СПРАВКА
Источник публикации
М., 2017
Примечание к документу
Название документа
"Инструкция по усилению трещин типа Т-9 и Т-10 в стенках главных и продольных балок сварных металлических пролетных строений железнодорожных мостов"
(утв. Распоряжением ОАО "РЖД" от 01.11.2017 N 2247р)
"Инструкция по усилению трещин типа Т-9 и Т-10 в стенках главных и продольных балок сварных металлических пролетных строений железнодорожных мостов"
(утв. Распоряжением ОАО "РЖД" от 01.11.2017 N 2247р)
Содержание
Распоряжением ОАО "РЖД"
от 1 ноября 2017 г. N 2247р
ИНСТРУКЦИЯ
ПО УСИЛЕНИЮ ТРЕЩИН ТИПА Т-9 И Т-10 В СТЕНКАХ
ГЛАВНЫХ И ПРОДОЛЬНЫХ БАЛОК СВАРНЫХ МЕТАЛЛИЧЕСКИХ
ПРОЛЕТНЫХ СТРОЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ МОСТОВ
1. Разработана Федеральным государственным бюджетным образовательным учреждением высшего образования "Сибирский государственный университет путей сообщения" (СГУПС). Исполнители Бокарев С.А., Усольцев А.М., Попова Е.Г., Широков Ю.М., Служаев А.И., Маликов М.Ю., Могилей К.С., Бехер С.А., Кочетков А.С., Бояркин Е.В.
2. Внесена Управлением пути и сооружений Центральной дирекции инфраструктуры
3. Введена впервые
1.1. Настоящая Инструкция по усилению трещин типа Т-9 и Т-10 в стенках главных и продольных балок сварных металлических пролетных строений железнодорожных мостов (далее - Инструкция) предназначена для использования подразделениями ОАО "РЖД" и подрядными организациями, специализирующимися на ремонте искусственных сооружений, как на путях общего пользования, так и на путях инфраструктуры необщего пользования.
1.2. Инструкция распространяется на ремонт, реконструкцию, усиление сварных металлических пролетных строений железнодорожных мостов, расположенных на железных дорогах колеи 1520 мм при движении пассажирских поездов со скоростями до 200 км/ч.
1.3. Инструкция регламентирует технологии ремонта усталостных трещин типа Т-9 и Т-10, расположенных в стенках главных балок у верхних и нижних концов сварных швов вертикальных ребер жесткости. Пример трещины типа Т-9 показан на рисунке 1.1. Технологии ремонта основаны на методе индукционного нагрева и индукционной пайки и предназначены для ремонта сварных металлических пролетных строений, выполненных по типовым проектам инв. N 541, 563, 690, 739, 821, 930, 1293, 1293К, разработанным проектными институтами "Гипротрансмост" и "Ленгипротрансмост".
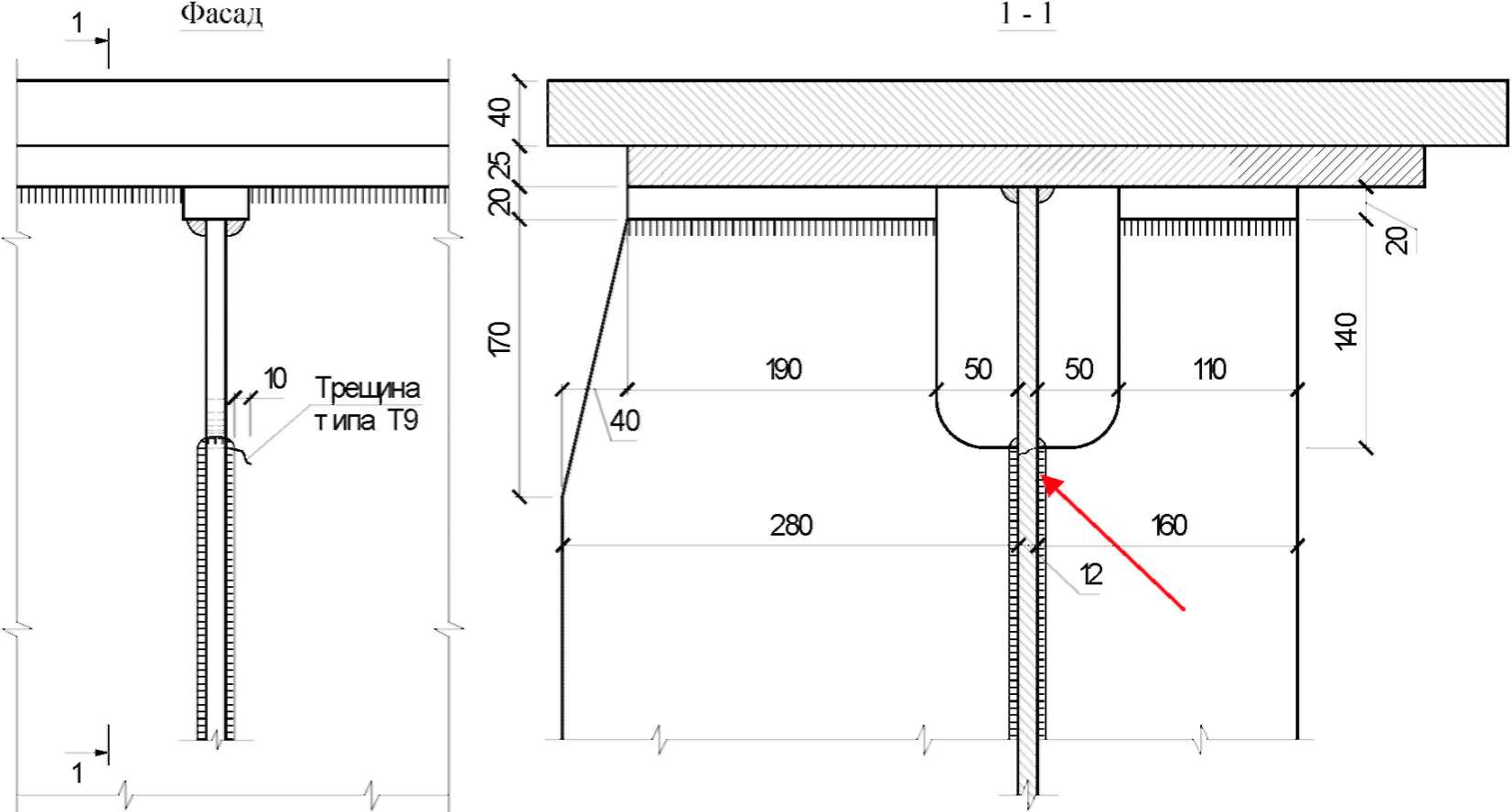
Рисунок 1.1. Трещина типа Т-9
1.4. Для выполнения работ по ремонту пролетных строений с трещинами подразделения ОАО "РЖД" (либо специализированные подрядные организации) должны быть оснащены всем необходимым оборудованием, а главное, - иметь в наличии высококвалифицированные кадры, владеющие знаниями и опытом работы с высокотехнологичным оборудованием, которое используется для индукционной пайки и ультразвукового метода контроля качества пайки.
1.5. Порядок применения Инструкции специализированными организациями, которым могут быть переданы отдельные функции по ремонту сварных пролетных строений, а также порядок допуска их представителей на объекты инфраструктуры, определяется положениями договора между этими организациями и ОАО "РЖД", в лице филиалов, на балансе которых находятся данные объекты.
2.1. ГОСТ 9238-2013. "Габариты железнодорожного подвижного состава и приближения строений".
2.2. ГОСТ 17325-79. "Пайка и лужение. Основные термины и определения".
2.3. ГОСТ 19250-73. "Флюсы паяльные. Классификация".
2.4. ГОСТ 23178-78. "Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенные".
2.5. ГОСТ 3118-77 (СТ СЭВ 4276-83). "Реактивы. Кислота соляная. Технические условия".
2.6. ГОСТ 19738-2015. "Припои серебряные. Марки".
2.7. ГОСТ 19746-2015. "Проволока из припоев серебряных. Технические условия".
2.8. ГОСТ Р 52643-2006. "Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия".
2.9. ГОСТ 2768-84. "Ацетон технический. Технические условия".
2.10. ТУ 38.401-67-108-92. Бензин-растворитель для резиновой промышленности. Технические условия, утвержденные НИИНефтехим 27 апреля 1992 г.
2.11. ГОСТ 1050-2013 "Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия".
2.12. ГОСТ 380-2005. "Сталь углеродистая обыкновенного качества. Марки".
2.13. ГОСТ 19281-89. "Прокат из стали повышенной прочности. Общие технические условия".
2.14. ГОСТ 8509-93. "Уголки стальные горячекатаные равнополочные. Сортамент".
2.15. ГОСТ 2590-2006 "Прокат сортовой стали горячекатаный круглый. Сортамент"
2.16. ГОСТ 535-2005 "Прокат сортовой и фасонный из углеродистой стали обыкновенного качества. Общие технические условия".
2.17. ГОСТ 6713-91. "Прокат низколегированный конструкционный для мостостроения. Технические условия".
2.18. ГОСТ 24297-2013. "Верификация закупленной продукции. Организация проведения и методы контроля".
2.19. ГОСТ Р 55724-2013. "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые".
2.20. ГОСТ 26126-84. "Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества".
2.21. ГОСТ Р 54007-2010 (ЕН 13133:2000). "Высокотемпературная пайка. Аттестация паяльщика".
2.22. ГОСТ 23479-79. "Контроль неразрушающий. Методы оптического вида. Общие требования".
2.23. ГОСТ 24715-81. "Соединения паяные. Методы контроля качества".
2.24. ГОСТ 12.3.002-2014. "Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности".
2.25. СП 79.13330.2012. Свод правил. Мосты и трубы. Правила обследований и испытаний. Актуализированная редакция СНиП 3.06.07-86, утвержденная приказом Минрегиона России от 30 июня 2012 г. N 273.
2.26. СП 70.13330.2012. "Несущие и ограждающие конструкции". Актуализированная редакция СНиП 3.03.01-87".
2.27. Правила электробезопасности для работников ОАО "РЖД" при обслуживании устройств и сооружений контактной сети и линий электропередачи, утвержденные распоряжением ОАО "РЖД" от 19 апреля 2016 г. N 699р.
2.28. Указания по осмотру и усилению эксплуатируемых сварных пролетных строений, утвержденные МПС России 4 апреля 1990 г.
2.29. Положение об обеспечении безопасной эксплуатации технических сооружений и устройств железных дорог при строительстве, реконструкции и (или) ремонте объектов инфраструктуры ОАО "РЖД", утвержденное распоряжением ОАО "РЖД" от 30 августа 2013 г. N 1932р.
2.30. Правила технической эксплуатации железных дорог Российской Федерации, утвержденные приказом Минтранса России от 21 декабря 2010 г. N 286.
2.31. Инструкция по обеспечению безопасности движения поездов при производстве путевых работ, утвержденная распоряжением ОАО "РЖД" от 29 декабря 2012 г. N 2790р.
2.32. Технологические указания по окраске металлических конструкций железнодорожных мостов, утвержденные распоряжением ОАО "РЖД" от 29 декабря 2012 г. N 2794р.
2.33. Инструкция по визуальному и измерительному контролю, утвержденная постановлением Госгортехнадзора России от 11 июня 2003 г. N 92.
2.34. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения (РД-11-02-2006), утвержденные приказом Ростехнадзора от 26 декабря 2006 г. N 1128.
2.35. Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО "РЖД". ПОТ РЖД-4100612-ЦП-ЦДРП-022-2013, утвержденные распоряжением ОАО "РЖД" от 4 февраля 2014 г. N 255р.
2.36. Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства, утвержденный приказом Госгортехнадзора России от 25 июня 2002 г. N 36.
2.37. СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования, принятые постановлением Госстроя России от 23 июля 2001 г. N 80.
2.38. Типовая инструкция по охране труда для обходчиков железнодорожных путей, искусственных сооружений и монтеров пути, назначаемых для осмотра. ТОИ Р-32-ЦП-731-99, утвержденная МПС России 30 декабря 1999 г.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ТР ТС 010/2011, а не ТР ТС 010/2010. |
2.39. ТР ТС 010/2010 "О безопасности машин и оборудования", принятый решением Комиссии Таможенного союза от 18 октября 2011 г.
2.40. Правила устройства электроустановок, утвержденные приказом Минэнерго России от 8 июля 2002 г. N 204.
2.41. Правила технической эксплуатации электроустановок потребителем, утвержденные приказом Минэнерго России от 13 января 2003 г. N 6.
При использовании настоящей Инструкции целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации.
В Инструкции применены следующие термины с соответствующими определениями:
3.1. Усталостное разрушение: разрушение материала под действием повторно-переменных напряжений.
3.2. Усталость материала: постепенное накопление повреждений в материале под действием переменных напряжений, приводящих к образованию трещин в материале и разрушению.
3.3. Пайка: технологический процесс соединения металлических элементов (без их расплавления) посредством введения между ними расплавленного промежуточного металла-припоя. Припой имеет более низкую температуру плавления, чем температура плавления соединяемых металлов, и заполняет зазор между соединяемыми поверхностями за счет действия капиллярных сил. В результате смачивания твердой металлической поверхности между припоем и основным металлом возникает межатомная связь. При охлаждении припой кристаллизуется и образует прочную связь между элементами.
3.4. Индукционный нагрев: нагрев токопроводящих материалов под действием переменного магнитного поля.
3.5. Индуктор: катушка индуктивности, при помощи которой производят нагрев вихревыми токами электропроводящих тел.
3.6. Припой: материал, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы.
3.7. Флюс: вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления оксидов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды.
3.8. Структурный барьер: локальный индукционный нагрев зоны металла создает зону сжимающих напряжений на пути развития трещины, препятствующих ее дальнейшему развитию. При высокочастотной механической проковке в тонком (до 30 мкм) поверхностном слое металла образуется субмикрокристаллическая структура, состоящая из дисперсных субзерен и препятствующая образованию микротрещин.
3.9. Конструктивный барьер: высверливание отверстия в устье трещины или постановка конструктивных элементов, препятствующих дальнейшему развитию трещины.
3.10. Косынка (в технике): элемент косой формы (в форме трапеции или треугольника), изготовленный из металлического листа.
3.11. Сухарик: конструктивный элемент прямоугольной формы, заполняющий зазор между верхом ребра жесткости и низом горизонтального листа верхнего пояса балки либо между низом ребра жесткости и верхом горизонтального листа нижнего пояса балки.
3.12. Ребро жесткости: плоский конструктивный элемент из листового проката, прикрепленный к вертикальному листу балки при помощи сварных швов.
3.13. Усиление: добавление дополнительных элементов или прикреплений с целью уменьшения напряжений в усиливаемом элементе или узле.
В настоящей Инструкции применены следующие сокращения:
ИССО - искусственное сооружение;
ЗП - земляное полотно;
Оп - опора;
ПС - пролетное строение;
ПЧ - проезжая часть;
Б - продольные балки;
П - поперечные балки;
Ф - ферма;
В (Н) - верхние (нижние) узлы ферм;
РЖ - ребро жесткости;
ДШ - деформационные швы и т.д.
4.1. Счет опор, пролетов, узлов ферм и поперечных балок необходимо вести по ходу километров, а продольных балок - слева направо по ходу километров. При этом счет узлов ферм и поперечных балок начинается с нуля.
4.2. Работы по усилению трещин типа Т-9 и Т-10 методом индукционной пайки должны выполняться при положительной температуре окружающего воздуха в соответствии с технологической документацией, оформленной в виде проекта производства работ (ППР), раздела по усилению трещин в проекте производства работ (ППР) или в виде технологической карты по усилению трещин.
4.3. Технологическая документация по усилению трещин должна устанавливать объем работ по подготовке, сборке, индукционной пайке и контролю паяных соединений; тип паяного соединения; применяемые материалы, оборудование для обработки, сборки, пайки и контроля паяных соединений; вспомогательные материалы, инструменты и приспособления, требования к персоналу, материалам, оборудованию и технологии пайки, требования безопасности и промышленной санитарии при производстве работ по индукционной пайке.
4.4. Основные требования, которые необходимо соблюдать при разработке конструктивных решений для ремонта усталостных трещин в металлоконструкциях:
в результате ремонта не должны быть ухудшены прочность и пространственная жесткость конструкции пролетного строения (запрещается изменять пространственную компоновку металлоконструкции удалением отдельных ребер жесткости и т.п. без замены), а также физические свойства металла усиливаемых элементов;
принятая схема ремонта усталостной трещины должна обеспечивать плавную передачу усилий от элементов конструкции на усиливающие элементы;
обеспечивать технологичность производства работ по ремонту, в частности, доступность постановки элементов индукционной пайкой (установку индуктора), возможность сверления отверстий, закручивания болтов и т.п.
4.5. Ремонт конструкций с использованием способов (схем), впервые внедряемых в производство или впервые осваиваемых ремонтной организацией, следует производить при авторском надзоре. Необходимость авторского надзора может быть указана в проектной документации, там же могут быть даны указания об обязательном участии авторов проекта в отработке технологии работ и (или) ее опытной проверке.
4.6. Технологии ремонта усталостных трещин позволяют не только локализовать или затормозить развитие трещин, но и усилить конструктивные элементы пролетного строения, восстановить несущую способность металлических сварных пролетных строений, имеющих усталостные трещины, и тем самым продлить сроки службы мостов.
4.7. При разработке технологической документации по ремонту необходимо иметь в виду, что локализация трещин не препятствует образованию новых усталостных трещин, если не устранена основная причина их появления.
4.8. Ремонт трещин Т-9 и Т-10 в стенках главных и продольных балок сварных металлических пролетных строений железнодорожных мостов методом индукционной пайки, направлен на повышение эксплуатационной надежности сооружений в условиях обращения грузовых поездов повышенного веса и длины.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ТР ТС 010/2011, а не ТР ТС 010/2010 |
5.1. Оборудование допускается к применению при наличии, в соответствии с ТР ТС 010/2010 "О безопасности машин и оборудования", принятым решением Комиссии Таможенного союза от 18 октября 2011 г. N 823, руководства (инструкции) по эксплуатации (применению) на русском языке, сертификата или декларации соответствия, а также свидетельства об аттестации оборудования.
5.2. Индукционный нагрев следует выполнять при помощи мобильного технологического комплекса на базе высокочастотной установки индукционного нагрева (общие требования приведены в таблице 5.1), оснащенной мобильной системой водоохлаждения, водоохлаждаемым кабелем - магнитопроводом.
Таблица 5.1
ИС МЕГАНОРМ: примечание. Сноска дана в соответствии с официальным текстом документа. |
N п/п | Наименование параметра | Значение параметра |
1. | Тип установки | транзисторная на IGBT модулях |
2. | Максимальная выходная мощность, кВт <*> | 60 |
3. | Напряжение питающей сети | ~3 Ф/380 В/50 Гц |
4. | Рабочая частота, кГц | 30 - 80 |
5. | Ток индуктора (на выходе), А | 400 - 2400 |
Руководство по эксплуатации индукционной высокочастотной нагревательной установки приведено в приложении А.
5.3. Осмотры, проверки, профилактические, текущие и капитальные ремонты установок индукционного нагрева оборудования проводят с периодичностью, указанной в таблице 5.2 или установленной в руководстве (инструкции) по эксплуатации (применению) оборудования.
Таблица 5.2
Периодичность обслуживания и ремонта оборудования
Вид оборудования | Вид обслуживания и межремонтные сроки | ||
осмотр | текущий ремонт | капитальный ремонт | |
Трансформаторные блоки | 2 раза в месяц | 4 раза в год | 1 раз в 3 года |
Частотные преобразователи | еженедельно | 6 раз в год | 1 раз в 2 года |
5.4. Контроль температуры нагрева осуществляют при помощи лазерного пирометра типа Laser A03 (диапазон работы от 450 до 1200 °C). Подачу электроэнергии для индукционной установки на строительной площадке необходимо обеспечить от дизельной электростанции мощностью не менее 27 кВт.
5.5. Механическую обработку поверхности следует производить при помощи пневматического молотка с энергией удара не менее 4 Дж.
6.1. Материалы, используемые при выполнении работ по пайке, должны соответствовать требованиям соответствующих стандартов, техническим условиям и иметь паспорт или сертификат.
6.2. Все поступающие в организацию вредные вещества должны быть снабжены этикетками, которые должны содержать сведения о факторах риска для организма человека, мерах предосторожности при работе с ними, квалификации вещества (по степени и характеру воздействия на организм работника, по потенциальной опасности, связанной с возникновением пожара).
6.3. При применении в технологических процессах пайки вредных веществ (материалов) работодатель должен получать от изготовителя паспорт безопасности вещества (материала).
6.4. Использование новых вредных материалов при пайке допускается в установленном порядке.
6.5. На ремонтном участке следует хранить материалы, соответствующие требованиям проекта и разработанной технологии. Все применяемые материалы должны иметь сертификаты, удостоверяющие их качество. Поступающие на объект материалы должны быть упакованы согласно требованиям соответствующих стандартов или технических условий. Материалы, поставленные с нарушением целостности упаковки, применять при выполнении работ не допускается. Запрещается применять для пайки проволоку припоя из мотков, не имеющих бирки.
6.6. Рекомендуется проверять качество каждой новой партии припоя и флюса, применяя для этой цели пайку и испытания контрольных образцов.
6.7. Условия хранения припоев, флюсов, солей и кислот необходимо выбирать в зависимости от их физико-химических свойств и классификации опасности веществ.
6.8. Тара, предназначенная для транспортировки и хранения припоев и деталей, должна иметь удобную конструкцию для переноски и очистки ее от загрязнений.
6.9. Флюс для индукционной пайки должен соответствовать требованиям ГОСТ 23178-78. "Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенные", его следует хранить в упаковке поставщика в сухом отапливаемом помещении.
6.10. Количество флюса, выдаваемое на рабочие участки пайки, не должно превышать сменной потребности.
6.11. Нормы расхода используемых припоев и флюсов на каждую пайку должны быть строго регламентированы в технологической документации.
6.12. Неизрасходованные флюсы по окончании работы должны быть убраны в специально предназначенные для хранения кладовые.
6.13. При хранении флюса свыше указанного в сертификате срока следует проверить его технологические свойства при пайке контрольных образцов.
Припои и паяльные пасты
Припои с температурой плавления 665 - 730 °C. Этой температуре плавления соответствуют припои, имеющие следующий химический состав: Ag (серебро) 45%, Cu (медь) 30%, Zn (цинк) 25% (припой с содержанием серебра 45% - сокращенно Пср-45, по ГОСТ 19738-2015. "Припои серебряные. Марки" и ГОСТ 19746-2015. "Проволока из припоев серебряных. Технические условия").
В качестве паяльной пасты рекомендуется применять паяльные пасты индустриального производства на основе припоев, по химическому составу близких к припою Пср-45. Паста состоит из связующего (10%), припоя (87%) и флюса (3%). Связующее состоит из сополимера (полибутилметакрилат) - 8%, не оставляющего осадка после выгорания и растворителя с высокой температурой кипения (этилацетат, толуол, бутилацетат, ксилол) - 92%.
Флюсы
Для пайки серебряными припоями применяются порошковые флюсы с активным диапазоном от +700 до +900 °C типа ПВ-209 (по ГОСТ 23178-78. "Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенные").
Растворители
Нефрас C2-80/120 (ТУ 38.401-67-108-92. Бензин-растворитель для резиновой промышленности. Технические условия, утвержденные НИИНефтехим 27 апреля 1992 г.).
Ацетон технический (ГОСТ 2768-84. "Ацетон технический. Технические условия").
Кислоты
Кислота соляная (ГОСТ 3118-77 (СТ СЭВ 4276-83). "Реактивы. Кислота соляная. Технические условия").
Материал накладок и метизы
Плоские и грибовидные накладки усиления Ст3сп по ГОСТ 380-2005. "Сталь углеродистая обыкновенного качества. Марки изготавливают из проката" по ГОСТ 2590-88. "Прокат стальной горячекатаный круглый. Сортамент".
Уголки усиления Ст3сп по ГОСТ 380-2005. "Сталь углеродистая обыкновенного качества. Марки" или 15ХСНД (10ХСНД) по ГОСТ 19281-89. "Прокат из стали повышенной прочности. Общие технические условия".
Косынки усиления Ст3сп по ГОСТ 380-2005. "Сталь углеродистая обыкновенного качества. Марки" или 15ХСНД (10ХСНД) по ГОСТ 19281-89. "Прокат из стали повышенной прочности. Общие технические условия".
Болты и гайки высокопрочные и шайбы для металлических конструкций по ГОСТ Р 52643-2006. "Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия".
7.1. Технология предусматривают два метода локализации усталостных трещин.
Метод I - Создание структурного барьера на пути развития трещин.
Метод II - Создание конструктивного барьера на пути развития трещин.
7.2. Создание структурного барьера достигается:
путем высокочастотной механической проковки зоны металла на пути распространения трещины (см. пункт 9.1 Инструкции);
путем локального индукционного прогрева зоны металла диаметром 30 - 50 мм на пути распространения трещины до температуры 750 - 800 °C, с последующей (в процессе остывания) механической проковкой данной зоны (см. пункт 9.1 Инструкции).
7.3. Создание конструктивного барьера достигается несколькими способами:
постановкой в устье трещины плоских металлических накладок методом индукционной пайки (см. подпункт 9.2.1 Инструкции);
засверливанием отверстия в стенке балки в устье трещины и постановкой двухсторонних круглых грибовидных накладок методом индукционной пайки (см. подпункт 9.2.2 Инструкции);
постановкой уголковых коротышей методом индукционной пайки (см. подпункт 9.2.3 Инструкции);
заменой (усилением) "сухариков" путем постановки уголковых коротышей методом индукционной пайки (см. подпункт 9.2.4 Инструкции);
усилением сварных швов постановкой "косынок" методом индукционной пайки (см. подпункт 9.2.5 Инструкции).
7.4. По длине усталостные трещины подразделяют на: малые трещины (длиной до 10 мм), короткие трещины (от 11 до 20 мм), средние трещины (21 - 50 мм), длинные (более 50 мм).
7.5. Усталостные трещины в вертикальных стенках балок, как правило, являются сквозными. Исключение составляют малые трещины, которые в зависимости от распространения по толщине стенки могут быть как поверхностными, так и сквозными.
7.6. В зависимости от величины трещины выбирается и ее метод ремонта.
Классификация трещин и методы их ремонта приведены в таблице 7.1.
Таблица 7.1
Методы ремонта в зависимости от длины трещины
N п/п | Тип трещины и ее длина | Метод ремонта | Способ реализации |
1. | Малые: до 10 мм | метод I: создание структурного барьера | локальный прогрев с последующей механической проковкой |
2. | Короткие: от 11 до 20 мм | метод I + метод II: создание структурного и конструктивного барьера | постановка методом индукционной пайки плоских металлических накладок усиления |
3. | Средние: от 21 до 50 мм | метод II: создание конструктивного барьера | постановка методом индукционной пайки плоских металлических накладок усиления |
сверление отверстия диаметром 23 мм в устье трещины и постановка двухсторонних круглых грибовидных накладок | |||
4. | Длинные: > 50 мм | метод II: создание конструктивного барьера | сверление отверстия диаметром 23 мм в устье трещины и постановка двухсторонних круглых грибовидных накладок. Постановка элементов усиления РЖ и стенки балки |
8.1. Рабочий персонал для подготовки паяльщиков и выполнения работ по индукционной пайке следует подбирать из числа сварщиков, прошедших аттестацию согласно Технологическому регламенту проведения аттестации сварщиков и специалистов сварочного производства, утвержденному приказом Госгортехнадзора России от 25 июня 2002 г. N 36.
8.2. Рабочий персонал для выполнения работ по индукционной пайке проходит обучение и аттестацию согласно ГОСТ Р 54007-2010 (ЕН 13133:2000). "Высокотемпературная пайка. Аттестация паяльщика".
8.3. Инженерно-технические работники и рабочие, участвующие в выполнении работ по усилению трещин в сварных пролетных строениях методом индукционной пайки, должны пройти техучебу и инструктаж для ознакомления с особенностями данного вида работ и техники безопасности. После окончания обучения и инструктажа знания должны быть проверены квалификационной комиссией учебного центра, проводившего обучение и инструктаж, и оценены в протоколе. При оценке рабочего персонала в протоколе отражаются данные по выполнению работ по пайке контрольных образцов (не менее 3-х).
8.4. Для защиты работников от опасных и вредных производственных факторов работодатель должен обеспечивать их специальной одеждой, специальной обувью и другими средствами индивидуальной защиты не ниже установленных норм.
8.5. Выбор конкретных средств индивидуальной защиты должен проводиться в зависимости от вида работ и используемых во время работы веществ и материалов.
8.6. Работники, пользующиеся средствами индивидуальной защиты, должны быть обучены правилам пользования этими средствами и способам проверки их исправности.
8.7. Все работники должны уметь оказывать первую помощь пострадавшим при отравлении и ожогах веществами, а также при поражениях электрическим током.
с помощью индукционной пайки
9.1.1. Создание структурного барьера на пути развития усталостных трещин (типа Т-9 и Т-10) достигается путем локального нагрева металла с последующей механической проковкой.
9.1.2. Данную технологию следует применять для торможения развития малых трещин и предотвращения развития трещин при выходе из сварного шва в основной металл стенки главных и продольных балок проезжей части сварных металлических пролетных строений.
9.1.3. Физическая сущность технологии. Локальный индукционный нагрев зоны металла диаметром 30 - 50 мм с центром в устье трещины создает зону сжимающих напряжений на пути развития трещины, препятствующих ее дальнейшему развитию. При высокочастотной механической проковке зоны перехода сварного шва в основной металл, в тонком поверхностном слое металла образуется субмикрокристаллическая структура, состоящая из дисперсных субзерен и препятствующая образованию микротрещин и, как следствие, повышающая долговечность сварных соединений эксплуатируемых металлоконструкций. Высокая скорость индукционного нагрева позволяет совместить эти две технологии и значительно увеличить эффект торможения развития трещин.
9.1.4. Оборудование: высокочастотная установка индукционного нагрева (мощностью не менее 60 кВт), выносной плоский трехвитковый индуктор с водоохлаждаемым кабелем - магнитопроводом, магнитная площадка-держатель, пирометр для контроля температуры нагрева, дизельная электростанция мощностью не менее 27 кВт, компрессор, молоток пневматический.
9.1.5. Подготовка поверхности: поверхность металла должна быть очищена механическим способом от краски, коррозии и загрязнений не менее чем на 200 мм (по радиусу) во все стороны от устья трещины.
9.1.6. Технология выполнения работ: Выносной индуктор, при помощи магнитной площадки-держателя, устанавливают на расстоянии 1 - 1,5 мм от поверхности металла, таким образом, чтобы центр индуктора находился в вершине (устье) трещины. Луч лазерного пирометра (для контроля температуры) наводят на металл в центре индуктора. Скорость нагрева должна быть 70 - 80 °C в секунду. Температура нагрева 750 - 800 °C. При возможности двухстороннего доступа к конструкции - нагрев выполняют с одной стороны, а проковку - с другой стороны стенки балки, затем процедуру повторяют со сменой сторон нагрева и проковки. В случае если доступ возможен только с одной стороны, или трещина не вышла на вторую сторону, нагрев и проковку выполняют с одной стороны балки. Процесс организуют таким образом, чтобы время между окончанием нагрева и началом проковки не превышало 10 секунд. Процесс проковки начинают от зоны перед трещиной и продолжают последовательно вдоль каждого из "берегов" трещины.
9.1.7. Поверхностной обработке подвергают места с концентраторами напряжений, в основном, за устьем трещины, границы шва и основного металла и прилегающие к ним участки.
9.1.8. Проковку производят после индукционного нагрева. Обработанную поверхность не следует больше подвергать температурным воздействиям выше 200 °C. При необходимости выполнения сварочных работ вблизи прокованной поверхности, следует принимать специальные меры по ее охлаждению или выполнять повторную обработку.
9.1.9. Перед упрочнением проковкой участки сварных швов и прилегающие зоны основного металла должны быть очищены от краски и ржавчины.
9.1.10. Длина прокованной зоны вдоль сварного шва должна быть не менее 15 - 20 мм; ширина участка проковки - 5 - 7 мм (диаметр бойка пневмомолотка). Диаметр бойка подбирается в зависимости от энергии удара пневмомолотка (для пневмомолотка с энергией удара 4 Дж, при рабочем давлении воздуха 7 - 8 атм., диаметр бойка - 6 мм). Обработку проковкой поверхностного слоя металла выполняют с формированием зоны вокруг устья трещины и зоны плавного перехода от сварного шва к поверхности основного металла ("канавки"). Глубина зон проковки составляет от 0,10 до 0,15 мм. Металл после проковки должен иметь блестящую равномерно обработанную поверхность, без каких-либо пропусков. Особое внимание следует обращать на качество проковки в устье трещины и в местах перехода от сварных швов к основному металлу.
9.2.1.1. Данную технологию применяют для локализации коротких трещин (от 11 до 20 мм) и отдельных средних трещин (от 21 до 50 мм), для которых отсутствует возможность выполнить засверливание устья трещины.
9.2.1.2. Физическая сущность технологии: индукционный нагрев зоны пайки с центром в устье трещины создает зону сжимающих напряжений на пути развития трещины, препятствующих ее дальнейшему развитию. Накладки усиления снижают уровень напряжений в элементе и создают конструктивный барьер, препятствующий дальнейшему распространению трещины.
9.2.1.3. Оборудование: высокочастотная установка индукционного нагрева (мощностью не менее 60 кВт), выносной плоский трех витковый индуктор с водоохлаждаемым кабелем - магнитопроводом, магнитная площадка-держатель, пирометр для контроля температуры нагрева, дизельная электростанция мощностью не менее 27 кВт, оснастка для фиксации накладок усиления.
9.2.1.4. Подготовка поверхности. Поверхность металла следует очистить механическим способом от краски, коррозии и загрязнений не менее чем на 200 мм (по радиусу) во все стороны от устья трещины.
9.2.1.5. Обезжиривание. Поверхность металла перед пайкой необходимо обезжирить: растительные жиры удаляют щелочными растворами (кальцинированной содой), минеральные масла удаляют органическими растворителями, а окалину, окислы и коррозию - травлением. В качестве органических растворителей применяют бензин, керосин, ацетон, дихлорэтан, трихлорэтан и другие углеводороды. При наличии повреждений поверхности коррозией, не удаляющихся при помощи механической очистки и обезжиривания, выполняют химическую очистку травлением. Травление стали осуществляют 10%-м раствором соляной кислоты путем непосредственного нанесения раствора (стеклянной палочкой) на металл в зоне пайки с выдержкой в пределах 5 - 7 минут. Затем место травления обильно промывают водой и нейтрализуют остаточную кислоту 1 - 2% раствором кальцинированной соды, с последующей обильной промывкой и сушкой горячим воздухом.
9.2.1.6. Материалы.
Накладки усиления - круглые металлические пластины, диаметром 50 мм, толщиной 4 мм, Ст.3сп по ГОСТ 380-2005. "Сталь углеродистая обыкновенного качества. Марки".
Припои и флюсы применяются в соответствии с рекомендациями пункта 6.14.
9.2.1.7. Сборка соединения под пайку.
Сборку осуществляют путем фиксации (прижатия) накладки усиления к стенке балки. Зазор между накладкой усиления и стенкой должен быть 0,05 - 0,15 мм.
Дополнительно по периметру накладки наносят слой флюса ПВ-209 (перед нанесением порошок флюса разводят дистиллированной водой) и устанавливают кольцо из припоя ПСр-45 (проволока  ). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.Следует применять паяльную пасту на основе припоя ПСр-45.
Схема соединения показана на рисунке 9.1. Контроль величины зазора выполняют специальными калиброванными щупами. Прижатие накладок осуществляют при помощи специальной оснастки.
9.2.1.8. Технология выполнения работ. Луч лазерного пирометра (для контроля температуры) наводят на металл стенки рядом с накладкой. Скорость нагрева должна быть 70 - 80 °C в секунду. Температура нагрева стенки 750 - 800 °C, накладки усиления 800 - 850 °C. Равномерного нагрева достигают путем плавного перемещения индуктора по периметру накладки. Выдержка при заданной температуре 40 - 60 секунд. После расплавления припоя, накладку дополнительно прижимают с усилием 15 - 20 кгс.
9.2.1.9. Режим охлаждения. При температуре выше +20 °C охлаждение осуществляют естественным путем на воздухе. При температуре ниже +20 °C или при ветреной погоде с целью предотвращения быстрого охлаждения, место пайки закрывают теплоизолирующим материалом (асбестовой тканью или др.). Внимание: пропуск обращающихся нагрузок разрешают после охлаждения зоны пайки до 100 °C, скорость пропуска поездов не ограничена.
9.2.1.10. Очистка металла. Очистку поверхности металла от потеков флюса осуществляют путем промывки горячей водой (50 - 60 °C) с одновременной механической очисткой металлической щеткой. Все потеки тщательно убирают, поверхность сушат продувкой сжатым воздухом.

Данную технологию применяют для локализации средних (от 21 до 50 мм) и длинных (> 51 мм) усталостных трещин.
9.2.2.1. Физическая сущность технологии: отверстие в устье трещины  снижает концентрацию напряжений, индукционный нагрев зоны пайки с центром в месте отверстия создает зону сжимающих напряжений внутрь отверстия, препятствующих дальнейшему развитию трещины. Накладки усиления снижают уровень напряжений в элементе и создают конструктивный барьер, препятствующий дальнейшему распространению трещины.
снижает концентрацию напряжений, индукционный нагрев зоны пайки с центром в месте отверстия создает зону сжимающих напряжений внутрь отверстия, препятствующих дальнейшему развитию трещины. Накладки усиления снижают уровень напряжений в элементе и создают конструктивный барьер, препятствующий дальнейшему распространению трещины.
снижает концентрацию напряжений, индукционный нагрев зоны пайки с центром в месте отверстия создает зону сжимающих напряжений внутрь отверстия, препятствующих дальнейшему развитию трещины. Накладки усиления снижают уровень напряжений в элементе и создают конструктивный барьер, препятствующий дальнейшему распространению трещины.9.2.2.2. Оборудование: дрель на электромагнитной станине, высокочастотная установка индукционного нагрева (мощностью не менее 60 кВт), выносной плоский трехвитковый индуктор с водоохлаждаемым кабелем - магнитопроводом, магнитная площадка-держатель, пирометр для контроля температуры нагрева, дизельная электростанция мощностью не менее 27 кВт, оснастка для фиксации накладок усиления.
9.2.2.3. Сверление отверстия. Необходимо определить направление развития трещины и вершину (устье) трещины. Затем отступить от устья трещины на 2 - 3 мм в направлении ее развития и отметить керном центр отверстия. Установить дрель на магнитной станине и высверлить отверстие  в намеченном месте. Сверление выполняют с добавлением небольшого количества машинного масла. Схема засверливания приведена на рисунке 9.2.
в намеченном месте. Сверление выполняют с добавлением небольшого количества машинного масла. Схема засверливания приведена на рисунке 9.2.
в намеченном месте. Сверление выполняют с добавлением небольшого количества машинного масла. Схема засверливания приведена на рисунке 9.2.
Рисунок 9.2. Схема засверливания трещины
9.2.2.4. Подготовка поверхности. Поверхность металла следует очистить механическим способом от краски, коррозии и загрязнений не менее чем на 200 мм (по радиусу) во все стороны от отверстия.
9.2.2.5. Обезжиривание. Поверхность металла перед пайкой следует обезжирить: растительные жиры удаляют щелочными растворами (кальцинированной содой), минеральные масла удаляют органическими растворителями, а окалину, окислы и коррозию - травлением. В качестве органических растворителей применяют бензин, керосин, ацетон, дихлорэтан, трихлорэтан и другие углеводороды. При наличии повреждений поверхности коррозией, не удаляющихся при помощи механической очистки и обезжиривания, выполняют химическую очистку травлением. Травление стали осуществляют 10% раствором соляной кислоты путем непосредственного нанесения раствора (стеклянной палочкой) на металл в зоне пайки с выдержкой в пределах 5 - 7 минут. Затем место травления обильно промывают водой и нейтрализуют остаточную кислоту 1 - 2% раствором кальцинированной соды, с последующей обильной промывкой и сушкой горячим воздухом.
9.2.2.6. Материалы. Накладки усиления - круглые грибовидные, диаметром 50 мм, выполнены из стали Ст.3сп по ГОСТ 380-2005. "Сталь углеродистая обыкновенного качества. Марки". Для удобства сборки соединения под пайку, в накладках сверлится сквозное отверстие  .
.
.Припои и флюсы применяются в соответствии с рекомендациями пункта 6.14 Инструкции.
9.2.2.7. Сборка соединения под пайку.
Перед сборкой на накладку и на поверхность основного металла наносят слой паяльной пасты. Сборку соединения под пайку осуществляют с зазором 0,05 - 0,25 мм. Контроль величины зазора выполняют специальными калиброванными щупами. Схема соединения показана на рисунке 9.3.
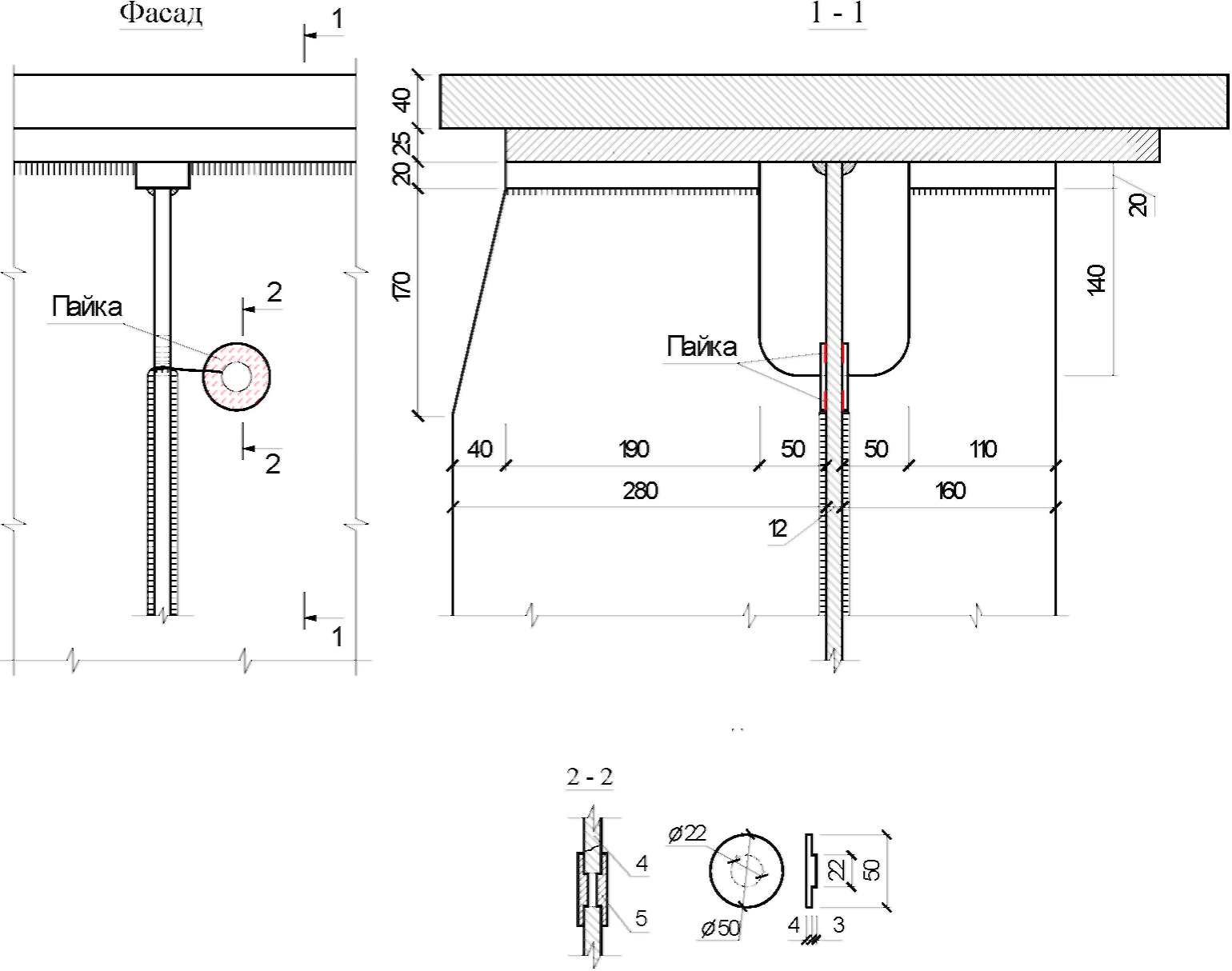
Рисунок 9.3. Схема соединения
Сборка осуществляется путем стягивания накладок усиления винтом. Дополнительно по периметру накладки наносится слой флюса ПВ-209 (перед нанесением порошок флюса разводится дистиллированной водой) и устанавливается кольцо из припоя ПСр-45 (проволока  ). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.9.2.2.8. Технология выполнения работ. Луч лазерного пирометра (для контроля температуры) наводят на металл стенки рядом с накладкой. Скорость нагрева должна быть 70 - 80 °C в секунду. Температура нагрева стенки 750 - 800 °C, накладки усиления 800 - 850 °C. Равномерного нагрева достигают путем плавного перемещения индуктора по периметру накладки. Выдержка при заданной температуре 40 - 60 секунд.
Режим охлаждения. При температуре выше +20 °C охлаждение осуществляется естественным путем на воздухе. При температуре ниже +20 °C или при ветреной погоде с целью предотвращения быстрого охлаждения место пайки закрывается теплоизолирующим материалом (асбестовой тканью или др.). Внимание: пропуск обращающихся нагрузок разрешается после охлаждения зоны пайки до 100 °C, скорость пропуска поездов не ограничена.
9.2.2.9. Обработка после пайки. Поверхность металла должна быть очищена от потеков флюса. Сначала выполняют промывку холодной водой (15 - 30 °C), затем окончательную очистку поверхности металла от потеков флюса осуществляют путем промывки горячей водой (50 - 60 °C) с одновременной механической очисткой металлической щеткой. Все потеки тщательно удаляют, поверхность сушат продувкой сжатым воздухом.
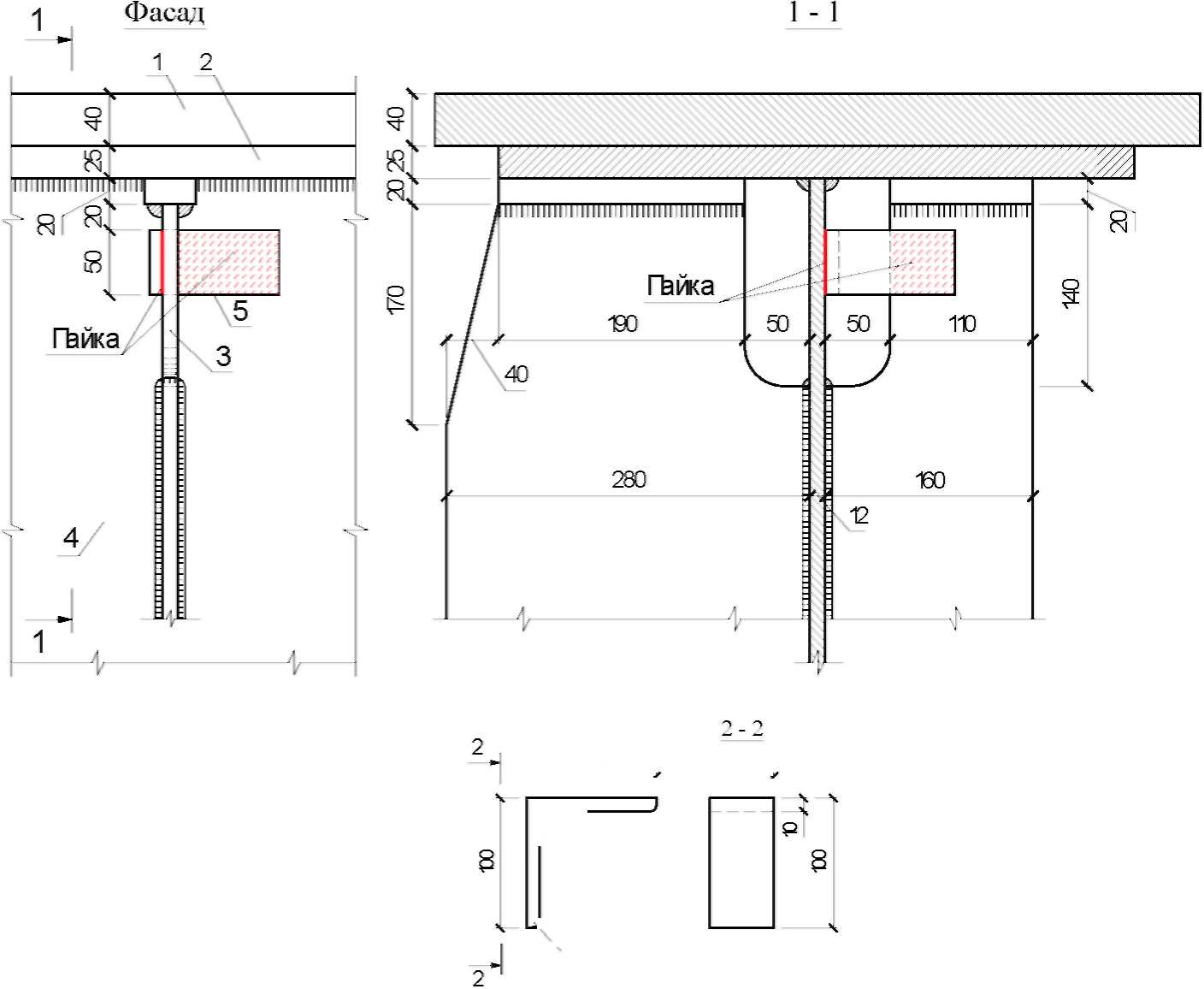
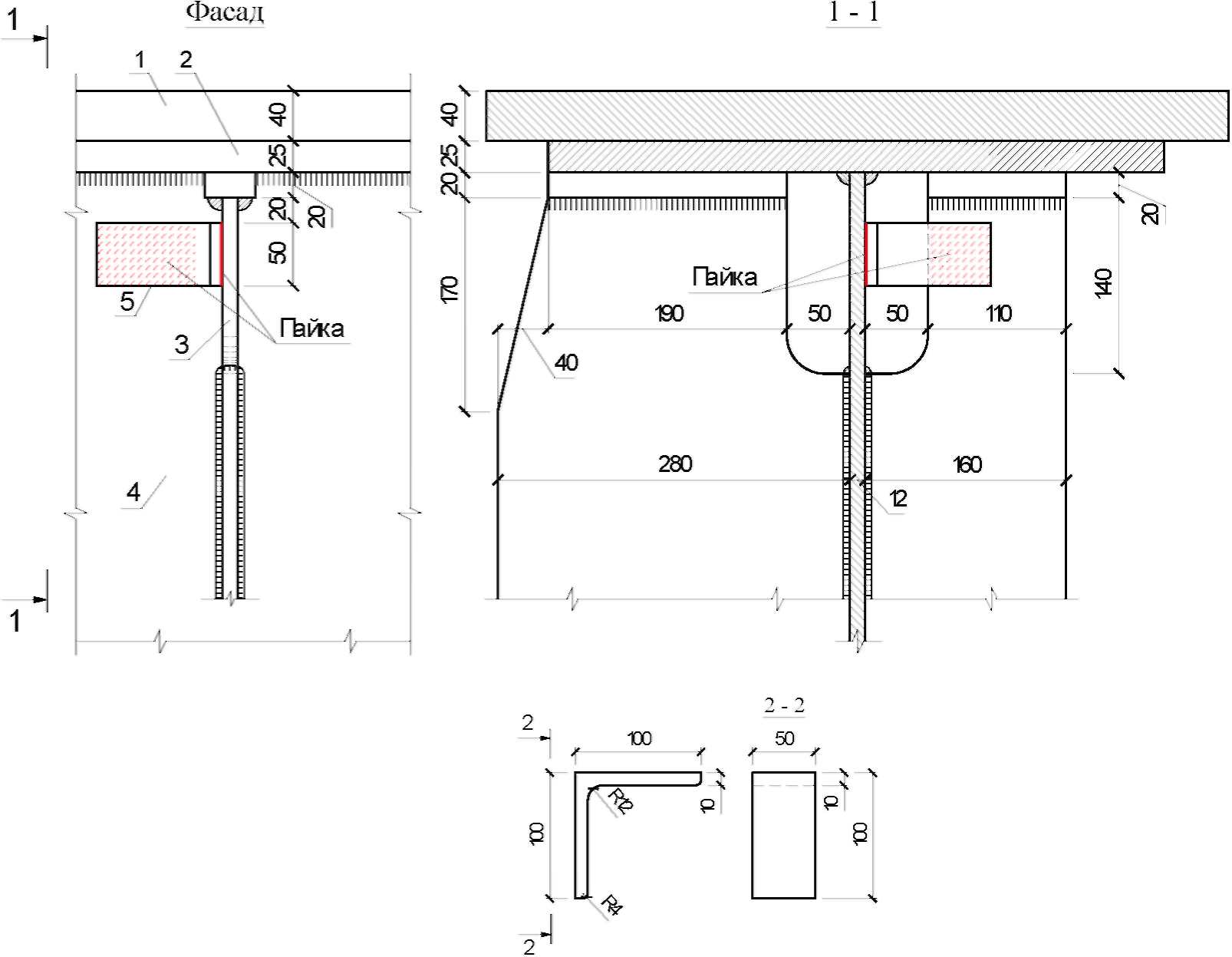
9.2.3. Усиление имеющего трещину металлического элемента пролетных строений постановкой уголковых коротышей
9.2.3.1. Данную технологию применяют для конструктивного усиления стенок балок сварных пролетных строений железнодорожных мостов как в местах образования трещин типа Т-9 и Т-10, так и в местах образования трещин по сварным швам прикрепления ребер жесткости к стенкам балок (трещин типа Т-12).
9.2.3.2. Физическая сущность технологии. Жесткое присоединение (методом индукционной пайки) ребра жесткости к стенке балки при помощи уголкового коротыша уменьшает свободную длину участка стенки балки в поперечном направлении, и как следствие, снижает напряжения от эксплуатационной нагрузки в зоне "выкружки" ребра жесткости, устраняет изгиб стенки балки от боковых и внецентренно приложенных нагрузок.
9.2.3.3. Оборудование: высокочастотная установка индукционного нагрева (мощностью не менее 60 кВт), выносной плоский трехвитковый индуктор с водоохлаждаемым кабелем - магнитопроводом, магнитная площадка-держатель, пирометр для контроля температуры нагрева, дизельная электростанция мощностью не менее 27 кВт, оснастка для фиксации уголковых коротышей усиления.
9.2.3.4. Материалы.
Уголки усиления - 100 x 100 x 10, длина L = 50 мм Ст.3сп. Припои и флюсы применяются в соответствии с рекомендациями пункта 6.14 Инструкции.
9.2.3.5. Подготовка поверхности. Поверхность металла очищают механическим способом от краски, коррозии и загрязнений не менее чем на 200 мм во все стороны от зоны пайки. Поверхность уголков, стенки балки и ребра жесткости выравнивают с помощью плоского наждачного камня. Уголковые коротыши перед сборкой соединения проходят приемочный контроль на отклонение угла от 90°. Предельные отклонения угла 90° не должны превышать:
+/- 1°30' - для уголков с шириной полки до 80 мм;
+/- 1° - для уголков с шириной полки свыше 80 мм.
9.2.3.6. Обезжиривание. Поверхность металла перед пайкой следует обезжирить: растительные жиры удаляют щелочными растворами (кальцинированной соды), минеральные масла удаляют органическими растворителями, а окалину, окислы и коррозию - травлением. В качестве органических растворителей применяют бензин, керосин, ацетон, дихлорэтан, трихлорэтан и другие углеводороды. При наличии повреждений поверхности коррозией, не удаляющихся при помощи механической очистки и обезжиривания, выполняют химическую очистку травлением. Травление стали осуществляют 10% раствором соляной кислоты путем непосредственного нанесения раствора (стеклянной палочкой) на металл в зоне пайки с выдержкой в пределах 5 - 7 минут. Затем место травления обильно промывают водой и нейтрализуют остаточную кислоту 1 - 2% раствором кальцинированной соды, с последующей обильной промывкой и сушкой горячим воздухом.
9.2.3.7. Сборка соединения под пайку. Перед сборкой на уголковые коротыши и на поверхность основного металла наносят слой паяльной пасты.
Сборку соединения под пайку осуществляют непосредственно перед пайкой. Зазор должен быть таким, чтобы припой мог под действием капиллярных сил затечь в шов: для серебряных припоев оптимальная величина зазора должна быть 0,10 - 0,15 мм. В случае, если паяльные зазоры больше 0,3 мм, следует разобрать соединение и заново выполнить подготовку поверхности элементов под пайку.
Контроль величины зазора выполняют специальными калиброванными щупами. Рекомендуемые схемы усиления показаны на рисунках 9.4 - 9.6.
Для пайки необходимо определенное количество припоя. Объем паяльных зазоров зависит от принятых допусков при изготовлении соединения. Дозированный припой должен быть подготовлен заранее, так как при выполнении этой операции непосредственно при пайке дозировку трудно соблюсти. Дозировку припоя проверяют на контрольных образцах в зависимости от толщины стенки балки, площади и периметра пайки. Дозировку припоя следует считать правильной в том случае, если при принятых допусках его всегда достаточно для заполнения паяльных зазоров. Недостаток припоя приведет к неполному заполнению зазоров, непропаю и, как следствие, выбраковке и перепайке соединения. Избыток же припоя должен быть минимальным. В этом случае не будет потеков припоя, которые требуют в дальнейшем дополнительной обработки. Передозировка припоя ведет к увеличению стоимости работ.
Сборку соединения осуществляют путем фиксирования и поджатия уголков усиления специальными монтажными устройствами. Дополнительно по периметру уголков наносят слой флюса ПВ-209 (перед нанесением порошок флюса следует развести дистиллированной водой) и устанавливают проволоку из припоя ПСр-45 (проволока  ). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.9.2.3.8. Технология выполнения работ. Последовательность пайки: 1 - пайка полки уголка к стенке балки; 2 - пайка полки уголка к ребру жесткости. Луч лазерного пирометра (для контроля температуры) наводят на металл стенки рядом с накладкой. Скорость нагрева должна быть 70 - 80 °C в секунду. Температура нагрева стенки 750 - 800 °C, уголкового коротыша усиления 800 - 850 °C. Равномерного нагрева достигают путем плавного перемещения индуктора по плоскости пайки. Выдержка при заданной температуре 40 - 60 секунд.
9.2.3.9. Режим охлаждения. При температуре выше +20 °C охлаждение осуществляется естественным путем на воздухе. При температуре ниже +20 °C или при ветреной погоде с целью предотвращения быстрого охлаждения место пайки закрывают теплоизолирующим материалом (асбестовой тканью или др.). Внимание: пропуск обращающихся нагрузок разрешают после охлаждения зоны пайки до 100 °C, скорость пропуска поездов не ограничена.
9.2.3.10. Обработка после пайки. Поверхность металла должна быть очищена от потеков флюса. Сначала выполняют промывку холодной водой (15 - 30 °C), затем окончательную очистку поверхности металла от потеков флюса осуществляют путем промывки горячей водой (50 - 60 °C) с одновременной механической очисткой металлической щеткой. Все потеки тщательно удаляют, поверхность сушат продувкой сжатым воздухом.

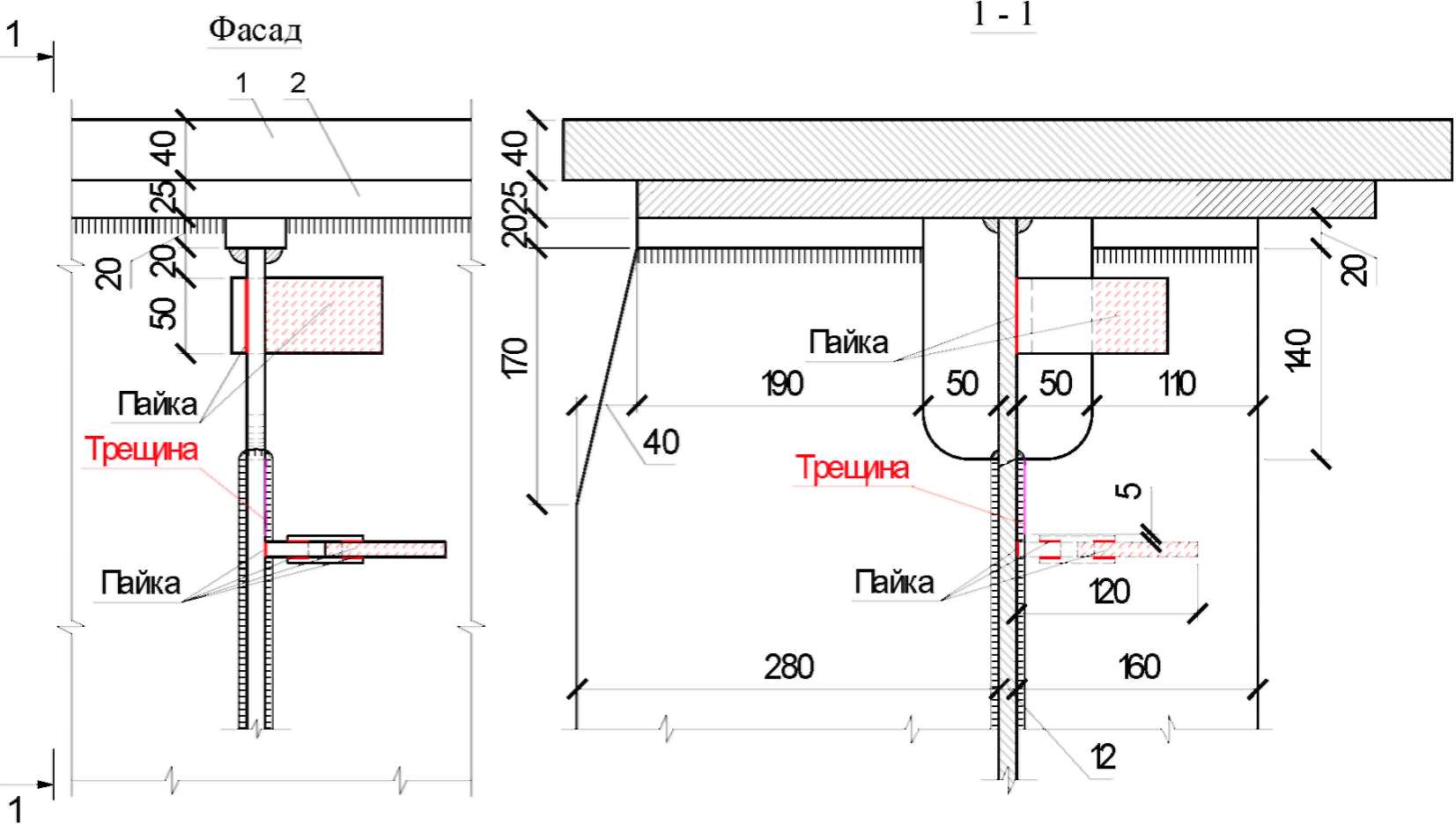
Условные обозначения:
1 - ГЛ сечением 40 x 590 x 21600 мм;
2 - ГЛ сечением 25 x 490 x 34200 мм;
3 - ребро жесткости;
4 - вертикальный лист балки;
5 -  L = 50 мм.
L = 50 мм.
L = 50 мм.двумя уголковыми коротышами, тип "А"
Условные обозначения:
1 - ГЛ сечением 40 x 590 x 21600 мм;
2 - ГЛ сечением 25 x 490 x 34200 мм;
3 - ребро жесткости;
4 - вертикальный лист балки;
5 -  L = 50 мм.
L = 50 мм.
L = 50 мм.Рисунок 9.5. Схема усиления стенки балки
уголковым коротышом, тип "Б"
Условные обозначения:
1 - ГЛ сечением 40 x 590 x 21600 мм;
2 - ГЛ сечением 25 x 490 x 34200 мм;
3 - ребро жесткости;
4 - вертикальный лист балки;
5 -  L = 50 мм.
L = 50 мм.
L = 50 мм.уголковым коротышом, тип "В"
9.2.4.1. Данную технологию применяют для конструктивного усиления стенок балок сварных пролетных строений железнодорожных мостов в местах образования трещин типа Т-9 и Т-10.
9.2.4.2. Физическая сущность технологии. Замена традиционного "сухарика" на уголковые коротыши с применением высокопрочного болта (ВБ) позволяет ликвидировать зазор между вертикальным ребром жесткости и верхним или нижним поясом балки (зазор выбирается путем затяжки ВБ), и, как следствие, устранить изгиб стенки балки от боковых и внецентренно приложенных нагрузок в зоне "выкружки" ребра жесткости.
9.2.4.3. Оборудование: высокочастотная установка индукционного нагрева (мощностью не менее 60 кВт), выносной плоский трехвитковый индуктор с водоохлаждаемым кабелем - магнитопроводом, магнитная площадка-держатель, пирометр для контроля температуры нагрева, дизельная электростанция мощностью не менее 27 кВт, оснастка для фиксации уголковых коротышей усиления.
9.2.4.4. Материалы.
Уголки усиления - 100 x 100 x 10, длина L = 50 мм Ст.3сп. Припои и флюсы применяются в соответствии с рекомендациями пункта 6.14 Инструкции.
9.2.4.5. Подготовка поверхности. Поверхность металла следует очистить механическим способом от краски, коррозии и загрязнений. Поверхность металла очищают от краски не менее чем на 200 мм во все стороны от зоны пайки. Поверхность уголков, стенки балки и ребра жесткости выравнивают с помощью плоского наждачного камня.
9.2.4.6. Обезжиривание. Поверхность металла перед пайкой следует обезжирить: растительные жиры удаляют щелочными растворами (кальцинированной соды), минеральные масла удаляют органическими растворителями, а окалину, окислы и коррозию - травлением. В качестве органических растворителей применяют бензин, керосин, ацетон, дихлорэтан, трихлорэтан и другие углеводороды. При наличии повреждений поверхности коррозией, не удаляющихся при помощи механической очистки и обезжиривания, выполняют химическую очистку травлением. Травление стали осуществляют 10% раствором соляной кислоты путем непосредственного нанесения раствора (стеклянной палочкой) на металл в зоне пайки с выдержкой в пределах 5 - 7 минут. Затем место травления обильно промывают водой и нейтрализуют остаточную кислоту 1 - 2% раствором кальцинированной соды, с последующей обильной промывкой и сушкой горячим воздухом.
9.2.4.7. Сборка соединения под пайку. Перед сборкой на уголковые коротыши и на поверхность ребра жесткости наносят слой паяльной пасты.
Сборку соединения под пайку осуществляют непосредственно перед пайкой. Уголки устанавливают в проектное положение, плотно прижимают струбциной к ребру жесткости (максимально близко к верхней полке). Зазор должен быть таким, чтобы припой мог под действием капиллярных сил затечь в шов: для серебряных припоев оптимальная величина зазора должна быть 0,10 - 0,15 мм. В случае, если паяльные зазоры больше 0,3 мм, потребуется специальная обработка поверхности или установка специальных технологических накладок, препятствующих вытеканию припоя из паяльного зазора.
Контроль величины зазора выполняют специальными калиброванными щупами. Рекомендуемая схема усиления показана на рисунке 9.7.
Для пайки необходимо определенное количество припоя. Объем паяльных зазоров зависит от принятых допусков при изготовлении соединения. Дозированный припой должен быть подготовлен заранее, так как при выполнении этой операции непосредственно при пайке дозировку трудно соблюсти. Дозировку припоя проверяют на контрольных образцах в зависимости от толщины стенки балки, площади и периметра пайки. Дозировку припоя следует считать правильной в том случае, если при принятых допусках его всегда достаточно для заполнения паяльных зазоров. Недостаток припоя приведет к неполному заполнению зазоров, непропаю и, как следствие, к выбраковке и перепайке соединения. Избыток же припоя должен быть минимальным. В этом случае не будет потеков припоя, которые требуют в дальнейшем дополнительной обработки. Передозировка припоя ведет к увеличению стоимости работ.
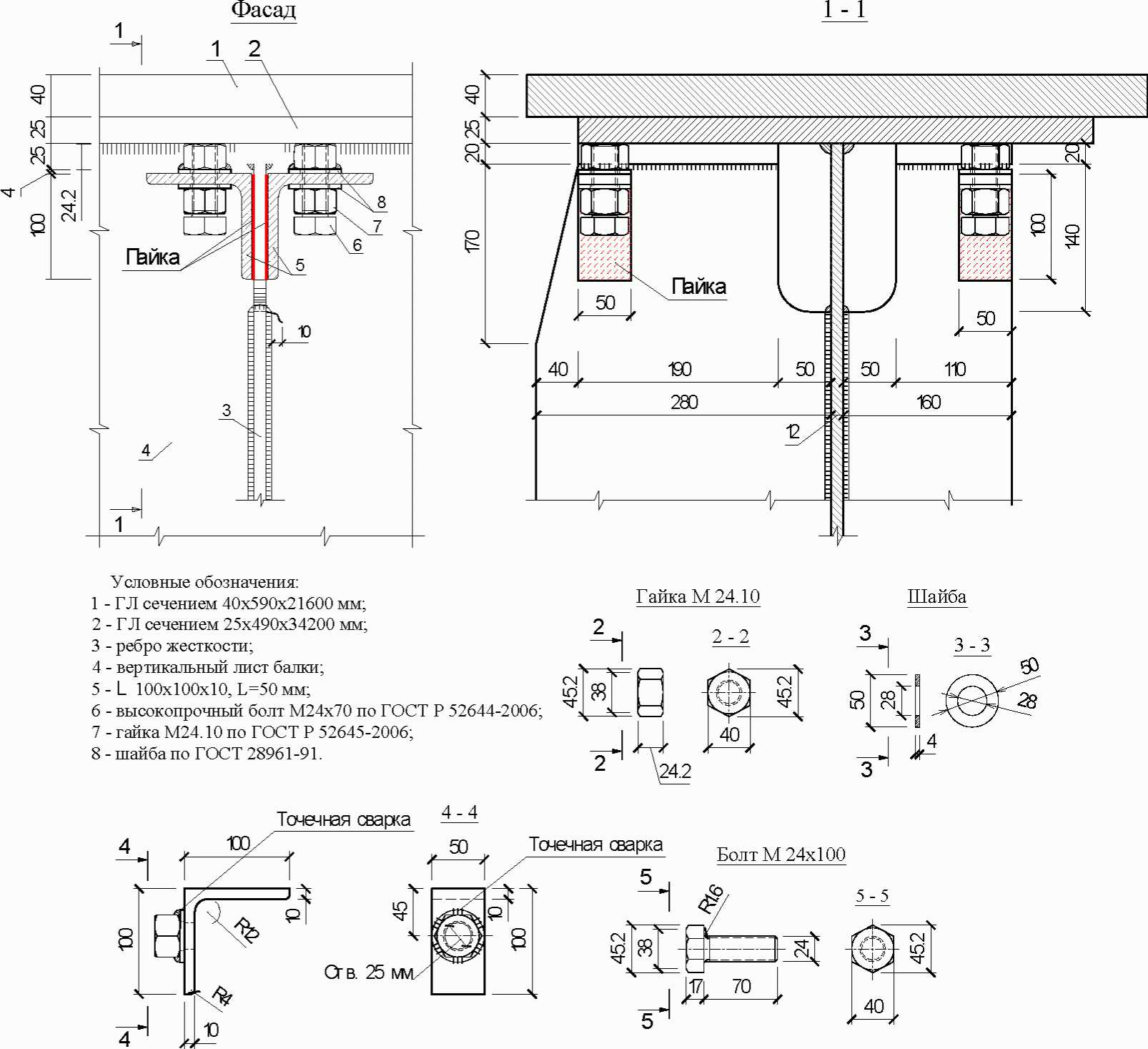
Условные обозначения:
1 - ГЛ сечением 40 x 590 x 21600 мм:
2 - ГЛ сечением 25 x 490 x 34200 мм;
3 - ребро жесткости;
4 - вертикальный лист балки;
5 -  L = 50 мм;
L = 50 мм;
L = 50 мм;6 - высокопрочный болт М24x70 по ГОСТ Р 52644-2006;
7 - гайка М24.10 по ГОСТ Р 52645-2006;
8 - шайба по ГОСТ 28961-91.
Сборку соединения осуществляют путем фиксирования и поджатия уголков усиления специальными монтажными устройствами (струбцинами). Примерный вид оснастки приведен в приложении Д. Дополнительно по периметру накладки наносят слой флюса ПВ-209 (перед нанесением порошок флюса разводят дистиллированной водой) и устанавливают проволоку из припоя ПСр-45 (проволока  ). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.9.2.4.8. Технология выполнения работ.
Последовательность пайки: пайку выполняют в два этапа, сначала пропаивают нижнюю часть (ниже фиксирующей струбцины) обоих уголковых коротышей к ребру жесткости, затем после остывания (на 200 - 250 °C ниже температуры кристаллизации припоя) переставляют фиксирующую струбцину в нижнюю часть и пропаивают верхнюю часть соединения. Нагрев осуществляют V-образным индуктором.
Луч лазерного пирометра (для контроля температуры) наводят на металл стенки рядом с накладкой. Скорость нагрева должна быть 70 - 80 °C в секунду. Температура нагрева стенки 750 - 800 °C, уголкового коротыша усиления 800 - 850 °C. Равномерного нагрева достигают путем плавного перемещения индуктора по плоскости пайки. Выдержка при заданной температуре - 40 - 60 секунд. Режим охлаждения: При температуре выше +20 °C охлаждение осуществляется естественным путем на воздухе. При температуре ниже +20 °C или ветреной погоде, с целью предотвращения быстрого охлаждения место пайки закрывают теплоизолирующим материалом (асбестовая ткань или др.). Внимание: пропуск обращающихся нагрузок разрешают после охлаждения зоны пайки до 100 °C, скорость пропуска поездов не ограничена.
После остывания пайки уголковые коротыши притягивают до упора высокопрочными болтами. Этим исключается возможность поворота пояса балки относительно вертикальной стенки.
9.2.4.9. Обработка после пайки. Поверхность металла должна быть очищена от потеков флюса. Сначала выполняют промывку холодной водой (15 - 30 °C). Затем окончательную очистку поверхности металла от потеков флюса осуществляют путем промывки горячей водой (50 - 60 °C) с одновременной механической очисткой металлической щеткой. Все потеки тщательно убирают, поверхность сушат продувкой сжатым воздухом.
9.2.5.1. Данную технологию применяют для конструктивного усиления сварных швов прикрепления ребер жесткости в местах образования трещин типа Т-12. Как правило, данный способ усиления применяют совместно с постановкой уголковых коротышей (см. подпункт 9.2.3 Инструкции).
9.2.5.2. Физическая сущность технологии: Постановка "косынки" между ребром жесткости и стенкой балки снимает нагрузку со сварного шва и, как следствие, замедляет рост трещины.
9.2.5.3. Оборудование: высокочастотная установка индукционного нагрева (мощностью не менее 60 кВт), выносной плоский трехвитковый индуктор с водоохлаждаемым кабелем - магнитопроводом, магнитная площадка-держатель, пирометр для контроля температуры нагрева, дизельная электростанция мощностью не менее 27 кВт, оснастка для фиксации уголковых коротышей усиления.
9.2.5.4. Материалы.
Косынка усиления - 120 x 120 x 10 мм Ст.3сп. Конструкция косынки усиления показана на рисунке 9.8. Припои и флюсы применяются в соответствии с рекомендациями пункта 6.14 Инструкции.

Рисунок 9.8. Конструкция косынки усиления
9.2.5.5. Подготовка поверхности. Поверхность металла следует очистить механическим способом от краски, коррозии и загрязнений. Поверхность металла очищают от краски не менее чем на 200 мм во все стороны от зоны пайки. Поверхность уголков, стенки балки, ребра жесткости и прилегающие к ним грани косынки выравнивают с помощью плоского наждачного камня. Проверку осуществляют путем пробной сборки соединения и промера зазоров щупами. Если угол между ребром жесткости и стенкой балки отличается от 90°, с целью обеспечения необходимого зазора (0,05 - 0,25 мм), применяют специальные косынки с изменяемой геометрией. Конструкция косынки показана на рисунке 9.9. Косынку устанавливают по месту пайки и легкими ударами молотка по внешней грани косынку деформируют таким образом, чтобы обеспечить требуемые для пайки зазоры (0,05 - 0,25 мм). После чего, с двух сторон косынки припаивают грибовидные накладки, фиксирующие геометрию косынки и полностью восстанавливающие ее несущую способность.
9.2.5.6. Обезжиривание. Поверхность металла перед пайкой следует обезжирить: растительные жиры удаляют щелочными растворами (кальцинированной соды), минеральные масла удаляют органическими растворителями, а окалину, окислы и коррозию - травлением. В качестве органических растворителей применяют бензин, керосин, ацетон, дихлорэтан, трихлорэтан и другие углеводороды. При наличии повреждений поверхности коррозией, не удаляющихся при помощи механической очистки и обезжиривания, выполняют химическую очистку травлением. Травление стали осуществляют 10% раствором соляной кислоты путем непосредственного нанесения раствора (стеклянной палочкой) на металл в зоне пайки с выдержкой в пределах 5 - 7 минут. Затем место травления обильно промывают водой и нейтрализуют остаточную кислоту 1 - 2% раствором кальцинированной соды, с последующей обильной промывкой и сушкой горячим воздухом.

с изменяемой геометрией
9.2.5.7. Сборка соединения под пайку. Перед сборкой на торцевые грани косынок, на поверхность ребра жесткости и на стенку балки следует нанести слой паяльной пасты.
Сборку соединения под пайку осуществляют непосредственно перед пайкой. Косынку устанавливают в проектное положение (ниже вершины трещины на 5 - 6 мм) и плотно прижимают специальным монтажным устройством. Зазор должен быть таким, чтобы припой мог под действием капиллярных сил затечь в шов: для серебряных припоев оптимальная величина зазора должна быть 0,10 - 0,15 мм. Контроль величины зазора выполняют специальными калиброванными щупами.
Для пайки необходимо определенное количество припоя. Объем паяльных зазоров зависит от принятых допусков при изготовлении соединения. Дозированный припой должен быть подготовлен заранее, так как при выполнении этой операции непосредственно при пайке дозировку трудно соблюсти. Дозировку припоя проверяют на контрольных образцах в зависимости от толщины стенки балки, площади и периметра пайки. Дозировку припоя следует считать правильной в том случае, если при принятых допусках его всегда достаточно для заполнения паяльных зазоров. Недостаток припоя приведет к неполному заполнению зазоров, непропаю и, как следствие, к выбраковке и перепайке соединения. Избыток же припоя должен быть минимальным. В этом случае не будет потеков припоя, которые требуют в дальнейшем дополнительной обработки. Передозировка припоя ведет к увеличению стоимости работ.
Сборку соединения осуществляют путем фиксирования и поджатия уголковых коротышей специальными монтажными устройствами. Вид оснастки приведен в приложении Д. Дополнительно по периметру накладки наносят слой флюса ПВ-209 (перед нанесением порошок флюса следует развести дистиллированной водой) и устанавливают проволоку из припоя ПСр-45 (проволока  ). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.
). Нанесение флюса выполняют плоской металлической палочкой.9.2.5.8. Процесс индукционной пайки. Последовательность пайки: пайку выполняют последовательно в два этапа, сначала пропаивают соединение косынки со стенкой балки, затем переворачивают или заменяют индуктор и пропаивают соединение косынки с ребром жесткости.
Нагрев осуществляют V-образным индуктором. Схема усиления показана на рисунке 9.10.
Луч лазерного пирометра (для контроля температуры) наводят на металл стенки рядом с накладкой. Скорость нагрева должна быть 70 - 80 °C в секунду. Температура нагрева стенки не менее 800 °C и не более 850 °C, уголкового коротыша усиления 850 °C. Равномерного нагрева достигают путем плавного перемещения индуктора по плоскости пайки. Выдержка при заданной температуре - 40 - 60 секунд.
9.2.5.9. Режим охлаждения. При температуре выше +20 °C охлаждение осуществляется естественным путем на воздухе. При температуре ниже +20 °C или ветреной погоде, с целью предотвращения быстрого охлаждения место пайки закрывают теплоизолирующим материалом (асбестовая ткань или др.). Внимание: пропуск обращающихся нагрузок разрешают после охлаждения зоны пайки до 100 °C, скорость пропуска поездов не ограничена.
9.2.5.10. Обработка после пайки. Поверхность металла должна быть очищена от потеков флюса. Сначала выполняют промывку холодной водой (15 - 30 °C), затем окончательную очистку поверхности металла от потеков флюса осуществляют путем промывки горячей водой (50 - 60 °C) с одновременной механической очисткой металлической щеткой. Все потеки тщательно убирают, поверхность сушат продувкой сжатым воздухом.
10.1. Работы по пайке следует осуществлять с применением исправного оборудования и выполнением требований техники безопасности, изложенных в главе 9 СНиП 12-03-2001. "Безопасность труда в строительстве. Часть 1. Общие требования", принятых постановлением Госстроя России от 23 июля 2001 г. N 80, а также в ведомственных документах и местных инструкциях.
10.2. Производственное оборудование для технологических процессов пайки должно соответствовать требованиям настоящей главы, правил устройства электроустановок и нормативных актов, устанавливающих требования к отдельным видам оборудования.
10.3. Электрооборудование и его заземление на участках пайки должно соответствовать требованиям нормативных актов при эксплуатации электроустановок.
10.4. Ручки, рукоятки, маховики пусковых устройств электрооборудования должны быть сделаны из изолирующих материалов.
10.5. Для предупреждения работников о возможности поражения электрическим током на участках пайки должны быть вывешены предупредительные надписи, плакаты и знаки безопасности, а на металлические трапы и тротуары положены деревянные решетки, покрытые диэлектрическими ковриками.
10.6. Установки для индукционной пайки должны быть оборудованы блокировочными устройствами, исключающими при обслуживании установок доступ работника к частям, находящимся под напряжением.
10.7. Металлические части установки для индукционной пайки должны быть заземлены или занулены.
10.8. Вода для охлаждения индуктора установки для индукционной пайки должна подаваться с применением приспособления, выполненного из диэлектрического материала.
10.9. На установках для индукционной пайки должно быть блокирующее устройство, исключающее пуск установки при отсутствии воды в системе охлаждения.
10.10. В установке для индукционной пайки должны быть устройства для снятия остаточного заряда конденсатора при неработающем генераторе.
10.11. При индукционной пайке следует руководствоваться правилами безопасности при эксплуатации электротермических установок повышенной и высокой частоты. Персонал, обслуживающий высокочастотные установки, обязан пройти курс техминимума по их эксплуатации, технике безопасности, правилам противопожарной безопасности на электроустановках, по оказанию первой помощи пострадавшим и иметь право выполнения работ.
10.12. Категорически запрещается проведение ремонтных работ оборудования, находящегося под напряжением. По окончании работы необходимо отключить генератор высокой частоты со стороны питающего фидера. Воспрещается приступать к работе на установке при неисправном электрооборудовании (индукторе, высоковольтном трансформаторе, реле управления и т.п.), при неисправных или отключенных блокировках, а также при неисправных ограждениях, обшивочных листах и кожухах, обеспечивающих безопасность работы.
10.13. Во время работы высокочастотной установки воспрещается прикасаться к индуктору или вторичному витку высоковольтного трансформатора, так как это может вызвать ожог. При обнаружении неисправностей, пожаре и стихийных бедствиях паяльщик обязан немедленно отключить генератор.
10.14. Погрузочно-разгрузочные работы должны выполняться в соответствии с требованиями нормативных актов, обеспечивающих безопасное проведение погрузочно-разгрузочных работ и размещение грузов.
10.15. Инструмент, применяемый в технологических процессах пайки, должен отвечать требованиям государственных стандартов, технических условий и технологической документации.
10.16. Сборку, фиксацию, поджатие соединяемых элементов, нанесение припоя, флюса и других материалов на сборочные детали необходимо проводить с использованием специальных приспособлений или инструментов, указанных в технологической документации.
10.17. Работы по пайке производятся в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе, при этом брюки не должны быть заправлены в обувь, карманы - должны быть закрыты клапанами, а куртка не должна быть заправлена в брюки. При пайке потолочных, горизонтальных и вертикальных швов надевают брезентовые нарукавники и плотно завязывают их поверх рукавов у кистей рук.
10.18. Паяные соединения зачищают от шлака лишь после полного остывания и обязательно в очках с простыми стеклами.
10.19. При проведении технологических процессов пайки должны выполняться требования пожарной безопасности.
10.20. Не допускается выполнять работы по пайке на расстоянии менее 5 м от легковоспламеняющихся и огнеопасных материалов.
10.21. На месте производства работ должны быть аптечки, укомплектованные необходимыми медикаментами и перевязочными материалами.
При выполнении паяльных работ необходимо предусмотреть проведение:
входного контроля;
операционного контроля;
оценки соответствия выполненных работ.
Контроль выполнения паяльных работ осуществляют в соответствии с проектной, нормативной и технологической документацией. Методы контроля в каждом отдельном случае следует выбирать и применять в зависимости от назначения и степени ответственности элемента конструкции.
11.1.1. Входной контроль включает в себя:
контроль материалов (заготовок, деталей, метизов) конструкции;
контроль материалов для пайки (припой, флюс, растворитель и др.);
проверку оборудования, инструмента и приспособлений.
11.1.2. При входном контроле спаиваемых материалов (заготовок, деталей) конструкции следует проверять:
соответствие их линейных размеров проектной документации;
соответствие конструктивных элементов кромок, размеров зазоров требованиям технической документации;
отсутствие на них поверхностных дефектов, деформаций и искажений формы.
11.1.3. Наличие или отсутствие на них поверхностных дефектов, деформаций и искажений формы проверяется визуально.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Инструкция по визуальному и измерительному контролю утверждена Постановлением Госгортехнадзора РФ от 11.06.2003 N 92, а не Приказом Госгортехнадзора от 13.03.2001 N 32. |
11.1.4. Проверка соответствия линейных размеров свариваемых материалов (заготовок, деталей) конструкции, конструктивных элементов кромок, размеров зазоров и размеров выводных планок проектной документации должна проводиться в соответствии Инструкцией по визуальному и измерительному контролю, утвержденной приказом Госгортехнадзора от 13 марта 2001 г. N 32.
11.1.5. Предельные отклонения измеренных значений геометрических параметров должны быть не более указанных в проектной документации.
11.1.6. Результаты контроля паяльных материалов, конструкций (заготовок, деталей) фиксируют в Журнале учета результатов входного контроля по форме, приведенной в ГОСТ 24297-2013. "Верификация закупленной продукции. Организация проведения и методы контроля".
11.1.7. При входном контроле паяльных материалов следует проверять:
наличие сопроводительного документа поставщика (сертификата, декларации, свидетельства и т.п.) об их качестве (соответствии требованиям нормативных документов на их изготовление);
соответствие маркировки на каждой упаковке находящемуся в ней паяльному материалу;
пригодность к применению по установленным в их сопроводительных документах срокам хранения (использования);
отсутствие повреждений упаковок и самих материалов.
11.1.8. Наличие сопроводительных документов поставщика паяльных материалов и пригодность их к применению проверяется выполнением документарной проверки, а отсутствие повреждений упаковок и самих материалов - визуальным осмотром.
11.1.9. Результаты контроля следует фиксировать в Журнале поступления, прохождения и хранения паяльных материалов.
11.1.10. Входной контроль паяльного оборудования следует проводить путем осмотра и проверки соответствия его технических характеристик документации поставщика.
11.1.11. Результаты входного контроля оборудования заносятся в журнал технического состояния оборудования.
11.2.1. Для операционного контроля в ходе проведения паяльных работ следует выполнять:
контроль подготовки поверхностей;
контроль сборки спаиваемых деталей;
контроль пайки;
освидетельствование скрытых работ.
11.2.2. Для контроля сборки спаиваемых деталей следует проверять на соответствие проектной документации:
величины зазоров;
положения стыка или величину нахлеста.
11.2.3. Для контроля пайки следует при первом проходе визуальным и измерительным контролем выявлять наличие дефектов (непропаев, раковин и трещин) и проверять на соответствие соединения проектной документации.
11.2.4. При освидетельствовании предусмотренных проектом скрытых паяных работ должна предоставляться следующая исполнительная документация по сварке:
сертификаты на свариваемые материалы;
журнал паяльных работ;
копии аттестационных удостоверений пайщиков и специалистов паяльного производства в соответствии с подразделом;
допускные листы паяльщиков;
акты визуального и измерительного контроля паяных соединений;
акты, заключения и протоколы контроля паяных соединений неразрушающими и разрушающими методами измерений и испытаний.
По результатам освидетельствования следует оформлять акты освидетельствования скрытых работ по форме Требований к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения (РД-11-02-2006), утвержденных приказом Ростехнадзора от 26 декабря 2006 г. N 1128.
11.3.1. Оценку соответствия выполненных работ по пайке элемента конструкций следует проводить при сдаче элемента конструкции или в целом объекта строительства, реконструкции или капитального ремонта.
11.3.2. Требования к оценке соответствия выполненных работ по пайке конструкций определяются требованиями законодательства, заказчиком или проектной документацией, в которой должны быть приведены:
методы и объемы контроля;
необходимые испытания паяной конструкции;
требуемый уровень качества паяных соединений.
11.3.3. При оценке соответствия выполненных работ по пайке элемента конструкций должна быть представлена следующая документация:
исполнительные чертежи с внесенными (при их наличии) отступлениями, допущенными монтажной организацией и документы об их согласовании с проектными организациями - разработчиками чертежей;
исполнительная документация.
11.3.4. При выполнении паяльных работ должна вестись следующая исполнительная документация:
документы о результатах входного контроля паяльных материалов и оборудования;
документы об испытаниях паяльных материалов;
журнал паяльных работ;
исполнительная схема (формуляр) паяных соединений;
акты, заключения и протоколы по неразрушающему контролю паяных соединений;
акты и протоколы испытаний и измерений, предусмотренных проектной и нормативной документацией;
журнал антикоррозионной защиты в соответствии с СП 70.13330.2012. "Несущие и ограждающие конструкции". Актуализированная редакция СНиП 3.03.01-87, утвержденным приказом Минрегиона России от 25 декабря 2012 г. N 109/ГС;
материалы по научно-техническому сопровождению работ, если это предусмотрено проектом;
иные документы, отражающие фактическое исполнение проектных решений.
11.3.5. Состав исполнительной документации должен уточняться в каждом конкретном случае в зависимости от вида сварки и свариваемых конструкций и материалов.
12.1. При реконструкции и ремонте сварных пролетных строений железнодорожных мостов методом индукционной пайки выполняется следующий контроль качества паяных соединений:
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Инструкция по визуальному и измерительному контролю утверждена Постановлением Госгортехнадзора РФ от 11.06.2003 N 92, а не Приказом Госгортехнадзора от 13.03.2001 N 32. |
визуальный и измерительный в соответствии с ГОСТ 23479-79. "Контроль неразрушающий. Методы оптического вида. Общие требования" и Инструкцией по визуальному и измерительному контролю, утвержденной приказом Госгортехнадзора России от 13 марта 2001 г. N 32;
ультразвуковой по ГОСТ Р 55724-2013. "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые", ГОСТ 26126-84. "Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества".
Паяные и паяно-сварные соединения, выполненные при реконструкции и ремонте пролетных строений, подлежат 100% визуальному и измерительному контролю.
12.2. Сварные и паяные соединения, признанные годными по результатам визуального и измерительного контроля, подлежат неразрушающему контролю физическими методами. Основные дефекты паяных соединений приведены в таблице 12.1, в соответствии с ГОСТ 24715-81. "Соединения паяные. Методы контроля качества".
Таблица 12.1
Дефекты паяных соединений
Поверхностные дефекты | Внутренние дефекты | Сквозные дефекты |
Поверхностное окисление, поверхностные поры, подрез и выходящие на поверхность: непропай, неспай, общая и локальная эрозии | непропай, неспай, трещина, внутренние поры, усадочная раковина, шлаковое включение, флюсовое включение, металлическое включение, неметаллическое включение, общая и локальная эрозии, паяльные остаточные напряжения, дефекты структуры паяного соединения (отклонения структуры от заданной техническими условиями) | непропай, неспай, общая и локальная эрозии, сочетание наружных и внутренних дефектов, приводящее к отслоению элементов |
Примечание. Неспай, паяльные остаточные напряжения, общая и локальная эрозии, дефекты структуры паяного соединения выявляют методами разрушающего контроля. | ||
12.3. Визуальный контроль качества пайки производится внешним осмотром на предмет непропая, раковин, трещин по паяному шву. При визуальном осмотре применяются лупы с 4 - 8-кратным увеличением.
12.4. Инструментальный ультразвуковой контроль выполняется в соответствии с Руководством по ультразвуковому контролю паяных нахлесточных соединений (приложение Г к Инструкции).
12.5. Допускается непропай отдельных мест с максимальным размером до 30% ширины шва, а общая площадь непропая также не должна превышать 30% площади паяного соединения.
к Инструкции по усилению трещин
типа Т-9 и Т-10 в стенках главных
и продольных балок сварных
металлических пролетных строений
железнодорожных мостов
ПО ЭКСПЛУАТАЦИИ ИНДУКЦИОННОЙ ВЫСОКОЧАСТОТНОЙ УСТАНОВКИ
(ОБЯЗАТЕЛЬНОЕ)
А1.1. Настоящее Руководство по эксплуатации индукционной высокочастотной установки (далее - Руководство) предназначено для изучения устройства и принципа работы высокочастотной индукционной установки модели LH-60KW (далее - установка LH-60KW) с целью обеспечения правильной и безопасной ее эксплуатации.
А1.2. Настоящее Руководство распространяется на установку LH-60KW, предназначенную для нагрева, пайки и закалки металлических изделий из черных и цветных металлов.
А1.3. Нагрев, пайка и закалка производится путем обработки изделия токами высокой частоты.
А1.4. Настоящее Руководство является руководящим документом для технологического и обслуживающего персонала.
Основные технические параметры и размеры на установку модели LH-60KW приведены в таблице А2.1.
Таблица А2.1
Технические параметры установки LH-60KW
N п/п | Наименование параметра | Значение параметра |
1. | Тип установки | транзисторная на IGBT модулях |
2. | Максимальная выходная мощность, кВт <*> | 60 |
3. | Напряжение питающей сети | ~3 Ф/380 В/50 Гц |
4. | Рабочая частота, кГц | 30 - 80 |
5. | Ток индуктора (на выходе), А | 400 - 2400 |
6. | Давление охлаждающей воды (не менее), МПа | 0,2 |
7. | Температура охлаждающей воды, °C | не более 40 |
8. | Режим управления на выходе | стабильный ток |
9. | Время нагрева | стабильное напряжение |
10. | Время сохранения тепла | 1 - 99 сек |
11. | Время охлаждения | 1 - 99 сек |
12. | Масса, кг: | |
Преобразователь | 30 | |
Трансформаторный блок | 34 | |
13. | Габаритные размеры, мм: | |
Преобразователь | 565 x 250 x 520 | |
Трансформаторный блок | 360 x 260 x 450 |
--------------------------------
<*> Максимальная выходная мощность преобразователя регулируется автоматически и зависит от добротности контура, а также загруженности системы индуктор-нагреваемый элемент (деталь).
А3.1. Условия эксплуатации установки LH-60KW приведены в таблице А3.1.
Таблица А3.1
Условия эксплуатации
N п/п | Наименование параметра |
1. | Температура окружающей среды +5 ~ +35 °C |
2. | Относительная влажность не более 90% |
3. | Высота над уровнем моря не выше 1000 м |
4. | Окружающая среда - невзрывоопасная, не содержащая агрессивных газов и паров |
5. | Концентрации токопроводящей и абразивной пыли не должны превышать указанных в ГОСТ 12.1.005-88 |
6. | Вибрации или удары в месте установки индукционной установки LH-60KW должны отсутствовать |
7. | Температура окружающей среды 5 ~ 35 °C (максимально допустимая температура не должна превышать 40 °C), кислотность/щелочность не выше 8 pH |
8. | Колебание напряжения 3-фазной сети: +/- 5% |
Во всех других режимах заказчик должен связаться с поставщиком.
А4.1 Установка LH-60KW состоит из следующих основных узлов:
преобразователь транзисторный высокочастотный;
трансформатор;
индукционная катушка;
устройство дистанционного управления (педаль);
станция охлаждения (поставляется по желанию заказчика).
А4.2. Электропитание установки LH-60KW осуществляется от современного высокочастотного транзисторного преобразователя частоты (ТПЧ), который выполнен по схеме регулируемого выпрямителя с последующим инвертированием.
А4.3. Система защиты преобразователя предохраняет силовую электронику от перенапряжения, срыва инвертирования, фазовой ошибки, нарушения подачи охлаждающей воды, а также развития иных аварийных ситуаций.
А4.4. Конденсаторная батарея установки имеет малые габариты, за счет применения современных водоохлаждаемых конденсаторных блоков. Количество конденсаторов соответствует проектной мощности установки и обеспечивает необходимую емкостную компенсацию реактивной мощности резонансного контура установки.
А4.5. Индукционная катушка изготовлена из полого профиля, выполненного из высококачественной электротехнической меди, и предназначена для создания переменного электромагнитного поля заданной напряженности.
А4.6. Водяное охлаждение электропечи рекомендуется выполнять с помощью станции охлаждения закрытого типа серии FL, которая может входить в комплект поставки.
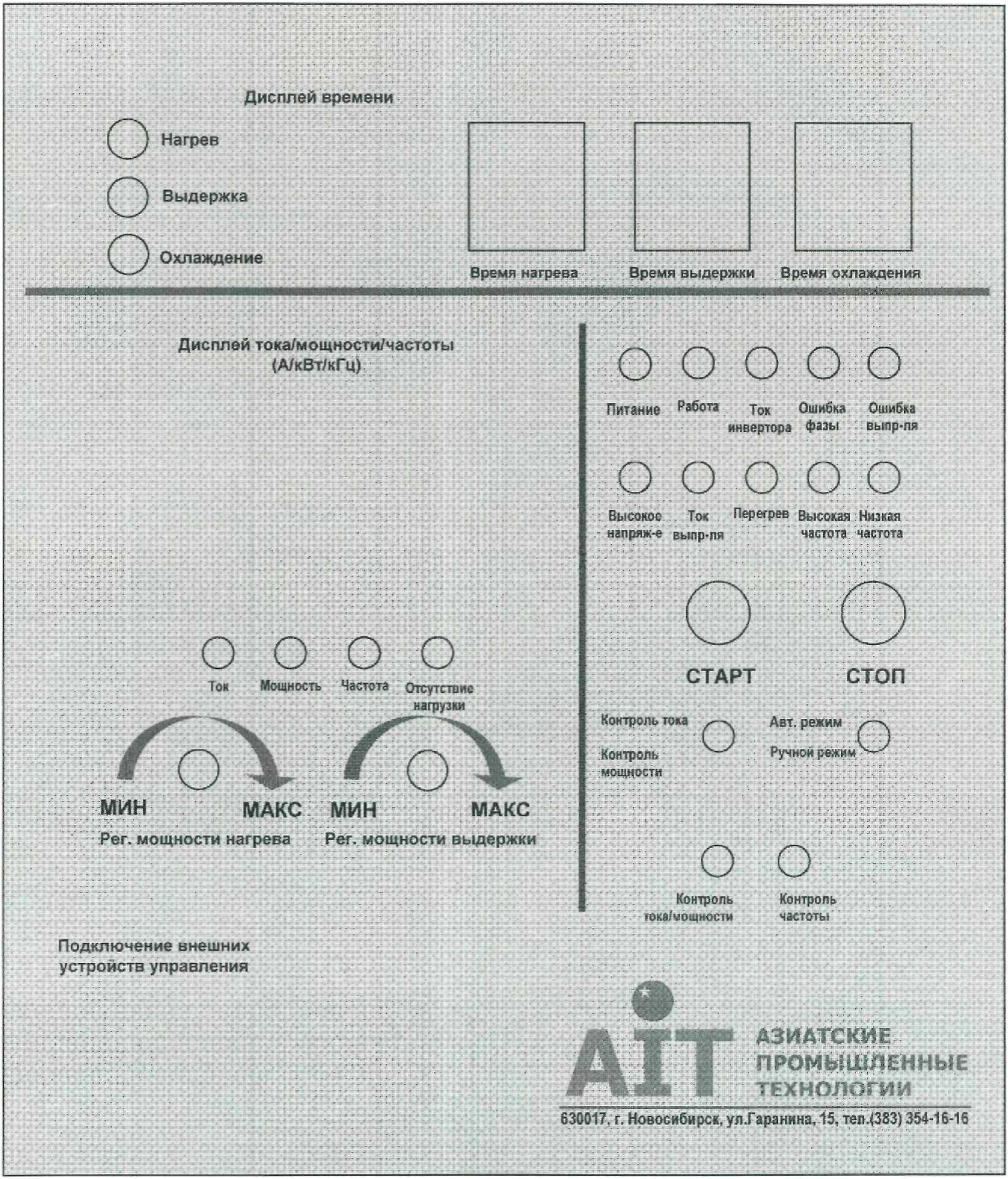
А5.1.1. Светодиодные индикаторы
А5.1.1.1. Индикатор "питание": оборудование подключено к источнику питания, переключатели на задней и передней панелях переведены в положение "Вкл.". Загорается красный индикатор.
А5.1.1.2. Индикатор "работа": процесс нагрева, включен индикатор, начинает отсчитывать время нагрева с частотой 1/секунда, мигает индикатор совместно со звуковым оповещением в виде коротких гудков.
А5.1.1.3. Индикатор "отсутствие фазы": означает отсутствие питания в одной из 3-х фаз, либо нет фазировки с сетью, то установка не запустится, загорится красный индикатор и включится продолжительный звуковой сигнал. При обеспечении необходимых параметров напряжения на входе, индикатор будет отключен.
А5.1.1.4. Индикатор "перенапряжение на входе": питание данного оборудования предусмотрено напряжением в 380 В для трех фаз. Диапазон изменения напряжения составляет от 320 В до 420 В. В случае, когда напряжение на входе превышает 420 В, загорается красный индикатор. Продолжительный звуковой сигнал включен. Происходит автоматическое отключение установки. При снижении входного напряжения ниже 420 В, индикатор "перенапряжение на входе" и звуковой сигнал выключаются.
А5.1.1.5. Индикатор "перегрузка по току": указывает на превышение значения тока на входе. Нагрев автоматически приостанавливается. Красный индикатор включен, продолжительное звуковое оповещение.
А5.1.1.6. Индикатор "перегрева": датчики температуры установлены на теплообменнике модулей IGBT, на поверхности реактора и на корпусе компенсирующего конденсатора. Если температура в вышеобозначенных зонах превысит 50 °C, то происходит автоматическое отключение оборудования. Загорается красный индикатор, продолжительный звуковой сигнал включен. Защита будет отключена автоматически, после снижения температуры охлаждающей воды и остывания установки.
А5.1.1.7. Индикатор "нехватка воды": если давление воды внутри преобразователя на входе ниже 0,2 МПа (регистрируется датчиком давления воды), загорается индикатор "нехватка воды". Продолжительный звуковой сигнал включается и происходит автоматическое отключение оборудования. Индикатор и звуковой сигнал автоматически отключаться, когда будет обеспечено требуемое давление охлаждающей воды.
А5.1.1.8. Ток: дисплей показывает значение тока в индукторе.
А5.1.1.9. Мощность: дисплей показывает выходную мощность в кВт. Частота: дисплей показывает выходную частоту в кГц.
А5.1.1.10. Ошибка выпрямителя: неисправность внутренних цепей прибора.
А5.1.1.11. Высокая частота: слишком мало витков или слишком малый диаметр индуктора.
А5.1.1.12. Низкая частота: слишком много витков или слишком большой диаметр индуктора.
А5.1.1.13. Отсутствие нагрузки: светодиод загорается при отсутствии нагрузки в индукторе.
А5.1.1.14. Индикатор "нагрев": индикатор загорается, когда процесс нагрева активизирован, и переключатель режимов находится в положении "автоматический" или "ручной".
А5.1.1.15. Индикатор "выдержка": индикатор загорается, когда процесс выдержки активизирован, процесс нагрева завершен в режиме "автоматический". Мощность в процессе выдержки регулируется дополнительной рукояткой для возможности создания разнообразных технологических циклов.
А5.1.1.16. Индикатор "охлаждение": индикатор загорается, когда процесс охлаждения активизирован, процесс выдержки завершен в режиме "автоматический".
А5.1.2. Кнопки
А5.1.2.1. Кнопка "Старт" (Start): при нажатии кнопки установка начинает нагрев. В случае, когда ножной переключатель или переключатель дистанционного управления с парой контактов "нормально замкнутый" и "нормально разомкнутый" подсоединен к передней панели через "гнездо дистанционного управления", "кнопка запуска" будет не активна. Чтобы начать работу, следует нажать на педаль или переключатель дистанционного управления.
А5.1.2.2. Кнопка "Стоп" (Stop): при нажатии этой кнопки установка прекращает нагрев.
А5.1.2.3. Кнопка I/P Ds: при нажатии этой кнопки, показания дисплея меняются с индикации тока на индикацию мощности или наоборот.
А5.1.2.4. Кнопка Freq Dsp: при нажатии этой кнопки, дисплей показывает значение выходной частоты в кГц.
А5.1.3. Переключатели
А5.1.3.1. Переключатель режимов Авто/Ручной
При переключении установки на ручной режим, система регулирования времени отключена, время нагрева отображается без времени на выдержку и охлаждение.
При переключении установки в автоматический режим, процесс нагрева, выдержки и охлаждения контролируется системой управления по времени.
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
А5.1.3.1. Переключатель индикации дисплея: ток (в А) либо мощность (в кВт).
А5.1.4. Рукоятки регулировки
А5.1.4.1. Рукоятка регулировки мощности при нагревании. Настройка скорости нагревания осуществляется путем корректировки выходного тока при работе в ручном или автоматическом режиме.
А5.1.4.2. Рукоятка регулировки мощности при выдержке: для настройки выходного тока в режиме выдержки. Использование эффективно только в режиме "автоматический".
А5.1.5. Дисплей времени
В ручном режиме отображает время нагрева. В автоматическом режиме будет указано время нагрева, время выдержки и время охлаждения.
А5.1.6. Дисплей выходных характеристик
Отображают значение тока, частоты и мощности на выходе.
А5.1.7. Приборы установки времени автоматического цикла
Можно установить время нагрева, время выдержки и время охлаждения. Диапазон времени составляет от 1 до 99 секунд.
А5.1.8. Разъем для подключения устройства дистанционного управления
При помощи данного разъема возможно подсоединить педаль управления, пирометра или другого устройства дистанционного управления. При подключении устройства дистанционного управления кнопки "Старт/Стоп" не работают.
В ручном режиме для начала работы на оборудовании необходимо нажать и удерживать педаль. Оборудование прекратит работу, как только педаль будет отпущена. В режиме "автоматический" при нажатии педали, установка начинает работу. Процесс нагревания и выдержки будет выполнен автоматически согласно предварительным установкам. Удерживать педаль не нужно. Во время работы оборудования в автоматическом режиме может произойти сбой при повторном нажатии на педаль.
плавкий предохранитель;
автоматический выключатель;
винт заземления;
штуцера ввода и вывода охлаждающей воды.
А6.1.1. До начала монтажа установки LH-60KW заказчик должен осуществить: подвод электропитания к ТПЧ; подвод системы водяного охлаждения; прокладки контура заземления.
А6.1.2. Установку LH-60KW можно транспортировать со склада до места монтажа любыми транспортными средствами, обеспечивающими сохранность оборудования.
А6.1.3. Распаковку отдельных составных частей установки LH-60KW следует производить только на месте монтажа.
А6.2.1. Помещение для установки LH-60KW должно соответствовать следующим документам:
ГОСТ 12.2.007.9-93. "Безопасность электротермического оборудования. Часть 1. Общие требования";
Правилам устройства электроустановок, утвержденным приказом Минэнерго России от 8 июля 2002 г. N 204;
Правилам технической эксплуатации электроустановок потребителем, утвержденным приказом Минэнерго России от 13 января 2003 г. N 6.
А6.3.1. Монтаж электрической части
А6.3.1.1. Монтаж электрической системы производить в соответствии с прилагаемой схемой.
А6.3.1.2. Подсоединение.
Подсоединить питание к преобразователю. Для обеспечения надежного соединения необходимо использовать специальные наконечники.
Соединить преобразователь с трансформаторным блоком. Кабель должен быть длиной 1 метр со штекером. Вначале вставить конус в отверстие и после этого закрепить кабель проворачиванием. Соблюдение полярности не требуется. Следует ежедневно проверять соединение кабеля.
Соединить трансформаторный блок с индукционной катушкой. При подсоединении индукционной катушки к трансформаторному блоку гайки следует надежно затянуть (монтаж индукционной катушки должен производиться латунными гайками).
Заземлить оборудование к контуру заземления согласно требованиям ПЭУ. При заземлении рамы преобразователя необходимо использовать медный провод сечением 10 кв. мм.
Подсоединить устройство дистанционного управления (при необходимости). Подсоединить штекер дистанционного управления к розетке, расположенной на передней панели преобразователя.
А6.3.2. Монтаж системы водяного охлаждения
А6.3.2.1. Требования к охлаждающей воде.
Расход воды: >= 6 литров/мин.
Минимальное давление воды: 0,2 МПа.
Максимальная температура воды на входе: 35 °C.
Требования по качеству воды: PH 7,0 - 9,0.
Содержание хлорида: < 20 мг/л.
Содержание нитратов: < 10 мг/л.
Содержание нитрат кальция: < 250 мг/л.
Коэффициент сопротивления ниже 25 °C > 2500.
Содержание твердых примесей, органических и неорганических соединений < 250 мг/л.
Температура без выделения твердых примесей: T < 57 °C.
Рекомендуется использовать в качестве охлаждающей воды дистиллированную, мягкую или отфильтрованную воду. Запрещается использовать в качестве охлаждающей жидкости морскую воду, соленую воду, воду из реки или иную воду без прохождения фильтрации.
Подача воды низкого качества приведет к появлению коррозии, загрязнения и заторов внутри оборудования, что приведет к выходу оборудования из строя.
Рекомендуется использовать в качестве источника воды теплообменник закрытого типа.
А6.3.2.2. Монтаж системы водоохлаждения производить в соответствии с прилагаемой схемой. Подсоединение входного и выходного каналов системы водяного охлаждения осуществляется согласно наклейкам на оборудовании.
А6.3.2.3. Подсоединение шлангов.
Присоединить шланги подачи воды и слива к задней части преобразователя.
Подсоединить шланги подачи воды и слива к задней стороне трансформаторного блока.
Подсоединить трубы подачи воды и слива к индукционной катушке.
А6.3.2.4. Слив воды должен осуществляться свободно. Запрещается подсоединять сливные трубки в один трубопровод (иначе, необходимо предусмотреть, чтобы диаметр главного трубопровода слива был в три раза больше патрубков).
Произвести монтаж станции охлаждения серии FL (при наличии) и монтаж внешних соединений.
А6.3.2.5. При подключении источника водоснабжения отрегулировать давление воды на входе в преобразователь в пределах от 0,2 до 0,3 МПа. Проверить давление воды в трубах системы водоохлаждения, а также ликвидировать все обнаруженные протечки.
А6.4.1. Прозвонить электрические цепи в соответствии с прилагаемой схемой подключения.
А6.4.2. Произвести наладку и испытания системы водоохлаждения.
А6.4.3. По окончании наладки и проведения монтажных испытаний установить все выключатели и переключатели в положение "выключено".
Внимание!
Запрещается прикасаться к соединительным частям в момент работы установки LH-60KW. Под высоким напряжением находятся соединительные кабели на выходе преобразователя, трансформаторного блока, а также индукционная катушка. Необходимо изолировать все соединения высокого напряжения в целях безопасности.
В случае обнаружения плохой изоляции индукционной катушки и соединительных кабелей следует немедленно остановить работу на оборудовании. Возобновить работу только после устранения дефектов.
Любые изменения в подключении оборудования выполняются при полном отключении питания от сети.
Запрещено прикасаться к индукционной катушке или иным внутренним деталям установки, если она находится в состоянии работы.
Разъемы быстрого соединения необходимо надежно зафиксировать штекер и убедиться в правильности подсоединения электрических соединений. Часто причиной неправильной работы или сбоя в работе становится неправильное подсоединение или плохо зафиксированный штекер.
Необходимо обеспечить подачу чистой и мягкой воды (рекомендуется дистиллированная вода) в системе водяного охлаждения.
Рекомендуется оставлять систему водяного охлаждения работать в течение минимум двух часов после окончания основной работы для обеспечения стабильного остывания оборудования.
А7.1. Для нормальной работы установки LH-60KW необходимо проводить следующие контрольно-профилактические мероприятия:
регулярно очищать установку от грязи и пыли сжатым воздухом;
проверять соединения водопроводящих шлангов и токоведущих кабелей.
А7.2. Варианты работы
После нажатия кнопки "Старт", оборудование готово к работе. После нажатия кнопки "Стоп", оборудование прекращает свою работу.
При выборе работы в автоматическом режиме, после нажатия кнопки "Старт", установка находится в состоянии работы. Цикл нагрева, выдержки и охлаждения будет соответствовать заданным параметрам времени. В течение этого времени, поочередно будут гореть индикатор нагрева, индикатор выдержки и индикатор охлаждения. Возможно в любой момент завершить процесс, нажав кнопку "Стоп".
Внимание: Рабочий процесс и функционирование оборудования могут быть нарушены при повторном нажатии кнопки "Старт", если работа трех ранее перечисленных процессов не была завершена.
А7.3. Управление с передней панели или дистанционное управление
При выборе управления кнопками с передней панели, необходимо выдернуть штекер из розетки дистанционного управления. Нажать кнопку "ПУСК" на передней панели оборудования. Процесс нагрева будет запущен.
При выборе дистанционного управления оборудованием, необходимо подсоединить к разъему дистанционного управления педаль или устройство дистанционного управления. Оборудование начнет работу при нажатии на педаль. Отпустив педаль, процесс нагрева будет остановлен.
В автоматическом режиме, установка начинает нагрев при нажатии на педаль. Установка прекращает свою работу и переходит к процессу охлаждения, как только время выдержки закончится. Полный цикл считается завершенным, когда время охлаждения истекло, и оборудование готово к следующему циклу. Вы можете нажать кнопку "Стоп" на панели, для того чтобы остановить процесс работы.
При работе на установке необходимо строго выполнять следующие правила.
Обслуживающий персонал, работающий на установке LH-60KW, должен пройти аттестацию и инструктаж по технике безопасности.
При работе на установке LH-60KW рабочие должны иметь индивидуальные средства защиты исправную спецодежду, согласно установленным нормам.
Работа на установке LH-60KW должна вестись в соответствии с правилами и нормами обслуживания электротехнических установок и требованиями техники безопасности, действующими на предприятии, эксплуатирующем установку LH-60KW.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Ремонт электрооборудования и электрической части должны лица, специально назначенные из лица цеховых электриков, ознакомленные с устройством установки LH-60KW, ее принципом работы и настоящим Руководством.
Все работы по ремонту установки LH-60KW должны вестись при снятом напряжении, при этом должны быть приняты меры, исключающие возможность случайного включения напряжения. Перед началом работ на электрооборудовании необходимо убедиться в отсутствии напряжения на токоведущих частях оборудования.
Вблизи установки LH-60KW должны быть установлены ящики с песком, огнетушители и др. инвентарь.
Ликвидацию возгорания выполнять только при отключенной установке LH-60KW.
Запрещено прикасаться к токоведущим частям, находящимся под напряжением, так как это опасно для жизни. Для проверки и ремонта напряжение должно быть снято.
Необходимо периодически проверять надежность заземления.
При автоматическом отключении установки LH-60KW, включать ее вновь можно только после выявления и устранения причин отключения. Составные части электропечи должны быть заземлены в соответствии с Правилами технической эксплуатации электроустановок потребителем, утвержденными приказом Минэнерго России от 13 января 2003 г. N 6.
А9.1.1. При проведении работ по техническому обслуживанию установки LH-60KW, кроме настоящего Руководства, необходимо руководствоваться документами:
Правилами устройства электроустановок, утвержденными приказом Минэнерго России от 8 июля 2002 г. N 204;
Правилами технической эксплуатации электроустановок потребителем, утвержденными приказом Минэнерго России от 13 января 2003 г. N 6.
А9.1.2. Настоящее Руководство рассчитано на персонал, знающий устройство и работу установки LH-60KW, ее составных частей и имеющих опыт технического обслуживания электротермических установок.
А9.2.1. Межремонтное обслуживание включает наблюдение за выполнением правил эксплуатации оборудования, а также своевременное устранение мелких неисправностей.
А9.2.2. Результаты осмотров установки после каждой смены фиксировать в оперативном журнале.
Таблица А9.1
Объем и периодичность работ по техническому обслуживанию
при эксплуатации
Наименование операций по техническому обслуживанию | Периодичность проведения |
1. Проверка состояния заземления элементов установки | ежедневно |
2. Осмотр состояния гибких рукавов водоохлаждения и их крепления | ежедневно |
3. Осмотр состояния запорной аппаратуры, трубопроводов монтажа водоохлаждения | ежедневно |
4. Осмотр состояния водоохлаждаемых кабелей токоподвода | ежедневно |
5. Осмотр состояния неводоохлаждаемого кабеля токоподвода | ежедневно |
6. Проверка давления воды в системе водяного охлаждения | ежедневно |
7. Контроль притока охлаждающей воды (при наличии устройства видимого разрыва струи) | периодически в процессе работы |
А9.3.1. На каждую эксплуатируемую установку LH-60KW должен быть заведен журнал дежурного персонала по обслуживанию установки. В журнале дежурного персонала необходимо вести регистрацию всех текущих мелких профилактических работ по обслуживанию установки, работ по устранению аварийных неисправностей.
А9.3.2. При ежедневном техническом обслуживании необходимо:
очистить механизмы от грязи и пыли; проверить состояние водоподводящих шлангов и токоведущих кабелей.
А9.3.3. Профилактический осмотр.
Объем работ, проводимый в процессе профилактического осмотра, включает все работы, связанные с ежедневным техническим уходом. Кроме этого, необходимо выполнять следующие работы:
осматривать и проверять работу всех цепей водоохлаждения (все цепи водоохлаждения должны работать непрерывно с момента включения установки под ток);
производить технический осмотр и текущий ремонт комплектующего оборудования и аппаратуры управления (пульты, щиты и т.д.);
производить проверку сигнализации наличия давления воды.
При включении печи без подачи воды должна сработать блокировка подачи мощности.
А9.4. Перечень возможных неисправностей установки LH-60KW и рекомендации по действиям при их возникновении
Перед проверкой необходимо выполнить следующие действия:
отключите педаль или иной переключатель дистанционного управления;
чтобы начать работу, нажмите кнопку, расположенную на передней панели;
установите переключатель на ручной режим, если генератор оснащен функцией "таймер";
переведите кнопку настройки тока и мощности в положение "минимально".
Таблица А9.2
Характерные неисправности, возможные при работе
установки LH-60KW
N п/п | Наименование неисправности | Вероятная причина | Способ устранения |
1. | Нет питания: все индикаторные лампы выключены | 1) переключатель не включен 2) сгорел предохранитель 3) неисправен главный переключатель 4) нет питания 5) неисправность оборудования | выключить питание, проверить управляющий предохранитель на задней панели и заменить его при необходимости, проверить внешний контур |
2. | Нет нагрева детали, но индикаторы при этом включены | короткое замыкание в витках индукционной катушки | увеличить зазор между витками катушки или перекрыть их изоляционным материалом |
3. | Нет нагрева, но индикатор перенапряжения включен | 1) напряжение превышает допустимое значение 2) установка параметров возникновения перенапряжения неверна 3) неисправность главной платы | настроить потенциометр, поднять значение перенапряжения на 10 В каждый, сделайте поворот по кругу по часовой стрелке |
4. | Аварийный сигнал, нет нагрева, индикатор нехватки воды включен | 1) низкое давление воды (ниже 0,2 МПа) 2) неисправно реле давления или само устройство | необходимо переустановить значение на реле давления или заменить его |
5. | Устройство не запускается, значение тока 000 при нажатии кнопки "старт", короткий сигнал | короткое замыкание между витками индукционной катушки, плохой контакт | увеличить зазор между витками катушки или перекрыть их изоляционным материалом |
6. | Прекращает работу через 2 секунды, индикатор низкой нагрузки включен | 1) размер витков индукционной катушки не соответствует требованиям 2) неисправность оборудования | убедитесь, что медные зажимы не покрыты ржавчиной или не окислены |
7. | Нагрев проходит нормально, но после определенного времени работы появляется сигнал о нехватке воды. Установка, после недолгого отключения, начинает снова работать | 1) плохой теплообмен и накипь в системе в результате низкого качества воды 2) высокая температура воды охлаждения | улучшить качество воды охлаждения, производить периодически очистку воды, менять воду как минимум 1 раз в месяц, чтобы снизить загрязнение |
8. | Аварийный сигнал, индикатор низкого внутреннего напряжения включен | 1) детали сломаны, напряжение ниже 500 В при постоянном токе 2) igbt (транзистор) сломан 3) усилитель сломан | выбрать правильное напряжение: необходимо измерить напряжение конденсатора, показатель должен быть равен 500 В при постоянном токе |
9. | Однократное нажатие кнопки "старт" на переключателе при подаче минимального значения тока | 1) короткое замыкание в результате настройки параметров тока 2) поломана перемычка 3) контур вентилятора 4) контур других деталей | |
10. | Невозможно повысить значение тока | 1) низкая частота, слишком много витков или диаметр катушки слишком большой 2) неисправность оборудования | оптимизировать конфигурацию индукционной катушки |
11. | Автоматический выключатель | износ переключателя | |
12. | Аварийный сигнал при запуске | 1) замыкание среди катушек, частей или иных деталей 2) igbt (транзистор) сломан | |
13. | Аварийный сигнал при прохождении тока, нормальное состояние при слабом токе | 1) напряжение на входе маленькое 2) частота слишком низкая 3) оборудование сломано | |
14. | Ломается сетевой переключатель или предохранитель | 1) низкие технические требования переключателя 2) переключатель низкого качества | |
15. | Нагревается сразу при включении, работа продолжается, даже после отпускания педали | 1) плата контура загрязнена 2) переключатель поломан | почистить ацетоном |
А10.1. Установка LH-60KW должна храниться в отапливаемых, вентилируемых складах, расположенных в любых климатических районах при температуре от плюс 40 °C до плюс 1 °C на расстоянии не ближе 0,5 м от отопительных систем.
А10.2. Запрещается хранить вместе с установкой LH-60KW химикаты, например кислоты, щелочи и др.
к Инструкции по усилению трещин
типа Т-9 и Т-10 в стенках главных
и продольных балок сварных
металлических пролетных строений
железнодорожных мостов
Протокол аттестационных испытаний
(справочное)
Часть 1. Свидетельство об аттестации паяльщика
Наименование и адрес производителя | Параметр |
Технологии пайки производителя | экзаменатор/экзаменационный орган |
Идентификационный номер | идентификационный номер |
Ф.И.О. паяльщика | фотография (если требуется) |
Удостоверение личности | |
Вид удостоверения личности | |
Дата и место рождения | |
Место работы | |
Профессиональная пригодность: пригоден/не пригоден (ненужное вычеркнуть) | |
Уровень или разряд (если присвоен) | |
Номер документа, выданного в подтверждение полученного разряда | |
Настоящим подтверждается, что вышеуказанный паяльщик владеет технологиями пайки, перечисленными в части 2 настоящего документа, в соответствии с требованиями настоящего стандарта и иных эквивалентных документов | |
Ф.И.О. представителя предприятия, подпись, дата:
Настоящий документ действителен до:
Ф.И.О. экзаменатора/представителя экзаменующего органа, подпись, дата:
Подтверждение срока действия аттестации работодателем (каждые шесть месяцев)
Ф.И.О. уполномоченного представителя работодателя | Занимаемая должность | Подпись | Дата |
Продление срока действия аттестации экзаменатором/экзаменующим органом (каждые три года)
Ф.И.О. уполномоченного представителя работодателя | Занимаемая должность | Подпись | Дата |
Часть 2. Технические требования к технологическому процессу
пайки (BPS)
Наименование и адрес производителя | Параметр |
Технологии пайки производителя | экзаменатор/экзаменационный орган |
Идентификационный номер | идентификационный номер |
Детализация технологий высокотемпературной пайки | |
Тип установки индукционного нагрева | |
Максимальная выходная мощность, кВт (60) | |
Напряжение питающей сети (380 В) | |
Рабочая частота тока, кГц (30 - 80) | |
Ток индуктора на выходе, А (400 - 2400) | |
Давление охлаждающей воды (не менее), МПа (0,2) | |
Температура охлаждающей воды, °C (не более 40) | |
Режим управления на выходе (стабильные ток и напряжение) | |
Время нагрева (1 - 99 сек) | |
Режим и время охлаждения после пайки | |
Описание полученного соединения | |
Вид/виды соединения | |
Чертеж или иное изображение паяного соединения | |
Основной рабочий материал(ы) и предписания | |
Тип и описание припоя | |
Форма поставки | |
Тип и описание флюса | |
Метод подачи флюса | |
Метод очистки перед пайкой | |
Метод очистки после пайки | |
Ф.И.О. представителя производителя, подпись, дата:
Ф.И.О. экзаменатора/представителя экзаменующего органа, подпись, дата:
Протокол аттестационных испытаний
Часть 3. Результаты испытаний
Технологии пайки производителя | Экзаменатор/экзаменационный орган |
идентификационный номер | идентификационный номер |
Результаты неразрушающих, разрушающих испытаний,
согласованных с партнерами по договору:
Испытание | Результат |
сведения о соответствующих испытаниях | результаты испытания (включая величины отклонений и их причины) |
Испытания проведены в соответствии со стандартом или иным согласованным документом:
________________________________________________________________
Лабораторный отчет N
________________________________________________________________
Ф.И.О. представителя производителя, подпись, дата:
Ф.И.О. экзаменатора/представителя экзаменующего органа, подпись, дата:
к Инструкции по усилению трещин
типа Т-9 и Т-10 в стенках главных
и продольных балок сварных
металлических пролетных строений
железнодорожных мостов
ФОРМЫ ДОКУМЕНТОВ, ОФОРМЛЯЕМЫХ ПО РЕЗУЛЬТАТАМ ВИЗУАЛЬНОГО
И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
(РЕКОМЕНДУЕМОЕ)
По результатам визуального и измерительного контроля оформляются:
1. Журнал учета работ и регистрации визуального и измерительного контроля.
2. Акт визуального и (или) измерительного контроля.
3. Акт визуального и (или) измерительного контроля качества паяных соединений.
4. Протокол размеров.
Примечание: Допускается оформление результатов контроля проводить в других документах, формы которых приведены в действующей нормативной документации, согласованной или утвержденной Госгортехнадзором России.
(организация)
Акт N ___ от _______
визуального и (или) измерительного контроля
__________________________________________________________________ выполнен
___________________________________________________________________________
(указать вид контроля (визуальный, измерительный)
контроль
___________________________________________________________________________
(наименование и размеры контролируемого
объекта, __________________________________________________________________
шифр документации, ТУ, чертежа, номер объекта контроля)
Контроль выполнен согласно
_______________________________________________________________________
наименование и (или) шифр
_______________________________________________________________________
технической документации
_______________________________________________________________________
характеристика дефектов (форма, размеры, расположение и (или) ориентация
для конкретных объектов)
3. Заключение по результатам визуального и измерительного контроля
_______________________________________________________________________
___________________________________________________________________________
Контроль выполнил
___________________________________________________________________________
___________________________________________________________________
(уровень квалификации, N квалификационного удостоверения)
____________________________________________________________________
(фамилия, инициалы, подпись)
Руководитель работ по визуальному
и измерительному контролю __________________________
фамилия, инициалы, подпись
и (или) измерительного контроля"
1. В пункте 1 указываются вид контроля - визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка детали под пайку, собранное под пайку соединение, готовое паяное соединение, а также наименование и (или) шифры производственно-контрольного документа (Программа входного контроля, Карта или схема контроля, Технологическая карта контроля, Карта или схема операционного контроля) и нормативного документа, регламентирующего требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
При контроле материалов (полуфабрикатов, заготовок, поковок) в пункте 1 указывается марка материала, размеры (диаметр, толщина).
При контроле паяного элемента конструкции указываются номер чертежа, размеры, марка материала (только для деталей), ее шифр согласно чертежу (стандарту).
При контроле зазоров, сборки соединения под пайку и готовых паяных соединений в пункте 1 указываются номера соединений согласно формуляру или схеме расположения паяных соединений, а также размеры деталей соединения (диаметр, толщина), марка материала и способ пайки (для готовых паяных соединений).
2. При заполнении пункта 2 указываются все отступления от норм нормативной документации, выявленные при контроле конкретных объектов (участков, соединений и пр.) в привязке к их номерам согласно формуляру, схеме расположения или схемы контроля.
В тех случаях, когда объект контроля соответствует требованиям нормативной документации, в акте делается отметка - "дефекты отсутствуют". При этом указывают номера конкретных объектов в соответствии с документами, приведенными выше.
Примечание: допускается оформление одного Акта на партию однотипных паяных соединений.
(организация)
Акт N ____ от ______
визуального и (или) измерительного контроля качества
паяных соединений
___________________________________________________________________
(наименование изделия и номер соединения)
1. Настоящим актом удостоверяется факт выполнения сварщиком
_______________________________________________________________________
(Ф.И.О., клеймо)
соединения ____________________________________
тип (типы) соединений
(см. формуляр), выполненного
_______________________________________________________________________
указать способ пайки и положение
в соответствии с требованиями технологии пайки
_______________________________________________________________________
(указать шифр технологии)
_______________________________________________________________________
(указать способ контроля, предписанный конструкторской документацией)
2. При послойном визуальном и измерительном контроле с оценкой качества
по нормам
_______________________________________________________________________
для категории
_______________________________________________________________________
(шифр или наименование НД)
установлено, что сварное соединение признано годным и соответствует
требованиям
_______________________________________________________________________
(указать НД или конструкторскую документацию)
Контроль выполнил:
_______________________________________________________________________
_______________________________________________________________________
(уровень квалификации, N квалификационного удостоверения)
_______________________________________________________________________
(фамилия, инициалы, подпись)
Руководитель работ по визуальному
и измерительному контролю ____________________________
фамилия, инициалы, подпись
Примечание: акт составляется на каждую паяную конструкцию (соединение
или группу соединений), подвергнутое контролю в процессе пайки.
________________________
(изделие)
Протокол размеров оформляется только в том случае, когда это указано в НД или ПКД на контролируемое изделие.
Протокол размеров изделия (таблица) должен содержать фактические размеры изделия, выполненные в определенных сечениях, которые задаются Схемой измерений _________________.
(изделие)
Форма протокола размеров определяется при проектно-технологической подготовке контрольных работ. Протокол подписывается лицами, выполнявшими измерения, и руководителем работ по визуальному и измерительному контролю с указанием фамилии и инициалов.
результатов визуального и измерительного контроля
Результаты контроля продукции, изделий и объектов фиксируются в журнале учета работ и регистрации результатов визуального и измерительного контроля, в котором указывают:
1) наименование и вид (тип) контролируемого объекта, его номер или шифр;
2) расположение и при необходимости размеры контролируемых участков на объекте контроля;
3) условия проведения контроля;
4) производственно-контрольный документ, его номер;
5) способ измерительного контроля и примененные приборы (инструменты);
6) марку и номер объекта контроля, а также обозначение стандарта или технических условий и номер чертежа конструкции;
7) основные характеристики дефектов, выявленных при контроле (форма, размеры, расположение или ориентация относительно базовых осей или поверхностей объекта контроля);
8) наименование или шифр нормативной документации, согласно которой выполнена оценка качества;
9) оценка результатов контроля;
10) дата контроля.
Примечание.
Допускается применение взамен приведенных других форм документов, разрабатываемых организацией в соответствии с требованиями действующей нормативно-технической документации, которые обеспечивают идентификацию и прослеживаемость деталей, узлов, изделий в процессе изготовления (монтажа, ремонта), фиксацию контролируемых параметров, объемов и методов контроля, оформление отчетной и учетной документации по визуальному и измерительному контролю.
к Инструкции по усилению трещин
типа Т-9 и Т-10 в стенках главных
и продольных балок сварных
металлических пролетных строений
железнодорожных мостов
ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ ПАЯНЫХ НАХЛЕСТОЧНЫХ
СОЕДИНЕНИЙ СТАЛЬНЫХ КОНСТРУКЦИЙ
(рекомендуемое)
Настоящее Руководство по ультразвуковому контролю паяных нахлесточных соединений стальных конструкций (далее - Руководство) устанавливает основные требования, порядок подготовки и проведения, оценки качества и оформления результатов ультразвукового контроля нахлесточных паяных соединений конструкций по ГОСТ 19249-73. "Соединения паяные. Основные типы и параметры", ГОСТ 17325-79. "Пайка и лужение. Основные термины и определения" и ГОСТ Р ИСО 857-2-2009. "Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения", изготавливаемых из конструкционных низколегированных и низкоуглеродистых сталей, с толщиной элементов от 2,5 до 50 мм после изготовления, ремонта или в процессе эксплуатации.
В настоящем Руководстве использованы нормативные ссылки на следующие стандарты:
ГОСТ 26126-84. "Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества";
ГОСТ 24715-81. "Соединения паяные. Методы контроля качества";
ГОСТ 19249-73. "Соединения паяные. Основные типы и параметры";
ГОСТ Р 55725-2013. "Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования";
ГОСТ 17349-79. "Пайка. Классификация способов";
ГОСТ 18576-96. "Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые";
ГОСТ Р ИСО 857-2-2009. "Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения";
ГОСТ Р ИСО 5577-2008. "Контроль неразрушающий. Ультразвуковой. Словарь. Часть 2. Процессы пайки. Термины и определения";
ГОСТ Р 54795-2011/ISO/DIS 9712. "Контроль неразрушающий. Квалификация и сертификация персонала. Основные требования";
ГОСТ 20911-89. "Техническая диагностика. Термины и определения";
ГОСТ 23829-85. "Контроль неразрушающий акустический. Термины и определения";
ГОСТ Р 55724-2013. "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые";
ГОСТ 7502-98. "Рулетки измерительные металлические. Технические условия";
ГОСТ 12.1.001-89. "Система стандартов безопасности труда. Ультразвук. Общие требования безопасности";
ГОСТ 3.1102-2011. "Единая система технической документации. Стадии разработки и виды документов. Общие положения";
ГОСТ 3.1105-2011. "Единая система технической документации. Формы и правила оформления документов";
ГОСТ 3.1502-85. "Единая система технической документации. Формы и правила оформления документов на технический контроль";
ГОСТ 427-75. "Линейки измерительные металлические. Технические условия";
ГОСТ 12.2.003-91. "Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности";
ГОСТ 2789-73. "Шероховатость поверхности. Параметры и характеристики";
ГОСТ 15467-79. "Управление качеством продукции. Основные понятия. Термины и определения";
ГОСТ 16504-81. "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения";
ГОСТ Р 56542-2015. "Контроль неразрушающий. Классификация видов и методов".
Г3.1. В настоящем Руководстве используются следующие термины с соответствующими определениями:
Г3.1.1. Акустический вид неразрушающего контроля: вид неразрушающего контроля, основанный на регистрации параметров упругих волн, возбуждаемых и (или) возникающих в контролируемом объекте.
Примечание. При использовании упругих волн ультразвукового диапазона частот (выше 20 кГц) допустимо применение термина "ультразвуковой" вместо термина "акустический".
Г3.1.2. Дефект: каждое отдельное несоответствие продукции установленным требованиям.
Г3.1.3. Зона контроля: часть объекта контроля или стандартного образца, в пределах которой контролируемый параметр может быть определен с заданной степенью достоверности.
Г3.1.4. Контролепригодность объекта: свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля).
Г3.1.5. Коэффициент выявляемости: отношение эквивалентной площади отражателя к площади проекции дефекта на плоскость, нормальную акустической оси преобразователя.
Г3.1.6. Метод неразрушающего контроля: метод контроля, при котором не должна быть нарушена пригодность объекта к применению.
Г3.1.7. Несплошность: нарушение однородности материала.
Г3.1.8. Образец настроечный: образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий четко определенные отражатели: используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора путем сравнения показаний от выявленных несплошностей с показаниями, полученными от известных отражателей.
Г3.1.9. Образец стандартный: калибровочный (эталонный образец); мера: Образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термоообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля.
Г3.1.10. Объем контроля: количество объектов и совокупность контролируемых признаков, устанавливаемых для проведения контроля.
Г3.1.11. Преобразователь: электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучение и (или) приема ультразвуковых волн.
Г3.1.12. Приемочный контроль: контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию.
Г3.1.13. Система контроля: совокупность средств контроля, исполнителей и определенных объектов контроля, взаимодействующих по правилам, установленным соответствующей нормативной документацией.
Г3.1.14. Средство контроля: техническое устройство, вещество и (или) материал для проведения контроля.
Г3.1.15. Стрела преобразователя: расстояние от точки выхода наклонного преобразователя до его передней грани.
Г3.1.16. Теневой метод: метод контроля, при котором анализируются ультразвуковые сигналы, прошедшие сквозь объект контроля.
Г3.1.17. Точка выхода луча: точка пересечения акустической оси звукового пучка с рабочей поверхностью преобразователя.
Г3.1.18. Угол ввода: угол между нормалью к поверхности ввода и акустической осью преобразователя, измеренный в плоскости, перпендикулярной к рабочей поверхности преобразователя и проходящей через акустическую ось.
Г3.1.19. Чувствительность предельная: чувствительность, характеризуемая минимальной эквивалентной площадью (в кв. мм) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
Г3.1.20. Чувствительность эквивалентная: чувствительность, выражаемая разностью в децибелах между значениями усиления при данной настройке дефектоскопа и значением усиления, при котором амплитуда эхо-сигнала от эталонного отражателя достигает заданного значения по оси ординат развертки типа А.
Г3.1.21. Эксплуатационный контроль: контроль, осуществляемый на стадии эксплуатации продукции.
Г3.1.22. Эхо-метод: метод, при котором анализируются ультразвуковые импульсы от несплошностей.
Г3.2. В настоящем Руководстве используются следующие обозначения и сокращения:
ПЭП - пьезоэлектрический преобразователь
УЗК - ультразвуковой контроль
НО - настроечный образец
Г4.1. Настоящее Руководство разработано с учетом ГОСТ 26126-84. "Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества", ГОСТ 24715-81. "Соединения паяные. Методы контроля качества", ГОСТ Р 55724-2013. "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые".
Г4.2. Основанием для проведения ультразвукового контроля паяных соединений являются требования технических условий, проектных, конструкторских, технологических, эксплуатационных или иных нормативных и технических документов.
Г4.3. В процессе проведения контроля выявлению подлежат внутренние дефекты типа: непропай, трещина в плоскости паяного соединения, внутренние поры, усадочная раковина, шлаковое включение, флюсовое включение, металлическое и неметаллическое включения по ГОСТ 24715-81. "Соединения паяные. Методы контроля качества".
Настоящее Руководство не гарантирует выявление одиночных внутренних пор, усадочных раковин и включений диаметром менее 1 - 2 мм.
Г4.4. Настоящее Руководство не регламентирует методы определения реальных размеров, типа и формы дефектов.
Г4.5. Условием проведения контроля является наличие утвержденной технологической инструкции или технологической карты (операционной карты) по ГОСТ 3.1102-2011. "Единая система технологической документации. Стадии разработки и виды документов", ГОСТ 3.1105-2011. "Единая система технологической документации. Формы и правила оформления документов общего назначения", ГОСТ 3.1502-85. "Единая система технологической документации. Формы и правила оформления документов на технический контроль" на проведение контроля определенным дефектоскопом и паяных соединений установленного типа.
Г4.6. Технологические инструкции или карты разрабатываются в соответствии с настоящим Руководством, руководством по эксплуатации дефектоскопа, нормативной, технической, конструкторской или проектной документацией на контролируемые изделия.
Г4.7. Технологические карты и инструкции утверждаются в соответствии с порядком принятым на предприятии.
Г5.1. При проведении работ дефектоскописты должны руководствоваться требованиями ГОСТ 12.1.001-89. "Система стандартов безопасности труда. Ультразвук. Общие требования безопасности", ГОСТ 12.2.003-91 "Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности", ГОСТ 12.3.002-2014. "Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности".
Г5.2. Перед проведением контроля дефектоскописты должны проходить инструктаж по технике безопасности в соответствии с порядком, установленным на предприятии.
Г5.3. Ультразвуковой контроль должен проводиться при температуре окружающей среды от 5 до 40 °C. При необходимости проведения контроля при пониженных температурах должны приниматься меры для обогрева рабочего места дефектоскописта.
Г5.4. Перед проведением контроля на высоте дефектоскописты должны пройти соответствующий инструктаж, а при проведении контроля должны использоваться предохранительные пояса, предохранительные верхолазные устройства.
Г5.5. При проведении контроля в местах повышенной опасности, когда дефектоскопист непосредственно контактирует с проводящей конструкцией, питание дефектоскопа должно осуществляться от аккумуляторов.
Г5.6. При работе дефектоскопа от сети напряжением 220 В и частотой 50 Гц используемые розетки должны быть исправными и надежно заземлены и занулены.
Г5.7. Запрещается привлекать дефектоскопистов, не имеющих соответствующего допуска, к работам по зачистке с использованием механизированных средств, перемещению объектов контроля с использованием кантователей, кран-балок и других механических транспортирующих устройств.
Г5.8. В целях обеспечения достоверности контроля не рекомендуется привлекать дефектоскопистов к вспомогательным работам, например, очистке объекта контроля, зачистке зоны сканирования, перемещению объектов контроля и так далее, которые могут приводить к физической или психологической утомляемости и, следовательно, снижению концентрации внимания.
Г6.1. К проведению контроля допускаются специалисты, имеющее соответствующее образование или прошедшие обучение, по неразрушающему контролю.
Г6.2. При наличии в нормативной документации специальных требований специалисты, выполняющие контроль должны быть аттестованы по Правилам аттестации персонала в области неразрушающего контроля (ПБ 03-440-02), утвержденным постановлением Госгортехнадзора России от 21 января 2002 г. N 3, и/или сертифицированы по ГОСТ Р 54795-2011/ISO/DIS 9712. "Контроль неразрушающий. Квалификация и сертификация персонала. Основные требования": на I уровень для проведения контроля без выдачи заключения о годности изделия; на II уровень для проведения контроля с выдачей заключения о годности изделия и разработки технологических инструкций или технологических карт.
Г6.3. Дефектоскописты должны знать положения настоящего Руководства, требования руководства по эксплуатации, требования к качеству контролируемого изделия. При наличии на предприятии специальных требований специалисты по неразрушающему контролю должны сдать экзамен на знание перечисленных документов и получить допуск к выполнению работ.
Г7.1. Дефектоскопы ультразвуковые
Г7.1.1. Для УЗК должны применяться ручные эхо-импульсные ультразвуковые дефектоскопы общего назначения.
Г7.1.2. Типы ультразвуковых дефектоскопов должны быть зарегистрированы в Государственном реестре средств измерений, допущенных к применению на территории Российской Федерации.
Г7.1.3. Ультразвуковые дефектоскопы должны быть поверены или калиброваны в установленном порядке.
Г7.2. Преобразователи ультразвуковые
Г7.2.1. Для контроля должны использоваться контактные нефокусирующие ПЭП продольных и поперечных волн общего назначения по ГОСТ Р 55725-2013. "Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования".
Таблица Г7.1
Преобразователи ультразвуковые пьезоэлектрические (ПЭП)
для контроля паяных соединений
N п/п | Тип ПЭП | Стрела ПЭП, мм | Количество, шт. | Метод | Вариант метода |
1. | П111-2,5-12 | - | 2 | амплитудный теневой | 1 |
2. | П121-2,5-60 | не более 8 | 2 | зеркально-теневой | 2 |
3. | П112-5-6 | - | 1 | эхо | 3 |
Г7.2.2. Используемые ПЭП при настройке должны обеспечивать запас чувствительности не менее 30 дБ.
Г7.3. Стандартные и настроечные образцы
Г7.3.1. Для проверки основных параметров аппаратуры должны использоваться калибровочные образцы, стандартные образцы СО-2 по ГОСТ Р 55724-2013. "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые" или СО-3Р по ГОСТ 18576-96. "Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые".
Г7.3.2. Калибровочные образцы должны проходить поверку (калибровку) с периодичностью, установленной в паспорте или руководстве по эксплуатации калибровочного образца.
Г7.3.3. Настроечные образцы изготавливаются из материала объекта контроля в соответствии с документацией на изготовление объектов контроля.
Г7.3.4. Пример схемы настроечного образца для ультразвукового контроля двухсторонних нахлесточных паяных соединений приведен на рисунке Г7.1.

Рисунок Г7.1. Схематичное изображение настроечного образца
для контроля двух сторонних паяных нахлесточных соединений
Г7.3.5. Допуски на изготовление должны удовлетворять требованиям нормативной и технической документации на изготовление объектов контроля.
Г7.3.6. Шероховатость поверхностей ввода для ультразвукового контроля должна быть не хуже Rz < 40 мкм по ГОСТ 2789-73 "Шероховатость поверхности. Параметры и характеристики".
Г7.3.7. Диаметр отверстия  , воспроизводящего несплошность паяного соединения, выбирают исходя из установленной в технической документации чувствительности контроля.
, воспроизводящего несплошность паяного соединения, выбирают исходя из установленной в технической документации чувствительности контроля.
Г7.3.8. В случае отсутствия в документации требований к чувствительности контроля диаметр отверстия принимают меньшую из двух величин: 30% ширины шва или 30% диаметра пьезопластины преобразователя.
Г7.3.9. Настроечные образцы должны иметь паспорт и проходить процедуру аттестации. При разработке паспорта и проведении аттестации рекомендуется при разработке настроечных образцов руководствоваться СТО РЖД 1.06.004-2010. Система неразрушающего контроля в ОАО "РЖД". Порядок разработки, метрологической экспертизы, аттестации и регистрации мер и настроечных образцов для неразрушающего контроля продукции для железнодорожного транспорта, утвержденным распоряжением ОАО "РЖД" от 20 декабря 2010 г. N 2634р.
Г7.4. Средства измерений
Г7.4.1. Для разметки объекта контроля и определения координат дефектов должны использоваться линейки измерительные 300 мм по ГОСТ 427-75. "Линейки измерительные металлические. Технические условия" и рулетки измерительные 5 м по ГОСТ 7502-98. "Рулетки измерительные металлические. Технические условия".
Г7.4.2. Средства измерений должны быть утвержденного типа, зарегистрированного в Государственном реестре средств измерений.
Г7.4.3. Средства измерений должны проходить поверку (калибровку) в установленном порядке.
Г7.5. Вспомогательные устройства и материалы
Г7.5.1. Для разметки паяного соединения используется мел, маркеры, карандаши.
Г7.5.2. Для очистки соединения от загрязнений и контактной жидкости используется ветошь.
Г7.5.3. Для обеспечения акустического контакта должна использоваться контактная жидкость, в качестве которой применяются трансформаторные и машинное масла, смазочные масла типа ЦИАТИМ.
Г7.5.4. Контактная жидкость должна храниться в емкостях с плотно закрываемыми крышками.
Г7.5.5. Для нанесения контактной жидкости на поверхность объекта контроля должны использоваться кисти малярные.
Г7.5.6. Для регистрации результатов контроля должен вестись журнал результатов ультразвукового контроля паяных соединений.
Г8.1. Подготовка объекта контроля
Г8.1.1. Перед передачей объекта для проведения контроля поверхность ввода должна быть механически обработана до шероховатости Rz < 40 мкм по ГОСТ 2789-73. "Шероховатость поверхности. Параметры и характеристики" и очищена от загрязнений.
Г8.1.2. Перед проведением контроля дефектоскопист осматривает поверхность ввода на наличие дефектов. Заусенцы, задиры, риски, трещины на поверхности ввода не допускаются и подлежат устранению механической обработкой.
Г8.1.3. Запрещается привлекать дефектоскопистов к работам по механической обработке поверхности ввода и очистке от загрязнений.
Г8.2. Настройка дефектоскопа
Г8.2.1. Создание настройки и ввод основных параметров контроля
Г8.2.1.1. Включить питание дефектоскопа тумблером включения питания (Рисунок Г8.1) на экране дефектоскопа отобразится меню "РЕЖИМ РАБОТЫ" (Рисунок Г8.2).
Г8.2.1.2. В появившемся на экране дефектоскопа меню "РЕЖИМ РАБОТЫ" (Рисунок Г8.2) выбрать пункт меню "ШИФР ОПЕРАТОРА".
Г8.2.1.3. Ввести условный номер дефектоскописта, например, последние четыре цифры табельного номера.
Г8.2.1.5. Выбрать в подменю номеров настройки любой свободный номер и введите его в пункте меню "СОЗДАНИЕ НАСТРОЙКИ", используя клавиши  ,
,  или используя режим текстового ввода с помощью клавиши "F".
или используя режим текстового ввода с помощью клавиши "F".


Г8.2.1.6. Выбрать в пункт меню "СОЗДАНИЕ НАСТРОЙКИ" и нажав клавишу " ".
".
Г8.2.1.7. На экране отобразится меню "НАСТРОЙКА".
Г8.2.1.8. Выбрать пункт меню "ОБЩИЕ ПАРАМЕТРЫ", используя клавиши  ,
,  .
.
Г8.2.1.9. Войти в пункт меню "ОБЩИЕ ПАРАМЕТРЫ", нажав клавишу " ".
".
Г8.2.1.10. Перемещаясь по пунктам меню "ОБЩИЕ ПАРАМЕТРЫ" клавишами  ,
,  , установить значения параметров, приведенные в таблице Г8.1. Для изменения значения параметров использовать клавиши
, установить значения параметров, приведенные в таблице Г8.1. Для изменения значения параметров использовать клавиши  ,
,  .
.
Таблица Г8.1
Параметры настройки в меню "ОБЩИЕ ПАРАМЕТРЫ"
Пункт меню "Общие параметры" | Вариант метода | Единицы измерения | Физический смысл параметра | ||
1 | 2 | 3 | |||
Значение параметра | |||||
ЧАСТОТА | 2,5 | 2,5 | 5,0 | МГц | частота ультразвуковых волн |
ВКЛ.ПЭП | РАЗД. | РАЗД. | РС | - | режим подключения ПЭП к дефектоскопу: совмещенный, раздельный, раздельно-совмещенный |
АМП. ЗОНД. | НИЗК | НИЗК | НИЗК | - | амплитуда зондирующего импульса: высокая, низкая |
ПЕРИОД ЗОНД. | 2 | 2 | 2 | - | количество периодов зондирующего импульса |
ОТСЕЧКА | 05 | 05 | 05 | % | уровень компенсированной отсечки шумов в % |
ФАКТИЧ. ЧАСТОТА СИНХР. | 2500 | 2500 | 2500 | Гц | частота посылки зондирующих импульсов |
ЗАДАННАЯ | 5000 | 5000 | 5000 | Гц | частота посылки зондирующих импульсов |
Г8.2.1.11. Выйти из меню "ОБЩИЕ ПАРАМЕТРЫ" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.1.12. Выбрать пункт "ГЛУБИНОМЕР" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ГЛУБИНОМЕР", нажав клавишу "
и перейти в меню "ГЛУБИНОМЕР", нажав клавишу " ".
".
Г8.2.1.13. Перемещаясь по пунктам меню "ГЛУБИНОМЕР" клавишами  ,
,  , установить значения параметров, приведенные в таблице Г8.2. Для изменения значения параметров использовать клавиши
, установить значения параметров, приведенные в таблице Г8.2. Для изменения значения параметров использовать клавиши  ,
,  .
.
Таблица Г8.2
Параметры настройки в меню "ГЛУБИНОМЕР"
Пункт меню "Общие параметры" | Вариант метода | Единицы измерения | Физический смысл параметра | ||
1 | 2 | 3 | |||
Значение параметра | |||||
ВС1:НАЧ | не изменять | не изменять | не изменять | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС1:КОН | не изменять | не изменять | не изменять | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
НАСТР.ПО СО | - | - | - | - | режим настройки по стандартному образцу включен +, выключен - |
УГОЛ ВВОДА | 0 | 60 | 0 | о | угол ввода используемого ПЭП |
ВР.ПЭП | не изменять | не изменять | не изменять | мкс | время задержки волны в ПЭП |
Y ИСТ | не изменять | не изменять | не изменять | мм | глубина залегания отражателя в стандартном образце |
R ИСТ | не изменять | не изменять | не изменять | мм | расстояние от точки выхода луча до отражателя в стандартном образце |
СТРЕЛА | 0 | 0 | 0 | мм | стрела ПЭП - расстояние от точки выхода луча до передней грани ПЭП |
МАТЕР. | УГЛЕР. СТ | УГЛЕР. СТ | УГЛЕР. СТ | - | класс контролируемого материала |
СКОРОСТЬ | 5900 | 3260 | 5900 | м/с | скорость распространения ультразвуковых волн в объекте контроля |
ТОЛЩ. | 0 | 0 | 0 | мм | толщина изделия для расчета координат дефектов с учетом переотражений дна объекта контроля |
Г8.2.1.14. Выйти из меню "ГЛУБИНОМЕР" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.1.15. Выбрать пункт меню "РАЗВ, ЗОНА ВС1" клавишами  ,
,  и перейти в меню "РАЗВ, ЗОНА ВС1", нажав клавишу "
и перейти в меню "РАЗВ, ЗОНА ВС1", нажав клавишу " ".
".
Г8.2.1.16. Перемещаясь по пунктам меню "РАЗВ, ЗОНА ВС1" клавишами  ,
,  , установить значения параметров, приведенные в таблице Г8.3. Для изменения значения параметров использовать клавиши
, установить значения параметров, приведенные в таблице Г8.3. Для изменения значения параметров использовать клавиши  ,
,  .
.
Г8.2.1.17. Выйти из меню "РАЗВ, ЗОНА ВС1" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.1.18. Выбрать пункт "ЗОНА ВС2, АРУ" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ЗОНА ВС2, АРУ", нажав клавишу "
и перейти в меню "ЗОНА ВС2, АРУ", нажав клавишу " ".
".
Г8.2.1.19. Перемещаясь по пунктам меню "ЗОНА ВС2, АРУ" клавишами  ,
,  , установить значения параметров, приведенные в таблице Г8.4. Для изменения значения параметров использовать клавиши
, установить значения параметров, приведенные в таблице Г8.4. Для изменения значения параметров использовать клавиши  ,
,  .
.
Таблица Г8.3
Пункт меню "Общие параметры" | Вариант метода | Единицы измерения | Физический смысл параметра | ||
1 | 2 | 3 | |||
Значение параметра | |||||
РАЗВЕРТКА | 150 | 150 | 150 | % | длительность развертки экрана дефектоскопа установлена в процентах и изменяется автоматически в зависимости от времени окончания строб-импульса |
ДЛ. РАЗВЕРТКИ | не изменять | не изменять | не изменять | мм | длительность развертки экрана дефектоскопа в мм |
ВС1: МЕТОД | ТЕНЬ | ЭХО | ЗТМ | - | применяемый метод контроля: эхо (ЭХО), зеркально-теневой (ЗТМ), теневой (ТЕНЬ) |
ВС1:НАЧ. | H + 2·h - 4 | H + h - 2 | h - 1 | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС1:КОН. | H + 2·h - 4 | H + h + 2 | h + 1 | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС1:СМЕЩ | не изменять | не изменять | не изменять | мм | смещение начала зоны временной селекции (строб-импульса дефектоскопа) |
ВС 1: ПОРОГ | 50 | 50 | 50 | % | порог фиксации дефектоскопа в процентах от высоты экрана дефектоскопа |
ПОРОГ 2/1 | не изменять | не изменять | не изменять | дБ | порог фиксации дефектоскопа в дБ |
Г8.2.1.20. Выйти из меню "ЗОНА ВС2, АРУ" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.1.21. Выбрать пункт "ЧУВСТВИТЕЛЬНОСТЬ" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ЧУВСТВИТЕЛЬНОСТЬ", нажав клавишу "
и перейти в меню "ЧУВСТВИТЕЛЬНОСТЬ", нажав клавишу " ".
".
Таблица Г8.4
Пункт меню "Общие параметры" | Вариант метода | Единицы измерения | Физический смысл параметра | ||
1 | 2 | 3 | |||
Значение параметра | |||||
ДЛ. РАЗВ | не изменять | не изменять | не изменять | мм | длительность развертки экрана дефектоскопа в мм |
ВС1:КОН. | не изменять | не изменять | не изменять | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС2:МЕТОД | НЕТ | НЕТ | НЕТ | - | метод контроля для второй зоны временной селекции (зоны строб-импульса) |
ВС2:НАЧ | не изменять | не изменять | не изменять | - | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС2:КОН | не изменять | не изменять | не изменять | - | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС2:ПОРОГ | не изменять | не изменять | не изменять | - | порог фиксации дефектоскопа в процентах от высоты экрана дефектоскопа |
ПОРОГ 2/1 | не изменять | не изменять | не изменять | - | порог фиксации дефектоскопа в дБ |
АРУ:НАЧ. | 0.0 | 0.0 | 0.0 | мм | начало зоны автоматической регулировки чувствительности |
АРУ:КОН. | 0.0 | 0.0 | 0.0 | мм | конец зоны автоматической регулировки чувствительности |
Г8.2.1.22. Перемещаясь по пунктам меню "ЧУВСТВИТЕЛЬНОСТЬ" клавишами  ,
,  , установить значения параметров, приведенные в таблице Г8.5. Для изменения значения параметров используйте клавиши
, установить значения параметров, приведенные в таблице Г8.5. Для изменения значения параметров используйте клавиши  ,
,  .
.
Г8.2.1.23. Выйти из меню "ЧУВСТВИТЕЛЬНОСТЬ" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.1.24. Выбрать пункт "ВРЧ" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ВРЧ", нажав клавишу "
и перейти в меню "ВРЧ", нажав клавишу " ".
".
Г8.2.1.25. Перемещаясь по пунктам меню "ВРЧ" клавишами  ,
,  , установить значения параметров, приведенные в таблице Г8.6. Для изменения значения параметров использовать клавиши
, установить значения параметров, приведенные в таблице Г8.6. Для изменения значения параметров использовать клавиши  ,
,  .
.
Г8.2.1.26. Выйти из меню "ВРЧ" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.1.27. Выбрать пункт "N ПЭП" меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.1.28. Ввести номер используемого ПЭП, включив режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер ПЭП, выключить режим числового ввода клавишей "F".
Таблица Г8.5
Пункт меню "Общие параметры" | Вариант метода | Единицы измерения | Физический смысл параметра | ||
1 | 2 | 3 | |||
Значение параметра | |||||
ВС1:НАЧ | не изменять | не изменять | не изменять | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС1:КОН | не изменять | не изменять | не изменять | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
НАСТР. ПО СО | - | - | - | - | режим настройки по стандартному образцу включен +, выключен - |
ПОРОГ НАСТ. | не изменять | не изменять | не изменять | - | настраивать чувствительность по порогу зоны временной селекции ВС1, ВС2 |
РЕЖИМ | ВРЧ. ОТКЛ | ВРЧ. ОТКЛ | ВРЧ. ОТКЛ | - | режим временной регулировки чувствительности отключен (ВРЧ ОТКЛ), включен режим ручной настройки (РУЧН. ВРЧ), включен режим расчетной настройки (РАСЧ. ВРЧ), включен режим криволинейной автоматической сигнализации дефектов (КРИВ. АСД) |
АРД | - | - | - | - | использование АРД диаграммы (амплитуда-расстояние-эквивалентный диаметр) включен (+), выключен (-) |
ПАРАМЕТРЫ АРД | не изменять | не изменять | не изменять | - | меню настройки режима АРД диаграмм |
ТРЕБ. ЧУВСТВ | не изменять | не изменять | не изменять | дБ | требуемая условная чувствительность в дБ |
ФАКТ. ЧУВ. | не изменять | не изменять | не изменять | дБ | фактическая установленная чувствительность в дБ |
ПЬЕЗОЭЛ. | не изменять | не изменять | не изменять | - | форма пьезоэлемента - круг (КРУГ), прямоугольник (ПРЯМ-К) |
2А ПЬЕЗОЭЛ | не изменять | не изменять | не изменять | мм | размер пьезоэлемента в мм |
Таблица Г8.6
Пункт меню "Общие параметры" | Вариант метода | Единицы измерения | Физический смысл параметра | ||
1 | 2 | 3 | |||
Значение параметра | |||||
ВС1:НАЧ | не изменять | не изменять | не изменять | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
ВС1:КОН | не изменять | не изменять | не изменять | мм | начало зоны временной селекции (строб-импульса дефектоскопа) |
ИНДИКАЦИЯ ВРЧ | - | - | - | - | отображение на экране кривой ВРЧ включена (+), отключена (-) |
РЕЖИМ | ВРЧ. ОТКЛ | ВРЧ. ОТКЛ | ВРЧ. ОТКЛ | - | режим временной регулировки чувствительности отключен (ВРЧ ОТКЛ), включен режим ручной настройки (РУЧН. ВРЧ), включен режим расчетной настройки (РАСЧ. ВРЧ), включен режим криволинейной автоматической сигнализации дефектов (КРИВ. АСД) |
ВРЧ:НАЧ. | не изменять | не изменять | не изменять | мм | начало строб-импульса ВРЧ в мм |
ВРЧ:КОН. | не изменять | не изменять | не изменять | мм | конец строб-импульса ВРЧ в мм |
ВРЧ:АМПЛ. | не изменять | не изменять | не изменять | дБ | амплитуда ВРЧ в дБ |
ВРЧ:ФОРМА | не изменять | не изменять | не изменять | - | форма ВРЧ |
ДО ВРЧ | не изменять | не изменять | не изменять | дБ | усиление до строба ВРЧ |
ПОСЛЕ ВРЧ | не изменять | не изменять | не изменять | дБ | усиление после строба ВРЧ |
Г8.2.1.29. Выбрать пункт "ОБЪЕКТ КОНТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.1.30. Установить значение "ДРУГОЙ", используя клавиши  ,
,  .
.
Г8.2.1.33. Выбрать пункт "ЗАП. НАСТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.1.34. Ввести номер настройки, включив режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер настройки, выключить режим числового ввода клавишей "F".
Г8.2.1.35. Сохранить настройку с введенным номером, нажав клавишу " ".
".
Г8.2.1.36. В случае успешного сохранения настройки в пункте меню отобразится символ "+", в противном случае выбрать другой номер настройки по подпунктам Г8.2.31, Г8.2.32 настоящего Руководства.
Г8.2.1.37. Зафиксировать в журнале номер дефектоскопа, номер настройки, номер ПЭП.
Таблица Г8.7
N п.п. | Дата | Заводской номер дефектоскопа | Вариант метода 1/2/3 | Заводской номер ПЭП | Усиление, дБ |
Г8.2.2. Настройка глубиномера дефектоскопа
Г8.2.2.1. Включить питание дефектоскопа тумблером включения питания (Рисунок Г8.1) на экране дефектоскопа отобразится меню "РЕЖИМ РАБОТЫ" (Рисунок Г8.2).
Г8.2.2.2. В появившемся на экране дефектоскопа меню "РЕЖИМ РАБОТЫ" (Рисунок Г8.2) выбрать пункт меню "ШИФР ОПЕРАТОРА".
Г8.2.2.3. Ввести условный номер дефектоскописта, например, последние четыре цифры табельного номера.
Г8.2.2.5. Выбрать в подменю номер настройки, соответствующий варианту контроля (Таблица Г8.7) и ввести номер в пункте меню "ВЫЗОВ НАСТРОЙКИ", используя клавиши  ,
,  или используя режим текстового ввода с помощью клавиши "F".
или используя режим текстового ввода с помощью клавиши "F".
Г8.2.2.6. Войти в пункт меню "ВЫЗОВ НАСТРОЙКИ", нажав клавишу " ".
".
Г8.2.2.8. Настройка глубиномера дефектоскопа для контроля по варианту 1 теневым методом ПЭП П111-2,5-12
Г8.2.2.8.1. Подключить два ПЭП П111-2,5-12 к ультразвуковому дефектоскопу с помощью соединительных кабелей из комплекта дефектоскопа по раздельной схеме: один ПЭП к выходу (поз. "Выход" на рисунке Г8.1) дефектоскопа, другой ко входу (поз. "Вход" на рисунке Г8.1) дефектоскопа.
Г8.2.2.8.2. Выбрать пункт "ГЛУБИНОМЕР" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ГЛУБИНОМЕР", нажав клавишу "
и перейти в меню "ГЛУБИНОМЕР", нажав клавишу " "
"
Г8.2.2.8.3. Выбрать пункт "НАСТР.ПО СО" меню "ГЛУБИНОМЕР", перемещаясь по пунктам меню клавишами  ,
,  . Установить значение параметра "+", используя клавиши
. Установить значение параметра "+", используя клавиши  ,
,  .
.
Г8.2.2.8.4. Выбрать пункт "ВС1:НАЧ" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  . Установить значение параметра "10.0", используя последовательность нажатия клавиши "F", "1", "0", "F".
. Установить значение параметра "10.0", используя последовательность нажатия клавиши "F", "1", "0", "F".
Г8.2.2.8.5. Выбрать пункт "ВС1:КОН" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  . Установить значение параметра "60.0", используя последовательность нажатия клавиши "F", "6", "0", "F".
. Установить значение параметра "60.0", используя последовательность нажатия клавиши "F", "6", "0", "F".
Г8.2.2.8.6. Выбрать пункт "ВР.ПЭП" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  .
.
Г8.2.2.8.7. Установить ПЭП с противоположных сторон стандартного образца СО-3Р на толщине 29 мм, таким образом чтобы акустические оси ПЭП совпадали.

Рисунок Г8.3. Схема установки ПЭП П111-2,5-12 на СО-2
или СО-3Р для настройки глубиномера
Г8.2.2.8.8. Перемещая один из ПЭП относительно другого, добиться максимальной амплитуды импульса, прошедшего через стандартный образец.
Г8.2.2.8.9. Клавишами усиления  и
и  довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
Г8.2.2.8.10. Изменить значения параметра в пункте "ВР.ПЭП", используя клавиши  ,
,  таким образом, чтобы показания глубиномера дефектоскопа в верхнем левом углу экрана "Y 29.0" соответствовали толщине стандартного образца (29,0 +/- 0,2) мм.
таким образом, чтобы показания глубиномера дефектоскопа в верхнем левом углу экрана "Y 29.0" соответствовали толщине стандартного образца (29,0 +/- 0,2) мм.
Г8.2.2.8.11. Выбрать пункт "НАСТР.ПО СО" меню "ГЛУБИНОМЕР", перемещаясь по пунктам меню клавишам  ,
,  . Установить значение параметра "-", используя клавиши
. Установить значение параметра "-", используя клавиши  ,
,  .
.
Г8.2.2.8.12. Выйти из меню "ГЛУБИНОМЕР" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.2.8.13. Выбрать пункт "ЗАП. НАСТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.2.8.14. Убедиться, что номер настройки соответствует варианту 1 (Таблица Г8.7), в противном случае ввести номер настройки, для этого включить режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер настройки, выключить режим числового ввода клавишей "F".
Г8.2.2.8.15. Сохранить настройку с введенным номером, нажав клавишу " ".
".
Г8.2.2.8.16. В случае успешного сохранения настройки в пункте меню отобразится символ "+", в противном случае выбрать другой номер настройки по подпунктам Г8.2.2.8.7, Г8.2.2.8.8.
Г8.2.2.9. Настройка глубиномера дефектоскопа для контроля по варианту 2 теневым методом ПЭП П121-2,5-60
Г8.2.2.9.1. Подключить первый ПЭП П121-2,5-60 к ультразвуковому дефектоскопу с помощью соединительных кабелей из комплекта дефектоскопа по совмещенной схеме к выходу (поз. "Выход" на рисунке Г8.1) дефектоскопа.
Г8.2.2.9.2. Выбрать пункт "ОБЩИЕ ПАРАМЕТРЫ" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ОБЩИЕ ПАРАМЕТРЫ", нажав клавишу "
и перейти в меню "ОБЩИЕ ПАРАМЕТРЫ", нажав клавишу " ".
".
Г8.2.2.9.3. Выбрать пункт "ВКЛ.ПЭП" меню "ОБЩИЕ ПАРАМЕТРЫ", перемещаясь по пунктам меню клавишами  ,
,  . Установить значение параметра "СОВМЕЩ.", используя клавиши
. Установить значение параметра "СОВМЕЩ.", используя клавиши  ,
,  .
.
Г8.2.2.9.4. Выйти из меню "ОБЩИЕ ПАРАМЕТРЫ" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.2.9.5. Выбрать пункт "ГЛУБИНОМЕР" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ГЛУБИНОМЕР", нажав клавишу "
и перейти в меню "ГЛУБИНОМЕР", нажав клавишу " ".
".
Г8.2.2.9.6. Выбрать пункт "НАСТР.ПО СО" меню "ГЛУБИНОМЕР", перемещаясь по пунктам меню клавишам  ,
,  . Установить значение параметра "+", используя клавиши
. Установить значение параметра "+", используя клавиши  ,
,  .
.
Г8.2.2.9.7. Выбрать пункт "ВС1:НАЧ" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  . Установить значение параметра "10.0", используя последовательность нажатия клавиши "F", "1", "0", "F".
. Установить значение параметра "10.0", используя последовательность нажатия клавиши "F", "1", "0", "F".
Г8.2.2.9.8. Выбрать пункт "ВС1:КОН" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  . Установить значение параметра "60.0", используя последовательность нажатия клавиши "F", "6", "0", "F".
. Установить значение параметра "60.0", используя последовательность нажатия клавиши "F", "6", "0", "F".
Г8.2.2.9.9. Установить ПЭП на предварительно смазанную контактной жидкостью поверхность стандартного образца СО-3Р или СО-3, как показано на рисунке Г8.4, таким образом, чтобы акустические оси ПЭП попадали в цилиндрическую поверхность.
Г8.2.2.9.10. Перемещая ПЭП, подключенный к совмещенному входу дефектоскопа, добиться максимальной амплитуды импульса, отраженного от цилиндрической поверхности образца.
Г8.2.2.9.11. Клавишами усиления  и
и  довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.

или СО-3Р для проверки точки выхода луча
Г8.2.2.9.12. Визуально убедиться, что смещение точки выхода луча ПЭП относительно отметки на стандартном образце не превышает 2 мм. В противном случае нанести новую отметку на ПЭП напротив отметки на стандартном образце.
Г8.2.2.9.13. Повторить операции по подпунктам Г8.2.2.9.9 - Г8.2.2.9.12 настоящего Руководства со вторым ПЭП, предварительно подключив его к совмещенному входу дефектоскопа.
Г8.2.2.9.14. Выбрать пункт "ОБЩИЕ ПАРАМЕТРЫ" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ОБЩИЕ ПАРАМЕТРЫ", нажав клавишу "
и перейти в меню "ОБЩИЕ ПАРАМЕТРЫ", нажав клавишу " ".
".
Г8.2.2.9.15. Выбрать пункт "ВКЛ.ПЭП" меню "ОБЩИЕ ПАРАМЕТРЫ", перемещаясь по пунктам меню клавишами  ,
,  . Установить значение параметра "РАЗД.", используя клавиши
. Установить значение параметра "РАЗД.", используя клавиши  ,
,  .
.
Г8.2.2.9.16. Выйти из меню "ОБЩИЕ ПАРАМЕТРЫ" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.2.9.17. Выбрать пункт "ГЛУБИНОМЕР" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ГЛУБИНОМЕР", нажав клавишу "
и перейти в меню "ГЛУБИНОМЕР", нажав клавишу " ".
".
Г8.2.2.9.18. Выбрать пункт "ВР.ПЭП" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  .
.
Г8.2.2.9.19. Подключить два ПЭП П121-2,5-60 к ультразвуковому дефектоскопу с помощью соединительных кабелей из комплекта дефектоскопа по раздельной схеме: один ПЭП к выходу (поз. "Выход" на рисунке Г8.1) дефектоскопа, другой ко входу (поз. "Вход" на рисунке Г8.1) дефектоскопа.
Г8.2.2.9.20. Установить ПЭП на предварительно смазанные контактной жидкостью поверхности стандартного образца СО-3Р на толщине 29 мм, как показано на рисунке Г8.5, таким образом, чтобы акустические оси ПЭП совпадали.
Г8.2.2.9.21. Перемещая один из ПЭП относительно другого, добиться максимальной амплитуды импульса, прошедшего через стандартный образец.
Г8.2.2.9.22. Клавишами усиления  и
и  довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
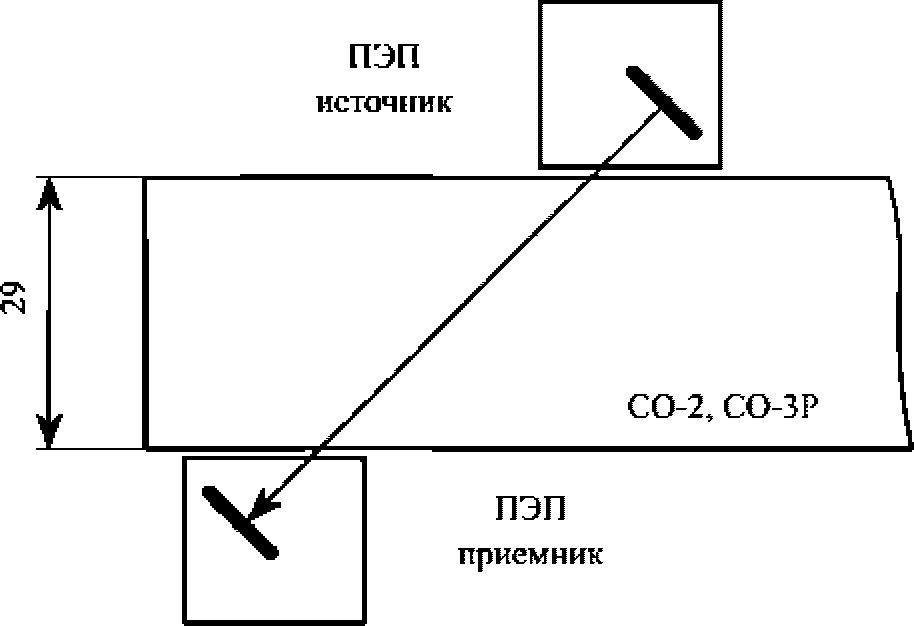
или СО-3Р для настройки глубиномера
Г8.2.2.9.23. Изменить значения параметра в пункте "ВР.ПЭП", используя клавиши  ,
,  таким образом, чтобы показания глубиномера дефектоскопа в верхнем левом углу экрана "Y 29.0" соответствовали толщине стандартного образца (29,0 +/- 0,2) мм.
таким образом, чтобы показания глубиномера дефектоскопа в верхнем левом углу экрана "Y 29.0" соответствовали толщине стандартного образца (29,0 +/- 0,2) мм.
Г8.2.2.9.24. Выбрать пункт "НАСТР.ПО СО" меню "ГЛУБИНОМЕР", перемещаясь по пунктам меню клавишами  ,
,  . Установить значение параметра "-", используя клавиши
. Установить значение параметра "-", используя клавиши  ,
,  .
.
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
Г8.2.2.9.24. Выйти из меню "ГЛУБИНОМЕР" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.2.9.25. Выбрать пункт "ЗАП. НАСТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.2.9.26. Убедиться, что номер настройки соответствует варианту 2 (Таблица Г8.7), в противном случае ввести номер настройки, для этого включить режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер настройки, выключить режим числового ввода клавишей "F".
Г8.2.2.9.27. Сохранить настройку с введенным номером, нажав клавишу " ".
".
Г8.2.2.9.28. В случае успешного сохранения настройки в пункте меню отобразится символ "+", в противном случае выбрать другой номер настройки по подпунктам Г8.2.2.9.25, Г8.2.2.9.27 настоящего Руководства.
Г8.2.2.10. Настройка глубиномера дефектоскопа для контроля по варианту 3 эхо-методом ПЭП П112-5-К6
Г8.2.2.10.1. Подключить ультразвуковой ПЭП П112-5-К6 к ультразвуковому дефектоскопу с помощью соединительных кабелей из комплекта дефектоскопа по раздельной схеме: один разъем ПЭП к выходу (поз. "Выход" на рисунке Г8.1) дефектоскопа, другой ко входу (поз. "Вход" на рисунке Г8.1) дефектоскопа.
Г8.2.2.10.2. Выбрать пункт "ГЛУБИНОМЕР" меню "НАСТРОЙКА" клавишами  ,
,  и перейти в меню "ГЛУБИНОМЕР", нажав клавишу "
и перейти в меню "ГЛУБИНОМЕР", нажав клавишу " ".
".
Г8.2.2.10.3. Выбрать пункт "НАСТР.ПО СО" меню "ГЛУБИНОМЕР", перемещаясь по пунктам меню клавишам  ,
,  . Установить значение параметра "+", используя клавиши
. Установить значение параметра "+", используя клавиши  ,
,  .
.
Г8.2.2.10.4. Выбрать пункт "ВС1:НАЧ" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  . Установить значение параметра "10.0", используя последовательность нажатия клавиши "F", "1", "0", "F".
. Установить значение параметра "10.0", используя последовательность нажатия клавиши "F", "1", "0", "F".
Г8.2.2.10.5. Выбрать пункт "ВС1:КОН" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  . Установить значение параметра "60.0", используя последовательность нажатия клавиши "F", "6", "0", "F".
. Установить значение параметра "60.0", используя последовательность нажатия клавиши "F", "6", "0", "F".
Г8.2.2.10.6. Выбрать пункт "ВР.ПЭП" меню "ГЛУБИНОМЕР", используя клавиши  ,
,  .
.
Г8.2.2.10.7. Установить ПЭП с поверхности стандартного образца СО-3Р с толщиной 29 мм. Притерев ПЭП добиться максимальной амплитуды донного импульса.
Г8.2.2.10.8. Клавишами усиления  и
и  довести амплитуду донного импульса до строб-импульса дефектоскопа.
довести амплитуду донного импульса до строб-импульса дефектоскопа.
Г8.2.2.10.9. Изменить значения параметра в пункте "ВР.ПЭП", используя клавиши  ,
,  таким образом, чтобы показания глубиномера дефектоскопа в верхнем левом углу экрана "Y 29.0" соответствовали толщине стандартного образца (29,0 +/- 0,2) мм.
таким образом, чтобы показания глубиномера дефектоскопа в верхнем левом углу экрана "Y 29.0" соответствовали толщине стандартного образца (29,0 +/- 0,2) мм.
Г8.2.2.10.10. Выбрать пункт "НАСТР.ПО СО" меню "ГЛУБИНОМЕР", перемещаясь по пунктам меню клавишами  ,
,  . Установить значение параметра "-", используя клавиши
. Установить значение параметра "-", используя клавиши  ,
,  .
.
Г8.2.2.10.11. Выйти из меню "ГЛУБИНОМЕР" в меню "НАСТРОЙКА", нажав клавишу " ".
".
Г8.2.2.10.12. Выбрать пункт "ЗАП. НАСТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.2.10.13. Убедиться, что номер настройки соответствует варианту 3 (Таблица Г8.7), в противном случае ввести номер настройки, для этого включить режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер настройки, выключить режим числового ввода клавишей "F".

Рисунок Г8.5. Схема установки ПЭП П112-5 на СО-2
или СО-3Р для настройки глубиномера
Г8.2.2.10.15. В случае успешного сохранения настройки в пункте меню отобразится символ "+", в противном случае выбрать другой номер настройки по подпунктам Г8.2.2.10.13, Г8.2.2.10.14 настоящего Руководства.
Г8.2.3. Настройка чувствительности контроля
Г8.2.3.1. Вызвать настройку дефектоскопа, соответствующую варианту метода, по подпунктам Г8.2.2.1 - Г8.2.2.7 настоящего Руководства.
Г8.2.3.2. Настройка чувствительности для контроля по варианту 1 теневым методом ПЭП П111-2,5-12
Г8.2.3.2.1. Подключить два ультразвуковых ПЭП П111-2,5-12 к ультразвуковому дефектоскопу с помощью соединительных кабелей из комплекта дефектоскопа по раздельной схеме: один ПЭП к выходу (поз. "Выход" на рисунке Г8.1) дефектоскопа, другой ко входу (поз "Вход" на рисунке Г8.1) дефектоскопа.
Г8.2.3.2.2. Установить ПЭП с противоположных сторон настроечного образца напротив отметки с маркировкой искусственного отражателя, таким образом чтобы акустические оси ПЭП совпадали.
Г8.2.3.2.3. Перемещая ПЭП источник относительно приемника в пределах 3 мм в каждую сторону добиться минимальной амплитуды импульса, прошедшего через настроечный образец.
Г8.2.3.2.4. Перемещая ПЭП приемник в пределах 3 мм в каждую сторону добиться минимальной амплитуды импульса, прошедшего через настроечный образец.
Г8.2.3.2.5. Повторяя операции по подпунктам Г8.2.3.2.3 - Г8.2.3.2.4 настоящего Руководства, добиться минимальной амплитуды прошедшего импульса.

чувствительности по варианту метода 1 двумя ПЭП П111-2,5-12
по раздельной схеме включения
Г8.2.3.2.6. Клавишами усиления  и
и  довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
Г8.2.3.2.7. Зафиксировать значение усиления, отображаемое в верхней части экрана за символом  в журнале с результатами настройки (таблица Г8.7).
в журнале с результатами настройки (таблица Г8.7).
Г8.2.3.2.8. Выбрать пункт "ЗАП. НАСТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.3.2.9. Убедиться, что номер настройки соответствует варианту 1 (Таблица Г8.7), в противном случае ввести номер настройки, для этого включить режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер настройки, выключить режим числового ввода клавишей "F".
Г8.2.3.2.11. В случае успешного сохранения настройки в пункте меню отобразится символ "+", в противном случае выбрать другой номер настройки по подпунктам Г8.2.3.2.9, Г8.2.3.2.10 настоящего Руководства.
Г8.2.3.3. Настройка чувствительности для контроля по варианту 2 теневым методом ПЭП П121-2,5-60
Г8.2.3.3.1. Подключить два ультразвуковых ПЭП П121-2,5-60 к ультразвуковому дефектоскопу с помощью соединительных кабелей из комплекта дефектоскопа по раздельной схеме: один ПЭП к выходу (поз. "Выход" на рисунке Г8.1) дефектоскопа, другой ко входу (поз. "Вход" на рисунке Г8.1) дефектоскопа.
Г8.2.3.3.2. Установить ПЭП источник и приемник на дефектный участок настроечного образца, как показано на рисунке Г8.7, таким образом чтобы акустические оси ПЭП совпадали. Точка выхода луча ПЭП источника должна располагаться над центром паяного соединения.
Г8.2.3.3.3. Перемещая ПЭП приемник относительно паяного соединения, добиться максимальной амплитуды импульса, прошедшего через паяное соединение.
Г8.2.3.3.4. Клавишами усиления  и
и  довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
довести амплитуду прошедшего импульса до строб-импульса дефектоскопа.
Г8.2.3.3.5. Зафиксировать значение усиления, отображаемое в верхней части экрана за символом  в журнале с результатами настройки (таблица Г8.7).
в журнале с результатами настройки (таблица Г8.7).
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
Г8.2.3.3.8. Выбрать пункт "ЗАП. НАСТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.

метода 2 двумя ПЭП П121-2,5-60 по раздельной схеме включения
Г8.2.3.3.6. Убедиться, что номер настройки соответствует варианту 2 (Таблица Г8.7), в противном случае ввести номер настройки, для этого включить режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер настройки, выключить режим числового ввода клавишей "F".
Г8.2.3.3.7. Сохранить настройку с введенным номером, нажав клавишу " ".
".
Г8.2.3.3.8. В случае успешного сохранения настройки в пункте меню отобразится символ "+", в противном случае выбрать другой номер настройки по подпунктам Г8.2.3.3.6, Г8.2.3.3.7 настоящего Руководства.
Г8.2.3.4. Настройка чувствительности для контроля по варианту 3 эхо-методом ПЭП П112-5-К6
Г8.2.3.4.1. Подключить ультразвуковой ПЭП П112-5-К6 к ультразвуковому дефектоскопу с помощью соединительных кабелей из комплекта дефектоскопа по раздельной схеме: один разъем ПЭП к выходу (поз. "Выход" на рисунке Г8.1) дефектоскопа, другой к входу (поз. "Вход" на рисунке Г8.1) дефектоскопа.
Г8.2.3.4.2. Установить ПЭП на поверхность настроечного образца напротив отметки с маркировкой искусственного отражателя.
Г8.2.3.4.3. Перемещая один ПЭП в пределах 5 мм в каждую сторону добиться максимальной амплитуды эхо-импульса от искусственного отражателя.
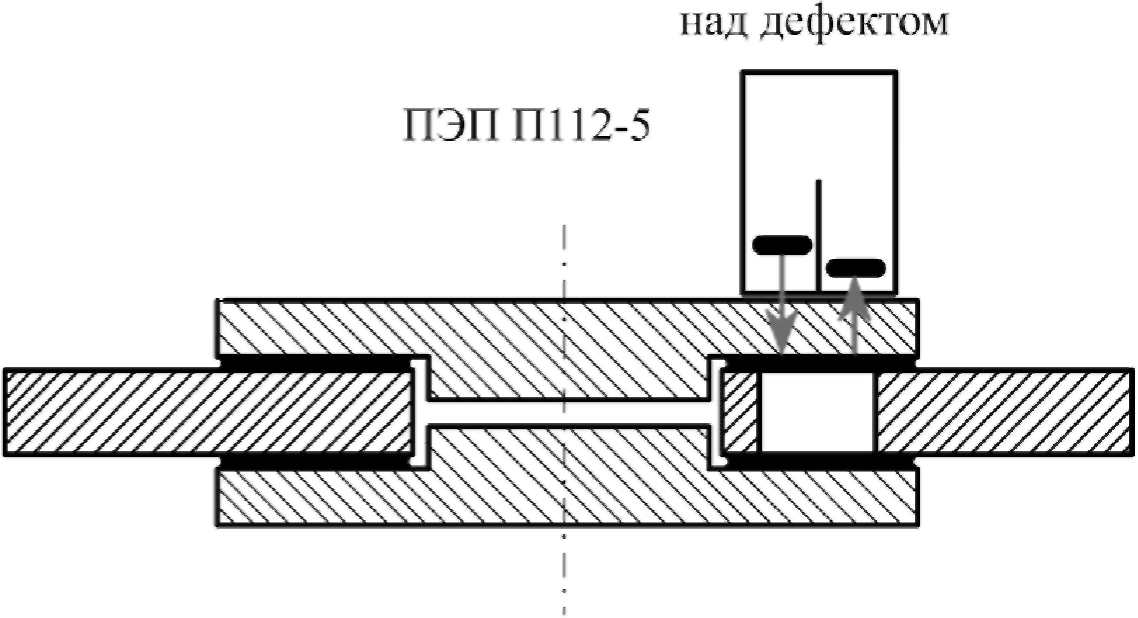
по варианту метода 3 одним ПЭП П-112-5
Г8.2.3.4.4. Клавишами усиления  и
и  довести амплитуду эхо-импульса до строб-импульса дефектоскопа.
довести амплитуду эхо-импульса до строб-импульса дефектоскопа.
Г8.2.3.4.5. Зафиксировать значение усиления, отображаемое в верхней части экрана за символом  в журнале с результатами настройки (таблица Г8.7).
в журнале с результатами настройки (таблица Г8.7).
Г8.2.3.4.6. Выбрать пункт "ЗАП. НАСТР." меню "НАСТРОЙКА" клавишами  ,
,  .
.
Г8.2.3.4.7. Убедиться, что номер настройки соответствует варианту 3 (Таблица Г8.7), в противном случае ввести номер настройки, для этого включить режим числового ввода клавишей "F", с помощью клавиш "0" - "9" ввести номер настройки, выключить режим числового ввода клавишей "F".
Г8.2.3.4.8. Сохранить настройку с введенным номером, нажав клавишу " ".
".
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: пункт Г8.2.3.4.10 отсутствует. |
Г8.2.3.4.9. В случае успешного сохранения настройки в пункте меню отобразится символ "+", в противном случае выбрать другой номер настройки по подпунктам Г.2.3.4.7, Г8.2.3.4.10 настоящего Руководства.
Г9.1. Сканирование
Г9.1.1. Сканирование по варианту метода 1 теневым методом прямыми ПЭП 111-2,5-12 по раздельной схеме.
Г9.1.1.1. Вызвать настройку с номером, соответствующим варианту 1 (Таблица Г8.7).
Г9.1.1.2. Установить поисковый уровень чувствительности, уменьшив усиление на 6 дБ.
Г9.1.1.3. Разметить паяное соединение таким образом, чтобы расстояния между отметками не превышали половины диаметра преобразователя. Для круговых швов рекомендуется использовать циферблатную шкалу.
Г9.1.1.4. Установить ПЭП 111-2,5-12 источник, как показано на рисунке Г8.6 на первую отметку разметки, таким образом, чтобы ось ПЭП совпадала с центром паяного соединения.
Г9.1.1.5. Установить ПЭП 111-2,5-12 приемник с противоположной стороны, таким образом, чтобы оси ПЭП совпадали. Перемещая ПЭП в пределах не более половины диаметра ПЭП добиться максимальной амплитуды прошедшего импульса.
Г9.1.1.6. Контролировать соединение в каждой отметке, повторяя подпункты Г9.1.1.4 - Г9.1.1.5 настоящего Руководства.
Г9.1.1.7. При обнаружении уменьшения амплитуды ниже порога срабатывания дефектоскопа отметить положение ПЭП на поверхности объекта контроля, определить характеристики дефекта.
Г9.1.2. Сканирование по варианту метода 2 зеркально-теневым методом наклонными ПЭП 121-2,5-60 по раздельной схеме.
Г9.1.2.1. Вызвать настройку с номером, соответствующим варианту 2 (Таблица Г8.7).
Г9.1.2.2. Установить поисковый уровень чувствительности, уменьшив усиление на 6 дБ.
Г9.1.2.3. Разметить паяное соединение таким образом, чтобы расстояния между отметками не превышали половины диаметра преобразователя. Для круговых швов рекомендуется использовать циферблатную шкалу.
Г9.1.2.4. Установить ПЭП 121-2,5-60 источник, как показано на рисунке Г8.7 на первую отметку разметки, таким образом, чтобы ось ПЭП совпадала с центром паяного соединения.
Г9.1.2.5. Установить ПЭП 121-2,5-60 приемник в соответствии с рисунком Г8.7 таким образом, чтобы оси ПЭП совпадали и акустическая ось проходила через середину паяного соединения. Перемещая ПЭП в пределах не более половины диаметра ПЭП добиться максимальной амплитуды прошедшего импульса.
Г9.1.2.6. Контролировать соединение в каждой отметке разметки, повторяя подпункты Г9.1.2.4 - Г9.1.2.5 настоящего Руководства.
Г9.1.2.7. При обнаружении уменьшения амплитуды ниже порога срабатывания дефектоскопа отметить положение ПЭП на поверхности объекта контроля, определить характеристики дефекта.
Г9.1.3. Сканирование по варианту метода 3 эхо-методом прямым ПЭП 112-5 по раздельно-совмещенной схеме.
Г9.1.3.1. Вызвать настройку с номером, соответствующим варианту 3 (Таблица Г8.7).
Г9.1.3.2. Установить поисковый уровень чувствительности, увеличив усиление на 6 дБ.
Г9.1.3.3. Разметить паяное соединение таким образом, чтобы расстояния между отметками не превышали половины диаметра преобразователя. Для круговых швов рекомендуется использовать циферблатную шкалу.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Г9.1.3.4. Установить раздельно-совмещенный в соответствии с рисунком Г8.8, как показано на рисунке Г8.7 на первую отметку разметки, таким образом, чтобы ось ПЭП совпадала с центром паяного соединения.
Г9.1.3.5. Контролировать соединение в каждой отметке разметки, повторяя подпункт Г9.1.3.4 настоящего Руководства или непрерывным перемещением со скоростью не более 50 мм/с.
Г9.1.3.6. При обнаружении увеличения амплитуды выше порога срабатывания дефектоскопа, отметить положение ПЭП на поверхности объекта контроля, определить характеристики дефекта.
Г9.2. Определение и измерение характеристик дефектов
Г9.2.1. При обнаружении дефектов на поисковом уровне чувствительности определить:
амплитуду прошедшего (вариант метода 1 и 2) или эхо-импульса (вариант метода 3);
число дефектов на длине паяного соединения;
расстояние между дефектами;
условную протяженность дефектов на поисковом уровне чувствительности.
Г9.2.2. Амплитуду прошедшего импульса определяют в дБ по уменьшению амплитуды относительно браковочного уровня чувствительности.
Г9.2.3. Амплитуду эхо-импульса определяют в дБ по превышению браковочного уровня чувствительности.
Г9.2.4. Расстояние между дефектами определяют как расстояние между положениями ПЭП, в которых амплитуды импульсов от двух дефектов достигают порога фиксации дефектоскопа на поисковом уровне чувствительности.
Г9.2.5. Протяженность дефектов определяют как расстояние между положениями ПЭП, в которых амплитуда импульса достигает порога фиксации дефектоскопа на поисковом уровне чувствительности.
Г9.2.6. Если расстояние между двумя дефектами меньше протяженности меньшего дефекта, то их оценивают как один дефект.
Г10.1. Паяное соединение оценивают по двухбалльной системе по ГОСТ 26126-84. "Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества".
Г10.2. Балл 1 - неудовлетворительное качество. В соединении выявлены недопустимые дефекты:
протяженность дефектов превышает 20% протяженности шва или предельные размеры, установленные в технической документации;
количество дефектов более двух или превышает предельно установленные значения;
суммарная протяженность дефектов паяного соединения превышает 30% протяженности шва или предельные размеры, установленные в технической документации.
Г10.3. Балл 2 - удовлетворительное качество. В соединении выявлены только допустимые дефекты, количество которых и протяженность менее установленных значений.
Г11.1. Результаты контроля оформляют в журнале или заключении по ГОСТ 26126-84. "Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества".
Г11.2. В журнале указывают:
тип и номер паяного соединения;
размеры проконтролированного участка;
тип и номер дефектоскопа;
вариант метода и тип преобразователя;
чувствительность поиска и оценки;
дата контроля;
обнаруженные дефекты и их параметры (амплитуда, протяженность, расстояние между дефектами);
фамилия и подпись дефектоскописта.
Г12.1. Профессиональный стандарт "Специалист по неразрушающему контролю", утвержденный приказом Министерства труда и социальной защиты Российской Федерации от 3 декабря 2015 г. N 976н.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Постановление Госгортехнадзора России N 3 имеет дату 23.01.2002, а не 03.01.2002. |
Г12.2. Правила аттестации персонала в области неразрушающего контроля (ПБ 03-440-02), утвержденные постановлением Госгортехнадзора России от 3 января 2002 г. N 3.
Г12.3. СТО РЖД 1.06.004-2010. Система неразрушающего контроля в ОАО "РЖД". Порядок разработки, метрологической экспертизы, аттестации и регистрации мер и настроечных образцов для неразрушающего контроля продукции для железнодорожного транспорта, утвержденный распоряжением ОАО "РЖД" от 20 декабря 2010 г. N 2634р.
Г12.4. Ведомственные строительные нормы. Технология стыковой контактной сварки оплавлением и пайки труб диаметром 57 - 325 мм для систем газоснабжения, межпоселковых и городских газопроводов, утвержденные Миннефтегазстроем СССР от 3 апреля 1989 г.
к Инструкции по усилению трещин
типа Т-9 и Т-10 в стенках главных
и продольных балок сварных
металлических пролетных строений
железнодорожных мостов
(СПРАВОЧНОЕ)

Рисунок Д1. Магнитный держатель плоских накладок
(1 - накладка, 2 - магнит, 3 - прижимное устройство)

Рисунок Д2. Общий вид монтажного устройства для сборки
соединения под пайку косынки

Рисунок Д3. Примерный вид монтажного устройства
для фиксации под пайку уголковых коротышей

Рисунок Д4. Щупы для контроля величины зазора

Рисунок Д5. Приспособление для определения глубины проковки