СПРАВКА
Источник публикации
М.: Издательство стандартов, 1990
Примечание к документу
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Ограничение срока действия снято по Протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации ("ИУС", N 2, 1993).
Утрачивает силу с 1 января 1993 года.
Введен в действие с 1 января 1983 года.
Взамен ГОСТ 5009-75.
Название документа
"ГОСТ 5009-82. Шкурка шлифовальная тканевая. Технические условия"
(утв. Постановлением Госстандарта СССР от 18.02.1982 N 735)
(ред. от 01.07.1989)
"ГОСТ 5009-82. Шкурка шлифовальная тканевая. Технические условия"
(утв. Постановлением Госстандарта СССР от 18.02.1982 N 735)
(ред. от 01.07.1989)
Содержание
Постановлением Госстандарта СССР
от 18 февраля 1982 г. N 735
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШКУРКА ШЛИФОВАЛЬНАЯ ТКАНЕВАЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Abrasive cloth. Specifications
ГОСТ 5009-82
Список изменяющих документов (в ред. Изменения N 1, утв. в апреле 1987 г., Изменения N 2, утв. в июле 1989 г.) |
ОКП 39 8500
Срок действия
с 1 января 1983 года
до 1 января 1993 года
1. Разработан и внесен Министерством станкостроительной и инструментальной промышленности СССР.
Разработчики: Е.И. Ардашев; Е.С. Виксман; В.Т. Ивашинников; Н.А. Ильина; В.А. Квитко; Л.А. Коган; О.Ф. Котляров; И.Ф. Корчмарь; В.А. Морозов; Е.Б. Петросян; А.А. Пыльнев; С.К. Розин; В.А. Рыбаков; Н.В. Сырейщикова; В.Д. Туников; В.Н. Тырков.
2. Утвержден и введен в действие Постановлением Государственного комитета СССР по стандартам от 18.02.1982 N 735.
3. Срок первой проверки - 1992 г.
Периодичность проверки - 5 лет.
4. Взамен ГОСТ 5009-75.
5. Ссылочные нормативно-технические документы
───────────────────────────────────────┬──────────────────────────
Обозначение НТД, на который дана ссылка│ Номер пункта, подпункта
│ Приложения
───────────────────────────────────────┼──────────────────────────
ИС МЕГАНОРМ: примечание.
В официальном тексте документа, видимо, допущена опечатка:
вероятно имеется в виду ГОСТ 1051-73, а не ГОСТ 1051-88.
ГОСТ 3357-72 │2.3
ГОСТ 10127-75 │5.4
ГОСТ 15102-75 │5.13
ИС МЕГАНОРМ: примечание.
Взамен ГОСТ 18277-72 Постановлением Госстандарта СССР от
18.06.1990 N 1621 с 1 июля 1991 года введен в действие
ГОСТ 18277-90.
ГОСТ 18277-72 │5.4
6. Срок действия продлен до 01.01.93 Постановлением Госстандарта СССР от 23.04.1987 N 1371.
7. Переиздание (апрель 1990 г.) с Изменениями N 1, 2, утвержденными в апреле 1987 г., июле 1989 г. (ИУС 8-87, 11-89).
Настоящий стандарт распространяется на тканевую шлифовальную шкурку, предназначенную для абразивной обработки различных материалов без охлаждения или с применением смазочно-охлаждающих жидкостей на основе масла, керосина, уайт-спирита.
1.1. Шлифовальная шкурка должна изготовляться типов:
1 - для машинной обработки неметаллических материалов, металлов и сплавов низкой твердости и ручной обработки различных материалов;
2 - для машинной и ручной обработки твердых и прочновязких материалов.
Таблица 1
──────────────────────────────────────────────┬───────────────────
Ширина, мм │ Длина, м
────────────────────────┬─────────────────────┤ +/- 0,3
Номин. │ Пред. откл. │
────────────────────────┼─────────────────────┼───────────────────
725; 740; 770; 800; 830│ +/- 15 │20; 30 <*>; 50 <**>
────────────────────────┼─────────────────────┤
1350; 1400 │ +/- 25 │
--------------------------------
<*> Для ширин до 830 мм зернистостей 63 - 32 и ширин свыше 830 мм зернистостей 32 - 12.
<**> Для ширин до 830 мм зернистостей менее 32 и ширин свыше 830 мм зернистостей менее 12.
Примечание. По заказу потребителя допускается изготовление рулонов других размеров.
(Измененная редакция, Изм. N 2).
1.3. Шлифовальная шкурка должна изготовляться со следующими видами рабочего слоя:
С - сплошной;
Р - рельефный.
1.4. Исполнения и размеры рельефного рабочего слоя должны соответствовать указанным на чертеже и в табл. 1а.
Исполнение 1
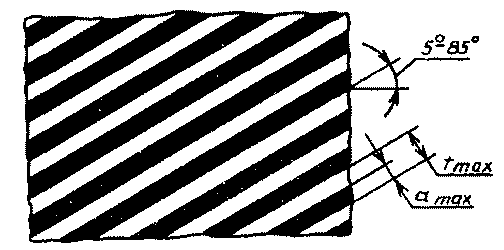
Исполнение 3
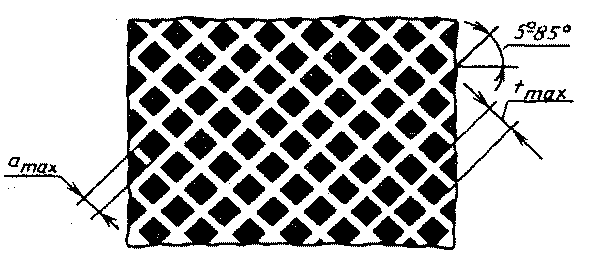
Исполнение 2
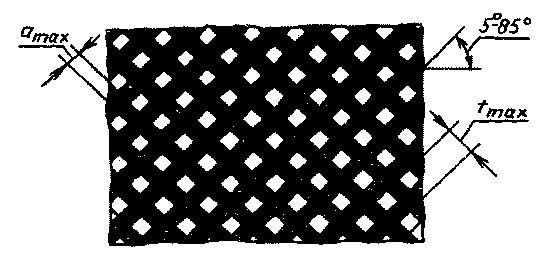
Исполнение 4

Таблица 1а
────────┬────────────────────────────────────┬───────────────────────────────────
Зернис- │ Ширина │ Шаг
тость ├──────────────────┬─────────────────┼─────────────────┬─────────────────
│ a │ a │ t │ t
│ max │ min │ max │ min
├──────────┬───────┼─────────┬───────┼─────────┬───────┼─────────┬───────
│ Интервал │ Пред. │Интервал │ Пред. │Интервал │ Пред. │Интервал │ Пред.
│ │ откл. │ │ откл. │ │ откл. │ │ откл.
────────┼──────────┼───────┼─────────┼───────┼─────────┼───────┼─────────┼───────
50 - 25 │1,5 - 15,0│+/- 1,0│0,5 - 4,0│+/- 0,3│ 3,0 - │+/- 2,0│1,0 - 8,0│+/- 0,5
│ │ │ │ │ 38,0 │ │ │
────────┼──────────┼───────┤ │ ├─────────┼───────┤ │
20; 16 │1,0 - 10,0│+/- 0,3│ │ │ 2,5 - │+/- 1,0│ │
│ │ │ │ │ 25,0 │ │ │
────────┼──────────┤ ├─────────┼───────┼─────────┼───────┼─────────┼───────
12 - М40│0,5 - 5,0 │ │0,3 - 2,0│+/- 0,2│ 1,0 - │+/- 0,5│0,5 - 6,0│+/- 0,3
│ │ │ │ │ 20,0 │ │ │
1.5. Отклонение от параллельности образующих линий рельефа должно быть в пределах допуска на шаг рельефа.
Пример условного обозначения тканевой шлифовальной шкурки типа 2, с рельефным рабочим слоем шириной 830 мм, длиной 50 м, на сарже средней N 2 суровой, из белого электрокорунда марки 24А, зернистости 40-Н, на мездровом клее:
2Р 830 х 50 С2 24А 40-Н М ГОСТ 5009-82
(Измененная редакция, Изм. N 1, 2).
2.1. Шлифовальная шкурка должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шлифовальная шкурка должна изготовляться из шлифовальных материалов, указанных в табл. 2.
Таблица 2
───────────────────────────────┬──────────────────────────────────
Вид шлифматериала │ Марка шлифматериала
───────────────────────────────┼──────────────────────────────────
Нормальный электрокорунд │15А; 14А; Ф14А; 13А; Ф13А
Белый электрокорунд │25А; 24А; 23А
Легированный электрокорунд │94А; 93А; 92А; 91А; 91А-М; 92А-М
Циркониевый электрокорунд │38А
Монокорунд │44А; 43А
Примечание. По заказу потребителя допускается изготовление шлифовальной шкурки из других марок шлифматериалов или их смесей.
(Измененная редакция, Изм. N 1, 2).
2.3. Для изготовления шлифовальной шкурки в качестве основы должны применяться хлопчатобумажные ткани по ГОСТ 3357-72 в соответствии с табл. 3.
Таблица 3
──────────────────┬─────────────┬─────────────────────┬───────────
Наименование ткани│ Условное │ Наименование ткани │ Условное
│ обозначение │ │обозначение
──────────────────┼─────────────┼─────────────────────┼───────────
Саржа особо легкая│ ЛОГ │Саржа утяжеленная │ УГ
гладкокрашеная │ │гладкокрашеная │
Саржа легкая N 1 │ Л1 │Саржа особо легкая │ ЛО
суровая │ │суровая │
Саржа легкая N 2 │ Л2Г │Саржа легкая N 2 │ Л2
гладкокрашеная │ │суровая │
Саржа средняя N 1 │ С1 │Саржа средняя N 2 │ С2
суровая │ │суровая │
Саржа средняя N 1 │ С1Г │Саржа утяжеленная N 2│ У2
гладкокрашеная │ │суровая │
Саржа утяжеленная │ У1 │ │
N 1 суровая │ │ │
Примечания. 1. Допускается применение других тканей, в том числе из синтетических волокон, по своим физико-механическим свойствам не хуже указанных.
2. Если ткань не имеет установленного условного обозначения, допускается в условном обозначении шлифовальной шкурки указывать ее артикул.
(Измененная редакция, Изм. N 2).
2.4. Шлифовальная шкурка должна изготовляться из шлифматериалов зернистостей, указанных в табл. 4.
Таблица 4
──────────────────────────────────────────────────────────────────
Зернистость шлифматериалов
─────────────────────────────────┬────────────────────────────────
электрокорундовых │ монокорунда
─────────────────────────────────┼────────────────────────────────
125 - М40 │ 50 - 6
(Измененная редакция, Изм. N 1, 2).
2.5. Шлифматериал должен быть связан с основой мездровым клеем по ГОСТ 3252-80 или другими связками по отраслевой нормативно-технической документации.
Примечание. Допускается вводить в связку красители или красящие пигменты.
2.6. Зерновой состав шлифматериалов - по ГОСТ 3647-80.
2.7. (Исключен, Изм. N 2).
2.7.1. На рабочей поверхности шлифовальной шкурки со сплошным рабочим слоем суммарная площадь морщин, складок, участков без абразивных зерен, залитая связкой, не должна превышать 0,5% площади рулонов.
Примечание. По согласованию с потребителем допускается суммарная площадь указанных дефектов не более 1% площади рулона.
2.7.2. В рулоне шлифовальной шкурки не допускаются кромки шириной более 10 мм с дефектами.
2.7.1, 2.7.2. (Измененная редакция, Изм. N 1, 2).
2.7.3. Требование к рабочей поверхности шкурки с рельефным рабочим слоем - по ГОСТ 6456-82.
(Введен дополнительно, Изм. N 1).
Таблица 5
─────────────────────────────────┬────────────────────────────────
Зернистость │ Неравномерность толщины,
│ мм, не более
─────────────────────────────────┼────────────────────────────────
125 - 80 │ 0,40
63 - 50 │ 0,25
40 - 20 │ 0,15
16 - 10 │ 0,10
8 - М40 │ 0,08
2.9. Прочность на разрыв и удлинение шлифовальной шкурки должны соответствовать значениям, указанным в табл. 6.
Таблица 6
───────────┬────────────────────────────────┬─────────────────────
Условное │Разрывная нагрузка, Н, не менее,│Удлинение при разрыве
обозначение│ в направлениях │ в продольном
ткани ├────────────────┬───────────────┤ направлении, %, не
│ продольном │ поперечном │ более
───────────┼────────────────┼───────────────┼─────────────────────
ЛО │ 1030 │ 345 │ 8
───────────┤ │ │
ЛОГ │ │ │
───────────┼────────────────┼───────────────┤
Л1 │ 935 │ 275 │
───────────┼────────────────┼───────────────┼─────────────────────
Л2 │ 1130 │ 375 │ 10
───────────┤ │ │
Л2Г │ │ │
───────────┼────────────────┼───────────────┼─────────────────────
С1 │ 1180 │ 295 │ 7
───────────┼────────────────┼───────────────┤
С1Г │ 1275 │ 345 │
───────────┼────────────────┼───────────────┼─────────────────────
С2 │ 1375 │ 375 │ 8
───────────┼────────────────┼───────────────┼─────────────────────
У1 │ 1520 │ 345 │ 7
───────────┼────────────────┼───────────────┤
УГ │ 1620 │ 395 │
───────────┼────────────────┼───────────────┤
У2 │ 1730 │ 415 │
(Измененная редакция, Изм. N 2).
Таблица 7
───────────────────────┬──────────────────────────────────────────
Зернистость │ Приведенный износ шкурки
├──────────────────────────────────────────
│ для типов
├─────────────────────┬────────────────────
│ 1 │ 2
───────────────────────┼─────────────────────┼────────────────────
125 - 80 │ 12 - 25 │ Св. 25
───────────────────────┼─────────────────────┼────────────────────
80 │ - │ -
(Измененная редакция, Изм. N 1).
2.12. Показатель прочности закрепления абразивных зерен электрокорундовой шлифовальной шкурки К (отношение снятого материала эталонного стержня к массе разрушенного до основы рабочего слоя) должен соответствовать значениям, указанным в табл. 7а.
Таблица 7а
───────────────────────┬──────────────────────────────────────────
Зернистость │ К, мм/г, для типов
├─────────────────────┬────────────────────
│ 1 │ 2
───────────────────────┼─────────────────────┼────────────────────
63; 50 │ 1,0 - 3,5 │ Св. 3,5
───────────────────────┼─────────────────────┼────────────────────
40 - 16 │ 3,0 - 8,0 │ Св. 8,0
───────────────────────┼─────────────────────┤
12 - М40 │ 2,0 - 8,0 │
(Измененная редакция, Изм. N 1).
2.13. Коэффициент нанесения шлифматериала на основу для шкурки с рельефным рабочим слоем должен быть 0,35 - 0,80.
(Введен дополнительно, Изм. N 1).
2.14. Режущая способность шкурки при условиях испытаний, указанных в обязательном Приложении 2, должна соответствовать значениям, указанным в табл. 7б.
Таблица 7б
────────────────────────────────┬─────────────────────────────────
Зернистость │ Режущая способность шкурки,
│ мм3/мин, не менее
────────────────────────────────┼─────────────────────────────────
80 │ -
63 │ 285,0
50 │ 270,0
40 │ 259,0
32 │ 242,0
25 │ 240,0
20 │ 216,0
16 │ 200,0
12 │ 185,0
10 │ 165,0
8 │ 140,0
────────────────────────────────┼─────────────────────────────────
6 │ 75,0
5; М63 │ 57,0
4; М50 │ 21,8
М40 │ 5,7
Примечание. Режущая способность шкурки, изготовленной из шлифматериалов марок Ф14А и Ф13А, должна быть на 3% выше указанной в табл. 7б.
(Измененная редакция, Изм. N 2).
3.1. Для контроля соответствия шлифовальной шкурки требованиям настоящего стандарта следует проводить приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп. 1.2, 2.7.1 - 2.7.3 должны подвергать не менее 1% рулонов шлифовальной шкурки от партии, но не менее 3 шт., по пп. 1.4, 1.5, 2.10, 2.12 и 2.14 - 0,1%, но не менее 3 шт.
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.2.1. Партия должна состоять из шлифовальной шкурки одной характеристики, изготовленной за одну смену и одновременно предъявленной к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
(Измененная редакция, Изм. N 1).
3.3.1. Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве рулонов шкурки.
При наличии дефектов в повторной выборке партию не принимают.
(Введен дополнительно, Изм. N 1).
3.4. Периодическим испытаниям должна подвергаться продукция (один из размеров рулонов), выдержавшая приемочный контроль (по п. 3.2), на соответствие требованиям пп. 2.8 и 2.13 - 0,5% рулонов, но не менее 3 шт., пп. 2.9 и 2.11 - 0,5% рулонов шлифовальной шкурки зернистостей 80, 40, 8, 5 и М40, но не менее 3 шт., п. 2.9 - на всех видах основ.
(Измененная редакция, Изм. N 1).
3.5. Периодические испытания должны проводиться не реже одного раза в год.
(Измененная редакция, Изм. N 2).
4.1. Приведенный износ шлифовальной шкурки (отношение зернистости шлифовальной шкурки к ее осыпаемости) определяют на приборе КЗШ ВНИИАШ истиранием шкурки о шкурку в течение 2 мин при нагрузке 49,0 Н.
(Измененная редакция, Изм. N 1).
4.1.1. Остальные условия испытания - по ГОСТ 6456-82.
4.2. Определение прочности на разрыв и удлинение шлифовальной шкурки производится по ГОСТ 3813-72, кроме п. 1.2, при температуре окружающей среды. Для испытания берутся образцы рабочим размером 50 х 200 мм.
Удлинение контролируют при значениях разрывной нагрузки, предусмотренных табл. 6.
(Измененная редакция, Изм. N 1, 2).
4.3. Определение режущей способности и показатели прочности закрепления абразивных зерен электрокорундовой шлифовальной шкурки приведены в обязательном Приложении 2; определение режущей способности кремневой шлифовальной шкурки - по ГОСТ 6456-82.
4.4. Размеры и внешний вид рабочей поверхности, неравномерность толщины и влажность определяют по ГОСТ 6456-82.
(Измененная редакция, Изм. N 1).
4.5. Образцы для контроля по пп. 4.1 - 4.4 отбирают из любого места рулона, удаленного от конца рулона или кромок не менее чем на 10 мм. Значение показателей по пп. 4.1, 4.2, неравномерности толщины и влажности берется как среднее арифметическое из трех определений.
4.6. Расчет коэффициента нанесения шлифматериала на основу  приведен в обязательном Приложении 3.
приведен в обязательном Приложении 3.
(Введен дополнительно, Изм. N 1).
5.1. На нерабочей поверхности рулона шлифовальной шкурки через каждые (235 +/- 20) мм в продольном и через каждые (200 +/- 20) мм в поперечном направлениях должны быть нанесены:
- товарный знак предприятия-изготовителя;
- условное обозначение (кроме типа);
- номер партии.
Примечания. 1. При применении смеси шлифматериалов - в условном обозначении маркировать марку основного шлифматериала, при применении смеси зернистостей - маркировать основную зернистость.
2. По согласованию с потребителем размеры рулона допускается не наносить.
(Измененная редакция, Изм. N 1, 2).
5.2. Маркировка связок:
- мездровый клей - М;
- комбинированная связка - К.
5.3. Намотка шлифовальной шкурки в рулоны должна быть ровной и плотной рабочим слоем наружу, не допускающей образования морщин, складок и мятых мест.
Торцовая поверхность рулона должна быть ровной, выступы кромок рулона шириной до 830 мм не должны превышать 20 мм, шириной свыше 830 мм - 30 мм.
(Измененная редакция, Изм. N 2).
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 18277-72 Постановлением Госстандарта СССР от 18.06.1990 N 1621 с 1 июля 1991 года введен в действие ГОСТ 18277-90. |
5.4. Каждый рулон шлифовальной шкурки должен быть обернут двойным слоем бумаги по ГОСТ 18277-72, ГОСТ 2228-81 или ГОСТ 10127-75.
Рулон должен быть заклеен на стыке. Слои упаковочной бумаги должны закрывать торцы рулона и обеспечивать сохранность его при транспортировании.
5.5. (Исключен, Изм. N 2).
5.6. На каждом упакованном рулоне должна быть наклеена этикетка или нанесен штамп со следующими данными:
товарный знак предприятия-изготовителя;
условное обозначение;
дата выпуска и номер партии;
штамп технического контроля;
изображение государственного Знака качества по НТД для шлифовальной шкурки, которой в установленном порядке присвоен государственный Знак качества.
5.7 - 5.16. (Исключены, Изм. N 2).
5.17. Остальные требования к маркировке и упаковке, а также транспортирование и хранение - по ГОСТ 27595-88.
(Введен дополнительно, Изм. N 2).
Разд. 6. (Исключен, Изм. N 1).
Приложение 1. (Исключено, Изм. N 1).
Обязательное
РЕЖУЩЕЙ СПОСОБНОСТИ И ПОКАЗАТЕЛЯ ПРОЧНОСТИ
ЗАКРЕПЛЕНИЯ АБРАЗИВНЫХ ЗЕРЕН
1. Оборудование и материалы
1.1. Прибор для испытания ПСШ-3.
1.2. Технические весы с погрешностью взвешивания не более 0,01 г.
1.3. Образцы шлифовальной шкурки длиной 680 мм и шириной 20 мм.
1.4. Стержень из калиброванной стали марки 45 по ГОСТ 1051-88 диаметром 10 мм и длиной 250 - 300 мм.
2. Подготовка к испытанию
2.1. Прокромковать и взвесить образец шлифовальной шкурки.
2.2. Закрепить образец шлифовальной шкурки на металлическом диске диаметром 100 мм и шлифуемый стержень в патроне-держателе. Шлифуемый стержень должен быть наклонен в сторону вращения диска так, чтобы торец стержня после шлифования был плоским. С этой целью производят шлифование шлифовальной шкуркой зернистости 12 из нормального электрокорунда в течение 15 с при радиальной нагрузке 19,6 Н, частоте вращения стержня 36 мин , скорости шлифования 15 м/с.
, скорости шлифования 15 м/с.
3. Проведение испытания
3.1. Для определения режущей способности шлифовальной шкурки производят шлифование стержня в следующем режиме: радиальная нагрузка - 9,8 Н, время шлифования - 1 мин, скорость шлифования - 15 м/с, частота вращения стержня - 36 мин .
.
3.3. Для определения показателя прочности закрепления абразивных зерен стержень охладить до комнатной температуры или заменить его на другой.
3.4. Стержень шлифуют в режиме, указанном в таблице.
───────────┬────────┬────────┬──────────┬───────────┬─────────────
Зернистость│Скорость│Частота │Радиальная│Продолжите-│Критерий
│шлифова-│вращения│нагрузка, │льность │стойкости -
│ния, м/с│стержня,│ Н │цикла, с │минимальный
│ │ -1 │ │ │съем металла
│ │мин │ │ │за цикл, мм
───────────┼────────┼────────┼──────────┼───────────┼─────────────
125 - 50 │ 15 │ 36 │ 53,9 │ 10 │ 2,00
───────────┤ │ │ │ ├─────────────
40; 32 │ │ │ │ │ 1,00
───────────┤ │ ├──────────┤ ├─────────────
25 - 16 │ │ │ 49,0 │ │ 0,50
───────────┤ │ │ │ ├─────────────
12 │ │ │ │ │ 0,25
───────────┤ │ ├──────────┤ │
10 - 6 │ │ │ 44,1 │ │
───────────┤ │ │ │ ├─────────────
5 - М40 │ │ │ │ │ 0,00
3.5. Испытание по пп. 3.2 - 3.4 повторить до достижения критерия стойкости шлифовальной шкурки в соответствии с таблицей.
3.6. Снять и взвесить образец шлифовальной шкурки.
4. Обработка результатов
4.1. Режущая способность Q, мм3/мин, определяется по формуле
 ,
,где  - длина сошлифованного эталонного стержня за первый цикл шлифования, мм;
- длина сошлифованного эталонного стержня за первый цикл шлифования, мм;
t - время шлифования, t = 1 мин.
4.2. Показатель прочности закрепления К, мм/г, абразивных зерен шлифовальной шкурки определяется по формуле
 ,
,где  - длина сошлифованного эталонного стержня, мм;
- длина сошлифованного эталонного стержня, мм;
n - количество циклов до достижения критерия стойкости;
4.3. Режущая способность и показатель прочности закрепления абразивных зерен определяют как среднее арифметическое значение из трех испытаний.
Обязательное
НАНЕСЕНИЯ ШЛИФМАТЕРИАЛА НА ОСНОВУ
Коэффициент нанесения шлифматериала на основу  (отношение площади основы с нанесенным шлифматериалом к ее общей площади)
(отношение площади основы с нанесенным шлифматериалом к ее общей площади)
для исполнения 1 рассчитывают по формуле
 ,
,где  - максимальная ширина рельефа, мм,
- максимальная ширина рельефа, мм,
для исполнения 2 рассчитывают по формуле
 ,
,для исполнения 3 рассчитывают по формуле
 ,
,для исполнения 4 рассчитывают по формуле
 ,
,где  - минимальная ширина рельефа, мм;
- минимальная ширина рельефа, мм;
(Введено дополнительно, Изм. N 1).