СПРАВКА
Источник публикации
М.: Стандартинформ, 2007
Примечание к документу
Документ утратил силу с 1 октября 2018 года в связи с изданием Приказа Росстандарта от 13.02.2018 N 79-ст. Взамен введен в действие ГОСТ 34264-2017.
Документ включен в Перечень стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента Таможенного союза "О безопасности упаковки" (ТР ТС 005/2011) и в Перечень стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения требований технического регламента Таможенного союза "О безопасности упаковки" (ТР ТС 005/2011) и осуществления оценки соответствия объектов технического регулирования (Решение Комиссии Таможенного союза от 16.08.2011 N 769).
Документ введен в действие с 1 января 2008 года.
Название документа
"ГОСТ Р 52620-2006. Национальный стандарт Российской Федерации. Тара транспортная полимерная. Общие технические условия"
(утв. и введен в действие Приказом Ростехрегулирования от 27.12.2006 N 336-ст)
"ГОСТ Р 52620-2006. Национальный стандарт Российской Федерации. Тара транспортная полимерная. Общие технические условия"
(утв. и введен в действие Приказом Ростехрегулирования от 27.12.2006 N 336-ст)
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 27 декабря 2006 г. N 336-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТАРА ТРАНСПОРТНАЯ ПОЛИМЕРНАЯ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Transport polymeric containers. General specifications
ГОСТ Р 52620-2006
Группа Д93
МКС 55.140
ОКП 22 9700
Дата введения
1 января 2008 года
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения".
1. Разработан Закрытым акционерным обществом "Научно-производственная компания ЯрЛИ" (ЗАО "НПК ЯрЛИ").
2. Внесен Техническим комитетом по стандартизации ТК 385 "Материалы лакокрасочные на природных связующих. Растворители. Сиккативы. Вспомогательные материалы. Тара, упаковка, маркировка и транспортирование лакокрасочных материалов".
3. Утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2006 г. N 336-ст.
4. Введен впервые.
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Настоящий стандарт распространяется на транспортную полимерную тару: барабаны, бочки, фляги и канистры (далее - тару), предназначенную для упаковывания, транспортирования и хранения пищевой, лекарственной, парфюмерно-косметической, химической и другой продукции промышленного назначения.
Стандарт не распространяется на мешки, ящики и потребительскую полимерную тару.
Стандарт применяют при разработке нормативных документов на конкретные виды тары.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 9001-2001 Системы менеджмента качества. Требования
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р 50779.52-95 Статистические методы. Приемочный контроль качества по альтернативному признаку
ГОСТ Р 50779.71-99 (ИСО 2859-1-89) Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL
ГОСТ Р 51760-2001 Тара потребительская полимерная. Общие технические условия
ГОСТ Р 51827-2001 Тара. Методы испытаний на герметичность и гидравлическое давление
ГОСТ Р 51864-2002 Тара. Методы испытания прочности крепления ручек
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.061-81 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 13841-95 Ящики из гофрированного картона для химической продукции. Технические условия
ГОСТ 14004-68 Весы рычажные общего назначения. Пределы взвешиваний. Нормы точности
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16337-77 Полиэтилен высокого давления. Технические условия
ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17527-2003 Упаковка. Термины и определения
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 18425-73 Приказом Росстандарта от 28.08.2018 N 538-ст с 1 июня 2019 года введен в действие ГОСТ 18425-2018. |
ГОСТ 18425-73 Тара транспортная наполненная. Метод испытания на удар при свободном падении
ГОСТ 18573-86 Ящики деревянные для продукции химической промышленности. Технические условия
ГОСТ 19433-88 Грузы опасные. Классификация и маркировка
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 21798-76 Тара транспортная наполненная. Метод кондиционирования для испытаний
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
ГОСТ 24105-80 Изделия из пластмасс. Термины и определения дефектов
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 24888-81 Пластмассы, полимеры и синтетические смолы. Химические наименования, термины и определения
ГОСТ 25014-81 Тара транспортная наполненная. Методы испытания прочности при штабелировании
ГОСТ 26319-84 Грузы опасные. Упаковка
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26996-86 Полипропилен и сополимеры пропилена. Технические условия
ГОСТ 30765-2001 Тара транспортная металлическая. Общие технические условия
Примечание. При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 17527, ГОСТ 24105, ГОСТ 24888, ГОСТ Р 50779.30, ГОСТ Р 50779.52, а также следующие термины с соответствующими определениями:
3.1. Канистра: транспортная тара с корпусом, имеющим в сечении, параллельном дну, форму, близкую к прямоугольной, с приспособлением для переноса, сливной горловиной и крышкой с затвором, вместимостью не менее 10,0 дм3.
3.2. Несоответствующая единица тары: единица тары, имеющая одно или более несоответствий.
3.3. Число несоответствий на 100 единиц тары Z: число несоответствий, содержащихся в предъявленных единицах тары, деленное на общее число предъявленных единиц тары и умноженное на 100 (в любой единице тары возможны одно или несколько несоответствий).
3.4. Гарантийный срок эксплуатации: срок для установления скрытых дефектов тары при ее эксплуатации.
3.5. Гарантийный срок: срок для установления скрытых дефектов тары.
4.1. Тару изготовляют в соответствии с таблицей 1 и Приложением А.
Таблица 1
укупорочных средств
Обозначение | Вид | Тип | Исполнение укупорочного средства | Вид крепления ручки | Номер рисунка | Код по ГОСТ |
БН I-1 | Барабаны | I - конические круглые | Со съемным верхним дном | Прикрепленная к корпусу | 1Н2 | |
БН I-2 | Встроенная в корпус | 1Н2 | ||||
БН II-3 | II - кониче- ские фигурные | Со съемным верхним дном | Прикрепленная к корпусу | 1Н2 | ||
БЧ I-1 | Бочки | I - цилиндри- ческие | С широкой горловиной | Без ручек | 1Н2 | |
БЧ I-2 | Со съемным верхним дном | Прикрепленная к корпусу | 1Н2 | |||
БЧ I-3 | Встроенная в корпус | 1Н2 | ||||
БЧ I-4 | С узкой горловиной | Без ручек | 1Н1 | |||
ФЛ I-1 | Фляги | I - цилиндри- ческие | С широкой горловиной | Прикрепленная к корпусу | 1Н2 | |
КН I-1 | Канистры | I - прямо- угольные | С узкой горловиной | Прикрепленная к корпусу | 3Н1 | |
КН I-2 | С широкой горловиной | Прикрепленная к корпусу | 3Н2 |
4.2. Виды и типы тары, исполнение укупорочных средств тары, виды исполнения и крепления ручек, конструкции крышек, а также необходимость изготовления тары и укупорочных средств других типов и исполнений устанавливают нормативными документами на тару для конкретных видов продукции.
4.3. Основные размеры тары представлены в Приложении Б.
Допускается изготовлять тару других размеров с учетом требований ГОСТ 21140.
Минимальная толщина стенки тары в зависимости от вида, типа, вместимости тары, вида полимерного материала, из которого она изготовлена, указана в Приложении В.
Массу тары устанавливают в нормативных документах на тару для конкретных видов продукции.
4.4. Предельные отклонения от номинальных размеров и массы тары устанавливают в нормативных документах на тару для конкретных видов продукции.
4.5. Применение тары для упаковывания продукции в зависимости от вида и материала приведено в Приложении Г.
4.6. В условное обозначение тары входят: обозначение тары, обозначение полимерного материала по нормативному документу на конкретный вид материала; основное назначение тары; вместимость; обозначение настоящего стандарта или другого нормативного документа на тару для конкретной продукции.
Примеры условных обозначений:
Барабанов БН I-2, изготовленных из полиэтилена низкого давления (PE-HD), для химической продукции (ХП), содержащих органические растворители, вместимостью 30,0 дм3:
БН I-2 - PE-HD-XП-P-30,0 - ГОСТ Р 52620-2006
Барабанов БН II-3, изготовленных из полиэтилена высокого давления (PE-LD), для лакокрасочных материалов (ЛКМ), вместимостью 10,0 дм3:
БН II-3-PE-LD-ЛКМ-10,0 - ГОСТ Р 52620-2006
Барабанов БН I-2, изготовленных из смеси полиэтилена высокого давления (PE-LD) и полиэтилена низкого давления (PE-HD), для лакокрасочных материалов (ЛКМ),вместимостью 30,0 дм3:
БН I-2-PE-LD-PE-HD-ЛКМ-30,0 - ГОСТ Р 52620-2006
Барабанов БН I-2, изготовленных из смеси полиэтилена высокого давления (PE-LD) и технологических отходов (ТО), для лакокрасочных материалов (ЛКМ), вместимостью 20,0 дм3:
БН I-2-PE-LD-ТО-ЛКМ-20,0 - ГОСТ Р 52620-2006
Барабанов БН II-3, изготовленных из полиэтилена высокого давления (PE-LD), для пищевых продуктов (ПЩ), вместимостью 10,0 дм3:
БН II-3-PE-LD-ПЩ-10,0 - ГОСТ Р 52620-2006
Бочек БЧ I-1, изготовленных из полипропилена (PP), для олиф (ЛКМ), вместимостью 220,0 дм3:
БЧ I-1-PP-ЛКМ-220 - ГОСТ Р 52620-2006
Канистр КН I-1, изготовленных из полиэтилена низкого давления (PE-HD), для технических масел (ХП), вместимостью 20,0 дм3:
КН I-1-PE-HD-ХП-20,0 - ГОСТ Р 52620-2006
5.1. Тара должна изготовляться в соответствии с требованиями настоящего стандарта, по нормативным документам и (или) чертежам на тару для конкретных видов продукции, утвержденным в установленном порядке.
Требования к таре, предназначенной для упаковывания опасных грузов по ГОСТ 19433, должны быть не ниже установленных в ГОСТ 26319.
5.2. Характеристики
5.2.1. Требования к внешнему виду
5.2.1.1. Поверхность тары должна быть чистой, гладкой, без пузырей, сквозных отверстий, трещин и сколов.
Допускаются царапины (не более двух), не ухудшающие товарный вид тары.
На поверхности тары допускаются инородные включения, а также следы от выталкивателей и вставок в количестве и размером не более указанных в нормативных документах на тару для конкретной продукции.
5.2.2.1. Тара, закрытая крышками, должна выдерживать внутреннее избыточное давление и внутреннее гидравлическое давление в соответствии с таблицей 2.
Упаковываемая продукция | Внутреннее избыточное давление, кПа, не менее | Внутреннее гидравлическое давление, кПа, не менее |
Химическая продукция (в том числе лакокрасочные материалы), относящаяся к опасным грузам по ГОСТ 19433: для упаковки группы I по ГОСТ 26319, характеризующей степень опасности 1 по ГОСТ 19433 для упаковки групп II и III по ГОСТ 26319, характеризующих степень опасности соответственно 2 и 3 по Химическая продукция (в том числе лакокрасочные материалы), не относя- щаяся к опасным грузам по ГОСТ 19433 Пищевая, лекарственная, парфюмерно- косметическая продукция | 30 20 10 20 | 250 100 - - |
Тару со съемным верхним дном, предназначенную для упаковывания сыпучих, пастообразных и высоковязких жидких материалов с кинематической вязкостью более 200 мм2/с, на гидравлическое давление не проверяют.
5.2.3.1. Тара должна выдерживать не менее двух падений без разрушения и течи при испытании на удар при свободном падении в соответствии с таблицей 3.
Упаковываемая продукция | Высота падения, м, не менее |
Химическая продукция (в том числе лакокрасочные материалы), относящаяся к опасным грузам по ГОСТ для упаковки группы I для упаковки группы II для упаковки группы III | 1,8 1,2 0,8 |
Химическая продукция ( в том числе лакокрасочные материалы), не относящаяся к опасным грузам по Пищевая, лекарственная, парфюмерно-косметическая продукция | 0,8 0,8 |
5.2.3.2. Тара должна выдерживать усилие при сжатии (штабелировании) в осевом направлении в соответствии с таблицей 4.
Упаковываемая продукция | Условия испытаний | Вместимость тары, дм3 | Нагрузка на сжатие, Н (кгс), не менее | |||
Барабаны | Бочки | Фляги | Канистры | |||
Химическая про- дукция (в том числе лакокра- сочные материа- лы), относящаяся к опасным грузам по ГОСТ 19433 Химическая про- дукция (в том числе лакокра- сочные материа- лы), не относя- щаяся к опасным грузам по Пищевая, лекар- ственная, парфю- мерно-космети- ческая продукция | При темпера- туре 40 °C в течение 28 сут. Высота штабеля - 300 см При комнат- ной температуре в течение 2 ч. Высота штабеля - 280см | До 10 включ. | 1657 (169) | - | - | 1147 (117) |
Св. 10 до 20 включ. | 2040 (208) | - | - | 1785 (182) | ||
Св. 20 до 30 включ. | 2295 (234) | - | 1912 (195) | 1912 (195) | ||
Св. 30 до 40 включ. | 2521 (257) | - | 2040 (208) | - | ||
Св. 40 до 50 включ. | - | 2295 (234) | 2295 (234) | - | ||
Св. 50 до 60 включ. | - | 2295 (234) | 2295 (234) | - | ||
Св. 60 до 220 включ. | - | 5611 (572) | - | - | ||
До 10 включ. | 1530 (156) | - | - | 1020 (104) | ||
Св. 10 до 20 включ. | 1785 (182) | - | - | 1530 (156) | ||
Св. 20 до 30 включ. | 2099 (214) | - | 1912 (195) | 1912 (195) | ||
Св. 30 до 40 включ. | 2099 (214) | - | 2040 (208) | - | ||
Св. 40 до 50 включ. | - | 2295 (234) | 2295 (234) | - | ||
Св. 50 до 60 включ. | - | 2295 (234) | 2295 (234) | - | ||
Св. 60 до 220 включ. | - | 2805 (286) | - | - | ||
В нормативных документах на тару для конкретных видов продукции могут быть установлены другие значения усилий сопротивления сжатию P, H, вычисляемые по формуле

где 1,3 - коэффициент динамических нагрузок;
m - масса продукции в таре, кг;
H - высота штабеля, см;
Высоту штабеля H устанавливают в нормативных документах на тару для конкретных видов продукции. Если высота штабеля не установлена, то при определении расчетного усилия сопротивления сжатию ее принимают в соответствии с таблицей 4.
Тару вместимостью до 60 дм3 включительно изготовляют с ручками.
Расположение ручек указывают в нормативных документах на тару или в рабочих чертежах, утвержденных в установленном порядке.
Каждая ручка должна выдерживать статическую нагрузку в соответствии с таблицей 5.
Вместимость тары, дм3 | Статическая нагрузка, Н (кгс), не менее |
От 10,0 до 20,0 включ. Св. 20,0 " 30,0 " " 30,0 " 60,0 " | 491 (50) 687 (70) 981 (100) |
5.2.4.1. Тара должна быть стойкой к упаковываемой продукции (жидким, пастообразным и сыпучим химическим продуктам).
Изменение размеров образцов не должно превышать: +/- 5% - в течение гарантийного срока упаковываемой продукции и +/- 3% - в течение 28 сут.
5.2.4.2. Тара, предназначенная для упаковывания химической продукции, содержащей органические растворители, должна быть стойкой к проницаемости органических растворителей.
Потеря массы продукции в наполненных образцах в течение 28 сут не должна превышать 0,008 г/л/ч при температуре (23 +/- 2) °C.
В нормативных документах на конкретные виды продукции могут быть установлены другие значения температур и продолжительности испытаний, а также другие значения потери массы, но не более 3% упаковываемой продукции.
5.2.5.1. Тара не должна деформироваться и растрескиваться, должна сохранять внешний вид, окраску, параметры, размеры и механические свойства (5.2.3) после выдержки в климатической камере в течение 2 ч при температуре (50 +/- 2) °C.
5.2.6.1. Тара не должна деформироваться и растрескиваться, должна сохранять внешний вид, окраску, параметры, размеры и механические свойства (5.2.3) после выдержки в климатической камере в течение 2 ч при температуре (минус 50 +/- 2) °C.
5.2.7. Гигиенические требования к таре, предназначенной для упаковывания пищевых продуктов, лекарственных и косметических средств, устанавливают соответствующие службы Роспотребнадзора при разработке нормативных документов на тару для указанных продуктов.
5.3. Требования к сырью и материалам
5.3.1. Для изготовления деталей тары в зависимости от характера упаковываемой продукции и вида тары применяют материалы в соответствии с Приложением Г.
Материалы для изготовления комплектующих деталей (прокладок, уплотнительных и зажимных колец) указывают в нормативных документах на конкретные виды тары.
5.3.2. Рецептуры добавок и красители для материалов в зависимости от назначения тары устанавливают в соответствии с нормативными документами на полимерные материалы.
При необходимости в нормативных документах на тару для конкретных видов продукции указывают другие марки материалов в соответствии с нормативными документами на полимерные материалы.
5.3.3. Для изготовления тары и крышек из полиэтилена применяют смесь полиэтилена высокого и низкого давлений (PE-LD по ГОСТ 16337 и PE-HD по ГОСТ 16338) с добавлением технологических отходов и вторичного полиэтилена в соответствии с Приложением Д.
5.3.4. Марки полиэтилена высокого и низкого давлений, входящего в состав смеси в зависимости от назначения тары и характера упаковываемой продукции, приведены в Приложении Г.
Необходимость указания других соотношений материалов компонентов в смеси, а также содержания других полимерных материалов в смеси устанавливают в нормативных документах на тару для конкретных видов продукции.
5.3.5. Ручки должны изготовляться из материалов в соответствии с Приложением Г.
5.3.6. Для изготовления тары, предназначенной для упаковывания пищевых продуктов, лекарственных и косметических средств, применяют полимерные материалы, разрешенные службами Роспотребнадзора для контакта с указанными продуктами.
5.3.7. Применение технологических отходов и вторичного сырья для изготовления тары под пищевые продукты, лекарственные и косметические средства не допускается.
5.4. Комплектность
5.4.1. Тару поставляют в комплекте с крышками, пробками и при необходимости для увеличения герметичности с другими комплектующими деталями (прокладками, уплотнительными и зажимными кольцами).
5.5. Маркировка
5.5.1. На каждую единицу тары должна быть нанесена маркировка, характеризующая тару.
Маркировка тары, предназначенной для упаковывания опасных грузов, должна соответствовать ГОСТ 26319.
- наименование тары и ее назначение;
- наименование страны-изготовителя и/или товарный знак;
- условное обозначение тары;
- обозначение нормативного документа, по которому изготовлена тара;
- дату изготовления (месяц, год);
- обозначение "Р" (для тары под продукцию, содержащую органические растворители) <*>;
--------------------------------
<*> Обозначения наносят при их отсутствии в условном обозначении тары.
- информацию о способе утилизации тары после ее использования.
Необходимость нанесения обозначения материала тары, экологической маркировки и других дополнительных данных указывают в нормативных документах на тару для конкретных видов продукции.
На корпус тары может быть нанесена (по согласованию с потребителем) маркировка, характеризующая упаковываемую продукцию.
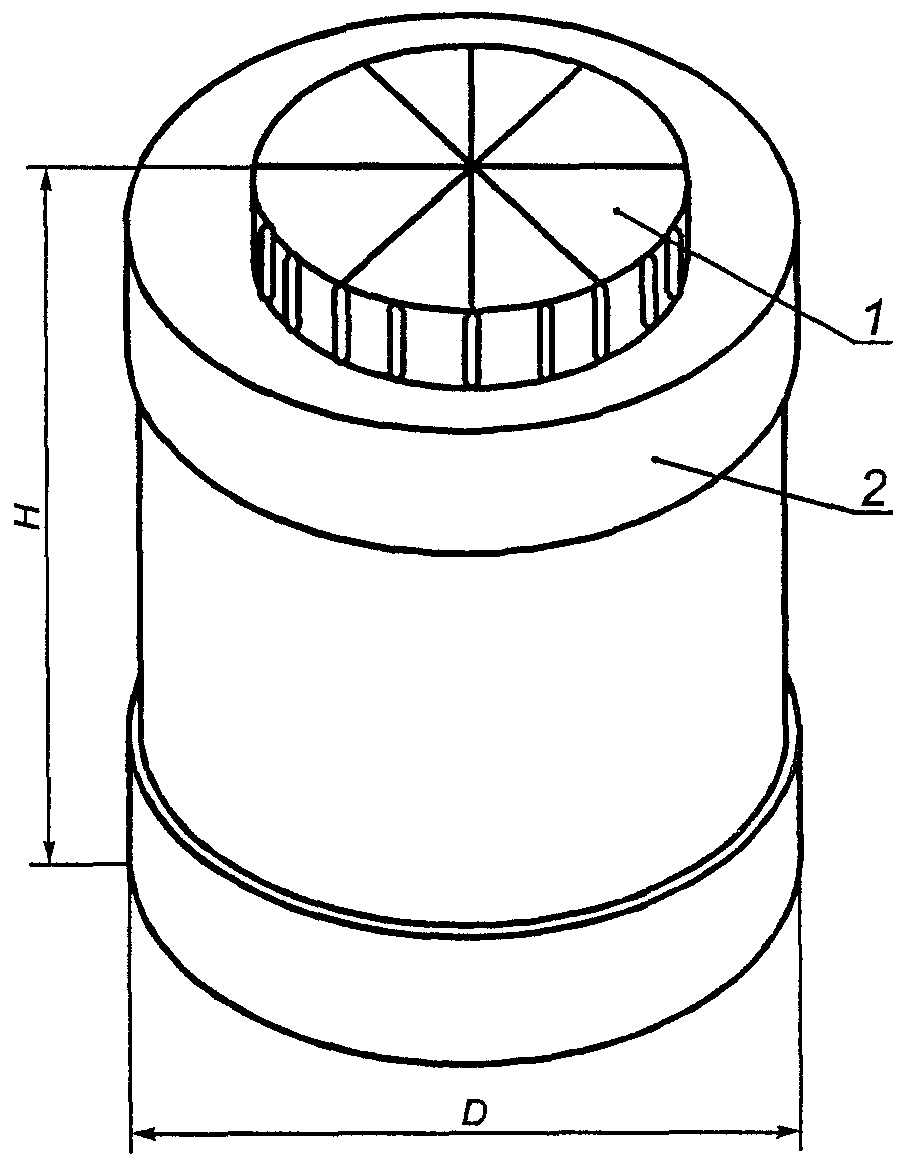
5.5.3. Взамен обозначения назначения тары на полимерную тару могут наноситься пиктограммы в соответствии с Приложением Е.
При нанесении экологической маркировки с применением пиктограмм в соответствии с Приложением Е внутри пиктограммы (рисунок Е.2, а и б) или под ним наносят обозначение полимерного материала в соответствии с таблицей 6 по ГОСТ 24105.
Таблица 6
Материал тары | Обозначение, характеризующее материал тары, наносимое при маркировке |
Полиэтилен высокого давления Полиэтилен низкого давления Полипропилен Смесь полиэтилена низкого и высокого давлений Технологические отходы полиэтилена Вторичный полиэтилен Смесь полиэтилена, технологических отходов и вторичного полиэтилена | ПЭВД (PE-LD) ПЭНД (PE-HD) ПП (PP) - - - - |
5.5.4. Допускается не наносить маркировку по 5.5.2 на тару, изготовленную непосредственно на предприятии - изготовителе продукции и по согласованию с потребителем (за исключением обозначений "Р" или их пиктограмм для тары, предназначенной соответственно для упаковывания продукции, содержащей органические растворители), и обозначения полимерного материала.
5.5.5. Маркировку наносят на дно или нижнюю часть корпуса тары методами формования, тиснения, печати, штампа, гравировкой в форме.
Маркировка должна быть четкой, ясной и легкочитаемой.
5.5.6. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков: "Хрупкое. Осторожно", "Беречь от излучения", "Беречь от солнечных лучей" и предупредительной надписи "Не бросать".
В нормативных документах на тару для конкретных видов продукции предусматривают необходимость нанесения манипуляционных знаков.
Допускается совмещение на одном ярлыке транспортной маркировки с маркировкой, характеризующей непосредственно тару.
5.5.7. Знак соответствия для сертифицированной тары указывают в сопроводительной документации.
5.6. Упаковка
5.6.1. Тару не упаковывают.
Комплекты деталей (крышки, пробки, прокладки и др.) упаковывают в деревянные ящики по ГОСТ 18573, ящики из гофрированного картона по ГОСТ 13841 или другие виды тары по согласованию с потребителем при условии обеспечения сохранности количества и качества деталей.
5.6.2. Транспортные пакеты тары формируют в соответствии с требованиями нормативного документа на пакеты.
6.1. Тара, изготовленная из полиэтилена и полипропилена, при комнатной температуре не выделяет в окружающую среду токсичных веществ и не оказывает при непосредственном контакте вредного влияния на организм человека. Работа с ней не требует особых мер предосторожности.
6.2. При воздействии высокой температуры 150 °C - 250 °C тара может подвергаться деструкции с выделением вредных веществ, вследствие чего необходимо строго соблюдать правила транспортирования и хранения в течение срока ее эксплуатации.
6.3. Тара может подвергаться набуханию или другим изменениям при хранении в ней химической продукции, поэтому необходимо строго соблюдать правила упаковывания продукции в тару для обеспечения безопасности ее применения для жизни человека и охраны окружающей среды в части выбора соответствующих полимерных материалов и их марок.
6.4. Переработка полимерных материалов должна осуществляться с соблюдением требований ГОСТ 12.3.030 и мер, исключающих возможность взрывов и пожаров, в соответствии с ГОСТ 12.1.004, ГОСТ 12.1.010 и типовыми правилами пожарной безопасности для промышленных предприятий.
В процессе переработки полимерных материалов возможно выделение в воздух летучих продуктов термоокислительной деструкции, содержащих органические кислоты, карбонильные соединения, в том числе формальдегид, ацетальдегид и окись углерода.
Предельно допустимые концентрации (ПДК) в воздухе рабочей зоны представлены в таблице 7.
Таблица 7
Наименование вещества | Предельно допустимые концентрации в воздухе рабочей зоны, мг/м3 | Класс опасности |
Формальдегид Ацетальдегид Органические кислоты (в пересчете на уксусную кислоту) Окись углерода Аэрозоль полиэтилена | 0,5 5,0 5,0 20,0 10,0 | 2 3 3 4 3 |
6.5. Полимерные материалы, применяемые в производстве тары, - горючие, пожароопасные вещества, а их аэровзвеси взрывоопасны.
Характеристики применяемых материалов по пожароопасности приведены в таблице 8.
Полимерный материал для изготовления тары | Температура воспламенения, °C | Температура самовоспламе- нения, °C | Нижний концентра- ционный предел воспламенения аэровзвеси, -3 г · м | Температура вспышки аэровзвеси, °C |
Полиэтилен низкого давления по (порошок, гранулы) | 280 | 340 - 352 | 36 - 42 | - |
Полиэтилен высокого давления по ГОСТ 16337 (гранулы) | 300 | 400 | 41 | - |
Полипропилен и сополимеры пропи- лена по ГОСТ 26996 | 325 - 343 | 325 - 388 | 32,7 | - |
6.6. Средства пожаротушения при возгорании полимерной тары: распыленная вода, пена, кошма, песок, асбестовое одеяло.
6.7. Организация рабочих мест должна соответствовать ГОСТ 12.2.003 и ГОСТ 12.2.061.
Средства индивидуальной защиты работающих при производстве тары должны соответствовать требованиям ГОСТ 12.4.011.
7.1. Процессы изготовления полимерной тары должны исключать загрязнение воздуха, почвы и водоемов вредными веществами, перерабатываемыми материалами и отходами производства выше норм, утвержденных в установленном порядке.
7.2. Основными видами возможного опасного воздействия тары на окружающую среду является загрязнение атмосферного воздуха населенных мест, почвы и воды в результате неорганизованного сжигания и захоронения отходов тары на территории предприятия-изготовителя или вне его, а также их произвольной свалки в не предназначенных для этой цели местах.
7.3. Отходы, образующиеся при изготовлении тары, подлежат утилизации на предприятии-изготовителе, вывозят на полигоны промышленных отходов или организованно обезвреживают в специальных отведенных для этой цели местах.
7.4. Бывшую в употреблении тару направляют во вторсырье или на городскую свалку, а загрязненную вредными химическими продуктами подвергают захоронению на специальных полигонах в соответствии с установленными санитарными нормами.
Не допускается неорганизованное сжигание бывшей в употреблении тары.
7.5. Для обеспечения ресурсосбережения применяют гранулированное вторичное сырье:
- "обратное" (чистые технологические отходы производства), образующееся в процессе производства на предприятии - изготовителе тары;
- "возвратное", поставляемое на предприятие - изготовитель тары специализированными или другими организациями, которое собирают, моют и перерабатывают в гранулированное стабилизированное полимерное сырье.
7.6. "Обратное" вторичное сырье собирают на предприятии-изготовителе и хранят на специальных площадках или в отдельных отсеках, исключающих его загрязнение или смешение по виду и маркам сырья.
7.7. "Возвратное" вторичное сырье, переработанное в гранулированное стабилизированное сырье, поставляют специализированные или другие организации в соответствии с нормативными документами.
8.1. Тару принимают партиями.
Каждая партия должна сопровождаться документом о качестве, содержащим:
- наименование тары и ее назначение;
- наименование страны-изготовителя;
- товарный знак и (или) наименование предприятия-изготовителя;
- местонахождение (юридический адрес) предприятия-изготовителя;
- условное обозначение тары;
- номер партии;
- количество единиц тары в партии;
- дату изготовления (месяц, год);
- обозначение настоящего стандарта или нормативного документа на тару для конкретного вида продукции;
- результаты проведенных испытаний или подтверждение о соответствии тары требованиям нормативных документов или другим установленным требованиям;
- знак соответствия для сертифицированной тары или указание номера сертификата;
- информацию о способе утилизации тары после ее использования.
В документе о качестве тары может быть указана другая информация, характеризующая качество тары.
8.2. При контроле качества тары проводят типовые, приемо-сдаточные и периодические испытания в соответствии с таблицей 9.
┌────────────────┬──────────────┬──────────────────┬───────────────────────────────┐
│ Контролируемый │ Количество │ Вид испытания │ Номер пункта │
│ показатель │ испытуемых ├───────┬──────────┼────────────┬──────────────────┤
│ │ образцов │Приемо-│Периодиче-│технических │ методов │
│ │ │сдаточ-│ские и их │ требований │ испытания │
│ │ │ные │периодич- │ │ │
│ │ │ │ность │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│ │выборки │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│ │с планом │ │ │ │ │
│ │контроля │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│толщина стенки │с планом │ │ │ │ │
│ │контроля │ │ │ │ │
│ │ │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│4. Вместимость │В соответствии│ - │Раз в год │Приложение Б│ 9.4 │
│ │с планом │ │ │ │ │
│ │контроля │ │ │ │ │
│ │ │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│ │с планом │ │ │ │ │
│ │контроля │ │ │ │ │
│ │ │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│ │с планом │ │ │ │ │
│ │контроля │ │ │ │ │
│ │ │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│при гидравли- │ │ │ года │ │ │
│ческом │ │ │ │ │ │
│давлении │ │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
ИС МЕГАНОРМ: примечание.
│удар при свобод-│ │ │ │ │ │
│ном падении │ │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│сжатие (штабели-│ │ │ │ │ │
│рование) │ │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│крепления ручек │ │ │ шесть │ │ │
│ │ │ │ месяцев │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│стойкость │ │ │ года │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│кость │с планом │ │ │ │ │
│ │контроля │ │ │ │ │
├────────────────┼──────────────┼───────┼──────────┼────────────┼──────────────────┤
│кость │с планом │ │ │ │ │
│ │контроля │ │ │ │ │
│ │ │ │ │ │ │
├────────────────┴──────────────┴───────┴──────────┴────────────┴──────────────────┤
│ Примечания │
│ 1. Знак "+" означает, что показатель проверяют, знак "-" - не проверяют. │
│ 2. Типовые испытания проводят по всем показателям для всех видов тары. │
│ 3. В нормативных документах на тару могут устанавливаться другие показатели │
│качества тары. │
└──────────────────────────────────────────────────────────────────────────────────┘
Контролируемые показатели устанавливают в нормативных документах на тару для конкретных видов продукции в зависимости от назначения тары и характера упаковываемой продукции.
8.3. Приемо-сдаточные испытания тары проводят для каждой контролируемой партии.
Периодические испытания проводят в сроки, указанные в таблице 9.
При необходимости в нормативных документах на тару для конкретных видов продукции могут быть установлены другие сроки проведения периодических испытаний.
Типовые испытания проводят при внедрении и применении новых видов тары, при изменении конструкции, технологии изготовления (методов переработки) или полимерного материала, из которого изготовлена тара.
8.4. Периодическим испытаниям подвергают тару, прошедшую приемо-сдаточные испытания.
При периодических испытаниях в документе о качестве указывают результаты испытаний.
Для партий, в которых данный показатель не проверялся, в документе о качестве должно быть указано подтверждение о соответствии данного показателя требованиям нормативного документа на тару для конкретных видов продукции или настоящего стандарта.
8.5. При получении неудовлетворительных результатов периодические испытания переводят в приемо-сдаточные для получения положительных результатов на трех партиях подряд.
8.6. Порядок предъявления к приемке партии тары
8.6.1. Приемку партии тары проводят статистическим контролем качества по альтернативному признаку в соответствии с ГОСТ Р 50779.52.
8.6.2. Для получения плана или схемы статистического приемочного контроля поставщика по таблицам каталога ГОСТ Р 50779.52 необходимы следующие данные:
- нормативный уровень несоответствий (NQL);
- степень доверия (T) или нормативное значение риска потребителя  ;
;
- объем партии;
- тип плана (одноступенчатый, двухступенчатый) или схема;
- оценка ожидаемого фактического (входного) уровня несоответствий в предъявленной изолированной партии или очередной партии из последовательности партий или среднего качества процесса при применении схемы статистического приемочного контроля.
8.6.3. Для получения одноступенчатого плана контроля потребителя по таблицам каталога ГОСТ Р 50779.52 необходимы следующие данные:
- нормативный уровень несоответствий (NQL);
- объем партии;
- объем выборки.
8.6.4. Рекомендуемые значения нормативного уровня несоответствий и нормативного значения риска потребителя в зависимости от степени доверия к поставщику представлены в Приложении Ж.
В нормативных документах на тару или в договорах (контрактах) на поставку могут быть установлены другие значения уровня несоответствий (NQL).
8.6.5. Отбор образцов в выборку осуществляют методом случайного отбора по ГОСТ 18321.
8.6.6. Потребитель может осуществлять приемочный контроль по ГОСТ Р 50779.71.
Планы и схемы контроля по ГОСТ Р 50779.71 устанавливают в нормативных документах на тару или в договорах на поставку.
8.7. Правила принятия решения
8.7.1. Партию тары стороны признают пригодной к поставке, если фактический уровень несоответствий в партии не превышает установленного нормативного значения NQL.
8.7.2. Принятие решения поставщиком
8.7.2.1. Поставщик перед поставкой партии обязан доказать, что фактический уровень несоответствий в этой партии не превышает установленного значения NQL.
Доказательствами являются результаты приемочного контроля, наличие сертификата на тару и систему качества, информация о приемах управления процессами, данные входного контроля и т.д.
8.7.2.2. Решение о пригодности партии тары к поставке потребителю или представлению представителю потребителя принимают на основании положительных результатов контроля всех контролируемых показателей по допустимым планам поставщика.
8.7.2.3. В общем случае для определения соответствия партии тары настоящему стандарту и другим нормативным документам следует:
- отобрать случайным образом выборку тары объемом, указанным в нормативном документе или в договоре на поставку;
- проверить каждую единицу тары в выборке в соответствии с таблицей 9 и установить несоответствия по каждой единице тары и общее суммарное количество несоответствий в выборке;
- сравнить найденное число несоответствий в выборке Z с приемочным числом C;
- считать партию тары соответствующей настоящему стандарту и другим нормативным документам, если найденное число несоответствий в выборке Z меньше или равно приемочному числу C для данного плана контроля;
- считать партию тары не соответствующей настоящему стандарту, если число несоответствий в выборке Z больше приемочного числа C для данного плана контроля.
Ход действия при применении планов контроля поставщика приведен на рисунке 1.

Рисунок 1. Ход действия при применении планов
контроля поставщика
8.7.3. Принятие решений потребителем
8.7.3.1. Потребителю для предъявления претензий к поставщику необходимо результатами контроля доказать, что фактический уровень несоответствий в поставляемой ему партии превышает NQL.
Контроль должен быть проведен до начала использования тары потребителем.
8.7.3.2. Решение о возможности предъявления претензий к поставщику потребитель принимает только на основании отрицательных результатов контроля хотя бы по одному контролируемому показателю по планам потребителя.
8.7.3.3. В общем случае для определения несоответствия партии тары настоящему стандарту и другим нормативным документам следует:
- отобрать случайным образом выборку тары объемом, указанным в нормативном документе или в договоре на поставку;
- проверить каждую единицу тары в выборке в соответствии с таблицей 9 и установить несоответствия по каждой единице тары и общее суммарное количество несоответствий в выборке;
- сравнить найденное число несоответствий в выборке Z с браковочным числом R;
- считать партию тары не соответствующей настоящему стандарту и другим нормативным документам, если найденное число несоответствий в выборке Z больше или равно браковочному числу R для данного плана контроля;
- считать партию тары соответствующей настоящему стандарту, если число несоответствий в выборке меньше браковочного числа R для данного плана контроля.
Ход действия при применении планов контроля потребителя приведен на рисунке 2.

Рисунок 2. Ход действия при применении планов
контроля потребителя
8.8. Действия с несоответствующими единицами тары
8.8.1. При контроле поставщика (изготовителя) несоответствующие единицы тары, обнаруженные в выборке из принятой партии, должны быть заменены на соответствующие.
Партии, забракованные при контроле поставщика (изготовителя), должны быть отделены от принятых, идентифицированы и подвергнуты разбраковке. Обнаруженные несоответствующие единицы тары заменяют на соответствующие.
Несоответствующие единицы тары направляют на вторичную переработку.
8.8.2. При контроле потребителя несоответствующие единицы тары, обнаруженные в выборке, независимо от того, какое решение принято в отношении всей партии, могут быть возвращены поставщику для замены на соответствующие.
Примеры применения таблиц каталога допустимых планов и схем контроля по ГОСТ Р 50779.52 представлены в Приложении И.
9.1. Перед испытанием образцы тары кондиционируют в соответствии с ГОСТ 21798 по режиму 5. Время кондиционирования - не менее 3 ч при температуре (20 +/- 2) °C и относительной влажности (65 +/- 5 )%.
9.1.1. Внешний вид, качество поверхности и маркировку проверяют визуально без применения увеличительных приборов, путем сравнения с требованиями нормативных документов, утвержденных в установленном порядке.
9.2.1. Средства контроля и вспомогательные устройства - в соответствии с Приложением К.
9.2.2. Порядок проведения контроля
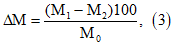
Контролю подлежит высота тары с укупорочным средством, максимальный наружный диаметр или максимальные размеры поперечного сечения тары. Количество образцов для контроля - по таблице 9.
При контроле наружного диаметра тары контроль проводят в месте наибольшего диаметра. При наличии нескольких участков, имеющих одинаковый размер, контроль проводят на каждом участке. Контроль диаметров на каждом участке проводят в двух взаимно перпендикулярных направлениях. Аналогично проводят контроль размеров максимальных поперечных сечений тары.
9.2.2.1. Контроль с применением штангенциркуля
Образец тары устанавливают горизонтально на ровной поверхности. Раздвигают губки штангенциркуля на величину несколько большую, чем высота тары. Устанавливают штангенциркуль так, чтобы образец был расположен параллельно оси, а губки штангенциркуля перпендикулярно к высоте образца тары. Плавно уменьшают расстояние между губками штангенциркуля до их соприкосновения с дном и торцом горловины тары одновременно. При наличии у штангенциркуля винта микроподачи используют этот винт. Фиксируют значения штангенциркуля.
Внутренний диаметр горловины измеряют при двух взаимно перпендикулярных положениях штангенциркуля относительно горловины.
9.2.2.2. Контроль с применением штангенрейсмаса
Контролируемый образец тары устанавливают вертикально на поверочную (разметочную) плиту. Устанавливают на эту же плиту штангенрейсмас. Плавно уменьшают высоту ножки штангенрейсмаса до касания с торцом горловины тары. При наличии у штангенрейсмаса винта микроподачи используют этот винт. Фиксируют показания штангенрейсмаса.
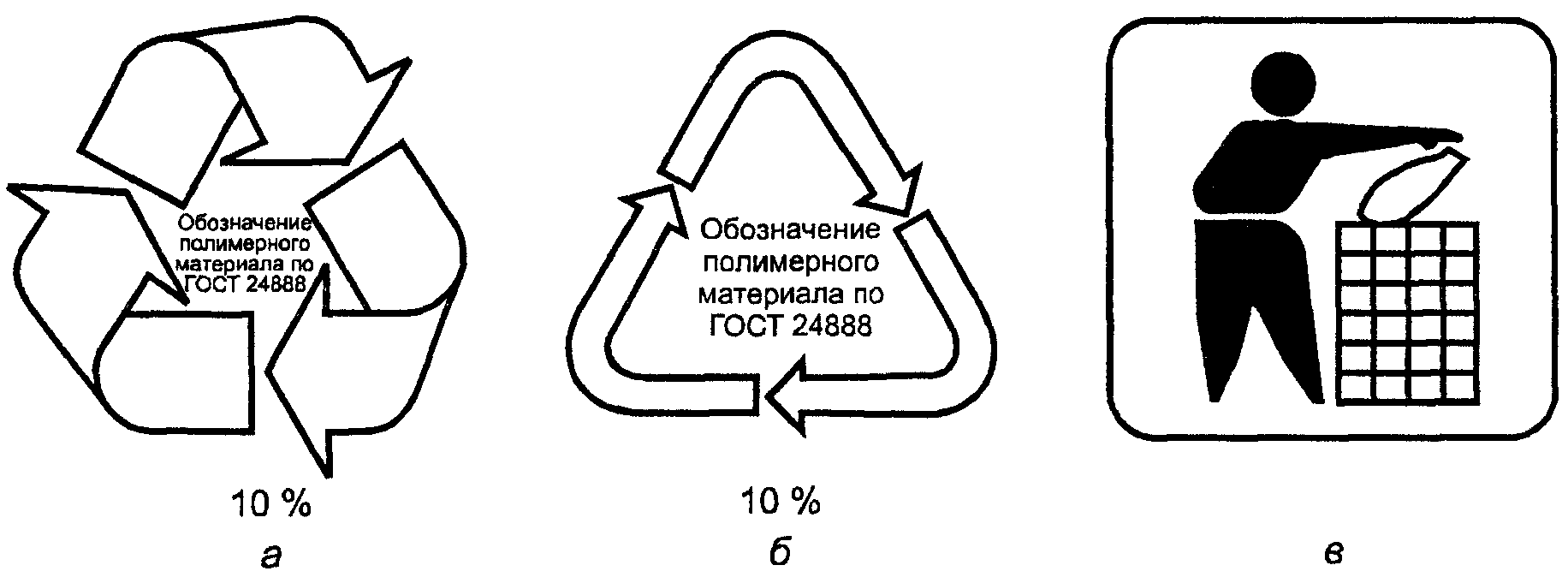
9.2.2.3. Контроль с применением калибров
Образец тары устанавливают между проходными губками калибра, а затем между непроходными. Образец должен свободно проходить между проходными губками и не проходить между непроходными.
При контроле диаметра горловины тары калибр поочередно вставляют проходной и непроходной стороной в горловину образца тары. Проходная сторона должна проходить свободно, без усилия. Непроходная сторона калибра должна быть больше диаметра горловины.
Конструкции калибров, применяемых для определения наружных размеров, приведены в Приложении Л.
При разногласиях за окончательный результат принимают измерение размеров с применением штангенциркуля или штангенрейсмаса.
9.2.2.4. Контроль с применением линейки
Образец тары устанавливают горизонтально на ровной поверхности.
Линейкой измеряют диаметр и высоту тары в двух взаимно перпендикулярных плоскостях.
9.2.3. Обработка результатов испытаний
За результат принимают среднеарифметическое значение измерений всех образцов тары.
Размеры тары должны соответствовать указанным в нормативных документах на тару и в рабочих чертежах (или в Приложении Б к настоящему стандарту).
9.3.1. Средства контроля и вспомогательные устройства - в соответствии с Приложением К.
Для контроля толщины стенки на плоских участках могут быть использованы гладкие микрометры, на закругленных участках - индикаторы часового типа и измерительные стойки.
9.3.2. Порядок подготовки и проведения контроля
9.3.2.1. Каждый образец с помощью ножниц разрезают или распиливают в вертикальной плоскости по следу смыкания форм и измеряют толщину стенки в трех местах: по радиусу закругления в месте перехода от корпуса к дну тары, в месте перехода от корпуса к горловине, а также в месте наибольшего диаметра тары.
Если средство измерения не позволяет правильно провести измерение толщины стенки, из каждого образца тары вырезают контрольные образцы в местах измерения (сферической или цилиндрической части тары) и проверяют толщину образца.
За результат измерения принимают наименьшее значение из всех измерений.
Тару считают выдержавшей испытания, если значение минимальной толщины стенки соответствует значению, установленному в Приложении В или в рабочих чертежах на тару.
9.4.1. Средства контроля и вспомогательные устройства - в соответствии с Приложением К.
9.4.2. Порядок подготовки и проведения контроля
9.4.2.1. Объемный метод контроля с применением мерной посуды
Каждый образец заполняют водой до места перехода от корпуса к горловине, наливая воду из мерной посуды температурой (20 +/- 5) °C.
За вместимость образца принимают среднеарифметическое значение объема воды, залитой в контролируемый образец тары.
Вместимость тары должна соответствовать указанной в Приложении Б или в рабочих чертежах на тару.
9.4.2.2. Метод контроля с применением весов
Чистый и сухой образец тары взвешивают на весах. Затем наполняют до заданного уровня (указанного в нормативных документах на тару для конкретной продукции) водой температурой (20 +/- 5) °C и снова взвешивают, определяя общую массу. При взвешивании наружная поверхность образца тары должна быть сухой.
Разность между массой образца, наполненного водой, и порожнего образца в килограммах соответствует его вместимости в кубических дециметрах.
Вместимость тары должна соответствовать указанной в Приложении Б или в рабочих чертежах на тару.
Отклонение от вместимости составляет +/- 10% заданного значения.
При разногласиях за окончательный результат принимают значение номинальной вместимости, полученное с помощью весов. При этом абсолютная погрешность взвешивания применяемых весов должна быть не менее чем в 3 раза меньше, чем допускаемое значение отклонения на вместимость.
9.5.1. Средства контроля и вспомогательные устройства - в соответствии с Приложением К.
9.5.2. Порядок подготовки и проведение контроля
Каждый образец взвешивают на весах.
За результат испытаний принимают среднеарифметическое значение всех измерений.
Масса тары должна соответствовать указанной в нормативном документе на тару или в рабочих чертежах, утвержденных в установленном порядке.
9.6.1. Герметичность проверяют по ГОСТ Р 51827 (способы 1, 2, 4 и 5) под давлением в соответствии с таблицей 2.
Испытание тары на прочность при гидравлическом давлении проводят по ГОСТ Р 51827 под давлением в соответствии с таблицей 2.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 18425-73 Приказом Росстандарта от 28.08.2018 N 538-ст с 1 июня 2019 года введен в действие ГОСТ 18425-2018. |
Для испытания на удар при свободном падении берут образцы тары, выдержавшие испытание на герметичность.
Тару, предназначенную для жидкостей, заполняют водой температурой (20 +/- 5) °C на 98% номинальной вместимости и плотно закрывают укупорочным средством (крышкой, пробкой).
Тару, предназначенную для пастообразных и порошкообразных продуктов, заполняют на 95% ее полной вместимости продукцией или габаритно-массовым эквивалентом, имеющим физические свойства, аналогичные свойствам упаковываемой продукции.
Сбрасывание проводят с высоты, указанной в таблице 3.
Цикл ударов: первый (три образца тары) - местом соединения корпуса тары с дном, второй (другие три образца) - корпусом перпендикулярно к оси тары.
Для тары со съемным верхним дном, предназначенным для жидкостей, второй цикл ударов проводят на несъемное дно.
Для тары со съемным верхним дном, предназначенной для пастообразных и порошкообразных неопасных продуктов, второй цикл ударов не проводят.
Образцы тары, предназначенной для жидких продуктов, считают выдержавшими испытания при отсутствии появления течи воды.
Образцы тары, предназначенной для пастообразных и порошкообразных продуктов, считают выдержавшими испытания, если содержимое тары после ударов полностью осталось внутри тары.
Допускаются при ударе незначительная деформация тары и незначительное проникновение порошкообразных продуктов через крышку или съемное верхнее дно тары.
9.9.1. Испытание тары на прочность при штабелировании проводят по ГОСТ 25014.
Используемое оборудование - пресс, обеспечивающий воспроизведение усилия в диапазоне от 0 до 3920 Н (от 0 до 400 кгс) с погрешностью не более 2% измеряемого значения.
Средства контроля и вспомогательные устройства - в соответствии с Приложением К.
9.9.2. Требования к стенду для испытания тары, предназначенной для упаковывания продукции, не относящейся к опасным грузам, на штабелирование
Для проведения испытаний на штабелирование должен применяться стенд, обеспечивающий выполнение следующих технических требований:
- нагрузка, воспроизводимая стендом, должна быть не менее значения, указанного в таблице 4;
- погрешность воспроизведения нагрузки должна быть не более 2% измеряемого значения;
- габаритные размеры рабочей зоны должны обеспечивать установку испытуемой тары в вертикальном положении между рабочими плитами;
- стенд должен иметь систему автоматического поддержания заданного усилия при деформациях испытуемой тары;
- стенд должен обеспечивать непрерывную работу при проведении испытаний в течение заданного времени в соответствии с таблицей 4;
- стенд должен быть оборудован устройством автоматического отключения нагрузки при разрушении испытуемого образца тары;
- стенд должен обеспечивать удаление воды, образующейся при проведении испытаний, в случаях разрушения тары;
- стенд должен обеспечивать выполнение требований безопасности, включая электробезопасность.
Стенд должен быть обеспечен рабочими плитами со следующими характеристиками:
- размер каждой плиты должен быть более соответствующего размера испытуемой тары на величину не менее 10%;
- толщина каждой плиты должна обеспечивать необходимую жесткость плиты при максимальных нагрузках.
- деформация рабочей плиты при максимальной нагрузке не должна превышать 0,5 мм/м;
- отклонение от плоскостности (разновысотность) на рабочей поверхности каждой плиты при любой нагрузке не должно превышать 0,5 мм;
- подвижная плита стенда должна обеспечивать вращение вокруг точки приложения усилия сжатия на угол до 15°.
9.9.3. Требования к стенду для испытания тары, предназначенной для упаковывания продукции, относящейся к опасным грузам, на штабелирование
Для проведения испытаний на штабелирование при температуре 40 °C должен применяться стенд, обеспечивающий выполнение требований, указанных в 9.9.2, и следующих технических требований:
- стенд должен иметь систему автоматического поддержания заданного значения температуры 40 °C;
- погрешность стабилизации температуры - не более +/- 0,5 °C;
- неравномерность температуры в рабочей камере - не более +/- 1,5 °C;
- стенд должен обеспечивать непрерывную работу при проведении испытаний в течение 28 сут.
Схема стенда для испытаний тары на прочность методом сжатия приведена на рисунке 3 и в Приложении М.

1 - неподвижная плита; 2 - теплоизолирующая камера;
3 - испытуемая тара; 4 - подвижная плита;
5 - датчик усилия сжатия; 6 - регулятор
усилия сжатия; 7 - силовой элемент (пневмоцилиндр);
8 - датчик температуры (термометр сопротивления);
9 - регулятор температуры; 10 - вентилятор;
11 - нагреватель; 12 - поддон для слива воды
в канализацию
грузов на штабелирование
План теплоизолирующей камеры для одновременного испытания трех единиц тары для опасных грузов на сжатие представлен на рисунке 4.

1 - термосиловой стенд N 1; 2 - термосиловой
стенд N 2; 3 - термосиловой стенд N 3;
4 - теплоизолирующая камера для испытания трех единиц
тары; 5 - слив воды в канализацию; 6 - линия
хозяйственно-пожарного водопровода; 7 - линия горячей
воды; 8 - линия сжатого воздуха;
9 - резервный компрессор
одновременного испытания трех единиц тары
Камера оснащена нагревателем 11, вентилятором для равномерного распределения температуры 10 и регулятором температуры 9 со стандартным датчиком 8 - рисунок 3. Для измерения деформации имеется измеритель деформации (линейка и указатель).
9.9.4. Порядок подготовки к проведению контроля тары для продукции, не относящейся к опасным грузам
Для испытания на штабелирование берут образцы тары, выдержавшие испытание на герметичность.
Проводят идентификацию образцов тары, а также внешний и внутренний осмотр тары. Внутренний осмотр тары с узкой горловиной проводят с помощью устройства по ГОСТ 30765.
Выявляют все видимые дефекты, которые могут повлиять на результаты испытаний.
Проверяемые образцы тары устанавливают на неподвижную плиту стенда 1, которая установлена на поддон 12, предназначенный для сбора воды при разрушении образца тары.
Затем образцы тары заполняют водой до номинальной вместимости температурой (20 +/- 5) °C и плотно закрывают укупорочными средствами. Образцы устанавливают в положение, в котором данный вид тары эксплуатируется.
Подготавливают стенд для работы, руководствуясь инструкцией по эксплуатации.
9.9.5. Порядок подготовки к проведению контроля тары для продукции, относящейся к опасным грузам
Стенды с образцами тары должны быть помещены в теплоизолирующую камеру.
Для испытания берут образцы тары, выдержавшие испытание на герметичность.
Проводят идентификацию образцов тары.
Проводят внешний и внутренний осмотр тары. Внутренний осмотр тары с узкой горловиной проводят с помощью устройства по ГОСТ 30765.
Выявляют все видимые дефекты, которые могут повлиять на результаты испытаний.
Проверяемые образцы тары устанавливают на неподвижную плиту стенда 1, которая установлена на поддон 12, предназначенный для сбора воды при разрушении образца тары.
Затем образцы тары заполняют водой до номинальной вместимости температурой (20 +/- 5) °C и плотно закрывают укупорочными средствами. Образцы устанавливают в положение, в котором данный вид тары эксплуатируется.
Включают нагреватель 11 и нагревают воздух в камере, включая воду в образцах тары, до температуры (40 +/- 2) °C.
Образцы тары могут заполняться водой температурой (40 +/- 2) °C.
Подготавливают стенд для работы, руководствуясь инструкцией по эксплуатации.
9.9.6. Порядок проведения контроля тары для продукции, не относящейся к опасным грузам
Установленные и заполненные водой температурой (20 +/- 5) °C контролируемые образцы плавно сжимают силовым элементом 7 при скорости нарастания усилия сжатия 100 - 200 Н/мин (10 - 20 кгс/мин) до тех пор, пока нагрузка не достигнет значения, указанного в таблице 4.
Датчик усилия сжатия 5, встроенный последовательно в силовые элементы, контролирует заданное усилие.
Регулятор усилия сжатия 6, получая сигнал с датчика, сравнивает усилие с заданным значением и поддерживает заданное усилие независимо от деформации испытуемой тары.
При заданной нагрузке образцы тары выдерживают в течение 2 ч. Контроль времени проводят по секундомеру.
Периодически наблюдают за испытуемой тарой и работой испытательного стенда, при необходимости выполняя рекомендации, указанные в руководстве по эксплуатации на стенд.
При разрушении тары в процессе проведения испытаний снимают испытательную нагрузку.
По истечении 2 ч снимают заданную нагрузку на тару, выливают воду из тары и вынимают тару из стенда.
Проводят осмотр тары и оценивают результаты испытаний.
Образцы тары в течение установленного времени не должны давать течи.
Допускается остаточная деформация тары без разрушения и отсутствия течи.
Образцы тары считают выдержавшими испытания, если отсутствует течь воды и признаки повреждения тары, влияющие на сохранность продукции и безопасность транспортирования, снижение прочности или вызывающие неустойчивость штабеля.
Допускается деформация образцов тары при отсутствии появления течи воды.
9.9.7. Порядок проведения контроля тары для продукции, относящейся к опасным грузам
Установленные и заполненные водой температурой (40 +/- 2) °C контролируемые образцы плавно сжимают силовым элементом 7 при скорости нарастания усилия сжатия 100 - 200 Н/мин (10 - 20 кгс/мин) до тех пор, пока нагрузка не достигнет значения, указанного в таблице 4.
Датчик усилия сжатия 5, встроенный последовательно в силовые элементы, контролирует заданное усилие.
Регулятор усилия сжатия 6, получая сигнал с датчика, сравнивает усилие с заданным значением и поддерживает заданное усилие независимо от деформации испытуемой тары.
Включают систему терморегулирования и устанавливают в камере температуру (40 +/- 2) °C.
Плотно закрывают камеру.
При заданной нагрузке и заданной температуре образцы тары выдерживают в течение 28 сут.
Фиксируют дату и текущее время начала испытаний. Указывают дату и время окончания испытаний.
При разрушении тары в процессе проведения испытаний снимают испытательную нагрузку, выключают систему терморегулирования и удаляют из камеры разрушенную тару.
По истечении 28 сут снимают заданную нагрузку на тару, выключают систему терморегулирования и выдерживают камеру до остывания воды в таре до температуры окружающей среды (23 +/- 2) °C.
Выливают воду из тары и вынимают тару из стенда и камеры.
Проводят осмотр тары и оценивают результаты испытаний.
Образцы тары в течение установленного времени не должны давать течи.
Допускается остаточная деформация тары без разрушения и отсутствия течи.
Образцы тары считают выдержавшими испытания, если отсутствует течь воды и признаки повреждения тары, влияющие на сохранность продукции и безопасность транспортирования, снижение прочности или вызывающие неустойчивость штабеля.
Допускается деформация образцов тары при отсутствии появления течи воды.
9.10.1. Прочность ручек и прочность крепления ручек проверяют по ГОСТ Р 51864 на нагрузку, указанную в таблице 5.
9.10.2. Используемое оборудование, средства контроля и вспомогательные устройства - в соответствии с Приложением К.
9.11.1. Средства контроля и вспомогательные устройства - в соответствии с Приложением К.
В качестве химического реагента используют упаковываемый химический продукт, растворитель или смесь растворителей, содержащиеся в химическом продукте. Применяемые растворители или смесь растворителей должны соответствовать требованиям стандартов или других нормативных документов на растворитель или смесь растворителей.
Перечень растворителей или их смесей (химических реагентов), используемых для испытаний тары на химическую стойкость, указывают в нормативных документах на тару для конкретных видов продукции.
9.11.2. Порядок подготовки к проведению контроля
Количество образцов для испытаний тары выбирают в соответствии с таблицей 9.
Каждому образцу присваивают соответствующий порядковый номер.
Каждый образец взвешивают на весах и измеряют его наружные размеры (диаметр и высоту) в соответствии с 9.2.
Каждый образец тары заполняют продуктом (растворителем) в соответствии с 9.11.1 до номинальной вместимости, герметично закрывают и взвешивают на весах.
За результат измерения принимают среднеарифметическое значение результатов всех измерений.
Стойкость к проницаемости органических растворителей определяют по изменению наружных размеров тары и массы продукта (растворителя), содержащегося в таре, за 28 сут или в течение гарантийного срока упаковываемой продукции.
9.11.3. Порядок проведения контроля
Образцы с продуктом (растворителем) выдерживают при температуре (23 +/- 2) °C в течение 28 сут.
При типовых испытаниях образцы с продуктом (растворителем) выдерживают при температуре (23 +/- 2) °C в течение гарантийного срока упаковываемого продукта.
В нормативном документе на тару для конкретной продукции могут указываться другие значения температуры и другие значения продолжительности испытаний.
По истечении установленного времени (28 сут или гарантийного срока упаковываемой продукции) образцы взвешивают на весах и измеряют их наружные размеры (диаметр и высоту) в соответствии с 9.2, затем определяют потерю массы в процентах.
9.11.4. Правила обработки результатов контроля
9.11.4.1. Изменение наружных размеров образца тары  , %, после окончания испытаний определяют по формуле
, %, после окончания испытаний определяют по формуле

где  - размер испытуемого образца тары с реагентом после выдержки в течение установленного времени, мм;
- размер испытуемого образца тары с реагентом после выдержки в течение установленного времени, мм;
L - размер испытуемого образца тары до испытаний, мм.
За окончательный результат испытаний принимают среднеарифметическое значение не менее пяти определений.
Изменение размеров не должно превышать значений, установленных в 5.2.4.1.
9.11.4.2. Изменение массы продукта (растворителя), содержащегося в таре, за установленное время  , %, после окончания испытаний определяют по формуле
, %, после окончания испытаний определяют по формуле
где  - масса тары с продуктом (растворителем) до испытаний, кг;
- масса тары с продуктом (растворителем) до испытаний, кг;
За окончательный результат испытаний принимают среднеарифметическое значение определений не менее 5 единиц тары.
Изменение массы продукта (растворителя) не должно превышать значений, установленных в 5.2.4.2.
9.11.5. Испытания могут проводиться по ГОСТ Р 51760 на образцах тары вместимостью не более 0,5 дм3, изготовленных из того же полимерного материала и той же марки.
При испытаниях на химическую стойкость на образцах тары вместимостью не более 0,5 дм3, изготовленных из того же полимерного материала и той же марки, пересчет потери массы продукта (растворителя) на тару, для которой ведется расчет,  , г, определяют по формуле
, г, определяют по формуле

где  - потеря массы растворителя в испытуемых образцах, г;
- потеря массы растворителя в испытуемых образцах, г;
K - коэффициент пересчета потери массы.
Коэффициент пересчета потери массы K определяют по формуле

где  - поверхность тары, для которой ведется расчет, см2;
- поверхность тары, для которой ведется расчет, см2;
9.12.1. Используемое оборудование, средства контроля и вспомогательные устройства - в соответствии с Приложением К.
9.12.2. Порядок подготовки и проведения контроля
Образцы тары помещают в климатическую камеру, устанавливают температуру (40 +/- 2) °C. Образцы выдерживают в камере в течение 2 ч.
Затем образцы вынимают из камеры, выдерживают при комнатной температуре в течение 30 мин. После выдержки проводят проверку: внешнего вида - по 9.1, параметров и размеров - по 9.2, механических свойств - по 9.7 - 9.10.
Образцы считают выдержавшими испытания по 9.12, если они соответствуют требованиям, установленным в 5.2.5.
9.13.1. Используемое оборудование, средства контроля и вспомогательные устройства - в соответствии с Приложением K.
9.13.2. Порядок подготовки и проведения контроля
Образцы тары помещают в климатическую камеру, устанавливают температуру (минус 50 +/- 2) °C. Образцы выдерживают в камере в течение 2 ч.
Затем образцы вынимают из камеры, выдерживают при комнатной температуре в течение 30 мин.
После выдержки проводят проверку: внешнего вида - по 9.1, параметров и размеров - по 9.2, механических свойств - по 9.7 - 9.10.
Образцы считают выдержавшими испытания по 9.12, если они соответствуют требованиям, установленным в 5.2.6.
9.14. Правила оформления результатов контроля
Результаты контроля регистрируют в журнале или оформляют протоколом, содержащим следующие данные:
- наименование и условное обозначение тары;
- вместимость тары;
- наименование материала, из которого изготовлена тара;
- обозначение нормативного документа, по которому изготовлена тара;
- количество образцов, подвергнутых испытанию;
- номер партии;
- дату изготовления;
- объем партии;
- дату проведения испытаний;
- результаты испытаний;
- подпись специалиста, проводившего испытания.
Результаты контроля при периодических испытаниях оформляют протоколом.
10.1. Транспортную полимерную тару транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
10.2. Требования к транспортированию тары пакетами - по ГОСТ 26663, ГОСТ 24597 и другим нормативным документам.
10.3. Средства скрепления тары в пакетированном виде - по ГОСТ 21650 и другим нормативным документам.
10.4. Допускается транспортирование транспортной полимерной тары без формирования в транспортные пакеты в следующих случаях:
- при транспортировании автомобильным транспортом;
- при транспортировании в универсальных контейнерах, кроме крупнотоннажных.
10.5. Речным транспортом транспортную полимерную тару транспортируют в универсальных контейнерах или пакетами.
10.6. Тару хранят в закрытых складских помещениях грузоотправителя (грузополучателя) в условиях ЗЖЗ по ГОСТ 15150.
Допускается хранение тары на предприятии-изготовителе в условиях 50Ж4 сроком до трех суток.
При хранении тару укладывают в штабели или на стеллажи высотой не более 3 м и на расстоянии не менее 1 м от нагревательных или отопительных приборов.
Тара должна быть защищена от прямого воздействия солнечного света.
11.1. Изготовитель гарантирует соответствие тары требованиям настоящего стандарта и нормативных документов на тару.
Гарантийный срок тары - не менее двух лет со дня ее изготовления.
Гарантийный срок эксплуатации тары - не менее двух лет со дня ее ввода в эксплуатацию.
В нормативных документах на тару могут быть установлены другие гарантийные сроки эксплуатации, но не менее двух лет.
(рекомендуемое)

1 - съемное верхнее дно; 2 - ручка, прикрепленная
к корпусу; 3 - корпус
со съемным верхним дном и ручкой,
прикрепленной к корпусу

1 - съемное верхнее дно; 2 - ручка,
встроенная в корпус; 3 - корпус
со съемным верхним дном и ручкой, встроенной в корпус

1 - ручка, прикрепленная к корпусу; 2 - съемное
верхнее дно; 3 - корпус
со съемным верхним дном
1 - крышка; 2 - корпус
с широкой горловиной

1 - съемное верхнее дно; 2 - обруч; к корпусу;
3 - ручка, прикрепленная к корпусу; 4 - корпус
верхним дном и ручкой, прикрепленной к корпусу

1 - съемное верхнее дно; 2 - обруч; 3 - ручка,
встроенная в корпус; 4 - корпус
встроенной в корпус

1 - горловина; 2 - верхнее дно;
3 - корпус
с узкой горловиной

1 - крышка; 2 - ручка, прикрепленная к корпусу;
3 - корпус
с широкой горловиной

1 - ручка, прикрепленная к корпусу; 2 - крышка;
3 - корпус
с узкой горловиной

1- крышка; 2 - ручка; 3 - корпус
с широкой горловиной
(справочное)
Таблица Б.1
Обозначение тары по | Номиналь- ная вмести- мость, дм3 | Наружные размеры, мм | |||||||
Длина L | Ширина B | Диаметр | Высота H | ||||||
D | D B | D H | d B | d H | |||||
БН I-1 БН I-2 | 10,0 | - | - | - | 257 | 215 | - | - | 270 |
- | - | - | 292 | 258 | - | - | 222 | ||
- | - | - | 328 | 255 | - | - | 213 | ||
10,4 | - | - | - | 259 | 222 | - | - | 242 | |
10,7 | - | - | - | 265 | 226 | - | - | 265 | |
11,3 | - | - | - | 292 | 248 | - | - | 270 | |
12,5 | - | - | - | 292 | 246 | - | - | 260 | |
15,0 | - | - | - | 328 | 255 | - | - | 307 | |
- | - | - | 333 | 291 | - | - | 245 | ||
16,1 | - | - | - | 326 | 274 | - | - | 278 | |
16,5 | - | - | - | 333 | 281 | - | - | 280 | |
17,5 | - | - | - | 329 | 285 | - | - | 271 | |
18,0 | - | - | - | 333 | 281 | - | - | 290 | |
19,0 | - | - | - | 326 | 270 | - | - | 308 | |
20,0 | - | - | - | 290 | 260 | - | - | 355 | |
- | - | - | 310 | 300 | - | - | 360 | ||
- | - | - | 329 | 278 | - | - - | 325 | ||
22,0 | - | - | - | 350 | 280 | - | 300 | ||
30,0 | - | - | - | 400 | 320 | - | - | 400 | |
33,0 | - | - | - | 380 | 314 | - | - | 410 | |
БН II-3 | 11,6 | - | - | - | 344 | 307 | 264 | 228 | 218 |
12,5 | - | - | - | 348 | 304 | 268 | 224 | 240 | |
15,0 | - | - | - | 385 | 330 | 300 | 240 | 260 | |
16,3 | - | - | - | 390 | 355 | 300 | 266 | 231 | |
18,0 | - | - | - | 379 | 328 | 299 | 240 | 302 | |
18,8 | - | - | - | 390 | 351 | 300 | 263 | 268 | |
19,2 | - | - | - | 385 | 323 | 300 | 242 | 317 | |
БЧ I-4 | 60,0 | - | - | 380 | - | - | - | - | 615 |
БЧ I-5 БЧ I-6 БЧ I-7 | 45,0 | - | - | 400 | - | - | - | - | 525 |
60,0 | - | - | 400 | - | - | - | - | 665 | |
220,0 | - | - | 580 | - | - | - | - | 935 | |
ФЛ I-8 | 25,0 | - | - | 360 | - | - | - | - | 310 |
30,0 | - | - | 360 | - | - | - | - | 430 | |
40,0 | - | - | 360 | - | - | - | - | 520 | |
50,0 | - | - | 360 | - | - | - | - | 540 | |
60,0 | - | - | 360 | - | - | - | - | 620 | |
КН I-9 | 10,0 | 230 | 230 | - | - | - | - | - | 290 |
220 | 180 | - | - | - | - | - | 300 | ||
240 | 185 | - | - | - | - | - | 340 | ||
20,0 | 300 | 250 | - | - | - | - | - | 370 | |
30,0 | 316 | 281 | - | - | - | - | - | 435 | |
КН I-10 | 10,0 | 295/200 | 254/157 | - | - | - | - | - | 410 |
Примечание. Для канистр со съемным верхним дном в числителе указаны размеры длины и ширины верхнего съемного дна, в знаменателе - размеры длины и ширины нижнего дна. | |||||||||
(справочное)
ВМЕСТИМОСТИ И ПОЛИМЕРНОГО МАТЕРИАЛА
Таблица В.1
Обозначение тары по таблице 1 | Номинальная вместимость, дм3 | Минимальная толщина стенки тары в зависимости от полимерного материала, мм | ||
PE-LD | PE-HD, PP | Смесь PE-LD и PE-HD | ||
Барабаны | До 10 включ. | 1,5 | 1,2 | 1,3 |
Св. 10 до 20 включ. | 1,8 | 1,5 | 1,6 | |
Св. 20 до 30 включ. | 2,0 | 1,7 | 1,8 | |
Бочки | До 45 включ. | 2,0 | 1,8 | 2,0 |
Св. 45 до 60 включ. | 2,5 | 2,0 | 2,3 | |
Св. 60 до 220 включ. | 2,8 | 2,5 | 2,6 | |
Фляги | До 30 включ. | 2,0 | 1,7 | 1,8 |
Св. 30 до 40 включ. | 2,1 | 1,8 | 1,9 | |
Св. 40 до 50 включ. | 2,2 | 2,0 | 2,1 | |
Св. 50 до 60 включ. | 2,4 | 2,2 | 2,3 | |
Канистры | До 10 включ. | 1,5 | 1,2 | 1,3 |
Св. 10 до 20 включ. | 1,8 | 1,5 | 1,6 | |
Св. 20 до 30 включ. | 2,0 | 1,7 | 1,8 | |
Примечания 1. Применяемые сокращения слов: PE-LD - полиэтилен высокого давления; РЕ-HD - полиэтилен низкого давления; PP - полипропилен и сополимеры пропилена. 2. Другие значения минимальной толщины стенки устанавливают в нормативных документах на конкретные виды тары. | ||||
(рекомендуемое)
В ЗАВИСИМОСТИ ОТ ВИДА И МАТЕРИАЛА ТАРЫ
Таблица Г.1
Упаковываемая продукция | Обозначение тары по таблице 1 | Полимерный материал |
Химические продукты, относящиеся к опасным грузам по ГОСТ 19433 | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, БЧ I-7, ФЛ I-8, КН I-9 | PE-HD |
Химические продукты, не относящиеся к опасным грузам по ГОСТ 19433 | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, БЧ I-7, ФЛ I-8, КН I-9, КН I-10 | PE-LD, PE-HD, PP, смеси PE-LD и PE-HD |
Лаки полиэфирные ненасыщенные | БЧ I-7, КН I-9 | PE-HD |
Лаки водно-дисперсионные поливинила- цетатные, политуры спиртовые, дисперсии поливинилацетатные | БЧ I-7, КН I-9 | PE-LD, PE-HD, PP, смеси PE-LD и PE-HD |
Краски, грунтовки водно-дисперсионные | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, ФЛ I-8, КН I-10 | PE-LD, PE-HD, PP, смеси PE-LD и PE-HD |
Краски густотертые, шпатлевки | БН I-1, БН I-2, БН II-3, БЧ I-5, БЧ I-6, КН I-10 | PE-HD |
Шпатлевки водно-дисперсионные | БН I-1, БН I-2, БН II-3, БЧ I-5, БЧ I-6, КН I-10 | PE-LD, PE-HD, PP, смеси PE-LD и PE-HD |
Олифы, растворители, разбавители, сиккативы | БЧ I-7, КН I-9 | PE-HD |
Олифа натуральная, жидкость гидротормозная | БЧ I-7, КН I-9 | PE-LD, PE-HD, PP, смеси PE-LD и PE-HD |
Составы полирующие, вода полировочная | БН II-1-7, БТ I-1-18, БТ I-1-20, БТ III-1-24, БТ III-1-26, БТ III-1-27, КН I-1-29, КН I-1-30 | PE-LD, PE-HD, PP, смеси PE-LD и PE-HD |
Пасты полировочные, шлифовочные, уплотнительные, мастики, замазки | БН I-1, БН I-2, БН II-3, БЧ I-5, БЧ I-6, КН I-10 | PE-HD |
Клеи, клеящие средства | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, БЧ I-7, ФЛ I-8, КН I-9 | PE-HD |
Клеи, клеящие пастообразные средства | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, ФЛ I-8 | PE-HD |
Технические масла и смазочные материалы | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, БЧ I-7, ФЛ I-8, КН I-9 | PE-HD |
Пищевые продукты | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, БЧ I-7, ФЛ I-8, КН I-9 | - |
Лекарственная и парфюмерно- косметическая продукция | БН I-1, БН I-2, БН II-3, БЧ I-4, БЧ I-5, БЧ I-6, БЧ I-7, ФЛ I-8, КН I-9 | - |
Примечания 1. Конкретные материалы, упаковываемые в полимерную тару, указывают в нормативных и технических документах на упаковываемую продукцию. 2. Материалы для изготовления тары, предназначенной для упаковывания пищевых продуктов, лекарственной и парфюмерно-косметической продукции, устанавливают службы Роспотребнадзора России. | ||
Таблица Г.2
Марки полимерных материалов для изготовления тары
в зависимости от технологии изготовления тары
Полимерный материал | Марка полимерного материала | |
Экструзия с раздувом | Литье | |
PE-LD по ГОСТ 16337 | 10703-020, 10803-020, 15803-020, 15303-003, 10204-003, 16204-020, 16405-020 | 10803-020, 11304-040, 11503-070, 16204-020, 16405-020, 16904-040, 16803-070, 17305-070, 18003-030, 18103-035 |
PE-HD суспензионный по ГОСТ 16338 | 20508-007, 20608-012, 20708-016, 20808-024, 20908-04, 20308-005, 20408-007 | - |
PE-HD газофазный по | 276-73, 276-75, 276-83, 276-84, 276-85 , 276-95, 277-73, 273-83 | 01010, 01020, 21030, 21020, 21060, 22015, 22030 |
PP по ГОСТ 26996 | 21012, 21015, 21020, 21030, 22015 | 01010, 01020, 21030, 21020, 21060, 22015, 22030 |
Примечание. В нормативных или технических документах на тару для конкретных видов продукции могут указываться другие марки полимерного материала. | ||
(рекомендуемое)
И ТЕХНОЛОГИЧЕСКИХ ОТХОДОВ ДЛЯ ИЗГОТОВЛЕНИЯ ТАРЫ
Таблица Д.1
Упаковываемая продукция | Смесь PE-LD по ГОСТ 16337 с материалом | |
Наименование материала | Содержание материала в смеси, % | |
Лаки водно-дисперсионные, поливинилаце- татные, политуры спиртовые, дисперсии поливинилацетатные. Краски, грунтовки, шпатлевки водно- дисперсионные. Олифы, растворители, разбавители, сиккативы, олифа натуральная, жидкость гидротормозная, пигменты и краски для художественных работ | PE-HD по ГОСТ 16338 | До 30 |
Составы полирующие, вода полировочная; пасты полировочные, шлифовочные, уплотнительные, мастики, замазки. Клеи, клеящие средства. Моющие, чистящие, пеномоющие, отбеливающие, дезинфицирующие средства и другие товары бытовой химии жидкие, пастообразные и порошкообразные | PE-HD по ГОСТ 16338 | До 50 |
Технические масла и смазочные материалы. Пищевые продукты. Лекарственные средства и препараты | PE-HD по ГОСТ 16338 | До 50 |
Краски, эмали, грунтовки, содержащие органические растворители: спирт, уайт- спирит. Лаки полиэфирные ненасыщенные. Краски густотертые, шпатлевки. Клеи, клеящие средства. Технические масла и смазочные материалы | PE-HD по ГОСТ 16338 | 50 |
Краски, эмали, грунтовки, содержащие органические растворители: спирт, уайт- спирит. Лаки полиэфирные ненасыщенные. Краски густотертые, шпатлевки. Клеи, клеящие средства. Моющие, чистящие, отбеливающие, дезинфицирующие средства и другие товары бытовой химии жидкие и пастообразные. Технические масла и смазочные материалы | PE-HD по ГОСТ 16338 с технологическими отходами | До 50 |
Лаки водно-дисперсионные, поливинилаце- татные, политуры спиртовые, дисперсии поливинилацетатные. Краски, грунтовки, шпатлевки водно- дисперсионные. Олифы, растворители, разбавители, сиккативы, олифа натуральная, жидкость гидротормозная, пигменты и краски для художественных работ | Технологические отходы | До 50 |
Вторичный полиэтилен | До 10 | |
(рекомендуемое)
(ИЛИ НА УПАКОВОЧНЫЙ ЛИСТ)

1 - для пищевых продуктов; 2 - для лекарственных
веществ, 3 - для парфюмерно-косметической продукции;
4 - для непищевых продуктов; 5 - для химической
продукции
Рисунок Е.1. Пиктограммы, характеризующие продукцию
(вторичная переработка) упаковка; в - знак,
призывающий к охране окружающей среды (не сорить,
поддерживать чистоту и сдавать тару
для вторичной переработки)
(рекомендуемое)
ДЛЯ СХЕМ СТАТИСТИЧЕСКОГО ПРИЕМОЧНОГО
КОНТРОЛЯ ПОСТАВЩИКА
Таблица Ж.1
Значения уровня несоответствий NQL
Вид дефектов | Показатель качества по таблице 8 | Уровень несоответствий NQL | |
Процент несоответствующих единиц тары в партии | Число несоответствий на 100 единиц тары | ||
Критические | 6 - 11 | 1 | 2,5 |
Значительные | 3, 12, 13 | 2,5 | 6,5 |
Малозначительные | 1, 2, 4, 5 | 6,5 | 10,0 |
Таблица Ж.2
Значения риска потребителя в зависимости от степени
доверия к поставщику
Степень доверия | Нормативное значение риска потребителя бета 0 |
Т1 - требование сплошного контроля тары перед поставкой потребителю | 0 |
Т2 - отсутствие надежной информации о возможностях поставщика обеспечить требуемое качество или информация о низком качестве его поставок, отрицательные отзывы других потребителей | 0,1 |
Т3 - отсутствие сертификата на тару и систему обеспечения качества, отсутствие собственного опыта заказов у данного поставщика, отсутствие процедур статистического управления технологическими процессами, но при учете косвенной положительной информации от других потребителей или обществ потребителей | 0,25 |
Т4 - отсутствие у поставщика сертификата на систему обеспечения качества, но при наличии сертификата на тару и продолжительного периода поставок продукции удовлетворительного качества, положительная оценка системы качества самим потребителем, внедрение статистического управления технологическими процессами на отдельных этапах производства | 0,5 |
Т5 - наличие сертификата на систему обеспечения качества по ГОСТ Р ИСО 9001, применение поставщиком процедур статистического управления технологическими процессами, долговременные поставки высококачественной тары и т.д. | 0,75 |
Т6 - наличие у поставщика сертификата на систему обеспечения качества по ГОСТ Р ИСО 9001, применение поставщиком процедур статистического управления технологическими процессами, положительный опыт собственных заказов у данного поставщика и т.п. | 0,9 |
Т7 - наличие у поставщика сертификата на систему обеспечения качества по ГОСТ Р ИСО 9001, сертификата на производство, сертификата на тару, гигиенического сертификата безопасности на материалы, из которых изготовлена тара, покрытия, герметизирующие уплотнители, пробки и другие съемные детали тары, безупречная репутация поставщика, применение поставщиком процедур статистического регулирования технологических процессов, длительный период поставки тары без претензии и т.п. | 1,0 <*> |
(справочное)
И.1. Пример 1
В договоре на поставку партий конических круглых барабанов со съемным верхним дном ( БН I-1) установлен уровень несоответствий, выраженный в виде числа несоответствий на 100 единиц тары в партии, равный 15 несоответствиям на 100 единиц тары в партии, и нормативное значение риска потребителя  , соответствующее степени доверия Т3.
, соответствующее степени доверия Т3.
, соответствующее степени доверия Т3.Следует разработать систему согласованных одноступенчатых планов статистического приемочного контроля поставщика и потребителя для партии любого объема для нормального и ослабленного контроля.
Контроль поставщика
По таблицам А.138 и А.139 ГОСТ Р 50779.52 для NQL = 15% находим допустимые объемы выборок и приемочные числа для нормального и ослабленного контроля в соответствии с таблицей И.1.
Таблица И.1
Нормальный контроль | Ослабленный контроль | ||
Объем выборки n | Приемочное число c | Объем выборки n | Приемочное число c |
11 20 28 45 83 293 | 0 1 2 4 9 38 | 5 12 18 38 132 | 0 1 2 5 19 |
Поставщик оценил фактический уровень несоответствий - не более двух несоответствий на 100 единиц тары.
Это значение попадает в интервал уровня несоответствий до 2,5, которому соответствует план нормального контроля с объемом выборки 28 и приемочным числом 2 и план ослабленного контроля с объемом выборки 12 и приемочным числом 1.
При этом плане партии должны быть приняты поставщиком по указанной группе несоответствий, если в выборке из 28 единиц тары будет обнаружено не более двух несоответствий данной группы. Этот план обеспечивает вероятность не менее 0,95 приемки партий, обладающих не более чем двумя несоответствиями данной группы на 100 единиц тары.
Контроль потребителя
Потребитель назначил для входного контроля объем выборки, равный 10 единицам тары.
По таблице А.154 ГОСТ Р 50779.52 каталога допустимых планов контроля потребителя для NQL = 15% и объема выборки 10 находим браковочное число 5.
Тогда для предъявления претензии к поставщику потребитель должен обнаружить в выборке из 10 изделий не менее 5 несоответствий из контролируемых несоответствий 15 видов.
И.2. Пример 2
В договоре на поставку партий цилиндрических бочек со съемным верхним дном (БЧ I-6) установлено значение нормативного уровня несоответствий в партиях NQL = 4% и нормативное значение риска потребителя  , соответствующее степени доверия Т3. Объем партии - 1500 шт.
, соответствующее степени доверия Т3. Объем партии - 1500 шт.
, соответствующее степени доверия Т3. Объем партии - 1500 шт.Для приемочного контроля партий бочек поставщиком определены одноступенчатые планы контроля. В этом случае для выбора одноступенчатого плана используют таблицу А.37 ГОСТ Р 50779.52 каталога допустимых одноступенчатых планов статистического приемочного контроля поставщика. Допустимые планы контроля при согласовании NQL = 4% представлены в таблице И.2.
Любой из приведенных планов может быть использован поставщиком бочек для проведения статистического приемочного контроля, так как все они гарантируют вероятность приемки не более 0,25 для партий с фактическим (входным) количеством несоответствующих канистр по таблице 9 настоящего стандарта, превышающим 4%.
Таблица И.2
Объем выборки n | Приемочное число c | Браковочное число R |
34 67 98 127 213 729 | 0 1 2 3 6 25 | 1 2 3 4 7 26 |
Если поставщик установил, что фактический процент несоответствующих бочек находится в пределах 0,8% - 1%, то следует применять план контроля, соответствующий интервалу уровня несоответствий 0,65 - 1,0, т.е. план с объемом выборки 127 и приемочным числом 3. Этот план гарантирует поставщику высокую вероятность (не менее 0,95) приемки продукции с процентом несоответствующих единиц продукции не более 1,0%.
По результатам приемочного контроля партий за месяц доля приемки партий бочек по показателям таблицы 9 настоящего стандарта составила 85%. Это свидетельствует о том, что фактический уровень несоответствий превышает 1,0%. На очередной период поставщик без согласования с потребителем переходит к применению плана контроля, соответствующего интервалу уровней несоответствий 1,0% - 1,5%, т.е. к плану с объемом выборки 213 и приемочным числом 6.
После проведения мероприятий, направленных на повышение качества бочек, доля приемки партий за месяц составила 93%. В этом случае поставщик в одностороннем порядке решает перейти на план контроля с меньшим объемом выборки. Если доля несоответствующих единиц бочек снижена до 0,4%, то поставщику следует перейти к плану контроля с объемом выборки 67 и приемочным числом 1, соответствующим интервалу уровня несоответствий 0,25% - 0,4%.
И.3. Пример 3
Поставщик имеет сертификат на систему обеспечения качества по ГОСТ Р ИСО 9001 и применяет процедуры статистического управления технологическими процессами, а также имеется положительный опыт заказов у данного поставщика.
В нормативном документе на прямоугольные узкогорлые канистры (КН I-9) установлен уровень несоответствий, выраженный в виде числа несоответствий на 100 единиц тары в партии, равный 4 несоответствиям на 100 единиц тары в партии, и нормативное значение риска потребителя  , соответствующее степени доверия Т6.
, соответствующее степени доверия Т6.
, соответствующее степени доверия Т6.Следует разработать систему согласованных одноступенчатых планов статистического приемочного контроля поставщика и потребителя для партии любого объема для нормального и ослабленного контроля.
Контроль поставщика
По таблицам А.144 и А.145 ГОСТ Р 50779.52 для NQL = 4% находим допустимые объемы выборок и приемочные числа для нормального и ослабленного контроля в соответствии с таблицей И.3.
Таблица И.3
Нормальный контроль | Ослабленный контроль | ||
Объем выборки n | Приемочное число c | Объем выборки n | Приемочное число c |
8 25 44 128 | 0 1 2 6 | 2 | 0 |
Поставщик оценил фактический уровень несоответствий - не более одного несоответствия на 100 единиц тары.
Это значение попадает в интервал уровня несоответствий до 1,0, которому соответствует план нормального контроля с объемом выборки 25 и приемочным числом 1 и план ослабленного контроля с объемом выборки 2 и приемочным числом 0.
При этом плане партии должны быть приняты поставщиком по указанной группе несоответствий, если в выборке из 25 единиц тары будет обнаружено не более одного несоответствия данной группы. Этот план обеспечивает вероятность не менее 0,95 приемки партий, обладающих не более чем одним несоответствием данной группы на 100 единиц тары.
Контроль потребителя
Потребитель назначил для входного контроля объем выборки, равный 10 единицам тары.
По таблице А.154 ГОСТ Р 50779.52 каталога допустимых планов контроля потребителя для NQL = 4% и объема выборки 10 находим браковочное число 3.
Тогда для предъявления претензии к поставщику потребитель должен обнаружить в выборке из 10 изделий не менее 3 несоответствий из контролируемых несоответствий 15 видов.
(рекомендуемое)
УСТРОЙСТВА, ПРИМЕНЯЕМЫЕ ДЛЯ КОНТРОЛЯ
Таблица К.1
Номер пункта | Наименование проверяемого параметра | Номинальное значение | Допускаемое отклонение от номи- нального значения | Испытательное оборудование | Средство контроля | Вспомогательное оборудование и материалы |
Геометрические размеры тары | 150 - 940 мм | +/- 0,1 мм | - | Штангенциркуль ШЦ-III-2000 по ГОСТ 166. Штангенрейсмас ШР-1600 по Нутромер по ГОСТ 868. Линейка металлическая 0 - 1000 мм с ценой деления 1 мм по ГОСТ 427. Калибры или шаблоны под конкретные параметры тары | - | |
Минимальная толщина стенки | 1,2 - 2,8 мм | +/- 0,05 мм | - | Индикатор часового типа ИЧ-4 по ГОСТ 577. Микрометр по ГОСТ 6507. Стойка измерительная С-1 | Ножницы, пила, пинцет | |
Номинальная вместимость тары | 10,0 - 220,0 дм3 | +/- 10% | - | Стеклянные мерные цилиндры на 1000, 2000 см3 по Мерники 10, 50, 100, 200 дм3. Весы по ГОСТ 24104, ГОСТ 14004. Весы ВП-05, 15 - 500 кг; HV-60, 15 - 60 кг; HV-200, 60 - 220 кг. Термометр ТМ-10, 0 °C - - 100 °C | Вода дистиллиро- ванная | |
Масса тары | 0,4 - 5,0 кг | +/- 10% | - | Весы по ГОСТ 24104, ГОСТ 14004 | - | |
Герметичность | 0,1 - 0,3 кгс/см2 | +/- 1% | По ГОСТ Р 51827 | Манометр с пределом измерения до 1 кгс/см2 МО-160-0,4. Вакуумметр с пределом измерения до минус 1 кгс/см2 ВО-160-0,4. Секундомер СОПРпр-2а-3 | - | |
Прочность при гидравлическом давлении | 0,2 - 2,5 кгс/см2 | +/- 1% | По ГОСТ Р 51827 | Манометр с пределом измерения до 4 кгс/см2 МО-160-4-0,4 | ||
Прочность на удар при свободном падении | 800 - 1800 мм | +/- 10 мм | Стенд для испытания тары на прочность методом свобод- ного падения | Рулетка РМ-3000 по | ||
Механическая прочность на сжатие | 0 - 4000 Н | +/- 2% | Стенд для испытания тары на сжатие | Динамометр ДОСМ 3-1 до 1000 кгс | ||
Механическая прочность на сжатие тары для опасных грузов | 0 - 4000 Н 40 °C | +/- 2% +/- 1,5 °C | Стенд для испытания тары на сжатие | Динамометр ДОСМ 3-1 до 1000 кгс. Тензопреобразователь "ДСТ 1909" 0-5 кН по ГОСТ 15077. Потенциометр автоматический "Диск 250" 0 - 100 мВ, кл. 0,25. Усилитель "ПА-1" 0 - 1000 мВ. Линейка металлическая 0 - 500 мм с ценой деления 1 мм поГОСТ 427. Термометр сопротивления "ТСМ" гр. 50М, 0 °C - 180 °C. Мост автоматический "Диск 250", 0 °C - 100 °C, кл. 0,25 | Пневмоцилиндр, L - 400 мм, P - 0,6 МПа раб Вентилятор ВН-2, Q - 40 м3/ч. Нагреватель "ТЭН" 0,5 кВт, 220 В | |
Прочность ручек и прочность крепления ручек | 0 - 1000 Н (0 - 100 кгс) | +/- 1% | По ГОСТ Р 51864 | Электронный измеритель усилия с пределом измерения 0 - 200 кгс в составе: датчик ДСТ-1909, усилитель ПА-1, цифровой вольтметр тип 833 с пределом измерения 0-1 В | Приспособления для создания направленного усилия и для крепления тары в необходимом положении | |
Химическая стойкость: температура, изменение размеров, изменение массы | 20 °C 100 - 1000 мм | +/- 2 °C +/- 0,1 мм | Климатическая камера типа КТХВ-0,5-10/100 | Штангенциркуль ШЦ-III-2000 по ГОСТ 166. Штангенрейсмас ШР-1600 по Нутромер по ГОСТ 868. Весы по ГОСТ 24104, ГОСТ 14004. Весы ВП-05, 15 - 500 кг; HV-60, 15 - 60 кг; HV-200, 60 - 220 кг | Химическая посуда, ножницы, пинцет, химические реагенты | |
Теплостойкость | 40 °C | +/- 2 °C | Климатическая камера типа КТХ 0,04 - 04 объемом от 40 до 400 дм3 | Штангенциркуль ШЦ-III-2000 по ГОСТ 166. Штангенрейсмас ШР -1600 по Калибры и шаблоны под конкретные параметры тары. Секундомер СОПРпр-2а-3 | ||
Морозостой- кость | -50 °C | +/- 2 °C | Климатическая камера типа КТХ 0,04 - 04 объемом от 40 до 400 дм3 | Штангенциркуль ШЦ-III-2000 по ГОСТ 166. Штангенрейсмас ШР-1600 по Калибры и шаблоны под конкретные параметры тары. Секундомер СОПРпр-2а-3 | ||
Примечание: Для проведения испытаний и контроля могут применяться другое оборудование и другие средства измерений с техническими характеристиками не ниже рекомендуемых настоящим стандартом. | ||||||
(рекомендуемое)

 - непроходной размер, при котором высота больше
- непроходной размер, при котором высота большеустановленного размера.
 - проходной размер, при котором высота меньше
- проходной размер, при котором высота меньшеустановленного размера
Рисунок Л.1. Калибр для контроля высоты тары
 - непроходной размер, при котором диаметр больше
- непроходной размер, при котором диаметр большеустановленного размера.
 - проходной размер, при котором диаметр меньше
- проходной размер, при котором диаметр меньшеустановленного размера
Рисунок Л.2. Калибр для контроля диаметра тары

 - непроходной размер, при котором калибр
- непроходной размер, при котором калибрне проходит в горловину тары.
 - проходной размер, при котором калибр
- проходной размер, при котором калибрпроходит в горловину тары
Рисунок Л.3. Калибр для контроля диаметра горловины тары
(рекомендуемое)

1 - стенд для испытаний тары на штабелирование;
2 - теплоизолирующая камера; 3 - нагреватель;
4 - вентилятор; 5 - дверка; 6 - смотровое окно;
7 - ручка
Рисунок М.1. Теплоизолирующая камера для испытания
одной единицы тары

1 - стенд N 1 для испытаний тары на штабелирование;
2 - теплоизолирующая камера; 3 - стенд 2 для
испытания тары на штабелирование; 4 - нагреватель;
5 - вентилятор; 6 - дверка; 7 - смотровое окно;
8 - ручка; 9 - стенд N 3 для испытания
тары на штабелирование
Рисунок М.2. Теплоизолирующая камера для испытаний
трех единиц тары