ │
│ │части, │ │ │ │ │
│ │ мм │ │ │ │ │
├─────────┼───────┼─────────┼──────┼───────────────┼──────────────────────┤
│МПС-2222Ш│75 │0,3 │2,0 │220 х 96 х 120 │Россия, 198095, │
│МПС22ПШ │100 │1,4 │4,5 │475 х 110 х 160│г. С.-Петербург, │
│МПС22ПК1 │200 │1,4 │3,5 │445 х 77 х 96 │ул. Промышленная, │
│ │ │ │ │ │д. 7, ППФ "Судомех" │
├─────────┼───────┼─────────┼──────┼───────────────┼──────────────────────┤
│ИП2106 │180 │1,2 │3,25 │350 х 200 х 140│171280, г. Конаково, │
│ │ │ │ │ │з-д механизированных │
│ │ │ │ │ │инструментов │
├─────────┼───────┼─────────┼──────┼───────────────┼──────────────────────┤
│GBR14C │125 │1,4 │2,5 │- │Германия, фирма ТОО │
│ │ │ │ │ │"Роберт Бош" │
│ │ │ │ │ │г. Москва, │
│ │ │ │ │ │Новочеремушкинская, 61│
│ │ │ │ │ │т.: (095) 128-8133 │
├─────────┼───────┼─────────┼──────┼───────────────┼──────────────────────┤
│DCX │127 │- │1,5 │75 х 240 │NATIONAL-DETROIT, IHC │
│DE/50370 │ │- │1,6 │232 х 95 │(США) │
│ │ │ │ │ │121357, Москва, │
│ │ │ │ │ │ул. Вересковая, д. 5Б │
│ │ │ │ │ │т.: (095) 440-038 │
├─────────┼───────┼─────────┼──────┼───────────────┼──────────────────────┤
│G12SA │115 │- │- │1,4 │ШТАСШ АККС-Поставщик │
│ │ │ │ │ │(495) 955-1702 │
└─────────┴───────┴─────────┴──────┴───────────────┴──────────────────────┘
ИНСТРУМЕНТ ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ВРУЧНУЮ
Наименование инструмента | Поставщик | Адрес |
Кисти, металлические щетки, щетки для очистки и мытья грубых поверхностей, валики | Славянский дом | 125130, Москва, ул. Приорова, д. 30 т.: (095) 156-2215, (095) 156-2315 |
Средства для очистки и соскабливания, кисти, валики | ПАПА АО "Стройинструмент" | 113184, Москва, Малый Татарский, д. 6 т.: (095) 951-5839, 951-1384, 951-4183 |
ОБОРУДОВАНИЕ ДЛЯ СТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ
Модель, марка | Объем камеры для чистящего материала, л | Давление сжатого воздуха, МПа | Производи- тельность очистки, кв. м/ч | Масса, кг | Габариты, мм | Изготовитель- поставщик |
Дробеструйный аппарат-пистолет "Вихрь-2" с закрытой струей дроби | 3,0 | 0,5 - 0,7 | 0,5 - 0,8 | 4,5 | 850 х 250 х 400 | ЦНИИ технологии судостроения, 198095, г. С.-Петербург, ул. Промышленная, д. 7 т.: (812)186-1600, 186-0459 |
Дробеструйный аппарат "Буран" с закрытой струей дроби | 35 | 0,5 - 0,7 | 7 - 10 | 340 | 1100 х 730 х 2000 | |
Струйно- абразивный аппарат ОСА-25 с открытой струей абразива | 24,9 | 0,5 - 0,7 | 8 - 10 | - | 780 х 680 х 1100 | |
Установка абразивно- струйная эжекторного типа И-30 | 30 | 3,5 - 7 | 3 | 35 | 55 х 55 х 30 | Россия, Поставщик ЗАО "Эконика- Техно", Москва, Аллея 1-й Маевки, д. 15 т.: (095)374-9889, 374-9988 |
Аппарат абразивоструйный DBS-100RC DBS-200RC | 100 200 | 0,35 - 1,2 | 5 - 25 | Данных нет | Данных нет | ООО "Уралгрит Оборудование", г. Екатеринбург, ул. Альпинистов, д. 57 т.: 263-82-06, 216-86-07 |
Камера дробеочистная механизированная | - | - | - | - | Под заказ | ЗАО "АЭРОЛИТ", 644123, г. Омск-123, а/я 7880 тел./факс: (3812) 466-084 ООО "Специальные Технологии и машины", 644039, г. Омск, ул. 1-го Мая, д. 74 |
МОЕЧНЫЕ УСТАНОВКИ ВЫСОКОГО ДАВЛЕНИЯ
Модель | Рабочее давление, МПа | Расход воды, л/мин. | Напряжение питания, В | Мощность двигателя, кВт | Масса, кг |
Klinett: без подогрева воды 253-К | 17 | 16,2 | 380 | 4,6 | 80 |
с подогревом воды | 16 | 16,2 | 380 | 4 | 180 |
стационарные (без подогрева воды) 653-S | 17 | 16,2 | 380 | 4 | 60 |
Oertzen: водо-пескоструйные моечные агрегаты 380 E | 38 | 11,6 - 22 | 380 | 16,6 | 154 |
мойки, работающие с холодной водой, 310 X | 13 | 10 | 220 | 3,1 | 29 |
Karcher: без нагрева HP 790 S | 1,0 - 15,0 | 2,5 - 12,5 | 380 | 4,7 | 25,5 |
с нагревом от дизель- ной горелки HDS 557 Ci | 3,043,0 | 4,8 - 9,2 | 220 | 3,3 | 85 |
с электронагревом H-DS 801 E | 3,0 - 17,0 | 5,0 - 12,5 | 380 | 5,6 + 24 | 100 |
Stihl: STIHL RE 260 K | 1,0 - 14,0 | 0,5 | 230 | 3,2 | 22,5 |
STIHL RE 310 K | 3,0 - 13,5 | 10,8 | 230 | 3,6 | 42 |
STIHL RE 340 K | 1,0 - 18,5 | 15,5 | 400 | 6,5 | 43 |
Einhell: HT 3000F | 12 | 8 | 230 | 2,2 | - |
HT 4000F | 12 | 8 | 230 | 2,6 | - |
Kranzle без нагрева воды: 3200 TST | 1 - 18 | 19 | 380 | 7,5 | 82 |
3250 TST | 1 - 22 | 13 | 380 | 7,5 | 82 |
3270 TST | -25 | 5 | 80 | 7,5 | 82 |
Kranzle с нагревом воды: Them 750 | до 15 | 12,5 | 380 | 3,3 | 200 |
Them 890 | до 19 | 14,8 | 380 | 5,5 | 220 |
(рекомендуемое)
Ж.1 Типовая планировка краскозаготовительного отделения приведена на рисунке Ж.1 и в таблице Ж.1.

1, 12, 14, 20 - вентиляторы; 2 - стол с весами; 3 - вытяжной шкаф; 4 - сушильный шкаф; 5, 6 - лабораторные столы; 7 - шкаф для хранения кистей, валиков и прочего мелкого инвентаря; 8 - мелкая фасовка; 9, 10 - тележка с флягой; 11 - насос; 13 - умывальник; 15 - мерник; 16 - краскомешалка; 17 - краскотерка трехвальная; 18 - стол для приготовления шпатлевки; 19 - стеллаж; 21 - шкаф для хранения лакокрасочных материалов; 22 - весы платформенные.
I - кладовая текущего запаса лакокрасочных материалов; II - лаборатория; III - тамбур; IV - краскозаготовительный участок.
Рисунок Ж.1. Типовая планировка
краскозаготовительного отделения
Таблица Ж.1
КРАСКОЗАГОТОВИТЕЛЬНОГО ОТДЕЛЕНИЯ
Обозн. | Наименование помещений | Размеры, м | Площадь, кв. м |
I | Кладовая текущего запаса ЛКМ | 5 х 7 | 35 |
II | Лаборатория | 4 х 5 | 20 |
III | Тамбур | 7 х 2 | 14 |
IV | Краскозаготовительный участок | 10 х 6 | 60 |
Ж.2 Оборудование краскозаготовительного отделения
Ж.2.1 Краскозаготовительное отделение должно быть оборудовано краскосмесительными баками с мешалками, баками-мерниками для растворителей с показаниями уровня жидкости, фильтрами и насосами для перекачивания лакокрасочных материалов, установками или переносными пневматическими мешалками для перемешивания лакокрасочных материалов, находящихся в бочках, резервуарах, флягах и др.
Ж.2.2 Контроль качества лакокрасочных материалов и покрытий осуществляется лабораторией, которая должна быть оборудована лабораторными столами, вытяжным шкафом, весами и контрольно-измерительными приборами.
Ж.2.3 Перечень основного и лабораторного оборудования краскозаготовительного отделения приведен в таблице Ж.2. Кроме указанного в таблице оборудования, в краскозаготовительном отделении должны быть необходимые приборы для контроля качества лакокрасочных материалов и покрытий, ведра, ковши, воронки, кружки, инвентарная посуда, совки, шпатели, кисти, валики, лопаты, скребки, ветошь и пр.
Таблица Ж.2
ОСНОВНОЕ И ЛАБОРАТОРНОЕ ОБОРУДОВАНИЕ
КРАСКОЗАГОТОВИТЕЛЬНОГО ОТДЕЛЕНИЯ
Наименование | Назначение | Кол. | Характеристика |
Краскомешалка монтируется на металлической раме, установленной на полу | Перемешивание лакокрасочных материалов с растворителем или разбавителем | Цилиндрический бак из листовой стали со съемной крышкой, скрепленной с баком откидными болтами. Внутри бака - четырехлопастная пропеллерная мешалка. Объем бака 50 л. Частота вращения мешалки 415 об./мин. Продолжительность перемешивания 20 - 30 мин. Размеры: 1080 х 640 х 1018 мм; масса 179 кг | |
Переносная пневматическая мешалка | Периодическое переме- шивание лакокрасочных материалов в открытых резервуарах объемом 40 - 50 л | 2 | Тип МП-2. Частота вращения 600 - 1000 об./мин. Размеры: 780 х 256 х 62 мм; масса 4,5 кг |
Мерник для растворителя | Измерение объема растворителя | 3 | Цилиндрический сосуд из листовой стали. Объем 20 л; высота 754 мм; диаметр 256 мм |
Пластичный фильтр тонкой очистки | Фильтрование лакокрасочных материалов | 10 | Тип ФДЖ-50 |
Насос шестеренчатый | Перекачивание лакокра- сочных материалов | 1 | Тип Р3-3 |
Шкаф металлический | Хранение лакокрасочных материалов | 1 | Размеры: 1500 х 680 х 1700 мм; масса 208 кг |
Шкаф для лабораторных работ | Испытание лакокрасочных материалов и покрытий | 1 | Размеры: 900 (глубина) х 1150 х 2030 мм |
Стол для лабораторных работ | То же | 1 | Размеры: 1200 х 800 х 800 мм |
Шкаф для спецодежды | Хранение спецодежды | 3 | Размеры по количеству работающих |
Шкаф для инвентаря | Хранение мелкого инвентаря | 2 | Размеры: 600 (глубина) х 1150 х 2030 с перегородками и полками |
Рабочий стол | Для работ, связанных с приготовлением лако- красочных материалов | 1 | Размеры: 1600 х 800 х 700 мм |
Весы десятичные платформенные | Взвешивание лакокрасочных материалов | 1 | Грузоподъемность 300 кг |
Весы тарелочные | То же | 1 | Грузоподъемность до 10 кг |
Тележки с подъемной платформой | Перевозка лакокрасочных материалов | 3 | Грузоподъемность 300 кг |
Бачки закрытые развозные | Перевозка лакокрасоч- ных материалов к месту потребления | 10 | Цилиндрические бачки из листовой стали. Объем 30 л; высота 400 мм; диаметр 330 мм |
(рекомендуемое)
КОМПРЕССОРЫ
┌──────────────┬─────────┬───────────┬─────────┬─────────┬─────────────────────┐
│ Вид и марка │ Рабочее │Производи- │Мощность,│Масса, кг│ Производитель, │
│ оборудования │давление,│тельность, │ кВт │ │ поставщик │
│ │ МПа │куб. м/мин.│ │ │ │
├──────────────┼─────────┼───────────┼─────────┼─────────┼─────────────────────┤
│Индустриальные│ │ │ │ │Производитель: │
│компрессоры │ │ │ │ │"Fiac", Италия; │
│"Fiac" │ │ │ │ │Поставщик: │
│- серии CCS │1,0 │0,25 - 0,3 │2 - 3 │от 40 │ООО "Пневмо-Электро",│
│- серии AB │1,0 │0,3 - 1,1 │3 - 7,5 │70 - 270 │Россия, 194100, │
│- серии ABV │1,0 │0,5 - 0,8 │4 - 7,5 │160 - 200│г. С.-Петербург, │
│- серии ABT │1,0 │0,8 - 2,1 │6 - 20 │160 - 250│ул. Курчатова, д. 6; │
│ │ │ │ │ │т.: (812) 247-20-85, │
│ │ │ │ │ │ф.: 247-59-74 │
├──────────────┼─────────┼───────────┼─────────┼─────────┼─────────────────────┤
│Поршневые │ │ │ │ │Производитель: │
│компрессоры: │ │ │ │ │"ABAS Area │
│- серии 01-F1 │0,8 │ │1,1 - 2,2│ │Compressa", Италия; │
│- маломощные, │ │ │ │ │Поставщик: │
│безмасляные │ │ │ │ │ЗАО "Эконика-Техно", │
│- серии NV, ND│0,9 │ │1,4 - 2,2│ │Россия, 111395, │
│- большой │ │ │ │ │г. Москва, аллея │
│мощности, │ │ │ │ │Первой маевки, д. 15;│
│масляные │ │ │ │ │т.: (495) 374-67-51, │
├──────────────┼─────────┼───────────┼─────────┼─────────┤374-99-88, 374-98-89;│
│Поршневые │до 1,0 │0,5 - 2,4 │3 - 15 │ │ф.: 252-76-09; │
│компрессоры │ │объем реси-│ │ │ТД "Внештехконтракт",│
│серии ВК и │ │вера 270 - │ │ │Россия, т.: (495) │
│Tandem │ │1000 л │ │ │973-33-35, 978-32-23;│
├──────────────┼─────────┼───────────┼─────────┼─────────┤ф.: 973-33-43 │
│Роторные │до 1,0 │0,9 - 6,5 │7 - 45 │ │ │
│компрессоры │ │ │ │ │ │
├──────────────┼─────────┼───────────┼─────────┼─────────┼─────────────────────┤
│Винтовые │0,7/1,0/ │6,0 - 12,0/│75 │ │Производитель и │
│компрессоры │1,3 │4,85 - 9,7/│ │ │поставщик: │
│ДЭН-75Ш │ │3,9 - 7,8 │ │ │Челябинский компрес- │
│ │ │ │ │ │сорный завод, │
│ │ │ │ │ │Россия, 454085, │
│ │ │ │ │ │г. Челябинск, │
│ │ │ │ │ │пр. Ленина, 2-6, │
│ │ │ │ │ │а/я 8814; │
│ │ │ │ │ │тел.: (351) │
│ │ │ │ │ │775-10-20, 239-90-30 │
├──────────────┼─────────┼───────────┼─────────┼─────────┼─────────────────────┤
│Промышленные и│0,8 - 1,6│0,2 - 1,1 │1,1 - 8 │30 - 380 │Производитель: 1 │
│передвижные │ │объем │ │ │"Emera", │
│поршневые │ │ресивера 24│ │ │Беларусь - Италия; │
│компрессоры │ │- 500 л │ │ │Поставщик: │
├──────────────┼─────────┼───────────┼─────────┼─────────┤ООО "Станкоторговая │
│Винтовые │0,8 - 1,3│1,0 - 5,5 │7,5 - 37 │230 - 540│фирма ПАН", Россия, │
│компрессоры │ │объем │ │ │г. Москва, │
│ │ │ресивера до│ │ │2-ой пр-д Петрова │
│ │ │500 л │ │ │Поля, д. 5; │
│ │ │ │ │ │т./ф.: (495) │
│ │ │ │ │ │176-95-42, 306-91-82 │
├──────────────┼─────────┼───────────┼─────────┼─────────┼─────────────────────┤
│Мембранные │0,3 - 0,7│объем │1 - 1,5 │до 32 │Производитель: 1 │
│компрессоры │ │ресивера до│ │ │"De Fynik", Испания; │
│ │ │6 л │ │ │Поставщик: │
├──────────────┼─────────┼───────────┼─────────┼─────────┤ООО "ТЕКСА", Россия, │
│Диафрагменные │0,3 - 0,7│объем │1 - 1,5 │до 32 │129085, Москва, │
│компрессоры │ │ресивера до│ │ │Звездный б-р, 19, │
│ │ │25 л │ │ │оф. 1010; │
│ │ │ │ │ │т./ф.: 232-04-82, │
│ │ │ │ │ │217-40-26, 217-40-80 │
├──────────────┼─────────┼───────────┼─────────┼─────────┼─────────────────────┤
│Установки │0,6 - 0,8│0,5 - 0,6 │4,0 - 5,5│130 - 160│Производитель: │
│компрессорные │ │объем │ │ │3-д "Строительно- │
│серии СО, │ │ресивера │ │ │отделочные машины", │
│передвижные │ │50 - 120 л │ │ │Литва; │
│ │ │ │ │ │Поставщики: │
│ │ │ │ │ │Торговый дом │
│ │ │ │ │ │"Строительно- │
│ │ │ │ │ │отделочные машины", │
│ │ │ │ │ │Литва, │
│ │ │ │ │ │LT-2048, Вильнюс, │
│ │ │ │ │ │ул. Думу, д. 3; │
│ │ │ │ │ │т.: (3705) 267-06-37,│
│ │ │ │ │ │ф.: 267-08-05 │
│ │ │ │ │ │ООО "Сигма-Си", │
│ │ │ │ │ │432042, г. Ульяновск,│
│ │ │ │ │ │Московское шоссе, 17;│
│ │ │ │ │ │т./ф.: (8422) │
│ │ │ │ │ │63-99-15, 63-56-96 │
├──────────────┼─────────┼───────────┼─────────┼─────────┼─────────────────────┤
│Профессиональ-│до 1,6 │до 2,5 │до 18,5 │до 800 │Производитель: │
│ные поршневые │ │объем │ │ │"Jnderssol-Rand", │
│компрессоры │ │ресивера до│ │ │Италия; │
│(мод. E3, NL, │ │500 л │ │ │Поставщик: ЗАО │
│AE, OL, ES) │ │ │ │ │Итальянская торговая │
├──────────────┼─────────┼───────────┼─────────┼─────────┤организация, Россия, │
│Винтовые │до 1,4 │до 40,0 │до 250 │до 5000 │125190, Москва, │
│компрессоры │ │ │ │ │ул. Балтийская, │
│серии "SSP" и │ │ │ │ │д. 14, 6 этаж; │
│"Sierra" │ │ │ │ │тел.: (495)155-46-00,│
│ │ │ │ │ │155-42-80, 155-44-53 │
└──────────────┴─────────┴───────────┴─────────┴─────────┴─────────────────────┘
ПРИБОРЫ И СРЕДСТВА АВТОМАТИЗАЦИИ
Вид и марка оборудования | Рабочее давление, МПа | Производи- тельность, куб. м/мин. | Мощность, кВт | Масса, кг | Производитель, поставщик |
Осушители сжатого воздуха, поступающего от компрессора типа ОСВ (мод. ОСВ-5, ОСВ-15, ОСВ-50) | 0,8 | 5 - 50 | 95 - 99,5 | 50 - 3300 | Производитель: НПП "Экси", Россия; Поставщик: НПП "Экси", Россия, пос. Селятино, Моск. обл.; т./ф.: (495) 436-57-14, т.: (096342) 53-81 |
Фильтры типа ФВО со сменны- ми фильтрующи- ми элементами | 0,8 | 2,5 - 3,0 | до 0,3 | ||
Автоматические узлы слива конденсата АУС | 0,8 | 1,0 - 3,0 | 40 - 60 | ||
Магистральные влагоотделите- ли | 0,8 | до 6,0 | 140 - 570 | ||
Фильтры-регу- ляторы сжатого воздуха серии DVER (мод. DVER-5, DVER-6, DVER-7) для очистки от пыли, масла и влаги | до 1,0 | 3,2 - 3,6 | 0,1 - 0,003 | 4,3 - 6,7 | Производитель: "JTW-Binks", США; Поставщик: ООО "ЕВРОПРОЕКТ", Россия, 127018, г. Москва; т.: (495) 289-84-84, 289-00-23; ф.: 289-53-11 |
Фильтры для очистки сжатого воздуха (мод. 707F, F07C, F88M) | до 1,0 | 2,0 - 8,0 | 99 - 100 | Производитель: "SHARPE", Поставщик: ЗАО "MGera Spalva", Литва, т./ф.: (3702) 308-072 Автолак - оф. дистрибьютор, 121357, Москва, ул. Верейская, д. 5Б, тел.: (495)440-03-84, 440-02-54, 440-04-75 | |
Фильтры, сепараторы, охладители, осушители, дренажные устройства для слива конденсата | Производитель: "Taiver", Италия; Поставщик: ЗАО "Эконика-Техно", Россия, 111395, г. Москва, аллея Первой маевки, д. 15; т.: (495) 374-67-51, 374-99-88, 374-98-89; ф.: 252-76-09 | ||||
Воздухоочисти- тели серии СО для очистки сжатого воздуха от пыли, масла и влаги при небольших объемах работ | до 6,0 | 0,51 | 90 | 3,2 | Производитель: З-д "Строительно- отделочные машины", Литва; Поставщики: Торговый дом "Строительно- отделочные машины", Литва, LT-2048, Вильнюс, ул. Думу, д. 3; т.: (3705) 267-06-37, ф.: 267-08-05 ООО "Сигма-Си", 432042, г. Ульяновск, 17; т./ф.: (8422) 63-99-15, 63-56-96 ООО "Сигма-Си", 432042, г. Ульяновск, Московское шоссе, 17; т./ф.: (8422) 63-99-15, 63-56-96 |
(рекомендуемое)
ОБОРУДОВАНИЕ ДЛЯ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
┌──────────────────┬─────────┬────────┬──────────┬──────────┬──────┬───────────────────┐
│ Вид и марка │Давление │ Макс. │Производи-│Объем ре- │Масса,│ Производитель, │
│ оборудования │питающего│давление│тельность │зервуара, │ кг │ поставщик │
│ │воздуха, │на ЛКМ, │(куб. │л │ │ │
│ │ МПа │ МПа │м/час) │ │ │ │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┼───────────────────┤
│Установка │ │ │ │ │ │Производитель: │
│безвоздушного │ │ │ │ │ │"KREMLIN", Франция;│
│распыления FLOWMAX│ │ │ │ │ │Поставщик: │
│(в степени R) с │ │ │ │ │ │ООО "РусКремлин", │
│пистолетами │ │ │ │ │ │119019, г. Москва, │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤Никитский б-р, 11, │
│Насосы "AIRLESS" │0,1 - 0,6│24 - 39 │3 - 14,4 │ │ │т.: (495) 937-16- │
│из нержавеющей │ │ │ │ │ │34, 933-61-68, │
│стали │ │ │ │ │ │ф.: 937-16-43 │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤ │
│Насосы FLOWMAX (в │0,1 - 0,6│20 - 39 │3 - 14,4 │ │ │ │
│степени R) │ │ │ │ │ │ │
│универсальные, │ │ │ │ │ │ │
│пневматические с │ │ │ │ │ │ │
│регулятором │ │ │ │ │ │ │
│давления │ │ │ │ │ │ │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤ │
│Распылительные │до 1,0 │25,35 │ │ │ │ │
│пистолеты │ │ │ │ │ │ │
│"AIRLESS" M25SO и │ │ │ │ │ │ │
│M350 │ │ │ │ │ │ │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┼───────────────────┤
│Окрасочные │ │ │ │ │ │Производитель: │
│установки "REXSON"│ │ │ │ │ │"REXSON precedes", │
│большой │ │ │ │ │ │Франция; │
│производительности│ │ │ │ │ │Поставщик: │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤представительство │
│установка 28/1 │ │16,8 │1 │ │ │фирмы "REXSON │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤procedes" в России,│
│установка 30/1 │ │18,0 │2 │ │ │125315, Москва, │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤ул. Лизы Чайкиной, │
│установка 40/1 │ │24,0 │7,86 │ │ │1, │
│ │ │ │ │ │ │т.: (495) 151-37- │
│ │ │ │ │ │ │20, 151-73-89; │
│ │ │ │ │ │ │ф.: 151-72-27 │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┼───────────────────┤
│Окрасочные │ │ │ │ │ │Производитель: │
│агрегаты с │ │ │ │ │ │"GRACO", США; │
│пневмоприводом │ │ │ │ │ │Поставщики: │
│Ultra Max SMART: │ │ │ │ │ │ООО "УССУРИ", │
│695 │ │230,0 │3,0 │в зависи- │30,0 │Россия, 117949, │
│795 │ │230,0 │3,6 │мости от │48,5 │Москва, │
│1095 │ │230,0 │4,1 │комплекта-│54,0 │ул. Кржижановского,│
│ │ │ │ │ции │ │д. 31; │
│тип "Merkur" │0,7 │210, 250│6,0; 4,2 │20 │15,14 │т.: (495) 471-84- │
│(30:1, 40:1) │ │ │ │ │ │11, 545-85-47, │
│тип "Buldog" │0,7 │22 - 28 │8 - 11 │20 │110 - │517-38-27 │
│ │ │ │ │ │120 │"CLEMCO Baltik Ou",│
│тип "King" (56:1, │0,7 │386,0 - │13,2 - 8,7│- │115,0 │Redati Pst. Tuba │
│68:1, 80:1) │ │510,0 │ │ │ │312 EE 0019 │
│тип "Premier" │0,7 │31 - 51 │16 - 26 │20 │171 │Tallinn, Estonia │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┼───────────────────┤
│Окрасочные │ │ │ │ │ │ООО "Дуайт", │
│агрегаты с │ │ │ │ │ │Россия, 105267, │
│электроприводом: │ │ │ │ │ │Москва, 5-я │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤Парковая ул., │
│серии ST │ │21 │1,4 - 2,8 │16 - 30 │ │д. 46; т.: (495) │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤786-76-58, │
│серии Ultra Max │ │21 │2,3 - 4,8 │33 - 63 │ │786-76-59, │
│(для высоковязких │ │ │ │ │ │786-76-60; │
│материалов) │ │ │ │ │ │ф.: 786-76-61; │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤Поставщики: │
│серии Mark V (для │ │21 │4,8 │62 │ │ООО "УССУРИ", │
│лаков, эмалей) │ │ │ │ │ │Россия, 117949, │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤Москва, │
│Окрасочные │ │ │ │ │ │ул. Кржижановского,│
│агрегаты с │ │ │ │ │ │д. 31; т.: (495) │
│бензиновым │ │ │ │ │ │471-84-11, │
│двигателем: │ │ │ │ │ │545-85-47, │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤517-38-27 │
│серии Gmax │ │21 │2,4 - 9,5 │ │43 - │ЗАО │
│ │ │ │ │ │100 │"Петроинструмент", │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤195027, │
│серии GN (для │ │24 - 28 │7,5 - 11,4│ │120 - │г. С.-Петербург, │
│вязких материалов)│ │ │ │ │135 │Большеохотинский │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤пр., д. 23; │
│Установки │ │38 - 50 │3,6 - 10 │ │ │тел.: 227-34-66, │
│безвоздушного │ │ │ │ │ │227-54-81, │
│распыления │ │ │ │ │ │ф.: 227-33-72 │
│двухкомпонентных │ │ │ │ │ │ │
│материалов "Xtreme│ │ │ │ │ │ │
│Mix" (56:1, 68:1, │ │ │ │ │ │ │
│80:1) │ │ │ │ │ │ │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤ │
│Краскораспылитель │ │до 40 │0,2 - 5,2 │ │0,8 │ │
│"Вткз - Airless 1"│ │ │ │ │ │ │
│с реверсивным │ │ │ │ │ │ │
│соплом │ │ │ │ │ │ │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┼───────────────────┤
│Окрасочные │ │25 │1,9 - 8,5 │1,4 - 2,8 │28 - │Производитель: │
│агрегаты серии │ │ │ │кВт │70 │"J.Wagner GmbH", │
│Super Finish 1500 │ │ │ │(мощность │ │Германия; │
│с электроприводом │ │ │ │двигателя)│ │Поставщики: │
│(super Finish 31, │ │ │ │ │ │ООО "Брокерская │
│super Finish 500) │ │ │ │ │ │контора Синтур │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤Брокер", Россия, │
│Окрасочный агрегат│ │27 - 52 │ │ │ │Екатеринбург, │
│Finish 50 базовый │ │ │ │ │ │ул. Крылова, │
│с бензиновым │ │ │ │ │ │д. 33а, к. 214; │
│двигателем │ │ │ │ │ │т.: (3432)42-22-88 │
│Окрасочные │ │ │ │ │ │ПКП "Техстройсер- │
│пистолеты серии G │ │ │ │ │ │вис", Россия, │
│(мод G12, G15, │ │ │ │ │ │129807, Москва, │
│G15H) │ │ │ │ │ │ул. 3-я Мытищин- │
│ │ │ │ │ │ │ская, д. 3, з-д │
│ │ │ │ │ │ │Металлист, ВПТИ │
│ │ │ │ │ │ │Тяжмаш, оф. 801 │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┼───────────────────┤
│Насосы безвоздуш- │ │22 │5 - 8 │1,4 - 2 │53 - │Производитель: │
│ного распыления │ │ │ │кВт │72 │"Saloga", Испания; │
│AIRLESS высокой и │ │ │ │(мощность │ │Поставщик: │
│супервысокой │ │ │ │двигателя)│ │ООО "ТЕКСА", │
│производительности│ │ │ │ │ │Россия, 129085, │
│(Atlanta 500, 800)│ │ │ │ │ │Москва, Звездный │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┤б-р, 19, оф. 1010; │
│Пневматические │ │22,4 - │7,2 - 12 │ │30 - │т./ф.: 232-04-82, │
│установки для │ │36 │(60 │ │187 │217-40-26, 217-40- │
│безвоздушного │ │ │циклов) │ │ │80 │
│нанесения средней │ │ │ │ │ │ │
│и высокой │ │ │ │ │ │ │
│производительности│ │ │ │ │ │ │
│(ATLAN TIC 32000, │ │ │ │ │ │ │
│4000 цикла; │ │ │ │ │ │ │
│PACIFIC 350, 600) │ │ │ │ │ │ │
├──────────────────┼─────────┼────────┼──────────┼──────────┼──────┼───────────────────┤
│Окрасочный агрегат│ │24 │2,4 │ │75 │Производитель: │
│Финиш-211-1 │ │ │ │ │ │"Вагнер", │
│Окрасочный агрегат│ │24 │2,4 │ │75 │Швейцария; │
│Финиш-211-2 │ │ │ │ │ │Поставщики: │
│EP 2800 │ │210 атм.│3,8 л/мин.│ │52 │Торговый дом │
│EP 300 │ │210 атм.│5,1 л/мин.│ │88 │"Строительно- │
│GP300 │ │210 атм.│6,9 л/мин.│ │85 │отделочные │
│ │ │ │ │ │ │машины", Литва, │
│ │ │ │ │ │ │LT-2048, Вильнюс, │
│ │ │ │ │ │ │ул. Думу, д. 3; │
│ │ │ │ │ │ │т.: (3705) │
│ │ │ │ │ │ │267-06-37, │
│ │ │ │ │ │ │ф.: 267-08-05 │
│ │ │ │ │ │ │ЗАО "Автоспецтех- │
│ │ │ │ │ │ │ника-М", │
│ │ │ │ │ │ │125319, Москва, │
│ │ │ │ │ │ │Авиационный пер., │
│ │ │ │ │ │ │д. 5; │
│ │ │ │ │ │ │т.: (495) 937-77-78│
└──────────────────┴─────────┴────────┴──────────┴──────────┴──────┴───────────────────┘
ОБОРУДОВАНИЕ ДЛЯ ПНЕВМАТИЧЕСКОГО РАСПЫЛЕНИЯ
┌───────────────────┬─────────┬──────────┬──────┬───────┬──────────────────────┐
│ Вид и марка │ Рабочее │Производи-│Объем │Масса, │ Производитель, │
│ оборудования │давление,│тельность,│резер-│ кг │ поставщик │
│ │ МПа │л/мин. │вуара,│ │ │
│ │ │(куб. │л │ │ │
│ │ │м/час) │ │ │ │
├───────────────────┼─────────┼──────────┼──────┼───────┼──────────────────────┤
│Пистолеты GRACO: │до 0,7 │0,12 - │ │0,5 │Производитель: │
│- серии Delta Sprau│ │0,72 │ │ │"GRACO", США; │
│HVLP с красконагне-│ │ │ │ │Поставщики: │
│тательным баком с │ │ │ │ │ЗАО "АВТОЭМ", Россия, │
│вязкостью до 28 с │ │ │ │ │129329, г. Москва, │
├───────────────────┼─────────┼──────────┼──────┼───────┤ул. Кольская, д. 1, │
│Окрасочные │до 0,7 │ │ │13 - 17│стр. 2; │
│установки серии │ │ │ │ │т.: (495) 180-90-05, │
│HusKu 307 для │ │ │ │ │189-79-97 │
│воздушного и HVLP │ │ │ │ │"CLEMCO Baltik On", │
│распыления │ │ │ │ │Redati Pst. Tuba 312 │
│Турбоагрегаты: │ │ │ │ │EE 0019 Tallinn, │
│GTS 2500 │ │1,6 │ │15,4 │Estonia │
│GTS 3800 │ │2,3 │ │15,4 │ООО "Дуайт", Россия, │
│GTS 4900 │ │2,3 │ │17,7 │105267, г. Москва, │
│Установки "TRITON" │7,0 │9,6 │ │12 - 17│5-я Парковая ул., │
│ │ │ │ │ │д. 46; │
│ │ │ │ │ │т.: (495) 786-76-58, │
│ │ │ │ │ │786-76-59, 786-76-60; │
│ │ │ │ │ │ф.: 786-76-61 │
│ │ │ │ │ │ООО "УССУРИ", Россия, │
│ │ │ │ │ │117949, Москва, │
│ │ │ │ │ │ул. Кржижановского, │
│ │ │ │ │ │д. 31; │
│ │ │ │ │ │т.: (495) 471-84-11, │
│ │ │ │ │ │545-85-47, 517-38-27 │
├───────────────────┼─────────┼──────────┼──────┼───────┼──────────────────────┤
│Окрасочные │ │ │ │ │Производитель: │
│пистолеты с │ │ │ │ │"WaLMEC s.p.f", │
│самотечной или │ │ │ │ │Италия; │
│напорной подачей │ │ │ │ │Поставщики: │
│материала │ │ │ │ │ООО "УССУРИ", Россия, │
│- серии GEON и HVLP│0,15 - │ │0,7 - │ │117949, Москва, │
│для финишной │0,25 │ │1 │ │ул. Кржижановского, │
│окраски │ │ │ │ │д. 31; │
│- серии HVLP для │0,25 │ │0,7 - │ │т.: (495) 471-84-11, │
│вязких красок и │ │ │1 │ │545-85-47, 517-38-27 │
│грунтов │ │ │ │ │"Стройтехнотрейд", │
│- серии HA с │0,3 - │ │0,7 - │ │Россия, 129337, │
│высокой │0,35 │ │1 │ │г. Москва, Ярослав- │
│дисперсностью │ │ │ │ │ское шоссе, д. 2б, │
│распыления │ │ │ │ │административный │
│- серии UR │0,15 - │ │0,7 - │ │корпус, оф. 1203, │
│универсальные │0,25 │ │1 │ │1207, 1209; │
│ │ │ │ │ │т.: (495) 183-34-83, │
│ │ │ │ │ │183-52-83; │
│ │ │ │ │ │ф.: 183-44-56 │
├───────────────────┼─────────┼──────────┼──────┼───────┼──────────────────────┤
│Пистолеты "SATA" с │ │ │ │ │Производитель: │
│верхним бачком │ │ │ │ │"SATA", Германия; │
│- серии KLS для │0,35 - │ │0,6 │ │Поставщики: │
│вязких материалов │0,4 │ │ │ │Фирма "Интерколор", │
│(шпатлевки) │ │ │ │ │127238, Москва, │
│- серии SET для │0,2 │ │0,6 │ │Локомотивный пр-д, │
│финишных покрытий │ │ │ │ │21-Ф, оф. 601; │
│- серии HVLP │0,25 - │ │0,6 │ │т.: (495) 482-00-11, │
│распыления │0,4 │ │ │ │482-05-96, 482-03-98 │
│- серии LM и MC │ │ │ │ │Фирма "Вюст", Россия, │
│универсальные │ │ │ │ │Волгоград, │
│ │ │ │ │ │ул. Череповецкая, │
│ │ │ │ │ │д. 5; т.: 94-46-18, │
│ │ │ │ │ │97-15-24 │
├───────────────────┼─────────┼──────────┼──────┼───────┼──────────────────────┤
│Краскопульты │ │ │ │ │Производитель: │
│"Optima" │ │ │ │ │"Optima", Германия; │
│- серии 700 и 800 с│ │ │0,5 - │ │Поставщик: │
│верхним и нижним │ │ │0,85 │ │ООО "Центр │
│бачком │ │ │ │ │авторемонтных │
│- серии HVLP для │ │ │0,5 - │ │технологий", Россия, │
│грунтовок │ │ │0,75 │ │г. Москва, │
│ │ │ │ │ │ул. Электродная, │
│ │ │ │ │ │д. 10; т.: (495) │
│ │ │ │ │ │231-23-82, 176-35-13 │
├───────────────────┼─────────┼──────────┼──────┼───────┼──────────────────────┤
│Агрегаты окрасочные│0,3 │200 - 250 │ │18 │Производитель: │
│серии TAIVER │ │ │ │ │"Taiver", Италия; │
│BOXER-5 (с │ │ │ │ │Поставщики: ЗАО │
│мешалкой) │ │ │ │ │"Эконика-Техно", │
│ │ │ │ │ │Россия, 111395, │
│ │ │ │ │ │г. Москва, аллея │
│ │ │ │ │ │Первой маевки, д. 15; │
│ │ │ │ │ │т.: (495) 374-67-51, │
│ │ │ │ │ │374-99-88; │
│ │ │ │ │ │ф.: 252-76-09 │
│ │ │ │ │ │ООО "Дуайт", Россия, │
│ │ │ │ │ │105267, г. Москва, │
│ │ │ │ │ │5-я Парковая ул., │
│ │ │ │ │ │д. 46; т.: (495) │
│ │ │ │ │ │786-76-58, 786-76-59, │
│ │ │ │ │ │786-76-60; │
│ │ │ │ │ │ф.: 786-76-61 │
├───────────────────┼─────────┼──────────┼──────┼───────┼──────────────────────┤
│Окрасочные агрегаты│ │ │ │ │Производитель: │
│(укомплектованы │ │ │ │ │"S.Wagner GmbH", │
│пистолетом, │ │ │ │ │Германия; │
│регулятором подачи │ │ │ │ │Поставщики: │
│воздуха, бачком, │ │ │ │ │ПКП "Техстройсервис", │
│набором форсунок) │ │ │ │ │Россия, 129807, │
│- типа Fine Coat │ │ │ │ │Москва, ул. 3-я │
│- типа Fine Coat на│ │ │ │ │Мытищинская, д. 3, │
│тележке с нагнет. │ │ │ │ │з-д Металлист, │
│бачком │ │ │ │ │ВПТИ Тяжмаш, оф. 801; │
│- то же с турбинным│ │ │ │ │т.: (495) 287-20-82, │
│нагнетателем │ │ │ │ │287-05-60, 216-98-48, │
│воздуха │ │ │ │ │216-73-56 │
│ │ │ │ │ │ЗАО "Спецтехника", │
│ │ │ │ │ │Россия, 125319, │
│ │ │ │ │ │Москва, Авиационный │
│ │ │ │ │ │пер., д. 5; │
│ │ │ │ │ │т.: (495) 937-77-78, │
│ │ │ │ │ │155-34-87; │
│ │ │ │ │ │ф.: 152-24-12 │
│ │ │ │ │ │ООО Брокерская │
│ │ │ │ │ │контора "Синтур │
│ │ │ │ │ │Брокер", Россия, │
│ │ │ │ │ │Екатеринбург, │
│ │ │ │ │ │ул. Крылова, д. 33а, │
│ │ │ │ │ │к. 214; т.: (3432) │
│ │ │ │ │ │42-22-88; ф.: 42-22-79│
├───────────────────┼─────────┼──────────┼──────┼───────┼──────────────────────┤
│Краскопульты │ │ │ │ │Производитель: │
│- систем HVLP, ERA │0,2 - 0,4│ │0,6 - │ │"Sagola", Испания; │
│с бачком или нагне-│ │ │1 │ │Поставщик: │
│тательным баком │ │ │бак до│ │ООО "ТЕКСА", Россия, │
│(мод. 450, 403, │ │ │100 │ │129085, Москва, │
│434, 4100, 4200) │ │ │ │ │Звездный б-р, 19, │
│- то же автоматиче-│ │ │ │ │оф. 1010; │
│ские для больших │ │ │ │ │т./ф.: 232-04-82, │
│объемов работ │ │ │ │ │217-40-26, 217-40-80 │
│- типа Press для │ │ │ │ │ │
│вязких материалов │ │ │ │ │ │
│- серии Premium, │0,2 - 0,4│110 - 350 │0,125 │ │ │
│Classic (мод. 4001,│ │ │- 0,65│ │ │
│2100 Ст, 475, Ст 0 │ │ │бак │ │ │
│LD, LUX S, LUX Ст) │ │ │100 │ │ │
└───────────────────┴─────────┴──────────┴──────┴───────┴──────────────────────┘
ОБОРУДОВАНИЕ ДЛЯ КОМБИНИРОВАННОГО РАСПЫЛЕНИЯ
┌────────────────────┬─────────┬────────┬──────────┬──────┬────────┬─────────────────────┐
│ Вид и марка │Давление │ Макс. │Производи-│Объем │ Масса, │ Производитель, │
│ оборудования │питающего│давление│тельность │резер-│ кг │ поставщик │
│ │воздуха, │на ЛКМ, │(куб. │вуара,│ │ │
│ │ МПа │ МПа │м/час) │л │ │ │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┼─────────────────────┤
│Окрасочная установка│ │ │ │ │ │Производитель: │
│AIRMIX (в степени R)│ │ │ │ │ │"KREMLIN", Франция; │
│(включает насос, │ │ │ │ │ │Поставщик: │
│головку, пистолет, │ │ │ │ │ │ООО "РусКремлин", │
│шланги и набор │ │ │ │ │ │119019, г. Москва, │
│сопел) │ │ │ │ │ │Никитский б-р, 11, │
│Насосы AIRMIX (в │0,1 - 0,6│9 - 12 │3 - 5 │ │прибли- │т.: (495) 937-16-34, │
│степени R) │ │ │ │ │зительно│933-61-68, 933-61-61;│
│(804, 10.14, 1725Е, │ │ │ │ │0,6 │ф.: 937-16-43 │
│20.25, 20.50, │ │ │ │ │ │ │
│08.120, 08.120) │ │ │ │ │ │ │
│Окрасочные пистолеты│0,1 - 0,6│4,8 - 12│0,9 - 14,4│ │ │ │
│AIRMIX (в степени R)│ │ │ │ │ │ │
│(MX90, MX90LT, │ │ │ │ │ │ │
│SX120, MX200, SX200)│ │ │ │ │ │ │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┼─────────────────────┤
│Окрасочные агрегаты │0,7 │7 - 10 │1,7 │ │11,3 │Производитель: │
│GRACO с │ │ │ │ │ │"GRAKO", США; │
│пневмоприводом │ │ │ │ │ │Поставщики: │
│(включают насос, │ │ │ │ │ │ЗАО "АВТОЭМ", Россия,│
│пистолет, шланги, │ │ │ │ │ │129329, г. Москва, │
│форсунки) - │ │ │ │ │ │ул. Кольская, д. 1, │
│установка "Falcon" │ │ │ │ │ │стр. 2; │
│(мод. 10:1, 20:1) │ │ │ │ │ │т.: (495) 180-90-05, │
│- установка "МопагК"│0,7 │6,4 - 16│3,8 - 1,1 │ │10,5 - │189-79-97 │
│(мод. 10:1, 15:1, │ │ │ │ │11 │"CLEMCO Baltik On", │
│23:1) │ │ │ │ │ │Redati Pst. Tuba 312 │
│- установка │0,7 │12 - 21 │3,8 - 6,8 │ │14 │EE 0019 Tallinn, │
│"President" (мод. │ │ │ │ │ │Estonia │
│15:1, 30:1) │ │ │ │ │ │ООО "Дуайт", Россия, │
│- установка "Buldog"│0,7 │22 - 28 │8,7 - 11 │ │36 - 40 │105267, г. Москва, │
│(мод. 33:1, 41:1) │ │ │ │ │ │5-я Парковая ул., │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┤д. 46; │
│Краскораспылители │0,7 │28 │ │ │0,59 │т.: (495) 786-76-58, │
│"Alpha" и "Alpha │ │ │ │ │ │786-76-59, 786-76-60;│
│Plus" │ │ │ │ │ │ф.: 786-76-61 │
│ │ │ │ │ │ │ООО "УССУРИ", Россия,│
│ │ │ │ │ │ │117949, Москва, │
│ │ │ │ │ │ │ул. Кржижановского, │
│ │ │ │ │ │ │д. 31; т.: (495) │
│ │ │ │ │ │ │471-84-11, 545-85-47,│
│ │ │ │ │ │ │517-38-27 │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┼─────────────────────┤
│Агрегаты │0,7 │10 - 25 │1 - 7,5 │ │0,5 - │Производитель: │
│комбинированного │ │ │ │ │0,65 │"ITW-BinKs", США; │
│распыления JTW │ │ │ │ │ │Поставщики: │
│Binks, Mattson и др.│ │ │ │ │ │ООО "Дуайт", Россия, │
│(в т.ч. для │ │ │ │ │ │105267, г. Москва, │
│двухкомпонентных │ │ │ │ │ │5-я Парковая ул., │
│материалов) │ │ │ │ │ │д. 46; │
│Краскораспылители │ │ │ │ │ │т.: (495) 786-76-58, │
│моделей MACH 3S4, │ │ │ │ │ │786-76-60; │
│AA1500, 6114 │ │ │ │ │ │ф.: 786-76-61 │
│ │ │ │ │ │ │ООО "ЕВРОПРОЕКТ", │
│ │ │ │ │ │ │Россия, 127018, │
│ │ │ │ │ │ │г. Москва; │
│ │ │ │ │ │ │т.: (495) 289-84-84, │
│ │ │ │ │ │ │289-00-23; │
│ │ │ │ │ │ │ф.: 289-53-11 │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┼─────────────────────┤
│Окрасочные агрегаты │ │ │ │ │ │Производитель: │
│"J.Wagner" базовые, │ │ │ │ │ │"J.Wagner GmbH", │
│в комплекте │ │ │ │ │ │Германия; │
│(пистолет, │ │ │ │ │ │Поставщики: │
│краскораспылительный│ │ │ │ │ │ПКП "Техстройсервис",│
│бак, форсунки, │ │ │ │ │ │Россия, 129807, │
│манометр, шланги, │ │ │ │ │ │Москва, ул. 3-я │
│регулятор) │ │ │ │ │ │Мытищинская, д. 3, │
│- установка SF-1250 │0,1 - 0,6│ │1,4 │5 │ │з-д Металлист, ВПТИ │
│- установка SF-1500 │0,1 - 0,6│ │ │5 │ │Тяжмаш, оф. 801; │
│- установка серии 2K│0,1 - 0,6│ │ │ │ │т.: (495) 287-20-82, │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┤216-98-48, 216-73-56 │
│Пистолеты- │1 - 0,6 │ │ │ │ │ЗАО "Спецтехника", │
│распылители GM и EN │ │ │ │ │ │Россия, 125319, │
│ │ │ │ │ │ │Москва, Авиационный │
│ │ │ │ │ │ │пер., д. 5; │
│ │ │ │ │ │ │т.: (495) 937-77-78, │
│ │ │ │ │ │ │155-34-87; │
│ │ │ │ │ │ │ф.: 152-24-12 │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┼─────────────────────┤
│Окрасочные агрегаты │0,8 │ │ │ │21 - 40 │Производитель: │
│серии МН (мод. │ │ │ │ │ │"ADAL Sp.r.oo", │
│МН33-22, МН30-56, │ │ │ │ │ │Польша; │
│МН50-56, МН51-88, │ │ │ │ │ │Поставщик: │
│МН37-121) для │ │ │ │ │ │ООО "Станкоторговая │
│больших объемов │ │ │ │ │ │фирма ПАН", Россия, │
│работ │ │ │ │ │ │г. Москва, 2-ой │
│ │ │ │ │ │ │проезд Петрова Поля, │
│ │ │ │ │ │ │д. 5; т./ф.: (495) │
│ │ │ │ │ │ │176-95-42, 306-91-82 │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┼─────────────────────┤
│Краскопульты │ │ │ │ │ │Производитель: │
│смешанного │ │ │ │ │ │"Saloga", Испания; │
│распыления │ │ │ │ │ │Поставщик: │
│- серии 450 MIX │0,6 │10 │ │ │0,65 │ООО "ТЕКСА", Россия, │
│- серии 403 MIX │0,6 │10 │ │ │0,5 │129085, Москва, │
├────────────────────┼─────────┼────────┼──────────┼──────┼────────┤Звездный б-р, 19, │
│Окрасочные установки│ │ │ │ │ │оф. 1010; │
│- тип STAR 140 │ │9 │200 │ │17 │т./ф.: 232-04-82, │
│низкой │ │ │ │ │ │217-40-26, 217-40-80 │
│производительности │ │ │ │ │ │ │
│- тип ALASKA 1500 │ │10,5 │275 │ │30 │ │
│средней │ │ │ │ │ │ │
│производительности │ │ │ │ │ │ │
│- тип ATLAN TIK 1000│ │7 - 22,4│550 │ │30 - 34 │ │
│и 3200 высокой │ │ │ │ │ │ │
│производительности │ │ │ │ │ │ │
│- тип ULTRABICOMIX │0,6 │7,5 - │550 │ │110 - │ │
│1:1 и 2:1 для │ │40,8 │ │ │115 │ │
│смешанного нанесения│ │ │ │ │ │ │
│двухкомпонентных │ │ │ │ │ │ │
│смесей │ │ │ │ │ │ │
└────────────────────┴─────────┴────────┴──────────┴──────┴────────┴─────────────────────┘
КАМЕРЫ ОКРАСОЧНО-СУШИЛЬНЫЕ
Вид и марка оборудования | Макси- мальные габариты окраши- ваемого изделия, мм | Темпе- ратура сушки, °С | Производи- тельность камеры при работе 2-х операторов | Суммарная мощность всех пот- ребителей камеры, кВт | Габа- ритные разме- ры, мм | Производитель, поставщик |
Камера окрасочно- распылительная, сушильная, конвективная КОРСИКО-15 | 3103 х 4433 х 14740 | 60 +/- 5 | 1 вагон за 5 - 6 часов | 80 | 16096 х 6704 х 6876 | ЗАО "АЭРОЛИТ", 644123, г. Омск-123, а/я 7880, тел./факс: (3812) 466-084 ООО "Специальные Технологии и машины", 644039, г. Омск, ул. 1-го Мая, д. 74 |
И РАСХОДНЫЕ МАТЕРИАЛЫ
┌───────────────────────┬───────────────────┬──────────────────────────────┐
│ Наименование │ Техническая │ Производитель, поставщик │
│ │ характеристика │ │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Комплектующие и │ │Производитель: │
│запчасти к │ │"GRAKO", США; │
│оборудованию, агрегатам│ │Поставщики: ЗАО "АВТОЭМ", │
│и насосам фирмы │ │Россия, 129329, г. Москва, │
│"GRACO", США │ │ул. Кольская, д. 1, стр. 2; │
│ │ │т.: (495) 180-90-05, 189-79-97│
│ │ │"CLEMCO Baltik On", Redati │
│ │ │Pst. Tuba 312 EE 0019 │
│ │ │Tallinn, Estonia │
│ │ │ООО "УССУРИ", Россия, 117949, │
│ │ │Москва, ул. Кржижановского, │
│ │ │д. 31; т.: (495) 471-84-11, │
│ │ │517-38-27 │
│ │ │"СИБАНТИКОР", Россия, 630088, │
│ │ │г. Новосибирск, ул. Петухова, │
│ │ │16/1, оф. 7061; │
│ │ │т./ф.: 42-86-72, т.: 42-15-98 │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Комплектующие и │ │Производитель: "ITW-BinKs", │
│запчасти к оборудованию│ │США; │
│"VTW-Devilbiss", США: │ │Поставщики: │
│- воздушный шланг в │диаметр 8 мм, длина│ООО "Дуайт", Россия, 105267, │
│комплекте с │10 м, внутр. резьба│г. Москва, 5-я Парковая ул., │
│соединениями; │R1/4" │д. 46; т.: (495) 786-76-58, │
│- материальный шланг в │диаметр 6,4, длина │786-76-59, 786-76-60; │
│комплекте с │10 - 15 м, внутр. │ф.: 786-76-61 │
│соединениями; │резьба R3/4", R1/4"│ООО "ЕВРОПРОЕКТ", Россия, │
│- фильтры тонкой │ │127018, г. Москва; │
│очистки сжатого воздуха│ │т.: (495) 289-84-84, │
│и материала на входе в │ │289-00-23, 289-52-05; │
│краскораспылитель; │ │ф.: 289-53-11 │
│- регулятор давления │ │ │
│сжатого воздуха с │ │ │
│манометром; │ │ │
│- быстросъемные │резьба R3/8", R1/4"│ │
│соединения для │ │ │
│воздушного и │ │ │
│материального шлангов │ │ │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Шлифовальные материалы │ │Производитель: │
│(круги, бумага), │ │"БЛЕК ЭНД ДЕККЕР", Германия; │
│малярные ленты, │ │Поставщики: │
│маскирующие пленки, │ │Фирма "DEWALT", 121170, │
│комплектующие к │ │г. Москва, ул. Кульнева, │
│поставляемому │ │д. 3; т.: (495) 258-39-82, │
│оборудованию │ │258-39-83; ф.: 258-39-84 │
│ │ │"МАСТЕРНЭТ", Россия, 125499, │
│ │ │г. Москва, а/я 63, │
│ │ │Кронштадский б-р, д. 35; │
│ │ │т./ф.: (495) 737-33-44, │
│ │ │232-18-34, 232-19-41 │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Фильтры, редукторы, │ │Производитель: │
│манометры, шланги, │ │"WaLMEC s.p.f", Италия; │
│сопла и ремкомплекты к │ │Поставщики: │
│краскораспылителям │ │ЗАО "Эконика-Техно", Россия, │
│ │ │111395, г. Москва, аллея │
│ │ │Первой маевки, д. 15; │
│ │ │т.: (495) 374-67-51, │
│ │ │374-98-89; ф.: 252-76-09 │
│ │ │"Стройтехнотрейд", Россия, │
│ │ │129337, г. Москва, │
│ │ │Ярославское шоссе, д. 26, │
│ │ │административный корпус, │
│ │ │оф. 1203, 1207, 1209; │
│ │ │т.: (495)183-34-83, │
│ │ │188-13-12, 183-52-83; │
│ │ │ф.: 183-44-56 │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Комплектующие ко всему │ │Производитель: │
│поставляемому │ │"KREMLIN", Франция; │
│оборудованию │ │Поставщик: ООО "РусКремлин", │
│(ремкомплекты, │ │119019, г. Москва, Никитский │
│смешанные сопла, │ │б-р, 11; т.: (095) 937-16-34, │
│шланги, фильтры, │ │933-61-68, 933-61-77, │
│редукторы) │ │933-61-61; ф. 937-16-43 │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Шлифовальные расходные │ │Производители: │
│материалы (круги, │ │"SIA", Швейцария, "ЗМ", США, │
│бумага), малярные и │ │"NORTON" США; │
│маскирующие ленты, │ │Поставщики: ООО "ЕВРОПРОЕКТ", │
│малярные пленки │ │Россия, 127018, г. Москва; │
│ │ │т.: (495) 289-84-84, │
│ │ │289-00-23, 289-52-05; │
│ │ │ф.: 289-53-11 │
│ │ │Фирма "ИНТЕРКОЛОР", 127238, │
│ │ │Москва, Локомотивный пр-д, │
│ │ │21-А, оф. 601; │
│ │ │т.: (495) 482-00-11, │
│ │ │482-05-96, 482-03-98 │
│ │ │Автолак - оф. дистрибьютор, │
│ │ │121357, Москва, │
│ │ │ул. Верейская, д. 5Б, │
│ │ │тел: (495) 440-03-84, │
│ │ │440-02-54, 440-04-75 │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Запчасти и │ │Производитель: │
│комплектующие к │ │Завод "Строительно-отделочные │
│агрегатам безвоздушного│ │машины", Литва; │
│распыления и │ │Поставщики: Торговый дом │
│компрессорного │ │"Строительно-отделочные │
│оборудования │ │машины", Литва LT-2048, │
│ │ │Вильнюс, ул. Думу, д. 3; │
│ │ │т. (3705) 267-06-37, │
│ │ │ф. 267-08-05 │
│ │ │ООО "Сигма-Си", г. Ульяновск, │
│ │ │Московское шоссе, 17; т./ф.: │
│ │ │(8422) 63-99-15, 63-56-96 │
├───────────────────────┼───────────────────┼──────────────────────────────┤
│Режущие плоттеры по │ │Производитель: "Graphtec", │
│электрокартону марки │ │Япония; │
│Graphtec FC8000 │ │Поставщики: Компания "Total │
│ │ │Skan", Москва, Холодильный │
│ │ │переулок, д. 3, корп. 1, │
│ │ │стр. 3, этаж 1, офис N 9; │
│ │ │тел. (495) 617-04-15 │
│ │ │ООО "Фосфайн", 109559, │
│ │ │г. Москва, ул. Ставрополь- │
│ │ │ская, д. 62; тел.: (495) │
│ │ │352-14-11, 358-34-01, │
│ │ │352-06-47 │
│ │ │ООО "Фирма "РуссКом", 105082, │
│ │ │Москва, Рубцовская │
│ │ │набережная, д. 2, корп. 5; │
│ │ │тел./факс: (095) 785-58-09, │
│ │ │785-58-05 │
└───────────────────────┴───────────────────┴──────────────────────────────┘
(обязательное)
Л1 Отличительная и сигнальная окраска основных типов грузовых вагонов должна соответствовать приведенной в графе "Цвет" таблиц Л1, Л2.
Л2 Наиболее близкие оттенки цвета по эталону образцов международной цветовой картотеки RAL приведены в графе "N RAL".
Л3 Точное соответствие применяемых ЛКМ эталону образцов международной цветовой картотеки RAL при ремонте грузовых вагонов не является обязательным.
┌──────────────────────────────────────────────┬─────────────────┐
│ Окрашиваемые поверхности │ Окраска │
│ ├───────────┬─────┤
│ │ Цвет │N RAL│
├──────────────────────────────────────────────┼───────────┼─────┤
├──────────────────────────────────────────────┴───────────┴─────┤
│1. ВАГОНЫ ВСЕХ ТИПОВ │
├──────────────────────────────────────────────┬───────────┬─────┤
│1.1 Рамы вагонов, тележек, подвагонное │Черный │9004 │
│оборудование, автосцепное устройство, │ │9005 │
│подножки, поручни │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│1.2 Концевые, разобщительные краны, головки и │Красный │3001 │
│подвески тормозных рукавов, рукоятки │ │3020 │
│переключения режимов торможения, сигнальные │ │ │
│отростки замка автосцепки │ │ │
├──────────────────────────────────────────────┴───────────┴─────┤
│2. УНИВЕРСАЛЬНЫЕ КРЫТЫЕ, ПОЛУВАГОНЫ, ПЛАТФОРМЫ И СПЕЦИАЛЬНЫЕ │
│ВАГОНЫ, НЕ ОГОВОРЕННЫЕ НИЖЕ │
├──────────────────────────────────────────────┬───────────┬─────┤
│2.1 Наружные металлические и деревянные │Красно- │3011 │
│поверхности кузова (крыша, стены, двери, борта│коричневый │ │
│платформ и т.п.) │ │ │
│2.2 Внутренние металлические поверхности и │ │3013 │
│внутренняя деревянная обшивка кузова крытых │ │ │
│вагонов │ │ │
│2.3 Деревянные и металлические поверхности │ │3016 │
│пола сверху и снизу │ │ │
├──────────────────────────────────────────────┴───────────┴─────┤
│3. ЦИСТЕРНЫ НЕФТЕБЕНЗИНОВЫЕ │
├──────────────────────────────────────────────┬───────────┬─────┤
│3.1 Наружная поверхность котла │Кремовый │9001 │
│ ├───────────┼─────┤
│ │Палевый │9002 │
├──────────────────────────────────────────────┴───────────┴─────┤
│4. ЦИСТЕРНЫ ДЛЯ ПИЩЕВЫХ ГРУЗОВ │
├──────────────────────────────────────────────┬───────────┬─────┤
│4.1 Наружная поверхность котлов цистерн для │Кремовый │9001 │
│пищевых грузов (спирта, растительного масла, ├───────────┼─────┤
│саломаса, салолина, гидрола, глицерина и др.),│Палевый │9002 │
│кроме 1 упомянутых ниже │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│4.2 Отличительные полосы на котлах │Красный │3001 │
│специализированных цистерн для пищевых грузов,│ │3020 │
│кроме молочных: │ │ │
│- по всей длине котла две полосы красного │ │ │
│цвета шириной по 100 мм с промежутком 500 мм; │ │ │
│- по периметру днищ красная кольцевая полоса │ │ │
│шириной 100 мм │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│4.3 Наружная поверхность котла спиртовых │Желтый │1003 │
│цистерн с крытым кузовом, а также сам кузов │ │1023 │
├──────────────────────────────────────────────┼───────────┼─────┤
│4.4 Отличительная полоса белого цвета вдоль │Белый │9003 │
│боковых и лобовых стен кузова спиртовых │ │9010 │
│цистерн с крытым кузовом │ │ │
├──────────────────────────────────────────────┴───────────┴─────┤
│4.5 Верхняя часть кожуха котла (до стяжных хомутов) │
│цистерн-термосов: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- для молока │Слоновая │1014 │
│ │кость │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│- для виноматериалов │Палевый │9002 │
├──────────────────────────────────────────────┴───────────┴─────┤
│4.6 Нижняя часть кожуха котла, кожухи и крышки изоляции сливных │
│труб цистерн-термосов: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- для молока │Синий │5010 │
│ │ │5019 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- для виноматериалов │Черный │9004 │
│ │ │9005 │
├──────────────────────────────────────────────┼───────────┼─────┤
│4.7 Верхняя часть котла цистерн для патоки (до│Палевый │9002 │
│уровня подогревательного кожуха), муфта │ │ │
│крепления котла │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│4.8 Нижняя часть котла цистерн для патоки (до │Черный │9004 │
│уровня подогревательного кожуха), наружная │ │9005 │
│поверхность подогревательного кожуха │ │ │
├──────────────────────────────────────────────┴───────────┴─────┤
│5. ЦИСТЕРНЫ ДЛЯ СЖАТЫХ И СЖИЖЕННЫХ ГАЗОВ │
├──────────────────────────────────────────────┬───────────┬─────┤
│5.1 Наружная поверхность нижней половины │Светло- │7035 │
│котла, кроме крайней нижней части, наружная │серый │7038 │
│поверхность теневой защиты │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│5.2 Крайняя нижняя часть котла до высоты 300 │Черный │9004 │
│мм │ │9005 │
├──────────────────────────────────────────────┴───────────┴─────┤
│5.3 Отличительная полоса шириной 300 мм с обеих сторон по │
│средней линии вдоль котла цистерн: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- для аммиака │Желтый │1003 │
│ │ │1023 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- для хлора │Защитный │7008 │
│ │ │8000 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- для сернистого ангидрида │Черный │9004 │
│ │ │9005 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- для бутана, пропана и других горючих газов │Красный │3001 │
│ │ │3020 │
├──────────────────────────────────────────────┼───────────┼─────┤
│5.4 Верхняя наружная часть котла под теневой │Красный │3001 │
│защитой, внутренняя часть теневой защиты │ │3020 │
├──────────────────────────────────────────────┼───────────┼─────┤
│5.5 Газовые трубопроводы и │Желтый │1003 │
│запорно-предохранительная арматура │ │1023 │
├──────────────────────────────────────────────┼───────────┼─────┤
│5.6 Трубы и внутренняя часть листов │Красный │3001 │
│подогревателя (при наличии подогревателя) │ │3020 │
├──────────────────────────────────────────────┴───────────┴─────┤
│6. ЦИСТЕРНЫ ДЛЯ ЛЕГКОВОСПЛАМЕНЯЮЩИХСЯ ЖИДКОСТЕЙ │
├────────────────────────────────────────────────────────────────┤
│6.1 Наружная поверхность котла цистерн для: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- метанола, акролеина │Желтый │1003 │
│ │ │1023 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- диметилдихлорсилана, метилтрихлорсилана │Светло- │7035 │
│ │серый │7038 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- сероуглерода │Серый │7004 │
│ │ │7005 │
├──────────────────────────────────────────────┼───────────┼─────┤
│6.2 Отличительная полоса шириной 500 мм вдоль │Черный │9004 │
│цилиндрической части котла с обеих сторон, а │ │9005 │
│также броневой лист │ │ │
├──────────────────────────────────────────────┴───────────┴─────┤
│7. ЦИСТЕРНЫ ДЛЯ ЛЕГКОВОСПЛАМЕНЯЮЩИХСЯ ТВЕРДЫХ ВЕЩЕСТВ И │
│САМОВОЗГОРАЮЩИХСЯ ВЕЩЕСТВ │
├────────────────────────────────────────────────────────────────┤
│7.1 Наружная поверхность котла цистерн: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- для легковоспламеняющихся твердых веществ │Светло- │7035 │
│ │серый │7038 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- для самовозгорающихся веществ │Желтый │1003 │
│ │ │1023 │
├──────────────────────────────────────────────┼───────────┼─────┤
│7.2 Отличительная полоса шириной 500 мм вдоль │Красный │3001 │
│цилиндрической части котла с обеих сторон │ │3020 │
├──────────────────────────────────────────────┴───────────┴─────┤
│8. ЦИСТЕРНЫ ДЛЯ КИСЛОТ │
├────────────────────────────────────────────────────────────────┤
│8.1 Наружная поверхность котла цистерн для кислот: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- соляной и азотной │Белый │9003 │
│ │ │9010 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- серной │Черный │9004 │
│ │ │9005 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- меланжа (смесь серной и азотной кислот) и │Палевый │9002 │
│олеума (концентрированной серной кислоты) │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│8.2 Отличительная полоса шириной 500 мм вдоль │Красный │3001 │
│цилиндрической части котла с обеих сторон и │ │3020 │
│квадраты (1 х 1) м на днищах котла │ │ │
├──────────────────────────────────────────────┴───────────┴─────┤
│9. ЦИСТЕРНЫ ДЛЯ СЫПУЧИХ ГРУЗОВ │
├──────────────────────────────────────────────┬───────────┬─────┤
│9.1 Наружная поверхность котла, внутренняя │Кремовый │9001 │
│поверхность арматурного ящика цистерн для │ │ │
│кальцинированной соды │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│9.2 Наружная поверхность котла, внутренняя │Палевый │9002 │
│поверхность арматурного ящика цистерн для │ │ │
│цемента │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│9.3 Арматурный ящик снаружи │Черный │9004 │
│ │ │9005 │
├──────────────────────────────────────────────┴───────────┴─────┤
│10. ВАГОНЫ ДЛЯ ВИНА │
├──────────────────────────────────────────────┬───────────┬─────┤
│10.1 Наружные поверхности кузова и крыши │Белый │9003 │
│ │ │9010 │
│ ├───────────┼─────┤
│ │Кремовый │9001 │
├──────────────────────────────────────────────┼───────────┼─────┤
│10.2 Отличительная полоса на продольных стенах│Зеленый │6024 │
│кузова между верхним гофром и крышей │ │6032 │
├──────────────────────────────────────────────┼───────────┼─────┤
│10.3 Стены, пол, потолок грузового помещения │Серый │7004 │
│ │ │7005 │
├──────────────────────────────────────────────┼───────────┼─────┤
│10.4 Стены и потолок служебного помещения │Светло- │1001 │
│ │бежевый │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│10.5 Стены и потолок котельного отделения │Зеленый │6024 │
│ │ │6032 │
├──────────────────────────────────────────────┴───────────┴─────┤
│11. ВАГОНЫ ДЛЯ ЖИВОЙ РЫБЫ │
├──────────────────────────────────────────────┬───────────┬─────┤
│11.1 Наружные поверхности кузова и крыши │Белый │9003 │
│ │ │9010 │
│ ├───────────┼─────┤
│ │Кремовый │9001 │
├──────────────────────────────────────────────┼───────────┼─────┤
│11.2 Стены, пол, потолок грузового помещения, │Серый │7004 │
│служебного отделения и тамбура │ │7005 │
├──────────────────────────────────────────────┴───────────┴─────┤
│12. КРЫТЫЕ ВАГОНЫ ДЛЯ СКОТА │
├──────────────────────────────────────────────┬───────────┬─────┤
│12.1 Наружные поверхности кузова и крыши │Красно- │3011 │
│ │коричневый │3013 │
│ │ │3016 │
├──────────────────────────────────────────────┼───────────┼─────┤
│12.2 Внутренние поверхности кузова, водяные │Серый │7004 │
│баки, трубопроводы и оборудование │ │7005 │
├──────────────────────────────────────────────┴───────────┴─────┤
│13. ВАГОНЫ-ХОППЕРЫ │
├──────────────────────────────────────────────┬───────────┬─────┤
│13.1 Наружные поверхности кузова, крыши, │Красно- │3011 │
│бункеров, загрузочно-разгрузочных люков │коричневый │3013 │
│ │ │3016 │
├──────────────────────────────────────────────┼───────────┼─────┤
│13.2 Внутренние поверхности кузова │Черный │9004 │
│вагонов-хопперов для гранулированной сажи, │ │9005 │
│технического углерода, торфа │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│13.3 Наконечники рукавов и концевые краны │Голубой │5012 │
│пневмомагистрали механизма разгрузки │ │5015 │
├──────────────────────────────────────────────┴───────────┴─────┤
│14. ХОППЕР-ДОЗАТОРЫ │
├──────────────────────────────────────────────┬───────────┬─────┤
│14.1 Кузов, ограждение тормозных площадок │Желтый │1003 │
│ │ │1023 │
├──────────────────────────────────────────────┼───────────┼─────┤
│14.2 Пневмооборудование, разгрузочно- │Серый │7004 │
│дозирующий механизм, тормозное оборудование │ │7005 │
│(кроме стоп-крана и тормозной магистрали) │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│14.3 Стоп-кран, тормозная магистраль, флажки │Красный │3001 │
│полуавтоматического дозатора │ │3020 │
├──────────────────────────────────────────────┼───────────┼─────┤
│14.4 Трубопроводы и арматура рабочей │Голубой │5012 │
│пневмомагистрали механизма разгрузки │ │5015 │
├──────────────────────────────────────────────┴───────────┴─────┤
│15. РЕФРИЖЕРАТОРНЫЕ ВАГОНЫ И ВАГОНЫ-ТЕРМОСЫ │
├──────────────────────────────────────────────┬───────────┬─────┤
│15.1 Наружные поверхности кузова (стены, │Белый │9003 │
│крыша, погрузочные и тамбурные двери) │ │9010 │
│ ├───────────┼─────┤
│ │Светло- │7035 │
│ │серый │7038 │
├──────────────────────────────────────────────┼───────────┼─────┤
│15.2 Детали запорного механизма погрузочных │Черный │9004 │
│дверей │ │9005 │
├──────────────────────────────────────────────┴───────────┴─────┤
│15.3 Сигнальная окраска розеток и вилок межвагонных │
│электросцеплений рефрижераторных вагонов: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- силовых энергомагистралей │Красный │3001 │
│ │ │3020 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- магистралей управления и контроля │Зеленый │6024 │
│ │ │6032 │
├──────────────────────────────────────────────┴───────────┴─────┤
│15.4 Сигнальная окраска трубопроводов и арматуры дизельного, │
│холодильного и сантехнического оборудования рефрижераторных │
│вагонов: │
├──────────────────────────────────────────────┬───────────┬─────┤
│- трубопроводы водяные │Зеленый │6024 │
│ │ │6032 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- трубопроводы масляные │Коричневый │1011 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- трубопроводы топливные │Желтый │1003 │
│ │ │1023 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- трубопроводы холодильных агрегатов: │ │ │
├──────────────────────────────────────────────┼───────────┼─────┤
│ - низкого давления │Синий │5017 │
├──────────────────────────────────────────────┼───────────┼─────┤
│ - высокого давления │Красный │3001 │
│ │ │3020 │
├──────────────────────────────────────────────┼───────────┼─────┤
│- маховички и колпаки запорных и регулирующих │Красный │3001 │
│вентилей │ │3020 │
└──────────────────────────────────────────────┴───────────┴─────┘
Таблица Л2
Окрашиваемые поверхности | Цвет | N по 1 картотеке RAL* |
1 | 2 | 3 |
1 ЦИСТЕРНЫ | ||
1.1 Днища котла и рама | Зеленый | 6024 6032 |
1.2 Отличительная полоса на днище по периметру котла шириной 300 мм | Белый | 9003 9010 |
1.3 Отличительная окраска специализированных цистерн | по таблице Л1 | |
2 КРЫТЫЕ ВАГОНЫ, ПОЛУВАГОНЫ, ПЛАТФОРМЫ, ВАГОНЫ БУНКЕРНОГО ТИПА | ||
2.1 Наружные поверхности кузова и рамы, борта платформ | Зеленый | 6024 6032 |
3 РЕФРИЖЕРАТОРНЫЕ ВАГОНЫ И ВАГОНЫ-ТЕРМОСЫ | ||
3.1 Наружные поверхности рамы | Зеленый | 6024 6032 |
(рекомендуемое)
Таблица М.1
┌──────────────────────┬─────────────────────┬────────────────────────────┐
│ Наименование и тип │ Назначение, │ Производители, поставщики │
│ │ характеристики │ │
├──────────────────────┼─────────────────────┼────────────────────────────┤
│ 1 │ 2 │ 3 │
├──────────────────────┼─────────────────────┼────────────────────────────┤
│Приборы: │ │Производитель: │
│- адгезиметры │Измерение адгезии л/к│BYK-Grander, Германия; │
│ │покрытия │Поставщик: "Холидей │
│- блескомеры │Определение блеска │пигменте" │
│ │л/к покрытия │Тел.: (812) 380-85-85 │
│- визкозиметры │Определение вязкости │Производитель: │
│ │ЛКМ │ООО "Градиент-Техно", │
│- гриндометры │Определение степени │Россия, г. Москва, │
│ │перетира ЛКМ │Староватутинский пр-д, 12; │
│- толщиномеры │Измерение толщины л/к│т.: (495) 470-38-15, │
│(различных типов) │покрытий │472-41-11, 976-96-68 │
├──────────────────────┼─────────────────────┼────────────────────────────┤
│Спектрофотометры │Определение цветовых │Производитель: │
│ │характеристик л/к │Konica Minolta, Япония; │
│ │покрытия, его │Поставщик: ООО "Сигма │
│ │загрязненности, │Микрон", 192019, │
│ │степень потери блеска│г. С.-Петербург, ул. Седова,│
│ │ │д. 11, оф. 607; │
│ │ │тел.: (812) 633-33-23 │
├──────────────────────┼─────────────────────┼────────────────────────────┤
│Многофункциональный │Диапазон измерения от│Производитель: │
│электромагнитный │1 мкм до 80 мм │ЗАО "Константа", Россия; │
│толщиномер "Константа │(в зависимости от │Поставщик: ЗАО "Константа", │
│К5" │датчиков), число │Россия, 198097, │
│ │ячеек памяти от 500 │г. С.-Петербург, пр. Стачек,│
│ │до 3600, связь с ЭВМ │д. 28, корп. А; │
│ │IBM PC - канал связи │т./ф.: (812) 252-94-78, │
│ │RS 232 C │147-11-67 │
│Индукционный │Диапазон измерения │ │
│толщиномер "Константа │1 - 1000 мкм │ │
│МК" │ │ │
│Магнитный │Диапазон измерения 25│ │
│толщиномер-карандаш │- 700 мкм │ │
│"Константа MI" │ │ │
├──────────────────────┼─────────────────────┤ │
│Дефектоскоп │Контроль пористости и│ │
│электролитический │нарушения сплошности │ │
│"Константа ЭД" │покрытия │ │
├──────────────────────┼─────────────────────┤ │
│Адгезиметр механиче- │Контроль адгезии л/к │ │
│ский "Константа А" │покрытия │ │
├──────────────────────┼─────────────────────┼────────────────────────────┤
│Толщиномеры различных │Определение толщины │Производитель: │
│типов │л/к покрытий в │"DeFelsKo", США; │
│ │диапазоне от 0 до │Поставщик: "CLEMCO Baltik │
│ │2000 мкм │On", Redati Pst. Tuba 312 EE│
│ │ │0019 Tallinn, Estonia │
├──────────────────────┼─────────────────────┼────────────────────────────┤
│Приборы: │ │Производитель: │
│- толщиномеры │Измерение толщины │"ТЕКСА", Россия, │
│(различных типов) │л/к покрытий │"N EURTEK", Испания; │
│- калибровочные │Определение толщины │Поставщик: │
│гребенки │л/к покрытия в сыром │"ТЕКСА", Россия, 129088, │
│ │слое │г. Москва, Звездный б-р, 19,│
│- вискозиметры │Определение вязкости │оф. 1010; │
│ │ЛКМ │т.: (495) 232-04-82, │
│- гриндометры │Определение степени │т./ф.: 217-40-26 │
│ │перетира ЛКМ │ │
│- блескомеры │Определение блеска │ │
│ │л/к покрытия │ │
│Цветовая картотека RAL│Подбор цвета покрытия│ │
│(каталог образцов) │ │ │
├──────────────────────┼─────────────────────┼────────────────────────────┤
│Приборы: │ │Поставщик: │
│- визкозиметры │Определение вязкости │ООО "Антикор Композит", │
│ │ЛКМ │Россия, г. Санкт-Петербург, │
│- толщиномеры │Измерение толщины │193079, Октябрьская │
│(различных типов) │л/к покрытий │набережная, д. 104 │
│Эталоны шероховатости │Контроль шероховато- │ │
│ │сти поверхности │ │
└──────────────────────┴─────────────────────┴────────────────────────────┘
(рекомендуемое)
И ОКРАШЕННЫХ ПОВЕРХНОСТЕЙ
ПНЕВМОИНСТРУМЕНТЫ
┌────────────┬──────────────┬───────┬─────────┬──────┬──────┬──────┬──────┬─────┬──────┬───────────────┐
│ Модель, │ Назначение │Рабочий│ Частота │Мощ- │Напря-│Давле-│Расход│Раз- │Масса,│Производитель, │
│ марка │ │размер,│вращения,│ность,│жение,│ние, │возду-│меры,│ кг │ поставщик │
│ │ │ мм │об./мин. │кВт │В │МПа │ха, │мм │ │ │
│ │ │ │ │ │ │ │куб. │ │ │ │
│ │ │ │ │ │ │ │м/мин.│ │ │ │
├────────────┼──────────────┼───────┼─────────┼──────┼──────┼──────┼──────┼─────┼──────┼───────────────┤
│ 1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 │ 11 │
├────────────┼──────────────┼───────┼─────────┼──────┼──────┼──────┼──────┼─────┼──────┼───────────────┤
│Тонкошлифо- │Для │диаметр│8000 │- │- │0,31 -│0,3 │150 х│1,7 │Производитель: │
│вальная │окончательного│150 │ │ │ │0,41 │ │305 │ │"NATIONAL- │
│машинка │выравнивания │ │ │ │ │ │ │ │ │DETROIT INC", │
│EZQ-DE │загрунтованных│ │ │ │ │ │ │ │ │США │
│ │поверхностей │ │ │ │ │ │ │ │ │Поставщик: │
│ │под окраску, │ │ │ │ │ │ │ │ │Автолак - оф. │
│ │устранения │ │ │ │ │ │ │ │ │дистрибьютор, │
│ │дефектов │ │ │ │ │ │ │ │ │121357, Москва,│
│ │грунтовочного │ │ │ │ │ │ │ │ │ул. Верейская, │
│ │слоя │ │ │ │ │ │ │ │ │д. 5Б; │
│ │ │ │ │ │ │ │ │ │ │тел.: (495) │
│ │ │ │ │ │ │ │ │ │ │440-03-84, │
│ │ │ │ │ │ │ │ │ │ │440-02-54 │
├────────────┼──────────────┼───────┼─────────┼──────┼──────┼──────┼──────┼─────┼──────┼───────────────┤
│Плоско- │Для зачистки │93 х │14000 │- │- │0,6 │0,3 │ │1,4 │Производитель: │
│шлифовальные│труднодоступ- │175 │ │ │ │ │ │ │ │"FESTO", │
│машинки с │ных мест │115 х │ │ │ │ │ │ │ │Германия │
│эксцентриком│ │225 │ │ │ │ │ │ │ │Поставщик: │
│серии LRS │ │ход 5 │ │ │ │ │ │ │ │ООО "ФЕСТО │
│ │ │мм │ │ │ │ │ │ │ │Тултехник", │
│ │ │ │ │ │ │ │ │ │ │111250, Москва,│
│ │ │ │ │ │ │ │ │ │ │ул. Краснока- │
│ │ │ │ │ │ │ │ │ │ │зарменная, 13; │
│ │ │ │ │ │ │ │ │ │ │тел.: (495) │
│ │ │ │ │ │ │ │ │ │ │361-10-57, │
│ │ │ │ │ │ │ │ │ │ │ф.: 361-22-09 │
├────────────┼──────────────┼───────┼─────────┼──────┼──────┼──────┼──────┼─────┼──────┼───────────────┤
│Малая │Для зачистки │90 х │ │ │ │0,6 │ │165 х│2,0 │Производитель: │
│пневмошлиф. │ограниченных │165 │ │ │ │ │ │9 х │ │Финляндия │
│машина │поверхностей, │ │ │ │ │ │ │110 │ │Поставщик: │
│ │загрунтованных│ │ │ │ │ │ │ │ │ЗАО "АНА", │
│ │под окраску, │ │ │ │ │ │ │ │ │г. Омск, │
│ │устранения │ │ │ │ │ │ │ │ │ул. К. Лигети, │
│ │дефектов │ │ │ │ │ │ │ │ │2; тел.: (3812)│
│ │грунтовочного │ │ │ │ │ │ │ │ │24-10-53, │
│ │слоя │ │ │ │ │ │ │ │ │24-60-59 │
├────────────┼──────────────┼───────┼─────────┼──────┼──────┼──────┼──────┼─────┼──────┼───────────────┤
│Угловые │Зачистка │ │ │ │ │ │ │ │ │Производитель: │
│шлифовальные│сварных швов, │ │ │ │ │ │ │ │ │"SIA-RODCRAFT",│
│машинки: │шлифование │ │ │ │ │ │ │ │ │Швейцария │
│T8905/RC7150│дефектных мест│0115 - │5000 - │0,4 │- │0,6 │0,58 │ │1,15 │Поставщик: ООО │
│ │ │125 │25000 │ │ │ │ │ │ │"Европроект", │
│T8909/RC7166│ │0115 - │до 10000 │0,75 │- │0,6 │0,67 │ │1,6 │127018, │
│ │ │125 │ │ │ │ │ │ │ │г. Москва, │
│T8910/RC7180│ │0178 │7600 │0,7 │- │0,6 │0,72 │ │3,4 │ул. Октябрь- │
│ │ │ │ │ │ │ │ │ │ │ская, 98; │
│ │ │ │ │ │ │ │ │ │ │т.: (495) │
│ │ │ │ │ │ │ │ │ │ │289-84-84, │
│ │ │ │ │ │ │ │ │ │ │219-87-87 │
└────────────┴──────────────┴───────┴─────────┴──────┴──────┴──────┴──────┴─────┴──────┴───────────────┘
ЭЛЕКТРОИНСТРУМЕНТЫ
┌────────┬──────────────┬───────┬─────────┬──────┬──────┬──────┬──────┬─────┬──────┬─────────────────────┐
│Модель, │ Назначение │Рабочий│ Частота │Мощ- │Напря-│Давле-│Расход│Раз- │Масса,│ Производитель, │
│ марка │ │размер,│вращения,│ность,│жение,│ние, │возду-│меры,│ кг │ поставщик │
│ │ │ мм │об./мин. │кВт │В │МПа │ха, │мм │ │ │
│ │ │ │ │ │ │ │куб. │ │ │ │
│ │ │ │ │ │ │ │м/мин.│ │ │ │
├────────┼──────────────┼───────┼─────────┼──────┼──────┼──────┼──────┼─────┼──────┼─────────────────────┤
│Шлифма- │Для беспыльной│диаметр│6000 - │1,4 │220 │- │- │- │2,5 │Производитель: │
│шина │сухой │125 │10000 │ │ │ │ │ │ │"BOSCH", Германия │
│GBRHC (с│зачистки, │ │ │ │ │ │ │ │ │Поставщик: ТОО │
│алмазным│удаления │ │ │ │ │ │ │ │ │"Роберт Бош", │
│чашечным│неровностей │ │ │ │ │ │ │ │ │г. Москва, Новоче- │
│кругом) │ │ │ │ │ │ │ │ │ │ремушкинская, 61; │
│ │ │ │ │ │ │ │ │ │ │тел.: (495) 128-81-33│
├────────┼──────────────┼───────┼─────────┼──────┼──────┼──────┼──────┼─────┼──────┼─────────────────────┤
│Угловые │Для зачистки │ │ │ │ │- │- │- │ │Производитель "БЛЭК │
│шлифма- │сварных швов, │ │ │ │ │ │ │ │ │ЭНД ДЕККЕР", │
│шинки: │шлифования │ │ │ │ │ │ │ │ │Германия │
│- DW818 │поверхностей, │диаметр│до 10000 │0,515 │220 │ │ │ │1,7 │Поставщики: "DEW │
│ │загрунтованных│115 │ │ │ │ │ │ │ │ALT", Москва, │
│- DW821 │под окраску, │диаметр│до 10000 │0,515 │220 │ │ │ │1,7 │121170, │
│ │устранения │125 │ │ │ │ │ │ │ │ул. Кульнева, д. 3; │
│- DW822 │дефектов │диаметр│до 10000 │0,57 │220 │ │ │ │1,7 │т.: (495) 258-39-81, │
│ │грунтовочного │125 │ │ │ │ │ │ │ │258-39-82 │
│- DW824 │слоя │диаметр│до 10000 │0,64 │220 │ │ │ │1,8 │"МАСТЕРНЕТ", Россия, │
│ │ │125 │ │ │ │ │ │ │ │129499, Москва, │
│- DW825 │ │диаметр│до 10000 │0,85 │220 │ │ │ │1,8 │Кронштадский б-р, │
│ │ │125 │ │ │ │ │ │ │ │35; т./ф.: │
│- DW826 │ │диаметр│до 10000 │0,85 │220 │ │ │ │1,8 │737-33-44, 232-18-34 │
│ │ │125 │ │ │ │ │ │ │ │ЗАО │
│- DW830 │ │диаметр│до 10000 │0,90 │220 │ │ │ │2,6 │"Петроинструмент", │
│ │ │125 │ │ │ │ │ │ │ │Россия, 195027, │
│ │ │ │ │ │ │ │ │ │ │г. С.-Петербург, │
│ │ │ │ │ │ │ │ │ │ │Большеохотинский │
│ │ │ │ │ │ │ │ │ │ │пр., д. 23; │
│ │ │ │ │ │ │ │ │ │ │т.: (812) 227-34-66, │
│ │ │ │ │ │ │ │ │ │ │227-54-81 │
└────────┴──────────────┴───────┴─────────┴──────┴──────┴──────┴──────┴─────┴──────┴─────────────────────┘