СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ вводится в действие с 01.01.2027.
Взамен ГОСТ EN 12417-2016.
Название документа
"ГОСТ ISO 16090-1-2025. Межгосударственный стандарт. Безопасность станков. Обрабатывающие центры, фрезерные станки, автоматические линии. Часть 1. Требования безопасности"
(введен в действие Приказом Росстандарта от 09.12.2025 N 1663-ст)
"ГОСТ ISO 16090-1-2025. Межгосударственный стандарт. Безопасность станков. Обрабатывающие центры, фрезерные станки, автоматические линии. Часть 1. Требования безопасности"
(введен в действие Приказом Росстандарта от 09.12.2025 N 1663-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 9 декабря 2025 г. N 1663-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БЕЗОПАСНОСТЬ СТАНКОВ
ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ, ФРЕЗЕРНЫЕ СТАНКИ,
АВТОМАТИЧЕСКИЕ ЛИНИИ
ЧАСТЬ 1
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
Machine tools safety. Machining centres, milling machines,
transfer machines. Part 1. Safety requirements
(ISO 16090-1:2022, IDT)
ГОСТ ISO 16090-1-2025
МКС 25.080.01
Дата введения
1 января 2027 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Федеральным государственным автономным образовательным учреждением высшего образования "Московский государственный технологический университет "СТАНКИН" (ФГАОУ ВО "МГТУ СТАНКИН") и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 070 "Станки"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 октября 2025 г. N 190-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2025 г. N 1663-ст межгосударственный стандарт ГОСТ ISO 16090-1-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2027 г.
5 Настоящий стандарт идентичен международному стандарту ISO 16090-1:2022 "Безопасность станков. Обрабатывающие центры, фрезерные станки, автоматические линии. Часть 1. Требования безопасности" ("Machine tools safety - Machining centres, milling machines, transfer machines - Part 1: Safety requirements, IDT").
Международный стандарт ISO 16090-1:2022 разработан подкомитетом SC 10 "Безопасность" Технического комитета по стандартизации TC 39 "Станки" Международной организации по стандартизации (ISO) совместно с Техническим комитетом TC 143 "Станки. Безопасность" Европейского комитета по стандартизации (CEN).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ EN 12417-2016
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт является стандартом типа C по ISO 12100:2010.
Настоящий стандарт имеет отношение, в частности, к следующим группам заинтересованных сторон, представляющих участников рынка в области безопасности оборудования:
- производители оборудования (малые, средние и крупные предприятия);
- органы по надзору в сфере безопасности труда, охраны труда и т.д.
Уровень безопасности оборудования, достигнутый с помощью настоящего стандарта вышеупомянутыми заинтересованными группами, может повлиять на других лиц:
- пользователей оборудования/работодателей (малые, средние и крупные предприятия);
- пользователей/сотрудников оборудования (например, профсоюзы, организации для людей с особыми потребностями);
- поставщики услуг, например, по техническому обслуживанию (малые, средние и крупные предприятия);
- потребителей (в случае оборудования, предназначенного для использования потребителями).
Вышеупомянутым группам заинтересованных сторон предоставлена возможность принять участие в процессе подготовки настоящего стандарта. В настоящем стандарте указаны соответствующие механизмы и степень охвата опасностей, аварийных ситуаций или аварийно-восстановительных мероприятий. Если требования данного стандарта типа C отличаются от требований, изложенных в стандартах типа A или типа B, требования этого стандарта типа C имеют приоритет над требованиями других стандартов для станков, которые были спроектированы и изготовлены в соответствии с требованиями этого стандарта типа C.
Обрабатывающие центры, фрезерные станки и специальные станки представляют собой широкий спектр опасностей. Большое значение имеет защита операторов и других лиц от контакта с движущимися режущими инструментами, особенно при быстром вращении шпинделя или перемещении из инструментального магазина в шпиндель во время смены инструмента с механическим приводом, а также от контакта с быстро движущимися заготовками.
Если для перемещения заготовки предусмотрены устройства с механическим приводом, они также могут создавать опасные ситуации во время загрузки/выгрузки, выравнивания заготовки, зажима или высвобождения заготовки.
Основные опасности, о которых говорится в настоящем стандарте, перечислены в разделе 4. Требования безопасности и/или защитные меры для предотвращения или минимизации опасностей, указанных в таблице 1, а также процедуры проверки соблюдения этих требований или мер приведены в 5.17.
Рисунки D.1 - D.8 являются только примерами и не предназначены для иллюстрации единственной интерпретации текста.
В настоящем стандарте указаны технические требования безопасности и меры защиты при проектировании, строительстве и поставке (включая монтаж и демонтаж, а также организацию транспортирования и технического обслуживания):
- обрабатывающих центров; и
- автоматических линий (см. 3.1.3),
которые предназначены для непрерывного производственного использования, для резки холодного металла и других негорючих холодных материалов, за исключением древесины или материалов с физическими характеристиками, аналогичными характеристикам древесины, как определено в ISO 19085-1, а также стекла, камня и конструкционных/агломерированных материалов, как определено в EN 14618.
В настоящем стандарте рассматривается следующее оборудование (далее именуемое "машинами" или "станками"):
a) станки расточно-фрезерные с ручным управлением, без числового программного управления (см. 3.2.1, группа 1), например, консольно-фрезерные станки и станки колонного типа (см. рисунки C.1 и C.2);
b) станки расточно-фрезерные с ручным управлением, с ограниченным числовым программным управлением (ЦПУ), (см. 3.2.2, группа 2), например, профильно-фрезерные станки и станки для контурной обработки (см. рисунки C.3 и C.4);
c) станки расточно-фрезерные с числовым программным управлением и обрабатывающие центры (см. 3.2.3, группа 3), например, фрезерные автоматы и фрезерные центры, например, многошпиндельные фрезерные станки, зубофрезерные станки (см. рисунки C.5 - C.7);
d) станки специализированные и специального назначения (см. 3.2.4, группа 4), которые предназначены для обработки только заранее определенных заготовок или ограниченного ряда однотипных заготовок с помощью заранее определенной последовательности операций обработки и параметров процесса (см. рисунки C.8 - C.13);
e) станки, оснащенные следующими устройствами/средствами, опасности которых были упреждены на этапе проектирования:
- магазин(ы) инструментов;
- устройство(а) смены инструмента;
- механизм(ы) перемещения заготовки;
- приводной(ые) механизм(ы) зажима заготовки;
- конвейер(ы) для стружки/щепы;
- дверь(и) с электроприводом;
- подвижная(ые) кабина(ы) оператора;
- дополнительное оборудование для токарной обработки;
- дополнительное оборудование для шлифования.
В настоящем стандарте рассматриваются все существенные опасности, опасные ситуации и события, относящиеся к данному типу машин, которые могут возникнуть во время транспортирования, сборки и установки, настройки, эксплуатации, очистки и обслуживания, устранения неисправностей, демонтажа или вывода из строя в соответствии с ISO 12100, когда станки используются по назначению и в условиях неправильного использования, которые производитель может обоснованно предвидеть (см. раздел 4).
Настоящий стандарт предполагает доступ к станку со всех сторон и определяет условия доступа к позициям оператора. Он также применяется к устройствам перемещения заготовок, включая транспортные устройства для загрузки/выгрузки, когда они являются неотъемлемой частью станка.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 230-5:2000, Test code for machine tools - Part 5: Determination of the noise emission (Правила испытаний станков. Часть 5. Определение уровня шума)
ISO 3744:2010, Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Engineering methods for an essentially free field over a reflecting plane (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума с использованием звукового давления. Инженерные методы для практически свободного поля над отражающей плоскостью)
ISO 3746:2010, Acoustics - Determination of sound power levels and sound energy levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума с использованием звукового давления. Метод обследования с использованием охватывающей измерительной поверхности над отражающей плоскостью)
ISO 4413:2010, Hydraulic fluid power - General rules and safety requirements for systems and their components (Гидравлические приводы. Общие правила и требования безопасности для систем и их компонентов)
ISO 4414:2010, Pneumatic fluid power - General rules and safety requirements for systems and their components (Пневматические приводы. Общие правила и требования безопасности для систем и их компонентов)
ISO 4871:1996, Acoustics - Declaration and verification of noise emission values of machinery and equipment (Акустика. Заявленные значения шумоизлучения машин и оборудования и их проверка)
ISO 9355-1:1999 <1>, Ergonomic requirements for the design of displays and control actuators - Part 1: Human interactions with displays and control actuators (Эргономические требования к конструкции дисплеев и исполнительных механизмов управления. Часть 1. Взаимодействие человека с дисплеями и исполнительными механизмами управления)
ISO 9355-2:1999 <1>, Ergonomic requirements for the design of displays and control actuators - Part 2: Displays (Эргономические требования к конструкции дисплеев и исполнительных механизмов управления. Часть 2. Дисплеи)
ISO 9355-3:2006 <1>, Ergonomic requirements for the design of displays and control actuators - Part 3: Control actuators (Эргономические требования к конструкции дисплеев и исполнительных механизмов управления. Часть 3. Исполнительные механизмы управления)
--------------------------------
ISO 11202:2010, Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying approximate environmental corrections (Акустика. Шум, издаваемый машинами и оборудованием. Определение уровней звукового давления на рабочем месте и в других указанных местах с применением приблизительных поправок на окружающую среду)
ISO 11204:2010, Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying accurate environmental corrections (Акустика. Шум, издаваемый машинами и оборудованием. Определение уровней звукового давления на рабочем месте и в других указанных местах с применением точных поправок на окружающую среду)
ISO 12100:2010, Safety of machinery - General principles for design - Risk assessment and risk reduction (Безопасность машин. Общие принципы проектирования. Оценка и снижение рисков)
ISO 13849-1:2015 <1>, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (Безопасность машин. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы проектирования)
--------------------------------
<1> Заменен на ISO 13849-1:2023 Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 13849-2:2012, Safety of machinery - Safety-related parts of control systems - Part 2: Validation (Безопасность машин. Детали систем управления, связанные с безопасностью. Часть 2. Валидация)
ISO 13850:2015, Safety of machinery - Emergency stop function - Principles for design Safety of machinery - Emergency stop function - Principles for design (Безопасность машин. Аварийный останов. Принципы проектирования)
ISO 13851:2019, Safety of machinery - Two-hand control devices - Principles for design and selection (Безопасность машин. Двуручные устройства управления. Принципы проектирования и выбора)
ISO 13855:2010 <2>, Safety of machinery - Positioning of safeguards with respect to the approach speeds of parts of the human body (Безопасность машин. Размещение защитных устройств с учетом скоростей приближения частей тела человека)
--------------------------------
<2> Заменен на ISO 13855:2024. Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 13856-1:2013, Safety of machinery - Pressure-sensitive protective devices - Part 1: General principles for design and testing of pressure-sensitive mats and pressure-sensitive floors (Безопасность машин. Устройства защитные, чувствительные к помехам. Часть 1. Общие принципы проектирования и испытаний ковриков и полов, чувствительных к помехам)
ISO 13856-2:2013, Safety of machinery - Pressure-sensitive protective devices - Part 2: General principles for design and testing of pressure-sensitive edges and pressure-sensitive bars (Безопасность машин. Устройства защитные, чувствительные к давлению. Часть 2. Общие принципы проектирования и испытаний кромок и планок, чувствительных к помехам)
ISO 13857:2019, Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs (Безопасность машин. Безопасные расстояния для предотвращения попадания верхних и нижних конечностей в опасные зоны)
ISO 14118:2017, Safety of machinery - Prevention of unexpected start-up (Безопасность машин. Предотвращение непреднамеренного запуска)
ISO 14119:2013 <3>, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства, связанные с ограждениями. Принципы проектирования и выбора)
--------------------------------
<3> Заменен на ISO 14119:2024. Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 14120:2015, Safety of machinery - Guards - General requirements for the design and construction of fixed and movable guards (Безопасность машин. Защитные устройства. Общие требования к проектированию и изготовлению стационарных и подвижных защитных устройств)
ISO 14738:2002, Safety of machinery - Anthropometric requirements for the design of workstations at machiner (Безопасность машин. Антропометрические требования к проектированию рабочих мест на машинах)
ISO 15534-1:2000, Ergonomic design for the safety of machinery - Part 1: Principles for determining the dimensions required for openings for whole-body access into machinery (Эргономичное проектирование для обеспечения безопасности машин. Часть 1. Принципы определения размеров, необходимых для проемов для доступа всего тела в машины)
ISO 15534-2:2000, Ergonomic design for the safety of machinery - Part 2: Principles for determining the dimensions required for access openings (Эргономичное проектирование для обеспечения безопасности машин. Часть 2. Принципы определения размеров, требуемых для отверстий доступа)
ISO 15641:2001, Machine-tools safety - Safety requirements for the design and construction of work holding chucks Milling cutters for high speed machining - Safety requirements (Фрезы для высокоскоростной обработки. Требования безопасности)
ISO 16156:2004, Machine-tools safety - Safety requirements for the design and construction of work holding chucks (Безопасность станков. Требования безопасности к проектированию и изготовлению зажимных патронов)
ISO 19353:2019, Safety of machinery - Fire prevention and fire protection (Безопасность машин. Предотвращение пожаров и противопожарная защита)
ISO 23125:2015, Machine tools - Safety - Turning machines (Станки. Безопасность. Токарные станки)
IEC 60204-1:2016, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (Безопасность машин. Электрооборудование машин. Часть 1. Общие требования)
IEC 60825-1:2014, Safety of laser products - Part 1: Equipment classification and requirements (Безопасность лазерных изделий. Часть 1. Классификация оборудования и требования)
IEC 61000-4-2:2008 <1>, Electromagnetic compatibility (EMC) - Part 4-2: Testing and measurement techniques - Electrostatic discharge immunity test (Электромагнитная совместимость (ЭМС). Часть 4-2. Методы испытаний и измерений. Испытание на устойчивость к электростатическому разряду)
--------------------------------
<1> Заменен на IEC 61000-4-2:2025. Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
IEC 61000-4-4:2012, Electromagnetic compatibility (EMC) - Part 4-4: Testing and measurement techniques - Electrical fast transient/burst immunity test (Электромагнитная совместимость (ЭМС). Часть 4-4. Методы испытаний и измерений. Испытание на устойчивость к быстрым переходным процессам/импульсам)
IEC 61000-6-2:2016, Electromagnetic compatibility (EMC) - Part 6-2: Generic standards - Immunity for industrial environments (Электромагнитная совместимость (ЭМС). Часть 6-2. Общие стандарты. Помехоустойчивость в промышленных условиях)
EN 614-1+A1:2009, Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (Безопасность машин. Принципы эргономичного проектирования. Часть 1. Терминология и общие принципы)
EN 1005-1+A1:2008, Safety of machinery - Human physical performance - Part 1: Terms and definitions (Безопасность машин. Физические возможности человека. Часть 1. Термины и определения)
EN 1005-2+A1:2008, Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery (Безопасность машин. Физическая работоспособность человека. Часть 2. Ручное управление машинами и составными частями машин)
EN 1005-3+A1:2008, Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе машин)
EN 1005-4+A1:2008, Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery (Безопасность машин. Физическая работоспособность человека. Часть 4. Оценка рабочих поз и движений по отношению к машинам)
В настоящем стандарте применены термины по ISO 12100, ISO 13849-1, а также следующие термины с соответствующими определениями.
ISO и IEC ведут терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO, доступная по адресу: http://www.iso.org/obp;
- Электропедия IEC, доступная по адресу: http://www.electropedia.org/.
3.1.1 фрезерный станок (milling machine): Станок, использующий геометрически определенные вращающиеся фрезы для удаления материала с целью получения плоских или фасонных поверхностей на заготовке при перемещении (т.е. подаче) инструмента или заготовки в определенном направлении (движение по оси) или в определенных направлениях (движение по оси).
3.1.2 расточной станок (boring machine): Станок для растачивания отверстий, в котором основным движением является вращающийся резец по отношению к не вращающейся заготовке вдоль оси подачи, а диаметр отверстия регулируется другой осью, которая обычно перпендикулярна оси подачи.
Примечание 1 - Это определение не включает станки, используемые исключительно для сверления.
3.1.3 специальный станок (станок специального назначения) [transfer machine (special purpose machine)]: Станок, предназначенный для обработки только заранее определенной заготовки или семейства заготовок с помощью заранее определенной последовательности операций обработки и параметров процесса.
3.1.4 операция по сверлению (boring operation): Процесс обработки, при котором уже выполнено расширение отверстия (например, просверленного или отлитого) с помощью одноточечного режущего инструмента или автоматическое управление процессом, выполняемое устройством, которое использует числовые данные, введенные в ходе выполнения операции.
3.1.5 числовое управление; ЧУ (numerical control, NC): Автоматическое управление процессом, выполняемое устройством, которое использует числовые данные, введенные в ходе операции
[ISO 2806:1994, 2.1.1]
3.1.6 числовое программное управление; ЧПУ (numerical control, CNC): Реализация ЧУ (3.1.5) с использованием компьютера для управления функциями станка.
[ISO 2806:1994, 2.1.2]
3.1.7 ручной ввод данных; MDI (manual data input, MDI): Режим работы системы ЧПУ, при котором программа обработки детали формируется путем ручного ввода данных на станке.
3.1.8 электрочувствительное защитное оборудование; ESPE (electro-sensitive protective equipment, ESPE): Комплекс устройств и/или компонентов, работающих совместно для целей защитного отключения или обнаружения присутствия, включающая в себя чувствительное устройство, устройства контроля и управления, выходные устройства и всю соединительную проводку.
[IEC 61496-1:2012, 3.5]
3.1.9 активное оптико-электронное защитное устройство; AOPD (active opto-electronic protective device, AOPD): Устройство, сенсорная функция которого выполняется оптоэлектронными излучающими и приемными элементами, обнаруживающими прерывание оптического излучения, генерируемого внутри устройства, непрозрачным объектом, находящимся в указанной зоне обнаружения.
Примечание 1 - IEC 61496-2 содержит подробные положения по AOPD. Для приложений см. IEC/TS 62046.
3.1.10 чувствительное к помехам [сигналам] защитное устройство; PSPD (pressure sensitive protective device, PSPD): Датчик(и), реагирующий(ие) на поступившее давление (сигнал), блок управления и одно или несколько устройств переключения выходного сигнала, а также оборудование для обнаружения людей или частей тел людей, которое генерирует соответствующий сигнал в систему управления для снижения риска для обнаруженных людей.
Примечание 1 - Подробные положения содержатся в ISO 13856-1, ISO 13856-2 и ISO 13856-3.
Примечание 2 - Система управления, связанная с безопасностью, связанная с PSPD, или само PSPD могут дополнительно включать в себя вторичное коммутационное устройство, блокировку пуска, блокировку повторного пуска и т.д.
3.1.11 безопасная остановка работы; SOS (safe operating stop, SOS): Функция, которая не позволяет двигателю отклоняться от остановленного положения более чем на определенную величину, подавая энергию двигателю, чтобы он мог противостоять внешним силам.
Примечание 1 - Функция SOS предотвращает отклонение двигателя от положения остановки более чем на указанное значение. Система силового привода снабжает двигатель энергией, чтобы он мог выдерживать внешние нагрузки, см. также IEC 61800-5-2.
Примечание 2 - Эта функция безопасности соответствует контролируемой остановке категории 2 по IEC 60204-1, где крутящий момент, скорость или положения вращения поддерживаются и контролируются.
3.1.12 безопасная остановка 1; SS1 (safe stop 1, SS1): Функция, которая:
a) инициирует и контролирует скорость замедления двигателя в установленных пределах для остановки двигателя и инициирует функцию STO (3.1.14), когда скорость двигателя ниже заданного значения;
b) инициирует и контролирует скорость замедления двигателя в установленных пределах для остановки двигателя и инициирует функцию STO, когда скорость двигателя ниже указанного значения; или
c) инициирует замедление двигателя и функцию STO после определенной для приложения задержки времени.
Примечание 1 - Эта функция безопасности соответствует контролируемой остановке в соответствии с категорией останова 1 IEC 60204-1.
3.1.13 безопасная остановка 2; SS2 (safe stop 2, SS2): Функция, которая:
a) инициирует и контролирует скорость замедления двигателя в установленных пределах для остановки двигателя и инициирует функцию безопасной остановки работы, когда скорость двигателя ниже заданного предела;
b) инициирует и контролирует скорость замедления двигателя в установленных пределах для остановки двигателя и инициирует функцию безопасной остановки работы, когда скорость двигателя ниже указанного предела; или
c) инициирует замедление двигателя и активирует функцию безопасной остановки работы после определенной для приложения задержки времени.
Примечание 1 - Эта функция безопасности соответствует контролируемой остановке в соответствии с категорией останова 2 IEC 60204-1.
3.1.14 безопасное выключение крутящего момента; STO (safe torque off, STO): Функция, которая гарантирует, что к двигателю не будет применена энергия, которая может вызвать вращение или движение (в случае линейного двигателя).
Примечание 1 - Система силового привода (ССП) не обеспечивает подачу энергии на двигатель, который может генерировать крутящий момент или силу (в случае линейного двигателя), см. также IEC 61800-5-2:2016, 4.2.3.2.
Примечание 2 - Эта функция безопасности соответствует неконтролируемой остановке в соответствии с категорией останова 0 IEC 60204-1.
Примечание 3 - Эта функция безопасности может использоваться в случаях, когда требуется отключение питания для предотвращения неожиданного запуска.
Примечание 4 - В случаях, когда присутствуют внешние воздействия (например, падение подвешенных грузов), могут потребоваться дополнительные меры (например, механические тормоза) для предотвращения любой опасной ситуации.
Примечание 5 - Электронные средства и электрические контакторы не обеспечивают достаточной защиты от поражения электрическим током, поэтому могут потребоваться дополнительные меры по изоляции.
3.1.15 контроль направления (direction control): Устройство принудительного срабатывания для выбора и поддержания движения.
Примечание 1 - Управление направлением может осуществляться с помощью сенсорной клавиши, сенсорной кнопки, нажимной кнопки или поворотной кнопки, например, для открытия или закрытия двери или для движения по часовой стрелке или против часовой стрелки.
3.1.16 негорючий холодный материал (non-combustible cold material): Материал, за исключением древесины, с PCS < 3,0 МДж/кг (ISO 1716) или  и
и  и tf < 20 с (ISO 1182), который выдерживает поверхностное воздействие пламени и воздействие пламени по краям с временем воздействия 30 с без распространения пламени более чем на 150 мм по вертикали от точки приложения испытательного пламени в течение 60 с с момента приложения (ISO 11925-2).
и tf < 20 с (ISO 1182), который выдерживает поверхностное воздействие пламени и воздействие пламени по краям с временем воздействия 30 с без распространения пламени более чем на 150 мм по вертикали от точки приложения испытательного пламени в течение 60 с с момента приложения (ISO 11925-2).
и и tf < 20 с (ISO 1182), который выдерживает поверхностное воздействие пламени и воздействие пламени по краям с временем воздействия 30 с без распространения пламени более чем на 150 мм по вертикали от точки приложения испытательного пламени в течение 60 с с момента приложения (ISO 11925-2).3.1.17 короткое присутствие (short presence): Время пребывания человека в опасной зоне менее 1 ч суммарно, но не более 10 мин за одно воздействие в течение смены продолжительностью 8 ч.
3.1.18 минимальное количество смазки; MQL (minimum quantity lubrication, MQL): Процесс нанесения небольшого количества смазки на точку резания с помощью внешнего распыления или систем, проходящих через инструмент.
Примечание 1 - Количество используемого материала зависит от процесса обработки и типа системы подачи MQL.
Примечание 2 - Минимальное количество смазки иногда называют микросмазкой.
3.1.19 ручной сброс (функция ручного сброса) [manual reset (manual reset function)]: Функция в SRP/CS, используемая для ручного восстановления одной или нескольких функций безопасности перед перезапуском станка.
Примечание 1 - Примерами являются сброс световых завес, открытие дверей и т.д.
3.1.20 открытая охрана (open guard): Все возможные положения охраны, которые не полностью закрыты.
3.1.21 телесервис (teleservice): Диагностика станка (включая устранение неисправностей), обновление программного обеспечения и телеуправление (3.1.22) с удаленного сервисного центра.
3.1.22 телеуправление (telecontrol): Управление перемещениями станка с удаленного сервисного пункта.
3.1.23 устройство аварийной остановки (emergency stop device): Устройство управления с ручным приводом, используемое для инициирования функции аварийной остановки.
[ISO 13850:2015, 3.3]
В зависимости от области применения и связанных с ними опасностей станки подразделяются на четыре группы.
3.2.1 станки группы 1: расточно-фрезерные станки с ручным управлением (расточно-фрезерный станок без числового программного управления) [group 1 machine: manually controlled boring and milling machine without numerical control]: Станок, в котором движение осей контролируется приведением в действие механического маховика или в котором движение одной оси с приводом контролируется механическими, электрическими или другими средствами, но без возможности запрограммированного движения нескольких осей.
Примечание 1 - Для иллюстрации см. рисунки C.1 и C.2.
3.2.2 станки группы 2: расточно-фрезерный станок с ручным управлением и ЦПУ [group 2 machine: manually controlled boring and milling machine with limited numerical controlled capability]: Станок, который может работать как станок группы 1 с использованием механических или электронных маховиков или как станок с ограниченными возможностями ЧПУ (ЦПУ), который не способен автоматически запускать программу, автоматически инициировать смену инструмента, неограниченное быстрое перемещение осей и автоматическую смену заготовки или систему подачи прутка.
Примечание 1 - Для иллюстрации см. рисунки C.3 и C.4
Примечание 2 - Эта группа станков может быть оснащена некоторыми или всеми функциями станков группы 1 (станки с ручным управлением без ЧПУ) и ограниченной системой числового программного управления (ЦПУ), которая позволяет станку обеспечивать:
- постоянную скорость обработки поверхности (CSS);
- интерполяцию осей (т.е. копирование/предопределенное профилирование);
- циклы нарезания резьбы.
3.2.3 станки группы 3: расточно-фрезерный станок с числовым программным управлением и обрабатывающий центр [group 3 machine: numerically controlled boring-, milling machine and machining centre]: Станки с числовым программным управлением, способные выполнять запрограммированные многоосевые движения.
Примечание 2 - Такие станки могут включать в себя средства ручного управления в различной степени.
Примечание 3 - Обрабатывающие центры могут выполнять различные процессы обработки, например, точение, шлифование и т.д.
3.2.4 станки группы 4: станки с числовым программным управлением и станки специального назначения [Group 4 machine: Numerical controlled transfer and special purpose machine]: Станок с числовым программным управлением, способный обрабатывать только заранее заданные заготовки или семейство заготовок с помощью заранее определенной последовательности операций обработки.
3.3.1 станция <автоматическая линия> (station, <transfer machine>): Комплекс станков, обрабатываемых каждый свои операции рабочего цикла всей автоматической линии, включающая также приспособления, узлы, шпиндельные головки и другие механизмы, связанные с процессом, выполняемым на конкретной станции.
Примечание 2 - Станции обычно идентифицируются последовательной нумерацией, например:
станция 1: станция загрузки;
станция 2: станция обработки;
станция 3: измерительная станция,
станция 4: холостая станция,
станция xx: станция разгрузки.
3.3.2 электронный маховик (ручной генератор импульсов); MPG (electronic handwheel [manual pulse generator]; MPG): Устройство управления с ручным управлением, которое инициирует и поддерживает движение оси путем генерации импульсов, подаваемых на числовое программное управление (3.1.5) во время ее вращения
3.3.3 станция установки заготовки (workpiece setting station): Участок автоматической линии, на котором происходит загрузка/выгрузка заготовки.
3.3.4 устройство перемещения заготовки (workpiece transfer device): Блок, обычно встречающийся на станках групп 3 и 4, который меняет местами заготовку, находящуюся в рабочей зоне, со второй заготовкой.
Примечание 1 - Типичным устройством перемещения заготовок является устройство смены поддонов.
3.3.5 механизм загрузки/выгрузки заготовки (workpiece load/unload mechanism): Механизм, который подает заготовки на станок или удаляет их из станка.
3.3.6 ось подачи (feed axis): Ось подачи режущего инструмента или заготовки.
Примечание 1 - "Ось подачи" может приводиться в действие одним или несколькими приводами подачи.
3.3.7 рабочая зона (work zone): Зона, где происходит процесс резки.
3.3.8 доступная опасная зона (accessible hazard zone): Опасная зона станка, где при ее предполагаемом использовании требуется стационарное положение стоя с доступом для всего тела (например, доступная рабочая зона).
3.3.9 шпиндель (spindle): Система привода вращения режущего инструмента (инструментального шпинделя).
3.3.10 шпиндель зажимной (workholding spindle): Система привода для вращения заготовки.
3.3.11 контршпиндель (counter spindle): Шпиндель, который состоит из двух шпинделей, установленных друг напротив друга, и эти шпиндели могут вращаться синхронно.
Примечание 1 - Контршпиндель - это компонент станка, который расположен напротив главного шпинделя. Он позволяет производить двухстороннюю обработку заготовки, при которой заготовка перемещается с главного шпинделя на контршпиндель. Контршпиндель движется по тем же направляющим, что и главный шпиндель.
3.4.1 режим работы; MO (mode of operation; MO): Задаваемый определенный объем функций станка при соблюдении предопределенных мер защиты.
Примечание 1 - Режим работы сам по себе не является функцией. Функции, обобщенные под термином режим работы, могут использоваться только тогда, когда активирован конкретный режим работы.
Примечание 2 - См. раздел 5 по требованиям безопасности и мерам, касающимся режимов работы.
3.4.2 система выбора режима работы (система отбора MO) [mode of operation selection system (MO selection system)]: Возможность ручного выбора режима работы станка, к которому имеет доступ только уполномоченный круг лиц.
3.4.2.1 режим работы устройства доступа (устройство доступа MO) [mode of operation access device (MO access device)]: Средство, ограничивающее доступ к системе авторизованной группой лиц и предотвращающее случайное или неправомерное срабатывание системы отбора.
3.4.2.2 устройство выбора режима работы (устройство выбора MO) [mode of operation selection device (MO selection device)]: Возможность изменения режима работы станка.
Примечание 1 - Устройство выбора может быть интегрировано в устройство доступа MO, например, в ключевой переключатель (переключатель выбора режима работы).
3.4.2.3 режим работы активационного устройства (устройство активации MO) [mode of operation activation device (MO activation device)]: Устройство, активирующее выбранный режим работы.
3.4.3 режим работы 0; MO 0 (mode of operation 0; MO 0): Управление станком оператором с неавтоматическим многоосевым режимом работы, при котором оператор контролирует процесс обработки без использования предварительно запрограммированных многоосевых режимов работы.
Примечание 1 - MO 0 также может называться ручным режимом.
Примечание 2 - Движением осей можно управлять с помощью управления направлением или другими способами.
3.4.4 режим работы 1; MO 1 (mode of operation 1; MO 1): Автоматический, программируемый, последовательный режим работы станка с возможностью ручной или автоматической загрузки/выгрузки заготовок и инструментов, до остановки программой или оператором.
Примечание 1 - MO 1 также может называться автоматическим режимом.
Примечание 2 - Автоматический режим может включать перерыв в работе для загрузки/выгрузки заготовок и инструментов.
3.4.5 режим работы 2; MO 2 (mode of operation 2; MO 2): Режим работы, при котором регулировка и подготовка к последующему процессу обработки выполняются оператором (наладчиком) с возможностью открытия защитных ограждений и/или подвешивания защитных устройств.
Примечание 1 - MO 2 также называется режимом настройки.
Примечание 2 - Оценка положения инструмента или заготовки (например, путем касания заготовки зондом или инструментом в пошаговом режиме) является процедурой режима настройки (см. 5.2.4.5).
3.4.6 режим работы 3; MO 3 (mode of operation 3; MO 3): Ограниченный автоматический режим (фиксированная последовательность отдельных последовательных шагов), запускаемый оператором, который позволяет осуществлять ручное управление или работу станка с числовым программным управлением, при открытых ограждениях и/или подвешенных защитных устройствах.
Примечание 1 - MO 3 также может называться дополнительным режимом для ручного вмешательства в ограниченных условиях эксплуатации.
3.4.7 режим обслуживания (MO-обслуживание) [service mode (MO service)]: Режим работы для задач по обслуживанию и ремонту при открытых ограждениях и/или приостановленных защитных устройствах.
Примечание 1 - Примерами задач по техническому обслуживанию и ремонту являются проверка точности позиционирования оси с помощью лазерных систем, тестирование круговой интерполяции, анализ погрешности шпинделя, анализ вибрации и т.д.
3.5.1 максимальная скорость шпинделя (maximum spindle speed): Максимально допустимая скорость вращения шпинделя инструмента, указанная и установленная в качестве параметра станка изготовителем станка.
3.5.2 безопасно ограниченная скорость; SLS (safely limited speed; SLS): Функция предотвращения превышения двигателем указанного предела скорости.
Примечание 1 - Функция SLS предотвращает превышение двигателем указанного предела скорости, см. IEC 61800-5-2, а также функции безопасности в таблице J.17 (17.3, 17.4).
В настоящем разделе перечислены все существенные опасности, опасные ситуации и события, которые по результатам оценки рисков определены как существенные для данного типа машин и которые требуют принятия мер по устранению или снижению риска.
Основными опасными зонами являются:
a) рабочие зоны с подвижными шпинделями и заготовками, зажимные элементы для зажима заготовок и инструментов, копировальные устройства, места установки заготовок и инструментов, охлаждающая жидкость под высоким давлением, специальные средства измерений (например, лазер);
b) транспортные устройства для загрузки/выгрузки заготовок;
c) инструментальные магазины и устройства смены инструмента;
d) зона вокруг конвейера для стружки и щепы (если он встроен);
e) открытая коробка передач;
f) открытые кулачковые механизмы;
g) ходовой винт;
h) подающий шнек;
i) шариковый винт;
j) линейные и вращательные приводы.
Существенные опасности, рассматриваемые в настоящем стандарте, перечислены в таблице 1.
Таблица 1
Номер | Причины опасностей и опасных ситуаций | Примеры операций, опасных ситуаций и опасных зон | Возможные последствия | Соответствующий подраздел, пункт настоящего стандарта | ||||
1 | Механические опасности | |||||||
1.1 | Приближение подвижного элемента к неподвижной части | Ручные операции между зоной инструмента и частями станка, для фрезерных работ, особенно опоры заготовки или между инструментом и заготовкой. Ручные операции между зонами смены механизмов, например, устройства смены инструмента/заготовок или устройства смены паллет | Риск сдавливания. Риск получения резаных ран. Риск затягивания или захвата частей тела | |||||
Движение подачи инструмента к заготовке | Риск сдавливания. Риск получения резаных ран. Риск получения повреждения от выброса деталей | |||||||
Ручные операции вблизи заготовки или шпинделя станка | Риск запутывания частей тела | |||||||
Зажим инструментов и заготовок | Риск сдавливания. Риск получения резаных ран | |||||||
1.2 | Движущиеся элементы | Операции в ближней зоне подвижных осей и в зоне автоматических загрузочно-разгрузочных устройств при обработке, настройке, обслуживании, ремонте. Операции на устройстве смены инструмента/устройстве смены заготовок/устройстве смены паллет. Операции в области эксплуатации платформ | Опасность удара. Риск затягивания или захвата частей тела. Риск сдавливания. Риск получения резаных ран | |||||
1.3 | Вращающиеся элементы | Непреднамеренный контакт с вращающимся инструментом, вращающейся заготовкой или устройством для очистки инструмента | Риск получения резаных ран или проколов. Опасность трения или истирания | |||||
1.4 | Режущие части, острые края | Непреднамеренный контакт с острыми краями элементов станка, заготовки или инструмента | Риск получения колотых ран и проколов. Риск повреждения кожи в результате трения (ссадина) | |||||
1.5 | Падение или выброшенные объекты | Выброс или падение обрабатываемого материала и стружки во время обработки, настройки станка, смены инструмента, технического обслуживания или остановки: - падающая заготовка; - поломка инструмента; - выброшенный сломанный элемент(ы) станка на станке или рядом с ним | Риск сдавливания. Опасность удара. Риск получения колотых ран и проколов | |||||
1.6 | Гравитация | Падение подвижных элементов станка во время настройки станка, например, при смене инструмента или заготовки, а также осей с большой нагрузкой. Поломка во время эксплуатации. Падение или падение элементов станка во время транспортирования или установки, например, действия вблизи осей, нагруженных силой тяжести. Операции в районе операционных платформ или карьеров | Риск сдавливания. Риск получения резаных ран. Опасность удара | |||||
1.7 | Высота относительно пола | Падение с высокорасположенных рабочих мест | Опасность удара. Опасности поскальзывания, спотыкания и падения | |||||
1.8 | Высокое давление | На гидравлических элементах во время нахождения у станка или около него, особенно во время установки станка. Запуск и работа с системами охлаждения | Проникновение или воздействие среды под давлением на кожу/глаза | |||||
1.9 | Отсутствие стабильности | Незакрепленный станок или часть станка падает или опрокидывается во время нахождения у станка или рядом с ним | Опасность удара. Риск сдавливания. Риск получения резаных ран | |||||
1.10 | Грубая, скользкая поверхность | Работы на земле и в зоне лестниц вокруг станка, а также работы на высоте из-за: - выброса или разлива металлорежущей жидкости, смазочных материалов или гидравлической жидкости; - остатков, содержащихся в выбрасываемых жидкостях; - недостаточности перил или других ограничивающих устройств, особенно в местах, где существует опасность падения | Опасности поскальзывания, спотыкания и падения | |||||
2 | Опасности, связанные с электричеством | |||||||
2.1 | Токоведущие части | Контакт с токоведущими частями | Опасность поражения электрическим током | |||||
2.2 | Детали, которые вышли из строя из-за неисправности | Контакт с деталями, находящимися под напряжением по причине неисправности | Опасность поражения электрическим током | |||||
3 | Термические опасности | |||||||
3.1 | Объекты или материалы с высокой/низкой температурой | Выброс горячей стружки или заготовок во время фрезерования при нахождении у станка и/или вблизи него, а также горячих/холодных поверхностей | Опасность ожога. Опасность обморожения | |||||
3.2 | Взрыв | Опасности ожогов, падений и ударов | ||||||
3.3 | Пламя | Опасность ожога | ||||||
4 | Опасности, связанные с шумом | |||||||
4.1 | Производственный процесс и движущиеся элементы | Вибрация инструмента и/или обрабатываемого материала при обработке, элементов привода и трансмиссии, при нахождении у станка или вблизи него, продувка воздухом для очистки | Постоянная потеря слуха. Все дальнейшие проблемы (например, механические, электрические) из-за помех речевой коммуникации или акустическим сигналам | |||||
5 | Опасности вибрации | |||||||
5.1 | Вибрирующие элементы | Передача вибраций от процесса фрезерования к оператору | Дискомфорт | |||||
6 | Радиационная опасность | |||||||
6.1 | Низкочастотное и высокочастотное электромагнитное излучение | На электрооборудовании, особенно во время настройки или обслуживания | Опасность ожога | |||||
6.2 | Оптическое излучение (инфракрасное, видимое и ультрафиолетовое), включая лазерное | На средствах измерения, особенно во время настройки или обслуживания | Повреждения глаз и кожи | |||||
7 | Опасность материала/вещества | |||||||
7.1 | Биологическое или микробиологическое вещество | Контакт с загрязненной охлаждающей жидкостью во время нахождения у станка и/или вблизи него | Опасность заражения | |||||
7.2 | Жидкость | Контакт кожи с охлаждающей жидкостью во время нахождения у станка и/или вблизи него | Повреждение кожи | |||||
7.3 | Туманы и пары | Вдыхание и проглатывание веществ, используемых или образующихся во время работы (например, охлаждающей жидкости), во время пребывания у станка и/или вблизи него | Затруднение дыхания, отравление | |||||
7.4 | Горючая пыль | Работает: - с горючей пылью, например алюминиевой, титановой, магниевой стружкой и/или - легковоспламеняющейся охлаждающей жидкостью, например, маслянистой охлаждающей жидкостью | Пожаровзрывоопасность, ожоги | |||||
8 | Эргономические опасности | |||||||
8.1 | Конструкция или расположение визуальных дисплеев | Неправильная интерпретация отображаемой информации на рабочем месте оператора | Все дальнейшие проблемы (например, механические, электрические) из-за человеческих ошибок | |||||
8.2 | Конструкция, расположение или идентификация устройств управления | Неправильная эксплуатация станка на рабочем месте оператора | ||||||
8.3 | Чрезмерные усилия | На устройствах управления и во время обращения. Недостаточный учет анатомии руки/кисти или ноги/ступни при смене заготовки или инструмента. Недостаточный учет положения тела при выполнении задач по техническому обслуживанию | Усталость | |||||
8.4 | Поза тела | Нарушения опорно-двигательного аппарата | ||||||
8.5 | Повторяющиеся действия | Усталость, возможность повреждения защитных устройств | ||||||
| ||||||||
Видимость, местное освещение | Операции при перемещении/позиционировании обрабатываемого материала и инструмента, при загрузке/выгрузке, при настройке станка, смене инструмента и техническом обслуживании | Нарушения рассудительности и точности выполнения определенных действий. Усталость. Ошибки, связанные с человеческим фактором | 8.6 | |||||
8.7 | Человеческая ошибка/человеческое поведение | Разумно предсказуемое неправильное использование станка. Неправильная обработка и настройка обрабатываемого материала и фрезерного инструмента. Недостаточная организация рабочего места и/или процесса обработки. Недостаточное рассмотрение анатомии руки или ноги. Неправильный монтаж | Все вышеперечисленные опасности | |||||
9 | Опасности, связанные со средой эксплуатации станка | |||||||
9.1 | Электромагнитные помехи | Неконтролируемые движения (включая изменения скорости, непреднамеренное, неожиданное начало движения) | Риск сдавливания, разрезания, захвата, запутывания | |||||
10 | Сочетание опасностей | |||||||
10.1 | Отказ источника питания | Падение или выброс подвижных элементов станка или зажатой заготовки или инструмента. Невозможность остановки движущихся элементов | Риск сдавливания. Риск получения резаных ран. Опасность удара. Риск получения резаных ран или разрыва. Риск запутывания частей тела. Опасность затягивания или защемления. Риск получения колотых ран и проколов. Риск повреждения кожи в результате трения (ссадина) | |||||
10.2 | Восстановление подачи электроэнергии после перерыва | Неконтролируемые движения (включая изменение скорости) непреднамеренный/неожиданный запуск | ||||||
10.3 | Отказ/нарушение работы системы управления | Падение или выброс подвижных элементов станка или зажатой заготовки или инструмента. Невозможность остановки движущихся элементов. Неконтролируемые движения (включая изменение скорости). Непреднамеренный/неожиданный запуск. Другие опасные ситуации, возникающие из-за отказа или ненадлежащей конструкции системы | ||||||
В дополнение к требованиям настоящего пункта станки должны быть спроектированы в соответствии с принципами ISO 12100 для учета соответствующих, но несущественных опасностей, которые не рассматриваются в настоящем стандарте.
Выбранная скорость резания станка не должна превышать максимально допустимую скорость резания используемого инструмента.
Применимые функции безопасности для опасных движений в рабочей зоне должны соответствовать требованиям, перечисленным в таблице J.18.
Применимые функции безопасности для опасных перемещений в зоне обслуживания должны соответствовать требованиям, перечисленным в таблице J.19.
Применимые функции безопасности для интерфейса загрузки/выгрузки приложений должны соответствовать требованиям, перечисленным в таблице J.20.
Защитные устройства должны соответствовать ISO 14120.
Требования следующие:
a) Если стационарные ограждения устанавливаются на полу (например, ограждение по периметру), они должны иметь высоту не менее 1400 мм и расстояние в соответствии с ISO 13857:2019, таблица 2, чтобы предотвратить доступ в опасную зону. Любое отверстие между нижней частью ограждения и полом не должно превышать 200 мм в соответствии с ISO 11161:2007, 8.5.2.
b) Доступ к механическим приводам передачи мощности (например, цепям и звездочкам, шестерням, подающим винтам, шариковым винтам и т.д.) должен быть предотвращен фиксированными ограждениями в соответствии с ISO 14120:2015, или конструкции станка должны выступать в качестве фиксированных ограждений. Отверстия в ограждениях и их расстояние до опасной зоны должны быть спроектированы в соответствии с ISO 13857:2019.
Требования следующие:
a) Подвижные блокируемые ограждения должны быть заблокированы с блокировкой ограждения или без нее в соответствии с ISO 14119:2013, чтобы предотвратить доступ к опасным зонам, где происходят опасные движения станка. Необходимо обеспечить, чтобы опасная зона не могла быть достигнута при открытии блокирующего ограждения до того, как опасное движение станка прекратится в соответствии с ISO 13855:2010, раздел 9. Выбор блокирующих устройств должен соответствовать ISO 14119:2013, раздел 6. Функция безопасности для снятия блокировки ограждения должна соответствовать требованиям, изложенным в таблице J.17 (17.2).
b) Обнаруженная неисправность в блокировочном устройстве, т.е. функция или компоновка, должна приводить к остановке станка, инициированной функцией остановки, связанной с безопасностью, согласно приложению J. Только для управления с интегрированной технологией безопасности, SOS в соответствии с IEC 61800-5-2 удовлетворяет вышеуказанным требованиям (SS2). Эта мера не применяется во всех случаях, когда сама остановка также вызвана ошибкой (например, потерей энергии).
c) Открытие ограждения приведет к инициированию требований безопасности выбранного MO.
d) Если после отключения питания ожидается длительное движение (например, вращение шпинделя по инерции), доступ к станку должен быть заблокирован с помощью запирающего устройства защитного кожуха в обесточенном состоянии.
e) Должны быть приняты меры по минимизации возможного выхода из строя блокировочных устройств (см. ISO 14119:2013, раздел 7).
f) Блокировочные ограждения с функцией запуска (функцией управления) должны использоваться только в том случае, если выполнены все требования ISO 12100:2010, 6.3.3.2.5.
Закрытие защитного кожуха может использоваться в качестве команды на запуск станка, если система защитного кожуха соответствует требованиям ISO 12100:2010, 6.3.3.2.5.
Перемещения силовых защитных устройств, работающих под действием силы тяжести, не должны приводить к возникновению опасных ситуаций при потере мощности, например, из-за срабатывания обратных клапанов, блокирующих или зажимных устройств или тормозов.
Электрически управляемые подвижные ограждения для доступа пользователей могут быть реализованы как автоматические или как ручные подвижные ограждения с электроприводом.
Все применимые функции безопасности, перечисленные в таблице J.13, будут выполнены.
5.1.2.4.2 Механизированные подвижные блокирующие ограждения, движение которых автоматически поддерживается системой управления
Механизированные подвижные блокирующие ограждения должны соответствовать ISO 12100:2010, 6.3.3.2.6 и ISO 14120:2015, 5.2.5.4 и должны быть оснащены защитным устройством для предотвращения риска получения резаных ран на переднем крае или должны иметь закругленные края с радиусом не менее 2 мм для каждого края и общим значением радиуса (сумма двух радиусов) не менее 6 мм. Если одна сторона представляет собой плоскую поверхность, эта сторона должна иметь ширину более 30 мм, а другая сторона должна иметь минимальный радиус 6 мм.
Если предусмотрены чувствительные к давлению края, они должны быть установлены по всей длине переднего края на максимальной высоте 2 700 мм над полом или платформой (ISO 13857:2019, 4.2.1.2). Чувствительный к давлению край должен соответствовать ISO 13856-2. При открытии не должно быть опасностей, связанных с раздавливанием и срезанием краев.
При использовании уменьшенных усилий сила, препятствующая закрытию ограждения, не должна превышать 75 Н, а кинетическая энергия ограждения не должна превышать 4 Дж. Если ограждение оснащено защитным устройством, которое автоматически инициирует повторное открытие ограждения при срабатывании, эта сила может быть не более 150 Н, а кинетическая энергия не более 10 Дж.
Ограничение энергии и сил должно осуществляться в соответствии с ISO 14120, а продолжительность периода времени - в соответствии с EN 16005.
Примечание 1 - Силу можно измерить, например, с помощью устройства, состоящего из поршня, снабженного шкалой, действующей на пружину, гладкой втулки, позволяющей измерить крайнюю точку движения в момент удара. Для определения шкалы, соответствующей указанным предельным значениям (см. EN 81-1:1998+A3:2009, 7.5.2.1.1.2), можно использовать простой расчет.
b) Станки с доступной опасной зоной обработки
В дополнение к 5.1.2.4.2 a) должны быть предусмотрены дальнейшие дополнительные меры в соответствии с 5.2.3.2 b) по предотвращению застревания в опасной зоне, а команда запуска для закрытия силового подвижного ограждения должна быть возможна только из-за пределов доступной опасной зоны.
Примечание 2 - Требования 5.1.2.4.2 также применимы в случаях, когда движения механических блокируемых защитных ограждений инициируются кнопкой, сенсорной клавишей, M-функцией, сенсорным экраном и т.д.
Для ручных механических передвижных ограждений должна быть предусмотрена одна из следующих мер защиты:
a) ручное управление силовым ограждением с помощью двуручного управления (ISO 13851). Панель управления оператора должна быть закреплена на случай перемещения силового ограждения, а исполнительные механизмы двуручного управления должны быть расположены на достаточном расстоянии от опасной зоны согласно ISO 13855:2010, раздел 8: не менее 100 мм с соответствующим ограждением с двумя кнопками B1 (первая рука) и B2 (вторая рука) двуручного управления;
b) ручное управление силовым ограждением с помощью устройства включения и управления направлением (см. ISO 12100):
- минимальное расстояние до опасной зоны не является обязательным для оператора;
- устройство включения и управления направлением движения монтируется на пульте управления или на переносном пульте ручного управления, что обеспечивает оператору полную видимость опасной зоны;
- при условии наличия только опасности удара (зазор > 300 мм) допускается скорость движения до 25 м/мин;
- если зазор между подвижным защитным ограждением с электроприводом и неподвижным защитным ограждением составляет менее 300 мм и представляет риск разрезания или сдавливания, допускается максимальная скорость перемещения только 5 м/мин;
- при отпускании включающего устройства (первая рука) или устройства управления направлением (вторая рука) привод должен замедлиться до полной остановки, инициированной функцией остановки, связанной с безопасностью, для включающего устройства, в зависимости от режима работы; или
c) ручное управление силовым ограждением с помощью устройства удержания для запуска. Расположение устройства удержания для запуска должно быть на расстоянии не менее 2,10 м от края ограждения или мер безопасности, как описано в 5.1.2.4.2 a), должен быть на месте. При отпускании устройства удержания привод должен замедлиться до полной остановки, инициируемой функцией остановки, связанной с безопасностью.
Должны быть предусмотрены средства для предотвращения опасного перемещения вертикальных или наклонных осей под действием силы тяжести, например, избыточная система ограничения, тормоза, противовес, как указано в приложении G. Требования, касающиеся функций безопасности, например, функции управления, для предотвращения непреднамеренного опускания вертикальных или наклонных осей (см. таблицу J.3).
Должны быть выполнены следующие требования по мерам защиты для станков группы 1.
a) Чтобы заблокировать доступ к режущему инструменту (см. рисунок D.1), необходимо предусмотреть регулируемые ограждения. Ограждения должны соответствовать ISO 14120, блокировка должна соответствовать ISO 14119:2013.
b) Что касается маховиков, то опасность захвата, защемления и удара в результате вращения маховиков под действием силы должна быть предотвращена, например, путем автоматического расцепления или путем использования простых сплошных (без спиц) маховиков без штифтов или с подпружиненными штифтами для безопасного положения.
c) Защитная одежда и обучение важны. Поскольку оператор не полностью защищен от опасности выброса в рабочей зоне, особое внимание следует уделять документации, т.е. инструкциям по применению, чтобы гарантировать, что оператор имеет необходимую квалификацию и использует средства индивидуальной защиты (СИЗ), например, защитные очки, плотно прилегающую одежду и т.д. [см. инструкции в 6.3.1 q)].
d) Скорость непрерывной подачи оси с приводом не должна превышать 2 м/мин и/или скорость оси ускоренного перемещения с удержанием не должна превышать 5 м/мин.
Если станки группы 1 обеспечивают скорость подачи по оси с постоянным приводом, превышающую 2 м/мин, и/или скорость ускоренного перемещения по оси с удержанием, превышающую 5 м/мин, то требования 5.2.2 для группы 2 также применяются к машинам группы 1.
Характеристики защитных устройств и особые требования к станкам группы 2 следующие.
a) Рабочая зона должна быть ограждена фиксированными и/или блокируемыми подвижными ограждениями (см. рисунок D.2). Ограждения должны соответствовать ISO 14120, блокировка должна соответствовать ISO 14119:2013. Блокировка ограждения (см. ISO 14119) должна быть предусмотрена, когда открытие блокируемого подвижного ограждения обеспечивает доступ к любым опасностям во время замедления (т.е. выбега) (см. ISO 13855:2010, раздел 9).
b) Любые движения станка (за исключением случаев 5.2.2 c) возможны только тогда, когда заблокированные подвижные ограждения закрыты. Открытие заблокированного подвижного ограждения должно приводить к остановке и блокировке опасных движений. Остановка должна быть категории 0 или категории 1 в соответствии с IEC 60204-1:2016, 9.2.3.3. Для управления с интегрированной технологией безопасности SOS, SS2, SS1 и STO в соответствии с IEC 61800-5-2 удовлетворяют вышеуказанным требованиям.
c) Если требуются движения станка с приводом при открытом подвижном ограждении (например, для настройки), эти движения должны быть разрешены только при соблюдении следующих ограничений:
1) Скорость перемещения подачи оси должна быть ограничена 2 м/мин и инициироваться и поддерживаться устройством управления с удержанием (ISO 12100:2010, 3.28.3);
2) Вращение шпинделя должно инициироваться и поддерживаться одним из следующих способов:
- устройство управления с удержанием;
- устройство запуска шпинделя вместе с устройством включения. Когда выполняется ручной ввод данных (MDI), за которым следует команда "запуск цикла", движение оси и шпинделя должно быть инициировано и поддерживаться только при активированном устройстве включения. Отпускание устройства включения должно инициировать функцию остановки, связанную с безопасностью, в соответствии с приложением J. Для управления с интегрированной технологией безопасности SOS, SS1, SS2 и STO в соответствии с IEC 61800-5-2 удовлетворяют этому требованию;
3) скорость вращения шпинделя должна быть ограничена возможностью остановки вращения, пока подвижное ограждение открыто, а функции безопасности эффективны. После команды остановки шпиндель должен стоять неподвижно в течение 2 оборотов без инструмента. В случае потери питания или ошибок в элементах управления или питания допускается выбег привода шпинделя.
d) Для предотвращения доступа к движущимся элементам станка необходимо предусмотреть неподвижные и/или блокируемые подвижные ограждения, если
- существует опасность удара, а линейная скорость превышает 15 м/мин; или
- существует риск сдавливания, разрезания или захвата частей тела, а линейная скорость превышает 2 м/мин.
Безопасные расстояния для ограждений, не позволяющие оператору или другим лицам находиться в опасной зоне, должны соответствовать ISO 13857:2019, таблицы 4 - 7.
Должны быть предусмотрены меры безопасности для снижения рисков, перечисленных в таблице 1 (например, запутывание, сдавливание, разрезания и т.д.) путем предотвращения доступа к опасным частям/зонам машин (см. раздел 4). Общие указания по выбору защитных устройств, когда опасности от движущихся частей не могут быть предотвращены путем проектирования, приведены в 5.1.2 и в ISO 12100:2010, 6.3. Для характеристик защитных устройств, используемых для минимизации опасности выброса, см. 5.11.
Во время операций обработки рабочая зона должна быть ограждена, где это практически осуществимо, фиксированными и/или блокируемыми подвижными ограждениями.
При использовании ESPE или PSPD средства защиты для обнаружения доступа в рабочую зону должны соответствовать следующим стандартам:
- для ESPE: IEC 61496-1, IEC 61496-2, IEC 61496-3;
- для PSPD: ISO 13856-1:2013, ISO 13856-2:2013, ISO 13856-3.
Расстояния между защитным устройством (например, AOPD) и рабочей зоной должны соответствовать ISO 13855 относительно скорости приближения.
Характеристики защитных устройств и особые требования для машин групп 3 и 4 следующие.
a) Если требуется регулярное наблюдение за работой станка (т.е. чаще одного раза в смену), должны быть предусмотрены средства (например, окна), позволяющие это сделать без необходимости открывать, снимать или подвешивать какие-либо ограждения рабочей зоны или другие защитные устройства (см. также таблицу 1, 8.6 о видимости и местном освещении).
b) Блокировка защитных ограждений: когда люди могут иметь полный доступ или могут оставаться в опасной зоне (зонах), не будучи видимыми оператору, должны быть предусмотрены средства для предотвращения повторного запуска. Этими средствами могут быть:
- средства защиты, определяющие присутствие оператора в рабочей зоне;
- блокировка закрытия двери техническими средствами (например, с помощью блокировочных устройств типа навесных замков);
- двойное подтверждение (внутри и снаружи защитного устройства).
Примечание - Одним из методов выполнения специального решения по сбросу является использование второго привода сброса. В этом случае функция сброса будет инициирована в опасной зоне первым приводом в сочетании со вторым приводом сброса, расположенным вне опасной зоны (рядом с защитой). Эта процедура сброса реализуется в течение ограниченного времени, прежде чем связанные с безопасностью части системы управления примут отдельную команду перезапуска (см. ISO 11161:2007, 8.9);
- подтверждение с позиции, позволяющей просматривать опасную зону (прямая активация запирающего устройства ограждения);
- предотвращение непреднамеренного закрытия защитных ограждений и защемления людей, например, с помощью силы тяжести, пружинного привода или отверстия для навесного замка.
c) При использовании блокировочных устройств с запиранием ограждения блокировка должна отключаться при включении питания [ISO 14119:2013, 4.3.3, рисунок 5 a), c)]. При наличии доступной опасной зоны должна быть предусмотрена аварийная разблокировка (ISO 14119:2013, 5.7.5.2) в сочетании с ручным сбросом блокировочного устройства, если используется разблокировка при включении питания в соответствии с ISO 14119:2013, 4.3.3, рисунок 5 a).
d) Альтернативы ограждениям: Если ограждение нецелесообразно (например, из-за размера заготовки, ее геометрии, других особых характеристик машины или ее применения), операторы и другие лица, подвергающиеся воздействию, должны быть защищены сочетанием других средств (например, защищенное положение оператора кабиной, периметральным ограждением, другими защитными устройствами). Например, если для загрузки/выгрузки заготовки на крупногабаритный станок используется внешнее оборудование (например, кран), кабина и периметральное ограждение являются более практичными средствами защиты, чем ограждение. См. 5.15 для получения дополнительной информации о кабинах оператора и периметральном ограждении.
Таблица 2 назначает различные в настоящем стандарте стандартизированные режимы работы (MO) группам станков, определенным в настоящем стандарте (станки групп 1 - 4). Стандартизированные режимы работы могут быть:
- неотъемлемый: MO является, ввиду технических ограничений или отсутствия возможности автоматического управления, единственно возможным режимом работы;
- обязательный: необходимо предоставить MO;
- необязательный: может быть предоставлен MO; или
не допускается: MO не должен предоставляться для управления станком, принадлежащим определенной группе.
Таблица 2
Режим работы (MO) | Группа 1 Расточно-фрезерные станки с ручным управлением без числового программного управления | Группа 2 Расточно-фрезерные станки с ручным управлением и ограниченными возможностями числового программного управления (ЦПУ) | Группа 3 Расточно-фрезерные станки с числовым программным управлением и обрабатывающие центры | Группа 4 Станки с числовым программным управлением и станки специального назначения |
MO 0 Руководство | Типовой, наиболее распространенный | Обязательный | Н/Д <b> | Н/Д <b> |
MO 1 Автоматический | Н/Д | Мандатор и см. 5.2.2 | Обязательный | Обязательный |
MO 2 Установка <a> | Н/Д | Необязательный | Обязательный | Обязательный |
MO 3 Ручное вмешательство в ограниченных условиях эксплуатации | Н/Д | Н/Д | Необязательный | Необязательный |
Обслуживание <a> MO Режим обслуживания | Н/Д | Необязательный | Необязательный | Необязательный |
<a> Для распределения полномочий доступа может потребоваться предусмотреть различные ключевые переключатели (или другие соответствующие средства доступа) для одного станка. <b> Ручная обработка без возможности ЧПУ возможна в MO 1, см. 5.2.4.4. Примечание 1 - Пример реализации: Ключ 1: Доступ к режиму настройки (и автоматическому режиму) для настройки персонала [см. 6.3.1 a) 3)]; Ключ 2: Доступ к коду программы ЧПУ и пользовательским изменениям параметров ЧПУ для надлежащим образом обученного персонала [см. 6.3.1 a) 3)]. Ключ 3: Доступ к режиму работы 3 для надлежащим образом обученного и уполномоченного персонала [см. 6.3.1 a) 3)]. Ключ 4: Доступ к сервисному режиму для обученного обслуживающего персонала пользователя станка [см. 6.3.1 a) 3)]. Примечание 2 - В большинстве случаев ключевой переключатель 1 (режим настройки) и ключевой переключатель 2 (доступ к коду программы ЧПУ) могут быть идентичны. | ||||
Если станок обеспечивает более одного режима работы, он должен быть оснащен системой выбора MO.
Выбранный MO будет отображаться на станке в соответствии с 6.2.2.
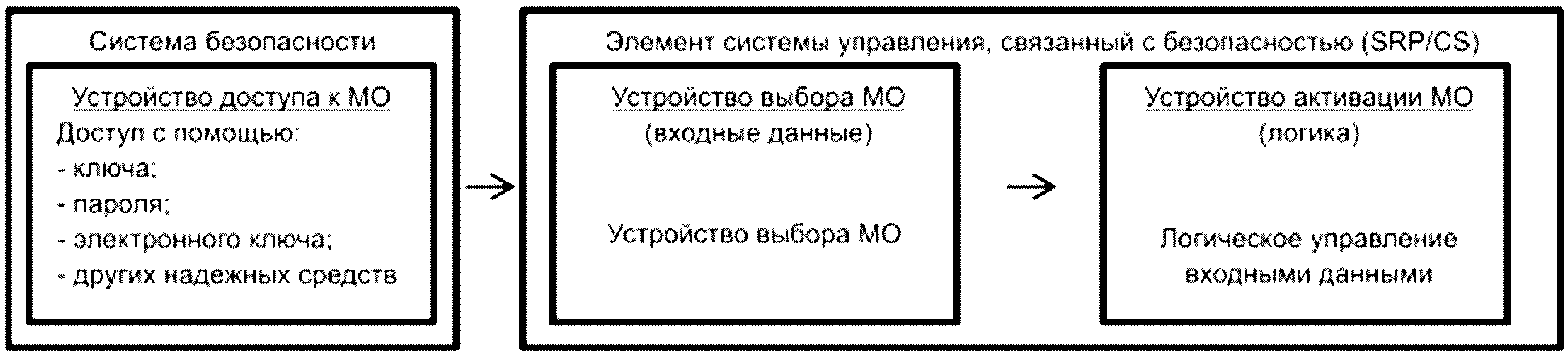
Выбор MO осуществляется в соответствии с рисунком 1.
Система отбора MO состоит из системы безопасности и элемента системы управления, связанной с безопасностью (SRP/CS). Единственной целью системы безопасности является предотвращение несанкционированного доступа к системе безопасности, которая содержит фактическое устройство выбора MO и устройство активации MO. Сама система безопасности не является частью системы управления, связанной с безопасностью (SRP/CS).
Устройство выбора MO и связанные с ним механизмы системы управления (SRP/CS) должны гарантировать, что в любой момент времени выбирается и включается только один MO.
Все применимые функции безопасности, перечисленные в таблице J.15, будут выполнены.
Выбор MO допускается только из-за пределов опасных зон.
Система выбора режима работы (MO)
и системой защиты
Часть системы выбора MO, связанная с безопасностью, должна иметь возможность блокировки. Выбор режима сам по себе не должен инициировать работу станка. Для выбора MO должны быть выполнены следующие требования.
a) Если для выбора MO в опасной зоне нескольких машин или взаимодействующих частичных машин доступно более одного местоположения (консоли управления) и с произвольной консоли управления выделенной опасной зоны выбран режим работы, отличный от MO 1, автоматический цикл должен быть прерван для этой конкретной опасной зоны до того, как будет разрешен доступ к этой опасной зоне.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду таблица 4, а не таблица 6. |
b) Каждый выбранный MO должен быть визуально обозначен [например, визуальным отображением на панели управления, цветными сигнальными лампами или текстом на пользовательском интерфейсе (HMI - человеко-машинный интерфейс)]. См. также 6.2.2, таблицу 6. В особых случаях, при необходимости, могут также использоваться звуковые сигналы (см. ISO 11161:2007, 8.10).
c) Динамический выбор режима не допускается, когда машина работает. Динамический переход между MO 1 и MO 3 применим только к машинам групп 3 и 4 (см. 5.2.4.6).
При выборе MO 0 применяются следующие требования.
a) Если предусмотрены блокируемые подвижные ограждения, вращение шпинделя должно инициироваться вручную только с помощью устройства управления, предусмотренного для этой цели, когда эти ограждения закрыты. Движение шпинделя с открытыми ограждениями должно инициироваться и поддерживаться только при активированном устройстве включения. Освобождение устройства включения должно инициировать функцию остановки вращения шпинделя, связанную с безопасностью.
b) Движение подачи оси должно быть возможным при закрытых заблокированных подвижных ограждениях, а скорость перемещения траверсы должна быть ограничена 5 м/мин. Движение подачи оси при открытых заблокированных подвижных ограждениях стола должно выбираться вручную и должно быть возможным только с помощью управления удержанием и запуском с ограниченной скоростью 2 м/мин.
c) Быстрое перемещение должно выбираться вручную и быть возможным только с помощью управления с удержанием.
d) При использовании управляемых осей подачи с силовым приводом допускается только одно движение оси подачи за раз. Шпинделю разрешено вращаться одновременно. Отпускание разрешающего устройства останавливает шпиндель и движение подачи, инициированное функцией остановки, связанной с безопасностью.
e) Применимые функции безопасности, перечисленные в таблице J.17 (17.7, 17.8), должны быть выполнены.
MO 1 - стандартный режим для производства, который может использовать полную производительность станка. Ручное перемещение осей станка и обработка с работающим приводом шпинделя разрешены при всех активных защитных устройствах и закрытых ограждениях. При выборе MO 1 (автоматический режим) перед запуском станка применяются следующие условия.
a) Подвижные блокируемые ограждения, обеспечивающие доступ в рабочую зону, должны быть закрыты, а защитные устройства должны быть активны, чтобы обеспечить и поддерживать работу в автоматическом режиме.
b) Если возможен полный доступ в опасную зону, то необходимо обеспечить, чтобы в этой зоне не было посторонних лиц. Если невозможно обеспечить видимость людей с места, где расположены устройства управления пуском/перезапуском, необходимо соблюдать требования 5.2.3.2 b).
c) Если предусмотрено несколько основных устройств запуска цикла управления, и операторы могут, таким образом, подвергнуть друг друга опасности, только одно из них должно быть включено в любой момент времени [см. ISO 12100:2010, 6.2.11.8 e)]. Если возможно запустить один и тот же опасный элемент с помощью нескольких органов управления, цепь управления должна быть организована так, чтобы в любой момент времени был эффективен только один орган управления.
d) Для запуска/перезапуска в MO 1 должны быть выполнены следующие требования:
- запуск/перезапуск должен осуществляться только с пульта управления, где отсутствует опасность;
- защитные устройства, относящиеся к данному режиму работы, включая их функции, связанные с безопасностью, должны быть надлежащим образом расположены и активны;
- устройство(а) управления пуском/перезапуском должно(ы) быть расположено(ы) таким образом, чтобы обеспечить четкий и беспрепятственный обзор для лиц, находящихся в опасной зоне.
Движения, связанные только с загрузкой/выгрузкой инструментов/заготовок в MO 1 с открытыми защитными ограждениями, должны быть возможны при соблюдении особых требований, указанных в 5.2.5.1 (станок с инструментальным магазином), 5.2.5.2 (станок с устройством смены инструмента), 5.2.5.3 (машина с механизмом перемещения заготовки), 5.2.5.4 (станок со станцией установки заготовок) и 5.2.5.5 (станок с механизмом зажима заготовки).
MO 2 - это режим работы, который позволяет оператору выполнять корректировки для последующего процесса обработки с открытыми подвижными блокированными ограждениями и/или подвешенными защитными устройствами. Оценка положения инструмента и заготовки, например, путем касания заготовки зондом или инструментом, является частью режима настройки.
При переходе на MO 2 с любого другого MO сначала необходимо прервать рабочий цикл, а затем разрешить доступ в рабочую зону (например, разблокировав заблокированное ограждение с помощью запирания ограждения).
При использовании устройства управления удержанием или электронного маховика одиночное движение и вращение шпинделя должны быть инициированы и поддерживаться только при активированном устройстве включения. Освобождение устройства включения должно инициировать функцию остановки, связанную с безопасностью, согласно приложению J. Устройство включения не требуется, если устройство управления удержанием или электронный маховик соответствуют требованиям безопасности согласно 5.8.6.
При выполнении ручного ввода данных (MDI) с последующей командой "запуск цикла" движение одной оси и шпинделя должно инициироваться и поддерживаться только при активированном устройстве включения.
Если любое заблокированное подвижное ограждение открыто и/или защитное устройство подвешено, опасные движения приводимого в действие станка разрешаются только при соблюдении следующих условий:
- должны быть ограничены максимумом 2 м/мин [для функции безопасности см. таблицу J.2 (2.4), таблицу J.4 (4.10), таблицу J.18 (18.5)]; или
- перемещение должно быть ступенчатым с максимальным шагом 10 мм;
- окружные скорости должны быть ограничены 15 м/мин [для функции безопасности см. таблицу J.2 (2.4), таблицу J.4 (4.10), таблицу J.18 (18.5)]; и
- скорость вращения должна быть ограничена 50 мин-1 (см. ISO 23125:2015, 5.2.4.4.1 d);
c) скорость вращения шпинделя должна быть ограничена его тормозной способностью. После команды "стоп" шпиндель должен стоять неподвижно в течение двух оборотов без инструмента.
Примечание - Количество двух оборотов относится только к смещению/углу, охватываемому процедурой замедления. Время реакции оператора не включено, например, выключение включающего устройства и управления не включены;
d) пределы скорости вращения или перемещения подачи оси или приращения расстояния [определенные в a), b) и c) выше] должны контролироваться [см. 5.8.7 и контроль ограничения скорости в таблице J.17 (17.3, 17.4)]. Остановка должна быть инициирована при превышении ограничения скорости. Функция остановки движения должна быть инициирована функцией остановки, связанной с безопасностью, согласно приложению J;
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеются в виду пп. 11.2 - 11.3 таблицы J.11, а не п. J.11.2 - J.11.3. |
e) незащищенные движения конвейера для стружки/обрезки должны инициироваться и поддерживаться только устройством управления с удержанием или разрешающим устройством (из первых рук) в сочетании с управлением направлением (из вторых рук) (см. J.11.2 - J.11.3), но не в сочетании с осями подачи и движением шпинделя;
f) только для станков групп 3 и 4: Автоматические механизмы смены инструмента и заготовки должны оставаться заблокированными в случае ожидающих операций в рабочей зоне. Инициирование их автоматического перемещения должно быть возможно только путем повторного выбора MO 1. Разрешены ручные одиночные перемещения механизмов смены инструмента и заготовки в сочетании с разрешающим устройством. Каждое перемещение должно инициироваться командой запуска. Это может быть достигнуто, например, с помощью MDI;
g) освобождение включающего устройства или удерживающего устройства управления [см. 5.8.6 a)] должно инициировать функцию, связанную с безопасностью, в соответствии с приложением J (обозначены как SF07-1 и SF07-2);
h) охлаждающая жидкость высокого давления должна быть ингибирована (см. таблицу J.12).
5.2.4.6.1 Основные характеристики
MO 3 - это дополнительный режим работы, который позволяет эксплуатировать машину в ручную или с помощью числового управления при открытых защитных ограждениях и/или подвешенных защитных устройствах.
Данный режим работы разрешен только для станков групп 3 и 4.
MO 3 может быть предоставлен только в том случае, если рабочая задача требует открытия защитных ограждений и/или подвешивания других защитных устройств.
Типичные рабочие задачи и области применения MO 3 с устройством включения следующие:
- очистка заготовки, например, удаление стружки для предотвращения царапин на поверхности;
- необходимо провести испытания программ ЧПУ/ЧУ, особенно циклические испытания с более высокими скоростями осей и/или шпинделей, чем разрешено в MO 2, и непосредственное наблюдение при открытом защитном кожухе;
- использование контактных центрирующих инструментов на скрытых деталях, которые не видны спереди или сзади заготовки, например, "искатель кромок" (наблюдение за точкой контакта с помощью ручной импульсной подачи рукоятки во вращающемся состоянии).
Примечание - Ограниченный набор функций (см. 5.2.4.6.2), предусмотренных в MO 3, дает мотивацию вернуться к более высокой производительности MO 1.
При выборе режимов работы MO 1 или MO 3 необходимо реализовать следующую последовательность:
- изменение от MO 1 к MO 3: сначала условия эксплуатации MO 1 должны быть снижены до требуемых в MO 3 и должны контролироваться. Затем должны быть разрешены соответствующие требования безопасности (например, возможность открытия ограждений или прерывания работы защитных устройств);
- переход от MO 3 к MO 1: сначала должны быть активированы более высокие требования безопасности MO 1 (например, закрыты подвижные ограждения или активирована световая завеса), затем должны быть разрешены более высокие значения условий эксплуатации MO 1.
Если любое заблокированное подвижное ограждение открыто и/или защитное устройство подвешено, опасные движения приводимого в действие станка разрешаются только при соблюдении следующих условий:
- ограничено 5 м/мин; или
- ступенчато с максимальным шагом 10 мм.
- окружная скорость должна быть ограничена 15 м/мин; и
- скорость вращения должна быть ограничена 50 мин-1 [см. ISO 23125:2015, 5.2.4.4.1 d)].
c) Скорость вращения шпинделя должна быть ограничена его тормозной способностью. После команды остановки шпиндель должен стоять неподвижно в течение пяти оборотов без инструмента.
Примечание - Число пяти оборотов относится только к смещению/углу, охватываемому процедурой замедления. Время реакции оператора, например, отпускание пускового устройства и органа управления не учитывается.
d) Пределы скорости вращения или перемещения подачи оси или приращения расстояния [как определено в a), b) и c)] должны контролироваться [см. 5.8.7 и контроль ограничения скорости в таблице J.17 (17.3, 17.4)].
e) Незапрограммированные движения должны достигаться следующим образом.
1) Вращение шпинделя должно инициироваться устройством управления пуском шпинделя совместно с включающим устройством и поддерживаться включающим устройством.
2) Движения осей должны инициироваться и поддерживаться одним из следующих способов:
- устройством удержания для запуска;
- электронным маховиком; или
- ручным вводом данных (MDI) с последующим запуском цикла вместе с разрешающим устройством.
f) Выполнение программы должно инициироваться устройством управления запуском цикла совместно с включающим устройством и поддерживаться включающим устройством.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеются в виду пп. 11.2 - 11.3 таблицы J.11, а не п. J.11.2 - J.11.3. |
g) Незащищенные движения конвейера для стружки/обрезков должны инициироваться и поддерживаться только устройством управления с удержанием или разрешающим устройством (из первых рук) в сочетании с управлением направлением (из вторых рук) (см. J.11.2 - J.11.3), но не в сочетании с осями подачи и движением шпинделя.
h) Автоматические механизмы смены инструмента и заготовки должны оставаться заблокированными в случае выполнения ожидающих операций в рабочей зоне. Инициирование их автоматического перемещения должно быть возможно только путем повторного выбора MO 1. Разрешены ручные одиночные перемещения механизмов смены инструмента и заготовки в сочетании с разрешающим устройством. Каждое перемещение должно инициироваться командой запуска. Это может быть достигнуто, например, с помощью MDI.
i) Отпускание включающего устройства или удерживающего устройства управления [см. 5.8.6 a)] должно инициировать функцию, связанную с безопасностью, в соответствии с приложением J (обозначены как SF07-1 и SF07-2).
j) Охлаждающая жидкость высокого давления должна быть ингибирована (см. таблицу J.12).
Примечание - В некоторых процессах обработки, например, при обработке сложных деталей в единичном производстве, оператору может потребоваться наблюдать за процессом обработки при открытых защитных ограждениях и/или выполнять корректирующие действия с помощью устройства управления. Поэтому возможно, что использование устройства включения в течение более длительного периода времени нецелесообразно по эргономическим причинам или что настройка нескольких параметров на устройстве управления предотвращает непрерывное приведение в действие устройства включения. В этом случае дополнительный режим работы может быть обеспечен с использованием дополнительных защитных мер. Из-за разнообразия возможных процессов обработки, которые могут потребовать дополнительный режим работы, в рамках настоящего стандарта невозможно стандартизировать соответствующий режим работы. Технический отчет по настоящему стандарту с примерами применения дополнительных режимов работы находится в стадии подготовки.
Этот режим работы предназначен для сервисных задач, таких как калибровочные измерения, устранение неисправностей, диагностика и проверка функций и производительности станка. Таким образом, MO Service обеспечивает его ограниченную функциональность или его частей, при которой могут быть открыты ограждения отдельных рабочих зон.
Обслуживание MO должно осуществляться только обслуживающим персоналом, прошедшим обучение у производителя/поставщика оборудования.
a) Для обеспечения этого режима необходимы следующие ограничения для автоматических функций.
1) Одновременное вращение шпинделя и движение осей допускается только для задач измерения и калибровки.
2) Ось/оси подачи могут перемещаться с соблюдением следующих ограничений:
- с устройством включения (PLr = d, категория 3) в сочетании с устройством управления с удержанием;
- с устройством включения (PLr = d, категория 3) в сочетании с командой запуска (PLr = b) и активированным устройством выбора переопределения; или
- если скорость осей ниже 15 м/мин и безопасно ограничена в PLr = d, категория 3 (SLS) в сочетании с командой пуска (PLr = b) и активированным устройством выбора ручного управления, то разрешающее устройство не требуется.
3) Вращение шпинделя должно начинаться и поддерживаться при соблюдении следующих ограничений:
- с устройством включения (PLr = d, категория 3) в сочетании с устройством управления с удержанием; или
- с устройством включения (PLr = d, категория 3) в сочетании с командой пуска (PLr = b) и активированным устройством выбора ручного управления.
4) Скорость вращения шпинделя должна быть ограничена его тормозной способностью. После отпускания устройства включения или устройства удержания шпиндель должен стоять неподвижно в течение пяти оборотов без инструмента.
Примечание - Число пяти оборотов относится только к смещению/углу, охватываемому процедурой замедления. Время реакции оператора, например, отпускание пускового устройства и органа управления не учитывается.
5) Если предусмотрено перемещение сменщика инструмента и/или инструментального магазина, то автоматические движения смены инструмента или перемещения инструментального магазина должны инициироваться устройством управления удержанием. Должна быть возможность последовательного инициирования отдельных шагов.
6) Если давление охлаждающей жидкости превышает 0,5 МПа, для включения и поддержания подачи охлаждающей жидкости требуется включающее устройство (PLr = d, категория 3) в сочетании с постоянно включенным устройством удержания для управления.
7) Пневматические или гидравлические движения частей станка должны инициироваться и поддерживаться с помощью включающего устройства (PLr = d, категория 3) в сочетании с постоянно включенным устройством удержания.
8) Измерение инструмента с использованием лазерных методов не допускается.
9) Движения конвейера для удаления стружки должны инициироваться и поддерживаться с помощью включающего устройства (PLr = d, категория 3) в сочетании с постоянно включенным устройством удержания для работы.
b) Можно перемещать более одной оси подачи.
c) Движения механизмов автоматической смены заготовок должны, если применимо, осуществляться с пониженными скоростями. Отдельные шаги должны реализовываться последовательно.
Если станок оборудован инструментальным(и) магазином(ами), необходимо выполнить следующие требования.
a) Доступ к магазину инструментов должен быть предотвращен фиксированными и/или блокируемыми подвижными ограждениями. Если требуется регулярное наблюдение за магазином инструментов, должны быть предусмотрены средства (например, окна).
b) При открытии заблокированных подвижных ограждений или защитных устройств в соответствии с 5.2.3.1, привод(ы) инструментального магазина должен (должны) быть остановлен(ы), а дальнейшие движения должны быть запрещены.
c) Отверстия для доступа должны соответствовать ISO 15534-1:2000 и ISO 15534-2:2000.
d) Для любой доступной опасной зоны инструментального магазина должны применяться те же требования, что и для рабочей зоны. Механизированные перемещения инструментального магазина при открытых ограждениях/защитных устройствах в соответствии с 5.2.3.1 допускаются при условии соблюдения следующих условий:
- устройство включения вместе с контролем направления; в этом случае движение должно осуществляться с пониженной скоростью не более 15 м/мин, если существует только опасность удара или если существует риск сдавливания, разрезания или захвата, либо иметь возможность остановки менее чем за 4 мм или быть не более 2 м/мин; или
- двуручное управление.
Должны быть выполнены требования ISO 13851:2019 для типа II или типа III B. Однако минимальное расстояние между кнопками 260 мм в ISO 13851 может быть приостановлено, если нет возможности приводить в действие двуручные устройства одной рукой, например, двумя независимыми переключателями кнопочного типа или поворотными переключателями.
Примечание - Типы переключателей: поворотного и кнопочного типа, описаны в EN 894-3+A1:2008.
Применяются требования к расстоянию, изложенные в разделе 8 ISO 13855:2010 (не менее 100 мм).
e) Никакие движения станка не должны инициироваться при срабатывании любого датчика или устройства обратной связи, пока открыты заблокированные ограждения (см. IEC 60204-1:2016, 10.1.4).
f) Должны быть предусмотрены средства для предотвращения перемещения вертикальных или наклонных осей под действием силы тяжести, например тормоза (см. приложение G).
g) Все применимые функции безопасности, перечисленные в таблице J.10, будут выполнены.
Если станок оборудован устройством(ами) смены инструмента, необходимо выполнить следующие требования.
a) Доступ к опасным движениям устройства (устройств) смены инструмента с любого направления должен быть предотвращен фиксированными и/или блокируемыми подвижными ограждениями.
b) При приостановке мер безопасности привод(ы) устройства смены инструмента и другие опасные движения должен (должны) быть остановлен(ы), а дальнейшие движения должны быть запрещены.
c) Приводные движения устройства смены инструмента с открытыми защитными кожухами/защитными устройствами - в соответствии с 5.2.3.1 Подвеска и полный доступ к телу не допускаются, если они выполняются в соответствии со следующими положениями:
- устройство включения вместе с контролем направления; в этом случае движение должно осуществляться с пониженной скоростью не более 15 м/мин, если существует только опасность удара или если существует риск сдавливания, разрезания или захвата, либо иметь возможность остановки менее чем за 4 мм или быть не более 2 м/мин; или
- двуручное управление.
Отпускание устройства включения или одного из двух устройств ручного управления должно инициировать функцию остановки, связанную с безопасностью, в соответствии с приложением J.
Должны быть выполнены требования ISO 13851 для типа II или типа III B. Однако минимальное расстояние между кнопками 260 мм в ISO 13851 может быть приостановлено, если нет возможности приводить в действие два ручных устройства одной рукой, например, двумя независимыми переключателями кнопочного типа или поворотными переключателями.
Примечание - Типы переключателей: поворотного и кнопочного типа, описаны в EN 894-3+A1:2008.
Применяются требования к расстоянию, изложенные в разделе 8 ISO 13855:2010 (не менее 100 мм).
d) Для любой доступной опасной зоны устройства смены инструмента в документации должна быть указана информация об остаточной опасности, связанной с присутствием людей. Также должны выполняться те же требования, что и для рабочей зоны.
e) Никакие опасные движения устройства смены инструмента не должны инициироваться при срабатывании любого датчика или устройства обратной связи, пока заблокированные ограждения открыты (см. IEC 60204-1:2016, 10.1.4).
f) Должны быть предусмотрены средства для предотвращения опасных перемещений вертикальных или наклонных осей под действием силы тяжести, например тормоза (см. приложение G).
g) Необходимо принять меры для предотвращения опасности от выпадения падающих инструментов при любых условиях эксплуатации и/или отключения электропитания при открытом блокировочном ограждении путем фиксации инструментов в устройстве смены инструментов.
h) Все применимые функции безопасности, перечисленные в таблице J.9, будут выполнены.
Если станок оснащен автоматическими механизмами перемещения заготовок, необходимо выполнить следующие требования.
a) Рабочие места операторов механизмов загрузки/выгрузки заготовок должны располагаться за пределами рабочей зоны и вдали от других опасных движений станка.
b) Доступ к опасным движениям с любого направления механизмов обработки заготовок должен быть предотвращен с помощью неподвижных и/или блокируемых подвижных защитных ограждений (ISO 14119:2013, раздел 7 и приложения A - D).
c) Если заблокированные подвижные ограждения открыты, привод(ы) механизма перемещения заготовки и другие опасные движения должен (должны) быть остановлен(ы), а дальнейшие движения должны быть запрещены.
d) Механизированные движения с подвижными блокированными ограждениями и/или защитными устройствами в соответствии с 5.2.3.1 в подвешенном состоянии должны быть приведены в действие и поддерживаться в положении на достаточном расстоянии от опасной зоны либо с помощью:
- устройства включения вместе с контролем направления; в этом случае движение должно осуществляться с пониженной скоростью не более 5 м/мин, если существует только опасность удара или если существует риск сдавливания, разрезания или захвата, либо иметь возможность остановки менее чем за 4 мм или быть не более 2 м/мин; или
- двуручного управления. Отпускание включающего устройства или одного из двуручных устройств управления должно инициировать функцию остановки, связанную с безопасностью, в соответствии с приложением J.
Должны быть выполнены требования ISO 13851 для типа II или типа III B. Однако минимальное расстояние между кнопками 260 мм в ISO 13851 может быть приостановлено, если нет возможности приводить в действие двуручные устройства одной рукой, например, двумя независимыми переключателями кнопочного типа или поворотными переключателями.
Примечание - Типы переключателей: поворотного и кнопочного типов, описаны в EN 894-3+A1:2008.
Применяются требования к расстоянию, изложенные в разделе 8 ISO 13855:2010 (не менее 100 мм).
e) Для любой доступной опасной зоны подъемно-транспортного механизма должны выполняться те же требования, что и для рабочей зоны.
f) Никакие опасные движения станка не должны инициироваться при срабатывании любого датчика или устройства обратной связи, пока заблокированные или контролируемые ограждения открыты (см. IEC 60204-1:2016, 10.1.4).
g) Должны быть предусмотрены средства для предотвращения опасных перемещений вертикальных или наклонных осей под действием силы тяжести, например тормоза (см. приложение G).
h) Все применимые функции безопасности, перечисленные в таблице J.6, будут выполнены.
Если станок оборудован станциями установки заготовок, необходимо выполнить следующие требования.
a) Если требуется механизированное перемещение станции установки заготовки (например, для вращения поддона с заготовкой) при открытых блокировочных ограждениях или подвешенных защитных устройствах (например, для очистки заготовки или проведения измерений), то это должно быть возможно с помощью одного из следующих способов:
- устройство включения вместе с управлением направлением; в этом случае движение не должно превышать максимум 15 м/мин, если существует только опасность удара. Если также существуют риск сдавливания, разрезания или захвата, движение должно быть остановлено в пределах расстояния перемещения 4 мм или максимальная скорость перемещения не должна превышать 5 м/мин; или
- двуручное управление. В этом случае должны быть выполнены требования ISO 13851 для типа II или типа III B. Однако минимальное расстояние между кнопками 260 мм в ISO 13851 может быть приостановлено, если нет возможности приводить в действие двуручные устройства одной рукой, например, двумя независимыми переключателями кнопочного типа или поворотными переключателями. Применяются требования к расстоянию ISO 13855:2010, раздел 8 (не менее 100 мм).
Примечание - Типы переключателей: поворотного и кнопочного типа, описаны в EN 894-3+A1:2008.
b) Для любой доступной опасной зоны станции установки заготовок должны быть выполнены требования, как для рабочих зон.
c) Никакие опасные движения станка не должны инициироваться при срабатывании любого датчика или устройства обратной связи, пока заблокированные или контролируемые ограждения открыты (см. IEC 60204-1:2016, 10.1.4).
d) Все применимые функции безопасности, перечисленные в приложении J, таблица J.6, будут выполнены.
Применяются требования к расстоянию, изложенные в разделе 8 ISO 13855:2010 (не менее 100 мм).
Если станок оснащен приводными механизмами зажима заготовок, необходимо выполнить следующие требования.
1) Необходимо принять меры для предотвращения непреднамеренного ослабления заготовок под действием силы тяжести, например, с помощью зажимов или опорных устройств.
2) Состояние приводного механизма зажима заготовки должно контролироваться при подключении, и если требуемое усилие приведения в действие, например, контролируемое давлением, током и т.д. (возможно косвенное измерение), не достигается, начало работы должно быть предотвращено или должна быть инициирована команда остановки, если работа уже началась [см. таблицу J.4, (4.2, 4.3)].
3) Никакое опасное перемещение зажимного устройства заготовки не должно инициироваться при срабатывании любого датчика или устройства обратной связи, пока заблокированные или контролируемые защитные устройства открыты (см. IEC 60204-1:2016, 10.1.4).
4) Все применимые функции безопасности, перечисленные в таблице J.4, будут выполнены.
b) Перемещение приводного зажимного устройства заготовки при открытых подвижных блокируемых ограждениях:
1) должно быть ограничено
i) ход зажима менее 4 мм (см. ISO 13857:2019, 4.2.4.1, таблица 4), или
ii) ход зажима от 4 до 20 мм инициируется и поддерживается с помощью функции безопасности, см. таблицу J.4, 4.1;
2) инициируется и поддерживается с помощью включающего устройства вместе с контролем направления, где видны зажимные устройства;
3) инициируется и поддерживается посредством двуручного управления (для двуручного управления должны быть выполнены требования ISO 13855:2010, раздел 8, и ISO 13851 для типа II); или
4) если требуется поддерживать заготовку вручную для фиксации или регулировки, движение должно контролироваться трехпозиционным ножным переключателем (категория 3) и пониженной скоростью не более 5 м/мин. Нажатие трехпозиционного ножного переключателя приводит к аварийной остановке или активации движения в направлении освобождения.
c) Для магнитных зажимных механизмов заготовок должны быть выполнены следующие требования:
1) требования 5.2.5.5 a) 1) и b) должны быть выполнены;
2) подключение через вилку и розетку.
Когда электрическая система управления подключена к магнитной зажимной пластине с помощью электрического штекерного соединения, заготовка должна быть освобождена или зажата путем приведения в действие устройства управления при подключенной системе управления. Созданное зажимное усилие или его номинальное значение, рассчитанное косвенным измерением, должно отображаться на электрическом устройстве управления до отключения. Движения осей допускаются только после проверки того, что отображаемое зажимное усилие соответствует или превышает требования к применению и что зажимное устройство было отключено. После отключения магнитное зажимное усилие должно оставаться в зажимной пластине. Подтверждение того, что зажимное усилие продолжает соответствовать или превышать требования к применению, должно выполняться через указанные интервалы в соответствии со спецификациями производителя путем повторного подключения устройства. Спецификации должны быть приведены в инструкции по эксплуатации (см. 6.3.1).
Примечание - Функция безопасности в соответствии с ISO 13849-1 не может быть определена для этих зажимных устройств, поскольку после их отключения соединение с зажимным устройством отсутствует.
Если электрическая система управления постоянно подключена к магнитной зажимной пластине, заготовка должна быть освобождена или зажата путем приведения в действие устройства управления. Созданное зажимное усилие или его номинальное значение, рассчитанное косвенным измерением, должно отображаться на электрическом устройстве управления. Перемещения осей допускаются только после проверки того, что отображаемое зажимное усилие соответствует или превышает требования к применению. Подтверждение того, что зажимное усилие продолжает соответствовать или превышать первоначальные требования к применению, должно выполняться с указанными интервалами в соответствии со спецификациями производителя. Спецификации должны быть указаны в инструкции по эксплуатации (см. 6.3.1).
4) Подключение через скользящие контакты
Когда электрическая система управления постоянно подключена к магнитной зажимной пластине с помощью скользящих контактов или щеток, заготовка освобождается или зажимается путем приведения в действие устройства управления. Этот метод допускает многоцелевое применение для фрезерных и токарных операций. Требования 5.2.5.5 c) 3) применимы.
Магнитный механизм зажима заготовки может использоваться без уровня производительности (PL).
Примечание - На данный момент производители не предоставляют информацию об уровне производительности.
d) Для механизмов зажима заготовок, работающих с вакуумом, должны выполняться следующие требования.
1) Требования 5.2.5.5 a) и b) должны быть выполнены.
2) Для этих зажимных устройств функции безопасности для механизмов зажима заготовок, указанные в таблице J.4 (4.2 и 4.3), должны быть реализованы.
e) Должна быть возможность работы станка без заготовки(ок) в приспособлении в автоматическом режиме работы с закрытыми защитными кожухами. В этом случае контроль зажима заготовки может быть отключен. Функция приглушения должна иметь тот же уровень безопасности, что и обнаружение неправильно зажатой заготовки [см. таблицу J.4 (4.3)]. Цикл прогрева должен быть выполнен в MO 1.
Общие условия таковы.
a) Зажимные устройства для заготовок, за исключением цанг, должны быть четко обозначены с указанием максимально допустимой скорости. Рабочий стол должен быть таким, чтобы можно было установить ручные зажимные устройства, в первую очередь, с положительным креплением. Монтаж зажимных устройств, направляемых в пазы, должен в первую очередь выполняться таким образом, чтобы пазы были закрыты снаружи или болты были установлены в открытые пазы, чтобы предотвратить выталкивание ослабленных зажимных устройств. Конструкция смотровых панелей и стальных листов (также секций крыши) для зажимного устройства с максимальной массой 2,5 кг должна соответствовать ISO 23125.
b) При вращении заготовки не должно быть возможности ослабить зажимное устройство заготовки вручную, независимо от того, как зажата заготовка. Освобождение должно быть возможно только во время остановки при безопасном контроле скорости (SSM, n = 0 об/мин; см. ISO 61800-5-2:2008, 4.2.3.14). При использовании гидравлических или пневматических зажимных устройств должны быть предусмотрены обратные клапаны.
c) Для станков, оснащенных зажимными устройствами, отличными от цанговых патронов, и где доступна программируемая скорость шпинделя зажимного приспособления, программа не должна работать в автоматическом режиме, если не выполнены следующие условия.
1) Станки должны иметь возможность ввода и/или проверки максимальной скорости вращения шпинделя зажимного устройства (фрезерного/токарного стола) с учетом максимально допустимой скорости зажимного устройства заготовки.
2) Вращательное движение должно начинаться только при выполнении хотя бы одного из следующих условий:
i) зажимное устройство рассчитано на максимально допустимую скорость рабочего стола; или
ii) когда требуемая скорость вращения превышает предельную скорость зажимного устройства, максимально допустимая скорость вращения должна быть ограничена [см. таблицу J.4 (4.9)].
3) Зажимное устройство должно быть спроектировано таким образом, чтобы на заготовку можно было передавать необходимые зажимные усилия и крутящие моменты.
4) Приводное усилие (например, путем контроля гидравлического или вакуумного давления), достаточное для безопасного зажима заготовки, должно поддерживаться до тех пор, пока шпиндель зажимного устройства (фрезерный/токарный стол) не остановится, в соответствии с ISO 16156:2004, 5.2.1, например, с помощью обратных клапанов в гидравлической системе или самоблокирующегося зажимного устройства заготовки.
5) Должны быть предусмотрены средства для контроля усилия приведения в действие устройства зажима заготовки (например, путем контроля гидравлического или вакуумного давления) приводных устройств зажима заготовки.
6) Для зажимных систем с электроприводом действуют следующие правила:
i) если требуемое усилие срабатывания силового зажимного устройства не достигается, начало вращательного движения должно быть предотвращено. В случае патронов дополнительно должен (должны) контролироваться ход(ы) кулачков патронов, чтобы гарантировать, что имеется достаточный ход после зажима компонента. Если усилие срабатывания не достигается или необходимый остаточный ход недостаточен, должен быть предотвращен запуск привода шпинделя зажимного устройства. Если контроль хода кулачков невозможен, должны быть предусмотрены другие меры безопасности, например, прямое измерение силы на заготовке (измерительные кулачки);
ii) Если привод шпинделя зажимного устройства (фрезерного/токарного стола) работает и усилие привода падает ниже заданного значения или активируется любая другая система контроля зажима заготовки, движение должно прекратиться, инициированное функцией остановки, связанной с безопасностью, в соответствии с таблицей J.4. (4.2). Если зажимное устройство невозможно контролировать во время обработки, должны быть предусмотрены альтернативные меры защиты, например, обнаружение дисбаланса, дополнительное устройство удержания заготовки, контроль наличия заготовки.
d) Для станков с двойными шпинделями (контршпиндель), которые передают заготовку на другой шпиндель, в то время как оба шпинделя вращаются с одинаковой скоростью, должна быть предусмотрена возможность работы шпинделя без заготовки в контршпинделе в автоматическом режиме работы с закрытыми защитными кожухами. В этом случае контроль зажима заготовки либо в главном шпинделе, либо в контршпинделе может быть отключен. Должны быть предусмотрены средства, обеспечивающие работу хотя бы одного из шпинделей с активированным контролем зажима заготовки.
e) Никакие опасные движения зажимного устройства заготовки не должны инициироваться при срабатывании любого датчика или устройства обратной связи, пока заблокированные или контролируемые защитные устройства открыты (см. IEC 60204-1:2016, 10.1.4).
f) Все применимые функции безопасности, перечисленные в таблице J.4, будут выполнены.
5.2.5.7 Дополнительные требования к конвейеру для стружки/щепок и системе удаления с опасными движущимися частями
Если станок оборудован системой сбора и удаления стружки/щепок, необходимо выполнить следующие требования.
a) Доступ к опасным движущимся частям систем сбора стружки/щепок должен быть предотвращен с помощью фиксированных ограждений. Если операторам необходимо иметь доступ чаще, чем один раз за смену, должны быть предусмотрены блокируемые подвижные ограждения, которые должны соответствовать ISO 14119:2013 и ISO 14120.
b) Открытие заблокированного подвижного ограждения, которое обеспечивает доступ к опасным движущимся частям системы сбора и удаления стружки/щепок, должно инициировать функцию безопасности в соответствии с таблицей J.11, 11.1, 11.4.
c) Если перемещение системы удаления стружки/щепок при открытом заблокированном защитном кожухе необходимо (например, для очистки), перемещение должно осуществляться, если оно:
1) разрешено с помощью устройства управления с удержанием в соответствии с 5.8.6;
2) разрешено с помощью включающего устройства вместе с пусковым устройством и уменьшенной окружной скоростью максимум 5 м/мин. Движение должно быть инициировано и поддерживаться только при активированном включающем устройстве. Отпускание включающего устройства должно инициировать функцию, связанную с безопасностью, согласно таблице J.11, 11.2, 11.3; или
3) инициируется и поддерживается посредством двуручного управления. Для двуручного управления должны быть выполнены требования ISO 13851:2019, раздел 7. Должны быть выполнены требования к расстоянию ISO 13855:2010, раздел 8 (не менее 100 мм). Движение должно быть инициировано и поддерживаться только при активированном двуручном устройстве управления. Отпускание двуручного устройства управления должно инициировать функцию, связанную с безопасностью, в соответствии с таблицей J.11, 11.2, 11.3.
d) Для зоны отвода стружки/щепок (зоны удаления) действует следующее.
1) конструкция и безопасные расстояния для защитных ограждений согласно ISO 13857:2019, таблица 3, если не предусмотрены какие-либо другие дополнительные меры;
2) рисунок 2 показывает пример конструкции с фиксированной защитной конструкцией для конвейера, который соответствует этому требованию. Если мера Y на рисунке 2 короче 850 мм, необходимо принять дополнительные меры для предотвращения попадания в опасное движение конвейера стружки. Необходимо принять следующие меры:
- размеры воронки Y (см. рисунок 2) должны быть не менее 150 мм;
- предусмотреть конструкцию, минимизирующую вероятность застревания стружки в воронке;
- предусмотреть запираемое устройство для отключения движения транспортера стружки с прямой видимостью в зоне выгрузки стружки (см. ISO 12100:2010, 6.2.2.1);
3) Транспортер для стружки должен быть промаркирован, как описано в 6.2.1 c) 2).
Как указано в 6.2, на полу должна быть нанесена желтая и черная разметка.
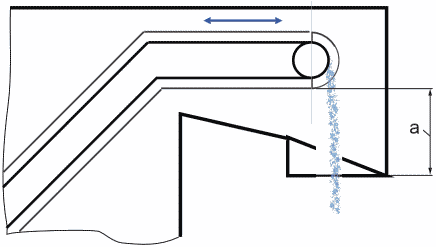
--------------------------------
<a> Y >= 150 мм.
e) Информация об эксплуатации/обращении с конвейером для стружки и контейнером должна быть предоставлена в инструкции по эксплуатации [см. 6.3.1 d)].
f) Только для станков группы 4: должны быть предусмотрены средства, позволяющие собирать и удалять стружку, без необходимости снимать защитные ограждения (например, конструкция приспособлений, способствующая удалению стружки, направленные потоки металлообрабатывающей жидкости).
g) Все применимые функции безопасности, перечисленные в таблице J.11, будут выполнены.
Если конструкция станка включает в себя ямы, должны быть выполнены следующие требования.
a) Ямы должны быть закрыты (например, решетками) или защищены от падения в них людей. Если покрытие невозможно, то для предотвращения падения людей в яму должна быть установлена одна из следующих альтернатив в указанном порядке приоритета:
1) перила в соответствии с ISO 14122-1 - ISO 14122-4;
2) кабели с наматывающими устройствами или заградительные цепи, ленты или кабели с предупреждающим знаком, расположенные на расстоянии не менее 1 м, но не более 2 м от опасной зоны.
b) Если доступ к ямам необходим для наблюдения, обслуживания или регулировки, вход в яму должен быть возможен через подвижные ограждения, которые предотвращают движение станка. Если необходимы движения станка с электроприводом, элементы станка могут перемещаться в соответствии с условиями, изложенными в 5.2.4, 5.2.5.3 и 5.2.5.4.
Примечание - ISO 13854 содержит требования к минимальным расстояниям для предотвращения сдавливания.
5.2.5.9 Дополнительные требования к станкам, оборудованным задней бабкой
Если станок оборудован устройством(ами) задней бабки, применяются следующие требования.
a) К устройству(ам) задней бабки применяют те же требования, что и к рабочей зоне.
b) Все применимые функции безопасности, перечисленные в таблице J.5, будут выполнены.
5.2.5.10 Дополнительные требования к машинам, оборудованным подачей прутка
Если машина оборудована устройствами подачи прутка, применяют следующие требования.
a) К устройству подачи прутка предъявляют те же требования, что и к рабочей зоне.
b) Все применимые функции безопасности, перечисленные в таблице J.7, будут выполнены.
5.2.5.11 Дополнительные требования к сжатому воздуху для процессов очистки и измерения
Если машина оснащена сжатым воздухом, применимые функции безопасности, перечисленные в таблице J.22, будут выполнены.
5.2.5.12 Дополнительные требования к зажиму и перемещению поддонов на станках с фрезерной и токарно-фрезерной обработкой
Если машина оснащена зажимом и перемещением поддонов, применимые функции безопасности, перечисленные в таблице J.8, будут выполнены.
a) Прямой контакт с электрооборудованием
1) Электрооборудование должно соответствовать IEC 60204-1, если иное не указано в настоящем стандарте.
2) Применяются следующие требования:
i) IEC 60204-1:2016, раздел 7, для защиты оборудования от короткого замыкания, цепи питания и перегрузки. Изготовитель станка должен предоставить пользователю информацию о том, как обеспечить защиту от короткого замыкания цепи питания (см. 6.3.8).
Примечание - Защита от короткого замыкания в цепи питания не входит в компетенцию производителя станка;
ii) IEC 60204-1:2016, раздел 8, для эквипотенциального соединения;
iii) IEC 60204-1:2016, раздел 12, для проводников и кабелей;
iv) IEC 60204-1:2016, раздел 13, по правилам электромонтажа;
v) IEC 60204-1:2016, раздел 14, для электродвигателей и связанного с ними оборудования.
3) Электрические корпуса не должны подвергаться риску повреждения от выброса инструментов и/или заготовок. Доступ к токоведущим частям должен быть возможен только при соблюдении условий IEC 60204-1:2016, 6.2.2. Риск возгорания не считается существенным для машин, где силовые цепи защищены от перегрузки по току (см. IEC 60204-1:2016, 7.2.2).
b) Для непрямого контакта с электрооборудованием производитель станка должен обеспечить защитную систему заземления станка до клеммы PE. Он также должен предоставить пользователю информацию о том, как обеспечить полную защиту от поражения электрическим током из-за непрямого контакта (см. 6.3.8).
Примечание - Определение "косвенного контакта" см. в IEC 60204-1:2016, 3.1.34.
c) Защита всех электрических компонентов от попадания посторонних предметов, жидкостей, пыли, охлаждающих жидкостей, смазочных материалов и стружки должна быть адекватной с учетом внешних воздействий, в которых должна работать машина (в соответствии с IEC 60204-1 и IEC 60529).
При проектировании станков необходимо учитывать имеющуюся информацию и технические меры по снижению шума в его источнике (см., например, ISO/TR 11688-1, ISO/TR 11688-2). При проектировании необходимо учитывать шум от каждого возможного источника. Ниже перечислены соответствующие технические меры по снижению шума в основных источниках звука машин:
a) использование малошумных деталей станков;
b) шум трансмиссии из-за демпфирования коробки передач;
c) пневматический выхлоп через глушители;
d) шумы при производстве электроэнергии за счет затухания или поглощения;
e) шум в процессе резки за счет демпфирования или поглощения внутри ограждения рабочей зоны;
f) во время смены заготовки/инструмента за счет демпфирования или поглощения внутри ограждения рабочей зоны.
Приведенный выше перечень не является исчерпывающим. Могут быть использованы альтернативные технические меры по снижению шума с одинаковой или большей эффективностью.
Если уровень шума должен быть снижен сверх достижимого за счет конструкции источника, машина должна быть снабжена защитными мерами (например, шумозащитными кожухами, экранами, установленными на машине, глушителями).
Условия эксплуатации для измерения шума должны соответствовать приложению K. Определение уровня шума должно соответствовать ISO 230-5. Заявление шумовой характеристики должно соответствовать 6.3.6.
a) Для низкочастотного излучения, высокочастотного и микроволнового излучения см. 5.8.8. См. также IEC 61000-6-2:2016 и IEC 61000-6-4 для получения дополнительной информации.
b) Встроенные системы обратной связи лазера должны быть спроектированы таким образом, чтобы исключить воздействие траекторий луча или зеркальных отражений в соответствии с IEC 60825-1:2014.
c) Сильные магнитные поля, которые могут возникнуть, например, в линейных приводах, могут вызвать необратимые травмы. С помощью конструктивных мер, например, ограждений, прямой доступ во время нормальной работы должен быть предотвращен.
Предупреждающие знаки в соответствии с ISO 7010, предупреждающие об остаточном риске, должны быть прикреплены в местах, где оператор может их видеть.
Примечание - Особому риску подвержены лица с кардиостимуляторами и протезами, реагирующими на магнитное поле.
Станки, предназначенные для использования горючих охлаждающих жидкостей, должны быть оборудованы устройствами, которые сводят к минимуму риск образования горючих смесей или источника воспламенения, особенно в MO 1.
a) Размеры контура охлаждающей жидкости должны быть такими (сечение трубы, резервуар, насосы, форма и расположение сопел и т.д.), чтобы обеспечить достаточную и непрерывную подачу охлаждающей жидкости на место обработки.
b) Предотвращение запуска рабочего цикла машин при неисправной подаче охлаждающей жидкости.
c) В случае неисправности системы подачи охлаждающей жидкости процесс обработки должен быть автоматически остановлен соответствующим образом, например, путем разделения заготовки и инструмента и отключения приводов инструмента.
d) Использование адекватных выхлопных систем
Мощность всасывания должна быть такой, чтобы в рабочей зоне поддерживалось как минимум отрицательное давление (ниже атмосферного) для надежного предотвращения утечки паров и аэрозолей охлаждающей жидкости из рабочей зоны.
В случае неправильной работы выхлопной системы запуск рабочего цикла станка должен быть предотвращен или текущий процесс обработки должен быть автоматически остановлен соответствующим образом, например, разделением заготовки и инструмента и отключением приводов инструмента. Функции безопасности см. в таблице J.14.
Трубопроводы выхлопных систем должны быть спроектированы таким образом, чтобы жидкости стекали обратно в станок, а трубы оставались пустыми.
Все металлические части в рабочей зоне, включая трубы выхлопной системы, должны быть полностью подключены к защитной цепи заземления для предотвращения электростатического заряда.
Вентиляционные отверстия в рабочей зоне должны быть такими, чтобы исключить попадание стружки/щепок или большого количества жидкости.
Если риски пожара и взрыва не могут быть исключены с помощью этих систем, должны быть предусмотрены дополнительные меры по ограничению последствий пожаров и взрывов в соответствии с ISO 19353:2019 и EN 1127-1.
К ним относятся следующие меры:
- стойкое к давлению ограждение рабочей зоны, включая окна и, при необходимости, сброс давления в направлении, не опасном для персонала;
- предотвращение выхода пламени и горячих газов из рабочей зоны в рабочую зону за пределы рабочей зоны и вблизи станка, например, пламегасящие лабиринтные уплотнения на подвижных частях ограждений (по окружности). Примеры см. F.2;
- адекватные средства пожаротушения;
- станок, включая систему управления, должна быть спроектирован таким образом, чтобы подключение устройств обнаружения пожара, например, систем пожаротушения, пожарной сигнализации, предохранительных клапанов и т.д., было возможно в соответствии с рекомендациями производителя (описание интерфейса).
Для доступных станков и использования устройств пожаротушения с кислородоподавляющими гасящими газами должна быть предусмотрена возможность механической блокировки подачи гасящего газа. Должны быть приняты дополнительные меры для предотвращения застревания персонала в рабочей зоне, например, возможность отпирания двери изнутри без необходимости подачи питания с помощью запирающего устройства ограждения с аварийным освобождением (см. ISO 14119:2013). Кроме того, система пожаротушения должна быть снабжена кнопкой освобождения, которая должна быть приведена в действие только извне рабочей зоны. Автоматическая система пожаротушения активируется только после нажатия кнопки освобождения и может быть установлена только после срабатывания сигнала датчика в условиях, когда гасящий газ может поступать в рабочую зону.
Примечание 1 - В противном случае существует вероятность непреднамеренного закрытия и блокировки двери изнутри, когда машина выключена, и охлаждающий газ может проникнуть внутрь.
Примечание 2 - Дополнительную информацию см. также в приложении E.
Для машин, которые предназначены для подключения к центральной выхлопной системе, должны быть предусмотрены меры или устройства, которые в случае пожара:
- не допускают распространение пожара в центральную вытяжку;
- предотвращают дальнейший поток воздуха в рабочую зону; и
- предотвращают утечку огнетушащего вещества, например, пламегасителей (см. пример в F.3), дроссельной заслонки для отвода воздуха.
Интегрированные децентрализованные системы выхлопа должны автоматически отключаться в случае пожара или взрыва.
e) Все применимые функции безопасности, перечисленные в таблице J.14, будут выполнены.
Примечание 1 - Дальнейшие меры по снижению риска зависят от фактических условий эксплуатации станка и должны рассматриваться индивидуально.
Примечание 2 - Накопление жидкости и сухих материалов, а также контакт с горячей стружкой/щепками внутри трубопровода может привести к пожару.
При минимальном количестве смазки риск возгорания и взрыва в первую очередь определяется количеством легковоспламеняющейся стружки и пыли.
Необходимо учитывать температуру вспышки минимального количества используемого смазочного материала. В принципе, следует использовать смазочные материалы с температурой вспышки не менее 150 °C. При использовании в соответствии с его предполагаемым использованием выделение опасной взрывоопасной смеси воздуха/пара маловероятно, если скорость потребления остается ниже 100 мл/(м3/ч). Если это не обеспечивается, то обязательна система вытяжки станка.
Механический интерфейс для системы вытяжки воздуха обязателен [см. 6.3.1 r) для требований к документации].
Риск взрыва следует учитывать при накоплении горючей пыли (например, графитовой пыли) и особенно пыли легких металлов, например, алюминия, титана и магния. Рассеивание отложенной горючей пыли может привести к образованию опасной взрывоопасной атмосферы. Если при предполагаемом использовании станка ожидается возгорание от пыли алюминия, титана и магния, в системе пожаротушения следует использовать подходящие газы или сухие порошки, такие как CO2 или инертный газ.
Более высокий риск возникновения пожара существует в зонах, в которых появляется и накапливается большое количество горючей стружки/щепок и пыли. Помимо рабочей зоны инкапсулированной системы, следует также учитывать трубы и зону фильтра выхлопной системы, в которой может отделяться и рассеиваться мелкая пыль. Если мелкие сухие горючие частицы пыли очищаются или рассеиваются, существует возможный риск взрыва. В этих зонах не разрешается использовать сжатый воздух, так как это приводит к рассеиванию частиц пыли во время обработки (см. приложение F).
Обработка должна быть остановлена в случае отказа системы удаления стружки или отвода отработанных газов в герметичных станках.
Ниже приведены требования к биологическим и микробиологическим опасностям:
a) общее содержимое систем металлообрабатывающей жидкости должно циркулировать при нормальной эксплуатации таким образом, чтобы в резервуаре не было стационарного объема, за исключением случаев, когда это требуется по конструкции;
b) во избежание застойных зон, остающихся внутри станка, смазочно-охлаждающая жидкость должна сливаться под действием силы тяжести из станка в резервуар. В противном случае должны быть предусмотрены подъемные насосы с контролем уровня для перекачивания смазочно-охлаждающей жидкости из станка обратно в резервуар;
c) выпускной трубопровод должен иметь достаточный диаметр и уклон, чтобы свести к минимуму осаждение ила;
d) система подачи смазочно-охлаждающей жидкости должна быть снабжена фильтрацией;
e) при образовании осадка конструкция должна облегчать очистку (например, закругленные углы в резервуарах). Очистка не должна требовать осушения всей системы, см. ISO 14159;
f) внутренняя часть резервуаров не должна способствовать размножению бактерий (например, гладкие, неокрашенные поверхности);
g) резервуары для смазочно-охлаждающей жидкости должны иметь крышки, предназначенные для предотвращения попадания посторонних веществ;
h) необходимо избегать загрязнения металлообрабатывающей жидкости маслом или смазкой из внешних источников, таких как потеря смазки станка, или должны быть предусмотрены средства для их систематического удаления. При необходимости должна быть возможность добавления системы разделения или удаления масла или смазки;
i) если машина снабжена закрытыми защитными кожухами, используемыми с жидкостью для удаления металла (охлаждающей жидкостью), то эта оболочка должна быть спроектирована так, чтобы обеспечить интерфейс между защитным кожухом и системой вытяжки. Расположение интерфейса должно учитывать внутренние потоки воздуха, создаваемые машиной при нормальной работе, чтобы обеспечить эффективную работу системы вытяжки;
j) необходимо предусмотреть возможность полного опорожнения резервуаров с жидкостью для металлообработки;
k) должны быть предусмотрены средства с наименьшим возможным воздействием жидкости на оператора:
- необходимо взять пробы жидкости;
- поддоны и трубопроводы должны быть очищены; а также
- фильтры необходимо заменить.
Станки должны быть спроектированы в соответствии с эргономическими принципами, изложенными в текстах стандартов:
- EN 614-1+A1;
- ISO 12100;
- ISO 14738:2002;
- ISO 15534-1;
- ISO 15534-2;
- EN 1005-1+A1:2008, EN 1005-2+A1:2008, EN 1005-3+A1:2008 и EN 1005-4+A1:2008.
a) Требования к неправильной позе тела или чрезмерным усилиям (повторяющимся нагрузкам) включают проектирование машин в соответствии с эргономическими принципами, чтобы избежать чрезмерных усилий, неправильной позы тела или усталости во время использования, и в частности:
1) заготовки, инструменты и принадлежности должны легко перемещаться [требования к подъемному оборудованию - см. 6.3.1 i)];
2) если требуются подъемно-транспортное оборудование, лебедки или подъемные устройства, необходимо предусмотреть возможность их установки и эксплуатации (например, путем обеспечения доступа в рабочую зону через верхнюю часть станка, когда подвижные ограждения частично открыты);
3) если детали загружаются вручную, их крепления, гнезда для инструментов или держатели инструментов должны быть расположены таким образом, чтобы исключить чрезмерное проникновение в станок (См. ISO 9241-400, ISO 9241-410, EN 1005-2+A1 и EN 1005-3+A1);
4) устройства управления для работы с зажимными или захватными устройствами (например, тяговые штанги, патроны) должны быть расположены таким образом, чтобы исключить необходимость чрезмерного вытягивания руки при поддержании веса инструмента или заготовки (например, применение ножного управления) (см. ISO 9355-3:2006, раздел 4);
5) передвижные ограждения должны иметь электропривод, если их использование приведет к многократному чрезмерному усилию (см. также ISO 12100:2010, 4.2.2).
b) Для адекватного учета анатомии руки или ноги расположение органов управления и точек наблюдения или обслуживания, например, точек наполнения и слива резервуаров, должно выбираться с учетом эргономических принципов, изложенных в EN 614-1+A1:2009, ISO 9241-400, ISO 9241-410; ISO 9355-1:1999, ISO 9355-2:1999, ISO 9355-3, EN 1005-2 и ISO 13855.
c) Освещение рабочей зоны должно быть не менее 500 лк на кончике инструмента.
d) Для проектирования расположения или идентификации ручных органов управления устройства ввода (например, клавиатуры, клавишные панели и кнопки) должны соответствовать ISO 9355-1:1999 и ISO 9355-3.
e) Для проектирования или расположения визуальных устройств отображения информации отображаемая на экране информация должна быть четкой и недвусмысленной. Отражения и блики должны быть сведены к минимуму (см. ISO 9241, ISO 9355-1:1999 и ISO 9355-2:1999).
f) Для регулировки и обслуживания станка необходимо предусмотреть оборудование и принадлежности, указанные в руководстве по эксплуатации и не имеющиеся в наличии.
Требования следующие:
a) электрические системы управления и SRP/CS должны быть спроектированы в соответствии с текстами стандартов:
- IEC 60204-1;
- ISO 13849-1; и
- ISO 13849-2:2012.
Примечание - Проектирование электрической системы управления в соответствии с IEC 62061, как правило, позволяет достичь того же уровня безопасности любой функции безопасности в приложении J, как и при применении ISO 13849-1.
d) программное обеспечение, связанное с безопасностью, должно быть защищено от несанкционированной перенастройки. Пользователь не должен иметь возможности приостанавливать работу функции безопасности (включая блокированные ограждения) с помощью последовательностей, вставленных или вызванных программой детали. Это может быть достигнуто с помощью пароля, переключателя с ключом или соответствующего устройства доступа.
Требования к запуску следующие.
a) Требования к запуску описаны в 5.2.4 в зависимости от активного режима работы. Если предусмотрено несколько основных устройств запуска цикла управления, и операторы могут, таким образом, подвергнуть друг друга опасности, только одно должно быть включено в любой момент времени [см. ISO 12100:2010, 6.2.11.8 e)]. Если возможно запустить один и тот же опасный элемент с помощью нескольких органов управления, цепь управления должна быть организована так, чтобы только одно управление было эффективным в любой момент времени (см. таблицу J.15, 15.2 для переключения суверенитета управления).
b) В режиме MO 1 (автоматический режим) обработка должна начинаться или возобновляться только при закрытых защитных ограждениях и срабатывании защитных устройств путем приведения в действие пускового устройства, предусмотренного для этой цели, или если выполнены требования к защитным ограждениям с функцией запуска в соответствии с ISO 12100:2010, 6.3.3.2.5, закрытие подвижного блокируемого защитного ограждения может привести к перезапуску движущихся частей станка.
c) Неожиданное начало опасных движений должно быть предотвращено в соответствии с ISO 14118:2017, раздел 6, когда заблокированные подвижные ограждения открыты.
a) Станки должны быть оснащены устройством управления, с помощью которого можно их полностью остановить в категории 0 или категории 1 (для станков групп 1 и 2 см. таблицу J.17, 17.8, а для групп 3 и 4 см. таблицу J.17, 17.6).
b) Станки должны иметь функцию остановки в соответствии с IEC 60204-1:2016, 9.2.2.
c) Управление остановкой станка должно иметь приоритет над управлением пуском.
Каждый станок должен быть оснащен одним или несколькими устройствами аварийной остановки. Когда требуется последовательное отключение, функции аварийной остановки должны быть остановкой категории 0 или остановкой категории 1 в соответствии с IEC 60204-1:2016, 9.2.3.4.2, ISO 12100:2010, 5.5.2 и ISO 13850:2015.
Функция аварийной остановки должна инициироваться одним или несколькими устройствами аварийной остановки, которые должны соответствовать IEC 60204-1:2016, 10.7 и ISO 13850. На каждом рабочем месте оператора должно быть предусмотрено устройство аварийной остановки, включающее:
a) главную панель управления;
b) каждую переносную панель управления (если предусмотрена); и
c) внутри инструментального магазина или станции установки заготовок, где возможен полный доступ к ограждению, но его можно не использовать, если присутствие непродолжительное (см. 3.1.17) и человек может самостоятельно выбраться из ограждения.
Если устройства аварийной остановки съемные, необходимо соблюдать требования ISO 13850:2015, 4.3.8.
Функции безопасности, перечисленные в таблице J.16, будут выполнены.
После подачи команды на остановку, например, защитным устройством, состояние останова должно сохраняться до тех пор, пока не возникнут безопасные условия для повторного запуска.
Восстановление функции безопасности путем сброса защитного устройства отменяет команду остановки. Эта отмена команды остановки должна быть подтверждена ручным, отдельным и преднамеренным действием (ручной сброс).
Функция ручного сброса должна:
- быть обеспечена через отдельное и управляемое вручную устройство в пределах SRP/CS,
- быть достигнута только в том случае, если все функции безопасности и защитные меры работоспособны,
- не инициировать движение или опасную ситуацию самостоятельно,
- быть преднамеренным действием,
- включить систему управления для приема отдельной команды на пуск,
- приниматься только путем обнаружения фронта входного сигнала от привода (см. таблицу J.17, 17.10).
Привод сброса должен располагаться за пределами опасной зоны и в безопасном месте, откуда обеспечивается хорошая видимость для проверки отсутствия людей в опасной зоне.
Если видимость опасной зоны неполная, требуется специальная процедура сброса.
Примечание - Одним из решений является использование второго привода сброса. Функция сброса инициируется в опасной зоне первым приводом в сочетании со вторым приводом сброса, расположенным вне опасной зоны (рядом с защитой). Эту процедуру сброса необходимо реализовать в течение ограниченного времени, прежде чем система управления примет отдельную команду запуска.
Комбинация частей системы управления, связанных с безопасностью, начинается в точке, где генерируются сигналы безопасности (например, устройство аварийной остановки, позиционный выключатель), и заканчивается на выходах блока управления питанием (например, главные контакты контактора). Если в обесточенном состоянии не возникает опасностей, силовые блоки, такие как двигатели или приводы, не считаются частями SRP/CS. Если действуют внешние силы (например, на вертикальных осях), силовые блоки должны быть дополнительно оснащены частями безопасности (например, обратный клапан на приводах, дополнительный механический тормоз).
Функции безопасности должны соответствовать требованиям к уровню производительности ISO 13849-1:2015, как указано в таблицах J.2 - J.22. В дополнение к функциям безопасности, указанным в приложении J, применяется следующее.
a) Устройство управления с удержанием для запуска: Если требуемый уровень производительности (PLr), как указано в приложении J, невозможно достичь путем применения только устройства управления с удержанием, необходимо применять комбинацию устройства управления с удержанием и включающего устройства (соответствующего PLr = d, категории 3 согласно ISO 13849-1:2015).
b) Электронный маховик: Если требуемый уровень производительности (PLr), как указано в приложении J, невозможно достичь путем применения только электронного маховика, необходимо применять комбинацию электронного маховика и включающего устройства (соответствующего PLr = d, категории 3 согласно ISO 13849-1:2015).
c) Устройство аварийной остановки: Устройство аварийной остановки должно быть подключено от входа к логическому блоку категории 3 в соответствии с ISO 13849-1:2015 (см. рисунок 3). См. приложение J, таблицу J.16.
d) Включающее устройство и проводка: следует использовать категорию 3 согласно ISO 13849-1:2015.
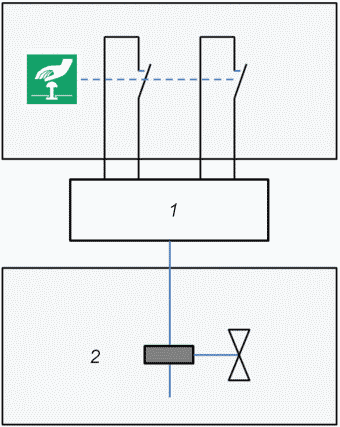
1 - логическое устройство безопасности; 2 - выход
5.8.7 Контроль предельных значений скорости вращения и предельных значений линейных и вращательных движений
Следующие требования применяются только к машинам групп 2, 3 и 4 (они не применяются к машинам группы 1).
a) Максимально допустимые скорости вращения шпинделя и другие линейные скорости, а также скорости вращения должны контролироваться в соответствии с таблицами J.17, 17.3 и 17.4 в MO 2 и MO 3 при незакрытых защитных ограждениях.
b) Движения, вызванные электрическим, гидравлическим или пневматическим приводом, которые не требуют контроля, должны инициироваться и поддерживаться только в сочетании с устройством включения, пока ограждения не закрыты. Скорости должны быть снижены в соответствии с выбранным MO (см. 5.2.4) и, если применимо, требования, указанные в 5.2.5 для дополнительного или факультативного оборудования, также должны быть выполнены.
c) При превышении максимально допустимой скорости вращения или предельной скорости контролируемого движения должна автоматически инициироваться остановка.
Требования к электромагнитной совместимости электрооборудования следующие.
a) Помехоустойчивость: Электронные и электрические компоненты, используемые в машине, должны быть спроектированы в соответствии с IEC 61000-6-2. Что касается электростатического разряда (ESD), машина должна быть спроектирована в соответствии с IEC 61000-4-2:2008, а для импульсного разряда - в соответствии с IEC 61000-4-4:2012.
b) Эмиссия: Электрическое/электронное проектирование должно применять техническую информацию и физические меры для ограничения электромагнитных излучений в зависимости от требуемых местных предпосылок:
- смешанная среда, легкая промышленная среда, IEC 61000-6-3; или
- промышленная среда, IEC 61000-6-4.
Также применимы EN 50370-1 и EN 50370-2.
Требования на случай отключения электропитания следующие.
a) При обнаружении недостаточного давления или напряжения станок должен быть остановлен.
b) Перерыв или отказ электропитания не должен приводить к опасной потере фиксации заготовки или инструмента (например, с помощью устройств, зависящих от напряжения и/или давления).
c) Восстановление подачи энергии не должно приводить к автоматическому перезапуску станка в соответствии с таблицей J.17, 17.5 (см. ISO 14118 и ISO 12100:2010, 6.2.11.4);
d) Прерывание или отказ электропитания не должны приводить к опасному перемещению вертикальных или наклонных осей под действием силы тяжести. См. приложение G для требований, касающихся функции контроля безопасности, для предотвращения непреднамеренного снижения вертикальной или наклонной оси.
e) Системы должны быть спроектированы таким образом, чтобы разрыв линии в любой цепи (например, обрыв провода, трубы или шланга) не приводил к возникновению опасной ситуации (см. IEC 60204-1, ISO 4413 и ISO 4414).
f) Должны быть предусмотрены средства для изоляции источника энергии (см. ISO 4413:2010, 5.4.7.2.1; ISO 4414:2010, 5.2.8 и IEC 60204-1:2016, 5.3). Для рассеивания накопленной энергии см. также ISO 14118:2017, 5.3.
g) Если станок снабжен собственным гидравлическим агрегатом и/или пневматическим компрессором, его электрическое отключение должно также отключать электричество для двигателя насоса и/или компрессора. Если он питается от внешней гидравлической и/или пневматической энергии, станок должен быть снабжен надежными ручными и запираемыми устройствами (например, шаровым краном), которые соответствуют требованиям ISO 14118:2017, раздел 5, для отключения от источника питания. Если автоматическое рассеивание энергии невозможно из-за изоляции (см. ISO 14118:2017, 5.3.1.3), должны быть предусмотрены средства для сброса остаточного давления. Эти устройства могут включать клапаны, но отсоединение труб не допускается.
Примечание - В случае сбоя питания или ошибок в управлении или силовых выключателях, выбег приводов шпинделя невозможен. Также невозможно предотвратить небольшое провисание осей, нагруженных силой тяжести, из-за времени срабатывания механического удерживающего тормоза.
Любая часть, которую пользователь может демонтировать для настройки или технического обслуживания (например, держатель инструмента и механические устройства), должна иметь средства для предотвращения ошибок монтажа, например, штифты, асимметричный монтаж (см. 6.3.1).
Защитные устройства должны быть спроектированы в соответствии с ISO 14120:2015, раздел 8. Они могут иметь форму отклоняющего регулируемого защитного устройства, закрепленного на головке шпинделя для направления обрабатываемого материала/смазочно-охлаждающей жидкости в зону их сбора, или фиксированного защитного устройства, закрывающего всю зону выброса.
Должны быть предусмотрены фиксированные и/или регулируемые ограждения для удержания стружки/стружки и/или металлообрабатывающих жидкостей и деталей и для их отклонения в сторону зоны сбора. Зона рабочей зоны станка должна быть окружена ограждениями таким образом, чтобы выбрасываемая стружка и/или металлообрабатывающие жидкости и детали были перехвачены. Ограждения должны быть спроектированы таким образом, чтобы предотвратить накопление стружки/стружки и жидкостей на конструкции ограждения.
Стандартизированные расчеты, показанные в приложении A, должны применяться для определения потенциальной кинетической/ударной энергии, которая генерируется при выбросе деталей. Прочность ограждения является функцией толщины ограждения и материала ограждения. В приложении B показаны примеры минимальной толщины защитного кожуха в зависимости от используемых материалов для выдерживания ударной энергии, создаваемой снарядом весом 100 г.
Примечание 1 - Оборудование для стрельбы показано в приложении B.
Для станков, которые обеспечивают дополнительные операции, такие как токарные операции или шлифовальные операции, аналогичные расчеты приведены в соответствующих стандартах (для токарных операций используют расчеты по ISO 23125:2015, приложение A, а для шлифовальных операций используют расчеты по ISO 16089). Операция, требующая наибольшей прочности ограждения, должна использоваться для окончательной конструкции ограждения станка.
Если машина оснащена функцией шлифования, то должны быть выполнены соответствующие функции безопасности, перечисленные в приложении J, таблица J.21.
Кроме того, меры по зажиму (см. 5.11.3, 5.2.5.5, 5.2.5.6, таблицы J.4 и J.2) и соблюдению надлежащей инструкции по применению (см. раздел 6) приведены для снижения риска выбывания.
Примечание 2 - Опасности, связанные с выбрасываемыми заготовками и частями станка, существенны. В настоящем стандарте используются современные методы определения толщины защитных ограждений, которые удерживают большую их часть внутри корпуса в случае инцидента, что успешно применялось в течение многих лет (см. приложение A). Однако физически невозможно гарантировать, что все типы таких предметов будут удержаны (в зависимости от их веса, размера и энергии выброса и т.д.).
Если ограждения оснащены смотровыми панелями, которые также предназначены для удержания выбрасываемых деталей, особое внимание следует уделять выбору материалов и методов крепления (см. ISO 14120:2015, 5.4.2). Такие материалы, как поликарбонат, которые со временем снижают ударопрочность (старение) из-за загрязнения (например, смазочными материалами, жидкостями для металлообработки, чистящими средствами, растворителями) и истирания, должны быть снабжены дополнительной защитой (например, герметичными многослойными или ламинированными конструкциями) или дополнительной толщиной для противодействия этому вредному воздействию в течение предполагаемого срока службы станка. Информация об ограждениях с усиленными смотровыми панелями (например, дополнительная толщина) вместе с интервалами замены/обслуживания должна быть указана в инструкции по эксплуатации.
a) Зажим заготовки и инструмента с электроприводом должен быть спроектирован так, чтобы исключить риск выброса из-за срабатывания аварийной остановки или отказа источника питания. Усилие зажима инструмента/заготовки должно оставаться неизменным до полной остановки (например, с помощью обратных клапанов в гидравлической системе или самоблокирующегося зажимного устройства).
b) Цилиндр зажима инструмента должен контролироваться таким образом, чтобы невыполнение правильной регистрации или зажима инструмента препятствовало запуску шпинделя или остановке работающего шпинделя во всех режимах работы. Разжатие инструмента путем приведения в действие цилиндра зажима инструмента во время вращения шпинделя должно быть предотвращено.
c) Цилиндр зажима заготовки приводного механизма зажима заготовки должен контролироваться по крайней мере косвенно (например, косвенное измерение гидравлического давления через систему вращающейся муфты), так что невозможность достижения правильной регистрации или зажима заготовки должна препятствовать запуску во всех режимах работы. Разжимание заготовки путем приведения в действие цилиндра зажима заготовки во время вращения шпинделя должно быть предотвращено.
d) Все применимые функции безопасности, перечисленные в таблицах J.2 и J.4, будут выполнены.
5.11.4 Дополнительные требования к станкам групп 3 и 4
Некоторые из станков групп 3 и 4 снабжены столами достаточно больших размеров (см. рисунок D.6) для обработки заготовки и подготовки обработки другой заготовки на станции установки заготовки одновременно, при этом станок работает в режиме MO 1. В этом случае дополнительными требованиями являются следующие:
- рабочая зона и станция установки заготовок должны быть разделены блокирующими ограждениями в соответствии с ISO 14119:2013;
- защитные ограждения должны доходить до крыши или иметь высоту не менее 1800 мм от пола рабочего места оператора и иметь ширину стола станка;
- непреднамеренное перемещение частей станка в соседнюю неактивную рабочую зону должно быть предотвращено. SRP/CS для предотвращения непреднамеренного перемещения должны соответствовать таблице J.17.
Станки должны быть спроектированы и построены таким образом, чтобы они были устойчивы в предсказуемых условиях эксплуатации и без риска опрокидывания, падения или неожиданного перемещения. Когда использование крепления фундамента является одной из мер, используемых для предотвращения опрокидывания, производители должны указать необходимые требования к креплению и фундаменту в информации по использованию, см. 6.3.8.
a) Рабочие места и средства доступа к машинам (такие как лестницы, платформы и проходы) должны быть спроектированы так, чтобы свести к минимуму вероятность поскальзывания, спотыкания и падения путем обеспечения опор для рук, опор для ног и, при необходимости, нескользящих поверхностей. Предупреждения об опасностях и мерах предосторожности должны быть приведены в информации по использованию [см. 6.3.1 w)].
b) Во избежание загрязнения полов охлаждающими жидкостями рабочая зона должна быть спроектирована таким образом, чтобы исключить утечку охлаждающей жидкости (см. 6.3.8).
5.14 Требования, связанные с доступом для обслуживания или устранения неисправностей на высоких частях станка
Если требуется частый доступ (т.е. не реже одного раза в смену), должны быть предусмотрены постоянные средства доступа, такие как стационарные рабочие платформы с фиксированными перилами и бортиками для защиты от падения в соответствии с ISO 14122-2 или лестницы и стремянки в соответствии с ISO 14122-3.
Если требуется только случайный доступ и высота превышает 2 м, необходимо предусмотреть одно или оба из следующих средств: опоры для ремня безопасности и/или средства для крепления передвижных лестниц. Для случайного доступа см. также раздел 6.
В связи с геометрическими размерами некоторых станков в некоторых случаях для их правильной эксплуатации необходимо:
a) одному или нескольким лицам войти в рабочую зону;
b) оператору(ам) покинуть или получить доступ к кабине управления, которая находится в рабочей зоне; или
c) обрабатывать большие заготовки (высотой 2 м и более).
В этих случаях необходимо выполнить дополнительные требования. Информация относительно этих требований должна быть описана в разделе "Инструкция по применению" (см. 6.3).
Общая концепция входа в оборудование и выхода из него должна быть такой, чтобы первый человек, входящий в него, активно позволял другим лицам входить в защищенную зону. Это может быть сделано путем управления одним из нескольких блокируемых ограждений с запиранием ограждения в сочетании с устройством безопасности, в основном с электронной системой ключей или эквивалентными мерами.
Необходимо разработать концепцию выхода/доступа к станции управления (например, кабине) из/в безопасную зону за пределами ограждения/периметра во время работы станка (см. также приложение H).
Примечание - Такая концепция направлена на то, чтобы человек, находящийся внутри станка, активно позволял другим лицам входить и, следовательно, был осведомлен о том, кто и сколько других лиц находятся внутри защищенной зоны станка в любой момент времени.
Доступ в кабину в MO 1 не должен требовать входа в опасную зону, огражденную периметральным ограждением или другими защитными устройствами. Там, где это невозможно из-за конфигурации станка или других эксплуатационных ограничений, необходимо предусмотреть дополнительную защиту пути доступа к рабочему месту оператора.
Общая концепция выхода из кабины управления в MO 2 или MO 3 должна гарантировать, что лицо, находящееся вне кабины управления, но в пределах охраняемой зоны, имеет непосредственный контроль за движениями станка.
Во-вторых, необходимо убедиться, что человек пристегнут ремнями безопасности, наступая на заготовки по высоте.
5.15.3.1 Общие положения
Требования к проектированию, испытаниям, маркировке, документации по эксплуатации и техническому обслуживанию см. в EN 528. В случае возникновения противоречий приоритет имеют следующие спецификации.
5.15.3.2 Сила и устойчивость
Кабины/платформы должны быть спроектированы таким образом, чтобы предотвратить любые отказы из-за усталости, старения, износа и коррозии. Номинальная нагрузка (без учета людей), количество людей и максимально допустимая нагрузка для перемещения на машине должны быть указаны производителем.
Стационарные или подвижные кабины/платформы должны быть спроектированы с коэффициентом безопасности 1,3 по устойчивости.
Платформа/кабина оператора должна быть спроектирована и изготовлена так, чтобы выдерживать перегрузку при статических испытаниях без остаточной деформации. Для статических испытаний платформа/кабина оператора должна выдерживать нагрузку, в 1,25 раза большую, чем она сама. Для динамических испытаний платформа/кабина оператора должна выдерживать нагрузку, в 1,1 раза большую, чем она сама (см. EN 528:2009, 9.5.1 и EN 528).
На платформе/кабине оператора должны быть размещены знаки с указанием максимально допустимой грузоподъемности и максимального количества людей, которые могут находиться на платформе или в кабине одновременно.
5.15.3.3 Ограничение нагрузки
Рабочие платформы/кабины должны быть оборудованы устройством, предотвращающим опасное движение и предупреждающим оператора о превышении максимально допустимой грузоподъемности или допустимой нагрузки или опрокидывающего момента.
5.15.3.4 Функциональный дизайн
Ширина прохода на платформе/кабине оператора должна быть не менее 600 мм, предпочтительно 800 мм, а высота потолка должна быть не менее 2100 мм (см. ISO 14122-2).
Рабочие платформы/кабины должны быть оборудованы бортиками и ограждениями для защиты от падения высотой не менее 1100 мм, если высота платформы/кабины оператора превышает 500 мм (см. ISO 14122-2 и ISO 14122-3).
Поверхности полов рабочих платформ/кабин должны быть такими, чтобы они снижали риск скольжения. Разница в высоте смежных напольных покрытий на одном уровне не должна превышать 4 мм (см. ISO 14122-2 и EN 528:2009, пункт 6).
Для защиты оператора(ов) от воздействия сред под высоким давлением или от выбрасывания или падения предметов платформа/кабина должна быть оборудована экранами, поглощающими энергию этих предсказуемо выбрасываемых предметов (см. 5.11).
Платформа/кабина оператора должна быть достаточно освещена (300 лк) и достаточно проветриваема.
Доступ к платформе/кабине оператора должен быть возможен без какого-либо риска. Должны быть предусмотрены блокирующиеся ограждения для защиты от столкновений и предотвращения доступа к опасным движениям. Блокирующиеся ограждения должны быть защищены от случайного открытия и должны открываться только в одном направлении, чтобы предотвратить любой риск падения.
Движущиеся части должны быть сконструированы таким образом, чтобы исключить возможность сдавливания, вытягивания, сдвига и т.п.
Платформа/кабина оператора должна быть спроектирована таким образом, чтобы вибрации не могли причинить вред здоровью пассажира(ов) и соответственно оператора(ов).
Если требуется доступ к станку с рабочей площадки/кабины, то варианты доступа в его опасные зоны должны быть спроектированы в соответствии с требованиями MO 1, MO 2 и MO 3.
Если требуется открыть дверь платформы/кабины оператора в поднятом положении (например, чтобы наступить на заготовку), платформа/кабина должна быть оборудована соответствующими анкерными устройствами, спроектированными и испытанными в соответствии с EN 795.
Когда платформа/кабина поднята, оператор(ы) должен(ы) подтвердить соответствующими способами, что надели подходящее средство защиты от падения, прежде чем можно будет открыть дверь.
Во время нормальной работы область под рабочей платформой/кабиной должна быть недоступна. Если существует опасность сдавливания людей, находящихся под или над платформой/кабиной оператора или между платформой и другими неподвижными частями станка, должны быть предусмотрены средства для блокировки или отключения движения платформы/кабины оператора для обеспечения достаточного зазора.
5.15.3.5 Приводы, ограничение движения
Платформа/кабина должна быть оборудована устройствами удержания для управления движениями. Эти приводы имеют приоритет над всеми другими органами управления, за исключением устройств аварийной остановки. Движение платформы/кабины оператора должно быть возможно только при закрытых дверях. Ускорение или замедление движения платформы/кабины оператора не должно вызывать никакой опасности.
Для предотвращения столкновений платформы/кабины оператора с любыми препятствиями, а также столкновений движущихся препятствий с платформой/кабиной оператора должны быть предусмотрены соответствующие средства остановки движения (например, ESPE, PSPD). Если скорость столкновения ниже 15 м/мин, то никаких средств не требуется.
5.15.3.6 Защитные меры и устройства безопасности
Должны быть предусмотрены механизм и/или устройство для остановки платформы/кабины без подвергания людей опасным ситуациям. Эти механизм и/или устройство должны также функционировать при максимальной нагрузке и максимальной скорости.
В случае отключения электроэнергии должны быть предусмотрены средства, позволяющие покинуть платформу/кабину, даже если она находится в поднятом положении [например, путем аварийного спуска с помощью лестницы или разгерметизации или с помощью источника бесперебойного питания (ИБП), обеспечивающего энергией необходимые движения].
В случае отключения питания или длительного простоя или изменения условий окружающей среды (например, температуры) платформа/кабина не должна самостоятельно менять свое положение, если это приводит к столкновению. При необходимости должны быть предусмотрены соответствующие удерживающие устройства, контрольные устройства и устройства повторной регулировки.
Должны быть предусмотрены средства, позволяющие управлять платформой/кабиной, то есть управлять движением и открыванием дверей (например, для выхода людей), с уровня земли и снаружи платформы/кабины.
Если кабина находится на высоте более 2 м над уровнем земли, применяются следующие правила:
- все операторы должны иметь возможность закрепить ремень безопасности внутри кабины управления;
- оператор(ы), оставшиеся в кабине, должны подтвердить, прежде чем покинуть кабину, что все лица внутри кабины пристегнуты ремнями безопасности. Без подтверждения не должно быть возможности открыть блокированное ограждение кабины управления;
- при открытом блокировочном ограждении кабины управления с замком-ограждением движение станка не допускается;
- инициирование движений возможно только с помощью подвижного пульта управления (например, подвесного), оснащенного устройством включения и имеющего приоритет над панелью управления внутри кабины.
5.15.3.7 Тестирование и ввод в эксплуатацию
При первом вводе в эксплуатацию необходимо принять соответствующие меры для обеспечения надлежащего функционирования платформы/кабины. Для этого необходимо провести статические и динамические испытания платформы/кабины. В случае, если сборка платформы/кабины не может быть выполнена на месте изготовления, необходимо принять соответствующие меры на месте эксплуатации.
Изготовитель платформы/кабины должен предоставить в документации информацию о том, какие виды сервисных проверок требуются и с какой периодичностью эти проверки должны проводиться.
5.15.3.8 Дополнительные требования к кабинам, расположенным в рабочей зоне
Когда оператору станка требуется доступ к рабочей зоне из защищенного (фиксированного) рабочего положения (кабины), например, для настройки, кабина должна быть спроектирована таким образом, чтобы доступ был возможен через блокируемое подвижное ограждение изнутри кабины. В качестве альтернативы перемещение подвижной станции управления из положения кабины должно иметь тот же эффект, что и блокируемое ограждение выше. Работа станка в режиме MO 1 (автоматический режим) возможна только при перемещении подвижной станции управления (выше) в кабину. Любое другое силовое перемещение элементов станка должно осуществляться только путем выбора соответствующего MO (см. 5.2.4).
Если для станков групп 2 и 3 предусмотрена кабина, то должна быть предусмотрена возможность входа/выхода из кабины в режиме MO 1 (автоматический режим) без какого-либо риска.
Если оператор покидает кабину из безопасного положения (например, из задней части станка) и кабина движется не более 5 м/мин, то можно покинуть кабину, не останавливая ее (см. таблицу J.17). В противном случае движение кабины должно быть остановлено перед выходом. При выходе и возвращении в кабину ускорение не должно превышать 0,5 м/с2.
Для входа в кабину и выхода из нее действуют следующие правила:
- во время работы в режиме MO 1 должна быть обеспечена возможность перемещения кабины в положение, в котором она доступна;
- если необходимо выйти в положение, отличное от нормального (например, для проведения измерений), то применяют требования 5.15.2.
Выход должен быть со стороны, которая направлена от процесса обработки. Если кабина поднята, то для предотвращения падения должно быть активировано блокирующееся ограждение с замком ограждения (см. примеры в приложении H).
При наличии кабины на станках групп 2 и 3, в MO 2 и MO 3 должна быть обеспечена возможность безопасного выхода из кабины и возвращения в нее. Во время работы в MO 2 или MO 3 должен быть возможен доступ к заготовке в каждой позиции.
Если доступ в рабочую зону перекрыт ограждением по периметру, все предусмотренные точки доступа должны быть оборудованы передвижными блокируемыми ограждениями.
Примечание - Приложение H приводит пример концепции доступа.
Для станков с возможностью телесервиса применяются следующие требования:
a) для телесервиса должна использоваться защищенная линия соединения, например VPN;
b) во время телеуправления необходимо периодически контролировать линию связи, чтобы убедиться в ее активности;
c) в случае, если линии связи создают проблемы для телеуслуг, линии должны быть отключены (например, по истечении времени ожидания);
d) функции телесервиса должны быть включены со стороны станка;
e) любая отдельная машина должна быть легко и четко идентифицирована удаленным оператором телесервиса (например, по IP-адресу);
f) перед запуском функции телеуправления необходимо получить подтверждение от оператора;
g) функция аварийной остановки и все функции безопасности станка должны иметь приоритет над любой командой, поданной с пульта дистанционного управления;
h) работа телесервиса не должна активировать выбор режима и не должна приостанавливать или сбрасывать какие-либо защитные или предохранительные функции;
i) на аппарате должна быть предусмотрена индикация активации режима телесервиса, например, посредством сообщения на экране.
Примечание - Инструкцию по эксплуатации см. в 6.3.13.
Проверка соответствия требованиям безопасности и/или защитным мерам должна осуществляться согласно таблице 3.
Таблица 3
Пункт/подпункт | Элемент | Метод проверки | ||||
Визуальный осмотр | Функциональный тест | Измерение | Расчет | Проверка документации | ||
Требования безопасности и/или меры защиты/снижения риска | ||||||
Общие требования | ||||||
Общие положения | X | X | X | |||
Требования к защитным устройствам | ||||||
Общие положения | X | |||||
Фиксированные ограждения | X | X | X | |||
Передвижные блокируемые ограждения с ручным управлением | X | X | X | |||
Механизированные подвижные блокируемые ограждения | ||||||
Общие положения | X | X | ||||
Механизированные подвижные блокируемые ограждения, движение которых автоматически поддерживается системой управления | X | X | X | X | ||
Передвижные блокируемые ограждения с ручным управлением и электроприводом | X | X | X | X | X | |
Особые требования, предъявляемые к механическим опасностям | ||||||
Меры защиты для станков группы 1 | X | X | X | X | ||
Меры защиты для станков группы 2 | X | X | X | X | ||
Меры защиты для станков группы 3 и группы 4 | ||||||
Доступ в рабочую зону | X | X | ||||
Характеристики защитных устройств | X | X | X | X | ||
Режим работы (MO) | ||||||
Общие требования | X | X | X | |||
Требования к системе выбора MO (только для станков групп 2, 3 и 4) | X | X | X | X | X | |
Режим работы 0: ручной (MO 0) | X | X | X | X | X | |
Режим работы 1: автоматический (MO 1) | X | X | X | X | X | |
Режим работы 2: настройка станка (MO 2) | ||||||
Основные характеристики | X | X | X | |||
Диапазон функций | X | X | X | X | ||
Режим работы 3: ручное вмешательство в ограниченных условиях эксплуатации (MO 3) | X | X | X | X | ||
Режим обслуживания (MO Service) | X | X | X | X | ||
Дополнительное или факультативное оборудование для станков | ||||||
Дополнительные требования к инструментальным магазинам | X | X | X | X | X | |
Дополнительные требования к устройству(ам) смены инструмента | X | X | X | X | X | |
Дополнительные требования к механизмам перемещения заготовок | X | X | X | X | X | |
Дополнительные требования к станциям установки заготовок | X | X | X | X | ||
Дополнительные требования к приводным механизмам зажима заготовок | X | X | X | X | X | |
Дополнительные требования к механизмам зажима заготовок при токарной обработке | X | X | X | X | X | |
Дополнительные требования к конвейеру для стружки/щепок и системе удаления с опасными движущимися частями | X | X | X | X | X | |
Дополнительные требования к ямам (заниженным частям станка) | X | X | X | X | ||
Особые требования, связанные с опасностью поражения электрическим током | X | X <a> | X | X | X | |
Особые требования, связанные с опасностью шума | X | X | X | X | ||
Особые требования, предъявляемые к радиационной опасности | X | X | X | X | ||
Особые требования, предъявляемые к опасным материалам или веществам | ||||||
Горючие охлаждающие жидкости | X | X | X | X | ||
Минимальное количество смазки (MQL) | X | X | X | X | ||
Сухая обработка и горючая пыль | X | X | X | X | ||
Требования к биологическим и микробиологическим опасностям | X | X | X | |||
Особые требования, возникающие в результате пренебрежения эргономическими принципами опасностей | X | X | X | |||
Особые требования, возникающие в результате отказа или нарушения работы системы управления | ||||||
Общие положения | X | X | X | |||
Запуск станка | X | X | X | |||
Нормальная остановка | X | X | X | X | ||
Аварийная остановка | X | X | X | X | ||
Функция ручного сброса | X | X | X | |||
Детали системы управления, связанные с безопасностью (SRP/CS) | X | X | ||||
Контроль предельных значений скорости вращения и предельных значений линейных и вращательных движений | X | X | X | X | ||
Требования к электромагнитной совместимости электрооборудования | X | X | X | |||
Особые требования, возникающие в результате отказа любого источника питания | X | |||||
Особые требования, возникающие в результате ошибок монтажа | X | X | ||||
Особые требования, предъявляемые к выбрасываемым жидкостям или деталям | ||||||
Общие требования | X | X | X | X | X | |
Выброс деталей - прочность ограждения | X | X | X | |||
Особые требования, возникающие в связи с опасностью потери устойчивости | X | X | X | X | ||
Требования, связанные с опасностью поскальзывания, спотыкания и падения людей | X | X | X | |||
Требования, связанные с доступом для обслуживания или устранения неисправностей на высоких частях станка | X | X | ||||
Требования к оборудованию кабиной оператора и периметральным ограждением | ||||||
Общие положения | X | X | ||||
Общая концепция оборудования для входа/выхода | X | X | ||||
Требования к передвижным/регулируемым кабинам оператора и рабочим платформам | X | X | X | X | ||
Требования к периметральному ограждению | X | X | X | |||
Требования к телесервису | X | X | ||||
Информация для использования | ||||||
Общие положения | X | X | ||||
Маркировка | X | X | ||||
Инструкция по применению | ||||||
Общие положения | X | X | ||||
Инструменты | X | X | ||||
Зажим заготовки | X | X | ||||
Функции станка, доступные с панели ЧПУ | X | X | ||||
Перезапуск | X | X | ||||
Шум | X | X | ||||
Остаточные риски, которые следует учитывать пользователю оборудования | X | X | ||||
Инструкции по установке оборудования | X | X | ||||
Инструкция по очистке оборудования | X | X | ||||
Станки с кабинами оператора и/или периметральным ограждением | X | X | ||||
Информация для использования должна быть предоставлена в соответствии с ISO 12100:2010, 6.4.
6.2.1 Общая маркировка
Станки должны иметь четкую и постоянную маркировку в соответствии с ISO 12100:2010, 6.4. По крайней мере, должна быть предоставлена следующая маркировка:
a) для его однозначной идентификации:
1) фирменное наименование и полный адрес производителя или уполномоченного представителя;
2) обозначение станка и обозначение серии или типа;
3) серийный и/или номер станка, если таковой имеется;
4) год завершения производственного процесса;
b) для указания на его соответствие обязательным требованиям, т.е. обязательная маркировка.
Примечание - Обязательной маркировкой для Европы является маркировка CE.
c) для его безопасного использования:
1) максимально допустимая скорость вращения шпинделя(ей), в оборотах в минуту;
i) разместить предупреждающие надписи (предпочтительнее графические символы) в соответствии с ISO 7010-P015 на каждой видимой стороне воронки; и
ii) разместить предупреждающий знак желто-черного цвета вокруг воронки;
3) на машине должны быть на видном месте закреплены один или несколько предупреждающих знаков, указывающих на опасности, связанные с осями, нагруженными силой тяжести, и подвешенными грузами, например: "Не стойте под вертикальной осью!" (см. также приложение G).
Для идентификации режима работы (MO) на командных устройствах и, при необходимости, на HMI или устройстве выбора режима следует использовать буквенный код (например, MO 0 или ручной режим) или следующие стандартизированные символы:
Таблица 4
Режим работы | Номер ссылки ISO 369/ISO 7000 | Символ | Значение |
MO 0 Руководство | ISO 369-5.1-13 ISO 7000-0096 |  | Ручное управление |
MO 1 Автоматический | ISO 369-5.1-15 ISO 7000-0017 |  | Автоматическое управление (замкнутый контур) |
MO 2 Параметр | ISO 369-5.1-12 ISO 7000-0910 |  | Параметр |
MO 3 |  | ||
Ручное вмешательство в ограниченных условиях эксплуатации | ISO 7000-1942 | Тестовый запуск | |
MO-сервис Режим обслуживания | ISO 369-5.1-44 ISO 7000-0717 |  | Вызовите специалиста по техническому обслуживанию |
Инструкция по эксплуатации в соответствии с ISO 12100:2010, 6.4.5, содержащая конкретную информацию по указанной машине.
Инструкции по эксплуатации должны содержать всю необходимую информацию относительно транспортирования, сборки/разборки, эксплуатации, настройки, обслуживания, чистки и т.д. для обучения или повышения квалификации персонала по предполагаемому и безопасному использованию станка.
В руководстве по эксплуатации должно быть указано, что необходимо, чтобы операторы были надлежащим образом обучены безопасному использованию, настройке и эксплуатации станка. По крайней мере, должна быть предоставлена следующая информация:
a) спецификации по процессам обработки и режимам работы, для которых подходит машина. Для всех режимов работы должны быть определены подробные описания предполагаемого использования этих режимов работы:
1) информация о разумно предсказуемом неправомерном использовании;
2) возможные остаточные риски, например, при любом предусмотренном режиме работы;
3) необходимая квалификация операторов в MO 1, в особенности, если машина обеспечивает режим работы MO 2, MO 3, который, например, требует опыта:
i) в регулировке и закрепление заготовок и приспособлений;
ii) настройке, эксплуатации и контроле обрабатывающих центров, фрезерных станков и агрегатных станков;
iii) выборе, использовании и монтаже инструментов;
iv) вводе данных для обработки заготовок и оптимизации процесса обработки;
v) определении специфических опасностей и требуемых мерах защиты;
vi) использовании средств индивидуальной защиты (СИЗ);
4) если машина обеспечивает обслуживание MO в соответствии с 5.2.4.7, производитель станка должен дополнительно указать:
i) сведения о заявке(ях) на режим обслуживания;
ii) требуемые навыки и уровень квалификации оператора(ов) для работы в сервисном режиме;
iii) следующие указания по технике безопасности в инструкции по применению:
- перед выбором MO Service необходимо установить цепь или барьер с предупреждающим знаком для предотвращения непреднамеренного доступа к машине. Предупреждающий знак указывает на то, что на машине проводятся сервисные работы и что посторонним лицам не разрешается проходить за пределы цепи или барьера;
- в инструкциях по эксплуатации должны быть четко указаны тип и установка цепей или ограждений, которые будут использоваться;
b) уведомление о том, что несанкционированный доступ к системе выбора режима должен быть предотвращен;
c) заявление о том, что защитные меры должны быть установлены и функциональны до начала движения для каждого режима работы;
d) требование к установке (если применимо, также рекомендации по средствам предотвращения доступа к зоне отвода стружки); для станков, использующих горючие охлаждающие жидкости, которые оснащены системами охлаждения под давлением устройства сброса давления, сюда также входит информация о месте установки (пространство над устройством сброса давления должно быть свободным);
e) требования к техническому обслуживанию, включая перечень тех устройств, которые должны проверяться или тестироваться, как часто и каким методом;
f) инструкции по проведению любых испытаний или проверок, необходимых после замены комплектующих частей или добавления дополнительного оборудования (как аппаратного, так и программного обеспечения) к машинам групп 1 и 2, которые могут повлиять на функции безопасности;
g) спецификация для замены частей системы управления, связанных с безопасностью, с T10d в соответствии с ISO 13849-1:2015 менее 20 лет. При использовании архитектур категории 3 в соответствии с ISO 13849-1:2015 для электромеханических компонентов механический срок службы (циклы переключения) для расчета времени миссии достаточен для интервала замены;
h) частота визуальных проверок пользователем, необходимых для обеспечения защитной функции смотровых панелей, включая сведения:
1) о методах проверки и описании дефектов, которые делают смотровую панель непригодной для дальнейшего использования или указывают на необходимость ее замены. Эта информация может включать описание неприемлемого состояния смотровой панели, например, пластической деформации (выпуклости, вмятины) из-за предыдущих ударных событий, трещин, повреждения герметизации краев, проникновения охлаждающей жидкости в композит, делающего смотровую панель тусклой или обесцвеченной, или других повреждений смотровых панелей. Поликарбонатные смотровые панели становятся опасными, как только они потускнели или обесцветились, и их следует заменить новыми смотровыми панелями до того, как это произойдет;
2) рекомендациях производителя по замене смотровых панелей должны учитывать свойства материала рассматриваемой смотровой панели. Для особого случая поликарбоната см. рисунок B.2;
3) рекомендуемых методах очистки смотровых панелей без повреждения и, при необходимости, выборе и использование подходящих чистящих средств;
4) указании на то, что при замене смотровых панелей необходимо соблюдать инструкцию по сборке производителя станка.
Примечание - Для пункта h) может быть предоставлен контрольный список, включающий спецификации по оценке и предполагаемому использованию смотровой панели.
i) информация, определяющая пределы пространственного охвата и максимальную массу заготовки и приспособлений для ее крепления;
j) рекомендации по перемещению и подъему тяжелых деталей, инструментов или заготовок, включая расположение точек подъема сменных компонентов, например, инструментов, деталей, зажимных устройств. Подъемное оборудование может потребоваться для деталей весом более 10 кг (см. EN 1005-2);
k) рекомендации по выбору, приготовлению, применению и обслуживанию смазочных материалов для тормозных и трансмиссионных систем;
l) рекомендации по выбору, приготовлению, применению и обслуживанию смазочно-охлаждающих жидкостей и меры предосторожности против их деградации;
m) рекомендации по мерам предотвращения разлива смазочно-охлаждающих жидкостей, например, чистота сборных желобов;
n) рекомендации по снижению пожаро- и взрывоопасности при выборе горючих охлаждающих жидкостей. Сюда входит, например, информация о вязкости и температуре вспышки, а также снижение образования аэрозолей и паров за счет выбора охлаждающих жидкостей с низким уровнем выбросов (см. приложения E и F);
o) рекомендации по дополнительным мерам защиты при использовании горючих охлаждающих жидкостей. Включают информацию:
1) о выбросе горячих газов в дверные зазоры и проемы станка;
2) горячих поверхностях и, возможно, токоведущих частях после пожара;
3) опасности повторного зажигания при открытии/перезапуске станка сразу после пожара; и
4) предотвращении попадания посторонних веществ с целью сохранения свойств охлаждающей жидкости, важных для безопасности, на протяжении всего срока ее службы с учетом опасности возгорания и взрыва, таких как:
i) чистящие средства и средства по уходу за техникой;
ii) чистящие средства и растворители для деталей;
iii) посторонние масла и т.д.
p) при необходимости, инструкции по освобождению заблокированных лиц;
q) рекомендации по использованию средств индивидуальной защиты (например, средств защиты рук, ушей и глаз и т.д.); предупреждения об опасностях, возникающих при использовании острых инструментов/компонентов, и о необходимости носить соответствующие средства индивидуальной защиты;
r) инструкции по подключению системы вытяжки, если в процессе обработки образуются опасные вещества (например, пыль и туман);
s) рекомендация о применении дополнительных мер предосторожности при работе с легковоспламеняющимися смазочно-охлаждающими жидкостями или пирофорными материалами;
t) рекомендации производителя смазочно-охлаждающей жидкости, которые необходимо соблюдать, особенно рекомендации, касающиеся вязкости и температуры вспышки жидкости, если станок предназначен для использования горючих смазочно-охлаждающих жидкостей;
u) инструкции по системам управления, включая принципиальные схемы электрических, гидравлических и пневматических систем;
v) в частности, для станков группы 1 (станки с ручным управлением) (например, ручная подача и загрузка/выгрузка заготовки) должны быть предоставлены инструкции и руководства относительно безопасных методов удержания заготовки. Эта информация должна ссылаться на правильное использование подходящих зажимных устройств и использование подходящих фрезерных приспособлений;
w) необходимо предоставить информацию по транспортированию станка, включая, по крайней мере, точки подъема, подъемное оборудование и подъемную массу.
a) Должна быть предоставлена информация по выбору, установке и/или замене инструмента, например, данные, относящиеся к той части интерфейса инструмента/станка, которая принадлежит машине.
b) При необходимости должны быть предоставлены рекомендации по инструментам, которые следует использовать с машиной, например, предварительно установленные инструменты, включая, при необходимости, ограничения по массе, моменту инерции и пространственной огибающей для инструментов в устройствах смены инструмента.
c) Необходимо предоставить информацию, предупреждающую оператора о том, что инструменты могут быть горячими после обработки.
d) Для предотвращения падений или выбрасываний инструменты должны быть надежно закреплены в держателях магазина. В случае доступа через весь корпус в документации должна быть указана информация об остаточной опасности из-за присутствия людей.
e) В случае высокоскоростной резки информация о том, что фрезерные инструменты должны соответствовать ISO 15641:2001, а выбранная скорость должна быть меньше или равна максимально допустимой скорости инструмента (об/мин).
Должна быть предоставлена следующая информация о зажиме заготовки и устройствах зажима заготовки, а также сменных устройствах зажима заготовки.
a) Для зажимных устройств для заготовок, поставляемых вместе со станком, информация о том, как следует использовать и обслуживать зажимное устройство для заготовок (например, график технического обслуживания и смазки, измерение усилий зажима).
b) Для зажимных устройств для заготовок, которые можно использовать, рекомендации по зажиму заготовок, включая информацию о цангах или патронах (если применимо), которые можно использовать со станком, а также рекомендации по использованию/обслуживанию от производителя зажимного устройства для заготовок.
c) Необходимо предоставить информацию об интерфейсе (механическом, пневматическом, электрическом и т.д.).
d) Оператор должен быть предупрежден о том, что после обработки заготовки или их части могут быть горячими.
e) Для модификаций зажимного устройства заготовки:
1) информация о том, что модификация зажимных устройств для заготовок, поставляемых со станком или устанавливаемых на него, может привести к снижению или изменению максимально допустимых усилий, моментов и скоростей вращения шпинделя или эффективности этих устройств;
2) информация о том, что приспособления для зажима заготовки должны модифицироваться только в пределах, указанных производителем фрезерного станка, и в соответствии с рекомендациями производителя приспособления для зажима;
3) информация об оборудовании, добавленном или замененном на устройства зажима заготовки (например, кулачки), которое может снизить максимально допустимую скорость этих устройств;
4) для магнитного зажимного механизма заготовки: интервалы для подтверждения того, что зажимное усилие постоянно и соответствует требованиям применения.
Инструкции по эксплуатации должны описывать правильный выбор и использование функций станка, доступных с панели ЧПУ, например, коррекцию инструмента, доступ к режиму и смену режима.
Должна быть предоставлена информация о процедурах перезапуска.
Необходимо предоставить следующую информацию об уровне шума в воздухе:
a) уровень звукового давления излучения по шкале A на рабочих местах, где он превышает 70 дБ(A). Если этот уровень не превышает 70 дБ(A), это должно быть указано;
b) уровень звуковой мощности по шкале A, излучаемый оборудованием, при котором уровень звукового давления по шкале A на рабочих местах превышает 80 дБ(A).
Эти значения должны быть либо фактически измеренными для рассматриваемого оборудования, либо установленными на основе измерений, проведенных для технически сопоставимого оборудования, которое является репрезентативным для оборудования, которое будет произведено.
В случае очень больших станков (см. K.3) вместо уровня звуковой мощности, взвешенного по шкале A, могут быть заявлены уровни звукового давления, взвешенные по шкале A, в точках, равномерно распределенных по траектории вокруг станка на расстоянии 1 м от поверхности станка и 1,6 м над полом или платформой.
Всякий раз, когда указываются значения звукового излучения, должны быть указаны неопределенности, окружающие эти значения. Должны быть описаны условия эксплуатации оборудования во время измерения и используемые методы измерения.
Заявление шумовой характеристики должно сопровождаться сведениями об использованном методе измерения и рабочих условиях, применяемых во время испытания, а также значениями неопределенности, K, с использованием двойной числовой формы заявления шумовой характеристики, определенной в соответствии с ISO 4871:1996:
K = 4 дБ при использовании ISO 3746 или ISO 11202 (класс 3);
K = 2,5 дБ при использовании ISO 3744:2010 или ISO 11204 (класс 2).
Пример - Для уровня звуковой мощности LWA = 83 дБ(A) (измеренное значение) неопределенность K = 4 дБ(A) для измерений, выполненных в соответствии с ISO 3746. Другой пример заявления шумовой характеристики приведен в ISO 230-5:2000, приложение E.
Примечание - Режимы работы, указанные в примере из ISO 230-5, являются лишь общими и не представляют собой режимы работы обрабатывающих центров и фрезерных станков в соответствии с определением, данным в 3.4.
Заявление шумовой характеристики должно сопровождаться следующей информацией:
"Приведенные значения уровня шума не являются уровнями воздействия. Хотя существует корреляция между уровнем выбросов и уровнем воздействия, значения уровня выбросов не могут быть использованы для надежного определения того, требуются ли дополнительные меры предосторожности. Факторы, влияющие на фактический уровень воздействия на рабочую силу, включают фактический рабочий процесс, характеристики рабочего помещения и другие источники шума и т.д., т.е. количество станков и других смежных процессов, а также продолжительность времени, в течение которого оператор подвергается воздействию шума. Кроме того, допустимый уровень воздействия может различаться в разных странах. Однако эта информация должна позволить пользователю машины лучше оценить риск".
Информация об уровне шума также должна быть указана в рекламных материалах при предоставлении данных о производительности станка.
Должна быть предоставлена информация о том, что защитные приспособления, поставляемые вместе с машиной, минимизируют риск выброса только в сочетании со всеми другими мерами, описанными в инструкции по эксплуатации.
Необходимо предоставить уведомление о том, что обработка таких веществ, как алюминий, титан или магний, может привести к дополнительным опасностям, например, пожару и взрыву или образованию вредной пыли.
Пользователю должна быть предоставлена информация об использовании соответствующего инертного газа или сухого порошка в системе пожаротушения, если можно предвидеть, что механическая обработка приведет к образованию горючей пыли, например, механическая обработка алюминия, титана или магния.
Должны быть предоставлены инструкции по необходимым проверкам после замены компонентов, снятия оборудования или изменения программного обеспечения, если это может повлиять на функции безопасности (см. также 6.3.1).
Необходимо предоставить информацию, указывающую на то, что обработка несбалансированных заготовок может создать опасность выброса и что способом минимизации риска является использование противовеса или обработка на пониженных скоростях.
Должна быть предоставлена информация о процессах обработки и режимах работы, для которых подходит станок.
Если машина обеспечивает MO 3 и/или MO Service в соответствии с 5.2.4.6 и 5.2.4.7, изготовитель станка должен указать:
- подробности применения этих режимов работы;
- требуемые навыки и уровень квалификации оператора(ов) для управления этими режимами работы; и
- оператор должен быть предупрежден, что стружка/опилки и заготовки могут быть горячими после обработки. Кроме того, следует предупредить об риске получения резаных ран и уколов, поскольку стружка/опилки могут иметь острые края.
Должна быть предоставлена информация об основных параметрах, которые пользователь должен учитывать для снижения уровня шума, например:
- выбор инструмента;
- зажим заготовки/инструмента; и
- обслуживание.
Если предполагается, что машина будет работать без присмотра в течение части или всего рабочего цикла, должна быть предоставлена информация о том, как покинуть пульт управления машиной и как вернуться к нему.
Должна быть предоставлена информация о конструкции фундамента, ямах, болтовых соединениях и о том, как установить и поддерживать машину. Прежде всего, должно быть описано безопасное обращение с тяжелыми частями больших машин.
Необходимо предоставить информацию о подключении труб и других интерфейсов передачи данных к машине.
Должна быть предоставлена информация о том, как обеспечить полную защиту от поражения электрическим током вследствие непрямого контакта в машине, например, посредством устройства автоматического отключения электропитания, устанавливаемого пользователем на линии питания станка (УЗО).
Должна быть предоставлена информация о том, как обеспечить защиту от коротких замыканий в цепи питания, насколько это необходимо.
Должна быть предоставлена информация о предусмотренных процедурах очистки. Должна быть предоставлена информация о том, что персонал, занимающийся уборкой, должен быть надлежащим образом обучен. Элементы, на которые персонал, занимающийся уборкой, должен обратить особое внимание, должны быть четко обозначены.
Общая концепция входа и выхода из машины, изложенная в 5.15.2, должна быть представлена в информации по использованию с подробным описанием того, как это реализовано в машине.
Меры по выходу из кабины управления и возвращению в нее должны быть описаны в информации по использованию (см. 5.15.3 и приложение H).
Инструкции по эксплуатации должны описывать меры по защите оператора от падения этих осей. Эти инструкции также должны указывать на опасности, связанные с осями, нагруженными силой тяжести, и подвешенными грузами, а также на требуемый уровень квалификации операторов (см. также приложение G).
6.3.12 Техника, оснащенная MO 3
Области применения и рабочие задачи, для которых предназначен MO 3, должны быть описаны в разделе "Предполагаемое использование" инструкции по применению.
Пользователю должна быть предоставлена дополнительная информация, описывающая необходимые организационные меры и процедуры.
Требуемый уровень квалификации операторов должен быть определен [см. 6.3.1 a) 3)].
Инструкции по эксплуатации должны описывать все необходимые действия, которые оператор должен предпринять перед активацией телеуправления. Оператор должен подтвердить:
- что машина эксплуатируется в режиме MO 1 со всеми установленными и функциональными средствами защиты;
- присутствие оператора возле станка во время всех операций телеуправления, а также контроль того, что рядом с машиной нет посторонних лиц.
(обязательное)
ДЛЯ ЗАЩИТНЫХ ОГРАЖДЕНИЙ НА МАШИНАХ
A.1 Общие положения
В этом приложении определяются испытания защитных устройств, используемых на станках. Это приложение применяется к образцам материалов защитных устройств, а также к полным защитным устройствам для станков.
A.2 Метод испытания
Этот метод испытания основан на станках, оснащенных фрезерными режущими инструментами, приводимыми в движение до максимальной скорости, заданной формулой (A.1):
 , (A.1)
, (A.1)где B - максимальный диаметр инструмента, который может быть зажат в шпинделе станка, м;
n - максимальная скорость шпинделя, с-1.
Этот метод испытаний может использоваться для всех групп станков, включенных в настоящем стандарте.
A.2.2 Оборудование для испытаний
A.2.2.1 Движущее устройство
Движущее устройство должно позволять снаряду разгоняться до +/- 5% от заданной скорости удара об испытательный объект (см. также таблицу B.1).
A.2.2.2 Снаряд
Форма, масса и размеры снаряда приведены на рисунке A.1.
Снаряды изготавливают из стали со следующими механическими характеристиками:
- предел прочности на растяжение: Rm = 560 - 690 Н/мм2;
- предел текучести: R0,2 = 330 Н/мм2;
- удлинение при разрыве: A = 20%;
- масса: m = 0,1 кг.
В качестве альтернативы можно провести испытание на падение с большей массой, добавленной к задней части снаряда, но с энергией удара в 1,6 раза большей (см. ISO 23125:2015, A.5.2).
Размеры в миллиметрах
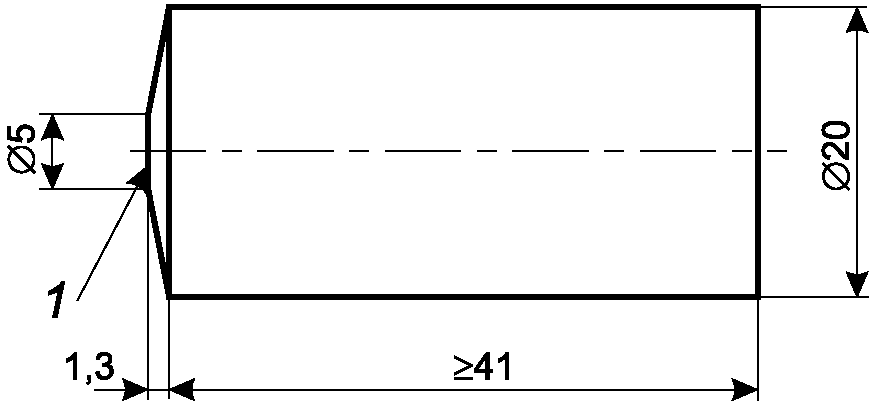
1 - вид спереди
Примечание - Снаряд закален до  HCR на глубину не менее 0,5 мм.
HCR на глубину не менее 0,5 мм.
A.2.3 Измерение скорости
Скорость снаряда должна измеряться в точке, где он больше не подвергается ускорению (т.е. после выхода из ствола или в стволе за пределами подходящего сброса давления). Скорость должна измеряться на фиксированном расстоянии с использованием датчиков приближения, фотоэлементов или других эквивалентных средств.
A.2.4 Поддержка объекта испытаний
Испытание проводится с защитой и/или образцом материала защиты. Поддержка защиты должна быть эквивалентна креплению защиты на машине. Для испытания материалов защиты могут использоваться образцы, закрепленные на раме с внутренним отверстием 450 мм x 450 мм. Рама должна быть достаточно жесткой. Крепление образца должно осуществляться с помощью нежесткого зажима.
A.2.5 Процедура испытания
Скорость снаряда (m = 0,1 кг) и другие значения рассчитывают по формулам (A.2) и (A.3):
- максимальная энергия удара Jc, Дж

- измеренная энергия удара Ji, Дж

где vc - максимальная скорость резки, м/с (см. A.2.1);
vi - измеренная скорость удара, м/с.
Максимальная энергия удара не должна быть меньше измеренной энергии.
Направление удара должно быть по возможности перпендикулярно поверхности. Целями для снаряда должны быть самые слабые и неблагоприятные области на ограждении или в центре образца материала и, в частности, смотровых панелей.
A.3 Результаты
A.3.1 Повреждение
После удара любое повреждение, обнаруженное на ограждении или материале, должно быть оценено и классифицировано в соответствии с внешним видом следующим образом:
A.3.2 Оценка
Испытание считается пройденным, если повреждение относится к одному из типов, описанных в A.3.1 a) и/или b).
Испытание считается не пройденным, если произошло любое повреждение, описанное в A.3.1 c), d), e), f) или g).
A.4 Отчет об испытаниях
В отчете об испытаниях должна быть указана следующая минимальная информация:
- дата и место проведения испытания и название испытательного органа;
- масса снаряда, размер, скорость и энергия удара;
- идентификация заявителя;
- конструкция, материал и размеры объекта испытаний;
- зажим или фиксация объекта испытаний;
- направление выстрела, точка попадания снаряда;
- результат испытания.
(справочное)
И ПРИМЕРЫ ИСПЫТАННЫХ МАТЕРИАЛОВ
B.1 Устройство для обжига
Устройство для стрельбы состоит из баллона со сжатым воздухом и фланцевого ствола (см. рисунок B.1). Сжатый воздух может быть выпущен в виде импульса специальным клапаном для ускорения снаряда по направлению к объекту испытания. Воздух подается воздушным компрессором. Скорость снаряда контролируется давлением воздуха и объемом. Скорость снаряда измеряется вблизи дула ствола с помощью подходящего велосиметра, например, датчика приближения или фотоэлемента.
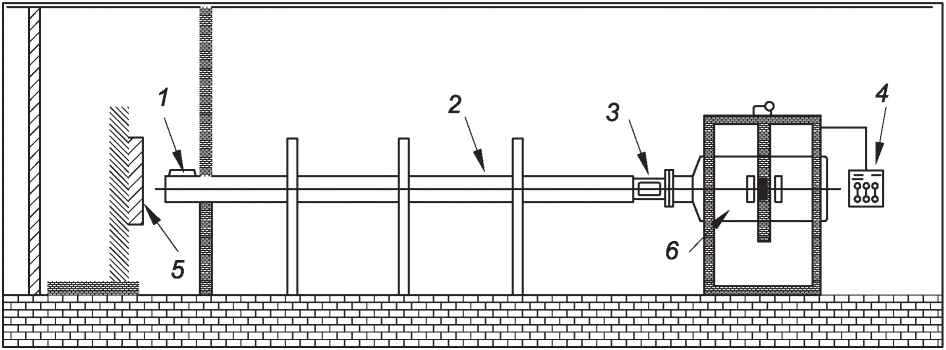
1 - велосиметр; 2 - ствол орудия; 3 - снаряд;
4 - панель управления; 5 - объект испытания;
6 - сосуд со сжатым воздухом
Рисунок B.1 - Оборудование для испытания на удар
B.2 Примеры материалов
Таблица B.1
образцов материалов (m = 0,1 кг)
Материал | Толщина D, мм | Предел прочности Rm, Н/мм2 | Удлинение при разрыве | Скорость vc, м/с | Энергия E, Дж |
St 12.03 | 1,5 | 369 | 28 | 80 | 320 |
3,0 | 405 | 28 | 115 | 661 | |
1,5 + 3,0 <a> | 369/405 | 28 | 150 | 1125 | |
3,0 + 1,5 <a> | 405/369 | 28 | 140 | 980 | |
AlMg3 | 5,0 | 242 | 18 | 120 | 720 |
10,0 | 242 | 18 | 150 | 1125 | |
6,0 | 68 | 80 | 100 | 500 | |
8,0 | 120 | 720 | |||
12,0 | 150 | 1125 | |||
2 x 6,0 | 170 | 1445 | |||
2 x 12,0 | 230 | 2645 | |||
<b> Результаты испытаний применимы к новому материалу без учета старения. Источник: BIA, Сент-Августин, Федеративная Республика Германия, IWF TU Berlin, Федеративная Республика Германия. | |||||

X - время использования, выраженное в годах;
Y - ударная прочность, выраженная в процентах
(усредненные контрольные точки)
(справочное)
ИЛЛЮСТРАТИВНЫЕ РИСУНКИ В КАЧЕСТВЕ ПРИМЕРОВ МАШИН
C.1 Станки группы 1
См. рисунки C.1 и C.2.
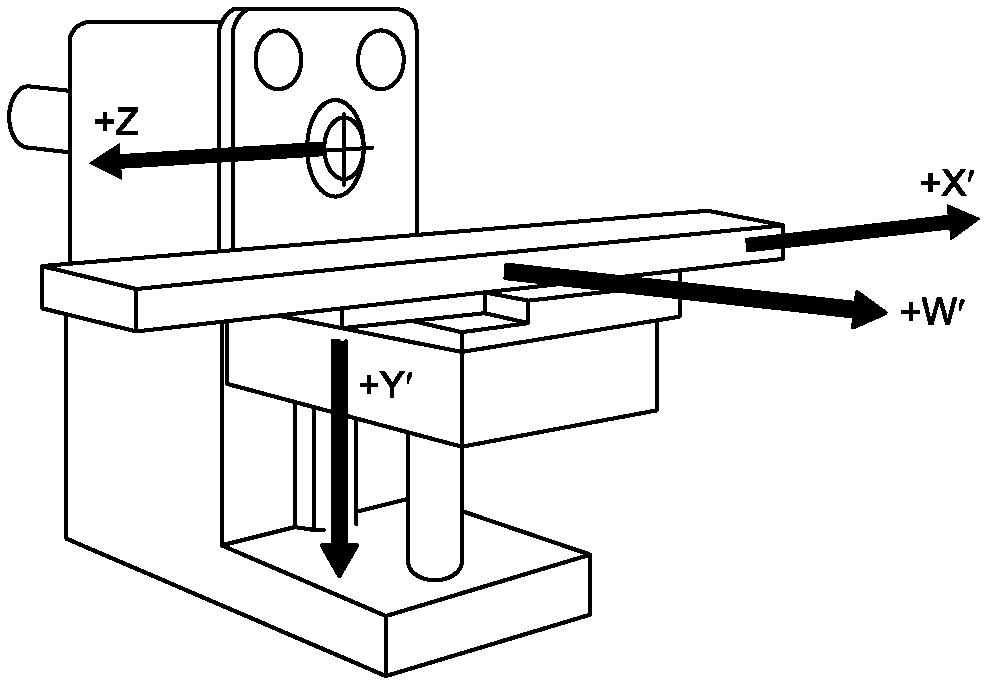
консольно-фрезерного станка
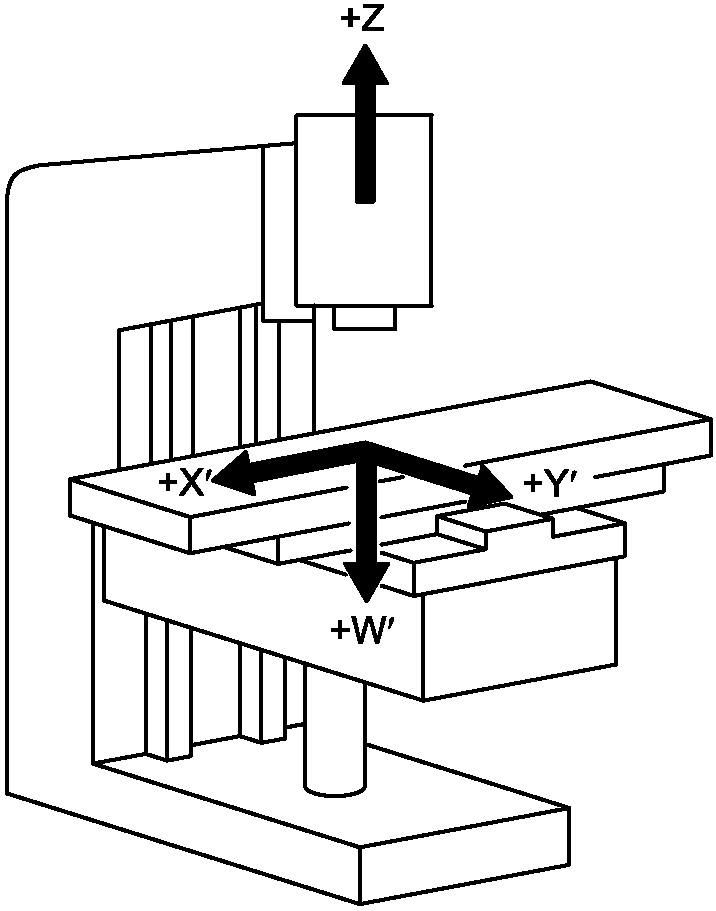
C.2 Станки группы 2
См. рисунки C.3 и C.4.
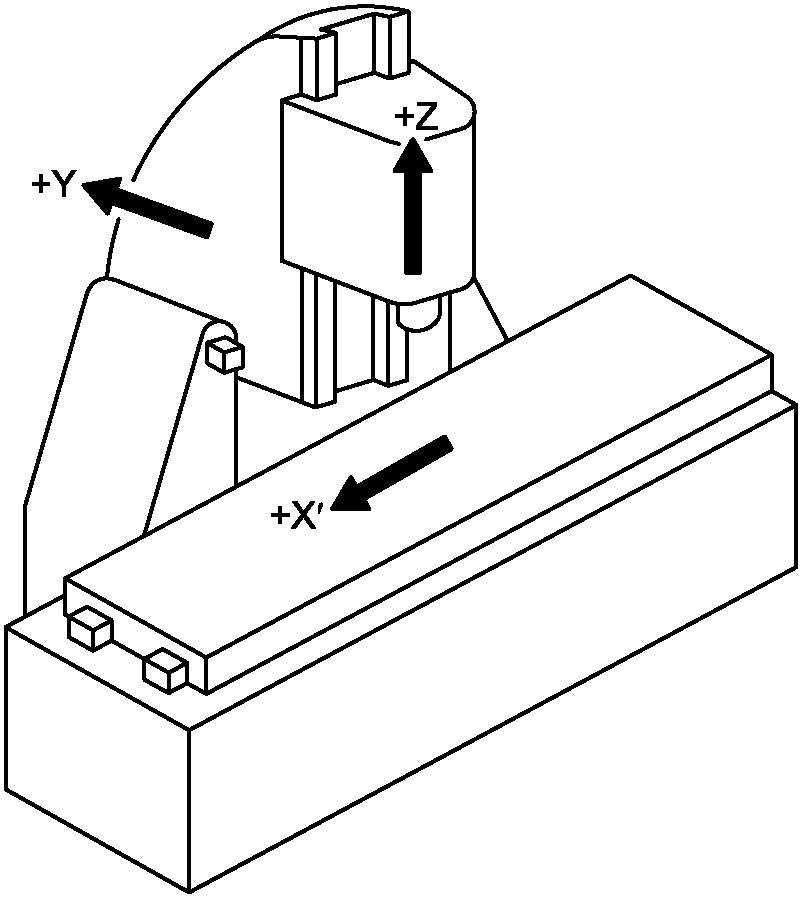
станка с вертикальным шпинделем

станка (портально-фрезерный станок)
C.3 Станки группы 3
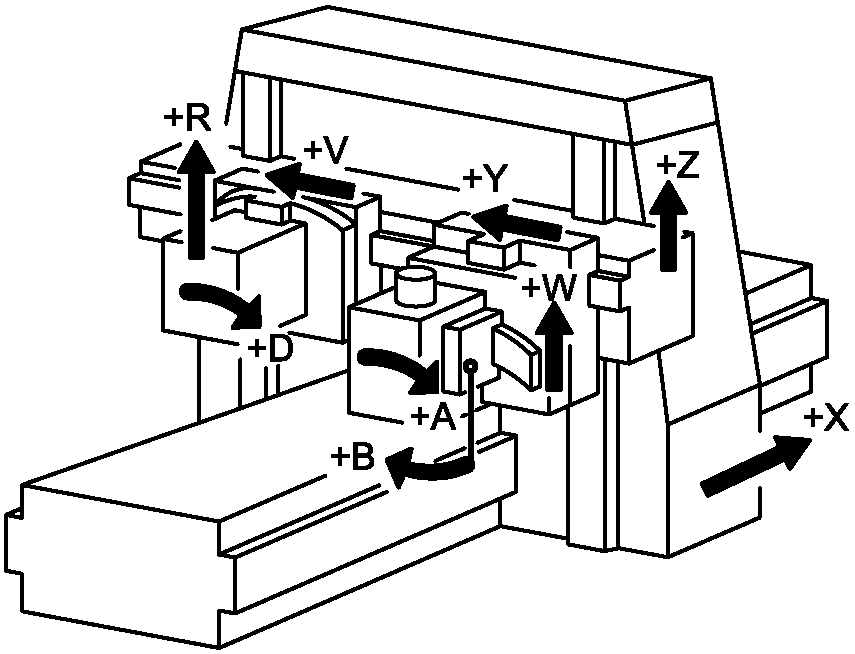
станка с подвижным порталом (портальный фрезерный станок)
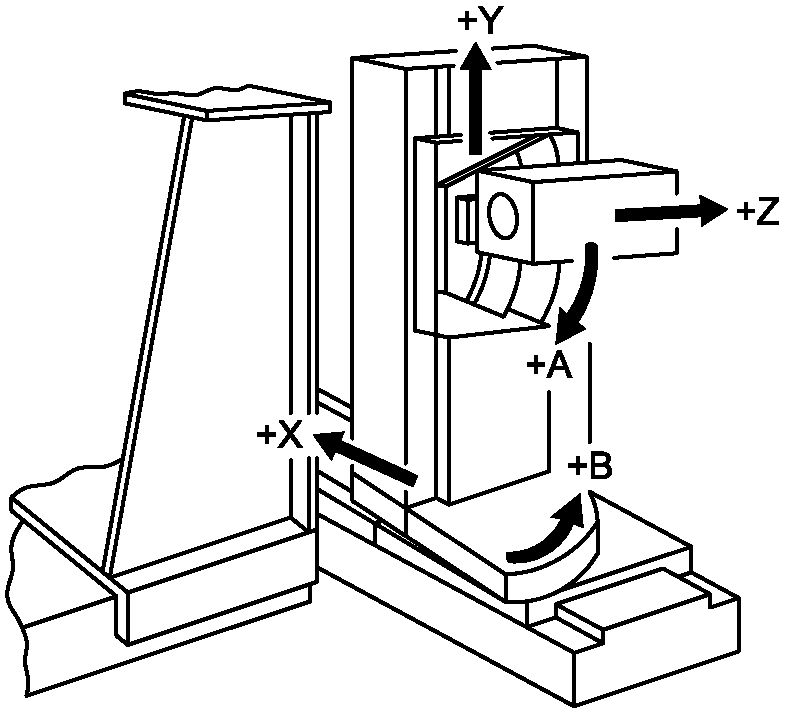
и фрезерного станка

и фрезерного станка
C.4 Станки группы 4
См. рисунки C.8 - C.13.
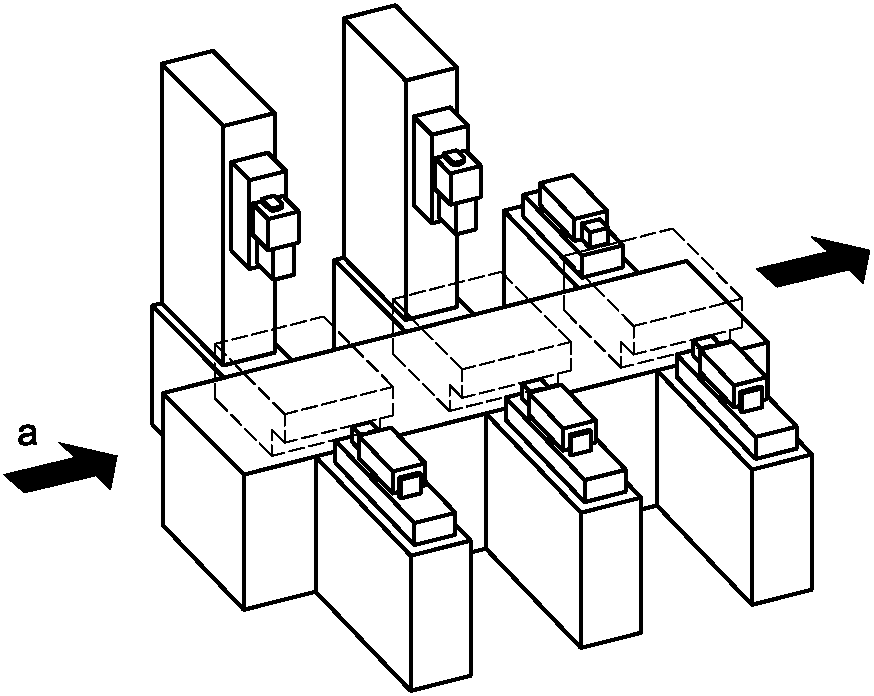
--------------------------------
<a> Направление перемещения заготовки.
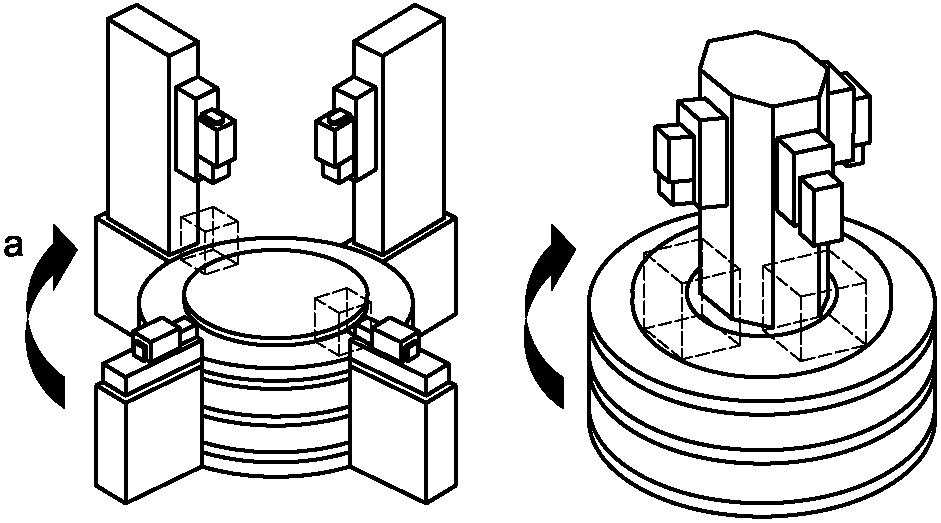
--------------------------------
<a> Направление перемещения заготовки.
Рисунок C.9 - Роторный транспортер
(показан без защитного кожуха)

1 - колонна; 2 - ползунковый блок;
3 - несущий блок; 4 - многошпиндельная головка;
5 - зажимное устройство для заготовки;
6 - ползунковый блок; 7 - боковой блок; 8 - средний блок
Рисунок C.10 - Вид сбоку на блок обработки
трансферной машины
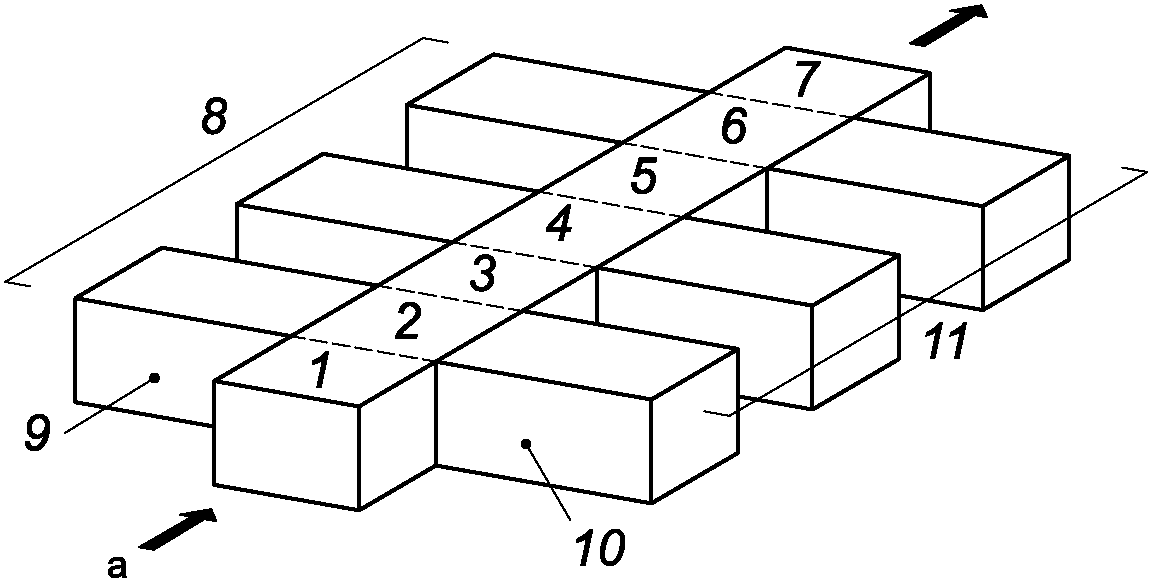
--------------------------------
<a> Направление перемещения заготовки.
1 - загрузочный блок; 2 - процессорный блок; 3 - холостая
станция; 4 - процессорный блок; 5 - холостая станция;
6 - измерительный блок; 7 - разгрузочная станция;
8 - сторона "B" или "левая рука" (LH);
9 - станция "02B" или "02LH"; 10 - станция "02B"
или "02RH"; 11 - сторона "A" или "правая рука" (RH)
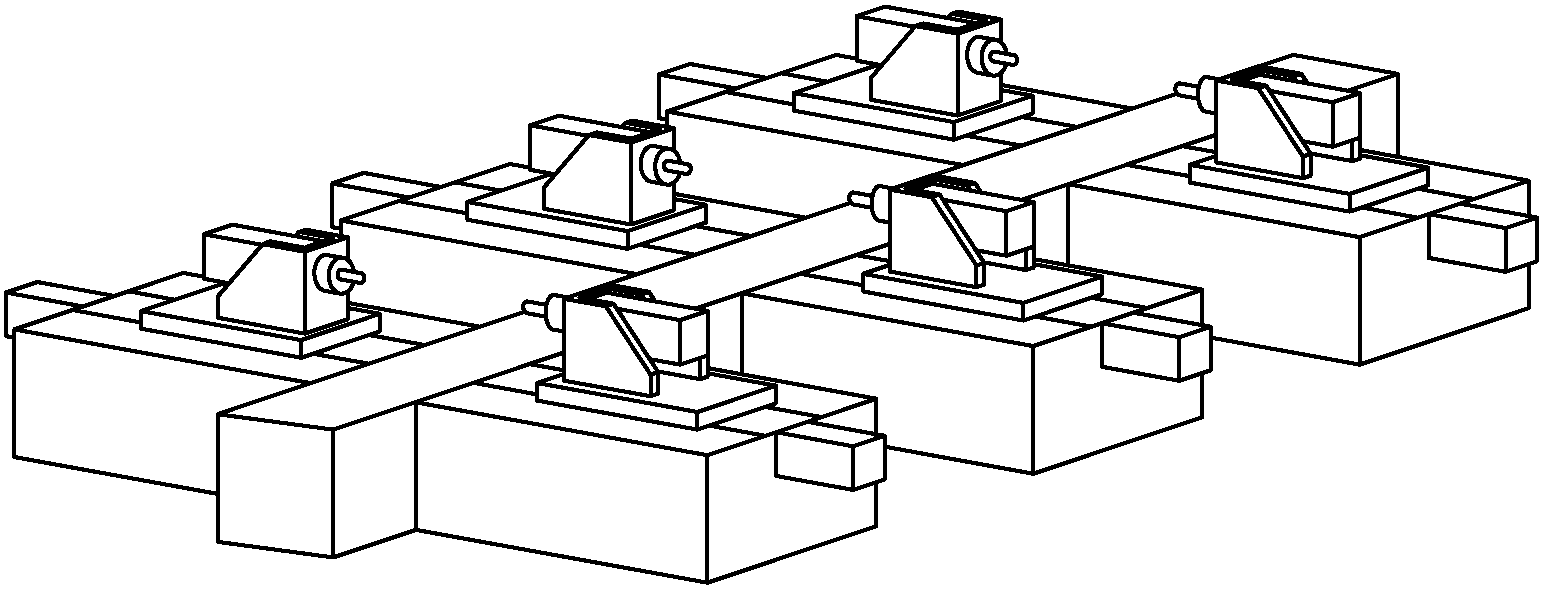
(показана без устройства передачи и ограждения)
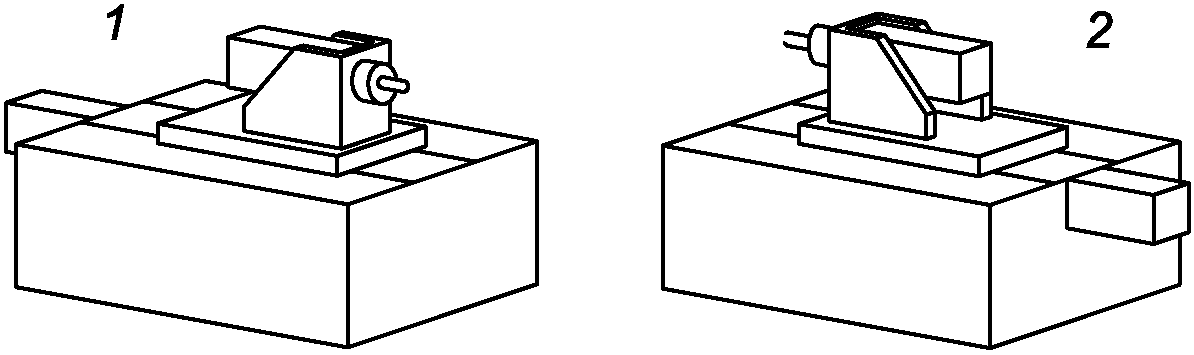
1 - левый блок; 2 - правый блок
(справочное)
В КАЧЕСТВЕ ПРИМЕРОВ ЗАЩИТНЫХ ОГРАЖДЕНИЙ
D.1 Примеры регулируемых защитных ограждений для фрезерных станков; группа 1 (ручные станки)
См. рисунок D.1.
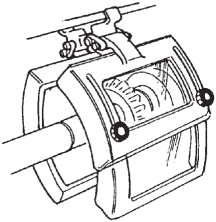 | |
a) Защитный кожух горизонтально-фрезерного станка | |
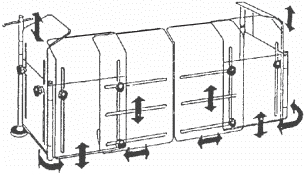 | 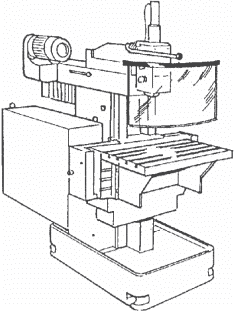 |
b) Защитное ограждение опасной зоны | c) Защитное ограждение для вертикально-фрезерного станка |
для фрезерных станков с ручным управлением
D.2 Примеры защитных ограждений для станков группы 2 (станки с ограниченными возможностями ЧПУ)
См. рисунок D.2.
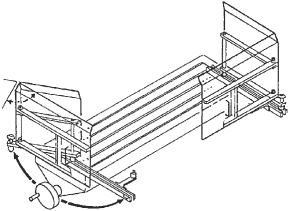 | 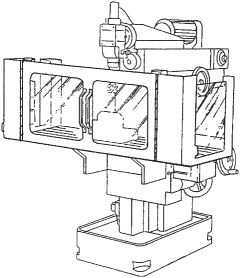 |
a) Полностью открывающиеся навесные ограждения | b) Защитное ограждение навесного типа |
(Примечание - Заднее ограждение не показано) | |
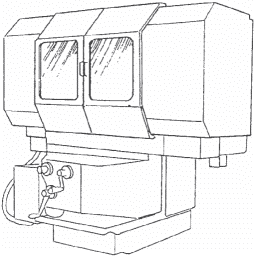 | |
c) Скольжение защитных ограждений для фрезерных станков группы 2 | |
для фрезерных станков группы 2
D.3 Примеры защитных ограждений для станков группы 3 (автоматические станки)
См. рисунки D.3 - D.6.
 | 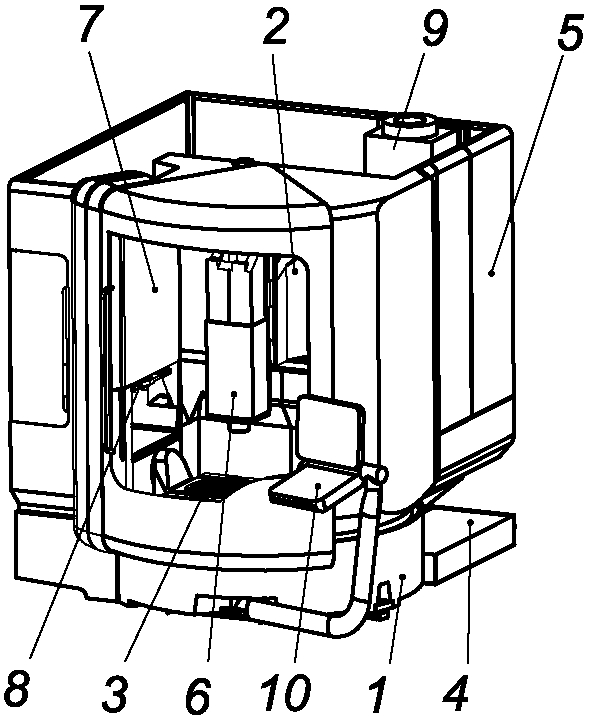 |
a) Защита открыта | b) Защита закрыта |
1 - колонна станка (ось Y); 2 - салазки Y, салазки X
(ось X); 3 - поворотный стол (SRT)/жесткий стол; 4 - система
подачи смазочно-охлаждающей жидкости; 5 - корпус станка;
6 - шпиндельная головка с мотор-шпинделем (ось Z);
7 - электрический шкаф; 8 - смена инструмента;
9 - охлаждающий блок; 10 - панель управления
Рисунок D.3 - Примеры защитных ограждений
для станков группы 3 (автоматические станки)
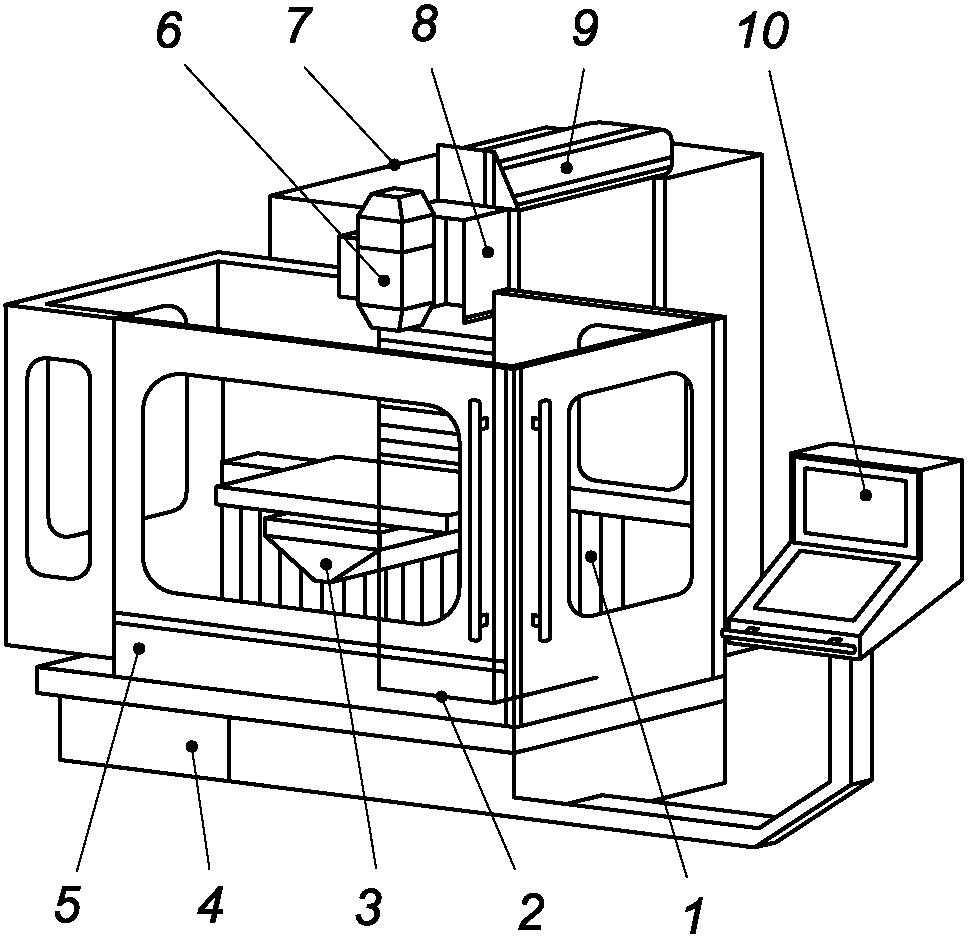
1 - колонна станка и привод подачи, ось Y; 2 - поперечный
суппорт с вертикальным столом и приводом подачи, ось X;
3 - рабочий стол; жесткий стол или поворотный стол;
4 - система подачи смазочно-охлаждающей жидкости; 5 - корпус
станка; 6 - фрезерная головка с вертикальным шпинделем;
7 - электрический шкаф; 8 - шпиндельная головка
с горизонтальным шпинделем и приводом подачи, ось Z;
9 - главный привод; 10 - панель ЧПУ
Рисунок D.4 - Пример блокировочного(ых) ограждения(й)
для автоматических фрезерных станков
Рисунок D.5 - Пример большого автоматического
продольно-фрезерного станка с полным
ограждением рабочей зоны
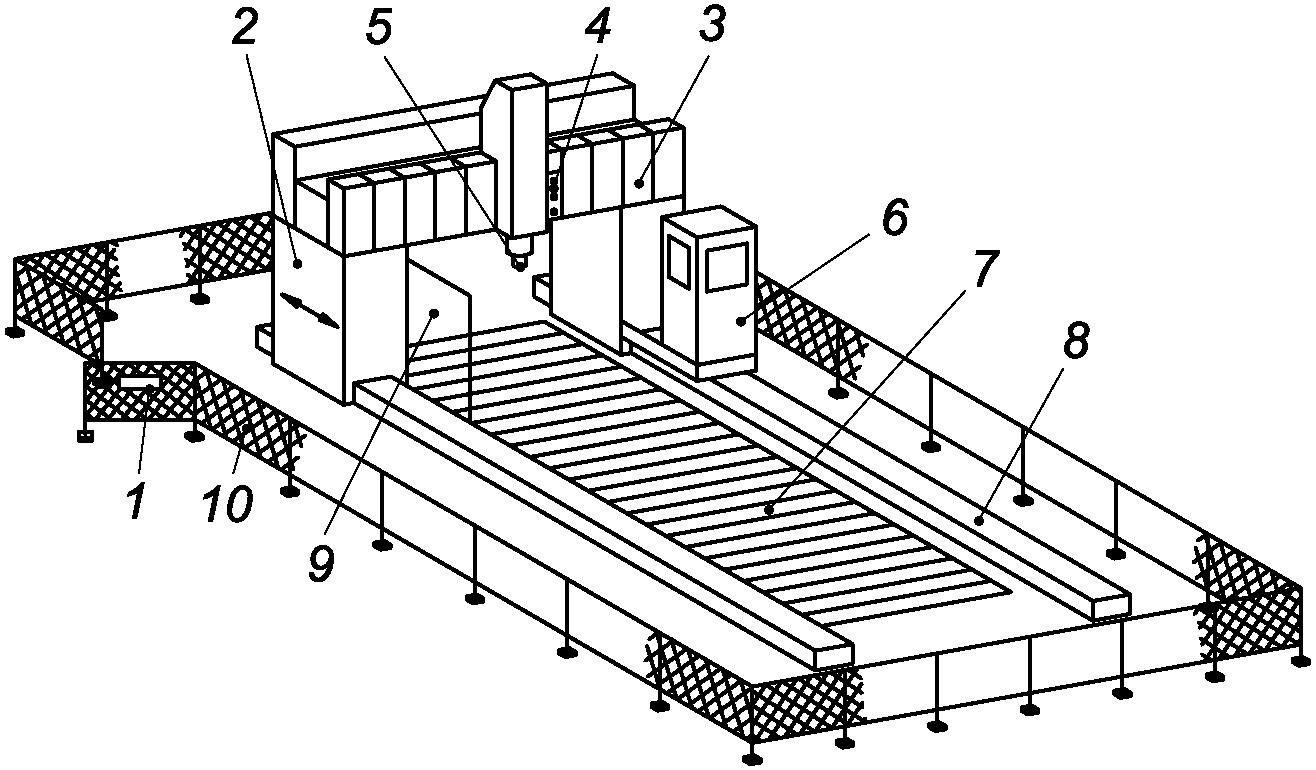
1 - блокированный доступ; 2 - передвижной портал;
3 - телескопические стальные крышки; 4 - вспомогательный
подвесной механизм; 5 - резчик; 6 - кабина (рабочая
станция), закрытая с трех сторон; перемещается вместе
с порталом; 7 - рабочий стол; 8 - крышка направляющей;
9 - защита мигающего типа; прозрачная;
10 - защитное ограждение
станка с подвижным порталом (портального типа),
периметральным ограждением и защитой оператора
D.4 Примеры защитных устройств для группы 4 (транспортные и специальные машины)
См. рисунок D.7 и D.8.

--------------------------------
<a> Направление перемещения заготовки.
Примечание - Машины открыты сверху, средний блок передачи закрыт сверху.
расположенными близко к машине
--------------------------------
<a> Направление перемещения заготовки.
(справочное)
ПРИ ИСПОЛЬЗОВАНИИ ГОРЮЧИХ ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
ИЛИ ГОРЮЧЕЙ ПЫЛИ
Мониторинг системы охлаждения и системы выхлопа необходим для безопасного функционирования станка. Защитные меры после обнаружения пожара зависят от типа системы выхлопа (центральная или локальная).
a) Для центральной системы выхлопа с закрытыми защитными ограждениями применяются следующие меры:
1) немедленная остановка всех операций обработки (с контролируемым отводом инструмента или без него);
2) проникновение пламени или потеря огнетушащего вещества должны подавляться с помощью закрывающейся заслонки (клапанного затвора); хотя нельзя избежать попадания частиц воспламенения в трубы системы выхлопа;
3) немедленное включение системы пожаротушения;
4) отключение системы охлаждения, если она имеется, и если существуют опасности смешивания горючей пыли и охлаждающей жидкости;
5) возможность дальнейшей эксплуатации центральной системы выхлопа.
b) Для местной вытяжной системы (обычно наверху станка) с закрытыми защитными кожухами применяются следующие меры:
6) немедленная остановка всех операций обработки (с контролируемым отводом инструмента или без него);
7) отключение вытяжной системы;
8) немедленное включение системы пожаротушения;
9) отключение подачи охлаждающей жидкости, если она доступна, и если существуют опасности смешивания горючей пыли и охлаждающей жидкости.
Для реализации вышеуказанных функций безопасности органы управления станком, вытяжной системой и системой пожаротушения имеют соответствующие интерфейсы (см. рисунок E.1 и таблицу J.14).
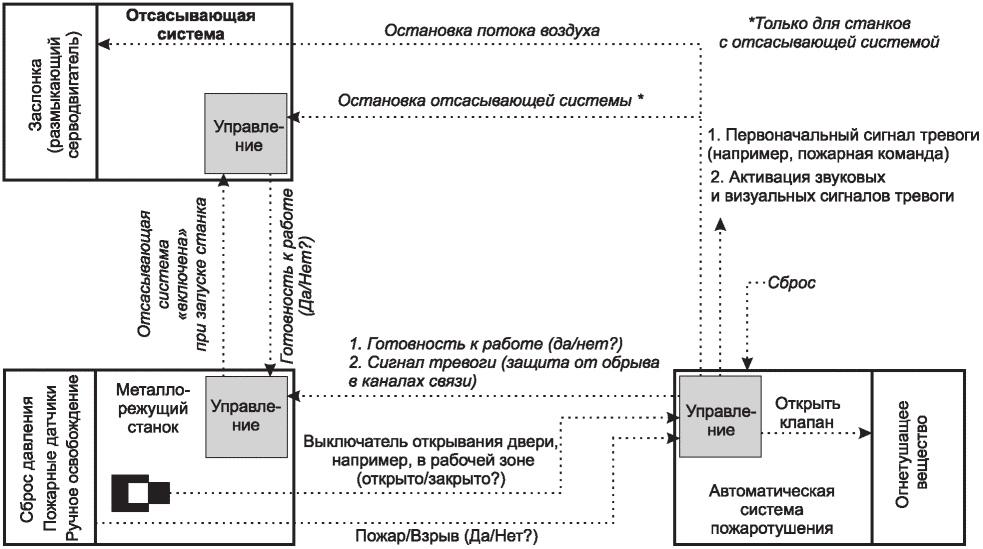
--------------------------------
<a> Только для выхлопной системы, установленной на станке.
Рисунок E.1 - Пример взаимодействия между управлением станка
и управлением системы пожаротушения
(справочное)
И ГОРЮЧЕЙ ПЫЛИ
F.1 Выбор охлаждающих жидкостей с низким уровнем выбросов
Охлаждающие жидкости с содержанием масла более 15% могут вызывать опасность возгорания или дефлаграции.
Выбор не смешивающихся с водой охлаждающих жидкостей с низким уровнем выбросов позволяет снизить образование аэрозолей и паров в рабочей зоне и, таким образом, риск возгорания и взрыва. Охлаждающие жидкости с низким уровнем выбросов характеризуются следующими свойствами:
- состав на основе малоиспаряющихся минеральных масел или синтетических эфиров и/или специальных жидкостей;
- добавление противотуманных присадок.
Рекомендуемые характеристики для выбора охлаждающих жидкостей с низким уровнем выбросов в зависимости от класса вязкости и процесса обработки приведены в таблице F.1.
Таблица F.1
Характеристики не смешивающихся
с водой охлаждающих жидкостей
Тенденция риска | Класс вязкости согласно ISO 3448 | Вязкость при 40 °C | Температура вспышки по ISO 2592 (метод открытого тигля Кливленда) | Потеря испарения при 250 °C (метод Ноака) | Процесс обработки (примерный) |
Высокий | ISO VG 5 | От 4,14 до 5,06 мм2/с | > 120 °C | < 85% | Хонингование, развертывание, шлифование, глубокое растачивание, точение, фрезерование, расточка, нарезание резьбы, накатка резьбы, протяжка |
ISO VG 7 | От 6,12 до 7,48 мм2/с | > 145 °C | < 80% | ||
ISO VG 10 | От 9 до 11 мм2/с | > 155 °C | < 60% | ||
ISO VG 15 | От 13,5 до 16,5 мм2/с | > 190 °C | < 25% | ||
ISO VG 22 | От 19,8 до 24,2 мм2/с | > 200 °C | < 15% | ||
ISO VG 32 | От 28,8 до 35,2 мм2/с | > 210 °C | < 13% | ||
Низкий | ISO VG 46 | От 41,4 до 50,6 мм2/с | > 220 °C | < 11% |
Обычно рекомендуется выбирать охлаждающую жидкость с наименьшими потерями на испарение и наивысшей температурой вспышки при вязкости, заданной процессом обработки, которая должна быть как можно выше.
Выход пламени в рабочую зону можно в значительной степени предотвратить, применив подходящие лабиринтные уплотнения на дверцах станков. Наиболее эффективными оказались лабиринтные уплотнения с несколькими перенаправлениями пути пламени и шириной зазора <= 2 мм.
Принципы проектирования огнестойких лабиринтов:
- сужение зазоров в случае резкого повышения давления в рабочей зоне;
- ширина зазора в сужениях максимум до 2 мм;
- изменение направления потока не менее 2 x 180°;
- возможность регулировки ширины зазора (регулируемость);
- не использовать легковоспламеняющиеся материалы (например, пластиковые щетки);
- направление выходного отверстия не прямо на оператора;
- защита точек среза и сдавливания соответствующими средствами (например, защита кромок).
Лабиринтное уплотнение, показанное на рисунке F.1, основано на принципе множественных перенаправлений, расположенных последовательно, и расширения входящего пламени.
Рисунок F.1 - Принципиальная схема
взрывобезопасного лабиринтного уплотнения
Использование перегородки перед отверстием вытяжки в сочетании с подходящим пламегасителем на пути вытяжки может предотвратить распространение пламени в (центральную) систему вытяжки.
Пламегаситель, показанный на рисунке F.2, основан на принципе многократного перенаправления и расширения входящего пламени.
1 - отвод; 2 - расширение;
a - вход воздуха; b - выход воздуха
Рисунок F.2 - Принципиальная схема
пламегасителя на пути вытяжки
F.4 Определение размеров зон сброса давления
В зависимости от сопротивления давлению корпуса станка может потребоваться интеграция устройства сброса давления для ограничения давления взрыва до безопасной степени и направления вырывающегося пламени в безопасное направление (например, устройство сброса давления наверху станка).
Для определения правильного размера зоны сброса давления можно использовать иллюстрированные соотношения на рисунке F.3. Номограмма позволяет производителю станка для заданного объема корпуса, расчетной прочности корпуса станка на взрыв и статического давления срабатывания устройства сброса давления определить требуемую зону сброса давления в случае, если она закрыта разрывной мембраной. Если, например, используется клапан сброса давления, то в результате его пропускной способности по сравнению с разрывной мембраной получается величина, на которую необходимо скорректировать площадь сброса, указанную номограммой. Пропускная способность является мерой оценки эффективности устройства сброса давления по сравнению с разрывной мембраной той же зоны сброса. Она может быть определена в ходе испытания и обычно указывается производителем.
Более простой (но, безусловно, менее точный) способ определения минимальной площади сброса давления на станках основан на "правиле большого пальца", после чего на каждый м3 объема рабочей зоны станка должно быть предусмотрено 0,1 м2 площади сброса давления. В прошлом такие установки подтверждались одиночными следами зажигания. Однако это "правило большого пальца" не учитывает ни взрывопрочность корпуса станка, ни давление срабатывания устройства сброса давления.
1 - степень заполнения; Pstat - статическое давление
срабатывания, мбар; Pmax,red - максимальное
приведенное давление взрыва, мбар
Поверхность разряда в м2;
объем рабочей зоны в м3
номограмма для оценки требуемой площади
(обязательное)
G.1 Меры проектирования для осей с гравитационной нагрузкой
В случае отключения питания (потери энергии) оси с гравитационной нагрузкой (нагруженные весом, вертикальные оси, наклонные оси, косые оси) удерживаются исключительно тормозом, который установлен в электродвигателе привода (тормоз двигателя) или внешним тормозом или зажимным устройством. Оси с гравитационной нагрузкой могут опуститься в случае отказа. Механический износ или загрязнение маслом могут привести к падению тормозного момента/силы тормозов ниже номинального значения, что может привести к непреднамеренному опусканию или падению осей с гравитационной нагрузкой.
Если эти оси с гравитационной нагрузкой позволяют оператору полностью или частично находиться под осью (например, для загрузки инструментов/заготовок, для настройки и обслуживания), необходимо принять меры по минимизации риска.
В зависимости от практического случая применения и риска, который необходимо снизить, для предотвращения непреднамеренного падения под действием силы тяжести осей, нагруженных силой тяжести, (см. таблицу G.1 и G.2) подходят различные технические устройства безопасности.
Функции безопасности, связанные с осями, нагруженными силой тяжести или наклонными осями, определены в таблице J.3.
G.2 Меры против непреднамеренного опускания осей с гравитационной нагрузкой
G.2.1 Общие требования
Механические части силовой передачи должны быть спроектированы как минимум с двойной весовой нагрузкой, чтобы выдерживать возникающие статические и динамические напряжения.
В целях предотвращения ненужного износа тормозов предпочтительнее замедляться с помощью контроллера, а не останавливаться с помощью механических тормозов.
Примечание - В случае отсутствия опасности, поскольку оператор всегда находится в безопасном положении для осей с гравитационной нагрузкой, на машине может быть установлен моторный тормоз для более быстрого торможения во время работы или по другим причинам.
Предупреждающие знаки должны быть видны на машине в соответствии с 6.2.1 c) 3).
Инструкции по эксплуатации должны быть предоставлены в соответствии с 6.3.11.
Таблица G.1
для отдельных режимов работы
Типичные ситуации | ||||||
Типичные опасные ситуации во всех MO, кроме технического обслуживания | Типичные опасные ситуации при техническом обслуживании | |||||
N | Конструкция тормозного устройства | Требование к циклическим испытаниям; см. также G.3 |  | 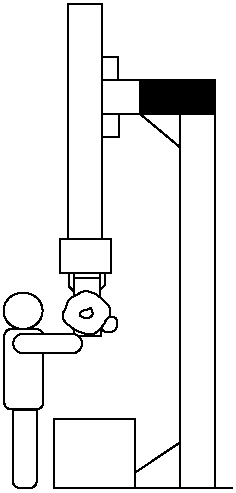 | 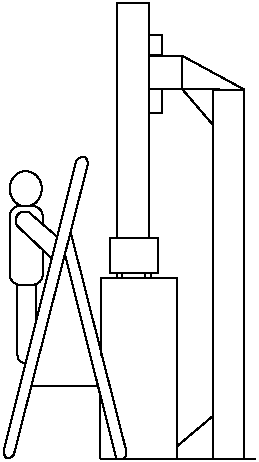 | 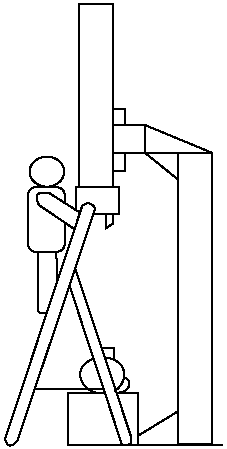 |
Ось с гравитационной нагрузкой находится в опасной зоне. Нахождение под осью с гравитационной нагрузкой всем телом исключено конструкцией станка. Опасность существует для верхних конечностей | Ось с гравитационной нагрузкой находится в опасной зоне (см. 3.3.8). Нахождение под осью с гравитационной нагрузкой невозможно предотвратить | G1.3 Работы по техническому обслуживанию, очистке и ремонту выполняют на оси с гравитационной нагрузкой или рядом с ней. Безопасная поддержка оси с гравитационной нагрузкой возможна | G1.4 Работы по техническому обслуживанию, очистке и ремонту проводят на оси с гравитационной нагрузкой или рядом с ней. Безопасная поддержка оси с гравитационной нагрузкой невозможна | |||
1 | Одинарный тормоз | Обязательное | Опорный или ручной механический замок | |||
2 | Моторный тормоз + резервный тормоз <a> | Обязательное | Опорный или ручной механический замок | |||
3 | Тормоз, когда исключение неисправностей может быть оправдано | Проверка, исключение неисправностей не требуется | ||||
4 | Моторный тормоз + механический противовес | Обязательное | Опорный или ручной механический замок | |||
5 | Моторный тормоз + гидравлический противовес | Обязательное | - | Опорный или ручной механический замок | ||
6 | Моторный тормоз + противовес <b>, если исключение неисправностей может быть оправдано | Испытание, исключение неисправностей системы противовеса не требуется | ||||
7 | Моторный тормоз + самоблокирующееся устройство (например, штифтовое устройство) должны ограничивать падение оси с гравитационной нагрузкой на 50 мм или менее | Обязательное <d> | ||||
<a> Резервный тормоз может быть внутренним, если можно исключить неисправность единой системы передачи (например, механический обрыв вала двигателя), в противном случае - внешний резервный тормоз. <b> Например, гидравлический противовес с функцией исключения неисправностей или "невозвратно-запорные" клапаны с перекрестным контролем (например, двойные клапаны). <c> Возможно в случае короткого присутствия (см. 3.1.17) только под осью с гравитационной нагрузкой. | ||||||
Таблица G.2
Типичные ситуации | ||||
Типичные опасные ситуации во всех MO, кроме технического обслуживания | Типичные опасные ситуации при техническом обслуживании | |||
Меры и информация для использования | 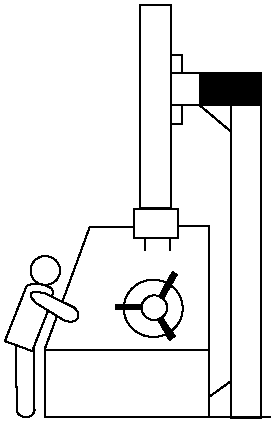 | 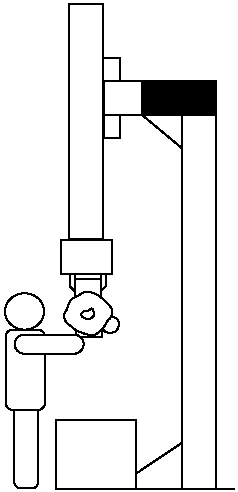 | 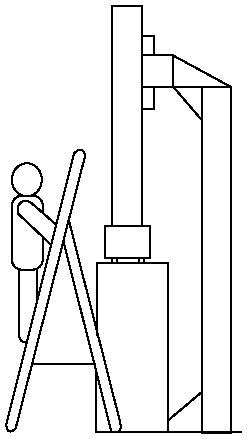 |  |
G1.1 Ось с гравитационной нагрузкой находится в опасной зоне. Конструкция станка исключает возможность нахождения под осью с гравитационной нагрузкой всем телом. Опасность существует для верхних конечностей | G1.2 Ось с гравитационной нагрузкой находится в опасной зоне (см. 3.3.8). Нахождение под осью с гравитационной нагрузкой невозможно предотвратить | G1.3 Работы по техническому обслуживанию, очистке и ремонту выполняют на оси с гравитационной нагрузкой или рядом с ней. Безопасная поддержка оси с гравитационной нагрузкой возможна | G1.4 Работы по техническому обслуживанию, очистке и ремонту выполняют на оси с гравитационной нагрузкой или рядом с ней. Безопасная поддержка оси с гравитационной нагрузкой невозможна | |
Необходимые меры защиты | - | - | - Соблюдайте действующие правила технического обслуживания/ремонта/чистки, например, заблокированный главный выключатель; - установите или, насколько это еще возможно, переместите в крайнее нижнее положение; - отключите и заблокируйте главный выключатель | - Соблюдайте действующие правила технического обслуживания/ремонта/чистки, например, заблокированный главный выключатель; - устройство, приводимое в действие автоматически или вручную для надежной фиксации оси в заданных положениях, например, фиксирующее устройство; - четкая маркировка заблокированных/разблокированных положений; - контроль за заблокированным/разблокированным положением и блокировка с управлением привода; - отключите и заблокируйте главный выключатель |
Информация для использования | См. G.2.2 | См. G.2.2 | См G.2.2 и - опишите меры по безопасной поддержке оси с гравитационной нагрузкой; - объясните, как отключить и заблокировать главный выключатель | См. G.2.2 и - опишите меры по использованию устройств для надежной фиксации (например, механического замка) оси с гравитационной нагрузкой; - объясните, как отключить и заблокировать главный выключатель; - проинформируйте о необходимости максимально ограничить пребывание под осью гравитационной нагрузки |
Эффективной мерой может быть циклическое испытание одиночного тормоза (испытание на торможение) или зажимного устройства. Для этого к тормозу, например к моторному тормозу или зажимному устройству, прикладывается испытательный момент/усилие.
Этот интервал циклических испытаний должен выполняться в соответствии с таблицей G.3. Циклические испытания должны проводиться автоматически в закрытой защитной зоне во время нормального производственного процесса, например, во время остановки, связанной с технологическим процессом. Если это невозможно, то перед входом в опасную зону должно быть проведено циклическое испытание.
Для проведения циклических испытаний целесообразно, чтобы оси, испытываемые под действием силы тяжести, располагались в определенных положениях, таких как:
- положения, в которых испытания (тормоз и/или зажимное устройство) могут проводиться без препятствий/мешающего контура (например, инструмент не активен);
- положения, из которых можно устранить неисправность, например, при проверке тормозов, или приблизиться к безопасному положению.
Для определения испытательного момента/усилия применяют следующие требования:
- система 1 двигатель/1 тормоз (или зажимное устройство): Электропривод создает на тормоз или зажимное устройство нагрузку, в 1,3 раза превышающую максимальную гравитационную нагрузку, в течение как минимум 1 секунды. Если также установлена постоянно действующая система противовесов, на тормозное устройство воздействует нагрузка, в 1,3 раза превышающая максимальную гравитационную нагрузку, за вычетом уравновешенного веса;
- система 1 двигатель/2 тормоза: Тормозные устройства проверяют по отдельности, одно за другим, на нагрузку, в 1,0 раза превышающую максимальную гравитационную нагрузку;
- система 2 двигателя/2 тормоза, соединенные механически: Тормозные устройства испытывают совместно при нагрузке, в 2,0 раза превышающей максимальную гравитационную, или поочередно при нагрузке, в 1,0 раза превышающей максимальную гравитационную. В случае обнаружения неисправности во время циклического испытания применяются следующие требования:
- по сигналам, поступающим от системы управления машиной, необходимо произвести ремонт тормозов. В случае использования подвижных блокируемых защитных ограждений с блокировкой защитного кожуха, не следует приближаться к безопасному положению до тех пор, пока не будет подан сигнал о необходимости разблокировки;
- дальнейшая эксплуатация станка возможна только после нового успешного циклического испытания.
Таблица G.3
Станки групп 3 и 4 | Интервалы между проверками тормозной системы |
Станки с ручной загрузкой/выгрузкой в рабочую зону | - тест перед доступом в соответствующую опасную зону (переместить оси с гравитационной нагрузкой в безопасное положение) и по истечении времени 8 ч <b> |
Станки с автоматической загрузкой/выгрузкой в рабочую зону | - 48 ч <b>; или - испытание до того, как будет осуществлен доступ к соответствующей опасной зоне (переместить оси с гравитационной нагрузкой в безопасное положение) и по истечении времени 48 ч <b> |
<a> В случае сложной единичной заготовки (например, крупные инструменты для прессов или лопатки турбин и т.д.) с ожидаемым временем обработки более 8 ч циклическое испытание должно проводиться после завершения обработки заготовки. Если циклическое испытание не пройдено, дальнейшая работа станка должна быть запрещена. | |
(справочное)
(ПУНКТ УПРАВЛЕНИЯ) НА МАШИНАХ ГРУПП 3 И 4
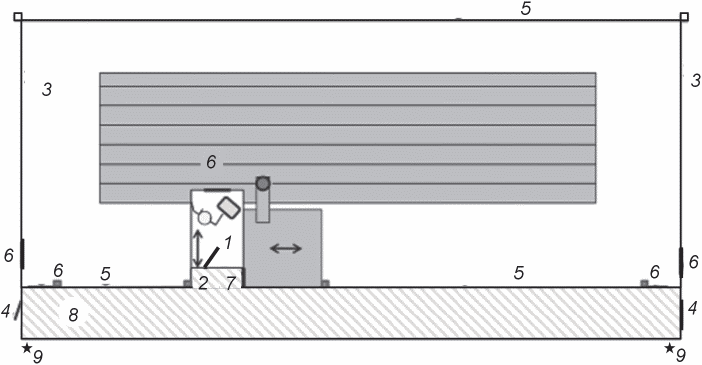
1 - кабина; 2 - перемещаемое защитное ограждение кабины;
3 - неподвижное ограждение; 4 - блокируемое перемещаемое
ограждение с замком и возможностью открытия изнутри;
5 - защитное ограждение; 6 - перемещаемое защитное
ограждение для доступа в рабочую зону;
7 - чувствительное к давлению защитное устройство (PSPD);
8 - зона безопасности, в которой пол оборудован датчиками
давления; 9 - (RFID) периметральное радиочастотное
ограждение с передачей ключей
Рисунок H.1 - Пример выхода из кабины
большого фрезерного станка группы 3
Чтобы выйти и вернуться в кабину 1, можно использовать подвижное блокирующее ограждение 2 кабины. Движение кабины может привести к опасным ситуациям, PSPD 7, например, тактильное защитное устройство, должно быть активировано. Защитные устройства 5 и 6 затем находятся в защитном положении и активированы.
Чтобы выйти из кабины, следует выбрать только одно из двух подвижных блокирующих ограждений 4, которое можно открыть. Чтобы открыть ограждение, необходимо вручную активировать функцию передачи, например, пол, оборудованный датчиками, и рядом с подвижным блокирующим ограждением, расположенным во внутренней зоне, которая недоступна снаружи ограждения 8. Это вызывает захват блокирующим устройством ограждения 4 на определенное время (например, 15 с). Закрытие подвижного блокируемого ограждения после выхода из безопасной зоны сопровождается захватом извне безопасной зоны 8, который инициирует окончание захвата блокирующим устройством ограждения 4. Превышение времени передачи (например, 15 с) вызывает предупреждающий сигнал, за которым следует аварийная остановка. Для возвращения в кабину снаружи станка необходимо активировать защитную меру 9 для идентификации человека (например, RFID, система передачи ключей), чтобы ограждение можно было открыть на определенное время (например, 15 с). В течение этого времени человек должен пройти через подвижное блокируемое ограждение 4 в безопасную зону 8 и закрыть подвижное блокируемое ограждение изнутри безопасной зоны. После этой процедуры человек может войти в кабину, пока ограждение кабины открыто в направлении задней части 2 станка.
(справочное)
ТИПИЧНЫЕ НОРМЫ СПРОСА ФУНКЦИЙ БЕЗОПАСНОСТИ
ДЛЯ РАСЧЕТОВ ПО ТАБЛИЦЕ 3 И ПРИЛОЖЕНИЮ J
Таблица I.1
Положения типичных норм спроса функции безопасности
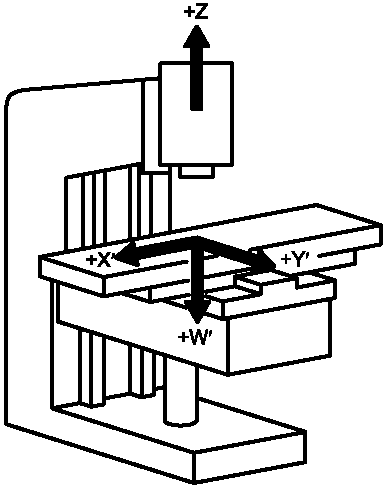 | 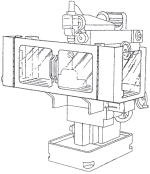 | 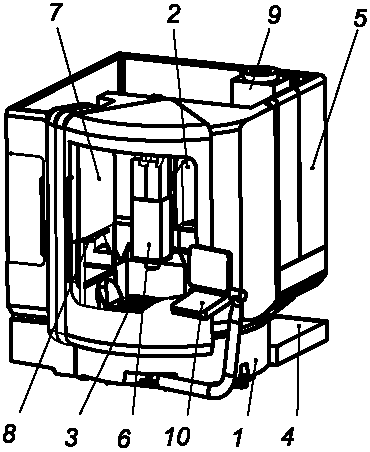 |  | ||
Группа 1 | Группа 2 | Группа 3 | Группа 4 | ||
N | Функция | Количество операций | Количество операций | Количество операций | Количество операций |
1 | Среднее время работы в днях в год | 300 | 300 | 300 | 300 |
2 | Среднее время работы в часах в день | 8 | 8 | 16 Примечание - На автоматических машинах, работающих круглосуточно, безопасность обычно запрашивается так же часто, как и на машинах с ручной загрузкой, среднее время работы которых составляет 16 ч | 24 |
3 | Аварийная остановка | Один раз в день | Четыре раза в день | Раз в неделю | Раз в неделю |
4 | Включение рабочей зоны устройства | Референтные значения недоступны | Раз в 6 мин (360 с) | Раз в 12 мин (720 с) | 3 раза в день |
5 | Включающее устройство Магазин инструментов | Референтные значения недоступны | Референтные значения недоступны | Раз в 15 мин (900 с) | Раз в 15 мин (900 с) |
6 | Включающее устройство Положение установки заготовки | Референтные значения недоступны | Референтные значения недоступны | Раз в 12 мин (720 с) | Раз в 12 мин (720 с) |
7 | Инструментальный магазин, защитная дверца; ручная загрузка инструмента | Референтные значения недоступны | Референтные значения недоступны | Один раз в 15 мин (900 с) Примечание - 16 ч в сутки составляют 64 процесса загрузки и выгрузки инструмента | Один раз в 15 мин (900 с) Примечание - 24 ч в сутки составляют 96 процессов загрузки и выгрузки инструмента |
8 | Защитная дверца в положение установки заготовки для загрузки устройства смены паллет, открыть блокируемое ограждение, загрузить заготовку Средний период обработки (до 60 мин) | Референтные значения недоступны | Референтные значения недоступны | Один раз в 5 мин (9300 с) | Референтные значения недоступны |
9 | Защитная дверца в положение установки заготовки для загрузки устройства смены паллет, открыть блокируемое ограждение, загрузить заготовку. Длительный период обработки (до 8 ч и более) | Референтные значения недоступны | Референтные значения недоступны | Один раз в 15 мин (900 с) Примечание - 16 ч в сутки составляют 64 процесса загрузки и выгрузки заготовок | Референтные значения недоступны |
10 | Зажим инструмента, количество смен инструмента. Короткое время обработки (до 10 мин) | Референтные значения недоступны | Референтные значения недоступны | Один раз в 8 ч Примечание - 16 ч в день делают 2 процесса загрузки и выгрузки заготовок. | Референтные значения недоступны |
11 | Зажим инструмента, количество смен инструмента. Средний период обработки (до 60 мин) | Референтные значения недоступны | Референтные значения недоступны | Один раз в 2 мин (120 с) Примечание - 16 ч в день составляют 480 процессов загрузки и выгрузки заготовок | Один раз в 2 мин (120 с) Примечание - 24 ч в день составляют 720 процессов загрузки и выгрузки заготовок |
12 | Защитная дверца в положение установки заготовки для загрузки устройства смены паллет, открыть блокируемое ограждение, загрузить заготовку. Средний период обработки (до 60 мин) | Референтные значения недоступны | Референтные значения недоступны | Один раз в 15 мин (900 с) Примечание - 16 ч в день составляют 64 процесса загрузки и выгрузки заготовок | Один раз в 15 мин (900 с) Примечание - За 24 ч в сутки выполняется 96 процессов загрузки и выгрузки заготовок |
13 | Защитная дверца в положение установки заготовки для загрузки устройства смены паллет, открыть блокируемое ограждение, загрузить заготовку. Длительный период обработки (до 8 ч и более) | Референтные значения недоступны | Референтные значения недоступны | Один раз в 8 ч Примечание - 16 ч в день делают 2 процесса загрузки и выгрузки заготовок. | Референтные значения недоступны |
14 | Зажим инструмента, количество смен инструмента. Короткое время обработки (до 10 мин) | Референтные значения недоступны | Референтные значения недоступны | 2 раза в минуту (30 с) | 2 раза в мин (30 с) |
15 | Зажим инструмента, количество смен инструмента. Средний период обработки (до 60 мин) | Раз в 5 мин (300 с) | Один раз в 5 мин (300 с) | Один раз в минуту (60 с) | Один раз в 10 мин (600 с) |
Примечание - На автоматических машинах, работающих круглосуточно, функции безопасности обычно запрашиваются так же часто, как и на машинах с ручной загрузкой, среднее время работы которых составляет 16 часов. | |||||
16 | 2 раза в минуту (30 с) | Референтные значения недоступны | Один раз в 5 мин (300 с) | Один раз в 10 мин (600 с) | Референтные значения недоступны |
17 | Автоматическая смена инструмента | См. зажим инструмента | См. зажим инструмента | См. зажим инструмента | См. зажим инструмента |
18 | Жидкость для обработки металлов давлением. Используется под высоким давлением. Короткая продолжительность обработки (до 10 мин) | Референтные значения недоступны | Референтные значения недоступны | Дважды в мин (30 с) | 2 раза в мин (30 с) |
19 | Жидкость для обработки металлов давлением. Используется под высоким давлением. Средняя продолжительность обработки (до 60 мин) | Референтные значения недоступны | Референтные значения недоступны | Один раз в мин (60 с) | Один раз в мин (60 с) |
20 | Жидкость для обработки металлов давлением. Длительный период обработки (до 8 ч и более) | Референтные значения недоступны | Референтные значения недоступны | Один раз в 10 мин (600 с) | Референтные значения недоступны |
21 | Устройства для зажима деталей (гидравлические, пневматические), короткое время обработки (до 10 мин) | Референтные значения недоступны | Один раз в 5 мин (300 с) Примечание - За 8 ч в день выполняется 96 процессов загрузки и выгрузки заготовок | Один раз в 2 мин (120 с) Примечание - За 16 ч в выполняется день 480 операций загрузки и выгрузки заготовок | Один раз в 2 мин (120 с) Примечание - За 24 ч в сутки выполняется 720 операций загрузки и выгрузки заготовок |
22 | 2 раза в мин (30 секунд) | Референтные значения недоступны | Один раз в час (3600 с) Примечание - внимание, что за 8 ч в день выполняется 8 процессов загрузки и выгрузки заготовок | Один раз в 15 мин (900 с) Примечание - За 16 ч в сутки выполняется 64 процессов загрузки и выгрузки заготовок | Один раз в 15 мин (900 с) Примечание - За 24 ч в сутки выполняется 96 процессов загрузки и выгрузки заготовок |
23 | Автоматическая смена инструмента | Референтные значения недоступны | Один раз в 8 ч Примечание - За 16 ч в день выполняется 2 процесса загрузки и выгрузки заготовок | Референтные значения недоступны | |
24 | Выбор режима работы MO 1, MO 2 или MO 3 | Референтные значения недоступны | Четыре раз в час | Один раз в час | Один раза в час |
25 | Запуск/остановка | Один раз в 15 мин (900 с) | Один раз в 15 мин (900 с) | Референтные значения недоступны | Референтные значения недоступны |
(обязательное)
J.1 Индекс функций безопасности для таблиц J.1 - J.22
Номер таблицы | Предмет | Номер SF | PLr | ||||
Объяснение того, как читать таблицы функций безопасности | |||||||
Требование (обязательное) | Требуемый PL для этого требования | ||||||
Вращение шпинделя инструмента и устройство для зажима инструмента | |||||||
Функция предотвращения запуска/перезапуска, инициируемая неправильно зажатым инструментом в режимах MO 1, MO 2 и MO 3 | SF 03 | a | |||||
Предотвращение неожиданного запуска разжимного механизма захвата инструмента, инициируемого частотой вращения шпинделя инструмента n > 0 в MO 1, MO 2, MO 3 | SF 08-1 | ||||||
В MO 1 охрана с помощью охранников | b | ||||||
В MO 2 и MO 3 | c | ||||||
Ограничение скорости вращения шпинделя, инициированное параметром инструмента, связанным с безопасностью, в MO 1, MO 2 и MO 3 | SF 16 | a | |||||
Ограничение скорости вращения шпинделя, инициированное параметром безопасности в MO 2 и MO 3 | SF 16 | См. таблицу J.17, 17.3 и 17.4 | |||||
Оси с гравитационной нагрузкой или наклонные оси | |||||||
Функция безопасного останова в MO 1, MO 2 или MO 3 (открытие заблокированных защит) | SF 01 | ||||||
Если рабочая зона вообще недоступна | Нет | ||||||
Опасность существует для верхних конечностей | c | ||||||
Опасности существуют для всего тела | d | ||||||
Функция остановки, связанная с безопасностью, в MO 2 или MO 3 (разблокировка устройства блокировки) | SF 07-1 | ||||||
Если рабочая зона вообще недоступна | Нет | ||||||
Опасность существует для верхних конечностей | c | ||||||
Опасность существует для всего тела | d | ||||||
Предотвращение непредвиденного запуска в MO 2 или MO 3 (разблокирующее устройство без привода) | SF 07-2 | ||||||
Если рабочая зона вообще недоступна | Нет | ||||||
Опасность существует для верхних конечностей | c | ||||||
Опасности существуют для всего тела | d | ||||||
Предотвращение непредвиденного пуска в MO 1, MO 2 или MO 3 (открытые блокированные защитные устройства) | SF 08-1 | ||||||
Если рабочая зона вообще недоступна | Нет | ||||||
Опасность существует для верхних конечностей | c | ||||||
Опасности существуют для всего тела | d | ||||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Зажим заготовок с электроприводом для станков с фрезерными и/или токарными операциями | |||||||
Функция безопасного останова зажимных и опорных устройств в MO 1, MO 2 или MO 3 | SF 01 | ||||||
Движение <= 4 мм | Нет | ||||||
4 мм < Движение <= 20 мм | a | ||||||
Движение > 20 мм | c | ||||||
Функция безопасного останова, запускаемая при обнаружении неправильно зажатой заготовки в MO 1, MO 2 или MO 3 | SF 07-1 | ||||||
Заготовка не может быть извлечена | Нет | ||||||
Заготовка может быть извлечена | a | ||||||
Предотвращение функции запуска/перезапуска в MO 1, MO 2 или MO 3 | SF 03 | a | |||||
Функция остановки зажимных и опорных устройств в MO 2 или MO 3, связанная с безопасностью (с помощью освобожденного пускового устройства, двуручного управления или удержания в рабочем состоянии) | SF 07-1 | ||||||
Движения на небольшие расстояния (<= 4 мм) | Нет | ||||||
Движение на расстояние от 4 до 20 мм | a | ||||||
Перемещение на расстояние более 20 мм, и для фиксации/регулировки не требуется рука | c | ||||||
Перемещение превышает 20 мм, и для фиксации/регулировки требуется рука | d, категория 3 | ||||||
Предотвращение неожиданного запуска зажимного и опорного устройства в MO 2 или MO 3 | SF 07-2 | ||||||
Движения на небольшие расстояния (<= 4 мм) | Нет | ||||||
Перемещение на расстояние от 4 до 20 мм | a | ||||||
Перемещения на большие расстояния (> 20 мм) | d, категория 3 | ||||||
Предотвращение непредвиденного запуска зажимных и разжимных движений в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
Движения на небольшие расстояния (<= 4 мм) | Нет | ||||||
Перемещение на расстояние от 4 до 20 мм | a | ||||||
Перемещения на большие расстояния (> 20 мм) | d, категория 3 | ||||||
Предотвращение неожиданного разжима заготовки, вызванного любым движением станка в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
Ручные зажимные системы | Нет | ||||||
Заготовка не может быть извлечена | a | ||||||
Заготовка может быть извлечена | d, категория 3 | ||||||
Предотвращение непредвиденного разжимания заготовки под действием силы тяжести в MO 1, MO 2 или MO 3 | SF 08-2 | ||||||
Отсутствие опасности под действием силы тяжести | Нет | ||||||
Опасность, связанная с гравитацией: оператор не работает под гравитационными осями | C | ||||||
Опасность под действием силы тяжести: оператор работает под гравитационными осями | d, категория 3 | ||||||
Ограниченная скорость заготовки устройства зажима заготовки в MO 1, MO 2 или MO 3 | SF 16 | ||||||
Зажимное устройство рассчитано на максимальную скорость вращения осей ЧПУ | Нет | ||||||
Автоматическая подача заготовок с помощью систем паллет с различными заготовками и средствами зажима | a | ||||||
Ручная подача заготовок | a | ||||||
Ограниченная скорость вращения заготовки в MO 2 или MO 3 | SF 16 | См. таблицу J.17, 17.3 и 17.4 | |||||
Контроль пропорциональной технологии заготовки - давление зажима в MO 1, MO 2 или MO 3 | SF 16 | ||||||
Автоматическая подача заготовок | a | ||||||
Ручная подача заготовок | a | ||||||
Контроль данных заготовки внутренний и внешний захват/зажим/зажатие в MO 1, MO 2 или MO 3 при токарной обработке | SF 16 | ||||||
Автоматическая подача заготовок | a | ||||||
Ручная подача заготовок | a | ||||||
Предотвращение неожиданного разжимного движения или разгерметизации, вызванных вращением/перемещением заготовки в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
Ручные зажимные системы | Нет | ||||||
Заготовка не может быть выброшена | Нет | ||||||
Заготовка может быть извлечена | PLr = d, категория 3 | ||||||
Хвостовая бабка | |||||||
Функция останова, связанная с безопасностью, инициируемая открытием заблокированных защитных устройств/деактивированных защитных устройств в MO 1, MO 2 или MO 3 | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, инициируемая разблокировкой устройства включения, двуручного управления или устройства управления удержанием в рабочем состоянии в MO 2 или MO 3 | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска в MO 2 или MO 3, инициированного неактивированным устройством включения, двуручным управлением или устройством управления удержанием в рабочем состоянии | SF 07-2 | d, категория 3 | |||||
Предотвращение неожиданного запуска в MO 1, MO 2 или MO 3, инициированного открытыми защитными устройствами с блокировкой | SF 08-1 | d, категория 3 | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Устройства для погрузки и разгрузки заготовок, устройство для перемещения заготовок, устройство для смены поддонов | |||||||
Функция безопасной остановки линейного движения (например, подъема/опускания) и/или вращательного движения в MO 1, MO 2 или MO 3 | SF 01 | c | |||||
Предотвращение запуска/перезапуска, инициированного неправильной загрузкой паллеты/заготовки в MO 1, MO 2 или MO 3 | SF 03 | ||||||
Ручная загрузка оператором | Нет | ||||||
Автоматическая загрузка | a | ||||||
Функция остановки, связанная с безопасностью, инициируемая разблокировкой устройства включения, двуручного управления или удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска в MO 2 или MO 3, инициированного неактивированным устройством включения, двуручным управлением или устройством управления удержанием в рабочем состоянии | SF 07-2 | d, категория 3 | |||||
Предотвращение неожиданного запуска в MO 1, MO 2 или MO 3, инициированного открытыми защитными устройствами с блокировкой | SF 08-1 | d, категория 3 | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Устройство подачи прутка | |||||||
Функция безопасного останова в MO 1, MO 2 или MO 3, инициируемая открытыми защитными устройствами с блокировкой | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, в MO 2 или MO 3, инициируемая разблокировкой устройства включения, двуручного управления или устройства управления удержанием в рабочем состоянии | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска в MO 2 или MO 3, инициированного неактивированным устройством включения, двуручным управлением или устройством управления удержанием в рабочем состоянии | SF 07-2 | d, категория 3 | |||||
Предотвращение неожиданного запуска в MO 1, MO 2 или MO 3, инициированного открытыми защитными устройствами с блокировкой | SF 08-1 | d, категория 3 | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет, см. примечания | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Зажим и перемещение поддонов на станках с фрезерной и токарной обработкой | |||||||
Функция остановки, связанная с безопасностью, запускается при обнаружении неправильного зажатого поддона или дисбаланса в MO 1, MO 2 или MO 3 | SF 01 | a | |||||
Предотвращение запуска/перезапуска, инициированного неправильным зажатием паллеты в MO 1, MO 2 или MO 3 | SF 03 | a | |||||
Предотвращение неожиданного запуска разжимных механизмов в MO 1, MO 2 или MO 3, инициированного открытыми блокированными защитами | SF 08-1 | ||||||
Горизонтальное положение поддона; кратковременное нахождение в опасной зоне; поддон может выпасть без опасности | a | ||||||
Горизонтальное положение поддона; присутствие в опасной зоне недолгое; поддон может выпасть без опасности | b | ||||||
Положение поддона в любом месте; короткое присутствие в опасной зоне; поддон может выпасть | d, категория 3 | ||||||
Предотвращение неожиданного запуска движения разжимания в MO 1 | SF 08-1 | ||||||
Невозможно извлечь паллету | a | ||||||
Паллета может быть извлечена | d, категория 3 | ||||||
Предотвращение непредвиденного разжимания зажима поддона в MO 1, MO 2 или MO 3 под действием силы тяжести | SF 08-2 | ||||||
Горизонтальное расположение паллет, короткое присутствие | a | ||||||
Горизонтальное положение поддона, присутствие не короткое | b | ||||||
Наклонное или отложенное положение поддона | d, категория 3 | ||||||
Функция безопасной остановки движения от зажимных и опорных устройств, инициируемая разблокировкой блокирующего устройства защитной блокировки закрытого защитного устройства | SF 01 | ||||||
Движения на небольшие расстояния (<= 4 мм) | Нет | ||||||
Движения с расстояниями > 4 мм | c | ||||||
Предотвращение неожиданного запуска движения от зажимных и опорных устройств, инициированного открытыми блокирующими защитными устройствами | SF 08-1 | ||||||
Движения на небольшие расстояния (<= 4 мм) | Нет | ||||||
Движения с расстоянием > 4 мм | d, категория 3 | ||||||
Опасное перемещение устройства смены инструмента | |||||||
Функция остановки, связанная с безопасностью, инициируемая открытыми блокированными защитами в MO 1, MO 2 или MO 3 | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, в MO 2 или MO 3, инициируемая разблокировкой устройства включения, двуручного управления или устройства управления удержанием в рабочем состоянии | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска в MO 2 или MO 3, инициированного неактивированным устройством включения, двуручным управлением или устройством управления с удержанием в рабочем состоянии | SF 07-2 | d, категория 3 | |||||
Предотвращение неожиданного запуска в MO 1, MO 2 или MO 3, инициированного открытыми защитными устройствами с блокировкой | SF 08-1 | d, категория 3 | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет, см. примечания | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Опасное перемещение магазина инструментов | |||||||
Функция останова, связанная с безопасностью, инициируемая открытыми заблокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, инициируемая разблокировкой устройства включения, двуручного управления или удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска, инициированного неактивированным устройством включения, двуручным устройством управления или устройством удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-2 | d, категория 3 | |||||
Предотвращение непредвиденного запуска, инициированного открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | d, категория 3 | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Транспортер стружки в любом случае использования по назначению | |||||||
Функция останова, связанная с безопасностью, инициируемая открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, инициируемая разблокировкой устройства включения, двуручного управления или удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска, инициированного неактивированным устройством включения, двуручным устройством управления или устройством удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-2 | ||||||
Транспортер стружки не в доступной рабочей зоне | c | ||||||
Транспортер стружки в доступной рабочей зоне | d, категория 3 | ||||||
Предотвращение непредвиденного запуска, инициированного открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
Транспортер стружки не в доступной рабочей зоне | c | ||||||
Транспортер стружки в доступной рабочей зоне | d, категория 3 | ||||||
Охлаждающая жидкость, промывка стружки при низком давлении от 0 до 0,5 МПа или высоком давлении свыше 0,5 МПа | |||||||
Функция останова, связанная с безопасностью, инициируемая открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | ||||||
Низкое давление | a | ||||||
Высокое давление | c | ||||||
Предотвращение неожиданного пуска, инициированного открытыми защитными устройствами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
Низкое давление: Оператор не находится непосредственно в потоке охлаждающей жидкости | a | ||||||
Низкое давление: Оператор находится непосредственно в потоке охлаждающей жидкости | b | ||||||
Высокое давление | d, категория 3 | ||||||
Ограждения с электроприводом для доступа людей | |||||||
Функция безопасного останова защитного устройства с электроприводом, инициируемая защитным устройством | SF 01 | ||||||
Сила < 75 Н и кинетическая энергия < 4 Дж | Нет | ||||||
Силы < 150 Н и кинетическая энергия < 10 Дж и автоматический реверс | c | ||||||
Другое | d | ||||||
Функция остановки, связанная с безопасностью, для защитного ограждения с силовым приводом, оснащенного неактивируемым устройством включения, двуручного управления или управления удержанием в рабочем состоянии | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска, инициированного неактивированным устройством включения, двуручным устройством управления или устройством удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-2 | d | |||||
Предотвращение непредвиденного запуска силовых защитных устройств, инициированного деактивированными защитными устройствами | SF 08-1 | ||||||
Сила < 75 Н и кинетическая энергия <= 4 Дж | Нет | ||||||
Другие | d | ||||||
Безопасное ограничение скорости вращения защитных устройств с электроприводом для осей с ЧПУ | SF 16 | d, по крайней мере, категория 2 | |||||
Система пожаротушения для машин с блокируемыми защитными устройствами | |||||||
Функция безопасного останова подачи охлаждающей жидкости при закрытых защитных устройствах с блокировкой, инициируемая системой пожаротушения в MO 1 | SF 01 | a | |||||
Функция безопасного останова вытяжной системы с закрытыми блокируемыми защитными устройствами, инициируемая системой пожаротушения | SF 01 | a | |||||
Связанная с безопасностью функция остановки герметизации (запорный клапан в вытяжной трубе) вытяжной системы с заблокированными защитными устройствами в закрытом состоянии, инициируемая системой пожаротушения | SF 01 | a | |||||
Функция остановки процесса обработки, связанная с безопасностью, включая конвейер для транспортировки стружки с закрытыми защитными устройствами, инициируемая системой пожаротушения | SF 01 | a | |||||
Функции местного управления для разблокировки запорных устройств защитной блокировки для доступа в опасную зону | SF 04 | c | |||||
Предотвращение неожиданного запуска процесса тушения с использованием газов, вытесняющих кислород, в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
Для машин с недоступной рабочей зоной | c | ||||||
Для машин с доступной рабочей зоной | d, категория 3 | ||||||
Предотвращение неожиданного запуска станка, инициированного системой пожаротушения в MO 1 | SF 08-1 | a | |||||
Функция локального управления для контроля объема выхлопной системы, инициируемая измерением объема выхлопа по давлению или расходу во время обработки | SF 04 | a | |||||
Выбор MO (не относится к машинам группы 1) | |||||||
Выбор режима работы, инициируемый открытием заблокированных защит и устройства выбора МО | SF 11 | ||||||
Если доступны только MO 1 и MO 2 | a | ||||||
Когда доступно более двух MO | c | ||||||
Выбор авторизации, чтобы обеспечить одновременное включение только одной станции управления оператора | SF 11 | a | |||||
Аварийная остановка | |||||||
Аварийная остановка: Для движения, управляемого функцией безопасности ниже PL = c, если требуется, отдельная функция аварийного останова должна иметь тот же PLr, что означает разные части | SF 14 | a/b | |||||
Все остальные | c | ||||||
Функции управления | |||||||
Функция запуска и перезапуска для инициирования выполнения (например, программы), инициированного в комбинации с закрытой блокировкой, активированным защитным устройством, активированным устройством разрешения или двуручным управлением | SF 03 | ||||||
Станки группы 3 и группы 4 в MO 1, MO 2 и MO 3 | a | ||||||
Станки группы 3 и группы 4 в службе MO | b | ||||||
Функции местного управления для разблокировки запорных устройств защитной блокировки для доступа в опасную зону | SF 04 | a | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей с ЧПУ | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет, см. примечания | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Безопасное ограничение скорости (SLS) инструментального шпинделя или шпинделя фиксации | SF 16 | ||||||
Опасности существуют для верхних конечностей | Нет, см. примечания | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Колебания или пропадание и восстановление электропитания, вызванные прерыванием в MO 1, MO 2 или MO 3 | SF 17 | a | |||||
Функция безопасного останова процесса обработки при закрытых защитных устройствах с блокировкой (нормальный останов) | SF 01 | a | |||||
Функция запуска и перезапуска для выполнения (например, программы), инициируемого нажатием кнопки запуска в MO 0 | SF 03 | c | |||||
Функция останова, связанная с безопасностью (нормальный останов), запускается нажатием кнопки останова в MO 0 | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, путем разблокировки регулятора направления движения или регулятора удержания в рабочем состоянии в сочетании с разрешающим устройством | SF 01 | a | |||||
Функция ручного сброса | SF 02 | a | |||||
Предотвращение непреднамеренного перемещения частей станка в соседнюю несанкционированную рабочую зону | SF 16 | d | |||||
Опасные движения в рабочей зоне | |||||||
Функция останова, связанная с безопасностью, инициируемая открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, инициируемая разблокировкой устройства включения, двуручного управления или удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска, инициированного неактивированным устройством включения, двуручным устройством управления или устройством удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-2 | ||||||
в случае кратковременного присутствия | c | ||||||
в противном случае | d, категория 3 | ||||||
Предотвращение непредвиденного запуска, инициированного открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
в случае кратковременного присутствия | c | ||||||
в противном случае | d, категория 3 | ||||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасность существует для верхних конечностей | Нет | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Опасные движения в зоне обслуживания | |||||||
Функция останова, связанная с безопасностью, инициируемая открытыми заблокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | c | |||||
Функция остановки, связанная с безопасностью, инициируемая разблокировкой устройства включения, двуручного управления или удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-1 | c | |||||
Предотвращение непредвиденного запуска, инициированного неактивированным устройством включения, двуручным устройством управления или устройством удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-2 | ||||||
в случае кратковременного присутствия | c | ||||||
в противном случае | d, категория 3 | ||||||
Предотвращение непредвиденного запуска, инициированного открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | ||||||
в случае кратковременного присутствия | c | ||||||
в противном случае | d, категория 3 | ||||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей | SF 16 | ||||||
Опасность существует для верхних конечностей | Нет | ||||||
Опасность существует для всего тела | d, категория 3 | ||||||
Интерфейс безопасности для погрузочной системы - функции безопасности автоматизации на интерфейсе | |||||||
Функция останова, связанная с безопасностью, инициируемая открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | c, категория 3 | |||||
Предотвращение непредвиденного запуска, инициированного открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | d, категория 3 | |||||
Входные/выходные сигналы аварийного останова | SF 14 | c, категория 3 | |||||
| |||||||
Сжатый воздух для очистки и измерений | |||||||
Функция останова, связанная с безопасностью, инициируемая открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | a | |||||
Функция остановки, связанная с безопасностью, инициируемая разблокировкой устройства включения, двуручного управления или удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-1 | a | |||||
Предотвращение непредвиденного запуска, инициированного неактивированным устройством включения, двуручным устройством управления или устройством удержания в рабочем состоянии в MO 2 или MO 3 | SF 07-2 | b | |||||
Предотвращение неожиданного запуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2, MO 3 | SF 08-1 | b | |||||
J.2 Описание функций безопасности
Функция безопасности, в соответствии с ISO 13849-1:2015, таблицы 8 и 9 | Нумерация функций безопасности в настоящем стандарте |
Функция останова, связанная с безопасностью, инициируемая защитным устройством | SF 01 |
Функция ручного сброса | SF 02 |
Функция запуска/перезапуска | SF 03 |
Функция местного управления | SF 04 |
Функция включения устройства | SF 07-1/SF 07-2 |
Предотвращение неожиданного запуска | SF 08-1/SF 08-2 |
Режимы управления и выбор режима | SF 11 |
Функция аварийного останова | SF 14 |
Параметры, связанные с безопасностью, такие как скорость, температура или давление | SF 16 |
Колебания, потеря и восстановление источников питания | SF 17 |
Примечание - При проектировании электрической системы управления в соответствии с IEC 62061, как правило, можно достичь того же уровня безопасности любой функции безопасности в приложении J, что и при применении ISO 13849-1. Результатом применения IEC 62061 является SIL с определенным значением PFHD (IEC 62061:2005, таблица 3). Это значение PFHD также определено в ISO 13849-1:2015, таблица 2, и приводит к PL. SIL 1 относится к PL = c или PL = b (см. ISO 13849-1:2015, таблица 3). Ушибы и/или рваные раны без осложнений классифицируются как S1 в ISO 13849-1, и только травмы S1, согласно ISO 13849-1, приводят к требуемому PL = b. Если результат класса (CL), см. в IEC 62061:2005, таблица A.6, с SE2 равен 11 или с SE1 равен 14, то требуемый PL = b согласно ISO 13849-1, иначе требуемый PL = c. "PL = a" не имеет соответствия в IEC 62061, но он определяется с другими мерами (IEC 62061:2005, таблица A.6, см. OM), поэтому его можно определить при S3 и CL <= 7 или SE2 и CL <= 10 или SE1 и CL <= 13.
J.3 Параметр, связанный с безопасностью
Для ввода параметров, связанных с безопасностью, обычно требуется, чтобы их вводил оператор. Ошибки при ручном вводе параметров, связанных с безопасностью, в программируемых электронных системах могут привести к возникновению опасной ситуации. Кроме того, в таких случаях необходимо выполнить повторную передачу параметров и/или ручное подтверждение (см. ISO 13849-1:2015, 4.6.4 и 5.2.7). Возможными решениями для проверки данных могут быть:
- система проверки данных в системе управления, связанной с безопасностью, например:
- проверка пределов,
- формат и/или логические входные значения,
- дублирование/перекрестная проверка данных;
- проверка данных приемочным тестом с контрольными суммами. Приемочный тест используется для проверки правильности параметрирования функций безопасности. Приемочный тест позволяет выявить потенциальные ошибки конфигурирования и задокументировать правильное конфигурирование.
J.4 Таблицы функций безопасности
Таблица J.1
(таблицы J.2 - J.22)
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Требование (обязательное) | SF XX | - Заметки; - основные известные причины несчастных случаев; - опасные ситуации | Объяснение того, какая функция безопасности применяется и когда | Требуемый уровень производительности для данного требования |
Таблица J.2
и зажимное устройство инструмента
N | Объяснение эффекта функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция предотвращения запуска/перезапуска инициированная неправильно зажатым инструментом в MO 1, MO 2, MO 3 | SF 03 | PLr = a | |||
Предотвращение неожиданного запуска разжимного движения инструментального захвата, инициированного скоростью вращения шпинделя инструмента n > 0 в MO 1, MO 2, MO 3 | SF 08-1 | Правильность работы часто проверяется в MO 1. Из-за мерцания датчика можно контролировать пороговый предел (например, 1 об/мин) | В MO 1 охрана с помощью охранников | PLr = b | |
В MO 2, MO 3 | PLr = c | ||||
Ограниченная скорость вращения шпинделя инициируется параметром инструмента, связанным с безопасностью, в MO 1, MO 2, MO 3 | SF 16 | Неисправность может возникнуть неожиданно в MO 2 или MO 3. Неправильный ввод параметров инструмента является наиболее распространенным источником сбоев. Максимально допустимая скорость обработки зависит от конструктивных ограничений шпинделя, средств зажима, а также от размера, массы и дисбаланса конкретного инструмента. Эти ограничения указываются производителем станка | PLr = a | ||
Ограниченная скорость вращения шпинделя инициируется параметром, связанным с безопасностью, в MO 2, MO 3 | SF 16 | См. таблицу J.17, 17.3 и 17.4 |
Таблица J.3
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытием заблокированных защит или других защитных устройств в MO 1, MO 2, MO 3. Ось останавливается и удерживается в этом положении, например: - с помощью самоблокирующегося или тормозного устройства, которое действует в обесточенном состоянии, или - в состоянии под напряжением, если в блок управления встроены функции безопасности, должен быть выполнен останов категории 2 (IEC 60204-1) с контролируемым SOS при остановке | SF 01 | Если рабочая зона вообще недоступна (например, ограждения); безопасная конструкция | Нет | ||
См. приложение G, таблицу G.1, G1.1 | Опасности существуют для верхних конечностей | PLr = c | |||
См. приложение G, таблицу G.1, G1.2 | Опасности существуют для всего тела | PLr = d | |||
Функция остановки, связанная с безопасностью, инициируется разблокировкой устройства включения или разблокировкой двуручного устройства управления в случае открытых заблокированных защитных устройств или других защитных устройств в MO 2, MO 3. Ось останавливается и удерживается в этом положении, например: - с помощью самоблокирующегося или тормозного устройства, которое действует в обесточенном состоянии, или - в состоянии под напряжением, если в блок управления встроены функции безопасности, должен быть выполнен останов категории 2 (IEC 60204-1) с контролируемым SOS при остановке | SF 07-1 | Если рабочая зона вообще недоступна, обеспечьте безопасность с помощью конструкции (например, ограждений) | Нет | ||
См. приложение G, таблицу G.1, G1.1 | Опасности существуют для верхних конечностей | PLr = c | |||
См. приложение G, таблицу G.1, G1.2 | Опасности существуют для всего тела | PLr = d | |||
Предотвращение непредвиденного пуска запускается с помощью неактивированного устройства включения или двуручного устройства управления в случае открытых блокированных защитных устройств или других защитных устройств в MO 2, MO 3. При остановке ось удерживается на месте, например, зажимным или тормозным устройством, которое действует в обесточенном состоянии, или безопасным управлением осью | SF 07-2 | Если рабочая зона вообще недоступна, обеспечьте безопасность с помощью конструкции (например, ограждений) | Нет | ||
См. приложение G, таблица G.1, G1.1 | Опасность существует для верхних конечностей | PLr = c | |||
См. приложение G, таблица G.1, G1.2 | Опасности существуют для всего тела | PLr = d | |||
Предотвращение неожиданного пуска инициируется при открытых заблокированных защитах или других защитных устройствах в MO 1, MO 2, MO 3. При остановке ось удерживается на месте, например, с помощью самоблокирующегося или тормозного устройства, которое действует в обесточенном состоянии, или безопасной оси | SF 08-1 | Если рабочая зона вообще недоступна, обеспечьте безопасность с помощью конструкции (например, ограждений) | Нет | ||
См. приложение G, таблица G.1, G1.1 | Опасность существует для верхних конечностей | PLr = c | |||
См. приложение G, таблица G.1, G1.2 | Опасности существуют для всего тела | PLr = d | |||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей запускается: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2, MO 3 при срабатывании устройства управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением, или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасности существуют для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасности существуют для всего тела | PLr = d, категория 3 |
Таблица J.4
с фрезерными и/или токарными операциями
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки зажимных и опорных устройств, связанная с безопасностью, инициируется разблокировкой блокирующего устройства закрытого ограждения или срабатыванием защитных устройств (учитывайте расстояния в соответствии с ISO 13857:2019) и приводит к остановке опасных движений зажимных и опорных устройств в MO 1, MO 2 или MO 3 | SF 01 | Перемещения происходят на небольшие расстояния (<= 4 мм), безопасные по своей конструкции | Нет | ||
Расстояние перемещения зажима от 4 до 20 мм | PLr = a | ||||
Автоматические движения устройства для зажима заготовок предотвращаются при открытых блокированных ограждениях или активированных защитных устройствах, если движение зажима заготовок превышает 20 мм (ISO 13857:2019) | PLr = c | ||||
Функция безопасной остановки инициируется при обнаружении неправильно зажатой заготовки в MO 1, MO 2, MO 3 | SF 01 | Заготовка не может быть выброшена, например, если имеется устройство для сбора, масса очень большая или скорость/скорость вращения низкая | Нет | ||
Заготовка может быть выброшена | PLr = a | ||||
Функция предотвращения запуска/перезапуска инициированной неправильно зажатой заготовкой в MO 1, MO 2, MO 3 | SF 03 | PLr = a | |||
Функция безопасной остановки зажимных и опорных устройств, запускаемая при отпускании: - разрешающего устройства, - двуручного устройства, управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защитных ограждений или других защитных устройств в MO 2 или MO 3 | SF 07-1 | Перемещения осуществляются на небольшие расстояния (<= 4 мм), безопасно благодаря конструкции | Нет | ||
Расстояние перемещения зажима от 4 до 20 мм | PLr = a | ||||
При наличии трехступенчатого пускового устройства полное сжатие трехступенчатого пускового устройства может привести к аварийной остановке или активации движения в противоположном направлении. Примечание - См. также 5.2.5.5 b) 3) и 5.2.5.5 b) 4). | Ход зажима превышает 20 мм, и для фиксации или регулировки не требуется рука на заготовке | PLr = c | |||
Перемещение зажима превышает 20 мм, и для фиксации или регулировки требуется рука на заготовке | PLr = d, категория 3 | ||||
Предотвращение неожиданного запуска зажимных и опорных устройств, инициируемого неактивированным: - пусковым устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защитных ограждений или других защитных устройств в MO 2 или MO 3 | SF 07-2 | Перемещения происходят на небольшие расстояния (<= 4 мм), безопасно по своей конструкции | Нет | ||
Расстояние перемещения зажима от 4 до 20 мм | PLr = a | ||||
Движения с расстоянием > 20 мм | PLr = d, категория 3 | ||||
Предотвращение неожиданного запуска зажимных и разжимных движений инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2, MO 3 | SF 08-1 | Перемещения происходят на небольшие расстояния (<= 4 мм), безопасные по своей конструкции | Нет | ||
Расстояние перемещения зажима от 4 до 20 мм | PLr = a | ||||
Движения с расстоянием > 20 мм | PLr = d, категория 3 | ||||
Предотвращение неожиданного разжимания заготовки, инициированного любым движением станка в MO 1, MO 2, MO 3 | SF 08-1 | Ручные зажимные системы | Нет | ||
Заготовка не может быть извлечена | PLr = a | ||||
Заготовка может быть выброшена | PLr = d, категория 3 | ||||
Предотвращение непредвиденного разжимания заготовки под действием силы тяжести при отключении питания в MO 1, MO 2, MO 3 | SF 08-2 | Опасность под действием силы тяжести отсутствует: Если зажим/разжим осуществляется в горизонтальном положении и заготовка не поворачивается, опасность от силы тяжести исключена | Нет | ||
Опасность под действием силы тяжести: Защита от падения может быть выполнена либо с помощью пружинного механизма, либо с помощью гидравлического цилиндра и обратного клапана (в зависимости от веса заготовки), либо с помощью гидравлического поворотного зажимного элемента с развязанным вращательным и осевым движением | Оператор не работает под заготовкой во время процесса зажима/разжима | PLr = c | |||
Опасность под действием силы тяжести: Защита от падения может быть выполнена либо с помощью пружинного механизма, либо с помощью гидравлического цилиндра и обратного клапана (в зависимости от веса заготовки), либо с помощью гидравлического поворотного зажимного элемента с развязанным вращательным и осевым движением | Оператор работает под заготовкой во время процесса зажима/разжима | PLr = d, категория 3 | |||
Ограничение скорости зажимного устройства для заготовок инициируется параметром безопасности устройства для зажима заготовок в MO 1, MO 2, MO 3, например, ограничение скорости при токарной обработке | SF 16 | Контроль перемещений не требуется, если при проектировании устройства зажима заготовки учитываются максимальная скорость и скорость вращения осей ЧПУ, вызывающих перемещения | Нет | ||
Автоматическая подача заготовок с помощью систем паллет с различными заготовками и средствами зажима: Выбор различных безопасных параметров для контроля скорости и скорости вращения необходим, если зажимное устройство не подходит для максимальных скоростей или скоростей вращения. Неправильный ввод параметров скорости вращения является наиболее распространенным источником ошибок | Параметры скорости вращения могут быть предоставлены центральным уровнем управления машиной | PLr = a | |||
Ручная подача заготовок: Контроль скорости и частоты вращения должен быть введен в систему управления станком. Не должно быть возможности изменить предельную скорость простыми средствами | Параметры скорости вращения могут быть предоставлены путем ручного ввода данных | PLr = a | |||
Ограниченная скорость вращения осей инициируется параметром безопасности в MO 2, MO 3 | SF 16 | См. таблицу J.17, 17.3 и 17.4 | |||
Параметр, связанный с безопасностью: Контроль пропорциональной технологии заготовки - давление зажима в MO 1, MO 2, MO 3: Если фактическое давление зажима заготовки контролируется вне допустимого диапазона, остановка привода заготовки выполняется в соответствии с IEC 60204-1, в зависимости от применяемой техники и независимо от положения блокируемого защитного устройства. Ручное или автоматическое устройство для зажима заготовок | SF 16 | Автоматическая подача заготовок с помощью систем паллет с различными заготовками и средствами зажима: Требуется выбор различных безопасных параметров для пропорциональной технологии - давления зажима. Неправильный ввод параметров давления является наиболее распространенным источником ошибок | Параметры давления могут обеспечиваться центральным управлением станка | PLr = a | |
Ручная подача заготовок: Контроль давления должен быть введен в систему управления станком. Не должно быть возможности изменить предельную скорость простыми средствами | Параметры давления могут быть получены путем ручного ввода данных | PLr = a | |||
Безопасный связанный параметр: Контроль данных заготовки внутренний и внешний захват/зажим/зажатие в MO 1, MO 2, MO 3 при токарной обработке: При обнаружении неправильного направления зажимного движения [положения вне допустимого диапазона, см. 5.2.5.6 f)] остановка привода заготовки выполняется в соответствии с IEC 60204-1, в зависимости от применяемой технологии и независимо от положения блокируемого защитного устройства. Ручное или автоматическое устройство зажима заготовки | SF 16 | Автоматическая подача заготовок с помощью систем паллет с различными заготовками и средствами зажима: Должен быть определен требуемый выбор направления зажимного движения. Неправильный ввод параметров является наиболее распространенным источником ошибок | Параметры заготовки могут быть предоставлены центральным управлением станка | PLr = a | |
Ручная подача заготовок: Необходимый выбор направления зажимного движения должен быть распознан. Не должно быть возможности изменить предельную скорость простыми средствами | Параметры заготовки могут быть предоставлены путем ручного ввода данных | PLr = a | |||
Предотвращение неожиданного разжимного движения или разгерметизации, вызванных вращением/перемещением заготовки в MO 1, MO 2, MO 3 | SF 08-1 | Ручные зажимные системы | Нет | ||
Заготовка не может быть выброшена, например, если имеется устройство для сбора, масса очень большая или скорость/скорость вращения низкая | Нет | ||||
Контроль скорости n = 0 (пороговый предел, например, 1 об/мин из-за мерцания датчика) или скорости оси v = 0 (пороговый предел, например, 1 мм/мин из-за мерцания датчика) должен осуществляться во время и перед разжатием или снятием давления | Заготовка может быть выброшена под действием центробежной силы из-за скорости или осевого движения оси, несущей заготовку. Разжимать или спускать давление с заготовки можно только при скорости n = 0 или осевой скорости v = 0 | PLr = d, категория 3 | |||
4.14 | Предотвращение непредвиденного разжимания заготовки инициируется положением заготовки под действием силы тяжести в MO 1 MO 2, MO 3 | SF 08-2 | Опасность под действием силы тяжести отсутствует: Если зажим/разжим осуществляется в горизонтальном положении и заготовка не поворачивается, опасность от силы тяжести исключена | ||
Нет | |||||
Низкая опасность под действием силы тяжести: - вес заготовки менее 7,5 кг или - вес заготовки менее 25 кг и зажим/разжим возможен только при закрытых блокированных защитных устройствах (PLr d, кат. 3) или - заготовка удерживается захватом системы загрузки во время процесса зажима/разжима | |||||
Рабочая зона недоступна, и оператор не работает под заготовкой во время процесса зажима/разжима | PLr = a | ||||
Опасность под действием силы тяжести: Если рабочая зона недоступна | Оператор не работает под заготовкой во время процесса зажима/разжима | PLr = c | |||
Опасность под действием силы тяжести: Если рабочая зона доступна | Оператор работает под заготовкой во время процесса зажима/разжима | PLr = d, категория 3 |
Таблица J.5
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2, MO 3 | SF 01 | PLr = c | |||
Функция остановки, связанная с безопасностью, запускается при отпускании: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-1 | PLr = c | |||
Предотвращение неожиданного запуска, инициированного неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защитных ограждений или других защитных устройств в MO 2 или MO 3 | SF 07-2 | PLr = d, категория 33 | |||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2, MO 3 | SF 08-1 | PLr = d, категория 3 | |||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей запускается: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2 или MO 3 при срабатывании устройства управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасности существуют для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасность существует для всего тела | PLr = d, категория 3 |
Таблица J.6
для перемещения заготовок, устройство для смены поддонов
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция безопасной остановки при линейном и/или вращательном движении инициируется открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2, MO 3 | SF 01 | PLr = c | |||
Функция предотвращения запуска/перезапуска инициируется неправильной загрузкой паллеты/заготовки в MO 1, MO 2, MO 3 | SF 03 | Неисправности можно предотвратить, если оператор будет следить за правильным положением поддона/заготовки. Ограждения закрыты, а паллеты/заготовки подогнаны по форме | Ручная загрузка оператором | Нет | |
Автоматическая загрузка паллет/заготовок | PLr = a | ||||
Функция остановки, связанная с безопасностью, инициируется разблокировкой устройства включения, или двуручного устройства управления или устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-1 | PLr = c | |||
Предотвращение неожиданного пуска инициируется с помощью неактивируемого пускового устройства или двуручного устройства управления или устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-2 | PLr = d, категория 3 | |||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | PLr = d, категория 3 | |||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей инициируется: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2 или MO 3 с включенным устройством управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением, или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасности существуют для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасности существуют для всего тела | PLr = d, категория 3 |
Таблица J.7
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | PLr = c | |||
Функция остановки, связанная с безопасностью запускается при отпускании: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO | SF 07-1 | PLr = c | |||
Предотвращение неожиданного запуска, инициируется неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защитных ограждений или других защитных устройств в MO 2 или MO 3 | SF 07-2 | PLr = d, категория 3 | |||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | PLr = d, категория 3 | |||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей инициируется: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2 или MO 3 с включенным устройством управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением, или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасности существуют для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасности существуют для всего тела | PLr = d, категория 3 |
Таблица J.8
с фрезерной и токарной обработкой
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется при обнаружении неправильно зажатой паллеты или дисбаланса при наблюдении за процессом в MO 1, MO 2, MO 3 | SF 01 | PLr = a | |||
Функция предотвращения запуска/перезапуска, инициированного неправильно зажатой паллетой в MO 1, MO 2, MO 3 | SF 03 | PLr = a | |||
Предотвращение неожиданного запуска разжимных механизмов, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2, MO 3 | SF 08-1 | Положение паллеты горизонтальное, а функция разблокировки происходит горизонтально или под углом; кратковременное нахождение в опасной зоне в процессе разблокировки, и паллета может безопасно выпасть | PLr = a | ||
Положение паллеты горизонтальное, а функция разблокировки происходит горизонтально или под углом; присутствие в опасной зоне во время процесса разблокировки не является кратковременным, и паллета может безопасно выпасть | PLr = b | ||||
В любом положении паллета может выпасть, и во время процесса разблокировки в опасной зоне необходимо присутствовать кратковременно | PLr = d, категория 3 | ||||
Предотвращение неожиданного запуска разжимного движения инициируется движением линейных или вращательных осей, осей с ЧПУ или гидравлических/пневматических вспомогательных осей в MO 1 при закрытых блокированных защитах | SF 08-1 | Вытащить паллету невозможно | PLr = a | ||
Паллета может быть выброшена | PLr = d, категория 3 | ||||
Предотвращение непредвиденного разжимания зажима паллеты под действием силы тяжести в MO 1, MO 2, MO 3 | SF 08-2 | Положение паллеты горизонтальное, а функция разблокировки происходит горизонтально или под углом; где паллета может выпасть безопасно, и во время процесса разблокировки в опасной зоне необходимо присутствовать кратковременно | PLr = a | ||
Положение паллеты горизонтальное, а функция разблокировки происходит горизонтально или под углом; где паллета может выпасть безопасно, и присутствие в опасной зоне во время процесса разблокировки не является кратковременным | PLr = b | ||||
Положение паллеты наклонное или свисающее, или горизонтальное, а функция разблокировки происходит не горизонтально и не под углом | PLr = d, категория 3 | ||||
Функция остановки движения от зажимных и опорных устройств, связанная с безопасностью, инициируется разблокировкой блокирующего устройства закрытого ограждения или срабатыванием защитных устройств (учитываются расстояния в соответствии с ISO 13857:2019) и приводит к остановке опасных движений зажимных и опорных устройств в MO 1, MO 2 или MO 3 | SF 01 | Перемещения происходят на небольшие расстояния (<= 4 мм), безопасные по своей конструкции | Нет | ||
Автоматические движения зажимного устройства паллеты предотвращаются при открытых блокированных защитах или активированных защитных устройствах, если перемещение зажимного устройства паллеты превышает 4 мм (ISO 13857:2019) | PLr = c | ||||
Предотвращение неожиданного начала движения от зажимных и опорных устройств, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2, MO 3 | SF 08-1 | Перемещения происходят на небольшие расстояния (<= 4 мм), безопасные по своей конструкции | Нет | ||
Движения с расстоянием > 4 мм | PLr = d, категория 3 |
Таблица J.9
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | PLr = c | |||
Функция остановки, связанная с безопасностью запускается при отпускании: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-1 | PLr = c | |||
Предотвращение неожиданного запуска, инициированного неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-2 | PLr = d, категория 3 | |||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | PLr = d, категория 3 | |||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей инициируется: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2 или MO 3 с включенным устройством управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением, или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасности существуют для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасности существуют для всего тела | PLr = d, категория 3 |
Таблица J.10
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | PLr = c | |||
Функция остановки, связанная с безопасностью запускается при отпускании: - разрешающего устройства. - двуручного устройства, управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 33 | SF 07-1 | PLr = c | |||
Предотвращение неожиданного запуска, инициированного неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защитных ограждений или других защитных устройств в MO 2 или MO 3 | SF 07-2 | PLr = d, категория 3 | |||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | PLr = d, категория 3 | |||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей запускается: - в MO 2 или MO 3 при срабатывании устройства разрешения, - в MO 2 или MO 3 при срабатывании устройства управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управления, или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасность существует для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасности существуют для всего тела | PLr = d, категория 3 |
Таблица J.11
использования по назначению
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | PLr = c | |||
Функция остановки, связанная с безопасностью, запускается при отпускании: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-1 | PLr = c | |||
Предотвращение неожиданного запуска инициированного неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защитных ограждений или других защитных устройств в MO 2 или MO 3 | SF 07-2 | Система транспортирования стружки не находится в "доступной рабочей зоне" | PLr = c | ||
Система транспортирования стружки в "доступной рабочей зоне" | PLr = d, категория 3 | ||||
Предотвращение неожиданного пуска инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | Система транспортирования стружки не находится в "доступной рабочей зоне" | PLr = c | ||
Система транспортирования стружки в "доступной рабочей зоне" | PLr = d, категория 3 |
Таблица J.12
от 0 до 0,5 МПа или высоком давлении свыше 0,5 МПа
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | Если форсунки для металлообрабатывающей жидкости низкого давления необходимо установить с открытой защитой, это требует подачи охлаждающей жидкости через форсунки для металлообрабатывающей жидкости. В этом случае оператор должен использовать соответствующие средства индивидуальной защиты (например, защитные очки) | Низкое давление | PLr = a | |
Высокое давление | PLr = c | ||||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | Низкое давление Оператор находится не непосредственно в потоке охлаждающей жидкости | PLr = a | ||
Низкое давление Оператор остается непосредственно в потоке охлаждающей жидкости | PLr = b | ||||
Высокое давление | PLr = d, категория 3 |
Таблица J.13
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью | Сила не превышает 75 Н, а энергия равна или менее 4 Дж, безопасно по конструкции | Нет | |||
остановка силового защитного устройства инициируемая защитным устройством | SF 01 | Дверная сила может прикладывать статическую силу максимум 150 Н и кинетическую энергию максимум 10 Дж в сочетании с мерами, инициирующими автоматический реверс | PLr = c | ||
Другие | PLr = d | ||||
Функция безопасной остановки охранного устройства с электроприводом и без электропривода: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии | SF 07-1 | PLr = c | |||
Предотвращение неожиданного запуска, инициированного неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления удержанием в рабочем состоянии | SF 07-2 | PLr = d | |||
Предотвращение неожиданного запуска силовых защит, инициированных отключенными защитными устройствами | SF 08-1 | Сила составляет менее 75 Н, а энергия равна или менее 4 Дж, или сила, воздействующая на дверь, может создавать статическую силу не более 150 Н и кинетическую энергию не более 10 Дж в сочетании с мерами, инициирующими автоматическое реверсирование | Нет | ||
Другие | PLr = d | ||||
Безопасно ограниченная скорость (SLS) защитных устройств с электроприводом для осей с ЧПУ. Скорости перемещаемых осей должны контролироваться | SF 16 | PLr = d, категория 2 |
Таблица J.14
защитными устройствами
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция безопасной остановки подачи охлаждающей жидкости при закрытых защитных устройствах инициируется системой пожаротушения в MO 1 | SF 01 | PLr = a | |||
Функция безопасной остановки вытяжной системы с закрытыми блокируемыми защитами инициируется системой пожаротушения в MO 1 | SF 01 | PLr = a | |||
Функция безопасной остановки герметизации (запорный клапан в вытяжной трубе) вытяжной системы с закрытыми защитными устройствами инициируется системой пожаротушения в MO 1 | SF 01 | PLr = a | |||
Функция остановки процесса обработки, связанная с безопасностью, включая транспортер стружки с закрытыми защитными устройствами, инициируется системой пожаротушения в MO 1 | SF 01 | PLr = a | |||
Функции местного управления для разблокировки запорных устройств защитной блокировки для доступа в опасную зону инициируется системой пожаротушения в MO 1, MO 2 или MO 3 | SF 04 | Предотвращение обратного удара благодаря тому, что в случае обнаружения пожара блокируемая защита остается закрытой | PLr = c | ||
Предотвращение неожиданного запуска процесса тушения с помощью газов, вытесняющих кислород инициируемого открытыми блокированными защитами в MO 1, MO 2 или MO 3 | SF 08-01 | Станки с недоступной рабочей зоной | PLr = c | ||
Станки с доступной рабочей зоной (см. 3.3.8) | PLr = d, категория 3 | ||||
Предотвращение неожиданного запуска станка, инициируемого системой пожаротушения в "режиме неготовности к работе" в MO 1 | SF 08-01 | PLr = a | |||
Функция локального управления для контроля объема выхлопной системы инициируется путем измерения объема выхлопных газов по давлению или расходу во время обработки | SF 04 | Если значение не достигнуто, выдается сигнал, который останавливает машину в конце цикла | PLr = a |
Таблица J.15
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Выбор режима работы инициируется открытием заблокированных защит и устройства выбора MO | SF 11 | Открытые защитные устройства с блокировкой и пусковые устройства запускают функции безопасности, необходимые для движения в зоне. Поэтому выбор неправильного режима работы не приводит к возникновению опасности | В настоящее время доступны только MO 1 и MO 2 | PLr = a | |
Когда доступно более двух MO | PLr = c | ||||
Выбор авторизации, чтобы обеспечить одновременное включение только одной станции управления оператора | SF 11 | Если устройства управления расположены в нескольких местах (например, на главной станции управления и на ручном пульте), только одно устройство управления должно работать одновременно, включая соответствующее устройство включения, см. 5.2.4.5.2 f) | PLr = a |
Таблица J.16
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
16.1 | Аварийный останов | SF 14 | Спроектируйте аварийный останов в соответствии с требованиями IEC 60204-1:2016. Функция аварийного останова является дополнительной мерой защиты в соответствии с ISO 12100:2010. Аварийный останов действует независимо от режима работы на все движущиеся части станка и среды как функция останова, связанная с безопасностью (SF 01 и SF 07-1). | Для управляемых движений (например, пуск/стоп) с функцией безопасности ниже PL = c, если требуется, отдельная функция аварийного останова должна иметь одинаковый PLr, что означает разные части | PLr = a/b |
Все остальные | PLr = c |
Таблица J.17
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция запуска и перезапуска для выполнения (например, программы) запускается в сочетании: - с закрытым защитным устройством с блокировкой, - активированным защитным устройством, - приведенным в действие разрешающим устройством или - двуручным устройством управления. Примечание - Исключение см. в ISO 12100:2010, 6.3.3.2.5 | SF 03 | Станки групп 3 и 4 в MO 1, MO 2 и MO 3 | PLr = a | ||
Станки групп 3 и 4 в службе MO | PLr = b | ||||
Функции местного управления для разблокировки запорных устройств защитной блокировки для доступа в опасную зону | SF 04 | PLr = a | |||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей с ЧПУ запускается: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2 или MO 3 при срабатывании устройства управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением, или - в MO 2 или MO 3 с электронным маховиком | Опасности существуют для верхних конечностей | Нет, см. примечания | |||
SF 16 | Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасности существуют для всего тела | PLr = d, категория 3 | ||
Безопасно ограниченная скорость (SLS) инструментального шпинделя или шпинделя зажима, инициированная: - в MO 1, если возможно превышение скорости, на которую рассчитаны защитные устройства в отношении энергии проникновения, - в MO 2 или MO 3 при срабатывании устройства блокировки, - в MO 2 или MO 3 при срабатывании устройства управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасности существуют для верхних конечностей | Нет, см. примечания | ||
Для осей вращения периферийная скорость должна рассматриваться при максимальном радиусе | Опасность для всего тела | PLr = d, категория 3 | |||
Колебания или потеря и восстановление электропитания, инициированные прерыванием в MO 1, MO 2 или MO 3 | SF 17 | PLr = a | |||
Функция безопасной остановки процесса обработки при закрытых блокированных защитных устройствах (нормальный останов) инициируется системой ЧПУ/ЧУ/PLC, например, системой контроля столкновений | SF 01 | Станки групп 3 и 4 | Современное состояние: PL = a | PLr = a | |
Функция запуска и перезапуска для выполнения (например, программы), инициируется нажатием кнопки Start в MO 0 | SF 03 | Станки групп 1 и 2 | PLr = c | ||
Функция остановки, связанная с безопасностью (нормальный останов) инициируется нажатием кнопки Stop в MO 0 | SF 01 | Станки групп 1 и 2 | PLr = c | ||
Функция остановки, связанная с безопасностью, путем отпускания регулятора направления движения или регулятора удержания в рабочем состоянии в сочетании с разрешающим устройством инициируется, если при нажатии разрешающего устройства управление направлением или удержание в рабочем состоянии высвобождается до разрешающего устройства | SF 01 | Станки групп 3 и 4 | Современное состояние: PL = a | PLr = a | |
Функция ручного сброса | SF 02 | После команды останова, инициированной защитным устройством, состояние останова должно поддерживаться до тех пор, пока не возникнут надлежащие условия для повторного запуска | Восстановление функции безопасности путем сброса защитного устройства отменяет команду останова | PLr = a | |
Предотвращение непреднамеренного перемещения частей станка в соседнюю несанкционированную рабочую зону | SF 16 | В маятниковом станке положение обрабатываемой детали контролируется предохранительными кулачками | PLr = d |
Таблица J.18
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми защитными устройствами с блокировкой или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | PLr = c | |||
Функция остановки, связанная с безопасностью, запускается при отпускании: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-1 | PLr = c | |||
Предотвращение неожиданного запуска, инициированного неактивированным: - разрешающим устройством, - двуручным устройством управление или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-2 | В случае кратковременного присутствия | PLr = c | ||
PLr = d, категория 3 | |||||
Предотвращение неожиданного запуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | В случае кратковременного присутствия | PLr = c | ||
PLr = d, категория 3 | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей запускается: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2 или MO 3 при срабатывании устройства управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управлением, или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасности существуют для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасности существуют для всего тела | PLr = d, категория 3 |
Таблица J.19
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми заблокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | Также доступ к ямам, двери в ограждении по периметру, ведущие только в зоны обслуживания | PLr = c | ||
Функция остановки, связанная с безопасностью, запускается при отпускании: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-1 | Также доступ к ямам, двери в ограждении по периметру, ведущие только в зоны обслуживания | PLr = c | ||
Предотвращение неожиданного запуска, инициированного неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-2 | Также доступ к ямам, двери в ограждении по периметру, ведущие только в зоны обслуживания | В случае кратковременного присутствия | PLr = c | |
PLr = d, категория 3 | |||||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | Также доступ к ямам, двери в ограждении по периметру, ведущие только в зоны обслуживания | В случае кратковременного присутствия | PLr = c | |
PLr = d, категория 3 | |||||
Безопасное ограничение скорости (SLS) линейных, вращательных и вспомогательных осей запускается: - в MO 2 или MO 3 со срабатыванием устройства разрешения, - в MO 2 или MO 3 при срабатывании устройства управления удержанием в рабочем состоянии, - в MO 1, MO 2, MO 3 с двуручным устройством управления, или - в MO 2 или MO 3 с электронным маховиком | SF 16 | Опасность существует для верхних конечностей | Нет, см. примечания | ||
Для осей вращения необходимо учитывать периферийную скорость при максимальном радиусе | Опасность существует для всего тела | PLr = d, категория 3 |
Таблица J.20
функции безопасности автоматизации на интерфейсе
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми заблокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | PLr = d, категория 3 | |||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | PLr = d, категория 3 | |||
Входные/выходные сигналы аварийного останова Проектируют аварийный останов в соответствии с требованиями IEC 60204-1 | SF 14 | Функция аварийной остановки является дополнительной мерой защиты в соответствии с ISO 12100. Аварийная остановка действует независимо от режима работы на все движущиеся части и среды станка как функция остановки, связанная с безопасностью (SF 01 и SF 07-1) | PLr = d, категория 3 |
Таблица J.21
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
21.1 | Ограниченная скорость вращения шпинделя инициируется параметром инструмента, связанным с безопасностью, в MO 1, MO 2 или MO 3 | SF 16 | Ограничение периферийной скорости шлифовального круга с уменьшением диаметра. Безопасное ограничение периферийной скорости шлифовального круга | PLr = a |
Таблица J.22
N | Объяснение действия функции безопасности, другие требования | Номер SF | Примечания | Дополнительное объяснение | PLr |
Функция остановки, связанная с безопасностью, инициируется открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 01 | PLr = a | |||
Функция остановки, связанная с безопасностью, запускается при отпускании: - разрешающего устройства, - двуручного устройства управления или - устройства управления удержанием в рабочем состоянии в случае открытых блокированных защит или других защитных устройств в MO 2 или MO 3 | SF 07-1 | PLr = a | |||
Предотвращение неожиданного запуска, инициированного неактивированным: - разрешающим устройством, - двуручным устройством управления или - устройством управления с удержанием в рабочем состоянии в случае открытых блокированных защитных ограждений или других защитных устройств в MO 2 или MO 3 | SF 07-2 | PLr = b | |||
Предотвращение неожиданного пуска, инициированного открытыми блокированными защитами или деактивированными защитными устройствами в MO 1, MO 2 или MO 3 | SF 08-1 | PLr = b |
J.5 Дополнительное испытание защитных цепей с PL = d, категория 3
Функциональный тест (автоматический или ручной) для выявления неисправностей должен проводиться не реже одного раза в 12 мес.
Рекомендуется, чтобы функциональный тест инициировался системой управления машины. Если это невозможно, то рекомендуется, чтобы система управления машины напоминала пользователю (например, с помощью соответствующей индикации на панели управления) о необходимости проведения функциональной проверки функции безопасности. Если это также невозможно, то соответствующее требование должно содержаться в инструкции по эксплуатации.
Примечание - Требования к интервалам между испытаниями тормозов или безопасных зажимных устройств для осей с гравитационной нагрузкой см. в G.3.
(обязательное)
K.1 Условия эксплуатации машин групп 1, 2 и 3
Уровень шума в этих группах станков зависит от многих параметров, таких как используемый инструмент (например, фреза, фрезерный станок, сменная режущая пластина, сверло, расточная планка и т.д.), острота используемого инструмента, скорость резания, используемая смазка, а также от самой заготовки и ее монтажа. Заготовки, обрабатываемые на этих группах станков, различаются по своим геометрическим размерам, форме (например, полые или цельные, тонкостенные) и материал (например, алюминий, различные виды стали, литье). Однако типичной характеристикой станков этой группы является не их универсальность, а максимальная гибкость при обработке широкого спектра заготовок. По этой причине невозможно определить типичную заготовку. Из-за большого разнообразия влияющих факторов (инструмент, заготовка, станок) невозможно описать типичные условия использования и эксплуатации, которые позволили бы сравнить результаты измерений. Для обеспечения сопоставимости результатов измерений уровня шума должны применяться следующие условия эксплуатации:
- работа на холостом ходу при 80% от максимальной частоты вращения шпинделя;
- перемещение заготовки (если применимо);
- смена инструмента и осей;
- работа конвейера для стружки/стружкоподготовки (если предусмотрен).
Уровни шума, определенные в соответствии с приведенными выше условиями эксплуатации, могут быть занижены по сравнению с шумом, производимым при реальной работе станка, т.е. при обработке обрабатываемой детали. Рекомендуется, чтобы в инструкции по эксплуатации содержалось предупреждение на этот счет. Кроме того, исходя из имеющегося у них опыта в области шума в реальных условиях эксплуатации, производителям рекомендуется предоставлять пользователям количественную информацию об уровнях шума, которые пользователь может ожидать в реальных условиях эксплуатации, например с точки зрения разницы между уровнями шума, издаваемого при реальной эксплуатации, и уровнями, полученными в соответствии с настоящим приложением.
Условия монтажа и эксплуатации станка должны соответствовать инструкциям изготовителя и быть идентичными для определения уровня звукового давления на рабочем месте и уровня мощности звука.
K.2 Условия эксплуатации станков группы 4 (перегрузочные машины)
Измерения уровня шума должны проводиться в обоих условиях эксплуатации, указанных ниже.
a) Непрерывный автоматический цикл производства:
- машина работает в непрерывном автоматическом цикле;
- машина работает на полную мощность;
- соблюдены все меры предосторожности;
- все конвейеры для обработки стружки/стружкоподготовки работают;
- все сервисные службы станка, такие как жидкости для металлообработки, в рабочем состоянии;
- все оснастки на месте;
- станок, оснащенный полным набором заготовок и выполняющий определенный технологический процесс на каждой станции;
- если станок способен обрабатывать более одного типа заготовок, необходимо провести тестирование для выявления любых существенных различий между измерениями для различных заготовок и связанных с ними процессов.
b) Автоматический цикл без заготовки (заготовок): Условия эксплуатации должны соответствовать указанным выше в разделе "Непрерывный автоматический цикл", но без заготовки. Если машина предназначена для укладки на поддоны, то поддоны должны быть включены, но без заготовки.
Должны быть указаны значения уровня шума, определенные для этих условий эксплуатации.
Корректированный по A уровень звуковой мощности на рабочем месте должен измеряться в соответствии с ISO 11202:2010, но со следующими изменениями:
- экологический показатель K2A или местный экологический фактор K3A должен быть равен или меньше 4 дБ;
- разница между уровнем звуковой мощности фонового излучения, корректированным по A, и уровнем звуковой мощности на рабочем месте, корректированным по A, должна быть равна или превышать 6 дБ;
- местная экологическая поправка K3A должна быть рассчитана в соответствии с ISO 11204:2010, A.2, с указанием только стандарта ISO 3746 вместо метода, приведенного в ISO 11202:2010, приложение A, или в соответствии с ISO 3744:2010, если использовался один из этих стандартов, в качестве метода измерения.
Корректированный по A уровень звуковой мощности, должен измеряться в соответствии с методом измерения поверхности покрытия, указанным в стандарте ISO 3746:2010, но со следующими изменениями:
- экологический показатель K2A должен быть равен или меньше 4 дБ;
- разница между уровнем звуковой мощности фонового излучения, корректированным по A, и уровнем звуковой мощности станка в каждой точке измерения должна составлять не менее 6 дБ. Формула коррекции для этой разницы (см. ISO 3746:2010, 8.3.3) должна применяться к разнице до 10 дБ;
- следует использовать только измерительную поверхность параллелепипеда, расположенную на расстоянии 1,0 м от контрольной поверхности;
- если расстояние от машины до вспомогательного устройства составляет менее 2,0 м, то вспомогательное устройство должно быть включено в справочный блок, если оно является неотъемлемой частью машины;
- время измерения, требуемое в соответствии с 8.3 ISO 3746:2010 и составляющее 10 с, не должно превышать 10 с;
- точность испытания должна быть выше 3 дБ.
Количество микрофонов и их расположение должны соответствовать ISO 3746. Для целей измерения уровня шума машина может считаться очень большой, если по крайней мере один ее размер превышает 5 м. Следовательно, для таких машин вместо измерения уровня звуковой мощности, корректированной по A, измеряются уровни звуковой мощности, корректированные по A, в точках, равномерно расположенных на траектории вокруг машины на расстоянии 1 м от поверхности станка и 1,6 м над полом или платформой.
В качестве альтернативы, при наличии оборудования и применении метода измерения в зависимости от типа машины, уровни звуковой мощности также могут быть измерены в соответствии с методом с более высокой точностью (например, ISO 3744:2010 без предыдущих изменений).
Для определения уровней звуковой мощности излучения методом интенсивности звука используйте стандарт ISO 9614-2.
(справочное)
МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-5:2000 | MOD | ГОСТ 33972.5-2016 (ISO 120-5:2000) "Нормы и правила испытаний металлорежущих станков. Часть 5. Определение уровня шума" |
ISO 3744:2010 | - | |
ISO 3746:2010 | - | |
ISO 4413:2010 | IDT | ГОСТ ISO 4413-2016 "Гидроприводы. Общие правила и требования безопасности для систем и их компонентов" |
ISO 4414:2010 | IDT | ГОСТ ISO 4414-2016 "Пневмоприводы. Общие правила и требования безопасности для систем и их компонентов" |
ISO 4871:1996 | MOD | ГОСТ 30691-2001 (ИСО 4871-96) "Шум машин. Заявление и контроль значений шумовых характеристик" |
ISO 9355-1:1999 | - | |
ISO 9355-2:1999 | - | |
ISO 9355-3:2006 | - | |
ISO 11202:2010 | IDT | ГОСТ ISO 11202-2016 "Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с приближенными коррекциями на свойства испытательного пространства" |
ISO 11204:2010 | IDT | ГОСТ ISO 11204-2016 "Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с точными коррекциями на свойства испытательного пространства" |
ISO 12100:2010 | IDT | ГОСТ ISO 12100-2013 "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" |
ISO 13849-1:2015 | - | |
ISO 13849-2:2012 | - | |
ISO 13850:2015 | - | |
ISO 13851:2019 | - | |
ISO 13855:2010 | - | |
ISO 13856-1:2013 | - | |
ISO 13856-2:2013 | - | |
ISO 13857:2019 | - | |
ISO 14118:2017 | IDT | ГОСТ ISO 14118-2023 "Безопасность машин. Предотвращение непреднамеренного пуска" |
ISO 14119:2013 | IDT | ГОСТ ISO 14119-2023 "Безопасность машин. Блокировочные устройства для защитных ограждений. Принципы конструирования и выбора" |
ISO 14120:2015 | - | |
ISO 14738:2002 | - | |
ISO 15534-1:2000 | - | |
ISO 15534-2:2000 | - | |
ISO 15641:2001 | - | |
ISO 16156:2004 | - | |
ISO 19353:2019 | - | |
ISO 23125:2015 | - | |
IEC 60204-1:2016 | - | |
IEC 60825-1:2014 | IDT | ГОСТ IEC 60825-1-2023 "Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования и требования" |
IEC 61000-4-2:2008 | MOD | ГОСТ 30804.4.2-2013 (IEC 61000-4-2:2008) "Совместимость технических средств электромагнитная. Устойчивость к электростатическим разрядам. Требования и методы испытаний" |
IEC 61000-4-4:2012 | IDT | ГОСТ IEC 61000-4-4-2016 "Электромагнитная совместимость (ЭМС). Часть 4-4. Методы испытаний и измерений. Испытание на устойчивость к электрическим быстрым переходным процессам (пачкам)" |
IEC 61000-6-2:2016 | - | |
EN 614-1+A1:2009 | - | |
EN 1005-1+A1:2008 | - | |
EN 1005-2+A1:2008 | - | |
EN 1005-3+A1:2008 | - | |
EN 1005-4+A1:2008 | IDT | ГОСТ EN 1005-4-2013 "Безопасность машин. Физические возможности человека. Часть 4. Положение тела при работе с машинами и механизмами" |
<*> Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
--------------------------------
<1> В Российской Федерации действует ГОСТ Р ИСО 3744-2013 "Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью".
<2> В Российской Федерации действует ГОСТ Р ИСО 3746-2013 "Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью".
<3> В Российской Федерации действует ГОСТ Р ИСО 9355-1-2009 "Эргономические требования к проектированию дисплеев и механизмов управления. Часть 1. Взаимодействие с человеком".
<4> В Российской Федерации действует ГОСТ Р ИСО 9355-2-2009 "Эргономические требования к проектированию дисплеев и механизмов управления. Часть 2. Дисплеи".
<5> В Российской Федерации действует ГОСТ Р ИСО 9355-3-2010 "Эргономические требования к проектированию дисплеев и механизмов управления. Часть 3. Механизмы управления".
<6> Действует ГОСТ ISO 13849-1-2014 "Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования", идентичный ISO 13849-1:2006.
<7> Действует ГОСТ ИСО 13851-2006 "Безопасность оборудования. Двуручные устройства управления. Функциональные аспекты и принципы конструирования", идентичный ISO 13851:2002.
<8> Действует ГОСТ ИСО 13855-2006 "Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека", идентичный ISO 13855:2002.
<9> Действует ГОСТ ISO 13857-2012 "Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону", идентичный ISO 13857:2008.
<10> В Российской Федерации действует ГОСТ Р ИСО 14738-2007 "Безопасность машин. Антропометрические требования при проектировании рабочих мест машин".
<11> В Российской Федерации действует ГОСТ Р ИСО 15534-1-2016 "Эргономическое проектирование машин для обеспечения безопасности. Часть 1. Принципы определения размеров проемов для доступа всего тела человека внутрь машины".
<12> В Российской Федерации действует ГОСТ Р ИСО 15534-2-2011 "Эргономическое проектирование машин для обеспечения безопасности. Часть 2 Принципы определения размеров отверстий доступа".
<13> В Российской Федерации действует ГОСТ Р ИСО 16156-2008 "Безопасность металлообрабатывающих станков. Патроны кулачковые".
<14> В Российской Федерации действует ГОСТ Р 59209-2020 (ИСО 23125:2015) "Металлорежущие станки. Безопасность. Станки токарные".
<15> В Российской Федерации действует ГОСТ Р МЭК 60204-1-2007 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования", идентичный IEC 60204-1:2005.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: ГОСТ 30804.6.2-2013 имеет название "Совместимость технических средств электромагнитная. Устойчивость к электромагнитным помехам технических средств, применяемых в промышленных зонах. Требования и методы испытаний". |
<16> Действует ГОСТ 30804.6.2-2013 (IEC 61000-6-2:2005) "Совместимость технических средств электромагнитная. Устойчивость к электростатическим разрядам. Требования и методы испытаний", модифицированный по отношению к IEC 61000-6-2:2005.
<17> В Российской Федерации действует ГОСТ Р ЕН 614-1-2003 "Безопасность оборудования. Эргономические принципы конструирования. Часть 1. Термины, определения и общие принципы", идентичный EN 614-1:1995.
<18> В Российской Федерации действует ГОСТ Р ЕН 1005-1-2008 "Безопасность машин. Физические возможности человека. Часть 1. Термины и определения", идентичный EN 1005-1:2001.
<19> Действует ГОСТ ЕН 1005-2-2005 "Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами", идентичный EN 1005-2:2003.
<20> В Российской Федерации действует ГОСТ Р ЕН 1005-3-2010 "Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах".
[1] | ISO 1182 | Reaction to fire tests for products - Non-combustibility test (Реакция на огнестойкость строительной продукции. Метод испытания на негорючесть) |
[2] | ISO 2592 | Petroleum and related products - Determination of flash and fire points - Cleveland open cup method (Нефтепродукты и родственные продукты. Определение температур вспышки и воспламенения. Метод Кливленда с открытым тиглем) |
[3] | ISO 3448 | Industrial liquid lubricants - ISO viscosity classification (Материалы смазочные жидкие индустриальные. Классификация ISO по вязкости) |
[4] | ISO 9614-1 | Acoustics - Determination of sound power levels of noise sources using sound intensity - Part 1: Measurement at discrete points (Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерение в дискретных точках) |
[5] | ISO 9241-1 | Ergonomic requirements for office work with visual display terminals (VDTs) - Part 1: General introduction (Эргономические требования, связанные с использованием видеотерминалов для учрежденческих работ. Часть 1. Общее введение) |
[6] | ISO 9241-20 | Ergonomics of human-system interaction - Part 20: An ergonomic approach to accessibility within the ISO 9241 series (Эргономика взаимодействия человек-система. Часть 20. Эргономический подход к доступности в рамках серии стандартов ISO 9241) |
[7] | ISO 9241-400 | Ergonomics of human-system interaction - Part 400: Principles and requirements for physical input devices (Эргономика взаимодействия человек-система. Часть 400. Принципы и требования к физическим устройствам ввода) |
[8] | ISO 9241-410 | Ergonomics of human-system interaction - Part 410: Design criteria for physical input devices (Эргономика взаимодействия человек-система. Часть 410. Критерии проектирования физических устройств ввода) |
[9] | ISO 11161:2007 | Safety of machinery - Integrated manufacturing systems - Basic requirements (Безопасность машин и механизмов. Интегрированные производственные системы. Основные требования) |
[10] | ISO 11925-2 | Reaction to fire tests - Ignitability of products subjected to direct impingement of flame - Part 2: Single-flame source test (Испытания на пожарную опасность. Воспламеняемость изделий, подвергаемых прямому воздействию пламени. Часть 2. Испытание с применением одного источника пламени) |
[11] | ISO 13854:2017 | Safety of machinery - Minimum gaps to avoid crushing of parts of the human body (Безопасность машин. Минимальные расстояния, предохраняющие части тела человека от повреждений) |
[12] | ISO 13856-3 | Safety of machinery - Pressure-sensitive protective devices - Part 3: General principles for design and testing of pressure-sensitive bumpers, plates, wires and similar devices (Безопасность машин. Сенсорные защитные устройства. Часть 3. Общие принципы расчета и испытания сенсорных бамперов, пластинок, проводов и аналогичных устройств) |
[13] | ISO 14122-1:2016 | Safety of machinery - Permanent means of access to machinery - Part 1: Choice of fixed means and general requirements of access (Безопасность машин. Средства доступа к машинам стационарные. Часть 1. Выбор стационарных средств доступа между двумя уровнями) |
[14] | ISO 14122-2:2016 | Safety of machinery - Permanent means of access to machinery - Part 2; Working platforms and walkways (Безопасность машин. Средства доступа к машинам стационарные. Часть 2. Рабочие площадки и проходы) |
[15] | ISO 14122-3:2016 | Safety of machinery - Permanent means of access to machinery - Part 3: Stairs, stepladders and guard-rails (Безопасность машин. Средства доступа к машинам стационарные. Часть 3. Лестницы и перила) |
[16] | ISO 14122-4:2016 | Safety of machinery - Permanent means of access to machinery - Part 4: Fixed ladders (Безопасность машин. Средства доступа к машинам стационарные. Часть 4. Лестницы вертикальные) |
[17] | ISO 16089 | Machine tools - Safety - Stationary grinding machines (Станки. Безопасность. Стационарные шлифовальные станки) |
[18] | ISO 14159 | Safety of machinery - Hygiene requirements for the design of machinery (Безопасность машин. Санитарно-гигиенические требования к конструкции машин) |
[19] | ISO 19085-1:2017 <1> | Woodworking machines - Safety - Part 1: Common requirements (Оборудование деревообрабатывающее. Безопасность. Часть 1. Общие требования) |
[20] | ISO 21940-11 | Mechanical vibration - Rotor balancing - Part 11: Procedures and tolerances for rotors with rigid behaviour (Вибрация. Балансировка роторов. Часть 11. Процедуры и допуски на жесткие роторы) |
[21] | IEC 60529:1989 | Degrees of protection provided by enclosures (IP code); Corrigendum 2 (Степени защиты, обеспечиваемые оболочками (Код IP). Изменение 2) |
[22] | IEC 61000-6-3:2006 <2> | Electromagnetic compatibility (EMC) - Part 6-3: Generic standards - Emission standard for residential, commercial and light-industrial environments (Электромагнитная совместимость (ЭМС). Часть 6-3. Общие стандарты. Стандарт на излучение для жилых районов, районов с коммерческими предприятиями и районов с предприятиями легкой промышленности) |
[23] | IEC 61000-6-4:2018 | Electromagnetic compatibility (EMC) - Part 6-4: Generic standards - Emission standard for industrial environments (Электромагнитная совместимость (ЭМС). Часть 6-4. Общие стандарты. Стандарт электромагнитной эмиссии для промышленных обстановок) |
[24] | IEC 61496-1:2012 <3> | Safety of machinery - Electro-sensitive protective equipment - Part 1: General requirements and tests (Безопасность машин. Защитная электрочувствительная аппаратура. Часть 1. Общие требования и испытания) |
[25] | IEC 61496-2 | Safety of machinery - Electro-sensitive protective equipment - Part 2: Particular requirements for equipment using active opto-electronic protective devices (AOPDs) [Безопасность механизмов. Защитная электрочувствительная аппаратура. Часть 2. Частные требования к аппаратуре, использующей активные оптоэлектронные защитные приборы (AOPD)] |
[26] | IEC 61496-3 | Safety of machinery - Electro-sensitive protective equipment - Part 3 Particular requirements for active opto-electronic protective devices responsive to diffuse reflection (AOPDDR) [Безопасность механизмов. Защитная электрочувствительная аппаратура. Часть 3 Частные требования к средствам защиты, использующим активные оптоэлектронные защитные устройства, чувствительные к диффузному отражению (AOPDDR)] |
[27] | IEC 61800-5-2:2016 | Adjustable speed electrical power drive systems - Part 5-2: Safety requirements - Functional (Системы силовых электрических приводов с регулируемой скоростью. Часть 5-2. Требования к функциональной безопасности) |
[28] | IEC 62061:2005 <4> | Safety of machinery - Functional safety of safety-related electrical, electronic and programmable electronic control systems (Безопасность машин и механизмов. Функциональная безопасность электрических, электронных и программируемых электронных систем контроля, связанных с безопасностью) |
[29] | IEC/TS 62046:2008 <5> | Safety of machinery - Application of protective equipment to detect the presence of persons (Безопасность машин. Применение защитного оборудования для обнаружения присутствия людей) |
[30] | EN 528:2008 | Rail dependent storage and retrieval equipment - Safety requirements (Рельсовое складское и поисковое оборудование. Требования безопасности) |
[31] | EN 894-3+A1:2008 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 3: Control actuators (Безопасность оборудования. Эргономические требования к конструкции дисплеев и приводов управления. Часть 3. Приводы управления) |
[32] | EN 1127-1:2019 | Explosive atmospheres - Explosion prevention and protection - Part 1: Basic concepts and methodology (Взрывоопасные среды. Предотвращение взрывов и защита от них. Часть 1. Основные концепции и методология) |
[33] | EN 1837:1999+A1:2009 | Safety of machinery - Integral lighting of machines (Безопасность оборудования. Встроенное освещение машин) |
[34] | EN 12445:2000 | Industrial, commercial and garage doors and gates - Safety in use of power operated doors - Test methods (Промышленные, коммерческие и гаражные ворота. Безопасность использования дверей с механическим приводом. Методы испытаний) |
[35] | EN 14618 | Agglomerated stone - Terminology and classification (Агломерированный камень. Терминология и классификация) |
[36] | EN 50370-1:2005 | Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 1: Emission [Электромагнитная совместимость (ЭМС). Стандарт семейства продуктов для станков. Часть 1. Эмиссия] |
[37] | EN 50370-2:2003 | Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 2: Immunity [Электромагнитная совместимость (ЭМС). Стандарт семейства продуктов для станков. Часть 2. Помехоустойчивость] |
[38] | Division Information Sheet No, 005, Edition 09/2012, Gravity-loaded axes | |
[39] | ISO 1716 | Reaction to fire tests for products - Determination of the gross heat of combustion (calorific value) [Испытания продукции для определения реакции на огнестойкость. Определение высшей теплотворной способности (теплоты сгорания)] |
--------------------------------
УДК 621.9.02:006.354 | МКС 25.080.01 | IDT |
Ключевые слова: безопасность; обрабатывающий центр; испытания; методика; допуск | ||