СПРАВКА
Источник публикации
М., 1996
Примечание к документу
Документ утратил силу в связи с изданием Приказа Минтранса России от 20.07.2022 N 279.
Взамен Инструктивных указаний по сварочным работам при ремонте тепловозов, электровозов и моторвагонного подвижного состава 1975 года N 251/ЦТтеп.
Название документа
"Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов"
(утв. МПС России 11.08.1995 N ЦТ-336)
"Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов"
(утв. МПС России 11.08.1995 N ЦТ-336)
Содержание
Заместитель Министра
путей сообщения
А.Н.КОНДРАТЕНКО
11 августа 1995 г. N ЦТ-336
ИНСТРУКЦИЯ
ПО СВАРОЧНЫМ И НАПЛАВОЧНЫМ РАБОТАМ ПРИ РЕМОНТЕ ТЕПЛОВОЗОВ,
ЭЛЕКТРОВОЗОВ, ЭЛЕКТРОПОЕЗДОВ И ДИЗЕЛЬ-ПОЕЗДОВ
Инструкция разработана по заказу Главного управления локомотивного хозяйства МПС РФ работниками ВНИИЖТа кандидатами технических наук: заведующим отделением сварки В.Н. Лозинским, ведущими научными сотрудниками отделения сварки В.В. Шляпиным и В.Л. Котельниковым, заведующим лабораторией тепловозов Н.Н. Каменевым.
В Инструкции учтен опыт работы ПКБ ЦТ, ПКТБ "Желдорреммаша", локомотивных депо и локомотиворемонтных заводов.
Ответственный за выпуск - главный специалист Главного управления локомотивного хозяйства О.Г. Куприенко.
И НАПЫЛЕНИЯ
1.1.1.1. Данная Инструкция распространяется на ремонт сваркой, наплавкой и напылением деталей и узлов тепловозов, электровозов, электропоездов и дизель-поездов (тяговый подвижной состав) при текущем (ТР-1, ТР-2, ТР-3), капитальном (КР-1, КР-2), внеплановом их ремонте и техническом обслуживании, а также на изготовление запчастей для тягового подвижного состава.
При заказах сварочных материалов для выполнения сварочно-наплавочных работ и пайки, а также сварочного оборудования следует руководствоваться рекомендациями настоящей Инструкции. Допускается использование нового сварочного оборудования, характеристики которого соответствуют уровню рекомендованного Инструкцией сварочного оборудования и гарантируют получение сварных соединений и наплавки соответствующего качества.
1.1.1.2. Все наплавочные и сварочные работы при ремонте и изготовлении новых деталей и узлов локомотивов в депо и на ремонтных заводах МПС России должны выполняться с соблюдением требований настоящей Инструкции, чертежей и ГОСТов. Выбор технологического процесса, типа и марки электродов, режима сварки, а также контроль за правильной подготовкой деталей к сварочным работам возлагаются непосредственно на инженера-технолога, мастера и бригадира по сварке.
Состояние сварочного оборудования, приспособлений и инструмента, а также соблюдение технологии сварочно-наплавочных работ на ответственных узлах и деталях должны ежегодно проверяться комиссиями с составлением акта на право выполнения этих работ. Состав комиссии утверждается руководством службы локомотивного хозяйства железной дороги или руководством локомотиворемонтного завода.
1.1.1.3. Обучение и аттестация сварщиков должны производиться в соответствии с "Руководством по подготовке и аттестации сварщиков на железнодорожном транспорте МПС", утвержденным МПС 29.12.1989 г.
Запрещается сварщику приступать к выполнению наплавочных и сварочных работ на деталях, неправильно подготовленных к сварке, без соответствующей их термической обработки, несоответствующими типами электродов, при отсутствии, а также с просроченным удостоверением или свидетельством на право производства данных работ.
1.1.1.4. Технологические процессы и режимы на разрешенные сварочные работы при ремонте отдельных деталей, которые не описаны в настоящей Инструкции, устанавливаются главным инженером завода или начальником депо. При этом восстановленная деталь должна полностью удовлетворять требованиям безопасной работы локомотива и обеспечивать необходимый срок службы.
1.1.1.5. Восстанавливать наплавкой и нанесением покрытий изношенные детали можно только в пределах тех износов и те детали, которые обусловлены настоящей Инструкцией, действующими правилами ремонта и другими нормативными актами.
1.1.1.6. Наплавленный слой металла на рабочей поверхности по износостойкости и твердости должен быть не ниже основного металла детали и соответствовать требованиям технических условий или чертежей.
Особенно это касается деталей, работающих в условиях истирания (валики, наличники, скользуны, опорные места балансиров, пятников, подпятников, призм и др.). Для получения таких поверхностей необходимо применять при наплавке электроды, сварочные проволоки и порошки для износостойкой наплавки, порошковые проволоки соответствующих марок, легирующие флюсы, а также термическую, химико-термическую и другие виды обработок после наплавки и напыления.
1.1.1.7. Сварочные работы, разрешенные настоящей Инструкцией для капитального ремонта, могут выполняться и при текущем ремонте при наличии соответствующего оборудования и условий, обеспечивающих требуемое качество работ, а также экономическую целесообразность. Такие работы могут выполняться по разрешению начальника локомотивной службы.
1.1.1.8. Все количественные нормы по заварке трещин, вварке вставок и другим сварочным работам должны применяться с учетом уже имеющихся ранее выполненных на данном узле или детали сварочных работ независимо от того, где эти работы были ранее произведены - в депо или на заводе, руководствуясь при этом фактическим осмотром деталей и данными технического паспорта.
1.1.1.9. Температура деталей перед сваркой и в помещениях, в которых производят ответственные сварочные работы, должна быть не ниже 5 °C. При этом не должно быть сквозняков, резких температурных перепадов и попадания влаги на место сварки, наплавки и напыления. Перед заваркой трещин, изломов или переваркой дефектных сварных швов деформированные детали должны быть выправлены. Правка без учета возникновения остаточных напряжений может привести к разрушению детали как при сварке, так и при эксплуатации. В детали также могут появляться трещины.
1.1.1.10. Шлифованные, полированные и чисто обработанные поверхности, а также поверхности окрашенные, покрытые лаком, изоляцией и т.д. (шейки осей и валов, подшипники и т.д.), расположенные вблизи места сварки, до ее выполнения должны быть защищены асбестовым картоном, пастой или другим аналогичным материалом во избежание попадания на эти детали брызг расплавленного металла или случайного касания их электродом. Закрывать чисто обработанные поверхности металлическими листами не допускается.
1.1.1.11. При выполнении электросварочных работ непосредственно на локомотиве обратный провод источника питания необходимо присоединять по возможности ближе к месту сварки. Все контакты рабочих проводов сварочного аппарата должны быть исправными. Искрение и нагрев в местах соединения проводов не допускаются.
Для предупреждения возможных электроожогов роликовых подшипников и бандажей все сварочные работы на локомотиве необходимо выполнять так, чтобы подшипники и бандажи не были включены в сварочную цепь. Запрещается использовать рельсы в качестве обратного провода; подводка тока должна осуществляться по двухпроводной системе. Место присоединения обратного провода к детали во всех случаях должно быть предварительно зачищено до металлического блеска, а провод присоединен при помощи струбцины.
При неисправной изоляции токоподводящих проводов выполнение электросварочных работ запрещается.
1.1.1.12. Поверхность, на которую надо наложить сварные швы, должна быть зачищена. Запрещается производить сварку, наплавку или напыление, если на место сварки попадает вода, смазка, а также выполнять сварочные работы на свежеокрашенных конструкциях или изделиях до полного высыхания краски. Корродированные и другие поврежденные участки разрешается наплавлять только после тщательной обработки поврежденной поверхности стальной щеткой до металлического блеска.
1.1.1.13. При выполнении сварки или наплавки, как правило, не допускаются подрезы основного металла по границам сварных швов более 0,5 мм, подрезы больших размеров должны быть заварены. Технология заварки должна исключать появление неблагоприятных закалочных структур в околошовной зоне или металле валика. Выводить кратер на основной металл запрещается.
На ответственных деталях, работающих при динамических и многократно повторяющихся (циклических) нагрузках, непровары в сварных швах и подрезы основного металла не допускаются.
Чеканка как средство для устранения неплотности сварных швов независимо от типа применяемого покрытия электродов не допускается.
1.1.1.14. При выполнении сварочно-наплавочных работ должны соблюдаться нормы и правила техники безопасности, производственной санитарии и противопожарной безопасности.
Работники, приступающие к выполнению сварочных работ, должны иметь исправные защитные приспособления (шлем или щиток, очки), инструмент (стальную щетку, слесарный молоток, зубило, клеймо) и набор шаблонов для проверки размеров сварных швов, а газосварщики, кроме того, должны иметь набор гаечных ключей и ведро с водой для охлаждения горелки или резака.
кромок под сварку
1.1.2.1. Основные типы сварных швов, размеры и формы их, а также конструкционные элементы кромок свариваемых частей из углеродистых и низколегированных сталей должны соответствовать ГОСТ 5264-80* и ГОСТ 11534-75* при ручной сварке; ГОСТ 8713-79* и ГОСТ 11533-75* при автоматической и механизированной (полуавтоматической) сварке. В тех случаях, когда предусмотрено применение специальных методов сварки, а форма и размеры сварных швов не соответствуют указанным ГОСТам, а также когда конструкция сварного узла или элемента подвижного состава не позволяет при ремонте сваркой или наплавкой выполнить требования указанных ГОСТов, сварные швы должны быть вычерчены на чертеже с указанием размеров всех элементов. Выбор типа шва и подготовка кромок под сварку должны производиться в зависимости от размеров и конструкционных форм свариваемых частей в соответствии с вышеуказанными ГОСТами.
--------------------------------
<*> В стандарт внесены изменения после его утверждения.
1.1.2.2. Стыковые соединения являются наиболее распространенными и надежными сварными соединениями. В зависимости от толщины свариваемого металла часто применяются следующие виды сварных стыковых швов:
- стыковые соединения без скоса кромок, которые бывают:
1) с двусторонним швом (рис. 1.1, а), обладающие высокой прочностью. Такое соединение рекомендуется применять при толщине свариваемого металла 3 - 8 мм;
2) с односторонним швом (рис. 1.1, б); при этом возможен непровар с обратной стороны, что обусловливает некоторое снижение прочности соединения. Такое соединение не рекомендуется применять для деталей, работающих при динамических нагрузках, и в случаях, когда корень шва оказывается в растянутой зоне при изгибе;
3) односторонние с подкладкой (рис. 1.1, в); при этом применяются медные съемные подкладки или остающиеся стальные (технологические) подкладки. Последняя должна плотно прилегать к свариваемым элементам и проплавляться до 1/3 толщины; местные зазоры не должны превышать 0,5 мм. Соединения на остающейся подкладке следует применять, когда невозможно выполнить двусторонний шов;



а - с двусторонним швом;
б - с односторонним швом;
в - односторонние на подкладке
- стыковые соединения со скосом одной кромки и V-образным скосом двух кромок;
4) двусторонние с подваркой корня шва (рис. 1.2, а и 1.3, а);
5) односторонние без подварки (рис. 1.2, б и 1.3, б);
6) односторонние на подкладке (рис. 1.2, в и 1.3, в);


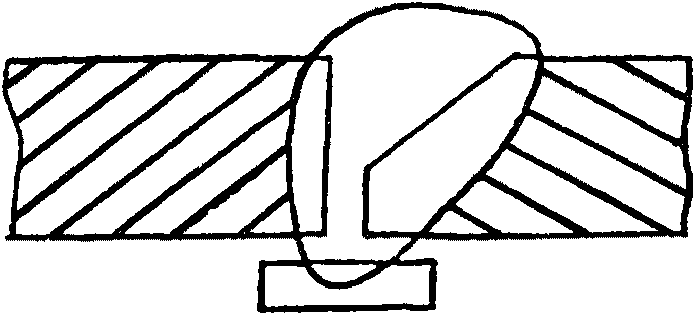
Рис. 1.2. Стыковое соединение со скосом одной кромки
а - односторонние с подваркой корня;
б - односторонние без подварки;
в - односторонние на подкладке



двух кромок
а - двусторонние с подваркой корня;
б - односторонние без подварки;
в - односторонние на подкладке
- стыковые соединения с K-образным и X-образными скосами кромок (рис. 1.4). Соединения таких типов обладают высокой прочностью и являются наиболее экономичными. Объем наплавленного металла шва X-образного соединения на 30 - 40% меньше объема шва с V-образной разделкой для одинаковых толщин.

и X-образным скосами
При сварке встык листов разных толщин на более толстом листе делается на длине пяти толщин скос одной или двух сторон листа до толщины тонкого листа.
1.1.2.3. Угловые соединения (рис. 1.5) бывают:
1) без скоса кромок (рис. 1.5, а);
2) со скосом одной кромки (рис. 1.5, б);
3) с двумя скосами одной кромки (рис. 1.5, в);
4) со скосом двух кромок (рис. 1.5, г).




а - без скоса кромок;
б - со скосом одной кромки;
в - с двумя скосами одной кромки;
г - со скосом двух кромок
Сварные соединения с двусторонними швами обладают высокой прочностью.
1.1.2.4. Тавровые соединения (рис. 1.6) выполняют:
1) без скоса кромок (рис. 1.6, а). В таких соединениях, особенно при наличии непроваров и увеличенных зазорах, значительно снижается прочность шва;
2) с одним скосом одной кромки (с двусторонним и односторонним швами) (рис. 1.6, б);
3) со скосом двух кромок (рис. 1.6, в) (обладают достаточно высокой прочностью и обеспечивают возможность получения полного провара).


а - без скоса кромок;
б - со скосом одной кромки;
в - со скосом двух кромок
При сварке тавровых соединений в положении "в лодочку" электрод должен быть наклонен под углом 45° к свариваемым поверхностям, а в случае сварки частей различной толщины иметь меньший угол наклона к более тонкой части. Кроме того, электрод должен иметь угол наклона от 70 до 80° к линии пересечения плоскостей соединяемых листов по направлению сварки.
1.1.2.5. Соединения внахлестку (рис. 1.7) бывают:
1) без скоса кромок с двусторонними (рис. 1.7, а) и односторонними (рис. 1.7, в) непрерывными и прерывистыми швами;
2) с круглыми отверстиями (рис. 1.7, б) при односторонней непрерывной заварке или удлиненными с частичной заваркой по внутренней кромке отверстий. Такое соединение требует плотного прилегания поверхностей листов.
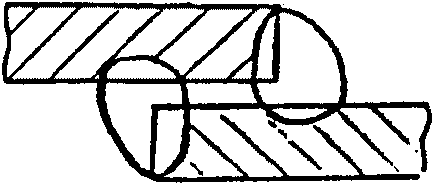


а - с двусторонними швами;
б - с отверстиями;
в - с односторонним швом
При сварке внахлестку ширина перекрытия листа должна быть не менее 2(S + S1), где S и S1 - толщины свариваемых листов. В зависимости от толщины свариваемых листов по ГОСТ 5264-80* и ГОСТ 11534-75* устанавливают размеры конструктивных элементов соединения (размеры шва, углов разделки, расстояния между листами и др.).
1.1.2.6. Подготовку кромок под сварку выполняют механической обработкой (на строгальном или токарном станке, фрезеровкой, рубкой пневматическим или ручным зубилом, крейцмейселем и т.п.). Подготовку кромок деталей, изготовленных из малоуглеродистых сталей, например, марок Ст1, Ст2, Ст3 разрешается производить также газовой резкой с последующей механической зачисткой поверхности реза до получения чистого металла.
При подготовке кромок газовой резкой на деталях из сталей, содержащих углерод свыше 0,3% (марки Ст5 и др.) поверхность реза должна быть механически обработана на глубину не менее 3 мм. Правильность подготовки кромок под сварку контролировать шаблоном. Допускаются отклонения: угла между плоскостями кромок от прямого для стыковых и тавровых соединений +/- 3°, то же для нахлесточных соединений +/- 6° и угла разделки кромок от проектного +/- 5°.
1.2.1. При изготовлении деталей подвижного состава применяют главным образом конструкционные низкоуглеродистые, среднелегированные и низколегированные прокатные и литые стали. Основным легирующим элементом в углеродистых сталях, определяющим механические свойства и свариваемость, является углерод. Стали с содержанием углерода до 0,25% относятся к низкоуглеродистым, от 0,26 до 0,45% - к среднеуглеродистым. Углеродистые стали бывают обыкновенного качества и качественные. По степени раскисления стали обыкновенного качества подразделяются на спокойные (сп), полуспокойные (пс) и кипящие (кп).
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 380-88 Постановлением Госстандарта России от 02.06.1997 N 205 с 01.01.1998 введен в действие ГОСТ 380-94. |
Кипящая сталь содержит не более 0,07% кремния, имеет неравномерное распределение серы и фосфора по толщине, склонна к старению и охрупчиванию. Полуспокойная сталь занимает промежуточное место между кипящей и спокойной сталями (ГОСТ 380-88 и ГОСТ 14637-89).
1.2.2. Стали, содержащие специально введенные элементы называются легированными. Если содержание каждого элемента не превышает 2%, а суммарное содержание легирующих элементов - 5%, то сталь считается низколегированной. Применение низколегированных (ГОСТ 19281-89) сталей позволяет повысить надежность деталей и сварных конструкций, а также сопротивление коррозии, в ряде случаев снизить их массу.
В табл. 1.1 и 1.2 приведен характер воздействия легирующих элементов и примесей в стали на свариваемость, свойства и характеристики металла.
Элемент и символ | Обозначение элементов при маркировке | Содержание элемента в сталях, % | Характер воздействия |
1 | 2 | 3 | 4 |
Хром (Cr) | Х | До 0,3 в низкоуглеродистых, 0,7 - 3,5 в конструкционных, 12 - 18 в хромистых, 9 - 35 в хромоникелевых | Повышает коррозионную стойкость и твердость. При нарушении технологии сварки образуются карбиды хрома, ухудшающие коррозионную стойкость и резко повышающие твердость в зонах термического влияния, содействует образованию тугоплавких окислов, затрудняющих процесс сварки |
Никель (Ni) | Н | 0,2 - 0,3 в низкоуглеродистых, 1 - 5 в конструкционных, 8 - 35 в легированных | Повышает вязкость, коррозионную стойкость, пластические и прочностные свойства стали, измельчает зерна, не ухудшая свариваемости |
Молибден (Mo) | М | 0,15 - 0,8 | Увеличивает прочность стали при ударных нагрузках и высоких температурах, измельчает зерно, способствует образованию трещин в наплавленном металле и зонах термического влияния; при сварке активно окисляется и выгорает |
Углерод (C) | - | До 0,25 для углеродистых; до 0,18 для низколегированных | Одна из важных примесей, определяющих прочность, вязкость, закаливаемость и особенно свариваемость стали, не ухудшая ее |
более 0,25 | Свариваемость резко ухудшается, в зонах термического влияния образуются структуры закалки, приводящие к трещинам. Повышенное содержание углерода в присадочном материале вызывает при сварке пористость металла шва | ||
Марганец (Mn) | Г - стали Мн - бронзы, латуни | 0,3 - 0,8 | Сварку не затрудняет, повышает сопротивляемость образованию технологических трещин (до 1,6%) |
1,8 - 2,5 | Могут появиться трещины, марганец способствует увеличению закаливаемости стали | ||
11 - 12 стали типа Г13Л | Обеспечивает высокую вязкость, износостойкость и повышенную наклепываемость. Происходит интенсивное выгорание марганца | ||
Кремний (Si) | С - стали К - бронзы, латуни | 0,02 - 0,4 | Сварку не затрудняет |
0,8 - 1,15 в спецсталях | Свариваемость ухудшается из-за высокой жидкотекучести кремнистой стали и образования тугоплавких окислов кремния | ||
Ванадий (V) | Ф | 0,2 - 0,8 в спецсталях | Способствует закаливаемости стали, чем затрудняет сварку |
1 - 1,5 в штамповых сталях | В процессе сварки активно окисляется и выгорает | ||
Вольфрам (W) | В | 0,8 - 1,8 в инструментальных и штамповых сталях | Резко увеличивает твердость стали и ее работоспособность при высоких температурах (красностойкость), но затрудняет процесс сварки, т.к. сильно окисляется |
Титан (Ti) | Т | 0,5 - 1,0 в коррозионностойких и жаропрочных сталях | Повышает коррозионные свойства |
Ниобий (Nb) | Б | 0,5 - 1,0 в коррозионностойких и жаропрочных сталях | Повышает коррозионные свойства. При сварке коррозионностойких сталей типа 12Х18Н9 способствует образованию горячих трещин |
Медь (Cu) | Д | До 0,3 | Повышает прочностные характеристики стали и улучшает коррозионные свойства. При больших содержаниях ухудшает свариваемость, способствует хладноломкости и образованию трещин по границам зерен |
Сера (S) | До 0,05 | Одна из наиболее вредных примесей в стали. Ухудшает свариваемость, вызывает образование горячих трещин | |
Фосфор (P) | П | До 0,05 | Вредная примесь в стали. Ухудшает свариваемость, повышает хладноломкость стали. В отдельных случаях используется для повышения коррозионной стойкости |
Характеристика стали | C | Si | Mn | P | S | Ni | Cr | Cu | V | Mo | Ti |
Временное сопротивление | + | + | + | + | - | + | + | + | + | + | + |
Предел текучести | + | + | + | + | - | + | + | + | + | + | + |
Относительное удлинение | = | - | - | = | 0 | 0 | 0 | 0 | - | - | 0 |
Твердость | + + | + | + | + | - | + | + | 0 | + | + | + |
Ударная вязкость | - | = | - | = | - | + | + | 0 | 0 | 0 | - |
Усталостная прочность | + | 0 | 0 | 0 | 0 | 0 | 0 | 0 | + + | + + | 0 |
Свариваемость | - | +/- | +/- | - | 0 | 0 | 0 | - | + | + | + |
Стойкость против коррозии | 0 | - | + | + | 0 | + | + | + + | + | + | 0 |
Хладостойкость | - | +/- | 0 | + | 0 | - | - | - | 0 | 0 | 0 |
Красноломкость | + | + | 0 | 0 | + | 0 | 0 | 0 | 0 | - | 0 |
Примечание: 1. + повышает; + + значительно повышает; - снижает; = значительно снижает; 0 - не сказывается; +/- до определенных значений повышает, а затем снижает характеристику стали;
2. Кремний при содержании его до 0,4% улучшает свариваемость, а при содержании более 0,8% снижает. Аналогично по хладостойкости.
3. То же марганец, но при содержании его соответственно до 1,6 - 1,8% и более.
1.2.3. Технологическое свойство материалов образовывать в процессе сварки соединения, не уступающие по свойствам соединяемым материалам и отвечающим конструктивным и эксплуатационным требованиям, называется свариваемостью. В табл. 1.3, 1.4 приведена классификация сталей по группам свариваемости и примеры распределения сталей по этим группам.
Группа | Свариваемость | Характеристика сталей |
I | Хорошая | Свариваются любыми способами без применения особых приемов. |
II | Удовлетворительная | Для получения сварных соединений высокого качества требуется строгое соблюдение режимов сварки, применение специального присадочного металла, особо тщательная очистка свариваемых кромок и нормальные температурные условия сварки, а в некоторых случаях - предварительный и сопутствующий подогрев и термообработка. |
III | Ограниченная | Стали в обычных условиях сварки склонны к образованию трещин, перед сваркой их подвергают термообработке и подогреву до температуры в интервале от 250 до 400 °C с последующим отпуском после сварки. |
IV | Плохая | Качество сварных соединений пониженное. Швы склонны к образованию трещин. При сварке применяют сложные технологические приемы, обязательный подогрев изделия, предварительную и последующую термообработку. |
Свариваемость | Марка стали |
Углеродистые, низко или среднелегированные | |
Хорошая | Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст3Гсп, 09Г2, 09Г2Д, 10Г2БД 08, 10, 15, 20, 25, 15К, 20К, 15Х, 20Х, 20ХГСА, 12ХН2, 12Х24А, 15НМ, 10ХСНД, 15ХСНД, 15Х, 20Л |
Удовлетворительная | Ст5сп, Ст5Гсп, 30, 35 |
Ограниченная | Ст6пс, Ст6сп, 40, 45, 50, 35ХМ, 30ХГС, 33ХС, 20ХН3А |
Плохая | 60Г, 65Г, 50ХН, 50ХГ, 50ХГА, 55С2, 65, 75, 85, 60С2, 9Х, 55Л, У7, У8, У8Г, У9, У10, У11, У12, У13. |
Легированные стали | |
Хорошая | 12Х18Н10Т, 10Х17Н13М2Т, 08Х22Н6Т |
Ограниченная | 17Х18Н9Т, 2Х18Н9 |
1.3.1. Ручную дуговую сварку выполняют плавящимся металлическим электродом или неплавящимся - угольным, графитовым, вольфрамовым. При сварке плавящимся металлическим электродом дуга горит между ним и изделием. Металл шва формируется за счет материала электрода и расплавления кромок свариваемого изделия. При сварке плавящимся электродом дуга горит между угольным и графитовым электродом и изделием, а для формирования металла шва в зону дуги подают присадочный материал. Сварку угольным электродом ведут, как правило, постоянным током прямой полярности. При сварке вольфрамовым электродом может также применяться и переменный ток, но с защитой зоны сварки инертным газом. Наибольшее распространение нашла ручная дуговая сварка плавящимся электродом, которую можно применять во всех пространственных положениях, сваривая черные, цветные металлы и различные сплавы практически любой толщины. Используют как постоянный, так и переменный ток.
1.3.2. При ручной дуговой сварке основными видами сварных соединений являются стыковые, угловые, тавровые и соединения внахлестку в соответствии с ГОСТ 5264-80*. Сварку выполняют покрытыми металлическими электродами диаметром от 1,6 до 12 мм и длиной от 200 до 450 мм.
1.3.3. Электроды классифицируют по следующим признакам:
1) по материалу, из которого они изготовлены;
2) по назначению;
3) по виду покрытия и его толщине;
4) по характеру шлака;
5) по свойствам металла швов;
6) по допустимым пространственным положениям сварки или наплавки;
7) по роду и полярности тока.
Электроды подразделяют на группы в зависимости от свариваемых материалов и изготавливают в соответствии с ГОСТ 9466-75*, ГОСТ 9467-75* и ГОСТ 10051-75*.
По назначению электроды подразделяют на:
У - для сварки углеродистых и низколегированных конструкционных сталей;
Л - для сварки легированных конструкционных сталей;
Т - для сварки легированных теплоустойчивых сталей;
В - для сварки высоколегированных сталей с особыми свойствами;
Н - для наплавки поверхностных слоев с особыми свойствами.
Электроды разделяют на марки по техническим условиям и паспортам. Каждому типу электродов могут соответствовать одна или несколько марок.
По толщине покрытия электроды подразделяют на:
М - с тонким покрытием;
С - со средним покрытием;
Д - с толстым покрытием;
Г - с особо толстым покрытием.
По видам покрытия электроды подразделяют на:
А - с кислым;
Б - с основным;
Ц - с целлюлозным;
Р - с рутиловым;
П - с покрытием прочих видов.
При наличии в составе покрытия железного порошка в количестве более 20% добавляют букву "Ж".
По допустимым пространственным положениям сварки или наплавки электроды подразделяют:
1 - для всех положений;
2 - кроме вертикального сверху вниз;
3 - для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 - для нижнего и нижнего "в лодочку".
В документации на электроды их условное обозначение должно состоять из марки, диаметра, группы электродов и обозначения стандарта.
1.3.4. В табл. 1.5 и 1.6 приведены технические характеристики покрытий и наиболее распространенных марок электродов общего назначения для сварки углеродистых и низколегированных конструкционных сталей. В табл. 1.7 и 1.8 даны зависимости диаметра электрода, толщины свариваемого встык металла и сварочного тока.
Покрытие, его краткая характеристика | Тип и марка электродов |
Кислое | |
Покрытие состоит преимущественно из оксидов металлов (железа, титана и др.), алюмосиликатов, раскислителей. Газовая защита осуществляется органическими компонентами. Электроды с кислым покрытием обладают удовлетворительными сварочно-технологическими свойствами, высокой скоростью расплавления, малой склонностью к образованию пор при сварке. По характеристикам пластичности и ударной вязкости металла шва уступают электродам с другими видами покрытия. Сварка осуществляется постоянным и переменным током. | Э42: ОМА-2 |
Рутиловое | |
Покрытие состоит преимущественно из рутилового концентрата, различных алюмосиликатов и ферромарганца. Электроды с рутиловым покрытием обладают высокими сварочно-технологическими свойствами, обеспечивают получение хорошего формирования шва, имеют небольшое разбрызгивание, легкую отделимость шлаковой корки, малую склонность металла шва к образованию пор. Сварка производится на постоянном и переменном токе. | Э46: ОЗС-12, МР-3, ОЗС-6, ОЗС-4, АНО-4, ОЗС-32, ОЗС-21 |
Основное | |
Покрытие состоит преимущественно из мрамора, плавикового шпата, группы раскислителей и легирующих элементов (ферромарганца, ферросилиция и др.). Электроды с основным покрытием обеспечивают получение наплавленного металла с малым содержанием газов и вредных примесей, высокими пластическими характеристиками и ударной вязкостью при нормальной и отрицательных температурах. Сварные швы имеют малую склонность к образованию трещин. Электроды обладают повышенной чувствительностью к образованию пор при увлажнении покрытия и наличии влаги, окалины или ржавчины на свариваемых кромках, а также при удлинении дуги. Сварка, как правило, осуществляется постоянным током обратной полярности. | Э42А: УОНИ-13/45; СМ-11. Э46А: УОНИ-13/55К ВН-48. Э50А: УОНИ-13/55, ОЗС-33, ОЗС-25, ОЗС-18. Э55: УОНИ-13/55У Э60: УОНИ-13/65, ВСФ-65У |
Тип электрода | Марка электрода | Свариваемые стали | Род тока | Пространственное положение детали | Режим сварки | |
Диаметр электрода, мм | Сварочный ток, А | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Э42 | ОМА-2 | Углеродистые стали с | переменный, постоянный обратной полярности | все положения | 2,0 | 40 - 60 |
2,5 | 50 - 80 | |||||
3,0 | 60 - 100 | |||||
Э42А | УОНИ-13/45 | Углеродистые и низколегированные стали с | постоянный обратной полярности | все положения (электроды диаметром 5,0 мм - нижнее и вертикальное) | 2,0 | 35 - 60 |
2,5 | 40 - 75 | |||||
3,0 | 70 - 100 | |||||
4,0 | 130 - 150 | |||||
5,0 | 160 - 200 | |||||
СМ-11 | - " - | - " - | - " - | 3,0 | 80 - 130 | |
4,0 | 140 - 220 | |||||
5,0 | 160 - 250 | |||||
Э46 | ОЗС-12 | Углеродистые стали с | переменный, постоянный прямой полярности | - " - | 2,0 | 40 - 70 |
2,5 | 60 - 80 | |||||
3,0 | 80 - 110 | |||||
4,0 | 120 - 160 | |||||
5,0 | 150 - 200 | |||||
МР-3 | - " - | переменный, постоянный обратной полярности | - " - | 3,0 | 80 - 140 | |
4,0 | 140 - 220 | |||||
5,0 | 160 - 260 | |||||
ОЗС-6 | Углеродистые стали с | - " - | - " - | 3,0 | 60 - 110 | |
4,0 | 130 - 220 | |||||
5,0 | 150 - 280 | |||||
Э46 | ОЗС-4 | - " - | переменный, постоянный любой полярности | - " - | 3,0 | 70 - 100 |
4,0 | 130 - 170 | |||||
5,0 | 160 - 240 | |||||
АНО-4 | - " - | - " - | - " - | 3,0 | 90 - 140 | |
4,0 | 140 - 210 | |||||
5,0 | 150 - 270 | |||||
ОЗС-32 | - " - | переменный, постоянный обратной полярности | все положения | 3,0 | 70 - 100 | |
4,0 | 130 - 170 | |||||
ОЗС-21 | - " - | переменный, постоянный прямой полярности | все положения (электроды диаметром 5,0 мм - нижнее и вертикальное) | 3,0 | 80 - 120 | |
4,0 | 140 - 200 | |||||
5,0 | 160 - 250 | |||||
Э46А | УОНИ-13/55К | Углеродистые и низколегированные стали с | постоянный обратной полярности | - " - | 3,0 | 60 - 110 |
4,0 | 120 - 160 | |||||
5,0 | 160 - 210 | |||||
ВН-48 | - " - | постоянный обратной полярности, переменный для диаметров 4,0 и 5,0 мм | все положения (электроды диаметром 5,0 мм - нижнее) | 2,5 | 60 - 90 | |
3,0 | 80 - 130 | |||||
4,0 | 120 - 180 | |||||
5,0 | 190 - 240 | |||||
Э50А | УОНИ-13/55 | Углеродистые и низколегированные стали с | постоянный обратной полярности | все положения (электроды диаметром 5,0 мм - нижнее и вертикальное) | 2,0 | 35 - 60 |
2,5 | 40 - 75 | |||||
3,0 | 70 - 100 | |||||
4,0 | 130 - 160 | |||||
5,0 | 160 - 210 | |||||
ОЗС-33 | - " - | переменный, постоянный любой полярности | - " - | 3,0 | 90 - 140 | |
4,0 | 130 - 210 | |||||
5,0 | 160 - 270 | |||||
ОЗС-25 | То же, в том числе при пониженных температурах | постоянный обратной полярности | - " - | 2,5 | 40 - 75 | |
3,0 | 70 - 100 | |||||
4,0 | 130 - 160 | |||||
5,0 | 160 - 200 | |||||
ОЗС-18 | низколегированные стали, с | - " - | все положения (электроды диаметром 5,0 мм - нижнее и вертикальное) | 3,0 | 60 - 110 | |
4,0 | 130 - 170 | |||||
5,0 | 150 - 190 | |||||
Э55 | УОНИ-13/55У | Углеродистые и низколегированные стали марок Ст5, 25Г2С, 35ГС, и др. при сварке стержней, арматуры и рельсов | переменный, постоянный обратной полярности | нижнее | 4,0 | 150 - 200 |
5,0 | 250 - 300 | |||||
Э60 | УОНИ-13/65 | Углеродистые и низколегированные стали с | постоянный обратной полярности | все положения (электроды диаметром 5,0 мм - нижнее и вертикальное) | 2,0 | 35 - 60 |
2,5 | 50 - 100 | |||||
3,0 | 70 - 110 | |||||
4,0 | 120 - 160 | |||||
5,0 | 150 - 210 | |||||
ВСФ-65У | То же, преимущественно при сварке стыков трубопроводов | - " - | все положения | 3,0 | 70 - 120 | |
4,0 | 110 - 180 | |||||
Примечание. Допускается применение других марок электродов при условии удовлетворения их требованиям ГОСТ 9466-75 и ГОСТ 9467-75 и обеспечения необходимых эксплуатационных свойств сварных соединений.
Толщина металла, мм | 1,0 - 2,0 | 3,0 | 4,0 - 5,0 | 6,0 - 10,0 | 10,0 - 15,0 | 15,0 и более |
Диаметр электрода, мм | 1,6 - 2,0 | 2,0 - 3,0 | 3,0 - 4,0 | 4,0 - 5,0 | 5,0 | 5,0 и более |
Диаметр электрода, мм | Сварочный ток, А |
1,6 | 30 - 60 |
2,0 | 40 - 80 |
2,5 | 50 - 100 |
3,0 | 80 - 140 |
4,0 | 100 - 230 |
5,0 | 200 - 230 |
6,0 | 270 - 500 |
8,0 | 450 - 600 |
10,0 | 700 - 800 |
12,0 | 750 - 900 |
СВАРКА ПОД ФЛЮСОМ
1.4.1. Сварку под флюсом применяют при изготовлении и ремонте конструкций и деталей ответственного назначения, которые должны надежно эксплуатироваться в условиях низких и высоких температур, давления, агрессивных сред и т.д. Наиболее выгодно автоматический способ применять при массовой сварке однотипных деталей, имеющих соединения правильной формы и удобных для удержания флюса.
1.4.2. Механизированную (полуавтоматическую) сварку следует использовать при сварке конструкций, имеющих швы с малым радиусом кривизны, небольшой длины или расположенные в труднодоступных местах, а также при мелкосерийном производстве.
Сваркой под флюсом выполняют швы, расположенные в нижнем положении при толщине металла от 2 до 100 мм.
1.4.3. Форма и размеры разделки кромок для различных видов сварных соединений регламентированы ГОСТ 8713-79* и ГОСТ 11533-75*.
Подготовку кромок под автоматическую сварку производят механическим способом или термической резкой.
1.4.4. На расстоянии не менее 20 мм от наружной кромки разделки с каждой стороны необходимо удалить краску, масло, влагу, ржавчину и другие загрязнения.
1.4.5. В целях повышения производительности автоматической сварки под флюсом разрешается применять:
1) сварку подогретым электродом;
2) сварку с металлическими присадками;
3) многоэлектродную и двухдуговую сварку;
4) сварку по узко-щелевой разделке (в узкий зазор).
1.4.6. Рекомендуемые вид и марка присадочного материала для сварки с металлическими присадками (крупкой) приведены в табл. 1.9.
Основной материал | Марка электродной проволоки | Вид и марка присадочного материала |
Малоуглеродистая сталь | Св-08А | Крупка из проволоки Св-08ГА |
Св-08ГА Св-08Г2С | Крупка из проволоки Св-08А или железный порошок ПЖ-2К | |
Низколегированная сталь 10Г2С1, 09Г2С, 14Г2 | Св-10Г2 Св-08ГА | Крупка из проволоки Св-10Г2С |
Крупку изготавливают из проволоки диаметром 1,0 - 1,6 мм, длина каждой частицы не должна превышать двух диаметров проволоки.
1.4.7. При сборке стыковые соединения закрепляют струбцинами, скобами, прихватками электродами, которые затем тщательно очищают от шлака.
В начале и в конце стыка приваривают технологические планки длиной 100 - 120 мм и шириной 60 - 120 мм. Форма разделки их кромок должна соответствовать форме разделки основного стыка.
1.4.8. Стыковые соединения выполняют двусторонней и односторонней сваркой; а также однопроходными или многопроходными швами.
При наложении двусторонних однопроходных швов глубина проплавления при сварке первой стороны должна составлять не менее половины толщины металла. При сварке второй стороны должна быть проплавлена вершина первого шва. Величина зазора не должна превышать 1 мм.
Сварку односторонних швов можно производить без разделки при толщине до 18 мм.
1.4.9. Для получения полного провара и предупреждения вытекания жидкого металла сварку выполняют на флюсовой подушке, медной и флюсо-медной подкладке, на остающейся стальной подкладке или с ручной подваркой корня шва, а также на весу. На рис. 1.8 показаны эти методы предупреждения вытекания жидкого металла в зазор.

с применением:
а - флюсовой подушки;
б - флюсо-медной подкладки;
в - ручной подварки;
г - стальной временной подкладки, удерживаемой
с помощью механического поджатия;
д - стальной временной подкладки на прихватках;
е - стальной остающейся подкладки
При сварке на стальной остающейся подкладке необходимо проплавлять не только все сечение состыкованных изделий, но и часть подкладки. Ширина подкладок: 8 - 30 мм при их толщине 1 - 3 мм и толщине свариваемого металла 2 - 6 мм; 25 - 50 мм при толщине подкладок 2 - 4 мм и толщине свариваемого металла 6 - 10 мм.
Сварку на медной подкладке применяют для соединения тонких листов. Зазор между подкладкой и деталью не должен превышать 1,0 мм.
1.4.10. Для металла толщиной свыше 30 мм рекомендуется использовать многопроходную сварку. В целях уменьшения величины сварочных деформаций нанесение швов следует выполнять с разных сторон соединения.
1.4.11. В зависимости от способа сварки и диаметра электродной проволоки устанавливают род и полярность тока (табл. 1.10).
Способ сварки | Диаметр электродной проволоки, мм | Род тока | Полярность |
Автоматическая: двусторонняя на весу | 1,6 - 2,0 | постоянный | обратная |
3,0 - 6,0 | переменный или постоянный | ||
двусторонняя на флюсовой подушке | 1,0 - 6,0 | То же | |
двусторонняя с предварительным наложением подварочного шва | 1,2 - 2,0 | постоянный | |
3,0 - 6,0 | переменный или постоянный | ||
односторонняя на флюсо-медной подкладке | 3,0 - 6,0 | постоянный | |
односторонняя на скользящем медном ползуне | 1,6 - 4,0 | То же | прямая |
Механизированная (полуавтоматическая) | 1,2 - 2,0 | - " - | обратная |
1.4.12. При многопроходной сварке каждый последующий проход необходимо проводить после тщательной зачистки от шлака. Начало шва длиной 30 - 40 мм и конец шва длиной 40 - 50 мм следует выводить на технологические планки.
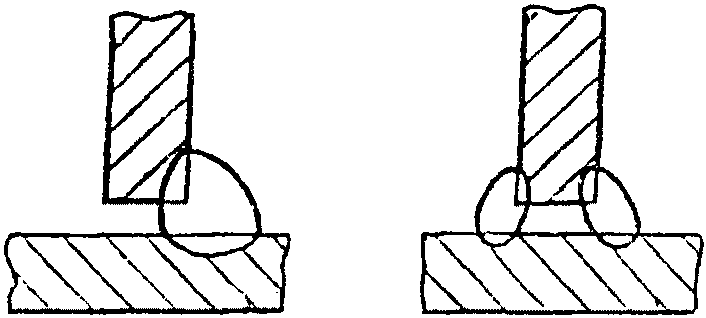
1.4.13. Сварку угловых и тавровых швов выполняют "в лодочку" вертикальным электродом и наклонным электродом в нижнем положении (рис. 1.9).

а - "в лодочку";
б - наклонным электродом
Во избежание затекания жидкого металла в зазор при сварке "в лодочку" применяют ручную подварку, флюсовую подушку, флюсо-медную подкладку.
Во избежание образования подрезов, наплывов и непроваров при сварке наклонным электродом угловые швы с катетом свыше 8 мм необходимо сваривать в несколько проходов.
1.4.14. Односторонней сваркой за один проход соединяют изделия толщиной до 10 мм; при толщине металла до 20 мм применяют двустороннюю однопроходную сварку. Соединения большей толщины выполняют с разделкой кромок.
Однопроходной механизированной (полуавтоматической) сваркой наклонным электродом выполняют швы таврового соединения с катетом до 8 мм. При больших катетах необходима многопроходная сварка.
1.4.15. Листы толщиной до 8 мм разрешается приваривать дуговой точечной сваркой. При большей толщине сварку выполняют через отверстие в верхнем листе. Диаметр отверстия должен превышать диаметр электрода на 2 - 6 мм. Для дуговой точечной сварки могут применяться также специальные электрозаклепочники.
Основные типы и конструктивные элементы соединений сварных точек регламентированы ГОСТ 14776-79*.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 380-88 Постановлением Госстандарта России от 02.06.1997 N 205 с 01.01.1998 введен в действие ГОСТ 380-94. |
1.4.16. Углеродистые и низколегированные конструкционные стали, поставляемые по ГОСТ 380-88* и ГОСТ 5520-79* обладают хорошей свариваемостью. При содержании в них углерода до 0,25% и 0,18% соответственно предварительный подогрев не требуется.
При большем содержании углерода сварку рекомендуется производить с предварительным подогревом до 200 - 250 °C, а затем делать отпуск или нормализацию.
1.4.17. При сварке углеродистых сталей марок Ст3 - Сталь 45 применяют флюсы марки АН-348А, АН-348В, ОСЦ-45, АНЦ-1 и др. Для сварки низко- и среднелегированных сталей используют флюсы АН-348А, АН-60, АН-22 и другие в сочетании с проволоками Св-08А, Св-08ГА и проволокой, легированной хромом, молибденом, никелем (табл. 1.11).
Марка флюса | Назначение флюса | Рекомендуемые проволоки | Параметры сварки | Температура и продолжительность сушки флюса | Примечания | ||
род тока | максим. ток, А | максим. скорость сварки, м/ч | |||||
АН-348А АН-348В | Сварка и наплавка изделий широкой номенклатуры из углеродистых и низколегированных сталей | Св-08; Св-08А; Св-08ГА; Св-10Г2 | ~ = | 1110 | 120 | 300 - 400 °C 1 ч | Флюсы с обозначением "М" - мелкозернистые |
АНЦ-1 | То же. Содержание легирующих элементов до 1,5% | То же | = ~ | 1000 | 50 | То же | - |
АН-60 | Сварка углеродистых и низколегированных сталей | Св-08А; Св-08ГА; Св-08ХМ; Св-10НМА | ~ = | 1200 | 220 | 400 - 450 °C 2 ч | Сварка с большой скоростью |
АН-22 | Сварка низко- и среднелегированных сталей | Св-08ГА; Св-08ХМ; Св-08ХМФ; Св-08ХГНМТА | = | 700 | 40 | То же | Хорошая отделяемость шлаковой корки |
АНК-30 | Сварка углеродистых и низколегированных сталей, в т.ч. хладостойких мелкозернистых сталей повышенной прочности | Св-10Г2; Св-08ГА | ~ = | 1000 | 40 | 400 °C 1 ч | |
Примечание: Флюсы обеспечивают устойчивое горение дуги, удовлетворительное формирование швов и низкую склонность к образованию пор и трещин. Обозначения: М - мелкозернистый, П - пемзовидный.
1.4.18. Для сварки под флюсом рекомендуется применять следующее сварочное оборудование, выпускаемое в настоящее время: сварочные агрегаты А-1412 с источником питания ТДФЖ-2002; А-1416 с источником питания ВДУ-506; сварочные тракторы типа АДФ-1002, АДФ-1202, АДФ-1209; полуавтомат А-1197Ф и источником питания ВС-632, а также импортное и ранее выпускаемое оборудование, имеющее аналогичные характеристики.
1.5.1.1. Порошковую проволоку по ГОСТ 26271-84* изготавливают с оболочкой различного профиля (рис. 1.10) для механизированной сварки и наплавки из ленты холодного проката марки 08кп или 10кп толщиной 0,2 - 1,0 мм и шириной 8 - 20 мм методом профилирования или волочения и классифицируют по назначению, способу защиты металла от воздуха, возможности сварки в различных пространственных положениях, механическим свойствам металла шва, типу сердечника.

1.5.1.2. По составу сердечника проволоки делятся на пять типов: рутил-органические, карбонатно-флюоритные, флюоритные, рутиловые и рутил-флюоритные.
Проволоки трех первых типов применяют как самозащитные, т.е. без дополнительной защиты газом или флюсом. Проволоки рутилового и рутил-флюоритного типов используют для сварки в CO2. Технические характеристики наиболее широко применяемых самозащитных проволок и проволок, применяемых с дополнительной защитой углекислым газом приведены в табл. 1.12 и 1.13 соответственно.
Марка проволоки | Диаметр, проволоки, мм | Положение сварки <1> | Производительность наплавки, x 10-3 кг/с (кг/ч) | Механические свойства наплавленного металла | Температура, обеспечивающая необходимую ударную вязкость, °C | ||
ПП-АН3 | 2,8; 3,0 | нижнее | 1,4 - 2,5 (5 - 9) | 500 - 650 | >= 440 | >= 20 | -20 |
ПП-АН7 | 2,4 | нижнее, горизонтальное | 1,1 - 1,9 (4 - 7) | 500 - 650 | >= 440 | >= 20 | -20 |
ПП-АН11 | 2,0 | нижнее, горизонтальное, вертикальное | 0,8 - 1,9 (3 - 7) | 450 - 600 | >= 390 | >= 22 | -20 |
ПП-АН45 | 2,5 | То же <2> | 0,5 - 1,4 (2 - 5) | 450 - 600 | >= 390 | >= 22 | -30 |
СП-3 | 2,2 - 2,6 | - " - | 1,9 - 3,0 (7 - 11) | 500 - 600 | >= 440 | >= 20 | -20 |
ППТ-7М | 2,2 | - " - | 1,9 - 3,0 (7 - 11) | 500 - 650 | >= 440 | >= 20 | -20 |
Сп-9 | 2,8 | - " - | 3,0 - 3,6 (11 - 13) | 600 - 750 | >= 540 | >= 18 | -10 |
--------------------------------
Требуют тщательного хранения, не допускается их загрязнение и увлажнение.
Марка проволоки | Диаметр, проволоки, мм | Положение сварки | Производительность наплавки, x 10-3 кг/с (кг/ч) | Механические свойства наплавленного металла | Температура, обеспечивающая необходимую ударную вязкость, °C | Тип сердечника | ||
ПП-АН8 | 2,8; 3,0 | нижнее | 1,9 - 3,0 (7 - 11) | 500 - 650 | >= 440 | >= 20 | 0 | рутиловый |
ПП-АН9 | 2,2; 2,5 | нижнее | 1,7 - 2,5 (6 - 9) | 500 - 650 | >= 440 | >= 20 | -40 | рутил-флюоритный |
ПП-АН10 | 2,2 | нижнее, горизонтальное, | 2,2 - 3,3 (8 - 12) | 500 - 650 | >= 440 | >= 20 | -20 | рутиловый |
ПП-АН22 | 2,2 | То же | 0,8 - 3,3 (3 - 12) | 450 - 600 | >= 390 | >= 22 | -30 | рутил-флюоритный |
ПП-АН25 | 1,8; 2,0 | нижнее, горизонтальное, вертикальное | - | 500 - 650 | >= 440 | >= 20 | -30 | рутиловый |
ПП-АН54 | 2,2 | нижнее, горизонтальное, | 1,9 - 2,8 (7 - 10) | 700 - 850 | >= 640 | >= 14 | -40 | рутил-флюоритный |
1.5.1.3. Типы сварных соединений, подготовка свариваемых кромок, формы и размеры сварных швов должны соответствовать ГОСТ 14771-76*.
При сварке стыковых соединений порошковой проволокой необходимо устанавливать зазоры в корне шва или между свариваемыми кромками в соответствии с табл. 1.14.
Толщина свариваемых элементов, мм | Величина зазора, мм | |||
Стыковое соединение без подкладки | Стыковое соединение на стальной остающейся подкладке | |||
Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | |
5 - 7 | 1,0 | +/- 0,5 | 2,0 | +1,0 -0,5 |
8 - 16 | 1,5 - 2,5 | +/- 0,5 | 3,0 | +/- 1,0 |
17 - 30 | 3,0 | +/- 1,0 | 4,0 | +/- 1,0 |
1.5.1.4. Прихватки следует выполнять порошковой проволокой марки, указанной в технологии, или электродами аналогичного типа. В сварных соединениях на остающихся подкладках катет шва не должен превышать 4 мм.
При сварке изделия или конструкции необходимо располагать так, чтобы обеспечить максимальный объем работ в нижнем положении.
1.5.2.1. Для механизированной (полуавтоматической) сварки порошковой проволокой используют полуавтоматы: ПДО-517 (А-765), ПДГ-603, ПШК-107В, ПДФ-502, ПШ-121.5. При модернизации подающего механизма (замене шлангов) и замене одной пары подающих роликов можно применять универсальные полуавтоматы ПДГ-508, ПДГ-515, ПДГ-516, ПДГ-312.
1.5.2.2. Сварку необходимо выполнять на постоянном токе обратной полярности от источников питания с жесткой или пологопадающей внешней характеристикой. Падение напряжения не должно превышать 3 В на 100 А. Этому требованию соответствуют источники питания ВС-300Б, ВС-632, ВДУ-505, -506 - 601, ВДГ-303. Проволокой марки ПП-АН8 возможна сварка от источника питания переменного тока с падающей характеристикой.
1.6.1. Механизированная и автоматическая сварка в углекислом газе проволоками сплошного сечения Св-08Г2С, Св-08ГС, (ГОСТ 2246-70*), Св-08Г2СЦ (ТУ 1-3735-84) широко применяют при изготовлении и ремонте сварных металлоконструкций из углеродистых и низколегированных сталей.
Для сварки используют пищевой углекислый газ высшего и первого сорта (ГОСТ 8050-85*), поставляемый в баллонах в жидком состоянии, называемый углекислотой, и углекислый газ осушенный, выпускаемый по специальным ТУ. Чистота углекислоты должна быть не менее 99,5%. В стандартный баллон емкостью 40 л заливают 25 кг углекислоты, которая образует при испарении 12,6 м3 газа. Расход газа при сварке составляет (1,67 - 2,34) x 10-6 м3/с (1,0 - 1,4 м3/ч). Баллоны с углекислотой окрашены в черный цвет с желтой надписью "Углекислота" или "CO2 сварочный".
1.6.2. Основными вредными примесями CO2 являются воздух и вода, которые скапливаются сверху и снизу баллона. Перед началом работы следует выпустить первые порции газа и осторожно удалить влагу, после отстаивания баллона в перевернутом положении в течение 15 - 20 мин. В целях исключения замерзания влаги в редукторе и осушителе необходим подогрев специальным прибором (например ПУ-70).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду разд. 1.13, а не 13. |
1.6.3. Для выполнения сварочных работ необходимо применять сварочные полуавтоматы типа А-547, А-825, А-1197, А-1230, ПДГ-302, ПДГ-508, ПДГ-515, ПДГ-516, ПДГ-603, технические характеристики которых приведены в разделе 13 настоящей Инструкции.
1.6.4. Основными параметрами режима сварки в углекислом газе являются: род, полярность и величина тока, диаметр проволоки, напряжение на дуге, скорость подачи проволоки, вылет электрода, расход газа, наклон электрода относительно шва и скорость сварки.
Сварку в углекислом газе выполняют на постоянном токе обратной полярности.
Напряжение на дуге при сварке устанавливается автоматически и зависит от ее длины; чем длиннее дуга, тем выше напряжение. С увеличением напряжения дуги растет ширина шва и уменьшается глубина провара.
Зависимость диаметра электродной проволоки от толщины свариваемого металла приведена в табл. 1.15.
Толщина металла, мм | Диаметр проволоки, мм |
0,6 - 1,0 | 0,5 - 0,8 |
1,2 - 2,0 | 0,8 - 1,0 |
3,0 - 4,0 | 1,0 - 1,2 |
5,0 - 8,0 | 1,6 - 2,0 |
9,0 - 12,0 | 2,0 |
13,0 - 18,0 | 2,0 - 2,5 |
Рекомендуемые величины сварочного тока в зависимости от толщины электродной проволоки даны в табл. 1.16.
Диаметр проволоки, мм | 0,5 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 |
Величина тока, А | 30 - 60 | 50 - 100 | 70 - 120 | 90 - 150 | 140 - 300 | 200 - 500 | 300 - 700 | 400 - 850 |
1.6.5. Большое влияние на устойчивость процесса сварки и качество шва оказывает вылет электродной проволоки (ее длина от торца токоподводящего наконечника до изделия).
Завышенный вылет ухудшает устойчивость горения дуги, формирование шва, увеличивает разбрызгивание.
Рекомендуемая величина вылета приведена в табл. 1.17.
Диаметр электродной проволоки, мм | Вылет электрода, мм |
0,8 | 6 - 12 |
1,0 | 7 - 13 |
1,2 | 8 - 15 |
1,6 | 13 - 20 |
2,0 | 15 - 25 |
2,5 | 15 - 30 |
Рекомендуемое расстояние между изделием и соплом горелки дано в табл. 1.18.
Диаметр электродной проволоки, мм | Расстояние от сопла до изделия, мм |
0,5; 0,8 | 5 - 15 |
1,0; 1,2 | 8 - 18 |
1,6; 2,0 | 15 - 25 |
2,5; 3,0 | 20 - 40 |
1.6.6. Наклон электрода относительно оси шва оказывает большое влияние на глубину провара и качество сварки. Сварка "углом вперед" применяется для уменьшения величины проплавления; "углом назад" - для ее увеличения и является более предпочтительной.
Сварка в CO2 производится во всех пространственных положениях. Сварку вертикальных и потолочных швов выполняют при меньшем сварочном токе и проволокой до 1,6 мм. Сварку следует производить при возможно более короткой дуге; максимальная длина дуги при токе 200 - 500 А должна быть 1,5 - 4,0 мм.
При механизированной (полуавтоматической) сварке металла толщиной более 3 мм применяют колебательные движения горелки, как и при ручной дуговой сварке.
1.6.7. Стыковые соединения толщиной до 4 мм свариваются на весу (без приспособлений, предохраняющих от протекания с обратной стороны шва).
Сварку нахлесточных соединений при толщине металла до 2 мм производят на весу или медной подкладке. Сварку угловых швов металла толщиной более 3 мм выполняют с петлеобразным перемещением горелки. Вертикальные швы на тонком металле (до 2 мм) накладывают сверху вниз, а при толщинах более 6 мм - снизу вверх "углом назад".
Сварку в потолочном положении ведут при минимальном напряжении дуги, рекомендуется при этом увеличить расход углекислого газа на 15 - 20%. Диаметр проволоки и сварочный ток должны быть меньше, чем при сварке в нижнем положении.
Для нахлесточных, стыковых и угловых соединений толщиной от 0,5 мм и более возможно применение сварки в CO2 дуговой точечной сваркой во всех пространственных положениях. При сварке металла толщиной более 1,5 мм в вертикальном и потолочном положениях и более 6 мм в нижнем необходимо делать отверстие в верхнем листе.
Ориентировочные режимы сварки в CO2 дуговой точечной сваркой приведены в табл. 1.19.
Толщина листов, мм | Диаметр электродной проволоки, мм | Сварочный ток, А | Напряжение, В | Вылет электрода, мм | |
верхнего | нижнего | ||||
0,5 | 0,5 - 2,0 | 0,8 | 100 - 140 | 18 - 21 | 6 - 10 |
0,8 | 0,8 - 3,0 | 0,8 | 120 - 160 | 19 - 22 | 8 - 10 |
1,5 | 1,5 - 4,0 | 1,0 - 1,2 | 200 - 210 | 21 - 24 | 10 - 12 |
2,0 | 2,0 - 5,0 | 1,0 - 1,4 | 220 - 300 | 22 - 27 | 10 - 14 |
3,0 | 3,0 - 6,0 | 1,2 - 1,6 | 320 - 380 | 30 - 35 | 12 - 14 |
4,0 | 4,0 - 6,0 | 1,4 - 1,6 | 380 - 420 | 33 - 37 | 13 - 15 |
5,0 | 5,0 - 7,0 | 1,4 - 2,0 | 400 - 450 | 34 - 40 | 14 - 16 |
6,0 | 6,0 - 8,0 | 1,6 - 2,5 | 420 - 550 | 38 - 44 | 14 - 18 |
8,0 | 8,0 - 10,0 | 2,0 - 2,5 | 550 - 600 | 43 - 48 | 16 - 18 |
1.6.8. Для сварки соединений из углеродистых и низколегированных сталей толщиной от 3 мм и более в CO2 широко используют порошковые проволоки типа ПП-АН8, ПП-АН10, ПП-АН21М, с рутиловым сердечником, а также типа ПП-АН22, ПП-АН29 с рутил-флюоритным сердечником. Характеристики проволок приведены в подразделе 1.5.1.
1.7.1. В целях стабилизации горения дуги, уменьшения разбрызгивания электродного металла, улучшения внешнего вида соединений при сварке углеродистых и низколегированных сталей разрешается применять сварку в газовых смесях: Ar + CO2 и CO2 + O2.
Рекомендуемый состав смеси аргона с углекислым газом: 75% Ar (ГОСТ 10157-79*) и 25% CO2 (ГОСТ 8050-85*). Расход газовой смеси в 1,2 - 1,5 раза больше расхода CO2.
Для получения смеси используются рамповые смесители УКР-1-72 или УСЛ-1В или постовые АКУП-1, УКП-1-71.
1.7.2. Механизированную сварку в смеси Ar + CO2 выполняют проволоками Св-08Г2С, Св-08ГС, Св-09Г2СЦ диаметром 1,2 - 2,0 мм.
Сварка производится полуавтоматами типа ПДГ-508, А-1197, ПДГ-515, 516, А-547, ПДГ-312 и др.
Разделка кромок под сварку в газовых смесях аналогична разделке под сварку в CO2 (ГОСТ 14771-76).
Сварку в смеси Ar + CO2 выполняют на прямой и обратной полярности. В первом случае повышается производительность процесса. При сварке на обратной полярности проволокой диаметром 1,6 - 2,0 мм производительность составляет около (2,5 - 2,8) x 10-3 кг/с (9,0 - 10,0 кг/ч), на прямой полярности соответственно (3 - 3,3) x 10-3 кг/с (11 - 12 кг/ч). Техника механизированной сварки в смеси Ar + CO2 не отличается от сварки в CO2.
Режимы сварки приведены в табл. 1.20.
Диаметр электродной проволоки, мм | Скорость подачи проволоки x 10-3 м/с; (м/ч) | Сварочный ток, А | Напряжение дуги, В | Расход газа x 10-5 м3/с; (л/мин) | ||
1,2 | 106 | (380) | 200 - 240 | 26 - 28 | 30 - 33 | (18 - 20) |
1,4 | 92 - 106 | (328 - 380) | 260 - 300 | 29 - 30 | 33 | (20) |
1,6 | 106 - 111 | (380 - 400) | 340 - 360 | 32 - 34 | 33 - 42 | (20 - 25) |
2,0 | 92 | (328) | 380 - 420 | 34 - 35 | 42 | (25) |
1.7.3. Рекомендуемый состав газовой смеси углекислого газа и кислорода - 70% CO2 + 30% O2 или 80% CO2 + 20% O2.
Для получения газовой смеси при количестве сварочных постов, не превышающем десяти, используют смеситель типа УКП-1-71. Механизированную сварку в смеси CO2 + O2 выполняют на серийно выпускаемом оборудовании для сварки в CO2 проволокой Св-08Г2С и Св-08Г2СЦ следующих диаметров:
1) 1,2 - 2,0 мм - с увеличенным вылетом электрода в нижнем положении;
2) 1,2 - 1,4 мм - с обычным вылетом во всех пространственных положениях.
При сварке с увеличенным вылетом в смеси CO2 + O2 среднеуглеродистых и низколегированных сталей типа 33ХС, 38ХС, 40Х и др. следует использовать проволоки марок Св-08ГСМТ, Св-08ХГСМФА, Св-08Х3Г2СМ.
Ориентировочный режим сварки в смеси газов с обычным вылетом электрода приведен в табл. 1.21.
Диаметр проволоки, мм | Величина вылета электрода, мм | Пространственное положение | |||||
нижнее | вертикальное | потолочное | |||||
ток, А | напряжение дуги, В | ток, А | напряжение дуги, В | ток, А | напряжение дуги, В | ||
0,8 | 8 - 15 | 50 - 100 | 15 - 18 | 50 - 100 | 15 - 17 | 50 - 100 | 14 - 16 |
1,0 | 8 - 15 | 50 - 180 | 17 - 22 | 50 - 160 | 18 - 20 | 60 - 110 | 15 - 18 |
1,2 | 8 - 15 | 120 - 250 | 19 - 26 | 110 - 220 | 19 - 22 | 110 - 170 | 17 - 20 |
1,4 | 8 - 18 | 140 - 300 | 19 - 28 | 120 - 220 | 19 - 22 | 120 - 180 | 18 - 21 |
1,6 | 14 - 20 | 150 - 350 | 20 - 30 | - | - | - | - |
2,0 | 15 - 25 | 200 - 600 | 25 - 35 | - | - | - | - |
1.7.4. При механизированной сварке многопроходных швов для уменьшения количества слоев и при сварке сталей, склонных к образованию кристаллизационных трещин рекомендуется применять сварку в смеси CO2 + O2 в нижнем положении на увеличенном вылете электродной проволоки. В табл. 1.22 даны режимы сварки угловых швов проволокой диаметром 2 мм с большим вылетом электрода. Использование проволок диаметром до 1,6 мм без специальных конструкций направляющих втулок держателя недопустимо.
Катет шва, мм | Диаметр проволоки, мм | Вылет проволоки, мм | Скорость подачи проволоки, м/с (м/ч) | Ток, А | Напряжение, В | Скорость сварки, x 10-3 м/с (м/ч) |
8,0 | 2,0 | 20 | 0,044 (159) | 280 - 300 | 28 | 3,9 - 4,4 (14 - 16) |
40 | 0,058 (210) | 30 | 5,5 - 6,1 (20 - 22) | |||
60 | 0,074 (265) | 34 | 6,9 - 7,5 (25 - 27) | |||
80 | 0,094 (337) | 37 | 9,2 - 9,7 (33 - 35) | |||
10,0 | 2,0 | 20 | 0,044 (159) | 280 - 300 | 27 | 2,8 - 3,3 (10 - 12) |
40 | 0,058 (210) | 30 | 3,3 - 3,9 (12 - 14) | |||
60 | 0,074 (265) | 34 | 4,4 - 4,7 (16 - 17) | |||
80 | 0,094 (337) | 37 | 5,8 - 6,4 (21 - 23) |
1.8.1. В целях продления срока эксплуатации деталей, узлов и конструкций разрешается при капитальном и текущем ремонте применять различные способы восстановительной и упрочняющей наплавки, а также газотермического напыления.
1.8.2. К способам наплавки относятся автоматическая и механизированная (полуавтоматическая) наплавка под флюсом, порошковой проволокой, в среде защитных газов, лентой, ручная штучным электродом, плазменная, вибродуговая, газопорошковая, индукционная, пластинчатым электродом и др. Нанесение покрытий напылением может производиться газопламенным и плазменным напылением, электродуговой металлизацией, детонационным напылением и др.
1.8.3. Наплавку и напыление поверхностей деталей и конструкций подвижного состава разрешается производить при восстановлении изношенных и поврежденных в процессе эксплуатации деталей и упрочнении запасных частей при их изготовлении.
1.8.4. Выбор способа восстановления или упрочнения должен определяться требованиями, предъявляемыми к качеству нанесенного металла, характеру эксплуатационной нагрузки, производительностью и его стоимостью.
Наплавка и напыление имеют два основных назначения - восстановление изношенных поверхностей до первоначальных геометрических размеров и нанесение материалов, придающих рабочему слою деталей повышенные свойства: износо- и теплостойкость, коррозионную стойкость, прочность и др.
1.8.5. Конструкции и детали локомотивов, имеющих большой износ (от 2 мм и более) и подвергающиеся в эксплуатации трению качения (например, гребни бандажей колес), абразивному изнашиванию, а также динамической (ударной) нагрузке (например, автосцепка) рекомендуется восстанавливать и упрочнять, как правило, дуговыми методами наплавки с применением присадочных материалов, дающих возможность получать на поверхности прочный, износостойкий слой металла. Может использоваться и индукционная наплавка.
1.8.6. Детали и узлы, у которых основными причинами выхода из строя являются нарушения прочности соединения в неподвижных прессовых соединениях (например, посадки колеса на ось) и износ сопрягаемых деталей (увеличение зазора) в подвижных соединениях (например, детали типа "вал") не требуют при ремонте большой толщины и высокой прочности наносимого слоя покрытия. В этих случаях рекомендуется применение газотермических способов восстановления и вибродуговая наплавка.
1.8.7. Для автоматической и механизированной наплавки применяются наплавочные, сварочные и порошковые электродные проволоки, порошковая и холоднокатаная электродная лента, порошки, плавленные и керамические флюсы и др.
1.8.8. При выборе электродной проволоки необходимо учитывать химический состав наплавляемой детали и проволоки, условия работы, величину износа и требуемую износостойкость.
В табл. 1.23 приведены марки наиболее употребимых наплавочных проволок и твердость наплавленного металла.
Группа стали | Марка проволоки | Твердость наплавленного металла | Примерное назначение наплавляемых деталей |
Углеродистая | Нп-30 | HB 160 - 220 | Оси, шпиндели, валы |
Нп-45 | HB 170 - 230 | То же | |
Нп-50 | HB 180 - 240 | Опорные ролики | |
Нп-85 | HB 280 - 350 | Коленчатые валы, крестовины карданов | |
Легированная | Нп-40Г | HB 180 - 240 | Оси, ролики, валы |
Нп-50Г | HB 200 - 270 | Опорные ролики | |
Нп-65Г | HB 230 - 310 | Оси опорных роликов, крановые колеса | |
Нп-40Х3Г2МФ | HRC 39,5 - 44,5 | Детали, испытывающие удары и абразивное изнашивание | |
Нп-40Х2Г2М | HRC 56,0 - 57,0 | Детали машин, работающие с динамической нагрузкой коленчатые валы, поворотные кулаки, оси | |
Нп-50ХФА | HRC 45,5 - 51,5 | Шлицевые валы, коленчатые валы двигателей внутреннего сгорания | |
Высоколегированная | Нп-20Х14 | HRC 34,0 - 39,5 | Уплотнительные поверхности задвижек пара и воды |
Нп-30Х13 | HRC 39,5 - 46,5 | Шейки коленчатых валов, плунжеры гидропрессов | |
Нп-Х20Н80Т | HB 180 - 220 | Выхлопные клапаны двигателей |
Для получения мягкого неизносостойкого наплавленного металла при наплавке под флюсом можно применять сварочную проволоку марок Св-08, Св-08А, Св-08ГА, Св-10Г2, а при наплавке в среде защитного газа CO2 или смеси газов CO2 + O2 - сварочную проволоку марок Св-08ГС, Св-12ГС, Св-08Г2С, Св-15ГСТЮЦА и др. по ГОСТ 2246-70.
В качестве порошковых проволок для механизированной износостойкой наплавки рекомендуется использовать проволоки, приведенные в табл. 1.24. Перед началом наплавочных работ их следует прокалить на режиме: нагрев до температуры 250 - 280 °C со скоростью 0,014 - 0,028 °C/с (50 - 100 °C/ч), выдержка 2 ч, охлаждение на воздухе. При соблюдении режима прокалки проволока приобретает "соломенный" цвет.
Марка проволоки по ГОСТ 26101-84 (старое обозначение) | Диаметр проволоки мм | Способ наплавки | Твердость наплавленного металла (второй и последующий слои), HRC | Применение (типичные объекты наплавки) |
ПП-Нп-14ст (ПП-ТН250) | 3,0 | С | HB 240 - 260 | Широко применяется при восстановлении деталей локомотивов и вагонов из углеродистых конструкционных и литых сталей, работающих в условиях трения металла о металл. |
ПП-Нп-90Г13Н4 (ПП-АН105) | 2,8 | С | HB 160 - 240 | Детали, испытывающие удары, восстановление размеров и исправление пороков литья деталей из марганцовистой стали. |
ПП-Нп-18Х1Г1М (ПП-АН120) | 3,6 | Ф | HB 320 - 380 | Детали из углеродистой стали, работающие в условиях трения металла о металл. |
ПП-Нп-30Х5Г2СМ (ПП-АН122) | 2,6 | С (У) | 50 - 56 | Детали, работающие в условиях трения металла о металл, при знакопеременных и ударных нагрузках (стальные коленчатые валы, крестовины карданных валов, ролики и т.п.) |
ПП-Нп-200Х15С1ГРТ (ПП-АН125) | 3,2 | С | 50 - 56 | Детали, работающие в условиях абразивного изнашивания. |
ПП-Нп-30Х4Г2М (ПП-АН128) | 2,0 | С (Ф) | 42 - 48 | Детали, работающие в условиях трения металла о металл в окислительной среде (коленчатые валы двигателей, крестовины карданных валов и дифференциалов). |
ПП-Нп-10Х17Н9С5ГТ (ПП-АН133) | 2,8 3,6 | Ф | 27 - 34 | Детали, работающие в условиях трения металла о металл, коррозии и эрозионного изнашивания при повышенных температурах. |
ПП-Нп-250Х10Б8С2Т (ПП-АН135) | 3,2 | С | 50 - 58 | Детали, работающие в условиях абразивного изнашивания с ударными нагрузками. |
Примечание. Приняты обозначения: Ф - для наплавки под флюсом; С - для наплавки без дополнительной защиты (самозащитная); У - универсальная.
1.8.9. При наплавке углеродистых и низколегированных сталей следует применять плавленные флюсы марки АН-20 (всех индексов), АН-22, АН-60, АН-348А, АН-348АМ, ОСЦ-45 (ГОСТ 9087-81*Е) и флюс общего назначения марки АНЦ-1 (ТУ 108-1424-86).
Рекомендуемые режимы автоматической наплавки под флюсом плоских деталей приведены в табл. 1.25.
Износ детали, мм | Диаметр электродной проволоки, мм | Ток, А | Напряжение на дуге, В | Скорость подачи проволоки, м/с (м/ч) | Скорость наплавки, x 10-3 м/с (м/ч) | Род тока | ||
2 - 3 | 2 | 160 - 220 | 30 - 32 | 0,028 - 0,035 | (100 - 126) | 5,5 - 6,9 | (20 - 25) | Постоянный |
3 - 4 | 2 | 340 - 350 | 32 - 34 | 0,053 | (191) | 5,5 - 6,9 | (20 - 25) | Постоянный или переменный |
4 - 5 | 3 | 360 - 460 | 32 - 34 | 0,053 | (191) | 5,5 - 6,9 | (20 - 25) | То же |
5 - 6 | 5 | 650 - 700 | 34 - 36 | 0,053 - 0,071 | (191 - 256) | 6,7 - 8,3 | (24 - 30) | - " - |
1.8.10. При ручной дуговой наплавке для получения твердого износостойкого наплавленного металла рекомендуется применять электроды, приведенные в табл. 1.26. Влияние режима наплавки на геометрию шва приведено в табл. 1.27.
Марка электрода и сердечника | Диаметр электрода, мм | Основное назначение электрода | Твердость наплавленного металла | Технологические особенности наплавки |
1 | 2 | 3 | 4 | 5 |
ОЗН-300М сердечник - проволока Св-08, Св-08Г2С | 4,0 5,0 | Наплавка деталей из углеродистых и низколегированных сталей, работающих в условиях трения и ударных нагрузок. | HB 250 - 350 | Наплавка в нижнем положении на переменном токе и постоянном обратной полярности. |
ОЗН-400М сердечник - те же проволоки | 4,0 5,0 | То же | HB 350 - 450 | То же |
ОЗН-7 сердечник - проволока Св-08 | 4,0 5,0 | Наплавка быстроизнашивающихся деталей, работающих в условиях интенсивного абразивного изнашивания при значительных ударных нагрузках. Твердость наплавленного металла в исходном состоянии. | HRC не менее 55 | Наплавка в нижнем положении на постоянном токе обратной полярности; обеспечивает получение металла, стойкого против трещин при многослойной наплавке и в условиях эксплуатации. |
ОЗШ-3 сердечник - проволока Св-08, Св-08А | 2,5 3,0 4,0 5,0 | Наплавка штампов горячей штамповки, режущего инструмента и быстроизнашивающихся деталей машин. | HRC 52 - 58 | Наплавка ведется на постоянном токе обратной полярности в нижнем и вертикальном положениях в 1 - 4 слоя с подогревом до 300 - 400 °C. Возможна наплавка и без подогрева. |
НР-70 сердечник - те же проволоки | 5,0 | Наплавка деталей из углеродистых сталей, работающих в условиях трения качения и ударных нагрузок. | HB 300 - 390 | Наплавка ведется на постоянном токе обратной полярности широкими валиками с поперечным колебанием электрода. |
ОМГ-Н сердечник - проволока Св-06Н3А | 4,0 5,0 | Наплавка деталей из высокомарганцовистой стали типа 110Г13, 110Г13Л. | HRC 25 - 33 | Рекомендуется наплавка в нижнем и наклонном положениях на постоянном или переменном токе. Разогрев детали должен быть минимальным. |
ЦНИИН-4 сердечник - проволока Х14Г4Н3Т | 4,0 | Наплавка и заварка дефектов на деталях из стали 110Г13 и 110Г13Л. | HB 450 - 500 | Наплавка производится в нижнем положении на постоянном токе обратной полярности. |
ОЗИ-3 сердечник - проволока Св-08, Св-08А | 3,0 4,0 5,0 | Наплавка штампов и быстроизнашивающихся деталей оборудования. Твердость наплавленного металла после термической обработки (отпуск при 560 °C, выдержка 2 ч). | HRC 58 - 63 | Наплавка в нижнем положении на постоянном токе обратной полярности в 1 - 4 слоя с предварительным подогревом до 300 - 600 °C, медленное охлаждение с печью или в песке, отпуск или отжиг. |
ОЗН-6 сердечник - проволока Св-08, Св-08Г2С | 4,0 5,0 | Наплавка быстроизнашивающихся деталей, работающих в условиях интенсивного износа и значительных ударных нагрузок. | HRC >= 55 | Наплавка в нижнем положении на постоянном токе обратной полярности и переменном токе. Наплавленный металл обладает повышенной сопротивляемостью против образования трещин при многослойной наплавке и при эксплуатации в условиях интенсивных ударных нагрузок. |
Характеристика шва | Изменение характеристики шва при увеличении: | ||||||
Тока | Диаметра электрода | Напряжения, В | Скорости наплавки, x 10-3 м/с (м/ч) | ||||
24 - 34 | 36 - 46 | до 0,0047 (17) | 0,0047 - 0,011 (17 - 40) | 0,011 - 0,042 (40 - 150) | |||
Глубина провара | Интенсивно увеличивается | Уменьшается | Незначительно увеличивается | Незначительно уменьшается | Незначительно увеличивается | Не изменяется | Уменьшается |
Ширина шва | Незначительно увеличивается | Увеличивается | Интенсивно увеличивается | Уменьшается | |||
Высота утолщения | Интенсивно увеличивается | Уменьшается | Незначительно увеличивается | ||||
Доля основного металла в металле шва | То же | Уменьшается | Незначительно увеличивается | Интенсивно увеличивается | |||
1.9.1. Вибродуговой наплавкой под слоем флюса и в струе защитного газа разрешается восстанавливать изношенные валы и другие детали локомотивов в пределах размеров, допускаемых правилами ремонта или инструкциями МПС.
Для вибродуговой наплавки под слоем флюса рекомендуется использовать автоматические головки типа АНКЭФ конструкции ВНИИЖТ или других типов, обеспечивающие необходимое качество наплавки и подачу электродной проволоки с продольной возвратно-поступательной вибрацией. Автомат должен иметь регулировку амплитуды колебания в пределах до 3 мм и регулировку частоты колебаний от 40 до 60 с-1.
Устройства для удержания флюса на наплавляемой поверхности должны обеспечивать надежную защиту расплавленной ванны слоем флюса толщиной не менее 25 мм. Прорывы дуги сквозь слой флюса не допускаются.
Наплавку производят на постоянном токе обратной полярности с использованием источников питания, имеющих падающую и жесткую внешнюю характеристику (типа ВД-306, ВД-302, ВСС-300, ПСО-300 и др.). Источник питания устанавливают рядом со сварщиком для удобства регулирования токовых режимов.
Вибродуговую наплавку производят под слоем флюса мелкой грануляции марки АН-348АМ, АН-348ВМ, АНЦ-1 или ОСЦ-45М. Перед применением необходимо прокалить флюс при температуре 300 - 400 °C в течение 1 часа.
Использование молотой шлаковой корки не разрешается. Для вибродуговой наплавки под слоем флюса применяют проволоку марок Св-08, Св-08А, Св-10Г2, Св-08ГА диаметром 1; 1,2; 1,6 и 2 мм. Не допускается применять сырой и загрязненный флюс, замасленную или покрытую ржавчиной проволоку.
Перед наплавкой вал необходимо проверить дефектоскопом. При отсутствии трещин поверхность вала должна быть очищена от грязи, ржавчины и обезжирена. Особенно тщательно необходимо удалять масло из смазочных отверстий и каналов.
При наличии на поверхности вала плен, вмятин, забоин, задиров глубиной от 1 до 3 мм, изгиба более 3 мм вал необходимо проточить до удаления дефектов.
1.9.2. Наплавку валов начинают с торца. Первый виток наплавлять без подачи суппорта. В этом случае подогрев вала перед наплавкой можно не производить. Рекомендуется также наплавку производить с приставным кольцом из малоуглеродистой стали шириной 15 - 25 мм, прикрепленным к торцу вала. Наплавку начинают на кольце, затем переходят на поверхность вала.
При наплавке поверхностей валов, находящихся от торца более чем на 50 мм, производят предварительный подогрев вала в начале наплавки до температуры 300 - 350 °C.
1.9.3. Если на направляемом участке имеются отверстия или шпоночные канавки, перед наплавкой их закрывают пробками или временными шпонками из малоуглеродистой стали. Шпонки в канавки укладывают на асбестовых прокладках толщиной 2 - 3 мм. Пробки и временные шпонки должны выступать над поверхностью вала на 1 - 2 мм. Прихватка электросваркой шпонок и пробок, а также постановка медных или графитовых пробок и шпонок не допускаются. Разрешается забивка отверстий асбестом.
Если вал имеет переходные радиусы и галтели, то наплавку начинают на меньшем диаметре и ведут в направлении к галтели. После прохода галтели необходимо наложить дальше на участке большего диаметра еще два-три витка. Последний виток, как и первый, наплавляют при выключенном суппорте. Запрещается начинать и заканчивать наплавку на галтели, а также вести наплавку от большего диаметра к меньшему. При наплавке в несколько слоев предыдущий слой тщательно зачищают до чистого металла.
Если по какой-либо причине наплавка была прервана и вал остыл, то перед возобновлением наплавки металлической щеткой зачищают последние два-три витка, подогревают место начала наплавки до температуры 300 - 350 °C и продолжают наплавку, перекрыв один-два витка прежней наплавки.
1.9.4. Режим наплавки выбирают в зависимости от диаметра наплавляемого вала согласно табл. 1.28.
Диаметр сварочной проволоки, мм | Диаметр наплавляемого вала, мм | Скорость подачи проволоки, м/с (м/ч) | Частота колебаний, с-1 | Амплитуда колебаний, мм | Напряжение дуги, В | Смещение электрода от зенита вала против вращения, мм | Шаг при наплавке "виток к витку", мм | Шаг при двухзаходной наплавке, мм | |
2,0 | 100 | 0,015 - 0,024 | (56 - 88) | 21 - 33 | 2,5 | 32 - 35 | 6 - 8 | 5 - 7 | - |
1,6 | 70 | 0,024 - 0,027 | (88 - 97) | 33 - 46 | 2 - 2,5 | 32 - 35 | 4 | 4 | - |
1,2 | 30 | 0,042 - 0,046 | (153 - 167) | 33 - 46 | 1,8 - 2 | 30 - 32 | 4 | 4 | 11 |
1,0 | 20 | 0,055 | (200) | 46 - 57 | 1,5 | 25 - 32 | до 2 | 3 | 8 |
0,8 | 20 | 0,065 | (236) | 46 - 57 | 1,0 | 25 - 32 | до 2 | 3 | 8 |
1.10.1. Все работы по ремонту и изготовлению новых деталей и узлов локомотивов с использованием напыления в депо и на ремонтных заводах МПС России должны выполняться с соблюдением требований настоящей Инструкции, чертежей и ГОСТов.
Технологические процессы и режимы восстановления деталей газотермическим напылением, на которые не имеется технологической документации, устанавливаются главным инженером завода или начальником депо и согласовываются с Главным управлением локомотивного хозяйства МПС и ВНИИЖТ в соответствии с Перечнем деталей подвижного состава, утвержденным Главным техническим управлением МПС 29.03.1990 г.
Восстановленная деталь должна удовлетворять требованиям безопасной работы и обеспечивать необходимый срок службы.
1.10.2. Восстанавливать напылением изношенные детали можно только в пределах износов, которые обусловлены правилами ремонта, настоящей Инструкцией и другими распоряжениями МПС.
1.10.3. Износостойкость напыленного слоя должна быть не ниже износостойкости основного металла детали и соответствовать требованиям технических условий и чертежа.
1.10.4. Температура деталей перед напылением и в помещении, где производят напыление, должна быть не менее 15 °C.
1.10.5. Поверхность под напыление должна быть зачищена в соответствии с требованиями соответствующей технической документации до определенной степени шероховатости. Не допускается попадание на подготовленную поверхность влаги и масла, касание ее руками.
1.10.6. Для газотермического напыления разрешается применять порошковые материалы в соответствии с их назначением и требованиями технологического процесса. Материалы для газопламенного и плазменного напыления указаны в табл. 1.29, а для электродуговой металлизации - в табл. 1.30.
Марка порошка | Нормативный документ, завод-изготовитель | Твердость восстановленной поверхности, HRC (HRB) | Область применения и способ наплавки или напыления порошка |
1 | 2 | 3 | 4 |
ПГ-10Н-01 | ТУ 48-19-383-91 Торезский завод наплавочных твердых сплавов | 56 - 63 | Углеродистые и нержавеющие стали, чугун. Высокая износостойкость. Восстановление и упрочнение деталей. Наплавка и напыление с оплавлением. |
ПГ-10Н-04 | То же | 86 - 97 HRB | То же |
ПГ-10К-01 | - " - | 45 - 50 | - " - |
ПГ-12Н-01 | - " - | 35 - 44 | То же. Наносится напылением с оплавлением. |
ПГ-12Н-02 | - " - | 45 - 54 | То же |
ПТ-НА-01 | - " - | Наносится в качестве подслоя напылением без оплавления. | |
ПГ-19М-01 | - " - | 65 - 72 HRB | Наносится на детали из медесодержащих сплавов через подслой. Напыление без оплавления. |
ПТ-19Н-01 | - " - | 30 - 42 HRB | Наносится через подслой. Применяется для восстановления поршней, шпинделей и т.п. Напыление без оплавления. |
ПН85Ю15 | ТУ 14-1-3926-85 ТУЛАЧЕРМЕТ | 20 | Жаростойкое и износостойкое покрытие. Напыление без оплавления. |
ПН70Ю30 | То же | 40 | То же |
ПР-Н80Х13С2Р | ТУ 14-1-3785-84 ТУЛАЧЕРМЕТ | 29 - 34 | Высокая износостойкость, коррозионная стойкость и жаростойкость, хорошая прочность сцепления со сталями. Напыление и наплавка. |
ПР-Н77Х15С3Р2 | То же | 37 - 42 | То же |
ПР-Н73Х16С3Р3 | - " - | 47 - 52 | - " - |
ПР-Н70Х17С4Р4 | ТУ 14-1-3785-84 | 55 - 59 | - " - |
ПР-Н67Х18С5Р4 | То же | 60 - 62 | То же |
ПГ-СР2 | - " - | 40 - 45 | - " - |
ПГ-СР3 | - " - | 50 - 55 | - " - |
ПГ-СР4 | ТУ 14-1-3785-84 ТУЛАЧЕРМЕТ | 58 - 62 | Высокая износостойкость, коррозионная стойкость и жаростойкость, хорошая прочность сцепления со сталями. Напыление и наплавка. |
ПГ-Ж14 | ТУ 48-19-383-91 Торезский завод наплавочных твердых сплавов | 32 - 40 | Хорошая износостойкость и сопротивление ударным нагрузкам. Наносится наплавкой. |
Марка проволоки | ГОСТ или ТУ | Применение |
65Г | Рабочий слой в прессовых соединениях | |
ШХ 15 | то же | |
Х15Н60 | - " - | |
Х20Н80 | - " - | - " - |
Св10Х16Н25АМ6 | - " - | |
12Х18Н10(Т) | - " - | |
Молибден | ТУ 48-19-203-79 | Для подслоя |
1.10.7. Газотермическое напыление включает следующие способы: газопламенное и плазменное напыление, газопорошковую наплавку и дуговую металлизацию.
1.10.8. При газотермическом напылении источником энергии является газовое пламя, плазма или электрическая дуга. Напыляемый материал в виде порошка или проволоки попадает в источник нагрева, разогревается, распыляется и транспортируется к напыляемой поверхности.
1) подготовку напыляемого материала;
2) подготовку поверхности под напыление;
3) напыление;
4) оплавление покрытия <1>;
--------------------------------
<1> "Оплавление покрытия производят только при использовании порошков самофлюсующихся сплавов марок ПГ-10Н-...; ПГ-12Н-...; СНГН; ПГ-СР... и т.п.
5) механическую обработку.
1.10.10. Напыление выполняют на участке, оборудованном местной вытяжной вентиляцией с расходом воздуха до 0,05 м3/с (3000 м3/ч). Участок напыления должен быть оснащен оборудованием, позволяющим выполнять все операции по п. 1.10.9.
Допускается окончательную механическую обработку покрытий производить вне участка, но в одном здании.
1.10.11. Напыление деталей типа "вал" производят во вращателе с числом оборотов до 300 рад/с (3000 об/мин) или на токарном станке. Напыление плоских деталей выполняют на столе сварщика.
1.10.12. Участок напыления должен иметь подвод сжатого воздуха, который используют для дробеструйной обработки поверхности перед напылением и для распыления проволок при дуговой металлизации. Давление воздуха в сети должно быть не менее 0,5 МПа, расход - не менее 2,5 x 10-3 м3/с (150 м3/ч).
1.10.13. Напыление выполняют при использовании оборудования, приведенного в табл. 1.31, 1.32 и 1.33.
Характеристика горелок | ГН-2 | ГН-3 | ЕВРОДЖЕТ XS-8 | Могул У9 |
Давление: | ||||
МПа (кгс/см2) ацетилена | 0,02 - 0,03 (0,2 - 0,3) | 0,04 - 0,08 (0,4 - 0,8) | 0,05 - 0,06 (0,5 - 0,6) | 0,05 - 0,07 (0,5 - 0,7) |
кислорода | 0,3 - 0,4 (3 - 4) | 0,4 - 0,5 (4 - 5) | 0,2 - 0,4 (2 - 4) | 0,12 (1,2) |
Расход x 10-3 м3/с (л/мин): | ||||
ацетилена | 0,17 (10) | 0,4 - 0,49 (25 - 29) | 0,24 (14) | 0,3 (18) |
пропан-бутана | - | - | - | 0,33 (20) |
кислорода | 0,22 (13) | 0,4 - 0,49 (25 - 29) | 0,28 (17) | 0,2 (12) |
порошка, x 10-3 кг/с | 0,5 - 0,8 | 1,4 | 0,5 - 1,1 | 0,4 - 0,8 |
кг/ч | (2,0 - 3,0) | (5,0) | (2 - 4) | (1,5 - 3) |
Масса горелки, кг | 1,0 | 1,1 | 1,5 | 1,5 |
Характеристика металлизаторов | ЭМ-12М | ЭМ-14 | ЭМ-17 | КДМ-2 |
Ток дуги, А | до 500 | до 320 | до 500 | до 500 |
Напряжение дуги, В | 17 - 35 | 17 - 40 | 17 - 40 | 17 - 44 |
Мощность, кВт | до 16 | до 14 | до 16 | до 25 |
Давление сжатого воздуха, МПа | 0,5 - 0,6 | 0,5 - 0,6 | 0,5 - 0,6 | 0,5 - 0,6 |
(кгс/см2) | (5 - 6) | (5 - 6) | (5 - 6) | (5 - 6) |
Расход сжатого воздуха, x 10-3 м3/с | 250 | 150 | 250 | 150 |
(м3/ч) | (150) | (90) | (150) | (90) |
Диаметр распыляемой проволоки, мм | 1,5 - 2,5 | 1,5 - 2,0 | 1,5 - 2,5 | 1,5 - 2,5 |
Характеристика плазменных установок | УПУ-3д | УПУ-8 | Киев-7 | УН-120 | УН-108 |
Рабочие газы | аргон, азот, аргон с водородом | аргон, азот, аргон с водородом | пропан-бутан, азот | азот, аргон | воздух, азот, пропан-бутан |
Расход, м3/ч: | |||||
азот, аргон, водород, сжатый воздух | 3 - 4 | 4 - 5 | 3 - 6,3 | 3 - 10 | |
пропан-бутан | - | - | 0,1 - 0,3 | - | 2 - 6 |
Давление, МПа: | |||||
азот, сжатый воздух | 0,3 - 0,5 | 0,3 - 0,5 | 0,5 - 0,6 | 0,5 - 0,6 | 0,4 - 0,6 |
пропан-бутан | - | - | 0,1 - 0,3 | - | 0,2 - 0,4 |
Производительность, x 10-3 кг/с | 1 | 1,1 - 2,2 | 2,8 - 6,7 | 2,8 - 4,2 | 1,4 - 4,2 |
(кг/ч) | (3,5) | (4 - 8) | (10 - 25) | (10 - 15) | (5 - 15) |
Мощность, кВт: плазмотрона | 80 | 70 | |||
общая | 30 | 40 | 100 | 130 | 120 |
1.10.14. Газопламенное напыление заключается в нанесении на предварительно подготовленную поверхность детали порошковых материалов ацетилено-кислородным пламенем. Напыление может выполняться в один или в два этапа. Первый этап - нанесение слоя термореагирующего порошка (подслоя) толщиной 0,1 - 0,15 мм для улучшения сцепления основного покрытия с материалом детали. Второй этап - нанесение основного слоя требуемой толщины. При напылении в одни этап наносят сразу основной слой. Покрытие, нанесенное в два этапа, не оплавляется. В этом случае процесс напыления условно называется "холодным".
Покрытие, нанесенное без подслоя за один этап, подлежит оплавлению посредством нагрева до температуры плавления порошка (990 - 1070 °C), при которой происходит спекание частиц между собой и с поверхностью детали. В этом случае процесс напыления называется "горячим".
1.10.15. Газопламенное напыление осуществляют горелкой в соответствии с табл. 1.31.
1.10.16. В качестве напыляемых материалов используют порошки чистых металлов, сплавов, а также композиционные, приведенные в табл. 1.29. Размер частиц порошка - 40 - 100 мкм. Напыляемые порошковые материалы просушивают на поддонах из нержавеющей стали при толщине слоя не более 20 мм в течение 1 - 3 ч. при температуре 130 - 150 °C, просеивают через набор сит по ГОСТ 6613-86 для восстановления их сыпучести и отделения используемых для напыления фракций. Допускается использовать порошковые материалы для напыления в состоянии поставки, если они хранились в герметичной упаковке, а в сертификате на каждую емкость указаны размеры частиц порошка.
1.10.17. Подготовка напыляемой поверхности заключается в очистке ее и прилегающих поверхностей на расстоянии 50 - 60 мм от загрязнений и масла, удалении поврежденного металла и обработки поверхности до требуемой шероховатости. Очистку и мойку деталей выполняют общепринятыми методами. Разрешается применять прокаливание деталей в печи при температуре 150 - 200 °C в течение 0,5 - 1,0 ч. или газовой горелкой.
1.10.18. Удаление слоя поврежденного металла производят точением или грубой шлифовкой с последующей дробеструйной обработкой.
1.10.19. Сжатый воздух, используемый для дробеструйной обработки, должен быть очищен от влаги и масла. Давление воздуха - 0,5 - 0,6 МПа. При дробеструйной обработке используют электрокорунд по ОСТ 2МТ 763-80 и ОСТ 2МТ 715-78 зернистостью номер 80-150 по ГОСТ 3647-80 и дробь ДЧК по ГОСТ 11964-81Е. Перерыв между дробеструйной обработкой и напылением не должен превышать 2 ч. При более длительном перерыве дробеструйную обработку необходимо повторить непосредственно перед напылением.
1.10.20. При нанесении покрытий толщиной свыше 1,0 мм возможно использование нарезания "рваной" резьбы с параметрами: шаг - 0,2 - 0,3 мм; глубина - 0,20 - 0,25 мм. Охлаждение водой или эмульсией не допускается.
1.10.21. Поверхности детали, не подлежащие напылению, должны быть защищены специальными экранами из медного листа или защитной пастой.
1.10.22. Для газопламенного напыления используют растворенный ацетилен в баллонах по ГОСТ 5457-75 и технический газообразный кислород в баллонах по ГОСТ 5583-78.
1.10.23. Деталь с подготовленной поверхностью устанавливают во вращатель или на стол. Места контакта детали с кулачками патрона или столом изолируют прокладками из асбеста. запрещается прикасаться к приготовленной поверхности руками или какими-либо предметами. При случайном загрязнении это место обезжиривают и протирают чистой хлопчато-бумажной тканью. Инструмент для замера толщины покрытия в процессе напыления должен быть обезжирен.
1.10.24. Для напыления пламя горелки зажигают в стороне от детали и производят его регулировку. Процесс напыления выполняют нормальным или слегка науглероживающим пламенем при отношении расходов кислорода к ацетилену 1,1 - 1,2.
1.10.25. На горелку устанавливают бункер, заполненный на 2/3 порошком, подводят пламя горелки к краю напыляемой поверхности и включают подачу порошка. Горелку плавно перемещают вдоль напыляемой поверхности со скоростью, обеспечивающей перекрытие напыляемых полос не менее 1/3 их ширины.
1.10.26. При напылении детали типа "вал" включают вращение детали со скоростью, обеспечивающей линейную скорость на поверхности детали в пределах 0,3 - 0,4 м/с (18 - 25 м/мин). При напылении плоских поверхностей горелку перемещают вручную, соблюдая постоянную дистанцию напыления и плавное движение горелки. Детали с напыленным покрытием охлаждают под слоем асбеста или в песке.
Покрытие должно иметь ровную поверхность без видимых дефектов. Бракованные детали после удаления покрытия подвергают повторному напылению.
1.10.27. Газопламенное напыление с оплавлением заключается в нанесении покрытия на деталь и его оплавлении, которое выполняется одновременно с напылением или после него. Напыление с оплавлением выполняют только самофлюсующимися сплавами (см. табл. 1.29).
Используемые газы, подготовка поверхности и напыляемых материалов должны соответствовать п.п. 1.10.16 - 1.10.23.
1.10.28. Газопламенное напыление с оплавлением производят горелками типа ГН-2, ГН-3, ЕВРОДЖЕТ XS-8 (см. табл. 1.31.)
1.10.29. При напылении пламя горелки подводят к краю поверхности и подогревают ее в течение 3 - 5 с. Включают подачу порошка и производят напыление покрытия за 2 - 3 прохода. Скорость продольного перемещения горелки - 5 - 15 мм/об. Затем подачу порошка прекращают и выполняют 2 - 4 прохода пламенем горелки вдоль поверхности с той же скоростью. Чередование напыления с прогревом производят до тех пор, пока не будет достигнута требуемая толщина покрытия, которая на 25 - 30% больше требуемой по чертежу.
1.10.30. Оплавление выполняют путем колебания горелки вдоль детали, увеличивая расстояние от ядра пламени до поверхности до 60 - 100 мм к концу операции. Нагрев при оплавлении покрытия заканчивают при температуре 900 - 950 °C (оранжевого цвета).
Качественное покрытие имеет характерный "запотевший" вид с темной сеткой окислов.
1.10.31. Газопорошковая наплавка заключается в нанесении покрытия с одновременным его оплавлением небольшими участками по всей поверхности детали.
Газопорошковую наплавку выполняют теми же материалами, что и газопламенное напыление с оплавлением (см. п.п. 1.10.6 - 1.10.19).
1.10.32. При наплавке зажженную горелку подносят к подготовленной поверхности на расстоянии 10 - 15 мм от ядра пламени и нагревают до температуры от 900 до 950 °C. Затем отводят горелку на расстояние 30 - 40 мм и включают подачу порошка. Таким же образом проводят напыление соседних участков.
Наплавленные детали охлаждают в защищенном от сквозняков месте.
1.10.33. Плазменное напыление заключается в нанесении на предварительно подготовленную поверхность детали порошковых материалов при помощи плазмы. Процесс может быть выполнен с нанесением подслоя или без него.
1.10.34. Плазменное напыление осуществляют на оборудовании, указанном в табл. 1.33. Используют порошки чистых металлов, сплавов, оксиды, бескислородные соединения, а также композиционные, приведенные в табл. 1.29 в соответствии с их назначением. Размер частиц такой же, как и для газопламенного напыления (см. п. 1.10.16). В качестве плазмообразующих газов применяют аргон (ГОСТ 10157-79), азот (ГОСТ 9293-74), а также их смеси.
1.10.35. Подготовка напыляемых материалов и поверхности под напыление должна быть выполнена в соответствии с п.п. 1.10.17 - 1.10.21 настоящего раздела. Зажигание плазмы и ее регулировку выполняют в стороне от детали.
1.10.36. Напыляемую поверхность подогревают до 150 - 180 °C плазменной струей без подачи порошка для удаления адсорбированной влаги. Включают подачу порошка и напыляют подслой толщиной 0,1 - 0,15 мм и затем основной слой требуемой толщины в соответствии с п.п. 1.10.24 - 1.10.26.
Не допускается в процессе напыления нагрев детали свыше 200 °C. При появлении на поверхности покрытия характерных цветов побежалости процесс напыления следует прервать для охлаждения детали, не выключая ее вращения.
1.10.37. Дуговая металлизация заключается в расплавлении проволочного напыляемого материала электрической дугой, горящей между двумя проволоками-электродами и его распылении сжатым воздухом, одновременно переносящим частицы металла к напыляемой поверхности. Дуговую металлизацию производят проволочными материалами диаметром 1,6 - 2,0 мм, приведенными в табл. 1.30.
1.10.38. Для металлизации крупногабаритных деталей на токарном станке используют стационарные электрометаллизаторы марок ЭМ-12М, ЭМ-17, для металлизации мелких деталей - ручной электрометаллизатор марки ЭМ-14М. Питание электрической дуги металлизаторов осуществляют от источников постоянного тока, имеющих жесткую вольт-амперную характеристику. Оборудование, используемое для дуговой металлизации приведено в табл. 1.32.
1.10.39. Проволочные материалы перед напылением должны быть очищены от окислов и обезжирены. Перегибы и расслоение проволок не допускаются.
1.10.40. Поверхность деталей под металлизационное покрытие должна быть подготовлена в соответствии с п. 1.10.17 в части общей очистки. Затем производят протачивание поверхности на глубину, обеспечивающую минимально допустимую толщину покрытия, которая приведена в табл. 1.34. После протачивания не должно оставаться следов износа.
Диаметр вала, мм | до 50 | 50 - 100 | 100 - 150 | свыше 150 |
Глубина проточки, мм | 0,5 | 0,6 | 0,8 | 1,0 |
1.10.41. Перед нанесением покрытий выполняют нарезание мелкой резьбы с глубиной 0,2 - 0,3 мм и шагом 0,8 - 1,0 мм, рельефное накатывание специальными роликами, дробеструйную обработку, и при необходимости, напыление подслоя молибдена толщиной 0,1 - 0,15 мм.
1.10.42. Интервал времени между окончанием подготовки поверхности и началом металлизации не должен превышать 60 мин.
1.10.43. Места, не подлежащие напылению, должны быть защищены специальными экранами из асбеста или меди.
1.10.44. Металлизацию деталей начинают со стороны галтели. На краях восстанавливаемых участков металлизатор задерживают на 3 - 4 с для получения покрытия одинаковой толщины по всей его длине. Вращение вала производят со следующими скоростями (табл. 1.35.):
Диаметр вала, мм | до 50 | 51 - 100 | 101 - 150 | свыше 150 |
Скорость вращения вала, рад/с (об/мин) | 12 (120) | 10 - 8 (100 - 80) | 8 - 6 (80 - 60) | 6 и менее (60 и менее) |
1.10.45. При нанесении покрытия толщиной более 1,5 мм на сторону необходимо делать перерывы в процессе металлизации после нанесения каждого слоя толщиной 0,5 мм на сторону. Во время остывания покрытия вращение детали, подачу сжатого воздуха и перемещение металлизатора вдоль напыляемой поверхности не прекращают.
В случае попадания на напыляемую поверхность крупных капель напыляемого металла (диаметром 2 - 3 мм) их удаляют обезжиренным инструментом.
Качественное покрытие имеет одинаковую дисперсность без видимых дефектов.
1.10.46. Механическую обработку напыленных покрытий производят точением при твердости до HRC40 или шлифовкой.
1.10.47. Точение покрытий, нанесенных из порошковых материалов без оплавления, производят резцом марки Т15К6.
1.10.48. Покрытия, напыленные самофлюсующимися сплавами, обрабатывают резцами с пластинками из твердых сплавов ВК2, ВК3, ВК4 и ВК6. Шлифовку таких покрытий осуществляют карборундовым или алмазным инструментом при обильном охлаждении. В качестве карборундового инструмента используют круги К3 зернистостью М25, М40 и твердостью СМ1-СТ1.
1.10.49. Металлизационные покрытия обрабатывают точением с применением резцов с твердосплавными пластинами ВК-8 и резцов марки Т15К6. В случае необходимости шлифование можно производить алундовыми или корундовыми кругами на мягкой основе зернистостью 46 - 60.
Режимы резания и шлифования должны исключать растрескивание покрытия, а также его отслоение, царапины и другие дефекты.
1.10.50. При восстановлении изношенных деталей следует руководствоваться следующими материалами:
1) Перечень деталей тепловозов, подлежащих восстановлению. Тепловозы серий 2ТЭ116, М62, ТЭП60, ТЭП70, типа ТЭ10, ТЭ3, ТЭМ2, ЧМЭ3 (Альбом ПКБ ЦТ Р1235, 1988 г.).
2) Перечень деталей электровозов типов ЧС2, ЧС4, ЧС7, ЧС8, ВЛ8, ВЛ10, ВЛ11, ВЛ80, ВЛ60, ВЛ85, ВЛ15, подлежащих восстановлению газотермическими методами нанесения упрочняющих покрытий (Альбом ПКБ ЦТ Р1237, 1990 г.).
3) Перечень деталей электропоездов, подлежащих восстановлению. Электропоезда типа ЭР2, ЭР9, ЭР22 (Альбом ПКТБ ЦТ Р1340, 1990 г.).
4) Перечень деталей дизель-поезда, подлежащих восстановлению. Дизель-поезд типа Д1 (Альбом ПКБ ЦТ Р1236, 1989 г.).
5) Перечень деталей дизель-поезда, подлежащих восстановлению. Дизель-поезд типа ДР-1 (Альбом ПКБ ЦТ Р1236, часть 2, 1990 г.).
1.11.1. Для нанесения слоя металла на поверхность деталей тягового подвижного состава с целью их восстановления или упрочнения наряду с другими способами разрешается применять многоэлектродную наплавку (рис. 1.11). При этом способе наплавку производят под слоем флюса двумя и более электродами при общем подводе сварочного тока. С увеличением числа проволок ширина и производительность наплавки увеличивается. Глубина проплавления меньше, чем при наплавке одной проволокой, что способствует снижению чувствительности металла, особенно с повышенным содержанием углерода, к образованию трещин в связи с уменьшением расплавленной в ванне доли основного металла.

1.11.2. Наплавку производят на многоэлектродных установках, состоящих из узла крепления и перемещения (вращения) детали, наплавочной головки, оборудованной механизмом подачи электродных проволок, и источника питания. Используют постоянный и переменный ток. Питание производят от преобразователей, выпрямителей, а также сварочных трансформаторов.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10543-82 Постановлением Госстандарта России от 31.05.2000 N 149-ст с 01.01.2001 введен в действие ГОСТ 10543-98. |
1.11.3. В качестве наплавочного материала применяют как сварочные по ГОСТ 2246-70*, так и наплавочные по ГОСТ 10543-82 монолитные проволоки диаметром 1 - 5 мм, а также порошковые проволоки (чаще всего марок ПП-Нп-14ст (ПП-ТН250), ПП-Нп-18Х1Г1М (ПП-АН120)). Используют флюсы АН-348А, ОСЦ-45, АНЦ-1, АН-60 и др. Проволоку выбирают в зависимости от назначения и требуемых механических свойств наплавленного металла. Минимальная твердость металла достигается при использовании проволок: сварочной марки Св-08А, наплавочной марки Нп-30.
1.11.4. Устойчивость процесса и качество наплавки зависят от многих факторов: подготовки поверхности детали под наплавку, числа, химического состава и взаимного расположения электродных проволок, вылета и скорости подачи электродов, толщины наплавляемого слоя, состава флюса и др.
Перед наплавкой поверхность детали должна быть зачищена, а поверхностные дефекты удалены. Примерные значения параметров процесса многоэлектродной наплавки приведены в табл. 1.36.
Диаметр электродной проволоки, мм | Вылет электродов, мм | Напряжение, В | Сварочный ток, приходящийся на 1 электрод <*>, А |
1 | 15 - 20 | 15 - 25 | 40 |
2 | 25 - 30 | 25 - 30 | 100 |
3 | 30 - 50 | 25 - 36 | 200 |
4 | 40 - 80 | 36 - 40 | 450 |
5 | 40 - 100 | 40 - 50 | 700 |
--------------------------------
<*> Даны оптимальные значения тока, приходящиеся на каждые 0,017 м/с (60 м/ч) подачи одной проволоки.
1.11.5. Число электродных проволок выбирают в зависимости от ширины наплавляемого слоя и диаметра проволок. При одной и той же ширине число проволок увеличивают с уменьшением их диаметра и наоборот. Многоэлектродной наплавкой наплавляют слои толщиной до 12 мм (в редких случаях до 30 мм) и шириной до 200 мм.
1.11.6. Среднее расстояние между проволоками должно быть равным трем-четырем диаметрам электродной проволоки. Целесообразно уменьшать расстояние между двумя-тремя крайними проволоками до расстояния, равного одному-двум диаметрам электродной проволоки, при ширине наплавки более 50 мм.
1.11.7. Наплавку выполняют при вертикальном расположении электродов, а также углом вперед и углом назад. Для получения наплавленного металла толщиной 4 - 8 мм рекомендуется располагать электроды вертикально к наплавляемой поверхности. Наплавка углом вперед обеспечивает более глубокое проплавление основного металла. Максимальное проплавление металла обеспечивается при угле наклона проволок 45 - 60° в сторону, противоположную направлению наплавки.
1.12.1. Для восстановления и упрочнения поверхностей деталей тягового подвижного состава разрешается применять индукционную наплавку (индукционно-металлургический способ), использующую для нагрева наплавляемых поверхностей и расплавления наплавочного материала токи средней и высокой частоты. Сущность индукционной наплавки заключается в нагреве наплавляемой поверхности с помощью индуктора, локализации энергии в поверхностном слое и расплавлении ее вместе с порошковым наплавочным материалом, нанесенным на восстанавливаемую поверхность.
1.12.2. Для индукционной наплавки рекомендуется применять высокочастотные установки типов ВЧИ 60/0,44, ВЧИ 2 100/0,066, ВЧЗ 2 160/0,066 и других типов мощностью, потребляемой индуктором, не ниже 30 кВт, колебательной мощностью не ниже 60 кВт и частотой тока 0,066 - 0,44 МГц.
В качестве наплавочного материала используют порошки на основе железа (например, марки УСЧ-30 ТУ-48-4208-312-87) в смеси с флюсом (например, марок НП-IV, П-1, П-2, НП-2). Химический состав подбирают с учетом служебных характеристик восстанавливаемой детали. Допускается применение самофлюсующихся порошковых материалов.
1.12.3. Технологический процесс индукционной наплавки состоит из следующих операций:
1) удаление поверхностных дефектов и загрязнений с зачисткой наплавляемой поверхности до металлического блеска;
2) нанесение на наплавляемую поверхность порошкового материала в смеси с флюсом на заданную толщину;
3) установка детали в индуктор, включение генератора на рабочий режим и проведение наплавки. При наплавке плоских деталей индуктор размещают в начале восстанавливаемой детали, расплавляют металл, перемещают его со скоростью (9,1 - 10) x 10-4 м/с (55 - 60 мм/мин) к противоположному краю детали;
4) механическая обработка детали после охлаждения (при необходимости).
1.12.4. Перед наплавкой порошок смешивают с флюсом и сушат в печи при температуре 100 - 150 °C в течение 35 - 40 мин. Соотношение флюса и порошка в смеси устанавливают в зависимости от требований, предъявляемых к восстанавливаемой поверхности детали. Грануляция порошка должна находиться в пределах 150 - 250 мкм.
1.12.5. Индукционным способом допускается наносить слои металла толщиной до 5 мм при наплавке, до 3 мм - при упрочнении. Толщина слоя наплавленного металла составляет 1/3 от исходной высоты насыпаемого слоя порошковой смеси.
1.12.6. При естественном остывании детали шлаковая корка должна отделяться от наплавленного металла самопроизвольно. Наплавленная поверхность должна иметь серебристо-матовый цвет без дефектов (трещины, непровары, раковины, скопления пор и др.). Неровности и наплывы зачищают шлифовальным кругом.
1.12.7. При большом износе восстанавливаемую поверхность детали разрешается наплавлять металлом небольшой твердости одним из дуговых способов с последующими механической обработкой поверхности и ее упрочнением индукционной наплавкой.
1.13.1. В целях получения высокого и стабильного качества сварки и наплавки при ремонте деталей и узлов подвижного состава, а также изготовлении запасных частей рекомендуется применять сварочные трансформаторы и выпрямители, сварочные автоматы, подвесные головки, и полуавтоматы, приведенные в табл. 1.37 - 1.41, а также сварочное оборудование для сварки нержавеющих сталей, приведенное в табл. 1.59 и 1.61.
Марка и тип сварочного оборудования | Номинальный сварочный ток, А | Диаметр электродной (порошковой) проволоки, мм | Скорость подачи электродной проволоки, м/с (м/ч) | Источник сварочного тока | Масса подающего механизма кг | |
ПДГ-312 <*> | 315 | 1,0 - 1,4 | 0,021 - 0,27 | (75 - 960) | ВДГ-303 | 13 |
ПДГ-516 <*> | 500 | 1,2 - 2,0 | 0,028 - 0,27 | (100 - 960) | ВДУ-506 | 16 |
ПДГ-603 <*> | 630 | 1,2 - 2,0 | 0,028 - 0,27 | (100 - 960) | ВДУ-601 | 18 |
ПДГ-517 | 500 | 1,6 - 2,0 | 0,030 - 0,26 | (108 - 932) | ВДУ-506 | 26 |
А547 (типа ПДГ-309) | 40 - 315 | 1,0 - 1,4 | 0,032 - 0,27 | (115 - 980) | ВС-300Б | 21 |
А825М <*> | 315 | 0,8 - 1,4 | 0,039 - 0,18 | (140 - 650) | с жесткой или пологопадающей характеристикой | 12 |
А1197 | 500 | 1,2 - 2,0 | 0,033 - 0,22 | (118 - 782) | комплектуется ВС-600М или ВС-632 может применяться ПД-502, ПСТ-500 | 40 |
--------------------------------
<*> Полуавтоматы предназначены для сварки и наплавки конструкционных сталей сплошной и порошковой проволокой в углекислом газе.
Таблица 1.38
Наименование сварочного оборудования | Напряжение, В | Сварочный ток, А | Номинальная мощность, кВА | Масса, кг | |||
питающей сети | рабочее | холостого хода | номинальный | пределы регулирования | |||
Однопостовые для ручной дуговой сварки, резки и наплавки | |||||||
Переносные | |||||||
ТДМ-165 <*> | 220, 380 | 26 | 62 | 160 | 55 - 170 | 11 | 38 |
ТДМ-254 <*> | То же | 30 | 62 | 250 | 85 - 250 | 17 | 50 |
Передвижные | |||||||
ТДМ-317 | 220, 380 | 33 | 80 | 315 | 60 - 370 | 21 | 130 |
ТДМ-401 | То же | 36 | 80 | 400 | 80 - 460 | 27 | 143 |
ТДМ-503 <*> | 40 | 65 - 75 | 500 | 90 - 560 | 23,8 | 175 | |
Для автоматической сварки под флюсом | |||||||
ТДФЖ-1002 <**> | 380 | 56 | 1000 | 300 - 1200 | 56 | 520 | |
ТДФЖ-2002 <**> | 380 | 76 | 2000 | 600 - 2200 | 152 | 700 | |
--------------------------------
Таблица 1.39
Наименование сварочных выпрямителей | Напряжение, В | Сварочный ток, А | Номинальная мощность, кВА | Масса, кг | |||
питающей сети | рабочее | холостого хода | номинальный | пределы регулирования | |||
Однопостовые для ручной дуговой сварки, резки и наплавки | |||||||
ВД-201 <1> | 220, 380 | 28 | 64 - 71 | 200 | 30 - 200 | 7 | 125 |
ВД-306 <2> | То же | 32 | 61 - 70 | 315 | 45 - 315 | 24 | 174 |
ВД-401 | То же | 36 | <= 80 | 400 | 50 - 450 | 32 | 200 |
Однопостовые для механизированной сварки под флюсом, углекислом газе, порошковой проволокой | |||||||
ВДУ-505, 506 <3> | 380 | 46 - 50 | 85 | 500 | 50 - 500 | 40 | 300 |
ВДУ-601 <4> | 380 | 52 - 56 | 85 | 630 | 65 - 630 | 60 | 320 |
ВДУ-1202 <5> | 380 | 56 | 85 | 1250 | 250 - 1250 | 120 | 500 |
ВДГ-303 <6> | 380 | 40 | 60 | 315 | 50 - 315 | 21 | 230 |
--------------------------------
<2> ВД-306 - заменяет ранее выпускавшиеся выпрямители ВСС-300, ВД-302, сварочный преобразователь ПСО-300;
Таблица 1.40
Наименование сварочных выпрямителей | Напряжение 3-х фазной сети | Номинальное выпрямленное напряжение, В | Номинальный выпрямленный ток, А | Номинальный сварочный ток поста, А | Режим работы | Потребляемая мощность, кВА | Масса, кг |
ВДМ-1201 <1> | 380 | 60 | 1250 | 315 | продолжительный | 95 | 380 |
ВДМ-1601 <2> | 380 | 60 | 1600 | 315 | продолжительный | 120 | 500 |
--------------------------------
Наименование сварочного оборудования | Номинальный сварочный ток, А | Диаметр электродной проволоки, мм | Скорость подачи электродной проволоки, м/с (м/ч) | Скорость сварки, м/с (м/ч) | Масса, кг | Источник сварочного тока | Примечание | |
сплошной | порошковой | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Автоматы тракторного типа | ||||||||
АДГ-602 | 630 | 1,2 - 3,0 | - | 0,033 - 0,266 (120 - 960) | 0,003 - 0,033 (12 - 120) | 60 | ВДУ-601 | Для сварки изделий из низкоуглеродистых и низколегированных сталей в CO2. Ток постоянный |
АДФ-1001 | 1000 | 3 - 5 | - | 0,017 - 0,010 (60 - 360) | 0,003 - 0,033 (12 - 120) | 65 | ТДФЖ-1002 | Для сварки под флюсом переменным током |
АДФ-1002 | 1000 | 3 - 5 | - | 0,017 - 0,010 (60 - 360) | 0,003 - 0,022 (12 - 80) | 45 | То же | Для сварки под флюсом постоянным током |
АДФ-1202 | 1250 | 2 - 6 | - | 0,017 - 0,010 (60 - 360) | 0,003 - 0,033 (12 - 120) | 78 | ВДУ-1201 | То же |
АДФ-1209 | 1250 | 2 - 6 | - | 0,007 - 0,139 (24 - 500) | 0,005 - 0,042 (18 - 150) | 110 | - " - | |
Автоматы и головка подвесная для сварки и наплавки | ||||||||
А-1412 | 2 x 1600 | 2 - 5 | - | 0,005 - 0,154 (17 - 553) | 0,007 - 0,069 (25 - 250) | 405 | ТДФЖ-2002 (два) | Для сварки под флюсом низко- и среднеуглеродистых, легированных сталей. Ток переменный. |
А-1416 | 1000 | 2 - 5 | - | 0,013 - 0,141 (47 - 509) | 0,003 - 0,033 (12 - 120) | 325 | ВДУ-1202 | То же, ток постоянный. |
АД-231 | 1250 | 4,5; 6,0; 6,5 | 3,6; 5; 6,0 | Скорость перемещения головки - 0,015 м/с (0,9 м/мин) | 310 | ВДУ-1202 | Автомат для комплектации наплавочных установок и станков для наплавки тел вращения, плоских деталей и изделий сложной формы. | |
Наряду с приведенным оборудованием, серийно выпускаемым в настоящее время, разрешается использовать ранее выпускавшееся сварочное оборудование, аналогичное по своим техническим характеристикам.
ИС МЕГАНОРМ: примечание. ГОСТ 1460-81 утратил силу с 01.01.2015 в связи с введением в действие ГОСТ 1460-2013 (Приказ Росстандарта от 08.11.2013 N 1434-ст). |
1.14.1.1. При ремонте деталей тягового подвижного состава газовой сваркой и наплавкой применяют кислород по ГОСТ 5583-78 трех сортов с чистотой от 99,2 до 99,7%, поставляемых в баллонах, окрашенных в голубой цвет, под давлением 15 - 16,5 МПа. В качестве горючего газа используют ацетилен, природные газы, пропан-бутановые смеси и др. Ацетилен вырабатывают в ацетиленовых генераторах из карбида кальция (ГОСТ 1460-81*) или поставляют в баллонах в растворенном состоянии (ГОСТ 5457-75*). Природные газы на основе метана по ГОСТ 5542-87 к месту потребления доставляют по трубопроводам, реже в баллонах.
Объемная доля бутана в пропан-бутановых смесях составляет 5 - 30%, поэтому их часто называют техническим пропаном. Эти газы тяжелее воздуха, при утечках они могут скапливаться в углублениях и образовывать взрывоопасные концентрации. Хранение и транспортировка пропан-бутановых смесей производится в баллонах, окрашенных в красный цвет, вместимостью 40 и 55 л или же в 50-тонных цистернах под давлением 1,6 МПа.
1.14.1.2. Для газовой сварки стали применяют присадочный материал в виде проволоки или литых прутков.
О присадочном материале для чугуна, алюминия, меди и их сплавов сообщается в соответствующих разделах.
1.14.1.3. Для защиты расплавленного металла от окисления и удаления окислов применяют сварочные флюсы, которые вводят в сварочную ванну или пламя горелки в виде порошков, паст и газов.
1.14.1.4. Технические характеристики ацетиленовых генераторов приведены в табл. 1.42.
Тип генератора | Система взаимодействия воды с карбидом <*> | Производительность, м3/ч | Давление ацетилена, МПа | Грануляция карбида кальция | Единовременная загрузка карбида кальция | Масса, кг | |
рабочее | максимальное | ||||||
Переносные | |||||||
АСМ-1,25-3 | ВВ | 1,25 | 0,01 - 0,07 | 0,15 | 25/80 | 2,8 | 18 |
АНВ-1,25-68 | ВВ - ВК | 1,25 | 0,0025 - 0,0030 | 0,01 | 25/80 | 4,0 | 42 |
АСП-1,25-7 | ПК - ВВ | 1,25 | 0,01 - 0,075 | 0,15 | 25/80 | 3,5 | 20 |
Стационарные | |||||||
АСК-1-67 | ВВ - ВК | 5 | 0,015 - 0,03 | 0,07 | 25/80 | 16 | 176 |
ГРК-10-64 | ВК | 10 | 0,01 - 0,07 | 0,15 | 25/80 | 50 | |
АСР-3-66 | ВК | 20 | 0,09 - 0,095 | 0,15 | любая | 100 | 1450 |
"АВТОГЕНД-М" | КВ | 40 | 0,035 | 0,07 | любая | 100 | 3303 |
ГНД-40 | КВ | 40 | 0,005 | 0,006 | 8/15 - 50/80 | 300 | 1199 |
--------------------------------
<*> ВВ - "вытеснение воды", ВК - "вода на карбид", ПК - "погружение карбида в воду", КВ - "карбид в воду".
1.14.1.5. Для предупреждения обратных ударов в трубопроводы, генераторы и баллоны следует применять предохранительные затворы: водяные мембранные и безмембранные и сухие (огнепреградители) марок ЗСП, ЗСУ-1, ЗВП-1 и ЗВМ-2. Запорным приспособлением баллонов является вентиль.
1.14.1.6. Для понижения давления газа и его поддержания постоянным служат редукторы, типы и основные параметры которых регламентированы ГОСТ 6268-78*.
1.14.1.7. Подводящие рукава (шланги) должны обладать достаточной прочностью и гибкостью (ГОСТ 9356-75*). Внутренний диаметр рукавов для горелок малой мощности составляет 6 мм, для горелок нормальной и повышенной мощности - 9, 12 и 16 мм.
1.14.1.8. В большинстве случаев газовую сварку выполняют инжекторными горелками типов Г1, Г2, Г3, Г4, оборудованными комплектом наконечников (табл. 1.43).
Тип горелки | Модель горелки | Характеристика мощности горелки | Номера наконечников горелки | Масса, горелки кг, не более | Внутренний диаметр присоединительного рукава |
Г1 | ГС-1 | микромощность | 000,00,0 | 0,4 | 4 |
Г2 | Г2-04, Г2-05 | малой мощности | 0; 1; 2; 3; 4; 5 | 0,85 | 6 |
Г3 | Г3-03, Г3-05 | средней мощности | 1; 2; 3; 4; 5; 6; 7; 8 | 1,25 | 9 |
Г4 | ГС-4 | большой мощности | 8; 9 | 2,5 | 9 |
Горелку ГС-4 рекомендуется применять для подогрева. Горелка Г2-04 по конструкции подобна горелке Г2-05, а также горелкам Г2-02, "Звездочка", "Малютка". Горелка Г3-03 аналогична горелке Г3-05 и ранее выпускавшимся горелкам "Звезда", "Москва", ГС-3, ГС-3А.
Технические характеристики инжекторных горелок (ГОСТ 1077-79*Е) приведены в табл. 1.44.
Характеристика горелки | Номер наконечника горелки | |||||||||
0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
Толщина свариваемой стали <*>, мм | 0,2 - 0,5 | 0,5 - 1 | 1 - 2 | 2 - 4 | 4 - 7 | 7 - 11 | 11 - 17 | 17 - 30 | 30 - 50 | свыше 50 |
Расход, x 10-6 м3/с (л/ч) | ||||||||||
- ацетилена | 11 - 14 (40 - 50) | 18 - 25 (65 - 90) | 36 - 50 (130 - 180) | 70 - 97 (250 - 350) | 117 - 169 (420 - 600) | 195 - 264 (700 - 950) | 314 - 417 (1130 - 1500) | 500 - 695 (1800 - 2500) | 695 - 1250 (2500 - 4500 | 1250 - 1946 (4500 - 7000 |
- кислорода | 13 - 15 (45 - 55) | 20 - 28 (70 - 100) | 39 - 56 (140 - 200) | 75 - 106 (270 - 380) | 125 - 180 (450 - 650) | 209 - 278 (750 - 1000) | 334 - 459 (1200 - 1650) | 556 - 778 (2000 - 2800) | 834 - 1557 (3000 - 5600) | 1307 - 2585 (4700 - 9300) |
Давление на входе в горелку, МПа | ||||||||||
- ацетилена | - | - | - | 0,001 - 0,1 | 0,001 - 0,1 | - | - | 0,01 - 0,1 | 0,03 - 1 | 0,03 - 1 |
- кислорода | 0,15 - 0,3 | 0,15 - 0,3 | - | 0,2 - 0,5 | 0,2 - 0,3 | - | 0,2 - 0,35 | - | 0,25 - 0,5 | 0,25 - 0,5 |
--------------------------------
1.14.1.9. Сварку тонколистовой стали, наплавку, пайку и нагрев деталей допускается осуществлять горелками, работающими на смеси кислорода с газами-заменителями ацетилена (природным газом, пропан-бутановыми смесями), типов ГЗУ-3-02, ГЗУ-4 или аналогичных типов. Горелка ГЗУ-3-02 - универсальная, ГЗУ-4 предназначена для сварки чугуна, цветных металлов, а также наплавки, пайки, нагрева (табл. 1.45).
Марка горелки | Наконечник горелки | Расход, x 10-6 м3/с (л/ч) | Давление, МПа | Толщина свариваемого металла, мм | |||
пропан-бутан | природный газ | кислород | горючего газа, не менее | кислорода | |||
ГЗУ-3-02 | 1 | 6,94 - 13,9 (25 - 50) | 19,4 - 38,9 (70 - 140) | 25 - 50 (90 - 180) | 0,001 | 0,2 - 0,3 | 0,5 - 1 |
2 | 19,4 - 26,4 (70 - 95) | 47,2 - 63,9 (170 - 230) | 72,2 - 94,4 (260 - 340) | 0,001 | 0,2 - 0,3 | 1 - 2 | |
3 | 40,3 - 52,8 (145 - 190) | 94,4 - 125 (340 - 450) | 144,4 - 189 (520 - 680) | 0,001 | 0,2 - 0,3 | 2 - 4 | |
4 | 75 - 94,4 (270 - 340) | 180,5 - 230,5 (650 - 830) | 264 - 350 (950 - 1260) | 0,001 | 0,2 - 0,3 | 4 - 7 | |
ГЗУ-4 | 1 | 97,2 - 166,7 (350 - 600) | 258 - 444 (930 - 1600) | 389 - 667 (1400 - 2400) | 0,02 | 0,2 - 0,4 | - |
2 | 167 - 278 (600 - 1000) | 444 - 742 (1600 - 2670) | 667 - 1111 (2400 - 4000) | 0,02 | 0,2 - 0,4 | ||
3 | 278 - 444 (1000 - 1600) | 742 - 1186 (2670 - 4270) | 1111 - 1777 (4000 - 6400) | 0,02 | 0,2 - 0,4 | ||
1.14.1.10. Металл малой толщины (до 2 мм) соединяют встык без разделки кромок и без применения присадочного металла, толщиной 2 - 5 мм - допускается соединять встык без разделки кромок, но оставляя зазор. При сварке металла толщиной свыше 5 мм целесообразно применять стыковое соединение с односторонней разделкой кромок.
При толщине стали до 3 мм более производительным является левый способ сварки (горелка перемещается справа налево), а при больших толщинах, в особенности при сварке со скосом кромок, - правый способ.
1.14.1.11. Режимы газовой сварки зависят от толщины свариваемого металла и характеризуются мощностью пламени, скоростью сварки, диаметром присадочного прутка, углом наклона мундштука горелки.
Мощность пламени определяется расходом горючего газа. Расход ацетилена Va приближенно устанавливают как:
Va = kS,
где S - толщина свариваемого металла, мм;
k - коэффициент, для стали и чугуна равный 75 - 130, для алюминия 100 - 150, для меди и ее сплавов - 150 - 225; при сварке правым способом этот коэффициент несколько больше.
Скорость сварки должна обеспечивать стабильность процесса и надежное проплавление основного металла и высокое качество сварки.
Диаметр присадочного прутка d выбирают:
1) для левого способа сварки d = S/2 + 1;
2) для правого способа d = S/2.
Угол наклона мундштука горелки к поверхности детали 20° при сварке металла толщиной до 1 мм, 30° - соответственно 1 - 3 мм, 40° - 3 - 5 мм, 60° - 7 - 10 мм, 80° - 15 мм и более. При сварке (меди, алюминия и их сплавов) угол наклона следует увеличить. Допускаемое отклонение +/- 5°.
1.14.1.12. Для сварки низкоуглеродистых сталей (до 0,25% С) применяют сварочные проволоки Св-08, Св-08А, Св-08ГА, Св-10Г2, Св-10ГА без флюса. Желательна проковка шва в горячем состоянии. При сварке заменителями ацетилена применяют проволоки с повышенным содержанием марганца марок Св-12ГС, Св-08Г2С и др. Сварку выполняют как левым, так и правым способом.
Среднеуглеродистые стали сваривают проволокой марок Св-18ХГС, Св-06Н3 или проволоками, указанными выше. Флюс не требуется. При толщине стали свыше 3 мм нужен подогрев до 250 - 350 °C. Аналогичные проволоки пригодны и для сварки высокоуглеродистых сталей. При содержании углерода 0,7% и более требуется флюс - бура. Более целесообразен левый способ сварки.
Низколегированные конструкционные стали сваривают с применением проволок, близких по химическому составу к основному металлу.
1.14.2.1. Газовой наплавкой наплавляют чаще всего стальные и чугунные детали латунью. Применяют все марки латуней, в которых содержание свинца не превышает 0,1%. Получение прочной связи наплавленного металла с основным достигается при хорошем смачивании поверхности, которое обеспечивает флюс - бура, газообразный флюс БМ-1 и др. При применении порошкообразных флюсов используют пламя с избытком кислорода, газообразного - нормальное пламя. В зависимости от толщины наплавки выбирают мощность пламени по табл. 1.46.
Толщина наплавки, мм | 3 - 4 | 5 - 6 | 6 - 7 |
Мощность пламени по ацетилену, x 10-6 м3/ч (л/ч) | 1,1 - 1,9 (4 - 7) | 1,7 - 3,0 (6 - 11) | 2,9 - 4,9 (10,5 - 17,5) |
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
1.14.2.3. Применяют также литые износостойкие сплавы. Перед наплавкой поверхность детали зачищают до металлического блеска. Наплавку ведут левым способом горелками с наконечниками 2, 3 или 4 в зависимости от толщины металла и размеров детали, непрерывно подогревая наплавляемую поверхность. Наплавку производят в нижнем положении с применением прокаленной буры и с последующим обязательным медленным охлаждением.
1.14.3.1. Процесс кислородной резки основан на сгорании металла, нагретого до температуры, близкой к температуре плавления, в струе режущего кислорода. В качестве горючих газов применяют ацетилен, пропан-бутановые смеси, природный, пиролизный и городской газы, водород, а также пары бензина или керосина.
Классификация сталей по возможности резки приведена в табл. 1.47.
Группа стали | Марка стали | Условия резки |
I | Сталь 10 - Сталь 25; Ст1 - Ст4; 15Г; 20Г; 10Г2; 15М; 15МХ; 09Г2Д; 09Г2; 10Г2Б; 10Г2БД; 12Г2Б | Стали режутся хорошо в любых условиях и не требуют термообработки. |
II | Сталь 30 - Сталь 35; 30Г - 40Г; 15Х; 20Х; 20ХФ; 10Г2С1; 10Г2С1Д; 09Г2С; 09Г2СД | Стали режутся удовлетворительно. Для резки при отрицательных температурах необходим предварительный или сопутствующий подогрев до 150 °C. |
III | Сталь 50 - Сталь 70; 70Г; 35ХМ; 18ХГМ; 20ХГС и др. | Стали режутся ограниченно. Склонны к закалке и трещинам при резке; резку ведут в горячем виде при температуре 200 - 300 °C. |
IV | 25ХГС - 50ХГС; 33ХС - 40ХС; 40ХГМ; 50ХГА и др. | Стали режутся плохо. Склонны к образованию трещин. Необходим предварительный подогрев до 300 - 450 °C и замедленное охлаждение после резки. |
1.14.3.2. Для резки используют ручные, специальные и машинные резаки. По виду резки резаки подразделяют для разделительной и поверхностной резки, по назначению - для ручной и механизированной резки, а также специализированные, по роду горючего - для ацетилена, газов-заменителей и жидких горючих, по принципу действия - на инжекторные и безынжекторные, по конструкции мундштуков - на щелевые и многосопловые.
1.14.3.3. Наибольшее применение получили универсальные ручные инжекторные резаки для разделительной резки с щелевыми мундштуками, которыми разрезают металл толщиной 3 - 300 мм.
Инжекторные резаки для ручной резки выпускаются по ГОСТ 5191-79*Е. Режимы ручной кислородной резки указаны в табл. 1.48.
Номер сменного мундштука | Толщина разрезаемой стали, мм | Давление на входе в резак, МПа | Расход, м3/ч, не более | ||||
режущего кислорода | кислорода подогревающего пламени для | ацетилена | |||||
кислорода | ацетилена | ||||||
ацетилена | пропан-бутана и природного газа | ||||||
0 | 3 - 8 | 0,25 | 0,001 - 0,1 | 1,3 | 0,6 | 1,25 | 0,4 |
1 | 8 - 15 | 0,35 | 0,001 - 0,1 | 2,6 | 0,6 | 1,5 | 0,5 |
2 | 15 - 30 | 0,40 | 0,001 - 0,1 | 4,0 | 0,7 | 1,8 | 0,65 |
3 | 30 - 50 | 0,42 | 0,001 - 0,1 | 6,8 | 0,8 | 1,8 | 0,75 |
4 | 50 - 100 | 0,50 | 0,001 - 0,1 | 11,5 | 0,9 | 2,3 | 0,9 |
5 | 100 - 200 | 0,75 | 0,01 - 0,1 | 20,5 | 1,25 | 2,5 | 1,25 |
Для ручной разделительной резки наибольшее распространение получили резаки типов Р2А-01, Р2А-02, работающие на ацетилене, и типов РЗП-01, РЗП-02, работающие на газах-заменителях; резаки для поверхностной и разделительной резки типов РПА-2 (для ацетилена) и РПК-2 (для пропан-бутана, природного газа и коксового газа).
1.14.3.4. Специальные резаки целесообразно применять для резки труб, срезки заклепок, вырезки отверстий малого диаметра с целью повышения производительности труда и удобства работ. Конструктивно такие резаки выполняют вставными (типов РГМ-70, РВ-1А-02 и РВ-2А-02) и присоединяют к стволам сварочных горелок типов Г2 или Г3.
1.14.3.5. Машинными резаками оснащают переносные и стационарные специализированные газорезательные машины. Переносные машины "Гугарк" и "Радуга", предназначены для раскроя листов на полосы, вырезки фланцев, подготовки кромок под сварку. Машины "Орбита-БМ", "Спутник" и "Спутник-2" используют для резки труб различного диаметра со скосом и без скоса кромок; машина ПГФ-1 - для вырезки фланцев и дисков.
Стационарные машины применяют при массовой заготовке различных деталей под сварку, вырезке однотипных деталей, сложном раскрое листов в заготовительных отделениях или цехах. К их числу относятся машины типов "Огонек", АСШ-84, АСШ-2 и другие.
1.14.3.6. Режим кислородной резки определяется мощностью подогревающего пламени, давлением и расходом режущего кислорода, скоростью резки, шириной реза.
Мощность подогревающего пламени приведена в табл. 1.49.
Толщина стали, мм | 3 - 25 | 25 - 50 | 50 - 100 | 100 - 200 |
Мощность пламени (расход ацетилена), x 10-3 м3/с (м3/ч) | 0,08 - 0,15 (0,3 - 0,55) | 0,15 - 0,21 (0,55 - 0,75) | 0,21 - 0,28 (0,75 - 1,0) | 0,28 - 0,33 (1,0 - 1,2) |
Давление и расход режущего кислорода определяют в зависимости от толщины разрезаемого металла, чистоты кислорода и формы режущего сопла. Давление режущего кислорода при резке металла толщиной от 3 до 300 мм составляет 0,3 - 1,4 МПа, а его расход - 3 - 42 м3/ч. Уменьшение чистоты кислорода на 1% увеличивает время резки на 10 - 15%, а расход кислорода на 25 - 30%. Ширина реза увеличивается с увеличением толщины разрезаемого металла, как показано в табл. 1.50.
Толщина стали, мм | 3 - 25 | 25 - 50 | 50 - 100 | 100 - 200 |
Средняя ширина реза, мм | 3 - 4 | 4 - 5 | 5 - 6 | 6 - 8 |
1.15.1. Для ремонта деталей тягового подвижного состава разрешается применять газопрессовую сварку при постоянном и переменном усилии прессования. Сущность ремонта детали заключается в том, что дефектную ее часть отрезают, а вместо нее приваривают новую, заранее изготовленную с припуском на осадку при сварке и последующую механическую обработку. Усилие прессования прикладывают до начала нагрева и снимают по окончании сварочного процесса.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 380-88 Постановлением Госстандарта России от 02.06.1997 N 205 с 01.01.1998 введен в действие ГОСТ 380-94. |
1.15.2. Разрешается ремонтировать газопрессовой сваркой локомотивные детали из углеродистых сталей всех марок по ГОСТ 380-88 и ГОСТ 1050-88, а также из легированных сталей марок 20Х, 40Х, 45Х, 38ХС, 12ХН3А, 20ХН3А, 30ХН3А, 40ХН, 45ХН, 18ХГТ по ГОСТ 4543-71.
1.15.3. Привариваемая заготовка должна быть изготовлена из той же марки стали, что и ремонтируемая деталь, и подвергнута термической обработке в соответствии с требованиями чертежа на изготовление новой детали. Допускается взамен изготовления новой части детали для приварки использовать аналогичную часть, но годную по состоянию и размерам, отрезанную от другой такой же детали. В отдельных случаях по согласованию с Главным управлением локомотивного хозяйства МПС разрешается изготавливать детали путем газопрессовой сварки частей, изготовленных из разных марок сталей, а также из частей, каждая из которых вырезана из годного участка бывших в употреблении деталей.
1.15.4. Свариваемые части детали не должны иметь трещин, вмятин, насечек, кривизны и других дефектов. Перед сваркой их очищают от загрязнений и смазки, осматривают и обрезают механическим способом (строжкой, фрезерованием, на токарном станке). Торцы после обрезки должны быть перпендикулярны продольным осям свариваемых частей.
1.15.5. Место сварки располагают по возможности в малонапряженном сечении. Не допускается расположение сварного шва в местах перехода от одного сечения к другому, на галтелях, на резьбовых частях детали.
1.15.6. Сварку выполняют на машинах с усилием прессования, создающим удельное давление не менее 24,5 МПа (2,5 кгс/мм2) на единицу площади поперечного сечения свариваемой детали. Усилие зажатия частей детали в захватах машины должно превышать усилие прессование более чем в 2 раза.
Для сварки и термической обработки используют многопламенные горелки, работающие на смеси кислорода с ацетиленом, природным газом или техническим пропаном. Применяемые газы должны отвечать требованиям ГОСТ 5583-78, ГОСТ 5457-75*.
1.15.7. Непосредственно перед сваркой поверхности торцов свариваемых частей следует зачистить слесарным напильником, шабером или другим способом до металлического блеска, и промыть маслорастворяющей жидкостью. Зачистка торцов шлифовальным кругом не разрешается. Шероховатость поверхностей после зачистки должна быть не ниже Ra = 3,2 по ГОСТ 2789-73*.
1.15.8. Перед сваркой следует убедиться в том, что после зажатия и приложения усилия прессования свариваемые части детали не проскользнули в захватах машины. Зазор в стыке под нагрузкой не допускается.
1.15.9. Горелку на стыке располагают так, чтобы ее сопла находились на одинаковом расстоянии от поверхности свариваемой детали по всему периметру.
Зажигание горелки и регулировку ее пламени следует производить на расстоянии не менее 40 мм от стыка. Затем зажженную горелку переводят на стык и придают ей колебательное движение с частотой 0,67 - 1,0 с-1 (40 - 60 колебаний в минуту). При большом различии в массе частей свариваемой детали вблизи стыка допускается смещение до 5 +/- 2 мм центра колебаний горелки относительно плоскости стыка в сторону части, имеющей большую массу. Во избежание обратных ударов горелку охлаждают водой.
1.15.10. При сварке газы подают в горелку под давлением:
кислород - 0,50 +/- 0,05 МПа (5,0 +/- 0,5 кгс/см2);
ацетилен - 0,05 +/- 0,01 МПа (0,5 +/- 0,1 кгс/см2);
природный газ и технический пропан - 0,035 +/- 0,005 МПа (0,35 +/- 0,05 кгс/см2).
1.15.11. При газопрессовой сварке с постоянным усилием прессования удельное давление следует принимать равным: для углеродистых сталей - 20 МПа (2 кгс/мм2), для легированных - 15,0 - 17,5 МПа (1,50 - 1,75 кгс/мм2).
Величина размаха колебаний горелки и величина осадки при сварке деталей из углеродистых и легированных сталей должны назначаться в соответствии с табл. 1.51.
Сталь | Усилие прессования | Сечение детали в месте стыка и его размер | Горючий газ, применяемый при варке | |||
Ацетилен | Природный газ или технический пропан | |||||
Величина размаха колебаний горелки | Величина осадки | Величина размаха колебаний горелки | Величина осадки | |||
Углеродистая | Постоянное | Круглое диаметром do | do | 0,3 do | 0,5 do | 0,3 do |
Прямоугольное толщиной bo | bo | 0,5 bo | 0,5 bo | 0,5 bo | ||
Двутавровое с наибольшей толщиной полки b'o | b'o | b'o | 0,5 b'o | b'o | ||
Легированная | Постоянное | Круглое диаметром do до 100 мм | 0,5 do | 0,5 do | 0,5 do | 0,5 do |
То же do = 100 - 120 мм | 0,5 do | 0,4 do | 0,5 do | 0,4 do | ||
То же do = 120 - 150 мм | 0,5 do | (0,35 - 0,4) до | 0,5 до | (0,35 - 0,4) до | ||
Легированная марки 20ХН3А | Изменяющееся в процессе сварки | Круглое диаметром do = 100 - 150 мм | do | 0,3 do | 0,5 do | 0,4 do |
Время окончания сварки определяют по достижению заданной величины осадки.
После окончания сварки горелку отводят в сторону от сварного стыка, гасят пламя и удельное давление прессования понижают до 2 - 3 МПа (0,2 - 0,3 кгс/мм2). Для предупреждения изгиба деталей диаметром свыше 100 мм допускается выдержка их после сварки под основной нагрузкой в течение 300 +/- 60 с (5 +/- 1 мин).
1.15.12. После остывания детали до температуры ниже 450 °C производят нормализацию сварного соединения той же горелкой с последующим охлаждением на воздухе. Температуру нагрева для низкоуглеродистых сталей принимают равной 870 - 900 °C; для высокоуглеродистых сталей - 800 - 850 °C; для легированных сталей марок 20ХН3А, 30ХН3А - 850 - 870 °C; марок 12ХН3А, 40Х, 45Х, 38ХС, 40ХН, 45ХН - 880 - 900 °C; марок 20Х, 18ХГТ - 930 - 950 °C.
При нормализации сварного соединения размах колебаний горелки для углеродистых сталей равен 0,5 do, а для легированных сталей (0,5 - 0,7) do.
1.15.13. Технологический процесс сварки и последующей термической обработки необходимо проверять один раз в квартал путем сварки контрольного образца, части которого изготовлены из тех же марок стали и подвергнуты такой же термической обработке, как и части свариваемых деталей.
Из полученного сварного соединения вырезают три образца по ГОСТ 1497-84* так, чтобы сварной шов располагался посередине расчетной длины. При механических испытаниях временное сопротивление  и относительное удлинение
и относительное удлинение  должны иметь значения (для каждого образца), указанные в табл. 1.52.
должны иметь значения (для каждого образца), указанные в табл. 1.52.
Марка стали | Временное сопротивление | Относительное удлинение |
Ст3 | 400 (40) | 16 |
Ст5 | 500 (50) | 12 |
35 | 520 (52) | 11 |
40 | 570 (57) | 10 |
38ХС | 750 (75) | 10 |
30ХН3А | 800 (80) | 8 |
20ХН3А | 700 (70) | 10 |
12ХН3А | 650 (65) | 11 |
40ХН | 800 (80) | 9 |
18ХГТ | 550 (55) | 11 |
20Х | 600 (60) | 9 |
40Х | 700 (70) | 8 |
45Х | 750 (75) | 8 |
--------------------------------
<1> Допускаются более низкие на 10 - 20 МПа (1 - 2 кгс/мм2) значения временного сопротивления металла отдельных сварных соединений при соответствующем увеличении на 2 - 4% минимальных значений относительного удлинения.
Контрольные образцы изготавливают для каждой ответственной детали (вал якоря тягового электродвигателя, карданный вал, тормозная тяга, подбуксовая струнка, другие детали, включенные в перечень, утвержденный Главным техническим управлением МПС 29.03.1990).
1.15.14. Ответственные детали, отремонтированные с помощью газопрессовой сварки, после удаления сварочного утолщения испытывают на статический изгиб в пределах упругих деформаций по схеме, указанной на рис. 1.12, или на статическое растяжение и проверяют дефектоскопированием.
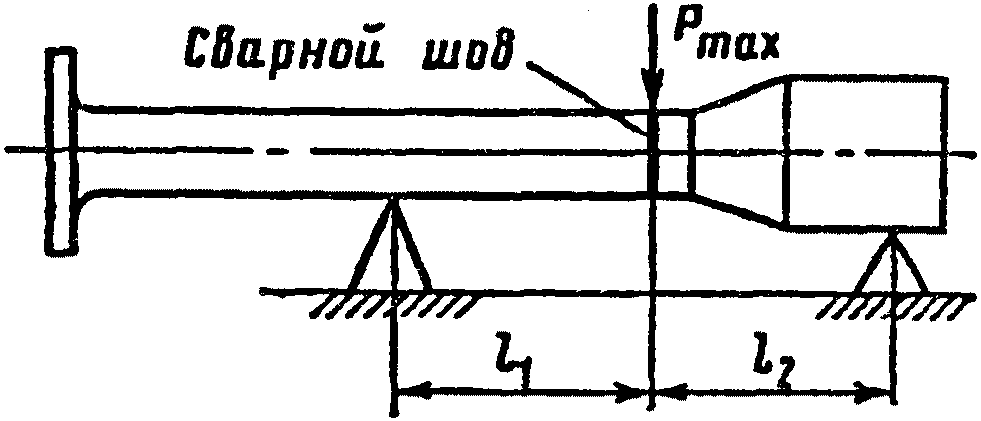
газопрессовой сваркой, на статический изгиб в пределах
упругих деформаций
При испытании на статическое растяжение наибольшее напряжение для углеродистых сталей принимают 160 МПа (1600 кгс/см2) для марок 20, Ст3 и Ст4 и 200 МПа (2000 кгс/см2) - для других марок углеродистых сталей, 220 МПа (2200 кгс/см2) - для всех марок легированных сталей.
1.15.15. Испытание на статический изгиб производят сосредоточенной нагрузкой по сварному шву в двух противоположных направлениях. Величину наибольшего усилия Pmax определяют по формуле:
 ,
,где Pmax - усилие, Н (кгс x 1/9,8);
L1 и L2 - расстояние точки приложения усилия P от точек опор вала, м;
W - момент сопротивления сечения в месте сварки, который равен, м3:
а) для круглого сечения
W = 0,1d3,
где d - диаметр вала в месте сварки;
б) для прямоугольного сечения
 ,
,где b - ширина сечения, h - высота сечения.
Размеры L1 и L2 принимают в зависимости от удобства расположения точек опор вала.
1.15.16. После снятия нагрузки место сварки вала следует тщательно осмотреть и проверить дефектоскопом. Места приложения нагрузки и опор вала защитить от вмятин постановкой медных прокладок.
1.15.17. Детали, отремонтированные газопрессовой сваркой, должны быть приняты работником, ответственным за качество. На ответственные детали ставят клейма и делают запись в специальном журнале.
1.16.1.1. Алюминий и его сплавы можно сваривать газовой и различными способами дуговой сварки: покрытым металлическим электродом, плавящимися электродом под слоем флюса, неплавящимся вольфрамовым и плавящимся электродами в инертных защитных газах.
1.16.1.2. Свариваемыми являются следующие марки сплавов алюминия: АД; АД1; АМц; АМг; АМг3; АМг5В; АМг6; АВ; АД31; АД33; АД35; М40; Д20; ВАД1; В92Ц и др.
1.16.1.3. Для сварочных работ используют проволоку из алюминия и алюминиевых сплавов по ГОСТ 7871-75* диаметром 0,80 - 12,50 мм.
1.16.1.4. При сварке алюминия и его сплавов необходимо учитывать некоторые технологические особенности этой сварки:
1) образование на поверхности наплавленного металла тугоплавкой пленки окиси алюминия, препятствующей плавлению основного металла;
2) большую чувствительность сварки к загрязнению, замасливанию и наличию окисной пленки на поверхности присадочной проволоки и свариваемых поверхностей;
3) высокую теплопроводность алюминия и его сплавов, требующую предварительного подогрева деталей.
1.16.1.5. При подготовке под сварку деталей из алюминиевых сплавов удаляют поверхностные загрязнения и окислы (особенно после длительного хранения) механической очисткой. Для удаления тугоплавкой окисной пленки и предупреждения возникновения в швах сварных соединений дефектов перед сваркой детали подвергают химическому травлению в ваннах щелочного состава и обезжиривают растворителями - уайт-спиритом или ацетоном.
1.16.1.6. Механическую очистку осуществляют металлическими щетками с диаметром проволоки 0,1 - 0,2 мм и длиной ворса не менее 30 мм. Щетки должны быть чистыми и обезжиренными. Не допускается зачищать поверхности под сварку абразивной, пескоструйной и дробеструйной обработкой, шлифовальной шкуркой и тому подобными способами.
Обезжиривание ворса щеток выполняют уайт-спиритом или ацетоном.
1.16.1.7. Продолжительность хранения подготовленных деталей и проволоки перед сваркой не более 2 - 3 ч. При более длительном хранении подготовку следует повторить.
1.16.1.8. Разделку кромок и подготовку деталей к сварке выполняют согласно требованиям ГОСТ 14806-80 в зависимости от толщины металла. При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, которые выполняют на подкладке с формирующей канавкой, служащей для удаления окисных включений из стыка.
При разделке кромок угол их раскрытия необходимо ограничивать с целью уменьшения объема наплавленного металла в соединении.
1.16.1.9. Газовую сварку выполняют ацетилено-кислородным пламенем при соотношении O2:C2H2 = 1,1 - 1,2 с присадочным прутком.
При сварке используют флюс (например, АФ-4А), который вводят с присадочным прутком, или в виде пасты, разведенной в воде и предварительно нанесенной на свариваемые кромки. Мощность пламени и диаметр применяемых присадочных прутков приведены в табл. 1.53 и 1.54.
Толщина металла, мм | 0,5 - 0,8 | 1,0 | 1,2 | 1,5 - 2,0 | 3,0 - 4,0 |
Мощность пламени ацетилена, м3/ч | 0,050 | 0,075 | 0,075 - 0,15 | 0,15 - 0,30 | 0,30 - 0,50 |
Толщина металла, мм | до 1,5 | 1,5 - 3,0 | 3,0 - 5,0 | 5,0 - 7,0 | 7,0 - 10,0 |
Диаметр присадочного прутка, мм | 1,5 - 2,0 | 2,5 - 3,0 | 3,0 - 4,0 | 4,0 - 4,5 | 4,5 - 5,5 |
1.16.1.10. Ручную дуговую сварку алюминия и его сплавов выполняют угольными (или графитовыми) и металлическими покрытыми электродами.
Сварку угольным электродом выполняют на постоянном токе прямой полярности с присадочным материалом в виде прутков, покрытых флюсом. Диаметр угольного электрода 12,5 - 18 мм, графитового - 10 - 15 мм.
Для ручной дуговой сварки применяют покрытые электроды, изготовленные из сварочной проволоки (ГОСТ 7871-75 <1*>). Электроды ОЗА-1 используют для сварки чистого алюминия АО, А1, А2, А3; ОЗА-2 - для сварки сплавов типа АК9ч (АЛ4), АК7ч (АЛ9), АК7-ц9 (АЛ11) и др. Сварку производят на постоянном токе обратной полярности с предварительным подогревом деталей до 250 - 400 °C (в зависимости от толщины свариваемого изделия) и очисткой их кромок от окислов и грязи. Шлак удаляют промывкой швов горячей водой с применением стальных щеток. Режимы сварки приведены в табл. 1.55. Используют также электроды А2.
--------------------------------
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1583-89 Постановлением Госстандарта России от 19.06.1996 N 402 с 01.01.1997 введен в действие ГОСТ 1583-93. |
<1*> В скобках дано старое обозначение по ГОСТ 1583-89.
Диаметр электрода, мм | Сварочный ток для положений шва, А | |
нижнего | вертикального | |
4,0 | 100 - 120 | 100 - 120 |
5,0 | 130 - 150 | 120 - 140 |
6,0 | 160 - 180 | |
1.16.1.11. Автоматическую сварку осуществляют как с присадочной проволокой, так и без нее. Автоматическую дуговую сварку по слою флюса выполняют на постоянном токе обратной полярности плавящимся электродом для толщин от 4 мм и более. Используют флюсы марок МАТИ-1а, МАТИ-10, АН-А1. Режимы сварки приведены в табл. 1.56.
Толщина свариваемого металла, мм | Диаметр электродной проволоки, мм | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, x 10-3 м/с (м/ч) | |
6 | 1,6 | 165 - 170 | 24 - 28 | 6,7 - 5,6 | (19,5 - 20) |
9 | 2,0 | 210 - 220 | 28 - 30 | 5,2 | (18,7) |
10 | 340 | 34 - 35 | 4,8 | (17,2) | |
12 | 560 | 35 - 36 | 3,9 | (14,2) | |
20 | 3,0 | 710 | 36 - 38 | 3,5 | (12,5) |
25 | 770 | 40 - 42 | |||
намотку алюминиевой сварочной проволоки на кассеты вручную необходимо выполнять в чистых хлопчатобумажных перчатках.
1.16.1.12. Сварку в защитных газах выполняют вручную или автоматически плавящимся и неплавящимся электродом. В качестве защитного газа необходимо применять аргон (ГОСТ 10157-79) или смеси аргона с гелием. Сварку плавящимся электродом ведут на токе обратной полярности от источников с жесткой характеристикой на подкладке с формирующей канавкой.
Для ручной сварки используют вольфрамовые электроды и присадочную проволоку. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла (табл. 1.57.).
Толщина свариваемого металла, мм | до 2,0 | 2,0 - 5,0 | свыше 5,0 |
Диаметр присадочной проволоки, мм | 1,0 - 1,5 | 1,5 - 3,0 | 3,0 - 4,0 |
Сварку вольфрамовым электродом марок ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТ 23949-80 в защитном газе рекомендуется применять при сварке тонких листов.
Ручную дуговую сварку вольфрамовым электродом в аргоне выполняют на переменном токе на установках типов УДГ-201, УДГ-501, УДГУ-302 на следующем режиме: расход аргона (10 - 25) x 10-5 м3/с (6 - 15 л/мин), напряжение на дуге 15 - 20 В, величина сварочного тока согласно табл. 1.58.
Толщина свариваемого металла, мм | Диаметр, мм | Сварочный ток, А | |
вольфрамового электрода | присадочной проволоки | ||
1 - 2 | 2 | 1 - 2 | 50 - 70 |
2 - 4 | 2 | 2 | 70 - 100 |
4 - 6 | 3 | 2 - 3 | 100 - 130 |
4 - 6 | 4 | 3 | 160 - 180 |
6 - 10 | 5 | 3 - 4 | 220 - 300 |
11 - 15 | 6 | 4 | 280 - 360 |
Новые шланги, подводящие аргон, должны промываться горячей водой, обезжириваться и обезвоживаться гидролизным спиртом, затем просушиваться очищенным горячим воздухом.
1.16.1.13. Сварку плавящимся электродом при соединении средних и больших толщин, выполняют на постоянном токе обратной полярности на полуавтоматах и автоматах, оборудованных специальными сварочными горелками, служащими для направления электродной проволоки, подведения тока и защитного газа.
1.16.1.14. Оборудование, применяемое для сварки алюминия и его сплавов, приведено в табл. 1.59.
Наименование оборудования | Сварочный ток, А | Назначение оборудования |
Автомат АРК-3-11рв | 315 | Сварка плавящимся и вольфрамовым электродами в инертных газах |
УДГУ-301 | 315 | Универсальная установка для сварки неплавящимся электродом в среде аргона алюминия и его сплавов на переменном токе, нержавеющих сталей титановых и медноникелевых сплавов на постоянном токе |
УДГУ-302 | 315 | Установка для ручной сварки неплавящимся электродом в среде инертных газов алюминия и его сплавов на переменном токе, нержавеющих сталей, титановых и медно-никелевых сплавов на постоянном токе |
УДГ-501-1 | 500 | Установка для сварки в среде аргона на переменном токе неплавящимся вольфрамовым электродом |
УПНС-304 | 315 | Установка для ручной плазменной наплавки постоянным током на прямой и обратной полярности порошковыми материалами на основе железа, кобальта, никеля, меди и для плазменной сварки постоянным током на прямой полярности меди и ее сплавов, нержавеющих сталей и на обратной полярности алюминия и его сплавов |
См. также табл. 1.61.
1.16.2.1. Сварку меди и ее сплавов выполняют следующими способами: газовой, дуговой плавящимся электродом под флюсом или без него, в защитных газах.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 859-78 Постановлением Госстандарта России от 30.07.2001 N 301-ст с 01.03.2002 введен в действие ГОСТ 859-2001. |
Сваривают следующие марки меди: МОК; МОб; М1; М1р; М2; М2р; М3; М3р; (ГОСТ 859-78***), а также латуни Л60; Л63; Л68 (ГОСТ 15527-70) и бронзы БрОФ6,5-0,4; БрОЦ4-3; БрОЦС4-4-4 (ГОСТ 5017-74).
1.16.2.2. Сварку малых толщин (до 6 мм) разрешается производить без скоса кромок и предварительного подогрева детали. При больших толщинах (более 6 мм) свариваемых деталей рекомендуется производить V-образную разделку под углом 60 - 70° и предварительный подогрев при толщине стенок 6 - 10 мм до температуры 250 °C, при большей толщине - до 350 - 450 °C.
В качестве присадочного материала для сварки чистой меди применяют проволоку из меди М1 или М2, а для сварки медных сплавов состав присадочной проволоки должен совпадать с составом основного металла.
1.16.2.3. Кромки перед сваркой очищают от налета окиси, масел. Вырубку корня шва необходимо производить с полным удалением шлака, непроваров, пористости. При сварке следует перемещать электрод быстрым прямолинейным возвратно-поступательным движением для того, чтобы избежать перегрева и сквозного проплавления металла.
1.16.2.4. Газовую сварку выполняют ацетилено-кислородным нормальным пламенем с соотношением O2:C2H2 = 1,05 - 1,1 для меди и с соотношением 1,3 - 1,4 для латуни. При толщине изделия более 10 мм сварку производят двумя горелками, одна - для подогрева, а второй выполняют сварку. Используются флюсы, состав которых приведен в табл. 1.60, а также другие.
Компоненты флюса | Номер флюса | ||||
1 | 2 | 3 | 4 | 5 | |
Борная кислота H3BO3 | 100 | - | 50 | 25 | 35 |
Бура безводная Na2B4O7 | - | 100 | 50 | 75 | 50 |
Бифосфат натрия Na2HPO4 | - | - | - | - | 15 |
Возможно применение газообразных флюсов, особенно для сварки латуни, например, разработанные ВНИИАвтогенмаш и представляющие собой раствор борнометилового эфира с метиловым спиртом.
1.16.2.5. При газовой сварке бронзовых и латунных деталей применяют предварительный подогрев до температуры 350 - 400 °C с сопутствующим подогревом. Детали сложной формы с тонкими стенками перед нагревом заполняют сухим горячим песком. Допускается сварка мелких деталей без подогрева.
1.16.2.6. Сварку бронзы ведут восстановительным пламенем с обязательным применением флюса. Ядро пламени не должно касаться основного металла и прутка. Температуру детали в процессе сварки необходимо поддерживать постоянной.
1.16.2.7. Бронзовые детали после сварки подвергают отжигу при температуре 750 °C с последующим охлаждением в воде.
1.16.2.8. Ручную дуговую сварку покрытыми электродами деталей из меди и ее сплавов выполняют электродами с покрытием К-100 ("Комсомолец-100"), ОЗБ-2М, АНЦ-3, ЛКЗ-АБ, а также электродами серии АНЦ/ОЗМ-2 (3 и 4), которые обеспечивают сварку меди без разделки кромок до 12 - 14 мм. Сварку деталей толщиной более 4 - 5 мм выполняют с подогревом до 300 - 500 °C.
1.16.2.9. Дуговую сварку под флюсом осуществляют неплавящимся угольным или графитовым электродом, а также плавящимся электродом.
При сварке под флюсом угольным электродом его затачивают в виде плоской лопатки, а в стык закладывают присадочный металл и засыпают сверху прокаленным флюсом ОСЦ-45. Сварку ведут на постоянном токе обратной полярности.
1.16.2.10. Сварку плавящимся электродом под флюсом осуществляют на графитовой подкладке или на флюсовой подушке на постоянном токе обратной полярности. Используют флюсы марок АН-20, АН-26 и АН-М1. Перед сваркой производят тщательную подготовку кромок и электродной проволоки путем зачистки до металлического блеска и обезжиривания. Флюс прокаливают при 300 - 400 °C. Сварку ведут при жестком закреплении или по прихваткам, поставленным с шагом 300 - 400 мм.
1.16.2.11. Автоматическую, механизированную (полуавтоматическую) и ручную сварку меди в среде защитных газов можно производить плавящимся и неплавящимся вольфрамовым электродом. Для сварки применяют защитные газы: аргон высшего сорта по ГОСТ 10157-73, гелий особой чистоты по МРТУ 6-02-274-66, азот особой чистоты по МРТУ 6-02-375-66.
Сварку неплавящимся электродом осуществляют на постоянном токе прямой полярности с подогревом до 300 - 400 °C для деталей толщиной более 4 - 5 мм.
При сварке плавящимся электродом электродную проволоку и кромки основного металла следует зачистить до блеска и обезжирить. Детали толщиной до 5 - 6 мм сваривают без разделки кромок. Сварку выполняют на подкладках из прокаленного графита или медных пластин, охлаждаемых водой. Медь толщиной более 5 мм сваривают на флюсовой подушке.
1.16.2.12. Оборудование для сварки меди и ее сплавов приведено в табл. 1.61. Оно используется также для сварки алюминия, низкоуглеродистых и нержавеющих сталей, можно также использовать оборудование, приведенное в табл. 1.59.
Наименование оборудования | Сварочный ток, А | Назначение оборудования |
УПС-301 | 315 | Установка для ручной сварки на постоянном токе низкоуглеродистой и нержавеющей стали толщиной до 5 мм, меди до 3 мм и на обратной полярности плазменная и аргоно-дуговая сварка алюминия и его сплавов толщиной до 8 мм |
УПС-503 | 500 | Установка для механизированной плазменной сварки в инертных газах постоянным током прямой и обратной полярности, а также в углекислом газе током прямой полярности низколегированных сталей. Толщина свариваемого металла: медь и ее сплавы 3 - 6 мм; коррозионностойкие сплавы 3 - 6 мм; алюминиевые сплавы 5 - 16 мм; низколегированные стали 3 - 8 мм. |
УПО-302 | 315 | Установка для непрерывной и импульсной плазменной сварки постоянным током на прямой полярности меди, ее сплавов, нержавеющих сталей и на обратной полярности стыковых и нахлесточных швов конструкций из алюминия и его сплавов. |
См. также табл. 1.59.
1.16.2.13. Покрытые электроды для сварки меди и сплавов на ее основе приведены в табл. 1.62.
Марка электрода | Технические условия | Диаметр, электрода, мм | Назначение <*2> электродов |
АНЦ/ОЗМ-2 АНЦ/ОЗМ-3 АНЦ/ОЗМ-4 | НТД-ТУ 14-4-1270-84 | 4 - 6 | Для сварки меди технических марок |
АНЦ-3 | - | 4 - 6 | Для сварки меди и хромовой бронзы |
"Комсомолец-100" | НТД-ТУ 14-4-644-75 | 3 - 5 | Для сварки меди технических марок |
ЛКЗ-АБ (АМц 9-2) | НТД-ТУ 118-65 | 4 - 6 | Для сварки бронз типа АНК, АНМцЖ, БрАН |
ЛКЗ-АБ (АНМцЖ 8-3-4-1) | НТД-ТУ 76-65 | 5 - 6 | Для сварки бронз типа БрАН, АНМЖ, БрАМц9-2, АНК |
ОЗБ-2М | НТД-ТУ 14-168-35-83 | 3 - 4 | Для сварки оловянно-фосфористых бронз |
--------------------------------
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
1.17.1.1. Пайкой называется процесс соединения нагретых не до расплавления кромок деталей при кристаллизации расположенного между ними припоя - более легкоплавкого и обладающего достаточной жидкотекучестью металла. От свойств припоя зависят прочность и пластичность, коррозионная стойкость и герметичность паяного соединения.
Согласно ГОСТ 19248-90 в зависимости от температуры плавления различают низкотемпературные припои (до 450 °C) и высокотемпературные (среднеплавкие - 450 - 1100 °C, высокоплавкие - 1100 - 1850 °C и тугоплавкие - более 1850 °C).
Припои по составу подразделяют на оловянно-свинцовые, оловянные, кадмиевые, свинцовые, цинковые, алюминиевые, германиевые, серебряные, медно-цинковые (латунные), медные, никелевые, марганцевые, платиновые, железные, молибденовые и др.; по способности к флюсованию - на флюсуемые и самофлюсующиеся; по виду полуфабриката - на листовые, ленточные, трубчатые, пастообразные, порошковые и др.
При пайке используют различные виды оборудования и инструмента: газопламенные горелки, паяльные лампы, паяльники, печи (вакуумные, с контролируемой атмосферой и др.,), высокочастотные установки, ванны (для пайки погружением в расплавы солей и припоя), лучевое оборудование, установки электроконтактного нагрева и др.
1.17.1.2. Процесс пайки включает:
1) подготовку деталей (механическую и химическую зачистку деталей от загрязнений);
2) сборку деталей с фиксацией требуемого зазора;
3) флюсование соединяемых поверхностей и нанесение припоя;
4) собственно процесс пайки;
5) обработку соединения после пайки;
6) контроль паяных соединений.
1.17.1.3. Подготовка деталей включает механическую зачистку поверхности от окалины и ржавчины металлической щеткой, шабером, абразивной шкуркой или другим инструментом, а при необходимости травление и обезжиривание.
Удаление оксидных пленок с соединяемых поверхностей осуществляют травлением в водных растворах (10 - 20%-ных) соляной, серной или фосфорной кислоты при температуре 30 - 50 °C в течение 10 - 20 мин. Для травления алюминия применяют растворы едкого натра 50 - 160 кг/м3 (50 - 160 г/л), а меди - смесь азотной 180 кг/м3 (180 г/л) и соляной 10 кг/м3 (10 г/л) кислот. После травления детали многократно промывают, обезжиривают химическими растворителями, бензином, щелочными растворами, уайт-спиритом, спиртом и т.д. Затем промывают в горячей и холодной воде.
1.17.1.4. Соединяемые пайкой детали при сборке должны быть надежно зафиксированы с помощью различных приспособлений, струбцин, болтовых и проволочных стяжек, а также развальцовок, сварных точек, заклепок и т.д.
1.17.1.5. На прочность паяных швов существенно влияет размер паяльного зазора соединения (при его назначении следует учитывать его изменение при нагреве). Оптимальные зазоры при пайке металлов припоями различных систем приведены в табл. 1.63.
Тип припоя | Оптимальный зазор при пайке, мм |
Оловянно-свинцовые | 0,1 - 0,2 |
Алюминиевые | 0,15 - 0,25 |
Медные | 0,01 - 0,05 |
Медно-цинковые | 0,05 - 0,15 |
Медно-фосфорные | 0,03 - 0,1 |
Серебряные | 0,05 - 0,1 |
Никелевые | 0,05 - 0,15 |
Для гарантированного заполнения паяльного зазора припоем его глубина должна составлять 3 - 5 толщин паяемого металла.
1.17.1.6. Рекомендуемые для пайки флюсы приведены в табл. 1.64.
Компоненты флюса | Состав флюса, % | Рекомендуемая область применения флюса | Примечания |
канифоль | 100 | для электро- и радиотехнических приборов | бескислотные (промывка не требуется) |
канифоль | 40 | то же | то же |
бензин | 50 | ||
керосин | 10 | ||
канифоль | 30 | - " - | активизированные |
спирт этиловый | 60 | ||
кислота уксусная | 10 | ||
канифоль | 97 | - " - | то же |
анилин солянокислый | 2 | ||
глицерин | 1 | ||
канифоль | 26 | для пайки меди и ее сплавов, чугуна, стали и оцинкованного железа, свинца, никеля | - " - |
аммоний хлористый | 3 | ||
цинк хлористый (раствор) | 71 | ||
цинк хлористый | 40 | то же | активные |
вода | 60 | ||
цинк хлористый | 25 | для пайки коррозионностойких и углеродистых сталей, никеля, серебра, цинка, меди и ее сплавов | то же |
кислота соляная | 25 | ||
вода | 50 | ||
триэтаноламин | 82 | для пайки алюминия и его сплавов | бескислотные |
цинк борфтористый | 10 | ||
аммоний борфтористый | 8 | ||
цинк хлористый | 85 | то же | активные, промывка обязательна |
литий хлористый | 5 | ||
натрий хлористый | 5 | ||
калий хлористый | 5 | ||
бура | 100 | для пайки углеродистых сталей, чугуна, меди, твердых и медных сплавов медноцинковыми припоями | для пайки высокотемпературными припоями |
бура | 58 | для пайки латуни и меди | то же |
кислота борная | 40 | ||
кальций хлористый | 2 |
При низкотемпературной пайке в основном применяют канифоль (температура плавления 70 - 100 °C) или ее растворы в спирте или органических растворителях, а также хлористый цинк, соляную кислоту, хлористый аммоний.
При высокотемпературной пайке используют (в сочетании с медными, серебряными и железными припоями) прокаленную буру в виде порошка или пасты, замешанной на ацетоне с добавками вазелина. Для пайки конструкционных и нержавеющих сталей, жаропрочных сплавов, меди и ее сплавов, латуни рекомендуются также флюсы приведенные в табл. 1.65.
Флюс | Состав флюса, % | Температурный интервал активности флюса, °C | Паяемый материал | Применяемый припой |
ПВ200 | 18 - 20 бура | 800 - 1200 | Нержавеющие и конструкционные стали, медные, алюминиевые и жаропрочные сплавы | Высоко- и среднеплавкие припои |
65 - 67 оксид бора | ||||
14 - 16 фтористый кальций | ||||
ПВ201 | 11 - 13 бура | 800 - 1200 | То же | То же |
76 - 78 оксид бора | ||||
9,5 - 10,5 фтористый кальций | ||||
0,9 - 1,1 лигатура | ||||
ПВ209 | 41 - 43 фтористый калий | 700 - 900 | Нержавеющие и конструкционные стали, медь и ее сплавы | Среднеплавкие припои |
34 - 36 оксид бора | ||||
22 - 24 тетраборат калия | ||||
ПВ209Х | 34,8 - 36,8 кислота борная | 700 - 900 | То же | То же |
27,9 - 29,9 гидрат окиси калия | ||||
34,3 - 36,3 кислота фтористоводородная | ||||
ПВ284Х | 29 - 31 кислота борная | 600 - 800 | - " - | - " - |
25 - 27 гидрат окиси калия | ||||
43 - 45 кислота фтористоводородная | ||||
Салют 1 <*> | 39 H3BO3; 3,5 KHO3 | 550 - 750 | Латуни | - " - |
4OKF.2H2O; 4,5 KCl | ||||
6,0 KBF4; 7,0 KHF2 |
--------------------------------
При использовании активных паяльных флюсов требуется удаление их остатков из-за высокого коррозионного воздействия на основной металл и шов путем тщательной промывки в воде или растворителях.
Порошковые флюсы следует хранить в герметичной таре.
1.17.1.7. Выбор припоя в зависимости от метода пайки и вида паяемого металла или сплава рекомендуется производить в соответствии с табл. 1.66.
Паяемые металлы | Методы пайки и типы припоев | ||
паяльником | газопламенными горелками | погружением в расплавленный припой | |
медь и ее сплавы | на оловянной и свинцовой основах | на оловянной и свинцовой основах, медноцинковые, медно-фосфористые | на оловянной и свинцовой основах, медноцинковые |
углеродистые и легированные стали | на оловянной и свинцовой основах, на основе цинка, кадмия, висмута | на оловянной и свинцовой основах, медь, медноцинковые, серебряные, никелевые | на оловянной и цинковой основах, медноцинковые, серебряные |
серый и ковкий чугун | на оловянной и свинцовой основах | на оловянной и свинцовой основах, медь, медноцинковые | на оловянной и свинцовой основах, медноцинковые |
алюминий и его сплавы | на цинковой, оловянной и кадмиевой основах | на цинковых и алюминиевых основах | алюминиевые |
1.17.1.8. В таблицах приводятся составы и области применения оловянно-свинцовых (табл. 1.67), медно-цинковых (табл. 1.68), медно-фосфористых (табл. 1.69) и серебряных (табл. 1.70) припоев. В обозначении марок припоев буквы означают: П - припой; Ср - серебро; Кд - кадмий; Ц - цинк; Су - сурьма; М - медь; Ф - фосфор О - олово; С - свинец. Цифры после буквы означают содержание серебра в процентах. Содержание цинка в сплавах ПСр 72 и ПСр 50 должно быть не более 0,007%. Медно-фосфористые припои обладают самофлюсующими свойствами.
Марка припоя | Состав припоя, % <*> | Механические свойства припоя | Температура плавления припоя, °C | Область применения припоя | ||
олово | другие элементы | |||||
ПОС 40-0,5 | 39 - 41 | 0,2 - 0,5Sb | 40 | 50 | 183 - 235 | Пайка монтажных проводов локомотивов. Лужение и пайка белой жести, пайка оцинкованных деталей, кабельных изделий, радиальных трубок |
ПОС 90 | 89 - 91 | - | 42 | 48 - 50 | 183 - 220 | Лужение и пайка внутренних швов |
ПОС 61 | 60 - 62 | - | 42,1 - 44 | 46 - 50 | 183 - 190 | Лужение и пайка электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
ПОС 61 М | 60 - 62 | 1,5 - 2 Cu | 44,1 | 40 | 183 - 192 | Лужение и пайка медной проволоки |
ПОС 40 | 39 - 41 | - | 35,2 - 41 | 52 - 55 | 183 - 238 | Лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
ПОСК 50-18 | 49 - 51 | 17 - 14 Cd | 39,3 | 40 | 142 - 145 | Пайка деталей, чувствительных к перегреву, и металлизированной керамики |
ПОС 10 | 9 - 11 | - | - | - | 268 - 299 | Лужение и пайка контактных поверхностей электроаппаратов, приборов и реле |
ПОССу 61-0,5 | 60 - 62 | 0,2 - 0,5 Sb | 44,1 | 35 | 183 - 189 | Лужение и пайка электроаппаратуры, обмоток электрических машин, оцинкованных радиодеталей |
ПОССу 30-0,5 | 34 - 36 | 0,2 - 0,5 Sb | 35,2 | 45 | 183 - 255 | Лужение и пайка листового цинка, радиаторов |
ПОССу 25-0,5 | 24 - 36 | 0,2 - 0,5 Sb | 35,2 | 45 | 183 - 266 | Лужение и пайка радиаторов |
--------------------------------
Марка припоя | Содержание элементов в припое, <*> % | Интервал кристаллизации припоя, °C | Предел прочности при растяжении, МПа | Область применения припоя | |||
меди | прочих составляющих | свинца | железа | ||||
ПМЦ-48 | 46 - 50 | - | 0,5 | 0,1 | 860 - 870 | 210 | Для пайки медных сплавов, содержащих меди свыше 68%. |
ПМЦ-54 | 52 - 56 | - | 0,5 | 0,1 | 885 - 888 | 260 | Для пайки меди, томпака, бронзы и стали. |
Л-63 | 62 - 65 | 0,017 | 0,07 | 0,2 | 900 - 905 | 310 | Для пайки твердого сплава на инструмент, работающий с нагревом до 600 °C (медь, никель, сталь, серые чугуны, твердые сплавы). |
Л-68 | 67 - 70 | 0,017 | 0,03 | 0,1 | 938 | 300 | То же |
ЛОК-62-0,6-0,4 | 60 - 63 | кремний 0,3 - 0,4 олово 0,4 - 0,6 | 0,1 | 0,2 | 905 | 450 | - " - |
ЛОК-59-1-0,3 | 58 - 60 | кремний 0,2 - 0,4 олово 0,7 - 1,1 | - | - | 905 | - | - " - |
--------------------------------
Марка припоя | Содержание элементов в припое, % | Температура, °C | ||||
меди | фосфора | цинка | олова | начала плавления припоя | полного расплавления припоя | |
96 | 4 | 707 | 960 | |||
ПМФ-7 | 93 | 7 | 707 | 850 | ||
ПМФ-9 | 91 | 9 | 707 | 800 | ||
ПФОЦ-7-3-2 | 89 | 6 | 2 | 3 | 890 | |
Примечание: применяются для пайки соединений из меди и латуни. Обладают самофлюсующими свойствами.
Марки припоя | Примерное назначение припоя |
ПСр 72; ПСр 71; ПСр 62; ПСр 50Кд; ПСр 50; ПСр 45; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз |
ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами |
ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз |
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-58; ПСрОС 2-58; ПСр 2; ПСр 1,5 | Пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей |
ПСр 25Ф; ПСр 15; ПСр 71 | Самофлюсующиеся припои для пайки меди с бронзой, меди с медью, бронзы с бронзой |
ПСр 45; ПСр 25; ПСр 25Ф; ПСр 15 | Пайка меди, серебра и их сплавов в электротехнических изделиях, в частности, в контактах |
ПСрМО 68-27-5; ПСрКдМ 50-34-16; ПСр МЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей |
1.17.1.9. Пайка углеродистых сталей особых затруднений не вызывает и может быть выполнена любым из известных способов. Припои, содержащие фосфор, применять из-за охрупчивания шва в ответственных соединениях не рекомендуется. Высокое содержание графита в чугуне затрудняет пайку из-за его плохой смачиваемости.
Алюминий и его сплавы паяют с применением реактивных флюсов на основе хлористых солей цинка, олова, аммония и фтористых солей натрия, калия или лития, а также органических флюсов на основе фторборатов кадмия, цинка или аммония. Пайку алюминия можно вести и без флюса.
1.17.1.10. После пайки следует удалить натеки припоя и остатки флюса. Тщательная промывка изделия водой не всегда гарантирует надежное удаление остатков флюса, в ряде случаев после пайки ответственные изделия подвергают комплексной очистке, состоящей из нескольких операций.
1.17.1.11. Дефекты паяных соединений (непропай, трещины, поры, раковины, включения) выявляют внешним осмотром, испытанием на плотность, нагружением, выборочным определением механических свойств соединений. Ответственные соединения контролируют электромагнитными, рентгеновскими и акустическими методами, металлографическими исследованиями и коррозионными испытаниями.
1.17.1.12. Лужение - это процесс нанесения тонкого слоя припоя на подлежащие последующей пайке поверхности. Кроме облегчения последующей пайки лужение может использоваться для повышения коррозионной стойкости деталей, улучшения электрического контакта и др. целей. Толщина наносимого слоя от 20 до 30 мкм (на 1 м2 расходуется 0,2 кг припоя). Применяют горячий и электролитический способы лужения, последний является "незавершенным" лужением, для его завершения производится оплавление покрытия.
Технология лужения в основном разрабатывается на основе технических данных, рассмотренных выше применительно к процессу пайки.
1.18.1. При ремонте подвижного состава разрешается применять воздушно-дуговую резку (разделение на части) или строжку металла (выплавку канавки).
Областью использования воздушно-дуговой резки является удаление болтов, заклепок, гаек, накладок, вырезка небольших дефектных мест, резка металла небольшой толщины и др., а воздушно-дуговой строжки - удаление дефектных участков сварных швов, подготовка кромок листового металла под сварку, удаление поверхностных дефектов. Значительное преимущество перед другими способами имеют воздушно-дуговая резка и строжка легированных сталей.
При разделке трещин воздушно-дуговой резкой обязательна последующая механическая зачистка поверхности на глубину не менее 1 мм для удаления науглероженного слоя металла. Разделку производят на любую глубину в различных пространственных положениях. Оставшаяся трещина хорошо просматривается, так как не происходит ее заплавление. Разрешается не производить засверловку концов трещины.
1.18.2. Воздушно-дуговую резку или строжку производят резаками типа ВДР-400 (производство ВНИИЖТ), РВД-4А, РВД-500, РВД-1 и др. В условиях литейного производства для удаления дефектов литья допускается применение резаков типов РВДл-1000 и "Раздан-1200".
1.18.3. В качестве источника тока используют сварочные выпрямители или преобразователи постоянного тока на 400 - 600 А с крутопадающей вольт-амперной характеристикой. Допускается использование многопостовых источников тока, для этого следует установить балластные реостаты на 500 - 600 А или параллельно несколько штук, рассчитанных на меньший ток. В случае применения резаков РВДл-1000 или "Раздан-1200" применяют трансформатор типа ТРД-1601.
1.18.4. Используют круглые омедненные электроды марки ВДК диаметром 8 и 10 мм по ТУ 16-757.034-86 завода "Электроугли". Для каждого диаметра электрода необходимо в резак вставлять сменную втулку с соответствующим внутренним диаметром. При установке втулки следует располагать отверстия для выхода воздуха по оси рукоятки резака для работ во всех пространственных положениях. Допускается применение угольных или графитовых электродов прямоугольного сечения (например, 25 x 15 или 25 x 8 мм).
1.18.5. Перед заваркой трещины на ответственной детали, разделанной воздушно-дуговой строжкой, следует произвести зачистку науглероженной поверхности реза шлифовальной машинкой, например, типов ИП-2203А, УЗМ-100, УЗМ-200, используя отрезные армированные круги толщиной 4 - 6 мм.
1.18.6. Перед воздушно-дуговой резкой продувают головку резака и магистраль сжатого воздуха для удаления влаги, подключают резак к воздушной магистрали и к клемме "+" источника сварочного тока (при использовании постоянного тока).
1.18.7. Рабочий вылет электрода должен составлять от 40 до 120 мм, что предупреждает подгорание головки резака и перегрев электрода. Угол наклона электрода к поверхности реза должен составлять 40 - 50 °C.
1.18.8. После разделки трещины необходимо убедиться в отсутствии на поверхности канавки дефектов в виде шлаковых включений, окалины, брызг расплавленного металла, следов меди и др.
При разделке сквозных трещин для последующей односторонней ручной сварки необходимо обеспечить толщину металла под дном канавки с трещиной не более 2 мм, а при двусторонней строжке допускается 3 мм. Вокруг места резки ставят ограждения, препятствующие разлету брызг.
1.18.9. Ориентировочные режимы строжки приведены в табл. 1.71.
Диаметр электрода, мм | Ток, А | Напряжение на дуге, В | Скорость резки, м/с (мм/мин) | Ширина канавки, мм | Глубина канавки, мм | Расход на 1 м реза | ||
электроэнергии, x 106 Дж (кВт-ч) | электродов (по длине), мм | |||||||
8 | 340 - 380 | 33 - 45 | 0,010 - 0,015 | (640 - 900) | 8,5 - 10,5 | 4 - 5 | 0,61 - 0,68 (0,17 - 0,19) | 85 - 90 |
9 | 370 - 430 | 33 - 45 | 0,011 - 0,016 | (670 - 950) | 9,0 - 11,0 | 4 - 5 | 0,68 - 0,76 (0,19 - 0,21) | 70 - 75 |
10 | 430 - 480 | 35 - 45 | 0,011 - 0,017 | (700 - 1000) | 10,5 - 12,5 | 5 - 6 | 0,76 - 0,83 (0,21 - 0,23) | 55 - 60 |
1.19.1.1. Для ремонта деталей локомотивов на ремонтных заводах и в депо разрешается применять контактную сварку: стыковую, точечную и шовную (роликовую). Наибольшее распространение получили стыковая и точечная сварки.
1.19.2.1. Стыковая сварка может выполняться двумя методами: сопротивлением и оплавлением.
При сварке сопротивлением соединение деталей происходит, как правило, при температурах ниже точки плавления (для стали 1250 - 1300 °C). Стыкуемые поверхности хорошо зачищают и плотно сдавливают, затем через них, не снимая давления, пропускают сварочный ток. После осадки на необходимую величину сварочный ток выключают. Сварку сопротивлением рекомендуется применять в основном для получения неответственных соединений: тонких стержней, толстостенных трубок малых диаметров и других деталей с небольшой площадью сечения.
Этим способом можно сваривать цветные и разнородные металлы.
Основными параметрами режима сварки сопротивлением являются: плотность тока, время нагрева, давление осадки, установочная длина концов деталей, значения которых для малоуглеродистой стали приведены в табл. 1.72.
Площадь поперечного сечения свариваемой детали, мм2 | Общая установочная длина, мм | Припуск на осадку, мм | Плотность тока, А/мм2 | Удельное давление осадки, МПа | Время сварки, с |
25 | 6 | 1,6 | 200 | 20 - 46 | 0,6 |
25 - 50 | 8 | 1,4 | 160 | 10 - 30 | 0,8 |
50 - 100 | 10 | 1,5 | 140 | 10 - 30 | 1,0 |
100 - 250 | 12 | 2,8 | 900 | 10 - 30 | 1,5 |
Давление осадки для цветных металлов рекомендуется 3 - 15 МПа, для легированных сталей - 100 - 150 МПа.
1.19.2.2. Сварку оплавлением можно выполнять методом непрерывного оплавления или с прерывистым подогревом импульсами тока.
Основными параметрами режима сварки являются: длина оплавляемых торцов, время и скорость оплавления, скорость и величина осадки. Установочная длина (l1 + l2) при стыковой сварке оплавлением приведена схематически на рис. 1.13. При сварке стальных полос толщиной  она должна составлять
она должна составлять  , стержней диаметром d - (0,75 - 1,0)d. Режимы сварки подбирают опытным путем в зависимости от материала, профиля и размеров.
, стержней диаметром d - (0,75 - 1,0)d. Режимы сварки подбирают опытным путем в зависимости от материала, профиля и размеров.
, стержней диаметром d - (0,75 - 1,0)d. Режимы сварки подбирают опытным путем в зависимости от материала, профиля и размеров.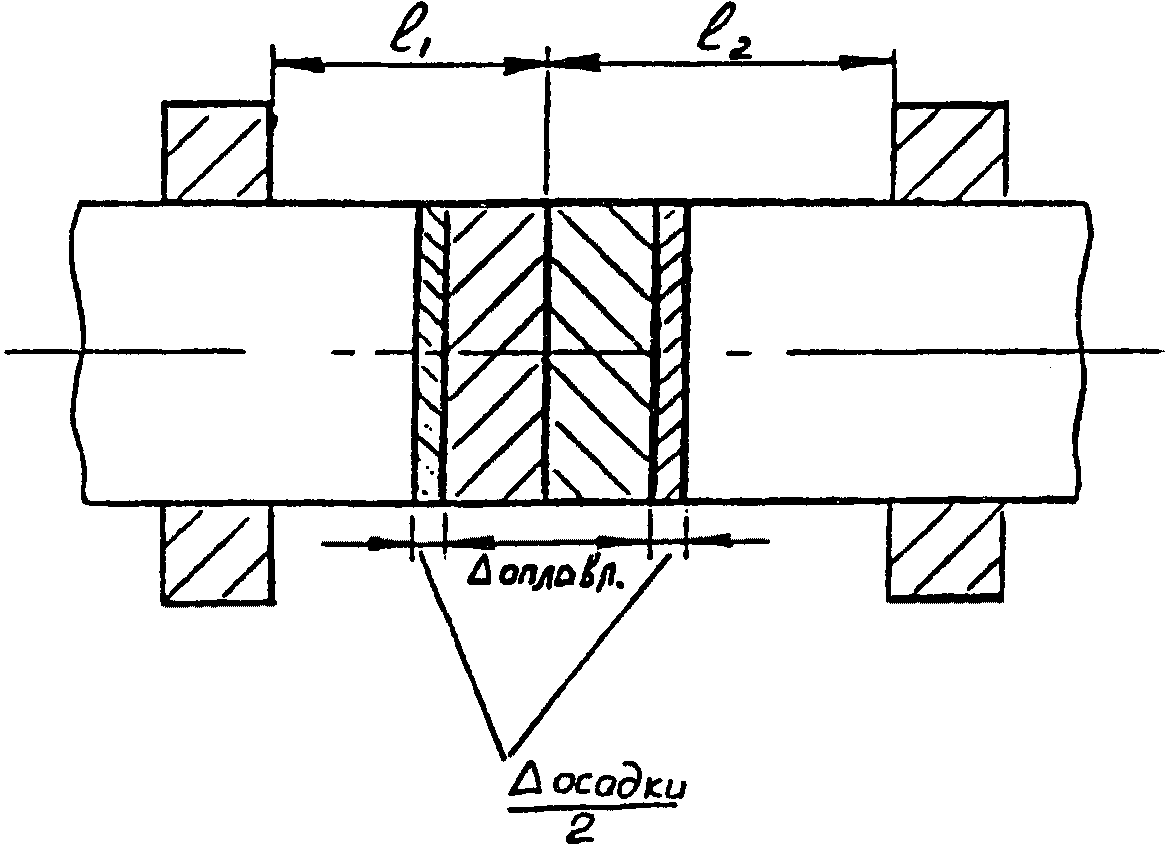
Общие рекомендации по выбору параметров сварки следующие:
Величина припуска на оплавление  должна обеспечивать равномерный необходимый нагрев деталей, выровнять зазоры между торцами и быть достаточной для получения на них тонкого слоя жидкого металла.
должна обеспечивать равномерный необходимый нагрев деталей, выровнять зазоры между торцами и быть достаточной для получения на них тонкого слоя жидкого металла.

где lсв - общий припуск на сварку  .
.
.Величина припуска на осадку (lос) равна:
lос = (0,2 - 0,3) lсв
Рекомендуемые скорости оплавления, осадки, плотности тока при оплавлении и осадке, давление осадки приведены в табл. 1.73.
Материал | Скорость оплавления, мм/с | Скорость осадки, мм/с | Плотность тока при оплавлении, А/мм2 | Плотность тока при осадке, А/мм2 | Давление осадки, МПа | |||
средняя | максимальная | непрерывное оплавление | оплавление с подогревом | |||||
Средняя | Перед осадкой | |||||||
Малоуглеродистая сталь | 0,5 - 1,5 | 2 - 5 | 15 - 20 | 5 - 15 | 20 - 30 | 40 - 60 | 60 - 80 | 40 - 60 |
Низколегированная сталь | 1,5 - 2,0 | 4 - 5 | 20 - 30 | 5 - 15 | 20 - 30 | 40 - 60 | 100 - 110 | 40 - 60 |
Аустенитная сталь | 2,5 - 3,5 | 5 - 7 | 30 - 50 | 10 - 20 | 25 - 35 | 35 - 50 | 150 - 220 | 100 - 140 |
Легкие сплавы | 3,0 - 7,0 | 8 - 15 | 100 - 200 | 10 - 15 | 40 - 60 | 70 - 150 | 120 - 180 | |
1.19.3.1. К основным параметрам режима точечной сварки относятся: сварочный ток и его плотность, длительность включения тока, усилие сжатия, диаметр контактной поверхности электрода.
Сила тока зависит от толщины свариваемых изделий. При сварке малоуглеродистых сталей сварочный ток определяется из соотношения:

где  - толщина более тонкого листа в мм.
- толщина более тонкого листа в мм.
Для сварки алюминиевых сплавов она должна устанавливаться в 3,0 - 3,5 раза больше.
Длительность включения тока для малоуглеродистых и низколегированных сталей рекомендуется равной  , для нержавеющих сталей
, для нержавеющих сталей  , для сплавов типа АМг и АМц -
, для сплавов типа АМг и АМц -  .
.
, для нержавеющих сталей , для сплавов типа АМг и АМц - .Усилие сжатия электродов (P) определяется из зависимости:
Pэл = pS
где p - удельное давление;
S - площадь контакта "электрод - деталь";
Для малоуглеродистых и низколегированных сталей рекомендуется "p" принимать 49 - 118 МПа (5 - 12 кгс/мм2) и 88 - 176 МПа (9 - 18 кгс/мм2) соответственно.
Детали разной толщины надежно свариваются при соотношении не более чем один к трем, а параметры режима определяют по более тонкой детали.
В табл. 1.74 приведен ориентировочный режим сварки низколегированной холоднокатаной стали.
Толщина каждой детали, мм | Диаметр рабочей поверхности электрода, мм | Сварочный ток, кА | Время импульса тока, с | Усилие на электродах, даН | Минимальный диаметр литого ядра точки, мм | Минимальное разрушающее усилие при срезе на одну точку, даН |
0,6 | 4,0 | 6,0 | 0,10 | 100 | 3,0 | 200 |
0,8 | 4,5 | 8,5 | 0,12 | 125 | 3,5 | 350 |
1,0 | 5,0 | 9,5 | 0,20 | 150 | 4,0 | 400 |
1,2 | 6,0 | 10,0 | 0,26 | 180 | 4,5 | 550 |
1,5 | 6,5 | 11,0 | 0,34 | 230 | 5,0 | 750 |
1,8 | 6,5 | 12,5 | 0,40 | 300 | 5,5 | 900 |
2,0 | 7,5 | 12,5 | 0,48 | 350 | 6,0 | 1100 |
2,5 | 8,0 | 13,5 | 0,60 | 350 | 7,0 | 1500 |
1.19.3.2. Технические характеристики рекомендуемого оборудования для стыковой и точечной сварки, выпускаемого в настоящее время, приведены в табл. 1.75 и 1.76.
Возможно применение и изготавливаемого ранее оборудования, технические данные которого близки к указанным в настоящих таблицах.
Техническая характеристика оборудования | МСС-901 | МСС-1901 | МСО-201 | МСО-606 | МС-2008 | К-617М |
Номинальный длительный вторичный ток, А | 450 | 1400 | 8000 | 9000 | 10000 | 18000 |
Мощность, кВт | 12,2 | 425 | 125 | |||
Номинальное усилие осадки, Н (кгс) | 160 (16) | 630 (63) | 20000 (2000) | 63000 (6300) | 160000 (16000) | |
Номинальное усилие зажатия, Н (кгс) | 1000 (100) | 3000 (300) | 40000 (4000) | 100000 (10000) | 320000 (32000) | |
Номинальное свариваемое сечение, мм2 | Диаметр проволок из стали 0,5 - 0,7; из меди 0,4 - 5,0; из алюминия 0,5 - 6,0 | Из стали - 80 из меди - 50 из алюминия - 64 | до 1400 | Низкоуглеродистые стали до 2000 Низколегированные - до 1250 | до 2000 | Низкоуглеродистые стали до 5000 |
Производительность, сварок в час | 300 | 2000 | 160 | 200 | 80 | |
Масса, кг | 70 | 190 | 720 | 2400 | 1850 | 4100 |
Примечание | Для сварки сопротивлением | Для сварки оплавлением | ||||
Технические характеристики оборудования | МТР-1201 | МТР-1701 | МТР-2401 | МТ-2201 |
Номинальный длительный вторичный ток, А | 2900 | 3200 | 5000 | 9000 |
Номинальное усилие сжатия, даН | 200 | 500 | 630 | 630 |
Номинальный вылет, мм | 250 | 400 | 500 | 500 |
Рекомендуемый диапазон толщин свариваемых деталей, мм | от 0,2 + 0,2 до 3,0 + 3,0 | от 0,5 + 0,5 до 5,0 + 5,0 | от 0,5 + 0,5 до 6,0 + 6,0 | Низкоуглеродистая сталь 5,0 + 5,0 нержавейка 1,0 + 1,0 алюминий 0,6 + 0,6 |
Производительность, число сварок за 1 ч | 320 | 260 | 260 | |
Масса, кг | 165 | 325 | 410 | 455 |
Примечание | Заменяют машины МТ-810 и МТ-1614 | |||
Примечание: Машины предназначаются для сварки листов из углеродистых, низколегированных и нержавеющих сталей.
1.20.1.1. Чугун - конструкционный материал, содержащий более 1,7% углерода, имеет хорошие литейные свойства, малый коэффициент линейного расширения, пониженную чувствительность к концентраторам напряжений, высокую износостойкость.
Чугуны подразделяют на белые и серые.
Белый чугун имеет высокую твердость, плохо обрабатывается режущим инструментом и практически сварке не подвергается. Серые чугуны свариваются и хорошо поддаются механической обработке. По характеру структуры чугуны классифицируют на ковкие и высокопрочные. В основном используют простые и низколегированные серые литейные чугуны.
1.20.1.2. Сварочные или наплавочные процессы выполняют с расплавлением основного металла (сварка), либо без него (пайкосварка, пайка). Их делят на две основные группы: к первой относятся процессы, в которых наплавленный металл получается в виде чугуна с заданными свойствами; ко второй - процессы, в которых наплавленный металл является сплавом с высоким содержанием никеля, меди, высоколегированной или углеродистой стали. В первом случае применяют сварку с предварительным нагревом. При исправлении небольших дефектов рекомендуется газовая сварка, обеспечивающая условия образования структуры серого чугуна. При заварке крупных дефектов применяют ручную дуговую сварку с использованием чугунных электродов или механизированную (полуавтоматическую) сварку порошковой проволокой.
1.20.1.3. Сварка чугуна может быть горячей, низкотемпературной и холодной.
Горячую сварку применяют при ремонте деталей и исправлении дефектов отливок ответственного назначения. Высокий предварительный или сопутствующий подогрев чугуна до температуры 600 - 650 °C и замедленное охлаждение дают возможность получать сварные соединения, мало отличающиеся по прочности и плотности от основного металла.
Низкотемпературную (полугорячую) сварку выполняют дуговым и газопламенным способами при предварительном местном или полном нагреве детали до 300 - 400 °C. При заварке дефектов на краях небольших деталей достаточен подогрев до температуры 150 - 200 °C.
Холодную сварку осуществляют без предварительного подогрева детали. Этим способом восстанавливают крупногабаритные изделия из серого чугуна, подогрев которых затруднен (блоки дизелей локомотивов, станины станков, прессов и др.). Этот вид сварки, в основном, выполняют дуговым способом с применением стальных электродов, электродов из цветных сплавов, порошковой проволоки, чугунных прутков.
Существует также ряд других способов, применяемых при сварке и наплавке чугуна в специальных случаях: контактная сварка, газопорошковая и электрошлаковая наплавка, металлизация и др.
1.20.1.4. В табл. 1.77 приведены обобщенные данные по восстановлению чугунных деталей различными способами сварки и наплавки.
Способ исправления дефекта детали | Область применения способа | Сварочный материал (типовой представитель) | Свойства наплавленного металла |
1 | 2 | 3 | 4 |
Наплавленный металл - чугун с заданными свойства | |||
Механизированная дуговая сварка с предварительным нагревом | Исправление крупных дефектов до и после мех. обработки (сварка ванным способом) | Порошковая проволока (ПП-АН41, ПП-43М, ПП-В45 и др.) в зависимости от требований, предъявляемых к сварному соединению | Структура наплавленного и основного металлов идентичны. Хорошая обрабатываемость, плотность, прочность и твердость на уровне основного металла |
Ручная дуговая сварка с предварительным подогревом | То же | Электроды на основе чугунных прутков со специальным покрытием | То же |
Сварка в защитных газах (например, в аргоне) | Исправление дефектов малых и средних размеров | Чугунные прутки состава, идентичного основному металлу | - " - |
Пайкосварка | Исправление несквозных дефектов малых размеров на обработанных поверхностях | Чугунные прутки (ПЧН-1, ПЧН-2) с пониженной температурой плавления с высокоактивными флюсами (МАФ-2) | Структура наплавленного и основного металлов идентичны. Хорошая обрабатываемость, плотность, прочность и твердость на уровне основного металла |
Наплавленный металл (не чугун), обладающий удовлетворительной обрабатываемостью резанием | |||
Ручная дуговая сварка без предварительного нагрева | Исправление несквозных и сквозных дефектов малых и средних и после механической обработки | Электроды из медноникелевой проволоки со специальным покрытием (МНЧ-2) | Хорошая обрабатываемость и прочность, твердость 120 - 160 НВ |
Электроды из железно-никелевой проволоки со специальным покрытием (ОЗЖН-1) | Хорошая обрабатываемость в показателях прочности и плотности.  , твердость 180 - 200 НВ , твердость 180 - 200 НВ | ||
Исправление небольших дефектов в ответственных изделиях | Электроды из никелевой проволоки (ОЗЧ-3), содержащей 99% Ni | Повышенные требования по чистоте обрабатываемой поверхности.  ; ;  , твердость 150 - 180 НВ , твердость 150 - 180 НВ | |
То же для наплавки последнего слоя на изделиях, работающих при ударной нагрузке или истирании | Электроды ОЗЧ-4 содержащие 95% Ni или ОЗЧ-3 | Стойкость к истиранию и ударным нагрузкам.   , твердость 160 - 190 НВ , твердость 160 - 190 НВ | |
Исправление небольших несквозных дефектов на обрабатываемых и необрабатываемых поверхностях | Электроды ЦЧ-4 (на основе проволоки из низкоуглеродистой стали с карбидообразующим покрытием) | Обрабатываемость режущим инструментом.  ; высокая плотность, твердость 160 - 190 НВ ; высокая плотность, твердость 160 - 190 НВ | |
Исправление сквозных дефектов на необрабатываемых поверхностях | Электроды ОЗЧ-2 из медной проволоки с железным порошком в покрытии | Высокая пластичность, без особых требований к обрабатываемости | |
Исправление несквозных и сквозных дефектов до и после механической обработки | Электроды ОЗЧ-6 на основе бронзовой проволоки | Хорошая пластичность при удовлетворительной обрабатываемости | |
Полуавтоматическая дуговая сварка без предварительного подогрева | Исправление дефектов на обрабатываемых и необрабатываемых поверхностях, нанесение облицовочных слоев | Самофлюсующаяся проволока на медно-никелевой (МН-25) и никелевой основе (ПАНЧ-11, ПАНЧ-12) | Хорошая обрабатываемость, прочность и плотность сварного соединения |
Исправление несквозных и сквозных дефектов средних размеров на обрабатываемых и необрабатываемых поверхностях | Порошковая проволока ППНЧ-7 на основе стальной ленты и специальной шихты | Удовлетворительная обрабатываемость, прочность и плотность соединения | |
Газопорошковая наплавка | Исправление небольших несквозных дефектов, выявленных на финишных операциях мех. обработки незакаленных и закаленных поверхностей | Порошковые самофлюсующиеся сплавы типа НПЧ | Износостойкость близка к основному металлу. Твердость для незакаленных поверхностей 180 - 220 НВ для закаленных - 350 - 450 НВ |
Металлизация | Устранение разгерметизации и мелкой пористости на рабочих поверхностях | Сплавы на основе цинка, молибдена, кобальта и др. | Достаточная плотность и износостойкость |
Пайка | Исправление небольших дефектов до и после обработки, устранение негерметичности | Оловянно-свинцовистые, цинковые и латунные припои | Хорошая обрабатываемость и плотность, без высоких требований по прочности |
Наплавленный металл не чугун, требований по обработке резанием не предъявляется | |||
Дуговая ручная или полуавтоматическая сварка | Исправление несквозных дефектов на необрабатываемых поверхностях. Для деталей из серого и высокопрочного чугуна не рекомендуется | Стальные электроды и проволоки сплошного сечения или порошковые | Высокая твердость, низкие прочность и плотность. Сетка мелких трещин в наплавленном металле и зоне термического влияния |
1.20.2.1. Газовую сварку чугуна горячим способом производят ацетилено-кислородным пламенем с использованием универсальных горелок типа Г2, Г3 и их прототипов. Разрешается применение газов - заменителей ацетилена. Для сварки используют специальные горелки типа ГЗУ, которые комплектуют наконечниками на один номер больше, чем при ацетилено-кислородной сварке.
1.20.2.2. Небольшие детали нагревают до 300 - 400 °C, более крупные - до 500 - 700 °C в зависимости от толщины стенок, жесткости конструкции и размера дефекта.
Сварку производят нормальным пламенем или с небольшим избытком ацетилена.
1.20.2.3. В качестве присадочного металла при сварке используют чугунные прутки диаметром 6 - 12 мм и длиной 400 - 700 мм марки А, Б, I и II (завода "Станколит"). В зависимости от площади устраняемого дефекта рекомендуются следующие номера наконечника горелки и диаметра прутка (табл. 1.78).
Площадь дефекта, см2 | 5 | 5 - 20 | 20 - 30 | более 30 |
Номер наконечника горелки | 5 | 6 | 6 | 7 |
Диаметр присадочного прутка, мм | 6 | 6 - 8 | 8 - 10 | 12 |
1.20.2.4. При горячей сварке обязательно применение порошковых флюсов, состав которых приведен в табл. 1.79.
Номер флюса | Состав флюса, % |
1 | 100 плавленной буры |
2 | 100 прокаленной буры |
3 | 100 технической буры |
4 | 56 прокаленной буры, 22 углекислого натрия, 22 углекислого калия |
5 | 50 технической буры, 50 двууглекислого натрия |
6 | 23 плавленной буры, 27 углекислого натрия, 50 натриевой селитры |
7 | 50 прокаленной буры, 50 натриевой селитры, 4 керосина (сверх 100) |
1.20.2.5. Горячую сварку чугуна выполняют следующим образом.
Очищают поверхность дефекта от окислов и загрязнений пламенем горелки или металлической щеткой, разделывают кромки дефекта под углом 70 - 80°. На деталях толщиной более 5 мм концы трещин предварительно засверливают.
Изделия сложной формы и толщиной более 50 мм подвергают общему подогреву до 500 - 700 °C, более мелкие детали подвергают местному нагреву до 300 - 400 °C.
Деталь устанавливают так, чтобы ремонт сваркой выполнялся в нижнем положении, равномерно прогревают кромки дефекта до расплавления с одновременным равномерным нанесением флюса присадочным прутком.
Заполняют дефект расплавленным прутком, сварку ведут отдельными сварочными ваннами длиной 20 - 50 мм.
Неметаллические включения удаляют из сварочной ванны с помощью флюсования жидкого металла и интенсивного его перемешивания присадочным прутком.
Сваренную деталь для замедленного охлаждения необходимо закрыть листовым асбестом.
1.20.3.1. Процесс применяют для устранения дефектов, обнаруженных на последних стадиях механической обработки деталей. В этом случае основной металл не доводят до температуры плавления, а расплавляют только присадочный пруток или припой.
Известны два способа низкотемпературной пайко-сварки: чугунными присадочными прутками и латунными припоями.
Сварку чугунными прутками рекомендуется применять для получения в наплавленном металле структур чугуна.
Сварку ведут горелками типа Г2, Г3 при нейтральном пламени. В качестве присадочного материала применяют прутки типа НЧ-2 или УНЧ-2 и флюсы ФСЧ-4 или МАФ-1.
Латунные припои рекомендуется использовать для устранения мелких поверхностных дефектов при очень малом припуске на последующую механическую обработку.
При пайко-сварке необходимо применять флюсы марки ФПСН-1 и ФПСН-2 и присадочные прутки марок ЛОК-50-1-03 и ЛОМНА-49-06-10-4-0,4.
Ремонтируемая деталь должна быть установлена в слегка наклонное положение, пайко-сварку производят снизу вверх. Способ сварки - правый. Наплавленный металл проковывают ручным медным молотком.
1.21.1. Цинковый сплав ЦАМ 9-1,5 является заменителем оловянистых бронз марок Бр. ОЦС-4-4-17, Бр. ОЦС-5-5-5 и баббитов марок Б16 и БН, применяемых для изготовления некоторых трущихся деталей локомотивов. Сплав ЦАМ 9-1,5 имеет следующий химический состав (в %): алюминия - 8 - 11, меди - 1 - 2, магния - 0,03 - 0,06, цинка - остальное. Температура начала затвердевания 395 °C, конца затвердевания - 378 °C.
Сплав ЦАМ 9-1,5 применяют для изготовления деталей на стальном каркасе и без каркаса, для односторонней армировки стальных деталей, заливки трущихся частей вместо баббита.
Соединение стального корпуса или каркаса с армировкой из цинкового сплава осуществляют металлургическим способом предварительного горячего оцинкования поверхности стального корпуса или каркаса с последующей заливкой цинковым сплавом.
1.21.2. В эксплуатации в деталях цинкового сплава ЦАМ 9-1,5 появляются местные износы или отколы сплава. Такие дефекты разрешается при деповском ремонте восстанавливать газовой наплавкой с применением присадочных прутков диаметром 8 - 10 мм, отлитых из того же сплава ЦАМ 9-1,5.
Перед наплавочными работами деталь тщательно очищают от загрязнения и масла вначале стальной щеткой, а затем обезжиривают с последующей промывкой в горячей и холодной проточной воде.
В процессе наплавки движение сварочной горелки и присадочного прутка производят по схеме, указанной на рис. 1.14. При этом амплитуда колебания присадочного прутка должна быть несколько меньше, чем амплитуда колебания горелки. При восстановлении широких поверхностей наплавку производят в несколько проходов. После наложения первого валика наплавку второго валика производят с перекрытием первого. Торцовые поверхности рекомендуется наплавлять с подформовкой огнеупорной глиной или асбестом. Это улучшает формирование наплавленного слоя.
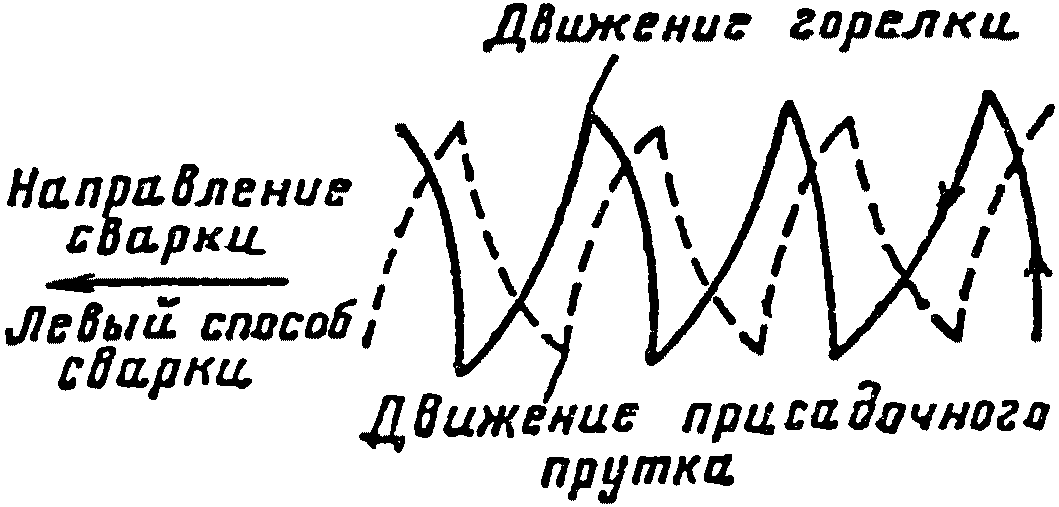
и присадочного прутка
1.21.3. Наплавку изношенных мест производят ацетилено-кислородным пламенем с применением стандартных горелок типа Г3 с наконечником N 3, обеспечивающим хорошую наплавку валиком шириной 25 - 30 мм. Для указанных горелок установлены следующие нормы расхода: кислорода (70 - 122) x 10-6 м3/ч (250 - 440 л/ч), ацетилена - (64 - 111) x 10-6 м3/ч (230 - 400 л/ч).
При наплавке пламя горелки должно быть с небольшим избытком ацетилена и направлено под углом 35 - 50 град. к поверхности металла. Пламя горелки следует распределять в разных долях на основной и присадочный металл. Периодически концом присадочного прутка производят тщательное перемешивание жидкого металла и удаляют пленку окислов с поверхности.
1.22.1. Длина трещины, допускаемая для заварки, в каждом случае устанавливается в зависимости от места ее расположения, характера эксплуатационной нагрузки данной детали или узла и возможности качественного выполнения сварочных работ.
1.22.2. Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы, затем засверлить их сверлом диаметром 8 - 12 мм при толщине стенок 10 - 12 мм и сверлом диаметром 20 - 25 мм при толщине детали 100 - 125 мм (брусковые рамы). Засверловку производят так, чтобы центр отверстия совпадал с концами трещины или был на 3 - 5 мм дальше трещины. Границы трещины выявляются при нагреве их газовой горелкой до 100 - 150 °C. Отверстия засверловки конца трещины для лучшего провара раззенковать на 1/2 - 1/3 толщины стенки.
1.22.3. Подготовку кромок под сварку и наложение сварных швов при заварке трещин производят аналогично сварке встык, как указано в п. 4.1.3. Перед заваркой производят зачистку до металлического блеска прилегающего к трещине металла на ширину 25 мм с каждой стороны. Подготовленные к заварке места должны быть проверены ОТК или мастером.
Трещины в конструкциях и деталях, изготовленных из низкоуглеродистой, среднеуглеродистой или низколегированной стали необходимо заваривать электродами типа Э42А или Э50А. Перед заваркой их следует прокалить.
Заварку трещин в деталях с толщиной стенки более 8 мм выполняют в несколько слоев, перед наложением очередного слоя поверхность должна быть очищена от шлаковой корки.
1.22.4. При ремонте замкнутых трещин рекомендуется перед сваркой произвести подогрев до 200 - 250 °C разделки трещины и прилегающего к ней металла шириной не менее 50 мм с каждой стороны трещины.
Если трещину разделывают газовым резаком и вслед за этим сразу производят ее заварку, то при длине трещины не более 150 - 180 мм предварительный подогрев не требуется.
При длине трещины более 300 мм, ее следует заваривать обратноступенчатым способом с длиною ступени 150 - 200 мм, каждую ступень заваривают от кромки к концу трещины. После заварки дефекта производят подварку корня шва с обратной стороны, предварительно удалив наплывы и шлак.
Для обеспечения полного провара сквозной трещины необходимо там, где это возможно, производить двустороннюю сварку или сварку на остающейся подкладке (см. рис. 1.1. - 1.3).
1.22.5. При заварке трещины на одной из полок коробчатой конструкции (балки рам тележек) рекомендуется предварительно перед ее заваркой удалить прилегающие к концам трещины участки угловых швов 1 длиной 100 - 150 мм. Затем заваривают стыковой шов 2, после чего заваривают удаленные участки углового шва (рис. 1.15).
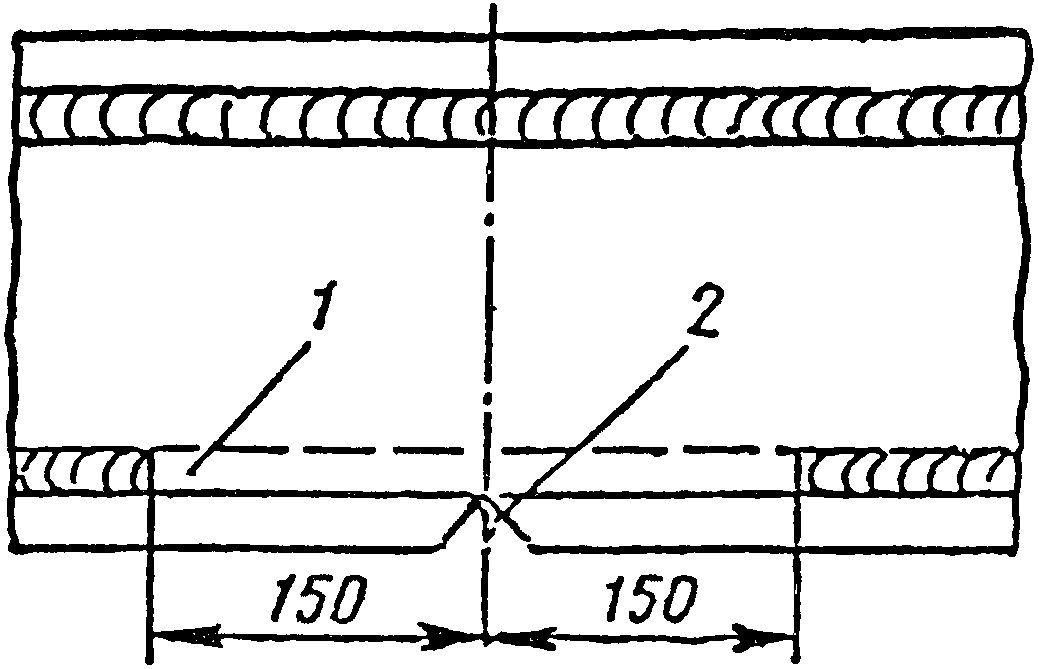
типа сварных балок коробчатого сечения
Заварку трещин рекомендуется выполнять в нижнем и вертикальном положениях. В первом случае шов имеет ровную поверхность, вероятность образования подрезов мала. Сварка в вертикальном положении дает возможность получить лучшее проплавление кромок, особенно в вершине разделки.
Заварка трещин в горизонтальном положении на вертикальной плоскости и в потолочном положении, как правило, не допускается.
1.22.6. Первый слой шва и обратный валик при двусторонней сварке сквозной трещины рекомендуется выполнять электродами диаметром 3 мм, остальные валики - электродами диаметром 4 и 5 мм.
Несквозные трещины с U-образной разделкой можно заваривать во всех слоях электродами диаметром 4 и 5 мм.
1.22.7. Места с заваренной сквозной трещиной подлежат обязательному усилению, если этому не препятствует конструкция узла или детали.
Усиления подразделяют на технологические и конструктивные. К технологическим относятся усиления, получаемые обработкой аргоно-дуговым оплавлением, поверхностным наклепом или другими способами, в результате применения которых повышается сопротивление усталостному или хрупкому эксплуатационному повреждению. Конструктивные усиления выполняют при помощи односторонних и двусторонних накладок, ребер жесткости, косынок и др.
1.22.8. В зависимости от сечения соединяемых элементов накладки могут быть плоские, угловые и коробчатые. Пример усиления после заварки сквозной трещины приведен на рис. 1.16. Толщина односторонней накладки должна быть не менее 0,7 толщины основного металла детали, двусторонней - не менее половины. При постановке накладки выпуклость валика заваренной трещины должна быть полностью удалена.
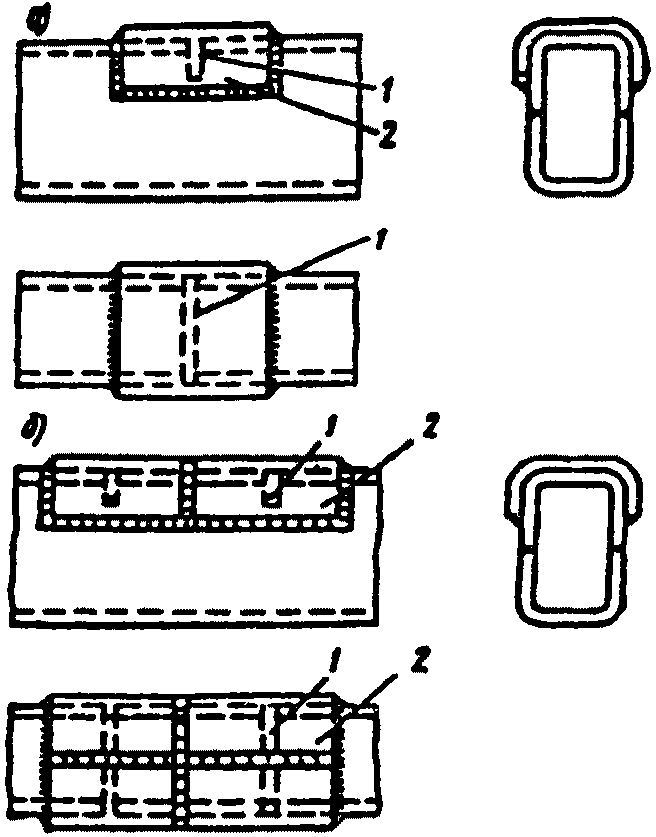
после заварки трещин:
1 - заваренная трещина;
2 - накладка
Плоские накладки должны перекрывать заваренный стык или трещину не менее, чем на 100 мм, при невозможности этого перекрытие может быть уменьшено до 50 мм. При приварке двусторонних плоских накладок необходимо, чтобы противоположные швы были смещены не менее чем на 30 мм (рис. 1.17).

противоположных швов
1.22.9. Если накладка имеет размер по одной из осей более 300 мм, то для плотного прилегания ее вначале приваривают дуговой точечной сваркой швами, расположенными на расстоянии 150 - 200 мм друг от друга. Отверстия для швов сверлят только в накладке до постановки на место.
1.22.10. Усиление, выполняемое угловыми швами, рекомендуется приваривать по всему контуру. Наложение только фланговых (продольных) швов не допускается. Угловые швы усиления должны иметь вогнутую поверхность с плавным переходом к основному металлу. Лобовые и косые угловые швы рекомендуется применять с отношением большего катета к меньшему от 1,5 до 2. Больший катет должен быть направлен вдоль усилия, воспринимаемого этими швами.
В случае необходимости производят обработку швов механическим или аргоно-дуговым способом.
1.22.11. Усиливающие накладки должны быть изготовлены из тех же марок стали, что и усиливаемые детали или конструкции, или из заменителей этих сталей, указанных в чертежах и инструктивных указаниях.
Направление прокатки в накладках при их приварке должно совпадать с направлением действия основного силового потока при эксплуатации конструкции.
1.22.12. Перед приваркой усиление необходимо очистить, прилегание к усиливаемому элементу должно быть плотным, допускаются местные зазоры до 1,5 мм для угловых и коробчатых накладок и не более 1 мм для плоских.
1.22.13. Угловые швы усиления выполняют ручной сваркой электродами типа Э42А и Э50А, а также в смеси CO2 + O2 в соотношении 80 - 20% проволокой диаметром 1,2 мм.
Рекомендуется в первую очередь сваривать в свободном состоянии стыковые швы ремонтируемой сваркой конструкции, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и, в последнюю очередь, угловые швы - вначале поперечные, затем продольные. Зажигать дугу на основном металле и выводить кратер на основной металл запрещается.
1.22.14. Отремонтированные сваркой поврежденные детали и конструкции должны иметь достаточную прочность и надежность на весь последующий срок их эксплуатации.
Подрезы, расположенные поперек действующей силы, не допускаются и должны быть исправлены с последующей зачисткой. Непровары в стыковых соединениях с поперечными (или косыми) по отношению к действующей силе швами также не допускаются. Ожоги на деталях от замыкания электродов не допускаются и должны быть удалены механическим способом. Запрещается правка усиленных элементов ударами или наложением ложных валиков.
Контроль качества сварных швов и соединений осуществляют внешним осмотром, ультразвуковым и другими методами.
1.23.1. В конструкциях и деталях, ремонтируемых сваркой и наплавкой, возникают напряжения, вызванные неравномерным нагревом металла концентрированным источником тепла.
Для их уменьшения рекомендуется принимать следующие меры.
1) При подготовке деталей к сварке:
- установить возможность замены ручной дуговой сварки на автоматическую или механизированную (полуавтоматическую) в среде CO2 или в аргоне. В первую очередь это относится к сварке тонколистовых конструкций (кузова локомотивов и др.);
- освободить свариваемые части от жесткого закрепления;
- для конструкций из малоуглеродистой и низколегированных сталей применять предварительный и сопутствующий местный подогрев до температуры 200 - 250 °C на участке шириной 40 - 50 мм по обе стороны шва. Подогрев можно осуществлять газовым пламенем и электрическими нагревателями;
- сферически (по радиусу) предварительно выгнуть вставки, ввариваемые в плоские стенки.
2) В процессе сварки:
- применять швы с наименьшим количеством наплавленного металла, обеспечивающего прочность сварного соединения, а также соблюдать углы разделки и зазоры согласно ГОСТам, чертежам и ТУ;
- швы длиной более 300 мм сваривать от их середины к краям или обратноступенчатым способом;
- несквозные трещины, выходящие на кромку, заваривать от конца трещины к кромке конструкции;
- в деталях, имеющих несколько стыковых швов, сначала заваривать швы, расположенные поперек силового потока;
- при наложении замкнутых кольцевых швов выполнять их "вразброс", а при сварке многослойных швов применять ступенчатый (каскадный) способ сварки (рис. 1.18);
- при многослойных швах после очистки шлака применять проковку (кроме первого и последнего шва) тупым зубилом с радиусом притупления 2 - 3 мм при температуре металла шва 450 °C и выше или 150 °C и ниже.

3) После сварки:
- полный отжиг - нагрев детали до определенной температуры (в зависимости от марки стали), выдержка при этой температуре и медленное ее охлаждение вместе с печью;
- нормализация - нагрев детали до температуры, аналогичной отжигу, выдержка при этой температуре и последующее медленное ее охлаждение на спокойном воздухе в помещении при нормальной температуре;
- высокий отпуск - нагрев до 600 - 650 °C с выдержкой при этой температуре в течение 120 - 180 с (2 - 3 мин) на каждый миллиметр толщины металла с последующим охлаждением на воздухе при нормальной температуре (применяют главным образом для сварных конструкций, где остаточные напряжения снимаются на 80 - 85%);
- обработка места перехода сварного шва на основной металл методами аргоно-дугового оплавления, наклепом многобойковым упрочнителем или комбинированным упрочнением (аргоно-дуговое упрочнение с последующим наклепом оплавленного участка).
1.23.2. К способам уменьшения деформации деталей при сварке и после нее относятся:
- искусственное охлаждение детали (деталь погружают в воду, оставляя места для наложения сварных швов);
- термическая правка газокислородным пламенем либо неплавящимся электродом, при этом температура нагрева деформированного участка должна быть в пределах 750 - 1000 °C;
- механическая правка на прессах статической нагрузкой в горячем и холодном состоянии изделия. Величина остаточной деформации при холодной правке не должна превышать 1%;
- сварка с жестким закреплением деталей и освобождением их от зажимов лишь после полного остывания;
- обратные деформации (предварительный прогиб в сторону, обратную деформациям при сварке, применение распорок, домкратов для создания искусственного зазора);
- применение метода обратноступенчатой сварки.
ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ
1.24.1. Для повышения эксплуатационной надежности сварных соединений локомотивов рекомендуется применять поверхностный наклеп, механическую и аргоно-дуговую обработку сварных швов и околошовной зоны.
1.24.2. Поверхностный наклеп выполняют при помощи многобойкового пневматического молотка с виброгасителем. Упрочняющий инструмент изготавливают из пучка проволок марок 65Г, 60С2 диаметром 2 мм и твердостью 60HRC.
1.24.3. Наклепу подвергают границу угловых и стыковых швов с основным металлом конструкции на ширину 15 - 20 мм (рис. 1.19).
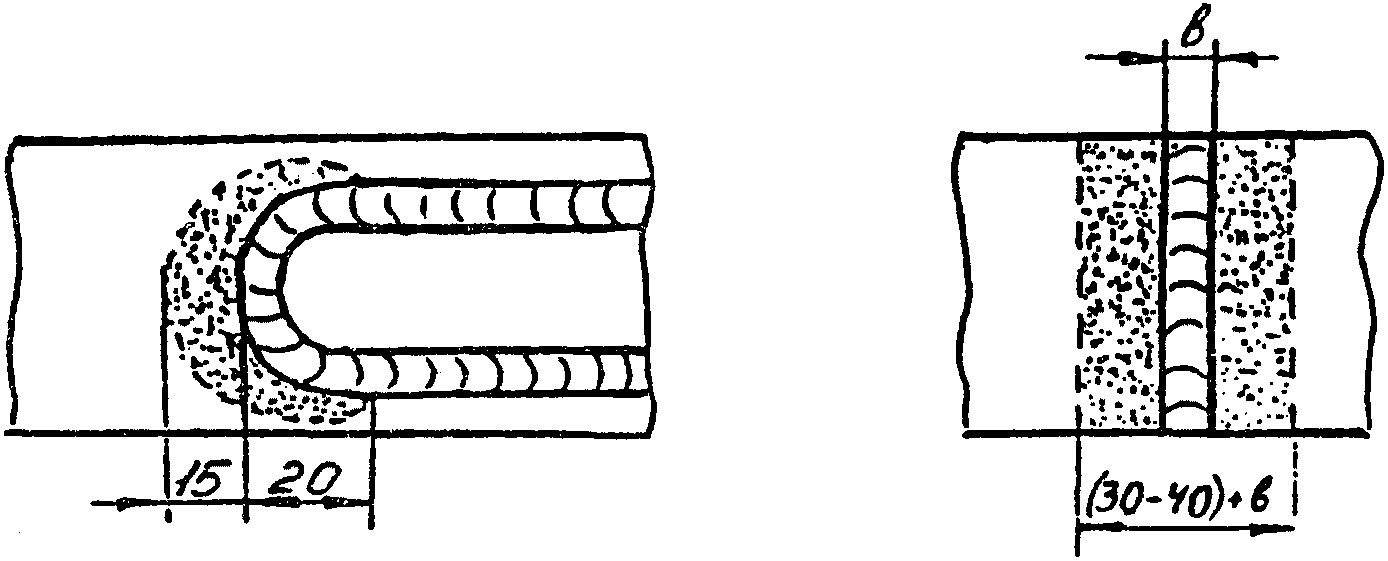
1.24.4. Производить наклеп сварных швов при заварке трещин с односторонней разделкой без гарантии полного провара не следует. Поверхностный наклеп является эффективным для тех сечений сварного соединения, у которых номинальное напряжение не превышает 0,8 предела текучести стали. Для сохранения эффекта наклепа упрочненные места после обработки не должны нагреваться выше 200 °C. При необходимости нагрева деталей выше указанной температуры такой нагрев должен производиться до наклепа.
1.24.5. Поверхностное упрочнение сварных швов многобойковым упрочнителем производят с соблюдением следующих требований:
1) перед упрочнением участки сварных швов и прилегающие к ним зоны основного металла должны быть очищены от шлака, ржавчины и брызг металла, а подрезы устранены;
2) при наклепе упрочнитель следует держать перпендикулярно к упрочняемой поверхности и медленно перемещать по шву, чтобы обрабатываемая поверхность была наклепана равномерно, имела блестящую в сплошных мелких лунках поверхность. Особое внимание следует обращать на качество наклепа в местах перехода от сварного шва к основному металлу;
3) качество наклепа определяют визуально сравнением с контрольным эталоном, а также по времени наклепа, которое составляет примерно 12 - 15 мин на 1 м длины;
4) при наклепе давление сжатого воздуха в магистрали должно быть 0,4 - 0,5 МПа (4 - 5 кгс/см2), контролируемое по манометру.
1.24.6. Механической обработке подвергают места сварных соединений, имеющие геометрические концентраторы напряжения. Обработка заключается в придании швам плавного очертания на границе их с основным металлом.
1.24.7. Обработку производят специальными абразивными кругами, шарошками и фрезами, дающими необходимый радиус зоны обработки. Поверхностный слой по всей линии сплавления снимают на минимальную величину (не более 3 - 5% от толщины металла), необходимую для сглаживания поверхностного слоя и получения чистой поверхности (рис. 1.20).

механической обработкой
1.24.8. Обработанная поверхность не должна иметь рисок, острых кромок, расположенных поперек направления действующих в этом элементе усилий. Перед обработкой удалить имеющиеся в зоне обработки поверхностные дефекты от сварки и резки.
Качество механической обработки сварных швов должно контролироваться.
1.24.9. При аргоно-дуговой обработке плавный переход от шва к основному металлу создают оплавлением границ шва электрической дугой неплавящимся электродом без присадочной проволоки (рис. 1.21).

аргоно-дуговой обработкой
Повышение усталостной прочности происходит за счет устранения концентратора напряжения, образуемого крутизной шва по границе сплавления, подрезов, уменьшения неметаллических включений и остаточного водорода в околошовной зоне.
1.24.10. Аргоно-дуговой способ позволяет проводить обработку сварных швов любых сварных конструкций во всех пространственных положениях.
При аргоно-дуговой обработке применяют сварочные выпрямители, преобразователи и горелки, предназначенные для сварки вольфрамовыми электродами в защитных газах. В качестве электрода используют торированный или лантанированный вольфрам марки ВЛ-10. Защитным газом служит аргон марок А, Б и В.
1.24.11. Оплавление ведут постоянным током прямой полярности короткой дугой при напряжении 12 - 16 В, диаметр электрода 2 - 6 мм. Техника оплавления аналогична ручной аргоно-дуговой сварке, скорость оплавления 0,0056 м/с (20 м/ч), расстояние сопла горелки от изделия 4 - 8 мм.
1.24.12. Участки, подвергаемые аргоно-дуговой обработке, должны быть сухими, очищенными от грязи, ржавчины, шлака, окалины, масла.
1.24.13. Режим оплавления зависит от толщины обрабатываемых элементов конструкции и приведен в табл. 1.80. Качество обработки проверяют внешним осмотром и контрольным эталоном.
Толщина металла, мм | Диаметр электрода, мм | Ток, А |
3,0 - 5,0 | 2 | 80 - 100 |
3 | 100 - 160 | |
6 - 20 | 4 | 220 - 280 |
Более 20 | 5 | 280 - 350 |
6 | 350 - 420 |
1.25.1. Плазменную резку осуществляют плазмотронами путем местного расплавления металла и его удаления из полости реза струей дуговой плазмы, температура которой достигает 12000 °C и более. В современной сварочной технике используют два способа: резка дугой прямого действия, возбуждаемой между разрезаемым металлом и плазмотроном, и резка дугой косвенного действия, когда дуга зажигается между электродами внутри плазмотрона.
Для плазменной резки используют специальные или обычные сварочные источники тока с крутопадающими характеристиками. Для резки металла большой толщины (до 200 мм) необходимы специальные источники питания. Обычно плазмотроны работают на постоянном токе прямой полярности.
1.25.2. При плазменной резке в качестве рабочего газа используют аргон, азот, их смеси с водородом, а также химически активные по отношению к обрабатываемому металлу газы - кислород (часто в смеси с азотом), сжатый воздух, углекислый газ и даже воду.
1.25.3. Типы и основные параметры аппаратуры для плазменной резки металлов определены ГОСТ 12221-79. Предусмотрено четыре типа аппаратуры: Плр - для ручной резки; Плрм - для ручной и машинной резки; Плмт - для машинной точной резки; Плм - для машинной резки.
1.25.4. Экономически наиболее целесообразно применять воздушно-плазменную резку, при которой плазмообразующим газом служит сжатый воздух. Этот способ применяют для резки углеродистых и легированных сталей, алюминия и его сплавов, латуни и других металлов.
Резку осуществляют следующим образом. В месте начала реза удаляют краску, ржавчину и другие загрязнения. Плазмотрон подводят к разрезаемому месту, возбуждают дугу между его соплом и металлом, затем осуществляют процесс резки.
1.25.5. Для воздушно-плазменной резки применяют стационарные портальные машины (например, типа "Искра 2.5 Пл"), машины с фотокопировальным устройством (например, типов ПкПлФ 2-6-2, ППлФ (2,5-6), шарнирные машины с магнитокопировальным устройством (например, типов ШПлМ 1-4-1, "Огонек"), а также машины более раннего выпуска типов УВПР, АВПР-2, АВПР-3, АПР-401, АПР-402, "Киев-2", "Киев-4", УПР-201 У3. Машины снабжают плазмотронами (плазменными резаками) типов ВПР-15, РРПл-1, ВПР-1, ВПР-10, ВПР-9, ВПРМ-1.
Разработан и находит практическое применение плазмотрон ПВ-47 для машинной воздушно-плазменной резки, позволяющий разрезать углеродистые и легированные стали толщиной до 200 мм.
1.25.6. Примерные режимы машинной воздушно-плазменной резки металлов приведены в табл. 1.81.
Толщина разрезаемого металла, мм | Диаметр сопла плазмотрона, мм | Сила тока, А | Расход, x 10-5 м3/с (л/мин) | Напряжение, В | Скорость резки, м/мин | ||||
азота | водорода | кислорода | |||||||
Низкоуглеродистая сталь | |||||||||
10 | 5 | 500 | 33 - 42 | (20 - 25) | - | 100 - 125 | (60 - 75) | 70 - 75 | 2,5 - 2,7 |
20 | 5 | 500 | 33 - 42 | (20 - 25) | - | 92 - 100 | (55 - 60) | 80 - 85 | 1,1 |
40 | 5 | 500 | 25 - 33 | (15 - 20) | - | 67 - 75 | (40 - 45) | 85 - 90 | 0,38 - 0,43 |
Алюминий и его сплавы | |||||||||
5 | 5 | 450 - 500 | 15,9 - 16,7 | (9,5 - 10) | - | - | 80 | 9,6 - 9,9 | |
10 | 5 | 450 - 500 | 12,5 - 13,4 | (7,5 - 8) | - | - | 80 - 85 | 5,8 - 6,2 | |
20 | 5 | 450 - 500 | 4,0 - 5,3 | (2,4 - 3,2) | - | - | 85 - 90 | 2,2 - 2,3 | |
1.26.1. Контролю качества подвергают основной металл, сварочные материалы, средства технологического оснащения, качество подготовки кромок и сборки, состояние подлежащих сварке или наплавке поверхностей, сварные швы и наплавленный металл, подогрев, термическую обработку, квалификацию сварщиков.
Основной металл, присадочный материал и заготовки проверяют на соответствие стандартам и техническим условиям на эти материалы.
Сварочные материалы проверяют на наличие и соответствие качества материалов требованиям сертификатов.
Контроль качества сварных конструкций должен осуществляться систематически и в течение всего производственного цикла. Порядок контроля указывается в карте технологического процесса. Предъявляемые к окончательной приемке сварные конструкции не должны быть окрашены.
1.26.2. Оборудование, приспособления и инструмент должны соответствовать паспортным данным, а также отвечать требованиям метрологического надзора. Контрольно-измерительные приборы и инструмент проверяют по показаниям образцовых приборов и средств измерения.
1.26.3. Контроль качества сварных соединений осуществляют внешним осмотром, измерительным инструментом, ультразвуковым методом, просвечиванием рентгеновскими или гамма-лучами, методами магнитного контроля, испытанием на непроницаемость, капиллярными методами и механическими испытаниями.
Методы контроля качества сварных соединений в зависимости от характеристики дефектов и области применения должны соответствовать ГОСТ 3242-79.
Основные методы контроля, применяемые при ремонте тягового подвижного состава, приведены в табл. 1.82.
Наименование методов контроля качества сварных соединений | Вид дефекта | Размеры дефектов | Что проверяется |
Внешний осмотр | Наплыв, прожоги, незаваренные кратеры, подрезы, наружные трещины шва и околошовной зоны, выплески, непровары корня шва, поры и отслоения. | Выявляются невооруженным глазом или с применением лупы с увеличением до 10 раз. | Все сварные соединения, поверхности восстановленных наплавкой и напылением деталей, паяные соединения. |
Измерение | Несоответствие элементов сварного шва и сварных точек, а также наплавки и пайки установленным размерам. | Выявляются измерительным инструментом, имеющим точность +/- 0,1 мм и специальными шаблонами. | Отклонение размеров сварного шва, восстановленных наплавкой или напылением деталей и паяных соединений и их дефекты или наличие дефектов, обнаруженных внешним осмотром. |
Ультразвуковая дефектоскопия | Усталостные трещины, холодные и горячие трещины, шлаковые включения, поры, непровары и другие дефекты на поверхности и внутри металла. | Трещины длиной 2 мм и более шириной не менее 0,1 мм; другие дефекты площадью не менее 2 мм2 каждый. | Детали тягового подвижного состава, указанные в нормативно-технической документации и в настоящей Инструкции. |
Магнитно-порошковая дефектоскопия | Наружные трещины, подрезы, поры, непровары, не выявляемые внешним осмотром или залегающие на глубине не более 5 мм от поверхности сварного соединения. | Трещины шириной не менее 0,1 мм; остальные дефекты площадью не менее 2 мм2 каждый. | Детали тягового подвижного состава, указанные в нормативно-технической документации и в настоящей Инструкции. |
Смачивание керосином | Свищи, прожоги, трещины, непровары. | Не менее 0,1 мм | Изделия, которым предъявляются требования непроницаемости. |
Капиллярный | Наружные трещины, поры, непровары. | Трещины длиной более 1 мм; другие дефекты площадью не менее 0,5 мм2 каждый. | Детали тягового подвижного состава, указанные в нормативно-технической документации. |
Осмотру должны подвергаться все сварные швы с целью выявления внешних дефектов по всей их протяженности с двух сторон, за исключением недоступных мест.
Отклонения размеров сварного шва, сварных точек и выявленных дефектов определяют измерительным инструментом с погрешностью +/- 0,1 мм или специальными шаблонами, показанными на рис. 1.22, 1.23. При контроле сварного шва проверяют катеты К, выпуклость q и вогнутость m угловых швов, ширину e и e1 и выпуклость q и q1 стыковых швов (рис. 1.24.) на соответствие их стандартам.
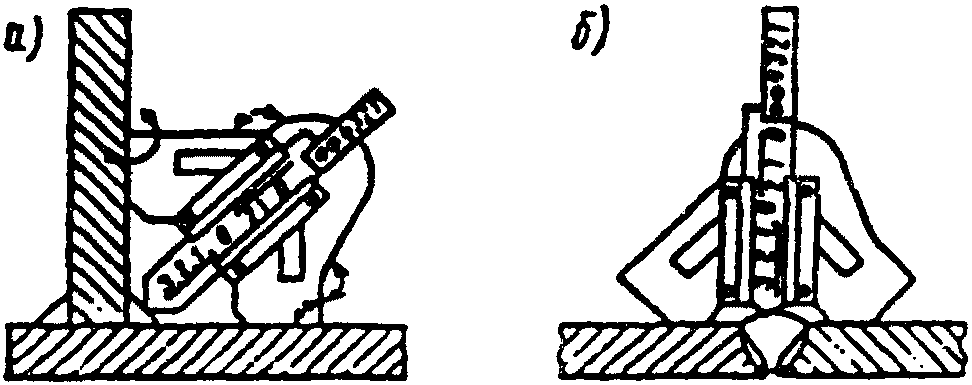
а - при определении катета углового шва;
б - определение высоты усиления стыкового шва
а)

б)

в)

а, б - таврового;
в - стыкового
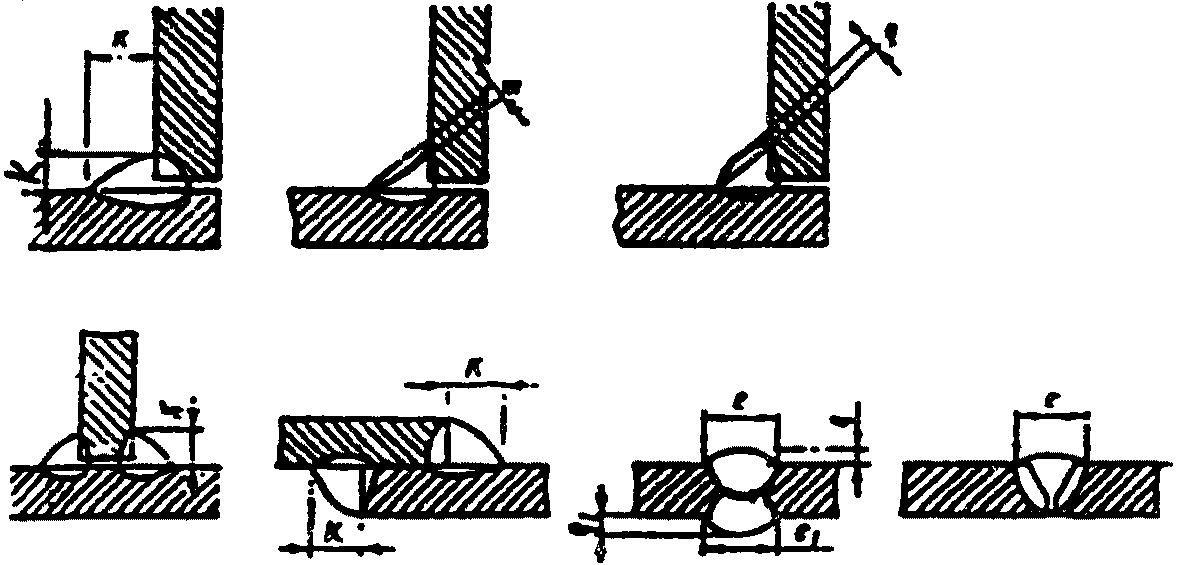
Сварной шов и прилегающие к нему поверхности очищают от шлака и других загрязнений, затрудняющих осмотр, на ширину не менее 20 мм по обе стороны шва. Сварные соединения, выполненные точечной, шовной, контактной и газопрессовой сваркой, не зачищают.
1.26.4. Оценку качества сварного соединения производят в соответствие с требованиями п. 1.26.6.
Перед проведением испытаний качества сварных соединений по ГОСТ 3242-79 должны быть устранены все дефекты, выявленные внешним осмотром.
1.26.5. При решении конкретных вопросов контроля деталей и узлов локомотивов, электропоездов и дизель-поездов, восстановленных сваркой и наплавкой необходимо учитывать следующие основные особенности и характеристики методов неразрушающего контроля:
1) Целью ультразвуковой дефектоскопии (УЗД) является обнаружение дефектов в изделиях с помощью излучения и приема ультразвуковых волн, что осуществляется путем преобразования электрических символов в ультразвуковые и обратно. Существует ряд методов УЗД. Для контроля отремонтированных сваркой и наплавкой деталей тягового подвижного состава рекомендуются импульсный эхо-метод и теневой, основанные на явлении отражения ультразвуковых волн от поверхности дефекта и регистрации принятых сигналов.
УЗД следует применять для валов тяговых электродвигателей тепловозов и электровозов, тяговых зубчатых передач, поршней дизеля 11Д45, коленчатых валов дизелей, осей колесных пар локомотивов и электросекций, ободьев и бандажей колес. Контроль указанных деталей и конструкций, восстановленных наплавкой, производится по методикам, разработанным для деталей, не подвергавшихся наплавке или напылению.
На ремонтных предприятиях длительное время применялись ламповые дефектоскопы УЗД-56 и УЗД-64, которые заменяются более совершенными, работающими по полупроводниковым схемам - УД-11ПУ, УД-12, Д1-4 <1>.
--------------------------------
<1> Сведения по оборудованию, материалам и технике приведенных способов дефектоскопии приведены в "Справочнике по оборудованию для дефектоскопии сварных швов, Киев, Технiка, 1987 г." и брошюре "Новые приборы неразрушающего контроля. Москва, Транспорт, 1990 г."
2) Радиационная дефектоскопия сварных швов основана на изменении интенсивности ионизирующего излучения (количества энергии) в зависимости от плотности контролируемого материала и толщины изделия. При этом определяется наличие дефектов в детали.
Широкое распространение для просвечивания получили рентгеновское и гамма-излучения.
Рентгенографию применяют преимущественно в цехах, когда к качеству сварного изделия предъявляются высокие требования, гаммаграфию - для контроля сварных соединений больших толщин, а также стыков, расположенных в труднодоступных местах.
Метод радиоскопии (радиационная интроскопия) заключается в получении видимого динамического изображения внутренней структуры изделия на экране оптического устройства или телевизионного приемника. Преимуществом метода является возможность стереоскопического видения дефектов под разными углами и непрерывности контроля, однако его чувствительность уступает радиографии.
Уровень качества радиационного контроля сварных соединений оценивают при сравнении с эталонными образцами. ГОСТ 7512-82 предусматривает три типа эталонов: канавочные, проволочные и пластинчатые.
3) Магнитный неразрушающий контроль охватывает большое количество магнитных методов, основанных на намагничивании проверяемой детали. По способу регистрации магнитных полей рассеяния, возникающих в зоне дефектов сварки или наплавки они подразделяются на порошковый, магнитографический, феррозондовый, индукционный и др. Для намагничивания деталей применяют переменный, однополупериодный, выпрямленный и импульсный токи. Дефекты хорошо обнаруживаются, когда направление намагничивания детали перпендикулярно к его расположению. Простые детали намагничивают в двух направлениях, более сложной формы - в нескольких.
Применение магнитных методов требует обязательного намагничивания контролируемой детали приложением внешнего магнитного поля или пропускания через деталь электрического тока.
В табл. 1.83 приведены основные способы и схемы намагничивания деталей.
Намагничивание деталей | Способ намагничивания деталей | Схема намагничивания деталей |
Полюсное | Постоянным магнитом |  |
Электромагнитом |  | |
С помощью соленоида |  | |
Циркулярное | Пропусканием электрического тока по детали |  |
Током по проводу, помещаемому в отверстие детали |  | |
Индуктированием тока в детали |  | |
Комбинированное | Пропусканием тока по детали с одновременным намагничиванием при помощи электромагнита |  |
Для дефектоскопирования применяются магнитопорошковые, магнитографические, индукционные, феррозондовые, вихретоковые дефектоскопы и материалы - магнитные порошки и суспензии, ферромагнитные пленки. Наиболее высокой чувствительностью обладает феррозондовый метод, обнаруживающий поверхностные дефекты величиной от 0,1 мм, а также дефекты размером 0,1 - 0,5 мм, расположенные на глубине до 10 мм.
Вихретоковым методом следует контролировать только электропроводные материалы. Целесообразно применять вихретоковый дефектоскоп ВД-12НФ, имеющих скорость сканирования 0,02 - 0,1 м/с, который предназначен для участков дефектоскопии депо и заводов и оперативного контроля узлов и деталей в эксплуатации.
Порог чувствительности дефектоскопа для деталей с шероховатостью поверхности Ra <= 1,25 составляет по глубине искусственного дефекта 0,5 +/- 0,1 мм, по ширине 0,1 +/- 0,05 мм; с шероховатостью поверхности Ra <= 320 - по глубине 3 +/- 0,1 мм, по ширине 0,2 +/- 0,1 мм.
Наряду с дефектоскопом ВД-12НФ можно использовать также дефектоскоп ВД-15НФ. Последний может быть использован в качестве глубиномера. Достоинством метода является возможность дефектоскопирования изделий с грубой поверхностью (рамы тележек, элементов кузова локомотивов, вагонов электропоездов и дизель-поездов).
При проверке шеек колесных пар и внутренних колец роликовых подшипников буксовых узлов подвижного состава следует применять магнитный контроль.
4) Капиллярный неразрушающий контроль основан на свойстве проникновения специальных жидкостей в поверхностные дефекты детали и регистрации образующихся следов визуально или с помощью преобразователя. Предназначен для обнаружения невидимых или слабовидимых невооруженным глазом дефектов, их расположения и размеров. Позволяет контролировать детали любой формы, изготовленные из черных, цветных металлов и других материалов. Достоинствами является высокая чувствительность, отсутствие сложного оборудования. К недостаткам относятся малая производительность, сложность автоматизации. Удобен для контроля деталей буксовых роликовых подшипников, зубчатых колес, но требует организации их мойки, чистки и сушки.
5) Для контроля герметичности сварных швов рекомендуется применение на железнодорожном транспорте пузырькового манометрического и жидкостного методов. Их основные технические характеристики приведены в табл. 1.84.
Метод контроля | Сущность метода контроля | Применяемое оборудование для контроля на герметичность |
Пузырьковый | Регистрация пузырьков, образуемых в жидкости, мыльной пленке газом, проникающим через несплошности | Баки, редукторы давления, манометры, вакуумметры, краны, фильтры очистки газа, вакуумные камеры и насосы |
Манометрический | Регистрация изменения давления в результате проникновения через несплошности пробного вещества | Манометры, вакуумметры, напорометры, жидкостные микроманометры, вентили, краны, газовые баллоны, вакуумные насосы |
Жидкостной | Регистрация струй, капель или пятен в местах течей на поверхности сварного изделия, заполненного жидкостью | Жидкостные насосы, манометры, вентили, распылители, ультрафиолетовые светильники |
Наиболее широкое применение получил метод контроля сварных швов керосином, где не требуется создания большого давления. Достаточно хорошо смочить керосином одну из поверхностей сварного соединения и с помощью распылителя нанести тонкий слой меловой суспензии.
В стыковых сварных соединениях листов толщиной 4 - 10 мм поры и трещины выявляются в течение от нескольких секунд до 10 мин в зависимости от из величины.
При контроле нахлесточных соединений, выполненных с двух сторон сплошными швами, с одной из сторон на шов наносят меловую суспензию. В верхнем листе просверливают отверстие и через него нагнетают керосин под давлением 0,2 - 0,4 МПа. Окрашенный керосин дает более контрастные пятна.
Допускаются также методы, основанные на применении люминесцентных жидкостей и ультрафиолетовых осветителей.
1.26.6. Причинами возникновения дефектов (рис. 1.25) в сварных соединениях могут быть:
2) неправильная технология ведения сварочных работ;
4) несоответствие и низкое качество сварочных материалов;
5) неправильный выбор основного металла для заменяемого элемента конструкции или детали;
6) использование непрокаленных или непросушенных сварочных материалов.
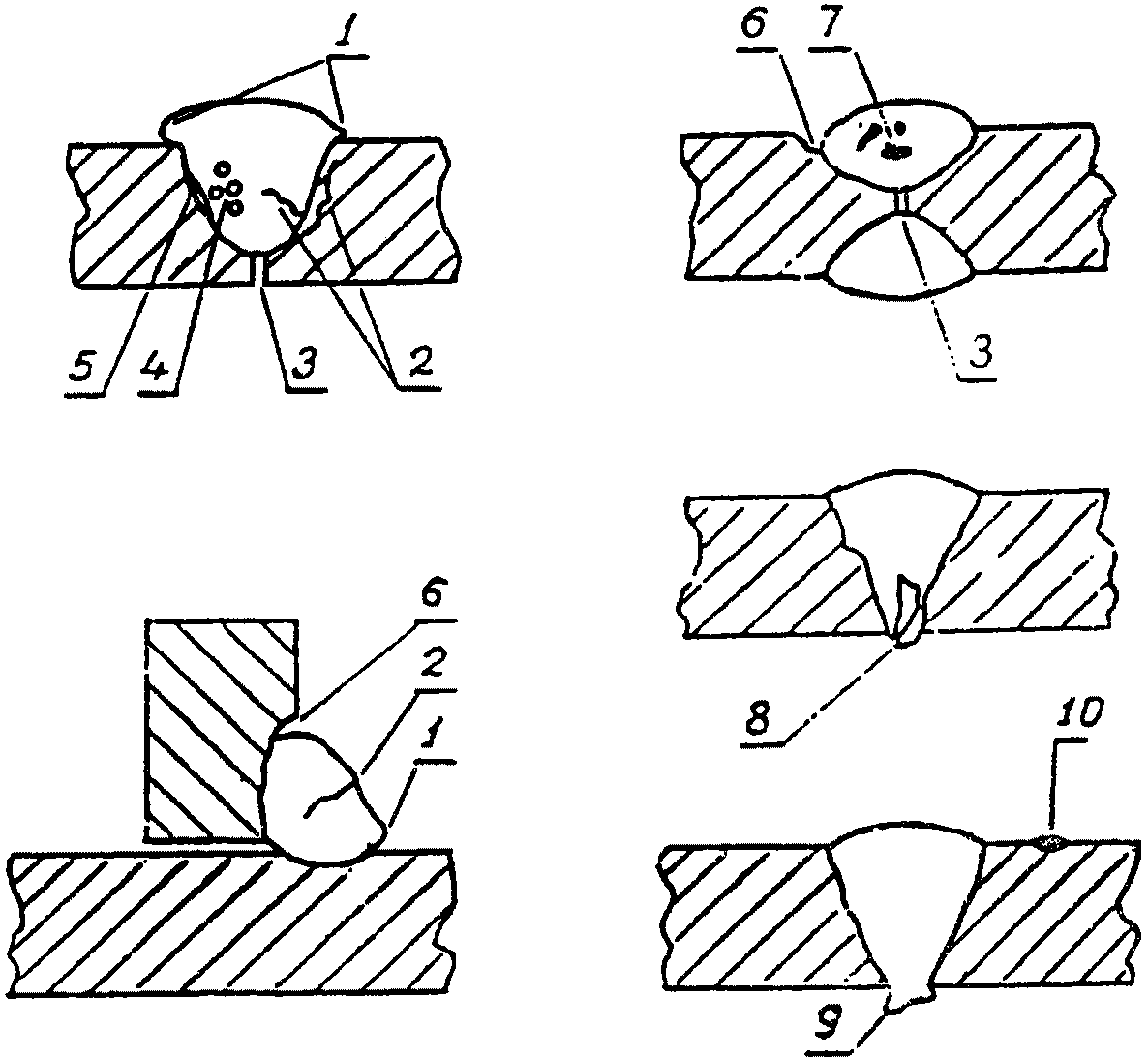
1 - наплывы, 2 - трещины, 3 - непровары в корне шва и внутри
сварных швов, 4 - поры, 5 - несплавление, 6 - подрезы,
7 - шлаковые включения, 8 - прожог, 9 - плохое формирование
корня шва, 10 - ожог
1.26.7. При всех видах ремонта не допускаются:
1) отклонения в размерах швов в сторону увеличения более 2 мм;
2) отклонения в размерах швов в сторону уменьшения, за исключением случаев, особо оговоренных нормативно-технической документацией;
3) волнистость шва более 2 мм или наличие резких переходов одного сечения шва к другому;
4) дефекты в виде трещин или несплавлений по кромкам, наплывы, прожоги и незаваренные кратеры;
5) подрезы в сварных соединениях рамы кузова, тележек и других ответственных узлах и элементах локомотивов, электропоездов и дизель-поездов;
6) подрезы на других узлах более 10% толщины металла или свыше 0,5 мм;
7) непровары в стыковых, поперечных и косых швах;
8) поверхностные поры и шлаковые включения, сгруппированные на длине более 10 мм, с расстоянием между дефектными участками менее 500 мм;
9) шлаковые включения и поры по площади, превышающие в сумме 15% наплавленной или механически обработанной поверхности изношенных мест деталей;
11) ожоги на деталях подшипников качения любой толщины.
Вмятины на поверхности шва, получающиеся при удалении с него шлаковой корки механизированным инструментом или зубилом с радиусом рабочей кромки не менее 2 мм, браковочным признаком не считаются.
1.26.8. Дефектные сварные швы или их участки, указанные в п. 1.26.6 (1 - 3) должны быть исправлены путем зачистки, частичного или полного удаления и дополнительно подварены или заварены до размеров, предусмотренных чертежами и стандартами.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеются в виду пп. 5 - 10 п. 1.26.7, а не 1.26.6. |
Дефектные сварные швы или отдельные участки шва, указанные в п. 1.26.6. (5 - 10) должны быть удалены механическим способом. Наличие на подготовленной поверхности натеков расплавленного металла не допускается.
Исправление дефектных мест в сварных швах должно производиться с предварительной вырубкой и повторной заваркой.
1.26.9. Исправление участков шва с единичными недопустимыми порами или шлаковыми включениями допускается выполнять рассверливанием или вырубкой дефектов. Если в каком-либо из вырубленных или рассверленных мест обнаружены дефекты, то около этих мест нужно дополнительно рассверлить или сделать по две вырубки на каждое рассверленное или вырубленное место. При обнаружении в дополнительных вырубках или рассверленных отверстиях дефектов шов должен быть полностью удален, повторно заварен и проверен. При качественном шве все рассверленные и вырубленные углубления должны быть заварены.
Сварные швы с внутренними дефектами, выявленными неразрушающими методами контроля (см. табл. 1.81), должны быть удалены, вновь заварены и подвергнуты повторному контролю.
1.26.10. Подрезы должны быть устранены зачисткой, заваркой или аргоно-дуговой обработкой. Исправление только зачисткой разрешается, если глубина подреза не превышает 8% толщины металла, но не более 1 мм для толщин от 6 до 20 мм и не более 1,5 мм для больших толщин. На металле толщиной менее 6 мм исправление подрезов допускается выполнять заваркой или оплавлением с последующей зачисткой.
1.26.11. Ожоги от замыкания электродов на деталях толщиной более 5 мм должны быть удалены механическим способом на глубину не менее 0,3 мм от поверхности.
1.26.12. В зависимости от характера усиления и формы детали накладки должны быть поставлены с одной или с обеих сторон шва.
Толщина накладки должна быть не менее установленной в п. 1.22.8.
Кромки одной из противоположных двусторонних накладок должны перекрывать кромки другой накладки не менее, чем на 1,5 k, где k - катет сварного шва в мм, но не менее 30 мм.
Усиливающие накладки должны перекрывать трещины не менее чем на 50 - 100 мм, как указано на рис. 1.17.
Расстояние между трещинами, устраненными путем заварки с последующим усилением каждой из них накладкой, должно составлять не менее 400 мм. При расстоянии между трещинами менее 400 мм усиление должно производиться путем постановки одной общей накладки, перекрывающей трещины.
1.26.13. При производстве ответственных сварочных работ по заварке трещин, вварке вставок и приварке усиливающих накладок на рамах тележек, раме кузова, центрах колесных пар, остовах электрических машин, воздушных резервуарах детали после подготовки к сварке должны быть подвергнуты осмотру инспектором ОТК и после сварки в законченном виде им приняты.
Выполнение указанных работ должно регистрироваться в технических паспортах локомотивов, электропоездов и дизель-поездов.
1.26.14. Ответственные детали, отремонтированные или изготовленные с помощью сварки, наплавки, напыления, подлежат клеймению путем постановки номера, присвоенного сварщику, выполнявшему ремонт (табл. 1.85).
Наименование детали | Вид работ | Место постановки клейма |
1. Рама тележки тепловоза, электровоза, электро- и дизельпоездов | Заварка трещин и вварка вставок | На расстоянии 20 мм от начала и конца шва |
2. Блок дизеля тепловоза | то же | то же |
3. Картер дизеля | Заварка трещин | - " - |
4. Рама дизеля | то же | - " - |
5. Остовы электрических машин | - " - | - " - |
6. Рамы тепловозов, электровозов и электроподвижного состава | Заварка трещин и вварка вставок | - " - |
7. Буксы | Заварка трещин | На расстоянии 20 мм от шва |
8. Колесные центры | то же | то же |
9. Бандажи колес тягового подвижного состава | Наплавка гребней и поверхности катания | На наружной грани бандажа |
Упрочнение | то же | |
10. Валы якорей тяговых двигателей | Газопрессовая и контактная сварка | На торце вала со стороны приварки новой заготовки |
Наплавка и напыление поверхностей | Отметка в паспорте и ремонтном листе | |
11. Детали автосцепного устройства | Наплавка изношенных поверхностей | В соответствии с инструкцией по ремонту и содержанию автосцепного устройства |
Заварка трещин | то же |
1.27.1.1. Дуговая и газовая сварка должны производиться в специально отведенных вентилируемых помещениях или кабинах, которые удовлетворяют Санитарным нормам проектирования промышленных предприятий, Санитарным правилам при сварке, наплавке и резке металлов. Правилам техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла.
1.27.1.2. При производстве сварочных и газосварочных работ необходимо соблюдать требования Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, а также Правил пожарной безопасности на железнодорожном транспорте N ЦУО/112.
и газосварочным работам
1.27.2.1. При разделке трещин, удалении шлаковых включений, подготовке под сварку слесарным инструментом, а также при производстве поверхностного наклепа сварных швов и околошовной зоны необходимо соблюдать требования Правил техники безопасности и производственной санитарии при холодной обработке металлов.
1.27.2.2. Электрифицированный ручной инструмент (шлифовальные машинки и т.п.) должен питаться напряжением на выше 36 В.
1.27.2.3. Пневматические молотки должны быть снабжены приспособлениями, не допускающими вылета бойка.
1.27.2.4. При работе зубилом, крейцмейселем и другим инструментом рабочий должен пользоваться защитными очками. Места, где производятся работы, должны быть ограждены защитными ширмами высотой не менее 2 м.
1.27.3.1. Эксплуатация электросварочного оборудования должна отвечать требованиям Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей, а также требованиям стандартов ССБТ: ГОСТ 12.1.019-79, ГОСТ 12.1.030-81, ГОСТ 12.3.003-86.
1.27.3.2. Для защиты глаз и лица от излучения сварочной дуги сварщик должен пользоваться исправным шлемом-маской или щитком со светофильтрами различной прозрачности в зависимости от величины сварочного тока. Для предохранения тела от ожогов или воздействия лучей сварочной дуги руки сварщика должны быть защищены брезентовыми рукавицами, а сам сварщик должен быть одет в костюм с огнестойкой пропиткой.
1.27.3.3. Корпуса и кожуха сварочных машин, а также шкафы и аппаратные ящики сварочного оборудования должны быть заземлены, а все электросварочные установки с источниками переменного и постоянного тока оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его в соответствии с требованиями Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей.
1.27.3.4. Сварочные посты должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей эффективное удаление сварочной пыли и газов, удобными столами и сиденьями для сварщиков, а также подъемными средствами для установки деталей, масса которых превышает 20 кг.
1.27.3.5. Очистку сварного шва от шлака сварщик должен производить в защитных очках.
1.27.4.1. При выполнении газосварочных работ необходимо соблюдать все правила техники безопасности, предусмотренные действующими Правилами безопасности в газовом хозяйстве, Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, а также Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
1.27.4.2. При эксплуатации кислородных баллонов необходимо соблюдать следующие требования:
1) транспортировку кислородных баллонов внутри цеха производить на специальных тележках или переноской на носилках; переноска баллонов на руках или плечах не допускается;
2) на сварочном посту не следует иметь более двух заполненных баллонов;
3) на постах баллоны должны быть расположены на расстоянии не менее 5 м от работающих горелки, резака, печей, батарей центрального отопления и других источников тепла;
4) на кислородном баллоне, шлангах, редукторе не должно быть следов масла.
1.27.4.3. Газосварщик или газорезчик должен работать в защитных очках, имея при себе набор необходимых ключей и ведро с водой.
1.27.4.4. Перед началом работы следует проверить исправность горелки или резака подключением к ним кислорода. При этом в ацетиленовом ниппеле должно создаваться разряжение (подсос). С неисправной горелкой или резаком работать запрещается.
1.27.4.5. При использовании природного газа, смеси природных газов, а также технического пропана при газопламенной обработке металла сварщик, резчик или паяльщик должен руководствоваться Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, Правилами безопасности в газовом хозяйстве и Правилами устройства и безопасной работы сосудов, работающих под давлением.
1.27.4.6. Все горючие газы образуют взрывчатые смеси с воздухом и кислородом. В помещении, где имеются газопроводы или баллоны с горючими газами перед включением освещения или зажиганием огня необходимо убедиться в отсутствии утечки газов. При обнаружении запаха газа помещение следует тщательно проветрить, после чего вызвать аварийную бригаду. До устранения утечки запрещается включать и выключать электрооборудование, освещение, курить и вносить открытый огонь.
1.27.4.7. При загорании газа в местах утечки тушить пламя необходимо песком, огнетушителями или другими средствами, прекращая доступ воздуха к огню. Струю огнетушителя необходимо направлять вдоль пламени. Запрещается гасить пламя водой.
1) приваривать новые опоры вкладышей подшипников (бугелей) при капитальном ремонте;
2) наплавлять опоры вкладышей подшипников валов;
3) заваривать трещины в сварных швах приварки бугелей, продольные трещины а (рис. 2.1.) на поверхности опоры бугеля в основном металле длиной не более 50 мм, идущие от смазочных отверстий, и трещины б, идущие от сварного шва приварки бугеля и заходящие в основной металл не более чем на 30 мм, в количестве четырех трещин на одном бугеле при капитальном и текущем ремонтах;

опоры бугеля
4) наплавлять каблучки крышек коренных подшипников;
5) приваривать втулки под подшипники кулачковых валов и толкателей топливных насосов;
6) заваривать трещины в вертикальных, горизонтальных, наклонных листах (не более двух трещин в одном листе) и в сварных швах блока дизеля;
7) вваривать вставки в наклонные, горизонтальные (включая места постановки толкателей) и вертикальные листы блока (не более двух в каждом листе). При наличии заваренных трещин разрешается вваривать только одну вставку;
8) наплавлять кромки отверстий (поясов) для вертикальной передачи и цилиндровых гильз;
9) приваривать усиления вертикального листа отсека управления;
10) заваривать трещины и производить постановку накладок в воздушном ресивере.
2.1.1.2. При текущем ремонте разрешается:
1) заваривать не более двух трещин типа 1, 2, 3, 4 (рис. 2.2) в чугунных поршневых вставках дизелей при условии, что трещины расположены друг от друга на расстоянии не менее 50 мм, повторная заварка таких трещин запрещается;
2) заваривать трещины во фланцах цилиндровой гильзы газовой сваркой с присадкой латуни.
2.1.1.3. Запрещается при капитальном ремонте заваривать трещины в крышках коренных подшипников и в опорах вкладышей подшипников (бугелей), кроме трещин, указанных в п. 2.1.1.1. Крышки коренных подшипников, имеющие ранее заваренные трещины, а также бугеля с заваренными трещинами более допускаемых для капитального ремонта, подлежат замене.
2.1.1.4. При ремонте блоков допускается применение воздушно-дуговой строжки и резки металла при вырезке дефектных листов блока и подготовке вставок для вварки в горизонтальные, вертикальные и наклонные листы. При этом науглероженный слой должен зачищаться на глубину 1 мм.
2.1.2.1. При смене опор вкладышей подшипников старую опору вырезать газовым резаком с последующей обработкой, после которой заусенцы и следы резки оставлять не разрешается.
Подгонка кромок листа и новой опоры под сварку должны обеспечивать прилегание по всему периметру. Местный зазор допускается не более 2 мм. Кромки опоры в месте сварки с горизонтальным листом и кромки листа подготавливать под стыковой шов V-образной разделкой. Пригнанную новую опору закрепить струбцинами; положение ее относительно соседних опор зафиксировать домкратами. Смещение оси новой опоры по отношению к оси блока допускается не более 0,5 мм. Затем прихватить опору сваркой (рис. 2.3.).

вкладышей подшипников
Сварку опоры вкладыша с горизонтальным листом производить на подкладке со стороны корня шва и с выводной технологической скобой (рис. 2.4), изготовленных из стали марки Ст3. Внутреннее очертание скобы должно иметь форму разделки под V-образный шов по размерам больше на 1 - 1,5 мм контура разделки приварного шва. Скоба должна являться как бы продолжением разделки шва. Скобы и планки прихватить дуговой сваркой.

при сварке опоры вкладыша с горизонтальным листом
2.1.2.2. Приварку опоры вкладыша производить трехслойным швом и закончить наплавку в несколько приемов, расходуя за каждый прием не более 3/4 длины электрода. Заварку разделок производить одновременно двумя сварщиками с двух сторон. Начало и конец шва выводить на технологические скобы не менее чем на 15 мм.
Второй слой шва зачистить от шлака и брызг и произвести проковку валика при температуре ниже 150 °C. При чередовании слоев шва направление сварки должно меняться на противоположное. Сварку вести с перерывами, не допуская нагрева горизонтальных листов до температуры более 120 °C на расстоянии 60 мм от кромки разделки.
После приварки опоры следует срубить технологические планки и подварить шов, начиная от технологических скоб в направлении к вертикальному листу, а затем заварить поперечные швы по нижним опорным плитам на длине 80 - 100 мм. Наложение первого слоя шва разделки и подварку корня шва производить электродами диаметром 4 мм. После сварки отрезать резаком технологические скобы с оставлением припуска 3 - 4 мм для последующей обработки.
Приварку бугеля к вертикальному листу производить в последовательности, указанной на рис. 2.5, при этом после наложения швов типов 1 и 2 следует наплавить аналогичные швы с обратной стороны листа. В таком же порядке накладывать швы типов 3 и 4.

Остальные опоры приваривать по такой же технологии поочередно с одной и другой стороны блока в нижнем положении.
2.1.2.3. Все сварочные работы по прихватке и приварке опор вкладышей подшипников выполнять электродами марки УОНИ-13/45 или УОНИ-13/55 диаметром 4 - 5 мм.
2.1.2.4. Сварщики, выполнившие приварку опор, должны ставить личные клейма и расписываться в паспорте блока.
2.1.3.1. Наплавляемую поверхность опор тщательно очистить от краски, ржавчины и загрязнений и полностью обезжирить. Никаких следов замасливания не допускается.
Перед наплавкой блок установить боковой стороной вниз и войлочным кругом зачистить до чистого металла по диаметру (242 мм) опор с двух сторон блока. Наплавку опор вкладышей производить механизированной (полуавтоматической) наплавкой в среде углекислого газа или вручную электродами типа Э42А или Э50А (марки УОНИ-13/45 и УОНИ-13/55 соответственно). Наплавку выполнять в нижнем положении.
2.1.3.2. Разрешается наплавка одиночных опор. При необходимости наплавки более трех опор с одной стороны блока наплавлять все опоры этой стороны.
При наплавке опор верхнего и нижнего коленчатых валов наплавочные работы разрешается выполнять одновременно двум сварщикам: одному - на верхних опорах, другому - на нижних.
2.1.3.3. Ручную наплавку опор производить в последовательности, приведенной на рис. 2.6.

Наплавку начинать со средней опоры 6. После выполнения шести - восьми проходов на этой опоре сварщик переходит к наплавке опоры 5. Выполнив шесть - восемь проходов на опоре 5, сварщик возвращается к опоре 6 и наплавляет еще шесть - восемь проходов, затем снова переходит на опору 5 и т.д. до наплавки половины поверхности опор 5 и 6. В такой же последовательности производить наплавку опор 7 и 8; 3 и 4; 9 и 10; 1 и 2; 11 и 12. При наплавке вторых половинок опор блок следует повернуть.
Наплавку выполнять поперек опор короткими валиками длиной 72 мм в направлении от замков к середине опор. После выполнения каждого прохода сварщик должен изменить направление движения электрода на противоположное предыдущему. Возбуждать дугу надо, отступив от начала сварного шва (по ходу сварки) на 10 - 15 мм, после чего возвращаться к началу шва, а затем продолжать сварку в противоположном направлении. Высота слоя наплавленного металла за один проход должна быть в пределах 3 - 5 мм. Каждый последующий наплавленный валик должен перекрывать предыдущий на 1/3 его ширины.
2.1.3.4. Торцы опор должны быть зачищены от брызг и наплывов. Места сварки опор с горизонтальными листами зашлифовать и округлить острые кромки радиусом 2 - 3 мм. Места сварки опор с горизонтальными листами проверить магнитным дефектоскопом. Обнаруженные трещины в сварных швах разделать и заварить.
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
2.1.1.3.5. Наплавку опор вкладышей (по диаметру 242 мм) в среде углекислого газа производить в нижнем положении, поворачивая блок после наплавки одной половины опор, начиная с верхнего коленчатого вала. Наплавку со стороны верхнего коленчатого вала выполнять в такой последовательности:
1) сварные валики накладывать поперек опор в направлении от середины опоры вниз к замку (см. рис. 2.7), отступив на 4 - 6 мм от края и заканчивая, не доходя 4 - 6 мм до края (кромки) опоры;
2) при приближении валика к кромке опоры необходимо, не изменяя скорости наплавки, сдвинуть электрод в направлении к нижнему замку, а затем изменить направление сварки;
3) очередной валик должен располагаться параллельно предыдущему и перекрывать его величину не менее 1/3 его ширины;
4) процесс наплавки вести непрерывно до окончания наплавки всей половины опоры; высота наплавленного слоя должна быть в пределах 1,5 - 2,5 мм;
5) наплавку кромок вести валиками в направлении от середины опоры вниз к замку. Валики укладывать в порядке 1-2-3-4 (см. рис. 2.7). Прожоги кромок не допускаются.

опоры вкладыша
Перед каждым очередным зажиганием дуги необходимо обдуть место сварки углекислым газом из мундштука держателя для удаления воздуха из зоны сварки.
2.1.3.6. Наплавку опор в среде углекислого газа выполнять в последовательности 3-1-4-2-7-5-8-6-11-9-12-10 (см. рис. 2.7). При этом первый валик наплавлять, отступив от кромки отверстия под масло по окружности на расстояние 5 - 7 мм (рис. 2.8).

После наплавки второй половины опоры произвести обварку кромки отверстий для масла в опорах блока нижнего коленчатого вала. Наплавку начинать от наплавленных валиков и вести по окружности, приближаясь по спирали к кромке отверстия. Наплавку закончить, не доходя на 1 - 2 мм до кромки отверстия. Оплавление кромок не допускается. Наплавку кромок отверстий для масла каждой опоры нижнего коленчатого вала производить после окончания наплавки второй половины этой же опоры.
2.1.3.7. Перед заваркой трещин в сварных швах приварки бугелей снять весь ранее наплавленный металл на длине трещины и на 10 - 15 мм далее концов трещины и вновь заварить. При заварке трещин в основном металле бугеля концы трещин засверлить и разделать под сварку механическим способом. Заварку трещин в доступных местах выполнять с двусторонней разделкой или с вырубкой и подваркой корня шва при односторонней разделке, обеспечивая полный провар.
Сварочные работы на бугелях выполнять электродами марки УОНИ-13/55 или УОНИ-13/45. Приступать к механической обработке наплавленных поверхностей и сварных швов на блоке разрешается только после полного остывания блока. После механической обработки прилегание вкладышей, геометрия постели и ступенчатость должны быть в пределах допусков.
2.1.3.8. Заварку трещин в бугелях при текущем ремонте производить с соблюдением следующих дополнительных условий:
1) слить масло из картера, очистить и тщательно протереть опоры от масла, определить концы трещины и засверлить их сверлом диаметром 6 мм, закрыть асбестом рядом расположенные узлы шатунно-поршневой группы и шейки вала, открыть люки нижнего картера для вентиляции при сварке продувкой сжатым воздухом;
2) для фиксации бугеля в рабочем состоянии и сжатия трещины поставить на место специально подготовленную для этого крышку коренного подшипника, как показано на рис. 2.9.

заварки в нем трещин
3) произвести разделку трещин под V-образный шов механическим способом (газовая и воздушно-дуговая разделка не допускаются);
4) заварку трещины 1 (см. рис. 2.9) в бугеле производить в три слоя, не допуская значительного прогрева металла околошовной зоны (не более 120 °C). Сварку выполнять электродами марки УОНИ-13/45 или УОНИ-13/55 диаметром 4 мм первого слоя и 5 мм последующих;
5) при многослойной сварке рекомендуется после наложения каждого слоя (кроме последнего) и очистки от шлака произвести проковку легкими ударами пневматическим зубилом с закругленными кромками радиусом 5 мм. Последний слой наплавки не проковывать;
6) после заварки трещины в бугеле произвести заварку трещины 3 (см. рис. 2.9) в сварном шве приварки бугеля и затем заварить трещину 2 в прилегающих к бугелю листах блока;
7) поверхность сварных швов заварки трещин в бугеле и его приварки обработать с плавным переходом к основному металлу;
8) сварной шов в листе блока зачистить заподлицо с основным металлом, подготовить усиливающую накладку (с закругленными углами), перекрывающую трещину, пригнать ее по месту, прихватить и приварить по периметру (см. рис. 2.9). После приварки накладки рекомендуется произвести упрочнение (наклеп) сварного шва и околошовной зоны многобойковым пневматическим упрочнителем или же аргоно-дуговым способом.
2.1.3.9. Запрессованные втулки в постелях для подшипников кулачковых валов и втулки в отверстиях для толкателей приваривать дуговой сваркой (рис. 2.10). Толщина опоры кулачковых валов в самом тонком месте должна быть не менее 3 мм.
и в отверстиях для толкателей
2.1.4.1. Трещины в листах блока и сварных швах заваривать электродами УОНИ-13/45 или УОНИ-13/55 диаметром 3 - 4 мм.
2.1.4.2. При заварке трещины на вертикальном листе отсека управления необходимо предварительно срубить планки, затем приступить к подготовке и заварке трещин. При этом должен быть обеспечен поворот блока с тем, чтобы сварка велась только в нижнем положении.
2.1.4.3. При выполнении сварочных работ внутри блока необходимо принять все меры противопожарной защиты (слить масло из картера и открыть все лючки; в процессе сварки вентилировать картер продувкой сжатым воздухом); после сварки брызги металла и сварные швы в картере зачистить.
2.1.4.4. При наличии трещин в наклонном листе вырубить гнезда для вставки, как указано на рис. 2.11, а, изготовить вставку по размерам, указанным на рис. 2.11, б, установить ее в вырубленное гнездо и приварить (рис. 2.11, в).

и вертикальном листах блока
Приварку вставки к наклонному и вертикальному листам производить первые два слоя электродами диаметром 3 мм, последующие диаметром 4 мм в такой последовательности (рис. 2.11, г):
- приварить вставку к вертикальному листу (шов 1), наложив три слоя электродами диаметром 3 мм и один слой электродами диаметром 4 мм;
- приварить вставку к наклонному листу электродами диаметром 3 мм (шов 2);
- после остывания швов 1 и 2 заварить шов 3 электродами диаметром 3 мм в три слоя;
- заварить швы 4 и 5 электродами диаметром 3 мм;
- нанести последующие четыре слоя шва 3;
- закончив заварку шва 3, приварить вставку к вертикальному и наклонному листам с обратной стороны с перекантовкой блока, обеспечивающей нижнее положение швов (швы 6 и 7).
2.1.4.5. При обнаружении трещины в сварных швах блока концы их засверлить сверлом диаметром 8 - 10 мм на глубину наплавленного металла, срубить наплавленный металл и вновь заварить с обеспечением полного провара по концам шва.
2.1.4.6. Заварку трещин в горизонтальных, вертикальных и наклонных листах и в сварных швах блока выполнять в нижнем положении с перекантовкой блока.
2.1.4.7. Для повышения усталостной прочности сварного соединения рекомендуется произвести наклеп сварного шва многобойковым упрочнителем или пневматическим молотком, ударник которого должен иметь на конце сферическую поверхность радиусом 6 - 8 мм. Перемещение ударника производить вдоль шва медленно и плавно при давлении воздуха в сети 0,4 - 0,5 МПа (4 - 5 кгс/см2). Сварной шов, обработанный пневматическим молотком, должен иметь гладкую и блестящую поверхность.
Упрочняющая обработка может также выполняться способом аргоно-дуговой обработки или же комбинированным упрочнением (аргоно-дуговая обработка с последующим наклепом многобойковым упрочнителем или дробеструйным наклепом).
2.1.5.1. При наличии на листе больше допускаемого количества трещин дефектную часть листа вырезать и вварить вставку или вварить верхнюю часть в вертикальном листе отсека управления. Дефектную верхнюю часть листа вырезать газовым резаком в порядке, указанном цифрами 1, 2, 3 или 3, 4, 5, 6, 7 на рис. 2.12 с оставлением кромки шириной 12 - 15 мм для подготовки разделки под сварку новой части листа.

части листа блока
Оставшийся металл вырезанного листа и старые сварные швы удалить пневмозубилом. Кромки верхней привалочной плиты разделать U-образно с криволинейным скосом под стыковую сварку с бугелем, а верхний край оставшегося вертикального листа разделать под V-образный шов.
На заготовку верхней части листа установить все детали и приварить их. После этого заготовку подвергнуть нормализации с последующей правкой в случае необходимости. Все кромки под сварку зачистить до металлического блеска, нижнюю кромку разделать под V-образный шов.
Верхнюю часть листа установить на место, зафиксировать домкратами, сохраняя чертежные размеры между бугелями. Лист прихватить по всему контуру, кроме участков швов типов 9 и 10 (рис. 2.13). Приварку вставки производить в порядке, показанном на рис. 2.13. При сварке участка стыкового шва типа 1 первый валик варить на подкладном медном башмаке, прилегающем к обратной стороне вертикального листа с зазором 0,5 - 1 мм, электродом диаметром 4 мм с обеспечением полного провара в корне шва.
При заварке стыкового шва не допускаются подрезы основного металла, наплывы, незаваренные кратеры. Выпуклость шва не должна быть более 2 мм. Изменение ширины сварного шва по всей длине не должно превышать 2 мм. Сварной шов должен иметь плавные переходы к основному металлу.
Угловые швы приварки вертикального листа к боковому варить обратноступенчатым способом в порядке, показанном на рис. 2.13, причем третью ступень начинать на приварке горизонтального листа к вертикальному на расстоянии 25 - 30 мм от угла.
Стыковые швы, приваривающие бугель к горизонтальному листу, выполнять, как при вварке нового бугеля. После окончания вварки бугеля и заварки остальных швов (см. рис. 2.13) заварить швы типов 9 и 10 с обеих сторон вертикального листа. Параметры швов и порядок их наложения должны соответствовать требованиям чертежа блока и рис. 2.13.
2.1.5.2. Все швы необходимо заварить в нижнем положении, для чего блок установить отсеком управления вверх. Все швы выполнять электродами марок УОНИ-13/45 или УОНИ-13/55. Подрезы, наплывы и неполномерности швов не допускаются. Запрещается зажигать дугу на основном металле вертикального листа.
передачи и цилиндровых гильз
2.1.6.1. Установить технологические кольца, как указано на рис. 2.14 и прихватить дуговой сваркой в четырех диаметрально противоположных местах. Наплавить поверхности А, Б, В отверстий под вертикальную передачу. Затем в аналогичном порядке наплавить поверхности Г, Д, Е отверстий под цилиндровые гильзы. Прихватку колец и наплавку поверхностей выполнять дуговой сваркой электродами типа Э42А (марки УОНИ-13/45) диаметром 4 мм.

передачи и цилиндровых гильз
2.1.7.1. При капитальном ремонте в раме дизеля разрешается: заваривать трещины длиной до 50% ширины верхних листов, заваривать трещины в ребрах и сварных швах, наплавлять изношенные поверхности (общий объем наплавленного металла не должен превышать 800 см3, а в одном месте не более 100 см3).
2.1.7.2. При капитальном и текущем ремонтах разрешается заваривать трещины в листах поддона, отверстия для штифтов главного генератора и сетки, имеющие надрывы (при капитальном ремонте) не более 15% площади.
2.1.7.3. Сварочные работы по раме выполнять на стеллажах, в кантователях или других приспособлениях, обеспечивающих сварку в нижнем положении. Угловые швы рекомендуется варить при положении "в лодочку". В углах, образованных тремя плоскостями, допускается только одно начало или конец шва.
2.1.7.4. Трещины в раме дизеля следует заваривать электродами типов Э42А, Э46А, Э50А. Подготовку трещин к заварке и сварку производить согласно требованиям раздела 1.22. При заварке трещин в сварных швах старый наплавленный металл должен быть полностью удален до основного металла.
2.1.7.5. Отверстия для штифтов главного генератора и блока заваривать электродами типа Э42 с предварительной разделкой.
2.1.7.6. Трещины и надрывы сеток заваривать шовной сваркой с постановкой сетчатой наделки (допускается из листовой стали толщиной 1,0 мм). Наделка должна выступать за пределы трещины не менее чем на 20 мм. При отсутствии шовной сварки разрешается производить пайку латунью марки Л63 или сплавом ПОС-40.
2.1.7.7. Трещины в листах поддона заваривать электродами типа Э42А и Э46А с постановкой накладок толщиной 3 мм. Накладки должны плотно прилегать к листам поддона и перекрывать трещину не менее чем на 30 мм.
Допускается на раме в сварных швах оставлять без исправления:
- мелкие поры на длине шва до 1 см;
- единичные раковины и шлаковые включения размером до 2 мм в количестве до 3 шт. на длине шва 200 мм;
- отдельные неровности высотой до 1,5 мм, расположенные на поверхности шва;
- подрезы основного металла по границе сварного шва до 0,5 мм.
2.1.8.1. При капитальном и текущем ремонтах вертикальных передач в муфтовом и шлицевом исполнении разрешается:
1) восстанавливать износ шейки валов вертикальной передачи вибродуговой наплавкой под флюсом и напылением;
2) восстанавливать наплавкой шпоночные пазы валов, увеличенные более чем на 0,5 мм от чертежного размера, а также нанесением газотермических покрытий изношенные поверхности ступицы или конусной муфты, фланцев нажимных, фланцев под пружины, распорных втулок, отверстий крестовин для пяты и втулки упорных выступов рычагов грузов при износе более 1,5 мм (заварка трещин на указанных деталях запрещается);
3) наплавлять вибродуговым способом места с изношенной резьбой с предварительной проточкой.
2.1.8.2. Наплавочные работы на деталях, перечисленных в п. 2.1.8.1 (2), выполнять вибродуговым способом под флюсом сварочной проволокой Св-10Г2, Св-08, Св-08ГА, порошковой проволокой ПП-Нп-14ст или ручной наплавкой электродами типов Э42А, Э50А. При наплавке посадочных поверхностей ступиц и конусной муфты необходимо предварительно проточить поверхности под наплавку на 1 - 2 мм больше, произвести местный подогрев до температуры 250 - 300 °C и наплавить.
При нанесении покрытий разрешается применять способы газопорошковой наплавки и плазменного напыления. Разрешается также наплавка внутренних (шпоночных пазов) шлицев валов вертикальной передачи в среде CO2 проволокой Св-08Г2С диаметром 1,2 мм. После обработки восстановленные поверхности должны быть чистыми: без пор, раковин и других дефектов.
2.1.8.3. При текущем ремонте разрешается заваривать несквозные трещины длиной не более 50 мм в корпусе вертикальной передачи холодной сваркой согласно р. 1.20.3 и наплавлять газовым способом латунью задиры и изношенные места на торцах поворотного кронштейна валоповоротного механизма.
2.1.8.4. При капитальном и текущем ремонтах разрешается заварка трещины в нижнем листе вертикальной передачи и замена старых укрепляющих косынок. При этом длина трещины не должна превышать 100 мм и выходить на отверстие под шпильку. Разделка трещины и удаление косынки производится пневматической машинкой. Сварка выполняется электродами типа Э42 диаметром 3 - 4 мм. Новые косынки изготавливаются из стали Ст3сп.
Ремонт должен производиться электросварщиками 4 - 5 разряда с отметкой и росписью в паспорте блока.
2.2.1.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в углах смотровых окон блока в количестве не более 3 шт. на картере и 2 шт. на блоке длиной до 70 мм;
2) восстанавливать натяги и наплавлять наружные бурты крышек коренных подшипников коленчатого вала дуговой наплавкой;
3) заваривать трещины смотровых люков картера;
4) наплавлять в блоке и картере дизеля места, поврежденные кавитацией.
2.2.1.2. При капитальном ремонте запрещается заваривать трещины в опорах и ребрах коренных подшипников и их крышках, а также заваривать трещины в лапах крепления картера дизеля к раме тепловоза.
2.2.1.3. Заварку трещин в углах смотровых окон чугунного блока и картера производить одним из способов сварки чугуна с соблюдением требований, изложенных в разделе 1.20. Перед заваркой трещины место сварки "дегазировать" посредством нагрева газовым пламенем до температуры 550 - 600 °C.
По окончании сварки корень шва с обратной стороны подрубить и подварить. Швы зачистить наждачным камнем. Контроль качества сварки производить наружным осмотром обмеливанием после протирки керосином и испытанием на стенде собранного двигателя.
2.2.1.4. Наплавку боковых поверхностей крышек коренных подшипников выполнять механизированной (полуавтоматической) наплавкой в среде углекислого газа, электродами типов Э42, Э42А с предварительным подогревом до температуры 250 - 300 °C.
После механической обработки чистота поверхности должна соответствовать чертежу. Сварочные дефекты не допускаются.
2.2.1.5. Заварку трещин смотровых люков картера и блока производить после предварительного подогрева до температуры 300 - 350 °C газовой сваркой прутками из алюминиевого сплава диаметром 8 - 10 мм. Подогрев и заварку производить газовой горелкой с наконечником N 6. Заварку производить на специальной плите (кондукторе) в закрепленном положении, аналогичном рабочему положению на двигателе.
После окончания сварки картер и блок постепенно охладить до температуры цеха вместе с кондуктором и произвести обработку сварного шва заподлицо с основным металлом.
2.2.1.6. Наплавку в блоке и картере дизеля мест, поврежденных кавитацией, производить одним из способов, указанных в разделе 1.20. Рекомендуется способ наплавки низкотемпературной газовой сваркой с применением флюса марки МАФ-2 с присадкой чугунных прутков марки ПЧН-1, ПЧН-2. Подготовку под наплавку производить с соблюдением требований, изложенных в подразделе 1.20.2.
2.3.1. При капитальном и текущем ремонтах в блоках дизеля 14Д40 разрешается:
1) заваривать трещины на верхних плитах боковых листов выше желоба водяного канала (рис. 2.15);
2) заваривать трещины на верхних плитах боковых листов с распространением под желоб водяного канала (рис. 2.16);
3) заваривать трещины на торцовых листах блока (рис. 2.17).

боковых листов блока дизеля

дизеля, выходящей под желоб водяного канала

2.3.2. При всех видах ремонта запрещается заваривать трещины на боковых листах, выходящих на вертикальную стойку.
2.3.3. Заварку трещин на блоках дизелей производить с соблюдением следующих требований:
Концы трещины засверлить сверлом диаметром 8 мм, разделать под V-образный шов и заварить электродами марки УОНИ-13/45 или УОНИ-13/55 диаметром 3 - 4 мм, не допуская сильного нагрева стенки в районе сварки. При длине трещин более 300 мм заварку производить обратноступенчатым способом с длиной ступени 150 - 200 мм. После заварки подрубить корень шва и вновь подварить. Зачистить усиления сварных швов заподлицо с плоскостью бокового листа с обеих сторон (см. рис. 2.15), после чего сварной шов и околошовную зону необходимо наклепать многобойковым упрочнителем или упрочнить аргоно-дуговой обработкой согласно разделу 1.24. При распространении трещины под желоб водяного канала необходимо предварительно часть желоба удалить, для чего контур реза засверлить сверлом диаметром 3 - 4 мм (рис. 2.18) и вырубить зубилом. Длина удаляемого участка желоба должна быть больше на 50 - 100 мм длины трещины на боковом листе (см. рис. 2.15). После заварки трещины кромки по контуру вырезанной части желоба срубить под углом 30° для сварки и по всему периметру вырубленной части желоба подложить и прихватить сваркой остающуюся подкладку. На вырезанном участке желоба снять фаски для сварки под углом 30° и поставить его на место на остающуюся подкладку с зазором в вершине шва 3 - 4 мм и прихватить. Затем приварить весь участок желоба обратноступенчатым способом электродами УОНИ-13/45 или УОНИ-13/55 диаметром 3 - 4 мм. Зачистить сварной шов заподлицо. Участок желоба, вырезанного до бокового листа (зазор), восстановить многослойной наплавкой на подкладке или вварить планку, наплавленный участок зачистить.

участка желоба блока дизеля
2.3.4. При капитальном и текущем ремонтах дизеля 11Д45 разрешается:
1) заваривать трещины по границе сварного шва приварки фланца подвода воды в блок дизеля со съемным трубопроводом (рис. 2.19);
2) наплавлять кавитационные разрушения на верхних поясах блока цилиндров дизеля 11Д45 (рис. 2.20).

подвода воды в блок дизеля

поясах блока цилиндров дизеля 11Д45
2.3.5. Заварку трещин по границе сварного шва приварки фланца производить с соблюдением следующих требований: снять выпускной и водяной коллекторы, вывернуть шпильки крепления цилиндровой крышки, если трещина расположена под фланцем или на расстоянии менее 10 мм от сварного шва приварки фланца, последний срубить и зачистить до полного удаления сварного металла. Концы трещины засверлить сверлом диаметром 8 мм на всю толщину листа. Трещину разделать под V-образный шов с зазором в вершине 2 - 3 мм. Заварку трещины произвести электродами марки УОНИ-13/45 или УОНИ-13/55 диаметром 3 мм. После заварки трещины подрубить корень шва с обратной стороны и подварить. Сварные швы снаружи и изнутри зачистить заподлицо с поверхностью бокового листа. Изготовить новый фланец и приварить по контуру в порядке, указанном цифрами 1 - 4 на рис. 2.19.
2.3.6. Наплавку мест, поврежденных кавитацией, производить в следующем порядке: защитить нижнюю часть двигателя от попадания туда грязи и брызг металла, для чего плотно уложить на середине пояса блока асбестовые заглушки. Зачистить металлической щеткой и шабером поврежденное место до чистого металла.
Наплавку дефектных участков производить электродами типов Э50А, Э42А диаметром 3 мм отдельными участками длиной 25 - 30 мм поочередно на разных цилиндрах, не допуская нагрева металла от сварки более 50 - 60 °C с обязательным перекрытием одного участка другим. Наплавленные места обработать до чертежных размеров по расточке.
2.3.7. Разрешается наплавка изношенных или поврежденных опорных горизонтальных среднего и нижнего листов в блоке дизеля под цилиндровую втулку. Наплавку выполнять ручной дуговой сваркой электродами типа Э42, Э46 и Э50, а также механизированными способами в среде защитного газа CO2 и смеси газов CO2 + O2 проволокой Св-08Г2С или Св-08Г2СЦ. Подрезы и непровары не допускаются.
2.3.8. Восстановление износа поверхности тарелки выпускного клапана дизелей 11Д45 и 14Д40 производить напылением газопламенным методом с применением горелки типа ЕВРОДЖЕТ XS-8 и порошка марки ПГ-СР3. Перед напылением изношенную поверхность очистить от нагара и отдробеструить. После напыления клапан следует поместить для остывания в сухой кварцевый песок.
Допускается также производить восстановление поверхности трения посадочного пояска выхлопного клапана дизеля 11Д45 наплавкой вольфрамо-кобальтовым сплавом марки В3К по технологии ПО "Коломенский завод".
2.3.9. При текущем и капитальном ремонтах разрешается восстановление изношенных боковых цилиндрических поверхностей дизелей 11Д45 и 14Д40 электродуговой металлизацией. Перед нанесением покрытия поверхность поршня должна быть проточена по 0,5 - 0,7 мм на сторону, подвергнута дробеструйной обработке и тщательно обезжирена. В качестве напыляемого материала используется проволока ПП-ЭМ-1А, термической обработки покрытия после механической обработки не требуется.
2.4.1. Разрешается при текущем ремонте производить заварку трещин по перемычкам между отверстиями для клапанов цилиндровой крышки дизеля 5Д49 (рис. 2.21). При ремонте следует применять горячую газовую сварку специальными чугунными прутками или использовать прутки, изготовленные из материала цилиндровой крышки.

2.4.2. При капитальном и текущем ремонте разрешается производить нанесение газотермических покрытий на изнашиваемые посадочные поверхности всасывающего клапана дизеля 5Д49.
2.5.1. При капитальном ремонте дизеля K6S310DR разрешается:
1) заваривать трещины в сварных швах элементов жесткости длиной до 50% от протяженности шва;
2) восстанавливать посадочные места цилиндровых втулок для устранения овальности отверстий блока, превышающей 0,1 мм, а также изношенные места посадочных отверстий, если их диаметр в верхней части блока превышает 358,2 мм, а в нижней - 352,2 мм. Технология восстановления должна исключать появление коробления;
3) наплавка отверстий под подшипники распределительного вала при увеличении их диаметров более 90,04 мм и размера под крышку подшипника, превышающего 125,06 мм;
4) восстанавливать наплавкой и газотермическим напылением необходимый натяг поверхностей крышки коренных подшипников с последующей обработкой;
5) восстанавливать наплавкой и напылением посадочную поверхности рамы картера под крышку коренного подшипника при увеличении базового размера более 351 мм;
6) восстанавливать постели коренных подшипников при их несоосности наплавкой и напылением с последующей механической обработкой;
7) наплавлять глубокие местные задиры привалочной поверхности картера;
8) заваривать отверстия под штифты в картере при износе более 1 мм;
9) заваривать разделанные трещины в листах масляной ванны картера электродами типа Э42 с постановкой наделок толщиной >= 3 мм с перекрытием трещины более 30 мм. Концы трещин перед заваркой засверлить;
10) наплавлять головки поршня по ручьям с последующей проточкой.
2.5.2. При капитальном ремонте дизеля K6S310DR запрещается:
1) заварка трещин в сварных швах элементов жесткости блока дизеля, выходящих на основной металл, а также трещин, превышающих 50% их длины;
2) заварка трещин в крышках коренных подшипников;
3) производить какие-либо сварочные работы по коленчатому валу без разрешения Главного управления локомотивного хозяйства МПС.
2.5.3. При текущем ремонте дизеля K6S310DR разрешается:
1) заваривать несквозные трещины в крышках коренных подшипников с последующей механической обработкой;
2) заваривать газовой сваркой трещины в днище поршней, ручьях, перемычках между ними, отколы перемычек, расположенных у головки, а также восстанавливать наплавкой предельный износ канавок;
3) восстанавливать наплавкой зазоры между осью и отверстием в стойке рычагов, между осью ударника (сухаря) и отверстиями в ударнике и вилке рычагов, между направляющими и втулками траверс;
4) заваривать трещины в кожухе цилиндровой крышки и в крышке кожуха. Коробление контактных поверхностей после сварки должно быть минимальным. Щуп 0,05 мм не должен "закусываться";
5) устранять наплавкой дефекты резьбовых отверстий крышки блока дизеля;
6) восстанавливать профиль кулачкового привода клапанов вибродуговой наплавкой с последующей обточкой при износе >= 0,5 мм.
2.5.4. При текущем ремонте дизеля K6S310DR запрещается:
1) наплавлять направляющую часть поршня и отверстия под палец;
2) производить сварочные работы на шатуне, а также наплавку наружной поверхности втулки головки шатуна;
3) производить сварочные работы на шатунных болтах.
2.6.1. При капитальном и текущем ремонтах верхнего картера разрешается:
1) заваривать трещины, кроме трещин в опорах и ребрах коренных подшипников и их крышках, а также заваривать трещины в лапах крепления картера дизеля к раме тепловоза;
2) ставить накладки на пробоины, если они не захватывают силовые фермы, ребра жесткости и не выходят на плоскость разъема картера;
3) заваривать трещины длиной не более 50 мм на лапах крепления картера;
4) наплавлять обмятые плоскости разъема глубиной до 0,4 мм.
2.6.2. Запрещается в верхнем картере заваривать какие-либо трещины в гнездах под коренные подшипники, в резьбовых отверстиях силовых шпилек, крепящих блоки и крышки подшипников, на силовых перегородках коренных опор, в резьбовых отверстиях крепления кожуха маховика и проставки со стороны передачи, в отверстиях под стаканы передачи, на плоскости крепления блока, в крышках коренных подшипников.
2.6.3. При капитальном и текущем ремонтах в нижнем картере разрешается заваривать трещины длиной не более 150 мм, кроме оговоренных в п. 2.6.4, и ставить одну накладку на пробоину площадью до 30 см2 в боковых стенках картера.
2.6.4. Запрещается в нижнем картере заваривать трещины длиной более 150 мм, а также трещины любого размера и расположения, выходящие на поверхности отверстий для подшипников передачи к агрегатам и для агрегатов на внутренние ребра жесткости и на плоскости разъема и прилегания агрегатов.
2.6.5. Трещины в картере дизеля заваривать горячим способом с присадкой чугуна согласно указаниям, изложенным в разделе 1.20, или холодным способом электродами марки ЦЧ-4.
2.6.6. Приварку накладок на пробоины в боковых стенках картера производить газовой сваркой. Место под накладку зачистить и накладку припасовать.
2.6.7. Отремонтированный картер испытать на плотность швов и накладок наливом керосина в картер с выдержкой 15 мин. Края накладок, головки заклепок и сварные швы при проверке на плотность должны быть покрыты мелом. Течь в сварных швах и местах постановки заклепок и накладок не допускается.
2.6.8. Поверхность отверстий картера для крышки центрального подвода смазки и для гильзы носка уплотнения коленчатого вала (при их обмятии или износе) наплавлять электродами типа МНЧ-1 или латунью.
2.6.9. При капитальном и текущем ремонтах блока разрешается:
1) заваривать трещины длиной до 40 мм не более трех на одной рубашке, кроме трещин, расположенных по плоскости прилегания рубашки к картеру или головке блока, на посадочных поясках, на стенках колодцев под анкерные шпильки, на перемычках между гнездами гильз цилиндров, выходящих на посадочные пояски;
2) наплавлять места, подвергшиеся кавитационным разрушениям, не выходящим на обработанную поверхность рубашки;
3) наплавлять вибродуговой наплавкой под слоем флюса посадочные пояски гильзы;
4) восстанавливать шлицы хвостовика коленчатого вала дизеля вибродуговой наплавкой под слоем флюса с выпрессовкой хвостовика из коленчатого вала;
5) наплавлять места, подвергшиеся кавитационным разрушениям (выедины), при условии, если уменьшение толщины стенок составляет не более 1/3 чертежного размера.
2.6.10. При текущем ремонте разрешается:
1) наплавлять изношенную поверхность кронштейна насоса;
3) заваривать латунью или паять специальным припоем с последующей зачисткой сварного шва трещины на корпусе суфлера длиной не более 30 мм, на крышке не более 15 мм и трещины на проставке, не доходящие до отверстий под заклепки;
4) заваривать трещины на крышках головки блока дизеля длиной до 40 мм (но не более трех трещин в одной крышке), а также в чугунных крышках дизелей тепловозов ВМЭ1 и дизель-поездов, расположенных в перемычках гнезд клапанов (рис. 2.22);
5) заваривать трещины в головке блока дизеля, кроме трещин, выходящих на кромки отверстий, на стенки водяной полости или в перемычки клапанных гнезд камеры сгорания.

2.6.11. Запрещается при всех видах ремонта заваривать трещины в гильзах, какие-либо трещины в кронштейне топливного насоса, а также трещины на кожухе маховика дизеля, кроме трещин, указанных в п. 2.6.10 (2).
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1583-89 Постановлением Госстандарта России от 19.06.1996 N 402 с 01.01.1997 введен в действие ГОСТ 1583-93. |
2.6.12. Заварку трещин и наплавку на деталях, изготовленных из алюминиевого сплава марки АК7ч (бывш. АЛ-9 ГОСТ 2685-63) по ГОСТ 1583-89, производить газовым способом с присадкой алюминиевого сплава, однородного со сплавом деталей, или аргоно-дуговой сваркой. Крышки и другие чугунные детали ремонтировать газовой сваркой с присадкой чугуна или электродуговой сваркой электродами типа ЦЧ-4 или МНЧ-1. После заварки трещин в крышках головки дизеля проверить плотность швов наливом керосина с выдержкой в течение 15 мин. Течь и потение не допускаются.
2.6.13. Заварку трещин в цилиндровых чугунных крышках дизелей тепловозов ВМЭ1 и дизель-поездов производить при соблюдении следующих условий:
1) разобрать полностью крышку, выпрессовать направляющие клапанов, тщательно очистить, промыть и просушить;
2) разделку трещин под заварку производить механическим способом, отверстия под направляющие втулки клапанов заполнить асбестом, крышку равномерно подогреть в печи или электронагревателем до температуры 550 - 600 °C, подогретую крышку закрыть асбестом, оставив открытой часть со стороны заварки трещины;
3) заварку трещины производить газовым способом с присадкой чугунных прутков типа А; разрешается применять присадку из чугунных колец. Сварку вести нейтральным пламенем горелки N 6 - 7 с применением флюса.
В начале сварки производить интенсивное перемешивание расплавленного металла присадочным прутком. После сварки крышку закрыть асбестом и медленно охладить. Плотность сварки проверить после обработки гидравлическим испытанием.
2.7.1. Заварку трещин в чугунных поршневых вставках производить с соблюдением следующих требований:
1) вставку тщательно очистить и обезжирить, определить концы трещин и засверлить их;
2) разделать трещину под углом 70 - 90° с закруглением вершины разделки (рис. 2.23); разделку трещины производить механическим способом (фрезеровкой, сверловкой, вырубкой и т.п.). Применять газовую или дуговую резку не разрешается. Поверхность, прилегающую к месту сварки, на 10 - 15 мм зачистить абразивным кругом;
3) подготовленную вставку равномерно подогреть в электропечи до температуры 550 - 600 °C и поддерживать такую температуру во время сварки;
4) заварку трещин производить газовым способом, поддерживая нормальное пламя горелки с применением флюса. В качестве присадки применять чугунные прутки, по химическому составу однородные со вставками, или чугунные уплотняющие кольца;
5) после сварки вставку медленно охладить в горячем песке или золе;
6) после механической обработки проверить дефектоскопом, нет ли во вставке трещин.

поршневых вставках
Дефекты сварки (раковины, трещины, поры) не допускаются.
2.8.1. При капитальном и текущем ремонтах эластичных муфт и приводов разрешается наплавлять:
1) изношенные места по наружному диаметру прижимного кольца в муфтах соединения с генератором, в сердечниках и крышках ведущей полумуфты и барабане и в других муфтах приводов;
2) места износа и заваривать отверстия в ведомом и ведущем дисках привода генератора.
2.8.2. Наплавку изношенных мест в эластичных муфтах приводов производить вибродуговым способом под слоем флюса, полуавтоматами под флюсом проволокой Св-08Г2С диаметром 1,6 мм или порошковой проволокой ПП-Нп-14ст с последующей обработкой до чертежных размеров. Ступицы следует наплавлять электродами типов Э42А, Э46А с предварительным подогревом до температуры 200 - 250 °C.
2.8.3. При капитальном и текущем ремонтах водяных насосов дизелей разрешается:
1) заваривать трещины в корпусе и всасывающем патрубке длиной не более 40 мм;
2) восстанавливать наплавкой изношенные места корпуса, всасывающего патрубка, рабочего колеса водяного насоса по наружному и внутреннему диаметрам и посадочного места (рис. 2.24);
3) заваривать в станине насоса продольные и несквозные концентрические трещины длиной не более 1/4 окружности;
4) наплавлять шпоночные пазы валов и крыльчаток водяного насоса дизеля K6S310DR.

наплавкой и заваркой
2.8.4. При капитальном ремонте водяных насосов запрещается заваривать трещины в лапах и фланцах крепления, в посадочных местах втулок, подшипников и в рабочем колесе.
2.8.5. Заварку трещин в деталях водяного насоса и наплавку изношенных мест производить газовой сваркой с использованием в качестве присадочного металла латуни. После заварки трещин сварные швы зачистить, наплавленные поверхности обработать согласно чертежу. Корпус и раструб насоса опрессовать водой при температуре 75 - 80 °C давлением 0,7 МПа (7 кгс/см2) в течение 5 мин. Течь и потение не допускаются.
2.8.6. При капитальном и текущем ремонтах масляного насоса и его привода разрешается:
1) восстанавливать наплавкой изношенные части корпуса и заваривать трещины на всасывающем и нагнетательном патрубках;
2) заваривать одну трещину в верхней крышке насоса дизеля 1Д12 около отверстия под болты с наружной стороны (только при текущем ремонте).
2.8.7. Запрещается при всех видах ремонта:
1) заваривать трещины на валах и в корпусе насосов, а также на верхней крышке насоса дизеля 1Д12, переходящие на посадочные поверхности;
2) заваривать трещины на валу привода масляного насоса.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1583-89 Постановлением Госстандарта России от 19.06.1996 N 402 с 01.01.1997 введен в действие ГОСТ 1583-93. |
2.8.8. Трещину в верхней крышке масляного насоса из алюминиевого сплава заваривать газовым способом или в среде аргона. В качестве присадочного материала применять прутки из алюминиевого сплава марки АК7ч (АЛ9) по ГОСТ 1583-89. Крышку перед заваркой подогреть до температуры 120 - 150 °C. Шейки вала привода масляного насоса восстанавливать вибродуговой наплавкой под слоем флюса.
2.8.9. При капитальном ремонте дизеля K6S310DR запрещается приварка отколов и заварка сквозных трещин крышек масляных насосов. Несквозные трещины разрешается заваривать с предварительной засверловкой концов трещины и последующей зачисткой сварного шва.
2.8.10. При текущем ремонте форсунки дизеля разрешается наплавлять изношенные конусы нагнетательных трубок, не имеющих других дефектов. Наплавку производить газовым способом с присадкой сварочной проволоки марки Св-08. После наплавки произвести механическую обработку конуса по чертежу.
2.8.11. При текущем ремонте опорной плиты топливного насоса разрешается:
1) заваривать трещины по сварным швам и отверстиям под шпильки и конические штифты;
2) наплавлять поверхности для корпусов насосов;
3) заваривать трещины в деталях плиты (только при текущем ремонте).
Лопнувшие сварные швы и трещины в деталях опорной плиты разделать и заварить дуговой сваркой. При замене накладки все резьбовые отверстия для штифтов заваривать дуговой сваркой.
2.8.12. При текущем ремонте в деталях управления разрешается:
1) заваривать трещины в деталях управления дизеля, в корпусе и рычаге автомата выключения методом холодной сварки чугуна электродами марки ОЗЧ-3, ОЗЧ-4, ОЗЧ-6 или электродами марки ЦЧ-4;
2) наплавлять отверстия подшипников кронштейна;
3) заваривать трещины в сварных швах коромысла подачи топлива и трещины в крышках механизма аварийного выключения дуговой сваркой электродами типа Э42А;
4) наплавлять изношенные места тяг управления.
2.8.13. При текущем ремонте воздушного фильтра воздуходувки разрешается заваривать трещины, приваривать наделки и новые части (вместо дефектных).
2.8.14. При капитальном ремонте воздушных фильтров воздуходувки при наличии трещин в местах приварки циклонов сварку срубить и циклоны приварить вновь, при этом брызги от сварки и окалину на внутренних поверхностях листов фильтра оставлять запрещается.
2.8.15. Листы корпуса или патрубка, имеющие трещины, заваривать с постановкой наделок толщиной 2 - 3 мм, которые должны плотно прилегать к листам и перекрывать трещину не менее чем на 15 мм.
Вмятины на листах, не поддающиеся исправлению, вырезать, затем приварить наделку толщиной 2 - 3 мм. Концы наделки должны выступать за пределы среза не менее чем на 10 мм.
При необходимости заварки трещин в секциях фильтра предварительно удалить заднюю стенку корпуса.
2.8.16. При текущем ремонте масляных фильтров разрешается:
1) заваривать сварные швы и трещины в стальных корпусах и деталях фильтров, кроме элементов фильтров, на которых заварка трещин запрещается;
2) приваривать наделки на изношенные листы;
3) заваривать трещины в алюминиевых корпусах полнопоточных масляных фильтров, а также вваривать вставки на поврежденных участках. Восстановление производить аргоно-дуговой сваркой.
2.8.17. Трещины длиной до 150 мм в стальных корпусах масляных фильтров заваривать дуговой сваркой, при длине трещины более 150 мм необходимо ставить наделку на приварке.
2.8.18. При капитальном и текущем ремонтах всасывающих, водяных и выпускных коллекторов разрешается заваривать трещины в коллекторах, а также устранять трещины в сварном шве всасывающего коллектора путем удаления старого кольца, заварки трещин и приварки нового кольца толщиной 4 мм и уширенного до 50 - 60 мм. Приварку нового кольца производить дуговой сваркой электродами типа Э42А диаметром 3 - 4 мм. Первоначальную сварку кольца производить на кондукторах.
2.8.19. При текущем ремонте трещины в чугунных деталях коллекторов и патрубках разрешается заваривать дуговой сваркой электродами марки ОЗЧ-2, ОЗЧ-3, ОЗЧ-4, ОЗЧ-6 и ЦЧ-4, холодным способом или газовой сваркой с присадкой латуни. Плотность швов проверить водой, налитой до уровня фланцев, с выдержкой 5 мин. Течь и образование капель на сварных швах не допускаются.
2.8.20. Трещины в стальных коллекторах заваривать дуговой сваркой с последующей зачисткой сварного шва, а в алюминиевых - электродами, изготовленными из алюминиевого сплава согласно подразделу 1.16.1 настоящей Инструкции.
Опрессовку выпускных коллекторов производить водой под давлением 0,3 МПа (3 кгс/см2) в течение 5 мин. Течь и пропуски воды не допускаются. В местах течи разрешается вырубка дефектных швов и подварка с последующей опрессовкой.
2.8.21. Вмятины на кожухе коллектора дизеля 10Д100 глубиной более 3 мм и площадью более 50 см2 удалить с последующей постановкой наделки, которая должна плотно прилегать к кожуху и перекрывать вырез не менее чем на 10 мм.
При наличии вмятин на стенках коллектора дизеля 1Д12 глубиной более 5 мм, площадью более 20 см2 каждая допускается разрезать коллектор на две части, править стенки коллектора и вновь сваривать в кондукторе. При несовпадении отверстий во фланцах коллектора со шпильками головки разрешается разрезать коллектор и сваривать его по контуру или заваривать дефектные отверстия во фланцах с последующей обработкой плоскости и сверловкой по кондуктору отверстий нормального размера.
2.8.22. При капитальном ремонте корпуса глушителя шума дизеля разрешается заваривать трещины в сварных швах, а также вваривать отдельные элементы (вместо дефектных) по чертежам.
2.8.23. Запрещается заваривать трещины на компенсаторе, за исключением трещин, расположенных по сварным швам.
2.8.24. При текущем ремонте разрешается заваривать трещины в барабане, вваривать вставки и ставить накладки толщиной 3 мм на прогоревшие места корпуса глушителя или перегородки. Накладки должны плотно прилегать к местам постановки и перекрывать прогоревший участок на 25 - 30 мм.
2.8.25. Трещины в деталях глушителя заваривать дуговой или газовой сваркой. Сварные швы зачистить заподлицо с основным металлом глушителя. На заваренные трещины разрешается постановка усиливающих накладок.
2.8.26. Наплавку полумуфт производить механизированным (полуавтоматическим) способом под флюсом марки АН-348А, АНЦ-1 сварочной проволокой марки Св-10Г2 диаметром 1,6 мм или порошковой проволокой марки ПП-Нп-14ст.
Для наплавки полумуфты собирают в специальное приспособление и закрепляют в центрах токарного станка. Скорость вращения при наплавке принимают 0,06 - 0,07 рад/с (0,6 - 0,7 об/мин), скорость подачи проволоки 0,078 м/с (280 м/ч), сила тока 350 А.
2.9.1. При капитальном и текущем ремонтах алюминиевого корпуса воздуходувки разрешается заваривать трещины в ребрах жесткости и стенках корпуса в количестве не более двух трещин и заваривать риски и задиры глубиной более 0,5 мм с последующей обработкой при условии (для капитального ремонта), если общая площадь поврежденной поверхности не превышает 1/5 поверхности расточек под оба рабочих колеса.
2.9.2. Заварку дефектных мест корпуса воздуходувки производить дуговой или газовой сваркой по технологии, изложенной в подразделе 1.16.1 или аргоно-дуговой сваркой с соблюдением следующих дополнительных требований:
1) в местах сквозной вырубки трещин производить формовку графитовыми или медными пластинами;
2) дефектные места заваривать небольшими участками (15 - 20 см2) с перерывами для их зачистки;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1583-89 Постановлением Госстандарта России от 19.06.1996 N 402 с 01.01.1997 введен в действие ГОСТ 1583-93. |
3) при газовой и дуговой сварке присадочные прутки должны быть диаметром 7 - 10 мм из алюминиевого сплава марки АК7ч (АЛ-9) по ГОСТ 1583-89 или вырезаны из забракованных корпусов воздуходувок. Прутки покрыть флюсом АФ-4А;
4) нагрев основного металла до температуры плавления производить кругообразным движением электрода по радиусу 15 - 20 мм.
2.9.3. К заварке корпусов допускаются сварщики, имеющие практический опыт по сварке алюминиевых сплавов.
2.9.4. После заварки дефектных мест внутренние полости корпуса опрессовать водой давлением 0,05 - 0,08 МПа (0,5 - 0,8 кгс/см2) с выдержкой в течение 5 мин. Течь и потение не допускаются. Полости всасывания и нагнетания опрессовывать отдельно. Допускается исправление течи или потения опрессовкой жидким стеклом или бакелитированием под давлением.
2.9.5. При капитальном и текущем ремонтах рабочего колеса воздуходувки разрешается:
1) заваривать трещины на лопастях длиной не более 100 мм в количестве не более двух на одной лопасти (для депо без ограничения размера и количества) при снятых заглушках с последующим удалением усиления с обеих сторон лопасти;
2) заваривать и наплавлять выбоины, глубокие задиры на лопастях рабочих колес при условии, если общая площадь поврежденной поверхности не превышает 1/5 с последующей механической обработкой места наплавки и проверкой на балансировочном стенде;
3) восстанавливать вибродуговой, плазменной, газопорошковой наплавкой или напылением посадочные места на валу рабочего колеса под подшипники и маслоуловитель при выработке более 0,2 мм;
4) заваривать трещины в сварных швах кожуха воздуходувки с проверкой плотности их керосином;
5) приваривать на диффузор круговые поясные планки для получения установленных зазоров между диффузором и крыльчаткой.
Допускается наплавка изношенных поясков рабочего колеса воздуходувки дизеля типа Д100 для получения допускаемого зазора.
2.10.1.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в хребтовых балках рамы с постановкой усиливающих накладок при наличии не более пяти трещин на каждой балке;
2) вваривать вставку в хребтовую балку с постановкой усиливающих накладок, при этом продольные балки могут состоять не более чем из трех частей;
3) заваривать трещины в стяжных ящиках, шкворневых балках, межрамных скреплениях, настильных листах, обносных швеллерах и кронштейнах топливного бака;
4) наплавлять местные износы и вытертости на раме при глубине более 3 мм;
5) заваривать отверстия в раме под болты крепления дизель-генератора и вспомогательного оборудования при наличии износа более 1 мм для отверстий диаметром до 14 мм, более 1,5 мм - для отверстий диаметром до 28 мм и более 2 мм - при диаметре отверстий до 48 мм;
6) приваривать диски и кольца пяты;
7) заваривать трещины в сварных швах на деталях подножек, лестниц и поручней и в нижнем листе путеочистителя с постановкой накладки толщиной 8 мм по всему листу;
8) наплавлять резьбу тяги, а также цилиндрические поверхности опоры, сухаря и валика шаровой опоры рамы.
2.10.1.2. При ремонте запрещается чеканить первые (корневые) швы рамы, заваривать трещины в ребрах (уголках) путеочистителя и удалять втулки шаровых опор рамы газовой резкой.
2.10.1.3. Заварку трещин в хребтовых и шкворневых балках, в межрамных скреплениях, обносных швеллерах, а также в сварных швах и приварку накладок следует производить электродами марки УОНИ-13/55. Подготовку дефектного места к заварке и технологию заварки трещин выполнять согласно требованиям раздела 1.22.
После заварки трещин в хребтовых балках рамы шов зачистить заподлицо и поставить усиливающие накладки с обваркой их по периметру. Постановку накладок производить в соответствии с указанием п.п. 1.22.7 - 1.22.14.
2.10.1.4. Трещины в шкворневых балках, межбалочных перегородках и настильных листах длиной до 100 мм заваривать без применения усиливающих накладок. При длине трещин более 100 мм после заварки их поставить усиливающую накладку.
В местах установки фундаментов вспомогательных агрегатов в настильных листах допускается (при капитальном ремонте) заваривать не более двух трещин длиной не более 150 мм каждая.
2.10.1.5. Местный износ листов рамы восстанавливать наплавкой дуговой сваркой. Наплавленный металл должен быть зачищен механическим путем заподлицо с основным металлом. Подрезы основного металла на границе с наплавленным металлом не допускаются.
2.10.1.6. Отверстия в рамных листах заваривать дуговой сваркой. В случае заварки в раме большого числа отверстий сосредоточенной группой заварку производить вразбивку. Поры в наплавленном металле после обработки не допускаются.
2.10.1.7. Стяжные ящики рамы в местах постановки фрикционных аппаратов автосцепки при наличии трещин или износа отремонтировать дуговой сваркой с последующей зачисткой мест сварки заподлицо с основным металлом.
На изношенные поверхности упорных угольников для фрикционных аппаратов допускается приварка накладок толщиной не менее 5 мм.
2.10.1.8. Изношенные цилиндрические поверхности шаровой опоры рамы восстанавливать вибродуговой наплавкой под слоем флюса сварочной проволокой Св-08, Св-08А, Св-08ГА или порошковой проволокой марки ПП-Нп-14ст.
Режим вибродуговой наплавки выбирается в соответствии с указаниями раздела 1.9 и табл. 1.28 настоящей инструкции.
2.10.1.9. При капитальном ремонте узла рамного подвешивания тепловоза ЧМЭ3 разрешается:
1) изношенную или поврежденную свыше 2 мм резьбу подвесной цапфы восстанавливать вибродуговой наплавкой. Допускается приварка газопрессовой или контактной сваркой новой части цапфы взамен изношенной резьбовой части;
2) износ рабочих поверхностей цапфы более 0,5 мм восстанавливать наплавкой с последующей механической обработкой;
3) восстанавливать дуговой наплавкой с последующей механической обработкой отверстия поперечника под болты соединения с рамой при износе их более 2 мм по диаметру.
2.10.1.10. Разрешается при капитальном и текущем ремонте тепловозов ТЭ10 и 2ТЭ116 производить замену шкворня и шкворневого места при наличии в них трещин в соответствии с инструктивными указаниями 2139.30.02.00ЗИ187 и 2139.30.20.00ЗИ2 Производственного объединения "Лугансктепловоз", утвержденными Главным управлением локомотивного хозяйства МПС.
2.10.2.1. При капитальном и текущем ремонтах тепловозов ТГМ-23 разрешается:
1) наплавлять вытертые места в раме при износе листа более 2 мм;
2) заваривать разработанные отверстия в рамных листах;
3) заваривать трещины в каблучках рамы;
4) заваривать трещины, идущие от буксовых и облегчающих вырезов рамных листов, при капитальном ремонте длиной не более 50 мм;
5) вваривать новые вставки в листы рамы с расположением сварных швов посередине буксовых вырезов;
6) заваривать трещины в буферном брусе, межрамных креплениях и настильных листах.
2.10.2.2. При капитальном ремонте запрещается повторная заварка трещин (при наличии таких трещин вваривать вставку).
2.10.2.3. Сварочные работы на листовых рамах выполнять дуговой сваркой и наплавкой электродами типов Э42А, Э46А, Э50А диаметром 3 - 5 мм.
2.10.2.4. При вварке новой части рамы поврежденную часть вырезать, расположив рез посередине буксового выреза. Вырезанный участок рамы служит шаблоном для изготовления новой вставки. Кромки рамного листа и изготовленной вставки подготовить под X-образный шов. Вставку закрепить болтами или скобами и проверить совместно с рамным листом по линейке. Вварку вставки выполнять обратноступенчатым способом с длиной ступени, равной 150 мм. После охлаждения заваренных швов поставить в буксовый вырез домкрат, которым расширить зазор кромок посередине буксового выреза на 1 - 1,5 мм. После заварки этого участка домкрат снять.
2.10.2.5. При наличии в буксовом вырезе двух трещин или одной длиной более 50 мм буксовый вырез необходимо усилить накладкой толщиной не менее 15 мм, привариваемой с внутренней стороны выреза.
Предварительно концы трещин засверлить сверлом диаметром 8 - 10 мм и разделать под X-образный шов. Перед заваркой трещины буксовый вырез распереть домкратом. После заварки домкрат снять и зачистить сварной шов заподлицо с основным металлом.
По окончании сварки место заварки подогреть в доступных местах газовой горелкой или древесным углем до температуры 600 - 650 °C и медленно охладить, закрыв его асбестовым картоном.
2.10.2.6. При ремонте лестниц рамы дефектные части боковых листов лестницы необходимо заменить новыми, которые должны быть сварены встык с дополнительной приваркой их по контуру к буферному брусу или обносному листу.
2.10.3.1. При капитальном и текущем ремонтах разрешается заваривать трещины:
1) в сварных швах;
2) в нижних листах шкворневых балок рамы кузова тепловоза ТЭП60 в районе приварки кронштейнов для возвращающих аппаратов с постановкой усиливающих накладок (рис. 2.25);
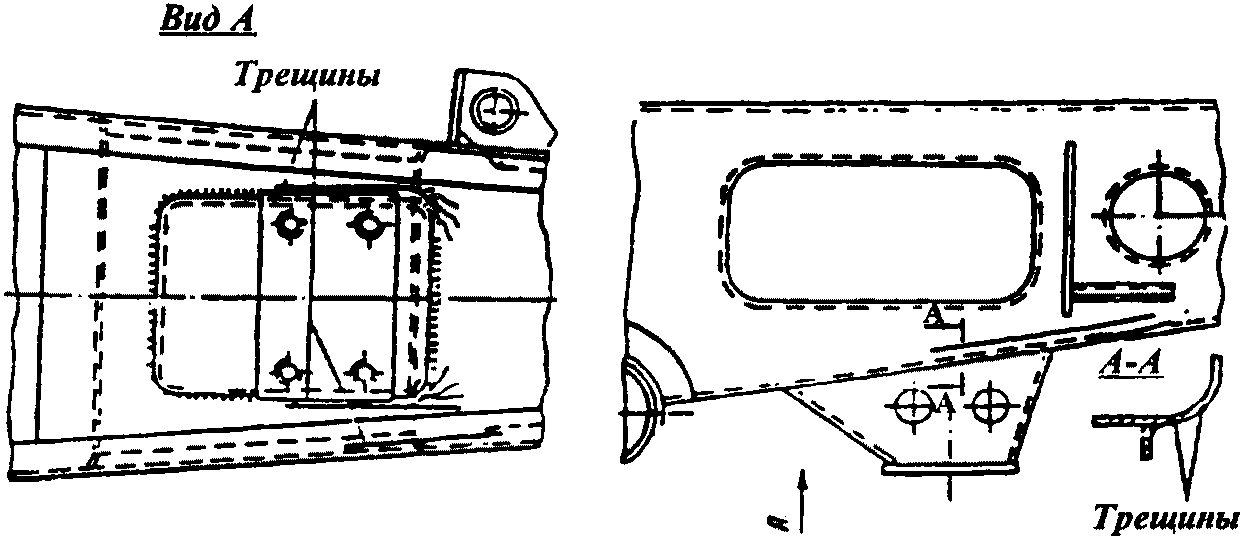
балок тепловоза ТЭП60
3) в сварных швах по месту приварки накладки в балке концевых секций сзади автосцепного устройства в рамах кузова тепловоза ТЭП60 с N 001 по 0156 и тепловозов 2ТЭП60 с N 0001 по 0011 (рис. 2.26);
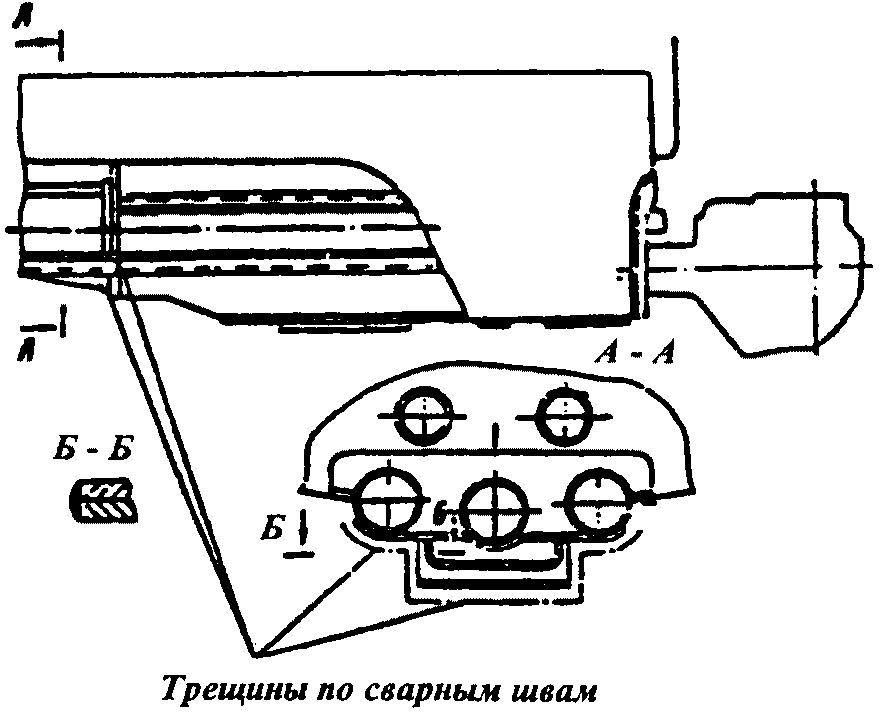
приварки накладки в балке концевых секций
рам кузовов тепловоза ТЭП60
4) в угольниках, косынках и балках;
5) в обвязочном поясе кузова с постановкой усиливающих накладок;
6) в металлической облицовке длиной до 300 мм, а также приваривать шарниры дверей, люков, цепи и усиления проема дверей капота; приваривать вставки в металлическую обшивку кузовов площадью не более 0,2 м2; заваривать разработанные отверстия в каркасе кузова и заменять поврежденные коррозией угольники каркасов более 15% сечения путем вварки новых частей с постановкой усиливающей накладки.
2.10.3.2. При текущем ремонте разрешается наплавлять:
1) отверстия в скобах боковых опор кузова тепловозов ТЭП60;
2) стаканы и втулки боковых опор кузова тепловоза ТЭП60;
3) кронштейны боковых опор кузова тепловозов ТЭП60.
2.10.3.3. При капитальном ремонте запрещается заваривать сквозные трещины в крайних балках каркасов крыши кузова, кабины машиниста и холодильной камеры.
2.10.3.4. Заварку трещин в сварных швах выполнять дуговой сваркой электродами типа Э42А диаметром 3 - 4 мм. Дефектный сварной шов перед заваркой удалить.
2.10.3.5. Заварку трещин в нижних листах шкворневых балок рамы кузова производить с соблюдением следующих условий: концы трещин засверлить сверлом диаметром 6 мм, подготовить под сварку V-образным швом, заварку выполнять электродами типов Э42А, Э50А. После заварки трещин сварные швы в местах наложения усиливающих накладок зачистить заподлицо.
2.10.3.6. Трещины в металлической обшивке кузова или капота длиной до 300 мм заварить дуговой сваркой электродами диаметром 3 - 4 мм с зачисткой сварного валика заподлицо. При длине трещины более 300 мм при капитальном ремонте лист заменить.
2.10.3.7. При смене негодных листов обшивы кузова (капота) приварку выполнять заподлицо с наружной металлической обшивкой. Зазоры в стыках листов допускаются не более 1 мм.
2.10.3.8. Пробоины и местные коррозионные повреждения листов обшивы кузова (капота) более 50% толщины листа устранять постановкой вставок. При ремонте металлической обшивы кузова сваркой прожоги листов не допускаются.
2.10.3.9. Приварку усилений проема дверей и шарниров и заварку дефектных отверстий в каркасе кузова производить дуговой сваркой электродами диаметром 3 - 4 мм.
2.10.3.10. Сварку цепей люков выполнять газовой сваркой с присадкой сварочной проволоки марки Св-08 диаметром 2 мм.
2.10.3.11. Допускается при капитальном и текущем ремонтах восстановление плазменным напылением посадочной поверхности поршневого штока гидравлического гасителя колебаний КВЗ-ЛИИЖТ на тепловозах ТГ16, ТЭМ7, ТГМ6, ТГМ14 в соответствии с положениями, изложенными в разделе 1.10.
2.10.3.12. Наплавку стаканов, втулок и других деталей кузова тепловоза, изготовленных из сталей марки 35Л11 или 25Л11, производить автоматическим или механизированным (полуавтоматическим) способом под слоем флюса сварочной проволокой Св-08, Св-08А в среде углекислого газа или порошковой проволокой марки ПП-Нп-14ст. Разрешается ручная наплавка электродами типа Э42А или Э50А с предварительным подогревом деталей до температуры 250 - 300 °C или износостойкими электродами марки ОЗН-300М.
2.10.4.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в сварных швах рамы тележек без выхода на основной металл;
2) заваривать трещины в сварных швах с выходом на основной металл в местах соединения концевых балок с боковинами в рамах тележек тепловозов ТЭП60 с N 0001 по N 0069;
3) заваривать трещины в сварных швах с выходом на основной металл в местах соединений концевых балок с литыми угольниками боковин рам тележек тепловозов ТЭП60 с N 0078 и тепловозов 2ТЭП60 (рис. 2.27);

концевых балок с боковинами рам тележек
4) заваривать трещины в сварных швах приварки верхних стоек поводков букс с боковинами рам тележек тепловозов ТЭП60 с N 0001 по 0077, а также трещины в углах стоек (рис. 2.28);

5) заварка трещины в сварных швах, шкворневых и концевых балках, боковинах рамы тележки с использованием электродов типа Э42А или Э50;
6) заваривать трещины в кронштейнах траверзной подвески тяговых электродвигателей в зоне расположения верхних и нижних каблучков (тепловозы ТЭ10, ТЭ116, М62, ТЭМ2), опорных гнезд и облегчающих вырезов (тепловозы ТЭП60);
7) приваривать листовые наделки на опорные поверхности каблучков при их износе более 1,5 мм;
8) заваривать не выходящие на основной металл балки, трещины в "косых" сварных швах нижнего пояса боковины рамы тележки тепловоза по месту приварки нижнего листа к литой челюсти;
9) приваривать наличники к буксовым направляющим рамы, изготовленных из сталей марок ЭИ256, 60Г и 65Г (приварку производить согласно указаниям п.п. 2.10.10.4 - 2.10.10.5);
10) приваривать новые буксовые наличники, а также фасонные накладки в местах установки концевых подвесок рессорного подвешивания на челюстных тележках;
11) наплавлять местные износы боковин, шкворневых балок и буксовых вырезов, а также клиновых пазов (при капитальном ремонте) в буксовых кронштейнах бесчелюстных тележек;
12) заваривать трещины в сварных швах ползуна (подпятника) шкворневого узла;
13) приваривать упорные пластины ползуна шкворневого узла.
2.10.4.2. При заварке трещин в сварных швах рамы тележек без выхода на основной металл необходимо концы трещины засверлить с раззенковкой отверстий; трещину разделать под V-образный шов, при этом старый металл должен быть полностью удален. Заварку всех трещин на раме производить электродами типа Э42А, Э46А или Э50А в нижнем и вертикальном положении, потолочная сварка не допускается.
2.10.4.3. Заварку трещин в местах соединения концевых и боковых балок с выходом на основной металл в рамах тележек производить в следующем порядке:
- концы трещин засверлить диаметром сверла 8 - 10 мм, трещины разделать газокислородным резаком под заварку V-образным швом. Форма разделки трещин показана на рис. 2.29, а - в основном металле, 2.29, б - в сварном шве, 2.29, в - в месте перехода сварного шва на основной металл. Сварку выполнять электродами типов Э42А, Э50А, Э46А. Первый слой варить электродами диаметром 3 мм, последующие слои - электродами диаметром 4 - 5 мм с обеспечением полного провара. Отверстия по концам трещины заваривать в последнюю очередь;

соединения концевых и боковых балок рамы тележки
- после заварки трещин произвести усиление концевых балок тепловозов ТЭП60 путем приварки ребер и усиливающих накладок (рис. 2.30), изготовленных из стали марки 20. Сварные швы под накладку зачистить заподлицо, накладку плотно пригнать (местный зазор допускается не более 1 мм) и приварить в порядке, указанном римскими цифрами на рис. 2.30, вид Б. На рис. 2.31 показана последовательность приварки ребер и усиливающих накладок. Вначале приварить ребра с наложением сварных швов в порядке 1, 2, 3, 4, 5, 6, 7, 8 для каждого ряда ребер, а затем приварить накладки в последовательности 9, 10, 11 и 12.


накладок на раме тележки тепловоза
Околошовную зону и прилегающие участки металла шва и основного металла наклепать многобойковым упрочнителем согласно указаниям р. 1.24. Допускается применение комбинированного упрочнения (аргоно-дуговая обработка с последующим наклепом многобойковым упрочнителем или дробеструйным наклепом).
2.10.4.4. На тепловозах ТЭП60 концы трещин в местах соединений концевых балок с литыми угольными боковинами рам тележек засверлить сверлом  , трещину разделать под V-образный шов. Разделку трещин в сварных швах, соединяющих поперечные балки с угольниками, производить до остающейся подкладки, ранее поставленной в этих швах, не нарушая ее крепления. При засверловке концов трещин сверло должно заходить в подкладку не более 2 мм. При заварке первый слой выполнять электродами диаметром 3 мм, последующие слои - электродами диаметром 4 - 5 мм, обеспечивая полный провар на всю толщину сечения.
, трещину разделать под V-образный шов. Разделку трещин в сварных швах, соединяющих поперечные балки с угольниками, производить до остающейся подкладки, ранее поставленной в этих швах, не нарушая ее крепления. При засверловке концов трещин сверло должно заходить в подкладку не более 2 мм. При заварке первый слой выполнять электродами диаметром 3 мм, последующие слои - электродами диаметром 4 - 5 мм, обеспечивая полный провар на всю толщину сечения.
, трещину разделать под V-образный шов. Разделку трещин в сварных швах, соединяющих поперечные балки с угольниками, производить до остающейся подкладки, ранее поставленной в этих швах, не нарушая ее крепления. При засверловке концов трещин сверло должно заходить в подкладку не более 2 мм. При заварке первый слой выполнять электродами диаметром 3 мм, последующие слои - электродами диаметром 4 - 5 мм, обеспечивая полный провар на всю толщину сечения.1) заваривать трещины в сварных швах с предварительной вырубкой дефектных мест;
2) местные износы листов рамы и кронштейнов глубиной более 3 мм восстанавливать наплавкой с последующей зачисткой заподлицо;
3) приваривать оборванные кронштейны;
4) заваривать трещины длиной не более 50 мм, идущие от отверстий;
5) вваривать вставки и заваривать изношенные отверстия в деталях рамы и кронштейнах с последующей механической обработкой.
2.10.4.6. При капитальном ремонте тележек тепловозов разработанные отверстия в кронштейнах подвесок тяговых электродвигателей более 1 мм разрешается восстанавливать наплавкой. Опорные места кронштейнов при увеличении размера между ними на величину более 3 мм от чертежного восстановить наплавкой с последующей зачисткой заподлицо или приваркой накладок толщиной не менее 3 мм.
2.10.4.7. При капитальном и текущем ремонтах рам тележек тепловозов ЧМЭ3 запрещается заварка:
1) трещин и надрывов в деталях рамы, не оговоренных в п. 2.10.4.5;
2) трещин и надрывов в кронштейнах тормозных и рессорных подвесок и (при текущем ремонте) подвесок тяговых электродвигателей. Кронштейны с трещинами срубить и приварить исправные;
3) замкнутых, кольцевых трещин в листах междурамного крепления в местах установки кронштейнов подвесок тяговых электродвигателей.
2.10.4.8. При текущем ремонте рам тележек тепловозов разрешается:
1) оставлять без исправления износ направляющих стержней пружин рессорного подвешивания до 2,5 мм на сторону (до 5 мм по диаметру). При большем износе направляющие стержни срубить, восстановить наплавкой, обработать и приварить по месту;
2) восстанавливать приваркой наделок или наплавкой (с последующей механической обработкой) износ кронштейнов для пружинных подвесок тяговых электродвигателей;
3) производить регулировку зазора между носиками тяговых электродвигателей и пружинной подвеской при ТР-3 приваркой наделок на носики тяговых электродвигателей и кронштейны рамы тележки.
2.10.4.9. При капитальном и текущем ремонтах тележек разрешается:
1) изношенные рабочие поверхности поводка (валика) соединения рамы тележки с буксами более 0,5 мм на длине 110 мм восстанавливать наплавкой с последующей механической обработкой;
2) изношенные отверстия на головке более 0,5 мм под болты и штифты восстанавливать сваркой и последующей механической обработкой.
2.10.4.10. После ремонта поводок следует проверить дефектоскопом. Трещины на стержне не допускаются. Дефекты, обнаруженные по сварному шву (место приварки головки к стержню поводка) разрешается устранять проточкой с последующей заваркой, обработкой и проверкой магнитным контролем.
2.10.4.11. Трещины в сварных швах приварки верхних стоек поводков букс засверлить по концам сверлом диаметром 6 - 8 мм, разделать под V-образный шов и заварить. Выпуклость шва зачистить заподлицо с основным металлом. Дефекты в сварном металле не допускаются. Заварку трещин в стойках производить при снятом буксовом поводке и скобе поводка. Трещины в углах "а" и "б" (см. рис. 2.28), идущие по вертикальной плоскости стойки, заварить, как указано выше, а трещины, идущие по фрезерованному углу стойки (рис. 2.32) разделать под углом 60 - 70°, заварить с последующей механической обработкой шва по радиусу.

стойки поводка буксы
2.10.4.12. Заварку трещин в "косых" сварных швах нижнего пояса боковин рамы производить с соблюдением следующих требований. Место сварки тщательно очистить от грязи и масел, срубить продольный шов приварки нижнего пояса к боковому листу на участках длиной по 100 мм от "косого" шва по обе стороны трещины (рис. 2.33). Разделать трещины под V-образный шов с зазором в вершине 3 - 4 мм. В тех случаях, когда трещина занимает 50% длины "косого" шва и менее, конец трещины засверлить сверлом диаметром 10 - 12 мм с раззенковкой так, чтобы конец сверла заходил в имеющуюся технологическую подкладку на 1 - 2 мм. Ранее наплавленный металл шва на длине разделки должен быть полностью удален. Вырубку трещины под заварку производить с осторожностью, чтобы не срубить подкладку. Если трещина занимает более 50% длины сварного шва, необходимо вырубить "косой" шов на всю длину. Перед сваркой произвести местный подогрев балки по обе стороны от трещины до температуры 200 - 250 °C.

боковины рамы тележки тепловоза
Заварку шва производить в нижнем положении электродами типа Э42А или Э50А, первый слой заваривать электродами диаметром 3 мм, последующие - электродами диаметром 4 - 6 мм с обеспечением полного провара по всему сечению разделки. Не допускается перерыв в работе до полной заварки трещины. При вынужденном перерыве необходимо вновь произвести подогрев балки по обе стороны от завариваемой трещины до той же температуры. В процессе сварки второй и последующие швы, кроме последнего, необходимо подвергать проковке в соответствии с разделами 1.23 и 1.24.
Концы поперечного шва зачистить с плавным переходом, после этого заварить участки продольных швов. Начинать и заканчивать сварку в местах пересечения продольных и поперечных швов не разрешается.
2.10.4.13. Разрешается на деталях рамы тележки и остовах тяговых двигателей при постановке на резьбе новых технологических (не несущих нагрузки) втулок и валиков приваривать их по периметру. Трещины в сварном шве и околошовной зоне не допускаются. Электроды предварительно должны быть прокалены.
2.10.5.1. Корпус автосцепки отливается из стали 15ГЛ, 20ГЛ, 20ФЛ, 20Л по ГОСТ 977-88 или из стали 2ГТЛ, 20Г1ФЛ, 20ФТЛ и 20ГФТЛ по ГОСТ 22703-91 (Детали литые автосцепного устройства). Применение иных марок сталей допускается после проведения исследований на свариваемость по методике, согласованной с ВНИИЖТом.
2.10.5.2. При всех видах ремонта корпуса автосцепки разрешается:
1) заварка вертикальных трещин А (рис. 2.34) в зеве сверху и снизу в углах большого зуба при условии, что после разделки они не выходят на горизонтальные плоскости наружных ребер большого зуба;
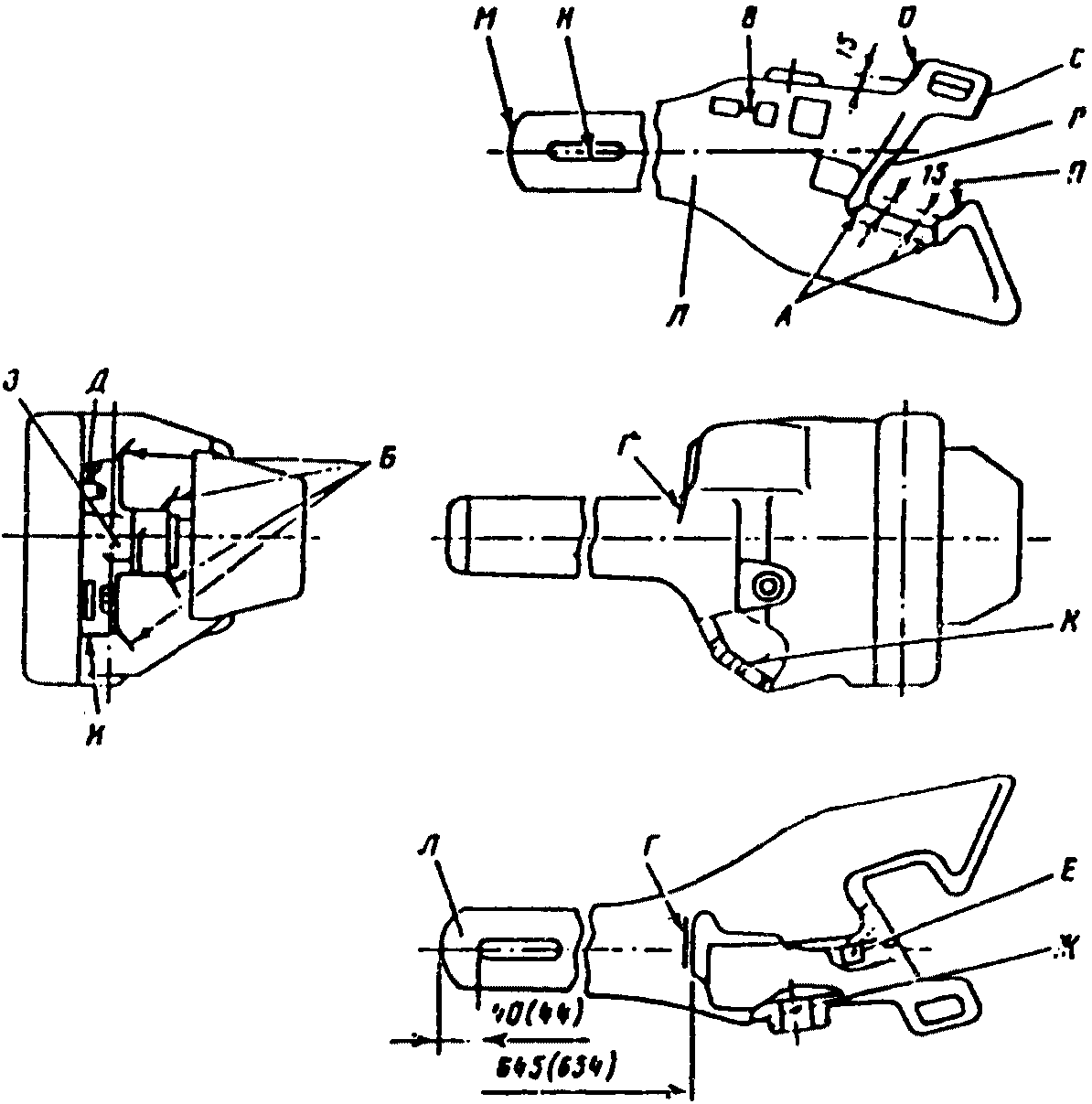
2) заварка трещин Б в углах окон для замка и замкодержателя при условии, что разделка трещин в верхних углах окна для замка не выходит на горизонтальную поверхность головы, в верхнем углу окна для замкодержателя не выходит за положение верхнего ребра со стороны большого зуба, а длина разделанной трещины в нижних углах окна для замка и замкодержателя не превышает 20 мм.
При заварке трещин требуется дополнительный местный подогрев головы автосцепки до температуры 250 - 300 °C. Если заварка трещин производится непосредственно после разделки, дополнительный подогрев не требуется;
3) заварка трещин перемычки В между отверстием для сигнального отростка замка и отверстием для направляющего зуба замка, если трещина не выходит на вертикальную стенку кармана;
4) заварка трещины Г в месте перехода от головы к хвостовику, если размеры разделанной трещины по глубине не свыше 15 мм и длиной до 110 мм или нескольких трещин суммарной длиной 110 мм только при деповском ремонте;
5) наплавка передней поверхности полочки Д для верхнего плеча предохранителя и серповидного прилива в случае их износа или приварка серповидного прилива с полочкой в случае их излома.
Перед приваркой полочка должна быть закреплена в правильном положении при помощи специального кондуктора. Подварка со стороны вершины угла разделки обязательна;
6) наплавка цилиндрической поверхности и торца шипа Е для замкодержателя в случае их износа или приварка нового шипа в случае излома;
7) приварка шайбы в кармане корпуса со стороны меньшего отверстия для валика подъемника в случае уширения кармана;
8) наплавка изношенных стенок Ж двух отверстий для валика подъемника;
9) наплавка места З опоры шейки замкодержателя на корпусе с внутренней стороны;
10) наплавка нижней перемычки И в окне для замка и задней наклонной части дна кармана К в месте опоры замка. Толщина наплавленного металла допускается от 3 до 6 мм;
11) наплавка изношенных поверхностей Л хвостовика, соприкасающихся с тяговым хомутом, центрирующей балочкой и стенками ударной розетки при износе их более 3 мм, но не более 8 мм;
12) наплавка изношенной торцовой поверхности М хвостовика, если длина хвостовика автосцепки СА-3 менее 645 мм, а для СА-3М менее 654 мм;
13) наплавка изношенных стенок Н овального отверстия хвостовика по ширине и длине. Перед наплавкой толщина перемычки должна быть для автосцепки СА-3 не менее 40 мм, а для СА-3М не менее 44 мм, измеренная в средней части. Боковые стенки отверстия наплавляются при износе на глубину более 3 мм, но не более 8 мм. Допускается выполнять наплавку электродами ОЗН-300М и УОНИ-13/65;
14) наплавка изношенных тяговых поверхностей О и П малого и большого зубьев корпуса, ударной поверхности Р зева, при этом наплавленный металл не должен доходить ближе 15 мм к месту закруглений, и ударной поверхности С малого зуба, при наплавке которой кромку угла не скруглять.
Твердость наплавленного металла ударно-тяговых поверхностей автосцепки должна быть в пределах НВ 250 - 450. Для получения необходимой твердости рекомендуется использовать порошковую проволоку марки ПП-Нп-14ст, электроды ОЗН-300М, пластинчатые электроды с применением легирующих присадок по технологии ВНИИЖТа, индукционно-металлургический способ, многоэлектродную наплавку и др.
При капитальном ремонте корпуса автосцепки максимально допустимый размер ремонтируемых трещин в месте перехода от головки к хвостовику автосцепки может быть увеличен до 40% периметра сечения, причем разрешается заваривать и сквозные трещины. Заварка трещин должна выполняться только с полным проваром. Трещину перед сваркой следует разделать воздушно-дуговой строжкой с обязательной механической зачисткой науглероженного слоя или электродами для резки типа АНР или ОЗР. Корень шва рекомендуется заваривать в вертикальном положении электродами УОНИ-13/45 диаметром 3 и 4 мм или механизированной сваркой электродной проволокой диаметром 1,2 мм. После заварки корня шва автосцепка устанавливается в нижнем положении для заполнения разделки трещины электродами УОНИ-13/55, ОЗС-27 и АНО-31.
2.10.5.3. Замок автосцепки отливается из стали 20ФЛ, 20ГЛ, 20ГФЛ.
2.10.5.4. При ремонте разрешается:
1) наплавка изношенной замыкающей поверхности А (рис. 2.35) при условии, что твердость наплавленного металла должна быть не менее НВ 250 - 400;

2) приварка шипа Б для навешивания предохранителя или наплавка изношенной поверхности шипа и прилива;
3) наплавка задней стенки овального отверстия В для валика подъемника при глубине и износе не более 8 мм;
4) приварка отломавшегося сигнального отростка Г;
5) наплавка изношенных мест Д нижней части замка и направляющего зуба Е;
6) заварка отверстий в замке и вставке автосцепки СА-3М, если диаметр их в замке более 17 мм, а вставки более 17,5 мм, с последующим сверлением;
7) наплавка замыкающей поверхности вставки в случае несоответствия ее шаблону.
2.10.5.5. При ремонте замкодержателя автосцепки из стали 15Л, 20Л, 20ГЛ, 20ФЛ разрешается:
1) наплавка упорной поверхности А (рис. 2.36) противовеса;
2) наплавка изношенных стенок Б овального отверстия;
3) заварка не более одной трещины В в замкодержателе;
4) наплавка изношенной лапы Г (упорной части и торцов);
5) наплавка изношенных поверхностей расцепного угла Д.

2.10.5.6. Предохранитель замка изготавливается в двух вариантах: вариант литой - сталь Г13ФЛ, 20Л, штампованный - Ст5.
2.10.5.7. При ремонте разрешается:
1) наплавка изношенных поверхностей А (рис. 2.37) верхнего плеча:
2) наплавка изношенных стенок отверстия Б или заварка отверстия.

2.10.5.8. Ремонт предохранителя замка автосцепки из стали Г13ФЛ производить в соответствии с требованиями Технологической инструкции N 157 ПКБ ЦВ, 1975 г.
2.10.5.9. Подъемник замка автосцепки отливается из стали 20Л, 20ГЛ, 20ФЛ.
2.10.5.10. При ремонте подъемника замка автосцепки разрешается наплавка изношенных поверхностей узкого пальца А (рис. 2.38) и широкого пальца Б и наплавка изношенных стенок квадратного отверстия В.

замка автосцепки
2.10.5.11. Валик подъемника замка автосцепки отливают из стали 20Л, 20ГЛ, 20ФЛ.
2.10.5.12. При ремонте валика подъемника замка разрешается:
1) наплавка изношенных цилиндрических поверхностей А (рис. 2.39);
2) наплавка изношенной поверхности Б квадрата;
3) наплавка изношенных стенок В паза для запорного болта.
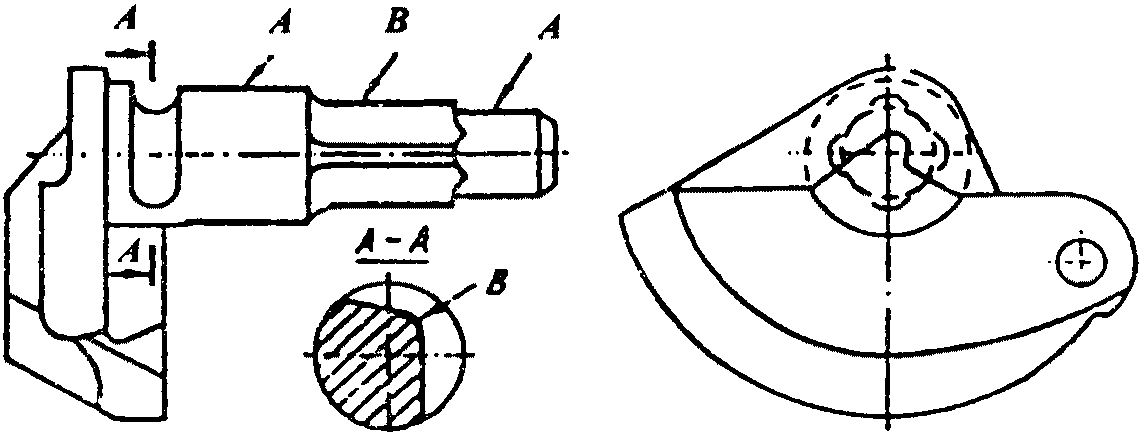
2.10.5.13. Розетку ударную автосцепки отливают из стали 15Л, 20Л, 20ГЛ, 20ФЛ, 20Г1ФЛ (все типы).
2.10.5.14. При ремонте розетки ударной автосцепки разрешается:
1) наплавка изношенных опорных мест А (рис. 2.40) для маятниковых подвесок;
2) наплавка изношенных поверхностей проема Б;
3) наплавка деформированной поверхности В ударной части.

2.10.5.15. При деповском ремонте разрешается производить приварку к ударной розетке отбитых частей согласно Технологической инструкции по сварке передних упоров N 317 ПКБ ЦВ, утвержденной в 1980 г.
2.10.5.16. Хомут тяговый автосцепки отливают из стали 20ГЛ, 20ФЛ по ГОСТ 977-88 и стали 20ГТЛ, 20Г1ФЛ, 20ФТЛ и 20ГФТЛ по ГОСТ 22703-91 (Детали литые автосцепного устройства). Применение иных марок сталей допускается после проведения исследований на свариваемость по методике, согласованной с ВНИИЖТом.
2.10.5.17. При ремонте тягового хомута разрешается:
1) заварка трещин А (рис. 2.41) в ушках для болтов, поддерживающих клин;

хомута автосцепки
2) заварка трещин Б в углах соединительных планок, но не выходящих на тяговую полосу;
3) заварка трещин В в соединительных планках;
4) наплавка изношенной поверхности Г потолка проема головной части хомута;
5) наплавка изношенных мест Д на задней опорной поверхности хомута;
6) заварка трещин Е задней опорной части хомута, но не выходящих на тяговую полосу;
7) наплавка выработанных мест Ж на тяговых полосах при условии, что толщина тяговой полосы в месте износа не менее 20 мм и ширина не менее 95 мм, а для СА-3М - соответственно не менее 22 и 115 мм;
8) наплавка перемычки З отверстия для клина при условии, что толщина изношенной перемычки не менее 45 мм;
9) наплавка поверхности И при износе не свыше 8 мм;
10) наплавка стенок отверстия для валика с последующей механической обработкой;
11) заварка трещин И в зоне перехода ушка к тяговой полосе, не переходящих на тяговую полосу (по отдельному разрешению Главного управления локомотивного хозяйства).
2.10.5.18. При ремонте центрирующей балочки (материал Ст3, 20Л, 20ГЛ, 20Г1ФЛ) разрешается наплавка изношенных мест крюкообразных опор для маятниковых подвесок, боковых упоров, опорных поверхностей и мест захвата при условии, что величина износа не превышает 10 мм. При износе опорной поверхности в пределах 5 - 10 мм разрешается приварка одной плотно пригнанной планки с предварительной механической обработкой места приварки. Допускается заварка трещин при условии, что после ее разделки рабочее сечение балочки уменьшится не более, чем на 25%.
2.10.5.19. Подвеска маятниковая изготавливается из сталей Ст3, Ст5, сталь 38ХС.
2.10.5.20. При всех видах ремонта маятниковой подвески разрешается наплавка изношенных поверхностей головки при условии, что в изношенном месте ее высота не менее 18 мм. Наплавленный металл не должен доходить до стержня подвески на 3 - 5 мм во избежание подреза.
2.10.5.21. Наплавка маятниковых подвесок из стали 38ХС производится с предварительным подогревом до температуры 250 - 300 °C.
2.10.5.22. При всех видах ремонта корпуса поглощающего аппарата разрешается заварка трещин в корпусе у технологических отверстий при условии, что суммарная длина трещин не превышает 120 мм, с последующим усилением вваркой вставки.
2.10.5.23. При всех видах ремонта упоров и упорных угольников автосцепки разрешается:
- наплавка изношенных упорных поверхностей А (рис. 2.42) при износе более 5 мм допускается приварка планки соответствующей толщины;
- наплавка изношенных мест Б;
- наплавка трещин В в ребрах;
- наплавка изношенных мест Г нижних горизонтальных полок;
- заварка трещин Д в перемычках объединенных упоров;
- заварка трещин Е в средней или нижней части упорных поверхностей объединенных упоров, не выходящих на привалочную поверхность.
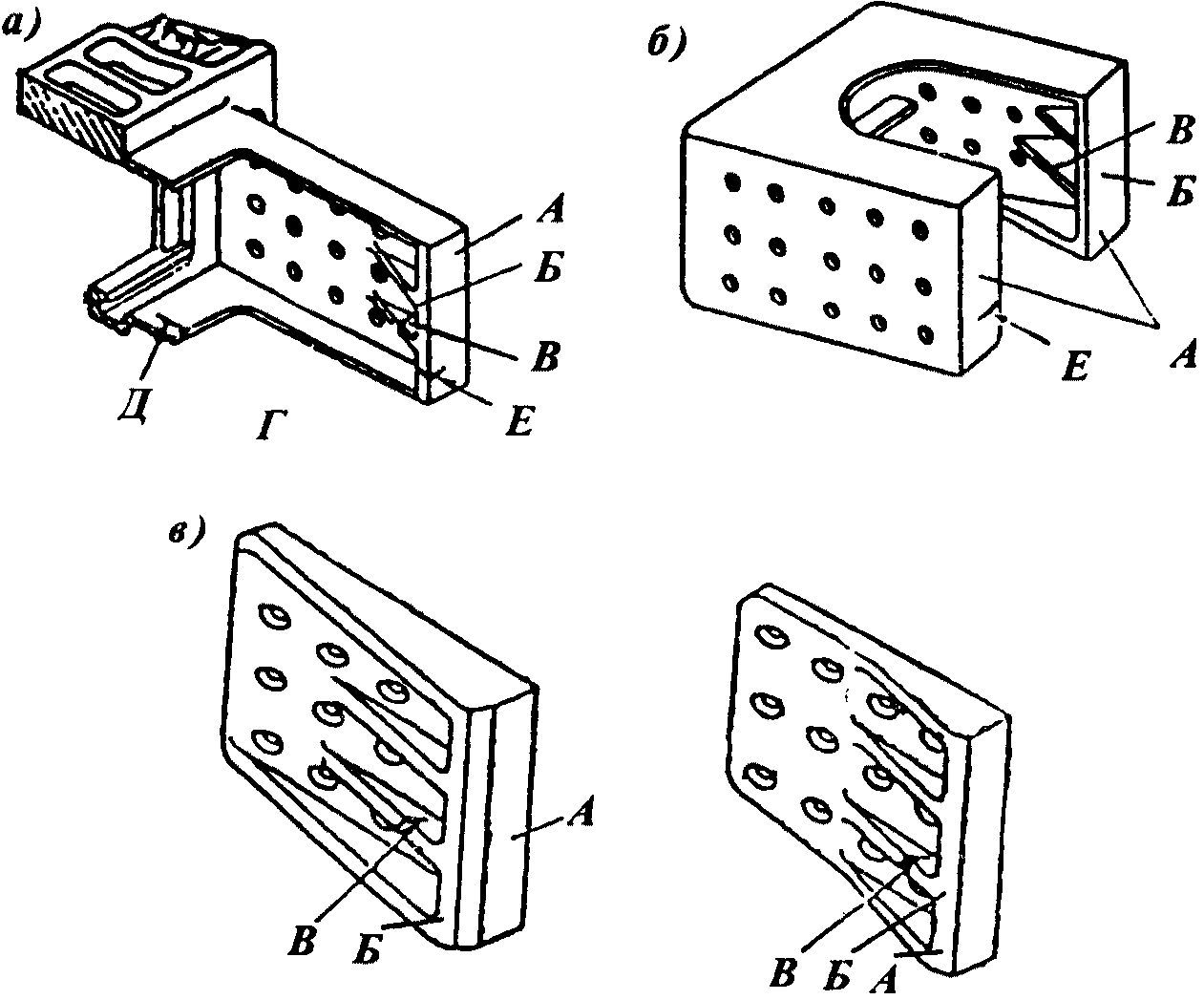
и упорных угольников (в) автосцепки
2.10.5.24. При всех видах ремонта плиты упорной разрешается наплавка изношенных мест упорных плит при износе не выше 8 мм. Перед наплавкой плиту подогреть до температуры 250 - 300 °C. Наплавку производить на вогнутой поверхности (R = 150 мм), а также на параллельных прилегающих плоскостях со стороны хвостовика автосцепки.
2.10.6.1. При капитальном и текущем ремонтах боковой опоры тележки тепловоза разрешается:
1) наплавлять гнездо опоры по боковой и торцовой поверхностям;
2) приваривать новые планки корпуса опоры;
3) заваривать несквозные трещины в корпусе опоры при капитальном ремонте глубиной не более 5 мм и длиной не более 50 мм;
4) наплавлять (напылять с оплавлением) рабочие поверхности верхней и нижней плит, а также роликовые опоры при глубине контактно-усталостного выкрашивания более 0,3 мм.
2.10.6.2. При капитальном ремонте запрещается восстанавливать наплавкой изношенные поверхности роликов опоры.
2.10.6.3. Наплавку изношенных поверхностей гнезда опоры выполнять дуговым способом износостойкими электродами марки ОЗН-300М или порошковой проволокой марки ПП-Нп-14ст. После наплавки гнездо подлежит нормализации.
2.10.6.4. Новые планки корпуса опоры приваривать дуговой сваркой. Перед приваркой планки прижать винтовой распоркой (рис. 2.43). Вначале выполнить дуговую точечную сварку, затем прижать планку и выполнить сварной шов по периметру планки.

2.10.6.5. Трещины в корпусе опоры заварить дуговой сваркой электродами диаметром 4 мм. Концы трещин перед разделкой засверлить сверлом диаметром 4 - 5 мм и разделать под V-образный шов.
2.10.7.1. При капитальном и текущем ремонтах скользунов разрешается наплавлять выработку дна стакана скользуна глубиной более 6 мм и приваривать новые накладки боковых скользунов.
2.10.7.2. Наплавку днища стакана скользуна выполнять под слоем флюса марки АН-348А, АНЦ-1 сварочной проволокой марки Св-08ГА или Св-10ГА диаметром 3 - 4 мм при автоматической сварке и диаметром 1,6 - 2 мм при механизированной (полуавтоматической) сварке или порошковой проволокой марки ПП-Нп-14ст.
2.10.7.3. Приварку накладки бокового скользуна выполнять дуговой сваркой электродами диаметром 4 мм прерывистым швом (50/100 мм). Брызги от приварки накладки к стойке на поверхностях не допускаются.
2.10.8.1. Все сварочные работы при ремонте и формировании колесных пар разрешается выполнять при температуре ремонтируемой детали и окружающего воздуха не ниже +5 °C. Осевые шейки колесных пар при выполнении сварочных работ должны быть защищены асбестовым картоном или специальными неметаллическими кожухами от попадания брызг расплавленного металла или касания электродом.
При сварочных работах на локомотиве и моторвагонном подвижном составе с роликовыми буксами присоединение обратного провода должно делаться непосредственно к месту, подлежащему сварке. При ремонте колесных пар на подшипниках скольжения обратный провод от источника тока должен быть присоединен к колесному центру.
1) заваривать изношенные (сбитые) центровые отверстия для болтов в осях, а также наплавлять наружные бурты шеек осей тепловозных колесных пар;
2) восстанавливать наплавкой изношенную резьбовую часть осей колесных пар с подшипниками качения и наплавлять торцы осей;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 398-81 Постановлением Госстандарта России от 28.01.1997 N 19 с 01.01.1998 введен в действие ГОСТ 398-96. |
3) наплавлять при текущем ремонте гребни бандажей и цельнокатаных колес, кроме гребней колесных пар пассажирских локомотивов и моторвагонного подвижного состава, наплавочные работы на которых производить запрещается. Наплавочные работы на бандажах разрешается производить в депо, перечень которых на дороге устанавливает начальник службы локомотивного хозяйства. Указанные работы разрешается выполнять на бандажах, изготовленных по ГОСТ 398-81;
4) сваривать на стыковых сварочных машинах или газовой сваркой укрепляющие кольца не более чем из четырех частей. Разрешается ручная дуговая сварка прокаленными электродами типа Э42А или Э50. Поры, подрезы, шлаковые включения и непровары не допускаются. Кратер должен быть заварен полностью, швы зачищают заподлицо. Места сварки должны подвергаться визуальному или одному из аппаратурных методов контроля качества сварных соединений с целью выявления в них дефектов;
5) наплавлять полотно и боковые поверхности обода, при этом разрешается при автоматической наплавке приваривать три полосы из стали марки Ст2 или Ст3 на полотно обода центра (рис. 2.44). Полосы должны быть плотно прижаты к ободу и прихвачены через 200 - 300 мм с обеих сторон в шахматном порядке. После обработки толщина полос менее 4 мм не допускается;

центра колесной пары
6) наплавлять и напылять внутренние поверхности центров под запрессовку оси, торцовые поверхности ступиц и наружные поверхности удлиненной ступицы при выпрессованной оси;
7) наплавлять поверхность гнезда под антифрикционный диск на торце ступицы центра: по диаметру при невыпрессованной оси, а зеркало - только при выпрессованной оси;
8) заваривать трещины в ободе и спицах центров колесных пар тепловозов, электровозов, электропоездов и дизель-поездов при условии, что количество трещин в ободе и спицах вместе на одном центре не более трех, при этом между двумя трещинами на ободе должно быть расположено не менее одной незаваренной спицы;
Допускается заварка трещин в литых колесных центрах коробчатого сечения унифицированных колесных пар (электровозы ВЛ60, ВЛ80, ВЛ80к и ВЛ10) в количестве не более 6 шт. При этом количество смежных спиц с трещинами не должна быть более двух.
9) вваривать листовые перепонки между спицами центров;
10) заваривать литейные дефекты в центрах колесных пар в соответствии с действующими ГОСТами и техническими условиями на поставку центров;
11) заваривать надрывы в дисках катанных центров при условии, что глубина надрыва не более 5 мм, длина не более 100 мм;
12) заваривать после вырубки не более двух закатов или отдельных плен с обеих сторон диска при условии, что завариваемые площади с обеих сторон диска не совпадают, а размеры вырубки не превышают по глубине 5 мм, по ширине - 50 мм и по длине - 300 мм;
13) заваривать после вырубки засоры на торцах ступицы при условии, что суммарная площадь засоров с каждого торца не превышает 3/4 его площади, а граница вырубленного места находится на расстоянии не ближе 10 мм от края отверстия для оси.
2.10.8.3. На центрах колесных пар электровозов ЧС всех серий при их ремонте дополнительно разрешается:
1) восстанавливать наплавкой изношенные поверхности ведущего центра под посадку зубчатого венца и под лабиринтное кольцо корпуса тягового редуктора (без распрессовки оси);
2) заваривать мелкие несквозные надрывы на необработанных поверхностях корпусов подшипников и отверстиях для болтов с негодной резьбой в редукторе.
2.10.8.4. При ремонте центров зубчатых колес электровозных, тепловозных и моторвагонных колесных пар разрешается восстанавливать наплавкой или напылением:
1) внутреннюю посадочную поверхность ступицы центра зубчатого колеса;
2) изношенные торцовые поверхности ступицы центра колеса при выпрессованной оси;
3) центр колеса по наружному диаметру;
4) на центре колеса изношенные опорные поверхности пазов для пружинных пакетов, а также приваривать наделки толщиной не менее 4 мм на изношенные поверхности по наружному диаметру центра и опорные поверхности пазов пружинных пакетов и заваривать отверстия для заклепок в боковых шайбах зубчатых колес.
Разрешается заваривать трещины в диске колеса, идущие от технологических отверстий, в количестве не более трех на одном колесе длиной не более 25 мм каждая.
2.10.8.5. При всех видах ремонта колесных пар запрещается:
1) производить какие-либо сварочные работы по колесным парам, кроме указанных в пп. 2.10.8.2 - 2.10.8.4.
2) сваривать встык бандажное кольцо, заведенное в паз, или приваривать кольцо к бандажу или ободу колесного центра;
3) заваривать трещины непосредственно в теле ступицы колесного центра и зубчатого колеса;
4) производить наплавочные работы на бандажах пассажирских локомотивов и моторвагонного подвижного состава и дизель-поездов, а также на бандажах всех локомотивов при наличии трещин, надрывов, плен и других дефектов;
5) наплавлять гребни бандажей на заводах и в депо с целью устранения черновин при обточке бандажей на станке;
6) выполнять какие-либо сварочные работы на цельнокатаных колесах, кроме наплавки гребней.
2.10.8.6. Бандажи колесных пар локомотивов, подлежащие восстановлению, должны полностью отвечать требованиям Инструкции по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм.
2.10.8.7. Перед наплавкой колесные пары должны пройти освидетельствование в соответствии с инструкцией ЦТ/389.
2.10.8.8. Наплавку гребней бандажей производить автоматической наплавкой с использованием специальных двухдуговых автоматов типа А-1829 (модернизированный автомат типа А-482) с выкаткой колесных пар из-под локомотивов и последующей обработкой наплавленного металла на обточном станке (рис. 2.45).

ИС МЕГАНОРМ: примечание. Нумерация рисунка дана в соответствии с официальным текстом документа. |
гребней бандажей колесных пар локомотивов
1 - наплавочный аппарат;
2 - колесная пара;
3 - пульт управления;
4 - кассеты для сварочной проволоки;
5 - бункер для флюса;
6 - механизм подачи сварочной проволоки;
7 - сварочные мундштуки.
2.10.8.9. Все работы по восстановлению гребней бандажей и контролю качества наплавленного металла должны выполняться согласно утвержденным ЦТ МПС технологическим инструкциям. Наплавка выполняется специально обученными работниками депо, сдавшими экзамен по требованиям указанной инструкции. Проверка знаний проводится не реже одного раза в год. Успешно сдавшие экзамен получают документ на право производства работ по восстановлению бандажей локомотивов наплавкой.
2.10.8.10. Наплавочные работы на бандажах следует проводить в помещении с температурой не ниже +5 °C без сквозняков и резких температурных перепадов.
2.10.8.11. При появлении во время наплавки дефектов, расположенных на значительной длине, гребень необходимо обточить на станке до их полного удаления и бандаж вновь наплавить.
2.10.8.12. Наплавку гребней бандажей, выполненную на выкаченных колесных парах, регистрировать в графе 7 книги формы ТУ-21 с указанием фамилии сварщика, выполнившего наплавку.
2.10.8.13. Внутренние поверхности отверстий ступиц под запрессовку осей и изношенные торцовые поверхности ступиц наплавлять автоматической сваркой под слоем флюса на автомате типа Р-763. Наплавку вести круговыми валиками при горизонтальном положении центра или продольными вдоль отверстия. В последнем случае перед наплавкой посередине отверстия наложить один кольцевой валик и наплавку продольных валиков вести на себя, начиная от кольцевого валика.
2.10.8.14. При заварке трещин в ободе бандаж должен быть снят с центра. Заварку несквозных трещин в ободе разрешается производить без снятия бандажа при условии, что после разделки трещин под заварку последняя не будет доходить до поверхности обода, соприкасающейся с бандажом, не менее чем на 10 мм.
Сквозные трещины в ободе и спицах разделывать X-образно, а несквозные - V-образно. Перед заваркой сквозных трещин в ободе или спице зазор, образованный разделкой трещины, увеличить расклиниванием или нагревом прилегающих участков до температуры 250 - 300 °C.
2.10.8.15. Все сварочные и наплавочные работы на колесных центрах производить электродами типов Э42, Э42А, Э46А, Э50 автоматической сваркой под слоем флюса или газотермическими способами.
2.10.8.16. Наплавку внутренней поверхности ступицы центра зубчатого колеса, торцовые поверхности ступицы центра и центра колеса по наружному диаметру на заводах выполнять автоматической сваркой под слоем флюса или нанесением покрытий газотермическими способами.
2.10.8.17. При капитальном и текущем ремонтах тепловозов 2ТЭ10Л разрешается восстанавливать шейки колесных пар (рис. 2.46) дуговой металлизацией без распрессовки колесных центров (Технологическая инструкция И-32-ВНИИЖТ-0501/5-95). Восстановлению подлежат шейки, имеющие износ, задиры, надрывы металла и риски на цилиндрической поверхности глубиной не более 1,0 мм. Шейки, имеющие усталостные трещины, включая галтели, разгружающие канавки, а также отдельные дефекты глубиной более 1,0 мм на цилиндрической части восстановлению не подлежат.

шейки колесной пары тепловоза
2.10.8.18. При металлизации шеек осей необходимо выполнить следующее:
1) подготовку поверхности и металлизацию проводить при комнатной температуре в сухом помещении при отсутствии отпотевания металла или колесная пара (ось) должна быть нагрета до температуры 18 - 20 °C;
2) очищенную дефектную шейку проточить для получения поверхности под покрытие с фаской 1 x 45° на торце шейки и накатать роликом с радиусом рабочей части 2,5 мм. Усилие поперечной подачи должно быть 12 - 15 делений лимба суппорта станка;
3) тщательно обезжирить подготовленные поверхности и бархатным напильником снять прилив металла, образовавшийся при накатывании;
4) нарезать мелкую резьбу на шейке глубиной и шагом 0,2 - 0,3 и 0,8 - 1,0 мм соответственно, установить защитные втулку и гайку;
5) повторно обезжирить места случайного загрязнения;
6) интервал между подготовкой поверхности и металлизацией не должен превышать 25 - 30 мин.;
7) использовать проволоку 30ХГСА диаметром 1,6 - 2,0 мм или в виде исключения проволоки марок 65Г, 12Х18Н10, Х15Н60, Х20Н80, очищенные от масла, грязи и ржавчины;
8) напыление производить металлизатором ЭМ-17 от источника постоянного тока с жесткой характеристикой;
9) каждый проход металлизатора начинать со стороны галтели, задерживая его перемещение в начале и конце на 3 - 4 с;
10) нагрев покрытия не должен превышать 85 - 90 °C, после каждого прохода напыление прерывается и установка распылителя в исходное положение осуществляется при вращении шейки оси с охлаждением сжатым воздухом;
11) напыление проволокой Х20Н80 диаметром 1,6 мм проводить при давлении сжатого воздуха 0,5 - 0,6 МПа, рабочем токе 240 - 250 А, напряжении 33 - 35 В, дистанции напыления 130 - 135 мм, продольной подаче металлизатора 0,0015 - 0,0017 м/с (90 - 100 мм/мин), при 7 - 8 проходах и числе оборотов оси 7 - 8 рад/с (70 - 80 об/мин);
12) диаметр шейки оси после напыления должен быть в пределах 161,4 - 161,6 мм.
2.10.8.19. Обточку покрытия выполняют резцами из твердого сплава ВК8 без охлаждающей жидкости на режимах:
1) при черновой обточке скорость вращения 4 - 5 рад/с (40 - 50 об/мин), продольная подача (0,2 - 0,3 мм/мин), глубина резания 0,2 - 0,3 мм;
2) при чистовой обточке скорость вращения 15 - 18 рад/с (150 - 180 об/мин), продольная подача 0,05 - 0,1 мм/об., глубина резания до 0,1 мм.
Наличие на поверхности обточенной шейки пор не является дефектом покрытия. Размер пор должен быть не более 0,1 мм.
2.10.8.20. Сжатый воздух должен быть сухим и чистым, что проверяется одноминутной пробой его на белую чистую бумагу два раза в смену. Он должен соответствовать 5 классу очистки по ГОСТ 17433-80.
2.10.8.21. Обработанные шейки оси проверяют магнитным дефектоскопированием по общепринятой методике по всей поверхности шейки. Покрытие должно выдерживать указанный режим токарной обработки без отслаивания.
2.10.8.22. При капитальном ремонте разрешается восстанавливать наплавкой отверстие ступицы цельнокатаного колеса электровоза ЧС200.
2.10.9.1. Все сварочные работы при ремонте кожуха зубчатых передач и корпуса редуктора выполнять в соответствии с требованиями, изложенными в разделе 3.7.
2.10.9.2. При текущем ремонте кожухов тяговой передачи тепловозов разрешается дефектные полукольца сальника верхней и нижней половин, имеющие трещины или надрывы, заменить новыми. При этом места привалки зачистить от старых сварных швов заподлицо с листом боковины. Приварку выполнять электродами Э42 непрерывным швом в один валик, с последующей зачисткой швов и брызг металла.
2.10.9.3. При текущем ремонте кожуха тяговой передачи ЭДТ200 и ЭД118А уплотняющие накладки, имеющие трещины, смятие, срубить, зачистить места приварки от остатков сварного шва заподлицо с основным металлом и приварить новые (непрерывным швом в один валик). Новую накладку пригнать к боковине так, чтобы местные просветы не превышали 0,5 мм на длине 50 мм.
2.10.10.1. При капитальном и текущем ремонтах корпуса букс с подшипниками скольжения разрешается:
1) заваривать раковины и трещины в перемычках масляной ванны корпуса;
2) заваривать мелкие несквозные надрывы, раковины и плены на необработанных поверхностях корпуса;
3) наплавлять износ направляющих буртов для балансиров в корпусе буксы;
4) заваривать дефектные резьбовые отверстия в корпусе с последующей нарезкой резьбы по чертежным размерам;
5) заваривать трещины в сварных швах наличников, масленок и в смазочных трубках или приваривать смазочные трубки;
6) удалять изношенные наличники букс и челюстей механическим способом. Допускается срезать наличники газовой резкой, при этом повреждение основного металла не допускается;
7) наплавлять изношенные поверхности осевого упора, а также лабиринтного кольца поводковых букс с последующей механической обработкой;
8) наплавлять клиновидные пазы под хвостовики буксовых поводков (при капитальном ремонте);
9) приваривать новые наличники буксы;
10) заваривать трещины в корпусе длиной не более 100 мм и в количестве не более двух;
11) заварка несквозных трещин, не выходящих на посадочные места роликового подшипника и сайлентблока (тепловоз ЧМЭ3);
12) восстанавливать наплавкой посадочные места под подшипник и сайлентблок (тепловоз ЧМЭ3) при износе или овальности сверх допускаемых размеров;
13) наплавлять изношенные поверхности щек для гидроамортизатора (ЧМЭ3) при увеличении размера между ними более 3 мм при капитальном ремонте и более 5 мм при текущем ремонте в месте постановки гидравлических амортизаторов с последующей механической обработкой;
14) заваривать изношенные более 0,5 мм отверстия под валик гидроамортизатора с последующей механической обработкой;
15) восстанавливать наплавкой и обработкой по чертежу торцовые поверхности под крышку и сайлентблок при наличии забоин и рисок глубиной более 0,5 мм.
2.10.10.2. При капитальном ремонте буксовых крышек разрешается:
1) наплавка центрового отверстия крышки при износе более 0,3 мм с последующей механической обработкой;
2) устранять наплавкой и последующей механической обработкой забоины глубиной более 2 мм, а также изношенную и поврежденную конусную резьбу под пробку 2 3/4;
3) восстанавливать наплавкой отверстия под болты при увеличении диаметра более 1 мм.
2.10.10.3. Сварочные и наплавочные работы на изношенных местах корпуса буксы (рис. 2.47) выполнять дуговой сваркой электродами диаметром 3 - 4 мм. Во избежание коробления корпуса буксы сварочные и наплавочные работы выполнять в ванне с водой прерывистыми швами. Наплавку осевого упора бесчелюстных букс производить под слоем флюса с последующей механической обработкой.

2.10.10.4. Приварку буксовых наличников и накладок буксовых направляющих производить электродами марки ОЗЛ-6 диаметром 3 - 4 мм на постоянном токе обратной полярности на минимально короткой дуге при силе тока для электродов диаметром 3 мм 60 - 80 А, для электродов диаметром 4 мм - 120 - 140 А.
До постановки торцовые кромки наличников наплавить по всему периметру электродами ОЗЛ-6. Толщина наплавленного слоя должна быть 2 - 3 мм, наплавленные кромки зачистить абразивным кругом. Перед приваркой наличники плотно прижать струбцинами к буксе и приварить сплошным швом по всему периметру за один проход. После приварки сварной шов зачистить от брызг металла.
2.10.10.5. Приварку буксовых наличников, изготовленных из марганцовистой стали марок 60Г и 65Г, производить по следующей технологии. Места на буксе тщательно зачистить. До постановки отжечь кромки закаленных наличников пламенем газовой горелки для чего уложить на подставке два наличника с зазором между кромками 2 - 3 мм, провести вдоль по зазору пламя горелки с такой скоростью, чтобы заметно было небольшое оплавление кромок; разрешается отжигать кромки наличников на установке ТВЧ. Наличники плотно припасовать и закрепить струбцинами, затем зафиксировать прихватками. Приварку наличников выполнять электродами УОНИ-13/55 диаметром 3 - 4 мм. Примерная последовательность наложения сварных швов указана цифрами 1 - 21 на рис. 2.48. Катет шва при первом проходе должен быть менее толщины наличника на 1 - 1,5 мм. Дуговую точечную сварку выполнять с полным заплавлением подготовленных отверстий, наплавку производить с перерывами для удаления шлака.
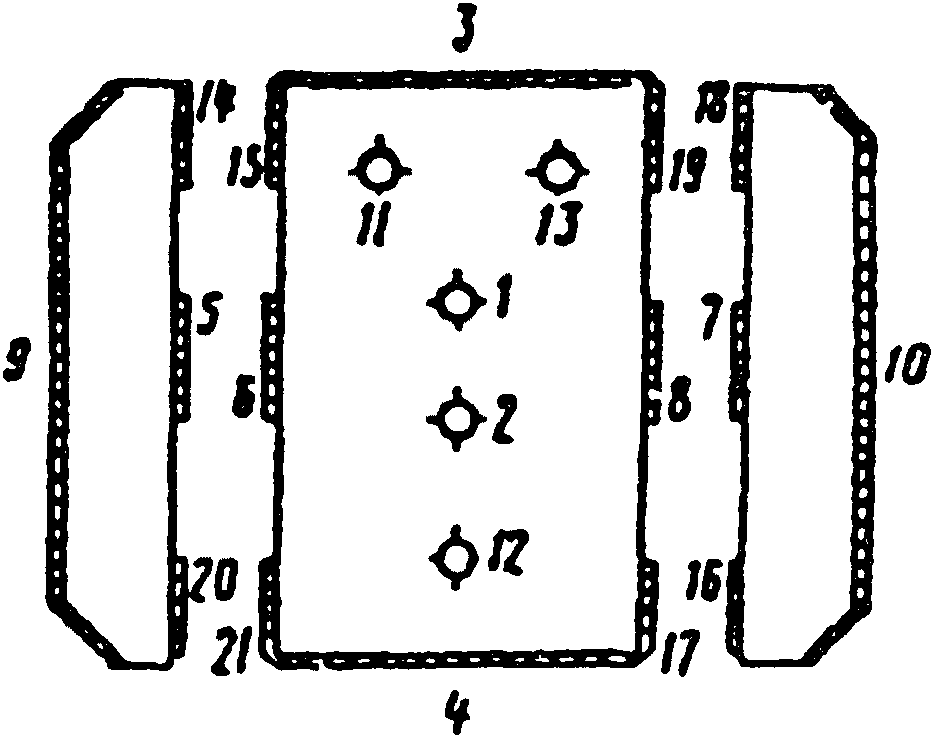
Приварку лобовых наличников и накладок по длинным кромкам выполнять швом с шагом 150 - 170 мм. Короткие кромки приваривать сплошным швом. После приварки поверхность наличников и накладок зачистить от брызг металла. Дуговые сварные точки обработать наждачным кругом заподлицо с рабочей поверхностью. Трещины и подрезы металла не допускаются.
Разрешается укреплять буксовые наличники и другими способами в соответствии с требованиями рабочих чертежей.
2.10.10.6. При капитальном и текущем ремонтах деталей буксы разрешается:
1) наплавлять изношенные поверхности осевого упора и упорных планок при износе не более 30% толщины, а также изношенную армировку и тело осевого упора;
2) заваривать трещины в сварных швах и теле крышки при длине не более 40 мм;
3) заваривать трещины и изношенные отверстия в кожухе пружины буксовой крышки;
4) приваривать упорные разъемные кольца поводков букс тепловозов с бесчелюстными тележками с целью предупреждения их выпадания (рис. 2.49).
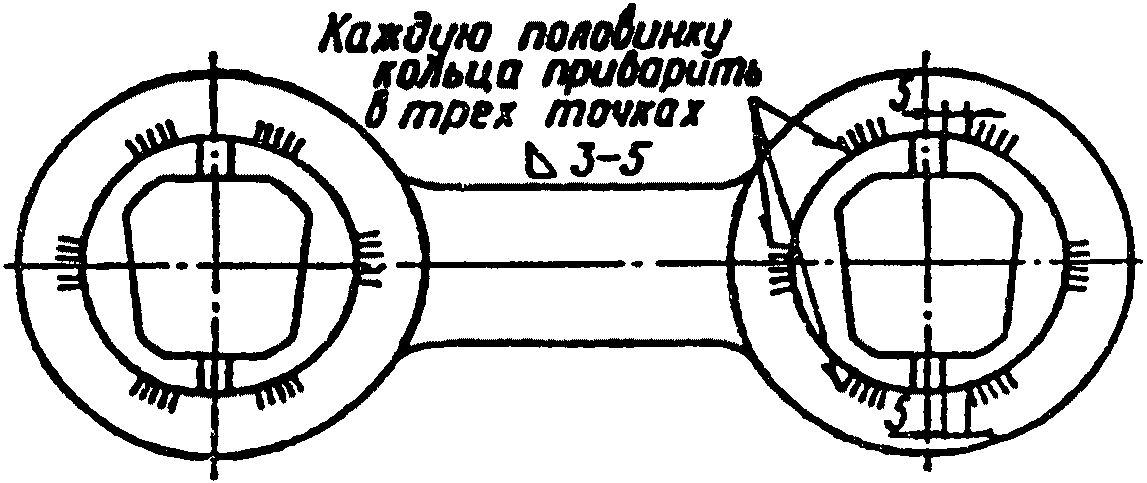
2.10.10.7. Ремонт букс с подшипниками качения производить в соответствии с требованиями п.п. 3.11.3 - 3.11.6.
2.10.10.8. Заварку трещин в буксовой крышке, а также наплавку изношенных поверхностей осевого упора и упорных планок выполнять дуговой сваркой электродами диаметром 3 - 4 мм. Допускается дуговая наплавка в среде углекислого газа проволокой диаметром 1 - 1,2 мм.
2.10.10.9. Приварку каждой половинки разъемного упорного кольца к торцовому амортизатору производить в трех точках (см. рис. 2.49) электродами типов Э42А, Э46А, Э50А диаметром 4 - 5 мм. Перед сваркой поводок очистить от грязи и обезжирить места под приварку разъемных колец к амортизаторам. Возвышение сварного шва над плоскостью разъемного упорного кольца не допускается.
2.10.10.10. Наплавку армировки буксового упора производить газовым способом с применением бронзы марки ЛМЦС-58-2-2 или ОЦС-6-6-3 прутком диаметром 5 - 8 мм. В качестве флюса применять буру или флюс, состоящий из 94% буры и 6% магния. Перед наплавкой бронзовую армировку упора нагреть газовой горелкой до температуры 300 - 400 °C. После наплавки деталь медленно охладить в сухом песке.
2.10.11.1. При капитальном и текущем ремонтах разрешается:
1) заваривать разработанные отверстия и несквозные трещины в количестве не более двух в буксовых направляющих;
2) наплавлять изношенные поверхности буксовой направляющей и буксового клина.
2.10.11.2. Сварочные и наплавочные работы на буксовых направляющих и клиньях производить дуговой сваркой электродами диаметром 4 - 5 мм. На поверхности буксовых направляющих и клиньев вместо наплавки допускается приваривать наделки толщиной не менее 5 мм. Перед установкой наделок изношенную поверхность буксовой направляющей или клина необходимо прострогать для плотного прилегания. В наделках просверлить отверстия в шахматном порядке, при этом количество отверстий должно быть не менее трех. Приварку наделки сначала выполнять точечной дуговой сваркой, затем по периметру.
2.10.12.1. При капитальном и текущем ремонтах разрешается:
1) восстанавливать наплавкой натяг струнок;
2) заваривать отверстия в струнках с последующей рассверловкой;
3) приваривать новую часть струнки вместо дефектной контактным способом или газопрессовой сваркой с расположением сварного шва в средней части струнки.
2.10.12.2. Заваривать трещины в струнке при всех видах ремонта запрещается.
2.10.12.3. Наплавку изношенных поверхностей струнок, заварку отверстий и трещин выполнять электродами УОНИ-13/45 или УОНИ-13/55 с предварительным подогревом до 300 - 350 °C. После сварки - нормализация при температуре 850 - 900 °C.
2.10.13.1. При капитальном и текущем ремонтах разрешается:
1) восстанавливать наплавкой боковые поверхности балансиров, если износ их не превышает 20% толщины чертежного размера;
2) наплавлять изношенную поверхность опорной выемки балансира;
3) вваривать вставки в опорную часть балансира вместо удаленной дефектной части из-за наличия трещин длиной не более 50 мм;
4) приваривать газопрессовой сваркой новые концы балансиров при разработке отверстий под валик или при наличии надрывов отверстий;
5) наплавлять вытертые места в рессорных подвесках глубиной не более 3 мм по толщине в наименьшем сечении с предварительным подогревом до температуры 250 - 300 °C и последующей механической обработкой;
6) наплавлять опорные поверхности и изношенные места рессорных подвесок, стоек и гнезд цилиндрических пружин при их износе не более 2 мм;
7) сваривать рессорные подвески контактной или газопрессовой сваркой;
8) заваривать одну трещину длиной не более 100 мм по большому отверстию рессорной подвески с челюстной тележкой;
9) восстанавливать наплавкой изношенные отверстия под валики в балансирах, рессорных подвесках, стойках пружинных гнезд при увеличении диаметра отверстий более 2 мм против чертежных размеров;
10) наплавлять валики рессорных подвесок и балансиров вибродуговым способом под слоем флюса по технологии, изложенной в разделе 1.9.
11) наплавлять опорные поверхности рессорных хомутов и отверстия в проушинах автоматической и механизированной (полуавтоматической) сваркой.
2.10.13.2. При текущем ремонте разрешается:
1) наплавлять изношенные поверхности опор (накладок) рессор при их износе более 2 мм;
2) заваривать на рабочей поверхности опор рессор трещины несквозные и не выходящие на боковые бурты;
3) наплавлять вытертость хомута рессоры в местах соприкосновения со стенками опоры при износе не более 7 мм на сторону с последующей обработкой. Наплавка не должна доходить до краев хомута со стороны рессорных листов ближе 15 мм. При наплавке нагрев хомута не допускать более 80 °C, чтобы не вызывать его ослабления. Наплавку выполнять электродами типа Э42 диаметром 4 мм.
2.10.13.3. При капитальном и текущем ремонтах запрещается:
1) заваривать надрывы и трещины в рессорных хомутах;
2) заваривать трещины в рессорных листах;
3) повторно заваривать трещины в трубчатой (верхней) части рессорных подвесок челюстных тележек.
2.10.13.4. Наплавочные работы на балансирах, рессорных подвесках, стойках пружинных гнезд и опор рессор выполнять вибродуговой наплавкой под слоем флюса, порошковой проволокой марки ПП-Нп-14ст и износостойкими марками электродов при ручной наплавке. Поверхности опорной части балансира восстанавливать дуговой наплавкой электродами марок ОЗН-300М с предварительным подогревом до температуры 250 - 330 °C или порошковой проволокой марки ПП-Нп-14ст.
Ручную наплавку отверстий под втулки в балансирах производить электродами типов Э42, Э42А, Э46, Э46А, Э50.
При наличии надрывов в опорной выемке балансира глубиной не более 10 мм разрешается произвести выфрезеровку до полного удаления надрывов с проверкой дефектоскопом и последующей износостойкой наплавкой поверхности и обработкой до чертежного размера с повторной проверкой дефектоскопом.
2.10.13.5. При наличии в опорной части балансира трещин длиной свыше 10 мм, но не более 50 мм, дефектную часть удалить фрезерованием или вырезкой на газорезательной машине по копиру (рис. 2.50). Изготовить новую вставку (рис. 2.51) и приварить ее к балансиру взамен отрезанной дефектной части. Предварительно прихватить вставку ручной сваркой электродами типов Э42, Э46А, приварить выводные планки (рис. 2.52). Сварку выполнять полуавтоматами с применением флюса марки АН-348АМ или АНЦ-1 и сварочной проволоки марки Св-08А диаметром 2 мм многослойным швом с обеспечением полного провара. Начинать и заканчивать сварку на выводных планках. Произвести подрубку и подварку шва с обратной стороны.


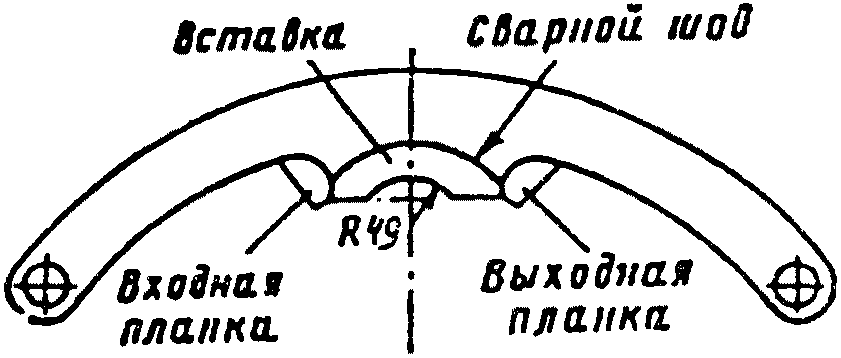
2.10.13.6. Разрешается в депо приварку вставки рессорного балансира производить ручным способом электродами марки УОНИ-13/45 с X-образной подготовкой под сварку со скосом кромок в балансире и во вставке под углом 25 - 30° с таким расчетом, чтобы общий угол был 55 - 60°. Сварку вести поочередно с одной и другой стороны, первые слои электродами диаметром 3 - 4 мм, последующие - электродами диаметром 5 мм.
После сварки балансир нагреть до температуры 880 - 900 °C с выдержкой при этой температуре в течение 0,6 ч и последующим медленным охлаждением на спокойном воздухе в помещении.
Опорную часть балансира обработать по копиру радиусом 49 мм с учетом последующей наплавки износостойкого слоя толщиной 1,5 - 3,5 мм (см. рис. 2.50). Указанную наплавку производить электродами марки ОЗН-300М или порошковой проволокой марки ПП-Нп-14ст и затем обработать опорную часть по чертежным размерам. Качество сварки и наплавки проверить внешним осмотром и дефектоскопом. Трещины, подрезы, непровары и другие дефекты не допускаются.
2.10.13.7. При текущем ремонте разрешается при износе опорных мест в рессорном балансире тепловозов ТЭМ1 приваривать электродами типа Э42 износостойкие вставки толщиной не менее 10 мм, изготавливаемые из отрезка рессорного листа. Вставку приварить по всему периметру к балансиру, после чего опорную часть обработать под чертежный размер.
2.10.13.8. Наплавку рессорных сверленых валиков тепловозов вибродуговым способом производить под слоем флюса марки АН-348АМ или АНЦ-1, проволокой марки Св-10Г2 диаметром 1,2 мм. Наплавку выполнять на постоянном токе обратной полярности на режимах: скорость подачи проволоки 0,038 м/с (138 м/ч), сила тока 125 - 130 А, напряжение 30 - 32 В. Вылет электродной проволоки 15 мм, смещение от зенита 5 - 6 мм.
Во избежание перегрева по внутренней полости пустотелых валиков пропускать воду с такой интенсивностью, чтобы температура воды на выходе из валиков была не выше 80 - 90 °C; наплавку валика вести непрерывно. После окончания наплавки валик сразу же поместить в ящик с сухим песком; наплавленные валики подвергнуть высокому отпуску (550 - 650 °C). После механической обработки валик закалить ТВЧ.
2.10.13.9. При текущем ремонте разрешается наплавку сверленых валиков производить также вибродуговым способом под слоем флюса марки АН-348АМ или АНЦ-1 сварочной проволокой марки Св-08А или ручной сваркой электродами ОЗН-300М. После наплавки и механической обработки валики подвергнуть цементации с последующей закалкой ТВЧ. При наплавке валиков ручной сваркой износостойкими электродами ОЗН-300М и другими, цементация может не производиться.
2.10.13.10. Заварку трещин в верхней части рессорной подвески тепловозов производить автоматической сваркой под слоем флюса марки АН-348АМ сварочной проволокой марки Св-08 диаметром 2 мм силой тока 415 - 420 А обратной полярности, скорость подачи проволоки 0,069 м/с (250 м/ч). Разрешается заварку трещин производить ручным способом электродами марки УОНИ-13/45 диаметром 4 мм.
Заварку трещин производить по следующей технологии: конец трещины засверлить, разделать трещину фрезерованием под V-образный шов под углом 60 - 70° (рис. 2.53). Для обеспечения обязательного гарантированного провара на все сечение втулки сварку выполнять на подкладке, состоящей из специального медного башмака, охлаждаемого проточной водой (рис. 2.54). Перед сваркой произвести местный подогрев подвески до температуры 200 - 250 °C. После сварки произвести нормализацию подвески с нагревом до температуры 850 - 870 °C, выдержкой при этой температуре в течение 0,5 ч и последующим остыванием в помещении на спокойном воздухе. После сварки подвеску обработать на расточном станке и проверить дефектоскопом. Трещины, надрывы, раковины, шлаковые включения в сварных швах не допускаются. После запрессовки втулки вторично проверить дефектоскопом.


в рессорной подвеске
2.10.13.11. Заварку трещин на рабочей поверхности опор рессор производить с соблюдением следующих требований:
1) срубить опору и зачистить от сварного металла опору и место на раме;
2) очистить опору, определить границу трещины и засверлить ее концы;
3) произвести разделку трещины под V-образный шов и заварить электродами типов Э42А, Э50А диаметром 4 - 5 мм;
4) обработать рабочую поверхность опоры на станке, установить на место и приварить к раме.
2.10.13.12. Сварку рессорных подвесок производить газопрессовой или контактной сваркой. После сварки рессорные подвески подлежат нормализации с нагревом до температуры 850 - 870 °C с выдержкой при этой температуре в течение 0,5 ч и с охлаждением на воздухе. Рессорные подвески после сварки подлежат испытанию на растяжение усилием 120 МПа (1200 кгс/см2). Приварку новых концов к рессорным подвескам производить газопрессовой сваркой с соблюдением указанных выше условий.
2.10.13.13. При капитальном ремонте тележек тепловозов ЧМЭЗ изношенные более, чем на 2 мм поверхности тарелки рессорного подвешивания под направляющий стержень рамы по наружному и внутреннему диаметру разрешается восстанавливать наплавкой с последующей механической обработкой.
2.10.13.14. При текущем ремонте цилиндрические поверхности опорных тарелок, изношенные более чем на 5 мм в отверстии под направляющий стержень рамы тележки (по внутреннему диаметру) и борта, центрирующие пружину (по наружному диаметру) разрешается восстанавливать наплавкой с последующей механической обработкой.
2.10.13.15. При капитальном и текущем ремонтах разрешается восстанавливать наплавкой валики рессорного подвешивания (гидравлических амортизаторов) тепловозов ЧМЭЗ после предварительного отжига. Наплавленные валики подлежат цементации и закалке на твердость HRC 45 - 52.
2.10.13.16. При капитальном ремонте тепловозов ЧМЭЗ разрешается заваривать трещины в местах приварки ушка к корпусу цилиндра гидроамортизатора, предварительно удалив старые сварные швы. Заварку производить газовой сваркой после зачистки мест под сварку.
2.10.13.17. При текущем ремонте тепловозов ЧМЭЗ разрешается восстанавливать сваркой резьбовые соединения гидроамортизаторов с последующей механической обработкой.
2.10.13.18. При капитальном и текущем ремонтах гидравлических гасителей колебаний локомотивов серий ЧС6, ЧС7, ЧС8, ТЭП70 и ТЭП75, а также гасителей КВЗ-ЛИИЖТ разрешается:
1) восстанавливать резьбовые участки штоковой головки корпуса, а также резьбовые поверхности штока и поршня дуговой наплавкой;
2) восстанавливать направляющую штока наплавкой медно-железными электродами или латунью с последующей механической обработкой;
3) восстанавливать наплавкой валик монтажный с последующей механической обработкой (при капитальном ремонте).
1) изношенные поверхности в рычагах, тормозных балансирах, подвесках, тормозных тягах при износе не более 15% сечения детали, а в поперечных балках не более 3 мм. При повышенном износе балансиров, рычагов, подвесок и тяг, а также при наличии трещин и надрывов восстановить их путем замены дефектной части детали и приварки новой газопрессовой или контактной сваркой;
2) разработанные отверстия в рычагах, тягах, подвесках, балансирах и тормозных башмаках;
3) изношенные перемычки стальных тормозных башмаков, если оставшаяся толщина перемычки не менее 4 мм, а также заменять дефектные части балансира, рычага, подвески и тормозной тяги путем приварки новой газопрессовой или контактной сваркой и сваривать дуговой сваркой звенья цепи ручного тормоза;
4) валики рычажной передачи.
2.10.14.2. Запрещается при ремонте рычажной передачи заваривать трещины в деталях рычажной передачи и наплавлять резьбу муфты и вилки тормозной тяги.
2.10.14.3. Наплавочные работы на деталях рычажной передачи тормоза, указанные в п. 2.10.14.1 выполнять дуговой сваркой.
Изношенные поверхности А и отверстия Б башмака (рис. 2.55) восстанавливать дуговой наплавкой. По окончании наплавки башмак подлежит нормализации при температуре 850 - 900 °C. Башмак тормозной колодки, отремонтированный сваркой, на наружной боковой поверхности должен иметь клеймо сварщика.
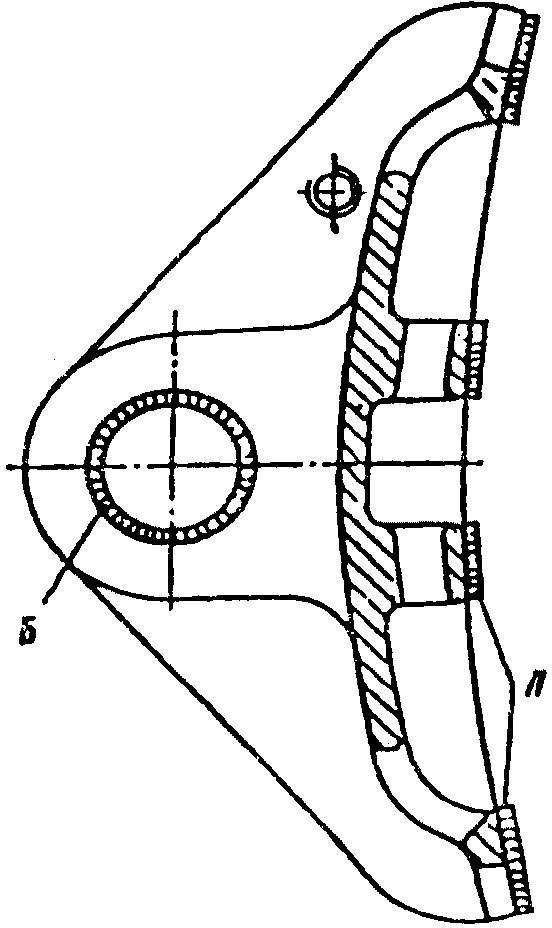
2.10.14.4. Балансиры, рычаги и подвески после газопрессовой или контактной сварки подлежат обязательному испытанию на растяжение усилием 120 МПа (1200 кгс/см2), а тяги - под нагрузкой 100 Кн. Наплавочные работы на тормозных тягах производить с предварительным местным подогревом до температуры 300 - 350 °C и последующим высоким отпуском при температуре 600 - 650 °C.
2.10.15.1. При капитальном и текущем ремонтах разрешается наплавлять изношенные поверхности кронштейнов подвески, приваривать новые накладки обойм при их износе. Кроме того, при текущем ремонте разрешается наплавлять трущиеся поверхности и изношенные отверстия рессорных обойм.
2.10.15.2. Сварочные и наплавочные работы на деталях подвески выполнять дуговой сваркой электродами типов Э42, Э42А, Э46А. Наплавку стержней по диаметру производить вибродуговым способом, ручной наплавкой или наплавкой порошковыми проволоками марки ПП-Нп-14ст. Для качественной заварки отверстий необходимо отверстие с противоположной стороны закрывать графитовой или медной планкой. Подрезы на наплавленной поверхности не допускаются.
2.11.1.1. При капитальном и текущем ремонтах разрешается:
1) заваривать несквозные трещины в корпусах длиной не более 100 мм, а в редукторе вентилятора холодильника не более 50 мм;
2) заваривать несквозные трещины в крышках длиной не более 50 мм;
3) восстанавливать наплавкой шейки, привалочные поверхности, шлицы и резьбовую часть валов, шлицевые отверстия фланцев кардана, упругих муфт шестерен, гнезда подшипников по наружному и внутреннему диаметрам;
4) заваривать трещины в сварных швах рабочих колес и трещины в колоколе гидромуфты распределительного редуктора;
5) заваривать разработанные отверстия рабочих колес гидромуфты распределительного редуктора под призонные болты и штифты;
6) наплавлять изношенные места в корпусе распределительного редуктора от вала привода вентилятора;
7) приваривать новые лопатки к стальным корпусам насосных колес гидромуфты;
8) наплавлять изношенные посадочные места под подшипники корпуса распределительного редуктора газовой сваркой согласно подраздела 1.20.2.
9) заварка трещин лопаток алюминиевых колес гидромуфты (тепловозы ТЭ10) при длине не более 50% периметра лопаток газовой, дуговой или аргоно-дуговой сваркой.
2.11.1.2. При капитальном ремонте запрещается:
1) повторная заварка трещин в корпусах;
2) заваривать трещины на посадочных поверхностях корпусов под подшипники, а также приваривать отломанные лапы;
3) заваривать трещины в гнездах подшипников;
4) повторная дуговая наплавка шлицев валов, шестерен и фланцев;
5) наплавлять шлицы валов при их износе по ширине более 25% против чертежного размера;
6) заваривать трещины на лопатках и в диске стальных рабочих колес гидромуфты распределительного редуктора;
7) производить сварочные работы на деталях масляного насоса распределительного редуктора.
2.11.1.3. Несквозные трещины в корпусах и чугунных крышках редукторов заварить горячим способом с присадкой чугуна, при текущем ремонте методом холодной сварки чугуна электродами марки ОЗЧ-3, ОЗЧ-4, ОЗЧ-6 или стальными электродами марки ЦЧ-4 диаметром 4 - 5 мм. Допускается заварка трещин газовым способом с применением латунных прутков марок Л060-1, Л060-2.
2.11.1.4. Изношенные места в корпусе распределительного редуктора от вала привода вентилятора восстанавливать наплавкой. При текущем ремонте допускается постановка стальной кольцевой вставки в корпус.
2.11.1.5. Восстановление изношенных поверхностей валов, посадочных поверхностей шестерен и фланцев кардана выполнить способами нанесения газотермических покрытий или вибродуговой наплавкой под слоем флюса мелкой грануляции по технологии, изложенной в п.п. 1.9.3 - 1.9.4. В условиях депо при отсутствии оборудования для вибродуговой наплавки разрешается ручная наплавка электродами типа Э55А диаметром 2 - 3 мм.
2.11.1.6. Заварку трещин в сварных швах рабочих колес (рис. 2.56) и колокола гидромуфты распределительного редуктора, а также приварку новых лопаток насосного колеса и заварку отверстий под призонные болты выполнять дуговой сваркой электродами типа Э42А диаметром 3 - 4 мм. Допускается выполнение сварочных работ дуговой сваркой в среде углекислого газа постоянным током обратной полярности электродной проволокой марки Св-08Г2С диаметром 1 - 1,2 мм. Ремонт колес гидромуфты сваркой производить в кондукторе.
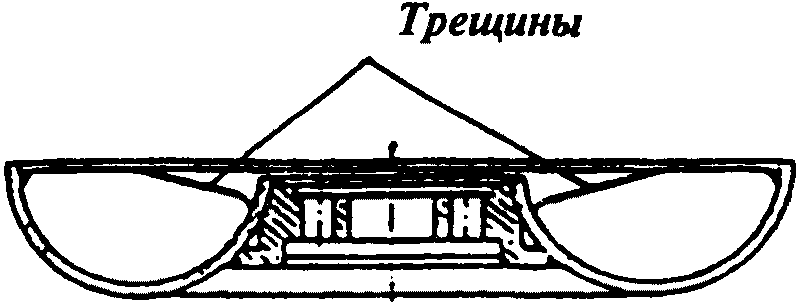
2.11.2.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в корпусе подпятника длиной не более 50 мм и в количестве не более двух, не выходящие на посадочные поверхности;
2) заваривать несквозные трещины в крышках подпятника длиной не более 25 мм и в количестве не более двух;
3) заваривать дефекты и трещины в сварных швах корпуса с предварительной вырубкой дефектных мест;
4) заваривать трещины в вентиляторных колесах, если общая длина продольных трещин не превысила 300 мм или концы поперечных трещин находятся не ближе 60 мм от кромок лопастей;
5) приваривать новые лопасти взамен дефектных с последующим испытанием колес на стенде;
6) наплавлять посадочные поверхности в корпусе подпятника и в ступице вентиляторного колеса;
7) устранять небаланс вентиляторного колеса наплавкой швов балансировочного груза.
2.11.2.2. При ремонте запрещается сваривать лопасти вентиляторного колеса из отдельных частей.
2.11.2.3. Сварочные и наплавочные работы на подпятнике и вентиляторном колесе выполнять дуговой сваркой электродами типов Э42А, Э46А, Э50А, при этом при сварке подпятника применять электроды диаметром 4 - 5 мм, а для вентиляторного колеса - 3 - 4 мм.
Допускается также производить сварочные работы дуговой сваркой в среде углекислого газа электродной проволокой марки Св-08Г2С диаметром 1 - 1,2 мм.
2.11.2.4. При ремонте вентиляторов тепловоза ЧМЭЗ разрешается:
1) наплавлять аргоно-дуговой сваркой отколы в лопастях длиной до 50 мм и шириной не более 20 мм с присадкой из проволоки АМц, АК или АМг (ГОСТ 7877-75);
2) восстанавливать посадочные поверхности дисков механизированной (полуавтоматической) сваркой в среде углекислого газа (колесо диаметром 1000 мм) или постановкой технологической втулки в ступицу колеса с обваркой и обработкой по чертежу. Восстановление посадочных поверхностей в ступице колеса диаметром 630 мм производить аргоно-дуговой наплавкой с последующей механической обработкой;
3) наплавлять внутренние посадочные поверхности ступицы корпуса вентилятора диаметром 1000 мм при износе от 0,1 мм. Трещины в листах и сварных швах корпусов вентиляторов и износ отверстий устранять сваркой и наплавкой. Допускается заделка трещин и пробоин на листах корпусов приваркой накладок.
2.11.2.5. Вентиляторное колесо по окончании сварочных работ подвергнуть статической балансировке. Устранение небаланса производить за счет швов балансировочного груза или шлифовки его. При замене отдельных лопастей вентиляторное колесо испытать на разнос.
2.11.2.6. Заварку несквозных трещин в крышках подшипника выполнять горячей сваркой, а в условиях депо - путем холодной сварки чугуна электродами марки ОЗЧ-3, ОЗЧ-4, ОЗЧ-6 или ЦЧ-4. Допускается пайка трещин газовым способом с применением латунных прутков марок Л060-1, Л060-2.
2.11.2.7. При капитальном и текущем ремонтах разрешается шлицевые соединения карданного вала главного вентилятора холодильника восстанавливать наплавкой при зазоре между шлицами более 1,2 мм.
2.11.3.1. При капитальном и текущем ремонтах разрешается:
1) заварка трещин фундаментов и опор корпусов подшипников;
2) заварка трещин по сварным швам фланцев карданных валов;
3) заварка разработанных отверстий в лапах корпусов подшипников и фланцев;
4) наплавка посадочных мест в фундаментах и корпусах подшипников;
5) наплавка шлицевых хвостовиков карданных валов, валов привода и шлицевых отверстий фланцев;
6) наплавка изношенных мест крышки сцепления и коромысла фрикционной муфты сцепления;
7) приваривать газопрессовым способом вновь изготовленные хвостовики к шлицевым валам с последующей нарезкой шлицев по чертежным размерам;
8) наплавка посадочных поверхностей проушин под игольчатые подшипники и цапф крестовин карданного вала, при износе более 0,1 мм;
9) наплавка рабочих поверхностей коромысел фрикционных муфт;
10) заварка трещин по сварным швам заглушек фланцев пластинчатых муфт;
11) заварка отверстий во фланцах пластинчатых муфт под соединительные болты при овальности более 0,3 мм с последующим рассверливанием и обработкой развертками;
12) наплавка опорных втулок эластичных муфт при износе более 0,5 мм.
2.11.3.2. При капитальном и текущем ремонтах запрещается:
1) приваривать отломанные лапы и заваривать трещины в посадочных местах корпусов подшипников;
2) заваривать трещины любого размера и расположения на фланцах карданных валов, кроме трещин по сварным швам;
3) производить повторную наплавку шлицев валов и фланцев (при капитальном ремонте);
4) наплавлять шлицы валов и фланцев при их износе по ширине более 25% против чертежных размеров (при капитальном ремонте).
2.11.3.3. Заварку трещин по сварным швам фланцев и по сварочному шву шлицевого хвостовика с валом кардана выполнять дуговой сваркой электродами типа Э50А диаметром 4 - 5 мм. Перед заваркой дефектное место подлежит вырубке, шов должен быть плотным, раковины и шлаковые включения не допускаются.
2.11.3.4. Заварку дефектных отверстий во фланцах и корпусах промежуточных опор, трещин в фундаментах и плитах силовых механизмов, наплавку местного износа и приварку технологических подкладок под фундаменты и плиты выполнять дуговой сваркой электродами типа Э42 диаметром 4 - 5 мм. После сварочных работ и механической обработки фланцы кардана подлежат обязательной статической балансировке.
2.11.3.5. Износ цапф крестовин карданного вала восстанавливать вибродуговой наплавкой под слоем флюса с обеспечением толщины наплавленного металла не более 0,5 - 0,7 мм, после чего цапфы шлифуют до необходимого размера. Допускается наплавка или напыление газотермическими способами.
2.11.3.6. Восстановление шлицев валов и фланцев, посадочных поверхностей корпусов подшипников (рис. 2.57) выполнять вибродуговой наплавкой под слоем флюса марки АН-348АМ с соблюдением следующих требований: тщательно очистить и обезжирить место наплавки, закрепить наплавляемую деталь в приспособлении или центрах станка вибродуговой установки, засыпать флюс, произвести наплавку изношенной плоскости шлица, повернуть деталь и наплавить другой шлиц и т.д. Наплавку вести вдоль шлица вразбивку в диаметрально противоположном порядке, применяя сварочную проволоку Св-10Г2 диаметром 1 - 1,2 мм. Сначала наплавляются посадочные, а затем боковые поверхности шлицев, расположенных диаметрально противоположно для снижения температурных деформаций.

2.11.3.7. Наплавку шлицев валов тепловозов разрешается также производить порошковой проволокой марки ПП-Нп-14ст.
2.11.3.8. Разрешается в локомотивных депо наплавку шлицевых соединений производить вручную износостойкими марками электродов (ОЗН-300М) диаметром 3 мм с предварительным подогревом мест наплавки до температуры 250 - 300 °C. Наплавку вести вдоль шлица вразбивку в диаметрально противоположном порядке.
Если шлицевые соединения ранее подвергались закалке, перед наплавкой произвести отжиг, тщательно осмотреть и убедиться, нет ли трещин. Наплавленные поверхности шлицевых соединений по износостойкости должны быть не ниже основного металла. После наплавки и механической обработки поверхность шлицев должна быть совершенно чистой, дефекты в металле не допускаются.
2.11.3.9. В тех случаях, когда стальные валы вспомогательных механизмов тепловозов имеют изношенную резьбовую или шлицевую часть, требующую замены всего вала, разрешается производить их ремонт путем отрезки дефектной части и приварки газопрессовой сваркой новой, изготовленной из металла той же марки, что и вал (рис. 2.58). При подготовке частей вала к сварке и применению технологии газопрессовой сварки руководствоваться указаниями, изложенными в разделе 1.15. При этом режимы газопрессовой сварки для конкретных деталей должны быть согласованы с ВНИИЖТ и Главным управлением локомотивного хозяйства МПС.

Контроль качества сварки производить после механической обработки места сварки испытанием на изгиб согласно указаниям п.п. 1.15.14 - 1.15.17.
2.11.3.10. Изношенные поверхности коромысла и крышки сцепления фрикционной муфты восстанавливать дуговой наплавкой в среде углекислого газа проволокой Св-08Г2С или газовой наплавкой горелкой с наконечником N 3 с применением проволоки марки 50ХФА диаметром 3 - 4 мм.
2.11.4.1. При капитальном и текущем ремонтах разрешается заваривать:
1) трещины в сварных швах шахты холодильника, коллекторах и рамы жалюзи;
2) продольные трещины в коллекторе холодильника и поперечные трещины длиной не более 50 мм в одном сечении и общей длиной не более 250 мм;
3) трещины в листах шахты холодильника;
4) трещины длиной не более 50 мм и в количестве не более двух в коллекторах секции радиатора, а также приваривать новую трубную коробку, усилительную доску секции радиатора взамен дефектных, паять пористые места коллекторов секции радиатора, оторванные боковые щитки секции и заглушать (заваривать) текущие трубки водяных и масляных секций радиатора.
2.11.4.2. При капитальном ремонте запрещается восстанавливать секции радиатора заваркой (пайкой) при наличии активной длины секции менее 1156 мм и заваривать трещины в трубных коробках и усилительных досках секции радиатора.
2.11.4.3. Заварку трещин в сварных швах шахты холодильника, коллектора холодильника, секций радиатора и в раме жалюзи выполнять дуговой сваркой электродами диаметром 3 - 4 мм. Перед заваркой трещину разделать под V-образный шов. Коллекторы холодильника и секции радиатора после заварки трещин подлежат гидравлическому испытанию.
При наличии на коллекторе холодильника вмятин с надрывами площадью до 50 см2 последние выправить, острые кромки притупить и приварить накладку, которая должна перекрывать края вмятины не менее чем на 10 мм на сторону. Для правки вмятин допускается сверлить отверстия диаметром до 40 мм с противоположной стороны коллектора с последующей приваркой накладки.
2.11.4.4. Пайку трубок к трубной коробке производить медно-фосфористым припоем с серебром при помощи газовой горелки. Допускается пайка припоем марки ПОССу 40-2 (ГОСТ 21931-76). Припой по спаиваемым местам должен растекаться равномерно по всему контуру трубок. При этом затекание припоя внутрь трубок, а также обгорание концов трубок не допускаются. Пайку производить сначала возле буртов трубок по всему периметру коробки, затем между рядами трубок поперек трубной коробки (рис. 2.59). При приварке трубок к трубной коробке необходимо одновременно спаять коробку и усилительную доску пояском шириной не менее 2 мм.

Пайку (заглушку) трубок секции радиатора (не более 5 шт.) производить меднофосфористым припоем.
При текущем ремонте тепловоза ЧМЭЗ не допускается пайка более 10 трубок на одном воздухоохладителе.
2.11.4.5. Технология пайки трубок к трубной коробке рекомендуется следующая:
1) трубную коробку и усилительную доску в сборе обезжирить, промыть в горячей, затем в холодной воде и протравить в серной кислоте;
2) концы трубок зачистить от припоя;
3) надеть трубную коробку в сборе с усилительной доской на концы трубок;
4) установить секцию холодильника с небольшим наклоном (под углом 4 - 6°);
5) прогреть и нанести слой флюса (буры) на поверхность трубной коробки;
6) пайку трубок начинать с верхнего ряда от Н (начало) к К (конец). Благодаря наклону припой растекается тонким слоем, затекая вокруг трубок, создавая плотные швы. Для лучшего качества пайки подогрев следует вести круговыми движениями горелки вокруг каждой трубки, распределяя равномерно припой. При этом флюс и припой не должны попадать внутрь трубок.
2.11.4.6. Пайку коллекторов секций радиатора к трубной коробке производить медноцинковым припоем ПМЦ-54 с предварительным подогревом до температуры 100 - 120 °C. Допускается приварка с применением прутков латуни марки Л63 диаметром 3 - 4 мм. Приварку коллектора вначале производить прерывистым швом шириной не менее 5 мм. После приварки коллекторов секции подлежат гидравлическому испытанию.
Пайку оторванных боковых щитов секции и пайку пористых мест в коллекторе радиатора производить припоем ПОС-18, при этом щитки паять длиной шва не менее 70 мм при шаге 280 мм.
Подготовка деталей к пайке и технология пайки изложены в п.п. 1.17.1.1 - 1.17.1.7.
2.11.4.7. При ремонте секций холодильников тепловоза ЧМЭЗ сварку боковых щитов между собой следует производить прерывистым швом в среде защитного газа CO2 или смеси газов CO2 + O2 проволокой марки Св-08ГС или Св-08Г2С диаметром 0,8 - 1,2 мм. Допускается ручная дуговая сварка электродами типа Э42.
и автотормоза
2.11.5.1. При капитальном и текущем ремонтах разрешается:
1) вваривать вставки длиной не менее 300 мм вместо дефектной части трубы;
2) наплавлять изношенные поверхности фланцев труб;
3) приваривать новые фланцы и заваривать трещины в сварных швах, соединяющие фланцы с трубой;
4) приваривать конусы, штуцера и ниппели к трубам вместо дефектных.
2.11.5.2. При текущем ремонте разрешается восстанавливать размеры конусов трубок высокого давления топливных насосов наплавкой электродами марки УОНИ-13/45 диаметром 3 мм. После обработки в наплавленном металле трещины, поры, раковины и другие дефекты не допускаются. Трубки после ремонта испытываются гидравлическим давлением на 60 - 70 МПа (600 - 700 кгс/см2).
2.11.5.3. При капитальном и текущем ремонтах запрещается заваривать вмятины и приваривать заплаты на поврежденные места труб, нагревать трубы при сварке до белого каления и появления искр и наплавлять места труб, поврежденные коррозией.
2.11.5.4. Сварочные работы на стальных тонкостенных трубах производить газовой сваркой с присадкой сварочной проволоки марки Св-08. Разрешается сварка труб контактным способом.
При вварке вставок не допускается появление на внутренней поверхности труб натеков и наплывов. При образовании их следует удалить, а трубопровод очистить и продуть.
2.11.5.5. Трубопроводы, отремонтированные сваркой, подлежат гидравлическому испытанию в течение 2 мин. при давлении: водяные 0,5 МПа, топливные - 1,0 МПа, воздушные - 1,3 МПа и масляные - 1,5 МПа.
2.11.6.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины и пористые места в сварных швах длиной не более 15% общей длины сварного шва;
2) приваривать новые днища вместо дефектных;
3) наплавлять износ цилиндрической части резервуара в местах прилегания поясов при глубине износа не более 2 мм толщины стенки или приваривать кольцевые накладки толщиной 5 - 6 мм, перекрывающие выработку не менее 10 мм с каждой стороны;
4) вваривать одну кольцевую наставку в главный воздушный резервуар высотой 400 - 670 мм.
2.11.6.2. При всех видах ремонта запрещается:
1) заваривать трещины в цилиндрической части и днищах по целому месту;
2) заваривать вмятины с повреждениями или без повреждения металла.
2.11.6.3. Сварочные работы на воздушных резервуарах выполнять дуговой сваркой электродами типов Э42А, Э46А, Э50А диаметром 4 - 5 мм. Перед сваркой кромки швов и прилегающие к ним поверхности должны быть зачищены до металлического блеска на ширину не менее 10 мм. Сварку воздушных резервуаров должен выполнять сварщик, имеющий право на производство ответственных работ.
Поверхность сварных швов должна быть ровной, без свищей и наплывов, переход от шва к основному металлу должен быть плавным. Подрезы и трещины не допускаются. Провар должен быть обеспечен на всю толщину металла.
Удаление дефектного днища резервуара производить газовой резкой с последующей зачисткой и подготовкой кромок под V-образный шов механическим способом. Превышение кромки нового днища относительно кромки обечайки не должно быть более 2,5 мм. Приварку днища производить на остающейся стальной подкладке.
Качество сварных соединений приварки днища и кольцевой вставки проверять методом рентгеновского контроля, прочность и плотность сварных соединений проверять гидравлическим испытанием на полуторакратное рабочее давление в соответствии с Правилами надзора за паровыми котлами и воздушными резервуарами подвижного состава железных дорог МПС.
2.11.7.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в стенках баков;
2) заваривать трещины в сварных швах;
3) приваривать новую стенку бака вместо дефектной имеющей износ (от коррозии) свыше 50% толщины стенки;
4) заваривать трещины в связях и перегородках топливного бака;
5) вваривать заподлицо вставки в стенке бака;
6) заваривать трещины с постановкой усиливающих накладок в листах бака.
2.11.7.2. Сварочные работы на топливных и масляных баках разрешается производить только после удаления из них остатков горючих веществ и их паров с промывкой горячей водой со щелочью, пропариванием и т.п. и с соблюдением противопожарных мероприятий.
2.11.7.3. Заварку трещин в баках и приварку листов производить дуговой сваркой электродами диаметром 3 мм. Перед сваркой трещины засверлить по концам сверлом диаметром 5 - 6 мм. Дефектные сварные швы вырубить и разделать под V-образный шов. После сварки швы зачистить заподлицо.
Трещины в листах бака длиной более 100 мм после заварки усилить накладками. Накладку в листе бака приварить обратноступенчатым способом, причем накладка должна перекрывать сварной шов не менее чем на 50 мм на каждую сторону. Неприлегание накладки к листу бака более 1 мм не допускается.
2.11.7.4. Вварные вставки баков должны иметь прямоугольную форму с закругленными углами. Заготовленную вставку устанавливать на место и прихватывать противоположно размещенными прихватками. Между кромками вставки и листа бака допускается зазор 2 - 3 мм. Вварку вставки производить встык без скоса кромок обратноступенчатым способом.
2.11.8.1. При капитальном и текущем ремонтах разрешается:
1) заваривать несквозные трещины в тормозном цилиндре и крышках цилиндра длиной не более 50 мм в количестве не более двух;
2) заваривать несквозные трещины в корпусе тифона длиной не более 25 мм в количестве не более двух;
3) заваривать несквозные трещины во фланцах цилиндров привода длиной не более 25 мм;
4) наплавлять разработанные отверстия в ручках кранов и квадраты для насадки ручек.
2.11.8.2. Ремонт чугунных деталей автотормозов и автоматики производить газовой сваркой или пайкой латунью. В депо разрешается холодная сварка чугуна электродами марки ОЗЧ-3, ОЗЧ-4, ОЗЧ-6. Стальные детали автотормоза и автоматики ремонтировать дуговой сваркой.
2.11.9.1. При капитальном и текущем ремонтах разрешается:
1) заваривать отверстия под болты крепления подшипниковых щитов, трещины и надрывы в остовах;
2) наплавлять места ожогов, горловины остова под подшипниковые щиты, шейки и конусы вала, подшипниковые щиты по посадочной поверхности и по месту под запрессовку подшипника;
3) заваривать отверстия и трещины в подшипниковых щитах, а также трещины и надрывы в корпусе вентилятора;
4) приваривать лопатки и балансировочные грузы к диску вентилятора;
5) наплавлять посадочную поверхность ступицы вентилятора.
2.11.9.2. Запрещается заваривать трещины в лопатках вентиляторов.
2.11.9.3. При капитальном ремонте тягового генератора тепловоза ЧМЭЗ разрешается заваривать дуговой сваркой трещины по основному металлу и сварным швам в деталях вентилятора. Коробление при сварке не допускается. Лопатки, имеющие трещины, подлежат замене.
2.11.9.4. При капитальном ремонте разрешается заваривать трещины в лопастях двухмашинного агрегата длиной до 50% сечения с числом не более трех и несквозные трещины диска. Концы трещин при их разделке засверлить.
2.11.9.5. Наплавочные и сварочные работы выполнять автоматической или ручной дуговой сваркой, а наплавку вала - вибродуговым способом под слоем флюса или газотермическим способом.
2.11.10.1. При капитальном и текущем ремонтах разрешается:
1) заваривать несквозные трещины в теле корпуса длиной не более 50 мм в количестве не более трех;
2) заваривать несквозные трещины длиной не более 30 мм в количестве не более двух в корпусах масляного и воздушного фильтров, в крышках клапанов, в крышках и патрубках холодильника компрессора;
3) заваривать несквозные трещины длиной не более 25 мм (в том числе ранее заваренные) в крышке всасывающего или нагнетательного клапана компрессоров, установленных на тепловозе ЧМЭЗ, газовой сваркой с присадкой чугуна или газовой пайкой с применением латунных прутков Л060-1;
4) заваривать трещины в сварных швах противовесов коленчатого вала;
5) наплавлять шейки коленчатого вала под шарикоподшипники, сальник и резьбовой хвостовик;
6) глушить не более двух трубок на секции радиатора холодильника (при текущем ремонте);
7) наплавлять алюминиевые поршни компрессора в среде аргона (при текущем ремонте).
2.11.10.2. При капитальном и текущем ремонтах запрещается:
1) заваривать трещины в ранее заваренных швах корпуса;
2) заваривать трещины любого размера и расположения на цилиндрах и клапанных коробках, в деталях зубчатой передачи, подшипниках, в поршнях, шатунах, коленчатых валах, поршневых кольцах;
3) производить какие-либо сварочные работы на шатунах, шатунной головке и ее крышке, пальцах и деталях масляного насоса;
4) восстанавливать наплавкой шатунные шейки коленчатого вала.
2.11.10.3. Чугунные детали компрессора, имеющие несквозные трещины, восстанавливать газовой сваркой с присадкой чугуна. При текущем ремонте разрешается применять холодную сварку чугуна электродами марки ОЗЧ-3, ОЗЧ-4, ОЗЧ-6 или стальными электродами марки ЦЧ-4. Допускается пайка трещин газовым способом с применением латунных прутков марок Л060-1, Л060-2.
Разрешается восстанавливать отколы опорных лап компрессоров тепловоза ЧМЭЗ наплавкой чугунным электродом с предварительным нагревом до 500 - 600 °C и последующим медленным охлаждением. Швы зачистить заподлицо. Плотность швов проверить керосином.
2.11.10.4. Изношенные шейки коленчатого вала (рис. 2.60) восстанавливать вибродуговой наплавкой под слоем флюса марки АН-348АМ мелкой грануляции проволокой марок Св-08, Св-08А, Св-10Г2 диаметром 1 - 1,2 мм.

Если наплавка начинается не с торца вала или есть перерыв в наплавке, необходимо шейку нагреть до температуры 300 - 350 °C при помощи газовой горелки или индукционного нагревателя. Наплавку выполнять в соответствии с указаниями п.п. 4.4.8 - 4.4.12.
Коленчатый вал, прошедший ремонт сваркой, подлежит обязательной повторной дефектоскопии с последующей статической балансировкой.
2.11.10.5. Заварку трещин в сварных швах противовесов выполнять дуговой сваркой электродами диаметром 3 - 4 мм. Дефектный шов перед заваркой удалить. После сварки шов зачистить до основного металла.
2.11.10.6. Лопнувшие или оборванные трубки холодильника компрессора заглушить путем постановки пробок или пайкой отверстий с обоих концов трубки меднофосфористым припоем. Допускается пайка (заглушка) не более двух трубок на секции радиатора.
2.11.11.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в листах корпуса вентилятора;
2) заваривать несквозные трещины в корпусе подшипника длиной не более 25 мм в количестве не более двух;
3) наплавлять изношенную поверхность стакана и корпуса подшипника, а также поверхности полумуфт под пальцы;
4) наплавлять изношенные шейки, конусы, шлицы и резьбовую часть вала;
5) наплавлять изношенные шлицы и отверстия фланца кардана;
6) наплавлять изношенную посадочную поверхность шкива вентилятора (при текущем ремонте);
7) приваривать лопатки и балансировочные грузы к диску вентилятора;
8) заваривать несквозные трещины длиной до 30 мм, не выходящие на посадочное место на втулке подшипника вентилятора тепловоза ЧМЭЗ.
2.11.11.2. При капитальном ремонте вентиляторов допускается восстанавливать наплавкой разработанные посадочные отверстия в ступицах и втулках колес. При обнаружении в местах приварки лопаток трещин следует произвести переварку швов. Приварка более 12 расположенных рядом лопаток производится в кондукторе.
2.11.11.3. При капитальном и текущем ремонтах запрещается:
1) заваривать трещины в стаканах и крышке корпуса подшипника, в ободе колеса и в лопатках вентилятора;
2) заваривать трещины или приваривать отколотые части шкива вентилятора.
2.11.11.4. Заварку трещин в листах корпуса вентилятора, несквозные трещины в корпусе подшипника и наплавку посадочной поверхности корпуса подшипника выполнять дуговой сваркой электродами диаметром 3 - 5 мм или сваркой в смеси газов CO2 + O2 в соотношении 70 + 30% проволокой марки Св-08Г2СЦ. Допускается выполнение сварочных работ дуговой сваркой в среде углекислого газа сварочной проволокой марки Св-08ГС диаметром 1 - 1,2 мм.
2.11.11.5. Наплавочные и сварочные работы на валах вентилятора и шлицевых отверстиях фланцев кардана выполнять в соответствии с указаниями п.п. 2.11.3.4 - 2.11.3.9.
2.11.11.6. Посадочную поверхность шкива при износе восстанавливать газовой или дуговой сваркой стальными электродами типа ЦЧ-4 (подразделы 1.20.1 и 1.20.2).
Смену дефектных лопаток производить в следующем порядке: лопатку с трещиной удалить газовым резаком, зачистить место среза. Новую лопатку прихватить в трех местах, а затем варить с двух сторон непрерывным швом.
2.11.11.7. Трещины в алюминиевых вентиляторах электрических машин заваривать газовой сваркой с присадкой сплава алюминия марки АК с применением флюса. Технологические требования и режим сварки алюминия изложены в подразделе 1.16.1.
2.11.11.8. Балансировочные грузы приваривать дуговой сваркой согласно ТУ чертежей. Прихватку (стопорение) коллекторных болтов производить также дуговой сваркой.
2.12.1.1. При капитальном и текущем ремонтах разрешается заваривать несквозные трещины длиной не более 100 мм в количестве не более двух и наплавлять задиры на торцовых поверхностях и плоскостях разъема корпусов.
2.12.1.2. При капитальном и текущем ремонтах запрещается заваривать трещины и наплавлять посадочные поверхности в корпусах под подшипники, а также повторно заваривать трещины (при капитальном ремонте).
2.12.1.3. Трещины в чугунных корпусах заваривать горячим способом с присадкой чугуна или газовой сваркой. При текущем ремонте трещины разрешается заваривать холодной сваркой электродами ОЗЧ-3, ОЗЧ-4, ОЗЧ-6 или стальными электродами марки ЦЧ-4. После сварки корпус проверить на герметичность. Течь и потение в сварных швах не допускаются.
2.12.1.4. Наплавочные работы на изношенных торцовых поверхностях корпусов и плоскостях разъема выполнять дуговой наплавкой постоянным током обратной полярности электродами марки МНЧ-2 диаметром 3 - 4 мм. Наплавленные места следует зачистить заподлицо до основного металла.
Допускается применение газовой пайки латунными прутками марок Л060-1, Л060-2 диаметром 4 - 5 мм.
2.12.2.1. При капитальном и текущем ремонтах валов гидропередачи и реверса разрешается наплавлять изношенные поверхности шеек и шлицев валов (рис. 2.61), за исключением главного вала гидропередачи, и наплавлять резьбовые хвостовики всех валов и приваривать новые концы газопрессовой сваркой.
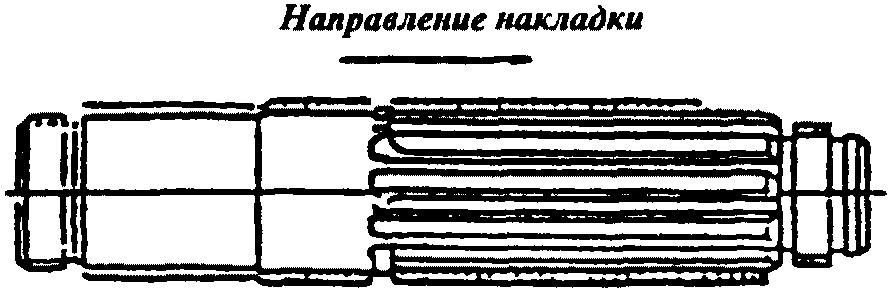
валов гидропередачи и реверса
2.12.2.2. При капитальном ремонте запрещается наплавлять шлицы валов при их износе по ширине более 25% против чертежных размеров и производить повторную наплавку шлицев.
2.12.2.3. Изношенные шейки, резьбовые хвостовики и шлицы валов восстанавливать вибродуговой наплавкой под слоем флюса. При наплавке средних шеек валов или при перерыве в сварке произвести предварительный нагрев деталей до температуры 250 - 300 °C при помощи индукционного нагревателя или газовой горелки.
Перед наплавкой валов в шпоночные канавки уложить асбестовую прокладку толщиной 2 - 3 мм и металлическую вставку из малоуглеродистой полосовой стали толщиной 4 - 5 мм, которую удалить после механической обработки детали.
2.12.3.1. При капитальном и текущем ремонтах разрешается:
1) заваривать изношенные отверстия во втулке и ступице шестерни отбойного вала при увеличении их внутреннего диаметра более 2 мм против чертежных размеров;
2) наплавлять посадочные поверхности в мотыле, втулке и ступице шестерни отбойного вала;
3) заваривать несквозные трещины во втулке отбойного вала длиной не более 100 мм в количестве не более двух.
2.12.3.2. При капитальном и текущем ремонтах запрещается производить какие-либо сварочные и наплавочные работы на шейках отбойного вала и заваривать трещины в ступице шестерни.
2.12.3.3. Изношенные посадочные поверхности ступицы шестерни, а также разработанные отверстия под болты восстанавливать электродуговой наплавкой электродами диаметром 3 - 4 мм. Перед наплавкой посадочной поверхности ступицы шестерни в шпоночные пазы установить металлические вставки из малоуглеродистой стали.
2.12.3.4. Трещины во втулках отбойного вала заваривать дуговой сваркой электродами типа Э42А или Э50А диаметром 4 - 5 мм. Перед сварочными работами концы трещины засверлить сверлом диаметром 8 - 10 мм, трещину разделать под V-образный шов и подогреть место сварки до температуры 200 - 250 °C.
2.12.4.1. При капитальном и текущем ремонтах разрешается заваривать несквозные трещины на наружных поверхностях корпусов гидромуфты глубиной не более 30% толщины стенки, длиной не более 25 мм и в количестве не более двух, а также наплавлять посадочные поверхности корпусов (рис. 2.62) и ступицы гидромуфты (рис. 2.63).


2.12.4.2. Запрещается при капитальном и текущем ремонтах производить какие-либо сварочные и наплавочные работы на рабочих колесах.
2.12.4.3. Трещины в корпусах гидромуфт заваривать дуговой сваркой электродами типов Э42А, Э46А, Э50А диаметром 3 - 4 мм. Перед заваркой концы трещин засверлить сверлом диаметром 5 - 6 мм, трещину разделать под V-образный шов.
Корпуса, прошедшие ремонт сваркой, подлежат гидравлическому испытанию и обязательной статической балансировке.
2.12.4.4. Посадочные поверхности корпусов и ступиц гидромуфт восстанавливать вибродуговой наплавкой под слоем флюса. Допускается наплавка ручным дуговым способом электродами диаметром 2 - 3 мм, газотермическая наплавка или напыление.
2.12.5.1. Допускается при капитальном ремонте восстановление плазменным напылением золотников гидротрансформаторов тепловозов ТГМ1, если износ поверхности С не превышает 0,8 мм, а раковины, поры, вмятины имеют глубину не более 0,4 мм (рис. 2.64). Восстановление производится порошком марки ПН85Ю15. Допускается применение порошка ПН70Ю30 и типа СН-2 (ЖС-6КП).

гидротрансформатора
С - поверхность напыления;
 - номинальный;
- номинальный; - "под напыление", после предварительной
- "под напыление", после предварительнойпроточки на токарном станке, Rz = 8;
 - "после напыления".
- "после напыления".2.12.5.2. Золотник перед напылением очистить от коррозии, грязи и смазки, проточить с закруглением острых кромок радиусом не менее 1 мм. Последнюю обработку производить согласно п.п. 1.10.46 - 1.10.49. Защитную оснастку установить перед дробеструйной обработкой.
2.12.5.3. Режим напыления на установке УПУ-ЗД для плазмотрона ПМ-45 следующий: ток дуги - 350А, напряжение - 50В, расход газа (Аг + 30% N2) - 83,5 x 10-5 м3/с (50 л/мин), порошка - 0,56 x 10-3 кг/с (2 кг/ч); дистанция напыления - 80 - 100 мм, скорость вращателя - 5 рад/с (50 об/мин), подача плазмотрона - 8,3 мм/с (500 мм/мин), угол установки к оси детали - 90 +/- 10 °C. При использовании плазмотрона ПП-25: ток дуги - 320А, напряжение - 60 - 70В, расход газа - (58 - 67) x 10-5 м3/с (35 - 40 л/мин). Остальные параметры режима аналогичны указанным выше.
2.12.5.4. Качество нанесенного покрытия контролируют сравнением с образцом-свидетелем. При обнаружении дефектов на напыляемой поверхности золотник подлежит повторному восстановлению.
2.12.5.5. Восстановленную поверхность шлифуют алундовым или корундовым кругами на мягкой основе с зернистостью 46 - 60 ГОСТ 3647-80.
2.12.6.1. При капитальном и текущем ремонтах разрешается наплавлять посадочные поверхности шестерен (рис. 2.65), корпусов подшипников и крышек (рис. 2.66).


подшипников и крышек
2.12.6.2. Посадочные поверхности шестерен, корпусов подшипников и крышек восстанавливать вибродуговой наплавкой под слоем флюса сварочной проволокой Св-08ГА, Св-10Г2 или порошковой проволокой марки ПП-Нп-14ст. Отверстия под болты восстанавливать дуговой сваркой.
1) заваривать несквозные трещины длиной не более 50 мм в количестве не более двух в корпусах и колоколе масляного насоса;
2) заваривать несквозные трещины длиной не более 25 мм в количестве не более двух в корпусах, крышках центробежного регулятора и золотниковых коробках;
3) наплавлять посадочные поверхности колокола, валов и шестерен масляного насоса;
4) наплавлять посадочные поверхности обоймы центробежного регулятора.
2.12.7.2. При капитальном ремонте запрещается заваривать трещины на посадочных поверхностях корпусов масляного насоса, центробежного регулятора и золотниковых коробок.
2.12.7.3. Заварку трещин, оговоренных в п. 2.12.7.1, выполнять газовой сваркой горячим способом. В депо разрешается холодная сварка электродами марки ОЗЧ-3, ОЗЧ-4, ОЗЧ-6 или электродами марки ЦЧ-4.
2.12.7.4. Восстановление изношенных шеек валов, посадочных поверхностей колокола и шестерен масляного насоса, а также поверхностей обоймы центробежного регулятора производить вибродуговой наплавкой под слоем флюса сварочной проволокой Св-08А, Св-08ГА. Допускается наплавка ручным дуговым способом электродами диаметром 2 - 3 мм, газотермическая наплавка или напыление.
3.1.1. При капитальном ремонте КР-1 и КР-2 брусковых рам тележек разрешается:
1) заваривать трещины и надрывы в боковинах рам (рис. 3.1), а также в поперечных балках;

2) наплавлять изношенные места рамы и брусьев при глубине износа более 3 мм;
3) заваривать изношенные отверстия под призонные болты в рамных листах и брусьях, а также заплавлять забоины под головками призонных болтов;
4) вваривать новые участки рамы;
5) наплавлять упоры фрикционных аппаратов в буферных брусьях (рис. 3.2) или приваривать стальные планки, изношенные поверхности гнезд подпятников (рис. 3.3), места выступов (каблучков) для подбуксовых струнок и места приливов рамы, кронштейнов, балансиров и пружинных подвесок, привалочные поверхности вентиляционных каналов и проушин кронштейнов для валиков тормозных подвесок, а также восстанавливать приливы для пружинных подвесок путем приварки пластин толщиной 5 - 12 мм;

буферных брусьев

6) вваривать вставки в протертые места под дополнительную опору в буферном брусе и брусе сочленения;
7) приваривать проушины тормозных подвесок.
3.1.2. Разрешается производить наплавку струнок. Прилегание поверхности каблучков рамы в струнках должно быть не менее 75% площади соприкосновения.
3.1.3. При капитальном ремонте отверстия, имеющие износ более 0,5 мм под втулкой в раме тележки разрешается заваривать с последующей механической обработкой.
3.1.4. Вварка участка рамы взамен поврежденного должна производиться в следующих случаях:
1) при наличии в верхнем брусе от одного облегчающего выреза боковины рамы двух заваренных трещин и появления в нем новой трещины;
2) при наличии хотя бы по одной заваренной трещине в верхнем и нижнем брусьях выреза боковины и появлении новой трещины в любом брусе;
3) при наличии заваренных двух трещин в углах буксового выреза боковины и появлении новой трещины в буксовом вырезе.
3.1.5. При капитальном ремонте допускается иметь в одной боковине рамы не более двух вставок и двух заваренных трещин, а при текущем - не более четырех заваренных трещин на участке одного облегчающего или буксового выреза.
3.1.6. При капитальном ремонте рам тележек запрещается: сваривать разбитые буферные брусья и брусья сочленений, заваривать трещины повторно, приваривать зацепы и носики моторно-осевых подвесок.
3.1.7. При подготовке трещин под заварку необходимо в буксовые вырезы установить подбуксовые струнки и поддомкратить их.
3.1.8. При заварке трещин и вварке вставок в раму соблюдать следующие условия:
1) при несквозной трещине выявить границы трещины путем прогрева газовой горелкой и засверлить ее конец сверлом диаметром 20 - 25 мм на глубину трещины;
2) разделать трещину с последующей зачисткой мест реза;
3) перед заваркой разделанной трещины подогреть раму до температуры 300 - 400 °C, которую контролировать термическими карандашами или термопарой;
4) при заварке сквозных трещин после разделки кромок и проверки рамы нанести на буферном брусе (против ремонтируемой боковины) две взаимно перпендикулярные контрольные риски и установить фиксатор, при помощи которого контролировать прогибы рамы в процессе сварки. При обнаружении горизонтального прогиба рамы сварку вести только с выпуклой стороны;
5) трещины, разделанные X-образно, рекомендуется варить одновременно двум сварщикам по одному с каждой стороны полотнища рамы. После заварки зазора слои накладывать вертикально снизу вверх, производя зачистку каждого слоя. При заварке трещины одним сварщиком после наложения трех-четырех валиков (слоев) с одной стороны переходить на другую сторону. Свариваемое место предварительно подогреть до температуры 300 - 350 °C. При вынужденном перерыве процесса сварки необходим повторный подогрев. Сварка производится электродами типа Э42А и Э50А.
3.1.9. Заварку трещин и наплавку изношенных мест выполнять ручной дуговой сваркой или механизированной сваркой под слоем флюса с последующей термической обработкой мест заварки путем нагрева до температуры 600 - 650 °C и медленного охлаждения. Поверхность сварных швов механически обработать заподлицо. Дефекты в сварном шве и подрезы основного металла не допускаются.
Место заваренной трещины нанести на эскиз с указанием номера электровоза, номера рамного листа, клейма сварщика и даты заварки и приложить к паспорту локомотива.
3.1.10. При вварке новой части рамы вырезать газовым резаком поврежденный участок и подготовить места стыков X-образно с зачисткой кромок до основного металла. Разметить новую часть рамы, обработать ее, установить на место и прихватить. Поставить подбуксовую струнку. Стыки подогреть до температуры 300 - 350 °C и варить их при этой температуре поочередно.
3.1.11. Изношенные места на раме зачистить до металлического блеска, подогреть газовой горелкой до температуры 300 - 400 °C и произвести наплавку. После охлаждения наплавленные места механически обработать заподлицо.
3.2.1. При капитальном и текущем ремонтах элементов рам тележек коробчатого сечения разрешается:
1) заваривать трещины в сварных швах элементов коробчатого сечения без выхода на основной металл;
2) наплавлять изношенные места рамы и кронштейнов (износ глубиной до 3 мм разрешается оставлять без наплавки);
3) заваривать отверстия в раме, ее кронштейнах, трещины гнезда шкворня и наплавлять выработку в нем;
4) приваривать оборванные кронштейны;
5) заваривать трещины в щите кронштейна подвески тягового электродвигателя электровоза ВЛ60 (только при текущем ремонте);
6) заваривать трещины в кронштейнах подвески тягового электродвигателя электровоза ВЛ60 в местах приварки щита и ребер кронштейна к концевому брусу рамы и по контуру облегчающих окон (рис. 3.4) с последующим усилением кронштейнов путем приварки планок (рис. 3.5, детали 1 и 2) и ребер (детали 3 и 4), вварки вставок в окна щита (деталь 5) и приварки косынок (деталь 6) в соответствии с чертежом Проектно-конструкторского бюро Главного управления локомотивного хозяйства МПС N Э205.34.01.00;
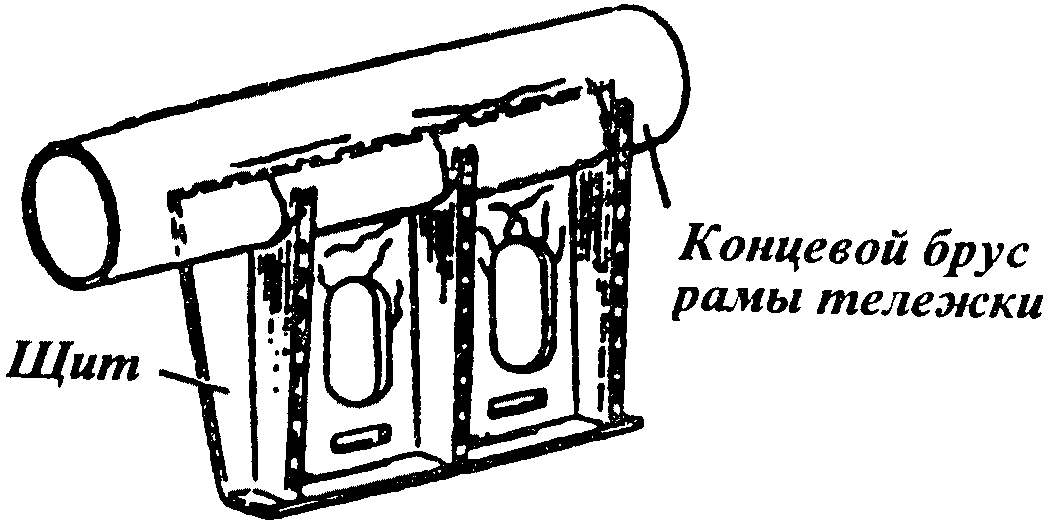
тягового электродвигателя

тягового электродвигателя
7) заваривать трещины а (рис. 3.6) в опорах (поперечных балках) тяговых электродвигателей электровозов ЧС на нижней полке, не выходящие на боковые стенки, с последующей приваркой накладок (детали 1 и 3) по чертежу Проектно-конструкторского бюро Главного управления локомотивного хозяйства МПС N Э283.34.04.00;

не выходящей на боковые стенки
8) заваривать трещины б (рис. 3.7) в опорах (поперечных балках) тяговых электродвигателей электровозов ЧС на нижней полке с выходом на вертикальные стенки балки с последующей приваркой накладок на боковые стенки (деталь 1) и нижнюю полку (деталь 2) по чертежу Проектно-конструкторского бюро Главного управления локомотивного хозяйства МПС N Э283.34.02.00;

на вертикальные стенки
9) заваривать трещины е (рис. 3.8), идущие от сварного шва приварки шпинтона буксовых направляющих с выходом на основной металл боковины рамы тележки электровоза ЧС2 с последующей приваркой накладки по чертежу Проектно-конструкторского бюро Главного управления локомотивного хозяйства МПС N Э292.34.01.00;
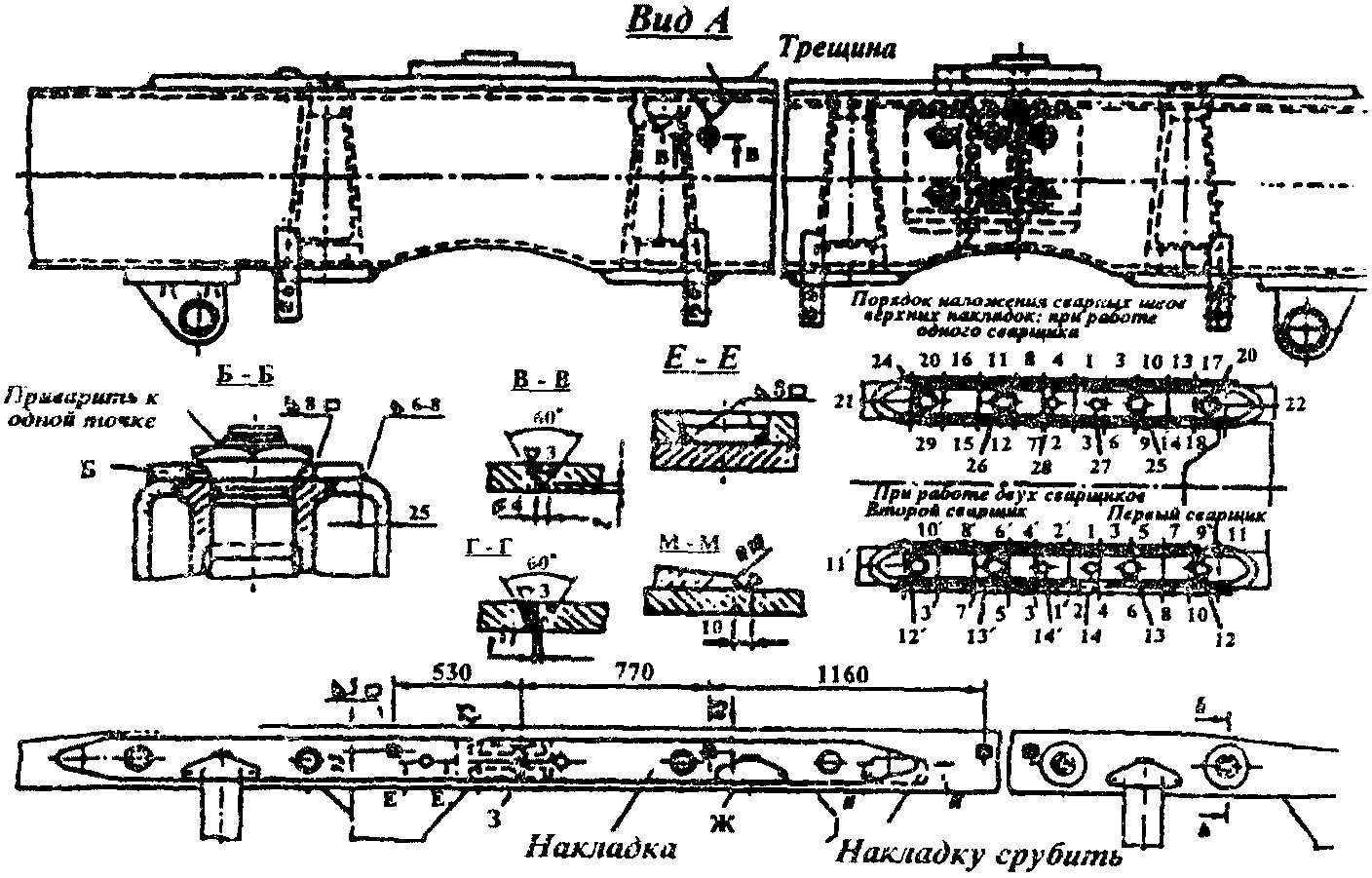
боковины рамы тележки
10) заваривать трещины в опорах (поперечных балках) тяговых электродвигателей электровозов ЧС2 в месте приварки опорной плиты крепления балки;
11) заваривать трещины в поперечной балке тележки электровозов ЧС2 в месте приварки кронштейна тормозного цилиндра 1 (рис. 3.9);
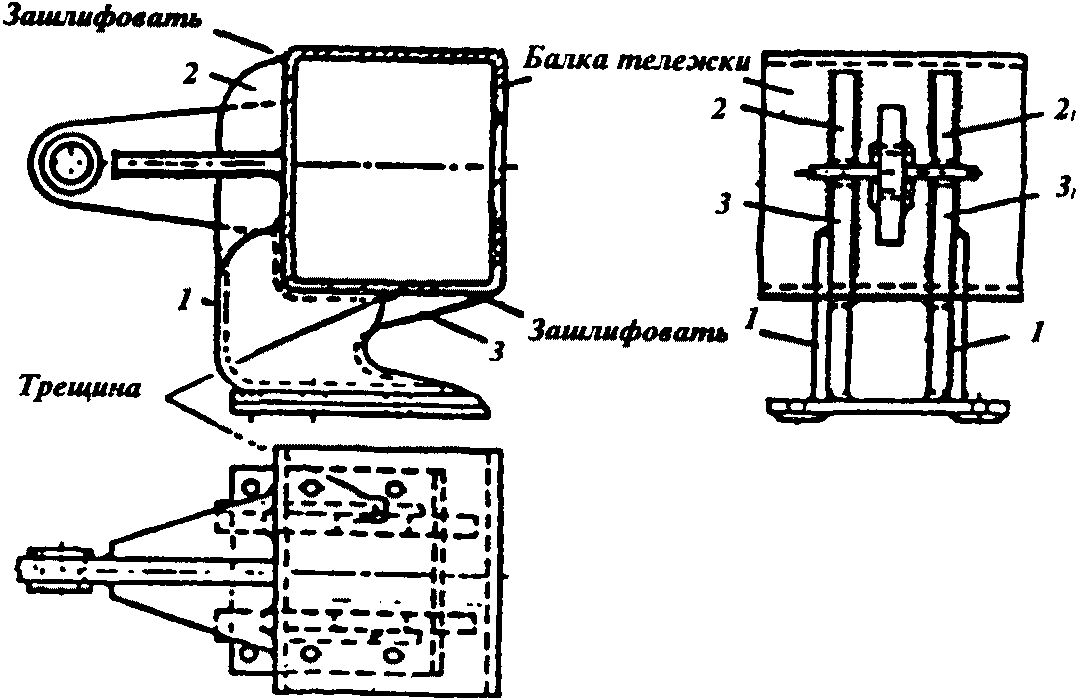
тормозного цилиндра
12) заваривать выработки и забоины с последующей обработкой предохранительных упоров на приливах подвешивания тягового электродвигателя;
13) заваривать отверстия под втулки в раме тележки, имеющие износ более 0,5 мм с последующей механической обработкой (при капитальном ремонте).
При износе накладок боковых опор более 1 мм следует приваривать новые (капитальный ремонт).
3.2.2. Трещины в поперечной балке тележки электровозов ЧС2 в местах приварки кронштейнов тормозного цилиндра 1 разделать под V-образный шов (см. рис. 3.9) и заварить электродами типа Э42А или Э50А. При заварке последний усиливающий валик наложить как отжигающий и затем зачистить его заподлицо с основным металлом. После этого приварить два усиливающих листа консоли и два усиливающих ребра 2 и 3.
3.2.3. При капитальном и текущем ремонтах сварной рамы с элементами коробчатого сечения запрещается заваривать: трещины в кронштейнах тормозных и рессорных подвесок; повторно трещины в раме по одному и тому же месту; трещины, идущие вдоль загибов (в углах) листов боковин и поперечных балок рам тележек.
3.2.4. При капитальном ремонте электровозов ВЛ10 и ВЛ11 разрешается повторная заварка трещин в раме тележки при соблюдении следующих условий:
- траектория новой трещины на всем протяжении не отклоняется от первичной трещины;
- трещина не имеет продолжения или ответвлений;
- по границе сплавления сварного шва с основным металлом нет образований новых параллельных трещин.
3.2.5. При износе кронштейнов под люлечное подвешивание в поперечном сечении до 10% разрешается восстанавливать их наплавкой с последующей механической обработкой. Трещины в кронштейнах заварить с постановкой усиливающей накладки.
3.2.6. При капитальном ремонте кронштейны (проушины) для валиков тормозных подвесок, имеющие отклонения расстояния между щеками более 2 мм от чертежного, должны быть восстановлены наплавкой или приваркой стальных пластин толщиной не менее 3 мм с последующей механической обработкой.
3.2.7. Процесс подготовки трещин под заварку и их заварку производить согласно указаниям, изложенным в разделе 1.22. Заварку трещин в сварных швах без выхода на основной металл выполнять согласно указаниям п. 2.10.4.2. Постановку усилений после заварки трещин в рамах тележек производить в необходимых случаях согласно чертежам ПКБ Главного управления локомотивного хозяйства (ЦТ).
3.2.8. Вварку вставок и заварку трещин в рамах тележек производить электродами типа Э42А или Э50А.
Заварку трещин в рамах и гнезде подшипника шкворня производить с предварительным подогревом свариваемого места до температуры 300 - 350 °C с последующей термообработкой мест заварки путем нагрева до температуры 600 - 650 °C и укрытием нагретого участка асбестовым картоном для медленного охлаждения.
3.2.9. Трещины рам тележек электровозов заваривать электродами марки УОНИ-13/45 или УОНИ-13/55. Первый слой при заварке трещин выполнять электродами диаметром 3 мм, последующие - электродами диаметром 4 - 5 мм с обеспечением полного провара. Подготовку трещин под сварку и сварку выполнять согласно разделу 1.22. В сварных швах дефекты (подрезы, шлаковые включения, поры и т.п.) не допускаются.
При повторной заварке трещин в дополнение к указанному в п. 3.2.4 рекомендуется проковка второго валика и последующих, кроме последних. Сварку выполнять в нижнем положении прокаленными электродами, которые должны использоваться не более чем в течение 4-х часов после прокалки.
При постановке накладок на места заваренных трещин сварные швы зачистить заподлицо с основным металлом. Накладки плотно подогнать по месту (местные зазоры более 1 мм не допускаются). Концы накладок на закруглениях по возможности приваривать без перерыва, располагая начало и конец шва на продольных прямых участках накладки. Сварные швы концов накладок обрабатывать абразивным кругом с плавным переходом к основному металлу.
3.2.10. При вварке вставок в окна кронштейна подвески тяговых электродвигателей электровозов ВЛ60 (см. рис. 3.5) кромки по контуру скруглить шлифовальной машинкой, а торцы обработать до устранения неровностей кромок.
Перед пригонкой усиливающей накладки к опоре тягового электродвигателя (см. рис. 3.6) существующие накладки К и упор М срезать на электровозах ЧС2 полностью.
3.2.11. Приварку накладок опоры тяговых электродвигателей (см. рис. 3.7) производить в последовательности, указанной на чертеже цифрами в кружках. Направление приварки боковых накладок (деталь 1) показано стрелками. Приварку накладок на загибах балки не производить. Концы швов приварки накладок (деталь 1) обработать на длине 30 мм с постепенным уменьшением катета к концу шва.
3.2.12. При ремонте боковины рамы тележки электровозов ЧС2 (рис. 3.10) необходимо срезать усиливающую накладку Б и бонки Г, заварить трещину в, пригнать по месту накладки (детали 1 и 2) и приварить ее вначале к раме, а затем к горизонтальной накладке. Приварку накладки производить обратноступенчатым способом, как показано на рис. 3.10 цифрами 1, 2, 3, 4.
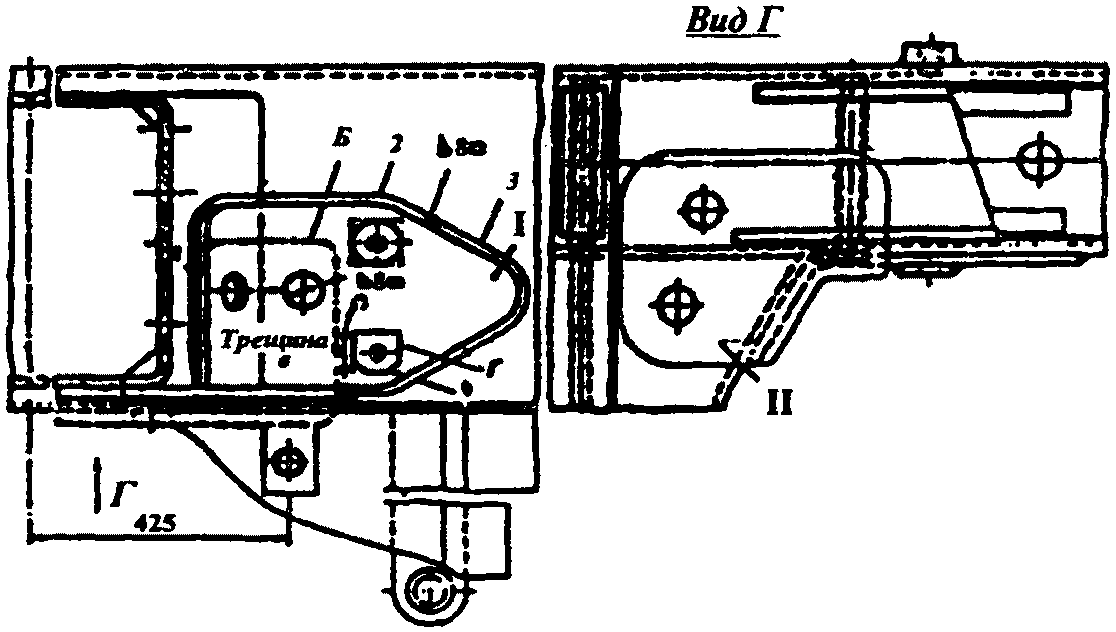
3.2.13. После заварки трещин в сварных швах приварки втулок буксовых направляющих сварные швы зачистить заподлицо. В круговом шве приварки втулки разделать сквозной прорез шириной 6 мм - разрез А-А (рис. 3.11) при помощи специального приспособления, затем приварить кольцо 1 порядком, указанным цифрами 1, 2, 3, 4, 5, 6 на рис. 3.11, б.
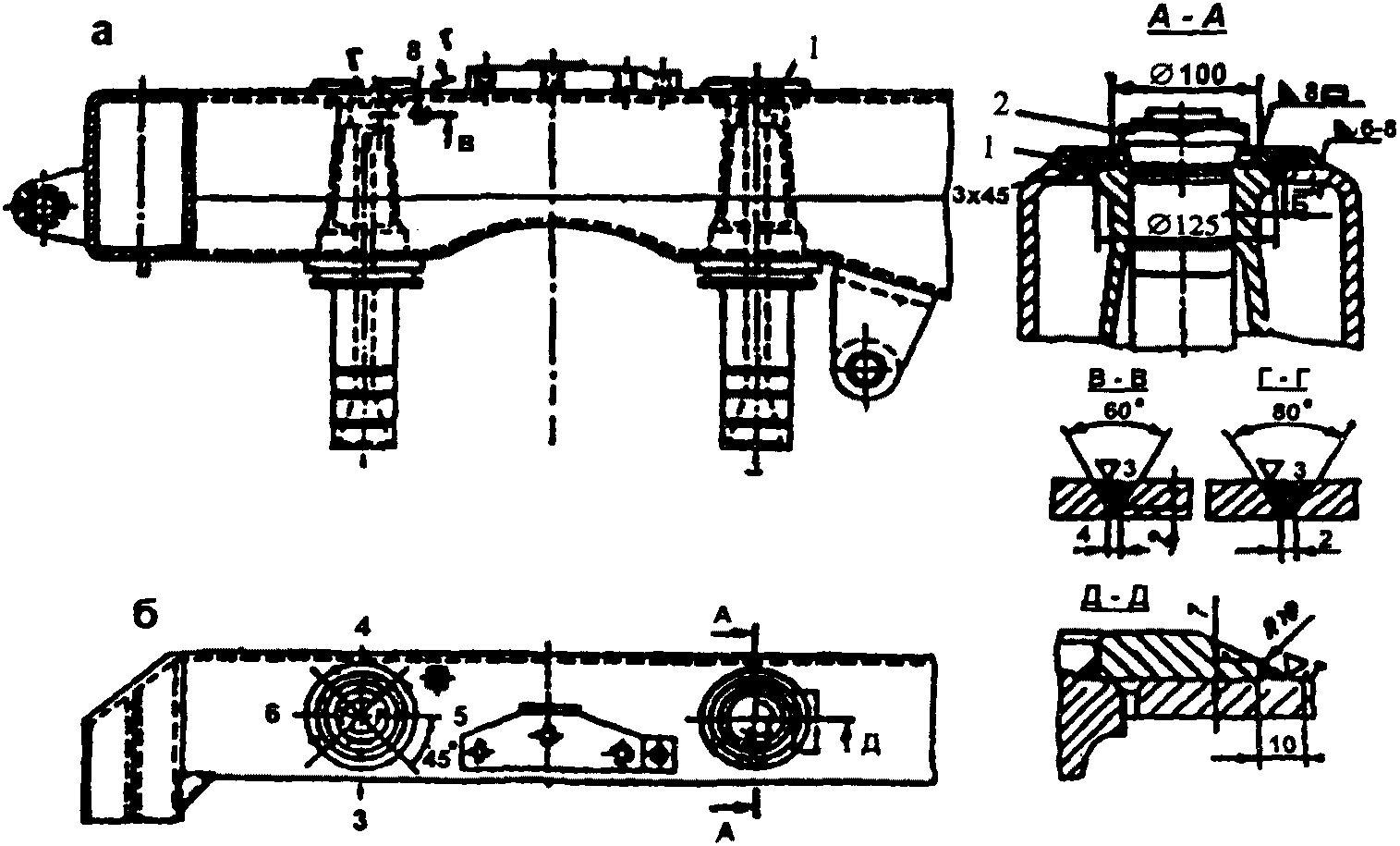
буксовых направляющих
3.2.14. Приварку усиливающих накладок на верхнюю полку боковины рамы тележки электровоза ЧС2 (см. рис. 3.8) производить с соблюдением следующих требований:
1) срезать опоры Ж крепления поперечных балок тяговых электродвигателей и бонки (деталь 3) на верхней полке боковины;
2) места наложения сварных швов зачистить заподлицо с металлом балки;
3) приварить усиливающие накладки и кольца (деталь 6);
4) установить опоры Ж на усиливающие накладки и приварить. Приварку накладок на раму производить обратноступенчатым способом с симметричным наложением участка шва с обеих сторон накладок (см. рис. 3.8).
3.2.15. При капитальном ремонте разрешается заварка трещин, постановка усиливающих накладок и разгружающих стержней рам тележек электровоза ВЛ60 в/и <*> в местах соединения шкворневых балок с вертикальным листом боковины. Ремонт и усиление должны производиться на разобранной раме. Подготовку мест заварки трещин, приварки накладок, сверление отверстий под установку стержня производить в соответствии с рис. 3.12. Допускается повторная заварка трещин с последующим усилением узла. При этом предварительно срезаются старые накладки без повреждения вертикальной стенки балки. Ширина зачищенной поверхности с каждой стороны трещины должна быть не менее 25 мм. Разделку трещин производить механическим способом или электродами АНР-2м или ОЗР-2 с последующей механической зачисткой кромок реза на глубину 1 мм.
--------------------------------
<*> в/и - все индексы

с вертикальным листом рамы тележки электровоза ВЛ60
Места отверстий под стержень выбирают в зависимости от трещин. Отверстие должно располагаться посередине боковины на расстоянии не менее 30 мм от края отверстия до трещины. Конфигурацию усиливающих накладок следует установить по размерам трещины, которая перекрывается накладкой не менее чем на 50 мм, а в исключительных случаях 30 мм.
Сварку производят электродами типа Э42А, Э46А по ГОСТ 9467-75, прокаленными в соответствии с паспортными данными в течение часа. Сварку выполняют в нижнем положении. Температура деталей перед сваркой и помещения должна быть не менее +5 °C. Не должно быть сквозняков, резких температурных перепадов и попадания влаги на место сварки. Первый слой сваривается электродом диаметром 3 мм, последующие - диаметром 4 - 5 мм с обеспечением полного провара.
Сварку необходимо выполнять с подогревом зоны разделки на ширину 80 - 100 мм до 200 - 250 °C. Отверстия по концам трещин заваривать в последнюю очередь. Последний валик положить как отжигающий и зачистить его заподлицо с основным металлом. Местные зазоры при сварке усиливающих накладок более 1 мм не допускаются. После приварки накладок произвести комбинированное упрочнение по их периметру. Допускается проведение обработки многобойковым упрочнителем или аргоно-дуговым оплавлением.
3.2.16. Разрешается при капитальном ремонте производить усиление кронштейнов буксовых поводков электровозов ЧС4 и ЧС4т, в соответствии с рис. 3.13 на разобранной раме тележки с обеспечением сварки в нижнем положении. Вид и размеры заготовки для последующего изготовления полукруглой косынки (сечения А-А и В-В на рис. 3.13) представлены на рис. 3.14. Места установки косынок на кронштейнах подогревать до 200 - 250 °C с контролем температуры термоиндикаторным карандашом. Косынки прихватить, затем приварить как показано на рис. 3.13 электродами марки УОНИ-13/45 диаметром 4 мм на постоянном токе обратной полярности с обеспечением полного провара швов. После охлаждения произвести зачистку швов до установленных размеров. Клеймо сварщика ставить на одной из косынок с высотой знаков не менее 5 мм.

электровозов ЧС4 и ЧС4т

кронштейнов буксовых поводков электровозов ЧС4 и ЧС4т
3.2.17. При капитальном ремонте электровозов ЧС изношенные посадочные места кронштейнов подвески редуктора и плит на раме тележки разрешается восстанавливать наплавкой с последующей механической обработкой.
3.2.18. При ремонте шаровой связи шкворневого узла электровозов ВЛ10, а также электровозов других типов, имеющих аналогичную конструкцию шкворневого соединения разрешается восстанавливать наплавкой шар и втулку шара. Изношенную втулку шара следует наплавлять латунью. Твердость наплавленной поверхности должна соответствовать указанной в чертежах. Отремонтированные наплавкой детали проверить дефектоскопом. Трещины не допускаются.
3.2.19. При капитальном и текущем ремонтах электровозов ВЛ10 и ВЛ15 разрешается:
1) приваривать новые наличники боковых опор. Подрезы, трещины и непровары не допускаются;
2) заваривать места течи смазки из ванны боковой опоры электродами марки УОНИ-13/45 или УОНИ-13/55. Герметичность контролируется керосином. Наличие дефектов в сварном шве не допускается.
3.2.20. Разрешается при капитальном ремонте опор двигателей электровозов ЧС восстанавливать наплавкой с последующей механической обработкой выработанные отверстия под болты крепления опор на раме тележки и тяговых двигателей.
3.2.21. При капитальном ремонте электровозов серии ЧС разрешается наплавлять с последующей механической обработкой:
1) изношенные более 1 мм поверхности деталей межсекционной сцепки с последующей проверкой магнитным дефектоскопом;
2) шары сцепки;
3) поверхности половины вкладышей плит шкворневого узла при износе более 0,5 мм;
4) поверхности клиньев изношенные более 1 мм.
3.2.22. Допускается при капитальном ремонте выполнять срезку и приварку накладок (черт. 8ТН.136.180 и 8ТН.153.288) из стали 65Г рамы тележки электровозов ВЛ10 и ВЛ11. Сварку выполнять электродами марки УОНИ-13/55 с предварительным прогревом кромок по периметру в соответствии с п. 2.10.10.5.
3.3.1. При ремонтах противоразгрузочного устройства (ПРУ) электровозов ВЛ10 или аналогичных по конструкции ПРУ других типов разрешается:
1) производить вибродуговую наплавку (при текущем ремонте) валиков ПРУ с последующей механической и термической обработкой по технологии, обеспечивающей прочность и износостойкость не ниже уровня требований, предъявляемым к новым деталям. При восстановлении наплавкой изношенной резьбовой части хвостовика валика ее необходимо после обработки подвергать дефектоскопии;
2) наплавить поверхности роликов при их износе ручной дуговой наплавкой электродами, обеспечивающими твердость поверхности не ниже норм, установленных чертежом;
3) заваривать трещины в сварных швах ПРУ с соблюдением требований, изложенных в подразделе 1.22, электродами марки УОНИ-13/45 и УОНИ-13/55 с последующим контролем качества. Подрезы и непровары не допускаются;
4) приваривать отдельно изготовленную вилку рычага ПРУ (при текущем ремонте) электродами типа Э42А и Э50А с обеспечением полного проплавления и заваркой кратера. Подрезы и непровары не допускаются. Технология сварки должна исключать поводку детали.
3.4.1. При капитальном и текущем ремонтах межтележечного сочленения электровозов ВЛ8 и ВЛ23 разрешается:
1) наплавлять изношенные поверхности шкворня, если износ его достиг не более 5 мм по диаметру, а также изношенные поверхности шара и гнезда шара (рис. 3.15);
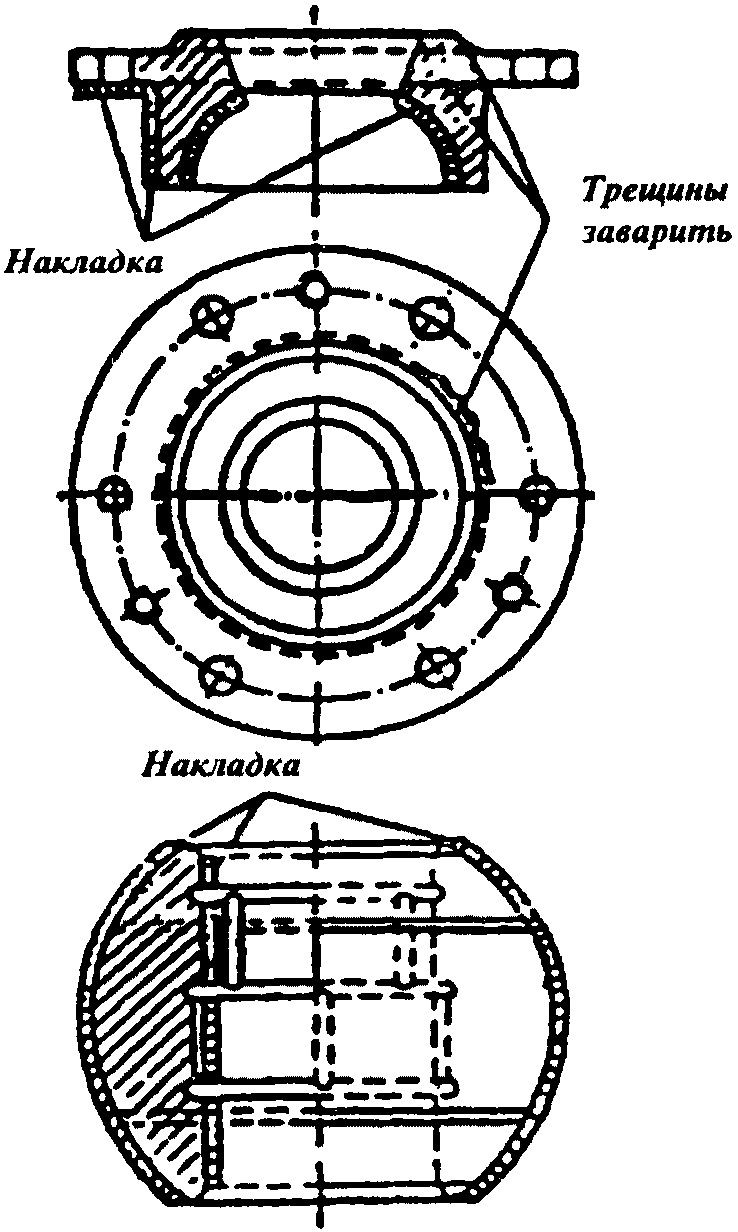
шара межтележечного сочленения
2) приваривать стальные шайбы к внутренним поверхностям приливов балки или наплавлять их для регулировки зазора между приливами балки и гнездом шара;
3) наплавлять цилиндрические вырезы в балке под гнездо шара;
4) приваривать накладки межтележечного сочленения.
3.4.2. При текущем ремонте разрешается:
1) заваривать трещины во фланце гнезда шара, занимающие не более 30% окружности фланца;
2) приваривать новый фланец гнезда шара (рис. 3.16);

3) наплавлять изношенные поверхности промежуточного звена и корпуса сочленения электровоза серии К электродами типов Э42А, Э46А, Э50А с предварительным подогревом до температуры 300 - 350 °C.
3.4.3. Запрещается при капитальном и текущем ремонтах заваривать трещины в шкворне сочленения, а также приваривать гнездо шкворня и ослабшие втулки к приливу балки.
3.4.4. Трещины во фланцах гнезда шара заваривать V-образным швом электродами типа Э42А или Э50А с предварительным подогревом до температуры 300 - 350 °C. Наплавку изношенных мест гнезда, шара и шкворня производить ручной дуговой, автоматической, механизированной (полуавтоматической), или вибродуговой наплавкой.
3.4.5. Приварку накладок, изготовленных из марганцовистых сталей, производить согласно указаниям п.п. 2.10.10.4 - 2.10.10.5.
3.4.6. При капитальном ремонте межтележечного соединения электровозов ЧС разрешается наплавлять с последующей механической обработкой:
1) изношенные поверхности пальца и ступицы при ослаблении посадки пальца;
2) цапфу при износе по диаметру более 1 мм с последующей термической обработкой;
3) поверхности поперечного вала изношенные более 1 мм по разъему;
4) поверхности опорных шайб изношенные более 1 мм;
5) цапфы толкателей с износом по диаметру сверх допустимых норм;
6) изношенные валики водил и болт муфты;
7) поверхности опор, пружин, крышек, головок водил и муфты;
8) заваривать трещины в сварных швах водила. Заварка трещин в остальных местах и деталях водила, а также на муфте запрещается;
9) заваривать швы в месте приварки накладки к направляющим муфты.
3.4.7. При капитальном и текущем ремонте электровозов ЧС4 разрешается заварка трещин в щеках кронштейнов крепления водила межтележечного сочленения, в шве приварки кронштейна к раме тележки, а также усиление кронштейна путем установки дополнительных ребер (рис. 3.17).
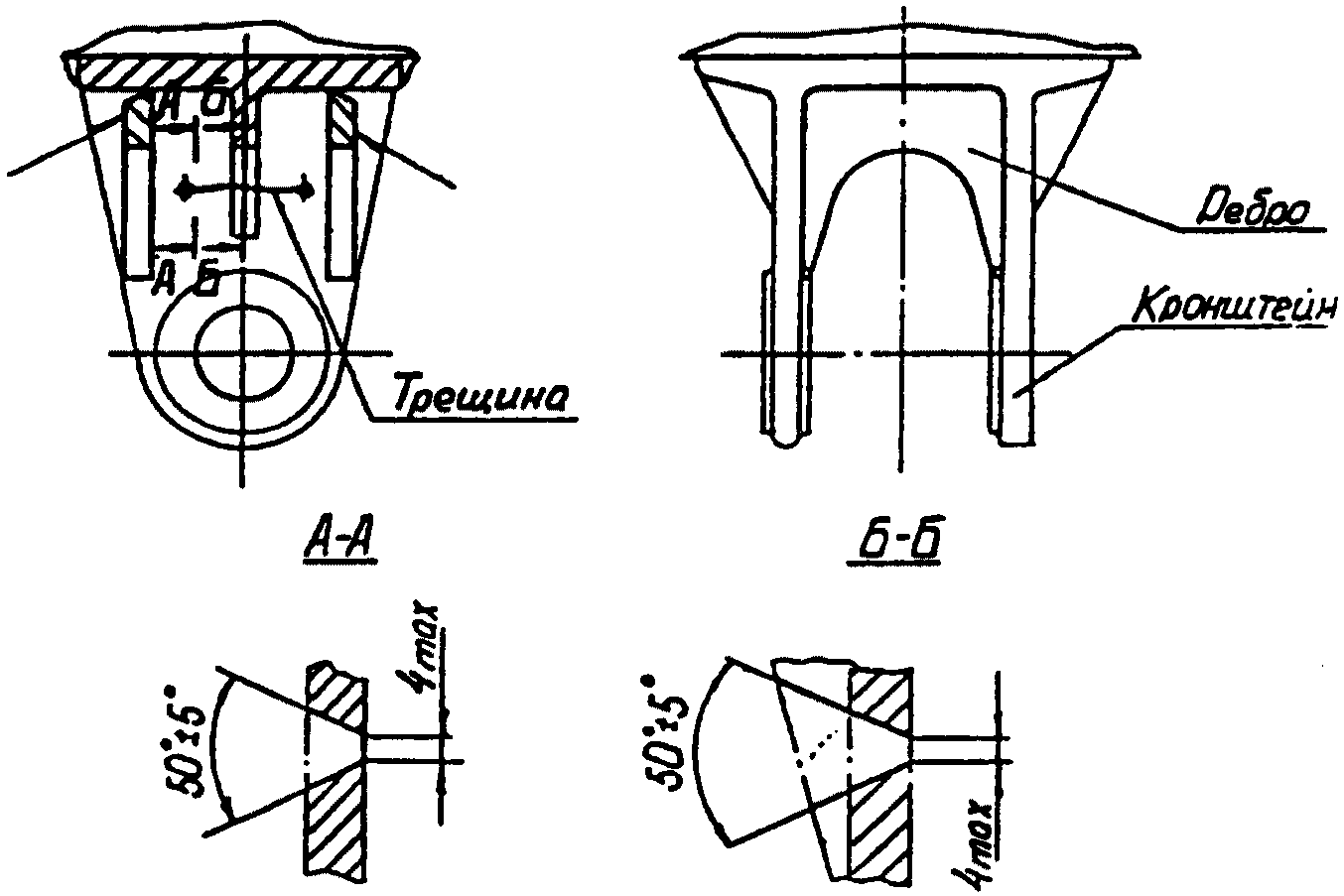
водила межтележечного сочленения
При текущем ремонте работы по заварке трещин в кронштейнах могут производиться без выкатки тележек, если трещины не распространяются в сварной шов и концевую балку рамы тележки. Заварку трещин в сварном шве и балке, а также усиление кронштейна производить на выкаченной тележке.
3.4.8. Технологический процесс ремонта кронштейна крепления водила межтележечного сочленения заключается в следующем:
1) определить контуры трещин, засверлить их концы сверлом диаметром 6 - 12 мм дальше конца трещины на 3 - 5 мм и раззенковать на 1/2 - 1/3 глубины. Разделать трещину под заварку;
2) заваривать трещину после предварительного подогрева до температуры 250 - 300 °C. Первый слой выполнять электродом диаметром 3 мм, а последующие 4 мм. Для сварки использовать электроды УОНИ-13/45 предварительно просушенные при 250 °C в течение часа. После заварки произвести, при наличии доступа с обратной стороны, подварку корня шва. При невозможности подварки корня, необходимо обеспечить полный провар разделки на всю толщину разделки;
3) произвести усиление наплавкой сварного шва приварки кронштейна к нижнему листу задней концевой балки рамы тележки, используя электроды УОНИ-13/45 диаметром 4 мм, и приварить два усиливающих ребра (см. рис. 3.17). Непровар, раковины, поры, шлаковые включения и подрезы основного металла не допускаются;
4) после охлаждения произвести шлифовку сварных швов, обеспечив плавный переход шва на основной металл;
5) перед началом работ из рамы тележки вывернуть пробки-заглушки с целью исключения их вырыва газами, скопившимися внутри коробчатых балок рамы;
6) при текущем ремонте ТР-3 и капитальных КР-1 и КР-2 сварочные работы производить на разобранной раме, а заварку усиливающих ребер - в нижнем и вертикальном положении. Потолочная сварка не допускается.
3.5.1. При капитальном и текущем ремонтах подпятников разрешается:
1) заваривать трещины в стальных гнездах шкворневой балки и подпятнике (при капитальном ремонте не более четырех трещин);
2) наплавлять днище в шкворневой балке под подпятник;
3) приваривать прерывистым швом по контуру плиту толщиной не менее 5 мм на днище шкворневой балки для подпятника;
4) наплавлять боковые стенки гнезда, грани, дно и изношенную внутреннюю цилиндрическую поверхность подпятника или приваривать пластины для восстановления чертежных размеров.
3.5.2. Сварочные работы по ремонту подпятников производить с предварительным подогревом до температуры 300 - 350 °C. Трещины заваривать дуговой сваркой электродами типов Э42А, Э50А. Наплавку производить автоматическим способом под слоем флюса или механизированной (полуавтоматической) наплавкой порошковой проволокой марки ПП-Нп-14ст.
Места заварки трещин должны быть обработаны заподлицо с основным металлом. Наплавленные поверхности следует обработать в соответствии с чертежными размерами.
3.6.1. Ремонт колесных пар следует выполнять в соответствии с п.п. 2.10.8.1 - 2.10.8.16.
3.6.2. Восстановление шеек колесных пар электровозов ВЛ60 и ВЛ80 следует выполнять способом дуговой металлизации в соответствии с требованиями, изложенными в п.п. 2.10.8.17 - 2.10.8.22. При этом диаметр шейки после металлизации и окончательной механической обработки должен соответствовать чертежному размеру.
3.7.1. При капитальном и текущем ремонтах кожухов зубчатой передачи и корпусов редукторов разрешается:
1) поврежденные места сварных швов вырубить и заварить. Все швы на кожухе выполнять однослойными;
2) наплавлять с внутренней стороны кожухов изношенные поверхности при остающейся толщине листов не менее 50% чертежного размера, но не менее 2,5 мм, или приваривать накладки с наружной стороны; таких мест не должно быть более двух;
3) приваривать новые бонки;
4) наплавлять места лабиринтов, посадочные места крышек редукторов, корпусов подшипников, места под втулки проушин;
5) заваривать трещины и вваривать вставки заподлицо в корпусе редукторов. При капитальном ремонте количество заваренных трещин допускается не более четырех, количество вставок - не более двух;
6) приваривать не более двух накладок с каждой стороны на пробоины в кожухе (при текущем ремонте).
3.7.2. При ремонте кожуха запрещается заваривать радиально расположенные трещины от края отверстия для прохода вала и оси колесной пары и трещины в проушинах подвески корпуса редуктора.
3.7.3. Сварочные работы на кожухе производить дуговой сваркой электродами диаметром 2 - 3 мм или газовой сваркой. Сварной шов должен иметь полный провар с основным металлом. Шлаковые включения, газовые поры, прожоги и подрезы основного металла не допускаются. Разрешается при ремонте кожухов и корпусов редукторов применять сварку в смеси газов CO2 + O2 в соотношении 70 - 80% CO2 и 30 - 20% O2 сварочной проволокой марки Св-08Г2СЦ диаметром до 1,4 мм.
При текущем ремонте допускается выполнять сварку в среде защитного газа CO2 проволокой Св-08Г2С диаметром 1,2 мм.
При наличии на кожухе пробоины необходимо острые кромки притупить, вмятины выправить, зачистить место под постановку накладки. Накладку приварить электродуговой или газовой сваркой с перекрытием отверстия пробоины не менее чем на 50 мм. Толщина накладки должна быть равна 3/4 толщины основного металла или равна ему.
3.7.4. После ремонта сваркой кожух и корпус редуктора испытать на плотность керосином в течение 5 мин. Течь в сварном шве не допускается. Разрешается подварка в местах течи с предварительной вырубкой дефектного места или выплавкой электродами типа АНР или ОЗР при вертикальном положении ремонтируемого участка.
3.8.1. При капитальном и текущем ремонтах пружинных подвесок тяговых электродвигателей разрешается:
1) приваривать новые фиксирующие кольца на место изношенных;
2) восстанавливать наплавкой изношенные по диаметру стержни, износ поддерживающих плит замков и их болтов и износ на поверхностях балочек подвесок;
3) вваривать пробки в отверстия балочек под стержни с предварительной рассверловкой их до диаметра 50 - 55 мм.
3.8.2. Сварочные работы на пружинных подвесках производить электродами типов Э42, Э42А, Э46 автоматической сваркой под слоем флюса сварочной проволокой Св-08А или механизированной (полуавтоматической) наплавкой порошковой проволокой.
3.8.3. Наплавку стержней по диаметру производить вибродуговым способом, ручной наплавкой или механизированной (полуавтоматической) наплавкой порошковой проволокой марки ПП-Нп-14ст, при ручной наплавке - электродами ОЗН-300М.
3.9.1. При капитальном и текущем ремонтах подбуксовых связей разрешается заваривать отверстия, наплавлять изношенные места и сваривать связь из двух частей газопрессовой или контактной сваркой; при текущем ремонте заваривать трещины в подбуксовых связях, если они занимают не более 50% сечения.
3.9.2. Запрещается при капитальном ремонте заварка трещин в подбуксовых струнках.
3.9.3. Наплавку изношенных мест и заварку отверстий в подбуксовых струнках производить дуговым способом. Заварку трещин в подбуксовых связях производить электродами типов Э42А, Э46А и Э50А с подогревом до температуры 300 - 350 °C, после сварки струнок произвести их нормализацию при температуре 850 - 900 °C.
3.10.1. При капитальном и текущем ремонтах путеочистителей разрешается заварка трещины и вварка новых участков на место негодных.
3.10.2. При наличии трещин в нижнем листе снять путеочиститель, заварить трещины с предварительной разделкой и приварить снизу на весь лист накладку толщиной 8 мм.
3.11.1. При капитальном и текущем ремонтах корпусов букс с подшипниками качения разрешается:
1) заваривать мелкие несквозные надрывы в корпусе буксы и отверстия под шпильки;
2) наплавлять торцы букс (рис. 3.18) и наружные поверхности под наличники с последующей термообработкой;

3) приваривать опорные сухари и стальные наличники на челюсти буксы по технологии, предусмотренной чертежом;
4) восстанавливать наплавкой износ отверстий под втулки цапф подвесок рессор и балансиров;
5) восстанавливать наплавкой или дуговой металлизацией с последующей механической обработкой посадочные места (см. рис. 3.18) под подшипники при овальности и конусности их сверх допускаемых значений (при капитальном ремонте).
3.11.2. При капитальном и текущем ремонтах букс электровозов, кроме электровозов ЧС, дополнительно разрешается:
1) наплавлять износ в корпусах букс под сайлентблоки;
2) вваривать фиксирующие штифты в крышках букс и в головках буксовых поводков;
3) восстанавливать наплавкой изношенные поверхности контактных шайб (в условиях депо).
1) производить наплавку с последующей механической обработкой клиновых пазов букс при износе их более 0,22 мм.;
2) наплавлять проушины поводков и торцевых поверхностей вилки при износе их более 1 мм с последующей механической обработкой.
3.11.4. Запрещается при капитальном и текущем ремонтах заваривать трещины в лабиринтных и дистанционных кольцах.
3.11.5. Перед заваркой надрыва в буксе засверлить конец его. Подготовку кромок произвести V-образно. Заварку надрывов производить электродами типов Э42А, Э46А и Э50А диаметром 3 мм дуговой сваркой, не допуская значительного нагрева корпуса буксы во избежание деформации. Приварку наличников производить прерывистым швом участками длиной 40 - 50 мм по всему периметру электродами этих же типов диаметром 4 мм дуговой сваркой. Перед приваркой наличник плотно прижать струбцинами. Приварку наличников из марганцовистой стали марок ЭИ-256, 60Г, 65Г производить согласно указаниям п.п. 2.10.10.4 - 2.10.10.5.
3.11.6. При капитальном ремонте бронзового корпуса осевого токоприемника (токоведущего устройства) электровозов ЧС разрешается:
1) восстанавливать наплавкой разработанные отверстия под валик нажимного устройства;
2) устранять трещины и подгары корпуса газовой сваркой латунными электродами.
3.12.1. При выполнении сварочных работ на деталях рессорного подвешивания руководствоваться указаниями, изложенными в подразделе 2.10.13. Дополнительно к указанному при капитальном и текущем ремонтах разрешается наплавлять износ серег люлечных рессор при уменьшении их по толщине не более чем на 3 мм от чертежного размера.
3.12.2. При капитальном ремонте разрешается восстанавливать наплавкой с предварительным подогревом и последующей термической и механической обработкой износ опорных поверхностей, а также износ рессорных стоек, стержней, если он не превышает 3 мм по глубине.
3.12.3. Сваренные газопрессовой и изготовленные вновь подвески испытать на разрыв нагрузкой 120 МПа (1200 кгс/см2) в площади наиболее опасного сечения.
3.12.4. Разрешается при капитальном ремонте восстанавливать наплавкой ножевые рессорные накладки с последующей механической обработкой, цементацией и закалкой.
3.12.5. При капитальном ремонте рессорного подвешивания электровозов ЧС разрешается:
1) восстанавливать наплавкой изношенные седла и опоры с последующей механической и термической обработкой;
2) в случае ослабления крепления поводков и опоры пружины электровозов ЧС6, ЧС200, ЧС7 изношенные отверстия в опоре восстановить наплавкой с последующей механической обработкой;
3) восстанавливать наплавкой с предварительным подогревом и последующей термической и механической обработкой, износ рессорных подвесок ЧС6, ЧС7, ЧС200, если он не превышает 1 мм по глубине;
4) восстанавливать наплавкой местные износы поперечных балок электровозов ЧС6, ЧС200, ЧС7 глубиной более 3 мм с последующей механической обработкой;
5) наплавлять изношенные отверстия и боковые поверхности поводков боковых опор ЧС2 и ЧС2Т;
6) восстанавливать наплавкой опорные поверхности П-образных подвесок рессор кузова ЧС2 и ЧС2Т с последующей механической и термической обработкой;
7) восстанавливать наплавкой изношенные поверхности опор, подкладок, вкладышей и сферических шайб пружин ЧС4 и ЧС4Т с последующей механической обработкой;
8) наплавлять изношенные клинья;
9) наплавлять изношенные поверхности масляных ванн боковых опор ЧС2 и ЧС2Т.
3.12.6. При капитальном ремонте рессорного подвешивания электровозов серии ЧС запрещается заварка трещин в рессорных подвесках и балансирах электровозов ЧС, а также в П-образных подвесках рессор кузова ЧС2 и ЧС2Т.
3.12.7. При капитальном ремонте рессорного подвешивания разрешается заваривать с предварительной разделкой дефекты в сварных швах масляных ванн боковых опор ЧС2 и ЧС2Т. Обнаруженные трещины в сварных швах опор, подкладок, вкладышей и сферических шайб пружин ЧС4 и ЧС4Т подлежат разделке и заварке.
И ТОРМОЗНЫЕ ЦИЛИНДРЫ
3.13.1. При капитальном и текущем ремонтах деталей тормозной рычажной передачи разрешается:
1) сваривать газопрессовой или контактной сваркой методом оплавления тормозные тяги, балки, подвески и т.п.;
2) восстанавливать наплавкой с последующей механической обработкой места износа до 15% толщины сечения детали;
3) наплавлять износ шеек тормозных балок, если он достиг не более 4 мм на сторону;
4) приваривать контактной или газопрессовой сваркой шейки тормозных балок при условии расположения стыка не ближе 10 мм от заплечика шейки;
5) устранять износ валиков рычажной передачи вибродуговой наплавкой с последующей термообработкой, автоматической и механизированной (полуавтоматической) наплавкой порошковой проволокой марки ПП-Нп-14ст, в условиях депо, а также ручной наплавкой электродами ОЗН-300М;
6) восстанавливать наплавкой изношенные поверхности главных тормозных валов, вкладышей тяг, выработку пазов в тягах;
7) наплавлять изношенные места тормозных башмаков;
8) заваривать трещины в рычагах тормозного вала электровозов ВЛ22 и ВЛ22м, образующиеся в сопряжении ребер рычага со ступицей под коленчатый вал (рис. 3.19). Если трещина сквозная с выходом на противоположную плоскую поверхность или размер б (см. рис. 3.19 сечение А-А) менее 35 мм, рычаг заменить;

9) при замене звеньев цепи ручного тормоза имеющих трещины ставить новые звенья соединяемые электросваркой;
10) восстанавливать наплавкой места износа балансиров тяг ручного тормоза с последующей обработкой;
11) заваривать трещины в маховике колонки ручного тормоза;
12) восстанавливать разработанные отверстия в деталях тормозной передачи при износе более 1 мм;
13) приваривать новые кронштейны взамен кронштейнов, имеющих изношенную или сорванную резьбу электродами типа Э42А, Э46А или Э50А.
3.13.2. Устанавливать с приваркой по торцу новые втулки в передние стальные крышки тормозных цилиндров при разработке отверстий в горловинах более 2 мм по диаметру. Применять электроды типа Э42А или Э46А.
3.13.3. Запрещается заваривать трещины в деталях тормозной рычажной передачи, кроме указанных в п. 3.13.1(8), и наплавлять резьбу муфты тормозной тяги.
3.13.4. Сварочные работы на деталях тормозной рычажной передачи производить в соответствии с указаниями, изложенными в подразделе 2.10.14.
3.13.5. При заварке трещин в рычагах тормозного вала произвести их разделку, как показано на рис. 3.20. Сварку выполнять электродами типа Э42А, Э46А, после заварки с внутренней стороны поверхность сварных швов обработать по радиусу фрезой диаметром 40 мм. Затем вварить усиливающую вставку (см. рис. 3.21, разрез Б-Б и рис. 3.19) с обваркой по контуру.

в рычаге тормозного вала

3.14.1. При капитальном и текущем ремонтах песочниц и вентиляционных патрубков разрешается приваривать листы песочных ящиков взамен негодных, усиливающие накладки толщиной 5 - 6 мм в местах крепления форсунок, а также наплавлять изношенные поверхности и заваривать трещины в вентиляционных патрубках.
3.15.1. При капитальном и текущем ремонтах кузова разрешается:
1) заваривать трещины в хребтовых и шкворневых балках с приваркой накладок в поясных листах и пятах;
2) приваривать встык концы швеллеров на место изогнутых или негодных, а также вваривать новые вставки в раме кузова, хребтовых и шкворневых балках;
3) наплавлять изношенные цилиндрические части и опорные поверхности пяты дуговой сваркой или приваривать к местам износов стальные шайбы толщиной не менее 8 мм с последующей обработкой;
4) приваривать новые пластины скользунов и плиту толщиной не менее 5 мм в опорное гнездо дополнительной опоры ко дну в балке;
5) заваривать трещины в сварных швах каркасов стен и крыши кузова, а также у съемных крышевых люков;
6) приваривать заподлицо новые листы крыши на место негодных. Листы крыши, имеющие пробоины, отремонтировать постановкой заплат с приваркой внахлестку. Волнистость листов крыши должна быть не более 10 мм на длине 1 м по продольной оси кузова;
7) исправлять сваркой поврежденные сварные швы водосливных желобов, труб, козырьков, кузова, окон, дверей, боковых люков, трещины и пробоины у листов пола площадок, лестниц площадок, металлических стоек и листов стен, пола и потолка;
8) восстанавливать крепления щитов стен высоковольтной камеры и форкамеры путем заварки разработанных отверстий под болты (при капитальном ремонте);
9) восстанавливать сварные швы металлических каркасов для установки электрического и пневматического оборудования, опор вспомогательных машин и других частей механических устройств (при капитальном ремонте);
10) заваривать отверстия в швеллерах рамы, угольниках, листах кузова и высоковольтной камере;
11) наплавлять конусную часть центральной опоры электровоза ВЛ60 с наружной и внутренней сторон с последующей механической обработкой;
12) приваривать накладки из марганцовистой стали опор кузова согласно указаниям п.п. 2.10.10.4 - 2.10.10.5.
3.15.2. При капитальном ремонте разрешается:
1) восстанавливать изношенные выше нормы стаканы боковых опор кузовов электровозов ВЛ10, ВЛ8, ВЛ23, ВЛ22м;
2) восстанавливать трущиеся части опорной поверхности гнезда дополнительных опор электровозов постоянного тока. Наплавлять с последующей обработкой опоры, имеющие износ по диаметру и скользящей поверхности более допускаемого по нормам;
3) опоры кузова на электровозах ВЛ10 с N 1198 по N 1294 и с N 1606 по N 1706 ремонтировать по чертежу Челябинского электровозоремонтного завода N 5РЯ040.227.
3.15.3. Допускается при капитальном ремонте заварка трещин в зетобразном профиле рамы кузова электровозов ВЛ10 и ВЛ11 по технологии, утверждаемой Главным управлением локомотивного хозяйства МПС.
3.15.4. При капитальном и текущем ремонтах запрещается:
1) производить крепления поручней сваркой;
2) приваривать накладки на листах кузова снаружи;
3) вести сварку на свежеокрашенных кузовах и вблизи электроприводов;
4) производить сварочные работы на крыше электровоза, находящегося под контактной сетью;
5) заваривать трещины на усиливающих накладках, в шкворне главной опоры и обечайке.
3.15.5. При заварке трещин на швеллерах рамы концы ее перед разделкой засверлить сверлом диаметром 8 - 10 мм, после чего трещину разделать V-образно. Заварку производить дуговой сваркой, начиная с вертикальной и заканчивая на горизонтальной полке швеллера.
Заваренный шов зачистить заподлицо под усиливающую накладку с наружной стороны швеллера (плоскую) или с внутренней (коробчатую). Накладку плотно прижать перед приваркой струбцинами к швеллеру и прихватить. Накладка должна иметь закругленные углы и быть плотно прижата к швеллеру. Допускаются местные зазоры не более 1 мм. Приварку производить дуговой сваркой обратноступенчатым способом. Подрезы на границе сварных швов не допускаются.
3.15.6. При вварке вставок в раму кузова, в хребтовые и поясные балки негодный участок вырезать газовым резаком и обрубить кромки со скосом 30 - 35°. Заготовленную вставку со скошенными кромками и закругленными углами поставить на место и прихватить. Прихватку и вварку вставок вести дуговой сваркой обратноступенчатым способом.
3.15.7. Швеллеры, имеющие поперечные и наклонные трещины, переходящие на вертикальную стенку, после заварки трещин усилить односторонними корытообразными накладками.
3.15.8. Швеллеры, имеющие поперечные и наклонные трещины и изломы, когда остается целой не более одной из горизонтальных полок, при стыковании следует усиливать двусторонними накладками. При двусторонних накладках сварные швы их приварки должны быть смещены не менее чем на 30 мм. Поперечные и наклонные трещины в горизонтальных полках, не переходящие на вертикальную стенку, после заварки необходимо усилить угловыми накладками с внутренней стороны швеллера. Продольные трещины после заварки усилить односторонними плоскими накладками как в швеллерах, так и в угольниках.
3.15.9. При прогибе рамы кузова больше допустимого разрешается при капитальном ремонте ее правка путем разрезки нижнего обвязочного пояса и приварки после правки вставок с усилением. Разрезка в одном поперечном сечении поясов рамы, стенок кузова не допускается.
3.15.10. При заварке трещины в пяте последняя должна быть снята с кузова. Трещину разделать V-образно, затем зачистить. Перед разделкой трещины конец ее засверлить сверлом диаметром 10 - 12 мм. При длине трещины более 150 мм заварку выполнять дуговой сваркой обратноступенчатым способом участками по 100 - 150 мм. Места заварки трещин должны быть обработаны заподлицо с основным металлом.
3.15.11. При заварке трещин в шкворневой балке рамы кузова электровоза ВЛ60 в месте приварки направляющей опоры (рис. 3.22) концы их перед разделкой засверлить (сечение А-А) и разделать трещины под заварку (сечение Б-Б).

электровоза ВЛ60
Если в нижнем листе шкворневой балки трещина располагается по границе сварного шва приварки фланца направляющей опоры, то перед разделкой трещины в этом месте срезать газовым резаком фланец на расстоянии 15 - 20 мм от края на всей длине трещины плюс 50 мм. При срезании части фланца повреждение металла нижнего листа балки не допускается.
Заварить трещины сначала в нижнем листе, затем в вертикальном и обработать сварные швы абразивным кругом заподлицо с металлом листа.
Приварить нижние усиливающие накладки, затем вертикальные. У нижних накладок выполнять вначале шов приварки накладки к фланцу опоры.
При наличии трещины Д (см. рис. 3.22) в сварном шве приварки фланца опоры к нижнему листу балки сварной шов удалить и заварить вновь.
3.15.12. При заварке трещин шкворневой балки рамы кузова электровоза ВЛ60 в местах приварки кронштейнов возвращающего устройства (см. рис. 3.22) концы их засверлить (сечение А-А), разделать трещины под заварку (сечение В-В) и удалить сварной шов приварки кронштейна к нижнему листу на длине прилегания усиливающих накладок 3 и 4.
Заварить трещину электродами типа Э42А или Э46А (первый слой электродом диаметром 3 мм, последующие слои - электродами диаметром 4 - 5 мм) и обработать сварной шов наждачным кругом заподлицо с металлом нижнего листа под усиливающую накладку.
Приварить накладку вначале к кронштейну, а затем к листу балки. Сварные швы должны иметь плавный переход к основному металлу, для чего их необходимо обработать абразивным кругом. После этого сварные швы приварки накладок к листу балки и околошовную зону наклепать многобойковым упрочнителем или обработать комбинированным упрочнением.
3.15.13. Разрешается заварка трещин шкворневых балок кузова электровоза ВЛ80, ВЛ10, ВЛ10У, ВЛ11 в/и, и ВЛ82М в вертикальных листах и горизонтальных полках балок, возникающих и развивающихся от сварных швов обечаек технологического окна. Не допускается ремонт балок с одиночными трещинами, переходящими с вертикального на горизонтальный лист, если длина их превышает 520 мм, а также балок с разветвленными трещинами на горизонтальных листах или с расслоением основного металла горизонтальных листов. Не подлежат ремонту балки, если расстояние между кромками трещин превышает 3 мм. Ремонт шкворневых балок с трещинами от обечайки следует выполнять в соответствии с "Технологической инструкцией по исправлению дефектов балок шкворневых кузовов электровозов" от 26.08.1991 г. Новочеркасского электровозостроительного завода, рекомендованной Главным управлением локомотивного хозяйства МПС к исполнению (письмо ЦТЭР-13 от 16.12.1991).
При текущем ремонте при обнаружении трещин длиной до 35 мм разрешается выполнять только засверловку их концов, оставляя трещину без заварки и усиления до капитального ремонта.
3.15.14. Наряду с требованиями технологической инструкции необходимо также руководствоваться следующим:
1) для изготовления вставок, накладок и остающихся подкладок следует использовать стали Ст3сп4 и Ст3сп5 по ГОСТ 14637-89 с содержанием углерода не более 0,22%. Допускается использование сталей 09Г2 и 09Г2Д по ГОСТ 19281-89;
2) для выполнения сварочных работ при ремонте шкворневых балок наряду с электродами АНО-3 и УОНИ-13/45 допускается применение электродов УОНИ-13/55 при приварке накладок из стали 09Г2 и 09Г2Д;
3) для разделки кромок под сварку на вертикальном и нижнем горизонтальном листах балки допускается использование электродов АНР-3 и ОЗР-2 с последующей механической зачисткой кромок реза;
4) при использовании воздушно-дуговой резки и строжки для разделки трещин и вырезки дефектных участков шкворневой балки необходима механическая зачистка науглероженного слоя кромки реза на глубину 1 мм;
5) при заварке трещин на листах шкворневой балки необходим подогрев металла вдоль трещины до температуры 200 - 250 °C. При перерыве в сварочных работах подогрев следует повторить;
6) сварные соединения в местах перехода сварного шва усиливающей накладки на металл полок или стенок балки рекомендуется подвергать упрочняющей обработке способом комбинированного упрочнения, включающим аргоно-дуговое оплавление металла по границе сплавления с последующей обработкой многобойковым упрочнителем. При отсутствии оборудования для аргоно-дугового оплавления допускается упрочнение многобойковым упрочнителем;
7) обечайка должна изготавливаться из одной полосы, с одним продольным швом.
3.15.15. Разрешается при капитальном ремонте электровозов ВЛ80 всех индексов, ВЛ10, ВЛ11, а также электровозов других типов, имеющих шкворневой узел аналогичной конструкции приваривать новый шкворень к шкворневой балке кузова (рис. 3.23) с соблюдением следующих требований:

1) установить узел в шкворневой балке и закрепить гайкой 3;
2) приварить обечайку узла 1 с предварительным подогревом до 300 - 350 °C к нижнему листу шкворневой балки 2 (сварку выполняют одновременно два сварщика);
3) сварка каждым сварщиком ведется одновременно и в противоположном направлении (вид А) с началом сварки от продольной оси балки. Начало и конец валика должны перекрываться на 50 - 70 мм. Порядок наложения валиков по сечению шва указан на выноске I. Корень шва тщательно проварить (например электродами УОНИ-13/45 диаметром 3 мм). Сварочный ток 80 - 100 А. Остальные валики выполнять электродами диаметром 4 мм марки УОНИ-13/45. Сварочный ток 150 - 160 А. Каждый валик должен быть тщательно зачищен от шлака.
Допускается также выполнять сварку в смеси защитных газов CO2 + O2 в соотношении 70 + 30% проволокой Св-08Г2СЦ по ТУ 14-287-19-78 диаметром 1,4 мм и ниже, а при сварке в нижнем положении - диаметром до 2 мм.
Шов выполняют с плавным переходом к прилегающим поверхностям с последующей обработкой шлифовальной машинкой до радиуса 50 мм;
4) место приварки шкворня должно иметь клеймо сварщика. В техническом паспорте электровоза необходимо сделать соответствующую запись;
5) сварной шов проверяют УЗД.
3.15.16. Разрешается при капитальном ремонте электровозов ВЛ80 производить замену дефектной шкворневой балки рамы кузова по технологии Улан-Удэнского ЛВРЗ:
1) после разметки линий среза шкворневой балки по сечениям M1N1 и M2N2 (рис. 3.24) и мест среза швеллеров 1 и 4, угольников 3, желобов и т.п. под дефектную шкворневую балку подводят ложную тележку с деревянными брусьями-подкладками (рис. 3.25). Дефектная шкворневая балка располагается над деревянными брусьями, установленными на ложной тележке. В полу кузова вырезают окно 350 x 590 мм над шкворневой балкой, для сварочных работ. Элементы балки срезаются в последовательности - швеллера, угольники, желоба и сварочные швы расположенные между плоскостями M1N1 и M2N2 (см. рис. 3.25);


2) с каждой стороны срезают часть по разметке кронштейна противоположного устройства, оставшиеся части шкворневой балки 2, угольники, не повреждая швеллеры N 16 и N 30, обшиву кузова и места последующих сварных соединений. Места разрезки шлифуются в труднодоступных местах, зачищаются зубилом;
3) с одной стороны в обшиве рамы кузова между швеллерами вырезают окно размером 350 x 950 мм для постановки новой шкворневой балки;
4) через отверстие в полу кузова снимают с ложной тележки новую шкворневую балку (рис. 3.26) и устанавливают ее в нормальное положение, соблюдая расстояние между шкворнями старой и новой балок 7500 +/- 2 мм. Приваривают лист 950 x 350 x 6 мм к боковине кузова;

5) приваривают угольники к листам обшивки к нижнему швеллеру, вертикальный лист шкворневой балки к обшивке боковин, верхний лист балки к швеллеру N 16, а нижний лист к угольникам расположенным над швеллером N 30. Далее привариваются кронштейны противоотносного устройства и другие соединяющие элементы рамы кузова с шкворневой балкой, а также листы пола;
6) сварку следует выполнять электродами марки УОНИ-13/45, допускается применение УОНИ-13/55. Корневые валики сваривают электродами диаметром 3 мм. Перед сваркой электроды обязательно прокаливают;
7) при наложении сварных швов прихватки должны быть полностью переплавлены.
3.15.17. Сварку концевых частей новой шкворневой балки с рамой кузова следует выполнять с местным предварительным подогревом до 250 - 300 °C. При перерыве в работе предварительный подогрев повторяют.
3.15.18. Сварку второй шкворневой балки выполняют аналогично первой с учетом ее отличий.
3.15.19. К выполнению сварочных работ при замене шкворневой балки следует допускать сварщиков, аттестованных в соответствии с действующими правилами и имеющих удостоверение на выполнение ответственных работ.
3.15.20. При капитальном ремонте электровозов ВЛ10 и ВЛ11 допускается выполнять ремонт сваркой швеллера (черт. 8ТЕ.167.343) под мотор-вентилятором по чертежам ВЭЛНИИ - Э2.100.288; Э2.100.303.
3.16.1. При капитальном ремонте деталей люлечного подвешивания электровозов ВЛ10, ВЛ80 и локомотивов других типов, имеющих аналогичное люлечное подвешивание разрешается:
1) наплавка опорной поверхности шайбы стержня под пружину при износе более 2 мм с последующей термической обработкой;
2) восстанавливать наплавкой изношенную внешнюю поверхность стакана люлечного подвешивания;
3) восстанавливать наплавкой изношенные рабочие поверхности опор и прокладок люлечного подвешивания с предварительным подогревом до 250 - 300 °C в печи. Наплавку выполняют электродами марки ЭН-60М диаметром 5 мм, в нижнем положении на постоянном токе обратной полярности 140 - 180 А. после зачистки наплавленной поверхности проводят отжиг деталей, механическую обработку, закалку опорных поверхностей ТВЧ на твердость в соответствии с требованиями чертежей, а также контроль магнитным дефектоскопом;
4) заваривать разделанные трещины в крышке горизонтального упора электродами типа Э42А марки УОНИ-13/45;
5) при износе опорной поверхности крышки горизонтального упора более 5 мм восстанавливать ее наплавкой;
6) устранять наплавкой износ на поверхности вкладыша крышки горизонтального упора, если он превышает 5 мм, после его запрессовки. Наплавленную поверхность охладить в воде и обработать;
7) восстанавливать наплавкой опорную поверхность крышки вертикального упора при износе более 1 мм с последующей механической обработкой и поверхность накладки на раме тележки при износе ее до 5 мм;
8) при износе накладок вертикального упора на раме тележки более 5 мм приварить новую накладку;
9) отремонтированные сваркой детали вертикального упора проверить магнитным дефектоскопом.
3.16.2. при ремонте люлечного подвешивания запрещается наплавлять и заваривать трещины в стержне, стакане, опорах и прокладках.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: п.п. 5.3.17 - 5.3.20 отсутствуют. |
3.16.3. Допускается при капитальном и текущем ремонтах восстановление плазменным напылением посадочной поверхности поршневого штока гидравлического гасителя колебаний КВЗ-ЛИИЖТ в соответствии с п.п. 5.3.16 - 5.3.20.
ЭЛЕКТРОМАШИН
4.1.1. При капитальном и среднем ремонте остовов электродвигателей разрешается заваривать или наплавлять:
1) трещину не более чем в одном ушке для крепления шапки моторно-осевого подшипника;
2) трещины длиной не более 600 мм в остове, кроме трещин, доходящих до отверстий соседнего полюса (в двигателях с опорно-рамным подвешиванием), заварка которых запрещается;
3) трещины, раковины в масляных камерах шапок;
4) трещины шапок в привалочной плоскости, если величина их не превышает 1/3 площади сечения, и приваривать скобы, накладки, кронштейны;
5) резьбу отверстий остова и его деталей, наплавлять изношенные поверхности в любой части остова и шапок моторно-осевых подшипников, износ верхнего траверсного носика при уменьшении сечения не более чем на 25% к нижним носикам, не имеющим сменных пластин, наплавлять или приваривать к ним пластины толщиной не менее 5 мм.
4.1.2. При подготовке кузова и рамы вагона к сварочным работам следует литейные дефекты в моторно-осевых горловинах остова при капитальном и среднем ремонте заваривать или вырубить (толщина стенок в исправленном месте должна быть не менее 4 мм), или заделать соответствующей пластиной, вваренной встык или внахлестку.
4.1.3. Допускается при капитальном и среднем ремонте восстанавливать отверстия М24 и М48 на остове, а также отверстия М42 в подшипниковых щитах вваркой резьбовых втулок по утвержденному чертежу.
4.1.4. Забракованные швы должны быть вырублены и заварены вновь. Сквозные трещины заваривают с двух сторон. Односторонняя заварка или непровар не допускаются. Вместо дефектных, сломанных проушин, предназначенных для транспортировки электрических машин, допускается приварка новых. Разрешается приварка отломанных ушек для крепления букс и кожуха зубчатой передачи.
4.1.5. Поверхности вентиляционных окон и смотровых люков остова разрешается восстанавливать приваркой накладок при капитальном и среднем ремонтах.
4.1.6. При текущем ремонте остова разрешается заваривать трещины:
1) идущие от отверстий под болты для крепления подшипниковых щитов к кромке якорной горловины;
2) у коллекторного люка или вентиляционного окна, длиной не более 150 мм и не выходящие на ярмо остова;
3) в средней части моторно-осевой горловины, длиной не более 100 мм, не выходящие на торцовую стенку или выступ ярма остова. При наличии в средней части моторно-осевых горловин трещин длиной более 100 мм, но не выходящих на ярмо, разрешается вваривать вставки;
4) в дефектных участках стенок масляных камер моторно-осевых подшипников с последующей проверкой их плотности керосином или воздухом.
4.1.7. Наплавку изношенных мест остова, шапок моторно-осевых подшипников по постелям, торцам, замковым плоскостям, траверсным носикам, горловинам под подшипниковые щиты и заварку трещин производить сваркой под слоем флюса углеродистой сварочной проволокой и порошковой проволокой марки ПП-Нп-14ст.
Допускается наплавка дуговой сваркой вручную электродами типов Э42А, Э42, Э46А, Э46 в порядке, указанном цифрами 1 - 5, 1 - 8 на рис. 4.1. После наплавки рекомендуется выдержать остов на воздухе в течение 12 - 14 ч во избежание деформаций после механической обработки. Восстановление моторно-осевых горловин автоматической наплавкой допускается как в сборе с шапками, так и в отдельности.

а - в приливе остова моторно-осевой горловины;
б - по поверхности постелей шапок;
в - последовательность наплавки
в нижнем положении (I - III)
Для заварки трещин в остове, не выходящих на ярмо (при деповском ремонте), необходимо демонтировать полюсы, расположенные рядом с трещиной, засверлить концы трещины сверлом диаметром 6 - 8 мм, разделать трещину под V-образный шов, подогреть место сварки до температуры 250 - 300 °C, сварку выполнять электродами марки УОНИ-13/45 или УОНИ-13/55, первый слой заваривать электродами диаметром 3 мм, последующие - электродами диаметром 4 - 5 мм. Поверхность шва зачистить; подрезы и дефекты в швах не допускаются.
4.1.8. При автоматической наплавке на остове и шапке укрепить флюсоудерживающие приспособления в виде колец или полуколец (рис. 4.2). Окно польстера шапки моторно-осевого подшипника закрыть технологической заглушкой, по краям уплотнить асбестовым шнуром во избежание попадания расплавленного металла и флюса в полость шапки.

на остове и шапке тягового электродвигателя
Автоматическую наплавку вести в такой последовательности:
1) наплавить полукольцевые валики одним-двумя проходами по наружным кромкам горловин шапок и у окна польстера - сначала на одной горловине, затем на другой;
2) наплавить постели остова продольными валиками одним проходом с одной стороны остова, затем с другой; вторым проходом наплавлять в обратной последовательности;
3) наплавить продольными валиками шапку между полукольцевыми швами в два прохода вдоль окна польстера (рис. 4.3);

тягового электродвигателя
4) наплавить шапку полукольцевыми валиками между продольными швами поперек окна польстера, в таком же порядке производится наплавка другой шапки.
4.1.9. Наплавку постелей в сборе с шапками моторно-осевых подшипников остовов тяговых электродвигателей можно также производить автоматической наплавкой в смеси защитных газов CO2 + O2 в соотношении 70 - 80 и 30 - 20% соответственно, применяя проволоку Св-08Г2С или Св-08Г2СЦ диаметром 1,2 - 1,6 мм. Допускается также сварка в среде углекислого газа такими же проволоками.
4.1.10. При заварке трещин должен быть обеспечен полный провар на всю ширину сечения, для чего при V-образной разделке заварку трещин производить с обязательной вырубкой корня шва и последующей подваркой. Места заварки зачистить, а на рабочих поверхностях обработать заподлицо.
И ВСПОМОГАТЕЛЬНЫХ ЭЛЕКТРОМАШИН
4.2.1. При ремонтах подшипниковых щитов тяговых электродвигателей разрешается:
1) наплавлять посадочные места щита, гнезда для подшипников, изношенные лабиринтные горловины и (при капитальном и среднем ремонтах) траверсы щеткодержателей;
2) заваривать трещины в теле щита и изношенные резьбовые и проходные отверстия щитов с последующей обработкой по чертежу;
3) приваривать накладки воздушных каналов;
4) ремонтировать лабиринтные горловины постановкой вварных втулок;
5) заваривать трещины в ушках, приварить новые ушки, наплавлять изношенные поверхности с одной или с двух сторон с последующей обработкой (при капитальном и среднем ремонтах);
6) заваривать трещины в крышках подшипниковых щитов с последующей механической обработкой. Крышки с отколом, разрушением лабиринта заменить (при капитальном и среднем ремонтах).
4.2.2. Запрещается заваривать трещины в подшипниковых щитах, распространяющихся от гнезда подшипника до посадочной поверхности.
4.2.3. Наплавку посадочных мест, гнезд для подшипников, лабиринтных горловин, привалочных плоскостей подшипниковых щитов производить автоматической или механизированной (полуавтоматической) наплавкой под слоем флюса, порошковой проволокой марки ПП-Нп-14ст. Допускается ручная наплавка электродами типов Э42, Э46 или в среде углекислого газа сварочной проволокой Св-08ГС, Св-08Г2С.
Наплавку вручную выполнять электродами диаметром 5 мм продольными широкими валиками в один слой по схеме, указанной на рис. 4.4.

4.2.4. Заварку трещин в щитах производить электродуговой сваркой электродами типов Э42А, Э46А, Э50А.
4.2.5. Лабиринтные горловины подшипниковых щитов, изношенных более чем на 4 мм по диаметру против чертежного размера, восстановить путем приварки втулки (рис. 4.5). Горловину щита при этом расточить на 15 - 18 мм более чертежного размера, установить втулку и приварить ее электродуговой сваркой. Посадочные места щита и гнезда подшипника при этом должны быть наплавлены. После наплавки поверхности обработать по чертежу.

подшипникового щита
4.2.6. Допускается восстановление наплавкой поверхностей накладок тяговых двигателей ТЛ-2К, ТЛ-2К1 (и аналогичных им по конструкции) по чертежам 8ТЕ 136.082 и 8ТЕ 135.479. Технология наплавки должна обеспечить твердость, соответствующую указанной в чертеже и исключить возникновение технологических трещин. Рекомендуются электроды ОЗН-400М, ОЗН-300М и других марок, гарантирующих получение наплавленного металла с необходимой твердостью.
ТЕПЛОВОЗОВ
4.3.1 При ремонтах главных генераторов разрешается:
1) наплавлять привалочный фланец подшипникового щита и посадочное место подшипника (в условиях завода);
2) заваривать трещины в сварных швах станины, лапах щита, люках, корпусе, улитке, всасывающем патрубке;
3) вваривать новую лапу при удалении старой;
4) приваривать планку для усиления шва в месте приварки лапы к привалочному фланцу;
5) заплавлять разработанные резьбовые и проходные отверстия в станине и подшипниковых щитах.
4.3.2. Наплавку бурта и посадочного места подшипника производить автоматической наплавкой под слоем флюса одним или двумя проходами, в зависимости от степени износа гнезда и бурта. Наплавку выполнять проволокой марок Св-08ГА, Св-10Г2, Св-10ГА под слоем флюса марки АН-348А или АНЦ-1.
Наплавку посадочного бурта производить электродуговой сваркой широким швом по всему периметру одним слоем. При наплавке гнезда подшипника в несколько слоев первый слой наплавлять одним электродом диаметром 4 мм, второй и последующий слои допускается наплавлять двумя электродами. При наложении второго и последующего слоев швы очистить металлической щеткой.
4.3.3. Трещины по сварным швам в лапах подшипникового щита вырубить по всей длине с обеих сторон и заваривать электродуговой сваркой угловым швом.
4.3.4. Усиливающую планку толщиной 4 - 5 мм, размером 75 x 75 мм приваривать в месте соединения фланца с лапой в подшипниковом щите. Планку накладывать на угловой шов и обваривать по всему периметру.
4.3.5. Для замены лапы подшипникового щита необходимо вначале срезать старые сварные швы с обеих сторон лапы, затем новую лапу по разметке прихватить по краям разделки и приварить дуговой сваркой непрерывным швом.
В случае заварки трещин в лапах или замены лап подшипникового щита одновременно наплавлять бурт и гнездо подшипника с последующей механической обработкой. Трещины в сварных швах станины разделать и заварить дуговой сваркой.
4.4.1. При ремонте валов и втулок якорей электрических машин разрешается:
1) восстанавливать вибродуговой наплавкой под слоем флюса изношенные посадочные места валов с выпрессовкой и без выпрессовки их из сердечника якоря, наплавлять механизированной (полуавтоматической) наплавкой под слоем флюса, наносить покрытия газотермическими способами;
2) наплавлять резьбовую часть вала и центровые отверстия на торце вала;
3) приваривать газопрессовым способом часть вала взамен отрезанной части при диаметре вала не более 150 мм (вспомогательные электромашины, тяговые электродвигатели и др.);
4) заваривать разработанные шпоночные пазы;
5) наплавлять посадочные места и заваривать трещины во втулках;
6) восстанавливать наплавкой разработанную или сорванную резьбу втулки под гайку с последующей механической обработкой;
7) наплавлять выработку посадочных мест под подшипники и звезду на валах главных генераторов тепловозов вибродуговой наплавкой под слоем флюса (в условиях завода).
4.4.2. Разрешается сварка проводников обмотки с петушками коллектора якоря тягового электродвигателя на установках АДГ-507, А1036 и аналогичных в среде защитных газов неплавящимся вольфрамовым электродом, где это предусмотрено чертежами (в условиях завода).
4.4.3. Запрещается при всех видах ремонта производить наплавку на валах, имеющих изгиб (биение) более 3 мм, трещины, а также задиры и забоины глубиной более 2 мм.
4.4.4. При ремонтах коллекторных втулок, конусов и болтов разрешается:
1) наплавлять выжиги и раковины на конусных поверхностях "ласточкина" хвоста;
2) заваривать трещины при условии, если они не вызывают откола части наружного или внутреннего кольца, а общее количество их не более пяти;
3) заваривать резьбовые отверстия в коллекторной втулке и шпоночные пазы;
4) наплавлять посадочные поверхности под нажимные шайбы и железо якоря, а также резьбу под гайку на хвостовике коллекторной втулки;
5) заваривать шлицы в головках болтов.
4.4.5. При капитальном и текущем ремонтах втулок якоря (рис. 4.6) тяговых электродвигателей электровозов ЧС разрешается наплавлять:
1) наружную поверхность ступицы втулки якоря;
2) внутреннюю коническую поверхность ступицы;
3) посадочную поверхность под запрессовку коллектора;
4) лабиринтные поверхности ступицы и заваривать резьбовые отверстия в торце ступицы втулки якоря.
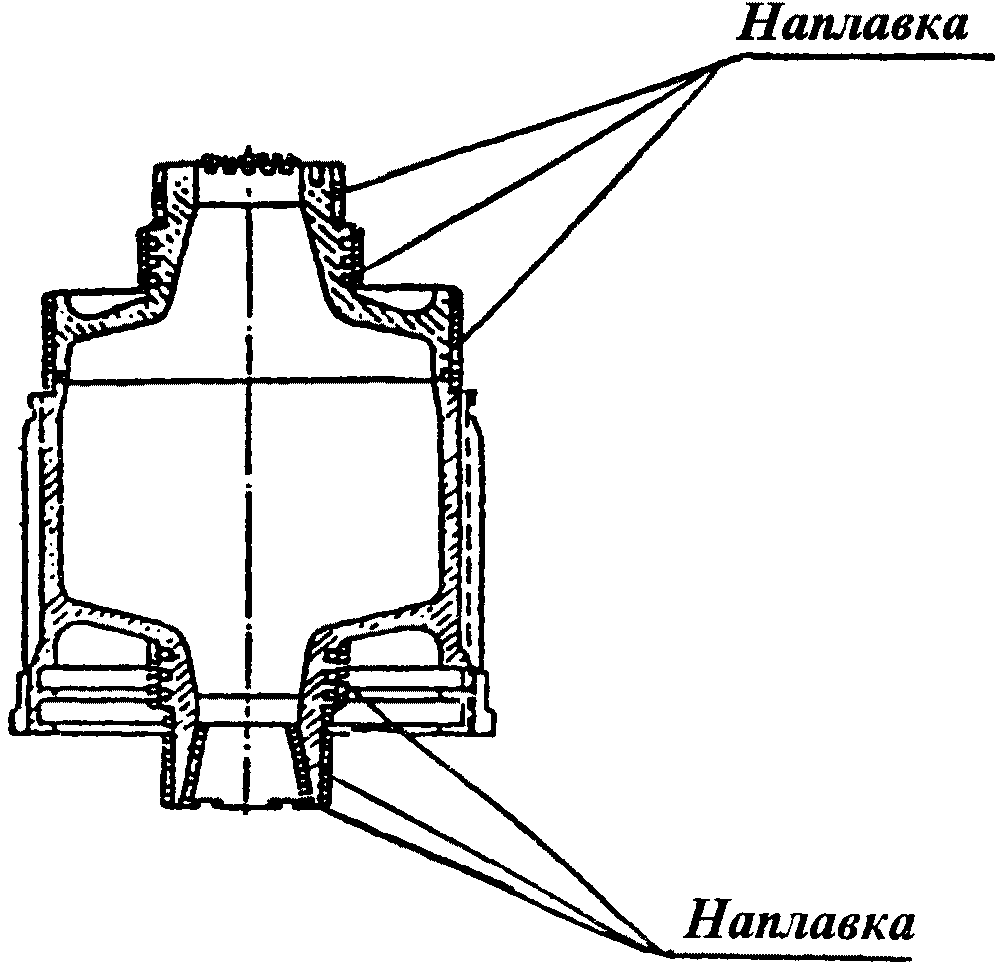
4.4.6. Запрещается заваривать трещины в ступице втулки якоря и в хвостовике под гайку.
4.4.7. При капитальном и текущем ремонтах нажимных шайб и лабиринтных колец разрешается:
1) заваривать шпоночные пазы, выжиги и раковины на наружных поверхностях колец;
2) наплавлять торцовые и посадочные поверхности шайб;
3) заваривать резьбовые отверстия и трещины при условии, если они не вызывают откола части наружного или внутреннего кольца;
4) наплавлять посадочные поверхности в лабиринтных кольцах и отколы нажимных шайб.
1) наплавлять по диаметру посадочную поверхность фланца, входящую в нажимную шайбу;
2) заваривать отверстия для крепления фланца к нажимной шайбе и отжимные отверстия;
3) заваривать трещины в теле фланца.
4.4.9. Вибродуговую наплавку валов под слоем флюса производить на специальных установках с применением автоматических виброголовок типа АНКЭФ и др. в соответствии с разделом 1.9.
4.4.10. Перед наплавкой вал очистить от загрязнения, масла и подвергнуть магнитной дефектоскопии. При наличии на поверхности забоин и задиров глубиной более 1 мм, но не свыше 2 мм, вал проточить на станке до удаления указанных дефектов. При наплавке в два слоя первый слой зачистить металлической щеткой и предъявить мастеру цеха для разрешения наплавки второго слоя. Наплавку заканчивать после выхода на галтель на 10 - 15 мм.
4.4.11. Поверхности валов, находящиеся от торцов на расстоянии более 50 мм, наплавлять с предварительным подогревом до температуры 300 - 350 °C при помощи индукционного нагревателя или другим способом, обеспечивающим равномерный нагрев.
При наплавке вала с торца предварительный подогрев не обязателен, при этом на торец закрепить специальное кольцо из малоуглеродистой стали шириной 20 мм, с которого начинать наплавку с выходом на поверхность вала. После наплавки шов зачистить до металлического блеска металлической щеткой <*>.
--------------------------------
<*> В случае перерыва наплавки более чем на 10 мин, перед возобновлением наплавки, зачистить металлической щеткой последние два-три витка, место наплавки подогреть до температуры 300 - 350 °C и продолжать наплавку с зачищенных витков.
4.4.12. При наплавке конуса шпоночную канавку на конусе вала закрыть, положив вначале прокладку из листового асбеста, а затем уложить временную шпонку из малоуглеродистой стали. Закрепление шпонки электросваркой не допускается. Режим наплавки указан в табл. 4.1.
Диаметр проволоки, мм | Ток, А | Напряжение на дуге, В | Скорость подачи проволоки, м/с (м/ч) | Скорость вращения вала, рад/с (об/мин) | Подача суппорта, мм/об | Частота вибрации проволоки, с-1 | Смещение электрода от зенита, мм | Амплитуда вибрации проволоки, мм |
1,0 | 90 - 120 | 30 - 32 | 0,051 - 0,055 (183 - 200) | 0,12 - 0,15 (1,2 - 1,5) | 4,0 | 21 - 47 | Навстречу вращению вала, 3 - 4 | 2 |
1,2 | 100 - 150 | 30 - 32 | 0,042 - 0,051 (153 - 183) | 0,12 - 0,15 (1,2 - 1,5) | 3,0 - 4,0 | 21 - 47 | 3 - 4 | 2 |
1,6 | 100 - 150 | 30 - 32 | 0,024 - 0,027 (86 - 97) | 0,12 - 0,15 (1,2 - 1,5) | 3,0 - 4,0 | 21 - 47 | 3 - 4 | 2 |
4.4.13. По окончании наплавки срезать временное кольцо с торца вала и проточить на токарном станке с припуском на шлифовку. Вал тщательно осмотреть, проверить магнитным дефектоскопом на отсутствие трещин.
4.4.14. Приварку частей валов газопрессовым способом производить в соответствии с требованиями, изложенными в разделе 1.15 настоящей Инструкции.
4.4.15. В паспорте якоря электромашины сделать отметку о проведении наплавочных работ, приварки частей валов газопрессовым способом и дефектоскопии вала с указанием даты восстановления. В ремонтном листе якоря необходимо проставить фамилии исполнителей.
4.4.16. Наплавку втулки вала производить на вибродуговой установке. При ее отсутствии разрешается наплавлять вручную, для чего втулку, напрессованную на вал, установить на специальные стойки с вращающимися роликами, закрепленными на столе сварщика. Наплавку производить в горизонтальном положении дуговой сваркой широкими продольными валиками с диаметрально противоположным чередованием валиков.
4.4.17. Наплавку резьбовой части вала под гайку выполнять электродами Э42А диаметром 4 - 5 мм. Перед наплавкой старую резьбу снять проточкой.
4.4.18. При наличии раковин и выжигов на конусных поверхностях "ласточкина" хвоста коллекторной втулки нажимного конуса (рис. 4.7) и на наружной поверхности нажимных шайб (рис. 4.8 и 4.9) срубить дефектный металл, зачистить до металлического блеска и наплавить дуговой сваркой. Места наплавки зачистить заподлицо.

электрических машин

1, 2, 3 - трещины

1, 2 - трещины
главного генератора
4.4.19. Трещины в спицах, кольцах и сварных швах корпуса главного генератора (рис. 4.10), коллекторной втулки (см. рис. 4.7), нажимного конуса и нажимных шайб (см. рис. 4.8 и 4.9) разделать X-образно, заваривать электродами типа Э42А. Корень шва заваривать электродом диаметром 3 мм, последующие валики - электродами диаметром 4 мм.

главных полюсов генераторов
Перед заваркой трещин деталь подогреть до температуры 200 - 250 °C, после сварки произвести высокий отпуск при температуре 600 - 650 °C.
Разрешается заваривать не более двух спиц, расположенных рядом, и трех спиц в разных местах. При трещине, проходящей через шпоночный паз, заваривать одновременно и паз. После расточки отверстия новый паз подготовить в новом месте под любой следующей спицей.
4.4.20. Выработку посадочных поверхностей корпуса главного генератора, коллекторной втулки, нажимного конуса и нажимных шайб устранить наплавкой электродами типа Э42А широким валиком с поперечными колебаниями вдоль образующей отверстия ступицы или автоматической сваркой. При выработке шпоночных пазов рекомендуется паз наплавить автоматической или механизированной (полуавтоматической) сваркой под слоем флюса или порошковой проволокой марки ПП-Нп-14ст.
4.4.21. Шпоночные пазы с выработкой более допускаемых размеров наплавить дуговой сваркой электродами типов Э42А, Э46А, Э50А диаметром 3 - 4 мм с последующей обработкой по чертежу.
4.4.22. Изношенные центровые, проходные и резьбовые отверстия валов, коллекторной втулки нажимного конуса, корпуса якоря и нажимных шайб заварить дуговой сваркой электродами типов Э42А, Э46А, Э50А диаметром 3 - 4 мм. Отверстия тщательно очистить от грязи, смазки, старую резьбу снять. Раковины, непровары и другие дефекты при заварке отверстий не допускаются.
4.4.23. Поврежденную резьбовую часть коллекторной втулки восстановить дуговой наплавкой продольными валиками электродами диаметром 4 - 5 мм.
4.4.24. Головки коллекторных болтов с разработанными шлицами наплавлять электродами типа Э42А диаметром 3 мм. Перед наплавкой головки болтов подогреть до температуры 100 - 150 °C.
4.4.25. Сварку медных шин катушек якорей производить на контактно-сварочной машине латунью марки Л63 (пластинки толщиной 0,1 - 0,15 мм). В качестве флюса применять буру. Сварку концов производить внахлестку с последующей проковкой до толщины основного металла свариваемых концов. Нагревать угольной дугой до температуры плавления латунного припоя 850 - 880 °C. Подплавление меди не допускается. Качество пайки проверить двойным перегибом на 180°. Разрешается холодная стыковая сварка шин меди катушек.
4.4.26. Петушки к коллекторным пластинам паять на контактно-сварочной машине. Поверхности, подлежащие соединению, должны быть тщательно очищены. Между соединяемыми поверхностями петушка и пластины насыпать порошок меднофосфористого припоя марки ПМФ-7 или ПОС-61 с предварительным нанесением флюса ЛК-2 (содержит 66% этилового спирта, 30% канифоли, 3% хлористого цинка и 1% хлористого аммония). Нагрев производить угольными электродами до температуры плавления припоя. При расплавлении припой должен равномерно заполнять все зазоры между петушком и коллекторной пластиной. Пайку пластины и флажка производить в кондукторе, обеспечивающем правильное расположение соединяемых деталей.
4.5.1. При ремонтах разрешается:
1) заваривать отверстия в корпусе щеткодержателя под болты, винты и оси и его кронштейне при разработке их или неисправной резьбе;
2) наплавлять кронштейны при срыве ниток гребенки более 5%.
4.5.2. При текущем ремонте разрешается:
1) заваривать трещины в корпусе щеткодержателя газовой сваркой, кроме трещин у основания прилива для крепления, заварка которых запрещается;
2) восстанавливать изношенные гнезда для щеток путем разрезки их и последующей сварки.
4.5.3. Запрещается при ремонте заваривать трещины гнезд под щетки в корпусе щеткодержателей.
4.5.4. При наплавке кронштейнов под гребенку предварительно сфрезеровать старые нитки гребенки со снятием металла на 1 - 2 мм больше глубины нарезки, затем наплавить поверхность кронштейнов дуговой сваркой. После обработки нитки гребенки не должны иметь пор, шлаковых включений и других дефектов.
4.5.5. Место наплавки щеткодержателя предварительно очистить металлической щеткой или косточковой крошкой, подогреть в термической печи. В качестве присадочного материала при ацетилено-кислородной наплавке щеткодержателя применять латунную проволоку марки Л63. Флюсом может служить смесь, состоящая из 70% буры, 20% хлористого натрия, 10% борной кислоты.
4.6.1. При ремонте сердечников полюсов разрешается:
1) вваривать втулки или призмы в сердечники добавочных полюсов или заваривать отверстия электрошлаковым способом;
2) припаивать латунные рамки к буртам сердечников добавочных полюсов;
3) сваривать контактным способом листы щек главных полюсов генераторов;
4) заваривать трещины, образующиеся при развальцовке стяжных заклепок сердечников главных полюсов.
4.6.2. Втулки и призмы сердечников добавочных полюсов, устанавливаемых при ремонте резьбовых отверстий, варить электродами типа Э42А диаметром 3 - 4 мм по всему периметру прилегания. Шов разделать V-образно; глубина разделки не менее 8 мм. Место сварки зачистить заподлицо.
4.6.3. Латунную рамку паять к бурту сердечника добавочного полюса латунью марки Л63 прерывистым швом с катетом не менее 5 мм.
4.6.4. Листы щек главных полюсов генератора сваривать между собой контактной сваркой. Диаметр контактной поверхности электрода должен быть 10 мм. Места сварки располагать согласно схеме (рис. 4.10).
4.6.5. Трещину по венцу развальцовки стяжных шпилек главных полюсов заваривать дуговой сваркой электродами типа Э42А. Место сварки зачистить.
4.7.1. При ремонтах катушек главных и добавочных полюсов электрических машин разрешается:
1) паять медь катушек главных и добавочных полюсов;
2) приваривать (припаивать) выводы к шинам обмоток катушек главных и добавочных полюсов;
3) сваривать медные стержни для катушек добавочных полюсов.
4.7.2. Пайку медных шин катушек главных и добавочных полюсов, приварку или припайку выводов высокотемпературными (твердыми) припоями производить на контактно-сварочной машине аналогично пайке шин меди катушек якорей (см. п. 4.4.24).
4.8.1. При капитальном ремонте разрешается исправлять заваркой мелкие раковины и несквозные трещины в цилиндрах пневматических контакторов.
4.8.2. При капитальном и текущем ремонтах электрической аппаратуры разрешается:
1) заваривать трещины и отверстия в каркасах и рамах для установки аппаратов;
2) заваривать радиальные трещины в крышках пневматических цилиндров длиной до 50% радиуса;
3) заваривать отверстия под валики, приваривать концы дугогасительной катушки в соединении с дугогасительным рогом;
4) наплавлять разработанные отверстия в рычагах, призмах и кожухе электропневматических приводов реверсора и контакторов;
5) наплавлять разработанные отверстия и варить трещины в деталях и сварных швах корпусов контролера, кнопочных выключателей и других стальных деталей;
6) паять серебряные и серебросодержащие контакты;
7) наплавлять изношенные поверхности сегментов реверсора и блокировочных сегментов групповых переключателей.
4.8.3. При текущем ремонте разрешается:
1) наплавлять изношенные поверхности контактной губки;
2) паять трещины и другие дефекты в трубках, подводящих воздух к контакторам;
3) заваривать одну трещину в контактодержателе переключателя типа ЭКГ электровозов ВЛ60 в/и и ВЛ80 в/и;
4) наплавлять изношенные поверхности неподвижного контакта и ножей разъединителя главного выключателя типа ВОВ.
4.8.4. При всех видах ремонта запрещается заваривать трещины в цилиндрах, за исключением работ, указанных в п. 4.8.1, наплавлять контакты (при капитальном ремонте) и контактные поверхности блокировочных пальцев, заваривать дефекты блока пневмодвигателя 13-КН и пневмопривода ПКГ.
4.8.5. Приварку дугогасительной катушки производить газовой сваркой с присадкой латуни марки Л63.
4.8.6. Сегменты реверсора и блокировочные сегменты групповых переключателей, имеющие износ, подгары и раковины на контактных поверхностях, оплавленные углы, наплавлять газовым способом латунью марки ЛК80-3. Механическую обработку наплавленной контактной поверхности производить после сборки контактного барабана.
4.8.7. Трещины в крышках и корпусе реверсора, а также несквозные трещины и раковины в цилиндре электропневматического контактора заваривать электродами типа УОНИ-13/45 диаметром 3 мм. При этом деталь предварительно подогреть. Допускается сварка без подогрева детали электродами типа ОЗЧ-3, ОЗЧ-6. Перед заваркой трещину разделать V-образно, а концы ее засверлить сверлом диаметром 5 - 6 мм.
4.8.8. Трещины в корпусе и сварных швах контроллера вырубить и заварить электродами типа Э42А, Э46А диаметром 3 - 4 мм. Трещины в основании корпуса контроллера при длине не более 20 мм заварить газовой сваркой с использованием чугунного прутка или латунной проволокой марок ЛО60-1, ЛО62-1. При деповском ремонте разрешается заварка трещин холодным способом электродами марки ОЗЧ-3, МНЧ-2, ОЗЧ-6.
4.8.9. Разработанные отверстия, трещины в деталях и сварных швах корпуса кнопочных выключателей и в других стальных деталях электрической аппаратуры заварить дуговой сваркой электродами Э42, Э46. Диаметр электрода подбирать в зависимости от толщины стенок деталей.
4.8.10. Серебряные контакты электрических аппаратов паять серебросодержащими припоями на контактно-сварочной машине или машине для пайки контактов. Допускается приварка металлокерамических контактов без припоя на контактно-сварочных машинах с соблюдением режимов сварки, рекомендованных заводами изготовителями.
Изношенные поверхности медных контактов электропневматических и электромагнитных контакторов восстанавливать пайкой пластины из твердой меди марки М1 (рис. 4.11). Пайку производить на контактно-сварочной машине с применением в качестве припоя латуни марки Л63 толщиной 0,1 - 0,15 мм. Поверхность контакта обработать после пайки по шаблону.

4.8.11. Трещины и обрывы медных и стальных трубок, подводящих воздух к электропневматическим аппаратам, ремонтировать пайкой латунью марки Л63. В качестве флюса применять буру. Соединение дефектного места трубки производить муфтой, изготовленной из трубки большего сечения.
4.8.12. Заварку трещин в медных контактодержателях производить газовой сваркой с присадкой медной проволоки или сваркой электродами марки "Комсомолец-100". Перед сваркой трещину разделать фрезерованием под V-образный шов с полным удалением дефекта. Место заварки обработать по чертежным размерам.
Наплавку изношенных поверхностей латунных ножей главных выключателей производить газовым способом с присадкой латунной проволоки марки Л63 или ЛК62-05.
4.8.13. При капитальном и текущем ремонтах тяговых трансформаторов разрешается заваривать трещины в сварных швах стаканов и кронштейнов подвески трансформаторов, а также в сварных швах баков. Дефектные сварные швы в кронштейнах и стаканах вырубить под V-образный шов с полным удалением наплавленного металла и заварить электродами типов Э42А, Э46А, Э50А. При заварке трещин в баках масло слить, бак тщательно промыть и насухо протереть с полным удалением следов замасливания. Места, подлежащие заварке, очистить от краски и обжечь пламенем горелки; срубить старую сварку и вновь заварить электродами типа Э42 диаметром 3 мм.
4.9.1. При капитальном ремонте разрешается заваривать газовой сваркой трещины в конусных трубах нижних рам токоприемников типов П-1У, П-3, П-3А, Т-5(П-5) и электровозов ЧС. Оставлять составные конусные трубы, сваренные из двух частей.
4.9.2. При капитальном ремонте разрешается производить угловые вырезы в отбортовке склонов полозов с последующей заваркой и зачисткой заподлицо.
4.9.3. Разрешается при капитальном ремонте изготавливать новые шарниры трубчатых рам сварной конструкции.
4.9.4. При капитальном и текущем ремонтах разрешается заваривать трещины:
1) в швеллерах, угольниках основания, дефекты в сварных швах и отверстия в основании токоприемника и раме;
2) в корпусе и крышке букс шариковых подшипников; наплавлять чугунные шарниры и рычаги (при текущем ремонте), шпоночные канавки на валах, рычагах, цапфах валов, отверстий рычагов, направляющие штока поршня, а также приваривать пластины к тумбам на опорные поверхности при регулировке высоты тумб.
4.9.5. Сварка верхних и нижних рам (в случае замены деталей) должна производиться в жестком кондукторе, не допускающем деформации рам при остывании.
Ремонт сваркой каретки выполнять с предварительным подогревом до 200 - 250 °C ручной дуговой сваркой электродами типа Э50А, после которой провести термическую обработку на твердость 35 - 45 HRC;
В воздухопроводных трубах завариваются только продольные трещины с последующей зачисткой металла шва. Поры, подрезы, непровары и незаваренные кратеры не допускаются.
4.9.6. При текущем ремонте разрешается заваривать:
1) трещины и отверстия в полозе под винты, в угловых вырезах, отбортовке склонов и их соединений;
2) трещины длиной не более 30% сечения и отверстия деталей каретки (шарнирного механизма) полоза.
При наличии в трубах верхних и нижних подвижных рам токоприемников трещин, прожогов и вмятин глубиной более 3 мм разрешается постановка на трубы соединительных муфт (не более одной на трубу и не более двух на раму), зафиксированных заклепками с последующей обваркой газовым способом.
4.9.7. При капитальном ремонте запрещается заваривать:
1) трещины и отверстия в силуминовых рычагах, шарнирных деталях каретки (шарнирного механизма);
2) трещины, прожоги, вмятины в трубчатых рамах;
3) поперечные трещины и вмятины, а также неисправную резьбу в воздухопроводных трубах;
4) трещины и надрывы в полозе.
4.9.8. Все сварочные работы деталей из сплава алюминия и чугуна рекомендуется производить газовой сваркой с применением присадочного материала того же химического состава. Сварочные работы на стальных тонкостенных деталях производить газовой или дуговой сваркой электродами диаметром 2 - 3 мм.
2) наплавлять контакты (рис. 4.12);

6) заваривать трещины длиной не более 50% сечения и не более трех на одной раме, отверстия в рамах и рычаге;
8) заваривать трещины в ребрах рычага и серьги, а также отверстия в рычаге и серьге блокировочного механизма (рис. 4.13);
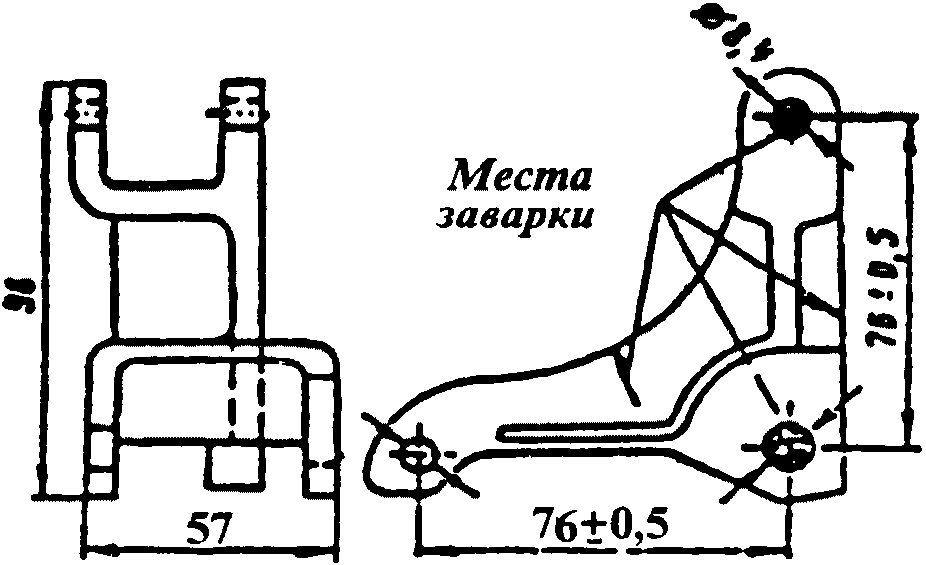
и серьге блокировочного механизма
9) восстанавливать повреждения контактного и включающего рычагов включающего механизма.
4.10.2. Запрещается сваривать рамы типа БВП из отдельных частей.
4.10.3. Сварочные работы, перечисленные в 4.10.1, выполнять газовой сваркой по пп. 1, 3, 4, 7, 8 с применением латуни марки Л63, по пп. 2, 6 с применением присадочного материала того же химического состава, из которого изготовлена деталь, а по п. 5 - дуговой ручной сваркой.
4.10.4. При капитальном ремонте электровозов серии ЧС дугогасительные рога быстродействующего выключателя IVРДЗ при наличии выгораний более 2 мм заменить. Дугоприемные рога выключателя при наличии выгораний и оплавлений более 2 мм разрешается восстанавливать наплавкой.
4.11.1. При капитальном и текущем ремонтах разрешается заваривать трещины длиной не более 50% сечения отверстия и наплавлять подгары в кронштейнах (рис. 4.14), держателе дугогасительной катушки (рис. 4.15), подвижных рычагах (рис. 4.16), рогах, вилках, держателях, наконечниках, а также в контактах (при текущем ремонте).

в кронштейнах контакторов

дугогасительной катушки
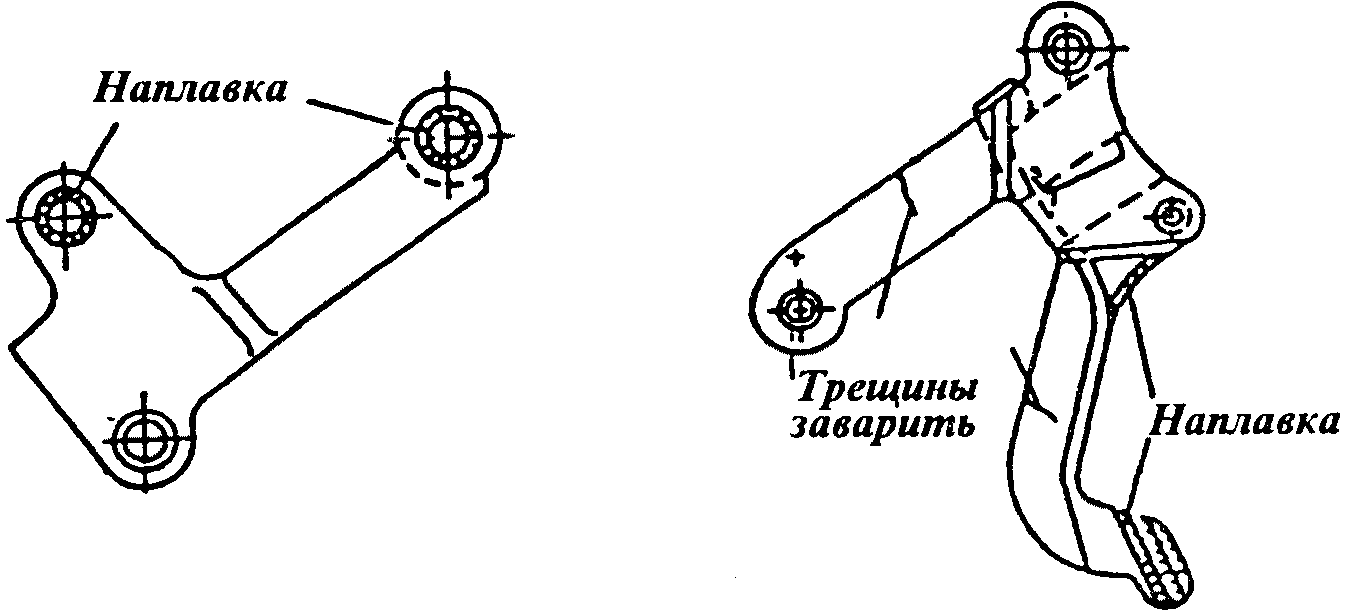
4.11.2. Все сварочные работы, указанные в п. 4.11.1, выполнять газовой сваркой с применением латуни марки Л63. Перед сваркой детали сложной конфигурации подогреть до температуры 300 - 350 °C.
1) зубчатые рейки при оставшейся толщине зуба более 6 мм, упоры и направляющие привода ПКГ;
2) шейки и концы валов ПКГ, приваривать гайки к каркасу корпуса для крепления контактов и контактных стоек, а также заваривать шпоночные канавки кулачкового вала ПКГ;
3) храповики ПКГ по профильной поверхности и места под шпонку;
4) храповики переключателей и заваривать соединительные муфты барабана управления в соединении с кулачковым валом.
4.12.2. При ремонте запрещается наплавлять зубчатые рейки привода ПКГ при толщине зуба 6 мм и менее.
4.12.3. На перечисленных в п. 4.12.1 деталях, изготовленных из сплавов меди и чугуна, сварочные работы производить газовой сваркой с присадкой латуни марок Л63, ЛО60-1, а на стальных - дуговой сваркой.
4.12.4. Изношенные посадочные поверхности кулачковых валов и валов редуктора в местах посадки подшипников разрешается при капитальном ремонте восстанавливать дуговой наплавкой или газотермическим напылением. Изношенные конусные поверхности валов под посадку шестерен следует восстанавливать вибродуговой наплавкой или плазменным напылением, а изношенные шпоночные пазы - наплавкой с последующей механической обработкой.
4.12.5. Трещины длиной до 100 мм в алюминиевом корпусе редуктора заваривать с последующей обработкой и испытанием на плотность керосином.
4.12.6. При износе посадочных поверхностей валов редуктора под шестерни разрешается при капитальном ремонте производить вибродуговую наплавку или нанесение покрытий посадочных поверхностей с последующей механической обработкой.
4.12.7. Разрешается восстанавливать наплавкой с последующей обработкой отверстия в тягах, держателях контактов и в рычагах, изношенные более допустимых норм, а также кронштейны кулачковых контакторов, имеющие оплавление или поврежденную резьбу.
4.12.8. Наплавку можно выполнять дуговым или газовым способом, или же, при достаточной технологичности, одним из способов газотермического нанесения покрытий, сварочными материалами, применяемыми для наплавки металла, из которого изготовлены детали в соответствии с указаниями, изложенными в разделе 1.8 настоящей Инструкции.
4.13.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в сегментах длиной не более 50% сечения;
2) наплавлять литые сегменты;
3) заваривать отверстия под валик ползуна в поршнях реверсоров типа ПР, а также отверстия в шарнирах и рычагах переключателей типа РК и ТК;
4) наплавлять стенки гнезд под ползуны переключателей ПР, ПШ и зубчатые секторы;
5) наплавлять по окружности поршни приводов переключателей вентиляторов;
6) наплавлять шейки вала барабана;
7) наплавлять плоскости и заваривать трещины длиной не более 50% сечения и отверстия в мотыле и пальцедержателе (рис. 4.17);

в мотыле (а) и пальцедержателе (б)
8) заваривать трещины и отверстия в сегментодержателе;
9) наплавлять контактные пластины блокировок переключателей.
4.13.2. Сварочные работы на деталях, изготовленных из чугуна, производить газовой сваркой с присадкой чугуна или латуни марки ЛО60-1, а на стальных деталях - дуговой сваркой.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 859-78 Постановлением Госстандарта России от 30.07.2001 N 301-ст с 01.03.2002 введен в действие ГОСТ 859-2001. |
4.13.3. Заварку трещин в сегментах и наплавку литых сегментов, а также контактных пластин блокировок производить газовой сваркой с присадкой меди марки М1 (ГОСТ 859-78).
1) заваривать отверстия и трещины в кронштейнах и рычагах блокировочного механизма и механизма безопасности;
2) наплавлять в храповике поверхности, фиксирующие положение главного вала (рис. 4.18), шейки валов, бронзовый контакт при толщине менее 4 мм, заваривать трещины зубчатых секторов и восстанавливать их наплавкой (рис. 4.19);

контроллера машиниста

3) восстанавливать наплавкой отверстия в рукоятках, изношенные сверх допустимых пределов;
4) заваривать трещины в рамах корпусов и изношенные отверстия с последующей рассверловкой;
5) восстанавливать наплавкой изношенные детали механической блокировки барабанов и упоры блокировок.
4.14.2. При ремонте запрещается производить наплавку зубчатых шестерен и фиксирующих зубьев рукоятки.
4.14.3. Сварочные работы, указанные в п. 4.14.1 на стальных деталях производить дуговой или газовой сваркой, а на деталях из цветных металлов - газовой сваркой с присадкой латуни марки Л63.
4.15.1. При капитальном и текущем ремонтах других деталей электрической аппаратуры разрешается:
1) наплавлять газовым способом цапфы с износом более 2 мм номинального диаметра и заваривать трещины в штоке поршня реверсоров ПКГ с применением присадочного материала того же химического состава;
2) восстанавливать изношенные рабочие поверхности главных контактов (кроме контакторов ПК63, 96-101) пайкой контактной накладки из твердой меди марки М1;
3) паять контактной сваркой контакты реле и вспомогательные серебряные контакты электроаппаратов припоями марки ПСр-45 и ПСр-25;
4) заваривать газовой сваркой трещины не более 50% сечения или обрывы ленты к выводам пусковых сопротивлений с применением присадочного материала латуни марки Л63;
5) приваривать газовой сваркой выводные концы элементов к выводным клеммам пусковых и демпферных резисторов с присадкой латуни марки Л63;
6) заваривать газовой сваркой отверстия в плане со стороны ручки и приваривать усиливающие шайбы тормозного переключателя дуговой сваркой;
7) наплавлять газовым способом поверхности и отверстия держателей контактов и рычагов с присадкой латуни марки Л63;
8) заваривать трещины в стаканах розеток и штепселей сварной конструкции дуговой сваркой;
9) приваривать кронштейны клиц к желобам дуговой сваркой;
10) заваривать газовой сваркой трещины в корпусе межэлектровозных и межкузовных соединений с присадкой материала того же химического состава, что и основной металл детали;
11) наплавлять выработку ножей подвижного и неподвижного контактов главного выключателя газовым способом с присадкой латуни марки ЛО60-1 или ЛО62-1 и последующей обработкой;
12) заваривать трещины и наплавлять выработку в головке выпускной камеры главного выключателя газовой сваркой с присадкой сварочной проволоки из алюминиевого сплава АК диаметром 4 - 5 мм.
4.15.2. Силовые и вспомогательные контакты аппаратов восстанавливать наплавкой не допускается.
4.15.3. При пайке наконечников (капитальный ремонт) жилы провода должны быть полностью облужены. Припой заливать по всей окружности с плавным переходом от жил провода к наконечнику. Длина облуженной части провода от торца наконечника не должна превышать 5 мм.
4.15.4. При ремонте запрещается на кондуитах заваривать трещины, пробоины, вмятины и приваривать гайки, соединительные муфты и розетки к ним.
4.15.5. Разрешается при капитальном ремонте восстанавливать наплавкой шинные катушки реле перегрузки, имеющие прогары и оплавления глубиной до 3 мм. Место соединения вывода катушки с контактной пластиной при наличии трещин проварить латунью газовой сваркой. Силовые выводы катушки облудить оловянисто-свинцовым припоем ПОС-61.
4.15.6. Разрешается при капитальном ремонте заваривать трещины в корпусе и крышке реле оборотов и наплавлять износостойким сплавом без последующей термической обработки рычага центробежного механизма толщиной менее 6,5 мм.
4.15.7. При капитальном ремонте резисторов допускается газовая сварка элементов с применением латуни до укладки ленты в пазы изоляторов.
4.15.8. При капитальном ремонте разрешается восстанавливать наплавкой с последующей механической обработкой:
1) прогары шин переходных реакторов ПРА глубиной до 15 мм. На одной катушке допускается до пяти мест наплавок;
2) прогары шин помехоподавляющих дросселей глубиной до 5 мм, а также восстанавливать шины, поврежденные сквозными прогарами, вваркой вставок из шинной меди;
3) наплавлять медью шины дугогасительных катушек групповых переключателей при оплавлении более 3% их сечения. Разрешается наращивать концы катушки газовой сваркой с последующей механической обработкой.
4.15.9. Разрешается восстанавливать наплавкой токоведущие шины электровозов с сечением, уменьшенным более 10% от номинального, а также заваривать имеющиеся трещины.
4.15.10. В тягах и рычагах блокировочных устройств реверсоров и переключателей кулачкового типа допускается установка втулок с их обваркой и последующей обработкой, разверткой отверстия.
4.15.11. Разрешается при капитальном ремонте наплавлять дугоприемные рога электропневматических контакторов при наличии выгораний глубиной свыше 5 мм.
4.15.12. Новые детали, элементы электронного оборудования следует паять припоем ПОС-60 с применением канифольно-спиртовых флюсов. Расстояние от места пайки выводов до корпуса детали должно быть не менее 10 мм.
Применение кислоты при пайке не допускается.
4.15.13. Разрешается производить пайку элементов на печатных платах, припой должен выступать мениском с обеих сторон металлизированных отверстий. При отсутствии двухстороннего мениска произвести перепайку.
4.15.14. Непосредственно перед монтажом выводы всех электронных элементов, резисторов, конденсаторов и токоведущие выводы проводов следует облудить припоем ПОС-61, ПОС-61М или другими.
4.15.15. При капитальном ремонте разрешается устранять дефекты печатного монтажа наложением оголенного, медного провода с последующей пайкой припоями ПОС-61 или ПОССу-61 ГОСТ 21931-76.
5.1.1. При сварочных работах на узлах, аналогичных узлам электровозов и тепловозов, руководствоваться по колесным парам разделом 3.6, роликовым буксам разделом 3.11, токоприемнику разделом 4.9 и электрической аппаратуре разделом 4.8.
5.2.1. При капитальном и текущем ремонтах деталей рамы кузова разрешается вваривать вставки в хребтовую балку на участке между шкворневыми и буферными балками при изогнутости или наличии трещин на этом участке с соблюдением следующих условий: поврежденную часть балки отрезать так, чтобы изогнутая часть балки осталась полностью на отрезанной части. Выправить эту часть балки и поставить вновь на вагон. Отрезать поврежденную часть балки можно косым и прямым резом. Отрезку дефектной части балки производить газовым резаком с последующей зачисткой кромки реза. После вварки вставки сварной шов зачистить заподлицо и поставить усиливающие накладки (рис. 5.1): с наружной стороны - плоскую, а с внутренней - коробчатую.
5.2.2. Технологический процесс ремонта рамы заключается в следующем:
1) стык разделывают внутри швеллера и заваривают с внутренней стороны, накладку тщательно подогнать к швеллеру и прихватить ручной дуговой сваркой. Длина прихваток 40 - 50 мм на расстоянии 100 - 150 мм одна от другой. Вначале приварить накладку дуговой точечной сваркой, а затем обварить по периметру (см. рис. 5.1);

вставки в хребтовую балку
1 - Наружная накладка
2 - Внутренняя накладка
2) заварить трещины возле буферного бруса на верхней или нижней полке. Если трещина расположена у верхней полки швеллера хребтовой балки, то после ее заварки срубить швы, прикрепляющие косынку и ее подкладку и приварить новые подкладки к швеллерам хребтовой балки, а затем подогнать и плотно прижать к полкам накладку, перекрывающую оба швеллера хребтовой балки (рис. 5.2).

хребтовой балки
Толщину накладки берут равной толщине косынки буферного бруса. Под нее кладут подкладки такой величины, чтобы накладка располагалась на одном уровне с косынкой. Если трещина расположена у нижней полки швеллера хребтовой балки, но по вертикальной стенке распространяется более чем на половину высоты швеллера, то ставят как верхнюю накладку, перекрывающую оба швеллера, так и нижнюю усиливающую накладку, устанавливаемую на ту полку, в которой расположена трещина (см. рис. 5.2);
3) заварить трещины в местах соединений продольных и поперечных балок рамы с постановкой усиливающих накладок при сварной конструкции рам;
4) заварить трещины в местах соединения шкворневых балок с хребтовыми балками с усилением корытообразной накладкой толщиной 6 мм (рис. 5.3);
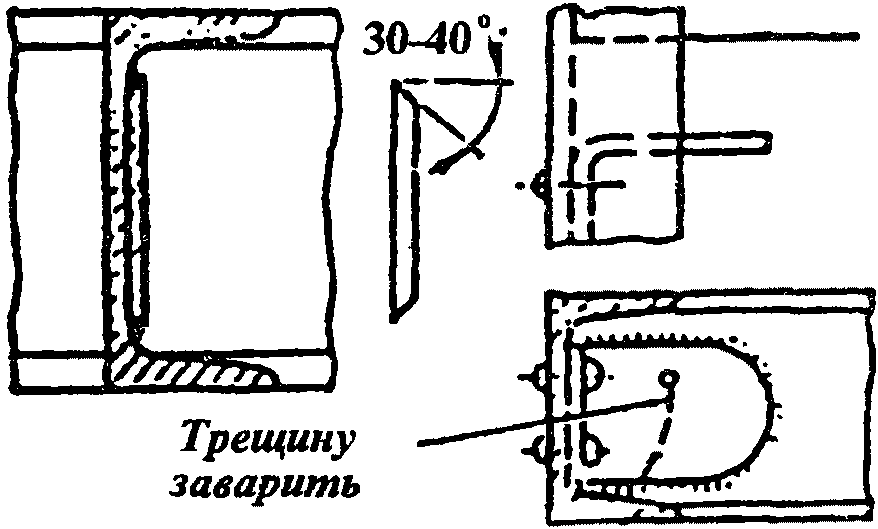
с хребтовыми
5) заварить трещины в местах соединения боковых продольных балок с буферным брусом с усилением уголковыми накладками, привариваемыми с внутренней стороны уголков. Если трещина выходит за пределы верхней или нижней угловой косынки, то ставят новые косынки большего размера, перекрывающие трещину, или же на горизонтальную полку уголка над трещиной приваривают усиливающую накладку, свариваемую встык с угловой косынкой (рис 5.4);
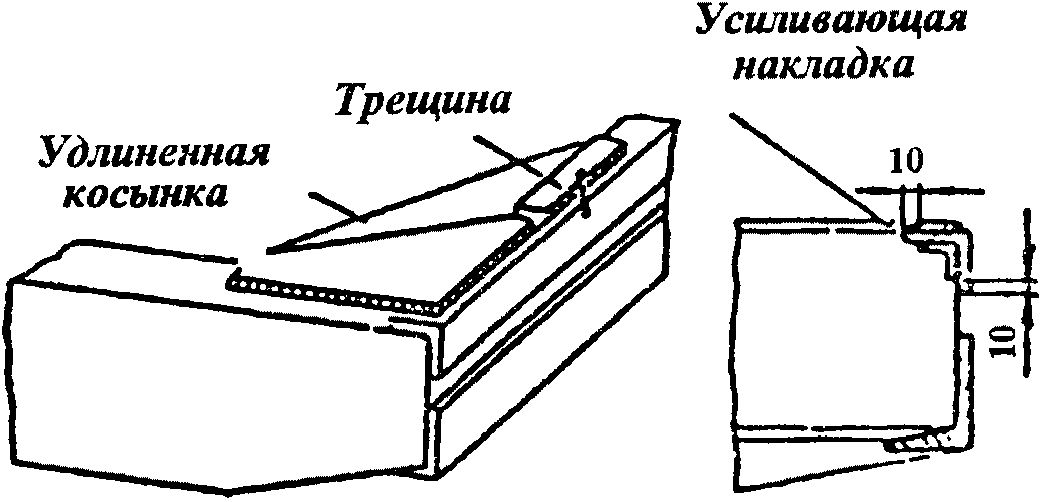
боковых балок с буферным брусом
6) заварить трещины в углах отверстий для направляющих нижних шпинтонов длиной не более 50 мм без постановки усиливающей накладки. Трещины большей длины, но не выходящие на горизонтальные полки буферного бруса, заваривать с постановкой шайбы-накладки на внутреннюю часть бруса, полностью перекрывающей трещину (рис. 5.5).

на внутреннюю часть буферного бруса
Если трещина выходит на горизонтальную полку буферного бруса, необходимо ставить усиливающую корытообразную накладку толщиной 8 - 10 мм. Край накладки по горизонтальной полке должен отстоять от трещины не менее чем на 100 мм (рис. 5.6);
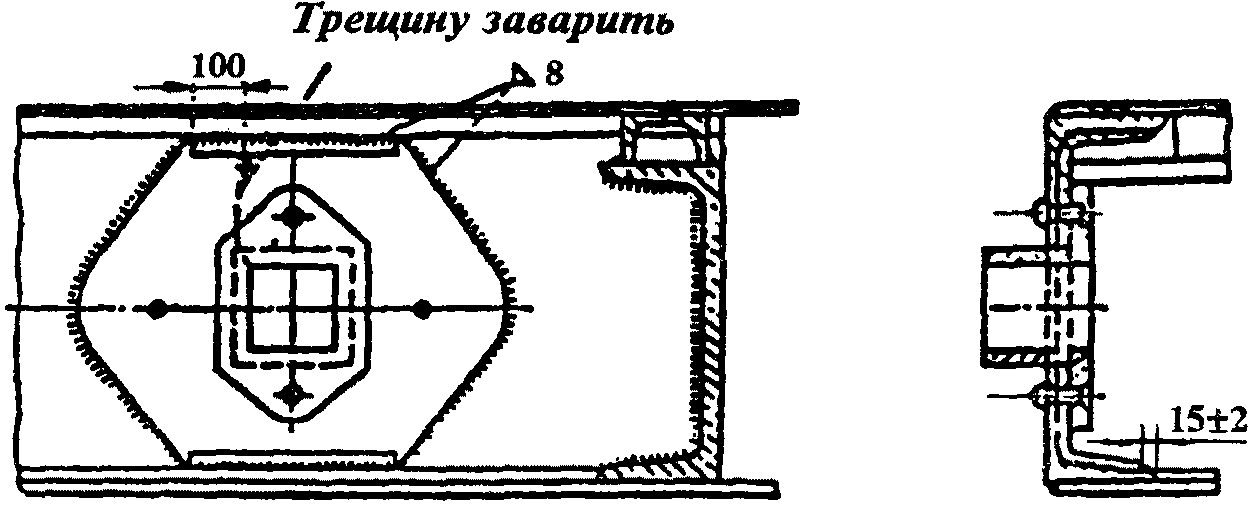
накладки на буферный брус
7) заварить трещины в хребтовой балке у окон для желобов с предварительным снятием коробки для крепления желоба. Если трещина не выходит на горизонтальную полку, то ремонтируемое место усилить одной корытообразной накладкой (рис. 5.7). При выходе трещины на горизонтальную полку ставить две усиливающие накладки - корытообразную и плоскую. Последнюю ставить на наружную вертикальную стенку балки, которая должна перекрывать первую;

у окон для желобов
8) заварить трещины в шкворневых балках у окон для желобов с постановкой усиливающих накладок - корытообразной и плоской. Толщина накладок должна быть равна 6 - 8 мм. Коробки, крепящие желоба, приваривать к корытообразным накладкам (рис. 5.8);
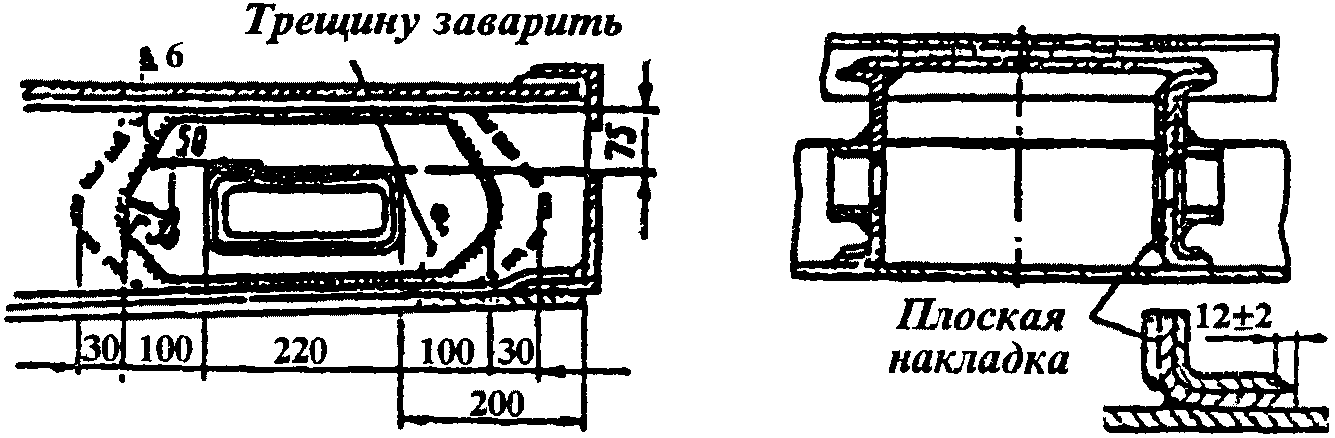
у окна для желоба
9) заварить трещины в косынках шкворневой балки в местах крепления пятника длиной не более 50 мм при их числе не более трех. При наличии на косынке более трех трещин или длиной более 50 мм косынку заменить;
10) вырезать отверстия в частях рамы, предусмотренные конструкцией, или удалить дефектное место с последующей вваркой вставки. Вырезку производить газовой резкой по шаблону (рис. 5.9) с зачисткой кромок шлифовальной машинкой или напильником;
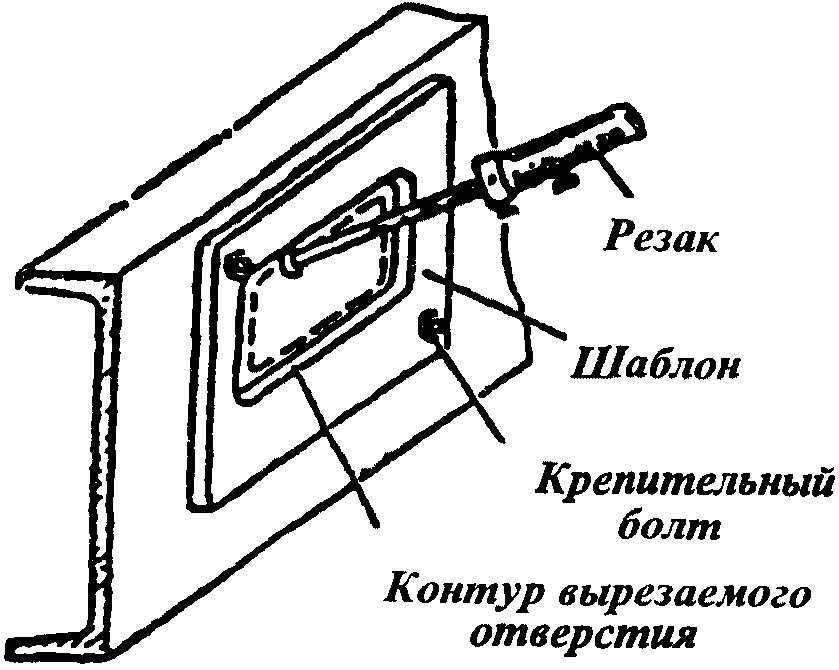
11) заварить трещины в хребтовой балке в месте постановки угольников, образующих гнездо пятника.
5.2.3. При повреждении нижней усиливающей косынки шкворневой балки в месте заделки последней в раму вагона у обвязочного угольника при капитальном и текущем ремонтах разрешается для усиления узла приваривать дополнительную косынку без снятия старой; трещины в косынках у шкворневых коробок разрешается заваривать на месте электродами марок Э42А, Э46А.
5.2.4. Хребтовые балки в местах постановки фрикционных аппаратов, имеющие вытертости вертикальных стенок глубиной более 3 мм, а также вытертые и забитые места на кромках горизонтальных полок хребтовых и поперечных балок, продольных и диагональных угольников, буферных брусьев при капитальном и текущем ремонтах разрешается восстанавливать электродами типов Э42, Э42А, Э46.
5.2.5. При капитальном и текущем ремонтах шпинтоны упругой площадки в случае износа квадратов, ушков и хвостовика до 5 мм на сторону восстановить наплавкой с последующей механической обработкой. При большем износе части шпинтона ремонтировать путем приварки кузнечной или контактно-стыковой сваркой методом оплавления с последующей нормализацией.
5.2.6. Квадратные гнезда нижних шпинтонов упругой площадки, имеющие толщину стенок 6 мм, ремонтировать приваркой к стенкам стальных планок. При износе стенок до толщины менее 6 мм изношенные поверхности наплавить и обработать на станке. Для наплавки использовать электроды типов Э42, Э42А, Э46 и порошковую проволоку.
5.2.7. Изношенные верхние шарниры рессор, а также отверстия и полки верхних рессорных кронштейнов рамы упругой площадки (при износе отверстий и полок до 5 мм) восстанавливать наплавкой электродами типов Э42, Э42А или порошковой проволокой.
5.2.8. Все сварочные работы при ремонте деталей рамы кузова производить дуговой сваркой электродами типов Э42А, Э46А, Э50А, автоматической сваркой под слоем флюса, в среде углекислого газа или порошковой проволокой.
5.2.9. При капитальном ремонте вагонов электропоездов ЭР1 разрешается производить восстановление кузова в соответствии с Техническим описанием С688.00.00.Т.О. 1987 года и чертежом С688.00.00.СБ, утвержденным ЦТ МПС. Наряду с этим необходимо руководствоваться следующим:
1) сварку следует преимущественно выполнять механизированным способом в смеси газов CO2 + O2 в соотношении 70 и 30% проволокой Св-08Г2С диаметром 0,8 - 1,4 мм. Допускается также сварка в CO2;
2) ручную дуговую сварку выполнять электродами, приведенными в табл. 5.1. При этом электроды УОНИ-13/45 и УОНИ-13/55 следует преимущественно применять при сварке ответственных элементов кузова (зет, уголки и др.) в нижнем положении и на вертикальной плоскости. Для ответственных элементов кузова допускается также использовать электроды ОЗС-25. Для сварки обшивы кузова следует использовать электроды диаметром 2,0 - 2,5 мм. Разрешается также применение электродов диаметром 3 мм. Прожоги не допускаются;
Марка электрода | Диаметр электрода, мм | Род и полярность сварочного тока | Технологические особенности сварки | Температура прокалки, °C ------------------------------ выдержка, ч |
УОНИ-13/45 | 2,0 ... 5,0 | постоянный обратной полярности | сварка короткой дугой по хорошо зачищенной поверхности | 250 ------ 1,0 |
УОНИ-13/55 | 2,0 ... 5,0 | постоянный обратной полярности | сварка короткой дугой по хорошо зачищенной поверхности | 350 ------ 1,0 |
ОЗС-25 | 2,5 ... 5,0 | постоянный обратной полярности | допускается сварка по окисленной поверхности <*> | 260 ------ 1,0 |
ОЗС-23 | 2,0; 3,0 | постоянный обратной полярности, переменный | сварка конструкций из тонколистовой стали | 140 ------ 1,0 |
АНО-4 | 3,0 ... 5,0 | постоянный, переменный | сварка дугой средней длины | 180 ------ 1,0 |
ОЗС-4 | 3,0 ... 6,0 | постоянный прямой полярности, переменный | допускается сварка удлиненной дугой и по окисленной поверхности <*> | 140 ------ 0,7 |
МР-3 | 3,0 ... 6,0 | постоянный обратной полярности, переменный | сварка короткой и средней дугой | 180 ------ 1,0 |
АНО-6 | 4,0; 5,0 | постоянный, переменный | сварка короткой и средней дугой | 180 ------ 1,0 |
--------------------------------
3) разрешается при сварке элементов конструкции кузова использовать газозащитную или самозащитную порошковую проволоку не ниже второго уровня, категорий A или B по ГОСТ 26271-84*. При выборе марки проволоки руководствоваться табл. 1.12 и 1.13 настоящей Инструкции;
4) при подготовке под сварку элементов конструкции толщиной от 5 мм и более допускается использовать электроды марок АНР-2М и ОЗР-2. Возможно также применение воздушно-дуговой строжки и резки с последующей обязательной зачисткой науглероженного слоя на глубину 1 мм;
5) вне зависимости от марок используемых электродов, сварочных и порошковых проволок очистка кромок под сварку от грязи, ржавчины, остатков краски, масла и влаги обязательна;
6) не допускается в сварных соединениях наличие подрезов, непроваров, пор и свищей. Шлаковая корка после сварки должна быть полностью удалена;
7) металл профильного проката (уголки и швеллера) для ремонта и усиления рамы и кузова вагона должен быть из стали марки Ст3сп4-1 по ГОСТ 535-88, т.е. 4 категории 1 подгруппы. Допускается также использование проката из стали 5 категории. При этом, в соответствии с п. 1.6 ГОСТ 535-88 категорию и подгруппу стали следует указать в заказе на сталь.
5.2.10. Разрешается при капитальном ремонте сварка рам и кузовов вагонов электропоезда ЭР2 (рис. 5.10). При частичной разборке элементов кузова срезать фальшборт на всю длину с обеих сторон на высоте 30 - 50 мм ниже первого нижнего гофра обшивы. В случае значительного поражения коррозией обшиву срезать ниже подоконной декоративной полосы на 20 мм на расстоянии 570 мм от дверных проемов. Очистить от грязи, ржавчины, жировых загрязнений и определить толщину несущих элементов рамы, стоек и обшивы. Толщину определять ультразвуковым толщиномером типа УТ-56, УТ-65, УТ-93 и др. Разрешается определять толщину методом сверления (диаметр 5 - 10 мм) с последующей заваркой, измерительной скобой или штангенциркулем. Толщину слоя ржавчины допускается измерять магнитным толщиномером ИТП-1, МИП-10 и др. Результаты замеров корректировать коэффициентом 0,75 пересчета на ржавую поверхность. Защитные покрытия не должны наноситься на участки металла, подготовленные под сварку.

5.2.11. При частично сохранившейся от коррозии верхней полке зета, имеющей толщину 3 - 5 мм, усиление производить, если толщина вертикальной стенки и нижней полки зета не менее 4 мм. При коррозии верхней полки обвязочного зета по всей длине ставить уголок длиной не менее 10 м, перекрывая среднюю часть рамы. Стыковку коротких профилей выполнять согласно положений, изложенных ниже. При коррозии верхней полки на длине до 6 м усиливающий элемент должен перекрывать этот участок на 0,5 м с каждой стороны.
Ширину верхней полки обвязочного зета (рис. 5.11, а) уменьшить до размера 72 мм на всей длине, подлежащей усилению. Установить уголок на верхнюю полку зета, устранить места неплотного прилегания, прихватить, а затем приварить механизированной (полуавтоматической) сваркой в смеси газов CO2 + O2 в соотношении 70% и 30%, в среде CO2 или же ручной дуговой сваркой. Электроды для ручной дуговой сварки выбираются в соответствии с табл. 5.1. Восстановить стойки боковой стены, приварить листы пола к усиленной обвязке рамы, приварить фальшборты к боковой стене и нижней полке обвязочного зета рамы. К вертикальным стойкам листы приваривать с внутренней стороны непрерывным швом. Защитные покрытия нанести после зачистки сварных швов.

5.2.12. При полной коррозии верхней полки зета, имеющей толщину менее 50% усиление допускается при толщине вертикальной стенки и нижней полки не менее 4 мм. Для усиления применять неравнополочный уголок 75 x 50 x 6 мм ГОСТ 8510-86 или гнутый 80 x 60 x 6 мм по ГОСТ 19772-74 длиной не менее 10 м с постановкой под верхнюю полку обвязочного зета (рис. 5.11, б).
Отрезать верхнюю часть ребер и верхнюю полку по длине, равной общей длине усиливающего уголка с последующей зачисткой поверхностей реза. Последующие операции по восстановлению обвязки должны соответствовать предшествующему изложению.
5.2.13. Допускается проведение работ по сварке обвязочного профиля по универсальному варианту при частичной или полной коррозии верхней полки в соответствии с рис. 5.11, в. В местах расположения поперечных балок рамы вырубить часть узкой полки уголка и приварить его к зету. Восстановить стойки боковой стены, приварить накладки к оставшимся частям ребер и усиливающему уголку.
5.2.14. При невозможности поддержания верхней части кузова во время замены элементов рамы допускается в исключительных случаях выполнять усиление обвязки при частично сохранившейся верхней полке зета, как показано на рис. 5.11, г. После приварки уголка усилить наружные ребра обвязки рамы накладками. Срезать нижнюю часть стоек боковой стены через одну и восстановить их, затем срезать и восстановить остальные стойки. Не допускается одновременное восстановление стоек с двух сторон кузова.
5.2.15. Восстановление участков обвязочного зета рамы производить последовательно, с постановкой нового профиля такого же сечения, не допуская одновременной замены сразу двух участков. При постановке нового профиля концы рамы и вставки разделываются согласно рис. 5.12. Постановку новых профилей производить следующим образом:
1) обработать концы вставки и обвязки рамы под стыковое соединение (см. рис. 5.11). Зазоры в стыках не должны быть более 3 мм;
2) прихватить двусторонним швом оба конца вставки, зачистить швы заподлицо;
3) подготовить и приварить к нижней полке усиливающие накладки 200 x 60 x 6 мм;
4) подогнать к восстановленному участку рамы ранее отсоединенные поперечные балки, зачистить и приварить по всему периметру;
5) после зачистки сварных соединений нанести защитные покрытия.
а)

б)

5.2.16. При недостаточной длине уголков для усиления обвязочного зета их следует удлинить, сваривая встык предварительно подготовленные части (рис. 5.13).
а)

б)
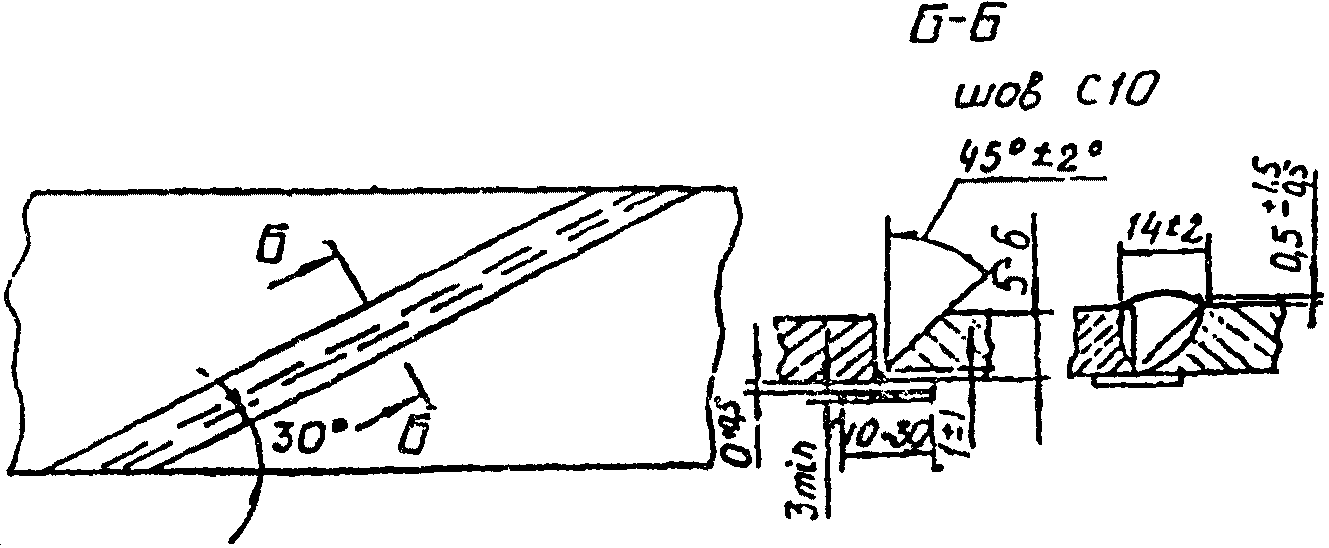
зета: а - с подваркой корня шва; б - на остающейся подкладке
5.2.17. Пооперационная технология ремонта кузова электропоезда ЭР2 изложена в Техническом описании ПКБ ЦТ 0802.00.00.ТО "Модернизация кузова" 1992 года.
5.2.18. Правку обшивы кузова вагонов электропоездов в зонах, прилегающих к дверному проему, следует выполнять по технологии Демиховского машиностроительного завода.
1) на вертикальной стенке в местах а (рис. 5.14) продольной балки в районе буксового выреза длиной не более 120 мм на остающейся подкладке толщиной 3 - 4 мм; при трещине длиной более 120 мм после заварки поставить усиливающую накладку; остающаяся подкладка изготавливается из стали Ст3сп;

2) в сварном шве заглушки надбуксового выреза продольной балки рамы тележки без выхода на основной металл; с выходом на основной металл допускается только в тех случаях, когда трещина б вышла вверх и распространилась не более чем на 40 мм от окна по высоте швеллера, заварку трещины производить на остающейся подкладке толщиной 3 - 4 мм;
3) в буксовых направляющих в;
4) в сварном шве г приварки буксовых направляющих к продольной балке рамы тележки;
5) в сварном шве д приварки надбуксовой накладки к каркасу продольной балки рамы тележки;
6) в сварных швах в узле соединения поперечной балки с продольной согласно Техническим указаниям Э153.34.01.ТУ и чертежам N С153.34.01.00, разработанных ПКБ ЦТ;
7) на продольной балке рамы тележки в местах е (рис. 5.15) в районе стыка концевой и продольной балок рамы тележки (со стороны тормозного балансира) с постановкой усиливающей накладки;

и продольных балок рамы тележки
8) на вертикальной стенке поперечной балки рамы тележки в сварном шве ж (рис. 5.16) приварки кронштейна подвески редуктора (чертежи N 62.30.01.187 и N 62.30.01.264) длиной не более 210 мм и по закругленной части кронштейна подвески редуктора (чертежи N 12.30.01.135 и 12.30.01.138) длиной не более 50 мм;

кронштейна подвески редуктора
9) в горизонтальных сварных швах з (рис. 5.17) приварки кронштейна подвески редуктора (чертежи N 12.30.01.135 и N 12.30.01.138) к поперечной балке рамы тележки длиной не более 280 мм, (чертежи N 62.30.01.187, N 62.30.01.264) длиной не более 90 мм, согласно требованиям ТУ СВ-007Б и ТУ СВ-008А РВЗ;
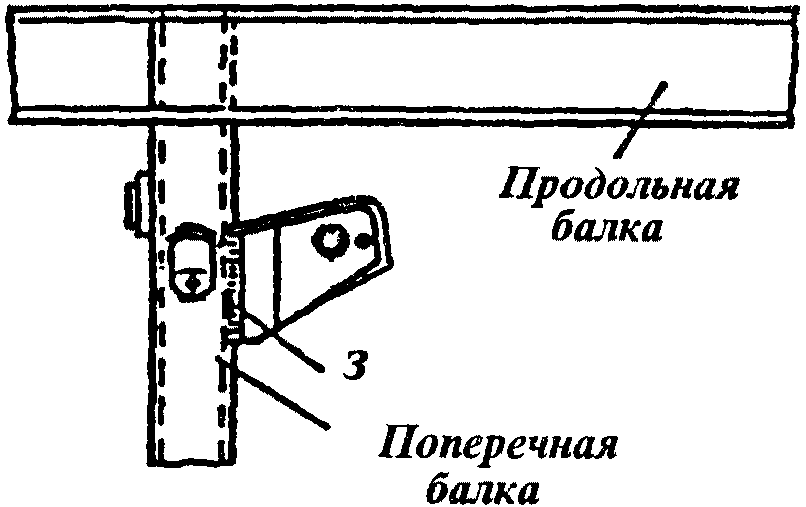
кронштейна подвески редуктора
10) наплавлять изношенные или пораженные коррозией места в раме тележки, при этом местный износ глубиной до 1,5 мм разрешается оставлять без наплавки; толщина металла в местах, подлежащих наплавке, не должна быть меньше 50% чертежной;
11) разработанные отверстия в раме тележки;
12) одну трещину в кронштейне подвески редуктора длиной не более 50 мм, расположенной у основания ребра кронштейна (рис. 5.18) согласно требованиям Технических указаний ТУ СВ-007Б, ТУ СВ-00А РВЗ.

подвески редуктора
5.3.2. При капитальном ремонте, а также в условиях депо производить усиления поперечных балок рам моторных тележек электропоездов ЭР2 и ЭР9П путем приварки усиливающих накладок согласно Техническим указаниям ТУ СВ-007Б Рижского вагоностроительного завода. При наличии трещин в поперечных балках перед постановкой усиливающих накладок трещины должны быть заварены в порядке, указанном цифрами I, II, III, IV, V, VI на рис. 5.19. В тех случаях, когда трещины не могут быть перекрыты накладками, установленными ТУ СВ-007Б, рамы ремонту не подлежат.
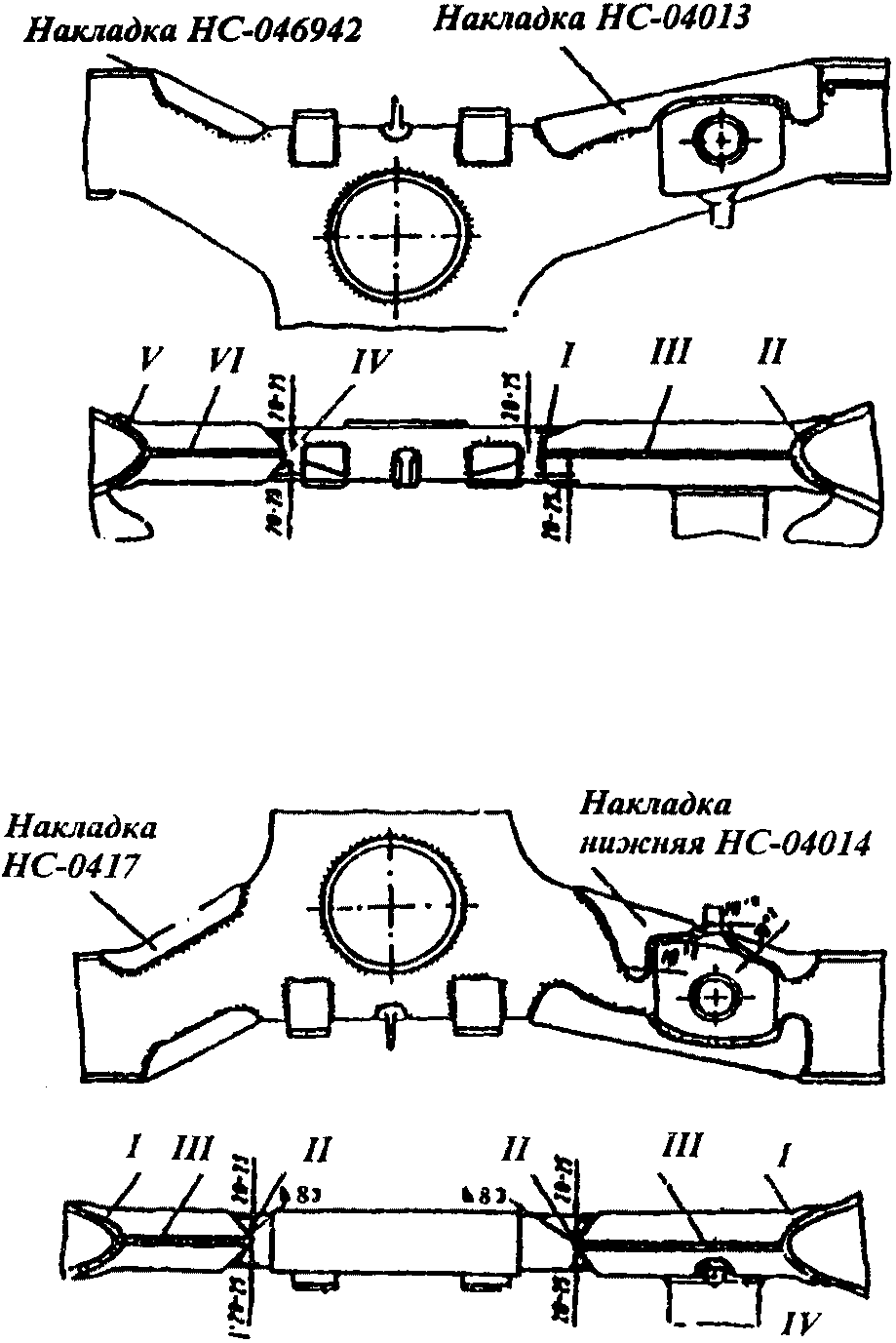
моторной тележки. Последовательность сварки
5.3.3. Заварку трещин в раме и приварку усиливающих накладок выполнять в нижнем и вертикальном положении шва. Сварка на вертикальной стенке в горизонтальном положении шва не допускается. Заварку трещин и приварку накладок производить электродами марки УОНИ-13/45 или УОНИ-13/55. Для обеспечения полного провара первый слой шва выполнять электродами диаметром 3 мм, последующие слои - электродами диаметром 4 мм. Разделку трещин по сварному шву приварки кронштейна редуктора выполняют, как показано на рис. 5.20. После заварки трещин шов зачистить заподлицо, накладки плотно припасовать к балке, местный зазор допускается не более 1,5 мм, а накладки разрезать на две половинки, припасовать и сварить на балке рамы (рис. 5.21). Последовательность наложения сварных швов указана римскими цифрами на рис. 5.19.
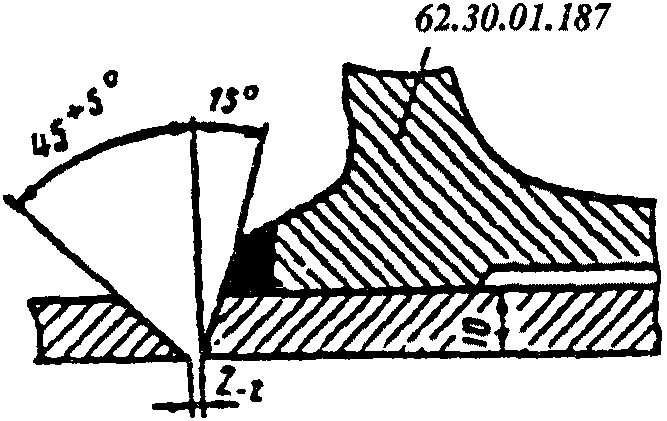
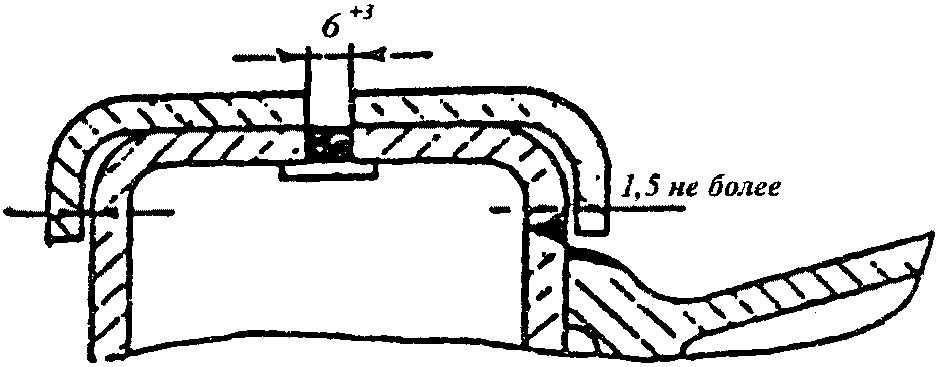
Сварные швы и околошовную зону наклепать многобойковым упрочнителем (рис. 5.22).

5.3.4. Все сварочные работы при ремонте сварных тележек производить дуговой сваркой электродами типов Э42А, Э46А, Э50А. При заварке трещин, указанных в п. 5.3.1, применять предварительный подогрев места сварки до температуры 200 - 250 °C.
5.3.5. Данные о заварке трещин и постановке накладок должны быть нанесены на эскизы с указанием места заваренных трещин, номера тележки, стороны рамы (левая, правая), клейма сварщика и даты заварки. Эскизы вклеивают в технический паспорт тележки и хранят вместе с ним.
5.3.6. При капитальном и текущем ремонтах буксовых направляющих и буксовых распорок разрешается:
1) заваривать разработанные отверстия под винты и болты;
2) наплавлять узкие боковые грани и упоры наличников буксовых направляющих;
3) заваривать литейные раковины в буксовых направляющих диаметром более 2 мм и глубиной 3 мм;
4) наплавлять изношенные поверхности торцов буксовых распорок;
5) приваривать на изношенные поверхности торцов опорные шайбы;
6) восстанавливать наплавкой болты буксовых распорок, имеющие износ или поврежденную резьбу.
5.3.7. При капитальном и текущем ремонтах запрещается заваривать трещины в буксовых направляющих.
5.3.8. Сварочные работы на буксовых направляющих и буксовых распорках производить дуговой сваркой.
5.3.9. При капитальном и текущем ремонтах пятников и подпятников разрешается:
1) наплавлять изношенные поверхности пятников и подпятников при условии, что глубина износа опорной поверхности не более 7 мм (рис. 5.23);

пятников и подпятников
2) заваривать трещины во фланцах и ушках, а также отколовшиеся ушки при условии, что трещина не проходит на упорный бурт подпятника или на пяту в пятниках;
3) заваривать трещины в упорном бурте подпятника при условии, что трещина глубиной не более 5 мм и не переходит на опорную поверхность подпятника;
4) при износе опорной части плоского пятника разрешается приварка накладки толщиной не менее 8 мм с обваркой ее по контуру и постановкой четырех точек, выполненных дуговой сваркой с последующей механической обработкой;
5) при износе опорной части подпятника вместо наплавки ставить прокладку толщиной не более 7 мм.
5.3.10. Наплавку изношенных поверхностей пятников и подпятников производить дуговой сваркой электродами типов Э42, Э42А, автоматической сваркой под слоем флюса или механизированной (полуавтоматической) наплавкой порошковой проволокой марки ПП-Нп-14ст.
5.3.11. При капитальном и текущем ремонтах траверс разрешается восстанавливать электронаплавкой:
1) изношенные поверхности траверсных кронштейнов с последующей механической обработкой. При капитальном ремонте на изношенные поверхности траверсных кронштейнов разрешается приваривать стальные пластины толщиной не менее 5 мм. Место под пластину должно быть предварительно выверено механической обработкой;
2) изношенные опорные и упорные поверхности и отверстия траверсных балочек. Разрешается вместо наплавки на изношенные поверхности балочек приваривать сменные стальные планки, а в отверстия запрессовывать стальные закаленные втулки;
3) подвесные болты траверсы, имеющие износ по диаметру до 10 мм при капитальном ремонте и до 15 мм при деповских ремонтах. Концы подвесных болтов с изношенной резьбой при капитальном ремонте восстанавливать приваркой новой части кузнечной или стыковой сваркой методом оплавления с последующей нормализацией.
5.3.12. При капитальном и текущем ремонтах запрещается заваривать трещины на опорной поверхности пятников и подпятников.
5.3.13. При капитальном и текущем ремонтах деталей центрального и люлечного подвешивания разрешается:
1) наплавлять оси и ролики скользунов при их износе;
2) восстанавливать наплавкой с последующей механической обработкой отверстия в корпусе скользуна и роликах;
3) заваривать дуговой сваркой трещины в опорных плитах балансиров и нижних гнезд эллиптических рессор, а также наплавлять изношенные их поверхности;
4) заваривать трещины в любой части корпуса скользуна;
5) восстанавливать наплавкой валики (рис. 5.24) люлечного подвешивания, имеющие износ не более 3 мм по диаметру;

6) наплавлять изношенные поверхности серег центрального подвешивания при износе не более 3 мм и отверстий в люлечных подвесках при износе по диаметру не более 3 мм. Наплавку производить ручной дуговой сваркой электродами типов Э42, Э42А, Э46, а также автоматической и механизированной сваркой под слоем флюса сварочной проволокой Св-08, Св-08А, Св-08ГА;
7) заваривать трещины на отбортовках подрессорных балок клепаных рам тележек с наложением усиливающих накладок. Балки, имеющие трещины стенок, при капитальном ремонте заменить новыми;
8) восстанавливать дуговой наплавкой с последующей механической обработкой опорные шайбы подвесных болтов и валики шарнирных соединений;
9) восстанавливать наплавкой изношенные места предохранительных скоб центрального подвешивания при износе не более 5 мм;
10) восстанавливать контактной стыковой и газопрессовой сваркой предохранительные скобы центрального подвешивания сварных рам тележек с последующим испытанием на растяжение усилием 1200 кгс/см2 и дефектоскопией сварного шва;
11) восстанавливать наплавкой полушкворни при их износе не более 5 мм. Наплавку выполнять электродами типа Э42, Э42А с обязательным предварительным подогревом до температуры 250 - 300 °C;
12) восстанавливать автоматической и полуавтоматической наплавкой сварочной проволокой Св-08, Св-08А под слоем флюса или ручной сварки электродами типов Э42, Э42А, Э46 опорные поверхности качающейся балки, проушины тяги центрального подвешивания, люлечные болты при износах более допустимых нормами, а также цапфы подрессорных балок, имеющие износ по диаметру от 2 мм до 7 мм.
5.3.14. В люлечной балке рам тележек клепаной конструкции при капитальном и текущем ремонтах разрешается заваривать дуговой сваркой следующие трещины:
1) в верхней части у концевых коробок (после сварки швы зачистить заподлицо с основным металлом);
2) в боковой части у концевых коробок с приваркой удлиненных скользунов, которые одновременно служат и усиливающими накладками;
3) под плитой подпятника между отверстиями заклепок с постановкой усиливающих накладок между диафрагмами с внутренней стороны балки;
4) под плитой подпятника по целому месту с усилением балки накладками с внутренней стороны, перекрывающими диафрагмы.
5.3.15. При капитальном и текущем ремонтах деталей рессорного подвешивания разрешается наплавлять:
1) изношенные отверстия рессорных кронштейнов (рис. 5.25);

2) головки подвесных болтов при толщине не менее 27 мм;
3) при местном износе шипа или нижней рабочей части головки кулачкового болта более нормы разрешается восстанавливать эти части наплавкой с последующей механической обработкой;
4) цилиндрическую часть болтов при износе не более 7 мм по диаметру;
5) изношенные поверхности нижних опорных шайб пружин и приваривать контактной или газопрессовой сваркой новые головки к болтам;
6) изношенную поверхность шпинтонов тележек КВЗ при износе до 8 мм по диаметру (при текущем ремонте), при капитальном ремонте - более 4 мм с обязательным предварительным подогревом до температуры 250 - 300 °C.
5.3.16. При ремонте запрещается заваривать трещины в кронштейнах и подвесных болтах. Наплавку деталей центрального, люлечного и рессорного подвешивания производить электродами типов Э42, Э42А, Э46, а также механизированными способами сварочной проволокой Св-08, Св-08А под слоем флюса. Сварку деталей данных узлов выполнять электродами типа Э42А, Э46А.
5.4.1. Ремонт кожуха зубчатой передачи и корпуса редуктора производить в соответствии с требованиями р. 3.7. Кроме этого, дополнительно при капитальном и текущем ремонтах корпуса редуктора и кожухов зубчатой передачи разрешается:
1) заваривать не более двух трещин, не выходящих на поверхность фланцев;
2) заваривать одну трещину, выходящую на поверхность фланца, длиной не более 25 мм при текущем ремонте (рис. 5.26);
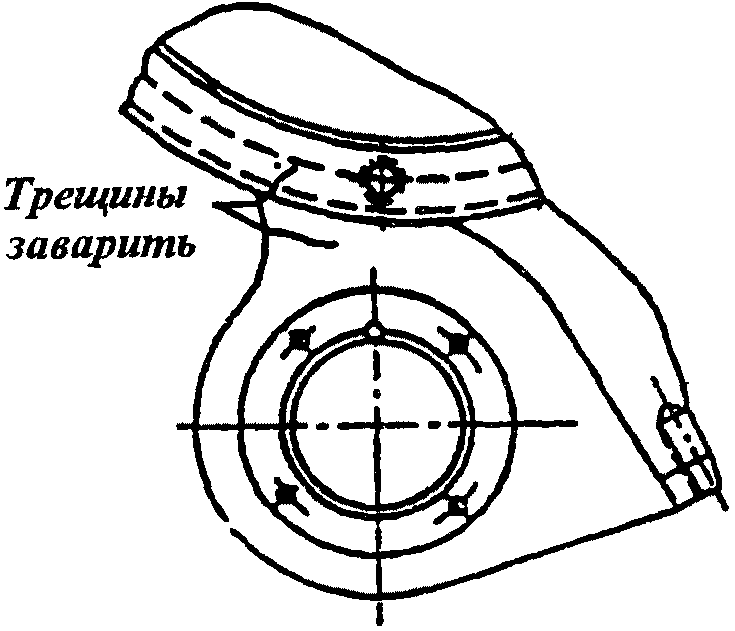
корпуса редуктора
3) наплавлять поверхности в крышках редукторов электросекций ЭР2 (рис. 5.27);

4) восстанавливать изношенные поверхности вала малой шестерни наплавкой;
5) заваривать трещины на диске фланца упругой муфты электродами марок УОНИ-13/45, УОНИ-13/55 с предварительным подогревом до температуры 250 - 300 °C;
6) срезать старые и приварить новые ушки, удерживающие крышку верхней половины кожуха, при обнаружении трещин в них;
7) заваривать трещины и пробоины листов кожухов и обечаек с наложением накладок толщиной 5 - 6 мм. Число накладок не должно быть более трех на кожух при капитальном ремонте и не более двух на одну сторону обечайки или боковины кожуха при текущем ремонте.
5.4.2. Места с трещинами тщательно очистить и промыть керосином, накернить концы трещин и засверлить их сверлом диаметром 4 - 5 мм с раззенковкой. Трещину разделать под V-образный шов зубилом и крейцмейселем. Заварку трещин производить электродами марки УОНИ-13/45 диаметром 3 - 4 мм. После заварки трещины при доступности подрубить корень шва с обратной стороны и подварить одним швом. Подрезы основного металла, раковины и непровары не допускаются.
5.4.3. Разрешается при капитальном и текущем ремонтах производить усиление верхнего корпуса редуктора электропоездов ЭР под серповидную подвеску с заваркой трещин в месте сопряжения кронштейна с корпусом редуктора с выходом и без выхода на внутреннюю поверхность. Конец трещины определять ее подогревом до 100 - 150 °C. Допускается заваривать разветвленную трещину, выходящую на внутреннюю поверхность и имеющую не более двух ветвей длиной до 200 мм без выхода на фланцы.
5.4.4. Трещину, не выходящую на корпус редуктора, засверлить и разделать с двух сторон. Места заварки наружной трещины в зоне сопряжения с корпусом и на внутренней поверхности должны иметь V-образную разделку. Допускается выполнять разделку электродами АНР или ОЗР с последующей зачисткой кромок до металлического блеска. Перед сваркой места, прилегающие к канавке, должны быть нагреты до 200 - 250 °C с каждой стороны на ширину 50 мм.
5.4.5. Сварку выполнять электродами УОНИ-13/45, УОНИ-13/55 в нижнем положении постоянным током обратной полярности. Для первого слоя применять электроды диаметром 3 мм, последующих - 4 мм. Электроды перед сваркой прокалить. Допускается производить сварку в смеси CO2 + O2 в соотношении 70 - 80% CO2 и 30 - 20% O2 проволокой Св-08Г2СЦ диаметром до 1,4 мм. Непровар в корне V-образного шва вырубить до чистого металла и наложить обратный валик. К работе допускаются сварщики, имеющие право на производство ответственных работ.
5.4.6. Усиливающее ребро (позиция 1 на рис. 5.28) пригнать по месту в горячем состоянии при температуре 900 - 1100 °C и приварить (сечения Г-Г, Д-Д).

верхнего корпуса редуктора
5.4.7. Швы должны иметь полный провар по сечению и плавный переход к основному металлу.
Подрезы, раковины и шлаковые включения не допускаются. Разрешается сглаживающая аргоно-дуговая обработка. После заварки трещин в местах перехода проушины к корпусу редуктора произвести механическую обработку сварного шва с плавным переходом с образованием радиусов закруглений боковых кромок не менее 5 мм.
5.4.8. При капитальном и текущем ремонтах кожухов зубчатой передачи запрещается:
1) приваривать и ставить накладки с внутренней стороны кожуха;
2) заваривать радиальные трещины, идущие от фланцев к обечайкам, независимо от их размера;
3) производить сварочные работы при грязном состоянии кожуха.
5.4.9. При текущем ремонте электросекций ЭР1 и ЭР2 разрешается:
1) наплавлять изношенные поверхности валиков (осей) серповидной подвески редуктора (рис. 5.29). Перед наплавкой валик отжечь, поверхность проточить на глубину 0,5 - 1 мм, произвести предварительный подогрев до 300 - 350 °C. Наплавку производить вибродуговым способом, порошковой проволокой марки ПП-Нп-14ст, а также ручной дуговой сваркой электродами ОЗН-300М. Допускается наплавка электродами типов Э42, Э42А, Э46А с последующей цементацией и закалкой ТВЧ. Механическая обработка проводится до цементации;
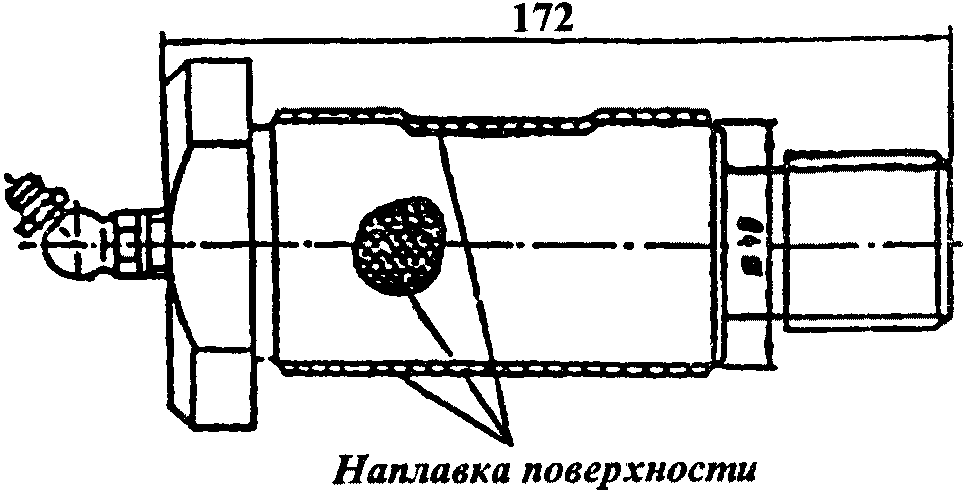
2) наплавлять упоры кулачковой муфты (рис. 5.30);

3) наплавлять шейки подрессорных балок;
4) наплавлять внутреннюю поверхность стакана кулачковой муфты (рис. 5.31).

Наплавку производить на полуавтоматах порошковой проволокой или сварочной проволокой под слоем флюса. Разрешается наплавлять вручную электродами типов Э42, Э42А, Э46, Э46А.
5.4.10. Разрешается при капитальном и текущем ремонтах восстанавливать дуговой металлизацией вал (черт. 106.30.10.193 Перечня деталей). Восстановлению подлежат поверхности вала под прессовую посадку, имеющие общий износ (задиры, риски, вырывы металла на цилиндрической или конусной поверхности) глубиной не более 1 мм (рис. 5.32). Детали, имеющие усталостные трещины на галтелях, разгружающих канавках, цилиндрической или конической поверхностях, отдельные дефекты глубиной более 1 мм, восстановлению не подлежат.
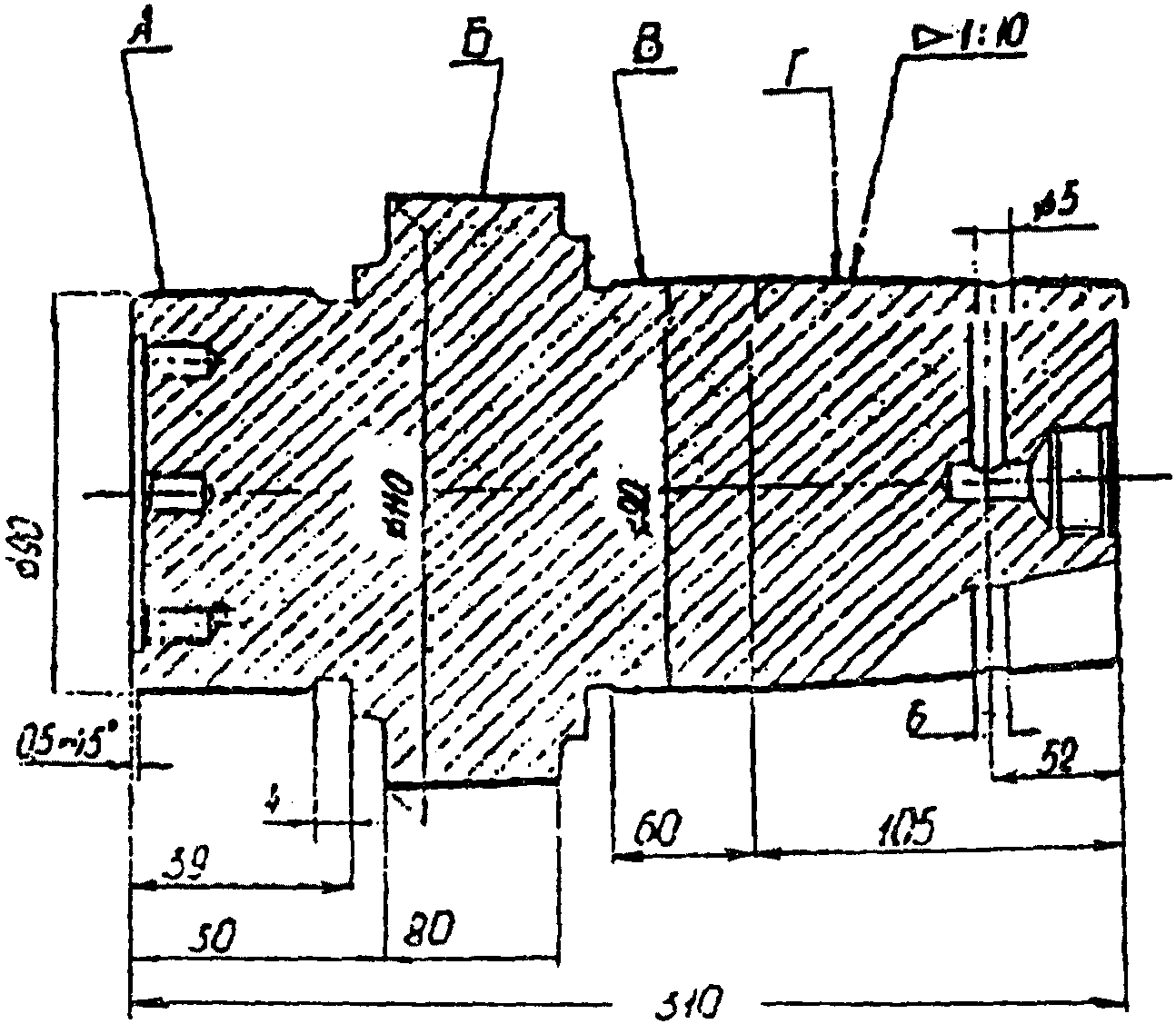
5.4.11. При восстановлении вала используют проволоки 65Г и 35ХГСА диаметром 1,6 - 2 мм. Следует соблюдать следующие условия:
1) все восстанавливаемые поверхности обезжирить уайт-спиритом;
2) отверстия забить смоченным асбестом так, чтобы его поверхность была ниже на 3 - 4 мм;
3) восстанавливаемую поверхность проточить на глубину 1 - 0,75 мм и нарезать мелкую резьбу с глубиной и шагом 0,3 - 0,4 мм;
4) покрытие наносить металлизатором ЭМ-17, используя источник питания с жесткой характеристикой;
5) при металлизации поверхности А вала (см. рис. 5.32) остальные подготовленные поверхности закрываются листовыми втулками из меди;
6) металлизацию следует выполнять при давлении сжатого воздуха 0,5 - 0,6 МПа, напряжении 28 - 33 В, рабочем токе дуги 240 - 250 А (диаметр 2 мм), дистанции напыления 130 мм, продольной подаче металлизатора (2,3 - 2,5) x 10-3 м/с (140 - 150 мм/мин), числе оборотов детали 7 - 8 рад/с (70 - 80 об/мин), с числом проходов металлизатора 6 - 8;
7) после напыления покрытия толщиной 0,8 - 1,0 мм необходимо прервать процесс для охлаждения покрытия до температуры 80 - 90 °C;
8) механическую обработку после напыления производить резцами с пластинками из твердого сплава ВК8 с числом оборотов детали 3 - 3,5 рад/с (30 - 35 об/мин), продольной подачей резца 0,2 - 0,3 мм/об. и глубине резания 0,2 - 0,3 мм с последующим снятием фасок 1 x 45° и высверливанием асбестового наполнения из отверстия;
9) шлифование покрытия следует вести с обязательным охлаждением шлифовальным кругом марки М60СМ при окружных скоростях соответственно круга 25 - 30 м/с и детали 10 - 20 м/с, подачей шлифовального круга 5 - 10 мм/об и глубиной шлифования 0,015 - 0,030 мм.
5.4.12. Не допускается загрязнение поверхностей при работе с восстанавливаемой деталью. Сжатый воздух должен быть сухим и соответствовать 5 классу чистоты по ГОСТ 17433-80.
5.4.13. Контролем прочности сцепления покрытия является его механическая обработка: покрытие, выдержавшее токарную обработку на указанном режиме, не должно иметь трещин, отслоений и выкрашиваний. Наличие пор после механической обработки не является дефектом покрытия.
5.4.14. После механической обработки детали с покрытием подвергаются магнитной дефектоскопии. Несплошность прилегания между имеющими одинаковый размер восстановленной посадочной поверхностью и прилегающей невосстанавливаемой поверхностью, которая может быть обнаружена магнитной дефектоскопией, не является дефектом, если ее размер по ширине не превышает 0,1 мм по всей окружности.
5.5.1. При капитальном и текущем ремонтах деталей тормозного оборудования разрешается:
1) заваривать трещины в сварных швах щек, проушин, скоб, шайб и т.п. у тормозных тяг, подвесок и рычагов;
2) наплавлять изношенные поверхности отверстий тяг, подвесок, затяжек и рычагов при глубине износа до 5 мм на сторону;
3) приваривать головки и сваривать стержни при условии, если на одной тяге длиной до 4 м количество стыков не более двух, а у тяг длиной свыше 4 м не более трех и расстояние между соседними стыками будет не менее 0,5 м.
5.5.2. Заварку трещин в сварных швах, наплавку изношенных мест деталей тормозных тяг, рычагов подвесок и других производить электродуговой сваркой; головок тормозных тяг производить газопрессовой или контактной сваркой с последующей нормализацией.
5.5.3. При капитальном и текущем ремонтах тормозных балансиров, башмаков, валов-траверс, триангелей разрешается:
1) наплавлять выработанные места балансира;
2) приваривать стальные сменные планки толщиной 4 - 5 мм на вытертые места балансира;
3) заваривать выработанные отверстия у башмаков при износе не более 5 мм и трещины в башмаках;
4) наплавлять изношенные поверхности при глубине износа не более 5 мм;
5) заваривать трещины в сварных швах валов-траверс;
6) наплавлять изношенные места шеек цапф тормозных валов;
7) заваривать трещины в сварных швах триангелей;
8) наплавлять изношенные поверхности шеек цапф триангелей при глубине износа не более 5 мм на сторону;
9) наплавлять изношенные поверхности отверстий в ушках при глубине износа не более 5 мм на сторону.
5.5.4. Заварку трещин в сварных швах и наплавку изношенных мест в деталях, перечисленных в п. 5.5.3, производить дуговой сваркой. Наплавку изношенных шеек цапф триангелей и валов производить автоматической сваркой под слоем флюса, в среде углекислого газа, а также механизированной (полуавтоматической) наплавкой порошковой проволокой марки ПП-Нп-14ст.
5.5.5. При ремонте деталей рычажной передачи запрещается:
1) заваривать поперечные трещины на средней части тормозных валов и триангелей без наложения усиливающих накладок;
2) заваривать трещины или восстанавливать изношенные поверхности предохранительных скоб;
3) заваривать поперечные трещины любых размеров на цапфах тормозного вала;
4) приваривать ослабшие кольца наружных тормозных валов к наконечникам вала.
6.1.1. При капитальном ремонте вагонов дизель-поездов Д1 разрешается производить усиление рамы моторного вагона с установкой усиливающих швеллеров, ремонт стоек боковой стены, обшивы кузова и ремонт металлического пола (рис. 6.1) в соответствии с "Правилами капитального ремонта КР-1 и КР-2 дизель-поездов Д1 и их моторных и прицепных вагонов" ЦТ/ЦТВР/4848. Полная детализация элементов ремонтируемого с применением сварки кузова моторного вагона представлена в чертежах ДП242.01.00СБ, утвержденных Главным управлением локомотивного хозяйства МПС и Техническом описании ДП242.00.00ТО, разработанном Проектно-конструкторским бюро Главного управления локомотивного хозяйства МПС.
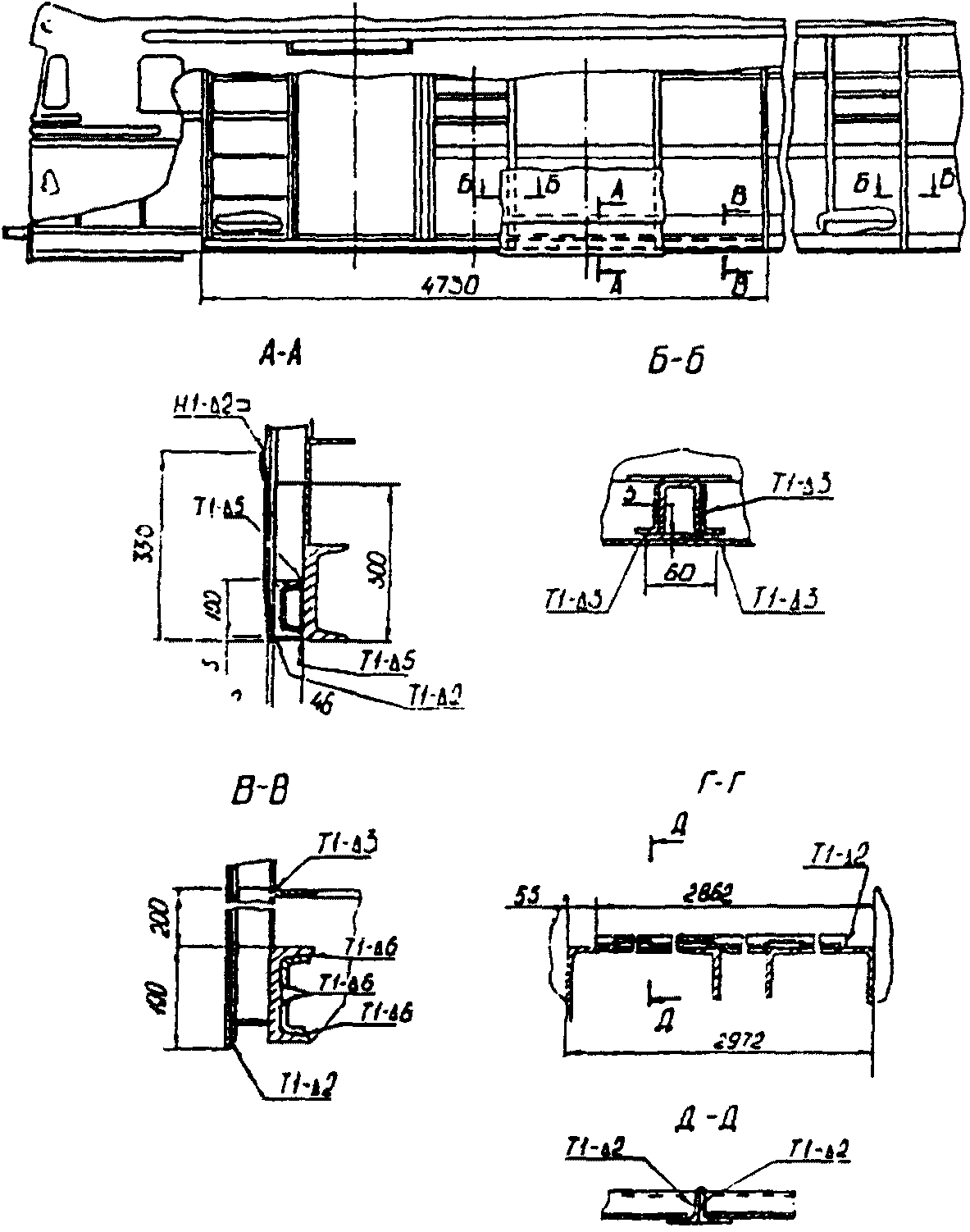
6.1.2. При подготовке кузова и рамы вагона к сварочным работам следует очистить их от грязи, ржавчины, отслоившейся окалины, жировых и других загрязнений механическим способом (шлифовальными машинками, щетками, шарошками, скребками), дробеструйной обработкой или же с помощью смывок. Определить толщину несущих элементов кузова и обшивы штангенциркулем, измерительной скобой или ультразвуковым толщиномером типа УТ-56, УТ-65, УТ-93 и др. Разрешается определять толщину методом сверления (диаметр 5 - 10 мм) с последующей заваркой. Толщину слоя ржавчины замерить магнитным толщиномером ИТП-1, МИП-10 и др. Результаты измерений корректировать коэффициентом пересчета 0,75 на ржавую поверхность.
6.1.3. Следует проверить усиление боковой обшивы и стоек головной части кузова моторного вагона, а также укрепления обшивы головной и концевой части боковых стен вне зависимости от необходимости проведения правки консольной части, выполняемой при прогибе более 25 мм.
6.1.4. Сварные швы выполнять механизированной сваркой в смеси газов CO2 + O2 в соотношении 70 - 80 и 30 - 20% соответственно или ручной дуговой сваркой электродами типа Э42А, Э46А и Э50А (см. табл. 5.1).
6.1.5. Не допускается вскрытие листовой обшивы кузова с помощью газового резака перед правкой рамы для устранения прогиба головной консоли кузова. Следует применять механическую резку.
ИС МЕГАНОРМ: примечание. Здесь и далее в официальном тексте документа, видимо, допущена опечатка: стандарт имеет номер ГОСТ 8278-83, а не ГОСТ 8278-89. |
6.1.6. Усиление рамы моторного вагона необходимо выполнять в пределах 1 - 6 стоек. Установка усиливающего швеллера N 10 ГОСТ 8278-89 возможна в пределах 1 - 5 стоек. Швеллер должен быть установлен так, чтобы служить опорой для стоек и увеличить длину сварных швов приварки стоек к раме.
6.1.7. При ремонте боковой стены срезать места, где толщина элемента сечения уменьшилась из-за коррозии и стала менее 2 мм, и зачистить их шлифовальной машиной. Подготовить заготовки для стоек из гнутого профиля или полосы на 50 мм длиннее обрезанной части. При повреждении одной полки профиля разрешается усиление только этой части стойки.
В моторном вагоне усиливающие элементы должны быть приварены к обвязочному профилю и к усиливающему швеллеру с суммарным периметром сварных швов не менее 400 мм для каждой стойки. Для дополнительной связи стоек и рамы следует установить вертикальные косынки. При отрыве стоек хвостовой части кузова моторного вагона следует проводить усиление стоек, расположенных в районе наиболее широкого простенка.
6.1.8. Ремонт обшивы кузова производить постановкой вставок или заплат, если площадь пораженного коррозией участка не превышает 1 м2. Листы, поврежденные коррозией более 50% толщины, вырезать. При площади коррозии более 1 м2 обшиву заменять вставками по секциям или по всей длине вагона. Вставки поставить встык по ширине вырезанного места между стойками и стрингерами и обварить снаружи по всему периметру. При замене обшивы по длине вагона приварить ее изнутри к стойкам и стрингерам. Элементы жесткости обшивы восстановить. Зачистку сварных швов снаружи следует выполнять заподлицо с основным металлом.
При износе горизонтальных элементов жесткости обшивы их ремонт производить подобно ремонту вертикальных стоек кузова. Для обеспечения устойчивости обшивы простенков кузова моторного вагона установить подкрепляющие уголки.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 8509-86 Постановлением Госстандарта России от 20.02.1996 N 85 с 01.01.1997 введен в действие ГОСТ 8509-93. |
6.1.9. Ремонт пола в зависимости от повреждения листов может производиться с полной или частичной их заменой. Листы пола, поврежденные коррозией более чем на 30% толщины, вырезать. Для поперечной стыковки листов пола использовать два уголка 25 x 25 x 4 мм по ГОСТ 8509-86, сваренные в виде тавра прерывистым швом. В местах установки уголков на опорные продольные балки полки уголков срезать.
6.1.10. При капитальном и текущем ремонтах вагонов дизель-поездов ДР в/и разрешается производить ремонт рамы кузова, кузова в зоне расположения туалета, узла крепления кронштейна тягового поводка и крыши в соответствии с чертежами ДП249.01.00СБ, утвержденными Главным управлением локомотивного хозяйства МПС и Техническим описанием ДП249.00.00ТО. При выполнении сварочных работ следует руководствоваться разделами 1.3 - 1.10 настоящей Инструкции.
6.2.1. При капитальном и текущем ремонтах моторных и поддерживающих тележек дизель-поезда разрешается:
1) заваривать трещины в сварных швах листов надрессорных и подрессорных брусьев, поперечных и продольных балок и боковин с предварительной разделкой дефектного шва согласно требований раздела 1.22;
2) заваривать трещины в листах брусьев, поперечных и продольных балок и боковин с обязательным усилением швов накладками толщиной, равной толщине основного металла;
3) заваривать трещины в швах деталей буксовых челюстей и в швах крепления буксовых челюстей к боковинам;
4) заваривать трещины в сварных швах приварки опор дизеля;
5) заваривать трещины в сварных швах крепления кронштейнов;
6) заваривать отверстия в листах и кронштейнах надрессорных и подрессорных брусьев при износе более 2 мм по диаметру;
7) заваривать и наплавлять изношенные отверстия, включая резьбовые (с рассверловкой до полного снятия резьбы), в деталях рам и их кронштейнов;
8) наплавлять опорные места под пружины и амортизаторы, а также изношенные места в листах брусьев, боковин, поперечных и продольных балок и кронштейнов при их износе глубиной не более 2 мм;
9) наплавлять изношенные опорные поверхности опор дизеля, коробки передач, главной муфты и регулятора переключателя скоростей;
10) заваривать трещины в сварных швах крепления втулки под шкворень или приваривать втулку;
11) заваривать дефектные швы надрессорного бруса, выполненные дуговой точечной сваркой;
12) приваривать новые опоры под коробку передач;
13) наплавлять изношенные поверхности вилки продольной тяги, люлечных подвесок, клина и опор подвески, шкворня, а также боковых поверхностей балок люлечного подвешивания при износе их до 20% толщины;
14) заваривать трещины в корпусах опор с последующей зачисткой мест заварки заподлицо с основным металлом и термообработкой детали, за исключением сквозных трещин, а также несквозных глубиной более 5 мм и длиной более 50 мм в количестве более двух;
15) наплавлять рабочие поверхности корпусов опор, а также заваривать изношенные отверстия в них;
16) наплавлять скользуны и изношенную шаровую поверхность бронзовой кулисы.
6.2.2. При капитальном и текущем ремонтах тележек дизель-поезда запрещается заваривать:
1) поперечные трещины в поперечных балках и боковинах при их длине более 30% периметра поперечного сечения;
2) сквозные трещины в листах главных поперечных балок и несквозные трещины длиной более 100 мм;
3) трещины в изгибах и углах гнутых листов боковин, поперечных балок и брусьев;
4) трещины в ранее выполненных усилениях рам;
5) трещины в кронштейнах тормозных подвесок и кронштейнах мертвых точек.
6.2.3. Заварка трещин и отколов любого размера и расположения на балках люлечного подвешивания, клине и опоре подвески, шкворня, шаровой опоре кулис и скользунах не допускается.
6.2.4. Перед заваркой трещин в раме тележки и ее деталях необходимо концы трещин засверлить с раззенковкой отверстий, трещину разделать под V-образный шов. Разделку производить механическим способом. Допускается применение электродов типа АНР и ОЗР с последующей зачисткой кромок до металлического блеска.
6.2.5. При заварке трещин в элементах рамы и деталях тележек следует применять прокаленные электроды марки УОНИ-13/45 и УОНИ-13/55. Сварку выполнять в нижнем и вертикальном положениях, потолочная сварка не допускается. Первый валик выполняют электродами диаметром 3 мм, а последующие - диаметром 4 - 5 мм. Подрезы, непровары и незаваренные кратеры не допускаются. Разрешается для заварки трещин в раме тележки применять сварку в смеси газов CO2 + O2 в соотношении 70 - 80% и 30 - 20% соответственно, используя сварочную проволоку марки Св-08Г2С или Св-08Г2СЦ диаметром до 1,4 мм.
6.3.1. При капитальном и текущем ремонтах дополнительно к указанному в п. 2.10.13 настоящей Инструкции разрешается:
1) наплавлять изношенные отверстия в рычагах фрикционных амортизаторов, кронштейнах, упорных шайбах, опорах кузова;
2) восстанавливать наплавкой износ рабочих поверхностей опор (под пружины), а также боковые поверхности консолей крепления амортизаторов.
6.4.1. Все сварочные работы при ремонте тормозной передачи выполнять в соответствии с требованиями, изложенными в п. 2.10.14.
Разрешается сваривать тормозные тяги из двух-трех частей контактной или газопрессовой сваркой.
6.5.1. При капитальном и текущем ремонтах разрешается заварка изношенных отверстий и резьбы в рычагах и подвесках с последующей обработкой до чертежных размеров.
6.6.1 Все сварочные работы при ремонте колесных пар, букс, зубчатой передачи и ее кожуха выполнять в соответствии с требованиями, изложенными в п.п. 2.10.8 - 2.10.9.
6.7.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины (не выходящие к подшипниковым гнездам) длиной не более 100 мм в количестве не более одной;
2) заваривать дефекты на необработанных поверхностях;
3) заваривать отверстия под болты, штифты, шпильки с обязательным удалением резьбы перед заваркой отверстий;
4) заваривать раковины на поверхности разъема верхнего и нижнего корпуса;
5) производить подварку в местах течи с предварительной вырубкой дефектного места до основного металла и зачистку сварных швов заподлицо с основным металлом;
6) наплавлять посадочные поверхности корпуса редуктора, а также изношенные поверхности подшипниковых гнезд с последующей обработкой до чертежных размеров.
6.8.1. При капитальном и текущем ремонтах корпусных деталей и крышек корпусов муфты сцепления, коробки передач, редуктора вспомогательных машин, маслоподающего насоса и регулятора переключения скоростей разрешается:
1) заварка трещин, кроме выходящих на крепежные отверстия и посадочные поверхности;
2) заварка отколов, кроме мелких отколов кромок размером до 5 мм;
3) наплавка плоскостей разъема корпусов коробки передач и редуктора при наличии вмятин и забоин более 2 мм;
4) наплавка посадочных мест под обоймы подшипников при выработке более 2 мм;
5) нанесение газотермических покрытий и вибродуговая наплавка посадочных поверхностей валов шестерен полумуфт корпусов и обойм подшипников, рычагов переключения и других стальных деталей (при износе более 0,3 мм по диаметру);
6) заварка методом холодной сварки чугуна или газовой пайки трещин в цилиндре главной муфты сцепления, кроме сквозных трещин длиной более 30 мм, несквозных трещин длиной более 50 мм в количестве более двух, трещин на посадочных поверхностях, а также трещин любой длины, ранее заваренных;
7) наплавка рабочих поверхностей цилиндра по диаметру 140П и диаметру 150П, а также шлицевых валов, рабочих пазов цапф, скоб включения передач;
8) восстановление наплавкой и нанесением газотермических покрытий износа шлицев, шлицевых пазов рабочих и тормозных поверхностей лабиринтов диска турбины и насосного колеса, а также резьбу М80 x 2 диска турбины. При этом повторная наплавка не допускается;
9) восстанавливать электросваркой отверстия под болты диаметром 21А выходного вала механической коробки для крепления внутреннего зубчатого венца с последующей обработкой до чертежных размеров;
10) восстанавливать наплавкой торцовые поверхности диска турбины и насосного колеса, имеющие вмятины, забоины и задиры глубиной более 1 мм;
11) наплавка торцовых поверхностей соплового и направляющего аппаратов при глубине забоин, вмятин и задиров более 0,7 мм и площади дефекта более 15%;
12) восстанавливать изношенные поверхности канавок лабиринтов и отверстий диаметром 8 и 8,4 мм наплавкой с последующей обработкой до чертежных размеров;
13) заваривать методом холодной сварки чугуна электродами или газовой пайкой трещины в корпусах, цилиндрах распределительных золотников и опорных крышках цилиндров, за исключением сквозных трещин длиной более 30 мм, несквозных трещин длиной более 40 мм в количестве более двух, трещин, выходящих на посадочные поверхности, а также трещин любой длины, ранее заваренных;
14) восстанавливать нанесением покрытий посадочные поверхности штока цилиндров включения передачи диаметром 40Н и 40Т при износе более 0,05 мм и диаметром 35А при износе 0,15 мм по диаметру;
15) восстанавливать наплавкой проушины вилок штоков цилиндров при изменении в результате износа размеров 15 +/- 0,1 и  до размера более 15,8 мм и менее 25,4 мм соответственно;
до размера более 15,8 мм и менее 25,4 мм соответственно;
16) восстанавливать наплавкой резьбу М95 x 2 и овальные отверстия корпуса маслоподающего насоса;
17) восстанавливать газовой или дуговой сваркой:
- посадочные поверхности крыльчатки маслоподающего насоса при износе, овальности и конусности более 0,03 мм;
- шпоночные канавки крыльчатки при предельно допускаемом износе (ширине канавки более 9 мм);
- торцовые и другие поверхности крыльчатки при выработке более чем на 0,3 мм.
6.8.2. Разрешается при капитальном и текущем ремонтах дизель-поездов Д1 восстанавливать плазменным напылением золотник распределительный гидротрансформатора (рис. 6.2) по технологии, изложенной в п. 2.12.5 настоящей Инструкции.

распределительного гидротрансформатора
С - поверхность напыления;
 - номинальный;
- номинальный; - под напыление, после предварительной проточки
- под напыление, после предварительной проточкина токарном станке, P = 80;
 - после напыления
- после напыления6.9.1. При капитальном и текущем ремонтах разрешается:
1) восстанавливать наплавкой и напылением посадочные поверхности крышек редуктора при износе по диаметру 110Шз, диаметру 110С и диаметру 75А не более чем 0,5; 0,1 и 0,05 мм соответственно;
2) наплавка канавок и гребней лабиринтных втулок и крышек при износе более 0,1 мм.
6.10.1. При капитальном и текущем ремонтах разрешается:
1) наплавлять шлицы карданных валов и сопрягаемых с ними деталей при их износе по ширине до 25%;
2) приваривать электродами типа Э60 новые детали (взамен дефектных) карданных валов сварной конструкции;
3) заваривать дефектную резьбу М125 x 2 шлицевой вилки главного кардана;
4) заваривать трещины в корпусе и крышках подшипника кардана редуктора (алюминиевые):
- сквозные длиной до 25 мм;
- несквозные длиной до 40 мм в количестве не более двух;
5) наплавлять (для восстановления посадки в корпус) посадочные поверхности подшипника диаметром 120П;
6) наплавлять вмятины и забоины на плоскостях разъема полуколец осевых карданов глубиной более 2 мм;
7) заваривать электродами типа Э42 изношенные или разработанные отверстия диаметром 20А под стяжные болты полуколец с последующей обработкой до чертежных размеров;
8) наплавлять изношенные посадочные поверхности полуколец осевых карданов по диаметру 92А, а также диаметру 83А вала, вилки и главного кардана.
6.10.2. Восстановление сваркой ранее наплавленных валов не допускается.
6.10.3. При капитальном и текущем ремонтах не допускается заварка на валах сквозных трещин.
6.11.1. При капитальном и текущем ремонтах разрешается:
1) заваривать трещины в местах приварки ступицы к венцу с предварительной разделкой и обработкой шва;
2) наплавка посадочной поверхности по диаметру 175С;
3) устранять наплавкой овальность и конусность поверхности по диаметру 340 мм при износе более 1 мм.
6.12.1. При капитальном и текущем ремонтах разрешается:
1) заварка несквозных трещин в количестве не более двух на крышках (алюминиевые) регулятора;
2) пайка припоем ПСр-45 контактов переключателя.
6.12.2. При капитальном и текущем ремонтах не допускается заварка сквозных трещин.
6.13.1. При капитальном и текущем ремонтах алюминиевых моноблоков дизеля М756 (рис. 6.3 и 6.4) разрешается:
1) заваривать трещины а в днище моноблока по перемычкам между гнездами клапанов к форсуночным отверстиям;
2) заваривать концентрические трещины б длиной не более 100 мм по сфере радиусом 600 мм и трещины в в галтелях радиусом 8 мм;
3) заваривать трещины г в гнездах под седлами клапанов длиной до 40 мм в количестве не более одной трещины в цилиндре;
4) заваривать раковины и наплавлять гнезда клапанов д и места е в разделительных поясах, подверженных кавитационным разрушениям;
5) устранять наплавкой дефекты на наружных поверхностях моноблока (забоины, раковины, свищи и т.п.). При этом на одном моноблоке допускается не более пяти наплавленных мест площадью до 1000 мм2 каждое;
6) восстанавливать наплавкой поврежденную резьбу в отверстиях ж под шпильки, болты и пробки со снятием старой резьбы, заваркой отверстия и нарезкой вновь резьбы;
7) заваривать трещины, раковины в крышках моноблоков аргоно-дуговой сваркой с последующей проверкой на плотность шва наливом керосина и выдержкой в течение 15 мин., течь и потение не допускаются. Запрещается повторная заварка трещин в алюминиевых моноблоках.


6.13.2. При капитальном ремонте дизеля М756 разрешается:
1) восстанавливать аргоно-дуговым способом выработку поводка и венца амортизатора при глубине износа не более 1,5 мм;
2) наплавлять аргоно-дуговой сваркой с предварительным подогревом посадочные места под гильзы и седла клапанов.
6.13.3. Ремонт и восстановление алюминиевых деталей дизеля М756, не указанных в настоящей Инструкции, при капитальном и текущем ремонтах производить по технологиям, утверждаемым Главным управлением локомотивного хозяйства.
6.13.4. Заварку трещин в алюминиевых моноблоках дизеля М756 производить аргоно-дуговой сваркой с соблюдением следующих требований:
1) моноблок, подлежащий ремонту, разобрать, пружины и клапаны с тарелками снять, установить моноблок на кантователь и закрепить, поставить заглушки с пробками для подвода пара, сжатого воздуха и горячей воды;
2) через вентиль прогреть моноблок паром до температуры 55 - 60 °C, заполнить полости водяной системы моноблока горячей водой и опрессовать его давлением 0,5 МПа (5 кгс/см2) с выдержкой в течение 5 мин.;
3) осмотреть моноблок, определить по пропуску воды трещины, накернить их концы, слить воду из моноблока и продуть воздухом;
4) повернуть моноблок на кантователе гильзами вверх и прогреть паром или электронагревателем до температуры 90 °C;
5) выпрессовать гидравлическим прессом гильзу из цилиндра, где обнаружена трещина, засверлить концы трещин сверлом диаметром 5 - 6 мм на глубину 12 - 15 мм, разделать трещины под V-образный шов с углом раскрытия 75 - 80° до полного удаления дефекта и закруглить вершины разделки радиусом 5 мм;
6) сверловку отверстий, разделку трещин и зачистку под сварку производить только механическим путем пневматическим инструментом с применением специальных удлиненных зубил, фрез и шарошек. Если трещина распространяется до отверстия под гнездо клапана, то перед разделкой выпрессовать гнездо клапана. Цилиндры моноблока очистить от стружки, моноблок установить на кантователь для выполнения сварочных работ;
7) взамен выпрессованной гильзы поставить специальную заглушку, завернуть гайку уплотнительного пакета в дефектный цилиндр для предотвращения порчи резьбы при сварке;
8) перед сваркой открыть паровой кран и пропуском пара через водяную полость моноблока прогреть его до температуры 100 - 120 °C, такую температуру поддерживать во время сварки;
9) заварку трещин и наплавку отверстий под гнезда клапанов производить ручной аргоно-дуговой сваркой неплавящимся вольфрамовым электродом диаметром 5 мм с присадкой проволоки из алюминиевых сплавов АК-5, АМг диаметром 3 - 5 мм;
10) зажигание дуги производить замыканием вольфрамового электрода на угольный стержень или на медную толстую пластину, при этом конец электрода быстро разогревается и при его отрыве электрическая дуга легко возбуждается. Разогретый вольфрамовый электрод приблизить к кромкам трещины (дуга при этом вновь возбуждается без касания к металлу) и разогреть кромки дугой на небольшом участке без присадочной проволоки. После образования ванночки жидкого металла ввести присадочную проволоку;
11) присадочную проволоку вводить на расстоянии 2 - 4 мм от торца вольфрамового электрода, добавляя присадочный материал по каплям, конец присадочной проволоки не отводить за пределы защитной струи аргона. Погружая проволоку в сварочную ванну, необходимо одновременно конец вольфрамового электрода кратковременно плавно отвести от ванны. Во время сварки конец вольфрамового электрода не должен касаться ванны жидкого металла. Длину дуги поддерживать постоянной. При перерыве сварки аргон выключать только после охлаждения вольфрамового электрода до потемнения, конец электрода должен иметь чистый серебристый оттенок, наличие темно-синих оттенков на конце электрода указывает на окисление вольфрама. В этом случае перед возобновлением сварки необходимо зашлифовать конец электрода;
12) после окончания сварки моноблок уложить в специальную камеру для медленного охлаждения в течение 3 - 3,5 ч, после чего моноблок подается на механическую обработку заваренных мест. После механической обработки и сборки моноблок опрессовать, как указано в п. 6.13.4(2), тщательно осмотреть места заварки на предмет обнаружения пропусков. При обнаружении дефектов произвести повторную заварку.
6.13.5. Трещины в блоке и картере, за исключением трещин и отколов в постелях под вкладыши коренных подшипников, на силовых перегородках коренных опор, по плоскости крепления крышки цилиндра, в резьбовых отверстиях силовых шпилек крепления крышек цилиндров, коренных подшипников и подшипников распределительного вала, трещин на водяных полостях в разъеме блока, трещин длиной более 15 мм на плоскости крепления поддона, разрешается устранять электросваркой с последующей механической обработкой. Перед заваркой концы трещин засверлить, а трещины разделать. О произведенных сварочных работах произвести запись в паспорте дизеля с приложением эскиза.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10543-82 Постановлением Госстандарта России от 31.05.2000 N 149-ст с 01.01.2001 введен в действие ГОСТ 10543-98. |
6.13.6. Восстановление мест выработки поводка и венца амортизаторов дизеля М756 производить аргоно-дуговым способом с предварительным подогревом деталей до температуры 200 - 250 °C при следующем режиме: ток постоянный, полярность прямая, сила сварочного тока 170 - 180 А, электрод вольфрамовый диаметром 2 мм, присадочный материал - электродная стальная проволока Св-05Х19Н9Ф3С2 или Нп-Х20Н8ОТ (ГОСТ 10543-82) диаметром 2 - 3 мм.
Инструктивные указания по сварочным работам при ремонте тепловозов, электровозов и моторвагонного подвижного состава 1975 года N 251/ЦТтеп считать недействующими в системе Министерства путей сообщения Российской Федерации.
ОСНОВНЫЕ НЕИСПРАВНОСТИ ИСТОЧНИКОВ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Неисправность | Возможная причина | Способы устранения |
1 | 2 | 3 |
Сварочные трансформаторы | ||
Трансформатор сильно нагревается | 1. Неправильно включен в сеть. | 1. Проверить подключение первичной обмотки к сети. |
2. Величина сварочного тока выше допустимой. | 2. Уменьшить силу тока, использовать электроды меньшего диаметра. | |
3. Замыкание между витками первичной обмотки. | 3. Устранить межвитковое замыкание или отправить в ремонт. | |
Чрезмерный нагрев сердечника и скрепляющих его шпилек | Повреждение изоляции сердечника и стягивающих шпилек. | Восстановить неисправность изоляции. |
Сильный нагрев зажимов трансформатора | 1. Нарушение электрического контакта в соединениях из-за слабого крепления контактных болтов. | 1. Зачистить зажимы в месте соединения и плотно затянуть. |
2. Сечение провода в месте контакта мало. | 2. Заменить проводом с номинальным сечением. | |
Трансформатор сильно гудит | 1. Ослабление крепления болтов, стягивающих сердечник. | 1. Подтянуть крепления болтов. |
2. Подвижная часть сердечника регулятора перекошена. | 2. Затянуть болты равномерно, без перекоса. | |
3. Повреждение изоляции между обмотками и корпусом. | 3. Снять кожух, обнаружить место повреждения и исправить изоляцию. | |
4. Ослабление креплений в механизме перемещения катушек и болтов, стягивающих корпус. | 4. Подтянуть крепления. | |
Дроссель не регулирует величину тока | Замыкание в обмотке. | Отправить в ремонт. |
Трансформатор не обеспечивает пределы регулирования величины тока | Не доходят до упоров подвижные вторичные катушки вследствие заедания в ходовом винте или попадания посторонних предметов между катушкой и стержнем. | Устранить причины ненормального перемещения ходового винта. |
Источники питания постоянного тока (электромашинные преобразователи и агрегаты) | ||
а) При работе асинхронных двигателей | ||
Электродвигатель вращается медленно, гудит или совсем не вращается | 1. Обрыв в обмотках статора или ротора. | 1. Устранить обрыв или отправить двигатель в ремонт. |
2. Перегорел предохранитель одной из фаз. | 2. Сменить предохранитель. | |
3. Неисправность рубильника или пакетного выключателя. | 3. Устранить неисправность. | |
4. Обрыв в пусковом сопротивлении. | 4. При обрыве сопротивления отправить двигатель в ремонт. | |
5. Плохой контакт в щетках. | 5. Прошлифовать или подогнуть щетки. | |
Электродвигатель вращается в обратную сторону. | Неправильно подключены фазы. | Переключить любые две фазы. |
Электродвигатель сильно гудит, неравномерный нагрев обмотки статора, появление дыма из машины | 1. Короткое замыкание между фазами обмотки статора. | 1. Отправить двигатель в ремонт. |
2. Межвитковое замыкание в обмотке статора. | 2. То же. | |
3. Касание обмотки ротора о статор. | 3. - " - | |
4. Разрыв в обмотке ротора или пускового реостата. | 4. - " - | |
б) При работе сварочных генераторов | ||
Генераторы не возбуждаются (нет напряжения) | 1. Загрязнение коллектора. | 1. Зачистить коллектор мелкой стеклянной бумагой, затем продуть сжатым воздухом. |
2. Обрыв в цепи возбуждения или реостате обмотки возбуждения. | 2. Отправить генератор в ремонт. | |
3. Размагнитился генератор (в машинах с самовозбуждением). | 3. Намагнитить генератор от другой сварочной машины постоянного тока. | |
Перегрев обмотки | 1. Перегрузка машины из-за плохой вентиляции при уменьшении числа оборотов. | 1. Остановить машину, дать ей остыть, затем работать при номинальном режиме. |
2. Короткие замыкания в обмотке якоря или обмотке возбуждения. | 2. Отправить генератор в ремонт. | |
Генератор сильно нагревается | 1. Нагрузка (сварочный ток) длительное время выше номинальной. | 1. Остановить машину, дать ей остыть, затем снизить нагрузку до номинальной. |
2. Межвитковое замыкание в якоре. | 2. Отправить генератор в ремонт. | |
3. Замыкание между коллекторными пластинами. | 3. То же. | |
Перегрев коллектора и щеток | 1. Загрязнение коллектора. | 1. Почистить коллектор. |
2. Велик нажим щеток, щетки слишком твердые, сечение щеток мало. | 2. Сменить щетки и отрегулировать усилие их нажатия при остановленном генераторе. | |
Искрение щеток коллектора | 1. Поверхность коллектора загрязнена. | 1. Почистить коллектор. |
2. Коллектор неровный, выступает слюда между пластинами. | 2. Проточить коллектор на станке. | |
3. Щетки плохо пришлифованы или выкрошились. | 3. Прошлифовать или сменить щетки. | |
4. Перегрузка генератора. | 4. Отрегулировать нагрузку. | |
5. Перекос траверсы или щетки в щеткодержателе. | 5. Установить траверсу или щетки в правильное положение. | |
6. Слабое нажатие пружин на щетки. | 6. Сменить или отрегулировать пружины. | |
7. Щетки расположены не по нейтрали. | 7. Установить щетки в соответствии с указанием завода-изготовителя. | |
Перегрев подшипников | 1. Загрязнение смазочных колец и подшипников. | 1. Промыть кольца и подшипники, заменить масло. |
2. Перекос оси агрегата или повышенное давление на подшипники. | 2. Устранить перекос оси агрегата или повышенное давление на подшипники со стороны двигателя. | |
Разбрызгивание и течь масла из подшипников | 1. Слишком большое количество смазки. | 1. Слить излишек масла из подшипников. |
2. Размер отверстий для стока смазки недостаточен. | 2. Увеличить отверстия для стока в нижней половине вкладыша. | |
3. Сильное вентилирующее действие вращающихся частей машины. | 3. Установить дополнительные кожаные или войлочные уплотнения у подшипников. | |
Выпрямители | ||
Отсутствует напряжение на клеммах установки. | 1. Не работает вентилятор. | 1. Проверить работу вентилятора. |
2. Воздух засасывается не со стороны жалюзи. | 2. Изменить направление вращения, поменять местами провода, питающие двигатель вентилятора. | |
3. Реле вентилятора неисправно. | 3. Проверить работу реле. | |
4. Один из вентилей выпрямительного блока неисправен. | 4. Снять ошиновку, проверить все вентили тестером, сопротивление в прямом и обратном направлениях должно сильно различаться. Заменить вентиль. | |
При пуске двигатель вентилятора не работает и гудит | 1. Сгорел один из предохранителей в цепи двигателя. | 1. Предохранитель заменить. |
2. Обрыв в цепи одной из фаз двигателя. | 2. Проверить состояние цепи и устранить обрыв. | |
Сильный нагрев с разрушением участков обмотки трансформатора. | Межвитковое замыкание в обмотке. | Разобрать установку и устранить замыкание. |
Повышенное гудение трансформатора, завышенная величина тока холостого хода | Межвитковое замыкание в первичной обмотке трансформатора. | Устранить замыкание. При необходимости перемотать обмотку, армированные концы отрезать и приварить. |
Перегрев сердечника и стягивающих его шпилек. | Нарушена изоляция листов сердечника и шпилек. | Сердечник разобрать, заменить негодную изоляцию. |
ОСНОВНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
1. Правила капитального ремонта электровозов постоянного тока N ЦТ-ЦТВР/68.
2. Правила капитального ремонта электровозов переменного тока N ЦТВР-ЦТ/4738.
3. Правила капитального ремонта электровозов серии ЧС N ЦТВР-ЦТ/4793.
4. Правила ремонта электрических машин электроподвижного состава N ЦТ-ЦТВР/4782.
5. Правила технического обслуживания и текущего ремонта тепловозов ЧМЭ2 и ЧМЭ3 N ЦТ/4320.
6. Правила капитальных ремонтов КР-1, КР-2 тепловозов ЧМЭ2, ЧМЭ3 N ЦТ-ЦТВР/3963.
7. Правила капитального ремонта электропоездов и электросекций N ЦТВР/4876.
8. Временные правила капитального ремонта КР-1, КР-2 тепловозов М62, 2М62 N ЦТтеп-89/ЦТВРт-15.
9. Перечень деталей подвижного состава, эскалаторов, пути и вагонных замедлителей, восстанавливаемых и упрочняемых с нанесением газотермических и других покрытий, с распределением их по степени влияния на безопасность движения поездов. Утвержден Главным техническим управлением МПС 29.03.1990 г.
Инструкции ЦТ-336
ОСНОВНЫЕ СТАНДАРТЫ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ И МАТЕРИАЛАМ
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 380-88 Постановлением Госстандарта России от 02.06.1997 N 205 с 01.01.1998 введен в действие ГОСТ 380-94. |
ГОСТ 380-88* Сталь углеродистая обыкновенного качества. Марки.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 398-81 Постановлением Госстандарта России от 28.01.1997 N 19 с 01.01.1998 введен в действие ГОСТ 398-96. |
ГОСТ 398-81 Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена. Технические условия.
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 859-78 Постановлением Госстандарта России от 30.07.2001 N 301-ст с 01.03.2002 введен в действие ГОСТ 859-2001. |
ГОСТ 859-78*** Медь. Марки.
ГОСТ 977-88 Отливки из конструкционной нелегированной и легированной стали. Общие технические условия.
ГОСТ 1050-88* Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: стандарт имеет номер ГОСТ 1071-81, а не ГОСТ 1071-88*. |
ГОСТ 1071-88* Проволока стальная пружинная термически обработанная. Технические условия.
ГОСТ 1077-79Е Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева.
ИС МЕГАНОРМ: примечание. ГОСТ 1460-81 утратил силу с 01.01.2015 в связи с введением в действие ГОСТ 1460-2013 (Приказ Росстандарта от 08.11.2013 N 1434-ст). |
ГОСТ 1460-81* Карбид кальция. Технические условия.
ГОСТ 1497-84* Металлы. Методы испытания на растяжение.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1583-89 Постановлением Госстандарта России от 19.06.1996 N 402 с 01.01.1997 введен в действие ГОСТ 1583-93. |
ГОСТ 1583-89* Сплавы алюминиевые литейные в чушках. Технические условия.
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия.
ГОСТ 2789-73* Шероховатость поверхности. Параметры и характеристики.
ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля.
ГОСТ 4727-83 Проволока подшипниковая. Технические условия.
ГОСТ 4543-71* Прокат из легированной конструкционной стали. Технические условия.
ГОСТ 5017-74 Бронзы оловянные, обрабатываемые давлением. Марки.
ГОСТ 5191-79Е Резаки инжекторные для ручной кислородной резки.
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 5520-79* Сталь углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия.
ГОСТ 5542-87 Газы горючие природные для промышленного и коммунально-бытового назначения. Технические условия.
ГОСТ 5583-78 Кислород жидкий технический и медицинский. Технические условия.
ГОСТ 6268-78 Редукторы для газопламенной обработки.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 7871-75* Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия.
ГОСТ 8050-85* Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 8278-89 Швеллеры стальные гнутые равнополочные. Сортамент.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 8509-86 Постановлением Госстандарта России от 20.02.1996 N 85 с 01.01.1997 введен в действие ГОСТ 8509-93. |
ГОСТ 8509-86 Уголки стальные горячекатаные равнополочные. Сортамент.
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 9356-75* Рукава резиновые для газовой сварки и резки металлов. Технические условия.
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки.
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей.
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами.
ГОСТ 10157-79* Аргон газообразный и жидкий. Технические условия.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10543-82 Постановлением Госстандарта России от 31.05.2000 N 149-ст с 01.01.2001 введен в действие ГОСТ 10543-98. |
ГОСТ 10543-82 Проволока стальная наплавочная. Технические условия.
ГОСТ 11533-75* Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами.
ГОСТ 11534-75* Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 11964-81Е Дробь чугунная и стальная техническая. Общие технические условия.
ГОСТ 12221-79 Аппаратура для газопламенной обработки. Давление горючих газов.
ГОСТ 14637-89* Прокат толстолистовый из углеродистой стали обыкновенного качества. Технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные.
ГОСТ 14776-79* Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
ГОСТ 15527-70 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки.
ГОСТ 17433-80 Промышленная чистота. Сжатый воздух. Классы загрязненности.
ГОСТ 18143-72 Проволока из высоколегированной коррозионностойкой и жаростойкой стали. Технические условия.
ГОСТ 19248-90 Припои. Классификация.
ГОСТ 19281-89* Прокат из стали повышенной прочности. Общие технические условия.
ГОСТ 21931-76 Припои оловянно-свинцовые в чушках. Технические условия.
ГОСТ 21930-76 Припои оловянно-свинцовые в изделиях. Технические условия.
ГОСТ 22703-91 Автосцепное устройство подвижного состава железных дорог колеи 1520 (1524) мм. Детали литые. Общие технические требования.
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся.
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия.
ГОСТ 26271-84* Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия.
ГОСТ 12.1.019-79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты.
ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное заземление, зануление.
ГОСТ 12.3.003-86 Работы электросварочные. Общие требования безопасности.