СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ введен в действие с 30.12.2025 с правом досрочного применения.
Взамен ГОСТ ISO 13706-2011.
Название документа
"ГОСТ 35317.1-2025. Межгосударственный стандарт. Аппараты воздушного охлаждения. Часть 1. Общие технические требования"
(введен в действие Приказом Росстандарта от 23.10.2025 N 1271-ст)
"ГОСТ 35317.1-2025. Межгосударственный стандарт. Аппараты воздушного охлаждения. Часть 1. Общие технические требования"
(введен в действие Приказом Росстандарта от 23.10.2025 N 1271-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 23 октября 2025 г. N 1271-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
ЧАСТЬ 1
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Air-cooled heat exchangers. Part 1.
General technical requirements
ГОСТ 35317.1-2025
МКС 71.120.30
Дата введения
30 декабря 2025 года
с правом досрочного применения
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения "ВНИИНЕФТЕМАШ" (АО "ВНИИНЕФТЕМАШ"), Акционерным обществом "ПЕТРОХИМ ИНЖИНИРИНГ" (АО "ПЕТРОХИМ ИНЖИНИРИНГ"), Автономной некоммерческой организацией "Институт нефтегазовых технологических инициатив" (АНО "ИНТИ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 523 "Техника и технологии добычи и переработки нефти и газа"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2025 г. N 189-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 23 октября 2025 г. N 1271-ст межгосударственный стандарт ГОСТ 35317.1-2025 введен в действие в качестве национального стандарта Российской Федерации с 30 декабря 2025 г. с правом досрочного применения
5 В настоящем стандарте учтены основные нормативные положения следующих документов:
- международного стандарта ISO 13706:2011 "Нефтяная, нефтехимическая и газовая промышленность. Теплообменники воздушного охлаждения" ("Petroleum, petrochemical and natural gas industries - Air-cooled heat exchangers", NEQ);
- стандарта Американского нефтяного института API STANDARD 661 "Нефтяная, нефтехимическая и газовая промышленность. Теплообменные аппараты воздушного охлаждения", седьмое издание, июль 2013 ("Petroleum, Petrochemical, and Natural Gas Industries - Air-cooled Heat Exchangers", Seventh Edition, July 2013, NEQ)
6 ВЗАМЕН ГОСТ ISO 13706-2011
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт распространяется на аппараты воздушного охлаждения (далее - аппараты), предназначенные для охлаждения газов и жидкостей, конденсации паровых и парожидкостных сред в технологических установках химической, нефтехимической, нефтеперерабатывающей, газовой, нефтяной и других отраслей промышленности.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601 <1> Единая система конструкторской документации. Эксплуатационные документы
--------------------------------
<1> В Российской Федерации действует ГОСТ Р 2.601-2019.
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.104 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.307 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.020 Система стандартов безопасности труда. Электрооборудование взрывозащищенное. Термины и определения. Классификация. Маркировка
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 550 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 4784 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5520 Прокат толстолистовой из нелегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 8639 Трубы стальные квадратные. Сортамент
ГОСТ 8724 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 8731 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8732 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 8733 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
ГОСТ 8734 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 9940 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 9941 Трубы бесшовные холоднодеформированные из коррозионно-стойких высоколегированных сталей. Технические условия
ГОСТ 10198 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 12969 Таблички для машин и приборов. Технические требования
ГОСТ 12971 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 13663 Трубы стальные профильные. Технические требования
ГОСТ 13682 Места под ключи гаечные. Размеры
ГОСТ 13716 Устройства строповые для сосудов и аппаратов. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14637 Прокат толстолистовой из нелегированной стали обыкновенного качества. Технические условия
ГОСТ 14918 Прокат листовой горячеоцинкованный. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15527 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16523 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 18475 Трубы холоднодеформированные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 19433 Грузы опасные. Классификация и маркировка
ГОСТ 19904 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21130 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры
ГОСТ 21646 Трубы медные и латунные для теплообменных аппаратов. Технические условия
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24045 Профили стальные листовые гнутые с трапециевидными гофрами для строительства. Технические условия
ГОСТ 25346 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
ГОСТ 25348 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм
ГОСТ 27772 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 30245 Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия
ГОСТ 30893.1 (ИСО 2768-1-89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
ГОСТ 31350 (ИСО 14694:2003) Вибрация. Вентиляторы промышленные. Требования к производимой вибрации и качеству балансировки
ГОСТ 31441.1 (EN 13463-1:2001) Оборудование неэлектрическое, предназначенное для применения в потенциально взрывоопасных средах. Часть 1. Общие требования
ГОСТ 31441.5 (EN 13463-5:2003) Оборудование неэлектрическое, предназначенное для применения в потенциально взрывоопасных средах. Часть 5. Защита конструкционной безопасностью "c"
ГОСТ 31610.10-1 (IEC 60079-10-1:2020) Взрывоопасные среды. Часть 10-1. Классификация зон. Взрывоопасные газовые среды
ГОСТ 31610.20-1 (ISO/IEC 80079-20-1:2017) Взрывоопасные среды. Часть 20-1. Характеристики веществ для классификации газа и пара. Методы испытаний и данные
ГОСТ 32528 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ 32678 Трубы стальные бесшовные и сварные холоднодеформированные общего назначения. Технические условия
ГОСТ 33259 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования
ГОСТ 34233.1 Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования
ГОСТ 34233.2 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек
ГОСТ 34233.3 Сосуды и аппараты. Нормы и методы расчета на прочность. Укрепление отверстий в обечайках и днищах при внутреннем и наружном давлениях. Расчет на прочность обечаек и днищ при внешних статических нагрузках на штуцер
ГОСТ 34233.4 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность и герметичность фланцевых соединений
ГОСТ 34233.6 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность при малоцикловых нагрузках
ГОСТ 34233.7 Сосуды и аппараты. Нормы и методы расчета на прочность. Теплообменные аппараты
ГОСТ 34233.10 Сосуды и аппараты. Нормы и методы расчета на прочность. Сосуды и аппараты, работающие с сероводородными средами
ГОСТ 34283 Сосуды и аппараты. Нормы и методы расчета на прочность при ветровых, сейсмических и других внешних нагрузках
ГОСТ 34347-2017 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ 34708 Арматура трубопроводная. Уплотнительные материалы на основе терморасширенного графита. Общие технические условия
ГОСТ 34785 Заглушки фланцевые стальные для арматуры, соединительных частей и трубопроводов. Конструкция, размеры и общие технические требования
ГОСТ 34951 (EN 10020:2000) Сталь. Определение и классификация по химическому составу и классам качества
ГОСТ 35094 Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ ИСО 1940-1-2007 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса
ГОСТ IEC 60034-5 Машины электрические вращающиеся. Часть 5. Классификация степеней защиты, обеспечиваемых оболочками вращающихся электрических машин (Код IP)
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 898-2 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO/DIS 80079-37 Взрывоопасные среды. Часть 37. Неэлектрическое оборудование для взрывоопасных сред. Неэлектрическое оборудование с видами взрывозащиты "конструкционная безопасность "c", контроль источника воспламенения "b", погружение в жидкость "k"
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 аппарат воздушного охлаждения (аппарат); АВО (air-cooled heat exchanger, ACHE, bay): Теплообменный аппарат, предназначенный для охлаждения сред за счет принудительно подаваемого на теплопередающую поверхность атмосферного воздуха, состоящий из теплообменных секций и системы подачи воздуха, расположенных на металлической конструкции.
3.2 блок АВО (air-cooling unit, bank): Несколько аппаратов воздушного охлаждения, предназначенных для совместной работы, объединенных по конструктивным параметрам, например общая опорная металлоконструкция (стыкуемые аппараты), и (или) технологическим параметрам, например общий охлаждаемый поток рабочей среды.
3.3 блочный (модульный) аппарат [block (modular) air-cooled heat exchanger]: Аппарат воздушного охлаждения, состоящий из блока (модуля) теплообменной секции и блока (модуля) вентиляторов, поставляемый в собранном виде с учетом транспортных массогабаритных характеристик.
3.4 вентилятор (fan): Сборочная единица аппарата, предназначенная для перемещения воздуха через теплообменную секцию, представляющая собой вращающуюся лопастную машину, передающую механическую энергию вращения воздуху в рабочем колесе и обеспечивающую таким образом непрерывное течение воздуха, состоящую из рабочего колеса и корпуса, в котором оно вращается.
3.5 ветрозащитный экран (ветровая юбка) [wind screen (wind skirt)]: Вертикальный барьер над или под аппаратом воздушного охлаждения или горизонтальный барьер сбоку от аппарата, который минимизирует влияние ветра и вредной рециркуляции на работу аппарата.
3.6 внешняя рециркуляция (external recirculation): Процесс перемещения выходящего воздуха в поток входящего воздуха с целью нагрева последнего, осуществляемый с помощью дополнительно организованного внешнего канала.
3.7 внутренняя рециркуляция (internal recirculation): Процесс перемещения внутри аппарата выходящего воздуха в поток входящего воздуха с целью нагрева последнего, осуществляемый с помощью вентилятора через расположенный рядом вентилятор.
3.8 воздух рециркуляции (recirculated air): Нагретый воздух, прошедший через теплообменную секцию и перенаправленный для смешивания с входящим в аппарат холодным воздухом с целью поддержания требуемого температурного режима в аппарате.
3.9 вредная рециркуляция (harmful uncontrolled recirculation of heated air): Нерегулируемые потоки выходящего нагретого воздуха, поступающие на вход вентиляторов за счет циркуляции вокруг того же аппарата или от другого оборудования, являющиеся одной из причин снижения охлаждающей способности аппарата вследствие повышения температуры входящего воздуха.
3.10 входящий воздух (inlet air): Воздух, поступающий в аппарат.
3.11 выходящий воздух (exhaust air): Нагретый воздух, выходящий из аппарата.
3.12 жалюзийное устройство (louvers): Сборочная единица аппарата, предназначенная для регулирования его теплового режима за счет изменения сечения для прохода потока воздуха.
3.13 корпус вентилятора (fan ring): Часть вентилятора, в которой вращается рабочее колесо и через которую поток воздуха направляется от входа в вентилятор к его выходу.
3.14 коэффициент оребрения  (finning ratio): Отношение площади полной наружной поверхности оребренных теплообменных труб Fп к площади поверхности теплообменных труб у основания ребер Fн.
(finning ratio): Отношение площади полной наружной поверхности оребренных теплообменных труб Fп к площади поверхности теплообменных труб у основания ребер Fн.
3.15 критическая температура процесса (critical process temperature): Температура, связанная с физическими свойствами потока рабочей среды, например температура замерзания, температура застывания, температура выпадения осадка, температура образования гидрата и точка росы.
3.16 металлическая конструкция (металлоконструкция) (supporting structure): Сооружение, предназначенное для поддержания технологического оборудования, используемое для монтажа и объединения сборочных единиц аппарата в общее изделие, обеспечивающее прочность и устойчивость изделия в целом.
3.17 минимальная расчетная температура воздуха (minimum design air temperature): Температура входящего воздуха, подаваемого на теплообменные трубы, для определения "холодного" режима работы при низких (отрицательных) температурах окружающего воздуха.
3.18 блок (модуль) вентиляторов [fan block (module)]: Сборочная единица аппарата, включающая вентиляторы, камеру рециркуляции (при ее наличии), жалюзийное устройство (при его наличии), диффузор (часть диффузора), расположенная на металлоконструкции, в состоянии полной заводской готовности.
3.19 блок (модуль) теплообменной секции [tube bundle block (module)]: Сборочная единица аппарата, включающая теплообменную секцию, жалюзийное устройство (при его наличии), часть диффузора (при его наличии), расположенная на металлической конструкции, в состоянии полной заводской готовности.
3.20 опросный лист (datasheet): Документ, содержащий минимально необходимый объем исходных данных для проектирования и изготовления аппарата воздушного охлаждения.
3.21 привод вентилятора (fan drive): Устройство для передачи энергии вращения рабочему колесу вентилятора, включающее механическую передачу от электродвигателя и (или) непосредственно присоединенный электродвигатель (прямой привод).
3.22 рабочее колесо вентилятора (impeller): Вращающаяся часть вентилятора, в которой механическая энергия вращения передается воздуху посредством динамического действия лопастей.
3.23 развальцовка: Процесс деформации теплообменной трубы в отверстии трубной решетки.
3.24 распределительная камера (header): Деталь или сборочная единица, предназначенная для распределения охлаждаемого потока рабочей среды по теплообменным трубам.
3.25 система подачи воздуха (воздушная сторона) (air flow side): Узел (часть) аппарата, в котором происходит формирование и направление потока воздуха.
3.26 теплообменная секция (tube bundle): Сборочная единица аппарата, состоящая из теплообменных труб, распределительных камер, боковых стенок, опор для поддержки теплообменных труб и опор (креплений) для распределительных камер.
3.27 теплообменная труба (finned or unfinned tubes): Деталь или сборочная единица теплообменной секции, трубного пучка, являющаяся теплопередающей поверхностью между рабочей средой и охлаждающим воздухом.
3.28 технологическая позиция (item number): Номер (обозначение) технологической позиции, присвоенный заказчиком для идентификации потока рабочей среды, включающий одну или несколько теплообменных секций или аппаратов.
3.29 трубная решетка (tube sheet): Деталь теплообменной секции, трубного пучка, предназначенная для крепления теплообменных труб, являющаяся частью распределительной камеры.
3.30 трубное пространство (tube side): Полость внутри теплообменных труб, распределительных камер, коллекторов входа и выхода рабочей среды (при их наличии).
3.31 трубный пучок (tube bank): Сборочная единица теплообменной секции с разъемными распределительными камерами и объемными крышками, состоящая из теплообменных труб, трубных решеток, боковых стенок, опор для поддержки теплообменных труб, но поставляемая без объемных крышек распределительных камер.
3.32 центральная ось теплообменной секции (geometric centre): Место в центре аппарата в плоскости посередине прямого участка воздушной стороны между входом и выходом воздуха как для аппаратов нагнетательного типа, так и для аппаратов вытяжного типа.
3.33 штуцер (nozzle): Деталь или сборочная единица теплообменной секции, коллектора входа или выхода рабочей среды (при его наличии), предназначенная для присоединения к ней трубопровода, трубопроводной арматуры, контрольно-измерительного прибора или соединения теплообменной секции с коллектором, которая может состоять из патрубка и приварного фланца, только патрубка, присоединяемого сваркой к трубопроводу, или быть цельной, состоящей из патрубка и фланца.
3.34 межходовая перегородка распределительной камеры (pass partition plate): Деталь распределительной камеры, предназначенная для направления потока рабочей среды по ходам теплообменных труб теплообменной секции.
3.35 усиливающая перегородка распределительной камеры (stiffener plate): Деталь распределительной камеры, обеспечивающая прочность трубной решетки и задней стенки распределительной камеры; одновременно может быть межходовой перегородкой.
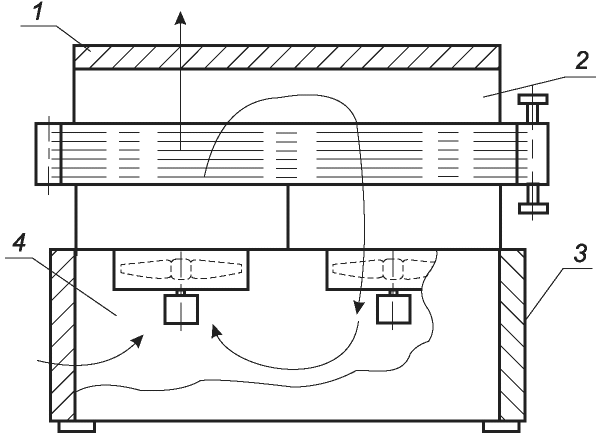
4.1 По способу принудительной подачи охлаждающего воздуха на теплообменные секции аппараты могут быть:
- нагнетательного типа (forced-draught exchanger);
- вытяжного типа (induced-draught exchanger).
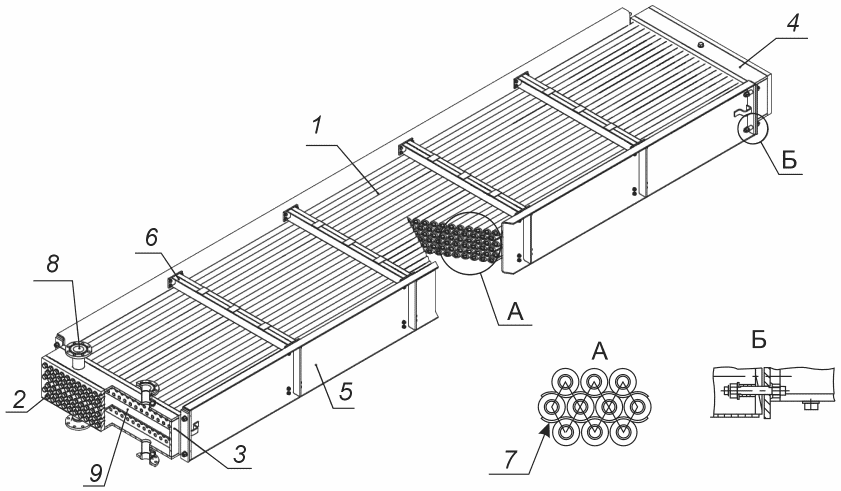
Типовые конструкции аппаратов с различными способами принудительной подачи воздуха представлены на рисунке 1.
4.2 По расположению теплообменных секций в пространстве аппараты могут быть:
- горизонтальными;
- вертикальными;
- зигзагообразными;
- шатровыми (дельтаобразными).
Примечание - Шатровые (дельтаобразные) конструкции аппаратов не рассматриваются в настоящем стандарте, так как из-за конструктивных особенностей отдельные части этих аппаратов полностью или частично не подпадают под требования, изложенные в настоящем стандарте.
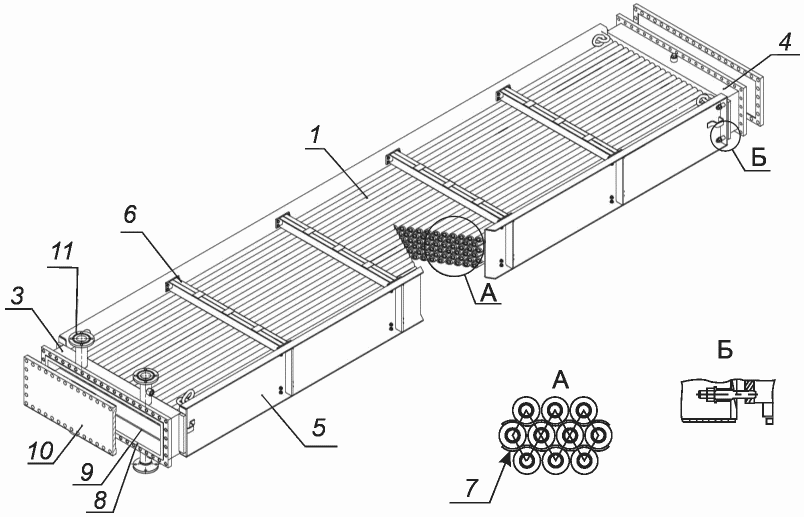
4.3 По типу конструкции теплообменных секций аппараты могут быть:
- с разъемными распределительными камерами и объемной крышкой;
- с разъемными распределительными камерами и плоской крышкой;
- с цельносварными или штампосварными распределительными камерами с резьбовыми пробками или без них (с полуцилиндрической задней стенкой);
- с трубчатыми распределительными камерами.
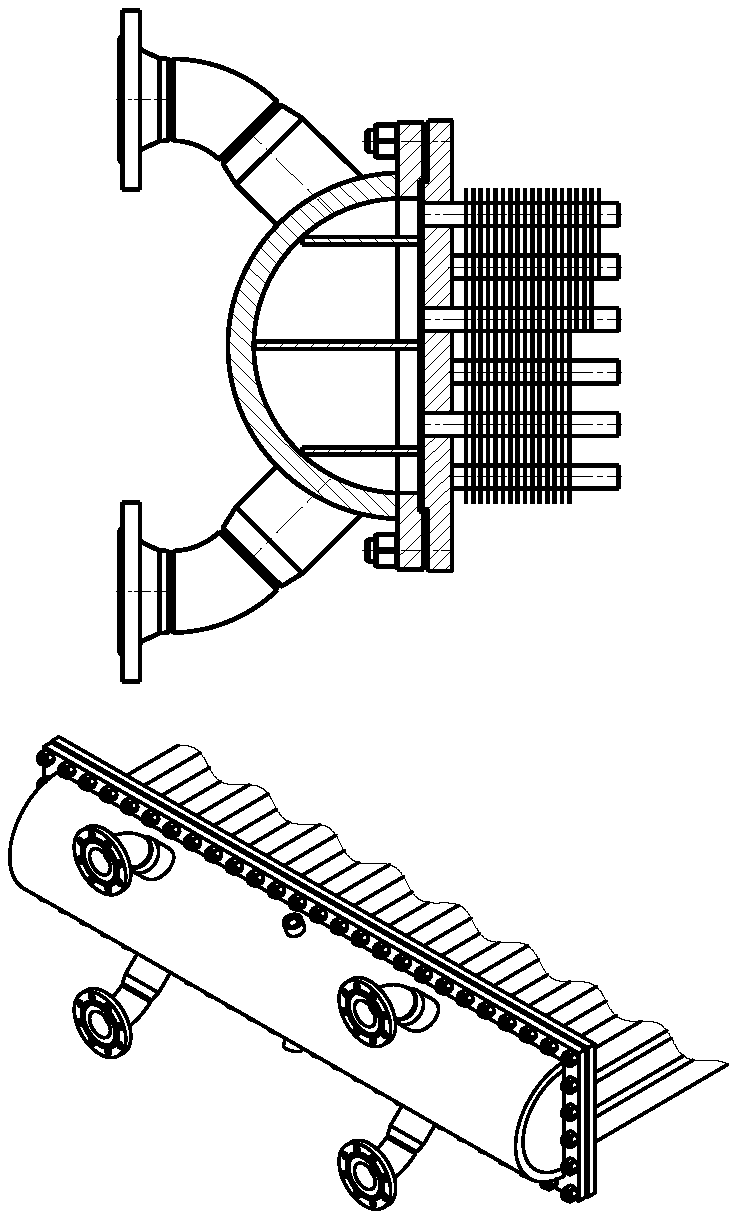
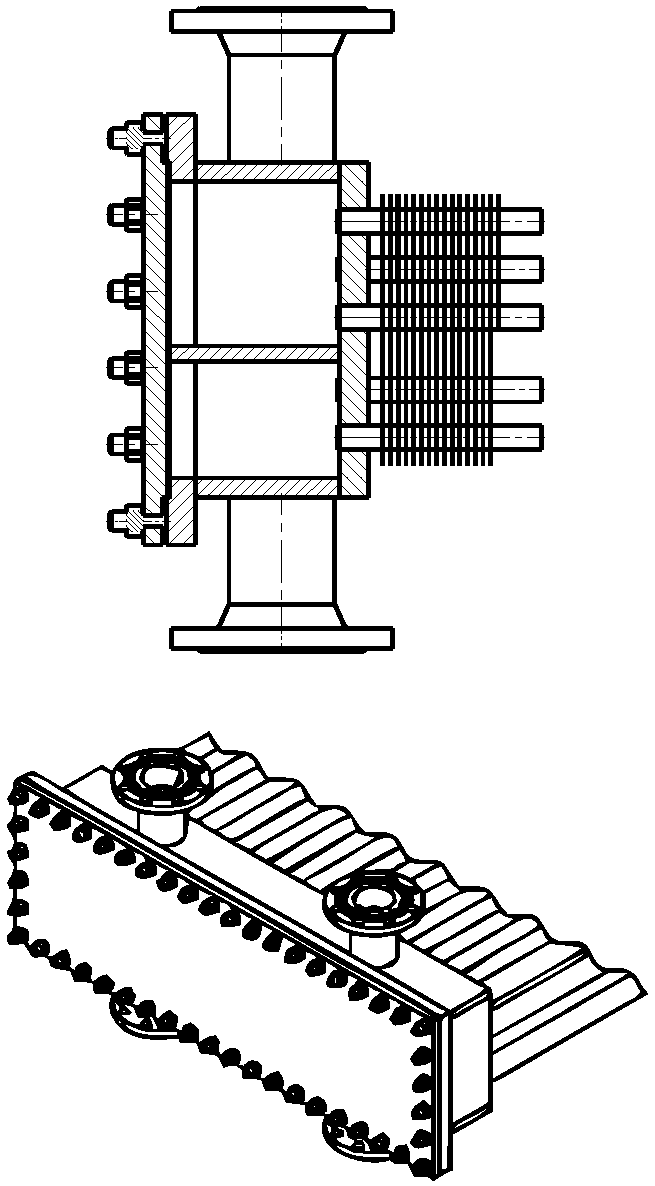
Типовые конструкции различных теплообменных секций представлены на рисунке 2.
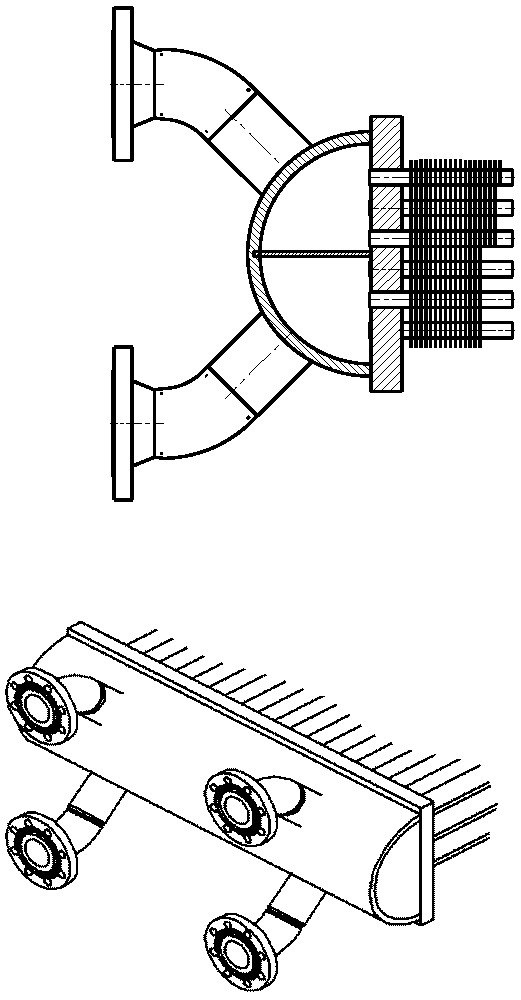
4.4 По типу конструкции распределительные камеры теплообменных секций аппаратов могут быть:
- разъемными;
- неразъемными.
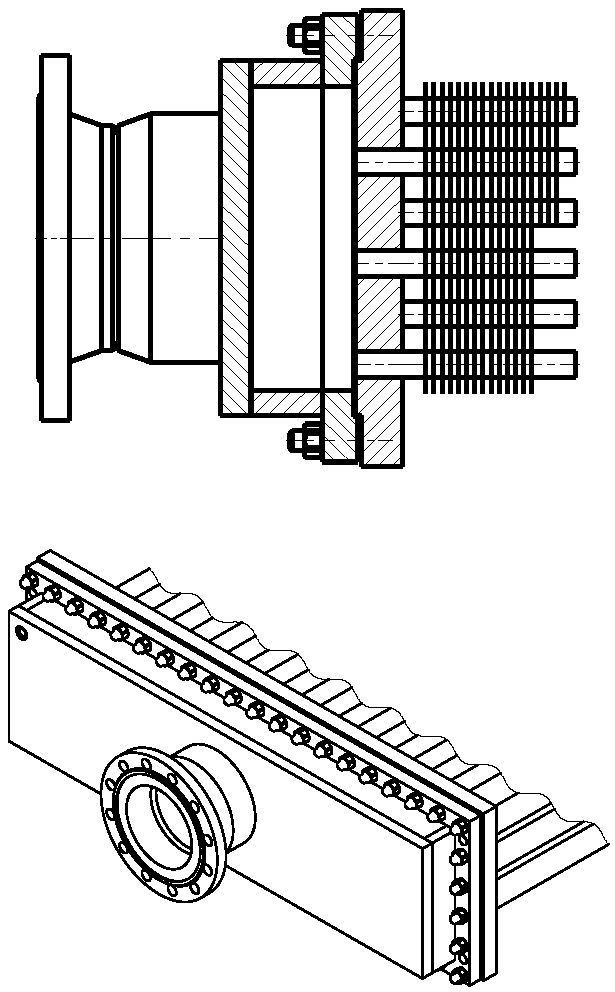
Типовые конструкции различных распределительных камер представлены на рисунках 3, 4.
4.5 По условиям эксплуатации аппараты могут быть снабжены дополнительными устройствами, обеспечивающими рециркуляцию нагретого в теплообменных секциях воздуха для предотвращения переохлаждения рабочей среды в зимнее время. По этому признаку аппараты могут быть:
- без рециркуляции (см. рисунок 1);
- с системой внутренней рециркуляции через расположенный рядом, неработающий или работающий на реверс вентилятор;
- с системой внешней рециркуляции через внешнюю камеру рециркуляции.
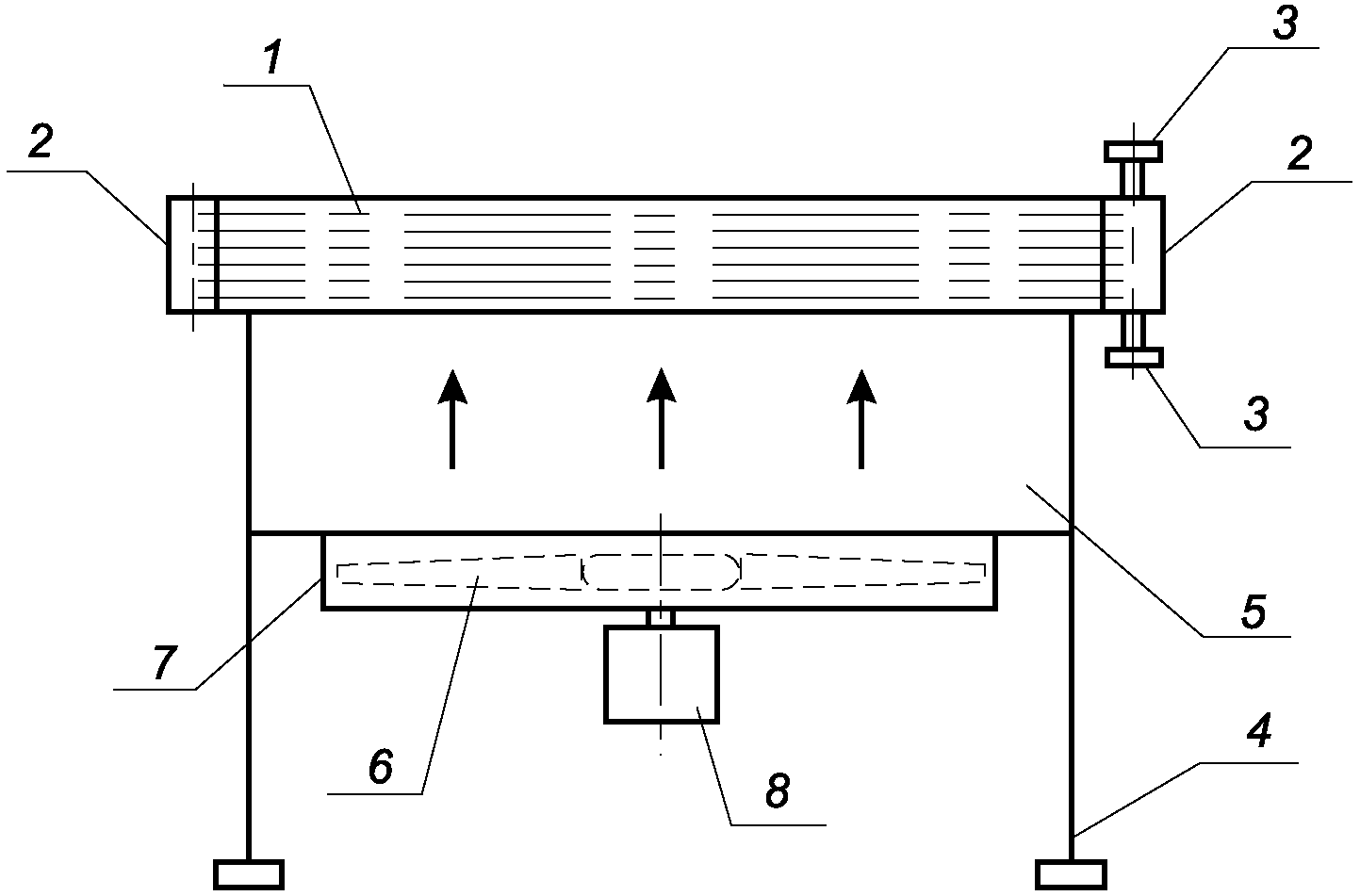
а) Аппарат нагнетательного типа
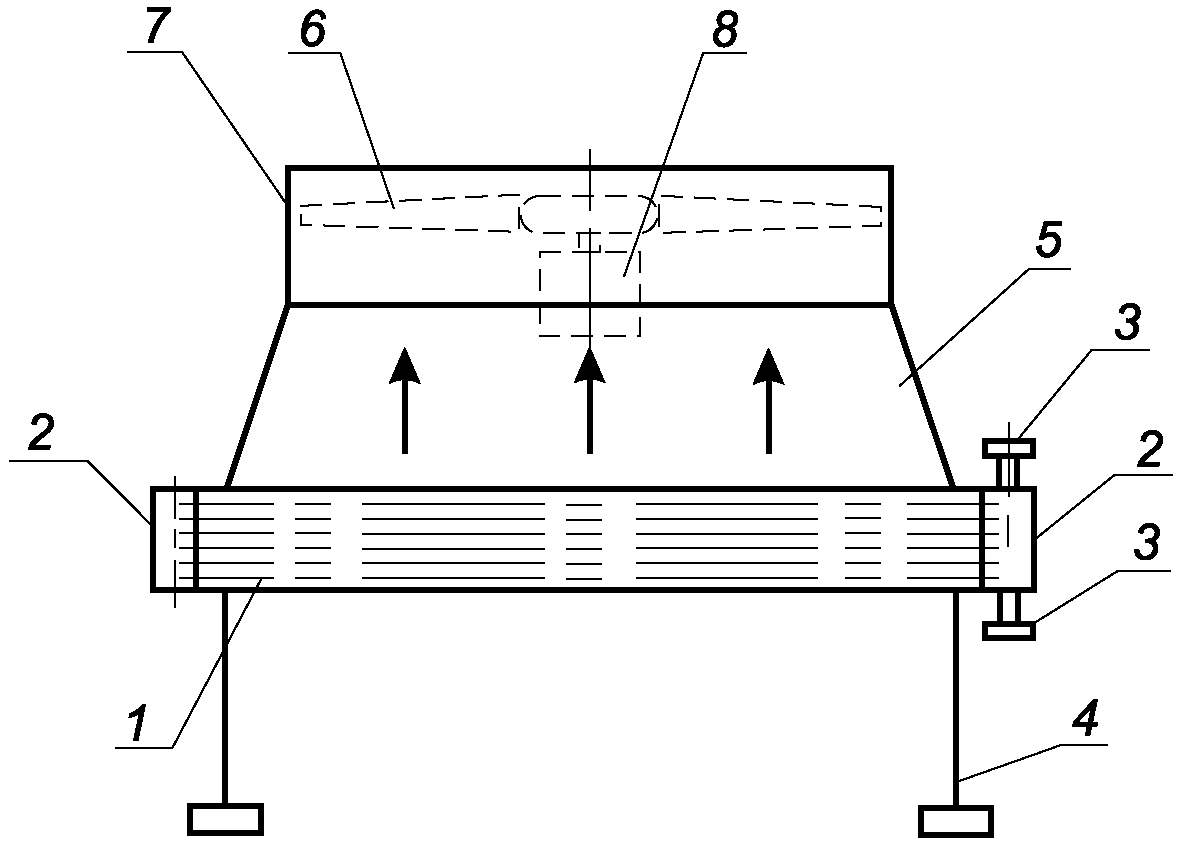
б) Аппарат вытяжного типа
1 - теплообменная секция; 2 - распределительные камеры;
3 - штуцеры входа и выхода рабочей среды; 4 - опорные стойки
металлоконструкции; 5 - воздухораспределительная камера;
6 - рабочее колесо вентилятора; 7 - корпус вентилятора;
8 - привод вентилятора
с различными способами принудительной подачи воздуха
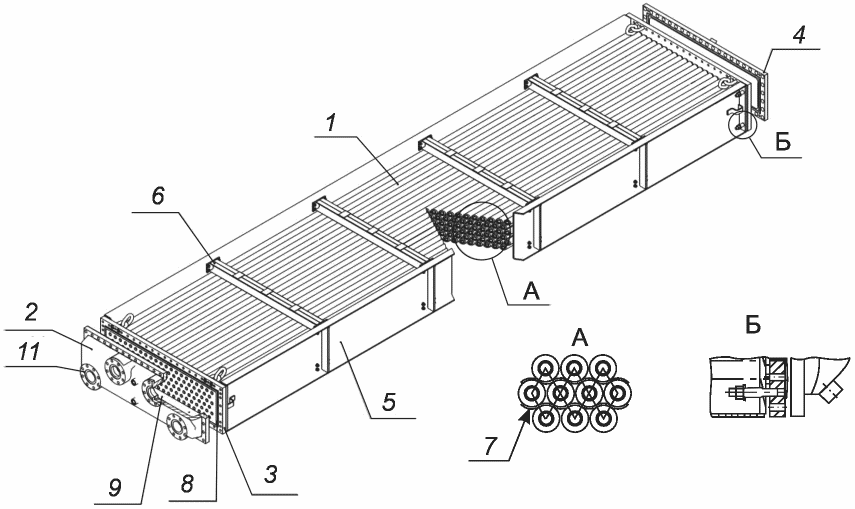
а) Теплообменная секция с разъемными распределительными
камерами и объемной крышкой
б) Теплообменная секция с разъемными распределительными
камерами и плоской крышкой
1 - теплообменные трубы; 2 - объемная крышка; 3 - передняя
распределительная камера; 4 - задняя распределительная
камера; 5 - боковая стенка теплообменной секции; 6 - опора
(балка, траверса); 7 - дистанционирующая деталь
теплообменных труб; 8 - прокладка крышки; 9 - межходовая
перегородка; 10 - плоская крышка; 11 - штуцер
в) Теплообменная секция с цельносварными распределительными
камерами и резьбовыми пробками
г) Теплообменная секция с трубчатыми
распределительными камерами
1 - теплообменные трубы; 2 - резьбовая пробка; 3 - передняя
распределительная камера; 4 - задняя распределительная
камера; 5 - боковая стенка теплообменной секции; 6 - опора
(балка, траверса); 7 - дистанционирующая деталь
теплообменных труб; 8 - штуцер; 9 - межходовая перегородка;
10 - входная трубчатая распределительная камера;
11 - выходная трубчатая распределительная камера
различных теплообменных секций
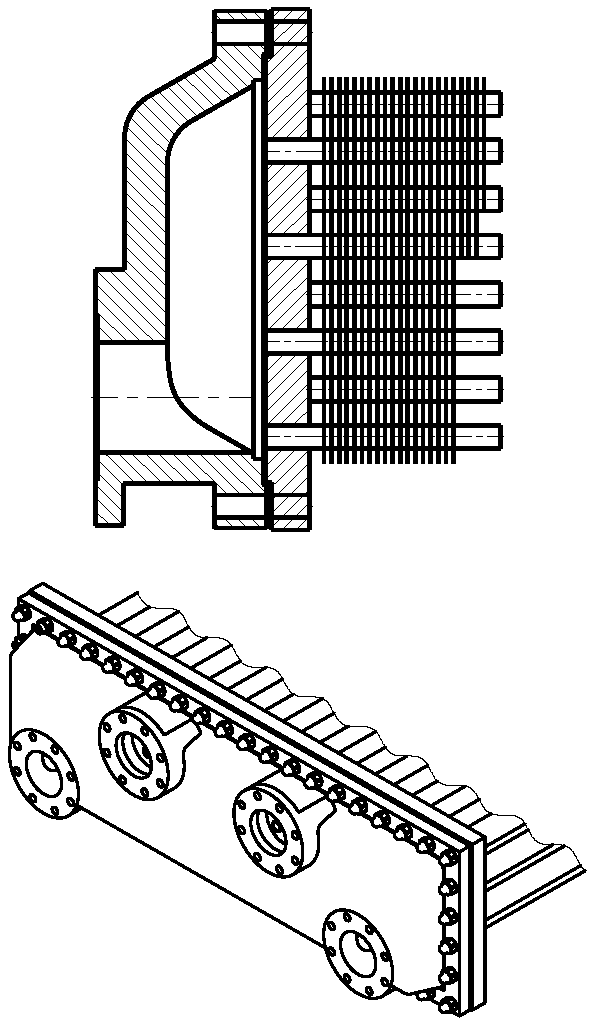 |  |
а) Камера с литой объемной крышкой | б) Камера со сварной объемной крышкой с плоским донышком |
 |  |
в) Камера со сварной объемной крышкой с полуцилиндрическим донышком | г) Камера с плоской крышкой |
камер (вид сбоку и в аксонометрии)
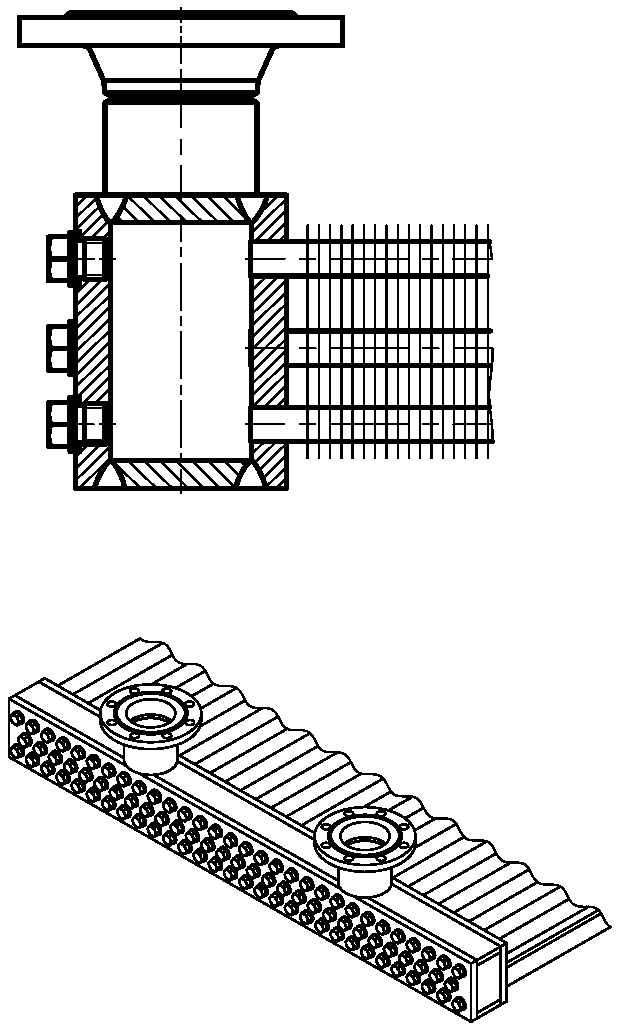 | 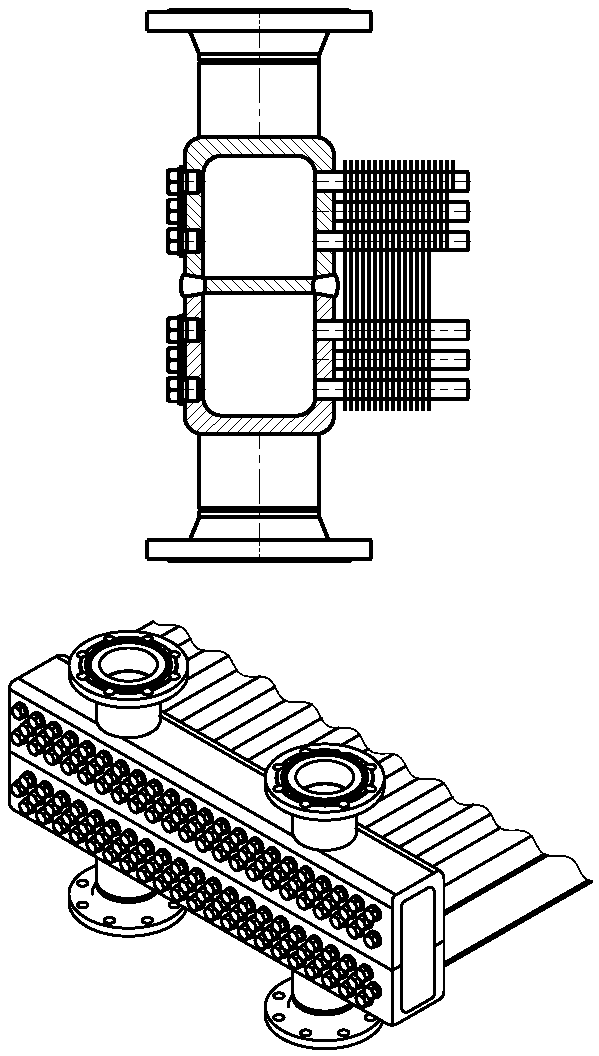 |  |
в) Цельносварная камера с полуцилиндрической задней стенкой | ||
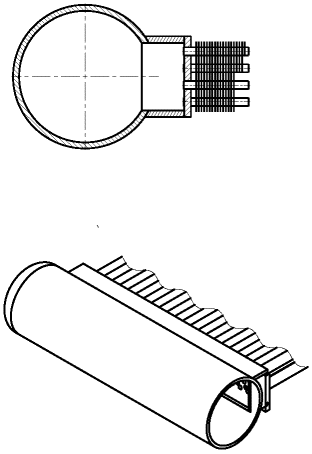 | 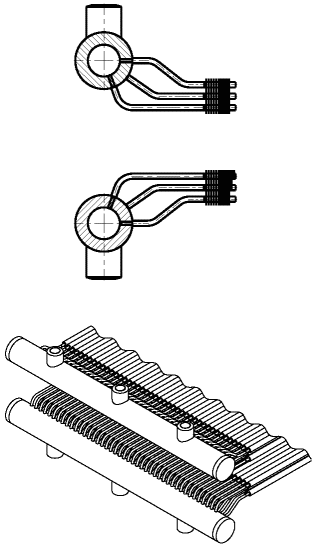 |  |
г) Трубчатая камера с вварной трубной решеткой | д) Трубчатая камера без трубной решетки |
Примечание - Штуцеры в любых типовых конструкциях неразъемных распределительных камер могут быть как с фланцами, так и приварными встык.
распределительных камер (вид сбоку и в аксонометрии)
Типовые конструкции аппаратов с различными типами рециркуляции воздуха представлены на рисунке 5.
1 - верхнее жалюзийное устройство; 2 - верхняя камера
рециркуляции; 3 - нижнее жалюзийное устройство;
4 - нижняя камера рециркуляции
а) Аппарат с внутренней рециркуляцией воздуха
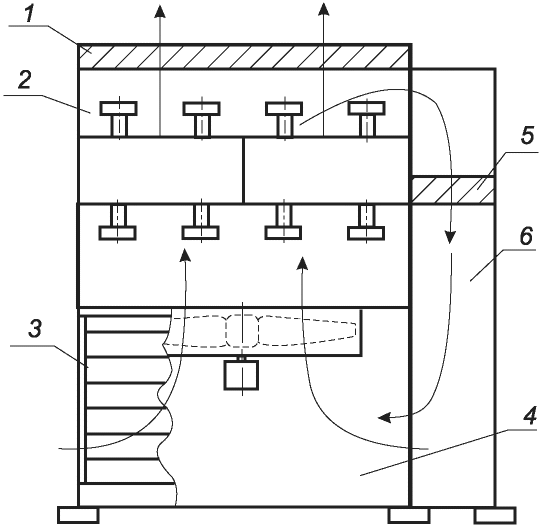
1 - верхнее жалюзийное устройство; 2 - верхняя камера
рециркуляции; 3 - нижнее жалюзийное устройство; 4 - нижняя
камера рециркуляции; 5 - переточное жалюзийное устройство;
6 - боковая (переточная) камера рециркуляции
б) Аппарат с внешней рециркуляцией воздуха
Рисунок 5 - Типовые конструкции аппаратов
с различными типами рециркуляции воздуха
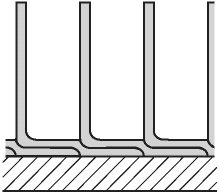
4.6 По степени заводской готовности аппараты или их отдельные сборочные единицы могут поставлять:
- в полной заводской готовности - в полностью собранном виде, не требующем сборки на месте эксплуатации, когда габаритные размеры (длина, ширина, высота) и масса аппарата в полностью собранном виде не превышают максимальные транспортные массогабаритные характеристики транспортного средства;
- в блочной (модульной) заводской готовности - в виде полностью собранных модулей (блоков), не требующих сборки или требующих минимальной сборки на месте эксплуатации, когда габаритные размеры (длина, ширина, высота) и масса аппарата в полностью собранном виде превышают, а блоков (модулей) не превышают максимальные транспортные массогабаритные характеристики транспортного средства;
- отдельными сборочными единицами (узлами), требующими сборки в аппарат на месте эксплуатации: теплообменная секция, система подачи воздуха, металлоконструкция, рабочее колесо вентилятора, привод вентилятора, система рециркуляции (при наличии), жалюзийное устройство (при наличии) - в виде транспортных укладок, когда габаритные размеры (длина, ширина, высота) и масса аппарата в полностью собранном виде превышают максимальные транспортные массогабаритные характеристики транспортного средства.
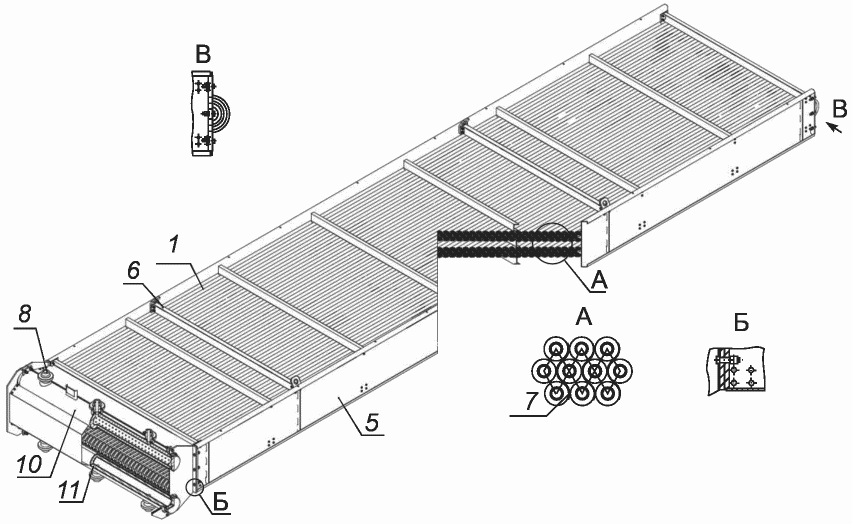
Виды конструкций аппаратов в зависимости от степени заводской готовности представлены на рисунке 6.
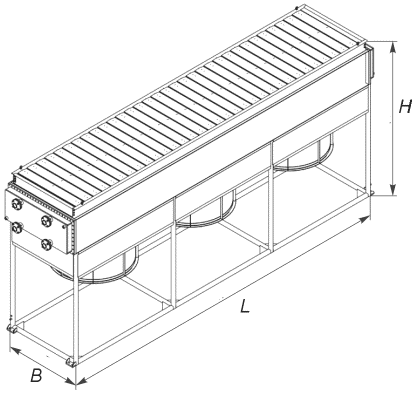 | 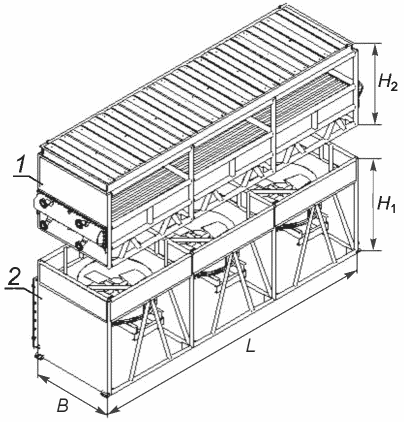 |
а) Аппарат в полной заводской готовности | б) Аппарат в блочной (модульной) заводской готовности |
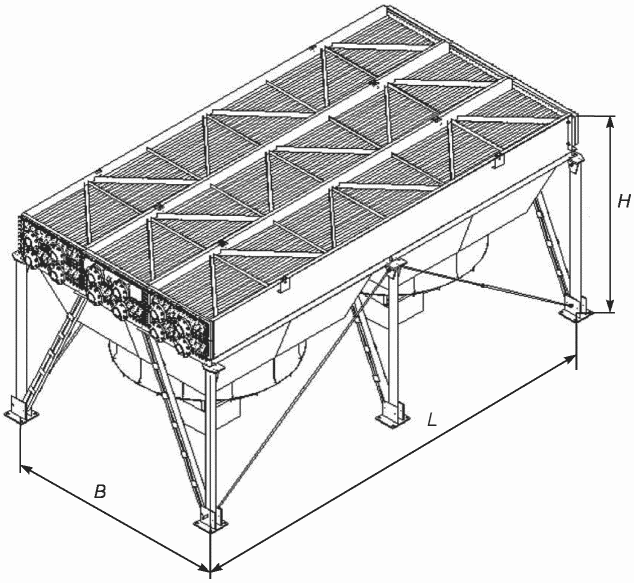 | |
B - ширина аппарата или блока (модуля); L - длина аппарата
или блока (модуля); H, H1, H2 - высоты аппарата или блока
(модуля); 1 - блок (модуль) теплообменной секции;
2 - блок (модуль) вентиляторов
Рисунок 6 - Виды конструкций аппаратов
в зависимости от степени заводской готовности
4.7 Аппараты могут быть дополнительно оснащены следующими устройствами, обеспечивающими их работу в изменяющихся климатических условиях эксплуатации и позволяющими встраивать их непосредственно в аппарат:
- увлажнителем воздуха, предназначенным для компенсации пиковых нагрузок при повышении температуры технологического процесса;
- подогревателем воздуха, предназначенным для предпускового и эксплуатационного подогрева теплообменных труб теплообменной секции с целью предупреждения снижения температуры охлаждаемой рабочей среды ниже критической температуры процесса; может быть с греющей средой (водяной пар, горячая вода, теплоноситель и др.) или электрическим;
- внутренним подогревателем рабочей среды типа "труба в трубе" (змеевик) с греющей средой, предназначенным для предпускового и эксплуатационного подогрева теплообменных труб с целью предупреждения замерзания или застывания вязкой и высоковязкой рабочей среды;
- жалюзийным устройством, предназначенным для регулирования воздушного потока;
- приводом для дистанционного изменения угла наклона лопаток жалюзийного устройства.
5.1.1 Аппарат и (или) его отдельные сборочные единицы, узлы, блоки (модули) должны соответствовать настоящему стандарту, комплекту конструкторских документов и требованиям, указанным при заказе.
5.1.2 Теплообменные секции, трубные пучки, подогреватели воздуха с греющей средой, внутренние подогреватели рабочей среды типа "труба в трубе" с греющей средой относятся к сосудам или сборочным единицам сосудов, предназначенным для работы под избыточным давлением или вакуумом с остаточным давлением не ниже 665 Па (далее - под давлением), и должны соответствовать ГОСТ 34347.
5.1.3 Опорные (несущие) металлоконструкции должны соответствовать настоящему стандарту и нормативным документам <1> государств - участников Соглашения, принявших настоящий стандарт.
--------------------------------
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду СП 16.13330.2017 "Стальные конструкции. Актуализированная редакция СНиП II-23-81*", а не СП 16.13330.2020. |
<1> В Российской Федерации действует СП 16.13330.2020 "СНиП 23-81* Стальные конструкции".
5.1.4 Аппараты предназначены для установки на открытой площадке в пределах взрывоопасной зоны класса 1 или 2, если не указано иное.
5.1.5 Конструкцию и размеры аппарата определяют по результатам теплового, гидравлического, аэродинамического расчетов и расчета на прочность.
5.1.6 Показатели надежности аппарата должны быть следующими:
а) наработка до отказа - не менее 15 000 ч;
б) ресурс до капитального ремонта - не менее 50 000 ч.
Примечание - Вышеуказанные показатели надежности до наступления отказа, срока капитального ремонта, предельного состояния являются прогнозируемыми;
в) расчетный срок службы аппарата, предназначенного для работы со средой при скорости коррозии до 0,1 мм/год, - не менее 30 лет;
г) расчетный срок службы аппарата, предназначенного для работы со средой при скорости коррозии более 0,1 мм/год, - по согласованию с заказчиком.
Примечания
1 Расчетный срок службы указывают в паспорте и конструкторских документах.
2 Для отработавшего расчетный срок службы аппарата срок службы может быть продлен в установленном порядке по результатам технического диагностирования;
д) количество циклов нагружения за весь срок эксплуатации - не более 1000.
Примечание - Работа аппарата при количестве циклов нагружения свыше 103 до 106 за весь срок эксплуатации допускается при подтверждении расчетом на малоцикловую прочность по ГОСТ 34233.6.
5.2.1 Конструкция аппарата должна быть технологичной, надежной в течение расчетного срока службы, должна обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность проведения технического обслуживания, ремонта, контроля его технического состояния при эксплуатации.
5.2.2 При проектировании аппарата для выполнения расчетов на прочность заказчик должен представить разработчику аппарата следующие исходные данные:
а) область применения аппарата;
б) климатическое исполнение и категорию размещения в соответствии с ГОСТ 15150 или район установки аппарата, в том числе сейсмическую активность, ветровой и снеговой район в месте эксплуатации;
в) значения минимальной и максимальной температур воздуха, °C;
г) наименование рабочей среды;
д) группу рабочей среды по [1];
е) значение расчетного давления, МПа;
ж) значение расчетной температуры стенки, °C;
и) значение минимальной допустимой температуры стенки аппарата, находящегося под расчетным давлением, °C (при необходимости);
к) значение рабочего давления, МПа;
л) значение рабочей температуры рабочей среды, °C;
м) дополнительные расчетные условия (при их наличии, например режим пропарки);
н) материальное исполнение аппарата;
п) значение назначаемой прибавки для компенсации коррозии (эрозии), мм.
5.2.3 Исходные данные для проектирования и изготовления аппарата указывают в опросном листе, форма которого приведена в приложении А.
5.2.4 Прибавку для компенсации коррозии не назначают для теплообменных труб, уплотнительных поверхностей, металлических прокладок фланцевых соединений, если не указано иное.
5.2.5 Если значение прибавки для компенсации коррозии заказчиком не указано, то для деталей и сборочных единиц аппарата, изготавливаемых из нелегированной (углеродистой), легированной марганцевокремнистой (низколегированной), легированной хромомолибденовой стали, прибавку для компенсации коррозии назначают не менее 3 мм.
5.2.6 Для деталей и сборочных единиц аппарата, изготавливаемых из нержавеющей стали аустенитного или аустенито-ферритного класса, прибавку для компенсации коррозии не назначают.
5.2.7 Если деталь аппарата (например, межходовые и усиливающие перегородки распределительных камер) контактирует с рабочей средой с двух сторон, то прибавку для компенсации коррозии назначают для каждой стороны.
5.2.8 Если в трубной решетке или съемной плоской крышке аппарата предусмотрен паз под межходовую перегородку распределительной камеры, то значение, равное глубине паза, следует учитывать при назначении прибавки для компенсации коррозии.
5.2.9 При проектировании аппарата для выполнения теплового, гидравлического и аэродинамического расчетов заказчик должен представить разработчику аппарата следующие исходные данные:
а) климатические условия места эксплуатации аппарата;
б) габаритные размеры примыкающих конструкций, зданий, сооружений и оборудования в случае их расположения до 3 м от аппарата;
в) расчетную температуру воздуха на входе в аппарат;
г) рабочее давление рабочей среды в аппарате;
д) рабочую температуру рабочей среды на входе в аппарат и на выходе из аппарата;
е) максимальную рабочую температуру рабочей среды в аппарате для выбора типа оребрения;
ж) теплофизические свойства и (или) компонентный состав рабочей среды;
и) расход охлаждаемой или конденсируемой рабочей среды, вероятность снижения расхода рабочей среды при низкой (отрицательной) температуре окружающего воздуха;
к) допускаемый перепад давления по трубному пространству;
л) термическое сопротивление загрязнений со стороны рабочей среды и со стороны воздуха;
м) критическую температуру процесса;
н) периодичность работы аппарата в непрерывном или циклическом режиме.
Примечание - При расчете аппарата необходимо обоснованно выбирать расчетную температуру воздуха на входе в аппарат. При круглогодичной эксплуатации аппарата расчетную температуру воздуха необходимо выбирать из условия получения требуемой температуры охлаждаемой рабочей среды в наиболее теплый период времени года в данной местности. В качестве расчетной температуры рекомендуется принимать максимальную температуру воздуха, охватывающую 95% общегодового времени, то есть допускается, что 5% общегодового времени фактическая температура воздуха может оказаться выше принятой для расчета температуры. Для ответственных технологических процессов рекомендуется принимать максимальную температуру воздуха, охватывающую 98% общегодового времени. Снижение расчетной температуры воздуха может привести к понижению производительности технологических установок в теплый период времени года, однако чрезмерное завышение расчетной температуры значительно увеличит капитальные затраты, особенно в тех случаях, когда по условиям производства допустимо принять более низкие расчетные температуры. Для эффективной круглогодичной работы аппарата также необходимо выполнять расчет для температуры в холодный период времени года, в том числе для минимальной допустимой температуры. При определении указанных выше температур следует руководствоваться нормативными документами <1> государств - участников Соглашения, принявших настоящий стандарт.
--------------------------------
<1> В Российской Федерации действует СП 131.13330.2020 "СНиП 23-01-99* Строительная климатология".
5.2.10 При проектировании аппарата необходимо учитывать возможность работы аппарата в непрерывном и циклическом режимах и возможность дистанционного управления аппаратом, так как постоянные рабочие места в зоне повышенного шума не допускаются.
5.2.11 Расчет на прочность элементов аппарата, предназначенных для работы под давлением, таких как теплообменные секции, подогреватели воздуха с греющей средой, внутренние подогреватели рабочей среды типа "труба в трубе", необходимо проводить по ГОСТ 34233.1 - ГОСТ 34233.4, ГОСТ 34233.7, а также по ГОСТ 34233.10, если рабочая среда содержит влажный сероводород. В расчете на прочность должно быть приведено отношение допускаемых напряжений  в соответствии с ГОСТ 34347.
в соответствии с ГОСТ 34347.
в соответствии с ГОСТ 34347.5.2.12 Расчет на прочность опорных металлоконструкций необходимо проводить с учетом требований по назначению нагрузок, воздействий и их сочетаний в соответствии с нормативными документами <1> государств - участников Соглашения, принявших настоящий стандарт, а также согласно ГОСТ 34283.
--------------------------------
<1> В Российской Федерации действуют СП 20.13330.2016 "СНиП 2.01.07-85* Нагрузки и воздействия" и СП 14.13330.2018 "СНиП II-7-81* Строительство в сейсмических районах".
5.2.13 Конструктивные элементы опорных металлоконструкций должны быть спроектированы так, чтобы свести к минимуму вибрацию, а также чтобы при монтаже не применять сварку. Допускается применение сварки при монтаже для аппаратов, поставляемых по степени заводской готовности отдельными узлами [см. рисунок 6 в)], при этом к паспорту на аппарат должна быть приложена технологическая карта сварки и карта контроля монтажных сварных швов.
5.2.14 При проектировании и изготовлении аппаратов необходимо учитывать воздействие климатических факторов внешней среды, сейсмическую активность района и скорость ветра в месте эксплуатации. Климатическое исполнение комплектующих изделий должно соответствовать климатическому исполнению аппарата.
5.2.15 При проектировании аппаратов, предназначенных для применения во взрывоопасных или потенциально взрывоопасных средах, необходимо учитывать требования, установленные для сред групп II или III ГОСТ 31441.1, ГОСТ 31441.5, ГОСТ ISO/DIS 80079-37, ГОСТ 31610.10-1 и ГОСТ 31610.20-1.
5.2.16 При проектировании трубопроводной обвязки теплообменных секций для аппаратов с разъемными распределительными камерами следует предусмотреть возможность перемещения крышек камер на расстояние, достаточное для их демонтажа и монтажа.
5.2.17 При проектировании трубопроводной обвязки аппаратов следует обеспечить минимальные нагрузки и крутящие моменты, действующие на штуцеры аппарата, значения которых не должны превышать максимально допустимые значения моментов и сил, действующих на штуцеры и распределительные камеры, указанные в 5.4.11 и 5.4.12.
5.2.18 При проектировании конструкции аппарата должны быть предусмотрены:
- балка или другое приспособление (строповое устройство в виде рым-болта, серьги и т.п.) для крепления грузоподъемного устройства (например, таль, ручная лебедка и т.д.), для монтажа или демонтажа привода и ступицы рабочего колеса вентилятора, при этом узел крепления грузоподъемного устройства должен быть рассчитан на подъем удвоенной массы поднимаемого груза;
- выкатные устройства [настил и (или) направляющие салазки] для выкатывания электродвигателя, привода или тележки для монтажа и демонтажа электродвигателя вентилятора (если тележка входит в комплект поставки);
- закладные элементы для крепления площадок обслуживания, опор трубопроводной обвязки, кабельных лотков, клеммных коробок (если они входят в комплект поставки);
- устройства для крепления заземления на элементах металлоконструкции, к которым крепятся электрические потребители (металлические нетоковедущие части, которые могут оказаться под напряжением), при этом конструкция и места их крепления должны быть указаны в конструкторских и (или) монтажных документах;
- ветрозащитные экраны, если расположение аппарата на площадке и (или) наличие примыкающих конструкций и оборудования может вызвать повышение температуры воздуха на входе в аппарат за счет вредной рециркуляции нагретого воздуха.
5.2.19 При проектировании площадок обслуживания аппарата должно быть предусмотрено ограждение поверхностей аппарата и подводящих трубопроводов к аппарату, имеющих температуру выше 60 °C и доступных для прикосновения обслуживающего персонала, сеткой с крупными ячейками или экраном.
5.2.20 Если в одном аппарате происходит охлаждение нескольких потоков рабочих сред в разных теплообменных секциях, то каждая из них должна иметь отдельно управляемые жалюзийные устройства, если не указано иное.
5.2.21 Границы проектирования и изготовления аппарата (область распространения ответственности при проектировании и изготовлении аппарата) включают фланцы для присоединения технологических трубопроводов (либо ответные фланцы с прокладками и крепежными изделиями) или места для приварки технологических трубопроводов, места опирания металлоконструкции (опорные плиты стоек), клеммные коробки электродвигателей приводов вентиляторов и жалюзийных устройств.
5.2.22 В технически обоснованных случаях допускается применение интенсификаторов теплообмена (турбулизаторов), устанавливаемых внутри теплообменных труб, а также другие способы интенсификации теплообмена.
5.2.23 В технически обоснованных случаях допускается применение защитных тонкостенных трубных вставок (втулок), устанавливаемых внутри теплообменных труб, как на всей длине трубы, так и на ограниченном участке, закрепленных при помощи гидравлического и (или) механического расширения.
5.3.1 Теплообменная секция аппарата должна представлять собой законченную сборочную единицу и может быть поставлена заказчику как в сборе с аппаратом, так и отдельно.
5.3.2 Конструкция теплообменной секции должна быть жесткой и исключать прогиб трубного пучка, провисание труб и зацепление ребер, для чего должны быть предусмотрены поперечные опоры под нижним рядом труб и дистанционирующие детали, располагаемые между рядами труб над опорами.
5.3.3 Расстояние между поперечными опорами теплообменных труб должно быть не более 1,8 м.
5.3.4 Дистанционирующие детали должны быть зафиксированы от смещения.
5.3.5 Допускается плавный прогиб теплообменных труб в рабочем положении теплообменной секции не более 0,6 от значения внутреннего диаметра трубы.
5.3.6 По всему периметру между оребренными трубами и боковыми стенками теплообменной секции должны быть предусмотрены накладки или дефлекторы, чтобы свести к минимуму утечку воздуха в обход теплообменных труб. Любой зазор размером более 10 мм должен быть закрыт накладками или дефлекторами.
5.3.7 В конструкции теплообменной секции должна быть предусмотрена возможность компенсации теплового расширения теплообменных труб:
- при четном количестве ходов, как правило, у теплообменной секции жестко фиксируют распределительные камеры входа и выхода рабочей среды, при этом поворотные распределительные камеры жестко не фиксируют для обеспечения возможности их перемещения;
- при нечетном количестве ходов, как правило, у теплообменной секции жестко фиксируют распределительную камеру входа рабочей среды, при этом поворотные распределительные камеры (при их наличии) и распределительную камеру выхода рабочей среды жестко не фиксируют для обеспечения возможности их перемещения.
5.3.8 Конструкция крепления распределительной камеры к боковой стенке теплообменной секции должна иметь возможность перемещения распределительной камеры от теплового расширения труб, для этого между подвижной распределительной камерой и боковой стенкой теплообменной секции зазор должен быть не менее 4 мм при длине труб до 6000 мм и не менее 8 мм при длине труб свыше 6000 мм. Зазор более 10 мм должен быть закрыт дефлектором, предотвращающим утечку воздуха.
5.3.9 В конструкции теплообменной секции должна быть предусмотрена возможность поперечного, относительно оси теплообменных труб, смещения распределительных камер входа и выхода рабочей среды не менее 6 мм в обоих направлениях.
5.3.10 В конструкции теплообменной секции должна быть предусмотрена возможность наполнения и слива остатков рабочей или испытательной среды, удаления воздуха как в монтажном положении теплообменной секции, так и в положении при ее изготовлении, для чего в межходовых перегородках должны быть предусмотрены дренажные отверстия диаметром не менее 6 мм, но не более 8 мм, количество и места расположения которых должны обеспечивать это требование, а в верхней и нижней точках распределительных камер должны быть расположены резьбовые отверстия, заглушаемые пробками с прокладками, или в технически обоснованных случаях - штуцеры с фланцами. Если штуцеры входа и выхода рабочей среды расположены в верхней и нижней точках распределительных камер, то допускается не предусматривать резьбовые отверстия. Патрубки любых штуцеров не должны выступать за внутренние поверхности стенок распределительных камер.
5.3.11 В одноходовом конденсаторе должен быть выполнен уклон теплообменных труб в сторону выхода рабочей среды не менее 1:100.
5.3.12 В многоходовом конденсаторе при массовой доле конденсата на выходе из теплообменной секции менее 5% от общего потока рабочей среды в любых условиях эксплуатации достаточно выполнить уклон теплообменных труб последнего хода в сторону выхода рабочей среды не менее 1:100, при массовой доле конденсата на выходе из теплообменной секции свыше 5% от общего потока рабочей среды для любых условий эксплуатации необходимо выполнить уклон теплообменных труб каждого хода в сторону выхода рабочей среды, обеспечивающий свободное удаление конденсата.
5.3.13 В конденсаторе во всех рядах не должно быть обратного уклона теплообменных труб во избежание разнонаправленного движения потоков пара и жидкости, за исключением специальных конденсаторов-дефлегматоров рефлюксного типа.
5.3.14 В случае полной конденсации проходное сечение и ориентация штуцеров выхода конденсата должны быть такими, чтобы обеспечить свободное удаление конденсата во избежание затопления конденсатом нижних рядов труб.
5.4.1 При проектировании распределительных камер необходимо не допускать деформацию трубных решеток и нагрузку на места крепления теплообменных труб.
5.4.2 В многоходовых аппаратах, где разность рабочих температур рабочей среды в одной распределительной камере на входе и выходе смежных ходов превышает 100 °C, следует применять разрезные распределительные камеры, то есть разделять одну камеру на несколько камер, применять U-образные теплообменные трубы взамен поворотных распределительных камер или другие способы уменьшения нагрузок от температурных деформаций.
5.4.3 Площадь поперечного сечения распределительной камеры (или отсека камеры для многоходовых аппаратов) не должна быть меньше суммарной площади поперечного сечения труб в последующем ходу для раздающей камеры или в предыдущем ходу для выходной камеры.
5.4.4 Скорость бокового движения потока в распределительных камерах аппарата (по ширине) не должна превышать скорости в штуцерах. В конструкции может быть применено несколько штуцеров или увеличено поперечное сечение камеры.
5.4.5 При выборе конструкции распределительной камеры и в расчетах на прочность необходимо учитывать следующие нагрузки и их сочетания:
- нагрузки, вызванные разностью значений теплового расширения теплообменных труб между рядами и (или) ходами как в условиях эксплуатации без загрязнений, так и в условиях загрязнений;
- нагрузки от действия давления и температуры;
- нагрузки от действия сил и моментов от присоединенных трубопроводов;
- нагрузки от смещения распределительных камер в поперечном направлении относительно оси труб;
- нагрузки на опоры и места крепления распределительных камер, вызванные массой камеры, заполненной водой.
5.4.6 Площадь проходного сечения отверстий в усиливающей перегородке для прохода рабочей среды должна не менее чем в 1,2 раза превышать площадь внутреннего сечения теплообменных труб одного хода за перегородкой.
5.4.7 Толщины стенок деталей распределительной камеры в зависимости от материального исполнения должны быть не менее значений, указанных в таблице 1, и быть подтверждены расчетом на прочность по ГОСТ 34233.2, ГОСТ 34233.3, ГОСТ 34233.7.
Таблица 1
Минимальные толщины стенок деталей распределительной камеры
в зависимости от материального исполнения
Деталь распределительной камеры | Минимальная толщина детали <*>, мм | |
Нелегированная (углеродистая), легированная марганцевокремнистая (низколегированная), легированная хромомолибденовая сталь | Нержавеющая сталь аустенитного, аустенито-ферритного классов | |
Трубная решетка, задняя стенка с отверстиями под пробки | 20 <**> | 17 <**> |
Верхняя, нижняя и боковые стенки | 13 | 10 |
Плоская крышка | 25 | 22 |
Плоское донышко сварной объемной крышки | 25 | 22 |
Межходовые и усиливающие перегородки | 12 | 6 |
<*> С учетом прибавки для компенсации минусового допуска; для нелегированной (углеродистой) и легированной марганцевокремнистой (низколегированной) стали с учетом прибавки для компенсации коррозии 3 мм; без учета толщины плакирующего слоя. <**> Толщина трубной решетки указана с учетом крепления теплообменных труб с трубной решеткой способом развальцовки с одной канавкой. Примечание - Классификация марок сталей и сплавов приведена в приложении В. | ||
5.4.8 Штуцеры распределительных камер могут быть выполнены с фланцами или в виде патрубков с разделкой под сварной шов, выполняемый на монтажной площадке.
5.4.9 Фланцы выбирают по ГОСТ 33259 с учетом ГОСТ 34347. Тип уплотнительной поверхности фланцев и материал ответных фланцев (при их наличии) определяет изготовитель по согласованию с заказчиком. Фланцевые заглушки выбирают по ГОСТ 34785. Для аппаратов, изготавливаемых в странах, не проголосовавших за принятие настоящего стандарта, по согласованию с заказчиком допускается применение фланцев и фланцевых заглушек по стандартам страны производства аппаратов при условии соответствия фланцев ГОСТ 34347 (за исключением пунктов, содержащих требование соответствия ГОСТ 33259).
5.4.10 Толщины стенок патрубков из нелегированной (углеродистой), легированной марганцевокремнистой (низколегированной), легированной хромомолибденовой стали с учетом прибавки для компенсации коррозии должны быть не менее значений, указанных в таблице 2, и быть подтверждены расчетом на прочность по ГОСТ 34233.2, ГОСТ 34233.7.
Таблица 2
Минимальные толщины стенок патрубков
Номинальный диаметр патрубка | Минимальная толщина стенки патрубка, мм |
DN 25, DN 32 | 5 |
DN 40, DN 50 | 8 |
DN 65, DN 80 | 10 |
DN 100, DN 125 | 12 |
DN 150, DN 175 | 15 |
DN 200, DN 250 | 21 |
5.4.11 Каждый штуцер распределительной камеры в состоянии расчетного коррозионного износа должен выдерживать одновременное действие моментов и сил, значения которых указаны в таблице 3. Точки приложения моментов и сил представлены на рисунке 7.
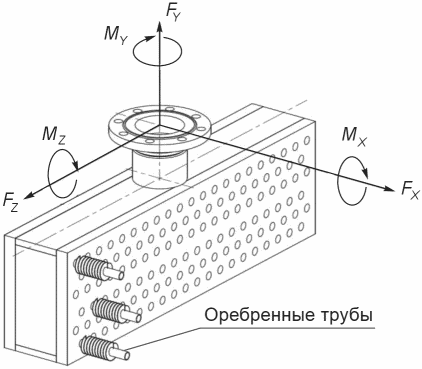 | 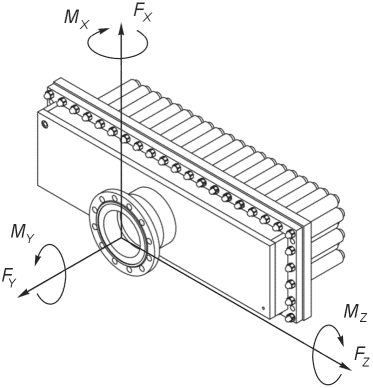 |
а) Для вертикально расположенной оси штуцера | б) Для горизонтально расположенной оси штуцера |
FX, FY, FZ - действующие на штуцер силы;
MX, MY, MZ - действующие на штуцер моменты
Рисунок 7 - Схема приложения моментов и сил
к штуцеру распределительной камеры
Таблица 3
Номинальный диаметр штуцера | Момент, Н·м | Сила, Н | ||||
MX | MY | MZ | FX | FY | FZ | |
DN 40 | 110 | 150 | 110 | 670 | 1020 | 670 |
DN 50 | 150 | 240 | 150 | 1020 | 1330 | 1020 |
DN 65 | 280 | 425 | 280 | 1510 | 1510 | 1510 |
DN 80 | 410 | 610 | 410 | 2000 | 1690 | 2000 |
DN 100 | 810 | 1220 | 810 | 3340 | 2670 | 3340 |
DN 125 | 1330 | 2025 | 1100 | 3650 | 3650 | 4075 |
DN 150 | 2140 | 3050 | 1630 | 4000 | 5030 | 5030 |
DN 175 | 2595 | 4575 | 1935 | 4845 | 9185 | 6520 |
DN 200 | 3050 | 6100 | 2240 | 5690 | 13 340 | 8010 |
DN 250 | 4070 | 6100 | 2550 | 6670 | 13 340 | 10 010 |
5.4.12 Каждая распределительная камера в состоянии расчетного коррозионного износа должна выдерживать одновременное действие моментов и сил, значения которых указаны в таблице 4.
Таблица 4
Максимально допустимые моменты и силы,
действующие на распределительную камеру
Момент, Н·м | Сила, Н | ||||
MX | MY | MZ | FX | FY | FZ |
6100 | 8130 | 4070 | 10 010 | 20 020 | 16 680 |
5.4.13 Сумма всех нагрузок на штуцеры в одном аппарате с несколькими теплообменными секциями не должна превышать трехкратное значение, допустимое для одной распределительной камеры.
5.4.14 Во фланцевых соединениях штуцеров у аппаратов с расчетным давлением 10 МПа и выше, а также с расчетной температурой стенки выше 300 °C и (или) минимально допустимой температурой стенки ниже минус 40 °C, независимо от расчетного давления, следует применять шпильки. В остальных случаях допускается применять болты.
5.4.15 Длина болтов и шпилек во фланцевых соединениях штуцеров должна обеспечивать превышение резьбовой части над гайкой не менее чем на 1,5 шага резьбы. Гайки болтов должны быть расположены с одной стороны фланцевого соединения.
5.5.1 Уплотнительные поверхности под прокладки на крышках, сопрягаемых с ними фланцах камер и трубных решетках, должны быть механически обработаны. Параметр шероховатости Ra уплотнительных поверхностей не должен превышать 6,3 мкм и должен соответствовать типу прокладки. Окончательную механическую обработку уплотнительных поверхностей под прокладки съемных крышек следует проводить после выполнения послесварочной термической обработки.
5.5.2 На уплотнительных поверхностях крышек и трубных решеток не допускаются риски, забоины, раковины и поры.
5.5.3 Отклонение от плоскостности уплотнительных поверхностей под прокладки по всей длине разъемных соединений распределительных камер должно быть не более 0,8 мм. Плоскостность уплотнительных поверхностей прокладок трубных решеток следует измерять после выполнения операций по соединению труб с трубными решетками.
5.5.4 Уплотнительные поверхности фланцевых соединений крышек разъемных распределительных камер должны соответствовать ГОСТ 34347.
5.5.5 Прокладки крышек должны быть цельными. Ширина прокладки крышки должна быть не менее 10 мм.
5.5.6 При применении сварки в месте размещения прокладки должны быть выполнены следующие условия:
- сварные швы в месте размещения прокладки должны быть непрерывными с полным проплавлением, при этом поперечное сечение, отделка и плоскостность этих сварных участков не должны отличаться от соседних в месте размещения прокладки;
- сварные швы не должны препятствовать уплотнению или сжатию прокладок между крышкой и трубной решеткой.
5.5.7 Во фланцевых соединениях крышек разъемных распределительных камер следует применять шпильки, гайки и шайбы.
5.5.8 Номинальный диаметр шпилек фланцевого соединения крышки разъемной распределительной камеры должен быть не менее 16 мм, при этом диаметр шпилек должен быть подтвержден расчетом на прочность по ГОСТ 34233.4, ГОСТ 34233.7.
5.5.9 Длина шпильки фланцевого соединения крышки разъемной распределительной камеры должна обеспечивать превышение резьбовой части шпильки над гайкой не менее чем на 1,5 шага резьбы.
5.5.10 Для стали одного структурного класса твердость гайки должна быть ниже твердости шпильки (болта) не менее чем на 15 HB.
5.5.11 Для облегчения демонтажа в крышке должны быть предусмотрены резьбовые отверстия для отжимных болтов или зазор между крышкой и местом ее присоединения размером не менее 5 мм.
5.5.12 При выборе расстояния между шпильками необходимо обеспечить доступ к крепежу с учетом расположенных рядом распределительных камер и других частей аппарата. Расстояния между шпильками, расположенными с двух сторон углов разъемной распределительной камеры, должно быть таким, чтобы диагональное расстояние между шпильками возле углов не превышало наименьшее из расстояний между шпильками, расположенными по сторонам. Минимальное расстояние между центрами отверстий под шпильки во фланцевом соединении крышки разъемной распределительной камеры должно соответствовать ГОСТ 13682.
5.5.13 Крепежные изделия во фланцевое соединение крышки разъемной распределительной камеры следует устанавливать с применением смазочного материала для резьбы, который соответствует рабочей температуре и материалу крепежных изделий.
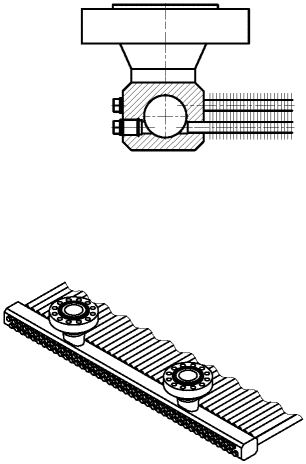
5.6.1 В неразъемных распределительных камерах [см. рисунок 4 а), б), е)] напротив обоих торцов каждой теплообменной трубы должны быть выполнены резьбовые отверстия под резьбовые пробки с прокладками, которыми их закрывают. Схема выполнения отверстия под пробку, размеры и предельные отклонения представлены на рисунке 8.
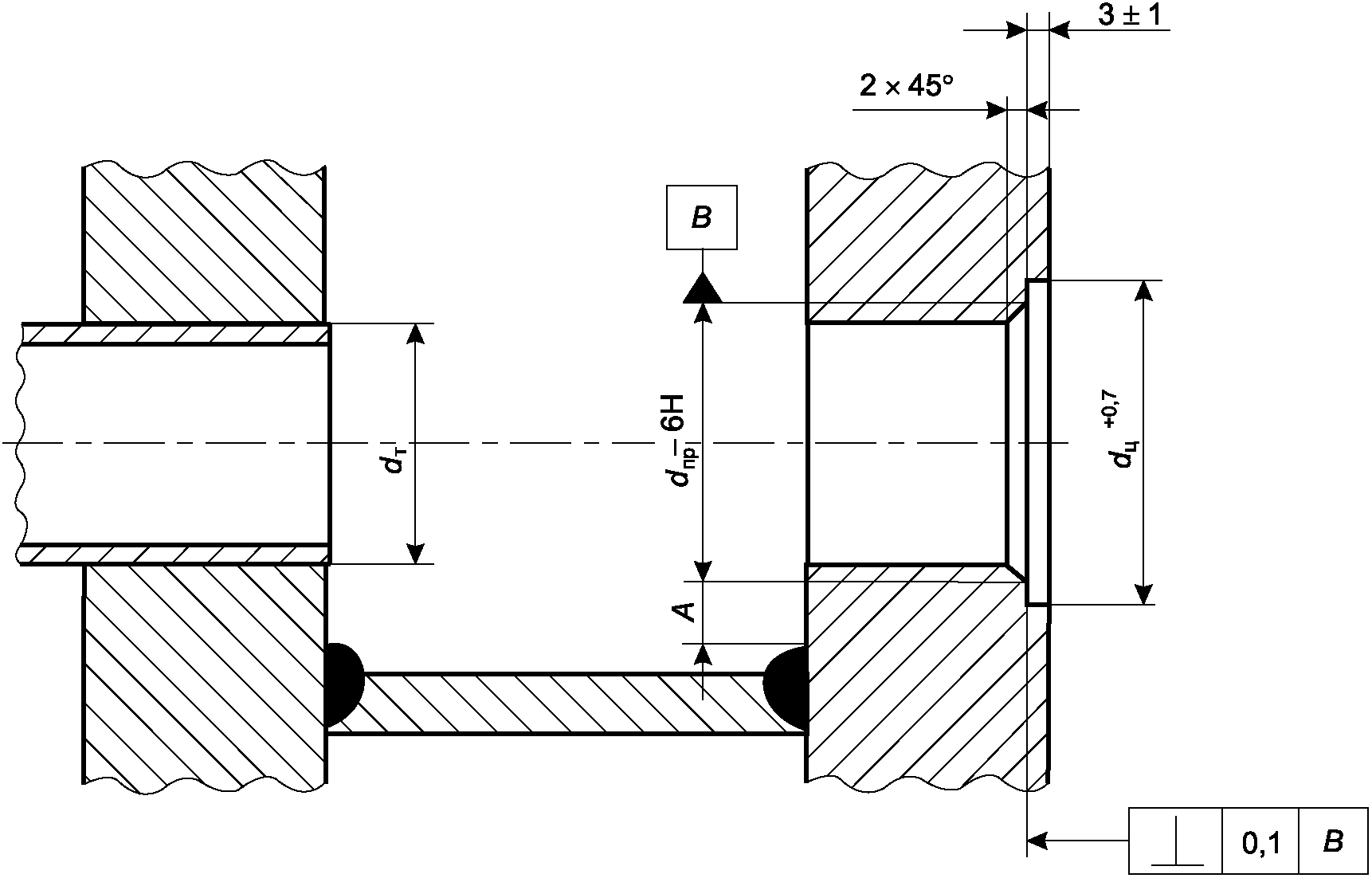
dт - наружный диаметр теплообменной трубы;
dпр - диаметр резьбы в отверстии под пробку с полем допуска
6H по ГОСТ 16093; dц - диаметр цекованной проточки
под прокладку; A - расстояние от края отверстия под пробку
до усиления сварного шва; B - поверхность проточки
под прокладку
5.6.2 Расстояние A от края отверстия под пробку до усиления сварного шва соединения деталей распределительной камеры (см. рисунок 8) должно быть не менее 3 мм.
5.6.3 Диаметр резьбы в отверстии под пробку должен превышать наружный диаметр теплообменной трубы не менее чем на 1 мм.
5.6.4 Отклонение от соосности между осью отверстия под пробку и осью теплообменной трубы не должно превышать половины разности между диаметром резьбы в отверстии под пробку и наружным диаметром теплообменной трубы.
5.6.5 Отверстие под пробку должно иметь цекованную проточку под прокладку, параметр шероховатости Ra поверхности которой не должен превышать 6,3 мкм.
5.6.6 Резьба в отверстии должна быть метрической и соответствовать резьбе на пробке. Параметр шероховатости Ra поверхности резьбы не должен превышать 6,3 мкм.
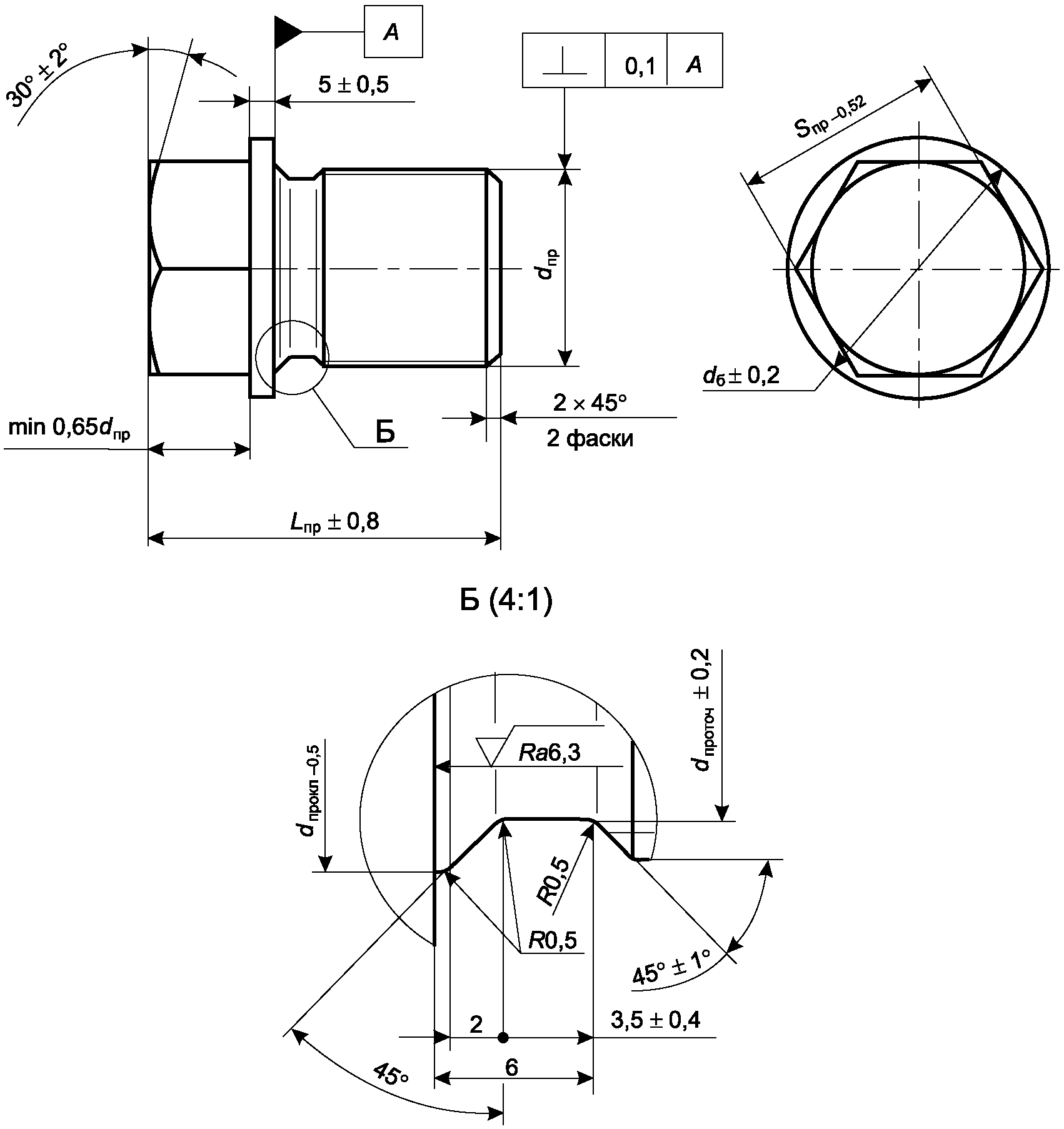
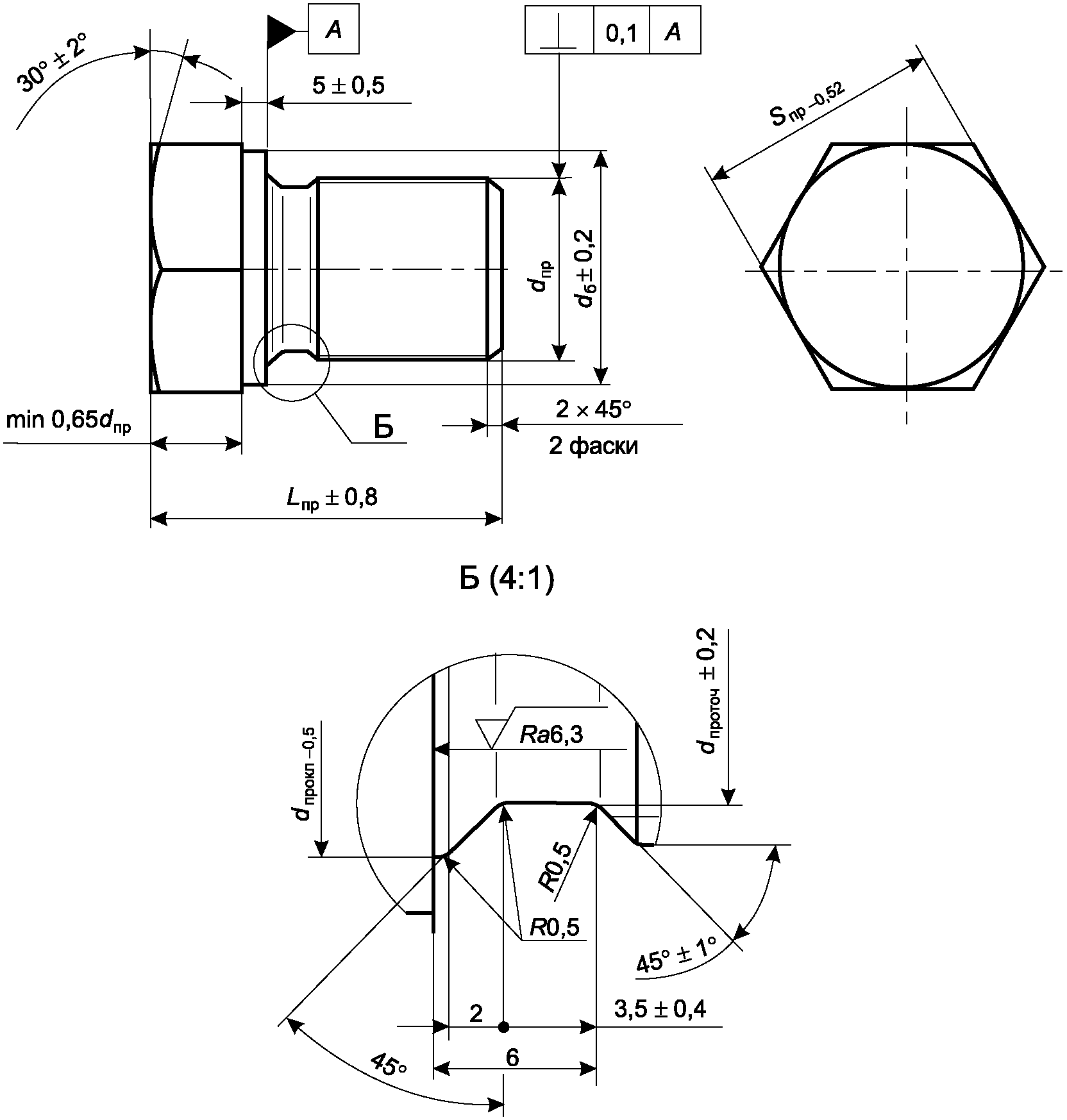
5.6.7 Пробка должна иметь шестигранную головку с буртиком и цилиндрическую резьбу с мелким шагом по ГОСТ 8724. Пустотелые пробки не допускаются. Типовые конструкции пробок, их размеры и предельные отклонения представлены на рисунке 9.
а) Резьбовая пробка исполнения 1
б) Резьбовая пробка исполнения 2
dпр - диаметр резьбы пробки; dб - диаметр буртика пробки;
Lпр - длина пробки; Sпр - размер "под ключ" пробки;
dпрокл - внутренний диаметр прокладки; dпроточ - диаметр
проточки; A - поверхность пробки, сопрягаемая с прокладкой
Рисунок 9 - Типовые конструкции пробок, их размеры
и предельные отклонения
5.6.8 Пробка по длине должна быть выполнена заподлицо с внутренней поверхностью задней стенки распределительной камеры с допуском +/- 2 мм.
5.6.9 Высота шестигранной головки пробки до поверхности буртика пробки, контактирующей с прокладкой, должна быть не менее 65% от значения диаметра резьбы пробки.
5.6.10 Допускается применять составную конструкцию пробки по требованию заказчика. Составная пробка состоит из неподвижной части, на которой выполнена уплотнительная поверхность и установлена прокладка, и подвижной резьбовой части, при этом резьба изолирована от рабочей среды при помощи прокладки. Составные пробки применяют, как правило, если толщина стенки камеры более 50 мм или если среда вызывает щелевую коррозию в резьбе.
5.6.11 Прокладки под пробки должны быть изготовлены из металла. В технически обоснованных случаях допускается применение прокладок, изготовленных из листового терморасширенного графита по ГОСТ 34708, армированного перфорированной фольгой или многослойной сеткой. Прокладки под пробки не должны иметь сварных швов, заусенцев, на уплотнительных поверхностях не допускаются риски и забоины. Размеры прокладки и предельные отклонения представлены на рисунке 10. Толщина прокладки должна быть не менее 1,5 мм.
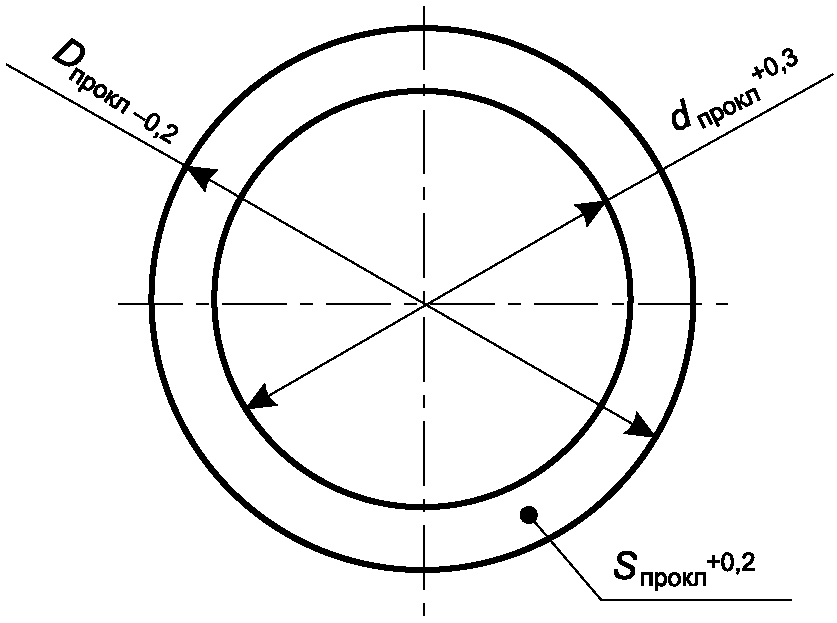
Dпрокл - наружный диаметр прокладки; dпрокл - внутренний
диаметр прокладки; Sпрокл - толщина прокладки
Рисунок 10 - Размеры прокладки под пробку
и предельные отклонения
5.6.12 Пробки в отверстия следует устанавливать с использованием смазочного материала для резьбы, который соответствует рабочей температуре и материалу пробки, прокладки, камеры. Не допускается попадание смазочных материалов на поверхность прокладок, выполненных из листового терморасширенного графита по ГОСТ 34708.
5.6.13 При сборке узла должна быть обеспечена центровка прокладки в проточке.
5.6.14 Герметичность пробок в отверстиях распределительной камеры должна быть обеспечена за счет применения плоской прокладки, которая расположена в проточке между буртиком пробки и стенкой камеры.
5.7.1 Теплообменные трубы могут быть оребренными или неоребренными (гладкими). Вид исполнения поверхности теплообменных труб и геометрические параметры выбирают для каждого вида аппарата на основании теплового и гидравлического расчетов.
5.7.2 Трубы, используемые в качестве теплообменных, должны быть бесшовными по ГОСТ 550 (группа А), ГОСТ 8733 (группа В) и ГОСТ 8734, ГОСТ 9941, ГОСТ 32678 (группа В), ГОСТ 21646 (ДКРНМ, ДКРПМ).
5.7.3 Трубы, используемые в качестве теплообменных и закрепляемые только сваркой, помимо вышеуказанных, должны быть бесшовными по ГОСТ 550 (группа Б), ГОСТ 8731 (группа В) и ГОСТ 8732, ГОСТ 9940, ГОСТ 32528 (группа В) или согласно 5.7.2.
5.7.4 Трубы, используемые в качестве теплообменных труб и закрепляемые с помощью развальцовки или сварки и развальцовки, необходимо испытывать на раздачу, в остальных случаях - на загиб или сплющивание в соответствии со стандартами на трубы.
5.7.5 Кольцевые стыковые сварные соединения теплообменных труб не допускаются, кроме случая, указанного в 5.7.6.
5.7.6 Допускаются кольцевые стыковые сварные соединения теплообменных труб в неоребренной части с отводами, U-образными деталями и трубчатыми распределительными камерами при условии проведения неразрушающего контроля этих сварных соединений радиографическим и (или) ультразвуковым методом в объеме 100% с учетом требований ГОСТ 34347. Такие сварные соединения должны быть доступными для проведения неразрушающего контроля при эксплуатации, а по требованию заказчика изготовитель прикладывает методику их контроля к руководству по эксплуатации.
5.7.7 Толщины стенок теплообменных труб с наружным диаметром от 20 до 57 мм в зависимости от материального исполнения должны быть не менее значений, указанных в таблице 5, и быть подтверждены расчетом на прочность по ГОСТ 34233.2 без учета прибавки для компенсации коррозии.
Таблица 5
Минимальные толщины стенок теплообменных труб
в зависимости от материального исполнения
Материал теплообменной трубы | Минимальная толщина стенки теплообменной трубы, мм |
Нелегированная (углеродистая), легированная марганцевокремнистая (низколегированная), легированная хромомолибденовая сталь | 2,0 |
Нержавеющая сталь аустенитного, аустенито-ферритного классов | 1,5 |
Сплав медно-цинковый (латунь) | 2,0 |
Примечание - Классификация марок сталей и сплавов приведена в приложении В. | |
5.7.8 Толщина стенки изогнутой (в том числе U-образной) части теплообменной трубы, с целью компенсации утонения по внешнему радиусу изгиба, до осуществления изгиба должна быть не менее минимальной толщины стенки sи, мм, вычисляемой по формуле
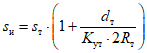 , (1)
, (1)где sт - исполнительная толщина стенки прямой теплообменной трубы, рассчитанная по ГОСТ 34233.2, мм;
dт - наружный диаметр теплообменной трубы (по стандарту на трубы), мм;
Rт - средний радиус изгиба теплообменной трубы, мм;
Kут - коэффициент утонения, принимаемый:
- равным 2 для нелегированной (углеродистой, например, 20, 10Г2), легированной марганцевокремнистой (низколегированной, например, 09Г2С), легированной хромомолибденовой (теплоустойчивой, например, 15Х5М) стали, нержавеющей стали аустенитного класса (например, 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т), медно-цинковых сплавов (например, латунь ЛАМш 77-2-0,05);
- равным 1 для нержавеющей стали аустенито-ферритного класса (например, 08Х22Н6Т, 08Х21Н6М2Т).
5.7.9 Овальность изогнутой (в том числе U-образной) части теплообменной трубы не должна превышать 10% от наружного диаметра трубы. Овальность  , %, вычисляют по формуле
, %, вычисляют по формуле
 , (2)
, (2)где  ,
,  - соответственно максимальный и минимальный наружные диаметры, измеренные в одном поперечном сечении изогнутой (в том числе U-образной) части теплообменной трубы, мм;
- соответственно максимальный и минимальный наружные диаметры, измеренные в одном поперечном сечении изогнутой (в том числе U-образной) части теплообменной трубы, мм;
dт - наружный диаметр теплообменной трубы (по стандарту на трубы), мм.
5.7.10 Термическую обработку гнутых участков теплообменных труб, изготовленных из нелегированной (углеродистой), легированной марганцевокремнистой (низколегированной), легированной хромомолибденовой (теплоустойчивой) стали, нержавеющей стали аустенитного класса, проводят, если отношение среднего радиуса изгиба к наружному диаметру трубы составляет менее 3,3.
Гнутые участки теплообменных труб из нелегированной (углеродистой), легированной марганцевокремнистой (низколегированной) стали подлежат термической обработке, если трубы предназначены для эксплуатации в средах, вызывающих коррозионное растрескивание.
Гнутые участки теплообменных труб из нержавеющей стали аустенитного класса подлежат термической обработке, если трубы предназначены для эксплуатации при температуре свыше 350 °C в средах, вызывающих межкристаллитную коррозию.
Гнутые участки теплообменных труб из нержавеющей стали аустенито-ферритного класса не подлежат термической обработке, вследствие чего отношение среднего радиуса изгиба к наружному диаметру трубы должно быть не менее 3,3.
Виды термической обработки гнутых участков теплообменных труб должны быть следующими:
- из нелегированной (углеродистой), легированной марганцевокремнистой (низколегированной), легированной хромомолибденовой (теплоустойчивой) стали - высокий отпуск;
- из нержавеющей стали аустенитного класса - закалка с принудительным воздушным или водяным (спрейерным) охлаждением.
Участки теплообменных труб из нелегированной (углеродистой), легированной марганцевокремнистой (низколегированной) стали, гнутые горячим способом с нагревом до температуры нормализации и окончанием гибки при температуре не ниже 700 °C, допускается не подвергать последующей термической обработке.
Участки теплообменных труб из легированной хромомолибденовой (теплоустойчивой) стали, гнутые горячим способом с нагревом до температуры нормализации и окончанием гибки при температуре не ниже 800 °C, подлежат высокому отпуску.
Участки теплообменных труб из нержавеющей стали аустенитного класса, гнутые горячим способом при температуре не ниже 1000 °C с последующим принудительным воздушным или водяным (спрейерным) охлаждением, допускается не подвергать последующей термической обработке.
5.8.1 В случае применения оребренных теплообменных труб в аппарате выбор типа оребрения осуществляет изготовитель по согласованию с заказчиком.
5.8.2 Перед нанесением оребрения наружная поверхность несущих теплообменных труб должна быть очищена. На наружной поверхности трубы, подлежащей оребрению, не допускаются следы коррозии и остатки окалины, масла, смазки, прочие загрязнения.
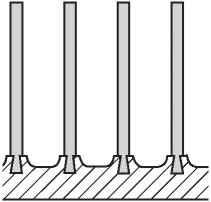
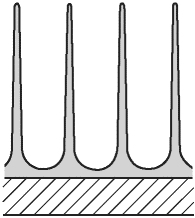
5.8.3 По способу крепления оребрения к несущей трубе оребренные теплообменные трубы могут быть следующих типов, как показано на рисунке 11:
- тип G - с ребрами, образованными путем навивки алюминиевой ленты с последующей вальцовкой (заглублением) края ленты в спиральную канавку прямоугольного поперечного сечения глубиной (0,25 +/- 0,05) мм, выполненную на наружной поверхности несущей трубы, при этом толщину стенки несущей трубы определяют от дна канавки до внутренней поверхности трубы;
- тип E - с ребрами, образованными путем поперечно-винтовой накатки (экструзии) алюминиевой трубы, надетой на несущую трубу, при этом толщина оставшегося после накатки слоя алюминия должна составлять не менее 0,4 мм от наружной поверхности несущей трубы до основания ребра;
- тип L - с ребрами L-образного вида (лапками), образованными путем спиральной навивки с натягом алюминиевой ленты на несущую трубу без насечек на ее наружной поверхности, причем несущая труба полностью покрыта неперекрывающимися лапками между ребрами;
- тип LL - с ребрами L-образного вида (лапками), образованными путем спиральной навивки с натягом алюминиевой ленты на несущую трубу без насечек на ее наружной поверхности, причем несущая труба полностью покрыта перекрывающимися лапками под ребрами и между ними;
- тип KL - с ребрами L-образного вида (лапками), образованными путем спиральной навивки с натягом алюминиевой ленты на несущую трубу с насечками на ее наружной поверхности, неперекрывающиеся лапки ребер одновременно впрессованы в ребристую наружную поверхность несущей трубы, при этом толщину стенки несущей трубы определяют с учетом глубины насечки;
- тип KLL - с ребрами L-образного вида (лапками), образованными путем спиральной навивки с натягом алюминиевой ленты на несущую трубу с насечками на ее наружной поверхности; перекрывающиеся лапки ребер одновременно впрессованы в ребристую наружную поверхность несущей трубы, при этом толщину стенки несущей трубы определяют с учетом глубины насечки;
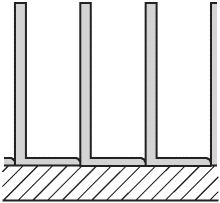
- тип T - с ребрами, образованными путем спиральной навивки на несущую трубу металлической (стальной, алюминиевой или медной) ленты или насадки с натягом на несущую трубу металлической (стальной, алюминиевой или медной) пластины с закреплением с помощью сварки, пайки или методом горячего цинкования.
Примечание - В зарубежных документах оребрение теплообменных труб типа G называют embedded или G-fin, типа E - extruded, типа L - footed или L-fin, типа LL - overlapped footed или LL-fin, типа KL - knurled footed или KL-fin, типа KLL - knurled overlapped footed или KLL-fin, типа T - externally bonded welded or brazed, or hot-dip galvanized steel fins.
 |  |  |
а) Тип G | б) Тип E | в) Тип L |
 |  |  |
г) Тип LL | д) Тип KL | е) Тип KLL |
 | ||
ж) Тип T |
5.8.4 Типы оребрения теплообменных труб, применяемые в зависимости от температуры рабочей среды, указаны в таблице 6.
Таблица 6
Типы оребрения теплообменных труб и условия их применения
Типы оребрения теплообменных труб | Температура рабочей среды, °C, не более |
G | 400 |
E | 300 |
L, LL | 130 |
KL, KLL | 200 |
T (ребра, закрепленные сваркой) | 475 |
T (ребра, закрепленные горячим цинкованием или пайкой) | 360 |
Примечания 1 Температурные пределы применения материала теплообменных труб принимают в соответствии с ГОСТ 34347-2017 (приложение В). 2 В технически обоснованных случаях изготовитель может повысить вышеуказанные предельные значения температур применения оребрения при условии подтверждения для выбранного типа оребрения гарантии по обеспечению требуемых тепловых характеристик на весь срок службы с учетом условий эксплуатации оребренной трубы, включающих цикличность температурного воздействия и влияние окружающей среды. | |
5.8.5 Для оребрения типов G, L, LL, KL, KLL толщина алюминиевой ленты должна быть не менее 0,35 мм для высоты ребра, не превышающей 12,7 мм, и не менее 0,40 мм для высоты ребра, превышающей 12,7 мм.
5.8.6 Параметры оребрения теплообменной трубы, их значения и допустимые отклонения представлены на рисунке 12 и указаны в таблице 7.
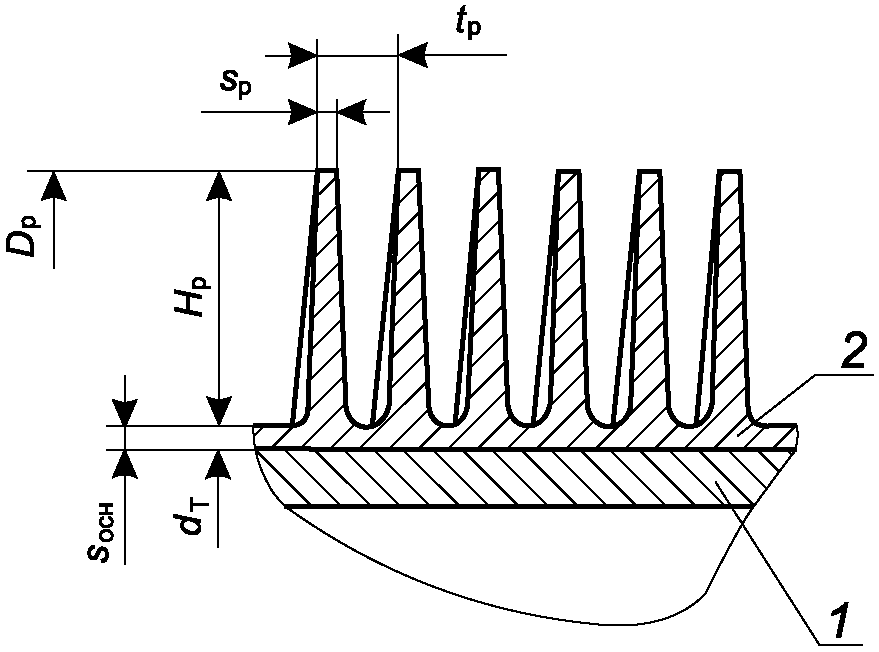
1 - несущая труба; 2 - оребрение; tр - шаг ребер;
sр - толщина конца ребра; Dр - наружный диаметр
по оребрению; sосн - толщина от наружной поверхности
несущей трубы до основания ребра; Hр - высота ребра;
dт - наружный диаметр несущей трубы
Рисунок 12 - Параметры оребрения теплообменной трубы
Таблица 7
В миллиметрах
Параметр оребрения теплообменной трубы | Значение для типов оребрения | Допустимое отклонение | |||
G | L, LL, KL, KLL | E | T | ||
Наружный диаметр по оребрению Dр | 46 - 87 | 48 - 87 | 36 - 87 | +3 -1 | |
Наружный диаметр несущей трубы dт | 20 - 57 | В соответствии с нормативным документом на трубу | |||
Шаг ребер tр | 2,3 - 3,5 | 3,0 - 5,0 | +/- 0,3 | ||
Толщина конца ребра sр | 0,35 - 0,40 | 0,20 | 0,8 - 1,5 | +0,15 | |
Высота ребра Hр (от основания до конца ребра) | 10,0 - 16,0 | 10,0 - 15,0 | 5,0 - 15,0 | +/- 0,5 | |
Толщина от наружной поверхности несущей трубы до основания ребра sосн | 0 | 0,35; 0,40 | 0,4 - 1,0 | 0 | +0,15 |
5.8.7 Площадь поверхности теплообмена F, м2, вычисляют по формуле
 , (3)
, (3)где Dр - измеренный наружный диаметр по оребрению теплообменной трубы, м;
Hр - измеренная высота ребра, м;
Sр - измеренная толщина ребра при вершине, м;
nтр - действительное количество теплообменных труб в аппарате, шт.;
mр - действительное количество ребер, шт., вычисляемое по формуле
mр = Lр/tр, (4)
где Lр - измеренная длина оребренной части теплообменной трубы, м;
tр - измеренное расстояние между ребрами (шаг ребер), м.
5.8.8 Дефекты поверхности оребренных труб, возникающие в процессе оребрения и изготовления теплообменной секции, не должны выводить площадь поверхности теплообмена за пределы минусового допуска в соответствии с допускаемыми отклонениями размеров оребрения. Замятие и срыв оребрения не допускаются.
5.8.9 Концы навитой ленты, из которой выполнено любое спирально-навитое оребрение, должны быть закреплены на каждом конце трубы для предотвращения ослабления или разматывания оребрения.
5.8.10 После изготовления оребренные поверхности теплообменных труб должны быть очищены от смазочно-охлаждающей жидкости и остатков промывочных сред.
5.9 Требования к креплению теплообменных труб в трубных решетках и с трубчатыми распределительными камерами
5.9.1 Соединение теплообменных труб с трубной решеткой должно обеспечивать:
- герметичность трубного пространства - способность соединения выдерживать давление рабочей среды без протечек;
- прочность соединения - способность соединения выдерживать осевые усилия, возникающие в процессе транспортирования, монтажа и работы аппарата от температурных расширений теплообменных труб.
5.9.2 Крепление теплообменных труб в трубных решетках выполняют одним из следующих способов:
- развальцовкой теплообменных труб в отверстиях трубной решетки;
- сваркой теплообменных труб с трубной решеткой с последующей развальцовкой их в отверстиях трубной решетки (комбинированное соединение).
5.9.3 Крепление теплообменных труб с трубчатыми распределительными камерами (без трубной решетки) выполняют сваркой.
5.9.4 Сварку теплообменных труб с трубной решеткой, теплообменных труб с трубчатыми распределительными камерами выполняют следующими сварочными процессами:
- автоматической или полуавтоматической (механизированной) дуговой сваркой неплавящимся электродом в защитном газе;
- автоматической или полуавтоматической (механизированной) дуговой сваркой плавящимся электродом в защитном газе;
- ручной дуговой сваркой неплавящимся электродом в защитном газе (в технически обоснованных случаях).
5.9.5 При применении автоматической дуговой сварки допускается не выполнять фаску на трубной решетке со стороны сварного шва.
5.9.6 При сварке в два прохода наплавленный металл шва второго прохода должен полностью перекрывать первый.
5.9.7 Крепление теплообменных труб в трубных решетках следует выполнять в соответствии с нормативными документами <1> государств - участников Соглашения, принявших настоящий стандарт.
--------------------------------
<1> В Российской Федерации - согласно разделам 6, 7 ГОСТ Р 55601-2013 "Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках. Общие технические требования".
5.9.8 Сварные соединения теплообменных труб с трубчатыми распределительными камерами выполняют:
- для аппаратов, относящихся к сосудам любой группы по ГОСТ 34347, в зависимости от толщин стенок камер и труб - стыковым сварным швом с полным проплавлением, как показано на рисунке 13 а), б);
- аппаратов, относящихся к сосудам 3 или 4 группы по ГОСТ 34347 - угловым сварным швом с полным проплавлением, как показано на рисунке 13 в).
Для аппаратов, относящихся к сосудам 1 или 2 группы по ГОСТ 34347, допускается соединение угловым сварным швом с полным проплавлением, как показано на рисунке 13 в), при условии проведения неразрушающего контроля этих сварных швов радиографическим и (или) ультразвуковым методом в объеме 100%.
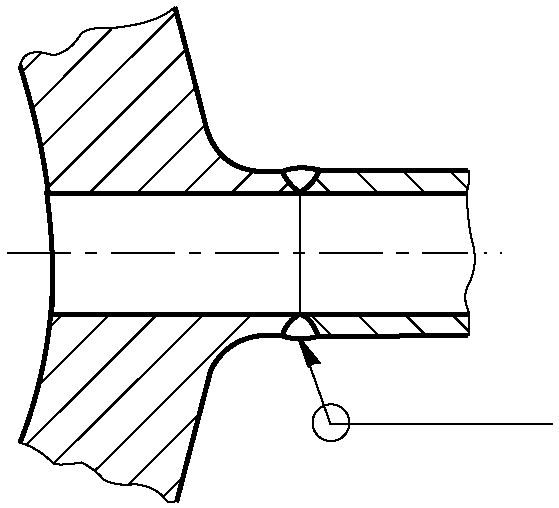 | 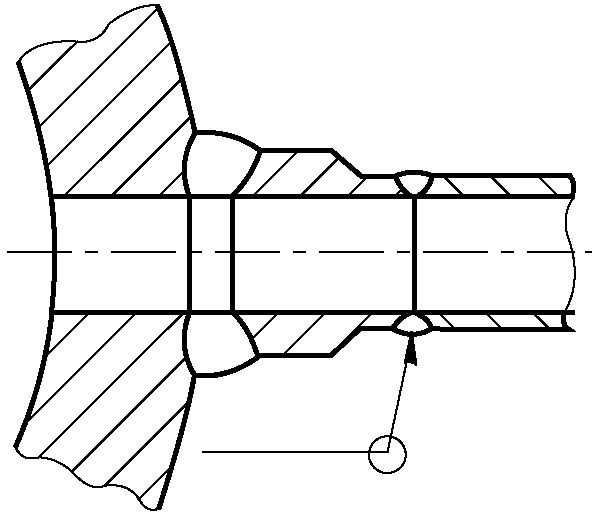 |
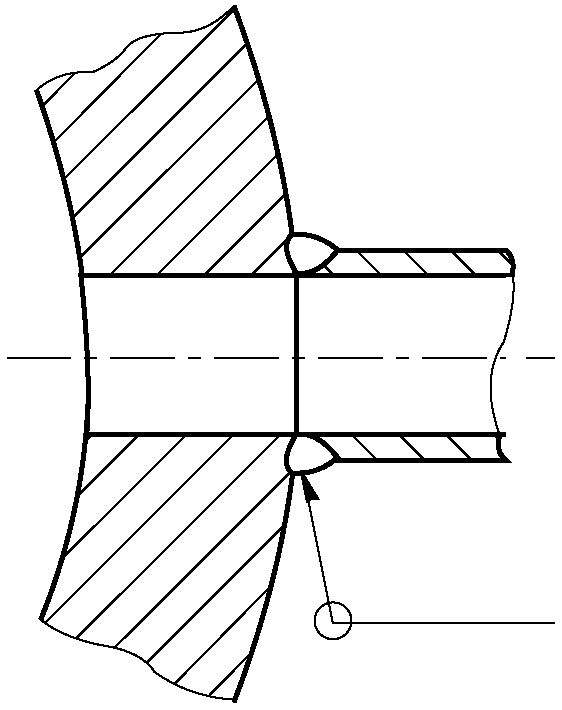 | |
Рисунок 13 - Сварное соединение теплообменной трубы
с трубчатой распределительной камерой
5.9.9 Для комбинированных соединений развальцовку труб из стали марок 15Х5М, 08Х22Н6Т, 08Х21Н6М2Т, а также в других технически обоснованных случаях, необходимо выполнять на расстоянии 6 мм от сварного шва развальцовочным инструментом с роликами, имеющими скругление с двух концов.
5.9.10 Контроль герметичности соединений теплообменных труб в трубных решетках следует выполнять в соответствии с нормативными документами <1> государств - участников Соглашения, принявших настоящий стандарт, с учетом требований ГОСТ 34347.
--------------------------------
<1> В Российской Федерации - согласно разделу 11 ГОСТ Р 55601-2013 "Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках. Общие технические требования".
5.9.11 Допускается однократная или двукратная подвальцовка негерметичных развальцованных соединений с увеличением внутреннего диаметра трубы не более чем на 0,10 мм от первоначально выполненного соединения для труб наружным диаметром до 28 мм и не более чем на 0,15 мм для труб наружным диаметром свыше 28 мм, при этом допускается увеличение крутящего момента не более чем на 20%.
5.9.12 При обнаружении в соединении теплообменных труб отрубными решетками неисправимого дефекта трубу следует заменить на новую или заглушить. Заглушение теплообменных труб допускается при условии подтверждения тепловым и гидравлическим расчетами, при этом отклонения тепловых и гидравлических параметров аппарата не должны оказывать влияния на параметры технологического режима установки в целом, и должно быть согласовано с заказчиком.
5.10.1 Система подачи воздуха включает в себя межтрубное пространство теплообменной секции, вентиляторы, воздухораспределительные камеры, а также жалюзийные устройства и камеры рециркуляции при их наличии.
5.10.2 Конструкция аппарата или блока аппаратов должна предусматривать достаточное пространство - проходное сечение на входе в аппарат и на выходе из аппарата - для организации движения требуемого количества воздуха, проходящего через теплообменные трубы, а также для возможности обслуживания аппарата.
5.10.3 Для обеспечения оптимальной работы аппарата скорость набегающего потока воздуха в проходном сечении на входе в аппарат или блок аппаратов должна быть не более 6 м/с, если не указано иное.
5.10.4 Скорость набегающего потока воздуха k, м/с, вычисляют по формуле
 , (5)
, (5)где qв - общий объемный расход воздуха для рабочих условий, м3/с;
p - периметр открытого пространства в аппарате или блоке аппаратов, через которое воздух свободно входит в аппарат(ы), м; включает только сумму длин по периметру аппарата (блока аппаратов), где нет препятствий для входа воздуха;
h - высота от уровня сплошного основания до низа воздухораспределительной камеры для аппаратов нагнетательного типа или до низа рамы теплообменной секции для аппаратов вытяжного типа, м (см. рисунок 14).
5.10.5 В аппарате, имеющем жалюзийное устройство на входе воздуха, при определении скорости набегающего потока воздуха должно быть учтено пространство, занятое лопатками внутри рамы жалюзийного устройства, при этом площадь, используемая для расчета скорости набегающего потока воздуха, должна быть уменьшена с учетом пространства, занятого лопатками жалюзийного устройства в открытом положении.
5.11.1 Воздухораспределительная камера является частью металлоконструкции аппарата.
5.11.2 Воздухораспределительные камеры могут быть следующих видов:
- коробчатая камера в аппаратах нагнетательного и вытяжного типа;
- камера-диффузор в аппаратах нагнетательного типа;
- камера-конфузор в аппаратах вытяжного типа.
Типовые конструкции воздухораспределительных камер аппаратов нагнетательного и вытяжного типа представлены на рисунке 14.
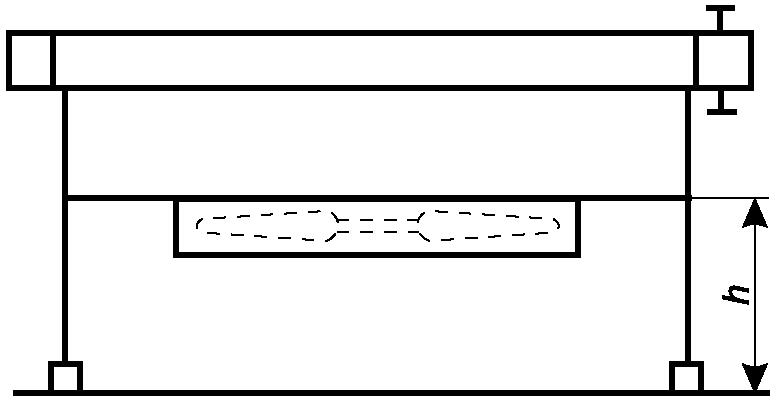 | 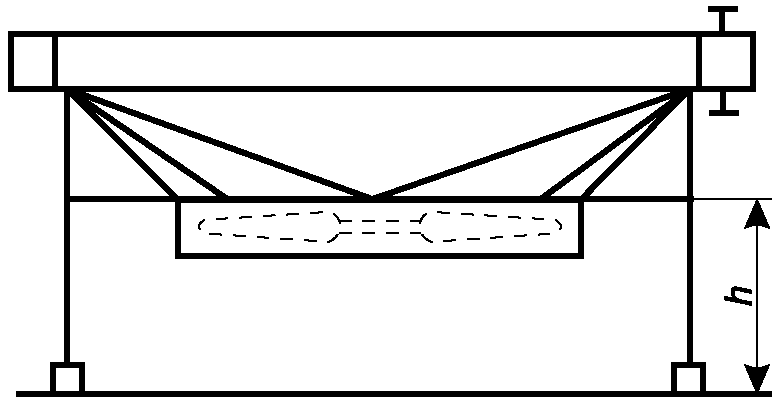 |
а) Коробчатая камера в аппарате нагнетательного типа | б) Камера-диффузор в аппарате нагнетательного типа |
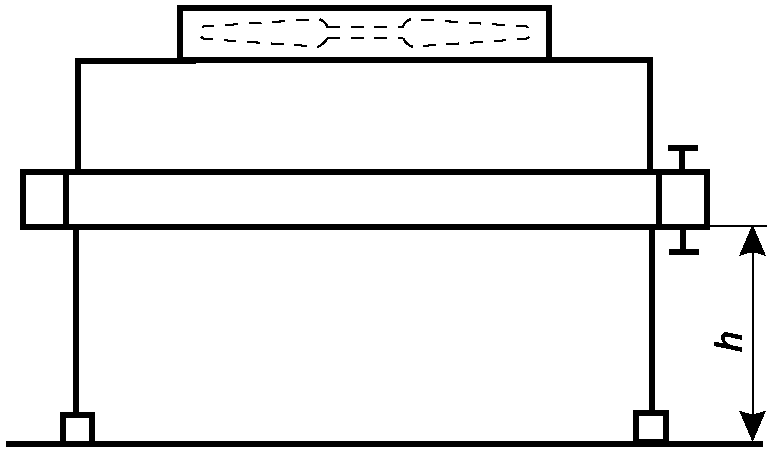 | 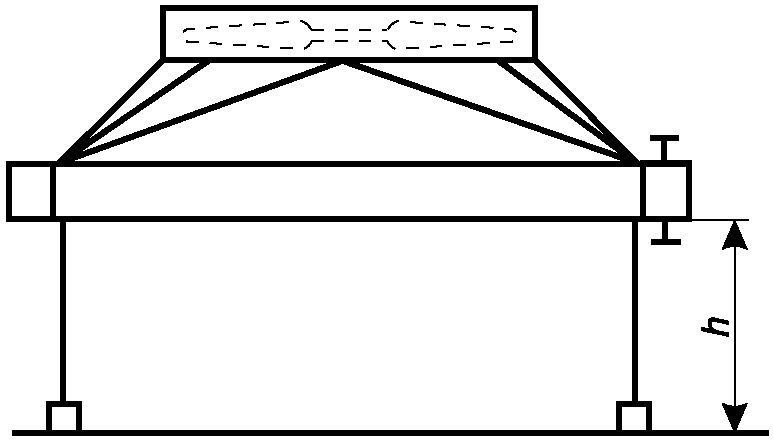 |
в) Коробчатая камера в аппарате вытяжного типа | г) Камера-конфузор в аппарате вытяжного типа |
h - высота от уровня сплошного основания до низа
воздухораспределительной камеры
воздухораспределительных камер
5.11.3 Воздухораспределительные камеры расположенных рядом вентиляторов должны иметь перегородки между вентилятором и теплообменными трубами для предотвращения рециркуляции воздуха от работающих вентиляторов через неработающие вентиляторы.
5.11.4 Любой зазор по воздушной стороне шириной более 10 мм должен быть закрыт дефлектором или накладкой. Толщина дефлектора или накладки должна быть не менее 2 мм.
5.11.5 Толщина стального листа для изготовления обшивки воздухораспределительных камер должна быть не менее 2,0 мм для гладкого листа по ГОСТ 19904 или не менее 1,5 мм для профилированного листа по ГОСТ 24045. При применении в аппарате увлажнителя воздуха выбор толщины и вида покрытия обшивки воздухораспределительных камер необходимо осуществлять с учетом коррозионного воздействия воды, подаваемой на увлажнение.
5.11.6 Высота воздухораспределительной камеры Hк зависит от угла рассеяния вентилятора. Каждый вентилятор должен располагаться так, чтобы его угол рассеяния не превышал 45° на центральной оси теплообменной секции, как показано на рисунке 15.
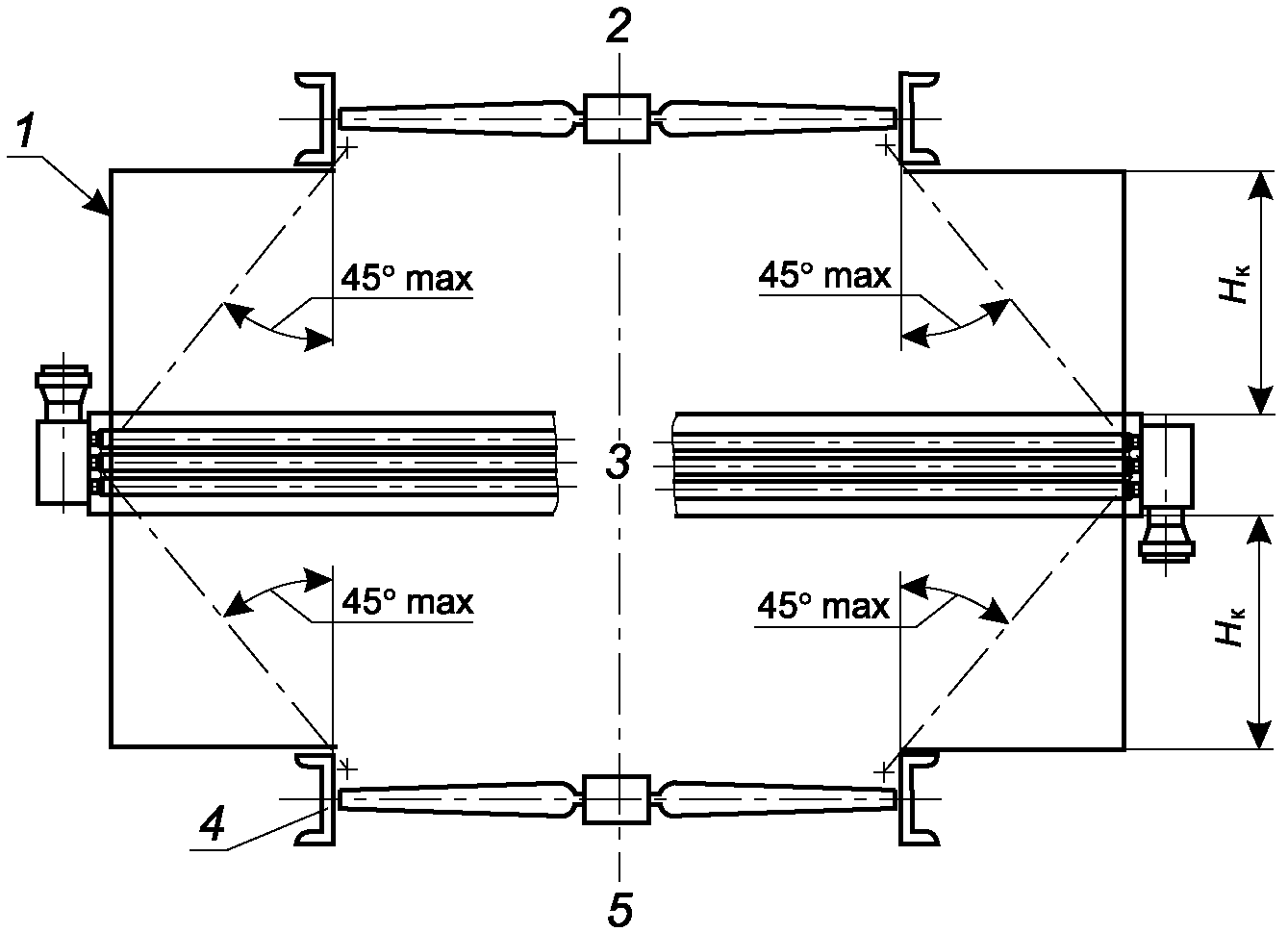
а) Продольное сечение камеры
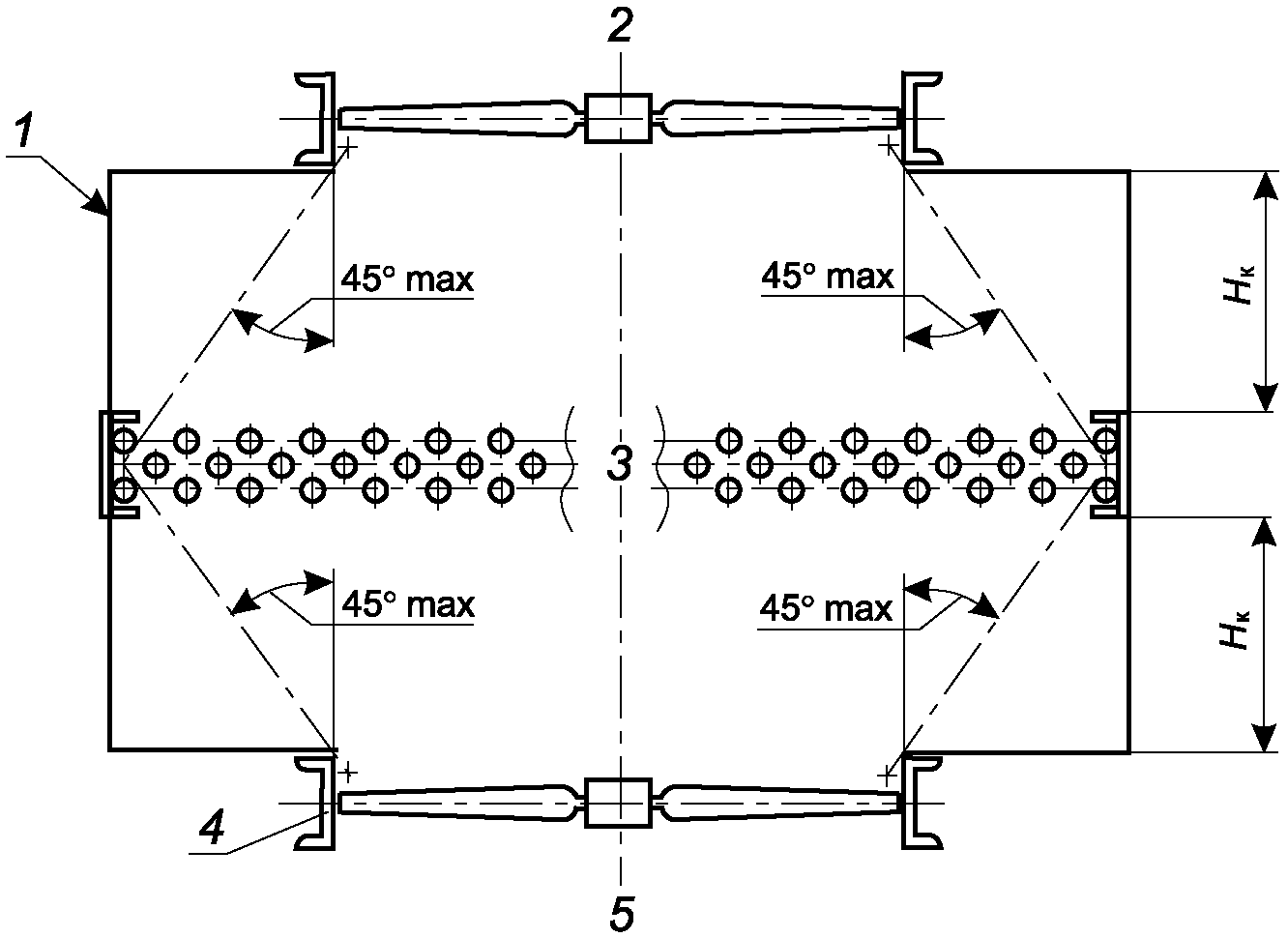
б) Поперечное сечение камеры
1 - воздухораспределительная камера; 2 - аппарат вытяжного
типа (верхнее расположение вентилятора); 3 - центральная ось
теплообменной секции; 4 - корпус вентилятора; 5 - аппарат
нагнетательного типа (нижнее расположение вентилятора)
Рисунок 15 - Высота воздухораспределительной камеры Hк
в зависимости от угла рассеяния вентилятора
5.12.1 Применяемые в аппаратах вентиляторы должны быть осевого типа.
5.12.2 Площадь проходного сечения вентилятора должна быть не менее 40% от значения площади фронтального сечения участка перед теплообменной секцией, обдуваемой этим вентилятором.
5.12.3 Номинальный радиальный зазор между концом лопасти и внутренней поверхностью корпуса вентилятора не должен превышать 0,5% диаметра рабочего колеса вентилятора, при этом отклонение не должно быть более 25%.
5.12.4 Неравномерность радиального зазора не должна превышать 3 мм при диаметрах рабочего колеса вентилятора до 2250 мм, 7 мм при диаметрах рабочего колеса вентилятора свыше 2250 мм.
5.12.5 Допускаемые отклонения линейных размеров вентилятора должны быть в пределах интервала допуска не ниже квалитета IT14 по ГОСТ 25346 и ГОСТ 25348.
5.12.6 Окружная скорость концов лопастей вентилятора должна быть не более 65 м/с, по согласованию с заказчиком - не более 80 м/с. Максимальная допустимая окружная скорость концов лопастей вентилятора может быть снижена при повышенных требованиях к уровню шума.
5.12.7 Минимальная собственная частота вентилятора или его элементов должна быть на 10% выше максимальной частоты вращения его рабочего колеса.
5.12.8 Колесо вентилятора должно быть спроектировано таким образом, чтобы минимизировать обратный переток воздуха через ступицу.
5.12.9 Для предотвращения срыва потока воздуха с лопастей рабочего колеса вентилятора оно должно быть выбрано с коэффициентом запаса 1,1 от значения расчетной производительности вентилятора.
5.12.10 Вариант регулирования угла поворота лопастей вентилятора - вручную при остановленном вентиляторе или автоматически с помощью пневмопривода или электропривода без остановки вентилятора - должен быть предусмотрен в технической документации на аппарат воздушного охлаждения.
5.12.11 Каждое рабочее колесо вентилятора после сборки должно быть подвергнуто балансировке его изготовителем:
- статической балансировке, если отношение ширины к диаметру рабочего колеса менее 0,3;
- динамической балансировке, если отношение ширины к диаметру рабочего колеса равно 0,3 и более;
- динамической балансировке втулки и статической балансировке моментов лопастей относительно базовой лопасти при диаметре рабочего колеса свыше 4000 мм.
Балансировочные грузы должны крепиться к ступице рабочего колеса вентилятора способом, исключающим их отрыв в течение всего срока эксплуатации.
5.12.12 Допустимый остаточный дисбаланс рабочего колеса вентилятора не должен превышать значений, рассчитанных по ГОСТ ИСО 1940-1-2007 (пункт 6.2.3), для категории BV-3 при номинальной мощности привода до 37 кВт и категории BV-4 при номинальной мощности привода свыше 37 кВт согласно ГОСТ 31350.
5.12.13 Лопасти рабочего колеса вентилятора должны быть изготовлены из материала (например, алюминиевого сплава, композитных материалов), не образующего искр. При применении других материалов должна быть исключена возможность искрообразования в случае касания концов лопастей поверхности корпуса вентилятора.
5.12.14 Аэродинамические качества вентилятора необходимо оценивать по размерным аэродинамическим характеристикам, которые представляют собой графики зависимости полного и статического давления и (или) динамического напора, развиваемого вентилятором, полного и (или) статического коэффициента полезного действия и потребляемой мощности на валу вентилятора от объемной производительности при определенной плотности воздуха на входе в вентилятор и постоянной частоте вращения его рабочего колеса. При изменяющихся частотах вращения и углах установки лопастей рабочего колеса вентилятора на графиках должны быть указаны их зависимости от объемной производительности.
5.12.15 Аэродинамическая характеристика вентилятора должна связывать статическое или полное давление и объемный расход воздуха при стандартных условиях с углом установки лопастей и мощностью на валу вентилятора. На кривой рабочей характеристики вентилятора должны быть показаны рабочая точка и мощность для указанных расчетных условий работы вентилятора.
Примечание - Стандартными условиями окружающей среды считают условия, когда температура по сухому термометру равна 20 °C, атмосферное давление - 101,325 кПа, относительная влажность воздуха - 50%, плотность воздуха - 1,2 кг/м3.
5.12.16 Изготовитель представляет аэродинамические характеристики, а также, по требованию заказчика, диаграмму Кэмпбелла вентилятора или его рабочего колеса, которые должны быть приложены к паспорту аппарата.
5.12.17 Вентиляторы могут быть оснащены следующими видами приводов:
- непосредственный (прямой), когда ступица рабочего колеса вентилятора установлена на валу электродвигателя, при этом передача крутящего момента осуществляется с использованием шпоночного соединения;
- зубчато-ременный;
- клиноременный;
- редукторный с параллельным или перпендикулярным расположением осей валов электродвигателя и вентилятора.
Типы приводов вентиляторов для аппаратов нагнетательного и вытяжного типа представлены на рисунках 16 и 17 соответственно.
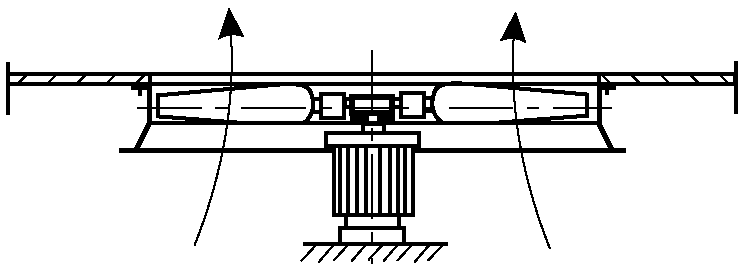 | 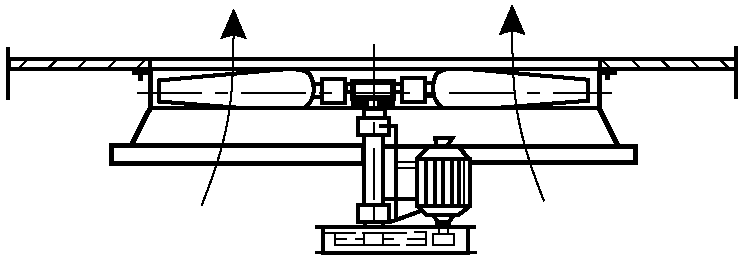 |
а) Непосредственный привод | б) Клиноременный (зубчато-ременный) привод |
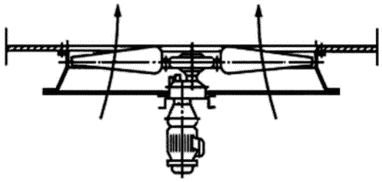 | 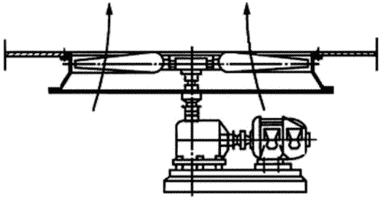 |
в) Редукторный привод с параллельно расположенными валами | г) Редукторный привод с перпендикулярно расположенными валами |
Рисунок 16 - Типы приводов вентиляторов
для аппаратов нагнетательного типа
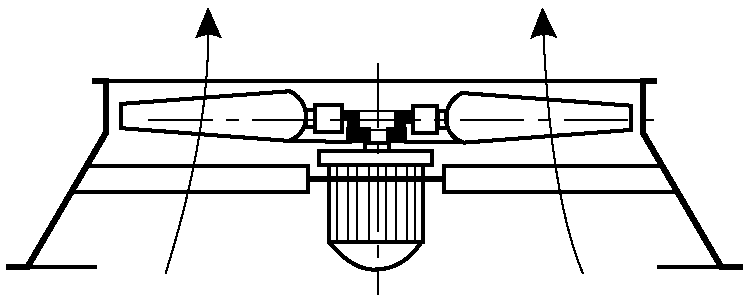 | 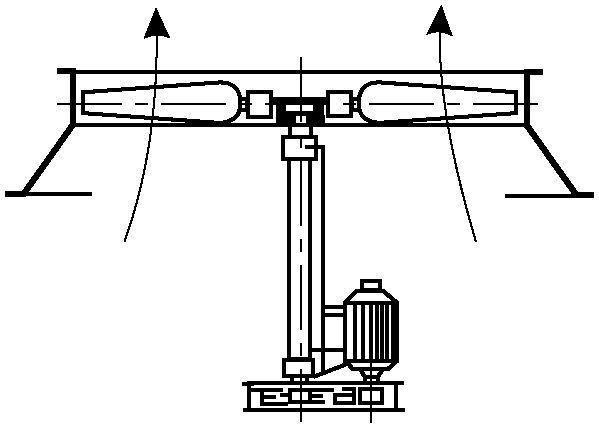 |
а) Непосредственный привод | б) Клиноременный (зубчато-ременный) привод |
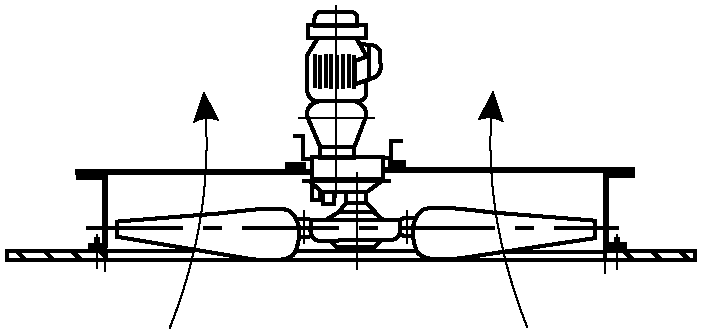 | 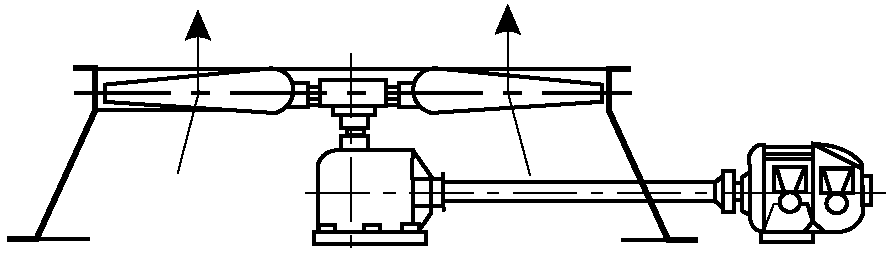 |
в) Редукторный привод с параллельно расположенными валами | г) Редукторный привод с перпендикулярно расположенными валами |
для аппаратов вытяжного типа
5.12.18 Крепление приводов вентиляторов к металлоконструкции аппарата или к фундаменту должно предусматривать возможность регулировки положения привода при помощи регулировочных болтов, в клиноременном или зубчато-ременном приводах должна быть предусмотрена возможность регулировки натяжения ремня при помощи регулировочных болтов.
5.12.19 Номинальная располагаемая мощность на валу электродвигателя Pdr, кВт, должна быть не менее значений, которые вычисляют по формулам:
 , (6)
, (6) , (7)
, (7)где Pf1 - мощность на валу вентилятора, работающего при указанной минимальной расчетной температуре с углом установки лопастей для расчетной температуры по сухому термометру, кВт;
Em - механический коэффициент полезного действия привода (передачи);
Pf2 - мощность на валу вентилятора, работающего при расчетной температуре по сухому термометру, кВт.
Расчет мощности распространяется на вентиляторы с фиксированным углом установки лопастей рабочего колеса, с регулируемым углом и с регулируемой частотой вращения рабочего колеса, если не указано иное.
5.12.20 По требованию заказчика вентиляторы могут иметь возможность работать на реверсе или могут быть оснащены устройством антиреверса для предотвращения обратного вращения неработающего вентилятора.
5.12.21 По требованию заказчика вентилятор может быть оснащен системой вибромониторинга и (или) аварийной защиты от превышения допустимого уровня вибрации. На площадке, предусмотренной на корпусе электродвигателя либо на раме клиноременного, зубчато-ременного привода, либо на корпусе редуктора должен быть установлен датчик вибрации инерционного типа, по сигналу которого происходит отключение электродвигателя при превышении установленного уровня вибрации.
5.12.22 Размах виброперемещения, измеренный датчиком вибрации на корпусе электродвигателя вентилятора, на стойке металлоконструкции на высоте 1 м от опорной плиты, на металлоконструкции в месте крепления к фундаменту на высоте 1 м и в месте крепления боковой стенки теплообменной секции к металлоконструкции со стороны входа (выхода) рабочей среды в диапазоне частот от значения частоты вращения электродвигателя, деленной на 60, до 250 Гц, не должен превышать 0,2 мм.
5.12.23 При отсутствии технической возможности измерения виброперемещения допускается измерять виброскорость. Среднеквадратичное значение виброскорости, измеренное перпендикулярно к оси вала рабочего колеса, не должно превышать 6,3 мм/с при частоте вращения до 10 об/с и 3,0 мм/с свыше 10 об/с.
5.13.1 Электродвигатели вентиляторов должны быть многофазными асинхронного типа. По согласованию с заказчиком допускается применение вентильных и синхронных электродвигателей.
5.13.2 Установочная мощность электродвигателя должна превышать мощность, потребляемую вентилятором, не менее чем на 10%. Расчетная мощность электродвигателя не должна превышать его номинальную мощность.
5.13.3 Маркировка взрывозащиты, климатическое исполнение, степень защиты, обеспечиваемая оболочками (код IP) и техническая характеристика электродвигателя должны соответствовать условиям работы аппарата.
5.13.4 В случае расположения электродвигателя в потоке нагретого воздуха (например, в аппаратах с рециркуляцией или вытяжного типа) он должен быть предназначен для длительной работы с учетом его нагрева потоком воздуха в процессе работы аппарата и рассчитан на повышение температуры окружающего воздуха от 40 °C до 80 °C без потери работоспособности.
5.13.5 Электродвигатель должен быть способен к пуску под полным напряжением и к полному опрокидыванию фазы.
5.13.6 Подшипники вала электродвигателя должны быть смазаны консистентной смазкой и рассчитаны на непрерывную работу не менее 40 000 ч с учетом срока службы смазки. По требованию заказчика в электродвигателе предусматривается система подачи консистентной смазки на подшипники вала электродвигателя, позволяющая пополнять подшипники электродвигателя смазкой без его отключения.
5.13.7 Класс точности балансировки привода (жесткого ротора) должен быть не ниже G 2,5 по ГОСТ ИСО 1940-1.
5.13.8 На корпусе электродвигателя должна быть площадка для установки датчика вибрации. Место размещения площадки определяют с учетом обеспечения максимально короткой механической связи между датчиком вибрации и подшипником концов вала электродвигателя.
5.13.9 В электродвигателе должны быть дренажные отверстия в нижней точке для удаления конденсата и (или) обогреватель обмоток для исключения образования конденсата при температурах ниже минус 20 °C при простое.
5.13.10 Если электродвигатель установлен в положении "валом вверх", то для предотвращения стекания конденсата в электродвигатель на валу устанавливают внешний защитный конический элемент.
5.13.11 Защиту от стекания воды в электродвигатель может выполнять шкив ременного привода или ступица рабочего колеса вентилятора при прямом приводе, спроектированные таким образом, чтобы конденсат не стекал вниз по валу электродвигателя.
5.13.12 По требованию заказчика электродвигатель должен быть оснащен самосрабатывающим тормозным устройством (антиреверс) для предотвращения обратного вращения рабочего колеса вентилятора, когда он не работает.
5.14.1 Для защиты от переохлаждения или замерзания рабочей среды в аппарате применяют систему рециркуляции, если не указано иное.
5.14.2 Площадь проходного сечения верхней и (или) боковой камеры рециркуляции должна быть достаточной для прохождения максимального объема воздуха рециркуляции со скоростью не более 6,0 м/с.
5.14.3 Скорость воздуха в камере рециркуляции Wрц, м/с, вычисляют по формуле
 , (8)
, (8)где Vрц - объемный расход воздуха рециркуляции при рабочих условиях, м3/с;
Sрц - площадь проходного сечения камеры рециркуляции, м2.
5.14.4 При проектировании конструкции и определении размеров камер рециркуляции необходимо учитывать возможность обеспечения доступа для обслуживания узлов аппарата, таких как рабочее колесо, привод вентилятора, жалюзийные устройства, клеммные коробки электродвигателей, контрольно-измерительные приборы, теплообменные трубы и пр.
5.14.5 Боковая и нижняя камеры рециркуляции должны быть изолированы от нерегулируемых притоков воздуха снизу, для этого в аппарате может быть предусмотрен пол из сплошного листа, при необходимости в полу могут быть жалюзийные устройства, люки и т.д. Пол камер рециркуляции должен выдерживать распределенную нагрузку не менее 2500 Н/м2. В полу из сплошного листа должны быть дренажные отверстия для удаления осадков.
5.14.6 Если аппарат установлен на сплошном основании, то зазоры между сплошным основанием и стенками боковой и нижней камер рециркуляции по периметру аппарата при их наличии должны быть закрыты дефлекторами по месту.
5.14.7 Любой зазор между наружными деталями обшивки камер рециркуляции размером более 10 мм должен быть закрыт накладками или дефлекторами для предотвращения нерегулируемого перетока воздуха наружу или внутрь аппарата.
5.14.8 Входная дверь камеры рециркуляции должна фиксироваться в открытом и закрытом положении как изнутри, так и снаружи аппарата.
5.14.9 В аппарате с рециркуляцией должно быть предусмотрено крепление для установки датчика температуры воздуха перед теплообменной секцией по ходу воздуха со стороны выхода рабочей среды. По требованию заказчика могут быть предусмотрены дополнительные места размещения креплений для установки датчиков температуры воздуха.
5.14.10 В камере рециркуляции должны быть предусмотрены места для ввода кабелей и кабельные лотки.
5.14.11 Алгоритм управления системой рециркуляции аппарата должен быть приложен к руководству по эксплуатации.
5.15.1 Конструкция жалюзийного устройства (далее - жалюзи) представляет собой несущую прямоугольную раму с закрепленными на подшипниковых втулках лопатками, оси которых соединены между собой. Жалюзи могут быть с ручным управлением или с дистанционным управлением за счет оснащения пневматическим или электрическим приводом (исполнительным механизмом) через систему тяг.
5.15.2 Жалюзи представляют собой законченную сборочную единицу и могут поставляться отдельно по требованию заказчика.
5.15.3 Толщина лопаток жалюзи, изготовленных из стального листа, должна быть не менее 1,5 мм, из алюминиевого листа или прессованного профиля - не менее 2,3 мм. Толщина экструдированных полых алюминиевых лопаток с замкнутым контуром должна быть не менее 1,5 мм.
5.15.4 Длина лопаток жалюзи без опоры не должна превышать 2,3 м.
5.15.5 Оси лопаток жалюзи должны иметь диаметр не менее 9 мм.
5.15.6 Толщина несущей прямоугольной рамы из нелегированной (углеродистой) стали должна быть не менее 3 мм, из алюминия - не менее 4 мм.
5.15.7 Стальные лопатки и рамы жалюзи должны быть оцинкованы. Если используют оцинкованный на производстве материал, то все срезы и края отверстий должны быть защищены покрытием с высоким содержанием цинка.
5.15.8 Система тяг жалюзи должна быть спроектирована таким образом, чтобы при изменении положения исполнительного механизма происходило синхронное движение всех лопаток жалюзи.
5.15.9 Привод поворота лопаток жалюзи должен иметь функцию позиционирования и фиксации лопаток в заданных положениях.
5.15.10 Все соединения валов должны быть закреплены в точках регулировки шпонками, шплинтами или другим аналогичным способом.
5.15.11 Подшипниковые втулки должны быть установлены в точках поворота, таких как рычаг управления, вращающий штангу и оси шарниров лопаток.
5.15.12 Материал подшипниковых втулок для опоры осей лопаток жалюзи должен выдерживать максимальную температуру рабочей среды на входе в аппарат и минимальную отрицательную температуру окружающего воздуха в районе установки аппарата. Подшипниковые втулки, как правило, изготовляют из композитного материала на основе политетрафторэтилена (фторопласта) или из другого аналогичного по свойствам материала. Подшипниковые втулки не должны требовать обслуживания (смазки и регулировки) в течение всего срока службы.
5.15.13 Угол поворота лопаток жалюзи от полностью закрытого до полностью открытого положения должен быть не менее 70°.
5.15.14 В полностью закрытом положении максимальный зазор между любыми расположенными рядом лопатками должен быть не более 3 мм.
5.15.15 Конструкция лопаток и рамы жалюзи должна быть жесткой и исключать перекос прилегающих кромок лопаток.
5.15.16 Суммарный зазор между стенками рамы (или центральной опорной балки) и торцами лопаток должен быть не более 6 мм.
5.15.17 Узел передачи усилия от исполнительного механизма к лопаткам должен выдерживать без повреждений максимально возможное усилие, которое может приложить исполнительный механизм при любом положении лопаток и в любом направлении.
5.15.18 Крутящий момент, требующийся для полного поворота лопаток жалюзи, должен быть не более 7 Н·м на каждый 1 м2 площади жалюзи.
5.15.19 При использовании привода его крутящий момент или усилие должно не менее чем в два раза превышать необходимое значение, которое требуется для перемещения лопаток.
5.15.20 Максимальное усилие, прилагаемое к рычагу ручного управления жалюзи, не должно превышать 250 Н.
5.15.21 Для жалюзи с ручным управлением должно быть предусмотрено устройство, обеспечивающее сохранение положения лопаток. По требованию заказчика жалюзи с ручным управлением могут быть оснащены удлинителями для осуществления ручного регулирования с земли или со штатных, стационарно установленных площадок обслуживания. Рукоятки и удлинители для ручного управления в любом рабочем положении не должны препятствовать проходу обслуживающего персонала.
5.15.22 Приводы и рычаги для всех установленных на аппарате жалюзи должны быть доступны изнутри камеры рециркуляции (при ее наличии) или в проходах с площадок обслуживания.
5.15.23 Лопатки жалюзи, размещенных в стенах камеры рециркуляции, должны быть расположены горизонтально, перекрывая друг друга сверху вниз таким образом, чтобы происходил отвод атмосферных осадков на внешнюю сторону камеры рециркуляции.
5.15.24 Узел исполнительного механизма и позиционирующего устройства не должен находиться в потоке горячего воздуха с температурой выше 60 °C и должен быть расположен таким образом, чтобы обеспечить доступ к распределительной камере теплообменной секции.
5.15.25 Для жалюзи в закрытом положении при расчетной распределенной снеговой нагрузке 2000 Н/м2, предназначенных для эксплуатации в горизонтальном положении, и для жалюзи в закрытом положении при расчетной нагрузке 1000 Н/м2, предназначенных для эксплуатации в вертикальном положении и в горизонтальном положении без снеговой нагрузки, отклонение от прямолинейности лопаток жалюзи должно быть не более значения длины пролета между точками опоры лопатки, деленной на 180.
5.15.26 Отклонения от прямолинейности боковых стенок прямоугольной рамы жалюзи при равномерной расчетной нагрузке 1000 Н/м2, приложенной во всех направлениях относительно сечения рамы, должно быть не более значения длины пролета между точками опоры лопатки, деленной на 360.
5.16.1 Подогреватель воздуха с греющей средой должен представлять собой законченную сборочную единицу и может быть поставлен отдельно от аппарата по требованию заказчика или может быть интегрирован в конструкцию теплообменной секции.
5.16.2 Подогреватель воздуха с греющей средой должен быть расположен перед теплообменными трубами по ходу движения воздуха таким образом, чтобы перекрывать всю ширину теплообменной секции.
5.16.3 Шаг теплообменных труб в подогревателе воздуха с греющей средой не должен превышать шаг теплообменных труб теплообменной секции более чем в два раза.
5.16.4 Подогреватель воздуха с греющей средой, как правило, бывает одноходовым из оребренных теплообменных труб.
5.16.5 Трубы подогревателя воздуха с греющей средой должны иметь уклон не менее 1:100 в направлении движения теплоносителя.
5.17.1 Внутренний подогреватель рабочей среды типа "труба в трубе" конструктивно объединен с теплообменными трубами теплообменной секции и представляет собой змеевик из гладких труб, проходящих внутри оребренных теплообменных труб. Охлаждаемая рабочая среда поступает в теплообменную секцию и движется в теплообменной трубе по кольцевому пространству между наружной и внутренней трубой. Во внутренний подогреватель подается греющая среда (водяной пар, горячая вода, теплоноситель и др.), которая препятствует переохлаждению рабочей среды.
5.17.2 Регулирование подачи греющей среды осуществляется в зависимости от температуры рабочей среды на выходе из аппарата. Наличие внутреннего змеевика предотвращает загустевание рабочей среды, дает возможность разогреть охлажденную или застывшую рабочую среду в остановленном аппарате.
5.18.1 Увлажнитель воздуха должен представлять собой законченную сборочную единицу и может быть поставлен отдельно от аппарата по требованию заказчика.
5.18.2 Увлажнитель воздуха должен быть расположен перед теплообменными трубами аппарата по ходу движения воздуха таким образом, чтобы обеспечить полное испарение капель воды до входа в нее.
5.18.3 Форсунки системы увлажнения должны обеспечивать мелкодисперсное распыление воды в виде тумана, образование капель и струй не допускается.
5.18.4 Увлажнитель воздуха и подводящие к нему трубопроводы в пределах аппарата должны иметь уклон и дренажные устройства для обеспечения полного удаления воды после использования увлажнителя. Утечки воды по соединениям не допускаются.
5.18.5 Увлажнение воздуха в аппарате, как правило, проводят кратковременно в теплый период времени года при превышении расчетного значения температуры воздуха, подаваемого в аппарат. Не допускается проводить увлажнение воздуха, если окружающий аппарат воздух загрязнен пылью и (или) химическими веществами.
5.18.6 Расход воды в увлажнителе воздуха указывает изготовитель. Расход воды зависит от производительности вентилятора, относительной влажности воздуха, температуры воды, максимального и минимального давления воды, типа и количества форсунок.
5.18.7 Вода для увлажнителя воздуха должна быть подготовлена и соответствовать следующим требованиям:
- водородный показатель pH должен быть от 5,0 до 8,5;
- содержание ионов железа и ионов меди должно быть не более 0,3 мг/л каждого;
- содержание щелочных сульфидов должно быть не более 500 мг/л;
- общая жесткость воды должна быть не более 0,5 мг-экв/л;
- не допускается взвесь твердых веществ.
5.19.1 Конструктивные элементы металлоконструкций следует проектировать без применения сварки при сборке аппарата на месте монтажа. Допускается применение сварки по согласованию с заказчиком.
5.19.2 В аппарате вытяжного типа должна быть предусмотрена возможность демонтажа и монтажа теплообменной секции без демонтажа площадок обслуживания, в аппарате нагнетательного типа - без дополнительного укрепления или демонтажа вентилятора, воздухораспределительной камеры, а также расположенных рядом теплообменных секций.
5.19.3 Конструктивные элементы металлоконструкции должны быть спроектированы таким образом, чтобы свести к минимуму вибрацию.
5.20.1 В конструкции аппарата необходимо предусмотреть строповые устройства по ГОСТ 13716, которые должны быть рассчитаны на подъем удвоенной массы поднимаемого груза.
5.20.2 На каждой теплообменной секции, на каждой секции жалюзийного устройства должно быть расположено не менее четырех строповых устройств, на каждой съемной плоской или объемной крышке распределительной камеры - не менее двух строповых устройств.
5.20.3 Строповые устройства на боковых стенках расположенных рядом секций или блоков не должны препятствовать их монтажу.
5.20.4 Места крепления строп должны быть обозначены.
5.20.5 На каждом приводе и ступице рабочего колеса вентилятора должно быть достаточное количество рым-болтов для обеспечения их безопасного монтажа и демонтажа.
5.20.6 Расположение строповых устройств должно обеспечивать устойчивое положение теплообменной секции при подъеме.
5.20.7 Стропы не должны задевать и деформировать элементы теплообменной секции.
5.20.8 На видном месте теплообменной секции, аппарата или его отдельного узла должна быть нанесена схема строповки, сохранность которой следует обеспечить до конца монтажа аппарата на месте эксплуатации.
5.20.9 Схема строповки должна быть включена в комплект сопроводительных документов на аппарат или отдельно поставляемую теплообменную секцию, если она не включена в руководство по эксплуатации.
5.21.1 При выборе материалов и покупных изделий для изготовления аппарата или его деталей, сборочных единиц, предназначенных для работы под давлением, необходимо учитывать:
- расчетное давление;
- расчетную температуру стенки;
- минимально допустимую температуру стенки при расчетном давлении;
- рабочее давление;
- рабочую температуру рабочей среды;
- характеристики рабочей среды (ее состав, технологические свойства, коррозионную активность ее компонентов и их возможное совместное влияние);
- химический состав, механические и технологические (например, коррозионную стойкость, свариваемость) свойства применяемых материалов;
- технологические режимы эксплуатации аппарата;
- климатические условия района эксплуатации аппарата.
5.21.2 Материалы для изготовления деталей и сборочных единиц аппарата, предназначенных для работы под давлением, сварочные материалы для их сварки, крепежные изделия к ним должны соответствовать ГОСТ 34347.
Пределы применения материалов для изготовления аппаратов по давлению и температуре рабочей среды должны соответствовать ГОСТ 34347.
Рекомендуемые сочетания материалов для изготовления деталей и сборочных единиц аппарата приведены в приложении Б.
Применение материалов и их сочетаний, не указанных в приложении Б и ГОСТ 34347, для изготовления деталей и сборочных единиц аппарата, предназначенных для работы под давлением, должно быть согласовано изготовителем аппарата с заказчиком и разработчиком (если разработчик не является изготовителем аппарата).
Классификация марок стали и сплавов приведена в приложении В.
5.21.3 Качество и характеристики материалов, покупных изделий должны быть подтверждены их изготовителями в документах о качестве (сертификатах качества, паспортах).
5.21.4 Материалы и покупные изделия должны иметь маркировку, обеспечивающую возможность их идентификации с данными документов о качестве.
5.21.5 Изготовитель аппаратов должен проводить входной контроль материалов, покупных изделий до запуска их в производство.
5.21.6 При отсутствии документов о качестве материалов или отсутствии в них данных об отдельных видах испытаний изготовитель аппарата должен провести необходимые испытания материалов в соответствии с требованиями настоящего стандарта, стандартов или технических условий на эти материалы до их применения в производстве. Результаты испытаний материалов должны быть оформлены документально и внесены в паспорт аппарата. Для проведения испытаний допускаются лаборатории, аккредитованные (аттестованные) в соответствии с законодательством страны производства аппарата.
5.21.7 Данные о материалах, примененных при изготовлении аппарата, должны быть внесены в паспорт аппарата, либо к паспорту могут быть приложены копии сертификатов качества на материалы с указанием деталей, для изготовления которых их применили.
5.21.8 Сварочные материалы должны соответствовать применяемым технологиям сварки, обладать технологическими характеристиками, обеспечивающими требуемые свойства сварных соединений. Условия применения сварочных материалов должны соответствовать указаниям производителя данных материалов.
5.21.9 Сочетания контактирующих между собой металлов должны быть совместимыми, чтобы свести к минимуму образование электролитических (гальванических) пар, появление остаточных деформаций, концентраций напряжений, трещин и деградации свойств металлов.
5.21.10 Для оребрения теплообменных труб типа E в качестве заготовки необходимо применять трубы из алюминия марки АД1 по ГОСТ 18475, для оребрения типов G, L, LL, KL, KLL - ленту из алюминия марок АД1М, А5М по ГОСТ 4784. Допускается применение других марок алюминия по согласованию с заказчиком. Для оребрения типа T марку металла ленты выбирает изготовитель по согласованию с заказчиком.
5.21.11 Ответные фланцы должны быть изготовлены из стали той же марки или того же структурного класса, что и фланцы штуцеров теплообменной секции или коллекторов входа и выхода рабочей среды (при их наличии), если не указано иное.
5.21.12 Наружные несущие детали, которые приваривают к распределительным камерам, должны быть изготовлены из стали той же марки или того же структурного класса, что и стенки камер.
5.21.13 Привариваемые межходовые и усиливающие перегородки распределительной камеры должны быть изготовлены из стали той же марки или того же структурного класса, что и стенки камеры.
5.21.14 Пробки должны быть изготовлены из стали той же марки или того же структурного класса, что и стенки распределительных камер, в которые вкручиваются пробки. Твердость пробок должна быть ниже твердости стенок распределительных камер. При выборе материалов пробки и распределительной камеры необходимо учитывать вероятность механического и (или) коррозионного износа резьбы и привалочной поверхности пробки и распределительной камеры.
5.21.15 Прокладки под пробки должны быть изготовлены из материала, выдерживающего температуру и коррозионную активность рабочей среды. Твердость материала прокладок под пробки должна быть ниже твердости материала пробок и материала стенок распределительных камер.
5.21.16 Прокладки фланцевых соединений должны быть изготовлены из материалов, выдерживающих температуру и коррозионную активность рабочей среды. Твердость материала стальных прокладок фланцев должна быть ниже твердости материала поверхностей, контактирующих с прокладками.
5.21.17 В качестве прокладок фланцевых соединений крышек разъемных распределительных камер рекомендуется использовать прокладки, состоящие из металлического основания волнового профиля с уплотнительным элементом из терморасширенного графита по ГОСТ 34708 с внутренним и наружным защитным обтюратором. Металлическое основание и защитный обтюратор изготавливают из нержавеющей стали аустенитного класса.
5.21.18 Материалы для изготовления элементов металлоконструкций и системы подачи воздуха (например, диффузоры, корпуса вентиляторов, рабочего колеса вентиляторов, крепления вентиляторов, приводы вентиляторов) следует выбирать с учетом условий эксплуатации.
Примечание - Для аппаратов с рециркуляцией воздуха должны быть учтены расчетные температуры для каждого из перечисленных режимов работы: пусковой, номинальный, плановый останов, аварийный останов и др.
5.21.19 В аппаратах вытяжного типа при верхнем расположении вентиляторов лопасти из композитного материала должны быть стойкими к ультрафиолетовому излучению.
5.22.1 Предельные отклонения размеров, не указанные в конструкторских документах, должны соответствовать для необрабатываемых поверхностей и сварных конструкций - очень грубому классу точности, для размеров между обрабатываемыми и необрабатываемыми поверхностями - грубому классу точности, для обрабатываемых поверхностей и присоединительных размеров аппарата - среднему классу точности по ГОСТ 30893.1.
5.22.2 Предельные отклонения присоединительных размеров аппаратов и мест расположения патрубков, как показано на рисунке 18, относятся к аппаратам как нагнетательного, так и вытяжного типа.
5.22.3 Предельные отклонения габаритных и присоединительных размеров аппарата, его деталей и сборочных единиц должны соответствовать значениям, указанным на рисунке 18, при этом допуск Л равен +/- 6 мм, если длина труб до 4000 мм, и +/- 12 мм, если длина труб свыше 4000 мм.
5.22.4 Отклонение от перпендикулярности уплотнительной поверхности фланца штуцера относительно оси распределительной камеры М, мм, не должно превышать 2 мм при номинальном диаметре штуцера до DN 125, 3 мм - от DN 150 до DN 300, 5 мм - свыше DN 300.
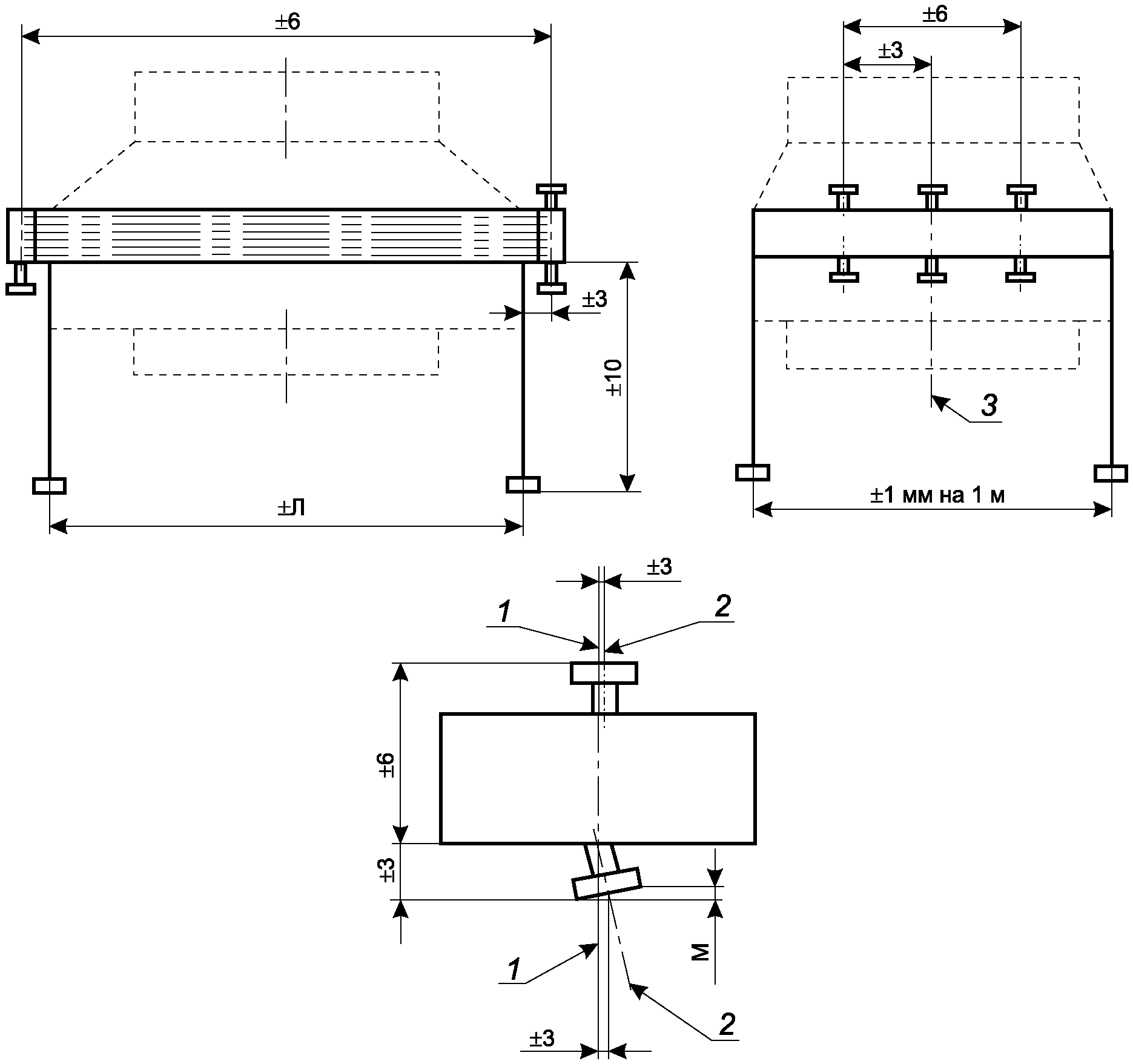
1 - центральная ось распределительной камеры;
2 - центральная ось патрубка; 3 - линия отсчета;
Л - допуск; М - отклонение от перпендикулярности
уплотнительной поверхности фланца штуцера
относительно оси распределительной камеры
присоединительных размеров
5.22.5 Коробление распределительной камеры не должно превышать меньшее из двух значений: 12 мм по всей длине камеры или 5 мм на 1 м длины камеры.
5.22.6 При объединении штуцеров общим коллектором отклонение от параллельности уплотнительных поверхностей фланцев, между которыми располагается прокладка, не должно превышать +/- 0,8 мм. При этом отклонение от плоскостности каждой отдельной кольцевой уплотнительной поверхности фланцев не должно превышать +/- 0,8 мм, а точки максимальных отклонений различных знаков не должны располагаться внутри угла 20°.
5.23.1 Требования к сварке аппарата и его деталей, сборочных единиц, сварным соединениям и их качеству должны соответствовать ГОСТ 34347.
5.23.2 Распределительные цельносварные, штампосварные и трубчатые камеры изготавливают следующими сварочными процессами:
- ручной дуговой сваркой покрытыми электродами;
- автоматической сваркой под флюсом;
- автоматической и полуавтоматической (механизированной) дуговой сваркой в защитном газе;
- электрошлаковой сваркой;
- электронно-лучевой сваркой в вакууме.
5.23.3 Все сварочные работы при изготовлении аппарата необходимо проводить при температурных условиях, указанных в ГОСТ 34347.
5.23.4 Все сварные соединения распределительных камер и штуцеров, в том числе усиливающих перегородок, которые будут находиться под давлением, должны быть выполнены с полным проплавлением. При работе со средами, не вызывающими коррозионное растрескивание, допускается конструктивный зазор в сварных соединениях плоских фланцев с патрубками (трубами) при расчетном давлении не выше 2,5 МПа, расчетной температуре стенки не выше 300 °C и минимально допустимой температуре стенки не ниже минус 40 °C.
5.23.5 Межходовые перегородки следует приваривать двухсторонним сварным швом с конструктивным зазором или с полным проплавлением или односторонним сварным швом с полным проплавлением по всей длине примыкания кромок.
5.23.6 При креплении листов обшивки камер рециркуляции, диффузоров, жалюзи между собой и к металлоконструкции допускается выполнять соединение прерывистыми сварными швами, контактной сваркой, электрозаклепками или применять другие способы крепления при условии обеспечения прочности соединения и защиты от коррозии мест сопряжения листов обшивки при транспортировании, монтаже и эксплуатации.
5.23.7 Послесварочную термическую обработку необходимо проводить после окончания всех сварочных работ, проведения всех видов контроля, указанного в конструкторских документах и работ по устранению дефектов.
5.23.8 Требования к термической обработке аппарата, его деталей и сборочных единиц - в соответствии с ГОСТ 34347 и с учетом 5.7.10.
5.24.1 В комплект поставки аппарата должны входить:
- аппарат в полной заводской готовности либо отдельно поставляемые блоки (модули) аппарата в полной заводской готовности, либо отдельно поставляемые сборочные единицы (узлы) согласно заказу, в том числе с ответными фланцами (при их наличии), прокладками, крепежными изделиями;
- запасные части, инструменты и принадлежности;
- сопроводительные документы.
5.24.2 В комплект поставки запасных частей должны входить (если иное не указано в заказе):
- прокладки для каждого фланцевого соединения;
- крепежные изделия для фланцевых соединений - 5% от общего количества, но не менее 2 шт. каждого вида и размера;
- прокладки для крышек разъемных распределительных камер;
- пробки с прокладками для теплообменной секции с неразъемными распределительными камерами - 5% от общего количества;
- крепежные изделия, необходимые для монтажа крышек разъемных распределительных камер - 5% от общего количества;
- крепежные изделия, необходимые для монтажа воздухораспределительной камеры и опорной металлоконструкции - 5% от общего количества, но не менее 2 шт. каждого вида и размера.
5.24.3 В комплект поставки инструментов и принадлежностей по согласованию с заказчиком могут быть включены:
- развальцовочный инструмент;
- ключ для подтяжки гаек;
- запасные части комплектующих изделий в соответствии с комплектовочными документами изготовителей этих изделий.
5.24.4 В комплект поставки входят один комплект запасных частей и один экземпляр документов. По согласованию с заказчиком может быть поставлено другое количество запасных частей или экземпляров документов.
б) сборочный чертеж аппарата (сборочной единицы);
в) расчет на прочность каждой сборочной единицы аппарата, предназначенной для работы под давлением (теплообменная секция, подогреватель воздуха с греющей средой, внутренний подогреватель рабочей среды типа "труба в трубе"), с приложением эскизов рассчитываемых частей сборочной единицы (стенок камеры теплообменной секции, фланцевых соединений, узлов врезки штуцеров и др.);
г) карта контроля сварных соединений сборочных единиц аппарата, предназначенных для работы под давлением;
д) свидетельство о консервации аппарата (сборочной единицы);
е) копии документов о качестве (сертификатов качества, паспортов) на примененные материалы, покупные изделия (по требованию заказчика);
ж) паспорта и (или) руководства по эксплуатации на покупные комплектующие изделия;
и) руководство по эксплуатации аппарата, в том числе при необходимости регламент проведения пуска, остановки и испытания на герметичность аппарата при отрицательной температуре окружающего воздуха, алгоритм управления системой рециркуляции аппарата при ее наличии;
к) инструкция по монтажу аппарата, в том числе схема монтажа, схема строповки (если инструкция не включена в руководство по эксплуатации аппарата);
л) ведомость монтажных работ (по требованию заказчика);
м) комплектовочная ведомость;
н) документы, подтверждающие поверку средств измерений (контрольно-измерительных приборов), установленных на аппарате (паспорта средств измерений с их заводскими или идентификационными номерами, свидетельства о поверке и др.);
п) копия(и) документа(ов) о соответствии аппарата (сборочной единицы) требованиям технического(их) регламента(ов) Таможенного союза;
5.24.6 Допускается не прикладывать к расчету на прочность эскизы рассчитываемых частей сборочной единицы аппарата, если в расчете на прочность номера их позиций обозначены согласно чертежам отдельных деталей или чертежу сборочной единицы и указаны номера этих чертежей.
5.24.7 Паспорт аппарата, рекомендуемая форма которого приведена в приложении Г, оформляет изготовитель аппарата. Паспорт отдельно поставляемой от аппарата сборочной единицы, предназначенной для работы под давлением, оформляет изготовитель сборочной единицы по форме, приведенной в приложении Г, заполняя применительно к сборочной единице. К паспорту аппарата прикладывают паспорта его сборочных единиц, если они были оформлены отдельно или были заменены.
5.24.8 Свидетельство о консервации должно включать дату консервации, обозначение варианта временной защиты и варианта внутренней упаковки в соответствии с ГОСТ 9.014, наименование и (или) обозначение средства временной защиты, условия хранения, срок защиты без переконсервации в годах, способы расконсервации, должность, фамилию и инициалы, подпись лица, выполнившего консервацию.
5.24.9 Руководство по эксплуатации аппарата оформляет изготовитель с учетом ГОСТ 2.601. Руководство по эксплуатации аппарата (теплообменной секции, подогревателя и пр.), изготовленного из любой стали, кроме нержавеющей стали аустенитного класса, должно включать регламент проведения пуска, остановки и испытания на герметичность при отрицательной температуре окружающего воздуха, оформленный в соответствии с ГОСТ 34347-2017 (приложение М).
5.24.10 Дополнительно по согласованию с заказчиком в комплект поставки могут быть включены:
а) привод жалюзи и позиционер к нему;
б) подогреватель воздуха;
в) увлажнитель воздуха;
г) комплект форсунок для увлажнения воздуха;
д) коллекторы входа и выхода рабочей среды и (или) система трубопроводов подвода и отвода рабочей среды;
е) элементы металлоконструкции (например, опоры, балки, подкосы, стяжки и пр.);
ж) система промывки оребрения теплообменных труб;
и) система средств автоматизации с комплектом пусковой аппаратуры;
к) вспомогательные подъемные устройства (траверсы);
л) тележка для монтажа и демонтажа электродвигателя вентилятора;
м) фундаментные болты;
н) площадки обслуживания, лестницы, ограждения.
5.25.1 Аппарат, его детали и сборочные единицы, комплектующие изделия должны иметь четкую маркировку, позволяющую их идентифицировать в течение всего срока службы.
5.25.2 Места нанесения маркировки должны быть указаны в конструкторских документах на аппарат.
5.25.3 Маркировку выполняют на табличках и на наружных поверхностях аппарата.
5.25.4 Табличка должна соответствовать ГОСТ 12969, ГОСТ 12971.
5.25.5 Табличка аппарата должна быть изготовлена из нержавеющей стали аустенитного класса и расположена на видном и доступном для чтения месте.
5.25.6 Табличка должна быть закреплена способами, обеспечивающими ее сохранность в течение всего срока службы. Табличку, как правило, закрепляют с помощью сварки на подкладном листе, скобе, планках или кронштейне. Способ крепления таблички выбирает изготовитель.
5.25.7 На табличке аппарата должны быть нанесены следующие данные:
а) наименование изготовителя и его товарный знак (при наличии);
б) наименование и условное обозначение аппарата, тип аппарата;
в) заводской номер аппарата;
г) расчетное давление, МПа;
д) пробное давление, МПа;
е) расчетная температура стенки, °C;
ж) минимальная допустимая температура стенки аппарата, находящегося под расчетным давлением, °C;
и) тип (модель) электродвигателя;
к) мощность электродвигателя, кВт;
л) уровень взрывозащиты электродвигателя (для взрывозащищенного исполнения);
м) производительность вентилятора, м3/с;
н) вместимость, м3;
п) масса пустого аппарата, кг;
р) масса аппарата при гидравлических испытаниях, кг;
с) дата изготовления.
5.25.8 Дополнительно к маркировке аппарата необходимо нанести маркировку на теплообменную секцию. Маркировка теплообменной секции должна быть выполнена на верхней части распределительной камеры со стороны входа рабочей среды. Табличку следует крепить на приварном подкладном листе или кронштейне. На табличке теплообменной секции должны быть нанесены следующие данные:
а) наименование изготовителя и его товарный знак (при наличии);
б) наименование и условное обозначение теплообменной секции;
в) заводской номер теплообменной секции;
г) расчетное давление, МПа;
д) пробное давление, МПа;
е) расчетная температура стенки, °C;
ж) минимальная допустимая температура стенки аппарата, находящегося под расчетным давлением, °C;
и) наименование материалов деталей и сборочных единиц, предназначенных для работы под давлением;
к) вместимость теплообменной секции, м3;
л) масса пустой теплообменной секции, кг;
м) масса теплообменной секции при гидравлических испытаниях, кг;
н) дата изготовления.
5.25.9 Подогреватель воздуха с греющей средой маркируют так же, как теплообменную секцию, на отдельной табличке.
5.25.10 При наличии внутреннего подогревателя рабочей среды типа "труба в трубе" в маркировке аппарата и теплообменной секции дополнительно указывают следующие данные:
а) расчетное давление подогревателя, МПа;
б) пробное давление подогревателя, МПа;
в) расчетная температура стенки подогревателя, °C;
г) вместимость подогревателя, м3.
5.25.11 После прохождения приемо-сдаточных испытаний на табличку должно быть нанесено клеймо, удостоверяющее качество аппарата или отдельно поставляемой сборочной единицы (теплообменной секции, подогревателя воздуха с греющей средой, внутреннего подогревателя рабочей среды типа "труба в трубе"), на ярлык упаковки и в паспорте должен быть проставлен штамп, удостоверяющий качество аппарата или отдельно поставляемой сборочной единицы.
5.25.12 Маркировку сборочных единиц аппарата (таких как фланцы, трубные решетки, штуцеры, патрубки штуцеров и пр.) с толщиной стенки менее 4 мм наносят гравированием или несмываемой краской, с толщиной стенки 4 мм и более - клеймением или несмываемой краской, заключают в рамку, выполненную атмосферостойкой контрастной краской. Знаки маркировки должны быть четкими и различимыми без применения оптических и иных увеличительных средств. Глубина маркировки клеймением или гравированием должна быть от 0,2 до 0,3 мм.
5.25.13 На аппарат и его сборочные единицы необходимо наносить следующую монтажную маркировку:
а) метки для обеспечения правильной сборки;
б) несмываемой красной краской метки, указывающие места расположения строповых устройств, и контрастной краской места крепления строп;
в) знак, указывающий положение центра масс, при этом когда координаты центра масс изделия и груза, отправляемого без упаковки в тару, совпадают, то знак, определяющий координаты центра масс, наносят один раз с двух сторон, а когда не совпадают, то наносят дважды с двух сторон; на знак, определяющий координаты центра масс, дополнительно наносят надпись: "Ц.М.";
г) на теплообменной секции - метки, обозначающие места расположения и удаления транспортных креплений распределительных камер, дополнительно наносят надпись: "КРЕПЛЕНИЕ УДАЛИТЬ ПОСЛЕ МОНТАЖА".
5.25.14 Все сварные швы распределительной камеры подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы. Если сварной шов с наружной и внутренней стороны выполнен разными сварщиками, то клейма сварщиков ставят только с наружной стороны сварного шва через дробь, при этом в числителе - клеймо сварщика, выполнившего сварной шов с наружной стороны, в знаменателе - клеймо сварщика, выполнившего сварной шов с внутренней стороны. На продольных сварных швах распределительной камеры клеймо сварщика должно быть расположено в начале и конце сварного шва на расстоянии 100 мм от ее края. Для сварных швов приварки штуцеров к распределительной камере клеймо сварщика должно быть расположено на расстоянии от 20 до 50 мм от края сварного шва на горизонтальной стенке камеры. Для сварных швов приварки боковой стенки распределительной камеры клеймо сварщика должно быть расположено на расстоянии от 20 до 50 мм от сварного шва на боковой стенке ближе к ее центру. Клеймение наплавкой не допускается. Вместо клеймения сварных швов допускается прилагать к паспорту сосуда схему расположения сварных швов с указанием фамилий сварщиков и их подписью.
5.25.15 Надпись: "НЕ ПРИВАРИВАТЬ, ТЕРМООБРАБОТАНО" - должна быть нанесена по трафарету несмываемой краской на те части аппарата, которые были подвергнуты послесварочной термической обработке.
5.25.16 В случае консервации аппарата азотом предписывающая надпись: "АЗОТНАЯ КОНСЕРВАЦИЯ. АППАРАТ ПОД ИЗБЫТОЧНЫМ ДАВЛЕНИЕМ" - должна быть нанесена по трафарету несмываемой краской по крайней мере с двух сторон аппарата.
5.25.17 Место нахождения комплекта сопроводительных документов в случае его прикрепления к аппарату должно быть обозначено надписью: "ДОКУМЕНТАЦИЯ ЗДЕСЬ".
5.25.18 На упаковках с запасными крепежными изделиями и прокладками должны быть нанесены соответственно надписи: "ЗАПАСНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ", "ЗАПАСНЫЕ ПРОКЛАДКИ".
5.25.19 Надписи необходимо наносить с помощью трафарета несмываемой контрастной краской, при этом высота шрифта должна быть не менее 20 мм.
5.25.20 По согласованию с заказчиком допускается устанавливать дополнительные требования к маркировке и дополнять маркировку другой информацией.
5.25.21 На корпусе вентилятора должна быть нанесена несмываемой контрастной краской стрелка, указывающая направление вращения рабочего колеса вентилятора.
5.25.22 Маркировку вентилятора следует выполнять на ступице ударным способом или на табличке и на лопасти несмываемой краской.
5.25.23 Маркировка вентилятора должна содержать следующие данные:
а) наименование изготовителя и его товарный знак (при наличии);
б) наименование и условное обозначение вентилятора;
в) заводской номер вентилятора;
г) производительность вентилятора, м3/с;
д) дату изготовления;
е) массу вентилятора, кг;
ж) обозначение документа на изготовление вентилятора (при наличии).
5.25.24 Маркировку электродвигателя выполняют в соответствии с документами изготовителя электродвигателя.
5.25.25 Маркировка увлажнителя воздуха должна содержать данные о диаметре трубы, давлении воды в системе, количестве и типе форсунок.
5.25.26 Количество и состав грузовых мест при поставке аппарата определяет изготовитель. На каждое грузовое место должен быть оформлен упаковочный лист.
5.25.27 Каждое грузовое место (сборочная единица или транспортная тара) должно иметь транспортную маркировку, которую наносят на наружную поверхность сборочной единицы и транспортной тары согласно комплектовочной ведомости и в соответствии с ГОСТ 14192.
5.25.28 Маркировку упаковки (ящики, коробки, пакеты и пр.) следует наносить на ярлык, прикрепляемый к ней.
5.25.29 На каждой упаковке аппарата, его сборочной единицы или транспортной таре должны быть указаны:
а) наименование изготовителя и его товарный знак (при наличии);
б) наименование и условное обозначение аппарата (сборочной единицы);
в) заводской номер аппарата (сборочной единицы);
г) номер заказа и наименование заказчика;
д) обозначение транспортируемой части согласно комплектовочной ведомости;
е) масса нетто, кг;
ж) масса брутто, кг.
5.25.30 Транспортную маркировку теплообменных секций, находящихся под консервацией инертными газами или воздухом с избыточным давлением, следует выполнять в соответствии с ГОСТ 19433.
5.25.31 Дополнительную маркировку сборочных единиц аппарата, являющихся неэлектрическим оборудованием и предназначенных для применения во взрывоопасной или потенциально взрывоопасной среде, следует выполнять в соответствии с ГОСТ 31441.1.
5.26.1 Перед упаковкой аппарат или его отдельно поставляемые сборочные единицы, прошедшие контроль качества, подлежат окрашиванию, консервации (временной противокоррозионной защите), если не указано иное.
5.26.2 Перед проведением окрашивания, нанесения защитного покрытия, консервации, упаковки аппарат или отдельно поставляемая сборочная единица должны быть освобождены от жидкостей, использовавшихся при очистке и испытаниях.
5.26.3 Подготовку поверхностей перед окрашиванием необходимо проводить в соответствии с установленными требованиями (см. [2] <1>), при этом степень очистки поверхности должна быть не ниже Sa 2, St 2.
--------------------------------
<1> В Российской Федерации действует ГОСТ Р ИСО 8501-1-2014 "Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий".
5.26.4 Вид и цвет лакокрасочного покрытия, способ нанесения и материалы выбирает изготовитель с учетом требований ГОСТ 35094, ГОСТ 9.104 и условий транспортирования, хранения, эксплуатации, если не указано иное. Окрашивание проводят по технологической инструкции изготовителя аппарата.
5.26.5 Для обеспечения защиты наружных металлических поверхностей аппарата, его сборочных единиц на них должно быть нанесено цинковое покрытие методом горячего цинкования по ГОСТ 9.307 или проведено окрашивание с учетом требований ГОСТ 35094 для VI класса покрытия.
5.26.6 Окрашиванию или нанесению цинкового покрытия не подлежат:
- оребренные поверхности теплообменных труб теплообменных секций и подогревателей воздуха;
- поверхности, подвергаемые консервации;
- подготовленные под сварку кромки деталей;
- лопасти рабочих колес вентиляторов;
- детали из алюминия и алюминиевых сплавов, если не указано иное;
- детали из резины, пластмассы, синтетических материалов;
- сборочные единицы и детали, предназначенные для работы под избыточным давлением и изготовленные из нержавеющей стали аустенитного, аустенито-ферритного классов, если не указано иное;
- внутренние поверхности деталей, имеющих замкнутый профиль (например, элементы металлоконструкций, детали из труб и др.), если не указано иное.
5.26.7 Следует избегать прямого контакта деталей из оцинкованных материалов или содержащих цинк в лакокрасочном покрытии с деталями из нержавеющей стали аустенитного, аустенито-ферритного классов, например путем применения между ними прокладок из неметаллических материалов.
5.26.8 Если теплообменная секция изготовлена из нелегированной (углеродистой) или легированной (низколегированной) стали, то поверхность трубных решеток секции со стороны потока воздуха, а также концы труб между оребрением и трубной решеткой секции должны иметь защитное покрытие.
5.26.9 Не допускается наносить краску или другие покрытия на сварные швы до окончательного испытания давлением, если не указано иное.
5.26.10 Консервацию металлических неокрашенных поверхностей аппарата или отдельно поставляемой сборочной единицы, комплектующих изделий и негабаритных запасных частей, не имеющих лакокрасочного или металлического защитного покрытия, уплотнительных поверхностей ответных фланцев и штуцеров крышек, а также внутренних поверхностей теплообменных секций материальных исполнений Б1, Б2, Б3.1 согласно приложению Б, необходимо проводить в соответствии с ГОСТ 9.014 и с учетом условий транспортирования, хранения. Необходимость консервации теплообменных секций других материальных исполнений должна быть указана заказчиком.
5.26.11 Консервацию проводят по технологической инструкции изготовителя. Способы консервации и применяемые для этого материалы выбирает изготовитель.
5.26.12 Консервация аппарата или его отдельных узлов (блоков) в сборе должна обеспечивать возможность их расконсервации без разборки.
5.26.13 Консервация должна обеспечивать защиту от коррозии при транспортировании и хранении в течение установленного гарантийного срока, но не менее двух лет с момента отгрузки изготовителем без переконсервации.
5.26.14 Боковые стенки, опоры труб и другие детали конструкции теплообменной секции, не доступные для обслуживания в процессе эксплуатации, должны быть защищены от коррозии на весь срок эксплуатации.
5.26.15 Консервацию внутренних поверхностей теплообменных секций должны проводить для группы изделий II-4 по одному из вариантов защиты по ГОСТ 9.014.
5.26.16 Консервацию аппарата необходимо проводить с учетом условий хранения и транспортирования для группы изделий II по ГОСТ 9.014, соответствующих условиям 7 (Ж1) по ГОСТ 15150.
5.26.17 Консервацию запасных частей необходимо проводить с учетом условий хранения и транспортирования для группы изделий I по ГОСТ 9.014, соответствующим условиям 5 (ОЖ4) по ГОСТ 15150.
5.26.18 При консервации внутреннего пространства теплообменных секций инертными газами необходимо применять только металлические заглушки, пробки с резиновыми или паронитовыми прокладками. В заполненном инертным газом аппарате избыточное давление инертного газа должно быть в пределах от 0,04 до 0,07 МПа.
5.26.19 Консервации не подлежат:
- наружные поверхности оребренных труб теплообменных секций и подогревателя воздуха;
- поверхности деталей из нержавеющей стали;
- лопасти рабочих колес вентиляторов;
- детали из алюминия и алюминиевых сплавов;
- детали из резины, пластмассы, синтетических материалов;
- внутренние поверхности подогревателя воздуха с греющей средой, увлажнителя воздуха, пневматических приводов жалюзи;
- отверстия под крепежные изделия, кроме отверстий под отжимные болты в крышках, отверстия во втулочно-пальцевых муфтах и в других деталях, латунные подшипниковые втулки жалюзи;
- внутренние поверхности деталей, имеющие замкнутый профиль (например, лопасти вентиляторов, элементы металлоконструкций, детали из труб и др.);
- противолежащие поверхности фланцевых соединений крышек с трубными решетками.
5.26.20 На каждый аппарат или отдельно поставляемую сборочную единицу (блок), подвергнутые консервации, оформляют свидетельство о консервации, которое прилагают к паспорту.
5.26.21 Кромки деталей, подготовленные под сварку при монтаже, и прилегающие к ним поверхности шириной от 50 до 60 мм должны быть защищены консистентной смазкой от повреждений.
5.26.22 Все отверстия, патрубки, штуцеры и фланцы теплообменных секций должны быть герметично заглушены для защиты от загрязнений и повреждений уплотнительных поверхностей, также должны быть заглушены торцы патрубков увлажнителя и подогревателя воздуха (при наличии их в аппарате).
5.26.23 Все уплотнительные поверхности фланцев должны быть покрыты легкоудаляемой и предохраняющей от коррозии смазкой.
5.26.24 Открытые резьбовые части шпилек (болтов) должны быть защищены легкоудаляемой смазкой.
5.26.25 Технологические отверстия должны быть защищены консистентной смазкой.
5.26.26 Металлические прокладки и крепежные изделия при отправке их в ящиках должны быть защищены в соответствии с рекомендациями по консервации их изготовителя.
5.26.27 Упаковка должна обеспечивать сохранность аппарата или отдельно поставляемой сборочной единицы при транспортировании и хранении в части воздействия климатических факторов согласно условиям группы 8 (ОЖ3) по ГОСТ 15150, в части механических факторов - согласно условиям группы Ж по ГОСТ 23170 в течение двух лет с даты отгрузки изготовителем. Категория упаковки - КУ-1 по ГОСТ 23170.
5.26.28 Упаковку аппарата или отдельно поставляемой сборочной единицы, комплектующих изделий и сопроводительных документов проводят по технологической инструкции изготовителя аппарата. Виды и способы упаковки, применяемые для этого материалы выбирает изготовитель.
5.26.29 Запасные крепежные изделия и прокладки для фланцевых соединений должны быть герметично упакованы в индивидуальную упаковку (например, ящики). По согласованию с заказчиком допускается транспортировать запасные прокладки другими способами, гарантирующими их сохранность.
5.26.30 Съемные детали и сборочные единицы, которые при поставке в сборе с аппаратом могут быть повреждены, допускается снимать и отправлять в отдельной упаковке. Вид упаковки и способы крепления в ней выбирает изготовитель, если не указано иное.
5.26.31 Приводы вентиляторов (электродвигатели, электродвигатели с редуктором или другим видом передачи), сборочные единицы колеса вентилятора, привод жалюзи, отдельно поставляемые сборки к приводу (стяжки, ограждение вентилятора и др.), крепежные изделия и запасные части аппаратов, поставляемых и транспортируемых максимально собранными сборочными единицами, следует упаковывать в деревянные ящики по ГОСТ 10198 (типов III, V или VI) или металлическую тару, изготовленную по конструкторским документам. Детали и сборочные единицы аппаратов, упакованные в деревянные ящики или металлическую тару, должны быть в них закреплены для предотвращения перемещения.
5.26.32 Электродвигатели допускается не упаковывать в деревянные ящики или металлическую тару, при этом должны быть предусмотрены подкладки высотой не менее 150 мм.
5.26.33 Упаковочный лист следует герметично упаковать и закрепить около основной маркировки. Вторые экземпляры упаковочных листов допускается отправлять любыми способами по согласованию с заказчиком.
5.26.34 Сопроводительные документы, прилагаемые к аппарату или его отдельно поставляемой сборочной единице, должны быть герметично упакованы, непосредственно прикреплены к аппарату снаружи или вложены в транспортную тару. Комплект сопроводительных документов необходимо упаковывать в грузовое место N 1.
5.26.35 Дополнительные требования к окрашиванию, консервации, упаковке аппарата или отдельно поставляемой сборочной единицы допускается устанавливать по согласованию с заказчиком.
6.1 Безопасность аппарата при эксплуатации обеспечивается за счет конструкции, технологии изготовления, соблюдения правил хранения и транспортирования, проведения контроля и испытаний при изготовлении, после монтажа и перед вводом в эксплуатацию, а также за счет соблюдения положений руководства по эксплуатации.
6.2 В целях обеспечения безопасности и предупреждения нанесения вреда окружающей среде и здоровью человека изготовление, приемку, контроль и испытания, хранение, транспортирование, монтаж, эксплуатацию и утилизацию аппарата необходимо проводить в соответствии с настоящим стандартом, документами изготовителя или потребителя.
6.3 Аппарат как производственное оборудование должен отвечать требованиям безопасности согласно ГОСТ 12.2.003.
6.4 Эквивалентный уровень звука с частотной коррекцией A на расстоянии 1 м по периметру аппарата на открытой площадке и на высоте 1,5 м от уровня сплошного основания, на котором размещен аппарат, должен быть не более 92 дБ, по требованию заказчика - не более 85 дБ.
6.5 Электродвигатели вентилятора, приводы жалюзи, датчики и пр., входящие в состав аппарата, должны отвечать требованиям безопасности согласно ГОСТ 12.2.007.0, а также быть во взрывозащищенном исполнении и иметь соответствующую маркировку взрывозащиты согласно ГОСТ 12.2.020, если требуется взрывозащищенное исполнение.
6.6 Аппараты должны иметь заземляющие зажимы и нанесенные знаки заземления по ГОСТ 21130. Электрическое сопротивление между болтом (винтом, шпилькой) заземляющего зажима и каждой доступной для прикосновения обслуживающего персонала металлической нетоковедущей частью, которая может оказаться под напряжением, не должно превышать 0,1 Ом.
6.7 Погрузочно-разгрузочные работы с аппаратом следует выполнять в соответствии с ГОСТ 12.3.002, ГОСТ 12.3.009 и документами организации, выполняющей данные работы.
6.8 Строповку аппарата следует проводить в соответствии со схемой строповки.
6.9 Вентиляторы и открытые движущиеся части приводов должны иметь защитные ограждения с фиксацией, исключающей их самопроизвольное открытие. Конструкция и крепление защитных ограждений должны обеспечивать возможность технического обслуживания вентиляторов и приводов. Расстояние между ограждениями и оборудованием или между секциями ограждения не должны превышать 50 мм. Съемные ограждения вентиляторов и открытых движущихся частей приводов выполняют в виде сетки с квадратными ячейками с размером стороны не более 50 мм из стального проката (лента, проволока и т.п.) толщиной не менее 3 мм.
6.10 Расстояние от рамы привода или другого ближайшего неподвижного препятствия до оси лопастей рабочего колеса вентилятора должно быть не менее 420 мм.
6.11 Для каждого электродвигателя вентилятора заказчиком должны быть предусмотрены кнопки аварийного отключения - местные посты управления.
6.12 Защита аппаратов от превышения давления должна быть обеспечена заказчиком.
6.13 Устройства для обеспечения сброса вредных или взрывоопасных сред должны быть предусмотрены заказчиком и размещены на трубопроводной обвязке аппарата.
7.1 Транспортирование аппарата или отдельно транспортируемых частей [блоков (модулей), узлов] осуществляют согласованным с заказчиком видом транспорта в соответствии с действующими правилами перевозки грузов с учетом транспортных массогабаритных характеристик транспортного средства.
7.2 Разделение аппарата на отдельно транспортируемые части осуществляют в соответствии с конструкторскими документами. Каждая отдельно транспортируемая часть должна быть максимально компактной и иметь достаточную жесткость упаковки.
7.3 Способы погрузки, разгрузки, крепления и транспортирования должны обеспечивать сохранность аппарата или отдельной сборочной единицы от механических повреждений.
7.4 Крепление аппарата на подвижном составе следует выполнять в соответствии с документами изготовителя.
7.5 Погрузочно-разгрузочные работы проводят механизированным способом, резкие толчки и удары, перемещение волоком не допускаются.
7.6 Условия транспортирования аппарата и его отдельно поставляемых сборочных единиц должны соответствовать:
- в части воздействия климатических факторов - условиям 7, 8 по ГОСТ 15150 (открытый транспорт), для электродвигателей, поставляемых без упаковки (на подкладках) - условиям 5 по ГОСТ 15150 (закрытый транспорт);
- в части механических факторов - типу С по ГОСТ 23170 (не более четырех перегрузок).
7.7 При транспортировании и хранении блоков аппаратов со смонтированными приводами и рабочими колесами вентиляторов должна быть обеспечена фиксация рабочего колеса, должны быть размещены съемные навесы над приводами вентиляторов, обеспечивающие защиту верхнего подшипника привода от атмосферных осадков.
7.8 При транспортировании и хранении лопатки жалюзи должны быть установлены в положение "закрыто" и предохранены от самопроизвольного открывания.
7.9 При транспортировании и хранении все штуцеры должны быть закрыты заглушками.
7.10 Аппарат и его сборочные единицы допускается хранить на открытом воздухе, при этом они должны быть размещены на расстоянии не менее 150 мм от пола или грунта и соответствовать условиям хранения 8 по ГОСТ 15150.
7.11 Сборочные единицы, упакованные в ящики, и привод вентилятора, поставляемый отдельно от аппарата, необходимо хранить только под навесом, защищающим от атмосферных осадков, или в закрытом помещении, при этом они должны быть размещены на расстоянии не менее 150 мм от пола или грунта и соответствовать условиям хранения 5 по ГОСТ 15150.
7.12 Элементы аппарата, чувствительные к температурным колебаниям, а также запасные части, подлежащие хранению более двух лет, необходимо хранить в упаковке в сухом отапливаемом помещении.
7.13 При хранении аппарата или отдельно поставляемой сборочной единицы должна быть обеспечена возможность для проведения периодического осмотра.
7.14 Если срок хранения превышает срок защиты без переконсервации, то необходимо провести визуальный осмотр всех законсервированных деталей, сборочных единиц аппарата и переконсервацию.
7.15 Сопроводительные документы и второй экземпляр упаковочного листа отправляют в грузовом месте N 1 или почтой в течение одного месяца с момента поставки аппарата или отдельно поставляемой сборочной единицы.
7.16 Копию паспорта аппарата с приложениями изготовителю следует хранить в течение не менее срока службы аппарата, указанного в паспорте.
8.1 Изготовитель должен гарантировать соответствие аппарата требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
8.2 Гарантийный срок эксплуатации аппарата должен составлять не менее 24 мес с даты ввода аппарата в эксплуатацию, но не более 36 мес с даты отгрузки изготовителем.
8.3 По согласованию с заказчиком гарантийный срок эксплуатации аппарата может быть увеличен.
(рекомендуемое)
Форма А.1
ОПРОСНЫЙ ЛИСТ на аппарат воздушного охлаждения | |||||||
Дата заполнения | Номер изменения | ||||||
Заказчик | |||||||
Установка | |||||||
Технологическая позиция | |||||||
Регион эксплуатации | |||||||
Климатическое исполнение, категория размещения | |||||||
Характеристика взрывоопасной зоны | |||||||
1 ПАРАМЕТРЫ ДЛЯ ТЕПЛОВОГО И ГИДРАВЛИЧЕСКОГО РАСЧЕТА | |||||||
Наименование рабочей среды | |||||||
Диапазон производительности, % | |||||||
Полный расход рабочей среды, кг/ч | |||||||
Рабочее давление, МПа (изб.) | |||||||
Тип процесса (охлаждение, конденсация) | |||||||
Тепловая нагрузка, кВт | |||||||
Требуемый запас поверхности, % | |||||||
Наименование параметра рабочей среды | Вход | Выход | |||||
Расход пара (газа), кг/ч | |||||||
Расход жидкости, кг/ч | |||||||
Рабочая температура, °C | |||||||
Плотность пара (газа), кг/м3 | |||||||
Теплоемкость пара (газа), кДж/кг·°C | |||||||
Теплопроводность пара (газа, Вт/м·°C | |||||||
Динамическая вязкость пара (газа), Па·с | |||||||
Плотность жидкости, кг/м3 | |||||||
Теплоемкость жидкости, кДж/кг·°C | |||||||
Теплопроводность жидкости, Вт/м·°C | |||||||
Кинематическая вязкость жидкости, м2/с | |||||||
Поверхностное натяжение жидкости, Н/м | |||||||
Коэффициент загрязнений рабочей среды, м2·°C/Вт | |||||||
Допускаемое гидравлическое сопротивление, МПа | |||||||
Допускаемый диапазон скорости рабочей среды, м/с | |||||||
Критическая температура процесса (замерзания, застывания, кристаллизации), °C | |||||||
Лист | Всего листов | ||||||
Продолжение формы А.1
2 ПАРАМЕТРЫ ДЛЯ РАСЧЕТА НА ПРОЧНОСТЬ | |||||
Расчетное давление, МПа | |||||
Расчетная температура стенки, °C | |||||
Минимально допустимая температура стенки при расчетном давлении, °C | |||||
Характеристика рабочей среды | |||||
Содержание коррозионно-активных компонентов в рабочей среде, % моль | |||||
Прибавка для компенсации коррозии (эрозии), мм | |||||
3 ПАРАМЕТРЫ ВОЗДУШНОЙ СТОРОНЫ | |||||
Температура воздуха для теплового расчета, °C | |||||
Коэффициент загрязнений по воздушной стороне, м2·°C/Вт | |||||
Минимальная расчетная температура воздуха, °C | |||||
Температура воздуха на выходе, °C | |||||
Производительность вентилятора, м3/ч | |||||
Статический/динамический напор вентилятора, Па | |||||
4 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КОНСТРУКЦИИ | |||||
Расположение теплообменной секции в аппарате (горизонтальное, вертикальное, зигзагообразное) | |||||
Тип воздушной тяги (нагнетательный, вытяжной) | |||||
Тип конструкции распределительной камеры | |||||
Количество аппаратов в блоке, шт. | |||||
Соединение аппаратов в блоке | |||||
Количество теплообменных секций в аппарате, шт. | |||||
Соединение теплообменных секций в аппарате | |||||
Длина теплообменных труб, м | |||||
Количество рядов теплообменных труб | |||||
Количество ходов по трубному пространству | |||||
Сортамент теплообменной трубы в мм (наружный диаметр x толщина стенки) | |||||
Поперечный шаг труб, мм | |||||
Продольный шаг труб, мм | |||||
Форма поперечного сечения теплообменной трубы | |||||
Тип оребрения теплообменных труб | |||||
Коэффициент оребрения труб | |||||
Диаметр у основания ребра, мм | |||||
Диаметр по оребрению, мм | |||||
Толщина ребра, мм | |||||
Шаг ребра, мм | |||||
Способ крепления теплообменных труб в трубных решетках | |||||
Наличие уклона труб (есть/нет) | |||||
Лист | Всего листов | ||||
Продолжение формы А.1
Штуцеры | Вход | Выход | |||
Количество штуцеров, шт. | |||||
Номинальный диаметр DN | |||||
Номинальное давление PN, МПа | |||||
5 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ | |||||
Тип привода вентилятора (прямой, зубчато-ременный, клиноременный, редукторный) | |||||
Количество приводов в аппарате, шт. | |||||
Установленная мощность двигателей в аппарате, кВт | |||||
Синхронная частота вращения двигателя, об/мин | |||||
Вид взрывозащиты | |||||
Степень защиты (код IP) по ГОСТ IEC 60034-5 | |||||
Количество вентиляторов в аппарате, шт. | |||||
Диаметр вентилятора, м | |||||
Частота вращения вентилятора, об/мин | |||||
Количество лопастей вентилятора, шт. | |||||
6 ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ | |||||
Рециркуляция (внутренняя/внешняя) | |||||
Жалюзи верхние/нижние/переточные | |||||
Ветрозащитный экран | |||||
Подогреватель воздуха | |||||
Внутренний подогреватель рабочей среды | |||||
Увлажнитель воздуха | |||||
Управление жалюзи (ручное управление, пневматический привод, электрический привод) | |||||
Датчик температуры (воздуха, нижнего ряда труб) | |||||
Наличие преобразователей частоты вращения | |||||
Устройство антиреверса | |||||
Антиконденсатный обогрев обмоток электродвигателя | |||||
Температурная защита/контроль обмоток электродвигателя | |||||
Датчик вибрации | |||||
Датчик температуры подшипников | |||||
Теплообменные трубы | |||||
Оребрение труб | |||||
Трубные решетки распределительной камеры разъемного типа | |||||
Крышки распределительной камеры разъемного типа | |||||
Распределительные камеры неразъемные | |||||
Металлоконструкция | |||||
Жалюзи | |||||
Материал лопастей вентилятора | |||||
Лист | Всего листов | ||||
Окончание формы А.1
8 ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ | ||||||||
Размеры площадки для расположения аппарата в м (длина x ширина x высота) | ||||||||
Вес аппарата/блока аппаратов, кг | ||||||||
Степень заводской готовности | ||||||||
Антикоррозионное покрытие металлоконструкций | ||||||||
Антикоррозионное покрытие распределительных камер | ||||||||
Антикоррозионное покрытие жалюзи | ||||||||
Компонентный состав рабочей среды, % моль | ||||||||
Кривая конденсации (при наличии данных) | Температура потока, °C | Энтальпия, кДж/кг | Массовая доля паров, % | |||||
Лист | Всего листов | |||||||
Примечания
1 Раздел "Материальное исполнение" заполняют для конкретного вида и исполнения аппарата. В случае заказа аппарата на замену существующему аппарату сведения указывают для соответствующего вида и исполнения аппарата.
2 В опросном листе свойства рабочей среды указывают исходя из полного состава каждой из фаз (вода, водяной пар, воздух, водород или другие постоянно присутствующие жидкости или газы), если эти компоненты являются частями гомогенной фазы.
3 Если рабочая среда содержит несмешивающиеся фазы, то необходимо отдельно и полностью указывать свойства для каждой фазы.
4 Если свойства рабочей среды постоянны без изменения фазового состояния, то опросный лист допускается использовать как единственный документ с исходными данными.
(рекомендуемое)
Б.1 Рекомендуемые материалы для изготовления основных деталей и сборочных единиц аппарата, предназначенных для работы под давлением, и условные обозначения материального исполнения, используемые при заказе аппарата, приведены в таблице Б.1. Пределы применения материалов, технические требования и дополнительные требования к материалам - в соответствии с ГОСТ 34347.
Таблица Б.1
Сочетания материалов для изготовления деталей и сборочных
единиц аппарата, предназначенных для работы под давлением
Условное обозначение материального исполнения | Вид металлопродукции и марка материала | |||||||||
Теплообменная труба <*> | Фланец | Патрубок | Пробка | Тип распределительной камеры | ||||||
Разъемная | Монолитная, корпус камеры | Трубчатая (см. примечание) | ||||||||
Трубная решетка (корпус камеры) | Съемная крышка | Корпус камеры | Днище | |||||||
Б1 | 20, 09Г2С, 10Г2 | Поковка, круг <**> 09Г2С, 16ГС, 10Г2, 20 | Труба, поковка, круг <**> 09Г2С, 16ГС, 10Г2, 20 | Поковка, сортовой и фасонный прокат 09Г2С, 10Г2 | Лист 09Г2С, 16ГС, 10Г2С1 | Отливка 20Л, 25Л, 20ГМЛ Лист 09Г2С, 16ГС, 10Г2С1 | Лист 09Г2С, 16ГС, 10Г2С1 | Поковка 20, 09Г2С, 10Г2 | Труба <*> 20, 09Г2С, 10Г2 | Поковка, круг <**> 20, 09Г2С, 10Г2 |
Б2 | 15Х5М | Поковка, круг <**> 15Х5М | Труба, поковка, круг <**> 15Х5М | Поковка, сортовой и фасонный прокат 15Х5М | Лист 15Х5М | Отливка 20Х5МЛ | - | Поковка, 15Х5М | Труба <*> 15Х5М | Поковка, круг <**> 15Х5М |
Б3 | 12Х18Н10Т, 08Х18Н10Т | Поковка, круг <**> 12Х18Н10Т, 08Х18Н10Т | Труба, поковка, круг <**> 12Х18Н10Т, 08Х18Н10Т | Поковка, сортовой и фасонный прокат 12Х18Н10Т | Лист 12Х18Н10Т, 08Х18Н10Т | Отливка 12Х18Н9ТЛ Лист 12Х18Н10Т, 08Х18Н10Т | Лист 12Х18Н10Т, 08Х18Н10Т | Поковка 12Х18Н10Т, 08Х18Н10Т | Труба <*> 12Х18Н10Т, 08Х18Н10Т | Поковка, круг <**> 12Х18Н10Т, 08Х18Н10Т |
Б3.1 | 12Х18Н10Т, 08Х18Н10Т | Поковка, круг <**> 12Х18Н10Т, 08Х18Н10Т | Труба, поковка, круг <**> 12Х18Н10Т, 08Х18Н10Т | - | Лист 09Г2С с плакирующим слоем 6 мм из 08Х18Н10Т, 12Х18Н10Т | Отливка <***> 12Х18Н9ТЛ Лист <***> 12Х18Н10Т, 08Х18Н10Т | - | - | - | - |
Б3.3 | 08Х22Н6Т | Поковка, круг <**> 08Х22Н6Т | Труба, поковка, круг <**> 08Х22Н6Т | Поковка, сортовой и фасонный прокат 08Х22Н6Т | Трубная решетка - лист 08Х22Н6Т | Отливка 10Х21Н6М2Л Лист 08Х22Н6Т | - | Поковка 08Х22Н6Т | Труба <*> 08Х22Н6Т | Поковка, круг <**> 08Х22Н6Т |
Б4 | 10Х17Н13М2Т | Поковка, круг <**> 10Х17Н13М2Т | Труба, поковка, круг <**> 10Х17Н13М2Т | Поковка, сортовой и фасонный прокат 10Х17Н13М2Т | Лист 10Х17Н13М2Т | Отливка 10Х21Н6М2Л Лист 10Х17Н13М2Т | Лист 10Х17Н13М2Т | Поковка 10Х17Н13М2Т | Труба <*> 10Х17Н13М2Т | Поковка, круг <**> 10Х17Н13М2Т |
Б4.3 | 08Х21Н6М2Т | Поковка, круг <**> 08Х21Н6М2Т | Труба, поковка, круг <**> 08Х21Н6М2Т | Поковка, сортовой и фасонный прокат 08Х21Н6М2Т | Трубная решетка - лист 08Х21Н6М2Т | Отливка 10Х21Н6М2Л Лист 08Х21Н6М2Т | - | Поковка 08Х21Н6М2Т | Труба <*> 08Х21Н6М2Т | Поковка, круг <**> 08Х21Н6М2Т |
Б5.1 | ЛАМш 77-2-0,05 | Поковка, круг <**> 09Г2С, 16ГС, 10Г2, 20 | Труба, поковка, круг <**> 20, 09Г2С, 16ГС, 10Г2 | - | Трубная решетка - лист 09Г2С с плакирующим слоем <*4> 6 мм из латуни марки ЛО 62-1 или Л63 Корпус - лист 09Г2С | Отливка 20Л, 25Л, 20ГМЛ Лист 09Г2С | Трубная решетка - лист 09Г2С с плакирующим слоем <*4> 6 мм из латуни марки ЛО 62-1 или Л63 Корпус - лист 09Г2С | - | - | - |
<**> Круглый сортовой прокат. При расчетном давлении свыше 10 МПа не применяют для изготовления патрубков. <***> По согласованию с заказчиком допускается применение отливок из стали 20Л, 20ГМЛ и листа 09Г2С с прибавкой для компенсации коррозии не менее 6 мм. <*4> Плакирующий слой из латуни выполняют способом термического плакирования в печи или сваркой взрывом. Примечание - Для деталей из листов при их наличии применяются материалы, указанные в графе "Цельносварная и штампосварная, корпус камеры", кроме материального исполнения Б5.1. | ||||||||||
Рекомендуемые материалы для изготовления основных деталей и сборочных единиц аппарата, не предназначенных для работы под давлением, приведены в таблице Б.2.
Таблица Б.2
Рекомендуемые материалы для изготовления основных деталей
и сборочных единиц аппарата, не предназначенных
для работы под давлением
Наименование деталей и сборочных единиц | Марка материала и нормативный документ |
Элементы несущих металлоконструкций (стойка, ригель, подкос), рама привода вентилятора, балки, опоры, подкосы каркаса теплообменной секций, ступица вентилятора и другие нагруженные или вращающиеся детали | Листовой прокат из стали марок Ст3сп по ГОСТ 14637, сортовой и фасонный прокат из стали марок Ст3сп по ГОСТ 535, листовой прокат из стали марок 09Г2С, 10Г2С1 по ГОСТ 5520, листовой, сортовой и фасонный прокат из стали марок 09Г2, 14Г2, 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2С1 по ГОСТ 19281, прокат по ГОСТ 27772, профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций по ГОСТ 30245 из стали марок Ст3сп, 09Г2С, трубы профильные квадратные по ГОСТ 13663 и ГОСТ 8639 из стали марок Ст3сп, 09Г2С |
Элементы металлоконструкций и других деталей и сборочных единиц с напряжением менее 0,4 расчетного сопротивления, а также конструкции жалюзи, обшивка камер рециркуляции, корпуса вентилятора, камеры-диффузора, камеры-конфузора | Листовой прокат из стали марок Ст3сп, Ст3пс по ГОСТ 14637 (категория 4) для толщин от 4 мм, для толщин менее 4 мм - по ГОСТ 16523 (ОК370В) листовой прокат марки 320 по ГОСТ 14918, сортовой и фасонный прокат из стали марок Ст3сп, Ст3пс по ГОСТ 535 |
Трубы для стяжек корпуса вентилятора | Трубы бесшовные из стали марок 10, 20, 10Г2, 09Г2С по ГОСТ 8731 (группа В), ГОСТ 8732, ГОСТ 8733 (группа В), ГОСТ 8734, ГОСТ 32528 (группа В), ГОСТ 32678 (группа В) |
Трубы увлажнителя воздуха | |
Крепежные изделия | |
Примечания 1 Категорию проката выбирают в зависимости от климатического исполнения и категории размещения аппарата и температуры применения. 2 Ударная вязкость должна быть не менее 27 Дж/см2 при температуре испытания, соответствующей выбранной категории проката. 3 Для сварных конструкций необходимо применять прокат с гарантией свариваемости. | |
--------------------------------
<1> В Российской Федерации также действует ГОСТ Р 71796-2024 "Сосуды и аппараты. Изделия крепежные. Общие технические условия".
(справочное)
Таблица В.1
Классификация по ГОСТ 34347 или ГОСТ 15527 | Классификация по ГОСТ 34951 | Структурный класс | Марка стали или сплава |
Углеродистые | Нелегированные | Перлитный | Ст3пс, Ст3сп, 10, 20 |
Низколегированные марганцовистые, марганцевокремнистые | 09Г2, 14Г2, 16ГС, 17ГС, 17Г1С | ||
Легированные | 09Г2С, 10Г2С1 | ||
Теплоустойчивые хромомолибденовые, хромомолибденованадиевые | 12ХМ, 15ХМ, 12Х1МФ, 10Х2М, 10Х2М1 | ||
Мартенситный | 15Х5М (15Х5М-У) | ||
Коррозионно-стойкие, жаростойкие, жаропрочные | Нержавеющие | Ферритный | 08Х13 |
Аустенитный | 03Х17Н14М3, 03Х18Н11, 08Х17Н13М2Т, 08Х17Н15М3Т, 08Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н10Т, 12Х18Н12Т | ||
Аустенито-ферритный | 08Х21Н6М2Т, 08Х22Н6Т | ||
Сплав медно-цинковый (латунь) | - | - | ЛАМш 77-2-0,05 |
(рекомендуемое)
Форма Г.1
ПАСПОРТ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ __________________________________________ Обозначение Регистрационный номер _______________________________ При передаче аппарата другому владельцу вместе с аппаратом передают настоящий паспорт |
Продолжение формы Г.1
Содержание | ||||
1 | Сведения об аппарате | |||
2 | Основные параметры и технические характеристики | |||
3 | Сведения об изготовлении | |||
4 | Комплектность | |||
5 | Окрашивание | |||
6 | Консервация | |||
7 | Приемочный контроль | |||
8 | Заключение | |||
9 | Упаковка | |||
10 | Условия транспортирования и хранения | |||
11 | Приложения | |||
12 | Сведения о месте нахождения аппарата | |||
13 | Ответственность за исправное состояние и безопасную работу аппарата | |||
14 | Сведения об установленной на аппарате арматуре | |||
15 | Сведения об установленных на аппарате средствах измерений [контрольно-измерительных приборах, включая вторичные (регистрирующие) приборы] | |||
16 | Другие данные об установке аппарата | |||
17 | Сведения о замене и (или) ремонте сборочных единиц аппарата и арматуры | |||
18 | Техническое освидетельствование | |||
19 | Регистрация (постановка на учет) аппарата | |||
20 | Передвижение аппарата (теплообменной секции) в ходе эксплуатации | |||
21 | Хранение аппарата (теплообменной секции) | |||
22 | Движение аппарата (теплообменной секции) | |||
23 | Прием и передача аппарата (теплообменной секции) | |||
24 | Ответственность за исправное состояние и безопасную работу аппарата (теплообменной секции) | |||
25 | Работы, выполненные в ходе эксплуатации аппарата | |||
26 | Аварийные случаи или другие неисправности в ходе эксплуатации аппарата | |||
27 | Периодический контроль основных параметров и технических характеристик аппарата в ходе эксплуатации | |||
28 | Ремонт | |||
29 | Контроль показателей надежности аппарата | |||
30 | Результаты контроля и испытаний после ремонта | |||
31 | Заключение о приемке аппарата после ремонта | |||
32 | Сведения о рекламациях | |||
Продолжение формы Г.1
Единый знак обращения продукции на рынке Евразийского экономического союза | Номер(а) и дата(ы) документа(ов) о соответствии требованиям технического(их) регламента(ов) Таможенного союза | |||
ПАСПОРТ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ | ||||
1 Сведения об аппарате 1.1 Аппарат воздушного охлаждения (далее - аппарат) _____________, заводской номер ___________, дата изготовления ___________________ 1.2 Изготовитель аппарата ________________________________________ наименование и адрес 1.3 Аппарат предназначен для работы: - на открытом воздухе в макроклиматических районах с ________ климатом, со средней температурой воздуха в течение 5 сут подряд в наиболее холодный период не ниже минус _______ °C. - на высоте не более 1000 м над уровнем моря; - в районах с сейсмичностью не более __________ баллов; - скоростным напором ветра по __________ географическому району. 1.4 Аппарат включает: - теплообменную секцию, количество ___________; - вентилятор, количество ___________; - подогреватель воздуха с греющей средой, количество ___________; - внутренний подогреватель рабочей среды типа "труба в трубе", количество ___________; - увлажнитель воздуха, количество ___________; - жалюзийное устройство, количество ___________; - систему рециркуляции воздуха ___________. 1.5 Вместимость, м3: - теплообменной секции ___________; - подогревателя воздуха с греющей средой ___________; - внутреннего подогревателя рабочей среды типа "труба в трубе" ___________ 1.6 Габаритные размеры аппарата, мм: длина ______________; ширина ______________; высота ______________ 1.7 Масса нетто, кг: - аппарата ___________; - теплообменной секции ___________; - подогревателя воздуха с греющей средой ___________; - внутреннего подогревателя рабочей среды типа "труба в трубе" ___________; - вентилятора ___________; - системы рециркуляции воздуха ___________; - опорной металлоконструкции ___________ | ||||
Продолжение формы Г.1
2 Основные параметры и технические характеристики | |||
2.1 Параметры эксплуатации аппарата должны соответствовать таблице 1. | |||
Таблица 1 | |||
Наименование параметра | Значение | ||
Рабочее давление, МПа, не более: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Расчетное давление, МПа: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Пробное давление, МПа: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Рабочая температура рабочей среды, °C, не более: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Расчетная температура стенки, °C: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Минимально допустимая температура стенки при расчетном давлении, °C: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Наименование рабочей среды: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Группа рабочей среды по [1]: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Прибавка для компенсации коррозии, мм: | |||
- для теплообменной секции | |||
- для подогревателя воздуха с греющей средой | |||
- для внутреннего подогревателя рабочей среды типа "труба в трубе" | |||
Расчетное гидравлическое сопротивление аппарата, МПа | |||
Примечание - При отсутствии у заказчика требований по коррозионным свойствам рабочей среды разработчик конструкторских документов назначает материалы и значение прибавки для компенсации коррозии как для некоррозионных и малокоррозионных сред со скоростью коррозии до 0,1 мм/год. | |||
Продолжение формы Г.1
2.2 Параметры теплообменной секции аппарата должны соответствовать таблице 2. | |||
Таблица 2 | |||
Наименование параметра | Значение | ||
Площадь поверхности теплообмена, м2: | |||
- наружная (с учетом оребрения) | |||
- внутренняя | |||
Параметры теплообменной секции: | |||
- наружный диаметр теплообменной трубы, мм | |||
- толщина стенки теплообменной трубы, мм | |||
- длина теплообменной трубы, мм | |||
- тип оребрения теплообменных труб | |||
- коэффициент оребрения теплообменных труб | |||
- количество теплообменных труб в теплообменной секции | |||
- количество рядов теплообменных труб в теплообменной секции | |||
- количество ходов по трубному пространству | |||
2.3 Параметры подогревателя воздуха с греющей средой должны соответствовать таблице 3. | |||
Таблица 3 | |||
Наименование параметра | Значение | ||
Площадь поверхности теплообмена, м2: | |||
- наружная (с учетом оребрения) | |||
- внутренняя | |||
Параметры подогревателя воздуха с греющей средой: | |||
- наружный диаметр теплообменной трубы, мм | |||
- толщина стенки теплообменной трубы, мм | |||
- длина теплообменной трубы, мм | |||
- тип оребрения теплообменных труб | |||
- коэффициент оребрения теплообменных труб | |||
- количество теплообменных труб в подогревателе | |||
- количество ходов по трубному пространству | |||
2.4 Параметры внутреннего подогревателя рабочей среды типа "труба в трубе" должны соответствовать таблице 4. | |||
Таблица 4 | |||
Наименование параметра | Значение | ||
Площадь поверхности теплообмена, м2: | |||
- наружная | |||
- внутренняя | |||
Параметры внутреннего подогревателя рабочей среды типа "труба в трубе": | |||
- наружный диаметр теплообменной трубы, мм | |||
- толщина стенки теплообменной трубы, мм | |||
- длина теплообменной трубы, мм | |||
- количество теплообменных труб в подогревателе | |||
- количество ходов по трубному пространству | |||
Продолжение формы Г.1
2.5 Параметры вентиляторов должны соответствовать таблице 5. | |||
Таблица 5 | |||
Наименование параметра | Значение | ||
Количество вентиляторов в аппарате, шт. | |||
Параметры вентилятора: | |||
- количество лопастей | |||
- частота вращения вентилятора, мин-1 | |||
- максимальный угол установки лопастей | |||
- производительность вентилятора, м3/с | |||
- материал лопастей | |||
Параметры электродвигателя вентилятора: | |||
- номинальная мощность электродвигателя, кВт | |||
- уровень взрывозащиты электродвигателя (для взрывозащищенного исполнения) | |||
- синхронная частота вращения электродвигателя, мин-1 | |||
- датчик вибрации (указать наличие) | |||
- возможность работы с преобразователем частоты вращения | |||
Параметры привода вентилятора: | |||
- тип привода (прямой с передачей крутящего момента через шпоночное соединение, с клиноременной/зубчато-ременной передачей, редукторный или иной тип привода) | |||
- количество приводов, шт. | |||
2.6 Показатели надежности аппарата: - наработка до отказа не менее 15 000 ч; - ресурс до первого капитального ремонта при непрерывной работе теплообменной секции не менее 50 000 ч. Примечание - Вышеуказанные показатели надежности до наступления отказа, срока капитального ремонта, предельного состояния являются прогнозируемыми; - расчетный срок службы для аппарата, предназначенного для работы со средой при скорости коррозии ________________ мм/год, ______________ лет; - количество циклов нагружения за весь срок эксплуатации не более 1000. Ресурсы и срок службы комплектующих изделий - в соответствии с эксплуатационными документами на эти изделия. | |||
Продолжение формы Г.1
3 Сведения об изготовлении | |||||||||||
3.1 Сведения об изготовлении сборочных единиц аппарата, предназначенных для работы под давлением | |||||||||||
Примечание - Заполняют отдельно для каждой сборочной единицы аппарата, предназначенной для работы под давлением. Информацию вносят о каждой детали сборочной единицы. | |||||||||||
3.1.1 Теплообменная секция, заводской номер | |||||||||||
Материальное исполнение | |||||||||||
условное обозначение или марки материалов | |||||||||||
Данные о примененных основных и сварочных материалах для изготовления деталей теплообменной секции приведены в таблице 6. Выписка из сертификатов примененных материалов приведена в таблице 7. Термическая обработка | |||||||||||
Наименование сборочной единицы | |||||||||||
Номер и дата документа о проведенной термической обработке | |||||||||||
Вид термической обработки | |||||||||||
Температура нагрева, °C | |||||||||||
Скорость нагрева, °C/ч | |||||||||||
Продолжительность выдержки, мин | |||||||||||
Скорость охлаждения, °C/ч | |||||||||||
Способ охлаждения | |||||||||||
Наименование детали | Количество | Размеры <*>, мм | Марка материала и обозначение документа | Вид сварки, номер и дата документа о процессе сварки | Сварочные материалы (типы, марки) и обозначение документа | Номер сварного шва на карте контроля сварных соединений | |||||
Теплообменная труба | |||||||||||
Отвод | |||||||||||
Сварная распределительная камера: | |||||||||||
- трубная решетка | |||||||||||
- задняя стенка | |||||||||||
- боковая стенка | |||||||||||
- верхняя стенка | |||||||||||
- нижняя стенка | |||||||||||
- усиливающая перегородка | |||||||||||
- патрубок | |||||||||||
- фланец | |||||||||||
Продолжение формы Г.1
Окончание таблицы 6 | ||||||||
Наименование детали | Количество | Размеры <*>, мм | Марка материала и обозначение документа | Вид сварки, номер и дата документа о процессе сварки | Сварочные материалы (типы, марки) и обозначение документа | Номер сварного шва на карте контроля сварных соединений | ||
Разъемная распределительная камера: | ||||||||
- трубная решетка | ||||||||
- крышка | ||||||||
- патрубок | ||||||||
- фланец | ||||||||
Трубчатая распределительная камера с вваренной трубной решеткой: | ||||||||
- трубная решетка | ||||||||
- боковая стенка | ||||||||
- верхняя стенка | ||||||||
- нижняя стенка | ||||||||
- коллектор | ||||||||
- днище коллектора | ||||||||
Трубчатая распределительная камера без трубной решетки: | ||||||||
- коллектор | ||||||||
- днище коллектора | ||||||||
- патрубок | ||||||||
- фланец | ||||||||
Распределительная камера с корпусом из монолитной заготовки и с пробками: | ||||||||
- корпус | ||||||||
- патрубок | ||||||||
- фланец | ||||||||
Продолжение формы Г.1
Наименование детали | Размеры, мм, марка материала и технические требования (обозначение документа) | Номер плавки | Номер сертификата или протокола испытаний | Массовая доля химического элемента, % <*> | Результаты испытаний <*> | ||||||||||||||||
C | Si | Mn | S | P | Cr | Ni | Mo | Др. | KCU (KCV), Дж/см2 | Твердость HB | Минимальный угол загиба, град. | ||||||||||
Теплообменная труба | |||||||||||||||||||||
Отвод | |||||||||||||||||||||
Сварная распределительная камера: | |||||||||||||||||||||
- трубная решетка | |||||||||||||||||||||
- задняя стенка | |||||||||||||||||||||
- боковая стенка | |||||||||||||||||||||
- верхняя стенка | |||||||||||||||||||||
- нижняя стенка | |||||||||||||||||||||
- усиливающая перегородка | |||||||||||||||||||||
- патрубок | |||||||||||||||||||||
- фланец | |||||||||||||||||||||
- пробка | |||||||||||||||||||||
Разъемная распределительная камера: | |||||||||||||||||||||
- трубная решетка | |||||||||||||||||||||
- крышка | |||||||||||||||||||||
- патрубок | |||||||||||||||||||||
- фланец | |||||||||||||||||||||
Трубчатая распределительная камера с вваренной трубной решеткой: | |||||||||||||||||||||
- трубная решетка | |||||||||||||||||||||
- боковая стенка | |||||||||||||||||||||
- верхняя стенка | |||||||||||||||||||||
- нижняя стенка | |||||||||||||||||||||
- коллектор | |||||||||||||||||||||
- днище коллектора | |||||||||||||||||||||
Продолжение формы Г.1
Окончание таблицы 7 | ||||||||||||||||||||||
Наименование детали | Размеры, мм, марка материала и технические требования (обозначение документа) | Номер плавки | Номер сертификата или протокола испытаний | Массовая доля химического элемента, % <*> | Результаты испытаний <*> | |||||||||||||||||
C | Si | Mn | S | P | Cr | Ni | Mo | Др. | KCU (KCV), Дж/см2 | Твердость HB | Минимальный угол загиба, град. | |||||||||||
Трубчатая распределительная камера без трубной решетки: | ||||||||||||||||||||||
- коллектор | ||||||||||||||||||||||
- днище коллектора | ||||||||||||||||||||||
- патрубок | ||||||||||||||||||||||
- фланец | ||||||||||||||||||||||
Распределительная камера с корпусом из монолитной заготовки и с пробками: | ||||||||||||||||||||||
- корпус | ||||||||||||||||||||||
- патрубок | ||||||||||||||||||||||
- фланец | ||||||||||||||||||||||
- пробка | ||||||||||||||||||||||
Крепежные изделия фланцевых соединений крышки разъемной распределительной камеры: | ||||||||||||||||||||||
- шпилька | ||||||||||||||||||||||
- гайка | ||||||||||||||||||||||
Крепежные изделия иных фланцевых соединений: | ||||||||||||||||||||||
- болт | ||||||||||||||||||||||
- шпилька | ||||||||||||||||||||||
- гайка | ||||||||||||||||||||||
Ответный фланец | ||||||||||||||||||||||
3.1.2 Коллекторы входа и выхода рабочей среды, заводской номер | ||||||||||||||||||||||
Материальное исполнение | ||||||||||||||||||||||
условное обозначение или марки материалов | ||||||||||||||||||||||
Продолжение формы Г.1
Данные о примененных основных и сварочных материалах для изготовления деталей коллекторов входа и выхода рабочей среды приведены в таблице 8. Выписка из сертификатов примененных материалов приведена в таблице 9. Термическая обработка | ||||||||||||||||||||||||
Наименование сборочной единицы | ||||||||||||||||||||||||
Номер и дата документа о проведенной термической обработке | ||||||||||||||||||||||||
Вид термической обработки | ||||||||||||||||||||||||
Температура нагрева, °C | ||||||||||||||||||||||||
Скорость нагрева, °C/ч | ||||||||||||||||||||||||
Продолжительность выдержки, мин | ||||||||||||||||||||||||
Скорость охлаждения, °C/ч | ||||||||||||||||||||||||
Способ охлаждения | ||||||||||||||||||||||||
Наименование детали | Количество | Размеры <*>, мм | Марка материала и обозначение документа | Вид сварки, номер и дата документа о процессе сварки | Сварочные материалы (типы, марки), обозначение документа | Номер сварного шва на карте контроля сварных соединений | ||||||||||||||||||
Труба | ||||||||||||||||||||||||
Днище | ||||||||||||||||||||||||
Патрубок | ||||||||||||||||||||||||
Фланец | ||||||||||||||||||||||||
Наименование детали | Размеры, мм, марка материала и технические требования (обозначение документа) | Номер плавки | Номер сертификата или протокола испытаний | Массовая доля химического элемента, % <*> | Результаты испытаний <*> | |||||||||||||||||||
C | Si | Mn | S | P | Cr | Ni | Mo | Др. | KCU (KCV), Дж/см2 | Твердость HB | Минимальный угол загиба, град. | |||||||||||||
Труба | ||||||||||||||||||||||||
Днище | ||||||||||||||||||||||||
Патрубок | ||||||||||||||||||||||||
Фланец | ||||||||||||||||||||||||
Крепежные изделия: | ||||||||||||||||||||||||
- болт | ||||||||||||||||||||||||
- шпилька | ||||||||||||||||||||||||
- гайка | ||||||||||||||||||||||||
Ответный фланец | ||||||||||||||||||||||||
Продолжение формы Г.1
3.1.3 Подогреватель воздуха с греющей средой, заводской номер | ||||||||||
Материальное исполнение | ||||||||||
условное обозначение или марки материалов | ||||||||||
Данные о примененных основных и сварочных материалах для изготовления деталей подогревателя воздуха с греющей средой приведены в таблице 10. Выписка из сертификатов примененных материалов приведена в таблице 11. Термическая обработка | ||||||||||
Наименование сборочной единицы | ||||||||||
Номер и дата документа о проведенной термической обработке | ||||||||||
Вид термической обработки | ||||||||||
Температура нагрева, °C | ||||||||||
Скорость нагрева, °C/ч | ||||||||||
Продолжительность выдержки, мин | ||||||||||
Скорость охлаждения, °C/ч | ||||||||||
Способ охлаждения | ||||||||||
Наименование детали | Количество | Размеры <*>, мм | Марка материала и обозначение документа | Вид сварки, номер и дата документа о процессе сварки | Сварочные материалы (типы, марки) и обозначение документа | Номер сварного шва на карте контроля сварных соединений | ||||
Теплообменная труба | ||||||||||
Отвод | ||||||||||
Труба коллектора | ||||||||||
Днище коллектора | ||||||||||
Фланец | ||||||||||
Продолжение формы Г.1
Наименование детали | Размеры, мм, марка материала и технические требования (обозначение документа) | Номер плавки | Номер сертификата или протокола испытаний | Массовая доля химического элемента, % <*> | Результаты испытаний <*> | |||||||||||||||||
C | Si | Mn | S | P | Cr | Ni | Mo | Др. | KCU (KCV), Дж/см2 | Твердость HB | Минимальный угол загиба, град. | |||||||||||
Теплообменная труба | ||||||||||||||||||||||
Отвод | ||||||||||||||||||||||
Труба коллектора | ||||||||||||||||||||||
Днище коллектора | ||||||||||||||||||||||
Фланец | ||||||||||||||||||||||
Крепежные изделия: | ||||||||||||||||||||||
- болт | ||||||||||||||||||||||
- шпилька | ||||||||||||||||||||||
- гайка | ||||||||||||||||||||||
Ответный фланец | ||||||||||||||||||||||
3.1.4 Внутренний подогреватель рабочей среды типа "труба в трубе" с греющей средой, заводской номер | ||||||||||||||||||||||
Материальное исполнение | ||||||||||||||||||||||
условное обозначение или марки материалов | ||||||||||||||||||||||
Данные о примененных основных и сварочных материалах для изготовления деталей внутреннего подогревателя рабочей среды типа "труба в трубе" с греющей средой приведены в таблице 12. Выписка из сертификатов примененных материалов приведена в таблице 13. Термическая обработка | ||||||||||||||||||||||
Наименование сборочной единицы | ||||||||||||||||||||||
Номер и дата документа о проведенной термической обработке | ||||||||||||||||||||||
Вид термической обработки | ||||||||||||||||||||||
Температура нагрева, °C | ||||||||||||||||||||||
Скорость нагрева, °C/ч | ||||||||||||||||||||||
Продолжительность выдержки, мин | ||||||||||||||||||||||
Скорость охлаждения, °C/ч | ||||||||||||||||||||||
Способ охлаждения | ||||||||||||||||||||||
Продолжение формы Г.1
Наименование детали | Количество | Размеры <*>, мм | Марка материала и обозначение документа | Вид сварки, номер и дата документа о процессе сварки | Сварочные материалы (типы, марки), и обозначение документа | Номер сварного шва на карте контроля сварных соединений | ||||||||||||||||
Теплообменная труба | ||||||||||||||||||||||
Отвод | ||||||||||||||||||||||
Труба коллектора | ||||||||||||||||||||||
Днище коллектора | ||||||||||||||||||||||
Патрубок | ||||||||||||||||||||||
Фланец | ||||||||||||||||||||||
Наименование детали | Размеры, мм, марка материала и технические требования (обозначение документа) | Номер плавки | Номер сертификата или протокола испытаний | Массовая доля химического элемента, % <*> | Результаты испытаний <*> | |||||||||||||||||
C | Si | Mn | S | P | Cr | Ni | Mo | Др. | KCU (KCV), Дж/см2 | Твердость HB | Минимальный угол загиба, град. | |||||||||||
Теплообменная труба | ||||||||||||||||||||||
Отвод | ||||||||||||||||||||||
Труба коллектора | ||||||||||||||||||||||
Днище коллектора | ||||||||||||||||||||||
Патрубок | ||||||||||||||||||||||
Фланец | ||||||||||||||||||||||
Крепежные изделия: | ||||||||||||||||||||||
- болт | ||||||||||||||||||||||
- шпилька | ||||||||||||||||||||||
- гайка | ||||||||||||||||||||||
Ответный фланец | ||||||||||||||||||||||
Продолжение формы Г.1
4 Комплектность | |||||||
Комплектность поставки аппарата приведена в таблице 14. | |||||||
Таблица 14 | |||||||
Обозначение | Наименование аппарата или сборочной единицы | Количество, шт. | Заводской номер | Примечание | |||
1 Аппарат с теплообменными секциями и коллекторами входа и выхода рабочей среды (при их наличии), с ответными фланцами (при их наличии), прокладками, крепежными изделиями, заглушками | |||||||
2 Сборочные единицы, поставляемые по требованию заказчика | |||||||
3 Запасные части, инструменты и принадлежности | |||||||
4 Сопроводительные документы | |||||||
5 Окрашивание | |||||||
Сведения о проведенном окрашивании и нанесении покрытия приведены в таблице 15. | |||||||
Таблица 15 | |||||||
Дата проведения окрашивания или нанесения покрытия | |||||||
Технологический документ | |||||||
Наименование и (или) обозначение деталей аппарата, подвергнутых окрашиванию или нанесению покрытия | |||||||
Должность, фамилия и инициалы, подпись лица, проводившего окрашивание или нанесение покрытия | |||||||
Результаты контроля поверхностей деталей, подвергнутых окрашиванию или нанесению покрытия | |||||||
Должность, фамилия и инициалы, подпись лица, проводившего контроль поверхностей деталей, подвергнутых окрашиванию или нанесению покрытия | |||||||
Продолжение формы Г.1
6 Консервация | |||||||
Сведения о выполненной консервации (временной противокоррозионной защите) аппарата, его сборочных единиц приведены в таблице 16. | |||||||
Таблица 16 | |||||||
Дата консервации | |||||||
Технологический документ | |||||||
Наименование и (или) обозначение сборочных единиц, подвергнутых консервации | |||||||
Обозначение варианта временной защиты и варианта внутренней упаковки по ГОСТ 9.014 | |||||||
Наименование и (или) обозначение средства временной защиты | |||||||
Условия хранения | |||||||
Срок защиты без переконсервации в годах | |||||||
Способы расконсервации | |||||||
Должность, фамилия и инициалы, подпись лица, проводившего консервации | |||||||
Результаты контроля сборочных единиц, подвергнутых консервации | |||||||
Должность, фамилия и инициалы, подпись лица, проводившего контроль сборочных единиц, подвергнутых консервации | |||||||
7 Приемочный контроль Результаты приемо-сдаточных испытаний изготовленного аппарата воздушного охлаждения отражены в актах/протоколах _________________________ даты и номера актов/протоколов Сборочные единицы, предназначенные для работы под давлением, подвергнуты визуальному контролю и гидравлическим испытаниям согласно таблице 17. | |||||||
Таблица 17 | |||||||
Наименование и обозначение сборочной единицы, подвергнутой испытанию | Пробное давление, МПа | Испытательная среда | Температура испытательной среды, C | Продолжительность выдержки, ч | |||
Теплообменная секция | |||||||
Коллекторы входа и выхода рабочей среды | |||||||
Подогреватель воздуха с греющей средой | |||||||
Внутренний подогреватель рабочей среды типа "труба в трубе" | |||||||
Рабочее колесо вентилятора подвергнуто статической балансировке. Остаточный дисбаланс составляет ________________________ г·мм. | |||||||
Продолжение формы Г.1
8 Заключение Аппарат воздушного охлаждения __________________________________________, условное обозначение заводской номер _______________, изготовлен в соответствии с ГОСТ АВО. Часть 1. ОТТ, комплектом конструкторских документов ________________________________ и согласно заказу _____________________, наименование и адрес заказчика ______________________, прошел приемочный контроль и признан годным для работы при указанных в настоящем паспорте параметрах эксплуатации. Изготовитель гарантирует соответствие аппарата требованиям ГОСТ АВО. Часть 1. ОТТ при соблюдении условий транспортирования, хранения, монтажа и эксплуатации. Гарантийный срок эксплуатации аппарата составляет __ мес с момента ввода аппарата в эксплуатацию, но не более __ мес с момента отгрузки изготовителем. Срок защиты без переконсервации аппарата составляет ___ года. Качество аппарата удостоверяю __________________ ___________ _______________________ Должность Подпись Фамилия и инициалы М.П. Дата _______________ 9 Упаковка Аппарат воздушного охлаждения __________________________________________, условное обозначение заводской номер _______________, упакован в соответствии с ГОСТ АВО. Часть 1. ОТТ, документами изготовителя __________________ и согласно заказу _______________________________________, наименование и адрес заказчика _____________________________________________. Комплектовочная ведомость ______________________________________________. Количество грузовых мест _______________________________________________. Упаковочные листы ______________________________________________________. 10 Условия транспортирования и хранения _____________________________________________________________________________ Условия транспортирования и хранения, если они отличаются от требований, указанных в ГОСТ АВО. Часть 1. ОТТ 11 Приложения _____________________________________________________________________________ Наименования сопроводительных документов, предусмотренных в 5.24.5 [кроме перечислений а), р)] ГОСТ АВО. Часть 1. ОТТ, с учетом конструкции, оснащения аппарата и требований заказчика 12 Сведения о месте нахождения аппарата | ||||
Наименование и юридический адрес владельца аппарата | Фактический адрес места нахождения аппарата, наименование установки | Дата установки | ||
13 Ответственность за исправное состояние и безопасную работу аппарата | ||||
Номер и дата приказа о назначении ответственного лица | Должность, фамилия, имя, отчество ответственного лица | Подпись | ||
Продолжение формы Г.1
14 Сведения об установленной на аппарате арматуре | ||||||||||||||||
Дата | Наименование и обозначение | Количество, шт. | Номинальный диаметр DN | Номинальное давление PN, МПа | Материал (марка, документ) | Место установки | Подпись лица, ответственного за исправное состояние и безопасную работу аппарата | |||||||||
15 Сведения об установленных на аппарате средствах измерений [контрольно-измерительных приборах, включая вторичные (регистрирующие) приборы] | ||||||||||||||||
Дата | Наименование и обозначение | Измеряемый (контролируемый) параметр | Точность измерений <*> | Регистрационный номер (номер в госреестре) утвержденного типа средства измерений <**> | Место установки | Подпись лица, ответственного за исправное состояние и безопасную работу аппарата | ||||||||||
16 Другие данные об установке аппарата 1) Коррозионная активность среды __________________________________________________ 2) Антикоррозионное покрытие _____________________________________________________ 3) Тепловая изоляция _____________________________________________________________ 4) Схема подключения аппарата в установку (линию) ___________________________________ | ||||||||||||||||
17 Сведения о замене и (или) ремонте сборочных единиц аппарата и арматуры | ||||||||||||||||
Дата | Сведения о замене и (или) ремонте | Подпись лица, ответственного за исправное состояние и безопасную работу аппарата | ||||||||||||||
18 Техническое освидетельствование | ||||||||||||||||
Наименование и обозначение аппарата, сборочной единицы, заводской номер | Дата изготовления | Освидетельствование | Разрешенное давление, МПа | Срок следующего освидетельствования | ||||||||||||
Дата | Результат | |||||||||||||||
Продолжение формы Г.1
19 Регистрация (постановка на учет) аппарата Аппарат зарегистрирован (поставлен на учет) под номером _________________ в ___________________________________________________________________________ наименование регистрирующего органа К аппарату приложены его паспорт и руководство по эксплуатации. _________________ ___________ ________________________ Должность Подпись Фамилия и инициалы М.П. Дата _______________ 20 Передвижение аппарата (теплообменной секции) в ходе эксплуатации Ограничения, соблюдение которых обязательно при транспортировании изделия _____________________________________________________________________ _____________________________________________________________________________ | ||||||||||||||||||
21 Хранение аппарата (теплообменной секции) | ||||||||||||||||||
Дата принятия на хранение | Дата снятия с хранения | Условия хранения | Примечание | |||||||||||||||
22 Движение аппарата (теплообменной секции) | ||||||||||||||||||
Дата установки | Место установки | Дата снятия | Наработка | Причина снятия | Подпись лица, проводившего установку (снятие) | |||||||||||||
с начала эксплуатации | после последнего ремонта | |||||||||||||||||
23 Прием и передача аппарата (теплообменной секции) | ||||||||||||||||||
Дата | Состояние аппарата (теплообменной секции) | Основание (наименование, номер и дата документа) | Организация, должность, фамилия и инициалы, подпись | Примечание | ||||||||||||||
сдавшего | принявшего | |||||||||||||||||
24 Ответственность за исправное состояние и безопасную работу аппарата (теплообменной секции) | ||||||||||||||||||
Наименование и обозначение аппарата (теплообменной секции) | Основание (наименование, номер и дата документа) | Должность, фамилия, имя, отчество ответственного лица | Подпись | |||||||||||||||
Закрепление | Открепление | |||||||||||||||||
25 Работы, выполненные в ходе эксплуатации аппарата | ||||||||||||||||||
Дата | Наименование работы и причина ее выполнения | Должность, фамилия, инициалы, подпись | Примечание | |||||||||||||||
выполнившего работу | проверившего работу | |||||||||||||||||
Продолжение формы Г.1
26 Аварийные случаи или другие неисправности в ходе эксплуатации аппарата | |||||||||||
Дата | Данные по аварийным случаям, возникшим из-за неисправности аппарата, и сведения по основным замечаниям по эксплуатации | Неисправность аппарата | Меры, принятые по устранению неисправности | Подпись лица, ответственного лица за выполнение работ | |||||||
27 Периодический контроль основных параметров и технических характеристик аппарата в ходе эксплуатации | |||||||||||
Наименование и единица измерения проверяемого параметра или характеристики | Номинальное значение | Предельное значение | Результат контроля | Заключение о соответствии | Периодичность контроля | ||||||
Дата | Фактическое значение | ||||||||||
28 Ремонт Проведен ремонт аппарата воздушного охлаждения _________________________, условное обозначение заводской номер ________________________________________________________. Организация, проводившая ремонт _________________________________________ Дата или период проведения ремонта ______________________________________ Причина поступления аппарата в ремонт ___________________________________ Сведения о проведенном ремонте __________________________________________ _________________________________________________________________________ вид ремонта и краткие сведения о ремонте 29 Контроль показателей надежности аппарата Наработка с начала эксплуатации _________________________________________ параметр, характеризующий ресурс или срок службы Наработка после последнего ремонта ______________________________________ параметр, характеризующий ресурс или срок службы 30 Результаты контроля и испытаний после ремонта ___________________________________________________________ ___________________________________________________________ ___________________________________________________________ 31 Заключение о приемке аппарата после ремонта Аппарат воздушного охлаждения __________________________________________, условное обозначение заводской номер _____________, после проведенного ремонта _______________ прошел приемочный контроль и признан годным для работы при указанных в настоящем паспорте параметрах эксплуатации. Ресурс до очередного ремонта ____________________________________________ параметр, определяющий ресурс в течение срока службы __________ лет (года), в том числе срок хранения _________ лет (года). Качество аппарата удостоверяю ________________ ___________ _______________________ Должность Подпись Фамилия и инициалы М.П. Дата _______________ | |||||||||||
Окончание формы Г.1
32 Сведения о рекламациях | ||||
Краткое изложение порядка предъявления рекламации | Краткое содержание рекламации | Меры, принятые по рекламации | ||
Особые отметки | ||||
Технический регламент Таможенного союза | О безопасности оборудования, работающего под избыточным давлением | |
ISO 8501-1:2007 | Preparation of steel substrates before application of paints and related products - Visual assessment of surface cleanliness - Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings (Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень ржавости и степени непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий) |
УДК 62-712:006.354 | МКС 71.120.30 |
Ключевые слова: аппарат воздушного охлаждения, вентилятор, жалюзи, конструкция, материалы, изготовление, маркировка, окрашивание, консервация, упаковка | |