СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.07.2025 на период до 01.07.2027 (Приказ Росстандарта от 29.11.2024 N 104-пнст).
Название документа
"ПНСТ 952-2024. Предварительный национальный стандарт Российской Федерации. Цифровая промышленность. Системы промышленной автоматизации и интеграция. Концептуальная модель цифровых двойников для производственной сферы. Часть 4. Обмен информацией"
(утв. и введен в действие Приказом Росстандарта от 29.11.2024 N 104-пнст)
"ПНСТ 952-2024. Предварительный национальный стандарт Российской Федерации. Цифровая промышленность. Системы промышленной автоматизации и интеграция. Концептуальная модель цифровых двойников для производственной сферы. Часть 4. Обмен информацией"
(утв. и введен в действие Приказом Росстандарта от 29.11.2024 N 104-пнст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 29 ноября 2024 г. N 104-пнст
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЦИФРОВАЯ ПРОМЫШЛЕННОСТЬ.
СИСТЕМЫ ПРОМЫШЛЕННОЙ АВТОМАТИЗАЦИИ И ИНТЕГРАЦИЯ
КОНЦЕПТУАЛЬНАЯ МОДЕЛЬ ЦИФРОВЫХ ДВОЙНИКОВ
ДЛЯ ПРОИЗВОДСТВЕННОЙ СФЕРЫ
ЧАСТЬ 4
ОБМЕН ИНФОРМАЦИЕЙ
Digital industry. Industrial automation systems
and integration. Conceptual model of digital twin
for manufacturing. Part 4. Information exchange
(ISO 23247-4:2021, NEQ)
ПНСТ 952-2024
ОКС 35.240.50
Срок действия
с 1 июля 2025 года
до 1 июля 2027 года
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Информационно-аналитический вычислительный центр" (ООО ИАВЦ) и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 459 "Информационная поддержка жизненного цикла изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2024 г. N 104-пнст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 23247-4:2021 "Системы автоматизации и интеграция. Структура ЦД производства. Часть 4. Обмен информацией" (ISO 23247-4:2021 "Automation system and integration - Digital twin framework for manufacturing - Part 4: Information exchange", NEQ)
5 Некоторые элементы настоящего стандарта могут быть объектами патентных прав. Федеральное агентство по техническому регулированию и метрологии не несет ответственности за установление подлинности каких-либо или всех таких патентных прав
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16-2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: 117418 Москва, Нахимовский пр-т, д. 31, к. 2 и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 123112 Москва, Пресненская набережная, д. 10, стр. 2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе "Национальные стандарты" и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Стандарты серии "Концептуальная модель цифровых двойников для производственной сферы" определяют структуру, обеспечивающую создание цифрового двойника (ЦД) физических элементов для производственной сферы, таких как персонал, оборудование, материалы, производственные процессы, производственные объекты, окружающая среда, продукты и сопроводительная документация.
ЦД (по ГОСТ Р 57700.37) разрабатывают и применяют на всех стадиях жизненного цикла (ЖЦ) изделия, изменяя на каждой стадии. ЦД помогает обнаруживать аномалии на всех этапах ЖЦ (научно-исследовательские разработки, опытно-конструкторские разработки, серийное производство, эксплуатация, утилизация). ЦД позволяет контролировать свой физический производственный элемент (ФПЭ), постоянно обновляя соответствующие операционные данные и данные о состоянии окружающей среды. Благодаря прозрачности процессов и их выполнению, обеспечиваемым ЦД, улучшаются все процессы всех этапов ЖЦ.
Тип производственной сферы, поддерживаемый представленной серией стандартов структурой, зависит от стандартов и технологий, доступных для моделирования физических производственных элементов. В различных областях производства допустимо применять собственные стандарты данных. Настоящий стандарт не предписывает использовать в качестве структуры конкретные форматы данных и протоколы связи.
Серия стандартов под общим наименованием "Концептуальная модель цифровых двойников для производственной сферы" состоит из следующих частей:
- часть 1. Общие положения и основные принципы разработки цифровых двойников производства;
- часть 2. Эталонная архитектура с функциональными представлениями;
- часть 3. Цифровое представление производственных элементов;
- часть 4. Технические требования к обмену информацией между сущностями в рамках эталонной архитектуры.
На рисунке 1 показана взаимосвязь четырех частей данной серии стандартов.

модель цифровых двойников для производственной сферы"
В ПНСТ 952-2024 (приложения А - Д) представлены примеры использования, демонстрирующие структуру цифрового двойника производства.
Сценарии использования относятся к области дискретного производства, а ЦД моделируют на основе стандартов серии обмена данными модели продукта (STEP), определяющих способы представления информации о продукте, пригодной для интерпретации компьютером, и обмена данными о продукте и процессе (см., например, ГОСТ Р ИСО 10303-203-2003, ГОСТ Р ИСО 10303-239-2008, ГОСТ Р ИСО 10303-242-2019, ГОСТ Р ИСО/ТС 10303-421-2011, ГОСТ Р ИСО/ТС 10303-439-2016). В других областях допустимо использовать собственные стандарты и технологии. Например, в нефтегазовой промышленности для моделирования ЦД применяют стандарты серии ГОСТ Р ИСО 15926, а в строительстве - стандарты серии ГОСТ Р 10.0.02.
Настоящий стандарт определяет технические требования к обмену информацией между сущностями в рамках эталонной архитектуры.
Настоящий стандарт также охватывает требования к обмену информацией в следующих сетях:
- пользовательская сеть, соединяющая сущность пользователя и сущность цифровых двойников производства (ЦДП);
- сервисная сеть, соединяющая субсущности в рамках сущности ЦДП;
- сеть доступа, соединяющая сущность устройства связи с сущностью ЦДП и сущностью пользователя;
- бесконтактная сеть, соединяющая сущность устройства связи с ФПЭ.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: стандарт "Формат обмена инженерными данными для использования в системах промышленной автоматизации. Стандартизированный формат обмена данными AutomationML. Часть 2. Библиотеки ролевых классов" имеет номер ГОСТ Р МЭК 62714-2, а не ГОСТ Р 62714-2. |
ГОСТ Р 62714-2 Формат обмена инженерными данными для использования в системах промышленной автоматизации. Стандартизированный формат обмена данными AutomationML. Часть 2. Библиотеки ролевых классов
ГОСТ Р ИСО 10303-239 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 239. Прикладные протоколы. Поддержка жизненного цикла изделий
ГОСТ Р ИСО 10303-242 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 242. Прикладной протокол. Управляемое проектирование на основе модели 3D
ГОСТ Р ИСО 16100-1 Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств. Часть 1. Структура
ГОСТ Р ИСО 16100-2 Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств. Часть 2. Методология профилирования
ГОСТ Р ИСО 16100-3 Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств. Часть 3. Службы интерфейса, протоколы и шаблоны возможностей
ГОСТ Р ИСО 16100-4 Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств. Часть 4. Методы аттестационных испытаний, критерии и отчеты
ГОСТ Р ИСО 16100-5 Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств. Часть 5. Методология согласования конфигураций профилей с помощью многоцелевых структур классов возможностей
ГОСТ Р ИСО 16100-6 Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств. Часть 6. Службы и протоколы интерфейса для сопоставления профилей, основанных на многоцелевых структурах классов возможностей
ГОСТ Р ИСО 18828-2 Системы промышленной автоматизации и интеграция. Стандартизированные процедуры проектирования производственных систем. Часть 2. Процесс непрерывного планирования производства
ГОСТ Р ИСО 18828-3 Системы промышленной автоматизации и интеграция. Стандартизированные процедуры проектирования производственных систем. Часть 3. Информационные потоки в процессах производственного планирования
ГОСТ Р ИСО 18828-4 Системы промышленной автоматизации и интеграция. Стандартизированные процедуры проектирования производственных систем. Часть 4. Ключевые показатели эффективности процессов планирования производства
ГОСТ Р МЭК 62264-1 Интеграция систем управления предприятием. Часть 1. Модели и терминология
ГОСТ Р МЭК 62264-2 Интеграция систем управления предприятием. Часть 2. Объекты и атрибуты
ГОСТ Р МЭК 62264-3 Интеграция систем управления предприятием. Часть 3. Рабочая модель управления технологическими операциями
ГОСТ Р МЭК 62264-5 Интеграция систем управления предприятием. Часть 5. Операции "бизнес-производство"
ГОСТ Р МЭК 62443-2-1 Сети коммуникационные промышленные. Защищенность (кибербезопасность) сети и системы. Часть 2-1. Составление программы обеспечения защищенности (кибербезопасности) системы управления и промышленной автоматики
ГОСТ Р МЭК 62443-3-3 Сети промышленной коммуникации. Безопасность сетей и систем. Часть 3-3. Требования к системной безопасности и уровни безопасности
ГОСТ Р МЭК 62714-1 Формат обмена инженерными данными для использования в системах промышленной автоматизации. Стандартизированный формат обмена данными AutomationML. Часть 1. Архитектура и общие требования
ПНСТ 949-2024 Системы промышленной автоматизации и интеграция. Концептуальная модель цифровых двойников для производственной сферы. Часть 1. Общие положения и основные принципы
ПНСТ 950-2024 Системы промышленной автоматизации и интеграция. Концептуальная модель цифровых двойников для производственной сферы. Часть 2. Эталонная архитектура
ПНСТ 951-2024 Системы промышленной автоматизации и интеграция. Концептуальная модель цифровых двойников для производственной сферы. Часть 3. Цифровое представление производственных элементов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины по ПНСТ 949-2024, ПНСТ 950-2024, а также следующий термин с соответствующим определением:
3.1 визуализация (visualization): Использование инструментов компьютерной графики и обработки изображений для отображения моделей или параметров процессов/объектов в виде, пригодном для восприятия человеком.
Примечание - В качестве примера можно привести визуальное отображение работы станка с числовым программным управлением (ЧПУ), на котором выполняется фрезерование алюминиевой заготовки.
В настоящем стандарте применены следующие сокращения:
ПЛК - программируемый логический контроллер;
САПР - система автоматизированного проектирования;
ФПЭ - физические производственные элементы;
ФС - функциональная сущность;
ЦД - цифровой двойник;
ЦДП - цифровой двойник производства;
ЧПУ - числовое программное управление;
3D PDF - переносимый формат документов для отображения 3D-содержимого (3-dimensional portable document format);
AAS - оболочка для управления активами (asset administration shell);
AES - передовой стандарт шифрования (advanced encryption standard);
AMF - формат файлов для аддитивного производства (additive manufacturing file format);
API - интерфейс прикладного программирования (application program interface);
AutomationML - язык разметки для автоматизированных систем (automation markup language);
B2MML - язык разметки для бизнес- и производственных систем (business to manufacturing markup language);
CAD - автоматизированное проектирование (computer aided design);
CAM - автоматизированное производство (computer aided manufacturing);
CBC - цепочно-блочное шифрование (cipher-block chaining);
CCM - счетчик с CBC-MAC (counter with CBC-MAC);
CFX - обмен данными на подключенном заводе (connected factory exchange);
COLLADA - формат для обмена проектными данными (collaborative design activity);
EASA - европейское агентство по безопасности полетов (European aviation safety agency);
ECDHE - протокол Диффи-Хеллмана на эллиптических кривых (elliptic-curve Diffie-Hellman);
ERP - программный комплекс для управления организацией (enterprise resource planning);
EtherCAT - стандарт промышленной сети Ethernet для систем автоматизированного контроля (ethernet for control automation technology);
FAA - федеральное агентство воздушного транспорта (federal aviation administration);
FBX - формат файлов (filmbox);
HTTP - протокол передачи гипертекста (HyperText Transfer Protocol);
IoT - Интернет вещей (Internet of Things);
IPC - межпроцессное взаимодействие (inter-process communication);
ISA - международное общество автоматизации (international society of automation);
JSON - формат обмена данными в Javascript (javascript object notation);
JT - формат обмена 3D-данными (jupiter tessellation);
LwM2M - протокол межмашинного взаимодействия (lightweight machine to machine);
MES - система управления производством (manufacturing execution system);
MOM - управление производственными процессами (manufacturing operations management);
MQTT - протокол передачи телеметрических данных (message queuing telemetry transport);
MTConnect - стандарт подключения оборудования (machine tool connect);
OCF - организация открытого взаимодействия (open connectivity foundation);
OPC-UA - стандарт передачи данных в промышленных сетях с помощью унифицированной открытой платформы (open platform communication-unified architecture);
OpenGL - открытая графическая библиотека (open graphics library);
PLM - управление жизненным циклом (product lifecycle management);
PSK - фазовая манипуляция (phase-shift keying);
QIF - информационная система о качестве (quality information framework);
RAPINet - протоколы передачи данных в автоматизированных системах для промышленных сетей Ethernet (real-time automation protocols for industrial ethernet);
RDF - структура описания ресурсов (resource description framework);
REST - передача репрезентативного состояния (representational state transfer);
RSA - алгоритм Ривеста-Шамира-Адлемана (Rivest-Shamir-Adleman);
SHA - алгоритм криптографического хэширования (secure hash algorithm);
STEP - standard for the exchange of product model data (стандарт для обмена данными о модели продукта);
STL - библиотека стандартных шаблонов (standard template library);
TSN - синхронизирующиеся по времени сети (time-sensitive networking);
URL - единообразный указатель ресурса (uniform resource locator);
WebGL - библиотека визуализации графики на веб-страницах (web graphics library);
XML - расширяемый язык разметки (extensible markup language).
5.1 Общие положения
Настоящий стандарт определяет сетевое представление типовых моделей ЦДП. ПНСТ 950-2024 определяет эталонные модели ЦДП, а также функциональное представление этих эталонных моделей. Сетевое представление следует применять к эталонным моделям, приведенным в ПНСТ 950-2024.
На рисунке 2 показаны четыре типа коммуникационных сетей, которые используются для соединения сущностей, также описанных в ПНСТ 950-2024.
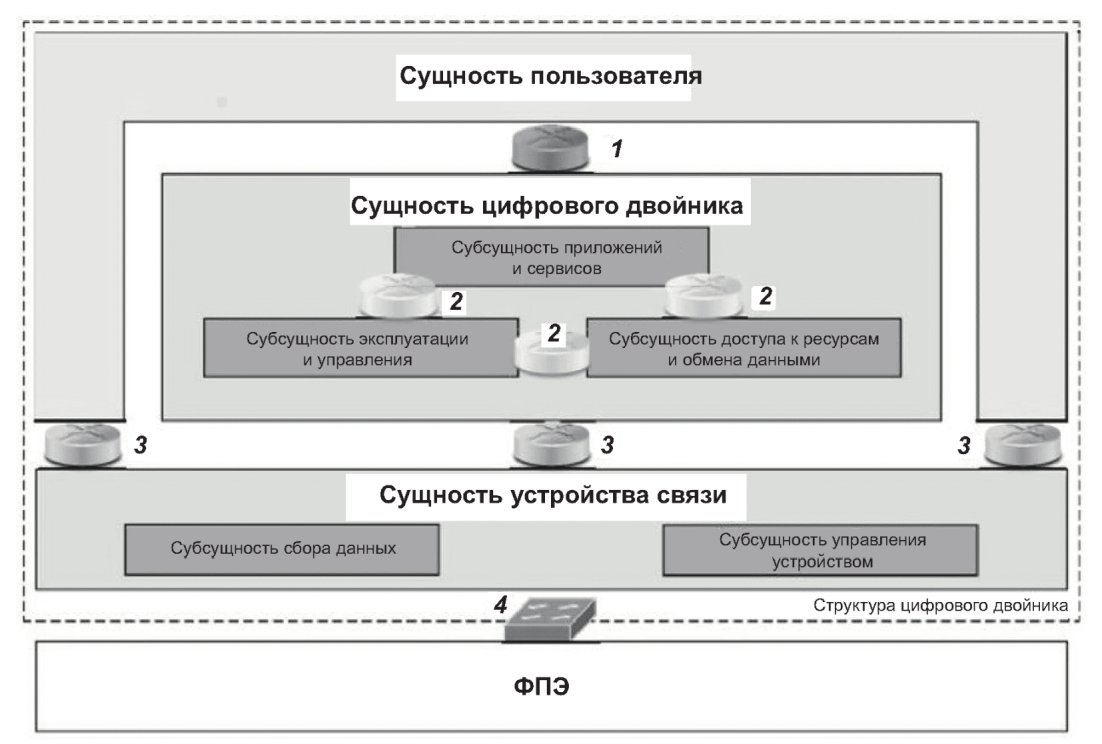
1 - пользовательская сеть; 2 - сервисная сеть;
3 - сеть доступа; 4 - бесконтактная сеть
5.2 Пользовательская сеть
Пользовательская сеть соединяет сущность пользователя с сущностью ЦДП. С помощью этой сети сущность пользователя обращается к экземпляру ЦДП, управляемому сущностью ЦДП.
Пользовательская сеть может быть как общедоступным Интернетом, так и внутренней сетью организации.
5.3 Сервисная сеть
Сервисная сеть соединяет следующие субсущности:
- эксплуатации и управления;
- приложений и сервисов;
- доступа к ресурсам и обмена данными.
Сервисная сеть, как правило, представляет собой проводную сеть, работающую на основе IP-протоколов.
Если сущность ЦДП реализуется как единая частная система, то сервисная сеть не нужна.
5.4 Сеть доступа
Сеть доступа соединяет сущность устройства связи с сущностью ЦДП и сущностью пользователя. Субсущность сбора данных передает данные, собранные с ФПЭ, сущности ЦД. Субсущность управления устройством передает команды от сущности пользователя/ЦДП для управления ФПЭ.
Сеть доступа может быть проводной, например локальной (LAN), беспроводной, например беспроводной локальной сетью (WLAN) или мобильной (сотовой) сетью. В сети доступа обычно используются протоколы передачи данных на базе IP независимо от типа канала передачи.
5.5 Бесконтактная сеть
Бесконтактная сеть соединяет сущность устройства связи с ФПЭ. С ее помощью сущность устройства связи передает команды ФПЭ, являющихся промышленными устройствами, и получает результаты от ФПЭ, являющихся промышленными датчиками.
Бесконтактная сеть может быть как промышленной сетью Ethernet, так и проприетарной сетью со специализированной конфигурацией. В некоторых сетях используются протоколы, отличные от IP. Однако если ФПЭ физически присоединен к сущности устройства связи или интегрирован с ней, то бесконтактная сеть не нужна.
6.1 Общие положения
Пользовательская сеть должна обеспечивать обмен информацией между сущностью пользователя и сущностью ЦДП в целях предоставления сервисов и приложений, например для визуализации и мониторинга процессов, статистического анализа и моделирования.
6.2 Подготовка к вводу в эксплуатацию
Пользовательская сеть должна обеспечивать доставку информации для настройки ЦД и приведения его в исходное состояние.
Примеры
1 ЦД продукта создается на первом этапе его ЖЦ на основе информации из системы управления ЖЦ продукта (PLM). Эта информация может быть представлена в виде требований к продукту, 3D-модели, конфигурации, имитационной модели и быть отслеживаемой.
2 ЦД рабочего модуля создается на первом этапе его ЖЦ на основе информации из PLM или других источников данных. Это может быть информация о кинематике, мощности, возможностях, сертификации и калибровке.
3 ЦД процесса создается на первом этапе его ЖЦ на основе информации из PLM или других источников данных. Эта информация может быть представлена в виде технологических планов высокого и низкого уровня, производственного графика и производственных требований.
6.3 Получение статуса по запросу
Пользовательская сеть должна обеспечивать доставку информации о текущем состоянии ФПЭ, представленного его ЦД.
Пользовательская сеть должна обеспечивать доставку информации за прошлые периоды о состоянии ФПЭ, представленного его ЦД.
Примеры
1 Сущность пользователя отправляет сущности ЦД запрос на отображение текущего состояния станка путем визуализации текущей геометрии детали.
2 Сущность пользователя отправляет сущности ЦД запрос на динамическое прогнозирование ресурса режущего инструмента на основе анализа сведений о его предыдущем использовании на оборудовании.
6.4 Стандартизированный метод обмена информацией
Пользовательская сеть должна использовать стандартизированные методы обмена информацией.
Примечание - Примерами стандартизированных протоколов являются REST и HTTP.
6.5 Верификация обмена цифровыми моделями
Стандартизированный метод обмена информацией должен включать методы проверки синтаксиса и семантики обмениваемой модели и валидации ее содержимого.
Примечание - Примерами информационных моделей с методами проверки синтаксиса и семантики являются STEP и QIF.
6.6 Безопасность
Пользовательская сеть должна обеспечивать безопасность и конфиденциальность ЦД.
Примечание - Протокол безопасной связи определяют такие стандарты, как ГОСТ Р МЭК 62443-2-1, ГОСТ Р МЭК 62443-3-3.
6.7 Синхронизация
Пользовательская сеть должна обеспечивать возможность работы приложений с цифровыми моделями, которые были соответствующим образом синхронизированы. Скорость синхронизации зависит от варианта использования.
6.8 Обмен цифровыми моделями
Пользовательская сеть должна обеспечивать обмен информацией о цифровом представлении ФПЭ. Она должна предоставлять приложениям возможность обращаться к общим моделям ФПЭ. В зависимости от варианта использования, возможно, придется выполнить моделирование типов ФПЭ, показанных на рисунке 3, для обмена информацией.

Сервисная сеть используется для передачи информации между субсущностями в рамках сущности ЦД. Она может быть приватной для конкретной реализации сущности ЦД и не требует определения в настоящем стандарте.
8.1 Общие положения
Сеть доступа соединяет сущность устройства связи с другими сущностями. Сущность устройства связи собирает информацию о ФПЭ в процессе их работы, используя соответствующий протокол потоковой передачи данных. Сущность устройства связи управляет ФПЭ с помощью команд на понятном для ФПЭ языке.
8.2 Подключение
В зависимости от обстоятельств подключение к сущности устройства связи можно обнаруживать динамически при помощи соответствующего протокола или фиксированного сетевого адреса. В любом случае по каналу связи осуществляется передача данных о ФПЭ сущности ЦД.
Примеры
1 Агент MTConnect для станка в производственном цехе, имеющий фиксированный сетевой адрес, публикуется в сети с URL 192.168.0.1:5000. В этом случае ЦД станка использует данный адрес для отслеживания изменений его ФПЭ.
2 Подписчик MQTT с динамическим сетевым адресом обнаруживает доступный набор данных от сущности устройства связи, ответственного за ФПЭ, и использует их для обновления своего ЦД.
8.3 Стандартизированный метод коммуникации
Сеть доступа должна предоставлять стандартизированный метод доставки данных, собранных сущностью устройства связи. Метод должен включать информацию в объеме, достаточном для идентификации ФПЭ, и описывать каждое изменение контролируемой характеристики ФПЭ.
Сеть доступа должна предоставлять стандартизированный метод передачи данных для управления ФПЭ посредством сущности устройства связи.
8.4 Синхронизация
Сеть доступа должна обеспечивать подключение ЦД к его ФПЭ. Параметры пропускной способности и задержки должны гарантировать требуемый уровень синхронизации.
Примечание - Требования к задержке при срочном устранении неисправности или в случае появления аварийного сигнала отличаются от требований к обновлению 3D-модели.
8.5 Метод транзакции
Сеть доступа должна поддерживать любой из трех методов транзакций, перечисленных ниже:
- метод PULL: инициатор запроса запрашивает информацию у поставщика.
Примечание - Сущность ЦД является инициатором запроса, а сущность устройства связи - поставщиком;
- метод PUSH: отправитель отправляет новую или измененную информацию получателю.
Примечание - Сущность ЦД является получателем, а сущность устройства связи - отправителем;
- метод PUBLISH: издатель публикует данные для подписчиков.
Примечание - Сущность ЦД является подписчиком, а сущность устройства связи - издателем.
Метод PUBLISH рекомендуется использовать в случае, если несколько сущностей цифровых двойников прослушивают одну сущность устройства связи.
8.6 Поддержка мобильности
Если сетевое местоположение сущности устройства связи меняется, то сеть доступа должна поддерживать связь с его ЦД.
8.7 Безопасность
Сеть доступа должна обеспечивать безопасность и конфиденциальность ЦД.
Примечание - Методы безопасной связи определены в стандартах, например, в ГОСТ Р МЭК 62443-2-1, ГОСТ Р МЭК 62443-3-3.
9.1 Общие положения
Бесконтактная сеть является интерфейсом между сущностью устройства связи и ФПЭ. Она не требуется, если сущность устройства связи размещена на ФПЭ.
9.2 Поддержка локальной сети коммуникации
Бесконтактная сеть должна обеспечивать соединение сущности устройства связи с ФПЭ посредством промышленной сети Ethernet или локальной сети.
9.3 Поддержка адаптации
Бесконтактная сеть должна поддерживать адаптацию данных, полученных от ФПЭ, к данным, понятным сущности устройства связи.
9.4 Поддержка объема данных, эффективности передачи и хранения
Бесконтактная сеть должна поддерживать объем данных, эффективность передачи и хранение, необходимые для передачи информации между сущностью устройства связи и ФПЭ.
(справочное)
ДВОЙНИКА ПРОИЗВОДСТВА
А.1 Примеры обмена данными
А.1.1 Общие сведения
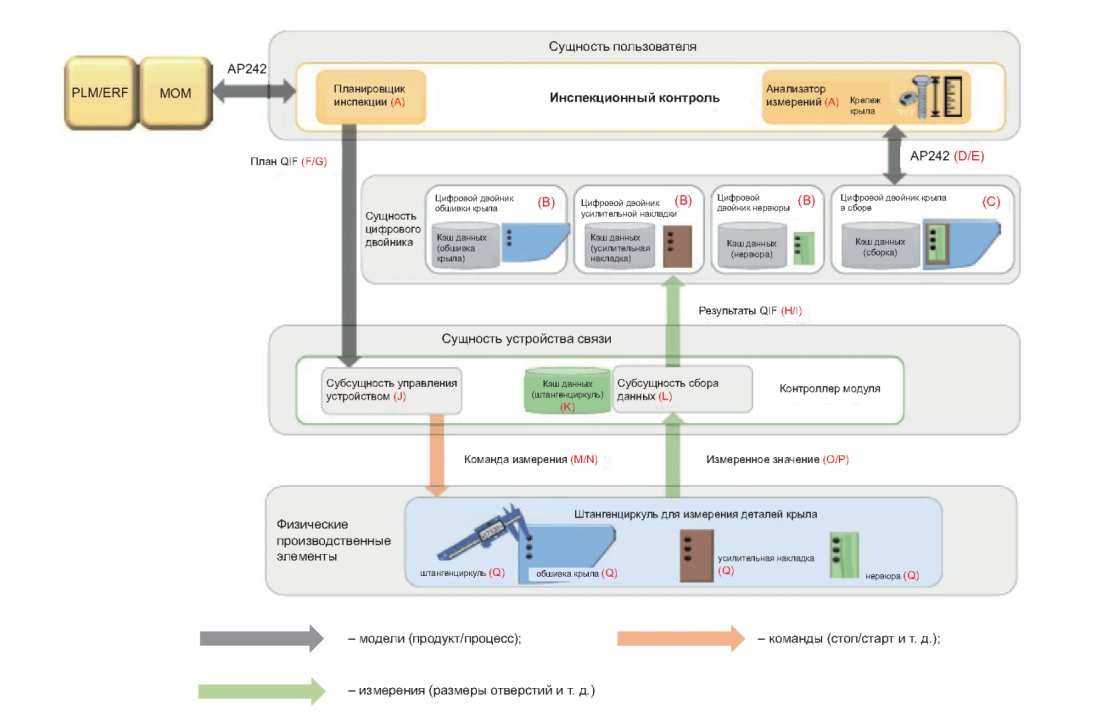
На рисунке А.1 показан способ обмена информацией в структуре ЦД с помощью доступных в настоящее время протоколов коммуникации.

На рисунке А.1 показаны две конфигурации ФПЭ.
В первой конфигурации (сущность устройства связи/ФПЭ слева) выполняются сбор данных сущностью устройства связи посредством бесконтактной сети и их отправка сущности ЦД по сети доступа. Сущностью пользователя контролирует ФПЭ через унаследованный канал связи. Например, файл G-кода записывается из PLM и загружается оператором в систему управления.
Во второй конфигурации (сущность устройства связи/ФПЭ справа) выполняются сбор данных непосредственно сущностью устройства связи в рамках одной системы и их отправка сущности ЦД по сети доступа. Например, современная система ЧПУ напрямую поддерживает числовое программное управление для ввода данных и MTConnect для вывода отчетов о результатах.
А.1.2 Варианты реализации обмена данными в пользовательской сети
Существуют следующие варианты реализации обмена данными в пользовательской сети:
- можно использовать стандартизированные методы обмена информацией, то есть сущность ЦД может предоставлять веб-сервисы сущности пользователя посредством HTTP или REST;
- сущность ЦД может определить открытые API для сущности пользователя. Один из примеров открытого API - веб-интерфейс;
- сущность ЦД и сущность пользователь могут использовать базу данных или облачную платформу;
- сущность ЦД может взаимодействовать с такими приложениями, как PLM, MES и ERP. Сущность ЦД может получать данные, связанные с производством, посредством интерфейсов с этими приложениями;
- для использования информации о производстве подходят ГОСТ Р МЭК 62264-1 - ГОСТ Р МЭК 62264-3, ГОСТ Р МЭК 62264-5. B2MML применяется для извлечения производственной информации (например, для отслеживания активов, управления складскими запасами), необходимой для ЦД. В ГОСТ Р ИСО 16100-1 - ГОСТ Р ИСО 16100-6 определены требования к программному обеспечению, обеспечивающему взаимодействие между производственными программными инструментами (модулями или системами). В ГОСТ Р ИСО 18828-2 - ГОСТ Р ИСО 18828-4 определено понятие информации для непрерывного планирования производства;
- для поддержки визуализации применяются положения, приведенные в [1]. Для определения синтаксиса и семантики формата файлов для 3D-визуализации и обработки упрощенной геометрии и информации о производстве продукции, полученной из систем CAD, применяются положения, приведенные в [2];
- информацию из систем CAD/CAM можно использовать для создания цифровой модели ФПЭ. К числу применимых стандартов относятся: ГОСТ Р ИСО 10303-242 (т.е. STEP AP242), [2] (т.е. STEP AP238), ГОСТ Р ИСО 10303-239 (т.е. STEP AP239), ГОСТ Р МЭК 62714-1 и ГОСТ Р МЭК 62714-2 (т.е. AutomationML). Ряд приложений использует план завода (чертеж) для создания первоначальной цифровой модели цеха. Формат 3D-файлов подходит для хранения информации о 3D-моделях. Наиболее популярными форматами являются STL, FBX и COLLADA. Они используются в 3D-печати, видеоиграх, киноиндустрии, архитектуре, науке, медицине, конструкторско-проектной деятельности и т.д.;
- для встраивания 3D-моделей в документы подходят формат 3D PDF или инструменты 3D-рендеринга. 3D PDF - это PDF-файл, содержащий трехмерную геометрию. 3D-рендеринг - это процесс преобразования трехмерных моделей в двухмерные изображения на компьютере или в документах;
- для предоставления графической информации через Интернет можно использовать WebGL или OpenGL. WebGL - это API на JavaScript для рендеринга 2D/3D-графики; OpenGL - это API для рендеринга 2D/3D-графики. В своем современном виде OpenGL представляет собой кросс-платформенную библиотеку для взаимодействия с программируемыми графическими процессорами с целью рендеринга 3D-графики в режиме реального времени. Эта спецификация широко используется в играх, САПР и приложениях для визуализации данных;
- для описания модели ЦД можно использовать оболочку AAS - общую мета-модель, применяемую для описания активов в различных форматах (JSON, XML и RDF);
- для поддержки верификации применяются положения, приведенные в [3] (т.е. QIF) - это стандарт на основе XML, который определяет, организует и связывает информацию о качестве. ЦД можно синхронизировать с измеренными значениями. Для повышения точности результатов прогнозирования можно анализировать данные об измеренных значениях QIF.
А.1.3 Варианты реализации обмена данными в сети доступа
Существуют следующие варианты реализации обмена данными в сети доступа:
- сущность пользователя может применять стандартизированные методы обмена данными, то есть получать доступ к ФПЭ и управлять им посредством таких протоколов, как MTConnect и OPC-UA;
- сущность пользователя может получать доступ к устройствам IoT (например, датчикам, исполнительным механизмам) и управлять ими посредством таких протоколов, как OPC-UA, OCF, LwM2M и oneM2M. Протоколы IoT определяют различные форматы данных для обмена;
- в целях поддержки метода PUBLISH применяются положения, приведенные в [4] (т.е. MQTT), который определяет транспортный протокол публикации/подписки сообщений между клиентом и сервером;
- для обеспечения связи в режиме практически реального времени применяются положения, приведенные в [5], [6]. Они определяют сервисы TSN для сетей поставщиков услуг и промышленной автоматизации. TSN - это протокол 2-го уровня, обеспечивающий низкие задержки с минимальными колебаниями значений и незначительную потерю пакетов;
- в контексте безопасности применяются такие алгоритмы, как PSK, ECDHE, CBC, CCM, SHA и RSA;
- если их применение для сервисов с большим объемом данных, например в сфере периферийных вычислений, облачных технологий и данных IoT, вызывает сложности, то можно использовать протокол обмена ключами Диффи-Хеллмана.
А.1.4 Варианты реализации обмена данными в бесконтактной сети
Ниже приведены варианты реализации обмена данными в бесконтактной сети:
- если ФПЭ уже поддерживает протоколы типа MTConnect или OPC-UA, то бесконтактная сеть не требуется;
- для обеспечения связности на локальном уровне ФПЭ может быть подключен к собственной сети или промышленной сети Ethernet (например, EtherCAT, Ethernet/IP, Profinet, Modbus, RAPIENet);
- для сбора разнообразной информации применим широкий спектр подключенных к сети датчиков, например, для мониторинга рабочего состояния оборудования можно использовать датчики температуры, вибрации, звука и т.д.
(справочное)
Б.1 Общий обзор
В таблице Б.1 приведен пример с использованием шаблона, разработанного ИСО и МЭК.
Таблица Б.1
ID | Сценарий использования N 1 |
Название сценария использования | Динамическое планирование задач для нескольких роботов в производственном модуле |
Сфера применения | Интеллектуальное производство |
Охват этапов жизненного цикла | Производство |
Статус | Эксплуатация |
Область применения | Автоматизированная настройка и отслеживание производственного процесса на основе переменных условий сборки для производственного модуля с несколькими роботами |
Исходное состояние (проблема). Ситуация | Требования к производственному процессу варьируются в зависимости от условий сборки поступающих компонентов. Ручная настройка производственных процессов отнимает много времени и создает риск того, что соответствующий процесс не будет отвечать требованиям или правильно отслеживаться |
Цель(и) | Автоматическая регулировка процессов и ведение журналов производственных процессов с помощью цифровых двойников |
Краткое описание (не более 150 слов) | Когда в производственном модуле осуществляется крупный и сложный сборочный процесс, повышается вероятность того, что его исходное состояние не будет номинальным (отсутствие компонентов, требования доработки). Ручная настройка производственного процесса занимает много времени и увеличивает риск того, что скорректированный процесс не будет соответствовать требованиям или должным образом отслеживаться. Приложения для цифровых двойников позволяют: 1) определять различия между цифровым двойником сборки и номинальным состоянием; 2) корректировать требования к производственному процессу на основе этих различий; 3) создавать и проверять скорректированный производственный процесс; 4) отслеживать текущее состояние процесса и собираемого изделия |
Заинтересованные стороны | Персонал производственного цеха, контролирующие органы (FAA, EASA и т.д.) и поставщики роботизированных модулей |
Ключевые технологии | Автоматизированные производственные системы для рабочих модулей с несколькими роботами |
Подходящие стандарты | AP238 и AP242 для описания ЦД процесса и продукта MTConnect для передачи сведений о состоянии процесса и собираемого изделия для создания цифровых двойников |
Требования к стандартизации | Стандарты серии "Концептуальная модель цифровых двойников для производственной сферы" - структура ЦДП, описывающая взаимодействие стандартов на производственном уровне |
Нерешенные вопросы и будущие задачи | Внедрение стандартов поставщиками оборудования для обеспечения бесперебойной работы на уровне производственного цеха. Определение алгоритмов/методов для предотвращения столкновений в динамично меняющейся среде |
Б.2 Последовательность операций
Б.2.1 Технологический процесс
На рисунке Б.1 показан процесс динамического планирования задач для нескольких роботов.

динамического планирования
Б.2.2 Этап 1 - выбор
Шаг 1. Крыло в сборе физически загружается в роботизированный производственный модуль. Система инспекционного контроля получает информацию о типе сборки и ее экземпляре с помощью идентификатора сборки.
Шаг 2. Система инспекционного контроля запрашивает соответствующий ЦД процесса (в формате AP238), ЦД крыла в сборе (в формате AP242) и требования к процессу из PLM через MOM. В результате эта система получает сведения о CoA (какое отверстие должно быть просверлено) и о базовом процессе, подлежащем выполнению.
Б.2.3 Этап 2 - обновление процесса
Шаг 1. Система инспекционного контроля с помощью регулятора CoA и на основе ЦД крыла в сборе (в формате AP242) определяет, какие отверстия не нужно сверлить. Затем она деактивирует соответствующие этапы работ по сверлению в ЦД процесса (в формате AP238).
Шаг 2. Оптимизатор последовательности распределяет этапы операции сверления между четырьмя роботами производственного модуля.
Шаг 3. Оптимизатор определяет эффективную последовательность операций сверления для каждого робота.
Шаг 4. ЦД процесса моделирует процесс сверления и проверяет, нет ли столкновений и просверлены ли все нужные отверстия.
Шаг 5. Обновленный производственный процесс отправляется контекстному интерпретатору.
Б.2.4 Этап 3 - конвертация и передача
Шаг 1. Контекстный интерпретатор извлекает релевантный контекст (например, рабочий план, этап работы, карту сопоставления процесса и отверстия). После этого он вносит соответствующий контекст в стандартизированную реализацию основного языка программирования роботов (Rapid/Enhanced Rapid).
Шаг 2. Данные Enhanced Rapid передаются в производственный модуль.
Шаг 3. Данные Enhanced Rapid распределяются между роботами, после чего начинается производственный процесс.
Б.2.5 Этап 4 - выполнение
Роботы передают информацию о совместном движении и значительном прогрессе выполнения (например, о просверленных отверстиях) контроллеру модуля через OPC-UA. Эти данные преобразуются в MTConnect.
С помощью данных MTConnect сущность ЦД непрерывно обновляет информацию о крыле в сборе и цифровые двойники процессов. Эта информация включает в себя сведения о движении манипуляторов робота и завершении рабочих этапов.
Б.2.6 Этап 5 - документирование
Обновленные цифровые модели крыла в сборе и технологического процесса возвращаются в PLM посредством MOM. Они используются в качестве CoA для последующих процессов и составления отчетов.
Крыло в сборе с новыми отверстиями выгружается из производственного модуля.
Б.3 Сопоставление со структурой
Б.3.1 Общий обзор
На рисунке Б.2 показана возможная реализация данного примера в соответствии со структурой.

Б.3.2 Реализация с использованием структуры
Реализация сценария динамического планирования с помощью структуры приведена в таблице Б.2.
Таблица Б.2
планирования с помощью структуры
Условное обозначение | Роль в сценарии использования | Наименование | Технология реализации | Комментарий |
A | Инспекционный контроль | Сущность пользователя | Исполняемый файл для ОС Windows с использованием модулей STEP | Предоставляет интерфейс к PLM через MOM. Оптимизирует процесс на основе CoA |
B | ЦД крыла | Сущность ЦД | Исполняемый файл для ОС Windows с использованием модулей STEP | Синхронизирует ЦД процесса крыла с ФПЭ с помощью набора данных о состоянии. Представляет ЦД крыла в AP242 на этапе завершения |
C | ЦД процесса | Сущность ЦД | Исполняемый файл для ОС Windows с использованием модулей STEP | Синхронизирует ЦД процесса с ФПЭ с помощью набора данных о состоянии. Представляет ЦД процесса в AP238 по завершении |
D | Модели системы связи (1) | Пользовательская сеть | Внутренняя сеть | Предоставляет и извлекает цифровые двойники крыла и процесса по завершении производства |
E | Модели системы связи (2) | Сеть доступа | Внутренняя сеть | Отправляет скорректированный производственный процесс контроллеру модуля |
F | Модель обмена данными (ФПЭ) | Представления цифровых двойников | AP242, AP238 | Первоначальные и синхронизированные представления ЦД процесса и крыла в сборе |
G | Кэш данных (модуль) | Предварительная обработка данных ФС | Агент MTConnect | Кэширует информацию о состоянии процесса в целях надежного обновления ЦД крыла и процесса |
H | Контекстный интерпретатор | ФС конвертирования данных | Исполняемый файл для ОС Windows с использованием модулей STEP | Преобразует AP238 в RAPID с использованием соглашений Enhanced Rapid. В этом сценарии использования интерпретатор данных ФС является кросс-системной сущностью, реализованной в субсущности управления устройствами |
I | Инструкции канала связи | Бесконтактная сеть | Промышленный Ethernet | Передает команды Enhanced RAPID от контроллера модуля к роботам |
J | Инструкции | Требования к обмену данными в бесконтактной сети | Enhanced RAPID | Обработка инструкций с использованием стандартной реализации встроенного языка роботов RAPID |
K | Канал связи для набора данных о состоянии (1) | Сеть доступа | MTConnect | Передает сведения о состоянии роботов цифровым двойникам крыла и процесса |
L | Набор данных о состоянии (1) | Требования к обмену данными в сети доступа | MTConnect | Состояние робота, включая состояние манипуляторов и состояние процесса |
M | Канал связи для набора данных о состоянии (2) | Бесконтактная сеть | OPC-UA | Передает сведения о состоянии роботов контроллеру модуля |
H | Набор данных о состоянии (2) | Требования к обмену данными в бесконтактной сети | OPC-UA | Состояние робота, включая состояние манипуляторов и состояние процесса |
O | Роботы 1 - 4 | ФПЭ | Робототехника ABB | Не входит в структуру ЦД |
Б.3.3 Сопоставление ЦД крыла с сущностью ЦД
Реализация сопоставления цифровой модели крыла с сущностью ЦД показана на рисунке Б.3 и в таблице Б.3.

с сущностью ЦД
Таблица Б.3
Роль в сущности ЦД | Функциональная сущность | Тип данных | Комментарий | ||||
Интерфейс отчетности | ФС отчетности | AP242 | Интерфейс с пользовательским интерфейсом ФС для CoA структуры крыла | ||||
| |||||||
Интерфейс ЦД | ФС однорангового интерфейса | AP242, AP238 | Синхронизирует ЦДи крыла и процесса | ||||
Программа просмотра | ФС воспроизведения | AP242, современный OpenGL | Отображает структуру крыла CoA по мере ее изменения | ||||
Менеджер ЦД | ФС технического обслуживания | AP242 | Управляет обновлением и распространением представлений ЦД | ||||
Представление ЦД | ФС цифрового представления | AP242 | Содержит цифровую модель структуры крыла | ||||
Программа обновления отверстий | ФС синхронизации | MTConnect, AP238 | Обновляет цифровую модель структуры крыла в процессе сверления отверстий | ||||
Б.3.4 Сопоставление ЦД процесса и сущности ЦД
Реализация сопоставления ЦД процесса и сущности ЦД представлена на рисунке Б.4 и в таблице Б.4.

и сущности ЦД
Таблица Б.4
Роль в сущности ЦД | Функциональная сущность | Тип данных | Комментарий |
Интерфейс инициализации ЦД | ФС пользовательского интерфейса | AP238, AP242 | Интерфейс к пользовательскому интерфейсу ФС для получения начальных/запланированных состояний задействованных ЦД |
Интерфейс отчетности | ФС отчетности | AP238 | Интерфейс к пользовательскому интерфейсу ФС для процесса сверления |
Интерфейс оптимизации | ФС поддержки приложений | AP238 | Интерфейсы к инструментам оптимизации процесса в сущности пользователя |
Симулятор процесса | ФС моделирования | AP238 | Моделирует выполнение процесса сверления |
Интерфейс ЦД | ФС однорангового интерфейса | AP242, AP238 | Синхронизирует ЦД крыла и процесса |
Программа просмотра | ФС воспроизведения | AP238, современный OpenGL | Отображает действия роботов при сверлении отверстий |
Менеджер ЦД | ФС технического обслуживания | AP238 | Управляет обновлением и распространением представлений ЦД |
Представление ЦД | ФС цифрового представления | AP238 | Включает в себя цифровую модель процесса сверления |
Программа обновления процессов | ФС синхронизации | MTConnect, AP238 | Обновляет ЦД завершенного процесса сверления отверстий |
(справочное)
СЦЕНАРИЙ ИСПОЛЬЗОВАНИЯ МЕТОДА ПЕРЕДОВОЙ МЕТРОЛОГИИ
В.1 Краткий обзор
В таблице В.1 приведен пример сценария использования передовых методов метрологии.
Таблица В.1
ID | Сценарий использования N 2 |
Название сценария использования | Передовые методы метрологии |
Сфера применения | Интеллектуальное производство |
Охват этапов ЖЦ | Производство |
Статус | Прототип |
Область применения | Измерение ЦД детали сложной формы для точного определения толщины сборочного приспособления, позволяющее точно определить длину крепежных элементов и уменьшить вес |
Исходное состояние (проблема) | При изготовлении изделий сложной геометрической формы параметры разных экземпляров готовых изделий могут незначительно отличаться в силу различий в производственных процессах и условиях окружающей среды. Эти различия влияют на толщину сборочного приспособления для сопрягаемых узлов |
Цель(и) | Смоделировать цифровые двойники геометрии готовой конструкции с точной толщиной сопрягаемых деталей, позволяющие подобрать крепежные детали нужной длины |
Краткое описание (не более 150 слов) | Измерение сборочного узла сложной геометрии для создания точной модели готовой детали: а) проверка допустимых геометрических отклонений; б) определение точной длины крепежных деталей; в) снижение веса за счет использования меньшего количества материала для крепежных деталей |
Заинтересованные стороны | Персонал производственного цеха, контролирующие органы (FAA, EASA и т.д.) |
Ключевые технологии | Автоматизированное сверление и крепление сложных конструкций. Автоматическое измерение многослойных узлов |
Информационные источники | ГОСТ Р ИСО 10303-242 для описания цифровых моделей двойников изделия в сборе. Описание плана измерений и результатов измерений компонентов приведено в [3]. MTConnect для передачи сведений о состоянии процесса и собираемого изделия для создания ЦД |
Требования к стандартизации | Стандарты серии "Концептуальная модель цифровых двойников для производственной сферы" - структура ЦДП, описывающая взаимодействие стандартов на производственном уровне |
Нерешенные вопросы и будущие задачи | Внедрение стандартов поставщиками метрологического оборудования для обеспечения бесперебойной работы на уровне производственного цеха |
В.2 Последовательность операций
В.2.1 Технологический процесс
На рисунке В.1 представлен процесс оптимизации передовых методов метрологии.

В.2.2 Этап 1 - измерение
Шаг 1. Планировщик инспекций определяет процесс инспекции, в рамках которого измеряется толщина отдельных компонентов крыла (например, обшивки крыла, усилительной накладки, нервюры) вблизи мест их крепления. Процесс инспекции определяется как план QIF.
Шаг 2. Контекстный интерпретатор инспекции переводит план QIF на язык измерительного оборудования.
Шаг 3. По мере выполнения процесса инспекции полученные значения измерений конвертируются в параметры QIF с помощью контекстного интерпретатора инспекции.
Шаг 4. Параметры QIF используются для обновления ЦД отдельных компонентов.
В.2.3 Этап 2 - виртуальная сборка
Шаг 1. Обновленные ЦД отдельных компонентов крыла виртуально выравниваются и собираются.
Шаг 2. Толщина пакета для каждого крепежа рассчитывается путем сложения толщин каждого отдельного компонента крыла в каждом месте, где должно быть просверлено отверстие для установки крепежной детали.
В.2.4 Этап 3 - обновление процесса
Шаг 1. На основе толщин пакетов, определенных на этапе 2, определяются оптимизированные варианты крепежа путем подбора длин крепежных деталей, соответствующих рассчитанным толщинам пакетов.
Шаг 2. Производственный процесс сборки обновляется в целях назначения оптимизированных крепежных деталей для соответствующих мест расположения отверстий.
Шаг 3. ЦД крыла в сборе обновляется с учетом оптимизированного расположения крепежных деталей.
В.3 Реализация на основе структуры
В.3.1 Общие положения
Реализация сценария использования передовых методов метрологии на основе структуры представлена в таблице В.2, а на рисунке В.2 приведены передовые методы метрологии.
Таблица В.2
метрологии на основе структуры
Условное обозначение | Роль в сценарии использования | Наименование | Технология реализации | Комментарий |
A | Инспекционный контроль | Сущность пользователя | Исполняемый файл Windows с использованием модулей STEP и QIF | Предоставляет интерфейс к PLM через MOM. Разрабатывает планы инспекций и анализирует результаты измерений |
B | Цифровые модели обшивки крыла, усилительной накладки и нервюры | Сущность ЦД | Исполняемый файл для ОС Windows с использованием модулей STEP | Синхронизирует процессы ЦД обшивки крыла, усилительной накладки и нервюры с ФПЭ с помощью набора данных о состоянии. Представляет ЦД обшивки крыла, усилительной накладки и нервюры в формате AP242 после завершения |
C | ЦД крыла в сборе | Сущность ЦД | Исполняемый файл для ОС Windows с использованием модулей STEP | Синхронизирует ЦД крыла в сборе с ФПЭ при помощи набора данных о состоянии. Представляет ЦД процесса в формате AP242 после завершения |
D | Моделирование обмена данными | Пользовательская сеть | Внутренняя сеть | Предоставляет и извлекает ЦД обшивки крыла, усилительной накладки, нервюры и крыла в сборе после завершения производства |
E | Модель обмена данными (ФПЭ) | Представление ЦД | AP242 | Для обмена данными о состоянии узлов крыла, обшивки крыла, усилительной накладки и нервюры используется соответствующая модель |
F | План обмена данными QIF | Сеть доступа | Внутренняя сеть | Передает планы инспекции QIF контроллеру модуля |
G | План QIF | Требования к обмену данными в сети доступа | QIF | Планы инспекции QIF для выполнения контроллером модуля |
H | Обмен данными о результатах QIF | Сеть доступа | Внутренняя сеть | Передает результаты инспекции от контроллера модуля к ЦД обшивки крыла, усилительной накладки и нервюры |
I | Результаты QIF | Требования к обмену данными в сети доступа | QIF | Результаты инспекции в формате QIF для ЦД обшивки крыла, усилительной накладки и нервюры |
J | Субсущность управления устройством | ФС контроля | Исполняемый файл Windows, использующий модули QIF | Конвертация плана инспекции QIF в формат Mitutoyo U-wave |
K | Кэш-память (штангенциркуль) | Предварительная обработка данных ФС | Windows | Кэширование результатов измерений для гарантированного обновления ЦД обшивки крыла, усилительной накладки, нервюры и крыла в сборе |
L | Субсущность сбора данных | ФС сбора данных | Исполняемый файл Windows, использующий модули QIF | Обновление результатов измерений (параметров QIF) для ЦД обшивки крыла, усилительной накладки, нервюры и крыла в сборе |
M | Команда измерения | Требования к обмену данными в бесконтактной сети | Mitutoyo U-wave | Команды для штангенциркуля/пользователя |
H | Команда измерения (обмен данными) | Бесконтактная сеть | Bluetooth | Передача команд измерения штангенциркулю/пользователю |
O | Измеренное значение | Требования к обмену данными в бесконтактной сети | Mitutoyo U-wave | Результаты измерений штангенциркулем |
P | Измеренное значение (обмен данными) | Бесконтактная сеть | Bluetooth | Передача результатов измерений от штангенциркуля к контроллеру модуля |
Q | Штангенциркуль, обшивка крыла, усилительная накладка и нервюра | Физический производственный элемент | Конструктивные элементы крыла из алюминиевого сплава и углеродного волокна и измерительный прибор | Не входит в структуру ЦД |
В.3.2 Сопоставление ЦД обшивки крыла, усилительной накладки и нервюры с сущностью ЦД
Сопоставление ЦД обшивки крыла, усилительной накладки и нервюры с сущностью ЦД показано в таблице В.3 и на рисунке В.3.
Таблица В.3
и нервюры с функциональной сущностью
Роль в сущности ЦД | Функциональная сущность | Тип данных | Комментарий |
Интерфейс инициализации ЦД | ФС пользовательского интерфейса | AP242 | Интерфейс к пользовательскому интерфейсу ФС для получения начальных/запланированных состояний задействованных ЦД |
Интерфейс отчетности | ФС отчетности | AP242 | Интерфейс к пользовательскому интерфейсу ФС для измеренного состояния обшивки крыла, усилительной накладки и нервюры |
Интерфейс ЦД | ФС однорангового интерфейса | AP242 | Связывает ЦД обшивки крыла, усилительной накладки, нервюры и крыла в сборе |
Программа просмотра | ФС воспроизведения | AP242, современный OpenGL | Отображает измеренное состояние обшивки крыла, усилительной накладки и нервюры |
Менеджер ЦД | ФС технического обслуживания | AP242 | Управляет обновлением и совместным использованием представления ЦД |
Представление ЦД | ФС цифрового представления | AP242 | Содержит цифровую модель обшивки крыла, усилительной накладки и нервюры |
Устройство для обновления сведений о толщине | ФС синхронизации | QIF | Обновляет сведения о состоянии обшивки крыла, усилительной накладки и нервюры в процессе измерений |

усилительной накладки и нервюры с сущностью ЦД
В.3.3 Сопоставление ЦД крыла в сборе с сущностью ЦД
Реализация сопоставления ЦД крыла в сборе с сущностью ЦД показана на рисунке В.4 и в таблице В.4.
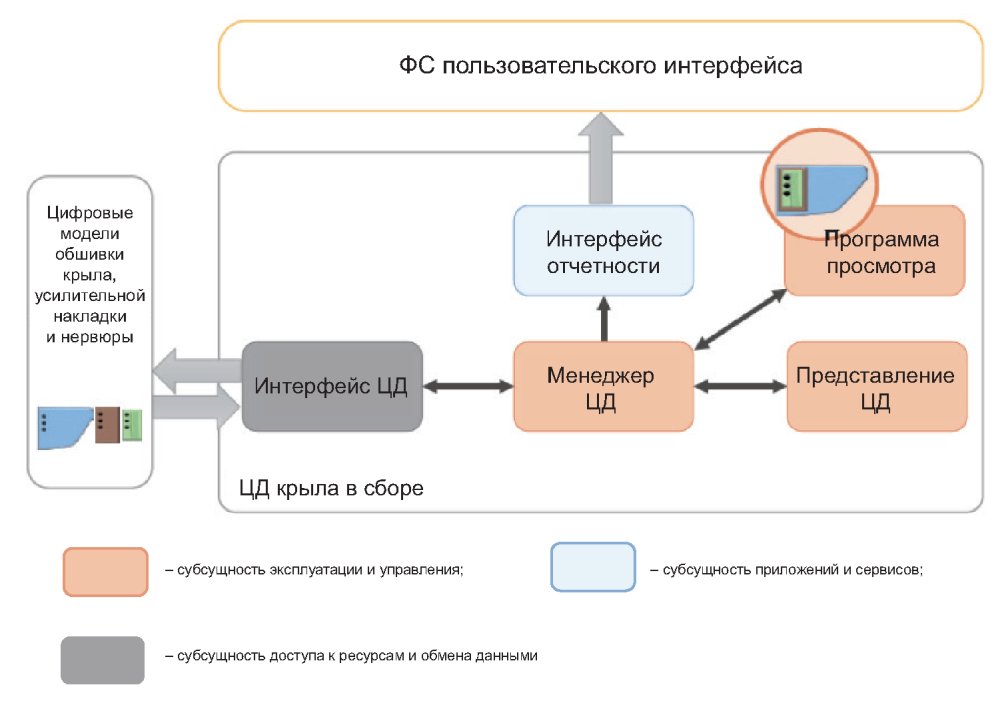
с сущностью ЦД
Таблица В.4
Роль в сущности ЦД | Функциональная сущность | Тип данных | Комментарий |
Интерфейс отчетности | ФС отчетности | AP242 | Интерфейс к пользовательскому интерфейсу ФС для измеренного виртуального состояния крыла в сборе |
Интерфейс ЦД | ФС однорангового интерфейса | AP242 | Связывает ЦД крыла в сборе, обшивки крыла, усилительной накладки и нервюры |
Программа просмотра | ФС воспроизведения | AP242 | Отображает крыло в сборе в виртуальном виде после измерений и сборки |
Менеджер ЦД | ФС технического обслуживания | AP242 | Управляет обновлением и распространением представлений ЦД |
Представление ЦД | ФС цифрового представления | AP242 | Содержит ЦД сборки крыла, в основе которого лежат собранные в виртуальном виде ЦД обшивки крыла, усилительной накладки и нервюры |
(справочное)
ПРОЦЕССОВ СЪЕМА МАТЕРИАЛА
Г.1 Обзор
В таблице Г.1 приведен пример использования шаблона оптимизированных процессов съема материала.
Таблица Г.1
ID | Сценарий использования N 3 |
Название сценария использования | Оптимизированные процессы съема материала |
Сфера применения | Умное производство |
Охват этапов жизненного цикла | Производство |
Статус | Эксплуатация |
Область применения | Обеспечение обратной связи между выполненным и запланированным процессами |
Исходное состояние (проблема). Ситуация | Неэффективная передача результатов механической обработки в другие системы предприятия, осуществляемая в настоящее время вручную и/или нестандартизированным способом |
Цель(и) | Моделирование ЦД продукта, процесса и оборудования дополняет набор данных, получаемых в ходе выполнения процесса, контекстной информацией об утвержденном технологическом маршруте, используемых режущих инструментах, обрабатываемой и измеряемой детали |
Краткое описание (не более 150 слов) | В рамках бизнес-модели, когда съем материала предоставляется в виде услуги, важно обеспечить доступность данных о производительности и предоставить поставщику услуг возможность участвовать в оптимизации процесса: - ведения журнала данных о производительности процесса на протяжении всего срока службы режущего инструмента; - обмена журналом данных о производительности с поставщиком услуг; - получения оптимизированного плана процесса, включая выбор режущего инструмента и параметры производительности, от поставщика услуг |
Заинтересованные стороны | Персонал производственного цеха, контролирующие органы (FAA, EASA и т.д.), поставщики режущих инструментов |
Ключевые технологии | ЧПУ, обработка металла резанием, измерение геометрических параметров |
Информационные источники | AP238 и AP242 для описания ЦД процесса и продукта. Описание ЦД инструмента приведено в [7]. Описание результатов измерений (QIF) приведено в [3] AP239 для обеспечения связи между состояниями физических экземпляров производимых деталей, фактически выполняемым процессом и используемым оборудованием (режущий инструмент и станок) MTConnect для передачи информации о состоянии процесса и измерениях для создания ЦД. Стандартный метод программирования операций на станках с ЧПУ (G-коды и M-коды) приведен в [8] |
Требования к стандартизации | ПНСТ 949-2024, ПНСТ 951-2024 - структура ЦДП, описывающая взаимодействие стандартов на производственном уровне и между вспомогательными подразделениями за пределами производственного объекта |
Нерешенные вопросы и будущие задачи | Внедрение стандартов поставщиками инструмента и производителями изделий. Обеим сторонам было бы выгодно участвовать в проектах (см. [7]), направленных на улучшение передачи данных о режущем инструменте для обеспечения бесперебойной работы цеха |
Г.2 Последовательность операций
Г.2.1 Технологический процесс
На рисунке Г.1 показан оптимизированный процесс съема материала.

Г.2.2 Этап 1 - выбор
Шаг 1. Оператор выбирает деталь для производства в соответствии с требованиями календарного плана.
Шаг 2. Система инспекционного контроля загружает технологический план из PLM, включая сведения об оборудовании, операторе, материалах, требования к установке и режущем инструменте.
Г.2.3 Этап 2 - подготовка процесса
Шаг 1. Технологический план обновляется на основе рекомендаций, полученных по итогам предыдущих производственных циклов изготовления этой детали.
Шаг 2. Обновляются требования процесса к ресурсам, включая оптимальное распределение инструментов и материалов.
Шаг 3. Обновленный технологический план используется для создания цифровых двойников станка, детали и режущего инструмента.
Г.2.4 Этап 3 - конвертация и передача
Шаг 1. Контекстный интерпретатор извлекает соответствующий контекст (например, план техпроцесса, рабочие этапы техпроцесса, сведения о допусках, уникальные идентификаторы назначенного режущего инструмента и обрабатываемой детали). Затем контекстный интерпретатор вставляет соответствующий контекст в стандартизированную реализацию встроенного языка программирования станка (улучшенный G-код).
Шаг 2. Улучшенный G-код передается на станок.
Шаг 3. Запускается процесс обработки.
Г.2.5 Этап 4 - выполнение
Необходимо вывести три отдельных набора контекстуальных данных:
- процесс: по мере обработки детали сведения о ключевых этапах выполнения передаются агенту MTConnect с помощью сообщений. Эти сообщения содержат  метки и обычно появляются в начале и в конце рабочих этапов и рабочих планов. Это позволяет узнать состояние процесса в любой момент времени;
метки и обычно появляются в начале и в конце рабочих этапов и рабочих планов. Это позволяет узнать состояние процесса в любой момент времени;
метки и обычно появляются в начале и в конце рабочих этапов и рабочих планов. Это позволяет узнать состояние процесса в любой момент времени;- датчики: во время обработки измеряются различные технологические, физические, электрические и экологические характеристики и передаются в виде набора данных с  меткой агенту MTConnect. Эти характеристики, к примеру, могут описывать изменение числа оборотов шпинделя или скорости подачи, температуру охлаждающей жидкости, нагрузку на шпиндель и вибрацию;
меткой агенту MTConnect. Эти характеристики, к примеру, могут описывать изменение числа оборотов шпинделя или скорости подачи, температуру охлаждающей жидкости, нагрузку на шпиндель и вибрацию;
меткой агенту MTConnect. Эти характеристики, к примеру, могут описывать изменение числа оборотов шпинделя или скорости подачи, температуру охлаждающей жидкости, нагрузку на шпиндель и вибрацию;- измерения: физические характеристики детали могут быть измерены вручную (оператором) или оборудованием на различных этапах производственного процесса. Эта информация передается агенту MTConnect в виде сообщений.
Три набора данных синхронизируются с помощью  меток для обновления ЦД станка, детали и режущего инструмента.
меток для обновления ЦД станка, детали и режущего инструмента.
меток для обновления ЦД станка, детали и режущего инструмента.Анализатор производительности инструмента использует информацию, полученную от ЦД станка, детали и режущего инструмента, для составления рекомендаций по изменению будущих технологических циклов.
Г.2.6 Этап 5 - документирование
Обновленные ЦД станка, детали и режущего инструмента вновь загружают в PLM.
Деталь извлекают из станка.
Г.3 Сопоставление со структурой
Г.3.1 Общий обзор
На рисунке Г.2 показана возможная реализация данного сценария использования в соответствии со структурой.

Г.3.2 Реализация на основе структуры
Сценарий использования, демонстрирующий оптимизированный процесс удаления материала на основе структуры, приведен в таблице Г.2.
Таблица Г.2
расхода материала на основе структуры
Условное обозначение | Роль в сценарии использования | Наименование | Технология реализации | Комментарий |
A | Инспекционный контроль | Сущность пользователя | Исполняемый файл для ОС Windows с использованием модулей STEP | Предоставляет интерфейс к PLM через MOM. Собирает данные для процесса, основываясь на доступности ресурсов и рекомендациях после предыдущих запусков процесса. Обеспечивает доступ к запланированному процессу ЦД и сущности устройства связи |
B | ЦД процесса | Сущность ЦД | Исполняемый файл для ОС Windows с использованием модулей STEP | Синхронизирует ЦД процесса с ФПЭ с помощью набора данных о состоянии станка. Обнаруживает отклонения от запланированного процесса. Представляет отклонения от технологического процесса в контексте конструктивных особенностей детали и режущего инструмента во время выполнения |
C | ЦД детали | Сущность ЦД | Исполняемый файл для ОС Windows с использованием модулей STEP | Синхронизирует ЦД детали с ФПЭ с помощью набора данных о состоянии станка и штангенциркуля. Моделирует съем материала в рамках рабочего этапа. Представляет ЦД детали в AP242 в ходе выполнения процесса |
D | ЦД инструмента | Сущность ЦД | Исполняемый файл для ОС Windows с использованием модулей STEP | Синхронизирует ЦД инструмента с ФПЭ, используя набор данных о состоянии станка. Предоставляет ЦД инструмента накопленные сведения о времени врезания инструмента в конце процесса |
E | Модели обмена данными (1) | Пользовательская сеть | Внутренняя сеть | Создает и извлекает ЦД процессов, деталей и инструментов по завершении производства |
F | Модели обмена данными (2) | Сеть доступа | Внутренняя сеть | Отправляет скорректированный производственный процесс контекстному интерпретатору |
G | Модель обмена данными (ФПЭ) | Представления цифровых двойников | AP238, AP242, (см. [7]) | Для обмена данными о состоянии процесса, детали и инструмента используются соответствующие модели |
H | Контекстный интерпретатор (для ФПЭ) | ФС конвертирования данных | Исполняемый файл для ОС Windows с использованием модулей STEP | Преобразование AP238 в G-код с использованием соглашений улучшенного G-кода, включающих контекстные данные о процессе, детали и инструменте. В этом сценарии использования интерпретатор данных ФС является кросс-системной сущностью, реализованной в субсущности управления устройствами. См. подробно в Д.2 |
I | Кэш данных (от ФПЭ) | Предварительная обработка данных ФС | Агент MTConnect | Кэширование наборов данных о состоянии станка и штангенциркуля для надежного обновления ЦД процесса, детали и инструмента |
J | Инструкции канала связи | Бесконтактная сеть | Промышленный Ethernet Улучшенные G-коды | Передача команд улучшенного G-кода от контекстного интерпретатора к станку |
K | Канал связи для набора данных о состоянии (1) | Сеть доступа | MTConnect | Передача наборов данных о состоянии с временными метками от станка и штангенциркуля к ЦД |
L | Набор данных о состоянии (1) | Требования к обмену данными в сети доступа | MTConnect | Набор данных о состоянии станка, в том числе о состоянии процесса, деталей и инструмента. Набор данных о состоянии штангенциркуля, в том числе об измеренных параметрах деталей |
M | Канал связи для набора данных о состоянии (2) | Бесконтактная сеть | OPC-UA | Передает необработанные наборы данных о состоянии станка и штангенциркуля в систему предварительной обработки данных ФС |
N | Набор данных о состоянии (2) | Требования к обмену данными в бесконтактной сети | OPC-UA | Набор данных о состоянии станка, включая обработанные контекстные операторы улучшенного G-кода, добавленные контекстным интерпретатором (H). Набор данных о состоянии штангенциркуля, включая результат измерения и измеряемую деталь |
O | Станки | ФПЭ | Фрезерный станок с ЧПУ | Не входит в рамки структуры ЦД |
P | Штангенциркуль | ФПЭ | Штангенциркуль | Не входит в рамки структуры ЦД |
Г.3.3 Сопоставление ЦД процесса и сущности ЦД
Реализация сопоставления ЦД процесса и сущности ЦД представлена на рисунке Г.3 и в таблице Г.3.

и сущности ЦД
Таблица Г.3
Роль в сущности ЦД | Функциональная сущность | Тип данных | Комментарий |
Интерфейс инициализации ЦД | ФС пользовательского интерфейса | AP238, AP242 (см. [7]) | Интерфейс к пользовательскому интерфейсу ФС для получения начальных/запланированных состояний ЦД, задействованных в процессе съема металла |
Интерфейс отчетности | ФС отчетности | AP238 | Пользовательский интерфейс ФС для процесса съема материала |
Симулятор процесса | ФС моделирования | AP238 | Моделирует выполнение рабочего этапа процесса, включая информацию о траектории движения инструмента и его контакте с металлом |
Интерфейс ЦД | ФС однорангового интерфейса | AP242, AP238 | Синхронизирует ЦД процесса с ЦД детали и инструмента |
Программа просмотра | ФС воспроизведения | AP238, современный OpenGL | Демонстрирует движение режущего инструмента и формирование детали по мере обновления сведений о них в процессе обработки |
Менеджер ЦД | ФС технического обслуживания | AP238 | Управляет обновлением и распространением представлений ЦД |
Представление ЦД | ФС цифрового представления | AP238 | Включает в себя цифровую модель процесса обработки |
Программа обновления процессов | ФС синхронизации | MTConnect AP238 | Обновляет цифровую модель процесса обработки после его выполнения |
Г.3.4 Сопоставление ЦД детали с сущностью ЦД
Реализация сопоставления ЦД детали с сущностью ЦД показана на рисунке Г.4 и в таблице Г.4.
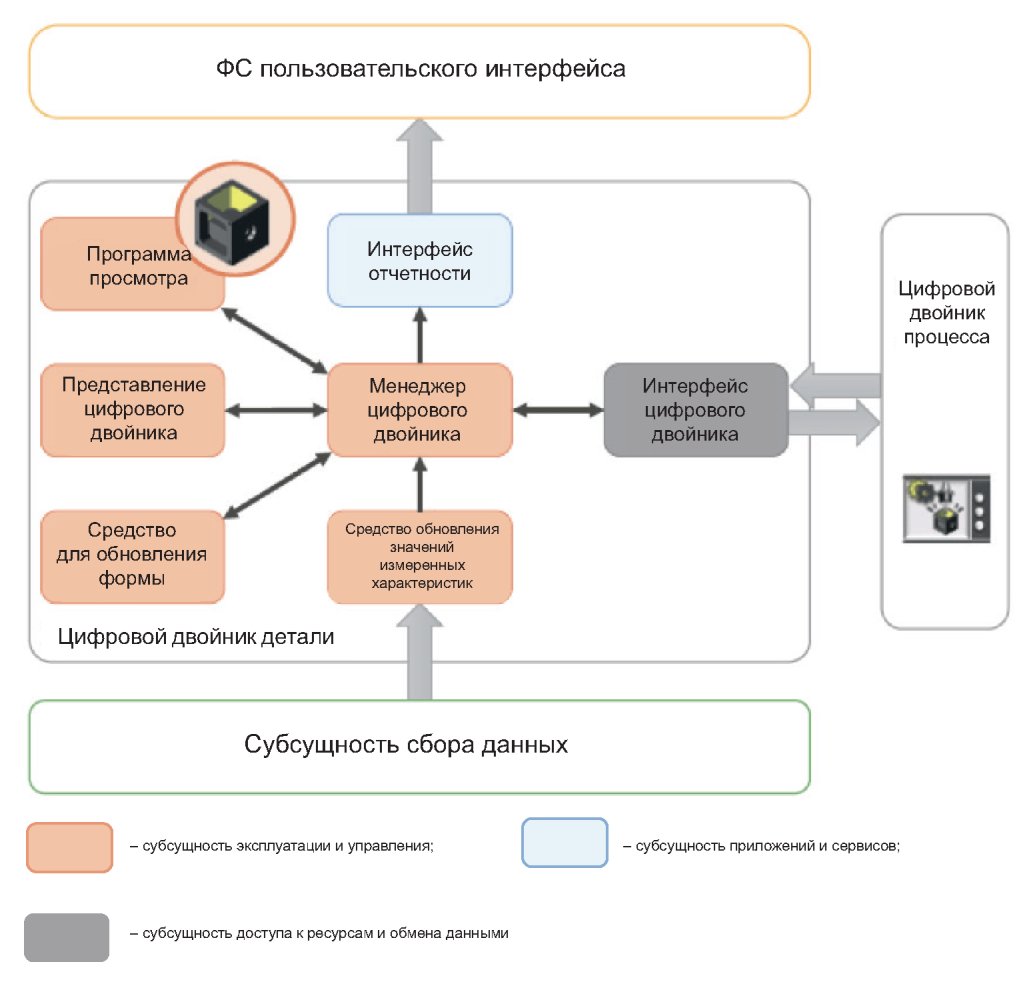
с сущностью ЦД
Таблица Г.4
Роль в сущности ЦД | Функциональная сущность | Тип данных | Комментарий |
Интерфейс отчетности | ФС отчетности | AP242 | Интерфейс с пользовательским интерфейсом ФС для отображения состояния детали после обработки и измерения |
Интерфейс ЦД | ФС однорангового интерфейса | AP242 | Связывает ЦД детали и процесса |
Программа просмотра | ФС воспроизведения | AP242, современный OpenGL | Отображает деталь после обработки и измерения |
Менеджер ЦД | ФС технического обслуживания | AP242 | Управляет обновлением и распространением представлений ЦД |
Представление ЦД | ФС цифрового представления | AP242 | Включает в себя цифровую модель детали |
Средство для обновления формы | ФС синхронизации | AP238, AP242 | Обновляет состояние детали по мере выполнения процесса обработки |
Средство обновления значений измеренных характеристик | ФС синхронизации | MTConnect QIF | Обновляет значения измеренных характеристик детали по мере получения результатов измерений |
Г.3.5 Сопоставление ЦД инструмента с сущностью ЦД
Реализация сопоставления ЦД инструмента с сущностью ЦД объекта представлена на рисунке Г.5 и в таблице Г.5.
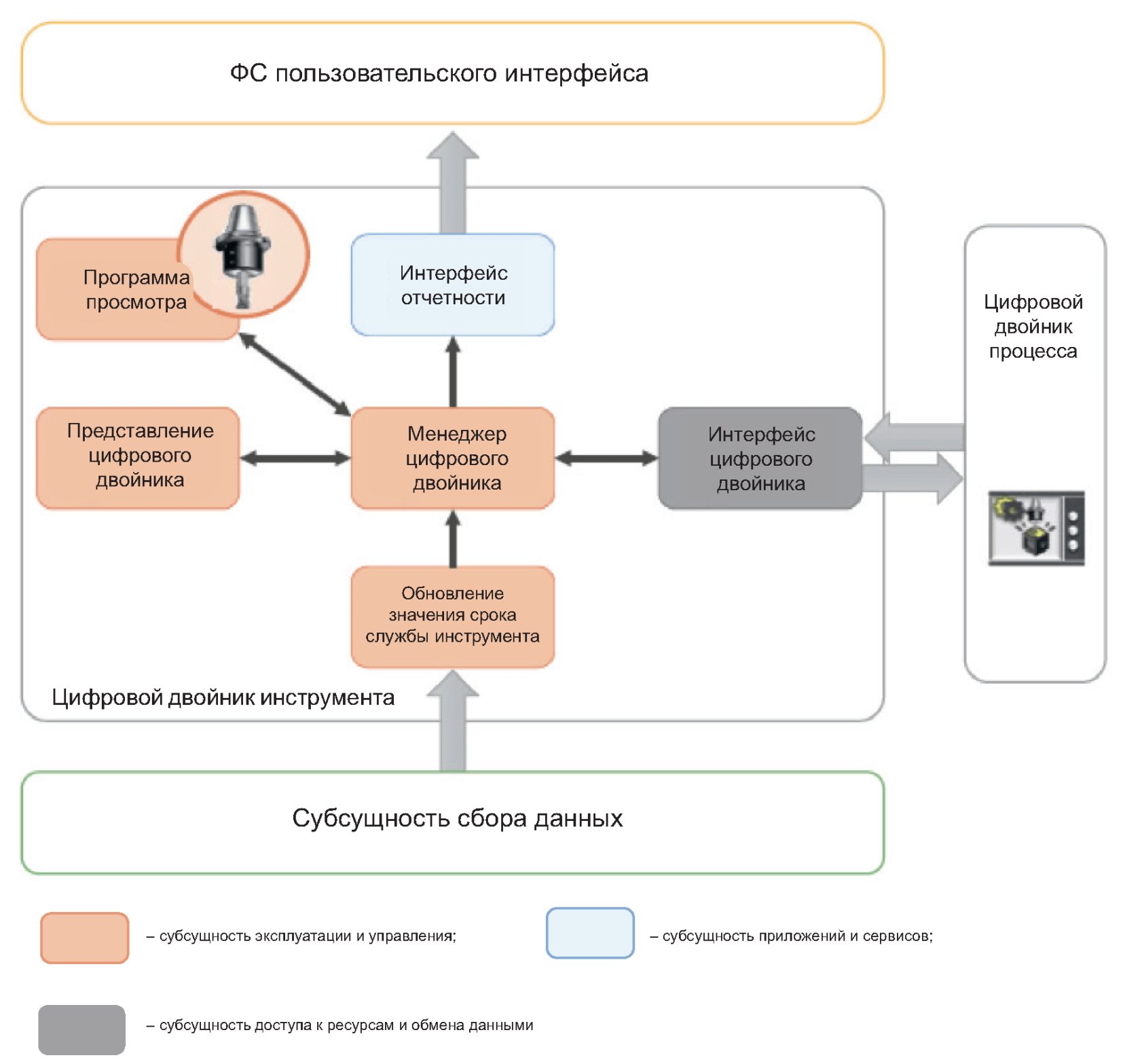
с сущностью ЦД
Таблица Г.5
Роль в сущности ЦД | Функциональная сущность | Тип данных | Комментарий |
Интерфейс отчетности | ФС отчетности | AP238, AP242 (см. [7]) | Интерфейс с пользовательским интерфейсом ФС для составления отчета о состоянии инструмента |
Интерфейс ЦД | ФС однорангового интерфейса | AP242 | Связывает ЦД инструмента и процесса |
Программа просмотра | ФС воспроизведения | AP242, современный OpenGL | Показывает состояние инструмента в ходе выполнения процесса обработки |
Менеджер ЦД | ФС технического обслуживания | AP242 | Управляет обновлением и распространением представлений ЦД |
Представление ЦД | ФС цифрового представления | AP238, AP242 (см. [7]) | Включает в себя цифровые модели инструмента |
Обновление значения срока службы инструмента | ФС синхронизации | AP238 | Обновляет значение времени использования инструмента в процессе обработки |
(информационное)
Д.1 Обзор
В приложении Б и приложении Г используется понятие "улучшенный G-код", описывающее метод передачи контекстуальных данных ФПЭ (ЧПУ и роботизированным модулям). На рисунке Д.1 показано, как вычисляется и обрабатывается эта информация для сценария использования из приложения Г.

использования из приложения Г
Примечание - TWEETSUBSTEPNC - инструмент для планирования процессов в производстве.
Хотя существует технология, позволяющая ФПЭ напрямую использовать ИСО (см. [2]), она пока не доступна в качестве стандартной функции. Улучшенный G-код - это способ использования имеющихся технологий в качестве связующего звена для обработки набора цифровых данных на уровне ФПЭ до тех пор, пока не появятся прямые интерпретаторы (см. [2]).
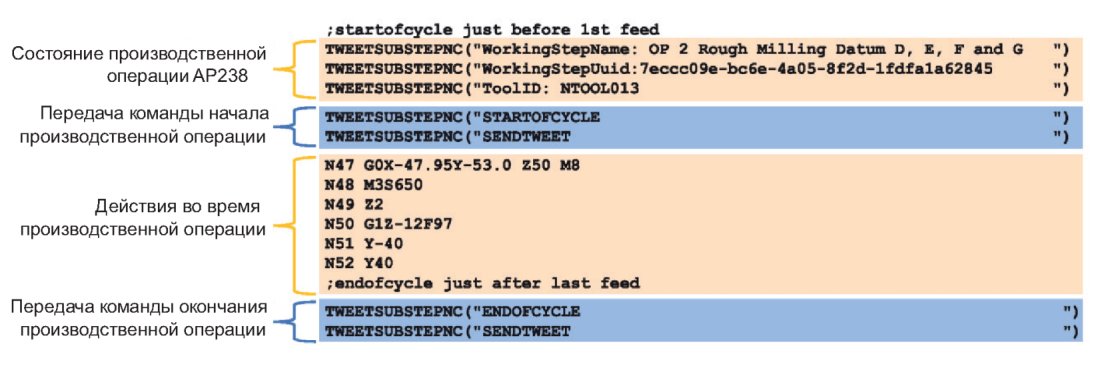
На рисунке Д.2 показан улучшенный G-код, сгенерированный контекстным интерпретатором для одной производственной операции. Улучшенный G-код позволяет выполнить следующие действия во время обработки.
сгенерированный контекстным интерпретатором
Улучшенный G-код позволяет выполнить следующие действия во время обработки:
- при запуске кода собираются данные о производственной операции путем вызова подпрограммы TWEETSUBSTEPNC;
- когда адаптер MTConnect B получает аргумент SENDTWEET, он ставит временную метку и передает собранные данные в виде сообщения о событии;
- адаптер MTConnect B преобразует полученные контекстные данные процесса в формат, пригодный для обработки агентом MTConnect;
- выполняются G-коды для достижения результата, описанного в производственной операции;
- во время выполнения G-кода адаптер MTConnect A передает данные о текущем состоянии оборудования;
- по завершении производственной операции подпрограмма TWEETSUBSTEPNC отправляет сообщение о событии ENDOFCYCLE адаптеру MTConnect B;
- агент MTConnect объединяет данные, переданные адаптерами MTConnect A и MTConnect B;
- сущность ЦД считывает набор объединенных данных от агента MTConnect.
Подпрограмма TWEETSUBSTEPNC использует M-код (см. [8]) для активации пользовательского дополнения к программе ПЛК, которое отправляет информацию по TCP-соединению адаптеру MTConnect B. В других сценариях использования применялись различные технологии для достижения аналогичного результата. Агент MTConnect объединяет различные наборы данных. В сценарии использования в приложении Г третий набор данных, который здесь не обсуждается, поступает от штангенциркуля, измеряющего размеры детали. Адаптер MTConnect A считывает данные через заданные интервалы выборки. Адаптер MTConnect B реагирует на события. Адаптер A - это адаптер, который изначально поставляется с оборудованием. Адаптер B - это адаптер, созданный специально для сценария использования в приложении Г. С помощью адаптера A сущность ЦД отслеживает состояние обработки с интервалом в полсекунды. Адаптер B гарантирует сохранение сведений о начале и окончании каждой рабочей операции, не активной на момент считывания адаптером MTConnect A состояния обработки.
Агент MTConnect помещает все шаблоны данных и записи событий в набор данным с временными метками, который может быть прочитан сущностью ЦД по запросу. Если сущность ЦД не может обработать набор данных, поскольку, например, все еще выполняет моделирование результатов последнего события, то агент MTConnect буферизирует данные до тех пор, пока она не будет готова.
ИСО 14306:2017 | Системы автоматизации производства и их интеграция. Спецификация формата JT-файла для визуализации 3D (Industrial automation systems and integration - JT file format specification for 3D visualization) | |
ИСО 10303-238:2022 | Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 238. Прикладной протокол. Интегрированное производство на основе моделей (Industrial automation systems and integration Product data representation and exchange - Part 238: Application protocol: Model based integrated manufacturing) | |
ИСО 23952:2020 | Системы автоматизации производства и их интеграция. Структура информации о качестве (QIF). Интегрированная модель информации о качестве производства (Automation systems and integration - Quality information framework (QIF) - An integrated model for manufacturing quality information) | |
ИСО/МЭК 20922:2016 | Информационные технологии. Протокол организации очередей доставки телеметрических сообщений MQTT. Версия 3.1.1 (Information technology - Message Queuing Telemetry Transport (MQTT) v3.1.1) | |
IEEE 802.1 | Единая сеть для всех типов данных (Draft Standard for Time-Sensitive Networking Profile for Service Provider Networks) | |
МЭК/IEEE 60802 | Сетевой профиль для промышленной автоматизации (Time-sensitive networking profile for industrial automation) | |
ИСО 13399-1:2006 | Представление и обмен данными о режущих инструментах. Часть 1. Обзор, основные принципы и общая информационная модель (Cutting tool data representation and exchange - Part 1: Overview, fundamental principles and general information model) | |
ИСО 6983-1:2009 | Автоматизированные системы и интеграция. Числовое программное управление станком. Формат программы и определение адресных слов. Часть 1. Формат данных для систем управления позиционированием, прямолинейным перемещением и перемещением по контуру (Automation systems and integration - Numerical control of machines - Program format and definitions of address words - Part 1: Data format for positioning, line motion and contouring control systems) |
УДК 006.34:004.056:004.056.5:004.056.53:006.354 | ОКС 35.240.50 |
Ключевые слова: цифровой двойник, цифровой двойник производства, цифровое представление производственных элементов, обмен информацией, функциональная сущность, цифровая модель | |