СПРАВКА
Источник публикации
В данном виде документ опубликован не был.
Первоначальный текст документа также опубликован не был.
Информацию о публикации документов, создающих данную редакцию, см. в справке к этим документам.
Примечание к документу
Документ утратил силу с 01.01.2023 в связи с введением в действие РД 32 ЦВ 082-2021, утв. Протоколом СЖТ СНГ от 15.06.2022 N 76.
Название документа
"РД 32 ЦВ 082-2018. Общее руководство по ремонту "Тележки трехэлементные грузовых вагонов со скользунами постоянного контакта с осевой нагрузкой 23,5 тс моделей 18-578 и 18-9771"
(утв. Распоряжением ОАО "РЖД" от 23.11.2018 N 2471/р)
(ред. от 18.06.2020)
"РД 32 ЦВ 082-2018. Общее руководство по ремонту "Тележки трехэлементные грузовых вагонов со скользунами постоянного контакта с осевой нагрузкой 23,5 тс моделей 18-578 и 18-9771"
(утв. Распоряжением ОАО "РЖД" от 23.11.2018 N 2471/р)
(ред. от 18.06.2020)
Содержание
Распоряжением ОАО "РЖД"
от 23 ноября 2018 г. N 2471/р
ОБЩЕЕ РУКОВОДСТВО ПО РЕМОНТУ
"ТЕЛЕЖКИ ТРЕХЭЛЕМЕНТНЫЕ ГРУЗОВЫХ ВАГОНОВ СО СКОЛЬЗУНАМИ
ПОСТОЯННОГО КОНТАКТА С ОСЕВОЙ НАГРУЗКОЙ 23,5 ТС
МОДЕЛЕЙ 18-578 И 18-9771"
РД 32 ЦВ 082-2018
Список изменяющих документов |
1.1. Настоящее Общее руководство по ремонту "Тележки трехэлементные грузовых вагонов со скользунами постоянного контакта с осевой нагрузкой 23,5 тс моделей 18-578 и 18-9771" РД 32 ЦВ 082-2018 (далее - РД) устанавливает единые требования к проведению деповского ремонта (далее - ДР) и капитального ремонта (далее - КР) и распространяется на ремонт двухосных тележек грузовых вагонов колеи 1520 мм по ГОСТ 9246 моделей 18-578 и 18-9771.
1.2. Ремонт тележек должен производиться на вагоноремонтных предприятиях, имеющих соответствующее оборудование, квалифицированный персонал и имеющих право на проведение работ по плановым видам ремонта тележек грузовых вагонов.
1.3. Материалы, полуфабрикаты, запасные части и комплектующее оборудование, применяемые при ремонте тележек грузовых вагонов, должны отвечать установленным стандартам и техническим условиям, и быть выполнены в климатическом исполнении УХЛ категории 1 согласно ГОСТ 15150. На запасные части и комплектующее оборудование, подлежащие обязательному подтверждению соответствия, должны быть представлены соответствующие документы (сертификат и др.).
Составные части и детали тележки должны иметь знаки и клейма заводов-изготовителей, установленные ГОСТ 9246 и ГОСТ 32400, а также коды железнодорожных администраций.
1.4. Размеры тележек, их составных частей и деталей после ремонта должны соответствовать требованиям настоящего руководства по ремонту.
1.5. Ремонт тележек на вагоноремонтных предприятиях производится в соответствии с настоящим РД и местными технологическими процессами ремонтных предприятий.
Процесс сборки тележки и ее узлов регламентируется технологическими процессами этих предприятий, техническими требованиями, предъявляемыми к тележкам при ремонте и другой действующей нормативно-технической документацией.
1.6. Перечень средств измерений, применяемых при контроле технического состояния узлов и деталей тележки, правила пользования ими определяется "Методикой выполнения измерений деталей и узлов тележек моделей 18-578 и 18-9771 при проведении плановых видов ремонта" РД 32 ЦВ 081-2018.
1.7. При проведении плановых видов ремонта тележек модели 18-578 и 18-9771 допускается замена оригинальных (заводских) износостойких элементов на износостойкие элементы по проекту "Износостойкие элементы для установки в узлы тележки типа 2 грузовых вагонов" М1698.00.000.
Все износостойкие элементы, устанавливаемые на тележку, должны иметь маркировку - условный номер предприятия-изготовителя и дату изготовления.
Маркировку производит предприятие-изготовитель ударным способом на каждой детали в местах, указанных в конструкторской документации.
Устанавливать в тележку износостойкие элементы с нечитаемыми знаками маркировок запрещается.
Смешанная установка износостойких элементов по разным проектам запрещается.
1.8. На основании требований настоящего РД на всех вагоноремонтных предприятиях производящих ремонт тележек должен быть разработан местный технологический процесс.
1.9. При плановых видах ремонта и организации рабочих мест на участках ремонта тележек грузовых вагонов должны соблюдаться требования охраны труда, установленные законодательством.
Для всех видов работ при ремонте тележек должны быть разработаны инструкции по охране труда с учетом правил национальных стандартов и СНиПов.
При ремонте тележек должны выполняться требования ГОСТ 12.3.002.
Проходы и транспортные проезды должны быть свободными. На предприятии должны быть утверждены схемы безопасных маршрутов.
1.10. Запасные части и материалы должны доставлять на производственный участок в производственной таре, отвечающей требованиям ГОСТ 12.3.010, а перемещать грузы должны в соответствии с требованиями ГОСТ 12.3.020.
1.11. При выполнении наплавочных и сварочных работ должны соблюдаться требования ГОСТ 12.3.003, ГОСТ 12.1.004.
1.12. Приточно-вытяжная вентиляция, вентиляционные установки участка ремонта тележек должны соответствовать требованиям ГОСТ 12.4.021, а также состояние воздушной среды на производственных участках должно соответствовать требованиям ГОСТ 12.1.005.
1.13. Мероприятия по ограничению шума должны отвечать требованиям ГОСТ 12.1.003.
2.1. В настоящем РД использованы следующие термины и определения:
ремонт - комплекс технологических операций и организационных действий по восстановлению работоспособности, исправности и ресурса объекта и/или его составных частей. Примечание: ремонт включает операции локализации, диагностирования, устранения неисправности и контроль функционирования. |
деповской ремонт вагона (ДР) - ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса вагона с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей;
капитальный ремонт вагона (КР) - ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса вагона с заменой или восстановлением любых его частей, включая базовые;
дефект - каждое отдельное несоответствие продукции установленным требованиям;
дефектация - проверка и отбраковка деталей, соединений и составных частей вагона при ремонте и техническом обслуживании вагонов. Проверка заключается в техническом осмотре, обмере измерительным инструментом и контроле с помощью различного вида дефектоскопов;
верификация - подтверждение посредством представления объективных свидетельств того, что установленные требования были выполнены. Примечание: термин "верифицирован" используют для обозначения соответствующего статуса. деятельность по подтверждению требования может включать в себя: осуществление альтернативных расчетов; сравнение спецификации на новый проект с аналогичной документацией на апробированный проект; проведение испытаний и демонстраций; анализ документов до их выпуска. |
входной контроль - контроль продукции поставщика, поступившей к потребителю или заказчику и предназначаемой для использования при изготовлении, ремонте или эксплуатации продукции |
визуальный контроль - органолептический контроль, осуществляемый органами зрения |
технический (визуальный) осмотр - контроль, осуществляемый в основном при помощи органов чувств и в случае необходимости, средств контроля, номенклатура которых установлена соответствующей документацией;
операционный контроль - контроль продукции или процесса во время выполнения или после завершения технологической операции;
приемочный контроль - контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию;
ремонтопригодный объект - объект, ремонт которого возможен и предусмотрен документацией; |
неремонтопригодный объект - объект, ремонт которого не предусмотрен документацией или невозможен; |
составная часть - элемент объекта, выполняющий определенные технические функции в составе объекта, который может быть заменен при восстановлении объекта; Примечания: объект представляется в виде единого целого, состоящего из взаимосвязанных частей, объединенных в нем для выполнения общей целевой функции. составной частью объекта может быть деталь или сборочная единица. |
запасная часть - отдельная деталь или сборочная единица, предназначенные для замены изношенных, неисправных или отказавших аналогичных частей объекта с целью поддержания или восстановления его работоспособного состояния; |
замена - процедура восстановления или поддержания работоспособности объекта путем установки запасной части вместо изношенной или отказавшей составной части или объекта в целом. Примечание: замена является частью или разновидностью ремонта в тех случаях, когда вместо изношенной или отказавшей составной части устанавливается такая же новая. |
техническое состояние - совокупность свойств объекта, подверженных изменению в процессе его производства, эксплуатации, транспортировки и хранения, характеризуемых значениями параметров и/или качественными признаками, установленными в документации; Примечание: видами ТС являются: исправное состояние, работоспособное состояние, неисправное состояние, неработоспособное состояние и предельное состояние. |
техническое диагностирование - процесс определения технического состояния объекта. |
| ||||
трехэлементная двухосная тележка - отдельная сборочная единица грузового вагона, конструкция которой включает в себя одну надрессорную балку и две боковые рамы, опирающиеся на две колесные пары. |
колесная пара железнодорожного подвижного состава - сборочная единица, служащая для реализации силы тяги, развиваемой в зоне контакта колесной пары и рельса, для восприятия силы тяжести от массы ходовой тележки и кузова и передачи ее на рельсовый путь, а также для направления движения железнодорожного подвижного состава по железнодорожному пути; |
база тележки - расстояние в продольном относительно оси пути направлении между центрами цилиндрических поверхностей шеек осей колесных пар, установленных в тележке. |
надрессорная балка - составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от кузова вагона на две боковые рамы через рессорное подвешивание. |
подпятник - составная часть тележки, предназначенная для опирания пятника кузова вагона на тележку, размещенная по центру надрессорной балки, допускающая поворот пятника вокруг вертикальной оси и ограничивающая его горизонтальные перемещения. Примечание: подпятник тележки включает в себя прокладки, вкладыши и другие износостойкие элементы, установленные на его поверхности. |
опорная поверхность подпятника - поверхность подпятника, предназначенная для передачи веса кузова вагона и других вертикальных сил на тележку |
упорная поверхность подпятника - боковая поверхность подпятника, предназначенная для передачи горизонтальных сил от кузова вагона на тележку. |
боковой скользун постоянного контакта - скользун боковой, прижатый своей рабочей поверхностью к ответной поверхности на кузове вагона и оборудованный упругими элементами. |
установочная высота бокового скользуна постоянного контакта - расстояние от опорной поверхности съемного бокового скользуна на надрессорной балке до рабочей поверхности скользуна, прижатой к ответной поверхности на кузове вагона. |
боковая рама - составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от надрессорной балки на шейки двух осей колесных пар через буксовые узлы. |
база боковой рамы - расстояние между наружными упорами боковой рамы, ограничивающими перемещения буксы или адаптера колесной пары в продольном относительно оси пути направлении. |
зона радиуса R55 буксового проема - наружная криволинейная поверхность буксового проема боковой рамы радиуса R55 перехода от горизонтальной опорной поверхности к вертикальной направляющей поверхности и прилегающие боковые поверхности на расстоянии до 10 мм от кромок радиуса;
размеры H1 и H2 - расстояние между стенками рессорного проема боковой рамы и наружными челюстями буксовых проемов боковой рамы.
размеры A1 и A2 - расстояние от внутреннего бурта наклонной поверхности надрессорной балки до ее центра отверстия под шкворень.
рессорное подвешивание - детали тележки, расположенные между боковыми рамами и надрессорной балкой, обеспечивающие восприятие и амортизацию нагрузок от кузова вагона. |
фрикционный клин - составная часть фрикционного гасителя колебаний, обеспечивающая силы трения в рессорном подвешивании за счет прижатия упругими элементами рессорного подвешивания ее вертикальной поверхности непосредственно или через промежуточные детали к боковой раме, а наклонной поверхности - непосредственно или через промежуточные детали к надрессорной балке. |
опорная поверхность фрикционного клина - поверхность фрикционного клина, предназначенная для опирания на упругие элементы рессорного подвешивания. |
опорная поверхность надрессорной балки: Поверхность, расположенная в концевой части надрессорной балки, предназначенная для опирания на упругие элементы рессорного подвешивания. |
завышение фрикционного клина - положение опорной поверхности фрикционного клина выше опорной поверхности надрессорной балки. |
занижение фрикционного клина: Положение опорной поверхности фрикционного клина ниже опорной поверхности надрессорной балки. |
измерительный метод определения показателей качества продукции - метод определения значений показателей качества продукции, осуществляемой на основе технических средств измерений.
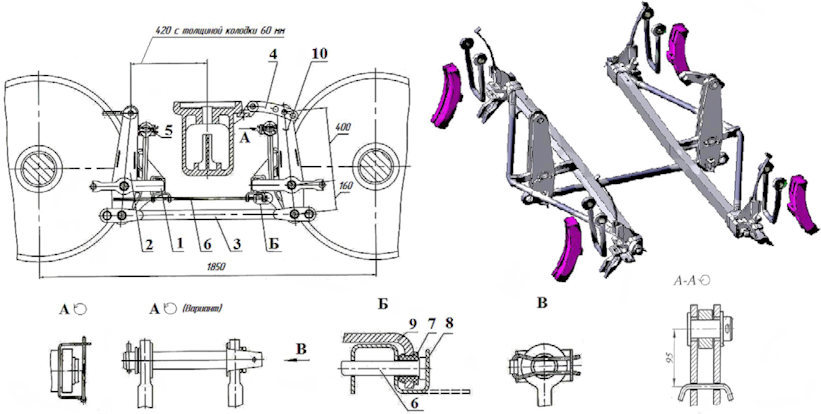
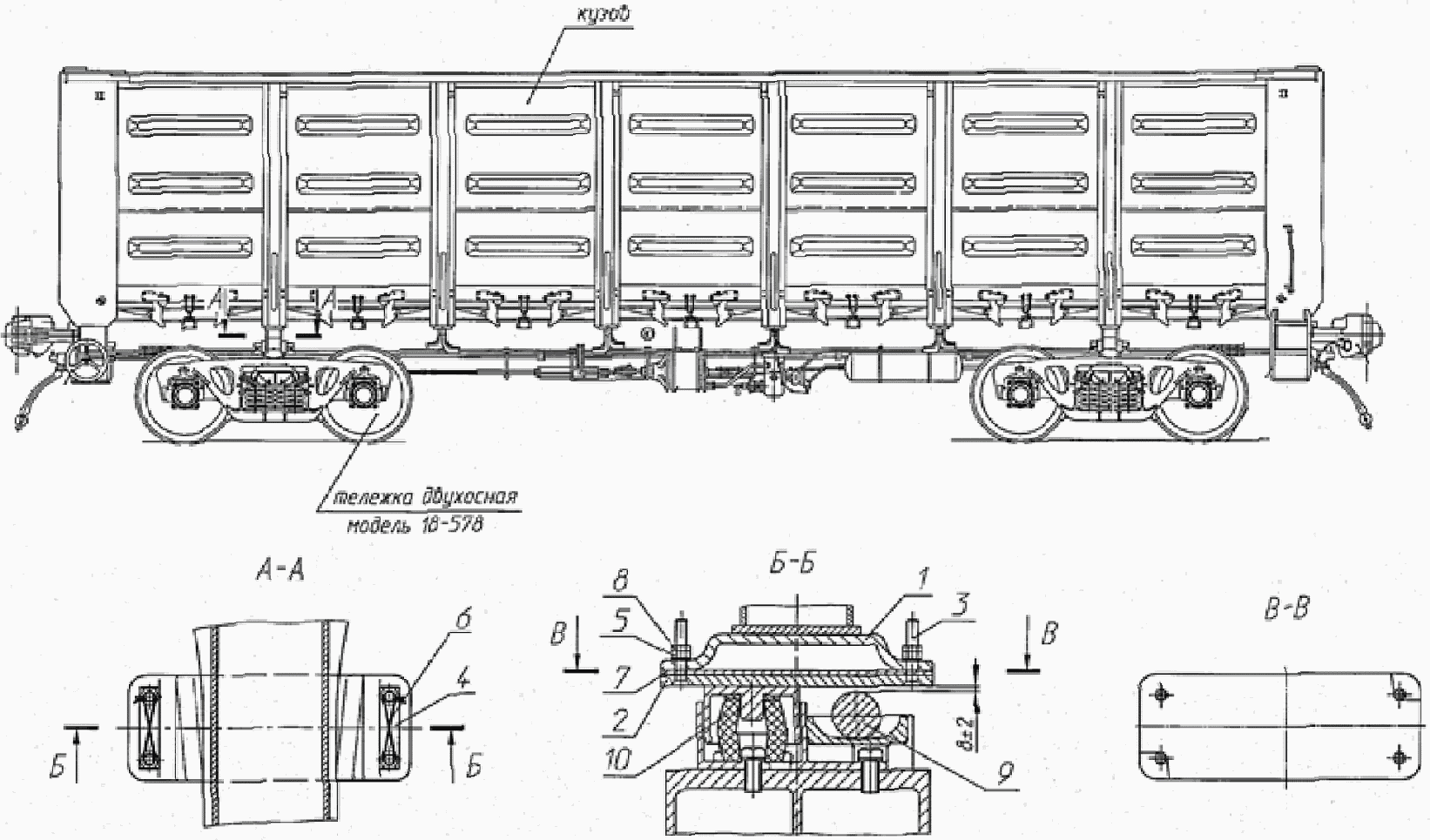
3.1. Основные технические характеристики при изготовлении тележек модели 18-578 и 18-9771 приведены в таблице 3.1 и показаны на рисунке 1.
Таблица 3.1
Наименование показателей | Размеры | |
Модель 18-578 | Модель 18-9771 | |
База тележки, мм | 1850 | |
Статический прогиб рессорного подвешивания под массой брутто вагона, мм | 68 | |
Статический прогиб под тарой, мм | 13 | 12 |
Конструкционная скорость движения, км/ч | 120 | |
Рессорный комплект | фрикционно-пружинный | |
Высота пружин рессорного комплекта в свободном состоянии, мм | 259+6-3 | |
Средний диаметр наружной пружины, мм | 172 | |
Средний диаметр внутренней пружины, мм | 115 | |
Диаметр прутка пружин, мм: | ||
наружной | 28 | |
внутренней | 19 | |
Число витков пружин: | ||
полное: | ||
наружной | 5,4 | |
внутренней | 7,5 | |
рабочее: | ||
наружной | 3,9 | |
внутренней | 6 | |
Масса пружины, кг, не менее: | ||
наружной | 12,8 | |
внутренней | 6,8 | |
Диаметр подпятникового места, мм | ||
Глубина подпятникового места, мм | ||
Диаметр подпятника под чашу, мм | не устанавливается | |
Глубина подпятника с чашей | не устанавливается | |
Габарит вписывания по ГОСТ 9238 | 02-ВМ | |
Расстояние от головки рельса до опорной поверхности подпятника в свободном состоянии, мм | ||
Габаритные размеры тележек, мм: | ||
длина | 2863 | |
ширина | 2590 | |
Колесные пары | РУ1Ш-957-Г РУ1-957-Г | |
Масса тележки, кг | ||
без опорной балки авторежима | 4723 | |
с опорной балкой авторежима | 4738 | |
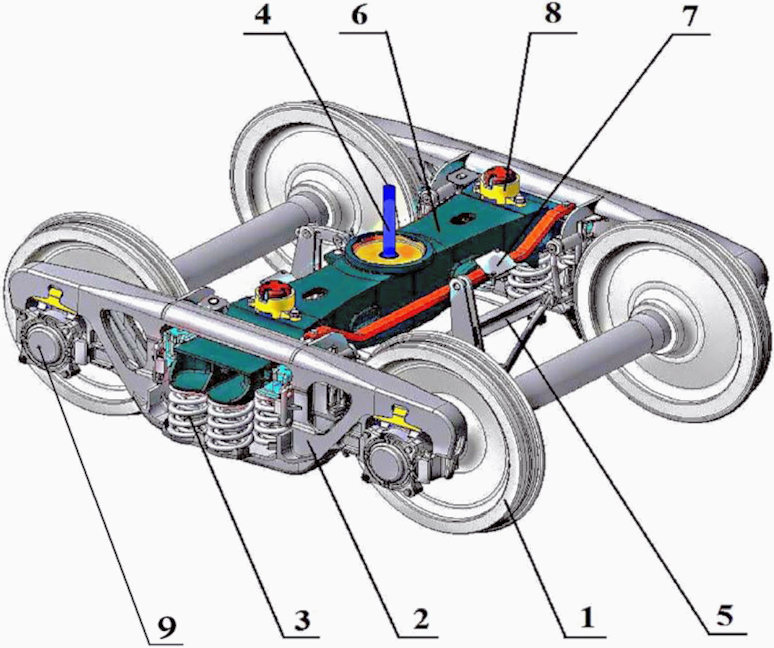
1 - Колесная пара; 2 - Боковая рама; 3 - Рессорное
подвешивание; 4 - Шкворень; 5 - Тормозная рычажная передача;
6 - Надрессорная балка; 7 - Балка опорная авторежима;
8 - Скользун; 9 - Буксовый узел
3.2. Составные части тележки модели 18-578 и 18-9771
Тележки модели 18-578 и 18-9771 - это двухосные трехэлементные тележки типа 2 по ГОСТ 9246 для грузовых вагонов железных дорог колеи 1520 мм со скользунами постоянного контакта с осевой нагрузкой 230,5 (23,5) кН (тс).
Составными частями приведенных тележек являются:
две боковые рамы - литые;
надрессорная балка - литая;
рессорное подвешивание - центральное, пружинное с клиновыми гасителями колебаний;
две колесные пары - РУ1Ш-957-Г или РУ1-957-Г ГОСТ 4835;
колеса диаметром 957 мм по ГОСТ 10791;
буксовый узел типа 1 по ОСТ 24.153.12 с цилиндрическими роликовыми подшипниками - 6 класса точности 36-42 726 Е2М и 36-232 726 Е2М по ТУ ВНИПП.048-1-00 или ТУ ВНИПП.072-01;
тормоз - колодочный с односторонним нажатием тормозных колодок на колесные пары;
триангель тормозной рычажной передачи по ГОСТ 4686;
при оборудовании вагона автоматическим регулятором режимов торможения на одной из тележек, подкатываемых под вагон, устанавливают опорную балку авторежима.
3.3. Описание и работа составных частей тележки
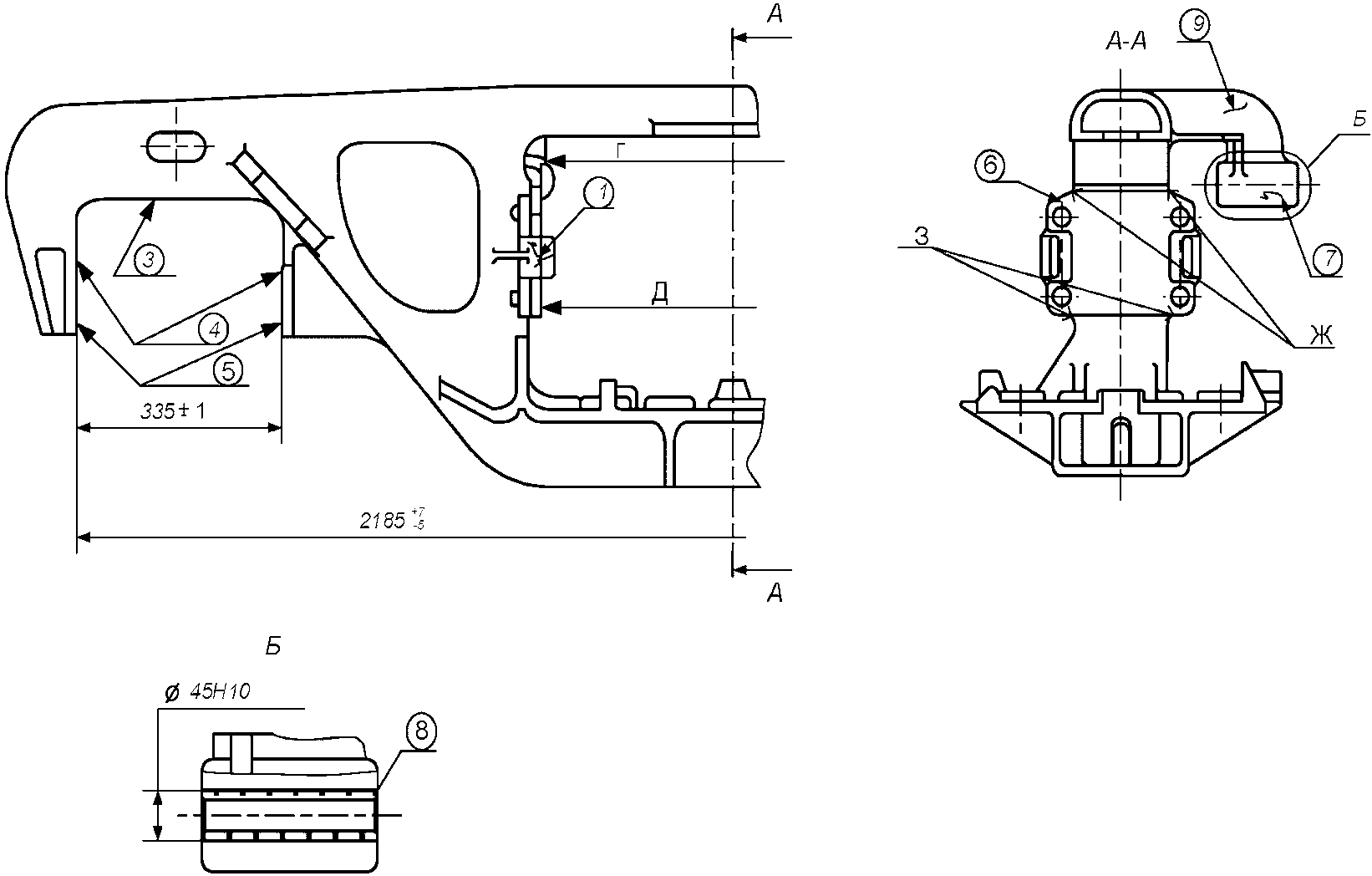
3.3.1. Рама боковая
Рама боковая, показанная на рисунке 2, изготовленная для тележки модели 18-578 по чертежу 578.00.019-0 или для тележки модели 18-9771 по чертежу ЧЛЗ-100.00.002-05 и предназначена для восприятия нагрузок, передаваемых от кузова вагона, передачи их на колесные пары, а также для размещения рессорного комплекта. Рама боковая представляет собой отливку, в средней части которой расположен проем "Б" для размещения рессорного комплекта, а по концевым частям буксовые проемы "А" для установки колесных пар. Нижняя часть рессорного проема образует опорную плиту 7 с размещенными на ней бонками 2 и буртами 1 для установки пружин рессорного комплекта. На вертикальных стенках рессорного проема выполнены площадки, к которым заклепками приклепаны неподвижные фрикционные планки 5. Упоры 6 служат для ограничения поперечных перемещений фрикционных клиньев. С внутренней стороны боковой рамы опорная плита 7 переходит в предохранительные полки 9, являющиеся опорами для наконечников триангелей в случае обрыва подвесок, которыми триангели подвешены к кронштейнам 4 боковой рамы. В кронштейны 4 в целях предотвращения их износа установлены износостойкие втулки 3. Полки 10 с овальными отверстиями служат опорами для балки авторежима. На опорные поверхности буксовых проемов "А" установлены сменные износостойкие скобы 11. В нижней части приливов внутренних боковых челюстей имеются рифленые площадки 8, на которые опираются домкраты при техническом обслуживании тележки.
а) боковая рама тележки модели 18-9771

б) боковая рама тележки модели 18-578 в сборе
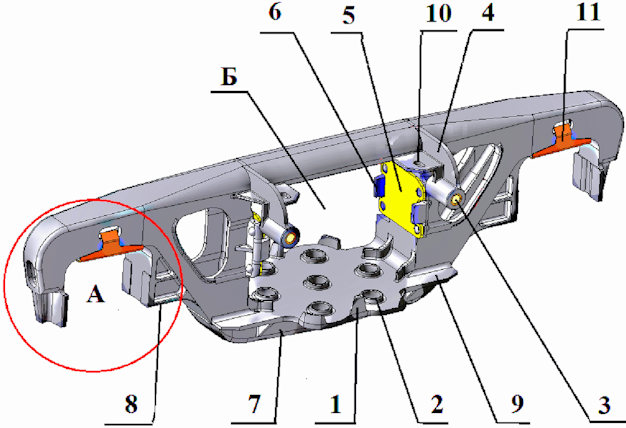
1 - Бурт; 2 - Бонка; 3 - Износостойкие втулки; 4 - Кронштейн; 5 - Неподвижная фрикционная планка; 6 - Упоры; 7 - Опорная плита; 8 - Рифленая площадка; 9 - Предохранительная полка; 10 - Полка; 11 - Износостойкая скоба; "А" - Буксовый проем; "Б" - рессорный проем
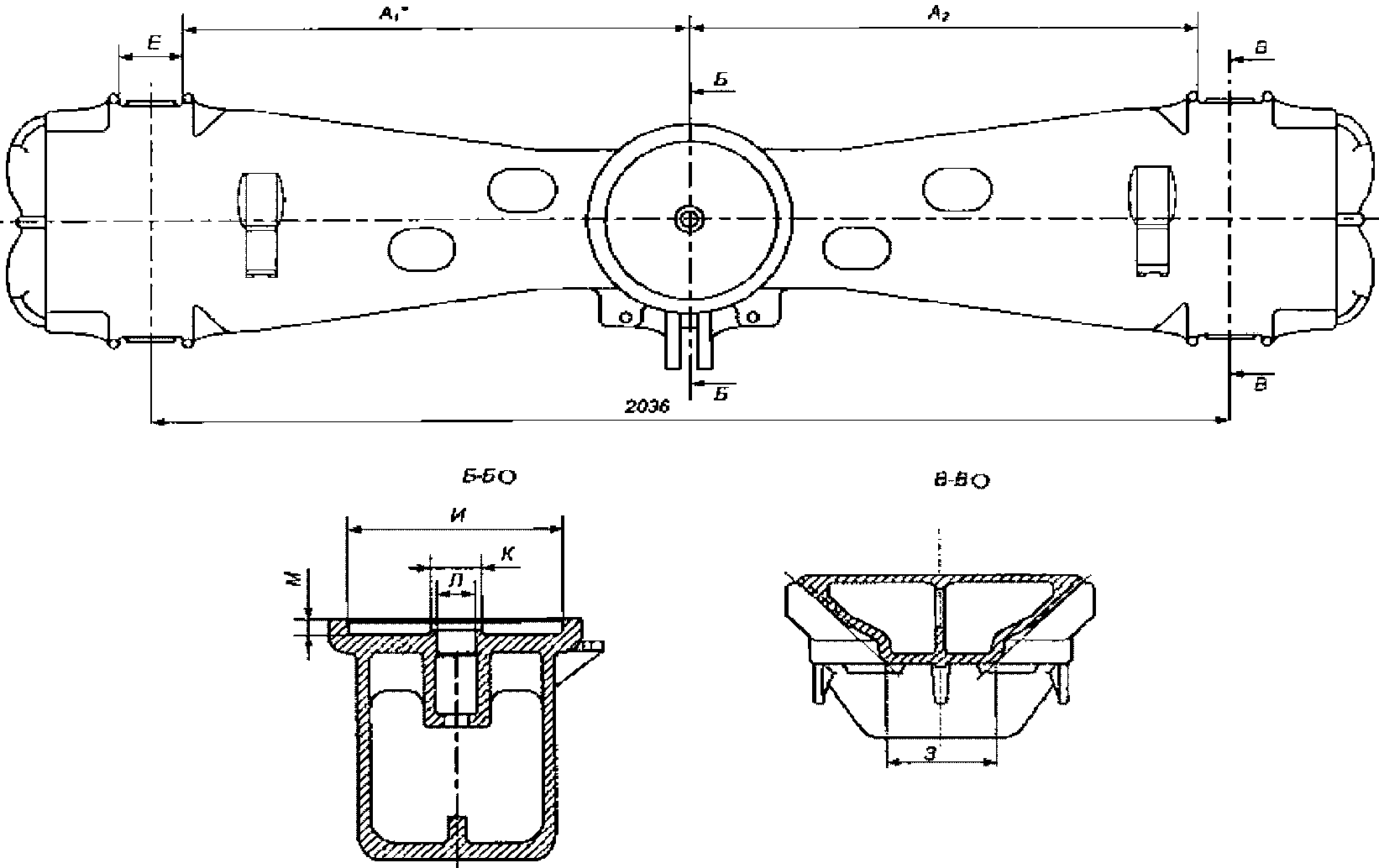
3.3.2. Балка надрессорная
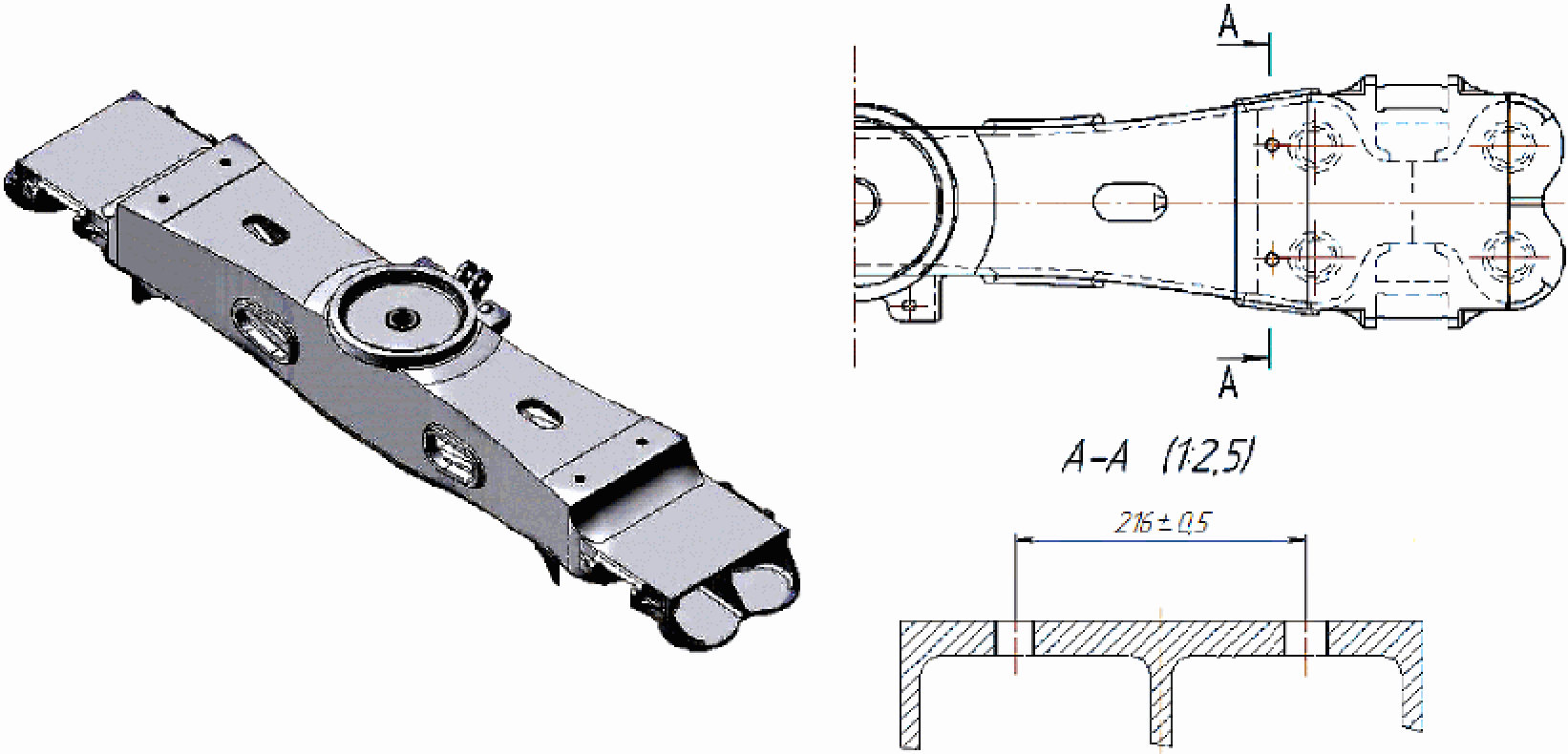
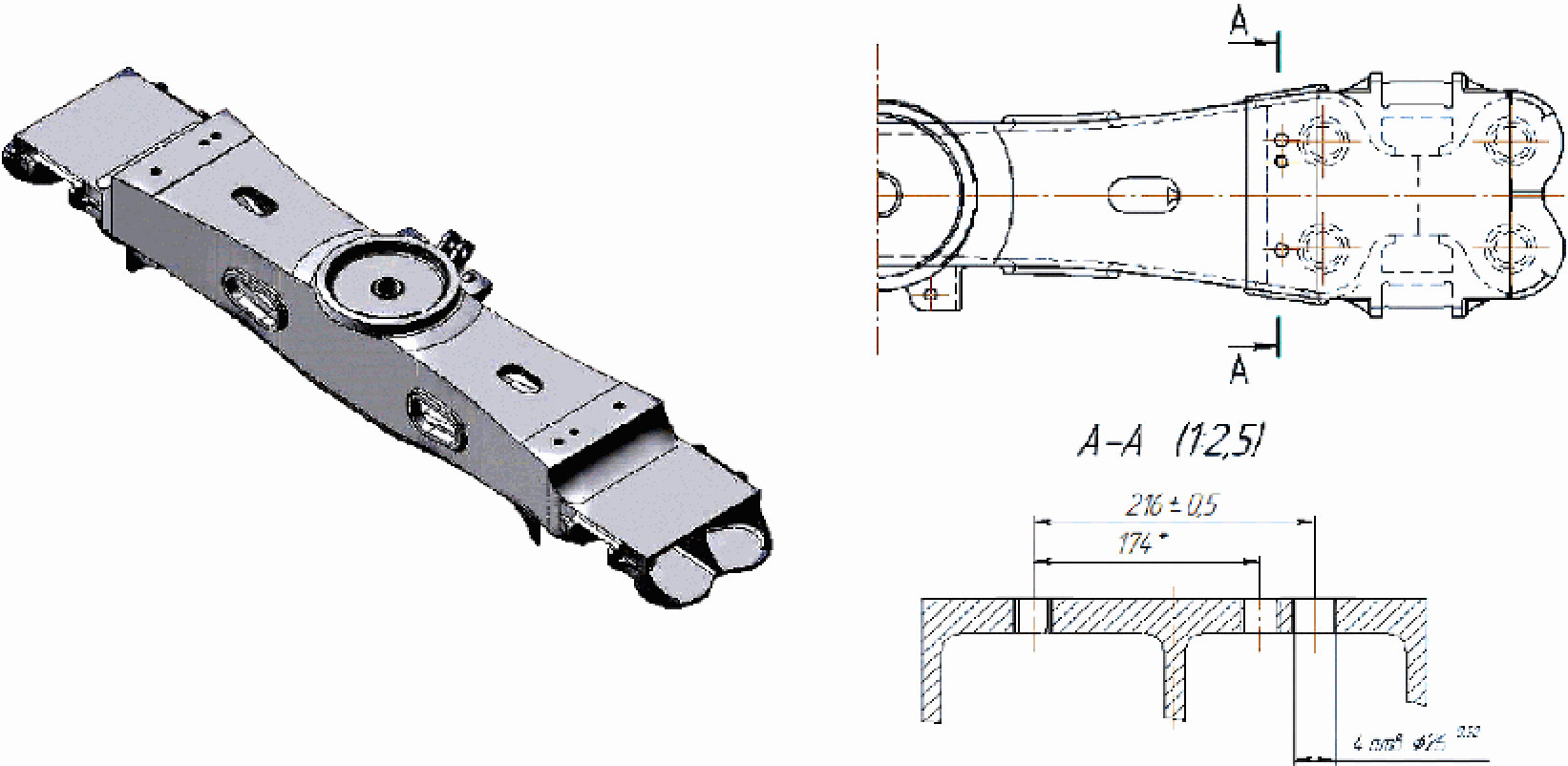
Балка надрессорная, показанная на рисунке 3, изготовленная для тележки модели 18-9771 по чертежу 9771-06.01.00.000 или изготовленная для тележки модели 18-578 по чертежам 578.00.010-4 и М1826.00.001 (с дополнительными отверстиями) служит для передачи нагрузки на рессорные комплекты и представляет собой отливку коробчатого сечения с отлитым подпятником и установленными на ней скользунами в зависимости от исполнения тележки.
Надрессорная балка изготовленная по чертежу
9771-06.01.00.000
Надрессорная балка изготовленная по чертежу М 1826.00.001
Для защиты от износа подпятник оборудуется износостойкими элементами. В тележку модели 18-578 предусмотрена установка износостойкой прокладки по чертежу 100.00.027-0 и чаши по чертежу 578.00.012-1, а в тележку модели 18-9771 предусмотрена установка износостойкой прокладки по чертежу М1698.01.005.
3.3.3. Скользун
На опорные площадки надрессорной балки тележки модели 18-578 (согласно проекту М1826.00.000) и 18-9771 устанавливаются скользуны модели ВМ 003.000, показанные на рисунке 4.
На опорные площадки надрессорной балки тележки модели 18-578 не переоборудованной по проекту М1826.00.000 устанавливаются упруго-катковые скользуны по чертежу 578.00.020-0, приведенные на рисунке 4.
Скользуны, показанные на рисунке 4, предназначены для гашения боковых колебаний кузова вагона, ограничения виляния тележки и повышения устойчивости движения вагона.
а) Скользун ВМ 003.000
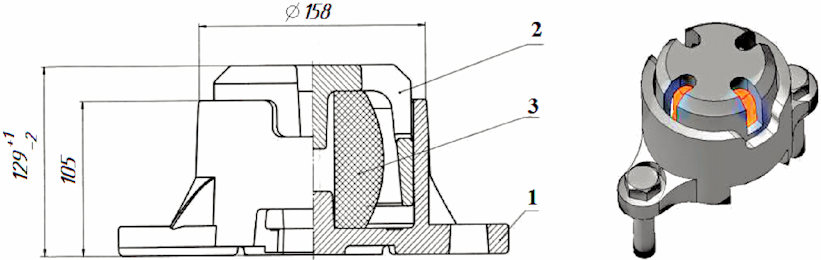
1 - Корпус; 2 - Колпак; 3 - Упругий элемент
б) Упруго-катковый скользун 578.00.020-0
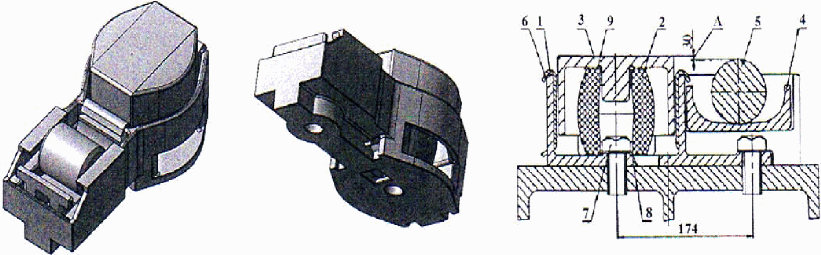
1 - Корпус; 2 - Упругий элемент; 3 - Колпак; 4 - Вкладыш;
5 - Ролик; 6 - Износостойкие элементы; 7 - Болты;
8 - Стопорные шайбы; 9 - Регулировочные прокладки
Крепление скользунов ВМ 003.00 осуществляется по проекту М1826.00.000 при помощи болтов, гаек самостопорящихся с неметаллической вставкой и шайб на опорные площадки надрессорной балки.
Крепление скользунов 578.00.020-0 осуществляется при помощи болтов и стопорных шайб. Усилие затяжки крепежа 260 (25)...310 (30) Н-м (кгс-м).
3.3.4. Колесная пара
Колесная пара с буксовыми узлами, показанная на рисунке 5, состоит из оси 2 и двух колес 1 с диаметром по кругу катания 957 мм.
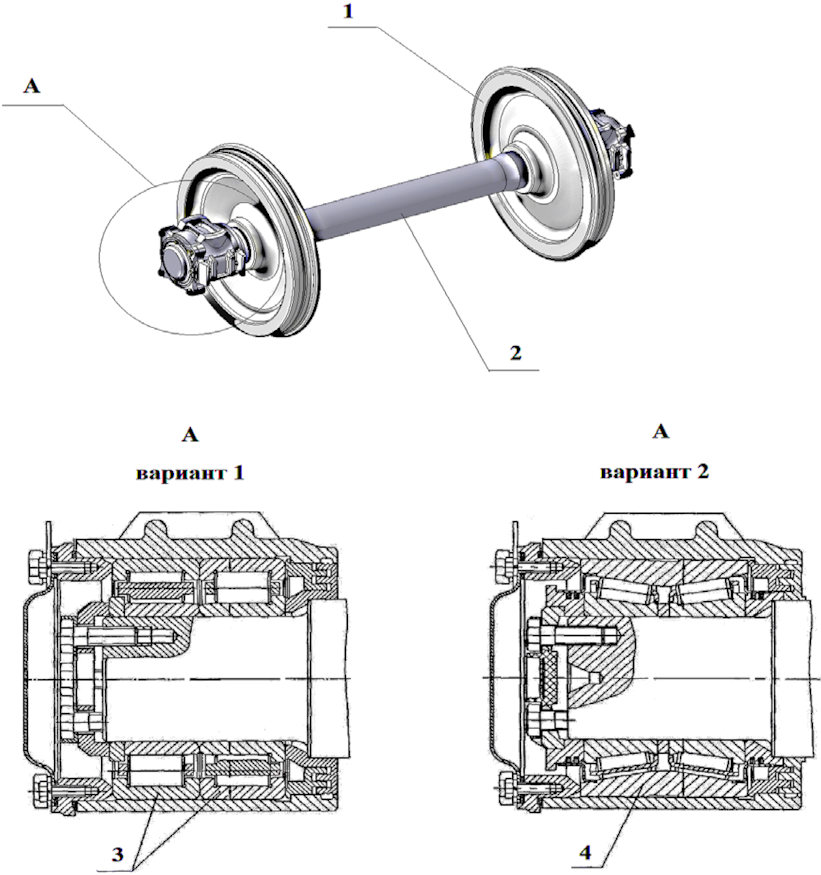
1 - Колесо; 2 - Ось; 3 - Подшипник 36-42 726 Е2М;
4 - Подшипник TBU 130x250
В колесной паре применена ось РУ1Ш или РУ1 ГОСТ 30237.
Колесные пары, подкатываемые под тележку должны соответствовать требованиям "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
3.3.5. Рессорное подвешивание
Рессорное подвешивание, показанное на рисунке 6, включает в себя два рессорных комплекта, установленных в центральных проемах боковых рам. Один рессорный комплект включает в себя семь двойных витых цилиндрических пружин 1 и 2 и два фрикционных клина 3 гасителя колебаний, которые показаны на рисунке 6.
Фрикционные клинья располагаются в клиновых проемах надрессорной балки и взаимодействуют с наклонными поверхностями надрессорной балки, а вертикальными поверхностями с подвижными фрикционными планками, которые в свою очередь взаимодействуют с фрикционными планками 4 установленными на боковой раме, как показано на рисунке 6.
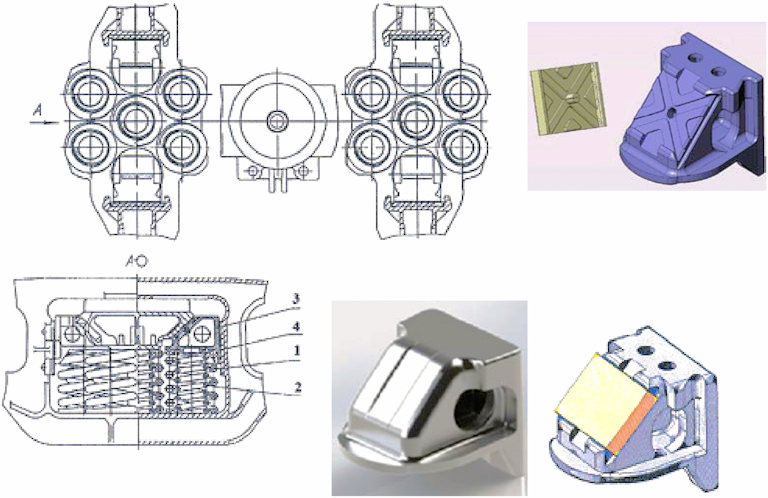
1 - Пружина наружная; 2 - Пружина внутренняя;
3 - Фрикционный клин; 4 - Планка фрикционная
3.3.6. Передача тормозная рычажная
Тормозная рычажная передача, показанная на рисунке 7, состоит из двух триангелей 1 по ГОСТ 4686, которые при помощи подвесок и осей соединены с кронштейнами боковых рам, двойных вертикальных рычагов 2, соединенных затяжкой 3 и серьгой мертвой точки 4.
1 - Триангель; 2 - Рычаг; 3 - Затяжка; 4 - Серьга мертвой
точки; 5 и 10 - Предохранитель; 6 - Устройство направленного
отвода колодок; 7 - Втулка; 8 - Скоба; 9 - Кронштейн.
модели 18-578
Наличие нескольких отверстий в серьге мертвой точки и затяжке позволяет регулировать тормозную рычажную передачу по мере износа тормозных колодок и переточках колес. С целью исключения потери осей (валиков) предусмотрена постановка шплинтов со стороны головок в отверстия планок, приваренных к вертикальным рычагам. Для исключения потери оси подвески триангеля предусмотрено специальное предохранение 5. В вертикальном рычаге со стороны державки мертвой точки предусмотрено предохранение 10 от западания серьги мертвой точки В тормозной рычажной передаче предусмотрено использование композиционных тормозных колодок.
Допускается установка чугунных тормозных колодок при особых условиях эксплуатации кроме вагонов для перевозки опасных грузов.
Тормозная рычажная передача тележки модели 18-578 оборудована устройством 6 направленного отвода колодок от колес при отпущенном тормозе, обеспечивающим равномерный износ колодок (в тележке модели 18-9771 конструкторской документацией устройство направленного отвода колодок от колес не предусмотрено).
В отверстия кронштейнов этого устройства установлены износостойкие полимерные втулки 7. Скобы 8 подгибаются к головкам стержней и служат их предохранением от выпадения.
В шарнирные соединения рычагов с триангелями, затяжками и державкой мертвой точки установлены износостойкие втулки, изготовленные из композиционного прессовочного материала КПМ У 2292-011-56867231-2007.
В отверстиях подвесок триангеля установлены полимерные втулки, изготовленные по чертежу 194.40.035-0 или Т258.00.02.
3.3.7. Балка опорная для авторежима
Балка опорная 1, показанная на рисунке 8, устанавливается на специальные полки боковых рам. Для крепления и фиксации балки используются болты 2. С целью обеспечения свободного перемещения балки, полки боковых рам имеют овальные отверстия, а между полкой рамы и шайбой болта предусмотрен зазор от 3 до 5 мм.
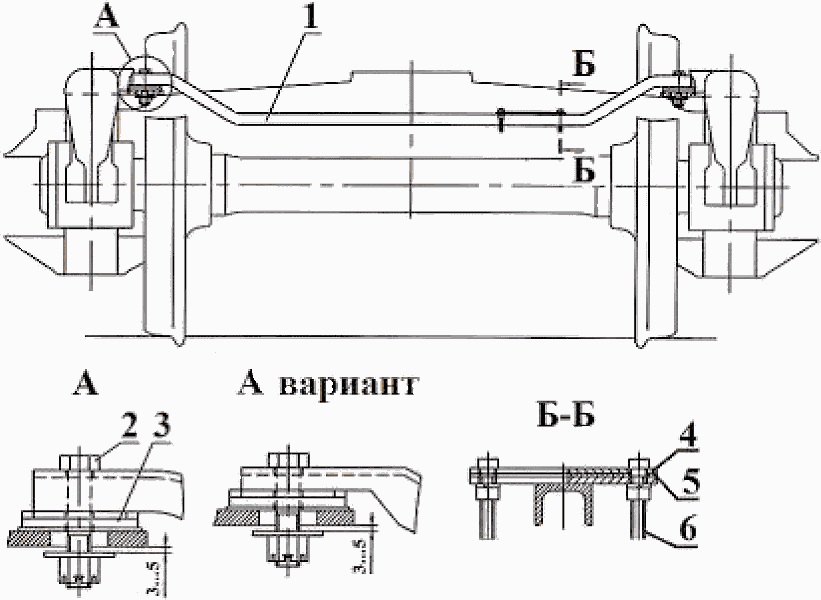
1 - Балка опорная; 2 - Болты; 3 - Резинометаллические
элементы; 4 - Планка контактная; 5 - Планка регулировочная;
6 - Болты
Под концевые части балки опорной на полки боковой рамы установлены резинометаллические элементы 3. Планки контактная 4 и регулировочная 5 крепятся на опорной балке болтами 6. Регулировочные планки служат для обеспечения зазора между контактной планкой и упором авторежима.
3.4. Основные детали тележки, устанавливаемые при выполнении ремонтных работ, изготавливаются из следующих материалов:
боковые рамы - сталь 20ГЛ, 20ГФЛ, 20ГТЛ ОСТ 32.183-2001, ГОСТ 32400;
надрессорная балка - сталь 20ГЛ, 20ГФЛ, 20ГТЛ ОСТ 32.183-2001, ГОСТ 32400;
фрикционный клин - чугун марки ВЧ 120 ТУ 4111-101-07518941, чугун СЧ 35 ГОСТ 1412;
колесо цельнокатаное - сталь по ГОСТ 10791;
ось вагонная - сталь марки ОС ГОСТ 4728; ТУ 3100-069-01124328;
пружины рессорного комплекта - сталь 55РП, 55ПП по ГОСТ 14959 или по ТУ 1150-019-71613522-2009;
корпус скользуна - сталь 20ФЛ К30 ГОСТ 977;
колпак упорный, колпак скользуна - сталь 20ФЛ К30 ГОСТ 977;
распорка триангеля, наконечник триангеля, корпус буксы - сталь 15Л, 20Л ГОСТ 977;
износостойкие элементы боковой рамы и надрессорной балки, контактная планки рессорного комплекта - сталь 30ХГСА ГОСТ 11269 или стали 25ХГСА ГОСТ 11269;
втулка устройства направленного отвода колодок - ПТГФ-1000 ТУ 2294-004-018563945;
несущие детали тормозной рычажной передачи, балка авторежима - сталь 09Г2, 09Г2С ГОСТ 19281;
стержень устройства направленного отвода колодок - сталь 60С2 ГОСТ 14959.
накладка на клин АПИ-4;
втулка в кронштейн боковой рамы по чертежу 194.00.054-0;
вкладыш скользуна по чертежу 578.00.020-0;
втулка подвески тормозного башмака - полимерные втулки, изготовленные по чертежу Т258.00.02 или по чертежу 194.40.035-0.
Новые детали, поступающие на предприятие для ремонта тележек и замены отбракованных, должны иметь документ о качестве завода-изготовителя, а подлежащие обязательному подтверждению соответствия - сертификат (декларация) соответствия.
4.1. Настоящее Руководство определяет порядок проведения плановых видов ремонта, а также устанавливает нормы и требования, которым должны удовлетворять тележки при выпуске из деповского и капитального ремонтов вагонов.
4.2. Плановые виды ремонта тележек грузовых вагонов разрешается производить лицам, прошедшим ежегодную проверку знаний в комиссии предприятия на право выполнения этих работ.
Контроль за качеством проведения ремонта тележек осуществляется бригадирами (мастерами) тележечного участка, приемщиками вагонов и руководителями предприятия (выборочно), прошедшими проверку знаний на право контроля качества в порядке, установленном вагоноремонтным предприятием, получившим право использования условного номера для клеймения ответственных узлов и деталей грузовых вагонов.
4.3. При деповском или капитальном ремонте тележки из-под вагона поступают на участок их ремонта, где они должны очищаться и обмываться в моечной машине без колесных пар, которые передаются на колесно-роликовый участок.
Боковые рамы, надрессорная балка тележки, пружинно-фрикционный рессорный комплект, рычажная передача тележки ремонтируются в соответствующих отделениях и участках.
При капитальном и деповском ремонтах допускается под вагон подкатывать тележки с установленными износостойкими элементами по проекту М 1698.00.000.
4.4. Колесные пары ремонтируют согласно требованиям "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
4.5. Тормозная рычажная передача ремонтируется в соответствии с требованиями "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
4.6. Детали и узлы тележки подвергаются неразрушающему контролю согласно действующей нормативной документации, утвержденной Советом по железнодорожному транспорту государств-участников Содружества:
"Правил по неразрушающему контролю вагонов, их деталей и составных частей при ремонте. Общие положения" ПР НК В.1-2012;
"Правил неразрушающего контроля литых деталей тележек грузовых вагонов при ремонте. Специальные требования" ПР НК В.3-2013;
"Правил неразрушающего контроля деталей автосцепного устройства, тормозной рычажной передачи, транспортера и стяжного хомута вагонов при ремонте. Специальные требования" ПР НК В.4-2013.
видах ремонта
5.1. Контроль технического состояния узлов тележек производится после постановки вагонов на ремонтные позиции, при этом проверяется:
наличие дефектов и износов колесных пар;
положение деталей пружинно-фрикционного рессорного комплекта, завышение опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки, наличие свободного перемещения фрикционного клина и пружин рессорного комплекта до подъемки вагона;
состояние деталей тормозной рычажной передачи;
зазоры между роликами скользунов тележки и ответной частью на раме вагона;
знаки маркировки.
5.2. После выкатки тележки проверяют состояние узла пятник - подпятник.
5.3. Результаты входного контроля тележек используют при ремонте их узлов и деталей, сборке и подкатке отремонтированной тележки под вагон, а также для занесения в дефектную ведомость ВУ-22.
5.4. Проверяют срок службы литых деталей тележки.
5.5. Контроль деталей тележек может осуществляться на автоматизированных измерительных комплексах.
6.1. Разборка тележек модели 18-578 и 18-9771 начинается перед моечной машиной, когда рама тележки снимается с колесных пар грузоподъемным механизмом, а колесные пары передаются в колесно-роликовый участок для ремонта.
После очистки раму тележки перемещают на позицию поточной линии или устанавливают на специализированную ремонтную позицию.
6.2. При разборке тележки производится демонтаж вертикальных рычагов, балочки авторежима, триангелей, рессорного комплекта в следующей последовательности в соответствии с рисунками 1, 7, 8:
разогнуть скобу 8 (в соответствии с рисунком 7), вынуть из кронштейнов триангелей (позиция 1) стержни устройства направленного отвода колодок 6, освободив скобу 8, осмотреть втулку 7 (негодную заменить), снять специальное предохранение 5, предусмотренное для исключения потери оси подвески триангеля;
снять шплинты;
снять шайбы, выбить валики, снять вертикальные рычаги 2 и затяжку вертикальных рычагов 3, показанных на рисунке 7;
выбить чеки и снять тормозные колодки;
выбить шплинты, снять шайбы и оси (валики), снять серьгу мертвой точки 4 рисунок 7;
вынуть проволоку (фиксатор) предохранителя 5 крепления валика подвески башмака;
выбить шплинт оси (валика), снять шайбу, вынуть ось (валик), опустить триангель 1 на предохранительные полочки боковых рам (рисунок 7);
снять подвески тормозного башмака, триангели 1 (рисунок 7) и передать на позицию ремонта;
вынуть шкворень 4;
разобрать скользун 8, представленный на рисунке 1, обмерить его детали, приподнять краном или пневматическим подъемником с кантователем надрессорную балку 6, снять клинья фрикционные, снять пружинные комплекты 3 (рисунок 1);
удалить шплинт, свинтить гайку с болта и вынуть его, снять резинометаллический комплект, балку опорную для авторежима 1 (рисунок 8);
удалить шплинт, свинтить гайку с болта и вынуть его, снять с контактной планки 4 регулировочную планку 5 (рисунок 8);
боковые рамы тележки при помощи подъемников с кантователями или кран-балки снимаются с надрессорной балки;
надрессорная балка остается на подъемнике-кантователе или на специализированной ремонтной позиции.
Примечание: порядок разборки устройства равномерного отвода колодок применим только в тележке модели 18-578.
7.1. Перечень деталей тележек и методы неразрушающего контроля указаны в таблице 7.1.
Деталь тележки | Вид (метод) неразрушающего контроля |
Рама боковая | магнитопорошковый |
Балка надрессорная | магнитопорошковый |
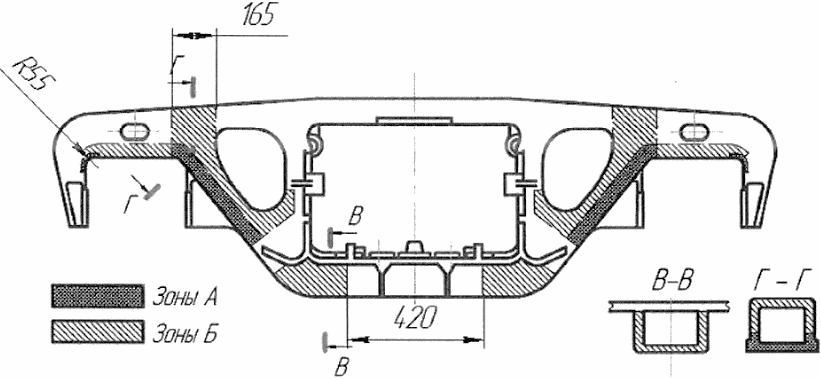
7.2. Зоны неразрушающего контроля и типы дефектов, подлежащих выявлению, приведены в таблице 7.2.
Проведение неразрушающего контроля возможно только при снятых износостойких элементах с литых деталей тележки.
Карты дефектации и ремонта боковых рам и надрессорных балок тележек приведены в Приложении Г.
7.3. При магнитопорошковом контроле выявлению подлежат поверхностные дефекты, которые указаны в таблице 7.2.
Деталь | Зоны контроля | Тип дефектов, подлежащих выявлению |
Рама боковая тележки тип 2 ГОСТ 9246 | 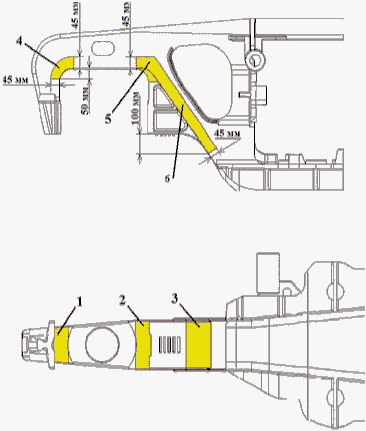 1 - наружный угол буксового проема; 2 - внутренний угол буксового проема; 3 - наклонный пояс; 4 - вертикальная стенка наружного угла буксового проема; 5 - вертикальная стенка внутреннего угла буксового проема; 6 - вертикальная стенка наклонного пояса; | Трещины продольные и поперечные |
Балка надрессорная тележки тип 2 ГОСТ 9246 | 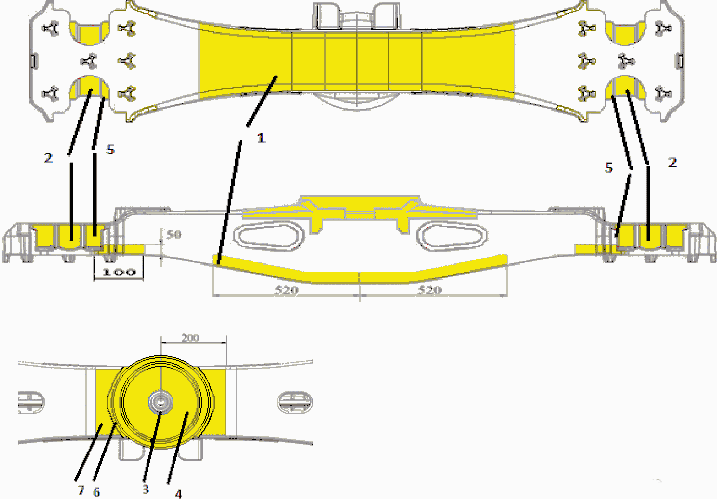 1 - нижний пояс; 2 - наклонная плоскость для клина; 3 - внутренний бурт подпятника; 4 - опорная поверхность подпятника; 5 - угол между ограничительным буртом и наклонной плоскостью; 6 - наружный бурт подпятника, 7 - верхний пояс | Трещины продольные и поперечные |
8.1. Дефектация узлов и деталей тележек модели 18-578 и 18-9771 должна производиться в соответствии с разработанным местным технологическим процессом. Дефектацию проводить визуальным и инструментальным способами, согласно таблицы 8.1 и Приложения Б.
Наименование параметра | Тележка модели 18-578 | Тележка модели 18-9771 | ||
ДР | КР | ДР | КР | |
1 Надрессорная балка | ||||
Размеры подпятника для установки прокладки, мм: | ||||
диаметр | не более 306 | 300+1,8+0,5 | не более 306 | 300+1,8+0,5 |
глубина | 37+1-2 | 37+1-2 | 37+1-2 | 37+1-2 |
Размеры подпятника под чашу, мм: | - | - | ||
диаметр | 315+2,0 | 315+1,0+0,2 | ||
глубина | 37+1-2 | 37+1-2 | ||
Размеры чаши, мм: | - | - | ||
внутренний диаметр | 304 | 300+1,8+0,5 | ||
наружный диаметр | 314 | 315-0,5 | ||
глубина | 33 | 30+1-2 | ||
толщина стенки чаши | не менее 3,5 мм | новая (6,5 +/- 0,35) | - | - |
Ширина клинового проема, мм | не более 140 | 134+4 | не более 140 | 134+4 |
Суммарный износ наклонных поверхностей клиновых проемов, измеренный с одного края надрессорной балки, мм | не более 2 | не допускается | не более 4 | не допускается |
Диаметр внутреннего бурта подпятника, мм: | ||||
наружный | не менее 72 | 77-0,74 | не менее 72 | 77-3 |
внутренний | не более 60 | 54+2-1 | не более 60 | 54 +/- 2 |
Ширина по наклонным поверхностям клиновых проемов, мм | не менее 166 | 175 +/- 1 | не менее 166 | 175 +/- 1 |
2 Рама боковая | ||||
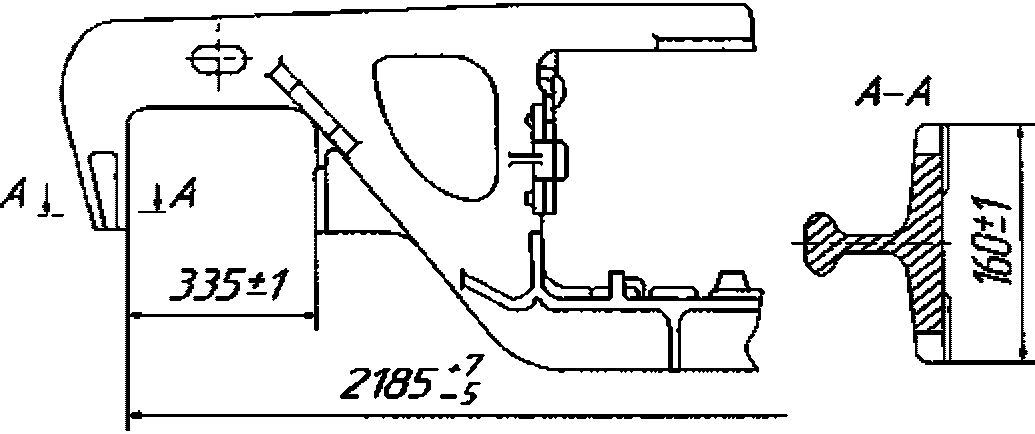
Ширина буксового проема, мм | не более 340 | 335 +/- 1 | не более 340 | 335 +/- 1 |
Ширина буксовых челюстей, мм | не менее 155 | 160 +/- 1 | не менее 155 | 160 +/- 1 |
Суммарные зазоры в буксовом проеме между челюстями буксы и боковой рамы, мм | ||||
- вдоль оси вагона | 5 - 14 | 5 - 12 | 5 - 14 | 5 - 12 |
- поперек оси вагона | 5 - 13 | 5 - 11 | 5 - 13 | 5 - 11 |
боковых рам в тележке, не более, | ||||
Размер базы боковой рамы, мм | не более 2200 | 2185+7-5 | не более 2200 | 2185+7-5 |
Разность базовых размеров мм | не более 2 | |||
Расстояние между фрикционными планками, не более, мм | не более 650 | 648+1,6-3,6 | не более 650 | 648+1,6-3.6 |
3 Фрикционный клин | ||||
Толщина вертикальной стенки, мм | не менее 14 | 20 +/- 1 | не менее 14 | 20 +/- 1 |
Износ рабочей поверхности клина СЧ 35, мм | не более 3 или 2 на сторону | не допускается (новый) | не более 3 или 2 на сторону | не допускается (новый) |
Износ рабочей поверхности клина ВЧ 120, мм | Определяется по толщине накладки | Определяется по толщине накладки | ||
Толщина накладки, мм | не менее 10 | 13-0,5 | не менее 10 | 13-0,5 |
Полнота клина ВЧ 120 с накладкой в сборе, мм | не менее 232 | 237+1,5-2 | не менее 232 | 237-1,5-2 |
Полнота клина СЧ 35, мм | не менее 232 | 237 +/- 1,5 | не менее 232 | 237 +/- 1,5 |
4 Шкворень | ||||
Износ поверхности, мм | не более 3 мм | не допускается | не более 3 мм | не допускается |
Изгиб шкворня | не допускается | не допускается | не допускается | не допускается |
Трещины | Не допускаются | |||
Примечание: в столбцах КР указаны чертежные размеры при изготовлении | ||||
8.2. Наличие трещин во всех деталях тележек не допускается, кроме трещин, которые устраняются при плановых видах ремонтов в соответствии с настоящим Руководством.
8.3. Размеры узлов и деталей тележек, которым они должны соответствовать, при плановых видах ремонта приведены в таблице 8.1.
8.4. Литые детали тележек, имеющие износы, превышающие допустимые, подлежат ремонту сваркой и наплавкой в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов, утвержденной установленным порядком, с последующей механической обработкой до размеров, указанных в таблице 8.1.
Твердость измеряется твердомерами типа ТЭМП 2, ТЭМП 3, ТЭМП 4 или другого типа.
8.5. Триангели рычажной передачи тележек испытывают на растяжение при их изготовлении вновь, периодических видах ремонта вагонов и ремонте сваркой, согласно "Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту" Р 001 ПКБ ЦВ-2009 РК и "Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение" 736-2010 ПКБ ЦВ.
8.6. Нетиповые чеки крепления тормозных колодок, шайбы крепления рычажной передачи тележек заменяют типовыми, а шплинты - новыми.
8.7. Шарнирные соединения рычажной передачи должны соответствовать требованиям "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
В кронштейн боковой рамы валика подвески тормозного башмака устанавливается полимерная втулка, изготовленная по чертежу 194.00.054-0, а в подвеску тормозного башмака устанавливаются полимерные втулки, изготовленные по чертежу Т258.00.02 или по чертежу 194.40.035-0.
При деповском ремонте допускается повторное использование полимерных втулок, не имеющих трещин и разрывов при условии, что срок их годности не истекает в следующий межремонтный период.
Контроль проушин подвески тормозного башмака проводить визуально без снятия втулок.
В шарнирных соединениях рычагов с триангелями, затяжками и державкой "мертвой точки" устанавливаются втулки, изготовленные из композиционного прессовочного материала КПМ ТУ 2292-011-56867231-2007.
8.8. Шкворень, имеющий трещины или изгиб более 5 мм, подлежит замене. Износ шкворня по диаметру при деповском ремонте допускается не более 3 мм, при капитальном ремонте износ шкворня не допускается.
8.9. Осмотр и ремонт колесных пар производить в полном соответствии с требованиями "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
8.10. Осмотр и ревизию буксовых узлов колесных пар производить в соответствии с требованиями "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
8.11. Балка опорная для авторежима должна быть установлена на специальные полки боковых рам тележки согласно требованиям "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
8.12. Дефектация балки опорной авторежима.
Резинометаллический элемент, имеющий надрывы, отслоение резины от металла, трещины, заменяют новыми при деповском ремонте, а при капитальном заменяют новыми независимо от их состояния. Смещение резины относительно металлической шайбы допускается не более 2 мм.
Зазор между шайбой и приливом боковой рамы должен быть 3...5 мм.
Шплинты, болты и гайки с сорванной резьбой заменяются новыми. Изношенные отверстия под болты восстанавливают постановкой втулок с обваркой по периметру.
Прогиб балки опорной в местах контакта с авторежимом не допускается.
Трещины в сварных швах разделать и заварить.
9.1. Боковые рамы перед ремонтом и дефектацией очищают от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия, обмывают в моечной машине, осматривают на возможность обнаружения трещин, отколов и износов. Особо тщательное внимание уделяют зонам А и Б, указанным на рисунке 9.
Дефектацию боковой рамы провести в соответствии с требованиями приложения Г.
9.2. При капитальном и деповском ремонтах допускается под вагон подкатывать тележки с боковыми рамами, с установленными износостойкими элементами по проекту М 1698.00.000.
Оставшийся срок службы боковых рам должен быть не менее чем до следующего капитального или деповского ремонта вагона соответственно.
9.3. Не допускается ремонт боковой рамы, у которой в буксовом проеме опорная поверхность имеет местный, канавкообразный износ более 2 мм в тело рамы, максимальная ширина канавки не более 20 мм, максимальная длина канавки равна ширине опорной поверхности.
9.4. Дефекты боковых рам тележки приведены на рисунке 10.
Указанные на рисунке 10 дефекты боковой рамы разрешается устранять сваркой и наплавкой при плановых видах ремонта, согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов", кроме дефекта 3.
При всех видах ремонта запрещается восстановление наплавкой изношенной опорной поверхности буксового проема боковой рамы тележки.
При всех видах ремонта разрешается:
заваривать трещину направляющего буртика для фрикционного клина, приваривать новый буртик при отколе направляющего буртика для перемещения фрикционного клина и фрикционных планок, дефект 1;
устранение износа поверхностей направляющих для букс, дефект 4, 5;
ремонтировать приваркой нового "ушка" вместо отколовшихся "ушек" в местах крепления фрикционных планок, дефект 6;
Разрешается приваривать не более двух "ушек", расположенных по диагонали.
заваривать продольную трещину в стенке прилива для валика подвески триангеля, дефект 7;
устранение износа отверстия под валик подвески, дефект 8.
заваривать трещину в кронштейне подвески триангеля длиной не более 32 мм, дефект 9;
9.5. В случае демонтажа фрикционных планок измеряют расстояние между стенками рессорного проема боковой рамы и наружными челюстями буксовых проемов. Разница между ними для одной боковой рамы не должна превышать 3 мм. При большей разнице соответствующие буксовые челюсти наплавить с последующей механической обработкой до размеров, указанных в таблице 8.1, при условии, что ширина буксового проема находится в пределах размеров указанных в таблице 8.1.
9.6. При плановых видах ремонта в кронштейн боковой рамы валика подвески тормозного башмака и в подвеску тормозного башмака установить втулки, предусмотренные пунктом 8.7 настоящего руководящего документа.
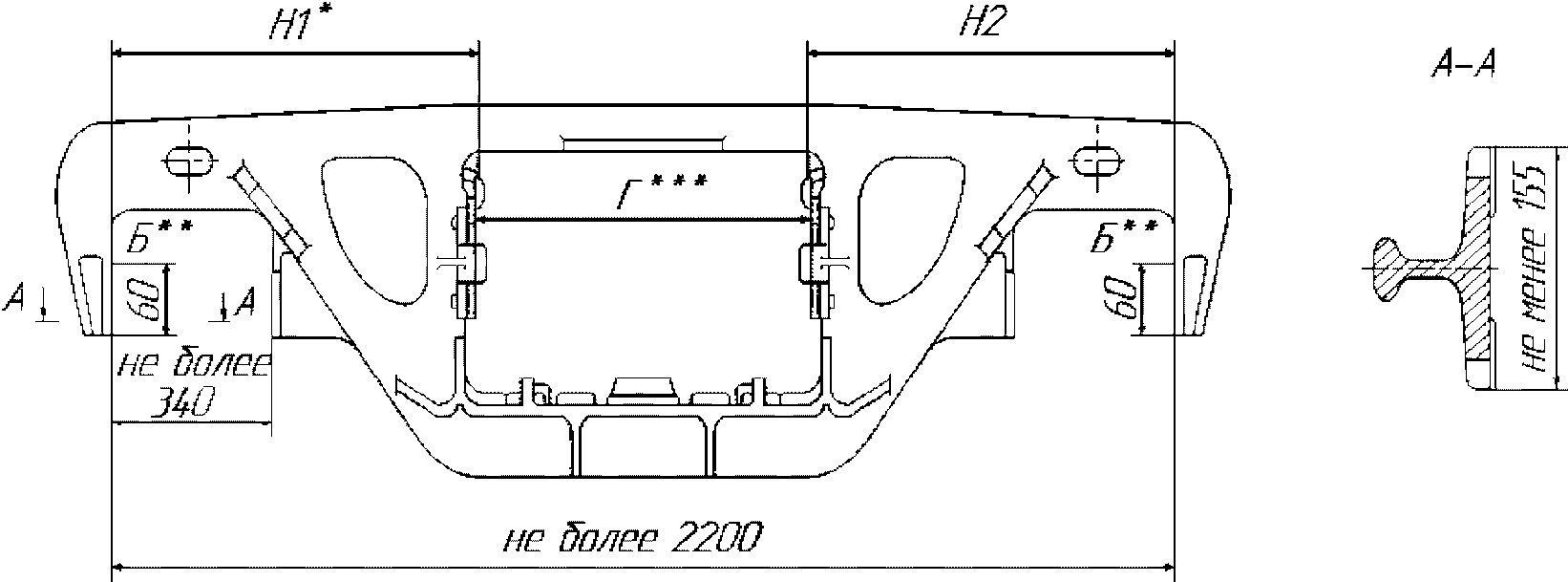
9.7. Размеры боковых рам, которым, они должны соответствовать при плановых видах ремонта, приведены в таблице 8.1 и на рисунках 11 и 12.
ремонте
--------------------------------
<*> Разность размеров H1 и H2 не более 3 мм.
<**> Контроль базового размера производить в точках Б на расстоянии 60 мм.
<***> Базовый размер, от которого измеряют износ каждой фрикционной планки.
ремонте
9.8. Изношенные вертикальные направляющие плоскости боковых рам в буксовом проеме (упорные поверхности) восстанавливаются износостойкой наплавкой с обеспечением твердости 240...300 HB с последующей механической обработкой до размеров, указанных в таблице 8.1.
9.9. Комплектацию тележек одного вагона производить боковыми рамами со сменными оригинальными прокладками завода-изготовителя или по проекту М 1698.00.000 во всех буксовых проемах.
На опорные поверхности высотой приливов до 3 мм включительно в буксовые проемы боковых рам чертежи УВЗ 100.00.002-3, 100.00.002-4, N 578.00.019-0 или чертеж ЧЛЗ-100.00.020-4 СБ установить прокладки сменные чертеж М 1698.03.100 СБ. На опорные поверхности с высотой приливов более 3 мм в буксовые проемы боковых рам установить прокладки сменные чертеж М 1698.03.100-01 СБ (с вариантами исполнения корпусов скоб по чертежам М 1698.03.101-01). Износ опорных поверхностей боковых рам в зоне буксовых проемов глубиной не более 2 мм относительно неизношенной части опорной поверхности устранять механической обработкой.
Проникновение инструмента в тело боковой рамы не допускается.
При установке боковой рамы на станок в качестве базовой поверхности принимается опорная поверхность в рессорном проеме.
Смешанная установка износостойких элементов по разным проектам запрещена.
9.10. При поступлении в ремонт боковых рам, на опорных поверхностях которых в буксовых проемах были установлены прокладки сменные или скобы, их снимают, боковые рамы дефектоскопируют.
При капитальном ремонте на опорные поверхности устанавливают новые сменные износостойкие прокладки.
При деповском ремонте допускается повторная установка прокладок сменных не имеющих:
трещин на корпусе прокладки или на износостойкой пластине;
отколов на износостойкой пластине;
трещин сварного шва между износостойкой пластиной и корпусом прокладки;
неравномерного износа опорной поверхности износостойкой пластины относительно неизношенной ее части поверхности более 2 мм.
При повторном использовании проверяется твердость изношенных поверхностей. Твердость измеряется твердомером типа ТЭМП-3, а также допускается производить измерения твердости по ГОСТ 9012 или ГОСТ 9013.
9.11. Фрикционные планки боковой рамы тележки толщиной 16 мм независимо от их технического состояния, заменяют на составные по проекту М1698.00.000, состоящие из планки неподвижной толщиной 10 мм М1698.02.001 и планки подвижной толщиной 6 мм М1698.02.004.
9.12. Фактически измеренные величины баз по каждой боковой раме тележки записываются в журнал тележечного отделения формы ВУ-32 "Журнал приемки отремонтированных тележек грузовых вагонов".
9.13. После ремонта проверяют размеры боковых рам тележек, показанные на рисунках 11 и 12.
10.1. Надрессорные балки перед ремонтом и дефектацией очищают от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия, обмывают в моечной машине, осматривают на возможность обнаружения трещин, отколов и износов. Опорную поверхность подпятника балки очищают до металла.
10.2. При осмотре и дефектации надрессорной балки определяют целостность верхних, нижних поясов, вертикальных стенок и колонки при ее наличии, опорной части подпятника, как указано в Приложении Г.
Трещины во внутренней колонке и ребрах усиления подпятника надрессорной балки независимо от их длины ремонту не подлежат. Внутреннюю поверхность балки осматривают с подсветкой через технологические окна верхнего и нижнего поясов.
10.3. При капитальном или деповском ремонтах под вагон подкатывают тележки с надрессорными балками, с установленными износостойкими элементами.
Оставшийся срок службы надрессорных балок должен быть не менее чем до следующего капитального или деповского ремонта вагона соответственно.
10.4. Ремонт подпятника надрессорной балки.
10.4.1. При поступлении надрессорной балки с установленными ранее в подпятнике износостойкими элементами (или накладкой чертеж 100.00.027-0, или прокладкой чертеж М1698.01.005, или чашей чертеж 578.00.012-1), накладку или прокладку, или чашу снять.
Подпятник и снятые износостойкие элементы осмотреть.
После определения объема ремонта все дефекты подпятника надрессорной балки должны быть отремонтированы.
10.4.2. При плановых видах ремонта разрешается заварка трещин в подпятнике надрессорной балки, согласно рисунку 15, в соответствии с требованиями "Инструкции по сварке и наплавке при ремонте грузовых вагонов".
Заварку трещин на опорной поверхности подпятникового места, не переходящих через наружный бурт и расположен от центра не ближе 80 мм, при условии, что суммарная длина не более 250 мм, как указано в приложении Г.
Подпятник с глубиной  , имеющий износы плоской опорной поверхности или износы на наружном и внутреннем буртах наплавить согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" с обеспечением твердости 240...300 HB с последующей механической обработкой и обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и до размеров, приведенных таблице 8.1 и установкой или износостойкой накладки, или прокладки, или чаши.
, имеющий износы плоской опорной поверхности или износы на наружном и внутреннем буртах наплавить согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" с обеспечением твердости 240...300 HB с последующей механической обработкой и обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и до размеров, приведенных таблице 8.1 и установкой или износостойкой накладки, или прокладки, или чаши.
Для установки чаши, подпятник надрессорной балки тележки модели 18-578, растачивается на глубину  с обеспечением конусности 1:12,5.
с обеспечением конусности 1:12,5.
с обеспечением конусности 1:12,5.Диаметр подпятника  , определять от верхней горизонтальной поверхности наружного бурта на глубине 10 мм с учетом конусности 1:12,5 ("И" рисунок 13).
, определять от верхней горизонтальной поверхности наружного бурта на глубине 10 мм с учетом конусности 1:12,5 ("И" рисунок 13).
Глубину подпятника  определять от верхней горизонтальной поверхности наружного бурта.
определять от верхней горизонтальной поверхности наружного бурта.
Контроль диаметра подпятника надрессорной балки производить в соответствии с "Методикой выполнения измерений деталей и узлов тележек моделей 18-578 и 18-9771 при проведении плановых видов ремонта" РД 32 ЦВ 081-2018.
10.4.3. Оставшаяся толщина опорной поверхности подпятника надрессорных балок тележек моделей 18-578 и 18-9771 до проведения наплавочных (ремонтных) работ должна быть не менее 30 мм.
10.4.4. При механической обработке подпятника в месте сопряжения наружного бурта с плоской опорной поверхностью подпятника должна быть обеспечена галтель радиусом 3 - 4 мм. Отсутствие радиуса галтели не допускается.
10.4.5. Разрешается производить ремонт отверстия "Л" показанного на рисунке 13 и таблицах 8.1 и 10.2 подпятника под шкворень с восстановлением внутреннего бурта "К" приведенного на рисунке 13 и таблицах 8.1 и 10.2 и постановкой втулки, изготовленной из стали марки Ст 3 ГОСТ 380, с приваркой ее по наружному диаметру сплошным швом. Внутренний бурт подпятника восстанавливается наплавкой с последующей механической обработкой до размеров, указанных в таблицах 8.1 и 10.2.
Верхняя кромка внутреннего бурта или втулки должна располагаться от плоской опорной поверхности на высоте 10 +/- 1 мм у подпятника, расточенного на глубину  .
.
.10.4.6. За базовую поверхность надрессорной балки при установке на станок принимать опорные поверхности, которыми надрессорная балка опирается на пружины рессорных комплектов.
10.4.7. Чашу чертеж 578.00.012-1, имеющую трещины или деформации, не позволяющие свободно устанавливать ее в восстановленный подпятник, а также имеющую сверхнормативные износы, при всех видах ремонта заменить на новую.
Чаши, имеющие механические повреждения, трещины, деформации, недопустимые износы ремонту и восстановлению не подлежат.
При капитальном ремонте чашу заменить на новую.
При деповском ремонте допускается постановка чаши с максимальным внутренним диаметром не более 304 мм определенным на глубине 10 мм с учетом конусности 1:12,5. При этом толщина стенок чаши в месте измерения диаметра должна быть не менее 3,5 мм.
Установка чаши в подпятниковое место надрессорной балки производится с наплавкой ограничителей.
10.5. Ремонт наклонных плоскостей надрессорной балки.
10.5.1. При плановых видах ремонта удалить ранее приваренные планки на наклонных плоскостях.
Изношенные наклонные плоскости восстановить износостойкой наплавкой с обеспечением твердости 240 - 300 HB, согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" с последующей механической обработкой до размеров, указанных в таблице 8.1.
10.5.2. Оставшаяся толщина изношенных наклонных поверхностей надрессорной балки, в том числе после удаления планок, должна быть не менее 7 мм.
10.5.3. При капитальном ремонте изношенные наклонные плоскости восстановить износостойкой наплавкой с обеспечением твердости 240...300 HB согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" с последующей механической обработкой до размеров, указанных в таблице 8.1.
При выпуске из деповского ремонта допускается не восстанавливать наклонные плоскости, если они имеют размер нижней опорной поверхности "З" (рисунок 13, таблица 10.2) надрессорной балки не менее 166 мм и угол 45° причем величина суммарного просвета между поверхностью надрессорной балки и нижней кромки шаблоном должна быть не более 6 мм. Просвет сверху не допускается.
10.5.4. При всех видах ремонта дефектацию надрессорной балки провести в соответствии с требованиями приложения Г.
10.5.5. При деповском ремонте расстояние между ограничительными буртами для фрикционного клина "е" согласно рисунку 15 и таблицы 10.2 при размере более 140 мм восстанавливают наплавкой, согласно "Инструкции по сварке и наплавке при ремонте грузовых вагонов" с последующей механической обработкой до размеров, указанных в таблице 8.1.
При капитальном ремонте расстояние между ограничительными буртами "е" (рисунок 15 и таблица 8.1) восстанавливаются до размеров, указанных в таблице 8.1.
10.5.6. При комплектовании тележек новыми или отремонтированными надрессорными балками на них устанавливаются износостойкие элементы завода-изготовителя или по проекту М1698.00.000.
10.6. Ремонт скользунов надрессорной балки.
10.6.1. Технические требования к скользунам, показанным на рисунке 4, приведены в таблице 10.1.
10.6.2. При плановых видах ремонта восстановление или ремонт деталей скользуна сваркой и наплавкой не допускается. Ремонт производить только заменой негодных деталей скользуна на новые.
10.6.3. При деповском ремонте разрешается установка деталей скользуна с износами, указанными в таблице 10.1 и соответствующие требованиям, определяющим предельное состояние.
При капитальном ремонте детали скользуна с износами или повреждениями заменяются новыми, соответствующими требованиям, указанным в таблице 10.1.
Упругий элемент скользуна осмотреть, при наличии трещин, разрывов и других механических повреждений, заменить новым.
Перед установкой упругого элемента в корпус скользуна ВМ 003.000 упругий элемент необходимо выдержать не менее 12 часов при температуре не ниже +5° C.
Демпфер скользуна 578.00.020-0 до регулировки скользунов должен быть выдержан в течение не менее 8 часов при температуре не менее 18° C.
Наименование параметра | Технические требования или размеры, мм | Указания по использованию | |
при КР | при ДР | ||
1 | 2 | 3 | 4 |
Скользун ВМ 003.000 | |||
Установочная высота скользуна (расстояние между опорной пластиной скользуна на кузове вагона и надрессорной балкой в месте установки скользуна), мм | Не менее 127 | отрегулировать пластинами на опоре кузова вагона | |
Трещины и изломы элемента упругого | не допускается | не допускается | бракуется, ремонту не подлежит |
Износ опорной поверхности колпака скользуна упорного, мм | не допускается | не более 2 | бракуется, ремонту не подлежит |
Толщина опорной поверхности колпака скользуна упорного, мм | не менее 17 | не менее 15 | бракуется, ремонту не подлежит |
Упруго-катковый скользун 578.00.020-0 СБ | |||
Размер "А" от ролика до опорной поверхности колпака, мм: | |||
в свободном состоянии; | не менее 28 | отрегулировать прокладками | |
под тарой (брутто) | 8 +/- 2 | не менее 6 | |
Высота демпфера, мм | 116 +/- 1 | не менее 114 | бракуется, ремонту не подлежит |
Трещины и изломы демпфера | не допускается | дефект, нарушающий целостность | бракуется, ремонту не подлежит |
Диаметр ролика, мм | 65-0,74 | не менее 62 | бракуется, ремонту не подлежит |
Износ опорной поверхности колпака скользуна, мм | не допускается | не более 2 | деталь из ВЧ бракуется, ремонту не подлежит |
Толщина опорной поверхности колпака скользуна, мм | 12 +/- 1 | не менее 10 | бракуется, ремонту не подлежит |
10.6.4. При деповском ремонте контактную пластину скользуна на кузове вагона, приведенной на рисунке 16, при максимальном износе 1 мм заменить на новую.
10.7. При деповском ремонте шкворни, имеющие износы по диаметру более 3 мм, восстановить наплавкой в соответствии "Инструкцией по сварке и наплавке при ремонте грузовых вагонов" с последующей механической обработкой. Верхнюю часть шкворня обрабатывают согласно рисунку 14.
Тележки должны иметь шкворни длиной 440 +/- 3 мм.
Отверстия подпятника надрессорной балки под шкворень должны соответствовать размерам, приведенным в таблицах 8.1. и 10.2.
10.8. При капитальном ремонте шкворни, имеющие механические повреждения, изгибы или износы, заменить на новые.
При деповском ремонте шкворни, имеющие изгибы не более 5 мм разрешается править в нагретом состоянии до размеров, приведенных на рисунке 14.
10.9. Разрешается наплавлять разработанные отверстия в кронштейне державки "мертвой точки".
10.10. При сборке тележки проверить размеры надрессорной балки, показанные на рисунке 13, которые должны соответствовать размерам, указанным в таблице 10.2.
Обозначение размера | Размеры надрессорной балки по рабочим чертежам, мм | Размеры надрессорной балки, мм | ||||
при ДР (без восстановления) | при КР | |||||
тележка модели 18-578 | тележка модели 18-9771 | тележка модели 18-578 | тележка модели 18-9771 | |||
тележка модели 18-578 | тележка модели 18-9771 | |||||
е | 134+4 | не более 140,0 | 134+4 | |||
З | 175 +/- 1 | не менее 166,0 | 175 +/- 1 | |||
Л | 54+2-1 | 54 +/- 2 | не более 60,0 | 54+2-1 | 54 +/- 2 | |
К | 77-0,74 | 77-3 | не менее 72,0 | 77-0,74 | 77-3 | |
И (с прокладкой) | 300+1,8+0,5 | не более 306 | 300+1,8+0,5 | |||
И (с чашей) | 315+1,0+0,2 | - | 315+0,2 | - | 315+1,0+0,2 | - |
Разность размеров A1 и A2 должна быть не более 5 мм | ||||||
моделей 18-578 и 18-9771
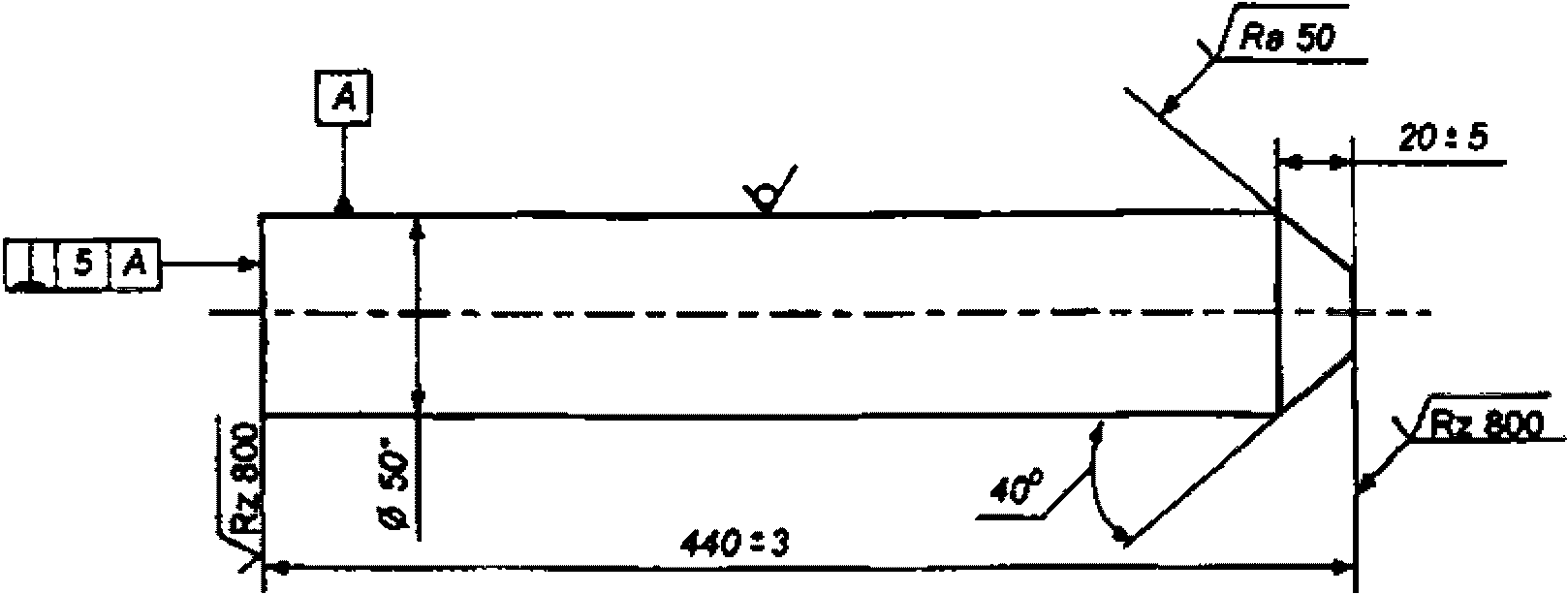
--------------------------------
<*> Размер для справок;
Допускается смятие концов не более 9° на длине 50 мм;

Примечание: трещины, расположенные к продольной оси балки под углом более 30° относятся к поперечным, под углом менее 30° - к продольным.
разрешен сваркой и наплавкой
1 - скользун, 2 - опорная пластина, 3 - винт, 4 - шайба стопорная,
5 - гайка, 6 - проволока, 7 - прокладка регулировочная, 8 - контргайка, 9 - ролик, 10 - демпфер скользуна тележки
и ответной части на шкворневой балке вагона
11.1. Узел гасителя колебаний тележек моделей 18-9771 и 18-578 состоит из составной фрикционной планки чертеж 100.00.008-2, фрикционного клина чертеж 578.30.002-1 с полиуретановой накладкой марки АПИ-4 ТУ 2252-008-00203476 чертеж 578.30.003-1, показанного на рисунке 17 и наклонной поверхности надрессорной балки.
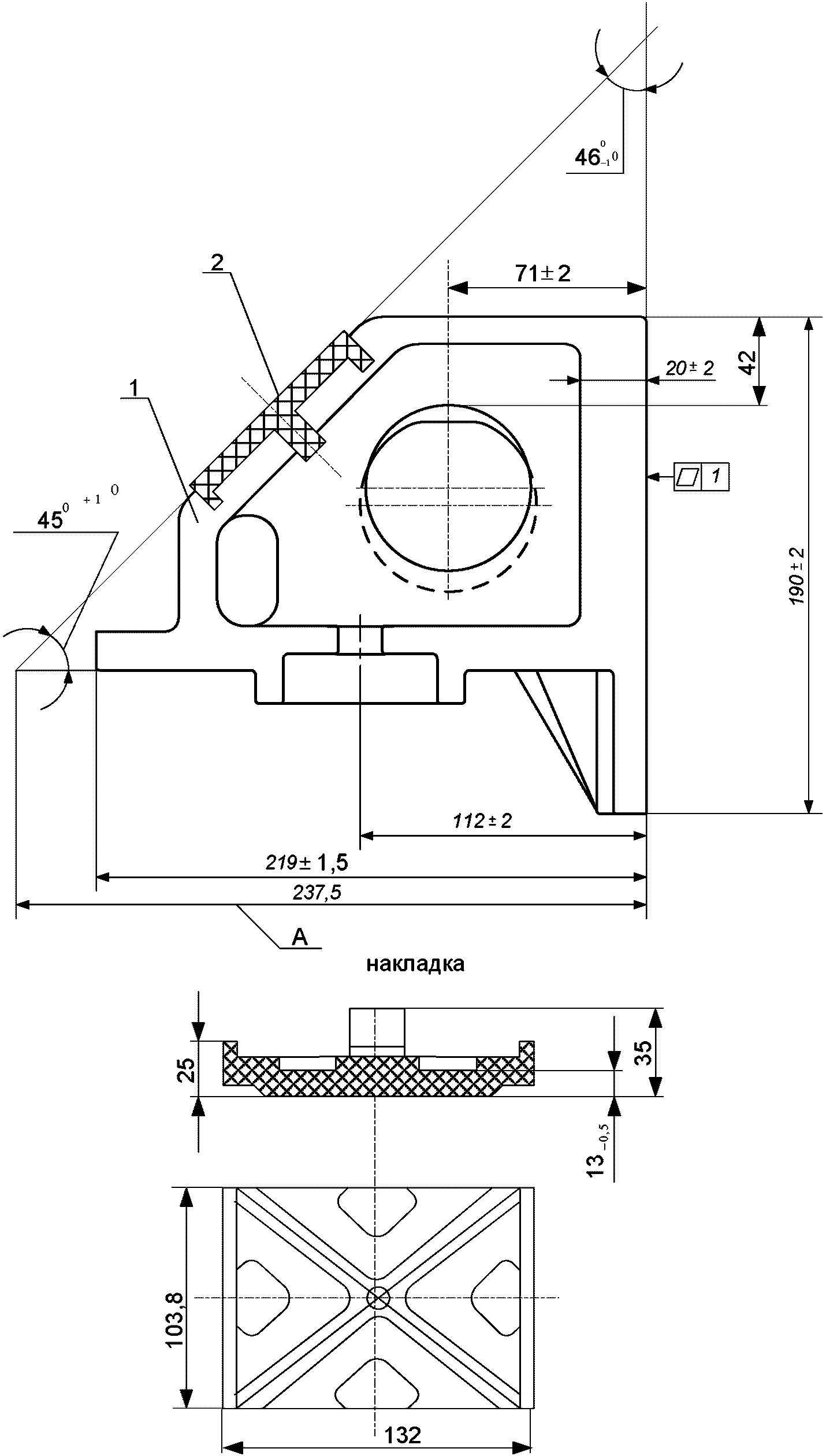
1 - клин
2 - накладка
с полиуретановой накладкой чертеж 578.30.003-1
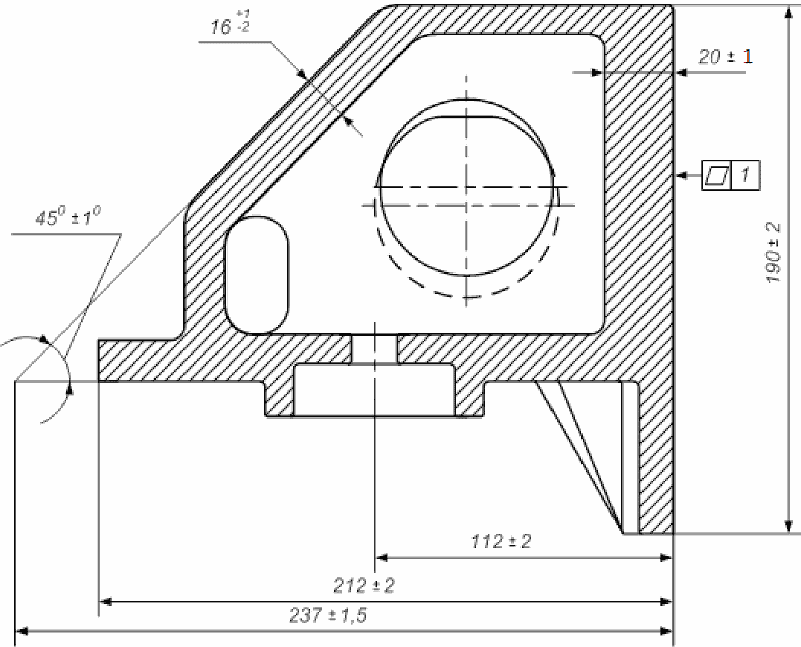
11.2. При плановых видах ремонта во фрикционный узел тележки модели 18-578, при переоборудовании по проекту М1826.00.000, устанавливается клин фрикционный по чертежу М1698.00.003 из чугуна СЧ35 ГОСТ 1412, показанного на рисунке 18.
11.2.1. При деповском ремонте на все типы грузовых вагонов, кроме цистерн, разрешается устанавливать чугунные клинья СЧ35 с суммарным износом наклонной и вертикальной плоскостей клина до 3 мм, но не более 2 мм одной из сторон и не имеющих других дефектов (трещин, отколов), а фрикционные клинья чертеж 578.30.002-1 с полиуретановой накладкой чертеж 578.30.003-1 (если тележку не переоборудовали по проекту М1826.00.000) с износом вертикальной плоскости до 2 мм и не имеющих других дефектов (трещин, отколов).
Полнота клина с полимерной накладкой (размер "А", показанный на рисунке 17) при деповском ремонте должна составлять не менее 232 мм, а при капитальном ремонте не менее 237,5 мм.
Не допускается постановка износостойкой полиуретановой накладки, имеющей трещины, отколы, расслоения, прижоги и другие повреждения.
11.3. При капитальном ремонте в тележки устанавливаются новые фрикционные клинья.
Трещины в ребрах жесткости клина при всех видах ремонта не допускаются.
11.4. При капитальном ремонте составные фрикционные планки заменить новыми по чертежам М1698.02.001 и М1698.02.004, показанными на рисунке 19.
а) планка подвижная толщиной 6 мм
б) планка неподвижная толщиной 10 мм
11.5. При деповском ремонте фрикционные планки с трещинами, отколами и износами, превышающими нормативные значения, заменяются новыми.
Допускается на все типы грузовых вагонов, кроме цистерн, устанавливать неподвижные фрикционные планки по проекту М1698.00.000 толщиной 10 мм с износом 1,5 мм поверхности, взаимодействующей с подвижной планкой толщиной 6 мм и подвижные фрикционные планки с суммарным износом по толщине до 2 мм, но не более 1,5 мм с одной стороны.
Измерение производятся от неизношенной поверхности фрикционной планки в соответствии с требованиями, изложенными в "Методике выполнения измерений деталей и узлов тележек моделей 18-578 и 18-9771 при проведении плановых видов ремонта" РД 32 ЦВ 081-2018.
11.6. Неподвижные фрикционные планки в вертикальной плоскости должны быть непараллельны, расстояние между планками к низу должно увеличиваться на 4 - 10 мм.
Фрикционные планки, приклепанные к площадкам, должны плотно прилегать к ним, при этом допускается:
между сопрягаемыми поверхностями (в промежутках между заклепками и планки) местные не плотности не более 1 мм;
в зоне головок заклепок местный зазор на 1/3 окружности головки заклепки, при проверке которого щуп 1 мм не должен доходить до стержня заклепки;
западание головки заклепки относительно плоскости планки не более 2 мм.
Заклепки не должны выступать за рабочую поверхность планки. При наличии выступа его следует зачистить заподлицо с поверхностью планки.
Непараллельность фрикционных планок в горизонтальной плоскости не более 3 мм.
11.7. Перед началом клепальных работ поверхность боковой рамы, прилегающая к поверхности фрикционной планки, допускается зачистить шлифовальной машинкой, для обеспечения плотного прилегания фрикционной планки к привалочной поверхности.
11.8. При установке и креплении неподвижной планки чертеж 100.00.008-2, отверстия в боковой раме под заклепки должны быть диаметром 21+0,84 мм. Планки крепятся заклепками диаметром 20 мм по ГОСТ 10299. Усилие горячей клепки должно быть не менее 245 (25) кН (тс). Температура нагрева заклепки должна быть в пределах 1050 - 1100 °C. Нагрев рекомендуется производить в угольных, газовых или электрических печах.
11.9. Неподвижные фрикционные планки толщиной 10 мм с одной и более ослабленными заклепками переклепываются путем замены ослабших заклепок.
Запрещается ослабшие заклепки фрикционных планок заваривать, подтягивать и подчеканивать, они должны быть заменены новыми.
Запрещается выпускать из ремонта боковые рамы с приваренными электросваркой фрикционными планками.
12.1. При ремонте тележек моделей 18-578 и 18-9771, все пружины рессорного комплекта тележки проходят осмотр и измерения с целью выявления дефектов и подбора комплектов пружин.
Пружины снимают с тележки независимо от технического состояния, очищают и осматривают.
Пружины, имеющие дефекты:
изломы, отколы, трещины витков;
протертости, коррозированные повреждения более 10% площади сечения витков;
смещение опорных витков;
высоту, меньше указанной на рисунке 20, к установке в рессорный комплект при всех видах ремонта - не допускаются.
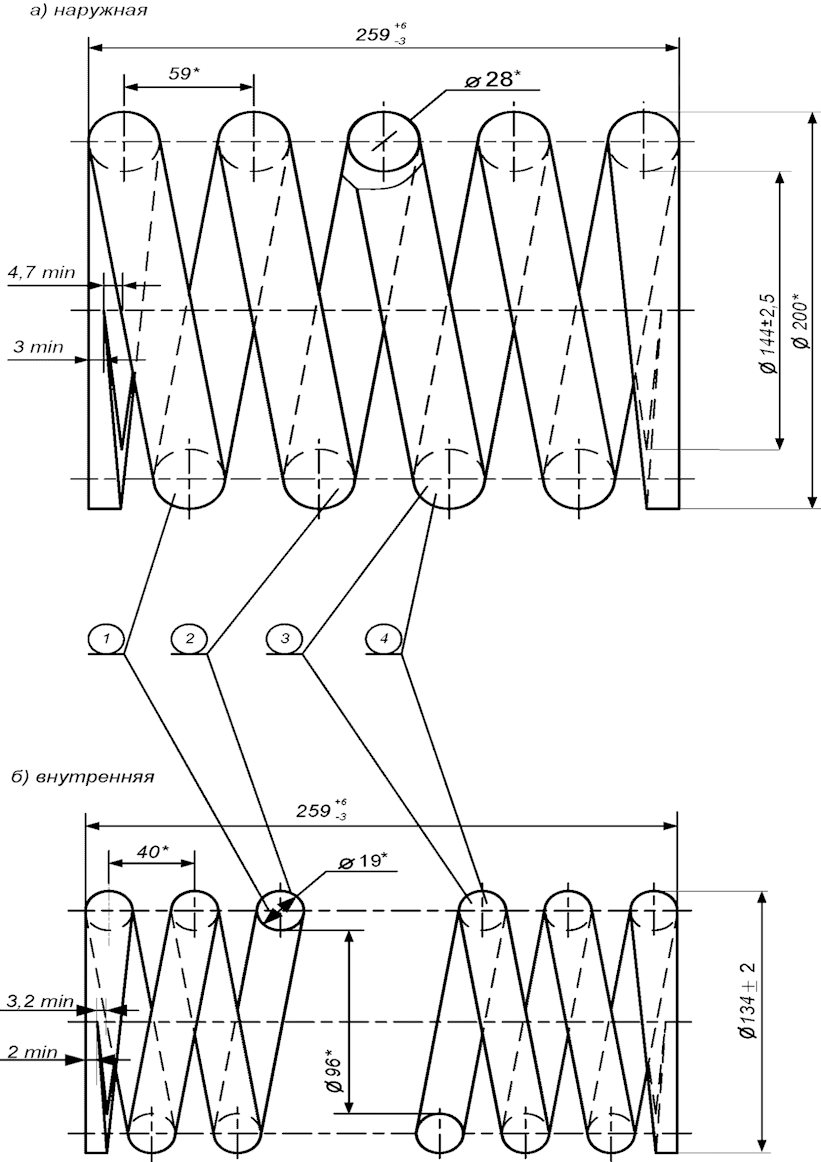
браковке
Каждая пружина рессорного комплекта тележки должна иметь клеймо завода-изготовителя или бирку завода-изготовителя с полной маркировкой пружины. Применение пружин, не имеющих маркировки завода-изготовителя не допускается.
В тележку модели 18-578 устанавливаются пружины по чертежам 578.30.006-1 и 578.30.007-1 или 555.30.001-0 и 555.30.002-0, а в тележку модели 18-9771 - по чертежам 9771-06.06.00.001 и 9771-06.06.00.002. Устанавливаемые в тележку пружины должны соответствовать ГОСТ 1452.
(в ред. Распоряжения ОАО "РЖД" от 18.06.2020 N 1294/р)
Характеристики пружин рессорного подвешивания приведены в таблице 12.1.
Пружина | Диаметр прутка, мм | Наружный диаметр витка, мм | Внутренний диаметр витка, мм | Число витков | Высота пружины в свободном состоянии, мм | Масса, кг | |
полное | рабочее | ||||||
Наружная | 28 | 200 | 144 +/- 2,5 | 5,4 | 3,9 | 259+6-3 | 12,8 |
Внутренняя | 19 | 134 +/- 2 | 96 | 7,5 | 6 | 259+6-3 | 6,8 |
12.2. Разница высот наружной и внутренней пружин (пружина в сборе) в свободном состоянии не должна превышать 2 мм.
Запрещается постановка пружин в одном рессорном комплекте (на одной боковой раме) с разницей по высоте более 4 мм.
12.3. Под фрикционные клинья устанавливаются пружины из рессорного комплекта наибольшей высоты.
12.4. На боковой поверхности опорного витка пружин должна быть нанесена следующая маркировка:
условный номер предприятия-изготовителя;
год и месяц изготовления (приемки);
марка стали.
Заводом-изготовителем в случае нечеткой маркировки пружины, в соответствии с п. 4.18.2 ГОСТ 1452, маркировка наносится на бирку формы установленной указанным ГОСТ.
Маркировка и бирка должны сохраняться в течение всего срока службы пружины.
12.5. Знаки маркировки наносятся при изготовлении пружин глубиной не более 2 мм штамповкой или другим способом с учетом сохранности знаков в течение всего срока службы пружины.
Не допускается применение пружин, не имеющих маркировки.
13.1. На участке ремонта тележек произвести следующие работы:
снять с тележки детали и узлы тормозного оборудования;
определить объем ремонта деталей и узлов тормозного оборудования;
передать тормозные узлы и детали тележки для ремонта на соответствующие позиции;
собрать исправные детали и узлы тормоза на отремонтированной раме тележки.
13.2. Ремонт деталей тормозного оборудования тележки производить в соответствии с "Общим руководством по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
14.1. Сварочные и наплавочные работы на надрессорных балках, боковых рамах и других деталях тележек производят в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов" на специальных сварочных позициях, оборудованных кантователями, электросварочным и газосварочным оборудованием и другими приспособлениями.
14.2. Наплавке подвергаются поверхности деталей с последующей механической обработки до размеров, указанных в таблице 8.1.
15.1. На сборку поступают отремонтированные и скомплектованные узлы и детали тележек, проверенные и принятые в соответствии с национальным законодательством железнодорожных администраций государств-участников Содружества по железнодорожному транспорту.
15.2. Сборка двухосной тележек моделей 18-578 и 18-9771 производится в обратной последовательности разборки тележек.
Разность баз боковых рам в одной тележки допускается не более 2 мм.
15.3. Балка опорная авторежима после установки на тележку должна свободно перемещаться в пазах боковых рам. Допускается постановка планок регулировочных для регулировки зазора между контактной планкой и упором авторежима при подкатке тележки под вагон. Постановку шплинтов производить после сдачи автоматического тормоза.
15.4. При сборке тележки все шарнирные соединения и узлы трения тормозной рычажной передачи должны быть смазаны согласно "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
Опорные поверхности колпаков скользунов надрессорной балки смазываются солидолом по ГОСТ 1033.
При подкатке тележки под вагон вся опорная поверхность подпятника должна быть покрыта равномерным слоем одной из смазок: графитовая ГОСТ 3333, солидол ГОСТ 1033 с добавкой графита смазочного ГОСТ 8295-73 (количество смазки от 80 до 100 грамм) или другой смазкой с аналогичными свойствами.
После установки чаши в подпятник применяется твердый смазочный материал КТСМ по ТУ 0254-110-01124328. Смазка КТСМ закладывается в виде "таблеток" диаметром 90 мм в количестве пяти штук или по одному диску в подпятник.
Для нанесения смазки на поверхности тележки необходимо применять деревянные лопаточки, кисти или ветошь. Смазка должна наноситься равномерным слоем.
В смазке не допускается наличие механических включений (стружки, крупинок пыли и т.д.).
15.5. Подкатываемые под раму тележки колесные пары с буксами должны соответствовать требованиям "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
15.6. Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть:
при деповском ремонте - вдоль тележки от 5 до 14 мм, а поперек от 5 до 13 мм;
при капитальном ремонте - вдоль тележки от 5 до 12 мм, а поперек от 5 до 11 мм.
15.7. При выпуске вагонов из ремонта на тележки устанавливаются износостойкие элементы завода-изготовителя, допускается устанавливать на тележки износостойкие элементы по проекту М1698.00.000.
Смешанная установка фрикционных клиньев и прокладок сменных по разным чертежам не допускается.
16.1. Промежуточной проверке качества ремонта тележек должны быть подвергнуты:
надрессорные балки;
боковые рамы тележек с фрикционными планками;
фрикционные клинья;
пружины и их комплектование;
детали тормозной рычажной передачи.
16.2. Проверка качества ремонта тележек, их узлов и деталей, должна проводиться работниками вагоноремонтных предприятий в соответствии с п. 4.2 настоящего Руководящего документа.
16.3. Качество ремонта тележек определяется визуально и с применением соответствующих средств измерений согласно "Методике выполнения измерений деталей и узлов тележек моделей 18-578 и 18-9771 при проведении плановых видов ремонта" РД 32 ЦВ 081-2018.
после ремонта
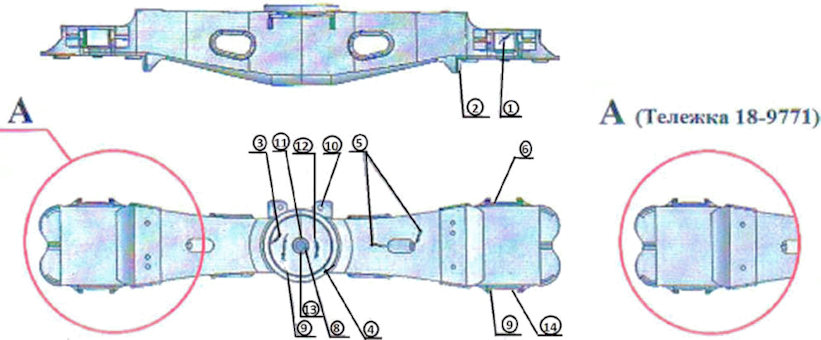
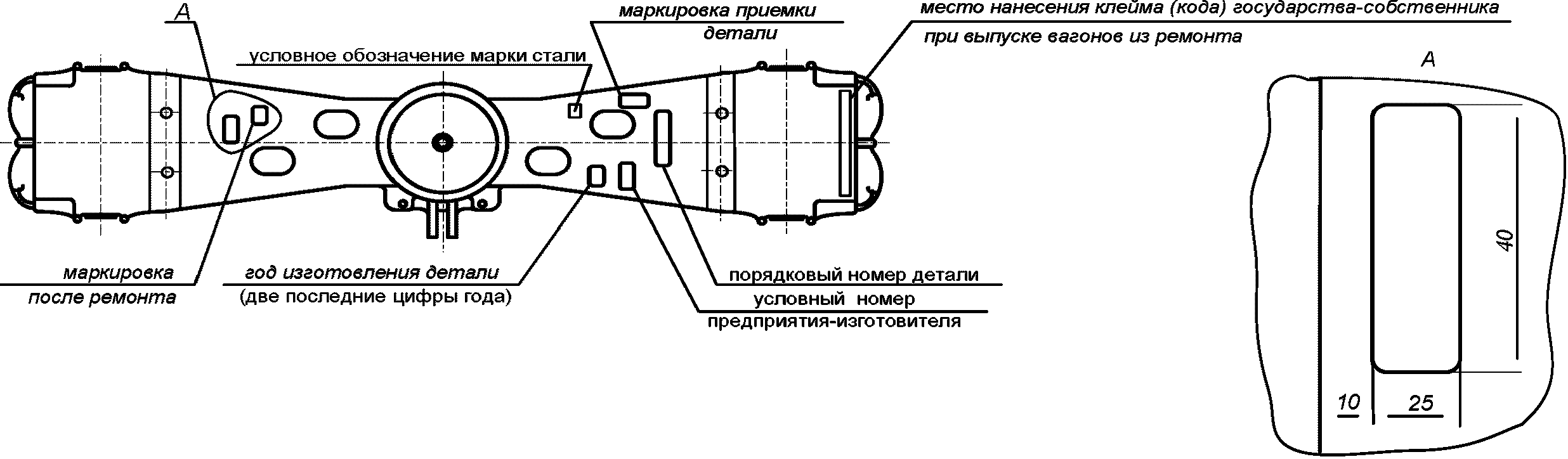
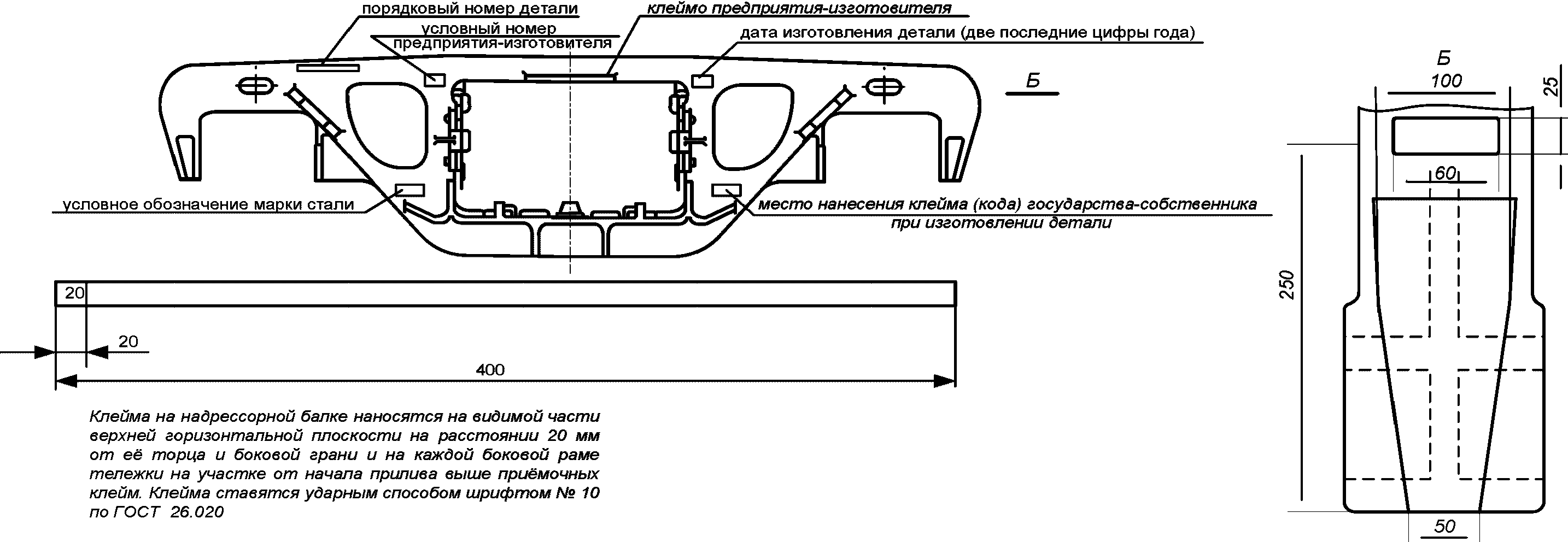
17.1. Клейма и знаки маркировки должны быть установлены на детали тележки после завершения ремонтных работ, приемки их руководителями участков и приемщиком вагонов в депо, работниками ОТК и инспектором-приемщиком на заводе, как показано на рисунке 21.
17.2. Клейма (коды) государства-собственника при выпуске из ремонта наносится механическим способом (вид А) в соответствии с Рисунком 21, при этом на боковой раме - на участке от начала прилива выше приемочных клейм.
17.3. Места постановки клейм предприятия, производившего ремонт, приведены на рисунке 18.
В случае выполнения ремонта сваркой или наплавкой надрессорных балок и боковых рам клеймить детали личным клеймом сварщика в соответствии с "Инструкцией по сварке и наплавке при ремонте грузовых вагонов".
17.4. Цифры, обозначающие условный номер ремонтного предприятия и предприятия-изготовителя должны быть в рамке.
Клейма должны быть ясными и четкими, высота цифр и букв клейма от 6 до 10 мм, глубина не менее 0,25 мм.
При постановке нового клейма ранее поставленное клеймо, кроме клейм предприятия-изготовителя, необходимо зачеканить или зачистить шлифовальным инструментом.
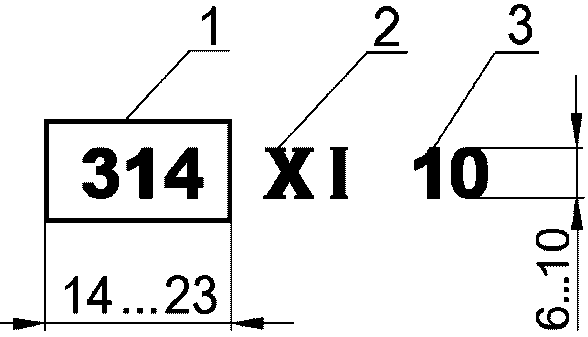
1 - условный номер предприятия проводившего ремонт
2 - месяц ремонта (римские цифры)
3 - две последние цифры года ремонта
Место маркировки надрессорной балки тележки после ремонта
Место маркировки боковой рамы тележки после ремонта
производившего ремонт
18.1. Окрашивание тележек производить по поверхностям, очищенным от отслоившейся ржавчины, разрушившейся старой краски, шлаков, окалины, жировых и других видов загрязнения.
18.2. Лакокрасочные материалы, применяемые для окраски тележек (эмали, краски) должны соответствовать стандартам и техническим условиям.
18.3. Поверхности деталей тележки, подготавливаемые к окраске должны быть сухими.
18.4. При капитальном ремонте тележки окрашиваются полностью, а при деповском - только в местах с поврежденной окраской.
18.5. Грунтовками для тележек могут быть:
эмали ПФ-115, ПФ-133;
масляные краски ГС-1, ГС-2 ГОСТ 6586.
Эти же материалы и их заменители применимы и для окраски тележек.
18.6. Колесные пары и корпуса букс окрашивать в соответствии с требованиями "Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" РД ВНИИЖТ 27.05.01-2017.
На ободах колес колесных пар наличие краски не допускается.
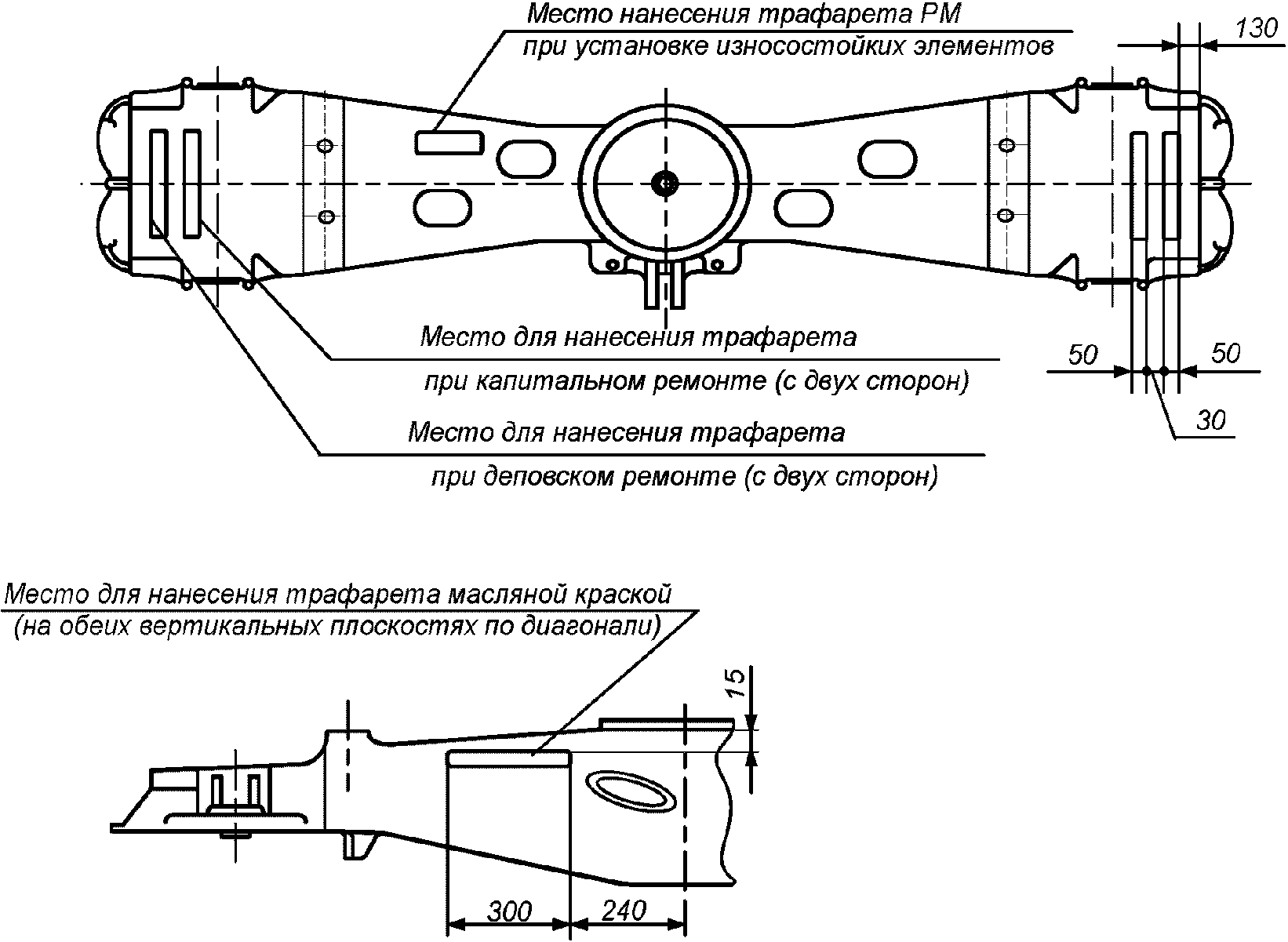
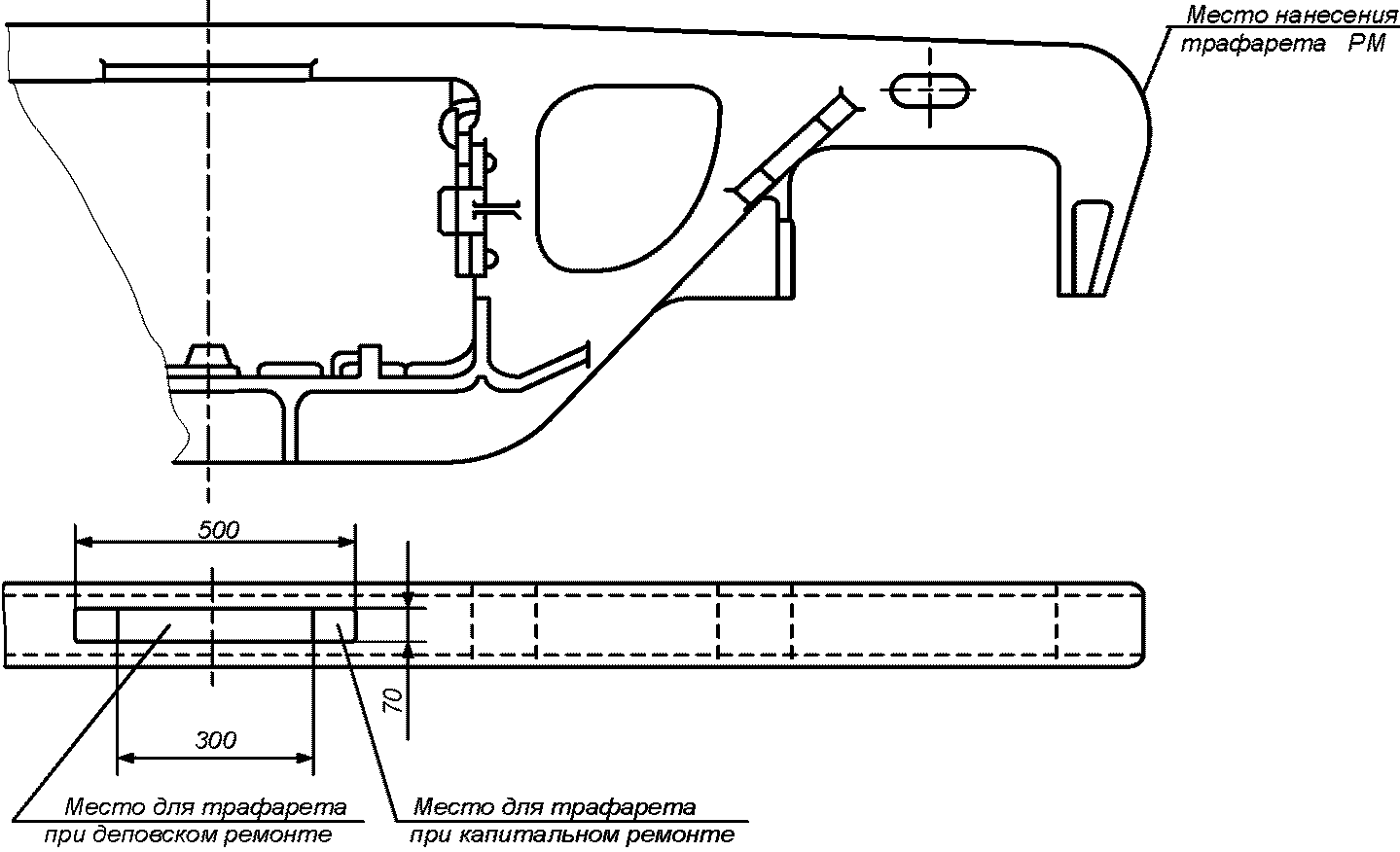
18.7. Надписи на деталях тележки наносить масляными красками только при помощи трафаретов с закраской мест разрыва букв и цифр. Все надписи на тележках наносятся краской белого цвета - на верхних поверхностях боковых рам по центру и на верхней поверхности с обоих концов надрессорной балки после деповского ремонта первая и три последних цифры номера вагона, а после капитального ремонта и строительства - год проведения капитального ремонта и строительства, номер вагоноремонтного предприятия или завода-изготовителя, первая и три последних цифры номера вагона, как показано на рисунках 22, 23, 24 и 25.
18.8. На тележках, признанных годными после ремонта с установкой износостойких элементов ставятся буквы "РМ", высотой 70 мм, которые наносятся белой краской в прямоугольник (100 x 100 мм) на верхнем поясе консольной части надрессорной балки и боковых рам тележки рядом с клеймами о производстве плановых видов ремонта, как показано на рисунках 24 и 25.
93-12-6-546 |
93 - год проведения капитального ремонта или год постройки вагона;
12 - номер вагоноремонтного предприятия или завода-изготовителя вагона;
6 - первая цифра номера вагона;
546 - три последние цифры номера вагона.
вагона
4-563 |
4 - первая цифра номера вагона;
563 - три последние цифры номера вагона.
вагона
на надрессорной балке тележки при плановых видах ремонта
на боковой раме тележки при плановых видах ремонта
19.1. Контроль отремонтированных тележек модели 18-578 и 18-9771 надо производить по окончании планового вида ремонта и после подкатки под вагон с обязательной записью в "Журнале приемки отремонтированных тележек грузовых вагонов формы ВУ-32"
19.2. При выпуске всех грузовых вагонов из плановых видов ремонта отремонтированные тележки должны быть укомплектованы надрессорными балками и боковыми рамами, обеспечивающими эксплуатацию вагона до следующего планового ремонта или его исключения из инвентаря по сроку службы.
19.3. После сборки и подкатки под вагон тележки модели 18-578 и 18-9771 завышение хотя бы одного фрикционного клина относительно нижней опорной поверхности надрессорной балки не допускается, а занижение не более 12 мм при деповском ремонте. При капитальном ремонте фрикционные клинья одного рессорного подвешивания должны быть занижены относительно нижней опорной поверхности надрессорной балки на 4 - 12 мм. Размер определяется как средняя величина измерений уровней правого и левого клиньев рессорного комплекта относительно опорной плоскости надрессорной балки.
Полное прилегание краев ребер карманов надрессорной балки к упорным поверхностям клиньев допускается только к одному из двух смежных клиньев с каждой стороны тележки.
19.4. Тележка должна быть укомплектована боковыми рамами, с разницей баз не более 2 мм, которая определяется инструментально при сборке и фиксируется в журнале лицами, проводившими сборку.
19.5. Выходному контролю подвергаются все тележки.
19.5.1. При этом проверяют:
прилегание неподвижной фрикционной планки к привалочной поверхности боковой рамы. Местные зазоры допускаются не более 1 мм;
прилегание планки подвижной к неподвижной. Местные зазоры допускаются не более 1 мм;
прилегание скобы сменной на опорную поверхность буксы. Местные зазоры допускаются не более 1 мм;
суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы:
при деповском ремонте - вдоль тележки от 5 до 14 мм, а поперек от 5 до 13 мм;
при капитальном ремонте - вдоль тележки от 5 до 12 мм, а поперек от 5 до 11 мм.
19.6. При капитальном ремонте на тележки (в соответствии с моделью тележки) устанавливаются новые:
составные фрикционные планки (подвижные и неподвижные);
фрикционные клинья;
износостойкие скобы;
чаши или прокладки.
19.7. При деповском ремонте тележек допускается (кроме тележек, подкатываемых под цистерны):
установка неподвижной фрикционной планки с максимальным износом 1,5 мм поверхности, взаимодействующей с подвижной планкой;
установка подвижной фрикционной планки с максимальным суммарным износом по толщине (с двух сторон) до 2 мм, но не более 1,5 мм с одной стороны;
установка чугунного клина с суммарным износом (наклонная и вертикальная плоскости) до 3 мм, но не более 2 мм одной из сторон;
установка износостойкой скобы на опорную поверхность буксового проема боковой рамы с максимальным неравномерным износом относительно неизношенной ее части до 1,5 мм;
установка колпака скользуна упорного ВМ 003.000 с износом опорной поверхности не более 2 мм.
19.8. Перед подкаткой тележек под вагон производится обязательная регулировка скользунов тележки в свободном состоянии.
Измерение высот между опорной пластиной на кузове и монтажной площадкой корпуса скользуна на надрессорной балки тележки проводить при порожнем кузове вагона с демонтированными крышками скользунов и упругими элементами.
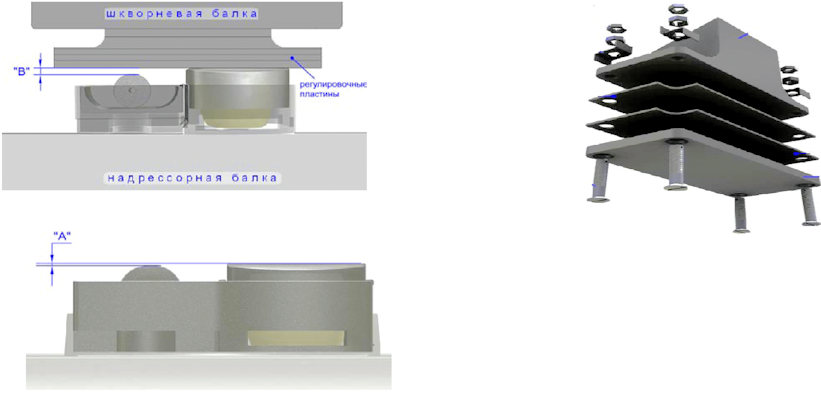
После подкатки тележек под вагон установочную высоту, указанную в таблице 10.1, регулировать методом подбора толщины регулировочной пластины и установки ее между опорой кузова вагона и опорной пластиной, как показано на рисунке 16. По завершению подбора пластин:
поднять домкратами кузов вагона и установить в корпуса скользунов тележки упругие элементы и колпаки;
опустить кузов вагона на укомплектованные скользунами тележки.
После того, как кузов будет опущен, упругому элементу потребуется некоторое время, чтобы сжаться и дать установочной высоте стабилизироваться.
Регулировка производится на прямом участке пути (превышение одного рельса над другим не более 2 мм, отклонение любого рельса от прямолинейности не более 4 мм, ширина колеи 1520 +/- 2 мм).
После регулировки скользунов фиксируется установочная высота скользунов, эта информация заносится в журнал ВУ-32 в графу "зазоры скользунов".
19.9. Детали тормозной рычажной передачи тележки должны соответствовать требованиям "Общего руководства по ремонту тормозного оборудования вагонов" 732-ЦВ-ЦЛ.
19.10. При оснащении вагоноремонтных предприятий автоматизированными стендами приемка тележек грузовых вагонов при плановых видах ремонта производится исходя из технических возможностей стендов с обязательной регистрацией параметров (размеров) в специальных журналах.
20.1. Литые детали тележки, забракованные при проведении плановых видов ремонта или при входном контроле поставляемых деталей, направляются в изолятор брака. Изъятие деталей из изолятора брака и их утилизация производятся на основании договоров с собственниками вагонов или с поставщиками литых деталей.
При входном контроле новых литых деталей тележки и ведении рекламационно-претензионной работы руководствоваться "Тележки двухосные грузовых вагонов колеи 1520 мм. Детали литые. Рама боковая и балка надрессорная" ОСТ 32.183-2001 и разработанными к нему "Детали литые из низколегированной стали для вагонов железных дорог колеи 1520 мм. Рама боковая и балка надрессорная. Технические требования" ТТ ЦВ 32-695-2006, а также "Рама боковая и балка надрессорная литые тележек железнодорожных грузовых вагонов. Технические условия" ГОСТ 32400.
20.2. Литые детали бракуют в следующих случаях:
при наличии дефектов, не подлежащих ремонту, в соответствии с приложением Г;
при сроке эксплуатации более установленного ОСТ 32.183-2001 или ГОСТ 32400;
после схода подвижного состава;
отсутствие знаков маркировки (год изготовления, завод-изготовитель, номер детали) на боковой раме и надрессорной балке;
исправление знаков маркировки на боковой раме и надрессорной балке,
при отсутствии дублирующего номера или исправлении идентичных знаков в дублирующем номере;
наличие деталей с продленным сроком службы;
следы схода, изгиба деталей (пропеллерность), повреждения (заваренных и не заваренных ранее нанесенных неустранимых дефектов) литых деталей;
наличия приваренных усиливающих пластин в углах буксового проема.
20.3. На забракованные литые детали тележек составляется Акт выбраковки в соответствии с договорами между вагоноремонтными предприятиями и собственниками подвижного состава или Акт по форме указанной в приложении А.
На забракованные детали наносятся неустранимые дефекты по согласованию с собственником подвижного состава.
20.4. Алгоритм контроля литых деталей тележек грузовых вагонов на допустимый срок службы.
20.4.1. Контролю подлежит информация о литых деталях:
надрессорная балка (код детали 6),
боковая рама (код детали 7),
передаваемая в составе сообщения 4634 о комплектации грузовых вагонов.
20.4.2. Для проведения контроля используются следующие поля информационной фразы сообщения 4634:
поле 4 "Код предприятия-изготовителя детали"
поле 6 "Год изготовления детали".
поле 8 "Дата работ по детали".
поле 9 "Код вида работ по детали"
Значение, указанное в поле 6 не должно быть больше текущего года или меньше 1975 г. При кодах предприятия-изготовителя детали 6711, 6730, 6714, 6712 год изготовления не должен превышать 1992 год. При несоответствии, сообщение 4634 не принимается, отправителю выдается ошибка:
Код ошибки | Наименование |
247 | Год изготовления детали не может быть больше текущего |
248 | Год изготовления детали меньше 1975 |
251 | Год изготовления детали предприятиями 6711, 6712, 6714, 6730 не может быть больше 1992. |
20.4.3. Назначенный срок службы для деталей с кодами 6 и 7 в зависимости от года постройки и предприятия-изготовителя составляет:
до 1975 года - 30 лет;
с 1975 по 1983 год - 40 лет;
с 1984 по 2002 год - 30 лет;
с 2003 года - 32 года из сталей марок 20ГЛ, 20ГФЛ, 20ГТЛ,
35 лет - из стали марки 20 ХГНФТЛ по ОСТ 32.183-2001.
20.4.4. Год окончания назначенного срока службы определяется расчетным путем по формуле:
для деталей до 1990 года включительно
ГО = (ГИ - 1) + Нс
где: ГИ - год изготовления литой детали (поле 6);
1 - коэффициент, учитывающий год изготовления литой детали;
Нс - назначенный срок службы литой детали в годах в соответствии с п. 20.4.3.
Для деталей с 1991 года изготовления
ГО = ГИ + Нс,
где: ГИ - год изготовления литой детали (поле 6);
Нс - назначенный срок службы литой детали в годах в соответствии с п. 20.4.3.
При несоответствии полученного значения текущему году сообщение 4634 не принимается, отправителю выдается ошибка:
Код ошибки | Наименование |
249 | Превышен предельный срок службы детали. |
21.1. Вагоноремонтные предприятия, выполняющие ремонт тележек модели 18-578 и 18-9771, несут гарантийную ответственность за качество фактически выполненных работ, в соответствии с условиями, установленными договорными отношениями на их ремонт.
При отсутствии договорных отношений, вагоноремонтные предприятия несут гарантийную ответственность за качество отремонтированных тележек до следующего планового ремонта, считая от даты подписания уведомления об окончании ремонта вагона формы ВУ-36, в объеме, установленном действующим руководством при условии соблюдения требований норм и правил эксплуатации тележки.
Ответственность вагоноремонтного предприятия не распространяется на качество изготовления литых деталей в части их соответствия установленным требованиям по химическому составу, механическим свойствам, структуре стали и внутренним литейным дефектам
21.2. На тележки грузовых вагонов, не выдержавшие срока гарантий оформляются акты-рекламации (типа формы ВУ-41ЭТД) в установленном порядке в соответствии с национальным законодательством государства-собственника.
(рекомендуемое)
к Общему руководству по ремонту
"Тележки трехэлементные грузовых
вагонов со скользунами постоянного
контакта с осевой нагрузкой 23,5 тс
моделей 18-578 и 18-9771"
РД 32 ЦВ 082-2018
на исключение в металлолом литых деталей тележки
"__" ____________ 20 г.
N п/п | Номер детали | Клеймо завода-изготовителя, год изготовления | Код государства | Дата и место последнего планового ремонта | Неисправности литых деталей тележек |
_____________________________________________
наименование ремонтного пункта, где составлен акт
На основании раздела 20 Общего руководства по ремонту "Тележки трехэлементные грузовых вагонов со скользунами постоянного контакта с осевой нагрузкой 23,5 тс моделей 18-578 и 18-9771" РД 32 ЦВ 082-2018 указанные составные части тележек грузовых вагонов забракованы и подлежат отправке в металлолом.
Подписи _________________________ | ________________________________ Ф.И.О. |
(справочное)
к Общему руководству по ремонту
"Тележки трехэлементные грузовых
вагонов со скользунами постоянного
контакта с осевой нагрузкой 23,5 тс
моделей 18-578 и 18-9771"
РД 32 ЦВ 082-2018
СРЕДСТВ ИЗМЕРЕНИЙ ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ ТЕЛЕЖЕК
ГРУЗОВЫХ ВАГОНОВ
Таблица Б.1
N п/п | Наименование контролируемого параметра | Обозначение или тип СИ (СДК) | Наименование СИ (СДК) |
1 | 2 | 3 | 4 |
1. | Контроль диаметра подпятника. Контроль толщины наружного бурта подпятника. Контроль толщины внутреннего бурта. Контроль глубины опорной поверхности подпятника | Т914.06.000 | штанген подпятника |
2. | Контроль наружного диаметра внутреннего бурта и отверстий под шкворень | ШЦ-1-125-0.1 | штангенциркуль |
3. | Контроль размера опорной поверхности призмы (полнота). Контроль угла наклона боковых поверхностей призмы | Т 914.05.000 | шаблон НП надрессорной балки |
4. | Контроль размера между направляющими буртами | Т914.007 или штангенциркуль ШЦ-Ш-400-0,1 | шаблон направляющих буртов |
5. | Контроль длины и ширины скользуна | ШЦ-ШО-250 | штангенциркуль |
6. | Для измерения размера между опорной площадкой надрессорной балки и опорной поверхностью скользуна вагона | Т1394.00.000 | приспособление для измерения размера между опорной площадкой надрессорной балки и опорной поверхностью скользуна вагона |
7. | Контроль ширины буксового проема и ширины направляющих букс | Т914.004 допускается штангенциркуль ШЩ-ШО-400 | шаблон буксового проема |
8. | Контроль базового размера боковой рамы | Т914.01.000 ТУ 32 ЦВ 2018-95 | штанген базового размера |
9. | Контроль размера между фрикционными планками. Контроль уширения и контроль износа фрикционных планок | Т914.02.000 | штанген ФП |
10. | Контроль разности размеров от плоскости установки фрикционной планки до внутренней плоскости наружной челюсти | Т914.03.000 | штанген "Н" |
11. | Контроль прилегания фрикционных планок | ТУ 2-034-022 1197-011-91 | щуп N 4 |
12. | Контроль длины основания (полноты) фрикционного клина и контроль угла 90°, контроль угла 45°, износ наклонной и вертикальной плоскостей клина | Т914.09.000 | шаблон фрикционного клина |
13. | Контроль толщины вертикальной стенки клина | ЩЦ-1-125-0.1 | штангенциркуль |
14. | Контроль поверхности пружин | лупа четырехкратного увеличения | |
15. | Контроль высоты пружины в свободном состоянии | линейка-300 | |
16. | Контроль внутреннего диаметра наружных пружин, контроль наружного диаметра внутренних пружин | Т914.24.000 | калибр стакан-пробка |
Т914.25.000 | калибр-стакан | ||
17. | Контроль разности между минимальным и максимальным шагом пружины | ШЦ-1-125-0.1 | штангенциркуль |
18. | Контроль перпендикулярности опорных поверхностей пружины по отношению к оси | УП-2-250 ГОСТ 3749-77 или линейка-300 ГОСТ 427-75 | угольник |
19. | Определение положения клина относительно надрессорной балки в ВЧД | Т914.18.000 | приспособление для определения положения клина относительно надрессорной балки |
20. | Шаблон для контроля допустимых износов буксового проема при КР и ДР | Т914.009 | шаблон для контроля буксового проема и буксовых челюстей при КР и ДР тележек |
21. | Контроль допустимых размеров фрикционного клина | Т914.20.000 ТУ 32 ЦВ 2505-2000 | универсальный шаблон для контроля допустимых размеров фрикционного клина |
22. | Замер зазоров между скользунами | Т914.21.000 | приспособление для замера зазоров между скользунами (набор щупов) |
23. | Контроль ширины направляющих буксового проема | Т914.004 ТУ 32 ЦВ 2023-95 | шаблон буксового проема |
24. | Определение несимметричности направляющих буртов призмы | Т1354.000 или линейка - 1000 | приспособление для контроля несимметричности направляющих буртов призм надрессорной балки (A1 - A2) |
Примечание: Порядок выполнения измерений изложен в технических условиях на изготовление шаблонов, а также в руководящем документе "Методика выполнения измерений деталей и узлов тележек моделей 18-578 и 18-9771 при проведении плановых видов ремонта" РД 32 ЦВ 081-2018.
(справочное)
к Общему руководству по ремонту
"Тележки трехэлементные грузовых
вагонов со скользунами постоянного
контакта с осевой нагрузкой 23,5 тс
моделей 18-578 и 18-9771"
РД 32 ЦВ 082-2018
ПЕРЕЧЕНЬ НОРМАТИВНОЙ ДОКУМЕНТАЦИИ
Таблица В.1
N п/п | Обозначение | Название | Примечание | ||||
1 | 2 | 3 | 4 | ||||
1. | Система стандартов безопасности труда. Шум. Общие требования безопасности | ||||||
2. | Система стандартов безопасности труда. Пожарная безопасность. Общие требования | ||||||
3. | Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны | ||||||
4. | Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности | ||||||
5. | Система стандартов безопасности труда. Работы электросварочные. Требования безопасности | ||||||
6. | Система стандартов безопасности труда. Тара производственная. Требования безопасности при эксплуатации | ||||||
7. | Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности | ||||||
8. | Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация | ||||||
9. | Система стандартов безопасности труда. Системы вентиляционные. Общие требования | ||||||
10. | Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Аппараты изолирующие автономные со сжатым воздухом. Технические требования. Методы испытаний. Маркировка. Правила отбора образцов | ||||||
11. | Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия. | ||||||
12. | Шрифты для средств измерений и автоматизации. Начертания и основные размеры | ||||||
13. | Штангенциркули. Технические условия | ||||||
14. | Линейки измерительные металлические. Технические условия | ||||||
15. | Отливки стальные. Общие технические условия | ||||||
16. | Смазка солидол жировой. Технические условия | ||||||
17. | Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной высококачественной стали. Технические условия | ||||||
18. | Чугун с пластинчатым графитом для отливок. Марки | ||||||
19. | Пружины цилиндрические винтовые тележек и ударно - тяговых приборов подвижного состава железных дорог. Технические условия. | ||||||
20. | Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия | ||||||
21. | Прокат из стали повышенной прочности. Общие технические условия | ||||||
22. | Угольники поверочные 90°. Технические условия | ||||||
23. | Смазка солидол синтетический. Технические условия | ||||||
24. | Триангели тормозной рычажной передачи тележек грузовых вагонов. Технические условия | ||||||
25. | Заготовки осевые для железнодорожного подвижного состава. Технические условия | ||||||
26. | Металлы. Метод измерения твердости по Бринеллю | ||||||
27. | Металлы. Метод измерения твердости по Роквеллу | ||||||
28. | Габариты железнодорожного подвижного состава и приближения строений | ||||||
29. | Тележки двухосные трехэлементные грузовых вагонов железных дорог колеи 1520 мм. Общие технические условия. | ||||||
30. | Заклепки с полукруглой головкой классов точности B и C. Технические условия | ||||||
31. | Заклепки с полупотайной головкой классов точности B и C | ||||||
32. | Колеса цельнокатаные. Технические условия | ||||||
33. | Металлопродукция из рессорно-пружинной нелегированной и легированной стали. Технические условия | ||||||
34. | Единая система защиты от коррозии и старения. Изделия технические. Методы лабораторных испытаний на стойкость к воздействию плесневых грибов | ||||||
35. | Управление качеством продукции. Основные понятия. Термины и определения | ||||||
36. | Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения | ||||||
37. | Система технического обслуживания и ремонта техники. Термины и определения | ||||||
38. | Лупы. Типы, основные параметры. Общие технические требования | ||||||
39. | Клейма ручные буквенные и цифровые. Типы и основные размеры | ||||||
40. | Рама боковая и балка надрессорная литые тележек железнодорожных грузовых вагонов. Технические условия | ||||||
41. | Транспорт железнодорожный. Состав подвижной. Термины и определения | ||||||
42. | Межгосударственный стандарт. Системы менеджмента качества. Основные положения и словарь | ||||||
43. | ОСТ 32.183-2001 | Тележки двухосные грузовых вагонов колеи 1520 мм. Детали литые. Рама боковая и балка надрессорная. Технические условия | принят и введен в действие указанием МПС России от 1 апреля 2002 г. N П-281у | ||||
44. | Общее руководство по ремонту тормозного оборудования вагонов | утверждено Советом по железнодорожному транспорту государств - участников Содружества протокол N 54 от 18 - 19 мая 2011 г. | |||||
45. | Р001 ПКБ ЦВ-2009 РК | Триангель рычажной передачи тележек грузовых вагонов. Руководящий документ. | утверждены распоряжением ОАО "РЖД" от 14 декабря 2009 г. N 2547р | ||||
46. | Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение | утверждено Советом по железнодорожному транспорту государств - участников Содружества протокол N 65 от 26 - 27 октября 2016 г. | |||||
47. | М1698.00.000 ТУ 32 ЦВ 2459-2007 | Износостойкие элементы для установки в узлы тележки типа 2 грузовых вагонов | |||||
48. | Правила по неразрушающему контролю вагонов, их деталей и составных частей при ремонте. Общие положения. | утверждены Советом по железнодорожному транспорту государств - участников Содружества (протокол от 16 - 17 октября 2012 г. N 57) | |||||
49. | Правила неразрушающего контроля литых деталей тележек грузовых вагонов при ремонте. Специальные требования | утверждены Советом по железнодорожному транспорту государств - участников Содружества протокол от 19 - 20 ноября 2013 г. N 59 | |||||
50. | Правила неразрушающего контроля деталей автосцепного устройства, тормозной рычажной передачи, транспортера и стяжного хомута вагонов при ремонте. Специальные требования | утверждены Советом по железнодорожному транспорту государств - участников Содружества (протокол от 19 - 20 ноября 2013 г. N 59) | |||||
51. | М1826.00.000 ПКБ ЦВ | Переоборудование узла гашения колебаний тележки модели 18-578 | |||||
52. | б/н | Методика постановки клейм принадлежности государству на составных частях вагонов | утверждена Главным управлением вагонного хозяйства МПС России от 8 декабря 1995 г. | ||||
53. | б/н | Положение о системе технического обслуживания и ремонта грузовых вагонов, допущенных к обращению на железнодорожные пути общего пользования в международном сообщении | утверждено Советом по железнодорожному транспорту государств - участников Содружества (протокол от 16 - 17 октября 2012 г. N 57) | ||||
54. | Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм | утвержден Советом по железнодорожному транспорту государств - участников Содружества (протокол от 19 - 20 октября 2017 г. N 67) | |||||
55. | б/н | Инструкция по сварке и наплавке при ремонте грузовых вагонов | утверждена Советом по железнодорожному транспорту государств-участников Содружества (протокол от 4 - 5 ноября 2015 г. N 63) | ||||
| |||||||
54. | 578.00.000 РЭ | Тележка двухосная. Модель 18-578. Руководство по эксплуатации | |||||
55. | РД 32 ЦВ 081-2018 | Методика выполнения измерений деталей и узлов тележек моделей 18-578 и 18-9771 при проведении плановых видов ремонта | |||||
56. | Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов и рефрижераторного подвижного состава | ||||||
57. | Инструкция по охране труда для осмотрщика вагонов, осмотрщика-ремонтника вагонов и слесаря по ремонту подвижного состава в вагонном хозяйстве ОАО "РЖД" | ||||||
58. | Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов | ||||||
(обязательное)
к Общему руководству по ремонту
"Тележки трехэлементные грузовых
вагонов со скользунами постоянного
контакта с осевой нагрузкой 23,5 тс
моделей 18-578 и 18-9771"
РД 32 ЦВ 082-2018
ДЕФЕКТАЦИИ И РЕМОНТА
Листов 4 | Лист 1 | ||
Рама боковая | Тележка тип 2 по ГОСТ 9246 | ||
Наименование изделия | |||
Составная часть узла вагона | Обозначение изделия | ||
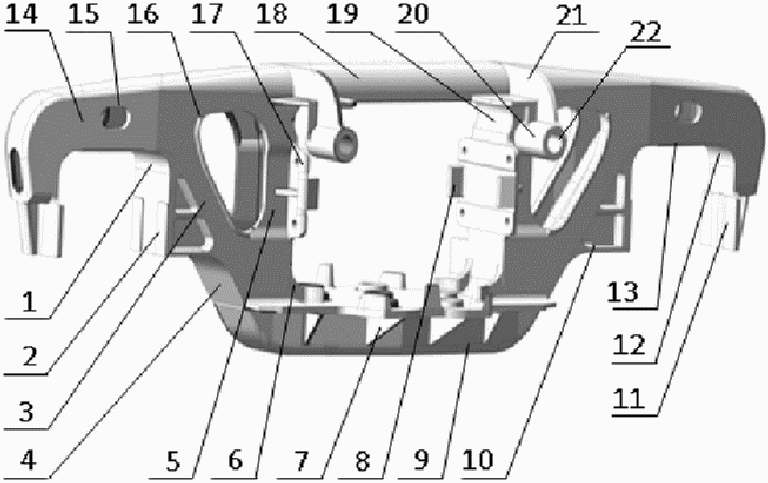 1 - внутренний угол буксового проема; 2 - направляющая плоскость для букс внутренней челюсти буксового проема; 3 - вертикальная стенка наклонного пояса; 4 - наклонный пояс; 5 - стойка рессорного проема; 6 - нижний угол рессорного проема; 7 - ребро усиления рессорного проема; 8 - направляющий буртик для фрикционного клина; 9 - нижний пояс; 10 - поддомкратная подушка; 11 - направляющая плоскость для букс наружной челюсти буксового проема; 12 - наружный угол буксового проема; 13 - опорная поверхность буксового проема; 14 - вертикальная стенка над буксовым проемом; 15 - кромка технологического отверстия над буксовым проемом; 16 - кромка технологического окна; 17 - привалочные поверхности для крепления фрикционных планок; 18 - верхний пояс; 19 - верхний угол рессорного проема; 20 - прилив для валика подвески тормозного башмака; 21 - кронштейн подвески тормозного башмака триангеля, 22 - отверстие в приливе для валика подвески тормозного башмака | |||
Лист 2 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Внутренний и наружный угол буксового проема поз. 1 и 12 (наружная поверхность) | трещина | визуальный осмотр, измерение, мпк | линейка металлическая, дефектоскоп | брак | ремонту не подлежит | |
зарубы от износостойкой пластины | визуальный осмотр, измерение | штангенциркуль | глубина более 1 мм | брак | ремонту не подлежит | |
следы режущего инструмента | визуальный осмотр | - | независимо от размеров | брак | ремонту не подлежит | |
следы сварочно-наплавочных работ | визуальный осмотр | - | независимо от размеров | брак | ремонту не подлежит | |
Опорная поверхность поз. 13 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
канавкообразный износ | измерение | линейка металлическая, штангенциркуль, параллель | ширина 20 мм и менее, глубина 2 мм и менее | ремонт механической обработкой на станке | визуальный осмотр, измерение | |
глубина более 2 мм | брак | ремонту не подлежит | ||||
ширина более 20 мм | брак | ремонту не подлежит | ||||
несоответствие остаточной высоты | измерение | штангенциркуль | высота менее 0,5 мм | брак | ремонту не подлежит | |
высота более 11,0 мм для тележек модели 18-578 | ремонт механической обработкой на станке | визуальный осмотр, измерение | ||||
высота более 6 мм для тележек модели 18-9771 | ||||||
Лист 3 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
следы сварочно-наплавочных работ | визуальный осмотр | - | независимо от размеров | брак | ремонту не подлежит | |
Направляющие плоскости для букс (упорные поверхности) поз. 2 и 11 | несоответствие ширины направляющих для букс (буксовых челюстей) | измерение | штангенциркуль, шаблон | по ширине направляющих менее 155 мм при ДР и менее 159 мм при КР | ремонт наплавкой с мех обработкой | визуальный осмотр, измерение |
при ширине направляющих 155 - 161 мм при ДР и 159 - 161 мм при КР | не бракуется | визуальный осмотр, измерение | ||||
несоответствие ширины буксового проема | измерение | шаблон | ширина буксового проема более 340 мм при ДР и более 336 мм при КР | ремонт наплавкой | визуальный осмотр, измерение | |
ширина буксового проема 344 мм и более | брак | ремонту не подлежит | ||||
Вертикальная стенка над буксовым проемом поз. 14 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
Кромка технологического отверстия над буксовым проемом поз. 15 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
Лист 4 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Наклонный пояс и вертикальная стенка наклонного пояса поз. 3 и 4 | трещина | визуальный осмотр, измерение, мпк | линейка металлическая, дефектоскоп | брак | ремонту не подлежит | |
Кромка технологического окна поз. 16 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
Стойка рессорного проема поз. 5 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
Нижний и верхний угол рессорного проема поз. 6 и 19 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
Ребро усиления рессорного проема поз. 7 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
Нижний и верхний пояс поз. 9 и 18 | трещина | визуальный осмотр, измерение | линейка металлическая | брак | ремонту не подлежит | |
Кронштейн подвески триангеля поз. 21 | трещина | визуальный осмотр, измерение | линейка металлическая | длина менее 32 мм | ремонт сваркой | визуальный осмотр |
длина 32 мм и более | брак | ремонту не подлежит | ||||
Стенка прилива для валика подвески башмака поз. 20 | трещина | визуальный осмотр, измерение | линейка металлическая | продольная | ремонт сваркой | визуальный осмотр |
поперечная | брак | ремонту не подлежит | ||||
Лист 5 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Отверстие в приливе для валика подвески тормозного башмака поз. 22 | износ | визуальный осмотр, измерение | штангенциркуль | отверстия диаметром 45 - 47 мм | ремонт подборкой втулки с наружным диаметром 45 - 47 мм | визуальный осмотр, измерение |
отверстия диаметром более 47 мм | ремонт расточкой с последующей приваркой втулки | визуальный осмотр, измерение | ||||
отверстия диаметром более 50 мм | брак | ремонту не подлежит | ||||
Направляющий буртик для фрикционного клина поз. 8 | трещина | визуальный осмотр, измерение | линейка металлическая | ремонт сваркой | визуальный осмотр | |
откол | визуальный осмотр | - | ремонт сваркой | визуальный осмотр | ||
Привалочная поверхность для крепления фрикционной планки поз. 17 | откол "ушек" | визуальный осмотр | - | 1 шт или не более 2 шт., расположенных по диагонали | ремонт сваркой | визуальный осмотр |
2 шт., расположенных не по диагонали или более 2 шт | брак | ремонту не подлежит | ||||
Базовый размер | износ | измерение | шаблон | 2180-2192 мм при ДР и КР | без ремонта | визуальный осмотр, измерение |
более 2192 мм и менее 2200 мм при ДР и КР | ремонтировать наплавкой | визуальный осмотр, измерение | ||||
более 2200 мм | брак | ремонту не подлежит | ||||
Разность размеров Н1 - Н2 | износ | измерение | шаблон | менее 3 мм при ДР и КР | без ремонта | визуальный осмотр, измерение |
3 мм и более | ремонтировать наплавкой | визуальный осмотр, измерение | ||||
Листов 4 | Лист 1 | ||
Балка надрессорная | Тележка тип 2 по ГОСТ 9246 | ||
Наименование изделия | |||
Составная часть узла вагона | Обозначение изделия | ||
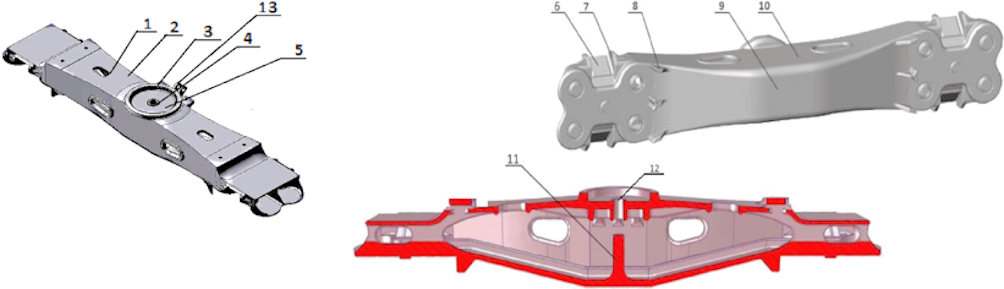 1 - кромки технологического отверстия в верхнем поясе; 2 - верхний пояс; 3 - наружный бурт подпятника; 4 - внутренний бурт подпятника; 5 - опорная поверхность подпятника; 6 - наклонная плоскость для клина; 7 - ограничительный бурт; 8 - упорное ребро, ограничивающее пружины; 9 - нижний пояс; 10 - боковая стенка; 11 - колонка; 12 - отверстие под шкворень; 13 - державка кронштейна мертвой точки | |||
Лист 2 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Верхний пояс поз. 2 | трещина, идущая от технологического отверстия | визуальный осмотр, измерение | линейка металлическая | продольные, суммарной длиной 250 мм и менее, не переходящие через наружный бурт подпятникового места | ремонт сваркой | визуальный осмотр |
продольные, суммарной длиной более 250 мм или переходящие через наружный бурт подпятникового места | брак | ремонту не подлежит | ||||
поперечная | брак | ремонту не подлежит | ||||
Наружный бурт подпятника поз. 3 | трещина | визуальный осмотр, МПК. | дефектоскоп | не выходящая на сопряженные поверхности | ремонт сваркой | визуальный осмотр, МПК |
выходящая на сопряженные поверхности | брак | ремонту не подлежит | ||||
откол | визуальный осмотр | - | независимо от размера | ремонт сваркой и наплавкой | визуальный осмотр, МПК | |
износ внутренней поверхности | визуальный осмотр, измерение | шаблон | оставшаяся толщина бурта менее 15 мм | брак | ремонту не подлежит | |
Лист 3 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Диаметр подпятника (рис 13 размер "И") | износ внутренней поверхности наружного бурта | визуальный осмотр, измерение | шаблон | диаметр подпятника тележки мод 18-578 без установки чаши и мод. 18-9771, более | ремонт наплавкой | МПК, измерение |
диаметр подпятника тележки мод 18-578 без установки чаши и мод. 18-9771, | без ремонта | визуальный осмотр, измерение | ||||
диаметр подпятника тележки мод 18-578 с установкой чаши более 316 мм при КР и более 317 мм при ДР | ремонт наплавкой | МПК, измерение | ||||
диаметр подпятника тележки мод 18-578 с установкой чаши 315+1,0+0 2 мм при КР и 315+2,0 мм при ДР | без ремонта | визуальный осмотр, измерение | ||||
Лист 4 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Внутренний бурт подпятника поз. 4 | трещина | визуальный осмотр, МПК | дефектоскоп | не выходящая на сопряженные поверхности | ремонт сваркой | визуальный осмотр, МПК |
выходящая на сопряженные поверхности | брак | ремонту не подлежит | ||||
износ наружной поверхности | визуальный осмотр, измерение | штангенциркуль | наружный диаметр менее 72 мм при ДР и 77-0,74 мм при КР для 18-578 и менее 72 мм при ДР и 77-.3 при КР для 18-9771 | ремонт наплавкой | МПК, измерение | |
Отверстие под шкворень поз. 12 | износ | визуальный осмотр, измерение | штангенциркуль | внутренний диаметр более 56 мм при КР и 60 мм при ДР | ремонт наплавкой или вваркой втулки | МПК, измерение |
Опорная поверхность подпятника поз. 5 | трещина | визуальный осмотр, измерение, МПК | линейка металлическая, дефектоскоп | не выходящие на наружный или внутренний бурты суммарной длиной менее 250 мм и расположенные не ближе 80 мм от центра | ремонт сваркой | визуальный осмотр, МПК |
суммарная длина более 250 мм | брак | ремонту не подлежит | ||||
расположенные ближе 80 мм от центра | брак | ремонту не подлежит | ||||
Лист 5 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
выходящие на наружный или внутренний бурты | брак | ремонту не подлежит | ||||
износ | визуальный осмотр, измерение | шаблон, ультразвуковой толщиномер | толщина 30 мм и более при несоответствии глубины подпятника | ремонт наплавкой | визуальный осмотр, измерение, МПК | |
толщина менее 30 мм | брак | ремонту не подлежит | ||||
износ | визуальный осмотр, измерение | шаблон | глубина подпятника более 38 мм при ДР и КР | ремонт наплавкой | визуальный осмотр, измерение, МПК | |
галтель в переходе от опорной поверхности подпятника к упорной внутреннего бурта | визуальный осмотр, измерение | радиусомер | радиус галтели менее 3 мм | ремонт наплавкой | визуальный осмотр, измерение, МПК | |
Наклонная плоскость для клина поз. 6 | трещина | визуальный осмотр, измерение, мпк | линейка металлическая, дефектоскоп | продольная, не выходящая на ограничительный бурт | ремонт сваркой | визуальный осмотр, МПК |
продольная, выходящая на ограничительный бурт | брак | ремонту не подлежит | ||||
поперечная | брак | ремонту не подлежит | ||||
износ | визуальный осмотр, измерение | шаблон, ультразвуковой толщиномер | толщина 7 мм и более при размере "З" менее 166 мм при ДР и менее 174 мм при КР | ремонт наплавкой | визуальный осмотр, МПК | |
| ||||||||||
Лист 4 | ||||||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |||||
Наклонная Плоскость Для Клина Поз. 6 | толщина менее 7 мм | ремонт вваркой пластины-вставки (при наличии технологии), при отсутствии технологии - брак | визуальный осмотр | |||||||
ремонту не подлежит | ||||||||||
Угол Между Ограничительным Буртом И Наклонной Плоскостью Поз 6 И 7 | трещина | визуальный осмотр, МПК | - | не переходящая на верхний пояс | ремонт сваркой | визуальный осмотр, МПК | ||||
переходящая на верхний пояс | брак | ремонту не подлежит | ||||||||
Ограничительный Бурт Поз. 7 | износ | визуальный осмотр, измерение | Штангенциркуль | толщина 10 мм и более при размере "е" более 140 мм при ДР и более 138 мм при КР | ремонт наплавкой | визуальный осмотр, измерение | ||||
толщина менее 10 мм | брак | ремонту не подлежит | ||||||||
Упорное Ребро, Ограничивающее Пружины Поз. 8 | износ | визуальный осмотр, измерение | Штангенциркуль | ремонт сваркой | визуальный осмотр | |||||
Нижний Пояс Поз. 9 | трещина | визуальный осмотр, МПК | Дефектоскоп | независимо от размера | брак | ремонту не подлежит | ||||
Боковая Стенка Поз. 10 | трещина | визуальный осмотр | - | независимо от размера | брак | ремонту не подлежит | ||||
Лист 4 | ||||||
Обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта | |
Колонка поз. 11 | трещина | визуальный осмотр | - | независимо от размера | брак | ремонту не подлежит |
Отверстие державки кронштейна мертвой точки поз. 13 | износ | визуальный осмотр, измерение | штангенциркуль | диаметр отверстия более 23+0,5 мм | ремонт наплавкой | визуальный осмотр, измерение |
Разность размеров А1 и А2 | износ | визуальный осмотр, измерение | приспособление, линейка | 5 мм и менее | без ремонта | визуальный осмотр, измерение |
более 5 мм | брак | ремонту не подлежит | ||||
регистрации изменений
Изм. | Номера листов (страниц) | Всего листов (страниц) в докум. | N докум. | Входящий N сопроводительного документа и дата | Подпись | Дата | |||
Измененных | Замененных | Новых | Аннулированных | ||||||