СПРАВКА
Источник публикации
М.: "Транспорт", 1989
Примечание к документу
Название документа
"Инструкция по сварочным и наплавочным работам при ремонте путевых машин"
(утв. МПС СССР 22.03.1985 N ЦП/4292)
"Инструкция по сварочным и наплавочным работам при ремонте путевых машин"
(утв. МПС СССР 22.03.1985 N ЦП/4292)
Содержание
Министерством путей сообщения
22 марта 1985 г. N ЦП/4292
ИНСТРУКЦИЯ ПО СВАРОЧНЫМ И НАПЛАВОЧНЫМ РАБОТАМ
ПРИ РЕМОНТЕ ПУТЕВЫХ МАШИН
Описаны виды сварки и наплавки, производимые при ремонте путевых машин на ремонтных предприятиях МПС, требования к электродам, присадочным материалам, флюсам, особенности выполнения сварочных работ на открытом воздухе. Приведены требования по контролю за правильной подготовкой деталей к сварочных работам, данные о приемке сварочных и наплавочных работ, охране труда при этих работах, требования к квалификации и аттестации сварщиков. При разработке Инструкции использованы ГОСТы, руководящие технические материалы по сварочным и наплавочным работам, действующие в Главных управлениях вагонного и локомотивного хозяйств МПС, конструкторская и технологическая документация заводов путевого машиностроения, рекомендации ВНИИЖТа, а также опыт ремонта путевых машин на предприятиях МПС.
Предназначена для ремонтных предприятий МПС, выполняющих сварочные и наплавочные работы при ремонте путевых машин.
Ил. 49, табл. 29.
Ответственный за выпуск И.А. Лаврова
Заведующий редакцией В.Г. Пешков
Редактор Л.Н. Пустовалова
ОСНОВНЫЕ УКАЗАНИЯ ПО ПРОИЗВОДСТВУ СВАРОЧНЫХ
И НАПЛАВОЧНЫХ РАБОТ
1.1. Все сварочные и наплавочные работы при ремонте и изготовлении новых деталей и сборочных единиц путевых машин должны выполняться с соблюдением требований настоящей Инструкции, чертежей и стандартов.
1.2. В целях повышения качества и уменьшения затрат на подготовку и производство сварочных и наплавочных работ необходимо стремиться к их максимальной механизации путем применения автоматических и полуавтоматических видов сварки и наплавки, кантователей и манипуляторов, механизированного инструмента.
1.3. Выбор типа и марки электродов, режима сварки возлагается на технологов по сварке или конкретных лиц, утвержденных специальным приказом по ремонтному предприятию.
Контроль за правильной подготовкой деталей к сварочным работам, за соответствием сварочных материалов и режимов сварки возлагается непосредственно на мастера или бригадира по сварке и мастеров отдела технического контроля.
Периодический контроль за соблюдением требований Инструкции возлагается на главных инженеров предприятий и начальников отделов технического контроля.
1.4. Технологические процессы и карты по сварке и наплавке на ремонт и изготовление основных деталей и сварочных единиц путевых машин должны разрабатываться непосредственно на ремонтных предприятиях и утверждаться руководителями этих предприятий.
При разработке технологических процессов следует предусматривать широкое применение автоматической сварки и наплавки под флюсом, автоматической и полуавтоматической в углекислом газе и смесях газов, порошковой проволокой, контактной и т.д., обеспечивающих требуемое качество, а также соблюдать требования экономии материалов и электроэнергии.
1.5. Оценка качества сварных соединений, исключающая выпуск изделий с дефектами, снижающими их прочность и надежность, должна производиться по результатам внешнего осмотра и контроля в соответствии с нормами оценки качества сварных соединений, содержащихся в настоящей Инструкции.
1.6. Восстановленные сваркой и наплавкой детали и сборочные единицы должны полностью удовлетворять установленным требованиям и обеспечивать исправную работу путевых машин.
1.7. Восстанавливать наплавкой разрешается детали, имеющие износы не выше максимальных, обусловленных правилами ремонта и настоящей Инструкцией, а также другими руководящими материалами, утвержденными в установленном порядке.
1.8. Восстанавливаемые наплавкой детали последующей механической обработкой должны доводиться до чертежных размеров независимо от вида ремонта путевых машин.
1.9. Механические свойства наплавленного металла должны быть аналогичны основному металлу детали. Твердость наплавленного металла не должна выходить за пределы величин, установленных техническими условиями на изготовление детали, кроме износостойкой наплавки рабочих органов путевых машин.
1.10. Все количественные нормы по заварке трещин, вварке вставок и другим сварочным работам должны применяться с учетом уже имеющихся, ранее выполненных на данной сборочной единице или детали сварочных работ независимо от того, где эти работы ранее были произведены. Руководствоваться при этом необходимо только фактическим осмотром деталей и сборочных единиц.
1.11. Перед заваркой трещин и изломов или устранением дефектов сварных швов металлоконструкции, находящиеся под статической нагрузкой, должны быть разгружены.
1.12. Все сварочные и газорезательные работы должны выполняться с применением специализированных, как правило, серийно выпускаемых промышленностью, электрического и газового сварочного оборудования, инструмента, аппаратуры.
1.13. Состояние оборудования, оснастки, приспособлений, инструмента и других средств технологического оснащения сварочного производства должно подвергаться периодическим проверкам.
1.14. Производственные помещения, предназначенные для сварки и наплавки, технологический процесс, размещение производственного оборудования и организация рабочих мест должны удовлетворять требованиям ГОСТ 12.3.003-86.
1.15. Сварочные цехи, участки и посты должны располагаться в специальных хорошо вентилируемых помещениях или кабинах со светонепроницаемыми стенками, площадь и объем помещений должны соответствовать требованиям СНиП -90-81 "Производственные здания промышленных предприятий".
При необходимости допускается производить дуговую сварку-наплавку и сварку-наплавку в защитных газах на специально оборудованных рабочих местах, огражденных светонепроницаемыми металлическими щитами или занавесками из несгораемого материала.
1.16. Помещение должно быть хорошо освещено электрическим светом. Освещенность в рабочей плоскости (от светильников общего освещения) на участках сварки и наплавки должна быть не менее 50 лк при лампах накаливания и 150 лк - при люминесцентных.
1.17. Стены помещений и сварочные кабины должны быть окрашены в светлые тона (серый, голубой, желтый), чтобы ослабить резкий контраст между яркостью дуги и темными поверхностями стен. Для уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены кабины, в краску добавляют окись цинка.
1.18. Для защиты дыхательных органов сварщика от вредного действия газов и пылевидных фракций в помещении должна быть установлена система приточно-вытяжной вентиляции (местная или общая). На постах сварки (наплавки) мелких и средних изделий применительно к условиям работы и типу аппаратуры местные отсосы можно делать в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания и т.п. Концентрация вредных газов и веществ в воздухе должна быть в пределах, устанавливаемых ГОСТ 12.1.005-88. Предельная допустимая концентрация в воздухе отдельных вредных газов и паров, выделяемых при всех видах сварки и наплавки, приведена в приложении 1. Допустимая концентрация нетоксичной пыли в воздухе не должна превышать 10 мг/м3, а при содержании 10% кварца - 2 мг/м3.
1.19. Температура воздуха в производственных помещениях, где производятся сварочные и наплавочные работы, должна быть не ниже 16 °C.
Скорость движения воздуха, создаваемого местным отсосом, при сварке и наплавке в углекислом газе должна быть не более 0,5 м/с, а в среде аргона - не более 0,25 м/с.
1.20. Сварочные и наплавочные работы должны выполняться в соответствии с Правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утвержденных ГУПО МВД СССР, а также с Правилами пожарной безопасности на железнодорожном транспорте (ЦУО-3725).
1.21. К работам по сварке допускаются лица, прошедшие соответствующее обучение, инструктаж и проверку знаний требований безопасности с оформлением в специальном журнале и имеющие квалификационное удостоверение с правом допуска к производству ответственных сварочных работ.
1.22. Инструктаж электросварщиков по безопасности труда должен производиться не реже 1 раза в 3 мес.
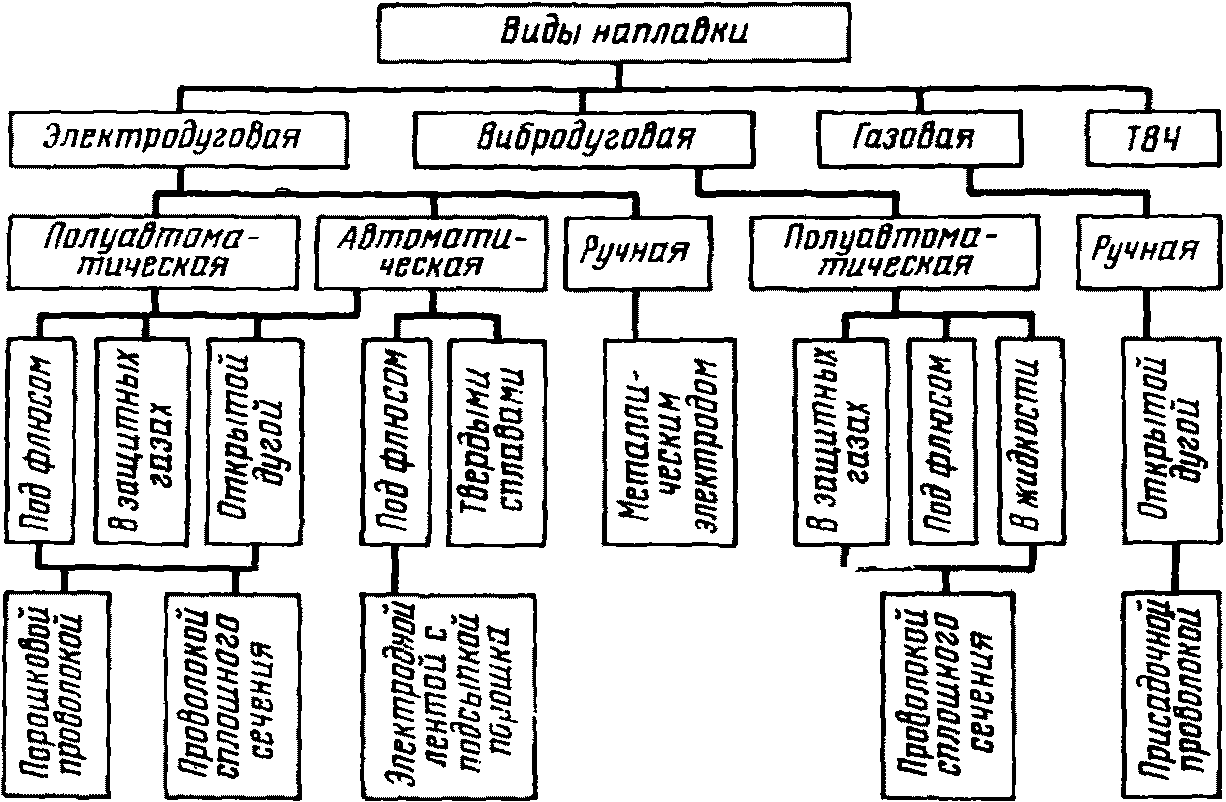
2.1. Классификация по технологическим признакам видов сварки, которые могут быть применены при ремонте путевых машин, приведена на рис. 1, а классификация видов наплавки - на рис. 2.

по технологическим признакам
2.2. Газовая сварка и резка классифицируются на ацетилено-кислородную, керосино-кислородную, пропан-бутано-кислородную и др.
2.3. Характеристика видов сварки и наплавки, рекомендуемых при ремонте путевых машин, приведена в табл. 1.
Вид сварки и наплавки и их назначение | Сущность вида | Эскиз | Рекомендуемое оборудование <1> |
1. Ручная дуговая сварка и наплавка покрытым металлическим электродом. Для выполнения основных сварных швов при ремонте и изготовлении сборочных единиц, а также для восстановления деталей сложной конфигурации | Электрическая дуга 5, горящая между основным металлом 1 и электродом 3, закрепленным в электрододержателе 4, расплавляет кромки основного металла и конец электрода. Расплавленный металл заполняет зазор между кромками и после остывания образует сварной шов 2 | 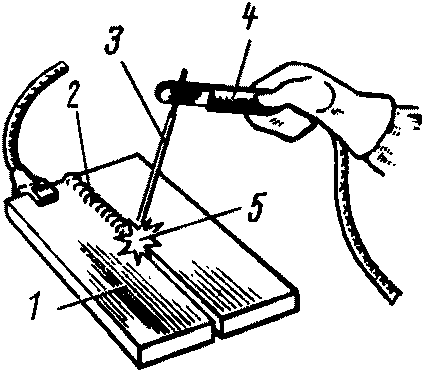 | Трансформаторы ТД-300, ТД-500, ТД-502; выпрямители ВД-306, ВД-502, ВДУ-504; преобразователи ПД-305, ПСО-315, ПСО-500; агрегаты АДД-303У1, АСБ-300МУ1, АДБ-309У1; манипуляторы сварочные М11020, М-0,12, М11030, М11050 и др.; вращатели сварочные М21030, М21050, М31030 и др. |
2. Ручная дуговая сварка и наплавка неплавящимся электродом в защитном газе. Для изготовления и ремонта деталей из металлов, активных по отношению к кислороду (алюминия, меди, нержавеющей стали и др.) | Защитный газ (аргон, гелий и др.) подводится в зону дуги 1 по мундштуку 2, внутри которого расположен неплавящийся вольфрамовый электрод 3. Дуга горит между электродом и основным металлом. Для заполнения зазора в дугу вводится пруток 4 присадочного металла | 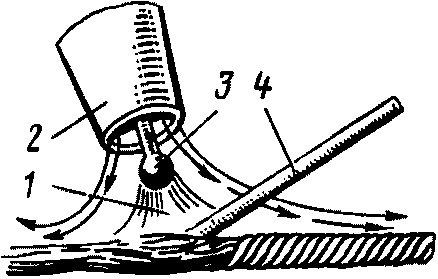 | Установки для сварки в аргоне УДГ-101, УДГ-301, УДГ-501 и другое специальное оборудование |
3. Механизированная сварка и наплавка плавящимся электродом в защитных газах. Для сварки металлической обшивки и др., для наплавки небольших по величине деталей типа тел вращения диаметром от 30 до 50 мм | Электродная проволока 4 при помощи подающих роликов 3 направляется через токоподводящий мундштук 5 в зону дуги 1. Защитный газ (углекислый, аргон и др.) или смесь газов подается через газовое сопло 2, предохраняя сварочную ванну от воздействия окружающей среды | 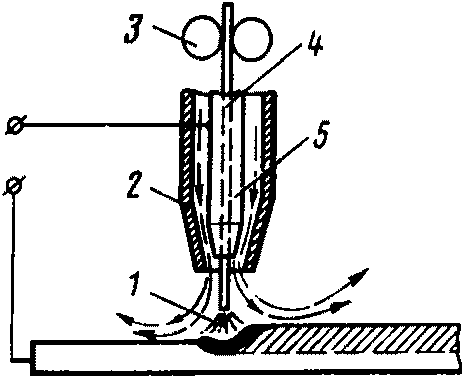 | Полуавтоматы для сварки в углекислом газе А547У, А547Р, ПДГ-301, ПДПГ-500, А-825М, А-1197П, А-123ОМ, источники питания ВС-200, ВС-300, ВДГ-301, ПГС-500-1, ВСЖ-303, ПСО-500, ВДГ-302 |
4. Автоматическая дуговая наплавка под флюсом. Для восстановления изношенных поверхностей деталей и сборочных единиц путевых машин, имеющих значительные износы, в том числе деталей типа тел вращения диаметром более 50 мм, имеющих незначительную твердость (HB 190 - 240) и износы более 2 - 3 мм | Электрическая дуга горит под слоем флюса 7, который предохраняет расплавленный металл шва от действия кислорода и азота воздуха. Электродвигатель 5 через редуктор 3 вращает подающий ролик 2, а электродная проволока (лента), поступающая из бухты 4, проходит между подающим 2 и прижимным 6 роликами и поступает в дугу со скоростью, равной скорости ее плавления. Флюс из бункера ссыпается по трубе 1 вниз и закрывает сварочную ванну. Одновременно с этим вся установка движется вдоль кромок свариваемых деталей | 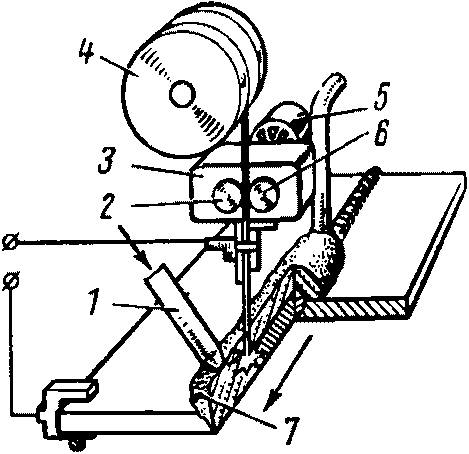 | Аппараты: А384МК, А580М, А874Н; тракторы: ТС-17М-1, ТС-42, АДС-1000-4, АДС-1000-5, АДФ-1001, АДФ-1004, ЛДФ-1602 и др. |
5. Полуавтоматическая дуговая сварка и наплавка. Для сварки и наплавки крупногабаритных корпусных деталей и каркасных сборочных единиц, а также для сварки и наплавки в труднодоступных местах | Электродная проволока из бухты 1 механизмом 2 подается в держатель 4 по длинному гибкому шлангу 3. Держатель, снабженный бункером 5 для флюса, передвигают вдоль шва вручную | 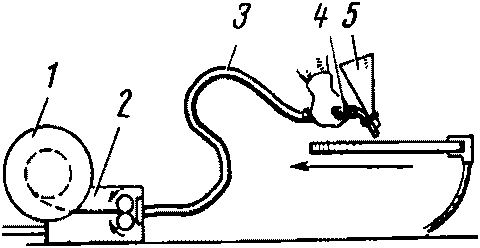 | Полуавтоматы: А1197С (ПС-5-Ф), А1197С (ПС-5-Г), А1197П (ПП-5-Г), А765, АБСК и др.; манипуляторы сварочные: М11020, М11030 и др.; вращатели сварочные: М21030, М21050, М31030 и др. |
6. Электрошлаковая сварка и наплавка. Для сварки изделий из стали или алюминия прямого или сложного профиля, изделий с труднодоступными швами и неровной поверхностью (отливки), а также для восстановления крупных деталей, у которых рабочая поверхность является торцовой, для наплавки штампов | Свариваемые заготовки большой толщины (свыше 50 мм) располагаются вертикально. В зону сварки автоматически подается сварочная проволока 3 и флюс 4. Дуга горит только в начале процесса, а затем при большом слое расплавленного флюса гаснет, и тепло, выделяющееся при прохождении тока через шлак и флюс, обеспечивает расплавление флюса, проволоки и кромок свариваемого металла 1. Сварочная головка может перемещаться по свариваемым листам снизу вверх вместе с охлаждаемыми ползунами 2 и 5, которые формируют шов |  | Аппараты: А645, А1304; источники питания: ТШС-3000-1, ТРМК-3000-1 и др. |
7. Автоматическая многоэлектродная наплавка. Для восстановления поверхностей с значительным износом ведется под флюсом для деталей плоской формы и в углекислом газе для деталей цилиндрической формы | Несколько электродных проволок 3, расположенных на некотором расстоянии друг от друга, подаются параллельно и одновременно к наплавляемой детали 1, образуя общую зону горения дуги 5. Все электроды имеют общий токопровод 4. Принцип основан на явлении автоматически перемещающейся (бегающей) дуги. Наплавка ведется под флюсом 2 или в углекислом газе |  | Наплавочные установки конструкции Ташкентского института инженеров железнодорожного транспорта (ТашИИТа) |
8. Наплавка пластинчатым электродом. Для восстановления изношенных тяговых и ударных поверхностей корпусных сборочных единиц | На поверхность наплавляемой детали 1 насыпают слой флюса 2 и кладут электрод 3 из малоуглеродистой листовой или полосовой стали, один конец которого крепится к держателю 4. Нагрев и расплавление металла осуществляются электрической дугой, которая горит между основным металлом и пластинчатым электродом, расположенным горизонтально, параллельно наплавляемой поверхности. Легирование наплавленного металла осуществляется специальной присадкой 7. Возбуждение дуги возникает за счет стальных опилок или мелкой стружки 8. Флюс удерживается приспособлением 9 и прижимается графитным бруском 6, заключенным в металлическую оправу 5 |  | Установка УНА-2 конструкции ВНИИЖТа |
9. Вибродуговая наплавка. Для восстановления изношенных поверхностей деталей диаметром от 10 до 350 мм типа "вал" с минимальной деформацией восстанавливаемых деталей и толщиной наплавляемого слоя металла от 0,5 до 3 мм за один проход без последующей термической обработки, а также для восстановления плоских внешних и внутренних поверхностей стальных и чугунных деталей | К детали 1 и электроду 4 подводится напряжение от источника питания постоянного или переменного тока. При подаче электрода к детали подающими роликами 5 происходит короткое замыкание электрической цепи. В этот период образуется перемычка из жидкого металла. При отводе электрода от детали перемычка из жидкого металла разрывается и возникает дуговой разряд, в результате чего происходит плавление основного и электродного металла. Для охлаждения детали и защиты сварочной ванны от окружающей среды через сопла 2 и 3 подается струя охлаждающей жидкости | 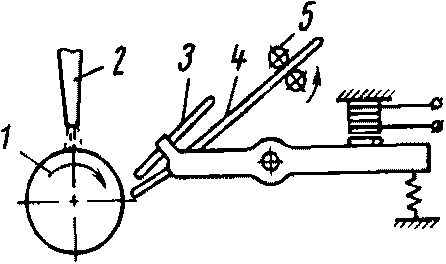 | Установки для вибродуговой наплавки АНКЭФ конструкции ЦНИИ МПС, КУМА-5М конструкции МИИТа, УАНЖ-6 (НИИАТ), ГМВК-2 "ВИМ", ОКС-1252-М-ГОСНИТИ, ОКС-6569-ГОСНИТИ |
10. Газовая сварка. Для восстановления деталей из чугуна или цветных металлов, а также для ремонтных работ, в тех случаях, когда дуговая сварка не может быть применена | Источником тепла при газовой сварке является высокотемпературное пламя, образующееся в результате сгорания горючего газа в смеси с техническим кислородом. Кромки свариваемых деталей 1 расплавляются пламенем 3. Одновременно расплавляется конец присадочной проволоки 2, которая вводится в пламя 3 горелки 4 | 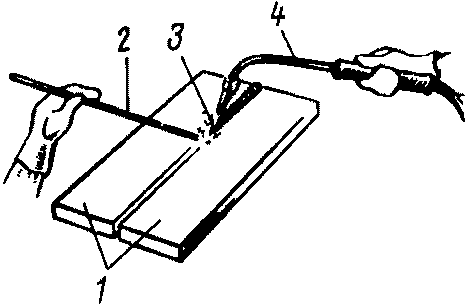 | Ацетиленовые генераторы АНВ-1,25, ГРК-10-68, АСК-2-73 и др., газорегулирующая аппаратура, газосварочные комплекты КГС-1-72, КГС-2-73 и т.п. |
11. Газопрессовая сварка. Для стыковой сварки стержней, труб | Свариваемые детали зажимают в захватах газопрессовой машины и центрируют. Стыкуемые части предварительно нагревают до пластического состояния, затем пламя задерживают в плоскости стыка и металл доводят до оплавления. Прилагают усилие P, вследствие чего расплавленный металл выдавливается из стыка и детали свариваются | 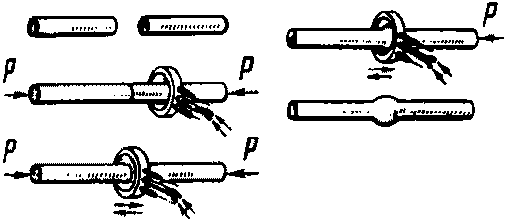 | Оборудование для газопрессовой сварки конструкции ВНИИЖТа |
12. Контактная электроимпульсная наплавка. Для восстановления изношенных посадочных мест валов под подшипники и шлицев деталей типа "вал" | Подготовленную к восстановлению деталь 1 крепят в патроне вращателя и поджимают центром пневмопиноли. Роликовые электроды 4 сварочной головки подводятся в исходное положение. При восстановлении шеек валов между электродом и деталью вводится присадочная проволока 3, после чего включается сварочный ток и осуществляется наплавка по винтовой линии, в результате образуется наплавленный слой 2 | 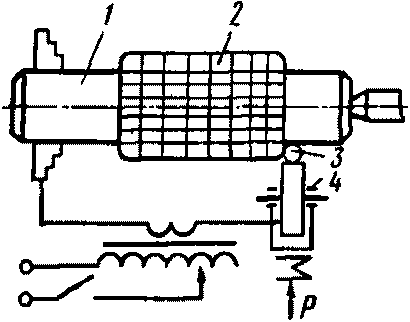 | ОКС-5610-ГОСНИТИ, ОКС-9862А-ГОСНИТИ, УНК-8 и др. |
13. Плазменная наплавка. Для восстановления шейки гладких и шлицевых валов, валов-шестерен, деталей типа "вал" с износом не более 3 мм, торцовых и плоских поверхностей деталей машин | Плазменная дуга образуется между вольфрамовым электродом (катодом) 1 плазменной горелки и самим изделием (анодом) 2. Присадочный материал, которым может служить проволока или порошок, подается на поверхность изделия 2 в зону дуги. Наплавка осуществляется благодаря образованию общей ванны оплавленной поверхности изделия и присадочного материала | 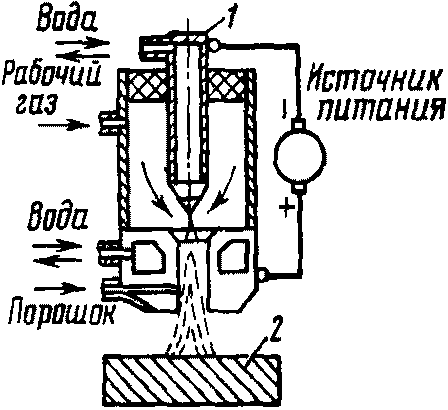 | Плазменная установка ОКС-9129-ГОСНИТИ, наплавочный станок ОКС-11231-ГОСНИТИ, универсальная плазменная установка УПУ-3Д конструкции СКТБ неорганических материалов Института неорганической химии АН Латвийской ССР |
14. Наплавка порошковыми проволоками открытой дугой и под слоем флюса. Для восстановления поверхности реборд опорных и поддерживающих роликов диаметром от 270 до 790 мм, при толщине наплавляемого слоя до 3,5 мм | Сварочная дуга образуется между порошковой проволокой 2, представляющей собой металлическую оболочку, заполненную порошкообразными легирующими элементами (шихтой), а также шлако- и газообразующими материалами и деталью 3. Шлако- и газообразующие вещества образуют слой шлака 1 и газовый пузырь, защищающие наплавляемый слой от вредного воздействия воздуха | 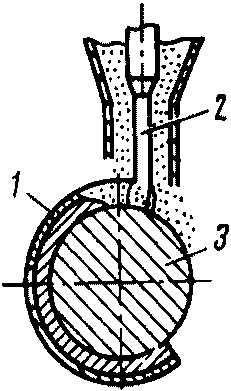 | ОКС-11236-ГОСНИТИ |
--------------------------------
<1> Техническая характеристика отдельного рекомендуемого сварочного оборудования приведена в приложении 2.
3.1. Сварочные материалы (электроды, присадочные материалы, флюсы), применяемые для сварки изделий из стали, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) не ниже нижнего предела указанных свойств основного металла изделия, установленного для данной марки стали государственными стандартами.
При применении в одном соединении сталей разных марок механические свойства наплавленного металла должны соответствовать свойствам стали с наибольшим пределом прочности.
3.2. Применяемые сварочные материалы должны иметь сертификаты. В случае отсутствия сертификатов на материалы, а также если в процессе выполнения сварочных работ качество материалов, имеющих сертификаты, окажется неудовлетворительным, они должны быть подвергнуты контрольному испытанию в порядке, предусмотренном стандартами или техническими условиями (ТУ).
3.3. Сварочная проволока, электроды и флюсы должны храниться отдельно по маркам и партиями в закрытом, сухом отапливаемом помещении согласно требованиям стандарта на данный материал. Флюс должен храниться в таре поставщика отдельно от других сыпучих материалов (мел, уголь и т.д.).
Сварочная проволока должна поставляться в упаковке, исключающей ржавление проволоки от попадания на нее влаги.
3.4. Электроды для дуговой сварки должны удовлетворять требованиям ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 10051-75.
3.4.1. Запрещается для сварки и прихватки применять электроды неизвестной марки, отсыревшие, имеющие разрушенные участки покрытия, размеры которых превышают допускаемые ГОСТ 9466-75, а также электроды с меловой стабилизирующей обмазкой.
3.4.2. Перед сваркой электроды должны быть просушены или прокалены в соответствии с требованиями стандартов или ТУ. Режимы прокаливания отдельных, наиболее часто применяемых электродов приведены в приложении 3. Электроды, не использованные в течение 4 ч после извлечения из сушильного шкафа, прокаливаются вновь.
3.5. Срок хранения электродов в сухих отапливаемых помещениях при температуре не ниже 15 °C в условиях, предохраняющих их от загрязнения, увлажнения и механических повреждений, должен быть:
6 мес с момента изготовления - для электродов, упакованных в герметизированную упаковку;
3 мес с момента изготовления - для электродов, упакованных в коробки из коробочного картона или в пачки, завернутые в водонепроницаемую упаковочную бумагу.
3.6. Сварочная проволока, предназначенная для полуавтоматической и автоматической дуговой и газовой сварки, а также для производства электродов, должна удовлетворять требованиям ГОСТ 2246-70 или соответствующим ТУ, если проволока изготавливается по ТУ.
3.6.1. Перед автоматической и полуавтоматической сваркой проволока должна быть тщательно очищена от грязи, ржавчины, масла и других загрязнений.
3.7. Флюсы, применяемые для автоматической и полуавтоматической сварки, должны обеспечивать получение заданных механических свойств сварного шва и обладать технологическими свойствами, не уступающими свойствам широко распространенных флюсов: АН-348-А, АН-348-АМ, ОСЦ-45, ОСЦ-45М по ГОСТ 9087-81.
3.7.1. Влажность флюса, применяемого при автоматической и полуавтоматической сварке, не должна превышать 0,1% согласно ГОСТ 9087-81, при большей влажности флюс должен быть просушен в сушильных печах при температуре 200 - 250 °C в течение 2 - 3 ч.
3.7.2. Наличие в флюсе посторонних примесей является браковочным признаком. Технические требования и методы испытаний флюсов должны соответствовать ГОСТ 9087-81.
3.7.3. Для полуавтоматической и автоматической сварки проволокой  и меньше следует применять флюсы с мелкой грануляцией зерен (максимальные размеры 1,6 мм, минимальные - 0,25 мм).
и меньше следует применять флюсы с мелкой грануляцией зерен (максимальные размеры 1,6 мм, минимальные - 0,25 мм).
и меньше следует применять флюсы с мелкой грануляцией зерен (максимальные размеры 1,6 мм, минимальные - 0,25 мм).3.7.4. При многократном использовании флюса допускается наличие в нем дробной корки не более 20%.
4.1. Все типы сварных соединений можно выполнять автоматической, полуавтоматической и ручной сваркой. Каждый тип сварки по-своему влияет на формирование соединений. Способы сварки выбираются в зависимости от геометрических размеров изделий и физико-механических свойств соединяемых материалов.
4.2. Типы сварных соединений и их условное обозначение при различных видах сварки приведены в табл. 2.
Вид сварки | Тип сварного соединения | Условное обозначение соединения | Форма поперечного сечения подготовленных кромок и сварного шва |
Ручная дуговая сварка | Стыковое | С1 - С21, С23 - С28, С39, С40, С42, С43, С45 | По ГОСТ 5264-80 |
Угловое | У1 - У10, У1 - У8 | ||
Тавровое | Т1 - Т3, Т5 - Т9, Т1 - Т8 | ||
Нахлесточное | Н1, Н2 | По ГОСТ 5264-80 | |
Автоматическая и полуавтоматическая сварка под флюсом | Стыковое | С1, С4, С5, С7, С9 - С12, С15, С18 - С26, С29 - С41, С47 | По ГОСТ 8713-79 |
Угловое | У1, У3, У5, У7, У1 - У6 | ||
Тавровое | Т1 - Т8, Т1 - Т9 | ||
Нахлесточное | Н1, Н2 | По ГОСТ 8713-79 | |
Дуговая сварка в защитном газе | Стыковое | С1 - С28 | |
Угловое | У1 - У10 | ||
Тавровое | Т1, Т3, Т6 - Т9 Т1 - Т9 | ||
Нахлесточное | Н1, Н2 | ||
Дуговая сварка точечных сварных соединений | Нахлесточное | Н1 - Н6 | |
Дуговая сварка алюминия и алюминиевых сплавов | Стыковое | С1 - С5, С7 - С19, С21 - С27, С39, С43, С44 | |
Угловое | У1, У4 - У13 | ||
Тавровое | Т1 - Т3, Т5 - Т8, Т10 | ||
Нахлесточное | Н1, Н2 | ||
Электрошлаковая сварка | Стыковое | С1 - С3 | |
Угловое | У1 - У4 | ||
Тавровое | Т1 - Т3 | ||
Дуговая и электрошлаковая сварка двухслойной коррозионно-стойкой стали | Стыковое | С1 - С24 | |
Угловое | У1 - У11 | ||
Тавровое | Т1 - Т5 |
4.3. Стыковые соединения являются наиболее распространенными и надежными сварными соединениями. В зависимости от толщины свариваемого металла применяются следующие виды сварных стыковых швов:
4.3.1. Стыковые соединения без скоса кромок (рис. 3), которые бывают:
1) с двусторонним швом, обладающие высокой прочностью и экономичностью. Такие соединения рекомендуется применять при толщине свариваемого металла от 2 до 12 мм;
2) с односторонним швом, при этом возможен непровар с обратной стороны, что приводит к снижению прочности соединения. Такие соединения не рекомендуется применять для деталей, работающих при динамических нагрузках, и в случаях, когда корень шва оказывается в растянутой зоне при изгибе;
3) односторонние с подкладкой, при этом применяются медные съемные подкладки или остающиеся стальные (технологические) подкладки. При правильном выполнении сварки на остающейся подкладке последняя должна плотно прилегать к свариваемым элементам и проплавляться до 1/3 толщины, местные зазоры не должны превышать 0,5 мм. Соединения на остающейся подкладке следует применять, когда невозможно выполнить двусторонний шов.

4.3.2. Стыковые соединения с V-образным скосом одной кромки (рис. 4), которые различают: с подваркой корня шва (двусторонние); без подварки (односторонние); на подкладке (односторонние); с односторонней разделкой.
Такое соединение по возможности следует выполнять с подваркой корня шва.
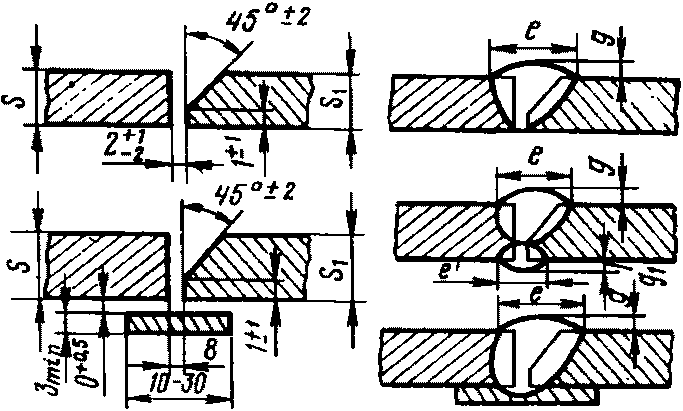
4.3.3. Стыковое соединение с V-образным скосом двух кромок (рис. 5), которые различают:
двусторонние с подваркой корня шва;
односторонние без подварки;
односторонние на подкладке.

4.3.4. Стыковые соединения с K-образным и X-образным скосами кромок (рис. 6). Соединения таких типов обладают высокой прочностью и являются наиболее экономичными. Объем наплавленного металла шва X-образного соединения на 30 - 40% меньше объема шва с V-образной разделкой для одинаковых толщин.

скосами кромок
4.3.5. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных ниже, должна проводиться так же, как деталей одинаковой толщины:
Толщина тонкой детали, мм | от 1 до 4 | Свыше 4 до 20 | Свыше 20 до 30 | Свыше 30 |
Разность толщин деталей, мм | 1 | 2 | 3 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (рис. 7).
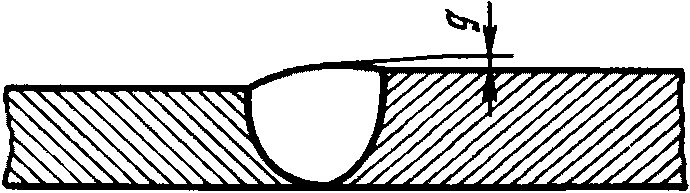
При разности в толщине свариваемых деталей больше значений, указанных выше, на детали, имеющие большую толщину S1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали S, как указано на рис. 8. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.

4.3.6. Стыковой шов уголков или швеллеров должен выполняться с двух сторон по V-образной разделке с подрубкой корня шва.
4.3.7. При сварке стыковых соединений балок должен соблюдаться порядок, исключающий возможность появления трещин в швах. Вначале завариваются корневые швы поясов и заполняется часть разделки (от 60 до 70% толщины стыкового шва). Затем заваривается шов стенки, после чего заканчивается сварка стыковых швов поясов.
4.4. Угловые соединения (рис. 9) бывают: без скоса кромок; со скосом одной кромки; с двумя скосами одной кромки; со скосом двух кромок.
Сварные соединения с двусторонними швами обладают наибольшей прочностью.
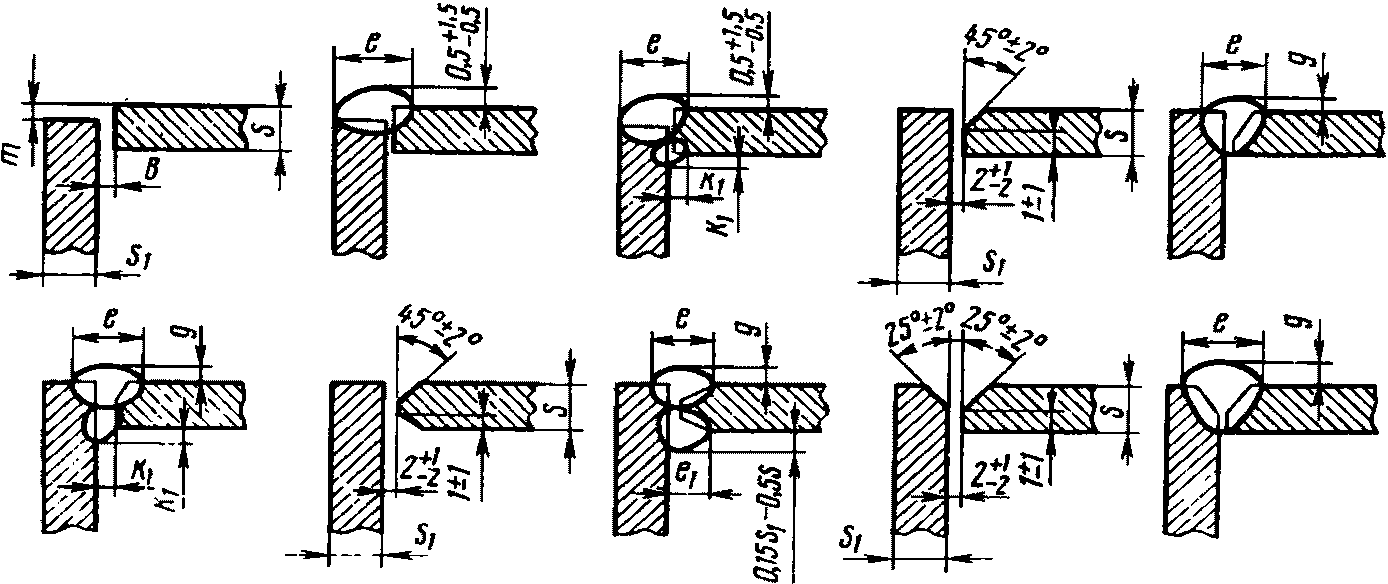
4.4.1. Не рекомендуется накладывать сварные угловые швы, расположенные нормально к силовому потоку. Следует по возможности заменять поперечные угловые швы косыми.
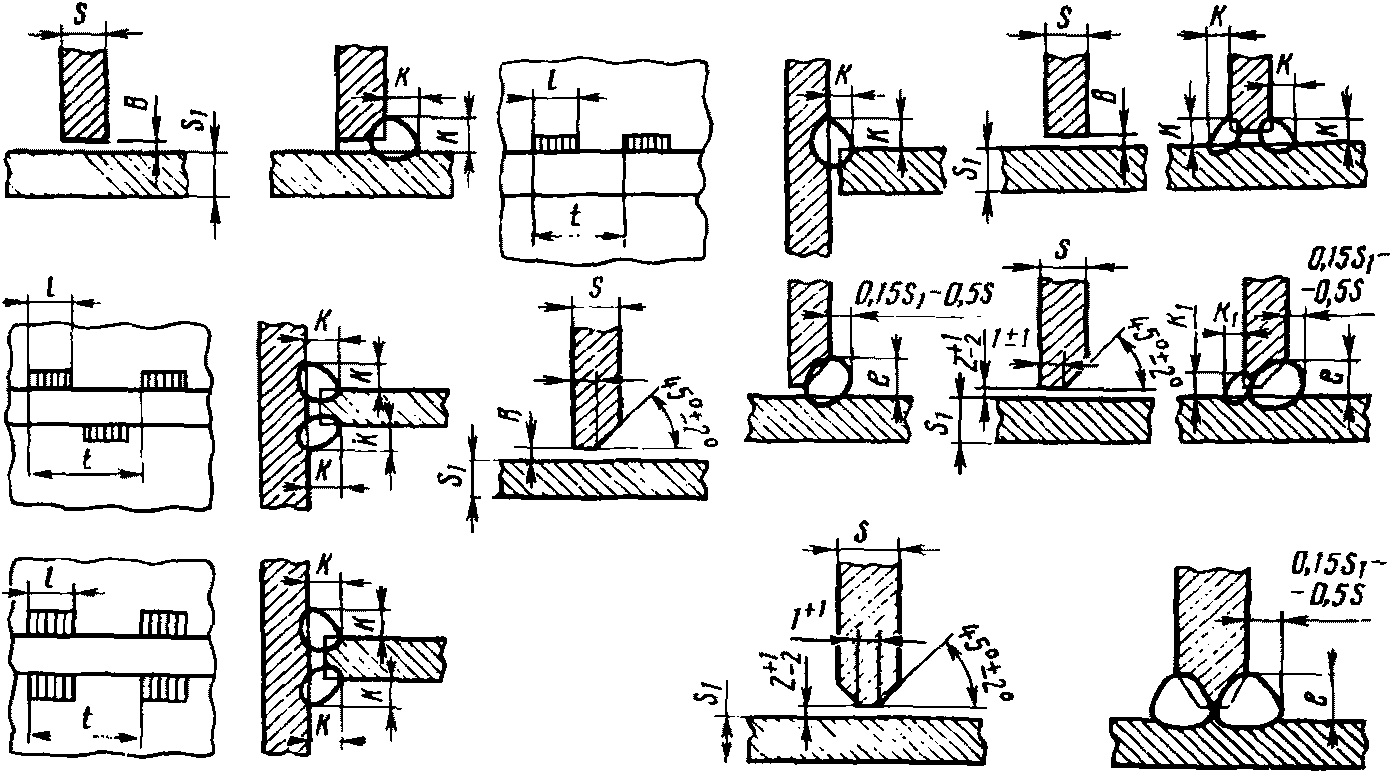
4.5. Тавровые соединения (рис. 10) бывают:
без скоса кромок. При таких соединениях, особенно при наличии непроваров, значительно снижается прочность шва. Снижается прочность шва также и при увеличенных зазорах;
с одним скосом одной кромки (с двусторонним и односторонним швами);
со скосом двух кромок (обладают достаточно высокой прочностью и обеспечивают возможность получения полного провара).
4.5.1. При сварке тавровых соединений в положении "в лодочку" электрод должен быть наклонен под углом 45° к свариваемым поверхностям, а в случае сварки частей различной толщины иметь меньший угол наклона к более тонкой части. Кроме того, электрод должен иметь угол наклона 70 - 80° к линии пересечения плоскостей соединяемых листов по направлению сварки данного участка.
4.6. Соединения внахлестку (рис. 11) бывают:
без скоса кромок (с двусторонними и односторонними прерывистыми швами);
с круглыми отверстиями при односторонней сплошной заварке и удлиненными с частичной заваркой по внутренней кромке отверстий. Такое соединение требует плотного прилегания поверхностей листов, так как от неплотной пригонки листов друг к другу прочность сварного соединения снижается.

4.6.1. При сварке внахлестку ширина перекрытия листа должна быть не менее 2 (S + S1), где S и S1 - толщины свариваемых листов.
4.6.2. Следует избегать приварки деталей сложной формы или косынок внахлестку к ответственным элементам.
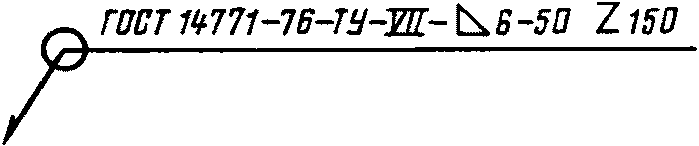
4.7. Структура условного обозначения швов сварного соединения (ГОСТ 2.312-72).
4.7.1. Швы сварных соединений в зависимости от способа сварки, типа сварного соединения, расположения шва и дополнительных требований обозначаются, как показано на рис. 12.

соединения:
1 - вспомогательные знаки шва по замкнутой линии
и монтажного шва; 2 - обозначение стандарта;
3 - буквенно-цифровое обозначение шва; 4 - условное
обозначение способа сварки; 5 - обозначение размера катета
шва; 6 - вспомогательные знаки; 7 - дополнительные
требования
4.8. Значения обозначений, входящих в структуру сварного шва.
4.8.1. Номер государственного стандарта указывает на типы и конструктивные элементы шва сварных соединений для данного вида сварки.
4.8.2. Буквенные обозначения типа соединения приведены в табл. 2. Цифры возле букв, например Т4, Т5, указывают порядковый номер шва в государственном стандарте, форму поперечного сечения шва, а также форму подготовленных кромок.
4.8.3. Способы сварки имеют следующие обозначения: Э - электродуговая, Г - газовая, Ш - электрошлаковая, И - в инертных газах, УЗ - ультразвуковая, К - контактная, У - в углекислом газе.
4.8.4. Вид сварки имеет следующие обозначения: Р - ручная, А - автоматическая, П - полуавтоматическая.
Для автоматической сварки приняты следующие обозначения:
А - автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
Аф - автоматическая сварка под флюсом на флюсовой подушке;
Ам - автоматическая сварка под флюсом на флюсо-медной подкладке;
Ас - автоматическая сварка под флюсом на стальной подкладке;
Апш - автоматическая сварка под флюсом с предварительным наложением подварочного шва;
Апк - автоматическая сварка под флюсом с предварительной подваркой корня шва.
Для полуавтоматической сварки используют те же обозначения, но с буквой П. Для сварки в газах используют следующие обозначения:
ИН - сварка в инертных газах вольфрамовым электродом без присадочного металла;
ИНп - то же, с присадочным металлом;
ИП - сварка в инертных газах плавящимся электродом;
УП - сварка в углекислом газе плавящимся электродом.
Для контактной сварки применяют следующие обозначения: Кт - точечная, Кр - роликовая, Кс - стыковая, Ксс - стыковая сопротивлением, Ксо - стыковая оплавлением.
4.9. Вспомогательные знаки в структуре шва сварного соединения и их значения приведены в табл. 3.
Эскиз | Значение знака |
Усиление шва снять | |
 | Наплывы и неровности шва обработать с плавным переходом к основному металлу |
Шов выполнять при монтаже изделий, т.е. при установке его по монтажному чертежу на месте применения | |
Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~= 60° | |
Шов прерывистый или точечный с шахматным расположением | |
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |
Шов по замкнутой линии. Диаметр знака - от 3 до 5 мм |
4.10. Пример обозначения шва таврового двустороннего соединения, выполненного по замкнутому контуру электродуговой сваркой в углекислом газе плавящимся электродом. Шов прерывистый, с шахматным расположением участков. Катет шва 6 мм, длина проваренного участка 50 мм, шаг 150 мм.
ПОД СВАРКУ И НАПЛАВКУ
5.1. Заготовки, детали и сборочные единицы путевых машин до сварки и наплавки должны быть высушены, очищены от окалины, продуктов коррозии, краски, грязи, масла и т.п.
5.2. Очистка, как правило, должна производиться механизированными способами с применением специального инструмента, армированных абразивных кругов, стальных проволочных щеток, устройств ударного типа и т.п.
5.3. Допускается газопламенная очистка дефектных мест с применением многопламенных ацетилено-кислородных горелок (например, типа ГАО-2). Остатки окислов и сгоревшей краски после очистки должны быть удалены механической щеткой.
5.4. Шлифованные, полированные и чисто обработанные поверхности, а также поверхности окрашенные, покрытые лаком, изоляцией (шейки осей и валов, подшипники и т.д.), расположенные вблизи места сварки, до ее выполнения должны быть защищены асбестовым картоном или другим жаропрочным изоляционным материалом во избежание попадания на эти поверхности брызг расплавленного металла или случайного касания их электродом. Закрывать чисто обработанные поверхности металлическими листами не допускается.
5.5. Удаление дефектных швов, разделка трещин и выполнение скосов на кромках элементов, изготовленных из углеродистых и низколегированных сталей, должны выполняться рубкой или строганием. Допускается подготовка под сварку дуговой, воздушно-дуговой или кислородной резкой с последующей зачисткой механическим способом.
5.5.1. Для дуговой резки должны применяться специальные электроды, например, марки ОЗР-2.
Рекомендуемые режимы резки электродом ОЗР-2 приведены в табл. 4.
Положение шва | Значение тока, А, при диаметре электрода, мм | |
4 | 5 | |
Нижнее | 180 - 260 | 250 - 350 |
Вертикальное | 180 - 290 | 250 - 350 |
Потолочное | 180 - 260 | 250 - 350 |
5.5.2. После воздушно-дуговой резки науглероженный слой металла должен удаляться с кромок реза механическим способом на глубину не менее 0,5 мм.
5.5.3. Кромки деталей и сборочных единиц после кислородной резки должны быть зачищены от шлака, натеков и капель металла.
5.6. Удаление дефектных швов, разделка трещин, выполнение скосов на кромках элементов, изготовленных из нержавеющих двуслойных сталей и алюминиевых сплавов, должны выполняться механическими способами.
5.7. Заварка трещин в металлоконструкциях.
5.7.1 Обнаруженные трещины должны быть тщательно осмотрены с целью точного определения их границ.
Трещина, идущая под углом до 30° к продольной оси детали (сборочной единицы), считается наклонной.
Трещины с углом наклона больше 30° относятся к поперечным.
Границы открытой трещины могут быть выявлены при помощи магнитного контроля или путем подогрева места расположения трещины газовой горелкой до температуры 100 - 150 °C, а при осмотре замкнутой трещины (не выходящей на кромку) ее границы выявляются при подогреве до температуры 250 - 300 °C мест, расположенных непосредственно за ее концами. Температура нагрева контролируется при помощи термического карандаша или термопары.
На конце трещины или на расстоянии 3 - 5 мм дальше ее конца выполняется накернивание и засверловка отверстия диаметром 5 - 8 мм для предотвращения развития трещины.
5.7.2. Разделка трещины производится на всю длину залегания механическим способом (зубилом или абразивным кругом) до целого металла с углом раскрытия 45 - 55° и контролируется при помощи шаблона. При ремонте рам платформ допускается производить разделку трещин газовым резаком с последующей зачисткой кромок до основного металла механическим способом.
5.7.3 После разделки трещин и выполнения кромок производится обязательная зачистка основного металла до металлического блеска на расстоянии не менее 20 мм по обе стороны от границ разделанных кромок.
5.7.4. Сварка должна выполняться электродами по качеству не ниже Э42 ГОСТ 9467-75.
При многослойной заварке электросваркой первый слой заваривается электродами с диаметром стержня 3 мм, последующие слои - электродами 4 - 6 мм с обеспечением полного провара на всю глубину сечения.
Отверстия по краям трещины должны быть заварены в последнюю очередь.
5.7.5. На заваренную трещину устанавливаются усиливающие накладки. В зависимости от требуемой степени усиления и формы детали накладки должны ставиться с одной или с обеих сторон шва.
Толщина накладки должна быть в пределах 0,8 - 1 толщины основного металла.
Усиливающие накладки должны перекрывать трещины не менее чем на 100 - 200 мм и плотно прилегать к приваренным поверхностям. Конкретные указания по конструктивным размерам накладок даны в разделе 2. Допускаются местные зазоры не более 1 мм.
Заполнять увеличенные зазоры полосками металла и электродами запрещается.
5.7.6. Перед приваркой усиливающих накладок все сварные швы должны быть зачищены до основного металла, а металлоконструкция очищена от шлака, брызг и наплавленного металла. Швы приварки накладок к металлоконструкции должны быть выполнены обратноступенчатым способом от середины к их концам.
5.7.7. Расстояние между трещинами, устраненными путем заварки с последующим усилением каждой из них накладкой, должно составлять не менее 400 мм. При расстоянии между трещинами менее 400 мм усиление должно производиться путем постановки одной общей накладки, перекрывающей края трещин на 100 - 150 мм.
5.8. При заварке трещин в сварных швах необходимо выполнить следующие работы: засверлить начало трещины; срубить сварной шов с трещинами до основного металла и зачистить; заварить и зачистить шов.
5.9. Металлоконструкции путевых машин в местах, подлежащих ремонту, а также металлический прокат, предназначенный для изготовления отдельных элементов взамен дефектных металлоконструкций, имеющих искривления и деформации более допустимых стандартами, должны быть предварительно выправлены. Правка должна осуществляться с применением устройств, обеспечивающих плавность приложения нагрузок.
Допускается горячая и холодная правка заготовок и деталей, искривление которых превышает допустимые отклонения от заданных размеров. Горячая правка стальных деталей должна производиться при нагреве до температуры 900 - 1100 °C и заканчиваться при температуре не ниже 750 °C.
Холодную правку следует производить такими методами, чтобы не появились трещины и надрывы в металле. Максимально допустимые значения радиусов, при которых разрешается холодная правка, для некоторых профилей приведены в приложении 4.
5.10. У ответственных деталей и сборочных единиц, а также у вставок и накладок, предназначенных для постановки на эти детали и сборочные единицы, не подлежащие сварке кромки, выполненные газопламенной резкой, на гильотинных ножницах или штампах, не должны иметь острых мест, выступов и неровностей. Кромки прокатных профилей допускается оставлять без дополнительной обработки.
5.11. Выхваты, надрывы и другие дефекты, появившиеся в результате обработки, должны быть устранены. При этом необходимо соблюдать плавность перехода от обработанного места к необработанному.
5.12. Сборка элементов и деталей металлоконструкции под сварку должна производиться в приспособлениях, обладающих достаточной жесткостью и исключающих их деформацию при сварке. Допуски на свободные размеры под сварку  .
.
5.13. Прихватка элементов металлоконструкций должна выполняться с применением тех же материалов, что и при выполнении самих сварных швов.
Прихватки элементов должны быть размещены в местах расположения сварных швов, размеры их должны быть минимальными, обеспечивая расплавление прихваток при наложении сварных швов.
5.14. Сварка должна производиться с соблюдением возможности усадки сварных швов. Режимы сварки и последовательность ее проведения должны быть предусмотрены технологическим процессом, обеспечивающим полный провар свариваемых деталей, а также минимальные усадочные напряжения и коробления.
5.15. Детали, восстановленные наплавкой, должны быть подвергнуты термической обработке, предусмотренной технологическим процессом и соответствовать требованиям рабочих чертежей.
6.1. Стали сваривают дуговой, электрошлаковой, газовой, газопрессовой, контактной и другими видами сварки.
6.2. Свариваемость стали зависит от ее химического состава.
6.2.1. Хорошо свариваются малоуглеродистые стали (содержание углерода до 0,25%). Увеличение содержания углерода в стали ухудшает ее свариваемость, повышает склонность к закалке и образованию трещин в околошовной зоне.
6.2.2. Наличие легирующих элементов в стали значительно улучшает ее механические свойства: повышает ударную вязкость, износостойкость и твердость.
6.2.3. Приближенно свариваемость стали можно определить по суммарному содержанию легирующих примесей в процентах, приведенному к эквиваленту углерода Cэ:
Cэ = C + Mn/20 + Ni/15 + (Cr + Mo + V)/10,
где: цифры 20, 15 и 10 являются постоянными величинами. Сталь хорошо сваривается, если Cэ < 0,45%. При Cэ > 0,45% свариваемость стали ухудшается и для получения качественного соединения требуются дополнительные операции: до наплавки - предварительный подогрев, а после наплавки - отжиг или нормализация.
6.3. Влияние содержания элементов в стали на ее свариваемость.
6.3.1. Марганец является полезным элементом в стали. В малоуглеродистой стали его содержание достигает 0,7% и приводит к улучшению механических свойств и свариваемости стали.
6.3.2. Кремний в углеродистой стали является раскислителем, его содержание не превышает 0,22 - 0,26%, улучшает прочность и свариваемость стали.
6.3.3. Сера и фосфор - вредные элементы, ухудшают свариваемость стали.
6.3.4. Обычное содержание хрома и никеля в стали - от 0,2 до 0,3%. В конструкционных сталях хрома и никеля содержится соответственно до 3 и 5%, в специальных - хрома от 12 до 35%, никеля от 8 до 25%. Хром образует с углеродом карбиды, способствующие возникновению закалочных структур типа мартенсит. Никель сильно повышает пластичность и прочность стали, на свариваемость влияет положительно.
6.3.5. Молибдена в конструкционных сталях содержится от 0,2 до 0,5%. Молибден в стали измельчает зерно, повышает ударную вязкость и сопротивление нагрузкам.
6.3.6. Ванадий в стали затрудняет ее свариваемость из-за образования закалочных структур.
6.4. Условия сварки зависят от сварочных свойств сталей. Условное деление сталей на группы по их сварочным свойствам приведено в приложении 5, а условия сварки сталей в зависимости от группы и типа конструкции - в приложении 6.
6.5. Сварочная проволока, флюсы, покрытые электроды и другие материалы, применяемые для различных видов сварки, определяются для конкретной марки свариваемой стали.
6.6. Режим сварки выбирается в зависимости от толщины свариваемого металла и типа шва (однослойный, многослойный).
6.6.1. Для сварки низкоуглеродистых сталей должны применяться электроды типов Э42, Э46, для среднеуглеродистых - Э46А, Э50.
Для сварки низколегированных сталей должны применяться электроды типов Э42А, Э46А, Э50А, а для легированных сталей повышенной прочности - типа Э60А.
6.6.2. Диаметр покрытых электродов необходимо выбирать в зависимости от толщины свариваемого металла:
Толщина металла, мм | от 0,5 до 1 | свыше 1 до 2 | свыше 2 до 5 | свыше 5 до 10 | 10 и более |
Диаметр электрода, мм | 1,6 | свыше 1,6 до 2,5 | свыше 2,5 до 5 | свыше 4 до 5 | свыше 5 до 8 |
6.6.3. Значение сварочного тока для углеродистых и низколегированных сталей выбирается в зависимости от диаметра и марки электрода по заводской этикетке на электроды, а при ее отсутствии рассчитывается по формулам, указанным в табл. 5.
Положение шва | Значение сварочного тока, А, при диаметре электрода dэл, мм | ||
от 2 до 4 | свыше 4 до 6 | 8 | |
Нижнее |  |  |  |
Вертикальное |  |  |  |
Потолочное |  |  |  |
Ориентировочные режимы сварочного тока для некоторых наиболее часто употребляемых марок электродов приведены в приложении 7.
6.6.4. При ручной сварке и наплавке рекомендуется различать режимы для деталей, изготовленных из низко- и среднеуглеродистой, средне- и высоколегированной сталей. Ориентировочные режимы наплавки деталей из этих сталей приведены в приложении 8.
6.6.5. При выполнении ручной дуговой сваркой многослойных швов первый слой в корне шва должен выполняться электродами диаметром не более 4 мм.
6.7. Автоматическая и полуавтоматическая сварка углеродистых и низколегированных сталей под флюсом должна выполняться стальной сварочной низкоуглеродистой проволокой марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2 в сочетании с плавленым флюсом марок АН-348А, ОСЦ-45М, АН-60 и др. Допускается при сварке низкоуглеродистых сталей и отливок применять проволоку марки Св-08.
6.8. Полуавтоматическая сварка низколегированных и углеродистых сталей в углекислом газе выполняется легированной сварочной проволокой марки Св-08Г2С или Св-08Г2СЦ диаметром не более 2 мм.
6.9. Полуавтоматическая сварка низколегированных и углеродистых сталей в смеси углекислого газа с кислородом должна выполняться с повышенным вылетом электрода с применением тех же марок, что и для сварки в углекислом газе. В этом случае также применяется проволока диаметром до 2 мм.
6.10. Сварка углеродистых и низколегированных сталей может выполняться порошковыми самозащитными проволоками (марок ПП-АН1, ПП-АН3, ПП-1ДСК и др.) или предназначенными для сварки в углекислом газе (марок ПП-АН4, ПП-АН8, ПП-АН9, ПП-АН10). Применять проволоку марки ПП-АН1 допускается при сварке низкоуглеродистых сталей и отливок. Характеристика применяемости проволоки приведена в приложении 9.
6.11. Для обеспечения повышенной хладостойкости швов при сварке углеродистых и конструкционных сталей могут применяться керамические флюсы марок К-1, К-2, К-3, К-11, КВС в сочетании с проволоками Св-08, Св-08А и флюс марки АНК в сочетании с проволоками Св-10Г2 и Св-10ГА.
Керамические флюсы обеспечивают получение наплавленного металла высокого качества. Они менее чувствительны к ржавчине и другим загрязнениям поверхности деталей.
7.1. Сварка чугуна применяется при восстановлении отливок и ремонте вышедших из строя деталей (картеры, блоки дизелей, корпуса насосов, редукторов, электродвигателей и др.).
7.2. В связи с плохой свариваемостью детали из чугуна должны подвергаться сварке или наплавке только в тех случаях, когда замена деталей или другие виды их ремонта по различным причинам неприемлемы.
7.3. Подготовка кромок под сварку должна выполняться только механическим способом. Применять для разделки кромок газовую или другую термическую резку не допускается.
7.3.1. Раковины в чугунных литых деталях перед заваркой должны быть вырублены до чистого металла. Разделываются они в виде воронки так, чтобы был обеспечен свободный доступ горелки или электрода к любой точке подготовленной поверхности.
7.3.2. При заварке трещин кромки должны быть скошены V-образно под углом  для горячей газовой и дуговой сварки, а для холодной дуговой сварки
для горячей газовой и дуговой сварки, а для холодной дуговой сварки  с закруглением в вершине разделки по радиусу
с закруглением в вершине разделки по радиусу  (рис. 13).
(рис. 13).
для горячей газовой и дуговой сварки, а для холодной дуговой сварки с закруглением в вершине разделки по радиусу (рис. 13).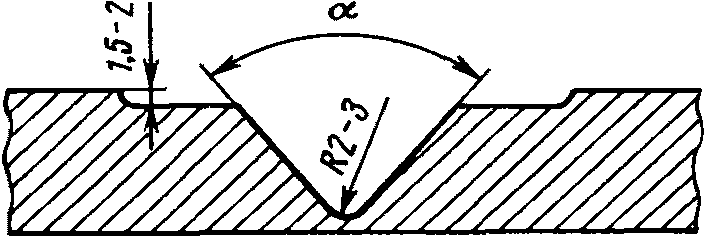
деталях (угол разделки)
7.4. В зависимости от применяемых сварочных материалов и условий работы чугунные детали можно ремонтировать следующими способами:
сваркой с предварительным подогревом до высокой температуры (горячая сварка);
сваркой при низкой температуре подогрева (низкотемпературная сварка);
сваркой без предварительного подогрева (холодная сварка).
7.5. Горячую сварку с предварительным подогревом деталей до температуры 600 - 700 °C необходимо применять при ремонте деталей, находившихся при работе под воздействием водяного пара или высоких температур (детали дизелей, компрессоров, насосов и др.).
7.6. Технологический процесс горячей сварки предусматривает выполнение работ в строго определенной последовательности: подготовка деталей под сварку, предварительный их подогрев, сварка и медленное охлаждение.
7.6.1. Подготовка под сварку в зависимости от вида исправляемого дефекта заключается в разделке дефектных мест для образования полостей, обеспечивающих перемещение электрода, для получения сварочного шва и предупреждения вытекания жидко-текучего металла из сварочной ванны (рис. 14).
Площадь отдельных участков (колодцев) при выполнении формовки должна быть в пределах 25 - 30 см2.

сварки чугуна:
а - несквозная раковина; б - откол кромки детали;
в - сквозной дефект; 1 - деталь; 2 - формовка
7.6.2. Предварительный подогрев должен выполняться равномерно со скоростью не более 120 - 150 °C в час до температуры 600 - 700 °C (до появления темно-красного свечения) на спокойном воздухе без сквозняков.
7.6.3. Горячая сварка чугуна может выполняться следующими видами:
газовая - с применением в качестве присадки чугунных прутков;
дуговая - плавящимися электродами со стержнем из чугунных прутков марки А или Б ОМЧ-1, ВЧ-3, ЭПЧ (ТУ "Станколит");
дуговая - угольным электродом с применением чугунных прутков;
механизированная дуговая - порошковой проволокой марки ППАНЧ-2 (ТУ ИЭС-48-68);
газопорошковая - порошковым сплавом НПЧ-1, НПЧ-2.
7.6.4. Значение сварочного тока должно выбираться в зависимости от размеров детали и толщины ее стенок. Ориентировочно значение тока можно принимать по табл. 6.
Вид сварки | Диаметр электрода, мм | Значение тока, А |
Ручная дуговая | От 6 до 9 | От 300 до 400 |
То же | " 8 " 10 | " 280 " 350 |
" | " 10 " 12 | " 300 " 400 |
Покрытым электродом | " 10 " 12 | " 400 " 600 |
Угольным электродом | " 12 " 16 | " 350 " 500 |
То же | " 16 " 18 | " 350 " 600 |
Порошковой проволокой марки: | ||
ППЧ-3 | - | " 350 " 700 |
ППСВ-7 | - | " 280 " 380 |
7.6.5. При газовой сварке должны применяться специальные флюсы, рекомендуемый состав которых приведен в табл. 7.
Порядковый номер флюса | Содержание флюса, % | |||||
Техническая бура | Углекислый натрий | Углекислый калий | Двууглекислый натрий | Кремнезем | Азотнокислый натрий | |
1 | 100 | - | - | - | - | - |
2 | 56 | 22 | 22 | - | - | - |
3 | 50 | - | - | 47 | 3 | - |
4 | 23 | 27 | - | - | - | 50 |
Пламя горелки должно быть нормальным или с небольшим избытком ацетилена.
Номер наконечника горелки необходимо выбирать из расчета расхода ацетилена 100 - 125 л/ч на 1 мм свариваемой толщины.
7.6.6. Сварочная ванна на каждом участке должна в течение всего периода заполнения участка поддерживаться в жидком состоянии.
При сильном разогреве жидкой ванны необходимо производить дополнительную присадку чугунного прутка или чистой однородной чугунной стружки.
7.6.7. В процессе сварки температуру всей детали необходимо поддерживать по возможности постоянной. Шлаки, образующиеся во время сварки, необходимо удалять из ванны стальным скребком.
7.6.8. Медленное охлаждение заваренных мест достигается путем засыпки каждого из них сухим порошком древесного угля или накрытия листовым асбестом. После окончания сварки всю деталь необходимо закрыть асбестовым листом или засыпать сухой золой или горячим песком, а сверху закрыть листом из стали.
7.7. Дуговая сварка холодным способом (без предварительного подогрева) может выполняться на деталях относительно небольшой толщины и только с применением специальных сварочных материалов (электродов, прутков и проволок).
7.7.1. Для ручной дуговой сварки должны применяться электроды со специальными покрытиями и стержнями из монель-металла (МНЧ-1) железоникелевых сплавов (ЦЧ-4, ЦЧ-3А), меди с добавкой в покрытие железного порошка (ОЗЧ-1), аустенитной стали в медной оболочке (АНЧ-1), константа (МНЧ-2) и т.п.
7.7.2. Механизированная дуговая сварка холодным способом может выполняться порошковой проволокой марки ППЧ-2.
7.7.3. При сварке чугуна холодным способом должны соблюдаться следующие дополнительные требования:
1) при заварке трещин в местах, требующих высокой плотности шва на деталях, работающих под давлением, первый слой следует накладывать электродами из монель-металла, а последующие - железомедными электродами;
2) при сварке электродами из монель-металла швы следует выполнять участками длиной 15 - 20 мм, а железомедными электродами - длиной 40 - 50 мм;
3) заваренные участки швов, кроме выполненных электродами ЦЧ-4, сразу же после обрыва дуги надо проковывать зубилом с радиусом на рубящей кромке 2 - 3 мм;
4) перед сваркой чугунных деталей, работающих при повышенной температуре, для улучшения условий сплавления металла нужно свариваемые кромки нагревать газовым пламенем до температуры 550 - 600 °C. Трещины большой протяженности следует подвергать такой же обработке, нагревая их участками длиной от 100 до 150 мм, причем нагрев последующего участка нужно начинать после остывания предыдущего до температуры 50 - 60 °C.
7.8. При заварке дефектов в крупных отливках, для исправления которых необходимо наплавить большой объем металла, а также при сварке чугунных деталей толщиной более 8 - 10 мм необходимо применять полугорячую сварку.
7.8.1. Сварка при низкой температуре подогрева должна быть газовой или дуговой с полным или местным предварительным подогревом свариваемых или наплавляемых деталей до температуры 300 - 450 °C.
7.8.2. Температуру подогрева требуется поддерживать в течение всего процесса сварки или наплавки.
При заварке дефектов, расположенных на краях небольших деталей, их достаточно подогревать до температуры 150 - 200 °C.
7.8.3. Дуговая полугорячая сварка выполняется специальными электродами марки ОМЧ-1 диаметром от 6 до 8 мм или специальными электродами для сварки низкоуглеродистых сталей (УОНИ-13/45, К-5А и др.).
7.8.4. Газовая сварка при низкой температуре подогрева выполняется по специальной технологии, разработанной Всесоюзным научно-исследовательским институтом автогенного машиностроения (ВНИИАвтогенмаш), с применением чугунных прутков марки НЧ-1 и специального флюса марки ФСЧ-1 для сварки тонкостенных отливок и чугунных прутков марки НЧ-2 и флюса ФСЧ-2 для сварки толстостенных отливок.
7.9. Для восстановления крупногабаритных ответственных деталей из серого чугуна (блок, картеры дизеля и компрессора и др.), подогрев которых практически затруднен, целесообразно применять полуавтоматическую холодную сварку проволокой сплошного сечения марки ПАНЧ-11.
7.9.1. При подготовке деталей под сварку проволокой ПАНЧ-11 должны быть выполнены общие требования, предъявляемые к дуговой сварке чугуна в холодном состоянии, за исключением угла разделки кромок. Ширина разделки и развал кромок должны быть по возможности малыми и производиться строго по трещине (рис. 15). Такая же форма разделки рекомендуется при подготовке вставок из чугуна или стали, если восстанавливают детали с пробоинами.

трещины при различной толщине поврежденной детали
7.9.2. Сварка проволокой ПАНЧ-11 диаметром 1,2 мм выполняется открытой дугой без дополнительной защиты газом или флюсом любыми серийными полуавтоматами (А-547У, А-1230М и др.) при следующих режимах: постоянный ток прямой полярности, значение тока сварки 100 - 140 А, напряжение на дуге 14 - 18 В, скорость сварки 0,15 - 0,25 м/с.
7.10. Газопорошковая сварка чугуна предназначена для исправления мелких дефектов чугунных отливок, вскрывшихся на последних операциях механической обработки. Для наплавки на чугун применяются порошки на никелевой основе, обладающие самофлюсующими свойствами (табл. 8).
Марка порошкообразного сплава | Химический состав, % <*> | Твердость наплавки, HB | ||
Cu | B | Si | ||
НПЧ-1 | 5,0 - 7,0 | 1,0 - 1,8 | 0,7 - 0,95 | 220 |
НПЧ-2 | 5,0 - 7,0 | 1,7 - 2,3 | 1,0 - 2,5 | 300 |
-------------------------------- | ||||
7.10.1. Порошок НПЧ-1 используется при исправлении дефектов на поверхностях, подвергающихся последующей обработке режущим инструментом, а порошок НПЧ-2 - для исправления дефектов, вскрывшихся на поверхностях, подвергающихся поверхностной закалке (до и после нее).
7.10.2. Процесс газопорошковой сварки выполняется в две стадии - напыление и последующее расплавление напыленного слоя. Наплавка осуществляется в следующей последовательности:
поверхность, подлежащую наплавке, нагревают пламенем ацетилено-кислородной горелки ГАЛ-2 до 300 - 400 °C;
на подогретую поверхность этой же горелкой напыляют слой порошкообразного сплава, не доведенного до расплавления; этот слой предохраняет поверхность от окисления;
на напыленную поверхность, как на подкладку, наплавляют порошкообразный сплав, при этом чугун отливки нагревается незначительно.
7.10.3. При газопорошковой сварке чугуна основной металл не подвергается значительному тепловложению, не претерпевает структурных изменений, при этом сохраняются геометрические размеры окончательно обработанных деталей.
7.11. Сварка меди и ее сплавов.
7.11.1. Детали из меди и ее сплавов разрешается ремонтировать газовой или дуговой сваркой.
7.11.2. При газовой сварке в качестве горючего газа необходимо применять ацетилен, природный газ или пропанбутановую смесь. Сварку требуется выполнять с соблюдением следующих условий:
1) угол разделки должен быть от 65 до 70°, притупление кромки должно составлять 0,2 толщины свариваемых листов, но не более 4 мм,
2) свариваемые кромки и прилегающие к ним поверхности необходимо тщательно очистить от окислов и загрязнений до металлического блеска или подвергнуть травлению в растворе азотной кислоты с последующей промывкой в воде;
3) в качестве присадочного металла для сварки деталей с толщиной стенок до 3 мм применять проволоку из чистой электротехнической меди марок М0 - М3 (ГОСТ 859-78). Для сварки деталей с толщиной стенок от 3 до 10 мм применять медную проволоку с содержанием 0,2% фосфора и 0,3% кремния.
Диаметр присадочной проволоки необходимо выбирать в зависимости от толщины свариваемого металла:
Толщина металла, мм .......... | 1,5 | от 1,5 до 2,5 | свыше 2,5 до 4,0 | свыше 4 до 8 | свыше 8 до 15 | более 15 |
Диаметр проволоки, мм ...... | 1,5 | 2 | 3 | 5 | 6 | 8 |
4) ввиду высокой теплопроводности меди сварку больших толщин (более 10 мм) выполнять с сопутствующим подогревом. При этом мощность подогревающей горелки берется из расчета расхода ацетилена 150 - 200 л/ч на 1 мм толщины свариваемого металла, а сварочной горелки - 120 - 150 л/ч на 1 мм.
Мощность горелки при сварке без сопутствующего подогрева следует выбирать из расчета расхода ацетилена 150 - 200 л/ч на 1 мм свариваемой толщины металла;
5) пламя горелки должно быть нормальным (восстановительным);
6) сварку вести "на подъем" участками длиной от 80 до 100 мм с заполнением разделки шва в один проход. После остывания участка шва до температуры 300 - 400 °C его необходимо проковать зубилом с кромкой радиусом от 2 до 3 мм. После проковки шов нагреть до температуры 600 °C с последующим охлаждением струей сжатого воздуха или водой.
7.11.2.1. При газовой сварке меди рекомендуется применять флюсы, приведенные в табл. 9.
Номер флюса | Содержание флюса, %, по элементам | ||
борная кислота | плавленая техническая бура | фосфорнокислый натрий | |
1 | 100 | - | - |
2 | 50 | 50 | - |
3 | 35 | 50 | 15 |
4 | 10 | 70 | 20 |
5 | - | 100 | - |
7.11.2.2. Флюсы применяются в виде порошка или пасты, наносимых на присадочный пруток. Пасту приготовляют замешиванием порошка флюса на водном растворе жидкого стекла.
7.11.2.3. Газовую сварку и наплавку бронзовых и латунных деталей следует выполнять с соблюдением следующих условий:
1) для крупных деталей обязателен предварительный подогрев до температуры 350 - 400 °C. Допускается сварка и наплавка мелких деталей без подогрева. Детали сложной формы с тонкими стенками перед нагревом рекомендуется заполнять сухим горячим песком;
2) подготовку кромок выполнять аналогично подготовке на стальных деталях;
3) с целью уменьшения выгорания олова, кремния и алюминия сварку бронзы вести нормальным (восстановительным) пламенем. Бронзу после сварки проковать. Сваренные бронзовые детали подвергнуть термической обработке при температуре 750 °C с последующим охлаждением в воде;
4) наконечник газовой горелки выбирать из расчета расхода ацетилена 120 - 150 л/ч на 1 мм толщины свариваемой детали;
5) во время сварки ядро пламени не должно касаться основного и присадочного металла;
6) применять флюсы такие же, как и для сварки меди;
7) при наплавке бронзовых деталей необходим предварительный подогрев до температуры 350 - 400 °C.
7.11.3. Для дуговой сварки меди и ее сплавов должны применяться электроды марок "Комсомолец-100", ОМЗ-1.
7.11.3.1. Сварка должна выполняться на постоянном токе обратной полярности на режимах, приведенных в табл. 10.
Марка электрода, обозначение ТУ | Сварочный ток, А, в зависимости от диаметра электрода, мм | |||
3 | 4 | 5 | 6 | |
"Комсомолец-100" ТУ14-644-75 | 140 - 200 | 200 - 300 | 300 - 380 | - |
ОМЗ-1 ТУ14-16.8-17-76 | 120 - 140 | 160 - 180 | 200 - 220 | - |
Отсыревшие электроды должны быть прокалены при температуре 300 °C в течение 1 ч.
7.11.3.2. При дуговой сварке меди необходимо соблюдать следующие условия:
1) детали с толщиной стенок до 6 мм разрешается сваривать без скоса кромок и предварительного подогрева;
2) на деталях с толщиной стенок более 6 мм должна быть выполнена V-образная разделка кромок под углом 60 - 70°;
3) при сварке деталей с толщиной стенок от 6 до 10 мм требуется предварительный подогрев до температуры 250 °C, при толщине стенок более 10 мм - до 350 - 450 °C;
4) свариваемые кромки перед сваркой необходимо тщательно очистить от налетов окислов, масла и т.п. При подварке шва с противоположной стороны обязательно производить вырубку корня шва с полным удалением шлака, непроваров, пор и т.п.;
5) при сварке валики следует накладывать быстрыми возвратно-поступательными движениями руки сварщика.
7.11.3.3. Дуговая наплавка бронзовых деталей должна выполняться только бронзовыми электродами.
7.12. Сварка алюминия и его сплавов.
7.12.1. Алюминий и его сплавы могут свариваться газовой и различными способами дуговой сварки: покрытым металлическим электродом, плавящимся электродом под слоем флюса, неплавящимся вольфрамовым и плавящимся электродами в инертных защитных газах.
7.12.2. Для сварки изготовленных из алюминия и его сплавов деталей и сборочных единиц в качестве основных видов сварки при ремонте должна применяться ручная и механизированная в инертных газах.
7.12.3. С целью удаления тугоплавкой окисной пленки и предупреждения возникновения в швах сварных соединений дефектов перед сваркой обязательно должны выполняться:
химическая очистка сварочной проволоки, заготовок и небольших по габаритным размерам деталей;
механическая очистка и обезжиривание свариваемых кромок крупных деталей.
7.12.3.1. Химическая очистка поверхности алюминия производится травлением или химическим полированием.
7.12.3.2. Перед травлением деталей и сварочной проволоки необходимо удалить с них краску, жировые пятна и другие загрязнения чистой обтирочной ветошью, смоченной одним из следующих растворителей: бензином авиационным (ГОСТ 1012-72), ацетоном техническим (ГОСТ 2768-84).
7.12.3.3. Механическая очистка подлежащих сварке деталей осуществляется металлическими щетками с диаметром проволоки из нержавеющей стали не более 0,1 мм и длиной ворса не менее 10 мм. Щетки должны быть чистыми и обезжиренными. Зачищать поверхность под сварку абразивами, пескоструйной и дробеструйной обработкой, шлифовальной шкуркой и тому подобными способами не допускается.
7.12.3.4. Обезжиривание ворса щеток выполняется растворителями согласно указаниям п. 7.12.3.2.
7.12.4. Запрещается применять для сварки проволоку, хранившуюся на воздухе после химической обработки более 10 - 12 ч или в герметически закрывающихся сосудах и ящиках более 36 ч. Если сварочная проволока, подготовленная травлением, не использована в течение указанного времени, она должна быть повторно подготовлена без предварительного обезжиривания.
7.12.5. Перед проведением сварочных операций для более полного удаления окисной пленки свариваемые кромки и прилегающие к ним поверхности на участке шириной не менее ширины шва с обеих сторон подвергаются местной зачистке.
7.12.5.1. Зачистку ранее химически травленой поверхности кромок рекомендуется производить шабером (до блеска). При этом промежуток времени от конца химического травления до зачистки не регламентируется, но после зачистки сварка должна быть произведена не позднее чем в течение 16 ч.
7.12.6. Разделку кромок и подготовку деталей и сборочных единиц к сварке выполняют согласно требованиям ГОСТ 14806-80 в зависимости от толщины металла.
7.12.7. В среде инертных газов сварку выполняют неплавящимся (вольфрамовым) и плавящимся (из алюминия и его сплавов) электродами.
7.12.7.1. В качестве защитного газа должен применяться аргон 1-го или 2-го сортов.
7.12.7.2. В качестве электродов для сварки алюминия и его сплавов должны применяться вольфрамовые прутки и проволока диаметром от 2 до 6 мм марки ВЛ (лантанированные). Допускается применять вольфрам марок ВИ и ВЧ.
7.12.7.3. Присадочный металл и проволоку для плавящегося электрода выбирают в зависимости от марки сплава свариваемой детали:
1) для технически чистого алюминия марок АД0, АД1 и алюминиево-марганцевых сплавов типа АМц - проволоку, близкую по составу;
2) для алюминиево-магниевых сплавов типа АМг - проволоку той же марки, но с увеличенным (на 1 - 1,5%) содержанием магния для компенсации его угара и повышения прочности шва (например, для сварки сплавов АМг3 и АМг5 нужно применять проволоку СвАМг5 и СвАМг6 соответственно).
7.12.7.4. Ручную дуговую сварку вольфрамовым электродом в аргоне необходимо вести на переменном токе на установках типов УДГ-300, УДГ-500 в следующем режиме: расход аргона 6 - 15 л/мин, напряжение на дуге 15 - 20 В, значение сварочного тока - согласно табл. 11.
Толщина свариваемого металла, мм | Диаметр, мм | Значение тока, А | |
вольфрамового электрода | присадочной проволоки | ||
От 1 до 2 | 2 | От 1 до 2 | От 50 до 70 |
" 2 " 4 | 2 | 2 | " 70 " 100 |
" 4 " 6 | 3 | От 2 до 3 | " 100 " 130 |
" 4 " 6 | 4 | 3 | " 160 " 180 |
" 6 " 10 | 5 | 4 | " 220 " 300 |
" 11 " 15 | 6 | 4 | " 280 " 360 |
7.12.8. Ручную дуговую и полуавтоматическую сварку плавящимся электродом выполняют постоянным током обратной полярности.
7.12.8.1. Для ручной дуговой сварки применяют покрытые электроды, марки которых выбирают в зависимости от марки основного металла. Для сварки алюминия марок АД0, АД1 и других предназначены электроды марок ОЗА-1 и АФ-4аКр, для литейных алюминиево-кремниевых сплавов (силумины) - марки ОЗА-2, для алюминиево-марганцевых сплавов - электрод марки А-2.
7.12.8.2. Перед сваркой электроды должны быть просушены в течение 1 ч при температуре 150 - 200 °C.
8.1. С целью предотвращения возникновения в свариваемых деталях напряжений и деформаций, величина и характер которых снижает несущую способность этих деталей и ухудшает их внешний вид, необходимо принимать следующие меры.
8.1.1. При подготовке деталей к сварке:
освободить свариваемые части от жесткого закрепления (удалить болты, заклепки и связи, прилегающие к месту сварки);
подогреть до температуры 200 °C металл, окружающий трещину на ширине 50 мм (для крупногабаритных деталей);
предварительно подогреть всю или часть изделия;
сферически (по радиусу) выгнуть вставки, ввариваемые в плоские стенки;
применять швы с наименьшим количеством наплавляемого металла, обеспечивающего прочность сварного соединения, а также соблюдать углы разделки и зазоры согласно стандартам, чертежам и техническим условиям.
8.1.2. В процессе сварки:
швы большой длины (более 300 мм) сваривать в направлении от середины к краям или обратноступенчатым способом;
трещины, выходящие на кромку, заваривать в направлении от конца трещины к кромке;
в деталях, имеющих несколько стыковых швов, сначала заваривать швы, расположенные поперек силового потока;
при многослойных швах после предварительной очистки шлака применять проковку наплавленных слоев шва (кроме первого и последнего швов) тупым зубилом с радиусом притупления 2 - 3 мм. Проковку производить при температуре металла шва 450 °C и выше или 150 °C и ниже. В интервале температур 200 - 400 °C проковка недопустима из-за пониженной пластичности металла.
8.1.3. После сварки:
полный отжиг - нагрев детали до определенной температуры (в зависимости от марки стали), выдержка при этой температуре и последующее медленное ее охлаждение вместе с печью;
нормализация - нагрев детали до температуры, аналогичной отжигу, выдержка при этой температуре и последующее медленное ее охлаждение на спокойном воздухе в помещении при нормальной температуре;
высокий отпуск - нагрев детали до температуры 550 - 650 °C с выдержкой и последующим охлаждением на воздухе при нормальной температуре (применяется главным образом для уменьшения остаточных сварочных напряжений в сварных конструкциях);
упрочнение сварочного шва и околошовной зоны путем наклепа многобойковым упрочнителем (ширина наклепанной зоны с каждой стороны шва должна составлять 15 - 20 мм. Продолжительность поверхности наклепа 1 м шва должна быть в пределах 12 - 15 мин).
8.2. К способам уменьшения деформации при сварке относятся:
закрепление свариваемых деталей в специальных приспособлениях-кондукторах, а также применение в сжатых зонах временных ребер, прихваток и др.;
обратные деформации (разводка кромок перед сваркой, предварительный прогиб в сторону, обратную деформациям, применение распорок, домкратов для создания искусственного зазора);
искусственное охлаждение детали (путем полива водой, обдува газом или газоводяной смесью, подвода охлаждаемых зажимов в зону сварки);
уравновешивание деформации (наплавленный металл располагают в одинаковых количествах симметрично по отношению к оси симметрии изделия, особенно круглых деталей, на которых продольные валики накладываются по образующей на диаметрально противоположные стороны, а также применение обратноступенчатого способа сварки);
увеличение катета углового лобового шва, расположенного на полке балки, доводя его до 1,8 - 2,5 величины смежного катета.
8.3. При выборе способа уменьшения напряжений и деформаций при сварке следует обращать внимание на форму деталей и сложность конструкции, а также на марку свариваемых материалов.
НА ОТКРЫТОМ ВОЗДУХЕ
9.1. При производстве электросварочных работ на открытом воздухе над сварочными постами и установками должны быть сооружены навесы из несгораемых материалов.
При отсутствии навесов сварщик и место сварки должны быть защищены от ветра и осадков. Работы во время дождя или снегопада должны быть прекращены.
9.2. Сварочные материалы должны подаваться на рабочее место из специальных кладовых непосредственно перед выполнением сварочных работ.
9.3. Запас электродов на рабочем месте не должен превышать полусменной нормы.
9.4. Хранение электродов вблизи рабочих мест должно осуществляться только в специальных сушильных шкафах, а на рабочих местах - в утепленных пеналах.
9.5. Непосредственно перед сваркой свариваемые детали должны быть очищены от льда и снега, а также защищены от попадания влаги.
9.6. Править металлоконструкции можно с предварительным подогревом участка правки до температуры 200 - 250 °C. Сварку необходимо выполнять непосредственно после удаления дефектного участка.
9.7. При сварке металлоконструкций в условиях низких температур требуется применять сварочные материалы только повышенного качества.
Для сварки при температуре ниже -10 °C должны применяться электроды с фтористо-кальциевым покрытием.
При температуре -10 °C и выше допускается применение электродов с рутиловым покрытием.
9.8. Электроды с фтористо-кальциевой обмазкой (если с момента их подачи из кладовой до непосредственного использования для сварки прошло более 2 ч) перед сваркой следует подвергать прокаливанию с целью удаления влаги из покрытия.
9.9. Сварка электродами с фтористо-кальциевым покрытием должна выполняться на постоянном токе обратной полярности предельно короткой дугой на максимальных паспортных режимах.
9.10. При многослойных швах корневой шов должен выполняться более легкими материалами, чем последующие слои (например, при основном электроде УОНИ-13/55 корневой шов выполняется электродом УОНИ-13/45).
9.11. Сварочные посты для производства работ при низких температурах должны быть оснащены источниками питания постоянного тока. Рекомендуется применять кремниевые выпрямители (ВД-301 и др.). Запрещается оснащать рабочие посты селеновыми выпрямителями для сварки при температуре ниже 5 °C.
9.12. Периоды работы на открытом воздухе при низких температурах должны чередоваться с периодами отдыха сварщиков в отапливаемом помещении. Непосредственно у рабочего места рекомендуется располагать устройства для обогрева рук.
9.13. Право на выполнение сварочных работ при низких температурах предоставляется только рабочим, имеющим специальный вкладыш к удостоверению сварщика.
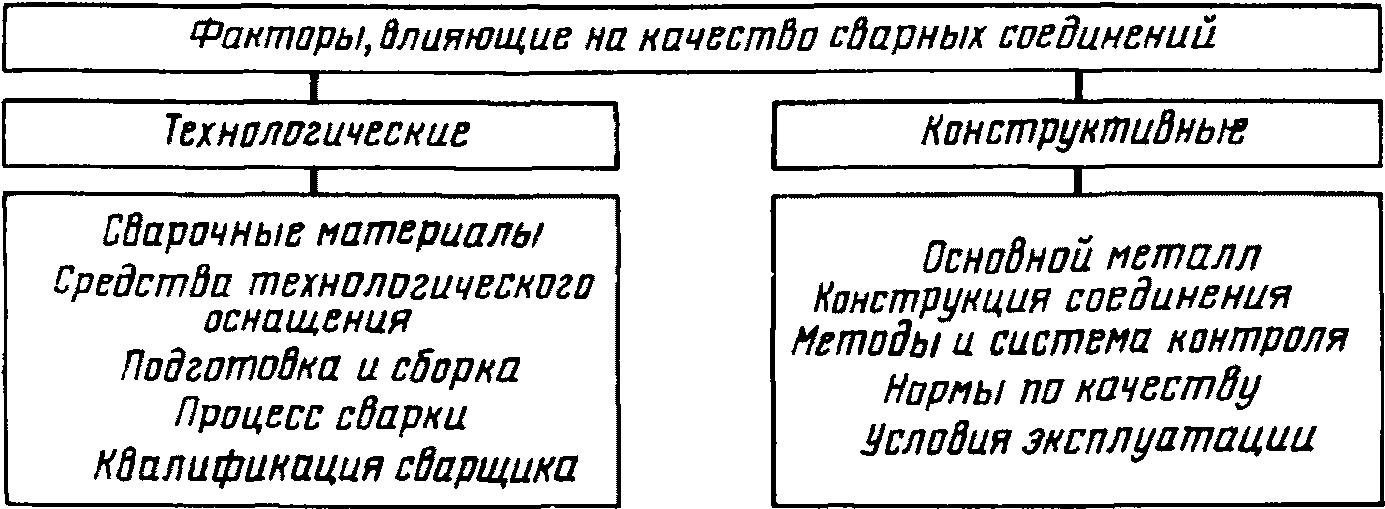
10.1. Контроль качества сварных соединений должен осуществляться систематически в течение всего производственного цикла, на всех этапах ремонта и изготовления. Факторы, от которых зависит качество сварных соединений, приведены на рис. 16.
10.2. Порядок контроля указывается в карте технологического процесса. Предъявляемые к окончательной приемке сварные конструкции не должны быть окрашены.
10.3. Основной металл проверяется на соответствие стандартам; должно быть проверено состояние подлежащих сварке или наплавке поверхностей (отсутствие на них продуктов коррозии, грязи, масла, краски и т.п.).
10.4. Сварочные материалы должны проверяться на наличие на них сертификатов и соответствие качества материалов требованиям данных сертификатов.
10.5. Средства технологического оснащения.
10.5.1. Оборудование, приспособления и инструмент систематически по графикам должны проверяться на технологическую точность и соответствие паспортным данным.
10.5.2. Контрольно-измерительные приборы и инструмент должны быть поверены, порядок проведения поверок - по ГОСТ 8.002-86.
10.6. По стадии появления дефектов в цепочке технологических операций различают дефекты подготовки и сборки изделий под сварку и сварочные дефекты. Дефекты подготовки и сборки часто приводят к появлению сварочных дефектов, поэтому подготовку изделий к сварке необходимо тщательно контролировать.
10.7. Характерные дефекты подготовки и сборки:
неправильный угол скоса кромок в швах при сварке плавлением с V-, U- и X-образной разделкой;
неравномерное притупление по длине кромок или непостоянство зазора между ними;
несовпадение стыкуемых плоскостей;
расслоение и загрязнение на кромках и т.п.
10.8. Причинами дефектов подготовки и сборки могут быть:
неисправность станков для изготовления заготовок и приспособлений для сборки;
недоброкачественность исходных материалов;
ошибки в чертежах;
низкая квалификация или культура труда работников.
10.9. При контроле качества подготовки к сварке и сборке должны проверяться на соответствие требованиям чертежа, технологической документации конструктивные элементы и состояние подготовленных кромок, а также точность расположения свариваемых элементов.
10.10. В процессе сварки появляются сварочные дефекты, которые различают по их типам и видам.
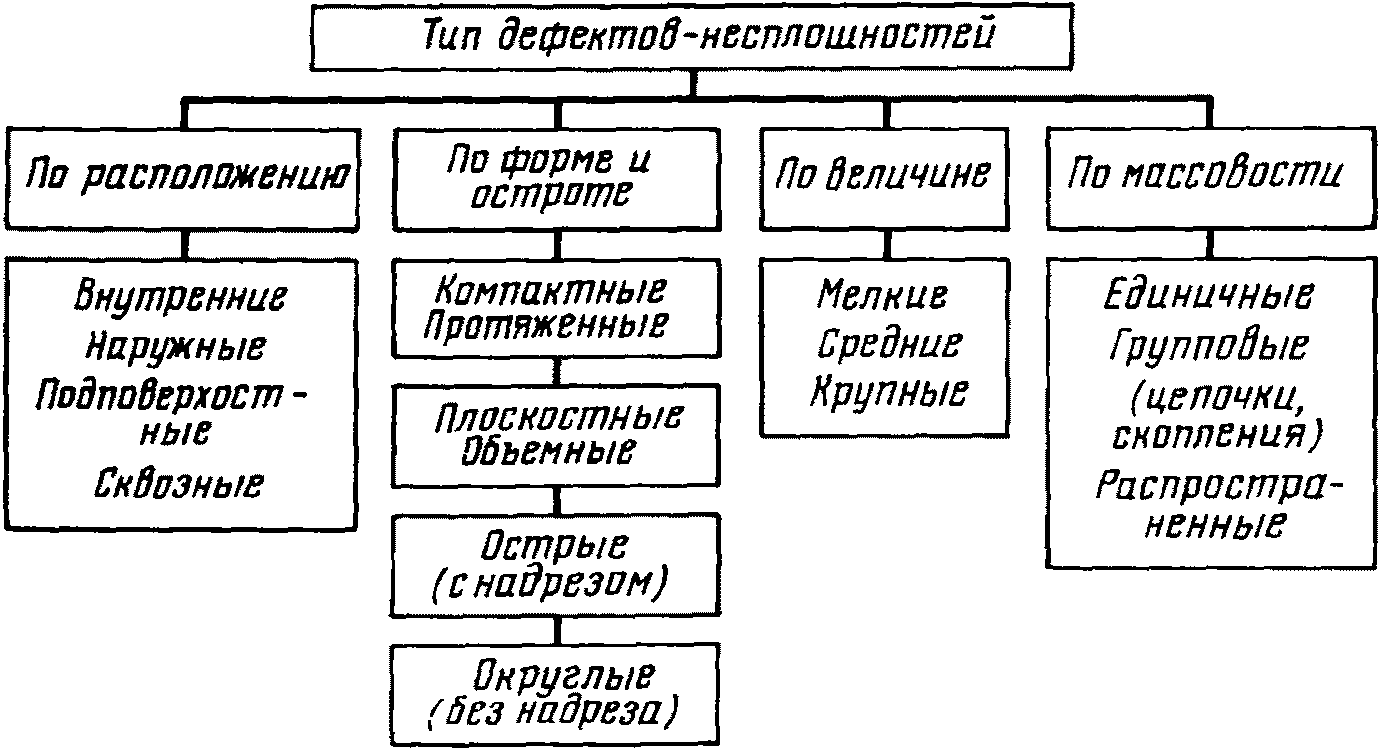
Классификация по типам дефектов связана с их геометрическими признаками и массовостью и приведена на рис. 17.
10.11. Основные виды дефектов сварных соединений и причины их образования приведены в приложении 10.
10.12. При операционном контроле в процессе выполнения сварочных работ необходимо проверять строгое соблюдение последовательности работ и режимов сварки, предусмотренных технологическим процессом.
10.13. Для контроля качества сварных соединений могут быть использованы следующие виды контроля: технический осмотр, акустический, магнитный, течеискание.
10.14. Методы контроля качества сварных соединений в зависимости от характеристики дефектов и особенности метода должны соответствовать ГОСТ 3242-79, они устанавливаются технологической службой и заносятся в карту технологического процесса.
10.15. Основные методы контроля, которые могут быть применены при ремонте путевых машин для выявления дефектов сварных соединений, приведены в приложении 11.
10.16. Контролю методом внешнего осмотра должны быть подвергнуты все сварные швы с целью выявления поверхностных дефектов.
Осмотр сварных швов должен производиться по всей их протяженности с двух сторон, за исключением мест, не доступных для осмотра.
10.17. Отклонения размеров сварного шва, сварных точек и размеры выявляемых дефектов должны определяться измерительным инструментом, имеющим точность измерения +/- 0,1 мм, или специальными шаблонами, показанными в приложении 12.
При контроле размеров сварного шва должны проверяться катеты K, усиление g и ослабление m угловых швов, ширина e и e1, усиление g и g1 стыковых швов (рис. 18) на соответствие их стандартам.

10.18. Перед контролем сварной шов и прилегающие к нему поверхности должны быть очищены от шлака и других загрязнений, затрудняющих осмотр, на ширину не менее 20 мм по обе стороны шва. Сварные соединения, выполненные точечной, стыковой, газовой, газопрессовой сваркой, сваркой в защитных газах, не зачищаются.
10.19. Оценку качества сварного соединения необходимо производить в соответствии с требованиями раздела 11 "Устранение дефектов сварных швов".
10.20. Перед проведением контроля должны быть устранены все дефекты, выявленные внешним осмотром.
10.21. Качество сварных соединений считается неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных настоящей Инструкцией, техническими условиями на изготовление, ремонт или модернизацию изделия.
10.22. Контроль дефектов состава и структуры сварного соединения производится на контрольных образцах вне зависимости от вида сварного соединения путем испытаний на растяжение и изгиб образцов, сваренных встык. Виды испытаний и отбор образцов выполняют в соответствии с ГОСТ 6996-66.
10.23. Результаты всех видов контроля должны быть занесены в книгу регистрации, при этом должны быть указаны дата, место проведения, вид контроля, кто проводил контроль, результат контроля и способ устранения выявленных дефектов.
11.1. В сварных соединениях не допускаются следующие дефекты:
отступление от заданных размеров;
трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла;
непровары (несплавления), расположенные на поверхности и по сечению сварного соединения (между отдельными валиками и слоями шва и между основным металлом и металлом шва);
непровары в вершине (корне) угловых и тавровых сварных соединений, выполненных без разделки кромок;
незаваренные прожоги в металле шва;
прожоги и подплавления основного металла;
смещение кромок выше норм, предусмотренных чертежами.
11.2. Допускаемые отклонения по отдельным сварочным дефектам приведены в табл. 12.
Поры наружные и внутренние, шлаковые включения | Подрезы вдоль усилия | Подрезы поперек усилия |
1. В стыковых и угловых швах, работающих на растяжение или на отрыв, допускаются единичные дефекты диаметром не более 1 мм для металла толщиной до 20 мм и не более 5% толщины для металла толщиной свыше 20 мм в количестве до двух дефектов на участке шва длиной 200 мм при расстоянии между дефектами не менее 45 мм | Допускаются подрезы глубиной не более 1 мм, шириной не менее 2 мм при плавном очертании. Подрезы большей глубины или неплавного очертания устраняются зачисткой или заваркой. Исправление зачисткой разрешается, если глубина подреза не превышает 8% толщины металла, но не более 1 мм для толщин от 6 до 20 мм и не более 1,5 мм для  толщин. толщин.На металле толщиной менее 6 мм исправление подрезов допускается только заваркой с последующей зачисткой | Без исправления допускаются подрезы глубиной не более 0,5 мм на металле толщиной свыше 6 мм, за исключением мест, особо оговоренных чертежом. Во всех остальных случаях подрезы должны исправляться заваркой с последующей зачисткой |
2. В стыковых и угловых швах, работающих на сжатие, допускаются единичные дефекты диаметром не более 2 мм в количестве до шести дефектов на участках шва длиной 400 мм. Расстояние между дефектами не менее 10 мм | ||
3. Допускаются без исправления поверхностные поры и шлаковые включения, сгруппированные на длине не более 10 мм шва с расстоянием между дефектными участками не менее 50 мм |
11.3. Дефектные сварные швы или их участки, имеющие отклонения в размерах швов в сторону увеличения более 2 мм или в сторону уменьшения, за исключением случаев, особо оговоренных нормативно-технической документацией, а также волнистость более 2 мм, должны быть исправлены путем зачистки, частичного или полного удаления и дополнительно подварены или заварены до размеров, предусмотренных чертежами и стандартами.
11.4. Дефектные сварные швы или их участки, имеющие непровары а также дефекты, указанные в табл. 12, и значения которых больше допустимых, должны быть удалены механическим способом. Наличие на изготовленной поверхности брызг и подтеков расплавленного металла не допускается.
11.5. Исправление дефектных мест в сварных швах должно производиться повторной заваркой дефектного участка.
Заварка допускается лишь после удаления дефектного участка шва и подготовки мест под сварку. При заварке исправляемого участка шва необходимо выполнять те же требования, что и при сварке основного шва.
11.6. При исправлении участков шва с единичными недопустимыми порами или шлаковыми включениями допускается рассверливать отверстие или делать вырубку. Если в каком-либо из вырубленных или рассверленных мест обнаружатся дефекты, то около этих мест нужно дополнительно рассверлить или сделать по две вырубки на каждое ранее рассверленное или вырубленное место. При обнаружении в дополнительных вырубках или рассверленных отверстиях пороков шов должен быть полностью удален, повторно заварен и проварен. При качественном шве все рассверленные и вырубленные углубления должны быть заварены.
11.7. Ожоги от замыкания электродов на деталях толщиной более 5 мм должны быть удалены механическим способом на глубину не менее 0,3 мм от поверхности.
12.1. Все детали и сборочные единицы путевых машин, отремонтированные с применением сварки или наплавки, должны быть приняты контролером отдела технического контроля или мастером цеха.
12.2. Приемка наплавленных деталей должна осуществляться дважды - после наплавки и после механической обработки детали.
12.2.1. После наплавки должно быть определено соответствие полученных размеров заданным, а также выявлены пропуски и неровности в наплавленном слое.
12.2.2. После механической обработки наплавленная деталь должна проходить окончательный контроль, при котором проверяют соответствие действительных размеров детали чертежным, шероховатость наплавленного слоя, отсутствие трещин. Одновременно могут быть выявлены скрытые ранее дефекты - газовые поры, крупные трещины и т.п. Отставание и выкрошивание наплавленного слоя не допускаются.
12.3. На ремонтных предприятиях при проведении капитального ремонта на детали или сборочные единицы, отремонтированные сваркой, после контроля качества сварных соединений в соответствии с разделом 10 должны быть нанесены клейма сварщиков. Старые клейма необходимо снимать шабровкой. Зарубка старых клейм зубилом запрещается. Дата производства работ должна быть занесена в журнал.
12.4. Нумерация клейм должна быть единого образца для сварщиков всех видов сварки (дуговой, газовой и др.) с личным номером исполнителя, начиная с номера два и далее по количеству сварщиков на данном предприятии. При этом цифры 1 (один) и 4 (четыре) на клеймах не применять. Регистрация номеров клейм сварщиков должна осуществляться непосредственно ремонтным предприятием. Клеймо размещается в квадрате 12x12 или 14x14 мм. На клейме указывается арабской цифрой высотой 5 мм присвоенный сварщику номер, ниже этой цифры помещается сокращенное обозначение ремонтного предприятия буквами высотой 2,5 - 3 мм.
12.5. На всех усиливающих планках или накладках, приваренных к хребтовым, концевым, шкворневым, продольным, поперечным балкам рам, должны ставиться клейма условного номера предприятия, месяц и две последние цифры года выполнения работ, а о проведении других сварочных работ при выполнении текущего или среднего ремонта должна быть сделана запись в паспорте (формуляре) машины.
СВАРОЧНЫХ И НАПЛАВОЧНЫХ РАБОТ
13.1. Организация и выполнение сварочно-наплавочных работ и требования к персоналу должны соответствовать ГОСТ 12.3.003-86.
13.2. При разделке трещин, удалении шлаковых включений, подготовке под сварку инструментом, а также при производстве поверхностного наклепа сварных швов и околошовной зоны необходимо соблюдать требования Правил техники безопасности и производственной санитарии при холодной обработке металлов.
13.3. При выполнении газосварочных работ должны соблюдаться Правила техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработки металла (приложение 13).
13.4. Оборудование, применяемое при сварочно-наплавочных работах, должно удовлетворять требованиям ГОСТ 12.2.003-74, ГОСТ 12.2.007.8-75 и ГОСТ 12.2.008-75.
13.5. Технические способы и средства защиты, а также организационные и технические мероприятия, обеспечивающие электробезопасность, должны соответствовать ГОСТ 12.1.019-79 и ГОСТ 12.1.030-81.
13.6. Средства индивидуальной защиты по электрогазосварочным работам должны соответствовать ГОСТ 12.3.003-86 и приказу МПС N 25 ЦЗ от 16 мая 1984 г.
Первая помощь пострадавшим от электрического тока, при отравлении окисью углерода и других видах травматизма должна быть оказана в соответствии с Правилами техники безопасности и производственной санитарии при производстве работ в путевом хозяйстве (ЦП/3376).
13.7. Порядок инструктажа, обучение и проверки знаний по охране труда персонала по электрогазосварочным работам требуется проводить в соответствии с ОСТ 32.36-83.
13.8. Ответственность за соблюдение правил и требований техники безопасности и производственной санитарии при производстве сварочно-наплавочных работ возлагается:
на ремонтных заводах - на начальников и главных инженеров заводов, начальников и мастеров цехов, в которых производятся сварочно-наплавочные работы;
в дорожных мастерских - на начальников и главных инженеров мастерских, начальников и мастеров цехов;
в дистанциях пути и путевых машинных станциях - на начальников и главных инженеров, начальников и мастеров механических мастерских.
13.9. На участках, где постоянно производится дуговая и газовая сварка, должны быть вывешены плакаты, содержащие важнейшие указания по технике и пожарной безопасности, и местная инструкция, знание и выполнение которой обязательно для сварщиков-наплавщиков.
14.1. К выполнению сварочных работ при ремонте и изготовлении новых деталей и сборочных единиц путевых машин, а также к сварке при монтаже и ремонте грузоподъемных машин (в том числе при приварке перил, лестниц, ограждений, ребер жесткости и других элементов), к сварке элементов котлов, пароперегревателей и сосудов, работающих под давлением, могут быть допущены только сварщики, аттестованные в соответствии с утвержденными Госгортехнадзором СССР Правилами аттестации сварщиков (приложение 14) и имеющие удостоверения установленного указанными правилами образца, а также вкладыши к этим удостоверениям (приложение 15).
14.2. Сварщики, впервые приступающие к работе при температуре окружающей среды ниже -5 °C на открытом воздухе, должны пройти тренировку на специальных образцах или сварке неответственных деталей в течение двух-трех дней, а для сварщиков, ранее выполнявших такие работы, этот срок устанавливается 6 - 7 ч. После тренировки сварщики испытываются практически путем заварки технологической пробы в положении, наиболее характерном для работы сварщика.
14.3. Сварщикам, успешно выдержавшим технологическую пробу при определенной отрицательной температуре, предоставляется право выполнения работ при температурах на 10° ниже, чем та, при которой выполнялась технологическая проба.
Таким сварщикам должны выдаваться вкладыши к удостоверению сварщика (форма 1, приложение 15).
14.4. Согласно Правилам пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утвержденным ГУПО МВД СССР, сварщики при аттестации должны быть подвергнуты проверочным испытаниям в знании требований пожарной безопасности с выдачей к удостоверению сварщика специального талона (форма 2, приложение 15).
14.5. Сварщики могут быть допущены только к тем видам работ, которые указаны в удостоверении.
14.6. Прихватки должны выполняться сварщиками, допущенными к выполнению основных сварочных швов и имеющими ту же квалификацию.
14.7. Перед допуском сварщика к выполнению сварочных работ предприятие обязано провести специальную подготовку и испытание сварщика, сделав об этом отметку в его удостоверении.
РЕМОНТ СВАРКОЙ И НАПЛАВКОЙ СБОРОЧНЫХ ЕДИНИЦ
И ДЕТАЛЕЙ ПУТЕВЫХ МАШИН
--------------------------------
<1> В случае расхождений по количеству разрешаемых к заварке трещин и месту установки усиливающих накладок с действующими правилами ремонта следует руководствоваться настоящей Инструкцией. Расхождения будут учтены при переработке правил ремонта.
1.1. Рама тележки.
1.1.1. Материал: Ст3сп, ВСт3пс (ГОСТ 14637-79).
1.1.2. Разрешаются при производстве всех видов ремонта следующие сварочные и наплавочные работы:
1) заварка трещин 1, 3, 6 (рис. 19) в сварных швах;
2) заварка наклонных и продольных трещин 4, 5 (см. рис. 19) в боковинах и поперечинах рамы независимо от их величины, а также поперечных трещин, если их величина не превышает 50% поперечного сечения, с простановкой усиливающей накладки на плоскость трещины толщиной 10 мм, обваренной по всему контуру;
3) заварка трещин 2 (см. рис. 19) в области буксовых вырезов боковины тележки длиной не более 150 мм заподлицо без наложения усиливающих накладок; длиной более 150 мм, но не выходящих на верхнюю полку боковин, с постановкой усиливающей накладки;
4) заварка трещин в отбортовках усиливающих накладок буксового выреза;
5) наплавка выработанных или пораженных коррозией мест независимо от их расположения на раме при условии, что уменьшение толщины сечения не превышает 30% от первоначальной;
6) наплавка буксовых челюстей, буксовых наличников с износом более 1,5 мм.
1.1.3. Допускается заваривать в боковине рамы тележки не более трех трещин, в надрессорной балке - не более двух и поперечинах - не более одной трещины с последующим усилением.
1.1.4. Не допускается заварка трещин в косынках, ребрах жесткости и других соединительных и усиливающих деталях, а также в буксовых челюстях, буксовых наличниках, распорных втулках и крепежных деталях буксовых направляющих.
1.1.5. Подготовка трещин под сварку в соответствии с разделом 5 (часть I).
1.1.6. Постановка усиливающих накладок при ремонте трещин в боковинах и поперечинах рамы, а также в области буксовых вырезов боковины выполняется в соответствии с рис. 20.

в боковинах и поперечинах рамы:
1, 4 - наружная накладка,  ; 2 - внутренняя накладка,
; 2 - внутренняя накладка,
; 2 - внутренняя накладка, ; 3 - ребро,
; 3 - ребро, 
Материал усиливающих накладок - сталь ВСт3сп3 (ГОСТ 14637-79). Сварку производить ручной дуговой сваркой электродом Э42 ГОСТ 9467-75. Сварные швы выполняют по ГОСТ 5264-80. Допускается ручная полуавтоматическая сварка под флюсом швом Н2- 10 ГОСТ 8713-79 по контуру прилегания деталей.
10 ГОСТ 8713-79 по контуру прилегания деталей.
Прилегание накладок к основному металлу должно быть плотное, местные зазоры допускаются не более 1 мм для плоских накладок и не более 1,5 мм для угловых.
1.1.7. При всех видах ремонта при наличии трещин на листах (имеющих толщину 12 мм) нижнего пояса рамы сварных трехосных тележек машины ВПО-3000 разрешается производить усиление рамы согласно черт. 437-051-00М ПТКБ ЦП (рис. 21).

ВПО-3000:
1 -  ;
;
;2 - 
1.1.8. При усилении рамы тележки необходимо выкатить колесные пары из-под тележки, перевернуть тележку вниз подпятником, лист 1 (см. рис. 21) вставить в нижнее окно шкворневой балки заподлицо с основным листом рамы тележки и заварить электродом Э42 ГОСТ 9467-75. Сварной шов зачистить. Затем сверху положить лист 2, обварить по контуру и поставить электрозаклепки.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 977-75 Постановлением Госстандарта СССР от 22.12.1988 N 4458 с 01.01.1990 введен в действие ГОСТ 977-88. |
1.2.1. Материал: отливки из стали 25Л-II, 35Л-II (ГОСТ 977-75).
1.2.2. Разрешается при всех видах ремонта наплавка изношенной поверхности при условии, что глубины износа не превышает 8 мм.
1.2.3. Не допускается заварка трещин и наплавка рабочей поверхности при износе свыше 8 мм.
1.2.4. Перед наплавкой подпятник должен быть подогрет до 200 - 250 °C, после наплавки подвергнут нагреву до 600 °C и медленному охлаждению.
1.3.1. Материал: отливка из стали 15Л-I (ГОСТ 977-75).
1.3.2. Разрешается при всех видах ремонта наплавка рабочей поверхности при неравномерном износе или износе от 4 до 10 мм.
1.3.3. Не разрешается заварка трещин, а также приварка и наплавка отбитых частей.
2.1. Оси.
2.1.1. Материал: сталь ОсЛ и ОсВ (ГОСТ 4728-79).
Разрешается при капитальном ремонте:
заварка разработанных отверстий 1 (рис. 22) для болтов стопорных планок;
наплавка сработанной резьбы 2 полуавтоматическая или автоматическая под слоем флюса.
и наплавка сработанной резьбы 2
2.2. Колесо цельнокатаное, литое, штампованное.
2.2.1. Материал: сталь колесная (ГОСТ 10791-81).
2.2.2. Разрешается при капитальном ремонте наплавка изношенных гребней колес полуавтоматическая или автоматическая под слоем флюса.
2.2.3. Ручная наплавка гребней колес запрещена.
2.3. Буксовые узлы.
2.3.1. Корпус буксы с подшипниками качения.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 977-75 Постановлением Госстандарта СССР от 22.12.1988 N 4458 с 01.01.1990 введен в действие ГОСТ 977-88. |
2.3.1.1. Материал: отливка из стали 15Л-I, 25Л-I (ГОСТ 977-75).
2.3.1.2. Разрешается при капитальном ремонте:
наплавка изношенных трущихся поверхностей 1 (рис. 23) при износе не свыше 5 мм от чертежного размера;
заварка разработанных отверстий 2 в корпусе буксы для болтов крепительной крышки с последующим сверлением и нарезанием резьбы.

3.1. Разрешается при производстве среднего и капитального ремонтов:
наплавлять детали рессорного подвешивания (серьги, валики, оси, балансиры) с последующей механической обработкой при условии, что износ деталей не превышает 3 мм по диаметру;
заваривать трещины (кроме трещин в углах) по основному металлу и надрывы в хомуте, но не более одной трещины длиной до 40 мм.
3.2. Не допускается заварка трещин и приварка или наплавка отбитых частей в деталях рессорного подвешивания.
3.3. Наплавляемая поверхность должна быть предварительно подготовлена в соответствии с разделом 5. Способы наложения валиков при наплавочных работах должны обеспечивать хорошее соединение (провар) как с основным металлом, так и между собой.
Наплавку круглых отверстий разрешается производить как круговыми, так и продольными валиками, расположенными по образующей.
Для обеспечения сплавления валиков между собой каждый валик должен быть перекрыт соседним примерно на 30% его ширины. При наложении каждого последующего валика предыдущий должен быть предварительно очищен от шлака.
При наплавке на большие поверхности и в несколько слоев для уменьшения коробления следует применять обратноступенчатый способ наложения сварных валиков в порядке, указанном цифрами 1 - 8 на рис. 24, при этом валики верхнего слоя должны раскладываться под углом 45° к валикам ранее наплавленного слоя.
3.4. Рекомендуемый способ наплавки деталей и материал для наплавки приведены в табл. 13.
Наименование детали | Эскиз | Материал детали | Рекомендуемый материал для наплавки | Рекомендуемый способ наплавки | ||||
| ||||||||
Балансир (коромысло) | 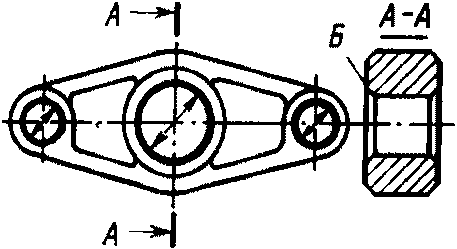 | Сталь 20Л-1,35Л ГОСТ 977-75 | Электроды типа Э42А, Э46, Э46А, Э50 | Ручная | ||||
Порошковая проволока ПП-ТН 250У, ПП-ТН 350У | Вибродуговая под слоем флюса | |||||||
Электроды марки ОЗН-300У, ОЗН-350, ОЗН-400У | Электродуговая с предварительным подогревом до температуры 250 - 300 °C (для опорной поверхности Б) | |||||||
Ось балансира (палец, вал) |  | Сталь 45 ГОСТ 1050-74, Ст3, Ст5 ГОСТ 380-88 | Электроды марки ОЗН-350У | Ручная | ||||
Проволока марки Св-10Г2, Св-08А; флюс АН-348АМ, АН-348 | Вибродуговая под слоем флюса | |||||||
Серьга | 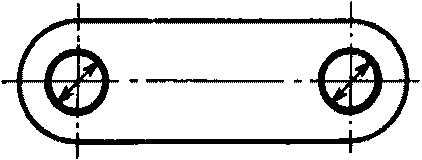 | Сталь 45 ГОСТ 1050-74, Ст3 ГОСТ 380-88 | Электроды типа Э42А, Э46, Э46А, Э50 | Ручная | ||||
Порошковая проволока ПП-ТН 250, ПП-ТН 350 | Вибродуговая под слоем флюса | |||||||
Валик | 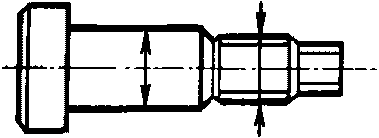 | Сталь 45 ГОСТ 1050-74 | Электроды марки ОЗН-350У | Ручная | ||||
Проволока марки СВ-10Г2, Св-08А; флюс АН-348АМ, АН-348 | Вибродуговая под слоем флюса | |||||||
4.1. Разрешается при производстве среднего и капитального ремонтов:
заваривать трещины у сварных деталей, в местах сварных швов;
наплавлять с последующей механической обработкой следующие детали тормозной передачи: разработанные отверстия рычагов и головок тормозных тяг; изношенные поверхности винтов ручного тормоза (за исключением рабочей резьбовой поверхности); разработанные отверстия маховиков ручного тормоза.
4.2. Не допускается заварка трещин, проходящих по основному металлу, приварка или наплавка отбитых частей.
4.3. Наплавляемая поверхность должна быть предварительно подготовлена в соответствии с разделом 5 (часть I). Общие рекомендации по наплавке приведены в п. 3.3. и табл. 14.
Наименование детали | Эскиз | Материал детали | Рекомендуемый материал для наплавки | Рекомендуемый способ наплавки |
Шток цилиндра тормозного | 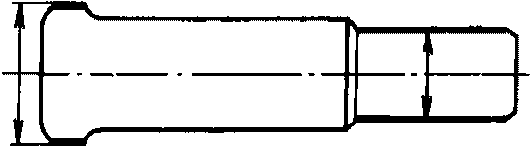 | Сталь 20 ГОСТ 1050-74 | Стержневые и трубчатые электроды | Электродуговая ручная |
Проволока Св-08, Св-08А, Св-08ГА, Св-10Г2 и др., в сочетании с флюсом - АН-348А, АН-348АМ, ОСЦ-45М | Электродуговая полуавтоматическая или автоматическая под слоев флюса | |||
Сухарь с гайкой |  | Сталь 45 ГОСТ 1050-74 | То же | То же |
Хвостовик штока | 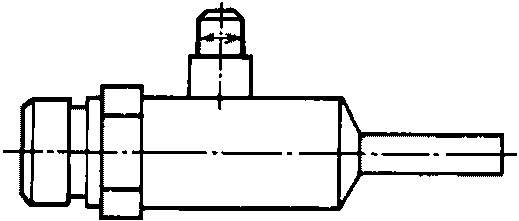 | Сталь 45 ГОСТ 1050-74 | " | " |
Винт | 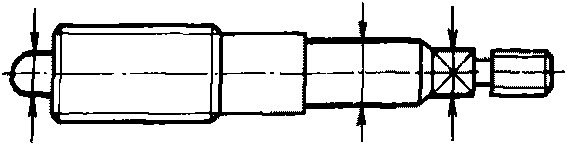 | Сталь 45 ГОСТ 1050-74 | " | " |
Рычаг | 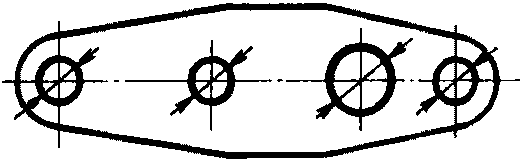 | Ст 3 ГОСТ 380-88 | " | " |
Ось |  | Ст3 ГОСТ 380-88 | " | " |
Наплавочные работы на тормозных тягах следует производить с предварительным местным подогревом до температуры 300 - 350 °C и последующим высоким отпуском при температуре 600 - 650 °C.
4.4. Ремонт типовых вагонных сборочных единиц и деталей тормозного оборудования требуется выполнять в соответствии с Инструкцией по сварке и наплавке при ремонте вагонов и контейнеров.
--------------------------------
<1> Общее количество трещин, разрешаемых заваривать на раме каждой конкретной машины, в настоящей Инструкции не указано. Руководствоваться действующими правилами на каждую конкретную машину.
5.1.1. Швеллеры, двутавры.
5.1.1.1. Материал: Ст3сп (ГОСТ 535-88).
5.1.1.2. Разрешается при производстве всех видов ремонта:
1) заваривать трещины 1 (рис. 25) горизонтальной полки, не переходящие на вертикальную стенку, с последующим усилением накладками, но не более двух на длине 1 м;
2) заваривать трещины 2, переходящие с горизонтальной полки на вертикальную стенку, или трещины обеих горизонтальных полок с постановкой усиливающих профильных накладок, но не более одной на длине 1 м;
3) наплавлять без дальнейшей постановки усиливающих накладок пораженные коррозией на глубину от 20 до 30% поперечного сечения участки при длине пораженного участка не свыше 100 мм с последующей зачисткой наплавленной поверхности.
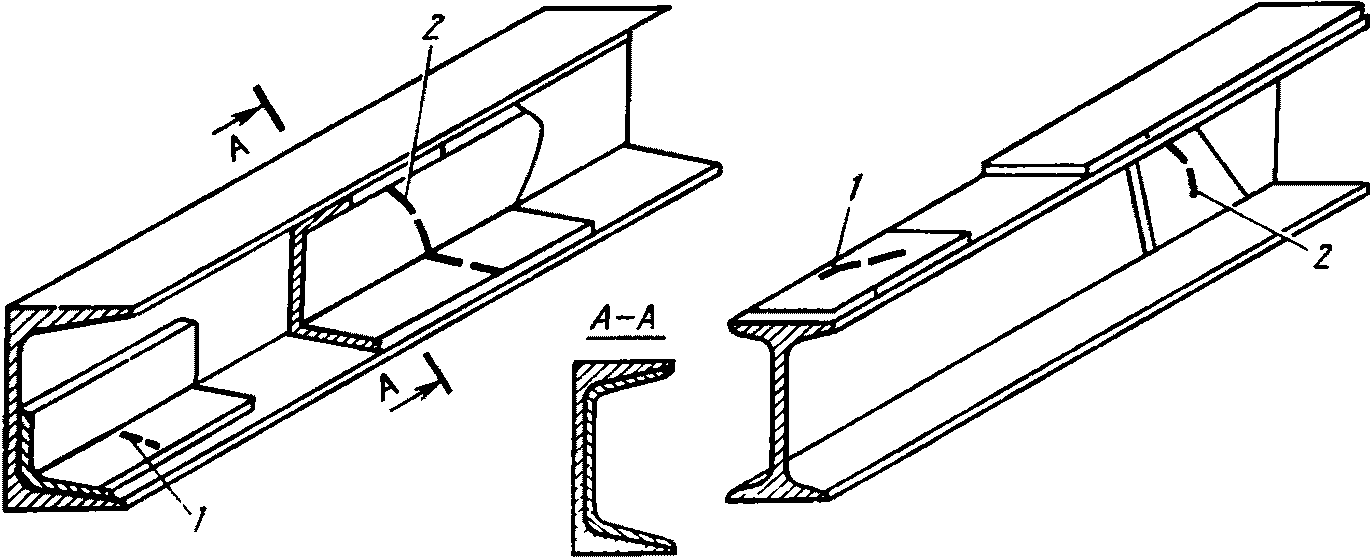
5.1.1.3. Материал усиливающих накладок: Ст3сп (ГОСТ 380-88). Углы накладок должны быть скруглены радиусом не менее 30 мм (рис. 26).
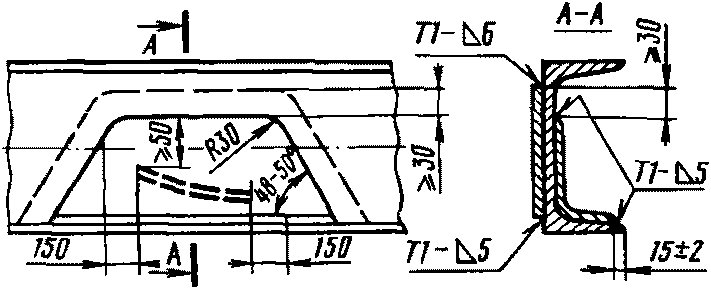
Толщина накладок от 6 до 8 мм, при постановке двусторонних плоских накладок их размер устанавливается с расчетом, чтобы противоположные швы были смещены не менее чем на 30 мм. Плоские накладки должны перекрывать заваренную трещину не менее чем на 150 мм. Профильные накладки должны быть изготовлены из листа ВСт3сп (ГОСТ 380-88) и изогнуты по шаблону профиля швеллера или двутавра.
5.1.1.4. Сварка накладок должна производиться электродом Э42 ГОСТ 9467-75, сварные швы по ГОСТ 5264-80, высота катета сварных швов - 5 мм.
5.1.2. Буферный брус.
5.1.2.1. Материал: Ст3сп (ГОСТ 380-88, ГОСТ 14637-79).
5.1.2.2. Разрешается при производстве всех видов ремонта:
заваривать трещины в листах буферного бруса;
сваривать отремонтированное гнездо автосцепки с буферной балкой рамы платформы.
5.1.2.3. Сварку гнезда автосцепки, вырезанного газовой резкой для ремонта, следует производить сплошным швом с катетом, равным толщине привариваемых к гнезду деталей, электродом Э42 ГОСТ 9467-75.
5.1.3. Розетка (гнездо) автосцепки.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 977-75 Постановлением Госстандарта СССР от 22.12.1988 N 4458 с 01.01.1990 введен в действие ГОСТ 977-88. |
5.1.3.1. Материал: отливка из стали 15Л-I, 20Л, 20ГЛ, 20ФЛ, 20Г1ФЛ, 25Л-II (ГОСТ 977-75).
5.1.3.2. Разрешается при производстве всех видов ремонта:
наплавлять центрирующие стаканы и их места в розетке при износе более 6 мм по диаметру;
наплавлять изношенные поверхности розетки под упорную плиту (для розеток вагонного типа);
наплавлять изношенные места розетки для маятниковых подвесок (для розеток вагонного типа);
заваривать трещины во фланце розетки (для розеток вагонного типа);
приваривать по торцам втулки, запрессованные в отверстие для валика передней автосцепки (в розетках паровозного типа);
наплавлять опорную полочку у розетки для головки передней автосцепки при износе более 3 мм (в розетках паровозного типа).
5.1.3.3. Запрещается при производстве всех видов ремонта:
заваривать трещины и сваривать разбитую розетку;
наплавлять и приваривать отбитые части;
наплавлять валик передней автосцепки (у розетки паровозного типа).
5.1.4. Автосцепное устройство.
5.1.4.1. Ремонт деталей автосцепного устройства производить в полном соответствии с Инструкцией по сварке и наплавке при ремонте вагонов и контейнеров.
5.2.1. Рама платформы.
5.2.1.1. Материал: Ст3сп (ГОСТ 380-88, ГОСТ 535-79, ГОСТ 14637-79).
5.2.1.2. Разрешаются при производстве всех видов ремонта следующие сварочные и наплавочные работы:
заварка трещин в сварных швах и соединениях с предварительной разделкой и последующей зачисткой швов;
заварка трещин в районе генераторного отсека рамы платформы (рис. 27) с последующей постановкой усиливающих накладок;
сплошная наплавка элементов металлоконструкции, пораженных коррозией на глубину от 20 до 30% поперечного сечения при среднем ремонте и от 15 до 30% при капитальном ремонте, при длине пораженного участка не свыше 100 мм. После наплавки отремонтированная поверхность должна быть зачищена;
наплавка разработанных отверстий для крепления деталей, сборочных единиц и агрегатов с последующей механической обработкой.
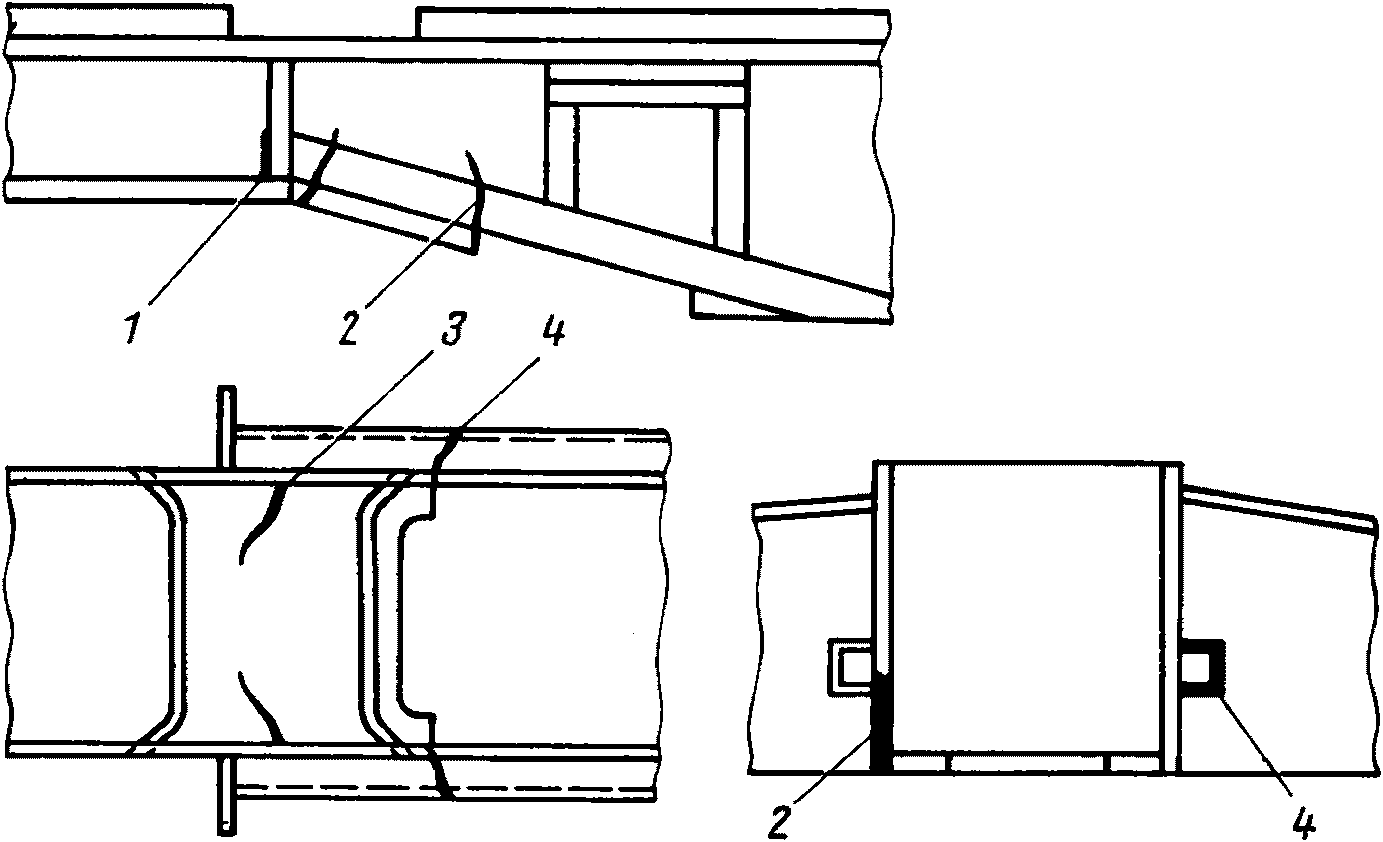
рамы платформы:
1 - трещины в сварных швах; 2 - трещины в вертикальных
внутренних продольных листах платформы в местах соединения
с поперечными балками у генераторного отсека; 3 - трещины
в нижних накладках у генераторного отсека по основному
металлу; 4 - трещины в боковых наружных швеллерах
5.2.1.3. Допускается заваривать не более трех трещин в полках боковых швеллеров на длине 1 м при среднем ремонте и не более двух - при капитальном, при этом завариваемая трещина должна быть усилена с двух сторон накладками, перекрывающими сварной шов не менее чем на 150 - 200 мм.
В вертикальных и горизонтальных листах дизельных отсеков допускается заварка не более одной трещины на длине 1 м.
5.2.1.4. Не допускается заварка трещин в перемычках, косынках, вставках и других мелких соединительных деталях.
5.2.1.5. Элементы рамы, имеющие трещины в зоне генераторного отсека более 2/3 сечения по высоте или длине, должны быть удалены газовой резкой и заменены на новые элементы.
Трещины менее 2/3 сечения по высоте или длине должны быть разделаны под сварку и заварены.
5.2.1.6. Подготовка трещины под сварку должна выполняться в соответствии с разделом 5 (часть I).
5.2.1.7. Постановка усиливающих накладок при ремонте трещин в районе генераторного отсека рамы платформы показана на рис. 28.

в районе генераторного отсека платформы:
1 - нижняя фигурная накладка,  ; 2 - вертикальная
; 2 - вертикальная
; 2 - вертикальнаянакладка,  ; 3 - боковые накладки,
; 3 - боковые накладки,  ;
;
; 3 - боковые накладки, ;4 - нижняя накладка,  ; 5 - горизонтальные
; 5 - горизонтальные
; 5 - горизонтальныенакладки, 
Материал усиливающих накладок: ВСт3сп5 (ГОСТ 14637-79). Сварные швы приварки накладок должны быть выполнены по ГОСТ 5264-80. Сварка должна выполняться электродом Э46 ГОСТ 9467-75 ручной дуговой сваркой.
Прилегание накладок к основному металлу должно быть плотное. Местные зазоры допускаются не более 1 мм для плоских накладок и не более 1,5 мм для угловых.
5.2.1.8. При всех видах ремонта при наличии трещин в зоне генераторного отсека разрешается производить усиление рамы платформы по разработанным ПТКБ ЦП проектам: для укладочных кранов УК-25/9 - по проекту 2327.00.000, для моторных платформ МПД - по проекту 2328.00.000.
В паспорте платформы укладочного крана или МПД должна быть сделана запись о проведенном усилении с указанием номера проекта, даты выполнения усиления и наименования предприятия, проводившего усиление.
5.2.1.9. При наплавке разработанных отверстий диаметром менее 15 мм отверстия необходимо предварительно рассверлить до диаметра 18 - 20 мм, а затем обваривать, последующей механической обработкой довести до нужного размера.
Отверстия диаметром 50 мм и более рекомендуется заваривать путем вварки конусообразной вставки (рис. 29), изготовленной из того же металла, что и деталь. Вставку перед вваркой прихватить в трех местах, затем обварить по периметру.
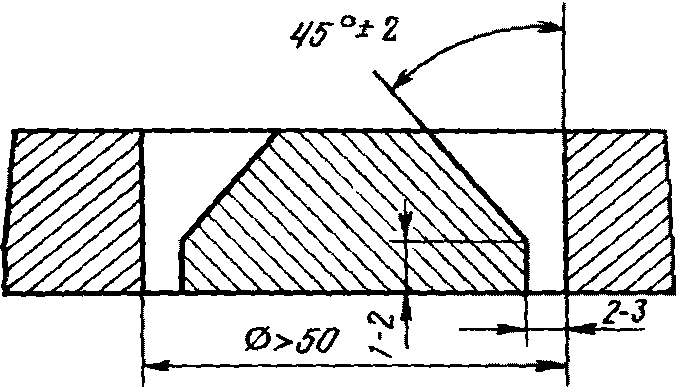
конусообразной вставки
5.2.2. Коробка пятника.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 977-75 Постановлением Госстандарта СССР от 22.12.1988 N 4458 с 01.01.1990 введен в действие ГОСТ 977-88. |
5.2.2.1. Материал: отливка из стали 15Л-I (ГОСТ 977-75).
5.2.2.2. При всех видах ремонта коробка пятника с трещинами на опорной поверхности, а также при износе опорной поверхности свыше 8 мм должна быть отремонтирована по черт. УКЭ12.11.00.38АР ПТКБ ЦП.
5.2.2.3. При выполнении работ по ремонту коробки пятника (рис. 30) необходимо срезать днище 1 пяты пятника, зачистить срезанные места шлифовальными кругами до основного металла, внутренний стакан пятника зачистить шлифовальными кругами до металла для снятия окалины, замерить внутренний размер пятника для изготовления втулки-пятника (черт. УКЭ12.11.00.38АРН), размер  уточнить по стакану, изготовить втулку-пятник с уточненным размером
уточнить по стакану, изготовить втулку-пятник с уточненным размером  и установить ее в доработанную коробку пятника 2.
и установить ее в доработанную коробку пятника 2.
уточнить по стакану, изготовить втулку-пятник с уточненным размером и установить ее в доработанную коробку пятника 2.
1 - срезанное днище пяты пятника; 2 - доработка коробки
пятника; 3 - установка втулки-пятника
5.2.3. Скользуны.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 977-75 Постановлением Госстандарта СССР от 22.12.1988 N 4458 с 01.01.1990 введен в действие ГОСТ 977-88. |
5.2.3.1. Материал: отливка из стали 15Л-I (ГОСТ 977-75).
5.2.3.2. Разрешается при производстве всех видов ремонта наплавка рабочей поверхности при износе от 6 до 10 мм.
5.2.3.3. Не разрешается заварка трещин, а также приварка и наплавка отбитых частей.
5.3.1. Материал: ВСт3пс5, ВСт3сп3 (ГОСТ 14637-79), Ст3 (ГОСТ 380-88).
5.3.2. Разрешается при производстве всех видов ремонта:
восстанавливать наплавкой или усиливать накладками толщиной не менее 4 мм, обваренными по всему периметру, с постановкой электрозаклепок через 150 - 200 мм, элементы металлоконструкции ферм, пораженные коррозией свыше 15%, но не более 30% первоначального сечения на длине коррозионного участка до 0,5 м;
заменять участки ферм, пораженные коррозией свыше 30% первоначального сечения и если длина коррозионного участка превышает 0,5 м, а также при наличии сквозных трещин с деформацией элементов;
заваривать трещины в сварных швах с предварительной разделкой сварных швов;
заваривать трещины в вертикальных листах и поясах ферм с последующим усилением;
наплавлять отверстия в элементах ферм под монтаж оборудования и рабочих органов, разработанные более чем на 1 мм.
5.3.3. Не разрешается заваривать трещины в угольниках, ребрах, косынках, кронштейнах и других соединительных и усиливающих деталях. При наличии трещин они должны быть заменены.
5.3.4. Допускается заварка не более двух трещин в нижнем и верхнем поясах фермы на длине 3 м.
5.3.5. Заварка трещин и изломов в поясах ферм должна производиться с постановкой с двух сторон пояса усиливающих листов толщиной 20 мм и длиной 1200 мм. Ширина верхнего листа должна быть 150 мм, нижнего 250 мм; торцы листов должны быть обрезаны под углом 45° к оси пояса.
5.3.6. После заварки трещин в элементах ферм сварной шов должен быть зачищен и усилен накладками, обваренными по периметру и перекрывающими сварной шов на 100 - 150 мм.
5.3.7. Элементы ферм, устанавливаемые взамен дефектных, должны быть подогнаны по сопрягаемым элементам.
5.3.8. Приварка встык новых элементов фермы должна производиться с постановкой усиливающих накладок толщиной 8 - 10 мм, перекрывающих шов не менее чем на 100 мм с каждой стороны от шва. Перед сваркой вновь изготовленной части фермы с имеющейся должна производиться разделка под сварку (рис. 31).
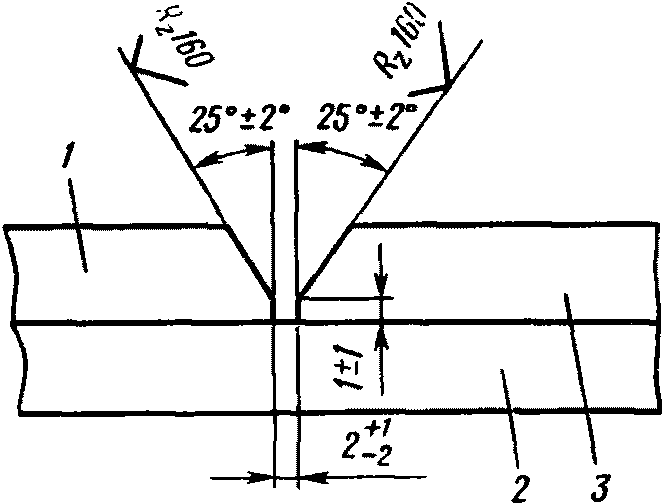
1 - имеющаяся часть фермы; 2 - усиливающая накладка;
3 - изготовленная вновь часть фермы
5.3.9. Сварка должна производиться электродом Э42 (ГОСТ 9467-75), сварные швы - по ГОСТ 5264-80 - Т1, Т3 8. Потолочные швы не допускаются.
8. Потолочные швы не допускаются.
Материал усиливающих накладок: ВСт3 (ГОСТ 380-88, ГОСТ 14637-79).
5.4.1. Материал: Ст3 (ГОСТ 380-88), ВСт3 (ГОСТ 14637-79).
5.4.2. Разрешается при производстве всех видов ремонта:
заваривать трещины в сварных швах с предварительной разделкой старых швов;
заваривать в стенках трещины 1 (рис. 32) длиной до 700 мм в продольном расположении и до 400 мм в поперечном расположении;
заваривать трещины 2 в нижнем и верхнем поясах.
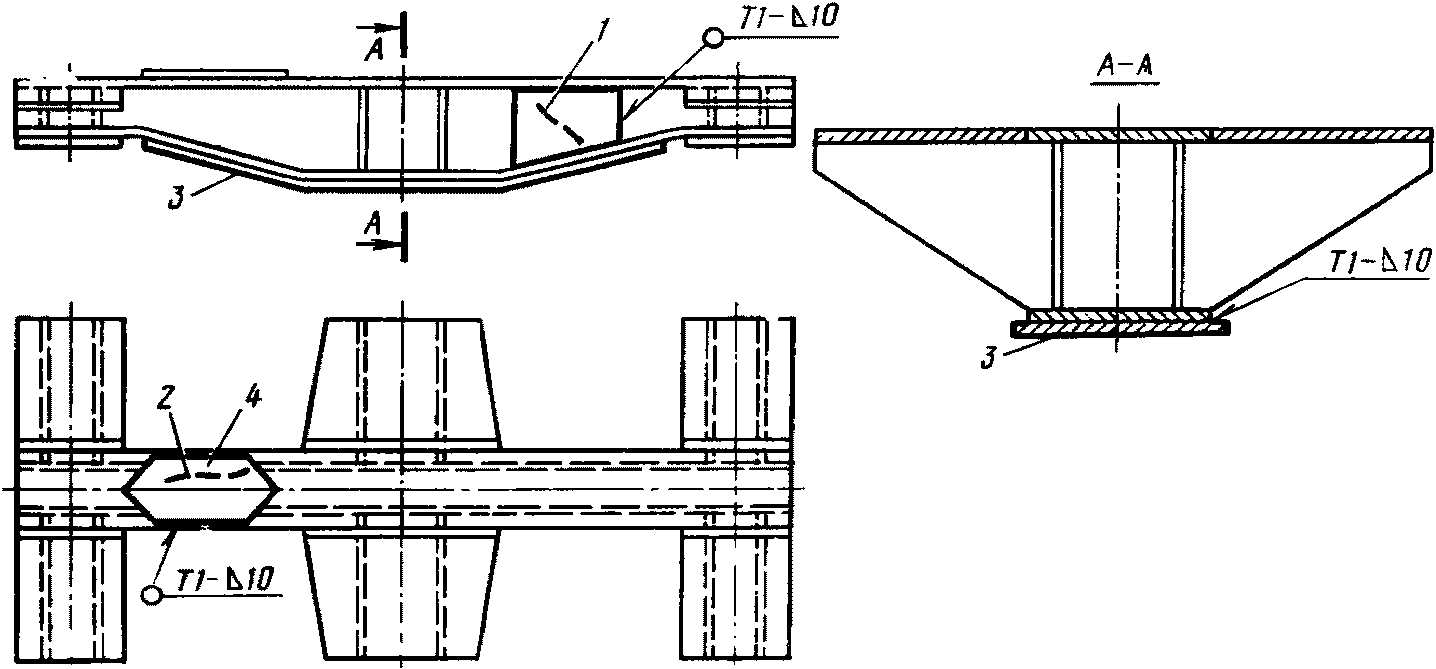
1, 2 - трещины; 3 - лист; 4 - накладка
5.4.3. Не разрешается заваривать трещины в ребрах жесткости и накладных листах. При наличии трещин они должны быть заменены.
5.4.4. Трещины в стенках и нижнем поясе балки должны быть заварены с предварительной разделкой в соответствии с разделом 5 (часть I).
После заварки трещин должно быть произведено усиление нижнего пояса листом 3 шириной 440 мм, длиной от 3000 до 3620 мм и толщиной не менее 10 мм. Усиливающий лист должен быть выгнут по конфигурации нижнего пояса, концы его срезаны под углом 30 - 40° к продольной оси пояса.
5.4.5. Трещины в боковых стенках после заварки должны быть усилены накладками 4 толщиной от 8 до 10 мм, перекрывающими сварной шов не менее чем на 200 мм. Концы накладок должны иметь фигурное очертание (треугольника или трапеции) во избежание подрезов и концентрации напряжений при сварке. После сварки и усиления трещин в боковых стенках производится усиление нижнего пояса независимо от того, имелись или не имелись трещины в поясе.
5.4.6. Сварка усиления пояса должна производиться обратноступенчатым способом электродами Э42А (ГОСТ 9467-75) на постоянном токе, сварные швы - по ГОСТ 5264-80. Высота катета сварных швов 10 мм.
Материал усиливающих листов: Ст3 (ГОСТ 380-88) или ВСт3 (ГОСТ 14637-79).
5.4.7. Ремонт подпятников требуется выполнять в соответствии с подразделом 1.2, скользунов - с подразделом 1.3.
И КРАНОВЫХ УСТАНОВОК АВТОДРЕЗИН
6.1. Материал: ВСт3сп5 (ГОСТ 535-88) 10ХСНД (ГОСТ 19282-73).
6.2. Разрешается при производстве всех видов ремонта:
заварка трещин в сварных швах с предварительной разделкой трещины на всю глубину и длину с последующей заваркой швом первоначального размера;
замена деформированных или с трещинами элементов фермы путем отплавления негодных с постановкой новых элементов, изготовленных в соответствии с рабочими чертежами;
ремонт ферм укладочных кранов с трещинами в верхнем поясе или в главной балке по индивидуальным проектам, разработанным ПТКБ ЦП для:
кранов УК-25/9 с N 1 по N 60 | - проект 2093.00.000; |
кранов УК-25/9 с N 61 | - проект 2320.00.000; |
кранов УК-25/9-18 | - проект 2322.00.000. |
6.3. Не допускается заварка трещин в раскосах, подкосах, швеллерах пояса перекатки ферм.
6.4. При ремонте ферм, изготовленных из углеродистой стали фасонный и листовой прокат должен быть спокойной плавки из стали ВСт3сп5.
6.5. Сварка должна выполняться на постоянном токе с применением оборудования для ручной дуговой сварки или сварочных агрегатов типов АСБ-300, АДБ-303, АДБ-606.
Сварка должна выполняться электродами по качеству не ниже Э42 (ГОСТ 9467-75), сварные швы - по ГОСТ 5264-80.
Прихватки должны выполняться электродами, рекомендуется использовать электроды Э42 марок АНО-5 и АНО-6, Э46 марок АНО-3 и АНО-4, а также Э42А марки УОНИ-13/45.
Прихватки и первый слой заполнения шва необходимо выполнять электродами диаметром 3 мм, последующие - в зависимости от толщины свариваемого металла диаметром 3 - 4 мм.
6.6. При ремонте ферм, изготовленных из низколегированной стали, фасонный и листовой прокат должен быть из стали 10ХСНД-12 (ГОСТ 19282-73).
Сварные швы должны быть выполнены по ГОСТ 5264-80. Допускается полуавтоматическая сварка в среде углекислого газа в соответствии с ГОСТ 14771-76.
При выполнении стыковых швов следует применять электроды Э50А-Ф марки УОНИ-13/55, а для угловых швов - электроды Э46А или Э42А марки УОНИ-13/55 (ГОСТ 9467-75).
Прихватки должны выполняться электродом марки УОНИ-13/45 диаметром 4 мм.
Сварку производить постоянным током обратной полярности ("минус" на изделие).
При износе, превышающем указанный в Правилах ремонта, дозаторы, планировщики, балластерные рамы машин ВПО-3000 и ЩОМ-4, электробалластеров ЭЛБ-1 и ЭЛБ-3, ножи стругов восстанавливают наплавкой согласно рекомендациям, изложенным в настоящей Инструкции.
7.2.1. Материал: ВСт3кп (ГОСТ 14637-79).
заварка трещин в сварных швах с предварительной разделкой трещины на всю глубину и длину с последующей заваркой швом первоначального размера;
наплавка изношенной поверхности листа лобового (черт. ВПО.55.11.01), листа отбойного (черт. ВПО.55.11.43 и ВПО.55.21.06), стенки (черт. ВПО.55.11.20) при износе указанных поверхностей до 4 мм.
7.2.3. Не допускается заварка трещин в корпусе виброплит.
7.2.4. Заварку трещин в сварных швах производить согласно разделу 5 настоящей Инструкции.
Сварные швы корпуса виброплиты проверить на герметичность.
7.2.5. Наплавку изношенных поверхностей виброплит, указанных в разделе 7.2.2, производить наплавочной смесью ФБХ-6-2, расплавливая ее на восстанавливаемой поверхности электродуговым способом.
Допускается восстановление изношенных поверхностей электродами марки ОЗН-6 и "Сормайт".
7.3.1. Материал: ВСт3пс5 (ГОСТ 380-88).
7.3.2. Разрешается при производстве текущего и среднего ремонтов машин производить наплавку зубьев подрезных ножей при износе их более 10 мм. Наплавку производить электродами марки ОЗН-6 или "Сормайт".
ВПР-1200 и ВПРС-500
7.4.1. Материал: сталь 35ХМ (ГОСТ 4543-71).
7.4.2. Рекомендуется до начала эксплуатации наплавлять подбойки электродами ОЗН-6 или "Сормайт" по схеме, указанной на рис. 33.
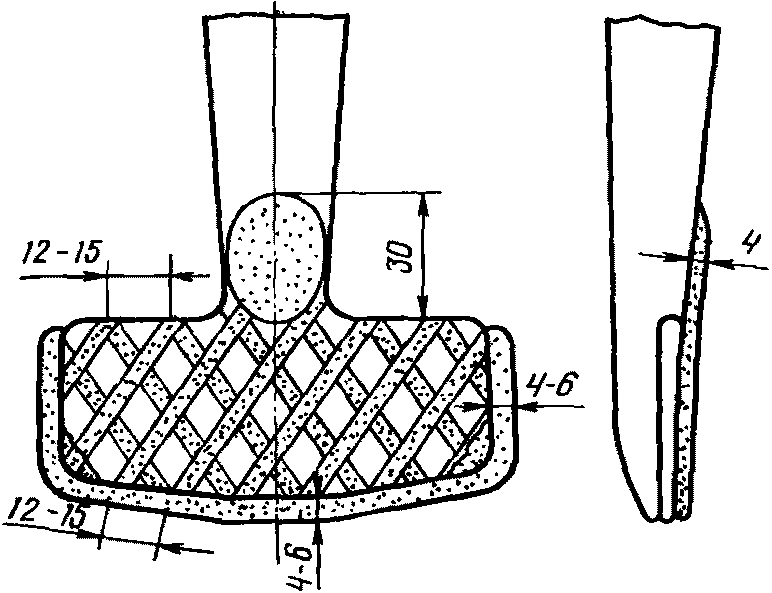
7.4.3. При износе подбоек по высоте не более 8% разрешается наплавлять изношенную торцовую поверхность электродами ОЗН-6 в два-три слоя (5 - 6 мм).
7.4.4. При износе подбоек по высоте от 8 до 30% разрешается наращивать изношенную часть подбойки до номинального размера металлической пластиной, изготовленной из стали 55С2 или 66С2 <*> (ГОСТ 14959-79), приваривая ее к подбойке электродом ЦНИИН-4 (ГОСТ 10051-75) (рис. 34) с последующей наплавкой согласно указаниям п. 7.4.2.
--------------------------------
<*> Из стали 60С2 ГОСТ 14959-79 изготавливают рессоры подвески виброплит машины ВПО-3000, из стали 55С2 - рессоры ходовых частей путевых машин.
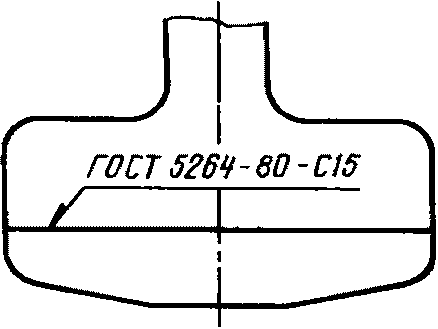
На привариваемой торцовой поверхности пластины должны быть сделаны два симметричных скоса (рис. 35).

поверхности пластины
7.4.5. При износе подбоек по высоте более 30% или изломе подбойки вырезают паз по рис. 36 и приваривают электродом ЦНИИН-4 (ГОСТ 10051-75) лопатку номинального размера, изготовленную из стали 60С2 или 55С2 (ГОСТ 14959-79) (рис. 37). Лопатку наплавляют согласно указаниям п. 7.4.2.
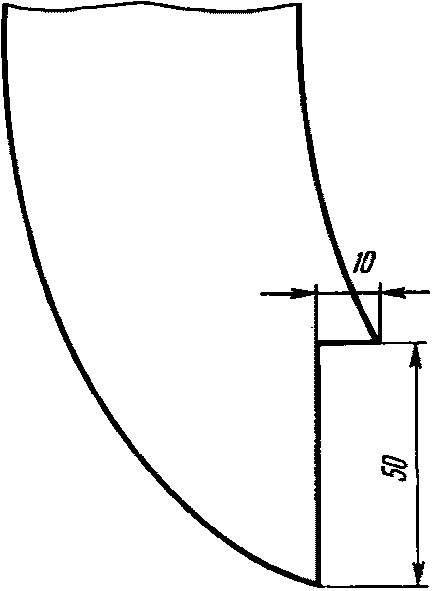
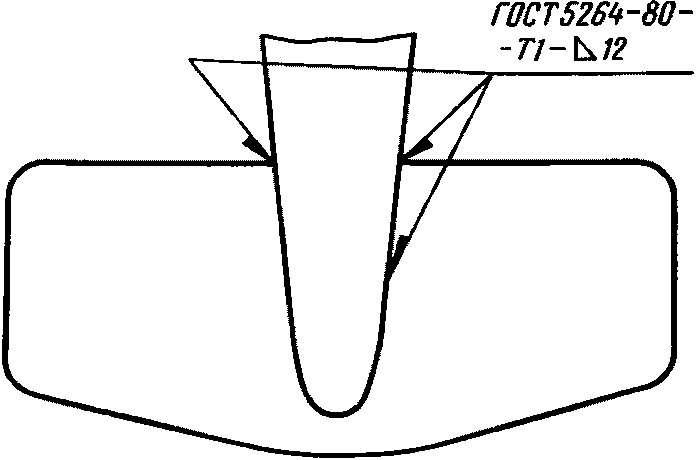
В ВОЗДУХЕ РАБОЧЕЙ ЗОНЫ
Наименование вещества | Предельно допустимая концентрация, мг/м3 | Класс опасности | Агрегатное состояние |
Алюминий и его сплавы (в пересчете на Al), окись алюминия (в том числе с примесью двуокиси кремния) в виде аэрозоля | 2,0 | 4 | |
Бериллий и его соединения (в пересчете на BC) | 0,001 | 1 | |
Вольфрам, карбид вольфрама | 6,0 | 3 | Аэрозоли |
Марганец | 0,3 | 2 | |
Молибден, его растворимые соединения в виде аэрозоля | 2,0 | 3 | |
Никель и его окись (в пересчете на Ni) | 0,1 | 1 | Пары и (или) газы |
Озон | 0,1 | 1 | |
Окислы азота (в пересчете на NO2) | 5,0 | 2 | |
Окись железа с примесью: | |||
окислов марганца до 3% | 6,0 | 4 | Аэрозоли |
фтористых или от 3 до 6% марганцевых соединений | 4,0 | 4 | |
Окись углерода | 20,0 | 4 | Пары и (или) газы |
Окись цинка | 6,0 | 3 | |
Пыль с содержанием кристаллической или аморфной (в виде аэрозоля) двуокиси кремния: | |||
свыше 70% | 1,0 | 3 | |
от 10 до 70% | 2,0 | 4 | |
Свинец и его неорганические соединения | 0,01 | 1 | Аэрозоли |
Титан и его двуокись | 10,0 | 4 | |
Торий | 0,05 | 1 | |
Трехокиси ванадия и пятиокиси пыль | 0,5 | 2 | |
Фтористый водород | 0,5 | 2 | Пары и (или) газы |
Соли фтористоводородной кислоты (в пересчете на HF) | 1,0 | 2 | Аэрозоли |
Хромовый ангидрид, хроматы, бихроматы (в пересчете на CrO3) | 0,01 | 1 | |
-------------------------------- <1> По степени воздействия на организм человека вредные вещества делят на четыре класса; 1 - чрезвычайно опасные; 2 - высокоопасные; 3 - умеренно опасные; 4 - малоопасные. | |||
1. Головки-автоматы для автоматической сварки
и наплавки под флюсом
Параметры | Сварочные | Наплавочные | |||
А-1401 | А-1410 | А-1412 | А-1406 | А-1408 | |
Диаметр электродной проволоки, мм | 2,0 - 5,0 | 2,0 - 6,0 | 2,0 - 5,0 | 2,0 - 5,0 | 1,6 - 3,0 |
Номинальный сварочный ток при ПВ - 100%, А | 1000 | 2000 | 2x1600 | 1000 | 500 |
Скорость подачи электрода, м/ч | 53 - 532 | 53 - 532 | 53 - 532 | 50 - 500 | 50 - 500 |
Регулирование скорости подачи электрода | Плавное | ||||
Скорость сварки (наплавки), м/ч | 12 - 120 | 24 - 240 | 24 - 240 | - | - |
Число электродов, шт. | 1 | 1 | 2 | 1 | 1 |
Вертикальный ход, мм | 250 | 250 | 250 | - | - |
Поперечная корректировка электрода, мм | - | +/- 75 | +/- 75 | - | - |
Габаритные размеры аппарата, мм | 1160x870x1660 | 1150x870x1660 | 1405x890x1920 | 920x980x1690 | 620x1200x1020 |
Масса, кг | 325 | 325 | 390 | 250 | 170 |
Источник питания | ТДФ-1001 | ТДФ-1601 | ТДФ-1601 (2 шт.) | ВДУ-1001 | ВДУ-504 |
Исполнение | Самоходная | Подвесная | |||
2. Головки наплавочные для электроимпульсной наплавки
в среде углекислого газа, жидкости и под флюсом
Параметры | ОКС-1252М | ОКС-6569 |
Производительность головки, кг/ч, при наплавке: | ||
лентой сечением 10x0,5 мм со скоростью 2,5 м/мин | 5,5 | - |
в струе жидкости проволокой | 2,2 | 2,2 |
диаметром 1,6 мм со скоростью 2,5 м/мин | ||
в среде углекислого газа проволокой диаметром 2 мм со скоростью 2,5 м/мин | 3,35 | 3,35 |
под флюсом без вибрации электрода двумя проволоками диаметром 1,6 мм со скоростью 4,17 м/мин | 7,5 | - |
порошковой проволокой с внутренней защитой (ток 350 А) | - | 3,5 |
Диаметр детали, мм, при наплавке: | ||
электроимпульсной | 15 - 100 | - |
под флюсом | 45 - 400 | - |
в струе жидкости и в среде двуокиси углерода | - | 15 - 100 |
порошковой проволокой | - | 30 - 100 |
без вибрации электрода | - | 30 - 400 |
Минимальный диаметр отверстия, мм, при наплавке: | ||
в струе жидкости | - | 45 |
в среде двуокиси углерода | - | 50 |
Сварочный ток, А | До 500 | До 500 |
Сварочное напряжение, В, при наплавке: | ||
электроимпульсной | 15 - 20 | 15 - 20 |
под флюсом | 25 - 35 | - |
без вибрации электрода: | ||
порошковой проволокой | - | 22 - 27 |
в среде двуокиси углерода | - | 18 - 24 |
Амплитуда колебаний электрода, мм | 3 | До 3 |
Частота колебаний электрода, Гц | 80 | 75 |
Скорость подачи электрода, м/мин | От 1,16 до 4,17 | От 0,5 до 4,5 |
Число проволочных электродов | 1 - 2 | - |
Диаметр проволочного электрода, мм | 1 - 2,5 | - |
" электродной проволоки, мм: | ||
сплошной | - | 1 - 2,5 |
порошковой | - | 2 - 3 |
Число ленточных электродов | 1 | - |
Сечение ленточного электрода, мм | 0,5x10 | - |
Вместимость бункера для флюса, дм3 | 15 | - |
Габаритные размеры, мм | 770x275x1250 | 770x275x1250 |
Масса, кг | 60 | 60 |
Источник питания | ПСГ-500 | ПСГ-500 |
3. Полуавтоматы шланговые для сварки и наплавки
Марка | Напряжение питающей сети, В | Сварочный ток, А | Электродная проволока | Тип источника питания | Габаритные размеры, мм | Масса, кг | ||||
Номинальный | Пределы регулирования | Диаметр, мм | Скорость подачи, м/ч | подающего механизма | шкафа управления | подающего механизма | шкафа управления | |||
А-537 | 220/380 | 500 | 100 - 500 | 1,6 - 2,0 | 80 - 590 | ПСГ-500-1 | 405x335x432 | 415x310x390 | 21 | 30 |
А-537Р | 380 | 500 | 100 - 500 | 1,6 - 2,0 | 80 - 590 | ПСГ-500-1 | 330x280x325 | 350x172x315 | 25 | 22 |
А-537У | 380 | 500 | 100 - 500 | 1,6 - 2,0 | 80 - 590 | ПСГ-500-1 | 330x280x325 | 440x350x450 | 25 | 35 |
А-547У | 380 | 250 | 60 - 300 | 0,8 - 1,2 | 150 - 420 | ВС-300 | 360x130x260 | 390x90x250 | 21 | 5,5 |
А-547Р | 380 | 250 | 150 - 250 | 0,8 - 1,2 | 100 - 250 | ВС-300 | 300x118x245 | 390x85x250 | 21 | 5,5 |
А-825 | 380 | 250 | - | 1,0 - 1,2 | 120 - 620 | ВСЖ-303 | 900x660x420 | 680x720x965 | 20 | 66 |
А-825М | 380 | 300 | 80 - 300 | 0,8 - 1,2 | 120 - 620 | ВДГ-601 | 305x175x245 | 385x170x300 | 11 | 15 |
А-1503-П | 380 | 630 | 160 - 630 | 1,6 - 3,0 | 90 - 920 | ВДГ-301 | 960x660x560 | 565x342x866 | 25,5 | 58 |
"Спутник-2" | 380 | 200 | - | 0,8 - 1,0 | 200 - 600 | ПСГ-500-1 | 265x170x75 | 395x250x200 | 3,5 | 14,5 |
"Гранит-2" | 380 | 400 | 100 - 400 | 1,0 - 1,6 | 150 - 1350 | ВС-500 | 375x245x130 | 570x425x520 | 9 | 50 |
"Нева-2" | 380 | 400 | 100 - 400 | 1,0 - 1,6 | 150 - 350 | ИПП-300 | 375x245x130 | 960x1260x1850 | 9 | 720 |
ПГШ-ЮГ | 220 | 300 | 100 - 320 | 1,2 - 1,4 | - | ВДГ-301 | 150x240x360 | - | 7 | - |
ПГШ-4М | 220/380 | 500 | - | 1,2 - 2,0 | 90 | - | 305x175x245 | 550x200x350 | 11 | 25 |
А-1631 | 380 | 500 | - | 0,8 - 2,0 | 20 - 1200 | ВС-500 | 330x280x325 | - | 23 | - |
ПДПГ-500 | 220/380 | 500 | 60 - 500 | 0,8 - 2,0 | 120 - 720 | ПСГ-500 | 670x320x335 | 650x460x760 | 15 | 80 |
ПДПГ-500-1 | 220/380 | 500 | - | 0,8 - 2,0 | 120 - 1080 | ПСГ-500-1 | 670x320x335 | 650x460x760 | 15 | 80 |
А-1230М | 380 | 315 | - | 0,8 - 1,2 | 140 - 670 | ВЭ-2П | 364x290x130 | - | 10 | - |
4. Аппараты для наплавки порошковыми проволокой и лентой
Параметры | А-150ЗП | А-1035М | А-513 | А-765М |
Напряжение питающей сети, В | 380 | 380 | 220/380 | 220/380 |
Номинальный сварочный ток, А | 630 | 450 | 1500 | 600 |
Пределы регулирования сварочного тока, А | 160 - 630 | 80 - 450 | 400 - 1500 | 300 - 700 |
Диаметр электродной проволоки (ширина ленты), мм | 1,6 - 3 (20 - 70) | 1,6 - 3 (20 - 50) | 1,6 - 3 (20 - 50) | 2 - 3,5 |
Скорость подачи электрода, м/ч | 90 - 920 | 58 - 580 | 30 - 150 | 72 - 720 |
Габаритные размеры, мм | 960x660x560 | 900x660x420 | 900x530x1750 | 750x500x550 |
Масса, кг | 25,5 | 25 | 65 | 60 |
Источник питания | ВДГ-601 | ВС-500 | ПСГ-500 | ПСГ-500 |
5. Сварочные тракторы и самоходные подвесные головки
для сварки и наплавки в среде защитных газов
Параметры | ТС-49 | АДГ-502 | АДПГ-500 | АДНГ-300 | А-1417 | АДСВ-5 |
Напряжение питающей сети, В | 380 | 380 | 220/380 | 380 | 380 | 380 |
Номинальный сварочный ток, А | 250 | 500 | 500 | 300 | 1000 | 300 |
Диаметр электродной проволоки, мм | 0,8 - 1,2 | 1,2 - 2,0 | 0,2 - 2,0 | 2 - 6 | 2 - 5 | 1 - 4 |
Скорость подачи электродной проволоки, м/ч | 100 - 1000 | 30 - 720 | 150 - 720 | 12 - 90 | 13 - 133 | 10 - 100 |
Скорость сварки, м/ч | 12 - 120 | 18 - 180 | 15 - 70 | 15 - 70 | 12 - 120 | 10 - 90 |
Тип источника питания | ВС-600 | ВДУ-504 | ПСГ-500 | - | ВДГ-1001 | ПСО-300 |
Расход защитного газа, дм3/ч | 360 - 480 | 300 - 600 | 600 - 1500 | 300 - 600 | 480 - 700 | 360 - 480 |
Вертикальный ход, мм | - | - | - | - | 250 | - |
Поперечная корректировка электрода, мм | - | - | - | - | +/- 75 | - |
Габаритные размеры, мм | 500x230x440 | 845x365x670 | 425x265x570 | 570x265x425 | 925x740x1560 | 225x450x790 |
Масса, кг | 21 | 55 | 22 | 22 | 240 | 65 |
Регулирование скорости подачи электрода | Плавное | |||||
6. Аппараты общего применения для автоматической наплавки
открытой дугой и под флюсом
Аппарат | Исполнение | Защита зоны сварки или наплавки | Диаметр проволоки (ширина ленты), мм | Номинальный ток ПВ = 100%, А | Регулирование скорости подачи электрода | Скорость подачи электродной проволоки, м/ч | Скорость сварки (наплавки), м/ч | Источник питания | Габаритные размеры, мм | Масса, кг |
А384МК | Подвесной | Флюс | 3 - 5 (20 - 100) | 1000 | Ступенчатое | 28,5 - 225 | - | ПСО-500 | 650x850x1600 | 135 |
А580М | То же | " | 1 - 3 | 400 | То же | 48 - 408 | - | ПСО-500 | 925x1200x1250 | 84 |
А874Н | Самоходный | Флюс или без внешней защиты | 2 - 7 (15 - 100) | 1000 | Плавное | 5 - 90 | 5 - 116 | ВДУ-1001 | 1100x810x2000 | 285 |
7. Сварочные тракторы общего назначения
Параметры | АДС-1000-2 | АДС-1000-4 | ТС-17М-1 | ТС-35 | ТС-32 | ТС-42 | АДФ-500 | АДФ-501 |
Номинальный сварочный ток при ПВ - 100%, А | 1000 | 1200 | 1000 | 1000 | 1000 | 1000 | 500 | 500 |
Пределы регулирования сварочного тока, А | 400 - 1200 | 400 - 1200 | 400 - 1200 | - | - | - | - | 400 - 1200 |
Диаметр электродной проволоки, мм | 3 - 6 | 2 - 5 | 1,6 - 5 | 2 - 5 | 2 - 5 | 2 - 5 | 1,6 - 2,5 | 1,6 - 2,5 |
Скорость подачи электродной проволоки, м/ч | 30 - 120 | 60 - 360 | 52 - 403 | 50 - 500 | 137 - 284 | 60 - 100 | 75 - 120 | 60 - 360 |
Скорость сварки, м/ч | 15 - 70 | 12 - 120 | 16 - 126 | 12 - 120 | 24 - 50 | 12 - 120 | 15 - 70 | 12 - 120 |
Масса электродной проволоки в барабане, кг | 12 | 15 | До 8 | 10 | - | - | 8 | 15 |
Вместимость бункера для флюса, дм3 | 12 | 15 | 6,5 | 6 | - | - | 4 | 2,5 |
Регулирование скорости подачи электрода | Плавное | Ступенчатое | Плавное | |||||
Источник питания | ТСД-1000-3 | ТДФ-1001 | ТДФ-1001 | ТСД-1000 | ТДФ-1001 | ТДФ-1001 | - | ВДУ-504 |
Габаритные размеры, мм | 1010x350x660 | 1010x370x665 | 715x345x540 | 850x365x490 | 765x500x550 | 700x310x450 | 570x265x425 | 1050x305x656 |
Масса трактора, кг | 62 | 65 | 45 | 45 | 77 | 40 | 28 | 60 |
8. ИСТОЧНИКИ ПИТАНИЯ
8.1. Источники переменного тока (трансформаторы)
Тип | Номинальный ток при ПВ = 60%, А | Предел регулирования тока, А | Напряжение дуги, В | Напряжение холостого хода, В | Первичное напряжение, В | Частота вращения двигателя-1, мин | Мощность, кВ·А | Коэффициент мощности | КПД, % | Габаритные размеры, мм | Масса, кг |
ТСД-1000-3 | 1000 | 400 - 1200 | 42 | 69 - 78 | 220/330 | - | 76 | 0,62 | 90 | 950x818x1215 | 540 |
ТСД-2000-2 | 2000 | 800 - 2200 | 53 | 72 - 84 | 380 | - | 180 | 0,64 | 90 | 1050x900x1300 | 670 |
ТДФ-1001 | 1000 <*> | 400 - 1200 | 44 | 68 - 71 | 220/380 | - | 82 | 0,62 | 87 | 1200x830x1200 | 720 |
ТДФ-1601 | 1600 <*> | 600 - 1800 | 44 | 95 - 105 | 380 | - | 182 | 0,64 | 88 | 1200x830x1200 | 1000 |
ТДФ-2001 | 2000 <*> | 800 - 2200 | 50 | 74 - 79 | 380 | - | 170 | 0,64 | 85 | 1200x830x1200 | 980 |
ТСД-500 | 500 | 200 - 600 | 45 | 80 | 220/380 | - | 42 | 0,62 | 87 | 950x818x1242 | 450 |
ТД-500 | 500 | 100 - 560 | 30 | 60 - 76 | 220/380 | - | 34 | 0,62 | 87 | 720x580x850 | 210 |
СТЭ-24-V | 350 | 100 - 500 | 65 | 60 | 220/380 | - | 23 | 0,64 | 83 | 800x650x340 | 130 |
СТЭ-34-V | 500 | 150 - 600 | 65 | 60 | 220/380 | - | 30 | 0,64 | 86 | 800x700x429 | 160 |
8.2. Источники постоянного тока (выпрямители) | |||||||||||
ВС-300 | 300 | 30 - 300 | - | 20 - 40 | 380 | - | 17 | - | 70 | 500x720x965 | 250 |
ВСЖ-303 | 315 | 50 - 315 | - | 18 - 50 | 220/380 | - | 20 | - | 85 | 710x550x955 | 280 |
ВДГ-302 | 315 | 50 - 315 | 16 - 38 | 30 - 55 | 220/380 | - | 19 | - | 82 | 1045x748x959 | 275 |
ВС-600 | 600 | 60 - 600 | - | 20 - 40 | 380 | - | 35 | - | 75 | 1000x805x1510 | 490 |
ВДГ-601 | 630 | 100 - 700 | 18 - 66 | 66 | 220/380 | - | 67 | - | 82 | 1234x868x1081 | 525 |
ВДУ-504 | 500 | 70 - 500 | 18 - 50 | 72 - 78 | 220/380 | - | 40 | - | 82 | 1275x816x940 | 380 |
ВДУ-1001 | 1000 | 300 - 1000 | 24 - 66 | 24 - 66 | 380 | - | 105 | - | 85 | 950x1150x1850 | 750 |
ВДУ-1601 | 1600 | 500 - 1600 | 26 - 66 | 26 - 66 | 380 | - | 165 | - | 84 | 950x1150x1850 | 950 |
--------------------------------
Продолжение приложения 2
Тип | Номинальный ток при ПВ = 60%, А | Предел регулирования тока, А | Напряжение дуги, В | Напряжение холостого хода, В | Первичное напряжение, В | Частота вращения двигателя, мин-1 | Мощность, кВ·А | Коэффициент мощности | КПД, % | Габаритные размеры, мм | Масса, кг |
ВЖ-2П | 180 | - | 15 | 21 - 40 | 380 | - | 60 | - | 80 | 595x502x652 | 57 |
ВД-502 | 500 | 50 - 500 | 40 | 80 | 220/380 | - | 42 | - | 90 | 810x550x1062 | 355 |
ВСУ-300 | 300/220 | 50/370/25 - 240 | 17 - 35 | 58 - 65 | 220/380 | - | 67/63 | - | 68 | 910x612x960 | 320 |
ВСУ-500 | 500/350 | 90 - 550/50 - 350 | 20 - 40 | 52 - 68 | 220/380 | - | 40 | - | 70 | 1186x953x1017 | 420 |
ВДГ-301 | 300 | 40 - 300 | 15 - 32 | 46 | 380 | - | 60 | - | 72 | 960x700x775 | 210 |
ВС-500 | 500 | 50 - 500 | 40 | 20 - 53 | 380 | - | 31 | - | 75 | 720x660x1150 | 350 |
8.3. Источники для сварки и наплавки постоянным током (преобразователи) | |||||||||||
ПД-501 | 500 | 125 - 500 | 40 | 55 - 90 | 220/380 | 1450 | 28 <*> | 0,82 | 60 | 1075x650x1085 | 545 |
ПСГ-500 | 500 | 60 - 500 | 40 | 16 - 40 | 220/380 | 2900 | 28 | 0,86 | 65 | 1055x580x920 | 500 |
ПС-500 | 500 | 120 - 600 | 40 | 62 - 80 | 220/380 | 1450 | 28 | 0,80 | 55 | 1400x770x1140 | 960 |
ПСО-500 | 500 | 120 - 600 | 40 | 62 - 80 | 220/380 | 2900 | 28 | 0,80 | 54 | 1275x770x1080 | 780 |
ПС-1000 | 1000 | 300 - 1000 | 44 | 50 - 90 | 220/380 | 1500 | 14 | 0,78 | 60 | 1465x770x810 | 1600 |
ПСГ-350 | 350 | 50 - 350 | 30 | 15 - 35 | 220/380 | 2900 | 14 | 0,88 | 65 | 1085x555x980 | 400 |
ПСУ-500 | 500 | 16 - 500 | 40 | 40 | 220/380 | 2890 | 20 | 0,75 | 66 | 1055x580x920 | 540 |
ПСУ-300 | 300 | 50 - 300 | 30 | 48 | 220/380 | 2930 | 28 | 0,72 | 65 | 1160x490x740 | 315 |
ПСО-300 | 300 | 75 - 320 | 30 | 47 - 73 | 220/380 | 1450 | 14 | 0,78 | 65 | 1015x590x980 | 440 |
САМ-250-1 | 300 | 70 - 340 | 30 | 50 - 76 | 220/380 | 1560 | 14 - 25 | 0,85 | 65 | 1450x600x850 | 680 |
ПСГ-500-2 | 500 | 60 - 500 | 40 | 40 | 220/380 | 2930 | 31 | 0,80 | 65 | 1090x620x890 | 520 |
ПСГ-500-1 | 500 | 60 - 500 | 40 | 40 | 220/380 | 2930 | 20 | 0,75 | 60 | 1050x560x1015 | 460 |
--------------------------------
9. МАНИПУЛЯТОРЫ СВАРОЧНЫЕ
Тип | Наибольший крутящий момент, Н·м (кгс·м) | Грузоподъемность, кг, не менее | Диаметр свариваемых швов, мм | Частота вращения шпинделя, мин-1 | Угол наклона планшайбы, град | Допустимый сварочный ток, А | Габаритные размеры, мм | Масса, кг | |
на оси вращения шпинделя | относительной плоскости планшайбы | ||||||||
М11020 | 63 (6,3) | 100 (10) | 63 | 125 - 630 | 0,1 - 5,0 | 135 | 500 | 710x860x630 | 115 |
М-0,12 | 160 (16) | 250 (25) | 120 | 80 - 800 | 0,1 - 2,5 | 135 | 800 | 1090x1190x800 | 860 |
М11030 | 160 (16) | 250 (25) | 125 | 160 - 800 | 0,08 - 4,0 | 135 | 1000 | 1100x815x755 | 450 |
М11050 | 1000 (100) | 1600 (160) | 500 | 250 - 1250 | 0,05 - 2,5 | 135 | 1000 | 1310x260x950 | 820 |
М1 | 2500 (250) | 4000 (400) | 1000 | 300 - 1700 | 0,04 - 1,01 | 135 | 1200 | 1690x1550x950 | 1755 |
Т25М | 4000 (400) | - | 1000 | 250 - 900 | 0,14 - 0,66 | 95 | - | 1200x1200x860 | 1530 |
10. Вращатели сварочные вертикальные
Тип | Наибольший крутящий момент на оси вращения изделия, Н·м (кгс·м) | Грузоподъемность, кг | Диаметр свариваемых швов, мм | Частота вращения шпинделя, мин-1 | Допустимый сварочный ток, А | Габаритные размеры, мм | Масса, кг |
М21030 | 160 (16) | 250 | 60 - 800 | 0,08 - 4 | 1000 | 1000x1000x450 | 295 |
М21050 | 1000 (100) | 1000 | 100 - 2000 | 0,05 - 2,5 | 1500 | 1000x1000x630 | 550 |
М21070 | 6300 (630) | 4000 | 500 - 2500 | 0,032 - 1,6 | 2000 | 1260x1260x1000 | 1225 |
11. Вращатели сварочные горизонтальные
Тип | Наибольший крутящий момент на оси вращения изделия, Н·м (кгс·м) | Грузоподъемность, кг | Наибольшая длина свариваемых изделий, мм | Высота центров, мм | Диаметр свариваемых швов, мм | Частота вращения изделия, мин-1 | Габаритные размеры, мм | Масса, кг |
М31030 | 160 (16) | 250 | 2500 | 800 | 60 - 800 | 0,08 - 4,0 | 3600x1250x1425 | 633 |
М31050 | 1000 (100) | 1000 | 4000 | 1000 | 100 - 1350 | 0,05 - 2,5 | 6062x1600x1800 | 1979 |
КД-1 | 2000 (200) | 1000 | 8000 | 1000 | - | 3,0 | 1090x1500x1750 | 2910 |
М31070 | 6300 (630) | 4000 | 6300 | 1250 | 500 - 2500 | 0,032 - 1,6 | 9100x2000x2250 | 3893 |
И ХАРАКТЕРИСТИКИ ПРИМЕНЯЕМЫХ ЭЛЕКТРОДОВ
Тип электрода | Марка | Коэффициент наплавки, г/(А·ч) | Расход на 1 кг наплавленного металла, кг | Режим прокаливания | Рекомендуемые стали | Род сварочного тока | Технологические особенности сварки | |
Температура прокаливания, °C | Время, мин | |||||||
Э42 | АНО-5 | 11,0 | 1,6 | 180 - 200 | 60 | Низкоуглеродистые | Постоянный или переменный | Сварка во всех пространственных положениях средней или короткой дугой |
АНО-6 | 8,5 | 1,7 | 180 - 200 | 60 | То же | То же | При сварке угловых швов электрод наклонять под углом 40 - 50° в сторону сварки | |
АНО-1 | 15,0 | 1,5 | 180 - 200 | 60 | Низкоуглеродистые и низколегированные (например, 09Г2) | " | Сварка методом опирания короткой дугой длиной не более 3 - 4 мм в нижнем или наклонном положении под углом 20° | |
Э42А | УОНИ-13/45 | 8,5 | 1,6 | 350 - 370 | 60 | Низко- и среднеуглеродистые и низколегированные | Постоянный (обратной полярности) | Сварка во всех пространственных положениях предельно короткой дугой методом опирания |
Э46 | АНО-3 | 8,5 | 1,6 | 190 - 200 | 40 | Низкоуглеродистые | Постоянный или переменный | Сварка во всех пространственных положениях дугой средней длины |
АНО-4 | 8,3 | 1,7 | 190 - 200 | 40 | То же | То же | Сварка во всех пространственных положениях дугой средней длины. Возможна сварка на повышенных режимах | |
МР-3 | 7,8 | 1,7 | 170 - 200 | 90 | " | Постоянный (обратной полярности) или переменный | То же | |
ОЗС-4 | 8,5 | 1,7 | 100 - 120 | 60 | " | Постоянный или переменный | Сварка во всех пространственных положениях дугой средней длины | |
ОЗС-6 | 10,5 | 1,6 | 150 - 180 | 60 | " | То же | То же | |
АНО-13 | 9,0 | 1,7 | 100 - 120 | 40 | " | " | Сварка во всех пространственных положениях короткой дугой или методом опирания | |
Э50А | АНО-9 | 10,0 | 1,7 | 180 - 200 | 60 | Низко- и среднеуглеродистые и низколегированные | Переменный и постоянный (обратной полярности) | Сварка во всех пространственных положениях предельно короткой дугой или методом опирания |
УОНИ-13/55 | 9,0 | 1,7 | 350 | 60 | То же | Постоянный (обратной полярности) | То же | |
Э-10Г2 | ОЗН-250У | 8,6 | 1,7 | - | - | Низколегированные | То же | Наплавка в нижнем положении |
Э-11Г3 | ОЗН-300У | 8,6 | 1,7 | - | - | Малоуглеродистые | " | То же |
Э-12Г4 | ОЗН-350У | 8,2 | 1,7 | - | - | Среднеуглеродистые | " | " |
Э-15Г5 | ОЗН-400У | 8,6 | 1,6 | - | - | Низколегированные среднеуглеродистые, хромистые, хромомарганцовистые | " | " |
ОЗН-6 | 11,5 - 12,5 | - | 350 | 60 | Постоянный (обратной полярности), переменный | Наплавка в нижнем и наклонных положениях | ||
Э-65Х25 Г13Н3 | ЦНИИН-4 | - | - | - | - | Высокомарганцовистые стали типов 110Г13 и 110Г13Л | - | - |
Э-320Х 25С2ГР | Т-590 | - | - | - | - | Сталь, чугун | Постоянный, переменный | Наплавка на сталь - два слоя, наплавка на чугун - один слой. Наплавка в нижнем положении |
ЗНАЧЕНИЯ СТРЕЛЫ ПРОГИБА fmax ПРИ ХОЛОДНОЙ ПРАВКЕ СТАЛЕЙ
Профиль | Чертеж | Характер деформации | Предельная деформация, при которой допускается правка | |
rmax | fmax | |||
Лист | 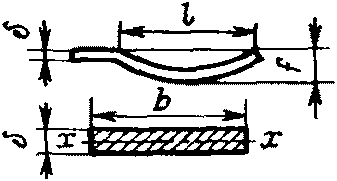 | Волнистость | ||
Правка относительно оси x - x | ||||
Универсальная полоса |  | Саблевидность | 50 b | |
Правка относительно оси y - y | ||||
Уголок | 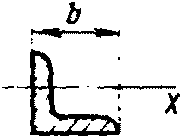 | Погнутость | 90 b | |
Правка относительно оси x - x | ||||
Швеллер или тавр |  | Погнутость | 50 h | |
Правка относительно оси x - x | ||||
Правка относительно оси y - y | 50 b | |||
Двутавр или зетовый профиль | 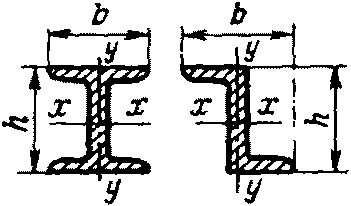 | Погнутость | 50 h | |
Правка относительно оси y - y | 50 b | |||
Трубы |  | Правка относительно любой оси | 60 d | |
Марка сталей | ||
углеродистых | низколегированных | с особыми свойствами |
МСт1; МСт2; МСт3; МСт4; Ст3; 05; 05кп; 08; 08кп; 10; 10кп; 15; 15кп; 20; 20кп; 25; БСт3; БСт4 | 16ГС; 10Г2С1Д; 14ХГС; 14ХГСН; 10ХГСНД; 15Г; 10ХСНД; 10ХГ2Н; 14ХГ2Н; 09Г2; 15Х; 15Г2; 10ГНД; 10Г2; 10ХНДП; 15ХА; 15НМА; 12ХНЗА; 15ХФД; 12Х2НЗМА; 15ХСНД | 12Х18Н9; 12Х18Н9Т; 08Х18Н12Б |
МСт5; 30; 35; БСт5 | 18Г2С; 25Г2С; 19Г; 20Г; 20Г2; 12Х2Н4А; 12ХН2; 24Г; 12ХГ; 20ХА; 20ХФ2; 20МА; 20ХМА; 20ХГА; 18ХГМА; 20ХНА; 30Г; 30Х; 30ХМ; 16ХСН; 18ХГТ; 27СГ | 15Х28; 15Х5М; Х18Н12М2Т; 1Х19Н9; Х18Н12МЗТ; 20Х23Н13; 20Х23Н18; 1Х14Н14В2М; 25Х; 15Х25Т |
40, 45 | 30ХГ2С; 35СГ; 35Х; 25ХГС; 30ХГТ; 30ХГСН2А; 30ХГМА; 30МА; 35ХМНА; 30НА; 25Х2МФА; 20ХНЗА; 20ХНВА; 20ХН4ФА; 20Х2Н4А; 40Г; 40Х; 30ХН2МФА; 20ХГС | 12Х13; 20Х13; Х14; 12Х17; 14Х17Н2; Х6С; Х25СЗМ; Х20НМС2; Х6СМ; Х7СМ; Х18Н25; Х18Н25С2; 17Х18Н9 |
50; 60; МСт7 | 36Г2С; 38ХА; 38Х10; 33ХС; 38ХС; 40ХС; 40ХГ; 35ХГ2; 30ХГС; 35ХГТ; 40ХН; 30ХНЗА; 38ХГН; 45ХА; 40ХФА; 50ХФА; 50Х; 50ХН; 50Г2; 35Х2МА; 50Г; 40ХГМА; 35ХГСА; 35ХМФА; 40ХНА; 37ХНЗА; 33ХНЗМА; 45ХН2МФА | 95Х18; Х13Н7С2; 4Х14Н1; 4В2М; 30Х13; 40Х13; 40Х9С2 |
И ТИПА КОНСТРУКЦИИ
Тип конструкции, марка стали | Условия сварки | Примечание |
Неответственные конструкции из малоуглеродистой стали | Сварка без предварительного подогрева, в любых температурных условиях и без последующей термообработки | - |
Сложные конструкции из низкоуглеродистой и легированной стали перлитного класса | Необходим предварительный подогрев до 100 - 150 °C (толщина конструкции свыше 25 мм) | При содержании углерода в стали 1,6% |
Неответственные конструкции из среднеуглеродистой стали | Сварка без предварительного подогрева | - |
Сложные сборочные единицы и конструкции из закаливающейся низколегированной стали | Необходим предварительный или сопутствующий подогрев до 200 °C, а после сварки - отпуск при 600 - 650 °C | - |
Небольшие изделия элементарной формы из среднеуглеродистой стали | Сварка без предварительного подогрева с последующим высоким отпуском при 650 °C | - |
Сложные сборочные единицы и конструкции с большой жесткостью из низколегированной и легированной стали | Необходим предварительный и сопутствующий подогрев до 250 - 400 °C с последующим отпуском | Для ответственных деталей необходима термическая обработка |
Сложные сборочные единицы и конструкции из высокоуглеродистой, низколегированной стали и стали с особыми свойствами | Сварка с предварительным общим и сопутствующим подогревом до 250 - 650 °C. После сварки обязательна термическая обработка в зависимости от марки стали | - |
Тип и марка электрода | Диаметр электрода, мм | Значение сварочного тока, А, при положении шва в пространстве | |
нижнем | вертикальном | ||
Э42: | |||
АНО-1 | 4 | 180 - 240 | - |
5 | 250 - 320 | - | |
6 | 350 - 400 | - | |
АНО-5 | 4 | 160 - 230 | 120 - 160 |
5 | 190 - 300 | 130 - 170 | |
6 | 270 - 380 | - | |
АНО-6 | 4 | 160 - 200 | 150 - 170 |
5 | 180 - 270 | 150 - 180 | |
6 | 280 - 350 | - | |
Э46: | |||
АНО-3 | 3 | 110 - 140 | 90 - 110 |
4 | 170 - 200 | 140 - 160 | |
АНО-4 | 5 | 200 - 270 | 150 - 170 |
6 | 270 - 320 | - | |
МР-3 | 4 | 160 - 200 | 140 - 180 |
5 | 180 - 260 | 160 - 200 | |
6 | 280 - 320 | - | |
АНО-18 | 4 | 170 - 230 | 140 - 180 |
5 | 200 - 300 | 150 - 200 | |
6 | 280 - 380 | - | |
ОЗС-4 | 3 | 90 - 100 | 80 - 90 |
4 | 160 - 180 | 150 - 160 | |
5 | 200 - 250 | 170 - 180 | |
6 | 250 - 300 | - | |
РБУ-4 | 4 | 160 - 200 | 140 - 170 |
5 | 200 - 250 | 150 - 180 | |
6 | 320 - 360 | - | |
РБУ-5 | 4 | 180 - 210 | 150 - 180 |
5 | 200 - 270 | 180 - 200 | |
6 | 320 - 370 | - | |
АНО-13 | 4 | 170 - 190 | 150 - 160 |
5 | 190 - 260 | 160 - 180 | |
АНО-14 | 3 | 100 - 140 | 90 - 120 |
4 | 170 - 210 | 150 - 170 | |
5 | 180 - 270 | 160 - 180 | |
6 | 270 - 320 | - | |
Э42А: | |||
УОНИ-13/45 | 3 | 80 - 100 | 60 - 80 |
4 | 130 - 160 | 100 - 130 | |
5 | 170 - 200 | 140 - 160 | |
6 | 210 - 240 | 180 - 210 | |
СМ11 | 4 | 160 - 220 | 140 - 180 |
5 | 200 - 250 | 160 - 200 | |
6 | 260 - 320 | - | |
Э50А: | |||
УОНИ-13/55 | 3 | 80 - 100 | 60 - 80 |
4 | 130 - 160 | 100 - 130 | |
5 | 170 - 200 | 140 - 160 | |
6 | 210 - 240 | 180 - 210 | |
ДСК-50 | 4 | 200 - 220 | 180 - 200 |
5 | 250 - 270 | - | |
УП-1/55 | 3 | 90 - 120 | 90 - 120 |
4 | 140 - 160 | 140 - 160 | |
5 | 160 - 250 | 120 - 160 | |
6 | 280 - 350 | - | |
К-5А | 4 | 140 - 200 | 110 - 160 |
5 | 220 - 280 | - | |
6 | 310 - 380 | - | |
Э138/50Н | 3 | 100 - 130 | 90 - 120 |
4 | 160 - 210 | 130 - 160 | |
5 | 220 - 280 | 160 - 210 | |
6 | 260 - 320 | - | |
Толщина наплавляемого слоя, мм | Диаметр электрода, мм | Сила тока, А | Напряжение дуги, В |
Из низко- и среднеуглеродистой стали | |||
1 - 1,5 | 1,6 | 150 - 180 | 18 - 25 |
2 | 2 | 170 - 200 | 18 - 25 |
3 | 3 | 240 - 250 | 20 - 25 |
4 | 3 - 4 | 250 - 270 | 25 - 27 |
5 | 4 - 5 | 270 - 290 | 27 - 30 |
6 | 4 - 5 | 270 - 300 | 27 - 32 |
8 | 4 - 6 | 300 - 320 | 28 - 32 |
9 - 12 | 4 - 6 | 340 - 380 | 30 - 32 |
13 - 15 | 5 - 6 | 380 - 450 | 32 - 35 |
Из среднелегированной стали | |||
0,5 | 1,6 | 90 - 100 | 18 - 20 |
1 | 2 | 110 - 140 | 18 - 25 |
2 | 2 | 120 - 150 | 18 - 25 |
3 | 3 | 150 - 200 | 20 - 25 |
4 | 4 | 200 - 225 | 22 - 25 |
6 - 8 | 5 | 250 - 260 | 22 - 27 |
Из высоколегированной стали | |||
0,5 | 1,6 | 40 - 50 | 18 - 20 |
1 | 2 | 80 - 90 | 18 - 20 |
1,5 | 2 | 80 - 90 | 18 - 20 |
2 | 3 | 90 - 110 | 18 - 25 |
2,5 | 3 | 100 - 120 | 18 - 25 |
3 | 4 | 140 - 180 | 18 - 25 |
4 | 5 | 140 - 180 | 20 - 25 |
6 - 8 | 6 | 140 - 220 | 20 - 25 |
Марка проволоки | Тип электрода, которому соответствует проволока | Диаметр, мм | Назначение |
ПП-АН1 | Э50 | 2,8 | Полуавтоматическая и автоматическая сварка низкоуглеродистых сталей толщиной 4 мм и более |
ПП-АН3 | Э50А | 3,0 | Полуавтоматическая и автоматическая сварка низкоуглеродистых и низколегированных сталей |
ПП-АН4 | Э50А | 2,0 2,2 2,5 | Полуавтоматическая и автоматическая сварка в углекислом газе низколегированных и низкоуглеродистых сталей |
ПП-АН7 | Э50А | 2,0 2,3 | Полуавтоматическая и автоматическая сварка самозащитной дугой низкоуглеродистых и низколегированных сталей толщиной 3 мм и более |
ПП-АН8 | Э50А | 2,0 2,2 2,3 3,0 | Полуавтоматическая и автоматическая сварка низкоуглеродистых сталей в углекислом газе |
ПП-АН9 | Э50А | 2,2 2,5 | Полуавтоматическая и автоматическая сварка низкоуглеродистых сталей в углекислом газе |
ПП-АН10 | Э50А | 2,2 2,3 | Полуавтоматическая и автоматическая сварка низкоуглеродистых сталей в углекислом газе |
ПП-1ДСК | Э46 | 1,8 2,2 2,5 3,0 | Полуавтоматическая и автоматическая сварка открытой дугой низколегированных сталей |
ПП-ТН250 | - | 3,0 | Полуавтоматическая и автоматическая наплавка низкоуглеродистых и низколегированных сталей |
ПП-ТН350 | - | 3,0 | То же |
ПП-ТН500 | - | 3,0 | " |
И ПРИЧИНЫ ИХ ОБРАЗОВАНИЯ
Наименование дефекта и его определение | Чертеж | Причина |
Дефекты размеров и формы сварного шва | 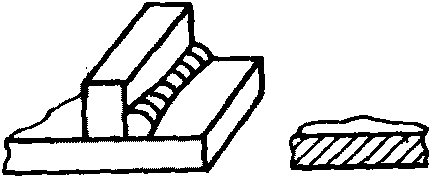 | Отклонения от установленных припусков на сварку, исходные заготовки с повышенной кривизной, недостаточная жесткость крепления заготовок и др. |
Трещина в сварном соединении - дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах | 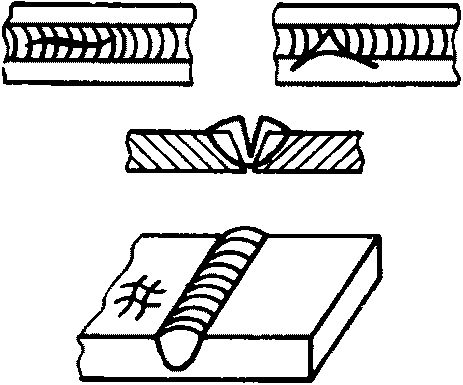 | Глубокий провар деталей, высокая скорость охлаждения при сварке и наплавке углеродистых сталей, применение высокоуглеродистой электродной проволоки при наплавке легированной стали, выполнение наплавочных работ при низких температурах, последовательность наложения швов при сварке и наплавке и т.д. |
Подрез зоны сплавления - дефект в виде углубления на основном металле вдоль линии сплавления сварного шва с основным металлом | 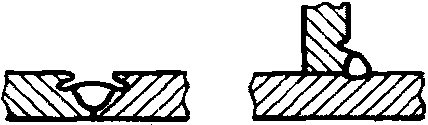 | Большая мощность дуги, низкое напряжение дуги, тугоплавкий флюс и неправильное расположение свариваемых или наплавляемых деталей |
Наплыв на сварном соединении - дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним | 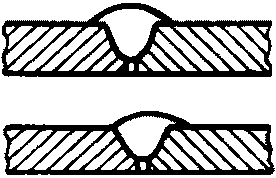 | Малая скорость сварки или наплавки, большая длина сварочной дуги и неправильное смещение электродной проволоки, занижение размеров сечения и неплавное сопряжение сварного шва |
Непровар - дефект в виде местного несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков |  | Плохая подготовка поверхности, наличие на ней окалины, ржавчины, масла и других загрязнений; недостаточная тепловая мощность дуги; неудовлетворительное качество сварочных материалов; колебания силы сварочного тока и напряжения на дуге в процессе сварки или наплавки |
Пора сварного шва - дефект сварного шва в виде полости округлой формы, заполненной газом | 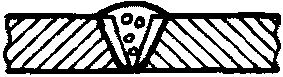 | Образование газовых пузырей в результате перенасыщения жидкого металла газами, которые не успевают выйти на поверхность шва во время его кристаллизации; повышенная влажность электродного покрытия или флюса; высокая скорость наплавки; плохая защита сварочной дуги от окружающего воздуха |
Шлаковое включение сварного шва | - | Тугоплавкость стыка, повышенная скорость охлаждения, наличие загрязнений на свариваемой или наплавляемой поверхности и т.д. |
Прожог сварного шва - дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания сварочной ванны | - | Применение электродов большого диаметра, большая сила тока, малая скорость наплавки, неправильная техника владения электродом |
СВАРНЫХ СОЕДИНЕНИЙ
Вид контроля | Метод контроля | Выявляемые дефекты | Особенности метода | Область применения |
Технический осмотр | Внешний осмотр | Поверхностные дефекты: наплывы, прожоги, незаплавленные кратеры, подрезы, наружные трещины шва и околошовной зоны, выплески, непровары корня шва | Метод обеспечивает выявление дефектов невооруженным глазом или с применением оптических приборов с увеличением не более 10 раз | Контроль всех сварных соединений |
Измерение | Несоответствие элементов сварного шва и сварных точек установленным размерам | Метод позволяет выявлять несоответствия размерам элементов сварного шва измерительным инструментом с точностью до +/- 0,1 мм специальными шаблонами | То же | |
Акустический | Ультразвуковой (по ГОСТ 14782-86) | Внутренние и поверхностные дефекты (несплошности): трещины, непровары, поры, неметаллические и металлические включения | Необходимость и возможность проведения контроля, объем контроля и нормы допустимых дефектов должны быть определены условиями работы изделия | Контроль стыковых, нахлесточных, угловых и тавровых сварных швов, выполненных дуговой, электрошлаковой, газовой, газопрессовой сваркой |
Магнитный | Магнитопорошковый (по ГОСТ 21105-87) | Поверхностные и подповерхностные несплошности: трещины, подрезы, поры, непровары, невыявляемые внешним осмотром или залегающие на глубине до 3 мм включительно | Метод основан на анализе магнитных полей рассеяния, возникающих в местах нарушения сплошности ферромагнитного сварного шва при воздействии на него магнитного поля. Изменение напряженности магнитного поля в месте дефекта регистрируется с помощью ферромагнитного порошка | Контроль сварных соединений на деталях любой формы и размеров |
Течеискание | Наливом воды под напором | Сквозные дефекты: свищи, прожоги, трещины, сплошные непровары | Размеры дефектов не менее 0,001 мм Гидростатическое давление (напор) создается механическим или ручным насосами, установкой напорной трубы, резинового шланга диаметром не менее 25 мм | Контроль сварных соединений в закрытых конструкциях, работающих под давлением |
Наливом воды без напора | То же | Размеры дефектов не менее 0,5 мм Контроль производится при температуре воздуха не менее 0 °C и воды не менее 5 °C | Контроль сварных соединений открытых конструкций | |
Смачивание керосином | " | Выявление дефектов размером не менее 0,1 мм производится по наличию желтых точек или полосок керосина на меловом слое | Контроль герметичности сварных соединений у резервуаров и других изделий | |
Манометрический (по ГОСТ 22161-76) | " | Гидравлические испытания на плотность проводятся при пробном давлении, превышающем расчетное давление | Контроль сварных соединений замкнутых систем (сосуды, емкости, трубопроводы, гидравлические системы и т.п.), работающие под давлением |
МЕТОДОМ ИЗМЕРЕНИЯ

Рис. 1. Шаблоны для проверки сборки сварных соединений:
а - стыковых; б - нахлесточных
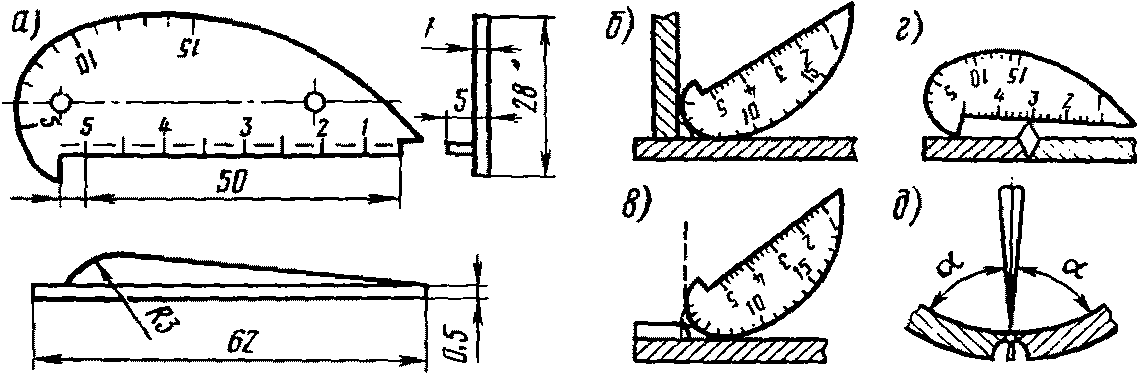
Рис. 2. Общий вид универсального шаблона и схемы измерения
высоты углового и стыкового швов и зазора:
а - универсальный шаблон; б, в - схема измерения высоты
углового шва; г - схема измерения высоты стыкового шва;
д - схема измерения зазора
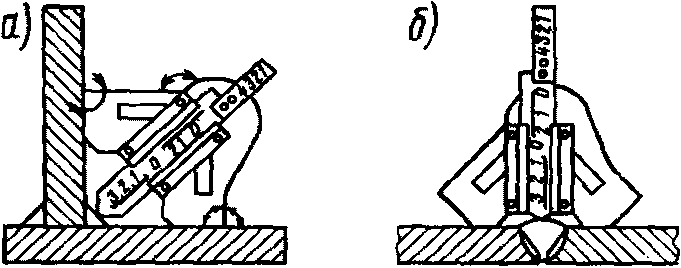
Рис. 3. Универсальный шаблон В.Э. Ушерова-Маршака:
а - определение катета углового шва; б - определение высоты
усиления стыкового шва
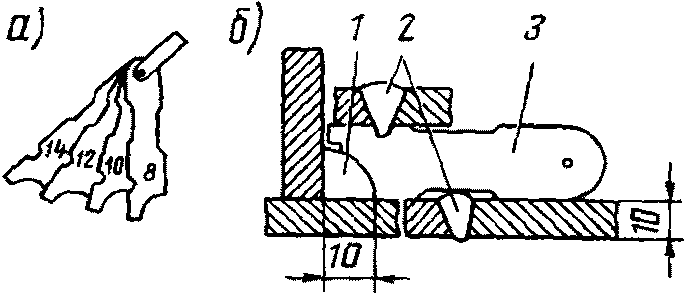
Рис. 4. Набор шаблонов для контроля размеров швов:
а - набор шаблонов; б - пример использования одного
из шаблонов для контроля размеров швов: 1 - угловой шов;
2 - стыковой шов; 3 - шаблон
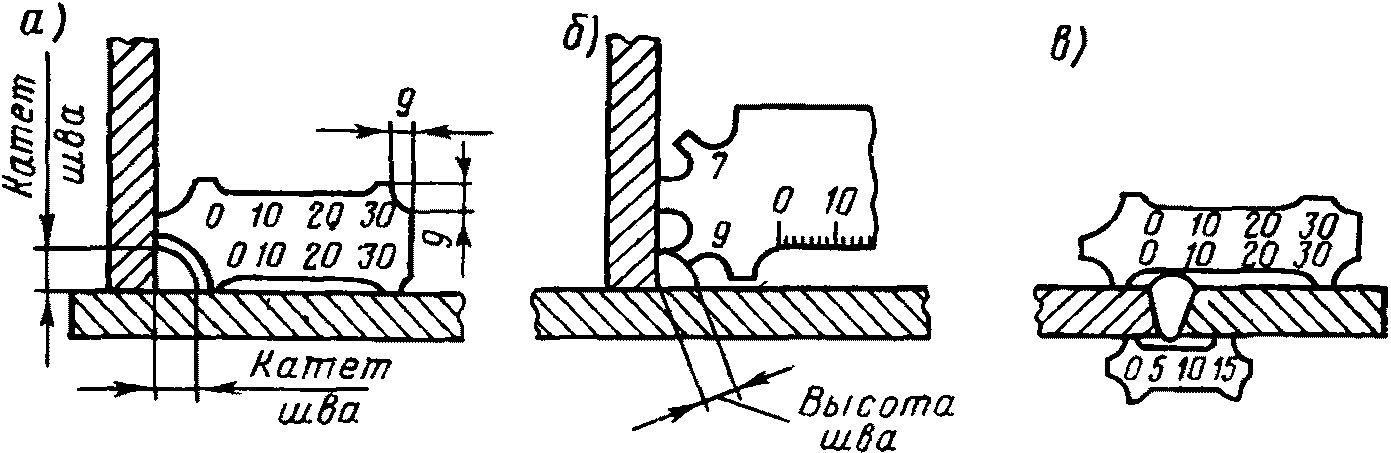
Рис. 5. Шаблоны для проверки швов:
а, б - таврового; в - стыкового
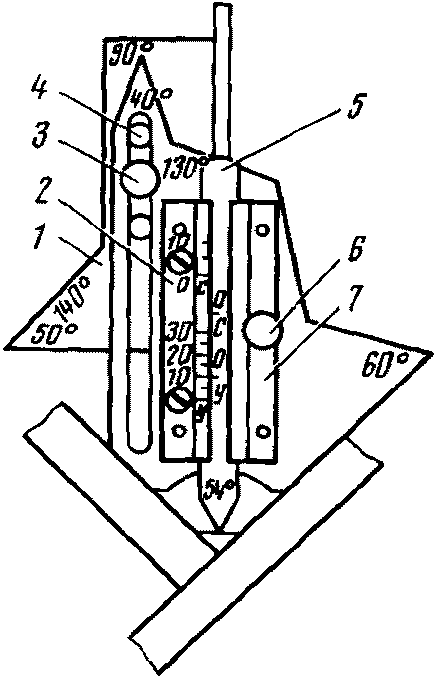
Рис. 6. Шаблон для замеров швов и разделки кромок:
1 - упор со сторонами под углами 50, 140, 90°; 2 - конусная
щека; 3 - винт с гайкой; 4 - упор с выступами; 5 - щуп;
6 - винт; 7 - прижимная щека; У - шкала на конусной щеке,
по которой отсчитывают величину катета углового шва;
С - шкала для определения величины усилия стыкового шва
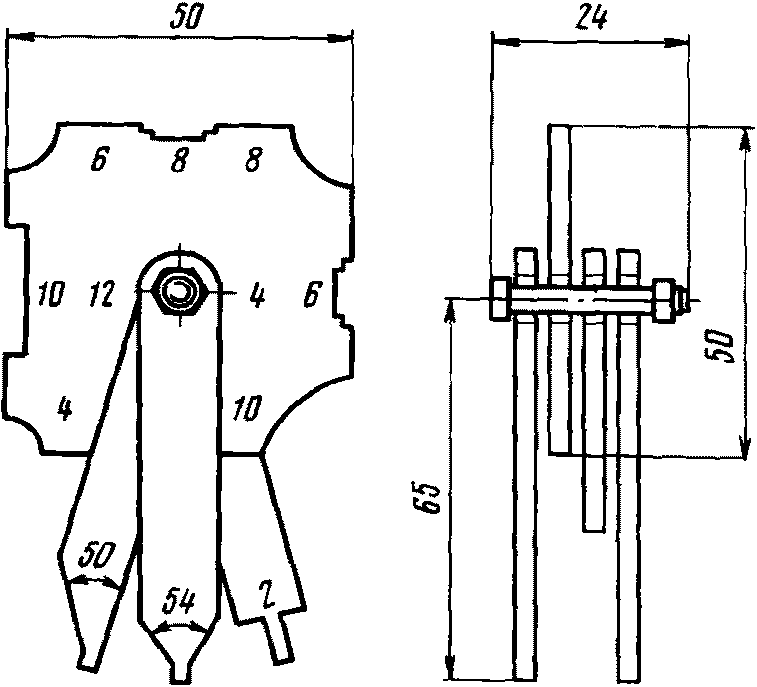
Рис. 7. Шаблон для контроля конструктивных элементов
сварных соединений и швов
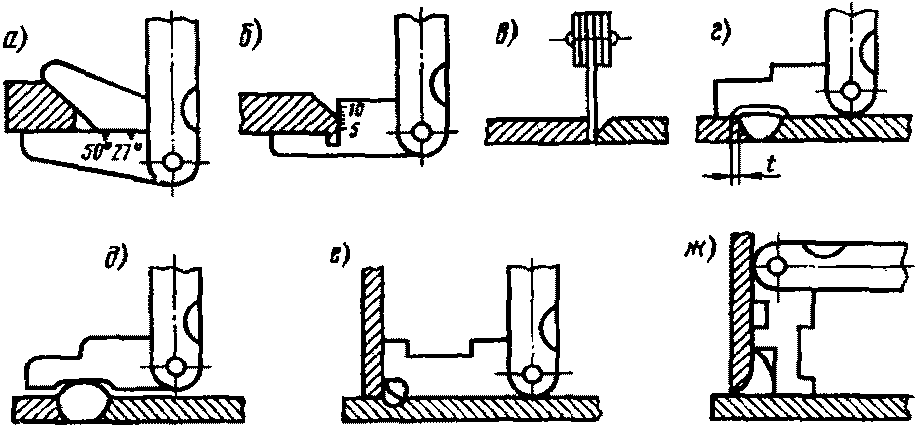
Рис. 8. Схемы применения шаблонов ШС-2 для проверок:
а - угла разделки кромок; б - притупления кромок; в - зазора
между кромками; г, д - ширины шва и высоты усиления шва
при сварке стыковых соединений; е - катета при сварке
тавровых соединений; ж - ширины шва и высоты усиления шва
при сварке тавровых и угловых соединений
САНИТАРИИ ПРИ ПРОИЗВОДСТВЕ АЦЕТИЛЕНА, КИСЛОРОДА
И ГАЗОПЛАМЕННОЙ ОБРАБОТКЕ МЕТАЛЛОВ
(по представлению МПС и Минтрансстроя Правила и дополнения к ним 1963 г. утверждены Президиумом ЦК профсоюза рабочих железнодорожного транспорта, протокол N 26 от 10 мая 1961 г. и протокол N 28 от 16 ноября 1966 г.)
V. Эксплуатация ацетиленовых переносных генераторов
362. Переносные ацетиленовые генераторы должны использоваться преимущественно на открытом воздухе или под навесом. Допускается установка переносных генераторов для выполнения временных газопламенных работ в следующих местах:
а) на территории промышленных предприятий, строек, во дворах жилых домов и т.п.;
в) в горячих цехах (кузнечных, термических, литейных, котельных и др.) на расстоянии 10 м от открытого огня и нагретых предметов, но только в тех местах, где нет опасности нагревания генератора теплотой излучения, попадания на них отлетающих горячих частиц металла или искр, засасывания выделяющегося ацетилена в работающие печи, вентиляторы и компрессоры.
364. Запрещается устанавливать переносные генераторы даже временно:
а) около мест засасывания воздуха вентиляторами и компрессорами;
б) в помещениях, где возможно выделение веществ (например, хлора), образующих с ацетиленом самовзрывающиеся смеси, или выделение легковоспламеняющихся веществ (например, серы, фосфора и др.).
365. Генератор должен располагаться на расстоянии не менее 10 м от места выполнения газопламенных работ, а также от любого другого источника огня и искр.
366. Не допускается устанавливать генератор в наклонном положении. Во время работы генератор следует предохранять от толчков, ударов и падения.
367. Не разрешается работать от переносного генератора, расположенного на одной тележке с кислородным баллоном. Совместная транспортировка незаряженного генератора с кислородным баллоном допускается.
368. Переносный генератор во время его работы запрещается оставлять без надзора. В случае необходимости отлучки лица, обслуживающего генератор, должна быть обеспечена охрана последнего.
369. Запрещается загружать карбид кальция меньшей грануляции, чем указано в паспорте генератора.
Примечание. Карбид кальция мелких грануляций и пыль могут быть допущены к переработке в специальных генераторах при соблюдении требований, указанных в п. 210 настоящих Правил.
370. Запрещается использование одного переносного генератора для снабжения ацетиленом более чем одного поста газопламенной обработки.
Примечание. От генератора типа ГВР-3 разрешается питать ацетиленом до четырех постов. В этом случае, кроме предохранительного затвора на генераторе, на каждом посту должен быть установлен водяной затвор.
371. При эксплуатации переносных генераторов на открытом воздухе или в неотапливаемых помещениях при температуре ниже 0 °C следует:
а) закрывать генератор ватным чехлом от замерзания;
б) при длительных перерывах и после окончания работы следует вынуть загрузочное устройство, полностью слить воду из генератора и удалить карбидный ил;
в) шланг и корпус вентиля на водяном затворе покрыть теплоизоляционным материалом (например, шнуровым асбестом);
г) водяные затворы необходимо заливать незамерзающей жидкостью;
д) при замерзании воды в генераторе, водяном затворе или шлангах отогревать ее следует в теплом помещении на расстоянии не менее 10 м от источников огня, искр и т.п. Допускается отогревать генератор горячей водой или паром. Запрещается для отогрева применять открытое пламя, раскаленный металл, электрические нагревательные приборы и т.п., а также скалывать лед с генератора и подносить сосуды, которые нагреты на открытом огне;
е) в случае использования генератора для питания поста, расположенного в помещении, допускается снять с генератора водяной затвор и установить его в помещении, соединив с генератором резиновым шлангом.
372. По окончании работы карбид кальция в генераторе должен быть полностью доработан, слит ил, корпус и реторты должны быть промыты водой, а генератор и неиспользованный карбид кальция в закрытой таре установлены в безопасном месте.
373. Помещение, в котором был установлен действующий переносный генератор, по окончании работы должно быть тщательно проветрено.
374. Известковый ил, удаляемый при перезарядке переносного генератора, должен выгружаться в приспособленную для этой цели тару и сливаться в иловую яму или в специальный бункер (ящик).
376. Периодический (но не реже одного раза в год) осмотр переносных генераторов должен производиться технической администрацией предприятия (организации). О результатах осмотра должна быть сделана соответствующая запись в паспорте генератора. Если при осмотре генератора будут обнаружены неисправности, то дальнейшая эксплуатации его должна быть приостановлена.
VI. Эксплуатация газосварочной и газорезательной аппаратуры
и оборудования в цеховых условиях
377. При выполнении работ по ручной и механизированной газовой резке, ручной сварке, газовой строжке, газовой выплавке пороков металла и нагреву изделий газосварщики и газорезчики должны быть обеспечены защитными очками закрытого типа со стеклами марки ТС-2, имеющими плотность светофильтров ГС-3 при горелках (резаках) с расходом ацетилена до 750 л/ч, ГС-7 - до 2500 л/ч и ГС-12 - свыше 2500 л/ч.
Вспомогательным рабочим, работающим непосредственно со сварщиком или резчиком, рекомендуется пользоваться защитными очками со стеклами марки СС-14 и светофильтрами П-1800.
384. При газовой сварке, резке и нагреве поверхностей металла внутри закрытых и неполностью закрытых помещений (отсеков и секций судов, резервуаров, котлов, цистерн и т.п.)., помимо общеобменной вентиляции цеха, должна осуществляться вентиляция с помощью местных отсосов от стационарных или передвижных установок.
При недостаточном количестве кислорода (менее 19%) в воздухе резервуара или отсека работа в нем не допускается. До начала газопламенных работ внутри междудонных и бортовых отсеков, нефтяных и угольных ям, а также в резервуарах, являющихся местом скопления вредных газов или нагретого воздуха, должны быть установлены и пущены в ход местные переносные приточные и вытяжные вентиляторы, должны быть открыты двери, люки, горловины и иллюминаторы, имеющиеся в этих помещениях.
385. Питание электроэнергией газорезательных машин в цехах должно удовлетворять требованиям действующих Правил безопасности и устройства электротехнических установок.
386. Газоснабжение цехов, мастерских и участков газопламенных работ должно осуществляться:
а) по газопроводам от ацетиленовых и кислородных станций, а также от распределительных рамп при количестве постоянных постов для газовой сварки и резки более 10, а при количестве постов 10 и менее, если устройство газопроводов нерационально, - от кислородных и ацетиленовых баллонов и от переносных ацетиленовых генераторов;
б) от других источников газоснабжения (трубопроводов природного газа и других горючих газов, бачков с жидким горючим и т.п.).
387. Кислородные рампы для питания одного поста с числом баллонов до шести разрешается устанавливать внутри цеха.
388. При централизованном (трубопроводном) питании постов горючими газами у каждого поста должен быть установлен исправный водяной затвор соответствующего давления и пропускной способности для защиты сети и генераторов при обратных ударах пламени в горелках или резаках.
Примечания. 1. Запрещается пользоваться водяными затворами, конструкция которых не одобрена ВНИИавтогеном.
2. Разрешается для всех горючих газов, кроме ацетилена и водорода, устанавливать в качестве защитного устройства обратный клапан конструкции, одобренный ВНИИавтогеном.
389. Уровень воды или других жидкостей в водяном затворе должен постоянно поддерживаться на высоте контрольного краника. Проверка уровня должна производиться не реже 3 раз в смену при выключенной подаче газа в затвор.
390. При питании постов ацетиленом и кислородом от баллонов последние должны устанавливаться в вертикальном положении в специальных стойках и прочно прикрепляться к ним хомутами или цепями.
На стойках должны иметься навесы, предохраняющие баллоны от попадания на них масла (например, с мостового крана). Баллоны должны находиться на расстоянии не менее 1 м от приборов отопления и 5 м от нагревательных печей и других сильных источников тепла.
На участке и в мастерской газопламенной обработки запрещается иметь более одного запасного наполненного баллона на каждый пост и более десяти кислородных и пяти ацетиленовых запасных баллонов на весь участок. При потребности участка с числом постов до десяти в большем количестве газа должно быть организовано вне помещения участка (цеха) рамповое питание или промежуточный склад хранения баллонов.
391. Отбор кислорода из баллонов должен производиться до остаточного давления не ниже 0,5 атм.
Остаточное давление в ацетиленовых баллонах должно быть не менее указанного:
Температура, град ............. | ниже 0 | 0 - 15 | 15 - 25 | 25 - 35 |
Минимальное допустимое остаточное давление по манометру, кгс/см2 ............ | 0,5 | 1,0 | 2,0 | 3,0 |
392. Находящиеся в эксплуатации ручные резаки, горелки, редукторы, шланги и газорезательные машины должны быть закреплены за определенными рабочими.
393. При газовой сварке изделий постоянное рабочее место должно быть оборудовано рационально устроенным столом или приспособлением, служащим для удержания и перемещения обрабатываемого изделия. Эти приспособления должны обеспечивать удобное положение корпуса рабочего, а при сварке или ручной резке мелких деталей - возможность выполнять работы сидя.
395. На стационарных рабочих местах газосварщиков и резчиков должна устанавливаться стойка с крючком или вилкой для подвески потушенных горелок или резаков во время перерывов в работе. На временных рабочих местах потушенные горелки или резаки могут подвешиваться на части обрабатываемой конструкции (кронштейны, леерные устройства, элементы продольной жесткости и т.п.).
396. Перед началом газопламенных работ рабочее место должно быть осмотрено, убраны лишние мешающие работе предметы и легковоспламеняющиеся материалы.
397. Перед началом газовой сварки и резки должна производиться проверка:
а) плотности и прочности присоединения газовых шлангов к горелке (резаку) и редукторам;
б) наличия воды в затворе до уровня контрольного крана, плотности всех соединений в затворе на пропуск газа, а также плотность присоединения шланга к затвору;
в) исправности горелки (резака), редукторов и шлангов;
г) наличия достаточного подсоса в инжекторной аппаратуре;
д) правильности и исправности подводки тока, заземления (зануления), исправности включающих устройств газорезательной машины, правильности подводки кислорода и горючего газа к резаку (горелке);
е) плавности хода всех частей газорезательной машины и исправности реостата и магнитной головки.
398. Запрещается снимать колпак с баллона ударами молотка с помощью зубила или другими средствами, могущими вызвать искру.
Если колпак не отвертывается, баллон должен быть отправлен заводу (цеху)-наполнителю.
После снятия колпака должны быть осмотрены и проверены:
а) штуцер кислородного баллона на отсутствие видимых следов масел и жиров и исправность резьбы штуцера и вентиля;
б) наличие и исправность уплотняющей кожаной прокладки в гнезде присоединительного штуцера ацетиленового баллона.
399. Перед присоединением редуктора к кислородному баллону необходимо:
а) осмотреть входной штуцер и накидную гайку редуктора и убедиться в исправности резьбы гайки, в отсутствии следов масла и жиров, а также в наличии и исправности уплотняющей фибровой прокладки и фильтра на входном штуцере редуктора;
б) произвести продувку штуцера баллона плавным кратковременным открыванием вентиля для удаления посторонних частиц. Открывающий должен находиться в стороне от струи газа. Закрывать вентиль после продувки следует без применения ключа.
Неисправная фибровая прокладка должна заменяться новой, запас которых всегда должен иметься у рабочего.
Прокладки должны иметь гладкую поверхность, должны быть обезжиренными и храниться завернутыми в плотную бумагу. Запрещается пользоваться вместо фибровых прокладками из других материалов (кожи, алюминия, меди и др.).
Запрещается пользоваться редуктором с неисправной резьбой в накидной гайке и с другими недостатками, а также с неисправными манометрами или просроченными клеймами на них.
400. Разборка и ремонт вентилей баллонов своими средствами на рабочем месте запрещается; ремонт должен производить завод (цех), наполняющий баллоны газом.
В тех случаях, когда из-за неисправности вентилей баллонов газ не может быть использован, баллон подлежит отправке заводу (цеху)-наполнителю с надписью мелом "Осторожно, полный".
401. Установка стоек с баллонами в границах проходов и проездов запрещается.
402. Запрещается допускать соприкосновение баллонов, а также шлангов с токоведущими проводами; особое внимание следует обращать на те производственные участки, где одновременно применяется электрическая сварка и газопламенная обработка металлов.
403. Присоединение кислородного редуктора к баллону должно производиться специальным ключом, постоянно находящимся у сварщика (газорезчика). Подтягивание накидной гайки редуктора при открытом вентиле баллона запрещается.
404. Для открывания вентиля ацетиленового баллона и для укрепления на нем редуктора рабочий должен быть обеспечен специальным торцовым ключом. Во время работы этот ключ все время должен находиться на шпинделе вентиля баллона. Использование для этих целей обычных гаечных ключей запрещается.
405. В случаях обнаружения пропуска газа через сальник ацетиленового вентиля после присоединения редуктора подтягивание сальниковой гайки должно производиться только после закрытия вентиля баллона.
Эксплуатация баллона с вентилем, пропускающим газ, запрещается. Такой баллон с надписью мелом о неисправности вентиля должен направляться на завод (цех)-наполнитель.
Примечание. При работе клапан вентиля ацетиленового баллона, как правило, должен открываться на 0,5 - 1 оборот с тем, чтобы обеспечить возможность быстрого перекрытия вентиля при возникновении воспламенения или обратном ударе.
406. Горелки, резаки, шланги, редукторы, вентили, водяные затворы и прочая аппаратура должны находиться в исправном состоянии. Вентили должны надежно перекрывать газ, а сальники - не пропускать газа. Эксплуатация аппаратуры, имеющей неплотности, запрещается.
407. Шланги должны применяться в соответствии с их назначением. Не допускается использование кислородных шлангов для подачи ацетилена или наоборот.
408. Шланги (рукава) для газовой сварки и резки металлов должны соответствовать государственному стандарту.
409. Шланги при газовой сварке должны быть предохранены от возможных повреждений. При укладке шлангов не допускается их сплющивание, скручивание и перегибание. Запрещается пользоваться замасленными шлангами. Не должно допускаться попадания на шланги искр, огня, тяжелых предметов, а также воздействие высоких температур.
410. При использовании ручной аппаратуры запрещается присоединение к шлангам вилок, тройников и т.д. для питания нескольких горелок (резаков).
411. Длина шлангов для газовой сварки и резки, как правило, не должна превышать 20 м.
В монтажных условиях допускается применение шлангов длиной до 40 м. Применение шлангов длиной свыше 40 м допускается только в отдельных случаях с разрешения руководителя работ и инженеров по технике безопасности.
412. Применение дефектных шлангов, а также подмотка их изоляционной лентой или другим материалом запрещается. При необходимости ремонта шланга испорченные места его должны быть вырезаны, а отдельные куски соединены специальными двусторонними шланговыми ниппелями. Запрещается производить соединение шлангов с помощью отрезков гладких трубок.
Минимальная длина отрезка стыкуемых шлангов должна быть не менее 3 м; количество стыков в шлангах должно быть не более двух.
413. Закрепление шлангов на присоединительных ниппелях аппаратуры (горелок, резаков, редукторов и др.) должно быть надежным. Для этой цели должны применяться специальные хомутики. Допускается обвязывать шланги мягкой отожженной (вязальной) проволокой не менее чем в двух местах по длине ниппеля. Места присоединения шлангов должны тщательно проверяться на плотность перед началом и во время работы. На ниппели водяных затворов шланги должны плотно надеваться, но не закрепляться.
414. Выполнение газопламенных работ (сварка, резка, строжка, газовая наплавка пороков металла и нагрев изделий) должно производиться на расстоянии не менее 10 м от переносных генераторов, 1,5 м - от газопроводов, 3 м - от газоразборных постов при ручных работах и 1,5 м - при машинных. Указанные расстояния относятся к газопламенным работам, когда пламя и искры направлены в сторону, противоположную источникам питания газами. В случаях направления пламени и искр в сторону источников газа должны быть приняты меры по защите их от искр или от воздействия тепла пламени путем установки металлических ширм.
415. Металл, поступающий на сварку или газовую резку, должен быть очищен от краски (особенно на свинцовой основе), масла, окалины и грязи для предотвращения разбрызгивания металла и загрязнения воздуха испарениями и газами.
В случае необходимости производить сварку или резку окрашенного металла его необходимо очистить по линии реза или шва. Ширина очищаемой от краски полосы металла должна быть не менее 200 мм (по 100 мм на сторону). Применение для этой цели газового пламени запрещается.
416. Сварщики и резчики должны быть хорошо проинструктированы о следующих основных мерах безопасности:
при зажигании ручной горелки или резака сначала должен быть немного приоткрыт вентиль кислорода, затем открыт вентиль ацетилена и после кратковременной продувки шланга от воздуха зажжена горючая смесь газов;
во время работы держать шланги подмышкой, на плечах или зажимать их ногами запрещается;
не допускается перемещение рабочего с зажженной горелкой или резаком вне пределов рабочего места, а также подъем по трапам, лесам и т.п.;
при перерывах в работе пламя горелки (резака) должно быть потушено, а вентили на горелке (резаке) должны быть плотно закрыты;
при длительных перерывах в работе (обеденном перерыве и т.п.), кроме горелок и резаков, должны быть закрыты вентили на кислородных и ацетиленовых баллонах или на газоразборных постах, а нажимные винты редуктора вывернуты до освобождения пружины;
при перегреве горелки (резака) работа должна быть приостановлена, а горелка (резак) потушена и охлаждена до полного остывания. Для охлаждения горелки каждый сварщик и резчик должен иметь сосуд с чистой холодной водой;
во избежание возникновения хлопков и обратных ударов запрещается производить работу при загрязненных выходных каналах мундштуков;
запрещается расходовать ацетилен из генератора до полного снижения давления и потухания пламени горелки (резака) во избежание подсоса воздуха и возникновения обратного удара пламени;
при обратном ударе пламени следует немедленно закрыть вентиль на горелке (резаке), на баллонах и водяном затворе;
прежде чем пламя будет зажжено вновь после обратного удара, должно быть проверено состояние затвора согласно п. 342 настоящих Правил;
после каждого обратного удара обязательно следует проверить шланги, продуть их инертным газом или заменить другими.
417. Производить ремонт горелок, резаков и другой аппаратуры на рабочем месте газосварщикам и резчикам запрещается. Неисправная аппаратура должна быть сдана в ремонт.
418. В случае замерзания редуктора или запорного вентиля кислородного баллона отогревать их разрешается только чистой горячей водой, не имеющей следов масла.
419. Для перемещения и поворота тяжелых и громоздких изделий при газовой сварке или резке должны применяться грузоподъемные приспособления.
420. Постоянное рабочее место газосварщика при наличии бетонного или асфальтового пола должно обеспечиваться деревянными решетками.
В неспециализированных цехах и на территории предприятия
(дополнительные требования)
454. Кислородные и ацетиленовые баллоны при работе на непостоянных местах должны быть закреплены в специальной стойке или на тележке и в летнее время защищены от нагрева солнечными лучами. Над стойками и тележками должны быть устроены навесы, предохраняющие от возможного попадания на кислородные баллоны масел и жиров.
При газопламенных работах на открытом воздухе в дождливую, снежную погоду и при ветре должны быть приняты меры к ограждению рабочего места от воздействия атмосферных осадков и ветра.
455. В случае выполнения временных газопламенных работ от переносного генератора, установленного в рабочем помещении, необходимо соблюдать требования, изложенные в разделе V, часть 2 настоящих Правил.
456. Рабочее место газосварщика (газорезчика) должно быть обеспечено средствами пожаротушения. В противном случае работать запрещается.
457. При газовой сварке или резке каких-либо частей электрооборудования они должны быть предварительно обесточены и приняты меры, предотвращающие возможность их включения во время выполнения работ по сварке или резке.
458. При газовой сварке и резке вблизи токоведущих устройств места работ должны быть ограждены щитами, исключающими возможность случайного прикосновения к токоведущим частям и возникновения коротких замыканий. На ограждениях (щитах) должны быть сделаны надписи, предостерегающие об опасности.
459. При газовой резке крупных деталей, ферм, балок, станин, металлического лома и т.п. должны быть приняты меры к тому, чтобы отрезанные части не могли обрушиваться на работающих.
460. Запрещается производить газопламенную обработку (в том числе и нагрев) трубопроводов, сосудов и резервуаров, находящихся под давлением независимо от того, каким газом или жидкостью они заполнены.
461. При газовой сварке или резке тары из-под горючей жидкости, горючих материалов или кислот начальник цеха (участка) должен составить план проведения работ, согласовав его с инженером по технике безопасности. В плане необходимо предусмотреть меры безопасности в зависимости от содержавшейся в таре горючей жидкости, кислот или горючего материала. Выполнение газопламенных работ должно производиться под наблюдением ответственного лица в полном соответствии с разработанным планом.
462. При работе в резервуарах, колодцах и других замкнутых пространствах руководитель работ должен предварительно убедиться в отсутствии скопления в них вредных газов или взрывоопасных газовоздушных смесей путем лабораторного анализа воздушной среды и обеспечить во время выполнения работы нормальную чистоту воздуха.
При сварщике или резчике, работающем в этих условиях, должен быть неотлучно специально назначенный наблюдатель, находящийся снаружи резервуара, колодца и т.п.
Рабочие должны быть одеты в брезентовую спецодежду, обуты в резиновые сапоги и иметь специальный пояс, к которому должна прикрепляться спасательная веревка, выведенная через люк к наблюдателю.
Рабочие, допускаемые к указанным работам, должны быть каждый раз предварительно проинструктированы о мерах безопасности при выполнении работ.
Эксплуатация аппаратуры, работающей на жидком топливе
497. К выполнению газопламенных работ с применением жидкого горючего (керосина, бензина или их смесей) должны допускаться только специально обученные рабочие, имеющие удостоверение заводской квалификационной комиссии. Применение в качестве горючего одного бензина не рекомендуется.
498. Бачки для горючего должны иметь манометр, испытаны на прочность гидравлическим давлением 10 кгс/см2 и на плотность пневматическим давлением 5 кгс/см2.
Сальник запорного вентиля и обратный клапан насоса не должны давать пропуска горючего при давлении 5 кгс/см2. Для определения неплотностей в соединениях бачка и резака следует пользоваться мыльной эмульсией.
499. Наливать горючее в бачок разрешается не более чем на 3/4 его емкости. Заправка горючим должна производиться в особых помещениях, надежно оборудованных и безопасных в пожарном отношении. Разлитый бензин должен быть немедленно убран.
500. Горючее должно наливаться в бачок только после отстаивания его или фильтрования через сукно или мелкую сетку.
501. Резак для каждого горючего должен быть испытан на газонепроницаемость; при испытании на горение он не должен давать хлопков и обратных ударов пламени.
502. Резак, предназначенный для работы на жидком горючем, должен быть снабжен обратным клапаном, предохраняющим от обратного удара в кислородный шланг. Конструкция обратного клапана должна быть одобрена ВНИИавтогеном.
503. При производстве газопламенных работ с применением жидкого горючего (керосина, бензина или их смесей) разрешается пользоваться только бензомаслостойкими шлангами с внутренним диаметром 6 мм и при длине не менее 15 м. Присоединение шлангов к резаку должно быть плотным.
504. Бачок с горючим должен находиться не ближе 5 м от баллонов с кислородом и от источников открытого огня и не ближе 3 м от рабочего места резчика, при этом бачок должен быть расположен так, чтобы при работе на него не попадали пламя и искры.
505. Резчики должны быть хорошо проинструктированы и должны выполнять следующие основные требования безопасности:
подходить с зажженным резаком к бачку для подкачки воздуха запрещается. Давление кислорода на входе в резак должно постоянно быть выше, чем давление горючего в бачке;
на время подкачки бачка резак с закрытым вентилем режущего кислорода должен находиться на специальной подставке;
выполнение газопламенных работ с применением жидкого горючего в промасленной или пропитанной горючей жидкостью одежде запрещается;
при зажигании резака сначала должно быть пущено горючее, подогревающий кислород и зажжено пламя; затем после подогрева испарителя пущен режущий кислород. При тушении резака сначала должен закрываться вентиль подачи горючего, а затем кислорода. Запрещается работать резаком с перегретым (имеющим вишневый цвет) испарителем;
при обратном ударе пламени немедленно должен быть погашен резак, закрыт сначала вентиль подачи кислорода на резаке, затем прекращена подача кислорода от баллона или кислородопровода, после чего надо закрыть вентиль подачи горючего на резаке и бачке;
при прекращении работы воздух из бачка с горючим должен быть спущен. Запрещается выпускать воздух из бачка до того, как будет погашено пламя резака. До полного выпуска воздуха из бачка нельзя отвертывать крышку (гайку) насоса;
загоревшееся горючее должно гаситься при помощи огнетушителя, песка или накрыванием пламени плотной тканью, брезентом и т.п. Тушить водой горящий бензин, керосин или их смесь запрещается.
506. По окончании работы резак со шлангами и бачком требуется сдавать в кладовую, в которой аппаратура хранится с соблюдением требований пожарной безопасности.
507. Подогреватели в резаках должны соответствовать видам потребляемого горючего.
ИЗВЛЕЧЕНИЯ ИЗ ПРАВИЛ АТТЕСТАЦИИ СВАРЩИКОВ
(утверждены Госгортехнадзором СССР 22 июня 1971 г.)
1. Настоящие Правила устанавливают порядок аттестации сварщиков на право выполнения сварочных работ при изготовлении, монтаже и ремонте объектов Котлонадзора, газового надзора и подъемных сооружений <1>.
--------------------------------
<1> Министерства (ведомства) могут распространять настоящие Правила на аттестацию сварщиков, допускаемых к выполнению сварочных работ на других объектах (технологические трубопроводы и др.).
2. К аттестации допускаются сварщики в возрасте не моложе 18 лет, имеющие свидетельство об окончании специализированного профессионально-технического училища или курсов по сварке, проработавшие по этой специальности не менее 6 мес, а при работе на автоматах, полуавтоматах и контактных машинах - не менее 3 мес <2>.
--------------------------------
<2> В стаж не включается время практических работ в процессе обучения сварщика в училище или на курсах.
3. Перед аттестацией сварщики должны пройти специальную теоретическую и практическую подготовку, учитывающую специфику выполнения работ, к которым сварщики готовятся. Подготовка должна проводиться по специальным программам, утвержденным соответствующим министерством (ведомством). Программа должна содержать разделы по сварочному оборудованию (назначение, устройство, принцип действия, правила эксплуатации), по свойствам основных и сварочных материалов, технологии сварки, контролю качества сварных соединений, способам исправления дефектов, а также по правилам безопасности при выполнении сварочных работ.
4. Аттестация сварщиков производится постоянно действующими комиссиями на предприятиях (организациях) путем проверки их теоретических знаний и практических навыков.
5. Комиссии по аттестации сварщиков создаются на предприятиях (организациях), располагающих необходимой производственной базой и инженерно-техническими работниками по сварочному производству, по согласованию с местным органом Госгортехнадзора. Организация и руководство работой комиссии осуществляются администрацией предприятия.
6. В состав комиссии должны входить:
а) главный сварщик или руководитель сварочных работ предприятия (организации) - председатель комиссии;
б) представитель отдела технического контроля предприятия (организации), ведающий контролем сварки (представитель лаборатории сварки монтажной организации);
в) представитель руководства цеха (монтажного участка);
г) преподаватель по сварке, проводивший обучение;
д) представитель отдела техники безопасности предприятия (организации).
Кроме того, в состав комиссии могут быть включены другие специалисты по сварочному производству.
7. Проверка теоретических знаний сварщика осуществляется в объеме программы (см. п. 3). При этом оценка знаний производится по четырехбалльной системе (отлично, хорошо, удовлетворительно, неудовлетворительно).
8. При проверке практических знаний (навыков) выявляется умение подготовить и ввести в работу сварочное оборудование, вести сварку на заданном режиме, а при ручной и полуавтоматической сварке - умение производить сварку во всех пространственных положениях. Если на производстве сварщиком будут выполняться сварные соединения только в одном пространственном положении, допускается проверка практических навыков при ручной и полуавтоматической сварке в этом же положении. Сварщики должны также уметь определять и устранять видимые дефекты сварки.
9. Выбор основных и сварочных материалов (электродов, сварочной проволоки, флюсов, газов и т.п.) производится постоянно действующей комиссией применительно к изделиям, которые должны сваривать сварщики на производстве. Подготовка материалов под сварку контрольных соединений и предварительная термообработка должны быть такими же, как и при сварке изделий, и производиться по указанию комиссии. Проведение проверки практических навыков на материалах, не соответствующих стандартам или техническим условиям, не допускается.
10. При проверке практических навыков сварщик должен сварить контрольные соединения по указанию и в присутствии не менее двух членов комиссии - председателя отдела технического контроля и специалиста по сварочному производству.
11. Сварка контрольных соединений должна выполняться в соответствии с требованиями действующей на данном предприятии производственной инструкции на сварку изделия. Все виды сварки должны производиться с применением исправного оборудования и инструмента.
12. Сварка контрольных соединений должна производиться в тех положениях, в каких сварщики будут выполнять швы при изготовлении изделий. При ручной и полуавтоматической сварке для получения права ведения работ во всех пространственных положениях допускается сварка образцов в двух наиболее трудных положениях. Количество и размеры контрольных соединений, свариваемых в каждом пространственном положении, должны быть достаточными для проведения всех контрольных испытаний, предусматриваемых настоящими Правилами.
13. Контрольные соединения должны соответствовать типовым свариваемым при изготовлении изделий. Если типовыми контрольными соединениями будут угловые или тавровые, сварщиком дополнительно должны быть выполнены стыковые соединения.
14. На контрольных соединениях и готовых образцах для определения фамилии сварщика и положения шва при сварке должны быть нанесены клейма (цифровые или буквенные), располагаемые вне рабочей части образца и сохраняемые на нем после испытания.
15. Сварщики подвергаются испытаниям по одному из способ сварки (ручной, электродуговой, газовой, полуавтоматической и автоматической в среде защитных газов, контактной, трением, прессовой и др.), а также по одному из видов работ (сварка корпусов котлов и сосудов и их элементов; сварка металлоконструкций грузоподъемных машин; сварка трубопроводов газа, пара и горячей воды, а также трубчатых элементов подконтрольных госгортехнадзору объектов и др.) применительно к конкретным маркам свариваемых материалов. Несколько марок свариваемых материалов, близких по химическому составу и свариваемых по одинаковой технологии, могут быть объединены в одну группу со сваркой для нее одного контрольного соединения.
С разрешения комиссии сварщики могут допускаться к проверкам по нескольким способам сварки и видам работ при условии, что их подготовка и стаж работы по каждому виду сварки будут соответствовать требованиям п. 2 настоящих Правил.
16. Сварщикам, успешно прошедшим проверку теоретических знаний и практических навыков, администрацией предприятия (организации) выдаются удостоверения за подписью председателя и одного из членов комиссии по форме 1.
17. Сварщики, получившие неудовлетворительную оценку по одному из видов проверки (теоретической или практической), могут быть допущены к новой проверке после дополнительного обучения, но не ранее чем через 1 мес.
18. Повторная проверка знаний должна проводиться постоянно действующими комиссиями:
а) периодически, не реже одного раза в 12 мес <1>;
--------------------------------
<1> Сварщики, непрерывно работающие по своей специальности и зарекомендовавшие себя высоким качеством выполненных в течение последнего года работ, подтвержденным результатами контроля, по решению комиссии могут освобождаться от повторных испытаний сроком на 1 год, но не более 3 раз подряд.
б) при перерыве в работе по своей специальности свыше 6 мес;
в) перед допуском к работе после временного отстранения сварщика за нарушение технологии и низкое качество работ.
19. При проведении повторной проверки по решению постоянно действующей комиссии для оценки практических знаний могут быть допущены контрольные сварные соединения, выполненные сварщиками при изготовлении производственных изделий и конструкций.
20. Дополнительные проверки знаний сварщика должны проводиться:
а) при переходе на новые для него способы сварки или виды работ;
б) при сварке изделий из новых материалов или при существенном изменении технологии сварки.
Дополнительная проверка знаний должна производиться в объеме программы, утвержденной главным инженером предприятия (организации).
21. Результаты первичных, повторных и дополнительных проверок знаний, а также решения комиссии об освобождении сварщиков от повторных проверок знаний оформляются протоколом за подписью председателя и членов комиссии по форме 2 и записываются в удостоверение сварщика.
22. Сваренные при проверке стыковые контрольные соединения подвергаются:
а) внешнему осмотру и измерениям;
б) физическому методу контроля (ультразвуковой дефектоскопии или просвечиванию проникающим излучением и др.);
в) механическим испытаниям;
г) металлографическому исследованию;
д) другим дополнительным методам, обеспечивающим качественное проведение контроля сварных соединений (технологическая проба, замер твердости, травление, цветная дефектоскопия и т.п.), если они предусмотрены технологическим процессом или производственной инструкцией по сварке изделий.
Другие сварные соединения подвергаются контролю методами, которые предусмотрены технологическим процессом или производственной инструкцией по сварке для этих видов соединений.
Внешний осмотр и измерение
23. Внешнему осмотру и измерению подлежат контрольные сварные соединения на всем протяжении для выявления следующих возможных дефектов:
а) излома или неперпендикулярности осей соединяемых элементов;
б) отступлений по размерам и форме швов от требований стандартов, чертежей, ТУ и инструкций по сварке изделий;
в) смещения кромок соединяемых элементов;
г) поверхностных трещин всех видов и направлений;
д) наплывов, подрезов, прожогов и незаваренных кратеров, непроваров, пористости и др.
24. Осмотр сварных швов производится по всей их протяженности с двух сторон невооруженным глазом или с применением лупы с увеличением до 10 раз. Перед контролем сварной шов и прилегающая к нему поверхность основного металла на ширину не менее 20 мм по обе стороны шва должны быть очищены от шлака и других загрязнений, затрудняющих осмотр. Определение границ выявленных трещин производится путем шлифовки дефектного участка наждачной бумагой и травлением.
Ультразвуковая дефектоскопия или просвечивание
25. Ультразвуковой контроль и просвечивание производятся по всей протяженности сварного соединения для выявления в сварных соединениях возможных внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.).
26. Ультразвуковой контроль сварных соединений образцов должен производиться в соответствии со стандартом и утвержденными министерством (ведомством) инструкциями, разработанными специализированными организациями.
27. Контроль сварных соединений просвечиванием должен проводиться в соответствии со стандартом и утвержденными министерством (ведомством) инструкциями по рентгено-гаммаграфированию, разработанными специализированными организациями.
Механические испытания
28. Механическим испытаниям подвергаются контрольные пластины, не имеющие недопустимых дефектов, для проверки соответствия прочностных и пластических свойств контрольных сварных соединений требованиям настоящих Правил.
29. При механических испытаниях должны проводиться:
а) испытание на статическое растяжение;
б) испытание на статический изгиб или сплющивание;
в) испытание на ударную вязкость в случаях, предусмотренных правилами Госгортехнадзора СССР, техническими условиями и инструкциями по сварке изделий.
30. Механические испытания должны проводиться в соответствии со стандартом.
Металлографическое исследование
31. Металлографическому исследованию подвергаются стыковые, тавровые и угловые соединения образцов в случаях, предусмотренных правилами Госгортехнадзора СССР и ТУ на изготовление изделий, для выявления возможных внутренних дефектов (трещин, непроваров, пор, шлаковых и неметаллических включений и др.), а также для установления глубины проплавления, структуры металла шва. Контроль производится путем исследования поверхности шлифа, вырезанного поперек сварного шва или в другом направлении, если это предусмотрено техническими условиями на изделия. Контролируемая поверхность должна включать сечение шва с зоной термического влияния и прилегающие к ней участки основного металла.
32. Вырезка заготовок для шлифов производится режущим или абразивным инструментом.
Допускается газовая или плазменная резка, если будут исключены структурные изменения металла в исследуемом сечении.
33. Качество контрольных сварных соединений считается неудовлетворительным, если при любом виде контроля будут обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных настоящими Правилами, соответствующими стандартами, техническими условиями на изготовление изделия и инструкциями по сварке и контролю сварных соединений.
34. В контрольных сварных соединениях не допускаются следующие дефекты:
а) отступления от заданных размеров;
б) трещины всех видов и направлений, расположенные в металле шва и в околошовной зоне основного металла, в том числе и микротрещины, выявляемые при микроисследовании;
в) непровары (несплавления), расположенные на поверхности и по сечению сварного соединения (между отдельными валиками и слоями шва и между основным металлом и металлом шва);
г) непровары в вершине (корне) угловых и тавровых сварных соединений, выполненных без разделки кромок, а также стыковых сварных соединений, выполненных на подкладках;
д) поры, расположенные в виде сплошной сетки;
е) наплывы (натеки);
ж) незаваренные кратеры;
з) свищи;
и) подрезы, прожоги и подплавления основного металла (при стыковой контактной сварке труб);
к) другие дефекты, указанные в табл. 1.
Таблица 1
Наименование | Браковочный показатель |
А. Внутренние дефекты, выявляемые при любых видах контроля | |
Поры, шлаковые и другие включения | Нормы, установленные ТУ на изготовление изделия |
Непровары в корне шва стыковых сварных соединений с односторонней разделкой кромок, выполненных без подкладок, а также угловых и тавровых сварных соединений, выполненных с разделкой кромок | Свыше 75% норм, установленных на изготовление изделия |
Б. Механические испытания | |
Временное сопротивление разрыву при испытании образцов на статическое растяжение. | Ниже нижнего предела временного сопротивления разрыву основного металла |
Угол статического изгиба для сталей | |
углеродистых | Менее 120° |
низколегированных: | |
марганцовистых и кремнемарганцовистых при толщине стенки: | |
до 20 мм | Менее 80° |
свыше 20 мм | " 60° |
низколегированных: | |
хромомолибденовых и хромомолибденованадиевых, а также высоколегированных хромистых при толщине стенки: | |
до 20 мм | Менее 60° |
свыше 20 мм | " 50° |
аустенитного класса <1> | " 100° |
Сплющивание | Образование трещин при расстоянии между сплющивающимися поверхностями трубы H, определенному по формуле <2> |
Ударная вязкость | Минимальное значение ударной вязкости металла шва при температуре испытания 20 °C должно быть: 5 кгс·м/см2 для всех сталей, кроме аустенитного класса, и 7 кгс·м/см2 для сталей аустенитного класса |
В. Дефекты, не указанные выше, происходящие при иных способах сварки | Нормы, установленные ТУ на изготовление изделия |
--------------------------------
<1> При изготовлении образцов из двух материалов показатели угла статического изгиба должны быть не ниже норм, установленных ТУ на изготовление изделий из этих материалов.

где a - деформация на единицу длины (для углеродистых и легированных сталей a = 0,08, для стали 1Х18Н12Т a = 0,09); S - номинальная толщина стенки, мм; Дн - номинальный наружный диаметр трубы, мм.
35. Результаты практической проверки считаются неудовлетворительными, если хотя бы по одному виду испытаний показатели не соответствуют нормам.
36. Контроль за соблюдением настоящих Правил осуществляется местными органами госгортехнадзора путем проведения не реже одного раза в год проверки работы постоянно действующих комиссий.
37. Лица, виновные в нарушении настоящих Правил, привлекаются к ответственности в соответствии с действующим законодательством.
Титульный лист
__________________________
(Наименование министерства
или ведомства)
____________________________________________________________
--------------------------------
<1> В виде книжки в переплете форматом 85x120 мм.
Стр. 1
Удостоверение N _____ Выдано гр. _____________________________________________________________ _______________________________________________________________________ __________ года рождения, имеющего стаж работы по сварке _____ лет, в том, что он согласно Правилам аттестации сварщиков, утвержденным Госгортехнадзором СССР _________ 19__ г., прошел аттестацию постоянно действующей комиссией при ___ _______________________________________________________________________ (наименование предприятия, организации) по ___________________________ (указать способ сварки) При проверке сваривались: пластины толщиной _____ мм, трубы диаметром _____ мм с толщиной стенки ___________ мм _______________________________________________________________________ из основного металла _________________ марки _____________________________ с выполнением швов _____________________________________________________ (стыковых, тавровых и др.) в положениях _________________________ с применением сварочных материалов _______________________________________________________________________ |
Стр. 2
При проверке теоретических и практических знаний сварщик т. ______________________ получил следующие оценки: теоретические знания ____________________________________________________ (отлично, хорошо, удовлетворительно) практическая подготовка _________________________________________________ (отлично, хорошо, удовлетворительно) и допущен к ____________________________________________________________ (способ и положение сварки, вид работ и тип металла) _______________________________________________________________________ Удостоверение выдано на основании протокола постоянно действующей комиссии _______________________________________________________________________ _______________________________________________________________________ _____________ N __ _____ от "___" ______________ 19__ г. Удостоверение действительно по _________________________________________ Председатель комиссии __________________________________________________ Член комиссии _________________________________________________________ Печать предприятия Личная подпись сварщика ______________ |
Стр. 3 - 6
Повторные или дополнительные проверки 19__ г. _____________ постоянно действующей комиссией при ________________ ______________________________________________________________________ были проведены повторные или дополнительные проверки сварщика __________ ______________________________________________________________________ ______________________________________________________________________ При проверке сваривались _______________________________________________ ______________________________________________________________________ ______________________________________________________________________ из стали марки _________________________________________________________ с выполнением швов ____________________________________________________ с применением присадочного материала ___________________________________ Вид термообработки образцов до испытания________________________________ ______________________________________________________________________ На основании проверки теоретических и практических знаний сварщик получил следующие оценки: _____________________________________________________ теоретические знания ___________________________________________________ (отлично, хорошо, удовлетворительно) практическая подготовка ________________________________________________ (отлично, хорошо, удовлетворительно) и допущен к ___________________________________________________________ (способ и положение сварки, вид работы и тип металла) ______________________________________________________________________ согласно протоколу N ______________от "___" ___________ 19__ г. Удостоверение действительно по ___________________________________ Председатель комиссии ____________________________________________ Член комиссии ___________________________________________________ Печать предприятия |
Стр. 7 - 8
Продлено по ___________________ 19__ г.
Председатель комиссии
Член комиссии
Печать предприятия
Продлено по ___________________ 19__ г.
Председатель комиссии
Член комиссии
Печать предприятия
Продлено по ___________________ 19__ г.
Председатель комиссии
Член комиссии
Печать предприятия
Продлено по ___________________ 19__ г.
Председатель комиссии
Член комиссии
Печать предприятия
заседания постоянно действующей комиссии при ___________________________ (наименование предприятия) по аттестации, произведенной в соответствии с Правилами аттестации сварщиков от "___" _________ 19__ г. |
N п/п | Фамилия, имя и отчество сварщика | Год рождения | Образование | Стаж работы по сварке | Клеймо, присвоенное сварщику при проверке | Способ сварки | Материал образцов | Сварочные материалы | Результаты испытаний сварных образцов | Другие методы испытания | Оценка практической проверки (отлично, хорошо, удовлетворительно) | Оценка теоретических знаний (отлично, хорошо, удовлетворительно) | Заключение комиссии (указать работы, к выполнению которых допускается сварщик) | |||||||||||||
Пластина, труба или другие | Марка металла | Толщина, мм, диаметр, мм | Предел прочности по ТУ или ГОСТу, кгс/мм2 | Электрод или присадочная проволока, марка и тип | Марка флюса | Защитный газ | Положение шва при сварке | Режим предварительного и сопутствующего подогрева | Режим термообработки | Внешний осмотр и измерение | Физические методы контроля | Металлографические исследования | Предел прочности, кгс/мм2 (место разрыва) | Угол загиба, град | Ударная вязкость, кгс·м/см2 | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 |
Председатель комиссии _________________________ (подпись) Члены комиссии 1. _____________________________ (подпись) (должность) 2. _____________________________ (подпись) 3. _____________________________ (подпись) |
Методы определения механических свойств металла
сварных соединений (по ГОСТ 6996-66)
Методы определения механических свойств сварного соединения в целом и его отдельных участков, а также наплавочного металла при всех видах сварки металлов и их сплавов регламентированы ГОСТ 6996-66. Стандарт устанавливает методы определения механических свойств при следующих видах испытаний:
а) испытание металла различных участков сварного соединения и наплавленного металла на статическое (кратковременное) растяжение, ударный изгиб (на надрезанных образцах), стойкость против механического старения;
б) измерение твердости металла различных участков сварного соединения и наплавленного металла;
в) испытание сварного соединения на статическое растяжение, статический изгиб (загиб) и ударный разрыв.
Испытания, проводимые при определении качества продукции и сварочных материалов, пригодности способов и режимов сварки, при установлении квалификации сварщиков и показателей свариваемости металла и сплавов должны соответствовать требованиям стандарта. Выбор видов испытаний и применение метода предусматриваются в стандартах и технических условиях, устанавливающих технические требования на продукцию.
Отбор образцов
Образцы для испытаний отбирают из проб, вырезанных непосредственно из контролируемой конструкции, или из специально сваренных для проведения испытаний контрольных соединений. Если форма сварного соединения исключает возможность изготовления образцов данного типа (детали сложной конфигурации, трубы и др.), то образцы могут быть отобраны из специально сваренных плоских контрольных соединений. При сварке контрольных соединений условия подготовки под сварку, состав основного металла и сварочных материалов, режимы сварки и термообработки должны быть такими, как при сварке контролируемой конструкции, или соответствовать особому назначению испытаний. Сварку контрольных соединений, предназначенных для испытания сварочных материалов (электродов, сварочных проволок, присадочных прутков, флюсов и др.), если нет специальных требований, производят с остыванием между наложением отдельных слоев. Температура, до которой должен остывать металл, устанавливается стандартом или другой технической документацией.
Размеры пластин для изготовления контрольных соединений определяются следующими требованиями. Для контрольных соединений, выполняемых дуговой, электрошлаковой и газовой сваркой из плоских элементов, ширина каждой свариваемой пластины, если нет иных указаний в стандартах или другой технической документации, должна быть не менее:
50 мм при толщине металла до 4 мм;
70 " " " " свыше 4 до 10 мм;
100 " " " " " 10 " 20 мм;
150 " " " " " 20 " 50 мм;
200 " " " " " 50 " 100 мм;
250 " " " " " 100 мм.
Ширина контрольного соединения, выполненного из круглого или фасонного проката, должна быть не менее двух диаметров или ширин элементов. Длина свариваемых кромок пластин определяется размерами и количеством подлежащих изготовлению образцов с учетом припусков на ширину реза и последующую обработку и с добавлением длины неиспользуемых участков шва. Размеры неиспользуемых участков принимают равными:
при ручной дуговой сварке покрытыми электродами и при газовой сварке - не менее 20 мм в начале и не менее 30 мм в конце шва;
при автоматической и полуавтоматической сварке с любым типом защиты, кроме флюса, при толщине металла до 10 мм - не менее 15 мм в начале и не менее 30 мм в конце шва, а при толщине металла более 10 мм - не более 30 мм в начале и не менее 50 мм в конце шва;
при автоматической и полуавтоматической дуговой сварке под флюсом на токе до 1000 А, при электрошлаковой сварке и дуговой сварке с принудительным формированием - не менее 40 мм в начале и не менее 70 мм в конце шва;
при автоматической сварке под флюсом на токе более 1000 А - не менее 60 мм в начале шва. Длину неиспользуемого участка в конце шва для этого случая принимают равной длине кратера шва (участок, имеющий неполное сечение).
Размеры пластин для контрольных соединений, выполняемых способами сварки, не указанными выше, устанавливаются соответствующими техническими условиями. В случае сварки пластин с применением приставных планок для вывода начала и конца шва можно отбирать образцы по всей длине контрольного соединения. Приставные планки изготовляют из того же материала, что и пластины. Длина приставных планок должна быть не менее размера неиспользуемых участков шва. Размеры проб, вырезаемых из контролируемой конструкции, определяются количеством и размерами образцов. При кислородной вырезке размеры проб определяют с учетом припуска на последующую механическую обработку, обеспечивающую отсутствие металла, подвергшегося термическому влиянию при резке с рабочей части образцов.
Вырезку заготовок для образцов из проб и контрольных соединений рекомендуется производить на металлорежущих станках. Можно вырезать заготовки ножницами, штампами, кислородной, электродуговой, анодномеханической и другой резкой. При этом должен быть предусмотрен припуск, обеспечивающий удаление из рабочей части образца зоны металла с измененными свойствами. Величина припуска должна быть указана в стандартах или другой технической документации на данный вид продукции или на метод отбора проб. Вырезка образцов из заготовок должна производиться механическим способом, при этом расположение образца по отношению к направлению прокатки оговаривается стандартами или другой технической документацией.
Правка контрольного соединения или пробы, отбираемой от контролируемой конструкции, не допускается. Разрешается править готовые образцы вне их рабочей части. При испытании сварных соединений из труб допустимость правки образцов оговаривается стандартами или другой технической документацией. Если нет иных указаний в стандартах или другой технической документации, то стрела прогиба f на длине 200 мм (рис. 1) не должна превышать 10% толщины металла, но не более 4 мм. Несовпадение плоскости листов h в стыковых соединениях не должно превышать 15% толщины листа, но не более 4 мм (рис. 2).
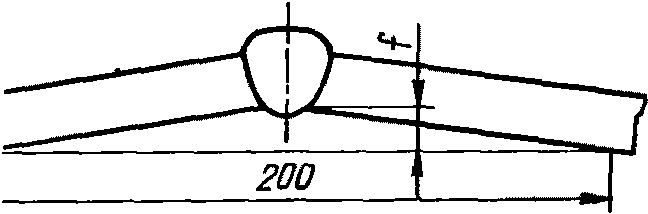
труб при сварке

плоскости листов при сварке
Термическая обработка, если оно оговорена стандартами или другой технической документацией, проводится, как правило, до чистовой обработки образцов. Порядок проведения термической обработки при изготовлении образцов из материалов с пределом прочности более 100 кгс/мм2 (1000 МН/м2) оговаривается стандартами или другой технической документацией.
Клеймение проб, контрольных соединений и готовых образцов можно производить любым способом так, чтобы клеймо располагалось вне рабочей части образца и сохранялось на нем после испытания.
Условия проведения испытаний и оценка их результатов
Образцы, имеющие отступления от заданных на чертеже размеров по чистоте обработки, а также механические повреждения в рабочей части, к испытаниям не допускаются и заменяются таким же числом новых образцов, изготовленных из той же пробы и контрольного соединения. Если размеры пробы или контрольного соединения исключают возможность изготовления новых образцов, производят вырезку новой пробы или сварку нового контрольного соединения. Все виды испытаний, кроме испытаний сварного соединения на статический изгиб и измерения твердости, если нет других указаний в соответствующих стандартах или другой технической документации, проводят не менее чем на трех образцах; испытание сварного соединения на статический изгиб проводят не менее чем на двух образцах, а измерение твердости - не менее чем в пяти точках для каждого участка сварного соединения. Испытание сварных соединений, выполненных точечной и шовной контактной сваркой, если нет других указаний в стандартах, проводят не менее чем на 10 образцах.
Результаты по всем видам испытаний определяют как среднее арифметическое результатов, полученных при испытаниях всех образцов. Если нет указаний в соответствующих стандартах или другой технической документации, то для всех видов испытаний, кроме испытаний на статический изгиб и при измерении твердости, допускается снижение результатов испытаний для одного образца на 10% ниже нормативного требования, если средний арифметический результат отвечает нормативным требованиям. Допускаемое снижение результатов испытания образцов на статический изгиб и при измерении твердости должно оговариваться в соответствующих стандартах или другой технической документации. При испытании на ударный изгиб допускаемое снижение ниже нормативных требований устанавливается не более 0,5 кгс·м/см2 (0,05 МДж/м2).
Испытания на статическое растяжение, статический изгиб, ударный разрыв и на измерение твердости проводят при нормальной температуре, равной 20 +/- 10 °C. Температура образца принимается равной температуре помещения, в котором проводят испытания. Испытания на статическое (кратковременное) растяжение, ударный изгиб (на надрезанных образцах) и на стойкость против механического старения проводят при нормальной температуре или по требованию, оговоренному в соответствующих стандартах или другой технической документации, при повышенных или пониженных температурах. При испытании при пониженных или повышенных температурах температуру образца принимают равной температуре среды, в которой проводят нагрев или охлаждение. Допускается определение температуры на образцах-свидетелях.
Результаты испытаний считаются неудовлетворительными при невыполнении вышеизложенных указаний (кроме температурных), а также при наличии в изломе образца или на его поверхности кристаллизационных или холодных трещин (кроме тех случаев, когда наличие трещин допускается соответствующими стандартами или другой технической документацией). При неудовлетворительных результатах испытания повторяют на удвоенном количестве образцов. Общие результаты испытаний определяют по показателям, полученным при повторных испытаниях, результаты которых являются окончательными.
Методика определения размеров образцов, требования, предъявляемые к оборудованию для испытаний, условия проведения испытаний на статическое растяжение при нормальной температуре, пониженной и повышенной, при измерении твердости и подсчет результатов должны соответствовать стандартам.
Другие требования к проведению испытаний, определению размеров образцов, оборудованию для испытаний и подсчету результатов должны оговариваться стандартом или другой технической документацией. В протоколе испытаний указывают тип образца, место его отбора, место разрушения (для сварных соединений), температуру и результаты испытания для всех образцов и наличие дефектов в изломе образцов.
при низких температурах
Дата испытания | Температура при испытании, °C | Результаты испытания | Допущен к сварке при температуре, °C, не ниже | Действительно по | Подпись специалиста и печать |
Примечание. Вкладыши изготовить из картона 85x120 мм. | |||||
Талон по технике пожарной безопасности к удостоверению сварщика Лицевая сторона Отметки о нарушении правил пожарной безопасности при проведении огневых работ ___________________________________________ ___________________________________________ ___________________________________________ ___________________________________________ (подпись лица, проверяющего соблюдение правил пожарной безопасности) ___________________________________________ ___________________________________________ ___________________________________________ ___________________________________________ (подпись лица, проверяющего соблюдение правил пожарной безопасности) | Линия изгиба | по технике пожарной безопасности к удостоверению сварщика N ________________ (действителен только при наличии удостоверения) |
Оборотная сторона | ||
Тов. _______________________________________ (фамилия, имя, отчество) зачеты по программе пожарно-технического минимума и знанию требований пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства сдал. Талон действителен в течение одного года со дня выдачи на срок до "___" __________ 19__ г. Председатель комиссии __________________________ (подпись) Представитель органа (части) пожарной охраны _____________________ (подпись) "___" _____________ 19__ г. | Талон продлен до ___________ 19__ г. Председатель комиссии _____________________ (подпись) Представитель органа (части) пожарной охраны _____________________ (подпись) "___" _____________ 19__ г. Талон продлен до ___________ 19__ г. Председатель комиссии _____________________ (подпись) Представитель органа (части) пожарной охраны _____________________ (подпись) "___" _____________ 19__ г. | |
ПЕРЕЧЕНЬ
ДЕЙСТВУЮЩИХ СТАНДАРТОВ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ
1. Термины и обозначения. Типы соединений
ЕСКД. Условные изображения и обозначения швов сварных соединений. | |
Сварка металлов. Термины и определения. | |
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры | |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры | |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры | |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры | |
Сварка плавлением. Основные положения и их обозначения | |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры | |
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры | |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры | |
Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры | |
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры | |
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры | |
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры | |
Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры | |
Сварка металлов. Классификация | |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
2. Методы контроля
Соединения сварные. Методы контроля качества | |
Трубы металлические. Метод испытания гидравлическим давлением | |
Сварные соединения. Методы определения механических свойств | |
Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава | |
Контроль неразрушающий. Соединения сварные. Радиографический метод | |
Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки | |
Контроль неразрушающий. Швы сварные. Методы ультразвуковые | |
Контроль неразрушающий. Магнитопорошковый метод | |
Машины, механизмы, паровые котлы, сосуды и аппараты судовые. Нормы и правила гидравлических и воздушных испытаний |
3. Основной материал
ГОСТ 380-88 | Сталь углеродистая обыкновенного качества. Марки и общие технические требования |
ГОСТ 495-77 | Листы и полосы медные. Технические условия |
ГОСТ 1050-74 | Сталь углеродистая качественная конструкционная. Технические условия |
ГОСТ 1173-77 | Листы медные. Технические условия |
Отливки из серого чугуна с пластинчатым графитом. Общие технические условия | |
Отливки из антифрикционного чугуна. Общие технические условия | |
Отливки из высоколегированной стали со специальными свойствами. Общие технические условия | |
Сталь легированная конструкционная. Технические условия | |
ГОСТ 4784-74 | Алюминий и сплавы алюминиевые деформируемые. Марки |
Сталь листовая углеродистая и низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия | |
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки и технические требования | |
Сталь листовая горячекатаная двухслойная коррозионностойкая | |
Сталь рессорно-пружинная углеродистая и легированная. Технические условия | |
ГОСТ 17711-80 | Сплавы медно-цинковые (латуни) литейные. Марки |
ГОСТ 19281-73 | Сталь низколегированная сортовая и фасонная |
ГОСТ 19282-73 | Сталь низколегированная толстолистовая и широкополосная универсальная |
4. Сварочные материалы. Сварочная
проволока, прутки, электроды.
Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции | |||||
Проволока порошковая наплавочная. Технические условия | |||||
ГОСТ 2060-73 | Прутки латунные. Технические условия | ||||
Проволока стальная сварочная. Технические условия | |||||
Проволока сварочная из алюминия и алюминиевых сплавов | |||||
Флюсы сварочные плавленые. Технические условия | |||||
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования | |||||
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы | |||||
Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы | |||||
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы | |||||
ГОСТ 10543-82 | Проволока стальная наплавочная. Технические условия | ||||
| |||||
ГОСТ 16130-85 | Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия | ||||
Порошки из сплавов для наплавки. Технические условия | |||||
Прутки для наплавки. Технические условия | |||||
5. Оборудование
Горелки ручные для аргоно-дуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции | |
Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия | |
Генераторы постоянного тока для дуговой сварки. Общие технические условия | |
Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования | |
Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия | |
ГОСТ 5190-78 | Генераторы ацетиленовые низкого и среднего давления. Типы, основные параметры и общие технические требования |
ГОСТ 7012-77Е | Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Технические условия |
Преобразователи постоянного тока для дуговой сварки. Общие технические условия | |
Автоматы для дуговой сварки плавящимся электродом. Общие технические условия. | |
Оборудование для дуговой контактной ультразвуковой сварки и для плазменной обработки. Ряды параметров | |
ГОСТ 13821-77Е | Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия |
Электрододержатели для ручной дуговой сварки. Технические условия | |
Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия | |
ГОСТ 19140-84 | Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры |
ГОСТ 19141-84 | Вращатели сварочные вертикальные. Типы, основные параметры и размеры |
ГОСТ 19142-84 | Кантователи сварочные двухстоечные с подъемными центрами. Основные параметры и размеры |
ГОСТ 19143-84 | Манипуляторы сварочные. Типы, основные параметры и размеры |
ГОСТ 21694-82Е | Оборудование сварочное механическое. Общие технические требования |
6. Технологическая документация и техника безопасности
ГОСТ 3.1115-79 | ЕСТД. Правила оформления документов, применяемых при ремонте изделий |
ГОСТ 12.1.004-85 | ССБТ. Пожарная безопасность. Общие требования |
ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования | |
ССБТ. Электробезопасность. Общие требования | |
ССБТ. Электробезопасность. Защитное заземление, зануление | |
ССБТ. Изделия электротехнические. Общие требования безопасности | |
ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности | |
ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности | |
ГОСТ 12.2.070-81 | ССБТ. Краны грузоподъемные. Сварка стальных конструкций. Общие технические требования |
ССБТ. Работы электросварочные. Общие требования безопасности |
УДК [621.791:625.144.5/.7.004.67](083.13) |