СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.11.2025.
Название документа
"ГОСТ Р 71989-2025. Национальный стандарт Российской Федерации. Узлы трубопроводов стальные. Технические условия"
(утв. и введен в действие Приказом Росстандарта от 08.07.2025 N 703-ст)
"ГОСТ Р 71989-2025. Национальный стандарт Российской Федерации. Узлы трубопроводов стальные. Технические условия"
(утв. и введен в действие Приказом Росстандарта от 08.07.2025 N 703-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 8 июля 2025 г. N 703-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УЗЛЫ ТРУБОПРОВОДОВ СТАЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Steel pipe assemblies. Technical conditions
ГОСТ Р 71989-2025
ОКС 75.180.01
Дата введения
1 ноября 2025 года
1 РАЗРАБОТАН Акционерным обществом "Трубодеталь" (АО "Трубодеталь") и Акционерным обществом "Русский научно-исследовательский институт трубной промышленности" (АО "РусНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2025 г. N 703-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1.1 Настоящий стандарт распространяется на стальные узлы трубопроводов (далее - УТ), изготавливаемые в заводских условиях, предназначенные:
- для магистральных трубопроводов с рабочим давлением до 25,0 МПа включительно из сталей классом прочности до К60 включительно и/или категориями прочности до X70 включительно, номинальным диаметром магистрали от DN 50 до DN 1400 включительно;
- для промысловых трубопроводов с рабочим давлением до 32,0 МПа включительно из сталей классом прочности до К60 включительно и/или категориями прочности до X70 включительно, номинальным диаметром магистрали от DN 50 до DN 1400 включительно;
- для технологических трубопроводов, транспортирующих среды группы Б с номинальным диаметром магистрали от DN 50 до DN 1400 включительно.
1.2 УТ предназначены для повышения производительности работ при строительстве, ремонте и реконструкции трубопроводов за счет переноса значительной доли сварочно-монтажных работ из полевых в заводские условия и осуществления монтажных работ на объекте крупными блоками.
1.3 Настоящий стандарт не распространяется на УТ для участков трубопроводов, прокладываемых в морских акваториях, с внутренним защитным покрытием и трубопроводов для транспортирования среды с парциальным давлением сероводорода более 0,3 кПа.
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.012 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.018 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.1.019 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.2.013.0 (МЭК 745-1-82) Система стандартов безопасности труда. Машины ручные электрические. Общие требования безопасности и методы испытания
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.011 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 1497 Металлы. Методы испытаний на растяжение
ГОСТ 2999 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15467 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17410 Контроль неразрушающий. Трубы металлические бесшовные. Методы ультразвуковой дефектоскопии
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21014 Металлопродукция из стали и сплавов. Дефекты поверхности. Термины и определения
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 27321 Леса стоечные приставные для строительно-монтажных работ. Технические условия
ГОСТ 27372 Люльки для строительно-монтажных работ. Технические условия
ГОСТ 31610.20-1 (ISO/IEC 80079-20-1:2017) Взрывоопасные среды. Часть 20-1. Характеристики веществ для классификации газа и пара. Методы испытаний и данные
ГОСТ 32569-2013 Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах
ГОСТ 34233.1 Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования
ГОСТ ISO 445 Поддоны для погрузочно-разгрузочных операций. Термины и определения
ГОСТ Р 12.3.053 Система стандартов безопасности труда. Строительство. Ограждения предохранительные временные. Общие технические условия
ГОСТ Р 27.102 Надежность в технике. Надежность объекта. Термины и определения
ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
ГОСТ Р 55724 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р 55776 Контроль неразрушающий радиационный. Термины и определения
ГОСТ Р 55989 Магистральные газопроводы. Нормы проектирования на давление свыше 10 МПа. Основные требования
ГОСТ Р 55990 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р 58577 Правила установления нормативов допустимых выбросов загрязняющих веществ проектируемыми и действующими хозяйствующими субъектами и методы определения этих нормативов
ГОСТ Р 58758 Площадки и лестницы для строительно-монтажных работ. Общие технические условия
ГОСТ Р 58904/ISO/TR 25901-1:2016 Сварка и родственные процессы. Словарь. Часть 1. Общие термины
СП 36.13330 "СНиП 2.05.06-85* Магистральные трубопроводы"
СП 49.13330 "СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования"
СП 52.13330 "СНиП 23-05-95* Естественное и искусственное освещение"
СП 75.13330 "СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы"
СП 86.13330.2022 "СНиП III-42-80* Магистральные трубопроводы"
СП 245.1325800.2015 Защита от коррозии линейных объектов и сооружений в нефтегазовом комплексе. Правила производства и приемки работ
СП 284.1325800 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3.1 В настоящем стандарте применены термины по ГОСТ 21014, ГОСТ Р 58904, ГОСТ ISO 445, ГОСТ 15467, ГОСТ Р 55776, ГОСТ 16504, ГОСТ Р 27.102 и [1], а также следующие термины с соответствующими определениями:
3.1.1 вмятина: Дефект в виде углубления произвольной формы, приводящего к локальному изменению проходного сечения.
3.1.2 вставка: Отрезок трубы, применяемый для корректировки (подгонки) габаритных и/или межосевых размеров стального узла трубопровода до проектных значений.
3.1.3 испытательное давление: Максимальное давление, которому подвергается соединительный элемент (стальные узлы трубопроводов) при гидростатических испытаниях на прочность в течение требуемого времени.
3.1.4 зона термического влияния: Участок нерасплавленного основного металла, микроструктура которого изменилась.
3.1.5 исправление внутренних дефектов (ремонт) сварных соединений: Удаление дефекта из сварного соединения с последующей заваркой разделки.
3.1.6 катушка: Отрезок трубы, предназначенный для соединения двух участков или стальных узлов трубопроводов, а также соединительных элементов трубопровода в стальных узлах трубопроводов между собой, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаниях и аттестации сварщиков (операторов).
3.1.7 класс прочности: Прочностная характеристика материала изделия, соответствующая минимально допустимому (гарантированному) значению временного сопротивления (предела прочности) металла в поперечном направлении, выраженному в единицах измерения давления (МПа) и обозначаемая символом К (например, от К42 до К60).
3.1.8 категория прочности: Прочностная характеристика материала изделия, соответствующая минимально допустимому (гарантированному) значению предела текучести основного металла в поперечном направлении, выраженному в 1000-фунт-силах, деленных на квадратный дюйм, и обозначаемая символом X (например, от X56 до X70).
3.1.9 кромка: Торцевая поверхность изделия после механической обработки до заданных чертежом размеров разделки для выполнения сварного шва.
3.1.10 номинальный диаметр DN: Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей, например соединений трубопроводов, фитингов и арматуры.
3.1.11 отклонение от расположения торца (косина реза): Отклонение фактического расположения плоскости торца от его номинального расположения (от базовой поверхности при обработке и контроле торца).
3.1.12 образец-имитатор: Конструкция, повторяющая полностью или частично объект контроля и воспроизводящая его течи, предназначенная для проверки средств, методик и режимов контроля в соответствии с установленными требованиями.
3.1.13 паспорт (сертификат качества): Документ изготовителя соединительного элемента, трубы или листовой (рулонной) стали, подтверждающий соответствие изделия требованиям нормативной документации на поставку.
3.1.14 свариваемость: Свойства металла образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
3.1.15 сварное соединение: Неразъемное соединение, выполненное сваркой.
3.1.16 служебные свойства материалов: Совокупность свойств материала, определяющих эксплуатационную пригодность изделия или конструкции и способность сохранять во времени эксплуатационную надежность объекта.
3.1.17 стальной узел трубопровода: Часть стального трубопровода, полученная после сборки из нескольких элементов и доставляемая на монтажную площадку в сборе.
3.1.18 утяжина: Поверхностный дефект формы сварного шва в виде вогнутости корня шва.
3.2 В настоящем стандарте применены следующие сокращения:
ВИК - визуальный и измерительный контроль;
ВТУ - внутритрубное устройство;
ЗИП - запасные изделия прилагаемые;
ЗТВ - зона термического влияния;
КСС - контрольное сварное соединение;
ЛКМ - лакокрасочный материал;
МПК - магнитопорошковый контроль;
НК - неразрушающий контроль;
НТД - нормативно-техническая документация;
ОЛ - опросный лист;
ОСТ - отраслевой стандарт;
ПВК - контроль проникающими веществами;
ПК - переходное кольцо;
ПЭП - пьезоэлектрический преобразователь;
РГК - радиографический контроль;
РЭ - руководство по эксплуатации;
СТК - служба технического контроля;
СЭТ - соединительный элемент трубопровода;
ТО - термическая обработка;
ТПА - трубопроводная арматура, в том числе с переходными кольцами (трубопроводная арматура с переходными кольцами);
ТУ - технические условия;
УЗД - ультразвуковая дефектоскопия;
УЗК - ультразвуковой контроль.
4.1.1 УТ изготавливают на основании требований настоящего стандарта по чертежам рабочей документации, разработанной изготовителем УТ, согласованной с проектной организацией, разработавшей проект трубопровода. Допускается изготовление УТ по чертежам разработчика проекта трубопровода.
Чертежи должны содержать всю информацию в достаточном для изготовления УТ количестве, в том числе информацию о методах и объеме контроля изделия.
Проектированию УТ предшествуют получение или разработка и согласование исходных технических требований от заказчика для заключения договора (контракта) на выполнение работы. Для чего на УТ разрабатывают ОЛ.
ОЛ должен содержать исчерпывающие технические и уточненные данные, а также габаритные чертежи для заказа УТ.
Изготавливать УТ без согласования ОЛ с заказчиком не допускается.
Рекомендуемая форма ОЛ приведена в приложении А.
4.1.2 Условное обозначение УТ в проектной документации, чертежах и при заказе на поставку должно содержать:
- наименование изделия (при отсутствии указывается "УТ");
- тип трубопровода (М - магистральный трубопровод, П - промысловый трубопровод, Т - технологический трубопровод);
- присоединительные наружные диаметры по магистрали, в скобках - толщины стенок и классы прочности;
- марки стали присоединяемых труб для промысловых и технологических трубопроводов (при наличии);
- рабочее давление, в скобках - испытательное давление;
- коэффициент условий работы трубопровода для УТ, предназначенных для трубопроводов по СП 36.13330, категорию участка трубопровода для УТ по ГОСТ Р 55989, ГОСТ Р 55990, СП 284.1325800, категорию трубопровода ГОСТ 32569;
- значение минимальной отрицательной температуры стенки при эксплуатации (или значение минимальной отрицательной температуры наиболее холодной пятидневки в районе строительства обеспеченностью 0,98);
- сведения о пропуске внутритрубных устройств, обозначается буквой "А" (если пропуск внутритрубных устройств не предусмотрен, букву "А" указывать не требуется);
- обозначение настоящего стандарта;
- тип покрытия и обозначение стандарта на покрытие (при наличии).
Примеры условных обозначений
1 Узел стальной для присоединения к трубе наружным диаметром 325 мм, толщиной стенки 8 мм и классом прочности К60 на рабочее давление 9,8 МПа с гарантированным испытательным давлением 14,7 МПа для участка магистрального трубопровода категории В с минимальной температурой стенки при эксплуатации минус 43 °C, с покрытием, конструкция N 3, по ГОСТ Р 51164-98:
УТ М-325(8К60)/325(8К60)-9,8(14,7)-0,660-43
ГОСТ Р 71989-2025 конструкция N 3 ГОСТ Р 51164-98
2 То же, без покрытия:
УТ М-325(8К60)/325(8К60)-9,8(14,7)-0,660-43
ГОСТ Р 71989-2025
3 То же, без покрытия, для объекта с пропуском внутритрубного устройства через УТ:
УТ М-325(8К60)/325(8К60)-9,8(14,7)-0,660-43-А
ГОСТ Р 71989-2025
4 То же, для присоединения к трубе наружным диаметром 325 мм, толщиной стенки 8 мм и классом прочности К60 с одной стороны УТ, и трубе наружным диаметром 219 мм толщиной стенки 10 мм и классом прочности К60 с другой стороны:
УТ М-325(8К60)/219(10К60)-9,8(14,7)-0,660-43
ГОСТ Р 71989-2025 конструкция N 3 ГОСТ Р 51164-98
5 То же, с пропуском внутритрубного устройства через УТ:
УТ М-325(8К60)/219(10К60)-9,8(14,7)-0,660-43-А
ГОСТ Р 71989-2025 конструкция N 3 ГОСТ Р 51164-98
6 Узел стальной для присоединения к трубам наружным диаметром 325 мм, толщиной стенки 16 мм и классом прочности К60 на рабочее давление 11,8 МПа с гарантированным испытательным давлением 17,7 МПа для участка промыслового трубопровода категории I с минимальной температурой стенки при эксплуатации минус 43 °C:
УТ П-325(16К60)/325(16К60)-11,8(17,7)-I-43
ГОСТ Р 71989-2025
7 То же, при наличии марки стали:
УТ П-325(16К60)/325(16К60)-10Г2ФБЮ-11,8(17,7)-I-43
ГОСТ Р 71989-2025
8 То же, с пропуском внутритрубного устройства через УТ:
УТ П-325(16К60)/325(16К60)-11,8(17,7)-I-43-А
ГОСТ Р 71989-2025
9 Узел стальной для присоединения к трубам наружным диаметром 325 мм, толщиной стенки 16 мм и классом прочности К60 на рабочее давление 11,8 МПа с гарантированным испытательным давлением 14,7 МПа для участка технологического трубопровода категории I, транспортирующего рабочую среду группы Б с минимальной температурой стенки при эксплуатации минус 43 °C:
УТ Т-325(16К60)/325(16К60)-11,8(17,7)-I-43
ГОСТ Р 71989-2025
10 Узел стальной для присоединения к трубам наружным диаметром 325 мм, толщиной стенки 16 мм и марки стали 20 на рабочее давление 11,8 МПа с гарантированным испытательным давлением 14,7 МПа для участка технологического трубопровода категории I, транспортирующего рабочую среду группы Б с минимальной температурой стенки при эксплуатации минус 43 °C:
УТ Т-325 x 16/325 x 16-20-11,8(17,7)-I-43
ГОСТ Р 71989-2025
11 То же, для присоединения к трубе наружным диаметром 325 мм, толщиной стенки 16 мм, марки стали 20 с одной стороны и наружным диаметром 325 мм, толщиной стенки 16 мм, марки стали 12Х18Н10Т с другой стороны:
УТ Т-325 x 16/325 x 16-20-12Х18Н10Т-11,8(17,7)-I-43
ГОСТ Р 71989-2025
4.1.3 Принятые конструктивные решения и основные размеры УТ и элементов <1>, входящих в его состав, должны быть подтверждены расчетами на прочность в соответствии с требованиями нормативной документации, действующей для объекта, для которого изготавливаются УТ.
--------------------------------
4.1.4 Ответственность за правильность конструкции, за расчет на прочность и выбор материалов, а также за соответствие требованиям настоящего стандарта и требованиям нормативной документации, применяемой на проектируемом объекте, несет организация, разработавшая проектную документацию.
Ответственность за соблюдение требований настоящего стандарта при изготовлении УТ, монтаже и эксплуатации комплексов (трубопроводов) несут организации и предприятия, выполняющие соответствующие работы.
4.1.5 Проектная и конструкторская документация на УТ должна удовлетворять требованиям настоящего стандарта. Допускается в составе УТ применять ТПА.
4.1.6 Минимальная температура стенки УТ при эксплуатации должна быть не ниже минус 60 °C.
4.1.7 Минимальная температура стенки УТ или воздуха при строительстве, ремонте и монтажных работах должна быть не ниже минус 60 °C.
4.1.8 Максимальная температура стенки УТ без покрытия при эксплуатации должна быть не выше 120 °C для магистральных и промысловых трубопроводов и не выше 400 °C - для технологических. Максимальная температура стенки УТ с покрытием при эксплуатации не должна превышать максимальную температуру эксплуатации покрытия.
1) для магистральных трубопроводов в соответствии с СП 36.13330 <2>:
- III - IV;
- I - II;
- В;
2) для магистральных газопроводов в соответствии с ГОСТ Р 55989:
- Н;
- С;
- В;
3) для промысловых трубопроводов в соответствии с СП 284.1325800:
- III;
- II;
- I;
4) для промысловых трубопроводов в соответствии с ГОСТ Р 55990:
- Н;
- С;
- В;
5) для технологических трубопроводов в соответствии с ГОСТ 32569 и [2]:
- V;
- IV;
- III;
- II;
- I.
--------------------------------
<2> Допускается применять коэффициенты условий работы по СНиП 2.05.06-85 "Магистральные трубопроводы", если это указано в проектной документации.
4.1.10 Коэффициенты условий работы устанавливают согласно требованиям стандарта, распространяемого на трубопровод, и выбирают в зависимости от категории участка трубопровода.
4.1.11 Допускается применять УТ, предназначенные для участков более высокой категории, в участках трубопроводов с более низкой категорией.
Испытательное гидростатическое давление Pисп, МПа, вычисляют по формулам:
1) для магистральных трубопроводов:
Pисп = kPр, (1)
где k - коэффициент, учитывающий категорию трубопровода (выбирают по таблице 1);
Pр - рабочее давление, МПа.
Таблица 1
от категории трубопровода
Категория трубопровода | k | |
Магистральный трубопровод с давлением до 10,0 МПа включ. | Магистральный газопровод с давлением свыше 10,0 МПа | |
В | 1,5 | 1,5 |
С | - | 1,3 |
Н | - | |
I | 1,3 | - |
II | - | |
III | - | |
IV | - | |
Примечание - Знак "-" означает, что значение отсутствует. | ||
2) для технологических трубопроводов:
 (2)
(2)где  - допускаемое напряжение для материала трубопровода при 20 °C, Н/мм2;
- допускаемое напряжение для материала трубопровода при 20 °C, Н/мм2;
P - расчетное давление трубопровода, МПа.
За отношение  принимается наименьшее значение для материалов всех элементов трубопровода, работающих под давлением, за исключением болтов (шпилек).
принимается наименьшее значение для материалов всех элементов трубопровода, работающих под давлением, за исключением болтов (шпилек).
Для промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800 испытательное гидростатическое давление выбирают согласно документу, распространяемому на трубопровод.
Для УТ с ТПА значение Pисп не должно превышать испытательного давления используемой ТПА для сохранения работоспособности ТПА. При наличии в составе УТ нескольких ТПА должно учитываться минимальное давление.
4.1.13 На торцах, а также на наружной и внутренней поверхностях готовых УТ (элементов, входящих в состав УТ) не допускаются следующие дефекты:
- вкатанная окалина;
- трещины любой глубины и протяженности;
- деформационные рванины;
- рванины на кромках;
- морщины (зажимы металла);
- плены;
- расслоения и закаты;
- раскатанные пузыри;
- пузыри-вздутия.
4.1.14 На торцах, а также на наружной и внутренней поверхностях готовых УТ (элементов, входящих в состав УТ) допускаются следующие дефекты:
- риски, царапины, продиры, глубиной не более 0,4 мм и не выводящие толщину стенки за минимальные допустимые значения, указанные в документации на соответствующее изделие, входящее в состав УТ;
- отпечатки, раковины-вдавы, раковины от окалины, рябизна, а также другие местные отклонения формы поверхности, глубиной не более 0,6 мм и не выводящие толщину стенки за минимально допустимые значения;
- вмятины, допускаемые требованиями документации на соответствующее изделие, входящее в состав УТ.
Риски, царапины, продиры, забоины, отпечатки, раковины-вдавы, раковины от окалины, рябизна глубиной более установленных значений, но не выводящие толщину стенки за минимальные допустимые значения, должны быть зачищены механическим способом с плавным переходом к поверхности элемента УТ. Обработанные места должны быть проконтролированы толщиномером, при этом толщина стенки должна быть не менее расчетной, с учетом минусового допуска, если он предусмотрен документацией на элемент УТ.
4.2.1 Материалы и элементы УТ выбирает разработчик проекта трубопровода в соответствии с нормативной документацией, применяемой на объекте строительства.
4.2.2 При выборе материалов и элементов УТ для изготовления УТ следует учитывать рабочее давление, температуру стенки, характеристику рабочей среды, служебные и технологические свойства материалов.
4.2.3 Все материалы и элементы УТ, используемые при изготовлении, должны иметь документы о качестве (сертификаты, паспорта и т.п.), выданные изготовителем материалов (элементов). Использование материалов и элементов без документов о качестве не допускается.
4.2.4 При неполноте данных о качестве по 4.2.3, применение материалов и элементов УТ допускается только после проведения изготовителем УТ необходимых испытаний и исследований, подтверждающих полное соответствие материалов (элементов) требованиям стандартов или технических условий.
4.2.5 Все материалы и элементы УТ должны быть подвергнуты входному контролю. Входной контроль проводит изготовитель УТ по технологическим инструкциям или другим технологическим документам, разработанным и согласованным в установленном порядке с учетом требований ГОСТ 24297. Результаты должны быть занесены в журнал верификации.
4.2.6 Все материалы (элементы УТ) должны быть замаркированы. Способ нанесения и состав маркировки должны удовлетворять требованиям стандартов или технических условий на материалы (элементы УТ). Отличительная маркировка должна быть нанесена в случае, если она предусмотрена стандартами или техническими условиями на материалы (элементы УТ). Применение материалов (элементов УТ), не имеющих маркировки, предусмотренной стандартами или техническими условиями, не допускается.
4.2.7 Механические свойства элементов УТ должны удовлетворять требованиям нормативной документации, применяемой на объекте строительства, эксплуатационным характеристикам, а также стандартам и техническим условиям на изготовление элементов УТ.
4.2.8 Оценку свариваемости УТ (элементов УТ) проводят по значениям углеродного эквивалента CEIIW и CEPcm. Значения углеродного эквивалента определяют по формулам
 (3)
(3) (4)
(4)где C, Mn, Cr, Mo, V, Ni, Cu, Si, B - массовые доли углерода, марганца, хрома, молибдена, ванадия, никеля, меди, кремния, бора, %, в основном металле труб и СЭТ. Углеродный эквивалент CEPcm определяется при массовой доле углерода в основном металле не более 0,12%.
Если массовая доля бора менее 0,0005%, то допускается для расчета CEPcm считать массовую долю бора равной нулю.
Значения углеродного эквивалента CEIIW и CEPcm элементов УТ не должно превышать значений, установленных в нормативной документации, в соответствии с которой они изготовлены.
CEIIW <= [CEIIW], (5)
CEPcm <= [CEPcm], (6)
где [CEIIW], [CEPcm] - нормативные значения углеродного эквивалента.
4.2.9 Для изготовления УТ не допускается применять трубы (иные элементы), бывшие в употреблении.
4.2.10 Сварочные материалы, применяемые при сварке УТ, должны быть аттестованы в соответствии с требованиями нормативной документации по производству сварочных работ на опасных производственных объектах. Каждая партия сварочных материалов должна иметь сертификат с указанием всех необходимых данных, предусмотренных требованиями соответствующих стандартов или технических условий.
4.2.11 Сварочные материалы, используемые для сварки УТ, должны обеспечивать механические свойства сварных соединений в соответствии с требованиями настоящего стандарта и нормативной документации, применяемой на объекте строительства.
4.2.12 Выбор и назначение сварочных материалов выполняют исходя:
- из способа и технологии сварки;
- классов (категорий) прочности и номинальных размеров (диаметр, толщина стенки) свариваемых элементов.
Для технологических трубопроводов сварочные материалы подбираются исходя из марок стали свариваемых элементов и их сочетания.
4.2.13 При сварке элементов УТ из сталей различных классов (категорий) прочности сварочные материалы назначают:
- по меньшему классу (категории) прочности, если свариваемые соединения имеют равную толщину стенки и разные классы (категории) прочности;
- по меньшему классу (категории) прочности, если в свариваемых соединениях тонкостенный элемент имеет меньшую прочность;
- по более высокому классу (категории) прочности, если в свариваемых соединениях тонкостенный элемент имеет большую прочность;
- по классу прочности основного металла трубы (магистральной части УТ) при сварке тройниковых соединений.
4.3.1 До запуска в производство материалы (элементы УТ) должны храниться на специализированных складах или эстакадах. Все материалы (элементы УТ) при хранении должны быть рассортированы по размерам и маркам стали. Трубы и другие элементы трубопроводов для УТ должны быть уложены на стеллажи, обеспечивающие отсутствие остаточных деформаций. Торцы должны быть закрыты инвентарными заглушками или другими изделиями, обеспечивающими защиту торцов и внутренней поверхности труб, а также других элементов трубопроводов для УТ.
4.3.2 Подготовку материалов к запуску в производство следует проводить по инструкции изготовителя, разработанной с учетом требований настоящего стандарта.
4.3.3 Элементы УТ должны быть очищены от окалины, продуктов коррозии, масла и других загрязнений.
4.3.4 При подготовке материалов к сборке должны быть проконтролированы размеры, форма и качество поверхностей материала, а также соответствие требованиям проектной документации, по которой УТ должен изготавливаться.
4.3.5 Изготовитель УТ должен проконтролировать состояние и качество маркировки поставляемых материалов (элементов УТ) и при необходимости восстановить маркировку в соответствии с требованиями стандартов и технических условий, по которым они изготовлены.
4.3.6 Трубы, подлежащие стыковке, должны быть рассортированы по диаметрам и толщине стенок в соответствии с инструкцией изготовителя УТ.
4.3.7 Сварочные материалы до начала сборки УТ должны пройти входной контроль на соответствие их условиям поставки и хранения, а также требованиям соответствующих стандартов или технических условий, по которым они изготовлены. Контроль проводят по инструкции изготовителя УТ, разработанной с учетом требований настоящего стандарта.
4.3.8 Сварочные материалы до запуска в производство должны пройти входной контроль на соответствие их поставки и хранения требованиям соответствующих стандартов или технических условий, по которым они изготовлены. Контроль проводят по инструкции изготовителя УТ, разработанной с учетом требований настоящего стандарта.
4.3.9 Режимы прокалки электродов и флюсов перед использованием должны соответствовать режимам, установленным стандартами или техническими условиями на сварочные материалы конкретных марок.
Дата и режимы каждой прокалки должны быть зафиксированы в специальном журнале.
4.3.10 Порядок учета, хранения, выдачи и возврата сварочных материалов устанавливается инструкцией предприятия, выполняющего сварку.
4.3.11 Результаты входного контроля материалов и элементов УТ оформляют в специальных журналах. Дополнительно к журналу входного контроля сварочных материалов должен вестись журнал прокалки покрытых электродов и сварочных флюсов для обеспечения возможности проверки срока их годности.
4.4.1 УТ изготавливают для трубопроводов с номинальным наружным диаметром от DN 50 до DN 1400 включительно.
4.4.2 Габаритные размеры УТ устанавливаются чертежами (проектной документацией) и не должны превышать значений, указанных в таблице 2.
Таблица 2
В метрах
Характеристика изделия | Размеры | ||
Длина | Ширина | Высота | |
не более | |||
УТ, состоящий из двух элементов | 7,0 | 2,9 | 3,6 |
УТ, состоящий из трех и более элементов | 11,8 | ||
Допускается по требованию проектных организаций или заказчика изготовление УТ с другими номинальными размерами, при этом должны быть учтены особенности транспортирования.
4.4.3 Форма УТ и взаимное расположение входящих в них элементов должны обеспечивать проведение измерительного контроля габаритных размеров.
4.4.4 УТ, в состав которых входят конические переходы, рекомендуется оканчивать прямыми участками труб с припуском для подгонки габаритного размера УТ по фактической длине конического перехода.
Длина прямых участков должна быть не менее наружного диаметра трубы, но не менее 100 мм.
4.4.5 Предельные отклонения назначают с учетом предельных отклонений для элементов УТ и требований к величине зазора в сварных соединениях. Предельные отклонения на строительные размеры должны быть установлены в конструкторской и/или технологической документации изготовителя УТ с учетом требований проектной или заказной документации. Рекомендуемые предельные отклонения длины труб в составе УТ в зависимости от номинального размера не должны превышать следующих значений:
- до 3,0 м включительно - +/- 10,0 мм;
- свыше 3,0 до 4,0 м включительно - +/- 13,0 мм;
- свыше 4,0 до 5,0 м включительно - +/- 16,0 мм;
- свыше 5,0 до 6,3 м включительно - +/- 20,0 мм;
- свыше 6,3 до 8,0 м включительно - +/- 25,0 мм;
- свыше 8,0 м - +/- 30,0 мм.
4.4.6 В УТ, на концах которых предусмотрен монтажный припуск, допускается увеличение плюсового предельного отклонения на строительный размер до 100 мм, за исключением размеров, имеющих номинальное значение, указанное в 4.4.2.
4.4.7 Допускается выдерживать габаритные размеры и/или межосевые расстояния УТ за счет изменения длины прямых участков, входящих в УТ элементов, или за счет вварки вставок.
4.4.8 Отклонения размеров между осями тройников и других элементов (см. рисунок 1), входящих в УТ (L1, L2), должны быть установлены в конструкторской и/или технологической документации изготовителя УТ с учетом требований к предельным отклонениям строительных размеров элементов, расположенных между соседними осями, и требованиям к зазору сварных соединений, при этом отклонение осей элементов от общей оси УТ (перекос осей) не должно превышать следующих значений:
- +/- 2,5 мм - на 1,0 м длины УТ;
- +/- 12,0 мм - на всю длину УТ.
4.4.9 Отклонение угловых размеров (см. рисунок 2) между ответвлениями соседних штуцеров (тройников, тройниковых соединений) и от проектного расположения штуцера, не должно превышать +/- 1°.
4.4.10 Предельные отклонения по диаметрам, овальности и кривизне элементов УТ должны соответствовать:
- для СЭТ, ТПА - требованиям стандартов или технических условий, по которым они изготовлены;
- для прямых участков труб - требованиям стандартов или технических условий на трубы, из которых они изготовлены.
4.4.11 Отклонение от плоскостности на торцах УТ, оканчивающихся прямыми участками труб, не должно превышать следующих значений:
- от DN 50 до DN 150 включительно - 0,5 мм;
- свыше DN 150 до DN 500 включительно - 1,0 мм;
- свыше DN 500 - 2,0 мм;
- от DN 50 при монтажном припуске - 3,0 мм.
Величина отклонения от плоскостности торцов СЭТ (ТПА), подготовленных под сварку, не должна превышать значений, предусмотренных стандартами или техническими условиями, по которым они изготовлены.
4.4.12 Величина отклонения от перпендикулярности (косина реза) торцов f (см. рисунок 3) прямых участков труб, подготовленных под сварку, не должна превышать следующих значений:
- от DN 50 до DN 125 включительно - 1,0 мм;
- свыше DN 125 до DN 200 включительно - 1,5 мм;
- свыше DN 200 до DN 600 включительно - 2,5 мм;
- свыше DN 600 до DN 1000 включительно - 3,5 мм;
- свыше DN 1000 до DN 1400 включительно - 4,5 мм.
(косина реза) торцов
Отклонение от перпендикулярности (косина реза) торцов f (см. рисунок 3) прямых участков труб, при монтажном припуске, не должно превышать 3,0 мм.
Отклонение от перпендикулярности (косина реза) торцов СЭТ (ТПА), подготовленных под сварку, не должно превышать значений, предусмотренных стандартами или техническими условиями, по которым они изготовлены.
4.4.13 Расположение сварных соединений в УТ назначают из условий выполнения максимального количества швов в поворотном положении полуавтоматическим или автоматическим способами и возможности контроля сварных соединений неразрушающими методами при изготовлении и монтаже с минимальным количеством сварных соединений.
4.4.14 Продольные сварные швы элементов УТ должны быть смещены друг относительно друга на расстояние  (см. рисунок 4):
(см. рисунок 4):
- от DN 50 до DN 500 включительно - 75 мм;
- свыше DN 500 до DN 1400 включительно - 100 мм.
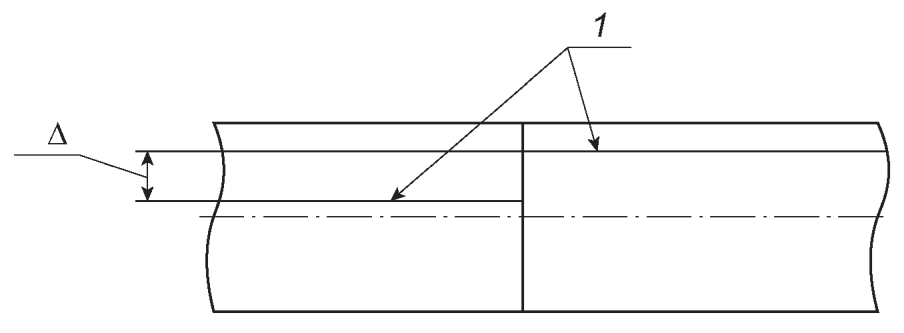
1 - сварной шов
относительно друг друга
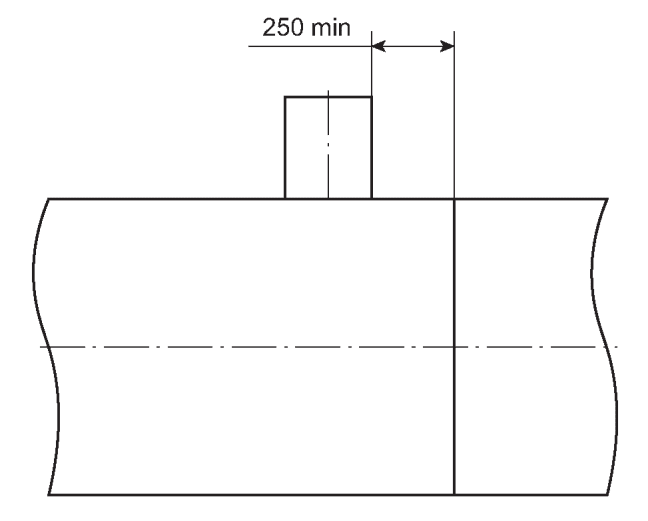
4.4.15 Расположение штуцера (тройникового соединения, прямой врезки, патрубка, бобышки) на основной трубе (магистральной части УТ) (см. рисунок 5) должно быть на расстоянии не менее 250 мм <1> от продольного шва основной трубы (магистральной части УТ).
--------------------------------
<1> Если геометрические параметры изделий не позволяют обеспечить указанный размер, то необходимо выполнить расстояние  , указанное в 4.4.14.
, указанное в 4.4.14.
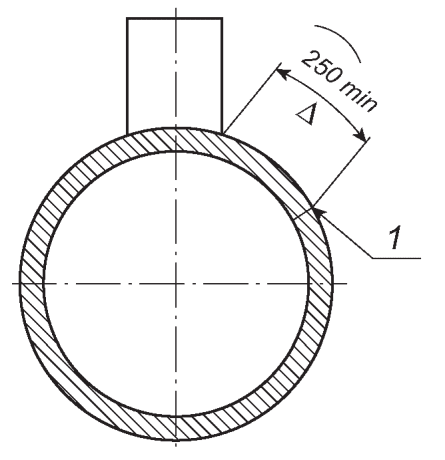
1 - сварной шов
прямой врезки, патрубка, бобышки) в зависимости
от расположения продольного сварного шва основной трубы
Отклонение от перпендикулярности штуцера относительно основной трубы (см. рисунок 6) должно быть не более 1°, смещение осей штуцера и основной трубы (см. рисунок 7) должно быть не более 5 мм.
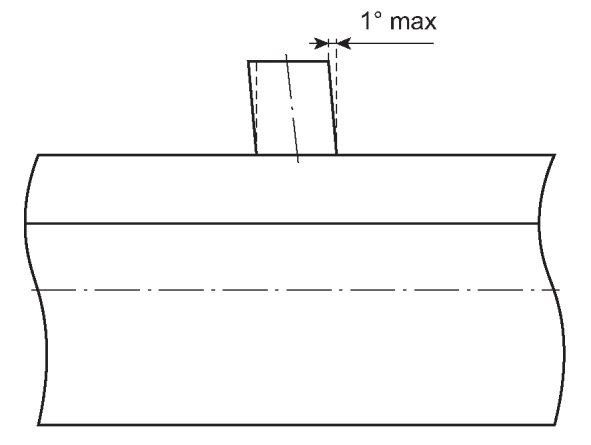
(тройникового соединения, прямой врезки, патрубка, бобышки)
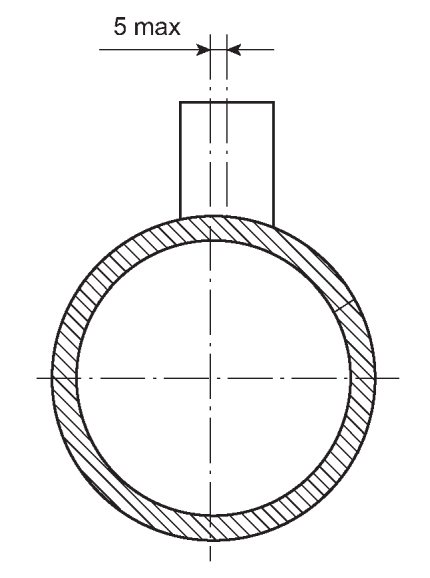
(тройникового соединения, прямой врезки, патрубка, бобышки)
от оси основной трубы
4.4.16 Расстояние от образующей наружной стенки штуцера (тройниковое соединение, прямая врезка, патрубок, бобышка) до кольцевого сварного шва устанавливается в проектной документации и должно быть не менее 250 мм (см. рисунок 8). Для технологических трубопроводов допускается уменьшение данного расстояния, и оно должно составлять:
- для штуцера (тройникового соединения, прямой врезки, патрубка, бобышки) с наружным диаметром до 100 мм - не менее наружного диаметра трубы, но не менее 50 мм;
- для штуцера (тройникового соединения, прямой врезки, патрубка, бобышки) с наружным диаметром 100 мм и более - не менее 100 мм.
прямой врезки, патрубка, бобышки) в зависимости
от расположения кольцевого сварного шва основной трубы
4.4.17 Допускается изготавливать УТ с прямыми врезками с пропуском внутрь трубопровода, в случаях, предусмотренных проектной документацией (включая конструктивное исполнение), при этом номинальный диаметр врезки должен быть не менее DN 50, а толщина стенки должна быть не менее расчетной. Расчет проводят по НТД, распространяемой на трубопровод.
4.4.18 УТ поставляется заказчику с подготовленными под сварку кромками в соответствии с 4.5. По требованию заказчика допускается изготовление УТ с иными разделками кромок, которые должны быть указаны в проектной документации.
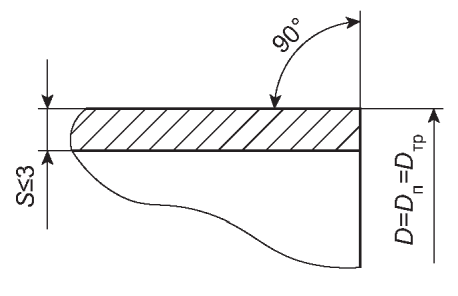
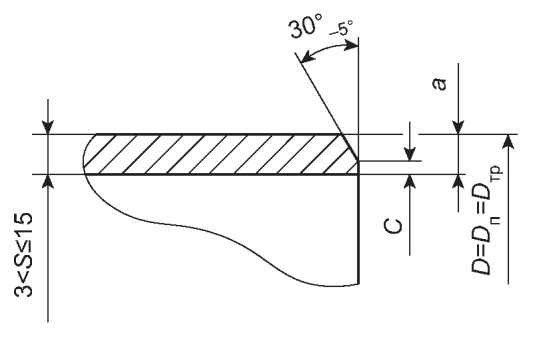
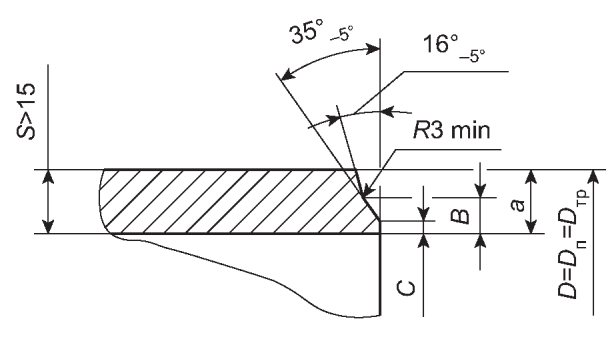
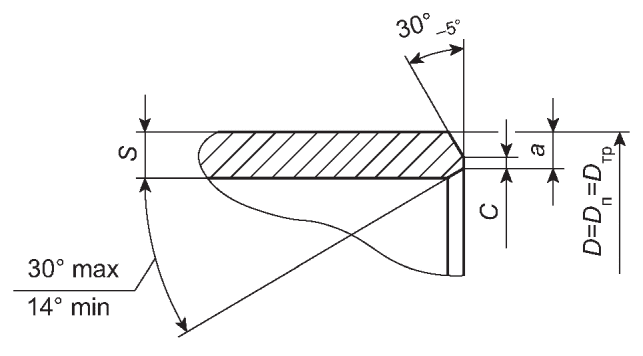
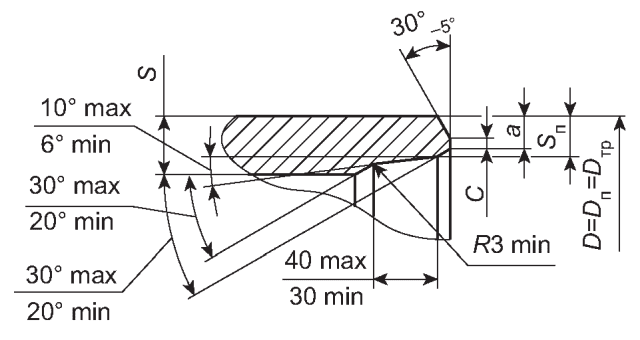
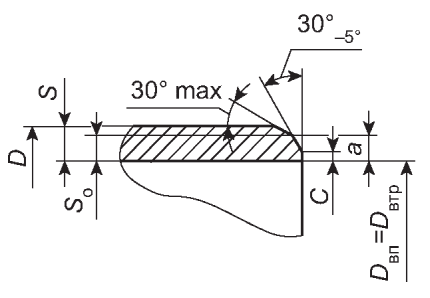
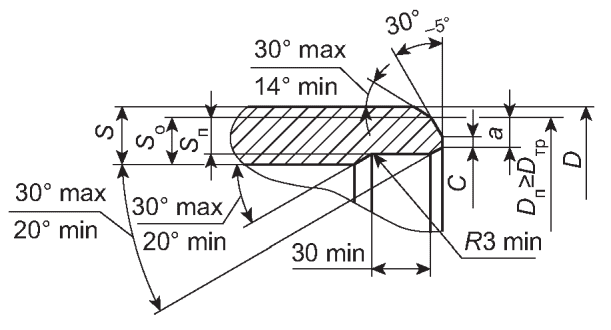
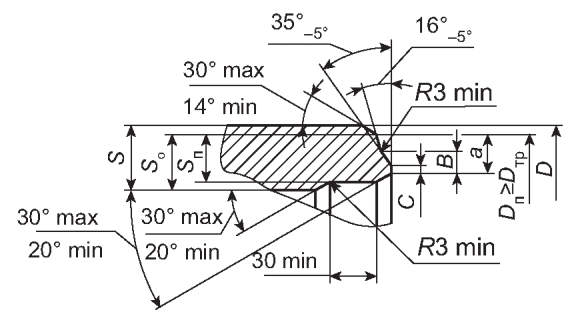
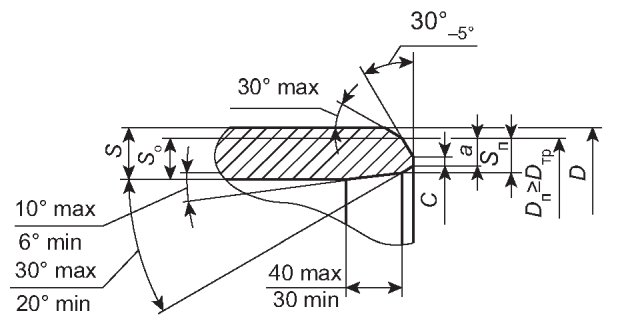
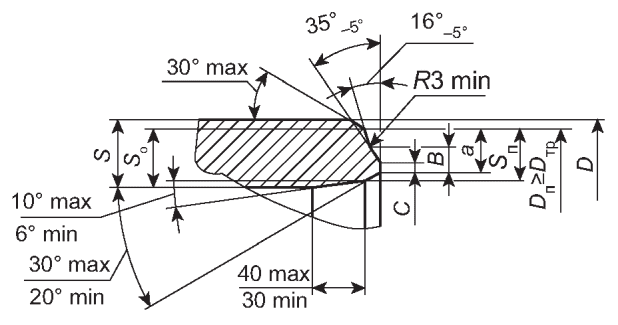
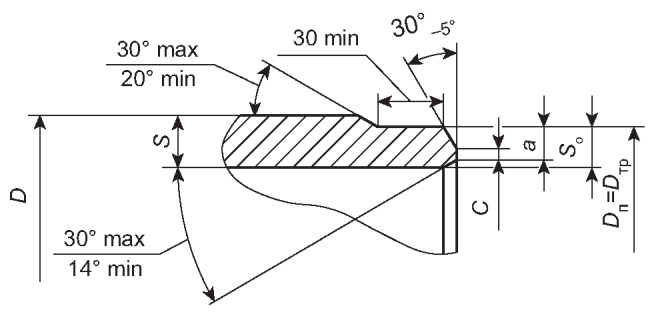
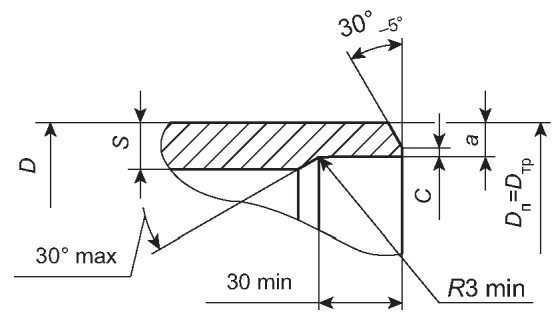
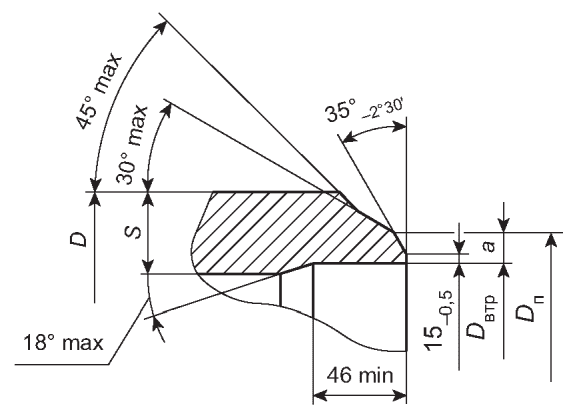
4.5.1 Элементы, входящие в состав УТ, должны иметь кромки, обработанные механическим способом под сварку в соответствии с рисунком 9 (а, б, в, г, д) и таблицей 2.
 | |
 |  |
 |  |
 |  |
a - размер для присоединения трубы или ПК; C - ширина
кольцевого притупления; B - высота фаски; D - наружный
диаметр элемента; Dп - присоединительный диаметр элемента;
Dтр - наружный диаметр трубы; S - толщина стенки элемента;
Sп - толщина стенки элемента при расточке
внутреннего диаметра
 | 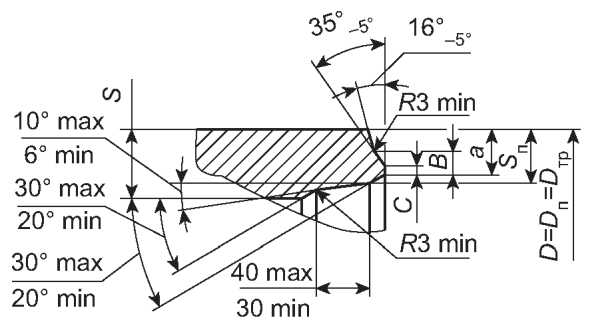 |
 |  |
 |  |
 |  |
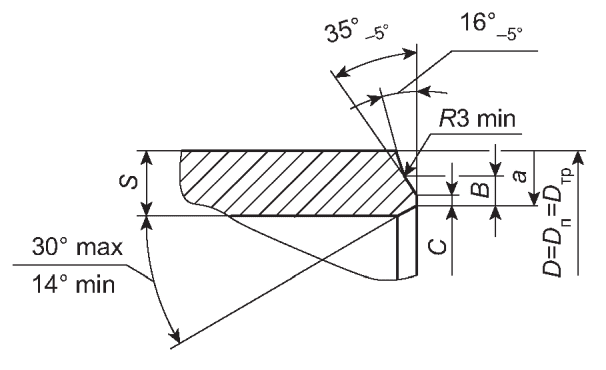
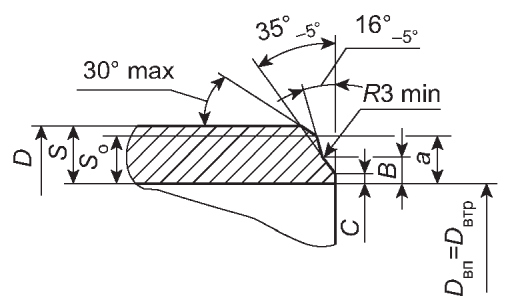
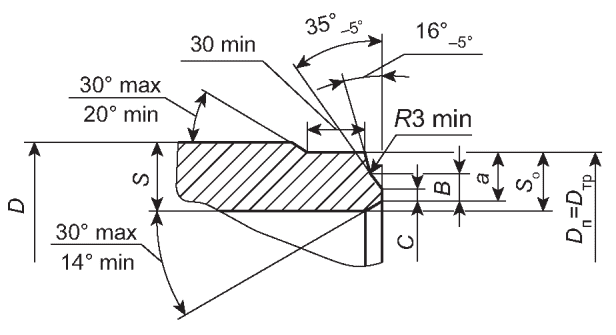
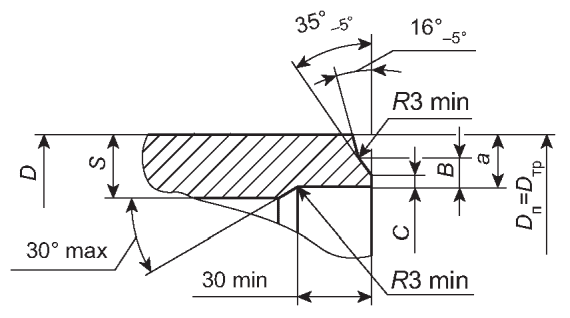
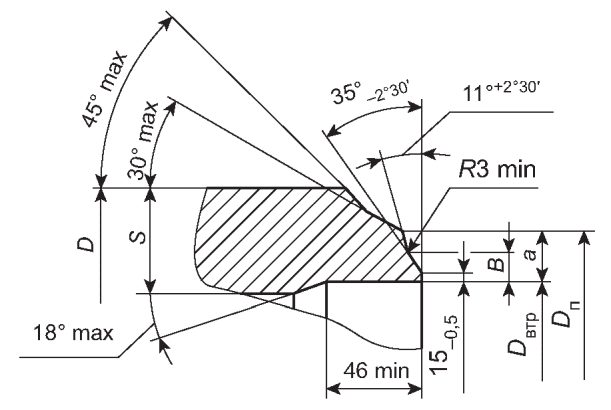
a - размер для присоединения трубы или ПК; C - ширина
кольцевого притупления; B - высота фаски; D - наружный
диаметр элемента; Dп - присоединительный диаметр элемента;
Dтр - наружный диаметр трубы; Dвтр - внутренний диаметр
трубы; Dвп - внутренний присоединительный диаметр элемента,
равный (Dтр - 2Sпр); S - толщина стенки элемента;
Sо - остаточная толщина стенки элемента; Sп - толщина стенки
элемента при расточке внутреннего диаметра
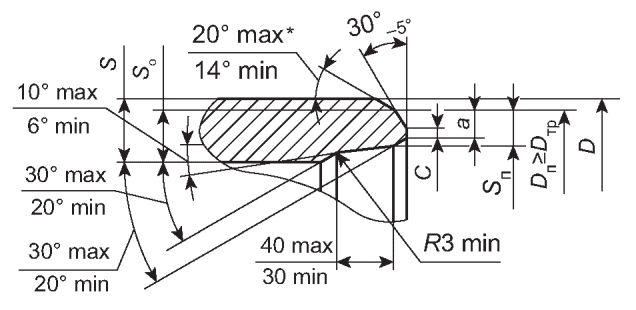
Рисунок 9, лист 2
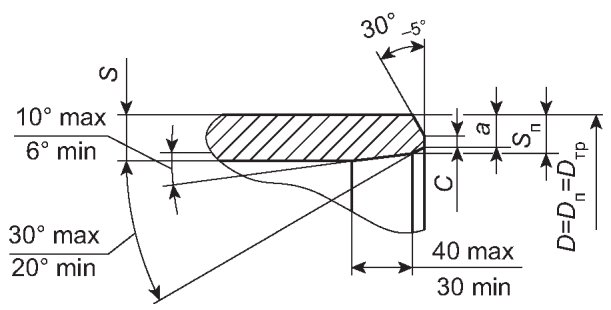
 |  |
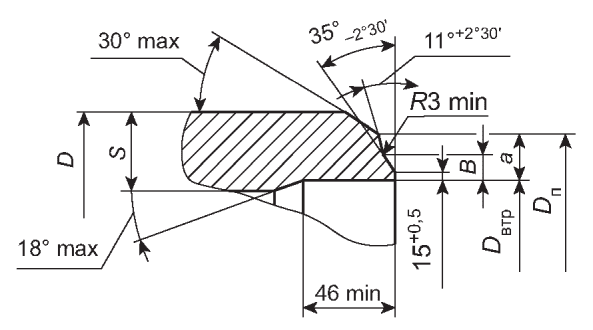
 -------------------------------- <*> Допускается выполнять фаску с углом 30° max для объектов ПАО "Роснефть". | 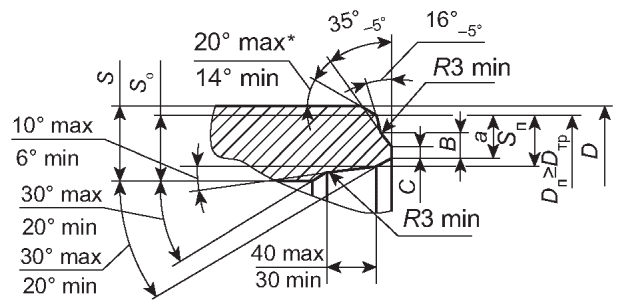 -------------------------------- <*> Допускается выполнять фаску с углом 30° max для объектов ПАО "Роснефть". |
 |  |
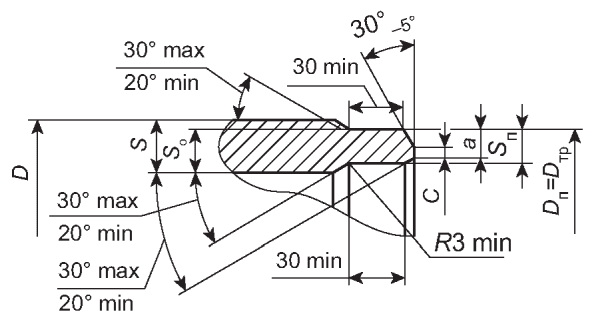 |  |
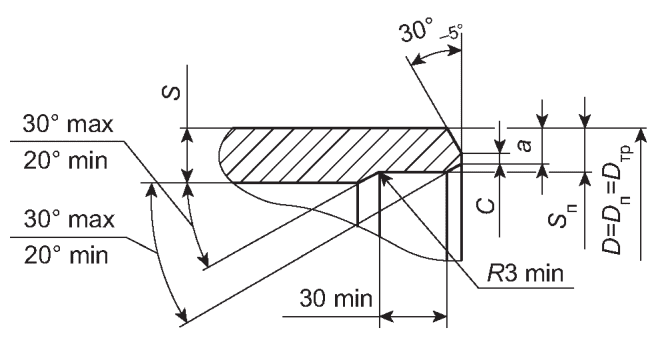
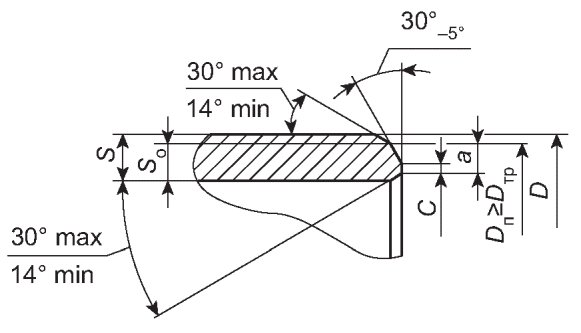
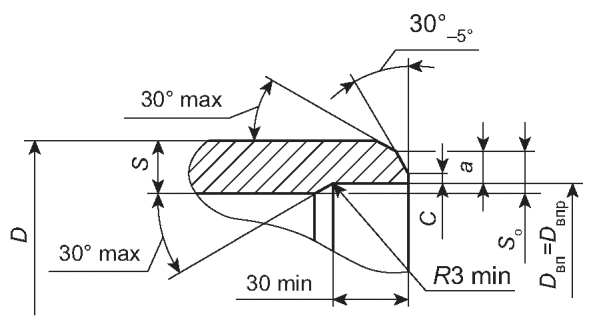
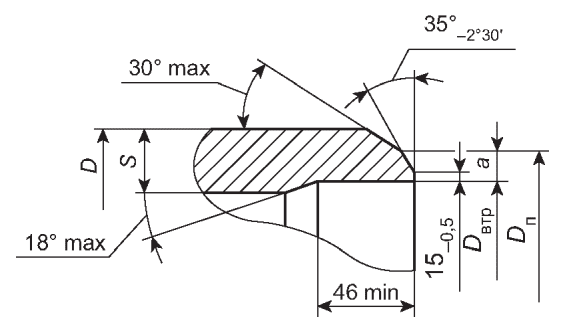
a - размер для присоединения трубы или КП; C - ширина
кольцевого притупления; B - высота фаски; D - наружный
диаметр элемента; Dп - присоединительный диаметр элемента;
Dтр - наружный диаметр трубы; S - толщина стенки элемента;
Sо - остаточная толщина стенки элемента; Sп - толщина стенки
элемента при расточке внутреннего диаметра
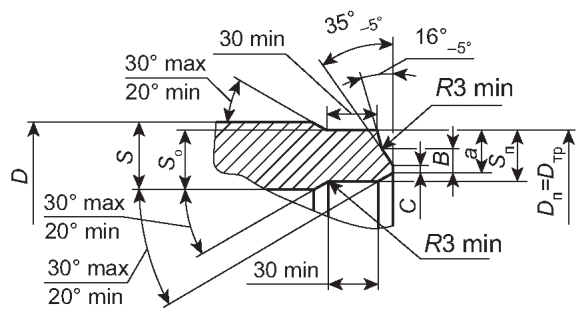
Рисунок 9, лист 3
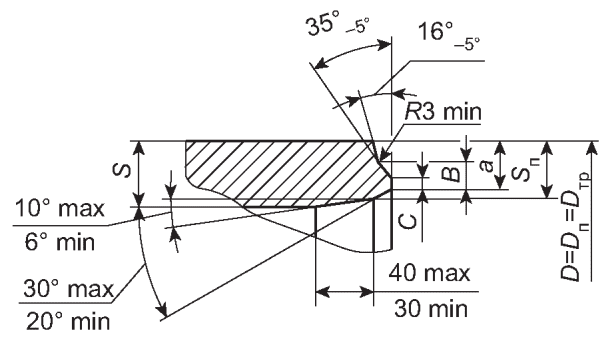
 |  |
 |  |
 |  |
 | 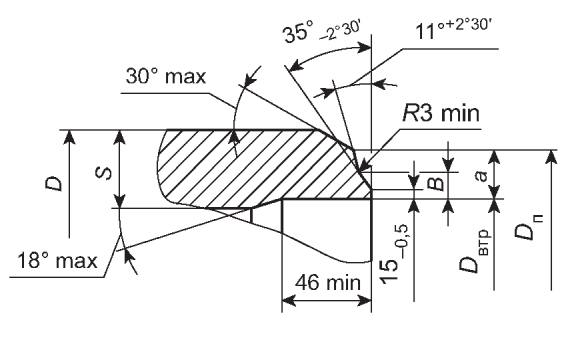 |
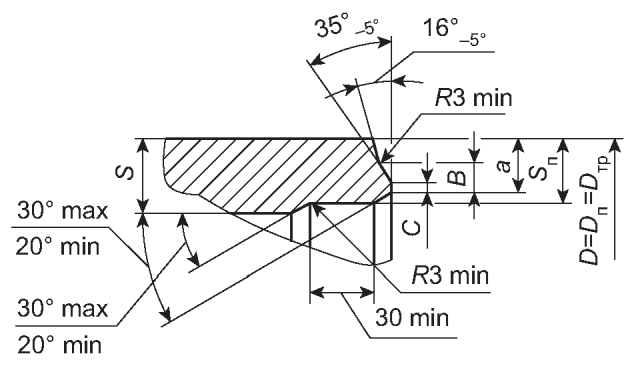
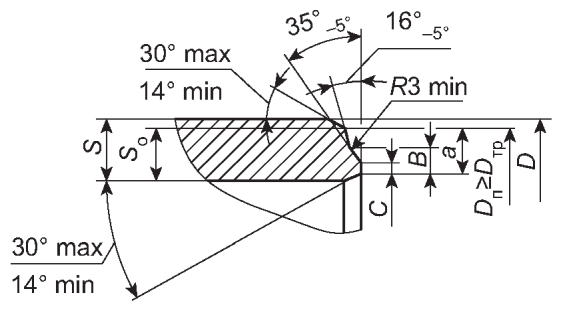
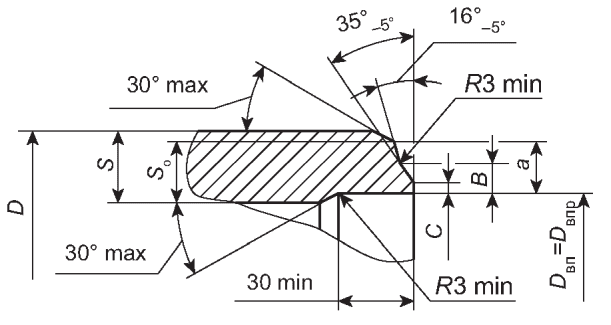
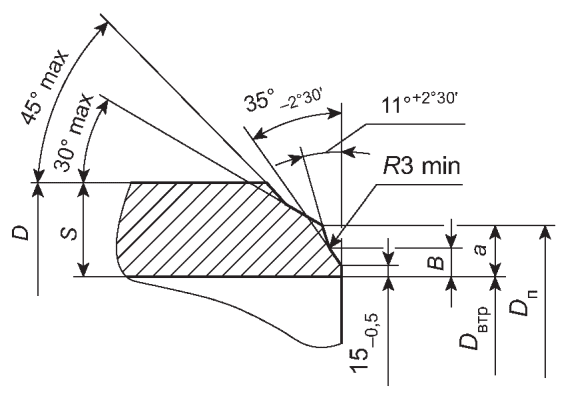
a - размер для присоединения трубы или переходного кольца;
C - ширина кольцевого притупления; B - высота фаски;
D - наружный диаметр элемента; Dтр - наружный диаметр трубы;
Dп - присоединительный диаметр элемента; Dвп - внутренний
присоединительный диаметр элемента, равный (Dтр - 2Sпр);
Dвтр - внутренний диаметр трубы; Sо - остаточная толщина
стенки элемента; S - толщина стенки элемента
Рисунок 9, лист 4
 |  |
 |  |
a - размер для присоединения трубы или переходного кольца;
B - высота фаски; D - наружный диаметр элемента;
Dп - присоединительный диаметр элемента; Dвтр - внутренний
диаметр трубы; S - толщина стенки элемента
Рисунок 9, лист 5
4.5.2 УТ на концах должны иметь кромки, обработанные механическим способом под сварку в соответствии с рисунком 9 (а, б, в, г, д) и таблицей 2.
4.5.3 Геометрические параметры кромок должны быть назначены в зависимости от номинальных размеров: наружного и присоединительного диаметра и толщины стенки СЭТ, ТПА, ТПА с ПК наружного диаметра и толщины стенки присоединяемых труб.
4.5.4 В зависимости от толщины стенки присоединяемого элемента <1> следует применять следующие типы кромок:
- до 3 мм включительно - тип 1;
--------------------------------
4.5.5 Элементы магистральных и промысловых трубопроводов (элементы УТ) с наружным диаметром, равным диаметру присоединяемого элемента, должны иметь механически обработанные кромки в соответствии с рисунком 9. Толщина стенки элемента после выполнения цилиндрической проточки Sп должна быть от 1,2a до 1,5a.
Выбор типов кромок зависит от соотношения номинальных толщин стыкуемых элементов УТ и определяется исходя из условий, изложенных в СП 86.13330 для магистральных трубопроводов, в СП 284.1325800 - для промысловых трубопроводов.
Элементы технологических трубопроводов (элементы УТ) с наружным диаметром, равным диаметру присоединяемого элемента, должны иметь механически обработанные кромки в соответствии с требованиями СП 75.13330 или ГОСТ 32569.
Допускается для СЭТ применять типы кромок 8, 9, 10, 11, если это предусмотрено в документации изготовителя элементов УТ.
4.5.6 Элементы УТ с наружным диаметром большим, чем диаметр присоединяемого элемента, должны иметь механически обработанные кромки с наружным скосом (типы 12, 13, 14, 15, 16, 17, 18, 19, 20, 21).
Выбор типа кромки зависит от соотношения номинальных значений толщины стенки присоединяемого элемента a и остаточной толщины стенки элемента Sо и определяется из следующих условий:
- если разность остаточной толщины стенки элемента Sо и присоединяемого элемента a не превышает 2,0 мм (когда максимальная из них 12 мм и менее) и 3,0 мм (когда максимальная из них более 12 мм), то внутренний скос кромки допускается не выполнять (типы 12, 13);
- если разность остаточной толщины стенки элемента Sо и присоединяемого элемента a превышает указанные выше значения, а отношение остаточной толщины стенки элемента Sо и присоединяемого элемента a не превышает 1,5 (Sо/a <= 1,5), то выполняют внутренний скос кромки (типы 14, 15);
- при отношении остаточной толщины стенки элемента Sо и присоединяемого элемента a более, чем в 1,5 раза, следует применять разделку кромок типов 16, 17, при этом толщина стенки элемента после выполнения цилиндрической проточки Sп должна быть от 1,2a до 1,5a. Допускается для СЭТ применять типы кромок 18, 19, 20, 21, если это предусмотрено в документации изготовителя элементов УТ.
4.5.7 Элементы УТ, предназначенные для пропуска внутритрубных устройств (буква "А" в условном обозначении), должны иметь типы кромок 22 - 25, если разница между наружным диаметром СЭТ и наружным диаметром присоединяемой трубы превышает 20 мм, при этом выбор типа кромки зависит от соотношения номинальных значений толщины стенки присоединяемого элемента a и остаточной толщины стенки элемента Sо и определяется из следующих условий:
- если значения толщины стенки присоединяемого элемента a и остаточной толщины стенки элемента So не равны и отношение остаточной толщины стенки элемента So и присоединяемого элемента a не превышает 1,5, то выполняют внутренний скос кромки (типы 24 и 25);
- если отношение остаточной толщины стенки элемента Sо и присоединяемого элемента a превышает 1,5, следует применять цилиндрическую проточку (типы 22 и 23), при этом толщина стенки элемента после выполнения цилиндрической проточки Sп должна быть от 1,2a до 1,5a.
В остальных случаях для элементов УТ, предназначенных для пропуска внутритрубных устройств, используют кромки согласно 4.5.5, 4.5.6.
Типы фасок 26 - 35 допускается применять для СЭТ и ТПА, если предусмотрены специальные технические требования к объекту строительства.
4.5.8 Если изготовитель УТ применяет элементы собственного производства, то для сварки при изготовлении УТ допускается применять элементы УТ с кромками, обработанными в соответствии с технологией изготовителя УТ.
Для сварки при изготовлении УТ допускается применять покупные элементы УТ с кромками, обработанными в соответствии с технологией изготовителя УТ. В случае, если изготовитель УТ применяет покупные элементы без механической обработки торцов, он должен осуществить обработку кромок в соответствии с требованиями настоящего стандарта.
4.5.9 Если предусмотрен монтажный припуск, то кромки на торцах УТ должны иметь вид по типу 1 для любой толщины стенки, с применением газовой или воздушно-плазменной резки с последующей механической обработкой под сварку в трассовых условиях. Допускается обработка монтажного припуска по требованию заказчика или проектных организаций.
4.5.10 Размер a для присоединения трубы или КП должен быть определен в соответствии с техническими требованиями, применяемыми на объекте строительства и в зависимости от назначения УТ.
При выполнении разделки кромок элемента должно выполняться условие:
 (7)
(7)где a - номинальный размер кромки элемента УТ1 для присоединения трубы или КП, мм;
 ,
,  - нормативное значение временного сопротивления металла элемента УТ1 и присоединяемого элемента УТ2 соответственно, Н/мм2;
- нормативное значение временного сопротивления металла элемента УТ1 и присоединяемого элемента УТ2 соответственно, Н/мм2;Sпр - номинальная толщина стенки присоединяемого элемента УТ2, мм.
4.5.11 При выполнении разделки кромки возможно неравномерное по ширине и/или частичное образование внутренней и/или наружной фасок.
4.5.12 Размеры a и Sп (рисунок 9, а, б, в, г, д) должны быть указаны на чертежах. Кольцевое притупление C (для типов кромок 1 - 29) для СЭТ, ТПА, ТПА с ПК должно составлять (1,8 +/- 0,8) мм.
Допускается выполнять притупление C с другим размером согласно стандартам на изготовление СЭТ, ТПА, ТПА с ПК, при этом аналогичное притупление должно быть выполнено на катушках и трубах.
Высота фаски B (для типов кромок 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27, 29, 31, 33, 34, 35) в зависимости от толщины стенки присоединяемого элемента представлена в таблице 3.
Таблица 3
В миллиметрах
Номинальная толщина стенки присоединяемого элемента | Высота фаски B |
До 15,0 включ. | - |
Св. 15,0 до 19,0 включ. | 9,0 +/- 0,5 |
Св. 19,0 до 21,5 включ. | 10,0 +/- 0,5 |
Св. 21,5 | 12,0 +/- 0,5 |
Примечание - Знак "-" означает отсутствие фаски. | |
4.5.13 Тип кромки (в том числе размеры a и Sп) назначает изготовитель элементов УТ (СЭТ, ТПА с ПК) в соответствии с требованиями нормативной документации, в соответствии с которыми они изготовлены, с учетом присоединительного диаметра, толщины стенки и класса (категории) прочности присоединяемого элемента. Типы кромок катушек и необходимые размеры должны быть указаны в конструкторской и/или технологической документации изготовителя катушек, разработанной в установленном порядке.
4.5.14 Подготовка кромок под сварку элементов УТ должна выполняться механическим способом. Допускается при подготовке кромок под сварку ПК, изготовленных из труб после газокислородной резки, выполнять зачистку кромок абразивным инструментом на глубину не менее 0,5 мм. Внутреннее усиление продольного заводского шва элементов УТ должно быть механически обработано заподлицо с внутренней поверхностью на расстоянии не менее 50 мм от торца.
4.5.15 Во всех случаях резки труб, в том числе при вырезке отверстий под тройниковое соединение (прямую врезку), с целью выявления возможных расслоений, необходимо выполнить ультразвуковой контроль всего периметра участка трубы на ширине не менее 40 мм от резаного торца. При наличии расслоений место выполнения реза следует перенести на бездефектную зону и провести повторный ультразвуковой контроль в аналогичном порядке. Обработанная (резаная) кромка (торец трубы) должна быть проверена на отсутствие расслоений капиллярным методом или магнитопорошковой дефектоскопией.
4.6.1 Сборка элементов УТ должна выполняться в соответствии с операционными технологическими картами сборки и сварки, разработанными по аттестованной технологии сварки.
4.6.2 На сборку должны поставляться элементы УТ (СЭТ, ПК, трубы, катушки, ТПА и др.), прошедшие входной контроль или приемо-сдаточные испытания и принятые СТК изготовителя УТ. Элементы, не принятые СТК, к сборке в УТ не допускаются.
4.6.3 Усиление наружного и внутреннего швов на концах элементов УТ должно быть зачищено механическим способом до остаточной высоты от 0 до 0,5 мм на участке длиной от 10 до 200 мм от торца.
4.6.4 В месте зачистки усиления швов должен быть обеспечен плавный переход к основному металлу элемента УТ. Толщина стенки элемента УТ в месте зачистки усиления швов не должна выходить за пределы минимальных значений.
4.6.5 Собираемые под сварку кромки элементов УТ и прилегающие к ним внутренние и наружные поверхности не должны иметь следов ржавчины, масла и прочих загрязнений и должны быть зачищены механическим способом шлифовальной машинкой с набором дисковых проволочных щеток или набором торцевых лепестковых и шлифовальных кругов на ширину не менее 15 мм от торца изделия. Внутренняя полость элементов УТ должна быть очищена от загрязнений.
4.6.6 Свариваемые кромки элементов УТ для магистральных и промысловых трубопроводов (за исключением СЭТ, ТПА), класса прочности до К60 включительно, с забоинами глубиной до 5,0 мм включительно допускается ремонтировать сваркой с последующей механической зачисткой мест исправления дефектов до восстановления необходимого угла скоса и притупления кромки. Ремонт следует выполнять с обязательным предварительным подогревом дефектного участка до температуры 100 °C + 30 °C для труб толщиной стенки до 27,0 мм включительно или до температуры 150 °C + 30 °C - для труб толщиной стенки свыше 27,0 мм электродами с основным видом покрытия диаметром от 2,5 до 4,0 мм, при этом тип электродов должен соответствовать классу прочности основного металла элементов УТ.
Свариваемые кромки элементов УТ для технологических трубопроводов с забоинами любой глубины исправлению не подлежат и должны быть отрезаны.
4.6.7 Концы элементов УТ (за исключением СЭТ, ТПА) с рисками, продирами, царапинами глубиной более 5,0% от номинальной толщины стенки или выводящими толщину стенки за минимально допустимые значения, отпечатками, раковинами-вдавами, раковинами от окалины, рябизной и иными местными отклонениями формы поверхности, выводящими толщину стенки за минимально допустимые значения, забоинами на свариваемых кромках глубиной более 5,0 мм, вмятинами, не допускаемыми требованиями документации на соответствующий элемент УТ, исправлению не подлежат и должны быть отрезаны.
4.6.8 Сборку свариваемых элементов УТ требуется выполнять по чертежам и технологической документации, разработанными в соответствии с требованиями настоящего стандарта. Применяемые сборочные приспособления не должны оставлять недопустимых дефектов, загрязнений на внутренней или наружной поверхности свариваемых элементов.
4.6.9 Не допускается в процессе сборки УТ для установки необходимых параметров (зазор, смещение кромок) применять ударный инструмент.
4.6.10 ТПА (ТПА с ПК) при выполнении сборочно-сварочных работ должна находиться в положении "открыто" для исключения повреждения поверхности запорного или регулирующего элемента. При этом следует обеспечить защиту внутренних полостей ТПА от попадания сварочного грата и окалины, а также не допускать нагрев патрубков ТПА более температуры, указанной в руководстве по эксплуатации ТПА.
4.6.11 При сборке кольцевых стыковых сварных соединений УТ:
- смещение стыкуемых кромок с номинальной толщиной стенки 10 мм и более не должно превышать 20% от номинальной толщины стенки, но не более 3 мм;
- смещение стыкуемых кромок с номинальной толщиной стенки менее 10 мм не должно превышать 40% от номинальной толщины стенки, но не более 2 мм.
4.6.12 До начала сварки (в том числе выполнения прихваток) необходимо выполнить предварительный подогрев свариваемых кромок элементов УТ и прилегающих к ним участков. При удалении прихваток механическим способом в процессе сварки корневого слоя шва допускается выполнять предварительный подогрев перед сваркой элементов УТ. Требования к предварительному, сопутствующему (межслойному) подогреву и оборудованию для подогрева должны определяться в соответствии с требованиями нормативной документации по сварке, применяемой на объекте строительства, в том числе техническими требованиями и инструкциями, принятыми на объекте строительства.
4.6.13 Величина зазора при сборке стыковых соединений элементов УТ должна составлять от 2,0 до 4,0 мм, если иное не предусмотрено нормативной документацией, указанной в проекте.
4.7.1 Сварку элементов УТ необходимо выполнять в соответствии с требованиями операционных технологических карт сборки и сварки, разработанных по аттестованным технологиям сварки с учетом требований действующей нормативной документации по сварке и контролю качества сварных соединений, применяемой на объекте строительства, в том числе технических требований, инструкций (в зависимости от объекта на который изготавливается УТ), и утвержденных изготовителем УТ.
4.7.2 Технологии сварки, применяемые при изготовлении УТ, должны быть аттестованы в соответствии с требованиями нормативных документов в области производства сварочных работ на опасных производственных объектах на соответствие требованиям настоящего стандарта.
4.7.3 Сварку элементов УТ необходимо выполнять по аттестованным технологиям сварки и согласно операционным технологическим картам сборки и сварки, разработанным в соответствии с требованиями настоящего стандарта и проектной документацией изготовителем УТ.
4.7.4 Сварщики (операторы), выполняющие сварочные работы, и специалисты сварочного производства, осуществляющие руководство и технический контроль, должны быть аттестованы в соответствии с действующими нормативными документами в отношении производства сварочных работ на соответствующий уровень и область аттестации.
4.7.5 Сварочное оборудование, используемое для сварки УТ, должно быть аттестовано в соответствии с действующими нормативными документами в отношении производства сварочных работ на опасных производственных объектах.
4.7.6 Сварочные материалы, применяемые при сварке УТ, должны быть аттестованы в соответствии с требованиями [3] и другими действующими нормативными документами в отношении производства сварочных работ на опасных производственных объектах.
4.7.7 Исполнитель (сварщик) должен осуществлять послойный операционный визуальный контроль качества выполнения слоев шва в процессе сварки.
4.7.8 Все сварные соединения должны регистрироваться в журналах сварочных работ изготовителя УТ. Результаты контроля и журналы сварочных работ следует хранить у изготовителя УТ в установленном порядке.
4.7.10 Клеймо наносят ударным способом или иным способом до термической обработки (при необходимости ее выполнения) на расстоянии от 100 до 150 мм от шва на видном месте.
4.7.11 Высота шрифта должна быть не менее 5 мм, глубина - не более 0,2 мм. Клеймо должно быть заключено в рамку, нанесенную яркой несмываемой краской.
4.7.12 Допускается сварка при изготовлении УТ несколькими сварщиками, при этом клеймо ставят через дробь. Все сварные соединения регистрируют в порядке, установленном у изготовителя УТ.
4.7.13 Требования к выполнению сварных соединений должны быть указаны в проектной документации. Сварку и НК качества сварных соединений выполняют в соответствии с требованиями стандартов, применяемых на объекте строительства.
4.7.14 Внешний вид и геометрические параметры сварных соединений УТ должны соответствовать требованиям утвержденных операционных технологических карт сборки и сварки. Параметры сварных соединений УТ должны быть указаны в конструкторской и/или технологической документации, в том числе операционных технологических картах сварки и сборки.
4.8.1 Механические свойства сварных соединений УТ должны соответствовать требованиям настоящего стандарта.
4.8.2 Временное сопротивление металла кольцевых стыковых сварных соединений УТ должно быть не менее нормативного значения временного сопротивления материала элемента УТ с наименьшим классом (категорией) прочности, входящего в соединение.
4.8.3 Нормативные значения временного сопротивления сварного соединения [в зависимости от класса (категории) прочности СЭТ и труб, входящих в соединение], должны соответствовать требованиям, приведенным в таблице 4.
Таблица 4
Класс (категория) прочности элементов УТ | Временное сопротивление сварного соединения |
К42 | 410 |
К48 | 471 |
К50 | 490 |
К52 | 510 |
К54 | 530 |
К55 | 540 |
К56 | 550 |
К58 | 570 |
К60 | 590 |
(X56) | 490 |
(X60) | 520 |
(X65) | 535 |
(X70) | 570 |
Значения временного сопротивления сварных соединений УТ, предназначенных для технологических трубопроводов с температурой эксплуатации выше 120 °C, должны соответствовать ГОСТ 34233.1 при заданной температуре эксплуатации.
Временное сопротивление металла кольцевых стыковых сварных соединений УТ технологических трубопроводов должно быть не менее нормативного значения временного сопротивления основного металла по стандарту или техническим условиям для данной марки стали.
4.8.4 В зависимости от назначения УТ и класса (категории) прочности сварного соединения ударная вязкость KCV металла шва и ЗТВ кольцевых стыковых сварных соединений УТ должна быть не менее значений, указанных в таблице 5.
Таблица 5
сварных соединений
Класс (категория) прочности элементов УТ | Ударная вязкость KCV металла шва и ЗТВ, Дж/см2 | |
Среднее арифметическое значение, не менее | Минимальное значение на одном образце | |
До К54 (X60) включ. | 45,0 | 35,0 |
Св. К54 (X60) до К60 (X70) включ. | 50,0 | 37,5 |
Для магистральных газопроводов с давлением свыше 10,0 МПа значения должны соответствовать ГОСТ Р 55989.
Для промысловых трубопроводов по ГОСТ Р 55990 значения должны соответствовать ГОСТ Р 55990.
Для технологических трубопроводов значения должны соответствовать ГОСТ 32569 в зависимости от применяемой марки стали.
Минимальное значение ударной вязкости при температуре ниже минус 40 °C должно быть не менее 29 Дж/см2.
4.8.5 Кольцевые стыковые сварные соединения диаметрами DN 200 и менее, а также соединения, в которых номинальная толщина стенки одного из присоединяемых элементов менее 6 мм, испытаниям на ударный изгиб не подвергают.
4.8.6 Ударная вязкость KCV металла шва и ЗТВ кольцевых стыковых сварных соединений определяется при минимальной температуре стенки УТ при эксплуатации, указанной в заказе, но не ниже минус 60 °C.
4.8.7 Среднее арифметическое значение угла изгиба кольцевого стыкового сварного соединения элементов УТ должно быть не менее 120°.
4.8.8 Твердость металла шва и ЗТВ кольцевых стыковых, угловых и нахлесточных сварных соединений УТ по Виккерсу (HV10) по ГОСТ 2999 не должна превышать значений, указанных в таблице 6. Твердость металла шва и ЗТВ кольцевых стыковых сварных соединений, элементы которых имеют разные классы прочности, определяют по максимально допустимым значениям для свариваемых элементов меньшего класса прочности.
Таблица 6
Место измерения | Твердость металла шва и ЗТВ (HV10) в зависимости от класса (категории) прочности свариваемых элементов | |
до К54 (К55) <1> включ. (до X60 включ.) | св. К54 (К55) <1> до К60 включ. (X65, X70) | |
Металл шва | 280 | 280 |
ЗТВ | 300 | 325 |
Для технологических трубопроводов значения должны соответствовать ГОСТ 32569 в зависимости от применяемой марки стали.
Для промысловых трубопроводов значения должны соответствовать ГОСТ Р 55990.
4.8.9 Механические свойства угловых и нахлесточных сварных соединений при отсутствии в проектной документации специальных требований должны отвечать следующим требованиям:
- испытания на излом должны подтвердить полное проплавление сварного шва, отсутствие несплавления между слоями сварного шва и внутренних дефектов недопустимых размеров;
- твердость металла шва должна соответствовать требованиям таблицы 6.
4.8.10 Допускается заменять испытания на излом проведением анализа макрошлифа сварного соединения.
4.8.11 Анализ макрошлифа сварного соединения должен продемонстрировать полный провар, сплавление между слоями шва, отсутствие внутренних дефектов недопустимых размеров, установленных 4.9.
4.9.1 Для проверки качества сварных соединений применяют следующие методы НК:
- визуальный и измерительный;
- радиографический (радиационный);
- ультразвуковой;
- магнитопорошковый;
- цветная дефектоскопия (капиллярный контроль).
Допускается использование дополнительных методов НК, если они предусмотрены проектной документацией и НТД, распространяемой на трубопровод.
4.9.2 Порядок проведения контроля сварных соединений УТ устанавливается в инструкциях (методиках измерений) изготовителя УТ, разработанных в соответствии с требованиями нормативной документации по сварке и контролю качества сварных соединений, применяемой на объекте строительства, в том числе технических требований и инструкций, принятых на объекте строительства и согласованных в установленном порядке.
4.9.3 Лаборатория НК качества сварных соединений должна иметь документ (свидетельство) установленного образца об аттестации в соответствии с требованиями нормативных правовых актов в области НК качества сварных соединений.
НК должны проводить специалисты НК, аттестованные в соответствии с требованиями нормативных правовых актов в области НК для соответствующей группы опасных производственных объектов и имеющими аттестационные удостоверения установленного образца, а также имеющими соответствующую профессиональную подготовку, обладающими теоретическими знаниями и практическим опытом, необходимым для выполнения работ.
4.9.4 Допускается привлечение для проведения НК качества сварных соединений сторонних организаций, допущенных к выполнению работ по НК качества сварных соединений на объектах строительства.
4.9.5 НК качества сварных соединений проводят в соответствии с инструкциями (методиками), разработанными специалистами изготовителя УТ и утвержденными в установленном порядке.
4.9.6 Все сварные соединения должны быть проконтролированы методом ВИК в объеме 100% по наружной поверхности. ВИК сварных соединений по внутренней поверхности проводят в объеме 100% для сварных соединений DN 1000 и более, для сварных соединений менее DN 1000 ВИК по внутренней поверхности допускается выполнять при технической возможности.
Нормы оценки дефектов для магистральных и промысловых трубопроводов должны соответствовать СП 86.13330.
Сварные швы технологических трубопроводов по результатам ВИК должны соответствовать ГОСТ 32569-2013 (пункт 12.3.4).
4.9.7 Сварные соединения, признанные годными по результатам ВИК, подлежат НК физическими методами в соответствии с требованиями настоящего стандарта.
Объем контроля и нормы оценки дефектов сварных соединений для магистральных трубопроводов должны соответствовать СП 86.13330.2022 (приложение Д), для промысловых трубопроводов - СП 284.1325800, для технологических трубопроводов - ГОСТ 32569.
4.9.8 Кольцевые стыковые, угловые и нахлесточные сварные соединения элементов УТ подвергают УЗК и/или РГК.
4.9.9 РГК качества сварных соединений УТ выполняют в соответствии с требованиями ГОСТ 7512.
При РГК сварных соединений УТ магистральных и промысловых трубопроводов всех категорий, а также технологических трубопроводов с номинальным давлением выше 10 МПа и/или категорий I и II чувствительность должна быть не ниже класса 2 по ГОСТ 7512, для УТ технологических трубопроводов категорий III, IV и V - на уровне класса 3 по ГОСТ 7512.
4.9.10 УЗК качества сварных соединений УТ выполняют в соответствии с требованиями ГОСТ Р 55724. Допускается проведение УЗК при помощи ультразвуковых дефектоскопов на фазированных решетках. Технология проведения контроля, интерпретация результатов контроля должны быть отображены в инструкции (методике) изготовителя на контроль.
4.9.11 Степень контролепригодности сварных соединений УТ для проведения УЗК должна быть не ниже 2 по ГОСТ Р 55724.
4.9.12 Степень контролепригодности сварного соединения может быть повышена путем изменения конструкции соединения или УТ (по согласованию с проектировщиком и/или заказчиком), снятия усиления сварного шва, расширения зоны перемещения ПЭП, обеспечения дополнительного доступа ПЭП к сварному соединению, изменения схемы сканирования, указания в карте сборки определенной последовательности выполнения сварных соединений и их контроля. Допускается применение ПЭП с углами ввода, отличными от требований нормативной документации, указанной в 4.9.7, для обеспечения требуемого объема сканирования сечения сварного соединения.
4.9.13 При оценке качества кольцевых сварных соединений разнотолщинных элементов нормы оценки качества принимают по элементу с наименьшей номинальной толщиной стенки.
4.9.14 В случае технической невозможности проведения РГК или УЗК качества кольцевых стыковых и угловых сварных соединений (прямых врезок, приварка штуцеров, бобышек и т.д.) допускается проводить контроль одним из методов (проведение которого возможно) в объеме 100% с дополнительным визуальным послойным контролем в процессе сварки соединения и ВИК на стадии приемо-сдаточного контроля.
4.9.15 В случае технической невозможности проведения УЗК и/или РГК, нахлесточные сварные соединения подвергают визуальному и измерительному послойному контролю в процессе сварки соединения, ВИК на стадии приемо-сдаточного контроля и пневматическим испытаниям в объеме 100%. Допускается применять другие методы контроля (ПВК, МПК). Методы, объемы и схемы контроля должны быть установлены в инструкциях (методиках измерений) изготовителя УТ.
4.9.17 При проведении ТО сварного соединения НК качества методами, регламентированными для данного сварного соединения, проводят до (в соответствии с 4.8) и после (в соответствии с 4.10.4) проведения ТО.
4.9.18 По результатам НК качества сварных соединений (РГК, УЗК, ПВК, МПК) оформляют заключения. Заключения (вместе с журналами сварки сварных соединений) хранятся у изготовителя УТ в установленном порядке.
4.9.19 Копии (оригиналы) заключений по методам НК качества, заверенные уполномоченным лицом изготовителя УТ, прикладывают к паспорту на УТ.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
4.10.1 Ремонт сварных соединений при производстве УТ следует выполнять по инструкции изготовителя по операционным технологическим картам ремонта сваркой, разработанных по аттестованным технологиям ремонта сваркой и утвержденных в установленном порядке.
4.10.2 Ремонт сварного соединения от начала до конца должен выполнять один сварщик.
4.10.3 В местах ремонта допускается увеличение ширины швов до 10 мм и высоты усиления до 1 мм сверх норм, указанных в 4.7.14.
4.10.4 После выполнения ремонта сварное соединение должно быть проверено методами НК в соответствии с 4.9 на длине, превышающей отремонтированный участок:
- на 50 мм в каждую сторону - для диаметров свариваемых элементов до DN 500 включительно;
- на 100 мм в каждую сторону - для диаметров свариваемых элементов свыше DN 500.
4.10.5 Дополнительно должен быть проведен контроль капиллярным методом отремонтированного участка на отсутствие трещин по ГОСТ 18442, класс чувствительности II.
4.10.6 Допускается выполнять ремонт сваркой следующих дефектов сварных соединений:
- шлаковых включений;
- пор;
- непроваров;
- несплавлений;
- подрезов;
- других дефектов формы шва, за исключением трещин.
4.10.7 Для кольцевых стыковых сварных соединений максимальная длина единовременно ремонтируемого участка сварного соединения должна соответствовать нормативным требованиям, принятым для трубопровода, где устанавливается УТ, и не более следующих значений:
- 10% периметра - от DN 50 до DN 400;
- 200 мм - DN 400;
- 270 мм - от DN 500 до DN 600 включительно;
- 300 мм - от DN 700 до DN 1400 включительно.
4.10.8 Минимальная длина участка вышлифовки должна составлять не менее:
- 60 мм - от DN 50 до DN 65 включительно;
- 80 мм - свыше DN 65 до DN 175 включительно;
- 100 мм - свыше DN 175 до DN 400 включительно;
- 150 мм - свыше DN 400.
4.10.9 Выборка дефектных участков должна осуществляться механическим способом (шлифмашинкой, дисковой фрезой, станками орбитального типа), а также с применением воздушно-дуговой (плазменной) строжки, с последующим удалением до 1,0 мм поверхности выборки и зачисткой до металлического блеска абразивным инструментом. После вышлифовки дефектного участка необходимо провести ВИК на предмет полноты удаления дефекта. По усмотрению специалиста СТК изготовителя допускается проведение дополнительного капиллярного контроля в зоне удаления дефектов, контроль проводят по ГОСТ 18442, класс чувствительности II.
4.10.10 Выплавлять дефекты сваркой не допускается.
4.10.11 Выборку дефектных участков необходимо выполнять в соответствии с требованиями инструкции, разработанной изготовителем УТ согласно требованиям нормативной документации по сварке и контролю качества сварных соединений, применяемой на объекте строительства, в том числе технических требований и инструкций, принятых на объекте строительства.
4.10.12 Повторный ремонт одного и того же участка сварного соединения не допускается, сварное соединение подлежит полному удалению по технологии изготовителя.
4.11.1 ТО сварных соединений УТ после производства сварочных работ применяют:
- для обеспечения свойств сварных соединений;
- снижения уровня или полного снятия остаточных напряжений.
4.11.2 ТО сварных соединений УТ магистральных и промысловых трубопроводов после производства сварочных работ подлежат:
- равнотолщинные и разнотолщинные кольцевые стыковые сварные соединения с разнородностью по классу прочности более 80 МПа;
- тройниковые сварные соединения прямых врезок с толщиной стенки ответвления (штуцера, бобышки) свыше 16,0 мм;
- сварные соединения элементов УТ в случае, если технология сварки не обеспечивает соответствие их свойств требованиям проектной документации и действующей нормативной документации, при выполнении совмещенных квалификационных и аттестационных испытаний технологии сварки.
Для технологических трубопроводов оценку необходимости проведения ТО проводят по ГОСТ 32569.
4.11.3 Местную ТО сварных соединений элементов УТ следует выполнять по технологическому процессу изготовителя, по операционным технологическим картам ТО, утвержденным в установленном порядке, после устранения всех дефектов в сварных швах. Режимы ТО фиксируют в журнале ТО.
4.11.4 ТО проводят после получения положительных результатов НК качества сварных соединений, выполненного ВИК и физическими методами (РГК, УЗК).
4.11.5 После ТО сварных соединений:
- должен быть выполнен НК качества методом УЗК в объеме 100% в соответствии с требованиями 4.9. Допускается заменять УЗК на РГК;
- твердость металла сварного шва и ЗТВ не должна превышать значений, указанных в 4.8.8.
При выявлении дефектов следует выполнить ремонт согласно 4.10 с проведением повторной термической обработки.
4.12.1 По требованию проектной документации наружное защитное покрытие наносят на УТ, прошедший приемо-сдаточные испытания.
4.12.2 Для защиты от коррозии УТ для подземной, подводной (с заглублением в дно) и наземной (в насыпи) прокладки могут быть нанесены конструкции покрытий согласно ГОСТ Р 51164-98 (раздел 4), согласованные с заказчиком.
4.12.3 Подготовку поверхности, нанесение и контроль качества защитного покрытия УТ проводят согласно СП 245.1325800.2015 (раздел 7).
4.12.4 Конструкции и системы атмосферостойкого исполнения покрытий, марки ЛКМ определяют в проектной документации, а также отмечают в заказе на поставку и в сопроводительной документации.
5.1 В комплект поставки входит:
а) УТ;
б) упаковка (при необходимости);
в) защитные кольца (заглушки или другие защитные приспособления) на торцах (для защиты механически обработанных кромок). Для УТ номинальным диаметром до DN 400 включительно допускается отсутствие защитных колец (заглушек или других защитных приспособлений);
г) паспорт на УТ с приложениями:
1) оригиналы паспортов СЭТ, копии паспортов или сертификатов на другие элементы УТ, входящие в состав УТ;
2) паспорт качества защитного покрытия (при наличии);
3) копии (оригиналы) заключений по методам НК качества;
4) копии (оригиналы) РЭ на ТПА (при наличии в составе УТ).
5.2 Паспорт на УТ должен быть упакован во влагонепроницаемый мешок и закреплен на транспортной таре. Допускается отправка паспортов почтой или с товаросопроводительной документацией.
5.3 Форма паспорта приведена в приложении Б.
6.1 Проверку соответствия УТ требованиям настоящего стандарта выполняет СТК изготовителя УТ.
6.2 Для проверки соответствия УТ требованиям настоящего стандарта в процессе изготовления изготовитель УТ должен проводить:
- входной контроль поступающих элементов УТ и материалов;
- операционный контроль в процессе изготовления;
- приемо-сдаточные, периодические и типовые испытания.
6.3 УТ предъявляют на испытания поштучно.
6.4 Входной контроль поступающих элементов УТ и материалов проводят в соответствии с 4.2.
6.5 Приемо-сдаточным испытаниям подвергают каждый УТ.
6.6 При приемо-сдаточных испытаниях проверяют каждое изделие на соответствие 4.2, 4.4.2 - 4.4.17, 4.5, 4.7.5 - 4.7.9, 4.7.14, 4.8, 4.10.3, 4.10.4, 4.11, 8.1. Соответствие изделия требованиям 4.8 проверяют наличием действующего протокола периодических испытаний.
6.7 Периодические испытания проводят один раз в год для подтверждения стабильности технологического процесса изготовления УТ, с проведением механических испытаний сварных соединений (на образцах-имитаторах).
6.8 Механические испытания сварных соединений УТ проводят на образцах-имитаторах, сваренных из проката тех же марок сталей, что и элементы УТ, с применением тех же сварочных материалов, при тех же режимах сварки и прошедших термическую обработку (при необходимости) одновременно с УТ. Допускается применять иные диаметры и толщины с учетом области распространения, приведенной в приложении В.
6.9 На периодические испытания предъявляют один кольцевой стыковой сварной шов и, если предусмотрено конструкцией УТ, один угловой и нахлесточный сварной шов. Образцы-имитаторы должны быть выполнены с применением технологий сварки, по которым изготавливают УТ.
6.10 Допускается принимать результаты испытаний образца-имитатора с проведенной ТО для товарного изделия после ремонта сварных швов согласно 4.11 с проведенной повторной ТО в соответствии с областью распространения, приведенной в приложении В.
6.11 Результаты периодических испытаний сварного соединения допускается распространять на другие УТ, выполненные с применением той же технологии сварки в соответствии с областью распространения, приведенной в приложении В.
6.12 При получении неудовлетворительных результатов испытаний по 4.8.2 - 4.8.11 хотя бы на одном из образцов необходимо провести повторные испытания по тому виду испытаний, по которому получены неудовлетворительные результаты. Испытания необходимо провести на удвоенном количестве образцов, изготовленных из того же сварного соединения.
6.13 При обнаружении в образцах с неудовлетворительными результатами испытаний дефектов (при наличии соответствующей записи в протоколах испытаний), эти образцы должны быть заменены новыми и испытания проведены вновь.
6.14 При неудовлетворительных результатах повторных испытаний допускается произвести ТО сварных соединений и провести испытания вновь.
При получение удовлетворительных результатов режимы повторной ТО применяют при производстве товарных изделий.
При получении неудовлетворительных результатов испытаний термически обработанных сварных соединений выясняют причины неудовлетворительных результатов, после устранения которых выполняют сварку образца-имитатора с учетом принятых корректирующих мероприятий.
6.15 Результаты периодических испытаний должны быть зарегистрированы у изготовителя УТ в установленном порядке.
6.16 Типовые испытания проводят с целью проверки соответствия новых сварочных материалов требованиям 4.2.1 - 4.2.13, а также при аттестации новых способов сварки.
6.17 При изменении обозначения нормативной документации на материалы не требуется проведение типовых испытаний, если требования к материалам не изменились.
6.18 УТ, представленные на типовые испытания, должны быть подвергнуты контролю в объеме приемо-сдаточных и периодических испытаний с проведением гидростатических испытаний в соответствии с 4.1.13.
6.19 Типовым испытаниям подвергают один УТ. По усмотрению изготовителя УТ или по требованию заказчика допускается подвергать типовым испытаниям большее количество УТ.
6.20 Допускается проведение типовых испытаний на имитаторах УТ. Имитатор УТ, подвергаемый гидростатическим испытаниям, должен иметь вид набора труб (катушек) максимального типоразмера (с учетом области применения УТ), сваренных между собой по всем технологиям сварки, применяемым у изготовителя УТ при производстве УТ.
6.21 Длина труб (катушек), входящих в состав имитатора УТ, должна быть не менее одного диаметра свариваемых элементов при DN до 350 включительно и 0,5 диаметра свариваемых элементов - при DN свыше 350.
6.22 После положительных результатов гидростатических испытаний УТ (имитатора УТ), выполненного по всем технологиям сварки, применяемым изготовителем, допускается не проводить гидростатические испытания на товарных УТ. При этом изготовитель должен гарантировать испытательное давление каждого УТ, с указанием его значения в паспорте УТ.
6.23 УТ, подвергнутый гидростатическому испытанию, допускается применять в дальнейшем по своему прямому назначению при условии удаления заранее предусмотренных технологических припусков (не менее 50 мм) на каждом из торцов и последующей механической обработкой кромок торцов с проведением УЗК.
6.24 Результаты всех испытаний (приемо-сдаточные, периодические, типовые) должны быть зарегистрированы у изготовителя УТ в виде протоколов и актов в журналах регистрации соответствующих проверок, а также указаны в паспортах на УТ.
7.1.1 Вырезку заготовок для образцов из сварного соединения необходимо выполнять перпендикулярно к шву для испытаний сварного соединения на растяжение и ударный изгиб.
7.1.2 Надрез на образцах для испытаний на ударный изгиб наносят в соответствии с требованиями ГОСТ 6996.
7.1.3 Вырезку заготовок для образцов рекомендуется выполнять механическими способами, газокислородной или другими методами резки. При этом должен быть предусмотрен припуск на последующую обработку образца. При механической резке заготовок величина припуска зависит от вида обработки. При кислородной резке (для удаления из рабочей части образца зоны с измененными свойствами) припуск должен быть не менее 20 мм.
7.1.4 Образцы изготавливают только механическим способом.
7.1.5 Клеймение образцов выполняют любым способом так, чтобы клеймо располагалось вне рабочей части образца и сохранялось на нем и после испытания.
7.1.6 При изготовлении образцов допускается правка заготовок статической нагрузкой без применения нагрева.
7.1.7 На образцах из правленых заготовок допускается снижение относительного удлинения на значение деформации при правке  , %, определяемое по формуле
, %, определяемое по формуле
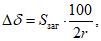 (8)
(8)где Sзаг - толщина стенки заготовки, мм;
r - наименьший радиус кривизны заготовки перед правкой, мм.
7.2.1 В процессе производства УТ должен быть осуществлен операционный контроль средствами, методами и в объемах, указанных в технологической документации изготовителя УТ, разработанной в установленном порядке.
7.2.2 Контроль на соответствие 4.9.9 проводят для сварных соединений, указанных в 4.9.8 РГК по ГОСТ 7512, при этом чувствительность контроля должна соответствовать классу 2. Допускается применение других методов радиационного НК, при этом критерии оценки должны соответствовать критериям оценки РГК.
7.2.3 Контроль на соответствие 0 проводят для сварных соединений, указанных в 4.9.8, УЗК по ГОСТ Р 55724.
7.2.4 Контроль торцов на соответствие 4.5.15 проводят УЗК по ГОСТ 17410. Контрольным отражателем является плоскодонное отверстие диаметром 6 мм, засверленное с внутренней поверхности до половины толщины стенки образца. Предельно допустимый уровень сигнала от дефекта типа расслоения должен быть менее уровня сигнала от контрольного отражателя.
7.2.5 Контроль на отсутствие дефектов поверхности, выходящих на кромки, проводят капиллярным методом по ГОСТ 18442 (класс чувствительности II) или магнитопорошковой дефектоскопией по ГОСТ Р 56512, чувствительность контроля устанавливается технологической документацией изготовителя, при этом минимальная ширина раскрытия условного дефекта должна быть не менее 0,01 мм.
7.2.6 Проверку работоспособности оборудования магнитопорошковой дефектоскопии проводят с использованием образцов, изготовленных в соответствии с ГОСТ Р 56512. При капиллярном и магнитопорошковом контроле недопустимыми являются любые дефекты.
7.2.7 Контроль на соответствие 4.9.16 на отсутствие трещин проводят капиллярным методом по ГОСТ 18442 (класс чувствительности II).
7.2.8 Контроль на соответствие 4.8.2 проводят испытанием сварного соединения на статическое растяжение на двух плоских образцах со снятым усилением сварного шва типа XII или XIII по ГОСТ 6996 для определения временного сопротивления.
Допускается применение цилиндрических образцов типов I, II, III, IV и V. Металл шва в этих образцах должен располагаться по середине их рабочей части. Разрешается применение образца по ГОСТ 1497.
7.2.9 Контроль на соответствие 4.8.4 - 4.8.6 проводят испытанием сварного соединения на ударный изгиб (по оси шва и ЗТВ) по ГОСТ 6996 на трех образцах типа IX, X или XI при температуре испытаний в соответствии с 4.8.6. При испытании ЗТВ линия надреза должна пересекать линию сплавления сварного шва в середине образца.
7.2.10 Ударную вязкость определяют, как среднее арифметическое значение по результатам испытаний трех образцов. На одном из образцов допускается снижение ударной вязкости на 5 Дж/см2. При получении неудовлетворительных результатов проводят повторные испытания на удвоенном количестве образцов. При повторных испытаниях снижение ударной вязкости не допускается ни на одном образце.
7.2.11 Контроль УТ, изготовленных из сталей класса (категории) прочности до К60 (X70) включительно, на соответствие 4.8.7 следует проводить испытанием сварного соединения на статический изгиб по ГОСТ 6996 на угол не менее 120°.
Для УТ, предназначенных для строительства технологических трубопроводов, допускается значение угла изгиба на одном образце не менее 100°, если среднее арифметическое значение угла изгиба не менее 120°.
Допускается по требованию заказчика другой угол загиба, другая методика проведения.
7.2.12 Контроль на соответствие 4.8.8 проводят определением твердости по Виккерсу по ГОСТ 2999 металла шва и ЗТВ. Измерение твердости по Виккерсу проводят на двух образцах (макрошлифах), вырезанных таким образом, чтобы были охвачены все участки сварного соединения (шов, ЗТВ, основной металл). Схема измерения твердости (HV10) в различных зонах сварного соединения приведена на рисунках 10 - 12. В каждой зоне замера должно быть не менее трех отпечатков (для ЗТВ и основного металла - с двух сторон от оси шва).
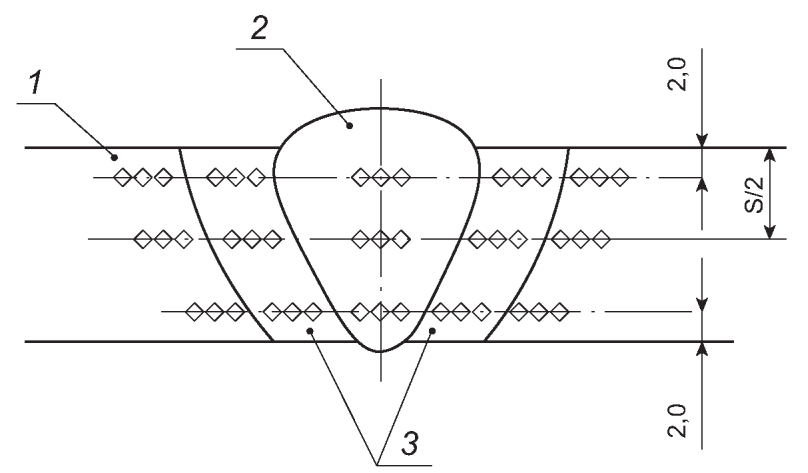
1 - основной металл; 2 - сварной шов; 3 - ЗТВ
в различных зонах стыкового сварного соединения
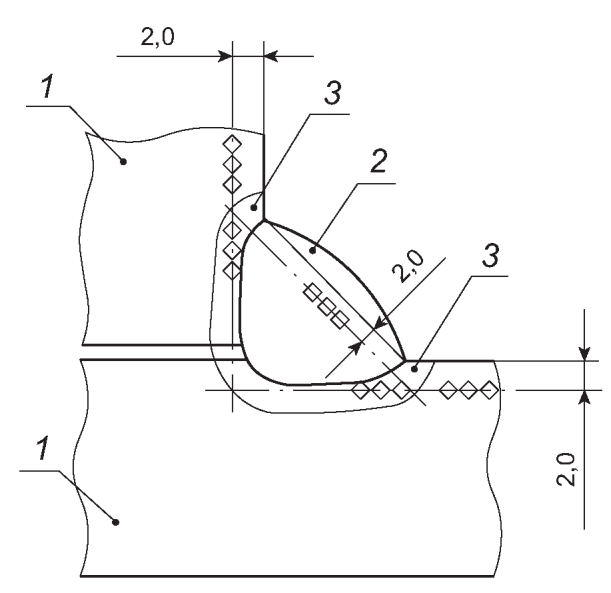
1 - основной металл; 2 - сварной шов; 3 - ЗТВ
Рисунок 11 - Схема измерения твердости (HV10)
в различных зонах углового сварного соединения
1 - основной металл; 2 - сварной шов; 3 - ЗТВ
в различных зонах нахлесточного сварного соединения
7.2.13 Для проведения механических испытаний на излом угловых и нахлесточных соединений на проверку соответствия 4.8.9 должны быть вырезаны два образца для испытаний углового соединения. Испытания проводят по методике предприятия.
7.2.14 Контроль на соответствие 4.2 проводят проверкой сопроводительной документации (сертификатов, паспортов) с целью подтверждения наличия и правильности ее заполнения, полноты необходимых сведений, их соответствия требованиям стандартов и технических условий на материалы и элементы УТ.
7.2.15 Контроль на соответствие 4.7.1 проводят проверкой наличия технологических документов и выполнения технологических процессов и инструкций по изготовлению УТ, но не реже одного раза в квартал.
7.2.16 Контроль на соответствие 4.7.4, 4.10.1 проводят проверкой наличия удостоверения по аттестации сварщиков в соответствии с требованиями [4], [5].
7.2.17 Контроль на соответствие 4.1.12 проводят по инструкции изготовителя УТ, утвержденной в установленном порядке, в соответствии с 6.22, 6.23, при типовых испытаниях - в соответствии с 6.18 - 6.23. Контроль следует проводить испытанием водой, температура которой не ниже плюс 5 °C. Из испытуемого изделия необходимо удалить воздух. Избыточное давление поднимать плавно, без скачков, при наличии ТПА в составе УТ перепад давления на затворе не должен превышать установленного для данной ТПА.
При проведении испытаний затвор ТПА должен находится в открытом положении.
7.2.18 Испытания следует проводить в два этапа:
- проверкой на прочность УТ с выдержкой под испытательным давлением в течение не менее 24 ч;
- последующей проверкой на герметичность с выдержкой УТ под рабочим давлением в течение не менее 12 ч.
7.2.19 Изделие признают выдержавшим испытание, если в результате проверки на прочность и герметичность снижение давления происходит не более чем на 1% от величины испытательного давления по манометру и не наблюдаются течи, капли, отпотевания, изменения (деформация) стенок УТ.
7.2.20 Контроль геометрических параметров УТ на соответствие 4.4.5 - 4.4.16, 4.5, 4.7.14, 4.10.3 следует проводить средствами измерения и методами, указанными в технологической документации изготовителя УТ. Средства измерения должны быть поверены и откалиброваны (при необходимости) в соответствии с требованиями, установленными изготовителем УТ.
7.2.21 Контроль остаточной магнитной индукции на торцах УТ на соответствие 4.5.16 проводят по методике и средствами измерений, указанными в технологической инструкции изготовителя УТ.
Замер выполняют по окружности торцов УТ через каждые 90°. Среднее арифметическое значение результатов показаний не должно превышать 3,0 мТл (30 Гс).
7.2.22 Контроль режимов ТО на соответствие 4.11 осуществляют проверкой записей в журнале регистрации режимов ТО.
7.2.23 Контроль маркировки сварных швов на соответствие 4.7.9, 4.7.12, 8.1.7 проводят на каждом изделии визуально.
7.2.24 Контроль маркировки УТ на соответствие 8.1 проводят на каждом изделии визуально.
7.2.25 Журналы регистрации результатов механических испытаний, контроля неразрушающими методами и термической обработки должны храниться у изготовителя УТ в установленном порядке.
8.1.1 Маркировка УТ, изготовленных в заводских условиях, должна содержать:
- товарный знак изготовителя УТ;
- объект строительства;
- шифр объекта строительства (в соответствии с требованиями проектной документации);
- номер чертежа проектной организации (в скобках допускается указать обозначение рабочего чертежа изготовителя УТ);
- обозначение УТ;
- заводской номер УТ и через дефис год изготовления (две последние цифры);
- массу УТ в килограммах;
- клеймо СТК.
8.1.2 Маркировка УТ должна быть нанесена яркой несмываемой краской на наружную поверхность УТ шрифтом не менее 5,0 мм (выбирают в зависимости от размера изделий и способа маркировки).
8.1.3 Допускается выполнять маркировку другими способами, согласованными с заказчиком, обеспечивающими ее сохранность при хранении, транспортировании и эксплуатации.
8.1.4 При изготовлении УТ с защитным или другим покрытием маркировка наносится на отвердевшее покрытие.
8.1.5 Место нанесения маркировки должно быть указано в конструкторско-технологической документации изготовителя, разработанной в установленном порядке.
8.1.6 Маркировка УТ должна быть расположена вдоль оси магистрали в верхней части УТ относительно горизонтальной плоскости, которая определяется из плана расположения трубопроводов, имеющегося в проектной документации. При отсутствии информации от заказчика (проектного института) о расположении УТ в трубопроводе изготовитель УТ самостоятельно назначает возможное расположение УТ на объекте.
8.1.7 Маркировку сварных соединений элементов УТ выполняют в соответствии с инструкцией изготовителя с наружной стороны изделия. Маркировку наносят маркером либо яркой несмываемой краской. По согласованию с заказчиком допускается использование другого типа маркировки сварных соединений, не противоречащей требованиям действующей нормативной документации, применяемой на объекте строительства.
8.1.8 Сложные УТ пространственного типа должны иметь схему строповки, нанесенную непосредственно на поверхность УТ.
8.1.9 УТ с номинальным диаметром от DN 500 включительно дополнительно должны иметь маркировку, наносимую ударным способом на внутренней поверхности УТ, с указанием:
- товарного знака изготовителя УТ;
- заводского номера УТ и через дефис года изготовления (две последние цифры).
8.1.10 Глубина отпечатка клейма должна быть не более 0,2 мм.
8.1.11 Размер шрифта должен быть от 5 до 80 мм (в зависимости от размера элемента и способа маркировки).
8.1.12 Маркировка, производимая ударным способом, должна быть помещена в рамку, нанесенную яркой несмываемой краской или маркером.
8.2.1 Наличие и вид упаковки устанавливает изготовитель, исходя из необходимости обеспечения целостности изделия, обработанных кромок и защитного или изоляционного покрытия, нанесенного в заводских условиях.
8.2.2 УТ поставляют в транспортной таре, изготавливаемой по конструкторской документации изготовителя УТ, в соответствии с ГОСТ 23170 и ГОСТ 10692.
8.2.3 Транспортная упаковка УТ, поставляемых в районы Крайнего Севера и приравненные к ним местности, климатические районы с холодным климатом и в труднодоступные районы, должна соответствовать требованиям ГОСТ 15846.
8.2.4 Механически обработанные кромки УТ должны быть защищены от повреждений защитными кольцами (заглушками или другими приспособлениями), а заизолированная поверхность защищена от повреждений. Для УТ номинальным диаметром до DN 400 включительно допускается отсутствие защитных колец (заглушек или других защитных приспособлений.
8.2.5 Размер упаковки не должен превышать по длине, ширине и высоте габариты погрузки в соответствии с требованиями действующих нормативных документов для перевозки железнодорожным транспортом, платформах, в вагонах и контейнерах и при перевозке автомобильным транспортом.
8.3.1 В соответствии с требованиями проектной документации наружное защитное покрытие наносят на УТ, прошедший приемо-сдаточные испытания у изготовителя УТ, в соответствии с требованиями технических условий на наружное защитное покрытие, согласованные в установленном порядке. Работы выполняются в организации, имеющей соответствующее оборудование и обученный персонал.
8.3.2 Для защиты от коррозии на поверхность УТ могут быть нанесены средства временной защиты или консервации, ЛКМ и другие материалы, согласованные с заказчиком. Требования к временной защите должны соответствовать ГОСТ 9.014 или технологии изготовителя.
8.3.3 Виды защитных покрытий (надземного, подземного исполнения, временные, консервационные покрытия и другие) и требования к ним должны соответствовать требованиям действующей нормативной документации, распространяемой на трубопровод, в том числе нормативной документации для новых инвестиционных проектов (технические требования, а также инструкции, распространяемые на объект).
8.3.4 Средства временной защиты и консервации устанавливают в проектной документации, а также указывают в заказе и в сопроводительной документации.
8.3.5 Консервационные покрытия наносят на УТ, прошедший приемо-сдаточные испытания, силами и средствами изготовителя.
8.4.1 УТ допускается транспортировать любым видом транспорта в соответствии с правилами перевозок грузов, действующими на данном виде транспорта и обеспечивающими сохранность изделий от повреждений.
8.4.2 При транспортировании железнодорожным транспортом УТ следует отгружать повагонно или в контейнерах.
8.4.3 При погрузке и разгрузке УТ не допускается использовать грузозахватные устройства (цепи, канаты и т.п.), вызывающие повреждение изделий. Категорически запрещается сбрасывать, волочить или соударять изделия.
8.4.4 Погрузочно-разгрузочные работы изделий с защитным покрытием должны быть выполнены в условиях, предотвращающих механическое повреждение покрытия.
8.4.5 Складирование УТ необходимо осуществлять в специально отведенном месте в соответствии с видом изделий и размерами, исключая их прямой контакт с землей. При длительном хранении УТ с защитным покрытием рекомендуется защищать от воздействия солнечного света и ультрафиолетового излучения, используя навесы, тенты или другие подходящие методы.
8.4.6 Условия транспортирования в части:
- воздействия механических факторов - С по ГОСТ 23170;
- воздействия климатических факторов - 8 ОЖ3 по ГОСТ 15150.
8.4.7 УТ должны храниться у изготовителя УТ и у заказчика в условиях, исключающих их повреждение. Условия хранения и транспортирования УТ в климатическом исполнении УХЛ, категории размещения 1 или 2 на открытых площадках: для макроклиматических районов с умеренным и холодным климатом на суше - 8 ОЖ3 по ГОСТ 15150-69 (таблица 13).
8.4.8 УТ номинальным диаметром до DN 500 включительно могут храниться в таре или штабелях, исключающих их повреждение. Высота штабеля не должна превышать 1,5 м. УТ с номинальным диаметром свыше DN 500 штабелировать запрещается. УТ с наружным изоляционным покрытием штабелированию не подлежат.
8.4.9 Расконсервацию проводят в соответствии с ГОСТ 9.014-78 (раздел 8) в соответствии с вариантом временной защиты или по технологии изготовителя.
9.1 Организация и технология производства работ по изготовлению УТ должны обеспечивать безопасность для работающих на всех стадиях производственного процесса.
9.2 Для работающих должна быть обеспечена безопасность при возникновении следующих опасных и вредных производственных факторов:
- запыленность и загазованность воздуха;
- уровень шума и вибрации на рабочем месте;
- недостаточная освещенность;
- отклонения от оптимальных норм температуры, относительной влажности движения воздуха в рабочей зоне;
- электробезопасность применяемых машин и оборудования.
9.3 Содержание вредных веществ в воздухе рабочей зоны и параметры микроклимата не должны превышать норм, установленных ГОСТ 12.1.005 и [6].
9.4 Допустимые значения уровней шума и вибрации, создаваемые машинами и механизмами на рабочих местах, должны соответствовать ГОСТ 12.1.003 и ГОСТ 12.1.012.
9.5 Освещенность на рабочих местах должна соответствовать требованиям СП 52.13330.
9.6 При выполнении работ по изготовлению УТ в опасных зонах порядок допуска к производству работ, а также границы опасных зон, в пределах которых действуют опасные факторы, должны соответствовать СП 49.13330.
9.7 Работы на всех стадиях технологического процесса следует выполнять с применением индивидуальных и коллективных средств защиты по ГОСТ 12.4.011.
9.8 Выполнение работ должно быть обеспечено необходимыми и исправными средствами механизации, инструментами, а также приспособлениями по обеспечению безопасности работ по ГОСТ Р 58758, ГОСТ 27321, ГОСТ 27372 и защитными инвентарными ограждениями по ГОСТ Р 12.3.053.
9.9 Электробезопасность применяемых машин и оборудования должна соответствовать требованиям ГОСТ 12.2.013.0, ГОСТ 12.1.018 и ГОСТ 12.1.019.
9.10 Лица, занятые на работах по изготовлению УТ, должны пройти медицинский осмотр в порядке, установленном Минздравом Российской Федерации.
9.11 К работе по изготовлению УТ допускают лиц, прошедших соответствующее обучение по порядку выполнения работ и по охране труда, инструктаж и проверку знаний требований безопасности в соответствии с действующим законодательством.
9.12 Условия допуска персонала к участию в производственном процессе должно быть определено нормативной документацией:
- на работах с вредными и опасными условиями труда, а также верхолазных работах - требованиям СП 49.13330;
- на погрузочно-разгрузочных работах - ГОСТ 12.3.009.
9.13 На производстве должны быть предусмотрены средства для оказания первой медицинской помощи.
9.14 Контроль выполнения требований по безопасности труда должен быть осуществлен инженерно-техническими работниками и службами охраны труда изготовителя УТ, а по вредным производственным факторам - санитарно-эпидемиологическими станциями.
10.1 Природоохранная деятельность при производстве работ по изготовлению УТ должна быть организована и осуществлена в соответствии с действующим законодательством Российской Федерации, нормативными и нормативно-методическими документами, разрабатываемыми и утверждаемыми Минприроды России.
10.2 С целью охраны атмосферного воздуха от загрязнения выбросами вредных веществ проводят контроль предельно допустимых выбросов в соответствии с ГОСТ Р 58577 и [7].
10.3 Специальных мероприятий для предупреждения вреда окружающей среде, здоровью и генетическому фонду человека при производстве, испытаниях, хранении, транспортировании и эксплуатации УТ не требуется.
10.4 Технологический процесс изготовления УТ должен быть организован таким образом, чтобы исключить случайное загрязнение атмосферы, поверхностных водных объектов, почв. В случае проливов компонентов сырья или иных аварийных ситуациях, ведущих к загрязнению почвенного покрова, необходимо срочно принять меры по устранению аварии.
10.5 Отходы, образующиеся при производстве УТ, не должны загрязнять производственные помещения, площадки и окружающую природную среду и должны храниться в специально отведенном на территории предприятия месте. По мере накопления все отходы должны быть утилизированы или использованы вторично.
10.6 Государственный экологический контроль за соблюдением природоохранных требований осуществляют территориальные органы Минприроды России или уполномоченные ими другие органы.
11.1 УТ должны эксплуатироваться согласно проектной документации в соответствии с назначением и условиями работы (давлением, коэффициентом условий работы или категорией участка, климатическим исполнением и свойствами транспортируемых веществ).
При наличии в составе УТ ТПА должны выполняться требования РЭ на используемую ТПА.
11.2 Сварку УТ при монтаже выполняют в соответствии с действующей нормативной документацией по сварке и НК качества сварных соединений, применяемой на объекте строительства.
11.3 Перед началом монтажа законсервированные кромки УТ должны быть расконсервированы.
11.4 Максимальная и минимальная температура стенки трубопровода при эксплуатации должна быть не ниже требований 4.1.7, 4.1.9.
11.5 Минимальная температура стенки трубопровода или воздуха при монтажных работах должна быть не ниже установленной в 4.1.8.
11.6 Допускается нагружать УТ только статическим внутренним давлением.
11.7 Срок службы (эксплуатации) должен соответствовать 12.6.
12.1 Изготовитель УТ гарантирует соответствие УТ требованиям настоящего стандарта при соблюдении заказчиком условий транспортирования, хранения и эксплуатации.
12.2 Дефекты, возникшие в результате механических повреждений вследствие нарушений требований погрузки-разгрузки (кроме территории изготовителя), транспортирования изделий от места поставки, при хранении и проведении строительно-монтажных работ, не являются признаками заводского брака.
12.3 При обнаружении дефектов, вызванных некачественным изготовлением и подтвержденных двусторонним актом, изготовитель УТ обязуется устранить дефекты или заменить изделие новым.
12.4 Гарантийный срок хранения УТ устанавливается изготовителем УТ на основании требований проектной документации.
12.5 Гарантийный срок эксплуатации УТ устанавливается изготовителем УТ на основании требований проектной документации и отсчитывается со дня отгрузки от изготовителя УТ.
12.6 Срок службы (эксплуатации) УТ устанавливается изготовителем УТ на основании требований проектной документации.
(рекомендуемое)
Опросный лист N
N | Технические и технологические показатели | Значения |
1 | 2 | 3 |
1 Общие сведения | ||
1.1 | Размещение УТ: - в помещении; - на улице | |
1.2 | Габаритные размеры (L x B x H) | |
1.3 | Место установки УТ (на открытой площадке, в отапливаемых помещениях, неотапливаемых помещениях) | |
1.4 | Климатическое исполнение и категория размещения по ГОСТ 15150 | |
1.5 | Температура окружающего воздуха, °C: - абсолютная максимальная температура; - абсолютная минимальная температура; - температура наиболее холодной пятидневки | |
1.6 | Категория и группа взрывоопасной смеси по ГОСТ 31610.20-1 | |
1.7 | Требования к покраске УТ | |
1.8 | Необходимость и комплектность ЗИП | |
1.9 | Комплектность УТ | |
1.10 | Требования к разрешительной и сопроводительной документации | |
1.11 | Необходимость пусконаладочных работ и приемочных испытаний на стенде | |
1.12 | Требования к гарантийному сроку | |
1.13 | Требования к сроку эксплуатации | |
2 Необходимые требования, параметры | ||
2.1 | Обозначение | |
2.2 | Количество, шт. | |
2.3 | Номинальный диаметр прохода DN | |
2.4 | Диаметр стыкуемого трубопровода, мм | |
2.5 | Толщина стенки стыкуемого трубопровода, мм | |
2.6 | Труба (ГОСТ, ТУ) | |
2.7 | Класс прочности стыкуемого трубопровода | |
2.8 | Материал | |
2.9 | Требования к ударной вязкости: - KCU; - KCV | |
2.10 | Температура испытаний: - KCU; - KCV | |
2.11 | Климатическое исполнение по ГОСТ 15150 | |
2.12 | Категория размещения изделий по ГОСТ 15150 | |
2.13 | Минимальное проходное сечение для пропуска ВТУ | |
3 Параметры среды | ||
3.1 | Наименование среды | |
3.2 | Температура рабочей среды, °C | |
3.3 | Плотность нефти при стандартных условиях, кг/м3 | |
3.4 | Содержание механических примесей, % масс. | |
3.5 | Кинематическая вязкость водонефтяной смеси при 20 °C, мм2/с | |
3.6 | Содержание воды, % масс. | |
3.7 | Содержание сероводорода в газе, % | |
3.8 | Характеристика среды: - класс опасности по ГОСТ 12.1.007; - взрывоопасность; - пожароопасность | |
4 Покрытие | ||
4.1 | Наружное покрытие | |
5 Дополнительные условия | ||
6 Эскиз УТ | ||
7 Состав УТ | ||
1 | ||
2 | ||
3 | ||
8 Приложения | ||
(рекомендуемое)
Товарный знак изготовителя |
ПАСПОРТ N
Характеристика узла трубопровода стального
Наименование предприятия-изготовителя и его адрес _________________________
___________________________________________________________________________
Заказчик __________________________________________________________________
Заказ N ___________________________________________________________________
Дата изготовления _________________________________________________________
Узел стальной _____________________________________________________________
(полное условное обозначение)
___________________________________________________________________________
Чертеж N __________________________________________________________________
Масса __________________________________________________________________ кг
Габариты _______________________________________________________________ мм
Шифр и наименование объекта _______________________________________________
___________________________________________________________________________
Чертеж проектной организации N ____________________________________________
Номер линии по монтажной спецификации _____________________________________
Категория трубопровода ____________________________________________________
Характеристика рабочей среды:
Рабочая среда _____________________________________________________________
Расчетное давление ____________________________________________________ МПа
Рабочее давление ______________________________________________________ МПа
Максимальная расчетная температура _____________________________________ °C
Гарантированное испытательное давление ________________________________ МПа
Сведения о трубах и элементах трубопровода
Позиция элемента по чертежу | Обозначение элемента | Наименование элемента | Основные размеры, мм | Число элементов, шт. | Предприятие - изготовитель элементов | Заводской номер | Номер сертификата, паспорта | Номер плавки или партии | Марка стали (ГОСТ или ТУ) | |
Наружный диаметр | Толщина стенки | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
ГОСТ, ОСТ или ТУ на изготовление | Сведения о термообработке | Механические свойства материалов | ||||||
Температура испытаний, °C | Временное сопротивление, МПа | Предел текучести, МПа | Относительное удлинение, % | Относительное сужение, % | Ударная вязкость, Дж/см2, KCU/KCV | Твердость по Бринеллю, HB | ||
12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
Сведения о контроле материалов | |||||
Макроструктура | Микроструктура | УЗД | Магнитный | Капиллярный (цветной) | Примечание |
21 | 22 | 23 | 24 | 25 | 26 |
Сведения о сварных соединениях
Обозначение стыка по чертежу сборочной единицы | Номер стыка | Сведения о сварщике | Сведения о сварке | ||||||
Фамилия, имя, отчество | Номер удостоверения | Номер клейма сварщика | Дата проверки сварщика | Дата сварки контрольного стыка | Наружный диаметр и толщина стенки трубы, мм | Марка стали | Дата сварки стыка | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Сведения о сварке | ||||||||||
Вид сварки и данные о присадочном материале | Результаты испытаний контрольного стыка (периодических испытаний) | |||||||||
Корень шва | Остальной шов | Температура подогрева, °C | Вид термообработки сварного шва | Температура испытаний, °C | Временное сопротивление, МПа | Относительное удлинение, % | Относительное сужение, % | Ударная вязкость, Дж/см2, KCU/KCV | Твердость по Виккерсу, HV | Угол загиба, град |
11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
Количество стыков | Внешний осмотр | УЗК | Радиационный контроль | Магнитная и капиллярная (цветная) дефектоскопия | Типовые испытания | Примечание | |
Заключение | N акта | ||||||
22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 |
ПЕРЕЧЕНЬ
арматуры, входящей в сборочные единицы
Номер позиции по чертежу общего вида | Наименование изделия | Заводской номер изделия | Число изделий | Номер прилагаемого паспорта завода-изготовителя | Примечание |
1 | 2 | 3 | 4 | 5 | 6 |
Дополнительные документы
Паспорт(а) на входящие в состав изделия СЭТ и другие элементы УТ ______ шт.
Паспорт качества защитного покрытия N _____________________________________
(при наличии покрытия)
Заключения по НК качества ____________________________________ шт.
Руководство по эксплуатации на ТПА ___________________________ шт.
(при наличии в составе)
Заключение
Изделие ___________________________________________________________________
(обозначение изделия)
соответствует стандарту и признано годным к эксплуатации.
Штамп (печать СТК) Начальник СТК
"___" ____________ 20____ г. Мастер СТК
АКТ
гидравлического испытания узла трубопровода стального
Город _________________________________ "_____" ________________________ г.
Предприятие-изготовитель __________________________________________________
Цех _______________________________________________________________________
Мы, нижеподписавшиеся, представитель предприятия-изготовителя в лице ______
___________________________________________________________________________
(должность, фамилия, имя, отчество)
представитель СТК предприятия-изготовителя в лице _________________________
___________________________________________________________________________
(должность, фамилия, имя, отчество)
составили настоящий акт в том, что произведено испытание на прочность _____
___________________________________________________________________________
(номер чертежа узла трубопровода стального)
Расчетное давление _______________________________ МПа
Во время испытания изделие находилось в течение _______________________ мин
под пробным давлением _______________________ МПа, после чего давление было
снижено до расчетного _______ МПа и выдерживалось до конца осмотра изделия.
Во время испытания никаких дефектов, течи, а также падения давления
по манометру не обнаружено.
Представители:
Предприятия-изготовителя __________________________________________________
(подпись) (ФИО)
СТК предприятия-изготовителя ______________________________________________
(подпись) (ФИО)
Примечание - Заполняется и прилагается в случае проведения испытаний.
Дополнительные документы
Паспорт(а) на входящие в состав изделия СЭТ и другие элементы УТ ______ шт.
Паспорт качества защитного покрытия N _____________________________________
(при наличии покрытия)
Заключения по НК качества ______________________________________ шт.
Руководство по эксплуатации на ТПА _____________________________ шт.
(при наличии в составе)
Заключение
Изделие ___________________________________________________________________
(обозначение изделия)
соответствует стандарту и признано годным к эксплуатации.
Штамп (печать СТК) Начальник СТК
"___" ____________ 20____ г. Мастер СТК
(обязательное)
ТРУБОПРОВОДОВ ПРИ ПРОИЗВОДСТВЕННОЙ АТТЕСТАЦИИ
ТЕХНОЛОГИЙ СВАРКИ
В.1 Группы однотипных сварных соединений при производственной аттестации технологии сварки по основным параметрам однотипности и область их распространения приведены в таблице В.1.
Таблица В.1
Параметры однотипности | Диапазоны (группы) параметров | Область распространения | |
Группы основных материалов | 1 (М01) | 1 (М01) | |
2 (М03) | 2 (М03), 2 (М03) + 1 (М01) | ||
2 (М03) + 1 (М01) | 2 (М03) + 1 (М01) | ||
Наружные диаметры, мм | Св. 50 до 159 включ. | Св. 50 до 159 включ. | От 0,5 до 2D |
Св. 159 до 426 включ. | Св. 159 до 426 включ. | От 0,5 до 2D | |
Св. 426 до 820 включ. | Св. 426 до 820 включ. | От 0,5 до 2D | |
Св. 820 | Св. 820 | От 0,5 до 2D | |
Толщины стенок, мм | До 3,0 включ. | До 3,0 включ. | От 0,5S до 1,5S |
Св. 3,0 до 15,0 включ. | Св. 3,0 до 15,0 включ. | От 0,5S до 1,5S | |
Св. 15,0 до 32,0 включ. | Св. 15,0 до 32,0 включ. | От 0,5S до 1,5S | |
Св. 32,0 | Св. 32,0 | От 0,5S до 1,5S | |
Вид соединения | ос (бп) | ос (бп), ос (сп), дс (бз), дс (зк) | |
ос (сп) | ос (сп) | ||
дс (бз) | ос (сп), дс (бз), дс (зк) | ||
дс (зк) | дс (зк) | ||
Тип шва | СШ | СШ | |
УШ | УШ | ||
Тип соединения | С | С | |
У | У, Н | ||
Н | Н | ||
Положение при сварке | В1 | В1 | |
В2 | В2 | ||
Г | Г | ||
Н1 | Н1 | ||
Н2 | Н2 | ||
Н45 | Н45, В1, Г | ||
П1 | П1, Н1 | ||
П2 | П2, Н2 | ||
Наличие подогрева | Без подогрева | Без подогрева | |
С подогревом | С подогревом | ||
Тип центрирующего устройства | Наружный | Наружный, внутренний | |
Внутренний | Внутренний | ||
Наличие термической обработки | Без ТО | Без ТО | |
С ТО | С ТО | ||
Вид ремонта | Р1 | Р1 | |
Р2 | Р1, Р2 | ||
Р3 | Р3 | ||
Примечания 1 Основные материалы: - 1 (М01) - стали класса прочности до К54 включительно; - 2 (М03) - стали класса прочности св. К54 до К60. 2 D - наружные диаметры, S - толщина стенки КСС. 3 Вид соединения: - ос (бп) - соединения, выполняемые с одной стороны (односторонняя сварка) без подкладки (на весу); - ос (сп) - соединения, выполняемые с одной стороны (односторонняя сварка) на съемной или остающейся подкладке; - дс (зк) - соединения, выполняемые с двух сторон (двухсторонняя сварка) с зачисткой корневого слоя шва; - дс (бз) - соединения, выполняемые с двух сторон (двухсторонняя сварка) без зачистки корневого слоя шва. 4 Тип шва: - СШ - стыковой шов; - УШ - угловой шов. 5 Тип соединения: С - стыковое; У - угловое; Н - нахлесточное. 6 Положение при сварке: - Н1 (стыковое соединение) - нижнее при горизонтальном расположении осей труб, свариваемых с поворотом; - Н1 (угловое соединение) - нижнее при горизонтальном расположении оси патрубка, свариваемого с поворотом; - Н2 (угловое соединение) - нижнее при вертикальном расположении оси патрубка, свариваемого с поворотом или без поворота; - В1 (стыковое соединение) - переменное при горизонтальном расположении осей труб, свариваемых без поворота на подъем; - В1 (угловое соединение) - переменное при горизонтальном расположении оси патрубка, свариваемого без поворота на подъем; - В2 (стыковое соединение) - переменное при горизонтальном расположении осей труб, свариваемых без поворота на спуск; - В2 (угловое соединение) - переменное при горизонтальном расположении оси патрубка, сварка без поворота на спуск; - Г (стыковое соединение) - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; - Н45 (стыковое соединение) - переменное при наклонном (под углом 45°) расположении осей труб, свариваемых без поворота; - Н45 (угловое соединение) - переменное при наклонном (под углом 45°) расположении оси патрубка, свариваемого без поворота. 7 Вид ремонта: - Р1 - ремонт дефектов стыковых сварных соединений с частичной несквозной выборкой сварного шва; - Р2 - ремонт дефектов стыковых сварных соединений со сквозной выборкой дефектного участка сварного шва; - Р3 - ремонт дефектов угловых и нахлесточных сварных соединений с частичной выборкой сварного шва. | |||
В.2 Группы однотипных сварных соединений по составу защитного газа и область их распространения приведены в таблице В.2.
Таблица В.2
защитных газов и область их распространения
Параметры однотипности по составу защитного газа | Область распространения по составу защитного газа |
100% Ar | 100% Ar |
85% Ar + 15% CO2 | 85% Ar + 15% CO2 82% Ar + 18% CO2 |
82% Ar + 18% CO2 | 85% Ar + 15% CO2 82% Ar + 18% CO2 80% Ar + 20% CO2 |
80% Ar + 20% CO2 | 85% Ar + 15% CO2 82% Ar + 18% CO2 80% Ar + 20% CO2 |
75% Ar + 25% CO2 | 85% Ar + 15% CO2 82% Ar + 18% CO2 80% Ar + 20% CO2 75% Ar + 25% CO2 |
50% Ar + 50% CO2 | 50% Ar + 50% CO2 |
100% CO2 | 100% CO2 |
Руководство по безопасности "Методологические рекомендации о порядке проведения визуального и измерительного контроля", утвержденное Приказом Ростехнадзора от 16 января 2024 г. N 8 | ||
ФНП "Правила безопасной эксплуатации технологических трубопроводов" | ||
ФНП "Требования к производству сварочных работ на опасных производственных объектах" | ||
Правила аттестации сварщиков и специалистов сварочного производства | ||
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства | ||
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны | ||
Санитарно-эпидемиологические правила и нормативы. Гигиенические требования к обеспечению качества атмосферного воздуха населенных мест | ||
УДК 621.643.054:006.354 | ОКС 75.180.01 |
Ключевые слова: трубопровод, магистральный трубопровод, промысловый трубопровод, технологический трубопровод, узлы трубопроводов стальные, основной металл, сварное соединение, механические свойства, ударная вязкость | |