СПРАВКА
Источник публикации
М., 2017
Примечание к документу
Название документа
"Технические условия на стальные конструкции и технологию заводской и монтажной сварки железнодорожных мостов из атмосферостойкой стали марки 14ХГНДЦ"
(утв. Распоряжением ОАО "РЖД" от 16.10.2017 N 2100р)
"Технические условия на стальные конструкции и технологию заводской и монтажной сварки железнодорожных мостов из атмосферостойкой стали марки 14ХГНДЦ"
(утв. Распоряжением ОАО "РЖД" от 16.10.2017 N 2100р)
Содержание
Распоряжением ОАО "РЖД"
от 16 октября 2017 г. N 2100р
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА СТАЛЬНЫЕ КОНСТРУКЦИИ И ТЕХНОЛОГИЮ
ЗАВОДСКОЙ И МОНТАЖНОЙ СВАРКИ ЖЕЛЕЗНОДОРОЖНЫХ МОСТОВ
ИЗ АТМОСФЕРОСТОЙКОЙ СТАЛИ МАРКИ 14ХГНДЦ
Настоящие технические условия (далее по тексту - ТУ) распространяются на проектирование, технологию сборки и сварки и устройство фрикционных соединений в заводских условиях и на монтаже, а также приемку металлических пролетных строений (включая стальные части сталежелезобетонных пролетных строений) и опор железнодорожных и пешеходных мостов из атмосферостойкой стали 14ХГНДЦ обычного и северного А и Б исполнений, сооружаемых ОАО "РЖД" в районах с расчетной сейсмичностью до 9 баллов включительно.
ГОСТ 535-2005. Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия.
ГОСТ 859-2014. Медь. Марки.
ГОСТ 1050-2013. Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия.
ГОСТ 1173-2006. Фольга, ленты, листы и плиты медные. Технические условия.
ГОСТ 1497-84. Металлы. Методы испытаний на растяжение.
ГОСТ 1778-70. Сталь. Металлографические методы определения неметаллических включений.
ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
ГОСТ 2999-75. Металлы и сплавы. Метод измерения твердости по Виккерсу.
ГОСТ 3242-79. Соединения сварные. Методы контроля качества.
ГОСТ 4543-71. Прокат из легированной конструкционной стали. Технические условия.
ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 5521-93. Прокат стальной для судостроения. Технические условия.
ГОСТ 5632-72*. Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.
ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств.
ГОСТ 7122-81. Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава.
ГОСТ 7268-82. Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб.
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 7564-97. Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
ГОСТ 7566-94. Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение.
ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
ГОСТ 8509-93. Уголки стальные горячекатаные равнополочные. Сортамент.
ГОСТ 8510-86. Уголки стальные горячекатаные неравнополочные. Сортамент (с изменением N 1).
ГОСТ 8713-79. Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 9013-59. Металлы. Метод измерения твердости по Роквеллу.
ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах.
ГОСТ 10157-79. Аргон газообразный и жидкий. Технические условия.
ГОСТ 11533-75. Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 11534-75. Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 11964-81. Дробь чугунная и стальная технические. Общие технические условия.
ГОСТ 12503-75. Сталь. Методы ультразвукового контроля. Общие требования.
ГОСТ 14019-2003. Материалы металлические. Метод испытания на изгиб.
ГОСТ 14192-96. Маркировка грузов.
ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного качества.
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 14792-80. Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза.
ГОСТ 15846-2002. Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение.
ГОСТ 19170-2001. Стекловолокно. Ткань конструкционного назначения. Технические условия.
ГОСТ 19281-2014. Прокат из стали повышенной прочности. Общие технические требования.
ГОСТ 19300-86. Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры.
ГОСТ 21014-88. Прокат черных металлов. Термины и определения дефектов поверхности.
ГОСТ 22235-2010. Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ.
ГОСТ 22536.0-87*. Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа.
ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля.
ГОСТ 23518-79. Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 25.502-79*. Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Методы испытаний на усталость.
ГОСТ 25.506-85. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении.
ГОСТ 26047-83. Конструкции строительные стальные. Условные обозначения (марки).
ГОСТ 26294-84. Соединения сварные. Методы испытания на коррозионное растрескивание.
ГОСТ 27751-2014. Надежность строительных конструкций и оснований. Основные положения.
ГОСТ 27809-95. Чугун и сталь. Методы спектрографического анализа.
ГОСТ 28870-90. Сталь. Методы испытания на растяжение толстолистового проката в направлении толщины.
ГОСТ 9.039-74. Единая система защиты от коррозии и старения. Коррозионная агрессивность атмосферы.
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию.
ГОСТ 9.903-81. Единая система защиты от коррозии и старения. Стали и сплавы высокопрочные. Методы ускоренных испытаний на коррозионное растрескивание.
ГОСТ Р 52087-2003. Газы углеводородные сжиженные топливные. Технические условия.
ГОСТ Р 52643-2006. Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия.
ГОСТ Р 52644-2006. Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ для металлических конструкций. Технические условия.
ГОСТ Р 52645-2006. Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций. Технические условия.
ГОСТ Р 52646-2006. Шайбы к высокопрочным болтам для металлических конструкций. Технические условия.
ГОСТ Р 55374-2012. Прокат из стали конструкционной легированной для мостостроения. Общие технические условия.
ГОСТ Р 55724-2013. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ Р 55776-2013. Контроль неразрушающий радиационный. Термины и определения.
СП 16.13330.2011. Стальные конструкции. Актуализированная редакция СНиП II-23-81*.
СП 28.13330.2012. Защита строительных конструкций от коррозии. Актуализированная редакция СНиП 2.03.11-85.
СП 35.13330.2011. Мосты и трубы. Актуализированная редакция СНиП 2.05.03-84*.
СП 46.13330.2012. Мосты и трубы. Актуализированная редакция СНиП 3.06.04-91.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду СП 79.13330.2012, а не СП 79.13330.2014. |
СП 79.13330.2014. Мосты и трубы. Правила обследований и испытаний. Актуализированная редакция СНиП 3.06.07-86.
СП 131.13330.2012. Строительная климатология. Актуализированная редакция СНиП 23-01-99*.
Примечание. При пользовании настоящими Техническими условиями целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящими ТУ следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Атмосферостойкая сталь - сталь, содержащая специфические элементы, которые вводятся в ее состав в процессе производства для получения стабильных, плотных слоев ржавчины с хорошей адгезией к основному металлу. Такая ржавчина (патина) развивается в условиях переменного увлажнения и сушки, образует защитный барьер, препятствующий доступу кислорода и влаги к поверхности металла, при этом скорость коррозии снижается до 6,0 - 8,0 мкм/год;
автоматическая дуговая сварка - сварка, выполняемая машиной (механизмом), при этом подача сварочных материалов и перемещение сварочной дуги осуществляются данным механизмом без непосредственного участия человека;
выносливость - способность материала, конструкции, соединения сопротивляться в заданных пределах усталостному разрушению под воздействием циклического изменения временной нагрузки;
двухдуговая сварка - дуговая сварка, при которой нагрев осуществляется одновременно двумя дугами с раздельным питанием их током;
зазор - кратчайшее расстояние между кромками собранных для сварки деталей;
зона сплавления (ЗС) - участок расплавления основного (свариваемого) металла в процессе электродуговой сварки; околошовная зона;
зона термического влияния (ЗТВ) - участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке плавлением или термической резке;
катет углового шва - кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части;
керамический сварочный флюс - флюс для дуговой сварки, полученный перемешиванием порошкообразных материалов со связующим веществом, грануляцией и последующей термической обработкой;
коррозия материала - разрушение материала вследствие химического или электрохимического взаимодействия с агрессивной коррозионной средой. Для процесса коррозии следует применять термин "коррозионный процесс", а для результата процесса - термин "коррозионное разрушение";
коррозионная стойкость - способность материалов сопротивляться коррозии, определяющаяся скоростью коррозии в данных условиях. Для оценки скорости коррозии используются как качественные, так и количественные характеристики. Изменение внешнего вида поверхности металла, изменение его микроструктуры являются примерами качественной оценки скорости коррозии;
коэффициент надежности по назначению  (коэффициент надежности по ответственности) - учитывает степень ответственности сооружения и обеспечивает требуемый уровень надежности;
(коэффициент надежности по ответственности) - учитывает степень ответственности сооружения и обеспечивает требуемый уровень надежности;
коэффициент условий работы - коэффициент, учитывающий наиболее вероятные особенности действительной работы материалов, конструкций и оснований при строительстве и эксплуатации сооружений и вводимый при определении расчетных сопротивлений элементов конструкций и их соединений;
коэффициент условий надежности по нагрузке (коэффициент перегрузки) - коэффициент, учитывающий возможные отклонения фактической нагрузки от нормативной нагрузки;
коэффициент трения - коэффициент, устанавливающий пропорциональность между силой трения и силой нормального давления. Коэффициент трения является совокупной характеристикой пары материалов, которые соприкасаются и не зависят от площади соприкосновения тел;
кратер - углубление, образующееся в конце валика под действием давления дуги и вследствие объемной усадки металла шва;
механизированная дуговая сварка - дуговая сварка, при которой подача плавящегося электрода, или присадочного металла, или относительное перемещение дуги и изделия выполняются с помощью механизмов, управляемых человеком;
монтажный элемент - готовое изделие, отправляемое на монтаж без сборки и сварки на заводе (фасонка, накладка, прокладка, рыбка, связь и т.д.);
надежность - гарантированная невозможность превышения предельных состояний при действии наиболее неблагоприятных сочетаний расчетных нагрузок в течение расчетного срока службы. Включает безопасность, долговечность и ремонтопригодность;
наплыв в сварном соединении - дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним;
непровар - дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва;
отправочная марка, или сборочная единица - изделие, собранное из деталей с участием соединяющих элементов: сварочных материалов, крепежных метизов и др.;
плавленый сварочный флюс - флюс для дуговой сварки, полученный сплавлением его составляющих и последующей грануляцией расплава;
погонная энергия - энергия, затраченная на единицу длины сварного шва при сварке плавлением;
подрез зоны сплавления - дефект в виде конусообразного углубления по линии сплавления сварного шва с основным металлом;
приторцевать детали - обеспечить примыкание торцевой кромки одной детали к поверхности другой с требованием плотности прилегания с зазором менее 0,3 мм на всю толщину детали и/или с зазором 0,3 мм на половину толщины детали;
прихватка - короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей;
пролетное строение - несущая конструкция мостового сооружения, перекрывающая все пространство или часть его между двумя или несколькими опорами, воспринимающая нагрузку от элементов мостового полотна, транспортных средств и пешеходов и передающая ее на опоры;
расчетная высота углового шва - длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника;
ручная дуговая сварка - дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение выполняются вручную;
сборка - соединение в определенной последовательности и закрепление деталей, подузлов и узлов для получения конструкции, удовлетворяющей ее назначению;
свариваемость стали - комплексная технологическая характеристика свариваемого металла, сварочных материалов и режимов сварки, обеспечивающая получение сварного соединения, удовлетворяющего заданным условиям безопасной конструкции или сооружения;
сварка - получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и/или пластическом деформировании;
сварная конструкция - металлическая конструкция, изготовленная сваркой отдельных деталей;
сварное соединение - неразъемное соединение деталей, выполненное сваркой и включающее в себя шов и зону термического влияния;
сварочные деформации - перемещения различных точек сварного изделия (укорочение, изгиб, поворот сечений, потеря устойчивости листа и т.д.) в процессе сварки и последующего охлаждения металла. Собственные деформации и напряжения, имеющие место в сварной конструкции, называют остаточными;
свищ в сварном шве - дефект в виде воронкообразного углубления в сварном шве;
сопротивление усталости - свойство материала не разрушаться с течением времени под действием изменяющихся рабочих нагрузок. В большинстве случаев это циклические нагрузки. Разрушение происходит из-за появления микроразрушений, их накопления, затем объединения в одно макроразрушение;
специализированный мостовой завод - предприятие, основной продукцией которого является изготовление металлоконструкций пролетных строений, опор и пилонов стальных мостов, путепроводов, эстакад, а также изготовление специальных вспомогательных сооружений и устройств (далее - СВСиУ) для возведения мостов; предприятие должно иметь практический опыт работы по изготовлению указанных конструкций пять и более лет;
специализированная мостостроительная организация - предприятие, основным видом деятельности которого является монтаж, сборка и монтажная сварка металлоконструкций мостов, путепроводов и эстакад, а также СВСиУ для их возведения; предприятие должно иметь практический опыт работы пять и более лет;
строительный подъем - искусственный выгиб, придаваемый строительным конструкциям в направлении, противоположном прогибу под нагрузкой, для повышения их эксплуатационных качеств;
стыковое соединение - сварное соединение двух элементов, примыкающих один к другому торцевыми поверхностями;
стыковой шов - сварной шов стыкового соединения;
тавровое соединение - сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента;
термическая обработка - совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов с целью получения заданных свойств за счет изменения внутреннего строения и структуры. Термическая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств детали;
технологический (монтажный) припуск - конструктивно предусмотренный заведомо больше требуемого размер монтажного элемента, предусмотренный для максимально точного монтажа этого элемента и/или компенсации усадок от сварки;
трещина сварного соединения - дефект сварного соединения в виде разрыва в сварном шве и/или прилегающих к нему зонах;
трещиностойкость - способность материала конструкции сопротивляться образованию или развитию до заданных пределов в нем трещин под действием нагрузок, технологических и климатических воздействий;
усталость - процесс постепенного накопления повреждений материала под действием переменных напряжений, приводящий к изменению свойств, образованию трещин, их развитию и разрушению;
угловой шов - сварной шов углового, таврового или нахлесточного соединения;
угол скоса кромки - острый угол между плоскостью скоса кромки и плоскостью торца детали;
усталостные разрушения - разрушение материала под действием повторно-переменных (часто циклических) напряжений. Физические причины усталостного разрушения материалов достаточно сложны и еще не до конца изучены. Одной из основных причин усталостного разрушения принято считать образование и развитие трещин;
фрикционные соединения - соединения, в которых передача усилия осуществляется только силами трения по контактным плоскостям соединяемых элементов, возникающего вследствие натяжения высокопрочных болтов;
хладостойкость - способность материалов, элементов, конструкций и их соединений сопротивляться хрупким разрушениям при низких температурах окружающей среды;
цепочка пор в сварном шве - группа пор в сварном шве, расположенных в линию параллельно оси сварного шва;
эксцентриситет - числовая характеристика конического сечения, показывающая степень его отклонения от окружности;
элемент - понятие, обозначающее составную часть конструкции, сооружения.
4.1.1. Требования настоящих ТУ следует учитывать наряду с требованиями к стальным конструкциям железнодорожных и пешеходных мостов, установленными в нормативных документах, технических требованиях и указаниях, действующих на территории Российской Федерации.
4.1.2. Организации, осуществляющие проектирование, инженерные изыскания, строительство и эксплуатацию железнодорожных и пешеходных мостов должны иметь свидетельство о допуске к соответствующему виду работ, выданное саморегулируемой организацией.
4.1.3. Импортные и новые строительные материалы, изделия и конструкции, а также технологии, от свойств которых зависит безопасность и долговечность сооружений, допускается применять при наличии сертификатов, технических свидетельств или других документов, разрешающих их использование для железнодорожных и пешеходных мостов.
4.1.4. Тип исполнения стальных пролетных строений и опор из стали марки 14ХГНДЦ в зависимости от значения расчетной минимальной температуры, принимаемой по температуре наружного воздуха наиболее холодной пятидневки в районе строительства по СП 131.13330.2012 с обеспеченностью 0,98, следует принимать:
Расчетная минимальная температура, °C | Тип исполнения |
До минус 40 включительно | Обычное |
Ниже минус 40 до минус 50 включительно | Северное А |
Ниже минус 50 | Северное Б |
- выбирать оптимальные в технико-экономическом отношении схемы, системы и конструкции пролетных строений, сечения элементов, экономичные профили проката;
- учитывать существующую практику по компоновке пролетных строений железнодорожных мостов, в том числе при компоновке учитывать применение механизмов для очистки балласта;
- предусматривать применение сварных заводских элементов с фрикционными на высокопрочных болтах, сварными и комбинированными болтосварными монтажными соединениями;
- для фрикционных соединений, как правило, предусматривать использование высокопрочных метизов из атмосферостойкой стали;
- обеспечивать возможность осмотра, очистки и ремонта конструкций;
- исключать в них зоны, в которых возможно скопление воды и затруднено проветривание;
- предусматривать герметизацию замкнутых профилей, элементов и блоков;
- обеспечивать технологичность конструкций при заводском изготовлении и монтаже, в том числе возможность поточного изготовления, конвейерного или крупноблочного монтажа;
- принимать, что конструкции из атмосферостойкой стали марки 14ХГНДЦ не требуют дополнительной противокоррозионной защиты внутренних и внешних поверхностей на прогнозируемый срок службы при расположении мостов в открытой атмосфере любой коррозионной агрессивности (оценка агрессивности по ГОСТ 9.039-74) на всей территории Российской Федерации за исключением 500-метровой полосы от берега моря;
- предусматривать устройство антикоррозионно-защитного гидроизоляционного слоя по Типовым требованиям к гидроизоляции и противокоррозионной защите [1] внутренних поверхностей балластного корыта из стали марки 14ХГНДЦ;
- предусматривать, как правило, горячее цинкование толщиной не менее 100 мкм элементов служебных проходов, смотровых приспособлений и водоотводных устройств при использовании сталей, подверженных атмосферной коррозии с учетом требований СП 28.13330.2012;
- в необходимых случаях, в том числе в городских условиях по требованию заказчика, предусматривать окраску стальных конструкций из стали марки 14ХГНДЦ системами покрытий по Технологическим указаниям по окраске металлических конструкций железнодорожных мостов [5];
- для каждого конкретного объекта предусматривать монтаж стальных конструкций по технологическому регламенту на их сборку, сварку и устройство фрикционных соединений, причем с научно-техническим сопровождением в случае применения монтажной сварки и/или при наличии сложных конструктивных решений;
- указывать в рабочих чертежах КМ стальных конструкций марки сталей и материалы соединений, а также необходимые дополнительные требования к ним, предусмотренные стандартами и техническими условиями, включая настоящие ТУ. Документация КМ должна содержать все данные для заказа металлопроката, метизов, деформационных швов, опорных частей, при наличии балластного корыта или при использовании сталей, подверженных атмосферной коррозии, защитных и гидроизоляционных материалов.
4.1.6. Вводимые в эксплуатацию железнодорожные мосты с металлическими пролетными строениями и/или опорами из стали марки 14ХГНДЦ должны быть обследованы, испытаны или обкатаны в соответствии с требованиями СП 79.13330.2012.
4.1.7. В необходимых случаях согласно пункту 2) части 9 статьи 15 Федерального закона "Технический регламент о безопасности зданий и сооружений" от 30 декабря 2009 N 384-ФЗ в проектной документации следует предусматривать мониторинг состояния несущих конструкций из стали марки 14ХГНДЦ железнодорожных мостов на стадии строительства и в период эксплуатации; общие требования к выполнению работ по мониторингу следует принимать по СП 79.13330.2012.
Динамические коэффициенты
4.1.8. Динамические коэффициенты  к вертикальным нагрузкам СК и
к вертикальным нагрузкам СК и  от подвижного состава железных дорог для элементов стальных и сталежелезобетонных пролетных строений, а также элементов стальных опор следует принимать равными:
от подвижного состава железных дорог для элементов стальных и сталежелезобетонных пролетных строений, а также элементов стальных опор следует принимать равными:
железнодорожных мостов всех систем (кроме основных элементов главных ферм неразрезных пролетных строений), независимо от рода езды (на балласте, по железобетонным плитам безбалластного мостового полотна - БМП или на поперечинах)
 (4.1.1)
(4.1.1)но не менее 1,15;
основных элементов главных ферм железнодорожных мостов с неразрезными пролетными строениями и совмещенных мостов всех систем под железнодорожную и автомобильную нагрузки
 (4.1.2)
(4.1.2)но не менее 1,15 для железнодорожных и 1,10 для совмещенных мостов.
Значения  (длина загружения) в формулах следует принимать равными:
(длина загружения) в формулах следует принимать равными:
а) для основных элементов главных ферм (разрезных балок, арок, рам), а также для продольных и поперечных балок при загружении той части линии влияния, которая определяет их участие в работе главных ферм, - длине пролета, если эта длина больше длины линии влияния;
б) для основных элементов главных ферм неразрезных систем - сумме длин загружаемых участков линий влияния (вместе с разделяющими их участками);
в) при расчете на местную нагрузку (при загружении той части линии влияния, которая учитывает воздействие местной нагрузки):
- продольных балок и продольных ребер ортотропных плит - длине их пролета;
- поперечных балок и поперечных ребер ортотропных плит - суммарной длине продольных балок и продольных ребер ортотропных плит в примыкающих панелях;
- подвесок, стоек и других элементов, работающих только на местную нагрузку, - длине загружения линий влияния.
а) для элементов из прокатного металла <1> - сталь в соответствии с таблицей 4.1 настоящих ТУ;
--------------------------------
<1> Толстолистовой, широкополосный универсальный, фасонный, сортовой прокат и трубы следует применять из стали с требованием свариваемости, за исключением проката для болтов, гаек и шайб, а также для элементов без сварных соединений.
б) для опорных частей с шаровым сегментом сталь (балансирные плиты, сегмент) - по ГОСТ Р 55374-2012 с химическим составом для марки 345 - 14ХГНДЦ по ТУ 14-1-5355-98, изменение N 4 [2]; по ТУ 14-1-5355-98, изменение N 4 [2] для стали 390 - 14ХГНДЦ; по ГОСТ 19281-2014 - марки 09Г2С; 15ХСНД; 10ХСНД; по ГОСТ 5632-72* - марки 20Х13; 40Х13; 03Х18Н10Т; 05Х18Н10Т; 08Х18Н10; 08Х18Н10Т; 12Х18Н9; 12Х18Н9Т; 12Х18Н10Т; 12Х18Н12Т; 03Х21Н32М3Б; 03Х21Н32М3БУ, причем для всех марок сталей - с учетом типа исполнения по подпункту 4.1.4 настоящих ТУ. При этом допускается применение низколегированных марок сталей с наплавкой коррозионно-стойких (ГОСТ 5632-72*);
в) для шарниров, катков, болтов-шарниров и прокладных листов под катки - поковки: Гр. IV-КП 275 ГОСТ 8479-70 из стали марки Ст5сп2 по ГОСТ 535-2005 и ГОСТ 14637-89; Гр. IV-КП 315 ГОСТ 8479-70 из стали марки 35-а-Т по ГОСТ 1050-2013; Гр. IV-КП 315 ГОСТ 8479-70 из стали марки 30Г-2-Т по ГОСТ 4543-71; Гр. IV-КП 345 ГОСТ 8479-70 из стали марки 35Г-2-Т по ГОСТ 4543-71; Гр. IV-КП 785 ГОСТ 8479-70 из стали марки 40ХН2МА-2-2-Т по ГОСТ 4543-71; Гр. IV-КП 1200 из стали марки 40Х13 по ГОСТ 5632-72*; Гр. IV-КП 245 ГОСТ 8479-70 из стали марки 265-09Г2С по ГОСТ 19281-2014 с наплавкой, удовлетворяющей требованиям, предъявляемым к стали марки 40Х13 по ГОСТ 5632-72*;
г) высокопрочные болты, гайки и шайбы по ТУ 4593-013-04697311-2015 [3]. До 01.01.2018 допускается использовать высокопрочные болты, гайки и шайбы по ТУ 4593-012-04697311-2015 [4], и по ГОСТ Р 52643-2006, ГОСТ Р 52644-2006, ГОСТ Р 52645-2006, ГОСТ Р 52646-2006 с термодиффузионным напылением с окраской выступающих частей болтов после установки по Технологическим указаниям по окраске металлических конструкций железнодорожных мостов [5] без пескоструйной обработки;
д) для сварки конструкций - сварочные материалы по настоящим ТУ;
е) для соединений элементов мостового полотна, перил и смотровых приспособлений - стальные болты, гайки и шайбы с цинковым покрытием не менее 10 мкм и с учетом типа исполнения и указаний по классу прочности и маркам сталей по таблицам 4.8 и 4.9 настоящих ТУ (болты и гайки в необходимых случаях - только из спокойной стали);
ж) для крепления опорных частей к пролетным строениям и стальным опорам - высокопрочные болты, гайки и шайбы по ТУ 4593-013-04697311-2015 [3] с учетом требований подпункта 4.2.1 настоящих ТУ. Допускается использовать болты, гайки и шайбы с окраской выступающих частей после установки по Технологическим указаниям по окраске металлических конструкций железнодорожных мостов [5] из стали марок 09Г2 и 09Г2С по ГОСТ 19281-2014 с учетом типа исполнения и указаний по таблице 4.9 настоящих ТУ;
з) для крепления опорных частей к бетонным опорам и фундаментам - фундаментные (анкерные) болты с окраской выступающих частей болтов после установки по Технологическим указаниям по окраске металлических конструкций железнодорожных мостов [5] и с учетом типа исполнения и указаний по маркам сталей по таблице 4.10 настоящих ТУ.
Примечание. Для несущих элементов служебных проходов и смотровых приспособлений (консолей, балок и решетчатого настила тротуаров; стоек и поручней перил; балок лестниц, переходных площадок) допускается применение конструкций с цинковым покрытием не менее 100 мкм (для решетчатого настила - не менее 50 мкм) из стали марок: для обычного исполнения - Ст3сп5 (без сварных соединений - Ст3сп4; при толщине до 10 мм - из полуспокойной стали тех же категорий) по ГОСТ 535-2005 и ГОСТ 14637-89; для северного А и Б исполнений - 345-10Г2С1Д-3, 345-10Г2С1-3, 325-09Г2СД-3, 325-09Г2С-3, 295-09Г2Д-3, 295-09Г2-3 и 325-14Г2-3 по ГОСТ 19281-2014, а также 325-09Г2СД по ГОСТ Р 55374-2012. При этом применение круглых труб допускается без ограничений, а прямоугольных сварных - с соблюдением требований СТО-ГК "Трансстрой" 012-2007 [6] к радиусу гибки для конструкций, воспринимающих динамическую нагрузку. Механические свойства металла труб должны быть указаны в проекте и обеспечены заводом - изготовителем конструкций.
Таблица 4.1
Тип исполнения | Сталь несущих элементов сварных пролетных строений, опор и эксплуатационных обустройств при применении в заводских и монтажных соединениях | ||||||||
сварных швов, включая стыковые, элементов из листового проката | сварных швов и высокопрочных болтов в заводских соединениях и высокопрочных болтов в монтажных соединениях | ||||||||
толщина проката, мм | марка стали | государственный стандарт | вид проката | марка стали | государственный стандарт, технические условия | толщина проката, мм | |||
номер | дополнительные требования | номер | дополнительные требования | ||||||
Обычное | 8 - 50 <1> | 345-14ХГНДЦ-2 | Химический состав по [2] | Листовой | 345 <*> - 14ХГНДЦ-2 | 8 - 50 <1> | |||
390-14ХГНДЦ-2 | 8 - 50 <1> | ||||||||
8 - 50 <1> | 390-14ХГНДЦ-2 | Фасонный <2> | 345-14ХГНДЦ | Химический состав по [2] | 8 - 20 | ||||
Северное А | 8 - 50 <1> | 345-14ХГНДЦ-3 | Химический состав по [2] | Листовой | 345-14ХГНДЦ-2 | Химический состав по [2] | 8 - 50 <1> | ||
390-14ХГНДЦ-2 | 8 - 50 <1> | ||||||||
8 - 50 <1> | 390-14ХГНДЦ-3 | Фасонный <2> | 345-14ХГНДЦ | Химический состав по [2] По п. 5.5, табл. 6 ГОСТ Р 55374 с проверкой ударной вязкости по KCU для 2-ой категории | 8 - 20 | ||||
Северное Б | - <5> | Листовой | 390-14ХГНДЦ-3 | 8 - 50 <1> | |||||
Фасонный <2> | 345-14ХГНДЦ | Химический состав по [2] По п. 5.5, табл. 6 ГОСТ Р 55374 с проверкой ударной вязкости по KCU для 3-й категории | 8 - 20 | ||||||
<**> ГОСТ Р 55374-2012. <***> ТУ 14-1-5355-98, Изменение N 4 [2]. <1> Для сварных стыковых швов, выполняемых в вертикальном положении, толщину листового проката следует принимать в пределах 12 - 32 мм. <2> К фасонному прокату следует относить уголки по ГОСТ 8509 и ГОСТ 8510. Для стальных конструкций допускается использовать сортовой прокат (кроме полосового) и трубы 1-ой категории из стали марки 14ХГНДЦ при условии выполнения дополнительных требований, указанных для фасонного проката. <3> Требование полистного испытания следует предъявлять при расчетной минимальной температуре наружного воздуха минус 45 °C и ниже. | |||||||||
4.3.1. Расчетные сопротивления проката для различных видов напряженных состояний следует определять по формулам, приведенным в таблице 4.2 настоящих ТУ.
4.3.2. Значения коэффициента надежности  по материалу проката следует принимать по таблице 4.3 настоящих ТУ.
по материалу проката следует принимать по таблице 4.3 настоящих ТУ.
Нормативные и расчетные сопротивления проката из сталей, приведенных в таблице 4.1, следует принимать по таблице 4.4 настоящих ТУ.
Расчетные сопротивления проката по ГОСТ 535-2005, ГОСТ 14637-89 и ГОСТ 19281-2014 следует принимать равными пределу текучести, указанному в этих стандартах, поделенному на коэффициент надежности по материалу  по таблице 4.3 настоящих ТУ.
по таблице 4.3 настоящих ТУ.
4.3.3. Расчетные сопротивления отливок из углеродистой и легированной сталей следует принимать по таблице 4.5 настоящих ТУ.
4.3.4. Расчетные сопротивления поковок из сталей, приведенных в подпункте 4.2.1, следует принимать по таблице 4.6 настоящих ТУ.
4.3.5. Расчетные сопротивления сварных соединений для различных видов соединений и напряженных состояний следует определять по формулам, приведенным в таблице 4.7 настоящих ТУ.
Расчетные сопротивления стыковых соединений элементов из сталей с разными расчетными сопротивлениями следует принимать как для стыковых соединений из стали с меньшим значением расчетного сопротивления.
4.3.6. Расчетные сопротивления одноболтовых соединений следует определять по формулам, приведенным в таблице 4.8 настоящих ТУ.
Расчетные сопротивления срезу и растяжению болтов следует принимать по таблице 4.9 настоящих ТУ.
Расчетные сопротивления смятию элементов, соединяемых болтами, следует определять по приложению 2 СНиП II-23-81*.
4.3.7. Расчетное сопротивление растяжению фундаментных (анкерных) болтов Rba следует определять по формуле:
Rba = 0,4Run, (4.1)
и принимать по таблице 4.10 настоящих ТУ.
4.3.8. Расчетное сопротивление высокопрочных болтов по ТУ 4593-013-04697311-2015 [3]; ТУ 4593-012-04697311-2015 [4] и ГОСТ Р 52643-2006 - ГОСТ Р 52646-2006 растяжению Rbh следует определять по формуле:
где Rbun - наименьшее временное сопротивление высокопрочных болтов разрыву.
4.3.9. Расчетное сопротивление растяжению Rdh высокопрочной стальной проволоки, применяемой в пучках и канатах из параллельно уложенных проволок, следует определять по формуле:
Rdh = 0,63Run, (4.3)
где Run - наименьшее временное сопротивление проволоки разрыву по государственным стандартам или техническим условиям.
4.3.10. Значения коэффициента трения  по соприкасающимся поверхностям деталей во фрикционных соединениях следует принимать по таблице 4.11 настоящих ТУ. Способ обработки контактных поверхностей должен быть указан в чертежах КМ.
по соприкасающимся поверхностям деталей во фрикционных соединениях следует принимать по таблице 4.11 настоящих ТУ. Способ обработки контактных поверхностей должен быть указан в чертежах КМ.
Таблица 4.2
Напряженное состояние | Расчетные сопротивления проката |
Растяжение, сжатие и изгиб: | |
по пределу текучести |  |
по временному сопротивлению |  |
Сдвиг (срез) |  |
Смятие торцевой поверхности при наличии пригонки |  |
Смятие местное в цилиндрических шарнирах (цапфах) при плотном касании |  |
Диаметральное сжатие катков при свободном касании в конструкциях с ограниченной подвижностью: | |
при Run |  |
при Run > 600 МПа |  |
Растяжение в направлении толщины проката t при t до 60 мм |  |
Примечание.  - коэффициент надежности по материалу, определяемый по подпункту 4.3.2 настоящих ТУ.
- коэффициент надежности по материалу, определяемый по подпункту 4.3.2 настоящих ТУ.
Таблица 4.3
Государственный стандарт, технические условия (марка стали или значение предела текучести) | Коэффициент надежности по материалу |
1,05 | |
ГОСТ 19281-2014 (св. 380 МПа) | 1,10 |
ГОСТ Р 55374-2012; [2] <*> (345-14ХГНДЦ) | 1,165 |
[2] (390-14ХСНД) | 1,125 |
--------------------------------
<*> ТУ 14-1-5355-98, Изменение N 4 [2].
Таблица 4.4
Марка стали | Государственный стандарт, технические условия | Прокат | Толщина проката <1>, мм | Нормативное сопротивление <2>, МПа | Расчетное сопротивление <3>, МПа | ||
по пределу текучести Ryn | по временному сопротивлению Run | по пределу текучести Ry | по временному сопротивлению Ru | ||||
345-14ХГНДЦ | Листовой | 8 - 50 | 345 | 490 | 295 | 415 | |
345-14ХГНДЦ | Фасонный | 8 - 20 | 345 | 490 | 295 | 415 | |
390-14ХГНДЦ | Листовой | 8 - 50 | 390 | 530 | 350 | 470 | |
--------------------------------
<*> ТУ 14-1-5355-98, Изменение N 4 [2].
<2> За нормативные сопротивления приняты минимальные значения предела текучести и временного сопротивления, приведенные в ГОСТ Р 55374-2012 и ТУ 14-1-5355-98, Изменение N 4 [2].
<3> Здесь указаны расчетные сопротивления растяжению, сжатию и изгибу Ry и Ru. Остальные расчетные сопротивления определяют по формулам таблицы 4.2 настоящих ТУ.
Примечание. Значения расчетных сопротивлений получены делением нормативных сопротивлений на коэффициент надежности по материалу, определяемым по таблице 4.3 настоящих ТУ и округлением до 5 МПа.
Таблица 4.5
и легированной сталей, МПа
Напряженное состояние | Расчетные сопротивления, МПа, отливок | |||||||
обозначение | из стали марки | |||||||
25Л | 30Л | 35Л | 20ГЛ | 20ФЛ | 35ХН2МЛ | 35ГЛ | ||
Растяжение, сжатие и изгиб | Ry | 175 | 190 | 205 | 205 | 220 | 400 | 220 |
Сдвиг | Rs | 105 | 115 | 125 | 125 | 130 | 240 | 130 |
Смятие торцевой поверхности (при наличии пригонки) | Rp | 265 | 300 | 315 | 345 | 315 | 440 | 345 |
Смятие местное в цилиндрических шарнирах (цапфах) при плотном касании | Rtp | 125 | 145 | 155 | 170 | 155 | 222 | 170 |
Диаметральное сжатие катков (при свободном касании в конструкциях с ограниченной подвижностью) | Rcd | 7 | 7,5 | 8 | 9 | 8 | 11 | 9 |
Таблица 4.6
Напряженное состояние | Расчетное сопротивление, МПа, поковок группы IV | ||||||||
обозначение | при категории прочности (марке стали) | ||||||||
КП275 (Ст5сп2) | КП245 (20-а-Т) | КП315 (35-а-Т) | КП345 (45-а-Т) | КП315 (30Г-2-Т) | КП345 (35Г-2-Т) | КП785 (40ХН2МА-2-2-Т) | КП1200 (40Х13) | ||
Растяжение, сжатие и изгиб | Ry | 215 | 205 | 260 | 290 | 260 | 280 | 605 | 1050 |
Сдвиг | Rs | 120 | 115 | 145 | 165 | 145 | 160 | 350 | 610 |
Смятие торцевой поверхности (при наличии пригонки) | Rp | 325 | 310 | 395 | 435 | 395 | 420 | 905 | 1365 |
Смятие местное в цилиндрических шарнирах (цапфах) при плотном касании | Rtp | 160 | 150 | 195 | 215 | 195 | 205 | 450 | 685 |
Диаметральное сжатие катков (при свободном касании в конструкциях с ограниченной подвижностью) | Rcd | 8 | 7,5 | 11 | 10 | 10 | 10 | 23 | 85 |
Таблица 4.7
для различных видов соединений и напряженных состояний
Сварные соединения | Напряженное состояние | Расчетные сопротивления сварных соединений |
Стыковые | Сжатие. Растяжение и изгиб при автоматической, полуавтоматической или ручной сварке с физическим контролем качества швов: | |
по пределу текучести | Rwy = Ry | |
по временному сопротивлению | Rwu = Ru | |
Сдвиг | Rws = Rs | |
С угловыми швами | Срез (условный): | |
по металлу шва |  | |
по металлу границы сплавления |  |
Примечания:
1. Нормативное значение временного сопротивления разрыву (Rwun) металла угловых швов с применением атмосферостойких сварочных материалов по части 2 настоящих ТУ при сварке конструкций из стали марки 14ХГНДЦ классов С345 и С390 следует принимать:
а) при ручной дуговой сварке, Rwun = 490 Н/мм2;
б) при автоматической и полуавтоматической сварке под флюсом и в смеси защитных газов, Rwun = 590 Н/мм2.
2. Значения коэффициента надежности по материалу углового шва  следует принимать равными: 1,25 при Rwun = 490 Н/мм2; 1,35 при Rwun = 590 Н/мм2.
следует принимать равными: 1,25 при Rwun = 490 Н/мм2; 1,35 при Rwun = 590 Н/мм2.
Таблица 4.8
Напряженное состояние | Расчетные сопротивления одноболтовых соединений | ||
срезу и растяжению болтов при классе прочности или марке стали | смятию соединяемых элементов из стали с нормативным пределом текучести до 440 МПа | ||
4.6; Ст3сп4; 09Г2; 295-09Г2-3; 295-09Г2-5; 325-09Г2С-3; 325-09Г2С-5 | 40Х | ||
Срез | Rbs = 0,38Rbun | Rbs = 0,4Rbun | - |
Растяжение | Rbt = 0,42Rbun | Rbt = 0,5Rbun | - |
Смятие: | |||
а) болты класса точности A | - | - |  |
б) болты классов точности B и C | - | - |  |
Таблица 4.9
Напряженное состояние | Расчетное сопротивление болтов, МПа, при классе прочности или марке стали | |||||
обозначение | 4.6 | Ст3сп4 | 09Г2 295-09Г2-3 295-09Г2-5 | 325-09Г2С-3 325-09Г2С-5 | 40Х <*> | |
Срез | Rbs | 145 | 140 | 165 | 175 | 395 |
Растяжение | Rbt | 160 | 155 | 185 | 195 | 495 |
--------------------------------
<*> Болтовые соединения с применением болтов из стали 40Х не допускаются в конструкциях, рассчитываемых на выносливость.
Таблица 4.10
(анкерных) болтов Rba, МПа
Диаметр болтов d, мм | Расчетные сопротивления, МПа, фундаментных (анкерных) болтов из стали марок | |||
20 | 09Г2; 295-09Г2 | 325-09Г2С | 40Х | |
12 - 20 | 160 | 175 | 185 | - |
16 - 27 | - | - | - | 430 |
21 - 32 | 160 | 175 | 180 | - |
30 | - | - | - | 370 |
36 | - | - | - | 295 |
33 - 60 | 160 | - | 180 | - |
42 | - | - | - | 255 |
48 | - | - | - | 235 |
61 - 80 | 160 | - | 175 | - |
81 - 100 | 160 | - | 170 | - |
101 - 160 | 160 | - | 170 | - |
161 - 250 | 160 | |||
Таблица 4.11
деталей во фрикционных соединениях
Способ обработки контактных поверхностей во фрикционных соединениях | Коэффициент трения |
Пескоструйный или дробеструйный двух поверхностей кварцевым песком или дробью - без последующей консервации | 0,58 |
Кварцевым песком или дробью одной поверхности с консервацией полимерным клеем и посыпкой карборундовым порошком, стальными щетками без консервации - другой поверхности | 0,50 |
Газопламенный двух поверхностей без консервации | 0,42 |
Стальными щетками двух поверхностей без консервации | 0,35 |
Дробеметный двух поверхностей дробью без последующей консервации | 0,38 |
Дробеметный двух поверхностей дробью с последующим их газопламенным нагревом (до температуры 250 - 300 °C) на кольцевых зонах вблизи отверстий площадью не менее площади шайбы | 0,61 |
4.3.11. Модуль упругости или модуль сдвига прокатной стали, стального литья, пучков и канатов из параллельно уложенных проволок следует принимать по таблице 4.12 настоящих ТУ.
Таблица 4.12
Модуль упругости или модуль сдвига прокатной стали,
стального литья, пучков и канатов из параллельно
уложенных проволок
Полуфабрикаты | Модуль упругости E или модуль сдвига G, МПа (кгс/см2) |
1 Прокатная сталь и стальное литье | E = 2,06·105 (2,1·106) |
2 То же | G = 0,78·105 (0,81·106) |
3 Пучки и канаты из параллельно уложенных оцинкованных проволок | E = 2,01·106 (2,5·106) |
- коэффициент надежности по назначению  , принимаемый равным
, принимаемый равным  ;
;
;- коэффициент надежности  для элементов конструкций, рассчитываемых по прочности с использованием расчетных сопротивлений Ru;
для элементов конструкций, рассчитываемых по прочности с использованием расчетных сопротивлений Ru;
для элементов конструкций, рассчитываемых по прочности с использованием расчетных сопротивлений Ru;- коэффициент надежности по ответственности  , принимаемый согласно ГОСТ 27751-2014 равным
, принимаемый согласно ГОСТ 27751-2014 равным  при пролетах менее 200 м и
при пролетах менее 200 м и  - при пролетах 200 м (включительно) и более;
- при пролетах 200 м (включительно) и более;
при пролетах менее 200 м и - при пролетах 200 м (включительно) и более;- коэффициент условий работы m, принимаемый по таблице 4.13 и подразделам настоящих ТУ.
Таблица 4.13
Область применения | Коэффициент условий работы m |
0,9 | |
1,0 | |
0,9 | |
- неравнополочный уголок, прикрепленный меньшей полкой | 0,7 |
- неравнополочный уголок, прикрепленный большей полкой | 0,8 |
- равнополочный уголок | 0,75 |
- прокатный или составной швеллер, прикрепленный стенкой, или тавр, прикрепленный полкой | 0,9 |
0,85 |
Примечания
1. Значения коэффициента условий работы по позициям 1 и 2 в соответствующих случаях применяются совместно с коэффициентами по позициям 3 - 5. Коэффициент условий работы по позиции 5 в соответствующих случаях применяется совместно с коэффициентами по позициям 3 - 4.
2. В случаях, не оговоренных в настоящем разделе, в формулах следует принимать m = 1,0.
4.5.1.1. Стальные конструкции должны быть рассчитаны по методу предельных состояний в соответствии с ГОСТ 27751-2014 на действие временных и постоянных нагрузок и воздействий в их расчетных неблагоприятных сочетаниях. Требования к расчету по первой и второй группам предельных состояний следует принимать по СП 35.13330.2011 с учетом настоящих ТУ.
4.5.1.2. Расчетные схемы мостовых сооружений должны отражать условия работы конструкций с учетом последовательности и технологии возведения сооружений.
4.5.1.3. Значения нагрузок и коэффициентов надежности по нагрузке, коэффициенты сочетаний  для временных нагрузок и воздействий следует принимать по СП 35.13330.2011.
для временных нагрузок и воздействий следует принимать по СП 35.13330.2011.
4.5.1.4. Расчетное обоснование принимаемых конструктивных решений следует осуществлять с учетом пространственной работы конструкции на основе трехмерной расчетной модели.
4.5.1.5. Расчетом должно быть подтверждено обеспечение общей устойчивости стальных конструкций и устойчивости отдельных ее элементов по СП 35.13330.2011.
4.5.1.6. Расчетную схему конструкции следует принимать в соответствии с ее проектной геометрической схемой, при этом строительный подъем и деформации под нагрузкой, как правило, не учитываются.
Усилия в элементах и перемещения стальных мостовых конструкций определяются из условия их работы с сечениями брутто.
Геометрическую нелинейность, вызванную перемещением элементов конструкций, следует учитывать при расчете систем, в которых ее учет вызывает изменение усилий и перемещений более чем на 5%.
При выполнении расчетов с учетом геометрической нелинейности следует определять изменения в направлении действия сил, связанные с общими деформациями системы (следящий эффект).
При определении усилий в элементах конструкций соединения сварные и фрикционные на высокопрочных болтах следует рассматривать как неподатливые.
4.5.1.7. Жесткие соединения элементов в узлах решетчатых ферм допускается принимать при расчете шарнирными, если при таком допущении конструкция сохраняет свою неизменяемость, при этом для главных ферм отношение высоты сечения к длине элементов не должно, как правило, превышать 1:15.
Дополнительные напряжения в поясах ферм от деформации подвесок следует учитывать независимо от отношения высоты сечения к длине элемента пояса.
Учет жесткости узлов в решетчатых фермах допускается осуществлять приближенными методами, при этом допускается определение осевых усилий выполнять по шарнирной расчетной схеме.
4.5.1.8. За ось элемента пролетных строений принимается линия, соединяющая центры тяжести его сечений. При определении положения центра тяжести сечения его ослабление отверстиями болтовых соединений не учитывается, а ослабление от перфораций учитывается и принимается постоянным по всей длине элемента. При смещении оси элемента сквозных ферм относительно линии, соединяющей центры узлов, эксцентриситет следует учитывать в расчете, если он превосходит:
- для П-образных, коробчатых, двухшвеллерных и двутавровых элементов - 1,5% высоты сечения;
- для тавровых и Н-образных элементов - 0,7% высоты сечения.
Изгибающие моменты от смещения осей элементов распределяются между всеми сходящимися в узле элементами пропорционально их жесткости и обратно пропорционально длине. При этом каждый изгибающий момент следует принимать равным произведению эксцентриситета на максимальное значение усилия в данном элементе в основной расчетной схеме.
В элементах связей из уголков с болтовыми соединениями, центрированных по рискам, ближайшим к обушку, допускается возникающий при этом эксцентриситет не учитывать.
4.5.1.9. Распределение временной нагрузки в элементах многобалочных пролетных строений со сплошными главными балками, объединенными жесткими поперечными связями, при отношении длины пролета к ширине свыше 4 допускается определять по теории тонкостенных стержней, принимая при этом гипотезу о недеформируемости контура поперечного сечения. В остальных случаях необходимо учитывать деформации контура поперечного сечения.
4.5.1.10. При проектировании необходимо обеспечивать пространственную неизменяемость, прочность, общую и местную устойчивость пролетных строений и опор в целом, блоков, отдельных элементов, их частей, деталей и соединений под воздействием нагрузок, возникающих при изготовлении, транспортировании и монтаже, под воздействием эксплуатационных нагрузок - и выносливость элементов конструкций и их соединений.
Для элементов, ослабленных отверстиями под обычные болты, при расчетах на прочность и выносливость следует принимать сечения нетто, на устойчивость и жесткость - сечения брутто.
При расчетах элементов с фрикционными соединениями на высокопрочных болтах на выносливость, устойчивость и жесткость следует принимать сечения брутто, при расчетах по прочности - сечения нетто с учетом того, что половина усилия, приходящегося на данный болт, в рассматриваемом сечении уже передана силами трения.
Геометрические характеристики сечения нетто элементов конструкций следует находить, определяя наиболее невыгодное ослабление.
4.5.2.1. Расчет по прочности элементов, подверженных центральному растяжению или сжатию силой N, следует выполнять по формуле:

Здесь и в подпунктах 4.5.3.1 - 4.5.4.5 настоящих ТУ m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ.
4.5.3.1. Расчет по прочности элементов, изгибаемых в одной из главных плоскостей, следует выполнять по формуле:

где  - коэффициент, учитывающий ограниченное развитие пластических деформаций в сечении и определяемый по формулам (4.6) и (4.7) при условии выполнения требований подпункта 4.5.4.5 настоящих ТУ;
- коэффициент, учитывающий ограниченное развитие пластических деформаций в сечении и определяемый по формулам (4.6) и (4.7) при условии выполнения требований подпункта 4.5.4.5 настоящих ТУ;
Wn - здесь и далее в расчетах по прочности минимальный момент сопротивления сечения нетто, определяемый с учетом эффективной ширины пояса bef.
При одновременном действии в сечении момента M и поперечной силы Q коэффициент  следует определять по формулам:
следует определять по формулам:
при 

при 

 , (4.7)
, (4.7)где  - коэффициент, принимаемый у двутавровых, коробчатых и тавровых сечений - по таблице 4.14 настоящих ТУ, для кольцевых сечений - 1,15, для прямоугольных сплошных и Н-образных - 1,25;
- коэффициент, принимаемый у двутавровых, коробчатых и тавровых сечений - по таблице 4.14 настоящих ТУ, для кольцевых сечений - 1,15, для прямоугольных сплошных и Н-образных - 1,25;
 - среднее касательное напряжение в стенке балки;
- среднее касательное напряжение в стенке балки; ;
;  ;
;  - для коробчатых сечений;
- для коробчатых сечений; - для двутавровых сечений;
- для двутавровых сечений;здесь Qu - предельная поперечная сила, определяемая по формуле:

причем  принимается по формуле (4.23.1).
принимается по формуле (4.23.1).
Эффективную ширину пояса bef при вычислении Wn следует определять по формуле:
 (4.8)
(4.8)где  - коэффициент приведения неравномерно распределенных напряжений на ширине участков пояса bi к условным равномерно распределенным напряжениям по всей эффективной ширине пояса bef, принимаемый по таблице 4.15 настоящих ТУ;
- коэффициент приведения неравномерно распределенных напряжений на ширине участков пояса bi к условным равномерно распределенным напряжениям по всей эффективной ширине пояса bef, принимаемый по таблице 4.15 настоящих ТУ;
bi - ширина участка пояса, заключенная в рассматриваемом сечении между двумя точками с максимальными напряжениями bmax (тогда bi = b) или между такой точкой и краем пояса bi = bk), при этом должны выполняться условия b  0,04l и bk
0,04l и bk  0,02l (в противном случае
0,02l (в противном случае  );
);
l - длина пролета разрезной балки или расстояние между точками нулевых моментов в неразрезной балке.
Таблица 4.14
Af,min/Aw | Значения коэффициента | ||||||||||
0,01 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | |
0 | 1,243 | 1,248 | 1,253 | 1,258 | 1,264 | 1,269 | 1,274 | 1,279 | 1,283 | 1,267 | 1,243 |
0,1 | 1,187 | 1,191 | 1,195 | 1,199 | 1,202 | 1,206 | 1,209 | 1,212 | 1,214 | 1,160 | - |
0,2 | 1,152 | 1,155 | 1,158 | 1,162 | 1,165 | 1,168 | 1,170 | 1,172 | 1,150 | - | - |
0,3 | 1,128 | 1,131 | 1,133 | 1,136 | 1,139 | 1,142 | 1,144 | 1,145 | 1,097 | - | - |
0,4 | 1,110 | 1,113 | 1,115 | 1,118 | 1,120 | 1,123 | 1,125 | 1,126 | 1,069 | - | - |
0,5 | 1,097 | 1,099 | 1,102 | 1,104 | 1,106 | 1,109 | 1,110 | 1,106 | 1,061 | - | - |
0,6 | 1,087 | 1,089 | 1,091 | 1,093 | 1,095 | 1,097 | 1,099 | 1,079 | - | - | - |
0,7 | 1,078 | 1,080 | 1,082 | 1,084 | 1,086 | 1,088 | 1,090 | 1,055 | - | - | - |
0,8 | 1,071 | 1,073 | 1,075 | 1,077 | 1,079 | 1,081 | 1,082 | 1,044 | - | - | - |
0,9 | 1,065 | 1,067 | 1,069 | 1,071 | 1,073 | 1,074 | 1,076 | 1,036 | - | - | - |
1,0 | 1,060 | 1,062 | 1,064 | 1,066 | 1,067 | 1,069 | 1,071 | 1,031 | - | - | - |
2,0 | 1,035 | 1,036 | 1,037 | 1,038 | 1,039 | 1,040 | 1,019 | - | - | - | - |
3,0 | 1,024 | 1,025 | 1,026 | 1,027 | 1,028 | 1,029 | 1,017 | - | - | - | - |
4,0 | 1,019 | 1,019 | 1,020 | 1,021 | 1,021 | 1,022 | 1,015 | - | - | - | - |
5,0 | 1,015 | 1,015 | 1,016 | 1,017 | 1,018 | 1,018 | - | - | - | - | - |
Примечания
1. Для коробчатых сечений площадь Aw следует принимать равной сумме площадей стенок.
2. Для таврового сечения площадь Af,min = 0.
Таблица 4.15
распределенных напряжений на ширине участков пояса
 | Коэффициент |  | Коэффициент |
1,0 | 1 | 0,25 | 0,65 |
0,7 | 1 | 0,20 | 0,60 |
0,5 | 0,85 | 0,10 | 0,52 |
0,33 | 0,72 | 0 | 0,43 |
В таблице 4.15 обозначено:  ,
,  - максимальное и минимальное напряжения на данном участке пояса шириной bi, определяемые расчетом пространственной конструкции в упругой стадии.
- максимальное и минимальное напряжения на данном участке пояса шириной bi, определяемые расчетом пространственной конструкции в упругой стадии.
Примечание.
При наличии вырезов в ортотропных плитах для пропуска тела пилона, обрывов плиты в отсеках многосекционного коробчатого сечения, при других нарушениях регулярности конструкции, а также в сечениях, где приложены сосредоточенные силы, значения коэффициента  следует определять по специальной методике.
следует определять по специальной методике.
4.5.3.2. Расчет по прочности элементов, изгибаемых в двух главных плоскостях, следует выполнять:
с двутавровыми и коробчатыми сечениями с двумя осями симметрии - по формуле:

с сечениями других типов - по формуле:
 (4.10)
(4.10)где  ,
,  - коэффициенты, определяемые по формулам (4.6) и (4.7) как независимые величины для случаев изгиба относительно осей x и y;
- коэффициенты, определяемые по формулам (4.6) и (4.7) как независимые величины для случаев изгиба относительно осей x и y;
для двутавровых сечений с двумя осями симметрии - по формулам:
 ;
; для коробчатых сечений с двумя осями симметрии - по формулам:
 ;
;  , (4.12)
, (4.12)где

 . (4.13)
. (4.13)4.5.4.1. Расчет по прочности внецентренно сжатых, сжато-изгибаемых, внецентренно растянутых и растянуто-изгибаемых элементов при изгибе в одной из главных плоскостей следует выполнять по формуле:
 (4.14)
(4.14)где M - приведенный изгибающий момент;
Приведенный изгибающий момент M при гибкости элементов  для сечений, находящихся в пределах двух средних четвертей длины шарнирно-опертого стержня и всей длины стержня, защемленного по концам, следует определять по формуле:
для сечений, находящихся в пределах двух средних четвертей длины шарнирно-опертого стержня и всей длины стержня, защемленного по концам, следует определять по формуле:
 (4.15)
(4.15)где M1 - момент, действующий в проверяемом сечении;
N - продольная сила, действующая в проверяемом сечении со своим знаком ("плюс" - растяжение);
Ne - эйлерова критическая сила в плоскости действия момента, вычисленная для соответствующих закреплений стержня;
при  допускается принимать M = M1.
допускается принимать M = M1.
Коэффициент  следует определять:
следует определять:
для элементов двутаврового, коробчатого и таврового сечений с одной осью симметрии по таблице 4.16 - в случае, если напряжения в меньшем поясе (с площадью Af,min) от момента и продольной силы одинаковых знаков, и по таблице 4.17 настоящих ТУ - в случае, если напряжения в меньшем поясе от момента и продольной силы разных знаков;
для элементов сплошного прямоугольного и Н-образного сечений - по формуле:

для элементов кольцевого сечения - по формуле
 (4.17)
(4.17)где  .
.
.Для других сечений, а также при других закреплениях концов элементов расчет по прочности следует производить по формуле:
 (4.18)
(4.18)В формулах (4.16) - (4.18) обозначения те же, что и в формуле (4.13).
Таблица 4.16
Af,min/Af,max | Значения коэффициента | |||||||||||||||||
0,05 | 0,2 | 0,4 | 0,6 | 0,8 | 0,95 | |||||||||||||
при Af,max/Aw | ||||||||||||||||||
0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
0 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
0,5 | 0,53 | 0,55 | 0,57 | 0,63 | 0,68 | 0,78 | 0,77 | 0,85 | 0,92 | 0,89 | 0,93 | 0,96 | 0,96 | 0,98 | 0,99 | 0,99 | 0,99 | 0,997 |
1 | 0,067 | 0,09 | 0,14 | 0,26 | 0,36 | 0,56 | 0,53 | 0,70 | 0,83 | 0,78 | 0,87 | 0,93 | 0,92 | 0,95 | 0,97 | 0,98 | 0,99 | 0,994 |
В таблице 4.16 обозначено:  .
.
.Примечания
1. Промежуточные значения коэффициента  определяются линейной интерполяцией.
определяются линейной интерполяцией.
2. Силу N следует принимать со знаком "плюс".
Таблица 4.17
Af,min/Af,max | Значения коэффициента | |||||||||||||||||
-0,05 | -0,2 | -0,4 | -0,6 | -0,8 | -0,95 | |||||||||||||
при Af,max/Aw | ||||||||||||||||||
0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | 0,5 | 1 | 2 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
0 | 0,9 | 0,9 | 0,9 | 0,6 | 0,6 | 0,6 | 0,2 | 0,2 | 0,2 | -0,2 | -0,2 | -0,2 | -0,6 | -0,6 | -0,6 | -0,9 | -0,9 | -0,9 |
0,5 | 0,42 | 0,40 | 0,38 | 0,17 | 0,12 | 0,02 | -0,17 | -0,25 | -0,32 | -0,49 | -0,53 | -0,56 | -0,76 | -0,78 | -0,79 | -0,94 | -0,94 | -0,95 |
1 | -0,07 | -0,09 | -0,14 | -0,27 | -0,36 | -0,56 | -0,53 | -0,70 | -0,83 | -0,78 | -0,87 | -0,93 | -0,92 | -0,95 | -0,97 | -0,98 | -0,99 | -0,99 |
Примечания
1. Обозначения см. в таблице 4.16 настоящих ТУ.
2. Силу N следует принимать со знаком "минус".
3. Промежуточные значения коэффициента  определяются линейной интерполяцией.
определяются линейной интерполяцией.
4.5.4.2. Расчет по прочности внецентренно сжатых, сжато-изгибаемых, внецентренно растянутых и растянуто-изгибаемых элементов при изгибе в двух главных плоскостях следует выполнять:
для элементов двутаврового, коробчатого и таврового сечений с одной осью симметрии, а также для элементов сплошного прямоугольного и кольцевого сечений - по формуле:

где
 (4.20)
(4.20)Mx, My - приведенные изгибающие моменты по подпункту 4.5.4.1 настоящих ТУ;

для других сечений, а также при других закреплениях концов элементов расчет по прочности следует производить по формуле:
В основных случаях, когда приведенных данных для определения  и
и  недостаточно, расчет на прочность производят по формуле (4.19), принимая
недостаточно, расчет на прочность производят по формуле (4.19), принимая  .
.
.4.5.4.3. Значения касательных напряжений  в сечениях стенки изгибаемых элементов при M = Mx = My = 0 должны удовлетворять условию
в сечениях стенки изгибаемых элементов при M = Mx = My = 0 должны удовлетворять условию
 (4.23)
(4.23)где

При наличии ослабления стенки отверстиями болтовых соединений вместо t в формулу (4.21) следует подставлять значение
 (4.24)
(4.24)здесь a - шаг болтов; d - диаметр отверстий.
4.5.4.4. Для стенок балок, рассчитываемых в подпунктах 4.5.3.1 - 4.5.4.2 настоящих ТУ, должно выполняться условие:

 (4.25)
(4.25)где  - нормальные (положительные при сжатии) напряжения в проверяемой точке (x, y) срединной плоскости стенки, параллельные оси балки;
- нормальные (положительные при сжатии) напряжения в проверяемой точке (x, y) срединной плоскости стенки, параллельные оси балки;
4.5.4.5. Элементы, воспринимающие усилия разных знаков, после проверки прочности с учетом допущения развития ограниченных пластических формаций  должны быть проверены также по формуле:
должны быть проверены также по формуле:
 (4.26)
(4.26)где  ,
,  - соответственно расчетные максимальные и минимальные (со своими знаками) нормальные напряжения в проверяемой точке, вычисленные в предположении упругой работы материала;
- соответственно расчетные максимальные и минимальные (со своими знаками) нормальные напряжения в проверяемой точке, вычисленные в предположении упругой работы материала;
При невыполнении указанного условия расчет по прочности следует выполнить на наибольшие усилия для упругой стадии работы.
4.5.5.1. Расчет при плоской форме потери устойчивости сплошностенчатых элементов замкнутого и открытого сечений, подверженных центральному сжатию, сжатию с изгибом и внецентренному сжатию при изгибе в плоскости наибольшей гибкости, следует выполнять по формуле:

где  - коэффициент продольного изгиба, определяемый по таблице В.1 приложения В к настоящим ТУ в зависимости от гибкости элемента
- коэффициент продольного изгиба, определяемый по таблице В.1 приложения В к настоящим ТУ в зависимости от гибкости элемента  и приведенного относительного эксцентриситета eef;
и приведенного относительного эксцентриситета eef;
m - здесь и в подпунктах 4.5.5.3 - 4.5.5.6 настоящих ТУ - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ.
Гибкость элемента  следует определять по формуле:
следует определять по формуле:

где lef - расчетная длина;
ИС МЕГАНОРМ: примечание. Обозначение дано в соответствии с официальным текстом документа. |
i - радиус инерции сечения относительно оси, перпендикулярной плоскости наибольшей гибкости (плоскости изгиба).
Приведенный относительный эксцентриситет eef следует определять по формуле:
 (4.29)
(4.29)здесь  - коэффициент влияния формы сечения, определяемый по приложению В к настоящим ТУ;
- коэффициент влияния формы сечения, определяемый по приложению В к настоящим ТУ;
 - относительный эксцентриситет плоскости изгиба (здесь e - действительный эксцентриситет силы N при внецентренном сжатии и расчетный эксцентриситет при сжатии с изгибом,
- относительный эксцентриситет плоскости изгиба (здесь e - действительный эксцентриситет силы N при внецентренном сжатии и расчетный эксцентриситет при сжатии с изгибом, Расчетный эксцентриситет e в плоскости изгиба при сжатии с изгибом следует определять по формуле:
 (4.30)
(4.30)где N, M - расчетные значения продольной силы и изгибающего момента.
Ядровое расстояние  по направлению эксцентриситета следует определять по формуле
по направлению эксцентриситета следует определять по формуле
 (4.31)
(4.31)где Wc - момент сопротивления сечения брутто, вычисляемый для наиболее сжатого волокна.
Расчетные значения продольной силы N и изгибающего момента M в элементе следует принимать для одного и того же сочетания нагрузок из расчета системы по недеформированной схеме в предположении упругих деформаций стали.
При этом значения M следует принимать равными:
- для элементов постоянного сечения рамных систем - наибольшему моменту в пределах длины элемента;
- для элементов с одним защемленным, а другим свободным концом - моменту в заделке, но не менее момента в сечении, отстоящем на треть длины элемента от заделки;
- для сжатых поясов ферм, воспринимающих вне узловую нагрузку, - наибольшему моменту в пределах средней трети длины панели пояса, определяемому из расчета пояса как упругой неразрезной балки;
- для сжатых стержней с шарнирно-опертыми концами и сечениями, имеющими одну ось симметрии, совпадающую с плоскостью изгиба, - моменту, определяемому по формулам таблицы 4.18 настоящих ТУ.
Таблица 4.18
Относительный эксцентриситет, соответствующий Mmax | Расчетные значения M при условной гибкости стержня | |
erel |  | M = M1 |
3 < erel |  |  |
В таблице 4.18 обозначено:
Mmax - наибольший изгибающий момент в пределах длины стержня;
M1 - наибольший изгибающий момент в пределах средней трети длины стержня, но не менее 0,5Mmax;
erel - относительный эксцентриситет, определяемый по формуле

 ,
,где  - коэффициент, принимаемый по таблице Г.2 приложения Г к настоящим ТУ.
- коэффициент, принимаемый по таблице Г.2 приложения Г к настоящим ТУ.
Примечание. Во всех случаях следует принимать M  0,5Mmax.
0,5Mmax.
Для сжатых стержней с шарнирно-опертыми концами и сечениями, имеющими две оси симметрии, расчетные значения приведенных относительных эксцентриситетов eef следует определять по приложению Д к СП 16.13330.2011, принимая при этом mef равным eef и mef1 равным eef1, определяемому по формуле:
 (4.32)
(4.32)где M1 - больший из изгибающих моментов, приложенных на шарнирно-опертых концах сжатого стержня указанного типа.
4.5.5.2. Расчет при плоской форме потери устойчивости сквозных элементов замкнутого сечения, ветви которых соединены планками или перфорированными листами, при центральном сжатии, сжатии с изгибом и внецентренном сжатии следует выполнять:
- элемента в целом в плоскости действия изгибающего момента или предполагаемого (при центральном сжатии) изгиба, перпендикулярной плоскости планок или перфорированных листов - по формуле (4.27);
- элемента в целом в плоскости действия изгибающего момента или предполагаемого (при центральном сжатии) изгиба, параллельной плоскости планок или перфорированных листов - по формуле (4.27) с определением коэффициента продольного изгиба  по таблицам В.1 - В.2 приложения В к настоящим ТУ в зависимости от приведенной гибкости
по таблицам В.1 - В.2 приложения В к настоящим ТУ в зависимости от приведенной гибкости  ;
;
- отдельных ветвей - по формуле (4.27) в зависимости от гибкости ветви  .
.
Гибкость ветви  следует определять по формуле (4.28), принимая за расчетную длину lef расстояние между приваренными планками (в свету) или расстояние между центрами крайних болтов соседних планок, или равное 0,8 длины отверстия в перфорированном листе и за i - радиус инерции сечения ветви относительно собственной оси, перпендикулярной плоскости планок или перфорированных листов.
следует определять по формуле (4.28), принимая за расчетную длину lef расстояние между приваренными планками (в свету) или расстояние между центрами крайних болтов соседних планок, или равное 0,8 длины отверстия в перфорированном листе и за i - радиус инерции сечения ветви относительно собственной оси, перпендикулярной плоскости планок или перфорированных листов.
Приведенную гибкость сквозного элемента  в плоскости соединительных планок и перфорированных листов следует определять по формуле:
в плоскости соединительных планок и перфорированных листов следует определять по формуле:
 (4.33)
(4.33)где  - гибкость элемента в плоскости соединительных планок или перфорированных листов, определяемая по формуле (4.28);
- гибкость элемента в плоскости соединительных планок или перфорированных листов, определяемая по формуле (4.28);
При подсчете площади сечения, момента инерции и радиуса инерции элемента следует принимать эквивалентную толщину tef, определяя ее:
для перфорированных листов шириной b, длиной l и толщиной t - по формуле:
 (4.34)
(4.34)где A = bl - площадь листа до образования перфораций;
для соединительных планок толщиной t - по формуле:
 (4.35)
(4.35)где  - сумма длин всех планок элемента (вдоль элемента);
- сумма длин всех планок элемента (вдоль элемента);
l - длина элемента.
Сквозные элементы из деталей, соединенных вплотную или через прокладки, следует рассчитывать как сплошные, если наибольшие расстояния между болтами, приваренными планками (в свету) или между центрами крайних болтов соседних планок не превышают:
- для сжатых элементов - 40i;
- для растянутых элементов - 80i.
Здесь радиус инерции i уголка или швеллера следует принимать для составных тавровых или двутавровых сечений относительно оси, параллельной плоскости расположения прокладок, для крестовых сечений - минимальный. При этом в пределах длины сжатого элемента должно быть не менее двух прокладок.
4.5.5.3. Расчет при изгибно-крутильной форме потери устойчивости сплошностенчатых элементов открытого сечения с моментами инерции Ix > Iy, подверженных центральному сжатию силой N, следует выполнять по формуле:
 (4.36)
(4.36)где  - коэффициент продольного изгиба, определяемый по таблице Г.1 приложения Г к настоящим ТУ при eef = 0 и
- коэффициент продольного изгиба, определяемый по таблице Г.1 приложения Г к настоящим ТУ при eef = 0 и
 (4.36.1)
(4.36.1)4.5.5.4. Расчет на изгибно-крутильную устойчивость сплошностенчатых элементов замкнутого и открытого сечений с моментами инерции Ix > Iy, подверженных сжатию с изгибом и внецентренному сжатию в плоскости наименьшей гибкости, совпадающей с плоскостью симметрии и осью y, следует выполнять по формуле:
 (4.37)
(4.37)где e - действительный эксцентриситет силы N при внецентренном сжатии и расчетный эксцентриситет e = M/N при сжатии с изгибом;
Wc - момент сопротивления сечения брутто, вычисляемый для наиболее сжатого волокна;
 (4.38)
(4.38)4.5.5.5. Расчет при изгибно-крутильной форме потери устойчивости сплошностенчатых элементов замкнутого и открытого сечений, подверженных сжатию с изгибом и внецентренному сжатию в двух плоскостях, следует выполнять по формуле:
 (4.39)
(4.39)где ey, ex - действительные эксцентриситеты по направлению осей y и x при внецентренном сжатии и расчетные эксцентриситеты при сжатии с изгибом;
yc, xc - координаты наиболее сжатой точки сечения от совместного действия Mx, My, и N;
 (4.40)
(4.40)Кроме того, должен быть выполнен расчет по формуле (4.27) в предположении плоской формы потери устойчивости в плоскости оси y с эксцентриситетом ey (при ex = 0) и в плоскости оси x с эксцентриситетом ex (при ey = 0).
4.5.5.6. Расчет при изгибно-крутильной форме потери устойчивости сплошностенчатых балок, изгибаемых в одной плоскости, следует выполнять по формуле:

где M - наибольший расчетный изгибающий момент в пределах расчетной длины lef сжатого пояса балки;
Wc - момент сопротивления сечения балки для крайнего волокна сжатого пояса;
 при
при  ;
; ;
; (4.41.1)
(4.41.1)4.5.5.7. Расчет при изгибно-крутильной форме потери устойчивости сплошностенчатых балок, изгибаемых в двух плоскостях, следует выполнять по формуле (4.41), при этом коэффициент  следует принимать по таблицам В.1 - В.2 приложения В к настоящим ТУ при
следует принимать по таблицам В.1 - В.2 приложения В к настоящим ТУ при  .
.
.Здесь  - коэффициент, принимаемый по приложению В к настоящим ТУ;
- коэффициент, принимаемый по приложению В к настоящим ТУ;
erel - относительный эксцентриситет, определяемый по формуле
 (4.42)
(4.42)где  - наибольшее напряжение в точке на боковой кромке сжатого пояса от изгибающего момента в горизонтальной плоскости в сечении, находящемся в пределах средней трети незакрепленной длины сжатого пояса балки;
- наибольшее напряжение в точке на боковой кромке сжатого пояса от изгибающего момента в горизонтальной плоскости в сечении, находящемся в пределах средней трети незакрепленной длины сжатого пояса балки;
4.5.5.8. Проверка общей устойчивости разрезной балки и сжатой зоны пояса неразрезной балки не выполняется в случае, если сжатый пояс объединен с железобетонной или стальной плитой.
4.5.6.1. Расчет по устойчивости полок и стенок прокатных и составных сварных центрально- и внецентренно сжатых, а также сжато-изгибаемых и изгибаемых элементов постоянного поперечного сечения, не подкрепленных ребрами жесткости (рисунок 4.1), следует выполнять по теории призматических складчатых оболочек.

не подкрепленных ребрами жесткости
4.5.6.2. Устойчивость полок и стенок элементов, не подкрепленных ребрами жесткости, при среднем касательном напряжении, не превышающем  , допускается обеспечивать назначением отношения высоты стенки (h, hw) или ширины полки (bp, bh) к толщине (t, tw, tp, th) не более
, допускается обеспечивать назначением отношения высоты стенки (h, hw) или ширины полки (bp, bh) к толщине (t, tw, tp, th) не более  (здесь
(здесь  - коэффициент,
- коэффициент,  - приведенное критическое напряжение).
- приведенное критическое напряжение).
(здесь Коэффициент  следует определять:
следует определять:
для пластинок шириной bh, h, опертых по одной стороне (рисунок 4.1, б - е), - по формуле:

для пластинок шириной hw, bf, опертых по двум сторонам (рисунок 4.1, а, б, г), - по формуле:

В формулах (4.43) и (4.44):
 (4.44.1)
(4.44.1)где  ,
,  - максимальное и минимальное продольные нормальные напряжения по продольным границам пластинки, положительные при сжатии, определяемые по формулам (4.4) - (4.22) при невыгодном для устойчивости пластинки загружении, при этом коэффициенты
- максимальное и минимальное продольные нормальные напряжения по продольным границам пластинки, положительные при сжатии, определяемые по формулам (4.4) - (4.22) при невыгодном для устойчивости пластинки загружении, при этом коэффициенты  ,
,  ,
,  ,
,  ,
,  ,
,  следует принимать равными 1,0.
следует принимать равными 1,0.
Приведенное критическое напряжение  для пластинки следует определять по формулам таблицы 4.20 настоящих ТУ в зависимости от критических напряжений
для пластинки следует определять по формулам таблицы 4.20 настоящих ТУ в зависимости от критических напряжений  за которые следует принимать действующие напряжения
за которые следует принимать действующие напряжения  (здесь m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ).
(здесь m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ).
4.5.6.3. Расчет по устойчивости полок и стенок элементов, подкрепленных ребрами жесткости, следует выполнять по теории призматических складчатых оболочек, укрепленных поперечными диафрагмами.
Допускается выполнять расчет по устойчивости пластинок, полок и стенок указанных элементов согласно приложению Г к настоящим ТУ.
Таблица 4.19
Тип сечения элемента | Коэффициент защемления пластинки | |||||||
стенка | полка - для углового сечения при bh/h | |||||||
1 | 0,667 | 0,5 | ||||||
Коробчатое (рисунок 4.1, а) |  |  | ||||||
| ||||||||
Двутавровое (рисунок 4.1 - 11, б) |  |  | ||||||
Тавровое (рисунок 4.1, в) |  |  | ||||||
Швеллерное (рисунок 4.1, г) |  |  | ||||||
Угловое для полки высотой h (рисунок 4.1, д) | - |  |  | |||||
Крестовое (рисунок 4.1, е) |  |  | ||||||
В таблице 4.19 обозначено:
 ;
;  ;
;  ;
;  ;
;  ;
;  .
.Примечания.
1. При отрицательном значении знаменателя в формулах таблицы 4.19 настоящих ТУ, а также при равенстве его нулю следует принимать  .
.
2. Для углового сечения с отношением bh/h, не указанным в таблице 4.19, значение  следует определять по интерполяции, при этом для bh/h = 1 значение
следует определять по интерполяции, при этом для bh/h = 1 значение  следует принимать равным 100.
следует принимать равным 100.
Таблица 4.20
Марка стали | Значения | Формулы для определения |
345-14ХГНДЦ | До 186 |  |
Свыше 186 до 284 |  | |
Свыше 284 | 524 | |
390-14ХГНДЦ | До 206 |  |
Свыше 206 до 343 |  | |
Свыше 343 | 591 |
4.5.6.4. Устойчивость пластинок ортотропных плит допускается обеспечивать назначением отношения их толщины к ширине в соответствии с подпунктом 4.5.6.2, при этом:
- для полосовых продольных ребер коэффициент  следует определять по формуле (4.43) при коэффициенте защемления
следует определять по формуле (4.43) при коэффициенте защемления  и свесе полки тавра bh (рисунок 4.2, а), равном 0,5hw при
и свесе полки тавра bh (рисунок 4.2, а), равном 0,5hw при  или
или  при
при  ;
;
или ;- для участка листа ортотропной плиты между соседними продольными полосовыми ребрами коэффициент  следует определять по формуле (4.44) при коэффициенте защемления
следует определять по формуле (4.44) при коэффициенте защемления  , высоте стенки hw, равной расстоянию между продольными ребрами, и свесе полки bh, равном высоте продольного ребра (рисунок 4.2, б), но не более
, высоте стенки hw, равной расстоянию между продольными ребрами, и свесе полки bh, равном высоте продольного ребра (рисунок 4.2, б), но не более  ; здесь
; здесь  и
и  - коэффициенты, определяемые по подпункту 4.5.7.8 настоящих ТУ.
- коэффициенты, определяемые по подпункту 4.5.7.8 настоящих ТУ.
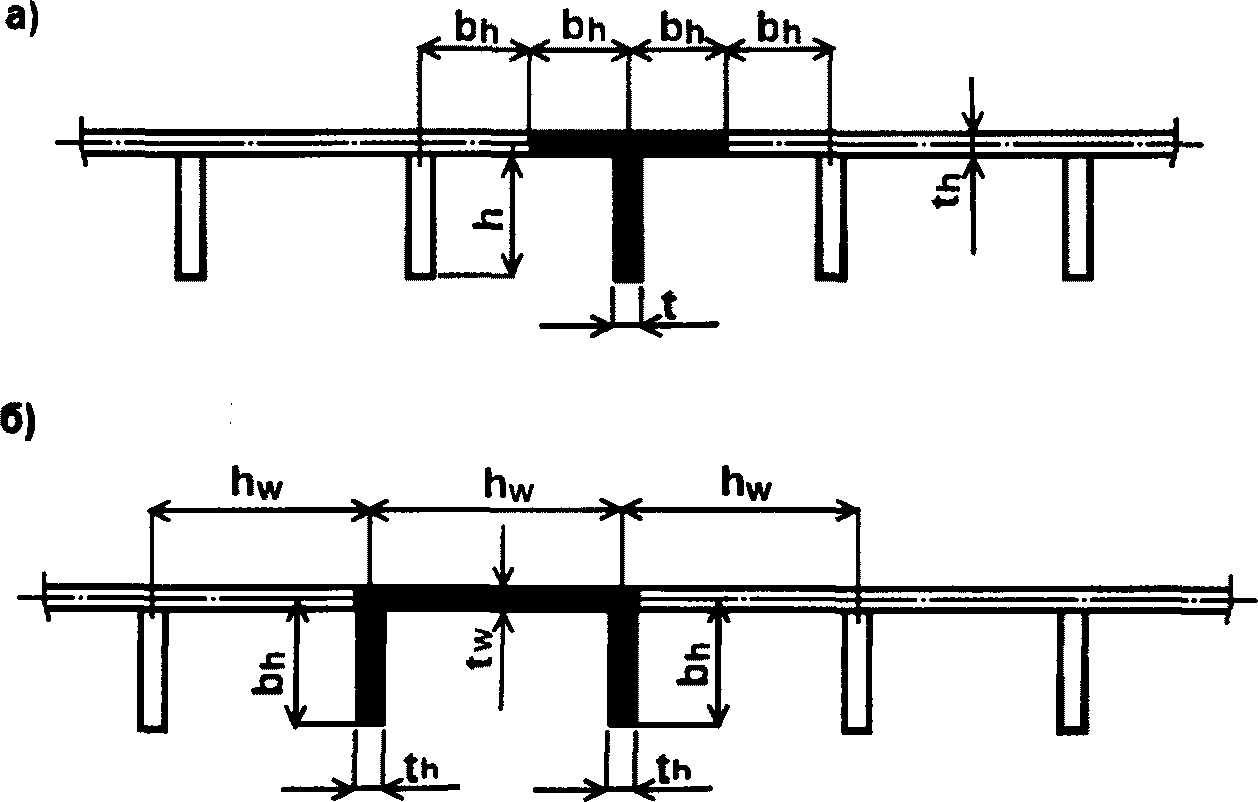
пластинок ортотропных плит
4.5.7.1. Расчетные длины lef элементов главных ферм, за исключением элементов перекрестной решетки, следует принимать по таблице 4.21 настоящих ТУ.
Таблица 4.21
Направление продольного изгиба | Расчетная длина lef | ||
поясов | опорных раскосов и опорных стоек <*> | Прочих элементов решетки | |
1 В плоскости фермы | l | l | 0,8l |
2 В направлении, перпендикулярном плоскости фермы (из плоскости фермы) | l1 | l1 | l1 |
--------------------------------
<*> Расчетную длину опорных раскосов и опорных стоек у промежуточных опор неразрезных пролетных строений принимают как для прочих элементов решетки.
В таблице 4.21 обозначено:
l - геометрическая длина элемента (расстояние между центрами узлов) в плоскости фермы;
l1 - расстояние между узлами, закрепленными от смещения из плоскости фермы.
4.5.7.2. Расчетную длину lef элемента, по длине которого действуют разные сжимающие усилия N1 и N2 (причем N1 > N2), из плоскости фермы (с треугольной решеткой со шпренгелем или полураскосной и т.п.) следует вычислять по формуле:
 (4.45)
(4.45)где l1 - расстояние между узлами, закрепленными от смещения из плоскости фермы.
Расчет по устойчивости в этом случае следует выполнять на усилие N1.
Применение формулы (4.45) допускается при растягивающей силе N2, в этом случае значение N2 следует принимать со знаком "минус", а lef  0,5l1.
0,5l1.
4.5.7.3. Расчетные длины lef элементов перекрестной решетки главной фермы следует принимать:
- в плоскости фермы - равными 0,8l, где l - расстояние от центра узла фермы до точки их пересечения;
из плоскости фермы:
- для сжатых элементов - по таблице 4.22 настоящих ТУ;
- для растянутых элементов - равными полной геометрической длине элемента (lef = l1, где l1 см. таблицу 4.21 настоящих ТУ).
Таблица 4.22
с перекрестной решеткой
Конструкция узла пересечения элементов решетки | Расчетная длина lef из плоскости фермы при поддерживающем элементе | ||
растянутом | неработающем | сжатом | |
Оба элемента не прерываются | l | 0,7l1 | l1 |
Поддерживающий элемент прерывается и перекрывается фасонкой: | |||
рассматриваемый элемент не прерывается | 0,7l1 | l1 | 1,4l1 |
рассматриваемый элемент прерывается и перекрывается фасонкой | 0,7l1 | - | - |
4.5.7.4. При проверке общей устойчивости балки расчетную длину сжатого пояса следует принимать равной:
- расстоянию между узлами фермы продольных связей - при наличии продольных связей в зоне верхних и нижних поясов и поперечных связей в опорных сечениях;
- расстоянию между фермами поперечных связей - при наличии продольных связей только в зоне растянутых поясов, при этом фермы поперечных связей должны быть центрированы с узлами продольных связей, а гибкость поясов указанных ферм не должна превышать 100;
- пролету балки - при отсутствии в пролете продольных и поперечных связей;
- расстоянию от конца консоли до ближайшей плоскости поперечных связей за опорным сечением консоли - при монтаже пролетного строения внавес или продольной надвижкой.
4.5.7.5. Расчетную длину lef сжатого пояса главной балки или фермы "открытого" пролетного строения, не имеющего продольных связей по этому поясу, следует определять, как правило, из расчета по устойчивости стержня на упругих опорах, сжатого переменной по длине продольной силой.
Допускается определять указанную расчетную длину по формуле:
 (4.46)
(4.46)где l - длина пояса, равная расчетному пролету для балок и ферм с параллельными поясами, полной длине пояса для балок с криволинейным верхним поясом и ферм с полигональным верхним поясом;
здесь  - коэффициент расчетной длины.
- коэффициент расчетной длины.
Коэффициент расчетной длины  для поясов балок и ферм с параллельными поясами, а также для фермы с полигональным или балки с криволинейным верхним поясом следует определять по таблице 4.23 настоящих ТУ, при этом наибольшее перемещение
для поясов балок и ферм с параллельными поясами, а также для фермы с полигональным или балки с криволинейным верхним поясом следует определять по таблице 4.23 настоящих ТУ, при этом наибольшее перемещение  следует принимать для рамы, расположенной посредине пролета.
следует принимать для рамы, расположенной посредине пролета.
Таблица 4.23
Коэффициент | Коэффициент | ||
0 | 0,696 | 150 | 0,268 |
5 | 0,524 | 200 | 0,246 |
10 | 0,443 | 300 | 0,225 |
15 | 0,396 | 500 | 0,204 |
30 | 0,353 | 1000 | 0,174 |
60 | 0,321 | Св. 1000 |  |
100 | 0,290 |
В таблице 4.23 обозначено:

где d - расстояние между рамами, закрепляющими пояс от поперечных горизонтальных перемещений;
Im - среднее (по длине пролета) значение момента инерции сжатого пояса балки (фермы) относительно вертикальной оси.
Примечания.
1. Если полученная по данным таблицы 4.23 расчетная длина lef < 1,3d, то ее определяют из расчета по устойчивости стержня на упругих опорах.
2. Для промежуточных значений  коэффициент
коэффициент  определяют по линейной интерполяции.
определяют по линейной интерполяции.
4.5.7.6. Расчет арок по устойчивости следует выполнять на основе пространственных расчетных схем с учетом совместной работы арок и элементов проезжей части и поддерживающих ее элементов.
При проверке общей устойчивости арки сплошного постоянного сечения допускается определять расчетную длину lef в ее плоскости по формуле

где l - длина пролета арки;
 - коэффициент (здесь f - стрела подъема арки);
- коэффициент (здесь f - стрела подъема арки);Значение  для двухшарнирной арки переменного сечения при изменении ее момента инерции в пределах +/- 10% среднего его значения по длине пролета допускается определять по пункту 4 таблицы 4.24 настоящих ТУ, принимая при этом EIbog в четверти пролета.
для двухшарнирной арки переменного сечения при изменении ее момента инерции в пределах +/- 10% среднего его значения по длине пролета допускается определять по пункту 4 таблицы 4.24 настоящих ТУ, принимая при этом EIbog в четверти пролета.
Во всех случаях расчетная длина lef арки в ее плоскости должна быть не менее расстояния между узлами прикрепления стоек или подвесок.
Таблица 4.24
Тип арки | Коэффициент |
1. Двухшарнирная, с ездой понизу с гибкой затяжкой <*>, соединенной с аркой подвесками |  |
2. Бесшарнирная |  |
3. Трехшарнирная | Меньшее из |
 |
При отношении жесткостей затяжки и арки, большем 0,8, расчетная длина арки определяется как для двухшарнирной арки с неразрезной балкой жесткости, соединенной с аркой стойками.
В таблице 4.24 обозначено:

здесь Ibal и Ibog - моменты инерции сечений соответственно балки жесткости и арки.
Таблица 4.25
Коэффициенты | Коэффициенты | ||||
0,1 | 28,5 | 22,5 | 0,5 | 36,8 | 44,0 |
0,2 | 45,4 | 39,6 | 0,6 | 30,5 | - |
0,3 | 46,5 | 47,3 | 0,8 | 20,0 | - |
0,4 | 43,9 | 49,2 | 1,0 | 14,1 | - |
Примечание.
Для промежуточных значений  коэффициенты
коэффициенты  и
и  определяют по линейной интерполяции.
определяют по линейной интерполяции.
4.5.7.7. Расчетную длину lef элементов продольных и поперечных связей с любой решеткой, кроме крестовой, следует принимать равной:
- в плоскости связей - расстоянию l2 между центрами прикреплений элементов связей к главным фермам или балкам, а также балкам проезжей части;
- из плоскости связей - расстоянию l3 между точками пересечения оси элемента связей с осями крайних рядов болтов прикрепления фасонок связей к главным фермам или балкам, а также балкам проезжей части.
Расчетную длину lef перекрещивающихся элементов связей следует принимать:
- в плоскости связей - равной расстоянию от центра прикрепления элемента связей к главной ферме или балке, а также балке проезжей части, - до точки пересечения осей связей;
- из плоскости связей: для растянутых элементов - равной l3; для сжатых элементов - по таблице 4.22 настоящих ТУ, принимая при этом за l расстояние от точки пересечения оси элемента связей с осью крайнего ряда болтов прикрепления фасонок связей до точки пересечения осей элементов связей, за l1 - расстояние l3.
Для элементов связей с любой решеткой, кроме крестовой, из одиночных уголков расчетную длину lef следует принимать равной расстоянию l между крайними болтами прикреплений их концов. При крестовой решетке связей lef = 0,6l. Радиус инерции сечений следует принимать минимальный (i = imin).
4.5.7.8. В сплошностенчатых балках расчетную длину lef опорных стоек, состоящих из одного или нескольких опорных ребер жесткости и примыкающих к ним участков стенки, следует определять по формуле:
 (4.48)
(4.48)где  - коэффициент расчетной длины;
- коэффициент расчетной длины;
lc - длина опорной стойки балки, равная расстоянию от верха домкратной балки до верхнего пояса или до ближайшего узла поперечных связей.
Коэффициент расчетной длины  опорной стойки следует определять по формуле:
опорной стойки следует определять по формуле:
 (4.49)
(4.49)здесь  ,
,
,где Ic - момент инерции сечения опорной стойки относительно оси, совпадающей с плоскостью стенки;
Ir, lr - соответственно момент инерции сечения и длина распорки поперечных связей; в "открытых" пролетных строениях в формуле (4.49) следует принимать n = 0.
При определении площади, момента и радиуса инерции опорной стойки с одним ребром жесткости в состав ее сечения следует включать, кроме опорного ребра жесткости, примыкающие к нему участки стенки шириной  (здесь t - толщина сечения,
(здесь t - толщина сечения,  - коэффициент, принимаемый по таблице 4.26 настоящих ТУ).
- коэффициент, принимаемый по таблице 4.26 настоящих ТУ).
(здесь t - толщина сечения, Таблица 4.26
Марка стали | Значение коэффициента | Значение коэффициента |
345-14ХГНДЦ | 12 | 38 |
390-14ХГНДЦ | 11,5 | 36 |
При определении площади, момента инерции и радиуса инерции опорной стойки с несколькими ребрами жесткости при расстояниях между ними  (здесь
(здесь  - коэффициент, принимаемый по таблице 4.26 настоящих ТУ) в состав ее сечения следует включать все указанные ребра жесткости, участки стенки между ними, а также примыкающие с внешней стороны к крайним ребрам жесткости участки стенки шириной
- коэффициент, принимаемый по таблице 4.26 настоящих ТУ) в состав ее сечения следует включать все указанные ребра жесткости, участки стенки между ними, а также примыкающие с внешней стороны к крайним ребрам жесткости участки стенки шириной  , где
, где  следует принимать по таблице 4.26 настоящих ТУ.
следует принимать по таблице 4.26 настоящих ТУ.
(здесь , где Предельная гибкость стержневых элементов
4.5.7.9. Гибкость стержневых элементов не должна превышать значений, приведенных в таблице 4.27 настоящих ТУ.
Таблица 4.27
Предельная гибкость стержневых элементов пролетных строений
Элементы конструкций | Предельная гибкость стержневых элементов железнодорожных и пешеходных мостов |
Сжатые и сжато-растянутые элементы главных ферм; стойки опор; растянутые элементы поясов главных ферм | 100 |
Растянутые элементы главных ферм, кроме поясов; элементы, служащие для уменьшения расчетной длины lef | 150 |
Сжатые элементы продольных связей главных ферм и продольных балок, а также тормозных связей | 130 |
То же, растянутые | 130 |
Элементы поперечных связей: | |
на опоре | 130 |
в пролете | 150 |
Пояса ферм поперечных связей, в уровне которых отсутствуют продольные связи, или плита, объединенная с поясами главных балок для совместной работы | 100 |
Ветви составного сжатого или сжато-растянутого элемента | 40 |
То же, растянутого | 50 |
4.5.8.1. Расчет на выносливость элементов стальных конструкций и их соединений (кроме канатов) следует выполнять по формулам:


где  - абсолютное наибольшее нормальное напряжение (растягивающее - положительное);
- абсолютное наибольшее нормальное напряжение (растягивающее - положительное);
m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ.
Напряжения  и
и  следует определять соответственно по формулам таблицы 4.28 настоящих ТУ и формулам (4.66) - (4.77) от нагрузок, указанных в пунктах 6.1 - 6.3 СП 35.13330.2011.
следует определять соответственно по формулам таблицы 4.28 настоящих ТУ и формулам (4.66) - (4.77) от нагрузок, указанных в пунктах 6.1 - 6.3 СП 35.13330.2011.
Таблица 4.28
Напряженное состояние | Формулы для определения |
Растяжение или сжатие | |
Изгиб в одной из главных плоскостей | |
Растяжение или сжатие с изгибом в одной из главных плоскостей |  |
Изгиб в двух главных плоскостях |  |
Растяжение или сжатие с изгибом в двух главных плоскостях |  |
В таблице 4.28 обозначено:
M, Mx, My - приведенные изгибающие моменты в рассматриваемом сечении, определяемые согласно пункту 4.5.4.1;
Примечание. При расчете элементов с фрикционными соединениями на высокопрочных болтах в формулы таблицы 4.28 подставляются характеристики сечения брутто.
Коэффициент  следует определять по формуле:
следует определять по формуле:

где  - коэффициент, равный 1,0 для железнодорожных и пешеходных мостов;
- коэффициент, равный 1,0 для железнодорожных и пешеходных мостов;
ИС МЕГАНОРМ: примечание. Обозначение дано в соответствии с официальным текстом документа. |
q - коэффициент, зависящий от длины загружения  линии влияния при определении
линии влияния при определении  ;
;
Коэффициент  следует определять по формулам:
следует определять по формулам:
 (4.53)
(4.53) (4.54)
(4.54)где  ,
,  ,
,  ,
,  - наименьшие и наибольшие по абсолютной величине значения напряжений со своими знаками, определяемые в том же сечении, по тем же формулам, что и
- наименьшие и наибольшие по абсолютной величине значения напряжений со своими знаками, определяемые в том же сечении, по тем же формулам, что и  и
и  , при этом следует принимать
, при этом следует принимать  .
.
.В формуле (4.52) верхние знаки в скобках следует принимать при расчете по формуле (4.50), если  , и всегда - при расчете по формуле (4.51).
, и всегда - при расчете по формуле (4.51).
, и всегда - при расчете по формуле (4.51).Коэффициенты  и
и  следует принимать по таблице 4.29 настоящих ТУ.
следует принимать по таблице 4.29 настоящих ТУ.
Таблица 4.29
Значения коэффициентов  и
и 
Марка стали | Значения коэффициентов | |
345-14ХГНДЦ | 0,72 | 0,24 |
390-14ХГНДЦ | 0,81 | 0,20 |
При вычислении коэффициентов  для сварных швов принимаются те же значения коэффициентов
для сварных швов принимаются те же значения коэффициентов  и
и  , что и для металла элемента.
, что и для металла элемента.
Коэффициент  следует принимать равным:
следует принимать равным:
 (4.55)
(4.55)где значения  и
и  следует принимать по таблице 4.30 настоящих ТУ.
следует принимать по таблице 4.30 настоящих ТУ.
Таблица 4.30
Значения коэффициентов  и
и 
Эффективный коэффициент концентрации напряжений | Значения коэффициентов | |
345-14ХГНДЦ; 390-14ХГНДЦ | ||
1,0 | 1,65 | 0,0295 |
1,1 | 1,69 | 0,0315 |
1,2 | 1,74 | 0,0335 |
1,3 | 1,79 | 0,0355 |
1,4 | 1,83 | 0,0375 |
1,5 | 1,87 | 0,0395 |
1,6 | 1,91 | 0,0415 |
1,7 | 1,96 | 0,0436 |
1,8 | 2,00 | 0,0455 |
1,9 | 2,04 | 0,0475 |
2,0 | 2,09 | 0,0495 |
2,2 | 2,18 | 0,0536 |
2,3 | 2,23 | 0,0556 |
2,4 | 2,27 | 0,0576 |
2,5 | 2,31 | 0,0596 |
2,6 | 2,36 | 0,0616 |
2,7 | 2,40 | 0,0636 |
3,1 | 2,57 | 0,0716 |
3,2 | 2,62 | 0,0737 |
3,4 | 2,71 | 0,0777 |
3,5 | 2,75 | 0,0797 |
3,7 | 2,84 | 0,0837 |
4,4 | 3,15 | 0,0977 |
Элементы главных ферм
4.5.9.1. В расчетах элементов и соединений решетчатых главных ферм по прочности при отношении высоты сечения к длине элемента свыше 1/15 следует учитывать изгибающие моменты от жесткости узлов. Это требование относится и к расчетам на выносливость элементов решетчатых главных ферм с узловыми соединениями на высокопрочных болтах; при сварных узловых соединениях расчет на выносливость следует выполнять с учетом изгибающих моментов от жесткости узлов независимо от величины отношения высоты сечения к длине элементов.
Расчет по прочности решетчатых главных ферм, имеющих в уровне проезда пояс, работающий на совместное действие осевых усилий и изгиба от вне узлового приложения нагрузки, следует выполнять с учетом жесткости узлов указанного пояса независимо от отношения высоты сечения к длине панели.
В поясах главных ферм замкнутого сечения при вне узловой передаче нагрузки от поперечных балок проезжей части следует учитывать дополнительные напряжения от кручения.
Учет жесткости остальных узлов следует выполнять, как указано выше.
Во всех указанных случаях в расчетах по прочности изгибающие моменты от жесткости узлов следует уменьшать на 20%.
Изгибающие моменты от примыкания связей или горизонтальных диафрагм с эксцентриситетом и от неполной (с учетом подпункта 4.5.1.8 настоящих ТУ) центровки элементов ферм следует учитывать полностью. Это требование распространяется и на учет изгибающих моментов, возникающих в горизонтальных и наклонных элементах решетчатых главных ферм и связей от их собственного веса. При этом допускается принимать эти изгибающие моменты распределенными по параболе с ординатами посредине длины элемента и на концах его, равными 0,6 момента для свободно опертого элемента.
4.5.9.2. В расчетах по устойчивости элементов решетчатых главных ферм изгибающие моменты от жесткости узлов, воздействий связей и поперечных балок допускается не учитывать.
Элементы решетчатых ферм, имеющие замкнутое коробчатое сечение с отношением размеров сторон не более двух, допускается рассчитывать на устойчивость по плоским изгибным формам относительно горизонтальной и вертикальной осей сечения.
4.5.9.3. Стойки, распорки, стяжки, связи и другие элементы пролетного строения, используемые для уменьшения свободной длины сжатых элементов, следует рассчитывать на сжатие и растяжение силой, равной 3% продольного усилия в сжатом элементе.
4.5.9.4. В арочных мостах с передачей распора на опоры продольные связи между арками следует рассчитывать как элементы балочной фермы, защемленной по концам.
В разрезных балочных пролетных строениях ветровая ферма, образованная поясами главных ферм и продольными связями, принимается разрезной балочной, подвижно-опертой в своей плоскости на порталы или опорные части. В арках и при полигональном очертании поясов ферм допускается определение усилий в поясах ветровой фермы как для плоской фермы с делением полученных результатов на косинус угла наклона данного элемента к горизонтали.
В неразрезных балочных пролетных строениях с ездой понизу ветровые фермы, образованные поясами главных ферм и продольными связями, следует рассчитывать как неразрезные балочные, считая верхнюю подвижно-опертой на упругие опоры - порталы на концевых опорах и на каждой промежуточной опоре главных ферм, а нижнюю - опертой на жесткие опоры - опорные части.
4.5.9.5. Элементы главных ферм и связей на изгиб от воздействия ветра допускается не рассчитывать.
Опорные порталы следует рассчитывать на воздействие реакций соответствующей ветровой фермы, при этом в нижних поясах балочных пролетных строений следует учитывать горизонтальные составляющие продольных усилий в ногах наклонных опорных порталов.
4.5.9.6. Пояса главных ферм и элементы решетки, примыкающие к опорному узлу, следует рассчитывать на осевую силу и изгибающий момент от передаваемых с эксцентриситетом на неподвижную опорную часть продольных сил торможения или тяги, а также на изгибающий момент от эксцентриситета реакции однокатковой опорной части относительно центра опорного узла.
Распределение изгибающих моментов между элементами опорного узла следует принимать согласно подпункту 4.5.1.8 настоящих ТУ.
4.5.9.7. Поперечные подкрепления, образуемые в пролетных строениях коробчатого и П-образного сечений решетчатыми или сплошностенчатыми диафрагмами, а также поперечными ребрами и листами ортотропных плит и стенок балок, должны быть проверены на прочность, устойчивость и выносливость на усилия, определяемые, как правило, пространственным расчетом пролетных строений.
Допускается рассчитывать поперечные подкрепления как рамы или балки, конфигурация которых соответствует поперечнику пролетного строения, а в состав сечения кроме поперечных ребер или диафрагм - решетчатых или сплошностенчатых - входит лист общей шириной, равной 0,2 расстояния между соседними стенками главных балок, но не более расстояния между поперечными подкреплениями.
Поперечные подкрепления в опорных сечениях имеют жесткие опоры в месте расположения опорных частей. Эти подкрепления следует рассчитывать на опорные реакции, местную вертикальную нагрузку и распределенные по контуру поперечного сечения в листах стенок и ортотропных плит касательные напряжения от изгиба и кручения примыкающих к данной опоре пролетов.
Поперечные подкрепления, расположенные в пролете, в том числе в местах приложения сосредоточенных сил, следует рассчитывать с учетом всех внешних сил и касательных напряжений в листах стенок и ортотропных плит от изгиба и кручения.
4.5.9.8. В расчетах на прочность и выносливость прямолинейных железнодорожных пролетных строений, расположенных на кривых участках пути радиусом менее 1000 м, следует учитывать усилия, возникающие при кручении пролетного строения как пространственной конструкции.
4.5.9.9. При многостадийном возведении конструкции прочность сечений на промежуточных стадиях монтажа следует проверять по формулам (4.4) - (4.22), принимая при этом коэффициенты  ,
,  ,
,  ,
,  ,
,  ,
,  равными 1,0.
равными 1,0.
4.5.9.10. Конструкции с предварительным напряжением или регулированием должны быть проверены расчетом по прочности и устойчивости на всех этапах выполнения предварительного напряжения или регулирования. При этом следует принимать коэффициенты условий работы по подпункту 4.4.1 настоящих ТУ, коэффициенты надежности по нагрузке (более или менее 1,0) - согласно указаниям пункта 6 СП 35.13330.2011 и вычисленные для каждого этапа напряжения суммировать. При расчетах следует учитывать в соответствии с СП 35.13330.2011 потери напряжений от релаксации, трения и податливости анкеров напрягаемых элементов.
Элементы проезжей части
4.5.9.11. Продольные балки проезжей части пролетных строений, не имеющих разрывов продольных балок (специальных узлов с продольно-подвижным опиранием их примыкающих один к другому концов), следует рассчитывать по прочности, по упругой стадии работы с учетом дополнительных усилий от их совместной работы с поясами главных ферм, при этом уменьшение усилий в поясах главных ферм допускается учитывать только при включении проезжей части в совместную работу с ними специальными горизонтальными диафрагмами.
4.5.9.12. При включении проезжей части в совместную работу с решетчатыми главными фермами в расчетах всех болтосварных пролетных строений независимо от порядка их монтажа уменьшение усилий в поясах главных ферм следует учитывать только по отношению к воздействию временной вертикальной нагрузки.
Учет деформации поясов при определении усилий в проезжей части следует выполнять:
- от всех нагрузок - при включении проезжей части в совместную работу с главными фермами одновременно с их монтажом;
- только от временной вертикальной нагрузки - при включении проезжей части в совместную работу с главными фермами после передачи постоянной нагрузки на главные фермы.
4.5.9.13. Усилия в элементах проезжей части от совместной работы с главными фермами следует определять в предположении, что в горизонтальной плоскости имеют место следующие закрепления: продольные балки к поперечным прикреплены шарнирно; пояс поперечной балки, расположенный в уровне связей, прикреплен к поясам главных ферм жестко, а другой ее пояс - шарнирно.
Расчет по прочности сечений поперечных балок с учетом изгибающих моментов My в горизонтальной плоскости, возникающих от совместной работы элементов проезжей части с поясами главных ферм, следует выполнять по формулам (4.9) - (4.13), принимая My уменьшенными на 20%.
В расчетах по прочности элементов проезжей части с плитным безбалластным полотном необходимо учитывать усилия в них от включения плит в совместную работу с продольными балками.
4.5.9.14. Усилия в продольных балках с накладками ("рыбками") по верхнему поясу или по обоим поясам в сопряжении с поперечными балками следует определять с учетом неразрезности балок и упругой податливости опор. Распределение осевого усилия и изгибающего момента между прикреплениями поясов и стенки продольной балки следует осуществлять с учетом их податливости.
4.5.9.15. Продольные балки решетчатых пролетных строений с проезжей частью, не включенной в совместную работу с главными фермами, допускается, независимо от конструктивного оформления прикрепления их поясов в месте примыкания к поперечным балкам, рассчитывать по прочности как разрезные. При этом детали прикрепления поясов и стенки балок к поперечным балкам следует рассчитывать на 0,6 момента в середине пролета разрезной балки с распределением его согласно подпункту 4.5.9.14 настоящих ТУ. При расчете указанных продольных балок на выносливость изгибающие моменты следует определять по линиям влияния неразрезной балки на упругоподатливых опорах.
4.5.9.16. Поперечные балки решетчатых пролетных строений следует рассчитывать как элементы рам, образованных поперечной балкой и примыкающими к узловым фасонкам элементами главных ферм.
Опорные сечения поперечных балок, подвесок, стоек (а при отсутствии подвесок или стоек - и раскосов главных ферм) следует проверять на изгибающие моменты, возникающие в элементах рам, образованных указанными элементами, вследствие изгиба поперечных балок под воздействием вертикальных нагрузок.
Изгибающие моменты в элементах замкнутых поперечных рам для однопутных пролетных строений железнодорожных мостов допускается определять по формулам:
опорный изгибающий момент в поперечной балке

изгибающий момент в подвеске или стойке:
у края прикрепления поперечной балки
в уровне центра ближайшего к поперечной балке узла поперечных связей, а при их отсутствии - центра противоположного пояса главной фермы
Mc1 = -0,5Mc. (4.58)
В формулах (4.56) и (4.57):
F - опорная реакция поперечной балки;
a - расстояние между осью сечения пояса главной фермы и осью сечения продольной балки;
B - расстояние между осями поясов главных ферм;
lm - длина панели главной фермы (расстояние между поперечными балками);
H - расчетная длина подвески или стойки из плоскости фермы;
Ibal - момент инерции сечения брутто поперечной балки в середине ее длины;
Ic - момент инерции сечения брутто подвески или стойки относительно оси, параллельной плоскости главной фермы;
It - момент инерции чистого кручения пояса фермы, примыкающего к поперечной балке.
4.5.9.17. В открытых пролетных строениях с ездой понизу поперечные рамы следует рассчитывать на условные горизонтальные силы, приложенные на уровне центра тяжести сечения пояса и равные 2% продольного усилия в сжатом поясе балки или фермы.
4.5.9.18. Усилия в элементах проезжей части со стальными ортотропными плитами железнодорожных мостов следует определять, применяя пространственные расчетные схемы с дискретным расположением поперечных ребер и учитывая совместную работу плит с главными фермами (балками).
Расчет элементов ортотропной плиты по прочности и устойчивости следует выполнять по обязательному приложению Д, на выносливость - с использованием коэффициентов  по приложению Б к настоящим ТУ.
по приложению Б к настоящим ТУ.
Элементы связей
4.5.9.19. Усилия в элементах продольных связей с крестовой, ромбической и треугольной решетками от деформации поясов главных ферм или балок следует определять от вертикальной нагрузки, которая воздействует после включения их в работу.
Усилия в элементах продольных связей, не соединенных с продольными балками или соединенных при наличии разрывов в них (подпункт 4.5.9.11 настоящих ТУ), допускается определять по формулам:
в раскосе крестовой решетки, когда распоркой связей является поперечная изгибаемая балка,

в других раскосах крестовой решетки
 (4.60)
(4.60)в раскосе ромбической решетки
 (4.61)
(4.61)в раскосе треугольной решетки

в распорке связей с любой решеткой
 (4.63)
(4.63)В формулах (4.59) - (4.63):
Nd, Nc - усилия соответственно в раскосе и распорке связей;
Nd,lin Nd,rec - усилия в раскосе соответственно с левой и правой сторон от распорки;
Ad, Ac - площадь сечения соответственно раскоса и распорки связей; в случае, когда распоркой является поперечная изгибаемая балка, в формулах (4.59) - (4.62) следует принимать  ;
;
I - момент инерции пояса главной фермы относительно вертикальной оси;
В формулах (4.59) - (4.62) при определении усилий в элементах связей балок со сплошной стенкой вместо  следует принимать напряжение
следует принимать напряжение  в стенке главной балки, вычисленное по площади брутто на уровне расположения плоскостей связей. В формуле (4.59) вместо
в стенке главной балки, вычисленное по площади брутто на уровне расположения плоскостей связей. В формуле (4.59) вместо  следует принимать среднее напряжение
следует принимать среднее напряжение  в стенке поперечной балки на уровне расположения плоскости связей, вычисленное так же, как и
в стенке поперечной балки на уровне расположения плоскости связей, вычисленное так же, как и  .
.
Усилия в элементах продольных связей с полураскосной решеткой от вертикальной нагрузки допускается не учитывать.
4.5.9.20. Уменьшение усилий в поясах главных ферм за счет включения продольных связей в совместную работу в цельносварных пролетных строениях следует учитывать от всей нагрузки, действующей после постановки и закрепления продольных связей, а в болтосварных пролетных строениях - только от временной вертикальной нагрузки.
4.5.9.21. Расчет на прочность и выносливость поясов главных ферм с ромбической и треугольной решетками связей, а также крестовой с распорками разной жесткости, следует выполнять с учетом возникающих в поясах изгибающих моментов от деформации элементов связей и от деформации поперечных балок проезжей части независимо от вида связей.
Изгибающие моменты в поясе, действующие в плоскости связей с треугольной и ромбической решетками, следует определять по формуле
 (4.64)
(4.64)где Nc - усилие в распорке связей;
lm - расстояние между центрами узлов прикрепления элементов к поясу.
Расчет соединений
4.5.9.22. Сварные, фрикционные и болтовые соединения следует рассчитывать на передачу всех усилий, действующих в элементе конструкции, при этом, как правило, каждая часть сечения элемента (с учетом ее ослабления) должна быть прикреплена соответственно приходящемуся на нее усилию. В случае невыполнения этого условия перегрузку отдельных зон и деталей прикреплений следует учитывать введением коэффициентов условий работы, указанных в таблицах 4.13 и 4.33 настоящих ТУ.
При расчете прикрепления элемента к узлу с одиночной фасонкой допускается не учитывать изгибающие моменты в плоскости, перпендикулярной плоскости фасонки.
Распределение продольного усилия, проходящего через центр тяжести соединения, следует принимать равномерным между болтами или сварными швами прикрепления.
4.5.9.23. Расчетную высоту сечения сварных швов следует принимать:
для стыковых швов:
- деталей, свариваемых с полным проплавлением, - tw = tmin;
- деталей, свариваемых с неполным проплавлением, - tw = tw,min;
для угловых швов:
- по металлу шва -  ;
;
;- по металлу границы сплавления -  ,
,
,где tmin - наименьшая из толщин свариваемых деталей;
tw,min - наименьшая толщина сечения стыкового шва при сварке деталей с неполным проплавлением;
kf - наименьший из катетов углового шва;
Таблица 4.31
Значения коэффициентов расчетных сечений угловых швов
Вид сварки при диаметре сварочной проволоки d, мм | Положение шва | Коэффициенты расчетных сечений угловых швов | ||||
обозначения | при катетах швов kf, мм | |||||
3 - 8 | 9 - 12 | 14 - 16 | 18 и более | |||
Автоматическая под флюсом при d = 2 - 5 | В лодочку | 1,1 | 0,8 | |||
1,15 | 1,0 | |||||
Нижнее | 1,1 | 0,9 | 0,8 | |||
1,15 | 1,05 | 1,0 | ||||
Полуавтоматическая под флюсом при d = 1,4 - 2 | В лодочку | 1,0 | 0,9 | 0,8 | ||
1,1 | 1,0 | |||||
Нижнее | 1,0 | 0,85 | 0,8 | |||
1,05 | 1,0 | 1,0 | ||||
Автоматическая и полуавтоматическая в смеси газов при d = 1,2 - 2 проволоками сплошного сечения и металлопорошковыми в смеси газов | В лодочку | 0,95 | 0,85 | 0,75 | ||
1,05 | 1,0 | |||||
Нижнее, горизонтальное, вертикальное | 0,9 | 0,8 | 0,7 | |||
1,0 | ||||||
Ручная, полуавтоматическая порошковой самозащитной проволокой | В лодочку, нижнее, горизонтальное, вертикальное, потолочное | 0,7 | ||||
1,0 | ||||||
Полуавтоматическая проволоками сплошного сечения d = 1,2 - 2 и металлопорошковыми проволоками в смеси газов | Потолочное | 0,7 | ||||
1,0 | ||||||
Примечание.
при сварке деталей из сталей различного уровня прочности, а также при сварке материалами, для которых Rwy < Ry (в этих случаях Rwy должно быть указано в проекте);
при наличии выкружек или ослаблений в зоне стыка, когда
lw < b,
или
tw,min < t,
Aw,n < A,
где lw - полная длина стыкового шва;
b, t - ширина и толщина стыкуемых деталей;
Aw,n - площадь нетто ослабленного (например, отверстиями) сечения стыкового шва;
A - площадь брутто (или нетто) сечения стыкуемых деталей в зоне стыка.
4.5.9.25. Расчет по прочности сварных стыковых соединений в случае центрального растяжения или сжатия следует выполнять по формуле
 (4.65)
(4.65)где m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ.
Расчет по прочности сварных стыковых соединений в случае изгиба в одной или двух главных плоскостях, а также действия осевой силы с изгибом в одной или двух главных плоскостях следует выполнять по формулам (4.5) - (4.22), в которых геометрические параметры и коэффициенты  ,
,  ,
,  ,
,  ,
,  ,
,  следует вычислять для сечения стыкового соединения, принимаемого согласно подпункту 4.5.9.24 настоящих ТУ, а в правой части вместо Rym и Rsm подставлять соответственно величины Rwym и Rwsm.
следует вычислять для сечения стыкового соединения, принимаемого согласно подпункту 4.5.9.24 настоящих ТУ, а в правой части вместо Rym и Rsm подставлять соответственно величины Rwym и Rwsm.
4.5.9.26. Прочность сварных соединений с угловыми швами при действии продольных или поперечных сил следует проверять на срез (условный) по двум сечениям (рисунок 4.3):
по металлу шва (сечение 0-1)

по металлу границы сплавления (сечение 0-2)
 (4.67)
(4.67)где lw - полная длина шва;
tf, tz - расчетная высота сечения шва;
m - коэффициент условий работы, принимаемый по таблице 4.13.

при расчете на срез
4.5.9.27. Расчет по прочности сварных соединений с угловыми швами при действии момента в плоскости, перпендикулярной плоскости расположения швов (рисунок 4.4, а), следует выполнять для двух сечений по формулам:
по металлу шва
по металлу границы сплавления
 (4.69)
(4.69)В формулах (4.68) и (4.69):
Wf - момент сопротивления расчетного сечения по металлу шва;
Wz - то же, по металлу границы сплавления.
4.5.9.28. Расчет по прочности сварных соединений с угловыми швами при действии момента в плоскости расположения этих швов (рис. 4.4, б) следует выполнять для двух сечений по формулам:
по металлу шва
 (4.70)
(4.70)по металлу границы сплавления
 (4.71)
(4.71)где Ifx, Ify - моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Izx, Izy - то же, по металлу границы сплавления;
x, y - координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения.

с угловыми швами при действии момента в плоскости:
а - перпендикулярной; б - параллельной
плоскости расположения швов
4.5.9.29. Прочность сварных стыковых соединений при одновременном действии в одном и том же сечении нормальных и касательных напряжений следует проверять по формуле (4.25), в которой следует принимать:  и
и  - нормальные напряжения в сварном соединении по двум взаимно перпендикулярным направлениям;
- нормальные напряжения в сварном соединении по двум взаимно перпендикулярным направлениям;  - касательное напряжение в сварном соединении; Ry = Rwy.
- касательное напряжение в сварном соединении; Ry = Rwy.
и - нормальные напряжения в сварном соединении по двум взаимно перпендикулярным направлениям; - касательное напряжение в сварном соединении; Ry = Rwy.4.5.9.30. При расчете по прочности сварных соединений с угловыми швами при одновременном действии продольной и поперечной сил и момента должны быть выполнены условия:
 (4.72)
(4.72) (4.73)
(4.73)где  ,
,  - напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.
- напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.
4.5.9.31. Расчет по прочности сварных соединений угловыми швами прикрепления листов пояса между собой и к стенке изгибаемых балок следует выполнять по формулам:
при отсутствии местного давления:
по металлу шва
 (4.74)
(4.74)по металлу границы сплавления
 (4.75)
(4.75)где n - число угловых швов;
при воздействии на пояс местного давления:
по металлу шва
 (4.76)
(4.76)по металлу границы сплавления

где q - давление от подвижной вертикальной нагрузки, определяемое по пункту 6.11 и обязательному приложению К к СП 35.13330.2011.
4.5.9.32. Сварные швы, соединяющие отдельные листовые детали сечения составных сплошностенчатых сжатых элементов, следует рассчитывать на условную поперечную силу, принимаемую постоянной по всей длине элемента и определяемую по формуле

где W - момент сопротивления сечения элемента брутто в проверяемой плоскости (ослабление листовых деталей перфорациями допускается не учитывать);
l - длина составного элемента;
ИС МЕГАНОРМ: примечание. Обозначения даны в соответствии с официальным текстом документа. |
Те же сварные швы в сжато-изогнутых составных элементах следует рассчитывать на поперечную силу Q1, равную сумме поперечных сил - условной Qfis, определяемой по формуле (4.78), и фактической.
Если в сечении составного элемента имеются две параллельно расположенные листовые детали и более, то прикрепление каждой из них следует рассчитывать на поперечную силу Qi, определяемую по формуле:
 (4.79)
(4.79)где ti - толщина прикрепляемой листовой детали;
n - число параллельно расположенных листовых деталей.
4.5.9.33. При прикреплении к узлам главных ферм составных сплошностенчатых элементов, отдельные части сечения которых непосредственно не прикрепляются к узловым фасонкам, сварные швы присоединения не прикрепляемой части сечения к прикрепляемой следует рассчитывать на передачу приходящегося на нее усилия, принимая при этом коэффициенты условий работы m равными:
m = 0,8 - при отношении площади прикрепляемой части сечения Av ко всей площади сечения элемента A до 0,6;
m = 0,9 - при отношении Av/A свыше 0,6 до 0,8;
m = 1,0 - при отношении Av/A свыше 0,8.
Расчетную длину сварного шва при этом следует принимать равной длине перекрытия элемента узловой фасонкой фермы.
4.5.9.34. Расчетное усилие Nb, которое может быть воспринято одним болтом, следует определять по формулам:
на срез
на смятие
ИС МЕГАНОРМ: примечание. Формула дана в соответствии с официальным текстом документа. |

на растяжение
Nb = RbtAbn, (4.82)
где Rbs, Rbp, Rbt - расчетные сопротивления болтовых соединений;
d - диаметр стержня болта;
 - площадь сечения стержня болта;
- площадь сечения стержня болта;Abn - площадь сечения болта нетто; для болтов с метрической резьбой значение Abn следует принимать по ГОСТ Р 52643-2006 (Приложение Д);
ns - число расчетных срезов одного болта;
mb1 - коэффициент условий работы соединения, который следует принимать по таблице 4.32 настоящих ТУ.
Таблица 4.32
Значения коэффициента условий работы соединения mb1
Характеристика соединения | Коэффициент условий работы соединения mb1 |
Многоболтовое в расчетах на срез и смятие при болтах: | |
повышенной точности | 1,0 |
нормальной и грубой точности | 0,9 |
4.5.9.35. Число n болтов в соединении при действии продольной силы N, проходящей через центр тяжести соединения, следует определять по формуле:
 (4.83)
(4.83)где Nb,min - меньшее из значений расчетного усилия для одного болта, вычисленных по формулам (4.80) и (4.81);
m, mb - коэффициенты условий работы, принимаемые соответственно по таблице 4.13 и 4.33 настоящих ТУ.
Таблица 4.33
Характеристика стыка или прикрепления | Коэффициент условий работы mb болтов |
Стык элемента или его ветви, все части сечения которых перекрыты односторонними накладками | 0,9 |
Стык элемента или его ветви с двухсторонними накладками при наличии части сечения, непосредственно неперекрытой | 0,9 |
Прикрепление элемента в узле одиночной фасонкой | 0,9 |
Прикрепление части сечения через: | |
один лист | 0,9 |
два листа и более | 0,8 |
прокладку, прикрепленную за пределами соединения не менее чем на 1/4 полного усилия, которое может быть воспринято ее сечением | 0,9 |
Прикрепление выступающей полки швеллера, уголка или горизонтального листа коробчатого сечения угловым коротышом | 0,7 |
4.5.9.36. При действии в плоскости соединения изгибающего момента распределение усилий на болты следует принимать пропорционально расстояниям от центра тяжести соединения до рассматриваемого болта.
4.5.9.37. Болты, работающие на срез от одновременного действия продольной силы и момента, следует проверять на усилие, определяемое как равнодействующее усилий, найденных отдельно от продольной силы и момента.
4.5.9.38. Болты, работающие одновременно на срез и растяжение, допускается проверять отдельно на срез и на растяжение.
при отсутствии местного давления
 (4.84)
(4.84)при воздействии на пояс местного давления q
 (4.85)
(4.85)где a - шаг поясных болтов;
Nb,min - меньшее из значений расчетного усилия для одного болта, определяемых по подпункту 4.5.9.34 настоящих ТУ;
S - статический момент брутто пояса балки относительно нейтральной оси;
I - момент инерции сечения брутто балки относительно нейтральной оси;
m - коэффициент условий работы, определяемый по таблице 4.13 настоящих ТУ.
4.5.9.40. Расчетное усилие Qbh, которое может быть воспринято каждой поверхностью трения соединяемых элементов, стянутых одним высокопрочным болтом (одним болтоконтактом), следует определять по формуле:

где P - усилие натяжения высокопрочного болта;
Таблица 4.34
Значения коэффициента надежности 
Число высокопрочных болтов в соединении | Значения коэффициента надежности | |||||
пескоструйным или дробеструйным | дробеструйным с нанесением клеефрикционного покрытия | газоплазменным | стальными щетками | дробеметным | дробеметным с газоплазменным нагревом поверхности металла в зоне отверстия до 250 - 300 °C | |
2 - 4 | 1,568 | 1,250 | 1,956 | 2,514 | 1,441 | 1,396 |
5 - 19 | 1,362 | 1,157 | 1,576 | 1,848 | 1,321 | 1,290 |
20 | 1,184 | 1,068 | 1,291 | 1,411 | 1,208 | 1,189 |
--------------------------------
<*> Число обрабатываемых контактных поверхностей (одна или обе) следует принимать по таблице 4.11.
Усилие натяжения P высокопрочного болта следует определять по формуле:
P = RbhAbnmbh, (4.87)
где Rbh - расчетное сопротивление высокопрочного болта растяжению, определяемое по формуле (4.2);
mbh - коэффициент условий работы высокопрочных болтов при натяжении их крутящим моментом, равный 0,95.
4.5.9.41. Число n высокопрочных болтов в соединении при действии продольной силы N, проходящей через центр тяжести соединения, следует определять по формуле:
 (4.88)
(4.88)где m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ;
Qbh - расчетное усилие на один болтоконтакт, определяемое по формуле (4.86);
ns - число контактов в соединении.
4.5.9.42. При действии в плоскости соединения изгибающего момента или продольной силы с изгибающим моментом усилие, приходящееся на рассматриваемый высокопрочный болт, следует определять согласно указаниям подпунктов 4.5.9.36 и 4.5.9.37 настоящих ТУ.
4.5.9.43. Высокопрочные болты, соединяющие стенки и пояса составных балок, следует рассчитывать по формулам:
при отсутствии местного давления
 (4.89)
(4.89)при воздействии на пояс местного давления q
 (4.90)
(4.90)где ns - число контактов в соединении;
Qbh - расчетное усилие, воспринимаемое одним болтоконтактом и определяемое по формуле (4.86);
остальные обозначения те же, что и в подпункте 4.5.9.39 настоящих ТУ.
4.5.9.44. В случае, если совместная работа проезжей части и поясов главных ферм обеспечивается специальными горизонтальными диафрагмами, расчет прикрепления продольных балок к поперечным следует выполнять на поперечную силу и момент с учетом требований подпункта 4.5.9.14 настоящих ТУ; при этом усилия в болтах, прикрепляющих вертикальные уголки к стенке поперечной балки, необходимо определять как для фланцевых соединений.
Расчет болтовых и фрикционных соединений прикреплений балок проезжей части пролетных строений с решетчатыми главными фермами допускается выполнять только на поперечную силу, вводя дополнительный коэффициент условий работы mb согласно таблице 4.35 настоящих ТУ.
Таблица 4.35
Значения коэффициента условий работы mb
Характеристика прикрепления и места расположения болтов | Особенности конструкции узла | Коэффициент условий работы mb |
Во всех пролетных строениях | ||
Вертикальные уголки прикрепления поперечной балки к узлу решетчатой главной фермы: | ||
болты в полках уголков, прикрепляемых к ферме | Конструкция не способна воспринимать опорный момент | 0,85 |
Конструкция способна воспринимать опорный момент | 0,9 | |
то же, к поперечной балке | Независимо от конструкции | 0,9 |
Совместная работа проезжей части и поясов главных ферм не обеспечивается | ||
Вертикальные уголки прикрепления продольной балки к поперечной: | ||
болты в полках уголков, прикрепляемых к поперечной балке | Конструкция не способна воспринимать опорный момент | 0,7 |
Конструкция способна воспринимать опорный момент | 0,9 | |
то же, к продольной балке | Независимо от конструкции | 0,9 |
4.5.9.45. Расчет по прочности стыковых накладок растянутых элементов ферм и поясов сплошных балок следует выполнять с введением для накладок коэффициента условий работы m = 0,9.
4.5.9.46. Листы узловых фасонок следует проверять на прочность прикрепления растянутых и сжатых элементов по контуру, соединяющему центры отверстий периферийных болтов прикрепления указанных элементов, по формуле:
 (4.91)
(4.91)где N - продольное усилие в элементе;
t - толщина узловой фасонки;
m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ;
li - длина i-го участка проверяемого контура узловой фасонки;
 , рад.
, рад.4.5.9.47. Прочность узловых болтов-шарниров допускается проверять в предположении работы болта на изгиб как свободно лежащей балки, нагруженной сосредоточенными силами по оси пакетов, соприкасающихся с болтом, принимая расчетные сопротивления по таблице 4.2 настоящих ТУ.
4.5.10.1. Соединительные планки или перфорированные листы сквозных сжатых элементов следует рассчитывать на условную поперечную силу Qfic, принимаемую постоянной по всей длине стержня и определяемую по формуле:

где N - продольное усилие сжатия в элементе;
 , но не более 0,017 и 0,018 соответственно для сталей марок 345-14ХГНДЦ и 390-14ХГНДЦ; здесь
, но не более 0,017 и 0,018 соответственно для сталей марок 345-14ХГНДЦ и 390-14ХГНДЦ; здесь Соединительные планки и перфорированные листы сквозных сжато-изогнутых элементов следует рассчитывать на поперечную силу, равную сумме фактической поперечной силы при изгибе и условной Qfic, определяемой по формуле (4.92).
При расположении соединительных элементов в нескольких параллельных плоскостях, перпендикулярных оси, относительно которой выполняется проверка устойчивости, поперечную силу Q следует распределять:
при соединительных планках или перфорированных листах, а также в случае их сочетания - поровну между всеми плоскостями планок и перфорированных листов;
при сплошном листе (пакете) и соединительных планках или перфорированных листах - на сплошной лист (пакет) принимать часть поперечной силы, равную Qbl и определяемую по формуле:
 (4.93)
(4.93)где Aef - площадь сечения брутто сквозного элемента, равная  ; здесь tef определяется по подпункту 4.5.5.2 настоящих ТУ;
; здесь tef определяется по подпункту 4.5.5.2 настоящих ТУ;
Abl,ef - часть сечения элемента, работающая вместе со сплошным листом и равная  (здесь Abl - площадь сечения сплошного листа; tv - толщина вертикального листа или пакета;
(здесь Abl - площадь сечения сплошного листа; tv - толщина вертикального листа или пакета;  - коэффициент, принимаемый по подпункту 4.5.7.8 настоящих ТУ).
- коэффициент, принимаемый по подпункту 4.5.7.8 настоящих ТУ).
(здесь Abl - площадь сечения сплошного листа; tv - толщина вертикального листа или пакета; Соединительные планки и перфорированные листы в промежутках между отверстиями перфорации следует рассчитывать на приходящуюся на них часть поперечной силы Q как элементы безраскосных ферм.
4.6.1.1. При проектировании стальных конструкций необходимо:
- выполнять конструктивно-технологические требования в соответствии с СП 35.13330.2011; СП 46.13330.2012; СТО-ГК "Трансстрой" 012-2007 [6]; СТО-ГК "Трансстрой" 005-2007 [7], и настоящих ТУ;
- предусматривать монтажные элементы (или блоки) максимальной заводской готовности с минимальными объемами работ по сборке соединений на монтажной площадке с учетом грузоподъемности и габаритов транспортных средств и условий строительства;
- осуществлять, как правило, унификацию монтажных блоков и элементов, а также узлов и расположения болтовых отверстий;
- учитывать способы монтажа;
- учитывать допуски на заводское изготовление и монтаж;
- обеспечивать возможность изготовления, удобство сборки и выполнения монтажных соединений;
- предусматривать связи, обеспечивающие в процессе транспортирования, монтажа и эксплуатации устойчивость и пространственную неизменяемость конструкции в целом, ее частей и элементов;
- предусматривать преимущественное применение автоматической и механизированной сварки и фрикционных соединений на высокопрочных болтах;
- предусматривать устройство антикоррозионно-защитного гидроизоляционного слоя внутренних поверхностей балластного корыта из стали марки 14ХГНДЦ со сроком службы не менее 30 лет по Типовым требованиям к гидроизоляции и противокоррозионной защите [1].
4.6.1.2. При проектировании стальных конструкций следует исключать стесненное расположение привариваемых деталей, резкие изменения сечения элементов, образование конструктивных "надрезов" в виде обрывов фасонок и ребер жесткости или вырезов в них, примыкающих под углом к поверхности напряженных частей сечения (поясов и стенки балок, листов составных элементов и т.д.).
Для повышения выносливости и хладостойкости конструкций, а также снижения отрицательного влияния остаточных напряжений от сварки следует предусматривать мероприятия конструктивного и технологического характера - оптимальный порядок сборки и сварки элементов; роспуск швов; предварительный выгиб; предварительный подогрев металла в зоне наложения сварных швов; нагрев отдельных зон после сварки; полное проплавление и выкружки на концах обрываемых деталей, подходящие по касательной к поверхности оставшейся части сечения; механическую обработку зон концентрации напряжений; обработку монтажных поперечных стыков с полным проплавлением с обеих сторон шва заподлицо с основным металлом; припуски - в необходимых случаях, а также выполнять требования 2-ой части настоящих ТУ.
В конструкциях северного исполнения следует исключать обрыв отдельных частей сечения по длине элемента в целом (или монтажного блока, если в стыках блоков применены фрикционные соединения).
4.6.1.3. По исполнению и материалам монтажную сварку стальных конструкций следует предусматривать в соответствии с требованиями таблицы 4.1 подпункта 4.2.1 настоящих ТУ.
4.6.1.4. В железнодорожных мостах пролетные строения с раздельными балками и продольные балки проезжей части должны иметь продольные связи по верхним и нижним поясам. Прикрепление продольных связей к стенкам балок в железнодорожных мостах не допускается.
"Открытые" пролетные строения (подпункт 4.5.7.2 настоящих ТУ) и "открытая" проезжая часть в железнодорожных мостах допускаются при условии закрепления свободных поясов жесткими рамами в плоскостях поперечных балок, а в проезжей части - поперечными связями.
При наличии элементов, жестко связывающих пояса балок или ферм (например, железобетонной или стальной плиты), допускается не устраивать продольных связей в соответствующей плоскости, если они не требуются по условиям монтажа.
В арочных пролетных строениях продольные связи следует устраивать в плоскости одного из поясов арок и в плоскости проезжей части, если она не имеет плиты; при решетчатых арках следует предусматривать поперечные связи между ними и продольные связи по обоим поясам.
4.6.1.5. Продольные связи следует центрировать в плане с поясами главных ферм, при этом эксцентриситеты в прикреплении из плоскости связей должны быть минимальными.
4.6.1.6. В железнодорожных мостах при наличии балочной клетки и мостовом полотне с поперечинами или железобетонными плитами безбалластного мостового полотна расстояние между осями продольных балок следует назначать не менее 1,70 м, рекомендуемое расстояние - 1,8 м; между осями сплошностенчатых главных балок (ферм) при отсутствии балочной клетки - не менее 1,80 м. При расстоянии между осями главных балок (ферм) большем, чем 2,0 м следует предусматривать устройство железобетонной или стальной плиты.
4.6.1.7. В железнодорожных мостах пролетные строения с раздельными двутавровыми балками и продольные балки проезжей части должны иметь поперечные связи, располагаемые на расстояниях, не превышающих двух высот балок.
4.6.1.8. Для снижения напряжений в поперечных балках проезжей части от деформации поясов главных ферм следует, как правило, включать проезжую часть в совместную работу с главными фермами.
В пролетных строениях с проезжей частью, не включенной в совместную работу с главными фермами, следует предусматривать тормозные связи.
4.6.1.9. Прикрепление балок проезжей части с помощью торцевых листов, приваренных к стенке и поясам балки, не допускается.
В пролетных строениях железнодорожных мостов прикрепление стенок продольных и поперечных балок следует осуществлять, как правило, с помощью вертикальных уголков и фрикционных соединений.
В пролетных строениях следует, как правило, обеспечивать неразрезность продольных балок на всем протяжении, а при наличии разрывов в проезжей части - на участках между ними.
4.6.1.10. В необходимых случаях, в том числе в 500-метровой полосе от берега моря, в стальных конструкциях из стали марки 14ХГНДЦ рекомендуется предусматривать герметичные коробчатые элементы.
4.6.1.11. Применение сложных прокатных профилей (швеллеров, тавров и двутавров, в том числе с параллельными гранями полок) в стальных конструкциях из стали марки 14ХГНДЦ не допускается.
4.6.2.1. Наименьшая толщина деталей элементов пролетных строений и опор принимается по расчету на прочность, устойчивость, выносливость, жесткость и колебания, но не менее указанной в таблице 4.36 настоящих ТУ.
Допускается следующая наибольшая толщина проката, мм:
- в пакетах деталей, стягиваемых обычными болтами - 20;
- в сварных элементах из стали марки 14ХГНДЦ - 50;
- в стыковых накладках и узловых фасонных листах при применении фрикционных соединений - 16.
Таблица 4.36
элементов пролетных строений
Детали конструкции | Наименьшая толщина или сечение деталей конструкции, мм | ||
в железнодорожных мостах | в пешеходных мостах | ||
1. | Листовые детали (за исключением деталей, указанных в поз. 2 - 10) | 10 | 10 |
2. | Узловые фасонки главных ферм | 12 | 10 |
3. | Вертикальные стенки сварных изгибаемых главных балок | 12 | 12 |
4. | Узловые фасонки связей | 10 | 8 |
5. | Накладки в стыках ребер ортотропной плиты и планки | 8 | 8 |
6. | Прокладки | 4 | 4 |
7. | Горизонтальные опорные листы | 20 | 20 |
8. | Листы настила ортотропных плит | 14 | 12 |
9. | Ребра ортотропных и ребристых плит | 12 | 12 |
Трапециевидные ребра | 6 | 6 | |
11. | Уголки в основных элементах главных ферм и проезжей части | 100 x 100 x 10 | 100 x 100 x 10 |
12. | Уголки фланцевых прикреплений продольных и поперечных балок | 100 x 100 x 12 | 100 x 100 x 12 |
13. | Уголки в элементах связей | 80 x 80 x 8 | 80 x 80 x 7 |
4.6.2.2. Для уменьшения числа соединительных сварных швов сечения составных элементов решетчатых ферм следует предусматривать из минимального числа деталей.
4.6.2.3. В решетчатых главных фермах материал элементов коробчатого и Н-образного сечений должен быть сконцентрирован в листах, расположенных в плоскости фермы.
Пояса, сжатые элементы ферм и опор следует, как правило, предусматривать коробчатого сечения.
4.6.2.4. В составных элементах решетчатых ферм отношение  расчетной ширины b к толщине t листов не должно превышать следующих величин:
расчетной ширины b к толщине t листов не должно превышать следующих величин:
- у вертикальных и горизонтальных листов коробчатых элементов - 60;
- у горизонтальных листов Н-образных элементов - 45;
- у листов со свободными (неокаймленными) свесами - 20;
- у листов со свесами, окаймленными уголками или ребрами, - 30.
За расчетную ширину b листа следует принимать:
а) при обеих закрепленных продольных кромках:
- для элементов с болтовыми соединениями - расстояние между ближайшими рисками болтов, присоединяющих данный лист к перпендикулярным ему листам или соединительным связям;
- для сварных и прокатных элементов - расстояние между осями указанных листов;
б) при закреплении одной продольной кромки:
- для элементов с болтовыми соединениями - расстояние от свободного края листа до ближайшей риски болтов;
- для сварных и прокатных элементов - расстояние от свободного края листа до оси ближайшего листа, расположенного перпендикулярно данному.
4.6.2.5. В сжатых элементах Н-образного сечения толщина горизонтального листа должна составлять от толщины соединяемых листов tf не менее:
0,4tf - в элементах с болтовыми соединениями;
0,6tf - в сварных и прокатных элементах при tf  24 мм и 0,5tf при tf > 24 мм.
24 мм и 0,5tf при tf > 24 мм.
4.6.2.6. При конструировании узлов ферм следует обеспечивать местную устойчивость сжатых зон узловых фасонок в соответствии с подпунктом 4.5.7.8 настоящих ТУ, при необходимости подкрепляя свободные кромки окаймляющими уголками или ребрами.
4.6.2.7. Двутавровые сварные балки следует предусматривать из одного вертикального и двух горизонтальных листов, а коробчатые - из двух вертикальных и двух непосредственно соединенных с ними поясными швами горизонтальных листов.
Если требуемая толщина пояса сварной балки превосходит 50 мм, допускается применение в поясах пакетов из двух листов.
Изменение сечения пояса следует осуществлять в зоне расположения его стыков, предусматривая скосы по ширине или по толщине, а при необходимости - то и другое одновременно с уклоном 1:8 для растянутого пояса и 1:4 - для сжатого.
В поясах из двух листов следует применять листы, отличающиеся по ширине не менее чем на 100 мм, причем в зоне цельносварных стыков поясов следует использовать листы одинаковой ширины.
В пешеходных мостах допускается применение в поясах балок пакетов из листов одинаковой ширины, соединенных сварными швами, наложенными по соприкасающимся кромкам, с разделкой последних на требуемую по расчету глубину.
4.6.2.8. Наружный лист пакета пояса, обрываемый в пролете балки с учетом указаний подпункта 4.6.1.2 настоящих ТУ, следует продолжить за место его теоретического обрыва на длину, обеспечивающую прикрепление 50% площади сечения листа. При этом следует предусматривать: толщину этого листа на конце - 10 мм; симметричные скосы по ширине (со сведением на нет) - с уклоном 1:4; скос по толщине - с уклоном 1:8 для растянутого пояса и 1:4 - для сжатого. Для косых швов на конце листа следует предусматривать отношение катетов 1:2 (меньший катет - по вертикали) и механическую обработку для получения плавных (радиусом не менее 5 мм) переходов к основному металлу непрерываемого листа пояса.
4.6.2.9. Изменение сечений элементов по ширине и толщине, соответствующие изменению усилий в них, должно быть плавным с уклоном по подпункту 4.6.2.7 настоящих ТУ. Уширение поясных листов предусматривают, как правило, симметричным: утолщение поясных листов выполняют с одной стороны - снаружи или изнутри (со стороны стенки для конструкций, монтируемых способом продольной надвижки по элементам скольжения). Утолщение стенок балочных конструкций допускается выполнять как симметричным, так и односторонним, причем в зонах монтажных стыков предусматривают прямолинейный участок длиной не менее 800 мм.
4.6.2.10. В железнодорожных мостах при мостовом полотне с деревянными поперечинами или железобетонными плитами безбалластного мостового полотна следует обеспечивать центрированную передачу давления поперечин или плит на стенки главных или продольных балок; при этом под нагрузкой должно быть исключено касание поперечинами или плитами элементов продольных и поперечных связей.
4.6.3.1. В опорных сечениях, в местах передачи сосредоточенных сил (кроме мест опирания мостовых поперечин), расположения поперечных связей в сплошных изгибаемых балках должны быть предусмотрены поперечные ребра жесткости из полос, уголков или тавров.
Промежуточные поперечные, а также продольные ребра жесткости следует предусматривать в соответствии с расчетом местной устойчивости стенок для стадий изготовления, транспортирования, монтажа и эксплуатации.
При отсутствии местного давления продольные ребра жесткости следует располагать на расстояниях от сжатого пояса:
при одном ребре - (0,20 - 0,25)hw;
при двух или трех ребрах: первое ребро - (0,15 - 0,20)hw; второе ребро - (0,40 - 0,50)hw; третье ребро следует располагать, как правило, в растянутой зоне стенки.
Расчетную высоту стенки hw следует принимать в соответствии с обязательным приложением Г к настоящим ТУ (в приложении Г обозначение расчетной высоты стенки принято hef).
В балках со стенкой, укрепленной только поперечными ребрами, ширина их выступающей части bh должна быть для парного симметричного ребра не менее hw/30 + 40 мм, для одностороннего ребра - не менее hw/24 + 50 мм; толщина ребра ts должна быть не менее  .
.
.При укреплении стенки поперечными и продольными ребрами жесткости моменты инерции их сечений должны удовлетворять нормам таблицы 4.37 для поперечных ребер и таблицы 4.38 настоящих ТУ - для продольного (при одном продольном ребре).
Таблица 4.37
поперечных ребер
Is/(hwt3w) для поперечных ребер | |
0,75 | 0,80 |
0,62 | 1,44 |
0,50 | 2,8 |
0,40 | 4,6 |
0,33 | 6,6 |
В таблице 4.37 обозначено:
Is - момент инерции поперечного ребра;
hw - расчетная высота стенки, принимаемая по приложению Г к настоящим ТУ;
tw - толщина стенки балки;
 ;
;a - расстояние между осями поперечных ребер жесткости.
Таблица 4.38
h1/hw | Необходимый момент инерции сечения продольного ребра Isl | Предельные значения Isl | |
минимальные | максимальные, учитываемые в расчете | ||
0,20 | (2,5 - 0,5a/hw)·a2t3w/hw | 1,5hwt3w | 7hwt3w |
0,25 | (1,5 - 0,4a/hw)·a2t3w/hw | 1,5hwt3w | 3,5hwt3w |
0,30 | 1,5hwt3w | - | - |
В таблице 4.38 обозначено:
h1 - расстояние от оси продольного ребра жесткости до оси ближайшего пояса в сварных балках или до крайней риски поясных уголков в балках с болтовыми соединениями;
a, hw - см. обозначения в таблице 4.37;
Isl - момент инерции сечения продольного ребра;
tw - толщина стенки балки.
Примечание.
При вычислении Isl для промежуточных значений h1/hw допускается линейная интерполяция.
В пролетных строениях мостов всех назначений допускается расположение ребер на одной стороне стенки, а также расположение односторонних поперечных и продольных ребер с разных сторон стенки.
Момент инерции односторонних ребер жесткости вычисляется относительно нейтральной оси составного сечения, в состав которого входят само ребро (плоское, уголковое или тавровое) и участки стенки шириной  , определяемой по подпункту 4.5.7.8 настоящих ТУ.
, определяемой по подпункту 4.5.7.8 настоящих ТУ.
Минимальные размеры выступающей части продольных ребер жесткости следует принимать согласно приведенным выше требованиям для поперечных ребер жесткости.
При необходимости постановки ребер с большим моментом инерции следует применять вместо полосовых поперечные ребра жесткости в виде уголков или тавров.
Для продольных ребер допускается применять профили трапециевидного сечения; продольные ребра трапециевидного или таврового сечения допускается применять для подкрепления стенки при расположении их внутри коробчатой части пролетного строения. В продольных ребрах из уголка вертикальная полка должна быть повернута вниз.
4.6.3.2. В ребрах жесткости, приваренных к стенке балки, в местах их примыкания к поясам балки, к ребрам жесткости другого направления, а в пешеходных мостах - к фасонкам связей, приваренным к стенке балки, необходимо предусматривать скругленные вырезы. Вырезы следует выполнять по радиусу равному 50 мм или прямоугольной формы со скруглением высотой 60 и шириной 40 мм; у опорных ребер жесткости допускается уменьшать высоту прямоугольного выреза до 50 мм, а ширину - до 30 мм.
В балочных железнодорожных пролетных строениях с ездой по безбалластной плите или на поперечинах привариваемые к стенке, поясам и/или продольным ребрам поперечные ребра жесткости в местах примыкания к поясам или к продольным ребрам допускается устраивать без вырезов. При этом в пересечениях с существующими сварными швами швы прикрепления ребер следует накладывать поверх пропускаемых, а при наложении швов прикрепления на поясах или продольных ребрах - предусматривать возможность их замыкания по торцу ребра на свободной кромке (пояса или ребра) шириной не менее 20 мм.
4.6.3.3. В опорных узлах в местах передачи сосредоточенных сил следует предусматривать пригонку торцов поперечных ребер жесткости к листу пояса, либо их приварку с обеспечением полного провара.
Концы промежуточных поперечных ребер жесткости стальных конструкций пролетных строений следует объединять с поясами.
Приварку поперечных ребер жесткости к поясам следует выполнять в соответствии с требованиями подпункта 4.6.5.10 настоящих ТУ.
В продольных балках проезжей части железнодорожных мостов при езде по поперечинам или железобетонным плитам безбалластного мостового полотна в обычном и северном А и Б исполнениях следует применять поперечные уголковые ребра жесткости, прикрепленные к стенке и поясам с помощью фрикционных соединений; в обычном исполнении допускается использовать поперечные листовые ребра жесткости, приваривать их к стенке продольных балок и объединять с поясами с помощью фрикционных соединений, либо на сварке с обеспечением полного провара.
4.6.3.4. Продольные ребра жесткости в сварных балках следует применять лишь в тех случаях, когда обеспечение местной устойчивости за счет постановки одних поперечных ребер жесткости и изменения толщины стенки оказывается нецелесообразным.
4.6.3.5. Привариваемые к стенке или полке балки ребра жесткости, параллельные заводским или монтажным сварным стыковым швам стенки или полки, должны быть удалены от них на расстояние не менее 10tw в конструкциях обычного исполнения и 20tw - северного исполнения.
Перо или обушок уголка, используемый в виде ребра жесткости и прикрепляемый к стенке болтами, от стыкового сварного шва стенки должны быть удалены на расстояние не менее 5tw.
4.6.3.6. Ребра жесткости должны быть прикреплены сплошными двусторонними швами.
Ребра жесткости и швы, прикрепляющие их к стенке, в местах пересечения стыковых швов стенки прерывать не допускается.
В пролетных строениях всех назначений и исполнений в местах пересечения ребер жесткости необходимо пропускать непрерывными продольные ребра и их швы, а поперечные ребра (кроме опорных) прерывать и прикреплять к ним угловыми швами; эти швы в растянутой зоне стенки должны иметь отношение катетов 1:2 (больший катет - на продольном ребре) и плавный переход к основному металлу.
При обрыве продольных ребер жесткости у болтового поперечного стыка стенки оформление зоны обрыва ребра должно отвечать требованиям подпункта 4.6.5.7 настоящих ТУ.
4.6.4.1. В тех случаях, когда прикрепление с эксцентриситетом неизбежно, в цельносварной конструкции при одностенчатых сечениях элементов прикрепление их следует осуществлять по всему контуру соединения.
4.6.4.2. На чертежах КМ сварных конструкций следует указывать:
- типы, размеры всех швов и обозначения монтажных и заводских швов;
- способ выполнения всех сварных швов (автоматическая, полуавтоматическая сварка под флюсом, ручная сварка и др.) и тип подкладки для стыковых швов, а при необходимости - также последовательность наложения швов;
- участки сварных швов с полным проплавлением толщины детали;
- все места конструкции, подлежащие обработке в соответствии с СТО-ГК "Трансстрой" 012-2007 [6] и СТО-ГК "Трансстрой" 005-2007 [7] с указанием соответствующего пункта;
- категорию сварных швов.
Для узлов и конструкций, применяемых впервые, на чертежах КМ следует указывать формы деталей с размерами, относящимися к механической обработке сварных швов и зон концентрации напряжений, и рекомендации по способам ее выполнения.
4.6.4.3. Применение электрозаклепок в железнодорожных мостах не допускается, а в пешеходных мостах допускается только для нерабочих соединений.
4.6.4.4. Угловые швы необходимо применять, как правило, с вогнутым очертанием их поверхности и плавным переходом к основному металлу.
Лобовые швы, как правило, следует предусматривать неравнобокими с большим катетом, направленным вдоль усилия, при этом рекомендуется отношение большего катета к меньшему принимать равным 2.
4.6.4.5. Размеры угловых сварных швов следует назначать возможно меньшими из расчета по прочности и выносливости с учетом при этом указанных ниже технологических требований.
Продольные соединительные угловые швы коробчатых, тавровых и Н-образных элементов для сталей и толщин проката, указанных в таблице 4.1 настоящих ТУ, должны иметь расчетную высоту сечения не менее 4 мм, а швы, прикрепляющие ребра жесткости к стенке балки - не менее 3 мм; угловые швы, прикрепляющие полосовые продольные ребра ортотропной плиты к покрывающему листу, должны иметь расчетную высоту сечения не менее 6 мм.
Длина углового лобового или флангового шва должна быть не менее 60 мм и не менее шестикратного размера катета шва.
4.6.4.6. Конструкция стыковых швов должна обеспечивать возможность получения полного проплавления расчетной толщины стыкуемых деталей и плавных переходов к основному металлу.
4.6.4.7. При расположении стыка поперек усилия в элементе толщина стыкового шва не должна быть меньше толщины свариваемых листов.
4.6.4.8. В сварных балках и составных элементах, сечения которых образуются с помощью соединительных швов, полное проплавление тавровых и угловых соединений не требуется, если свариваемые детали обрываются в одном сечении. При наличии обрыва не в одном сечении на длине 100 мм от обрыва необходимо предусматривать полное проплавление таврового или углового соединения свариваемых деталей.
В соединениях, работающих на отрыв, обеспечение полного проплавления обязательно.
Применение узлов с работой на отрыв деталей пакета, образованного с помощью нахлесточных угловых сварных швов, не допускается.
В угловых соединениях составных замкнутых герметичных элементов, образованных односторонними угловыми швами, глубина провара должна быть не менее 4 мм при толщине более тонкого листа до 16 мм и не менее 5 мм при толщине более тонкого листа свыше 16 мм.
Для соединения отдельных деталей и прикрепления элементов конструкций прерывистые швы не применяются.
4.6.4.9. В конструкциях с фрикционными соединениями должна быть обеспечена возможность свободной постановки высокопрочных болтов, плотного стягивания пакета болтами и закручивания гаек с применением динамометрических ключей и гайковертов.
4.6.4.10. Номинальные диаметры отверстий под высокопрочные болты во фрикционных соединениях приведены в таблице 4.39 настоящих ТУ.
4.6.4.11. Соединения следует предусматривать с возможно более компактным расположением высокопрочных и обычных болтов по нормам таблицы 4.40 настоящих ТУ.
4.6.4.12. Число высокопрочных болтов должно быть не менее двух:
- в прикреплениях связей главных ферм и проезжей части;
- в каждом продольном ряду прикрепления или стыковой накладки (считая от оси стыка).
В прикреплении стержня на обычных болтах число болтов в продольном ряду должно быть не менее: при одном ряде - 3; при двух рядах и более - 2; в выступающей полке уголкового коротыша - 5.
В стыках и прикреплениях растянутых и сжато-растянутых элементов число болтов в двух первых поперечных рядах (считая от сечения элемента или накладки с полным усилием) следует принимать одинаковым. Число болтов в последующих рядах должно увеличиваться постепенно. В стыках и прикреплениях уголков с двухрядным расположением болтов первый болт должен быть расположен у обушка.
Число рядов болтов вдоль усилия (при выполнении требований подпункта 4.5.9.46 настоящих ТУ) должно быть минимальным.
В продольных и поперечных стыках стенок балок допускается располагать болты с каждой стороны стыка в один ряд.
Таблица 4.39
под высокопрочные болты
Группа соединений | Номинальный диаметр отверстий, мм, во фрикционных соединениях при диаметре болтов, мм | |||
18 | 22 | 24 | 27 | |
Стыки и прикрепления основных несущих элементов и связей, определяющие проектное положение конструкций | 21 | 25 | 28 | 30 |
Прикрепления: связей, не определяющих проектного положения конструкций; стыковых накладок (рыбок) поясов продольных балок; тормозных связей и горизонтальных диафрагм проезжей части | 23 | 28 | 30 | 33 |
Таблица 4.40
Характеристика расстояний | Норма |
1. Расстояния между центрами болтов: | |
а) минимальное в любом направлении | 2,5d <1> |
б) максимальное в любом направлении в крайних рядах при растяжении и сжатии: | |
в листах | 7d или 16t |
в уголках <2> | 160 мм |
в) максимальное в средних рядах: | |
поперек усилия при растяжении и сжатии | 24t |
вдоль усилия при растяжении | 24t |
то же, при сжатии | 16t |
2. Расстояние от центра болта до края элемента: | |
а) минимальное вдоль усилия и по диагонали | 1,5d |
б) то же, поперек усилия: | |
при кромках после механической обработки | 1,5d |
при кромках прокатных или после газовой резки методом "смыв-процесс" и с кислородной завесой | 1,3d |
в) максимальное | 8t или 120 мм |
--------------------------------
В таблице 4.40 обозначено:
d - номинальный диаметр болта;
t - толщина наиболее тонкой детали, расположенной снаружи пакета.
4.6.4.13. Диаметр болтов, поставленных в уголках основных элементов, не должен, как правило, быть более 1/4 ширины полки уголка.
Допускается в элементах связей, ребрах жесткости, диафрагмах и т.п. ставить болты диаметром 22 мм в полке уголка шириной 80 мм и диаметром 24 мм в полке шириной 90 мм.
Во фрикционных соединениях с большим числом высокопрочных болтов их диаметр следует назначать возможно большим.
4.6.4.14. Полную длину высокопрочных болтов следует назначать из условия, чтобы верх гайки после затяжки находился ниже границы фаски болта не менее, чем на один виток резьбы и не более, чем на 6 витков.
4.6.4.15. Стыки вертикальной стенки балки при болтовых соединениях должны быть перекрыты накладками по всей высоте.
Стыковые накладки поясных уголков допускается применять в виде плоских листов.
4.6.4.16. Непосредственно прикрепленная площадь элементов сквозных главных ферм в узлах и стыках должна составлять не менее 50% всей рабочей площади элемента. При непрямом перекрытии площади сечения следует уменьшать эксцентриситет в прикреплении накладок и увеличивать их длину.
4.6.5.1. В конструкции не должно быть соприкасающихся несоединенных частей, а также щелей, зазоров, пазух и корыт. В местах возможного скопления влаги следует устраивать дренажные отверстия диаметром не менее 50 мм.
4.6.5.2. У растянутых элементов симметричного сечения, снабженных отверстиями для соединения их узловыми болтами-шарнирами, площадь нетто разреза, проходящего через болтовое отверстие, должна быть не менее 140%, а разреза от торца элемента до болтового отверстия - не менее 100% расчетного сечения элемента.
4.6.5.3. Ветви сжатых составных стержней с болтовыми соединениями, а также сжато-изогнутые сварные элементы в местах воздействия сосредоточенных сил должны быть подкреплены поперечными диафрагмами.
В сварных коробчатых и Н-образных элементах ферм диафрагмы рекомендуется приваривать или прикреплять на болтах только к вертикальным листам с зазором между диафрагмами и горизонтальными листами не менее 50 мм.
4.6.5.4. Непосредственная приварка вспомогательных деталей (кронштейнов, элементов перил и тротуаров, навигационных знаков и сигналов и т.п.) к элементам главных балок и балок проезжей части, а также к элементам решетчатых главных ферм не допускается. Приваривать эти детали допускается только к поперечным ребрам жесткости; в железнодорожных пролетных строениях северного исполнения указанные детали следует крепить на болтах.
4.6.5.5. Распорки и диагонали продольных связей, распорки поперечных связей не допускается приваривать непосредственно к поясам балок пролетных строений всех назначений.
В железнодорожных пролетных строениях не допускается также приварка элементов продольных и поперечных связей к ребрам жесткости и фасонкам связей, прокладок - к основным элементам, а в конструкциях северного исполнения - и противоугонных уголков к поясам балок.
4.6.5.6. Для обеспечения плавных (радиусом не менее 15 мм) переходов от металла шва к основному металлу в растянутых и сжато-растянутых на стадии эксплуатации поперечных стыках деталей и элементов железнодорожных пролетных строений должна предусматриваться механическая обработка; это требование распространяется на концевые участки поперечных стыковых швов стенки балок на протяжении 40% высоты растянутой зоны, но не менее 200 мм, считая от растянутого пояса.
4.6.5.7. Для пешеходных пролетных строений при прикреплении горизонтальных фасонок продольных связей непосредственно встык к поясам сплошных балок необходимо предусматривать полное проплавление всей толщины фасонки и возможность его неразрушающего контроля.
Необходимо также предусматривать на концах фасонки выкружки и механическую обработку их вместе с концами швов для получения плавных переходов (радиусом не менее 60 мм) к поясу.
4.6.5.8. Для пешеходных пролетных строений при крестовой и полураскосной системах продольных связей, расположенных в уровне, смещенном относительно поясов, для фасонок, привариваемых к стенке втавр, необходимо предусматривать мероприятия по снижению концентрации напряжений, указанные в подпункте 4.6.5.7 настоящих ТУ. При этом для обеспечения устойчивости и устранения колебаний пояса относительно стенки должны быть поставлены на стенке балки поперечные ребра жесткости в плоскости каждого узла связей.
В случае если указанные фасонки пересекаются с поперечными ребрами жесткости, фасонки и их швы следует устраивать непрерывными; приварку элементов поперечного ребра жесткости к фасонке надлежит осуществлять угловыми швами с отношением катетов 1:2 (больший катет - на фасонке) и плавным переходом к основному металлу фасонки.
4.6.5.9. В цельносварных пешеходных пролетных строениях элементы связей, присоединяемые внахлестку к фасонкам, следует прикреплять двумя фланговыми и двумя лобовыми швами согласно подпункту 4.6.4.1 настоящих ТУ; элементы связей из парных уголков, симметрично расположенных относительно фасонки, допускается прикреплять двумя фланговыми и одним лобовым (торцевым) швами.
Расстояния между швами прикреплений элементов связей и швами, прикрепляющими фасонки к стенке балки, а также к поперечным ребрам жесткости, должны быть не менее 60 мм.
4.6.5.10. В случае приварки вертикальных диафрагм, ребер жесткости и фасонок к растянутому поясу в пролете поперечные швы, прикрепляющие указанные элементы, следует предусматривать с отношением катетов 1:2 (больший катет - на поясе) и плавным переходом к основному металлу.
4.6.5.11. В конструкциях обычного исполнения противоугонные уголки допускается приваривать к верхнему поясу сварных балок продольными и поперечными угловыми швами. При этом для поперечных швов необходимо предусматривать мероприятия по снижению концентрации напряжений, указанные в подпункте 4.6.5.10 настоящих ТУ, а также механическую обработку для получения плавных переходов (радиусом не менее 5 мм) к основному металлу.
4.6.6.1. В сварных коробчатых и Н-образных элементах главных ферм железнодорожных мостов допускается применение только сплошных или перфорированных горизонтальных листов. Соединительные планки допускаются только в элементах связей железнодорожных мостов и в тех элементах пешеходных мостов, для которых при расчете по выносливости соединение планок с основными частями сечения возможно осуществить без специальных мер по снижению концентрации напряжений.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
4.6.6.2. Длина промежуточных планок lsя должна быть не менее 0,75a, где a - расстояние между рядами болтов (или сварными швами) прикрепления планки.
Концевые планки в сжатых и сжато-растянутых элементах следует делать в 1,7 раза длиннее промежуточных, а в растянутых - в 1,3 раза. Концевые планки должны ставиться возможно ближе к узлу.
В сварных коробчатых и Н-образных элементах допускается выход перфорации на торец элемента.
4.6.6.3. Число болтов для прикрепления одной стороны планки должно быть не менее:
- для элементов, работающих на временную нагрузку - 4;
- для элементов, работающих только на постоянную нагрузку - 3;
- для нерабочих элементов - 2.
4.6.7.1. Для решетчатых болтосварных ферм пешеходных пролетных строений обычного исполнения допускается применение узловых фасонок-вставок и фасонок-приставок, соединяемых с поясами с помощью сварки.
Узловые фасонки-вставки и фасонки-приставки должны иметь плавные переходы (радиусом не менее 250 мм) к поясу. Расстояние от стыка пояса и фасонки-вставки до начала выкружки в ней должно приниматься не менее 70 мм. Для стыковых швов фасонок-вставок растянутого и сжато-растянутого поясов должна предусматриваться механическая обработка, отвечающая требованиям подпункта 4.6.5.4 настоящих ТУ.
У фасонок-приставок надлежит предусматривать полное проплавление всей толщины и возможность его неразрушающего контроля, а также механическую обработку концов фасонок.
Узловые фасонки, выполненные в составе несущего элемента ферм как единое целое с одним из компонентов его сечения, допускается применять для пролетных строений мостов всех назначений обычного и северного исполнения.
4.6.7.2. Поясные листы продольных и поперечных балок могут иметь длину, меньшую, чем длина стенки, при условии устройства на углах стенки прямоугольных скругленных (радиусом 15 мм) вырезов, вертикальная грань которых совпадает с торцом обрываемого поясного листа.
Подобные вырезы должны иметь также фасонки, привариваемые к верхнему поясу поперечной балки для увеличения высоты ее стенки в зоне прикрепления к главным фермам. Конструкция сопряжения конца фасонки с поясом поперечной балки должна отвечать требованиям подпунктов 4.6.5.7 и 4.6.5.8 настоящих ТУ.
При необходимости устройства обрыва пояса двутавровой балки без образования вышеуказанного выреза в стенке необходимо предусматривать следующее: пояс к месту обрыва должен быть скошен по толщине до 6 мм с уклоном 1:8 и по ширине до 32 мм с уклоном 1:4; прикрепление к стенке балки на протяжении скошенной части пояса должно иметь полное проплавление. Следует предусматривать также механическую обработку конца пояса для получения плавных переходов (радиусом не менее 60 мм) к стенке (в обеих плоскостях).
4.6.8.1. Конструкцию ортотропной плиты следует предусматривать одноярусной, состоящей из листа настила, подкрепленного продольными и поперечными ребрами, вертикальные стенки которых приварены к листу настила двусторонними угловыми швами.
Монтажные блоки ортотропной плиты должны быть ориентированы длинной стороной вдоль оси моста.
4.6.8.2. Толщину листа настила tmin следует принимать не менее указанной в таблице 4.36 настоящих ТУ и не менее значения, полученного по формуле
 (4.94)
(4.94)здесь a - расстояние между продольными ребрами;
P - максимальное давление на лист от сосредоточенной нагрузки, определяемое с учетом его распределения конструкцией полотна;
4.6.8.3. Монтажные стыки листа настила верхней ортотропной плиты следует, как правило, предусматривать сварными с учетом требований подпункта 4.2.1 настоящих ТУ.
В нижних ортотропных плитах при обосновании расчетом допускается применение монтажных продольных сварных стыков горизонтального листа с неполным заполнением разделки.
Присоединение листов настила ортотропных плит проезжей части к поясам главных балок или ферм сварными швами внахлестку не допускается.
4.6.8.4. В ортотропных плитах следует применять продольные ребра открытого сечения, преимущественно из полос. Применение трапециевидных продольных ребер в железнодорожных мостах допускается в случаях, обоснованных расчетом и экспериментально-опытной проверкой.
4.6.8.5. Продольные ребра в местах пересечений со стенками поперечных балок не должны прерываться.
В ортотропных плитах балластного корыта железнодорожных мостов в местах пересечения полосовых ребер с поперечными балками в стенках поперечных балок необходимо устраивать скругленные вырезы вокруг свободных (после приварки) кромок продольных ребер; в узлах сопряжения стенок поперечных балок с продольными ребрами и покрывающим листом в стенках следует предусматривать выкружки радиусом не менее 40 мм.
4.6.8.6. В ортотропных плитах балластного корыта железнодорожных мостов полосовые продольные ребра следует приваривать к обеим граням вертикальной части выреза в стенке поперечной балки. Приварку следует осуществлять угловыми швами с полным проплавлением толщины стенки на участке длиной не менее 40 мм от пересечения с скругленным вырезом.
В пешеходных мостах полосовые продольные ребра следует пропускать сквозь вырезы в стенках поперечных балок и приваривать на заводе угловыми швами к вертикальной грани выреза в стенке или в опорной пластинке (пункт 17 таблицы Б.1 обязательное приложение Б к настоящим ТУ).
Катет углового шва в железнодорожных и пешеходных мостах следует назначать по расчету и принимать не менее 6 мм при толщине стенки до 14 мм (включительно) и 8 мм - при больших толщинах.
4.6.8.7. Монтажные стыки продольных ребер верхних ортотропных плит следует размещать в трети пролета между поперечными ребрами. В стальных конструкциях железнодорожных мостов монтажные стыки продольных ребер верхних и нижних ортотропных плит следует предусматривать фрикционными с выполнением в ребрах отверстий в заводских условиях; в пешеходных мостах допускается применять монтажные сварные стыки продольных ребер.
Применение сварных монтажных стыков ортотропной плиты с не приваренными к листу настила вставками продольных ребер и обрывом ребер в зоне монтажного стыка блоков пролетного строения не допускается.
4.6.8.8. Стыки стенок и нижних поясов поперечных ребер верхней ортотропной плиты по длине элемента или при прикреплении к ребрам жесткости или специальным фасонкам главных балок следует, как правило, осуществлять фрикционными на высокопрочных болтах; для железнодорожных мостов это требование является обязательным.
стальных конструкций
5.1. При изготовлении и монтаже стальных конструкций из атмосферостойкого металлопроката марки 14ХГНДЦ следует выполнять требования СП 35.13330.2011; СП 46.13330.2012; СТО-ГК "Трансстрой" 012-2007 [6]; СТО-ГК "Трансстрой" 005-2007 [7] и настоящих ТУ.
При использовании атмосферостойкого металлопроката марки 14ХГНДЦ в стальных конструкциях железнодорожных и пешеходных мостов в сочетании с сталями марок 10ХСНД и 15ХСНД по ГОСТ Р 55374-2012 технологию заводской и монтажной сварки следует применять по требованиям и указаниям настоящих ТУ.
5.2. Стальные конструкции следует изготавливать на мостовых заводах согласно Реестру предприятий-поставщиков металлоконструкций пролетных строений мостов и опорных частей для нужд ОАО "РЖД" [8] и монтировать с привлечением мостостроительных организаций по подпункту 4.1.2 настоящих ТУ. При этом заводы и строительные организации должны обеспечить и/или иметь:
- организованную приемку конструкций независимой Инспекцией по контролю качества изготовления мостовых конструкций, имеющей допуск на приемку железнодорожных стальных пролетных строений (далее - Инспекция);
- действующую нормативную документацию на изготовление, монтажную сборку и сварку мостовых конструкций;
- подготовленные кадры ИТР сварочного производства и рабочих электросварщиков, аттестованных в соответствии с требованиями ПБ 03-273-99 [9] и РД 03-495-02 [12] в Головном Аттестационном Центре по сварочному производству стального мостостроения Филиала АО ЦНИИС "НИЦ "Мосты" (далее по тексту - ГАЦ "Мосты") или в региональных Аттестационных Центрах (АЦ), аккредитованных Национальным Агентством Контроля Сварки (далее - НАКС) на выполнение аттестации персонала на объектах стального мостостроения;
- условия для изготовления и монтажа, включая - закрытые отапливаемые цеха (для заводов); краны, подмости, вспомогательные устройства для монтажа (для мостостроительных организаций); оборудование, оснастку и средства контроля качества конструкций - на заводе и стройплощадке;
- неразрушающий и разрушающий контроль качества металлопроката и сварных соединений; лаборатория и специалисты по неразрушающему контролю должны быть аттестованы на право выполнения работ на объектах в соответствии с требованиями ПБ 03-372-00 [10] и ПБ 03-440-02 [11];
- сварочное оборудование, сварочные материалы, а также заводские и монтажные технологии сварки, аттестованные на группу объектов "КСМ" в ГАЦ "Мосты" или в региональных АЦ НАКС, прошедших аккредитацию в НАКС на выполнение аттестации сварочных работ на объектах стального мостостроения; аттестацию сварочного оборудования и сварочных материалов на группу "КСМ" допускается осуществлять заводами - поставщиками указанной продукции;
- комплектность изготовления и поставки на монтаж в рамках заказа на конкретный объект (для заводов-изготовителей конструкций);
- входной контроль на стройплощадке заводских отправочных марок (для строительных организаций).
5.3. В качестве основания для изготовления и монтажа стальных конструкций из проката марки 14ХГНДЦ следует принимать рабочую документацию на стадии КМ, утвержденную заказчиком к производству работ.
5.4. В документации КМ с учетом требований настоящих ТУ должны быть указаны типы, категории швов и способы сварки заводских и монтажных сварных соединений, участки сварных швов с полным проплавлением толщины детали, а также угловые швы с роспусками (недоварами) и участки механической обработки сварных соединений; указаны припуски элементов и другие параметры, обеспечивающие изготовление и собираемость конструкций.
5.5. Сварку стальных конструкций из проката марки 14ХГНДЦ для каждого завода-изготовителя по Реестру предприятий-поставщиков металлоконструкций пролетных строений мостов и опорных частей для нужд ОАО "РЖД" [8] следует выполнять по согласованным (как правило, в ГАЦ "Мосты") и утвержденным в установленном порядке технологическим указаниям по изготовлению конструкций (ТУК), разработанных на основании настоящих ТУ.
При изготовлении конкретного объекта к ТУК следует разработать и приложить Карты технологического процесса сварки (КТПС) по каждому применяемому на заводе способу (технологии) сварки стыковых и тавровых соединений соответствующих толщин.
5.6. Монтажную сварку для каждого конкретного объекта согласно подпункта 4.1.5 настоящих ТУ следует выполнять по технологическому регламенту, разработанному специализированной научно-исследовательской организацией. Для выполнения сварочных работ на основании технологического регламента строительной организации следует разработать КТПС по каждому применяемому на стройплощадке способу (технологии) сварки стыковых и тавровых соединений соответствующих толщин. КТПС следует согласовать с разработчиком технологического регламента.
В стальных конструкциях из стали марки 14ХГНДЦ заводские и монтажные фрикционные соединения на высокопрочных болтах по ТУ 4593-013-04697311-2015 [3] следует выполнять в соответствии с указаниями СТП 006-97 [18].
5.7. В состав Инспекции по пункту 5.2 настоящих ТУ следует, как правило, включать специалистов сварочного производства по группе объектов "КСМ" не ниже, чем по II уровню.
В процессе изготовления и монтажа стальных конструкций следует обеспечить пооперационный контроль за выполнением требований конструкторско-технологической документации и настоящих ТУ со стороны Инспекции и подразделения технического контроля (ОТК) завода, либо производственно-техническим подразделением монтажной организации.
Службы контроля качества заводов-изготовителей и строительных организаций используют поверенные в региональных Центрах стандартизации и метрологии средства проверки сварных соединений, геодезический и измерительный инструмент и другие технические средства, обеспечивающие необходимую достоверность и полноту контроля качества.
5.8. Изготовление и выполнение на монтаже сборочно-сварочных работ металлоконструкций из стали марки 14ХГНДЦ следует осуществлять при наличии исходной документации и сопровождать составлением исполнительной документации, перечень которой приведен в обязательном приложении Ж к настоящим ТУ.
5.9. Качество изготовления должно обеспечивать собираемость металлоконструкций на монтаже. Для этого в необходимых случаях при изготовлении следует предусматривать контрольную сборку. Необходимость ее выполнения и объем сборки должны соответствовать требованиям в чертежах КМ; при отсутствии требований включение контрольной сборки в состав работ определяет завод-изготовитель.
5.10. По окончании изготовления всего заказа или отдельных его этапов оформляют сертификат качества (паспорт или акт приемки стальных конструкций) с подписями представителя Инспекции и ОТК завода.
Общие требования к стальному прокату марки 14ХГНДЦ
5.11. Для изготовления стальных конструкций следует применять металлопрокат марки 14ХГНДЦ по подпункту 4.2.1 настоящих ТУ.
5.12. Приемку, маркировку, упаковку, транспортирование и хранение металлопроката следует осуществлять по ГОСТ 7566-94 и ГОСТ 15846-2002 с учетом требований настоящих ТУ.
При приемке металлопроката следует выполнить входной контроль на соответствие маркировки металла с данными, указанными в Сертификате качества (по соответствующей настоящим ТУ марке стали, номеру партии, номеру металлургической плавки); на соответствие габаритных размеров заказанным (выборочными замерами); на наличие недопустимых поверхностных дефектов (визуальным контролем).
Принятый к производству после входного контроля металлопрокат следует дополнительно промаркировать (по пункту 5.13 настоящих ТУ) для идентификации проката марки 14ХГНДЦ.
Хранить металлопрокат следует в устойчивых штабелях высотой не более 1,5 метров с укладкой его на деревянные или металлические подкладки толщиной 100 - 150 мм; при использовании магнитных шайб в качестве подкладок высота штабеля не должна превышать 2 м.
5.13. Маркировка проката, деловых отходов, деталей, полуфабрикатов (изделий в стадии изготовления), сварных швов и отправочных марок из стали 14ХГНДЦ ударными клеймами - не допускается. Маркировку следует выполнять несмываемыми надписями маркером.
Ударные клейма поставщика проката следует удалять абразивным инструментом заводом - изготовителем конструкций после очистки на поточных линиях.
5.14. Деловые отходы (возврат) следует идентифицировать на принадлежность к марке 14ХГНДЦ, отсортировать и хранить с учетом требований пункта 5.12 настоящих ТУ.
на заводе и стройплощадке
6.1. Прокат для стальных конструкций перед запуском в производство следует очистить от прокатной окалины и возможной ржавчины на поточных линиях очистки.
Для очистки на поточных линиях следует использовать колотую или литую дробь, закаленную с низкотемпературным отпуском, марок ДСК и ДСЛ ГОСТ 11964-81 размером 0,8 ... 1,2 мм; допускается применение других марок дроби, соответствующих указанным требованиям. Степень очистки металлопроката должна соответствовать 2-ой степени очистки от окислов по ГОСТ 9.402-2004.
Жировые загрязнения и консервационные смазки, имеющиеся на прокате, должны быть удалены растворителями или моющими средствами до дробеметной очистки.
6.2. Листовой прокат любой толщины, имеющий отклонения от плоскости более 1,5 мм на 1 м длины лекальной линейки (1,5 мм - зазор между ребром стальной линейки и поверхностью горизонтально лежащего листа), до запуска в производство должен быть выправлен на листоправильной машине с числом валков не менее семи.
При выправлении число проходов проката на листоправильной машине не должно превышать шести.
6.3. Волнистость толстолистового, широкополосного универсального и полосового проката правят на листоправильных машинах.
На листоправильных машинах запрещается править волнистость кромок и саблевидность листа или полосы с помощью прокладок.
Волнистость полосовых заготовок из листа толщиной более 40 мм допускается править на горизонтальных правильно-гибочных прессах с установкой металлических прокладок на выпуклостях деформированных участков.
Саблевидность и винтообразность толстолистового, широкополосного универсального и полосового проката следует править на горизонтальных правильно-гибочных прессах. Допускаемая без исправления величина саблевидности указанного проката (зазора между натянутой струной и продольной кромкой полосы) 1 мм на 1 м длины, но не более 5 мм на всей длине.
6.4. Для правки фасонного углового проката рекомендуется применять сортоправильные машины открытого типа с консольным расположением роликов и с возможностью их замены и изменения шага.
Холодной правке подлежит фасонный прокат при кривизне более 1/1000 длины или более 5 мм.
6.5. Деформации листового и фасонного проката, превышающие пределы допустимости холодной правки по СТО-ГК "Трансстрой" 012-2007 [6], или деформации в элементах конструкций, превышающие допуски по СТО-ГК "Трансстрой" 005-2007 [7], а также деформации, не поддающиеся правке на машинах, выправляют термическим либо термомеханическим способами.
Следует соблюдать основные правила термической и термомеханической правки стали марки 14ХГНДЦ на заводе-изготовителе и на стройплощадке при монтаже:
- температуру местного нагрева при термической и термомеханической правке следует принимать номинально 700 °C;
- рабочие-газоправильщики должны быть обучены в специализированных организациях и аттестованы соответствующей комиссией завода или мостостроительной организации с выдачей удостоверений. Газоправильщики должны уметь контролировать температуру нагрева металла при правке с помощью оптического пирометра излучения, цифровых термометров, например, типа ТЦ-1000, или термометров типа ТК-5 на основе контактной термопары и др.;
- навыки газоправильщиков по определению температуры нагрева следует проверять по точности нагрева до 900 °C полосы на образце-пластине толщиной 12 - 16 мм из стали марки 14ХГНДЦ;
- поверхность металла в зоне правки нагревом необходимо очищать от различных загрязнений во избежание изменения цвета каления и образования газов, вредных для здоровья газоправильщиков;
- интенсивность нагрева должна обеспечивать равномерный нагрев зоны правки с уменьшением градиента температур. Горючий газ - ацетилен, пропан-бутан или природный газ, номер сопла (наконечника) не ниже 5. Для толстого листа следует использовать одновременно две горелки или горелку типа ГП1. Допускается применять ручные резаки с номером сопла не ниже 5 аналогичной мощности;
- нагревать более двух раз одну и ту же зону не допускается;
- приложение статических усилий домкратами или пригрузом при термомеханической правке в случае остывания металла ниже 600 °C не допускается (кроме предварительных усилий, приложенных в процессе нагрева);
- термическая и термомеханическая правка проката и конструкций допускается только при положительной температуре окружающего воздуха и металла;
- о результатах правки можно судить только после полного естественного остывания зон нагрева до температуры 20 ... 30 °C. Охлаждать нагретый металл водой или обдувом сжатым воздухом запрещается.
6.6. Саблевидность листа, полосы или элемента конструкции правят термическим способом с нагревом "клиньев" с выпуклой стороны элемента по схеме на рисунке 6.1, а. Высоту клиновидных зон нагрева принимают равной 2/3 ширины листа (элемента), при этом ширина зон нагрева не должна превышать 1/2 высоты клина и составлять 30 ... 100 мм в основании. Нагрев клина производят от вершины к основанию. Лист толщиной более 20 мм нагревают одновременно с двух сторон.


а - термическая правка саблевидности; б - термомеханическая
правка волнистости "бахромы" по кромке, выпуклости
("хлопуна"); G - статическая нагрузка (пригруз); 1 - зоны
нагрева; 2 - волнистость; 3 - "бахрома" по кромке;
4 - выпуклость ("хлопун");
Vпр - направление нагрева полос при правке "хлопуна"
(от центра к краям)
Рисунок 6.1. Правка деформированных листов
Места наибольших деформаций следует относить к первой (I) очереди зон нагрева. После остывания листа замеряют остаточный выгиб и, при необходимости, намечают II зоны очереди нагрева (см. рисунок 6.1, а).
6.7. Волнистость толстого листа (20 мм и более), "бахрому" по кромке и выпучивания ("хлопуны") выправляют преимущественно термомеханическим способом с приложением статических усилий и наметкой зон нагрева по схемам, приведенным на рисунке 6.1, б. Металл во всех случаях необходимо нагревать с выпуклой стороны.
Принципы термической и термомеханической правки, изложенные в пунктах 6.5 - 6.7 настоящих ТУ, следует использовать также для правки фасонного проката из стали 14ХГНДЦ.
6.8. Предельные отклонения при разметке деталей рулетками, металлическими линейками и другим измерительным инструментом не должны превышать величин, приведенных в таблице 6.1 настоящих ТУ.
При разметке необходимо учитывать припуски на резку, механическую обработку и усадку от сварки по указаниям конструкторско-технологической заводской документации с учетом указаний СТО-ГК "Трансстрой" 012-2007 [6].
Таблица 6.1
Точность разметки деталей
Размер | Интервал размеров, м | ||
до 1,5 вкл. | более 1,5 до 9 вкл. | более 9 до 21 вкл. | |
Предельные отклонения, +/- мм, от проектных линейных размеров | |||
Длина и ширина детали | 1 | 1,5 | 2 |
Расстояние от кромки до разметочной риски | 1 | 1 | 1 |
Расстояние между смежными рисками | 0,5 | 0,5 | 0,5 |
Расстояние между крайними рисками | 1 | 1,5 | 2 |
Смещение центров отверстий | 0,5 | 0,5 | 0,5 |
Расстояние между центрами крайних отверстий | 1 | 1,5 | 2 |
6.9. Места постановки номеров плавок несмываемыми надписями маркерами с учетом требований пункта 5.13 настоящего ТУ следует указывать в чертежах КМД. Эти места не должны попадать в зоны выполнения отверстий и наложения сварных швов и должны быть доступны для прочтения при дальнейшем изготовлении и монтаже конструкций. Номера плавок следует фиксировать в Актах-предъявках и сохранять в архиве ОТК завода-изготовителя в течение всего срока службы пролетного строения.
6.10. Механическую резку проката марки 14ХГНДЦ на ножницах допускается выполнять только при положительной температуре воздуха и металла. Кромки после резки на ножницах должны быть ровными, без трещин, заусенцев и завалов, превышающих 0,3 мм. При механической резке сортового и фасонного проката на фрезерно-отрезных станках параметры режимов резания следует устанавливать по паспортным данным эксплуатируемого на предприятии оборудования.
6.11. Для раскроя стального листа, вырезки деталей любой формы и прирезки припусков в отправочных марках на стройплощадке с учетом требований ГОСТ 14792-80 следует применять термическую резку:
- газокислородную машинную и ручную (на заводе и стройплощадке);
- кислородно-плазменную машинную (на заводе);
- лазерную машинную (на заводе).
При газокислородной и кислородно-плазменной резке толщина разрезаемого проката не ограничивается; лазерной резкой при изготовлении стальных конструкций из стали марки 14ХГНДЦ допускается резать лист толщиной до 20 мм включительно.
6.12. Рабочие, занятые на термической резке, должны быть обучены на заводе или стройплощадке по специальной программе, аттестованы соответствующей комиссией предприятия и иметь удостоверения на право выполнения данных работ.
6.13. При кислородной резке в качестве горючего газа подогревающего пламени следует применять ацетилен, пропан-бутан или природный газ. Чистота кислорода должна быть не ниже 99,5%, что соответствует 2-му сорту по ГОСТ Р 52087-2003.
6.14. При машинной термической резке неперпендикулярность кромок, шероховатость поверхности реза и точность вырезаемых деталей должны соответствовать требованиям таблиц 6.2, 6.3, 6.4 и 6.7 настоящих ТУ.
Наибольшие значения неперпендикулярности  для несвободных кромок не должны превышать норм, указанных в таблице 6.2 настоящих ТУ. Неперпендикулярность поверхности реза для свободных кромок должна быть не более 3 мм для любой толщины металла.
для несвободных кромок не должны превышать норм, указанных в таблице 6.2 настоящих ТУ. Неперпендикулярность поверхности реза для свободных кромок должна быть не более 3 мм для любой толщины металла.
6.15. Шероховатость поверхности реза следует определять высотой неровностей Rz в соответствии с требованиями ГОСТ 2789-73 и ГОСТ 19300-86. Наибольшие значения шероховатости в зависимости от толщины разрезаемого металла не должны превышать норм, указанных в таблицах 6.3 и 6.4 настоящих ТУ.
Радиус оплавления кромок не должен превышать 2 мм.
Точность вырезаемых заготовок и деталей принимают по таблице 6.7 настоящих ТУ.
Таблица 6.2
при машинной термической резке
Толщина металла, мм | Значения | |
при горизонтальном зазоре в соединении | при вертикальном зазоре в соединении | |
8 ... 12 | 1 | 0,5 |
14 ... 30 | 2 | 1 |
32 ... 40 и более | 2 | 1 |
Таблица 6.3
кислородной и кислородно-плазменной резке
Класс шероховатости по ГОСТ 14792-80 | Категория кромок по табл. 6.5 | Способ резки | Значения шероховатости, Rz, мкм, при толщине разрезаемого металла, мм | ||
8 ... 12 | 14 ... 30 | 32 ... 50 <*> | |||
1 | I | Газокислородная и кислородно-плазменная | 50 | 80 | 160 |
2 | II | То же | 80 | 160 | 200 |
3 | III | -"- | 160 | ||
4 | IV | -"- | 250 | ||
-------------------------------- | |||||
Таблица 6.4
при машинной лазерной резке
Класс шероховатости по ГОСТ 14792-80 | Категория кромок по табл. 6.5 | Способ резки | Значения шероховатости, Rz, мкм, при толщине разрезаемого металла, мм | |
8 ... 12 | 14 ... 20 | |||
1 | I | Лазерная | 40 | 70 |
6.16. Режимы машинной газокислородной, кислородно-плазменной и лазерной резки следует соблюдать по указаниям технической документации на указанное оборудование и нормалей организаций (предприятий), эксплуатирующих данное оборудование.
Качество поверхности реза (шероховатость) после машинной термической, в том числе лазерной резки, проверяют внешним осмотром (визуально) и замерами (с помощью приборов). Шероховатость поверхности реза контролируют визуально сравнением с эталонными образцами, которые должны храниться в организации (предприятии), а также с помощью контактных щуповых приборов (профилометров и профилографов).
Неперпендикулярность реза замеряют угломером с нониусом или с помощью поверочного угольника и линейки.
6.17. Кромки деталей из стали марки 14ХГНДЦ разделяют на три вида:
1) свободные;
2) несвободные не полностью проплавляемые при сварке;
3) несвободные полностью проплавляемые при сварке.
Требования к обработке и качеству кромок - согласно указаниям таблицы 6.5 настоящих ТУ.
6.18. Отдельные выхваты на кромках после термической резки допускается устранять механической обработкой с соблюдением требований пункта 6.21 настоящих ТУ, при этом на свободных (не подлежащих сварке) кромках уменьшение ширины B детали не должно превышать 0,02B, но должно быть не более 8 мм с каждой стороны, или не более 12 мм с одной стороны. На несвободных не полностью проплавляемых кромках угловых и тавровых сварных соединений глубина механической обработки выхватов не должна превышать 2 мм. На кромках со сплошным проплавлением в стыковых соединениях глубина механической обработки выхватов должна быть в пределах допусков на зазоры в зависимости от способа сварки в соответствии с требованиями ГОСТ 8713-79 (сварка под флюсом), ГОСТ 14771-76 (сварка в защитных газах) и ГОСТ 5264-80 (ручная дуговая сварка).
6.19. Строгание и фрезерование деталей следует производить в следующих случаях: обеспечения точности геометрических размеров в пределах заданных допусков; удаления зон с измененной структурой кромок после механической или термической резки; подготовки кромок под сварку; обеспечения передачи усилий сжатия плотным касанием деталей; устранения отдельных выхватов или других дефектов резки. Строгание и фрезерование по плоскости выполняют - для обеспечения плавного перехода от одной толщины деталей к другой при дальнейшем стыковании их сваркой; для плавного перехода по толщине в накладных компенсаторах; для обеспечения плотного касания рабочих плоскостей, передающих усилия сжатия.
6.20. В зависимости от требований к качеству кромок с учетом характера работы элементов конструкций на стадии эксплуатации кромки разделены на четыре категории (таблица 6.5 настоящих ТУ). В чертежах КМ следует указывать элементы, работающие на растяжение, и границы зон растяжения при изгибе. Соответственно в чертежах КМ и КМД необходимо указывать категории кромок согласно указаниям пункта 6.21 и таблицы 6.5 настоящих ТУ.
6.21. Механическую обработку кромок после резки на ножницах или ручной газокислородной резки надлежит выполнять строганием или фрезерованием на глубину, обеспечивающую удаление дефектов поверхности, но не менее 1 мм. Поверхности кромок не должны иметь надрывов и трещин.
Шероховатость поверхности свободных и не полностью проплавляемых при сварке кромок после строгания, фрезерования и обработки абразивным инструментом должна быть не грубее 3-го класса ГОСТ 2789-73 при высоте неровностей по 10 точкам на базовой длине l = 8 мм в пределах Rz 40 ... 80 мкм. Шероховатость полностью проплавляемых кромок после строгания и фрезерования не должна превышать Rz 300 мкм.
Параметры режущего инструмента, а также режимы резания (строгания и фрезерования) следует принимать согласно паспортным данным на эксплуатируемое оборудование.
Таблица 6.5
Категория кромок | Тип кромок, входящих в данную категорию | Требования к обработке и качеству кромок | |||
после термической резки вручную | после резки на механических ножницах и штамповки | после машинной газокислородной, лазерной и кислородно-плазменной резки | |||
1 | 2 | 3 | 4 | ||
I | Свободные кромки: продольные и косых концевых резов деталей, работающих на растяжение; растянутые у изгибаемых элементов, в том числе у продольных ребер жесткости в растянутой зоне балок; продольные полосовых ребер ортотропных и ребристых плит; деталей, образующих деформационные швы | Механическая обработка по пункту 6.21 настоящих ТУ | Допускаются без механической обработки при обеспечении точности деталей по табл. 6.7 и шероховатости поверхности реза 1-го класса для конструкций обычного и северного исполнений А и Б по таблицам 6.3 и 6.4 настоящих ТУ | ||
II | Свободные кромки монтажных элементов (фасонок, стыковых накладок, рыбок, соединительных планок); свободные кромки косых резов всех деталей из фасонного проката, работающих на растяжение | То же | Допускаются без механической обработки при обеспечении точности по таблице 6.7 и шероховатости поверхности реза не ниже 2-го класса по таблицам 6.3 и 6.4 настоящих ТУ | ||
III | 1. Свободные кромки: продольные и косых концевых резов деталей, работающих на сжатие; сжатые у деталей изгибаемых элементов, в том числе у продольных ребер в сжатых зонах балок 2. Несвободные кромки, не полностью проплавляемые при сварке, в поперечных балках ортотропных плит железнодорожных мостов в местах пересечения с продольными полосовыми ребрами | -"- | Допускаются без механической обработки при обеспечении точности деталей по таблице 6.7 и шероховатости поверхности реза не ниже 2 класса для конструкций северного исполнений А и Б и 3 класса - обычного исполнения по таблице 6.3 и пункту 6.4 настоящих ТУ | ||
3. Свободные кромки поперечных (вертикальных) ребер жесткости. Все кромки нерасчетных элементов. Торцевые кромки всех деталей, за исключением деталей, относящихся ко II категории; свободные кромки торцевых резов всех деталей из фасонного проката; свободные кромки косых резов деталей из фасонного проката, работающих на сжатие | Механическая обработка по пункту 6.21 настоящих ТУ | Допускаются без механической обработки при обеспечении требуемой точности по таблице 6.7 и качества кромок по пункту 6.10 настоящих ТУ | Допускаются без механической обработки при обеспечении точности деталей по табл. 6.7 и шероховатости поверхности реза не ниже 3-го класса по таблице 6.3 и пункту 6.4 настоящих ТУ | ||
IV | 1. Несвободные кромки, полностью проплавляемые при сварке, в том числе подготовленные термической резкой под сварку, а также при технологическом проплавлении | Допускаются без механической обработки при обеспечении требуемой точности деталей и проектной разделки кромок под сварку | |||
2. Несвободные кромки, не полностью проплавляемые при сварке, в том числе поперечных (вертикальных) ребер жесткости и деформационных швов | Механическая обработка по пункту 6.21 настоящих ТУ | Допускаются без механической обработки при обеспечении требуемой точности деталей и проектной разделки кромок под сварку | |||
6.22. Прокатные (продольные) кромки толстолистового, широкополосного универсального и полосового проката допускается не подвергать механической обработке, если они удовлетворяют требованиям таблицы 6.5 настоящих ТУ.
6.23. Скругленные вырезы по торцам продольных ребер в растянутых зонах балок (рисунок 6.2, а) следует выполнять со сверлением у вершины входящего угла отверстия диаметром не менее 25 мм. Допускается штамповка вырезов с последующей механической обработкой. При машинной газокислородной, плазменно-дуговой или лазерной резке обработка кромок выреза не требуется, если качество реза удовлетворяет требованиям категории I по таблице 6.5 (рисунок 6.2, б) настоящих ТУ.
Для остальных элементов и деталей кромки скругленных вырезов, образованные штамповкой, машинной термической резкой без сверления отверстий, допускается не подвергать механической обработке, если неровности вдоль кромок, заусенцы и завалы не более 0,3 мм (рисунок 6.2, б).


а - вырезы, образованные сверлением и штамповкой, а также
сверлением и машинной кислородной, плазменно-дуговой
и лазерной резкой;  - зона обработки при применении
- зона обработки при применении
штамповки  ; б - вырезы, образованные машинной
; б - вырезы, образованные машинной
; б - вырезы, образованные машиннойкислородной, плазменно-дуговой и лазерной резкой
Рисунок 6.2. Вырезы в углах деталей
6.24. Отверстия в элементах с болтовыми и фрикционными соединениями образуют сверлением; отверстия под указанные типы соединений допускается вырезать лазерной резкой диаметром 12 мм и более при толщине металлопроката до 20 мм включительно. Допускается расточка и машинная термическая резка отверстий диаметром 50 мм и более с обеспечением точности и чистоты поверхности в соответствии с таблицами 6.3 и 6.6 настоящих ТУ.
6.25. Детали под сверление и расточку следует устанавливать перпендикулярно оси шпинделя. Не допускается прогиб деталей во время сверления. Сверлить отверстия надлежит с минимальным удалением оси шпинделя от оси колонны станка и с минимальным расстоянием от режущей части сверла до сверлильной головки.
6.26. Номинальные диаметры отверстий под высокопрочные болты фрикционных соединений и под болты нормальной точности должны быть указаны в чертежах КМ и КМД в соответствии с таблицей 6.6 настоящих ТУ.
6.27. Просверленные или рассверленные отверстия, а также отверстия, образованные машинной термической резкой, должны иметь цилиндрическую форму. Шероховатость поверхности должна соответствовать Rz 40 ... 80. Отклонения по диаметру, овальности, глубине зенковки и косине отверстий не должны превышать допусков, приведенных в таблице 6.6 настоящих ТУ.
Заусенцы и грат на краях отверстий необходимо удалять.
Допускается удаление заусенцев и грата зенковкой не более чем на 1 мм по глубине и радиусу.
Режимы сверления отверстий - по паспортным данным эксплуатируемого оборудования.
Таблица 6.6
Наименование соединений и отклонений | Номинальные диаметры отверстий и допуски, мм, под болты с резьбой | |||
М18 | М22 | М24 | М27 | |
Стыки и прикрепления основных несущих элементов и связей, определяющие проектное положение конструкций с фрикционными соединениями | 21 | 25 | 28 | 30 |
Прикрепления: связей, не определяющих проектного положения конструкций; стыковых накладок (рыбок) поясов продольных балок; тормозных связей и горизонтальных диафрагм проезжей части с фрикционными соединениями | 23 | 28 | 30 | 33 |
Соединения на болтах нормальной точности | 19 | 23 | 25 | 28 |
Отклонения диаметра отверстия | +0,5 -0,2 | +0,5 -0,2 | +0,6 -0,2 | +0,6 -0,2 |
Овальность в пределах отклонения по диаметру | 0,4 | 0,5 | 0,5 | 0,6 |
Косина | До 3% толщины листа или пакета, но не более 2 мм | |||
Отклонение заданной глубины зенкования | +/- 0,4 | +/- 0,4 | +/- 0,4 | +/- 0,4 |
6.28. Продавливание отверстий в несущих конструкциях не допускается; в других элементах - допускается по согласованию с проектной организацией.
6.29. Детали, получившие в процессе обработки недопустимые деформации, подлежат правке. Правку выполняют теми же способами, что и листового проката.
Правку сварных полотнищ следует выполнять в соответствии с указаниями СТО-ГК "Трансстрой" 012-2007 [6].
6.30. В стальных конструкциях следует применять два вида холодной гибки - по радиусу и в угол. Гибку проката и деталей по радиусу допускается выполнять до положения, при котором величина допускаемого минимального радиуса r не превышает значений, указанных в СТО-ГК "Трансстрой" 012-2007 [6].
6.31. При гибке в угол на кромкогибочных прессах и в штампах деталей из листового проката марки 14ХГНДЦ внутренний радиус должен быть не менее 1,5S для конструкций железнодорожных мостов, где S - толщина листа.
При гибке в угол после резки на ножницах кромки деталей, пересекающие линию гиба, необходимо подвергнуть механической обработке, а углы скруглить радиусом не менее 2,0 мм или снять фаску 1,5 - 2,0 мм. Линию гиба рекомендуется располагать поперек прокатных волокон листа.
Гибку деталей в угол железнодорожных стальных конструкций из стали 14ХГНДЦ, эксплуатируемых в районах с расчетной температурой ниже минус 40 °C и толщиной более 10 мм, следует выполнять только в горячем состоянии.
6.32. Не подлежат исправлению и должны заменяться участки листов и прокатных профилей, на которых обнаружены трещины или расслоения в основном металле. Длину удаляемого участка принимают равной длине дефекта плюс запас бездефектного металла по 50 мм в каждую сторону.
6.33. Расслой на свободных кромках глубиной до 8 мм и дефекты на поверхности листа, не превышающие допуска на толщину проката, следует удалять механической обработкой.
6.34. Участки кромок проката с расслоем глубиной более 8 мм и участки поверхностных дефектов, превышающих допуски на толщину проката, допускается удалять вырезкой дефектного участка с прилегающей зоной бездефектного проката шириной не менее 50 мм.
6.35. Острые свободные кромки, не подлежащие окраске, следует скруглять радиусом не менее 0,5 мм. Свободные кромки конструкций, подлежащие окраске (по указанию чертежей КМ), следует скруглять радиусом не менее 2,0 мм; допускается притуплять кромки фаской 1,5 - 2,0 мм со скруглением углов абразивным инструментом.
6.36. Предельные отклонения от проектных линейных размеров деталей, монтажных элементов <*> и расположения отверстий не должны превышать указанных в таблице 6.7 настоящих ТУ, если в чертежах КМ и КМД не оговорены дополнительные ограничения.
--------------------------------
<*> К монтажным элементам относится готовая продукция, отправляемая на монтаж без сборки и сварки (фасонки, стыковые накладки, связи и т.д.), в отличие от деталей, поступающих на заводскую сборку и сварку отправочных марок.
Таблица 6.7
деталей, монтажных элементов и отверстий после обработки
Размеры детали или монтажного элемента | Интервалы размеров, м | |||||
до 1,5 вкл. | более 1,5 до 2,5 вкл. | более 2,5 до 4,5 вкл. | более 4,5 до 9,0 вкл. | более 9,0 до 15,0 вкл. | более 15,0 до 21,0 вкл. | |
А. Длина и ширина, при способе резки: | ||||||
+/- 2,5 | +/- 3,0 | +/- 3,5 | +/- 4,0 | +/- 4,5 | +/- 5,0 | |
2. Термической резкой машинной или полуавтоматом | +/- 1,5 | +/- 2,0 | +/- 2,5 | +/- 3,0 | +/- 3,5 | +/- 4,0 |
3. На механических ножницах или пилой по наметке | +/- 1,5 | +/- 2,0 | +/- 2,5 | +/- 3,0 | +/- 3,5 | +/- 4,0 |
4. То же, по упору | +/- 1,0 | +/- 1,5 | +/- 2,0 | +/- 2,5 | +/- 3,0 | +/- 3,5 |
+/- 1,0 | +/- 1,0 | +/- 1,5 | +/- 2,0 | +/- 2,5 | +/- 3,0 | |
Б. Разность длин диагоналей листовых деталей, подлежащих сварке встык | +/- 2,0 | +/- 3,0 | +/- 4,0 | +/- 5,0 | +/- 6,0 | +/- 8,0 |
То же, внахлестку | +/- 4,0 | +/- 5,0 | +/- 6,0 | +/- 8,0 | +/- 10,0 | +/- 12,0 |
В. Расстояние между центрами отверстий: образованных по наметке, крайних | +/- 2,0 | +/- 2,0 | +/- 2,5 | +/- 3,0 | +/- 3,5 | +/- 4,0 |
То же, смежных | +/- 1,5 | +/- 1,5 | +/- 1,5 | +/- 1,5 | +/- 1,5 | +/- 1,5 |
Образованных по кондукторам или на станках с ЧПУ, крайних | +/- 1,0 | +/- 1,0 | +/- 1,5 | +/- 2,0 | +/- 2,5 | +/- 3,0 |
То же, смежных | +/- 1,0 | +/- 1,0 | +/- 1,0 | +/- 1,0 | +/- 1,0 | +/- 1,0 |
6.37. Предельные отклонения от геометрической формы деталей и монтажных элементов должны соответствовать требованиям таблицы 6.8 настоящих ТУ, если в чертежах КМ и КМД не оговорены дополнительные ограничения.
Таблица 6.8
Предельные отклонения от геометрической формы деталей
и монтажных элементов после обработки
Характер отклонения (Искривление деталей и монтажных элементов) | Предельная величина, мм |
1. Зазор между поверхностью листа и ребром стальной линейки длиной 1 м: | |
в зоне монтажных отверстий | 1,0 |
в остальных местах | 1,5 |
2. Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра длиной l | 0,001l, но не более 10 |
3. Зазор между поверхностью листа закладной детали сталежелезобетонного пролетного строения и ребром стальной линейки длиной 1 м | 1,0 |
4. Отклонение линий кромок листовых деталей от теоретического очертания при сварке: | |
встык | 1,5 |
внахлестку | 5,0 |
5. Отклонение при гибке - просвет между шаблоном длиной 1,5 м по дуге и поверхностью вальцованного листа или обушком профиля, согнутого: | |
в холодном состоянии | 2,0 |
в горячем состоянии | 3,0 |
6. Остаточные угловые деформации ("домики") в стыковых сварных соединениях деталей, определяемые стрелой прогиба на базе 400 мм при толщине S стыкуемых деталей, мм: | |
до 20 включительно | 0,15S |
свыше 20 | 3,0 |
7. Эллиптичность (разность диаметров окружностей в сечении) в габаритных листовых конструкциях - преимущественно трубчатых элементах, сваях (диаметр окружности D): | |
вне стыков | 0,005D |
в монтажных стыках | 0,003D |
6.38. При разработке чертежей КМ с учетом технологии производства сварочных работ следует назначать роспуски (недовары) угловых швов для обеспечения собираемости конструкций и предотвращения образования макро- и микротрещин в швах в зонах монтажной сварки от внутренних остаточных напряжений:
а) в цельносварных и комбинированных стыках главных балок во всех угловых поясных швах для однолистовых поясов - 300 мм; для двухлистовых поясов - 400 мм;
б) в стенках главных балок - в угловых швах прикрепления продольных ребер, стыкуемых на монтаже сваркой со вставкой, длину роспуска 250 мм;
в) в ортотропных плитах - в угловых швах на концах стенок поперечных балок вблизи продольных стыковых швов настильных листов с поясами главных балок, ферм или плит между собой длину роспуска - 150 мм;
г) в ортотропных и ребристых плитах - в угловых швах на концах продольных ребер вблизи поперечных стыковых швов настильных листов плит между собой или плит с поясами главных балок (ферм, ригелей, коробок) длину роспусков - по 150 мм по обоим торцам плит.
6.39. При разработке чертежей КМ следует назначать припуски по 50 мм на подрезку кромок под сварные монтажные соединения:
а) в стыках верхних однолистовых поясов главных балок или вставок;
б) по крайним продольным кромкам настильных листов средних укрупненных блоков ортотропных плит вблизи продольных стыковых швов этих листов с поясами главных балок, ферм;
в) по торцам настильных листов средних плит и консольных бортовых элементов (тыловые по направлению монтажа кромки);
г) по торцам вставок с одной стороны сварных стыков продольных ребер нижних ребристых и верхних ортотропных плит;
д) в стыках нижних поясов главных балок припуски рекомендуется назначать через 60 ... 80 метров пролетного строения.
6.40. Изменение сечений элементов, соответствующее изменению усилий в них, должно быть плавным с уклонами 1:8 <*>. Уширение поясных листов следует предусматривать, как правило, симметричным; утолщение поясных листов следует выполнять с одной стороны - снаружи или изнутри (со стороны стенки - для конструкций, монтируемых способом продольной надвижки по элементам скольжения); утолщение стенок балочных конструкций следует выполнять симметричным.
--------------------------------
<*> В элементах конструкций, воспринимающих усилия сжатия от эксплуатационных нагрузок, допускается выполнять уклоны 1:4.
6.41. Длину угловых швов на торцах поперечных ребер жесткости следует принимать не менее 60 мм. Расстояние от свободной кромки растянутого пояса балки до свободной кромки ребра, включая опорное, рекомендуется назначать не менее 20 мм.
6.42. В местах примыкания ребер к поясам, фасонкам и другим ребрам; пересечения продольных и поперечных ребер плит; обрыва стенок балок в монтажных соединениях; обрыва продольных ребер ортотропных плит; в технологических проемах (отверстиях) и т.д. следует выполнять обварку угловыми швами по кромкам и торцам стыкуемых деталей по всему контуру контакта ("закольцовка" швов по контуру по указаниям пункта 11.14 настоящих ТУ).
6.43. Катеты угловых швов в местах приварки торцов вертикальных ребер к горизонтальным элементам балок, а также в местах пересечений продольных и поперечных ребер балок должны иметь отношение 1:2.
6.44. При назначении в чертежах КМ и КМД мест расположения поперечных стыковых швов из стали 14ХГНДЦ полотнищ стенок, поясов и ортотропных плит необходимо обеспечивать следующие расстояния между этими швами и ребрами жесткости (в ортотропных плитах - поперечными балками):
- для конструкций в обычном исполнении - 200 мм, но не менее трех толщин стыкуемых листов;
- для конструкций в северном исполнении А - 250 мм, но не менее шести толщин стыкуемых листов;
- для конструкций в северном исполнении Б - 300 мм, но не менее десяти толщин стыкуемых листов.
Расстояние от продольных стыковых швов полотнищ стенок, ортотропных и ребристых плит до продольных ребер, привариваемых втавр, должно быть не менее 100 мм (рисунок 6.3) при любом исполнении.
6.45. В железнодорожных мостах прикрепление элементов продольных и поперечных связей к несущим конструкциям на сварке не допускается.

1 - опорное ребро; 2 - продольное ребро;
3 - поперечное ребро
и стыковых швов сплошностенчатой балки
6.46. При разработке чертежей КМД и изготовлении сплошностенчатых балочных и коробчатых конструкций необходимо соблюдать следующие правила:
а) в сварных полотнищах стенок балок следует избегать пересечений продольных и поперечных стыковых швов в крайних, наиболее напряженных зонах, равных 0,25hст;
б) в сварных элементах балок, ферм, диафрагм, ортотропных плит проезжей части и нижних ребристых плит количество заводских сварных стыков должно быть минимальным, а именно:
- на длине отправочного элемента до 15 метров включительно, исключая проектные поперечные швы в зонах изменения толщины проката, - не более двух стыковых поперечных швов в каждом листе, образующем сечение, причем в поясах главных балок допускается не более трех стыковых поперечных швов; для отправочных элементов длиной более 15 метров, кроме проектных, - соответственно не более трех в листах и четырех в поясах;
- не более одного продольного стыкового шва в вертикальных стенках балок, диафрагмах и листе настила ортотропной и ребристой плит на длине отправочного элемента;
в) поперечные стыковые швы полотнищ стенок, поясов, ортотропных и ребристых плит толщиной  12 - 50 мм следует удалять от кромок крайних рядов отверстий монтажных стыков и технологических отверстий, с учетом обеспечения контроля качества стыковых швов методом УЗД, не менее чем на L min, мм:
12 - 50 мм следует удалять от кромок крайних рядов отверстий монтажных стыков и технологических отверстий, с учетом обеспечения контроля качества стыковых швов методом УЗД, не менее чем на L min, мм:
L min, мм | |
12 | 90 |
14 | 100 |
16 | 110 |
20 | 120 |
25 | 150 |
32 | 110 |
40 | 130 |
50 | 160 |
г) при заводском формировании балочных и коробчатых элементов поперечные стыковые швы стенок, поясов, настильных листов и продольных ребер ортотропных и ребристых плит следует располагать вразбежку, с расстоянием между ними не менее 200 мм (см. рисунок 6.3);
д) минимальная длина пристыковки в любых элементах должна быть:
- для толщин листа S  20 мм - не менее 35S, для толщин 10 - 14 мм - не менее 450 мм;
20 мм - не менее 35S, для толщин 10 - 14 мм - не менее 450 мм;
- для толщин листа 20 < S  32 мм - не менее 800 мм; для S > 32 мм - не менее 1000 мм, где S - толщина пристыковываемого проката.
32 мм - не менее 800 мм; для S > 32 мм - не менее 1000 мм, где S - толщина пристыковываемого проката.
6.47. В сварных элементах решетчатых ферм следует назначать число поперечных стыков: в листах раскосов - не более трех, в листах продольных и поперечных балок - не более двух, в листах подвесок и стоек - не более одного; поперечные стыки смежных листов следует располагать вразбежку с расстоянием между ними не менее 200 мм; расстояние от кромок крайнего ряда монтажных отверстий до поперечного стыка элемента фермы - не менее L min, указанного в подпункте "в" пункта 6.46 настоящих ТУ.
6.48. Продольные стыковые швы, попадающие в зоны фрикционно-болтовых монтажных соединений, должны подвергаться механической обработке до полного снятия усиления сварных швов заподлицо с основным металлом на половину ширины накладки плюс 40 мм.
6.49. В зонах сварных монтажных соединений поясов балок с изменением их толщины снизу необходимо предусматривать горизонтальную площадку шириной не менее 70 мм для установки подкладки, формирующей сварной шов (рисунок 6.4).

1 - медная подкладка; 2 - стальная прижимная обойма
Рисунок 6.4. Подготовка поясов с изменением
их толщины снизу под монтажную сварку
для заводской и монтажной сварки
Сварочные материалы и оборудование для заводской сварки конструкций из стали 14ХГНДЦ
7.1. Для заводских сварных соединений стальных конструкций из стали марки 14ХГНДЦ классов прочности С345 и С390 следует применять способы (технологии) сварки и марки сварочных материалов (с учетом требований ГОСТ 2246-70), перечень которых приведен в таблице 7.1 настоящих ТУ.
Таблица 7.1
для заводских сварных соединений стальных конструкций
из стали марки 14ХГНДЦ
N п/п | Способ (технология) сварки | Комбинации сварочных материалов (СМ) | Технические условия на СМ |
1 | 2 | 3 | 4 |
1. | Автоматическая сварка под флюсом (АФ) | Проволока сплошного сечения марки ПСФ-А-0402,  | ТУ 1211-060-11143754-2014 [21] |
Сварочный керамический флюс СТ-65 | ТУ 5929-056-11143754-2014 [22] | ||
2. | Автоматическая сварка под флюсом (АФ) | Порошковая проволока POWER WET 60 B,  | ТУ 1274-057-11143754-2014 [23] |
Сварочный керамический флюс СТ-65 | ТУ 5929-056-11143754-2014 [22] | ||
3. | Автоматическая сварка под флюсом двухдуговым двухшовным автоматом (АФ); Механизированная сварка под флюсом (МФ) | Проволока сплошного сечения марки ПСФ-А-0402,  | ТУ 1211-060-11143754-2014 [21] |
Сварочный керамический флюс СТ-65 | ТУ 5929-056-11143754-2014 [22] | ||
4. | Механизированная сварка порошковой проволокой в смеси защитных газов (МПГ) | Порошковая проволока POWER WET 60 M,  Газовые смеси - согласно п. 9.1 настоящих ТУ | ТУ 1274-057-11143754-2014 [23] |
5. | Ручная дуговая сварка покрытыми электродами (РД) | Электроды сварочные марка: МК-А; полное обозначение:  | ТУ 1272-061-11143754-2014 [24] |
7.2. Комбинации сварочных материалов для выполнения заводских сварных соединений из атмосферостойкой стали марки 14ХГНДЦ классов прочности С345 и С390 следует принимать по таблице 7.2 настоящих ТУ.
Таблица 7.2
для выполнения сварных соединений из атмосферостойкой
стали марки 14ХГНДЦ в заводских условиях
N п/п | Комбинации сварочных материалов (СМ) | Область применения СМ | ||
по способам (технологии) сварки | по климатическому исполнению м/к | по типам выполняемых сварных швов | ||
1. | Проволока сплошного сечения марки ПСФ-А-0402,  , по ТУ 1211-060-11143754-2014 [21] , по ТУ 1211-060-11143754-2014 [21] | АФ - Вариант1 | Обычное | стыковые; угловые |
Сварочный керамический флюс СТ-65 по ТУ 5929-056-11143754-2014 [22] | ||||
2. | Порошковая проволока POWER WET 60 B,  по ТУ 1274-057-11143754-2014 [23] по ТУ 1274-057-11143754-2014 [23] | АФ - Вариант2 | Обычное, Северное А, Северное Б | стыковые; угловые |
Сварочный керамический флюс СТ-65 по ТУ 5929-056-11143754-2014 [22] | ||||
3. | Проволока сплошного сечения марки ПСФ-А-0402,  по ТУ 1211-060-11143754-2014 [21] по ТУ 1211-060-11143754-2014 [21] | МФ - угловые швы, АФ - двухдуговым двухшовным автоматом | Обычное, Северное А, Северное Б | только угловые швы любых сочетаний толщин |
Сварочный керамический флюс СТ-65 по ТУ 5929-056-11143754-2014 [22] | ||||
МФ - стыки | Стыковые,  | |||
4. | Порошковая проволока POWER WET 60 M,  по ТУ 1274-057-11143754-2014 [23] по ТУ 1274-057-11143754-2014 [23]Газовые смеси - согласно пункту 9.1 настоящих ТУ | МПГ (АППГ) | Обычное, Северное А, Северное Б | Стыковые, толщиной до 32 мм включительно; угловые для всех сочетаний толщин |
5. | Электроды сварочные  по ТУ 1272-061-11143754-2014 [24] | РД | Обычное, Северное А, Северное Б | Стыковые и угловые любых сочетаний толщин |
В таблице 7.2 в колонке "по способам (технологии) сварки" обозначено:
АФ - автоматическая сварка под флюсом в нижнем положении;
МФ - механизированная сварка под флюсом в нижнем положении;
МПГ - механизированная сварка порошковой проволокой в смеси защитных газов во всех пространственных положениях;
АППГ - автоматическая сварка порошковой проволокой в смеси защитных газов в нижнем положении;
РД - ручная дуговая сварка покрытыми электродами во всех пространственных положениях.
7.3. Сварочные материалы должны быть упакованы согласно требованиям соответствующих ТУ по таблице 7.1 настоящих ТУ и должны иметь Сертификаты предприятия-изготовителя, удостоверяющие качество сварочных материалов.
Допускается применение сварочных проволок с любым видом поверхности (омедненной и неомедненной, в том числе осветленной, с ионизированным покрытием, полированной) и различных форм поставки согласно ТУ производителя.
Каждая марка сварочных материалов по таблице 7.1 настоящих ТУ, применяемая заводом-изготовителем, должна иметь "Свидетельство об аттестации" НАКС по группе ТУ ОПО "КСМ".
Сертификат качества предприятия-поставщика сварочного материала, а также каждая поступившая марка и диаметр сварочного материала, проверяется на наличие на каждом упаковочном месте соответствующих этикеток или бирок с проверкой указанных в них данных.
Перед передачей каждой новой партии (плавки) одного из сварочных материалов в производство, качество конкретной партии (плавки) аттестованной марки сварочного материала следует проверять путем сварки "Контрольных сварных соединений" (далее - КСС), с оформлением Акта сварки КСС по форме приложения Е к настоящим ТУ, и испытаний соответствующих образцов из заваренных КСС.
7.4. Качество сварочных материалов, проверенное на КСС, должно соответствовать требованиям соответствующих технических условий по таблице 7.1 настоящих ТУ на отдельные марки сварочных материалов.
7.5. Применение неомедненной сварочной проволоки при наличии на ней ржавчины после вскрытия заводской упаковки не допускается.
Поверхность неомедненной сварочной проволоки сплошного сечения перед намоткой в кассеты необходимо очищать от жиров, технологической смазки и других загрязнений; контроль - наличие (отсутствие) следов загрязнений на бумажной салфетке.
Очищенную и намотанную в кассеты сварочную проволоку сплошного сечения необходимо хранить в сухом помещении при температуре воздуха не ниже плюс 20 °C. При этом проволока, намотанная в кассеты, не должна иметь резких перегибов.
Кассеты с порошковой проволокой по таблице 7.1 настоящих ТУ следует хранить в электродных кладовых при температуре плюс 20 °C и при относительной влажности менее 50%.
7.6. Флюс, регламентированный в таблице 7.1 настоящих ТУ, следует хранить в упаковке поставщика в сухом отапливаемом помещении при температуре воздуха не ниже плюс 20 °C или в специальной закрытой таре. В сертификате на флюс должна быть указана дата производства флюса производителем и гарантийный срок хранения. Если флюс хранится свыше указанного срока, необходимо проверить его технологические свойства при сварке на оптимальном режиме с испытанием сварных соединений. Не допускается к применению засорение флюса окалиной, шлаком и прочими инородными включениями.
Перед употреблением флюс следует прокалить в электрических печах при температуре и продолжительности, указанных в сертификате завода - изготовителя флюса, но не менее, чем при 300 °C в течение 3 (трех) часов. Слой насыпки флюса при прокаливании не должен превышать 60 мм. После прокалки флюс хранят в сушильных электрических шкафах (резервных печах) при температуре (100 ... 120) °C. Срок хранения прокаленного флюса в резервной печи при указанной температуре не должен превышать семь суток. Если прокаленный флюс не был использован в течение указанного срока хранения, необходимо вновь произвести его прокалку. При этом общее время прокалки флюса не должно превышать 9 часов. Прокаленный флюс должен поступать на участок сварки по мере необходимости в металлической таре с крышкой. Флюс и электроды, подвергшиеся прямому воздействию влаги и горюче-смазочных материалов, прокалке не подлежат и к использованию не допускаются. На рабочее место флюс следует подавать в количестве, необходимом для работы в течение одной смены.
Флюс для флюсовой подушки применяют той же марки, что и для сварки соединения. Флюсовую подушку периодически очищают от спекшегося флюса. Полная замена ее рекомендуется не реже, чем через 6 дней непрерывной работы.
7.7. Специальной подготовки перед сваркой омедненной бесшовной порошковой проволоки диаметром 1,2 мм по таблице 7.1 настоящих ТУ, поставляемой в кассетах с рядной намоткой, выполнять не требуется. После вскрытия заводской упаковки бесшовную порошковую проволоку следует использовать в течение 24 часов в случае хранения вскрытой кассеты на открытом воздухе под навесом и в течение 5 суток, если вскрытая кассета хранится в закрытом складском помещении при температуре +20 °C.
7.8. Электроды, регламентированные в таблице 7.1 настоящих ТУ для ручной дуговой сварки и постановки электроприхваток, следует прокаливать на режимах, указанных изготовителем в паспортных данных на упаковке (коробке) электродов ( в течение двух часов). После извлечения электродов из прокалочной печи их следует поместить в резервную печь, имеющую температуру (80 ... 100) °C, и использовать для сварки. Электроды, не используемые в течение смены после извлечения из резервной печи, прокаливают вновь, но не более трех раз. Маркировка на электроде должна визуально читаться после третьей прокалки.
в течение двух часов). После извлечения электродов из прокалочной печи их следует поместить в резервную печь, имеющую температуру (80 ... 100) °C, и использовать для сварки. Электроды, не используемые в течение смены после извлечения из резервной печи, прокаливают вновь, но не более трех раз. Маркировка на электроде должна визуально читаться после третьей прокалки.
в течение двух часов). После извлечения электродов из прокалочной печи их следует поместить в резервную печь, имеющую температуру (80 ... 100) °C, и использовать для сварки. Электроды, не используемые в течение смены после извлечения из резервной печи, прокаливают вновь, но не более трех раз. Маркировка на электроде должна визуально читаться после третьей прокалки.7.9. Для воздушно-дуговой резки при исправлении дефектов сварных соединений следует применять угольные, угольно-омедненные, графитовые и медно-графитовые электроды диаметром 6 - 10 мм с последующей механической обработкой поверхностей реза абразивным инструментом на глубину не менее 1 мм.
7.10. Для выполнения заводских сварных соединений стальных конструкций из стали марки 14ХГНДЦ рекомендуется применять сварочное оборудование (далее - СО), перечень которого приведен в таблице 7.3 настоящих ТУ. Допускается применять и другое СО, аттестованное в системе НАКС на группу объектов КСМ на соответствующий способ сварки.
При выборе источников питания сварочной дуги и оборудования для производства сварочных работ необходимо руководствоваться в первую очередь обеспечением стабильных режимов сварки с заданными параметрами, гарантирующими высокое качество сварных соединений. Подбирать сварочное оборудование из перечня по таблице 7.3 настоящих ТУ следует в зависимости от применяемого способа сварки, типа сварного соединения и конкретных условий производства сварочных работ.
Выбранное заводом сварочное оборудование подлежит первичной и периодической - через каждые 3 года, аттестации в АЦ НАКС в соответствии с указаниями РД 03-614-03 [15].
7.11. При комплектации сварочных постов необходимо выполнить ревизию каждого источника питания сварочной дуги, сварочных автоматов, полуавтоматов и цепей управления, при этом перед началом работы следует проверить исправность изоляции сварочных проводов, электрододержателей и надежность всех контактных соединений вторичной цепи.
Особое внимание следует обратить на надежность и плотность посадки наконечников сварочных проводов. Смену или переопрессовку наконечников на сварочных проводах следует выполнять через каждые 3 месяца постоянной работы, а при непостоянной работе - по мере износа.
7.12. Рекомендуется следующая периодичность осмотра и ремонта сварочного оборудования:
Вид оборудования | Вид обслуживания и межремонтные сроки | ||
осмотр | текущий ремонт | капитальный ремонт | |
Сварочные выпрямители | 2 раза в месяц | 1 раз в 1,5 года | 1 раз в 5 лет |
Сварочные преобразователи | еженедельно | 1 раз в 1,5 года | 1 раз в 5 лет |
Сварочные автоматы и полуавтоматы | ежедневно | 1 раз в 1,5 года | 1 раз в 5 лет |
Таблица 7.3
и монтажной сварки стальных конструкций
из стали марки 14ХГНДЦ
Способ сварки | Наименование (марка) сварочного оборудования |
1 | 2 |
Автоматическая сварка под флюсом (АФ) | Сварочные выпрямители |
ВДМ-1201, ВДМ-1201-1, ВДМ-1201-2, ВДМ-1202, ВДМ-1202С, ВДМ-1202 СА, ВДМ-1203, ВДМ-1601 | |
ВДУ-1250, ВДУ-1202, ВДУ-1204 | |
ВС-600, ВС-600С | |
КИУ-1201, КИМ-1201 | |
МС-1000 | |
IDEALARC DC1000, IDEALARC DC1500 | |
Armada 1000K, Armada 1250K | |
Сварочные автоматы и сварочные головки | |
АДФ-1002, АДФ-1002-2 | |
АДФ-10030 (ТС-30), АДФ-1000 | |
ТС-16-1, ТС-16-2, ТС-17 | |
КА001 | |
ТС-1000 | |
A2 Multitrac A2TF, A2T Multitrac SAW, A6T Mastertrac | |
A2S, A2SF, A6S Arc Master | |
ST-3 1000 (1250) | |
2ТС16-1,2ТС16-2, А2Ш, А2ШВ, А2Д, АДФГ-502 | |
Механизированная сварка под флюсом (МФ) | Сварочные выпрямители |
ВДУ-506, ВДУ-601, ВС-600С, ВД-306ДК, ВД-506ДК | |
Механизмы подачи сварочной проволоки (полуавтоматы) | |
ПДФ-502 | |
А-1197Ф, ПДГО-601, ПДГ-508, ПДГО-510 | |
Механизированная сварка в смеси защитных газов (МПГ) | Сварочные выпрямители |
ВС-600С, ВДУ 506, ВДУ-601, ВД-306ДК, ВД-506ДК, КИГ-601, ВД-320КС, ПИОНЕР 5000 | |
ФОРСАЖ-302, ФОРСАЖ-315, ФОРСАЖ-500, ФОРСАЖ-502, ФОРСАЖ-515 | |
МС-500, МС-501 | |
EWM Phoenix 351/521/421 451 | |
ESAB, Origo, Aristo модели: Mig 320/325/402/405/420/500/502/510/625 | |
Kempu Weld 3200/4200/5500 WeldForce KPS 3500/4500/5500 | |
POWERTEC-505/500, POWER WAVE 350/455, IDEALARC DC400, INVERTEC V 350, FLEXTEC 450 | |
Megatronic MIG 385/545 | |
MIG 500, MAXI 5005 | |
Механизмы подачи сварочной проволоки (полуавтоматы) | |
ПДГ-421, ПДГ-505, ПДГ-508М, ПДГ-515, ПДГО-510, ПДГО-511, ПДГО-512, ПДГО-528, ПДГО-527, ПДГО-570, ПДГО-601 | |
ФОРСАЖ-МП | |
МПО-10, МПО-17, МПО-41 | |
ESAB, Origo, Aristo модели: Feed 30/30-4/3004/48/48-4/4804 | |
Wire 200/400/550; KWF 200/300; MF 29/33; MXF 63/65/67 | |
Ручная дуговая сварка покрытыми электродами (РД) | ВДУ-506, ВДУ-601, ВС-600С, ВД-306ДК, ВД-506ДК, ВД-306С, ВД-506С, ВД-320КС, ПИОНЕР 5000 |
ВДМ-1201, ВДМ-1201-1, ВДМ-1201-2, ВДМ-1202, ВДМ-1202С, ВДМ-1202 СА, ВДМ-1203, ВДМ-1601, ВДУ-1204 | |
КИМ-1201 | |
ФОРСАЖ-301, ФОРСАЖ-302, ФОРСАЖ-500 | |
МС-315, МС-500, МС-501 | |
INVERTEC V275, V350 | |
Вертикальная и/или наклонная, а также горизонтальная на вертикальной плоскости автоматическая сварка со свободным формированием шва (АППГ) | 1. Сварочный выпрямитель ВД-506ДК и др. в комплекте со сварочным аппаратом "ВОСХОД" (НПФ "ИТС", г. Санкт-Петербург) 2. Сварочная тележка КАТ 200 ЖЛС (ООО "ИСС", г. Санкт-Петербург) в комплекте с подающим механизмом KIT-2-4-EW и сварочным выпрямителем KIT 500 WS и др. |
7.13. Амперметр и его шкала должны соответствовать шунту прямого сварочного провода.
Редукторы сварочных автоматов и подающих механизмов в полуавтоматах должны быть наполнены смазкой согласно паспортным данным завода - изготовителя оборудования.
7.14. Для ручной дуговой сварки рекомендуется применять электрододержатели закрытого типа, в том числе ЭД-31М фирмы "Корд", "SAMSON" фирмы ЭСАБ и др., рассчитанные на сварочный ток не менее 300 А.
7.15. Сварочное оборудование должно обеспечивать стабильные параметры режима сварки. Отклонения от установленного режима сварки не должны кратковременно превышать:
- по силе сварочного тока +/- 5%;
- по напряжению на дуге +/- 2 В;
- по скорости сварки +/- 10%.
Сечение сварочного кабеля при его длине не более 30 м следует назначать в зависимости от силы сварочного тока:
сварочный ток, А | 240 | 300 | 400 | 600 | 800 |
площадь сечения кабеля, мм2 - не менее | 35 | 50 | 70 | 95 | 150 |
Плотность тока в сварочных кабелях не должна превышать 7 - 8 А/мм2 | |||||
Обратный провод должен быть того же сечения, что и прямой. В стационарных условиях допускается обратный провод выполнять в виде шин.
7.16. Сварочное оборудование должно иметь приборы (амперметры и вольтметры) для контроля режимов сварки. Амперметры и вольтметры следует устанавливать на сварочных однодуговых автоматах. Двухдуговые автоматы должны быть укомплектованы вольтметрами; амперметры устанавливают на источниках питания. При механизированной сварке приборы следует устанавливать на источниках питания дуги. Приборы стрелочного типа должны быть поверены государственными метрологическими службами и периодически (между государственными поверками) проверены в соответствии с внутризаводским графиком проверок, но не реже 1 раза в квартал с занесением результатов заводских проверок в специальный журнал.
7.17. Для предварительного подогрева металла перед сваркой и при термической или термомеханической правке металлоконструкций рекомендуется применять газокислородные горелки большой мощности типа ГП-1 ("Джет"), ГЗУ-4, ГЗУ-249-3, "Донмет", обеспечивающие заданные параметры режима подогрева кромок стыка или правки конструкций. Контроль температуры подогрева металла рекомендуется осуществлять специализированными цифровыми контактными термометрами типа ТЦ-1000, ТК-2, ТК-5М или поверенными оптическими пирометрами излучения.
7.18. Обрезку технологических припусков элементов изготавливаемых металлоконструкций следует выполнять полуавтоматами кислородной резки типа "Квики-Е", "Секатор" фирмы "Мессер-Грисхейм", "Пума", "Битл" фирмы "Койко" или их аналогами, обеспечивающими необходимое качество резки. После этого требуется зачистка поверхностей свариваемых кромок от окалины и грата без снятия основного металла; при наличии окисленного (оплавленного) металла после газовой резки требуется его 100% зачистка шлифмашинкой в обязательном порядке на глубину не менее 1,0 мм.
Для обрезки припусков небольшой протяженности ( 600 мм) допускается ручная газовая резка; при этом должны быть обеспечены требования к качеству кромок по чертежам КМ после зачистки их абразивным инструментом с удалением всех дефектов поверхности на глубину не менее 1 мм.
600 мм) допускается ручная газовая резка; при этом должны быть обеспечены требования к качеству кромок по чертежам КМ после зачистки их абразивным инструментом с удалением всех дефектов поверхности на глубину не менее 1 мм.
7.19. Для удаления отдельных дефектных участков стыкового или углового шва рекомендуется применение воздушно-дуговой резки (резаки РВД) с последующей механической обработкой кромок абразивным инструментом на глубину не менее 1 мм. Для вырезки дефектов шва небольшой протяженности, а также для зачистки и механической обработки швов рекомендуется применять механизированный инструмент (шлифовальные машинки) различного типа и соответствующие шлифовальные круги согласно паспортным данным применяемого оборудования. Удалять шлак с поверхности шва и/или слоев шва следует малогабаритными пневмомолотками, игольчатыми молотками или шлифовальными машинками.
7.20. При выборе газорезательного оборудования необходимо учитывать технические характеристики выбранного оборудования:
- предельно допустимое сечение металлопроката для газовой резки;
- возможные углы реза;
- чистоту кромок после газовой резки;
- точность геометрических размеров после газовой резки;
- производительность.
7.21. Точность оборудования для изготовления элементов конструкций из круглых труб должна удовлетворять следующим характеристикам:
- точность резки по длине трубы +/- 1,5 мм;
- точность угла разделки кромок +/- 1°;
- точность позиционирования +/- 0,5 мм.
Сварочные материалы и оборудование для монтажной сварки стальных конструкций из стали марки 14ХГНДЦ
7.22. Для монтажных сварных соединений стальных конструкций из стали марки 14ХГНДЦ классов прочности C345 и C390 следует применять способы (технологии) монтажной сварки и марки сварочных материалов, которые указаны в таблице 7.4 настоящих ТУ.
7.23. Комбинации сварочных материалов для выполнения монтажных сварных соединений из атмосферостойкой стали марки 14ХГНДЦ классов прочности C345 и C390 следует принимать по таблице 7.5 настоящих ТУ.
Таблица 7.4
стальных конструкций из стали марки 14ХГНДЦ
N п/п | Способ (технология) монтажной сварки | Комбинации сварочных материалов (СМ) | Технические Условия на изготовление СМ |
1 | 2 | 3 | 4 |
1. | Автоматическая сварка под флюсом с МХП (АФ с МХП). Вариант 1 | Проволока сплошного сечения марки ПСФ-А-0402,  - основная. - основная.ПСФ-А-0402,  - крупка для изготовления МХП. - крупка для изготовления МХП. | ТУ 1211-060-11143754-2014 |
Двуокись титана (TiO2) в количестве 0,3% от массы крупки | |||
Сварочный керамический флюс СТ-65 | ТУ 5929-056-11143754-2014 | ||
2. | Автоматическая сварка под флюсом с МХП (АФ с МХП). Вариант 2 | Порошковая проволока марки POWER WET 60B,  - основная. - основная. | ТУ 1274-057-11143754-2014 |
Проволока сплошного сечения марки ПСФ-А-0402,  - крупка для изготовления МХП. - крупка для изготовления МХП. | ТУ 1211-060-11143754-2014 | ||
Двуокись титана (TiO2) в количестве 0,3% от массы крупки | ТУ У 24.1-05766356-054-2005 | ||
Сварочный керамический флюс СТ-65 | ТУ 5929-056-11143754-2014 | ||
3. | Автоматическая сварка порошковой проволокой в вертикальном (наклонном) положении в смеси защитных газов (АППГ) | Порошковая проволока марки POWER WET 60R,  Газовые смеси - согласно пункту 9.1 настоящих ТУ | ТУ 1274-057-11143754-2014 |
4. | Механизированная сварка порошковой проволокой в смеси защитных газов (МПГ) | Порошковая проволока POWER WET 60M,  Газовые смеси - согласно пункту 9.1 настоящих ТУ | ТУ 1274-057-11143754-2014 |
5. | Ручная дуговая сварка покрытыми электродами (РД) | Электроды сварочные марка: МК-А: полное обозначение:  | ТУ 1272-061-11143754-2014 |
Таблица 7.5
для выполнения монтажных сварных соединений
из стали марки 14ХГНДЦ
N п/п | Комбинации сварочных материалов (СМ) | Область применения СМ | ||
по способам (технологии) сварки | по климатическому исполнению м/к | по типам выполняемых сварных швов | ||
1 | 2 | 3 | 4 | 5 |
1. | Проволока сплошного сечения марки ПСФ-А-0402,  - основная по ТУ 1211-060-11143754-2014 [21] - основная по ТУ 1211-060-11143754-2014 [21]ПСФ-А-0402,  по ТУ 1211-060-11143754-2014 [21] - крупка для изготовления МХП по ТУ 1211-060-11143754-2014 [21] - крупка для изготовления МХПTiO2 по ТУ У 24.1-05766356-054-2005 [25] в количестве 0,3% от массы крупки Сварочный керамический флюс СТ-65 по ТУ 5929-056-11143754-2014 [22] | АФ с МХП | Обычное | стыковые до 50 мм включительно |
2. | Порошковая проволока марки POWER WET 60 B,  - основная по ТУ 1274-057-11143754-2014 [23] - основная по ТУ 1274-057-11143754-2014 [23]Проволока сплошного сечения марки ПСФ-А-0402,  по ТУ 1211-060-11143754-2014 [21] - крупка для изготовления МХП по ТУ 1211-060-11143754-2014 [21] - крупка для изготовления МХПTiO2 по ТУ У 24.1-05766356-054-2005 [25] в количестве 0,3% от массы крупки Сварочный керамический флюс СТ-65 по ТУ 5929-056-11143754-2014 [22] | АФ с МХП | Обычное, Северное А | стыковые до 50 мм включительно |
3. | Проволока сплошного сечения марки ПСФ-А-0402,  по ТУ 1211-060-11143754-2014 [21] по ТУ 1211-060-11143754-2014 [21]Сварочный керамический флюс СТ-65 по ТУ 5929-056-11143754-2014 [22] Сварочные электроды МК-А,  по ТУ 1272-061-11143754-2014 [24] по ТУ 1272-061-11143754-2014 [24] | Комбинированный АФ + РД | Обычное | стыковые, (20 - 50) мм |
4. | Сварочный керамический флюс СТ-65 по ТУ 5929-056-11143754-2014 [22] Сварочные электроды МК-А,  по ТУ 1272-061-11143754-2014 [24] по ТУ 1272-061-11143754-2014 [24] | Комбинированный АФ + РД | Обычное Северное А | стыковые, (20 - 50) мм |
5. | Порошковая проволока марки POWER WET 60R,  по ТУ 1274-057-11143754-2014 [23] по ТУ 1274-057-11143754-2014 [23]Газовые смеси - согласно пункту 9.1 настоящих ТУ | АППГ (в вертикальном положении) | Обычное, Северное А | стыковые, (12 - 32) мм включительно |
6. | Порошковая проволока POWER WET 60M,  по ТУ 1274-057-11143754-2014 [23] по ТУ 1274-057-11143754-2014 [23]Газовые смеси - согласно пункту 9.1 настоящих ТУ | МПГ | Обычное, Северное А | стыковые до 32 мм включительно |
угловые до 50 мм включительно | ||||
7. | Электроды сварочные  по ТУ 1272-061-11143754-2014 [24] по ТУ 1272-061-11143754-2014 [24] | РД | Обычное, Северное А | стыковые и угловые любых сочетаний толщин |
 по ТУ 1274-057-11143754-2014
по ТУ 1274-057-11143754-2014 В таблице 7.5 настоящих ТУ в колонке "по способам (технологии) сварки" обозначено:
АФ с МХП - автоматическая сварка под флюсом с металлохимической присадкой (МХП);
АФ + РД - автоматическая сварка под флюсом по ручной подварке корня шва (комбинированная);
АППГ - автоматическая сварка порошковой проволокой в вертикальном (наклонном) положении в смеси защитных газов;
МПГ - механизированная сварка порошковой проволокой в смеси защитных газов во всех пространственных положениях;
РД - ручная дуговая сварка покрытыми электродами во всех пространственных положениях.
7.24. Каждая марка СМ по таблице 7.4 настоящих ТУ, применяемая строительной организацией, должна иметь "Свидетельство об аттестации" НАКС по группе ТУ ОПО "КСМ", а также Сертификат качества СМ.
7.25. Качество и подготовка сварочных материалов по таблице 7.4 настоящих ТУ для монтажной сварки стальных конструкций должны соответствовать требованиям соответствующих технических условий на данные марки СМ и указаниям пунктов 7.3 - 7.8 настоящих ТУ, при этом каждая применяемая на стройплощадке партия (плавка) СМ по таблице 7.4 настоящих ТУ проверяется путем сварки и испытаний контрольных сварных соединений (КСС), заваренных непосредственно на стройплощадке с оформлением акта сварки КСС по форме приложения Е к настоящим ТУ.
7.26. Омедненную бесшовную порошковую проволоку диаметром 1,2 мм марки POWER WET 60R для монтажной вертикальной (наклонной) автоматической и механизированной сварки стыковых соединений в смеси защитных газов со свободным формированием шва (способы: АППГ и МПГ) должны поставлять в кассетах с рядной намоткой, в связи с чем специальной подготовки ее перед сваркой не требуется. Данную проволоку после вскрытия заводской упаковки следует применять в течение 24 часов в случае хранения вскрытой кассеты на открытом воздухе под навесом, и в течение 5 суток, если вскрытая кассета хранится в закрытом складском помещении при температуре плюс 20 °C.
7.27. В качестве металлохимической присадки (МХП) необходимо применять стальную крупку, приготовленную из сварочной проволоки марки ПСФ-А-0402 диаметром 2,0 мм и длиной 2 мм, смешанную с химической добавкой (TiO2 - диоксид титана). Стальная крупка должна представлять собой гранулы цилиндрической формы с допуском по длине плюс 0,3 мм, минус 0,5 мм.
Гранулят (рубленая сварочная проволока марки ПСФ-А-0402, диаметром 2,0 мм) перед смешиванием с химической добавкой (двуокись титана TiO2) должен быть прокален при температуре 150 °C в течение 2 часов с тщательным перемешиванием. Химическая добавка должна входить в МХП в количестве 0,3% от массы гранулята. Готовая МХП перед применением (засыпкой в сварочный зазор) встряхивается на сите 1 x 1 мм для удаления излишков химической добавки. Готовую к употреблению МХП хранят в закрытых емкостях в резервной электрической печи при температуре 80 - 90 °C. Время доставки готовой МХП от резервной печи до засыпки в сварочный зазор должно быть не более 15 минут. Срок хранения МХП не должен превышать одного месяца после изготовления.
7.28. Для выполнения монтажных сварных соединений рекомендуется применять сварочное и другое оборудование и выполнять требования к нему в соответствии с пунктами 7.10 - 7.20 настоящих ТУ.
7.29. При устройстве линии передачи электроэнергии от подстанции до участка монтажа металлоконструкций и при расчете мощности электрической энергии, потребляемой участком, необходимо учитывать следующие факторы:
а) мощность, потребляемая сварочными постами, составляет:
- пост автоматической сварки в нижнем положении  75 - 80 кВт;
75 - 80 кВт;
- пост механизированной сварки  35 - 40 кВт;
35 - 40 кВт;
- пост ручной дуговой сварки  15 - 20 кВт;
15 - 20 кВт;
б) мощность вспомогательного технологического оборудования (печи для прокалки сварочных материалов, компрессорная, грузоподъемные краны и т.д.) - рассчитывают по паспортным данным указанных потребителей;
в) при расчете сечения кабелей линии передачи от подстанции до вышеуказанных потребителей необходимо исходить из того, что оборудование (потребители) по пунктам а) и б) может включаться и работать одновременно;
г) следует избегать подключения к одному силовому шкафу других энергоемких потребителей (например, компрессора, грузоподъемного крана и др.), если от данного силового шкафа уже запитан хотя бы один пост автоматической сварки. Рекомендуется подключать сварочное оборудование от отдельной подстанции или фидера.
Если невозможно выполнить указанное требование, то во время работы поста автоматической сварки все потребители, подключенные к данному силовому шкафу, должны быть обесточены (отключены).
7.30. В случае электропитания сварочного оборудования от автономной дизельной электростанции, ее мощность должна составлять не менее 100 кВА на один пост автоматической сварки.
Монтаж и устройство потребителей электроэнергии на участке должно соответствовать требованиям ПУЭ и ПТБ электроустановок.
7.31. Для приготовления рубленой сварочной проволоки ("крупки") на стройплощадке следует применять специальный рубочный станок. Приготовление металлохимической присадки - МХП (смешивание рубленой проволоки с химической добавкой) следует выполнять в специальном смесителе. Равномерное обволакивание ("опудривание") химической добавкой металлических гранул (крупки) достигается при перемешивании в течение 4 - 5 минут.
7.32. При односторонней монтажной автоматической сварке стыковых соединений для направления движения сварочного автомата следует применять специальные регулируемые направляющие устройства, либо другие приспособления (копиры), обеспечивающие при движении сварочного автомата по зазору копирование оси стыка по всей его длине (с точностью 1 мм влево или вправо от оси стыка).
и монтажных соединений под сварку
Подготовка и сборка заводских сварных соединений
8.1. Заводская сборочная оснастка должна обеспечивать требуемую геометрическую форму собираемой конструкции, плотное прижатие деталей при сборке и сохранение заданной геометрической формы при перемещении и кантовке элементов.
В сборочной оснастке следует предусматривать беспрепятственную постановку электроприхваток, а в сборочно-сварочной - наложение сварных швов.
В технологию изготовления отправочных марок стальных конструкций следует включать ряд технологических операций в следующей последовательности выполнения:
1) подготовку проката и изготовление деталей (очистка, правка, разметка, резка, обработка кромок, образование отверстий и др.);
2) сборку элементов отправочной марки;
3) предварительный подогрев перед сваркой;
4) сварку элементов отправочной марки;
5) правку остаточных деформаций;
6) приемку отправочной марки ОТК предприятия и Инспекцией.
8.2. Детали, поступающие на сборку, должны быть приняты в соответствии с требованиями пунктов 6.33 - 6.37 настоящих ТУ. Если номера плавок проката, проставленные маркерами на деталях, закрываются при сборке, их следует перенести на наружную поверхность.
8.3. При сборке полотнищ для стыковой автоматической сварки под керамическим флюсом марки СТ-65 на подушке из этого же флюса, зазоры b в стыках для проката из стали марки 14ХГНДЦ толщиной S = 10 ... 16 мм включительно без разделки кромок (рисунок 8.1, а, б) должны лежать в пределах 0 ... 3 мм; при этом номинальная величина зазора в стыке зависит от толщины листа S по таблице 8.1 настоящих ТУ.
Для стыков с толщиной проката 20 ... 50 мм, собираемых с X-образной разделкой кромок (рисунок 8.1, в) и выполняемых автоматической сваркой под флюсом, номинальные размеры зазоров должны лежать в пределах 2 - 4 мм (3 +/- 1 мм).
Таблица 8.1
под керамическим флюсом
Тип соединения и подготовка кромок | Толщина проката S, мм | Зазор в стыке b, мм |
Стыковое  без разделки кромок | 10 ... 12 | 1 +/- 1 |
14 ... 16 | 2 +/- 1 |
Уступы в плоскости соединения по торцам листов для свободных кромок, в том числе поясов двутавровых, L-образных и коробчатых балок без примыкания к ним ребристых и ортотропных плит не должны превышать C  3 мм - для поясов шириной до 400 мм и C
3 мм - для поясов шириной до 400 мм и C  4 мм - для поясов шириной более 400 мм (см. рисунок 8.1, а).
4 мм - для поясов шириной более 400 мм (см. рисунок 8.1, а).
Уступы кромок по торцам листов в соединениях, входящих в замкнутый контур, в том числе поясов балок и коробок, примыкающих встык к ребристым и ортотропным плитам не должны превышать C  2 мм (см. рисунок 8.1, а).
2 мм (см. рисунок 8.1, а).
При сборке стыковых соединений с кромками, имеющими отклонения (в пределах допусков) от перпендикуляра к плоскости листа (например, после термической резки), детали следует размещать таким образом, чтобы зазор в корне шва соответствовал номинальному значению, а плоскость симметрии была вертикальна (см. рисунок 8.1, б).
8.4. При сборке угловых, тавровых и нахлесточных соединений под автоматическую и механизированную сварку зазоры в указанных типах соединений должны быть в пределах 0 - 2 мм независимо от толщины стыкуемых деталей при расположении зазора в горизонтальном положении и 0 - 1 мм или 0 - 2 мм (в зависимости от применяемого способа сварки) - в вертикальном положении (рисунок 8.1, г).
Все неровности и местные уступы, имеющиеся на деталях и препятствующие правильной сборке конструкций, следует до сборки устранять повторной правкой или зачисткой абразивным инструментом. При зазорах в тавровых соединениях превышающих 2 мм, но не более 6 мм на длине до 500 мм, допускается предварительная заварка их полуавтоматом или вручную с соответствующим увеличением катета углового шва.
Переломы ("домики") в заваренных стыках плетей и полотнищ следует выправлять до сборки из них пространственных конструкций (балок, коробок и т.д.).
8.5. При необходимости приторцовки ребра к поясу конструкции зазор между фрезерованным торцом ребра и листом пояса следует проверять щупом толщиной 0,3 мм, причем щуп не должен проходить более чем на половину толщины ребра между приторцованными поверхностями деталей.
8.6. Обушки парных уголков, лежащих в одной плоскости согласно чертежей КМ, не должны иметь смещения один относительно другого более чем на 1 мм на всей длине.
8.7. Кромки деталей под сварку обрабатывают в зависимости от принятого в чертежах КМ и КМД способа сварки в соответствии с требованиями ГОСТ 8713-79 и ГОСТ 11533-75 (сварка под флюсом), ГОСТ 14771-76 и ГОСТ 23518-79 (дуговая сварка в защитном газе), ГОСТ 5264-80 и ГОСТ 11534-75 (ручная дуговая сварка), а также технологическими особенностями сборки и сварки конструкций, которые определены в ТУК завода-изготовителя или в технологическом регламенте по монтажной сварке.
Способ обработки кромок, в том числе под монтажную сварку, должен обеспечивать геометрические параметры их подготовки по чертежам КМ и КМД и может быть выполнен механической обработкой строганием, фрезерованием или термической резкой, при этом наличие окисленного (оплавленного) металла на указанных кромках после их термической резки не допускается.

Соединения: а - стыковое; б - стыковое
с неперпендикулярными кромками; в - стыковое
с X-образной разделкой кромок; г - угловое, тавровое,
нахлесточное;  - депланация; C - уступ по торцам кромок;
- депланация; C - уступ по торцам кромок;
b - зазор; p - притупление; B - ширина пояса
8.8. Кромки и прилегающие поверхности металла перед сваркой соединений должны быть очищены от ржавчины, окалины и масляных загрязнений. Зоны очистки и их размеры следует принимать по рисунку 8.2. Способ очистки определяет завод-изготовитель.
Сборку стыковых, угловых, тавровых и нахлесточных соединений под сварку следует выполнять с помощью электроприхваток с предварительным подогревом кромок в зонах постановки электроприхваток до температуры (100 - 120) °C.
Размеры прихваток должны быть:
- для стыковых соединений - глубиной 3 - 4 мм, шириной 6 - 8 мм, длиной 50 ... 80 мм;
- для угловых, тавровых и нахлесточных соединений - катет 3 - 4 мм, но не более 50% катета углового шва, длина 50 ... 80 мм.
Расстояния между прихватками следует принимать 300 ... 500 мм. Крайние прихватки следует располагать сразу за выводными планками, причем длина прихватки в начале шва должна быть не менее 50 мм, а в конце - не менее 80 мм.
При необходимости более прочного закрепления собираемых деталей допускается увеличение длины и количества прихваток.
При сборке тавровых соединений (в том числе ребер жесткости сплошностенчатых балок) под сварку двухшовным автоматом прихватки следует располагать с обеих сторон ребра: крайние - одна напротив другой, промежуточные - в шахматном порядке. Крайние прихватки должны отстоять от торца ребра на 40 ... 50 мм, если не предусмотрен по КМ роспуск углового шва на торце этого ребра.
При сварке ребер одношовным автоматом или полуавтоматом прихватки ставят со стороны, противоположной первому шву.
При пересечении ребром стыкового шва полотнища (стенки балки или настильного листа плиты) прихватки длиной по 100 мм надлежит располагать непосредственно на пересечении стыкового шва с обеих сторон ребра.

Соединения: а - стыковые; б - тавровые;
в - угловые; г - нахлесточные; 1 - зоны зачистки
металла перед сваркой соединений
8.9. При сборке стыковых соединений под сварку следует, как правило, проверять наличие остаточного магнетизма (магнитного поля) в основном металле свариваемых кромок с помощью прибора - индикатора магнитного дутья. Участки стыковых соединений, имеющие остаточную намагниченность 20 и более Гауссов (Гс), подлежат размагничиванию (создания магнитного поля противоположного направления) перед сваркой.
Для размагничивания до допустимого предела рекомендуется применять мобильные размагничивающие устройства типа "КУДИН-200А" - Магниты компенсационные регулируемые (МКР-1).
Для снижения влияния магнитного дутья и улучшения стабильности горения сварочной дуги при заводской и монтажной сварке конструкций с остаточной намагниченностью до 20 Гс необходимо:
- провести заземление конструкции;
- обеспечить пост сварки отдельным обратным кабелем с минимальным расстоянием между обратным кабелем и местом сварки;
- располагать сварочные кабели параллельно свариваемым кромкам;
- не допускать контакта оголенного сварочного провода или электрододержателя с поверхностью конструкции;
- выполнять сварку в направлении прикрепления обратного кабеля.
8.10. Для прихваток следует применять материалы, регламентированные для сварных швов. Прихватки в стыковых, тавровых, угловых и нахлесточных соединениях следует выполнять механизированной сваркой в смеси защитных газов порошковой проволокой диаметром 1,2 мм марки POWER WET 60M по ТУ 1274-057-11143754-2014 [23] или ручной дуговой сваркой электродами типа Э50А (марки МК-А) диаметром 4 мм; постановку прихваток следует выполнять с предварительным подогревом кромок до температуры (100 - 120) °C на постоянном токе обратной полярности.
Прихватки после постановки должны быть очищены от шлака, брызг и проконтролированы внешним осмотром. Не допускаются трещины, наплывы, подрезы, поры, несплавления по кромкам. Дефектные прихватки удаляют абразивным инструментом.
В начале и в конце каждой прихватки на длину 10 - 14 мм необходимо делать шлифмашинкой "заход" и "сход" (плавное уменьшение толщины монолитного металла прихватки).
8.11. При сборке под автоматическую, механизированную и ручную дуговую сварку по свободным концам стыкуемых деталей необходимо приваривать выводные планки с предварительным подогревом кромок в зонах постановки планок до температуры (100 - 120) °C.
В стыковых соединениях без разделки кромок, свариваемых двухсторонними автоматными швами, допускается применение сплошных выводных планок из листа той же толщины, что и у стыкуемых деталей (рисунок 8.3, а).
В стыковых соединениях с разделкой кромок, а также в угловых, тавровых и нахлесточных соединениях следует применять разъемные (сборные) выводные планки (рисунок 8.3, б, в, г). Тип разделки кромок на свариваемых листах и выводных планках должен быть одинаковым. При сварке тавровых и угловых соединений, собранных под механизированную или автоматическую сварку без копирования вертикальной полки, допускается установка одной выводной планки - горизонтальной; сварной угловой шов в этом случае следует замыкать в обязательном порядке.
Длину выводных планок всех вышеперечисленных типов принимают равной 80 ... 150 мм; ширину сплошных планок - 100 мм, разъемных - не менее 50 мм (см. рисунок 8.3 с примечанием).
Выводные планки к свариваемым деталям приваривают по одной (верхней) плоскости и по торцам, используя механизированную сварку в смеси защитных газов или ручную сварку. Допуски на точность установки планок следует принимать, как для свариваемых деталей.
Выводные планки следует изготавливать из стали марки 14ХГНДЦ. После сварки планки срезают газовой резкой с последующей зачисткой кромок абразивным инструментом. Не допускается отбивать планки ударами кувалды или ломать, прилагая механические усилия.

а - сплошные; б, в, г - разъемные (сборные) для стыковых,
тавровых и угловых соединений соответственно
--------------------------------
<*> - длиной 80 ... 120 мм для соединений, свариваемых при Iсв  700 А и длиной 120 ... 150 при Iсв > 700 А.
700 А и длиной 120 ... 150 при Iсв > 700 А.
для заводских сварных соединений
8.12. Сборку и приварку перекрещивающихся между собой ребер жесткости в любых заводских отправочных марках следует выполнять в ниже приведенной последовательности:
1) установку и приварку к листу ребер жесткости, не прерывающихся в местах пересечения (как правило, продольных);
2) установку на электроприхватках примыкающих к непрерывным ребер жесткости;
3) последовательная приварка ребер жесткости друг к другу в местах пересечения и к листу.
8.13. При перекантовке и транспортировании собранных, но не сваренных отправочных марок не допускается изменение их формы и остаточное деформирование. Перенос и перекантовка марок тяжелых и крупногабаритных конструкций, собранных только на прихватках, без применения приспособлений (траверс), обеспечивающих неизменяемость их формы, не допускается.
При сборке несущих конструкций из стали 14ХГНДЦ и их транспортировке из цеха в цех допускается, в порядке исключения, приварка технологических и транспортировочных приспособлений из стали марки 14ХГНДЦ с последующим их удалением газовой резкой. После удаления сборочных и транспортировочных приспособлений следует тщательно зачистить абразивным инструментом места приварки приспособлений заподлицо с основным металлом или на глубину не более 0,5 мм. Риски от абразива должны быть направлены вдоль продольной кромки элемента.
Пооперационный контроль качества сборочных операций и окончательную приемку собранной конструкции под сварку ведет ОТК завода. Отправочные марки, собранные под сварку и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК и в необходимых случаях подвергнуты дополнительной очистке от различных загрязнений. Запрещается производить зачистку собранных под сварку стыковых соединений непосредственно над флюсовой подушкой, а также при положении элемента, когда все загрязнения могут попадать в сварочные зазоры.
Подготовка и сборка монтажных сварных соединений. Типы формирующих подкладок
8.14. Кромки под монтажную сварку следует обрабатывать при изготовлении конструкций в соответствии с требованиями чертежей КМ и КМД, ГОСТ 8713-79, ГОСТ 11533-75 (сварка под флюсом), ГОСТ 14771-76 и ГОСТ 23518-79 (дуговая сварка в защитном газе), ГОСТ 5264-80, ГОСТ 11534-75 (ручная дуговая сварка) и настоящих ТУ. Заводы должны обеспечивать точность изготовления конструкций, необходимую и достаточную для беспрепятственной сборки их с применением традиционно применяемых средств монтажа.
Роспуски (недовары) заводских швов согласно пункту 5.4 настоящих ТУ должны быть предусмотрены в чертежах КМ. Роспуски, назначаемые заводом-изготовителем дополнительно, необходимо согласовывать с организацией-разработчиком чертежей КМ.
8.15. Несвободные кромки, не полностью проплавляемые при монтажной сварке, в том числе верхние кромки вставок стенок главных балок в цельносварных монтажных стыках главных балок, после термической резки следует обрабатывать абразивным инструментом на глубину, обеспечивающую удаление дефектов поверхности, но не менее 2 мм; поверхность кромок не должна иметь надрывов и трещин. Шероховатость поверхности после обработки следует обеспечивать согласно требованиям пункта 6.21 настоящих ТУ.
В сварных соединениях с полным проплавлением кромок необходимо обеспечить точность сборки элементов и геометрию разделки. После подрезки или разделки кромок газокислородной резкой переносными газорезательными машинами следует зачистить поверхности кромок от окалины и грата без снятия основного металла.
8.16. Кромки и прилегающие поверхности металла, а также кромки листов в местах примыкания выводных планок перед монтажной сборкой-сваркой должны быть очищены пескоструйной обработкой и растворителями (или прогревом) от ржавчины, окалины и масляных загрязнений. Зоны очистки и их размеры следует принимать по рисунку 8.2 пункту 8.8 настоящих ТУ.
При наличии грата и заусениц кромки обрабатывают шлифмашинками.
Поверхность металла, расположенную по обе стороны от стыкового шва с лицевой стороны на расстоянии  150 мм, следует очищать металлическими щетками от грязи и ржавчины с целью предохранения флюса от загрязнений при уборке его после сварки. Повторное применение загрязненного флюса не допускается. Перед непосредственной постановкой прихваток свариваемые кромки в зоне прихватки на ширину по 20 мм в каждую сторону от оси стыка должны быть отпескоструены или зачищены шлифмашинкой и затем прогреты до температуры (120 - 150) °C. Контроль температуры следует осуществлять по электронному цифровому термометру или пирометру, поверенными в установленном порядке.
150 мм, следует очищать металлическими щетками от грязи и ржавчины с целью предохранения флюса от загрязнений при уборке его после сварки. Повторное применение загрязненного флюса не допускается. Перед непосредственной постановкой прихваток свариваемые кромки в зоне прихватки на ширину по 20 мм в каждую сторону от оси стыка должны быть отпескоструены или зачищены шлифмашинкой и затем прогреты до температуры (120 - 150) °C. Контроль температуры следует осуществлять по электронному цифровому термометру или пирометру, поверенными в установленном порядке.
Масляные загрязнения и конденсационную влагу следует удалять перед постановкой прихваток прогревом кромок по всей длине стыка до температуры  120 °C.
120 °C.
8.17. При сборке стыковых соединений под монтажную сварку необходимо выдержать требуемый сварочный зазор в соединении согласно указаниям чертежей КМ и КМД и технологического регламента по монтажной сварке, а также обеспечить совпадение стыкуемых кромок в одной плоскости (путем устранения депланации кромок  , рисунок 8.4, а).
, рисунок 8.4, а).
При устранении депланации (вертикального смещения) кромок до 2-х мм следует применять различные не привариваемые сборочные приспособления (рамки, домкраты и другие механические приспособления). Если депланация стыкуемых кромок монтажных соединений более 2-х мм, то устранить ее следует сначала с применением термической или термомеханической правки и окончательно (при наличии депланации до 2-х мм) - с применением вышеуказанных сборочных механических приспособлений.
Уступы  (см. рисунок 8.4, а) в плоскости соединения по торцам листов для свободных кромок, в том числе поясов двутавровых и коробчатых балок без примыкания к ним ребристых или ортотропных плит, не должны превышать 3 мм - для поясов шириной до 400 мм включительно и
(см. рисунок 8.4, а) в плоскости соединения по торцам листов для свободных кромок, в том числе поясов двутавровых и коробчатых балок без примыкания к ним ребристых или ортотропных плит, не должны превышать 3 мм - для поясов шириной до 400 мм включительно и  - для поясов шириной более 400 мм.
- для поясов шириной более 400 мм.
- для поясов шириной более 400 мм.Уступы  кромок по торцам листов в соединениях, входящих в замкнутый контур, в том числе поясов балок и коробок, примыкающих встык к ребристым и ортотропным плитам, не должны превышать 2 мм.
кромок по торцам листов в соединениях, входящих в замкнутый контур, в том числе поясов балок и коробок, примыкающих встык к ребристым и ортотропным плитам, не должны превышать 2 мм.
8.18. Зазоры в стыковых соединениях при автоматической сварке под флюсом по ручной подварке корня шва и ручной дуговой сварке должны быть 4 - 6 мм (рисунок 8.4, б).
При сборке стыковых соединений под одностороннюю автоматическую сварку под флюсом с МХП следует принимать зазор 8 мм с допуском  ; при этом стыки толщиной до 16 мм включительно собирают под указанный способ сварки (АФ с МХП) без разделки кромок (рисунок 8.4, в), а стыки толщиной 20 - 50 мм - с V-образной разделкой кромок по рисунку 8.4, г.
; при этом стыки толщиной до 16 мм включительно собирают под указанный способ сварки (АФ с МХП) без разделки кромок (рисунок 8.4, в), а стыки толщиной 20 - 50 мм - с V-образной разделкой кромок по рисунку 8.4, г.
Допуски на сборку угловых, тавровых и нахлесточных соединений приведены на рисунке 8.4, д.
В стыковых соединениях в случае полного отсутствия сварочного зазора или в случае, когда величина зазора недостаточна, допускается повторная подрезка одной из стыкуемых кромок по разметке газовой резкой или шлифмашинкой до проектного профиля. При зазоре в стыке, превышающем проектный, следует выполнять указания пункта 11.24 настоящих ТУ.

Соединения: а - стыковое; б - стыковое с V-образной
разделкой кромок; в - стыковое под сварку
с металлохимической присадкой; г - угловое, тавровое,
нахлесточное;  - депланация кромок;
- депланация кромок;  - уступ по торцам
- уступ по торцам
кромок; b - зазор; p - притупление; B - ширина пояса
8.19. Для поджатия медных подкладок к обратной стороне стыковых соединений рекомендуется применять различные талрепы, домкраты и винтовые приспособления, не требующие их приварки.
Использовать привариваемые скобы с клиньями для крепления подкладок не допускается.
В стыках листа настила ортотропных плит поджатие медных подкладок следует выполнять с помощью специальных винтовых не привариваемых приспособлений, фиксируемых за полосовые продольные ребра.
Для поджатия медных подкладок допускается применять специальные приспособления на постоянных магнитах.
8.20. Монтажные соединения следует собирать под сварку с помощью электроприхваток, располагаемых в местах наложения швов.
Прихватки должны иметь следующие размеры:
- для стыковых соединений, выполняемых ручной дуговой и механизированной сваркой - высотой 4 - 5 мм, длиной 50 - 80 мм;
- для стыковых соединений, выполняемых автоматической сваркой, в том числе с применением МХП, - высотой 6 - 8 мм, длиной 50 - 100 мм;
- для угловых, тавровых и нахлесточных соединений - катетом не более 50% катета углового шва, но не более 4 мм, длиной 50 - 70 мм.
Расстояние между прихватками (по осям прихваток) должно быть не более 450 мм и не менее 120 мм. Крайние прихватки следует располагать сразу за выводными планками или по концам шва, если стык сваривается без выводных планок, при этом длина прихватки в начале шва должна быть не менее 50 мм, а в конце шва - не менее 100 мм. При необходимости более прочного закрепления собираемых элементов допускается увеличение длины и количества прихваток.
При сборке стыковых соединений под сварку с металлохимической присадкой прихватки следует ставить способом РД или МПГ после заполнения зазора присадкой (МХП) на половину толщины листа при толщине листа до 16 мм включительно и на высоту 8 мм при толщине листа 20 - 50 мм.
8.21. При сборке монтажных стыковых соединений под сварку следует проверять наличие остаточного магнетизма в металле свариваемых кромок по указаниям пункта 8.9 настоящих ТУ.
8.22. Перед сваркой прихватки должны быть тщательно очищены от шлака и брызг. К качеству прихваток предъявляются такие же требования, как и к основным швам. При наличии прихваток с дефектами (поры, трещины, кратеры) их необходимо удалить шлифмашинкой и затем вновь наложить прихватку после устранения депланации кромок в этом месте.
В начале и в конце каждой прихватки на длину 10 - 14 мм необходимо сделать с лицевой стороны шлифмашинкой "заход" и "сход" (плавное уменьшение толщины монолитного металла прихватки) по рисунку 8.5.

Рисунок 8.5. Конфигурация прихватки в сварном шве
После постановки прихваток с обратной стороны стыка (зона установки подкладки) проверяется наличие любых выступов металла не только в зоне обратной стороны прихватки, но и по всей длине обратной стороны стыка на ширину 70 мм (ширина подкладки); любые выступы основного металла или металла прихватки следует зачищать шлифмашинкой заподлицо с нижней плоскостью собираемых конструкций.
8.23. Стыковые соединения, выходящие при сварке на свободные кромки, следует сваривать с применением выводных планок.
В стыковых соединениях с разделкой кромок, а также в угловых, тавровых и нахлесточных соединениях следует применять разъемные (сборные) выводные планки (рисунок 8.6, а, б, в). Тип разделки кромок на свариваемых листах и выводных планках должен быть одинаковым. Сборные выводные планки в стыковых швах должны быть качественно проварены между собой по разделке кромок и на всю длину планок с высотой шва не менее 8 мм.
При автоматической сварке под флюсом с металлохимической присадкой (АФ с МХП) стыковых соединений толщиной до 16 мм включительно рекомендуется применять цельные выводные планки с прорезью, ширина которой равна 9 - 10 мм (рисунок 8.6, г).
Приварку выводных планок к свариваемым деталям производят сначала по двум вертикальным торцевым кромкам (для уменьшения угловой деформации), а затем по верхней горизонтальной плоскости на всю ширину планки. Для приварки планок следует применить ручную сварку электродами типа МК-А. Допуски на точность установки планок следует принять такими же, как для свариваемых деталей.

Где: а, б, в - разъемные (сборные) планки для стыковых,
тавровых и угловых соединений соответственно; г - цельные
с прорезью для сварки с металлохимической присадкой
при толщине свариваемых листов до 16 мм включительно
--------------------------------
<*> - длиной 80 - 120 мм для соединений, свариваемых при Iсв  700 А и длиной 120 - 150 мм - при Iсв > 700 А
700 А и длиной 120 - 150 мм - при Iсв > 700 А
для монтажных сварных соединений
Выводные планки должны изготавливаться и поставляться заводом-изготовителем мостовых металлоконструкций из стали марки 14ХГНДЦ одновременно с поставкой первой партии металлоконструкций на стройплощадку. Выводные планки срезают газовой резкой сразу после сварки стыка, исключая возможность врезки в основной металл конструкции.
Контроль качества стыкового шва методом УЗД следует выполнять после срезки планок и зачистки мест их приварки.
Места реза планок зачищают шлифмашинкой, причем при обработке риски от абразивного круга должны располагаться вдоль оси пролетного строения. Обработанные места следует осмотреть с лупой 7-кратного увеличения и устранить видимые дефекты.
Острые кромки свободных стыков в пределах выводной планки должны быть притуплены фаской 1,5 - 2,0 мм со скруглением углов абразивным инструментом.
Не допускается отбивать планки ударами кувалды или отламывать их посредством механических усилий.
8.24. Собранные на прихватках стыки до постановки формирующих подкладок следует принять лицами, ответственными за соблюдение установленной технологии сборки и сварки и обеспечение проектного строительного подъема, геометрии и положения собираемых конструкций в плане.
Любые недопустимые отклонения по сборке от требований настоящих ТУ (по депланации кромок, зазору, размерам и качеству прихваток и т.д.) или по строительному подъему, геометрии и положению конструкции в плане согласно чертежам КМ следует устранять путем частичной или полной разрезки прихваток стыка с последующей сборкой и повторной приемкой.
Результат приемки сборки следует отражать в соответствующей графе журнала сварочных работ и фиксировать подписью ответственного лица (или лиц).
Срок действия разрешения на постановку медных подкладок не должен превышать один час при положительной температуре окружающего воздуха и не более 30 минут при отрицательной температуре. По истечении этого срока собранные стыки должны быть повторно подвергнуты контролю и приемке под постановку подкладок.
8.25. При монтажной автоматической сварке под флюсом, в том числе и с применением МХП, механизированной сварке в смеси защитных газов и ручной дуговой сварке стыковых соединений с односторонними швами в нижнем положении следует применять съемные (не сплавляющиеся) подкладки, обеспечивающие формирование обратной стороны шва без последующей его подварки.
Рекомендуются следующие типы формирующих подкладок для монтажных стыковых соединений:
- стекло-медные - для автоматической сварки под флюсом с МХП металла толщиной до 16 мм включительно при сборке и сварке конструкций любыми способами монтажа, кроме навесного;
- медные со стеклотканью - для автоматической сварки под флюсом и с МХП металла всех толщин с применением любого способа монтажа конструкций;
- медные со стеклотканью - для автоматической сварки под флюсом по ручной или механизированной в смеси газов подварке корня шва, для односторонней ручной дуговой сварки на 100% сечения шва в нижнем положении, а также для односторонней механизированной сварки в смеси защитных газов в нижнем положении с применением любого способа монтажа конструкций;
- керамические плоские (типа фирмы "KATBACK") - для механизированной сварки в смеси защитных газов и ручной дуговой сварки и керамические цилиндрические подкладки диаметром 8 - 9 мм для вертикальной и наклонной сварки с применением любого способа монтажа конструкций.
Для медных подкладок следует применять листовую или полосовую медь марок М1, М1р, М2, М2р, М3, М3р по ГОСТ 859-2014 и ГОСТ 1173-2006.
Толщину медных подкладок следует принимать:
16 мм - для сварки стыков на токах до 600 А;
18 - 20 мм - для сварки корневого прохода при силе тока более 600 А.
Ширину формирующей канавки в подкладке принимают:
12 - 16 мм - для ручной дуговой сварки и механизированной сварки в смеси защитных газов;
16 - 20 мм - для сварки на токах до 600 А;
22 - 24 мм - при токе свыше 600 А.
Глубину канавки следует принимать:
1,5 - 2,0 мм для автоматической сварки;
1,0 - 1,5 м для ручной и механизированной сварки.
Длину медных подкладок принимают равной 400 - 800 мм.
Медные подкладки могут укладываться в стальную обойму, прикрепляться к стальной полосе винтами впотай или просто поджиматься к стыкуемым кромкам через стальную полосу толщиной 10 - 12 мм.
Схемы сборки монтажных стыковых соединений под одностороннюю автоматическую сварку показаны на рисунке 8.7.
Между изделием и стекло-медными или медными подкладками следует укладывать в два-три слоя плотную стеклоткань толщиной 0,25 - 0,30 мм марок Т10, Т11 или Т13 по ГОСТ 19170-2001. Указанные стеклоткани перед применением прокаливают при температуре (150 - 200) °C в течение двух часов.

Где: а и б - автоматическая сварка по ручной
или механизированной подварке корня шва;
в и г - автоматическая сварка с применением МХП;
1 - элементы свариваемых конструкций; 2 - формирующая
медная подкладка; 3 - ручная или механизированная
подварка корня шва; 4 - стальная поджимающая полоса;
P - усилие поджатия подкладки
под одностороннюю автоматическую сварку
из стали марки 14ХГНДЦ
Общие положения
9.1. При изготовлении мостовых конструкций из стали марки 14ХГНДЦ следует применять способы (технологии) сварки по пункту 7.1 настоящих ТУ.
В качестве защитных газов следует применять следующие смеси газов:
1) (78 - 82)% Ar + (18 - 22)% CO2;
2) (95 - 97)% Ar + (3 - 5)% O2;
3) (81 - 85)% Ar + (12 - 14)% CO2 + (3 - 5)% O2.
Требования к аргону должны отвечать ГОСТ 10157-79.
Применение CO2 (углекислого газа) вне смеси газов при изготовлении конструкций из стали марки 14ХГНДЦ запрещается.
9.2. При заводском изготовлении в стыковых, тавровых и угловых соединениях из стали марки 14ХГНДЦ класса прочности С345 и С390, независимо от применяемых сочетаний толщин указанной стали, необходимо выполнять предварительный подогрев свариваемых кромок, в том числе кромок выводных планок, и прилегающих к ним участков основного металла шириной не менее 50 мм для толщин до 25 мм включительно и не менее 80 мм для толщин более 25 мм до температуры 100 - 120 °C непосредственно перед сваркой или в процессе сварки с опережением ее. При многопроходной сварке в случае перерыва, сопровождающегося охлаждением металла ниже 100 °C, предварительный подогрев повторяют.
Технология заводской сварки соединений листовых конструкций
9.3. Заводские стыковые соединения толщиной  собирают под автоматическую сварку под флюсом СТ-65 на флюсовой подушке СТ-65 без разделки кромок по указаниям таблицы 8.1 настоящих ТУ.
собирают под автоматическую сварку под флюсом СТ-65 на флюсовой подушке СТ-65 без разделки кромок по указаниям таблицы 8.1 настоящих ТУ.
собирают под автоматическую сварку под флюсом СТ-65 на флюсовой подушке СТ-65 без разделки кромок по указаниям таблицы 8.1 настоящих ТУ.Рекомендуются следующие параметры режима автоматической сварки под флюсом стыковых соединений  сварочной проволокой диаметром 4 мм:
сварочной проволокой диаметром 4 мм:
сварочной проволокой диаметром 4 мм:- первый слой с лицевой стороны:
- для  - Iсв (сила тока) = 720 - 760 А;
- Iсв (сила тока) = 720 - 760 А;
- Iсв (сила тока) = 720 - 760 А;- для  - Iсв = 740 - 780 А;
- Iсв = 740 - 780 А;
- Iсв = 740 - 780 А;- Uд (напряжение)  32 - 34 В;
32 - 34 В;
- Vсв (скорость сварки) = 32 м/час.
Вылет электрода диаметром 4 мм - 36 - 38 мм.
- второй слой с обратной стороны:
- для  - Iсв = 740 - 780 А;
- Iсв = 740 - 780 А;
- Iсв = 740 - 780 А;- для  - Iсв = 760 - 800 А;
- Iсв = 760 - 800 А;
- Iсв = 760 - 800 А;- Uд  32 - 34 В;
32 - 34 В;
- Vсв = 32 м/час.
Вылет электрода диаметром 4 мм - 38 - 40 мм.
9.4. Заводские стыковые соединения толщиной 20 - 50 мм собирают под автоматическую сварку под флюсом СТ-65 на флюсовой подушке с X-образной стандартной подготовкой кромок по рисунку 8.1, в.
Рекомендуются следующие параметры режима автоматической сварки под флюсом стыковых соединений  сварочной проволокой диаметром 4 мм:
сварочной проволокой диаметром 4 мм:
сварочной проволокой диаметром 4 мм:- первый слой с первой стороны:
- Iсв = 740 - 770 А;
- Uд  32 - 34 В;
32 - 34 В;
- Vсв = 29 м/час.
Вылет электрода диаметром 4 мм - 36 - 38 мм.
- последующие проходы, в том числе и со второй стороны:
- Iсв = 760 - 800 А;
- Uд  32 - 34 В;
32 - 34 В;
- Vсв = 29 м/час.
Вылет электрода диаметром 4 мм - 38 - 40 мм.
Облицовочные проходы с первой и второй сторон:
- Iсв = 600 - 650 А;
- Uд  32 - 34 В;
32 - 34 В;
- Vсв = 27 - 29 м/час.
9.5. Геометрические параметры заводских сварных стыковых соединений по пунктам 9.3 и 9.4 настоящих ТУ должны соответствовать указаниям СТО-ГК "Трансстрой" 012-2007 [6].
9.6. Параметры подготовки кромок и режимы автоматической сварки под флюсом двухдуговым двухшовным автоматом и механизированной сварки под флюсом угловых швов тавровых соединений "в угол" сварочной проволокой сплошного сечения диаметром 2,0 мм следует принимать по указаниям СТО-ГК "Трансстрой" 012-2007 [6].
9.7. Заводские стыковые соединения толщиной до 32 мм включительно под механизированную сварку в смеси защитных газов по пункту 9.1 настоящих ТУ следует собирать с X-образной подготовкой кромок ( ; p = 1 +/- 1 мм, зазор = 2 - 4 мм) и выполнять порошковой проволокой марки POWER WET 60M диаметром 1,2 мм (МПГ).
; p = 1 +/- 1 мм, зазор = 2 - 4 мм) и выполнять порошковой проволокой марки POWER WET 60M диаметром 1,2 мм (МПГ).
; p = 1 +/- 1 мм, зазор = 2 - 4 мм) и выполнять порошковой проволокой марки POWER WET 60M диаметром 1,2 мм (МПГ).Рекомендуются следующие параметры режима механизированной сварки указанной порошковой проволокой (МПГ) в нижнем положении стыковых соединений:
первый проход: Iсв = 220 - 240 А; Uд = 22 - 24 В;
последующие проходы: Iсв = 240 - 280 А; Uд = 26 - 28 В.
При выполнении угловых швов тавровых соединений в нижнем положении способом МПГ Iсв следует снижать  на 10 - 15%.
на 10 - 15%.
9.8. Заводские стыковые и тавровые соединения любых сочетаний толщин собирают под ручную дуговую сварку (РД) в соответствии с указаниями СТО-ГК "Трансстрой" 012-2007 [6] и выполняют электродами марки МК-А диаметром 4 мм; для всех типов сварных стыковых и тавровых соединений электродами марки МК-А сила сварочного тока (Iсв) не должна превышать 200 А. При этом сварка стыковых соединений в разделку кромок следует выполнять "ниточными" (узкими) слоями шва.
9.9. Рекомендуемые параметры режимов сварки по пунктам 9.3; 9.4 и 9.7 настоящих ТУ следует уточнять при сварке контрольных технологических проб с оформлением Актов сварки проб по форме приложения Е к настоящим ТУ и фиксировать в КТПС в зависимости от особенностей применяемого сварочного оборудования.
Режимы сварки, применяемые технологии сварки, сварочные материалы и сварочное оборудование должны обеспечивать получение заводских сварных соединений со следующими механическими свойствами:
а) минимальные значения предела текучести и временного сопротивления металла стыкового и углового шва не должны быть ниже их значений для основного металла (марки 14ХГНДЦ) соответствующего класса прочности;
б) максимальные значения твердости металла стыкового и углового швов и околошовной зоны должны быть не выше 350 единиц по Виккерсу (HV);
в) минимальное значение относительного удлинения металла стыкового и углового швов на пятикратных образцах -  должно быть не менее 16%;
должно быть не менее 16%;
г) угол статического изгиба сварного соединения с поперечным стыком должен быть не менее 120°;
д) минимальные значения ударной вязкости на образцах KCU (на образцах Менаже) для стыковых соединений должны быть не менее 29 Дж/см.
Температура испытания образцов сварных стыковых соединений на ударную вязкость (KCU) должна соответствовать минус 40 °C в Обычном исполнении, минус 50 °C в Северном А и минус 60 °C в Северном Б.
9.10. Сварку конструкций следует выполнять после приемки контролерами ОТК завода операций сборки элементов отправочной марки. Перед сваркой соединение следует зачистить в соответствии с требованиями пункта 8.8 настоящих ТУ. При наличии в соединении пересекаемого заваренного стыкового шва усиление его в месте пересечения должно быть удалено заподлицо с основным металлом на длину не менее 40 мм в каждую сторону от места пересечения.
При сварке многопроходных швов каждый последующий слой следует накладывать после тщательной очистки шлака предыдущего слоя и остывания его до температуры  120 °C.
120 °C.
9.11. При двусторонней сварке швов стыковых соединений, а также угловых швов тавровых соединений с полным проваром необходимо перед выполнением шва с обратной стороны зачистить корень шва до чистого металла.
9.12. При обрыве дуги в процессе выполнения шва кратер и прилегающий к нему участок шва длиной 50 мм в обе стороны от дефекта необходимо вырезать, и затем заварить это место при новом зажигании дуги. Не допускается зажигание дуги и вывод кратера на основной металл за пределами шва.
9.13. Начинать и заканчивать сварку следует, как правило, на выводных планках из стали 14ХГНДЦ с учетом требований пункта 8.23 настоящих ТУ. В месте примыкания выводных планок сварной шов должен иметь полное сечение в соответствии с проектом.
9.14. В случае падения силы сварочного тока при сварке на постоянной (принятой согласно режиму) скорости подачи сварочной проволоки (Vэл м/час) необходимо после окончания прохода сварочного автомата проконтролировать состояние клемм (наконечников) на прямом и обратном сварочных проводах, состояние контактных соединений в балластных реостатах, в том числе их перемычек с наконечниками; греющиеся клеммы (наконечники) следует заменить с опрессовкой новых пресс-клещами.
9.15. Сварку заводских стыковых соединений следует выполнять без перерыва с контролем температуры по пункту 9.2 настоящих ТУ. В исключительных случаях (при окончании рабочей смены, отключении электроэнергии и т.п.) допускается прерывание заполнения разделки сварного шва с выполнением следующих мероприятий:
- замедления скорости охлаждения сварного соединения (для снижения скорости остывания поверхности, как правило, накрывают асбестовой тканью);
- при возобновлении сварки выполнить повторный предварительный подогрев свариваемых кромок согласно пункту 9.2 настоящих ТУ.
При сварке многопроходных швов следует тщательно удалять шлак из разделки после каждого прохода. Для этого рекомендуется применять малогабаритные электроперфораторы с последующей ("чистовой") обработкой шлиф-кругами.
9.16. При автоматической и механизированной сварке в смеси защитных газов стыковых и тавровых соединений следует обеспечить тщательную защиту зоны выполнения сварочных работ от сквозняков и порывов ветра с помощью специальных защитных укрытий.
9.17. Сварочные работы в производственных цехах следует фиксировать в журналах пооперационного контроля и в журналах сварочных работ или сопроводительных картах сварочных работ по утвержденной в установленном порядке форме.
9.18. По окончании сварки необходимо очистить металл заводского шва и прилегающие к нему участки от шлака и брызг, осмотреть заводской шов и устранить видимые дефекты. Допускается в начале и в конце шва на расстоянии 100 мм от шва и кромки металла проставлять несмываемыми надписями маркерами шифр клейма сварщика, указанный в его Аттестационном удостоверении НАКС. При длине шва меньше 1 метра и при сварке небольших конструкций с множеством коротких швов, выполняемых одним сварщиком, шифр клейма сварщика проставляют маркером один раз.
9.19. Результаты контроля качества швов методами ВИК и УЗД следует заносить в журнал регистрации контроля Центральной заводской лаборатории (ЦЗЛ).
9.20. Автоматическую и механизированную сварку под флюсом и в смеси защитных газов, а также ручную дуговую сварку, всех типов соединений из стали 14ХГНДЦ следует выполнять постоянным током обратной полярности (плюс на электроде).
9.21. При двусторонней стыковой сварке полотнищ на флюсовой подушке перекантовку элемента после наложения шва с одной стороны следует выполнять без динамического нагружения сваренных листов (ударов при перекантовке) и после остывания шва до температуры, не превышающей 100 °C, - при сварке листов толщиной до 20 мм включительно, и до температуры не более 40 °C - при сварке листов толщиной свыше 20 мм.
9.22. Автоматическую, механизированную и ручную дуговую сварку конструкций из стали 14ХГНДЦ следует выполнять с учетом следующих особенностей:
1) сварочные материалы и режимы сварки для автоматической и механизированной сварки под флюсом, автоматической и механизированной сварки в смеси защитных газов и ручной дуговой сварки следует применять по указаниям настоящих ТУ;
2) швы сварных соединений следует выполнять с предварительным подогревом кромок и прилегающих к ним участков основного металла шириной не менее 50 мм для толщин до 25 мм включительно и не менее 80 мм для толщин более 25 мм до температуры 100 ... 120 °C;
3) постановку электроприхваток при сборке следует выполнять способами МПГ и/или РД с применением сварочных материалов по настоящему пункту;
4) исправление протяженных дефектных участков сварных швов следует выполнять способом сварки, принятым для сварного шва; исправление коротких дефектных участков  следует выполнять способами МПГ и/или РД. В обоих случаях следует применять сварочные материалы по указаниям настоящих ТУ.
следует выполнять способами МПГ и/или РД. В обоих случаях следует применять сварочные материалы по указаниям настоящих ТУ.
следует выполнять способами МПГ и/или РД. В обоих случаях следует применять сварочные материалы по указаниям настоящих ТУ.9.23. Автоматическую сварку под флюсом угловых поясных швов блоков главных балок под острыми и тупыми углами необходимо производить на режимах, принятых в заводских нормалях: для стали марки 345 - 14ХГНДЦ - по режимам сварки конструкций из стали марки 15ХСНД по ГОСТ Р 55374-2012; для стали марки 390 - 14ХГНДЦ - по режимам сварки конструкций из стали марки 10ХСНД по ГОСТ Р 55374-2012.
9.24. При заводском изготовлении конструкций из стали марки 14ХГНДЦ для коротких стыковых и тавровых соединений (до 1 м) допускается применение специальных керамических подкладок (полосовых, круглых, специального профиля под X-образную разделку кромок в стыках и др.), типа марки 1G42-R* фирмы "KATBACK", BS-3WN фирмы "MABA" и др., при применении, как правило, механизированной сварки в смеси защитных газов и/или ручной дуговой сварки.
9.25. При наличии обрыва элемента или его части (в вырезах) следует предусматривать приварку элемента угловыми швами по контуру - по кромкам и торцам стыкуемых деталей, т.е. выполнять "закольцовку" таких угловых швов.
9.26. Пересечения продольных полосовых ребер ортотропных плит (балок) с поперечными балками (ребрами) следует выполнять механизированной сваркой в смеси защитных газов порошковой проволокой марки POWER WET 60R диаметром 1,2 мм.
Угловые швы приварки продольного полосового ребра к стенке поперечной балки следует начинать от низа продольного ребра в зоне выкружки в стенке поперечной балки и оканчивать их в зоне верхней выкружки в стенке поперечной балки в узле сопряжения ее с продольным ребром и листом настила.
Технология заводской сварки соединений труб
9.27. Заводские отправочные марки из труб, изготовленные из стали 14ХГНДЦ, должны быть выполнены в соответствии с требованиями проектной и технологической документации и с учетом требований настоящего ТУ.
9.28. Изготовление следует сопровождать контрольной сборкой конструкций из труб. Объем и порядок проведения контрольных сборок завод-изготовитель согласовывает с разработчиком чертежей КМ.
9.29. Сборку конструкций из труб следует выполнять по разметке, по шаблонам и в кондукторах. Выбор метода сборки определяет завод-изготовитель в зависимости от вида конструкции и требуемой точности ее изготовления.
9.30. Стыковые сварные соединения труб следует выполнять в специальных кантователях, обеспечивающих постоянную скорость сварки:
- автоматической сваркой под флюсом (АФ) с предварительной подваркой корня шва механизированной сваркой в смеси защитных газов или ручной дуговой сваркой на высоту 8 - 10 мм - для труб диаметром более 550 мм;
- механизированной сваркой в смеси защитных газов (МПГ) с формированием обратного валика шва - для труб диаметром 550 мм и менее.
Форму подготовки кромок при указанных способах стыковой сварки труб следует принимать по рисунку 9.1, г.
9.31. Сварку фланцев с трубами рекомендуется выполнять автоматической сваркой под флюсом в специальных кантователях, обеспечивающих постоянную скорость сварки во время ее выполнения. Допускается применение для таких соединений механизированной сварки в смеси защитных газов. Форму подготовки кромок фланцевых соединений следует принимать по рисунку 9.1, б.
9.32. Приварку фасонок к трубе (рисунок 9.1, а) следует выполнять автоматической или механизированной сваркой в смеси защитных газов. Допускается приварка фасонок автоматической сваркой под флюсом с предварительной подваркой корня шва механизированной сваркой в смеси защитных газов. Форму подготовки кромок при приварке фасонок к трубе следует принимать по рисунку 9.1, а.
9.33. Сварные соединения типа "труба к трубе" следует выполнять механизированной сваркой в смеси защитных газов. Угол раскрытия свариваемых кромок при этом должен составлять не менее 45°, а притупление - 1 +/- 1 мм. Форму подготовки кромок при выполнении соединения "труба к трубе" следует принимать по рисунку 9.1, в.
9.34. При сварке соединений труб по рисунку 9.1 следует контролировать температуру кромок металла во время сварки. Во время сварки температура кромок в процессе заполнения разделки не должна превышать 550 °C. При превышении температуры более 550 °C следует прервать сварку до охлаждения всего соединения до температуры (120 - 150) °C. Измерение температуры следует выполнять на готовом шве на расстоянии  250 мм от точки горения дуги.
250 мм от точки горения дуги.
9.35. При многопроходной сварке швов труб каждый последующий слой следует накладывать после тщательной зачистки от шлака и/или окисной пленки предыдущего слоя и остывания его до температуры (120 - 150) °C.
9.36. При сварке стыковых и угловых соединений труб с толщиной стенки свыше 20 мм при длительных перерывах в работе (свыше 10 минут) и по окончании сварки для замедления скорости охлаждения околошовной зоны сварное соединение следует, как правило, накрывать теплоизолирующим материалом и выдерживать его до остывания (до температуры не выше 120 °C).

Угол раскрытия 45° притупление
1 +/- 1 мм с зазором 1 +/- 1 мм
Соединения: а) - форма подготовки кромок при приварке
фасонок к трубе; б) форма подготовки кромок фланцевых
соединений; в) соединение "труба к трубе";
г) стыковое соединение труб
и сборки соединений труб под сварку
из стали марки 14ХГНДЦ
Общие положения
10.1. При монтаже конструкций из стали марки 14ХГНДЦ следует применять способы (технологии) монтажной сварки по пункту 7.22 настоящих ТУ, включая:
- автоматическую сварку под флюсом (АФ), в том числе с применением МХП (АФ с МХП), сварочной проволокой сплошного сечения (Обычное исполнение) диаметром 4,0 мм и порошковой проволокой диаметром 4,0 мм (исполнение Северное А);
- автоматическую сварку под флюсом по ручной подварке корня шва (АФ + РД);
- автоматическую вертикальную (наклонную) сварку порошковой проволокой диаметром 1,2 мм в смеси защитных газов стыковых соединений сварочным комплексом "ВОСХОД" (АППГ);
- механизированную сварку порошковой проволокой диаметром 1,2 мм в смеси защитных газов (МПГ);
- ручную дуговую сварку (РД) электродами диаметром 4,0 мм.
В качестве защитных газовых смесей в условиях стройплощадки следует применять смеси газов, указанные в пункте 9.1 настоящих ТУ.
10.2. Монтажную сварку конструкций следует производить в соответствии с требованиями пункта 5.6 настоящих ТУ.
10.3. В монтажных стыковых, тавровых и угловых соединениях из стали марки 14ХГНДЦ класса прочности С345 и С390 независимо от применяемых сочетаний толщин указанной стали, необходимо выполнять на стройплощадке предварительный подогрев свариваемых кромок, в том числе кромок выводных планок, и прилегающих к ним участков основного металла шириной не менее 60 мм для толщин до 25 мм включительно и не менее 100 мм для толщин более 25 мм до температуры 120 °C при положительной температуре окружающего воздуха (выше 0 °C) и до температуры 150 °C при отрицательной температуре окружающего воздуха (ниже 0 °C).
Предварительный подогрев свариваемых кромок до начала сварки следует выполнять с обратной стороны стыка до постановки стеклоткани и соответствующих подкладок; после постановки подкладок предварительный подогрев следует выполнять с лицевой стороны монтажного соединения непосредственно перед сваркой или в процессе сварки с опережением ее. При многопроходной сварке в случае перерыва, сопровождающегося охлаждением металла ниже 120 и 150 °C соответственно, предварительный подогрев повторяют.
Сварку конструкций при температуре наружного воздуха ниже минус 10 °C следует выполнять в укрытиях, температура воздуха в которых не должна опускаться ниже +5 °C.
10.4. Монтажные сварные соединения из стали марки 14ХГНДЦ должны обеспечивать весь требуемый комплекс механических свойств согласно указаниям пункта 9.9 настоящих ТУ.
Технология монтажной сварки листовых конструкций.
Способ сварки АФ с МХП стыков 
10.5. Монтажные стыковые соединения толщиной 10 - 16 мм в конструкциях Обычного исполнения собирают под автоматическую сварку под флюсом с МХП без разделки кромок на формирующих стекло-медных подкладках согласно схеме по рисунку 10.1, а. Стыковые соединения конструкций Северного исполнения А (до минус 50 °C включительно) собирают под монтажную сварку без разделки кромок на медных подкладках по рисунку 10.1, б.

а - для конструкций Обычного исполнения (до минус 40 °C
включительно); б - для конструкций Северного исполнения
зоны А (до минус 50 °C включительно);
Где: 1 - стыкуемые кромки элементов; 2 - два-три слоя
стеклоткани; 3а - полоска стекла толщиной 3,0 мм;
3б - измельченный прокаленный флюс СТ-65;
4а - стекло-медная подкладка; 4б - медная подкладка
под автоматическую сварку; 5 - стальная поджимающая
полоса толщиной 10 - 12 мм; 6 - МХП
при первом проходе сварочного автомата
толщиной 10 - 16 мм под одностороннюю автоматическую
сварку под флюсом с МХП (АФ с МХП)
10.6. Перед установкой полосок стеклоткани и медных подкладок выполняют подогрев кромок с обратной стороны стыка пламенем газовой горелки до температуры 120 °C.
Медные подкладки непосредственно перед постановкой под соответствующий монтажный стык следует прогревать пламенем газовой горелки для полного удаления конденсата с поверхности подкладки.
Перед сваркой выполняют подогрев стыкуемых кромок с лицевой стороны стыка на ширину и до температуры по пункту 10.3 настоящих ТУ. В стыках собранных на медных подкладках по рисунку 10.1, б следует перед засыпкой МХП сжечь стеклоткань в зазоре стыка и затем удалить продукты сжигания стеклоткани.
10.7. Металлохимическую присадку (МХП) засыпают в сварочный зазор перед первым проходом сварочного автомата после подогрева кромок стыка с лицевой стороны до температуры  120 °C.
120 °C.
Высоту засыпки МХП следует принимать в зависимости от величины сварочного зазора.
Для стыков  , выполняемых без разделки свариваемых кромок по рисункам 10.1, а и 10.1, б, следует принимать:
, выполняемых без разделки свариваемых кромок по рисункам 10.1, а и 10.1, б, следует принимать:
, выполняемых без разделки свариваемых кромок по рисункам 10.1, а и 10.1, б, следует принимать:при зазоре 6 - 8 мм - высоту засыпки МХП 7 - 8 мм;
при зазоре 9 - 11 мм - высоту засыпки МХП 9 - 12 мм.
10.8. Режимы односторонней автоматической сварки под флюсом с МХП стыковых соединений толщиной 10 - 16 мм следует устанавливать по указаниям таблицы 10.1 настоящих ТУ.
Таблица 10.1
Режимы односторонней автоматической сварки под флюсом с МХП
монтажных стыковых соединений толщиной 10 - 16 мм
Слои стыкового шва | Послойная форма шва | Параметры режима сварки проволокой  | ||
Сила тока Iсв, А | Напряжение на дуге, Uд, В | Скорость сварки Vсв, м/час | ||
Первый с МХП | После первого прохода 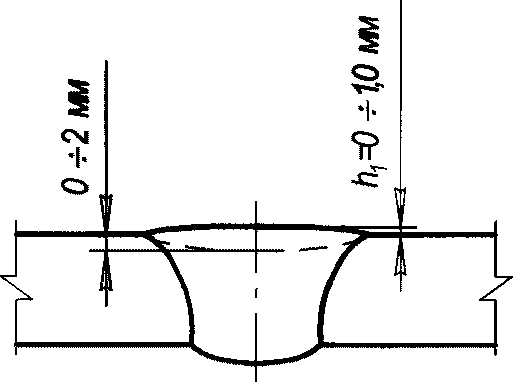 | 750 - 800 | 36 - 38 | 18 - 19 |
Вылет электрода - 36 - 38 мм | ||||
Второй без МХП | После второго прохода  | 550 - 600 | 38 - 40 | 18 - 21 |
Вылет электрода - 40 - 42 мм | ||||
Примечание.
При необходимости выполняют третий проход сварочного автомата на режимах второго прохода.
Перед выполнением второго и последующих проходов необходимо проконтролировать температуру шва и околошовной зоны, при этом температура указанных зон монтажного сварного стыкового соединения должна быть не ниже 100 °C и не выше 200 °C.
10.9. Медные подкладки снимают после полного окончания сварки стыка и его остывания до температуры  +40°.
+40°.
Геометрические параметры монтажных сварных стыковых соединений толщиной 10 - 16 мм, выполненных автоматической сваркой под флюсом с МХП, должны соответствовать указанным на рисунке 10.2. При этом в стыках, выполненных на стекло-медных подкладках по рисунку 10.1, а, допускаются "подмывы" по линии сплавления обратного валика шва с основным металлом на глубину до 1,0 мм, а радиус в дне "подмыва" должен составлять R  2,0 мм.
2,0 мм.

Рисунок 10.2. Геометрические параметры монтажных стыковых
швов сварных соединений толщиной 10 - 16 мм, выполненных
автоматической сваркой под флюсом с МХП
Способ сварки АФ с МХП монтажных стыков 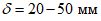
10.10. Стыковые соединения, выполняемые автоматической сваркой под флюсом с МХП толщиной 20 - 50 мм, собирают под сварку с V-образной разделкой кромок на медных подкладках по рисунку 10.3.
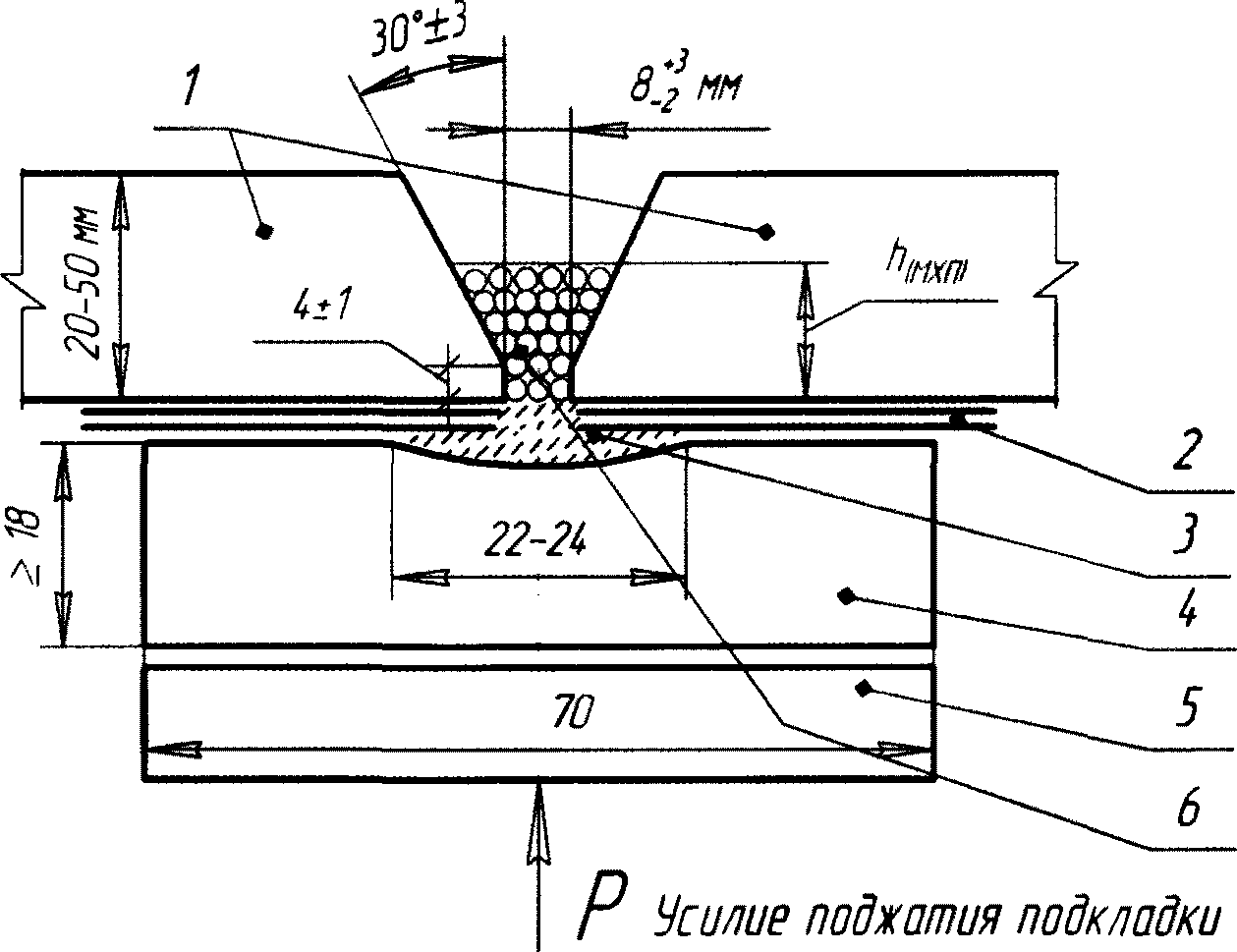
Где: 1 - стыкуемые кромки элементов; 2 - два-три слоя
стеклоткани; 3 - измельченный прокаленный флюс марки СТ-65;
4 - медная подкладка; 5 - стальная поджимающая полоса
толщиной 10 - 12 мм; 6 - МХП при первом проходе
сварочного автомата
Рисунок 10.3. Схема сборки монтажных стыковых соединений
толщиной 20 - 50 мм под одностороннюю
автоматическую сварку под флюсом с МХП
Металлохимическую присадку засыпают в сварочный зазор перед первым проходом сварочного автомата после подогрева кромок стыка с лицевой стороны до температуры 120 - 150 °C - по пункту 10.3 настоящих ТУ.
Высота засыпки МХП при первом проходе должна составлять 8 мм при зазоре в стыке 6 - 8 мм и 10 мм при зазоре 9 - 11 мм.
10.11. Режимы автоматической сварки под флюсом с МХП стыковых соединений с V-образной разделкой кромок следует принимать по данным в таблице 10.2 настоящих ТУ.
Таблица 10.2
Режимы автоматической сварки под флюсом
с МХП монтажных стыковых соединений толщиной
20 - 50 мм с V-образной разделкой кромок
Слои стыкового шва | Параметры режима автоматической сварки | ||
Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч | |
1-й слой с МХП | 740 - 780 | 36 - 38 | 18 - 19 |
промежуточные без МХП | 600 - 650 | 37 - 39 | 18 - 19 |
облицовочные без МХП | 550 - 600 | 38 - 40 | 18 - 19 |
Примечание:
Вылет электрода составляет:
- на первом проходе 36 - 38 мм,
- на втором проходе 37 - 39 мм,
- на промежуточных и облицовочных проходах 40 - 42 мм.
Первый и второй проходы сварочного автомата выполняют по оси стыка, третий и последующие - с поочередным поперечным смещением и наклоном электрода влево и вправо от оси стыка таким образом, чтобы каждый последующий проход перекрывал предыдущий на 1/3 его ширины.
В процессе сварки необходимо контролировать температуру шва и околошовных зон. Перед началом сварки каждого прохода температура шва и околошовных зон должна быть не ниже 100 °C и не выше 200 °C.
10.12. Геометрические параметры сварных стыковых соединений, выполненных автоматической сваркой под флюсом с МХП с V-образной разделкой кромок толщиной 20 - 50 мм, следует принимать по рисунку 10.4.

L, мм | |
20 | 30 - 36 |
25 | 32 - 44 |
32 | 40 - 52 |
40 | 46 - 62 |
50 | 58 - 76 |
Рисунок 10.4. Геометрические параметры монтажных стыковых
швов толщиной 20 - 50 мм с V-образной разделкой кромок,
выполненных автоматической сваркой под флюсом с МХП
Способ сварки АФ + РД монтажных стыков 
10.13. Стыковые соединения толщиной 20 - 50 мм с V-образной разделкой кромок, выполняемые автоматической сваркой под флюсом по ручной подварке корня шва (способ АФ + РД), следует собирать под сварку на медных подкладках с узкой канавкой (шириной 12 - 16 мм) по рисунку 10.5.

Где: 1 - стыкуемые элементы с V-образной разделкой кромок;
2 - два-три слоя стеклоткани; 3 - ручная подварка корня
шва; 4 - медная подкладка с узкой канавкой; 5 - стальная
поджимающая полоса толщиной 10 - 12 мм
Рисунок 10.5. Схема сборки монтажных стыков толщиной
20 - 50 мм с V-образной разделкой кромок под автоматическую
сварку под флюсом по ручной подварке корня шва (АФ + РД)
10.14. При использовании технологии сварки (АФ + РД) стыкуемые кромки следует подогреть в соответствии с требованиями пунктов 10.3 и 10.6 настоящих ТУ, корневые проходы выполнить ручной дуговой сваркой, а заполняющие и облицовочные проходы - автоматической сваркой под флюсом.
10.15. Ручную подварку корня шва выполняют электродами МК-А диаметром 4 мм при силе тока Iсв = 140 - 160 А и скорости сварки, определяемой по расходу электрода - один электрод диаметром 4,0 мм следует сжигать на длине  120 - 140 мм.
120 - 140 мм.
Корневой проход следует выполнять по меди после сжигания стеклоткани в зазоре стыка и удаления продуктов сжигания стеклоткани. Высота сварного шва корневого прохода после выполнения механической обработки должна составлять  8 мм.
8 мм.
10.16. Автоматическую сварку стыка по ручной подварке корня шва следует выполнять на режимах, указанных в таблице 10.3 настоящих ТУ.
Таблица 10.3
Режимы автоматической сварки под флюсом по ручной подварке
корня шва монтажных стыковых соединений толщиной 20 - 50 мм
с V-образной разделкой кромок
Слои стыкового шва | Параметры режима автоматической сварки | ||
Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч | |
1-й проход автомата по ручной подварке корня шва | 500 - 550 | 36 - 38 | 18 - 19 |
промежуточные проходы | 600 - 650 | 38 - 39 | 18 - 19 |
облицовочные проходы | 550 - 600 | 38 - 40 | 18 - 21 |
Примечание. Вылет электрода для I и II проходов составляет - 36 - 38 мм, для всех последующих проходов - 38 - 40 мм.
В процессе сварки необходимо контролировать температуру шва и околошовных зон. Перед началом сварки каждого прохода температура шва и околошовных зон должна быть не ниже 100 °C и не выше 200 °C.
10.17. В стыковых соединениях, выполненных автоматической сваркой под флюсом по ручной подварке корня шва, при выполнении механической обработки шва обратный валик следует зачистить шлифмашинкой заподлицо с основным металлом на всей длине шва.
10.18. Геометрические параметры монтажных сварных стыковых соединений, выполненных автоматической сваркой под флюсом по ручной подварке корня шва, следует принимать по рисунку 10.6.

L, мм | |
20 | 30 - 36 |
25 | 32 - 44 |
32 | 40 - 50 |
40 | 46 - 58 |
50 | 58 - 72 |
Рисунок 10.6. Геометрические параметры стыкового шва
с V-образной разделкой кромок, выполненного автоматической
сваркой под флюсом по ручной подварке корня шва (АФ + РД)
Способ сварки АППГ в вертикальном (наклонном) положении
10.19. Для монтажной автоматической сварки в смеси защитных газов в вертикальном (наклонном) положении стыковых соединений толщиной 12 - 32 мм следует применять специальное сварочное оборудование по таблице 7.3 настоящих ТУ.
Для сварки в вертикальном (наклонном) положении следует использовать специальную бесшовную порошковую проволоку марки POWER WET 60R  ; разделку кромок следует выполнить по типу С15 (ГОСТ 14771-76) с общим углом разделки стыкуемых кромок в диапазоне 42 +/- 2° и притуплением кромок 1 +/- 1 мм (рисунок 10.7).
; разделку кромок следует выполнить по типу С15 (ГОСТ 14771-76) с общим углом разделки стыкуемых кромок в диапазоне 42 +/- 2° и притуплением кромок 1 +/- 1 мм (рисунок 10.7).
; разделку кромок следует выполнить по типу С15 (ГОСТ 14771-76) с общим углом разделки стыкуемых кромок в диапазоне 42 +/- 2° и притуплением кромок 1 +/- 1 мм (рисунок 10.7).
Где: 1 - стыкуемые элементы с разделкой кромок по типу С15;
2 - керамическая подкладка 
Рисунок 10.7. Схема сборки монтажных стыков толщиной
12 - 32 мм с К-образной разделкой кромок (С15)
под автоматическую сварку в смеси защитных газов
в вертикальном (наклонном) положении (АППГ)
10.20. Сварку корневого прохода выполняют с применением гибких цилиндрических керамических подкладок диаметром 8 - 9 мм, при этом сварочный зазор в стыке должен быть 4 +/- 1 мм.
Перед установкой керамических подкладок следует предварительно подогреть стыковое соединение до температуры 120 - 150 °C на ширину 60 - 100 мм. Подогрев стыкового соединения следует выполнить с 2-х сторон стыка. Перед сваркой температуру стыкового соединения контролируют пирометром, при снижении температуры ниже 120 °C выполняют дополнительный подогрев зоны сварки.
10.21. Основные и вспомогательные технологические параметры монтажной автоматической сварки стыковых соединений порошковой проволокой марки POWER WET 60R диаметром 1,2 мм в вертикальном (наклонном) положении в смеси защитных газов - применительно к сварочному комплексу "ВОСХОД", следует принимать соответственно по таблицам 10.4 и 10.5 настоящих ТУ.
10.22. Геометрические параметры монтажных стыковых швов, выполненных способом АППГ, должны соответствовать приведенным на рисунке 10.8.
Таблица 10.4
Основные параметры режима монтажной автоматической сварки
в смеси защитных газов в вертикальном (наклонном) положении
сварочным комплексом "ВОСХОД" стыковых соединений толщиной
12 - 32 мм с разделкой кромок по типу С15 порошковой
проволокой POWER WET 60R 
N | Наименование параметра | Значения | ||
Корневой проход | Заполняющие проходы | Облицовочный проход | ||
1 | 2 | 3 | 4 | 5 |
1 | Скорость подачи порошковой проволоки диаметром 1,2 мм, см/мин | 580 - 600 | 600 - 650 | 600 - 650 |
2 | Сила тока, А | 180 - 200 | 210 - 220 | 210 - 220 |
3 | Напряжение, В | 20 - 22 В | 22 - 24 В | 22 - 24 В |
4 | Скорость сварки, см/мин | |||
5 | Частота колебания горелки, 1/см | 8 | 8 | 9 |
6 | Амплитуда колебания горелки, мм | |||
7 | Время задержки колебания на стороне с разделкой кромки, мсек | 60 | 110 | 110 |
8 | Время задержки колебания на стороне без разделки кромки, мсек | 80 | 130 | 130 |
9 | Расход защитной газовой смеси (80% Ar + 20% CO2) | 20 - 25 л/мин | ||
Таблица 10.5
сварки в смеси защитных газов в вертикальном (наклонном)
положении сварочным комплексом "ВОСХОД" стыковых соединений
толщиной 12 - 32 мм с разделкой кромок по типу С15
порошковой проволокой POWER WET 60R 
N | Наименование параметра | Значение |
1 | 2 | |
1 | Наклон горелки | прямое (перпендикулярное) |
2 | Вылет электрода, мм | 12 - 15 |
3 | Предел изменения количества колебаний, такты | 4 |
4 | Предел изменения скорости сварки, % | 35 |
5 | Шаг увеличения/уменьшения скорости сварки, % | 7 |
6 | Время отжига проволоки, м/сек | 35 |
7 | Предел изменения задержки на стороне с разделкой кромки, % | 10 |
8 | Предел изменения задержки на стороне без разделки кромки, % | 10 |
9 | Шаг изменения задержки (при одном нажатии), % | 10 |

L, мм | |
12 | 14 - 18 |
14 | 16 - 20 |
16 | |
20 | 18 - 24 |
25 | 18 - 26 |
32 | 19 - 27 |
швов по типу С15, выполненных способом АППГ
Способ сварки МПГ
10.23. Механизированной сваркой порошковой проволокой в смеси защитных газов (МПГ) следует выполнять монтажные стыковые соединения толщиной до 32 мм включительно и угловые швы тавровых (угловых) соединений любых сочетаний толщин. Стыковые и тавровые соединения допускается выполнять во всех пространственных положениях.
Стыковые соединения в нижнем положении следует выполнять на медных формирующих подкладках, допускается применение плоских керамических подкладок. Сварочный зазор в стыках, собранных под сварку на медных и керамических формирующих подкладках, должен составлять 4 - 6 мм.
10.24. Стыковые соединения, выполняемые способом МПГ в вертикальном положении, следует собирать под сварку на специальных медных подкладках или цилиндрических керамических подкладках диаметром 8,0 - 9,0 мм. Перед сваркой необходимо предварительно подогреть стыкуемые кромки до температуры 120 - 150 °C на ширину 60 - 100 мм от оси стыка.
Схемы сборки монтажных стыковых соединений под механизированную сварку бесшовной порошковой проволокой в смеси защитных газов представлены на рисунке 10.9. Для сварки способом МПГ следует применять сварочные материалы по таблице 7.4 настоящих ТУ, а требования по подготовке сварочных материалов к сварке выполнять по пункту 7.25 настоящих ТУ.
а)

1 - стыкуемые элементы;
2 - два-три слоя стеклоткани;
3 - медная подкладка с узкой канавкой;
4 - стальная полоса толщиной 10 - 12 мм
б)

1 - стыкуемые элементы;
2 - керамическая плоская подкладка;
3 - алюминиевая фольга с клеем
в)

1 - стыкуемые элементы;
2 - медная подкладка
г)

1 - стыкуемые элементы;
2 - керамическая подкладка 
под механизированную сварку порошковой проволокой в смеси
защитных газов (МПГ)
10.25. Режимы механизированной сварки в смеси защитных газов монтажных стыковых соединений бесшовной порошковой проволокой марки POWER WET 60M  с разделкой кромок в нижнем, вертикальном и потолочном положениях следует принимать по таблице 10.6 настоящих ТУ, а угловых швов тавровых соединений - по таблице 10.7 настоящих ТУ.
с разделкой кромок в нижнем, вертикальном и потолочном положениях следует принимать по таблице 10.6 настоящих ТУ, а угловых швов тавровых соединений - по таблице 10.7 настоящих ТУ.
с разделкой кромок в нижнем, вертикальном и потолочном положениях следует принимать по таблице 10.6 настоящих ТУ, а угловых швов тавровых соединений - по таблице 10.7 настоящих ТУ.Геометрические параметры сварных стыковых швов, выполненных способом МПГ, должны соответствовать ГОСТ 14771-76 и ГОСТ 23518-79.
Таблица 10.6
Режимы механизированной сварки в смеси защитных газов
монтажных стыковых соединений проволокой марки POWER WET 60M

Положение стыка при сварке | Слои шва | Параметры режима сварки | |
Сила сварочного тока Iсв, А | Напряжение на дуге Uд, В | ||
Нижнее | корневой | 240 - 260 | 24 - 26 |
последующие | 240 - 280 | 26 - 28 | |
Вертикальное | корневой | 200 - 220 | 22 - 24 |
последующие | 220 - 240 | 24 - 26 | |
Потолочное | корневой | 180 - 220 | 22 - 24 |
последующие | 200 - 220 | 22 - 24 | |
Примечания.
1. Скорость сварки Vсв = 12 - 14 м/час.
2. Вылет электрода диаметром 1,2 мм равен 12 ... 16 мм.
3. Расход защитной газовой смеси Q = 22 - 24 л/мин.
Таблица 10.7
тавровых соединений в смеси защитных газов проволокой марки
POWER WET 60M 
Положение при сварке | Параметры режима сварки | ||
Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/час | |
нижнее | 200 - 240 | 22 - 24 | 10 - 14 |
вертикальное | 190 - 220 | 22 - 24 | 10 - 14 |
потолочное | 180 - 200 | 20 - 22 | 12 - 14 |
Примечания.
1. Вылет электрода диаметром 1,2 мм равен 12 ... 18 мм.
2. Расход защитной газовой смеси Q = 20 - 24 л/мин.
10.26. Угловые швы должны иметь проектные катеты (размеры) и соответствовать ГОСТ 14771-76 и ГОСТ 23518-79. Допускаемая выпуклость угловых швов - не более 3 мм для швов II категории, допускаемая вогнутость угловых швов - до 30% катета шва, но не более 3 мм. Допускаемые отклонения катета шва от 5 до 8 мм включительно составляют +2; -1 мм.
Способ сварки РД
10.27. Ручной дуговой сваркой (РД) допускается выполнять монтажные стыковые и угловые швы во всех пространственных положениях любых сочетаний толщин.
Стыковые соединения в нижнем положении следует выполнять на медных формирующих подкладках; допускается использование плоских керамических подкладок. Сварочный зазор в стыках, собранных под ручную дуговую сварку на формирующих подкладках, должен составлять 4 - 6 мм.
Стыковые соединения, выполняемые способом РД в вертикальном (наклонном) положении, следует собирать под сварку на специальных медных подкладках или цилиндрических керамических подкладках диаметром 8,0 - 9,0 мм.
Схемы сборки монтажных стыковых соединений под ручную дуговую сварку покрытыми электродами марки МК-А представлены на рисунке 10.10.
а)

1 - стыкуемые элементы;
2 - два-три слоя стеклоткани;
3 - медная подкладка с узкой канавкой;
4 - стальная полоса толщиной 10 - 12 мм
б)

1 - стыкуемые элементы;
2 - керамическая плоская подкладка;
3 - алюминиевая фольга с клеем
в)

1 - стыкуемые элементы;
2 - медная подкладка
г)
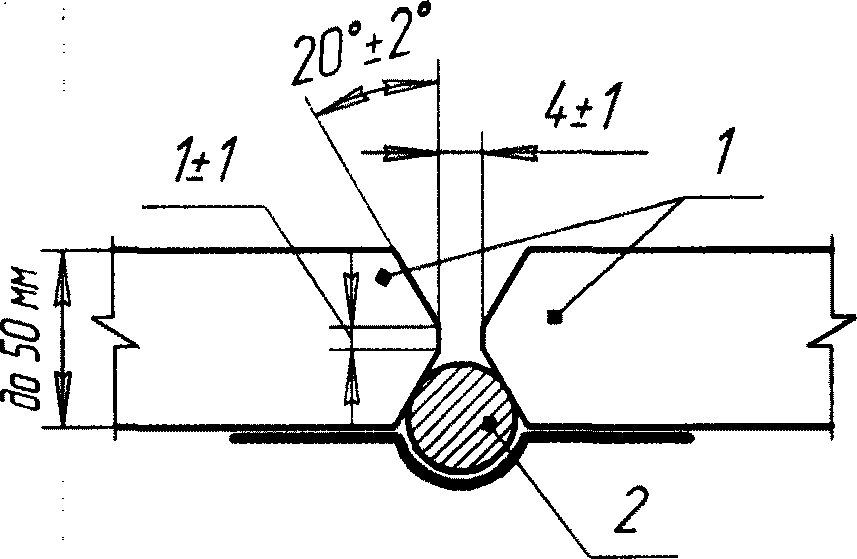
1 - стыкуемые элементы;
2 - керамическая подкладка 
под ручную дуговую сварку покрытыми электродами
10.28. Перед сваркой способом РД следует предварительно подогреть стыковое соединение до температуры 120 - 150 °C на ширину 60 - 100 мм от оси стыка и учитывать требования пункта 10.3 настоящих ТУ.
10.29. Режимы ручной дуговой сварки монтажных стыковых и угловых швов в нижнем, вертикальном и потолочном положениях следует принимать по таблицам 10.8 и 10.9 настоящих ТУ соответственно. Для сварки способом РД следует применять электроды по таблице 7.4, а требования по подготовке электродов к сварке выполнять по пункту 7.8 настоящих ТУ.
Таблица 10.8
Режимы ручной дуговой сварки монтажных стыковых соединений
электродами марки МК-А 
N прохода | Режим ручной дуговой сварки в зависимости от пространственного положения шва | ||
Нижнее положение | Вертикальное положение | Потолочное положение | |
Корневой | Iсв = 160 - 180 А | Iсв = 140 - 160 А | Iсв = 120 - 140 А |
Второй и все последующие | Iсв = 170 - 190 А | Iсв = 140 - 160 А | Iсв = 120 - 140 А |
Примечание. Один электрод диаметром 4,0 мм сжигают на длине "захватки"  (ориентировочная скорость сварки). (ориентировочная скорость сварки). | |||
Таблица 10.9
электродами марки МК-А 
Режим ручной дуговой сварки в зависимости от пространственного положения шва | ||
Нижнее положение | Вертикальное положение | Потолочное положение |
Iсв = 140 - 160 А | Iсв = 120 - 140 А | Iсв = 120 - 140 А |
10.30. Геометрические параметры монтажных сварных стыковых швов, выполненных способом РД, должны соответствовать ГОСТ 5264-80 и ГОСТ 11534-75.
Монтажные сварные соединения труб
10.31. Монтажные соединения труб из стали марки 14ХГНДЦ следует, как правило, выполнять на высокопрочных болтах. Монтажную сварку допускается применять для конструкций в обычном исполнении по специальному технологическому регламенту.
соединений. Контроль качества. Механическая обработка
Общие положения
11.1. При изготовлении и монтаже стальных конструкций следует выполнять:
- входной контроль качества поступающих в производство технической документации, материалов, сварочного оборудования и конструкций;
- пооперационный контроль качества при изготовлении и монтаже отправочных марок;
- приемочный контроль качества изготовления отправочных марок на заводе, а на стройплощадке - смонтированных металлоконструкций.
Для создания сквозной системы контроля качества сборочно-сварочных работ на стройплощадке следует разработать маркировочную схему монтажных сварных швов с указанием наименования и порядкового номера для каждого монтажного сварного шва.
Входной контроль
11.2. Входной контроль качества должен включать следующие операции:
- проверку полноты проектно-технологической документации и соответствие ее требованиям норм;
- контроль качества поступающего на завод основного металлопроката марки 14ХГНДЦ, а на монтаже - основных металлоконструкций (отправочных марок);
- контроль качества поступающих в производство (на завод и на монтаж) сварочных материалов и проверка срока действия свидетельств об аттестации этих материалов;
- проверку состояния применяемого сварочного оборудования и срока действия свидетельств об аттестации этого оборудования; а также проверку срока действия свидетельств об аттестации применяемых технологий сварки;
- проверку срока годности аттестационных удостоверений у электросварщиков, инженерно-технических работников и дефектоскопистов.
11.3. Передаваемая в производство техническая документация должна быть проверена соответствующими службами (отделами) и утверждена "к производству работ" в установленном порядке.
11.4. Контроль качества стального проката марки 14ХГНДЦ (определение механических свойств, руководствуясь ГОСТ 7564-97, ГОСТ 1497-84, ГОСТ 25.502-79*, ГОСТ 7268-82, ГОСТ 9454-78, ГОСТ 21014-88, ГОСТ 25.506-85, ГОСТ 28870-90, ГОСТ 5521-93, ГОСТ 14019-2003) должен выполнять завод - изготовитель металлоконструкций один раз в год. Испытания следует выполнять по каждому заводу-поставщику, используя листовой прокат одной толщины из сформированных в группы:
- I группа толщин -  ; 10 мм;
; 10 мм;
- II группа -  ; 14; 16 мм;
; 14; 16 мм;
- III группа -  ; 25 мм;
; 25 мм;
- IV группа -  ; 40; 50 мм.
; 40; 50 мм.
Объем испытаний следует назначать в соответствии с требованиями действующей нормативно-технологической документации на прокат.
11.5. Качество сварочных материалов должно удовлетворять требованиям, изложенным в разделе 7 настоящих ТУ.
Перед передачей каждой новой партии одного из сварочных материалов в производство качество конкретной партии аттестованной марки сварочного материала следует проверять путем сварки и испытания контрольных технологических проб с определением технологических характеристик и механических свойств (с оформлением Акта сварки пробы по форме Приложения Е к настоящим ТУ). Завод - изготовитель конструкций выполняет проверку качества применяемых сварочных материалов по указаниям СТО-ГК "Трансстрой" 012-2007 [6], а мостостроительная организация - по указаниям СТО-ГК "Трансстрой" 005-2007 [7].
Пооперационный контроль
11.6. При операционном контроле следует проверять соблюдение технологии изготовления конструкций и технологии сборки и сварки при их монтаже.
Пооперационный контроль следует выполнять в соответствии с разработанными технологическими картами (КТПС) на сборку и сварку заводских и монтажных соединений. В КТПС следует в табулированной форме изложить последовательность и требования по выполнению сборочно-сварочных работ для конкретной группы толщин сварных соединений.
11.7. Пооперационный контроль в процессе сборки соединений под сварку следует выполнять постоянно по мере изготовления и монтажа, но не реже одного раза в сутки - при монтаже стальных конструкций, и не реже одного раза в течение 3-х суток - на заводе-изготовителе.
11.8. Перед сваркой собранных соединений следует контролировать: правильность положения элементов (конструкций) в плане, профиле и по длине; правильность формы подготовки кромок (величину сварочного зазора и притупления кромок, угол разделки кромок); плотность поджатия подкладок на стройплощадке и флюсовых подушек на заводе; величину депланации и чистоту стыкуемых кромок; соответствие применяемой при сборке технологической оснастки и других технологических операций.
11.9. В процессе выполнения сварочных работ на заводе и стройплощадке пооперационно следует проверять: соответствие применяемых при сварке марок электродной проволоки сплошного сечения, марок порошковых проволок, электродов и флюса; соответствие фактического режима сварки указанному в КТПС на конкретный тип сварного соединения; правильность выполнения предварительного и послойного подогрева; правильность наложения слоев шва при заполнении разделки; качество наплавленного металла (визуально) и сечение швов.
Приемочный контроль качества сварных соединений
11.10. Все заводские и монтажные сварные соединения должны быть приняты после выполнения сварки с учетом требований ГОСТ 3242-79, ГОСТ 1778-70, ГОСТ 27809-95, ГОСТ 7122-81, ГОСТ 2999-75, ГОСТ 9013-59, ГОСТ 22536.0-87*, ГОСТ 26294-84, ГОСТ 9.903-81. Для приемки металл шва и прилегающие к нему участки основного металла следует очистить от шлака и брызг и устранить видимые дефекты.
11.11. Приемка должна состоять в выполнении следующих видов контроля: визуально-измерительного по РД 03-606-03 [13]; ультразвукового контроля качества по ГОСТ 12503-75, ГОСТ 22727-88 и ГОСТ Р 55724-2013 с учетом указаний настоящих ТУ; радиографического контроля по ГОСТ Р 55776-2013 и ГОСТ 7512-82 (просвечивание проникающим излучением) - при необходимости уточнения данных ультразвукового контроля; металлографических исследований макрошлифов на торцах соединений; механических испытаний контрольных сварных соединений по ГОСТ 6996-66 - в соответствии с требованиями чертежей КМ.
11.12. Методы и объемы контроля следует назначать по таблице 11.2 настоящих ТУ в зависимости от категории швов, классифицированных в таблице 11.1 настоящих ТУ. При этом категорию конкретных заводских и монтажных сварных швов следует принимать по указаниям в чертежах КМ; категорию швов в чертежах КМ следует назначать с учетом их классификации по таблице 11.1 настоящих ТУ.
11.13. Визуально-измерительный контроль качества сварных швов должен состоять в проверке их размеров и формы, в определении и оценке (допустимые или недопустимые) внешних дефектов.
Виды (наименование) дефектов, их характеристику по расположению, форме и размерам, а также допускаемые величины отклонений в зависимости от категории сварных швов следует принимать по таблице 11.3 настоящих ТУ; допуски на угловые швы следует принимать по таблице 11.4 настоящих ТУ.
Таблица 11.1
стальных конструкций из стали марки 14ХГНДЦ
Категория шва | Типы швов заводских и монтажных сварных соединений, входящих в данную категорию, характеристика условий их эксплуатации и монтажа |
1 | 2 |
I | 1. Заводские сварные соединения |
1. Поперечные и продольные стыковые швы растянутых (сжато-растянутых) поясов главных балок, элементов ферм, элементов ортотропных и ребристых плит и элементов из труб, а также сжатые и растянутые стыковые швы поперечных и продольных балок проезжей части железнодорожных мостов. - угловые поясные швы нижних и верхних поясов главных балок; - угловые швы элементов ферм; - угловые швы тавровых соединений, работающие на отрыв и срез при растяжении или изгибе. | |
2. Монтажные сварные соединения | |
1. Заводские сварные соединения | |
II | 5. Швы с неполным проплавлением по чертежам КМ: - угловые поясные швы нижних и верхних поясов главных балок; - угловые швы элементов ферм; - угловые швы тавровых, угловых и нахлесточных соединений, работающие на отрыв и срез при растяжении или изгибе. 6. Стыковые швы (за исключением концевых участков, см. пункт 3 таблицы), прикрепляющие к растянутым поясам балок или ферм узловые фасонки или расположенные вдоль усилия фасонки связей. 7. Поперечные стыковые швы стенок балок на участках протяжением по 10% ее высоты, примыкающих к концевым участкам (см. пункт 4 таблицы). |
2. Монтажные сварные соединения | |
4М. Угловые поясные швы нижних и верхних поясов главных балок, элементов ферм, а также угловые швы тавровых, угловых и нахлесточных соединений, работающие на отрыв и срез при растяжении или изгибе с неполным проплавлением по чертежам КМ | |
III | 1. Заводские сварные соединения |
9. Поперечные и продольные стыковые швы сжатых поясов главных балок, элементов ортотропных и ребристых плит, элементов ферм и элементов из труб. 11. Продольные стыковые швы стенок балок, расположенные в пределах части высоты стенки балки, кроме указанных в пункте 8. 12. Швы с неполным проплавлением по чертежам КМ: - угловые поясные швы; - угловые швы тавровых, угловых и нахлесточных соединений, работающие на сжатие. 13. Стыковые швы, прикрепляющие к сжатым элементам ферм и сжатым поясам балок узловые фасонки связей. 14. Угловые швы, прикрепляющие вертикальные и горизонтальные ребра жесткости, диафрагмы и фасонки связей к основным металлоконструкциям. 15. Угловые швы, прикрепляющие элементы связей к фасонкам и ребрам жесткости | |
2. Монтажные сварные соединения | |
5М. Угловые поясные швы, а также угловые швы тавровых, угловых и нахлесточных соединений, работающие на сжатие с неполным проплавлением по чертежам КМ. 6М. Угловые швы, прикрепляющие к основным металлоконструкциям вертикальные и горизонтальные ребра жесткости, диафрагмы и фасонки связей. 7М. Угловые швы, прикрепляющие элементы связей к фасонкам и ребрам жесткости |
Таблица 11.2
соединений стальных конструкций из стали марки 14ХГНДЦ
Метод контроля | Категория шва | Типы контролируемых швов по таблице 11.1 | Объем контроля | Примечания |
Визуально-измерительный (ВИК) | I - III | Все | 100% | Наличие отклонений от требований проекта и НТД <***>, выявленных методом ВИК, фиксируют в Журнале сварочных работ |
Ультразвуковой (УЗД) ГОСТ 55724-2013 | 1. Заводские сварные соединения | |||
I | 100% | От длины каждого контролируемого шва соответствующего типа | ||
II | 50% <*> | |||
III | 30% <**> | |||
2. Монтажные сварные соединения | ||||
I | 100% | - | ||
II | - | - | - | |
III | - | - | - | |
Радиографический (R) ГОСТ 7512-82 (просвечивание проникающим излучением) | 1. Заводские сварные соединения | |||
Швы стыковых соединений | Участки стыковых швов, которые не могут быть подвергнуты УЗД по конструктивным признакам и/или результаты проверки которых методом УЗД требуют уточнения | - | ||
I | ||||
II | ||||
III | ||||
2. Монтажные сварные соединения | ||||
Швы стыковых соединений | Участки стыковых швов, которые не могут быть подвергнуты УЗД по конструктивным признакам и/или результаты проверки которых методом УЗД требуют уточнения | - | ||
I | ||||
II | - | |||
III | - | |||
Заводские и монтажные сварные соединения | ||||
Металлографические исследования макрошлифов | I | Стыковые швы растянутых или сжато-растянутых элементов конструкций | по указанию контролирующей организации | - |
Заводские и монтажные сварные соединения | ||||
Механические испытания контрольных сварных соединений по ГОСТ 6996-66 | Объем контроля следует назначать по указанию контролирующей организации | |||
Примечания.
1. Методы и объем контроля сварных соединений в узлах повышенной жесткости, где увеличивается опасность образования трещин, должны быть дополнительно указаны в проектно-технологической документации.
2. В сварных элементах и узлах с пересечениями и примыканиями заводских и монтажных стыковых швов (в зонах "крестов" и "полукрестов") следует производить повторный контроль качества этих зон по 150 мм в каждую сторону методом УЗД не ранее чем через трое суток (72 ч) после первичного контроля швов методом УЗД в этих зонах.
3. Первичный контроль качества сварных соединений инструментальными неразрушающими методами следует выполнять по пункту 11.17 настоящих ТУ.
4. Категория и тип шва согласно указаниям таблицы 11.1 настоящих ТУ должны быть указаны в проектной документации.
5. При контроле участка стыкового шва методами УЗД и R и выявлении при этом дефектов одним из этих методов решение о качестве шва принимается по результатам того метода, который является наиболее надежным для обнаружения дефектов данного типа.
--------------------------------
<*> При выявлении дефектов, выходящих за пределы допусков, контролю подлежат 100% длины швов типа 6, 7 и 8 категории II.
<**> Если при контроле методом УЗД качество более чем 10% общей длины проверенных швов будет признано неудовлетворительным, то производится дополнительный контроль стыков в объеме 50% длины каждого стыкового шва. Если и при дополнительном контроле выявляются швы неудовлетворительного качества, то контролю подлежат 100% длины швов типа 9, 10, 11 и 13 категории III.
Таблица 11.3
из стали марки 14ХГНДЦ
Наименование дефектов | Характеристика дефектов по расположению, форме и размерам | Допустимые дефекты по категориям швов | |||
I | II | III | |||
1 | 2 | 3 | 4 | 5 | |
1. Поверхностные дефекты | |||||
1.1. Трещины | Трещины всех видов, размеров и ориентации | Не допускаются | |||
1.2. Непровары (в корне шва и неполное проплавление) | Для односторонних стыковых швов  | Не допускаются | |||
1.3. Несплавления поверхностные по стыкуемым свариваемым кромкам | 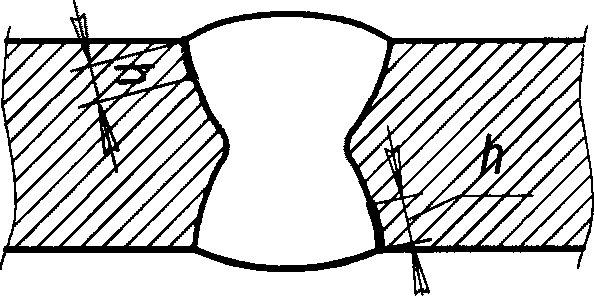 | Не допускаются | |||
1.4. Прожоги (проплавление насквозь) | - | Не допускаются | |||
1.5. Поверхностные одиночные поры в стыковых и угловых швах | Максимальный размер (диаметр) одиночного дефекта по пункту 1.5 в стыковых и угловых швах | 1,0 мм | 1,5 мм | 2,0 мм | |
1.6. Поверхностные поры в стыковых и угловых швах | При расстоянии между дефектами по пункту 1.6 не более 20t и менее 400 мм | Не допускаются | |||
1.7. Подрезы вдоль и поперек усилия <*> ---------- <*> Переход от шва к основному металлу должен быть плавный. Очертания подрезов должны быть плавные. |   | Без исправления не допускаются. Подрезы глубиной h до 1 мм разрешается исправлять зачисткой  и более. Подрезы глубиной более 1 мм необходимо заварить, с последующей механической обработкой и более. Подрезы глубиной более 1 мм необходимо заварить, с последующей механической обработкой | Глубиной до 1,0 мм допускаются без исправления. Подрезы глубиной h, мм, 1 < h  и более. Подрезы глубиной более 2 мм необходимо заварить, с последующей механической обработкой и более. Подрезы глубиной более 2 мм необходимо заварить, с последующей механической обработкой | Согласно указаниям для швов II категории | |
Переход от шва к основному металлу должен быть плавный  | h не более 2,0 мм | h не более 3,0 мм | h не более 4,0 мм | ||
1.9. Увеличение катета углового шва | Превышение катета для большинства угловых швов не является браковочным признаком  h = Kф - K | h | h | h | |
1.10. Уменьшение катета углового шва |  h = K - Kф | Не допускается | Длинные дефекты не допускаются | ||
Короткие дефекты h | |||||
но не более 1,0 мм | но не более 2,0 мм | ||||
1.11. Превышение выпуклости корня шва | Для односторонних стыковых швов (чрезмерное проплавление корня шва)  | h | h | h | |
Переход от шва к основному металлу должен быть плавный 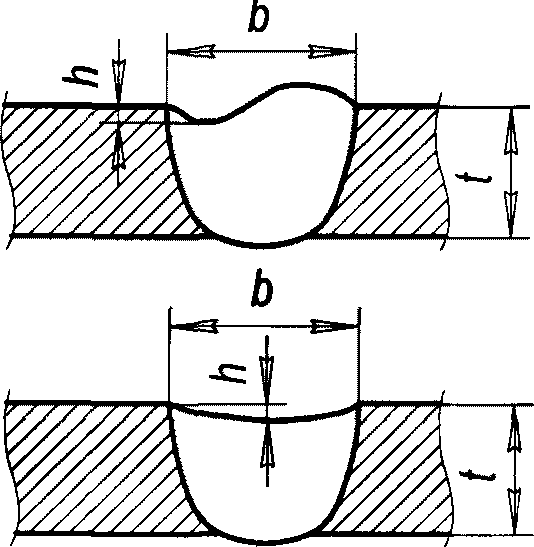 | Длинные дефекты не допускаются | ||||
Короткие дефекты | |||||
h | h | h | |||
1.13. Асимметрия углового шва | Разнокатетность углового шва, если она не предусмотрена проектом 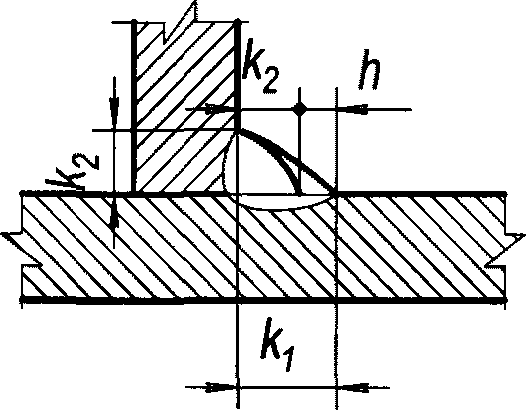 h = K1 - K2 | h | h | h | |
1.14. Вогнутость корня шва, утяжка | Для односторонних стыковых швов (переход от шва к основному металлу должен быть плавный) 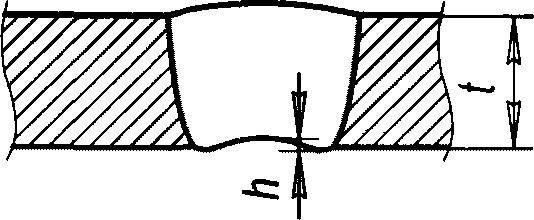 | h | h | h | |
1.15. Наплывы по валикам (выпуклостям) швов Стыкового шва Углового шва | 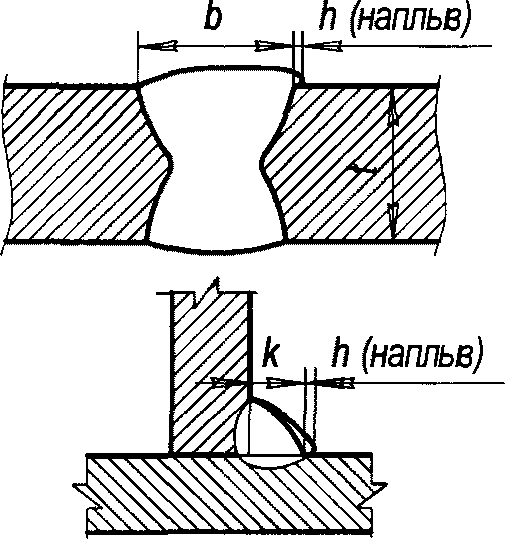 | Не допускаются | |||
Стыковые швы |  |  |  | ||
 | |||||
Угловые швы |  |  |  | ||
 | |||||
1.17. Ожог и оплавление основного металла сваркой | Местные повреждения вследствие зажигания дуги вне шва | Без исправления не допускаются | |||
Брызги расплавленного металла | Прилипшие брызги к поверхности металла | ||||
Задиры поверхности металла | Повреждения поверхности, вызванные удалением временных приспособлений | ||||
1.18. Плохое возобновление дуговой сварки | Местная неровность поверхности шва в месте повторного зажигания дуги | Не допускается | |||
1.19. Знаки шлифовки и резки | Местные повреждения вследствие шлифовки и резки (пропилы, выхваты, цвета побежалости и др.) | Без исправления не допускаются | |||
1.20. Уменьшение толщины шва | Уменьшение толщины металла шва вследствие шлифовки | Короткие дефекты с допусками по п. 1.12 для каждой категории шва; дефекты большей глубины устраняются подваркой и последующей зачисткой | |||
2. Внутренние дефекты | |||||
2.1. Трещины | Трещины всех видов, размеров и ориентации | Не допускаются | |||
2.2. Непровары и несплавления | а) в стыковых швах по оси стыка или притупления кромок  | Не допускаются | |||
б) в корне угловых швов  | Не допускаются | Длинные дефекты не допускаются | |||
Короткий дефект h | |||||
в) между слоями стыкового шва  г) недостаточное проплавление боковой кромки стыка  | Не допускаются | Длинные дефекты не допускаются | |||
Короткий дефект h | |||||
2.3. Одиночные внутренние поры, газовые полости и шлаковые включения | а) Максимальный размер d одиночного дефекта, мм: | стыковой шов | При t d при t > 25 мм d | При t d при t > 25 мм d | При t d при t > 25 мм d |
угловой шов | d | d | d | ||
б) Расстояние L между дефектами, мм | L | L | L | ||
в) Количество дефектов n на участке шва длиной 400 мм | n | n | n | ||
2.4. Скопления и цепочки внутренних пор, газовых полостей или/и шлаковых включений | Стыковые и угловые соединения | Не допускаются | |||
2.5. Включения меди, бронзы, вольфрама и другого металла | Инородные металлические включения | Не допускаются | |||
3. Дефекты геометрии соединений | |||||
3.1. Линейное смещение кромок по вертикали | 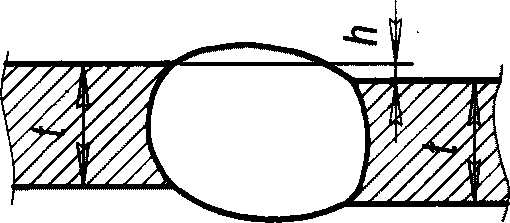 | h | h | h | |
3.2. Угловое отклонение от прямолинейности ("домик") |  |  | |||
3.3. Неудовлетворительный зазор в тавровом соединении | Чрезмерный зазор между деталями  Превышение зазора в некоторых случаях может быть компенсировано увеличением катета шва на величину зазора. | h | h | h | |
Примечания. 1. Длинные дефекты - это один или несколько дефектов суммарной длиной более 25 мм на каждые 100 мм шва или минимум 25% длины шва менее 100 мм. 2. Короткие дефекты - это один или несколько дефектов суммарной длиной не более 25 мм на каждые 100 мм шва или максимум 25% длины шва менее 100 мм. 3. Условные обозначения: S - толщина стыкового шва, мм; k - номинальная величина катета углового шва, мм; b - фактическая ширина стыкового шва, мм; kф - фактическая величина катета углового шва, мм; t - толщина металла, мм; d - диаметр поры, мм; h - размер (высота или ширина) дефекта, мм; L - расстояние между дефектами или дефектными участками, мм. | |||||
Таблица 11.4
из стали марки 14ХГНДЦ
Номинальный размер катета углового шва в тавровых, угловых и нахлесточных соединениях, мм | Предельное отклонение катета, мм, при способе сварки | ||
Автоматическая и механизированная под флюсом по ГОСТ 8713-79, ГОСТ 11533-75 | Механизированная в смеси защитных газов по ГОСТ 14771-76, ГОСТ 23518-79 | Ручная по ГОСТ 5264-80, ГОСТ 11534-75 | |
До 5 вкл. | +1 | +1; -0,5 | +1; -0,5 |
Св. 5 до 8 вкл. | +2 | +2; -1 | +2; -1 |
Св. 8 до 12 вкл. | +2,5 | +2,5; -1,5 | +2,5; -1,5 |
Св. 12 | +3 | +3; -2 | +3; -2 |
Допускаемая вогнутость углового шва | До 30% катета, но не более 3 мм | ||
а) иметь гладкую или равномерную чешуйчатую поверхность с плавными переходами к основному металлу, без наплывов и недопускаемых подрезов (см. таблицу 11.3 настоящих ТУ). Недопустимой является грубая чешуйчатость швов, которую следует определять не менее, чем в 4-х точках по длине шва как среднеарифметическую величину из 4-х значений превышения гребня шва над впадиной. Чешуйчатость более 0,3 мм следует относить к грубой чешуйчатости и механически обрабатывать; при механизированной и/или ручной дуговой сварке допускается чешуйчатость до 0,3 мм включительно;
б) в многопроходных заводских и монтажных швах облицовочные валики должны перекрывать друг друга на 1/3 ширины, а глубина межваликовых впадин не должна превышать 0,5 мм для швов, расположенных поперек основного усилия, и не более 1,0 мм - для швов, расположенных вдоль усилия.
Во всех монтажных стыковых швах, расположенных поперек основного усилия, усиление шва должно быть зачищено заподлицо с основным металлом с двух сторон стыка;
в) все кратеры должны быть вырезаны и заварены;
г) замыкание ("закольцовку") угловых швов следует выполнять катетом, указанным в чертежах КМ для углового шва, но не менее 6 мм с допуском +1,0; -0 мм;
д) швы не должны иметь недопустимых поверхностных дефектов, указанных в таблице 11.3 настоящих ТУ;
е) механическая обработка шва и околошовной зоны должна соответствовать чертежам КМ и требованиям документации на неразрушающий контроль. Радиусы сопряжений в зонах сплавления при механической обработке угловых швов должны быть не менее 3 мм, стыковых швов - не менее 10 мм;
ж) все свободные кромки сварных конструкций следует скруглять по указаниям пункта 6.35 настоящих ТУ;
и) усиления на концевых участках заводских и монтажных стыковых швов, выходящие на свободные кромки, должны быть обработаны шлифмашинкой заподлицо с основным металлом на длине не менее 50 мм;
к) обратный валик во всех монтажных стыковых швах, выполненных способами МПГ, РД или АФ + РД, должен быть зачищен заподлицо с основным металлом по всей длине шва; обратный валик в стыковых швах, выполненных способом АФ с МХП, не должен иметь наплывов и натеков по длине, границы сплавления с основным металлом должны быть четкими, а переход от шва к основному металлу должен быть плавным; полная зачистка обратного валика шва, выполненного способом АФ с МХП, браковочным признаком не является;
л) в стыковых швах любых толщин с усилением на лицевой поверхности шва более 3,5 мм следует выполнить механическую обработку;
м) при пересечении угловым швом стыкового шва усиление стыкового шва должно быть зачищено заподлицо с основным металлом на длине  в зоне пересечения швов;
в зоне пересечения швов;
в зоне пересечения швов;н) по всем зонам пересечений и примыканий стыковых швов (зоны "крестов" и "полукрестов") их усиления с лицевой и обратной сторон на длине по 150 мм в каждую сторону следует зачистить шлифмашинкой заподлицо с основным металлом;
о) в вертикальных монтажных стыковых швах вставок полосовых продольных ребер поясов балок пешеходных мостов усиления концевых свободных участков стыковых швов на длине  должны быть сняты заподлицо с основным металлом, а свободные кромки в зоне этих стыков должны быть скруглены по пункту 6.35 настоящих ТУ; полная зачистка усилений этих стыковых швов браковочным признаком не является;
должны быть сняты заподлицо с основным металлом, а свободные кромки в зоне этих стыков должны быть скруглены по пункту 6.35 настоящих ТУ; полная зачистка усилений этих стыковых швов браковочным признаком не является;
должны быть сняты заподлицо с основным металлом, а свободные кромки в зоне этих стыков должны быть скруглены по пункту 6.35 настоящих ТУ; полная зачистка усилений этих стыковых швов браковочным признаком не является;п) зоны перехода от заводского углового поясного шва к монтажному угловому поясному шву по стенкам главных балок, элементам ферм и указанные зоны перехода угловых швов по нижним продольным ребрам, следует обработать шлифмашинками на длине  ;
;
;р) на конструкциях не должно быть ожогов основного металла сваркой; выявленные заводские или монтажные ожоги основного металла сваркой должны быть зачищены абразивным кругом до полного удаления следов ожогов;
с) в монтажных сварных стыковых соединениях, выполненных односторонней автоматической сваркой под флюсом с МХП на стекло-медных подкладках, допускаются "подмывы" по линии сплавления обратного валика шва с основным металлом с размерами по пункту 10.9 настоящих ТУ.
11.15. При неразрушающем контроле качества швов сварных соединений следует определить наличие, число, характер и размеры поверхностных и внутренних дефектов, указанных в таблице 11.3 настоящих ТУ.
Контроль качества заводских и монтажных сварных соединений ультразвуковой дефектоскопией (УЗД) должны проводить дефектоскописты неразрушающего контроля качества в соответствии с методикой ультразвукового контроля (УЗК), изложенной:
- для заводских сварных соединений в СТО-ГК "Трансстрой" 012-2007 [6];
- для монтажных сварных соединений в СТО-ГК "Трансстрой" 005-2007 [7].
При выполнении УЗК сварных соединений при заводском изготовлении и монтаже результаты контроля следует фиксировать в журнале ультразвукового контроля качества.
11.16. Перед ультразвуковым контролем следует выполнить внешний осмотр сварного соединения для оценки качества шва и качества его подготовки к неразрушающему контролю. Швы, имеющие недопустимые наружные дефекты или некачественную подготовку, до начала контроля должны быть доработаны.
Шероховатость поверхности при механической обработке зон контроля должна быть не ниже Rz40 по ГОСТ 2789-73.
11.17. Первичный контроль качества заводских сварных соединений с выдачей заключений по УЗК следует производить не ранее 24 часов с момента завершения сварки; монтажных - не ранее 24 часов с момента завершения сварки при температуре окружающего воздуха выше +5 °C и не ранее 48 часов при температуре +5 °C и ниже.
После исправления дефектных участков шва следует выполнить повторный контроль; сроки выполнения повторного контроля следует принимать по требованию к первичному контролю.
Заключение о качестве сварного соединения следует подтверждать подписями дефектоскопистов не ниже 2-го уровня квалификации по УЗК качества сварных соединений и начальника лаборатории неразрушающего контроля и заверять печатью.
11.18. Проникающим излучением швы сварных соединений следует просвечивать, как правило, по нормали к плоскости свариваемых листов, а в отдельных случаях (для выявления возможного непровара) - по скосам кромок. Источник излучения следует выбирать в зависимости от толщины, заданного класса контроля и геометрии просвечивания.
Требования к выполнению радиографического контроля должны быть приведены в технологической инструкции и технологической карте, разработанных для конкретного шва (швов) и утвержденных в установленном порядке.
11.19. Металлографические исследования макрошлифов следует выполнять на торцах сварных швов после срезки выводных планок (при их наличии). Исследования должны состоять в проверке соединений на наличие трещин, непроваров, пор и шлаковых включений, а также на определение числа слоев шва (ориентировочно).
11.20. Швы сварных соединений, не отвечающие требованиям по таблице 11.2 настоящих ТУ, следует исправлять.
Способ исправления с учетом требований настоящих ТУ должен назначать главный сварщик завода-изготовителя и/или монтажной организации.
Допускается исправлять швы частичным или полным их удалением с последующей переваркой.
11.21. Допускается применять следующие способы исправления дефектов в швах: наплывы и недопустимое усиление швов обрабатывать абразивным инструментом; неполномерные швы, незаплавленные кратеры, несплавления снаружи по кромкам и недопустимые подрезы прочищать или прорезать шлифмашинкой и затем подваривать с последующей зачисткой; участки швов с недопустимым количеством пор, шлаковых включений и внутренних несплавлений (непроваров) полностью удалять и заваривать вновь.
11.22. При обнаружении в металле сварных соединений трещин должна быть установлена их протяженность и глубина с помощью УЗД.
Процесс по исправлению сварного шва с трещиной должен включать следующие операции:
- в начале и в конце трещины с припуском по 40 мм с каждого конца следует засверлить отверстия диаметром 6 - 8 мм;
- подготовить участок под заварку с V-образной разделкой кромок с общим углом раскрытия 60 - 70° с помощью:
1) армированных наждачных кругов толщиной 6 - 8 мм;
2) воздушно-дуговой резки угольными омедненными, графитовыми или медно-графитовыми электродами диаметром 6, 8 и 10 мм с последующей механической обработкой поверхности реза абразивным инструментом на глубину не менее 1 мм;
- заварить подготовленный участок. Для заварки, как правило, следует использовать предусмотренный способ сварки шва. Допускается применять следующие способы сварки: для выполненных автоматической сваркой под флюсом швов с длиной дефектного участка до 400 мм - ручную дуговую сварку; для выполненных автоматической сваркой под флюсом швов с длиной дефектного участка до 1 метра - механизированную сварку под флюсом или в смеси защитных газов; для выполненных механизированной сваркой в смеси защитных газов швов с длиной дефектного участка до 1 метра - ручную дуговую сварку.
11.23. Исправление дефектного участка удалением с последующей заваркой допускается не более двух раз. Исправление более двух раз может быть допущено в порядке исключения после установления фактической причины (причин) возникновения дефектов.
11.24. В заводских и монтажных сварных стыках увеличенный зазор между кромками, превышающий проектный (с учетом плюсового допуска) и имеющий раскрытие до 25 мм (включительно) - при сварке, выполняемой в нижнем положении; до 12 мм (включительно) - при сварке, выполняемой в вертикальном (наклонном) и горизонтальном положениях на вертикальной плоскости; до 15 мм (включительно) - при сварке тавровых соединений, допускается уменьшать наплавкой одной или обеих стыкуемых кромок до обеспечения проектного зазора.
Наплавку кромок следует выполнять механизированной сваркой в смеси защитных газов с применением порошковой проволоки марки POWER WET 60M диаметром 1,2 мм (способ МПГ). Допускается для наплавки кромок применять ручную дуговую сварку электродами МК-А диаметром 4 мм.
Наплавку следует выполнять по специально разработанным и утвержденным главным сварщиком технологическим картам.
11.25. При обработке заводских и монтажных сварных соединений ослабление сечения по толщине проката (углубление в основной металл без подварки) поперек и вдоль усилия в элементе, как правило, не должно превышать 1 мм на металле толщиной до 25 мм и 4% толщины - на более толстом металле.
11.26. Местные наплывы и натеки, образовавшиеся в местах перекрытия соседних участков шва при перерыве процесса сварки или при исправлении дефектов, а также местные усиления шва, превышающие допускаемые, должны быть сглажены механической обработкой до проектного размера и обеспечения плавного перехода к основному металлу в исправляемой зоне.
При обработке абразивным инструментом не допускаются ожоги металла из-за сильного нажатия на инструмент и малой скорости его перемещения по обрабатываемой поверхности.
11.27. Для удаления технологических припусков в зоне "носиков" стенок балок и других частях свариваемых деталей, выступающих за проектный контур, допускается применение газокислородной резки с последующей механической обработкой зон реза. При этом наличие окисленного (оплавленного) металла на свободных и/или свариваемых кромках не допускается; при наличии окисленного металла на кромках (при нарушении режимов резки проката) следует механически обработать кромки на глубину не менее 2-х мм.
11.28. Уменьшение размеров зон обработки и радиусов плавных переходов, приведенных в СТО-ГК "Трансстрой" 012-2007 [6], СТО-ГК "Трансстрой" 005-2007 [7] и в настоящих ТУ - не допускается.
и смонтированных конструкций на стройплощадке
Приемка отправочных марок на заводе
12.1. Отправочные марки в комплекте с монтажными элементами должны быть приняты ОТК завода-изготовителя и Инспекцией.
Приемка должна состоять из следующих проверок:
- соответствия отправляемой конструкции проектной документации, включая проверку линейных размеров и проверку геометрической формы;
- качества изделия, включая состояние поверхности.
12.2. Поверхность отправочных марок и монтажных элементов из стали марки 14ХГНДЦ перед отправкой потребителю следует очистить от всех видов загрязнений по ГОСТ 9.402-2004, а также от всех промежуточных технологических надписей и знаков, включая промежуточную маркировку. Сохраняемую (не подлежащую очистке) маркировку и требования к ее нанесению следует принимать по пунктам 13.2 - 13.4 настоящих ТУ.
При проверке состояния поверхности методы контроля качества очистки поверхности следует принимать по ГОСТ 9.402-2004.
12.3. Отклонения линейных размеров и геометрической формы отправочных марок стальных конструкций от проектных не должны превышать величин, указанных соответственно в таблицах 12.1 и 12.2 настоящих ТУ, если в чертежах КМ не установлены другие значения отклонений.
Таблица 12.1
Допускаемые отклонения линейных размеров заводских
отправочных марок из стали марки 14ХГНДЦ
Вид и местоположение отклонения | Значения предельного отклонения, мм |
1 | 2 |
1. Отклонения по длине | |
1.1. Продольные и поперечные балки проезжей части болто-сварных решетчатых пролетных строений | +0; -2 |
1.2. Балки, коробки, ортотропные и ребристые плиты цельносварных пролетных строений (без припусков на подрезку) | +0; -4 |
1.3. Расстояния по длине балок и коробок между смежными вертикальными ребрами жесткости, к которым прикрепляются поперечные балки ортотропных и ребристых плит, и соответствующие расстояния между поперечными балками ортотропных и ребристых плит | +/- 2 |
1.4. Обрезы (расстояния от крайних монтажных отверстий до торца элемента) в поясах и стенках решетчатых и сплошностенчатых балочных и коробчатых болто-сварных мостовых конструкциях | +0; -4 |
1.5. Расстояния между крайними ребрами и поперечными балками при длине балок, коробок и плит: | |
- до 10 м | +/- 2 |
- свыше 10 м | + /-4 |
2. Отклонения по ширине | |
2.1. Пояса, раскосы, стойки, подвески, двутавровые связи решетчатых болто-сварных ферм: | |
- в зоне узлов и стыков для элементов, охватываемых узловыми фасонками | +0; -2 |
- то же, для элементов, охватывающих фасонки | +2; -0 |
- на других участках | +/- 4 |
2.2. Коробчатые элементы поясов и раскосов решетчатых ферм в средней трети высоты поперечного сечения: | |
- в зоне узлов и стыков | +1; -3 |
- на других участках | +/- 4 |
2.3. Пояса сплошностенчатых балочных и коробчатых конструкций, ортотропные плиты со свободными кромками (не примыкающими к другим элементам) | +/- 4 |
2.4. Пояса балочных и коробчатых конструкций, ортотропные и ребристые плиты с несвободными кромками (примыкающими к другим элементам) | +0; -2 |
2.5. Расстояния между осями вертикальных стенок коробок: | |
- в зоне стыков | +/- 2 |
- на других участках | +/- 4 |
2.6. Расстояния между осями продольных ребер ортотропных плит: | |
- в зоне стыков и пересечений с поперечными балками | +/- 2 |
- на других участках | +/- 4 |
3. Отклонения по высоте | |
3.1. Пояса и элементы решетки болто-сварных ферм: | |
- в зоне узлов и стыков при перекрытии только вертикальных листов сечений | +/- 2 |
- то же, при перекрытии вертикальных и горизонтальных листов сечений | +0; -2 |
- на других участках | +/- 4 |
3.2. Продольные и поперечные балки проезжей части болто-сварных решетчатых пролетных строений в местах соединения при наличии накладок сверху и снизу | +/- 1 |
3.3. Сплошностенчатые балочные и коробчатые конструкции железнодорожных мостов с болтовыми, фрикционными, сварными и болто-сварными стыками: | |
- в зоне стыков | +/- 2 <*> |
- на других участках | +/- 4 |
<*> При сверлении отверстий в стыках стенок и сборке балок и коробок уступы в стыке каждого из поясов не должны превышать 2 мм. | |
3.4. Поперечные балки железнодорожных коробчатых сплошностенчатых пролетных строений с ортотропной плитой балластного корыта | +/- 1 |
3.5. Высота от низа листа настила до низа пояса тавровых продольных ребер ортотропной плиты железнодорожных пролетных строений | + /-2 |
4. Отклонения по расположению монтажных отверстий | |
4.1. Расстояния между группами монтажных отверстий в отправочных марках при интервалах размеров: | |
- до 2,5 м | +/- 1,0 |
- свыше 2,5 м до 4,5 м | +/- 1,5 |
- свыше 4,5 м до 9 м | +/- 2,0 |
- свыше 9 м до 15 м | +/- 2,5 |
- свыше 15 м до 21 м | +/- 3,0 |
- свыше 21 м до 27 м | +/- 3,5 |
- свыше 27 м | +/- 4,0 |
Расстояния между группами отверстий в нижних поясах цельноперевозимых пролетных строений для крепления опорных частей | +/- 10 |
Таблица 12.2
отправочных марок из стали марки 14ХГНДЦ
Конструктивные элементы и отклонения | Значение предельного отклонения |
1 | 2 |
1. Стрела выгиба оси основных элементов решетчатых ферм, балок проезжей части, главных и домкратных сплошностенчатых балок при длине элемента или его искривленной части l: | |
- до 10 м включительно | l/1000 |
- свыше 10 м | 10 мм |
2. Плавное саблевидное искривление по продольным кромкам в плане | |
2.1. Пояса главных балок П-образного, С-образного и коробчатого сечения, в том числе и с наклонными стенками, длиной l | l/1000, но не более 10 мм |
- толщиной | не более 5 мм |
- толщиной > 16 мм, шириной | l/1000, но не более 10 мм |
- любой толщины и шириной более 400 мм | l/1000, но не более 5 мм |
2.3. Нижние пояса L-образных, С-образных, двутавровых балок, в том числе с наклонными стенками, длиной l: | |
- по свободным кромкам | l/1000, но не более 10 мм |
- по несвободным кромкам (при сварке кромок) | не более 5 мм |
3. Стрела выгиба оси связей, элементов перил, смотровых приспособлений, ограждения ездового полотна при длине элемента или его искривленной части l | l/700, но не более 16 мм |
4. Плавный продольный выгиб в вертикальной плоскости | |
4.1. Блоки ортотропных и ребристых плит при толщине настильного листа до 20 мм включительно длиной l | l/750, но не более 14 мм |
4.2. Блоки нижних ребристых плит при толщине настильного листа более 20 мм длиной l | l/750, но не более 10 мм |
4.3. Нижние пояса L-образных балок длиной l, м: | |
- при толщине пояса до 20 мм включительно | l/1000, но не более 12 мм |
- при толщине пояса более 20 мм | l/1000, но не более 10 мм |
5. Плавный поперечный выгиб в вертикальной плоскости | |
5.1. Блоки ортотропных и ребристых плит шириной b при толщине листа: | |
- до 20 мм включительно | b/500, но не более 5 мм |
- от 20 ... 40 мм | 1,5 мм на 1 м ширины плиты |
5.2. Нижние пояса L-образных балок шириной b при толщине листа: | |
- до 20 мм включительно | b/500, но не более 5 мм |
- от 20 ... 40 мм | 1,5 мм на 1 м ширины плиты |
6. Отклонения кромок настильных листов ортотропных и ребристых плит в горизонтальной плоскости от проектной линии: | |
- по несвободным кромкам (в стыках) | +/- 2 мм |
- по свободным кромкам консольных плит | +/- 4 мм |
7. Грибовидность свободного свеса кромок ортотропных, ребристых плит и коробчатых балок при ширине свеса b: | |
- в зонах болтовых монтажных стыков и установки опорных частей | b/200, но не более 1 мм |
- в зонах сварных стыковых монтажных соединений по длине и ширине пролетного строения | b/100, но не более 2 мм |
- по свободным кромкам (без примыкания к другим элементам) при условии искривления кромки в вертикальной плоскости не более 3 мм на длине 1 м | b/50, но не более 3 мм |
8. Искривление (волнистость) кромок, мм на 1 м длины | |
8.1. Несвободные (в стыках) продольные и поперечные кромки нижних поясов L-образных балок, настильного листа ортотропных и ребристых плит в вертикальной плоскости при толщине листа: | |
- до 20 мм включительно | 2 мм |
- свыше 20 до 40 мм | 1 мм |
8.2. Свободные продольные кромки настильного листа консольных плит в вертикальной плоскости | 3 мм |
8.3. Продольные ребра ортотропных и ребристых плит в плане | 3 мм |
9. Тангенс угла отклонения плоскости продольных ребер плит от прямого угла с плоскостью настильного листа: | |
- в стыках и местах пересечения с поперечными балками | 0,01 |
- на прочих участках | 0,02 |
10. Тангенс угла отклонения от прямого угла между продольной и поперечной кромками настильного (горизонтального) листа ортотропных и ребристых плит, поясов балок | 0,001 |
11. Остаточные угловые деформации в сварных стыковых соединениях (домики), определяемые стрелой прогиба на базе 400 мм при толщине S стыкуемых листов, мм: | |
- до 20 включительно | 0,1S |
- свыше 20 | 2 мм |
12. Грибовидность стенки в цельносварном стыке с односторонним вертикальным ребром |  b/100, но не более 2 мм |
13. Перекос пояса относительно стенки; грибовидность пояса симметричная; грибовидность с перекосом |  |
13.1. В стыках, в местах сопряжения балок с другими элементами, в зонах установки опорных частей | b/200, но не более 1 мм |
13.2. На других участках | b/100 при  |
14. Выпучивание стенки балок и коробок при свободной высоте стенки или отсека h |  |
14.1. Для балок и коробок с поперечными ребрами жесткости | 0,006h |
14.2. Для балок без поперечных ребер жесткости | 0,003h |
14.3. При плавном выпучивании на конце стенки в зоне монтажных стыков на высокопрочных болтах в цельноболтовом или комбинированном стыках | 0,006h |
14.4. То же, в цельносварных стыках | 0,003h |
14.5. На свободном (не стыкуемом) торце балки или блока при наличии вертикальных (опорных) ребер | 0,003h |
15. Отклонение от вертикали или от проектного наклона верхней кромки стенки L-образных и двутавровых балок при горизонтальном положении нижнего пояса и высоте стенки h | |
15.1. В середине длины балки: | |
- при h | 5 мм |
- при h > 2 м | 10 мм |
15.2. На концах балки: где | |
- при h |  |
- при h > 2м |  |
16. Винтообразность (деформация скручивания) |  1 мм на 1 м длины элемента, но не более 10 мм |
17. Несимметричность элементов двутаврового и Н-образного сечений - отклонение оси стенки от оси полки: | |
- в зоне монтажного соединения | 2 мм |
- в прочих местах при ширине полки b до 330 мм включительно | 0,015b |
- в прочих местах при ширине полки b свыше 330 мм | 5 мм |
18. Ромбовидность сечений коробчатых элементов | |
18.1. Разность длин диагоналей в поперечном сечении коробчатых элементов пролетных строений с решетчатыми фермами и с коробчатыми балками: | |
- в зоне монтажного соединения | 4 мм |
- то же, при отсутствии в указанной зоне горизонтальных накладок и фасонок | 6 мм |
- в зоне монтажного соединения для элементов ферм замкнутого коробчатого сечения (при наличии внутренних диафрагм) | 2 мм |
- в прочих местах | 12 мм |
Приемка смонтированных конструкций на стройплощадке
12.4. Приемку стальных конструкций после их сборки и сварки следует выполнять комиссионно. В состав комиссии, как правило, следует включать представителей проектных организаций и организации - разработчика технологического регламента и оформлять работу комиссии Актом.
12.5. При приемке смонтированных конструкций на стройплощадке необходимо проверять:
- соответствие проектным линейных размеров и геометрической формы отдельных элементов, соединений и в целом смонтированных конструкций;
- правильность положения смонтированной конструкции в плане и профиле по результатам инструментальной съемки;
- качество сварных соединений и отсутствие внешних дефектов в элементах;
- выполнение специальных требований проекта КМ по обработке плавных переходов в элементах и соединениях и обработке свободных кромок;
- состояние поверхности конструкций;
- полноту и правильность оформления исполнительной документации на монтажные сборочно-сварочные работы согласно приложения Ж к настоящим ТУ.
12.6. Поверхность смонтированных конструкций до приемки следует очистить от всех видов загрязнений по ГОСТ 9.402-2004, а также от всех промежуточных технологических надписей и знаков (монтажных и транспортных), но с сохранением общей маркировки несмываемыми маркерами: наименования завода-изготовителя и номера заказа.
При проверке состояния поверхности методы контроля качества очистки поверхности следует принимать по ГОСТ 9.402-2004.
12.7. Обнаруженные при приемке дефекты элементов конструкций и/или сварных швов следует устранить по указаниям СТО-ГК "Трансстрой" 005-2007 [7].
12.8. Допускаемые отклонения линейных размеров и геометрической формы смонтированных стальных конструкций следует принимать по таблице 12.3 настоящих ТУ.
Таблица 12.3
Допускаемые отклонения линейных размеров
и геометрических форм смонтированных стальных конструкций
из стали марки 14ХГНДЦ
Наименование отклонения | Значение предельного отклонения, мм |
1 | 2 |
1. Отклонение длины каждой главной балки или фермы пролетного строения от проектной при длине L, м: | |
- до 50 включительно | +/- 10 мм |
- свыше 50 | 0,0002L |
2. Отклонение расстояний между соседними узлами главных ферм и связей при расстоянии l, м: | |
- до 9 включительно | 0,0003l |
- свыше 9 | +/- 3 мм |
3. Отклонение от проектных ординат строительного подъема пролетного строения, смонтированного целиком или частично при ординатах h, мм: | |
- до 100 включительно | +/- 10 мм |
- свыше 100 | +/- 0,1h |
4. Отклонение в плане оси главной балки или фермы от проектной оси при пролете L | 0,0002L |
5. Отклонение в плане одного из узлов от прямой, соединяющей два соседних с ним узла при длине панели L | 0,001L |
6. Отклонение расстояний между осями вертикальных стенок сплошностенчатых балочных и коробчатых пролетных строений | +/- 4 |
7. Отклонение расстояний по длине балок и коробок между смежными вертикальными ребрами жесткости, к которым прикрепляются поперечные балки ортотропных и ребристых плит; соответствующие расстояния между поперечными балками ортотропных и ребристых плит | +/- 2 |
8. Отклонение расстояний между осями продольных ребер ортотропных плит: | |
- в зоне стыков и пересечений с поперечными балками | +/- 2 |
- на других участках | +/- 4 |
9. Отклонения по высоте сплошностенчатых балок и коробок в зоне цельносварных или комбинированных стыков | +/- 2 |
10. Допускаемая стрела выгиба осей элементов длиной l: | |
- балок, коробок, балок проезжей части и элементов главных ферм | 0,001l, но не более 10 мм |
- элементов связей | 0,0015l, но не более 15 мм |
11. Грибовидность, перекос, грибовидность с перекосом поясов сварных балок, коробок, ортотропных плит (для коробок и ортотропных плит b - величина свободного свеса пояса или настила, для двутавровых балок - ширина пояса) |  |
11.1. В стыках, в местах сопряжения балок с другими элементами и в зонах установки опорных частей | b/200, но не более 1 мм |
11.2. На других участках | b/100 при  |
12. Выпучивание стенки балок и коробок при свободной высоте стенки h | 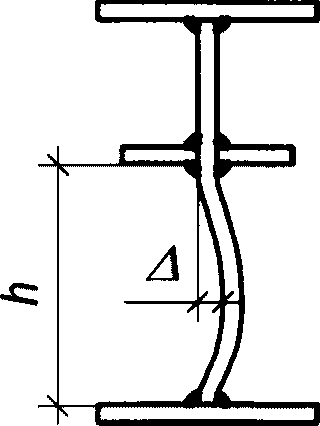 |
12.1. Для балок и коробок с поперечными ребрами жесткости | 0,006h |
12.2. Для балок без поперечных ребер жесткости | 0,003h |
13. Остаточные угловые деформации в сварных стыковых соединениях ("домики"), определяемые стрелой прогиба |  |
- до 20 включительно | 0,1S |
- свыше 20 | 2 мм |
14. Допускаемая разность (в поперечном направлении) отметок узлов пролетного строения: | |
а) после установки его на опорные части (B - расстояние между осями ферм, балок, коробок) | |
- на опорах | 0,001B |
- в пролете | 0,002B |
б) при сборке на подмостях, стапеле, насыпи (B - расстояние между стенками одной коробки или между осями смежных коробок) | 0,001B |
конструкций с завода
13.1. Стальные конструкции с завода-изготовителя следует поставлять комплектно и в объеме согласно договору поставки.
13.2. Отправочные марки и монтажные элементы, отправляемые с завода-изготовителя, должны быть замаркированы "окраской по трафарету".
Общая для всех отправляемых конструкций маркировка должна содержать название завода-изготовителя, номер заказа и марку по монтажно-маркировочной схеме. Условные обозначения при маркировке следует принимать по ГОСТ 26047-83.
В необходимых случаях, кроме общей маркировки, следует наносить маркерами индивидуальную и/или ориентирующую дополнительные маркировки, которые должны содержать информацию о положении отправляемой марки в схеме сборки и об ориентации конструкции в пространстве.
Для элементов конструкции, отправляемых в ящиках или увязанных в связку, вместо маркировки "окраской по трафарету" допускается использовать маркировочные бирки, содержащие сведения о заводе-изготовителе, номере заказа, о марке по монтажно-маркировочной схеме и о количестве единиц продукции в ящике или связке.
13.3. Маркировку "окраской по трафарету" следует располагать на видном месте, доступном для обзора и прочтения при хранении и монтаже; выполнять несмываемой долговечной краской, контрастной по отношению к фону конструкции, и использовать при нанесении шрифт по ГОСТ 14192-96.
13.4. Транспортную маркировку конструкций следует наносить в соответствии с требованиями ГОСТ 14192-96.
13.5. Применяемые заводом-изготовителем упаковка, закрепление конструкций при перевозке на транспортных средствах, приспособления для погрузочно-разгрузочных работ должны обеспечивать сохранность, неизменяемость геометрической формы и исключать появления необратимых деформаций отправочных марок и монтажных элементов.
13.6. При транспортировании, погрузке-выгрузке и хранении следует исключать повреждения поверхностей конструкций, их загрязнения и контакты конструкций с солевыми растворами. Не допускается выгружать конструкции сбрасыванием и перемещать их волоком.
13.7. Доставка конструкций с завода-изготовителя на объект допускается любым видом транспорта.
Размещение, погрузку и крепление конструкций при перевозке железнодорожным транспортом следует осуществлять на открытом подвижном составе в соответствии с ГОСТ 22235-2010.
При доставке на других видах транспорта размещение и крепление конструкций следует производить по схемам, разработанным в соответствии с действующими на данном виде транспорта правилам.
13.8. Приварка деталей, предназначенных для закрепления отправочных марок и монтажных элементов на подвижном составе, для их погрузки-выгрузки и монтажа, к конструкциям из стали марки 14ХГНДЦ запрещается; в отдельных случаях приварка к конструкциям допускается по согласованию с проектной организацией - разработчиком КМ.
13.9. Конструкции следует хранить на специально оборудованных площадках или складах, рассортированными по видам, типам и маркам.
При хранении следует обеспечить: устойчивое положение конструкций (в том числе пакетов и поддонов), безопасность их расстроповки и строповки, возможность прочтения маркировки; также следует исключать соприкосновение конструкций с грунтом, разделять их деревянными прокладками при многоярусном складировании и предусматривать меры против скапливания воды снаружи и внутри элементов, хранящихся на открытом воздухе.
14.1. При изготовлении и монтаже стальных конструкций, включая полный цикл сборочно-сварочных, транспортных и погрузочно-разгрузочных работ, следует выполнять требования по технике безопасности и охране труда в соответствии с изложенными в СТО-ГК "Трансстрой" 012-2007 [6], СТО-ГК "Трансстрой" 005-2007 [7] и в нормативных документах, действующих на территории РФ, а также в настоящих ТУ.
14.2. Руководителей и исполнителей, ответственных за технику безопасности и охрану труда, следует назначать приказом по заводу-изготовителю и мостостроительной организации.
(справочное)
ОСНОВНЫЕ БУКВЕННЫЕ ОБОЗНАЧЕНИЯ ВЕЛИЧИН
A - площадь сечения брутто;
Abn - площадь сечения болта нетто;
An - площадь сечения нетто;
Af - площадь сечения полки (пояса);
Aw - площадь сечения стенки;
Awf - площадь сечения по металлу углового шва;
Awz - площадь сечения по металлу границы сплавления;
E - модуль упругости;
F - сила;
G - модуль сдвига;
Is - момент инерции сечения ребра;
Isl - момент инерции сечения продольного ребра;
It - момент инерции кручения балки;
Ix, Iy - моменты инерции сечения брутто относительно осей соответственно x-x и y-y, здесь и далее ось x-x - горизонтальная, ось y-y - вертикальная;
Ixn, Iyn - то же, сечения нетто;
M - момент, изгибающий момент;
Mcr - критический изгибающий момент в пределах расчетной длины сжатого пояса балки, определяемый по теории тонкостенных упругих стержней для заданных условий закрепления и нагружения балки;
Mx, My - моменты относительно осей соответственно x-x и y-y;
N - продольная сила;
Ncr - критическая нормальная сила, определяемая по теории тонкостенных упругих стержней для заданных условий закрепления и нагружения элементов;
Ne - эйлерова критическая сила в плоскости действия момента, вычисленная для соответствующих закреплений стержня;
Q - поперечная сила, сила сдвига;
Qfic - условная поперечная сила для соединительных элементов;
Qs - условная поперечная сила, приходящаяся на систему планок, расположенных в одной плоскости;
Rba - расчетное сопротивление растяжению фундаментных (анкерных) болтов;
Rbh - расчетное сопротивление растяжению высокопрочных болтов;
Rbp - расчетное сопротивление смятию болтовых соединений;
Rbs - расчетное сопротивление болтов срезу;
Rbt - расчетное сопротивление болтов растяжению;
Rbun - нормативное сопротивление стали болтов, принимаемое равным временному сопротивлению  по государственным стандартам и техническим условиям на болты;
по государственным стандартам и техническим условиям на болты;
Rcd - расчетное сопротивление диаметральному сжатию катков (при свободном касании в конструкциях с ограниченной подвижностью);
Rdh - расчетное сопротивление растяжению высокопрочной проволоки или каната;
Rip - расчетное сопротивление местному смятию в цилиндрических шарнирах (цапфах) при плотном касании;
Rlp - расчетное сопротивление стали смятию торцевой поверхности (при наличии пригонки);
Rs - расчетное сопротивление стали сдвигу;
Rth - расчетное сопротивление стали растяжению в направлении толщины проката;
Ru - расчетное сопротивление стали растяжению, сжатию, изгибу по временному сопротивлению;
Run - временное сопротивление стали разрыву, принимаемое равным минимальному значению  по государственным стандартам и техническим условиям на сталь;
по государственным стандартам и техническим условиям на сталь;
Rwf - расчетное сопротивление угловых швов срезу (условному) по металлу шва;
Rwu - расчетное сопротивление стыковых сварных соединений сжатию, растяжению, изгибу по временному сопротивлению;
Rwun - нормативное сопротивление металла шва по временному сопротивлению;
Rws - расчетное сопротивление стыковых сварных соединений сдвигу;
Rwy - расчетное сопротивление стыковых сварных соединений сжатию, растяжению и изгибу по пределу текучести;
Rwz - расчетное сопротивление угловых швов срезу (условному) по металлу границы сплавления;
Ry - расчетное сопротивление стали растяжению, сжатию, изгибу по пределу текучести;
Ryn - предел текучести стали, принимаемый равным значению предела текучести  по государственным стандартам и техническим условиям на сталь;
по государственным стандартам и техническим условиям на сталь;
S - статический момент сдвигаемой части сечения брутто относительно нейтральной оси;
Wn - в расчетах по прочности минимальный момент сопротивления сечения нетто, определяемый с учетом эффективной ширины пояса bef;
Wx, Wy - минимальные моменты сопротивления сечения брутто относительно осей соответственно x-x и y-y;
Wxn, Wyn - минимальные моменты сопротивления сечения нетто относительно осей соответственно x-x и y-y;
b - ширина;
bef - расчетная ширина;
bf - ширина полки (пояса);
bh - ширина выступающей части ребра, свеса;
e - эксцентриситет силы;
erel - относительный эксцентриситет (erel = eA/Wc);
eef - приведенный относительный эксцентриситет  ;
;
;h - высота;
hw - расчетная высота стенки (расстояние между осями поясов);
i - радиус инерции сечения;
imin - наименьший радиус инерции сечения;
ix, iy - радиусы инерции сечения относительно осей соответственно x-x и y-y;
kf - катет углового шва;
l - длина, пролет;
lc - длина распорки;
ld - длина раскоса;
lef - расчетная, условная длина;
lm - длина панели (расстояние между узлами решетчатой конструкции);
ls - длина планки;
lw - длина сварного шва;
lx, ly - расчетные длины элемента в плоскостях, перпендикулярных осям соответственно x-x и y-y;
m - коэффициент условий работы;
mb - коэффициент условий работы соединения;
r - радиус;
t - толщина;
tf - толщина полки (пояса);
tw - толщина стенки;
 ;
;(обязательное)
Таблица Б.1
Эффективные коэффициенты концентрации напряжений 
для расчета стальных конструкций мостов на выносливость
Расположение расчетного сечения и характеристика конструкции | Коэффициент |
345-14ХГНДЦ, 390-14ХГНДЦ | |
1. По основному металлу после дробеметной очистки или с необработанной прокатной поверхностью у деталей с прокатными, обработанными фрезерованием, строжкой кромками в сечениях вне сварных швов и болтов | 1,0 |
2. То же, с кромками, обрезанными газовой машинной резкой: | |
а) нормального качества | 1,2 |
б) чистовой (смыв-процесс, резка с кислородной завесой, кислородно-плазменная) | 1,0 |
3. По основному металлу деталей в сечениях: | |
а) нетто по соединительным болтам составных элементов, а также у свободного отверстия (рисунок Б.1) | 1,5 |
б) нетто у отверстия с поставленным в него высокопрочным болтом, затянутым на нормативное усилие (рисунок Б.2) | 1,3 |
в) брутто по первому ряду высокопрочных болтов в прикреплении фасонки к нестыкуемым в данном узле поясам сплошных балок и элементам решетчатых ферм (рисунок Б.3) | 1,5mf |
г) то же, в прикреплении к узлу или в стыке двухстенчатых элементов, у которых: | |
непосредственно перекрытая часть сечения | 1,6mf |
непосредственно перекрытая часть сечения | 1,7mf |
д) то же, в прикреплении к узлу или в стыке с односторонними накладками двухстенчатых элементов, у которых непосредственно перекрытая часть сечения (2Av) составляет (рисунок Б.5), % общей площади сечения: | |
60 и более | 1,8mf |
менее 60 | 1,9mf |
е) то же, в прикреплении к узлу или в стыке с односторонними накладками одностенчатых элементов (рисунок Б.6) | 2,5mf |
4. По основному металлу деталей: | |
а) в сечении по границе необработанного стыкового шва с двухсторонним усилением, имеющим плавный переход (при стыковании листов одинаковой толщины и ширины) | 1,8 |
б) то же, с односторонним усилением, имеющим плавный переход (при стыковании листов одинаковой толщины и ширины) | 1,3 |
5. По основному металлу деталей в сечении по зоне перехода к стыковому шву, обработанному в этом месте абразивным кругом или фрезой при стыковании листов: | |
а) одинаковой толщины и ширины | 1,0 |
б) разной ширины в сечении по более узкому листу | 1,4 |
в) разной толщины в сечении по более тонкому листу | 1,5 |
г) разной толщины и ширины в сечении по листу с меньшей площадью | 1,9 |
6. По основному металлу элемента, прикрепляемого внахлестку, в сечении по границе лобового углового шва: | |
а) без механической обработки этого шва при отношении его катетов b:a | 3,2 |
б) то же, при отношении катетов b:a = 1,5 | 3,7 |
в) при механической обработке этого шва и отношении катетов b:a | 1,4 |
г) то же, при отношении катетов b:a = 1,5 | 1,9 |
7. По основному металлу элемента, прикрепляемого внахлестку фланговыми угловыми швами, в сечениях по концам этих швов независимо от их обработки | 4,4 |
8. По основному металлу растянутых поясов балок и элементов ферм в сечении по границе поперечного углового шва, прикрепляющего диафрагму или ребро жесткости: | |
а) без механической обработки шва, но при наличии плавного перехода от шва к основному металлу при сварке: | |
ручной | 1,8 |
полуавтоматической под флюсом | 1,5 |
б) без механической обработки шва и при отсутствии плавного перехода от шва к основному металлу при ручной и полуавтоматической сварке | 1,9 |
в) при механической обработке шва фрезой | 1,1 |
9. Сечения составных элементов из листов, соединенных непрерывными продольными швами, сваренными автоматом, при действии усилия вдоль оси шва | 1,0 |
10. По основному металлу элементов в местах, где обрываются детали: | |
а) фасонки, привариваемые встык к кромкам поясов балок и ферм или втавр к стенкам и поясам балок, а также к элементам ферм, при плавной криволинейной форме и механической обработке перехода от фасонки к поясу, при полном проплавлении толщины фасонки | 1,4 |
б) оба пояса на стенке двутаврового сечения при условии постепенного уменьшения к месту обрыва ширины и толщины пояса, присоединения стенки к поясам на концевом участке с полным проплавлением и механической обработкой перехода поясов к стенке | 1,6 |
в) один лист пакета пояса сварной балки при уменьшении к месту обрыва толщины с уклоном не круче 1:8 и ширины листа со сведением ее на нет, с уклоном не круче 1:4 и с механической обработкой концов швов | 1,4 |
г) накладная деталь для усиления ослабленного отверстиями сечения элемента (компенсатор ослабления) при симметричном уменьшении ее ширины со сведением на нет, с уклоном не круче 1:1 и с механической обработкой концов швов | 1,4 |
11. По основному металлу элементов проезжей части в сечениях по крайнему ряду высокопрочных болтов в прикреплении: | |
а) диагонали продольных связей к нижнему поясу продольной балки, а также "рыбки" к нижнему поясу поперечной балки | 1,3 |
б) фасонки горизонтальной диафрагмы к нижнему поясу продольной балки | 1,5 |
в) "рыбки" к верхнему поясу продольной балки | 1,8 |
12. По оси стыкового шва с полным проплавлением корня шва: | |
а) при автоматической и полуавтоматической сварке под флюсом и ручной сварке, с контролем с помощью ультразвуковой дефектоскопии (УЗД) | 1,2 |
б) то же, без контроля УЗД | 1.4 |
13. По расчетному сечению углового шва: | |
а) лобового шва, выполненного сваркой: | |
ручной | 3,2 |
автоматической и полуавтоматической под флюсом | 2,4 |
б) флангового шва | 4,4 |
в) продольного соединительного шва составного элемента на участке его прикрепления к узлу при непосредственном перекрытии стыковыми накладками или узловыми фасонками лишь части сечения | 1,7 |
г) продольного поясного шва балки | 1,9 |
14. По основному металлу листа настила ортотропной плиты в зоне перехода к монтажному стыковому шву, выполненному односторонней автоматической сваркой под флюсом: | |
а) с наложением первого слоя ручной сваркой на флюсомедной подкладке, без механической обработки усиления | 2,7 |
б) то же, с механической обработкой усиления с обратной стороны стыка | 1,8 |
в) на стеклотканево-медной подкладке с применением гранулированной металлохимической присадки, без механической обработки усиления | 1,65 |
15. По основному металлу листа настила ортотропной плиты в зоне перехода к потолочному угловому шву его монтажного соединения с поясом главной балки или фермы внахлестку: | |
а) выполненному ручной сваркой | 7,1 |
б) то же, с применением монтажной полосовой вставки, привариваемой встык к кромкам ортотропных плит, прикрепляемых внахлестку к поясу балки | 4,2 |
16. По основному металлу листа настила ортротропной плиты в зоне перехода к его монтажному стыковому соединению с поясом главной балки или фермы, выполненному односторонней автоматической сваркой под флюсом: | |
а) с наложением первого слоя ручной сваркой на флюсомедной подкладке, с механической обработкой усиления с обратной стороны стыка, при одинаковой толщине стыкуемых листов | 1,8 |
б) то же, при разной толщине стыкуемых листов | 2,0 |
в) на стеклотканево-медной подкладке с применением металлохимической присадки, без механической обработки усиления, при одинаковой толщине стыкуемых листов | 1,65 |
г) то же, при разной толщине стыкуемых листов | 1,9 |
а) продольное ребро проходит через V-образный вырез с выкружками на концах радиусом 15 - 20 мм в стенке поперечного ребра и приварено к ней с одной стороны двумя угловыми швами | 2,4 |
б) продольное ребро проходит через вырез в стенке поперечного ребра и в опорной пластинке и приварено к ней четырьмя угловыми швами с полным проплавлением стенки поперечного ребра у скругленного выреза на длине не менее 40 мм (рисунок Б.7) | 2,1 |
18. По основному металлу листа настила и продольных ребер ортотропной плиты по границе швов в зоне цельносварного монтажного поперечного стыка ортотропной плиты: | |
а) при совмещенных в одном сечении стыках листа настила и продольных ребер, без механической обработки усиления швов | 2,5 |
б) с разнесенными от стыка листа настила стыками продольного ребра, без механической обработки усиления швов | 2,4 |
в) с разнесенными от стыка листа настила обработанными стыками продольного ребра, с механической обработкой усиления с обратной стороны стыка листа настила | 2,3 |
19. То же, в комбинированном стыке - сварном листа настила, болтовом в ребрах: | |
а) с устройством прямоугольных скругленных вырезов в продольных ребрах, без полного проплавления их концевых участков, без механической обработки усиления стыкового шва листа настила | 3,1 |
б) с устройством обработанных полукруглых выкружек в продольных ребрах, с полным проплавлением их концевых участков, с механической обработкой усиления шва с обратной стороны стыка листа настила | 2,3 |
в) с обрывом продольных ребер вблизи стыка листа настила и постановкой вставки между их торцами, без механической обработки усиления стыкового шва листа настила | 2,1 |
г) с обрывом продольных ребер вблизи стыка листа настила и постановкой вставки между их торцами с механической обработкой усиления стыкового шва листа настила | 1,6 |
20. По основному металлу при приварке к нему гибких упоров в виде вертикальных круглых стержней с головкой | 3,1 |
Таблица Б.2
Значения коэффициентов mf в зависимости от числа
болтов в соединении
n | 1 - 3 | 4 - 6 | 7 - 8 | 9 - 10 | 11 - 15 | 16 и более |
mf | 1,00 | 1,05 | 1,12 | 1,16 | 1,20 | 1,23 |

расчетного сечения
А-А по основному металлу в сечениях нетто по соединительным
болтам составных элементов, а также у свободного отверстия

расчетного сечения
А-А по основному металлу в сечениях нетто у отверстия
с поставленным в него высокопрочным болтом, затянутым
на нормативное усилие

расчетного сечения
А-А по основному металлу в сечении брутто по первому ряду
высокопрочных болтов в прикреплении фасонки к нестыкуемым
в данном узле поясам сплошных балок и элементам
решетчатых форм

расчетного сечения
А-А по основному металлу в сечении брутто по первому ряду
высокопрочных болтов в прикреплении к узлу или в стыке
двухстенчатых элементов

расчетного сечения
А-А по основному металлу в сечении брутто по первому ряду
высокопрочных болтов в прикреплении к узлу или в стыке
двухстенчатых элементов с односторонними накладками
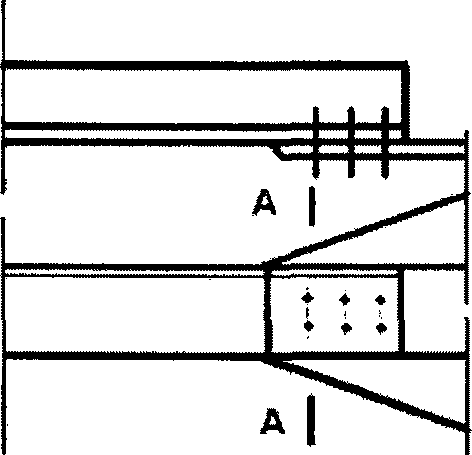
расчетного сечения
А-А по основному металлу в сечении брутто по первому ряду
высокопрочных болтов в прикреплении к узлу или в стыке
одностенчатых элементов с односторонними накладками

ортотропной плиты с поперечным в одноярусной
ортотропной плите
(обязательное)
Таблица В.1
по устойчивости стержней и балок из стали 345-14ХГНДЦ
Гибкость | Коэффициенты | ||||||||||||
0 | 0,10 | 0,25 | 0,50 | 0,75 | 1,00 | 1,50 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 | 5,00 | |
0 | 0,93 | 0,86 | 0,78 | 0,69 | 0,62 | 0,54 | 0,44 | 0,34 | 0,28 | 0,24 | 0,22 | 0,20 | 0,17 |
10 | 0,92 | 0,84 | 0,77 | 0,68 | 0,60 | 0,52 | 0,43 | 0,34 | 0,28 | 0,24 | 0,22 | 0,20 | 0,17 |
20 | 0,90 | 0,83 | 0,76 | 0,66 | 0,58 | 0,51 | 0,41 | 0,33 | 0,28 | 0,24 | 0,22 | 0,20 | 0,17 |
30 | 0,88 | 0,81 | 0,73 | 0,63 | 0,56 (0,55) | 0,49 (0,48) | 0,40 (0,39) | 0,32 | 0,27 | 0,24 | 0,21 | 0,19 | 0,16 |
40 | 0,85 (0,84) | 0,77 (0,76) | 0,69 (0,68) | 0,59 (0,58) | 0,52 (0,51) | 0,46 (0,45) | 0,38 (0,37) | 0,31 | 0,26 | 0,23 | 0,21 | 0,19 | 0,16 |
50 | 0,80 (0,78) | 0,72 (0,70) | 0,64 (0,62) | 0,54 (0,52) | 0,48 (0,46) | 0,43 (0,42) | 0,36 (0,35) | 0,30 | 0,25 | 0,22 | 0,21 | 0,19 | 0,16 |
60 | 0,74 (0,71) | 0,66 (0,63) | 0,58 (0,56) | 0,48 (0,46) | 0,43 (0,41) | 0,39 (0,38) | 0,33 (0,32) | 0,28 | 0,25 | 0,22 | 0,20 | 0,18 | 0,15 |
70 | 0,67 (0,63) | 0,58 (0,55) | 0,51 (0,49) | 0,43 (0,41) | 0,39 (0,37) | 0,35 (0,34) | 0,32 (0,31) | 0,27 | 0,23 | 0,21 | 0,20 | 0,18 | 0,15 |
80 | 0,58 (0,53) | 0,50 (0,46) | 0,45 (0,42) | 0,38 (0,35) | 0,35 (0,33) | 0,32 (0,31) | 0,30 (0,29) | 0,25 | 0,22 | 0,20 | 0,18 | 0,17 | 0,14 |
90 | 0,48 (0,43) | 0,43 (0,39) | 0,40 (0,37) | 0,34 (0,31) | 0,31 (0,29) | 0,29 (0,28) | 0,27 (0,26) | 0,23 | 0,21 | 0,19 | 0,18 | 0,16 | 0,14 |
100 | 0,40 (0,36) | 0,38 (0,34) | 0,35 (0,32) | 0,31 (0,29) | 0,28 (0,26) | 0,26 (0,25) | 0,25 (0,24) | 0,21 | 0,19 | 0,18 | 0,17 | 0,16 | 0,13 |
110 | 0,35 (0,32) | 0,33 (0,30) | 0,31 (0,29) | 0,28 (0,26) | 0,25 (0,24) | 0,23 (0,22) | 0,23 (0,22) | 0,20 | 0,19 | 0,17 | 0,16 | 0,15 | 0,13 |
120 | 0,30 (0,28) | 0,29 (0,27) | 0,27 (0,26) | 0,25 (0,24) | 0,23 (0,22) | 0,22 (0,21) | 0,21 (0,20) | 0,18 | 0,17 | 0,16 | 0,15 | 0,14 | 0,12 |
130 | 0,27 (0,25) | 0,25 (0,24) | 0,24 (0,23) | 0,22 (0,21) | 0,21 (0,20) | 0,19 (0,18) | 0,19 (0,18) | 0,17 | 0,16 | 0,15 | 0,14 | 0,13 | 0,12 |
140 | 0,24 (0,23) | 0,23 (0,22) | 0,22 (0,21) | 0,20 (0,19) | 0,19 (0,18) | 0,18 (0,17) | 0,17 (0,16) | 0,16 | 0,15 | 0,14 | 0,13 | 0,13 | 0,11 |
150 | 0,22 | 0,21 | 0,20 | 0,18 | 0,17 | 0,17 | 0,15 | 0,14 | 0,15 | 0,13 | 0,12 | 0,11 | 0,10 |
160 | 0,20 | 0,19 | 0,18 | 0,17 | 0,16 | 0,15 | 0,14 | 0,14 | 0,13 | 0,12 | 0,12 | 0,11 | 0,10 |
170 | 0,18 | 0,17 | 0,16 | 0,15 | 0,14 | 0,14 | 0,13 | 0,12 | 0,12 | 0,11 | 0,11 | 0,10 | 0,09 |
180 | 0,16 | 0,16 | 0,15 | 0,14 | 0,13 | 0,13 | 0,12 | 0,12 | 0,11 | 0,11 | 0,10 | 0,10 | 0,09 |
190 | 0,15 | 0,14 | 0,13 | 0,13 | 0,12 | 0,12 | 0,11 | 0,10 | 0,10 | 0,10 | 0,09 | 0,09 | 0,08 |
200 | 0,13 | 0,13 | 0,12 | 0,12 | 0,11 | 0,10 | 0,10 | 0,09 | 0,09 | 0,09 | 0,08 | 0,08 | 0,08 |
--------------------------------
Таблица В.2
по устойчивости стержней и балок из стали 390-14ХГНДЦ
Гибкость | |||||||||||||
0 | 0,10 | 0,25 | 0,50 | 0,75 | 1,00 | 1,50 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 | 5,00 | |
0 | 0,93 | 0,86 | 0,78 | 0,70 | 0,63 | 0,55 | 0,45 | 0,35 | 0,29 | 0,25 | 0,23 | 0,21 | 0,18 |
10 | 0,92 | 0,84 | 0,77 | 0,68 | 0,60 | 0,52 | 0,43 | 0,34 | 0,28 | 0,24 | 0,22 | 0,20 | 0,17 |
20 | 0,90 | 0,83 | 0,76 | 0,66 | 0,58 | 0,51 | 0,41 | 0,33 | 0,28 | 0,24 | 0,22 | 0,20 | 0,17 |
30 | 0,88 | 0,81 | 0,73 | 0,63 | 0,55 | 0,48 | 0,39 | 0,32 | 0,27 | 0,24 | 0,21 | 0,19 | 0,16 |
40 | 0,84 (0,83) | 0,76 (0,75) | 0,68 (0,67) | 0,58 (0,57) | 0,51 (0,50) | 0,45 (0,44) | 0,37 (0,36) | 0,31 (0,30) | 0,26 (0,25) | 0,23 (0,22) | 0,21 (0,20) | 0,19 (0,18) | 0,16 (0,15) |
50 | 0,79 (0,77) | 0,71 (0,69) | 0,63 (0,61) | 0,53 (0,51) | 0,47 (0,45) | 0,43 (0,41) | 0,36 (0,34) | 0,31 (0,29) | 0,26 (0,24) | 0,23 (0,21) | 0,21 (0,20) | 0,19 (0,18) | 0,16 (0,15) |
60 | 0,73 (0,70) | 0,65 (0,62) | 0,58 (0,55) | 0,48 (0,45) | 0,43 (0,40) | 0,40 (0,37) | 0,34 (0,31) | 0,30 (0,27) | 0,26 (0,24) | 0,23 (0,21) | 0,21 (0,19) | 0,19 (0,17) | 0,16 (0,14) |
70 | 0,63 (0,59) | 0,55 (0,51) | 0,49 (0,45) | 0,41 (0,37) | 0,39 (0,33) | 0,36 (0,30) | 0,31 (0,25) | 0,29 (0,23) | 0,25 (0,19) | 0,23 (0,17) | 0,21 (0,16) | 0,19 (0,14) | 0,16 (0,11) |
80 | 0,53 (0,49) | 0,46 (0,42) | 0,42 (0,38) | 0,35 (0,31) | 0,33 (0,29) | 0,31 (0,27) | 0,26 (0,22) | 0,25 (0,21) | 0,22 (0,18) | 0,20 (0,16) | 0,18 (0,14) | 0,17 (0,13) | 0,14 (0,10) |
90 | 0,43 (0,38) | 0,39 (0,34) | 0,37 (0,32) | 0,31 (0,26) | 0,29 (0,24) | 0,28 (0,23) | 0,24 (0,19) | 0,23 (0,18) | 0,21 (0,16) | 0,19 (0,14) | 0,18 (0,13) | 0,17 (0,11) | 0,14 (0,09) |
100 | 0,35 (0,32) | 0,33 (0,30) | 0,31 (0,28) | 0,26 (0,23) | 0,25 (0,22) | 0,24 (0,21) | 0,21 (0,18) | 0,20 (0,17) | 0,19 (0,15) | 0,19 (0,14) | 0,18 (0,13) | 0,17 (0,11) | 0,14 (0,08) |
110 | 0,30 (0,27) | 0,28 (0,25) | 0,27 (0,24) | 0,23 (0,20) | 0,22 (0,19) | 0,20 (0,17) | 0,18 (0,15) | 0,18 (0,15) | 0,17 (0,14) | 0,15 (0,12) | 0,15 (0,11) | 0,15 (0,10) | 0,13 (0,08) |
120 | 0,26 (0,24) | 0,25 (0,23) | 0,24 (0,22) | 0,21 (0,19) | 0,20 (0,18) | 0,19 (0,17) | 0,16 (0,14) | 0,16 (0,14) | 0,15 (0,13) | 0,14 (0,12) | 0,13 (0,11) | 0,12 (0,10) | 0,10 (0,08) |
130 | 0,23 (0,21) | 0,22 (0,21) | 0,21 (0,19) | 0,19 (0,17) | 0,18 (0,16) | 0,17 (0,15) | 0,15 (0,13) | 0,15 (0,13) | 0,14 (0,12) | 0,13 (0,11) | 0,12 (0,11) | 0,11 (0,09) | 0,10 (0,08) |
140 | 0,21 (0,20) | 0,20 (0,19) | 0,19 (0,18) | 0,17 (0,16) | 0,16 (0,15) | 0,16 (0,15) | 0,14 (0,13) | 0,14 (0,13) | 0,13 (0,12) | 0,12 (0,11) | 0,11 (0,10) | 0,11 (0,09) | 0,09 (0,08) |
150 | 0,19 | 0,18 | 0,17 | 0,15 | 0,14 | 0,14 | 0,12 | 0,11 | 0,10 | 0,10 | 0,09 | 0,08 | 0,07 |
160 | 0,17 | 0,16 | 0,15 | 0,14 | 0,13 | 0,12 | 0,11 | 0,11 | 0,10 | 0,09 | 0,09 | 0,08 | 0,07 |
170 | 0,15 | 0,14 | 0,13 | 0,12 | 0,11 | 0,11 | 0,10 | 0,09 | 0,09 | 0,08 | 0,08 | 0,07 | 0,06 |
180 | 0,13 | 0,13 | 0,12 | 0,11 | 0,10 | 0,10 | 0,09 | 0,09 | 0,08 | 0,08 | 0,07 | 0,07 | 0,06 |
190 | 0,12 | 0,11 | 0,10 | 0,10 | 0,09 | 0,09 | 0,08 | 0,07 | 0,07 | 0,07 | 0,06 | 0,06 | 0,05 |
200 | 0,11 | 0,11 | 0,10 | 0,10 | 0,09 | 0,08 | 0,07 | 0,06 | 0,06 | 0,06 | 0,05 | 0,05 | 0,05 |
--------------------------------
Примечание к таблицам В.1 и В.2
Для прокатных двутавров с параллельными гранями полок и сварных элементов двутаврового и Н-образного сечений коэффициенты  ,
,  ,
,  по настоящему приложению применяются при собственных остаточных сжимающих напряжениях на кромках полок не более 49 МПа. Для элементов указанного типа с собственными остаточными сжимающими напряжениями на кромках полок свыше 49 МПа при расчете по устойчивости в плоскости полок принимаются коэффициенты
по настоящему приложению применяются при собственных остаточных сжимающих напряжениях на кромках полок не более 49 МПа. Для элементов указанного типа с собственными остаточными сжимающими напряжениями на кромках полок свыше 49 МПа при расчете по устойчивости в плоскости полок принимаются коэффициенты  ,
,  ,
,  , указанные в скобках.
, указанные в скобках.
Коэффициенты влияния формы сечения 
Коэффициенты влияния формы сечения  при определении приведенного относительного эксцентриситета по формуле
при определении приведенного относительного эксцентриситета по формуле  следует принимать по приложению 6 СНиП II-23-81*, вычисляя при этом условную гибкость
следует принимать по приложению 6 СНиП II-23-81*, вычисляя при этом условную гибкость  по формуле
по формуле
следует принимать по приложению 6 СНиП II-23-81*, вычисляя при этом условную гибкость 
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду таблица В.3, а не таблица В.2. |
где  - коэффициент, принимаемый по таблице В.2, при этом m = erel.
- коэффициент, принимаемый по таблице В.2, при этом m = erel.
Таблица В.3
Значения коэффициента 
Марка стали | Толщина проката, мм | Значение коэффициента |
345-14ХСНДЦ по ГОСТ Р 55374-2012 и ТУ 14-1-5355-98, изменение N 4 [2] по химическому составу | 8 - 50 | 0,0378 |
390-14ХСНДЦ по ТУ 14-1-5355-98, изменение N 4 [2] | 8 - 50 | 0,0415 |
(обязательное)
ПОДКРЕПЛЕННЫХ РЕБРАМИ ЖЕСТКОСТИ
Г.1. Прямоугольные отсеки полок и стенок (далее - пластинки), заключенные между подкрепляющими их по контуру ортогональными деталями (ребра жесткости, полка для стенки и стенка для полки), следует рассчитывать по устойчивости. При этом расчетными размерами и параметрами проверяемой пластинки являются:
hef - расчетная ширина пластинки, равная:
при отсутствии продольных ребер жесткости у прокатного или сварного элемента - расстоянию между осями поясов hw или осями стенок коробчатого сечения bf;
то же, у составного элемента с болтовыми соединениями - расстоянию между ближайшими рисками поясных уголков;
при наличии продольных ребер жесткости у сварного или прокатного элемента - расстоянию от оси пояса (стенки) до оси крайнего продольного ребра жесткости h1 и hn или расстоянию между осями соседних продольных ребер жесткости hi (i = 2; 3; 4; 5...);
то же, у составного элемента с болтовыми соединениями - расстоянию от оси крайнего ребра жесткости до ближайшей риски поясного уголка h1 и hn или расстоянию между осями соседних продольных ребер жесткости hi (i = 2; 3; 4; 5...);
t - толщина проверяемой пластинки;
t1, b1 - толщина и расчетная ширина листа, ортогонального к проверяемой пластинке; в расчетную ширину этого листа в двутавровом сечении следует включать (в каждую сторону от проверяемой пластинки) участок листа шириной  , но не более ширины свеса, а в коробчатом сечении - участок шириной
, но не более ширины свеса, а в коробчатом сечении - участок шириной  , но не более половины расстояния между стенками коробки (здесь коэффициенты
, но не более половины расстояния между стенками коробки (здесь коэффициенты  и
и  следует определять по подпункту 4.5.7.8 настоящих ТУ);
следует определять по подпункту 4.5.7.8 настоящих ТУ);

ИС МЕГАНОРМ: примечание. Обозначения даны в соответствии с официальным текстом документа. |

здесь  - коэффициент, принимаемый по таблице Г.1.
- коэффициент, принимаемый по таблице Г.1.
В случае если проверяемая пластинка примыкает к пакету из двух листов и более, за t1 и b1 принимаются толщина и расчетная ширина первого листа пакета, непосредственно примыкающего к указанной пластинке.
Таблица Г.1
Характер закрепления сжатого пояса конструкцией проезжей части | Значение коэффициента |
К поясу с помощью лапчатых болтов прикреплены мостовые брусья | 0,3 |
К поясу с помощью высокопрочных шпилек и деревянных подкладок прикреплены сборные железобетонные плиты проезжей части | 0,5 |
Пояс свободен | 0,8 |
К поясу приварен внахлестку или встык лист ортотропной плиты | 2,0 |
К поясу с помощью закладных деталей и высокопрочных болтов присоединена сборная проезжая часть сталежелезобетонного пролетного строения | 1,5 |
К поясу непрерывно по всей длине пролета присоединена проезжая часть сталежелезобетонного пролетного строения с помощью высокопрочных болтов и подливки цементно-песчаным раствором | 20 |
Г.2. Расчет по устойчивости пластинок следует выполнять с учетом всех компонентов напряженного состояния -  ,
,  ,
,  .
.
Напряжения  ,
,  ,
,  следует вычислять в предположении упругой работы материала по сечению брутто без учета коэффициентов продольного изгиба.
следует вычислять в предположении упругой работы материала по сечению брутто без учета коэффициентов продольного изгиба.
Максимальное  и минимальное
и минимальное  продольные нормальные напряжения (положительные при сжатии) по продольным границам пластинки следует определять по формулам:
продольные нормальные напряжения (положительные при сжатии) по продольным границам пластинки следует определять по формулам:
 ;
;  , (Г.1)
, (Г.1)где ymax, ymin - максимальное и минимальное расстояния от нейтральной оси до продольной границы пластинки (с учетом знака);
Mm - среднее значение изгибающего момента в пределах отсека при  ; если длина отсека больше его расчетной ширины, то Mm следует вычислять для более напряженного участка длиной, равной ширине отсека; если в пределах отсека момент меняет знак, то Mm следует вычислять на участке отсека с моментом одного знака.
; если длина отсека больше его расчетной ширины, то Mm следует вычислять для более напряженного участка длиной, равной ширине отсека; если в пределах отсека момент меняет знак, то Mm следует вычислять на участке отсека с моментом одного знака.
Среднее касательное напряжение  следует определять: при отсутствии продольных ребер жесткости - по формуле
следует определять: при отсутствии продольных ребер жесткости - по формуле
 (Г.2)
(Г.2)где

при их наличии - по формуле:
 (Г.4)
(Г.4)В формулах (Г.3) и (Г.4):
Qm - среднее значение поперечной силы в пределах отсека, определяемое так же, как и Mm;
Поперечное нормальное напряжение  (положительное при сжатии), действующее на внешнюю кромку крайней пластинки, следует определять:
(положительное при сжатии), действующее на внешнюю кромку крайней пластинки, следует определять:
от подвижной нагрузки - по формуле:
 (Г.5)
(Г.5)где P - распределенное давление на внешнюю кромку крайней пластинки, определяемое по обязательному приложению 5 СНиП 2.05.03-84*;
от сосредоточенного давления силы F - по формуле

где lef - условная длина распределения нагрузки.
Условную длину распределения нагрузки lef следует определять:
при передаче нагрузки непосредственно через пояс балки или через рельс и пояс - по формуле:
 (Г.7)
(Г.7)где c - коэффициент, принимаемый для сварных и прокатных элементов равным 3,25, для элементов с соединениями на высокопрочных болтах - 3,75, на обычных болтах - 4,5;
I - момент инерции пояса балки или сумма моментов инерции пояса и рельса;
при передаче нагрузки от катка через рельс, деревянный лежень и пояс балки lef следует принимать равной 2h (где h - расстояние от поверхности рельса до кромки пластинки), но не более расстояния между соседними катками.
Поперечные нормальные напряжения  на границе второй и последующих пластинок следует определять, как правило, по теории упругости.
на границе второй и последующих пластинок следует определять, как правило, по теории упругости.
Допускается их определять:
при нагрузке, распределенной по всей длине пластинки, - по формуле:

при сосредоточенной нагрузке - по формуле
 (Г.9)
(Г.9)В формулах (Г.8) и (Г.9):
 ;
; где h0 - часть высоты стенки, равная расстоянию от оси нагруженного пояса в сварных и прокатных балках или от ближайшей риски поясного уголка в балках с болтовыми соединениями до границы проверяемой пластинки;
hw - полная высота стенки.
Г.3. Критические напряжения  ,
,  ,
,  ,
,  ,
,  ,
,  следует определять в предположении действия только одного из рассматриваемых напряжений
следует определять в предположении действия только одного из рассматриваемых напряжений  ,
,  ,
,  . Приведенные критические напряжения
. Приведенные критические напряжения  ,
,  ,
,  в общем случае вычисляют в предположении неограниченной упругости материала на основе теории устойчивости первого рода (бифуркация форм равновесия) для пластинчатых систем.
в общем случае вычисляют в предположении неограниченной упругости материала на основе теории устойчивости первого рода (бифуркация форм равновесия) для пластинчатых систем.
Значения приводимых в таблицах Г.2, Г.4 - Г.13 параметров для определения критических напряжений в пластинках допускается находить по линейной интерполяции.
Г.4. Расчет по устойчивости стенки сплошных изгибаемых элементов, имеющей только поперечные ребра жесткости, следует выполнять по формуле:
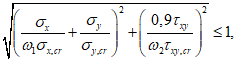
где  ,
,  - критические нормальные напряжения соответственно продольное и поперечное;
- критические нормальные напряжения соответственно продольное и поперечное;
ИС МЕГАНОРМ: примечание. Формула дана в соответствии с официальным текстом документа. |

Таблица Г.2
0 | 0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | |
1,00 | 1,05 | 1,10 | 1,15 | 1,20 | 1,30 | 1,40 |
Критические напряжения  ,
,  ,
,  следует определять по формулам таблицы Г.3 в зависимости от приведенных критических напряжений
следует определять по формулам таблицы Г.3 в зависимости от приведенных критических напряжений  ,
,  ,
,  , вычисляемых по пп. Г.4.1 - Г.4.3. При этом
, вычисляемых по пп. Г.4.1 - Г.4.3. При этом  определяется по формулам для
определяется по формулам для  с подстановкой в них соотношений:
с подстановкой в них соотношений:
 ;
;  .
.Таблица Г.3
Марка стали | Интервал значений | |
345-14ХГНДЦ | 0 - 207 |  |
207 - 524 |  | |
Свыше 524 |  | |
390-14ХГНДЦ | 0 - 229 |  |
229 - 591 |  | |
Свыше 591 |  |
--------------------------------
Здесь m - коэффициент условий работы, принимаемый по таблице 4.13 настоящего ТУ.
Г.4.1. Приведенное критическое продольное нормальное напряжение для пластинок стенки изгибаемого элемента следует определять по формуле:

где  - коэффициент упругого защемления стенки, принимаемый для элементов с болтовыми соединениями равным 1,4, для сварных элементов - по таблице Г.4;
- коэффициент упругого защемления стенки, принимаемый для элементов с болтовыми соединениями равным 1,4, для сварных элементов - по таблице Г.4;
Таблица Г.4
0,25 | 0,5 | 1,0 | 2,0 | 4,0 | 10,0 | Свыше 10 | |
1,21 | 1,33 | 1,46 | 1,55 | 1,60 | 1,63 | 1,65 |
Таблица Г.5
Значение коэффициента | ||||||||||
0,4 | 0,5 | 0,6 | 0,67 | 0,75 | 0,8 | 0,9 | 1,0 | 1,5 | 2 и более | |
0 | 8,41 | 6,25 | 5,14 | 4,75 | 4,36 | 4,2 | 4,04 | 4,0 | 4,34 | 4,0 |
0,67 | 10,8 | 8,0 | 7,1 | 6,6 | 6,1 | 6,0 | 5,9 | 5,8 | 6,1 | 5,8 |
0,80 | 13,3 | 9,6 | 8,3 | 7,7 | 7,1 | 6,9 | 6,7 | 6,6 | 7,1 | 6,6 |
1,00 | 15,1 | 110 | 9,7 | 9,0 | 8,4 | 8,1 | 7,9 | 7,8 | 8,4 | 7,8 |
1,33 | 18,7 | 14,2 | 12,9 | 12,0 | 11,0 | 11,2 | 11,1 | 11,0 | 11,5 | 11,0 |
2,00 | 29,1 | 25,6 | 24,1 | 23,9 | 24,1 | 24,4 | 25,6 | 24,1 | 24,1 | 23,9 |
3,00 | 54,3 | 54,5 | 58,0 | 53,8 | 53,8 | 53,8 | 53,8 | 53,8 | 53,8 | 53,8 |
4,00 | 95,7 | 95,7 | 95,7 | 95,7 | 95,7 | 95,7 | 95,7 | 95,7 | 95,7 | 95,7 |
Г.4.2. Приведенное критическое поперечное нормальное напряжение  для пластинок стенки изгибаемого элемента следует определять по формуле:
для пластинок стенки изгибаемого элемента следует определять по формуле:

где  - коэффициент, принимаемый равным единице при нагрузке, распределенной по всей длине пластинки, и по таблице Г.6 - при сосредоточенной нагрузке;
- коэффициент, принимаемый равным единице при нагрузке, распределенной по всей длине пластинки, и по таблице Г.6 - при сосредоточенной нагрузке;
z - коэффициент, принимаемый по таблице Г.8.
Таблица Г.6
Значение коэффициента | ||||||||||||
0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,35 | |
0,5 | 1,70 | 1,67 | 1,65 | 1,63 | 1,61 | 1,60 | 1,60 | 1,60 | 1,60 | 1,60 | 1,60 | 1,60 |
0,6 | 1,98 | 1,93 | 1,89 | 1,85 | 1,82 | 1,80 | 1,79 | 1,78 | 1,76 | 1,72 | 1,71 | 1,69 |
0,7 | 2,23 | 2,17 | 2,11 | 2,06 | 2,02 | 1,98 | 1,96 | 1,93 | 1,89 | 1,82 | 1,79 | 1,76 |
0,8 | 2,43 | 2,35 | 2,28 | 2,22 | 2,17 | 2,12 | 2,10 | 2,05 | 2,01 | 1,91 | 1,86 | 0,82 |
0,9 | 2,61 | 2,51 | 2,43 | 2,36 | 2,30 | 2,24 | 2,21 | 2,16 | 2,11 | 1,98 | 1,92 | 1,87 |
1,0 | 2,74 | 2,64 | 2,55 | 2,47 | 2,40 | 2,34 | 2,31 | 2,24 | 2,17 | 2,04 | 1,97 | 0,91 |
1,2 | 2,79 | 2,68 | 2,59 | 2,51 | 2,43 | 2,37 | 2,33 | 2,26 | 2,19 | 2,05 | 1,98 | 1,91 |
1,4 | 2,84 | 2,73 | 2,63 | 2,54 | 2,46 | 2,39 | 2,35 | 2,28 | 2,21 | 2,05 | 1,98 | 1,91 |
1,5 | 2,86 | 2,75 | 2,65 | 2,56 | 2,48 | 2,41 | 2,37 | 2,30 | 2,22 | 2,07 | 1,99 | 1,91 |
2,0 и более | 2,86 | 2,75 | 2,65 | 2,55 | 2,47 | 2,40 | 2,36 | 2,28 | 2,20 | 2,05 | 1,96 | 1,88 |
В таблице Г.6 обозначено:  . . | ||||||||||||
Таблица Г.7
Значение коэффициента | ||||||
0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,0 и более | |
0,25 | 1,19 | 1,19 | 1,20 | 1,20 | 1,19 | 1,18 |
0,5 | 1,24 | 1,29 | 1,30 | 1,32 | 1,32 | 1,32 |
1,0 | 1,28 | 1,36 | 1,41 | 1,47 | 1,52 | 1,56 |
4,0 | 1,32 | 1,45 | 1,57 | 1,73 | 1,97 | 2,21 |
10 и более | 1,34 | 1,49 | 1,65 | 1,88 | 2,51 | 2,95 |
Таблица Г.8
z | z | ||
0,4 | 4,88 | 1,2 | 6,87 |
0,5 | 5,12 | 1,4 | 7,69 |
0,6 | 5,37 | 1,6 | 8,69 |
0,7 | 5,59 | 1,8 | 9,86 |
0,8 | 5,80 | 2,05 | 11,21 |
1,0 | 6,26 | 2,5 и более | 15,28 |
Г.4.3. Приведенное критическое касательное напряжение  для пластинок стенок изгибаемого элемента следует определять по формуле:
для пластинок стенок изгибаемого элемента следует определять по формуле:

где d - меньшая сторона отсека (a или hef);
Таблица Г.9
Значения величины коэффициента  для сварных элементов
для сварных элементов
Значение коэффициента | |||||
0,5 | 0,67 | 1,0 | 2,0 | 2,5 и более | |
0,25 | 1,014 | 1,063 | 1,166 | 1,170 | 1,192 |
0,5 | 1,016 | 1,075 | 1,214 | 1,260 | 1,300 |
1,0 | 1,017 | 1,081 | 1,252 | 1,358 | 1,416 |
2,0 | 1,018 | 1,085 | 1,275 | 1,481 | 1,516 |
5,0 | 1,018 | 1,088 | 1,292 | 1,496 | 1,602 |
10,0 | 1,018 | 1,088 | 1,298 | 1,524 | 1,636 |
Свыше 10 | 1,018 | 1,089 | 1,303 | 1,552 | 1,680 |
Г.5. Расчет по устойчивости пластинок стенки сплошных изгибаемых элементов, имеющих поперечные ребра и одно продольное ребро в сжатой зоне, следует выполнять:
первой пластинки - между сжатым поясом и продольным ребром - по формуле

где  - коэффициент, принимаемый по таблице Г.2;
- коэффициент, принимаемый по таблице Г.2;
второй пластинки - между растянутым поясом и продольным ребром - по формуле (Г.10), принимая при этом  .
.
Г.5.1. Приведенное критическое продольное нормальное напряжение  следует определять по формуле (Г.11), при этом коэффициент упругого защемления
следует определять по формуле (Г.11), при этом коэффициент упругого защемления  следует принимать:
следует принимать:
первой пластинки: элементов с болтовыми соединениями -  ; таких же и сварных элементов при объединении с железобетонной плитой -
; таких же и сварных элементов при объединении с железобетонной плитой -  ; прочих сварных элементов - по таблице Г.10;
; прочих сварных элементов - по таблице Г.10;
; таких же и сварных элементов при объединении с железобетонной плитой - ; прочих сварных элементов - по таблице Г.10;второй пластинки -  .
.
Таблица Г.10
Значения величины коэффициента 
0,5 | 1,0 | 2,0 | 5,0 | 10 и более | |
1,16 | 1,22 | 1,27 | 1,31 | 1,35 |
Г.5.2. Приведенное критическое поперечное нормальное напряжение  в первой пластинке следует определять по формуле:
в первой пластинке следует определять по формуле:

где i - коэффициент, принимаемый равным 1,0 при  и 2,0 при
и 2,0 при  ;
;
и 2,0 при ;Таблица Г.11
Значения величины коэффициента  для элементов,
для элементов,
объединенных с железобетонной плитой
0,5 | 0,8 | 1,0 | 1,5 | 2,0 и более | |
1,07 | 1,18 | 1,31 | 1,52 | 1,62 |
Таблица Г.12
с болтовыми соединениями
Значение коэффициента | ||||||||
0,5 | 0,6 | 0,9 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | |
2 | 1,06 | 1,07 | 1,13 | 1,17 | 1,31 | 1,32 | 1,29 | 1,25 |
4 | 1,06 | 1,07 | 1,14 | 1,19 | 1,38 | 1,44 | 1,43 | 1,39 |
Приведенное критическое поперечное нормальное напряжение  при воздействии сосредоточенной нагрузки, когда действующие напряжения определяются по формуле (Г.6), следует вычислять по формуле (Г.15) с умножением на коэффициент 1,55; если при этом
при воздействии сосредоточенной нагрузки, когда действующие напряжения определяются по формуле (Г.6), следует вычислять по формуле (Г.15) с умножением на коэффициент 1,55; если при этом
a > 2h1 + 2lef, то надлежит принимать

Приведенное критическое поперечное нормальное напряжение  во второй пластинке следует определять по формуле (Г.12), при этом следует принимать:
во второй пластинке следует определять по формуле (Г.12), при этом следует принимать:  ; z - по таблице Г.8;
; z - по таблице Г.8;  - по таблице Г.6 при
- по таблице Г.6 при  .
.
.Г.5.3. Приведенное критическое касательное напряжение  следует определять по формуле (Г.13), при этом для первой пластинки вместо коэффициента защемления
следует определять по формуле (Г.13), при этом для первой пластинки вместо коэффициента защемления  должен быть принят коэффициент
должен быть принят коэффициент  , для второй пластинки -
, для второй пластинки -  .
.
, для второй пластинки - Г.6. Расчет по устойчивости пластинок стенки сплошных изгибаемых элементов, имеющих поперечные ребра и несколько продольных ребер жесткости, следует выполнять:
- первой пластинки - между сжатым поясом и ближайшим ребром - по формуле (Г.14) и формулам (Г.11), (Г.15) и (Г.13) для  ,
,  ,
,  соответственно;
соответственно;
- для последующих сжатых пластинок - по формулам для первой пластинки, принимая коэффициент защемления  ;
;
- для сжато-растянутой пластинки - по формуле (Г.10), принимая  , и формулам (Г.11), (Г.15) и (Г.13) для
, и формулам (Г.11), (Г.15) и (Г.13) для  ,
,  ,
,  как для второй пластинки по п. Г.5.
как для второй пластинки по п. Г.5.
Расчет по устойчивости пластинки растянутой зоны стенки следует выполнять по формуле:
 (Г.16)
(Г.16)ИС МЕГАНОРМ: примечание. Обозначения даны в соответствии с официальным текстом документа. |
где  ,
,  - критические поперечное нормальное и касательное напряжения, определяемые по
- критические поперечное нормальное и касательное напряжения, определяемые по  и
и  согласно указаниям п. Г.4; при этом приведенное критическое поперечное нормальное напряжение
согласно указаниям п. Г.4; при этом приведенное критическое поперечное нормальное напряжение  следует определять по формуле:
следует определять по формуле:
 (Г.17)
(Г.17)где  - коэффициент, принимаемый по таблице Г.13.
- коэффициент, принимаемый по таблице Г.13.
Таблица Г.13
Тип пластинки | Значения коэффициента | |||||||
0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,5 | 2,0 | |
Примыкающая к растянутому поясу | 1240 | 1380 | 1520 | 1650 | 1820 | 2240 | 3860 | 6300 |
Промежуточная | 920 | 970 | 1020 | 1060 | 1100 | 1190 | 1530 | 2130 |
Примечание - a и hef следует определять по п. Г.1. | ||||||||
Приведенное критическое касательное напряжение  следует определять:
следует определять:
для пластинки, примыкающей к растянутому поясу, - по формуле:
 (Г.18)
(Г.18)для промежуточной растянутой пластинки - по формуле:
 (Г.19)
(Г.19)где d - меньшая сторона отсека (a или hef);
Г.7. Расчет по устойчивости пластинок стенки сплошных сжато-изгибаемых элементов (балки жесткости пролетного строения распорной системы, арки или пилона) при сжатии сечения по всей высоте следует выполнять по формуле:
 (Г.20)
(Г.20)где  - максимальное продольное нормальное напряжение на границе пластинки от продольной силы N и изгибающего момента Mm, принимаемого в соответствии с п. Г.2;
- максимальное продольное нормальное напряжение на границе пластинки от продольной силы N и изгибающего момента Mm, принимаемого в соответствии с п. Г.2;
(обязательное)
ПО ПРОЧНОСТИ И УСТОЙЧИВОСТИ
Д.1. Метод расчета ортотропной плиты должен учитывать совместную работу листа настила, подкрепляющих его ребер и главных балок.
Д.2. Ортотропную плиту допускается условно разделять на отдельные системы - продольные и поперечные ребра с соответствующими участками листа настила (рисунок Д.1).

1, 2, 3 ... i - номер поперечного ребра верхней плиты
а) - продольный разрез; б) - план; в) - поперечный разрез;
г) - ребро нижней плиты
Усилия в ортотропной плите при работе на изгиб
между главными балками
Msl = M1 + M, (Д.1)
где M1 - изгибающий момент в отдельном продольном ребре полного сечения, включающего прилегающие участки листа настила общей шириной, равной расстоянию a между продольными ребрами (рисунок Д.1, в), рассматриваемом как неразрезная балка на жестких опорах; момент определяется от нагрузки, расположенной непосредственно над этим ребром;
M - изгибающий момент в опорном сечении продольного ребра при изгибе ортотропной плиты между главными балками, определяемый при загружении поверхности влияния нагрузкой, прикладываемой в узлах пересечения продольных и поперечных ребер.
Нагрузку, передаваемую с продольных ребер на узлы пересечения с поперечными ребрами, следует определять с помощью линии влияния опорной реакции неразрезной многопролетной балки на жестких опорах.
В ортотропной плите однопутных железнодорожных пролетных строений с ездой поверху следует принимать M = 0.
Ординаты поверхности влияния для вычисления изгибающего момента M в опорном сечении продольного ребра над "средним" поперечным ребром 1 (рисунок Д.1, а) следует определять по формуле
 (Д.2)
(Д.2)где M1i - принимаемые по таблице Д.1 (с умножением на l) ординаты линии влияния изгибающего момента в опорном сечении продольного ребра над "средним" поперечным ребром 1 при расположении нагрузки над поперечным ребром i;
l - пролет продольного ребра (рисунок Д.1, б);
L - пролет поперечного ребра (рисунок Д.1, в);
u - координата положения нагрузки от начала поперечного ребра.
Таблица Д.1
Номер поперечного ребра i | Ординаты линии влияния M1i/l при z | ||||
0 | 0,1 | 0,2 | 0,5 | 1,0 | |
1 | 0 | 0,0507 | 0,0801 | 0,1305 | 0,1757 |
2 | 0 | -0,0281 | -0,0400 | -0,0516 | -0,0521 |
3 | 0 | 0,0025 | -0,0016 | -0,0166 | -0,0348 |
4 | 0 | 0,0003 | 0,0016 | 0,0015 | 0,0046 |
5 | 0 | -0,0001 | 0 | 0,0014 | 0,0025 |
6 | 0 | 0 | 0 | 0,0001 | 0,0012 |
Обозначения, принятые в таблице Д.1:
z - параметр, характеризующий изгибную жесткость ортотропной плиты и определяемый по формуле
ИС МЕГАНОРМ: примечание. Формула дана в соответствии с официальным текстом документа. |

где Isl - момент инерции полного сечения продольного ребра относительно горизонтальной оси y1 (см. рисунок Д.1, в);
a - расстояние между продольными ребрами;
ls - момент инерции полного поперечного ребра (с прилегающим участком настила шириной 0,2L, но не более l) относительно горизонтальной оси x1 (см. рисунок Д.1, а).
Примечание - В таблице Д.1 принята следующая нумерация поперечных ребер i: ребра 2 - 6 расположены на расстоянии 1 одно от другого в каждую сторону от "среднего" поперечного ребра 1 (рисунок Д.1, а).
Д.4. В железнодорожных пролетных строениях лист настила ортотропной плиты проезжей части следует рассчитывать на изгиб, при этом прогиб листа настила не проверяется.
При устройстве пути на балласте наибольшие значения изгибающих моментов в листе настила над продольными ребрами следует определять по формулам:
в зоне под рельсом
 (Д.3)
(Д.3)в зоне по оси пролетного строения
 (Д.4)
(Д.4)где  - нагрузка на единицу длины, принимаемая по п. 2 обязательного приложения 5 СНиП 2.05.03-84*.
- нагрузка на единицу длины, принимаемая по п. 2 обязательного приложения 5 СНиП 2.05.03-84*.
Расчет элементов ортотропной плиты по прочности
ИС МЕГАНОРМ: примечание. Обозначения балок даны в соответствии с официальным текстом документа. |
Д.5. Для проверки прочности элементов ортотропной плиты необходимо получить в результате расчетов в предположении упругих деформаций стали в сечениях I, II, III и точках A, B, C, A1, B1 D1, указанных на рисунке Д.1, нормальные напряжения в листе настила, продольных и поперечных ребрах, а также касательные напряжения в листе настила от изгиба ортотропной плиты между главными балками  ,
,  ,
,  и совместной работы ее с главными балками пролетного строения
и совместной работы ее с главными балками пролетного строения  ,
,  ,
,  .
.
Д.6. Проверку прочности растянутого при изгибе ортотропной плиты крайнего нижнего волокна продольного ребра следует выполнять в зоне отрицательных моментов неразрезных главных балок в сечении I-I посередине пролета l среднего продольного ребра (рисунок Д.1, а - точка A) по формулам:
 (Д.5)
(Д.5)
где Ry, Ryn - расчетное и нормативное сопротивления металла продольного ребра;
m - коэффициент условий работы, принимаемый по таблице 4.13;
m1, m2 - коэффициенты условий работы; для железнодорожных и пешеходных мостов, а также для железнодорожного проезда совмещенных мостов  ; при этом проверка по формуле (Д.6) не выполняется;
; при этом проверка по формуле (Д.6) не выполняется;
; при этом проверка по формуле (Д.6) не выполняется; - для крайнего нижнего волокна продольного ребра, выполненного из полосы, прокатного уголка или прокатного тавра, и
- для крайнего нижнего волокна продольного ребра, выполненного из полосы, прокатного уголка или прокатного тавра, и  - для продольного ребра в виде сварного тавра;
- для продольного ребра в виде сварного тавра; Д.7. Проверку прочности сжатого при местном изгибе ортотропной плиты крайнего нижнего волокна продольного ребра следует выполнять в зоне положительных моментов неразрезных главных балок в опорном сечении II-II среднего продольного ребра (рисунок Д.1, а - точка B) по формуле:
 (Д.7)
(Д.7) - для крайнего нижнего волокна ребра, выполненного из полосы, прокатного уголка или прокатного тавра, и
- для крайнего нижнего волокна ребра, выполненного из полосы, прокатного уголка или прокатного тавра, и  - для ребра в виде сварного тавра;
- для ребра в виде сварного тавра;m - коэффициент условий работы, принимаемый по таблице 4.13 настоящих ТУ.
Д.8. Проверку прочности крайнего нижнего волокна поперечной балки следует выполнять в сечении III-III посередине ее пролета (рисунок Д.1, в - точка C) по формуле:
 (Д.8)
(Д.8)m - коэффициент условий работы, принимаемый по таблице 4.13.
Д.9. Расчет по прочности листа настила следует выполнять в точках A1, B1, D1 (см. рисунок Д.1, б) по формулам:
ИС МЕГАНОРМ: примечание. Формула дана в соответствии с официальным текстом документа. |
 (Д.9)
(Д.9) (Д.10)
(Д.10)где  ;
;  ;
;  ;
;
; ; ;m - коэффициент условий работы, принимаемый по таблице 4.13;
m3 - коэффициент, равный 1,15 при  или 1,10 при
или 1,10 при  ;
;
m4 - коэффициент условий работы, принимаемый равным 1,0.
При выполнении данной проверки допускается принимать в качестве расчетных загружения, при которых достигает максимального значения одно из действующих в данной точке ортотропной плиты напряжений  ,
,  или
или  .
.
Расчет элементов ортотропной плиты по устойчивости
Д.10. Местная устойчивость листа настила между продольными ребрами, продольных полосовых ребер, свесов поясов тавровых продольных и поперечных ребер должна быть обеспечена согласно подпунктам 4.5.6.2 и 4.5.6.4 настоящих ТУ, а стенки тавровых ребер - согласно обязательному приложению Г к настоящим ТУ. При этом следует выбирать наиболее невыгодную комбинацию напряжений от изгиба ортотропной плиты между главными балками и совместной ее работы с главными балками пролетного строения.
Д.11. Общая устойчивость листа настила, подкрепленного продольными ребрами, должна быть обеспечена поперечными ребрами.
Момент инерции поперечных ребер Is (см. пункт Д.3) сжатой (сжато-изогнутой) ортотропной плиты следует определять по формуле

где  - коэффициент, определяемый по таблице Д.2;
- коэффициент, определяемый по таблице Д.2;
k - число продольных ребер рассчитываемой ортотропной плиты;
L - расстояние между стенками главных балок или центрами узлов геометрически неизменяемых поперечных связей;
l - расстояние между поперечными ребрами;
Isl - момент инерции полного сечения продольного ребра (пункт Д.3);
 .
.Допускается также определять  по следующей формуле:
по следующей формуле:
ИС МЕГАНОРМ: примечание. Формула дана в соответствии с официальным текстом документа. |
 (Д.12)
(Д.12)Примечание - Коэффициент  определяется по формуле
определяется по формуле  , где
, где  следует находить по таблице Д.3 пункта Д.12 при lef = l.
следует находить по таблице Д.3 пункта Д.12 при lef = l.
, где Для сжатой ортотропной плиты, не воспринимающей местной нагрузки, в формуле (Д.11) коэффициент  следует принимать равным 2,025, что обеспечивает равенство расчетной длины lef продольных ребер расстоянию между поперечными ребрами l.
следует принимать равным 2,025, что обеспечивает равенство расчетной длины lef продольных ребер расстоянию между поперечными ребрами l.
Таблица Д.2
0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 0,95 | 1,0 | |
0 | 0,016 | 0,053 | 0,115 | 0,205 | 0,320 | 0,462 | 0,646 | 0,872 | 1,192 | 1,470 | 2,025 |
Д.12. Расчет по общей устойчивости ортотропной плиты в целом (сжатой и сжато-изогнутой) при обеспечении условия (Д.11) следует выполнять по формуле:

m - коэффициент условий работы, принимаемый по таблице 4.13.
Гибкость следует определять по формуле:
где lef - расчетная (свободная) длина продольных ребер, определяемая из выражения  .
.
.ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Коэффициент  находят из таблицы Д.2 по значению
находят из таблицы Д.2 по значению
 (Д.15)
(Д.15)Is, Isl и l - см. п. Д.3;
a - расстояние между продольными ребрами;
th - толщина листа настила;
A - площадь полного сечения продольного ребра;
 , где It - момент инерции полного сечения продольного ребра при чистом кручении.
, где It - момент инерции полного сечения продольного ребра при чистом кручении.Сжато-изогнутую ортотропную плиту железнодорожных мостов на общую устойчивость следует проверять по формуле (4.27), принимая гибкость по формуле (Д.14) при  .
.
Таблица Д.3
Гибкость | Коэффициент | |
390-14ХГНДЦ по [2] | ||
0 | 1,00 | 1,00 |
41 | 1,00 | 1,00 |
44 | 1,00 | 0,96 |
50 | 0,92 | 0,88 |
53 | 0,87 | 0,83 |
60 | 0,76 | 0,72 |
70 | 0,64 | 0,59 |
80 | 0,56 | 0,49 |
90 | 0,50 | 0,43 |
100 | 0,44 | 0,38 |
110 | 0,39 | 0,33 |
120 | 0,34 | 0,28 |
130 | 0,30 | 0,25 |
140 | 0,26 | 0,22 |
150 | 0,23 | 0,20 |
160 | 0,21 | 0,17 |
170 | 0,19 | 0,16 |
180 | 0,17 | 0,14 |
190 | 0,15 | 0,13 |
200 | 0,14 | 0,11 |
--------------------------------
Таблица Д.4
ИС МЕГАНОРМ: примечание. Таблица дана в соответствии с официальным текстом документа. |
f/i | Коэффициент |
0 | 1,00 |
0,01 | 0,75 |
0,05 | 0,70 |
0,10 | 0,66 |
В таблице Д.4 обозначено - f прогиб продольного ребра между поперечными ребрами;
i - радиус инерции полного сечения продольного ребра.
Д.13. Тавровые продольные ребра (рисунок Д.1, в, г) сжатой ортотропной плиты нижнего пояса коробчатых главных балок при изгибно-крутильной форме потери устойчивости следует рассчитывать по формуле (Д.13), принимая коэффициент продольного изгиба  в зависимости от гибкости
в зависимости от гибкости  .
.
Гибкость  следует определять по формуле:
следует определять по формуле:
 (Д.16)
(Д.16)где Ip = Iy + Iz + A(hw - e)2;
l - см. п. Д.3;
hw - высота стенки ребра толщиной tw (см. рисунок Д.1, г);
e - расстояние от центра тяжести полки шириной bf, толщиной tf до центра тяжести таврового продольного ребра (рисунок Д.1, г);
Iy, Iz - соответственно момент инерции сечения таврового продольного ребра относительно горизонтальной оси y и вертикальной оси z;
 (Д.17)
(Д.17) (Д.18)
(Д.18)A = bftf + hwtw. (Д.19)
Для обеспечения местной устойчивости элементов таврового сечения продольного ребра толщина полки и стенки должна удовлетворять требованиям подпункта 4.5.6.2:
- при bf > 0,3hf продольное ребро полного сечения следует считать двутавром;
- при bf = 0 продольное ребро полного сечения следует считать тавром;
- при 0 < bf  0,3hw требования к толщине стенки определяются по линейной интерполяции между нормами для двутавра и тавра (bf = 0).
0,3hw требования к толщине стенки определяются по линейной интерполяции между нормами для двутавра и тавра (bf = 0).
(обязательное)
ПРЕДПРИЯТИЯ СВАРКИ КОНТРОЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ ПРОБЫ
с указанием адреса, телефона N ___ от "___" __________ 20__ г.
Предприятие | ||||
Сварка выполнена в присутствии: | Ф.И.О. ответственных лиц | Место работы | Подпись | |
Ф.И.О. электросварщика | Сведения о квалификации и аттестации: | |||
Место проведения сварки | Дата выполнения сварки | |||
УСЛОВИЯ СВАРКИ ТЕХНОЛОГИЧЕСКОЙ ПРОБЫ
Метод сварки | Тип шва | ||||||||||
Основной металл (марка) | Толщина металла, мм | Пространственное положение шва | |||||||||
Размер контрольной пробы, мм | Температура воздуха, °C | Тип и параметры разделки | |||||||||
Род и полярность тока | Тип формирующей подкладки (флюсовой подушки) | ||||||||||
Сварочные материалы: марка, номер сертификата и номер партии | Электроды | Проволока | Флюс | Газ (смесь газов) | Присадка (МХП) | ||||||
Сварка корневого прохода | Способ | Dэл мм | Jсв, А | Uд, В | Vсв, м/ч | Примечание | |||||
Сварка средних слоев | Способ | Dэл мм | Jсв, А | Uд, В | Vсв, м/ч | Примечание | |||||
Сварка наружных слоев | Способ | Dэл мм | Jсв, А | Uд, В | Vсв, м/ч | Примечание | |||||
Вид и температура подогрева | Общее количество проходов | ||||||||||
РЕЗУЛЬТАТЫ КОНТРОЛЯ
Размеры шва, мм | Ширина валика с 1-й стороны | Высота валика с 1-й стороны | Ширина валика со 2-й стороны | Высота валика со 2-й стороны | Катет шва | |
Результаты ультразвукового контроля: | Заключение УЗД: | Подпись дефектоскописта | ||||
Заключение комиссии: | ||||||
(обязательное)
СТАЛЬНЫХ КОНСТРУКЦИЙ И ВЫПОЛНЕНИИ НА СТРОЙПЛОЩАДКЕ
СБОРОЧНО-СВАРОЧНЫХ РАБОТ МЕТАЛЛОКОНСТРУКЦИЙ
ИЗ СТАЛИ МАРКИ 14ХГНДЦ
N п/п | Наименование исполнительной документации |
При изготовлении стальных конструкций | |
1. | Комплекты чертежей КМ, имеющих штамп "к производству работ" |
2. | Журналы или Акты входного контроля (журналы регистрации сертификатов металлургических комбинатов, поставщиков сварочных материалов, высокопрочных метизов и др.) |
3. | Заключения по результатам определения механических свойств и химического состава металлопроката |
4. | Заключения по результатам испытаний контрольных сварных соединений (КСС) по допуску комбинаций сварочных материалов по соответствующим способам сварки |
5. | Заключения по проведению ультразвуковой диагностики сварных швов |
6. | Журналы пооперационного контроля |
7. | Акты приемки кондукторов, шаблонов |
8. | Журналы сварочных работ или Сопроводительные карты сварочных работ |
9. | Акт-предъявка |
10. | Акт (акт-предъявка) контрольной сборки (при условии ее проведения) |
11. | Документ о качестве (Сертификат) на отправочные марки |
При выполнении монтажных сборочно-сварочных работ металлоконструкций | |
1. | Комплекты чертежей КМ и КМД, имеющих штамп "к производству работ" и подписи Главных инженеров (технических директоров) со всеми внесенными в них изменениями и дополнениями |
2. | Сертификаты, удостоверяющие качество применяемых сварочных материалов |
3. | Сертификаты на стальные конструкции (заводские отправочные марки) |
4. | Технологический Регламент по сборке и сварке металлоконструкций |
5. | Заключения и Протоколы по испытаниям применяемых партий сварочных материалов для монтажной сварки |
6. | Журнал входного контроля металлоконструкций |
7. | Журнал по монтажу металлоконструкций |
8. | Общий журнал работ |
9. | Журнал сварочных работ |
10. | Журнал ультразвукового контроля качества монтажных сварных стыковых соединений |
11. | Журнал авторского надзора разработчиков проектной документации (чертежей КМ) |
12. | Журнал авторского надзора разработчиков Технологического Регламента |
13. | Заключения по результатам контроля качества монтажных сварных стыковых швов методом ультразвуковой дефектоскопии - УЗД |
14. | Опись Аттестационных Удостоверений рабочих-сварщиков (I уровень), производивших монтажную сварку металлоконструкций, с указанием срока действия Удостоверения |
15. | Опись Аттестационных Удостоверений специалистов сварочного производства (II - III уровни), допущенных к руководству и организации монтажных сварочных работ стальных конструкций мостов |
16. | Маркировочные схемы монтажных сварных соединений (приложение к журналу сварочных работ) |
17. | Технологические карты процессов монтажной сварки (КТПС) - приложение к Журналу сварочных работ |
18. | Акты освидетельствования скрытых работ (согласно указаниям в чертежах КМ) |
19. | Акты приемки ответственных конструкций (согласно указаниям в чертежах КМ) |
20. | Акты промежуточных геодезических съемок пространственного положения металлоконструкций (поэтапно) в процессе строительства (согласно указаниям в чертежах КМ) |
21. | Акты окончательной приемки смонтированных металлоконструкций |
- | Типовые требования к гидроизоляции и противокоррозионной защите, утвержденные распоряжением ОАО "РЖД" от 27 ноября 2013 г. N 2631р. | |
ТУ 14-1-5355-98, изменение N 4 | Прокат толстолистовой атмосферостойкий из стали марки 14ХГНДЦ для мостостроения. | |
ТУ 4593-013-04697311-2015 | Высокопрочные болты, гайки и шайбы из атмосферостойкой стали марки 40ХГНМДФ. | |
ТУ 4593-012-04697311-2015 | Высокопрочные болты, гайки и шайбы повышенной стойкости к атмосферной коррозии из стали 40ХН. | |
- | Технологические указания по окраске металлических конструкций железнодорожных мостов, утвержденные распоряжением ОАО "РЖД" от 29 декабря 2012 г. N 2794р. | |
СТО-ГК "Трансстрой" 012-2007 | Стальные конструкции мостов. Заводское изготовление. | |
СТО-ГК "Трансстрой" 005-2007 | Стальные конструкции мостов. Технология монтажной сварки. | |
- | Реестр предприятий-поставщиков металлоконструкций пролетных строений мостов и опорных частей для нужд ОАО "РЖД", утвержденный распоряжением ОАО "РЖД" 11 февраля 2014 г. N 372р. | |
Правила аттестации сварщиков и специалистов сварочного производства, утвержденные постановлением Госгортехнадзора России от 30 октября 1998 г. N 63. | ||
Правила аттестации и основные требования к лабораториям неразрушающего контроля, утвержденные постановлением Госгортехнадзора России от 02 июня 2000 г. N 29. | ||
Правила аттестации персонала в области неразрушающего контроля, утвержденные постановлением Госгортехнадзора России от 23 января 2002 г. N 3. | ||
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства, утвержденный постановлением Госгортехнадзора России от 25 июня 2002 г. N 36. | ||
Инструкция по визуальному и измерительному контролю, утвержденная постановлением Госгортехнадзора России от 11 июня 2003 г. N 92. | ||
14. | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов, утвержденный постановлением Госгортехнадзора России от 19 июня 2003 г. N 101. | |
Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов, утвержденный постановлением Госгортехнадзора России от 19 июня 2003 г. N 102. | ||
16. | Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов, утвержденный постановлением Госгортехнадзора России от 19 июня 2003 г. N 103. | |
17. | СТО-01393674-007 | Защита металлических конструкций мостов от коррозии методом окрашивания, Москва, 2015. |
Устройство соединений на высокопрочных болтах в стальных конструкциях мостов. | ||
19. | СТП 015-2001 | Технология устройства упоров в виде круглых стержней с головкой из импортных материалов в конструкциях мостов. |
20. | Технология устройства упоров в виде круглых стержней с головкой из отечественных материалов в конструкциях мостов. | |
ТУ 1211-060-11143754-2014 | Проволока сплошного сечения марки ПСФ-А-0402 для дуговой сварки пролетных строений стальных мостов и строительных конструкций из атмосферостойких сталей. | |
ТУ 5929-056-11143754-2014 | Флюс сварочный керамический (агломерированный) СТ-65 для дуговой сварки пролетных строений стальных мостов и строительных конструкций из атмосферостойких сталей. | |
ТУ 1274-057-11143754-2014 | Проволоки порошковые POWER WET для дуговой сварки пролетных строений стальных мостов и строительных конструкций из атмосферостойких сталей. | |
ТУ 1272-061-11143754-2014 | Электроды покрытые металлические марки МК-А для ручной дуговой сварки пролетных строений стальных мостов и строительных конструкций из атмосферостойких сталей. | |
ТУ У 24.1-05766356-054-2005 | Титана диоксид пигментный. |