СПРАВКА
Источник публикации
В данном виде документ опубликован не был.
Первоначальный текст документа опубликован в издании
1991.
Информацию о публикации документов, создающих данную редакцию, см. в справке к этим документам.
Примечание к документу
С 01.07.2003 в связи с вступлением в силу Федерального закона от 27.12.2002 N 184-ФЗ отраслевые стандарты не относятся к нормативным документам по стандартизации. До вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования (в том числе стандарты отраслей) носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям и условиям, указанным в п. 1 ст. 46 названного закона, за исключением случаев, предусмотренных ст. 5.
С 01.07.2016 виды документов по стандартизации установлены ст. 14 Федерального закона от 29.06.2015 N 162-ФЗ.
Изменение N 14 введено в действие с 01.10.1994.
Название документа
"ОСТ 26-04-1222-75. Отраслевой стандарт. Изделия криогенного машиностроения. Общие требования и нормы"
(утв. и введен в действие Приказом ВПО "Союзкриогенмаш" от 07.01.1976 N 1)
(ред. от 01.10.1994)
"ОСТ 26-04-1222-75. Отраслевой стандарт. Изделия криогенного машиностроения. Общие требования и нормы"
(утв. и введен в действие Приказом ВПО "Союзкриогенмаш" от 07.01.1976 N 1)
(ред. от 01.10.1994)
Приказом ВПО "Союзкриогенмаш"
от 7 января 1976 г. N 1
ОТРАСЛЕВОЙ СТАНДАРТ
ИЗДЕЛИЯ КРИОГЕННОГО МАШИНОСТРОЕНИЯ
ОБЩИЕ ТРЕБОВАНИЯ И НОРМЫ
ОСТ 26-04-1222-75
(Измененная редакция. Изм. N 10)
Список изменяющих документов (в ред. Изменения N 1, утв. в ноябре 1976 г., Изменения N 2, утв. в декабре 1977 г., Изменения N 3, утв. в июле 1978 г., Изменения N 4, утв. в марте 1980 г., Изменения N 5, утв. в декабре 1980 г., Изменения N 6, утв. в ноябре 1981 г., Изменения N 7, утв. в ноябре 1982 г., Изменения N 8, утв. в июле 1984 г., Изменения N 9, утв. в декабре 1985 г., Изменения N 10, утв. в марте 1987 г., Изменения N 11, утв. в ноябре 1988 г., Изменения N 12, утв. в октябре 1989 г., Изменения N 13, утв. в ноябре 1990 г., Изменения N 14, введенного в действие с 01.10.1994) |
Срок действия установлен
с 1 января 1976 года
1. Утвержден и введен в действие Приказом ВПО "Союзкриогенмаш" N 1 от 07.01.76
2. ИСПОЛНИТЕЛИ Г.М. Селезнев, А.П. Клюшкин (Руководитель темы), В.Х. Гуков, Р.П. Фильджян, Б.В. Грудзинский, Л.К. Челпанова, А.А. Зайцева, Г.П. Комаров, С.З. Сибагатуллина
3. СОГЛАСОВАН представителем заказчика
4. СРОК ПЕРВОЙ ПРОВЕРКИ
ПЕРИОДИЧНОСТЬ ПРОВЕРКИ 5 лет
5. ПЕРЕИЗДАНИЕ Декабрь 1990 г. С ИЗМЕНЕНИЯМИ N 1 - 13, утвержденными в ноябре 1976 г., декабре 1977 г., июле 1978 г., марте 1980 г., декабре 1980 г., ноябре 1981 г., ноябре 1981 г., ноябре 1982 г., июле 1984 г., декабре 1985 г., марте 1987 г., ноябре 1988 г., октябре 1989 г., ноябре 1990 г.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения | ||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
(введено Изменением N 14, введенным в действие с 01.10.1994) | |||||
| |||||
| |||||
ГОСТ 380-88 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
| |||||
ГОСТ 1577-81 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
| |||||
ГОСТ 4647-80 | |||||
| |||||
ГОСТ 4651-82 | |||||
| |||||
ГОСТ 4784-74 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
Позиция исключена с 01.10.1994. - Изменение N 14, введенное в действие с 01.10.1994. | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
ГОСТ 10302-80 | |||||
ГОСТ 10303-80 | |||||
| |||||
ГОСТ 11069-74 | |||||
ГОСТ 13716-73 | |||||
ГОСТ 14799-85 | |||||
ГОСТ 14800-85 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
| |||||
ГОСТ 17232-79 | |||||
| |||||
ГОСТ 17478-72 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
ГОСТ 20437-89 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
Позиция исключена с 01.10.1994. - Изменение N 14, введенное в действие с 01.10.1994. | |||||
ОСТ 1.90073-85 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
ОСТ 5.1180-87 | |||||
| |||||
ГОСТ 28546-90 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
ОСТ 26-291-87 | |||||
Позиция исключена с 01.10.1994. - Изменение N 14, введенное в действие с 01.10.1994. | |||||
ОСТ 26-04-280-93 | |||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||
ОСТ 26-04-312-83 | |||||
ОСТ 26-04-1221-75 | |||||
ОСТ 26-04-1362-75 | |||||
ОСТ 26-04-2138-81 | |||||
ОСТ 26-04-2139-77 | |||||
ОСТ 26-04-2143-77 | |||||
ОСТ 26-04-2569-80 | |||||
ОСТ 26-04-2600-83 | |||||
ТУ 1-9-684-77 | |||||
ТУ 6-01-8-97-88 | |||||
ТУ 6-05-1579-78 | |||||
ТУ 6-10-1053-75 | |||||
ТУ 6-11-529-80 | |||||
ТУ 6-17-626-74 | |||||
ТУ 14-1-2034-77 | |||||
ТУ 14-1-2508-78 | |||||
(введено Изменением N 14, введенным в действие с 01.10.1994) | |||||
ТУ 14-1-2542-78 | |||||
ТУ 14-1-3564-83 | |||||
ТУ 14-1-3199-81 | |||||
ТУ 14-1-3957-85 | |||||
ТУ 14-4-432-72 | |||||
ТУ 14-4-507-74 | |||||
ТУ 17 Латв. ССР 0273-86 | |||||
ТУ 21-23-80-75 | |||||
ТУ 38-105-1760-89 | |||||
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением | |||||
Позиция исключена с 01.10.1994. - Изменение N 14, введенное в действие с 01.10.1994. | |||||
Позиция исключена с 01.10.1994. - Изменение N 14, введенное в действие с 01.10.1994. | |||||
Настоящий стандарт распространяется на изделия криогенного, автогенного и вакуумного машиностроения и их составные части.
Стандарт не распространяется на изделия микрокриогенной техники и ацетиленовое оборудование, на монтаж и испытания изделий после монтажа.
Стандарт устанавливает общие технические требования, предъявляемые к материалам и изготовлению изделий, а также общие требования к методам контроля, испытаниям, правилам приемки, маркировке, упаковке, транспортированию, хранению и комплектности.
(Измененная редакция. Изм. N 12).
1.1.1. Настоящий стандарт действует совместно с чертежами, техническими условиями на изделие, "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением" <*>, ГОСТ 24444 и другими нормативно-техническими документами применительно к тем изделиям, на которые они распространяются.
--------------------------------
<*> Далее "Правилами Госгортехнадзора".
(Измененная редакция. Изм. N 3, 4, 8, 11).
1.1.2. Производственно-технологическая документация, разработанная и утвержденная в установленном порядке, должна обеспечивать качество изделий в строгом соответствии с документами, указанными в п. 1.1.1.
1.1.3. Дополнительные требования на изделия, работающие в агрессивных средах, и на другие изделия, если это необходимо, должны быть наложены в технических условиях на изделие.
1.1.4. Отступления от чертежей, технических условий и требований настоящего стандарта, не влияющие на прочность, эксплуатационные качества, хранение и транспортирование изделий, разрешают конструкторские подразделения по представлению предприятия-изготовителя согласно установленному на предприятии-изготовителе порядку.
1.1.5. Производственные помещения, предназначенные для изготовления изделий, должны обеспечивать безопасность проведения всех работ и качественное выполнение конструкторско-технологических требований к изделиям.
Сборку, вакуумные испытания на герметичность, изготовление и нанесение изоляции на изделия и их упаковку следует выполнять в помещениях, чистота и санитарные условия которых должны отвечать требованиям действующих нормативно-технических документов, технических условий на изделие или технологических процессов. При выполнении сварочных, лакокрасочных работ, обезжиривания, вакуумных испытаний и нанесении изоляции в технологической документации должны быть указаны меры по предотвращению попадания загрязнений (масла, пыли, влаги, брызг при сварке, окраске и т.п.) на изоляционные материалы, изолируемые рабочие и контролируемые поверхности изделий, места сварки и т.п.; при этом не допускается проведение указанных работ на одном рабочем месте. Содержание гелия в помещениях, в которых производятся операции изолирования изделий и вакуумные испытания, не должно превышать значений, предусмотренных ОСТ 26-04-2569.
(Измененная редакция. Изм. N 10, 4, 12).
1.1.6. Оборудование, приборы, инструмент и оснастка, предусмотренные технологическим процессом на изготовление изделий, должны быть в исправном состоянии и проходить периодический контроль.
Приборы, подлежащие государственной или ведомственной проверке, должны иметь соответствующие пломбы, клейма и документы, устанавливающие срок действия.
1.1.7. Условия хранения и транспортирования, а также порядок запуска в производство и прохождения в производстве материалов, полуфабрикатов и комплектующих изделий должны обеспечивать сохранение их качества, предохранять от коррозии, загрязнений, механических повреждений, деформаций и определяться документацией предприятия-изготовителя.
(Измененная редакция. Изм. N 11, 4).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: стандарт имеет номер ОСТ 26-04-2139-77. |
1.1.8. Изделия должны иметь лакокрасочные покрытия в соответствии с ОСТ 26-04-2139- при наличии требований в конструкторской документации.
(Измененная редакция. Изм. N 4).
1.1.8а. Оборудование криогенное, поставляемое для монтажа, должно подвергаться временной противокоррозионной защите и консервации в соответствии с требованиями конструкторской документации и ОСТ 26-04-2138.
(Введен дополнительно. Изм. N 8).
1.1.9. Доработка покупных изделий, а также установка на них дополнительных сборочных единиц и применение их в условиях, отличных от указанных в паспортах и технических условиях на эти изделия, разрешается по согласованию с разработчиком документации этого изделия.
1.1.9а. Детали, изготавливаемые штамповкой или литьем для опытных изделий или изделий мелкосерийного производства, допускается выполнять механической обработкой резанием <**> без штамповочных и литейных уклонов, причем в конструкторской документации изделий, на которые распространяются правила Госгортехнадзора, следует указать допустимость этой замены с учетом требований правил Госгортехнадзора и ОСТ 26-291. При этом шероховатость поверхности не должна быть более 12,5 мкм.
--------------------------------
<**> В дальнейшем "механическая обработка"
(Введен дополнительно. Изм. N 4).
(Измененная редакция. Изм. N 9, 11, 13).
1.1.10. Все работы по изготовлению, сборке и испытанию изделий, а также по устранению дефектов материалов и изделий должны быть произведены в соответствии с технологической документацией предприятия-изготовителя и действующими правилами по технике безопасности.
1.1.11. Требования, устанавливаемые конструкторской документацией, не должны быть ниже требований данного стандарта.
(Измененная редакция. Изм. N 4).
1.1.12. Гарантии и гарантийные обязательства поставщика должны быть указаны в технических условиях и в паспорте (формуляре) на изделие.
1.1.13. Требования к надежности должны быть установлены техническими условиями на изделие.
1.1.14. Партионность изделий, запускаемых в производство, должна быть определена в установленном на предприятии-изготовителе порядке.
1.1.15. При наличии на предприятии-изготовителе представительства заказчика, осуществляющего приемку продукции, взаимоотношения предприятия-изготовителя с представительством заказчика определяются особыми положениями и ОСТ 26-04-2143.
(Измененная редакция. Изм. N 4).
1.1.16. К производству работ допускаются работники (рабочие, ИТР, мастера и др.), тщательно изучившие требования технической документации на изделие и настоящего стандарта и аттестованные на право выполнения соответствующих работ согласно действующей нормативно-технической документации предприятия.
(Введен дополнительно. Изм. N 12).
1.2.1. Все материалы и полуфабрикаты, применяемые при изготовлении деталей и сборочных единиц, а также входящие в комплект изделия, должны соответствовать требованиям стандартов или технических условий, указанных в конструкторской документации.
(Измененная редакция. Изм. N 13).
1.2.2. При поступлении на предприятие-изготовитель, а также перед запуском в производство все материалы подлежат приемке ОТК для контроля:
а) наличия и правильности оформления сопроводительной документации, а также соответствия данных сертификата требованиям стандартов или технических условий;
б) наличия и правильности маркировки, маркировочной окраски и клеймения, а также разделения материалов по плавкам и партиям в соответствии с сопроводительной документацией;
в) качества упаковки и консервации, отсутствия внешних повреждений, пороков, загрязнений и коррозии в соответствии со стандартами и техническими условиями.
1.2.3. При отсутствии сертификата на материал использование его в производство разрешается по согласованию с конструкторским подразделением после проведения анализов и испытаний на соответствие стандарту или техническим условиям.
1.2.4. Если в сертификате не оговорены все данные, которые предусмотрены стандартами, техническими условиями на изделие или чертежом, предприятие-изготовитель изделия должно провести испытания на недостающие данные по методам, указанным в соответствующих стандартах или технических условиях.
1.2.5. При выполнении оговоренного документацией на конкретное изделие входного контроля металла по механическим свойствам форма и размеры образцов для испытаний на растяжение, а также их вырезка должны соответствовать ГОСТ 1497; форма и размеры образцов для испытаний на ударную вязкость должны соответствовать ГОСТ 9454.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
Количество образцов для испытаний на растяжение должно быть не менее 2 шт.
Количество образцов для испытаний на ударную вязкость должно быть не менее 3 шт.
(Измененная редакция. Изм. N 8).
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 17232-79 Постановлением Госстандарта России от 18.02.2000 N 42-ст с 01.09.2000 введен в действие ГОСТ 17232-99. |
1.2.6. Механические свойства плит из алюминиевых сплавов толщиной свыше 80 мм, поставляемых по ГОСТ 17232 и предназначенных для изготовления деталей изделий, подлежащих действию Правил Госгортехнадзора и работающих под давлением не более 1,6 МПа (16 кгс/см2) и температурах от минус 196 до плюс 150 °C следует контролировать на предприятии-изготовителе.
Для проверки механических свойств плит от партии отбирают не менее 10% плит партии.
Механические свойства образцов должны соответствовать требованиям, указанным в табл. 1.
(Измененная редакция. Изм. N 10).
Марка алюминиевого сплава | Состояние испытуемых образцов | Механические свойства при растяжении, не менее | ||
Временное сопротивление разрыву МПа (кгс/см2) | Предел текучести МПа (кгс/см2) | Относительное удлинение, % | ||
АМц АМцС | Без термической обработки | 107,8 (11) | - | 12 |
АМг5 | 254,8 (26) | 107,8 (11) | 12 | |
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
1.2.6а. Контроль качества профилей, поставляемых по ТУ 1-9-684 и предназначенных для изготовления экранов, следует производить по методике предприятия-изготовителя экранов.
(Введен дополнительно. Изм. N 11).
1.2.7. Стали углеродистые качественные конструкционные по ГОСТ 1050 следует применять в соответствии поставке, если в конструкторской документации не оговорено другое состояние; при этом необходимость термообработки деталей из указанных сталей должна быть указана в конструкторской документации.
(Измененная редакция. Изм. N 10, 11).
1.2.8. Стали аустенитного класса следует применять в термообработанном состоянии (аустенизированном), если в конструкторской документации не оговорено другое состояние; при этом сортовой прокат сечением 100 мм и менее из стали 12Х18Н10Т и 12Х18Н10Т ВД допускается применять без термической обработки для изделий, работающих при температуре до минус 210 °C, с обязательным контролем микроструктуры на отсутствие карбидной сетки по методике предприятия-изготовителя изделия.
(Измененная редакция. Изм. N 10, 11).
1.2.9. Легирование стали (кроме сталей по п. 1.2.8), дисперсионно-твердеющие стали и железоникелевые сплавы (инвар) следует применять только в термообработанном состоянии.
(Измененная редакция. Изм. N 11).
1.2.9а. Допустимая замена материалов без согласования с конструкторскими и контролирующими подразделениями приведена в рекомендуемом приложении 5. Кроме того, без согласования допускается применять стали марки 12Х18Н10Т, полученные методом вакуумно-дугового (ВД), шлакового (Ш) или плазменного (П) переплава независимо от вида и размера проката.
(Введен дополнительно. Изм. N 10).
1.2.9б. Алюминиевые сплавы, если термообработка их не оговорена чертежом, разрешается применять в состоянии поставки. Сплавы Д16, ДК6 и АВ, применять только в термообработанном состоянии.
(Введен дополнительно. Изм. N 11).
1.2.10. (Исключен. Изм. N 10).
ИС МЕГАНОРМ: примечание. ГОСТ 4651-82 утратил силу с 01.03.2015 в связи с введением в действие ГОСТ 4651-2014 (Приказ Росстандарта от 29.05.2014 N 467-ст). |
ИС МЕГАНОРМ: примечание. ГОСТ 4647-80 утратил силу с 01.01.2017 в связи с введением в действие ГОСТ 4647-2015 (Приказ Росстандарта от 20.11.2015 N 1915-ст). |
1.2.11. При наличии в конструкторской документации изделий из стеклопластиков указаний по проверке механических свойств испытания следует производить на образцах-свидетелях в количестве по 5 шт.: на статический изгиб по ГОСТ 4648, предел прочности на сжатие по ГОСТ 4651, ударной вязкости по ГОСТ 4647 при температуре +20 °C.
Методы других испытаний указываются в конструкторской документации.
Образцы следует брать от партии плит или листов, поставленных по одному сертификату, но не более 10 шт. В случае неудовлетворительного результата испытания образцы на проверку механических свойств должны браться от каждой плиты.
1.2.12. Резинотехнические изделия по перечню, указанному в технических условиях на изделие, кроме сертификата, должны иметь гарантийные протоколы, подтверждающие срок хранения и эксплуатации.
1.2.13. Краски, лаки, клеи и другие материалы, имеющие ограниченные сроки годности, должны быть испытаны на соответствие требованиям стандартов или технических условий, если срок годности их истек.
1.2.14. Газообразный азот и воздух, применяемые в технологических целях, не должны иметь: точку росы выше минус 35 °C (если в конструкторской или нормативно-технической документации нет других требований), механических включений, содержание масла более 10 мг/м3.
(Измененная редакция. Изм. N 8).
1.2.15. Брезент, плащевые и палаточные материалы, предназначенные для изготовления тентов, чехлов, кожухов и т.п., в целях предупреждения усадки сшитых изделий в процессе эксплуатации перед раскроем подлежат декатированию.
(Измененная редакция. Изм. N 10).
- 15% для деталей изделий и ящиков комплекта ЗИП;
- величин, указанных в технических условиях на изделие, для ящиков длительного хранения и других изделий;
- 20% для остальных транспортировочных ящиков.
Влажность пиломатериалов, применяемых для изготовления обрешеток, не регламентируется.
Влажность пиломатериалов определяется по ГОСТ 16588.
1.2.17. Необходимость применения спирта должна быть обоснована и оговорена в конструкторской документации, если замена его на другие материалы не допускается.
(Введен дополнительно. Изм. N 11).
1.3.1. Требования настоящего раздела относятся к заготовкам и изделиям, получаемым путем резки, гибки и холодной штамповки.
Качество поверхности и размеры необрабатываемых поверхностей деталей из проката должны соответствовать требованиям стандартов или технических условий на прокат, указанных в конструкторской документации.
В случае выявления в процессе производства и хранения на этих поверхностях коррозии, загрязнений, вмятин, рисок, заусенцев, наплывов после газовой резки, надрывов, расслоения металла, плен, волосовин, раковин и т.п. дефектов последние должны быть устранены, кроме оговоренных в п. 1.3.10, при этом толщины металлов должны оставаться в допустимых пределах.
(Измененная редакция. Изм. N 7).
1.3.2. Детали без чертежа следует выполнять по классу точности "очень грубый" ГОСТ 25670.
(Измененная редакция. Изм. N 10).
1.3.3. Неперпендикулярность поверхности среза относительно поверхности проката не должна быть более 10% от толщины (диаметра) металла, кроме труб.
1.3.4. Неперпендикулярность поверхностей торцов трубы и штампованных отводов трубопроводов к их образующим не должна превышать:
- 2,0 мм при условном проходе Ду до 400 мм;
- 3,0 мм то же Ду св. 400 до 600 мм;
- 4,0 мм то же Ду св. 600 мм.
1.3.5. Неперпендикулярность поверхностей деталей, кроме указанной в пунктах 1.3.3 и 1.3.4, непараллельность и несимметричность не должны превышать допуск на размер и быть более допуска класса точности "средний" ГОСТ 25670.
(Измененная редакция. Изм. N 10).
1.3.6. Шероховатость поверхностей среза деталей без чертежа должна соответствовать ГОСТ 2789 и быть не более 50.
(Измененная редакция. Изм. N 9).
1.3.7. При газовой и газоэлектрической резке деталей допускаются радиусы в углах до 8 мм и заварка выхватов с последующей зачисткой и контролем заваренного участка внешним осмотром.
1.3.8. При вырубке наружных и внутренних контуров деталей, если в чертеже нет других требований, допускаются радиусы скругления углов:
- до 1 мм при толщине материала до 2 мм;
- до 2 мм при толщине материала свыше 2 мм.
1.3.9. Методы разметки заготовок деталей из сплавов алюминия, меди, сталей аустенитного класса и двухслойных сталей не должны допускать повреждения рабочих поверхностей деталей; разметочные линии следует наносить только карандашом. Нанесение разметочных линий чертилкой и кернением допускается только по линии среза.
Разметочные линии на деталях из углеродистых и низколегированных сталей допускается наносить чертилкой, если глубина риски не превышает 0,05 мм.
1.3.10. На деталях после зиговки, штамповки и резки на ножницах отпечатки от рабочих инструментов и штампов не должны быть более 10% толщины металла. Вмятины от молотка и другие местные дефекты при доработке ручным способом не должны превышать предельных отклонений материалов по соответствующим стандартам или техническим условиям на прокат.
1.3.11. При гибке деталей допускается применение местного нагрева без последующей термообработки, если общее время нагрева не превышает 2-х часов, а температура находится в пределах:
- от 950 до 1050 °C для нержавеющих сталей типа 12Х18Н10Т;
- от 950 до 1050 °C для стали марки 03Х20Н16 АГ6;
- от 600 до 900 °C для инварных сплавов марок 39Н, 36Н и 36НХ;
- от 320 до 430 °C для алюминиево-магниевых сплавов;
- от 300 до 450 °C для алюминиевого сплава марок АД и АД1;
- от 320 до 470 °C для алюминиево-марганцовистых сплавов марок АМц и АМцС.
При отклонении от указанных условий следует производить термообработку. Необходимость термической обработки после холодной гибки деталей определяет техническая документация на изделие.
(Измененная редакция. Изм. N 4, 10).
1.3.12. Утонение стенки в местах изгиба деталей при холодной штамповке и гнутых труб не должно превышать:
- 10% для штампованных деталей и гнутых труб из медных сплавов;
- 15% для гнутых труб из сталей;
- 20% для штампованных деталей из сталей и гнутых труб из алюминиевых сплавов.
(Измененная редакция. Изм. N 10).
1.3.13. Овальность штампованных отводов трубопроводов на гнутых участках не должна превышать:
- 3,5 мм при Ду до 150 мм;
- 4,0 мм при Ду св. 150 до 250 мм;
- 6,0 мм при Ду св. 250 до 500 мм.
1.3.14. Овальность труб в местах изгиба не должна превышать 15% от наружного диаметра трубы.
1.3.15. Овальность сосудов, работающих под вакуумом или наружным давлением, не должна быть более 0,5% от номинального диаметра, но не более 20 мм.
Овальность сосудов, не транспортабельных по диаметру, должна быть оговорена в чертежах.
Овальность остальных сосудов не должна быть более 1% от номинального диаметра.
1.3.16. После гибки, сварки и развальцовки трубы внутренним диаметром до 20 мм должны иметь проходное сечение в пределах проходимости шарика, если в конструкторской документации есть такое требование. Диаметр шарика в зависимости от внутреннего диаметра трубопровода выбирается по табл. 2. Шарик должен легко проходить внутри трубопровода.
(Измененная редакция. Изм. N 11).
мм
(введено Изменением N 14, введенным в действие с 01.10.1994)
Внутренний диаметр трубы | 2 | 3 | 4 | 6 | 8 | 10 | 12 |
Диаметр шарика | 1,580 | 2,000 | 2,500 | 4,000 | 6,000 | 8,000 | 9,500 |
Внутренний диаметр трубы | 13 | 14 | 15 | 16 | 18 | 20 | - |
Диаметр шарика | 10,300 | 11,906 | 12,700 | 13,494 | 15,081 | 15,081 | - |
Таблица 2. (Измененная редакция. Изм. N 10).
1.3.16а. Вогнутости и выпуклости с плавными переходами к краям цилиндрической и конической частей корпусов сосудов не должны быть более:
ИС МЕГАНОРМ: примечание. При публикации в официальном издании допущен типографский брак. Текст, не пропечатанный в официальном тексте документа, в электронной версии данного документа заменен символом "<...>". |
- 10% толщины стенки плюс 2 мм при толщине стенки до <...> мм включительно;
- 10% толщины стенки плюс 3 мм, но не более 5 мм при толщине стенки св. 6 мм.
При этом минимальная длина (ширина) вогнутости или выпуклости с плавными переходами к краям не должна быть менее 10-кратной толщины стенки корпуса. При больших значениях вогнутости или выпуклости их допустимость должна быть подтверждена расчетом.
(Измененная редакция. Изм. N 8, 10).
1.3.17. Высота гофр на поверхности гнутых участков при ширине основания гофры не менее десятикратной ее высоты не должна быть более:
- 1,5 мм для штампованных отводов трубопроводов;
- 2,0 мм для трубы наружным диаметром до 25 мм;
- 3,0 мм для трубы наружным диаметром свыше 25 мм.
1.3.18. В местах переходов криволинейных участков в прямолинейные допускаются следы отпечатков от прижимов роликов и плавная выпуклость от оправки, если при этом утонение стенки не превышает допустимого после гибки.
1.3.19. (Исключен. Изм. N 8).
1.3.20. Сварные трубы с условным проходом Ду = 100 мм и более, изготавливаемые из листового материала, должны соответствовать следующим требованиям:
а) продольные сварные швы должны быть смещены относительно друг друга не менее чем на 100 мм;
б) непрямолинейность не должна быть более 1,5 мм на 1 м длины;
в) непрямолинейность по всей длине не должна быть более:
- 4 мм для труб длиной до 3 м;
- 6 мм для труб длиной от 3 до 5 м;
- 7 мм для труб длиной свыше 5 м.
г) овальность труб не должна быть более:
- 2% для труб диаметром до 300 мм;
- 1,5% для труб диаметром свыше 300 мм.
1.4.1. Требования настоящего раздела относятся к заготовкам, получаемым путем свободной ковки или горячей штамповки.
Поковки и штамповки из конструкционной углеродистой низколегированной, легированной и высоколегированной сталей в части изготовления, приемки и маркировки должны соответствовать требованиям стандартов (ГОСТ 8479, ГОСТ 7062, ГОСТ 7505, ГОСТ 7829) или технических условий и других нормативно-технических документов, указанных в конструкторской документации.
Поковки и штамповки из алюминиевых сплавов должны соответствовать требованиям ОСТ 1.90073, если он указан в конструкторской документации.
(Измененная редакция. Изм. N 10, 13).
1.4.2. Поковки и штамповки, изготавливаемые из углеродистых качественных конструкционных сталей по ГОСТ 1050 и легированных конструкционных сталей по ГОСТ 4543 должны быть нормализованы, если на них отсутствуют в чертежах требования по механическим свойствам.
Поковки и штамповки из аустенитных сталей должны подвергаться закалке.
Примечание. Допускается использование без термообработки поковок сечением 100 мм и менее из стали 12Х18Н10Т для изделий, работающих при температуре до минус 210 °C, если ковка заканчивается при температуре не ниже 900 - 950 °C.
Детали или другие элементы из углеродистых и низколегированных марганцево-кремнистых, а также из аустенитных хромоникелевых сталей, обрабатываемые давлением с нагревом с окончанием обработки при температурах соответственно не ниже 700 и 900 °C, допускаются без термообработки, если в конструкторской документации нет других указаний.
(Измененная редакция. Изм. 8, 11, 13).
1.4.3. Обязательным видом контроля поковок и штамповок из аустенитных сталей является проверка на отсутствие карбидной сетки. Проверку структуры следует производить на шлифе, вырезанном из центральной части образца-свидетеля, изготовленного из той же плавки, что и поковки. При обнаружении карбидной сетки партия поковок подвергается термообработке.
(Измененная редакция. Изм. N 10).
1.4.4. Проверку твердости поковок разрешается производить на любом месте их поверхности любым способом, допускающим перевод на шкалу, заданную в чертеже.
1.4.5. Проверку механических свойств поковок следует производить, как правило, только на продольных образцах, вырезанных вдоль волокна.
При испытании поперечных, тангенциальных или радиальных образцов снижение механических свойств не должно превышать норм, указанных в соответствующих стандартах и технических условиях.
1.4.6. Поковки и штамповки из листовой и сортовой стали должны удовлетворять соответствующим требованиям для листовой и сортовой стали этой же марки (по механическим свойствам).
Механические свойства поковок, если они отличаются от свойств листовой или сортовой стали, при необходимости их контроля должны быть указаны в чертеже.
1.4.7. Поверхности поковок и горячих штамповок должны быть очищены от окалины.
1.5.1. Отливки из стали, чугуна, цветных металлов и сплавов по химическому составу, механическим свойствам, размерам, допускаемым отклонениям, припускам на механическую обработку и формовочным уклонам должны соответствовать требованиям стандартов или технических условий, указанным в конструкторской документации.
1.5.2. Контроль и приемку отливок следует производить по внешнему виду, размерам и химическому составу.
Дополнительный контроль: опрессовка пробным и рабочим давлением, контроль структуры металла, определение механических свойств (предел прочности и относительное удлинение) и т.п. указываются в чертежах.
Определение химического состава отливок из сплавов на медной основе следует производить по основным компонентам. При необходимости по требованию заказчика (оговоренному в договоре на поставку) производится химический анализ сплава по определению содержания примесей.
(Измененная редакция. Изм. N 11).
1.5.3. Внутренние и наружные поверхности отливок должны быть тщательно очищены от стержней, формовочной земли и пригара.
Отливки должны быть обрублены: прибыли, выпора, литники, а также технологические ребра должны быть удалены, места их расположения на отливках должны быть зачищены в пределах допусков, установленных чертежами.
Заливы должны быть зачищены.
Примечание. Допускается по согласованию с конструкторским подразделением оставлять технологические ребра, заливы на окнах и ребрах в труднодоступных местах, а также делать технологические утолщения и приливы, если они не влияют на работоспособность изделия и не ухудшают их товарного вида.
На поверхностях, подлежащих обработке, допускаются остатки заливов, литников и прибылей высотой не более 20 мм (более 20 мм оговаривается в договоре заказчика).
(Измененная редакция. Изм. N 10, 11).
1.5.4. Отливки не должны иметь резких переходов, местных утолщений, острых наружных и внутренних углов. Радиус закруглений должен быть не менее 3 мм, если нет других требований в конструкторской документации.
1.5.5. Места установки литейных прибылей назначаются по технологической документации предприятия-изготовителя.
Удаление прибылей отливок должно производиться до термической обработки. На необрабатываемых поверхностях отливок допускаются местные превышения (выступы) после механической обработки остатков прибылей при условии обеспечения нормальной работы механизмов, товарного вида и массы, предусмотренной чертежом. Величина выступов не должна превышать 2 мм на плоских поверхностях, 5 мм - на криволинейных поверхностях.
1.5.6. Припуски, компенсирующие коробление, сглаживающие местные углублении и выступы, а также напуски, создающие направленное затвердевание металла (не влияющие на конструкцию и товарный вид изделия), должны устанавливаться технической документацией предприятия-изготовителя.
1.5.7. В случае, если чертежом или техническими условиями на изделие оговаривается необходимость термической обработки без указаний режима, режим устанавливается предприятием-изготовителем.
1.5.9. На необработанных поверхностях отливок не допускаются ужимины, неметаллические включения, раковины, газовая шероховатость и засоры глубиной более 15% толщины стенки детали в этом месте.
Не допускаются указанные дефекты независимо от размеров в случаях, если:
- их количество превышает 2 на 5 см2 поверхности;
- наибольший поперечный размер превышает трехкратную максимально допустимую глубину его;
- общая поверхность поражения дефектами превышает 5% поверхности отливки;
- совмещаются двухсторонние дефекты (1.5.8...1.5.9).
(Измененная редакция. Изм. N 10).
1.5.9а. На поверхностях отливок под обработку резанием любые дефекты по глубине не должны превышать величины припуска на обработку. Необходимость устранения дефектов на этих поверхностях перед обработкой устанавливается технологической документацией предприятия-изготовителя.
(Введен дополнительно. Изм. N 11).
1.5.10, 1.5.11 и 1.5.12. (Исключены. Изм. N 11).
1.5.13. Недопустимые дефекты литья разрешается устранять методом заварки и пайки с предварительной разделкой дефектных мест с последующим контролем отливки по технологической документации предприятия-изготовителя, согласованной с конструкторским подразделением.
Исправление одного и того же дефекта разрешается не более 3 раз.
В случае, если дефекты исправлять не допускается, это должно быть указано в конструкторской документации.
(Измененная редакция. Изм. N 10).
1.5.14. Устранение дефектов трудоемких отливок из цветных металлов допускается методом установки ввертышей по технологической документации предприятия-изготовителя, согласованной с конструкторским подразделением.
1.5.15. Допускается исправление дефектов путем бакелитирования в отливках, предназначенных для изделий, работающих под давлением воздуха, азота до 16 кгс/см2 (1,6 МПа) и кислорода до 6 кгс/см2 (0,6 МПа); при этом до бакелитирования должны быть исправлены выявленные трещины, сквозные раковины или неслитины методами, указанными в п. 1.5.13.
Бакелитовый лак на внутренних поверхностях отливки, соприкасающихся с рабочей средой, должен быть тщательно удален. На внутренних труднодоступных поверхностях, не соприкасающихся с рабочей средой, допускаются следы бакелитового лака. На наружной поверхности (не рабочей) допускается бакелитовый лак не удалять.
(Измененная редакция. Изм. N 11).
1.5.16. В случае исправления дефектов после механической обработки необходимость последующей термической обработки устанавливается главным металлургом завода, производившего отливки, по согласованию с конструкторскими подразделениями.
1.5.17. Допускается по согласованию с конструкторским подразделением применение эпоксидной замазки для исправления дефектов наружной поверхности отливок с целью придания им товарного вида.
1.5.18. Все отливки должны иметь на необрабатываемой (доступной для осмотра поверхности маркировку и клеймо ОТК предприятия-изготовителя. Допускается маркировку и клеймо на партию отливок наносить на бирке, изготавливаемой по технической документации предприятия-изготовителя. В маркировку отливки должны входить обозначения детали, марка сплава, номер плавки.
Отливки для нужд собственного производства должны сопровождаться накладной и маршрутной картой. В маршрутной карте указываются номер заказа, обозначение детали, количество деталей, марка сплава, номер плавки, результаты химического анализа и механических испытаний с указанием номеров протоколов соответствующих лабораторий.
Отливки, отправляемые по кооперации, должны сопровождаться упаковочным листом и выпиской из сертификата. В упаковочном листе указываются: наименование завода-поставщика, номер заказа, обозначение детали, марки сплава, количество деталей данного обозначения, масса одной детали, общая масса.
(Измененная редакция. Изм. N 11, 12).
1.6.1. Размеры и конструкция заклепок должны соответствовать требованиям ГОСТ 10299 - ГОСТ 10303 и ГОСТ 14797 - ГОСТ 14801 или конструкторской документации.
(Измененная редакция. Изм. N 8).
1.6.2. Для образования правильной формы замыкающей головки заклепки с полукруглой или полупотайной головкой должна применяться обжимка. Клепка без обжимки не допускается.
(Измененная редакция. Изм. N 8).
1.6.3. Качество клепки проверяется обстукиванием головки заклепок деревянным молотком, а также осмотром и проверкой заклепочных головок шаблонами и щупами.
1.6.4. Размеры, предельные отклонения размеров и формы замыкающих головок, а также диаметры отверстий под заклепки по ГОСТ 10299 - ГОСТ 10303 должны соответствовать требованиям конструкторской документации на изделие (чертеж, технические условия и др.).
1.6.5. Трещины в головке и неровная рябая поверхность головки заклепки не допускаются.
Дефектные заклепки подлежат удалению.
1.6.6. Предельные отклонения размеров и формы замыкающих головок заклепок по ГОСТ 14797 - ГОСТ 14801 должны быть не более указанных в табл. 3.
1.6.4 - 1.6.6. (Введены дополнительно. Изм. N 8).
Наименование отклонения | Эскиз | Предельные отклонения, мм, не более | ||
d | ||||
до 10 | св. 10 до 20 | св. 20 до 30 | ||
Отклонения диаметра и высоты головки |  | d2 - d1 <= 0,2 d a <= 0,1 | ||
Головка неправильной формы (со скосами) |  | a <= 0,2 d | ||
Головка деформированная (смятая) |  | 0,5 | 1,0 | 1,5 |
Смещение головки относительно оси стержня |  | a <= 0,2 | ||
Деформация металла детали обжимкой |  | 0,2 | 0,3 | 0,4 |
Венчик вокруг головки |  | 1,0 | 1,5 | 2,0 |
Избыточная высота потайной головки |  | 0,5 | 1,0 | 1,5 |
Головка потайная - неполная |  | 0,3 | 0,5 | 0,7 |
 | Не допускается | |||
Таблица 3. (Измененная редакция. Изм. N 8).
В зависимости от условий работы и требований, предъявляемых к качеству исполнения и контролю, все сварные соединения, выполняемые методом сварки плавлением, следует подразделять на три категории. В чертежах римскими цифрами должны быть указаны швы I и II категории в соответствии с ГОСТ 2.312. При отсутствии обозначения швы относятся к III категории.
Категории назначаются в соответствии с приложением 1. Сварные соединения, выполняемые сваркой давлением (контактной сваркой), на категории не подразделяются.
(Измененная редакция. Изм. N 1).
1.7.2. Общие требования к сварным соединениям.
1.7.2.1. Если в пунктах настоящего стандарта не указывается, к какой категории сварного соединения относятся требования, то они распространяются на все категории.
1.7.2.2. К выполнению сварочных работ допускаются сварщики, имеющие удостоверения установленного образца на право производства сварочных работ. Сварщики, выполняющие сварные соединения I категории, должны иметь удостоверение, выданное в соответствии с "Правилами аттестации сварщиков", утвержденными Госгортехнадзором". При этом сварщики могут быть допущены только к тем видам работ, которые указаны в удостоверении.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
(Измененная редакция. Изм. N 4).
1.7.2.3. (Исключен. Изм. N 12).
1.7.2.4. Допускается замена сварки, указанной в чертежах, на любой другой вид сварки по разрешению главного сварщика завода при обеспечении качества сварного соединения, отвечающего требованиям технических условий на изделие и настоящего стандарта, по согласованию с конструкторским подразделением без изменения конструкторской документации.
Замена ручной сварки на автоматическую при обеспечении требуемого качества сварного соединения допускается без согласования с обязательным изменением документов Госгортехнадзора.
(Измененная редакция. Изм. N 11).
1.7.2.5. Сборка и сварка изделий должны выполняться в помещениях с температурой не ниже 0 °C при отсутствии сквозняков.
Допускается сварку крупногабаритных конструкций, на которые не распространяются правила Госгортехнадзора, выполнять на открытом воздухе с применением средств защиты мест сварки от непосредственного воздействия воды, снега, потоков воздуха и с соблюдением условий, указанных в табл. 4. Сварку при температуре ниже 0 °C изделий, на которые распространяются правила Госгортехнадзора, следует производить с учетом требований правил Госгортехнадзора.
(Измененная редакция. Изм. N 13).
Свариваемые металлы | Содержание углерода, % | Температура окружающего воздуха, 0 °C | Температура подогрева, °C | |||
толщина металла, мм | ||||||
До 3 | Св. 3 до 10 | Св. 10 до 16 | Св. 16 | |||
Углеродистая сталь | До 0,24 | Ниже 0 до минус 20° | Без подогрева | 100 - 200 | ||
Св. 0,24 до 0,28 | До минус 10 | |||||
Св. 0,28 до 0,33 | Без подогрева | 100 - 200 | 200 - 300 | |||
Низколегированная сталь кремнемарганцовистая | До 0,12 | Без подогрева | 200 - 300 | |||
Св. 0,12 до 0,24 | Без подогрева | 250 - 350 | ||||
Высоколегированная сталь аустенитного класса | - | До минус 10 | Без подогрева | |||
Минус 10... ...минус 20 | 100...200 | |||||
Сплавы алюминиевые термонеуправляемые | - | До минус 5 | Без подогрева | 150 - 350 | ||
Сплавы меди | - | Без подогрева | 250 - 450 | |||
Примечание. Температурные условия сварки могут быть уточнены в зависимости от сложности конструкции, ее металлоемкости и способа сварки.
Таблица 4. (Измененная редакция. Изм. N 8, 13).
1.7.2.6. Сварочные работы следует производить в условиях, исключающих загрязнение свариваемых поверхностей.
1.7.2.7. В сварно-паяных соединениях, выполненных с использованием легкоплавких припоев, а такие сварно-клепаных соединениях в первую очередь должны выполняться сварные швы.
(Измененная редакция. Изм. N 8).
1.7.2.8. Сварные соединения I категории подлежат клеймению или иному обозначению, позволяющему установить фамилию сварщика, выполнившего сварку.
Места клеймения сварных швов следует устанавливать с учетом требований п. 4.3.7 Правил Госгортехнадзора; при этом на изделиях из аустенитных сталей с толщиной стенки менее 4 мм клеймение производить электрографом или несмываемой краской, а на изделиях из углеродистой стали - несмываемой краской; на изделиях из алюминиевых сплавов с толщиной стенки 6 мм и менее - несмываемой краской. Не допускается клеймить краской, а также обводить краской места клеймения сварных швов на поверхностях, обращенных в вакуумную полость.
(Измененная редакция. Изм. N 12, 13).
1.7.2.9. и 1.7.2.10. (Исключены. Изм. N 12).
1.7.3. Требования к сварочным материалам, применяемым для сварки методом плавления.
1.7.3.1. (Исключен. Изм. N 4).
1.7.3.2. Электроды следует хранить рассортированными по маркам, партиям и диаметрам, а сварочную проволоку - по маркам металлов, плавкам и диаметрам. Каждая бухта сварочной проволоки должна иметь бирку с маркировкой до конца использования бухты. Флюсы следует хранить в закрытой таре, рассортированными по маркам и партиям.
1.7.3.3. Электроды и флюсы перед сваркой следует прокалить. При повторном применении флюсов последние должны быть освобождены от корки, прокалены и просеяны.
1.7.3.4. Присадочная проволока для автоматической и полуавтоматической сварки должна применяться в нагартованном состоянии.
1.7.3.5. Сварочную проволоку для сварки сталей перед употреблением необходимо очистить от масла, ржавчины и прочих загрязнений.
1.7.3.6. Сварочную проволоку для сварки алюминиевых сплавов следует химически полировать или травить.
Срок применения сварочной проволоки после химического полирования не должен быть более одного месяца при условии хранения ее в помещении и в закрытой таре, предотвращающей загрязнение и коррозию поверхности.
Срок годности после травления - не более 8 часов.
1.7.3.7. Аргон для сварки не должен быть ниже 1-го сорта по ГОСТ 10157.
(Измененная редакция. Изм. N 9).
1.7.3.8. Углекислый газ, предназначенный для сварки не должен быть ниже I сорта по ГОСТ 8050.
1.7.3.9. Для автоматической и полуавтоматической сварки нержавеющей стали марки 12Х18Н10Т допускается применение смеси аргона с углекислым газом.
1.7.3.10. Сварочный материал на рабочих местах должен находиться в специальной таре.
(Измененная редакция. Изм. N 11).
1.7.4. Требования к деталям сварных конструкций, выполняемых сваркой плавлением.
1.7.4.1. Детали и сборочные единицы, поступающие на сварку, должны быть приняты отделом технического контроля (ОТК).
1.7.4.2. Детали с заусенцами, трещинами и надрывами на поверхностях, подлежащих сварке, к сборке не допускаются.
1.7.4.3. Наличие покрытий на свариваемых поверхностях не допускается.
При наличии покрытий их необходимо удалять зачисткой со свариваемых кромок и на участках, прилегающих к кромкам шириной не менее 30 мм, кроме случаев, специально оговоренных в технологической документации предприятия-изготовителя.
1.7.4.4. Консервирующее покрытие на поверхности металлов необходимо удалить в соответствии с ОСТ 26-04-2138.
(Измененная редакция. Изм. N 10).
1.7.4.5. На листах принятых к изготовлению обечаек и днищ изделий, подлежащих действию Правил Госгортехнадзора, должна быть сохранена маркировка предприятия - поставщика металла. В тех случаях, когда по условиям производства лист разрезается на несколько частей, на каждой из них должна быть нанесена маркировка, заверенная клеймом ОТК предприятия-изготовителя. В маркировку должны входить:
- марка металла;
- номер плавки;
- номер листа (на листах при полистных испытаниях).
Место маркировки должно находиться в углу раскроенного листа на расстоянии 100 - 300 мм от кромок.
После сборки место маркировки должно находиться на наружной стороне изделия.
1.7.4.6. Припуск под механическую обработку свариваемых кромок в зависимости от способа резки заготовки должен быть не менее:
- 0,8 мм после кислородно-флюсовой резки нержавеющих сталей аустенитного класса, кроме 03Х20Н16АГ6;
- 1,0 мм - после плазменной резки медных сплавов;
- 1,5 мм - после воздушно-дуговой резки сталей низкоуглеродистых, низколегированных и нержавеющих аустенитного класса, кроме стали марки 03Х20Н16АГ6, а также после плазменной резки стали марки С3Х20Н16АГ6;
- 15% толщины металла, но не менее 3 мм после плазменной резки алюминиевых сплавов, а также после резки на гильотинных ножницах алюминиевых сплавов толщиной свариваемых кромок свыше 8 мм;
- величины, достаточной для зачистки до чистого металла после плазменной резки сталей низкоуглеродистых, низколегированных и нержавеющих аустенитного класса, кроме стали марки 03Х20Н16АГ6.
(Измененная редакция. Изм. N 10).
ИС МЕГАНОРМ: примечание. При публикации в официальном издании допущен типографский брак. Текст, не пропечатанный в официальном тексте документа, в электронной версии данного документа заменен символом "<...>". |
1.7.4.7. Перед сборкой под сварку деталей из углеродис<...>
1.7.5.1. Сборку деталей из цветных сплавов необходимо производить на специальных стендах с обрезиненными роликами или на деревянных настилах.
1.7.5.2. Для обеспечения необходимых зазоров и размеров при сборке конструкций под сварку разрешается производить подгонку (обработку, подгибку, развальцовку и т.п.) деталей как в холодном состоянии, так и с подогревом при условии сохранения качества изделия.
Необходимость подгонки и ее режим, а также последующая термообработка указываются в технологической документации предприятия-изготовителя в зависимости от назначения изделий, марки и толщины свариваемых материалов.
1.7.5.3. Прихватку следует производить способами сварки и с применением сварочных материалов, обеспечивающих качество сварного шва в соответствии с требованиями, предъявляемыми к данному сварному соединению.
1.7.5.4. Прихватки должны быть зачищены от шлака, окисной пленки и не иметь дефектов.
1.7.5.5. Качество прихваток следует контролировать внешним осмотром. Необходимость контроля размеров и количества прихваток указывается в технологической документации.
1.7.5.6. Прихватки с трещинами, несплавлениями кромок, подрезами, усадочными раковинами, свищами, порами, прожогами, наплывами не допускаются.
(Измененная редакция. Изм. N 12).
1.7.5.7. Сборку сварных соединений толщиной металла более 4 мм допускается выполнять с помощью прихваток к изделию временных креплений из марки материала, однозначной с изделием.
Расстояние от края сварного шва крепления до края сварного шва изделия должно быть не менее толщины стенки изделия и не менее 20 мм.
1.7.5.8. Если прихватка временных креплений недопустима, это должно быть предусмотрено в технических требованиях чертежа или технических условиях на изделие.
1.7.5.9. Удаление временных креплений следует производить механическим способом. Допускается удаление крепления воздушно-дуговой или плазменной резкой с оставлением припуска, который должен быть удален механическим способом.
1.7.5.10. Концы труб, стыкуемые с другими деталями, при необходимости должны быть откалиброваны на длине 20 мм в соответствии с требованиями настоящего стандарта, а усиление продольного шва - зачищено заподлицо с основным металлом на длине, равной ширине шва.
(Измененная редакция. Изм. N 4).
1.7.5.11. Расстояние от края шва приварки патрубка до торца трубопровода или до края сварного шва трубопровода должно быть не менее пятикратной толщины стенки трубопровода, но не менее 25 мм при условии обеспечения дальнейшей сборки изделия, если в конструкторской документации нет других указаний.
(Измененная редакция. Изм. N 12).
1.7.5.12. Расстояние от торца трубопровода до кольцевого сварного шва и между кольцевыми сварными швами прямых участков трубопровода не должно быть менее величин, приведенных в табл. 5, если в конструкторской документации не оговорено другое требование. На трубопроводы, сваренные из секторов, данные требования не распространяются.
(Измененная редакция. Изм. N 2, 11).
Наружный диаметр трубы, мм | Расстояние от торца трубопровода до кольцевого шва и между кольцевыми сварными швами, мм, не менее |
До 100 | Согласно указаниям конструкторской документации |
Св. 100 до 200 | 150 |
Св. 200 до 600 | 200 |
Св. 600 | 250 |
1.7.5.13. На изогнутом участке сварные швы не допускаются.
1.7.5.14. Расстояние от края кольцевого сварного шва до начала изогнутого участка должно быть не менее пятикратной толщины стенки трубопровода, но не менее 25 мм, если в конструкторской документации нет других указаний. На штампованные отводы данные требования не распространяются.
(Измененная редакция. Изм. N 12).
1.7.6. Требования к выполнению сварки методом плавления.
1.7.6.1. Выполнение сварных соединений следует производить при наличии отметки о приемке операций сборки.
1.7.6.2. При полуавтоматической и автоматической сварке незамкнутых швов начало и конец швов необходимо выводить на технологические планки, приваренные к детали.
Технологические планки должны быть изготовлены из материала той же марки, что и свариваемая деталь.
1.7.6.3. При сварке кольцевых швов начало шва необходимо перекрывать на длине не менее кратера.
1.7.6.4. Зажигать дугу на основном металле (вне зоны шва) и выводить кратер на основной металл не допускается.
1.7.6.5. При сварке конструкций должны быть приняты меры, уменьшающие деформации свариваемых деталей.
1.7.6.6. При ручной сварке металлическим электродом и в среде защитных газов двусторонних швов перед сваркой с обратной стороны корень шва должен быть удален механическим способом.
В соединениях из сталей допускается удалять корень шва воздушно-дуговой строжкой с последующей механической обработкой до качественного металла.
В соединениях из сталей удаление корня шва допускается заменять зачисткой до металлического блеска в следующих случаях:
- если первый проход выполнен аргонодуговой сваркой;
- в сварных соединениях III категории.
1.7.6.7. При сварке в среде защитных газов односторонних швов соединений из высоколегированных сталей необходимость поддува защитным газом обратной стороны шва следует указывать в конструкторской документации на изделие.
(Измененная редакция. Изм. N 8).
1.7.6.8. При сварке многослойных швов I и II категории выполнение каждого последующего прохода следует производить после тщательной зачистки от шлака, брызг, окисных пленок предыдущего прохода. После зачистки абразивным инструментом пыль и крошку следует тщательно удалить с последующим обезжириванием сварного соединения. Применение абразивных инструментов для зачистки швов цветных металлов не допускается.
1.7.6.9. При выполнении сварки прерывистым швом незамкнутых соединений края швов деталей должны быть сварены.
1.7.6.10. Отклонение шага прерывистых сварных швов не должно превышать +/- 20% от проектного при колебании длины привариваемых участков в пределах от минус 10 до плюс 30% от номинальной величины, указанной в чертеже.
1.7.6.11. При снятии усиления шва согласно требованиям конструкторской документации допускается утонение металла при условии соблюдения предельных отклонений на его толщину, установленных стандартом или техническими условиями на прокат.
1.7.6.12. По окончании сварочных работ до предъявления ОТК сварные швы и прилегающие к ним поверхности основного металла в доступных местах должны быть зачищены от шлака, наплывов, брызг металла, окалины и остатков швов временных креплений до металлического блеска. Места, недоступные для зачистки, находящиеся в вакуумной полости, следует варить с поддувом аргона. Поверхность околошовной зоны, имеющей цвета побежалости, допускается не зачищать, если в конструкторской документации нет других требований.
(Измененная редакция. Изм. N 12).
1.7.6.13. После сварки разрешается производить правку сварных конструкций при условии сохранения качества сварного изделия.
Применение правки, способ ее, величины деформации, допускаемые к исправлению, режимы подогрева при правке, а также необходимость термической обработки сборочной единицы после правки должны быть предусмотрены технологической документацией предприятия-изготовителя. Режимы местного подогрева при правке без последующей термообработки в зависимости от марки металла следует выдерживать согласно п. 1.3.11 настоящего стандарта.
1.7.6.14. При правке изделий забоины, вмятины и другие дефекты, выходящие за пределы допусков на прокат или допускаемые чертежом или техническими условиями на изделие, не допускаются.
1.7.7. Контроль сварных соединений, выполненных методом плавления.
1.7.7.1. Контроль сварных соединений следует производить в соответствии с требованиями действующей нормативно-технической документации и настоящего стандарта. Виды контроля, не охватываемые нормативно-технической документацией, должны выполняться в соответствии с требованиями конструкторской документации.
1.7.7.2. Окончательный контроль сварных соединений должен быть произведен после механической обработки, термообработки и правки сварных соединений и до нанесения лакокрасочных покрытий.
1.7.7.3. Контроль качества сварного соединения должен включать:
а) предварительный контроль;
б) контроль в процессе сварки;
в) контроль качества сварных соединений.
1.7.7.4. Предварительный контроль включает:
а) контроль квалификации сварщиков и операторов по дефектоскопии сварных соединений;
б) контроль состояния сборочно-сварочных приспособлений, сварочного оборудования, контрольного инструмента, аппаратуры и приборов;
в) контроль качества свариваемых и сварочных материалов;
1.7.7.6. Контроль качества сварных соединений изделий следует производить следующими методами:
а) внешним осмотром и измерением размеров сварных швов;
б) радиографическим или ультразвуковой дефектоскопией <*>;
--------------------------------
<*> Далее "УЗД"
в) вскрытием;
д) вскрытием первых 2 - 3 слоев шва с последующим послойным контролем внешним осмотром;
е) испытанием на прочность приложением нагрузок;
ж) гидравлическим и воздушным давлением;
з) смачиванием керосином;
и) масс-спектрометрическим;
к) механическими испытаниями сварных образцов-свидетелей;
л) металлографическим исследованием шлифов сварных образцов-свидетелей;
м) другими методами, если они предусмотрены конструкторской документацией.
Метод контроля внутренних дефектов сварных соединений изделий, согласованный со службой неразрушающего контроля, следует указывать в технологической документации.
(Измененная редакция. Изм. N 3, 4, 7, 13).
1.7.7.7. Контролю внешним осмотром и измерением размеров швов подвергаются все сварные соединения в соответствии с ГОСТ 3242 с целью выявления наружных дефектов.
1.7.7.8. Осмотру следует подвергать как сварной шов, так и зону основного металла, прилегающую к нему на расстоянии не менее 20 мм от края шва. Осмотр сварных соединений следует производить по всей их протяженности с обеих сторон в случае доступности для осмотра. Перед контролем УЗД следует дополнительно осматривать зону основного металла на расстоянии не менее 120 мм от края шва.
1.7.7.9. Сварные соединения, подвергаемые термообработке должны быть проверены внешним осмотром до и после термообработки.
1.7.7.10. Конструктивные элементы швов сварных соединений должны иметь размеры в соответствии с чертежом и действующей нормативно-технической документацией.
1.7.7.11. Нормы оценки качества сварных соединений при наружном осмотре указаны в табл. 6.
Размеры в мм
Объем радиографического контроля, % | |||||||||||||||||
Сварные соединения I категории | Сварные соединения II категории | ||||||||||||||||
Стыковые | Угловые | Стыковые | Угловые | ||||||||||||||
Двусторонние | Односторонние | Двусторонние | Односторонние без поддува | Односторонние с поддувом | Двусторонние | Односторонние | Двусторонние | Односторонние | |||||||||
Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 | Ду < 100 | Ду >= 100 |
25 | 100 | - | 25 | 100 | 10 | 25 | 10 | 25 | - | ||||||||
Примечания. 1. Стыковые швы тепловых мостов арматуры подвергаются 100%-ному радиографическому контролю независимо от диаметра.
2. При выполнении двусторонних швов операции по выборке корня шва и контроля качества выборки внести в технологические паспорта (маршрутные карты) с обязательным контролем.
3. При сварке угловых сварных швов II категории и двусторонних угловых сварных швов I категории проводить пооперационный контроль подгонки и подготовки свариваемых кромок под сварку и послойный визуальный контроль сварного шва.
4. При подварке односторонних (по чертежу) швов с применением присадочного материала или без него допускается контроль проводить в соответствии с данной таблицей, как для двусторонних сварных швов.
Таблица 5а. (Введена дополнительно. Изм. N 7).
Таблица 6
из сталей, алюминиевых и медных сплавов при внешнем осмотре
Вид дефекта и его характеристика | Категория сварного соединения | |||||||||||
I | II | III | ||||||||||
Трещины в шве и околошовной зоне | Не допускаются | |||||||||||
Усадочные раковины сварного шва, кратеры, непровары кромок | Не допускаются | |||||||||||
Непровары в шве <*>  | Не допускаются | Не допускаются в стыковых соединениях: - двусторонних сварных швов - односторонних сварных швов на подкладке или флюсовой подушке | Не допускаются: - со стороны наложения шва; - в корне шва более 0,25% и не более 3 мм. | |||||||||
Подрезы  | Не допускаются | Не допускается | ||||||||||
S, мм | h, мм | Lс | S, мм | h, мм | Lс | |||||||
более | более | |||||||||||
До 4 | 0,1 S | 10% от длины шва | До 4 | 0,15S | 20% от длины шва | |||||||
Св. 4 | 0,5 | Св. 4 | 0,6 | |||||||||
Вогнутость шва, выполненного без присадки  | Не допускается: при суммарной протяженности более 20% от длины шва, отсутствии проплава с обратной стороны шва и в случаях: | |||||||||||
S, мм | h, мм | S, мм | h, мм | S, мм | h, мм | |||||||
более | более | более | ||||||||||
До 3 | 0,1S | До 3 | 0,15 S | До 3 | 0,2 S | |||||||
Св. 3 | 0,3 | Св. 3 | 0,5 | Св. 3 | 0,6 | |||||||
Вогнутость корня одностороннего шва  | Не допускается: при отсутствии усиления шва, а также в случаях: | |||||||||||
S, мм | h, мм | S, мм | h, мм | S, мм | h, мм | |||||||
более | более | более | ||||||||||
До 12 | 0,10 S | До 12 | 0,20 S | До 12 | 0,25 S | |||||||
Св. 12 | 1,5 | Св. 12 | 2,5 | Св. 12 | 3,0 | |||||||
Отдельные поры (наружные)  t > 3dmax d - размер поры, | Не допускается | На участке шва длиной 10 S, но не менее 100 мм и не более 300 мм не допускаются: | ||||||||||
S, мм | d, мм | |||||||||||
d, более | ||||||||||||
До 3 | 0,3S | 0,5S | ||||||||||
Св. 3 до 6 | 1,0 | 2,0 | ||||||||||
Св. 6 до 12 | 1,5 | 3,5 | ||||||||||
Св. 12 до 20 | 2,0 | 4,5 | ||||||||||
Св. 20 | 2,5 | 6,0 | ||||||||||
Скопления пор (наружные) (n > 3), t <= 3dmax | Не допускаются | |||||||||||
Проплавы каплевидной формы при односторонней сварке  | Не допускаются: в нахлесточных и тавровых соединениях стальных изделий при S более 2 мм, алюминиевых и медных изделий при S более 4 мм; в нахлесточных и тавровых соединениях из сталей при S <= 2 мм и алюминиевых и медных изделий при S <= 4 мм, а также для остальных соединений более указанных: | |||||||||||
S, мм | h, мм | Lс | S, мм | h, мм | Lс | S, мм | h, мм | Lс | ||||
более | более | более | ||||||||||
До 2 | 1,5 | 20% от длины шва | До 2 | 2,0 | 30% от длины шва | До 2 | 3,0 | 40% от длины шва | ||||
Св. 2 до 4 | 3,0 | Св. 2 до 4 | 4,0 | Св. 2 до 4 | 5,0 | |||||||
Св. 4 | 4,0 | Св. 4 | 5,0 | Св. 4 | 6,0 | |||||||
Смещение кромок  | В соответствии с правилами Госгортехнадзора | В соответствии с действующими стандартами на сварные соединения или Правилами Госгортехнадзора, если в действующих стандартах эти требования не указаны | Не допускается | |||||||||
S, мм | h, мм | |||||||||||
более | ||||||||||||
До 4 | 0,4 S | |||||||||||
Св. 4 до 6 | 2,0 | |||||||||||
Св. 6 до 12 | 3,0 | |||||||||||
Св. 12 до 20 | 4,0 | |||||||||||
Св. 20 | 5,0 | |||||||||||
Увод <**> (угловатость) (кромок после сварки h)  | В соответствии с Правилами Госгортехнадзора | Не допускается более, мм: | ||||||||||
S | h | |||||||||||
До 20 | 0,15 S + 4 | |||||||||||
Св. 20 | 7,0 | |||||||||||
Примечания. 1. Размер и количество брызг в районе сварных соединений определяются технической документацией на конкретное изделие.
2. S - минимальная толщина; h - значение дефекта; Lс - суммарная протяженность дефектов.
3. В тавровых и нахлесточных соединениях III категории допускаются местные плавные выпуклости основного металла высотой не более 1 мм под сварными швами на обратной стороне листов толщиной не более 4 мм при отсутствии сквозных проплавов и не влияющие на внешний вид изделий.
--------------------------------
<*> Значения непровара в односторонних стыковых соединениях выполненных "на весу", приведены в табл. 8.
<**> Увод кромок продольных швов определяется по шаблону, длина которого по хорде должна быть не менее 0,3 радиуса обечайки, но не более 500 мм, а увод кромок кольцевых швов - линейной длиной менее 200 мм.
На концах труб и обечаек на длине 100 мм увод кромок не должен превышать значения, допустимого при смещении кромок кольцевого шва.
Таблица 6. (Измененная редакция. Изм. N 4, 8, 10, 11, 12, 13).
- по ГОСТ 7512 - радиографическим методом;
- по ГОСТ 14782 и инструкцией специализированной организации - методом УЗД;
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
- по ГОСТ 3242 и технологической документации предприятия-изготовителя - вскрытием, а также контролем красками и люминофорами;
- по ГОСТ 18442 - цветным методом капиллярной дефектоскопии.
(Измененная редакция. Изм. N 3).
1.7.7.13. (Исключен. Изм. N 10).
1.7.7.14. Метод контроля (УЗД, радиографический или их сочетание) следует выбирать, исходя из возможностей более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также особенностей методов контроля для данного вида сварных соединений и изделий.
1.7.7.14а. При проведении радиографического контроля должна быть обеспечена чувствительность по второму классу ГОСТ 7512, при проведении капиллярной дефектоскопии - по второму классу ГОСТ 18442, если в технической документации нет других указаний.
(Введен дополнительно. Изм. N 12).
1.7.7.15. Объем контроля радиографическим методом или УЗД сварных соединений I категории изделий, подведомственных Госгортехнадзору, устанавливается согласно правилам Госгортехнадзора.
Объем контроля указанными методами сварных соединений I категории изделий, не подведомственных Госгортехнадзору, следует назначать по табл. 5а, если в чертеже или технических условиях на конкретное изделие нет других требований.
Необходимость и объем контроля сварных соединений II категории, кроме арматуры и трубопроводов, следует указывать в чертеже или технических условиях на конкретное изделие.
Объем контроля сварных соединений II категории арматуры и трубопроводов следует назначать в соответствии с табл. 5а.
При объеме контроля менее 100% места контролируемых участков (или швов) должны быть установлены ОТК на однотипных сварных соединениях одного изделия или на всех сварных соединениях одного изделия от партии однотипных изделий.
Примечания. 1. В одну партию изделий могут быть объединены изделия или детали одного вида.
2. Однотипность сварных соединений следует устанавливать в соответствии с п. 4.5.19 Правил Госгортехнадзора.
3. При невозможности выполнения контроля радиографическим методом (или УЗД) или расшифровки результатов контроля из-за конструктивных особенностей сварной конструкции (односторонние швы замковых соединений, соединений с остающейся подкладкой, соединения по отбортовке, тавровые соединения, в том числе сварные соединения с конструктивным зазором) контроль сварных соединений I категории следует выполнять в соответствии с пп. 1.7.7.4г, 1.7.7.5, 1.7.7.18, 1.7.7.19, 1.7.7.6г, а для сварных соединений изделий, на которые распространяются Правила Госгортехнадзора, - в соответствии с п. 4.5.20 Правил Госгортехнадзора, утвержденных 27 ноября 1987 г., для сварных соединений II категории - в соответствии с пп. 1.7.7.4г, 1.7.7.5, 1.7.7.18 и для окончательно выполненных сварных швов - по п. 1.7.7.6г, что должно быть указано в технологической документации.
4. Сварные соединения с конструктивным зазором могут применяться в изделиях, в том числе и подведомственных Госгортехнадзору (за исключением криогенных резервуаров), работающих при статическом давлении не более 1,6 МПа (16 кгс/см2) и температуре от минус 269 до 200 °C для приварки патрубков, штуцеров, труб с внутренним диаметром менее 100 мм, не участвующих в укреплении отверстия корпуса сосуда и не определяющих его прочность, а также трубных решеток с корпусом и плоских фланцев с патрубками.
Прочность указанных соединений должна быть подтверждена расчетом.
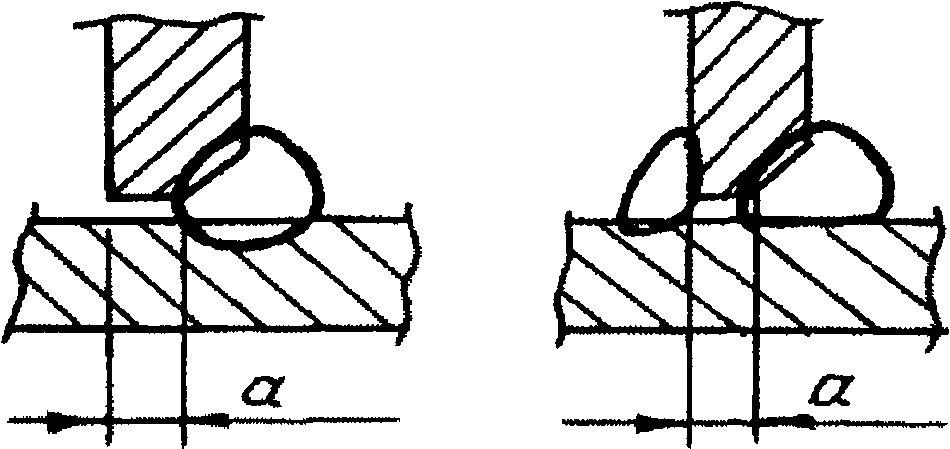
5. Конструктивный зазор (а) - это протяженность нерасплавленного при сварке участка свариваемых кромок по толщине, не учитываемого при расчете прочности сварного соединения.
В тавровых и угловых соединениях конструктивный зазор определяется по поперечному сечению шва и равняется:
- толщине свариваемой кромки при отсутствии скоса (рис. 1)
- притуплению при наличии скоса кромки (рис. 2).

(Измененная редакция. Изм. N 2, 10, 11, 12, 13).
1.7.7.15а  1.7.7.15в. (Исключены. Изм. N 10).
1.7.7.15в. (Исключены. Изм. N 10).
1.7.7.16. При выявлении недопустимых дефектов (кроме единичных пор) в сварных соединениях (кроме изделий, подведомственных Госгортехнадзору), подвергаемых контролю радиографическим методом или УЗД в объеме менее 100%, необходимо провести дополнительный контроль тем же методом удвоенного количества участков однотипных швов с обеих сторон от дефектного места.
Если при дополнительном контроле будут выявлены недопустимые дефекты, то обязательному контролю тем же методом подлежат все однотипные швы этого изделия, выполненные данным сварщиком по всей длине сварного соединения (за исключением недоступных участков сварных соединений).
(Измененная редакция. Изм. N 3, 7, 8, 10).
1.7.7.17. В том случае, когда невозможно определить место нахождения дефектов сварного соединения на остающейся формирующей подкладке, выявленные при контроле радиографическим методом или УЗД указанные места дополнительно подлежат контролю вскрытием. Дефекты в виде вольфрамовых и газовых, окисных и шлаковых включений, обнаруженные в проплаве шва при контроле вскрытием, браковочным признаком не являются.
(Измененная редакция. Изм. N 3, 7, 8).
1.7.7.18. Контроль вскрытием следует производить при толщине металла свыше 3 мм на соединениях, недоступных для контроля радиографическим методом и УЗД или, когда контроль этими методами не дает объективной оценки качества соединения. Объем контроля сварных соединений, выполненных одним сварщиком, должен соответствовать табл. 7.
(Измененная редакция. Изм. N 3, 7).
Для изделий с объемом контроля неразрушающим методом, % | Соответствующий объем контроля вскрытием <*> в недоступных для неразрушающего метода контроля местах |
100 | Одно вскрытие: - на каждом шве длиной до 2000 мм; - на каждые 2000 мм шва при его длине свыше 2000 мм; - на каждом шве штуцеров, патрубков и люков диаметром менее 300 мм |
50 | Одно вскрытие: - на каждом втором шве длиной менее 3000 мм; - на каждые 3000 мм шва при его длине свыше 3000 мм; - на каждом втором шве штуцеров патрубков и люков диаметром менее 300 мм |
25 | Одно вскрытие: - на каждом четвертом шве длиной менее 4000 мм; - на каждые 4000 мм шва при его длине свыше 4000 мм; - на каждом четвертом шве штуцеров, патрубков и люков диаметром менее 300 мм |
--------------------------------
<*> Выполняется с учетом требований по п. 1.7.7.15 настоящего стандарта.
Таблица 7. (Измененная редакция. Изм. N 13).
1.7.7.19. Когда контроль вскрытием невозможен допускается его заменять следующими методами контроля:
- послойный контроль внешним осмотром и методом капиллярной дефектоскопии для многослойных швов;
- внешним осмотром и контролем методом капиллярной дефектоскопии для однопроходных сварных швов.
(Измененная редакция. Изм. N 3, 7).
1.7.7.20. Размеры и количество дефектов, обнаруженных при контроле радиографическим методом, УЗД или вскрытием не должны превышать значений, приведенных в табл. 8, 9 и 10. Допускается для сварных соединений I категории трубопроводов воздухоразделительных установок размеры и количество внутренних пор и включений оценивать по нормам для II категории.
При контроле методом вскрытия отдельные поры размером 0,3 мм и менее не учитывать.
(Измененная редакция. Изм. N 3, 10, 12).
Таблица 8
из сталей, алюминиевых и медных сплавов при контроле
радиографическим методом и УЗД
Вид дефекта и его характеристика | Категория сварного соединения | |||||
I | II | |||||
Трещины шва и околошовной зоны | Не допускаются | |||||
Непровары в односторонних стыковых соединениях, выполненных "на весу"  | Не допускаются | Не допускаются | ||||
S, мм | Продольные швы | Кольцевые швы | ||||
h, мм | Lс | h, мм | Lс | |||
более | более | |||||
До 4 | 0,20S | 10% от длины шва | 0,25S | 20% от длины шва | ||
Св. 4 до 12 | 0,15S | 0,2S | ||||
Св. 12 | 0,2 | 2,5 | ||||
Непровары в стыковых двухсторонних и односторонних выполненных на подкладках сварных соединениях | Не допускаются | |||||
Непровары в угловых, тавровых и нахлесточных соединениях | В соответствии с табл. 9 | |||||
Отдельные поры и включения | В соответствии с табл. 10 | |||||
Поры, расположенные в виде сплошной сетки | Не допускаются | |||||
Таблица 8. (Измененная редакция. Изм. N 3, 8, 10).
Таблица 9
и нахлесточных сварных соединений
Вид сварного соединения и характер проплавления | Величина, характеризующая провар корня шва, мм | |
Категория сварного соединения | ||
I | II | |
 | hг = 0 hв = 0 | hг <= 0,15 Кг <= 3 hв <= 0,15 Кв <= 3 |
 | hг = 0 hв = 0 | hг <= 0,15 Кг <= 3 hв <= 0,15 Кв <= 3 |
 | h1 = 0 h2 = 0 | h1 <= 0,15 f <= 3 h2 <= 0,15 f <= 3 |
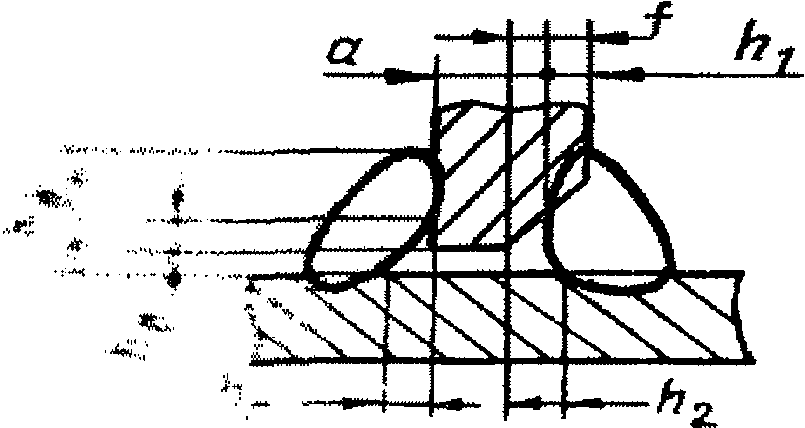 | h1 = 0 h2 = 0 hг = 0 hв = 0 | h1 <= 0,15 f <= 3 h2 <= 0,15 f <= 3 hг <= 0,15 Кг <= 3 hв <= 0,15 Кв <= 3 |
Примечания. 1. Кг, Кв - катеты шва, мм; f - глубина разделки, мм; a - конструктивный зазор, мм;
2. Оценка качества двусторонних тавровых соединений с разделкой кромки производится аналогично односторонним.
3. Для получения полного проплавления в двусторонних соединениях I категории перед сваркой с обратной стороны корень шва должен быть обработан до чистого металла.
4. Нормы оценки качества распространяются на сварные соединения по всей длине.
Таблица 9. (Измененная редакция. Изм. N 8, 13).
Таблица 10
по нормам и включениям на 100 мм шва при радиографическом
методе контроля <*>
--------------------------------
<*> Нормы оценки качества сварного соединения при УЗД должны быть установлены в технической документации предприятия-изготовителя путем пересчета данных, приведенных в таблице.
Размеры в мм
Толщина металла, S | Категория сварного соединения | |||
I | II | |||
Максимальный размер отдельной поры, включения | Суммарный линейный размер пор, включений | Максимальный размер отдельной поры, включения | Суммарный линейный размер пор, включен. | |
не более | ||||
До 3 | 0,4 S | 1,6 S | 0,5 S | 3,0 S |
Св. 3,0 до 6,0 | 1,5 | 6,0 | 2,0 | 12,0 |
Св. 6,0 до 12,0 | 2,5 | 8,0 | 3,0 | 15,0 |
Св. 12,0 до 20,0 | 3,0 | 12,0 | 4,0 | 25,0 |
Св. 20,0 | 3,5 | 20,0 | 5,0 | 40,0 |
Примечания. 1. Поры или включения, в том числе и расположенные на прямой линии с расстоянием между ними более трехкратного их размера, считать отдельными дефектами.
2. Скоплением следует считать три или более расположенных беспорядочно дефектов с расстоянием между любыми двумя близлежащими дефектами более однократного, но не более трехкратного максимального размера отдельного дефекта.
3. За размер скопления пор, включений принимается его длина, измеренная по наиболее удаленным друг от друга краям дефектов в скоплении.
4. Длина отдельного скопления не должна превышать трехкратного максимально допустимого размера отдельной поры, включения. Величина отдельного дефекта в скоплении не должна превышать максимально допустимого размера отдельной поры или включения.
Количество скоплений на 100 мм шва должно быть не более двух при расстоянии между ними не менее трехкратной длины скопления.
5. Группа дефектов, состоящая из пор, включений с расстоянием между ними не более максимально допустимого размера одного из дефектов, независимо от их числа и взаимного расположения рассматривается как один дефект.
6. Допускается сочетание отдельных пор, включений со скоплением, если суммарная длина их на участке шва длиной 100 мм не превышает суммарной длины дефектов, указанной в данной таблице.
7. (Исключен. Изм. N 12).
8. При длине сварного шва менее 100 мм максимально допустимая суммарная длина дефектов уменьшается пропорционально длине сварного шва, которая при этом не должна быть менее соответствующего данной толщине максимально допустимого размера отдельной поры или включения.
9. При различной толщине свариваемых элементов максимально допустимый размер дефекта устанавливать по меньшей толщине.
10. Для угловых и тавровых швов с неполным проваром вместо толщины металла следует принимать размер шва 0,7 К, где К - катет шва.
(Введены дополнительно. Изм. N 10).
Таблица 10. (Измененная редакция. Изм. N 4, 8, 10).
1.7.7.20а. На участке сварного шва длиной 100 мм сочетание более двух видов дефектов не допускается.
(Введен дополнительно. Изм. N 4).
(Измененная редакция. Изм. N 10).
1.7.7.21. Контроль качества швов сварных соединений смачиванием керосином, гидравлическим и воздушным (пневматическим) давлением следует производить соответственно по ОСТ 5.1180 и ГОСТ 22161, если он предусмотрен конструкторской документацией. Объем контроля - 100%.
(Измененная редакция. Изм. N 12).
1.7.7.22. (Исключен. Изм. N 10).
Таблица 11. (Исключена. Изм. N 4).
1.7.7.23. Контроль качества сварных соединений на прочность приложением нагрузок, опрессовкой давлением на герметичность, в том числе вакуумную следует производить в том случае, если он предусмотрен требованиями конструкторской документации. Объем контроля - 100%.
1.7.7.24. Механические испытания и металлографические исследования сварных образцов-свидетелей следует производить в соответствии с Правилами Госгортехнадзора и ГОСТ 6996, при этом необходимость проведения металлографических исследований должна быть указана в конструкторской документации с учетом требований п. 4.5.43 Правил Госгортехнадзора. Объем и порядок механических испытаний и металлографического исследования сварных соединений литых и кованых элементов, труб с литыми деталями изделий, подведомственных Госгортехнадзору, устанавливается конструкторской документацией на изделие с разработкой чертежей на контрольные сварные соединения.
Необходимость и объем проведения механических испытаний и металлографических исследований сварных соединений изделий, не подлежащих действию Правил Госгортехнадзора, должны быть указаны в конструкторской документации.
(Измененная редакция. Изм. N 11, 13).
1.7.7.25. Нормы ударной вязкости для сварных швов должны соответствовать табл. 12. Для материалов, не указанных в таблице, нормы ударной вязкости при необходимости должны быть оговорены в чертежах или технических условиях на изделие.
(Измененная редакция. Изм. N 3).
Марка материала | ВСт 3сп4 | 09Г2С | 07Х13Н4АГ20 12Х18Н10Т | 03Х20Н16АГ6 | ||
Температура испытаний, °C | 20 | 20 | Минус 70 | 20 | Минус 196 | Минус 253 |
Норма ударной вязкости, кгс/см2 (Дж/см2), не менее | 5 (50) | 5 (50) | 3 (30) | 8 (80) | 4 (40) | 4 (40) |
Примечания. 1. Испытания следует проводить на образцах типа VI и VII согласно ГОСТ 6996. Образец типа VII допускается применять в тех случаях, когда размеры сечения заготовки не позволяют вырезать образцы типа VI. При испытаниях образцов типа VII из сталей Ст3сп4 и 09Г2С при 20 °C ударная вязкость должна быть не менее 4 кгс·м/см2 (40 Дж/см2).
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
2. Разрешается заменять испытания при минус 253 °C испытаниями при минус 196 °C. В этом случае значение ударной вязкости сварного шва должно быть не ниже 5 кгс·м/см2 (50 Дж/см2). В случае неудовлетворительных результатов испытания должны быть повторены при температуре минус 253 °C.
Таблица 12. (Измененная редакция. Изм. N 8, 10, 13).
1.7.7.26. Испытания на ударную вязкость разрешается не производить для сварных соединений элементов конструкций следующих размеров:
- лист толщиной менее 6 мм (для стали 12Х18Н10Т - менее 12 мм);
- труба диаметром менее 100 мм или толщиной стенки менее 7 мм;
- пруток с поперечным размером менее 14 мм.
(Измененная редакция. Изм. N 8).
1.7.7.27. Предел прочности сварного соединения при статическом растяжении должен быть не менее минимально допустимого значения предела прочности основного металла по стандартам или техническим условиям на материал или в соответствии с техническими условиями на изделия.
(Измененная редакция. Изм. N 6).
1.7.7.28. Допустимые значения угла изгиба и величины сплющивания при испытаниях сварных соединений на статический изгиб и сплющивание приведены в табл. 13.
Свариваемые металлы | Допустимое значение угла изгиба, в градусах, не менее | Допустимая величина просвета при сплющивании, не более |
Низкоуглеродистая сталь | 100 | трехкратной толщины стенки трубы |
Низколегированная марганцовистая и кремнемарганцовистая сталь | 80 при S до 20 мм 60 при S св. 20 мм | двукратной толщины стенки трубы |
Сталь марки 12Х18Н10Т | 100 | |
Сталь марки 07Х13Н4АГ20 | 100 при S до 20 мм | |
Сталь марки 03Х20Н16АГ6 | ||
Сплав типа "Инвар" | 100 при S до 4 мм | |
Алюминиевый сплав марки АМг5 | 70 при S до 8 мм 40 при S св. 8 мм до 16 25 при S св. 16 мм | семикратной толщины стенки трубы |
Алюминиевый сплав марки АМцС | 150 при S до 16 мм 120 при S св. 16 мм | двукратной толщины стенки трубы |
Медные сплавы (латуни) | 160 при S до 6 мм 140 при S св. 6 мм до 20 мм | 0,35 внутреннего диаметра трубы |
Медь | однократной толщины стенки трубы |
Примечания. 1. S - толщина свариваемых металлов.
2. Показатели угла изгиба и величины сплющивания табл. 13 даны для сварных соединений, выполненных электродуговой сваркой.
3. При изготовлении изделий из других материалов показатели следует устанавливать техническими условиями на изделие.
Таблица 13. (Измененная редакция. Изм. N 7, 10, 12, 13).
1.7.7.29. Нормы оценки качества сварных швов при металлографическом контроле должны быть в соответствии с техническими требованиями на изделие.
1.7.7.30. Показатели механических свойств сварных соединений должны определяться как среднеарифметическое значение результатов испытания отдельных образцов. Общий результат испытаний считается неудовлетворительным, если хотя бы один из образцов при испытании на растяжение, статический изгиб или сплющивание показал результат, отличающийся от установленных норм в сторону снижения более чем на 10%. При испытании на ударный изгиб результаты считаются неудовлетворительными, если хотя бы один образец показал результат ниже указанных в табл. 12. При температуре испытания ниже 40 °C допускается на одном образце снижение ударной вязкости ниже допустимых норм:
- на 1 кгс·м/см2 (10 Дж/см2) - для сталей аустенитного класса;
- на 0,5 кгс·м/см2 (5 Дж/см2) - для стали 09Г2С.
(Измененная редакция. Изм. N 10, 13).
1.7.7.31. В случае получения неудовлетворительных результатов по какому-либо виду механических испытаний и металлографических исследований следует производить повторные испытания (исследования) на удвоенном количестве образцов, вырезанных из той же контрольной пластины или сварного шва изделия по тому виду испытаний, которые дали неудовлетворительные результаты.
Если при повторном испытании (исследовании) хотя бы на одном из образцов были получены результаты, не удовлетворяющие установленным нормам, общий результат испытаний считается неудовлетворительным.
1.7.7.32. Контроль качества сварных соединений, выполненных электрозаклепками, следует производить:
- внешним осмотром;
- по технологической пробе на отрыв;
- измерением параметров режима сварки приборами;
- выборочным разрушением сваренной сборочной единицы или образца, имитирующего ее, при наличии указания в конструкторской документации на изделие;
- механическим испытанием контрольных пластин (свидетелей) в соответствии с требованием конструкторской документации на изделие.
1.7.7.33. В швах электрозаклепочных соединений не допускаются:
- непровары;
- свищи, поры, раковины;
- прожоги;
- трещины на шве и в околошовной зоне;
- отклонения конструктивных элементов свариваемых соединений свыше допустимых конструкторской или нормативно-технической документацией на изделие.
1.7.8. Требования к исправлению дефектов в сварных соединениях, выполненных сваркой методом плавления.
1.7.8.1. При исправлении дефектов должны применяться способы сварки и сварочные материалы, обеспечивающие качество сварного шва в соответствии с требованиями, предъявляемыми к данному сварному соединению. Исправление дефектов в швах допускается производить ручной сваркой.
1.7.8.2. К исправлению дефектов в сварных соединениях могут быть допущены сварщики, аттестованные в установленном порядке.
1.7.8.3. Длина дефектных участков определяется до их разделки под сварку. Ширина разделки дефекта под сварку определяется характером дефекта.
1.7.8.4. Ширина шва после подварки не должна превышать двойной ширины шва до подварки.
1.7.8.5. Дефекты сварки плавлением: несоответствие формы шва требованиям чертежей или стандартов на сварные соединения, наплывы и натеки металла шва, резкий переход от шва к основному металлу. Допускается исправлять по всей длине шва механическим способом с плавными переходами к необрабатываемым участкам. При этом врезание в основной металл не должно превышать предельных отклонений материала свариваемых элементов изделия по соответствующим стандартам или техническим условиям.
1.7.8.6. В швах стыковых соединений, выполненных сваркой плавлением, допускается удалять механическим способом поверхностные дефекты в пределах усиления шва.
1.7.8.7. При снятии усиления шва и наличии непровара или вогнутости с обратной стороны шва следует оставлять величину усиления не менее 0,1 толщины металла.
1.7.8.8. В швах стыковых соединений, выполненных сваркой плавлением и имеющих проплав и усиление, допускается зачищать механическим способом проплав по всей длине с целью удаления дефектов, выходящих на его поверхность.
1.7.8.9. При зачистке проплава врезание в основной металл на величину, превышающую предельные отклонения на толщину металла свариваемых элементов по соответствующим стандартам или техническим условиям на прокат, а также врезание без плавного перехода не допускаются.
1.7.8.10. Перед подваркой оплавленные кромки следует обработать механическим способом до качественного металла.
1.7.8.11. Занижение шва, подрезы и углубления между валиками следует исправлять путем наплавки с предварительной зачисткой дефектного места до металлического блеска. Допустимые подрезы должны быть зачищены с целью придания им плавных переходов на глубину, не превышающую глубину подреза.
1.7.8.12. Дефекты, расположенные внутри шва (непровары, включения, трещины и др.), должны быть удалены механическим способом до качественного металла и заварены.
Допускается воздушно-дуговая строжка дефектов стальных изделий с толщиной свариваемых кромок не менее 4 мм с последующей механической обработкой до качественного металла. В изделиях из алюминиевых сплавов допускается для удаления дефектов из швов, расположенных в труднодоступных местах, применять другие методы по технологии предприятия-изготовителя при условии обеспечения требуемого качества сварного соединения.
(Измененная редакция. Изм. N 12).
1.7.8.13. При толщине металла менее 3 мм разделку дефектов в виде газовых пор, свищей, непроваров перед заваркой допускается не производить.
При наличии дефектов в виде вольфрамовых включений, трещин разделка дефектных мест обязательна.
1.7.8.14. При разделке участка с трещинами должны приниматься меры, предупреждающие распространение трещин.
1.7.8.15. Дефектные места, подготовленные к сварке, должны быть предъявлены ОТК.
1.7.8.16. Исправление подваркой одного и того же места сварных соединений I и II категорий допускается не более 2 раз (алюминиевых сплавов - не более 3 раз). Количество исправлений в швах III категории не регламентируется. Одной подваркой дефектного участка является однократное заполнение разделки по всему сечению шва. Заварку двухсторонней выборки шва считать одной подваркой. Дальнейшее исправление дефектов подваркой допускается с учетом требований п. 1.1.4 настоящего стандарта.
(Измененная редакция. Изм. N 11).
1.7.8.17. Исправленные швы следует повторно контролировать в соответствии с требованиями конструкторской документации на изделие и настоящего стандарта.
1.7.8.18. Устранение неплотностей в сварных соединениях подчеканкой запрещается.
1.7.9. Требования к выполнению сварных соединений, выполняемых контактной сваркой, и их контролю.
1.7.9.1. Места под сварку должны быть очищены от краски, масел, окислов и других загрязнений и обезжирены.
1.7.9.2. Состояние поверхностей деталей после их подготовки к сварке необходимо определять внешним осмотром.
Поверхности в местах сварки должны иметь металлический блеск или равномерный матовый оттенок. Шероховатость свариваемых между собой механически обработанных поверхностей не должна быть более 6,3 мкм.
(Измененная редакция. Изм. N 9).
1.7.9.3. Сборка деталей должна производиться с использованием фиксаторов, струбцин и других приспособлений.
1.7.9.4. При сборке не разрешается подгонка деталей с образованием зазоров между свариваемыми поверхностями более величин, указанных в табл. 14.
мм
Толщина тонкой детали | Максимальный зазор на длине сварного соединения | ||
25 | 50 | 100 | |
От 0,8 до 1,5 | 0,10 | 0,20 | 0,30 |
Св. 1,5 до 3,0 | 0,05 | 0,10 | 0,20 |
1.7.9.5. Прихватка деталей, свариваемых роликовым швом, может производиться как на точечных, так и на роликовых машинах. Вмятины в местах прихваток не должны превышать 10% от толщины свариваемого материала, если в конструкторской документации нет других указаний.
1.7.9.6. Перед сваркой необходимо проверить размеры сборочных единиц, качество точек прихваток, величину зазора между деталями внешним осмотром и измерениями.
1.7.9.7. Для проверки режимов точечной и роликовой сварки в пределах, установленных технологической документацией, и для контроля качества сварных точек и швов роликовой сварки сварщик должен выполнять технологические образцы в следующих случаях:
- перед началом работы;
- перед началом и в конце сварки сборочной единицы (партии мелких сборочных единиц);
- перед сваркой сборочных единиц на новом режиме;
- после смены или заправки электродов (роликов);
- после сварки не более 300 точек;
- по требованию ОТК.
Технологические образцы должны имитировать свариваемую сборочную единицу и входящие в нее детали по материалам, толщинам, термической обработке, подготовке поверхности под сварку (по времени и технологии), расстояниям от центра точки или роликового шва до края детали, шагу точек, количеству рядов и расстояниям между ними. Образцы должны быть разрушены. При этом разрушение должно происходить по основному металлу, и размер ядра точки или ширина шва роликовой сварки должны быть не менее размера, указанного на чертеже.
1.7.9.8. Необходимость проведения механических испытаний сварных соединений, выполненных точечной или роликовой сваркой, указывается в конструкторской документации на изделие. При этом диаметр литого ядра точки, указываемого на чертеже, следует выбирать по табл. 15.
Толщина свариваемого металла, мм | Малоуглеродистые стали марок Ст3, 20 | Нержавеющая сталь марки 12Х18Н10Т | Алюминиевый сплав марки АМцС | ||||||
Минимально допустимый диаметр литого ядра точки, мм | Разрушающая нагрузка, кгс | Минимально допустимый диаметр литого ядра точки, мм | Разрушающая нагрузка, кгс | Минимально допустимый диаметр литого ядра точки, мм | Разрушающая нагрузка, кгс | ||||
Срез | Отрыв | Срез | Отрыв | Срез | Отрыв | ||||
0,3 | 3 | 75 | 35 | 3 | 90 | 80 | - | - | - |
0,5 | 4 | 180 | 100 | 4 | 210 | 180 | - | - | - |
0,8 | 5 | 350 | 190 | 5 | 500 | 450 | - | - | - |
1,0 | 5 | 400 | 300 | 5 | 600 | 600 | 5 | 100 | 25 |
1,2 | 5 | 550 | 400 | 5 | 750 | 750 | 5 | 130 | 30 |
1,6 | 6 | 700 | 500 | 6 | 1000 | 1000 | 6 | 165 | 40 |
2,0 | 8 | 1000 | 750 | 8 | 1400 | 1400 | 8 | 235 | 55 |
2,5 | 8 | 1500 | 1200 | 8 | 2000 | 2000 | 10 | 315 | 75 |
3,0 | 10 | 1900 | 1600 | 10 | 2500 | 2500 | 12 | 360 | 90 |
4,0 | 12 | 2800 | 2200 | - | - | - | - | - | - |
Таблица 15. (Измененная редакция. Изм. N 12, 13).
Таблица 16. (Исключена. Изм. N 4).
Испытания на срез и на отрыв точечных соединений необходимо проводить на 10 образцах, соединений с роликовым швом - на 5 образцах.
Количество образцов может быть изменено по согласованию с конструкторским подразделением.
Разрыв образцов с роликовым швом должен происходить по основному металлу.
Прочность сварной точки при сварке деталей на срез и на отрыв не должна быть ниже прочности, указанной в табл. 15. В случае неудовлетворительных результатов испытания следует повторить на удвоенном количестве образцов. Механические испытания должны проводиться в соответствии с ГОСТ 6996.
(Измененная редакция. Изм. N 12).
1.7.9.9. В случае удовлетворительных результатов технологических проб, указанных в п. 1.7.9.7, должна быть разрешена сварка всей партии.
1.7.9.10. Контроль качества сварных соединений, полученных методом контактной сварки, следует проводить:
- внешним осмотром и измерениями;
- по технологической пробе;
- измерением параметров режима сварки приборами;
- испытанием на прочность или герметичность согласно требованиям чертежа или технических условий на изделие;
- выборочным разрушением сваренной сборочной единицы или образца, имитирующего его, согласно требованиям чертежа или технических условий на изделие;
- механическими испытаниями контрольных пластин (свидетелей) в соответствии с п. 1.7.9.8.
1.7.9.11. Внешнему осмотру и измерениям необходимо подвергать все сварные соединения с целью выявления следующих дефектов:
- прожогов;
- наружных трещин в шве и околошовной зоне;
- наружных пор, раковин, свищей;
- выплесков;
- сверхдопустимых вмятин от электродов;
- следов меди на поверхности;
- несоответствия размеров сварных соединений чертежу.
1.7.9.12. Качество сварных соединений должно быть оценено по эталонам на различные виды сварных соединений, которые должны быть утверждены главным сварщиком, начальником ОТК предприятия-изготовителя и главным конструктором.
1.7.9.13. В соединениях не допускаются:
- непровары;
- свищи, поры, раковины;
- выплески, брызги;
- прожоги;
- трещины в шве и околошовной зоне;
- следы меди от электродов на поверхности свариваемых деталей;
- вмятины от электродов сверхдопустимых величин.
1.7.9.14. Глубина вмятин от электродов (роликов) не должна превышать 20% толщины более тонкого листа.
1.7.9.15. Сварной роликовый шов должен иметь одинаковую ширину на всем протяжении. Допустимое отклонение ширины шва при роликовой сварке:
- +1,0 мм при ширине до 5 мм;
- +1,5 мм при ширине более 5 мм.
1.7.9.16. Ширина перекрытия начала кольцевого роликового шва должна быть не менее 80% ширины шва. Длина перекрытия начала кольцевого шва должна быть не менее пятикратной ширины шва.
Перекрытие точек в шве при роликовой сварке должно быть не менее 30%.
1.7.9.17. В сварных соединениях, выполненных точечной сваркой, допускаются до 20% точек с заниженным диаметром отпечатка. Занижение должно быть не более чем на 10% от проектного.
1.7.9.18. Допускается увеличение диаметра отпечатка до 25% от проектного.
1.7.9.19. (Исключен. Изм. N 4).
1.7.9.20. К исправлению дефектов контактной сварки допускаются сборочные единицы, имеющие не более 20% дефектных точек от общего числа, поставленных на сборочной единице.
1.7.9.21. Исправление недопустимых дефектов в сварных соединениях необходимо производить следующими способами:
- зачисткой или химическим способом - следы меди;
- зачисткой нержавеющей щеткой или наждачной бумагой, напильником - наружные выплески и брызги;
- повторной сваркой - непровары и уменьшенные размеры дефектных швов роликовой сварки;
- постановкой дополнительных точек на расстоянии не менее 1,5 диаметров точек от их центров или повторной проваркой дефектных точек в случае невозможности постановки дополнительных точек - непровар соединений точечной сваркой;
- аргонодуговой сваркой - прожоги, свищи, трещины, недопустимые вмятины от электродов, наружные раковины, поры.
1.8.1. К пайке изделий допускаются лица, прошедшие специальную подготовку и аттестованные по применяемому способу пайки в соответствии с технической документацией завода-изготовителя.
(Измененная редакция. Изм. N 11).
1.8.2. Все паяные соединения сосудов, подлежащих действию правил Госгортехнадзора, должны быть заклеймены личным клеймом паяльщика. Клеймо следует располагать на расстоянии не более 50 мм от шва через каждый метр его длины. Швы короче 1,5 м клеймятся в одном месте.
Способ нанесения клейма должен соответствовать требованиям технической документации предприятия-изготовителя.
(Измененная редакция. Изм. N 11, 12).
1.8.3. Контроль изготовления отдельных деталей, сборочных единиц, подгонки под пайку осуществляется ОТК до начала пайки.
1.8.4. Поверхности, подготовленные под пайку, должны быть очищены от грязи, масел и окислов.
1.8.5. Подготовленные к пайке детали необходимо собрать с равномерным зазором по всей длине паяного шва. Величины сборочных зазоров должны соответствовать ГОСТ 19249 или технической документации завода-изготовителя.
Примечание. При сборке под пайку крупногабаритных изделий со швами большой протяженности допускаются местные увеличения зазоров до 1,0 мм, причем суммарная длина участков не должна превышать 20% всей длины шва.
(Измененная редакция. Изм. N 11).
1.8.6. Продольные паяные швы в отдельных обечайках должны быть смещены по отношению друг к другу на величину не менее 100 мм при толщине паяемого металла до 5 мм включительно и не менее 150 мм при толщине паяемого металла более 5 мм.
1.8.7. (Исключен. Изм. N 8).
1.8.8. (Исключен. Изм. N 11).
1.8.9. Швы после пайки должны быть очищены от остатков флюсов, вызывающих коррозию.
(Измененная редакция. Изм. N 11).
1.8.10. (Исключен. Изм. N 11).
1.8.11. Контроль качества паяных соединений должен производиться:
а) внешним осмотром;
б) на соответствие применяемого режима пайки заданному технологией;
в) методами, предусмотренными конструкторской документацией.
При внешнем осмотре паяных соединений необходимо контролировать наличие галтелей. При этом допускается:
- утонение или утолщение галтелей;
- поры и раковины суммарной протяженностью не более 10% от длины галтелей;
- натеки припоя на нерабочих поверхностях;
- отсутствие одной галтели при наличии припоя в зазоре и обратной галтели.
(Измененная редакция. Изм. N 4, 11).
1.8.12. Исправление дефектов производить в соответствии с документацией предприятия-изготовителя.
(Измененная редакция. Изм. N 11).
1.8.13. (Исключен. Изм. N 11).
1.8.14. Запрещается подчеканка дефектов паяных соединений.
1.9.1. Проверка механических свойств термически обработанных изделий производится на образцах-свидетелях и должна соответствовать ГОСТ 9012, ГОСТ 9013, ГОСТ 1497, ГОСТ 11150, ГОСТ 9454.
(Измененная редакция. Изм. N 10).
1.9.2. Проверку твердости допускается производить другими способами по соответствующим стандартам с переводом на шкалу, указанную в технических требованиях на изделие.
1.9.3. Проверку твердости после термообработки необходимо производить в местах, указанных в чертеже.
При отсутствии в чертеже указаний проверка твердости должна, как правило, производиться на припусках или нерабочих поверхностях изделия.
1.9.4. Изделия, не удовлетворяющие техническим требованиям чертежей после первой термической обработки, допускается исправлять повторной термической обработкой. При закалке, отжиге и нормализации допускается только одна повторная термическая обработка. Число повторных операций отпуска и низкотемпературного отжига не ограничивается.
Не допускается исправлять изделия с трещинами и признаками пережога. Изделия после последней термической обработки подлежат контролю в полном объеме.
1.9.5. В случае подводки деталей после термической обработки допускается правка их в холодном и горячем состояниях, если при этом не нарушаются механические свойства детали и не ухудшается качество изделия. Допустимость и технология правки, а также необходимость последующего отпуска для снятия напряжения определяется предприятием-изготовителем.
1.9.6. При закалке деталей токами высокой частоты допускается наличие закаленного слоя на поверхностях, не подлежащих закалке, но являющихся продолжением электрического контура индуктора. При закалке токами высокой частоты боковых поверхностей паза или выступа изделия допускается недоход закаленной зоны до паза или основания выступа не более 3 мм (зона недохода электрического поля индуктора).
1.9.7. При отсутствии в чертежах сварных конструкций указаний о необходимости термической обработки (например, для снятия напряжений) предприятию-изготовителю разрешается производить термическую обработку при условии сохранения механических свойств, геометрической формы, размеров и шероховатости поверхности, указанных в чертежах деталей и сборочных единиц.
1.9.8. Детали после термической обработки должны быть очищены от окалины, грязи, масла. Качество термической обработки следует контролировать в соответствии с технологическим процессом.
(Измененная редакция. Изм. N 11).
1.10.1. Общие требования.
1.10.1.1. На уплотнительных поверхностях деталей и сборочных единиц, а также местах под уплотнительные кольца, прокладки и мембраны не допускаются раковины, задиры, забоины, вмятины, риски, заусенцы и другие механические повреждения.
В деталях из отливок, на поверхностях трущихся деталей и в деталях под запрессовку или сальниковую набивку не допускаются:
- засоры и шлаковые включения, а также раковины диаметром более 3 мм и глубиной более 10% толщины стенки;
- раковины диаметром менее 3 мм и глубиной менее 10% толщины стенки в количестве более двух на каждую поверхность, а также при расстоянии от дефекта до края отверстия или кромки поверхности менее 4 мм.
На уплотнительных поверхностях деталей из отливок дефекты не допускаются.
(Измененная редакция. Изм. N 11).
1.10.1.2. Острые кромки должны быть притуплены радиусом или фаской от 0,2 до 0,5 мм. Внутренние углы должны быть выполнены по радиусу или фаске от 0,2 до 0,5 мм, что обеспечивается притуплением инструмента.
1.10.1.3. На наружных поверхностях фланцев допускаются следы кулачков.
1.10.1.4. Обработку поверхностей изделий после сборки или сварки следует производить в соответствии с требованиями чертежей и технологического процесса изготовления.
(Измененная редакция. Изм. N 8).
1.10.1.5. Указанные в чертежах размеры накатанных и рифленых поверхностей изделий допускается контролировать до накатки и рифления.
1.10.1.6. Изделия, обработанные на магнитных приспособлениях, после обработки должны быть размагничены.
1.10.1.7. Допускается класс чистоты обработанной поверхности выше, чем указано в чертежах, если нет специальных ограничений.
1.10.1.8. Размеры, оговоренные в чертежах с надписью "Размеры обеспечиваются инструментом", обязательному контролю на изделиях не подлежат, а обеспечиваются оснасткой (инструментом), которая подвергается периодическому контролю ОТК предприятия-изготовителя.
(Измененная редакция. Изм. N 12).
1.10.1.9. Отклонения от геометрической формы и взаимного расположения поверхностей (неплоскостность, неперпендикулярность, непараллельность, несимметричность, овальность, конусность, бочкообразность) контролируются только при наличии требований в конструкторской или технологической документации.
(Измененная редакция. Изм. N 5).
1.10.1.10. Не указанные на чертеже предельные отклонения размеров должны соответствовать очень грубому классу точности по ГОСТ 25670.
(Измененная редакция. Изм. N 11).
1.10.1.11. (Исключен. Изм. N 11).
1.10.1.12. Неперпендикулярность оси нарезки резьбы и осей сквозных отверстий под крепежные изделия к опорной или уплотняемой поверхности не должна превышать 1 мм на длине 100 мм.
1.10.1.13. У изделий, обработанных в центрах, центровые отверстия разрешается сохранять, если нет в чертежах запрещающих оговорок.
1.10.2. Требования к изделиям с резьбовыми соединениями.
1.10.2.1. На подвижных резьбах (возвратно-поступательного движения) дефекты не допускаются, заходные нитки резьбы должны быть срезаны до полной ширины основания витка.
1.10.2.2. Диаметры и предельные отклонения гладкой части неступенчатых болтов, винтов и шпилек должны соответствовать размерам заготовки под нарезку или накатку резьбы.
1.10.2.3. Отклонения от правильной геометрической формы и дефекты внешнего вида крепежной резьбы не должны превышать норм, установленных ГОСТ 1759.0.
(Введен дополнительно. Изм. N 4).
(Измененная редакция. Изм. N 12).
1.10.2.4. В резьбовых отверстиях в деталях из отливок не допускаются раковины диаметром или глубиной более шага резьбы, неметаллические включения, засоры и газовая шероховатость.
Раковины глубиной и диаметром менее шага резьбы допускаются не более одной на каждое отверстие, при этом на двух крайних витках начала резьбы раковины не допускаются.
(Введен дополнительно. Изм. N 11).
1.11.1. Поверхность изделия должна быть ровной, гладкой, без трещин, газовых пузырей и посторонних включений.
1.11.2. Предельные отклонения размеров пластмассовых изделий должны соответствовать ГОСТ 11710.
1.11.3. Детали, изготовленные из пластмасс методом литья или прессования, должны быть очищены от облоя и литников. Следы от выталкивателей и литников не должны превышать +/- 0,5 мм. В местах образования облоя сколы не должны превышать 1x1x0,5 мм и допускаются не более одного на 20 мм длины кромки, если это не влияет на товарный вид изделий.
1.11.4. Детали из пластмасс после механической обработки не должны иметь сколов и разлохмачивания.
1.11.5. Изделия, изготовленные из листового текстолита методом механической обработки, должны иметь расположения волокон перпендикулярно оси обточки (расточки).
1.11.6. Расположение волокон деталей, изготовленных из стеклопластика, должно соответствовать требованиям чертежа. При отсутствии требований в чертеже к расположению волокон в деталях, получаемых методом намотки, волокна должны быть ориентированы в кольцевом направлении, а в деталях, полученных из листов и плит, перпендикулярно оси обработки.
1.11.7. В армированных пластмассовых изделиях выступающая металлическая арматура (пальцы, втулки, контакты, рычаги, стержни, оси и т.п.) не должна быть деформирована и залита пластмассой. Допускается зачистка выступающих элементов арматуры от пластмассы.
1.11.8. В изделиях, прессуемых из волокнистой и пропитанной ткани, допускаются включения в виде непропитанного волокна, наплывы смолы на поверхности, ворсистость и шероховатость в местах обработки в пределах допусков на размеры.
1.11.9. Резьба на пластмассовых изделиях должна быть полной и чистой, без заусенцев, срезанных гребешков и вмятин. Разрушение резьбы с глубиной не более 20% от высоты (профиля ее), а также риски от резца на витках могут быть допущены на длине, составляющей не более 10% от длины винтовой линии. Допускается отгиб вершины начальной и конечной ниток резьбы, а также острые кромки, если они не препятствуют прохождению резьбового калибра. На резьбе изделий, изготовленных из прессматериала АГ-4В ГОСТ 20437 и других волокнистых материалов, допускается местное осмоление резьбы на участке не более 10% от общей длины витка.
(Измененная редакция. Изм. N 4).
1.11.10. Изделия из текстильных материалов разрешается изготовлять из нескольких сшитых между собой частей.
1.11.11. Изделия из войлока должны удовлетворять требованиям ГОСТ 6418.
1.12.1. Контроль прочности склеивания следует производить, если есть указания в конструкторской документации, по ГОСТ 14760 на образцах-свидетелях, склеенных в тех же условиях и теми же материалами, которыми склеиваются основные детали.
1.12.2. Поверхности соприкосновения резины с металлом после склеивания не должны иметь видимых отставаний или расслоений; испытывать на прочность клеевые соединения металла с резиной методом отрыва резины с краев не допускается.
1.12.3. Качество поверхности металлических изделий, подлежащих гуммированию, должно быть согласовано с заводом-поставщиком резинотехнических изделий.
1.13.1. Качество подготовки поверхностей под металлические и неметаллические неорганические покрытия, толщина покрытия, внешний вид и другие показатели должны удовлетворять ГОСТ 9.301. Методы контроля - по ГОСТ 9.308.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
(Измененная редакция. Изм. N 8).
1.13.2. Под гальванические и химические покрытия не допускаются сборочные единицы из разнородных металлов, с неразобранными резьбовыми соединениями или роликовой сваркой, с несплошными сварными и паяными швами, с заклепочными соединениями.
1.13.3. Поверхности пассивированных изделий из нержавеющей стали должны быть чистыми и светлыми. В местах сварки допускаются цвета разных оттенков.
1.13.4. При нарушении свинчиваемости сопрягаемых деталей после цинкования, меднения и кадмирования допускается прогонка резьб режущим инструментом после покрытия; при этом разрешается частичное нарушение покрытия, в том числе появившегося и после разборки резьбовых соединений по окончании испытаний.
(Измененная редакция. Изм. N 10).
1.13.5. Для пружин и деталей, работающих по принципу пружин (пружинные шайбы, ленточные пружины, пружинные кольца и т.п.), а также для других высоконагруженных деталей и крепежных изделий, изготовленных из стали с пределом прочности 90 кгс/мм2 (900 МПа) и выше, после покрытия должна быть проведена обработка с целью снятия водородной хрупкости. Данное требование должно быть изложено в конструкторской документации.
(Измененная редакция. Изм. N 4).
1.13.6. Местные дефекты гальванических и химических покрытий, допускаемые ГОСТ 9.301 на нерабочих поверхностях изделий, за исключением поверхностей, обращенных в вакуум и полость продукта, допускается исправлять дополнительным нанесением лака марки АК 593 по ТУ 6-10-1053.
Местные повреждения оксидных промасляных покрытий допускается исправлять дополнительным нанесением смазки на поврежденные места с предварительной очисткой их от загрязнений.
(Измененная редакция. Изм. N 8, 9).
1.13.7. Местные повреждения лакокрасочных покрытий, возникающие при сборке и испытаниях изделий, разрешается исправлять подкраской лакокрасочными материалами, предусмотренными в чертежах или технических условиях на изделие, с обеспечением заданного класса покрытия.
1.13.8. Допускается по окончании общей сборки окраска крепежных деталей, в том числе имеющих гальваническое покрытие (защитное и декоративно-защитное). Недопустимость окраски следует указывать в технических требованиях чертежа или технических условиях на конкретное изделие.
(Введен дополнительно. Изм. N 8).
(Измененная редакция. Изм. N 10, 11).
1.14.1. Поверхности готовых изделий не должны иметь коррозии, влаги, масла и других загрязнений, видимых при визуальном осмотре. При необходимости в конструкторской документации указывается группа чистоты согласно табл. 17 или конкретная величина допускаемого содержания жировых загрязнений согласно п. 1.14.1е настоящего стандарта.
(Измененная редакция. Изм. N 8, 9).
Группа чистоты | Содержание жировых загрязнений, мг/м2, не более | Методы контроля |
0 | 500 | В соответствии с приложением 3 ГОСТ 12.2.052 и (или) другой нормативно-технической документацией предприятия-изготовителя изделия |
1 | 200 | |
1а | 100 | |
2 | 50 |
Таблица 17. (Измененная редакция. Изм. N 9, 12).
1.14.1а. Назначение групп чистоты поверхности для изделий, работающих с газообразным кислородом, следует производить с учетом требований ГОСТ 12.2.052 в части содержания жировых загрязнений.
1.14.1б. Назначение групп чистоты поверхности для изделий, работающих с жидким кислородом, следует производить с учетом требований ОСТ 26-04-1362 в части содержания жировых загрязнений.
1.14.1в. Отнесение криогенно-вакуумного оборудования к группам чистоты поверхности следует производить с учетом требований ОСТ 26-04-2600 в части содержания жировых загрязнений.
1.14.1г. Поверхности оборудования, работающего с азотом, водородом и гелием, а также поверхности криогенных трубопроводов, обращенные к вакууму, рекомендуется относить к группе 0.
1.14.1д. Пример записи технических требований к содержанию жировых загрязнений в конструкторской документации:
"Содержание жировых загрязнений по группе чистоты 0, ОСТ 26-04-1222-75".
1.14.1е. В случае, если содержание жировых загрязнений выходит за пределы, указанные в табл. 17, в технических требованиях чертежа может быть указана конкретная величина, например:
"Содержание жировых загрязнений не должно превышать 1500 мг/м2".
1.14.1ж. Допускается в технических требованиях чертежа указывать способы очистки поверхности, если это является единственно возможным для получения необходимой чистоты, например:
"Содержание жировых загрязнений по группе чистоты 2, ОСТ 26-04-1222. Применение галлоидосодержащих растворителей не допускается".
"Содержание жировых загрязнений по группе чистоты 1, ОСТ 26-04-1222. Обезжирить методом циркуляции по ОСТ 26-04-312.
1.14.1а  1.14.1ж. (Введены дополнительно. Изм. N 9).
1.14.1ж. (Введены дополнительно. Изм. N 9).
1.14.2. (Исключен. Изм. N 9).
1.14.3. Для поверхностей, образующих вакуумные полости, не производить количественное определение содержания масла, если нет дополнительных требований в конструкторской документации.
(Измененная редакция. Изм. N 8, 9).
1.14.4. Чистоту вакуумных поверхностей по п. 1.14.3. следует контролировать визуальным осмотром и протиркой поверхности чистой салфеткой; загрязнения и механические частицы на салфетке не допускаются. Серый налет на салфетках при контроле чистоты поверхности, алюминиевых и нержавеющих изделий браковочным признаком не является.
Допускается применение других методов контроля чистоты поверхности, установленных технологической документацией предприятия-изготовителя.
(Измененная редакция. Изм. N 8, 9, 11).
1.14.5. Сушку изделий следует производить при температуре не выше +120 °C, а изделий, имеющих неметаллические детали, не выше +80 °C, если в технической документации нет других указаний.
Время сушки устанавливается технологической документацией, если в конструкторской документации на изделие нет особых указаний о времени сушки.
1.14.6. Допускается не производить обезжиривание сборочных единиц, если входящие в сборочную единицу детали были обезжирены при изготовлении, а при хранении и сборке возможность загрязнения была исключена.
(Измененная редакция. Изм. N 8).
1.14.7. Поверхности испытанных, обезжиренных и очищенных изделий должны быть защищены от загрязнений.
1.14.8. Для пневмоиспытаний, продувки и сушки изделий, прошедших операции обезжиривания и очистки, должен применяться сжатый воздух, соответствующий требованиям п. 1.2.14 настоящего стандарта. Периодичность контроля качества очистки и осушки сжатого воздуха устанавливается технологической документацией.
Допускается замена сжатого воздуха газообразным азотом.
(Измененная редакция. Изм. N 6).
1.15.1. Комплектующие серийные покупные изделия, приобретаемые на предприятиях-поставщиках по их документации, а также изделия специальной разработки по техническим заданиям головного разработчика изделия и технической документации поставщика, согласованной с головным разработчиком изделий, должны сопровождаться документацией (формуляром, паспортом, аттестатом и т.п.) с указанием характеристики, полученной в результате испытаний, гарантийных сроков работы и заключением о годности, скрепленным подписью начальника ОТК и печатью предприятия-поставщика.
1.15.2. Электрооборудование должно удовлетворять требованиям конструкторской документации и требованиям настоящего стандарта.
(Измененная редакция. Изм. N 4, 11).
1.15.3. Изделия, поступающие по межзаводской кооперации с предприятий-поставщиков, должны удовлетворять требованиям чертежей и технических условий на эти изделия, должны иметь сопроводительную контрольно-технологическую документацию, оформленную подписями ОТК и представителями предприятия-поставщика, а готовые изделия должны сопровождаться паспортом или формуляром, оформленным в установленном порядке.
1.15.4. Все комплектующие изделия должны подвергаться входному контролю в соответствии с ГОСТ 24297 или нормативно-технической документацией предприятия-изготовителя, разработанной в соответствии с ГОСТ 24297.
(Измененная редакция. Изм. N 4, 11, 12, 13).
1.15.5. Стандартные крепежные изделия (болты, гайки, шайбы пружинные и т.п.) при входном контроле следует проверить на соответствие маркировке (на таре) и сопроводительной и отправочной спецификации. От каждой партии (ящика и т.п.) крепежа необходимо проводить выборочную проверку материала и размеров на соответствие стандартам.
1.15.6. Изделия, поступающие по межзаводской кооперации, при входном контроле подвергаются дополнительной проверке:
а) на наличие сертификатов на материалы;
б) на наличие сопроводительной контрольно-технологической документации с подписями ОТК, с обязательным оформлением всех операций термообработки, покрытий и испытаний;
в) на соответствие чертежу и техническим условиям на изделие (выборочный контроль).
1.15.7. Входному контролю и испытаниям по параметрам покупные изделия подвергаются в объеме, определяемом конструкторской документацией.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
1.15.8. При проведении на заводе входного контроля комплектующих изделий, поставляемых по кооперации или покупных, должны быть сделаны соответствующие отметки в формуляре, паспорте или другом сопроводительном документе.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
1.15.9. При всех операциях входного контроля должна быть обязательно сохранена маркировка предприятия-поставщика комплектующего оборудования.
1.15.10. Обнаруженные при входном контроле дефекты в изделиях, полученных по кооперации или покупных, должны устраняться, как правило, с участием предприятия-поставщика.
Устранение дефектов изделий следует производить в соответствии с актом рекламации, с последующими испытаниями в объеме операции, при проведении которой дефект был обнаружен, и с обязательным занесением в формуляр, паспорт или другой сопроводительный документ результатов повторного испытания.
Оформление акта рекламации производится по форме и в сроки, установленные предприятием-изготовителем изделия.
1.15.11. Минимальный остаток гарантийного срока покупных комплектующих изделий, входящих в изделие (на момент его выпуска), разработанное по специальным требованиям и контролируемое представительством заказчика, устанавливается техническими условиями на это (основное) изделие или другой технической документацией, их заменяющей.
(Измененная редакция. Изм. N 4, 11).
1.15.12. Для продукции народнохозяйственного назначения разрешается применять комплектующие изделия с истекшими не более чем на 2 года гарантийными сроками хранения, если на эти комплектующие изделия не установлены показатели надежности по сохраняемости.
При наличии требований к сохраняемости или превышении гарантийного срока хранения более чем на 2 года решение о возможности применения комплектующего изделия принимает разработчик (главный конструктор) основного изделия.
(Введен дополнительно. Изм. N 11).
(Измененная редакция. Изм. N 10).
1.16.1. Общие требования.
1.16.1.1. Нанесение изоляции на изделия необходимо производить после проведения всех испытаний изолируемых поверхностей за исключением случаев, когда это конструктивно невозможно.
1.16.1.2. Изолируемая поверхность должна соответствовать требованиям чертежа и подраздела 1.14 настоящего раздела.
1.16.1.3. Изделия, подготовленные к нанесению изоляции, и изоляционные материалы следует хранить в условиях, обеспечивающих сохранность чистоты их поверхностей.
Работы по нанесению изоляции должны производиться в чистой спецодежде и перчатках в условиях, исключающих попадание пыли, масла, влаги и других загрязнений на изолируемую поверхность и изоляционные материалы. Запрещается брать голыми руками подготовленные для изоляции материалы.
1.16.1.4. Качество нанесенной изоляции следует проверять внешним осмотром. Наличие масла, влаги и прочих загрязнений на изоляции, а также механические повреждения ее не допускаются.
1.16.1.1  1.16.1.4. (Измененная редакция. Изм. N 10).
1.16.1.4. (Измененная редакция. Изм. N 10).
1.16.1.5. Допускается во время и после нанесения на изделие изоляции порванные ее слои ремонтировать одним слоем того же материала путем наложения накладок (заплат) на каждый порванный слой. Накладки приклеивать клеем 88СА ТУ 38-105-1760 или закреплять липкой лентой ЛТ-38 по ТУ 6-17-626. Поверхность накладок не должна превышать 5 дм2 на 1 м2 изоляции. Допускается применение других композиций клеев, удовлетворяющих соответствующим требованиям.
(Измененная редакция. Изм. N 1, 8, 10, 12).
1.16.1.6. (Исключен. Изм. N 10).
1.16.2. Требования к нанесению теплоизоляции на криогенные сосуды.
1.16.2.1. Нанесение пакетов слоисто-вакуумной изоляции (СВТИ) на криогенные сосуды следует производить в соответствии с требованиями чертежа и технологического процесса. При этом не допускается смятие и нахлестка торцов в стыках пакетов. Зазор между торцами пакетов СВТИ не должен быть более 5 мм. Стыки пакетов нижележащего слоя должны перекрываться пакетами последующего слоя (расположение стыков в шахматном порядке с перекрытием не менее 50 мм).
(Измененная редакция. Изм. N 10).
1.16.2.2. (Исключен. Изм. N 4).
1.16.2.3. В местах установки опор, пальцев и т.д. допускаются крестообразные разрезы изоляции, которые снаружи должны быть заклеены экранирующим материалом.
1.16.2.4. Изоляционную пленку ПЭТФ-Э-ОА по по ТУ 6-19-272 следует наносить в виде непрерывной спирали металлизированной стороной наверх с перекрытием предыдущего витка на 15 - 20% ширины пленки.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
Каждый последующий слой наносится в противоположном предыдущему слою направлении.
(Измененная редакция. Изм. N 10).
1.16.2.5. (Исключен. Изм. N 10).
1.16.2.6. (Исключен. Изм. N 4).
1.16.2.7. При нанесении пленки на части изделия до их сварки между собой изоляционный слой следует расположить на расстоянии от 50 до 100 мм от сварного шва или торца изделия; при этом каждый предыдущий слой должен выступать из-под следующего от 10 до 20 мм.
1.16.2.8. Места стыка, а также участки сложного профиля следует изолировать обмоткой (бинтованием) лентой из пленки шириной от 50 до 100 мм произвольным способом, в том числе и перекрестно.
1.16.2.9. Выступающие детали (стойки, трубы) следует обходить пленкой в ходе намотки. При этом допускаются прорези и проколы пленки.
1.16.2.10. Количество слоев и толщину намотки изоляции следует проверять путем осмотра и замера толщины изоляции в надрезе, выполненном в виде угла со сторонами 40 мм на расстоянии не менее 100 мм от торца изоляции, на соответствие требованиям конструкторской документации.
Толщина намотки и количество слоев на расстоянии до 100 мм от торца изоляции не контролируется.
(Измененная редакция. Изм. N 10).
1.16.2.11. (Исключен. Изм. N 10).
1.16.2.12. Изолирование труб следует производить в соответствии с требованиями конструкторской документации и ОСТ 26-04-1221.
(Измененная редакция. Изм. N 4, 8, 10).
1.16.3. Требования к изолированию порошково-вакуумной изоляцией.
1.16.3.1. Перед засыпкой в вакуумную полость следует проверить влажность изоляционных порошков.
Если влажность порошка превышает норму, установленную стандартом, его необходимо просушить и тщательно перемешать.
(Измененная редакция. Изм. N 10).
1.16.3.2. Количество засыпанного порошка подлежит обязательному контролю.
1.16.3.3. Время между окончанием изолирования изделий и началом откачки вакуумной полости должно быть оговорено в конструкторской документации на изделие, если требуется его ограничить.
(Введен дополнительно. Изм. N 4).
1.16.4. Требования к адсорбентам.
1.16.4.1. Адсорбенты (активный уголь, цеолит и др.) перед засыпкой в изделие должны быть отрегенерированы, если в конструкторский документации нет других требований.
(Измененная редакция. Изм. N 12).
1.16.4.2. Адсорбенты, а также карманы и патроны, заполненные адсорбентами, следует предохранять от попадания влаги; хранить и транспортировать в герметичной таре.
1.16.4.3. (Исключен. Изм. N 4).
1.16.4.4. Откачку изоляционной полости с адсорбционными карманами необходимо начать не позднее, чем через 2 часа после окончания засыпки адсорбента.
При необходимости засыпки кармана адсорбентом перед изолированием откачку изоляционной полости следует начать не позднее, чем через 3 часа после окончания засыпки адсорбента или изоляции (для изделий с вакуумно-порошковой изоляцией).
Приведенными требованиями руководствоваться, если в конструкторской документации нет других указаний.
(Измененная редакция. Изм. N 4, 8, 12).
1.17.1. Поступающие на сборку изделия должны быть приняты ОТК и иметь соответствующие клейма и пломбы, удостоверяющие, что изделия приняты в соответствии с чертежами, стандартами и техническими условиями, а также с паспортами для паспортизуемых изделий, перечень которых указывается в технических условиях на изделие.
1.17.2. Все изделия, поступающие на сборку законсервированными, должны быть расконсервированы и очищены от смазки, нанесенной на время хранения.
1.17.3. Чистота поверхностей изделий должна соответствовать требованиям чертежа и раздела 1.14 настоящего стандарта.
(Измененная редакция. Изм. N 10).
1.17.4. В процессе подготовки к сборке и при сборке должны быть приняты меры, исключающие попадание пыли, грязи, влаги и прочих загрязнений в рабочие полости узлов и агрегатов.
1.17.5. Сборка точных изделий (детандеры, насосы, арматура и т.п.) должна производиться рабочими в чистой спецодежде на чистых сборочных площадках и рабочих местах (перечень этих механизмов и узлов указывается в технических условиях на изделия).
1.17.6. На поверхностях изделий, идущих на повторные сборки (включая окончательную сборку), допускаются не влияющие на характер сопряжения и работоспособность незначительные местные нарушения покрытия и увеличение шероховатости поверхности, вызванные нормальным взаимодействием изделий при сборке (затяжка, посадка изделий и т.п.) и испытаниях.
На поверхностях с наружным покрытием, воспринимающих усилие от ключей в процессе сборки и испытаний, а также в местах клеймения и развальцовки в случае нарушения покрытий эти поверхности должны быть обработаны в соответствии с пп. 1.13.6 и 1.13.7.
(Измененная редакция. Изм. N 1).
1.17.7. Величина перелома оси трубы в месте сварки не должна превышать допуск на непрямолинейность трубопровода, предусмотренный настоящим стандартом.
1.17.8. Местная неплоскостность корпусов и крышек на поверхностях плоскостей разъема не должна быть более 0,2 мм на поверхности, не превышающей 20% от ширины разъема, если в чертеже нет других указаний.
1.17.9. Неперпендикулярность осей трубопроводов уплотнительным поверхностям приваренных к ним буртов, фланцев не должна быть более приведенных в п. 1.3.4 настоящего стандарта.
1.17.10. Отклонения от прямолинейности корпусов сосудов и аппаратов, подведомственных Госгортехнадзору, определяются требованиями ОСТ 26-291.
(Измененная редакция. Изм. N 11).
1.17.11. При установке шурупов в древесные материалы всех пород следует применять предварительное сверление. При этом диаметр отверстия должен быть равен внутреннему диаметру нарезки шурупа, а глубина - не менее длины его нарезки.
1.17.12. Затяжку болтов, винтов, гаек, шпилек и др. крепежных изделий следует производить поочередно в диаметрально-противоположных направлениях стандартным инструментом. Применение рычагов не допускается.
1.17.12а. На деталях типа болтов, гаек, винтов, имеющих поверхности под ключ и отвертку, допускаются местное смятие граней, шлицев и следы от слесарного инструмента при их сборке. Величина их не должна превышать величины предельных отклонений на изготовление этих поверхностей.
(Введен дополнительно. Изм. N 4).
1.17.13. Окончательно собранные подвижные соединения должны обеспечивать плавный и легкий ход перемещающихся деталей.
1.17.14. Проволока, применяемая для контровки разъемных соединений, должна находиться в натянутом состоянии, концы ее на изделиях должны быть подогнуты.
Загнутые концы шплинтов не должны иметь острых углов. Неполное погружение шплинтов в головках или прорезях не допускается.
1.17.15. Места повреждения лакокрасочных покрытий допускается восстанавливать подкрашиванием в соответствии с п. 1.13.7, а повреждения гальванических и химических покрытий - в соответствии с п. 1.13.6.
(Измененная редакция. Изм. N 1, 4).
1.17.16. Рабочие поверхности подшипников скольжения должны быть гладкими, без царапин и выбоин. Следы приработки после испытаний должны быть расположены равномерно по всему вкладышу.
1.17.17. Перед сборкой подшипников посадочные поверхности должны быть смазаны смазкой, предусмотренной в конструкторской документации.
(Измененная редакция. Изм. N 4).
1.17.18. При совместной обработке предварительно собранных деталей и сборочных единиц их парность и взаимное положение следует маркировать одним порядковым номером, возрастающим для каждой следующей пары. При последующей сборке не допускается нарушения парности и взаимного положения совместно обработанных деталей и сборочных единиц.
1.17.19. В процессе сборки пригоночные работы не допускаются, если в технической документации нет особых указаний.
При сборке готовых изделий запрещается производить зачистку и другие работы, которые могут вызвать повреждение изделий и образование металлической стружки. При необходимости проведения таких работ должны быть приняты меры, предотвращающие попадание стружки во внутренние полости изделий.
1.17.20. Полости сосудов и трубопроводов должны быть продуты сухим воздухом, отвечающим требованиям п. 1.2.14.
1.17.21. При сборке изделий, бывших в употреблении, в том числе при контрольной сборке, шплинты, прокладки, контровочные шайбы применять не допускается. Допускается применение после контрольной сборки резиновых прокладок и уплотнительных колец.
(Измененная редакция. Изм. N 4).
1.17.22. В случае хранения и транспортирования при температуре ниже 0 °C резиновые и резино-металлические изделия, поступающие на сборку, должны быть перед сборкой выдержаны в течение суток при комнатной температуре.
1.17.23. При установке резиновых уплотняющих колец перекручивание их и повреждение поверхности при протягивании по резьбе не допускаются.
1.17.24. Регенераторы и адсорберы следует испытывать без насадки базальта и адсорбента.
1.17.25. На окончательно принятой сборке пломбы должны быть по возможности прижаты к какой-либо поверхности.
При групповой контровке проволокой следует пломбировать только одну из групп. При контровке отгибными шайбами следует пломбировать одну из пар.
2.1. Все готовые изделия подлежат сплошному контролю ОТК предприятия-изготовителя.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
(Измененная редакция. Изм. N 10, 12).
2.2. Все операции по контролю должны быть осуществлены работниками контролирующих служб предприятия-изготовителя, аттестованными для выполнения этих работ.
2.3. Приемка должна быть удостоверена нанесением на изделия клейм ОТК и оформлена сопроводительной и контрольно-технологической документацией.
2.4. Контроль мест, недоступных контролю после операции сварки (пайки, сборки, покрытий и т.д.), должен осуществляться до производства этих операций.
2.5. Качество изделий, изготовленных на предприятиях-поставщиках, должно подтверждаться установленными документами (паспортами, приемно-сдаточными актами) с подписями ОТК, скрепленными соответствующей печатью завода.
2.6. В отдельных случаях, по согласованию с ОТК и конструкторским подразделением, предприятие-изготовитель может создавать эталоны на детали, сборочные единицы или отдельные операции. В этом случае приемка ведется по эталонам. Эталоны должны быть согласованы с ОТК и утверждены конструкторским подразделением, главными специалистами предприятия-изготовителя.
(Измененная редакция. Изм. N 4).
2.7. В случае невозможности проверки результатов отдельных операций (механические свойства, глубина цементации или закалки ТВЧ, покрытия и др.) на самих изделиях проверка производится на образцах-свидетелях, изготовленных из материала той же партии.
2.8. Изделия, к которым предъявляются требования в отношении испытаний, допускаются к дальнейшей сборке только после проведения этих испытаний.
2.9. Габаритные размеры, характеризующие вписываемость изделия в железнодорожные габариты по ГОСТ 9238, подлежат обязательному контролю и должны оговариваться конструкторской документацией.
(Измененная редакция. Изм. N 11).
2.10. Разрывные мембраны подлежат обязательному испытанию, при этом на разрыв должно быть испытано не менее 20% от партии, изготовленной из одного листа.
При неудовлетворительных результатах испытания производятся повторно на удвоенном количестве мембран.
Испытание мембран из морозостойкой резины на разрыв должно производиться при температуре минус 50 °C.
2.11. Масса изделия подлежит контролю, если в конструкторской документации на изделие на нее установлены предельные отклонения.
2.12. Все изделия (детали и сборочные единицы), возвращенные для доработки или исправления, подлежат повторному контролю. Допускается производить повторный контроль только по тем параметрам, по которым изделие не прошло приемку.
2.13. Детали, сборочные единицы и изделия, имеющие дефекты и непригодные к исправлению, следует клеймить специальным клеймом "брак" и направлять в изолятор брака с регистрацией в журнале учета в установленном на предприятии-изготовителе порядке.
2.14. Контроль и проверку изделий, на которые распространяются требования Госгортехнадзора (сосуды, грузоподъемные устройства и т.п.), разрешается производить работникам ОТК, аттестованным Госгортехнадзором на право проведения соответствующих работ.
2.15. К отправке допускаются только те изготовленные изделия, которые прошли соответствующие испытания, приняты и имеют соответствующую маркировку и клеймо ОТК. Формуляр или паспорт на отправляемое изделие должен быть заполнен по всем параметрам, предусмотренным к заполнению на предприятии-изготовителе.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
(Измененная редакция. Изм. N 11).
3.1. Изделия следует подвергать испытаниям на функционирование в рабочих условиях в соответствии с требованиями технических условий на изделие.
Виды испытаний (методы и способы), их сочетание и последовательность, а также параметры испытаний следует указывать в конструкторской документации.
(Измененная редакция. Изм. N 4, 10).
3.2. К проведению испытаний изделий допускаются лица, прошедшие специальное обучение и имеющие удостоверение.
3.3. Гидравлические, пневматические и вакуумные испытания изделий, которые имеют гальванические покрытия, должны производиться после нанесения покрытий, а имеющие лакокрасочные покрытия - до нанесения этих покрытий, если в конструкторской документации нет других требований.
3.4. Испытание на герметичность рабочим давлением следует производить гидравлически или пневматически.
Все изделия, подвергаемые испытаниям опрессовкой рабочим давлением, должны быть до этого опрессованы пробным давлением, если это указано в конструкторской документации.
(Измененная редакция. Изм. N 12).
3.5. Испытания пробным пневматическим давлением следует производить в бронекабинах или на специально отведенных для этой цели рабочих местах по разработанной предприятием-изготовителем технологической документации с соблюдением мер безопасности.
3.6. При испытании на прочность под пробным давлением изделие, не подлежащее действию правил Госгортехнадзора, должно находиться в течение 10 мин, после чего давление должно быть снижено до рабочего, при котором следует производить осмотр изделия. Обстукивание сварных швов не допускается.
Допускается испытывать арматуру под пробным давлением в течение 5 мин.
(Измененная редакция. Изм. N 4, 12).
3.7. Продолжительность опрессовки рабочим давлением должна быть достаточной для полной проверки изделия и определяется технологическим процессом. Осмотр изделия следует начинать после выдержки под рабочим давлением не менее 5 минут.
(Измененная редакция. Изм. N 4).
3.8. Жидкости, применяемые для проведения испытаний, не должны вызывать коррозии и других дефектов изделий.
Наличие в жидкости механических примесей, масла, грязи и других загрязнений не допускается.
(Измененная редакция. Изм. N 8).
3.9. Перепад температур жидкости и окружающей среды при гидравлических испытаниях не должен превышать 5 °C.
3.10. Опрессовка при пневматических испытаниях должна производиться с помощью погружения испытываемого объекта в ванну с жидкостью или с помощью нанесения на проверяемые места мыльной эмульсии по усмотрению предприятия-изготовителя. Сжатый воздух при этом давлении должен удовлетворять требованиям п. 1.2.14 настоящего стандарта. Мыльная эмульсия должна быть изготовлена из туалетного детского мыла.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 28546-90 Постановлением Госстандарта России от 11.03.2003 N 71-ст с 01.02.2004 введен в действие ГОСТ 28546-2002. |
Допускается применять туалетное мыло по ГОСТ 28546 с содержанием щелочи не более 0,05%.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
(Измененная редакция. Изм. N 4, 6, 10, 11).
3.11. В процессе пневматических испытаний изделий опрессовкой не допускается попадание во внутренние полости изделий мыльной эмульсии и жидкости ванны, применяемой при испытаниях.
После испытания эмульсия должна быть полностью удалена. Материалы, используемые для удаления эмульсии, не должны вызывать коррозии или других дефектов изделия.
(Измененная редакция. Изм. 4).
3.12. Контроль давления при опрессовке должен быть произведен по двум проверенным манометрам, один из которых контрольный. Манометры должны быть класса точности не ниже 2,5 по ГОСТ 2405. Манометры должны выбираться с таким верхним пределом измерений, чтобы при испытательном давлении стрелка находилась в средней трети шкалы.
Отклонения давлений при испытаниях опрессовкой не должны быть более +5% от номинальной величины.
(Измененная редакция. Изм. N 5).
3.13. (Исключен. Изм. N 10).
3.14. После каждого гидроиспытания жидкость из внутренних полостей слить, изделие просушить до полного удаления влаги. Разрыв во времени между концом гидроиспытания и началом просушки не должен превышать 3 часов. Все фланцы и штуцеры во время просушки должны быть открыты.
Сушку следует производить с соблюдением требований п. 1.14.5 и п. 1.14.8 настоящего стандарта и ОСТ 26-04-2569.
(Измененная редакция. Изм. N 4, 10).
3.15. Изделия признаются выдержавшими испытания опрессовкой пробным и рабочим давлением, если в процессе испытания не обнаружено падения давления по манометру, течи, потения, пропуска газа через металл деталей и сварные швы или остаточных деформаций.
3.16. Обнаруженные при испытаниях дефекты должны быть устранены и произведены повторные испытания.
Категорически запрещается устранение негерметичности подчеканкой, а также подтяжка резьбовых соединений и подварка изделий, находящихся под давлением или вакуумом.
3.17. Испытание на термоустойчивость захолаживанием следует производить одним из следующих методов, указанных в конструкторской документации:
а) заливом внутренней полости изделий жидким азотом;
б) проливом жидкого азота через полость в течение времени, определенного техдокументацией;
в) погружением в ванну с жидким азотом до прекращения бурного кипения азота по стенкам захолаживаемого изделия;
г) обливом жидким азотом изделия (по технической документации завода-изготовителя);
д) другими методами согласно указаниям конструкторской документации.
3.18. (Исключен. Изм. N 11).
3.19. Изделия, подлежащие вакуумным испытаниям, должны быть обезжирены, очищены и обезвожены в соответствии с требованиями раздела 1.14 настоящего стандарта и ОСТ 26-04-2569.
(Измененная редакция. Изм. N 10).
3.20. Замер вакуумной герметичности и контроль величины натекания следует производить в соответствии с ОСТ 26-04-2569.
(Измененная редакция. Изм. N 8, 10).
3.21. Изделия типа теплообменников и конденсаторов при испытании рабочим давлением должны быть проверены на перепуск из полости большего давления в полость меньшего давления. В случае равенства рабочих давлений в полостях перепуск определяется подачей давления в полость с большим объемом. Перепуск проверяется в течение одного часа. Перепуск не допускается.
(Измененная редакция. Изм. N 10).
3.22. Строповые устройства сосудов должны быть испытаны в соответствии с требованиями раздела 3 ГОСТ 13716.
3.23. Контроль герметичности укрепляющих колец люков и штуцеров изделий, работающих под давлением, должен быть осуществлен:
а) сжатым воздухом под давлением 4...6 кгс/см2 (0,4...0,6 МПа), подводимым в сигнальное отверстие М10x1,5, предусмотренное в кольце, если оно приварено снаружи изделия, в стенке, если кольцо приварено с внутренней стороны изделия, в течение 10 - 20 минут при обмыливании сварных швов;
б) цветной или магнитной дефектоскопией.
3.24. Результаты испытаний подлежат занесению в сопроводительную документацию.
Изделия, прошедшие испытания, должны иметь клейма, подтверждающие проведение испытаний.
3.25. Для обеспечения сохранности слоисто-вакуумной изоляции при вакуумных испытаниях следует ограничивать начальную скорость и производительность вакуумной откачки с указанием их величин в конструкторской документации.
(Введен дополнительно. Изм. N 8).
(Измененная редакция. Изм. N 8).
(Измененная редакция. Изм. N 4).
4.1.1. Маркирование и клеймение изделий, сборочных единиц и деталей следует производить согласно указаниям конструкторской документации с учетом требований действующих НТД или технических условий на изделие, а также, при необходимости, технологических инструкций в части выбора способа клеймения и маркирования.
(Измененная редакция. Изм. N 4, 12).
4.1.2. и 4.1.3. (Исключены. Изм. N 8).
4.1.4. Криогенные трубопроводы должны иметь клеймо испытателя, удостоверяющее проведение испытаний на соответствие требованиям конструкторской документации без оформления паспортов (этикеток) на трубопроводы.
(Измененная редакция. Изм. N 11).
4.1.5. (Исключен. Изм. N 4).
4.1.6. Форму клейм и их учет устанавливает предприятие-изготовитель изделия.
4.1.7. (Исключен. Изм. N 4).
4.1.8. Изделия, отправляемые потребителю, должны быть запломбированы в соответствии с требованиями конструкторской документации.
(Измененная редакция. Изм. N 8).
4.1.9. (Исключен. Изм. N 12).
4.1.10 и 4.1.11. (Исключены. Изм. N 8).
4.1.12. Если в конструкторской документации на сборочные единицы и детали трубопроводов, отправляемых на монтаж, нет требований по маркированию, на наружной поверхности вдоль оси трубопровода следует нанести обозначение чертежа или стандарта и марку материала.
Маркировку следует наносить эмалью ПФ-115 черной по ГОСТ 6465 или эмалью ЭП-51 черной по ГОСТ 9640 шрифтом по ГОСТ 26.020.
(Измененная редакция. Изм. N 1, 10, 12).
4.1.13. Трубопроводы, изготовленные из нескольких труб различного диаметра одной марки материала, следует маркировать на трубе наибольшего диаметра на расстоянии не более 200 мм от торца. При невозможности расположения маркировки в одну строку допускается ее расположение в две строки.
Не допускается производить маркировку на монтажном припуске.
4.1.14. Трубопроводы, изготовленные из материалов разных марок, следует маркировать на каждом конце.
4.1.15. (Исключен. Изм. N 8).
4.1.16. Указанные в чертежах монтажные припуски следует маркировать полосой шириной 5...10 мм, наносимой эмалью согласно п. 4.1.12.
4.1.17, 4.1.18. (Исключены. Изм. N 8).
4.1.19. Маркировку транспортной тары производить в соответствии с требованиями ГОСТ 14192.
(Введен дополнительно. Изм. N 8).
4.2.1. Подготовку изделий, в т.ч. комплектов запасных частей инструмента и приспособлений (ЗИП), к упаковке, включая консервацию, необходимо производить согласно требованиям технических условий на упаковываемые изделия, отправочной документации, ОСТ 26-04-2138, чертежей на упаковку, п. 4.2 и 4.2.1.
(Измененная редакция. Изм. N 8).
4.2.2. Схемы укладки, если они предусмотрены конструкторской документацией, должны быть укреплены гвоздями или шурупами на внутренней стороне крышки ящика.
4.2.3. Все изделия при укладке в ящик должны быть прочно закреплены и предохранены от перемещений. Отдельные крупные сборочные единицы и детали должны размещаться в отсеках или отделяться друг от друга деревянными и резиновыми прокладками.
4.2.4. Упаковку приборов, комплектующих изделий, крепежных деталей, прокладок и других мелких изделий при укладке вместе с крупными изделиями следует производить в небольших, специально изготовленных фанерных и дощатых ящиках с раскреплением в общем ящике. Мелкие детали должны быть сгруппированы по типоразмерам в общий пакет. Покупные изделия должны быть упакованы с учетом требования технической документации на эти изделия.
4.2.5. При транспортировании и хранении готовых матов ЭВТИ-10 по ТУ 21-23-80 не допускается их механическое обжатие. Тара должна иметь жесткие горизонтальные перегородки с расчетом не более 200 слоев на каждую ячейку.
Допускается двухкратный перегиб крупногабаритных матов размером 1500x1000 мм и более.
Готовые маты перед укладкой в тару должны быть упакованы в соответствий с требованиями чертежей или технических условий.
(Измененная редакция. Изм. N 8).
4.2.6. Все отсоединенные штепсельные разъемы должны быть закрыты заглушками.
4.2.7. Упаковку арматуры следует производить в соответствии с требованиями, указанными в ОСТ 26-04-280, упаковку кожухов и металлоконструкций воздухоразделительных установок следует производить в соответствии с требованиями конструкторской документации.
(Измененная редакция. Изм. N 11).
4.2.8. (Исключен. Изм. N 4).
4.2.9. При упаковке, а также при хранении и транспортировании компенсаторов массу фланцев, труб и др. передавать на гибкий элемент компенсатора не допускается.
4.2.10. (Исключен. Изм. N 6).
4.2.11. Техническая и сопроводительная документация, прилагаемая к изделиям, должна быть упакована в соответствии с требованиями ГОСТ 23170.
Для оборудования, отправляемого в ящиках, один из упакованных упаковочных листов закрепляется на внутренней стенке ящика, другой укладывается в металлический карман, прикрепленный гвоздями к наружной торцевой стенке ящика. При отправке оборудования в связках и без упаковки металлический ящик с упакованной технической, сопроводительной документацией и с упаковочным листом должен быть прикреплен к изделию проволокой. Металлический ящик с документацией должен быть запломбирован. Допускается другое размещение упаковочного листа, что должно быть предусмотрено в конструкторской документации.
Форма упаковочного листа должна быть установлена предприятием-изготовителем изделия.
(Измененная редакция. Изм. N 10, 12).
4.2.12. При отсутствии упаковочного чертежа детали и сборочные единицы следует распределить по массе равномерно по всему объему тары.
(Измененная редакция. Изм. N 13).
4.2.13. При отправке заказчику комплектующих покупных изделий в таре завода-изготовителя этих изделий необходимо, чтобы отправляемая тара соответствовала требованиям условий транспортирования. В случае нарушения целостности указанной тары ее необходимо восстановить.
4.2.12  4.2.13. (Введены дополнительно. Изм. N 6).
4.2.13. (Введены дополнительно. Изм. N 6).
4.2.14. Тара, в зависимости от назначения, конструкции и массы груза должна изготовляться в соответствии с требованиями ГОСТ 2991, ГОСТ 10198.
4.2.15. Пиломатериалы, применяемые для изготовления тары, должны удовлетворять нормам, приведенным в п. 1.2.16.
4.2.14  4.2.15. (Введены дополнительно. Изм. N 8).
4.2.15. (Введены дополнительно. Изм. N 8).
4.2.16. Тара должна обеспечивать защиту упакованной продукции от механических повреждений и от атмосферных воздействий при погрузочно-разгрузочных работах, при транспортировании различными видами транспорта, при хранении на складах.
В конструкторской документации должны быть учтены следующие требования:
- ящик с грузом массой от 20 до 100 кг снаружи должен иметь приспособление для ручной переноски, а свыше 100 кг - для крановой погрузки - разгрузки.
Манипуляционные знаки должны наноситься в соответствии с ГОСТ 14192.
(Измененная редакция. Изм. N 10, 11).
4.2.17. Стальные упаковочные ленты при обивке должны крепиться не менее чем одним гвоздем к каждой доске ящика.
4.2.18. В собранных ящиках сквозные щели не допускаются. Местные зазоры между досками не должны быть более 2 мм.
4.2.19. При прибивке планок гвозди должны размещаться в шахматном порядке.
4.2.20. В решетчатых ящиках при упаковке труб, отправляемых на монтаж метражом, торцы ящиков должны быть глухими и просвет решетки не должен превышать 0,25 диаметра трубы или 0,25 поперечного размера связки труб.
4.2.21. Изделия, поступающие от предприятий - поставщиков по кооперации, не подвергающиеся входному контролю и не монтируемые на основное изделие на предприятии-изготовителе, разрешается отправлять заказчику в той же упаковке, в которой они были поставлены на предприятие при условии сохранения упаковки и пломб.
4.2.22. Приемка тары на соответствие техническим требованиям чертежей и настоящего стандарта производится:
а) внешним осмотром;
б) замером основных размеров;
в) определением влажности материала.
4.2.16  4.2.22. (Введены дополнительно. Изм. N 8).
4.2.22. (Введены дополнительно. Изм. N 8).
4.3.1. Погрузку оборудования в железнодорожный, воздушный, водный и автомобильный транспорт необходимо производить в полном соответствии с требованиями соответствующих ведомств и правилами дорожного движения.
(в ред. Изменения N 14, введенного в действие с 01.10.1994)
При погрузочно-разгрузочных работах необходимо строго соблюдать требования, указанные на упаковке. Транспорт для погрузки оборудования должен быть очищен от грязи, пыли и т.д.
4.3.2. При транспортировании оборудования любым видом транспорта на открытых платформах (площадках) в ящиках последние должны быть надежно закреплены от возможных перемещений.
4.3.3. После окончания погрузки должен быть составлен акт, в котором необходимо указать количество и номера упаковочных и отправочных мест, номера вагонов, дату погрузки и отправления.
Акт должен быть подписан работниками отдела сбыта и ОТК предприятия-изготовителя.
4.3.4. На время транспортирования и хранения (до монтажа) все уплотнительные (прокладочные) поверхности должны быть защищены от повреждения металлическими или деревянными заглушками, предохраняющими одновременно изделия от попадания в него атмосферных осадков и пыли.
4.3.5. Наддув сосудов сухим воздухом под избыточным давлением при транспортировании должен быть произведен согласно требованиям конструкторской документации.
При этом с обеих сторон сосуда на взаимно противоположных местах по трафарету должна быть нанесена краской надпись, например: "Заполнен воздухом Р0.03 МПа".
Допускается указанную надпись наносить на бирке с обязательным креплением и пломбированием ее на штуцере, через который осуществляется наполнение аппарата воздухом.
(Измененная редакция. Изм. N 10).
4.3.4  4.3.5. (Введены дополнительно. Изм. N 8).
4.3.5. (Введены дополнительно. Изм. N 8).
4.4.1.  4.4.20. (Исключены. Изм. N 8).
4.4.20. (Исключены. Изм. N 8).
4.5.1  4.5.10. (Исключены. Изм. N 8).
4.5.10. (Исключены. Изм. N 8).
4.6.1  4.6.8. (Исключены. Изм. N 8).
4.6.8. (Исключены. Изм. N 8).
5.1. Оборудование поставляется предприятием-изготовителем комплектно в соответствии с отправочной документацией, объем поставки - в соответствии с техническими условиями на конкретный вид оборудования.
5.2. Для изделий с длительным циклом изготовления и монтажа, поставляемых заказчику отдельными платежными комплектами, в том числе комплекты ЗИП, допускается оформлять документ отправочный (ДО) по форме, приведенной в рекомендуемом приложении 3.
Для определения состава установок и систем, поставляемых отдельными платежными комплектами и ДО, допускается оформлять ведомость комплектов (ВК) по форме, приведенной в рекомендуемом приложении 4.
Заполняются формы ДО и ВК в порядке, установленном на предприятии-изготовителе.
5.3. Объем поставки внеблочного оборудования установок разделения воздуха определяется техническими условиями на установку и уточняется заказчиком при заключении договора с предприятием-изготовителем в соответствии со спецификацией проектной организации.
5.4. Вспомогательные материалы (припои, сварочная проволока, флюсы и т.д.) поставляются предприятием-изготовителем.
5.5. Вместе с оборудованием предприятие-изготовитель отправляет необходимую для монтажа и эксплуатации техническую документацию согласно отправочным документам.
Обязательное
Категория сварного соединения назначается конструктором в зависимости от ответственности и условий работы сварного соединения в сочетании с факторами, учитываемыми при назначении категории сварных соединений, минимальный перечень которых дан в таблице. Кроме этого, конструктор должен учитывать возможность повреждения сварного соединения и последствия, к которым оно может привести: разрушение конструкции, человеческие жертвы или большой материальный ущерб. Принимая во внимание факторы, влияющие на вероятность повреждения (характер нагрузки, запас прочности, рабочую температуру, среду и т.п.), конструктор должен назначать повышенную, по сравнению с таблицей, категорию сварного соединения.
Условия работы | Основной критерий | Дополнительные условия | Примечания | |
I | Рабочее давление свыше 10 МПа (100 кгс/см2) <1> | - | Кроме трубопроводов диаметром до 16 мм | |
2 | Рабочее давление свыше 0,6 МПа (6 кгс/см2) <1> | В среде горючих, взрывоопасных или агрессивных продуктов <2> | - | |
3 | При запасе прочности по отношению к пределу текучести при температуре 20 °C до 2,5 | |||
4 | Рабочее давление свыше 0,07 МПа (0,7 кгс/см2) в сосудах, подведомственных Госгортехнадзору | - | ||
5 | Рабочая температура ниже минус 250 °C | - | Для сварных соединений, не принимающих нагрузки, категория может быть снижена до II | |
6 | Рабочая температура ниже минус 150 °C или выше + 200 °C | При запасе прочности по отношению к пределу текучести при +20 °C до 2,5 <4> | Для алюминиевых сплавов - выше температуры 100 °C | |
7 | Рабочая температура ниже минус 150 °C или выше + 200 °C | При динамической нагрузке <3> | - | |
8 | В трубопроводах и арматуре для жидких криогенных продуктов, находящихся в изоляции | Для сварных соединений арматуры давлением до 1,6 МПа (16 кгс/см2) при невзрывоопасной среде категория может быть снижена до II | ||
Запас прочности по отношению к пределу текучести при температуре +20 °C до 2,5 | В среде горючих, взрывоопасных или агрессивных продуктов, а также кислорода, азота или редких газов <2> | - | ||
10 | Рабочее давление свыше 0,07 МПа (0,7 кгс/см2) | Кроме случаев, указанных в графе "Условия работы" 1 - 9 | ||
11 | Рабочая температура ниже минус 150 °C или выше +200 °C | Для алюминиевых сплавов выше температуры 100 °C. Кроме случаев, указанных в графе "Условия работы" 1 - 9. Для сварных соединений, не воспринимающих нагрузки, категория может быть снижена до III | ||
12 | В среде горючих взрывоопасных или агрессивных продуктов | - | ||
13 | Запас прочности по отношению к пределу текучести при температуре +20 °C до 2,5 <4> | Кроме случаев, указанных в графе "Условия работы" 1 - 9 | ||
14 | Динамическая нагрузка | - | ||
15 | Вакуумная герметичность | |||
16 | Другие ответственные соединения по усмотрению конструктора | |||
17 | Неответственные сварные соединения | Не требующие вакуумной герметичности, работающие при давлении до 0,07 МПа (0,7 кгс/см2). При спокойной нагрузке или не воспринимающие нагрузки | - |
--------------------------------
<1> Под указанным в таблице рабочим давлением подразумевается разность давлений по обе стороны сварного соединения, при котором сварное соединение должно обеспечить прочность конструкции.
<2> Под указанной в таблице средой подразумевается среда, по отношению к которой сварное соединение должно обеспечить герметичность конструкции.
<3> Под динамической нагрузкой подразумевается условие работы изделия, когда изделие подвергается знакопеременным, пульсирующим или вибрационным нагрузкам, ударами или толчкам, когда скорость повышения давления превышает 0,05 МПа (0,05 кгс/см2) в секунду или скорость изменения напряжения превышает 1,0 МПа (10 кгс/см2) в секунду.
<4> Если расчет ведется по пределу прочности, то при запасе прочности по отношению к пределу прочности при температуре +20 °C до 4,4 - для стали и до 5,9 - для алюминиевых сплавов.
Приложение 1. (Измененная редакция. Изм. N 10).
Приложение 2. (Исключено. Изм. N 10).
Рекомендуемое
N места | Обозначение | Признак принадлежн. | Наименование | Колич. изделий в месте | Количество мест | Масса, кг, брутто, нетто | Габарит места, см | Обозначение упак. тран. черт. | Признак принадлежн. | Указания о консервации | Примечание | |||||||
Изм. | Лит. | N докум. | Подпись | Дата | ||||||||||||||
Разраб. | Лит. | Лист | Листов | |||||||||||||||
Провер. | ||||||||||||||||||
Руковод. | ||||||||||||||||||
Н. контр. | ||||||||||||||||||
Утверд. | ||||||||||||||||||
Обозначение | Признак принадлежн. | Наименование | Колич. изделий в месте | Колич. мест | Масса, кг, брутто, нетто | Габарит места, см | Обознач. упак. | Признак принадлежн. | Указание о консервации | Примечание | Форма последующих листов ДО | |||||
Изм. | Лит. | N докум. | Подпись | Дата | ||||||||||||
Рекомендуемое
Формат | Зона | Позиция | Обозначение | Наименование | Кол. | Признак принадл. | Примечание |
Формат | Зона | Позиция | Обозначение | Наименование | Кол. | Признак принадл. | Примечание |
Рекомендуемое
С КОНСТРУКТОРСКИМИ И КОНТРОЛИРУЮЩИМИ ПОДРАЗДЕЛЕНИЯМИ
Сортамент | Марка материала | ||||||
Указанная в конструкторской документации | Допустимая замена | ||||||
Круг | Ст3 ГОСТ 380 | Сталь 20 ГОСТ 1050 | |||||
Сталь 45 ГОСТ 1050 | Сталь 40Х ГОСТ 4543 | ||||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||||
Круг, шестигранник | Сталь 35 ГОСТ 1050 Сталь 35Х ГОСТ 4543 | ||||||
Сталь 40Х ГОСТ 4543 Сталь 45 ГОСТ 1050 | Сталь 40ХН ГОСТ 4543 | ||||||
Круг, шестигранник (для крепежных изделий) | Сталь 35 ГОСТ 1050 | Сталь 45 ГОСТ 1050 | |||||
Сталь 20 ГОСТ 1050 | Сталь 35 ГОСТ 1050 | ||||||
Сталь шестигранная | 12Х18Н10Т ГОСТ 2879 | 12Х18Н10Т ГОСТ 8560 или ТУ 14-1-3957 | |||||
12Х18Н10Т ТУ 14-1-3564 | -"- | ||||||
| |||||||
Круг | Алюминиевый сплав АК6 ГОСТ 4784 | Алюминиевый сплав АК8 <*> ГОСТ 4784 | |||||
Пруток | Бронза БрАЖ 9-4 ГОСТ 18175 | Бронза БрАЖМц-10-3-1,5 ГОСТ 18175 | |||||
Латунь ЛС 59-1 ГОСТ 15527 | Латунь ЛЖМц 59-1-1 ГОСТ 15527 | ||||||
| |||||||
| |||||||
Лист | Сталь 09Г2С ГОСТ 19281 | Сталь 10Г2С1 ГОСТ 19281 | |||||
Сталь 3 ГОСТ 380 | Сталь 09Г2С ГОСТ 19281 | ||||||
Сталь 20 ГОСТ 1050 | |||||||
Сталь 20 ГОСТ 1050 | Сталь 09Г2С ГОСТ 19281 | ||||||
Сталь 45 ГОСТ 1577 | Сталь 40ХН ГОСТ 4543 | ||||||
Сталь 10кп ГОСТ 1050 | Сталь 08кп ГОСТ 1050 | ||||||
Сталь 08кп ГОСТ 1050 | Сталь 10кп ГОСТ 1050 | ||||||
Сталь 12Х18Н10Т - М3б ГОСТ 5632 | 12Х18Н10Т - М2а 12Х18Н10Т-М2б 12Х18Н10Т-М3а | ||||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||||
Лист толщиной 3 мм | 12Х18Н10Т ГОСТ 19904 | 12Х18Н10Т ГОСТ 19903 | |||||
Лист | 12Х18Н10Т ГОСТ 7350 | 12Х18Н10Т ТУ 14-1-2542 | |||||
12Х18Н10Т ГОСТ 5582 | 12Х18Н10Т ТУ 14-1-3199 | ||||||
07Х13Н4АГ20 ТУ 14-1-2508 | 04Х13Н4АГ20 ТУ 14-1-2508 | ||||||
| |||||||
Лист | АМц ГОСТ 4784 | АМцС ГОСТ 4784 | |||||
АМцС ГОСТ 4784 | АМцСМ ГОСТ 4784 | ||||||
АМг5 ГОСТ 4784 | АМг5М ГОСТ 4784 | ||||||
АМг6 ГОСТ 4784 | АМг6М ГОСТ 4784 | ||||||
| |||||||
Лист, плита, лента | АД1 ГОСТ 4784 | А5, А5Е, А6, А7Е, А7, А8, А85 по ГОСТ 11069 | |||||
Трубы | АМц ГОСТ 4784 | АМцС ГОСТ 4784 | |||||
АМцМ ГОСТ 4784 | АМцСМ ГОСТ 4784 | ||||||
ЛС 59-1 ГОСТ 494 | ЛЖМц 59-1-1 ГОСТ 15527 | ||||||
Двутавр | N 24 ГОСТ 8239 Ст3сп ГОСТ 380 | N 24 ДБ1 ГОСТ 26020 Ст3сп ГОСТ 380 | |||||
N 27 ГОСТ 8239 Ст3сп ГОСТ 380 | N 27 ДБ1 ГОСТ 26020 Ст3сп ГОСТ 380 | ||||||
(в ред. Изменения N 14, введенного в действие с 01.10.1994) | |||||||
| |||||||
Профиль | ПК 17574 ГОСТ 8617 АМг6 ГОСТ 4784 | ПВ 1709 ГОСТ 8617 АМг6 ГОСТ 4784 | |||||
Проволока | СВ-04Х19Н9 ГОСТ 2246 | св-04Х19Н9 ТУ 14-1-2034 | |||||
Св. АМг7 ГОСТ 7871 | Св. АМг6 ГОСТ 7871 | ||||||
Электроды | Э-42 ГОСТ 9467 | Э46, Э42А ГОСТ 9467 | |||||
Сетка | Х18Н10Т ТУ 14-4-507 | Х18Н9Т ТУ 14-4-507 и ТУ 14-4-432 | |||||
| |||||||
Прессованный материал | Пресс-материал ДСВ-2-Р-2М ГОСТ 17478 | Пресс-материал ДСВ 4-Р-2М ГОСТ 17478 | |||||
Пресс-материал ДСВ-4-Р-2М ГОСТ 17478 | Пресс-материал ДСВ 2-Р-2М ГОСТ 17478 | ||||||
Лента | ЛЭС 0,08x25 | ЛЭС 0,1x25 | |||||
Доска асбоцементная | Доска АЦЭИД 400 | Доска АЦЭИД 350 | |||||
Холст стекловолокнистый ЭВТИ-35 ТУ 21-23-80 | Стеклобумага БМД-К ТУ-6-11-529 | ||||||
Оргстекло | Стекло ТОСП 6 2 сорт | Стекло органическое ПП6 бесцветное ТУ 6-01-8-97 | |||||
Паронит | ПОН ГОСТ 481 | ПОН-Б ГОСТ 481 | |||||
Клей | 88-Н МР ТУ 38-105-10-61 | 88-СА ТУ 38-105-1760 | |||||
Пленка полиэтилентерефталатная металлизированная | ПЭТФ-Э-ДА ТУ 6-05-1579 | ПЭТФ-Э-ДА ТУ 17 Латв. ССР 0273 | |||||
--------------------------------
Приложение 5. (Введено дополнительно. Изм. N 10).
(Измененная редакция. Изм. N 11, 12, 13).