СПРАВКА
Источник публикации
М., 2024
Примечание к документу
Текст данного документа приведен с учетом поправки, утв. Росстандартом 27.05.2025.
Текст документа приведен в соответствии с публикацией на сайте https://www.rst.gov.ru по состоянию на 28.05.2026.
Документ введен в действие с 01.09.2025.
Взамен ИТС 35-2017.
Название документа
"ИТС 35-2024. Информационно-технический справочник по наилучшим доступным технологиям. Обработка поверхностей, предметов или продукции органическими растворителями"
(утв. Приказом Росстандарта от 26.12.2024 N 3114)
"ИТС 35-2024. Информационно-технический справочник по наилучшим доступным технологиям. Обработка поверхностей, предметов или продукции органическими растворителями"
(утв. Приказом Росстандарта от 26.12.2024 N 3114)
Содержание
5.2.2.3.4 Локализация разливов и/или быстрый сбор при работе с материалами, содержащими растворитель
5.2.7.2.6 Использование ламинированной пленки для нанесения покрытия на рулонный или листовой прокат (coil)
Приказом Росстандарта
от 26 декабря 2024 г. N 3114
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ОБРАБОТКА ПОВЕРХНОСТЕЙ, ПРЕДМЕТОВ ИЛИ ПРОДУКЦИИ
ОРГАНИЧЕСКИМИ РАСТВОРИТЕЛЯМИ
SURFACE TREATMENT, TREATMENT OF OBJECTS
OR PRODUCTS USING ORGANIC SOLVENTS
ИТС 35-2024
Дата введения
1 сентября 2025 года
Информационно-технический справочник по наилучшим доступным технологиям (далее - справочник НДТ) "Обработка поверхностей, предметов или продукции органическими растворителями" представляет собой документ по стандартизации, разработанный в результате анализа технологических, технических и управленческих решений, применяемых для обеспечения высокой ресурсоэффективности и экологической результативности обработки поверхностей промышленной продукции (товаров) органическими растворителями и/или материалами, содержащими в своем составе органические растворители.
Краткое содержание справочника
Предисловие. В предисловии указаны цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимодействие с аналогичными международными документами.
Область применения. В разделе описаны основные виды деятельности, на которые распространяется действие справочника НДТ.
Раздел 1 В разделе 1 описана общая информация о применении растворителей при обработке поверхности промышленной продукции (товаров):
- цели и задачи проведения окрасочных работ при обработке поверхности промышленных изделий;
- сырьевые материалы и энергопотребление;
- структура производства и потребления лакокрасочных материалов;
- основные производства окрасочных работ (транспортное машиностроение, железнодорожная отрасль, сельхозмашиностроение, приборостроение, электротехника, металлургия, станкостроение, авиационная промышленность, судостроение, нефтегазовая промышленность, деревообрабатывающая промышленность).
Также в разделе 1 дан краткий обзор экологических аспектов проведения окрасочных работ и воздействия на окружающую среду.
Раздел 2 В разделе 2 представлены основные технологические процессы подготовки поверхности и окрашивания, применяемые в настоящее время при производстве продукции (товаров) в Российской Федерации, а также информация об особенностях технологических процессов, получивших распространение в производстве:
- легковых, грузовых автомобилей и другой транспортной техники;
- сельхозмашиностроения;
- окрашивания станков, кузнечно-прессовых и литейных машин;
- механического оборудования и специальных стальных конструкций гидротехнических сооружений;
- окрашивания судов;
- окрашивания оборудования химического производства и нефтегазовой промышленности;
- электротехнических изделий и др.
Раздел 3 В разделе 3 дано описание оборудования окрасочных производств, являющихся источниками загрязнения окружающей среды.
Раздел 4 В разделе 4 представлены текущие уровни потребления ресурсов и эмиссий загрязняющих веществ в окружающую среду.
Составители справочника также приняли во внимание сведения об уровнях потребления ресурсов и эмиссий в окружающую среду, систематизированные в справочнике Европейского союза по наилучшим доступным технологиям "Обработка поверхности с использованием органических растворителей" (Best Available Techniques (BAT) Reference Document on Surface Treatment Using Organic Solvents including Preservation of Wood and Wood Products with Chemicals, 2020).
Раздел 5 Описаны особенности подходов, примененных при разработке данного справочника НДТ и в целом соответствующих Правилам определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458) и Методическим рекомендациям по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 23 августа 2019 г. N 3134).
Приведены сравнительный анализ и особенности учета критериев отнесения технологий, технологических и управленческих решений к наилучшим доступным технологиям в соответствии с требованиями ГОСТ Р 113.00.17-2023 "Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям".
Более подробно описаны методы предотвращения или, где это практически невозможно, сокращения воздействия на окружающую среду, которые учитывались при определении НДТ. В разделе приводятся, где это уместно, уровни экологических показателей (например, уровни выбросов/сбросов и потребления ресурсов), которые могут быть достигнуты с помощью описанных методов, соответствующий мониторинг, а также затраты и воздействие на различные компоненты окружающей среды, связанные с применением данных методов.
- системы экологического менеджмента;
- технологические решения, направленные на повышение экологической результативности и ресурсной эффективности;
- решения, характерные для конкретных подотраслей.
Раздел 7 В разделе 7 приведены краткие сведения о перспективных технологических и технических решениях, общих для производства всех видов продукции (товаров).
Заключительные положения и рекомендации. В разделе представлена позиция разработчиков справочника НДТ в отношении сбора информации для актуализации и внесения изменений в справочник НДТ.
Приложения. Содержат перечень маркерных веществ, характерных для окрасочного производства, перечень технологических показателей НДТ, перечень НДТ, сведения о ресурсной (в том числе энергетической) эффективности, а также Заключения по наилучшим доступным технологиям.
Заключения по наилучшим доступным технологиям включают части справочника НДТ, содержащие:
- область применения;
- описание НДТ, уровни эмиссий, соответствующие НДТ (технологические показатели), а также информацию, позволяющую оценить их применимость;
- методы производственного экологического контроля (прежде всего - подходы к организации измерений, в том числе касающиеся систем автоматического контроля).
Приложение "Заключения по наилучшим доступным технологиям" приведено в справочнике НДТ для использования заинтересованными лицами, в том числе промышленными предприятиями, при формировании заявок на получение комплексных экологических разрешений, а также надзорными органами при выдаче комплексных экологических разрешений и является кратким описанием основных положений справочника НДТ, включая описание наилучших доступных технологий, информации, позволяющей оценить их применимость, уровни эмиссий и потребления ресурсов, методы производственного экологического контроля.
Приложения подготовлены с учетом положений ГОСТ Р 113.00.03-2019 "Наилучшие доступные технологии. Структура информационно-технического справочника".
Библиография. В библиографии приведен перечень источников информации, использованных при разработке справочника НДТ.
Цели, основные принципы и порядок разработки справочника НДТ установлены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458, описывающим порядок определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям.
1 Статус документа
Настоящий информационно-технический справочник по наилучшим доступным технологиям (далее - справочник НДТ) является документом по стандартизации.
2 Информация о разработчиках
Справочник НДТ разработан технической рабочей группой "Обработка поверхностей, предметов или продукции органическими растворителями" (ТРГ 35), состав которой был утвержден приказом Минпромторга России от 24 апреля 2024 г. N 1817 "О создании технической рабочей группы "Обработка поверхностей, предметов или продукции органическими растворителями".
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник НДТ содержит описание применяемых при обработке поверхностей, предметов или продукции технологических процессов с применением органических растворителей, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, повысить энергоэффективность, обеспечить ресурсосбережение. Из описанных технологических процессов, оборудования, технических способов, методов (в том числе управления) определены решения, являющиеся НДТ. Для ряда НДТ в справочнике НДТ установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными, региональными аналогами
Справочник НДТ разработан в результате проведения экспертных оценок и консультаций со специалистами ведущих отечественных предприятий, научно-исследовательских, проектных и образовательных организаций. Составители справочника приняли также во внимание материалы справочника Европейского союза по наилучшим доступным технологиям "Обработка поверхности с использованием органических растворителей" (Best Available Techniques (BAT) Reference Document on Surface Treatment Using Organic Solvents including Preservation of Wood and Wood Products with Chemicals, 2020).
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве работ по обработке поверхности, предметов или продукции с использованием органических растворителей (подготовке поверхности и проведении окрасочных работ) в Российской Федерации, была собрана в процессе разработки справочника в соответствии с Порядком сбора данных, необходимых для разработки справочника НДТ и анализа приоритетных проблем, связанных с загрязнением окружающей среды, утвержденным приказом Минпромторга России от 18 декабря 2019 г. N 4841 "Об утверждении порядка сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям".
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми (актуализируемыми) в соответствии с распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям", приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Справочник НДТ утвержден приказом Росстандарта от 26 декабря 2024 г. N 3114.
Справочник НДТ введен в действие с 1 сентября 2025 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
8 Взамен ИТС 35-2017
Обработка поверхностей, предметов или продукции с использованием органических растворителей в целом отнесена в Российской Федерации к областям применения наилучших доступных технологий [1]. При этом, согласно постановлению Правительства Российской Федерации от 31 декабря 2020 года N 2398 "Об утверждении критериев отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III, IV категорий" [2], к объектам I категории отнесены предприятия по обработке поверхностей, продуктов или предметов с использованием органических растворителей, проектное потребление которых составляет 200 т/г и более, к объектам II категории - с использованием органических растворителей, проектное потребление которых составляет менее 200 т/г.
Настоящий справочник НДТ распространяется на производства по обработке поверхностей при изготовлении предметов или продукции в следующих отраслях промышленности:
- транспортное машиностроение;
- железнодорожная отрасль;
- сельхозмашиностроение;
- электротехника;
- металлургия (механическое оборудование и специальные стальные конструкции);
- станкостроение;
- авиационная промышленность;
- судостроение;
- нефтегазовая и химическая промышленность.
Справочник НДТ распространяется на процессы, связанные с обработкой поверхности промышленных изделий (получением лакокрасочного покрытия), определяющие характер и масштаб воздействия на окружающую среду:
- производственные процессы подготовки поверхности к окрашиванию с применением органических растворителей;
- производственные процессы окрашивания;
- методы предотвращения и сокращения эмиссии и образования отходов.
Справочник НДТ не распространяется на:
- процессы обработки поверхностей металлов (подготовки поверхности к окрашиванию) с использованием электролитических или химических процессов;
- процессы обработки поверхности древесины и пластмасс;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Дополнительные виды деятельности при обработке поверхностей органическими растворителями (получение лакокрасочного покрытия) и соответствующие им справочники НДТ приведены в таблице 1.
Таблица 1
поверхности и соответствующие им справочники НДТ
Вид деятельности | Соответствующий справочник НДТ |
Очистка отходящих газов | Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях (ИТС 22-2016) |
Очистка сточных вод | Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях (ИТС 8-2022) |
Отходы производства, загрязненные растворителями | Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов)) (ИТС 15-2021) Размещение отходов производства и потребления (ИТС 17-2021) Обезвреживание отходов термическим способом (сжигание отходов) (ИТС 9-2020) |
Сокращение энергопотребления | Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности (ИТС 48-2023) |
Предварительная подготовка перед окрашиванием | Обработка поверхностей металлов и пластмасс с использованием электролитических или химических процессов (ИТС 36-2017) |
Экологический менеджмент | Общие принципы производственного и экологического контроля и метрологического обеспечения (ИТС 22.1-2021) |
при производстве продукции (товаров)
Изделия и продукция транспортного машиностроения, сельхозмашиностроения, железнодорожной, электротехнической, металлургической отраслей, судостроения, авиационной, нефтегазовой промышленности и других отраслей размещаются, работают и эксплуатируются преимущественно в атмосферных условиях различных климатических зон РФ, отягощенных коррозионными и механическими воздействиями.
Окружающая среда, взаимодействуя с металлической поверхностью, вызывает механические, химические и/или электрохимические разрушения, в результате которых снижаются эксплуатационные характеристики изделий и металлоконструкций.
Общие годовые затраты на борьбу с коррозией в развитых странах оцениваются в 2 - 4% от валового национального продукта [3]. Суммарные ежегодные потери в России в результате коррозии оцениваются в диапазоне от 300 млрд руб. до 1 трлн руб. [4]. По данным ВНИИ организации, управления и экономики нефтегазовой промышленности (ВНИОЭНГ), структура затрат на противокоррозионную защиту в Российской Федерации составляет:
- лакокрасочные покрытия - 39,5%;
- коррозионно-стойкие материалы - 20,5%;
- металлические покрытия - 15,6%;
- электрохимическая защита - 11,3%;
- ингибиторы коррозии - 8,6%;
- рациональное конструирование - 4,5%.
Наиболее универсальным, доступным и эффективным способом защиты металлов от коррозии в различных отраслях промышленности является нанесение лакокрасочных материалов (ЛКМ). В транспортном машиностроении, сельхозмашиностроении, железнодорожной, электротехнической отраслях и некоторых других отраслях на долю лакокрасочных покрытий (ЛКП) приходится до 80% продукции. Распространению ЛКП способствуют их невысокая стоимость (по сравнению с легированными сталями, гальваническими покрытиями, электрозащитой), сравнительная простота получения, возможность повышения качества защиты применением ЛКМ с различными свойствами и в различных сочетаниях, возможность придания поверхности требуемого вида (гладкость, цвет, блеск, матовость), длительный срок службы и ремонтопригодность. Экономичность применения ЛКМ зависит от коррозивности атмосферы, конструктивной приспособленности изделий к нанесению защитных покрытий, структуры и подготовки поверхности защищаемого металла, оптимальной технологии нанесения и формирования систем и долговечности наносимых ЛКП, безопасности для здоровья и экологической безопасности.
Лакокрасочный материал - жидкий, пастообразный или порошковый материал, образующий при нанесении на окрашиваемую поверхность лакокрасочное покрытие с защитными, декоративными и/или специальными техническими свойствами <1>.
--------------------------------
<1> ГОСТ 28246-2017 Материалы лакокрасочные. Термины и определения.
ЛКМ представляют собой сложные многокомпонентные системы, содержащие пленкообразователи, пигменты, наполнители и др. Значительной составляющей большинства ЛКМ являются органические растворители (60 - 80% от состава лакокрасочного материала, готового к применению).
Производство ЛКМ в Российской Федерации представлено на рисунке 1.1.

Рисунок 1.1 - Производство ЛКМ в Российской Федерации [5]
Крупнейшие производители ЛКМ на основе синтетических полимеров или химически модифицированных природных полимеров в неводной среде представлены на рисунке 1.2 (структура рынка по компаниям в натуральном выражении (число единиц продукции, которое продано организацией, в процентном отношении к количеству продукции, проданному на рынке)).
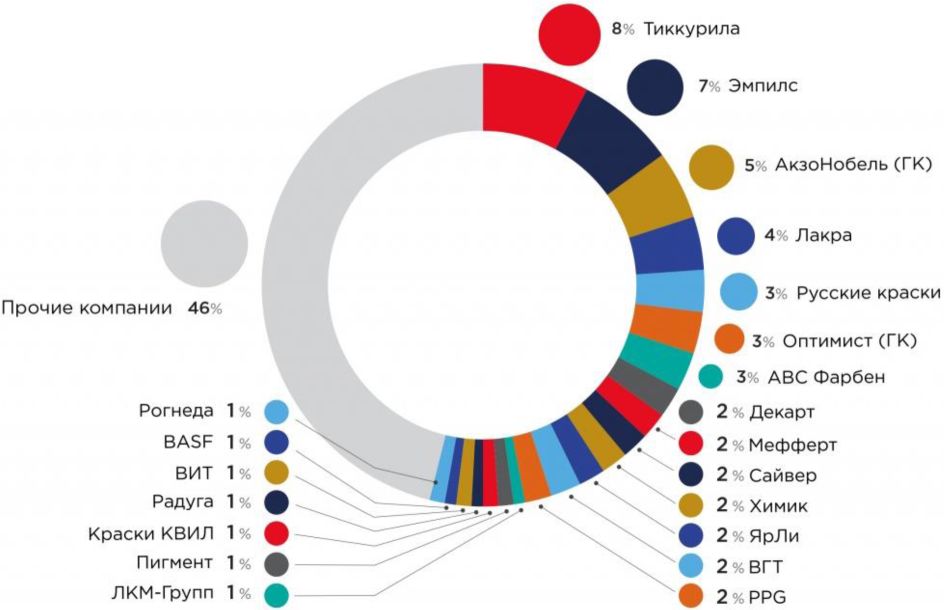
(в натуральном выражении) [57]
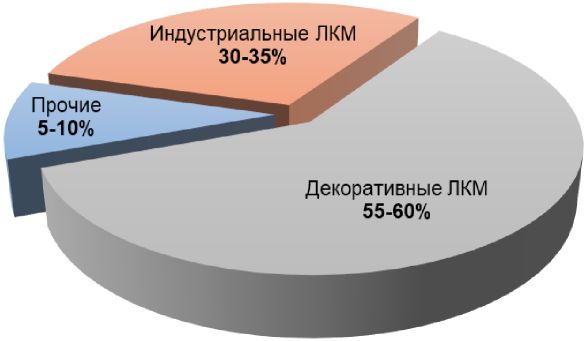
ЛКМ, применяемые для обработки поверхности, подразделяются на следующие сегменты [6]:
- на декоративные ЛКМ, включающие материалы ремонтно-строительного назначения для розничной продажи ("сделай сам" - DIY), для продажи корпоративным клиентам и материалы общего назначения;
- индустриальные ЛКМ, включающие специальные материалы для различных отраслей промышленности;
- прочие (полуфабрикатные лаки, смолы, олифы, растворители и т.п.).
На долю ЛКМ для промышленных покрытий приходится порядка 30 - 35% (см. рисунок 1.3).
по отдельным секторам (в натуральном выражении), %
В настоящее время насчитывается более 4000 наименований ЛКМ, различающихся по химическому составу, назначению и эксплуатационным свойствам. Применимость индустриальных ЛКМ для обработки поверхностей в зависимости от химического состава [7] и областей применения показана в таблице 1.1.
Таблица 1.1
поверхности предметов или продукции
Классификация ЛКМ по ГОСТ 9825-73 | Область применения | |||||||||||
Транспортное машиностроение | Железнодорожная отрасль | Сельхозмашиностроение | Приборостроение | Электротехника | Механическое оборудование и специальные стальные конструкции | Станкостроение | Авиационная промышленность | Судостроение | Нефтегазовая и химическая промышленность | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
Алкидно-акриловые | АС | Сополимеры акрилатов с алкидами | + | + | + | + | + | |||||
Алкидно-уретановые | АУ | Смолы алкидные, модифицированные полиизоцианатами (уралкиды) | + | + | ||||||||
Битумные | БТ | Природные асфальты, асфальтиты, искусственные битумы, пеки | + | + | + | |||||||
Глифталевые | ГФ | Глифталевые алкидные смолы | + | + | + | + | ||||||
Кремнийорганические, органосиликатные | КО ОС | Кремнийорганические смолы на основе полиорганосилоксанов | + | + | + | + | + | + | ||||
Каучуковые | КЧ | Дивинилстирольные латексы, на основе хлоркаучука, циклокаучука | + | + | ||||||||
Масляно- и алкидно-стирольные | МС | Смолы масляно-стирольные, смолы алкидно-стирольные (сополимеры) | + | + | + | |||||||
Меламинные | МЛ | Меламиноформальдегидные и алкидно-меламиноформальдегидные | + | + | + | |||||||
Карбамидные | МЧ | Карбамидоформальдегидные, алкидно-карбамидоформальдегидные смолы (на основе мочевины) | + | + | ||||||||
Нитроцеллюлозные | НЦ | Лаковые коллоксилины, нитроалкидные, нитроцеллюлозоуретановые | + | + | + | |||||||
Пентафталевые | ПФ | Смолы алкидные пентаэритритофталевые (пентафтали) | + | + | + | + | + | |||||
Перхлорвиниловые и поливинилхлоридные | ХВ | Перхлорвиниловые и винилхлоридные смолы | + | + | + | + | + | + | ||||
Полиакриловые | АК | Сополимеры акриловых и метакриловых кислот | + | + | + | + | + | + | ||||
Поливинилацетальные | ВЛ | Поливинилбутирали, винифлексы | + | + | + | + | + | + | + | + | ||
Полиуретановые | УР | Полиуретаны на основе полиатомных спиртов и полиизоцианатов | + | + | + | + | + | + | + | |||
Полиэфирные ненасыщенные | ПЭ | Полиэфирные ненасыщенные смолы | + | |||||||||
Сополимеровинилхлоридные | ХС | Сополимеры винилхлорида с винилацетатом и другими винильными мономерами | + | + | + | + | ||||||
Фенольные | ФЛ | Фенолформальдегидные смолы на основе фенолов, крезолов | + | + | + | + | + | + | ||||
Фторопластовые | ФП | Фторопроизводные этилена, политетрафторэтилена, политрихлорфторэтилена | + | + | ||||||||
Хлорированные полиэтиленовые | ХП | Хлорсульфированный полиэтилен, хлорполиэтилен, хлорполипропилен | + | |||||||||
Эпоксидные | ЭП | Смолы эпоксидные, алкидно-эпоксидные и другие эпоксидно-модифицированные смолы | + | + | + | + | + | + | + | + | + | + |
Эпоксиэфирные | ЭФ | Эпоксиды, модифицированные жирными кислотами растительных масел | + | + | ||||||||
Наибольший объем производства лакокрасочных материалов (ЛКМ) приходится на материалы лакокрасочные на основе акриловых или виниловых полимеров в водной среде, доля которых 41,7% (рисунок 1.4).

материалов по видам (в процентах) [58]
Органические растворители представляют собой летучие органические соединения (ЛОС).
ЛОС - любое органическое соединение, имеющее начальную температуру кипения не выше 250 °C, измеренную при нормальном давлении 101,3 кПа <2>.
--------------------------------
<2> ГОСТ 28246-2017 Материалы лакокрасочные. Термины и определения.
Мировой рынок растворителей для ЛКМ составляет 15 млн т/г, из них 5,4 млн т/г приходится на долю углеводородных растворителей [8]. Доля рынка различных растворителей на примере рынка США составляет, %:
- углеводороды - 36;
- кетоны - 13;
- спирты - 16;
- хлорированные углеводороды - 14;
- прочие - 21.
Органические растворители (ОР) являются необходимыми сырьевыми и/или технологическими компонентами типовых лакокрасочных материалов. Они используются при производстве и применении ЛКМ для растворения пленкообразователей, корректировки вязкости готовых материалов, играют большую роль в процессе формирования покрытий, оказывая значительное влияние на структуру и свойства пленок, полученных из растворов полимеров. И, несмотря на тенденцию сокращения органических растворителей в современных ЛКМ из-за ужесточения экологических требований, органические растворители до настоящего времени занимают весомое место в лакокрасочной промышленности.
Основные аспекты функциональных назначений ОР:
- обезжиривающие средства при подготовке поверхности перед окрашиванием;
- компоненты синтеза пленкообразователей;
- компоненты пленкообразующих веществ;
- реологические компоненты ЛКМ, особенно в качестве растворителей и разжижителей органорастворимых и органоразбавляемых ЛКМ, а также модификаторы розлива;
- аддитивы водно-дисперсионных красок;
- средства доведения ЛКМ до рабочей вязкости;
- компоненты смывок;
- средства для промыва окрасочного оборудования.
Серийно выпускаемые органические растворители представляют собой одно- или многокомпонентные летучие жидкости.
В соответствии с ГОСТ 28246-2017 Материалы лакокрасочные. Термины и определения, основными понятиями, касающимися растворяющих компонентов, являются следующие:
Растворитель для лакокрасочных материалов: одно- или многокомпонентная жидкость, испаряющаяся при определенных условиях сушки и полностью растворяющая пленкообразующее вещество лакокрасочного материала.
Разбавитель лакокрасочного материала: одно- или многокомпонентная жидкость, испаряющаяся при определенных условиях сушки, которая, не являясь растворителем лакокрасочного материала, может быть использована в сочетании с растворителем, не ухудшая свойства лакокрасочного материала и лакокрасочного покрытия.
Разжижитель лакокрасочного материала: одно- или многокомпонентная жидкость, испаряющаяся при определенных условиях сушки, которая добавляется в лакокрасочный материал для снижения его вязкости.
Типовая классификация ОР, применяемых при производстве окрасочных работ, приведена в таблице 1.2.
Таблица 1.2
Тип классификации | Наиболее применяемые |
По химической природе | |
УГЛЕВОДОРОДНЫЕ РАСТВОРИТЕЛИ | |
Алифатические углеводороды, в т.ч. нефтяные | Пентан C5H12, гексан C6H14, октан C8H18, нонан C9H20 Бензины, в т.ч. уайт-спирит; нефрасы |
Алициклические углеводороды | Циклопентан C5H10, циклогексан C6H12 |
Ароматические углеводороды | Метилбензол (толуол C6H5CH3), диметилбензол (ксилол C6H5(CH3)2), сольвент, изопропилбензол (кумол (C6H5C3H7)), 1,2,3,-тетрагидронафталин (тетралин C10H12) |
Терпеновые углеводороды (терпены) | Скипидар (терпентинное масло), дипентен (лимонен) C10H16, сосновое масло, п-цимол CH3C6H4CH(CH3)2 |
ГАЛОГЕНСОДЕРЖАЩИЕ УГЛЕВОДОРОДЫ | |
Хлорсодержащие ОР | Метиленхлорид CH2Cl2, трихлорметан (хлороформ CHCl3), тетрахлорметан CCl4, дихлорэтан C2H4Cl2, хлорбензол C6H5Cl |
Фторхлорсодержащие (хладоны) | Трихлорфторметан (Хладон-11 (CFCL3)), дихлордифторметан (хладон-12 (CF2CL2)), 1,1,2-трифтор-1,2,2-трихлорэтан (хладон-113), 1,1,2,2-тетрафтордихлорэтан (хладон-114 (CF2ClCF2Cl)) |
НИТРОПАРАФИНЫ | Нитрометан CH3NO2, нитроэтан C2H5NO2, нитропропаны C9H9NO2 |
СПИРТЫ | |
Одноатомные алифатические | Этанол (этиловый C2H5OH), n-пропанол (пропиловый C3H7OH), пропанол-2 (изопропиловый CH3CHOHCH3), бутанол (бутиловый C4H9OH), 2-изобутоксиэтанол (изобутиловый (CH3)2CHCH2OH), пентанолы (амиловые спирты C5H11OH) |
Одноатомные циклические |  (бензиловый спирт C6H5CH2OH), циклогексанол C6H11OH, метилциклогексанол CH3OHC6H10 (бензиловый спирт C6H5CH2OH), циклогексанол C6H11OH, метилциклогексанол CH3OHC6H10 |
Двухатомные алифатические | Этандиол-1,2 (этиленгликоль CH2OHCH2OH), 2-(2-гидроксиэтокси) этанол (диэтиленгликоль (CH2OHCH2)2O), 1,2-пропандиол (пропиленгликоль CH2OHCHOHCH3), 1,2-бис-(2-оксиэтокси)этан (триэтиленгликоль C6H14O4), 3,6,9-триоксаундекан-1,11-диол (тетраэтиленгликоль C8H18O5); 1,1-оксибис(2-пропанол) дипропиленгликоль C6H14O3 |
КЕТОНЫ | |
Алифатические предельные | Пропанон-2 (Ацетон (CH3)2CO), метилэтилкетон C4H8O, метилизобутилкетон CH3COCH2CH(CH3)2, диизобутилкетон C9H18O, диацетоновый спирт CH3COCH2C(OH)(CH3)2 |
Непредельные | Изофорон C9H14O (3,5,5-триметил-2-циклогексен-1-он), мезитилоксид (CH3)2C=CH-COCH3 |
Циклические | Изофорон, циклогексанон C6H10O, метилциклогексанон C7H12O |
ЭФИРЫ ПРОСТЫЕ | |
Алифатические эфиры одноатомных спиртов | Диэтиловый (этиловый) (C2H5)2O, диизопропиловый (изопропиловый) (CH3)2CHOCH(CH3)2, дибутиловый (C4H9)2O |
Алифатические эфиры двухатомных спиртов | Метилцеллозольв CH3OCH2CH2OH, этилцеллозольв C2H5OCH2CH2OH, бутилцеллозольв C4H8OCH2CH2OH, этилкарбитол (карбитол, моноэтиловый эфир диэтиленгликоля) C2H5(CH2OHCH2)2O |
Циклические эфиры | 1,4-диоксан (CH2)4O2, тетрагидрофуран C4H3O, морфолин (тетрагидрооксазин-1,4) HN(CH2CH2)2O, (1,3-диоксолан (формальгликоль) C6H6O2 |
ЭФИРЫ СЛОЖНЫЕ | Метилацетат CH3COOCH3 этилацетат C2H5COOCH3, пропилацетат C3H7COOCH3, изопропилацетат CH3COOCH(CH3)2, бутилацетат C4H8COOCH3, изобутилацетат C6H14O4, гексилацетат C8H16O2, амилацетат C7H14O2, изоамилацетат и др. |
ФУРАНОВЫЕ РАСТВОРИТЕЛИ | 2-фуранкарбальдегид (фурфурол C5H4O2), 2-фуранметанол (фурфуриловый спирт C5H6O2), (оксолан-2-ил)метанол (тетрагидрофурфуриловый спирт HOCH2C4H7O) |
По температуре кипения | |
НИЗКОКИПЯЩИЕ | С температурой кипения до 100 °C |
СРЕДНЕКИПЯЩИЕ | С температурой кипения 100 - 150 °C |
ВЫСОКОКИПЯЩИЕ | С температурой кипения выше 150 °C |
По летучести (относительно диэтилового эфира) | |
ЛЕГКОЛЕТУЧИЕ | Летучесть ниже 7 |
СРЕДНЕЛЕТУЧИЕ | Летучесть 8 - 14 |
ТРУДНОЛЕТУЧИЕ | Летучесть выше 15 |
По полярности | |
ПОЛЯРНЫЕ | Спирты, кетоны, эфиры и т.п. |
МАЛОПОЛЯРНЫЕ | Алифатические и ароматические углеводороды |
По характеру воздействия на пленкообразователи | |
АКТИВНЫЕ (ИСТИННЫЕ) | Непосредственно растворяющие пленкообразователи |
СКРЫТЫЕ (РАЗБАВИТЕЛИ) | Способные к растворению пленкообразователя в сочетании с активными растворителями |
НЕРАСТВОРИТЕЛИ (РАЗЖИЖИТЕЛИ) | Не способные к растворению пленкообразователя, но способные снижать его вязкость без коагуляции |
По составу | |
ОДНОКОМПОНЕНТНЫЕ | Индивидуальные химические соединения (ксилол, толуол), или более дешевые узкие фракции нефтепродуктов (уайт-спирит, сольвент и т.п.) |
МНОГОКОМПОНЕНТНЫЕ | Смеси индивидуальных химических соединений, обычно значительно отличающихся как по химической природе, так и по полярности |
Как видно из классификации, в качестве растворителей используют широкий ряд летучих органических жидкостей, причем тип растворителя зависит от природы пленкообразователя. Для разных полимеров один и тот же растворяющий компонент может быть одним из трех указанных ранее типов. Так, толуол и ксилол, являясь активными растворителями для многих типов синтетических и искусственных полимеров, являются разжижителями для нитрата целлюлозы. В ЛКМ, содержащих воду, вода может быть истинным растворителем для некоторых компонентов композиции, однако не являться растворителем для основного пленкообразователя. Примером могут служить декоративные водно-дисперсионные краски. В этих случаях принято говорить о "водной фазе" композиции, имея в виду, что хотя вода и не растворяет пленкообразователь, однако является основным компонентом жидкой дисперсионной среды.
Наиболее часто используемые в процессе производства ЛКМ растворяющие вещества - алифатические и ароматические углеводороды, сложные эфиры уксусной кислоты, эфиры гликоля, спирты и некоторые кетоны.
В основные физические свойства химических соединений, пригодных для использования в качестве растворителей, входят: молекулярная масса, плотность, температуры кипения и плавления, показатель преломления и давление насыщенных паров при 20 °C, мм рт. ст.
К числу важнейших технологических свойств растворителей, определяющих возможность их применения в лакокрасочной промышленности, относятся растворяющая способность, летучесть, токсичность и горючесть.
Важным экономическим фактором является стоимость растворителей.
Эти факторы могут иметь одинаковую значимость в зависимости от функционального назначения ЛКМ. Если нанесение ЛКМ осуществляется в промышленных условиях, то проблемы, связанные с запахом, токсичностью и горючестью, обычно преодолимы, хотя и не всегда.
Растворяющая способность растворителя зависит от характера межмолекулярного взаимодействия молекул растворителя и пленкообразующего. Растворители с высокой полярностью или способностью к образованию водородных связей (гидроксилсодержащие соединения, эфиры) хорошо растворяют полярные пленкообразователи (фенольные смолы, поливинилацетали и т.п.). Неполярные углеводородные растворители хорошо растворяют неполярные и слабополярные пленкообразователи (растительные масла, маслосодержащие смолы и т.п.).
Многокомпонентные растворители, как правило, содержат в своем составе как активный компонент, так и скрытые растворители-разбавители и разжижители, причем содержание последних может достигать до 50 объемных процентов и выше. Введение скрытых растворителей (например, спиртов) и разжижителей снижает стоимость растворителя и позволяет использовать в качестве пленкообразователя смесь двух и более типов различных по природе полимеров, т.к. разбавитель для одного типа полимера может быть активным растворителем для другого.
Одним из методов количественной оценки растворяющей способности однокомпонентных и многокомпонентных растворителей является метод определения числа коагуляции. Обычно это число выражает процентное отношение объема толуола или ректифицированного спирта, который можно добавить к раствору пленкообразователя стандартной концентрации в испытуемом растворителе до начала коагуляции (неисчезающее помутнение или выпадение осадка), к объему стандартного раствора.
Существуют и косвенные методы оценки растворяющей способности растворителей:
- по  одинаковых по концентрации растворов пленкообразователя в различных типах растворителей,
одинаковых по концентрации растворов пленкообразователя в различных типах растворителей,
одинаковых по концентрации растворов пленкообразователя в различных типах растворителей,- по  , при которой растворитель приобретает способность растворять пленкообразователь в определенном объеме растворителя.
, при которой растворитель приобретает способность растворять пленкообразователь в определенном объеме растворителя.
, при которой растворитель приобретает способность растворять пленкообразователь в определенном объеме растворителя.Летучесть растворителя зависит от ряда факторов:
- давления пара при данной температуре,
- величины скрытой теплоты парообразования,
- величины молекулярной массы,
- степени ассоциации молекул,
- величины поверхностного натяжения,
- влажности окружающей среды.
Скорость испарения растворителя из слоя ЛКМ (ЛКП) значительно ниже, чем из объема чистого растворителя, т.к. по мере улетучивания растворителя вязкость полимерного материала повышается, что затрудняет диффузию молекул растворителя к поверхности покрытия; кроме того, часть молекул растворителя входит в состав сольватных оболочек и удерживается в них силами межмолекулярного взаимодействия. Летучесть растворителей оценивают по отношению времени испарения капли испытуемого растворителя объемом 0,5 мл ко времени испарения капли такого же объема эталонного растворителя (диэтиловый эфир, ксилол и т.п.).
Температура кипения растворителя позволяет судить о возможной степени летучести растворителей одного и того же гомологического ряда.
Требования и выбор. Применяемый для изготовления ЛКМ растворитель должен быстро и полно растворять пленкообразующее вещество, как можно полнее улетучиваться из слоя покрытия в процессе сушки, быть нейтральным, стабильным, обладать слабым запахом, малыми токсичностью и горючестью.
От правильности выбора растворителя зависит как стоимость ЛКМ, так и качество получаемого на его основе покрытия. При этом следует стремиться к получению низковязких растворов с минимально возможным количеством вводимого растворителя, использовать в составе многокомпонентного растворителя как можно больше дешевого разбавителя с высокой летучестью, применять истинные растворители с температурой кипения выше, чем у присутствующих разбавителей, во избежание опасности коагуляции пленкообразователя при первоначальном испарении истинного растворителя.
Наиболее эффективным способом повышения скорости испарения растворителя из слоя покрытия является использование в составе многокомпонентного растворителя азеотропной смеси, кипящей при температуре более низкой, чем каждый из входящих в нее компонентов.
Однако следует помнить, что при очень быстром испарении растворителя затрудняется нанесение ЛКМ, особенно методом пневматического распыления. Быстрое улетучивание растворителя из слоя покрытия может привести к конденсации на нем влаги из окружающей воздушной среды, что приводит к побелению покрытия и ухудшению его качества. Поэтому для облегчения нанесения ЛКМ на окрашиваемую поверхность и достижения хорошего розлива в состав растворителя должны вводиться средне- и труднолетучие соединения (бутанол, этилцеллозольв).
Если ранее подбор оптимального состава растворителей осуществлялся в основном эмпирическим путем, то в настоящее время используют объективные критерии оценки качества растворителей. Универсальных растворителей не бывает. Даже бифункциональных не так много. Поэтому новейшие методы, основанные на концепции параметров растворимости, которую можно использовать для подбора летучей части ЛКМ, обезжиривающих составов и смывок расчетным путем, позволяют осуществлять наиболее рациональный выбор смесей растворителей в соответствии с возникающей необходимостью.
Поэтому при выборе растворителей следует прежде всего руководствоваться термодинамическим сродством в системе полимер-растворитель и летучестью растворителя. От сродства компонентов системы зависят скорость растворения пленкообразователя, стабильность и реологические свойства растворов или дисперсий и, в определенной степени, структура и свойства покрытий. Летучесть растворителя влияет на технологические свойства ЛКМ, внешний вид ЛКП, которые также существенно зависят и от применяемых методов нанесения.
Одной из проблем, стоящих перед лакокрасочниками, является получение малотоксичных покрытий, не оказывающих вредного влияния на экосистему. Для решения этой проблемы необходимо знать санитарно-химические свойства растворителей, а также факторы, влияющие на удерживание растворителей покрытиями. К решению данной проблемы следует подходить разумно и взвешенно, основной упор делая на разработку и применение установок современных систем вентиляции, улавливания (рекуперации) и регенерации растворителей, а не на полный запрет их применения.
Свойства базовых растворителей приведены в таблице 1.3.
Таблица 1.3
ОР | ПДК паров в воздухе рабочей зоны, мг/м3 | Класс опасности | ХАРАКТЕРИСТИКА ВОЗДЕЙСТВИЯ на организм человека при превышении ПДК |
Проп-2-ен-1-ол (Аллиловый спирт) | 2 | 3 | Общетоксическое; угнетает ЦНС, вызывает некроз печени; сильный раздражитель кожи и слизистых |
Пропанон-2 (Ацетон) | 200 | 4 | Наркотик; раздражитель кожи и слизистых; при накоплении в организме может вызвать хроническое отравление |
Бутанол-1 (бутиловый спирт) | 10 | 3 | Наркотик; раздражитель слизистых и кожи; при длительном воздействии может вызывать дерматиты и экзему. В организм попадает в основном ингаляционным путем |
n-Бутилацетат | 200 | 4 | Малоопасное вещество, слабый наркотик, раздражитель слизистых и кожи; при длительном воздействии может вызывать дерматиты и экзему |
2-изобутоксиэтанол Бутилцеллозольв | 5 | 3 | Наркотик. Раздражает слизистые и кожу |
Этенилэтаноат (Винилацетат) | 10 | 3 | Раздражитель слизистых |
Изопентилацетат (изоамилацетат) | 525 | 4 | Легкий наркотик, вызывающий изменения в крови, легких, печени и почках |
2-метилпропанол-1 (изобутанол, изобутиловый спирт) | 10 | 3 | Наркотик; раздражитель слизистых и кожи; при длительном воздействии может вызывать дерматиты и экзему. В организм попадает в основном ингаляционным путем |
Изобутилацетат | 200 | 4 | Раздражитель слизистых и кожи; при длительном воздействии может вызывать дерматиты и экзему |
Пропанол-2 (изопропанол, изопропиловый спирт) | 10 | 3 | Наркотик; раздражитель слизистых и кожи |
Диметилбензол (Ксилол) | 50 | 3 | Наркотик. Действует на кровь, кроветворные органы, ЦНС. Раздражает слизистые и кожу, при длительном воздействии может вызывать дерматиты и экзему. В организм попадает в основном ингаляционным путем |
Бутанон (Метилэтилкетон) | 200 | 4 | Действует на ЦНС; раздражитель слизистых и кожи |
(Терпентин) Скипидар | 300 | 4 | Раздражитель слизистых и кожи; при длительном воздействии возможно воспалительное заболевание почек и поражение ЦНС |
Сольвент нефтяной | 100 | 4 | Наркотик; раздражитель слизистых и кожи |
Сольвент каменноугольный | 50 | 3 | Наркотик; раздражитель слизистых и кожи |
Этанол (этиловый спирт) | 1000 | 4 | Действует на ЦНС и сердечнососудистую систему, вызывает отравления |
Винилбензол (этенилбензол, фенилэтилен, стирол) | 5 | 3 | Действует на кроветворные органы и ЦНС; раздражитель слизистых и кожи |
Метилбензол (Фенилметан, толуол) | 50 | 3 | Наркотик, вызывающий как острое отравление, так и хроническую интоксикацию с поражением кроветворных органов; раздражитель слизистых и кожи; при длительном воздействии может вызывать дерматиты и экзему |
Уайт-спирит (бензин-растворитель для лакокрасочной промышленности) | 300 | 4 | Наркотик; вызывает сухость кожи, дерматиты и экзему |
Фенилхлорид (Хлорбензол) | 50 | 3 | Наркотик; раздражитель слизистых и кожи; действует на кроветворные органы |
Циклогексанон | 10 | 3 | Наркотик; раздражитель слизистых и кожи |
Этилацетат | 200 | 4 | Наркотик; раздражитель слизистых и кожи |
2-этоксиэтилацетат Этилгликольацетат | 10 | 3 | Наркотик; раздражитель слизистых и кожи |
2-этоксиэтанол (этилцеллозольв) | 200 | 4 | Пары оказывают наркотическое действие; высокие концентрации вызывают изменения в почках и ЦНС |
За два последних десятилетия тенденция к минимизации использования органических растворителей практически не изменилась. Это обусловлено в первую очередь проблемами, связанными с токсичностью растворителей и с их содержанием в ЛКМ. Вместе с тем в обозримом будущем рынок растворителей, по-видимому, существенно не изменится, поскольку доля органорастворимых ЛКМ на мировом рынке только возрастает из-за все более высоких эксплуатационных требований, предъявляемых к ЛКП. Это подтверждает современный опыт использования органорастворимых материалов в высокотехнологичных отраслях - машиностроении, судостроении, транспорте и т.п.
При обработке поверхностей металлов (подготовке поверхности к окрашиванию) широкое распространение получили методы обезжиривания. В рецептурах составов для обезжиривания широко используются различные органические растворители.
Процесс обезжиривания с помощью растворителей заключается в растворении и удалении с поверхности различных загрязнений органического происхождения: масляных, жировых и воскообразных веществ, являющихся остатками шлифовальных, полировальных, доводочных паст, консервационных смазок и т.д. [9]. Для обезжиривания применяют индивидуальные растворители и их смеси, эмульсии растворителей в воде, стабилизированные поверхностно-активными веществами, водные моющие растворы щелочного и кислотного типа. Выбор составов для обезжиривания зависит не только от характера удаляемых загрязнений, но и от вида последующей обработки изделий. Так, если после обезжиривания проводится обработка изделий в водных растворах, например фосфатирование или нанесение водоразбавляемых ЛКМ, то для обезжиривания рекомендуется применять водные щелочные растворы. В остальных случаях часто используют органические растворители.
По растворяющей способности их можно разделить на следующие группы:
- растворители с низкой растворяющей способностью - нефтяные растворители (бензин, уайт-спирит);
- растворители со средней растворяющей способностью - ароматические углеводороды, спирты и сложные эфиры;
- растворители с высокой растворяющей способностью - хлорированные углеводороды.
Достоинством нефтяных растворителей являются их доступность, дешевизна и малая токсичность, поэтому они широко используются для холодного обезжиривания крупногабаритных изделий. Обычно обезжиривание таких поверхностей проводят путем протирки ветошью, смоченной в уайт-спирите или бензине. Эти растворители хорошо удаляют свежие и отработанные минеральные масла, консистентные минеральные масла и смазки, консервационные составы.
Из хлорированных углеводородов для обезжиривания применяют три- и тетрахлорэтилен, метиленхлорид, фторхлоруглеводород. Достоинство таких растворителей заключается в возможности их регенерации методом перегонки.
Трихлорэтилен широко применяется для обезжиривания поверхностей черных металлов. Для обезжиривания поверхности алюминия и его сплавов применяют тетрахлорэтилен. В промышленности составы на основе хлорированных углеводородов, как и других органических растворителей, применяются в виде растворяюще-эмульгирующих средств. Фторхлоруглеводородные растворители (хладон 112 и 113) являются низкотоксичными и применяются для удаления загрязнений с изделий из черных и цветных металлов, а также печатных плат, выполненных на полимерной основе.
Широкое применение для обезжиривания нашли эмульсионные составы, которые представляют собой эмульсии растворителей в воде, стабилизированные ПАВ. Достоинством таких составов являются негорючесть, более низкая токсичность, чем у индивидуальных растворителей, а также более высокая эффективность процесса обезжиривания за счет одновременного растворения и эмульгирования загрязнений. Эмульсионные составы на основе нефтяных растворителей применяются для очистки изделий из черных металлов, бронзы, латуни, дюралюминия. Различают способы холодного и горячего обезжиривания. Холодное обезжиривание проводят при комнатной температуре путем протирки ветошью, окунания или струйным методом. Этот метод малоэффективен, однако используется довольно широко. Современным способом является горячее обезжиривание в парах растворителей. Для этого используются хлорированные углеводороды, которые нагревают до температуры кипения в специальных ваннах.
Прогрессивным является использование для обезжиривания ультразвуковых установок. Процесс обезжиривания в этом случае сокращается, появляется возможность уменьшения содержания активных растворителей в составах.
Применяемые в лакокрасочной промышленности растворители по химической природе подразделяются на:
- углеводороды (алифатические, эпициклические, ароматические, нефтяные и терпеновые);
- кетоны;
- простые и сложные эфиры;
- спирты;
- галогенсодержащие растворители;
- прочие растворители.
Основным природным источником большинства углеводородных растворителей является нефть, в которой содержатся в основном парафиновые, нафтеновые и ароматические углеводороды. Углеводородные растворители нашли широкое применение в лакокрасочной промышленности благодаря низкой стоимости и доступности. В составе ЛКМ растворители служат для растворения пленкообразователей (олигомерных и полимерных смол, являющихся основой пленкообразующих веществ в ЛКП).
Ароматические углеводороды - наиболее обширная группа углеводородных растворителей, выпускаемая промышленностью. Отечественной промышленностью производятся практически все ароматические растворители, в том числе и смесь ароматических углеводородов под названием "сольвент", широко применяемая в лакокрасочной промышленности.
Сольвент применяется для растворения масел, битумов, каучуков, мочевино- и меламиноформальдегидных олигомеров лакокрасочных материалов.
Толуол растворяет кремнийорганические и акриловые смолы. В качестве основного компонента применяется в смесевых растворителях для растворения эпоксидных, виниловых и акрилсодержащих полимеров, хлоркаучука.
Ксилол применяется для растворения алкидно-стирольных, алкидно-уретановых, эпоксиэфирных и бутанолизированных меламиноформальдегидных смол. Часто используется взамен сольвента в рецептурах ЛКМ.
К нефтяным растворителям относятся фракции нефти, получаемые в результате перегонки и состоящие из смесей индивидуальных углеводородов. Эти растворители объединяются термином "Нефрас". Нефрас-С - растворители смешанного состава, в которых присутствуют углеводороды всех классов. Нефрас-А - растворители с преобладанием ароматических углеводородов.
Из нефтяных растворителей наиболее широко в лакокрасочной промышленности применяется уайт-спирит в качестве растворителя жирных алкидов, некоторых каучуков, полибутилметакрилата.
Кетоны являются растворителями большинства пленкообразующих веществ. В лакокрасочной промышленности применяются алифатические и алициклические кетоны.
Ацетон применяется для растворения природных смол, масел, диацетатцеллюлозы, эпоксидных смол, сополимеров винилхлорида, полиакрилатов, хлоркаучука. Диацетоновый спирт является растворителем нитрата и ацетата целлюлозы, эпоксидных смол. Циклогексанон применяется в качестве растворителя при получении полиуретановых эмалей.
Из алифатических эфиров двухатомных спиртов наибольшее распространение получили этилцеллозольв и бутилцеллозольв. Этилцеллозольв применяется в качестве растворителя мочевиноформальдегидных олигомеров, полиэфирных и эпоксидных ЛКМ, входит в состав большинства смесевых растворителей. Бутилцеллозольв растворяет нитрат целлюлозы, хорошо совмещается с алкидами.
Сложные эфиры - наиболее широко распространенный класс органических растворителей, имеющих большое практическое применение. Этилацетат, подобно ацетону, растворяет большинство полимеров. По сравнению с ацетоном его преимущество - в более высокой температуре кипения (меньшей летучести). Бутилацетат растворяет эфиры целлюлозы, масла, жиры, хлоркаучук, виниловые полимеры, карбинольные смолы. Изобутилацетат может быть применен вместо циклогексанона в нитроцеллюлозном лаке.
Спирты относятся к сильнополярным жидкостям. Самостоятельно применяются довольно редко, но в смеси с другими растворителями используются широко. Например, высокомолекулярные эпоксидные смолы не растворяются в спиртах и ароматических углеводородах, но хорошо растворяются в их смесях. Бутиловый и изобутиловый спирты в смесях с этиловым спиртом применяются для растворения мочевиноформальдегидных олигомеров, поливинилбутираля, в смеси с ксилолом - для растворения полиакрилатов. Являются добавкой к большинству смесевых растворителей, повышая их растворяющую способность. Бензиловый спирт относится к простейшим ароматическим спиртам и хорошо растворяет глифталевые олигомеры. Циклогексанол повышает блеск нитроцеллюлозных лаков. Из двухатомных спиртов применяют этиленгликоль, диэтиленгликоль и пропиленгликоль.
Прочие растворители не нашли широкого применения в лакокрасочной промышленности.
технологичность обработки поверхности
ЛКМ, предназначенные для нанесения на промышленные изделия, предварительно подготавливают путем разведения их растворителями, разбавителями и разжижителями до рабочей вязкости для обеспечения качественного нанесения и розлива. Наиболее часто для этих целей используют смесевые растворители.
В таблице 1.4 приведены основные марки и состав смесевых растворителей, выпускаемых отечественной промышленностью.
Таблица 1.4
Растворитель, ГОСТ | Состав растворителя | Назначение | ||
Компоненты | Содержание, % (масс.) | Растворимые пленкообразователи | Отраслевое применение ЛКМ | |
Растворитель 645, | Толуол | 50 | Нитроцеллюлозные | Станкостроение |
Бутилацетат | 18 | |||
Бутиловый спирт | 10 | |||
Этиловый спирт | 10 | |||
Этилацетат | 9 | |||
Ацетон | 3 | |||
Растворитель 646 | Бутилацетат | 10 | Нитроцеллюлозные, нитроцеллюлозно-глифталевые, эпоксидные, нитроцеллюлозно-эпоксидные, мочевино-, меламиноформальдегидные, кремнийорганические | Транспортное машиностроение, приборостроение, станкостроение, металлургия, нефтегазовая промышленность |
Этилцеллозольв | 8 | |||
Ацетон | 7 | |||
Бутиловый спирт | 15 | |||
Бутиловый спирт | 10 | |||
Толуол | 50 | |||
Растворитель 647 | Бутилацетат | 29,8 | Нитроцеллюлозные | Транспортное машиностроение, станкостроение, приборостроение |
Этилацетат | 21,2 | |||
Бутиловый спирт | 7,7 | |||
Толуол | 41,3 | |||
Растворитель 648 | Бутилацетат | 50 | Нитроцеллюлозные, нитроцеллюлозно-эпоксидные, бутилметакрилатные, полиакрилатные | Приборостроение, авиационная промышленность, судостроение |
Бутиловый спирт | 10 | |||
Этиловый спирт | 20 | |||
Толуол | 20 | |||
Растворитель 649 ТУ 6-10-1358-78 Изм. 1 - 3 | Этилцеллозольв | 30 | Нитроцеллюлозно-глифталевые | Сельхозмашиностроение, станкостроение |
Изобутиловый спирт | 20 | |||
Ксилол | 50 | |||
Растворитель 650 ТУ 6-10-1247-77 | Этилцеллозольв | 20 | Нитроцеллюлозные | Станкостроение |
Бутиловый спирт | 30 | |||
Ксилол | 50 | |||
Растворитель 651 ТУ 38.101693-88 | Уайт-спирит | 10 | Меламиноалкидные | Транспортное машиностроение |
Бутиловый спирт | 90 | |||
Растворитель Р-4 | Бутилацетат | 12 | Поливинилхлоридные, полиакриловые, сополимеры винилхлорида с винилиденхлоридом или винилацетатом | Металлургия, транспортное машиностроение, железнодорожная отрасль, сельхозмашиностроение, судостроение |
Ацетон | 26 | |||
Толуол | 62 | |||
Растворитель Р-4А | Ацетон | 38 | Поливинилхлоридные хлорированные, эпоксидные | Металлургия, транспортное машиностроение, железнодорожная отрасль, сельхозмашиностроение, судостроение |
Толуол | 62 | |||
Растворитель Р-5 | Бутилацетат | 10 | Поливинилхлоридные хлорированные, эпоксидные, полиакриловые, кремнийорганические | Металлургия, транспортное машиностроение, железнодорожная отрасль, сельхозмашиностроение, судостроение, электротехника |
Ацетон | 50 | |||
Ксилол | 40 | |||
Растворитель Р-5А | Бутилацетат | 30 | Поливинилхлоридные хлорированные, каучуковые, эпоксидные, полиакриловые, кремнийорганические | Металлургия, транспортное машиностроение, железнодорожная отрасль, сельхозмашиностроение, судостроение, электротехника, авиационная промышленность |
Ацетон | 30 | |||
Толуол | 40 | |||
Растворитель Р-6 ТУ 6-10-1328-77 | Бутилацетат | 15 | Поливинилбутиральные | Приборостроение, металлургия |
Бутиловый спирт | 30 | |||
Этиловый спирт | 15 | |||
Бензол | 40 | |||
Растворитель Р-7 ТУ 6-10-1321-77 | Циклогексанон | 50 | Поливинилбутиральные | Металлургия |
Этиловый спирт | 50 | |||
Растворитель Р-12 | Бутилацетат | 30 | Перхлорвиниловые, полиакрилатные | Металлургия |
Толуол | 60 | |||
Ксилол | 10 | |||
Растворитель Р-24 | Сольвент | 50 | Перхлорвиниловые | Металлургия, сельхозмашиностроение, железнодорожная отрасль |
Ксилол | 35 | |||
Ацетон | 15 | |||
Растворитель Р-189 ТУ 6-10-1508-75 | Этиленгликольацетат | 37 | Полиуретановые | Различные отрасли |
Метилэтилкетон | 37 | |||
Ксилол | 13 | |||
Бутилацетат | 13 | |||
Растворитель Р-197 ТУ 6-10-1100-78 | Бутилбензольная фракция (АР) | 70 | Меламиноалкидные | Транспортное машиностроение |
Скипидар | 3 | |||
Ксилол | 27 | |||
Растворитель Р-198 ТУ 6-10-1197-76 | Этилцеллозольв | 50 | Меламиноалкидные | Транспортное машиностроение |
Циклогексанон | 50 | |||
Для нанесения ЛКМ методом электроокраски (распыление в электрическом поле высокого напряжения) используются смесевые растворители марок РЭ по ГОСТ 18187-72 [10], содержащие разное соотношение сольвента, бутилового спирта, бутилацетата, этилцеллозольва, ксилола, циклогексанона и диацетонового спирта. Эти смесевые растворители применяются в основном в транспортном машиностроении и сельхозмашиностроении.
Все отрасли, проводящие обработку поверхности, являются значительными потребителями энергии. Значительное количество энергии используется для испарения растворителя при сушке лакокрасочного покрытия и извлечения его из загрязненного воздуха при термической деструкции ЛОС при низких концентрациях.
Данные по энергопотреблению по различным отраслям промышленности отсутствуют. Энергопотребление находится в прямой зависимости от применяемого лакокрасочного материала и площади обработки поверхности.
лакокрасочных материалов
Емкость рынка индустриальных ЛКМ оценивается в 360 - 400 тыс. т [11]. Существует два подхода к сегментированию рынка индустриальных ЛКМ:
- по отраслям промышленности;
- по видам материалов и направлению использования.
Доли крупнейших отраслей, потребляющих ЛКМ промышленного применения, в общей структуре представлены на рисунке 1.5.
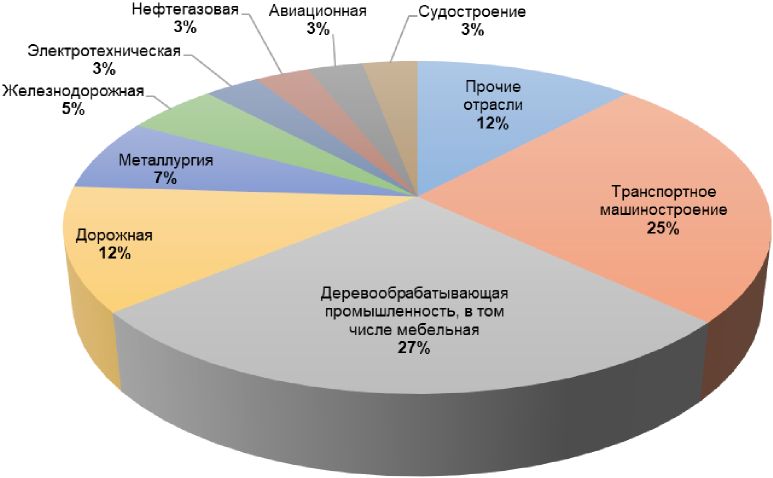
ЛКМ по отраслям (в натуральном выражении), % [11]
Другой подход предполагает, что рынок индустриальных ЛКМ можно сегментировать в зависимости от вида материала и направления использования. Структура рынка индустриальных ЛКМ по направлениям использования представлена на рисунке 1.6.

в Российской Федерации по отдельным секторам
(в натуральном выражении), % [11]
Оба подхода к сегментации имеют точки пересечения, поскольку некоторые отрасли промышленности связаны исключительно с производством соответствующих видов продукции. К числу таких отраслей относятся судостроение, производство железнодорожного транспорта, транспортное машиностроение и др.
Емкость сегмента "железнодорожное машиностроение" составляет 17 тыс. т. Основными потребителями являются филиалы РЖД, ЗАО "ТрансмашХолдинг", вагоностроительные и вагоноремонтные заводы, производители тепловозов и электровозов, операторы собственного подвижного состава. 80% рынка составляют алкидные материалы отечественного производства. Использование материалов регламентируется рекомендациями ВНИИЖТ.
Емкость сегмента "транспортное машиностроение" составляет 3,4 тыс. т. Основные потребители: комбайновый завод ООО "Ростсельмаш", концерн "Тракторные заводы", предприятия АО "НижКомАвто". Около 80% объема потребления - алкидные материалы отечественного производства. Лакокрасочные материалы применяются в соответствии с отраслевой НДТ.
Емкость рынка "судостроение, судоремонт" составляет 9 - 10 тыс. т. Основные потребители: судостроительные и судоремонтные заводы, компании-судовладельцы. 90% рынка составляют специальные эпоксидные и хлорвиниловые материалы. Использование материалов регламентируется рекомендациями Российского морского регистра судоходства, ЦНИИ МФ, ЦНИИ "Прометей".
Емкость сегмента "антикоррозионная защита металлоконструкций" составляет 25 - 30 тыс. т. Основные потребители: заводы металлоконструкций, строительные организации, нефтегазодобывающие и перерабатывающие предприятия, предприятия-подрядчики, занимающиеся обслуживанием объектов инфраструктуры - мостовых сооружений, вышек ЛЭП, вышек сотовой связи и др. Эпоксидные материалы составляют 25% рынка, алкидные - 65%. Использование материалов регламентируется рекомендациями ЦНИИС, ВНИИСТ.
По данным доклада директора бизнес-направления "Индустриальные покрытия" компании "Русские краски" объем производства строительных металлоконструкций на российских предприятиях составляет порядка 3,02 млн т, в том числе 1,53 млн т конструкций с полимерным покрытием. Потребление ЛКМ для защиты строительных металлоконструкций составляет 13 - 15 тыс. т. Количество производителей металлоконструкций в России - около 500 организаций. Порядка 70% производителей стальных металлоконструкций проводят так называемую "первичную защиту металлов", используя алкидные, фенольные, эпоксидные грунтовки российского производства.
Самые распространенные грунтовки среди потребителей - алкидные. Их предпочитают две трети производителей металлоконструкций. Около 35% потребителей применяют грунтовки на эпоксидной основе. Среди других используемых грунтовок - фенольные, хлорвиниловые и сополимеровинилхлоридные, алкидно-уретановые, органосиликатные, акрил-уретановые, полиуретановые. В качестве финишного покрытия преобладают алкидные эмали. До 35% используются эпоксидные эмали. Менее распространены финишные хлорированные, полиуретановые, акриловые, акрил-уретановые, эпоксиуретановые материалы.
Для окрашивания внешней поверхности самолета с обшивками из алюминиевых сплавов используют лакокрасочные материалы на основе бутилметакрилата, сополимеров бутилметакрилата, амида метакриловой кислоты, нитрила акриловой кислоты и стирола. На их основе созданы прозрачные лаки, грунтовки и эмали холодной сушки с повышенной термостойкостью. В последние годы для окрашивания авиационной техники используются также эпоксидные грунтовки и фторполиуретановые эмали. Для окрашивания внутренних обшивок, декоративной отделки деталей интерьера из стеклопластика применяют водоразбавляемые эмали. Материалы используются на основании рекомендаций ВИАМ.
Легковые автомобили рассчитаны на эксплуатацию в течение большого срока и относятся к товарам длительного пользования. К ним предъявляются высокие требования по качеству обработки поверхности:
- долговременная защита от коррозии в результате воздействия климатических факторов внешней среды, в том числе стойкость к механическому, химическому воздействию;
- высокие требования к внешнему виду покрытия;
- отсутствие дефектов покрытия.
В соответствии с рекомендациями отраслевого стандарта [12], а также ГОСТ 9.032-74 [13] и ГОСТ 23852-79 [14] наружная поверхность кузова легкового автомобиля должна соответствовать I - II классам покрытий. Лакокрасочное покрытие должно быть высокоглянцевым. Потеки, волнистость, разнооттеночность не допускаются. Для II класса покрытия допускаются незначительная шагрень, отдельные штрихи, риски. Для внутренней поверхности кузова допускается III класс покрытия (допускаются волнистость не более 1,5 мм, незначительная шагрень, отдельные риски, штрихи, не более 10 включений/м2 размером не более 0,5 мм), для рамы и других деталей шасси, двигателя автомобиля и его сборочных единиц и деталей - VI класс (допускается разнооттеночность, отдельные потеки), а для рессор - VII класс покрытия (дефекты не нормируются).
Высокое качество ЛКП на наружной поверхности кузова легкового автомобиля достигается путем нанесения 4 - 5 слоев ЛКМ, на внутренней поверхности кузова - 2 - 3 слоя ЛКМ, на рамах и других деталей шасси и сборочных единицах - 1 - 2 слоя ЛКМ.
Для защиты днища и скрытых сечений используются мастики.
грузовых автомобилей, автобусов
ЛКП грузовых автомобилей должно иметь гладкую, глянцевую или полуглянцевую поверхность, автобусов и троллейбусов - гладкую, глянцевую, мотоциклов и других изделий - гладкую, высокоглянцевую и глянцевую.
Устанавливают допустимые для исполнения классы покрытия:
1) для сборочных единиц и деталей грузовых автомобилей:
- III - для кабины;
- V - для рамы и других деталей шасси, для двигателя автомобиля и его сборочных единиц и деталей;
- VII - для рессор;
2) для большегрузных карьерных автосамосвалов:
- V класс - для кабины, узлов, оперенья, аккумуляторных ящиков;
- VI класс - для наружной поверхности платформ, топливных баков и масляных баков;
- VII класс - для рам, узлов, шасси;
3) для автобусов:
- III класс - для кузова.
Процессы окрашивания этих изделий имеют значительные отклонения от серийных процессов окрашивания легковых автомобилей из-за более низких требований к декоративности покрытий, широкого ассортимента применяемых материалов, методов нанесения и конструктивных особенностей самого изделия.
К изделиям железнодорожной отрасли, требующим применение ЛКП, относятся:
- пассажирские, почтовые и багажные вагоны;
- электропоезда;
- дизель-поезда;
- грузовые вагоны;
- металлические конструкции железнодорожных мостов.
В таблице 1.5 показаны требования к отделке внешнего вида покрытий в железнодорожной отрасли.
Таблица 1.5
Классы покрытий изделий по [14]
Окрашиваемые поверхности | Класс покрытия, не ниже |
Боковые стены кузовов пассажирских вагонов локомотивной тяги | IV |
Боковые стены вагонов электропоездов и дизель-поездов, а также почтовых и багажных вагонов, свесы крыш, лобовые части кузовов головных вагонов электропоездов | V |
Средняя часть крыш, рамы вагонов, тележки и котельные отделения | VII |
Концевые стены кузовов вагонов | VI |
Наружная поверхность грузовых вагонов | VII |
Металлические конструкции железнодорожных мостов | V |
Срок службы ЛКП на наружной поверхности кузова пассажирских вагонов при использовании материалов на полиуретановой основе - 6 - 7 лет, алкидных и водно-дисперсионных материалов - 4 года; на внутренней металлической поверхности кузовов - 16 лет. Срок службы покрытий: на наружной металлической поверхности кузовов грузовых вагонов - 10 лет при использовании двухупаковочных материалов, 5 лет при использовании одноупаковочных водно-дисперсионных и сополимерных материалов; на внутренней металлической поверхности кузовов крытых грузовых вагонов, имеющих обшивку, - 15 лет; на внутренней поверхности минераловозов и зерновозов - 5 лет при использовании одноупаковочных материалов, 7 лет при использовании двухупаковочных материалов. Срок службы лакокрасочного покрытия на ходовой части всех видов вагонов - не менее 2 лет [15, 16].
ЛКП железнодорожного транспорта, помимо высокой атмосферостойкости, должны быть устойчивы к воздействию агрессивных чистящих средств, применяемых для удаления граффити. Они должны быть устойчивы к истирающему воздействию снега, песка.
В РФ через каждые 2 года проводят перекрашивание вагонов при применении алкидных ЛКМ и через каждые 5 лет - при применении полиакриловых и полиуретановых ЛКМ, в европейских странах - каждые 8 лет.
По назначению [17] сельскохозяйственную технику можно разделить на три класса; тракторы, сельскохозяйственные машины, оборудование и машины для животноводства и кормопроизводства.
В каждом классе имеются разные группы машин и оборудования, которые окрашиваются ЛКМ, что обуславливает различные технические требования к покрытиям. Более того, отдельные детали и сборочные единицы машины часто окрашиваются разными ЛКМ, что связано с условиями работы этих деталей.
К первому классу сельхозтехники относятся тракторы, двигатели и самоходные шасси. В процессе эксплуатации они подвергаются воздействию атмосферных условий. Некоторые детали их подвержены воздействию бензина, минеральных масел, высоких температур (до 450 °C).
Второй класс по назначению включает 11 групп сельхозтехники:
- почвоперерабатывающие машины: камнеуборочные машины, канаво- и ямокопатели, заравниватели, корчеватели, бороздо- и грядоделатели, плуги, культиваторы, бороны, окучники и др.;
- машины для посева и посадки: сеялки, сажалки, рассадопосадочные машины и т.д.;
- машины для подготовки и внесения удобрений: смесители, разбрызгиватели, рассеиватели, прицепы для удобрений;
- машины для защиты растений: опрыскиватели, аэрозольные аппараты, гербицидно-аммиачные машины, опылители, протравливатели семян и др.;
- машины для полива: дождевательные установки и машины различных типов, насосные агрегаты и др.;
- комбайны - зерновые, рисовые, кукурузоуборочные, жатки для уборки зерновых культур и прицепы для перевозки сельскохозяйственных грузов;
- машины и приспособления для уборки бобовых и масличных культур, льна, конопли, чая, хлопка, хмеля и др.;
- машины для очистки и сортировки зерна и семян: веялки, семяочистительные машины и др.;
- сушильные устройства: сельскохозяйственные сушилки, воздухонагреватели и др.;
- машины для уборки и первичной обработки овощей;
- машины, используемые в садоводстве: комбайны для уборки плодов, ягод и винограда: копатели для саженцев и рассады; обрезчики; средства для транспортирования ягод и фруктов.
Третий класс сельхозтехники - машины и оборудование для животноводства и кормопроизводства:
- машины и оборудование, на которые воздействует микроклимат животноводческих помещений;
- машины и оборудование, работающие в контакте с влажными и полувлажными кормами;
- машины и оборудование, находящиеся в контакте с навозом и пометом.
ЛКП первых двух классов оборудования подвергаются воздействию климатических факторов внешней среды. Машины третьей группы должны быть химстойкими. Кроме того, ЛКП третьей группы не должны быть токсичными и влиять на репродуктивные функции животных, их рост и развитие, а также не должны снижать санитарные характеристики получаемых продуктов питания.
Особенностью эксплуатации сельхозтехники является также сезонность ее работы. Межсезонное хранение техники возможно в закрытых помещениях, под навесом или на открытых площадках.
По внешнему виду ЛКП должны соответствовать следующим требованиям:
- наружные поверхности облицовочных деталей тракторов и самоходных комбайнов должны соответствовать классу поверхности не менее IV (допускаются: 1 включение на 1 дм2 размером не более 1 мм на расстоянии 10 мм, шагрень, отдельные штрихи, волнистость до 2 мм);
- наружные поверхности облицовочных деталей сельхозмашин, промышленных, лесохозяйственных и трелевочных тракторов должны соответствовать классу поверхности не менее V (допускаются отдельные потеки);
- остальные изделия, за исключением рамных конструкций, деталей ходовой части и рабочих органов, должны соответствовать классу поверхности не менее VI (допускаются включения, шагрень, отдельные потеки, разнооттеночность).
На деталях ходовой части и рабочих органов класс покрытия не нормируется.
Для грунтования поверхности используются в основном алкидные, алкидно-уретановые и фенольные грунтовки (содержание растворителя - 50 - 60%), электрофорезные грунтовки (содержание растворителя - 10%), водно-дисперсионные грунтовки (содержание растворителя - 8%).
Для окрашивания изделий 1 и 2 групп используют алкидные, алкидно-уретановые, алкидно-акриловые, меламиноалкидные эмали (содержание растворителя - 50 - 60%), водно-дисперсионные краски (содержание растворителя - 8%). Количество слоев лакокрасочного покрытия - 3, включая грунтование. Внутренняя поверхность кабины, закрытая обивкой, внутренняя поверхность дверей, подлежащая завальцовке, внутренние детали двигателя, топливные насосы и другие подобные детали, ободья и диски колес под резиной допускается только грунтовать.
Изделия 3 группы и сельхозтехнику, контактирующую с минеральными удобрениями, грунтуют фенольными (содержание растворителя - 45%), перхлорвиниловыми и сополимервинилхлоридными (содержание растворителя - 60%) и полиакриловыми (содержание растворителя - 85%) материалами, окрашивают поливинилхлоридными (содержание растворителя - 75%) и порошковыми материалами. При окрашивании поливинилхлоридными материалами наносят 5 слоев ЛКМ, порошковыми - 1 слой.
Многочисленную группу электротехнических изделий, подлежащих окрашиванию, составляют электродвигатели. Электродвигатели окрашивают для защиты от воздействия внешних факторов окружающей среды, а также для придания им эстетического вида [18]. Как правило, окрашиванию подлежит наружная поверхность электродвигателей. По внешнему виду ЛКП электродвигателей должны соответствовать классу поверхности не ниже VI, а для электродвигателей, предназначенных на экспорт, - не ниже IV класса по ГОСТ 9.032-74 [13]. В соответствии с [19] гарантийный срок эксплуатации стандартных асинхронных электродвигателей общепромышленного назначения составляет 2 года, средний ресурс до капитального ремонта - 30 000 ч. Для погружных электродвигателей [20] средний срок службы устанавливается 5,5 лет, средний ресурс до капитального ремонта - 21 000 ч. Таким образом, ЛКП должно обеспечивать противокоррозионную защиту металлических поверхностей не менее 5 - 8 лет.
В конструкции электродвигателя имеются детали из стали, чугуна и алюминия: станина изготавливается из чугуна, кожух и относящиеся к нему детали - из стали, детали вентилятора - из алюминия. Для получения защитных покрытий используют меламиноалкидные и алкидные ЛКМ, а для электродвигателей химстойкого исполнения - эпоксидные ЛКМ высокотемпературной сушки (100 - 130 °C).
стальные конструкции гидротехнических сооружений
Механическое оборудование гидротехнических сооружений включает совокупность устройств, необходимых для пропуска воды при эксплуатации:
- затворы всех типов, штанги затворов, сороудерживающие решетки, шлюзовые ворота и другие подвижные конструкции;
- закладные части, другие металлические конструкции и детали, заделываемые в бетон;
- подъемно-транспортные механизмы, предназначенные для маневрирования подвижными конструкциями;
- захватные балки;
- решеткоочистительные машины;
- компенсаторы трубопроводов.
К основным специальным стальным конструкциям относятся:
- трубопроводы, облицовки и уравнительные резервуары;
- эстакады;
- подкрановые балки;
- шоссейные, железнодорожные и служебные мосты;
- металлические каркасы ГЭС, других зданий и сооружений.
При воздействии на металлоконструкции при эксплуатации в открытой атмосфере используются в качестве грунтовочных материалов уретановые, кремнийорганические, эпоксидные, эпоксидно-уретановые, керамоэпоксидные, винилово-эпоксидные, эпоксидно-винилхлоридные, полиамидоэпоксидные, этилсиликатные, фенолформальдегидные, винилбутиральные, каучуко-смоляные ЛКМ. В качестве покрывного материала используются уретановые, полиакриловые, кремнийорганические, эпоксидные, эпоксиэфирные, эпоксисополимерные, керамоэпоксидные, винилово-эпоксидные, фторуретановые, каучуко-смоляные, поливинилхлоридные, алкидные, поливинилбутиральные ЛКМ.
При длительном или периодическом воздействии на металлоконструкции пресной (речной) воды в качестве грунтовочных материалов используют эпоксидные, винилово-эпоксидные, керамоэпоксидные, кремнийорганические, уретановые, поливинилхлоридные, фенолформальдегидные, акриловые, поливинилбутиральные, каучуко-смоляные ЛКМ. В качестве покрывного материала используют винилово-эпоксидные, эпоксидные, эпоксикаменноугольные, керамоэпоксидные, кремнийорганические, уретановые, поливинилхлоридные, каучуко-смольные, винилбутиральные эмали и грунт-эмали.
При длительном или периодическом воздействии морской воды в качестве грунтовочных материалов используют полиуретановые, поливинилхлоридные, винилово-эпоксидные, эпоксидные, эпоксикаменноугольные, фенолформальдегидные, полиакриловые, поливинилбутиральные, кремнийорганические, каучуко-смоляные ЛКМ. В качестве покрывного материала используют полиуретановые, винилово-эпоксидные, эпоксидные, эпоксикаменноугольные, керамоэпоксидные, поливинилхлоридные, кремнийорганические, каучуко-смоляные, поливинилбутиральные эмали и грунт-эмали.
Окрашивание рулонного металла (койл-коатинг) - способ окрашивания непрерывным нанесением лакокрасочного материала на металлическую ленту, которая после сушки/отверждения лакокрасочного покрытия может быть смотана в рулон [21] (рисунок 1.7). Металл с покрытием, нанесенным по методу койл-коатинга, можно перерабатывать в готовые изделия, не разрушая пленку эмали, поскольку слой ЛКМ устойчив к воздействию разных механических деформаций. Покрытие не разрушается именно за счет его свойств, обеспеченных химически и технологически.
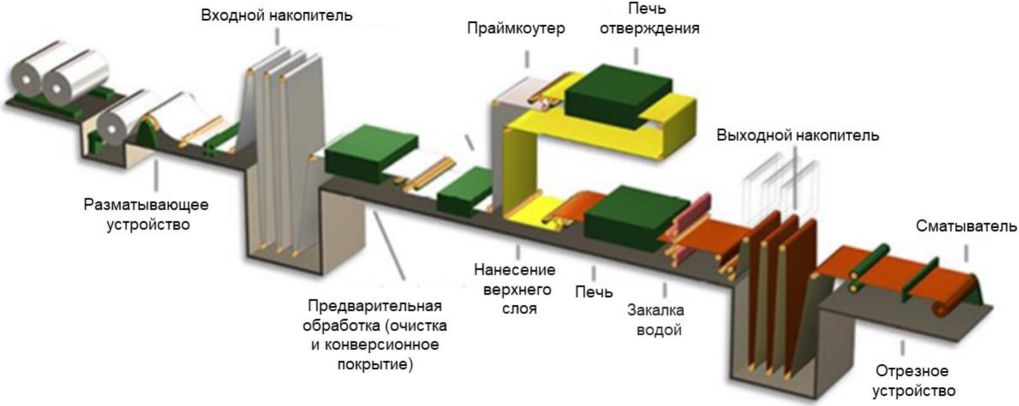
рулонного металла (койл-коатинг) [22]
Прокат с полимерным покрытием широко используется в следующих сегментах рынка:
- строительство (производство конструкционных плит, кровельных материалов, панелей, дверей для гаражей, подвесных потолков, жалюзи, корпусов светильников);
- бытовые приборы (корпусы стиральных машин, холодильников, морозильников, микроволновых печей, газовых плит, бойлеров, бытовой электроники, вентиляторов, кондиционеров);
- автомобилестроение (двери автомобилей, багажники, масляные фильтры, панели приборов, дворники);
- другие изделия (душевые кабины, домашняя мебель, офисная мебель, мебельная фурнитура, архивные шкафы, бочки, емкости для аэрозолей и т.п.).
Имеются данные, что предварительное окрашивание листового металла позволяет снизить общую себестоимость продукции на 20 - 30%.
В настоящее время на территории РФ действует около 30 линий для нанесения ЛКМ методом койл-коатинга, имеющих мощность производства окрашенного металла около 500 тыс. т в год. В Европе действует 158 окрасочных линий с производительностью 8252 тыс. т/г [22].
При окрашивании рулонного металла используются алкидные, полиакриловые, эпоксидные, полиэфирные, полиуретановые покрытия, покрытия, модифицированные силиконом, покрытия на основе ПХВ (поливинилхлорида) и фторполимеров, например PVDF (поливинилиденфторида). Наиболее широкое распространение получили полиэфирные покрытия, что связано с их дешевизной в сочетании с хорошими эксплуатационными характеристиками.
ЛКП металлорежущего, кузнечно-прессового, литейного и деревообрабатывающего оборудования должны быть устойчивы к климатическим факторам и другим видам воздействия (попаданию на окрашенные поверхности стружки, смазочно-охлаждающих жидкостей, рабочих жидкостей для электроэрозионных и электрохимических станков и др.), определяющим условия эксплуатации [23]. ЛКП должны быть гладкими, однотонными. Для маскировки неровностей поверхности допускается применение гладких рисунчатых (молотковых) или рельефных однотонных ЛКМ. По степени блеска ЛКП основных поверхностей станков и машин должны быть глянцевыми, полуглянцевыми или полуматовыми.
Требования к допустимому классу покрытия окрашенных поверхностей оборудования приведены в таблице 1.6.
Таблица 1.6
Окрашенные поверхности | Допустимый класс покрытия по ГОСТ 9.032 |
1 Основные поверхности, определяющие внешний вид: | |
а) станков, машин и промышленных роботов обычного исполнения | IV |
б) станков классов точности B, A и C по ГОСТ 8-82, изделий высшей категории качества, изделий для экспортных поставок | III |
2 Поверхности, доступные для обозрения, но не определяющие внешний вид: | |
а) станков, машин и промышленных роботов обычного исполнения | V |
б) станков классов точности B, A и C по ГОСТ 8-82, изделий высшей категории качества, изделий для экспортных поставок | IV |
3 Поверхности электрошкафов: | |
а) наружные | IV |
б) внутренние | VI |
4 Поверхности внутри станков, машин, промышленных роботов (недоступные для обозрения поверхности станков, машин, гидро- и смазочного оборудования и др.) | VII |
Применяют нитроцеллюлозные, алкидные, перхлорвиниловые, меламиноалкидные, эпоксидные, поливинилбутиральные и кремнийорганические ЛКМ.
Основным методом защиты корпусов судов и корпусных конструкций от коррозии и обрастания является применение ЛКП. В судостроении и судоремонте используется значительное количество ЛКМ различных свойств и назначений. Необходимость применения обширного ассортимента шпатлевок, грунтовок, красок и эмалей вызывается наличием разнообразных типов судов и сложными условиями их эксплуатации в районах с различными климатическими условиями, а также характером и степенью агрессивности перевозимых грузов.
В таблице 1.7 приведены расчетные объемы обработки наружных поверхностей окрашивания корпуса судна 394-А [24].
Таблица 1.7
Наименование элемента (изделия), выполняемые работы | Объем обработки на одно судно (изделие), м2 |
Подводная часть: | |
шпатлевание язв (30%) | 390 |
грунтование | 1300 |
окрашивание | 1320 |
Пояс переменных ватерлиний: | |
шпатлевание язв (30%) | 190 |
грунтование | 416 |
окрашивание | 422 |
Выступающие части, насадка, ахтерштевень, решетки, форштевень: | |
грунтование | 117,6 |
окрашивание | 110,9 |
Надводный борт: | |
грунтование | 760 |
окрашивание | 800 |
Используются эпоксидные шпатлевки, поливинилацетатные и эпоксидные грунтовки, эпоксидно-виниловые, сополимерополивинилхлоридные, перхлорвиниловые и пентафталевые эмали.
Биообрастание подводной части судов создает целый ряд проблем при эксплуатации судов - от снижения эффективности использования топлива до потери работоспособности конструкции. Обычная практика предотвращения обрастания морскими организмами - окрашивание поверхности специальными ЛКМ, которые подразделяются на две категории: биоцидные контактного действия и предотвращающие обрастание (самоочищающиеся).
До 2008 г. проблема решалась применением самоочищающихся покрытий с контролируемым высвобождением токсина трибутилолова. Данный биоцид был чрезвычайно эффективен. Однако этот токсичный и стойкий материал использовался настолько широко, что его накопление в морской экосистеме стало угрожающим. Международная морская организация по контролю за вредными противообрастающими системами на судах (IMO) приняла Международную конвенцию об ограничении, начиная с 2003 г., применения необрастающих систем, содержащих трибутилолово и другие оловосодержащие биоциды.
Самополирующиеся противообрастающие покрытия, не содержащие в своем составе оловоорганических биоцидов с жесткоконтролируемой скоростью полирования, - это покрытия на основе канифоли. В качестве биоцида используется закись меди. Срок службы таких покрытий - 2 - 3 года.
За рубежом разработка и применение противообрастающих покрытий осуществляется на основе современных экологических требований:
- полное запрещение, в соответствии с решением ООН (IMO Convention), использования оловосодержащих противообрастающих покрытий с начала 2008 г. как наиболее опасных для окружающей среды;
- запрещение бездоковой (на плаву) очистки подводной части судов с целью избегания попадания в воду остатков токсичных покрытий;
- разработка и использование в противообрастающих покрытиях новых малотоксичных биоцидов, не содержащих тяжелых металлов;
- разработка и использование противообрастающих покрытий, токсичные компоненты которых в морской воде быстро (например, в течение 12 ч) теряют свою биологическую активность;
- разработка покрытий с замедленным выделением из них в окружающую среду вредных компонентов, что обеспечивает снижение их концентрации в морской воде;
- ускорение разработки экологически обоснованных нормативных актов по строгому контролю за загрязнением окружающей среды и его проведение.
В целом существует два основных подхода: создание очень скользкой поверхности, к которой не могут прикрепиться обрастающие организмы, или же обеспечение использования поддающихся биологическому разложению материалов, которые будут медленно выщелачиваться из покрытий.
За рубежом проблема создания очень скользкой поверхности решена за счет создания покрытий на основе полиметилсилоксана с функциональными группами силанола (SiOH), двуокиси кремния и силанов с алкокси-группами и применения фторированных, фторэпоксидных смол, отверждаемых аминосилановыми соединениями.
Второй подход реализуется использованием самополирующегося покрытия, содержащего соединения одновалентной меди.
Отечественные сополимерополивинилхлоридные и винилэпоксидные ЛКМ также содержат в качестве биоцида закись меди.
В процессе эксплуатации покрытия, предназначенные для защиты внешней поверхности изделий авиационной техники, подвергаются воздействию различных разрушающих факторов: солнечной радиации, влаги, перепадов температуры, ударных нагрузок, вызываемых песком, снегом, дождем, сдвиговых нагрузок от высокоскоростного аэродинамического потока, а также синтетических масел и гидравлических жидкостей. На высотах полета порядка 10 км фиксируется излучение с длиной волны 0,2 - 0,3 мкм, которое отсутствует у поверхности Земли, в связи с этим фотоокислительная деструкция покрытия на данных высотах протекает интенсивнее, чем у поверхности Земли. К атмосферостойкости ЛКП для авиационной промышленности предъявляются повышенные требования.
Кроме того, ЛКМ должны наноситься и отверждаться в цеховых условиях без сушки при повышенных температурах.
Различают два процесса обработки поверхности:
- процессы, связанные с постройкой самолетов;
- техническое обслуживание [22].
При техническом обслуживании проводят полную замену внешнего покрытия самолетов, вызванную снижением оптических свойств, а также для исследования износа и коррозии металла. За рубежом перекрашивание проводят каждые 6 - 8 лет.
К объектам нефтегазовой промышленности относятся:
- технологическое оборудование, трубопроводы и конструкции надземных объектов, предназначенных для добычи, сбора, подготовки, транспортировки, переработки и хранения углеводородов;
- резервуары товарной нефти и динамического и технологического отстоя нефти.
Для защиты наружной стальной поверхности объектов используются ЛКП, устойчивые к длительному воздействию атмосферы умеренного и холодного климата и обеспечивающие устойчивость к отслаиванию, растрескиванию, нарушению сплошности, изменению декоративных и защитных свойств в течение всего срока службы.
Внутренняя поверхность технологического оборудования и промысловых газопроводов должна:
- обеспечивать надежное экранирование защищаемого объекта от воздействия коррозионно-агрессивных сред, содержащих: сероводород, углекислый газ, органические соединения, включая органические кислоты, минерализованную воду и др.;
- выдерживать воздействие температур без отслаивания, расслаивания, растрескивания при эксплуатации от минус 60 до 150 °C и при транспортировании и проведении монтажно-строительных работ от минус 40 до 50 °C.
Класс покрытия наружных поверхностей изделий - не ниже IV по ГОСТ 9.032-74.
Нормируется три уровня срока службы покрытий:
- низкий уровень - от 5 до 7 лет;
- средний уровень - от 7 до 15 лет;
- высокий уровень - более 15 лет.
ЛКП наружных поверхностей резервуаров для хранения нефти должны быть стойкими к кратковременному воздействию хранящегося продукта и нейтральным моющим средствам. Срок службы наружной поверхности резервуара - от 10 до 20 лет, внутренней поверхности резервуаров - не менее 20 лет. Наружное покрытие обследуется не реже 1 раза в 5 лет, внутреннее - не реже 1 раза в 10 лет. В случае нарушения целостности покрытия проводится ремонт по восстановлению ЛКП.
Используются высоковязкие эпоксидные и одноупаковочные полиуретановые ЛКМ отечественного и зарубежного производства толщиной покрытия от 300 до 600 мкм.
вне помещений или под навесом
Большая часть серийно выпускаемых ЛКМ применяется для окрашивания в полевых условиях, что соответствует первой категории размещения объектов по ГОСТ 15150-69 Машины, приборы и другие технические изделия исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
Первая категория размещения характеризуется эксплуатацией изделий и проведением окрасочных работ на открытом воздухе, например, окрашивание мостовых конструкций различных типов, линий электропередач, нанесения разметочных покрытий, окрашивание гидротехнических сооружений и т.п. В данных условиях невозможно обеспечить улавливание и рекуперацию органических растворителей, полностью испаряющихся в открытую атмосферу и загрязняющих ее.
окрасочных работ и воздействие на окружающую среду
Поскольку органорастворимые ЛКМ - сложные многокомпонентные системы, содержащие пленкообразователи, пигменты, наполнители и, как правило, значительные количества органических растворителей, при нанесении ЛКМ в окрасочных камерах образуются твердые, пастообразные и жидкие отходы, пары растворителей и вода, насыщенная растворителями и красочным аэрозолем. В качестве пигментов, как правило, используют неорганические соединения: оксиды, соли тяжелых металлов. Наибольшую опасность для организма человека представляют летучие органические соединения (растворители), выделяющиеся в атмосферу при нанесении и сушке ЛКП; тяжелые металлы, содержащиеся в аэрозоле, образующемся при нанесении ЛКМ; изоцианаты, фталевый и малеиновый ангидриды, формальдегид, жирные кислоты и другие соединения, выделяющиеся при сушке ЛКМ (особенно при высокой температуре) [25]. При этом следует отметить, что растворители предназначены для обеспечения технологических параметров получения лакокрасочного покрытия и практически отсутствуют в полностью сформированном покрытии. С учетом мирового потребления ЛКМ суммарный выброс органических растворителей в атмосферу достигает 12 - 18 млн т/г.
Летучие органические соединения (кетоны, спирты, эфиры) вызывают различные аллергические реакции и отравления, а стирол, хлорбензол и этилбензол являются канцерогенами.
Для очистки отходящих газовых выбросов применяют ряд способов: окисление кислородом на катализаторах, непосредственное сжигание вредных примесей, улов с использованием гидрофильтров, а также сорбционные способы, с помощью которых удается выделить вещества для повторного использования в производстве.
Сокращения выбросов вредных веществ в атмосферу можно достичь с помощью инженерно-технических решений:
- оптимизации процесса окраски;
- автоматизации оборудования;
- модернизации систем рециркуляции;
- очистки отходов;
- внедрения ЛКМ с высокой массовой долей нелетучих веществ, водоразбавляемых, порошковых и радиационно-отверждаемых.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Применение ЛКМ с содержанием нелетучих веществ 65 - 75% позволяет сократить потребление органических растворителей на 30%, снизить расход ЛКМ и увеличить срок службы покрытий в 1,5 - 2 раза. Водоразбавляемые материалы могут успешно заменить алкидные органоразбавляемые материалы. При применении окрашивания порошковыми ЛКМ полностью отсутствуют органические растворители и другие ЛОС. Технология окрашивания порошковыми полимерными красками малоотходная (практически полная утилизация ЛКМ нанесении и возвращение в производственный цикл), простая, экономичная (однослойное покрытие взамен двух-трехслойного), обеспечивающая высокое качество и долговечность покрытий.
Одним из путей сокращения расхода растворителей является их рекуперация [26]. В промышленности улавливание растворителей осуществляется конденсационным, адсорбционным и абсорбционным методами. Наиболее актуальным является адсорбционный метод, при котором растворитель поглощается из паровоздушных смесей твердыми адсорбентами с последующей десорбцией растворителя путем нагревания или пропускания паров через насыщенные сорбенты. В качестве адсорбентов в рекуперационных установках, работающих по этому методу, применяются в основном активные угли.
Помимо газообразных отходов, при получении лакокрасочных покрытий образуются жидкие и пастообразные отходы. Проблема отходов, содержащих тяжелые металлы (ртуть, свинец, кадмий, хром) и биоциды (противообрастающие ЛКМ), решается ужесточением требований к безопасности ЛКМ на законодательном уровне.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Регламента имет номер 1907/2006, а не 19007/2006. |
Готовится к введению в действие технический регламент Таможенного союза "О безопасности лакокрасочных материалов", который учитывает требования Директивы N 2004/42/EC [27] по ограничению содержания ЛОМ в ЛКМ и Регламента N 19007/2006 REACH [28] по токсичным соединениям.
Экологическая маркировка ЛКМ [29] - это:
- возможность для потребителя выбрать на рынке действительно экологически безопасный продукт;
- возможность сокращения негативного воздействия на окружающую среду и обеспечение регулярных проверок третьей стороной, помогающих решить проблемные вопросы предприятия;
- надежный государственный инструмент, направленный на повышение качества и экологической безопасности продукции.
Стандарт содержит требования к:
- компонентам ЛКМ (ограничиваются наиболее опасные вещества: ароматические углеводороды, вещества, обладающие канцерогенными, мутагенными свойствами, вызывающие аллергические реакции, токсичные и наносящие вред репродуктивной системе);
- эксплуатационным свойствам ЛКМ;
- системе обращения с отходами, использованию воды и электроэнергии;
- упаковочным материалам, определяющим их безопасность и пригодность к переработке.
Обработку и ликвидацию опасных отходов можно проводить разными путями, такими как:
- физическая обработка (сорбция на угле, диализ, электродиализ, испарение, фильтрование, флокуляция, отстаивание, обратный осмос, обезвоживание);
- химическая обработка (кальцинирование, ионный обмен, нейтрализация, оксидоредукция, осаждение, термическая обработка, пиролиз, сжигание);
- биологическая обработка (активирование пульпы, оросительные пульпы, оросительные фильтры);
- ликвидация и хранение в специальных сооружениях, хранилищах, подземное захоронение, выгрузка навалом либо в таре в океан.
Для ЛКМ актуально уничтожение отходов методом сжигания при 300 - 800 °C.
поверхности и окрашивания, применяемые в настоящее время
при производстве продукции (товаров) в Российской Федерации
и окрашивания легковых автомобилей
Технологический процесс окрашивания кузова автомобиля включает стадии, перечисленные в таблице 2.1.
Таблица 2.1
легкового автомобиля
Наименование операции | Оборудование, приспособления |
1 Предварительное обезжиривание | Ванна распыления |
2 Сток | Туннель стока |
3 Промывка деминерализованной водой | Ванна распыления |
4 Сток | Туннель стока |
5 Обезжиривание | Ванна окунания до оконных проемов, распыление на крышу |
6 Сток | Туннель стока |
7 Обезжиривание распылением | Ванна распыления |
8 Сток | Туннель стока |
9 Промывка деминерализованной водой | Ванна окунания до оконных проемов, распыление на крышу |
10 Промывка деминерализованной водой | Ванна распыления |
11 Сток | Туннель стока |
12 Фосфатирование | Ванна распыления |
13 Сток | Туннель стока |
14 Промывка распылением | Ванна распыления |
15 Сток | Туннель стока |
16 Пассивация | Ванна распыления |
17 Сток | Туннель стока |
18 Промывка деминерализованной водой | Ванна распыления |
19 Сток | Туннель стока |
20 Орошение деминерализованной водой | Контур орошения |
21 Сток | Туннель стока |
22 Сушка от влаги | Камера сушильная |
23 Пост ОТК | Площадка |
24 Подсоединение к электрической шине | Площадка |
25 Окрашивание катодным электроосаждением | Ванна объемом 100 м3 с системой электродиализа, циркуляцией, фильтром очистки, теплообменником |
26 Предварительная промывка ультрафильтратом | Контур струйного облива |
27 Первая промывка рециркуляционным ультрафильтратом | Контур струйного облива, ванна стока объемом 7 - 10 м3 |
28 Вторая промывка чистым ультрафильтратом | Контуры струйного облива, ванна объемом 7 - 10 м3 |
29 Сток ЛКМ из скрытых сечений | Конусообразная ванна |
30 Промывка рециркуляционной деминерализованной водой | Контуры струйного облива |
31 Промывка чистой деминерализованной водой | Контуры струйного облива, ванна стока дем. воды объемом 6 м3 |
32 Отключение электр. шины | Площадка |
33 Термоотверждение покрытия | Сушильная установка |
34 Осмотр, подшлифовка грунтовочного покрытия, нанесение мастики на сварные швы внутри кузова | Площадка |
35 Нанесение противошумной мастики на днище кузова | Камера окрасочная, установка для нанесения высоковязких материалов |
36 Протирка вручную напыла мастики | Площадка |
37 Нанесение грунтовки в два слоя "мокрый по мокрому" с межслойной выдержкой 2 - 3 мин | Окрасочная камера 2-позиционная, пневматический распылитель |
38 Выдержка 3 - 5 мин | Тамбур с вытяжной вентиляционной установкой |
39 Одновременная сушка мастики и грунтовки при 130 °C 20 мин | Сушильная установка |
40 Охлаждение до 30 - 40 °C | Тамбур с обдувом холодным сжатым воздухом |
41 Перевеска кузова с подвесного конвейера на тележку напольного конвейера | Площадка |
42 Мокрое шлифование грунтовки вручную вертикальных поверхностей, шлифование шлифовальными машинками, промывка вручную гидрощетками | Бескамерная установка с гидрофильтром, ротационные шлифовальные машинки, гидрощетки |
43 Промывка от шлифовочной пыли деминерализованной водой | Камера мойки |
44 Сушка от влаги при 150 °C | Сушильная камера |
45 Охлаждение до 30 - 40 °C | Тамбур с обдувом холодным сжатым воздухом |
46 Пост ОТК | Площадка |
47 Нанесение грунтовки на места, прошлифованные до металла | Площадка, кисть |
48 Нанесение покрывной эмали в два слоя "мокрый по мокрому" | Окрасочная камера двухпозиционная, пневматический распылитель |
49 Выдержка 3 - 5 мин | Тамбур с вытяжной вентиляционной установкой |
50 Сушка при 130 °C | Камера сушильная |
51 Охлаждение до 30 - 40 °C | Тамбур с обдувом холодным сжатым воздухом |
52 Пост ОТК | Площадка |
53 Местное шлифование вручную дефектов покрытий, нанесение эмали вручную кистью или распылителем | Площадка |
54 Сушка | Бескамерная сушильная установка под лампами (типа УСПО) |
Предварительную обработку поверхности обезжириванием используют для удаления грязи и масла перед обработкой фосфатированием, которое способствует улучшению адгезии ЛКМ к окрашиваемой поверхности и повышению антикоррозионных свойств ЛКП. Окрашивание электроосаждением обеспечивает защиту от коррозии внутренних и наружных поверхностей, включая внутренние полости. Окрашивание промежуточной грунтовкой необходимо для выравнивания поверхности и обеспечения сцепления с верхним покрывным слоем покрытия. Финишный слой обеспечивает внешний вид покрытия, а также осуществляет защиту от химического и физического воздействия окружающей среды (солнечное излучение, дождь, снег, химикаты, топливо, механическое повреждение). Нанесение грунтовочного покрытия методом электроосаждения проводят в ваннах окунания. Нанесение промежуточной грунтовки проводят методом электростатического распыления с ручным подкрашиванием труднодоступных мест методом пневматического распыления. Окрашивание проводят в окрасочных камерах, снабженных системой фильтров для очистки от пыли и вентиляцией для удаления загрязненного воздуха из зоны окрашивания. Сушка покрытия проводится горячим воздухом в сушильных камерах.
В таблице 2.2 показан расход ЛКМ при окрашивании легкового автомобиля.
Таблица 2.2
Лакокрасочный материал в рабочей вязкости | Норма расхода, г/м2 |
Водоразбавляемая электрофорезная грунтовка с содержанием органических растворителей 5% масс. и массовой долей нелетучих веществ 14 - 18% | 70 - 80 <*> |
Органорастворимая грунтовка с содержанием органических растворителей 45% электростатического распыления | 160 - 180 |
Органорастворимая эмаль с содержанием органических растворителей 50 - 60% | 80 - 120 |
Защита днища и герметизация | 6 - 12 кг/автомобиль <*> |
<*> Данные [22]. | |
Расход находится в прямой зависимости от марки применяемого ЛКМ.
Вода при обработке поверхности автомобиля используется при:
- подготовке поверхности к окрашиванию;
- электроосаждении;
- очистке вытяжного воздуха окрасочной камеры.
Расход воды для электроосаждения, по данным [22], составляет 3 - 20 л/м2.
Для улавливания загрязняющих веществ (ЗВ) при окрашивании окрасочные камеры оборудованы гидрофильтрами. Вода, как правило, циркулирует в системе очистки. Расход циркулируемой воды - 2 - 3 л/м3 воздуха, удаляемого из окрасочной камеры. Требуется восполнение воды за счет испарения. Незначительное количество воды теряется при очистке камеры (унос с коагулянтом).
Данные по потреблению электроэнергии в РФ при производстве легковых автомобилей отсутствуют. По данным [22], расход электроэнергии на производство окрасочных работ составляет 38 - 52% от общего расхода электроэнергии на производство автомобиля, из них 7 - 11% расходуется на подготовку поверхности к окрашиванию, 10 - 15% - на электроосаждение, 12 - 18% - на герметизацию и защиту днища, 12 - 18% - на нанесение промежуточной грунтовки, остальное - на нанесение верхнего слоя покрытия.
Предварительная обработка поверхности проводится водными составами и обсуждается в справочнике НДТ "Процессы обработки поверхностей металлов и пластмасс с использованием электролитических или химических процессов".
В настоящее время метод электроосаждения применяется повсеместно как в Европе, так и в России для нанесения первичного грунтовочного слоя при окрашивании легковых автомобилей. Лакокрасочный материал наносится путем погружения в ванну и обычно содержит около 14 - 22% твердых компонентов, 2 - 6% растворителя, не содержит свинец. Разбавляется материал деминерализованной водой. В качестве пленкообразующего вещества служат латексные полимеры, диспергируемые в уксусной кислоте (ультрафильтрат).
Нанесение покрытий электроосаждением представляет собой процесс, заключающийся в осаждении пленкообразующего материала из водной среды на окрашиваемую поверхность с помощью постоянного электрического тока. Металлический корпус ванны, в которую помещают окрашиваемое изделие, является одним из электродов, связанных с источником постоянного тока. Противоположным электродом служит окрашиваемое изделие. В зависимости от того, где происходит нанесение ЛКМ - на аноде или катоде, процесс электроосаждения может быть анодным или катодным. При окрашивании легковых автомобилей преимущественно используется катодное электроосаждение. При нанесении методом электроосаждения достигается высокая равномерность по толщине покрытий, возможность хорошего прокрашивания изделий в труднодоступных местах, на острых кромках и углах.
ЛКМ, который электростатически не осадился на поверхности, удаляется промывкой ультрафильтратом. Используется многократная промывка. Для обеспечения экологической безопасности процесса окрашивания и сокращения объема промывочной воды используются установки ультрафильтрационной очистки рабочего раствора ЛКМ.
Отверждение грунтовочного слоя покрытия проводится при высокой температуре 165 - 180 °C в течение 15 - 30 мин. Перед сушкой для удаления остатков воды проводят обдув горячим воздухом (100 °C).
Нанесение мастики на сварные швы внутри кузова проводят на специальных площадках с применением распылительного оборудования для нанесения высоковязких ЛКМ.
Нанесение противошумной мастики на днище кузова проводят в окрасочных камерах с помощью установок безвоздушного распыления для высоковязких материалов.
ЛКМ представляют собой пластизоли на основе ПХВ и битумные мастики.
Нанесение промежуточной грунтовки проводят для:
- выравнивания поверхности и подготовки к нанесению внешнего слоя покрытия;
- обеспечения хорошей адгезии и достижения необходимой толщины покрытия;
- защиты от ударов камнями;
- защиты первичного слоя покрытия от действия внешних факторов окружающей среды.
В отечественной практике в качестве промежуточного слоя используется эпоксиэфирная грунтовка, содержащая органические растворители. В зарубежной практике используются также водно-дисперсионные грунтовки.
Нанесение грунтовки на внешнюю поверхность проводят обычно электростатическим распылением высокооборотными распылителями. Внутри салона грунтовку наносят ручным пневматическим распылением. Наносят, как правило, два слоя грунтовки "мокрый по мокрому" с межслойной выдержкой в течение 2 - 3 мин. Сушку мастики и промежуточной грунтовки проводят в сушильной установке при температуре 130 - 150 °C в течение 20 мин. После охлаждения проводят мокрое шлифование в бескамерных установках с гидрофильтрами, промывку шлифовочной пыли в камерах мойки и сушку от влаги.
После охлаждения и обеспыливания поверхности проводят нанесение верхнего слоя покрытия в два слоя "мокрый по мокрому". В отечественной практике используются меламиноалкидные и отверждаемые изоцианатами полиакрилполиольные ЛКМ, в зарубежной - полиакриловые и полиэфирные ЛКМ и водоразбавляемые ЛКМ. В отечественной практике для нанесения верхнего слоя покрытия используется метод пневматического распыления, в зарубежной - метод электростатического распыления высокооборотными распылителями с подкраской пневматическим распылением в труднодоступных местах. Сушку покрытия проводят при 130 - 140 °C в течение 35 - 50 мин.
При окрашивании ЛКМ типа "металлик" сначала наносится базовое покрытие, затем двухслойное лаковое покрытие "мокрый по мокрому". Используются полиакриловые ЛКМ.
На европейских автомобильных заводах для сокращения выбросов ЛОС используют ЛКМ с пониженным содержанием ЛОС, эффективную сухую и мокрую очистку выбрасываемого из окрасочной камеры загрязненного воздуха, термическую очистку воздуха сушильных камер. Для сокращения сточных вод используют противоточные системы промывки и тщательную обработку их на установках по очистке сточных вод. Для снижения выбросов сточных вод из окрасочных камер используют методы окрашивания, дающие минимальные потери ЛКМ и эффективные коагулянты для ванн окрасочных камер. На отечественных автомобильных заводах используется сжигание отходящих из сушильных камер воздуха, загрязненного растворителем.
и окрашивания грузовых автомобилей и автобусов
Подготовка поверхности к окрашиванию включает в себя очистку, обезжиривание с последующим фосфатированием и пассивацией поверхности. Применяют процессы, используемые для подготовки поверхности к окрашиванию легковых автомобилей. Предварительная обработка поверхности водными составами обсуждается в справочнике НДТ "Процессы обработки поверхностей металлов и пластмасс с использованием электролитических или химических процессов".
Допускается взамен химической обработки применение фосфатирующих грунтовок по очищенной от жировых загрязнений поверхности.
Металлические поверхности кабин, оперенья и топливных баков должны быть загрунтованы. Внутренние поверхности кабин, закрываемые обивкой, должны быть загрунтованы. Наружные поверхности кабин, оперенья и топливных баков после грунтования должны быть окрашены защитно-декоративными эмалями в два слоя. Допускается окрашивать топливные баки в два слоя без грунтовки или в один слой по грунтовке. Для защиты днища кабин и крыльев от коррозии, истирания и шума используются мастики и пластизоли. Допускается окрашивать поверхности крыльев в два слоя эмалями по грунтовке без применения мастик.
Деревянные детали и узлы платформы окрашиваются эмалями в два слоя без грунтовки или в один слой по грунтовке.
Металлические платформы, сборочные единицы и детали платформ окрашиваются в слои по грунтовке. Допускается окрашивать их в два слоя грунт-эмалевыми составами. Внутренняя поверхность металлических платформ автомобилей-самосвалов окрашивается в один слой без грунтовки.
Ободья и диски колес в сборе, кольца колес, радиаторы и рессоры, рамы автомобиля, воздушные баллоны, мосты, карданные валы, амортизаторы, детали рулевого управления и другие детали шасси окрашиваются водоразбавляемыми грунтовками или эмалями в один слой. Допускается применение окрашивания порошковыми ЛКМ.
Указанные ранее детали, кроме деталей радиаторов из цветных металлов, для грузовых автомобилей для Министерства обороны окрашиваются в один слой по грунтовке или в два слоя без грунтовки лакокрасочными материалами с защитными свойствами.
Стальные и чугунные отливки должны быть загрунтованы.
Окрашивание наружной поверхности двигателя проводится в один слой по загрунтованной поверхности. Окрашивание осуществляют после сборки двигателя. Штампованные детали и детали двигателя также окрашиваются в один слой.
Для грунтования поверхностей используются алкидные грунтовки, водоразбавляемые грунтовки и эмали. Водоразбавляемые грунтовки и эмали разделяются на два типа:
- наносимые электроосаждением;
- наносимые распылением, окунанием или струйным обливом.
Для окрашивания кабин и кузова автобуса используются две системы лакокрасочного покрытия.
Первая система предусматривает нанесение ЛКМ:
- электроосаждением (содержание растворителя - 8% масс.);
- двухслойного финишного покрытия эмалями (содержание растворителя - не менее 45% масс. - 55% масс.).
Вторая система предусматривает нанесение ЛКМ:
- распылением, окунанием, струйным обливом (содержание растворителя - 15% масс.);
- двухслойного финишного покрытия эмалями (содержание растворителя - не менее 45% масс. - 55% масс.).
Допускается система нанесения ЛКМ:
- распылением (содержание растворителя - не менее 55%);
- двухслойного финишного покрытия эмалями (содержание растворителя - не менее 45 - 55% масс.).
Детали шасси, как правило, загрунтовывают водоразбавляемыми материалами: с содержанием растворителей 5 - 10% - методом электроосаждения, с содержанием растворителей 10 - 15% - методом распыления, окунания; порошковыми материалами или органорастворимыми грунтовками (содержание растворителя - 45 - 55%) - методом ручного распыления из-за различий в размерах и конфигурации изделия. Лакокрасочные материалы наносятся пневматическим или безвоздушным распылением.
Технологические схемы окрашивания кабины приведены в таблице 2.3.
Таблица 2.3
грузового автомобиля
Наименование операции | Оборудование, приспособления для нанесения | |||
водоразбавляемых материалов | органоразбавляемых материалов | |||
1 Предварительное обезжиривание распылением | Ванна распыления | |||
2 Сток | Туннель стока | |||
3 Промывка деминерализованной водой | Ванна распыления | |||
4 Сток | Туннель стока | |||
5 Обезжиривание распылением | Ванна распыления | |||
6 Сток | Туннель стока | |||
7 Промывка деминерализованной водой | Ванна распыления | |||
8 Сток | Туннель стока | |||
9 Фосфатирование | Ванна распыления | |||
10 Сток | Туннель стока | |||
11 Промывка деминерализованной водой | Ванна распыления | |||
12 Пассивация | Ванна распыления | |||
13 Сток | Туннель стока | |||
14 Промывка деминерализованной водой | Ванна распыления | |||
15 Сток | Туннель стока | |||
16 Орошение деминерализованной водой | Ванна распыления | |||
17 Сток | Туннель стока | |||
18 Сушка от влаги | Камера сушильная | |||
24 Пост ОТК | Площадка | |||
25 Окрашивание электроосаждением | Ванна с системой электродиализа, циркуляцией, фильтром очистки, теплообменником | - | - | - |
26 Окрашивание окунанием | - | Ванна окунания с циркуляцией, теплообменником | - | - |
27 Окрашивание струйным обливом | - | - | Ванна с циркуляцией, теплообменником и контурами облива | - |
28 Окрашивание распылением | - | - | - | Окрасочная камера, пневматический распылитель |
29 Предварительная промывка ультрафильтратом | Контуры струйного облива | - | - | - |
30 Первая промывка ультрафильтратом | Контуры струйного облива, ванна | - | - | - |
31 Вторая промывка ультрафильтратом | Контуры струйного облива, ванна | - | - | - |
32 Промывка рециркуляционной деминерализованной водой | Контуры струйного облива | - | - | - |
33 Промывка чистой деминерализованной водой | Контуры струйного облива, ванна | - | - | - |
34 Отключение электропроводной шины | Площадка | - | - | - |
35 Зона каплепадения | - | Ванна стока | Ванна стока | - |
36 Зона растекания | - | Туннель | Туннель | - |
37 Термоотверждение покрытия | Сушильная установка | |||
38 Охлаждение до 30 - 40 °C | Тамбур с обдувом холодным сжатым воздухом | |||
39 Нанесение покрывной эмали в два слоя "мокрый по мокрому" | Окрасочная камера 2-позиционная, пневматический распылитель | |||
40 Выдержка 5 - 10 мин | Тамбур с вытяжной вентиляционной установкой | |||
41 Сушка | Камера сушильная | |||
42 Охлаждение до 30 - 40 °C | Тамбур с обдувом холодным сжатым воздухом | |||
43 Пост ОТК | Площадка | |||
При окрашивании деталей шасси водоразбавляемыми материалами используется технологическая схема, аналогичная применяемой при окрашивании кабины (поз. 1 - 38). При окрашивании органорастворимыми материалами подготовку поверхности производят обезжириванием вручную, затем производят окрашивание грунт-эмалями на эпоксидно-перхлорвиниловой основе в два слоя методом безвоздушного или пневматического распыления в окрасочных камерах. Сушку каждого слоя проводят при 60 - 80 °C.
При окрашивании автобусов после нанесения первичного слоя лакокрасочного покрытия проводят операции по герметизации швов и защите днища специальными составами. В остальном технология окрашивания существенно не отличается от технологии окрашивания кабин грузового автомобиля. В качестве грунтовки используют эпоксидную или полиуретановую, для покрывных слоев - полиуретановые эмали. Порошковое окрашивание применяется исключительно для обработки поверхности поручней салона автобуса.
В таблице 2.4 показан расход материалов при окрашивании грузовых автомобилей и автобусов [22].
Таблица 2.4
Лакокрасочный материал | Норма расхода, г/м2 | ||
Грузовой автомобиль | Автофургон | Автобусы | |
Водно-дисперсионная или водоразбавляемая электрофорезная грунтовка с содержанием органических растворителей - 5% масс. и массовой долей нелетучих веществ 14 - 18% | 128 | 128 | 120 - 135 |
Органорастворимая грунтовка с содержанием органических растворителей - 50% масс. | 200 | 200 | 180 - 200 |
Водоразбавляемая грунтовка с содержанием органического растворителя - 15% масс. | 200 | 200 | 220 - 260 |
Органорастворимая эмаль с содержанием органических растворителей 50 - 65 - 75% масс. | 116 - 122 | 139 - 146 | 90 - 100 |
Расход зависит от марки применяемого ЛКМ.
Вода при обработке поверхности используется при:
- подготовке поверхности к окрашиванию;
- электроосаждении;
- очистке вытяжного воздуха окрасочной камеры.
Расход воды при окрашивании грузовых автомобилей по данным [22] составляет 35 - 80 л/м2.
Данные по потреблению электроэнергии в РФ при производстве грузовых автомобилей и автобусов отсутствуют. По данным [22], расход электроэнергии при использовании природного газа на производство окрасочных работ составляет 0,7 - 1 нм3/м2 окрашенной поверхности.
Для снижения уровня загрязнений окружающей среды в Европе используют лакокрасочные материалы:
- водоразбавляемые для электроосаждения (5% растворителя);
- водоразбавляемые грунтовки (8% растворителя), наносимые методом электростатического распыления;
- покрывные материалы с высоким сухим остатком (45% растворителя) и водоразбавляемые материалы (13% растворителя), наносимые пневматическим распылением.
и окрашивания железнодорожных средств
Технологические процессы получения покрытий железнодорожных транспортных средств можно разделить на два вида: окрашивание новых вагонов и операции технического обслуживания, включающие ремонтное перекрашивание вагонов. Системы лакокрасочных покрытий в обоих случаях одинаковые.
Технологический процесс окрашивания пассажирских и грузовых вагонов включает стадии, перечисленные в таблице 2.5, ремонтного окрашивания пассажирских вагонов - в таблице 2.6.
Таблица 2.5
грузовых и пассажирских вагонов
Наименование операции | Оборудование, приспособления |
1 Присоединение вагона к конвейеру | - |
2 Очистка поверхности от снега и льда, нагрев до 15 °C | Газовая установка прямого нагрева воздуха |
3 Струйная промывка (обезжиривание) | Камера очистки с высоконапорным очистительным оборудованием с подогревом воды, ванна стока |
4 Обдув сжатым воздухом | Площадка |
5 Сушка от влаги | Камера сушки |
6 Маскировка ходовой части и тормозной системы | Площадка |
7 Автоматическая дробеструйная обработка | Камера очистки с дробеструйным оборудованием |
8 Ручная дробеструйная обработка | Камера очистки с ручным дробеструйным оборудованием |
9 Очистка от абразивных материалов | Камера очистки с вентиляционным оборудованием |
10 Нанесение первого слоя материала | Камера окрасочная, оборудование ручного безвоздушного распыления |
11 Выдержка и растекание лакокрасочного покрытия | Площадка с вентиляционным оборудованием |
12 Сушка | Камера сушки |
13 Охлаждение | Площадка с вентиляционным оборудованием |
14 Нанесение второго слоя материала | Камера окрасочная, оборудование ручного безвоздушного распыления |
15 Выдержка и растекание лакокрасочного покрытия | Площадка с вентиляционным оборудованием |
16 Сушка | Камера сушки |
17 Охлаждение | Площадка с вентиляционным оборудованием |
18 Нанесение третьего слоя материала | Камера окрасочная, оборудование ручного безвоздушного распыления |
19 Выдержка и растекание лакокрасочного покрытия | Площадка с вентиляционным оборудованием |
20 Сушка | Камера сушки |
21 Охлаждение | Площадка с вентиляционным оборудованием |
22 Нанесение надписей и логотипов | Камера окрасочная, оборудование ручного пневматического распыления |
23 Выдержка и растекание лакокрасочного покрытия | Площадка с вентиляционным оборудованием |
24 Сушка | Камера сушки |
25 Охлаждение, отсоединение от транспортного пути и откатка | Площадка с вентиляционным оборудованием |
26 Испытание тормозов, взвешивание, сдача | - |
Таблица 2.6
пассажирских вагонов
Наименование операции | Оборудование, приспособления |
Наружная поверхность | |
1 Обмывка кузова вагона снаружи от загрязнений и масложировых отложений | Камера очистки с высоконапорным очистительным оборудованием с подогревом воды, ванна стока |
2 Очистка от окислов металла и старых покрытий | Камера очистки с ручным дробеструйным оборудованием |
3 Обдувка воздухом | Камера очистки с вентиляционным оборудованием |
4 Обезжиривание | Камера очистки |
5 Нанесение грунтовки | Камера окрасочная |
6 Шпатлевание отдельных углублений и дефектных мест | Площадка с вентиляционным оборудованием |
7 Повторное шпатлевание в случае необходимости | Площадка с вентиляционным оборудованием |
8 Шлифование зашпатлеванной поверхности и дефектных мест (потеки, наплывы и др.) | Площадка с вентиляционным оборудованием |
9 Нанесение выявительного слоя сплошное или местами на зашпатлеванную поверхность | Камера окрасочно-сушильная |
10 Выправка отдельных дефектных мест | Камера окрасочно-сушильная |
11 Подшлифовка выровненных мест | Камера окрасочно-сушильная |
12 Повторное сплошное грунтование | Камера окрасочно-сушильная |
13 Обдувка воздухом | Камера окрасочно-сушильная |
14 Нанесение 1 внешнего слоя материала | Камера окрасочно-сушильная |
15 Сушка первого слоя | Камера окрасочно-сушильная |
16 Нанесение 2 внешнего слоя материала | Камера окрасочно-сушильная |
17 Сушка | Камера окрасочно-сушильная |
18 Нанесение 3 слоя внешнего слоя материала (при использовании водно-дисперсионных материалов) | Камера окрасочно-сушильная |
19 Нанесение надписей | Камера окрасочно-сушильная |
20 Прокрашивание отдельных мест | Камера окрасочно-сушильная |
Внутренняя поверхность | |
21 Обмывка вагона изнутри (стены, потолки, пол, трубы, мебель, рамы, двери и т.д.) | Камера очистки с высоконапорным очистительным оборудованием с подогревом воды, ванна стока |
22 Расчистка разрушившегося покрытия на всех поверхностях | Камера очистки с ручным дробеструйным оборудованием |
23 Циклевание деревянных поверхностей | Камера окрасочно-сушильная |
24 Шлифование деревянных поверхностей | Камера окрасочно-сушильная |
25 Нанесение протравного красителя (морилки) на деревянные поверхности | Камера окрасочно-сушильная |
26 Грунтование расчищенных мест на металлических поверхностях | Камера окрасочно-сушильная |
27 Лакирование деревянных поверхностей | Камера окрасочно-сушильная |
28 Окрашивание металлических, деревянных поверхностей, линолеума | Камера окрасочно-сушильная |
Для грунтования и окрашивания поверхности вагонов используются алкидные, алкидно-уретановые, фенольные, эпоксидные, полиакриловые, полиуретановые, водно-дисперсионные материалы. Деревянные поверхности внутренних помещений окрашиваются алкидными и водно-дисперсионными материалами. Для окрашивания поверхностей, мебели, дверей из алюминия применяют также окрашивание порошковыми полимерными ЛКМ. Для окрашивания аккумуляторных ящиков используются эпоксидные и хлорвиниловые ЛКМ. Окрашивание производится в соответствии с отраслевой документацией ВНИИЖТ [15, 16].
Площадь окрашивания вагонов составляет от 240 до 300 м2 и выше.
Расход материалов для окрашивания вагонов приведен в таблице 2.7.
Таблица 2.7
Лакокрасочный материал | Норма расхода, г/м2 |
Грунтовки с содержанием растворителей 50 - 60% масс. | 60 - 120 |
Водно-дисперсионные ЛКМ с содержанием растворителя 8% масс. | 80 - 100 |
Шпатлевки с содержанием растворителя 25% масс. | 2000 - 4000 (при толщине слоя 1 - 2 мм) |
Эмали с содержанием растворителя 50 - 60% | 100 - 130 |
Эмаль с содержанием растворителя 60 - 70% масс. | 140 - 150 |
Водно-дисперсионные ЛКМ с содержанием растворителя 8% масс. | 110 - 130 |
Лаки с содержанием растворителя 70% масс. | 100 - 120 |
Окрасочные камеры для нанесения ЛКМ на вагоны выбрасывают в атмосферу от 200 тыс. м3/ч загрязненного воздуха. Концентрация ЛОС в выбрасываемом в атмосферу воздухе при грунтовании поверхности может достигать 160 - 250 мг/м3, при окрашивании алкидными эмалями - 170 - 330 мг/м3, эпоксидными эмалями - 170 - 250 мг/м3.
Для снижения уровня загрязнения окружающей среды рекомендуется:
- использование водно-дисперсионных материалов (8% масс. растворителя);
- использование покрывных материалов с высоким сухим остатком (45% масс. растворителя);
- эффективная очистка выбрасываемого воздуха окрасочной камеры;
- термическое окисление выбрасываемого воздуха от сушильных камер.
и окрашивания сельскохозяйственной техники
Из-за многообразия сельхозтехники по назначению существует многообразие технологических схем окрашивания, общей из которых является:
- подготовка к окрашиванию;
- нанесение и сушка грунтовочного покрытия;
- нанесение не менее двух слоев материалов внешнего слоя и их сушка.
Поверхность из черных металлов толщиной до 3 мм обрабатывают (подготавливают), как и в автомобильной промышленности, водными составами с получением фосфатных слоев. Но допускается взамен фосфатирования применение фосфатирующих грунтовок, ингибиторов коррозии, модификаторов ржавчины и модификаторов, повышающих пассивирующие свойства ЛКМ.
Из-за сложности конфигурации и больших площадей окрашивания используют практически все методы окрашивания: пневматическое и безвоздушное распыление, электроокрашивание, струйный облив и окунание. Окрашивание проводят как на конвейерных линиях, включающих окрасочные и сушильные камеры проходного типа, так и в тупиковых окрасочно-сушильных камерах.
Существуют ограничения по сушке покрытий изделий в сборе.
Данные по потреблению материалов, электроэнергии и выбросам загрязняющих веществ отсутствуют из-за многообразия обрабатываемых поверхностей изделий.
В зарубежной практике [30] современными доступными технологиями предусматривается:
- замена традиционных ЛКМ на ЛКМ с высокой массовой долей нелетучих веществ, на водно-дисперсионные и водоразбавляемые ЛКМ;
- применение рецептур ЛКМ без вредных загрязнений воздуха;
- минимизация количества ЛОС;
- оптимальная совместимость методов нанесения;
- получение качественных покрытий при меньших затратах.
Например, на линии окрашивания картофелекопалок на одном из европейских заводов уже с 1995 г. изделия окрашиваются методом окунания с последующим нанесением порошкового ЛКМ. В 2003 г. железофосфатирование заменено на цинкфосфатирование, а грунтование окунанием - на толстослойное (до 45 мкм) катафорезное грунтование. На некоторых заводах линии окрашивания сельхозмашин аналогичны линиям окрашивания легкового автомобиля.
Проблема энергосбережения за рубежом решается за счет рациональной загрузки окрасочной линии, использования диагональных вентиляционных систем в окрасочных и сушильных камерах, применения теплообменников для использования регенерированного тепла, например для нагрева ванн подготовки поверхности, регенерации тепла сушильных камер, применения специальных раздвижных ворот для наибольшего сохранения тепла.
В России экономия электроэнергии в основном решается за счет применения энергосберегающих ЛКМ. К таким материалам относятся алкидно-уретановые, алкидно-акриловые, полиуретановые, акрилполиолизоцианатные ЛКМ ускоренной сушки.
Снижение выбросов ЛОС возможно за счет применения материалов с повышенным содержанием сухого остатка, грунт-эмалевых ЛКМ, наносимых в два слоя взамен трехслойного покрытия, порошкового окрашивания. Там, где это возможно, использование электростатического распыления.
Наиболее прогрессивными технологиями окрашивания сельхозтехники являются технологии с катафорезным грунтованием и окрашивания порошковыми ЛКМ.
Применение порошковой технологии при окрашивании сельхозтехники отвечает экологической безопасности производства, позволяет значительно сократить производственные площади под окраску за счет однослойного нанесения, обеспечивает получение долговечного покрытия с высокой износостойкостью и стойкостью к агрессивным средам. Особенно пригодна эта технология для окрашивания почвообрабатывающего и животноводческого оборудования, а также оборудования для производства кормов.
и окрашивания электродвигателей
Технология обработки поверхности электродвигателей включает обезжиривание поверхности, как правило, ручным способом с использованием органических растворителей.
Многообразие деталей, а также климатических исполнений электродвигателей предполагает использование различных схем окрашивания, которые реализуются на различных окрасочных участках производства с использованием различного набора оборудования, как проходного, так и тупикового вида.
При окраске кожуха электродвигателя и других деталей из стали, станины и других деталей из чугуна сначала проводят грунтование поверхности алкидными и/или фенольными грунтовками, затем проводят окрашивание алкидными, меламиноалкидными и эпоксидными эмалями. При окрашивании вентилятора и других деталей из алюминия проводят грунтование фенолалкидными грунтовками для цветных металлов, затем проводят окрашивание алкидными, меламиноалкидными и эпоксидными эмалями. После сборки электродвигателя проводят повторное окрашивание эмалями.
Замена ручного обезжиривания на химическую подготовку поверхности к окрашиванию водными составами позволит автоматизировать процесс и сократить выбросы ЛОС.
Применение грунт-эмалевых ЛКМ на алкидно-уретановой и эпоксидно-хлорвиниловой основе взамен алкидных, меламиноалкидных и чисто эпоксидных материалов позволит снизить потребление электроэнергии и выбросы ЛОС при производстве покрытий за счет снижения количества слоев наносимого материала и исключения горячей сушки за счет возможности формирования таких материалов в естественных условиях.
Многообразие деталей, модификаций и размеров электродвигателей предполагает проведение технологического процесса окрашивания как на конвейерной линии, так на оборудовании тупикового типа.
Перспективный энергосберегающий технологический процесс окрашивания электродвигателей алкидно-уретановыми ЛКМ представлен в таблицах 2.8, 2.9.
Таблица 2.8
окрашивания электродвигателей на конвейерной
линии или на оборудовании периодического действия
Наименование операции | Оборудование, приспособления |
1 Одновременное обезжиривание и аморфное фосфатирование распылением | Ванна распыления |
2 Сток | Туннель стока |
3 Одновременное обезжиривание и аморфное фосфатирование распылением | Ванна распыления |
3 Промывка питьевой водой | Ванна распыления |
4 Сток | Туннель стока |
5 Промывка дем. водой распылением | Ванна распыления |
6 Сток | Туннель стока |
7 Обдув воздухом | - |
8 Сушка от влаги | Камера сушильная |
9 Охлаждение холодным воздухом | Тамбур с обдувом холодным сжатым воздухом |
10 Пост ОТК | Площадка |
11 Нанесение грунтовочного покрытия методом ручного безвоздушного или пневматического распыления | Камера окрасочная, установка нанесения распылением |
12 Выдержка перед горячей сушкой | Тамбур с вытяжной вентиляционной установкой |
13 Сушка | Сушильная установка |
14 Нанесение эмали методом ручного безвоздушного или пневматического распыления | Камера окрасочная, установка нанесения распылением |
15 Выдержка перед горячей сушкой | Тамбур с вытяжной вентиляционной установкой |
16 Сушка | Сушильная камера |
17 Охлаждение холодным воздухом | Тамбур с обдувом холодным сжатым воздухом |
Таблица 2.9
Наименование операции | Оборудование, приспособления |
1 Обезжиривание растворителем вручную | Камера обезжиривания |
2 Сушка | Тамбур с вытяжной вентиляционной установкой |
3 Нанесение эмали методом ручного пневматического распыления | Камера окрасочная, оборудование для нанесения распылением |
4 Выдержка перед горячей сушкой | Камера окрасочная |
5 Сушка | Камера сушильная |
Применение алкидно-уретановых ЛКМ позволяет ускорить процесс сушки лакокрасочного покрытия, унифицировать процесс окраски электродвигателя и сократить площади, занимаемые окрасочным производством.
и окрашивания станков, кузнечно-прессовых и литейных машин
Очистку поверхностей литых деталей проводят дробеметно-дробеструйным способом. Обезжиривание крупногабаритных изделий сложной конфигурации, а также сборочных единиц, с поверхности которых трудно удалить остатки водных обезжиривающих составов, проводят органическими растворителями (уайт-спирит, нефрас 150 - 200 и др.). Обезжиривание остальных поверхностей проводят водными щелочными составами или эмульсиями.
Современный процесс окраски на конвейерных линиях осуществляется на станкостроительных заводах в два этапа:
- окрашивание чугунных деталей станков до механической обработки;
- окрашивание собранных станков.
Чугунные детали поступают на станкостроительные заводы с нанесенным слоем алкидной грунтовки. Детали непрерывно перемещаются конвейером в агрегат для щелочного струйного обезжиривания, где с поверхности удаляются масляные, жировые и другие загрязнения. Струйная очистка осуществляется в щелочном растворе кальцинированной соды с температурой 80 - 90 °C под давлением 0,2 - 0,25 МПа.
После сушки чугунные детали окрашиваются эмалями. При необходимости проводят шпатлевание нитроцеллюлозной шпатлевкой. После сушки проводят мокрое шлифование зашпатлеванной поверхности с применением уайт-спирита, который незначительно размягчает нитрошпатлевку и улучшает качество шлифования. После шлифования наружную поверхность детали вытирают насухо поролоновой губкой и подают деталь в окрасочную камеру для окраски эмалью.
Собранные станки сначала обезжиривают вручную уайт-спиритом. После обезжиривания и сушки шлифуют поврежденные места, которые образовались при сборке станка. Если при шлифовке оголяется металл, то на это место наносят акриловую быстросохнущую грунтовку. При необходимости проводят шпатлевание и шлифование поверхности. Затем изделия в сборе окрашивают двумя слоями эмали с сушкой каждого слоя. Метод окрашивания - безвоздушное или пневматическое распыление.
В таблице 2.10 приведены применяемые при окрашивании материалы и растворители.
Таблица 2.10
Окрашиваемые поверхности, условия эксплуатации, определяющие выбор ЛКМ | Тип ЛКМ | Растворители | Содержание растворителей, % масс. |
Наружные поверхности станков и оборудования при периодическом воздействии минеральных масел. Внутренние поверхности станков и оборудования при постоянном воздействии минеральных масел | Маслостойкие нитроцеллюлозные | Бутилацетат, спирт бутиловый и этиловый, толуол, этилацетат | 60 - 71 |
Поверхности деревообрабатывающего, кузнечно-прессового и литейного оборудования, работающего на открытом воздухе | Нитроцеллюлозные | Толуол, спирт изобутиловый, этиловый, бутиловый, ксилол | 60 - 71 |
Алкидные | Уайт-спирит, сольвент | 40 - 50 | |
Перхлорвиниловые и сополимеровинилхлоридные | Ацетон, толуол, ксилол, бутилацетат, этилацетат | 67 - 73 | |
Отдельные поверхности станков и оборудования, подвергаемые периодическому воздействию стружки, абразива и минеральных масел | Меламиноалкидные | Ксилол, бутиловый спирт, сольвент, этилцеллозольв, бутилацетат | 43 - 53 |
Наружные и внутренние поверхности электроэрозионных, электрохимических и других станков, подвергаемые длительному воздействию щелочных эмульсий, электролитов и раствора триэтаноламинов | Эпоксидные | Ксилол, этилцеллозольв, толуол, бутилацетат | 40 - 60 |
Внутренние поверхности резервуаров, подвергаемых постоянному воздействию минеральных масел | Поливинилбутиральные | Смесевые Р-7, Р-60 | 37 - 43 |
Алкидные | Ксилол, сольвент, уайт-спирит | 38 - 47 | |
Внутренние поверхности гидрорезервуаров | Поливинилбутиральные | Смесевые Р-7, Р-60 | 37 - 43 |
Отдельные поверхности оборудования, эксплуатируемого при повышенных температурах | Алкидные | Ксилол, сольвент | 48 - 55 |
Кремнийорганические | Ксилол, толуол | 82 (в основе) |
Данные по расходу материалов и электроэнергии отсутствуют.
и окрашивания механического оборудования и специальных
стальных конструкций гидротехнических сооружений
Подготовка к окрашиванию состоит из следующих основных операций:
- устранение дефектов поверхности;
- удаление масляных и жировых загрязнений;
- удаление прокатной окалины и продуктов коррозии;
- удаление прочих загрязнений (солей, пыли, остатков абразива и т.п.).
Для удаления жировых загрязнений используется обезжиривание как органическими растворителями, так и водными моющими растворами. Для изделий, эксплуатируемых в жестких и особо жестких условиях, широко применяют фосфатирование.
Для удаления окалины и продуктов коррозии используется также травление окунанием, нанесением или распылением травильными растворами. Травление растворами ортофосфорной кислоты является наиболее рекомендуемым процессом. Образующаяся в процессе обработки поверхности металла пленка фосфата железа способствует лучшей адгезии и коррозионной стойкости лакокрасочного покрытия.
В заводских условиях наиболее часто используют дробеметный или пескоструйный способ очистки для удаления грязи и окалины.
Допускается также применение грунтовок - модификаторов ржавчины, которые наносятся на конструкции, с поверхности которых не представляется возможным или технически затруднено полное удаление продуктов коррозии, включая окалину.
В технологии окрашивания механического оборудования и специальных стальных конструкций гидротехнических сооружений грунтование проводят в заводских условиях, окрашивание - после монтажа изделия на месте эксплуатации. На заводах грунтовку наносят тонкой пленкой (20 - 30 мкм) на подготовленную абразивным способом сталь, чтобы обеспечить временную защиту от коррозии на время механической обработки, транспортировки, монтажа и хранения стальных конструкций. На заводскую грунтовку наносится окончательная система ЛКМ, которая, как правило, включает еще один дополнительный грунтовочный слой.
В качестве заводской грунтовки используют быстросохнущие материалы с высокими механическими свойствами, позволяющими проводить сварочные работы и резку окрашенной стали: алкидные, поливинилбутиральные, эпоксидные, цинкнаполненные эпоксидные или силикатные.
В таблице 2.11 приведены данные по сочетаемости заводских грунтовок с грунтовками, наносимыми после монтажа конструкции.
Таблица 2.11
Заводская грунтовка | Сочетаемость с заводской грунтовкой | ||||||||
Тип | Содержание ЛОС, % масс. | Алкидные | Хлоркаучуковые | Виниловые | Акриловые | Эпоксидные | Полиуретановые | Цинксиликатные | Битумные |
Алкидные | 40 - 45 | + | - | - | - | - | - | - | + |
Поливинилбутиральные | 75 - 80 | + | + | + | + | - | - | - | + |
Эпоксидные | 55 - 58 | - | + | + | + | + | + | - | + |
Эпоксидные цинкнаполненные | 10 - 15 | - | + | + | + | + | + | - | + |
Силикатные цинкнаполненные | 10 - 15 | - | + | + | + | + | + | + | + |
ЛКМ наносятся ручным, безвоздушным или пневматическим распылением.
В таблице 2.12 приведено содержание растворителей в ЛКМ, применяемых для окрашивания металлоконструкций.
Таблица 2.12
для окрашивания металлоконструкций
Тип пленкообразующего вещества ЛКМ | Содержание растворителя, % масс. |
Винилово-эпоксидные | 55 - 62 |
Этилсиликатные цинкнаполненные | 88 - 90 |
Эпоксиэфирные | 36 - 42 |
Эпоксиэфирные цинкнаполненные | 21 - 27 |
Эпоксидно-уретановые | 44 - 63 |
Эпоксидные | 20 - 28 |
Эпоксидные цинкнаполненные | 10 - 15 |
Эпоксидные фосфатирующие | 47 - 57 |
Поливинилбутиральные | 73 - 75 |
Кремнийорганические | 70 - 85 |
Кремнийорганические цинкнаполненные | 20 - 45 |
Полиуретановые | 60 - 61 |
Полиуретановые цинкнаполненные | 12 - 18 |
Фторуретановые | 41 - 58 |
Перхлорвиниловые и сополимервинилхлоридные | 67 - 73 |
Поливинилхлоридные | 70 - 77 |
Фенолформальдегидные | 39 - 40 |
Данные по расходу материалов, растворителей и электроэнергии отсутствуют.
Снижение выбросов ЛОС возможно при применении толстослойных грунт-эмалевых покрытий, материалов с высоким сухим остатком, двухкомпонентных, не содержащих растворителя материалов.
и окрашивания рулонного металлопроката (койл-коатинг)
Технология окрашивания рулонного металлопроката независимо от типов применяемых подложки (оцинкованная, холоднокатаная сталь, алюминий и его сплавы) и ЛКМ включает следующие этапы:
- размотка металлической ленты;
- предварительная обработка поверхности;
- сушка;
- окрашивание обратной стороны металлической поверхности грунтовкой и эмалью;
- сушка;
- нанесение эмали на лицевую и обратную сторону ленты;
- сушка;
- сматывание металлической ленты.
Скорость окрашивания ленты варьируется от 5 до 150 м/мин, длина окрасочной линии - от 80 до 250 м.
Экономические преимущества этого метода обработки поверхности:
- низкий расход ЛКМ и растворителя вследствие применения эмалей с высоким содержанием сухого вещества;
- высокая производительность окрасочной линии;
- сокращение производственных площадей и энергозатрат;
- исключение потерь ЛКМ и растворителей по сравнению с окрашиванием распылением.
Технологические преимущества:
- одновременное нанесение слоя ЛКМ с двух сторон;
- равномерная толщина покрытия на всей площади листа;
- улучшенные защитные свойства покрытия;
- возможность полной автоматизации технологических стадий;
- высокое качество окрашенных покрытий.
Экологические преимущества:
- испаренный растворитель на действующих предприятиях РФ дожигается до углекислоты, а выделенное тепло возвращается обратно в сушильную камеру;
- нет необходимости дополнительно окрашивать готовое изделие после его изготовления или монтажа.
При подготовке к окрашиванию проводят двойное обезжиривание поверхности листа в специальных ваннах с применением вращающихся щеток с последующей двойной промывкой чистой водой распылением форсунками. Затем проводят пассивацию поверхности листа специальными хроматирующими растворами с последующей сушкой горячим воздухом.
Нанесение грунтовки и эмали проводят валковым методом (окрасочными валками). Сушка осуществляется в сушильных печах при заданной температуре. После сушки проводят охлаждение либо воздушное, либо с использованием закрытой водяной системы охлаждения.
В таблице 2.13 приведены типичные серийно-выпускаемые органорастворимые ЛКМ для окрашивания методом "койл-коатинг".
Таблица 2.13
для "койл-коатинга" [22]
ЛКМ (тип или вид) | Толщина сухой пленки, мкм | Тип смолы | Концентрация растворителя, % масс. | Тип растворителя | Температура сушки, °C |
Грунтовки | 4 - 9 | Эпоксидно-уретановые Эпоксидно-меламиновые Полиэфирно-меламиновые Полиуретановые Акриловые | 50 - 70 | Высококипящие ароматические спирты Гликолевые эфиры Высококипящие эфиры | 210 - 230 |
Грунтовки с высокой массовой долей нелетучих веществ (высоким сухим остатком) | 12 - 25 | Полиэфирно-меламиновые Полиуретановые | 40 - 50 | Высококипящие ароматические спирты Гликолевые эфиры Высококипящие эфиры | 210 - 230 |
ЛКМ для окрашивания обратной стороны | 4 - 15 | Полиэфирно-меламиновые Эпоксидно-меламиновые Эпоксидно-фенольные Меламиноалкидные | 50 - 70 | Высококипящие ароматические спирты Гликолевые эфиры | 180 - 250 |
Покрывные полиэфирные | 18 - 25 | Насыщенные полиэфирные, сшитые меламиноформальдегидными смолами | 35 - 55 | Высококипящие ароматические спирты Гликолевые эфиры Высококипящие эфиры и эфиры | 210 - 230 |
Силикон-модифицированные полиэфиры | 18 - 25 | Полиэфирные смолы, модифицированные силиконом | 45 - 55 | Высококипящие ароматические спирты Гликолевые эфиры Высококипящие эфиры | 210 - 230 |
Полиуретаны | 20 - 30 | Насыщенные полиэфиры, сшитые уретаном | 30 - 50 | Высококипящие ароматические спирты Гликолевые эфиры Высококипящие эфиры | 220 - 240 |
Поливинилиденфторид PVDF | 20 - 25 | Поливинилиденфторидные с акриловыми полимерами | 40 - 65 | Высококипящие ароматические спирты Гликолевые эфиры Высококипящие кетоны | 240 - 260 |
ПХВ-пластизоли | 100 - 200 | Поливинилхлоридные пластизоли | Менее 10 | Высококипящие эфиры и алифатические углеводороды | 190 - 210 |
Водорастворимые, включая грунтовки и покрытия для обратной стороны | 10 - 25 | Акрил-меламиновые | 5 - 15 | Высококипящие эфиры Гликолевые эфиры | 220 - 230 |
Антипригарные | 12 - 15 | Полиэфирно-сульфоновые Политетрафторэтилен | 65 - 80 | N-метил-2-пирролидон Бутиролактон Высококипящие ароматические спирты | 350 - 370 |
Ламинатные пленки | 15 - 120 | Поливинилхлорид, ПХВ Полиэтилентерафталат Полиакриловые Полиуретановые | 0 | Нет в пленке, но используются в грунтовках-адгезивах | 180 - 230 |
Покрытия порошковыми ЛКМ | 35 - 100 | Полиэфир-эпоксидные Полиуретановые | 0 | не используются | 200 - 250 |
В таблице 2.14 приведены европейские данные по использованию ЛКМ в 1993 и 2002 гг.
Таблица 2.14
Потребление органорастворимых ЛКМ [22]
Тип или вид ЛКМ | Доля, % | |
1993 г. | 2002 г. | |
Грунтовки | 16,5 | 20,0 |
Покрытия обратной стороны | 13,2 | 16,6 |
Покрывные материалы: | ||
Полиэфирные | 36,1 | 39 |
Полиэфирные, модифицированные силиконом | 3,4 | 0,2 |
Полиуретановые | Неизвестно | 6,2 |
Поливинилиденфторидные | 2,7 | 2,2 |
ПХВ-пластизоли | 19,9 | 14,1 |
Водорастворимые | 0,4 | 0,2 |
Ламинатные пленки | 6 | 6 |
Порошковые | Неизвестно | 0,5 |
Акриловые на растворителях | 0,300 | 0,002 |
Другие | 7,5 | 1 |
Итого: | 95 000 т/г | 158 000 т/г |
Источником загрязнения атмосферы растворителями являются следующие стадии: нанесение ЛКМ (8%), сушка (90%) и формирование покрытия (2%) [22].
Для снижения выбросов ЛОС применяют термическую очистку выбрасываемого воздуха.
и окрашивания судов
Подготовку поверхности к окрашиванию на судостроительных заводах проводят с помощью механического, дробеструйного, гидроструйного или струйно-абразивного оборудования. При ремонте судовых стальных конструкций, когда невозможно полное удаление продуктов коррозии механизированными средствами очистки, допускается применение модификаторов (преобразователей) ржавчины. Для поверхностей надводного борта, надстроек, металлических палуб, грузовых трюмов используются эпоксидные модификаторы ржавчины. В отдельных случаях для удаления старых ЛКМ применяются смывки.
В таблице 2.15 приведены характеристики ЛКМ для грунтования поверхности судов.
Таблица 2.15
Тип поверхности | Тип ЛКМ | ЛС (дисперсионные среды: растворители органические или вода) | Содержание ЛС, % масс. |
Металлические поверхности | Поливинилацетатные | Ксилол, толуол, смесевые РФГ, 648, Р-6 | 78 - 80 |
Межоперационное хранение металлических поверхностей | Поливинилацетатные | Смесевые РФГ, 648, Р-6 | 73 - 75 |
Эпоксидные | Ацетон, толуол, ксилол | 47 - 57 | |
Черные металлы | Фенолформальдегидные | Ксилол, сольвент | 36 - 42 |
Цветные металлы и их сплавы, деревянные поверхности | Фенолформальдегидные | Ксилол, сольвент | 37 - 45 |
Металлические поверхности наружной надводной части корпуса, внутренние помещения | Эпоксиэфирные | Ксилол, смесевые РС-2, 646, РКБ | 38 - 44 |
Подводная часть, надводный борт, цистерны питьевой воды | Этилсиликатные | Смесевые 646, 647, Р-6, РФГ | 45 - 50 |
Стальная с различной степенью окисленности (частично или полностью заржавленная) | Эпоксидные | Ацетон, ксилол, этилцеллозольв | 32 - 38 |
При судоремонте стальная с различной степенью окисленности (частично или полностью заржавленная) | Водно-дисперсионные акриловые | Вода | 50 - 55 |
Корпусные конструкции | Водно-дисперсионные каучуковые | Вода | 52 |
В таблице 2.16 приведены ЛКМ, применяемые для окрашивания подводной части судна и района ПВЛ.
Таблица 2.16
судна и района ПВЛ
Тип поверхности | Тип ЛКМ | ЛОС (дисперсионные среды: растворители органические) | Содержание ЛОС, % масс. |
Подводная часть ледоколов и судов ледового плавания | Эпоксидные | Толуол, ацетон | 4 - 12 |
Подводная и надводная часть корпусов судов неограниченного района плавания, включая суда ледового плавания | Эпоксивиниловые | Ацетон, сольвент, смесевой Р-4 | 55 - 60 |
Виниловый сополимер, модифицированный сланцевыми смолами | Толуол, ксилол, сольвент, ацетон | 52 - 62 | |
Сополимерополивинилхлоридные | Ацетон, смесевой Р-4 | 55 - 60 | |
Подводная и надводная части корпусов судов неограниченного района плавания, включая суда ледового плавания, морских контейнеров, буровых установок | Эпоксидные | Толуол, ксилол, ацетон | 23 - 29 |
Подводная часть, обрабатываемая противообрастающими ЛКМ | Виниловый полимер, модифицированный эпоксидной смолой | Сольвент, ксилол, Р-4 | 21 - 25 |
Масляно-, алкидно-стирольные самополирующего типа | Ксилол, толуол, сольвент | 35 - 40 | |
Сополимерополивинилхлоридные | Сольвент, ацетон | 20 - 25 | |
Канифольные, модифицированные эпоксидной смолой с биоцидными добавками | Сольвент, ксилол | 12 - 18 |
В таблице 2.17 приведены ЛКМ, применяемые для окрашивания наружных надводных поверхностей.
Таблица 2.17
Тип ЛКМ | ЛОС (растворители органические) | Содержание ЛОС, % масс. |
Алкидные | Уайт-спирит, ксилол | 40 - 60 |
Двухупаковочные эпоксивиниловые | Ацетон, ксилол, толуол | 56 - 61 |
Эпоксиэфирные | Этилцеллозольв, ксилол | 39 - 10 |
Эпоксидные | Ксилол, толуол, ацетон | 23 - 29 |
Толщина системы покрытий подводной части на корпусе судов, включая противообрастающее, составляет от 500 до 1000 мкм.
В таблице 2.18 приведены ЛКМ, применяемые для окрашивания открытых палуб. Покрытия должны быть износостойкими и обладать противоскользящими свойствами. Для придания палубным покрытиям нескользящих свойств в некоторых случаях вводят противоскользящие добавки, такие как песок или электрокорунд.
Таблица 2.18
Тип ЛКМ | ЛОС (растворители органические) | Содержание ЛОС, % масс. |
Алкидные | Уайт-спирит, ксилол | 31 - 47 |
Эпоксиэфирные | Ксилол, сольвент | 39 - 43 |
Эпоксидные (модификаторы ржавчины) | Ксилол, толуол, ацетон | 32 - 38 |
Эпоксивиниловые | Ксилол, толуол, ацетон | 55 - 30 |
В таблице 2.19 приведены ЛКМ, применяемые для окрашивания внутренних помещений, в таблице 2.20 - внутренних поверхностей вспомогательного оборудования, декоративной отделки лаком, и материалы, применяемые в качестве шпатлевки для выравнивания неровностей деревянной и металлической поверхности.
Таблица 2.19
Тип ЛКМ | ЛОС (растворители органические) | Содержание ЛОС, % масс. |
Алкидные | Уайт-спирит, ксилол | 31 - 47 |
Эпоксидные водно-дисперсионные | Вода | 38 - 45 |
Акриловые водно-дисперсионные | Вода | 45 - 49 |
Таблица 2.20
Тип оборудования или тип поверхности | Тип ЛКМ | ЛОС (растворители органические) | Содержание ЛОС, % масс. |
Цистерны питьевой воды | Кремнийорганические | Этиловый спирт | 28 - 33 |
Полиуретановые | Бутилацетат | 28 - 32 | |
Этилсиликатные | Смесевые 646, 647, Р-6, РФГ | 45 - 50 | |
Эпоксидные | Ацетон, этиловый спирт | 5 - 6 | |
Трюмы для хранения охлажденной рыбы и бункера приема рыбы | Эпоксидные | Ацетон, этиловый спирт | 5 - 8 |
Эпоксидно-хлорвиниловые | Ацетон, этиловый спирт | 4 - 5 | |
Цистерны морской воды (балластные) | Эпоксидные | Ацетон, этиловый спирт | 4 - 5 |
Эпоксидные | Смесевые 646, Р-4 | 24 - 28 | |
Этилсиликатные | Смесевые 646, 647, Р-6, РФГ | 45 - 50 | |
Цистерны питательной и котельной воды | Эпоксидные | Этиловый спирт, ацетон | 5 - 7 |
Цистерны масляные | Фенолоалкидные | Этиловый спирт | 65 - 70 |
Цистерны расширительные, подвергающиеся воздействию горячей воды и пара | Фенолоалкидные | Этиловый спирт | 65 - 70 |
Поверхности, подвергающиеся воздействию высоких температур | Пентафталевые | Смесевой РС-2 | 30 |
Глифталевые | Ксилол, уайт-спирит | 15 | |
Кремнийорганические | Ксилол, толуол | 6 | |
Деревянные поверхности | Масляно-стирольные | Ксилол, скипидар | 59 - 63 |
Мочевиноформальдегидные | Смесевой РКБ-2 | 50 - 54 | |
Чугунные и стальные конструкции | Каменноугольные | Сольвент | Нет данных |
Аккумуляторы и их детали при воздействии серной кислоты | Битумные | Уайт-спирит, скипидар, сольвент | 57 |
Немаслостойкая вулканизированная резина | Нитрильные | Смесь бензина и этилацетона | Нет данных |
Декоративная отделка лаком внутри помещения деревянных и металлических поверхностей | Пентафталевые | Сольвент, ксилол, скипидар | 49 - 51 |
Глифталевые | Сольвент, ксилол, скипидар | 49 - 53 | |
Выравнивание и исправление поверхности шпатлеванием | Пентафталевые | Уайт-спирит, скипидар, сольвент | 25 |
Эпоксидные | Смесевые Р-4, Р-5, Р-5А | 10 |
Данные по расходу материалов и электроэнергии отсутствуют.
Процессы окрашивания судов, как правило, проводят на открытом воздухе, в сухих доках, в открытых ангарах или на набережных. Образующиеся в результате окраски загрязняющие вещества выбрасываются в окружающую среду. В зависимости от погодных условий загрязняющие вещества могут распространяться на несколько километров.
При строительстве новых судов для уменьшения загрязнения окружающей среды окрасочные работы проводят в закрытых помещениях, снабженных вытяжной вентиляцией с фильтрами от пыли.
Уменьшить выбросы пыли на открытом воздухе возможно путем использования мобильных устройств для очистки воздуха, закрытия места проведения окрасочных работ брезентом.
В судостроении для нанесения лакокрасочных покрытий используется в основном метод безвоздушного распыления, нанесение кистью и валиком. С целью защиты окружающей среды альтернативным методом является метод горячего безвоздушного распыления материалов. Однако ассортимент ЛКМ для горячего распыления незначителен.
При окрашивании в помещениях, снабженных вытяжными вентиляционными устройствами, эффективно для очистки воздуха от растворителей использовать фильтры из активированного угля.
Отходы производства (органические растворители, красочный шлам, загрязненные контейнеры, кисти, валики, загрязненные фильтры, остатки масел и др.) подлежат утилизации путем захоронения.
С целью защиты окружающей среды наиболее перспективны технологии с применением материалов с высокой массовой долей нелетучих веществ, водно-дисперсионных и водоразбавляемых ЛКМ. Однако имеются ограничения по применению водоразбавляемых материалов в зимний период. Водоразбавляемые материалы применяют в основном для окрашивания интерьеров судов. Для внешнего окрашивания они не нашли применение.
поверхности и окрашивания самолетов
Перечень материалов и растворителей для авиации приведен в таблице 2.21.
Таблица 2.21
Тип материала | Пленкообразователь | ЛОС (растворители органические) | Содержание ЛОС, % масс. |
Антикоррозионная грунтовка | Акриловый | 648, Р-5А | 75 - 84 |
Глифталевый | РС-2, 649 | 40 - 56 | |
Промежуточная грунтовка | Акриловый | Ксилол, толуол | 52 - 58 |
Эпоксидный | Р-5А, 646, Р-1891 | 31 - 52 | |
Эмаль внешнего слоя | Эпоксидный | Р-5А | 39 - 66 |
Алкидно-акриловый | Ксилол, бутанол, толуол, ацетон | 62 - 68 | |
Полиуретановый | Р-4А, Р-189 | 36 - 61 | |
Поливинилбутиральный | Р-6 | 86 - 92 | |
Фторопластовый | Бутилацетат | 80 - 83 | |
Хлорвиниловый | Р-4, Р-4А, Р-5А | 68 - 73 | |
Акриловый | Р-5А | 42 - 68 | |
Фторуретановый | Нет данных | ||
Эмаль термостойкая | Кремнийорганический | Р-5А | 40 - 81 |
Глифталевый | Ксилол, уайт-спирит | 50 - 70 | |
Лак | Акриловый | Р-5А | 80 - 86 |
Алкидно-акриловый | Р-5А | 68 - 76 | |
Фторопластовый | Нет данных | 88 - 92 | |
Хлорвиниловый | Р-4, Р-4А | 80 - 84 | |
Лак термостойкий | Кремнийорганический | Ксилол, толуол, сольвент | 42 - 83 |
Лак для тканей | Нитроцеллюлозный | 645 | 91 |
Отечественные ЛКМ наносятся кистью, валиком, пневматическим и безвоздушным распылением. За рубежом наиболее часто используется метод электростатического распыления.
Подготовку поверхности перед окрашиванием проводят либо щелочным обезжириванием, либо ручным обезжириванием органическими растворителями.
В связи с высокими требованиями по коррозионной защите как в РФ, так и за рубежом, применяют грунтовки, содержащие хромат стронция или цинка, несмотря на высокое содержание в них растворителей.
Детали самолетов частично окрашиваются перед монтажом. Как правило, загрунтованные детали окрашивают одним слоем финишной эмали. Площадь поверхности деталей примерно в четыре раза больше, чем внешняя поверхность самолета.
На внешнюю поверхность, окрашенную антикоррозионной грунтовкой, наносят два слоя промежуточной грунтовки, затем окрашивают двумя слоями эмали. При применении алкидно-акриловых, акриловых и хлорвиниловых ЛКМ в качестве материала финишного слоя дополнительно наносят соответствующие атмосферостойкие лаки.
Двери, ворота, колодцы колес, зоны хранения грузов дополнительно защищают воскообразными составами.
При техническом обслуживании самолета старое ЛКП с внешней поверхности удаляют (в т.ч. смывками, содержащими органические растворители) и проводят местное химическое оксидирование поверхности. При окрашивании используют двухслойное покрытие эпоксидной грунтовкой с последующим нанесением эпоксидной или уретановой эмали.
Нанесение ЛКП на внешнюю поверхность самолета занимает до восьми дней. Наибольшее количество ЛКМ расходуется на окрашивание отдельных деталей.
В таблицах 2.22 и 2.23 приведены данные по расходу материалов для окрашивания самолета на 150 пассажирских мест.
Таблица 2.22
Окрашиваемая поверхность | Площадь поверхности | Количество слоев |
Детали | 3600 | 1 - 2 |
Внешняя поверхность | 1200 | 2 - 4 |
Внутренняя поверхность | 500 | 2 |
Защита заклепок | 10 000 (погонные метры) | 1 - 2 |
Таблица 2.23
Стадия процесса | Материалы |
Подготовка поверхности | 200 л растворителя на 600 м2 (30% изобутилового спирта и 70% бутилацетата) |
Нанесение антикоррозионной грунтовки | 70 кг жидкого ЛКМ, потери 20% |
Нанесение промежуточной грунтовки | 100 кг жидкого ЛКМ, потери 20% |
Нанесение финишной эмали | 200 кг жидкого ЛКМ |
В таблице 2.24 приведены данные по выбросу ЛОС при окрашивании площади 2780 м2 во время технического обслуживания самолета.
Таблица 2.24
обслуживании площади окрашивания 2780 м2
Процесс | Материал | Расход материала, кг | Содержание ЛОС (органические растворители), % масс. | Выбросы ЛОС, кг |
Химическая очистка | Водные растворы | 3000 | - | Нет ЛОС |
Грунтование антикоррозионной грунтовкой | Поливинилбутиральные ЛКМ, содержащие хроматы | 240 | 76 | 182 |
Грунтовки, содержащие хроматы | 450 | 67 | 361 | |
Грунтовки, не содержащие хроматы | 450 | 71 | 319 | |
Очистка | Бутилацетат, бутиловый спирт | 200 | 100 | 200 |
Нанесение финишного ЛКМ | С высокой массовой долей нелетучих веществ (высоким сухим остатком) | 1200 | 43 | 516 |
Органорастворимый ЛКМ | 1300 | 63 | 793 | |
Нанесение финишного лака | Органорастворимый ЛКМ | 1200 | 65 | 780 |
В таблице 2.25 приведены сравнительные данные отечественных и зарубежных технологий окрашивания по содержанию органических растворителей.
Таблица 2.25
Наименование ЛКМ | Содержание растворителя, % масс. | |
Отечественные | Зарубежные | |
Антикоррозионные грунтовки, содержащие хроматы: | ||
поливинилбутиральные | - | 70 - 90 |
акриловые | 75 - 84 | - |
эпоксидные | - | 70 - 90 |
полиуретановые | - | 70 - 90 |
Грунтовки, содержащие 10 - 12% хроматов | 40 - 56 | 50 - 67 |
Грунтовки бесхроматные | 52 - 66 | 71 |
Материалы финишные | 60 - 80 | 55 - 65 |
Лаки финишные | 80 - 90 | 65 |
Недостатками отечественных технологий являются:
- отсутствие материалов с высокой массовой долей нелетучих веществ;
- невозможность нанесения значительной доли ЛКМ методом электростатического распыления.
При проведении окрасочных работ обычно не применяется оборудование для очистки выбрасываемого воздуха из-за большого объема (до 450 000 м3/ч) и низкой концентрации ЛОС в выбрасываемом воздухе.
В зарубежной практике для защиты окружающей среды от загрязнений применяют:
- ЛКМ с высокой массовой долей нелетучих веществ с содержанием растворителя не более 30% - 43% (выбросы ЛОС могут быть снижены на 30%) [22];
- замену грунтовки, содержащей 6-валентный хром, на бесхроматную грунтовку с такими же высокими антикоррозионными свойствами;
- автоматизацию окрасочного производства, позволяющую снизить объем выбрасываемого воздуха;
- использование системы Вентури в гидрофильтрах взамен каскадных гидрофильтров.
и окрашивания оборудования и металлоконструкций
нефтегазовой промышленности
поверхности резервуаров
При окрашивании наружных поверхностей резервуаров подготовку поверхности к окрашиванию проводят двумя способами.
При окрашивании резервуаров без вывода их из эксплуатации проводят гидроабразивную обработку с последующей промывкой водой для удаления абразива и обдувом горячим воздухом для удаления влаги и осушки поверхности.
Для реконструируемых и вновь вводимых резервуаров проводят абразивную обработку с удалением абразива и обдувом воздухом для удаления пыли. При наличии видимых следов масла перед очисткой удаляют жировые загрязнения волосяной щеткой, смоченной уайт-спиритом. После обезжиривания поверхность осушивают до полного удаления паров растворителя.
Очистку сварных швов и труднодоступных мест осуществляют ручными механизированными щетками или другими инструментами.
При очистке внутренней поверхности резервуаров проводят частичное обезжиривание (при необходимости), абразивную обработку и обеспыливание с помощью вакуумной системы отсоса пыли.
При окрашивании внутренней и наружной поверхности тонкопленочными покрытиями применяют высоковязкие эпоксидные ЛКМ, наносимые в 1 - 2 слоя суммарной толщиной до 500 мкм.
При использовании одноупаковочных полиуретановых ЛКМ сначала наносят 2 слоя цинксодержащей грунтовки, затем 2 слоя покрывного материала. Суммарная толщина покрытия также не менее 500 мкм.
ЛКМ наносят методом безвоздушного распыления. Труднодоступные участки, кромки, углы, сварные швы предварительно окрашиваются кистью или шпателем. Каждый последующий слой наносится после отверждения предыдущего.
При окрашивании внутренней поверхности резервуаров с усилением днища и первого пояса стекловолокном сначала проводят нанесение 1 - 2 слоев тонкопленочного эпоксидного высоковязкого ЛКМ суммарной толщиной до 500 мкм на крышу, внутреннюю обвязку резервуаров и на боковую поверхность, за исключением нижнего пояса, и проводят отверждение ЛКМ. Затем проводят нанесение толстослойного слоя эпоксидного ЛКМ, усиленного стекловолокном, суммарной толщиной 2 - 2,6 мм на нижний пояс резервуара и днище [31].
Технологический процесс окрашивания включает следующие стадии:
- нанесение грунтовочного слоя, в случае если интервал между подготовкой поверхности и нанесением ЛКМ может превысить допустимый интервал;
- заделка неровностей, выравнивание соединений, сглаживание сварных швов при помощи шпатлевки и мест "стенка - днище" при помощи наполнителя (нанесение вручную);
- нанесение (приклеивание) слоя мата из рубленого стекловолокна 300 г/м2;
- нанесение эпоксидного ЛКМ при помощи валика или безвоздушным распылением;
- прикатывание поверхности "игольчатым" валиком для удаления остатков воздуха;
- отверждение слоя ЛКМ.
Затем в такой же последовательности наносится второй слой.
При нанесении третьего слоя ЛКМ используется стеклопрокладка 30 г/м2.
После шлифования поверхности для удаления выступающих частиц стекловолокна наносится покрывной слой ЛКМ и проводится его отверждение.
Используют только ЛКМ и системы покрытий, разрешенные ОАО "АК "Транснефть" и прошедшие аттестацию в ОАО "ВНИИСТ".
и окрашивания технологических сооружений и оборудования
газовой промышленности
Для противокоррозионной защиты наружных металлических поверхностей используют системы покрытий:
- эпоксидная грунтовка (2 слоя) + полиуретановая эмаль (1 слой);
- эпоксидная грунтовка (1 слой) + полиуретановая эмаль (2 слоя);
- цинкнаполненная грунтовка (1 слой) + эпоксидная грунтовка (1 слой) + полиуретановая эмаль (1 слой);
- цинкнаполненная грунтовка (1 слой) + полиуретановая эмаль (2 слоя);
- полисилоксановая грунтовка (1 слой) + полисилоксановая эмаль (2 слоя);
- полиуретановая грунтовка (1 слой) + полиуретановая эмаль (2 слоя);
- эпоксидно-каучуковая грунтовка (1 слой) + полиуретановая эмаль (2 слоя);
- алкидная грунтовка (1 слой) + алкидный быстроотверждаемый материал (2 слоя);
- двухупаковочная грунт-эмаль (2 слоя);
- двухупаковочная эпоксидная грунтовка (1 слой) + двухупаковочная полиуретан-акриловая эмаль (2 слоя);
- двухупаковочная эпоксидная грунтовка (1 слой) + двухупаковочная грунт-эмаль (1 слой) + двухупаковочная акрил-уретановая эмаль (1 слой);
- эпоксидная цинкфосфатная грунтовка (1 слой) + эпоксидный состав (1 слой) + полиуретановая эмаль (1 слой);
- грунт-эмаль на основе винилового сополимера (3 слоя);
- силикон-акриловая эмаль (2 слоя);
- алкидно-уретановая эмаль (2 слоя).
Толщина покрытия - от 80 до 400 мкм.
Для защиты внутренних поверхностей используются двухупаковочные эпоксидные материалы толщиной 300 - 350 мкм.
Подготовка поверхности, как и при окрашивании резервуаров, проводится абразивно-струйным методом. Материалы наносятся методом безвоздушного распыления. Сушку ЛКМ и формирование ЛКП проводят в естественных условиях в соответствии нормативной документацией на ЛКМ. Используются только материалы, разрешенные ПАО "ГАЗПРОМ".
Данные по расходу материалов и электроэнергии отсутствуют.
и металлоконструкций химических производств
На химических производствах задействовано огромное количество различных типов оборудования: аппараты, машины, транспортные средства. Химическое оборудование защищают, как правило, несколькими способами:
- выполняют футеровку - делают защитную внутреннюю облицовку аппаратов;
- формируют покрытия - резиновые, полимерные, лакокрасочные;
- окрашивают оборудование ЛКМ;
- выполняют изоляцию стеклопластиком.
Технология окрашивания оборудования зависит от условий эксплуатации. Различают 4 группы химстойких лакокрасочных покрытий:
- стойкие в агрессивных газах и парах;
- стойкие в растворах кислот и кислых солей;
- стойкие в растворах щелочей и основных солей;
- стойкие в растворах нейтральных солей.
В таблице 2.26 приведены рекомендуемые покрытия, эксплуатируемые в различных средах.
Таблица 2.26
Среда | Тип пленкообразующего вещества ЛКМ |
Водные растворы азотной кислоты | Фторопластовые Полиэтиленовые Перхлорвиниловые Сополимеровинилхлоридные |
Растворы соляной кислоты | Эпоксидные Фторопластовые Полиэтиленовые Перхлорвиниловые Фенольные |
Растворы плавиковой кислоты | Полиэтиленовые Фторопластовые Фенольные в сочетании с графитом Фуриловые в сочетании с графитом |
Уксусная кислота | Фторопластовые Полиэтиленовые Полиуретановые |
Щавелевая кислота | Эпоксидные |
Разбавленные растворы серной кислоты | Фторопластовые Полиэтиленовые Перхлорвиниловые Фенольные Эпоксидные Полиуретановые |
Щелочные растворы (постоянное воздействие) | Эпоксидные Этинолевые |
Щелочные растворы (периодическое воздействие) | Сополимеровинилхлоридные Перхлорвиниловые |
Атмосфера цеха, насыщенная парами, содержащими аммиак, фенол, сероводород и бензин | Эпоксидные |
Горячая вода | Поливинилбутиральные Этинолевые |
Вода и пар | Фенольные |
Холодная вода | Сополимеровинилхлоридные Перхлорвиниловые |
Теплообменная аппаратура | Бакелитовые |
Температуры от 180 до 300 °C (периодическое воздействие) | Битумные |
Температуры от 200 до 700 °C (постоянное воздействие) | Кремнийорганические |
Горячее минеральное масло | Поливинилбутиральные Полиуретановые Эпоксидные |
Холодное минеральное масло | Нитроцеллюлозные Глифталевые |
Масло, содержащее воду, при 50 °C | Эпоксидные Фенольные |
Водные растворы этилового спирта | Сополимеровинилхлоридные Эпоксидные |
Бензин, толуол и хлористый этил с примесью этилового спирта и серного эфира (постоянное воздействие) | Поливинилбутиральные |
Толуол, содержащий примесь воды (постоянное воздействие) | Фуриловые |
Бензин и высокая влажность (периодическое действие) | Эпоксидные Поливинилбутиральные |
Бензол, бензол с примесью воды, этилового спирта и серного эфира (постоянное воздействие) | Эпоксидные |
Сырой бензол | Фуриловые |
Сырой толуол | Фенольные Этинольные |
Бензин, содержащий серную кислоту, едкий натрий | Эпоксидные |
Скипидар, пинен, уайт-спирит (постоянное воздействие) | Сополимеровинилхлоридные |
Антикоррозионная защита оборудования химстойкими ЛКМ используется также в целлюлозно-бумажной промышленности, при производстве вин и фруктовых соков, в кукурузнокрахмальном и дрожжевом производствах, мясомолочной промышленности, при производстве вискозного волокна, в табачно-ферментационном производстве.
Из-за многообразия оборудования химических производств по назначению существует многообразие технологических схем окрашивания, общей из которых является:
- подготовка к окрашиванию;
- нанесение и сушка 1 - 3 слоев грунтовочного покрытия;
- нанесение не менее 2 - 6 слоев материалов финишного слоя и их сушка.
Подготовка поверхности к окрашиванию осуществляется обезжириванием растворителями и механической очисткой для придания необходимой шероховатости поверхности.
В таблице 2.27 приведены данные по содержанию ЛОС в химстойких ЛКМ, применяемых для защиты оборудования и металлоконструкций в химических производствах.
Таблица 2.27
Тип пленкообразующего вещества | Содержание ЛОС, % масс. |
Фторопластовые | 80 - 83 |
Перхлорвиниловые | 64 - 72 |
Сополимеровинилхлоридные | 76 - 80 |
Эпоксидные | 40 - 45 |
Полиуретановые | 50 - 55 |
Фуриловые | 37 - 43 |
Этинолевые | 50 - 55 |
Поливинилбутиральные | 70 - 73 |
Данные по расходу материалов и электроэнергии отсутствуют.
ЛКМ имеют высокое содержание ЛОС и были разработаны для защиты оборудования и металлоконструкций в химических производствах в 70 - 80-е гг. прошлого столетия. Применение современных материалов с высокой массовой долей нелетучих веществ или ЛКМ, не содержащих растворителей, не только сохраняет окружающую среду, но и позволяет получать толстые беспористые покрытия с малой усадочной деформацией. Эти материалы быстро отверждаются, имеют повышенную химическую стойкость.
и факторы воздействия на окружающую среду
К методам механической подготовки поверхности к окрашиванию относится ее обработка:
- ручным или механизированным инструментом с помощью проволочных стальных щеток, шаберов, шарошек, скребков, зубил, абразивных кругов или полотен;
- абразивным насыпным материалом, воздействующим на изделия в галтовочных или вибрационных барабанах;
- струей абразивного материала, выбрасываемого на поверхность с большой скоростью из гидропескоструйных, дробеструйных, дробеметных и других установок.
Ручные инструменты используют при небольшом объеме работ для механической очистки поверхности сложной конфигурации или небольших участков поверхности от окалины, ржавчины, грязи. К ручным инструментам относятся проволочные стальные щетки, скребки, зубила, шпатели, молотки и др. Механизированный инструмент используют для очистки сравнительно больших поверхностей, когда работа ручным инструментом нерациональна.
Галтовочные барабаны предназначены для очистки и профилирования поверхности мелких деталей.
Наиболее широко распространены методы очистки с использованием аппаратов струйного действия. Принцип их действия основан на сообщении кинетической энергии частицам абразивного материала и их направленной подаче на очищаемое изделие струей сжатого воздуха, воды или за счет действия центробежных сил.
В европейских странах в качестве абразива при механической очистке используют сухой лед, предварительно измельченный прямо в установке. Достоинство такой технологии заключается в отсутствии необходимости утилизации абразивного материала, так как он испаряется.
В таблице 3.1 приведены абразивные материалы, их характеристики и области применения; в таблице 3.2 - потребление сжатого воздуха и абразива.
Таблица 3.1
Материал абразива | Размер сита, мкм | Твердость по Моосу | Источник | Применение |
Песок (диоксид кремния) | 6 - 270 | 5,0 - 6,0 | Природный материал | Наружная очистка |
Минеральный шлак | 8 - 80 | 7,0 - 7,5 | Отходы | Наружная очистка |
Колотая дробь | 10 - 325 | 8,0 | Производство | Удаление плотной окалины |
Стальная дробь | 8 - 200 | 8,0 | Производство | Очистка, уплотнение |
Оксид алюминия | 12 - 325 | 8,0 - 9,0 | Производство | Очистка, отделка, удаление заусенцев |
Стеклянные шарики | 10 - 400 | 5,5 | Производство | Очистка, отделка |
Пластик | 12 - 80 | 3,0 - 4,0 | Производство | Удаление лакокрасочного покрытия, снятие заусенцев, очистка |
Пшеничный крахмал | 12 - 50 | 2,8 - 3,0 | Отходы | Удаление лакокрасочного покрытия, очистка |
Кукурузные початки | 8 - 40 | 2,0 - 4,5 | Отходы | Удаление лакокрасочного покрытия с деликатных поверхностей |
Таблица 3.2
Потребление сжатого воздуха и абразива [32]
Отверстие сопла, мм | Давление в сопле, бар (кПа) | Требования | |||||||
3,5 | 4,2 | 4,9 | 5,6 | 6,3 | 7,0 | 8,6 | 10,3 | ||
350 | 420 | 490 | 560 | 630 | 700 | 860 | 1035 | ||
5,0 | 0,73 | 0,84 | 0,92 | 1,06 | 1,15 | 1,26 | 1,54 | 1,82 | Воздух, м3/мин |
68 | 78 | 89 | 98 | 108 | 120 | 145 | 174 | Абразив, кг/ч | |
4,5 | 5,3 | 5,6 | 6,4 | 7,1 | 7,5 | 9,0 | 10,8 | кВт | |
6,5 | 1,31 | 1,51 | 1,71 | 1,90 | 2,08 | 2,27 | 2,75 | 3,22 | Воздух, м3/мин |
122 | 142 | 161 | 185 | 203 | 224 | 276 | 325 | Абразив, кг/ч | |
7,9 | 9,0 | 10,1 | 11,6 | 12,4 | 13,5 | 16,2 | 19,4 | кВт | |
8,0 | 2,16 | 2,50 | 2,83 | 3,16 | 3,53 | 3,84 | 4,71 | 5,57 | Воздух, м3/мин |
212 | 242 | 274 | 305 | 336 | 368 | 445 | 534 | Абразив, кг/ч | |
13,1 | 15,0 | 19,1 | 20,2 | 21,0 | 22,9 | 27,5 | 33,0 | кВт | |
9,5 | 3,02 | 3,53 | 4,00 | 4,50 | 4,85 | 5,50 | 6,64 | 7,79 | Воздух, м3/мин |
303 | 347 | 392 | 435 | 477 | 573 | 632 | 758 | Абразив, кг/ч | |
18,0 | 21,0 | 24,0 | 27,0 | 28,9 | 33,0 | 39,6 | 47,5 | кВт | |
11,0 | 4,12 | 4,76 | 5,44 | 6,09 | 6,73 | 7,11 | 8,80 | 10,48 | Воздух, м3/мин |
406 | 468 | 533 | 595 | 657 | 719 | 876 | 1040 | Абразив, кг/ч | |
24,8 | 28,5 | 32,6 | 36,4 | 40,1 | 42,4 | 50,9 | 61,1 | кВт | |
12,5 | 5,46 | 6,28 | 7,06 | 7,85 | 8,65 | 9,46 | 11,46 | 13,45 | Воздух, м3/мин |
526 | 606 | 686 | 762 | 842 | 918 | 1115 | 1333 | Абразив, кг/ч | |
32,6 | 37,5 | 42,0 | 46,9 | 51,8 | 56,3 | 67,6 | 81,1 | кВт | |
Примечание: - Данные основаны на использовании абразива плотностью 1,5 кг/л. | |||||||||
В процессе струйной обработки поверхности гранулы абразива расщепляются на микрочастицы и в виде пыли долгое время остаются в окружающем воздухе.
Процесс обработки поверхности в закрытых помещениях проводится в кабинах и камерах различных размеров. Небольшие камеры обслуживаются рабочими, которые находятся вне камеры и обрабатывают изделия через проемы, продевая руки в резиновые рукава с перчатками, вмонтированными в эти проемы. В больших камерах помещаются и обрабатываемые изделия, и рабочие в специальных костюмах, обеспечивающих защиту от воздействия пыли. Процесс обработки может автоматизироваться, что позволяет очищать обрабатываемую поверхность без участия рабочего.
Кабины и камеры оборудуются мощной системой вентиляции, фильтрами и уловителями продуктов очистки и абразива. Конструкция камер должна исключать возможность распространения пыли в окружающие помещения.
Количество воздуха, отсасываемого из камеры, приведено в таблице 3.3.
Таблица 3.3
Обслуживание установок очистки | Объем отсасываемого воздуха, м3/с | В расчете на |
Снаружи | 0,3 | 1 м2 внутреннего горизонтального сечения камеры |
Внутри | 3,0 - 5,0 | 1 сопло |
0,6 - 1,0 | 1 дробеметный аппарат |
Скорость движения воздуха в воздуховодах составляет 18 - 20 м/с.
С целью защиты окружающей среды от загрязнений воздух, удаляемый из камеры, направляется в циклон, где оседают крупные частицы пыли, поступает в увлажнительную камеру или тканевый фильтр, или фильтр из полиэфира, затем выбрасывается в атмосферу.
При применении фильтра из перфорированного листа или сетки, на который насыпан гравий с размером зерен 4 - 5 мм, площадь фильтрующей поверхности принимается из расчета 0,4 - 0,6 м3/м2/с.
В современных камерах в качестве фильтрующих элементов используется полиэфирный материал. При нагрузке на фильтр 50 - 60 м3/м2/ч степень очистки выбрасываемого в атмосферу воздуха от пыли, дроби и оксидов железа составляет 99,8%.
При работе на открытом воздухе участок струйной обработки и близлежащую территорию огораживают для ограничения доступа незащищенного персонала. Пыль может разлететься на большие расстояния и в случае большой концентрации загрязнять строения и предметы, землю, воду и прочие объекты. С целью защиты окружающей среды в полевых условиях струйную обработку осуществляют под тентами, изготовленными из тяжелой ткани, винилового или прорезиненного материала. Защитные тенты широко используются на мостах, при строительстве, в резервуарах-хранилищах, кораблях и иных больших объектах. Промышленные тенты комплектуются пылесборниками и вентиляторами.
При уборке отходов после окончания работ с использованием лопат возникают огромные облака пыли. Для защиты окружающей среды при уборке пользуются вакуумным оборудованием с герметичным контейнером.
При использовании в качестве абразива песка собранные отходы подлежат утилизации. Песок повторно не используется и является источником загрязнения окружающей среды, поэтому подвергается обязательному захоронению на специально оборудованных полигонах. Использование колотой стальной дроби снимает проблему загрязнений, так как после промывки для удаления свинцовой пыли и иных токсичных загрязнений может повторно использоваться. Регенерация абразива в значительной степени уменьшает не только затраты при струйной обработке, но и уровень загрязнений.
Ручное обезжиривание поверхности изделий органическими растворителями производят в производственном помещении с вытяжной вентиляцией либо в камерах с вытяжной вентиляцией, в которых предусмотрены контейнеры с растворителем и контейнеры для сбора и хранения отходов, содержащих растворители (например, загрязненных салфеток и остатков на основе растворителя).
Для очистки используют одноразовые и многоразовые салфетки. Одноразовые салфетки утилизируются путем сжигания. Многоразовые салфетки промываются в растворителе и используются повторно. Загрязненный растворитель отгоняется, а осадок сжигается.
Окрасочная камера - это совокупность связанных друг с другом функциональных технических компонентов, например: технической вентиляции из одного или нескольких вентиляторов, системы фильтров сухой очистки и/или системы мокрой очистки воздуха, измерительных и контрольных устройств (например, для блокировки технической вентиляции и распылительных устройств), системы нагрева воздуха технической вентиляции (например, горелки), автоматических устройств пожаротушения, предупреждающих устройств, электрического оборудования, которые соединены друг с другом в частично или полностью закрытом пространстве (ограниченном стенками) для контролируемого нанесения распылением жидких органических ЛКМ [33]. Окрасочные камеры предназначены для создания оптимальных и допустимых санитарно-гигиенических условий труда и исключения возможности образования взрыво- и пожароопасных концентраций красочного аэрозоля и растворителей в рабочих помещениях, предназначенных для окрашивания изделий методами распыления.
Различают:
- закрытые распылительные камеры - закрытые со всех сторон в процессе распыления, за исключением входных и выходных отверстий для изделий и вентиляционных трубопроводов;
- камеры с открытой верхней стороной - закрытые со всех сторон в процессе распыления, за исключением верхней стороны для приточного воздуха, входных выходных отверстий для изделия и выходных отверстий для выбрасываемого в атмосферу воздуха;
- камеры с открытой передней стороной - закрытые со всех сторон в процессе распыления, за исключением входных и выходных отверстий для изделий и трубопроводов для выбрасываемого в атмосферу воздуха в боковых стенках. Открытая передняя сторона служит входным отверстием для приточного воздуха и для обслуживающего персонала.
Крупногабаритные изделия окрашивают на открытых участках, оборудованных системами вытяжной вентиляции или приточно-вытяжной вентиляции и отделенных от общего помещения легкими переносными металлическими щитами (бескамерная установка).
В таблице 3.4 приведены нормативы по количеству удаляемого воздуха из окрасочной камеры.
Таблица 3.4
Способ окрашивания | Степень токсичности ЛКМ по ГОСТ 12.1.005-88 | Количество удаляемого воздуха | |
через 1 м2 открытого проема камеры с боковым отсосом | с 1 м2 площади камеры с нижним отсосом | ||
Пневматическое распыление | I | 4700 | 2200 |
II - III | 3600 | 2200 | |
IV | 2500 | 1800 | |
Безвоздушное распыление | I - III | 2500 | 1500 |
IV | 2200 | 1200 | |
Электростатическое распыление | IV | 1800 | - |
Автоматизированное распыление | IV | 1500 | 800 |
В таблице 3.5 приведены основные типы камер, используемые в промышленности для обработки поверхности методом окрашивания распылением. Стрелками на схемах показано направление движения воздушного потока.
Таблица 3.5
Типы окрасочных камер [35]
Тип камеры | Вид транспорта | Направление воздуха: принцип действия | Схемы | Производство | Характер изделия |
Тупиковая | Тележка, монорельс, поворотный круг | Поперечное |  | Непоточное | Мелкое |
 | Среднее | ||||
Вертикальное (нижний отсос, верхний приток) |  | Среднее и крупное | |||
Проходная | Подвесной конвейер | Поперечное, непрерывного и периодического действия |  | Поточное | Мелкое и среднее |
Напольный конвейер | Продольное, периодического действия с двухсторонним окрашиванием | 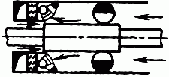 | Среднее и крупное | ||
Продольное, с частичным охватом поверхности и двухсторонним окрашиванием |  | Поточное и непоточное | Крупное (вагоны) | ||
Проходная | Подвесной конвейер | Поперечное, непрерывного действия с двухсторонним окрашиванием | 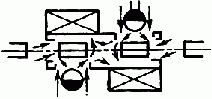 | Поточное | Мелкое, среднее и длинное |
Подвесной и напольный конвейер | Вертикальное (нижний отсос, верхний приток), непрерывного и периодического действия | 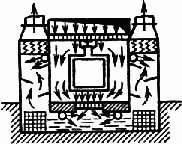 | Среднее и крупное | ||
Вертикальное (нижний отсос), периодического действия | 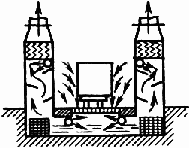 | Крупное небольшой высоты |
Для обеспечения санитарно-гигиенических условий труда и защиты окружающей среды от загрязнений основным конструктивным элементом окрасочной камеры является гидрофильтр. При этом следует отметить, что в Российской Федерации в соответствии с межотраслевыми правилами по охране труда при окрасочных работах вытяжной воздух из помещений для работ с ЛКМ, местных вентиляционных систем и местных отсосов должен подвергаться очистке от аэрозолей ЛКМ "мокрым" способом в гидрофильтрах [34]. Гидрофильтры предназначены для очистки воздуха, выходящего из камеры, от красочного аэрозоля и паров растворителя (частично) многократной обработкой потока воздуха водой.
Сущность очистки отсасываемого из окрасочной камеры воздуха, загрязненного ЛКМ, состоит в том, что поток воздуха направляется либо на сплошную, постоянно падающую пленку воды, либо на водяную завесу в виде мельчайших капель воды. Сплошная пленка воды, стекающая по экрану, создает водяную завесу на пути движения красочной пыли, вызывая коагуляцию уносимого ЛКМ. В случае применения воды в виде аэрозоля улавливание происходит как за счет коагуляции, так и за счет сложных сорбционно-кинетических взаимодействий воды и частиц ЛКМ.
В зависимости от схемы контакта отсасываемого воздуха с водой гидрофильтры разделяют на три принципиально различных типа (рисунок 3.1):
- форсуночные - воздух проходит через водяную завесу в виде мельчайших капелек;
- экранные (каскадные) - воздух проходит через водяную завесу - сплошную пленку воды, стекающей по экрану;
- барботажно-вихревые - обеспечивающие интенсивное турбулентное перемешивание смеси загрязненного воздуха с водой.
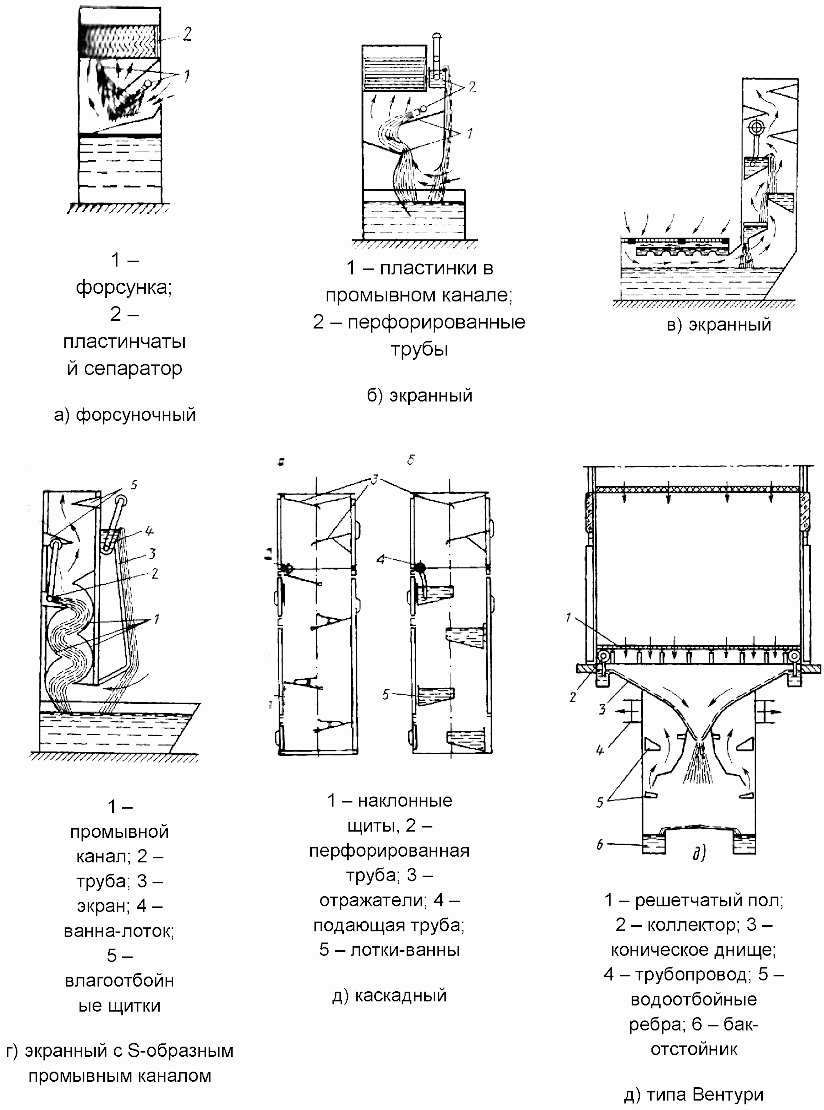
Рисунок 3.1 - Типы гидрофильтров [35]
Наиболее старый тип гидрофильтра - форсуночный (см. рисунок 3.1). Ввиду небольшой эффективности улавливания загрязнений из воздушных выбросов из-за невозможности создания сплошной водяной завесы форсуночный гидрофильтр применяется совместно с краскоулавливающими решетками на входе в гидрофильтр и с сепараторами на выходе из него.
Конструкции экранных гидрофильтров унифицированы в зависимости от количества отсасываемого воздуха (от 4 до 15 м3/с) при скорости его движения в живом сечении промывного канала 5,0 - 6,5 м/с и расходе воды 2 - 3 л на 1 м3 воздуха.
В гидрофильтре типа трубы Вентури при высокоскоростном прохождении потока воздуха через местное сужение происходит тонкодисперсное распыление воды, поступающей в горловину сужающегося устройства; это приводит к образованию большой поверхности фазового контакта и более полному улавливанию каплями воды частиц ЛКМ.
В таблице 3.6 приведены параметры очистки воздуха в гидрофильтрах окрасочных камер.
Таблица 3.6
Тип гидрофильтра | Коэффициент очистки | |
от паров растворителя | от красочной пыли | |
Каскадный: | ||
- с S-образным промывным каналом | 0,35 | 0,860 |
- со щелью Вентури | 0,35 - 0,50 | 0,999 |
Барботажно-вихревой: | ||
- насосный | 52 | 92 |
- безнасосный | 60 | 98 |
В таблице 3.7 приведены данные по расходу воды в гидрофильтрах в расчете на 1000 м3 отсасываемого воздуха.
Таблица 3.7
Наименование оборудования и назначение воды | Расход, л |
Окрасочная камера для очистки воздуха от красочного аэрозоля | 15 - 20 |
Бескамерная установка с нижним отсосом для очистки воздуха | 15 - 20 |
При проведении окрасочных работ в ванне гидрофильтра накапливаются отходы ЛКМ. После многократного использования вода гидрофильтра, представляющая собой высококонцентрированную коллоидную систему, должна подвергаться локальной очистке. Содержание ЛКМ в сточных водах может быть от 50 мг/дм3 до 10 г/дм3, растворителя - от 150 мг/дм3 до 16 г/дм3. Сброс воды на очистку проводят либо непрерывно, либо периодически.
Для очистки воды применяют различные коагулирующие добавки. Коагулянты дозируют непрерывно или периодически в зону интенсивного перемешивания непосредственно в ванну гидрофильтра либо в специальную емкость с гидравлическим или механическим перемешиванием. Скоагулированный ЛКМ оседает на дно или всплывает на поверхность, в зависимости от типа применяемого коагулянта, и ежедневно удаляется из оборудования.
Принципиальная схема очистки воды показана на рисунке 3.2.
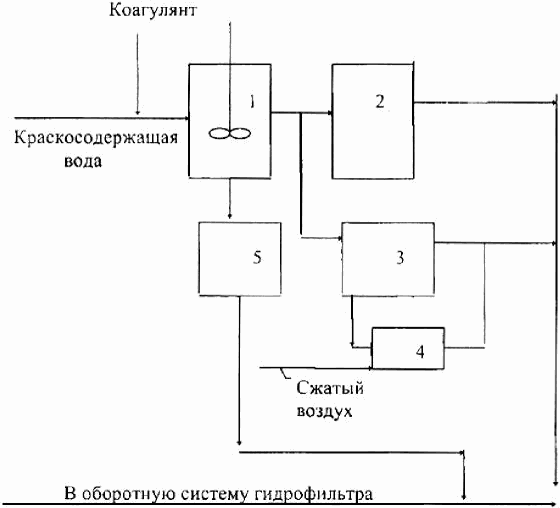
сточных вод [36]:
1 - смеситель; 2 - отстойник; 3 - флотатор;
4 - сатуратор; 5 - фильтр
В технологии очистки воды гидрофильтров окрасочных камер могут быть использованы как традиционные коагулянты: сернокислый алюминий, гидрохлорид алюминия, хлорид алюминия, полиакриламид, сернокислое закисное окисное железо, алюмо- и железосодержащие отходы производства, так и специфические: соли магния, кальция, цинка, а также элюаты (сточные воды) Na-катионитовых фильтров водоумягчительных установок. Применение различных флокулирующих добавок позволяет увеличить эффективность осветления очищаемой воды, уменьшить дозу коагулянта.
Кроме перечисленных реагентов для очистки воды гидрофильтров получили распространение специальные многокомпонентные составы. На практике используются порошкообразные щелочные составы, содержащие гидроксид, силикат и фосфат натрия, сульфат алюминия, жидкие алюмокремниевые кислые коагулянты.
В каждом отдельном случае необходимо разрабатывать оптимальную технологию применения реагентов в зависимости от вида применяемого ЛКМ. При очистке сточных вод от ЛКМ на основе эпоксидных и алкидных смол применение хлорида и сульфата алюминия в дозированном количестве (8 - 16 мг/л) позволяет получить эффект очистки взвешенных веществ 88 - 90% и по ХПК (химическое потребление кислорода) 65 - 68%. При этом токсичность воды гидрофильтра снижается в 10 - 30 раз. Для очистки сточных вод от нитроцеллюлозных и алкидно-акриловых ЛКМ могут быть использованы составы с добавками декстрина. Эффективен щелочной состав на основе едкого натра, кальцинированной соды и полиакриламида. Реагенты могут вводиться непосредственно в ванну гидрофильтра, которая должна иметь зону повышенной турбулентности для смешения реагента с водой.
На рисунке 3.3 показана схема очистки сточных вод гидрофильтра с использованием электрофлотатора при окрашивании железнодорожных вагонов.
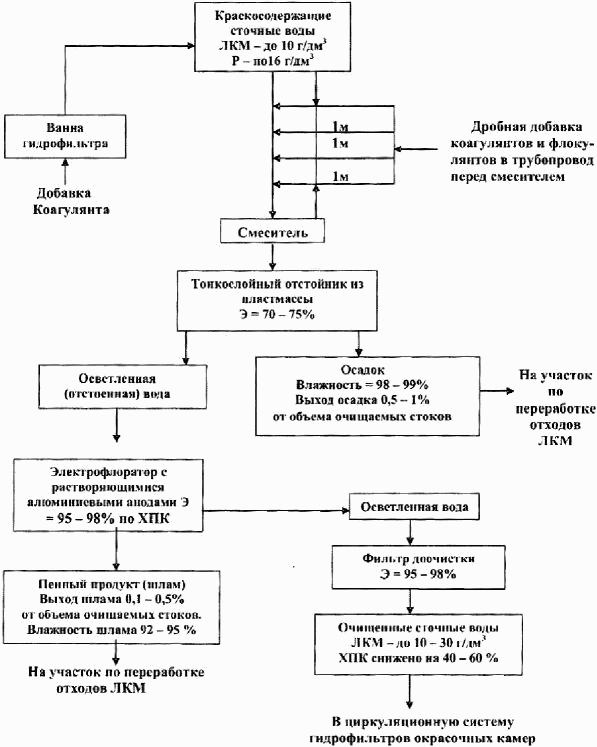
Р - содержание растворителя; Э - эффект очистки
окрасочных камер железнодорожных вагонов [37]
Электрофлотационный способ очистки позволяет достигнуть высоких показателей степени очистки сточных вод. Основными преимуществами этого метода являются: простота изготовления установки, возможность регулировать степени очистки стоков в зависимости от фазово-дисперсного состояния путем изменения только одного параметра - плотности тока, дополнительная минерализация растворимых органических соединений с одновременным обеззараживанием воды за счет образующихся на аноде продуктов электролиза - атомарного кислорода и активного хлора. Электрофлотация осуществляется при следующих параметрах:
- плотность тока - 100 - 150 А/м2;
- pH - 6 - 8,0.
Эффект очистки по ХПК - 95 - 98%, по взвешенным веществам - 98 - 99%.
Для извлечения растворителей из сточных вод за рубежом используется также вакуумная дистилляция [22]. Это испарительная система восстановления, где вакуум используется для снижения давления, позволяющего проводить перегонку при более низких температурах.
Сточные воды гидрофильтров требуют очистки перед сбросом в заводскую канализацию, так как после удаления скоагулированного осадка вода представляет смесь раствора коагулянта с растворителем ЛКМ, в которой находятся взвешенные мелкие частицы твердых фракций ЛКМ. На практике очищенная от скоагулированного осадка вода повторно используется в работе гидрофильтра в течение очень длительного срока.
Скоагулированный осадок образует отходы, которые должны утилизироваться в установленном порядке. Подробно с особенностями обращения с отходами можно ознакомиться в ИТС 15-2021 "Утилизация и обезвреживание отходов (кроме термических способов)" и ИТС 9-2020 "Утилизация и обезвреживание отходов термическими способами".
Наиболее распространенный на предприятиях способ очистки сточных вод - флотационные методы очистки, которые подробно описаны в разделах 2, 4 ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях".
За рубежом в окрасочных камерах значительно шире используются сухие фильтры. В камерах с поперечным движением воздуха чаще используются сухие картонные фильтры. Фильтрующий элемент представляет собой (см. рисунок 3.4) негорючую бумагу складчатого типа (двойная складка) с отверстиями, расположенными в шахматном порядке. Загрязненный ЛКМ воздух, проходя через фильтр, четыре раза меняет направление до выброса в атмосферу. При каждом изменении направления загрязненного воздуха частицы ЛКМ отбрасываются инерционными силами и прилипают к поверхности фильтра. Краскоемкость таких фильтров - от 15 до 30 кг/м2. Фильтр должен утилизироваться в соответствии с определенным классом опасности отхода в установленном порядке.
Рисунок 3.4 - Картонный инерционный фильтр [38]
При вертикальном (нижнем отсосе) движении воздуха используют синтетический фильтр из термовспененных волокон полиэфира. Коэффициент очистки от красочной пыли - от 80 до 97%.
Как правило, замена загрязненных фильтров производится каждую неделю. Загрязненные ЛКМ фильтры образуют твердые отходы, которые должны утилизироваться в установленном порядке (например, сжиганием).
Подаваемый в окрасочную камеру воздух фильтруется на фильтрах тонкой очистки, изготавливаемых из объемного полиэфирного волокна. Обычно их замену производят 2 раза в год. Фильтры образуют отходы, которые должны утилизироваться в установленном порядке.
При использовании сухих фильтров, как правило, требуются дополнительные меры для очистки от растворителей, так как весь выделившийся в процессе окрашивания растворитель поступает в окружающую среду.
При проведении окрасочных работ количество растворителя, выделяемого при окрашивании, зависит от метода окрашивания. В таблице 3.8 приведены данные по количеству выделяемых паров растворителей в окрасочной камере от общего количества растворителя в ЛКМ.
Таблица 3.8
Метод нанесения распылением | Доля растворителя от общего количества в составе ЛКМ, % масс. |
Пневматическое распыление | 25 |
Безвоздушное распыление | 23 |
Электростатическое распыление | 50 |
Нанесение кистью | 10 |
Выделяющийся при окрасочных работах растворитель загрязняет атмосферный воздух.
Отверждение ЛКП осуществляется в естественных условиях или искусственным путем в установках, называемых сушильными камерами. Отверждение (сушка) связано с переходом жидкого ЛКМ в твердое состояние (покрытие) [39]. Отверждение может быть вызвано физическими процессами испарения растворителей, химическими процессами полимеризации или поликонденсации, либо теми и другими процессами одновременно.
Искусственная сушка ЛКП при повышенных температурах позволяет значительно сократить время, затраченное на цикл окрашивания, способствует получению более прочной пленки покрытия. Отверждение ЛКП при повышенных температурах осуществляется в сушильных камерах.
Сушильные камеры (печи) - это оборудование, в котором осуществляются процессы сушки и/или отверждения и в котором выделяются горючие вещества [40].
Применяемые в промышленности сушильные камеры классифицируются:
- по способу подачи энергии окрашиваемому изделию;
- по виду потребления энергии;
- по конструктивному исполнению.
Классификация сушильных камер приведена в таблице 3.9.
Таблица 3.9
Способ подачи энергии | Вид потребляемой энергии |
Конвективные | Водяные |
Паровые | |
Газовые | |
Электрические | |
Терморадиационные | Газовые |
Электрические | |
Терморадиационно-конвективные | Газовые |
Электрические | |
Индукционные | С использованием токов высокой частоты |
С использованием токов промышленной частоты | |
Радиационно-химические | С использованием ультрафиолетовых лучей |
С использованием ускоренных электронов |
В промышленности наиболее широко распространены электрические и газовые сушильные камеры конвективного, терморадиационного и терморадиационно-конвективного типа, в которых отверждение ЛКП связано с использованием тепловой энергии. Перспективными и экономичными являются также радиационно-химические установки, ЛКП в которых отверждаются под действием ультрафиолетовых лучей или ускоренных электронов.
Теплоноситель для сушильных камер выбирается в зависимости от температуры отверждения ЛКП:
- до 80 °C электричество, газ, пар, вода;
- до 100 °C электричество, газ, пар;
- более 100 °C электричество, газ.
При конвективной сушке окрашенные изделия нагреваются в результате непосредственного контакта с горячим циркулирующим воздухом или топочными газами.
Конвективные сушильные камеры отличаются простотой устройства, легкостью обслуживания, высокой надежностью в работе, высокой равномерностью нагревания окрашенных изделий сложной формы, изготовленных из разных материалов. Их недостатки: низкая производительность из-за необходимости длительного нагревания изделий, большая тепловая инерционность, низкая экономичность из-за того, что значительная часть теплоты расходуется на нагревание стен, воздуха камеры, транспортных средств, теряется с выбрасываемым наружу воздухом.
В терморадиационных сушильных камерах окрашенные изделия нагреваются за счет передачи им теплоты лучистой энергией и поглощения лакокрасочным слоем окрашенного изделия тепловых (инфракрасных) лучей. Роль воздуха в конвективном переносе теплоты невелика. Вследствие более интенсивной передачи энергии и быстрого разогрева металлической поверхности изделия продолжительность процесса сушки при терморадиационном методе нагрева по сравнению с конвективным методом уменьшается в 2 - 10 раз.
Терморадиационные сушильные камеры характеризуются простотой конструкции, малой тепловой инертностью, легкостью регулирования теплового режима. Их недостатки: невозможность обеспечения равномерного нагрева поверхности сложнопрофильных изделий; сильное влияние экранирования на нагрев, что ограничивает плотность размещения изделий на конвейере; возможное изменения оттенка покрытий на наиболее сильно облучаемых участках поверхности в результате перегрева.
В терморадиационно-конвективных сушильных камерах комбинируется лучистый нагрев с конвекцией, в результате чего повышаются КПД и равномерность нагрева окрашенных изделий. Особенно эффективно применение таких камер для отверждения покрытий на изделиях сложной конфигурации, имеющих экранированные участки поверхности. По устройству они аналогичны конвективным.
На рисунках 3.5 - 3.10 показаны основные схемы движения воздуха в сушильных камерах различного типа.
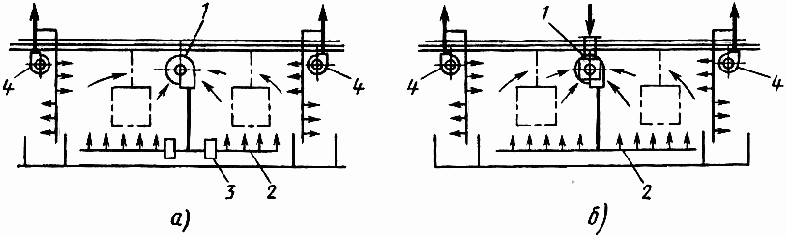
а) при использовании пара; б) при использовании газа
1 - вентилятор; 2 - короб; 3 - калорифер; 4 - вентилятор
для удаления воздуха, насыщенного парами растворителя
в проходной камере или электроэнергии
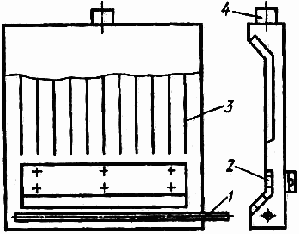
1 - инжекционная горелка; 2 - экран; 3 - ребра
для равномерного нагрева панели; 4 - патрубок,
снабженный шибером и соединенный с газоходом
Рисунок 3.6 - Панель ИК-излучения с газовым обогревом [35]
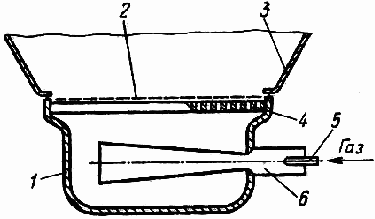
1 - плитки-нагреватели; 2 - металлическая сетка;
3 - алюминиевый отражатель; 4 - керамические плитки;
5 - инжекторное сопло; 6 - смесительная камера
Рисунок 3.7 - Керамический излучатель с отражателями [35]
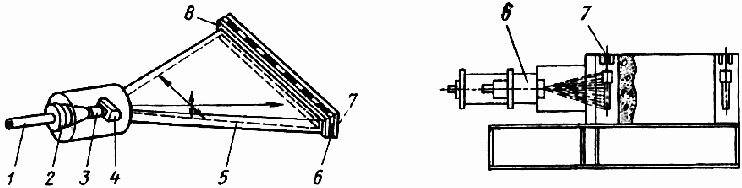
1 - высоковольтный кабель от источника высокого напряжения;
2 - ускорительная трубка; 3 - фокусирующее устройство;
4 - система развертки пучка электронов; 5 - плоский
расширительный раструб; 6 - металлическая фольга из никеля;
7, 8 - фланцы
Рисунок 3.8 - Ускоритель электронов [35]
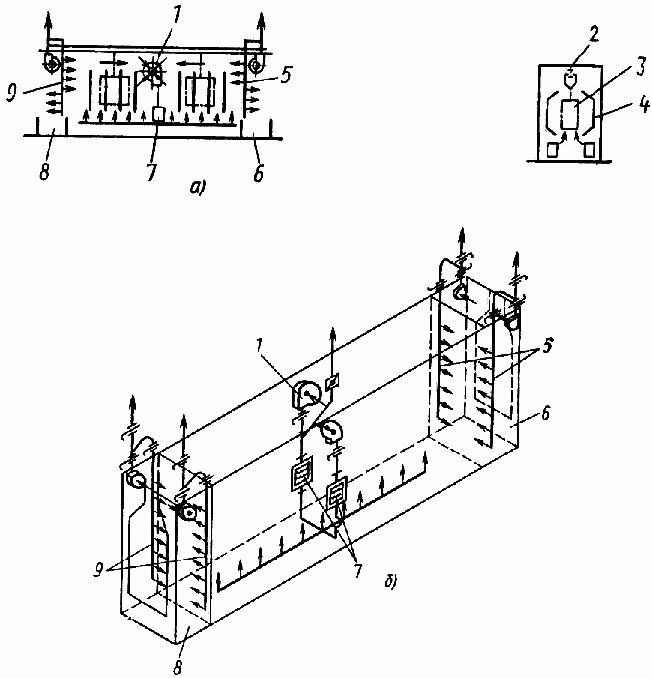
а) схема конструкции; б) схема движения воздуха
1 - вентилятор; 2 - подвесной конвейер; 3 - транспортируемое
изделие; 4 - секции излучателей; 5 - воздушная завеса;
6 - выходной тамбур; 7 - электрокалорифер;
8 - входной тамбур; 9 - воздушная завеса
Рисунок 3.9 - Терморадиационно-конвективная сушильная камера
с электронагревателями [35]
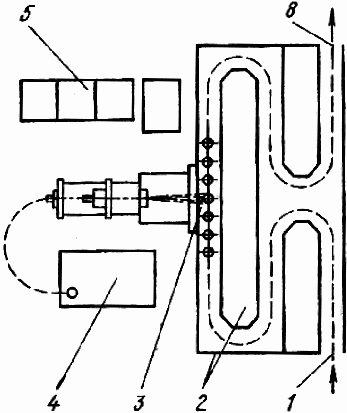
1 - зона загрузки; 2 - экран биологической защиты; 3 - зона
облучения; 4 - высоковольтный источник; 5 - пульт
управления; 6 - фольга выходного окна раструба ускорителя;
7 - изделие на конвейере; 8 - зона разгрузки
отверждения покрытий ускоренными электронами [35]
Вытяжная вентиляция сушильных камер должна обеспечивать:
- концентрацию паров растворителей не более 50% нижнего предела их взрываемости;
- отсос воздуха в количестве, равном объему смеси воздуха с поступающими из топки продуктами сгорания (для сушильных камер с газовым обогревом).
Взрывобезопасная концентрация паров растворителя в сушильной камере обеспечивается выбросом в атмосферу части загрязненного воздуха и подсосом свежего. Удаление загрязненного воздуха осуществляется самостоятельным вытяжным вентилятором, вентиляторами воздушной завесы или рециркуляционным вентилятором через выхлопной воздуховод.
Количество растворителя, выделяемого при сушке, также зависит от метода окрашивания. В таблице 3.10 приведены данные по количеству выделяемых паров растворителей в сушильной камере от общего количества растворителя в ЛКМ в рабочей вязкости.
Таблица 3.10
Метод нанесения распылением | Доля растворителя от общего количества в составе ЛКМ, % масс. |
Пневматическое распыление | 75 |
Безвоздушное распыление | 77 |
Электростатическое распыление | 50 |
Нанесение кистью | 90 |
При использовании газовых сушильных камер нагрев окрашенных изделий осуществляется газовоздушной смесью (смесью топочных газов с воздухом) или воздухом, предварительно нагретым топочными газами в воздухонагревателях. Топочные газы также являются источником загрязнения окружающей среды.
В таблице 3.11 приведен часовой расход отсасываемого воздуха в сушильных камерах в расчете на 100 м2 окрашиваемой поверхности.
Таблица 3.11
при сушке ЛКП
Температура сушки, °C | Часовое количество отсасываемого воздуха, м3 |
До 100 | 900 |
До 150 | 1500 |
До 200 | 1800 |
При работе сушильных установок в атмосферу выбрасывается отработанный воздух со значительным содержанием паров растворителя и других ЛОС (до 3 - 10 г/м2), что загрязняет окружающую атмосферу и ухудшает санитарно-гигиенические условия прилегающих к окрасочному производству территорий. При этом происходят также безвозвратные потери органических растворителей, количество и стоимость которых достаточно велики.
Для очистки выбросов сушильных камер используют адсорбционные и окислительные методы, которые подробно описаны в разделе 3.7.
В зарубежной практике [22] для снижения выбросов в атмосферу от конвективных сушильных камер используют инертные газы вместо обычного воздуха. Инертные газы могут содержать гораздо большее пожаровзрывобезопасное количество растворителя. Уменьшается объем выбрасываемого воздуха, увеличивается концентрация в нем растворителя. Растворитель можно извлечь из выбрасываемого в атмосферу воздуха конденсацией.
Применение УФ-отверждения при окраске рулонного металла уменьшает энергетические затраты на отверждение покрытия на 70%. Отверждение ускоренными электронами позволяет полностью автоматизировать процесс сушки и эффективно при окраске рулонного металла.
Для окрашивания и сушки крупногабаритных изделий в сборе в промышленности используются окрасочно-сушильные камеры.
В соответствии с [41] окрасочно-сушильные камеры - это совокупность агрегатов и связанных друг с другом компонентов, например вентиляторов, системы нагрева для технической вентиляции (например, теплообменников, горелок), механических дроссельных и переключающих клапанов, трубопроводов для технической вентиляции, системы сухих фильтров и/или системы мокрой очистки воздуха, автоматических устройств для тушения пожаров и дополнительного специального электрооборудования, системы управления и энергосети, которые соединены друг с другом в закрытом пространстве с технической вентиляцией для нанесения и сушки жидких ЛКМ.
Окрасочно-сушильные камеры имеют 4 режима работы: окрашивание, обдув, сушка, охлаждение.
В режиме окрашивания воздух забирается всасывающим вентилятором из атмосферы, затем очищается, нагревается на теплообменнике и проходит через потолочное пространство в камеру в направлении пола. Донный фильтр удаляет из выбрасываемого воздуха красочную пыль.
После окончания окрашивания включается режим продува, в течение заданного времени проходит продувка камеры, в результате которой камера очищается от остатков частиц красочной пыли и паров растворителя.
В режиме сушки нагретый калориферами до заданной температуры воздух начинает циркулировать в камере. До 15 - 20% чистого воздуха всасывающий вентилятор постоянно забирает из атмосферы.
В режиме охлаждения в камеру подается воздух из атмосферы для снижения температуры пространства камеры.
На рисунке 3.11 показана схема движения воздуха при работе окрасочно-сушильной камеры.
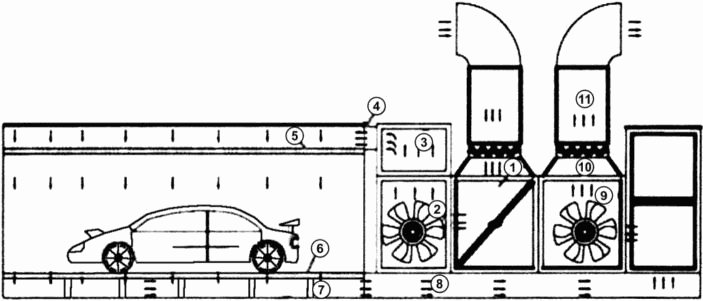
а) режим окраски и продува
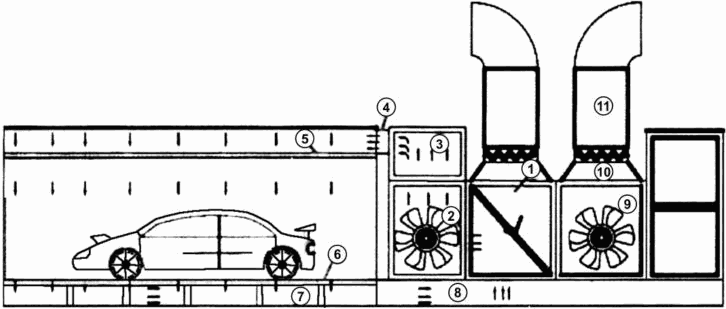
б) режим сушки и охлаждения
(1 - рециркуляционная заслонка; 2 - теплообменник;
3 - верхняя часть; 4 - переходной короб; 5 - камера;
6 - напольные решетки; 7 - основание и пол; 8 - переходной
короб; 9 - вытяжной вентилятор; 10 - заслонка;
11 - вытяжной короб)
Рисунок 3.11 - Пример окрасочно-сушильной камеры [42]
При окрашивании воздух вентилятором подается в приточный короб (1) и очищается на фильтре (2) от грубых частиц. Далее воздух проходит через теплообменник и попадает в потолочное пространство (4), проходит через фильтры тонкой очистки и попадает в камеру (5). Очищенный воздух ровным потоком опускается вниз. Красочная пыль задерживается напольными фильтрами (6). Воздух проходит в подпольное пространство (7), через вентиляционное отверстие (8) попадает в группу вытяжки и выбрасывается в окружающую среду.
В режиме сушки переключают рециркуляционную заслонку (1), прекращая поступление холодного воздуха. Запускается горелка, и освещение камеры отключается. Камера перестает забирать воздух с улицы и переходит в режим рециркуляции. Приточный вентилятор (2) подает воздух в теплообменник, где свежий и чистый воздух из камеры нагревается. Горячий воздух из теплообменника (3) через переходной короб (4) поступает внутрь камеры (5), пройдя через фильтры. После этого через напольные фильтры (6) воздух поступает в основание (7) и через переходной короб (8) снова поступает на рециркуляционную заслонку (1), приточный вентилятор снова подает воздух на теплообменник до достижения заданной температуры. По окончании предусмотренного времени сушки прекращается нагрев и включается режим продувки для удаления остаточных паров растворителя и охлаждения теплообменника.
Режим продувки аналогичен режиму окраски без подогрева.
В результате окрасочных работ образуются отходы, загрязненные красочной пылью, которые утилизируют в установленном порядке.
Периодичность образования отходов:
- каждые 50 ч красочная пыль на фильтрах предварительной очистки воздуха;
- каждые 100 ч фильтры сухой очистки, загрязненные красочной пылью;
- каждые 200 ч фильтры окончательной очистки воздуха, загрязненные красочной пылью;
- каждые 700 ч фильтры предварительной очистки воздуха, подаваемого в камеру;
- каждые 1000 ч потолочные фильтры очистки воздуха, подаваемого в камеру.
Растворители, выделяющиеся при окрасочно-сушильных работах, выбрасываются в атмосферу. Для очистки выбросов от растворителя рекомендуется использовать адсорбционные и окислительные методы очистки (см. раздел 3.7).
В зависимости от состояния ЛКМ и способа его нанесения на изделие различают 5 групп методов окрашивания (см. таблицу 3.12) [43].
Таблица 3.12
Состояние ЛКМ | Способ нанесения | Метод окрашивания | Группа |
Жидкий органорастворимый и водоразбавляемый | Дозированный ЛКМ равномерно подается на поверхность в виде жидкой дисперсии | Пневматическое распыление Безвоздушное распыление Распыление в электрическом поле | I |
Порошковый (отсутствуют органические растворители) | Дозированный ЛКМ равномерно подается на поверхность в виде порошковой аэродисперсии Нагретое изделие погружается в порошковую аэродисперсию | Пневматическое напыление Напыление в электрополе Погружение в псевдоожиженный слой Погружение в псевдоожиженный слой с применением электрополя | II |
Жидкий органорастворимый | Изделие погружается в ЛКМ | Окунание Окунание с последующей выдержкой в парах растворителя | III |
Жидкий водоразбавляемый | Окунание Электроосаждение Автоосаждение | ||
Жидкий органорастворимый | ЛКМ подается на поверхность в виде струй или свободно падающей завесы | Струйный облив Струйный облив с последующей выдержкой в парах растворителя | IV |
Жидкий водоразбавляемый | Струйный облив | ||
Жидкий органорастворимый и водоразбавляемый | ЛКМ подается на поверхность в виде струй или свободно падающей завесы | Налив Валок Кисть | V |
К первой, наиболее распространенной группе относятся: пневматическое и безвоздушное распыление, распыление в электростатическом поле и различные комбинации этих методов. Общим для них является то, что ЛКМ предварительно диспергируется с помощью сжатого воздуха (или гидравлического давления на ЛКМ) и в виде аэрозоля переносится на изделие.
Ко второй, очень перспективной группе с точки зрения защиты окружающей среды относятся методы окрашивания, основанные на получении покрытий из аэродисперсий порошковых красок (не содержат органические растворители).
Третью, четвертую и пятую группы составляют окунание, облив, налив, электро- и автоосаждение, окрашивание кистью и валиком. Для нанесения покрытий этими методами необходим прямой контакт твердой поверхности и жидкого ЛКМ.
В таблице 3.13 приведены сведения о применении различных методов окрашивания для различных изделий.
Таблица 3.13
Метод окрашивания | ЛКМ | Класс покрытия по ГОСТ 9.032-74 | Габариты, конфигурация изделия | Тип производства |
Пневматическое распыление без нагрева | Любой | I | Любые | Единичное, серийное, массовое |
Пневматическое распыление с нагревом | Любой | II | Любые | Серийное, массовое |
Безвоздушное распыление без нагрева и с нагревом | Любой | III | Средние, крупные и особо крупные, простой и средней сложности | Единичное, серийное, массовое |
Электростатическое распыление | С соответствующими электрическими свойствами | II | Любые, простой и средней сложности | Серийное, массовое |
Окунание | Одноупаковочные, кроме быстровысыхающих | IV | Простой и средней сложности | Серийное, массовое |
Окунание с последующей выдержкой в парах растворителя | Одноупаковочные, кроме быстровысыхающих | IV | Простой и средней сложности | Серийное, массовое |
Электроосаждение, автоосаждение | Водоразбавляемый | II | Любые | Серийное, массовое |
Струйный облив, струйный облив с последующей выдержкой в парах растворителя | Одноупаковочные, кроме быстровысыхающего и пенообразующего | V | Средние, крупные, простой и средней сложности | Серийное, массовое |
Налив | Любой | IV | Любые, простой сложности | Серийное, массовое |
Валки | Любой | V | Любые, простой сложности | Серийное, массовое |
Кисть | Любой | V | Любые | Единичное |
Окрашивание пневматическим распылением - способ нанесения лакокрасочного материала распылением с помощью сжатого воздуха. При окрашивании используется оборудование, представленное на рисунке 3.12.
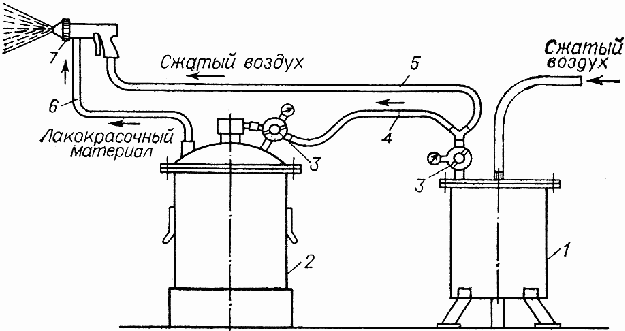
1 - масловодоотделитель; 2 - красконагнетальный бак;
3 - редуктор; 4, 5, 6 - шланги; 7 - краскораспылитель
пневматическим распылением [35]
Окрашивание безвоздушным распылением - способ нанесения лакокрасочного материала, находящегося под высоким давлением, распылением без подачи воздуха (см. рисунок 3.13).
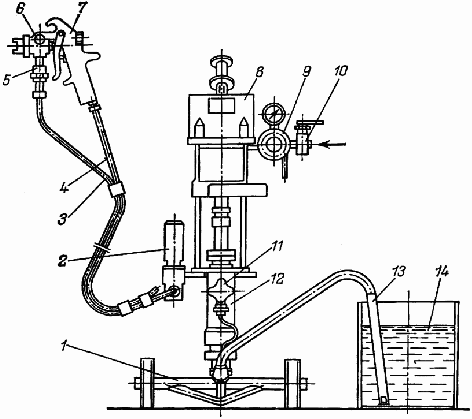
1 - тележка; 2 - фильтр тонкой очистки; 3 - шланг высокого
давления; 4 - шланг подачи воздуха; 5 - фильтр тонкой
очистки краскораспылителя; 6 - дроссель регулировки подачи
воздуха; 7 - краскораспылитель; 8 - пневмопривод насоса;
9 - регулятор давления; 10 - кран; 11 - вентиль сброса
давления; 12 - плунжерный насос; 13 - всасывающий шланг
с фильтром грубой очистки; 14 - емкость с ЛКМ
безвоздушным распылением [35]
Окрашивание электростатическим распылением - способ нанесения лакокрасочного материала, при котором между окрашиваемым изделием и распыленными частицами лакокрасочного материала создается разность электростатических потенциалов (см. рисунок 3.14).
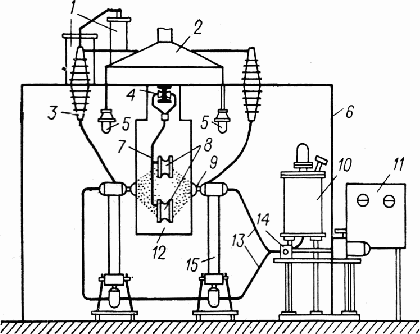
1 - источник высокого напряжения; 2 - короб вентиляционный;
3 - изолятор; 4 - ролики конвейера; 5 - светильник;
6 - корпус камеры; 7 - подвеска; 8 - окрашиваемое изделие;
9 - чаша распылителя; 10 - бак с ЛКМ; 11 - пульт управления;
12 - транспортный проем; 13 - шланги для подачи ЛКМ;
14 - дозатор; 15 - стойка изоляционная
электростатическим распылением [44]
Окрашивание электроосаждением - способ нанесения водорастворимого лакокрасочного материала, находящегося под воздействием электрического тока, на окрашиваемое изделие, являющееся в зависимости от природы лакокрасочного материала анодом или катодом (см. рисунок 3.17).
Окрашивание окунанием - способ нанесения лакокрасочного материала погружением окрашиваемого изделия в ванну с лакокрасочным материалом с последующим извлечением и стеканием избыточного лакокрасочного материала (см. рисунок 3.15).
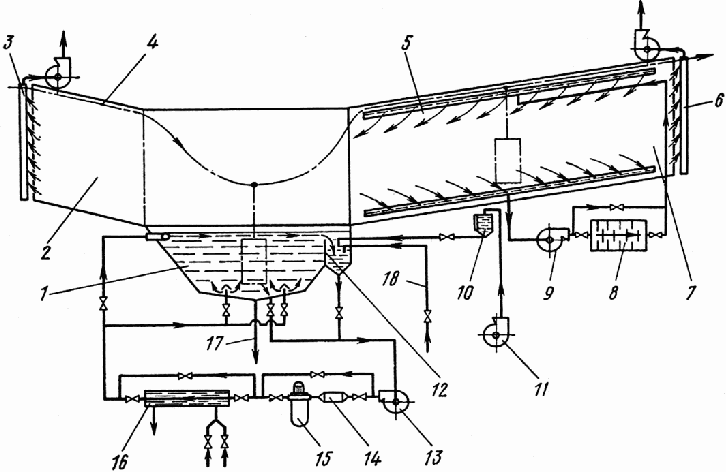
1 - ванна окунания; 2, 7 - тамбуры; 3, 6 - воздушные завесы;
4 - подвесной конвейер; 5 - паровой туннель; 8 - калорифер;
9, 11 - насос подачи растворителя; 10 - мерный бачок;
12 - перегородка; 13 - насос; 14 - магнитный фильтр;
15 - фильтр тонкой очистки; 16 - теплообменник
Рисунок 3.15 - Оборудование для нанесения окунанием [44]
Окрашивание струйным обливом - способ нанесения лакокрасочного материала, при котором окрашиваемое изделие перемещается сквозь завесу струи лакокрасочного материала, рециркулируемого в замкнутом контуре (см. рисунок 3.16).
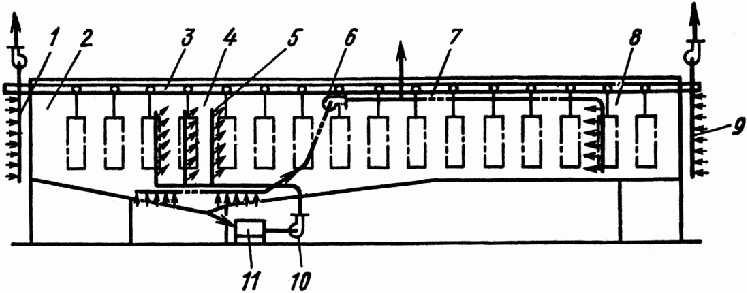
1, 9 - воздушные затворы; 2, 8 - входной и выходной тамбуры;
4 - камера облива; 5 - контур облива с соплами для подачи
ЛКМ; 7 - паровой туннель; 10 - красконагнетальные насосы;
11 - бак ЛКМ
струйным обливом [44]
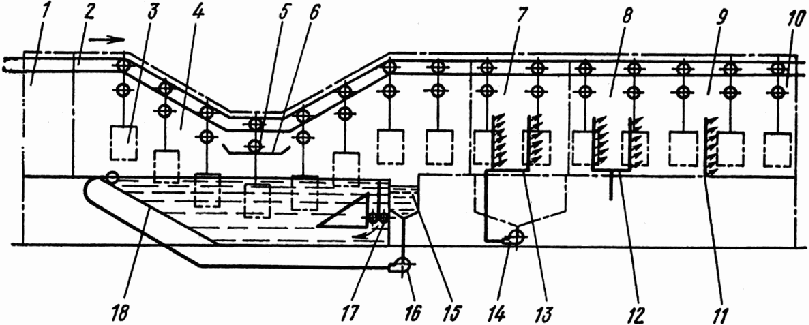
1, 10 - входной и выходной тамбуры; 2 - монорельс; 4 - зона
электроосаждения; 5 - токосъемник с изделием;
6 - токоведущая шина; 7, 8 - зоны промывки водой; 9 - зона
обдува сжатым воздухом; 11 - контур обдува; 12 - промывной
контур; 13 - контуры с насадками; 14 - насос;
15 - переливной карман; 16 - насос; 17 - лопастная мешалка;
18 - ванна (катод)
электроосаждением [35]
Окрашивание валками - способ нанесения лакокрасочного материала, при котором плоское изделие проходит между двумя или более горизонтально расположенными валками, с помощью которых лакокрасочный материал наносится на изделие с одной или обеих сторон (см. рисунок 3.18).

1 - наносящий валок; 2 - регулирующий валок;
3 - питающий валок; 4 - опорный валок; 5 - изделие
методом прямой (а - г) и обратной (д, е) ротации [44]
Окрашивание наливом - способ нанесения лакокрасочного материала наливом без стекания или с возможностью стекания его излишков с окрашиваемого изделия (см. рисунок 3.19).
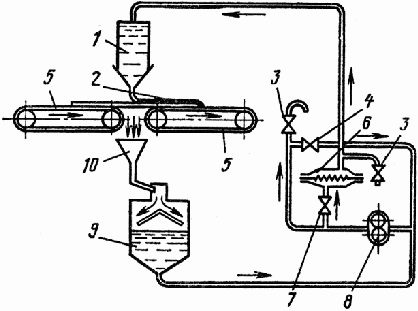
1 - наливочная головка с донной щелью; 2 - окрашиваемое
изделие; 3 - вентиль спусковой; 4, 7 - вентили перепусковые;
5 - транспортирующее устройство; 6 - фильтр сетчатый;
8 - насос; 9 - бак отстойный; 10 - приемный лоток
Рисунок 3.19 - Оборудование для нанесения наливом [44]
В процессе нанесения ЛКМ не весь материал попадает на окрашиваемую поверхность. Часть материала теряется и образует безвозвратные потери в виде красочной пыли. В таблице 3.14 приведены потери ЛКМ в зависимости от метода нанесения. Потери зависят также от сложности конфигурации поверхности изделий.
Таблица 3.14
поверхности, % масс.
Метод окрашивания | Группа сложности поверхности | ||
I | II | III | |
Пневматическое распыление | 24 | 34 | 55 |
Безвоздушное распыление (без подогрева) | 20 | 35 | 55 |
Электростатическое распыление | 10 | - | - |
Электростатическое распыление высокооборотными распылителями | 8 | - | - |
Струйный облив с выдержкой в парах растворителя | 20 | 25 | - |
Окунание | 20 | 25 | - |
Электрофорез | 5 | 10 | - |
Валковый | 10 | - | - |
Налив | 10 | - | - |
В таблице 3.15 приведены данные по выделению загрязняющих веществ (растворителей) при нанесении ЛКМ.
Таблица 3.15
Метод нанесения | Содержание паров растворителя от общего содержания растворителя в ЛКМ в рабочей вязкости, % масс. | |
при окрашивании | при сушке | |
Пневматическое распыление | 25 | 75 |
Безвоздушное распыление | 23 | 77 |
Гидроэлектростатическое распыление | 25 | 75 |
Пневмоэлектростатическое распыление | 20 | 80 |
Электростатическое распыление | 50 | 50 |
Горячее распыление | 22 | 78 |
Окунание | 28 | 72 |
Струйный облив | 35 | 65 |
Электроосаждение | 10 | 90 |
В таблице 3.16 приведены экологические и экономические преимущества и недостатки различных методов нанесения.
Таблица 3.16
Метод окрашивания | Преимущества | Недостатки |
Пневматическое распыление | Простота устройства и обслуживания оборудования, надежность его работы; возможность окрашивания поверхностей любой сложности и конфигурации; высокое качество ЛКП; простота в обслуживании | Большие потери на туманообразование |
Безвоздушное и комбинированное распыление | Уменьшение потерь ЛКМ на туманообразование; высокопроизводительное окрашивание; возможность получения утолщенного слоя ЛКП | На изделиях сложной формы, а также на рамных изделиях большие потери ЛКМ; большой расход ЛКМ через сопло распылителя; невозможность изменения расхода ЛКМ; невозможность получения высокого класса покрытия; более дорогостоящее оборудование по сравнению с оборудованием пневматического распыления |
Ручное электростатическое и пневмоэлектростатическое распыление | Сокращение потерь ЛКМ (до 90% ЛКМ попадает на окрашиваемую поверхность) | Возможны непрокрасы на острых кромках; невозможность окрашивания изделий сложной конфигурации, имеющих глубокие впадины и сложные сопряжения, без последующего подкрашивания пневматическим распылением; высокая стоимость оборудования |
Окунание, струйный облив | Не требует сложного оборудования; процесс окрашивания без участия маляра; одновременное окрашивание наружных и внутренних поверхностей большого количества изделий различной конфигурации | Окрашиваемые изделия должны иметь обтекаемую форму и гладкую поверхность; значительная неравномерность и невысокое декоративное качество покрытия; возможность потеков; необходимость больших объемов ЛКМ для заполнения ванны окунания; необходимость емкости аварийного слива за пределами окрасочного участка |
Электроосаждение | Высокое качество покрытия; равномерность по толщине; отсутствие потеков; возможность окрашивания внутренней и внешней поверхностей изделий со скрытыми карманами; экологически безопасный метод | Сложное дорогостоящее оборудование; применимость только для грунтования поверхности; высокотемпературная (180 °C) сушка |
Снижению количества выбросов загрязненного воздуха в атмосферу способствует автоматизация процесса окрашивания и подачи ЛКМ на распыление.
Согласно [22], во время ручного перемешивания возникают потери растворителя от 1 до 2%. Они могут составлять до 15% от общего объема выбросов ЛОС. Автоматическое смешение ЛКМ в закрытых емкостях уменьшает количество выбросов ЛОС в атмосферу.
Теоретическая и практическая подготовка персонала также имеет немаловажное значение. Знания технологических инструкций ведения технологического процесса окрашивания, обслуживания оборудования, свойств применяемых материалов, борьбы с розливами обеспечивают снижение потребления ЛКМ и отходов производства и способствуют снижению выбросов ЛОС.
Оптимизация технологических процессов окрашивания, использование компьютерных программ для поддержания параметров работы оборудования позволяют оптимизировать потребление воды, электроэнергии и экономию сырья, способствуют сведению к минимуму выбросов ЛОС.
Техническое обслуживание оборудования, регулярные визуальные проверки уплотнений, фланцев, клапанов, гидравлические испытания трубопроводов и резервуаров, наличия износа исключают неорганизованные выбросы ЛОС в результате аварий.
При окрашивании электроосаждением применение обратной каскадной системы промывки снижает потребление воды и образование отходов.
При окрашивании пневматическим распылением переход на распылители низкого давления (HVLP) обеспечивает экономию лакокрасочного материала до 20% по сравнению с обычным пневматическим распылением [22]. Более низкие количества ЛОС образуются при горячем распылении ЛКМ, так как снижается количество растворителя в ЛКМ рабочей вязкости. Нагрев до 60 - 70 °C может осуществляться как в распыляющем пистолете, так и в емкости или нагретых трубопроводах. Уменьшается количество слоев ЛКП. Расход ЛКМ может снизиться до 10% [22].
Камеры и зоны предназначены для выдержки и растекания ЛКМ. В этих камерах и зонах можно проводить естественную сушку лакокрасочных материалов. Камеры представляют собой туннели, снабженные приточно-вытяжной вентиляцией. Эти камеры в технологической линии окрашивания помещаются перед сушильной камерой. Зоны выдержки снабжены приточно-вытяжной вентиляцией и не имеют ограждений от основного помещения окрасочного производства.
В камерах и зонах выдержки и растекания ЛКМ проходят процессы испарения растворителя, как и при сушке ЛКМ. К ним предъявляются такие же требования по взрывобезопасности, что и для сушильных камер. Часовое количество отсасываемого воздуха составляет 1500 - 2000 м3 на 1 м2 открытого проема туннеля. Вытяжная вентиляция должна обеспечивать концентрацию паров растворителей не более 50% нижнего предела их взрываемости.
Время выдержки в технологическом процессе окрашивания для большинства ЛКМ составляет от 5 до 10 мин.
По данным [45], потери растворителя из свежеокрашенных покрытий перед горячей сушкой составляют:
- 10 мин - 25% масс.;
- 20 мин - 45% масс.;
- 30 мин - 50% масс.
Испарение растворителей со свежеокрашенных поверхностей происходит неравномерно по времени и зависит от физико-химических свойств ЛКМ, температуры и скорости воздуха вблизи высыхающей поверхности, от расположения поверхности в пространстве (вертикально, горизонтально).
Определение текущих уровней выбросов загрязняющих веществ в окружающую среду от камер и зон выдержки и растекания ЛКП приведено в разделе 4.
Для очистки загрязненного воздуха, выбрасываемого в атмосферу, применяют такие же методы, что и для сушильных камер.
окрасочно-сушильного оборудования
Для очистки вентиляционных выбросов, содержащих пары растворителей, применяются в основном два метода: адсорбционный и окислительный [46, 47].
Адсорбция - это процесс избирательного поглощения одного или нескольких компонентов из газовой или жидкой среды твердыми телами. В промышленной практике в качестве адсорбентов применяют активные угли, силикагели, алюмогели и цеолиты.
Наиболее распространенным адсорбентом для рекуперации летучих растворителей являются активные угли. Их применяют для улавливания паров растворителя, присутствующих в выбросах в небольшой концентрации.
Активные угли - пористые углеродные адсорбенты, содержащие все разновидности пор. Для очистки вентиляционных выбросов используются так называемые газовые и рекуперационные активные угли. Используются газовые угли типа АГ (антрацитные газовые), БАУ (бурые активные угли), СКТ (спеченные коксовые тощие) и рекуперационные типа АР, АРТ и др.
На рисунке 3.20 показана схема сорбционной технологии очистки.
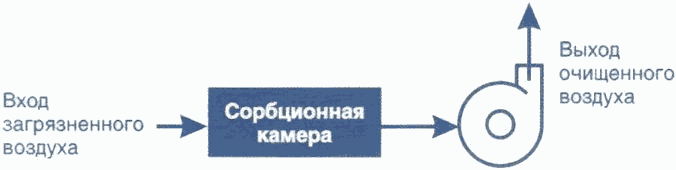
Рисунок 3.20 - Пример сорбционной очистки воздуха [48]
Температура входной газовой смеси должна быть не выше 60 °C, концентрация пыли - до 10 мг/м3. Концентрация вредных веществ - до 10 мг/м3 без регенерации адсорбента и неограниченно - с регенерацией. Эффективность очистки составляет 90 - 98%.
Схема секции угольного фильтра показана на рисунке 3.21.
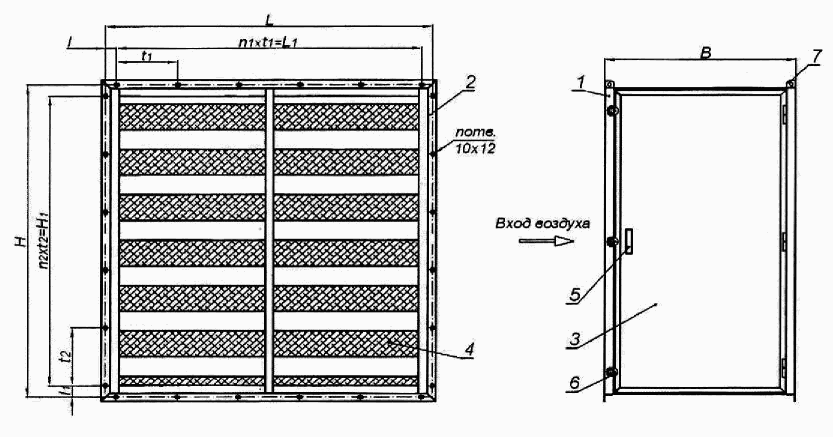
1 - корпус; 2 - фланец; 4 - фильтрующие ячейки; 5 - ручка;
6 - прижим; 7 - проушины для строповки
сорбционно-угольного фильтра [49]
При применении активных углей окрасочные камеры будут служить значительно дольше по сравнению с сушильными камерами, так как 1/4 часть растворителей выделяется при окраске и 3/4 - при сушке ЛКМ. Сорбционный метод очистки с использованием угольных фильтров предполагает встраивание их в воздуховоды. При отсутствии установки регенерации метод становится дорогостоящим, так как стоимость активного угля может доходить до 10 долларов за 1 кг.
Суть окислительного метода очистки заключается в обезвреживании паров растворителей путем их сжигания (окисления) и превращения при этом в пары воды и углекислый газ.
Этот метод подразделяется на низкотемпературный каталитический, высокотемпературный термический и термокаталитический комбинированный. К разновидностям низкотемпературного каталитического метода относятся газоразрядно- и плазмокаталитический методы очистки.
Термические регенеративные окислители (см. рисунок 3.22), работающие при температуре 760 - 816 °C, имеют трубчатый теплообменник в корпусе из нержавеющей стали для предварительного нагрева воздуха. Окисление происходит при прохождении вытяжного воздуха через теплообменник, при смешении и поддержании его при повышенной температуре в камере сгорания в течение 0,5 - 2 с. Современные термические окислители (оксидайзеры) имеют КПД до 80%, и степень очистки составляет около 95 - 99%.
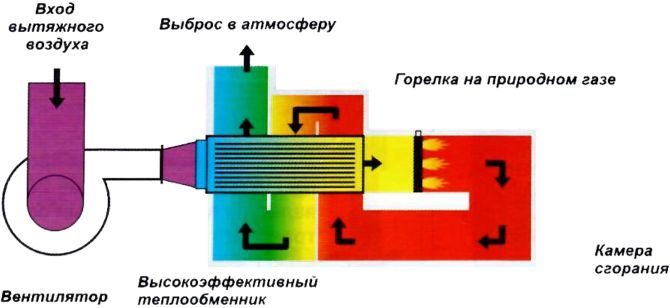
термического рекуперативного окислителя [47]
При применении оксидайзеров для дожигания отходящих от сушильных камер газов выбросы растворителей в атмосферу снижаются на 85%. Экологический эффект от внедрения такой системы очистки на заводах по производству легковых автомобилей выражается в снижении выбросов ЛОС на 120 т/г. КПД систем "Оксидайзер" составляет около 94%.
Метод термической очистки наименее затратный. Установка горелок в газоходы обеспечивает сжигание органических примесей в удаляемом воздухе, а также нагрев воздуха для дальнейшего использования в сушильных камерах.
В регенеративно-термическом окислителе (см. рисунок 3.23) (PTO/RTO) загрязненный воздух от рабочего процесса направляется приточным вентилятором во всасывающий трубопровод последовательно через первую и вторую коробки регенерации энергии с помощью впускных контрольных клапанов. Загрязненный воздух проходит от узла клапана вертикально вверх через первую из двух коробок теплообменника, где адсорбирует тепло из керамической среды, охлаждая таким образом среду и обеспечивая предварительный нагрев воздушного потока.
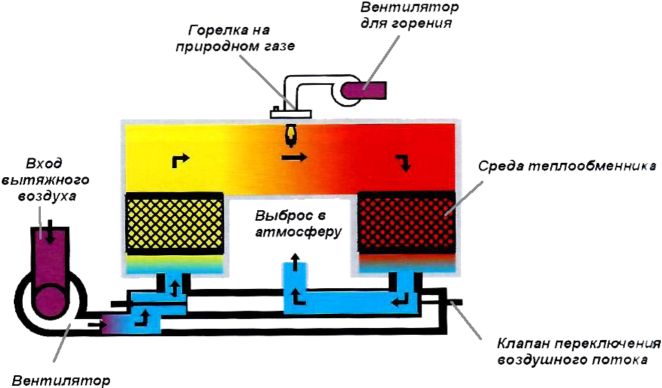
термического регенеративного окислителя [47]
Затем предварительно нагретый воздух поступает в камеру сгорания. В камере сгорания воздух нагревается до температуры 816 °C и поддерживается при этой температуре в течение 0,5 - 2 с до полной деструкции ЛОС. Дополнительно в камеру сгорания подводится топливо (природный газ). Чистый горячий воздух проходит от камеры сгорания вертикально вниз через вторую коробку регенерации энергии. Тепло, получаемое при термическом окислении загрязненного воздуха, адсорбируется затем керамической средой, которая нагревается, а очищенный воздух охлаждается. Охлажденный воздух выбрасывается в атмосферу через выпускной контрольный клапан, выпускной трубопровод и выхлопную трубу. Для достижения максимального теплообмена, как правило, клапаны переключаются для чередования пути воздушного потока между коробками через каждые 3 - 5 мин. Современные RTO обеспечивают КПД до 97% и обеспечивают очистку воздуха до 95 - 99%.
Эффективность применения установок термического дожигания зависит от концентрации паров растворителя в газовых выбросах, которая обычно составляет 0,5 - 5 г/м3 (чем она больше, тем выше технико-экономические показатели установок).
Каталитические окислители обеспечивают химическую деструкцию растворителей при более низкой температуре по сравнению с термическим окислением, обычно при 260 - 343 °C. Благодаря более низкой рабочей температуре каталитическая деструкция требует меньших энергозатрат. Для уменьшения производственных расходов каталитические окислители имеют высокоэффективный противоточный пластинчатый теплообменник для предварительного нагрева очищаемого воздуха. Окисление происходит при прохождении загрязненного воздуха через слой катализатора из чистых металлов группы платины (рисунок 3.24). Современные рекуперационные каталитические окислители имеют КПД до 80% и обеспечивают степень очистки 95 - 99%.
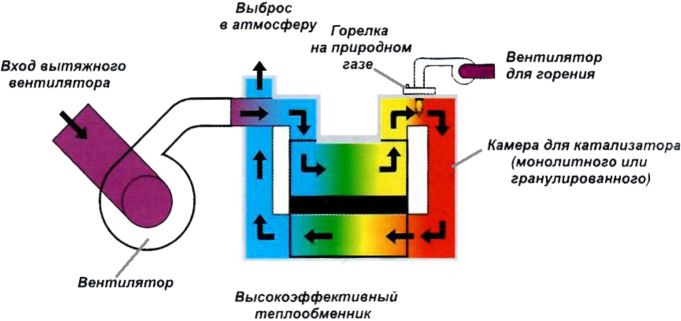
каталитического окислителя [47]
Для дожигания исходящих газов из сушильных камер рекомендуется использовать катализаторы PtCu-Ce/Al2O3 в блоках из кордеирита. Стоимость очистки ориентировочно составляет 2,5 $ за 1 м3 очищаемого воздушного потока. Каталитические блоки работают не менее трех лет до момента регенерации.
В настоящее время широко изучается и развивается фотокаталитический метод окисления органических соединений. В основном при этом используются катализаторы на основе диоксида титана с применением УФ-облучения.
Сущность метода состоит в окислении веществ на поверхности катализатора под действием мягкого УФ-излучения диапазона А (с длиной волны более 300 нм). Реакция протекает при комнатной температуре, при этом токсичные примеси не накапливаются на фильтре, а разрушаются до безвредных компонентов воздуха (диоксида углерода, воды и азота). Вредные органические, неорганические загрязнители, бактерии и вирусы адсорбируются на поверхности фотокатализатора, нанесенного на пористый носитель (фотокаталитический фильтр). Под действием света от УФ-лампы органические компоненты окисляются до углекислого газа и воды.
Для очистки воздуха от окрасочных камер предлагается использование фотокатализатора Pt/Pd/TiO2. Установка, включая озонатор с производительностью 1 - 2 г озона в час, будет потреблять порядка 25 кВт электроэнергии. Срок работоспособности установки - 1,5 - 2 года.
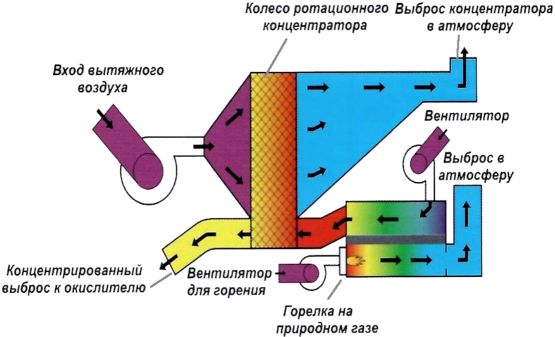
Рисунок 3.25 - Диаграмма воздушного потока системы
ротационного концентратора [47]
Процесс очистки воздуха производится в две стадии:
- удаление загрязнений из воздушного потока с помощью вращающего колеса из гидрофобного цеолита;
- деструкция концентрированного загрязнения воздуха с помощью RTO.
После предварительной эффективной фильтрации от твердых загрязнений воздух проходит через вращающееся колесо концентратора, растворитель адсорбируется гидрофобной средой из цеолита. Приблизительно 10% очищенного воздушного потока проходит через вентиляционную систему охлаждения, остальная часть выбрасывается в атмосферу. 10% воздушного потока нагревается до температуры десорбции (обычно 176 °C) и возвращается в корпус концентратора в зону десорбции. Колесо концентратора вращается со скоростью 2 - 8 об/ч, при этом сектор колеса с адсорбированным растворителем постоянно проходит через зону десорбции для удаления с помощью нагретого воздушного потока. Затем воздушный поток с высокой концентрацией растворителя подается в RTO для термической деструкции. Концентрация увеличивается по сравнению с первоначальным отходящим газом примерно в 15 раз.
Термокаталитические методы очистки отличаются универсальностью. Они позволяют перерабатывать многокомпонентные газы с малыми начальными концентрациями растворителей, добиваться высокой степени очистки, вести процесс непрерывно, избегать образования вторичных загрязнений. Реализация метода каталитического окисления зависит в основном от правильного выбора надежных, долговечных и дешевых активных катализаторов. Наиболее активны платиновые и палладиевые катализаторы, а также катализаторы на основе Cr2O3, Fe2O3, CuO, NiO, Co3O4.
Для невысоких концентраций и больших объемов очищаемого воздуха (например, воздуха окрасочных камер) использование термокаталитического метода требует высоких энергозатрат.
Разновидностями термокаталитического метода очистки являются озоно-каталитический, сорбционно-плазмо-каталитический и газоразрядно-каталитический методы (см. рисунки 3.26 - 3.28).

Рисунок 3.26 - Пример озоно-каталитической очистки [48]

Рисунок 3.27 - Пример сорбционно-плазмо-каталитической
очистки [48]
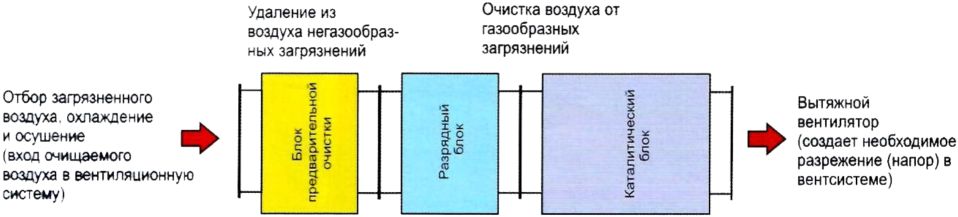
очистки [47]
Температура входной газовой смеси должна быть до 100 °C. Концентрация пыли - до 10 мг/м3, концентрация вредных веществ - до 100 мг/м3. Энергопотребление составляет до 3 Вт·ч/м3. Достигается степень очистки 90 - 98%.
Температура входной газовой смеси должна быть до 260 °C. Концентрация пыли - до 10 мг/м3, концентрация вредных веществ - до 3 г/м3. Энергопотребление составляет до 1 Вт·ч/м3. Достигается степень очистки 90 - 98%.
На рисунке 3.28 показана схема газоразрядно-каталитической установки очистки воздуха от растворителей. Установка очищает вентиляционные выбросы от газообразных загрязнений органической природы путем их полного каталитического окисления атмосферным кислородом до образования углекислого газа и воды. Окисление происходит в результате комбинирования воздействия объемного барьерного разряда, озона высокой концентрации, каталитического воздействия на молекулы загрязнений и других физических факторов. Оборудование встраивается в существующую систему вентиляции.
Конструктивно состоит из следующих блоков:
- газоразрядный блок;
- каталитический блок;
- блок питания;
- щит управления.
Блоки установки монтируются непосредственно в вытяжную вентиляцию.
Производительность установки - до 30 000 м3. Энергопотребление - до 6 кВт. Температура входящей газовой смеси - до 50 °C. Достигается эффективность очистки 90 - 99%, которая не зависит от качественного состава загрязнений.
К преимуществам газоразрядно-каталитической технологии по сравнению с термокаталитической очисткой относится низкое потребление электроэнергии (0,12 Вт/м3), к недостаткам - необходимость охлаждения вытяжного воздуха до 50 °C. В течение трех лет возможно снижение эффективности очистки на 10 - 20% от начальной из-за снижения эффективности катализатора. При этом возможно восстановление (регенерация) катализатора либо его замена. Регенерация катализатора с восстановлением 85% его эффективности производится путем подогрева в течение 2 ч. При этом возможно выделение большого количества дыма. Стоимость катализатора для замены составляет 30 - 35% от базовой стоимости установки. Установки предназначены для очистки воздуха от газообразных органических загрязнений с концентрацией от 3 г/м3.
Биохимические методы очистки (рисунок 3.29) основаны на способности микроорганизмов разрушать и преобразовывать различные соединения. Разложение веществ происходит под действием ферментов, вырабатываемых микроорганизмами в среде очищаемых газов. Биохимическая система пригодна для очистки газов постоянного состава. К недостаткам биохимического метода очистки относятся: низкая скорость биохимических реакций, высокая избирательность штампов микроорганизмов, трудоемкость переработки смесей переменного состава, необходимость утилизации продуктов очистки.
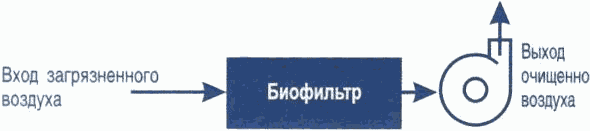
Рисунок 3.29 - Пример схемы биологической очистки [48]
Влажность входной газовой смеси может быть до 100%. Температура газовой смеси должна быть не более 50 °C. Концентрация пыли без предварительной фильтрации допускается до 100 мг/м3. Применяют для очистки загрязнений растворителями до 100 мг/м3. Энергопотребление отсутствует (без учета вентилятора). Эффективность очистки составляет 80 - 98%. Биологическая очистка эффективна для очистки от растворителей, хорошо растворяющихся в воде (простые и сложные эфиры, кетоны, спирты).
В зарубежной практике [22] используется также метод охлаждения отходящих газов в теплообменнике до температуры ниже 0 °C. Обычно используется два режима: конденсации и разморозки. ЛОС могут быть восстановлены и повторно использованы. Этот метод обычно используют при концентрациях растворителя выше 100 г/м3.
Используется также криогенная заморозка жидким азотом при концентрации загрязнений от 200 до 1000 г/м3.
в окружающую среду
Все отрасли, в которых осуществляется обработка поверхностей, являются значительными потребителями энергии на протяжении всей деятельности: процессы обработки поверхности, сопутствующие виды деятельности, а также оборудование для снижения негативного воздействия на окружающую среду. Значительные объемы энергии используются для извлечения воздуха, загрязненного растворителями, а природный газ может использоваться в качестве вспомогательного топлива для термического разрушения ЛОС при низких концентрациях. Баланс потребления энергии и снижения выбросов ЛОС, а также, если возможно, рекуперации энергии, должны быть тщательно рассмотрены. Во многих случаях комплексные решения, такие как лучший контроль неконтролируемых выбросов и плановое техническое обслуживание, могут значительно снизить выбросы ЛОС более энергоэффективным способом, чем решения, основанные только на очистке отходящих газов.
Например, потребление энергии в процессе покраски в транспортном машиностроении составляет около 40 - 50% от общего потребления энергии в производстве автомобилей (на участке сборки автомобилей), и этот энергоемкий этап является потенциально наиболее экологически значимым в производстве автомобилей после учета использования растворителей и выбросов. Основная доля потребляемой энергии поставляется в виде природного газа и используется для нагрева сушильных камер и термического снижения выбросов отходящих газов, содержащих растворители.
Высокоэффективные методы могут быть использованы для снижения расхода материалов в целом. Выбросы растворителей могут быть значительно снижены за счет использования высокоэффективных методов нанесения и ЛКП с высоким соотношением твердых веществ к растворителю.
Вода используется при охлаждении, а также в других процессах, в частности, при операциях по предварительной обработке и нанесению покрытий на водной основе. Минимизация потребления воды является важным фактором снижения негативного воздействия на окружающую среду, отдельные методы, способы представлены в разделах 5 и 6.
ЛКМ - сложные многокомпонентные системы, содержащие пленкообразователи, пигменты, наполнители и, как правило, значительные количества органических растворителей, при нанесении ЛКМ в окрасочных камерах образуются пары растворителей и вода, насыщенная растворителями и красочным аэрозолем. Для очистки отходящих газовых потоков применяют ряд способов: окисление кислородом на катализаторах, непосредственное сжигание, улавливание с использованием гидрофильтров, а также сорбционные способы, с помощью которых удается выделить вещества для повторного использования в производстве.
Сокращение выбросов вредных веществ в атмосферу можно достичь с помощью инженерно-технических решений:
- оптимизации процесса окраски;
- автоматизации оборудования;
- модернизации систем рециркуляции;
- очистки отходов;
- внедрения ЛКМ с высоким сухим остатком, водоразбавляемых, порошковых и радиационно-отверждаемых.
Более подробно методы, применяемые для снижения выбросов загрязняющих веществ, образующихся в окрасочном производстве, представлены в разделах 3, 5 и 6.
Представленные в данном разделе результаты анкетирования предприятия отрасли варьируются в широком диапазоне. В первую очередь это связано с тем, что обработка поверхностей применяется во многих отраслях: в транспортном машиностроении и судостроении, авиационно-космической промышленности, железнодорожной отрасли, станкостроении и др.
Значительная доля выбросов отходящих газов окрасочного производства связана с процессами подготовки поверхностей, подготовки ЛКМ, нанесения ЛКМ, процессами сушки и отверждения. На рисунках 4.1 - 4.7 представлены результаты анкетирования предприятий (выбросы маркерных веществ, летучих органических соединений).
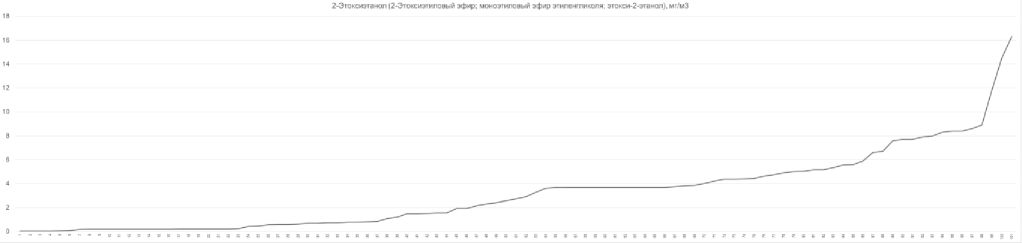
этиленгликоля; этилцеллозольв), мг/м3
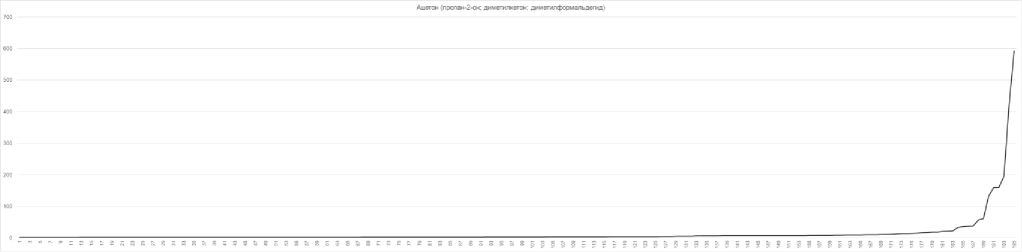
Рисунок 4.2 - Выбросы - Ацетон (Пропан-2-он; диметилкетон;
диметилформальдегид), мг/м3
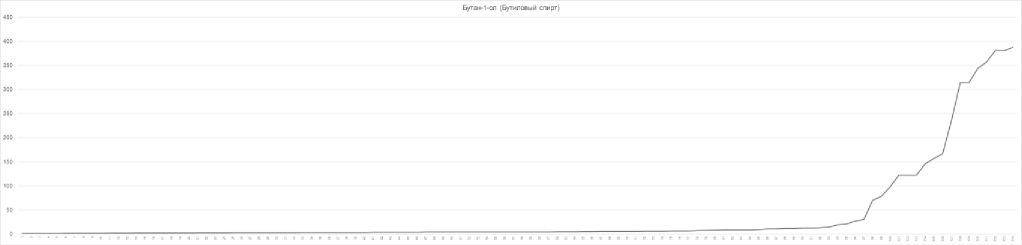
Рисунок 4.3 - Выбросы - Спирт бутиловый (бутан-1-ол), мг/м3
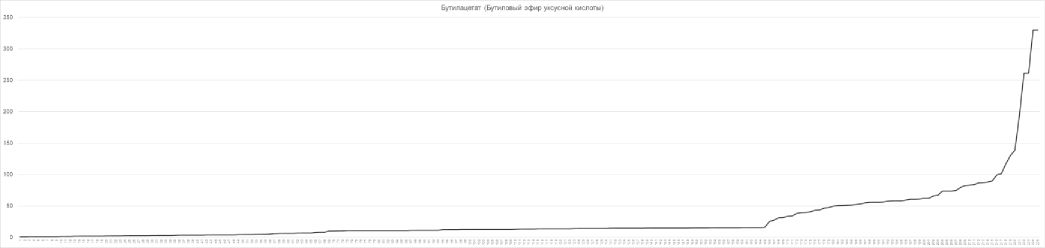
Рисунок 4.4 - Выбросы - Бутилацетат (Бутиловый эфир
уксусной кислоты), мг/м3
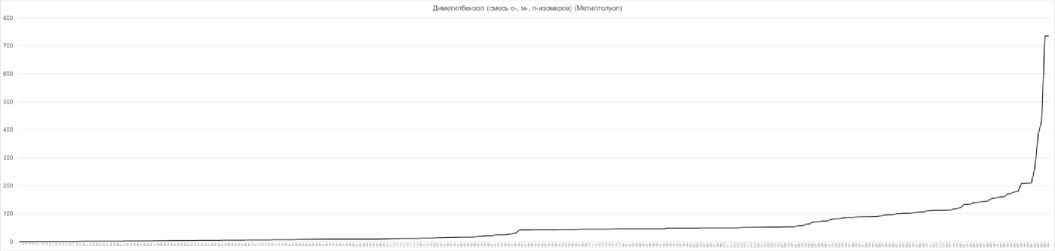
Рисунок 4.5 - Выбросы - Диметилбензол (ксилол) (смесь о-,
м-, п-изомеров (метилтолуол)), мг/м3
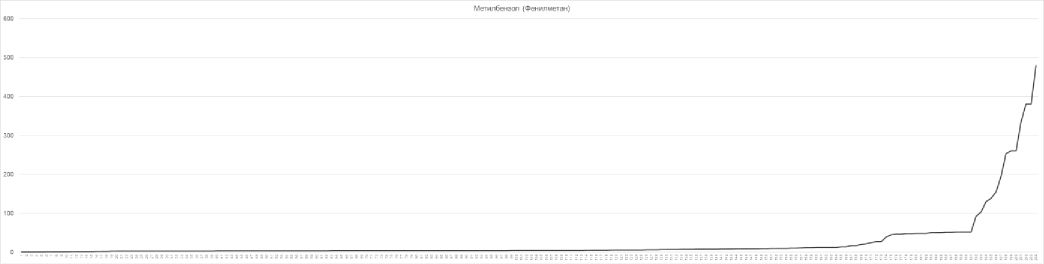
Рисунок 4.6 - Выбросы - Метилбензол (фенилметан;
толуол), мг/м3
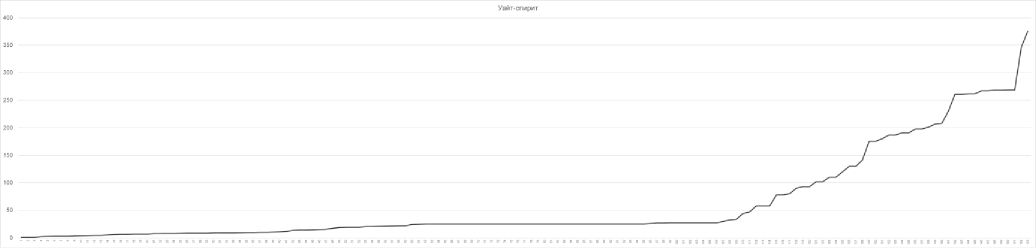
Выбросы взвешенных веществ происходят в результате некоторых процессов (например, шлифования древесины и других поверхностей), а также в результате попадания жидких частиц ЛКМ в процессе распыления ЛКМ (избыточное распыление ЛКМ - окрасочный туман).
На рисунке 4.8 представлены результаты анкетирования предприятий (выбросы взвешенных веществ при нанесении покрытий методом пневмораспыления).
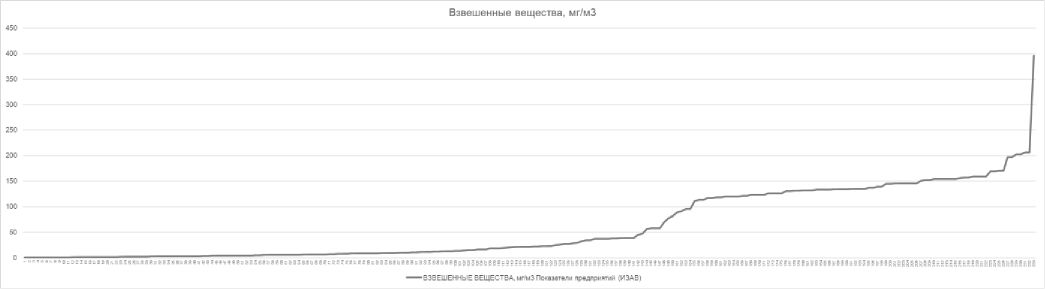
(разнородные по составу твердые частицы, содержащиеся
в выбросах загрязняющих веществ и не поименованные
в разделе I перечня загрязняющих веществ,
в отношении которых применяются меры государственного
регулирования в области охраны окружающей среды,
утвержденного распоряжением Правительства
Российской Федерации от 20 октября 2023 г. N 2909-р), мг/м3.
Нанесение ЛКМ методом пневмораспыления
Выбросы NOx и CO происходят от термических методов обработки отходящих газов, а иногда из сушильных камер. Их нельзя легко сократить, и на предприятиях их образование контролируется правильной конструкцией систем обработки отходящих газов, включая горелки с низким выбросом NOx и оптимизацией рабочих условий. При настройке систем обработки отходящих газов необходимо найти баланс между эффективностью снижения выбросов ЛОС, потреблением энергии и образованием вторичных загрязняющих веществ NOx и CO, связанных с процессом, особенно с учетом обратной зависимости температуры от концентрации NOx и CO.
В отношении производственных сточных вод практически во всех анкетах, направленных предприятиями отрасли в рамках этапа сбора данных, указано отсутствие их сброса в водный объект. Сбросы предприятий поступают в централизованные очистные сооружения.
При использовании растворителей образующиеся отходы часто могут быть классифицированы как опасные. Вопросы управления обращения с отходами, а также методы минимизации образования отходов рассматриваются в разделах 5 и 6.
парниковых газов
Отрасли, в которых осуществляется обработка поверхностей, являются значительными потребителями энергии. Например, некоторые машиностроительные предприятия с полным технологическим циклом производства могут иметь в своем составе металлургическое производство.
Основные цеха машиностроительных предприятий: литейные, термические, механической обработки, кузнечно-прессовые, сварочные, сборочные, окрасочные, инструментальные, цеха изготовления резинотехнических изделий, цеха изготовления деталей из пластмасс, гальванические цеха, цеха изготовления стекло- и керамических изделий, цеха по производству электроизоляционных изделий, деревообрабатывающие и цеха упаковки изделий.
Наиболее энергоемкими и характеризующимися наибольшими выбросами парниковых газов являются:
- металлургическое производство/цех;
- гальваническое производство/цех;
- окрасочное производство/участок;
- термические цеха/участки;
- другие производства, сопровождающиеся значительным потреблением электрической энергии.
В данном справочнике НДТ не уделено особое внимание выбросам парниковых газов от окрасочного производства, являющимся процессом с незначительной углеродоемкостью. Тем не менее на предприятиях отрасли реализуются методы, направленные на сокращение удельного потребления энергии, которые описаны в разделе 5.
производства окрасочных работ при обработке поверхностей
промышленной продукции (товаров)
Определение технологических процессов, оборудования, технических способов, методов в качестве наилучшей доступной технологии обработки поверхностей промышленной продукции (товаров) органическими растворителями и/или материалами, содержащими в своем составе органические растворители (окрасочные работы), осуществлялось в соответствии с Федеральным законом "Об охране окружающей среды" от 10 января 2002 г. N 7-ФЗ, Постановлением Правительства РФ от 23.12.2014 г. N 1458, которым утверждены Правила определения технологии в качестве НДТ, а также разработки, актуализации и опубликования информационно-технических справочников по НДТ, Методическими рекомендациями по определению технологии в качестве НДТ, где уточнены критерии для всех элементов производства, в соответствии с которыми они соответствуют понятию НДТ, утверждены приказом Министерства промышленности и торговли Российской Федерации от 23.08.2019 г. N 3134, положений документов национальной системы стандартизации (ГОСТ Р 33570-2015 "Ресурсосбережение. Наилучшие доступные технологии. Методология идентификации"), а также европейского справочника НДТ "Комплексное воздействие на окружающую среду и экономическую эффективность".
Отнесение технологических процессов при обработке поверхности (подготовке поверхности и окрашивании) промышленной продукции (товаров), оборудования, технических способов, методов к НДТ осуществлялось с учетом совокупности следующих критериев (критерии определения технологии (технологического процесса, метода, способа, подхода и др.) в качестве НДТ в Российской Федерации установлены ст. 28.1 Федерального закона "Об охране окружающей среды" от 10.01.2002 г. N 7-ФЗ):
- наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо уровень, соответствующий другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации;
- экономическая эффективность внедрения и эксплуатации;
- применение ресурсо- и энергосберегающих методов;
- период внедрения;
- промышленное внедрение технологических процессов, оборудования, технических способов и методов на двух и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду.
В качестве источников информации о применяемых на практике технологиях, относящихся к НДТ, были использованы сведения, полученные в результате анкетирования предприятий отрасли (о технологических процессах, реализованных на российских предприятиях), результаты научно-исследовательских работ, публикаций, материалы отраслевого справочника НДТ ЕС [22], а также информация, полученная в ходе консультаций с профильными экспертами.
По результатам предварительной обработки информации были сформированы следующие разделы настоящего справочника НДТ:
- раздел 1. Общая информация о применении растворителей и материалов, содержащих в своем составе органические растворители, при обработке поверхности промышленной продукции (товаров);
- раздел 2. Описание основных технологических процессов подготовки поверхности и окрашивания, применяемых в настоящее время при производстве продукции (товаров) в Российской Федерации, а также информация об особенностях технологических процессов, получивших распространение в производстве;
- раздел 3. Описание оборудования окрасочных производств, являющихся источниками загрязнения окружающей среды;
- раздел 4. Текущие уровни эмиссий загрязняющих веществ в окружающую среду;
- раздел 5. Технологии, рассматриваемые при определении НДТ;
- раздел 6. Наилучшие доступные технологии, относящиеся ко всей области применения настоящего справочника;
- раздел 7. Перспективные технологии.
Общие методы и способы, применимые для всех подотраслей
В данной главе представлены методы (или их комбинации), которые могут обладать потенциалом для достижения высокого уровня защиты окружающей среды в деятельности, входящей в сферу распространения настоящего справочника НДТ, и которые могут быть применимы в нескольких рассматриваемых отраслях.
Данный раздел охватывает системы экологического менеджмента, технологии, интегрированные в технологические процессы, и технологии "на конце трубы". Также рассматриваются методы, направленные на предотвращение образования отходов, переработку отходов, а также методы, которые позволят обеспечить сокращение потребление сырья, воды и энергии за счет оптимизации их использования, повторного применения.
Представленные в данном разделе, а также разделах 2, 3 настоящего справочника НДТ методы, - это не исчерпывающий перечень технологий, технологических способов, методов, которые могут быть применены в рассматриваемой области применения. Могут существовать или разрабатываться другие методы, которые можно было бы учитывать при определении НДТ.
окружающей среды
Система экологического менеджмента (СЭМ) - часть системы менеджмента, используемая для управления экологическими аспектами, выполнения принятых обязательств и учитывающая риски и возможности. Экологический аспект рассматривается как элемент деятельности организации, ее продукции или услуг, который взаимодействует или может взаимодействовать с окружающей средой [50].
Для промышленных предприятий приоритетные экологические аспекты идентифицируются в результате анализа таких факторов воздействия на окружающую среду, как:
- потребление энергии, сырья, материалов;
- выбросы загрязняющих веществ в атмосферу;
- сбросы загрязняющих веществ в водные объекты;
- образование отходов.
Ключевыми принципами СЭМ являются предотвращение загрязнений ОС и последовательное улучшение СЭМ.
Существуют различные схемы процессов, но большинство СЭМ основаны на цикле "планируй-выполняй-проверяй-действуй" (который широко используется в других контекстах управления компанией). Цикл представляет собой итеративную динамическую модель, в которой завершение одного цикла протекает через начало следующего (рисунок 5.1).

системы экологического менеджмента
Предотвращение загрязнения предполагает применение процессов, практических методов, технических решений, материалов, продукции, услуг или энергии, для того чтобы избежать, уменьшить или управлять (по отдельности или в комбинации) образованием, выбросом или сбросом любого типа загрязняющего вещества или отходов с целью уменьшения негативных экологических воздействий.
Предотвращение загрязнения может включать устранение или сокращение источника (загрязнения); изменения процесса, продукции или услуг, рациональное использование ресурсов; замену используемых материалов и видов энергии; повторное использование; восстановление; вторичную переработку, утилизацию; или очистку, т.е. принцип предотвращения загрязнения полностью соответствует содержанию термина "наилучшие доступные технологии".
Процесс последовательного улучшения реализуется путем постановки экологических целей и задач, выделения ресурсов и распределения ответственности для их достижения и выполнения (разработки и реализации программ экологического менеджмента). При этом с точки зрения НДТ экологические задачи (детализированные требования к результативности) должны ставиться с учетом технологических показателей НДТ. Тем самым принцип последовательного улучшения приобретает конкретность, получает численные ориентиры, что соответствует современным взглядам на требования к СЭМ. В связи с тем, что для постановки и проверки выполнения задач СЭМ необходимо обеспечить систему оценки (в том числе и по результатам измерений) показателей результативности, разработка программ экологического менеджмента предполагает и совершенствование практики производственного экологического мониторинга и контроля, включая выбор, обоснование и организацию измерений ключевых параметров. Это тем более важно, что в соответствии со статьей 22 Федерального закона от 21 июля 2014 г. N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации" предприятия категории I должны будут передавать результаты измерений концентраций ЗВ, содержащихся в выбросах в атмосферный воздух и сбросах в водные объекты, в "государственный фонд данных государственного экологического мониторинга (государственного мониторинга окружающей среды), создаваемый и используемый в соответствии с законодательством в области охраны окружающей среды".
В общем случае в состав СЭМ входят следующие взаимосвязанные элементы [51]:
- экологическая политика;
- планирование (цели, задачи, мероприятия), программа СЭМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭМ;
- анализ и оценка СЭМ руководством организации.
Действенность СЭМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, необходимых для управления экологическими аспектами. Процедура представляет собой определенный способ осуществления действия или процесса. Процедуры могут быть документированными или недокументированными. Процедуры определяют последовательность операций и важные факторы этапов различных видов деятельности. В процедуры могут быть включены рабочие критерии нормального выполнения этапа, действия в случае отклонения от нормы или критерии выбора последующих этапов.
Процедуры позволяют обеспечить:
- взаимодействие подразделений для решения задач, вовлекающих более одного подразделения;
- функционирование сложных организационных структур (например, матричных);
- точное выполнение всех этапов важных видов деятельности;
- надежный механизм изменения действий (в частности, последовательного улучшения);
- накопление опыта и передачу его от специалистов новым работникам.
В связи с тем, что значительное негативное воздействие на ОС нередко оказывается в результате возникновения нештатных ситуаций, СЭМ включает требование обеспечения подготовленности к таким ситуациям и разработки ответных действий. Предприятие должно установить, внедрить и поддерживать процедуры, необходимые для выявления потенциально возможных аварий и нештатных ситуаций, которые могут оказывать воздействие на ОС, и для определения того, как организация будет на них реагировать. Предприятие должно также реагировать на возникающие нештатные ситуации и аварии и предотвращать или смягчать связанные с ними негативные воздействия на ОС. Работоспособность таких процедур целесообразно периодически проверять на практике.
НДТ следует считать разработку СЭМ, использование ее инструментов и следование ее принципам. Практический опыт отечественных предприятий свидетельствует о том, что основные преимущества состоят в использовании ключевых методов СЭМ, в том числе таких, как:
- идентификация экологических аспектов производства (и выделение из их числа приоритетных аспектов);
- укрепление системы производственного экологического контроля;
- разработка и выполнение программ экологического менеджмента и тем самым достижение последовательного улучшения результативности там, где это практически возможно;
- разработка и внедрение процедур, необходимых для обеспечения соответствия организации требованиям нормативов, установленных на основе технологических показателей.
Системы экологического менеджмента (СЭМ) включают в себя, в зависимости от конкретных обстоятельств, следующие подходы:
- Приверженность, лидерство и подотчетность руководства, включая высшее руководство, за внедрение эффективной СЭМ.
- Анализ, который включает определение контекста организации, выявление потребностей и ожиданий заинтересованных сторон, выявление характеристик производства, которые связаны с возможными рисками для окружающей среды (или здоровье человека), а также применимых правовых требований, касающихся охраны окружающей среды.
- Разработка экологической политики, включающей постоянное улучшение экологических показателей производства.
- Установление целей и показателей эффективности в отношении важных экологических аспектов, включая обеспечение соблюдения применимых требований законодательства.
- Планирование и реализация необходимых процедур и действий (включая корректирующие и предупреждающие действия, где это необходимо) для достижения экологических целей и предотвращения экологических рисков.
- Определение структур, ролей и ответственности в отношении экологических аспектов и целей, а также предоставление необходимых финансовых и человеческих ресурсов.
- Обеспечение необходимой компетентности и осведомленности персонала, чья работа может повлиять на экологические показатели установки (например, путем предоставления информации и обучения).
- Внутренние и внешние коммуникации.
- Содействие вовлечению сотрудников в передовые методы управления охраны окружающей среды.
- Создание и поддержание руководства по управлению и письменных процедур для контроля деятельности, оказывающей значительное воздействие на окружающую среду, а также соответствующих записей.
- Эффективное оперативное планирование и контроль процессов.
- Реализация соответствующих программ технического обслуживания.
- Протоколы готовности к чрезвычайным ситуациям и реагирования на них, включая предотвращение и/или смягчение неблагоприятных (экологических) последствий чрезвычайных ситуаций.
- При (пере)проектировании (новой) установки или ее части необходимо учитывать ее воздействие на окружающую среду на протяжении всего срока ее службы, включая строительство, техническое обслуживание, эксплуатацию и вывод из эксплуатации.
- Реализация программы мониторинга и измерений (также см. ИТС 22.1-2021 Общие принципы производственного экологического контроля и его метрологического обеспечения).
- Регулярное применение отраслевого бенчмаркинга.
- Периодический независимый (насколько это практически осуществимо) внутренний аудит и периодический независимый внешний аудит с целью оценки экологических показателей и определения того, соответствует ли СЭМ запланированным мероприятиям, правильно ли она внедрена и поддерживается.
- Оценка причин несоответствий, реализация корректирующих действий в ответ на несоответствия, анализ эффективности корректирующих действий и определение того, существуют ли подобные несоответствия или потенциально могут возникнуть.
- Периодическая проверка высшим руководством СЭМ и ее постоянной пригодности, адекватности и эффективности.
- Отслеживание и учет развития экологически более чистых технологий.
В частности, в отношении обработки поверхности с использованием органических растворителей НДТ также должна включать в систему СЭМ следующие функции:
a) Взаимодействие с контролем и обеспечением качества, а также соображениями охраны труда и техники безопасности.
b) Планирование снижения воздействия на окружающую среду. В частности, это включает в себя следующее:
1) оценка общих экологических показателей предприятия (см. раздел 5.2.1.2);
2) принятие во внимание комплексного подхода, особенно поддержание надлежащего баланса между сокращением выбросов растворителей и потреблением энергии (см. раздел 5.2.5), воды (см. раздел 5.2.4) и сырья;
3) сокращение выбросов ЛОС в результате процессов очистки (см. раздел 5.2.9).
c) Применение:
1) план предотвращения и контроля образования утечек и разливов (включая локализацию и ликвидацию последствий аварийных ситуаций) (см. раздел 5.2.2.1);
2) система оценки сырья для использования сырья с низким воздействием на окружающую среду и план по оптимизации использования растворителя в процессе (см. раздел 5.2.6);
3) материальный баланс растворителей (см. раздел 5.2.3.1);
4) план повышения энергоэффективности (см. раздел 5.2.5.1);
5) план управления водными ресурсами (см. раздел 5.2.4.1);
6) план управления отходами (см. раздел 5.2.12.1);
7) план устранения неприятных запахов (см. раздел 5.2.13.1).
Уровень детализации и степень формализации СЭМ обычно зависит от характера, масштаба и сложности производства, а также от уровня воздействия на окружающую среду, которое может оказывать осуществляемая деятельность.
Системы экологического менеджмента могут обеспечить ряд преимуществ, например:
- улучшение экологических показателей предприятия;
- улучшенное понимание экологических аспектов деятельности компании, которое можно использовать для выполнения экологических требований клиентов, регулирующих органов, банков, страховых компаний или других заинтересованных сторон (например, людей, живущих или работающих вблизи промышленного предприятия);
- улучшенная основа для принятия решений;
- улучшение мотивации персонала (например, руководство может быть уверено, что воздействие на окружающую среду контролируется, а сотрудники могут чувствовать, что они работают в экологически ответственной компании);
- дополнительные возможности снижения эксплуатационных затрат и повышения качества продукции;
- улучшение имиджа компании;
- снижение ответственности, расходов на страхование и несоблюдение требований.
производственной деятельности
С целью повышения общих экологических показателей производственной деятельности, в частности, в отношении выбросов ЛОС, а также энергопотребления является предпочтительным применение следующих мер:
- определение областей/разделов/этапов процесса, которые вносят наибольший вклад в выбросы ЛОС и энергопотребление, а также имеют наибольший потенциал для улучшения;
- определение и выполнение действий для минимизации выбросов ЛОС и сокращения энергопотребления;
- регулярное (минимум один раза в год) предоставление обновленной информации о положении дел и контроль выполнения определенных мер.
Постепенные улучшения, которые поддерживают и улучшают экологические показатели производственной деятельности позволят обеспечить:
- снижение потребления материалов, энергии и воды;
- сокращение выбросов, в основном ЛОС.
потребления ресурсов, эмиссий и последующие действия
Бенчмаркинг - это систематический учет входных (сырьевые материалы, вода и энергия) и выходных (выбросы в воздух, сбросы в водные объекты, а также образование отходов) данных и регулярное сравнение их с предыдущими данными предприятия, а также с показателями отрасли, национальными или региональными контрольными показателями.
Проведение бенчмаркинга помогает отдельным предприятиям оценить их экологические показатели по сравнению с другими предприятиями и помогает определить методы, используемые наиболее эффективными предприятиями отрасли. Он может идентифицировать или помочь в выявлении незапланированных или ненаблюдаемых событий, таких как испарение растворителей в атмосферу, утечка через уплотнение трубы или насоса, потери в почву и грунтовые воды и т.д.
Проведение бенчмаркинга также соизмеримо с успешными экономическими показателями. Сравнительный анализ и оптимизация экологических показателей (таких как потребление сырья, воды и электроэнергии, а также материальные потери) одновременно позволят достичь экономической оптимизации.
Экологические показатели и эксплуатационные данные
Данный метод позволяет обеспечить контрольные показатели и оценки эксплуатационных экологических характеристик установок и технологий. Данные можно собирать и сравнивать на разных уровнях, таких как технология или вид деятельности (пресс, технологический резервуар или технологическая линия), объект, отрасль, региональный или национальный уровень, если это позволяют антимонопольные правила и практика. Его можно сделать общедоступным, сохраняя при этом конфиденциальность личности отдельных предприятий. Например, можно оценить следующее:
- растворители потребляются и выделяются в окружающую среду. Неорганизованные выбросы и, следовательно, общие выбросы могут быть определены только с использованием баланса растворителей (см. раздел 5.2.3.1). Соответствующие вопросы для сравнительного анализа можно определить при проведении баланса массы растворителя;
- потребление воды;
- потребление энергии, например, для оборудования для процессов сушки и очистки отходящих газов;
- потребление сырьевых материалов;
- образование отходов;
- значительные загрязняющие вещества, сбрасываемые в поверхностный водоем/подземные источники, выбрасываемые в воздух или почву.
Технические особенности применимости технологии
Соответствующий бенчмаркинг требует сопоставимых данных - сравнение сравнимых между собой показателей, например, для деятельности по обработке поверхности сопоставление осуществлять на основе площади обработанной поверхности.
Концепция "бережливого производства" (БП, lean production) была впервые реализована в полном объеме в Японии в Toyota Motor Corporation в 1943 г. В 1990-х гг. эта концепция окончательно оформилась как система менеджмента, ключевым понятием которой является поток создания ценности для потребителя - деятельность, направленная на создание ценности для потребителя, которая реализуется при помощи системы взаимосвязанных процессов/операций.
Применение системы менеджмента бережливого производства (БП) позволяет организации создавать возможности управлять эффективностью деятельности, повышать ценность продукции и услуг, снижать потери за счет выстраивания процессов в единую систему, направленную на достижение целей определения функций, ответственности и полномочий для осуществления менеджмента и улучшения этих процессов, установления правил целеполагания, выделения ресурсов, обмена коммуникациями, мотивации, управления рисками. Требования к системам менеджмента могут использоваться внутренними и внешними заинтересованными сторонами.
Организация при проектировании продукции, услуг и процессов применяет принципы, методы и инструменты БП для поиска и сокращения потерь.
Результаты проектирования процессов в системе бережливого производства представляют как поток создания ценности, характеристики которого соответствуют требованиям потребителей.
К характеристикам потока создания ценности относят, где это применимо:
а) коэффициент эффективности потока создания ценности;
б) время такта;
в) время производственного цикла;
г) коэффициент занятости производственных и складских помещений;
д) показатели эффективности использования основных средств.
При проектировании процессов следует предусмотреть передачу части управленческих функций в поток создания ценности.
Концепция БП позволяет:
- производить продукцию и оказывать услуги в минимальные сроки с минимальными затратами с требуемым потребителем качеством;
- постоянно повышать удовлетворенность потребителей, акционеров и других заинтересованных сторон;
- постоянно повышать результативность и эффективность бизнес-процессов;
- упростить организационную структуру, улучшить процессы менеджмента;
- быстро и гибко реагировать на изменение внешней среды.
Концепция БП базируется на соответствующей философии, ценностях, принципах, методах и инструментах.
Применение БП предполагает определенный способ мышления, рассматривая любую деятельность с точки зрения ценности для потребителя и сокращения всех видов потерь.
Применение БП включает в себя работу с потребителями, поставщиками, организуя системы поставок, продаж и производственную систему по принципу вытягивания, а также предполагает изменение способов выполнения ключевых функций менеджмента (планирование, организация, координация, контроль, мотивация, управление персоналом, управление финансами и др.).
Для реализации концепции БП следует разработать, поддерживать и улучшать соответствующую систему менеджмента бережливого производства (СМБП) и рассматривать ее как часть общей системы менеджмента организации. Требования к СМБП изложены в ГОСТ Р 56404. При оценке соответствия СМБП требованиям следует руководствоваться ГОСТ Р 56405 и ГОСТ Р 56406. Рекомендации по созданию интегрированной системы менеджмента качества и бережливого производства приведены в ГОСТ Р 57522.
СМБП является управляющей системой по отношению к производственной системе, обеспечивая согласование потоков создания ценности с потоками заказов потребителей и постоянное улучшение возможностей и гибкости производственной системы.
Основными организационными ценностями БП являются:
1 Безопасность. Жизнь и здоровье работников компании (организации), потребителей воспринимается как приоритетная ценность. Безопасность следует рассматривать с точки зрения персонала, продукции, процессов организации в соответствии с ГОСТ Р 54934.
2 Ценность для потребителя (в том числе качество продукции, процессов, систем). Организация должна рассматривать свою деятельность как выявление требований потребителей и создание ценности для них. Своевременное выявление изменения потребностей с целью повышения удовлетворенности потребителей, а также создание ценности, за которую готов платить потребитель, - необходимые условия существования конкурентоспособности и эффективности деятельности организации.
3 Клиентоориентированность (в том числе гибкость, адаптивность). Организации следует изучать потребности своих потребителей, своевременно выявляя изменение потребностей, формируя новые и привлекая новых потребителей.
4 Сокращение потерь. При реализации процессов в организации неизбежны затраты, часть из которых не является необходимой и относится к потерям. Устранение всех видов потерь следует рассматривать как важное условие конкурентоспособности. Выявление потерь и их устранение возможны в том случае, если в эту деятельность вовлечен весь персонал. Руководству организации следует формулировать такую установку, согласно которой потери являются опасными для ведения бизнеса и существования организации, а их сокращение должно восприниматься работниками как необходимость.
В концепции БП всеобщее устранение потерь рассматривается как основной способ снижения затрат. Выделяют следующие виды потерь:
- перепроизводство - продукт/услуга производится в большем объеме, чем требуется потребителю;
- избыток запасов - хранение любых запасов в количестве, существенно превышающем минимально необходимое;
- транспортировку - лишнее движение материалов, продукции, информации;
- задержки - большие простои между этапами производства продукта/выполнения услуги;
- дополнительную обработку - лишняя обработка/действия из-за несоответствующих инструментов или плохой конструкции продукта (из-за несоответствующего планирования и проектирования услуги);
- перемещения - лишние движения человека, потери при подборе материалов, поиске компонентов, инструментов, информации, документов;
- дефекты - доработка и отбраковка несоответствующей продукции/ненадлежащее выполнение услуги.
В организации на основе опыта, накопленного при применении концепции БП, могут быть определены дополнительные виды потерь, например:
- изменчивость (mura) - неравномерность выполнения работы, колебания спроса, поставок, нестабильность характеристик продукции;
- перегрузка (muri) - излишняя загруженность оборудования или операторов, возникающая при работе с большей скоростью или темпом и с большими усилиями в течение долгого периода времени по сравнению с расчетной нагрузкой;
- незадействованный потенциал персонала - неспособность в полной мере использовать талант и способности людей;
- трансакционные издержки - издержки, связанные с договорной деятельностью, а также менеджментом;
- недостаточная ценность продукции - несоответствие продукции ожиданиям потребителя и других заинтересованных сторон.
5 Время. Это основной невоспроизводимый ресурс организации. Избыточное время, затрачиваемое на выполнение работ, оборачивается потерями, уменьшая способность организации реагировать на изменение требований и предпочтений потребителей.
6 Уважение к человеку. Человеческий ресурс рассматривается как основной источник создания ценности для потребителя. Никакая технология не может обеспечить успех у потребителя - это делают люди, которые вносят существенный вклад как в обеспечение соответствия процессов, так и в их улучшение, используя технологии. В организации должна быть атмосфера, в которой работники получают признание своей компетенции, достижений и успехов. Организации следует направлять усилия на подготовку квалифицированных работников и поддержание соответствующей атмосферы.
Ценностями могут быть также идеалы, нормы, запреты и табу, четко сформулированные сообразно духу и уставу организации.
Принципы БП:
1 Стратегическая направленность. Применение концепции БП является осознанным стратегическим выбором высшего руководства организации, основывается на стратегических целях развития системы менеджмента и производственной системы и требует личного участия, приверженности и вовлеченности высшего руководства организации.
2 Ориентация на создание ценности для потребителя. Понимание ценности с точки зрения потребителя и других заинтересованных сторон позволяет руководителям всех уровней правильно выстраивать деятельность организации. Любую деятельность следует рассматривать с позиции увеличения ценности для потребителя (правило: "Думай как заказчик").
3 Организация потока создания ценности для потребителя. Результаты деятельности процессов/операций, как материальные, так и нематериальные, передаваемые от одного процесса/операции к другому, создают поток ценности. Он характеризуется скоростью, непрерывностью, равномерностью, а также сопровождается различными видами потерь. В БП стремятся увеличить скорость потока ценности, обеспечить его непрерывность, равномерность и устранить потери. Основными характеристиками ценности рассматриваются характеристики качества, безопасности, а также стоимостные характеристики продукции/услуги.
Поток создания ценности для потребителя включает в себя материальный, информационный и финансовый потоки.
Процессы/операции, как правило, обладают разной пропускной способностью. Выравнивание пропускной способности и синхронизация процессов позволяют организовать непрерывный поток создания ценности и эффективно выполнять заказы потребителей с минимально необходимым количеством материальных и производственных активов в минимальные сроки (непрерывная обработка без задержек и ожиданий).
Для организации потока создания ценности и последующего его совершенствования следует использовать инструменты БП.
Выстраивание всех процессов и операций в виде непрерывного потока создания ценности является универсальным способом повышения эффективности деятельности организации. Повышению эффективности деятельности способствует организация цепочки создания ценности, включающей поставщиков всех уровней, а также потребителей продукции организации.
4 Постоянное улучшение. Целью постоянного улучшения (непрерывного совершенствования) всех аспектов деятельности организации являются увеличение ценности для потребителя, улучшение потока создания ценности, сокращение потерь. Вовлечение и развитие персонала следует рассматривать как необходимое условие эффективной деятельности по постоянному улучшению, организованной на основе системы сбора, рассмотрения и реализации предложений от работников организации, поддерживаемой системой мотивации и обеспеченной необходимыми ресурсами. Следует проводить техническую экспертизу всех предложений с точки зрения их безопасности.
5 Вытягивание. Вытягивание - это такая организация процессов, при которой поставщик производит ровно столько, сколько требуется потребителю, и только тогда, когда требуется. Основа вытягивания - оперативный обмен информацией и долгосрочные партнерские отношения между потребителями и поставщиками.
6 Сокращение потерь. Деятельность по всестороннему выявлению и сокращению потерь, устранению причин их возникновения рассматривается как основа улучшения потока создания ценности и снижения затрат.
7 Визуализация и прозрачность. Управление процессами организации осуществляется таким образом, чтобы все участники процесса могли проследить весь процесс создания ценности и имели необходимую информацию о нем. Это позволяет быстро обнаруживать несоответствия и потери, обеспечивать выполнение стандартов, прозрачность ролей и ответственности работников.
8 Приоритетное обеспечение безопасности. Построение потоков создания ценности для потребителя и сокращение потерь следует рассматривать совместно с рисками возникновения опасных ситуаций. Увеличение скорости потока и сокращение потерь не должны приводить к снижению требуемого уровня технической, экономической, социальной, экологической и других видов безопасности.
9 Построение корпоративной культуры на основе уважения к человеку. Каждый работник способен внести свой вклад в достижение целей организации. Уважение к работнику, его достоинству, компетентности, ответственности, творчеству позволяет раскрыть и использовать в полной мере его талант, интеллектуальные и творческие способности для развития организации и должно стать основой корпоративной культуры. Корпоративная культура должна поддерживать в работниках стремление к постоянному улучшению.
10 Встроенное качество. Необходимый уровень качества продукции должен быть на всех этапах ее жизненного цикла. Встроенное качество в основном обеспечивается на этапах проектирования продукции и процессов, через взаимное увязывание/стыковку всех видов деятельности и достигается за счет поиска и устранения потенциальных причин несоответствий при помощи определенных методов их предупреждения, включая статистические, а также принципа "не принимай, не делай, не передавай брак".
Применение принципа встроенного качества позволяет снизить потребность в массовых дополнительных проверках и инспекциях как способах обеспечения требуемого качества.
11 Принятие решений, основанных на фактах. Для принятия верных и своевременных управленческих решений все события и проблемы следует регистрировать и рассматривать на месте их возникновения (правила: "иди и смотри", "видеть своими глазами"). Регистрация событий позволяет представить их в виде фактов, к которым можно апеллировать. Их дальнейшая обработка и анализ позволяют принимать обоснованные управленческие решения, направленные на устранение и предупреждение проблем.
12 Установление долговременных отношений с поставщиками. Долговременные отношения с поставщиками следует рассматривать как условие постоянного улучшения и сокращения потерь в цепи поставок. Для этого необходимо обеспечить разделение рисков, затрат, прибыли, а также обмен информацией и знаниями между поставщиками и потребителями всех уровней.
13 Соблюдение стандартов. Неукоснительное соблюдение положений стандартов, регламентов, инструкций и других обязательных документов является необходимым условием функционирования и постоянного улучшения процессов организации. При выявлении недостатков и/или возможностей улучшения работники должны следовать указаниям, изложенным в действующих документах, до принятия изменений в установленном порядке.
Этапы внедрения бережливого производства
Этапы внедрения бережливого производства и их наполнение могут отличаться в зависимости от задач, стоящих перед конкретным предприятием. Стандартные этапы внедрения БП:
Этап 1. Диагностика предприятия, планирование проекта внедрения БП.
Этап 2. Обучение высшего руководства и группы внедрения.
Этап 3. Проектирование системы менеджмента бережливого производства.
Этап 4. Внедрение системы менеджмента бережливого производства.
Этап 5. Заключительный аудит системы менеджмента бережливого производства.
Как и в случае иных систем менеджмента, при внедрении и реализации СМБП действует модель постоянного улучшения, как правило, основанная на цикле Деминга ("планируй-выполняй-проверяй-действуй").
Затраты и выгоды внедрения системы менеджмента бережливого производства
В рамках программы внедрения организация повышает свою конкурентоспособность, эффективность, производительность и прибыльность через:
- более гибкое реагирование на быстрые изменения рыночных условий;
- повышение качества;
- уменьшение простоев оборудования;
- сокращение продолжительности производственного цикла;
- уменьшение потерь сырья, упаковочных материалов;
- сокращение перепроизводства продукции и ожиданий;
- уменьшение потерь на транспортировку материалов и перемещения сотрудников;
- увеличение производительности при тех же производственных мощностях;
- сокращение складских запасов при повышении уровня обслуживания клиентов;
- повышение мотивации персонала к достижению целей компании.
Существенные особенности системы менеджмента бережливого производства:
- высокие требования к напряженности труда работников, что может потребовать введения в производство специальных буферных зон;
- сложность, многоступенчатость методов и инструментов бережливого производства, что влечет за собой высокие требования к квалификации и опыту сотрудников для их адаптации под реалии и особенности предприятия;
- высокие требования к командной работе и вовлеченности персонала;
- длительный процесс перестройки на систему бережливого производства.
В целом использование принципов БП может дать значительные эффекты:
- рост производительности - в 3 - 10 раз;
- уменьшение простоев - в 5 - 20 раз;
- уменьшение длительности цикла изготовления - в 10 - 100 раз;
- уменьшение складских запасов - в 2 - 5 раз;
- уменьшение случаев брака - в 5 - 50 раз;
- ускорение выхода на рынок новых изделий - в 2 - 5 раз.
Степень влияния основных методов бережливого производства на качество, стоимость, время приведены в таблице 5.1.
Таблица 5.1
на качество, стоимость, время
Метод/инструмент БП | Качество | Стоимость | Время |
Стандартизация работы | +++ | + | +++ |
Организация рабочего пространства (5S) | + + | + | ++ |
Картирования потока создания ценности (VSM) | + | + | +++ |
Визуализация | ++ | + | ++ |
Быстрая переналадка (SMED) | ++ | + | +++ |
Предотвращение ошибок (пока-екэ - "защита от ошибок" и бака-екэ - "защита от дурака") | +++ | + | ++ |
Канбан (принцип "точно в срок") | + | ++ | +++ |
Всеобщее обслуживание оборудования (total productive maintenance, TPM) | ++ | ++ | ++ |
(+++) - сильное влияние; (++) - среднее влияние; (+) - несущественное. | |||
Система бережливого производства на 80% состоит из организационных мер и только 20% составляют инвестиции в технологию. По данным исследования MIT (Массачусетского технологического института) для 40 компаний, использующих систему бережливого производства, типичны нижеперечисленные улучшения:
- сокращение времени выполнения заказов на 90%;
- повышение производительности на 50%;
- сокращение запасов незавершенного производства на 80%;
- повышение качества продукции на 80%;
- сокращение занимаемых площадей на 75%.
В контексте наилучших доступных технологий целесообразно считать наилучшей доступной технологией разработку СМБП и следование ее принципам. Наибольший интерес СМБП представляют для предприятий по производству технической керамики, которые отличает:
1) крайняя специфичность производимых операций и, как следствие, большое количество уникальных инструментов, оснастки, оборудования и станков;
2) сложная структура управления и контроля, обусловленная разными графиками работ, широким спектром выполняемых операций и жесткими требованиями ОТК.
Достигнутый природоохранный эффект выражается прежде всего в уменьшении количества образующихся твердых производственных отходов за счет уменьшения брака заготовок и изделий на всех технологических переделах. Также сокращается доля бракованных изделий, поступающих на тепловую обработку (операции сушки и обжига), что дает возможность уменьшить удельное потребление энергии и снизить величину удельных выбросов газообразных веществ.
с сырьевыми материалами
Данный метод охватывает предотвращение эмиссий в почву, грунтовые и поверхностные воды, хотя эти методы также актуальны для предотвращения неорганизованных выбросов в воздух в результате доставки/приемки органических растворителей и других химикатов до финального этапа подготовки перед применением.
Проектирование, строительство и эксплуатация, также называемые "надлежащим хозяйствованием" или "надлежащей практикой", играют важную роль в сокращении неорганизованных выбросов и охране труда. На многих предприятиях эффективно применяются простые и доступные меры, позволяющие свести к минимуму расход растворителей, повысить эффективность, сделать рабочее место более чистым и снизить затраты.
Меры по предотвращению разливов и утечек подробно описаны также в других источниках, например, ИТС 46-2019 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)".
и контроля утечек и разливов
План предотвращения и контроля утечек и разливов включает (но не ограничивается):
- аварийные планы действий для мелких и крупных разливов;
- определение ролей и обязанностей участвующих лиц;
- обеспечение надлежащей осведомленности и обученности персонала для предотвращения/устранения инцидентов, связанных с разливом;
- определение зон риска разлива и/или утечки опасных материалов и их классификация по степени риска; сюда может входить любой возможный доступ к канализации, например, к водостокам и смотровым люкам;
- в определенных зонах обеспечение наличия подходящих систем локализации, например непроницаемые полы и надежные защитные барьеры;
- определение подходящего оборудования для локализации и очистки разливов и регулярное обеспечение его доступности, работоспособного состояния вблизи точек, где могут произойти такие инциденты;
- руководство по управлению отходами, для обращения с отходами, возникающими в результате контроля разливов;
- регулярное (минимум один раз в год) инспектирование складских и производственных зон, испытание и калибровка оборудования по обнаружению утечек и оперативный ремонт утечек из клапанов, уплотнителей, фланцев и т.д.
Применение данного метода позволит обеспечить предотвращение или сведение к минимуму загрязнения поверхностных, грунтовых вод и почв, а также способствует обеззараживанию объекта после прекращения деятельности и снижает неорганизованные выбросы от разливов растворителей.
Экологические показатели и эксплуатационные данные
Небольшие разливы, вероятно, будут происходить чаще, и совокупный эффект от них, если их не обнаружить и не устранить, приведет к значительному увеличению неорганизованных эмиссий в воздух, почву и грунтовые воды.
Воздействие разливов в зонах риска можно заранее свести к минимуму при применении, например:
обвалование складских зон
Хранение растворителей, опасных веществ, отработанных растворителей и чистящих веществ производится в герметичных или закрытых контейнерах, подходящих для минимизации возникновения соответствующих рисков и выбросов. Площадка для хранения контейнеров обнесена обваловкой и имеет достаточную вместимость.
Следует соблюдать осторожность при транспортировке, хранении и обращении. Например, контейнеры должны быть соответствующего размера и плотно закрыты (с помощью крышек или аналогичных приспособлений), чтобы уменьшить потери пара, оставляя при этом достаточно места для расширения хранящегося растворителя. Подающие трубы должны быть заземлены. Также следует избегать источников тепла и воздушного потока, чтобы уменьшить вероятность испарения. Контейнеры должны быть огнестойкими и иметь самозакрывающиеся крышки. Следует обеспечить надлежащее обращение и использование, а также минимизацию отходов, например: автоматическое/строго контролируемое дозирование, использование предварительно пропитанных салфеток и т.д. Там, где это возможно и практически осуществимо, растворитель следует подавать по трубопроводу непосредственно к месту использования с соответствующей возможностью возвращения любого избытка.
Зона хранения контейнеров обнесена обваловкой и имеет достаточную вместимость, чтобы гарантировать, что любой случайный сброс будет удержан внутри обсыпки и может быть легко собран.
Применение данного метода позволит обеспечить:
- сокращение выбросов ЛОС.
- предотвращение загрязнения почвы и грунтовых вод.
Экологические показатели и эксплуатационные данные
Многие растворители значительно расширяются и сжимаются при изменении температуры окружающей среды. Для этого в емкости для хранения должно быть оставлено достаточно места в зависимости от используемых растворителей, например: контейнеры должны допускать примерно 10% избыточного объема.
в производственных помещениях
Опасные вещества находятся в производственных помещениях только в количествах, необходимых для производства; большие количества хранятся отдельно.
Использование материалов, содержащих растворители или другие опасные материалы, должно быть ограничено текущими производственными потребностями и следующими сменами. Полные или частично пустые контейнеры от предыдущих производственных партий вывозятся на склады. В производственных помещениях находятся только чистящие средства для текущего производства и следующих смен. Большие количества материалов, содержащих растворители, или других опасных материалов хранятся отдельно и, возможно, в сочетании с централизованными системами транспортировки (см. раздел 5.2.2.4.2).
Применение данного метода позволит обеспечить:
- снижение риска случайных разливов в результате движения персонала, подъемного оборудования и т.д.;
- помощь в учете материалов, содержащих растворители, в рамках массового баланса растворителей (см. раздел 5.2.3.1).
и разливов при перекачке
Применение такого оборудования, как герметичные насосы, насосы с магнитной муфтой, насосы с многочисленными торцовыми уплотнениями и уплотнительной или буферной системой, насосы с многочисленными механическими уплотнениями и сухими уплотнениями, мембранные или сильфонные насосы позволит обеспечить предотвращение образования утечек и разливов.
Крайне важно убедиться, что насосы, трубопроводы (особенно временные/гибкие трубопроводы) и соответствующее оборудование (например, приемные емкости) подходят для растворителей, обеспечивают надлежащую герметичность, а также надежно закреплены и качественно обслуживаются.
Следует использовать только насосы, подходящие для растворителей, т.е. взрывозащищенные и с уплотнениями, устойчивыми к растворителям.
Там, где это возможно, избегают ручной подачи путем перекачивания растворителей и материалов, содержащих органические растворители, через систему трубопроводов (например, кольцевую магистраль) к месту использования.
Применение данного метода позволит обеспечить следующие преимущества:
- минимизацию риска разлива во время транспортировки и слива;
- лучшую локализацию и меньший риск воздействия загрязняющих веществ;
- возможность установки расходомеров для обеспечения точного контроля.
Применение данного метода позволит обеспечить предотвращение или минимизацию загрязнения поверхностных, грунтовых вод и почв, а также будет способствовать дальнейшему обеззараживанию объекта после прекращения деятельности и снижению неорганизованных выбросов от разливов растворителей.
во время перекачки
Применение технологий, позволяющих обеспечить, например:
- контроль процесса перекачивания;
- для больших объемов - резервуары для бестарного хранения оснащенные акустической и/или оптической сигнализацией высокого уровня с системами отключения при необходимости.
Этот метод предотвращает или сводит к минимуму загрязнение поверхностных, грунтовых вод и почв, а также способствует удалению загрязнений с объекта после прекращения деятельности, дополнительно снижает неорганизованные выбросы от разливов растворителей.
материалов, содержащих растворитель
При поставке материалов, содержащих растворитель, большими партиями (например, при погрузке или разгрузке емкостей), с целью сокращения неорганизованных выбросов растворителей в воздух, пар, вытесняемый из приемных резервуаров, улавливается, как правило, путем обратной вентиляции (деаэрация).
Перекачиваемые растворители или жидкости, содержащие растворители, вытесняют пары растворителя из приемных резервуаров. Их можно улавливать и:
- направлять обратно в сливной резервуар (система улавливания паров, обратная вентиляция);
- адсорбировать, а также восстанавливать или уничтожать;
- направлять в систему очистки отходящих газов.
Обратная вентиляция/деаэрация (система балансировки газа) работает таким образом, чтобы гарантировать, что поток жидких органических веществ может иметь место только тогда, когда система балансировки газа подключена и работает таким образом, чтобы система обратной вентиляции и подключенные устройства не могли выделять газ в атмосферу во время процесса, за исключением выбросов, выделяемых по соображениям безопасности.
Обратная вентиляция может составлять только от 0,01 до 0,03% количества растворителя, проходящего через резервуары, и ее наличие, вероятно, следует рассматривать только там, где она может принести большую пользу.
с материалами, содержащими растворитель
При транспортировке емкостей с материалами, содержащими растворитель, можно избежать возможных разливов посредством локализации, т.е. путем использования тележек, поддонов и/или стеллажей со встроенной емкостью (например, "поддонов-ловушек") и/или быстрого поглощения с помощью абсорбирующих материалов.
Примеры встроенных систем предотвращения разливов представлены на рисунке 5.2.

бочек в производственных помещениях
Данный метод предотвращает или сводит к минимуму загрязнение поверхностных, грунтовых вод и почв, а также способствует демонтажу объекта после прекращения деятельности и снижает неорганизованные выбросы от разливов растворителей.
См. также раздел 5.2.12 о минимизации образования отходов и их переработке.
Применение оборудования для перемешивания с компьютерным управлением позволит обеспечить желаемые характеристики ЛКП.
При использовании автоматизированных систем смешивания нет строгой необходимости использовать пасты стандартных цветов для смешивания требуемого цвета. Определенные цвета могут быть составлены из паст или ЛКМ нестандартизированных цветов с помощью оборудования с компьютерным управлением. Однако для этого требуется очень сложное программное обеспечение и точное знание нестандартных цветов колеровочных паст, которые будут использоваться для смешивания. Для этого необходимо измерить с помощью спектрофотометра координаты цвета этих нестандартизированных колеровочных паст или ЛКМ и результат ввести в компьютер.
Например, с помощью системы смешивания в автоматическом режиме двухкомпонентных продуктов, таких как краски или адгезивы, точное необходимое количество будет дозировано и смешано непосредственно перед использованием. Смесительный блок не является частью инструмента для нанесения краски или адгезива. Это автономный агрегат.
Аналогичные пропорциональные выгоды можно получить, используя программируемые весы или компьютеризированные системы подбора цветов Pantone (Цветовая модель Пантон, система PMS).
Применение данного метода позволит обеспечить экономию ресурсов и сокращение количества образующихся отходов. При ручном смешивании могут произойти потери 1% или 2% растворителя. На их долю может приходиться 15% от общего объема выбросов ЛОС. Автоматизированное смешивание в закрытых машинах снижает большую часть этих выбросов. Кроме того, требуется меньше чистящего средства.
Данный метод работы также позволяет использовать ЛКМ, которые были возвращены, в качестве ингредиента для новых ЛКМ (см. раздел 5.2.12.3). Возвращаемые ЛКМ или чернила смешиваются в соответствии с приблизительным цветом: светло-зеленые, темно-зеленые, светло-красные и темно-красные. Как только достигается определенное количество, измеряется полученный цвет, и компьютер программируется на использование этого цвета, когда это возможно.
В отраслях производства рулонного проката автоматическое смешивание цветов обычно осуществляется на лакокрасочных заводах, а его нанесение предлагается на линиях покрытия рулонного покрытия, но это не всегда целесообразно. Это зависит от цвета и номенклатуры выпускаемой продукции. Существуют примеры линий для нанесения рулонного покрытия, использующих собственные схемы смешивания цветов с компьютерным управлением.
Системы смешивания в автоматическом режиме двухупаковочных ЛКМ применимы при производстве с использованием оборудования, предназначенного для одной линии продуктов. Ограничений в последующих техниках нанесения нет. В Нидерландах компаниям рекомендуется применять данный метод, когда необходимо смешать более 2 000 литров двухупаковочного ЛКМ. В случае адгезивов смешивают относительно небольшие количества. Обычно применяется при окрашивании древесины и мебели. Он также применим для покрытий поездов, например, для нанесения грунтовочного ЛКМ и грунтовки/шпатлевки.
содержащих ЛОС
Централизованная поставка материалов, содержащих ЛОС, предусматривает поставку материалов, содержащих ЛОС (например, ЛКП, очищающие средства), со склада в место нанесения по прямому трубопроводу с кольцевыми линиями, включая очистку системы, такую как скребок для очистки трубопровода или воздушная продувка.
Данный метод заполняет систему только тем количеством материала, которое необходимо для соответствующих процессов. Избыточный материал выдавливается из (гибкой) трубки в блок подачи с помощью эластичного модуля разделения (очистка скребка) и используется повторно. Очищенные растворители можно восстановить и использовать повторно.
Применение данного метода позволит обеспечить:
- практически закрытые системы с низким уровнем выбросов ЛОС и отсутствием утечек во время транспортировки и декантации;
- меньшее использование чистящих средств, снижение потерь краски и растворителей, уменьшение ручных процессов по изменению цвета.
Экологические показатели и эксплуатационные данные
Для лучшего контроля прокладывают надземные трубопроводы, поскольку подземные трубы для растворителей являются известным источником серьезного загрязнения почвы и грунтовых вод.
Использование скребков или продувки воздухом оптимизирует преимущества с точки зрения экономии материалов и снижения выбросов летучих органических соединений.
Риск воздействия на персонал загрязняющих веществ снижается.
Данный метод упрощает установку расходомеров, обеспечивая точный контроль и более точный расчет массового баланса растворителя.
Меньше отходов ЛКП, меньше контейнеров и меньше материалов для очистки.
Система эффективна при условии регулярного осмотра и технического обслуживания. В противном случае потери растворителя из насосов, клапанов и фланцев могут суммироваться и стать существенным источником выбросов ЛОС.
Технические особенности применимости технологии
Может быть неприменимо в случае частой замены ЛКМ или растворителей.
Централизованная подача обычно применяется на крупных предприятиях, где используются большие многоразовые контейнеры для ЛКМ.
Данный метод широко используется в автомобильной промышленности.
Системы очистки труб с помощью скребка неприменимы при применении принципа постепенного возврата потока (трубопроводная система с разными диаметрами труб).
ЛКМ, очищающие средства), в место нанесения
при использовании закрытой системы
В случае частой смены ЛКМ и растворителей или при мелкомасштабном потреблении поставка ЛКМ и растворителей из малых транспортных контейнеров, расположенных недалеко от места нанесения, при использовании закрытой системы (рисунок 5.3). Закрытая система используется для минимизации неорганизованных выбросов ЛОС и предотвращения утечек.

покрытия при покрытии рулонного проката [22]
процессов (оборудования)
Большинство операций на предприятии может быть автоматизировано, например, распыление, нанесение валиком или наливом, смешивание цветов, изменение цвета, подача растворителей и органорастворимых ЛКМ по трубам, а также очистка, хотя ручное окрашивание по-прежнему применяется в труднодоступных местах или при окрашивании деталей различной формы.
Многие операции на предприятии могут быть автоматизированы, в зависимости от вида деятельности и отрасли. Например:
- роботизированное нанесение ЛКМ и/или герметиков на внутренние и внешние поверхности;
- автоматическое распыление с помощью робота;
- автоматизация смены цвета;
- печать, применимая к автоматическим системам смешивания (только гибкая упаковка);
- покрытие валиком, см. раздел 5.2.7.3.1;
- нанесение покрытий методом облива/налива, см. раздел 5.2.7.3.4;
- трубопроводная подача растворителей и органорастворимых материалов.
Экологические показатели и эксплуатационные данные
В зависимости от методов: сводит к минимуму избыточное распыление, оптимизирует нанесение и толщину слоя (при окрашивании), снижает образование пыли и отходов, повышает эффективность использования материала, снижает требования к очистке, сокращает количество отходов растворителя и т.д.
В таблице 5.2 и таблице 5.3 представлены примеры внедрения роботизированного распыления на линии окраски автомобилей.
Таблица 5.2
на линии окрашивания салонов автомобилей
Автомобиль высшего/среднего класса, 500 ед. в сутки. Внутренняя окраска | ||
Переход от ручного распыления воздуха к: | ESTA (электростатическое нанесение) | От пневмоавтоматов до роботов ESTA |
Экономия ЛКМ | 138 000 л/год | 60 950 л/год |
1,2 л/шт. | 0,53 л/шт. | |
Примечание: 145 мл передняя дверь, 130 мл задняя дверь, 255 мл моторный отсек, 150 мл багажник. Эффективность переноса: пневмораспыление - 25 - 35%, внутренняя поверхность ESTA - 55 - 65%, внешняя поверхность ESTA - 70 - 75%, покраска пластиковых деталей ESTA - 55%. Длина пути уменьшена до 60%. Скорость траектории снижена до 30% (в зависимости от геометрии детали). Время покраски сокращается до 40% (в зависимости от геометрии детали). Снижение выбросов пыли (избыточного распыления ЛКМ) и летучих органических соединений за счет более высокой эффективности переноса. | ||
Таблица 5.3
наружных поверхностей с использованием ЛКМ типа "металлик"
на линии окрашивания автомобиля
Автомобиль высшего/среднего класса, 500 ед. в сутки. ЛКМ типа "металлик" | |
Экономия ЛКМ за год на единицу | 41 641 л/год |
0,45 л/шт. | |
Примечание: Площадь окрашенной поверхности - 9,5 м2. Толщина двухслойного базового покрытия - 50 мкм, массовая доля нелетучих веществ - 15%. | |
С целью сокращения использования растворителей для промывки метод предусматривает заполнение распылителя новым ЛКМ без промежуточной очистки.
Информация о мониторинге представлена в справочнике НДТ "Общие принципы производственного экологического контроля и его метрологического обеспечения" (ИТС 22.1-2021).
Балансы растворителей необходимы для оценки неорганизованных выбросов и, следовательно, их контроля. Регулярные балансы выявляют любую аномальную ситуацию, снижают экологические риски и позволяют сократить выбросы растворителей.
По крайней мере один раз в год требуется сбор данных о входных и выходных потоках органических растворителей на предприятии.
Для понимания экологического воздействия/плана управления производством необходимо знать:
- как растворитель идентифицируется;
- где и сколько растворителя используется;
- где и сколько растворителя выбрасывается.
Выходной поток органических растворителей в отходящих газах и при неорганизованных выбросах определить труднее, чем другие эмиссии, например, в воду. Однако не все растворители, попадающие в воду, можно точно измерить, поскольку для некоторых из них не существует метода мониторинга. Эмиссии определяются массовым балансом, называемым массовым балансом растворителя (SMB). Массовый баланс растворителей - это инструмент для получения количественных показателей входного и выходного потоков растворителей. Массовый баланс растворителей предоставляет информацию для плана управления растворителями, который включает цели, обязанности, процессы и меры контроля.
Для последовательности и ясности используются определения входных и выходных потоков растворителей, указанные в Части 7 (2) Приложения VII к IED [52]:
Входные потоки органических растворителей (I):
- I1: Количество закупаемых органических растворителей или их количество в смесях, которые используются в качестве исходных материалов в процессе, в сроки, за которые рассчитывается массовый баланс.
- I2: Количество органических растворителей или их количество в смесях, рекуперированных и повторно используемых в качестве входного растворителя в процесс. Переработанный растворитель учитывается каждый раз, когда он используется для осуществления деятельности.
Выходные потоки органических растворителей (O):
- O1: Выбросы в отходящих газах.
- O2: Потери органических растворителей в воду с учетом очистки сточных вод при расчете O5.
- O3: Количество органических растворителей, которые остаются в виде загрязнений или остатков в продуктах, выходящих из процесса.
- O4: Неуловленные выбросы органических растворителей в воздух. В данный поток входит общая вентиляция помещений, из которых воздух выбрасывается во внешнюю среду через окна, двери, вентиляционные и подобные отверстия.
- O5: Органические растворители и/или органические соединения, потерянные в результате химических или физических реакций (включая те, которые уничтожаются путем сжигания или применения других методов очистки отходящих газов или сточных вод или улавливаются, если они не учитываются в категориях O6, O7 или O8).
- O6: Органические растворители, содержащиеся в собранных отходах.
- O7: Органические растворители или органические растворители, содержащиеся в смесях, которые продаются или предназначены для продажи как коммерчески ценный продукт.
- O8: Органические растворители, содержащиеся в смесях, извлекаемые для повторного использования, но не в качестве исходных материалов (входящего потока) в процессе, если они не включены в O7.
- O9: Органические растворители, выделяемые в окружающую среду другими способами.
На рисунке 5.4 показаны все входные и выходные потоки растворителей.
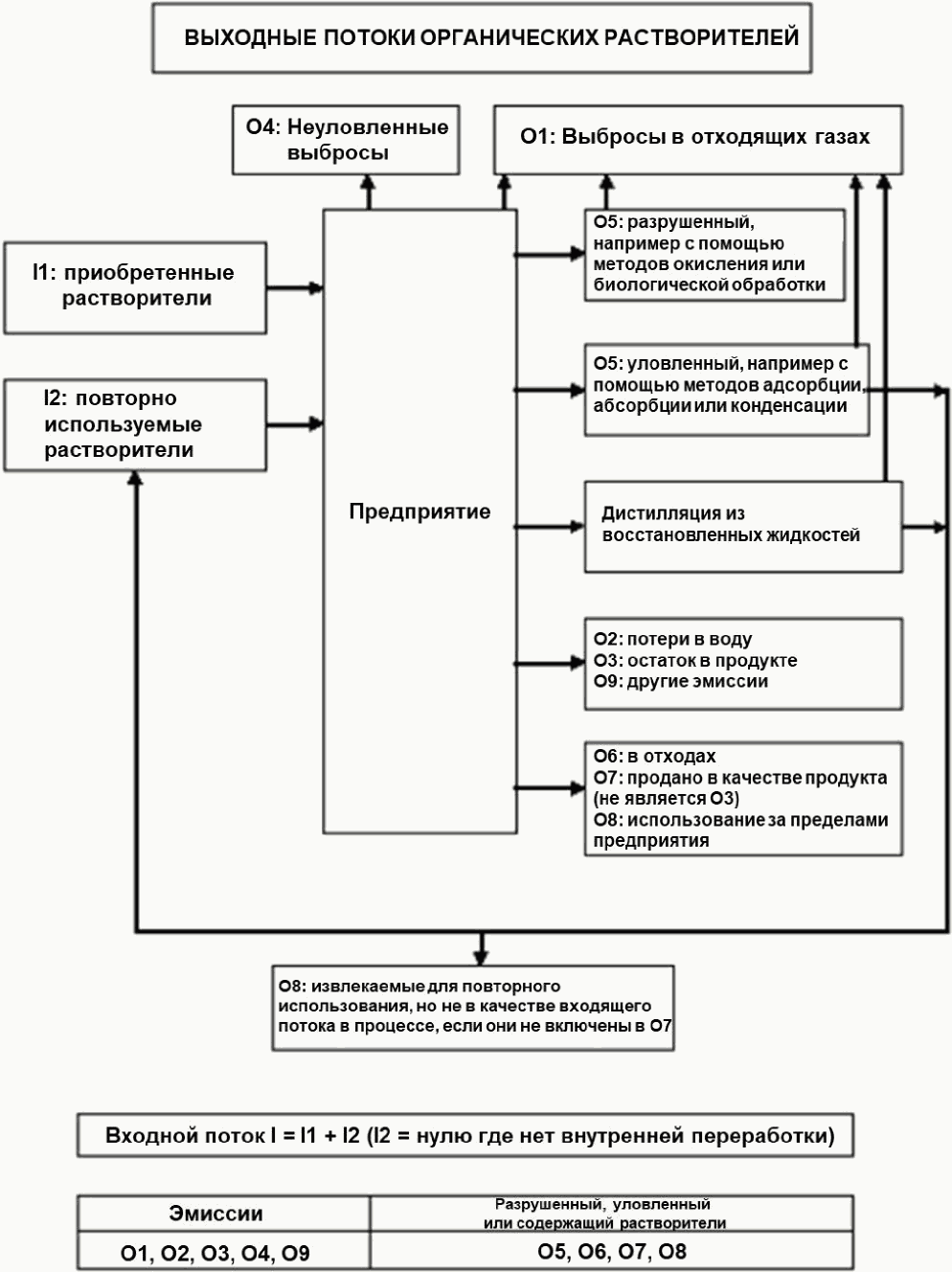
Общие выбросы E = O1 + F (неорганизованные выбросы).
Неорганизованные выбросы (F) можно рассчитать (косвенно) как:
F = I1 - O1 - O5 - O6 - O7 - O8.
(O7 вряд ли применимо к отраслям, рассматриваемым в этом документе).
Если неорганизованные выбросы (F) необходимо точно определить (например, из-за требований к разрешению), их можно определить путем прямого измерения входных (I) и выходных (O) потоков следующим образом:
F = O2 + O3 + O4 + O9.
Определение массового баланса обычно включает в себя сочетание прямых измерений и оценок, которые будут получены для конкретной ситуации. Метод, применяемый в нескольких отраслях промышленности (например, в автомобильной промышленности), основан на эффективности использования системы улавливания и уничтожения отходящих газов с использованием следующих этапов:
- измерить количество входного потока растворителя (I = I1 + I2);
- измерять количество эмиссий в воду и потери с отходами и т.п. (потери = O2, O3, O6, O7, O8, O9);
- замерить или рассчитать эффективность удаления с помощью технологии снижения выбросов;
- оценить количество растворителя, направляемого на очистку (I - потери);
- умножьте количество растворителя на процентную эффективность снижения выбросов = выбросы отходящих газов O1;
- неорганизованные выбросы (как указано выше): F = I1 - O1 - O5 - O6 - O7 - O8 или F = O2 + O3 + O4 + O9.
При применении прямого метода определения неорганизованных выбросов нет необходимости рассчитывать O1 для расчета неорганизованных выбросов. Кроме того, O1 необходим при расчете общего объема выбросов.
Балансы растворителей, функция которых заключается в подтверждении соблюдения правил или экологических требований, обычно составляются ежегодно. Однако балансы могут составляться чаще, например, ежемесячно или ежеквартально по следующим причинам:
- первоначально операторам необходимо будет задействовать ресурсы для создания надлежащей системы сбора данных, а также для составления и проверки балансов растворителей, например, в крупных компаниях потребуется один-два человеко-дня в месяц. После создания системы и определения ключевых измерений их можно будет легко отслеживать;
- частые массовые балансы растворителей могут быть проще, чем годовые балансы. Например, их можно поместить в электронную таблицу и/или вывести ключевые показатели для регулярной проверки, например, изменения материально-производственных запасов, которые можно получить из административных источников, а не путем фактической физической инвентаризации;
- определение баланса растворителей не всегда легко. Балансы растворителей должны быть рассчитаны несколько раз, прежде чем можно будет ожидать, что они будут правильными;
- регулярные балансы показывают тенденции и заранее предупреждают о возникновении проблем. Балансировка выявит, где лимиты выбросов могут быть превышены, чтобы можно было вовремя исправить ситуацию и при этом соблюдать требования при составлении баланса растворителей за весь год.
Для дополнительной проверки правильности регулярных балансов годовой баланс не должен представлять собой простую сумму всех этих балансов, а должен, насколько это возможно, рассчитываться отдельно от первоначальных данных. Этот годовой баланс затем можно сравнить с суммой регулярных балансов, чтобы обнаружить какие-либо расхождения.
Экологические показатели и эксплуатационные данные
Показатели выбросов должны быть сопоставимы, и важно, чтобы в рамках одной отрасли применялись одни и те же определения, особенно в отношении того, что классифицируется как "растворитель" для целей баланса масс.
При расчете массового баланса обычно делаются предположения об эффективной работе любой системы извлечения и очистки отходящих газов. Например, вентилируемое помещение такое же, как и проектное (т.е. нет неучтенных соединений), такое оборудование, как вентиляторы, работает с расчетной эффективностью и т.д. Объемы воздушных потоков могут быть большими (например, в некоторых случаях порядка 106 м3/ч), поэтому ошибки в этих цифрах могут привести к большим ошибкам при расчете выбросов.
Чтобы предположения были верными, система вентиляции должна проверяться и поддерживаться в надлежащем рабочем состоянии. Примеры возникающих проблем:
- вытяжная система была построена не так, как проектировалось, или была изменена без соответствующих обновленных чертежей;
- автоматические регуляторы давления, клапаны и заслонки не работают должным образом;
- системы работают неправильно, т.е. нагнетают вместо отбора, поток идет в неправильном направлении и т.д.;
- моторы вентиляторов, приводные ремни и/или шкивы могли быть заменены, что приводит к другим скоростям потока.
Необходимо определить точность расчетных исходных показателей баланса массы. Если максимальная ошибка в любом источнике не влияет на цель баланса масс, дальнейшая работа для уточнения оценки не требуется. Однако если погрешности слишком велики для достижения цели баланса масс (например, проверки соблюдения предельных значений выбросов), необходимо собрать больше информации для повышения уровня точности (см. раздел 5.2.3.3).
Технические особенности применимости технологии
Данный метод применим ко всем отраслям, использующим растворители, и используется для расчета неорганизованных и общих выбросов.
Материальные балансы растворителей могут быть неточными в сложных ситуациях, со значительными отклонениями при использовании методов снижения выбросов (см. выше "Экологические показатели и эксплуатационные данные").
Многие страны и промышленные организации разработали рекомендации по определению массового баланса растворителей и составлению плана управления растворителями. В один из них входит бесплатная электронная таблица для расчета баланса массы (на английском языке).
Уровень детализации материального баланса растворителей будет пропорционален характеру, масштабу и сложности предприятия, диапазону воздействия на окружающую среду, которое может оказывать осуществляемая деятельность, а также типу и количеству используемых материалов.
Система отслеживания растворителей предназначена для контроля как использованного, так и неиспользованного количества растворителей (например, посредством взвешивания неиспользованных количеств, возвратившихся на склад из зон нанесения).
Показатель I1 (количество приобретенных растворителей/смесей растворителей, которые используются в процессах) используется в расчетах массового баланса. На практике трудно определить объем ЛКМ, израсходованного за учетный период, из-за сложности наличия следующего:
1 Корректная инвентаризация в деятельности, в которой используются тысячи бочек, которые иногда хранятся снова и используются повторно, и где сотни различных наименований ЛКМ являются нормой. Чтобы получить как можно более точную количественную оценку использованного количества, в зависимости от системы распределения сырья (например, центральная автоматизированная система распределения или ручная доставка с использованием контейнеров/емкостей) можно использовать различные процессы, такие как: компьютерная регистрация доставленного для применения количества, взвешивание бочек, возвращаемых на хранение после использования и т.д.
2 Подробное знание точного содержания растворителей и твердых веществ в приобретаемых материалах. Обычно технические характеристики материалов (и/или паспорта безопасности) указывают массовую долю нелетучих веществ в виде диапазона, и не существует четкой зависимости между массовой и объемной долей нелетучих веществ. Кроме того, методологии косвенной оценки содержания растворителя (по разнице массовой доли нелетучих веществ) могут быть некорректными из-за удаления других летучих побочных продуктов химических реакций, которые происходят при такой высокой температуре и для такого длительного времени. Существуют различные стандартные методы определения нелетучих веществ <3>, но их можно использовать не во всех случаях.
--------------------------------
<3> ISO 3233-3:2015: Материалы лакокрасочные. Определение объемной доли нелетучих веществ в процентах. Часть 3. Определение плотности лакокрасочного материала и плотности растворителя в лакокрасочном материале путем расчета по содержанию нелетучих веществ в соответствии с ISO 3251, EN 16074:2011: Краски и лаки. Определение содержания нелетучего компонента и скорости растекания материалов для рулонного покрытия.
Применение данного метода направлено на обеспечение лучшего контроля неорганизованных и общих выбросов ЛОС за счет более точного установления баланса массы растворителя.
соответствующих входных и выходных потоков растворителей
Данный метод включает:
- идентификацию и документирование входных и выходных потоков растворителей (например выбросы в отходящих газах, выбросы от каждого источника неорганизованных выбросов, количество растворителей, содержащихся в отходах);
- обоснованное количественное определение каждого соответствующего входного и выходного потока растворителя и запись используемой методологии (например, измерение, расчет с использованием коэффициентов выбросов, оценка на основе эксплуатационных параметров);
- выявление основных источников неопределенности количественного определения и реализация корректирующих действий по снижению неопределенности;
- регулярное обновление данных о входных и выходных потоках растворителей.
Характеристика и количественная оценка соответствующих входных и выходных потоков растворителей выполняется лицом/лицами, имеющими достаточный опыт составления массового баланса растворителей, в зависимости от сложности процессов, источников выбросов, применяемых методов снижения выбросов и других условий, влияющих на точность.
После анализа неточностей используемой методологии выносится суждение о том, являются ли эти неточности приемлемыми, то есть они не влияют на решение о том, соответствует ли установка экологическим требованиям или нет. Если неточности неприемлемы, необходимо собрать больше информации для повышения уровня точности (например, использование коэффициентов выбросов или прямое измерение неорганизованных выбросов вместо вычитания уничтоженных или уловленных выбросов из входного растворителя).
Если максимальная ошибка в каком-либо источнике не влияет на цель массового баланса, дальнейшая работа для уточнения оценки не требуется. Однако если погрешности слишком велики для достижения цели массового баланса (например, проверки соблюдения предельных значений выбросов), необходимо собрать больше информации для повышения уровня точности. Быстрый способ оценить необходимость детального анализа источников выбросов - начать с анализа наихудшего случая, который оценивает максимально возможный уровень неорганизованных выбросов с учетом неточностей измерений и оценок.
Выбор подходящего метода зависит от типа и размера производства. Существуют различные варианты улучшения количественной оценки источников неорганизованных выбросов, например, прямое измерение. Примером может служить использование комбинации пассивных пробоотборников и характеристик потока источников неорганизованных выбросов в случае закрытого рабочего пространства.
Применение данного метода позволит обеспечить точную идентификацию, определение характеристик и количественной оценки соответствующих входных и выходных потоков растворителей, что, в свою очередь, позволяет лучше определять и контролировать (неорганизованные) выбросы. Таким образом, это позволит сократить фактические выбросы растворителей.
Технические особенности применимости технологии
Данный метод в целом применим. Требуемый уровень детализации характеристик (параметров) и количественной оценки зависит от сложности установки и способности достижения цели массового баланса (например, для проверки соблюдения предельных значений выбросов).
на неопределенность данных массового баланса растворителя
Любое изменение, которое может повлиять на неопределенность системы данных баланса массы растворителя, фиксируется, например:
- неисправности системы очистки отходящих газов: фиксируются дата и период времени;
- изменения, которые могут повлиять на скорость потока воздуха/газа, например, замена вентиляторов, приводных шкивов, двигателей; дата и тип изменения фиксируются.
Например, производительность системы очистки отходящих газов можно контролировать посредством измерения давления и температуры в определенных точках, а именно на входе отходящих газов и на выходе из потока отходящих газов. Результаты следует сохранять и контролировать.
Система мониторинга может отправлять автоматические оповещения в случае выхода давления и/или температуры за пределы допустимого уровня.
Применение данного метода позволит повысить точность расчета массового баланса растворителя.
Мониторинг соответствующих параметров может осуществляться посредством измерений в режиме реального времени (которые облегчают быстрое вмешательство и контроль) или аналитических результатов, полученных при отборе проб воздуха.
Параметры, подлежащие мониторингу, и частота мониторинга зависят от характеристик типа процессов и используемых материалов, а также методов снижения выбросов, применяемых на предприятиях по обработке поверхностей (см. также разделы о выбросах для конкретных отраслей). Мониторинг выбросов ЛОС в отходящих газах способствует также составлению массового баланса растворителей (определение параметров выбросов O1 и O5).
Преимущества включают: контроль выбросов отходящих газов, поддержание правильной работы оборудования по очистке отходящих газов и обнаружение незапланированных выбросов. Кроме того, это способствует точности показателей массового баланса растворителя.
в водные объекты
Данный метод заключается в регулярном мониторинге сбросов в воду.
Мониторинг соответствующих параметров может осуществляться посредством измерений в режиме реального времени (которые способствуют быстрому вмешательству и контролю очистных сооружений) или аналитических результатов, полученных из проб сточных вод. Параметры, подлежащие контролю, и периодичность мониторинга зависят от деятельности, связанной с очистными сооружениями и назначением очищенных сточных вод (прямой сброс или дальнейшая очистка на промышленных очистных сооружениях или городских очистных сооружениях). Общие контролируемые параметры можно найти в соответствующих отраслевых разделах, посвященных эмиссиям, и включают: взвешенные вещества, ХПК, Zn, Ni, Cr (общее содержание), Cr(VI), фенольный индекс, АОХ, фторид и фосфаты, такие как P.
Мониторинг сбрасываемых сточных вод очистных сооружений помогает поддерживать правильную работу очистных сооружений, выявляет случайные сбросы и, таким образом, помогает предотвратить любые возможные неблагоприятные воздействия на окружающую среду при сбросе сточных вод.
План управления водными ресурсами и инвентаризация водных ресурсов являются частью системы экологического менеджмента (СЭМ), направлены на сокращение водопотребления и сброса сточных вод и включают в себя:
- технологические схемы и водный баланс предприятия;
- установление целей водосбережения;
- внедрение методов оптимизации использования воды (например, контроль использования воды, рециркуляция, обнаружение и устранение утечек).
Аудит водных ресурсов проводится не реже одного раза в год для повышения надежности контроля и обеспечения достижения целей плана управления водными ресурсами.
Уровень детализации и характер плана управления водными ресурсами и инвентаризации водных ресурсов обычно зависят от характера, масштаба и сложности предприятия.
образования сточных вод
Количество используемой воды, а также сброса сточных вод оптимизируются за счет управления потоком и качеством воды, например, промывных и технологических вод, что также может способствовать повторному использованию и рециркуляции воды.
Количество используемой воды, а также сброса сточных вод можно оптимизировать в соответствии с требованиями к качеству, например, путем сравнительного анализа, расчета, химического или физико-химического анализа (который может проводиться посредством измерений в режиме реального времени или вручную). Затем поток воды контролируется уполномоченным лицом с использованием различных методов, таких как использование запирающих клапанов потока или мониторинг ключевых параметров, например: дозирование объемов временно или постоянно.
Например, при промывке проводимость на последнем этапе промывки водой связана с максимально допустимым содержанием загрязнений, которые могут повлиять на дальнейшие процессы обработки поверхности. Мониторинг сливов от процесса промывки с помощью измерений проводимости может уменьшить количество используемой воды, поскольку помогает контролировать необходимое количество подпиточной воды.
Определение качества различных технологических вод дает информацию для повторного их использования и переработки воды либо непосредственно, либо после соответствующей очистки.
Потребление воды и количество отходов, связанных с промывочной водой, будут сокращены, а срок службы ванн дальнейшей химической обработки будет увеличен. Объемы сточных вод сократятся.
Экологические показатели и эксплуатационные данные
Оборудование для измерения проводимости, а также другое оборудование для онлайн-мониторинга должны быть надежными в обращении и обслуживании.
Что касается окрашивания рулонного проката, проводимость, допустимая для последнего этапа промывки водой, зависит от последующего процесса, но обычно составляет от 10 до 100 мкСм/см (при 20 °C). Измерение должно быть температурно-компенсированным.
Технические особенности применимости технологии
При нанесении ЛКМ стандартной практикой являются методы применения водных составов, например, очистка водными составами, обрабатывающие ванны, покрытия или мокрые скрубберы. Этот метод широко используется в индустрии рулонного покрытия и индустрии покрытия транспортных средств.
Многоступенчатая промывка, при которой вода течет в направлении, противоположном деталям/поверхности. Применение данного метода обеспечивает высокую эффективность промывки при низком потреблении воды.
Потоки воды (например, отработанная вода для промывки, сточные воды мокрых скрубберов очистки отходящих газов) используются повторно и/или перерабатываются, при необходимости, после обработки с использованием таких методов, как ионный обмен или фильтрация. Степень повторного использования и/или рециркуляции воды ограничивается водным балансом предприятия, содержанием примесей и/или характеристиками водных потоков.
Экономия потребления воды достигается в сочетании с уменьшением количества сточных вод, подлежащих очистке, что снижает инвестиционные затраты на очистку сточных вод, потребление энергии и химикатов. Однако необходимо учитывать стоимость регенерационного оборудования и эксплуатационные расходы.
очистки отходящих газов в системах мокрой
очистки/скрубберах Вентури
Применимо к системам мокрой очистки/скрубберам Вентури для улавливания излишнего ЛКМ.
Образующиеся сточные воды от систем мокрой очистки (мокрых скрубберов/скрубберов Вентури) очищаются на постоянной основе. Частицы ЛКМ подвергаются процессам коагуляции и флокуляции, образующийся осадок ЛКМ непрерывно удаляется, что позволяет повторно использовать воду (рисунок 5.5).
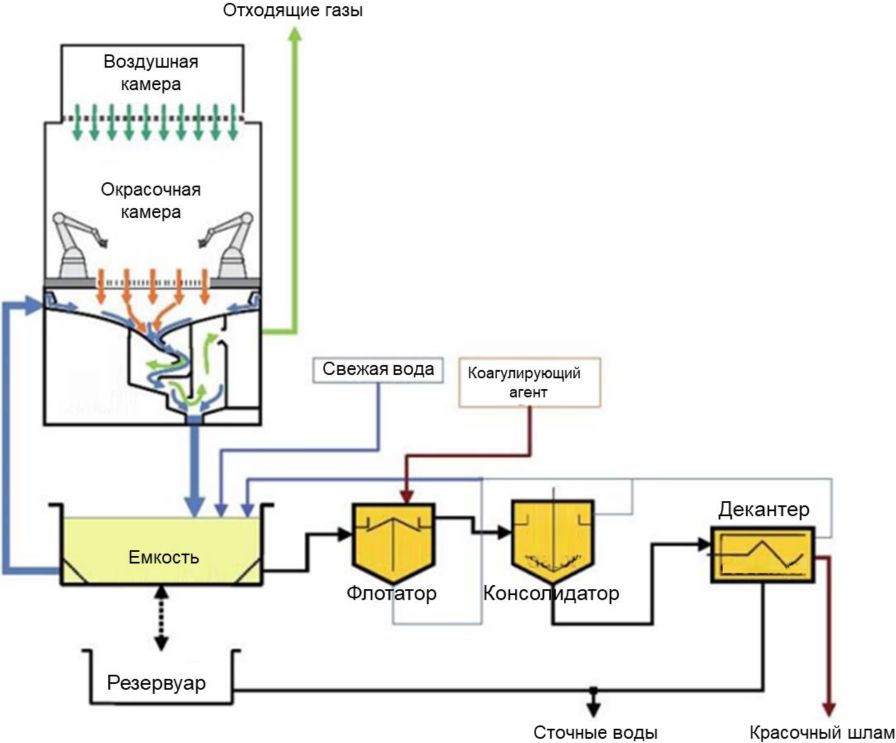
воды окрасочной камеры с коагуляцией
лакокрасочного шлама [22]
Из-за большой скорости потока коагуляция осадка ЛКМ из стоков скруббера Вентури обычно осуществляется непрерывно. Частицы ЛКМ коагулируются с помощью органических полимеров с последующей флокуляцией с помощью солей железа и известкового молока (известковой воды) или бентонита. Коагулированный осадок ЛКМ непрерывно удаляется путем седиментации или флотации, позволяя рециркулировать воду в системе скруббера. Тонкий осадок обычно обезвоживают с помощью декантерных центрифуг, а загустевший осадок утилизируют как отходы.
Применение данного метода позволит обеспечить:
- значительное сокращение потребления воды;
- сокращение количества отходов за счет сгущения осадка.
ионообменных смол
Ионообменный метод очистки - это удаление нежелательных или опасных ионных компонентов, содержащихся в сточных водах, и их замена ионами H+ и OH- из ионообменной смолы. Более подробная информация представлена в ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях".
Применимо к ионным загрязнениям в водных потоках.
Магнитный материал извлекается из воды с помощью магнитов (см. также раздел 5.2.11.1.3).
и обратный осмос)
См. раздел 5.2.11.4.3.
План повышения энергоэффективности является частью Системы экологического менеджмента (СЭМ, см. раздел 5.2.1.1) и предполагает определение и расчет удельного энергопотребления для данного вида деятельности, установление ключевых показателей эффективности на ежегодной основе (например, МВт·ч/тонну продукта) и планирование периодических целей по улучшению и соответствующих действий. План адаптирован к специфике предприятия с точки зрения выполняемых процессов, материалов, продукции и т.д.
План повышения энергоэффективности объединяет комплекс организационных и технических мер, направленных на эффективное использование энергии. Это часть системы энергетического менеджмента и тесно связана с системой экологического менеджмента (СЭМ).
Более подробная информация представлена в ИТС 48-2023 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности".
Ниже представлены некоторые методы, направленные на сокращение энергопотребления и связанных с ним выбросов в рассматриваемой деятельности по обработке поверхностей:
a) оценка затрат и выгод различных вариантов энергоснабжения;
b) мониторинг энергетических потоков (потребление и генерация по источникам) и определение областей для сокращения;
c) определение и расчет удельного энергопотребления для данного вида деятельности (или видов деятельности) и установление ключевых показателей эффективности на ежегодной основе (например, МВт·ч/тонну продукта или на тонну использованного растворителя). Например, на основе потребления первичной энергии для продукции или затрат сырья, которые наиболее точно соответствуют основному назначению или производственной мощности предприятия;
d) проведение энергетического обследования для выявления возможностей дальнейшей экономии энергии;
e) использование комбинированной выработки тепла и электроэнергии (СНР);
f) применение мер по эксплуатации, техническому обслуживанию на наиболее важных энергопотребляющих операциях, таких как:
1) системы кондиционирования воздуха, технологического охлаждения (утечки, уплотнения, контроль температуры, техническое обслуживание испарителя/конденсатора);
2) работа двигателей и приводов (например, высокоэффективные двигатели);
3) системы сжатого газа (утечки, порядок использования);
4) парораспределительные системы (протечки, ловушки, изоляция);
5) системы отопления помещений и горячего водоснабжения;
6) смазка, позволяющая избежать высоких потерь на трение (например, смазывание масляным туманом);
7) техническое обслуживание котла, напр. оптимизация избытка воздуха;
8) прочее техническое обслуживание, связанное с деятельностью на предприятии;
9) регулярный анализ требований к оборудованию;
g) использование методов, которые снижают потребление энергии и тем самым сокращают как прямые (тепло и выбросы от выработки на месте), так и косвенные (выбросы от сторонней электростанции) выбросы, например:
1) изоляция зданий;
2) использование энергосберегающего освещения площадки;
3) техническое обслуживание автомобилей;
4) эффективная планировка промышленной площадки для сокращения расстояний перекачки;
5) фазовая оптимизация электронных двигателей;
6) рекуперация тепла;
7) обеспечение выключения оборудования, если это безопасно, когда оно не используется;
8) обеспечение минимизации перемещений транспортных средств на площадке и выключение двигателей, когда они не используются;
h) применение базовых, недорогих физических методов во избежание существенной неэффективности, включая изоляцию, методы локализации (например, уплотнения и самозакрывающиеся двери) и предотвращение ненужных сбросов нагретой воды или воздуха (например, путем установки простых систем управления);
i) применение энергоэффективных методов в строительстве.
Учет энергетического баланса обеспечивает разбивку потребления и производства энергии (включая экспорт энергии) по типу источника (например, электроэнергия, ископаемое топливо, возобновляемая энергия, импортируемое тепло и/или охлаждение) и включает в себя:
- определение энергетической границы деятельности по обработке поверхностей;
- информацию о потреблении энергии с точки зрения поставленной энергии;
- информацию об энергии, экспортируемой с завода;
- информацию о потоке энергии (например, диаграммы Сэнки или энергетические балансы), показывающая, как энергия используется на протяжении всего процесса.
Запись энергетического баланса адаптируется к особенностям предприятия с точки зрения выполняемых процессов, потребляемых материалов и т.д.
охлажденные или нагретые жидкости, а также систем сгорания
и паровых систем
Например:
- использование двустенных резервуаров;
- использование предварительно изолированных резервуаров;
- использование соответствующей изоляции для оборудования сжигания, паровые трубы и трубы, содержащие охлажденные или нагретые жидкости.
выработка тепла и электроэнергии) или тригенерации (процесс
совместной выработки электричества, тепла и холода)
Рекуперация тепла (в основном из паровой системы) для производства горячей воды/пара для использования в промышленных процессах/деятельности. Тригенерация - это когенерационная система с абсорбционным охладителем, которая использует низкопотенциальное тепло для производства охлажденной воды. Его еще называют тригенерацией.
Применимость может быть ограничена планировкой размещения оборудования, характеристиками потоков горячего газа (например, расходом, температурой) или отсутствием подходящей потребности в тепле.
Рекуперация энергии из потоков горячего газа (например, из сушильных камер или зон охлаждения), например, путем их использования в виде технологического воздуха, с помощью теплообменников, в технологических процессах или за их границами.
Также информация представлена в ИТС 48-2023 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности".
Вместе с тем применимость данного метода может быть ограничена существующей схемой размещения оборудования, характеристиками потоков горячего газа (например, расходом, температурой) или отсутствием подходящей потребности в тепле.
Тепло окислителя сохраняется внутри камер во время остановки производства (например, в выходные дни).
и отходящих газов
Регулировка расхода технологического воздуха и отходящих газов в соответствии с необходимостью. Данный метод также включает уменьшение расхода воздуха в системе воздушной вентиляции во время работы на холостом ходу или при техническом обслуживании.
Улавливание и рециркуляция отходящих газов из окрасочной камеры в сочетании с эффективным отделением избыточного ЛКМ. Потребление энергии меньше, чем в случае использования свежего воздуха.
Отходящие газы из окрасочной камеры, обычно в сочетании с частицами ЛКМ, улавливаются и рециркулируются. В некоторых случаях рециркуляция отходящих газов с осушением воздуха была переоборудована на существующих предприятиях с отделением жидкого ЛКМ.
отверждения большого объема с использованием
воздушного турбулизатора
Воздух подается в одну часть камеры отверждения и распределяется с помощью воздушного усилителя турбулентности потока, который превращает ламинарный поток воздуха в желаемый турбулентный поток.
Применение данного метода позволит обеспечить снижение энергопотребления в процессе отверждения.
Данный метод применим только для отраслей использующих метод нанесения распылением.
и системы очистки
При выборе системы вытяжки и метода сокращения выбросов учитываются:
- характер выбросов (непрерывный/периодический);
- энергосодержание отходящих газов и влияние энергопотребления ниже автотермических условий;
- затраты и выгоды от очистки выбросов с низкой концентрацией ЛОС с точки зрения энергопотребления.
См. также раздел 5.2.10.1.
и очистки отходящих газов
См. раздел 5.2.10.1.
Оптимизация основывается на:
- количестве удаляемого воздуха;
- типе и вероятном уровне растворителей;
- типе очистке, а также соответствующих затрат и выгод, а также на эффектах воздействия на другие компоненты окружающей среды (например, потребление материалов, энергии);
- количестве часов работы в год.
замена сырьевых материалов)
воздействия на окружающую среду
Осуществление систематической оценки негативного воздействия используемых материалов на окружающую среду (в частности, опасных веществ, высокотоксичных веществ, веществ, обладающих канцерогенными, мутагенными свойствами) и замена их другими, имеющими нулевое или более низкое воздействие на окружающую среду и здоровье, где это возможно, принимая во внимание требования качества продукции или спецификации.
Высокоэффективным методом является замена ЛОС с высокой летучестью другими веществами, содержащими органические соединения, которые не являются летучими органическими соединениями или летучими органическими соединениями с более низкой летучестью (например, сложными эфирами). См. также раздел 5.2.7.2.
При обработке поверхности растворителями используется широкий спектр химикатов в самых разных процессах.
Использование менее вредных веществ (замещение) может быть достигнуто следующими способами:
1. Прямая замена одного вещества на менее опасное. Обычно это ограничивается более простыми системами, например, заменой очистителей с низкой температурой вспышки на очистители с высокой температурой вспышки.
2. Замена другими химическими процессами или технологиями с использованием менее опасных веществ. Используется там, где нет прямой замены. Различные химические процессы нанесения покрытий обеспечивают обработку с разными свойствами даже для одних и тех же материалов. Примеры см. в таблице 5.4.
Таблица 5.4
при обработке поверхностей органическими растворителями
ЛКМ с низким содержанием растворителей | С высоким содержанием твердых частиц |
Двухупаковочный (химически взаимодействующий) | |
Водно-дисперсионный и водоразбавляемый | |
Порошковый ЛКМ | |
ЛКМ без растворителей | Клей-расплав |
ЛКМ типа БЭП | |
Порошковый полиэфирный ЛКМ | |
Радиационно-отверждаемый ЛКМ |
Замена применяется не только к растворителям, используемым при очистке поверхностей, оборудования и помещений, но и к другим компонентам, используемым в этих процессах, таким как пигменты, фиксаторы, связующие, поверхностно-активные вещества и т.д.
Характеристики об опасности, предоставляемые производителями, могут стать полезным началом для определения материалов, представляющих значительную опасность для здоровья и окружающей среды. Ниже приведены возможные признаки опасности веществ, используемых в данной отрасли.
A. Классификация опасных веществ (SVHC)
Вещество может быть предложено в качестве SVHC (особо опасные вещества), если оно соответствует одному или нескольким из следующих критериев, приведенных в статье 57 Регламента REACH [28]:
- оно является канцерогенным;
- оно является мутагенным;
- оно является токсичным для репродукции;
- оно является стойким, биоаккумулятивным и токсичным в соответствии с критериями, изложенными в Приложении XIII к Регламенту REACH (вещества PBT);
- существуют "научные доказательства возможных серьезных последствий для здоровья человека или окружающей среды"; такие вещества идентифицируются в каждом конкретном случае.
Например, в ЕС статья 58 IED [52] требует замены CMR-веществ (обладающих канцерогенным, мутагенным или токсичным для репродуктивности эффектами) насколько это возможно, менее вредными веществами или смесями в кратчайшие сроки: "Вещества или смеси, которые из-за содержания в них летучих органических соединений классифицируются как канцерогены, мутагены или токсичные для репродукции в соответствии с Регламентом (ЕС) N 1272/2008 (Регламент (ЕС) N 1272/2008 Европейского Парламента и Совета от 16 декабря 2008 г. о классификации, маркировке и упаковке веществ и смесей, вносящий поправки и отменяющий Директивы 67/548/EEC и 1999/45/EC и вносящий поправки в Регламент (ЕС) N 1907/2006), должны содержать заявления об опасности H340, H350, H350i, H360D или H360F, должны быть заменены, насколько это возможно, менее вредными веществами или смесями в пределах кратчайших сроков".
B. Текущая ситуация с Cr(VI)
Традиционные растворы для промывки хромом(VI) (хроматом), используемые в конверсионных покрытиях при рулонном покрытии после предварительной обработки и/или подготовки поверхности перед покраской, обычно заменяются альтернативами, не содержащими Cr(VI). В соответствии с Регламентом REACH соединения Cr(VI), используемые в этих промывных растворах, перечислены в качестве веществ Приложения XIV и требуют специального разрешения для каждого использования после даты прекращения их действия 21 сентября 2017 года.
Пигменты ЛКМ содержат токсичные металлы, такие как кадмий, шестивалентный хром, никель и свинец, из-за колористических и антикоррозионных функций их соединений. Однако в настоящее время их использование строго ограничено правилами, касающимися действий, выходящих за рамки настоящего документа. 22 января 2019 года (согласно REACH) истек срок действия для различных веществ Cr(VI), потенциально используемых в пигментах ЛКМ, некоторые из которых слабо растворяются в воде. В октябре 2017 года около 10 производителей получили заявки на номер CAS 7789-06-2 (хромат стронция) для использования в аэрокосмических покрытиях и одну заявку на CAS 11103-86-9 для неуказанного использования в грунтовках, герметиках и покрытиях.
C. Другие факторы
Кроме того, можно учитывать и другие факторы, связанные со специфическим воздействием используемых растворителей:
- физико-химические эффекты: следующие формулировки риска не рассматриваются как меры воздействия на окружающую среду: взрывоопасный, окисляющий, чрезвычайно легковоспламеняющийся, высоко легковоспламеняющийся и легковоспламеняющийся;
- фотохимическое образование окислителя (потенциал образования озона, OFP);
- потенциал разрушения озонового слоя (ODP);
- потенциал глобального потепления (GWP): ПГП вещества является мерой дополнительного количества тепла, удерживаемого в атмосфере, когда в нее мгновенно высвобождается 1 кг вещества, по сравнению со случаем, когда выделяется 1 кг углекислого газа;
- запах: многие ЛОС имеют запах. В определенных обстоятельствах выбросы ЛОС могут вызвать локальные проблемы, связанные с неприятным запахом (см. раздел 5.2.13).
Применение данного метода позволит обеспечить сокращение использования вредных веществ, например, растворителей, а также объемов опасных летучих органических веществ, которые впоследствии выбрасываются в окружающую среду, как запланированные (например, с отходящими газами), так и незапланированные (например, неорганизованные выбросы, утечки, несчастные случаи при обращении с ними).
Могут быть и другие улучшения экологических показателей, такие как экономия энергии в производственном процессе или при очистке отходящих газов, использование меньшего количества сырья в процессе или очистке сточных вод, меньшее потребление воды, образование меньшего количества отходов, классифицируемых как опасных и т.д.
Экологические показатели и эксплуатационные данные
Паспорта безопасности могут использоваться в качестве важных исходных данных для оценки воздействия используемых материалов на окружающую среду и могут предоставить полезную информацию, которая может служить основой для любого решения о замене.
Технические особенности применимости технологии
Общеприменимы. Объем (например, уровень детализации) и характер оценки, как правило, связаны с характером, масштабом и сложностью предприятия и диапазоном возможных воздействий на окружающую среду, а также с типом и количеством используемых материалов.
Решения о замене должны приниматься в каждом конкретном случае, и замена должна адекватно достигать требуемых окончательных эксплуатационных характеристик (т.е. иметь подходящую функциональность). В любом случае важно обсудить изменения с заказчиком до замены. Хорошей практикой является не вносить изменения без полного знания требуемых окончательных характеристик производительности. Из-за риска несоблюдения этих характеристик и производителю, и заказчику рекомендуется контролировать качество и производительность в соответствии с требуемыми спецификациями и обмениваться информацией.
В некоторых процессах, в которых используются отдельные вещества, замена может быть невозможна.
Учитывая широкий спектр химических веществ, используемых в отраслях промышленности, рассматриваемых в данном документе, сомнительно, что все химические вещества, потенциально способные нанести вред окружающей среде, могут быть заменены надлежащим образом. Некоторые процессы могут зависеть от вредных веществ, если нет подходящей замены или комплексное воздействие на экологическую результативность и ресурсную эффективность (см. выше) перевешивает выгоды.
С целью сравнения возможных альтернативных веществ, можно вывести соответствующие соотношения. Например, для физиологических эффектов коэффициент опасности паров (VHR - Коэффициент опасности паров) сравнивает склонность продукта к испарению с его OEL (Occupational Exposure Limit - предельно допустимая концентрация), как показано ниже:

Как следствие:
- для продуктов с аналогичным OEL выберите продукт с наименьшей летучестью;
- для продуктов с одинаковой летучестью выберите продукт с более высоким OEL.
Если данные труднее интерпретировать, может потребоваться расчет VHR.
Другие факторы, такие как токсичность и экотоксичность, можно оценить на простой основе, например, используя вещество с меньшей степенью опасности. В качестве альтернативы можно использовать другие показатели (например, реакционную способность озонообразования). В некоторых случаях, например, при OFP (Фотохимическое образование окислителя (потенциал образования озона, OFP)), можно разработать соотношение, аналогичное VHR.
Галогенированные растворители можно заменить менее опасными растворителями, например, там, где для очистки требуется мощное растворяющее действие. Можно использовать сильные растворители, такие как этаноламин. Если в составе ЛКМ содержатся галогенированные растворители, можно использовать альтернативные системы окраски (см. раздел 5.2.7).
Это обеспечит снижение риска выбросов при транспортировке и в воздух, а также снизит образование опасных отходов.
Экологические показатели и эксплуатационные данные
Хлорированные углеводороды иногда используют для обезжиривания поверхностей при производстве фрикционных накладок, а также в качестве растворителя ряда ЛКМ для сельскохозяйственной и строительной техники. В гибкой упаковке для удаления стойких загрязнений использовались галогенированные растворители, такие как метиленхлорид. Однако их заменили нелетучими растворителями, такими как этаноламин.
органических растворителей в процессе
Оптимизация использования растворителей в процессе посредством плана управления (как часть СЭМ (см. НДТ 1)), целью которого является определение и реализация необходимых действий (например, дозирование цвета, оптимизация распыления).
Данный метод включает в себя разработку и реализацию плана управления для оптимизации использования органических растворителей в процессе. План управления направлен на определение и реализацию действий по оптимизации использования растворителей. Можно рассмотреть различные методы, например, дозирование цвета, оптимизация распыления. План управления оптимизацией использования органических растворителей является важной частью системы экологического менеджмента (СЭМ), и решения о применяемых методах основаны на взаимодействии с другими компонентами СЭМ. Массовый баланс растворителя (SMB) дает соответствующие количественные данные.
Применение данного метода позволит обеспечить сокращение выбросов ЛОС в воздух.
Изменение последовательности применения ЛКМ для достижения больших последовательностей одного и того же цвета.
Группировка цветов, также называемая окрашиванием партиями или окрашиванием по блокам, означает, что серия определенных изделий окрашивается в один и тот же цвет. Это приведет к тому, что смена цвета на другой цвет будет происходить реже.
При окрашивании транспортных средств для сокращения операций промывки при окрашивании автомобиля органорастворимым ЛКМ двух разных цветов, в окрасочных цехах производства автомобилей технологический цикл окрашивания реорганизуется для достижения больших последовательностей с одним и тем же цветом. В конце стадии грунтования (нанесение первого слоя), после печи, конвейеры, используемые для разгрузки печи в конце производства, также используются для хранения и переупорядочивания кузовов автомобилей, чтобы создать небольшую колонну кузовов автомобилей одного цвета.
Применение данного метода позволит обеспечить преимущество сокращения использования промывочного растворителя за счет уменьшения количества операций промывки между разными цветами. Преимущество напрямую зависит от длины трубы между резервуаром для краски и малярным инструментом. Образуется меньше остатков ЛКМ.
Экологические показатели и эксплуатационные данные
На предприятии должно быть достаточно места для хранения продукции, и необходима соответствующая система логистического планирования. Это также зависит от количества различных цветов и их относительного превалирования в производственной программе. В автомобильной промышленности средняя протяженность цветовой группы составляет от двух до шести единиц.
Данный метод обычно применяется при нанесении ЛКМ на легковые, грузовые автомобили и коммерческий транспорт, а также при окрашивании металлической упаковки. Ограничения в его применимости могут возникать из-за планирования производства, требований клиентов и требований логистики.
(кроме очистки)
Предварительная обработка поверхностей водными составами применяется по трем причинам: для удаления жира и загрязнений от предыдущих операций, для повышения коррозионной стойкости и для улучшения адгезии последующих слоев ЛКМ. Обычными операциями предварительной подготовки (обработки) поверхности являются обезжиривание, фосфатирование и хроматирование. Эти методы описаны в ИТС 36-2017 "Обработка поверхностей металлов и пластмасс с использованием электролитических или химических процессов" вместе с соответствующими НДТ поэтому не обсуждаются здесь полностью.
Фосфатные конверсионные покрытия используются для повышения коррозионной стойкости и адгезии последующих лакокрасочных материалов к стальным поверхностям. Обычно они содержат железо, цинк, никель и марганец. Их можно наносить распылением, но в настоящее время обычно наносят окунанием, чтобы получить более полное и однородное покрытие.
Текущая ситуация по использованию Cr(VI)
Традиционная обработка поверхностей растворами, содержащими хром(VI) (хроматом) (хроматирование), используемая при нанесении конверсионных покрытий при рулонном покрытии после предварительной обработки и/или подготовки поверхности перед окрашиванием, обычно заменяется альтернативными составами, не содержащими Cr(VI). В соответствии с Регламентом REACH [28] соединения Cr(VI), используемые в этих промывных растворах, перечислены в качестве веществ Приложения XIV и требуют специального разрешения для каждого использования после даты прекращения их использования с 21 сентября 2017 года.
Доступны некоторые системы конверсионных покрытий, не содержащие хрома, основанные на обработке растворами органических композиций фторида циркония, фторида титана, тартрата, фосфорной кислоты или обработке органическими производными кремния (силанами), усиленные последующим слоем полимера при необходимости достижения требуемой коррозионной стойкости.
В автомобильной промышленности грунтовочное покрытие (иммерсионное грунтовочное покрытие e-coat) наносится непосредственно на фосфатный слой без хроматирования для достижения высококачественной защиты от коррозии.
Композиция для предварительной обработки без содержания хрома, с титаном, фосфорной кислотой и органическим полимером была дополнительно разработана совместно с поставщиком химикатов для обычных процессов распыления и погружения. С 1998 года компания успешно использует этот метод в машинах для нанесения рулонного покрытия.
В настоящее время для анодирования в авиационной промышленности используются конверсионные покрытия, не содержащие хрома, на основе тартрата и фосфорной кислоты.
сырьевых материалов
В следующих разделах представлены основные методы, основанные на использовании материалов, которые являются общими для более чем одной отрасли промышленности. Отмечается, что, как правило, выбор технологии обработки поверхности может быть ограничен видом деятельности, типом и формой поверхности, требованиями к качеству продукции, а также необходимостью убедиться в том, что используемые материалы, методы нанесения ЛКМ, методы сушки/отверждения и системы очистки отходящих газов взаимно совместимы.
с высокой массовой долей нелетучих веществ
Использование материалов, содержащих низкое количество растворителей и повышенное содержание нелетучих веществ, позволит сократить потребление растворителей и выбросы ЛОС.
Лакокрасочные материалы с высоким содержанием массовой доли нелетучих веществ (более 65%), так называемые материалы с высоким сухим остатком (ВСО). При применении этих материалов для окраски сельхозтехники и строительной техники используют ЛКМ на основе акриловых смол и полиуретана. При окрашивании судов, изделий нефтегазовой промышленности, металлоконструкций и гидротехнического оборудования используют эпоксидные ЛКМ. При окрашивании железнодорожного транспорта, автобусов, рулонного металла материалы ВСО используют для финишного слоя ЛКМ.
Использование ЛКМ с более высоким содержанием нелетучих веществ сокращает использование растворителей по сравнению с традиционными органорастворимыми ЛКМ, сохраняя при этом необходимое качество покрытия. Сокращение выбросов ЛОС приводит к снижению потребности в установке оборудования для борьбы с выбросами. Снижение содержания растворителя в печах (сушильных камерах) может позволить уменьшить потоки вытяжного воздуха или увеличить скорость линии при определенной концентрации в воздухе. Это снижает расход газа в окислителе, уменьшает использование растворителей и сокращает объемы транспортировки.
Применение грунт-эмалевых ЛКМ с ВСО при окрашивании сельхозтехники, железнодорожного транспорта, электродвигателей и других изделий позволяет снизить количество слоев наносимого покрытия, что приводит к ресурсо- и энергосбережению.
Как правило, выбор методов обработки поверхности может быть ограничен видом деятельности, типом и формой поверхности, требованиями к качеству продукции, а также необходимостью гарантировать, что используемые материалы, методы нанесения ЛКМ и технологии сушки/отверждения и системы очистки отходящих газов взаимно совместимы.
водоразбавляемых и водорастворимых ЛКМ
с высокой массовой долей нелетучих веществ
Использование водосодержащих ЛКМ, в которых органический растворитель частично или в значительной степени заменен водой.
Применение данного метода позволит обеспечить сокращение выбросов ЛОС.
Водно-дисперсионные, водоразбавляемые и водорастворимые ЛКМ (ВД-ЛКМ и ВР-ЛКМ)
ВД-ЛКМ и ВР-ЛКМ содержат водорастворимые, водоразбавляемые или водно-диспергируемые пленкообразователи. Системы окрашивания могут состоять из одноупаковочных ЛКМ, но в основном применяются двухупаковочные и ЛКМ, отверждаемые УФ-излучением. В их основе преимущественно алкидные, полиэфирные, полиакриловые, меламиновые и эпоксидные смолы. Порошковые ЛКМ (аэродисперсии) обсуждаются в разделе 5.2.7.2.4.
В состав ВД-ЛКМ и ВР-ЛКМ входит умягченная или дистиллированная вода 10 - 65% по массе и обычно от 3 до 18% органических растворителей в качестве солюбилизатора и для улучшения свойств влажного слоя пленки. Также применимы полностью органорастворимые ЛКМ, не содержащие растворителей. В состав ЛКМ при хранении красок, применяемых в архитектуре и для нанесения гальванических покрытий в качестве консервантов могут входить биоциды.
Основными преимуществами этих материалов являются защита от коррозии и внешняя устойчивость к климатическим воздействиям.
ЛКП на основе двухупаковочных ВР-ЛКМ обладают высокими механической прочностью и изолирующей способностью даже на древесине, провощенной натуральными маслами.
Экологические показатели и эксплуатационные данные
ВД-ЛКМ и ВР-ЛКМ
Основными преимуществами таких материалов являются снижение выбросов летучих органических соединений и возможность вторичной переработки ЛКМ в определенных сферах применения, например, с помощью ультрафильтрации. Очистку распылительных устройств и других инструментов можно производить смесями воды и растворителя с массовым соотношением растворителя примерно от 5 до 20%.
Кроме того, при использовании ВД-ЛКМ и ВР-ЛКМ отсутствует пожароопасность, что сводит к минимуму риск возгорания и взрыва.
Но ВД-ЛКМ и ВР-ЛКМ могут вызвать серьезные проблемы, связанные с коррозией в оборудовании для хранения, перекачивания и нанесения, особенно в системах распыления, из-за присутствия воды и кислорода. Переход традиционных установок на применение водосодержащих ЛКМ обычно требует значительной модификации объекта, например, замены линий подачи ЛКМ на материалы из высококачественной нержавеющей стали.
Также могут возникнуть проблемы с коррозией в печах и вытяжных воздуховодах.
При нанесении красок водосодержащих ЛКМ обычно необходимо соблюдать следующие требования:
- температура окружающей среды должна находиться в пределах от 18 до 28 °C;
- температура поверхности деталей не должна быть ниже 15 °C;
- оптимальная обработка обеспечивается при влажности воздуха от 55 до 75%;
- недопустимо хранение при температуре ниже 0 °C (повреждение при замерзании);
- хороший поток воздуха вдоль поверхности.
Поскольку водосодержащие ЛКМ имеют меньшую эффективность нанесения, их расход может увеличиться. Однако на практике пониженная эффективность переноса характерна при электростатическом нанесении с высокой скоростью вращения распыляющих устройств с внешней зарядкой (на 5% меньше максимума). Снижение эффективности переноса может произойти при ручном применении с электростатическим усилием, когда напряжение ограничено по соображениям безопасности. Широко применяются и доступны альтернативные методы (внутренняя зарядка). Поскольку ВД-ЛКМ и ВР-ЛКМ в основном используются на новых или модернизированных предприятиях, эффективность обычно повышается за счет более высокой производительности оборудования и, возможно, более высоких показателей "правильного первого раза". Данные применения в транспортном машиностроении показывают сопоставимую эффективность переноса с органорастворимыми системами.
По сравнению с органическими растворителями вода требует более высокой энергии испарения. Следовательно, можно ожидать, что потребность в энергии для сушки ВД-ЛКМ и ВР-ЛКМ будет выше, если необходимо достичь той же скорости сушки, что и для органорастворимых ЛКМ.
Однако по сравнению с распылением, акклиматизацией окрасочных камер, нагревом поверхностей, потерями в печи и т.д., потребность в энергии для испарения летучих соединений во многих промышленных процессах составляет всего около 1%. Вода вместо органических растворителей оказывает незначительное влияние на общую энергию процесса. Дополнительная потребность в энергии существенна только при сушке в условиях окружающей среды и в случае процессов "мокрый по мокрому". В системах водосодержащих ЛКМ для стабилизации pH обычно используются амины. Одна компания столкнулась с серьезными проблемами, связанными с защитой сотрудников от этих аминов.
Системы водосодержащих ЛКМ могут создавать трудности при очистке оборудования для нанесения покрытий, требуя более мощных чистящих средств, чем те, которые используются в случае органорастворимых ЛКМ.
Технические особенности применимости технологии
Водно-дисперсионные и водоразбавляемые ЛКМ (ВД-ЛКМ и ВР-ЛКМ)
ВД-ЛКМ и ВР-ЛКМ уже много лет доступны на рынке и широко используются. Благодаря постоянному развитию этих материалов спектр их применения постоянно расширяется.
Они обычно применяются в транспортном машиностроении, хотя не используются для формирования прозрачных покрытий. При окрашивании грузовых автомобилей и коммерческого транспорта они обычно наносятся в виде катафорезного покрытия в качестве грунтовок-шпатлевок, а также в качестве базового покрытия на грузовые автомобили, кабины и шасси грузовых автомобилей, а также на оси. В некоторых случаях они используются при окраске автобусов (катафорезное покрытие погружением и защита днища). Однако основным потенциальным ограничением в использовании технологий нанесения ВД-ЛКМ и ВР-ЛКМ является наличие больших производственных площадок для окрашивания. Линия окрашивания транспортных средств увеличивается примерно на 30% при нанесении водосодержащих ЛКМ, и некоторые объекты физически не могут выполнить это требование.
При покрытии пластиковых деталей ВД-ЛКМ и ВР-ЛКМ обычно применяются в качестве грунтового слоя, базового слоя, а иногда и прозрачного покрытия.
При окрашивании поездов в качестве грунтовки, грунтовки/шпатлевки и иногда для финишных слоев применяются двухупаковочные бесхроматные водоразбавляемые эпоксидные ЛКМ. Для защиты днища также применяются ВД-ЛКМ и ВР-ЛКМ.
При окрашивании сельскохозяйственной и строительной техники их обычно наносят методом катодного электроосаждения (катафорезом), а также в виде однослойных финишных покрытий.
При окрашивании кораблей и яхт ВД-ЛКМ и ВР-ЛКМ используются в ограниченном количестве. В качестве методов их нанесения используется безвоздушное распыление или валик, а не электростатический распылитель с высокой скоростью вращения.
При окрашивании рулонной стали водно-дисперсионными ЛКМ их применение в основном ограничивается грунтовками и защитными слоями.
При покрытии металлической упаковки используются водоразбавляемые ЛКМ, однако они содержат до 38% органических растворителей. Для финишного слоя используются ВД-ЛКМ и ВР-ЛКМ с содержанием органических растворителей не более 10% по массе.
Отверждение покрытий радиационного отверждения основано на активации определенных химических групп УФ- или ИК-излучением (см. Раздел 5.2.8.5.1) или электронным излучением (см. Раздел 5.2.8.5.5) без использования тепла и без выделения ЛОС.
Это свойство можно обнаружить как в смолах, так и в лаках, что позволяет производить системы жидких ЛКМ, которые отверждаются и затвердевают без нагревания и без каких-либо выбросов летучих органических соединений.
Альтернативно аналогичной способностью к радиационному отверждению могут обладать ВД-ЛКМ или даже твердые (порошковые) ЛКМ. Базовые пленкообразователи включают эпоксидные, полиэфирные, полиуретановые смолы, но с обязательным присутствием акриловых или виниловых функциональных групп. Реакция отверждения инициируется непосредственно излучением электронного луча (ЭП) или ультрафиолетовым (УФ) излучением с помощью добавления фотоинициатора.
Состав радиационно-отверждаемых ЛКМ [53]
Радиационно-отверждаемое покрытие состоит из следующих компонентов:
1 Олигомеры (преполимеры) - реакционно-способные вещества относительно низкой молекулярной массы (промежуточные между мономером и полимером), способные к дальнейшей полимеризации. Отвержденные (полимеризованные) олигомеры определяют основные свойства радиационно-отверждаемого покрытия (адгезия к основе, прочность, гибкость, защита от коррозии). Функция олигомеров аналогична функции связующих веществ в органорастворимых ЛКМ и водосодержащих ЛКМ. Следующие олигомеры используются в радиационно-отверждаемых ЛКМ:
- эпоксиакрилат (наиболее популярный олигомер);
- уретан-акрилат;
- полиэфиракрилат;
- алкид-акрилат;
- силикон-акрилат.
2 Мономеры - низкомолекулярные вещества, снижающие вязкость радиационно-отверждаемых ЛКМ. Мономеры действуют аналогично растворителям в органорастворимых ЛКМ. Если снижение вязкости является единственной функцией мономера, его называют монофункциональным мономером (например, изоборнилакрилат). Многофункциональные (ди-, три-, тетра- и др.) мономеры выполняют и другие функции, например, участвуют в формировании полимерной сетки, участвуют в сшивании олигомеров при радиационном отверждении.
3 Фотоинициаторы поглощают свет (УФ или видимый) и инициируют реакции сшивки. Механизм инициирования запускается образованием либо свободных радикалов (в радикально-полимеризованных системах), либо катионов (в катионных фотоинициируемых системах). Фотоинициаторы добавляют в концентрациях 1 - 2%.
4 Для модификации и улучшения различных функций радиационно-отверждаемых ЛКМ используются различные сырьевые компоненты: пигменты, наполнители для регулирования вязкости, смачиватели, пеногасители и другие аддитивы для ЛКМ.
Для получения дополнительной информации об:
- отверждении УФ (ультрафиолетовым) излучением: см. раздел 5.2.8.5.4;
- отверждении инфракрасным излучением: см. раздел 5.2.8.5.1;
- радиационном отверждении ЭБ (электронным лучом): см. раздел 5.2.8.5.5.
Применение данного метода позволит обеспечить следующие преимущества:
- водосодержащие ЛКМ или не содержащие растворителей ЛКМ радиационного отверждения не образуют сточных вод или выбросов ЛОС;
- низкое энергопотребление;
- низкая пожароопасность;
- высокая производительность.
ЛКМ, отверждаемые УФ-излучением, можно наносить несколькими методами, такими как кисть, валик, литье, распыление и вакуумное нанесение.
При окрашивании пластиковых деталей ЛКМ, отверждаемые УФ-излучением, наносятся в виде прозрачных слоев, напр. на колпаки колес.
ЛКМ, отверждаемые УФ-излучением, в настоящее время не применяются в автомобильной промышленности (за исключением автомобильных пластиковых деталей), при окрашивании самолетов, кораблей, поездов, сельскохозяйственной и строительной техники, а также при окрашивании рулонного проката.
Использование ЛКМ, не содержащих растворителей, наносимых в виде порошковых аэродисперсий и отверждаемых в термических печах, позволит предотвратить или существенно сократить выбросы ЛОС.
Порошковые ЛКМ представляют собой материалы, не содержащие растворителей, состоящие из порошка с размером частиц в диапазоне 25 - 60 мкм.
В разделе 5.2.7.2.3 обсуждаются процессы радиационного отверждения порошковых ЛКМ, но большинство порошковых ЛКМ отверждаются в обычных высокотемпературных печах. Основными пленкообразователями являются полиэфирные или эпоксидные смолы. Частицы порошка обычно наносятся электростатическим зарядом в распылительных пистолетах или камере для окрашивания порошковыми материалами в облаке заряженных частиц (камере Вильсона), а затем перемещаются силами электростатического притяжения к заземленной подложке (поверхности). Для отверждения материал нагревают в конвекционной печи, где он плавится и формируется в ЛКП.
Однако имеются и следующие недостатки:
- сложно контролировать толщину пленки (см. "Экологические характеристики и эксплуатационные данные" ниже). Например, в автомобильной промышленности формируется более высокая толщина слоя (приблизительно 65 мкм), чем это необходимо, что приводит к более высокому расходу порошка; однако в настоящее время можно получить и более тонкие слои (приблизительно 55 - 60 мкм);
- необходимы более высокие температуры отверждения (приблизительно 140 - 200 °C), поэтому метод не может быть применен ко всем поверхностям. Однако становятся все более доступными порошковые ЛКМ низкотемпературного отверждения, которые формируются при температурах около 60 - 100 °C;
- условия нанесения строго определены (температура, влажность);
- ручное нанесение возможно только при соблюдении определенных правил техники безопасности (от пыли, электростатического напряжения).
Типовые порошковые ЛКМ представляют собой материалы без растворителя, состоящие из порошка с размером частиц от 25 до 60 мкм. Большинство порошковых ЛКМ отверждается при высоких температурах, так как процесс образования пленки происходит за счет плавления порошка. Преимущества порошкового окрашивания: отсутствие выбросов растворителя, отсутствие воды для адсорбирования частиц ЛКМ в окрасочной камере, безотходная технология при рециркуляции порошка, его повторное (до 95%) использование, высокая доля циркулирующего воздуха, снижение энергопотребления. Окрашивание проводится чаще всего методом электростатического распыления. Метод порошкового окрашивания эффективен для применения в сельхозмашиностроении, деталей шасси и других мелких деталей легковых и грузовых автомобилей, а также для строительных металлоконструкций. Не применяется для окрашивания самолетов, судов, железнодорожного транспорта, автобусов.
Экологические показатели и эксплуатационные данные
Нанесение порошкового ЛКМ с необходимой толщиной слоя - непростая задача. Возможный диапазон толщины наносимой пленки ограничен гранулометрическим составом порошка, а также скоростью нанесения и условиями отверждения. Таким образом, технически возможно нанести слой толщиной до 5 микрон, но порошок должен быть очень тонко измельчен и точно контролироваться. Это может увеличить соответствующую стоимость. Кроме того, очень мелкодисперсные порошки имеют плохие текучесть и перенос в электрополе, поэтому их трудно наносить. Порошковые ЛКМ, способные наноситься при толщине покрытия 30 микрон, безусловно, доступны для некоторых конечных целей. С другой стороны, можно получать однослойные покрытия с последующим сплавлением порошка, но здесь ограничением является время, необходимое для того, чтобы переданной тепловой энергии хватило на расплавление, растекание порошка и формирование покрытия. Если состав является термореактивным (термоотвердевающим), поверхность покрытия может быть отверждена до полного плавления и сплавления, при этом внутри пленки будут задерживаться пузырьки воздуха. По экономическим соображениям толщина пленки 90 мкм является предельной, конечно, если это не предполагает специального функционального назначения покрытия.
Системы порошкового окрашивания обладают следующими положительными свойствами:
- практически не содержат выбросов растворителей;
- существует потенциал снижения расхода газа, поскольку окисление отходящих газов может больше не потребоваться;
- для поглощения частиц ЛКМ в окрасочной камере не требуется вода;
- не образуются сточные воды, поэтому не требуется обработка и использование добавок (таких как коагулянты);
- низкое образование отходов при использовании возможности вторичной переработки краски;
- утилизация ЛКМ технически возможна (до 95%) и необходима по экономическим соображениям;
- высокая эффективность нанесения, до 100%;
- инструменты для нанесения и все камеры можно очищать с помощью пылесоса или продувки сжатым воздухом; таким образом, экономятся ресурсы и избегаются выбросы растворителей;
- высокая доля циркулирующего воздуха в покрасочной камере приводит к снижению энергопотребления.
Существуют возможные профессиональные риски для здоровья, например, из-за использования мутагенных веществ, таких как триглицидилизоцианурат (TGIC).
Могут существовать потенциальные риски, связанные с электростатической опасностью.
Технические особенности применимости технологии
В некоторых отраслях нанесение порошковых ЛКМ уже является хорошо зарекомендовавшей себя технологией. Что касается экологических преимуществ, то существуют возможности для автоматизации и хорошая рентабельность благодаря возможности повторного использования избыточного распыления, а использование порошковых ЛКМ постоянно растет. Порошковые ЛКМ требуют электростатического нанесения и поэтому в первую очередь подходят для окрашивания металла.
В автомобильной промышленности порошковые ЛКМ в Европе не используются для окрашивания легковых автомобилей и фургонов, а используются только некоторыми производителями для окрашивания кабин коммерческих автомобилей и шасси. В настоящее время из-за эксплуатационных проблем, связанных с изменением процесса (например, сохранением правильных цветов и отделки), система покрытий на основе порошковых ЛКМ не соответствует спецификациям качества большинства европейских производителей.
В настоящее время они не применяются для окрашивания самолетов, кораблей и поездов. Их применяют при окрашивании деталей транспортных средств, например, пластмассовых и других металлических поверхностей. При окрашивании пластмассовых поверхностей их применяют только небольшими партиями для окрашивания мелких деталей, например, композитных деталей из металла и пластика для автомобильных радиаторов. Причина, по которой эти методы не применяются для окрашивания самолетов и кораблей, заключается в необходимости этапа принудительной сушки, который осуществляется в ограниченном пространстве, и поэтому в этих отраслях его можно применять только к достаточно маленьким компонентам.
Но данный метод готов к применению в серийном производстве сельскохозяйственной и строительной техники.
При окрашивании рулонной стали порошковые ЛКМ используются лишь в ограниченной степени из-за трудностей с поддержанием необходимых технологических режимов процесса окрашивания (скоростью транспортирования изделий и контролем толщины ЛКП). Он особенно используется для продукции строительного сектора, например, для плоских панелей, оконных рам, сантехнических кабин и в промышленности по обработке листового металла.
Использование материалов, на которые наносится покрытие перед резкой и/или формованием и/или сборкой. Хотя это широко используемый метод, он не связан с экологическими показателями предприятия, поскольку в основном относится к выбросам стороннего предприятия.
Данный способ можно использовать при сборке изделий, сокращая количество лакокрасочных покрытий или устраняя необходимость окрашивания. В случае нанесения ЛКМ на поверхности однородных размеров, таких как рулонные металлы, ЛКМ можно наносить с использованием методов, которые сложнее применить к собранным изделиям или частям изделий, но которые более благоприятны для окружающей среды (см. раздел 5.2.7.3).
Достигаемые преимущества для окружающей среды:
- значительное снижение выбросов ЛОС при замене распылительных работ на нанесение материалов методом рулонного окрашивания;
- более эффективное использование материалов;
- более эффективная сушка или отверждение;
- более эффективный сбор и уничтожение выбросов при окрашивании рулонного проката, поскольку нанесение ЛКМ и удаление отходящих газов для сплошной плоской поверхности проще и эффективнее, чем для покрытия формованных деталей и кузовов.
Технические особенности применимости технологии
Металл, окрашенный по технологии койл-коатинга (технология окрашивания рулонного материала с предварительной специальной подготовкой поверхности и последующим нанесением ЛКМ с помощью валковых машин), обычно поставляется с финишным покрытием, но может также поставляться в готовом виде для нанесения последующего ЛКМ. Данный метод находит все более широкое применение, включая: строительные изделия, электроприборы (бытовая техника), автомобильную промышленность, фургоны и передвижные дома, металлические шкафы и т.д.
В технологии защиты поездов от коррозии и обеспечения необходимого цвета материалы, окрашенные по технологии койл-коатинга, все чаще используются для производства грузовых вагонов.
Некоторые производители сельскохозяйственной и строительной техники наносят гальваническое и верхнее покрытие перед сборкой; материалы рулонного нанесения могут быть одним из вариантов.
покрытия на рулонный или листовой прокат (coil)
Использование полимерных пленок, наносимых на рулон или полотно для придания эстетических или функциональных свойств, позволяет сократить количество необходимых слоев покрытия.
Процессы с высокой эффективностью применения включают в себя налив (облив), нанесение валиком, полив, погружение (окунание), заливку и нанесение покрытия в вакууме. Эти процессы приводят к меньшему избыточному распылению, чем пневмораспыление, но не являются универсальными. Разделяют два процесса погружения (окунания): обычное и электрофоретическое.
Распыление может осуществляться также электростатическим методом или традиционным. При электростатическом распылении между заготовкой и распылителем создается электрическое поле. Тогда достигаются следующие преимущества в отношении окружающей среды и эффективности покрытия:
- меньший расход материала, меньшие выбросы, меньшее количество красочного шлама и меньшее загрязнение мест окраски (меньше очистки);
- улучшенные возможности автоматизации процессов окраски, более быстрое нанесение ЛКМ и, следовательно, более высокая производительность;
- меньшее потребление воздуха (меньшая потребность в энергии).
Недостатками электростатического распыления является риск возникновения неровностей по краям и слишком большой толщины слоя в полостях и внутренних краях из-за концентрации лакокрасочных материалов на этих участках. Используются несколько способов электростатического распыления, которые описаны в следующих разделах. Кроме того, могут существовать особые требования, касающиеся достигаемого качества, геометрии, состава лакокрасочных материалов, электропроводности (например, влияющих на возможность повторного покрытия поверхностей) и безопасности на рабочем месте в связи с используемым высоким напряжением.
Несмотря на все более широкое использование методов электростатического нанесения, распыление без электростатического заряда по-прежнему широко используется для нанесения, а традиционные ручные системы распыления могут быть более подходящими в некоторых обстоятельствах, например, для производителей с небольшими объемами. По сравнению с электростатическими процессами традиционные методы распыления менее затратны. Кроме того, при их использовании не предъявляются особые требования к геометрии, лакокрасочным материалам, электропроводности и безопасности труда. Недостатком данного метода является низкая эффективность. Таким образом, было разработано несколько методов минимизации избыточного распыления, эффективность которых сравнима с электростатическими процессами.
Следует отметить, что, как правило, выбор технологии нанесения может быть ограничен на предприятиях с низкой производительностью и/или большим разнообразием продукции, а также типом и формой подложки, требованиями к качеству продукции и необходимостью обеспечения взаимной сочетаемости используемых материалов, технологий нанесения покрытия, методов сушки/отверждения и систем очистки отходящих газов.
Методы нанесения покрытия представлены в следующем порядке:
- методы нанесения без распыления (разделы 5.2.7.3.1, 5.2.7.3.2, 5.2.7.3.3, 5.2.7.3.4, 5.2.7.3.5, 5.2.7.3.6);
- методы нанесения ЛКМ распылением (разделы 5.2.7.3.7, 5.2.7.3.8, 5.2.7.3.9, 5.2.7.3.10, 5.2.7.3.11, 5.2.7.3.12);
- или метод: Последовательные операции: Нанесение ЛКМ распылением, ракелем и последующая промывка (см. раздел 5.2.7.3.13).
Технология нанесения, в которой валки используются для переноса или дозировки жидкого покрытия на движущуюся полосу.
Данная технология позволяет обеспечить высокую эффективность переноса и, следовательно, минимальное образование отходов материалов.
В зависимости от заготовки и условий обработки можно достичь эффективности использования материала примерно 90 - 100%.
Нанесение осуществляется вращающимися валками с резиновым или вспененным покрытием; возможно двустороннее нанесение. Расход материала при нанесении можно регулировать путем изменения расстояния между валками. Если заготовка и валок движутся в одном направлении, можно наносить только слои толщиной до 12 мкм и использовать только покрывающие материалы определенной вязкости. Эти проблемы не возникают при обратном процессе нанесения покрытия, когда валок вращается в направлении, противоположном движению заготовки (рисунок 5.6).
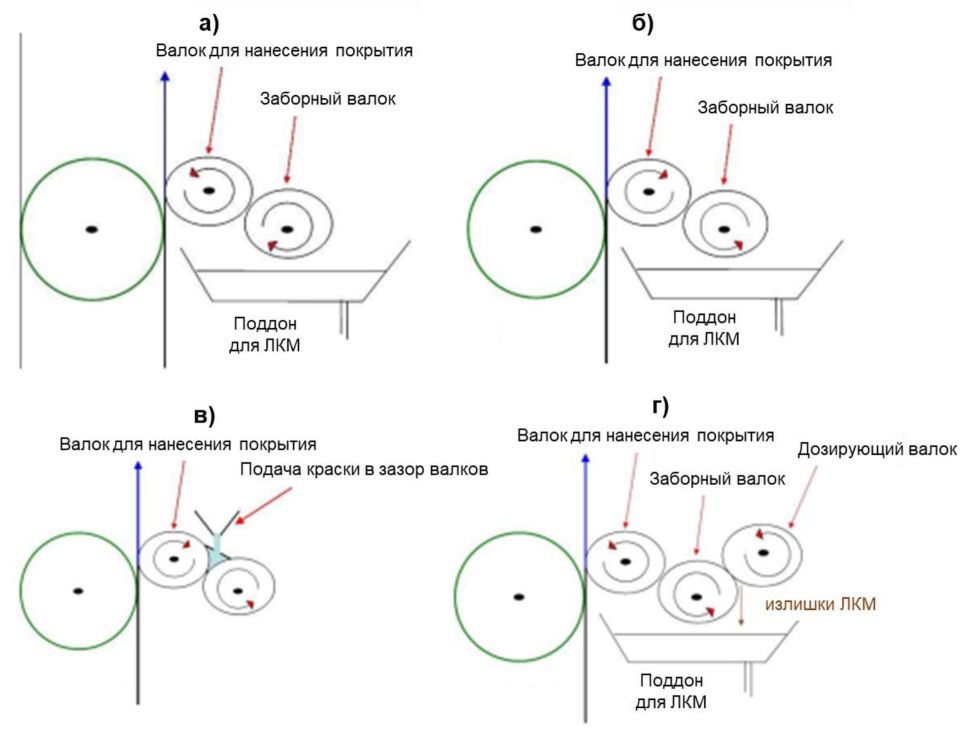
двухвалковая машина, б) двухвалковая машина для нанесения
покрытий, в) устройство для нанесения покрытий с прижимным
валиком, г) дозирующий валок [22]
Также может быть установлен ракель (см. раздел 5.2.7.3.2) для регулировки толщины ЛКМ на прижимном или дозирующем валике.
Данный метод применим только к плоским поверхностям.
Нанесение покрытий валками особенно применимо для одно- и двухкомпонентных материалов, а также полимеризационных материалов с высокой вязкостью или со 100% содержанием нелетучих веществ.
Данный метод широко применяется при нанесении ЛКМ на рулонный прокат.
С целью сокращения расхода сырья ЛКМ наносится на основу через зазор между лезвием и валком. По мере прохождения ЛКМ по окрашиваемой поверхности избыток соскребается (рисунок 5.7).
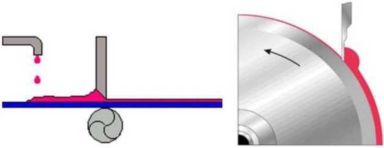
Ракельный нож удаляет излишки ЛКМ и позволяет перенести на поверхность слой необходимой толщины.
Этот процесс основан на нанесении ЛКМ на поверхность, который затем проходит через "зазор" между "ножом" и опорным валком. По мере прохождения ЛКМ и поверхности излишки соскабливаются.
Процесс применим для ЛКМ с высокой вязкостью и очень большой массой, таких как пластизоли и резиновые смеси. Существуют различные версии этого относительно простого процесса.
(сушка на месте) при окрашивании рулонного металла
Нанесение конверсионных покрытий, не требующих дополнительной промывки водой, с помощью устройства для валкового нанесения покрытия (химкоутера) или отжимных валков.
Преимущества применения данного метода заключаются в оптимизации материалов. В зависимости от заготовки и условий обработки можно достичь эффективности использования материала около 90 - 98%.
Системы нанесения наливом включают в себя установку улавливания и рециркуляции с замкнутым контуром.
Заготовки проходят через ламинарную пленку ЛКМ, подаваемую из напорного резервуара (рисунок 5.8).
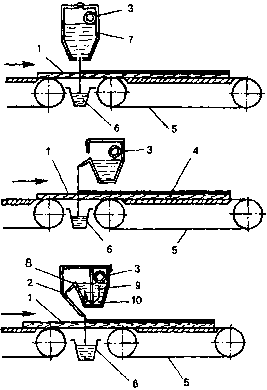
материала: а - вытекание из донной щели; б - переливание
через сливную плотину; в - переливание со сливной плотины
со стеканием с экрана; 1 - деталь; 2 - экран;
3 - лакоподающая труба; 4 - покрытие; 5 - конвейер;
6 - лоток; 7 - корпус головки; 8 - сливная плотина;
9 - перегородка; 10 - фильтр
ЛКМ наносится в виде ламинарной пленки, через которую проходят заготовки/обрабатываемая поверхность. Избыточный ЛКМ стекает в резервуар и перекачивается обратно в наливную головку.
В основном применяются лаки на основе полиэфиров, не содержащие растворителей, но данным методом можно наносить и другие виды лакокрасочных материалов. Покрытие наливом позволяет добиться очень ровных слоев.
Этот метод применим только к плоским поверхностям. При нанесении ЛКМ наливом покрывают однотонные или почти однотонные заготовки. В зависимости от типа оборудования можно обрабатывать материалы с расходом от 40 г/м2 до 500 г/м2.
Данный метод особенно подходит для больших заготовок с большой площадью поверхности, например, для нагревательных элементов, для окрашивания деталей грузовиков или сельскохозяйственных машин, а также для применения полостных герметиков в автомобильной промышленности. Можно использовать материалы с расходом 60 - 200 г/м2. Он также применим в производстве обмоточной проволоки.
Заготовки транспортируются по конвейерным системам в закрытый канал, который затем заполняется ЛКМ через инжекционные трубки. Излишки материала собираются и используются повторно (рисунок 5.9).
1 - изделия; 2 - конвейер; 3 - привод; 4 - коллектор;
5, 11 - трубы; 6 - бак с эмалью; 7, 8 - вентиль;
9 - насос; 10 - бак с растворителем; 12 - поддон
В зависимости от заготовки и условий обработки можно достичь эффективности 95 - 99%.
При производстве обмоточных проводов используется аналогичный вариант этой технологии, когда обмоточные провода проходят через установку для нанесения эмали, где эмаль подается в избытке, а излишки материала удаляются эмалированной матрицей и передаются обратно в эмалированный резервуар для 100% повторного использования.
Метод представляет собой окунание изделия в ванну, где между обрабатываемым изделием и ванной подается постоянный электрический ток (рисунок 5.10).
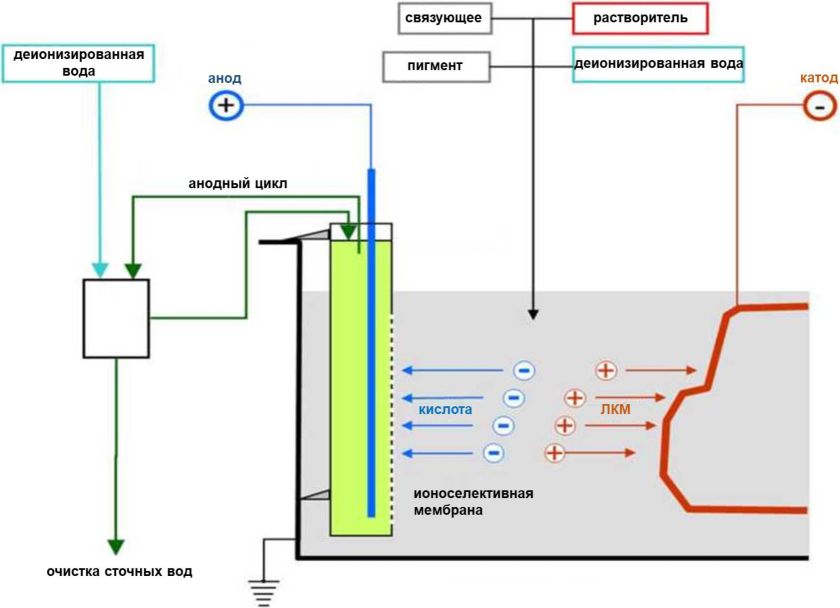
Рисунок 5.10 - Процесс электрофорезного нанесения ЛКМ [22]
Частицы ЛКМ, диссоциированные в водном растворе, оседают на погруженные поверхности под действием электрического поля (электрофоретическое осаждение). Это особый тип покрытия, наносимый погружением. Данный метод также называют как электроокрашивание, электрофоретическое погружение, ELPO (операция электропокрытия), катафоретическое погружение и т.д.
Предварительно обработанные кузова транспортных средств заряжаются электрически при прохождении через ванну с электроиммерсионным покрытием. Твердые компоненты ЛКМ для электрофореза наносятся на кузов автомобиля электрофоретическим процессом. Благодаря этому процессу можно покрыть все внутренние и внешние поверхности кузова автомобиля, включая все полости. Расчетная площадь электронного покрытия обычно составляет от 70 до 130 м2 на транспортное средство, в зависимости от размера и конструкции.
Необходимо различать катодное и анодное осаждение. Катодное нанесение погружением широко используется и способно удовлетворить высокие требования, предъявляемые к качеству ЛКП.
Электрофорезные ЛКМ обычно являются водоразбавляемыми деионизированной или дистиллированной водой. Обычным пленкообразователем для них является модифицированная аминофункциональная эпоксидная смола.
Комбинация лакокрасочной смолы и процесса осаждения после отверждения создает очень стойкую пленку, которая вносит существенный вклад в защиту от коррозии внутри и снаружи изделий.
Применение метода электроосажения для грунтования поверхности изделий позволяет использовать материалы, содержащие не более 2 - 6% органических растворителей.
После нанесения ЛКМ следует многоступенчатая каскадная промывка для удаления частиц, не подвергшихся электроосаждению. Промывную среду очищают посредством ультрафильтрации. Компоненты ЛКМ, сконцентрированные в ретентиве, подаются обратно в резервуар CDC (катодное покрытие погружением), фильтрат (вода и низкомолекулярные химикаты CDC) может быть повторно использован в цикле ополаскивания. При необходимости ЛКМ, транспортируемый с последней стадии промывки деионизированной водой (ДИ), можно отделить и вернуть обратно в ванну для последующего применения.
С внедрением двухупаковочных ЛКМ для электрофоретического нанесения (связующего раствора и пигментной пасты) содержание растворителя можно свести к минимуму. Благодаря низкому содержанию растворителя в этом материале и тому факту, что материал не распыляется, как при методах пневмо- и безвоздушного распыления, уровни выбросов летучих органических соединений очень низкие.
Типичные выбросы составляют от 2 до 4 г ЛОС/м2, в зависимости от площади окрашенной электрофорезом поверхности автомобиля. За счет снижения выбросов отходящих газов из печи можно достичь уровня выбросов ниже 1 г ЛОС/м2.
Все используемые электрофорезные ЛКМ и ЛКП не содержат свинца.
Очень высокая доля ЛКМ, вытекшего при промывке, восстанавливается (около 100%) за счет сочетания обратного каскадного промывания с мембранной фильтрацией.
Помимо низкого расхода ЛКМ, образуется небольшое количество отходов.
Технология катодного электрофореза обеспечивает высокую долю переноса ЛКМ на изделие (95 - 100%).
Экологические показатели и эксплуатационные данные
Данный метод осуществляется в специально построенном помещении с вытяжкой воздуха. Изделия с электрофорезным покрытием должны пройти операцию сушки в специальных печах (сушильных камерах) перед нанесением последующих ЛКМ.
Нанесение ЛКМ осуществляется в закрытом резервуаре для погружения. Напряжение осаждения составляет от 300 до 450 В. При высокой силе тока в ванну CDC (катодное покрытие погружением) подается энергия от 5 до 10 кВт·ч на каждый кузов автомобиля. Из-за этого процесса осаждения и тепла трения от насосов ванна для нанесения покрытия нагревается, и ее необходимо охладить до < 30 °C с помощью системы охлаждения ЛКМ. ЛКМ для электроосаждения постоянно перемешиваются в ванне для погружения во избежание оседания пигментов, наполнителей и пленкообразователей.
Существует необходимость в биологическом/бактериальном контроле сточных вод и значительных требованиях к очистке сточных вод, включая хранение и очистку больших количеств сточных вод с высоким содержанием ХПК/БПК.
Этот метод применим только к металлическим поверхностям. Метод эффективен в автомобильной промышленности, для окрашивания автобусов, сельхозтехники, строительной техники, для окрашивания грузовых автомобилей и коммерческих транспортных средств, металлических, включая внутренние полости и другие труднодоступные участки поверхности. Метод неприменим для окрашивания самолетов, железнодорожного транспорта, судов.
В настоящее время наиболее широко используется метод катодного электроосаждения. Оптические и гладкостные свойства лакового слоя ЛКП очень важны в производстве автомобилей, поэтому для нанесения грунтовки и финишного ЛКМ используются только методы распыления.
Воздушный поток (направляющий воздух) используется для преобразования распылительного конуса струи безвоздушного распылителя. Для распыления используется только высокое давление. Воздух не используется. От безвоздушного сопла зависит поток и угол нанесения материала (рисунок 5.11).
Эффективность при данном методе составляет около 35 - 70%.
Экологические показатели и эксплуатационные данные
Комбинированное распыление обычно работает технологичнее, экологичнее и экономичнее, чем безвоздушное распыление. При хорошей подготовке оператора можно добиться той же производительности, что и при обычном распылении, особенно для грунтовок. Быстрая смена цвета невозможна из-за наличия необходимых насосов высокого давления, хотя в автомобильной промышленности они не требуются, поскольку безвоздушное распыление используется для высоковязких невидовых и нефинишных ЛКМ. Использование безвоздушного распыления дает грубый профиль, который, возможно, потребует шлифовки перед нанесением более тонких покрытий.
При использовании данного метода меньше отходов образуется при избыточном распылении, но количество отходов от продувок выше. Возможно, в целом отходов немного меньше, но характер и, следовательно, обращение с отходами различаются. Отсутствие потребности в сжатом воздухе также приводит к некоторой экономии энергии.
Технические особенности применимости технологии
Общеприменим. Данный метод в основном применяется для покрытия больших деталей или поверхностей. Обычно применяется при окрашивании древесины и мебели. Использование комбинированного распыления становится все более распространенным при нанесении финишных покрытий яхт.
При нанесении ЛКМ методом безвоздушного распыления дробление ЛКМ происходит без участия сжатого воздуха. ЛКМ за счет высокого гидравлического давления вытесняется с большой скоростью через эллиптическое отверстие. При этом потенциальная энергия ЛКМ на выходе в атмосферу переходит в кинетическую, возникают завихрения, приводящие к пульсации струи, развитию колебаний и деформации поверхности струи. Деформация усиливается благодаря гидравлическому воздействию окружающего воздуха и приводит к образованию облака аэрозоля. За счет полученной кинетической энергии капли ЛКМ движутся к окрашиваемой поверхности и, преодолевая сопротивление воздуха, тормозятся и мягко настилаются на поверхность. Часть наиболее мелких капель теряет скорость и, не долетая до окрашиваемой поверхности, выпадает из окрасочного факела, оседая на полу и окружающих предметах. По сравнению с пневматическим распылением позволяет: резко снизить потери ЛКМ на туманообразование, уменьшить расход растворителей в связи с возможностью распыления более вязких ЛКМ, снизить мощность вентиляции, так как удаляются в основном только пары растворителя, увеличить производительность труда (особенно при окрашивании больших площадей), уменьшить трудоемкость окрасочных работ благодаря возможности нанесения покрытий большей толщины. Метод широко используется в автомобильной промышленности, при окраске судов и самолетов, изделий тяжелого машиностроения.
Пневматическое нанесение ЛКМ с помощью сжатых инертных газов (например, азотом, диоксидом углерода).
Распыление с использованием азота - это метод окрашивания распылением, который позволяет осуществлять распыление посредством азота вместо обычного сжатого воздуха. Автономная установка может производить азот непосредственно из сжатого воздуха с помощью полимерной мембраны ("молекулярное сито").
Богатый азотом воздух затем можно использовать для распыления ЛКМ и формирования струи распыления.
Молекулы азота примерно в два раза быстрее воздуха и имеют меньшую турбулентность. Это связано с тем, что в обычном воздухе присутствует смесь молекул, которые движутся хаотично в отличие от почти чистого азота, который движется в унисон (см. рис. 5.12).
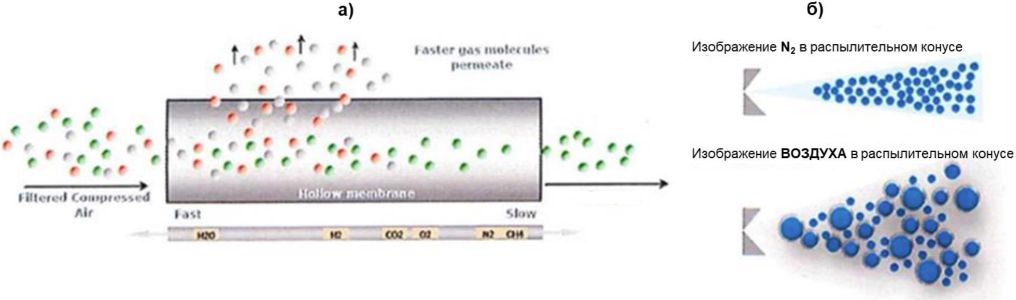
полимерной мембраны и (б) - сравнение распылительных
конусов [22]
Альтернативным вариантом является использование углекислого газа (CO2). В этом процессе воздух заменяется CO2, который подается к высоковязкому лакокрасочному материалу. Смесь ЛКМ-CO2 обрабатывается при температуре 40 - 70 °C и давлении примерно 100 бар. Распыление осуществляется посредством безвоздушного распыления. Из-за быстрого испарения CO2 используется колоколообразный распылитель с более низкой скоростью частиц ЛКМ по сравнению с обычным безвоздушным распылением.
Метод окрашивания распылением с использованием азота приводит к частичному повышению эффективности переноса ЛКМ. Возможное повышение эффективности переноса зависит от формы заготовки и должно рассматриваться как "лучший случай". В случае значительно более высокой эффективности переноса можно уменьшить количество избыточного распыления ЛКМ, что снижает количество используемого ЛКМ. За счет уменьшения количества используемого ЛКМ также сокращаются выбросы окрасочной пыли и летучих органических соединений.
Применение данного метода дает множество преимуществ, например:
- меньше избыточного распыления/улучшенная эффективность переноса;
- улучшенный контроль шаблона;
- меньший размер сопла и, следовательно, более тонкое распыление;
- улучшенный контроль температуры;
- улучшенный ионизирующий контроль.
Данный метод может быть неприменим для окрашивания деревянных поверхностей.
Распыление CO2 применимо в нескольких секторах. Распыление CO2 не применяется с эпоксидными смолами, поскольку CO2 вступает в реакцию с отвердителем. Основание (поверхность) должно быть термостойким, так как смесь ЛКМ/CO2 подается при температуре 40 - 70 °C. Иногда эта температура оказывается слишком высокой для древесины (опасность образования пятен).
туманообразованием. Пневматическое распыление с низким
давлением с высоким потреблением сжатого воздуха (HVLP).
Пневматическое распыление с низким давлением с низким
потреблением сжатого воздуха (LVLP)
В начале восьмидесятых годов XX века SCAQMD (Управление контроля качества воздуха Южной Калифорнии, США) огласило директиву N 1151, являющуюся экологическим стандартом распылительного оборудования, преследовавшую цель значительного снижения эмиссии паров органических растворителей в атмосферу.
Распылители, соответствующие этому экологическому стандарту, получили наименование:
- HVLP (High Volume Low Pressure) (большой объем при низком давлении) (рисунок 5.13);
- LVLP - Low Volume Low Pressure - малый объем невысокое давление.
с высоким потреблением сжатого воздуха HVLP
LVLP представляют собой промежуточную модификацию с давлением воздуха на выходе меньшим, чем у обычных пистолетов, но  , чем у HVLP, но низким расходом ЛКМ.
, чем у HVLP, но низким расходом ЛКМ.
, чем у HVLP, но низким расходом ЛКМ.В краскораспылителях HVLP благодаря особой конструкции воздушной головки поток сжатого воздуха обычного давления (2,5 - 3 атм) и сравнительно малого объема преобразуется в поток большого объема (до 40 м3/ч) и низкого давления (0,5 - 0,7 атм). Распыляемый материал диспергируется при относительно малых скоростях истечения воздушного потока большого объема. При этом создается эффект "мягкого факела" с высокой эффективностью переноса частиц ЛКМ к окрашиваемой поверхности, снижение загазованности атмосферы и, соответственно, снижение потерь ЛКМ на туманообразование (на 20% по сравнению с обычным распылением). Метод HVLP может быть применен ко всем поверхностям изделий, однако ограниченно применим для окрашивания судов и самолетов. В результате был достигнут уровень переноса ЛКМ до уровня 75 - 85% (LVLP), в системе HVLP до 60 - 70%.
Распыление ЛКМ в распылительной насадке посредством смешения ЛКМ с большими объемами воздуха при низком давлении (макс. 1,7 бар). Распылители HVLP имеют эффективность переноса краски > 50%.
Распыление лакокрасочного материала осуществляется механически с помощью сжатого воздуха. К воздушной головке подается большой объем сжатого воздуха. Используется минимальное давление (до 0,7 бар).
Для распыления лакокрасочный материал и сжатый воздух подаются в форсунку, где ЛКМ распыляется в распылителе. Выпускаемый воздух переносит частицы аэрозоля ЛКМ на поверхность. При более высоком давлении воздуха будет распыляться больше материала, но потери при распылении также будут выше из-за рассеивания воздушного потока. Если давление воздуха слишком низкое, результатом будет плохое качество поверхности. Распыление HVLP приводит к меньшему количеству распыленных мелких частиц ЛКМ по сравнению с традиционными методами распыления, поскольку применяется пониженное давление воздуха. Для распыления лакокрасочный материал и сжатый воздух подаются в форсунку, посредством которой ЛКМ распыляется в распылителе.
Концепция HVLP была разработана в 1980-х годах с основной идеей достижения эффективности переноса 60% за счет ограничения давления распыления до 0,7 бар. Однако данное давление не обеспечивает требуемого качества покрытия или скорости нанесения.
Были разработаны новые конструкции воздушных головок, обеспечивающие требуемую эффективность переноса, а также желаемое качество покрытия и скорость нанесения, но работающие при более высоком давлении воздуха распыления.
Давление распыления в этих пистолетах выше, чем давление, связанное с распылением HVLP, но все же меньше половины давления, используемого в обычных распылителях с воздушным распылением. Подача материала в пистолеты низкого давления может осуществляться из любого типа контейнера с ЛКМ, прикрепленного к пистолету, емкости с подачей под давлением или насосу. Емкость с ЛКМ может располагаться сверху пистолета или под ним; контейнер сверху можно использовать до полного опорожнения.
HVLP распыление обеспечивает использование материала в диапазоне 40 - 80%. По сравнению с распылением сжатым воздухом под высоким давлением экономия материала может достигать 20%, если емкость с ЛКМ расположена сверху на пистолете-распылителе.
Используя данный метод, можно покрыть большинство типов поверхностей. Можно достичь высокого качества поверхности, хотя использование традиционного распыления под высоким и низким давлением не считается наиболее подходящим методом для получения фактуры ЛКП высоких классов.
Из-за образования более крупных частиц ЛКМ оптический вид может отличаться от обычного распыления. Однако современные пистолеты низкого давления позволяют получить покрытия такого же качества, как и пистолеты высокого давления с аналогичной рабочей нагрузкой. Скорость работы при распылении методом HVLP может быть низкой, а контроль толщины сухой пленки практически невозможен.
Расход материала - до 250 г/м2.
Распыление HVLP может быть применимо ко всем поверхностям. При окрашивании дерева и мебели распыление HVLP применяется для нанесения пропиток низкой вязкости, но все чаще и для других лакокрасочных систем.
В автомобильной промышленности окраска HVLP иногда используется в сочетании с электростатическими чашечными распылителями для нанесения ЛКМ типа "металлик" (базовое покрытие), но не используется при нанесении верхнего покрытия. В этом случае HVLP наносится только тонким слоем.
В меньшей степени это может быть применимо для окрашивания сельскохозяйственной и строительной техники. Поскольку поезда окрашиваются вручную, для верхних слоев можно применять распыление HVLP. Он также применяется для покрытия пластмассовых деталей, но не для деталей легковых автомобилей.
Данный метод обычно не применяется при окрашивании кораблей (где распыление HVLP используется в некоторых случаях нанесения финишных слоев и, возможно, для лака) или самолетов.
(полностью автоматизированное)
Распыление с помощью высокооборотных вращающихся дисков или чаш и формирование струи распыления с помощью электростатических полей и формирующего воздуха.
Хотя чаши физически распыляют лакокрасочные материалы под действием центробежных сил, электрические свойства лакокрасочного материала очень важны. По сравнению с электростатическим распылением без дополнительного формирующего воздуха эти процессы демонстрируют более высокую гибкость в отношении лакокрасочных материалов и потоков материалов.
Зарядка частиц может быть как внешней, так и внутренней. Внутренняя зарядка, реализуемая с помощью гальванически изолированных систем, обходится дороже, но часто приводит к более высокой эффективности передачи. Внешней зарядкой называется электростатическая зарядка, осуществляемая путем ионизации, (или непрямая зарядка). Частицы становятся электрически заряженными при прохождении близко к электродам за пределами распылителя после выхода из чаши. Внешняя зарядка часто используется для нанесения красок на водной основе.
Если применяются специальные и чувствительные системы окрашивания (ЛКМ типа "металлик"), могут возникнуть различия в цвете и качестве поверхности, но их можно скорректировать путем соответствующей модификации параметров нанесения.
При электростатическом распылении потребление материалов и образование отходов в процессе сводятся к минимуму благодаря высокой эффективности переноса.
В зависимости от окрашиваемой поверхности и условий обработки можно достичь эффективности в диапазоне от 70 до 95%. По сравнению с обычным распылением образуется меньше избыточной аэродисперсии ЛКМ, а окрасочные камеры меньше загрязняются, поэтому требуется меньше чистящих средств.
Благодаря возможному высокому потоку материала и достижимой эффективности переноса от 70 до 95% этот процесс является наиболее эффективным методом применения для универсальных операций промышленного окрашивания, таких как серийное производство легковых автомобилей и пластиковых материалов для автомобильной, грузовой и коммерческой техники, для автомобильной промышленности.
Также можно наносить ВД-ЛКМ с высокой проводимостью.
Кроме того, ВД-ЛКМ можно зарядить электростатическим способом перед выходом из чаши (внутренняя зарядка). При нанесении специальных лаков (ЛКМ типа "металлик") могут возникнуть различия в цвете и качестве поверхности.
По сравнению с распылением воздухом эти процессы более чувствительны к стабильности ЛКМ или электропроводности.
Технические особенности применимости технологии
Общеприменима. Типичными областями применения являются окрашивание профилей и велосипедных рам. Этот процесс подходит практически для всех лакокрасочных материалов, включая ВД-ЛКМ. Могут быть достигнуты расходы материала до 1000 мл/мин. Сменить цвет можно за несколько секунд.
Благодаря расходу материала до 1 500 мл/мин и эффективности материала до 95% этот процесс подходит для универсальных операций промышленного окрашивания.
Данный метод можно использовать только с автоматическими распылителями из-за высокой скорости вращения чаш.
Высокоскоростной вращающийся чашеобразный распылитель широко используются в автомобильной промышленности для нанесения грунтовок, базовых и прозрачных ЛКМ, а также все чаще для автомобильных деталей.
При окрашивании грузовых автомобилей и коммерческого транспорта обычно применяется электростатическое распыление.
Высокоскоростные вращающиеся чашеобразные распылители с электростатическим усилием обладают высокой эффективностью передачи, тем самым снижая расход материала и выбросы летучих органических соединений. Они также обеспечивают получение однородных и высококачественных лакокрасочных покрытий и могут работать на высоких скоростях производства. Также сокращается время окрашивания.
или безвоздушное распыление
Основой метода нанесения ЛКМ в электрическом поле высокого напряжения является способность частиц материала приобретать заряд в электрическом (электростатическом) поле. Электростатическое поле высокого напряжения (60 - 140 кВ) создается между заземленным изделием и распыляющим устройством, которое является одновременно и коронирующим электродом с высоким отрицательным потенциалом. Распыляемые частицы ЛКМ, получив заряд с помощью зарядного устройства, перемещаются в направлении силовых линий электрического поля от распыляющей головки к заземленному изделию. Попав на поверхность изделия, частицы ЛКМ отдают ему свой заряд и образуют равномерное покрытие на его поверхности. Это один из наиболее экономичных методов окраски (коэффициент использования материала - 0,9 - 0,95%). При этом значительно уменьшается туманообразование. Для очистки воздуха достаточно удалить пары растворителя, что возможно при небольших скоростях движения воздуха. Метод электростатического распыления не применим для распыления ВД-ЛКМ, а также при распылении ЛКМ, содержащих в своем составе большое количество веществ с температурой вспышки ниже 60 °C, таких как ацетон, бутилацетат и др. При окрашивании изделий сложной конфигурации с глубокими впадинами, острыми кромками, сложными сопряжениями, а также внутренних поверхностей изделий метод имеет ограничения (предусматривается ручное подкрашивание методом пневматического распыления).
Придание формы струе при пневматическом или безвоздушном распылении с помощью электростатического поля. Электростатические распылители имеют эффективность переноса ЛКМ более 60%. Фиксированные электростатические методы имеют эффективность переноса до 75%.
При электростатическом распылении сжатым воздухом, безвоздушном и пневматическом распылении распыление лакокрасочного материала аналогично обычному распылению сжатым воздухом, за исключением безвоздушного распыления, при котором распыление осуществляется за счет гидростатического давления материала. Кроме того, частицы ЛКМ имеют электростатический заряд; однако этого не происходит при нанесении ВД-ЛКМ. В зависимости от условий применения расход материала по сжатому воздуху составляет до 1 000 мл/мин. Для безвоздушных или пневматических безвоздушных (комбинированное распыление (комбинация безвоздушного и пневматического распыления)) методов поток материала может достигать 3000 мл/мин.
Этот метод также используется для нанесения порошковых ЛКМ. Частицы порошка заряжаются электростатически и распыляются на заземленную деталь с помощью сжатого воздуха. Достигается эффективность использования материала в диапазоне 80 - 95%. Окрасочные камеры и инструменты для нанесения можно очищать посредством вакуумной очистки или продувать сжатым воздухом. Таким образом, экономятся ресурсы и избегаются выбросы ЛОС.
Использование материала составляет около 85%. При использовании порошковых ЛКМ эффективность расхода материала может достигать 95%. При окрашивании мебели и дерева достижим уровень эффективности в пределах 50 - 70%. По сравнению с традиционным распылением образуется меньше остатков, а окрасочные камеры меньше загрязняются, поэтому требуется меньше чистящих средств. Время окрашивания также может быть сокращено.
Экологические показатели и эксплуатационные данные
Время окрашивания обычно сокращается.
При покрытии пластмассовых деталей обычно применяется электростатическое распыление, хотя для этого требуется проводящая грунтовка.
В зависимости от используемого оборудования подачи (только один насос или один насос для каждого цвета) время, необходимое для смены цвета, варьируется.
Можно окрашивать изделия со сложной геометрией с углублениями.
Все электростатические методы можно использовать для ВД-ЛКМ и традиционных материалов. Эти методы могут быть полностью автоматизированы или управляться вручную. При окрашивании мебели и дерева безвоздушные или пневматические безвоздушные методы в основном используются при высоком расходе материала или высокой производительности поверхности, например, для автоматического окрашивания мебели (заготовок с углублениями), автоматического окрашивания оконных рам или ручного нанесения крупных изделий.
При окрашивании самолетов обычно применяются электростатические распылители.
При окрашивании поездов можно использовать системы безвоздушного распыления для нанесения грунтовочных покрытий; однако не было представлено никакой информации об электростатическом распылении для нанесения покрытий для поездов.
При окрашивании пластмассовых изделий обычно применяется электростатическое распыление.
Этот метод не широко применяется при окрашивании кораблей, поскольку на открытом воздухе слишком сильное движение воздуха, а в других плохо вентилируемых помещениях существует опасность взрыва. Тем не менее он используется на некоторых верфях в Нидерландах.
Пневматическое распыление горячим воздухом или нагретым ЛКМ, используемое для нанесения высоковязких красок. При нагревании ЛКМ их вязкость резко падает, благодаря чему создается возможность распылять материал повышенной вязкости, как обычные низковязкие материалы. При этом на 30 - 40% уменьшается расход растворителей, возрастает толщина получаемого покрытия, снижаются потери на туманообразование вследствие пониженного содержания растворителей, улучшается качество получаемого покрытия.
Распыление лакокрасочного материала может осуществляться с помощью сжатого воздуха или методом горячего безвоздушного распыления. Лакокрасочный материал и/или сжатый воздух нагреваются, поэтому вязкость лакокрасочной системы снижается, а количество разбавителей может быть уменьшено, что приводит к снижению выбросов летучих органических соединений.
Нагрев (до 60 - 70 °C) лакокрасочного материала осуществляется в контейнере покрасочного пистолета (пистолет-распылитель) или через подогреваемые трубки для подачи сжатого воздуха и лакокрасочного материала. Проточные нагреватели для нагрева сжатого воздуха используются для лакокрасочных материалов, которые в противном случае уже начали бы реагировать при этих температурах. Данный метод может использоваться с двухупаковочными водно-дисперсионными, органорастворимыми и не содержащими растворителей эпоксидными ЛКМ.
Уменьшение количества разбавителей/растворителей приводит к снижению или даже отсутствию выбросов ЛОС. По сравнению с традиционным напылением можно уменьшить количество слоев.
Эффективность использования материала может достигать 40 - 60%. По сравнению с традиционным распылением можно достичь повышения эффективности до 10%.
Данный метод обычно используется для ЛКМ с высокой массовой долей нелетучих веществ, но также применим для распыления горячего воска. Его можно применять при следующих условиях:
- 60 - 200 бар при распылении ЛКМ с высоким содержанием растворителя или воды;
- 200 - 400 бар при распылении ЛКМ с высоким содержанием твердых частиц;
- двухупаковочные ЛКМ, если применяется смешивание в реальном времени (см. раздел 5.2.2.4.1).
При повышении температуры можно наносить слой большей толщины без образования кромок. Однако также применяются следующие ограничения:
- очень короткий срок схватывания;
- дорогое оборудование;
- необходим равновеликий объемный коэффициент смешивания;
- используются эпоксидные ЛКМ с высокой массовой долей нелетучих веществ и не содержащие растворителей;
- оператору необходимо обучение, поскольку оборудование сложно использовать.
Технические особенности применимости технологии
Необходимый повторный нагрев после смены цвета делает этот метод непригодным для процессов с частой сменой цвета.
распылением, ракелем и промывка
Спреи используются для нанесения чистящих средств, предварительной обработки и промывки. После распыления для минимизации затягивания раствора используются ракели, после чего следует промывка.
При трибостатическом напылении порошковый ЛКМ наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик. "Трибо" в переводе означает "трение". В качестве диэлектрика используется фторопласт, из которого изготовлены отдельные части краскораспылителя для нанесения. При трибостатическом нанесении источник питания не требуется, поэтому этот метод менее энергозатратный по сравнению с нанесением порошковых ЛКМ в электрополе.
После приобретения заряда при трибостатической зарядке частицы порошка по силовым линиям электрического поля будут двигаться в воздушном потоке по направлению к заземленному изделию, аналогично, как и при коронной зарядке. Важным отличием трибостатической системы распыления от электростатической является отсутствие свободных ионов (заряженных молекул воздуха), что снижает интенсивность поля объемного заряда и значительно замедляет развитие "обратной короны" на поверхности изделия. Отсутствие свободных ионов также делает трибостатические системы более эффективными в тех случаях, когда требуется нанесение нескольких слоев порошкового ЛКМ, при окрашивании внутренних поверхностей изделий сложной формы. При использовании систем коронной зарядки свободные ионы привели бы к быстрой зарядке диэлектрической поверхности уже нанесенных слоев и формирование равномерного и гладкого слоя ЛКМ было бы затруднительно. В силу этого класс покрытия из ЛКМ, наносимых трибостатическим методом, будет выше, чем получаемых при коронной зарядке.
Сушка/отверждение - одни из самых энергозатратных процессов. Сушка/отверждение используется для:
- сушка/отверждение ЛКМ;
- сушка/отверждение чернил;
- сушка/отверждение адгезивов;
- испарение оставшейся воды или других жидкостей из зон предварительной обработки или промывки;
- загустевание и затвердевание клеев или материалов для защиты днища кузова.
В следующих разделах отражены основные из применяемых методов сушки/отверждения. Следует отметить, что выбор методов сушки/отверждения может быть ограничен типом и формой окрашиваемых изделий, требованиями к качеству продукции и необходимостью гарантировать, что используемые материалы, методы нанесения ЛКМ, методы сушки/отверждения и системы очистки отходящих газов являются взаимно совместимыми.
Инертный газ (азот) нагревается газом или паром через теплообменники или мазут, что позволяет загружать растворитель выше НПВ (нижний предел взрываемости). При применении инертного газа вместо обычного воздуха возможна концентрация растворителя > 1 200 г/м3 азота.
Инертный газ может содержать гораздо больше растворителя, чем обычный воздух. Например, при сушке инертным газом объем газа 2000 м3 циркулирует при расходе растворителя 400 кг/ч. Для воздушной сушки потребуется в 10 раз больше объема, чтобы достичь 40% значения НПВ (нижний предел взрываемости).
Достигается экономия энергии, а системы очистки отходящих газов могут быть рассчитаны на меньшую производительность по сравнению с использованием обычного воздуха. Воспламеняемость снижается.
Если для сушки используется инертный газ, в качестве метода восстановления растворителя можно использовать конденсацию (см. раздел 5.2.10.6.1).
Данный метод неприменим там, где необходимо регулярно открывать сушильные камеры, поскольку при их открытии необходима продувка, т.е. замена воздуха инертным газом. Это дорого и требует времени. По этой причине он не применяется в отраслях, где смена рабочих мест является повседневным явлением, например, в некоторых процессах печати.
Термическое отверждение или сушка с помощью электромагнитных индукторов, которые генерируют тепло внутри металлической заготовки с помощью колебательного тока, индуцированного печью.
Электромагнитные катушки, установленные рядом с окрашенной поверхностью рулонного проката, индуцируют в металле колебательные токи, которые можно настроить на создание скорости нагрева в сотни градусов в секунду.
При применении данного метода не образуются выбросы в результате использования природных топлив.
Технические особенности применимости технологии
Применим только к металлическим поверхностям.
Для существующих предприятий существует необходимость перепроектировать установку очистки отходящих газов, поскольку время нагрева намного короче по сравнению с обычными сушильными камерами.
Данный метод сушки обычно используется для закалки и отжига металлов, но также подходит для быстрого отверждения ЛКМ. Применяется, если поверхность или деталь, подлежащие сушке, электропроводны. Он может быть применим в качестве замены или дополнения к существующим газовым печам. Потенциально очень высокий спрос на электроэнергию может ограничить применимость метода.
Применение сушки или отверждения с использованием микроволнового или высокочастотного излучения позволяет обеспечить сокращение выбросов в результате использования природного топлива.
В данном процессе влажный слой ЛКМ нагревается электромагнитными микроволнами. Двумя доступными методами являются микроволновая сушка и высокочастотная сушка (ВЧ). Под воздействием этих электромагнитных волн диполи колеблются и электромагнитная энергия преобразуется в тепловую энергию. Таким образом, содержащаяся вода быстро испаряется и ее необходимо извлечь. ВЧ-осушители состоят из высокочастотного генератора, передающего устройства, коллекторных электродов и соответствующей зоны испарения для удаления испарившейся воды. Альтернативно, влажный слой ВД-ЛКМ нагревается электромагнитными микроволнами. Испарение и высыхание происходят изнутри красочного слоя наружу. Нагрев равномерный.
Электромагнитные волновые сушильные камеры применимы исключительно для ВД-ЛКМ и чернил, а также для неметаллических поверхностей.
ВЧ-сушка не применяется при производстве абразивов, клейких лент или в производстве намоточной проволоки.
Микроволновая сушка применяется для отверждения ЛКМ на древесине, для заготовок перед сборкой и для деталей небольших размеров, так как для крупных изделий требуется большая СВЧ-печь с более высокими затратами энергии.
ИК-сушка/отверждение
Сушка влажной поверхности комбинацией циркулирующего горячего воздуха (конвекция) и инфракрасного излучателя.
Сушильная камера с комбинированной конвекцией и ИК-излучением (также называемая термическим реактором) представляет собой излучатель, излучающий инфракрасное излучение, а также конвекционное тепло. Инфракрасное излучение генерируется при сжигании природного газа или пропана.
Применение данного метода позволит обеспечить снижение энергопотребления. Потребность в энергии ниже по сравнению с сушильными камерами, в которых используется только циркулирующий воздух.
В зависимости от системы окраски и вида производства общее время высыхания составляет от 6 до 10 минут.
Технические особенности применимости технологии
Общеприменим. Применяется для всех термоотверждаемых ЛКМ, как органорастворимых, так и без растворителей, а также порошковых. Термические реакторы также подходят для систем окраски на водной основе.
Геометрия изделия не имеет значения; однако оно должно быть термостойким.
Радиационное отверждение применяется для ЛКМ на основе смол и реактивных разбавителей (мономеров), которые реагируют на воздействие радиации (инфракрасное излучение (ИК), ближнее инфракрасное излучение (БИК), ультрафиолет (УФ)) или пучков электронов высокой энергии (ЭП).
Смолы обычно представляют собой полиэфиры, полиуретаны или эпоксиды с акрилатными или метакрилатными функциональными группами, хотя также могут использоваться ЛКМ и другого химического строения. Составы являются жидкими, и отверждение может происходить очень быстро, всего за несколько секунд, как правило, при температуре окружающей среды или слегка повышенных температурах.
Конкретные процессы радиационного отверждения представлены в следующих разделах.
Для сушки/отверждения инфракрасным излучением заготовка нагревается за счет поглощения инфракрасного излучения. Процесс сушки начинается изнутри к поверхности. Интенсивность инфракрасного излучения зависит от диапазона длин волн и, следовательно, от температуры излучателя. Поглощение лучей зависит от гладкости поверхности, цвета или светлоты, ее отражательной способности и химического состава.
Применение данного метода позволит обеспечить снижение энергопотребления.
Экологические показатели и эксплуатационные данные
Потребность в энергии ниже по сравнению с сушильными камерами, использующими циркулируемый воздух.
Это быстрый метод нагрева (1 - 5 секунд в случае средневолнового или длинноволнового ближнего ИК-диапазона, см. раздел 5.2.8.5.3, но ИК-излучение может занять больше времени), и когда температура поверхности во время сушки/отверждения ЛКМ низкая, он требует лишь короткого времени охлаждения. Состав растворителя должен быть адаптирован к энергии излучения.
Существует риск образования теней по краям и в нишах.
Доступны различные излучатели в зависимости от используемой длины волны. Установки с проточным или программным управлением применяются в зависимости от условий сушки и качества поверхности.
Технические особенности применимости технологии
Применимо к конкретным ЛКМ. Ограничений по толщине слоя нет, за исключением случаев, когда требуется очень быстрое время отверждения (например, когда окрашиваемая поверхность быстро движется, как при рулонном покрытии).
Геометрия поверхности не имеет значения. Однако она должна быть термостойкой.
Инфракрасное отверждение используется на небольшом количестве линий по нанесению ЛКМ на рулонный прокат. В таких случаях необходимо перепроектировать систему очистки отходящих газов, поскольку время нагрева намного короче по сравнению с обычными сушильными камерами.
Этот метод обычно применяется в автомобильной промышленности для предварительной сушки финишных слоев ЛКМ, наносимых методом "мокрый по мокрому".
с уменьшением содержания летучих органических соединений
ИК-излучение генерируется в результате каталитического окисления газа, включая окисление испаряющихся ЛОС из сушильных камер. Данный метод использует меньше энергии по сравнению с традиционными методами сушки и обеспечивает низкую температуру сушки и короткое время сушки. При этом более 50% выбросов ЛОС из сушильной камеры сгорает вместе с газом.
ИК-излучение генерируется путем каталитического беспламенного сжигания газа с использованием воздуха, содержащего летучие органические соединения, из сушильной камеры. Температура сушки составляет всего 110 °C по сравнению с 200 °C в традиционных сушильных камерах.
Каталитические панели производятся разных размеров с разной производительностью - обычно от 17 до 26 кВт/м2.
Этот метод сушки можно применять в плоскостных процессах, в конвейерном процессе или в сушильном шкафу. Также возможно использовать гибкую мобильную ИК-установку там, где стационарная установка не подходит.
При использовании данного метода сушки выбросы ЛОС сокращаются как минимум на 50%, поскольку содержащий ЛОС воздух из процесса сушки используется для процесса каталитического окисления. Потребление энергии снижается на 60 - 80%, поскольку время сушки короткое, а температура сушки низкая. Кроме того, расход лака ниже, чем при традиционном процессе сушки, поскольку сформированное покрытие имеет лучшие механические свойства, поэтому для получения заданного качества требуется меньше лака.
Преимущества:
- сокращение времени высыхания (60 - 80%);
- значительно меньшие энергозатраты по сравнению с другими методами сушки (меньше на 60 - 80%);
- снижение выбросов ЛОС (60%);
- требуется меньше места, чем при большинстве других методов сушки (на 60 - 90% меньше);
- снижен расход лака (на 10 - 45% меньше);
- простой процесс сушки, быстрый и простой монтаж оборудования.
Экологические показатели и эксплуатационные данные
Содержащий летучие органические соединения воздух из процесса сушки используется в каталитической системе генерации ИК-излучения. Это позволит снизить выбросы ЛОС на 50 - 60%. Кроме того, также можно использовать отфильтрованный воздух, содержащий летучие органические соединения, из процесса распыления в каталитической горелке. Таким образом, можно снизить выбросы ЛОС в целом на 70 - 80% по сравнению с процессом окрашивания. Это достигается без инвестиций в дорогостоящую систему очистки отходящих газов.
Систему ИК-сушки можно использовать для всех металлов, но алюминий и отражающие свет металлы (белый металл) могут блокировать ИК-излучение. Он также применим для сушки влажных изделий перед нанесением ЛКМ и окрашиванием порошками.
Особенно подходит там, где требуется низкая температура поверхности. Температуру поверхности можно поддерживать на уровне 45 - 50 °C или в диапазоне 45 - 100 °C, когда это необходимо.
Еще одним преимуществом ИК-отверждения является оптимальное соотношение между длиной волны ИК-излучения и длиной волны приема лака, пигментированных ЛКМ, воды и пластмасс (6 - 8 мкм).
Система сушки также подходит для компонентов ветряных электростанций, морской промышленности и сталелитейных заводов. Температура поверхности этих предметов часто составляет от 75 до 200 °C.
ближнего инфракрасного диапазона (NIR)
Использование термического отверждения ЛКМ инфракрасным излучением с очень короткой длиной волны позволит обеспечить более короткий период отверждения.
Отверждение излучением ближнего инфракрасного диапазона (NIR) используется там, где необходимо сократить время отверждения с минут до секунд. Поглощение NIR зависит от выбора пигментов.
NIR-излучатели работают при очень высоких температурах, производя очень коротковолновое инфракрасное излучение с очень высокой плотностью мощности. Поглощение определенной длины волны покрытием и короткое время выдержки могут уменьшить нагрев поверхности.
Благодаря очень короткому времени отверждения (1 - 5 секунд) этот метод очень подходит для термочувствительных материалов, таких как дерево и пластик. Порошковые ЛКМ, а также ВД-ЛКМ для дерева обычно отверждаются в ближнем ИК-диапазоне. При окрашивании деревянных поверхностей технология NIR обеспечивает минимальное время высыхания и цикла.
NIR-отверждение начинает использоваться при окрашивании рулонного проката для быстрого отверждения слоев малой толщины и в технологии порошковых ЛКМ. Его распространение на общие технологические линии будет зависеть от дальнейших испытаний.
В свою очередь, требования к электроэнергии высоки. NIR требует надежного электропитания высокой мощности.
"Холодное" структурирование соответствующих ЛКМ УФ-излучением (краски должны быть УФ-отверждаемыми).
Ртутные лампы среднего давления или безэлектродные газонаполненные лампы генерируют ультрафиолетовое излучение с длиной волны 200 - 400 нанометров. Излучение запускает химическую сшивку внутри слоя ЛКМ или чернил. УФ-отверждение требует наличия фотоинициатора.
В системах УФ-отверждения используют меньше растворителя или вообще не используют его. Потребление энергии низкое.
Экологические показатели и эксплуатационные данные
Пластмассовые изделия могут пожелтеть и стать хрупкими. Этот метод требует небольшой площади для монтажа, а отверждение происходит в течение нескольких секунд (высокая скорость).
Лампы могут быть оснащены полуэллиптическими или параболическими отражателями для фокусировки света на отверждаемом покрытии. УФ-лампы также оснащены экраном, защищающим персонал от ультрафиолетового излучения.
Технические особенности применимости технологии
Применима только к ЛКМ, отверждаемым УФ-излучением.
Применима к новым и существующим предприятиям.
Этот метод применим для ненасыщенных полиэфиров, полиакрилатов, эпоксидных смол и т.д. Он особенно применим для прозрачных ЛКМ и глазурей с большой толщиной слоя. Для пигментированных ЛКМ УФ-отверждение применимо только для слоев небольшой толщины.
Окрашиваемые поверхности или поверхности для печати должны быть устойчивы к УФ-отверждению и желательно плоские или двумерные. Отверждение трехмерных деревянных или пластмассовых деталей с порошковым ЛКМ более сложное; однако доступны хорошо работающие системы сушки.
По сравнению с обычными сушильными камерами затраты на электроэнергию могут быть снижены до 70%.
По сравнению с обычной газовой печью (включая вентилятор) для ВД-ЛКМ затраты на электроэнергию снижаются на 40 - 50%.
электронным излучением (EB electron-beam)
"Холодное" отверждение красок электронным излучением, высокоскоростными электронами.
Отверждение электронным излучением инициируется пучком электронов, испускаемым из трубки с горячим катодом. Полимеризация и, следовательно, затвердевание ЛКМ происходит за счет воздействия электронов на мономеры. Возможен высокий уровень автоматизации. Электроны ускоряются до высокой скорости, проникая в ЛКМ и отверждая его за очень короткое время.
В отличие от УФ-энергии, которая концентрируется на поверхности, энергия электронного луча способна проникать во многие материалы, обеспечивая полное отверждение очень толстых слоев ЛКМ. На поглощение энергии электронного излучения не влияет цвет ЛКМ или окрашиваемой поверхности.
Преимущества метода для снижения негативного воздействия:
a) системы отверждения ЛКМ электронным излучением используют меньше растворителя или вообще не используют его;
b) низкое энергопотребление.
Экологические показатели и эксплуатационные данные:
c) существует риск того, что окрашиваемая поверхность станет хрупкой и обесцветится;
d) требуется очень мало места для установки;
e) радиация представляет опасность для работников. Рабочих приходится защищать от электронного луча свинцовыми пластинами или бетонными стенами.
Технические особенности применимости технологии
Применимо к ЛКМ, отверждаемым электронным излучением: ненасыщенные полиэфиры, полиакрилаты, полиуретаны, эпоксидные смолы и т.д. Нет ограничений по толщине слоя или пигментирования.
Любая геометрия подходит для поверхностей, прозрачных для электронного излучения; при окрашивании металлов применение отверждения электронным излучением ограничивается плоскими поверхностями. Из-за высоких финансовых затрат этот метод в настоящее время применяется только при большой производительности.
с рекуперацией тепла
Тепло отходящих газов рекуперируется и используется для предварительного нагрева воздуха, поступающего в конвекционную сушильную камеру/печь отверждения. Воздух находится в непосредственном контакте с предметом или поверхностью, подлежащей сушке.
При конвекционной сушке нагретый воздух циркулирует в сушильной камере или печи для передачи тепла к заготовке. Воздух находится в непосредственном контакте с предметом или поверхностью, подлежащей сушке. Время высыхания зависит от объекта или поверхности, типа покрытия и толщины покрытия и варьируется от нескольких секунд до часа. Повторное использование избыточной энергии окисления отходящих газов снижает потребление энергии на сушку.
Для сушки ВД-ЛКМ или этапа предварительной сушки слоевых конструкций, обработанных методом окраски по влажному нижнему покрытию без предварительной сушки ("мокрый по мокрому"), используют осушенный воздух с применением конвекционных сушильных камер с дополнительным этапом осушения. За счет поглощения воды время высыхания может быть значительно сокращено.
Сушильные камеры изготавливаются нескольких типов: плоские, сопловые, лотковые и башенные. Потребность в энергии во многом зависит от тепловых потерь сушильных камер.
Обычно в процессе сушки легковоспламеняющиеся вещества выделяются в результате испарения и отверждения.
Европейский стандарт EN 1539 [45] определяет допустимые рабочие диапазоны допустимой температуры сушки и максимально допустимой концентрации выделяемых горючих веществ внутри сушильной камеры.
Устройства обычно содержат от трех до шести независимых зон и могут иметь длину до 50 метров.
Преимущества метода для снижения негативного воздействия
Общее влияние метода отверждения на экологические характеристики зависит не только от самих печей, но также от устройств обработки и циркуляции окружающего воздуха. При использовании методов отверждения органорастворимых ЛКМ (как в случае с ЛКМ для рулонного проката) необходимо снизить концентрацию ЛОС в печах ниже НПВ с помощью значительного количества воздуха. Затем воздух, содержащий летучие органические соединения, необходимо окислить при высокой температуре. Энергетический баланс секции отверждения в этом случае является результатом эффективности окислителя и повторного использования избыточной энергии, высвобождаемой в окислителе.
Оптимальная конфигурация и энергопотребление будут зависеть от типа продукции, которая подвергаются сушки на линии, а также способа ее программирования и степени повторного использования горячего воздуха.
Экологические показатели и эксплуатационные данные
Их стабильный эксплуатационный профиль и надежность означают, что они способны создавать высококачественные отвержденные покрытия.
Технические особенности применимости технологии
В сушильных камерах, используемых для быстродвижущихся непрерывных материалов, таких как полотна бумаги и пластиковой фольги, или непрерывных потоков небольших предметов, таких как банки из-под напитков, время сушки измеряется в секундах, а длина сушильной камеры - в сантиметрах. Не температура, а поток воздуха важнее всего. Энергию можно сэкономить за счет рециркуляции воздуха, но это ограничено необходимостью избежать пожара или взрыва, а также неприятным запахом конечного продукта. Сушильные камеры нагреваются пламенем, паром, термомаслом или электричеством.
Конвекционную сушку можно использовать для сушки слоев ВД-ЛКМ, для предварительной сушки или для создания слоев "мокрый по мокрому". Данный метод обычно применяют при покрытии пластмассовых бамперов, в процессах окрашивания рулонного проката (см. ниже), при окрашивании дерева и мебели, при производстве клейких лент и в автомобильной промышленности.
Печи с горячим воздухом являются наиболее распространенным методом отверждения на линии окрашивания рулонной стали. Технологическое окно велико, и эффективность метода не зависит от окрашиваемой поверхности.
Простые печи с горячим воздухом представляют собой цепные секции с тремя - шестью независимыми зонами, которые позволяют хорошо контролировать температурный профиль. Общая длина таких печей зависит от скорости линии и обычно находится в пределах 25 - 50 метров.
Флотационные сушильные устройства представляют собой альтернативную технологию, основанную на использовании струй горячего воздуха, расположенных очень близко к ленте. Хотя потребление электроэнергии в этих установках выше, чем в контактных печах, метод флотации позволяет сократить время отверждения благодаря эффективной передаче тепла ленте. Кроме того, в сушильной камере нет цепной связи с лентой. Таким образом, технологическое окно больше, чем в обычных конвекционных печах, а сами печи более компактны.
Конвекционные сушильные камеры обычно применяются при производстве абразивов и намоточной проволоки.
Деятельность по очистке может оказать значительное влияние на сокращение выбросов ЛОС, особенно неорганизованных выбросов, а также на другие параметры окружающей среды (например, образование отходов). Поэтому выбор подходящего метода очистки (технологических и чистящих материалов) влияет на общие экологические показатели предприятия. В следующих разделах обсуждаются основные методы очистки. Следует отметить, что выбор методов очистки может быть ограничен особенностями процесса, типом очищаемых поверхностей или оборудованием, а также видом загрязнения.
на основе растворителей
Применение данного метода направлено на обеспечение снижения выбросов ЛОС и предусматривает сведение к минимуму необходимости очистки посредством методов очистки, которые:
f) совместимы с очищаемыми поверхностями и типом загрязнения;
g) сокращают потребление чистящих средств на основе растворителей, образование отходов и выбросы.
Ниже представлены различные варианты очистки деталей оборудования и/или поверхностей:
h) с использованием промывочных машин (при необходимости повторно);
i) с мощными низколетучими растворителями;
j) водой под высоким давлением после использования сильных растворителей или с добавлением абразива;
k) с использованием ультразвуковой очистки;
l) с использованием струйной обработки сухим льдом;
m) очисткой в кипящем слое;
n) промывкой горячей щелочью;
o) очисткой паром.
Некоторые из приведенных выше вариантов обсуждаются более подробно в следующих разделах.
Ручная очистка с использованием летучих растворителей может быть целесообразной в различных случаях (например, труднодоступные места оборудования, чувствительное оборудование), но в целом ее можно избежать из-за повышенных выбросов летучих органических соединений, когда возможны варианты автоматической очистки.
Выбор правильной системы очистки может обеспечить снижение выбросов растворителей. При выборе методов очистки необходимо учитывать следующие вопросы:
1. Тип очистки:
- Очистка технологического оборудования. На всех этапах проводится очистка технологического оборудования:
1) Оперативная или промежуточная очистка. Очистку системы нанесения необходимо производить через регулярные промежутки времени, например по причине изменения цвета и качества или чистка окрасочных камер;
2) Техническое обслуживание, периодическая или глубокая очистка. Периодически необходимо тщательно очищать оборудование для нанесения ЛКМ от накопившихся отложений и очищать части оборудования, которые сложно быстро очистить. Обычно это требует дополнительной разборки.
Тип используемого метода будет зависеть от того, будет ли оборудование очищаться на месте или демонтироваться полностью или частично.
- Очистка поверхности или заготовки. Для некоторых работ, таких как окрашивание и лакирование, перед нанесением покрытия обычно необходима очистка основы или заготовок от жира, загрязнений и т.д.
2. Тип загрязнения:
- Для технологического оборудования:
1) Нестойкое загрязнение. Загрязнение свежее, например, оно не высохло, в нем все еще присутствует часть исходного растворителя, или формирование покрытия не завершено. Загрязнения такого типа легко удалить, например, вручную (см. раздел 5.2.9.4), оригинальным или аналогичным растворителем, использованным в покрытии, низколетучими растворителями (в зависимости от необходимости сушки деталей, см. раздел 5.2.9.5), в моечных машинах (см. раздел 5.2.9.7) и т.д.
2) Стойкое загрязнение. Это могут быть отвержденные органорастворимые ЛКМ, ЛКМ, отверждаемые УФ или другим излучением, ВД-ЛКМ или реактопластичные (двухупаковочные) составы и т.д. Ручная очистка летучими растворителями неэффективна. Детали можно очистить, например:
- в моющей машине (при необходимости повторно) (см. раздел 5.2.9.7);
- с мощными низколетучими растворителями (см. раздел 5.2.9.5);
- водой под высоким давлением после использования сильных
растворителей или с добавлением абразива (см. раздел 5.2.9.9);
- с применением ультразвуковой очистки (см. раздел 5.2.9.10).
- с использованием струйной обработки сухим льдом (см.
- Для поверхностей и заготовок, загрязнение зависит от предыдущих процессов и может включать продукты коррозии от хранения, загрязнения от резки, формовки и шлифования, следы пальцев и т.д. Эти варианты очистки обсуждаются в ИТС 36-2017. В секторе, рассматриваемом в данном справочнике НДТ, детали обычно очищаются вручную салфетками или тряпками (см. раздел 5.2.9.4) или в системах водоэмульсионных моющих средств для высокой производительности (см. раздел 5.2.9.6). В промывочных машинах для мелких деталей можно использовать растворители (см. раздел 5.2.9.7). Также можно использовать ультразвуковые методы очистки или методы очистки сухим льдом, (см. разделы 5.2.9.10 и 5.2.9.11).
3. Выбор метода и/или растворителя. Используемый метод и/или растворитель должны:
- быть способным достичь необходимой чистоты;
- быть совместимыми с очищаемыми деталями (будь то подложки, заготовки или детали оборудования);
- быть совместимыми с процессом обработки поверхности;
- обеспечивать сокращение выбросов растворителей;
- учитывать имеющееся время; в некоторых случаях время, отведенное на очистку, ограничено; в других случаях можно использовать системы очистки, требующие больше времени.
В некоторых процессах для профилактической очистки неизбежны разборка оборудования и некоторая ручная очистка.
Методы, обсуждаемые в данном разделе, частично совпадают с методами, обсуждаемыми в разделе 5.2.7.2. Обсуждаемые здесь факторы суммированы в таблице 5.5 вместе с возможными методами из двух разделов. Приведенные методы также можно комбинировать и/или повторять для достижения необходимой чистоты.
Таблица 5.5
Методы очистки | Оборудование | Поверхность или заготовка | ||
Раздел справочника НДТ | Метод | Нестойкое загрязнение | Стойкое загрязнение | |
Данный раздел | Минимизация очистки | Да | Да | Да |
Защита зон распыления и оборудования | Да | Да | Нет | |
Удаление твердых веществ перед полной очисткой | Да | Нет | Нет | |
Использование низколетучих чистящих средств | Да | Да | Да | |
Системы очистки с использованием водоэмульсионных моющих средств | Да | Да | Да | |
Ручная очистка предварительно пропитанными салфетками | Да | Нет | Да | |
Закрытые моечные машины | Да | Да | Нет | |
Очистка с восстановлением растворителя | Да | Нет | Нет | |
Очистка струей воды под высоким давлением | Нет | Да | Нет | |
Ультразвуковая очистка | Нет | Да | Да | |
Очистка с помощью сухого льда (CO2) | Нет | Да | Да | |
С целью сокращения выбросов ЛОС (в том числе сведения к минимуму необходимости очистки и расхода используемых чистящих материалов, особенно растворителей) зоны нанесения и оборудование (например, стены окрасочного бокса и роботы), подверженные распылению, попаданию капель и т.д., накрываются тканевыми чехлами или одноразовой пленкой, которая не подвержена разрывам и износу (рисунок 5.14).

Твердые вещества удаляются в (сухой) концентрированной форме, обычно ручным способом при использовании небольшого количества чистящего растворителя или без него. Это уменьшает количество удаляемого растворителем и/или водой материала на последующих стадиях очистки и, следовательно, количество используемого растворителя и/или воды.
Удаление как можно большего количества материала покрытия, ЛКМ или чернил с оборудования в концентрированной форме снижает количество материала, удаляемого с помощью растворителей и/или воды. Могут использоваться методы экономии сырья, например, описанные в разделе 5.2.2.4.
Детали оборудования очищаются с использованием растворителей или моющих водоэмульсионных средств. Физическое трение, соскабливание или чистка осуществляются щетками, салфетками, абразивными "подушечками", ручными инструментами и т.д. в зависимости от стойкости загрязнения. Растворитель наносится тряпкой или кистью из небольшой емкости, посредством крана или распылителя (красочный аппарат) или в открытых ваннах.
Можно использовать салфетки, предварительно пропитанные растворителями.
Применение данного метода позволит обеспечить снижение использования растворителей и выбросов ЛОС на последующих этапах очистки.
Экологические показатели и эксплуатационные данные
Этот метод позволяет сократить использование растворителей, чистящих материалов и воды, которые могут потребовать предварительной обработки перед сливом. Что в дальнейшем позволит сократить потребление сырьевых материалов.
При использовании растворителей выбросы ЛОС можно контролировать следующими способами:
- ограничение количества растворителя (например, путем измерения и ограничения количества, которое будет использоваться в емкости, использования предварительно пропитанных салфеток);
- нанесение летучих растворителей вручную и немедленное переливание отработанного растворителя в закрытый контейнер. На рабочем месте вблизи очищаемого объекта не должно быть открытых поверхностей с жидким растворителем. Это также снижает профессиональное воздействие. Доступно оборудование, состоящее из закрытой емкости, содержащей растворители, которые при необходимости можно закачивать через кран или распылять на очищаемый объект в частично закрытой рабочей зоне над емкостью. Избыток растворителя стекает обратно (через фильтры грубой очистки) в емкость;
- использование малолетучих растворителей (см. раздел 5.2.9.5).
Применимость данного метода может быть ограничена типом процесса, подлежащей очистке поверхности или оборудованием и типом загрязнения.
Некоторая ручная очистка практически неизбежна во всех отраслях, хотя здоровье и безопасность на рабочем месте часто ограничивают ее использование.
пропитанными салфетками
Для ручной очистки используются салфетки, заранее пропитанные чистящими средствами. Могут использоваться чистящие средства на основе растворителей, с низкой летучестью или без содержания растворителей.
Салфетки, предварительно пропитанные чистящими средствами, в том числе обтирочная ткань для подготовки поверхности к окраске, применяют там, где необходима ручная очистка; это ограничивает количество и тип используемых растворителей. Салфетки могут быть одноразовыми или пригодными к переработке для дальнейшей очистки и повторного использования.
Применение данного метода позволит обеспечить:
- минимизированное и контролируемое использование растворителей;
- сокращение выбросов растворителей;
- небольшая экономия энергии, воды и сырья.
Использование органических растворителей с низкой летучестью и высокой очищающей способностью для ручной или автоматической очистки.
Поскольку покрытие обычно наиболее легко растворяется или ресуспендируется в исходных растворителях, для облегчения сложных задач очистки потребуется время от времени использовать традиционные чистящие средства с низкой температурой вспышки. Небольшое их количество (например, около 5% от общего количества) придется держать на складе.
Скорость испарения растворителей определяет количество растворителя, который испаряется во время чистки и последующего хранения загрязненных салфеток (можно использовать стандартный тест: DIN 53170 <4>).
--------------------------------
<4> DIN 53170: Solvents for paints and varnishes - determination of the evaporation rate, German Institute for Standardisation.
Низколетучие чистящие средства можно отнести к следующим подклассам:
a) температура вспышки > 40 °C;
b) температура вспышки > 55 °C;
c) температура вспышки > 100 °C (высококипящие растворители (HBS));
d) натуральные/растительные чистящие средства (VCA);
e) активные нелетучие растворители.
Скорость испарения традиционных растворителей значительно выше скорости испарения растворителей с температурой вспышки > 40 °C. Следовательно, испарение во время очистки можно уменьшить, используя растворители со средней температурой воспламенения. Эти растворители могут быть полезны в качестве промежуточного этапа при переходе от летучих чистящих средств к менее летучим чистящим средствам.
По сравнению с растворителями с температурой вспышки более 55 °C скорость испарения традиционных растворителей может быть примерно в 100 раз выше. Следовательно, испарение во время очистки можно значительно уменьшить, используя растворители с высокой температурой воспламенения.
Чистящие средства с температурой вспышки > 100 °C также называются высококипящими растворителями (HBS). Они демонстрируют еще меньшее испарение (почти нулевое), чем растворители с температурой вспышки > 55 °C.
Натуральные/растительные чистящие средства (VCA) относятся к группе чистящих средств с температурой вспышки > 100 °C. Первое поколение VCA представляло собой просто рафинированные растительные масла, которые оказались довольно густыми и ими было трудно пользоваться. Современное поколение VCA представляет собой моноэфиры разных жирных кислот с разной степенью насыщенности (йодным числом) и содержанием жирных кислот (кислотным числом). Доступны автоматические системы очистки, специально разработанные для использования с VCA.
Активные растворители можно использовать там, где требуется сильное растворяющее действие, обычно при очистке. Они могут заменить галогенированные растворители.
Преимущества данного метода включают снижение выбросов в воздух во время использования, а также во время хранения использованных растворителей и чистящих материалов, а также сокращение образования опасных отходов. Также снижается риск загрязнения почвы воздухом, обогащенным растворителями.
Поскольку меньше растворителя испаряется, растворитель остается в контакте с загрязнением, и расход растворителя снижается.
Сокращение выбросов ЛОС в воздух зависит от исходной ситуации: замена растворителей с температурой вспышки менее 21 °C может обеспечить снижение примерно на 90%; замена растворителей с температурой вспышки 21 - 55 °C может привести к снижению примерно на 50%.
Натуральные/растительные чистящие средства (VCA) производятся из возобновляемого источника и, следовательно, будут считаться нейтральными по отношению к парниковым газам.
Экологические показатели и эксплуатационные данные
Растворители с более высокой температурой вспышки могут быть не такими эффективными и действенными при очистке, как традиционные растворители, и очистка потребует больше времени, но с большим опытом результаты в некоторых случаях становятся приемлемыми.
Важно учитывать воздействие малолетучих агентов на здоровье, безопасность и окружающую среду (см. раздел 5.2.6.1). Например, иногда встречаются очень низкие OEL 1 ppm или 2 ppm по сравнению с 150 ppm для этилацетата. Сообщается, что некоторые VCA могут содержать до 15% растворителей или токсичных ингредиентов (хотя их дальнейшее определение не уточняется). Очевидно, что такие VCA не могут принести никакой экологической пользы или защиты здоровья и безопасности. Использование VCA, обсуждаемое в этом разделе, основано на VCA, не содержащих растворителей и токсичных ингредиентов.
При использовании при комнатной температуре активные растворители с низкой летучестью не выделяют выбросов, поэтому требуется ограниченное оборудование для охраны труда и техники безопасности. Однако при использовании при более высокой температуре для повышения их эффективности эти преимущества могут исчезнуть.
Преимущества возникают, когда альтернативное чистящее средство соответствует следующим критериям:
- не существует существенно более низких пределов профессионального воздействия или других токсикологических воздействий;
- смена растворителя не приводит к необходимости нагрева;
- растворитель не осушается принудительным испарением воздухом высокого давления (ВД).
N-Метил-2-пирролидон (NMP, мощный нелетучий растворитель) теперь классифицируется как вещество CMR.
Очистка с помощью HBS (высококипящими растворителями) требует последующей очистки водой. Потребление воды и сброс сточных вод также возрастут, поскольку HBS обычно разбавляется водой. Смеси вода-HBS можно очищать путем фильтрации, после чего HBS можно использовать повторно, а остатки воды обычно сбрасывать в канализационную систему.
Ниже приведены некоторые примеры случаев, когда может потребоваться использование летучих чистящих средств:
- техническое обслуживание;
- очистка ЛКМ, отверждаемых УФ-излучением;
- сложные изменения цвета.
Если для мытья полов используются альтернативные растворители с более низкой летучестью/более высокой температурой вспышки, эти растворители (по определению) не испаряются быстро и, следовательно, оставляют пол скользким. Поэтому необходимо сушить полы, иногда небольшими количествами летучих растворителей.
Комплексное воздействие
Чем меньше растворителя испаряется, тем больше его может остаться в виде отходов, подлежащих переработке или утилизации. Очистка с помощью HBS и VCA требует этапа последующей очистки, который проводится водой, что увеличивает потребление воды и сброс сточных вод.
Технические особенности применимости технологии
Применимость может быть ограничена типом процесса, подлежащей очистке поверхностью или оборудованием и типом загрязнения.
Прежде чем выбрать растворитель с низкой летучестью для конкретного применения, его необходимо оценить с помощью испытаний, чтобы избежать недостаточных результатов очистки из-за неправильно выбранного химического состава чистящего растворителя.
Эти растворители применяются при ручной и автоматической очистке.
Нанесение HBS или VCA требует другого метода работы по сравнению с обычными растворителями. Поэтому результаты применения HBS или VCA варьируются.
Использование VCA должно быть ограничено теми, чья токсикология и другие комплексные эффекты воздействия известны. Растворители VCA могут быть непригодны для большинства составов ВД-ЛКМ в автомобильной промышленности и промышленности по нанесению ЛКМ на пластмассовые поверхности, поэтому применение этих VCA должно быть изучено с учетом эффективности очистки в зависимости от требуемого времени цикла.
водоэмульсионных моющих средств
Системы очистки с использованием водоэмульсионных моющих средств или растворителей, смешивающихся с водой, таких как спирты, гликоли или амины. Применение данного метода направлено на сокращение потребления растворителей и неорганизованных выбросов ЛОС.
Очистка с использованием водоэмульсионных моющих средств может использоваться на постоянной основе в емкостях с применением методов водной очистки или обезжиривания на основе моющих систем. Данный метод также используется для очистки поверхностей или заготовок для последующих методов обработки водоэмульсионными составами, например, см. раздел 5.2.7.1. Они также могут использоваться для периодической очистки компонентов и узлов вручную или в моющих машинах, распылителей и манипуляторов для очистки технологических линий, оборудования и инфраструктуры (см. также разделы 5.2.9.7, 5.2.9.8 и 5.2.9.9).
Используется ряд химических систем, основанных на сочетании моющих средств со щелочами (в основном аминами) и другими веществами, в зависимости от поверхностей и удаляемых материалов.
Линии подачи ЛКМ и подключенное к ним оборудование для нанесения ЛКМ (распылители или пистолеты) с ВД-ЛКМ можно промывать смесью бутилгликоля и воды с концентрацией от 10 до 15% или водной промывочной средой на ПАВ с содержанием органических растворителей до 1%.
Экологические показатели и эксплуатационные данные
Очистка компонентов может занять больше времени, чем использование методов с применением растворителей, и для этого потребуется оборудование для очистки. Альтернативные методы (например, салфетки, пропитанные растворителем) могут просто потребовать наличия станции очистки.
Хотя содержание растворителя можно значительно снизить, следует отметить, что в водосодержащих очистителях может содержаться до 15% растворителя.
Применимость данного метода может быть ограничена типом процесса, подлежащей очистке поверхностью или оборудованием, а также типом загрязнения (например, двухупаковочные ЛКМ или ЛКМ, отверждаемые УФ-излучением, считаются трудными).
Чистящие водосодержащие средства используются в автомобильной промышленности, где применимы ВД-ЛКМ. Они используются для различных пластмассовых деталей, включая бамперы, боковые зеркала, передние крылья и т.д.
Автоматическая периодическая очистка/обезжиривание в закрытых промывочных машинах.
Это выполняется с помощью:
- органических растворителей (с удалением воздуха и дальнейшим снижением ЛОС и/или рекуперацией использованных растворителей); или
- растворителей, не содержащих ЛОС; или
- щелочных чистящих средств (с внешней или внутренней очисткой сточных вод).
Закрытые машины для промывки представляют собой машину, в которую партиями загружаются компоненты (рисунок 5.15). Компонентами могут быть либо заготовки, подлежащие нанесению покрытия, либо обрабатываемые детали машин, подлежащие очистке во время технического обслуживания или между заказами.

для промывки [22]
Машина содержит чистящие материалы (растворители летучих органических соединений, растворители, не содержащие летучих органических соединений, или щелочные чистящие средства), которые используются для очистки деталей путем (i) погружения, (ii) распыления или (iii) паровой фазы низкокипящего растворителя, который конденсируется на компоненты, поэтому всегда наносите чистый растворитель на очищаемые компоненты. Если носителем являются органические растворители, они удерживаются и собираются для повторного использования. Растворитель обычно нагревают.
Выбросы растворителей значительно сокращаются по сравнению с нелокализованной очисткой.
Экологические показатели и эксплуатационные данные
Выбросы ЛОС из вентиляции можно значительно снизить, направляя их в систему очистки отходящих газов (например, термическое окисление или адсорбция активированным углем).
В некоторых случаях сложных или стойких загрязнений может потребоваться удаление галогенированными растворителями, тогда как негалогенированные растворители не обладают такой же эффективностью. Эти растворители должны использоваться в полностью закрытых системах с обработкой выбрасываемых растворителей. Необходимо предусмотреть меры по замене этих веществ как можно скорее и применения соответствующих более низких нормативов.
Комплексное влияние на экологическую результативность
Перед удалением содержимого из резервуара машины, в котором находятся детали, необходимо удалить пары растворителя. Эти выходящие пары иногда выбрасываются в воздух.
При перекачке растворителя используется энергия.
Активированный уголь применяется в адсорбционных системах, и его необходимо регенерировать или осуществлять дальнейшую деятельность по обращению с отходами.
Применимость данного метода может быть ограничена типом процесса, подлежащей очистке поверхности или оборудованием и типом загрязнения.
Сбор, хранение и, при наличии возможности, повторное использование растворителей, использованных для промывки пистолетов/аппликаторов и линий между сменами цвета.
Растворитель используется в закрытой системе для очистки пистолетов/аппликаторов и линий между сменами цвета, чтобы предотвратить перекрестное загрязнение. Растворитель для промывки и очистки собирается, хранится и, если возможно, используется повторно.
Очистка растворителем используется для очистки распылителей, пистолетов/аппликаторов, двустворчатых систем ввода/вывода, инструментов для манипуляций и линий между сменами цвета, чтобы предотвратить перекрестное загрязнение. Чистящий растворитель используется для очистки оборудования и кабин. Растворитель для промывки и очистки можно собирать, хранить и повторно использовать в качестве сырья для растворителя или уничтожить. Не все переработанные растворители можно использовать позже во всех процессах, из-за остаточного содержания воды. Некоторые современные заводы оснащены установками утилизации (повторного использования) отработанных чистящих средств.
Обычно применяется современное оборудование для подачи ЛКМ, включая рекуперацию промывочных растворителей. Утилизация осуществляется путем подачи чистящих средств из оборудования для нанесения в резервуары для хранения.
Обычно применяется современное оборудование для подачи ЛКМ, включая восстановление промывочных растворителей. Утилизация осуществляется путем подачи чистящих средств из оборудования для нанесения в резервуары для хранения.
Применение данного метода позволит обеспечить
Обычно большую часть чистящих и промывочных растворителей можно восстановить для повторного использования.
Экологические показатели и эксплуатационные данные
Сообщается о проблемах с двухупаковочными материалами, которые часто приводят к засорению трубопроводов резервуара для утилизации.
Применимость данного метода может быть ограничена типом процесса, подлежащими очистке поверхностью или технологического оборудования и типом загрязнения. Этот метод в основном используется для процессов очистки с использованием растворителей, хотя его внедрение обходится дорого.
Используются системы высокого давления распыления воды и бикарбоната натрия или аналогичные системы для автоматической периодической очистки деталей.
Преимущества данного метода заключаются в сокращении выбросов растворителей. Промывка решеток пола в окрасочных камерах с расположенными ниже системами устранения избыточного распыления ЛКМ обеспечивает поддержание оптимальной нисходящей тяги и позволяет избежать снижения эффективности борьбы с выбросами.
В транспортном машиностроении данный метод используется для промывки водой частей оборудования после обработки щелочью, а также для регулярной очистки решеток пола и держателей (регулярная очистка решеток пола между окрасочной камерой и скруббером Вентури). Очистка под высоким давлением допускается при гидростатическом давлении от 40 до 250 бар. Из-за высокого давления водной струи (40 - 250 бар) очистка кузовов автомобилей методом очистки под высоким давлением не производится. Однако очистка распылением под низким давлением (5 - 20 бар) является стандартной и обычно включается в процесс очистки погружением.
Технические особенности применимости технологии
Применимость может быть ограничена типом процесса, подлежащей очистке поверхности или оборудованием и типом загрязнения.
В дополнение увеличивается потребление воды, и образуется больше сточных вод, хотя это можно свести к минимуму с помощью мойки под высоким давлением.
Очистка в жидкости с помощью высокочастотных вибраций для разрушения налипших загрязнений.
Ультразвуковой очиститель генерирует высокочастотные вибрации через жидкость (обычно водные моющие средства), т.е. в диапазоне примерно от 20 000 до 100 000 циклов в секунду. Вибрации создают в жидкости микроскопические пузырьки, которые затем воздействуют на предметы, погруженные в жидкость, оказывая очищающее действие.
Эффективность очистки может быть улучшена, если температура смеси на водной основе находится в пределах от 40 до 60 °C.
Таким образом, не используются чистящие средства, содержащие в составе органические растворители, а выбросы летучих органических соединений исключены. Однако иногда может потребоваться небольшая последующая очистка растворителями, содержащими летучие органические соединения.
Применимость данного метода может быть ограничена типом процесса, подлежащей очистке поверхности или оборудованием и типом загрязнения.
Данный метод очистки неприменим для поверхностей и деталей, которые могут быть повреждены ультразвуковыми колебаниями.
Очистка деталей оборудования и металлических или пластмассовых поверхностей посредством обдувки кристаллами или сухим льдом CO2. При использовании данного метода очистки выбросы растворителей полностью исключены.
Засохшие ЛКМ можно удалить струйной обработкой гранулами сухого льда. Информацию об очистке сухим льдом с использованием CO2 см. в разделе 5.2.9.11.1.
Экологические показатели и эксплуатационные данные
Подготовка занимает много времени, так как части оборудования, подлежащие очистке, должны быть полностью изолированы, чтобы предотвратить повреждение других частей.
Данный метод широко применим для профилактической очистки, а не для ежедневной очистки, поскольку обычно требуется разборка частей оборудования.
Очистка сухим льдом хорошо зарекомендовала себя при предварительной обработке пластмассовых деталей перед нанесением последующих слоев ЛКМ.
с помощью аппликатора
Очистка поверхностей сухим льдом (CO2) с помощью аппликатора (насадки), установленного на роботе.
Жидкий CO2 проходит через сопло под давлением и охлаждается за счет расширения за соплом. Кристаллы льда CO2 ускоряются воздухом (см. рисунок 5.16).

Рисунок 5.16 - Очистка с помощью сухого льда (CO2) [22]
Энергия, выделяющаяся при столкновении кристаллов льда с очищаемой поверхностью, удаляет пыль и другие загрязнения.
Установка для очистки с помощью сухого льда (CO2) состоит из следующих компонентов (рисунок 5.17):
- робот с шестью или семью осями, оснащенный прикладным оборудованием;
- технологические клапаны, установленные на корпусе робота;
- аппликатор (насадки), установленные на робот;
- оборудование за пределами зоны робота:
- система подачи CO2, состоящая из резервуара CO2, компрессора и системы охлаждения.
высокого давления, (в) резервуар CO2 низкого давления [22]
Применение данного метода позволит обеспечить:
- снижение энергопотребления;
- отсутствие сушильной камеры, снижается потребление энергии;
- отсутствие необходимости использования воды и химикатов.
Экологические показатели и эксплуатационные данные
Данный метод заменяет предварительную обработку с механической промывкой и сушильную печь и характеризуется меньшим обслуживанием:
- не требуется дозирование химикатов;
- гибкая система с хорошей доступностью благодаря использованию робота;
- те же функции, что и у роботов для нанесения ЛКМ;
- те же запасные части, что и для роботов для нанесения ЛКМ.
Преимущества процесса:
- отсутствие использования воды/химикатов;
- только несколько параметров процесса, подлежащих настройке;
- устранение дефектов поверхности, вызванных водой.
Необходимая рабочая среда:
- звукоизолированная конструкция кабины (уровень шума снаружи кабины): < 75 дБА, уровень шума на форсунках примерно 105 - 110 дБА);
- камера возврата воздуха под конвейером;
- отсутствие в камере невентилируемых зон;
- безопасные двери и вход в камеру;
- эксплуатация кабины должна осуществляться при пониженном давлении;
- воздушная завеса на входе и выходе из кабины для поддержания концентрации CO2 внутри кабины;
- значения предельно допустимой концентрации на рабочем месте должны контролироваться внутри и снаружи кабины с помощью датчиков CO2:
Технические особенности применимости технологии
Данный метод применяется для очистки пластмассовых деталей и общих промышленных компонентов.
Некоторые загрязнения невозможно удалить при очистке сухим льдом; поэтому должны быть выполнены следующие предварительные условия:
- отсутствие хранения деталей на открытом воздухе;
- на поверхности отсутствуют отпечатки пальцев, жир, масло, средства для смазки формы и другие сильные клейкие загрязнения/остатки;
- короткий промежуток времени между процессом формовки и окрашиванием;
- принцип "чистой комнаты" для всей окрасочной линии.
Излишки ЛКМ удаляются путем дробеструйной обработки пластиковыми частицами. Используются специальные дробеструйные камеры с заданными диапазонами давления струи и размерами сопел для достижения оптимальной очистки в зависимости от размера и уровня загрязнения.
Данный метод также используется при удалении покрытий с самолетов или других металлических и пластмассовых поверхностей.
Преимущества использования для окружающей среды
Отказ от использования опасных чистящих химикатов, которые были необходимы ранее.
Экологические показатели и эксплуатационные данные:
- в методе очистки не используются вредные химические вещества;
- продлевается срок службы производственного оборудования и инструментов;
- возможность минимизировать количество отходов пластмассовых окрашенных деталей за счет удаления ЛКП и последующего повторного окрашивания;
- для испытаний на пластмассовых бамперах, чтобы их можно было перекрасить.
Технические особенности применимости технологии
Для дробеструйной обработки рассматривались и другие материалы. К ним относятся металл, песок и стекло. Все они были слишком абразивными и повредили держатели после нескольких чисток.
В данном разделе приведены применяемые системы очистки отходящих газов. В разделе также рассматриваются методы оптимизации или минимизации потока воздуха, который необходимо обрабатывать, и методы восстановления концентрированных растворителей, такие как дистилляция.
Специально для выбросов ЛОС в Приложении 21.6 [22] представлены краткое описание методов очистки отходящих газов для сокращения выбросов ЛОС (окисление, адсорбция, конденсация и биологическая очистка) и их применимость. Сравнение эффективности удаления наиболее широко используемых методов дано для разных типов растворителей и для различных диапазонов входных концентраций.
очистки отходящих газов
Сокращение летучих органических соединений и запахов может быть достигнуто при правильном выборе, проектировании и оптимизации системы очистки отходящих газов.
Система очистки отходящих газов выбирается, проектируется и оптимизируется с учетом таких параметров, как:
- количество отбираемого (вытяжного) воздуха;
- тип и концентрация растворителей в вытяжном воздухе;
- тип системы снижения выбросов (выделенная (предназначенная для определенной цели)/централизованная);
- здоровье и безопасность;
- энергоэффективность.
Можно рассмотреть следующий порядок приоритета при выборе системы:
- разделение отходящих газов с высоким и низким содержанием летучих органических соединений;
- методы гомогенизации и повышения концентрации ЛОС (см. разделы 5.2.10.3.2 и 5.2.10.3.3);
- методы восстановления растворителей в отходящих газах (см. раздел 5.2.10.6);
- методы снижения выбросов ЛОС с рекуперацией тепла (см. раздел 5.2.10.5);
- методы снижения выбросов ЛОС без рекуперации тепла (см. раздел 5.2.10.5).
Системы вытяжки воздуха, содержащие растворители, обычно в первую очередь предназначены для поддержания атмосферы в рабочих зонах и оборудовании значительно ниже нижнего предела взрываемости (НПВ), а концентрации растворителей ниже ПДК. Отработанный воздух из ключевых точечных источников выбросов растворителей направляется в системы очистки отходящих газов.
В некоторых случаях (например, в сушильных печах, промывочных машинах, использующих растворители) воздух подвергается очистке с основной целью снижения выбросов растворителей. Кроме того, во многих случаях первоначальной целью очистки отходящих газов является уменьшение неприятного запаха.
Улавливание выбросов облегчается, если деятельность локализуется. Размер локализации должен быть минимально необходимым для практической работы технологического этапа. Поток воздуха должен быть минимально необходимым для обеспечения безопасности процесса и контроля рисков профессионального воздействия (OEL: предельно-допустимый уровень воздействия (на рабочем месте)). Основное внимание следует уделять улавливанию выбросов в минимальных объемах воздуха и с максимально возможной концентрацией, чтобы максимизировать эффективность последующей очистки и одновременно оптимизировать соответствующее потребление энергии. В зависимости от процесса вместо полного ограждения и извлечения можно рассмотреть вариант локализованного ограждения и извлечения. Детальное проектирование и адекватные размеры важны для предотвращения попадания в систему излишне большого количества разбавляющего воздуха, что приводит к увеличению затрат и снижению эффективности борьбы с выбросами.
При выборе системы удаления отходящих газов и выборе метода сокращения выбросов учитываются:
- характер выбросов (непрерывный/прерывистый);
- энергосодержание отходящих газов и влияние энергопотребления ниже автотермических условий;
- затраты и выгоды от очистки выбросов с низкой концентрацией ЛОС с точки зрения энергопотребления.
При проектировании вытяжных систем следует учитывать:
- количество воздуха, которое необходимо удалить;
- тип растворителей;
- вещества, которые сами по себе или продукты их сгорания могут вызвать коррозию, отложения или остатки;
- тип системы обработки и ее рентабельность, а также ее комплексное влияние на различные компоненты (например, потребление материалов, энергии);
- количество часов работы в год;
- использование децентрализованных/специализированных систем очистки, чтобы поломка/ремонт затрагивала только рассматриваемые системы;
- соображения здоровья и безопасности.
Удаление большого объема воздуха пропорционально растворителю увеличивает размер системы очистки и может увеличить количество энергии, необходимой в качестве вспомогательного топлива для сгорания.
Неорганизованные выбросы, не улавливаемые системами экстракции, и выбросы после очистки отходящих газов составляют общий объем выбросов растворителей. Это необходимо учитывать при проектировании системы удаления и очистки.
На рисунке 5.18 представлен схематический обзор существующих методов снижения выбросов ЛОС по двум важным критериям: концентрация ЛОС и скорость потока. Данная схема представлена в ориентировочных целях и не является исчерпывающей, в каждом конкретном случае должна проводиться детальная оценка.
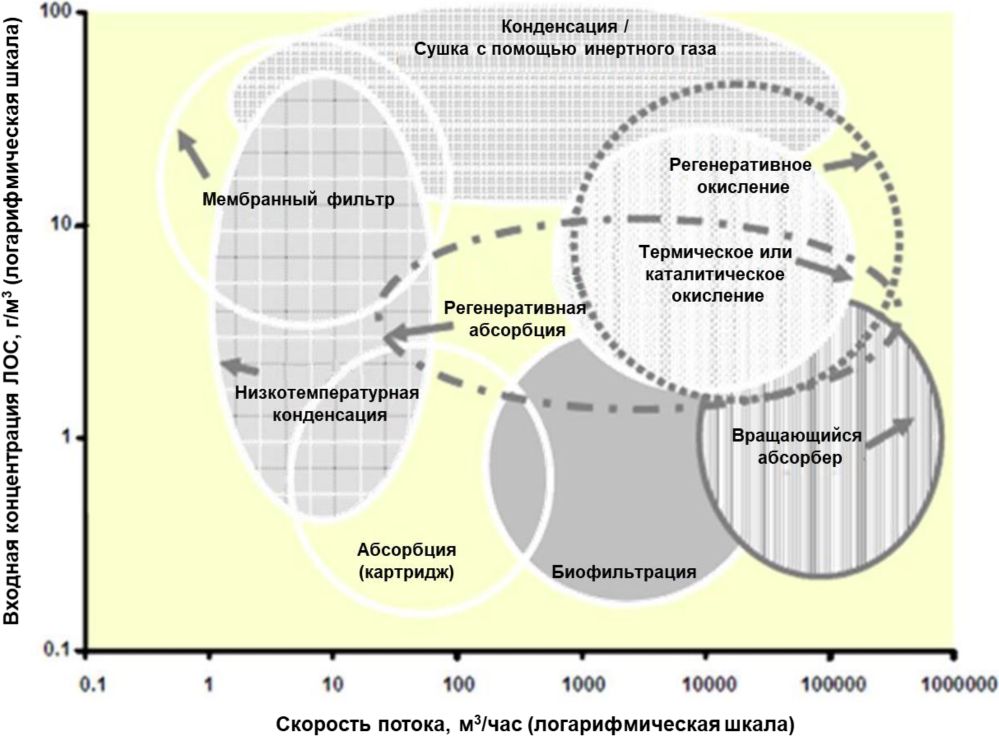
выбросов ЛОС [22]
Следующие факторы могут помочь в выборе, проектировании и оптимизации системы, хотя можно обратиться за рекомендациями к экспертам:
- Непрерывные выбросы: для процессов наиболее экономически эффективными являются методы с переменной и малой нагрузкой, такие как простое термическое окисление или адсорбция.
- Выбор термической обработки для непрерывной работы: где выбросы непрерывны, см. раздел 5.2.10.5 о применимых методах. См. также раздел 5.2.10.3 для получения информации о методах поддержания концентрации ЛОС перед обработкой.
В технологиях очистки с регенеративным предварительным нагревом (регенеративное термическое окисление) наибольшая доля технологической энергии рекуперируется встроенными теплообменниками (> 95%). Следовательно, потребность в энергии при очистке отходящих газов для достижения концентрации ЛОС порядка 20 мг C/м3 в очищенном газе ненамного выше, чем энергия, необходимая для достижения всего лишь 50 мг C/м3 или 100 мг C/м3. Однако главный вентилятор вытяжной системы потребляет больше энергии и требует более высоких затрат на техническое обслуживание. Если температура процесса снижается из-за того, что допускаются более высокие концентрации летучих органических соединений в очищенном газе, выбросы CO могут значительно возрасти.
- Эффект потребления энергии ниже автотермических условий: влияние на эксплуатационные расходы системы термической обработки, когда среднее содержание растворителя структурно снижается с течением времени из-за (например) уменьшения содержания растворителя в используемых материалах (количество газа, используемого после автотермической точки, увеличивается экспоненциально для средних и низких потоков).
- Экономическая выгода от потребления энергии для контроля низких выбросов растворителей.
- Влияние предельного значения CO: уровень CO, выделяемого из термического окислителя, в основном зависит от температуры камеры сгорания и времени пребывания отходящих газов внутри камеры сгорания. В свою очередь, снижение уровня выбросов CO означает следующее:
- увеличение температуры в камере сгорания (приводит к увеличению эксплуатационных расходов). Обычно достаточно повысить температуру горения примерно до 850 °C для регенеративных термоокислителей или примерно до 750 °C для рекуперативных термоокислителей. При концентрациях ЛОС вблизи или выше автотермической точки это достигается автоматически. Общее влияние на эксплуатационные и капитальные затраты в отношении более низких уровней CO можно рассматривать как незначительное;
- увеличение размера камеры сгорания для увеличения времени пребывания (приводит к более высоким инвестиционным затратам).
- Баланс между сокращением выбросов CO, NOx и ЛОС: необходимо установить баланс между выбросами ЛОС, CO и NOx (кривые оптимизации), и он будет различным для каждого завода. В целом выбросы CO и NOx зеркально отражают друг друга: один увеличивается, а другой уменьшается. Схематическая диаграмма достижимых уровней выбросов летучих органических соединений, NOx и CO для типичного рекуперативного термического окислителя представлена на рисунке 5.19.
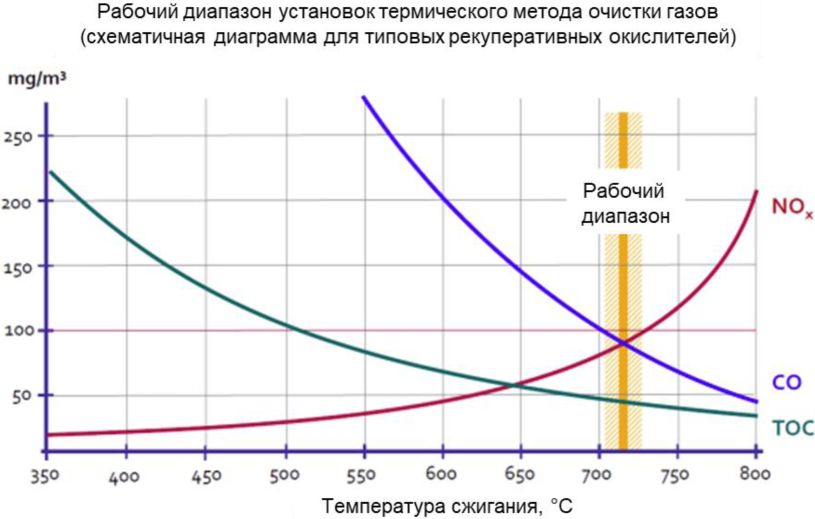
выбросов TVOC, NOx и CO для типичного рекуперативного
термического окислителя [22]
Однако отчетные данные о достижимых уровнях выбросов летучих органических соединений, NOx и CO из всех секторов по обработке поверхностей предметов органическими растворителями, где применяется термическая обработка отходящих газов, показывают, что низкие уровни летучих органических соединений сочетаются с низкими концентрациями NOx/CO в отходящих газах.
В данном разделе представлено описание методов по локализации и сбору отходящих газов от процессов нанесения ЛКМ и процессов сушки. Кроме того, в разделах 5.2.10.3.2 и 5.2.10.3.3 также обсуждаются методы, связанные с внутренней или внешней концентрацией растворителя (увеличением концентрации растворителя в неочищенном газе). Обращение с растворителями и их хранение обсуждаются в разделе 5.2.2.2.
нанесения ЛКМ
Вытяжка воздуха как можно ближе к месту нанесения с полным или частичным ограждением зон нанесения растворителей (например, установки для нанесения покрытий, машины для нанесения покрытий, покрасочные камеры) и возможной последующей обработкой вытяжного воздуха.
Применение данного метода позволит обеспечить следующие экологические преимущества:
- сокращение неорганизованных выбросов и шума;
- уменьшение объема удаляемого воздуха (и, следовательно, энергии, используемой для удаления);
- уменьшение энергии, используемой при очистке отходящих газов.
Экологические показатели и эксплуатационные данные
Части оборудования или целые линии могут быть герметизированы/закрыты, чтобы избежать выброса неорганизованных выбросов. Ограждение также может быть необходимо для обеспечения здоровья и безопасности на рабочем месте, для снижения риска травм от оборудования или для снижения шума.
Воздух можно отбирать от оборудования для нанесения ЛКМ, используемого в основном процессе, например, линий для нанесения ЛКМ на рулонный прокат или линий для нанесения ЛКМ на автомобили. Оборудование для нанесения может быть открытым (на самом деле вытяжка осуществляется из всего помещения: это используется в некоторых отраслях по соображениям здоровья и безопасности) или частично открытым или полностью закрытым.
Технические особенности применимости технологии
Может быть неприменимо, если ограждение затрудняет доступ к оборудованию во время работы. Применимость может быть также ограничена формой и размером огороженной территории.
к месту приготовления ЛКМ
Вытяжка воздуха как можно ближе к месту приготовления ЛКМ (например, зона смешивания) позволит сократить неорганизованные выбросы. Отработанный воздух может очищаться с помощью системы очистки отходящих газов.
потерь из печей/сушильных камер посредством герметизации
входа и выхода из них или применения давления ниже
атмосферного во время сушки
Вход и выход из печей/сушильных камер герметизируются для минимизации неорганизованных выбросов ЛОС и тепловых потерь. Герметизация может обеспечиваться воздушными струями или воздушными ножами, дверями, пластиковыми или металлическими заслонками, использования ракельными (шаберными) ножами и т.д. Альтернативным вариантом достижения минимизации неорганизованных выбросов ЛОС и тепловых потерь путем поддержания в печах/сушильных камерах давления ниже атмосферного.
С целью сокращения выбросов ЛОС печи для отверждения/сушильные камеры оснащаются системами вытяжки воздуха. Удаляемый воздух может быть очищен в системе очистки отходящих газов.
При охлаждении поверхности после сушки/отверждения воздух из зоны охлаждения откачивается и может очищаться в системе очистки отходящих газов.
Хотя влияние данного метода на сокращение выбросов ЛОС может быть ограниченным, он считается актуальным для охраны труда или, в некоторых случаях, может использоваться для рекуперации энергии.
Применим только в том случае, если охлаждение поверхности происходит после сушки/отверждения.
отходов, содержащих растворители
В целях сокращения неорганизованных выбросов за счет очистки извлеченных отходящих газов воздух из складов сырья и/или отдельных контейнеров для сырья, растворителей и отходов, содержащих растворители, удаляется и может быть очищен с помощью системы очистки отходящих газов.
В целях безопасности контейнеры с опасными материалами с высоким давлением паров или высокой токсичностью хранят в закрытых и вентилируемых складах. Крупногабаритные контейнеры для хранения таких веществ могут иметь отдельные точки отбора воздуха. Извлекаемый воздух может быть направлен в систему очистки отходящих газов.
Экологические показатели и эксплуатационные данные
Как правило, выбросы ЛОС предотвращаются с помощью таких мер, как применение закрытых систем, что означает, что контейнеры всегда закрыты при хранении. В случае резервуаров большего размера, находящихся под избыточным давлением, для дыхания применяются предохранительные клапаны, по возможности подключенные к системе очистки отходящих газов. При загрузке/выгрузке из резервуаров применяется паробалансировка или газы направляются на установку очистки отходящих газов. Удаление воздуха из хранилища сырья можно считать последней мерой по снижению содержания летучих органических соединений.
Технические особенности применимости технологии
Данный метод может быть неприменим для небольших закрытых емкостей или для хранения сырья, растворителей и отходов, содержащих растворители, с низким давлением пара и низкой токсичностью.
Данный метод применим на новых и существующих предприятиях, а также на всех закрытых хранилищах отходов, содержащих растворитель, хотя возможность подачи отработанного воздуха на очистку отходящих газов будет зависеть от объема и концентрации. Концентрации ЛОС обычно низкие.
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
Данный метод направлен на сокращение неорганизованных выбросов растворителей и применим только в зонах, где детали машин и оборудования подвергаются очистке органическими растворителями.
Воздух из участков, где осуществляется очистка деталей машин и оборудования органическими растворителями вручную или автоматически, удаляется и может в дальнейшем подвергаться очистки с помощью системы очистке отходящих газов.
Технические особенности варьируются в зависимости от ситуации. Например:
- для регулярной чистки, например насосов, используемых для перекачки покрытий, очищенных путем прокачки чистого растворителя, может быть огороженная территория с вытяжкой воздуха;
- возможно перенести ручную очистку в закрытую и оборудованную вытяжной системой зону, например в зону смешивания ЛКМ.
Экологические показатели и эксплуатационные данные
Отгораживание и экстракция с дальнейшей обработкой зависят от объема и типа очистки, а также количества используемого растворителя. Пространство, необходимое для закрытого помещения, и производительность установки извлечения и очистки отходящих газов также могут являться ограничивающими факторами.
Технические особенности применимости технологии
Применимо только в зонах, где детали машин и оборудования очищаются органическими растворителями.
Оборудование для очисти может использоваться нечасто и через нерегулярные промежутки времени. Для подключения к оборудованию по снижению выбросов могут потребоваться молекулярные сита и/или роторные адсорберы, чтобы избежать дополнительной мощности, которая используется редко.
Ручная очистка приводит к очень низким концентрациям растворителя, но может потребоваться экстракция, чтобы оставаться значительно ниже OEL. Не всегда целесообразно направлять этот поток отходящих газов с низкой концентрацией в систему термической обработки.
Данный метод не применим в производстве намоточной проволоки из-за высокой температуры кипения растворителей, используемых в эмали.
См. также раздел 5.2.9.
в систему очистки отходящих газов, с использованием
вентиляторов с частотно-регулируемым приводом
Использование вентилятора с частотно-регулируемым приводом в централизованных системах очистки отходящих газов для регулирования потока воздуха в соответствии с выбросами от работающего оборудования.
Преимущества использования для окружающей среды
Сокращение выбросов растворителей при минимизации энергопотребления на экстракцию и окисление.
Технические особенности применимости технологии
Применимо только для центральной термической очистки отходящих газов в периодических процессах.
газах вследствие адсорбции
Отходящие газы подвергаются рециркуляции в процессе (внутри) в печах/сушильных камерах и/или в окрасочных боксах, поэтому повышаются концентрация ЛОС в отходящих газах и эффективность системы очистки отходящих газов.
Есть два основных случая, основанных на одном и том же общем принципе:
- внутреннее накопление горячего воздуха сушильной камеры;
- внутреннее накопление отходящих газов окрасочной камеры.
Обеспечение циркуляции насыщенного растворителем воздуха в сушильных или окрасочных камерах (после достаточного отделения частиц и осушения) приведет к увеличению концентрации растворителя в воздухе и, как следствие, к увеличению эффективности снижения содержания растворителей в системе очистки отходящих газов. Это также можно назвать "внутренней концентрацией".
Уменьшение расхода воздуха ограничено необходимостью избежать риска возгорания и взрыва: чем меньше поток воздуха, тем выше концентрация растворителя и, следовательно, тем выше опасность пожара и взрывов. Таким образом, обязательным условием для применения этой технологии в сушильных камерах является установка контроля нижнего предела взрываемости, чтобы гарантировать, что скорость вентиляции рассчитана таким образом, чтобы максимальные концентрации растворителя, которые могут возникнуть, не превышали определенного процента НПВ соответствующих растворителей.
Помимо внутренней концентрации, также возможна "внешняя" концентрация, например, путем применения стадии адсорбции перед окислением (см. раздел 5.2.10.6.2).
Преимущества использования для окружающей среды
- увеличение концентрации летучих органических соединений в неочищенном газе и, следовательно, снижение энергозатрат на последующую очистку;
- снижение энергопотребления при более низких температурах, поскольку воздух уже нагрет и сохраняет остаточное тепло, поэтому рециркуляционному воздуху требуется меньше энергии для достижения оптимальной температуры воздуха (в кабине).
Экологические показатели и эксплуатационные данные
Для таких растворителей, как этанол, этилацетат или метилэтилкетон, НПВ (нижний предел взрываемости) при соответствующих рабочих температурах составляет около 50 г/м3. Уровень 25% НПВ будет составлять около 10 г/м3 или 12 г/м3. Это будет максимальная концентрация в каждой отдельной сушильной камере, и эта концентрация не может быть достигнута во всех сушильных камерах одновременно. Если приняты меры по уменьшению потока воздуха, средняя концентрация растворителя может возрасти до 4 - 6 г/м3. Эти уровни позволяют осуществлять регенеративное окисление без необходимости добавления дополнительного топлива.
Там, где стоимость оборудования для снижения выбросов не является существенным фактором, часто используются большие резервные возможности. Однако их необходимо переоценить, когда потребуются инвестиции в оборудование для борьбы с выбросами. Резервные возможности оборудования определяет максимальный поток воздуха и, следовательно, минимальный размер оборудования для снижения выбросов.
Сообщается, что рециркуляция может осуществляться без активного контроля НПВ. Максимально допустимая рециркуляция зависит от правил техники безопасности. Часто допускается уровень 25% НПВ, когда нагрев осуществляется паром или термомаслом. Если нагрев осуществляется посредством электричества или открытого пламени, правила могут быть более строгими.
В окрасочных цехах транспортных средств (легковые автомобили, фургоны, кабины грузовых автомобилей) рециркуляция воздуха в кабине в сочетании с сухим отделением избыточного распыления устанавливается на покрасочных линиях, построенных или полностью реконструированных за последние 10 лет.
На большинстве существующих предприятий установлена мокрая очистка избыточного распыления, а из-за энергозатрат на осушение воздуха окрасочной кабины (для соответствия эксплуатационным требованиям) рециркуляция в сочетании с мокрой очисткой возможна лишь в некоторых случаях.
В принципе рециркуляция воздуха окрасочной кабины возможна для ВД-ЛКМ и органорастворимых ЛКМ; однако более жесткие рабочие параметры, необходимые для окрасочной камеры для нанесения ВД-ЛКМ в отношении влажности, могут ограничить ее применимость.
Технические особенности применимости технологии
Применимость может быть ограничена факторами здоровья и безопасности, такими как НПВ, и требованиями или спецификациями качества продукции.
В ситуациях, когда низкие концентрации растворителя сочетаются с большим расходом отработанного воздуха, для экономичной обработки необходима определенная концентрация растворителя. Увеличение концентрации растворителя в потоке воздуха применимо к обычным сушильным и окрасочным камерам.
На новых установках и на некоторых существующих установках в транспортном машиностроении (см. Экологические показатели и эксплуатационные данные выше) применяется внутреннее накопление для отходящих газов окрасочной камеры.
в отходящих газах вследствие адсорбции
Применение данного метода позволит обеспечить сокращение выбросов летучих органических соединений и снижение энергопотребления для последующей окончательной обработки концентрированного потока отходящих газов.
Концентрация растворителя в отходящих газах увеличивается за счет непрерывного кругового потока технологического воздуха окрасочной камеры, возможно, в сочетании с отходящими газами печи/сушильной камеры через адсорбционное оборудование. Это оборудование может включать в себя:
- адсорбер с неподвижным слоем активированного угля или цеолита;
- адсорбер с псевдоожиженным слоем с активированным углем;
- роторный адсорбер с активированным углем или цеолитом;
- молекулярное сито (см. раздел 5.2.10.3.3.1).
См. также раздел 5.2.10.6.2 для подробного описания метода адсорбции на активированном угле или цеолитах.
Преимущества использования для окружающей среды
Достигается передача нагрузки растворителя во внешний поток горячего воздуха в соотношении от 1:6 до 1:30 (в зависимости от концентрации неочищенного газа). Сравнительно небольшой поток отходящих газов можно экономично утилизировать путем окисления или конденсации для повторного использования, например, в качестве очищающего растворителя.
Экологические показатели и эксплуатационные данные
Роторный адсорбер (роторный концентратор): отходящие газы с низким содержанием летучих органических соединений проходят через роторный концентратор с цеолитом, в котором летучие органические соединения поглощаются, а очищенный воздух может быть выброшен в атмосферу. Ротор имеет 12 камер. После насыщения камеры новая камера используется для очистки воздуха, а насыщенный цеолит регенерируется. Для десорбции ЛОС используется горячий воздух с температурой выше 82 °C. Отходящие газы должны иметь относительную влажность ниже 90%, а концентрация ЛОС обычно не менее 500 мг/м3. В зависимости от реальных обстоятельств для десорбции можно использовать очень мало воздуха, и тем самым концентрация ЛОС в десорбционном воздухе может быть увеличена от 5 до 20 раз по сравнению с очищенным воздухом.
Технология может использоваться как для малых, так и для больших потоков воздуха (от 7 500 до 100 000 м3/ч), но особенно целесообразно использовать цеолитовый ротор, когда поток воздуха превышает 30 000 м3/ч на ежедневной основе.
В автомобильной промышленности поток воздуха необходимо очищать перед этапом адсорбции для удаления пыли; в противном случае это повлияет на функцию адсорбции. Необходим уровень пыли ниже 1 - 3 мг/м3, чего можно достичь с помощью ряда методов, в том числе:
- электроосаждения (см. раздел 5.2.10.4.5);
- скруббера Вентури высокого давления (см. раздел 5.2.10.4.2.1);
- системы сухой очистки (см. раздел 5.2.10.4.4).
Технические особенности применимости технологии
Применимость может быть ограничена, если потребность в энергии чрезмерна высока из-за низкого содержания летучих органических соединений. Данный метод неприменим в тех случаях, когда концентрации достаточно высоки для автотермического окисления. Этот метод используется только там, где стоимость увеличения концентрации и уменьшения расхода воздуха меньше, чем стоимость увеличения дополнительной мощности газоочистного оборудования.
Обычно он применяется там, где необходимо обрабатывать потоки воздуха с низкой концентрацией (например, < 2 г/м3) для достижения условий автотермического окисления.
Применение данного метода также ограничено определенными видами растворителей. Они должны выделяться из цеолита или углерода при достаточно низких температурах; в противном случае они забивают цеолит или углерод и сокращают срок его службы.
В автомобильной промышленности этот метод обычно используется для очистки отходящих газов из окрасочных камер, в которых осуществляется нанесение органорастворимых ЛКМ. Его можно использовать в окрасочных камерах для нанесения ВД-ЛКМ, но это обычно неэкономично из-за низкого содержания растворителя в воздушном потоке.
Роторные адсорберы с активированным углем или цеолит-полимерным композитом резко снижают эффективность, когда температура газа-растворителя превышает 38 °C.
для устранения пиков ЛОС
Буферная система молекулярных сит состоит:
- система контроля концентрации на входе и система безопасного байпаса;
- плоский слой молекулярного сита, специфичного для растворителя, для гомогенизации ЛОС;
- контроль перепада давления.
На рисунке 5.20 показана схема буфера на основе молекулярного сита, подключенного к выпуску отходящих газов от автоматической промывной машины.

с молекулярно-ситовым буфером [22]
Буферная система молекулярных сит состоит из плоского слоя молекулярно-ситового материала, специфичного для ЛОС. Молекулярные сита - это материалы с порами постоянного размера. Газ проходит через материал, а молекулы ЛОС притягиваются и адсорбируются внутренней поверхностью. При постоянных температуре и давлении адсорбционная способность молекулярного сита определяется входной концентрацией. Буфер будет стремиться к равновесию в зависимости от входной концентрации.
Если концентрация на входе упадет, сбалансированный буфер выпустит растворитель. Если концентрация на входе увеличится, буфер будет адсорбировать больше растворителя. В результате получается сглаженная кривая концентрационной нагрузки (рисунок 5.21). Пики, возникающие на входе, уменьшаются, а низкие концентрации повышаются за счет ранее адсорбированного растворителя.

машине, до и после буфера молекулярного сита [22]
Промывная машина, являющаяся источником отходящих газов, имеет автоматизированное управление процессом. После ручной загрузки программа промывки запускается без вытяжной вентиляции. После промывки очищенных деталей система управления начинает двухэтапную вытяжку насыщенного растворителем воздуха внутри машины, после чего крышка разблокируется и оператор получает возможность ее открыть. Объемный расход составляет 2 000 м3/ч на этапе экстракции 1 и снижается до 1 000 м3/ч на этапе экстракции 2. Пока промывная машина разгружается и повторно загружается оператором, буфер молекулярного сита продувается в течение 12 минут свежим воздухом.
Записанная кривая нагрузки ЛОС, представленная на рисунке 5.21, показывает концентрацию на входе красным цветом. В течение всего процесса экстракции уровень концентрации находится во взрывоопасных пределах. После молекулярного сита концентрация остается ниже 2000 частей на миллион.
Преимущества использования для окружающей среды
Вместо дополнительного разбавляющего воздуха используется молекулярное сито, чтобы предотвратить превышение концентрации. В этом случае общий объем отработанного воздуха источника выбросов уменьшается на одну шестую. Вместо этого в течение одного короткого (слишком) высококонцентрированного периода в расположенный ниже по потоку RTO подается растворитель с постоянной концентрацией, достаточной для автотермической очистки отходящих газов в течение длительного времени.
Экологические показатели и эксплуатационные данные
- система очистки отходящих газов значительно меньше;
- риски взрыва устраняются самостоятельно, без разбавления воздухом;
- потребление природного газа в РТО снижается, поскольку выбросы растворителей используются в качестве вспомогательной энергии во время цикла продувки.
Комплексное воздействие
Потребление энергии: молекулярное сито действует как пассивный компонент, но добавляет небольшой перепад давления во всей системе отходящих газов. Учитывая отсутствие разбавляющего воздуха, требуемая электрическая энергия для вентиляции ниже по сравнению с исходной ситуацией.
Сточные воды: сточные воды не образуются.
Отходы: за время эксплуатации не образуется никаких отходов. Когда срок службы материала молекулярного сита подходит к концу (> 10 лет), его можно очистить от остатков растворителя, повысив температуру.
Технические особенности применимости технологии
Буферы на основе молекулярных сит для сглаживания кривой нагрузки по выбросам ЛОС могут применяться на новых производствах и при модернизации существующих предприятий с целью повышения энергоэффективности. Систему можно использовать для очистки от всех летучих органических соединений, обычно образующихся в результате нанесения покрытий или в процессе печати. Типичный объемный расход варьируется от 1 000 до 200 000 м3/ч.
(нагнетательная камера)
Отходящие газы из сушильных камер/печей отверждения направляются в большую камеру (нагнетательная камера; пленум) и частично рециркулируются в качестве входящего воздуха для печей/сушильных камер для отверждения. Излишек воздуха из нагнетательной камеры направляется в систему очистки отходящих газов. Этот цикл увеличивает содержание летучих органических соединений в воздухе сушильных камер/печей для отверждения и уменьшает объем отходящих газов.
Нагнетательная камера представляет собой заполненное воздухом пространство, в которое подается воздух от вентилятора для дальнейшего распределения (как в вентиляционной системе). В этом методе он является ключевой частью системы внешней рециркуляции воздуха из осушителей с целью увеличения концентрации растворителя и уменьшения чистого объема воздуха, подлежащего обработке с помощью технологии снижения выбросов (рисунок 5.22).
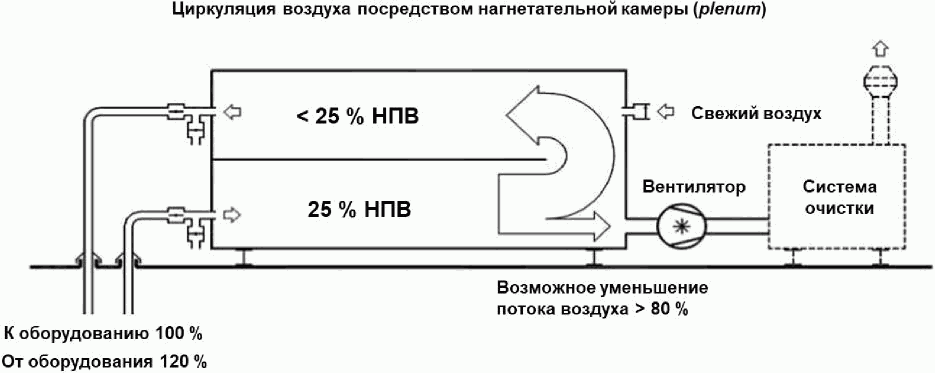
Отходящий воздух из нескольких сушильных камер, часто из нескольких различных линий для нанесения ЛКМ, направляется в одну большую камеру - пленум. Сушильные камеры забирают большую часть входящего воздуха из этой камеры. Сушильные камеры дополняют подаваемый воздух из цеха нанесения ЛКМ. Таким образом, в пленум будет отправлено больше воздуха, чем будет забрано из него сушильными камерами. Излишек воздуха из нагнетательной камеры направляется в систему очистки "на конце трубы".
Концентрация растворителя в камере постоянно измеряется. Концентрация в воздухе, отбираемом сушильными камерами из нагнетательной камеры, может достигать почти 25% НПВ согласно EN 1539 [45]. Сушильные камеры забирают достаточное количество свежего воздуха из окружающей среды, чтобы в отходящих газах концентрация не превышала 25% НПВ. Когда концентрация в нагнетательной камере становится слишком высокой для этой цели, из нее извлекается больше воздуха, и воздух в нагнетательной камере дополняется свежим воздухом.
Нагнетательная камера является альтернативой внутренней рециркуляции воздуха в сушильных камерах (см. раздел 5.2.10.3.2).
Преимущества использования для окружающей среды
Чистый объем воздуха, подлежащий обработке с помощью технологии снижения выбросов, значительно снижается. Становится возможным автотермический режим работы технологии снижения выбросов и восстановление энергии в результате окисления.
Энергия также экономится, поскольку чистое количество воздуха, нагреваемого в сушильных камерах, уменьшается до количества, забираемого из окружающей среды.
Экологические показатели и эксплуатационные данные
Если сушильные камеры применяются без какой-либо внутренней рециркуляции и в противном случае концентрация растворителя на выходе будет не более 1 - 2 граммов/м3, чистый поток воздуха, обрабатываемый методом снижения выбросов, может быть уменьшен до 80%.
Данный метод применим в ситуациях при низких концентрациях растворителя в выходящем потоке из сушильных камер, а внутренняя рециркуляция воздуха из сушильных камер технически невозможна или непропорционально дорога из-за большого количества сушильных камер на предприятии.
Температура на входе всех сушильных камер будет одинаковой. Это может вызвать трудности, поскольку некоторые из них требуют высоких температур, а другие - нет.
Окрасочные камеры с мокрым разделением применимы для ВД-ЛКМ и органорастворимых ЛКМ. Они являются обычной практикой в:
- автомобильной промышленности, где для серийного окрашивания транспортных средств обычно применяется особый тип мокрого разделения (скруббер Вентури, см. раздел 5.2.10.4.2);
- технологии ЛКМ для авиационной техники;
- технологии ЛКМ для металлических и пластмассовых поверхностей.
Применение данного метода направлено на снижение выбросов пыли в воздух.
Водяная завеса, ниспадающая вертикально вниз по задней панели окрасочной кабины, улавливает частицы ЛКМ, образующиеся из-за избыточного распыления. Смесь воды и ЛКМ улавливается в резервуаре и вода рециркулируется (рисунок 5.23).
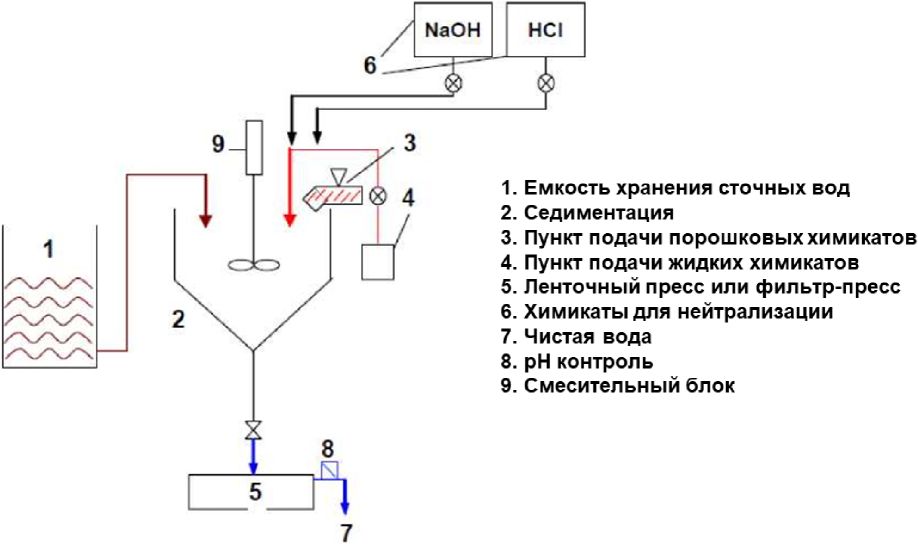
в окрасочной камере мокрого разделения
Излишнее распыление (окрасочный туман) в окрасочной камере, где на поверхность изделий наносят лакокрасочные материалы, можно предотвратить, установив водяную завесу. Водно-красочная смесь собирается и обрабатывается в резервуаре под окрасочной камерой. Сточные воды обычно подвергаются очистке.
Удаление пыли. Достигается эффективность очистки до 98 - 99%. Иногда собранный ЛКМ можно использовать повторно.
Данный метод обычно применим как к ВД-ЛКМ, так и к органорастворимым ЛКМ.
Частицы ЛКМ и другая пыль в отходящих газах отделяются в системах скрубберов путем интенсивного смешивания отходящих газов с соответствующей подходящей жидкостью (обычно водой).
Применение данного метода позволит обеспечить снижение выбросов пыли в воздух. В скруббере с воздушным потоком частицы ЛКМ отделяются примерно на 95%.
Скрубберы для воды также можно использовать для удаления других загрязнений, таких как NOx.
Информацию об удалении ЛОС см. в разделе 5.2.10.6.3.
В автомобильной промышленности используется особый тип скруббера, называемый скруббером Вентури (основанный на принципе Вентури), см. раздел 5.2.10.4.2.1 ниже.
При распылении ЛКМ обычно возникает окрасочный туман, который необходимо улавливать и обрабатывать. Оставшееся содержание частиц зависит от того, подается ли очищенный отходящий газ из окрасочной камеры непосредственно в систему очистки. Для последующего отделения частиц ЛКМ после мокрого скруббера (мойки Вентури) могут потребоваться дополнительные сепараторы частиц ЛКМ. В частности, если существует циркуляционный поток воздуха, направленный на рекуперацию растворителя или требуется защита последующих частей установки (ротор, теплообменник), применяются методы вторичного разделения.
Отделение частиц ЛКМ (окрасочного тумана) из отработанного воздуха покрасочной камеры с помощью системы Вентури с циркулирующей водой.
Применение данного метода позволит обеспечить снижение выбросов твердых частиц в воздух. В скруббере Вентури частицы ЛКМ отделяются примерно на 99%, а концентрация остаточных частиц обычно достигает < 3 мг/м3. Некоторые старые конструкции могут достигать концентрации в выбросах до 5 мг/Нм3.
Отходящие газы из зоны нанесения содержат частицы ЛКМ. Этот воздух подается в скруббер Вентури под окрасочной камерой. Скруббер Вентури состоит из трех секций: сужающейся секции, горловины и расширяющейся секции. Входной газовый поток попадает в сужающуюся секцию, и по мере уменьшения площади скорость газа увеличивается. Жидкость вводится либо в горловину, либо на вход в сужающуюся часть. В скруббере Вентури капли воды отделяются от водяной завесы. Капли воды соединяются с частицами ЛКМ, и эти более тяжелые частицы оседают в воде.
Вода и жидкий ЛКМ постоянно удаляются из циркуляции и коагулируются.
При распылении ЛКМ обычно возникает окрасочный туман, который необходимо улавливать и утилизировать или обрабатывать. Такое разделение необходимо для обеспечения безопасной эксплуатации всей установки, обеспечения циркуляции воздуха и соблюдения требований законодательства по эксплуатации и охране окружающей среды.
Например, из-за затрат энергии на кондиционирование (нагрев и охлаждение воздуха) рециркуляция воздуха в размере 80% неэкономична и не установлена по соображениям здоровья.
Кроме того, влажные системы требуют меньше места, чем сухие системы, которые включают в себя большие фильтрующие каналы, и при этом происходит сокращение образования отходов по сравнению с использованием сухих систем, которые требуют утилизации твердого фильтрующего материала.
фильтра с предварительно нанесенным покрытием (материалом)
Процесс отделения избыточного распыления сухой краски с помощью мембранных фильтров в комбинации с применением известняка в качестве материала для предварительного покрытия с целью предотвращения загрязнения мембран позволяет обеспечить снижение выбросов пыли в воздух.
Применение безводного удаления избыточного распыления в промышленных окрасочных камерах с использованием мембранных фильтров, покрытых известняком предотвращает прямой контакт липких влажных частиц избыточного распыления с поверхностью фильтра и внутренней частью фильтрующего модуля.
В начале цикла фильтрации в бункер загружается свежий известняк (материал предварительного покрытия). Воздушные форсунки выдувают сухой материал в поток воздуха, идущий из распылительной кабины. Известняк проходит через фильтрующие модули по круговым каналам и обеспечивает циркуляцию по всем фильтрующим элементам. Частицы предварительного покрытия (известняка) в воздухе прилипают к поверхности и модулю фильтра, образуя замкнутый тонкий защитный слой. Это предотвращает прямой контакт липких влажных частиц избыточного распыления с поверхностью фильтра и внутри фильтрующего модуля.
Процесс очистки фильтра полностью автоматизирован.
Во время нанесения ЛКМ происходит отделение частиц ЛКМ на фильтре посредством циркуляции воздуха. Частицы ЛКМ накапливаются на материале предварительного покрытия и образуют фильтрационный осадок. Это приводит к увеличению сопротивления воздуха на фильтре. Через заданные промежутки времени срабатывает автоматическое продувание фильтрационной корки. Струя сжатого воздуха со стороны чистого газа фильтрующего элемента выбрасывается в течение примерно 0,25 секунды, что приводит к очистке. Очистка фильтрующего модуля происходит примерно каждые 25 минут. Смесь предварительного покрытия (известняка) и лакокрасочного материала падает на дно бункера и остается там до достижения определенной точки насыщения. Как только эта точка насыщения будет достигнута, использованный материал предварительного покрытия удаляется и заменяется новым материалом. Используемый материал с предварительно нанесенным покрытием представляет собой натуральный известняк.
Экологические показатели и эксплуатационные данные
Оптимизированный для процесса автоматически регенерируемый фильтр, покрытый мембранным слоем, обеспечивает фильтрацию частиц ниже 0,1 мг/м3. Этот процесс фильтрации, близкий к 100%, обеспечивает прямую рециркуляцию в покрасочные камеры без необходимости установки дополнительных уровней фильтрации. Этот процесс фильтрации происходит на поверхности фильтрующего элемента, обеспечивая прямую рециркуляцию чистого воздуха в процессе циркуляции, поскольку никакой материал предварительного покрытия или частицы ЛКМ не проходят через мембрану фильтра.
Можно отметить следующие преимущества:
- сокращение потребления воды и отсутствие образования сточных вод;
- значительное снижение энергопотребления и выбросов CO2 (нет необходимости в кондиционировании используемого воздуха);
- значительное сокращение выбросов твердых частиц;
- отсутствие зависимости от погодных условий.
Это вызвано:
- прямой рециркуляцией технологического воздуха;
- уменьшением установки подачи воздуха за счет уменьшения очистки воздуха;
- рекуперацией тепла.
Другие соображения по ресурсам заключаются в следующем:
- чистый процесс (см. ниже, отсутствие сточных вод, снижение выбросов пыли):
- сокращение использования опасных химикатов:
- обращение с отходами:
Этот метод может быть реализован на существующих предприятиях использующих ВД-ЛКМ или органорастворимые ЛКМ в зависимости от схемы расположения оборудования. Никакой существенной модификации процесса не требуется, но система сухого разделения требует более высокой крыши. Установка на существующих предприятиях невозможна, если покрасочная камера не имеет достаточной высоты под зоной распыления. Требуется полная замена камеры.
Некоторые параметры, которые необходимо принять во внимание:
- очень надежный процесс, но требует квалифицированных операторов;
- рядом с покрасочным шкафом должна быть предусмотрена наружная емкость для хранения CaCO3;
- можно использовать только известняк соответствующего качества; любое отступление может отрицательно сказаться на эффективности фильтрации и сроке службы фильтрующего материала;
- качество и стоимость используемого фильтра.
фильтров (с помощью фильтрующих элементов из картона, ткани
или полимеров (расплавные или полимерные фильтры))
Система механического разделения, например, с помощью фильтрующих элементов из картона, ткани или полимеров (расплавные или полимерные фильтры) (рисунок 5.24).

фильтр-коробками и б) концепция фильтра E-Cube [22]
Сухое разделение с использованием фильтрующих элементов из картона, ткани или полимеров (расплавные или полимерные фильтры) представляет собой систему механического разделения, расположенную ниже уровня решетки окрасочной камеры. Отработанный воздух (загрязненный частицами ЛКМ) будет всасываться через картонный фильтр. Проходя через фильтры, частицы краски удаляются из воздуха. Второй фильтр после картонного фильтра увеличивает скорость разделения. Когда фильтры полностью заполнены ЛКМ, их заменяют вручную на новые. Замена фильтрующих элементов может быть произведена во время производства. Состояние заполнения корпуса фильтра ЛКМ отображается по массе или перепаду давления и может быть использовано для определения подходящего времени для замены фильтра.
Возможна рециркуляция воздуха или использование системы приточно-вытяжной вентиляции.
Применение данного метода позволит обеспечить:
- концентрацию частиц после второй ступени рукавного фильтра и в вытяжном воздухе < 0,1 мг/м3;
- компактную компоновку и уменьшение поперечного сечения до 35%;
- подходит для всех систем любого размера;
- нет необходимости в химикатах, воде или других добавках.
Экологические показатели и эксплуатационные данные
Меньшее энергопотребление:
- прямая рециркуляция технологического воздуха;
- уменьшение объема подачи воздуха в корпус за счет снижения очистки воздуха;
- не требуется рекуперация тепла;
- меньшие размеры покрасочной камеры и уменьшенный объемный расход воздуха;
- снижение затрат на электроэнергию на 60%.
Меньшее потребление сырьевых материалов:
- для отделения избыточного распыления не требуется вода;
- не используются растворители для удаления клейкости или другие химические средства для коагуляции;
- отсутствие образования шлама, требующего дальнейшей обработки;
- на 80% снижено потребление воды для кондиционирования воздуха.
Меньшее обслуживание:
- простая полуавтоматическая система;
- нет решетки в кабине, которую нужно чистить.
Преимущества процесса:
- надежная и гигиеничная система рециркуляции воздуха;
- низкое воздействие на климат кабины условий наружного воздуха (подача свежего воздуха всего 5 - 20%);
- хорошо сбалансированные условия в камере (постоянное давление), гарантированные автоматической регенерацией фильтра;
- предотвращение выбросов частиц ЛКМ, вызванных его агломерациями.
Фильтры могут быть изготовлены в основном из переработанных материалов и складываться при хранении и доставке. Никаких химикатов, воды или добавок не требуется.
Отработанные модули можно использовать в качестве источника топлива путем сжигания.
Данная технология применяется при нанесении покрытий в следующих отраслях:
- легковые автомобили, фургоны, грузовики и автобусы;
- поезда;
- двухколесные транспортные средства;
- пластмассовые детали;
- детали, обрабатываемые в различных отраслях промышленности.
В электростатических фильтрах частицы заряжаются и отделяются под воздействием электрического поля. В сухом электростатическом фильтре (ЭСФ) собранный материал механически удаляется (например, с помощью колебания, вибрации, сжатого воздуха). В мокром ЭСФ материал смывается с помощью подходящей жидкости, обычно разделительного водосодержащего агента.
Системы электростатических осадителей обладают высокой эффективностью борьбы с избыточным распылением (более 99%) и, следовательно, очень низкой остаточной концентрацией частиц (менее 1 мг/м3).
Электростатические фильтры также можно применять в качестве вторичного этапа разделения после скрубберной системы очистки (описано в разделе 5.2.10.4.2). Электростатический фильтр может служить в качестве предварительной очистки для методов адсорбции/десорбции растворителей или методов снижения выбросов растворителей.
В данном разделе представлены методы термической обработки отходящих газов. Методы окисления можно разделить на две основные категории: с комбинацией рекуперацией энергии и без.
Если смесь растворителей содержит элементы, отличные от H, C или O, то могут образоваться опасные, токсичные и/или коррозийные побочные продукты. Растворители, содержащие галогенированные соединения, образуют агрессивные дымовые газы. Когда эти дымовые газы содержат азот, они образуют NOx, а когда они содержат серу, они образуют SOx. Возможно окисление воздуховодов и вентиляционных отверстий.
Часть или все отходящие газы направляются как воздух для горения и дополнительное топливо на установку для сжигания (включая теплоэлектроцентрали (ТЭЦ)), которые производит пар и/или электроэнергию.
Отходящие технологические газы могут иметь высокую теплотворную способность из-за присутствия органических растворителей, непрореагировавшего органического сырья, побочных продуктов или легковоспламеняющихся разбавителей.
Отходящий технологический газ направляется в газовый двигатель или котел, где он сжигается для производства электроэнергии и/или пара. Котел также может использовать обычное топливо, и в этом случае для обеспечения эффективного сгорания отходящих газов могут потребоваться отдельные горелки. Способность отводить отходящие газы или сжигать их на факеле может потребоваться для покрытия пусков, остановок процесса и других условий эксплуатации, отличающихся от нормальных условий процесса и установки сжигания.
Преимущества использования для окружающей среды
- выбросы растворителей очищаются, а выбросы котла не изменятся, поскольку вместо топлива используются растворители;
- повышение энергоэффективности - снижение потребления энергии для производства пара или электроэнергии непосредственно на предприятии.
Экологические показатели и эксплуатационные данные
Обязательным условием для использования существующего котла является то, что он должен быть в рабочем состоянии и способен принимать пары в любое время, когда образуются пары. Котлы обычно работают непрерывно, но загрузка растворителя может быть прерывистой. Более низкие уровни летучих органических соединений могут потребовать дополнительного топлива.
Диапазон концентрации входящего газа ограничен только максимальными значениями нижнего предела взрываемости, а диапазон расхода воздуха, который можно обрабатывать, зависит от мощности существующего котла.
Этот метод позволяет обрабатывать все типы растворителей и смесей растворителей (требуется особая осторожность, если включены вещества CMR), и не требуется никакой специальной предварительной или последующей обработки; однако общепринятой практикой является применение надлежащего контроля CO.
Технические особенности применимости технологии
Технология проста в применении и наиболее подходит для существующих котлов достаточной мощности и для производственных процессов с высоким потреблением энергии.
На существующих заводах внедрение этой технологии будет ограничено масштабной модернизацией предприятий. Данный метод применим только в том случае, если на объекте имеется потребность в паре или электричестве.
Вещества в отходящих технологических газах должны быть легко горючими. Этот метод может быть неприменим для отходящих газов, содержащих вещества, указанные в статье 59 (5) IED [52], или его применимость может быть ограничена по соображениям безопасности. Этот метод неприменим для галогенированных растворителей, содержащих серу или азот, или других опасных растворителей, которые увеличивают выбросы кислых газов и ПХДД/Ф и могут вызвать коррозию газового двигателя или котла.
Отправка потоков технологических отходящих газов в установку сжигания может быть ограничена из соображений безопасности в зависимости от содержания водорода в отходящих газах.
Окисление ЛОС путем нагревания отходящих газов воздухом или кислородом выше точки самовоспламенения в камере сгорания и поддержания высокой температуры достаточно долго для завершения сгорания ЛОС до углекислого газа и воды.
При применении данного метода в целом может быть достигнута эффективность очистки > 99%; однако это зависит от входной концентрации. Обычно достигаемые уровни концентрации после очистки обычно не превышают 20 - 30 мг C/м3, а могут быть достигнуты даже более низкие уровни. При необходимости можно также достичь более низких уровней; однако более низкие уровни летучих органических соединений могут потребовать дополнительного топлива (см. соответствующие разделы о выбросах в отходящих газах в главах, посвященных конкретным секторам).
Средняя эффективность снижения выбросов 96,94%.
Термическое окисление также используется для уменьшения запаха.
Экологические показатели и эксплуатационные данные
Растворители в отходящих газах обычно разрушаются при температуре 680 - 750 °C, что обеспечивает почти полное сгорание. Окислители обычно работают с параметрами, настроенными на сбалансированный минимальный общий объем выбросов.
Диапазон концентраций входящего газа ограничен только максимальными значениями НПВ. Время запуска системы составляет всего 5 минут. Ограничений по температуре на входе нет.
Окислитель должен работать непрерывно, если он оснащен системой футеровки, поскольку система футеровки должна поддерживаться в нагретом состоянии. Количество топлива, необходимое для поддержания тепла на холостом ходу, является важным фактором для систем, которые не работают непрерывно.
Концентрация пыли обычно должна составлять < 3 мг/Нм3, но может быть выше при сжигании частиц органической пыли.
Технические особенности применимости технологии
Общеприменима. Термическое окисление особенно подходит для высоких концентраций летучих органических соединений (5 - 16 г/Нм3) и для периодических процессов со всеми типами негалогенированных растворителей (и их смесей). В случае галогенированных соединений обычно требуется последующая обработка отходящих газов.
Можно обрабатывать малые и средние скорости потока < 25 000 Нм3/ч. Данный метод наиболее экономично применяется при расходах в диапазоне 5 - 1 000 Нм3/ч и наиболее подходит для периодических процессов, например в течение нескольких часов в день, неделю или несколько недель в году. Он может обрабатывать все типы растворителей и смесей растворителей, при этом не требуется никакой специальной предварительной или последующей обработки, за исключением, возможно, при содержании в отходящих газах галогенированных соединений.
В автомобильной промышленности технология не применяется из-за низкой энергоэффективности.
Термическое окисление с использованием тепла отходящих газов, например с целью предварительного подогрева поступающих отходящих газов.
Принцип разрушения растворителей сжиганием аналогичен описанному при термическом окислении (см. раздел 5.2.10.5.2). Однако энергия экономится, поскольку отработанный горячий воздух используется для нагрева поступающего холодного воздуха, насыщенного растворителями, или направляется обратно в процесс сушки. Несмотря на применение теплообменников, все равно может потребоваться дополнительное топливо.
При применении данного метода может быть достигнуто уничтожение ЛОС более чем на 99%, а обычно достигаемые уровни выбросов обычно ниже 10 мг C/м3.
По сравнению с термическим окислением 50 - 70% энергии можно рекуперировать в виде общего тепла в теплообменнике.
Экологические показатели и эксплуатационные данные
Обычно концентрация растворителя на входе составляет от 2 до 12 г/Нм3. Диапазон концентрации входящего газа ограничен только максимальными значениями нижнего предела взрываемости, а при низком уровне летучих органических соединений необходимо добавлять больше топлива. Максимальная температура на входе составляет 400 °C. Необходим контроль температуры. Концентрацию ЛОС после обработки также можно постоянно контролировать. Однако в большинстве традиционных отраслей промышленности, таких как транспортное машиностроение, контролируется только температура сгорания.
Эффективность снижения выбросов варьируется от 92 до 99,5%.
Энергия, выделяемая окислителем, возникает при горении газа и растворителя. Из-за высокой температуры окисленных дымовых газов большая часть энергии может быть рекуперирована в теплообменниках для использования в:
- предварительном подогреве выделяемых газов перед окислением до порядка 600 °C (для снижения расхода газа в окислителе);
- предварительном нагреве подаваемого воздуха в печи до температуры максимум 400 °C, особенно в случае печей с конвекцией горячего воздуха (чтобы уменьшить или исключить потребление газа в печах);
- подогреве воды (для технологического и/или санитарно-гигиенического использования).
В случае применения таких технологий, как "инфракрасная" или "индукционная" сушка, недостаточно данных для определения влияния на основные потребности в энергии. Однако известно, что такие же возможности для рекуперации энергии отсутствуют.
Технические особенности применимости технологии
Общеприменима. Возможна обработка малых и средних скоростей потока < 40 000 Нм3/ч. Этот метод наиболее экономичен в данном диапазоне расходов и наиболее подходит для непрерывных процессов и отходящих газов с концентрацией растворителя 2 - 12 г/м3. При низких концентрациях растворителя (например, < 6 г/Нм3) его можно использовать, если производится последующая рекуперация тепла чистого газа (например, сушильные камеры в автомобильной промышленности).
В дополнение к сильному внутреннему предварительному нагреву очень распространена и имеет экономическую ценность дополнительная стадия рекуперации тепла. Он может обрабатывать все типы растворителей и смесей растворителей, не требуя специальной предварительной или последующей обработки. Этот метод может работать как непрерывно, так и периодически, поскольку он имеет относительно короткое время запуска - менее 1 часа.
Поскольку рекуперативные термические окислители легче и быстрее снижают выбросы ЛОС по сравнению с регенеративными термическими окислителями, они обеспечивают особые преимущества с точки зрения засорения отложениями SiO2, создаваемыми силоксанами или другими соединениями кремния в вытяжном воздухе.
Этот метод обычно применяется в:
- промышленности по нанесению ЛКМ на рулонный прокат;
- автомобильной промышленности, всегда с дополнительным топливом;
- производстве металлической упаковки; однако высокие концентрации летучих органических соединений могут вызвать проблемы с качеством цветных покрытий, например, не белое можно обесцветить.
(многослойные системы)
Окислитель с несколькими слоями (4 или 5), заполненным керамическим материалом (рисунок 5.25).
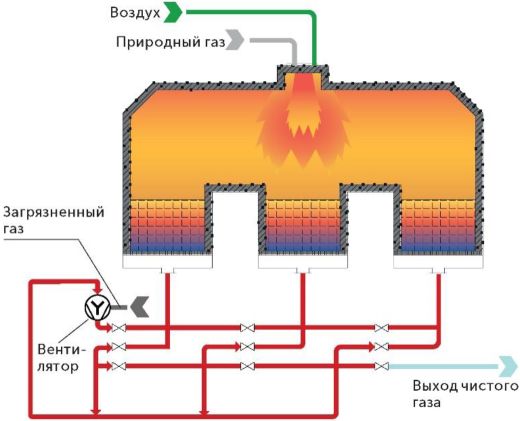
Слои представляют собой теплообменники, поочередно нагреваемые дымовыми газами от окисления, затем поток меняет направление на подогрев поступающего в окислитель воздуха. Поток регулярно меняется в обратную сторону. В бесклапанном вращающемся воздухораспределителе (см. раздел 5.2.10.5.5) керамическая среда удерживается в одном вращающемся объеме, разделенном на несколько секций.
Первое поколение регенеративных термических окислителей представляет собой систему с двойным слоем (колонн), в которой каждый слой заполнен керамическим материалом. Один слой (колонна) используется для предварительного нагрева потока газа, подлежащего обработке; другой нагревается дымовыми газами, образующимися в результате окисления. Поток регулярно меняется на противоположный для переключения слоев предварительного нагрева и рекуперации тепла. Во время переключения выделяется некоторое количество несгоревших ЛОС. Существуют также окислители с двойным слоем и буферной системой для уменьшения количества несгоревших ЛОС при переключении слоя.
Из-за повышенных выбросов при смене слоев вместо двухслойных окислителей в настоящее время используются три слоя. Третий слой называется "продувочным". Также доступны окислители с числом слоев более трех (пяти или семи). В этом случае для предварительного нагрева обрабатываемого газового потока одновременно используются несколько слоев, причем несколько слоев нагреваются за счет выходящего потока воздуха. Один слой используется как продувочный, как и в трехслойной системе.
Регенеративные окислители, в которые подается входящий газ с концентрацией ЛОС выше автотермического уровня, называются "беспламенными окислителями". Беспламенной работы также можно добиться, используя непосредственный впрыск топлива (только с газообразным топливом) и достаточную концентрацию кислорода в сыром газе.
Применение данного метода позволит обеспечить достижение уровней выбросов < 5 - 20 мг C/Нм3, а также эффективности снижения выбросов в диапазоне 95 - 99,5% в среднем за 24 часа.
Средняя эффективность снижения выбросов составляет 98,27%. Однако в случае низких концентраций ЛОС во входящем газе (< 100 мг/Нм3) эффективность может быть ниже 95%. Как уже говорилось, общая эффективность выше в случае систем с тремя и более слоями, поскольку по сравнению с системой с двумя слоями не происходит выбросов неочищенных летучих органических соединений из-за переключения направления потока газа. Произведенная избыточная энергия может быть использована повторно, что может привести к значительной общей экономии энергии.
Экологические показатели и эксплуатационные данные
Когда концентрация растворителя в обрабатываемом воздухе находится в диапазоне 1,5 - 3 г/м3, система является автотермической и дополнительного топлива добавлять не требуется. Тепловая энергия выходящего воздуха системы очистки отходящих газов используется для подогрева неочищенного газа путем чередования слоев теплопередачи. Избыточное тепло можно утилизировать и, например, использовать в производственных процессах.
Эффективность снижения выбросов варьируются от 95,8 до 99,5%.
Эффективность удаления отходящих газов для трехслойной регенеративной термической окислительной установки можно рассчитать по разнице между температурой газа на входе и выходе. Для этого расчета необходимы непрерывные измерения температуры отходящих газов до (на входе) и после (выхода), а также знание типа используемых растворителей.
Концентрация ЛОС на входе (г ЛОС/м3) представляет собой соотношение между разницей температур на входе и выходе РТО и увеличением температуры каждого грамма растворителей, присутствующего в одном кубическом метре отходящих газов  .
.
.Концентрация растворителя на входе:
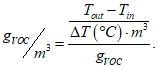
Повышение температуры на каждый грамм растворителя можно получить по соотношению между теплотой сгорания смеси растворителей (кКал/г) и удельной теплоемкостью воздуха (кКал/(м3·°C):

Система чувствительна к присутствию пыли в отходящих газах, поскольку она забивает керамическую упаковку; однако некоторое количество горючей пыли допускается. Температура контролируется до и после обработки, а концентрация ЛОС также может контролироваться непрерывно. Однако обычно постоянно контролируется только температура.
При нанесении ЛКМ на рулонный прокат пары окисляются в двух камерах, которые поочередно нагреваются. Камеры предварительно нагреваются за счет дыма из другой работающей камеры. Для запуска установки используется газовая горелка, но обычно она не работает в устойчивых условиях. Данный метод может обрабатывать очень низкую концентрацию летучих органических соединений в дымах. Энергия, выделяемая при окислении, исходит только от горящего растворителя. Благодаря энергоэффективности регенеративной окислительной установки температура отходящих газов низкая, что снижает возможность рекуперации энергии. Благодаря этому процессу основная часть энергии используется для самого окисления; остальная энергия может быть рекуперирована в теплообменниках для предварительного подогрева нагнетаемого воздуха в печи (при низкой температуре) и для нагрева воды (для технологического и/или санитарного использования).
Технические особенности применимости технологии
Общеприменимы. Данный метод обычно применяется при расходе воздуха в диапазоне > 1 500 - 120 000 Нм3/ч для одного двухслойного агрегата. При расходах > 100 000 Нм3/ч многослойные системы более экономичны. Максимальная температура на входе составляет 400 °C. Температура сгорания должна быть > 750 °C при времени пребывания в камере сгорания > 1 с. По соображениям безопасности максимальная входная концентрация ограничена 25% НПВ для преимущественно алифатических и 20% НПВ для ароматических углеводородов (согласно EN 12753). Обычно 8 г/м3 для ароматических растворителей, таких как толуол, ксилол с типичными значениями НПВ примерно 40 г/м3 и 15 г/м3 для алифатических растворителей, таких как этилацетат или этанол, с типичными значениями НПВ примерно более 60 г/м3. Запас прочности необходим для предотвращения взрывов в керамических слоях.
Этот метод позволяет обрабатывать все типы негалогенированных растворителей и смесей растворителей. Однако липкие вещества требуют регулярного "выжигания". При использовании углеводородов кремния необходима регулярная очистка, поэтому следует избегать использования веществ этого типа.
Этот метод чаще всего применяется к непрерывным процессам. Когда он применяется к периодическим процессам, он обычно находится в режиме ожидания и при определенной температуре. Время запуска составляет от 1 до 4 часов.
Регенеративные окислители также обеспечивают  гибкость, чем рекуперативные окислители, поскольку их работа не связана напрямую с производством.
гибкость, чем рекуперативные окислители, поскольку их работа не связана напрямую с производством.
гибкость, чем рекуперативные окислители, поскольку их работа не связана напрямую с производством.окисление - бесклапанный вращающийся воздухораспределитель
В отличие от РТО с многослойными системами (см. раздел 5.2.10.5.4), данный метод заключается в использовании однокорпусной системы с вращающимся воздухораспределителем (вращающийся концентратор, рис. 5.26). Керамический носитель удерживается в одном вращающемся корпусе (рабочее колесо вращающегося концентратора), разделенном на несколько секторов.
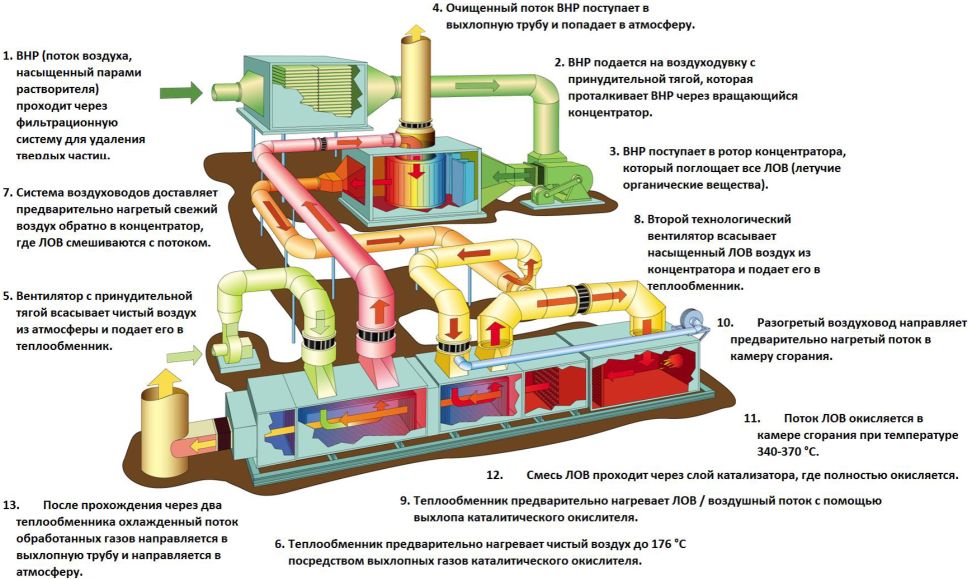
Рисунок 5.26 - Вращающийся концентратор [54]
Загрязненный поток собирается и направляется через бесклапанный RTO (VRTO) с помощью вентилятора с регулируемой скоростью. Роторный распределитель является единственной подвижной частью системы и контролирует поток через впускные, продувочные и выпускные клинья VRTO в секции теплообменника.
Загрязненный воздушный поток сначала направляется через входной сектор ротационного распределителя и соответствующие секции теплообменника. Это предварительно нагревает поток почти до температуры камеры сгорания, когда он проходит через керамический материал. Затем поток окисляется в камере сгорания с помощью модулируемой горелки, которая обеспечивает дополнительное тепло только тогда, когда это необходимо для поддержания температуры в камере сгорания. Секция отходящего газа или выпускная секция роторного распределителя позволяет чистому окисленному воздуху течь вниз через теплообменник. Отходящие газы нагревают керамический материал. Чистый воздух выходит из VRTO и направляется в дымовую трубу. Продувочный сектор ротационного распределителя следует за впускным сектором, постоянно продувая теплообменник чистым окисленным воздухом.
Экологические преимущества
Эта система может обеспечить достижение эффективности удаления в диапазоне 95 - 99,5%. По сравнению с обычным термическим окислителем достигается значительная экономия энергии. Выработанную избыточную энергию можно использовать повторно.
Экологические показатели и эксплуатационные данные
Данный метод обычно применяется для потоков воздуха в диапазоне 10 000 - 120 000 Нм3/ч. Максимальная температура на входе составляет 400 °C. Максимальная концентрация ЛОС на входе будет ограничена максимальным значением НПВ, теоретически 12 г/м3.
Система работает автотермически при концентрации ЛОС в диапазоне 1,5 - 3 г/м3, но система применима и при концентрации > 3 г/м3. Избыточное тепло можно рекуперировать и использовать повторно.
Сообщаемая эффективность снижения выбросов варьируется от 90 до 99,8%. Значения основаны на недавних одновременных измерениях концентрации летучих органических соединений на входе и в очищенных газах в отраслях нанесения покрытий на транспортные средства и пластиковых поверхностей.
Данный метод чаще всего применяется к непрерывным процессам. Когда он применяется к периодическим процессам, он обычно находится в режиме ожидания и при определенной температуре. Время запуска составляет от 1 до 4 часов.
При использовании данного метода можно обрабатывать все типы негалогенированных растворителей и смесей растворителей; однако липкие вещества требуют регулярного "прожигания". При использовании углеводородов кремния (silicon hydrocarbons) необходима регулярная очистка, поэтому следует избегать использования веществ такого типа.
Система чувствительна к присутствию пыли в отходящих газах; однако допускается некоторое количество горючей пыли.
Этот тип системы также чувствителен к механическим проблемам вращающейся части и имеет более низкую общую надежность, чем многослойные системы.
Благодаря конструкции с "одним реактором" для реализации этой системы требуется меньше места, чем для многослойных систем РТО.
Окисление ЛОС при помощи катализатора для снижения температуры окисления и снижения расхода топлива (рисунок 5.27). Отходящее тепло может быть повторно использовано с помощью теплообменников рекуперативного или регенеративного типа. Более высокие температуры окисления (500 - 750 °C) используются для очистки отходящих газов при производстве обмоточных проводов.
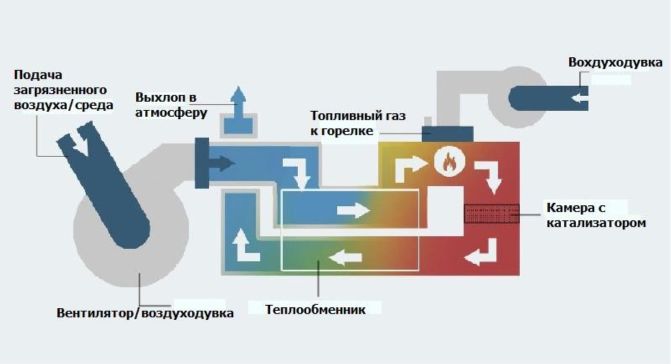
Эффективность удаления зависит от нескольких параметров, но при оптимальном выборе каталитической системы достигается эффективность 95 - 99%.
Заявленная эффективность снижения выбросов варьируется от 97 до 99%.
Обычно достигаемый диапазон концентраций составляет < 10 - 20 мг C/Нм3. По сравнению с термическим окислением (см. раздел 5.2.10.5.2) требуется меньше дополнительного топлива, обычно требуемый диапазон температур составляет 250 - 400 °C.
Применение катализатора в сочетании с рекуперацией тепла отходящих газов требует меньше энергии, чем рекуперативное окисление без катализатора (см. раздел 5.2.10.5.3).
Экологические показатели и эксплуатационные данные
Можно обрабатывать концентрации ЛОС до 5 г/Нм3. Данный метод можно применять для расходов воздуха в диапазоне 10 - 30 000 Нм3/ч. Однако он наиболее подходит для прерывистых потоков воздуха до 10 000 Нм3/ч.
При температуре на входе выше 400 °C предварительный нагрев для достижения начальной температуры катализатора не требуется. Обычно жидкое топливо не используется в качестве топлива из-за содержания серы и связанной с ней токсичности для катализатора.
Данный метод можно использовать непрерывно или периодически; однако при непрерывной работе срок службы катализатора ограничивается примерно 15 000 - 25 000 часов.
Можно обрабатывать большинство типов негалогенированных растворителей и смесей растворителей. Однако необходимо проверить наличие загрязнений, которые могут повредить катализатор. Если концентрация на входе слишком высока, это может привести к перегреву и повреждению катализатора. Данный метод также очень чувствителен к наличию пыли или капель, поэтому требуется предварительная обработка воздушного потока. Он также чувствителен к изменениям входной концентрации. Кремнийорганические соединения также могут вызывать проблемы.
Технические особенности применимости технологии
Применимость может быть ограничена наличием каталитических ядов.
Данный метод, включающий рекуперацию тепла отходящих газов, обычно применяется в производстве намоточной проволоки. Он редко используется в производстве рулонного проката и в автомобильной промышленности.
из отходящих газов
Метод удаления органических соединений путем снижения температуры ниже точки росы, в результате чего пары превращаются в жидкость. В зависимости от требуемого диапазона рабочих температур используются различные хладагенты, например охлаждающая вода, охлажденная вода (обычная температура около 5 °C), аммиак или пропан.
Обычно существуют разные методы конденсации, в зависимости от диапазона рабочих температур, включая:
- конденсация охлаждающей жидкости, при температуре конденсации примерно до 25 °C;
- конденсация хладагента при температуре конденсации примерно до 2 °C;
- конденсация рассола при температуре конденсации примерно до -10 °C;
- конденсация рассола аммиака при температуре конденсации примерно до -40 °C (одноступенчатая) или -60 °C (двухступенчатая);
- криогенная конденсация при температуре конденсации примерно до -120 °C, на практике часто работающая в конденсационном устройстве при температуре от -40 °C до -80 °C;
- конденсация инертных газов замкнутого цикла.
Конденсация осуществляется посредством прямого охлаждения (т.е. контакта газа и охлаждающей жидкости) или непрямого охлаждения (т.е. охлаждения через теплообменник). Непрямая конденсация предпочтительна, поскольку прямая конденсация требует дополнительной стадии разделения. Системы рекуперации варьируются от простых одиночных конденсаторов до более сложных систем с несколькими конденсаторами, предназначенных для максимизации рекуперации энергии и паров.
Конденсация считается очень экономичным методом и идеально подходит для очистки технологических газов с высокой или средней концентрацией растворителя (обычно от 50 до 1 000 г/м3) и низкими скоростями потока (от 10 до 2 000 Нм3/ч). Однако об этом сообщила установка со значительно более высокой скоростью потока (см. примеры установок ниже). Необходимый для процесса жидкий азот в системе не расходуется, используется только его охлаждающий эффект, а после испарения в конденсаторе газ часто повторно используется потребителем (например, для инертизации).
Экологические преимущества:
- сокращение выбросов ЛОС;
- собранные растворители можно использовать повторно или перерабатывать.
Экологические показатели и эксплуатационные данные
Отходящий газ, насыщенный летучими органическими соединениями, охлаждается до точки, где значительная часть паров конденсируется. Тяжелые малолетучие растворители можно восстановить при комнатной температуре; легколетучие растворители необходимо охладить значительно ниже 0 °C, чтобы восстановить около 95% или более. Такое низкое охлаждение имеет существенные недостатки: высокие затраты на электроэнергию и замерзание охлаждающих элементов. Охлаждение чуть выше 0 °C позволяет избежать образования льда, но конденсирует воду, которая может попасть в восстановленный растворитель, что потребует дорогостоящей дегидратации.
Обычно в процессах конденсации растворители можно использовать повторно. Данный метод также обычно применяется в качестве этапа предварительной обработки.
Эффективность снижения выбросов составляет 95%.
Технические особенности применимости технологии
Этот метод в основном применяется при относительно небольших расходах газа (до 5 000 м3/ч) и при периодических выбросах. Реже применяются системы непрерывного действия с расходом 250 м3/ч и более.
Этот метод применяется для очистки отходящих газов от процессов нанесения красок и сушки. Газы с высоким содержанием водяного пара менее пригодны, поскольку могут привести к образованию льда.
Данный метод может быть неприменим к потокам отходящих газов с низкой концентрацией летучих органических соединений. Некоторые стандартные концентрации загрязняющих веществ на входе составляют до 1 000 г/Нм3 для ацетона, метилэтилкетона (МЭК), метанола, толуола, ЛОС.
ЛОС адсорбируются на поверхности активированного угля, цеолитов или бумаги из углеродного волокна.
Адсорбат впоследствии десорбируют, например, посредством пара (часто непосредственно на предприятии) для повторного использования или утилизации, а адсорбент используется повторно. Для непрерывной работы обычно более двух адсорберов работают параллельно, один из них в режиме десорбции. Его также часто применяют на этапе концентрирования для повышения последующей эффективности окисления.
Этот метод используется для адсорбции ЛОС на поверхности активированного угля или цеолита. Он также обычно применяется в качестве предварительной обработки для "концентрирования" для получения более концентрированного потока, который впоследствии может быть более экономично окислен (см. раздел 5.2.10.3.3).
Во время работы слоя активированного угля (или цеолита) в адсорбционной колонне или роторном адсорбере в слое будет накапливаться все больше и больше растворителя. В определенный момент эффективность адсорбционного слоя снизится и концентрация на выходе начнет увеличиваться. На этом этапе адсорбция должна быть реактивирована, а растворители могут быть восстановлены или уничтожены. Десорбцию часто осуществляют продувкой потоком горячего газа (азота, воздуха или пара), но также можно проводить и в вакууме (адсорбция при переменном давлении). В случаях, когда поток отходящих газов невелик (например, в промывных машинах), адсорбент можно регенерировать за пределами предприятия (см. раздел 5.2.10.6.2.2).
По истечении более длительного периода адсорбент не может быть полностью реактивирован путем удаления растворителя и требует другого типа реактивации (обычно путем термической обработки). Это можно сделать на объекте или за его пределами (см. раздел 5.2.10.6.2.2). Если используется активированный уголь или другие адсорбенты, которые не подлежат регенерации, активированный уголь утилизируют.
Непрерывный мониторинг концентрации на выходе помогает проверить, достаточна ли эффективность адсорбции активированного угля (см. раздел 5.2.10.6.2.1).
Слои можно использовать параллельно и/или последовательно. В случае двухслойной системы один находится в режиме адсорбции, а другой в режиме десорбции, или в случае трехслойной системы два слоя используются в режиме адсорбции и один в режиме десорбции.
Альтернативной системой непрерывного действия является роторный адсорбер, в котором отходящие газы, содержащие летучие органические соединения, подаются на адсорбционное колесо для очистки.
Адсорбционное колесо (роторный адсорбер или роторный концентратор) состоит из трех участков:
- область адсорбции, где происходит выделение растворителей;
- область десорбции (горячий участок);
- охлаждающая область.
В адсорбционном колесе, где происходит концентрирование, используется керамический материал-носитель с импрегнированными цеолитами. Вытяжной воздух кабины разделяется на адсорбционный и десорбционный объемный поток. Большая часть отработанного воздуха проходит через зону адсорбции и доставляет растворители к материалу-носителю. За счет непрерывного вращательного движения колеса адсорбированные растворители переносятся из сегментов цеолита в зону десорбции и выводятся туда из меньшего по объему, но горячего десорбционного потока. Однако десорбционный воздух первоначально служит для охлаждения колеса. Концентрированный десорбционный воздух обрабатывается в термическом окислителе. См. также раздел 5.2.10.3.3, где обсуждаются методы внешнего концентрирования растворителя.
Адсорберы могут обеспечить эффективность удаления > 99% при концентрации на входе > 7 г/м3; однако это связано с различными параметрами, такими как тип адсорбента, объем воздушного потока, влажность на входе и тип регенерации (десорбция горячим воздухом, пар и т.д.). Например, при концентрации на входе > 7 г/м3 можно достичь эффективности удаления > 99%. Могут быть достигнуты концентрации ЛОС < 50 мг C/м3 (среднее за 24 часа), при этом возможны уровни < 20 мг C/м3.
Средняя эффективность снижения выбросов 96,89%.
В автомобильной промышленности используются такие адсорбционные материалы, как бумага из углеродного волокна, цеолиты и активированный уголь. Достигается передача нагрузки растворителя во внешний поток горячего воздуха в соотношении от 1:6 до 1:40 (в зависимости от концентрации неочищенного газа).
Экологические показатели и эксплуатационные данные
Адсорбция неприменима к химически активным соединениям, таким как альдегиды и кетоны, поскольку они могут полимеризоваться на активированном угле, что приводит к перегреву. Полимеры не десорбируются, поэтому метилэтилкетон и подобные соединения не подходят. Однако эту проблему можно решить, если принять надлежащие меры безопасности, такие как постоянная десорбция системы перед выходными и праздниками и установка автоматических спринклерных систем.
Он также не применим к газам с относительной влажностью > 60%, поскольку пары воды также адсорбируются на активированном угле, снижая адсорбционную способность ЛОС. Доступны гидрофобные цеолиты, которые не имеют этой проблемы. Система чувствительна к наличию пыли в отходящих газах, поскольку она забивает слой адсорбента.
Адсорбционные системы могут применяться в качестве предварительной обработки (этапа концентрирования) перед термическим или каталитическим окислением (см. раздел 5.2.10.3.3). Это приводит к снижению энергетических затрат на термическое окисление (см. раздел 5.2.10.5.2). Это также уменьшает физический размер термического окислителя при совместном использовании.
Десорбция и регенерация снижают расход активированного угля. Конденсированный пар можно повторно использовать для очистки адсорбера и в качестве воды для питания паровых котлов. Осушающий воздух также может быть повторно использован после процесса десорбции.
Технические особенности применимости технологии
Применимость может быть ограничена, если потребность в энергии для рекуперации чрезмерна из-за низкого содержания летучих органических соединений.
Данный метод можно применять к отходящим газам с концентрацией растворителя > 0,8 г/м3. Нижний предел взрываемости (НПВ/LEL) не играет роли. Система может применяться к отдельным растворителям и смесям. При адсорбции отдельных растворителей, не смешивающихся с водой, регенерацию можно проводить паром. При адсорбции смесей растворителей регенерацию необходимо проводить нагретым азотом и температурами в диапазоне 150 - 300 °C.
В транспортном машиностроении применяется для очистки воздуха из окрасочных камер; типичные концентрации на входе составляют от 300 мг/м3 до 1200 мг/м3.
Возможна обработка воздушных потоков в диапазоне от 1 000 м3/ч до 1 миллиона м3/ч. Для верхнего предела диапазона потребуется блок на 14 слоев. Система может работать непрерывно и прерывисто и технически имеет срок службы более 30 лет. Однако за это время его, вероятно, придется адаптировать или обновить с учетом экологических требований, изменений в технологическом оборудовании и/или типов растворителей и т.д., что приведет к сокращению экономического срока службы.
Данная технология применяется в автомобильной промышленности, при окрашивании грузовых и коммерческих автомобилей.
Адсорбция особенно подходит, когда из отходящих газов необходимо удалить концентрации до 4 г/м3. Однако данный метод также применяется к концентрациям 10 г/м3 или 12 г/м3. Как правило, он применим для газов, содержащих средние и низкие концентрации летучих органических соединений. Адсорбироваться и десорбироваться могут только небольшие молекулы.
Некоторые низколетучие растворители могут надолго адгезироваться к активированному углю и быстро снижать адсорбционную способность, что приводит к ранней замене активированного угля.
Для непрерывного контроля производительности адсорбера имеется оборудование для мониторинга, например, постоянное сравнение уровня летучих органических соединений в неочищенном газе и в очищенных отходящих газах.
Применение данного метода позволит обеспечить сокращение неочищенных выбросов, поскольку плохо работающий адсорбер можно быстро обнаружить и принять корректирующие меры.
В случае, если система состоит из двух и более параллельных адсорбционных установок, мониторинг можно использовать для переключения с одной на другую. Сообщается, что в автомобильной промышленности, где колебания концентрации невелики, измерения обычно проводятся с помощью портативного оборудования раз в неделю или даже реже.
Когда поверхность адсорбента адсорбирует почти столько, сколько это практически возможно, эффективность адсорбции снижается. Затем адсорбент обычно регенерируют путем десорбции оставшихся растворителей (и других материалов). Это может быть выполнено на производственной площадке или за ее пределами. Адсорбент также собирает недесорбированные материалы, которые занимают все большую часть площади поверхности, что приводит к снижению эффективности удаления целевых загрязнителей. Адсорбент может быть регенерирован путем термической обработки. Если активированный уголь или другие адсорбенты невозможно регенерировать, их обычно утилизируют (например, сжигают).
жидкости (метод мокрой очистки)
Использование подходящей жидкости для удаления загрязняющих веществ из отходящих газов путем абсорбции, в частности растворимых соединений и твердых веществ (пыль). Восстановление растворителя возможно, например, путем перегонки или термической десорбции (см. также раздел 5.2.10.6.3.1). Информацию об удалении пыли см. в разделе 5.2.10.4.2.
Применение данного метода позволит обеспечить:
- восстановление ЛОС для повторного использования;
- сокращение выбросов в воздух;
- удаление газообразных загрязняющих веществ, таких как NOx, галогениды водорода, SO2, аммиак, сероводород или летучие органические соединения (если они водорастворимы, например, изопропиловый спирт, этанол, N,N-диметилформамид).
Данные пяти систем мокрой очистки, применяемых в Европейском союзе, показывают среднюю эффективность снижения выбросов 79,2% с диапазоном максимум-минимум 96 - 75%.
Мокрая очистка представляет собой массоперенос между растворимым газом или твердыми частицами и растворителем (часто водой) при контакте друг с другом. Физическая очистка предпочтительна для химической регенерации, тогда как химическая очистка ограничивается удалением и уменьшением содержания газообразных соединений. Физико-химическая очистка занимает промежуточное положение. Компонент растворяется в поглощающей жидкости и вступает в обратимую химическую реакцию, позволяющую восстановить газообразный компонент.
Описание процесса мокрой очистки и типов оборудования для мокрой очистки приведено в ИТС 22-2016 Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях. Эффективность снижения выбросов при использовании мокрых скрубберов зависит от времени пребывания газа в секции абсорбции, типа используемого скруббера, например: внутреннее устройство колонны (неупорядоченная насадка, структурированная насадка и т.д.), используемая промывающая жидкость и соотношение жидкости и газа. Если очищающая жидкость рециркулируется, скорость обновления жидкости и скорость добавления любых химикатов также могут иметь значение. Абсорбированные растворители могут быть восстановлены для повторного использования (например, ДМФ в полиуретановом покрытии текстиля).
Технические особенности применимости технологии
Общеприменимы. Очистка водой применима к полярным ЛОС. Однако десорбция может быть сложной и энергоемкой.
При нанесении ЛКМ на транспортные средства она применяется в качестве метода улавливания избыточного распыления (см. раздел 5.2.10.4.2), в основном для отходящих газов окрасочной камеры.
восстановлением растворителя (конденсацией)
или термическим окислением
Абсорбционные системы очистки отходящих газов используются для концентрирования ЛОС с целью их регенерации или сжигания. В систему входят:
- фильтрующий блок (абсорбционная система);
- десорбер (десорбционная система); и
- конденсация (регенерация растворителя); или
- термическое окисление (энергетическое использование).
Решение о том, какой из двух вариантов выбрать, зависит от конкретных условий и определяется экономикой и требованиями к качеству. Это зависит от потребности в тепле и возможности повторного использования восстановленных растворителей.
Летучие органические соединения, образующиеся в процессе нанесения покрытия на транспортное средство, собираются в системе абсорбции, что снижает выбросы летучих органических соединений в воздух. Далее сорбционную жидкость, насыщенную органическими растворителями, направляют в установку десорбции, где из сорбционной жидкости удаляют растворители. Это достигается за счет горячего воздуха, который проходит через нагретый абсорбент противоточным потоком.
Горячий воздух, насыщенный растворителями, подается в конденсационную установку или на термическое окисление.
На рисунке 5.28 показаны поглощение летучих органических соединений в сорбционной жидкости, десорбция горячим воздухом в десорбционной установке и последующие варианты использования концентрированных растворителей.
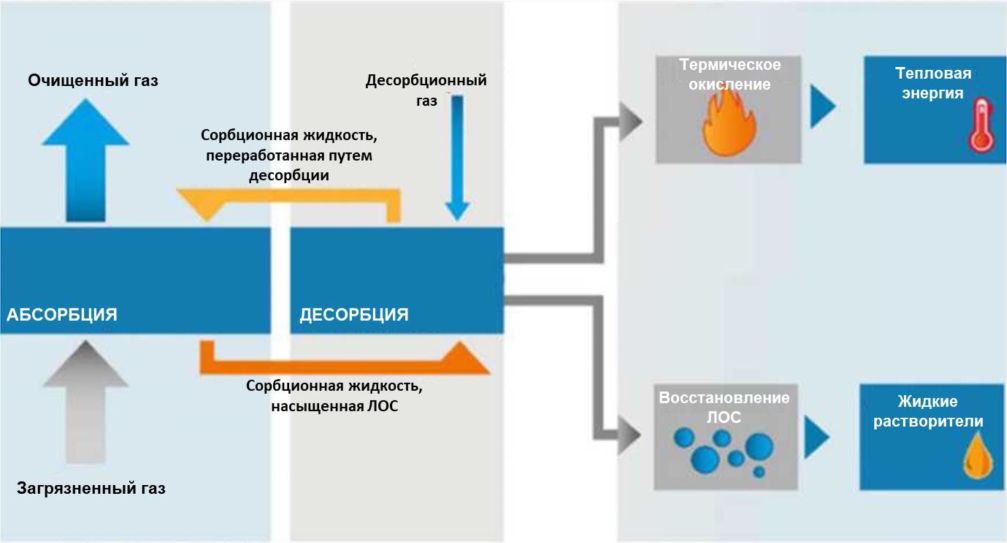
очистки отходящих газов
Процесс абсорбции происходит в модуле, создающем пленочную завесу с помощью пористых трубок, так называемых трубок Кедера. Завеса обеспечивает большую поверхность для встречного потока отходящих газов. Альтернативно вместо трубок Кедера возможна произвольная упаковка.
Модули характеризуются низкой потерей давления со стороны потока отходящих газов. Несколько модулей могут быть объединены последовательно в зависимости от концентрации отходящих газов и состава поглощаемых веществ. Абсорбент и отходящие газы подаются в перекрестном встречном потоке.
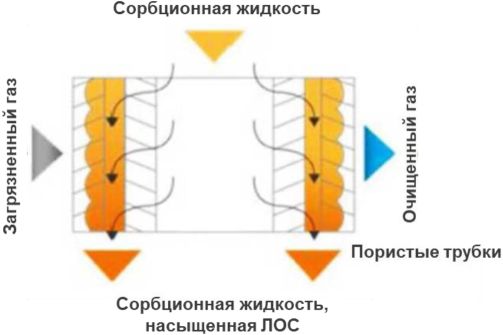
На рис. 5.31 показан каскад фильтров из абсорбционных блоков.
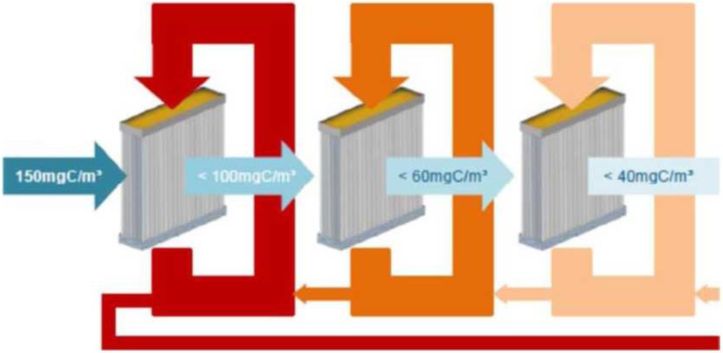
На рисунке 5.32 показаны элементы десорбционной установки. Темно-красная стрелка указывает на вход насыщенной жидкости, возникающей в результате абсорбции; светло-красная линия показывает возврат жидкости в абсорбционный блок.
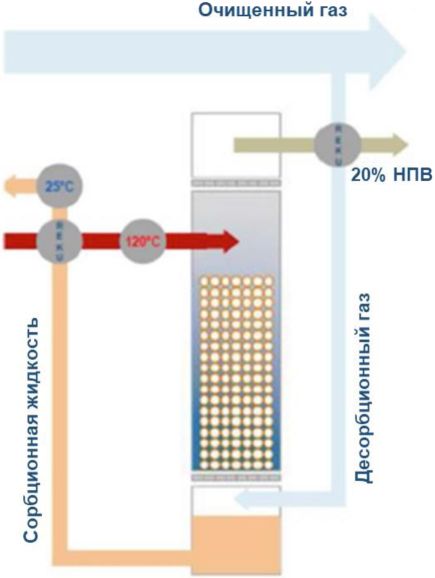
Прежде чем вернуться в блок абсорбции, выходной поток горячей жидкости проходит через теплообменный блок для нагрева поступающей жидкости. Для десорбции поступающую жидкость нагревают до 130 °C.
Небольшой объемный поток чистого газа/свежего воздуха течет противотоком жидкости через колонну. Чистый газ удаляет летучие органические соединения из жидкости и обогащается ими. Высококонцентрированный десорбционный газ можно использовать для рекуперации ЛОС (конденсации) или сжигать в термическом окислителе.
Экологические преимущества
Система очистки отходящих газов позволяет сократить выбросы летучих органических соединений. Растворители, сконцентрированные в абсорбенте, могут быть извлечены в жидкой форме через систему десорбции. Десорбированные растворители альтернативно могут быть подвергнуты термическому окислению.
Экологические показатели и эксплуатационные данные
- концентрация летучих органических соединений в отходящих газах: обычно < 50 мг C/Нм3;
- максимальная концентрация на входе в систему не превышает нижнего предела взрываемости (НПВ);
- диапазон соотношения концентраций от ~ 30:1 до ~ 150:1, в зависимости от концентрации неочищенного газа.
Технические особенности применимости технологии
Система очистки отходящих газов может применяться как на новых предприятиях, так и при модернизации существующих производств. Абсорбционную установку можно реализовать в существующих вентиляционных каналах. Если это невозможно из-за ограниченного пространства, возможно отдельное расположение блоков абсорбции и десорбции.
В случае изменения концентрации летучих органических соединений в исходном газе емкость абсорбента можно использовать для временного разделения абсорбции и десорбции.
Отходящие газы обеспыливаются и направляются в реактор с субстратом из биофильтра. Биофильтр состоит из слоя органического материала (такого, как торф, вереск, компост, корни деревьев, мягкая древесина и различные комбинации) или инертного материала (такого, как глина, активированный уголь и полиуретан), где поток отходящего газа подлежит биологическому окислению естественными микроорганизмами в углекислый газ, воду, неорганические соли и биомассу. Биофильтр реагирует на пыль, высокие температуры или существенные различия отходящих газов, например, входящей температуры или концентрации ЛОС. Может быть необходима дополнительная поставка биогенных веществ.
Система биологической очистки отходящих газов состоит из:
- скруббера для обеспыливания и увлажнения отходящих газов;
- реактора с биофильтрующей подложкой для деструкции загрязняющих веществ;
- автоматического увлажнения, обеспечивающего микроорганизмы в реакторе водой и питательными веществами;
- теплообменника для подогрева свежего воздуха.
На рисунке 5.33 показаны производственный цех, скруббер, реактор и теплообменник.
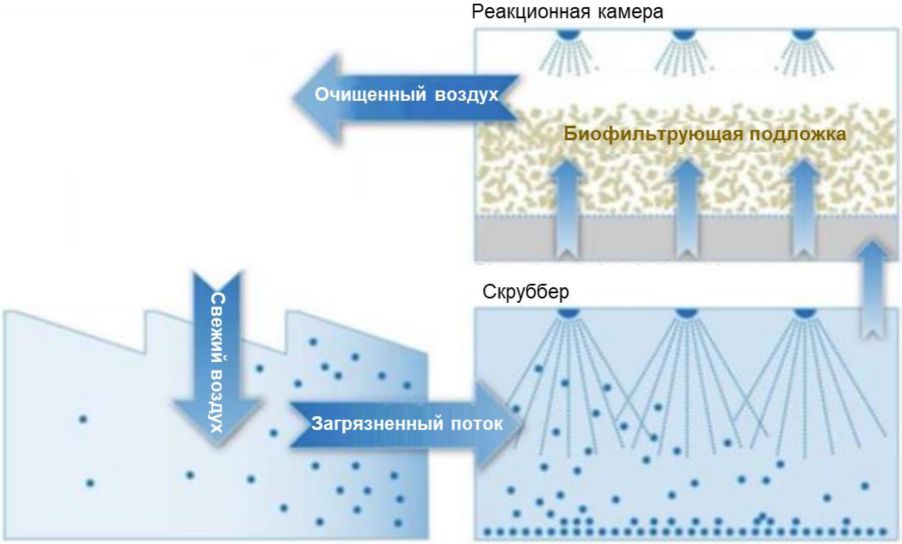
очистки отходящих газов
Скруббер работает по принципу противотока. Большая часть воды в скруббере рециркулируется. При необходимости устанавливается система очистки сточных вод. Это минимизирует расход воды и обеспечивает соблюдение местных ограничений по сбросам в канализацию. Система биологической очистки отходящих газов основана на деятельности микроорганизмов. Организмы биохимически окисляют органические загрязнители, а также часть неорганических газообразных соединений отходящих газов. Они преобразуются в нетоксичные вещества и вещества, запах которых невозможно ощутить. В реакторе микроорганизмы располагаются на твердом носителе. Загрязняющие вещества, содержащиеся в отходящих газах, будут поглощаться поверхностью несущего материала (переход в жидкую фазу). Благодаря этому они доступны для микроорганизмов. Для наращивания собственной биомассы микроорганизмы используют загрязняющие вещества в качестве питания и источника энергии.
Реактор содержит несколько слоев материала (рисунок 5.34). Нижние слои состоят из крупнозернистого материала, образующего структуру реактора. Функция этих слоев - дренаж и воздухораспределение.
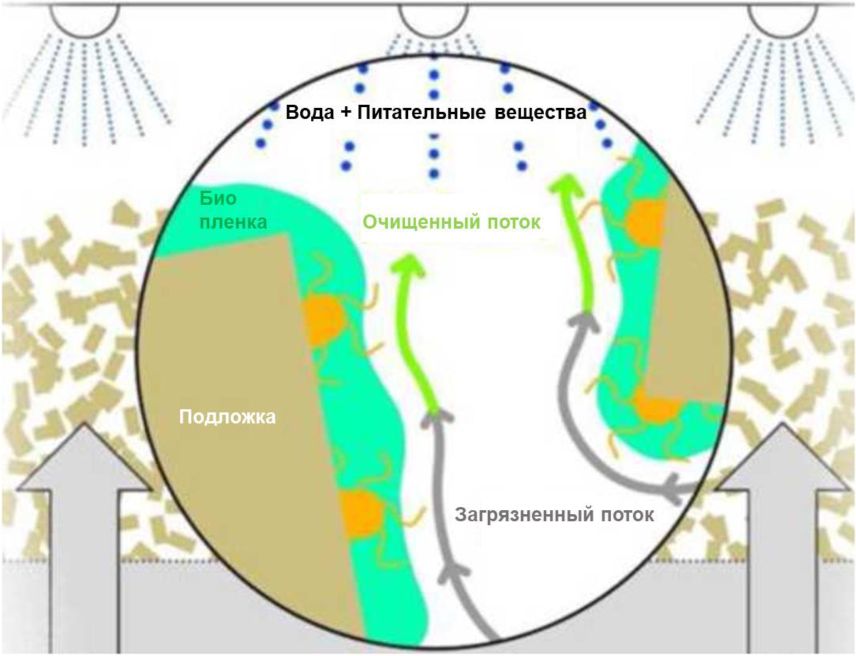
Вспомогательный материал является важной частью системы очистки отходящих газов. Адаптирован к каждому конкретному случаю и состоит из органических веществ.
Для верхнего слоя используется специальная активная смесь, которая показала хорошие результаты в отношении разложения углеводородов и запаха. Материал обладает высокой устойчивостью к биологическому разрушению. Это приводит к долгому сроку службы. Большие поры обеспечивают высокую биологическую эффективность очистки. Активность микроорганизмов и, следовательно, функционирование системы биофильтрации обеспечиваются только в том случае, если вспомогательный материал и биомасса адаптированы к процессу. Адаптация включает в себя адаптацию объема пор и абсорбционной способности (буферной емкости). Это обеспечивает высокую общую поверхность биофильтра и достаточное время удерживания.
Когда система начнет работу, вспомогательный материал будет инокулирован специальной культурой бактерий, адаптированной к соответствующему составу отходящих газов. Благодаря этому полная производительность достигается за короткое время.
После адаптации к содержанию органических соединений в отходящих газах в фильтрующем материале устанавливается и поддерживается в равновесии специфический биоценоз, специфичный для концентрации и типа состава отходящих газов.
В результате метаболизма бактерий образуются вода, CO2 и биомасса. Поскольку органические соединения разлагаются, в материале биофильтра не накапливаются загрязняющие вещества. Микроорганизмы растут быстро, если снабжение питательными веществами оптимизировано. Они быстро адаптируются к меняющимся условиям жизни. В зависимости от типа питательных веществ со временем развивается определенная популяция, в то время как другие микроорганизмы не выживают.
Пиковые нагрузки отходящих газов могут сохраняться в биофильтре благодаря высокой буферной емкости материала. Сохраненные органические соединения позже будут разложены микроорганизмами.
Если нагрузка по органическим соединениям (из отходящих газов) недостаточна, микроорганизмам может потребоваться подпитка смесью питательных веществ, чтобы обеспечить непрерывный процесс разложения и стабильную эффективность очистки отходящих газов.
Система биологической очистки отходящих газов снижает выбросы ЛОС и сводит к минимуму выбросы пыли и образование запаха.
Эффективность снижения выбросов методом биологической очистки отходящих газов составляет порядка от 83 до 94,3%.
Технические особенности применимости технологии
Система биологической очистки отходящих газов может применяться как на новых предприятиях, так и при модернизации существующих производств. Систему можно использовать для очистки всех биологически разлагаемых летучих органических соединений (кроме метана), обычно образующихся в результате нанесения покрытий. Однако он не используется при покрытиях транспортных средств.
Каждая система биофильтров должна быть адаптирована к определенному сочетанию органических веществ в неочищенном газе. Изменение состава неочищенного газа может привести к непредсказуемым результатам в отношении эффективности очистки фильтрующей системы. Таким образом, операторы, которым часто приходится переключаться между различными системами покрытия, разработанными для конкретного клиента, могут оказаться не в состоянии соблюдать ограничения на выбросы при любых обстоятельствах.
Кроме того, системы биофильтров не способны очищать отходящие газы при быстром и частом изменении концентрации и состава растворителя на входе.
Надлежащая конструкция камер сгорания, горелок и сопутствующего оборудования/устройств в сочетании с оптимизацией условий сгорания (например, контроль параметров сгорания, таких как температура и время пребывания) с или без использования автоматических систем и регулярного планового обслуживания системы сгорания в соответствии с рекомендациями поставщиков позволит обеспечить сбалансированное сокращение выбросов летучих органических соединений, NOx и CO в воздух.
уровнем выбросов NOx
Использование горелок с низким уровнем выбросов NOx направлено на сокращение выбросов оксидов азота.
Пиковая температура пламени в камере сгорания снижается, что задерживает и завершает процесс сгорания, а также увеличивает передачу тепла (повышенный коэффициент излучения пламени). Это происходит в сочетании с увеличением времени сжигания для достижения желаемого разрушения ЛОС.
Применимость может быть ограничена конструктивными и/или эксплуатационными ограничениями на существующих предприятиях. Не применим в отраслях, выбросы NOx в которых обусловлены главным образом содержанием азота в используемых растворителях.
Очистка сточных вод может осуществляться на объекте или за его пределами. Очистка за пределами предприятия (сторонними организациями) требует сброса сточных вод с низким содержанием загрязняющих веществ. Для сектора обработки поверхностей органическими растворителями выход растворителя в сточные воды является параметром массового баланса растворителя (см. раздел 5.2.3.1), и его расчет важен для точности анализа массового баланса. Очистка сточных вод может стать проблемой, когда органорастворимые ЛКМ заменяются водосодержащими альтернативами, например, при наличии в сточных водах растворимых растворителей, полимеров и пластификаторов. Более подробную информацию о методах очистки сточных вод для деятельности, связанной с использованием воды, можно найти в ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях".
Доведение pH сточных вод до нейтрального значения (около 7). Целевыми загрязнителями являются кислоты и щелочи.
Балансировка потоков и нагрузки загрязняющих веществ с помощью резервуаров или других методов управления.
Использование, например, сит, грохотов, сепараторов песка, первичных отстойников и магнитных сепараторов для удаления грубых твердых частиц, взвешенных твердых веществ и/или металлических частиц из сточных вод.
Химическое восстановление - это преобразование загрязняющих веществ химическими восстановителями в аналогичные, но менее вредные или опасные соединения.
Целевыми загрязнителями являются в основном восстанавливаемые растворенные небиоразлагаемые или ингибирующие загрязнители, например, шестивалентный хром (Cr(VI)). Cr(VI) преобразуется химическим восстановителем в Cr(III) для обеспечения осаждения и удаления.
Удаление загрязняющих веществ путем термической очистки сточных вод при пониженном давлении. Вакуумная дистилляция - это метод, в котором используется вакуум для извлечения летучих органических соединений из сточных вод. Это система испарительной регенерации, в которой для снижения давления применяется вакуум, поэтому дистилляцию можно проводить при более низкой температуре. Это экономит затраты на нагрев, а также предотвращает разложение менее стабильных веществ при высоких температурах, которые потребовались бы при атмосферном давлении.
Целевые загрязняющие вещества представляют собой растворенные небиоразлагаемые или ингибирующие загрязняющие вещества, которые можно перегонять, например, некоторые растворители.
Удаление растворимых веществ (растворенных веществ) из сточных вод путем переноса их на поверхность твердых высокопористых частиц (обычно активированного угля). Целевые загрязнители - это адсорбируемые растворенные, небиоразлагаемые или ингибирующие загрязнители, например: АОХ.
Превращение растворенных загрязняющих веществ в нерастворимые соединения путем добавления осадителей. Образовавшиеся твердые осадки впоследствии отделяют седиментацией, флотацией или фильтрацией. Целевые загрязнители - это осаждаемые растворенные, не биоразлагаемые или ингибирующие загрязнители (например, металлы).
Удержание ионных загрязнителей из сточных вод и замена их более приемлемыми ионами с помощью ионообменной смолы. Загрязняющие вещества временно задерживаются, а затем попадают в жидкость для регенерации или обратной промывки. Целевыми загрязнителями являются ионные растворенные небиоразлагаемые или ингибирующие загрязнители, например металлы.
Удаление летучих загрязняющих веществ (напр. некоторые адсорбируемые органически связанные галогены (АОХ)) из водной фазы с помощью газообразной фазы (например, пара, азота или воздуха), которая проходит через жидкость. Эффективность удаления может быть повышена путем повышения температуры или снижения давления
Использование микроорганизмов для очистки сточных вод (например, анаэробная очистка, аэробная очистка).
Коагуляция и флокуляция используются для отделения взвешенных твердых частиц из сточных вод и часто проводятся поэтапно. Коагуляция проводится путем добавления коагулянтов с зарядами, противоположными зарядам взвешенных твердых частиц. Флокуляция - это стадия легкого смешивания, чтобы столкновение частиц микрохлопьев приводило к формированию более крупных хлопьев. Это может сопровождаться добавлением полимеров.
Электрофлокуляция - это флотация с использованием электролитически генерируемых пузырьков водорода и кислорода для отделения взвешенных веществ от водных фаз. Это эффективно при отделении взвешенных веществ от сточных вод, которые плохо оседают под действием силы тяжести, например, нефтесодержащих сточных вод, водонефтяных эмульсий и т.д.
Отделение взвешенных частиц гравитационным осаждением. После флокуляции (см. раздел 5.2.11.4.1) можно применять седиментацию для отделения сточных вод, подлежащих сбросу, от осадка флокулированных частиц.
Седиментация основана на разнице плотностей для достижения разделения фаз; шлам опускается на дно. Процесс седиментации можно улучшить за счет использования пластинчатого сепаратора. Концентрированный шлам откачивается из сепаратора.
и обратный осмос)
Отделение твердых частиц от сточных вод путем их прохождения через пористую среду, т.е. песчаная фильтрация, нано-, микро- и ультрафильтрация.
Сточные воды проходят через полупроницаемую диафрагму под высоким давлением, которая пропускает небольшие молекулы, такие как вода, но не более крупные частицы. Концентрация загрязнений увеличивается по мере многократного прохождения сточных вод через фильтр. Разница в методах заключается в размере пор фильтров и, следовательно, в количестве отфильтровываемых молекул.
Существует четыре доступных мембранных метода: Микрофильтрация (МФ), ультрафильтрация (УФ), нанофильтрация (НФ) и обратный осмос (ОО). МФ и УФ в основном используются для отделения твердых частиц и масла. NF и RO в основном используются для разделения растворенных соединений и ионов. В процессе фильтрации частицы в воде блокируют фильтры НФ и ОО, и происходит засорение мембраны. Поэтому необходим эффективный механический предварительный фильтр.
Отделение твердых или жидких частиц от сточных вод путем их прилипания к мелким пузырькам газа, обычно воздуха. Плавучие частицы аккумулируются на поверхности воды и собираются с помощью скребка.
В следующих разделах представлены методы, направленные на надлежащее управление и контроль образования отходов, а также методы, используемые для минимизации количества отходов, отправляемых на размещение путем утилизации и повторного использования.
См. также раздел 5.2.2.4 о минимизации потребления сырья и раздел 5.2.12.3 о мерах по снижению потерь сырья с технологическими отходами.
План управления отходами является частью СЭМ (см. раздел 5.2.1.1) и представляет собой комплекс мер, направленных на:
- минимизацию образования отходов,
- оптимизацию повторного использования, регенерации, переработки и/или восстановления энергии отходов,
- обеспечение правильной утилизации (захоронения) отходов.
Применение данного метода позволит обеспечить снижение общего количества образующихся отходов и содержания растворителей в отходах, повышение общих экологических показателей производства, экономию сырья и ресурсов.
Ежегодный учет количества образованных отходов по каждому виду позволит обеспечить сокращение выбросов растворителей в отходах. Содержание растворителя в отходах определяется периодически (минимум один раз в год) путем анализа или расчета.
Определение содержания растворителя в отходах является частью расчета массового баланса растворителя для расчета входных и выходных потоков растворителей (см. раздел 5.2.3.1).
На предприятиях отрасли по обработке поверхностей принято измерять количество образующихся отходов и вести соответствующий учет. Информация о содержании растворителей в отходах также доступна и получена либо путем измерения (анализа), либо путем расчета/оценки.
Технологии могут включать:
- рекуперацию/рециркуляцию растворителей из жидких отходов посредством фильтрации (см. раздел 5.2.12.3.1.1) или дистилляции (см. раздел 5.2.12.3.1.2) на предприятии или за его пределами;
- рекуперацию/рециркуляцию растворителя в салфетках посредством гравитационного дренажа, отжима или центрифугирования (см. раздел 5.2.12.3.2).
используемых в процессах и очистке
Рекуперация/рециркуляция растворителей из жидких отходов, образующихся в процессе производства и в системах очистки.
Используемые растворители, например, в процессах очистки, могут быть обработаны для повторного использования, например, путем фильтрации или перегонки (дистилляции) (см. разделы 5.2.12.3.1.1 и 5.2.12.3.1.2). Как восстановление, так и повторное использование могут осуществляться как на месте, так и за его пределами. Например, там, где применяются системы очистки или системы очистки труб с помощью скребка, растворители используются на месте для очистки системы после каждого изменения цвета - это называется продувкой. Современное оборудование для подачи краски включает в себя рекуперацию промывочных растворителей. Растворители также можно утилизировать как опасные отходы на установке для регенерации растворителей за пределами промышленной площадки.
Очистку можно проводить в промывочных машинах, в которых растворитель собирается и далее повторно используется (см. раздел 5.2.8.6). Для этого метода можно использовать галогенированные ЛОС в сочетании с закрытыми системами хранения и удаления отходов.
Применение данного метода позволит обеспечить сокращение количества опасных отходов и снижение потребления новых растворителей. Повторное использование опасных отходов (в данном случае растворителя) продлевает их жизненный цикл. В автомобильной промышленности обычно 80 - 90% чистящих и промывочных растворителей можно восстановить на месте или за его пределами для повторного использования.
Экологические показатели и эксплуатационные данные
Для фильтрации и перегонки с точки зрения экономической целесообразности обычно требуются большие количества (несколько тонн за раз), которые обычно поставляются на подрядных условиях. Это предполагает хранение большого количества как чистых, так и использованных растворителей. Должно быть обеспечено достаточное место для хранения как использованных растворителей, ожидающих удаления, так и возвращенного чистого растворителя: количества должны быть одинаковыми, если использование остается неизменным.
Данный метод особенно применим на предприятиях, использующих большие количества растворителей.
Очистка продувных растворителей применяется во всех отраслях промышленности, где используются трубопроводные системы, например, поставка краски или чернил, и обычно применяется в автомобильной промышленности.
Необходимо позаботиться о том, чтобы растворители, извлеченные путем перегонки (дистилляции) или фильтрации (или любым другим методом), использовались только в том случае, если они соответствуют техническим спецификациям. В качестве альтернативы их можно использовать для других целей или переработать в соответствии с требуемыми спецификациями (хотя это может оказаться дороже, чем покупка свежего растворителя).
Загрязненные чистящие растворы, например, HBS или VCA (см. раздел 5.2.9.5), можно фильтровать на предприятии или за его пределами. Растворители можно использовать повторно, а остатки воды обычно сбрасывать в городскую систему очистки сточных вод. Данный метод также применяется для восстановления сырья (например, ЛКМ для электроосаждения).
Применение данного метода позволит обеспечить:
- меньше сточных вод и меньше использования свежих растворителей;
- извлечение полезных материалов.
Отходы, содержащие растворители, можно перегонять, используя специальное дистилляционное оборудование, непосредственно на предприятии или за его пределами, чтобы восстановить растворитель для повторного использования, например, для очистки и уменьшить количество образующихся опасных отходов.
Значительный процент использованного растворителя можно восстановить и использовать повторно.
Дистилляционное оборудование необходимо устанавливать и эксплуатировать с осторожностью. Чистящие средства с высокой температурой воспламенения обычно также имеют высокую температуру кипения. Для этих растворителей можно применять только оборудование для вакуумной перегонки (см. раздел 5.2.12.3.1.2); в таких ситуациях можно использовать мембранную фильтрацию (см. раздел 5.2.12.3.1.1). Сообщается, что легко доступны относительно небольшие установки вакуумной перегонки (50 литров). Кроме того, мембранная фильтрация может быть дорогостоящей, и многие используемые растворители могут разрушать мембрану.
Данный метод применим на новых и существующих предприятиях.
Данный метод используют в автомобильной промышленности, если восстановленные (регенерируемые) растворители можно использовать для процессов с более низкими требованиями к качеству, таких как генеральная уборка.
содержащегося в ветоши
Большая часть растворителя, содержащегося в ветоши, удаляется путем гравитационного слива, отжима или центрифугирования.
Данный метод является ответом на плохую практику использования слишком большого количества растворителя и выливания излишков растворителя из использованных контейнеров с растворителем на салфетки, чтобы не размещать их отдельно.
Применение данного метода имеет следующие преимущества:
- восстановленные растворители можно снова использовать для очистки или, если они слишком загрязнены, регенерировать дистилляцией и использовать повторно (см. раздел 5.2.12.3.1.2);
- сокращается вес для транспортировки;
- снижаются выбросы при хранении и транспортировке.
Очистку поверхности можно осуществлять одноразовыми и многоразовыми салфетками. Многоразовые салфетки обычно арендуются у сторонних организаций, после применения их возвращают обратно, где их очищают для повторного использования.
В некоторых случаях многоразовые салфетки сначала подвергаются дополнительной обработке непосредственно на предприятии (например, путем сушки с экстракцией и последующей термической обработкой содержащихся растворителей) и далее отправляются сторонним организациям для очистки.
Многоразовые салфетки изготавливаются из натуральных текстильных волокон. После использования их промывают растворителями, а затем сушат. Загрязненный растворитель подвергается перегонке, а осадок сжигается как опасные отходы. Процессы промывки, сушки и дистилляции многоразовых салфеток приводят к выбросам растворителей.
Поскольку многоразовые салфетки обладают гораздо меньшей поглощающей способностью, чем одноразовые, требуется гораздо больший вес и объем. Однако многоразовые салфетки производят меньше отходов, чем одноразовые.
Нет четких экологических преимуществ между многоразовыми и одноразовыми салфетками, за исключением меньшего объема образующихся отходов при использовании последних.
Экологические показатели и эксплуатационные данные
Многоразовые салфетки прочнее и толще одноразовых. Это делает их пригодными для использования в ситуациях, когда для очистки объекта необходимы ручное усилие и повторяющиеся движения. Эта сила может быть неприменима на деликатных поверхностях.
Технические особенности применимости технологии
Многоразовые салфетки обычно используются во всех отраслях промышленности.
Многоразовые чистящие салфетки слишком жесткие для обработки деревянных заготовок.
В качестве альтернативы, когда невозможно использовать многоразовые салфетки, можно использовать одноразовые салфетки. Возможной причиной выбора одноразовых салфеток является повреждение, которое может быть нанесено очень чувствительным поверхностям, таким как офсетные пластины и цилиндры глубокой печати, салфетками многоразового использования, которые не полностью очищены от загрязнений от предыдущего использования.
Одноразовые салфетки обычно изготавливаются из синтетических волокон. На единицу веса они могут содержать во много раз больше чистящего средства и загрязнений, чем многоразовые салфетки. После использования они сжигаются вместе со всеми загрязнениями.
образования отходов
Технологии могут включать:
- снижение содержания воды в отходах, например, используя фильтр-пресс для обработки шламов (см. раздел 5.2.12.4.1);
- снижение образования шламов и отработанного растворителя, например, путем сокращения количества циклов очистки (см. раздел 5.2.9);
- использование контейнеров многократного использования, повторное использование контейнеров для других целей или переработка материала контейнера (см. раздел 5.2.12.4.2);
- отправка использованного известняка, образовавшегося в ходе сухой очистки, в печь для извести или цемента (см. раздел 5.2.12.4.3).
Представленные ниже два метода относятся к процессам обезвоживания технологических осадков с упором на сокращение количества отходов.
Данный метод используется для обезвоживания окрасочного шлама. Обезвоженный осадок краски утилизируется, тогда как жидкость обычно возвращается в процесс очистки сточных вод.
Этот метод применяется в автомобильной промышленности, если содержание воды после седиментации или флотации все еще слишком велико.
Может быть достигнуто содержание воды порядка 50 - 70%.
Фильтр-прессы используются для обезвоживания осадка, образующегося в процессе очистки сточных вод, в результате облегчаются обработка и утилизация отходов, а также уменьшаются объем и вес отходов.
Например, на заводах по нанесению ЛКМ на транспортные средства отделенный от осадка фосфатный шлам (например, из пластинчатого сепаратора) часто обезвоживается с помощью фильтр-прессов с тканевыми фильтрами.
При этом ключевым показателем обезвоживания обычно является количество сухого вещества (СВ). Для цинкфосфатного ила можно достичь в общей сложности 40 - 60% сухого вещества (СВ). При обезвоживании гидроксидных осадков при физико-химической очистке сточных вод можно достичь содержания СВ 30 - 35%. Камерный фильтр-пресс не предназначен для обезвоживания осадка (шлама) ЛКМ.
многократного использования
Применение контейнеров многократного использования направлено на сокращение количества образующихся отходов.
Многие сырьевые материалы поставляются в емкостях многоразового использования, таких как "IBC" (емкости промежуточного хранения для массовых грузов) вместимостью около 1 тонны или стандартные 200-литровые металлические бочки и т.д. Эти контейнеры можно вернуть для повторного использования или повторно использовать для содержания растворителей. Использование защитного изоляционного слоя, который не реагирует на содержимое контейнера и может быть утилизирован, может исключить повреждение 200-литровой бочки с открытым верхом и облегчить повторное использование.
обжига в печах для обжига извести или цемента
С целью сокращения количества отходов, подлежащих размещению, отработанный известняк, образующийся в системах сухого отделения избыточного распыления (с использованием известняка), отправляется в печь для обжига извести или цемента (см. также раздел 5.2.10.4.3).
Многие процессы с использованием растворителей сопровождаются выделением запаха. Однако методы снижения выбросов растворителей в процессе производства и на "конце трубы", а также установка высоких дымовых труб для выбросов отходящих газов также решают эти проблемы (см. разделы 5.2.6, 5.2.10).
В принципе управление выбросами запахов должно основываться на выборе веществ/смесей со слабым запахом. В случае ингредиентов с интенсивным запахом рецепты проверяются на возможность замены.
План по борьбе с неприятным запахом является частью системы экологического менеджмента (СЭМ) (см. раздел 5.2.1.1) и включает элементы для предотвращения или уменьшения неприятных запахов, например:
- протокол о соответствующих действиях и сроках;
- протокол реагирования на установленные инциденты, связанные с неприятным запахом, например, жалобы;
- программу предотвращения и снижения образования неприятного запаха, созданную для определения источника(-ов), оценки вклада источников и реализации мер по предотвращению и/или снижению образования неприятного запаха.
НДТ 1.1 Системы экологического менеджмента и их инструменты (внедрение и постоянная поддержка принципов экологического менеджмента)
НДТ заключается во внедрении и поддержании системы экологического менеджмента (СЭМ), которая включает в себя, в зависимости от конкретных условий, меры, представленные в разделе 5.2.1.1.
НДТ заключается во внедрении и поддержании системы энергетического менеджмента (СЭнМ), которая включает в себя, в зависимости от конкретных обстоятельств, меры, представленные в разделе 5.2.5.
НДТ заключается во внедрении и поддержании системы менеджмента бережливого производства (СМБП, lean production), которая включает в себя, в зависимости от конкретных обстоятельств, меры, представленные в разделе 5.2.1.4.
С целью повышения общих экологических показателей предприятия, в частности, в отношении выбросов летучих органических соединений (ЛОС) и энергопотребления, НДТ является:
- определение этапов процессов, которые вносят наибольший вклад в выбросы ЛОС и энергопотребление, а также имеют наибольший потенциал для улучшения (см. также НДТ 1);
- определение и выполнение действий для минимизации выбросов ЛОС и энергопотребления;
- предоставление обновленной информации о положении дел и контроль выполнения соответствующих определенных мер.
Данная НДТ предусматривает в зависимости от конкретных условий применение следующих подходов:
а) установление договорных отношений между двумя и более юридическими и/или физическими лицами, эксплуатирующими отдельные производственные объекты, находящиеся на территории одной промышленной площадки, с целью развития сотрудничества по вопросам охраны окружающей среды, охраны труда и здоровья персонала;
б) принятие планов действий при возникновении чрезвычайных ситуаций и на уровне предприятия, и на всех производственных объектах или промышленных площадках предприятия в целях выявления и устранения неисправностей и обеспечения надлежащего устранения воздействий на окружающую среду.
Данная НДТ включает разработку и внедрение на предприятии программ и методик измерений, используемых в производственном экологическом контроле в соответствии с положениями справочника НДТ ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его методологического обеспечения".
НДТ заключается в оптимизации условий эксплуатации и технического обслуживания оборудования в целях предотвращения утечек (надлежащие инструкции по эксплуатации, применение систем замкнутого цикла, повышение герметичности резервуаров для хранения, соединительных узлов, клапанов и т.п.).
Программа технического обслуживания и учет всех проверок и технического обслуживания должен включать:
- визуальную проверку наличия негерметичных уплотнений, фланцев, клапанов, сварных швов, резервуаров;
- гидравлические испытания трубопроводов и резервуаров;
- герметичность гаек и болтов;
- проверку наличия износа оборудования;
- проверку исправности работы очистного оборудования;
- проверку герметичности сушильных печей;
- проверку герметичности воздуховодов.
Учет проверок и т/о обычно отмечается в паспорте на оборудование.
Профилактическое техническое обслуживание там, где это предусмотрено установленным оборудованием, должно поддерживаться компьютерным программным обеспечением.
Материальный баланс растворителей позволяет определить, сколько и где используются растворители и сколько и где образуется выбросов загрязняющих веществ в окружающую среду.
План регулирования использования растворителей (массовый баланс растворителя) позволит обеспечить сокращение выбросов в окружающую среду.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
НДТ являются проведение мониторинга общих и неорганизованных выбросов ЛОС посредством расчета массового баланса входных и выходных потоков растворителя на предприятии и минимизация неопределенности данных массового баланса растворителей, используя все приведенные ниже технологии:
Технология | Описание | |
Полное определение и количественная оценка входных и выходных потоков растворителей, включая соответствующую неопределенность | Включает: - определение и документирование входных и выходных потоков растворителей (например, ЗВ в отходящих газах, выбросы от каждого источника неорганизованных выбросов, содержание растворителя в составе отходов); - обоснованная количественная оценка каждых входных и выходных потоков растворителей и документирование используемой методологии определения (например, измерение, расчет с использованием коэффициента выбросов, расчет на основе производственных параметров); - определение главных источников неопределенности в вышеупомянутой количественной оценке и проведение корректировочных мер с целью снижения неопределенности; - регулярное обновление данных о входных и выходных потоках растворителей | |
Применение системы отслеживания растворителей | Система отслеживания растворителей предназначена для контроля как использованного, так и неиспользованного количества растворителей (например, посредством взвешивания неиспользованных количеств, возвратившихся на склад из зон нанесения) | |
Мониторинг изменений, которые могут повлиять на неопределенность данных массового баланса растворителя | Необходимо регистрировать любое изменение, которое может повлиять на неопределенность данных массового баланса растворителя, например: - неполадки в системе очистки отходящих газов: регистрируется дата и продолжительность; - изменения, которые могут повлиять на поток воздуха/газа, например, замена вентиляторов, ведущих шкивов, моторов; фиксируется дата и характер изменения | |
Применение: степень детализации массового баланса растворителя пропорциональна характеру, масштабу и сложности предприятия, уровню возможных экологических последствий, а также типу и количеству использованных материалов. | ||
на повышение энергетической эффективности)
Сокращение удельного энергопотребления позволяет улучшить энергоэффективность производства в целом, а также снизить удельные выбросы загрязняющих веществ, поступающих в воздух вследствие сжигания топлива.
С целью эффективного использования энергии НДТ является использование технологий, указанных ниже.
Технология | Описание | Применение | |
Технологии управления | |||
План управления энергетической эффективностью | План управления энергетической эффективностью как часть системы экологического менеджмента (см. НДТ 1) предполагает определение и расчет удельного потребления энергии от осуществляемой деятельности, установление ключевых показателей эффективности на ежегодной основе (например, МВт·ч/т продукции) и планирование целевых показателей улучшения и связанных мер. План адаптирован к специфике предприятия с точки зрения выполняемого(-ых) процесса(-ов), материалов, продукции и т.д. | Степень детализации, характер плана управления энергетической эффективностью и протоколы энергетического баланса, как правило, связаны с характером, масштабом и сложностью предприятия, а также с типами используемых источников энергии. Может не применяться, если деятельность по обработке поверхностей органическими растворителями ведется в рамках более крупного предприятия, при условии, что план энергоэффективности и протокол энергетического баланса более крупного завода в достаточной степени охватывают деятельность по обработке поверхностей | |
Протокол энергетического баланса | Ежегодная подготовка протокола энергетического баланса, в котором указывается статистика потребления и производства энергии (включая экспорт энергии) по типу источника (например, электричество, ископаемое топливо, возобновляемая энергия, импортируемое тепло и/или охлаждение). Включает: - определение границ деятельности по обработке поверхностей для определения энергетического баланса; - информацию о потреблении энергии в отношении поставленной энергии; - информацию об энергии, экспортируемой с завода; - информацию о потоках энергии (например, диаграммы Санки или энергетические балансы), которая показывает использование энергии на протяжении всего процесса. Протокол энергетического баланса адаптирован к специфике завода с точки зрения выполняемых процессов, материалов и т.д. | ||
Технологии, связанные с производственным процессом | |||
Термоизоляция резервуаров и цистерн, содержащих охлажденные или нагретые жидкости, а также систем сжигания топлива и паровых систем | Достигается, например, посредством: - использования двуслойных резервуаров; - использования предварительно изолированных резервуаров; - применения изоляции к системам сжигания топлива, паровым трубам и трубам, содержащим охлажденные или нагретые жидкости | Общеприменимо | |
Рекуперация тепла путем когенерации (комбинированная выработка тепла и электроэнергии) или тригенерации (комбинированное охлаждение, выработка тепла и электроэнергии) | Рекуперация тепла (в основном из паровых систем) для производства горячей воды/пара для использования в промышленных процессах/работах. Тригенерация - это когенерационная система с абсорбционной холодильной установкой, которая использует низкопотенциальное тепло для производства охлажденной воды | Применение может быть ограничено планировкой предприятия, характеристиками потоков горячего газа (например, скорость потока, температура) или отсутствием достаточной тепловой нагрузки | |
Рекуперация тепла от потоков горячего газа | Рекуперация энергии из потоков горячего газа (например, из сушильных камер или зон охлаждения), например, посредством их рециркуляции в качестве рабочего воздуха с использованием теплообменников | ||
Регулировка потока рабочего воздуха и отходящих газов | Регулировка потока рабочего воздуха и отходящих газов в соответствии с потребностями, включает снижение воздушной вентиляции во время холостого режима работы или обслуживания | Применение может быть ограничено по техническим характеристикам оборудования | |
Рециркуляция отходящих газов в окрасочном боксе | Сбор и рециркуляция отходящих газов из окрасочного бокса в комбинации с эффективным отделением излишнего распыления. Потребление энергии ниже, чем при использовании свежего воздуха | Применение может быть ограничено, исходя из соображений здоровья и безопасности | |
Оптимизированная циркуляция теплого воздуха в сушильных камерах большого объема при использовании турбулизатора воздуха | Воздух поступает в одну часть сушильной камеры и распределяется с помощью турбулизатора воздуха, который превращает ламинарный воздушный поток в необходимый турбулентный поток | Применяется только к зонам распыления | |
Рекуперация тепла отходящей воздушно-газовой смеси сушильных установок | Заключается в частичном использовании тепловой энергии отходящих газов для: а) нагрева подаваемого свежего воздуха в сушильную установку; б) десорбирования отходящих газов в установках очистки выбросов типа РТО; в) отопления бытовых и производственных помещений | Применение может быть ограничено, исходя из соображений здоровья и безопасности | |
за счет применения технологических средств
НДТ 3 Уменьшение валовых выбросов загрязняющих веществ за счет изменения технологии подготовки к окрашиванию
С целью сокращения выбросов ЛОС в результате процессов очистки поверхностей, НДТ является минимизация использования чистящих веществ на основе растворителей и применение комбинации технологий, указанных ниже.
Технология | Описание | |
Защита зон распыления и оборудования | Зоны нанесения и оборудование (например, стены окрасочного бокса и роботы), подверженные избыточному распылению, каплям и т.д., накрываются тканью, бумагой или одноразовой фольгой, если фольга не подвергается разрыву или износу | |
Удаление твердых веществ перед окончательной очисткой | Твердые вещества удаляются в (сухой) концентрированной форме, обычно ручным способом при использовании небольшого количества чистящего растворителя или без него. Это уменьшает количество удаляемого растворителем и/или водой материала на последующих стадиях очистки и, следовательно, количество используемого растворителя и/или воды | |
Ручной метод очистки предварительно пропитанными салфетками | Для очистки ручным методом используются салфетки, заранее пропитанные чистящими средствами. Могут использоваться чистящие средства на основе растворителей, с низкой летучестью или без содержания растворителей | |
Использование низколетучих чистящих средств | Использование низколетучих растворителей как чистящих средств с высокой очищающей способностью для ручной или автоматической очистки | |
Системы очистки с использованием водоэмульсионных моющих средств | Для очистки используются водноосновные или водорастворимые чистящие средства, такие как спирты или гликоли, в т.ч. включает замену обезжиривания растворителем на обезжиривание водными составами | |
Закрытые машины для промывки | Автоматическая периодическая очистка/обезжиривание поверхностей в закрытых моечных машинах, осуществляется с помощью: а) органических растворителей (с удалением воздуха и дальнейшим снижением ЛОС и/или рекуперацией использованных растворителей) (см. НДТ 14); или б) растворителей, не содержащих ЛОС; или в) щелочных чистящих средств (с последующей очисткой сточных вод) | |
Очистка с рекуперацией растворителя | Сбор, хранение и при наличии возможности повторное использование растворителей, использованных для продувки пистолетов/аппликаторов и линий между сменами цвета | |
Очистка с помощью водной струи высокого давления | Используются системы водораспыления высокого давления и бикарбоната натрия или им подобные для автоматической периодической очистки оборудования | |
Использование ультразвуковых методов очистки | Очистка в жидкости с помощью высокочастотных вибраций | |
Очистка с помощью сухого льда (CO2) | Очистка деталей оборудования и металлических или пластиковых поверхностей посредством обдувки кристаллами или сухим льдом CO2 | |
Очистка струей пластиковой дроби | Излишняя краска удаляется посредством струи пластиковых частиц | |
Использование менее токсичных растворителей при обезжиривании растворителем | ||
Ограничение количества используемого растворителя (например, путем измерения и ограничения количества) | ||
Применение: выбор технологий очистки может быть ограничен типом процесса, поверхности или оборудованием, подлежащим очистке, а также типом загрязнения. | ||
С целью предотвращения или сокращения влияния сырьевых материалов на окружающую среду НДТ заключается в применении следующих технологий, указанных ниже.
Технология | Описание | |
Использование сырьевых материалов с низким воздействием на окружающую среду | В рамках СЭМ (см. НДТ 1) ведется систематическая оценка негативного воздействия используемых материалов на окружающую среду, а также оценка возможности их замены другими материалами, имеющими нулевое или более низкое воздействие на окружающую среду и здоровье, где это возможно, принимая во внимание требования качества продукции или спецификации | |
Оптимизация использования растворителей в производственном процессе | Оптимизация использования растворителей в процессе с помощью плана управления (в рамках СЭМ (см. НДТ 1)) в целях определения и реализации необходимых мер (например, дозировка цветов, оптимизация процесса распыления и т.д.) | |
Применение: общеприменимо, сфера охвата (например, степень детализации) и характер оценки обычно связаны с характером, масштабом и сложностью завода, а также кругом возможных экологических последствий и типом и количеством используемых материалов. | ||
НДТ 5 Уменьшение валовых выбросов загрязняющих веществ за счет применения материалов с низким содержанием растворителей или не содержащих растворители (Сокращение потребления растворителей)
С целью сокращения потребления растворителей, выбросов ЛОС и общего влияния используемого сырья на окружающую среду, НДТ заключается в применении технологий, указанных ниже (замена лакокрасочных материалов с содержанием растворителей от 50 до 80% на материалы, представленные ниже).
Технология | Описание | |
Использование высоконаполненных органорастворимых ЛКМ с высоким содержанием массовой доли нелетучих веществ (более 65%) | Использование ЛКМ, имеющих низкое содержание растворителей и повышенное содержание нелетучих веществ | |
Использование высоконаполненных водоразбавляемых ЛКМ | Использование ЛКМ, в которых органический растворитель частично заменен водой | |
Использование ЛКМ радиационного отверждения | Использование ЛКМ, пригодных для отверждения посредством активации определенных химических групп ультрафиолетовым или инфракрасным излучением или быстрыми электронами без использования тепла и без выделения ЛОС | |
Использование двухупаковочных материалов, не содержащих растворителей | Использование двухупаковочных материалов, не содержащих растворителей и состоящих из смолы и отвердителя. Как правило, это эпоксидные или полиамидные высоковязкие ЛКМ. При окрашивании смешение компонентов происходит в сопле распылителя при нагреве. Эффективны при окрашивании емкостного оборудования, металлоконструкций, трубопроводов и других изделий длительной эксплуатации | |
Использование порошковых красок | Использование ЛКМ, не содержащих растворителей, которые наносят в виде мелкоизмельченного порошка и отверждают при повышенных температурах (термопечи) | |
Использование многослойной пленки для нанесения покрытия на металлические листы рулонного проката | Использование полимерных пленок, нанесенных на металлические листы рулонного проката для создания эстетических или функциональных свойств, которые сокращают количество необходимых слоев покрытия | |
Использование веществ, которые не являются ЛОС или являются ЛОС, но с более низкой летучестью | Замена веществ ЛОС с высокой летучестью другими, содержащими органические соединения, которые не являются ЛОС или являются ЛОС, но с более низкой летучестью (например, сложные эфиры) | |
Энергосберегающие материалы | К энергосберегающим ЛКМ относятся ЛКМ, которые отверждаются при комнатных температурах, в отличие от традиционных ЛКМ, и обладают более высокими защитными свойствами. Примерами энергосберегающих ЛКМ являются: алкидно-уретановые ЛКМ - в отличие от алкидных, полиуретановых, акрил-уретановые ЛКМ - в отличие от меламиноалкидных, эпоксихлорвиниловые - в отличие от эпоксидных, и другие ЛКМ. Они позволяют снизить температуру отверждения ЛКП до 60 °C - 80 °C за более короткое время (обычно 15 - 30 мин вместо 35 - 120 мин). Могут применяться как в автомобильной промышленности, так и в железнодорожной отрасли, для окраски электродвигателей, автобусов и других изделий | |
Водно-дисперсионные и водоразбавляемые лакокрасочные материалы (ВД-ЛКМ) | Водно-дисперсионные и водоразбавляемые лакокрасочные материалы (ВД-ЛКМ). ВД-ЛКМ содержат в своем составе от 10 до 65% воды и менее 3 - 18% органических растворителей для улучшения свойств мокрого слоя пленки. Это материалы на основе алкидных, полиэфирных, акриловых, меламинных и эпоксидных смол одно- и двухупаковочные. Двухупаковочные ВД-ЛКМ имеют более высокую атмосферостойкость. При применении этих материалов исключаются риски, связанные с пожаро- и взрывоопасностью. При применении этих материалов должны соблюдаться следующие требования: температура окружающей среды должна быть в пределах 18 - 28 °C, температура обрабатываемой поверхности - не ниже 15 °C, влажность воздуха - 55 - 75%; хранение при температуре не ниже 0 °C (температура замерзания); хороший поток воздуха по всей поверхности. При окрашивании судов ВД-ЛКМ используются ограниченно. Нанесение ЛКМ проводится безвоздушным распылением или валиком. Электростатическое распыление не используется. При окрашивании железнодорожного транспорта двухупаковочные ВД-ЛКМ применяют в качестве эпоксидного грунтовочного слоя. ВД-ЛКМ применяют также для защиты днища кузова. Для окрашивания легковых, грузовых автомобилей, автобусов, деталей шасси используют электрофорезные ВД-ЛКМ в качестве грунтовочных покрытий. Для окрашивания самолетов ВД-ЛКМ не применяют из-за их более низкой атмосферостойкости, низкой стойкости к химическим веществам и гидравлическому маслу | |
Применение: выбор технологий поверхностной обработки может быть ограничен типом деятельности, типом и формой поверхности, требованиями к качеству продукции (не ухудшают качество и долговечность лакокрасочных покрытий), а также необходимостью обеспечить взаимную совместимость используемых материалов, технологий нанесения покрытий, технологий сушки/отверждения и систем обработки отходящих газов. | ||
С целью предотвращения или сокращения неорганизованных выбросов ЛОС при хранении и обращении с материалами, содержащими растворители, и/или опасными материалами, НДТ является применение технологий, указанных ниже.
Технология | Описание | |
Технологии управления | ||
Подготовка и внедрение плана предотвращения и контроля утечек и разливов | План предотвращения и контроля утечек и разливов является частью СЭМ (см. НДТ 1) и включает, но не ограничивается: - аварийные планы действий для мелких и крупных разливов; - определение ролей и обязанностей участвующих лиц; - обеспечение экологической сознательности и обучение персонала предотвращению/устранению инцидентов, связанных с разливом; - определение зон риска разлива и/или утечки опасных материалов и их классификация по степени риска; - в определенных зонах обеспечение наличия подходящих систем локализации, например непроницаемые полы; - определение подходящего оборудования для локализации и очистки разливов и регулярное обеспечение его доступности, работоспособного состояния вблизи точек, где могут произойти такие инциденты; - руководство по управлению отходами, образующимися в результате разливов; - регулярное инспектирование складских и производственных зон, испытание и калибровка оборудования по обнаружению утечек и оперативный ремонт утечек из клапанов, уплотнителей, фланцев и т.д. | |
Особенности применения: общеприменим, сфера охвата (например, степень детализации) плана обычно связана с характером, масштабом и сложностью предприятия, а также от типа и количества используемых материалов. | ||
Технологии хранения | ||
Герметизация или накрытие контейнеров и обвалование хранилищ | Хранение растворителей, опасных веществ, отработанных растворителей и отработанных чистящих веществ в герметичных или закрытых контейнерах, подходящих для соответствующих рисков и сконструированных для минимизации выбросов. Хранилище контейнеров обваловано и имеет достаточную вместительность | |
Минимизация хранения опасных веществ в производственных помещениях | Опасные вещества находятся в производственных помещениях только в количествах, необходимых для производства; большие количества хранятся отдельно | |
Технологии перекачки и обращения с жидкостями | ||
Технологии предотвращения утечек и разливов во время перекачки | Утечки и разливы предотвращаются посредством использования насосов и уплотнений, подходящих для конкретного материала и обеспечивающих необходимую герметичность. Например, такое оборудование, как герметичные насосы, магнитосвязанные насосы, насосы с многочисленными торцовыми уплотнениями и уплотнительной или буферной системой, насосы с многочисленными механическими уплотнениями и сухими уплотнениями, мембранные насосы или сильфонные насосы | |
Технологии предотвращения переполнения во время перекачки | Включает обеспечение, например: - контроля процесса перекачивания; - для больших объемов резервуары для бестарного хранения оснащены акустической и/или оптической сигнализацией высокого уровня с системами отключения при необходимости | |
Улавливание паров ЛОС во время поставки материалов, содержащих растворитель | При поставке материалов, содержащих растворитель, большими партиями (например, при погрузке или разгрузке емкостей) пары из приемного резервуара улавливаются обычно путем деаэрации | |
может не применяться для растворителей с низким давлением пара или по причине издержек. | ||
Локализация разливов и/или быстрое поглощение при работе с материалами, содержащими растворитель | При хранении материалов, содержащих растворитель, в контейнерах можно избежать возможных разливов посредством локализации, т.е. путем использования тележек, поддонов и/или стеллажей со встроенной емкостью (например, "поддонов-ловушек") и/или быстрого поглощения с помощью абсорбирующих материалов | |
Предварительное грунтование может использоваться при сборке изделий, снижая количество применяемых ЛКМ после сборки изделия. Используется при окрашивании в сборе строительных конструкций, электротехнических изделий, в станкостроении, автомобилестроении. Окрашивание предварительно загрунтованных изделий сокращает производственные операции и выбросы загрязняющих веществ в основном производстве.
НДТ 8 Сокращение потребления сырья и снижение общего влияния процессов нанесения покрытия на окружающую среду
С целью сокращения потребления сырья и общего влияния процессов нанесения покрытия на окружающую среду НДТ является использование следующих методов окрашивания.
Технология | Описание | Применение | |
Технологии нанесения без распыления | |||
Нанесение ЛКМ валками | Технология, в которой валики используются для переноса или дозировки жидкого покрытия на движущуюся полосу | Применимо только к плоским поверхностям | |
Ракельный нож над валиком | Покрытие наносится на поверхность через просвет между ножом и валиком. По мере прохождения покрытия и поверхности избыток соскребается | Общеприменимо | |
Нанесение конверсионных составов без промывки (сушка на месте) при окрашивании рулонного проката | Нанесение конверсионных покрытий, которые не требуют дальнейшего промывания водой при использовании валковой машины (химкоутера) или отжимных валиков | ||
Нанесение наливом | Детали проходят через ламинарную пленку ЛКМ, выходящей из напорного резервуара | Применимо только к плоским поверхностям | |
ЛКМ электрофоретического нанесения (e-покрытие), электроосаждение | Частицы краски, диспергированные в водном растворе, оседают на погруженные поверхности под влиянием электрического поля (электрофоретическое осаждение) | Применимо только к металлическим поверхностям | |
Метод окунания | Детали транспортируются по конвейерным системам в закрытый канал, который затем заполняется ЛКМ через нагнетательные трубы. Избыток материала собирается и используется повторно | Общеприменимо | |
Технологии распыления | |||
Комбинированное распыление | Воздушный поток (направляющий воздух) используется для модификации конуса струи безвоздушного распылителя | Общеприменимо | |
Пневматическое распыление с помощью инертных газов | Пневматическое нанесение ЛКМ с помощью сжатых инертных газов (например, азотом, диоксидом углерода) | Может не применяться для покрытия деревянных поверхностей | |
Пневматическое распыление с низким туманообразованием (HVLP (большой объем - низкое давление) и LVLP (низкий объем - низкое давление)) | Распыление ЛКМ в распылительной насадке посредством смешения краски с большими объемами воздуха при низком давлении или с низкими объемами воздуха при низком давлении | Общеприменимо | |
Электростатическое распыление (полностью автоматизированное) | Распыление высокоскоростными ротационными дисками и чашечками и придавая струе форму с помощью электростатических полей и направляющего воздуха | ||
Электростатическое воздушное или безвоздушное распыление | Придание формы струе пневматической или безвоздушной атомизации с помощью электростатического поля. Электростатические распылители имеют эффективность переноса краски > 60%. Фиксированные электростатические методы имеют эффективность переноса до 75% | ||
Распыление нагретых ЛКМ | Пневматическое распыление горячим воздухом или нагретым ЛКМ | Может не применяться при частой смене цвета | |
Последовательные операции: Нанесение ЛКМ распылением, ракелем и промывка | Распылители используются для нанесения очистителей, средств предварительной обработки и для ополаскивания. После распыления используются ракели с целью минимизации смыва раствора, после чего они ополаскиваются | Общеприменимо | |
Трибостатическое распыление | При трибостатическом распылении порошковый ЛКМ наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик | ||
Автоматизация нанесения распылением | |||
Роботизированное нанесение | Роботизированное нанесение покрытий на внутренние и внешние поверхности | Общеприменимо | |
Машинное нанесение | Использование окрасочных машин для работы с распылительной головкой/распылителем/насадкой | ||
Выбор технологии нанесения может быть ограничен на предприятиях с низкой производительностью и/или большим разнообразием номенклатуры выпускаемой продукции, а также типом и формой поверхности, требованиями к качеству продукции и необходимостью обеспечить взаимную совместимость используемых материалов, технологий нанесения покрытий, технологий сушки/отверждения и систем обработки отходящих газов. | |||
НДТ 9 Уменьшение валовых выбросов загрязняющих веществ за счет методов окрашивания с высокой степенью переноса ЛКМ на изделие и малым туманообразованием или его отсутствием
НДТ включает применение следующих методов окрашивания:
- электроосаждение;
- пневматическое распыление низкого давления (HVLP, LVLP);
- безвоздушное распыление;
- горячее распыление;
- электростатическое распыление;
- трибостатическое распыление.
НДТ 10 Уменьшение валовых выбросов загрязняющих веществ за счет минимизации потребления ЛКМ (Распределение сырьевых материалов)
С целью сокращения (минимизации) потребления сырья и выбросов ЛОС НДТ заключается в применении следующих технологий, указанных ниже.
Технология | Описание | |
Централизованная подача ЛКМ к рабочим местам из краскоприготовительного участка | Поставка материалов, содержащих ЛОС, в место нанесения по прямому трубопроводу с кольцевыми линиями, включая очистку системы, такую как очистка поршня или воздушная продувка, а также с регулярной проверкой и техническим обслуживанием | |
Особенности применения: может не применяться в случае частой смены ЛКП или растворителей. | ||
Усовершенствованные системы перемешивания (использование автоматизированных систем смешения ЛКМ) | Оборудование для перемешивания с компьютерным управлением | |
Поставка материалов, содержащих ЛОС, в место нанесения при использовании закрытой системы | В случае частой смены ЛКМ и растворителей или при мелкомасштабном потреблении поставка ЛКМ и растворителей из малых транспортных контейнеров, расположенных недалеко от места нанесения, при использовании закрытой системы | |
Автоматизация смены цвета | Автоматизация смены цвета и продувка с улавливанием растворителя | |
Группирование цветов | Модификация последовательности продуктов для достижения больших последовательностей одного цвета | |
Мягкая продувка во время распыления | Заполнение распылителя новой краской без промежуточной очистки | |
Автоматизация методов окрашивания | ||
Повторное использование ЛКМ путем применения ультрафильтрации (электроосаждение) | ||
НДТ 11 Уменьшение валовых выбросов загрязняющих веществ за счет уменьшения выбросов при сушке/отверждении ЛКМ (Сушка/отверждение)
При выборе метода сушки необходимо применять тот метод, который обеспечивает максимальную эффективную сушку ЛКМ и сводит к минимуму:
- выбросы растворителя;
- использование энергии.
С целью сокращения потребления энергии и общего воздействия процессов сушки/отверждения на окружающую среду НДТ заключается в применении технологий, указанных ниже.
Технология | Описание | Применение | |
Конвекционная сушка/отверждение инертным газом | Использование инертного сушильного газа при конвективной сушке, позволяющего увеличить объем циркулирующего газа, уменьшить объем выбрасываемого воздуха и увеличить его концентрацию в выбрасываемом воздухе, что увеличивает эффективность последующей очистки путем термического окисления | Не применяется при необходимости регулярного открытия сушильных камер | |
Индукционная сушка/отверждение | Термическое отверждение или сушка электромагнитными индукторами, которые производят тепло внутри металлической детали в результате переменного магнитного поля | Применимо только к металлическим поверхностям | |
Микроволновая и высокочастотная сушка | Сушка с использованием микроволнового или высокочастотного излучения | Применяется только к покрытиям на водной основе и неметаллическим поверхностям | |
Радиационное отверждение | Применяется радиационное отверждение на основе смол и реактивных разбавителей (мономеров), которые реагируют на экспозицию к излучению (инфракрасному (ИК), ультрафиолетовому (УФ) или пучкам высокоэнергетичных электронов (ЭП)) | Применимо только к определенным покрытиям | |
Комбинированная конвекционная/радиационная ИК-сушка | Сушка влажной поверхности комбинацией циркулирующего горячего воздуха (конвекции) и инфракрасного излучателя | Общеприменимо | |
Конвекционная сушка/отверждение в комбинации с рекуперацией тепла | Тепло из отходящих газов рекуперируется (см. НДТ 2д) и используется для предварительного нагрева входящего воздуха в конвекционной сушильной камере/печи | Общеприменимо | |
Терморадиационно-конвективная сушка | Метод терморадиационно-конвективной сушки покрытия, обеспечивающий равномерный нагрев и увеличение скорости сушки и снижение потребления энергии | ||
Поддержание отрицательного давления в процессе сушки | Поддержание отрицательного давления в процессе сушки, снижающее утечку ЛОС через транспортные проемы сушильных камер непрерывного действия | ||
Выбор технологии сушки/отверждения может быть ограничен типом и формой поверхности, требованиями к качеству продукции и необходимостью обеспечить взаимную совместимость используемых материалов, технологий нанесения покрытий, технологий сушки/отверждения и систем обработки отходящих газов. | |||
окрасочно-сушильного оборудования
Технологические показатели выбросов взвешенных веществ, соответствующие НДТ, при нанесении покрытий методом распыления при обработке поверхностей, предметов или продукции с использованием органических растворителей, проектное потребление которых составляет 200 тонн в год и более, представлены в разделе 6.10.
НДТ 12 Сокращение и предотвращение образования выбросов в атмосферный воздух твердых частиц (пыли), взвешенных веществ
С целью сокращения выбросов пыли НДТ является использование следующих технических решений.
Технология | Описание | Применение | |
Окрасочная камера с водяной завесой | Водяная завеса, которая спускается вертикально вниз по задней панели окрасочного бокса, собирает частицы краски из избытка распыления. Смесь воды и краски собирается в резервуаре, а вода подлежит рециркуляции | ||
Мокрая очистка | Частицы краски и другая пыль в отходящих газах отделяются в системах гидрофильтров, скрубберов путем интенсивного перемешивания отходящих газов с водой. (Для удаления ЛОС см. НДТ 14в) | ||
Сухое отделение избыточного распыления с помощью фильтров с предварительно покрытым материалом | Процесс отделения избыточного распыления сухой краски с помощью мембранных фильтров в комбинации с известняком в качестве материала для предварительного покрытия с целью предотвращения загрязнения мембран | ||
Сухое отделение избыточного распыления с помощью фильтров | Система механической сепарации, например, с помощью тканевых фильтров | ||
Электростатический фильтр | В электростатических фильтрах частицы заряжаются и отделяются под воздействием электрического поля. В сухом электростатическом фильтре (ЭСФ) собранный материал механически удаляется (например, с помощью колебания, вибрации, сжатого воздуха). Во влажном ЭСФ материал смывается с помощью подходящей жидкости, обычно разделительного агента на водной основе | ||
Использования стекловолоконных фильтров | |||
Технологические показатели выбросов ЛОС, соответствующие НДТ, при обработке поверхностей, предметов или продукции с использованием органических растворителей, проектное потребление которых составляет 200 тонн в год и более, представлены в разделе 6.10.
НДТ 13 Сокращение и предотвращение образования выбросов в атмосферный воздух летучих органических соединений (растворителей)
С целью сокращения выбросов ЛОС из производственных помещений и хранилищ НДТ заключается в применении технологий, указанных ниже.
Технология | Описание | Применение | |
Выбор газоочистной системы, конструкция и оптимизация условий эксплуатации | Газоочистная система выбирается, разрабатывается и оптимизируется с учетом таких параметров, как: - количество отработанного воздуха; - тип и концентрация растворителей в отработанном воздухе; - тип системы очистки (выделенная/централизованная); - здоровье и безопасность; - энергоэффективность. Может быть рассмотрен следующий порядок приоритетности при выборе системы: - сегрегация отходящих газов с высокой и низкой концентрацией ЛОС; - технологии для гомогенизации и увеличения концентрации ЛОС (см. НДТ 15 (б) и (в)); - технологии для извлечения растворителей из отходящих газов (см. НДТ 14); - технологии снижения выбросов ЛОС с рекуперацией тепла (см. НДТ 14); - технологии снижения выбросов ЛОС без рекуперации тепла (см. НДТ 14) | Общеприменимо | |
Откачка воздуха максимально близко к месту нанесения ЛКМ, содержащих ЛОС | Откачка воздуха максимально близко к месту нанесения с полной или частичной защитой окрасочного оборудования, например, устройств для нанесения ЛКМ, машин для нанесения, окрасочных боксов. Откачанный воздух может быть очищен в системе очистки отходящих газов | Может не применяться, если защитный корпус затрудняет доступ к оборудованию во время работы. Применение может быть ограничено формой и размером огражденной области | |
Откачка воздуха максимально близко к месту приготовления ЛКМ | Откачка воздуха максимально близко к месту приготовления ЛКМ (например, зона смешения). Откачанный воздух может быть очищен в системе очистки отходящих газов | Применимо только там, где имеется краскоприготовительное помещение для предварительного смешения и разбавления компонентов | |
Откачка воздуха из процессов сушки/отверждения | Печи/сушильные камеры оснащены системой откачки воздуха. Откачанный воздух может быть очищен в системе очистки отходящих газов | Применимо только к процессам сушки/отверждения | |
Минимизация неорганизованных выбросов и тепловых потерь из печей/сушильных камер посредством герметизации входа и выхода или применения давления ниже атмосферного во время сушки | Вход и выход из печей/сушильных камер герметизированы для минимизации неорганизованных выбросов ЛОС и тепловых потерь. Герметизация может обеспечиваться воздушными струями или воздушными ножами, дверями, пластиковыми или металлическими шторами, ракельными ножами и т.д. Также в печах/сушильных камерах поддерживается давление ниже атмосферного | Применимо только при использовании печей/сушильных камер | |
Откачка воздуха из зоны охлаждения | При охлаждении поверхности после процесса сушки/отверждения воздух из зоны охлаждения откачивается и может очищаться в системе очистки отходящих газов | Применяется только, если охлаждение субстрата происходит после высыхания/отверждения | |
Откачка воздуха из хранилищ сырья, растворителей и отходов, содержащих растворители | Воздух из хранилищ сырья и/или индивидуальных контейнеров для сырья, растворителей и отходов, содержащих растворители, откачивается и может очищаться в системе очистки отходящих газов | Может быть не применимо для закрытых контейнеров или хранилищ сырья, растворителей и отходов, содержащих растворители, с низким давлением паров и низкой токсичностью | |
Откачка воздуха от участков очистки | Воздух из помещений, где детали машин и оборудование очищаются с помощью органических растворителей вручную или автоматически, откачивается и может очищаться в системе очистки отходящих газов | Применимо только в местах, где детали машин и оборудование очищаются органическими растворителями | |
С целью сокращения выбросов ЛОС в отработанных газах и повышения эффективности ресурсов НДТ должны использовать одну или комбинацию технологий, указанных ниже.
Технология | Описание | Применение | |
I Улавливание и рекуперация растворителей из отходящих газов | |||
Конденсация | Технология для удаления органических соединений путем понижения температуры ниже точки росы для превращения паров в жидкость. В зависимости от необходимого диапазона операционных температур используются различные охладители, например, охлаждающая вода, охлажденная вода (температура обычно около 5 °C), аммиак или пропан | Применение может быть ограничено, если энергетическая потребность для рекуперации избыточна по причине низкого содержания ЛОС | |
Адсорбция с использованием активированного угля или цеолитовым субстратом | ЛОС адсорбируются на поверхности активированного угля, цеолитов или бумаги из углеродного волокна. Адсорбат далее десорбируется, например, с помощью пара для повторного использования или удаления, а адсорбент используется повторно. Для постоянной эксплуатации обычно параллельно используется более двух адсорбентов, один из которых - в режиме десорбции. Адсорбция также обычно применяется как этап концентрации для дальнейшего повышения эффективности окисления | Применение может быть ограничено, если энергетическая потребность для рекуперации избыточна по причине низкого содержания ЛОС | |
Абсорбция с использованием подходящей жидкости | Использование подходящей жидкости для удаления загрязняющих веществ из отходящих газов путем абсорбции, в частности, растворимых соединений и твердых веществ (пыли). Рекуперация растворителя возможна, например, посредством дистилляции или термической десорбции. (Для удалении пыли см. НДТ 12) | Общеприменимо | |
Мембранные процессы | Мембранная сепарация, которая должна быть связана с другими процессами, такими как низкотемпературная конденсация и адсорбция. После мембранной сепарации поток концентрированного газа конденсируют посредством обычной технологии конденсации и используют газоочистительные устройства (технологии описаны в ИТС 22-2016) | ||
II Термическая обработка растворителей в отходящих газах с рекуперацией энергии | |||
Направление отходящих газов на установку сжигания (разрушение негалогенизированных растворителей) | Часть или все отходящие газы направляются как воздух для горения и дополнительное топливо на установку для сжигания (включая теплоэлектроцентрали (ТЭЦ)), которая производит пар и/или электроэнергию | Применение может быть ограничено по соображениям безопасности | |
Рекуперативное термическое окисление | Термическое окисление с использованием тепла отработанных газов, например, для предварительного нагрева поступающих отходящих газов | Общеприменимо | |
Регенеративное термическое окисление с несколькими слоями или с бесклапанным вращающимся воздухораспределителем | Окислитель с несколькими слоями (три или пять), заполненными керамическим материалом. Слои являются теплообменниками, которые попеременно нагреваются газами от окисления, а затем поток перенаправляется для нагрева воздуха, поступающего в окислитель. Поток регулярно перенаправляется. В бесклапанном вращающемся воздухораспределителе керамический наполнитель удерживается в одном вращающемся корпусе, разделенном на множество секторов | Общеприменимо | |
Каталитическое окисление | Окисление ЛОС при помощи катализатора для снижения температуры окисления и снижения расхода топлива. Отходящее тепло может быть рекуперировано с помощью теплообменников рекуперативного или регенеративного типа | Применение может быть ограничено каталитическими ядами | |
III Обработка растворителей в отходящих газах без рекуперации растворителя или энергии | |||
Биологическая обработка отходящих газов | Отходящие газы обеспыливаются и направляются в реактор с субстратом из биофильтра. Биофильтр состоит из слоя органического материала (такого, как торф, вереск, компост, коренья деревьев, мягкая древесина и различные комбинации) или инертного материала (такого, как глина, активированный уголь и полиуретан), где поток отходящего газа подлежит биологическому окислению естественными микроорганизмами в углекислый газ, воду, неорганические соли и биомассу. Биофильтр реагирует на пыль, высокие температуры или существенные различия отходящих газов, например, входящей температуры или концентрации ЛОС. Может быть необходима дополнительная поставка биогенных веществ | Применяется только для обработки биоразлагаемых растворителей | |
Термическое окисление | Окисление ЛОС посредством нагревания отходящих газов с воздухом или кислородом до температуры выше точки самовоспламенения в камере сгорания и поддержания высокой температуры достаточно долго для доведения ЛОС при сгорании до диоксида углерода и воды | Общеприменимо | |
С целью сокращения энергопотребления системы снижения выбросов ЛОС НДТ заключается в применении следующих технологий, указанных ниже.
Технология | Описание | Применение | |
Поддержка концентрации ЛОС, направляемых в систему очистки отходящих газов, с использованием вентиляторов с частотно-регулируемым приводом | Использование вентилятора с частотно-регулируемым приводом и централизованных систем очистки отходящих газов с целью модулирования воздушного потока для соответствия с выбросами от оборудования | Применимо только к центральным системам термической обработки отходящих газов в периодических процессах | |
Внутренняя концентрация растворителей в отходящих газах | Отходящие газы подвергаются рециркуляции в процессе (внутри) в печах/сушильных камерах и/или в окрасочных боксах, поэтому повышается концентрация ЛОС в отходящих газах и эффективность системы очистки отходящих газов | Применение может быть ограничено факторами здоровья и безопасности, такими как нижний предел взрываемости, а также требованиями или спецификациями качества продукции | |
Внешняя концентрация растворителей в отходящих газах вследствие адсорбции | Концентрация растворителя в отходящих газах повышается за счет непрерывного кругового потока рабочего воздуха в окрасочном боксе, возможно, вместе с отходящими газами из печи/сушильной камеры с помощью адсорбционного оборудования. Это оборудование может включать: - адсорбент с неподвижным слоем с активированным углем или цеолитом; - адсорбент с псевдоожиженным слоем с активированным углем; - роторный адсорбент с активированным углем или цеолитом; - молекулярно-ситовой буфер | Применение может быть ограничено, если энергетическая потребность избыточна по причине низкого содержания ЛОС | |
Технология повышенного давления для сокращения объема отработанного газа | Отходящие газы из печей/сушильных камер направляются в большую камеру (повышенного давления) и частично рециркулируются как входящий воздух в печи/сушильные камеры. Воздух с повышенным давлением из камеры направляется в систему очистки отходящих газов. Этот цикл повышает содержание ЛОС в воздухе печей/сушильных камер и сокращает объем отработанного газа | Общеприменимо | |
Данная НДТ включает следующие подходы:
- включение непосредственно в технологический процесс оборудования и установок очистки выбросов загрязняющих веществ в атмосферу в качестве конструктивного узла основного технологического оборудования;
- автоматизация технологических процессов очистки выбросов загрязняющих веществ в атмосферу;
- применение надежного и герметичного оборудования в целях предотвращения неорганизованных выбросов загрязняющих веществ в атмосферу.
НДТ 17 Использование систем автоматического управления расходом реагентов для очистки выбросов загрязняющих веществ
Данная НДТ заключается в использовании систем автоматического управления расходом реагентов для очистки выбросов загрязняющих веществ, обеспечивающих их дозирование в количествах, минимально достаточных для осуществления технологических процессов.
Данная НДТ заключается в применении комплексного подхода при обращении с отходящими газами, включающего в себя подходы, являющиеся частью технологического процесса, и подходы, направленные на обработку отходящих паровоздушных смесей. Комплексный подход основывается на инвентаризации и корректировке стационарных источников и выбросов вредных веществ в атмосферный воздух, при этом первоочередное внимание уделяется подходам, интегрированным в технологические процессы и оборудование.
Технологические показатели выбросов NOx и CO в отходящих газах при термической очистке отходящих газов (при обработке поверхностей, предметов или продукции с использованием органических растворителей, проектное потребление которых составляет 200 тонн в год и более), соответствующее НДТ, представлены в разделе 6.10.
С целью снижения выбросов NOx в отработанных газах при ограничении выбросов CO при термической обработке растворителей в отходящих газах НДТ является применение следующих технологий.
Технология | Описание | Применение | |
Оптимизация условий термической обработки (конструкция и эксплуатация) | Хорошая конструкция камер сгорания, горелок и связанного оборудования/устройств в сочетании с оптимизацией условий сгорания (например, контроль параметров сгорания, таких как температура и время) с или без использования автоматических систем и регулярного планового обслуживания системы сгорания в соответствии с рекомендациями поставщиков | Применение конструкции может быть ограничено для существующих предприятий | |
Использование горелок с низким уровнем NOx | Пиковая температура пламени в камере сгорания снижается, что задерживает и завершает процесс сгорания, а также увеличивает передачу тепла (повышенный коэффициент излучения пламени). Это происходит в сочетании с увеличением времени сжигания для достижения желаемого разрушения ЛОС | Применение на существующих заводах может быть ограничено конструктивным и и/или эксплуатационными ограничениями | |
окрасочного оборудования
С целью сокращения потребления воды и образования сточных вод (например, в процессах обезжиривания, очистки, обработки поверхности, влажной очистки) НДТ заключается в применении технологии (НДТ 20а) и соответствующей комбинации других технологий, указанных ниже.
Технология | Описание | Применение | |
План управления водными ресурсами | План управления водными ресурсами является частью СЭМ (см. НДТ 1) и включает: - диаграмму потока и баланс водопотребления и водоотведения предприятия; - определение целей эффективности водопотребления; - реализацию технологий оптимизации потребления водных ресурсов (например, контроль использования воды, повторное использование воды, обнаружение и устранение утечек). Инвентаризация проводится не реже одного раза в год | Степень детализации и характер плана управления водными ресурсами обычно связаны с характером, масштабом и сложностью предприятия. Может не применяться, если деятельность по обработке поверхностей органическими растворителями ведется в рамках более крупного завода, при условии, что план управления водными ресурсами более крупного завода в достаточной степени охватывает работу по обработке поверхностей | |
Обратная каскадная промывка | Многоступенчатая промывка, где поток воды направлен в противоположном направлении деталям/поверхности. Это обеспечивает высокую эффективность промывки при низком потреблении воды | Применяется там, где используются процессы промывки | |
Повторное использование и/или обработка сточных вод | При необходимости потоки воды (например, отработанная вода для промывки, сток мокрого скруббера) повторно используются и/или используются после очистки с использованием таких технологий, как ионный обмен или фильтрация (см. НДТ 21). Степень повторного использования и/или рециркуляции воды ограничена водным балансом предприятия, загрязненностью и/или характеристиками водных потоков | Общеприменимо | |
С целью сокращения сбросов загрязняющих веществ и/или облегчения повторного использования и переработки воды в процессах, использующих воду (например, обезжиривание, очистка, обработка поверхности, влажная очистка), НДТ является использование НДТ, представленных в ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях", а также следующих технологий, указанных ниже.
Технологии | Описание | Типичные загрязнители | |
Предварительная, первичная и общая обработка | |||
Уравнивание | Уравнивание потоков и загрязняющих веществ при использовании резервуаров или других методов регулирования | Все загрязняющие вещества | |
Нейтрализация | Корректировка pH сточных вод до нейтрального значения (около 7) | Кислоты, щелочи | |
Физическая сепарация, например, с использованием экранов, сит, сепараторов песка, первичных осадочных резервуаров и магнитной сепарации | Твердые частицы, взвешенные вещества, металлические частицы | ||
Физико-химическая обработка | |||
Адсорбция | Удаление растворимых веществ (элюитов) из сточных вод посредством их переноса на поверхность твердых высокопористых частиц (как правило, активированного угля) | Адсорбируемые растворенные небиоразлагаемые или ингибиторные загрязняющие вещества, например, АОХ | |
Вакуумная дистилляция | Удаление загрязняющих веществ посредством термической обработки сточных вод при пониженном давлении | Растворенные небиоразлагаемые или ингибиторные загрязняющие вещества, которые могут быть дистиллированы, т.е. некоторые растворители | |
Осаждение | Преобразование растворенных загрязнителей в нерастворимые соединения в результате добавления осаждающих веществ. Полученные твердые осадки далее отделяются с помощью седиментации, флотации или фильтрации | Осаждаемые растворенные небиоразлагаемые или ингибиторные загрязняющие вещества, например, металлы | |
Химическое восстановление | Химическое восстановление - это конверсия загрязняющих веществ с помощью химических восстановителей в подобные, но менее вредные или опасные соединения | Редуцируемые растворенные небиоразлагаемые или ингибиторные загрязняющие вещества, например, шестивалентный хром (Cr(VI)) | |
Ионный обмен | Удержание ионных загрязнителей из сточных вод и их замещение более приемлемыми ионами при использовании ионообменной смолы. Загрязнители временно задерживаются и затем выделяются в жидкость для регенерации или обратной промывки | Ионные растворенные небиоразлагаемые или ингибиторные загрязнители, например, металлы | |
Десорбция | Удаление летучих загрязняющих веществ из водной фазы с помощью газообразной фазы (например, пара, азота или воздуха), которая проходит через жидкость. Эффективность удаления может быть повышена путем повышения температуры или снижения давления | Летучие загрязняющие вещества, например, некоторые адсорбируемые органически связанные галогены (АОХ) | |
Биологическая обработка | |||
Биологическая обработка | Использование микроорганизмов для очистки сточных вод (например, анаэробная очистка, аэробная очистка) | Биоразлагаемые органические соединения | |
Конечное удаление твердых частиц | |||
Коагуляция и флокуляция | Коагуляция и флокуляция используются для отделения взвешенных твердых частиц из сточных вод и часто проводятся поэтапно. Коагуляция проводится путем добавления коагулянтов с зарядами, противоположными зарядам взвешенных твердых частиц. Флокуляция - это стадия легкого смешивания, чтобы столкновение частиц микрохлопьев приводило к формированию более крупных хлопьев, может сопровождаться добавлением полимеров | Взвешенные твердые частицы и металлы, в форме связанных частиц | |
Осаждение | Разделение взвешенных частиц путем гравитационного осаждения | ||
Фильтрация | Отделение твердых частиц от сточных вод путем их прохождения через пористую среду, например, песчаная фильтрация, нано-, микро- и ультрафильтрация | ||
Флотация | Отделение твердых или жидких частиц от сточных вод путем их присоединения к мелким пузырькам газа, обычно воздуха. Плавучие частицы аккумулируются на поверхности воды и собираются с помощью скребка | ||
НДТ является обработка сточных вод окрасочных камер коагулянтами и флокулянтами в целях максимального использования технологической воды при работе окрасочных камер.
Непрерывный отвод скоагулировавшего ЛКМ из ванн гидрофильтра окрасочных камер увеличивает срок службы воды до 1 года. Циркуляция воды в замкнутой системе с применением коагулянтов и флокулянтов, осветление воды в отстойниках значительно сокращают потребление воды.
НДТ включает следующие подходы:
- включение непосредственно в технологический процесс окрашивания оборудования и установок очистки воды в качестве конструктивного узла окрасочных камер;
- проведение доочистки до требуемых норм сброса в водоемы, описанной в ИТС 8-2015;
- автоматизацию технологических процессов очистки сточных вод;
- применение на новых предприятиях герметичных аппаратов-отстойников с тонкослойными модулями, напорной или импеллерной флотации с глубокой очисткой на скорых напорных фильтрах с зернистой нагрузкой, оборудованных узлом интенсивной регенерации загрузки, описанные в ИТС 8-2015.
НДТ включает:
- применение безводных технологических процессов с использованием сухих фильтров очистки от красочной пыли;
- использование противоточных промывочных систем вместо прямоточных.
НДТ включает:
- определение и оценку минимального приемлемого качества вод при использовании в технологическом процессе;
- выявление возможности повторного использования очищенных и подготовленных сточных вод с определением соответствующей их качеству технологии очистки;
- циркуляцию воды в замкнутых водяных контурах, в том числе в циклах охлаждения технологического оборудования;
- использование противоточных схем повторного использования сточных вод, при которых подаваемая чистая вода используется последовательно, по мере ее загрязнения, на новых стадиях процесса.
НДТ 26 Использование применяемых для очистки сточных вод реагентов, имеющих методики определения остаточных концентраций
НДТ заключается в замене реагентов, используемых при очистке сточных вод, на менее токсичные и имеющие методики химического анализа для определения их остаточных концентраций при наличии экономической целесообразности и технической возможности замены используемых реагентов.
НДТ заключается в использовании систем автоматического управления расходом реагентов для очистки сточных вод, обеспечивающих их дозирование в количествах, минимально достаточных для осуществления технологического процесса.
НДТ заключается в использовании автоматических средств измерения и учета объема или массы сбросов сточных вод и концентрации загрязняющих веществ, а также технических средств фиксации и передачи полученной информации.
НДТ заключается в применении ультразвуковых или индукционных расходомеров для определения расходов воды, транспортируемой в трубопроводах, работающих полным сечением, в том числе напорных, при наличии экономической целесообразности и технической возможности их установки.
НДТ 30 Постоянный контроль качества сточных вод, сбрасываемых в централизованную систему водоотведения
Количество контролируемых параметров определяется в соответствии с действующими нормативными актами и другими требованиями. Постоянный контроль качества сбрасываемых сточных вод осуществляется путем отбора и анализа проб очищенных сточных вод после очистки в сборном колодце (камере).
и технологических потерь
С целью снижения количества образования отходов НДТ является применение следующих технологических решений.
Технология | Описание | |
План управления отходами | План управления отходами - это часть СЭМ (см. НДТ 1), который представляет набор мер, нацеленных на: 1) минимизацию образования отходов; 2) оптимизацию повторного использования, регенерации и/или переработки отходов и/или использование энергетического потенциала отходов; 3) обеспечение надлежащего удаления отходов | |
Мониторинг количества отходов | Ежегодный учет количества образованных отходов по каждому виду. Содержание растворителя в отходах определяется периодически (минимум один раз в год) путем анализа или расчета | |
Рекуперация/рециркуляция растворителей | Технологии могут включать: - рекуперацию/рециркуляцию растворителей из жидких отходов посредством фильтрации или дистилляции на объекте или за его пределами; - рекуперацию/рециркуляцию растворителя содержащегося в салфетках, посредством гравитационного дренажа, отжима или центрифугирования | |
Технологии, специфические для потока отходов | Технологии могут включать: - снижение содержания воды в отходах, например, используя фильтр-пресс при обработке образующегося шлама; - снижение образования шлама и отработанного растворителя, например, путем сокращения количества циклов очистки (см. НДТ 3); - использование контейнеров многократного использования, повторное использование контейнеров для других целей или переработка материала контейнера; - использование отработанного использованного известняка, образовавшегося в ходе сухой очистки, в печах для производства извести или цемента | |
С целью предотвращения или, если это невозможно, снижения неприятных запахов НДТ являются разработка, реализация и регулярный пересмотр плана управления запахами как часть системы экологического менеджмента (см. НДТ 1), который включает все следующие элементы:
- протокол о действиях и сроках;
- протокол реагирования на установленные инциденты, связанные с неприятным запахом, например, жалобы;
- программу предотвращения и снижения неприятного запаха, созданную для определения источника(-ов), характеристик источников и реализации мер по предотвращению и/или снижению.
С целью предотвращения или, если это невозможно, снижения уровня шума НДТ является использование следующих технических решений.
Метод/оборудование | |
Хранение и обращение с сырьевыми материалами | |
Установка шумозащитных стен и использование/оптимизация шумопоглощающего эффекта зданий | |
Отгораживание или частичное отгораживание шумных работ | |
Использование транспортных средств/транспортных систем с низким уровнем шума | |
Меры по снижению шума (например, повышение эффективности осмотра и обслуживания оборудования; закрытие дверей и окон) | |
Сушка | |
Меры по снижению шума вентиляторов | |
В данном разделе представлены НДТ, применяемые в отдельных отраслях промышленности.
С целью сокращения потребления растворителей, другого сырья и энергии, а также сокращения выбросов ЛОС НДТ заключается в применении одной или комбинации систем покрытия, указанных ниже.
Система покрытия | Описание | Применение | |
Смешанное (SB-mix) покрытие | Система покрытия, где один слой покрытия (грунтовка или базовое покрытие) сформирован из водно-дисперсионных ЛКМ | Применяется только к новым заводам или в случае значительной модернизации | |
Покрытие на основе водных дисперсий полимеров (WB) | Система покрытия, в которой слои грунтовки и базового покрытия сформированы из водно-дисперсионных ЛКМ | ||
Интегрированный процесс покрытия | Система покрытия, в которой сочетаются функции грунтовки и базового покрытия, и которая наносится распылением в два этапа | ||
Процесс нанесения системы ЛКП из трех видов ЛКМ способом "мокрый по мокрому" | Система покрытия, где слои грунтовки, базового покрытия и прозрачный слой наносятся без промежуточной сушки. Грунтовка и базовое покрытие могут быть органо- или водорастворимыми, или водно-дисперсионными | ||
С целью сокращения общих выбросов ЛОС и выбросов взвешенных веществ в воздух, сокращения сбросов загрязняющих веществ и улучшения общих экологических показателей предприятия НДТ заключается в применении технологий (a) и (b) и комбинации технологий от (c) до (i), указанных ниже.
Технология | Описание | Применение | |
Управление отходами и сточными водами | |||
Сегрегация потоков отходов и сточных вод | Доки и стапели состоят из: - системы эффективного сбора и переработки сухих отходов, а также их отделения от жидких отходов; - системы отделения сточных вод от дождевых вод и вод ливневой канализации | Применяется только к новым заводам или в случае значительной модернизации | |
Технологии, связанные с процессами подготовки и покрытия | |||
Ограничения в случае неблагоприятных погодных условий | Там, где места обработки не полностью отгорожены, струйная обработка и/или безвоздушное распыление не проводятся в случае неблагоприятных погодных условий или их прогноза | Общеприменимо | |
Частичное отгораживание мест обработки | Мелкие сетки и/или водяные завесы используются вокруг мест проведения струйной обработки и/или безвоздушного распыления для предотвращения выбросов пыли. Они могут быть постоянными или временными | Применение может быть ограничено формой и размером огражденной области. Водяные завесы могут не применяться в холодных климатических условиях | |
Полное отгораживание мест обработки | Струйная обработка и/или безвоздушное распыление проводятся в холлах, закрытых цехах, на местах, накрытых тентами, или местах, полностью отгороженных сетками с целью предотвращения выброса пыли. Воздух из мест обработки откачивается и может быть направлен для очистки отходящих газов; см. также НДТ 13 (б) | Применение может быть ограничено формой и размером огражденной области | |
Сухая струйная обработка в закрытой системе | Сухая струйная обработка стальной дробью проводится в закрытых системах дробеструйной обработки, имеющих головку для всасывания и центрифугальные колеса, выпускающие струю | Общеприменимо | |
Мокрая струйная обработка | Струйная обработка проводится с помощью воды, в которой содержится мелкий абразивный материал, такой как мелкий огарок (например, медный шлак) или диоксид кремния | Неприменимо в холодных климатических условиях и/или в закрытых местах (грузовые резервуары, междудонные цистерны) по причине образования сильного тумана | |
Водометная или струйная обработка под (сверх-) высоким давлением ((U)HP) | Струйная обработка (U)HP - это беспыльный метод обработки поверхности с помощью воды под сверхвысоким давлением. Возможны варианты с использованием абразивов или без | Неприменимо в холодных климатических условиях или ввиду спецификаций поверхности (например, новые поверхности, точечная струйная обработка) | |
Снятие покрытий путем индукционного нагрева | Головка индуктора двигается над поверхностью, что вызывает локализованный быстрый нагрев стали для отделения старых покрытий | Неприменимо для поверхностей толщиной менее 5 мм и/или для поверхностей, имеющих компоненты, чувствительные к индукционному нагреву (например, изоляция, горючие вещества) | |
Система подводной очистки части корпуса и винта | Система подводной очистки с использованием давления воды и вращающихся полипропиленовых щеток | Неприменимо для кораблей в полностью сухих доках | |
С целью сокращения общих выбросов ЛОС и улучшения общих экологических показателей НДТ является применение технологии (а) или комбинации технологий, указанных ниже.
Технология | Описание | Применение | |
Отгораживание | Детали подвергаются поверхностной обработке в закрытых окрасочных боксах (см. НДТ 13 (б)) | Общеприменимо | |
Прямая печать | Использование печатающего устройства для прямой печати сложных рисунков на деталях самолета | Применение может быть ограничено по техническим соображениям (например, доступность опорной рамы для аппликатора, цвета по индивидуальному заказу) | |
загрязняющих веществ, соответствующие НДТ
Предложения по установлению технологических показателей выбросов маркерных веществ, соответствующих НДТ, при обработке поверхностей, предметов или продукции с использованием органических растворителей, проектное потребление которых составляет 200 тонн в год и более <5>, представлены в таблицах 6.1 - 6.3.
--------------------------------
<5> Постановление Правительства РФ от 31.12.2020 N 2398 (ред. от 07.10.2021) "Об утверждении критериев отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III и IV категорий".
Таблица 6.1
Технологические показатели выбросов загрязняющих веществ
стационарными источниками при нанесении лакокрасочных
материалов методом распыления, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
Нанесение лакокрасочных материалов методом распыления | Взвешенные вещества (разнородные по составу твердые частицы, содержащиеся в выбросах загрязняющих веществ и не поименованные в разделе I перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденного распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р) | мг/м3 | 130 |
Таблица 6.2
стационарными источниками при предварительной подготовке
поверхностей к нанесению лакокрасочных материалов (обработка
растворителями); нанесении лакокрасочных материалов;
выдержке и растекании лакокрасочных покрытий; сушке
(отверждении) лакокрасочных покрытий, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
- предварительная подготовка поверхностей к нанесению лакокрасочных материалов (обработка растворителями); - нанесение лакокрасочных материалов; - выдержка и растекание лакокрасочных покрытий; - сушка (отверждение) лакокрасочных покрытий | 2-Этоксиэтанол (моноэтиловый эфир этиленгликоля; этилцеллозольв) | мг/м3 | 9 |
Ацетон (пропан-2-он; диметилкетон; диметилформальдегид) | 160 | ||
Спирт бутиловый (бутан-1-ол) | 300 | ||
Бутилацетат (бутиловый эфир уксусной кислоты) | 110 | ||
Диметилбензол (ксилол) (смесь о-, м-, п-изомеров (метилтолуол)) | 200 | ||
Метилбензол (фенилметан; толуол) | 300 | ||
Уайт-спирит | 270 |
Таблица 6.3
стационарными источниками при термической очистке
отходящих газов; сушке, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
- очистка отходящих газов методами термического окисления; - процессы окрасочного производства, сопровождающиеся сжиганием ископаемого топлива: сушка; отверждение | Углерода оксид (углерод окись; углерод моноокись; угарный газ) | мг/м3 | 300 |
Азота диоксид (двуокись азота; пероксид азота) Азота оксид (азот (II) оксид; азот монооксид) (в пересчете на азота диоксид) | 200 (в пересчете на азота диоксид) |
в сбросах в водные объекты, соответствующие НДТ
В отношении производственных сточных вод в большинстве анкет, направленных предприятиями, имеющими в своем составе окрасочное производство, указано отсутствие их сброса в водный объект. Образующиеся сточные воды в окрасочном производстве поступают в централизованные очистные сооружения, в том числе после дополнительной предварительной обработки на локальных очистных сооружениях с использованием технологий, указанных в разделе 6.5 настоящего справочника НДТ.
В таблице 6.4 приведены предложения по установлению технологических показателей маркерных веществ в сбросах в водные объекты, соответствующих НДТ, при обработке поверхностей, предметов или продукции с использованием органических растворителей, проектное потребление которых составляет 200 тонн в год и более <6>.
--------------------------------
<6> Постановление Правительства РФ от 31.12.2020 N 2398 (ред. от 07.10.2021) "Об утверждении критериев отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III и IV категорий".
Таблица 6.4
в водные объекты, соответствующие НДТ
Наименование загрязняющего вещества | Единица измерения | Величина |
Взвешенные вещества | мг/л | 130 |
Цинк (все растворимые в воде формы) | мг/л | 0,6 |
Никель (все растворимые в воде формы) | мг/л | 0,4 |
и окрашивания продукции (товаров)
общие для производства всех видов продукции (товаров)
В число перспективных входят применимые ко всем производствам технические и управленческие решения:
- совершенствование систем очистки выбросов вредных загрязняющих веществ;
- разработка и внедрение на предприятии программы и методик измерений;
- аппаратурный учет количества выбросов маркерных веществ.
Из промышленно освоенных технологий перспективными технологиями являются:
- очистка выбрасываемого в атмосферу загрязненного воздуха газоконвектором;
- установка механического обезвоживания осадков;
- безреагентная коагуляция и осаждение загрязнителей при очистке воды;
- турбобарботажная установка для сжигания влажных отходов.
Очистка воздуха достигается воздействием электрического разряда на молекулы газов, находящихся в зоне разряда. В газоконвекторе применяется высокочастотный барьерный разряд в специальных ячейках, позволяющих создать объемное поле разряда, за счет чего достигается высокая производительность системы. Поток очищаемого воздуха проходит через зону объемного разряда, под его воздействием происходит разрушение молекул вредных веществ и их возбуждение. Далее в каталитическом блоке газоконвектора происходят взаимодействие возбужденных молекул и их частей с озоном (образующимся в разрядном блоке) и "дожигание" вредных веществ до безобидных H2O, CO2 и др.
Эффектность очистки приведена в таблице 7.1.
Таблица 7.1
Вещество | Степень очистки, % |
Озон, ароматические углеводороды | 95,0 |
Масляная кислота | 98,0 |
Ацетон, угарный газ, этанол | 99,9 |
Бензол | 92,0 |
Бутанол, толуол | 96,0 |
Формальдегид | 90,0 |
Фенол, стирол | 99,0 |
Производительность по очищаемому воздуху - от 1500 до 30 000 м3/ч и по содержанию вредных веществ в очищаемом воздухе - от 200 до 1000 мг/м3; потребление энергии - не более 0,12 Вт/м3.
Установка механического обезвоживания осадков (УМО) - это высокоэффективное оборудование для механического обезвоживания осадков сточных вод для обработки осадков до 30 м3/сут. Принцип действия основан на оригинальной технологии, включающей, в частности, специальные фильтровальные материалы для обезвоживания осадка и реагентную обработку поступающего осадка.
Основные технологические стадии:
- отведение из осадкообразующих сооружений;
- уплотнение;
- обезвоживание;
- сушка в естественных условиях;
- отведение фильтрата.
Обезвоживание осадка сокращает количество твердых отходов и экономит потребляемую воду.
В электрокоагуляторе для безреагентной коагуляции и осаждения загрязнителей при очистке сточных вод окрасочных камер коагуляция и осаждение происходят на электродах под воздействием электрического тока.
Схема очистки приведена в 3.2.
Производительность установки - от 0,5 до 150 м3/ч.
Установки турбобарботажного способа сжигания позволяют утилизировать отходы красочной пыли с влажностью до 70% и имеют коэффициент полезного действия до 74% и производительность от 0,2 до 10 т/ч. Позволяют снизить загрязнение окружающей среды на полигонах захоронения вредных веществ.
В настоящее время в стадии НИР и НИОКР находятся следующие перспективные технологии очистки вредных веществ в окружающую среду.
Мультивихревые гидрофильтры (МВГ) предназначены для очистки загрязненного воздуха от механических примесей, пыли, аэрозолей, паров и газовых примесей в составе локальных фильтровентиляционных систем, оснащенных дополнительно вентилятором, устройствами отбора загрязненного воздуха, подводящей и отводящей вентиляционными магистралями, системой подачи и отвода орошающей жидкости.
Очистка загрязненного воздуха от примесей происходит в результате его глубокого смешивания с орошающей жидкостью (промывкой), с последующим полным отделением капельной влаги от очищенного воздуха.
МВГ обеспечивает высокую эффективность очистки загрязненного воздуха (степень очистки 99%) при минимальных требованиях к качеству орошающей жидкости. В МВГ отсутствуют форсунки, и, соответственно, подача орошающей жидкости происходит без избыточного давления разорванной струей. Основной процесс перемешивания взаимно перекрещивающихся струй газа, прошедших через отверстие диспергирующей решетки, и орошающей жидкости происходит над решеткой, а не на ее поверхности, что позволяет уменьшить изнашивание материала решетки и, соответственно, увеличить срок ее службы.
Для предприятий, на которых уровень загрязнения воздуха газообразными веществами не превышает 3000 мг/м3, перспективным является применение плазмокаталитической установки.
Технология основана на высокой окислительной способности продуктов высоковольтного барьерного электрического разряда - плазмы, а также последующем глубоком окислении продуктов конверсии, образовавшихся в результате прохождения воздуха через плазменный реактор первой ступени, в каталитическом реакторе второй ступени. Доочистка газовоздушной смеси происходит за счет финишного расщепления остатков загрязняющих веществ и озона (326), синтезированного в плазменном реакторе, до CO2, H2O, O2, N2 и т.д. В установках ПКТ применяется низкотемпературный катализатор, который благодаря наличию ступени плазменного реактора эффективно работает в диапазоне температур от 30 °C до 70 °C.
Параллельно с очисткой воздуха от газообразных загрязняющих веществ происходят глубокая дезинфекция и стерилизация воздуха.
Краткий перечень вредных веществ, нейтрализуемых установкой ПКТ, приведен в таблице 7.2.
Таблица 7.2
нейтрализуемых установкой ПКТ
Вещество | Степень очистки, % | ПДК, мг/м3 | Класс опасности |
Оксиды: оксид азота (II) (304), диоксид азота (301), оксид углерода (337) | 97 - 99 | 0,04 - 0,06 | 2 - 4 |
Ароматические углеводороды: гидроксибензол (фенол) (1071), бензол (602), диметилбензол (ксилол) (616), метилбензол (толуол) (621), этенбензол (стирол) (620) и др. | 87 - 97 | 0,003 - 50 | 2 - 4 |
Альдегиды, кетоны, их производные: пропанон-2 (ацетон) (1401), формальдегид (1325), бензальдегид (бензойный альдегид) (1302), метилацетат (1224), этилацетат (1240), ацетальдегид (уксусный альдегид) (1317) и др. | 85 - 96 | 0,003 - 200 | 2 - 4 |
Спирты: этанол (этиловый спирт) (1061), пропан-2 (изопропиловый спирт) (1051) и др. | 90 - 92 | 1 - 5 | 2 - 3 |
Технология предназначена для глубокого удаления из сточных вод органических веществ.
Технология заключается в следующем: дочищаемую воду обрабатывают в фильтре - биореакторе с псевдоожиженной загрузкой в виде гранулированного активного угля.
При достаточном времени обработки достигается снижение ХПК на 40 - 60%, до 5 - 15 мг/л, БПК5 - до менее чем 3 мг/л.
Достоинством технологии являются длительный срок службы гранулированного угля и высокая эффективность по сравнению с использованием инертных носителей биопленки.
Технология предназначена для обезвоживания осадка сточных вод и повышения содержания сухого вещества в обезвоженном осадке.
Технология базируется на использовании эффекта электрофореза, при котором ранее обезвоженный осадок попадает между электродами, через которые пропускают постоянный ток. В направлении возникающего электрофоретического потока воды может размещаться фильтровальная мембрана. Поскольку процесс идет с выделением тепла за счет сопротивления току, происходит разогрев обрабатываемого осадка до 55 - 65 °C.
Содержание сухого вещества в обезвоженном осадке на 8 - 10% выше, чем при обычном обезвоживании, что соответствует 25 - 40%. Побочный эффект разогрева осадка обеспечивает его обеззараживание.
Информационно-технический справочник по наилучшим доступным технологиям "Обработка поверхностей, предметов или продукции органическими растворителями" (справочник НДТ) разработан в соответствии с Поэтапным графиком актуализации информационно-технических справочников НДТ, утвержденным распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р, на основании порядка разработки, актуализации и опубликования справочников НДТ.
Справочник НДТ разработан с соблюдением требований Федерального закона Российской Федерации от 29 июня 2015 года N 162-ФЗ и соответствует федеральному законодательству, нормам и правилам, принятым Федеральными органами исполнительной власти.
Справочник НДТ разработан технической рабочей группой "Обработка поверхностей, предметов или продукции органическими растворителями" (ТРГ 35), состав которой утвержден приказом Минпромторга России от 24 апреля 2024 года N 1817 "О создании технической рабочей группы "Обработка поверхностей, предметов или продукции органическими растворителями".
Справочник НДТ разработан на основе результатов анализа отраслей, осуществляющих обработку поверхностей органическими растворителями.
В целях сбора информации о применяемых на промышленных предприятиях технологических процессах, оборудовании, об источниках загрязнения окружающей среды, технологических, технических и организационных мероприятиях, направленных на снижение загрязнения окружающей среды и повышение энергоэффективности и ресурсосбережения, был подготовлен унифицированный отраслевой шаблон (анкета), содержащий формы для сбора данных, необходимых для разработки проекта отраслевого справочника НДТ.
Сведения, полученные в результате отраслевого анкетирования предприятий, были использованы при разработке справочника НДТ.
Кроме того, составители справочника НДТ учитывали результаты отечественных научно-исследовательских и диссертационных работ, маркетинговых исследований.
При написании справочника НДТ были использованы также зарубежные материалы: справочный документ по НДТ, выпущенный в ЕС в 2020 году [22], отраслевые руководства, обзоры и статьи, опубликованные в последние годы.
Справочник НДТ содержит описание применяемых при обработке поверхностей, предметов или продукции органическими растворителями технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, потребление воды и сырья, повысить энергоэффективность. Из описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся НДТ. Для НДТ в справочнике установлены соответствующие технологические показатели НДТ.
Общее заключение, которое можно сделать в результате подготовки настоящего справочника НДТ, состоит в том, что ведущие отечественные компании активно занимаются внедрением современных технологических процессов и оборудования, разрабатывают программы повышения ресурсо- и энергоэффективности, а также учитывают в своей деятельности экологическую результативность производства.
Однако цели, задачи и ожидаемые результаты перехода к технологическому нормированию на основе НДТ руководители предприятий понимают и оценивают по-разному. Ожидания промышленников связаны с уменьшением административной нагрузки и упрощением системы государственного регулирования в сфере охраны окружающей среды, опасения - с неопределенным порядком правоприменения и вероятностью установления недостижимых технологических нормативов, а также способностью соблюдения требований к НДТ в условиях изменяющейся экономической ситуации.
По всей вероятности, отказ большинства предприятий от участия в обмене информацией и от предоставления необходимых для разработки справочника НДТ сведений вызван именно опасениями руководителей предприятий и их консервативной позицией.
Рекомендации составителей справочника НДТ основаны на сделанном заключении:
1. Для продвижения перехода к НДТ необходимо организовать масштабную систему подготовки (повышения квалификации, дополнительного профессионального образования) кадров, а также инициировать обсуждение изменений производственной парадигмы, подготовить к ним предприятия и разъяснить основные мотивы и стимулы экологической модернизации экономики страны.
2. Определенные составителями справочника НДТ технологические показатели в ряде случаев уступают лучшим достигнутым показателям мировых предприятий. Для достижения соответствия необходимо проводить постоянный мониторинг и рассматривать идеи по совершенствованию технологических и организационных процессов, рассматривая их, в том числе, сквозь призму сокращения воздействия на окружающую среду.
3. Действенным инструментом актуализации справочника НДТ могут и должны стать пилотные проекты, к участию в которых необходимо привлечь не только 5 - 10 ведущих компаний, но и представителей всех предприятий отрасли (на уровне предоставления данных, посещения промплощадок, консультаций с составителями справочника).
4. В ходе выполнения пилотных проектов целесообразно уделить серьезное внимание вопросу совершенствования практики производственного экологического контроля и организации измерений ключевых технологических показателей.
Процесс совершенствования справочника НДТ должен отражать принцип последовательного улучшения - основной принцип современных систем менеджмента. Составители справочника НДТ надеются, что коллеги готовы разделить эту позицию и поддержать совершенствование документа и продвижение НДТ в отраслях промышленности, осуществляющих поверхностную обработку.
(обязательное)
НАСТОЯЩЕГО СПРАВОЧНИКА НДТ
Таблица А.1
Номенклатура продукции, включенной в область применения
настоящего справочника НДТ
Наименование продукции по ОКПД | Наименование вида деятельности по ОКВЭД | ||
Материалы лакокрасочные на основе сложных полиэфиров, акриловых или виниловых полимеров в неводной среде | Обработка металлов и нанесение покрытий на металлы | ||
Шпатлевки | |||
Герметики | |||
Мастики | |||
Растворители и разбавители органические сложные; составы для удаления красок, лаков | |||
<*> ОК 034-2014 (КПЕС 2008) "Общероссийский классификатор продукции по видам экономической деятельности". <**> ОК 029-2014 (КДЕС Ред. 2) "Общероссийский классификатор видов экономической деятельности". | |||
(обязательное)
ПЕРЕЧЕНЬ МАРКЕРНЫХ ВЕЩЕСТВ И ТЕХНОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Б.1 Перечень маркерных веществ
Таблица Б.1
Перечень маркерных веществ
ВЫБРОСЫ В АТМОСФЕРНЫЙ ВОЗДУХ |
Нанесение лакокрасочных материалов методом распыления |
Взвешенные вещества (разнородные по составу твердые частицы, содержащиеся в выбросах загрязняющих веществ и не поименованные в разделе I перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденного распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р) |
Предварительная подготовка поверхностей к нанесению лакокрасочных материалов (обработка растворителями)/Нанесение лакокрасочных материалов/Выдержка и растекание лакокрасочных материалов/Сушка (отверждение) лакокрасочных покрытий |
2-Этоксиэтанол (моноэтиловый эфир этиленгликоля; этилцеллозольв) |
Ацетон (пропан-2-он; диметилкетон; диметилформальдегид) |
Спирт бутиловый (бутан-1-ол) |
Бутилацетат (бутиловый эфир уксусной кислоты) |
Диметилбензол (ксилол) (смесь о-, м-, п-изомеров (метилтолуол)) |
Метилбензол (фенилметан; толуол) |
Уайт-спирит |
Очистка отходящих газов методами термического окисления/Процессы окрасочного производства, сопровождающиеся сжиганием ископаемого топлива |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Азота диоксид (двуокись азота; пероксид азота) Азота оксид (азот (II) оксид; азот монооксид) (в пересчете на азота диоксид) |
СБРОСЫ В ВОДНЫЙ ОБЪЕКТ |
Взвешенные вещества |
Цинк (все растворимые в воде формы) |
Никель (все растворимые в воде формы) |
Б.2 Перечень технологических показателей, соответствующих НДТ
Таблица Б.2
Технологические показатели выбросов загрязняющих веществ
стационарными источниками при нанесении лакокрасочных
материалов методом распыления, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
Нанесение лакокрасочных материалов методом распыления | Взвешенные вещества (разнородные по составу твердые частицы, содержащиеся в выбросах загрязняющих веществ и не поименованные в разделе I перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденного распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р) | мг/м3 | 130 |
Таблица Б.3
Технологические показатели выбросов загрязняющих веществ
стационарными источниками при предварительной подготовке
поверхностей к нанесению лакокрасочных материалов (обработка
растворителями); нанесении лакокрасочных материалов;
выдержке и растекании лакокрасочных покрытий; сушке
(отверждении) лакокрасочных покрытий, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
- предварительная подготовка поверхностей к нанесению лакокрасочных материалов (обработка растворителями); - нанесение лакокрасочных материалов; - выдержка и растекание лакокрасочных покрытий; - сушка (отверждение) лакокрасочных покрытий | 2-Этоксиэтанол (моноэтиловый эфир этиленгликоля; этилцеллозольв) | мг/м3 | 9 |
Ацетон (пропан-2-он; диметилкетон; диметилформальдегид) | 160 | ||
Спирт бутиловый (бутан-1-ол) | 300 | ||
Бутилацетат (бутиловый эфир уксусной кислоты) | 110 | ||
Диметилбензол (ксилол) (смесь о-, м-, п-изомеров (метилтолуол)) | 200 | ||
Метилбензол (фенилметан; толуол) | 300 | ||
Уайт-спирит | 270 |
Таблица Б.4
Технологические показатели выбросов загрязняющих веществ
стационарными источниками при термической очистке
отходящих газов; сушке, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
- очистка отходящих газов методами термического окисления; - процессы окрасочного производства, сопровождающиеся сжиганием ископаемого топлива: сушка; отверждение | Углерода оксид (углерод окись; углерод моноокись; угарный газ) | мг/м3 | 300 |
Азота диоксид (двуокись азота; пероксид азота) Азота оксид (азот (II) оксид; азот монооксид) (в пересчете на азота диоксид) | 200 (в пересчете на азота диоксид) |
Таблица Б.5
Технологические показатели маркерных веществ в сбросах
в водные объекты, соответствующие НДТ
Наименование загрязняющего вещества | Единица измерения | Величина |
Взвешенные вещества | мг/л | 130 |
Цинк (все растворимые в воде формы) | мг/л | 0,6 |
Никель (все растворимые в воде формы) | мг/л | 0,4 |
(обязательное)
ПЕРЕЧЕНЬ НДТ
Таблица В.1
Перечень НДТ
N п/п | Наименование НДТ | Применимость/Описание | ||||
Системы менеджмента и мониторинг | ||||||
1. | НДТ 1.1 Системы экологического менеджмента и их инструменты (внедрение и постоянная поддержка принципов экологического менеджмента) | |||||
2. | НДТ 1.2 Системы энергетического менеджмента | |||||
3. | НДТ 1.3 Системы менеджмента бережливого производства | |||||
4. | НДТ 1.4 Повышение общих экологических показателей предприятия | |||||
5. | НДТ 1.5 Снижение вероятности чрезвычайных ситуаций | |||||
6. | НДТ 1.6 Разработка и внедрение на предприятии программы и методик измерений | |||||
7. | НДТ 1.7 Техническое обслуживание всех установок и оборудования | |||||
8. | НДТ 1.8 Расчет материального баланса растворителей | |||||
9. | НДТ 1.9а Полное определение и количественная оценка входных и выходных потоков растворителей, включая соответствующую неопределенность | |||||
10. | НДТ 1.9б Применение системы отслеживания растворителей | |||||
11. | НДТ 1.9в Мониторинг изменений, которые могут повлиять на неопределенность данных массового баланса растворителя | |||||
Снижение потребления энергии (НДТ, направленные на повышение энергетической эффективности) | ||||||
12. | НДТ 2. Сокращение удельного энергопотребления | |||||
13. | НДТ 2а План управления энергетической эффективностью | |||||
14. | НДТ 2б Протокол энергетического баланса | |||||
15. | НДТ 2в Термоизоляция резервуаров и цистерн, содержащих охлажденные или нагретые жидкости, а также систем сжигания топлива и паровых систем | |||||
16. | НДТ 2г Рекуперация тепла путем когенерации (комбинированная выработка тепла и электроэнергии) или тригенерации (комбинированное охлаждение, выработка тепла и электроэнергии) | |||||
17. | НДТ 2д Рекуперация тепла от потоков горячего газа | |||||
18. | НДТ 2е Регулировка потока рабочего воздуха и отходящих газов | |||||
19. | НДТ 2ж Рециркуляция отходящих газов в окрасочном боксе | |||||
20. | НДТ 2з Оптимизированная циркуляция теплого воздуха в сушильных камерах большого объема при использовании турбулизатора воздуха | |||||
21. | НДТ 2и Рекуперация тепла отходящей воздушно-газовой смеси сушильных установок | |||||
Уменьшение выбросов загрязняющих веществ за счет применения технологических средств | ||||||
22. | НДТ 3 Уменьшение валовых выбросов загрязняющих веществ за счет изменения технологии подготовки к окрашиванию | |||||
23. | НДТ 3а Защита зон распыления и оборудования | |||||
24. | НДТ 3б Удаление твердых веществ перед окончательной очисткой | |||||
25. | НДТ 3в Ручной метод очистки предварительно пропитанными салфетками | |||||
26. | НДТ 3г Использование низколетучих чистящих средств | |||||
27. | НДТ 3д Системы очистки с использованием водоэмульсионных моющих средств | |||||
28. | НДТ 3е Закрытые машины для промывки | |||||
29. | НДТ 3ж Очистка с рекуперацией растворителя | |||||
30. | НДТ 3з Очистка с помощи водной струи высокого давления | |||||
31. | НДТ 3и Использование ультразвуковых методов очистки | |||||
32. | НДТ 3к Очистка с помощью сухого льда (CO2) | |||||
33. | НДТ 3л Очистка струей пластиковой дроби | |||||
34. | НДТ 3м Использование менее токсичных растворителей при обезжиривании растворителем | |||||
35. | НДТ 3н Ограничение количества используемого растворителя (например, путем измерения и ограничения количества) | |||||
36. | НДТ 4 Уменьшение валовых выбросов загрязняющих веществ за счет выбора сырьевых материалов | |||||
37. | НДТ 4а Использование сырьевых материалов с низким воздействием на окружающую среду | |||||
38. | НДТ 4б Оптимизация использования растворителей в производственном процессе | |||||
39. | НДТ 5 Уменьшение валовых выбросов загрязняющих веществ за счет применения материалов с низким содержанием растворителей или не содержащих растворители (Сокращение потребления растворителей) | |||||
40. | НДТ 5а Использование высоконаполненных органорастворимых ЛКМ с высоким содержанием массовой доли нелетучих веществ (более 65%) | |||||
41. | НДТ 5б Использование высоконаполненных водоразбавляемых ЛКМ | |||||
42. | НДТ 5в Использование ЛКМ радиационного отверждения | |||||
43. | НДТ 5г Использование двухупаковочных материалов, не содержащих растворителей | |||||
44. | НДТ 5д Использование порошковых красок | |||||
45. | НДТ 5е Использование многослойной пленки для нанесения покрытия на металлические листы рулонного проката | |||||
46. | НДТ 5ж Использование веществ, которые не являются ЛОС или являются ЛОС, но с более низкой летучестью | |||||
47. | НДТ 5з Энергосберегающие материалы | |||||
48. | НДТ 5и Водно-дисперсионные и водоразбавляемые лакокрасочные материалы (ВД-ЛКМ) | |||||
49. | НДТ 6 Предотвращение неорганизованных выбросов ЛОС при хранении и обращении с сырьевыми материалами | |||||
50. | НДТ 6а Подготовка и внедрение плана предотвращения и контроля утечек и разливов | |||||
51. | НДТ 6б Герметизация или накрытие контейнеров и обвалование хранилищ | |||||
52. | НДТ 6в Минимизация хранения опасных веществ в производственных помещениях | |||||
53. | НДТ 6г Технологии предотвращения утечек и разливов во время перекачки | |||||
54. | НДТ 6д Технологии предотвращения переполнения во время перекачки | |||||
55. | НДТ 6е Улавливание паров ЛОС во время поставки материалов, содержащих растворитель | |||||
56. | НДТ 6ж Локализация разливов и/или быстрое поглощение при работе с материалами, содержащими растворитель | |||||
57. | НДТ 7 Уменьшение валовых выбросов загрязняющих веществ за счет предварительного грунтования изделий | |||||
58. | НДТ 8 Сокращение потребления сырья и снижение общего влияния процессов нанесения покрытия на окружающую среду | |||||
59. | НДТ 8а Нанесение ЛКМ валками | |||||
60. | НДТ 8б Ракельный нож над валиком | |||||
61. | НДТ 8в Нанесение конверсионных составов без промывки (сушка на месте) при окрашивании рулонного металла | |||||
62. | НДТ 8г Нанесение наливом | |||||
63. | НДТ 8д ЛКМ электрофоретического нанесения (e-покрытие), электроосаждение | |||||
64. | НДТ 8е Метод окунания | |||||
65. | НДТ 8ж Комбинированное распыление | |||||
66. | НДТ 8з Пневматическое распыление с помощью инертных газов | |||||
67. | НДТ 8и Пневматическое распыление с низким туманообразованием (HVLP (большой объем - низкое давление) и LVLP (низкий объем - низкое давление) | |||||
68. | НДТ 8к Электростатическое распыление (полностью автоматизированное) | |||||
69. | НДТ 8л Электростатическое воздушное или безвоздушное распыление | |||||
70. | НДТ 8м Распыление нагретых ЛКМ | |||||
71. | НДТ 8н Последовательные операции: Нанесение ЛКМ распылением, ракелем и промывка | |||||
72. | НДТ 8о Трибостатическое распыление | |||||
73. | НДТ 8п Роботизированное нанесение | |||||
74. | НДТ 8р Машинное нанесение | |||||
75. | НДТ 9 Уменьшение валовых выбросов загрязняющих веществ за счет методов окрашивания с высокой степенью переноса ЛКМ на изделие и малым туманообразованием или его отсутствием | |||||
76. | НДТ 10 Уменьшение валовых выбросов загрязняющих веществ за счет минимизации потребления ЛКМ (Распределение сырьевых материалов) | |||||
77. | НДТ 10а Централизованная подача ЛКМ к рабочим местам из краскоприготовительного участка | |||||
78. | НДТ 10б Усовершенствованные системы перемешивания (использование автоматизированных систем смешения ЛКМ) | |||||
79. | НДТ 10в Поставка материалов, содержащих ЛОС, в место нанесения при использовании закрытой системы | |||||
80. | НДТ 10г Автоматизация смены цвета | |||||
81. | НДТ 10д Группирование цветов | |||||
82. | НДТ 10е Мягкая продувка во время распыления | |||||
83. | НДТ 10ж Автоматизация методов окрашивания | |||||
84. | НДТ 10з Повторное использование ЛКМ путем применения ультрафильтрации (электроосаждение) | |||||
85. | НДТ 11 Уменьшение валовых выбросов загрязняющих веществ за счет уменьшения выбросов при сушке/отверждении ЛКП (Сушка/отверждение) | |||||
86. | НДТ 11а Конвекционная сушка/отверждение инертным газом | |||||
87. | НДТ 11б Индукционная сушка/отверждение | |||||
88. | НДТ 11в Микроволновая и высокочастотная сушка | |||||
89. | НДТ 11г Радиационное отверждение | |||||
90. | НДТ 11д Комбинированная конвекционная/радиационная ИК-сушка | |||||
91. | НДТ 11е Конвекционная сушка/отверждение в комбинации с рекуперацией тепла | |||||
92. | НДТ 11ж Терморадиационно-конвективная сушка | |||||
93. | НДТ 11з Поддержание отрицательного давления в процессе сушки | |||||
Очистка вентиляционных выбросов окрасочно-сушильного оборудования | ||||||
Выбросы взвешенных веществ | ||||||
94. | НДТ 12 Сокращение и предотвращение образования выбросов в атмосферный воздух твердых частиц (пыли), взвешенных веществ | |||||
95. | НДТ 12а Окрасочная камера с водяной завесой | |||||
96. | НДТ 12б Мокрая очистка | |||||
97. | НДТ 12в Сухое отделение избыточного распыления с помощью фильтров с предварительно покрытым материалом | |||||
98. | НДТ 12г Сухое отделение избыточного распыления с помощью фильтров | |||||
99. | НДТ 12д Электростатический фильтр | |||||
100. | НДТ 12е Использования стекловолоконных фильтров | |||||
Выбросы ЛОС | ||||||
101. | НДТ 13 Сокращение и предотвращение образования выбросов в атмосферный воздух летучих органических соединений (растворителей) | |||||
102. | НДТ 13а Выбор газоочистной системы, конструкция и оптимизация условий эксплуатации | |||||
103. | НДТ 13б Откачка воздуха максимально близко к месту нанесения ЛКМ, содержащих ЛОС | |||||
104. | НДТ 13в Откачка воздуха максимально близко к месту приготовления ЛКМ | |||||
105. | НДТ 13г Откачка воздуха из процессов сушки/отверждения | |||||
106. | НДТ 13д Минимизация неорганизованных выбросов и тепловых потерь из печей/сушильных камер посредством герметизации входа и выхода или применения давления ниже атмосферного во время сушки | |||||
107. | НДТ 13е Откачка воздуха из зоны охлаждения | |||||
108. | НДТ 13ж Откачка воздуха из хранилищ сырья, растворителей и отходов, содержащих растворители | |||||
109. | НДТ 13з Отведение воздуха от участков очистки | |||||
110. | НДТ 14 Сокращение выбросов ЛОС в отходящих газах | |||||
111. | НДТ 14а Конденсация | |||||
112. | НДТ 14б Адсорбция с использованием активированного угля или цеолитовым субстратом | |||||
113. | НДТ 14в Абсорбция с использованием подходящей жидкости | |||||
114. | НДТ 14г Мембранные процессы | |||||
115. | НДТ 14д Направление отходящих газов на установку сжигания (разрушение негалогенизированных растворителей) | |||||
116. | НДТ 14е Рекуперативное термическое окисление | |||||
117. | НДТ 14ж Регенеративное термическое окисление с несколькими слоями или с бесклапанным вращающимся воздухораспределителем | |||||
118. | НДТ 14з Каталитическое окисление | |||||
| ||||||
119. | НДТ 14и Биологическая обработка отходящих газов | |||||
120. | НДТ 14к Термическое окисление | |||||
121. | НДТ 15 Сокращение энергопотребления системы снижения выбросов ЛОС | |||||
122. | НДТ 15а Поддержка концентрации ЛОС, направляемых в систему очистки отходящих газов, с использованием вентиляторов с частотно-регулируемым приводом | |||||
123. | НДТ 15б Внутренняя концентрация растворителей в отходящих газах | |||||
124. | НДТ 15в Внешняя концентрация растворителей в отходящих газах вследствие адсорбции | |||||
125. | НДТ 15г Технология повышенного давления для сокращения объема отработанного газа | |||||
126. | НДТ 16 Совершенствование систем очистки выбросов вредных загрязняющих веществ | |||||
127. | НДТ 17 Использование систем автоматического управления расходом реагентов для очистки выбросов загрязняющих веществ | |||||
128. | НДТ 18 Использование комплексного подхода при обращении с отходящими газами | |||||
НДТ Сокращение выбросов NOx и CO | ||||||
129. | НДТ 19 Снижение выбросов NOx | |||||
130. | НДТ 19а Оптимизация условий термической обработки (конструкция и эксплуатация) | |||||
131. | НДТ 19б Использование горелок с низким уровнем NOx | |||||
Потребление воды и очистка сточных вод окрасочного оборудования | ||||||
Потребление воды и образование сточных вод | ||||||
132. | НДТ 20 Сокращение потребления воды и образования сточных вод | |||||
133. | НДТ 20а План управления водными ресурсами | |||||
134. | НДТ 20б Обратная каскадная промывка | |||||
135. | НДТ 20в Повторное использование и/или обработка сточных вод | |||||
Очистка сточных вод | ||||||
136. | НДТ 21 Снижение сбросов загрязняющих веществ | |||||
137. | НДТ 21а Уравнивание | |||||
138. | НДТ 21б Нейтрализация | |||||
139. | НДТ 21в Физическая сепарация, например, с использованием экранов, сит, сепараторов песка, первичных осадочных резервуаров и магнитной сепарации | |||||
140. | НДТ 21г Адсорбция | |||||
141. | НДТ 21д Вакуумная дистилляция | |||||
142. | НДТ 21е Осаждение | |||||
143. | НДТ 21ж Химическое восстановление | |||||
144. | НДТ 21з Ионный обмен | |||||
145. | НДТ 21и Десорбция | |||||
146. | НДТ 21к Биологическая обработка | |||||
147. | НДТ 21л Коагуляция и флокуляция | |||||
148. | НДТ 21м Осаждение | |||||
149. | НДТ 21н Фильтрация | |||||
150. | НДТ 21о Флотация | |||||
151. | НДТ 22 Очистка ванны гидрофильтра от шлама | |||||
152. | НДТ 23 Совершенствование систем очистки сточных вод | |||||
153. | НДТ 24 Сокращение до минимального возможного уровня водопотребления | |||||
154. | НДТ 25 Повышение степени повторного использования сточных вод | |||||
155. | НДТ 26 Использование применяемых для очистки сточных вод реагентов, имеющих методики определения остаточных концентраций | |||||
156. | НДТ 27 Использование систем автоматического управления расходом реагентов для очистки сточных вод | |||||
157. | НДТ 28 Аппаратурный учет количества сбрасываемых сточных вод и специфических загрязнений | |||||
158. | НДТ 29 Применение ультразвуковых или индукционных расходомеров | |||||
159. | НДТ 30 Постоянный контроль качества сточных вод, сбрасываемых в централизованную систему водоотведения | |||||
Минимизация отходов производства и технологических потерь | ||||||
160. | НДТ 31 Минимизация отходов производства и технологических потерь | |||||
161. | НДТ 31а План управления отходами | |||||
162. | НДТ 31б Мониторинг количества отходов | |||||
163. | НДТ 31в Рекуперация/рециркуляция растворителей | |||||
164. | НДТ 31г Технологии, специфические для потока отходов | |||||
Минимизация образования запахов | ||||||
165. | НДТ 32 Минимизация образования запахов | |||||
Снижение уровня шума | ||||||
166. | НДТ 33 Снижение уровня шума | |||||
167. | НДТ 33а Установка шумозащитных стен и использование/оптимизация шумопоглощающего эффекта зданий | |||||
168. | НДТ 33б Отгораживание или частичное отгораживание шумных работ | |||||
169. | НДТ 33в Использование транспортных средств/транспортных систем с низким уровнем шума | |||||
170. | НДТ 33г Меры по снижению шума (например, повышение эффективности осмотра и обслуживания оборудования; закрытие дверей и окон) | |||||
| ||||||
171. | НДТ 36д Меры по снижению шума вентиляторов | |||||
НДТ, применяемые в отдельных отраслях промышленности | ||||||
НДТ нанесения ЛКМ в транспортном машиностроении | ||||||
172. | НДТ 34 Сокращения потребления растворителей, другого сырья и энергии в транспортном машиностроении | |||||
173. | НДТ 34а Смешанное (SB-mix) покрытие | |||||
174. | НДТ 34б Покрытие на основе водных дисперсий полимеров (WB) | |||||
175. | НДТ 34в Интегрированный процесс покрытия | |||||
176. | НДТ 34г Процесс нанесения системы ЛКП из трех видов ЛКМ способом "мокрый по мокрому" | |||||
НДТ нанесения ЛКМ в судостроении | ||||||
177. | НДТ 35. Нанесение ЛКМ в судостроении | |||||
178. | НДТ 35а Сегрегация потоков отходов и сточных вод | |||||
179. | НДТ 35б Ограничения в случае неблагоприятных погодных условий | |||||
180. | НДТ 35в Частичное отгораживание мест обработки | |||||
181. | НДТ 35г Полное отгораживание мест обработки | |||||
182. | НДТ 35д Сухая струйная обработка в закрытой системе | |||||
183. | НДТ 35е Мокрая струйная обработка | |||||
184. | НДТ 35ж Водометная или струйная обработка под (сверх-) высоким давлением ((U)HP) | |||||
185. | НДТ 35з Снятие покрытий путем индукционного нагрева | |||||
186. | НДТ 35и Система подводной очистки части корпуса и винта | |||||
НДТ нанесения ЛКМ в авиационной промышленности | ||||||
187. | НДТ 36 Нанесение ЛКМ в авиационной промышленности | |||||
188. | НДТ 36а Отгораживание | |||||
189. | НДТ 36б Прямая печать | |||||
(обязательное)
ЭНЕРГОЭФФЕКТИВНОСТЬ И РЕСУРСНАЯ ЭФФЕКТИВНОСТЬ
Г.1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Все отрасли, в которых осуществляется обработка поверхностей, являются значительными потребителями энергии на протяжении всей деятельности: в процессах обработки поверхности, в сопутствующих видах деятельности и в оборудовании для снижения загрязнения.
Г.2 Основные технологические процессы, связанные с использованием энергии
Значительные объемы энергии используются для извлечения воздуха, загрязненного растворителями, а природный газ может использоваться в качестве вспомогательного топлива для термического разрушения ЛОС при низких концентрациях.
Г.3 Уровни потребления
Потребление энергии в процессе покраски в транспортном машиностроении составляет около 40 - 50% от общего потребления энергии в производстве автомобилей (на участке сборки автомобилей), и этот энергоемкий этап является потенциально наиболее экологически значимым в производстве автомобилей после учета использования растворителей и выбросов. Основная доля потребляемой энергии поставляется в виде природного газа и используется для нагрева сушильных камер и снижения выбросов отходящих газов, содержащих растворители, термическими методами.
Г.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
Таблица Г.1
Наилучшие доступные технологии, направленные
на повышение энергоэффективности, оптимизацию
и сокращение ресурсопотребления
Снижение потребления энергии (НДТ, направленные на повышение энергетической эффективности) | ||
N п/п | Наименование НДТ | Примечание |
1 | НДТ 2 Сокращение удельного энергопотребления | |
2 | НДТ 2а План управления энергетической эффективностью | |
3 | НДТ 2б Протокол энергетического баланса | |
4 | НДТ 2в Термоизоляция резервуаров и цистерн, содержащих охлажденные или нагретые жидкости, а также систем сжигания топлива и паровых систем | |
5 | НДТ 2г Рекуперация тепла путем когенерации (комбинированная выработка тепла и электроэнергии) или тригенерации (комбинированное охлаждение, выработка тепла и электроэнергии) | |
6 | НДТ 2д Рекуперация тепла от потоков горячего газа | |
7 | НДТ 2е Регулировка потока рабочего воздуха и отходящих газов | |
8 | НДТ 2ж Рециркуляция отходящих газов в окрасочном боксе | |
9 | НДТ 2з Оптимизированная циркуляция теплого воздуха в сушильных камерах большого объема при использовании турбулизатора воздуха | |
10 | НДТ 2и Рекуперация тепла отходящей воздушно-газовой смеси сушильных установок | |
(обязательное)
ИНДИКАТИВНЫЕ ПОКАЗАТЕЛИ УДЕЛЬНЫХ ВЫБРОСОВ ПАРНИКОВЫХ ГАЗОВ
Введение
Указом Президента Российской Федерации от 04.11.2020 N 666 "О сокращении выбросов парниковых газов" установлена цель к 2030 году сократить выбросы парниковых газов, зафиксированных в Российской Федерации по состоянию на 1990 год, на 70%.
К 2060 году Климатической доктриной Российской Федерации, изданной Указом Президента Российской Федерации от 26.10.2023 N 812, установлена цель по углеродной нейтральности.
Стратегией социально-экономического развития Российской Федерации с низким уровнем выбросов парниковых газов до 2050 г., утвержденной распоряжением Правительства Российской Федерации от 29.10.2021 N 3052-р, установлены целевые показатели сокращения выбросов парниковых газов для экономики Российской Федерации, а также два сценария социально-экономического развития - инерционный и целевой (интенсивный) (таблица Д.1).
Таблица Д.1
для экономики Российской Федерации (распоряжение
Правительства Российской Федерации от 29.10.2021 N 3052-р)
Наименование показателя | Факт - 2019 год | План - 2030 год | План - 2050 год |
Инерционный сценарий | |||
Выбросы ПГ | 2119 | 2253 | 2521 |
Поглощения | -535 | -535 | -535 |
Нетто-выбросы | 1584 | 1718 | 1986 |
Целевой (интенсивный) сценарий | |||
Выбросы ПГ | 2119 | 2212 | 1830 |
Поглощения | -535 | -539 | -1200 |
Нетто-выбросы | 1584 | 1673 | 630 |
Стратегией планируется реализация целевого (интенсивного) сценария снижения выбросов парниковых газов в условиях устойчивого экономического роста.
По данным из "Национального доклада о кадастре антропогенных выбросов из источников и абсорбции поглотителями парниковых газов, не регулируемых Монреальским протоколом за 2024 год", всего в Российской Федерации в 2022 году суммарные выбросы парниковых газов на территории Российской Федерации составили 2 104,9 млн т CO2-экв., выбросы от сектора "Отходы" - 96,2 млн т CO2-экв., а выбросы от размещения отходов - 69,2 млн т CO2-экв. Сумма выбросов от размещения отходов составляет 3,3% всех выбросов парниковых газов, образующихся ежегодно на территории Российской Федерации.
Краткая характеристика отрасли с точки зрения выбросов парниковых газов
Отрасли, в которых осуществляется обработка поверхностей, являются значительными потребителями энергии. Например, некоторые машиностроительные предприятия с полным технологическим циклом производства могут иметь в своем составе металлургическое производство и литейные цеха.
Основные цеха машиностроительных предприятий: литейные, термические, механической обработки, кузнечно-прессовые, сварочные, сборочные, окрасочные, инструментальные, цеха изготовления резинотехнических изделий, цеха изготовления деталей из пластмасс, гальванические цеха, цеха изготовления стекло- и керамических изделий, цеха по производству электроизоляционных изделий, деревообрабатывающие и цеха упаковки изделий.
Наиболее энергоемкими и характеризующимися наибольшими выбросами парниковых газов являются:
- металлургическое производство/цех;
- гальваническое производство/цех;
- окрасочное производство/участок;
- термические цеха/участки;
- другие производства, сопровождающиеся значительным потреблением электрической энергии.
Основные направления снижения выбросов парниковых газов
Приоритетом развития отрасли в настоящее время становятся внедрение наилучших доступных технологий, снижение материалоемкости и энергоемкости производства, увеличение использования отходов и других возобновляемых источников для производства энергии.
Стратегия низкоуглеродного развития Российской Федерации предполагает реализацию следующих мер в промышленности (применимых в том числе для отрасли производства керамических изделий):
- повышение эффективности использования исходного сырья и материалов; повышение энергоэффективности производства, в том числе энергоресурсов и тепла, использование вторичных ресурсов в производстве в рамках экономики замкнутого цикла; стимулирование технического прогресса в части увеличения срока эксплуатации устройств и изделий в целях снижения потребности в материальных и энергетических ресурсах для производства новых изделий, снижения объемов производственного брака;
- разработка и внедрение технологий улавливания, захоронения и дальнейшего использования углекислого газа и метана, а также создание соответствующей инфраструктуры, инжиниринга и производств необходимого оборудования, за счет чего обеспечивается снижение выбросов парниковых газов в атмосферу в объеме уловленного и использованного диоксида углерода и метана, в том числе сожженного.
(справочное)
ОПРЕДЕЛЕНИЕ ТЕКУЩИХ УРОВНЕЙ ЭМИССИЙ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ
В ОКРУЖАЮЩУЮ СРЕДУ
Е.1 Выбросы в атмосферный воздух
При обработке поверхностей промышленной продукции (товаров) органическими растворителями и/или материалами, содержащими в своем составе органические растворители, загрязнение атмосферного воздуха происходит:
- при ручном обезжиривании растворителями;
- при нанесении ЛКМ в окрасочных камерах или на установках бескамерного окрашивания;
- при выдержке и растекании ЛКП в зонах или камерах выдержки;
- при сушке ЛКП в сушильных камерах.
Балансовый расчет загрязнений выполняется для загрязнений красочной пылью (твердыми отходами) и растворителями (газообразными отходами):
- растворитель (при подготовке поверхности):
 (1)
(1)где Qоб - общее количество растворителя, затраченное на обезжиривание поверхности, г;
Qц1 - количество растворителя, поступающего в помещение цеха, г;
- красочная пыль (твердые отходы) при окрашивании:
 (2)
(2)где  - общее количество твердых отходов, г;
- общее количество твердых отходов, г;
Qц2 - количество красочной пыли, поступающей в помещение цеха, г;
- растворитель (при окрашивании и сушке):
 (3)
(3)где Qг - общее количество растворителя (газообразные отходы), г;
Qц3 - количество растворителя, поступающего в помещение цеха при окрашивании, г;
Qц4 - количество растворителя, поступающего в помещение цеха при транспортировке окрашенного изделия, г;
Е.1.1 При ручном обезжиривании уайт-спиритом
Qоб = 50·F, г, (4)
где 50 - удельный расход уайт-спирита, г/м2;
F - площадь поверхности обезжиривания, м2.
При обезжиривании растворителем на установках бескамерного окрашивания 5% растворителя, испаряясь с поверхности изделий, попадает в производственное помещение:
Qц1 = 0,05·Qоб, г. (5)
При ручном обезжиривании растворителем на решетке установки бескамерной окраски:
 (6)
(6)где K - коэффициент очистки воздуха от паров растворителя водой гидрофильтра, равный 0,35 для каскадных гидрофильтров, 0,8 - для гидрофильтров с щелью Вентури и 0,7 - для барботажно-вихревых гидрофильтров.
Количество растворителя, поступающего в вентиляционные выбросы при обезжиривании:
 (7)
(7)Концентрация растворителя в вентиляционных выбросах:
C = Q·1000/Qуд.в, (8)
где C - концентрация растворителя в удаляемом воздухе, мг/м3;
Q - количество растворителя, поступающего в вентиляционные выбросы, г/ч;
Qуд.в - количество воздуха, удаляемого из оборудования (производительность вентилятора), м3/ч.
Время, необходимое для обезжиривания 1 м2 поверхности салфеткой, смоченной растворителем, составляет:
- для изделий I группы сложности - 0,5 мин;
- для изделий II группы сложности - 0,7 мин;
- для изделий III группы сложности - 1 мин.
Исходя из этих данных рассчитывается часовое количество растворителя, поступающего в вентиляционные выбросы (г/ч).
Е.1.2 При окрашивании общее количество твердых отходов ЛКМ
 (9)
(9)где Qт - общее количество твердых отходов ЛКМ, г;
H - норма расхода ЛКМ, определенная по следующей формуле:

где N - норматив расхода ЛКМ, г/(м2·мкм);
F - площадь поверхности окрашивания, м2;
K1 - коэффициент расхода ЛКМ для различных методов окрашивания по группам сложности поверхности (см. таблицу Е.1);
K2 - коэффициент, учитывающий характеристику окрашиваемой поверхности (см. таблицу Е.2);
K3 - коэффициент использования ЛКМ (см. таблицу Е.5);
P - массовая доля нелетучих веществ ЛКМ, %.
Таблица Е.1
по группам сложности поверхности (K1)
Метод окрашивания | Группа сложности поверхности | ||
I | II | III | |
Пневматическое распыление | 1,0 | 1,15 | 1,69 |
Безвоздушное распыление | 1,0 | 1,23 | 1,78 |
Электростатическое распыление | 1,0 | - | - |
Струйный облив с выдержкой в парах растворителей | 1,0 | 1,07 | - |
Окунание | 1,0 | 1,07 | - |
Электрофорез | 1,0 | 1,07 | - |
Валковый метод | 1,0 | - | - |
Кисть | 1,0 | - | - |
Примечание - Прочерк означает, что для данного метода окрашивания поверхности на группы сложности не подразделяются. Метод окрашивания не рекомендуется использовать для этих методов. | |||
Таблица Е.2
окрашиваемой поверхности (K2)
Характеристика поверхности | Коэффициент для соответствующего слоя покрытия | ||
первый | второй | последующий | |
Гладкая: металлопрокат холоднокатаный; литье по выплавляемым моделям, в кокиль, в оболочковые формы и под давлением; механически обработанные поверхности после точения, шлифования, полирования и протяжки; поверхности после шпатлевания и фосфатирования | 1,00 | 1,00 | 1,00 |
Шероховатая: металлопрокат холоднокатаный, обработанный металлическим песком | 1,10 | 1,00 | 1,00 |
Шероховатая: металлопрокат горячекатаный, поверхности кузнечных поковок и штамповок после дробеструйной очистки; грубая обработка резанием (обдирка) | 1,15 | 1,05 | 1,00 |
Пористая: литье в песочные формы после дробеструйной и гидропескоструйной очистки | 1,40 | 1,20 | 1,00 |
Классификация поверхностей по группам сложности приведена в таблице Е.3, типичные представители изделий I - III групп - в таблице Е.4.
Таблица Е.3
Характеристика геометрической формы окрашиваемой поверхности | Основной определяющий размер | Группа сложности поверхности | ||
I | II | III | ||
Плоская форма: листовая, прямолинейного или криволинейного контура, плавно выпуклой или вогнутой формы, с отверстиями и небольшими отбортовками | Ширина, мм | Свыше 300 | 150 - 300 | До 150 |
Доля поверхности, занятая отверстиями, % | До 20 | До 20 | - | |
Коробчатая форма: объемная, с прямолинейными или криволинейными поверхностями, изготовленная из листов, штампованная или литая | Длина, высота, ширина, мм | Свыше 300 x 300 x 300 | Свыше 150 x 150 x 150 до 300 x 300 x 300 | До 150 x 150 x 150 |
Доля поверхности, занятая отверстиями, % | До 20 | До 20 | - | |
Цилиндрическая, коническая, сферическая форма: объемная с цилиндрической, сферической или конической поверхностью | Средний диаметр, высота, мм | Свыше 300 | 150 - 300 | До 150 |
Доля поверхности, занятая отверстиями, % | До 20 | До 20 | - | |
Фигурная форма: рычажные, коленчатые, эксцентриковые, перекрестно-осевые, согнутые под углами, с наличием приливов, пазов, ребер жесткости | Сложность конструкции, высота выступающих элементов, мм | - | До 150 | Свыше 150 |
Профильная форма: фасонный прокат (типа уголков, швеллеров, двутавровых балок и других поверхностей), окрашиваемый индивидуально | Высота профиля, мм | Свыше 300 | 150 - 300 | До 150 |
Таблица Е.4
Форма изделий | Группа сложности | Типичные представители изделий |
Плоская | I - III | Листы, обшивки, панели, двери, борта, крышки, капоты, оперенье, щитки, лопасти вентиляторов, пластины, планки, рейки и др. |
Коробчатая | I - III | Контейнеры, коробки, желоба корпуса холодильника, шкафы, топливные баки, кожухи, кузова товарных и пассажирских вагонов, кузова легковых автомобилей, автобусов, кормушки, поилки, станины станков прессов, корпусы редукторов и дозаторов, тарные ящики, тележки |
Цилиндрическая, коническая, сферическая | I - III | Технологические колонны, цистерны, циклоны, трубопроводы, гидроцилиндры, обтекатели, корпусы фар, сферические крышки, кожухи, колесные пары |
Фигурная | II - III | Кронштейны, полки, шарниры карданных передач, корпусы весов, клапанов, рабочие колеса вентиляторов, рамы |
Профильная | II - III | Сварные металлоконструкции из двутавровых и тавровых балок, стальных уголков, швеллеров (лестничные марши, рабочие площадки, стрелы башенных кранов и экскаваторов, рамы автомобильных и товарных вагонов, каркасные конструкции, не обшитые листами) |
Таблица Е.5
и группам сложности (K3)
Метод окрашивания | Группа сложности поверхности | ||
I | II | III | |
Пневматическое распыление | 0,76 | 0,66 | 0,45 |
Безвоздушное распыление | 0,80 | 0,65 | 0,45 |
Электростатическое распыление | 0,90 | - | - |
Высокооборотное электростатическое распыление | 0,92 | - | - |
Струйный облив с выдержкой в парах растворителя | 0,80 | 0,75 | - |
Окунание | 0,80 | 0,75 | - |
Электрофорез | 0,95 | 0,90 | - |
Валковый метод | 0,90 | - | - |
Кисть | 0,90 | - | - |
При нанесении ЛКМ методом распыления на установках бескамерной окраски аэрозоль красочной пыли частично попадает в помещение цеха, на технологическое оборудование, что составляет приблизительно 7% от общего количества потерь Qт.
Qц2 = 0,07Qт, г. (11)
Загрязнения красочной пылью ванн гидрофильтров окрасочного оборудования:
 (12)
(12)где K7 - коэффициент очистки воздуха от красочной пыли водой гидрофильтра (см. таблицу Е.6).
Таблица Е.6
Тип гидрофильтра | Коэффициент очистки | |
от паров растворителя (K6) | от красочной пыли (K7) | |
Каскадный | 0,35 | 0,86 |
С щелью Вентури | 0,80 | 0,98 |
Барботажно-вихревой | 0,90 | 0,98 |
Загрязнения атмосферных выбросов красочной пылью:
 (13)
(13)где Qц2 - загрязнения помещения цеха красочной пылью;
Концентрация красочной пыли в вентиляционных выбросах:
C = Q·1000/Qуд.в, (14)
где C - концентрация красочной пыли в удаляемом воздухе, мг/м3;
Q - количество красочной пыли, поступающей в вентиляционные выбросы, г/ч;
Qуд.в - количество воздуха, удаляемого из оборудования (производительность вентилятора), м3/ч.
При непрерывном окрашивании на конвейерной линии часовое количество рассчитывается:
 (15)
(15)где  - годовое количество загрязнений атмосферных выбросов красочной пылью, кг;
- годовое количество загрязнений атмосферных выбросов красочной пылью, кг;
Ф - годовой фонд рабочего времени, ч.
При окрашивании в тупиковом оборудовании периодического действия:
 (16)
(16)где  - количество загрязнений атмосферных выбросов красочной пылью при окрашивании одного изделия, кг;
- количество загрязнений атмосферных выбросов красочной пылью при окрашивании одного изделия, кг;
T - время окрашивания одного изделия, ч.
Время окрашивания одного изделия принимается по таблице Е.7.
Таблица Е.7
Средняя удельная трудоемкость операций окрашивания [55]
Технологическая операция | Средняя трудоемкость на окрашивание 1 м2 поверхности по группам сложности изделий, мин | ||
I | II | III | |
Грунтование наружной поверхности кистью | 1,80 | 2,5 | 3,6 |
Грунтование внутренней поверхности кистью | 2,20 | 3,0 | 4,3 |
Грунтование наружной поверхности распылением | 0,80 | 0,8 | 1,2 |
Грунтование внутренней поверхности распылением | 0,70 | 1,0 | 1,6 |
Окрашивание наружной поверхности кистью | 3,15 | 4,3 | 6,0 |
Окрашивание внутренней поверхности кистью | 3,00 | 5,2 | 7,5 |
Окрашивание наружной поверхности распылением | 0,90 | 1,2 | 1,7 |
Окрашивание внутренней поверхности распылением | 0,90 | 1,2 | 1,7 |
Шпатлевание поверхности первым сплошным слоем | 3,00 | 3,7 | 3,7 |
Шпатлевание поверхности вторым сплошным слоем | 2,70 | 3,3 | 4,2 |
Е.1.3 Общее количество растворителя, выделяемое при окрашивании
 (17)
(17)где Qг - общее количество растворителя, выделяемое при окрашивании, г;
H - норма расхода ЛКМ, определенная по формуле (10);
B - степень разбавления ЛКМ до рабочей вязкости, %;
P - массовая доля нелетучих веществ ЛКМ, %.
При нанесении ЛКМ методами распыления на установках бескамерной окраски приблизительно 10% паров растворителя попадает в помещение цеха.
Qц3 = 0,1·Qг·K4, г, (18)
где K4 - коэффициент, учитывающий количество растворителя, выделяющегося при окраске (см. таблицу Е.8).
Таблица Е.8
выделяющегося при окрашивании и формировании покрытия
(выдержке и сушке)
Метод нанесения | Для паров растворителей | |
при окрашивании (K4) | при выдержке и сушке (K5) | |
Пневматическое распыление | 0,25 | 0,75 |
Безвоздушное распыление | 0,23 | 0,77 |
Электростатическое распыление | 0,50 | 0,50 |
Пневмоэлектростатическое распыление | 0,20 | 0,80 |
Безвоздушное электростатическое распыление | 0,25 | 0,75 |
Окунание | 0,28 | 0,72 |
Струйный облив | 0,35 | 0,65 |
Электроосаждение | 0,10 | 0,90 |
Кисть | 0,10 | 0,90 |
Загрязнение растворителем ванн гидрофильтра при окрашивании:
 (19)
(19)При использовании гидрофильтров с S-образным промывным каналом произведение K4·K6 = K8 не превышает 0,2. Значение коэффициента K8 для различных ЛКМ приведено в таблице Е.9.
Таблица Е.9
гидрофильтра с S-образным промывным каналом
Группа ЛКМ по химической природе пленкообразователя | K8 |
ГФ, ПФ, ФЛ | 0,183 |
ХВ | 0,185 |
ХС | 0,119 |
ЭП | 0,174 |
КО | 0,192 |
АК | 0,184 |
НЦ | 0,182 |
МЛ | 0,190 |
УР | 0,184 |
КФ | 0,185 |
МЧ | 0,208 |
МС | 0,185 |
АС | 0,184 |
ВЛ | 0,186 |
Загрязнение атмосферных выбросов растворителем при окрашивании:
 (20)
(20)где Qг·K4 - общее количество растворителя, выделяющегося при окрашивании;
Qц3 - потери растворителя в помещении цеха при окрашивании;
Концентрация растворителя в вентиляционных выбросах:
C = Q·1000/Qуд.в, (21)
где C - концентрация растворителя в удаляемом воздухе, мг/м3;
Q - количество растворителя, поступающего в вентиляционные выбросы, г/ч;
Qуд.в - количество воздуха, удаляемого из оборудования (производительность вентилятора), м3/ч.
При непрерывном окрашивании на конвейерной линии часовое количество рассчитывается:
 (22)
(22)где  - годовое количество загрязнений атмосферных выбросов растворителем, кг;
- годовое количество загрязнений атмосферных выбросов растворителем, кг;
Ф - годовой фонд рабочего времени, ч.
При окрашивании в тупиковом оборудовании периодического действия:
 (23)
(23)где  - количество загрязнений атмосферных выбросов растворителем при окрашивании одного изделия, кг;
- количество загрязнений атмосферных выбросов растворителем при окрашивании одного изделия, кг;
T - время окрашивания одного изделия, ч (см. таблицу Е.7).
Е.1.4 Количество растворителя, выделяемого при выдержке и растекании ЛКМ при нанесении лакокрасочного покрытия
При транспортировании окрашенного изделия на место сушки покрытия в помещении окрасочного участка, а также в туннелях растекания и выдержки покрытий выделяются пары растворителя:
Qц4 = A, (24)
где Qц4 - количество растворителя, выделяемого при выдержке и растекании ЛКМ при нанесении лакокрасочного покрытия, г;
A - интенсивность испарения растворителя из пленки ЛКМ, г;
 (25)
(25)где  - время испарения, мин (обычно составляет 5 - 10 мин);
- время испарения, мин (обычно составляет 5 - 10 мин);
K5 - коэффициент, учитывающий количество растворителя, выделяющегося при сушке (см. таблицу Е.8);
 (26)
(26)При нормальных условиях принимаются:
-  (см. таблицу Е.10);
(см. таблицу Е.10);
(см. таблицу Е.10);- температура воздуха в помещении - 20 °C  ;
;
;- относительная влажность воздуха - до 80%  ;
;
;- подвижность воздуха v - 0,2 v/c (Kv = 1,8);
- нормативная толщина пленки покрытия: до 120 мкм  ; до 200 мкм
; до 200 мкм  ; для 300 мкм
; для 300 мкм  ; для 400 мкм
; для 400 мкм  ; для 500 мкм
; для 500 мкм  ;
;
; до 200 мкм ; для 300 мкм ; для 400 мкм ; для 500 мкм ;- расположение окрашенной поверхности: вертикальное (Kr = 1); горизонтальное (пол) (Kr = 0,7); горизонтальное (потолок) (Kr = 1,3).
Значения коэффициента  при нормальных условиях приведены в таблице Е.10.
при нормальных условиях приведены в таблице Е.10.
Таблица Е.10
Группа ЛКМ | Коэффициент интенсивности испарения растворителя (K20) | Общий коэффициент |
Глифталевые | 0,10 | 0,180 |
Пентафталевые | 0,04 | 0,072 |
Фенольные | 0,04 | 0,072 |
Винилхлоридные | 0,22 | 0,400 |
Сополимеровинилхлоридные | 0,20 | 0,360 |
Алкидно-акриловые | 0,22 | 0,400 |
Нитроцеллюлозные | 0,15 | 0,270 |
Концентрация растворителя в вентиляционных выбросах:
C = Q·1000/Qуд.в, (27)
где C - концентрация растворителя в удаляемом воздухе, мг/м3;
Q - количество растворителя, поступающего в вентиляционные выбросы, г/ч;
Qуд.в - количество воздуха, удаляемого из оборудования (производительность вентилятора), м3/ч.
При непрерывном окрашивании на конвейерной линии часовое количество рассчитывается:
 (28)
(28)где Qц4 - годовое количество загрязнений атмосферных выбросов растворителем, кг;
Ф - годовой фонд рабочего времени, ч.
При окрашивании в тупиковом оборудовании периодического действия:
 (29)
(29)где Qц4 - количество загрязнений атмосферных выбросов растворителем при выдержке одного изделия, кг;
Е.1.5 Количество растворителя, выделяемого при сушке лакокрасочного покрытия
 (30)
(30)где Qг·K5 - общее количество растворителя, выделяющегося при сушке покрытия;
Qц4 - количество растворителя, выделяющегося при выдержке покрытия;
K11 - коэффициент очистки атмосферных выбросов из сушильной камеры в очистных устройствах (окислительных или каталитических).
Концентрация растворителя в вентиляционных выбросах:
C = Q·1000/Qуд.в, (31)
где C - концентрация растворителя в удаляемом воздухе, мг/м3;
Q - количество растворителя, поступающего в вентиляционные выбросы, г/ч;
Qуд.в - количество воздуха, удаляемого из оборудования (производительность вентилятора), м3/ч.
При непрерывном окрашивании на конвейерной линии часовое количество рассчитывается:
 (32)
(32)где  - годовое количество загрязнений атмосферных выбросов растворителем, кг;
- годовое количество загрязнений атмосферных выбросов растворителем, кг;
Ф - годовой фонд рабочего времени, ч.
При окрашивании в тупиковом оборудовании периодического действия:
 (33)
(33)где  - количество загрязнений атмосферных выбросов растворителем при выдержке одного изделия, кг;
- количество загрязнений атмосферных выбросов растворителем при выдержке одного изделия, кг;
Е.2 Производственные сточные воды
В окрасочных камерах с гидрофильтром различают непрерывный и периодический режимы сброса сточных вод, загрязненных красочной пылью и растворителями [38]. При непрерывном режиме сброса сточных вод концентрацию ЛКМ в них Cкр, г/л, определяют по формуле
Cкр = F·qкр·K1·K2·K3·K4·K5/Qв, (34)
где F - производительность по окрашиваемой поверхности, м2/ч;
qкр - норма расхода ЛКМ, г/м2 (рассчитывается по формуле 10);
Qв - расход свежей воды, л/ч;
K1 - коэффициент, учитывающий потери ЛКМ при нанесении:
K1 = 1 - Kп. и, Kп. и - коэффициент полезного использования ЛКМ (равен K3 по таблице Е.5);
K2 - коэффициент, учитывающий содержание в ЛКМ массовой доли нелетучих веществ (K2 = 0,2 - 0,5);
K3 - коэффициент очистки воздуха от красочной пыли (равен K7 по таблице Е.6);
K4 - коэффициент, учитывающий количество ЛКМ, попадающего в ванну гидрофильтра (K4 = 0,9);
K5 - коэффициент, учитывающий количество ЛКМ, уносимого со сточными водами (K5 = 0,1).
Концентрацию растворителя в сточных водах Cраств, г/л, определяют по формуле:
Cраств = F·F·qкр·K1·K6·K7/Qв, (35)
где K6 - коэффициент, учитывающий содержание в краске растворителя (K3 = 1 - K2);
K7 - коэффициент очистки воздуха от паров растворителя (равен K6 по таблице Е.6).
При периодическом режиме сброса сточных вод ванны гидрофильтра опорожняют не реже одного раза в неделю.
Концентрацию ЛКМ в сточных водах Cкр, г/л, при периодическом режиме сброса определяют по формуле:
Cкр = Fнед·qкр·K1·K2·K3·K4·K5/V, (36)
где Fнед - средняя окрашиваемая поверхность за неделю, м2;
Fнед = Fгод·41nсм/T, (37)
где Fгод - средняя годовая окрашиваемая поверхность, м2;
41 - продолжительность рабочей недели, ч;
nсм - число рабочих смен;
T - действительный фонд времени работы оборудования в году, ч (при двухсменной работе T = 4015);
V - полезный объем ванны гидрофильтра.
Концентрация растворителя Cраств, г/л, в сточных водах:
Cраств = Fнед·qкр·K1·K2·K3·K4·K5/V. (38)
Концентрацию ЛКМ в сточных водах установки окраски методом электроосаждения Cкр, л/л определяют по формуле
Cкр = F·qкр·K1·K8·K9/Qв, (39)
где F - производительность установки по окрашиваемой поверхности, м2/ч;
qкр - норма расхода ЛКМ (рассчитывается по формуле 10);
K1 - коэффициент, учитывающий потери водоразбавляемых материалов, обусловленные адсорбцией и захватом части рабочего раствора (K1 = 0,02 - 0,05);
K8 - концентрация рабочего раствора по массовой доле нелетучих веществ;
K9 - коэффициент, определяющий степень очистки K10 (K9 = 1 - K10; K10 = 0,8 - 0,95);
Qв - расход свежей воды, л/ч:
Qв = F·qв, (40)
где qв - норма расхода воды на промывку, л/м2 (qв = 15 л/м2).
Концентрация загрязнений в сточных водах установки электроосаждения:
Cкр = qкр·K1·K8·K9/qв. (41)
Е.3 Отходы производства
Е.3.1 Промасленная ветошь
Обтирочный материал при ручном обезжиривании поверхности растворителем содержит:
- грязь (по диоксиду кремния) - 22%;
- текстиль - 60%;
- нефтепродукты - 18%.
Количество отходов N, м/г, определяют по формуле:
N = Mо + M + W, (42)
где Mо - количество используемой ветоши;
M - содержание в ветоши масла;
W - влажность промасленной ветоши.
M = 0,12Mо, W = 0,15Mо.
Е.3.2 Тара, загрязненная лакокрасочным материалом
Количество образующихся отходов тары рассчитывают по формуле (см. [56]):
 (43)
(43)где Qi - годовой расход сырья i-го вида ЛКМ;
Mi - вес сырья i-го вида в упаковке, кг;
mi - вес пустой упаковки из-под ЛКМ i-го вида.
Е.3.3 Шлам гидрофильтров
Количество шлама, извлекаемого из ванн гидрофильтров окрасочных камер, рассчитывают по формуле:
 (44)
(44)где mk - расход ЛКМ, используемого для покрытия, т/г;
fa - доля летучей части (растворителя) в ЛКМ, %/100;
k - коэффициент очистки воздуха в гидрофильтре, %/100;
B - влажность шлама, извлекаемого из ванны гидрофильтра, %/100 (принимается равной 0,6 - 0,7).
В таблице Е.11 приведены данные по доле ЛКМ, потерянной в виде аэрозоля.
Таблица Е.11
Метод окрашивания | Доля ЛКМ, потерянная в виде аэрозоля, | ||
для групп сложности изделий | |||
I | II | III | |
Пневматический | 0,23 | 0,34 | 0,55 |
Безвоздушный | 0,20 | 0,35 | 0,55 |
Электростатический | 0,10 | - | - |
Высокооборотный электростатический | 0,08 | - | - |
Пневмоэлектростатический | 0,23 | 0,34 | 0,55 |
Безвоздушный электростатический | 0,20 | 0,35 | 0,55 |
При окунании, струйном обливе, электроосаждении и валковом методе окрашивания выделение аэрозоля не происходит.
Е.3.4 Фильтры с лакокрасочным материалом
Количество отходов в виде фильтров, загрязненных ЛКМ, из окрасочных камер с сухими фильтрами рассчитывают по формуле:
 (45)
(45)где Mф. м - расход фильтрующего материала, т/г;
kф - коэффициент очистки воздуха фильтрующим элементом (берется по паспорту на очистное оборудование).
(справочное)
ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
БП | - бережливое производство |
ВД-ЛКМ | - водно-дисперсионный лакокрасочный материал (материалы) |
ВИАМ | - Федеральное государственное унитарное предприятие Всероссийский научно-исследовательский институт авиационных материалов |
ВНИИЖТ | - Всероссийский научно-исследовательский институт железнодорожного транспорта |
ВНИИСТ ОАО | - Всесоюзный научно-исследовательский институт по строительству, эксплуатации трубопроводов и объектов |
ВР-ЛКМ | - водоразбавляемый лакокрасочный материал (материалы) |
ГОСТ | - Государственный стандарт |
ИТС | - информационно-технический справочник |
КПД | - коэффициент полезного действия |
ЛКМ | - лакокрасочный материал (материалы) |
ЛКП | - лакокрасочное покрытие (покрытия) |
ЛОС | - летучие органические соединения |
ЛС | - летучие соединения |
ЛКМ | - лакокрасочный материал |
ЛКП | - лакокрасочное покрытие |
НДТ | - наилучшие доступные технологии |
НИОКР | - научно-исследовательские и опытно-конструкторские работы |
НИР | - научно-исследовательские работы |
НПВ | - нижний предел взрываемости |
- Общероссийский классификатор видов экономической деятельности | |
- Общероссийский классификатор продукции по видам экономической деятельности | |
ООН | - Организация Объединенных Наций |
ОС | - Окружающая среда |
ОР | - Органические растворители |
РЖД | - Российские железные дороги |
РТО | - регенеративный термический окислитель |
РФГ | - растворитель для фосфатирующих грунтовок |
СМБП | - система менеджмента бережливого производства |
СЭМ | - система экологического менеджмента |
ТК 35 | - Технический комитет по стандартизации лакокрасочных материалов |
ТЭК | - инжиниринговая нефтегазовая компания, открытое акционерное общество |
УФ | - ультрафиолетовое излучение |
ФЗ | - Федеральный закон |
ХПК | - химическое потребление кислорода |
ЦНИИМФ | - Центральный научно-исследовательский и проектно-конструкторский институт морского флота |
CCHP | - Combined heat and power / Комбинированное производство электроэнергии и тепла |
CDC | - Cathodic dip coating / Катодное покрытие погружением |
CMR | - Carcinogenic, mutagenic, reprotoxic / Канцерогенное, мутагенное, репротоксичное |
EMS | - Environmental management system / Система экологического менеджмента |
ESTA | - Electrostatic application / Электростатическое нанесение |
GWP | - Global warming potential / Потенциал глобального потепления |
HBS | - High-boiling solvents / Высококипящие растворители |
HVLP | - High-volume low-pressure (HVLP) atomization / Пневматическое распыление с низким давлением с высоким потреблением сжатого воздуха |
IED | - Industrial Emission Directive (2010/75/EU) |
LEL | - Lower explosive limit / Нижний предел взрываемости |
LVLP | - Low Volume Low Pressure / Пневматическое распыление с низким давлением с низким потреблением сжатого воздуха |
NIR | - Near infrared / Ближний инфракрасный диапазон |
ODP | - Stratospheric ozone depletion potential / Потенциал разрушения стратосферного озона |
OEL | - Occupational exposure limit / Предельно допустимая концентрация |
RTO | - Regenerative thermal oxidiser / Регенеративный термический окислитель |
STS | - Surface treatment using organic solvents / Обработка поверхности органическими растворителями |
TVOC | - Total volatile organic carbon / Общий летучий органический углерод |
VCA | - Vegetable cleaning agent / Натуральные/растительные чистящие средства |
(обязательное)
З.1 Область применения
Настоящий справочник НДТ распространяется на производства по обработке поверхностей при изготовлении предметов или продукции в следующих отраслях промышленности:
- транспортное машиностроение;
- железнодорожная отрасль;
- сельхозмашиностроение;
- электротехника;
- металлургия (механическое оборудование и специальные стальные конструкции);
- станкостроение;
- авиационная промышленность;
- судостроение;
- нефтегазовая и химическая промышленность.
Справочник НДТ распространяется на процессы, связанные с обработкой поверхности промышленных изделий (получением лакокрасочного покрытия), определяющие характер и масштаб воздействия на окружающую среду:
- производственные процессы подготовки поверхности к окрашиванию с применением органических растворителей;
- производственные процессы окрашивания;
- методы предотвращения и сокращения эмиссии и образования отходов.
Справочник НДТ не распространяется на:
- процессы обработки поверхностей металлов (подготовки поверхности к окрашиванию) с использованием электролитических или химических процессов;
- процессы обработки поверхности древесины и пластмасс;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
З.2 Перечень НДТ
Таблица З.1
Перечень НДТ
N п/п | Наименование НДТ | Применимость/Описание | ||||
Системы менеджмента и мониторинг | ||||||
1 | НДТ 1.1 Системы экологического менеджмента и их инструменты (внедрение и постоянная поддержка принципов экологического менеджмента) | |||||
2 | НДТ 1.2 Системы энергетического менеджмента | |||||
3 | НДТ 1.3 Системы менеджмента бережливого производства | |||||
4 | НДТ 1.4 Повышение общих экологических показателей предприятия | |||||
5 | НДТ 1.5 Снижение вероятности чрезвычайных ситуаций | |||||
6 | НДТ 1.6 Разработка и внедрение на предприятии программы и методик измерений | |||||
7 | НДТ 1.7 Техническое обслуживание всех установок и оборудования | |||||
8 | НДТ 1.8 Расчет материального баланса растворителей | |||||
9 | НДТ 1.9а Полное определение и количественная оценка входных и выходных потоков растворителей, включая соответствующую неопределенность | |||||
10 | НДТ 1.9б Применение системы отслеживания растворителей | |||||
11 | НДТ 1.9в Мониторинг изменений, которые могут повлиять на неопределенность данных массового баланса растворителя | |||||
Снижение потребления энергии (НДТ, направленные на повышение энергетической эффективности) | ||||||
12 | НДТ 2 Сокращение удельного энергопотребления | |||||
13 | НДТ 2а План управления энергетической эффективностью | |||||
14 | НДТ 2б Протокол энергетического баланса | |||||
15 | НДТ 2в Термоизоляция резервуаров и цистерн, содержащих охлажденные или нагретые жидкости, а также систем сжигания топлива и паровых систем | |||||
16 | НДТ 2г Рекуперация тепла путем когенерации (комбинированная выработка тепла и электроэнергии) или тригенерации (комбинированное охлаждение, выработка тепла и электроэнергии) | |||||
17 | НДТ 2д Рекуперация тепла от потоков горячего газа | |||||
18 | НДТ 2е Регулировка потока рабочего воздуха и отходящих газов | |||||
19 | НДТ 2ж Рециркуляция отходящих газов в окрасочном боксе | |||||
20 | НДТ 2з Оптимизированная циркуляция теплого воздуха в сушильных камерах большого объема при использовании турбулизатора воздуха | |||||
21 | НДТ 2и Рекуперация тепла отходящей воздушно-газовой смеси сушильных установок | |||||
Уменьшение выбросов загрязняющих веществ за счет применения технологических средств | ||||||
22 | НДТ 3 Уменьшение валовых выбросов загрязняющих веществ за счет изменения технологии подготовки к окрашиванию | |||||
23 | НДТ 3а Защита зон распыления и оборудования | |||||
24 | НДТ 3б Удаление твердых веществ перед окончательной очисткой | |||||
25 | НДТ 3в Ручной метод очистки предварительно пропитанными салфетками | |||||
26 | НДТ 3г Использование низколетучих чистящих средств | |||||
27 | НДТ 3д Системы очистки с использованием водоэмульсионных моющих средств | |||||
28 | НДТ 3е Закрытые машины для промывки | |||||
29 | НДТ 3ж Очистка с рекуперацией растворителя | |||||
30 | НДТ 3з Очистка с помощи водной струи высокого давления | |||||
31 | НДТ 3и Использование ультразвуковых методов очистки | |||||
32 | НДТ 3к Очистка с помощью сухого льда (CO2) | |||||
33 | НДТ 3л Очистка струей пластиковой дроби | |||||
34 | НДТ 3м Использование менее токсичных растворителей при обезжиривании растворителем | |||||
35 | НДТ 3н Ограничение количества используемого растворителя (например, путем измерения и ограничения количества) | |||||
36 | НДТ 4 Уменьшение валовых выбросов загрязняющих веществ за счет выбора сырьевых материалов | |||||
37 | НДТ 4а Использование сырьевых материалов с низким воздействием на окружающую среду | |||||
38 | НДТ 4б Оптимизация использования растворителей в производственном процессе | |||||
39 | НДТ 5 Уменьшение валовых выбросов загрязняющих веществ за счет применения материалов с низким содержанием растворителей или не содержащих растворители (Сокращение потребления растворителей) | |||||
40 | НДТ 5а Использование высоконаполненных органорастворимых ЛКМ с высоким содержанием массовой доли нелетучих веществ (более 65%) | |||||
41 | НДТ 5б Использование высоконаполненных водоразбавляемых ЛКМ | |||||
42 | НДТ 5в Использование ЛКМ радиационного отверждения | |||||
43 | НДТ 5г Использование двухупаковочных материалов, не содержащих растворителей | |||||
44 | НДТ 5д Использование порошковых красок | |||||
45 | НДТ 5е Использование многослойной пленки для нанесения покрытия на металлические листы рулонного проката | |||||
46 | НДТ 5ж Использование веществ, которые не являются ЛОС или являются ЛОС, но с более низкой летучестью | |||||
47 | НДТ 5з Энергосберегающие материалы | |||||
48 | НДТ 5и Водно-дисперсионные и водоразбавляемые лакокрасочные материалы (ВД-ЛКМ) | |||||
49 | НДТ 6 Предотвращение неорганизованных выбросов ЛОС при хранении и обращении с сырьевыми материалами | |||||
50 | НДТ 6а Подготовка и внедрение плана предотвращения и контроля утечек и разливов | |||||
51 | НДТ 6б Герметизация или накрытие контейнеров и обвалование хранилищ | |||||
52 | НДТ 6в Минимизация хранения опасных веществ в производственных помещениях | |||||
53 | НДТ 6г Технологии предотвращения утечек и разливов во время перекачки | |||||
54 | НДТ 6д Технологии предотвращения переполнения во время перекачки | |||||
55 | НДТ 6е Улавливание паров ЛОС во время поставки материалов, содержащих растворитель | |||||
56 | НДТ 6ж Локализация разливов и/или быстрое поглощение при работе с материалами, содержащими растворитель | |||||
57 | НДТ 7 Уменьшение валовых выбросов загрязняющих веществ за счет предварительного грунтования изделий | |||||
58 | НДТ 8 Сокращение потребления сырья и снижение общего влияния процессов нанесения покрытия на окружающую среду | |||||
59 | НДТ 8а Нанесение ЛКМ валками | |||||
60 | НДТ 8б Ракельный нож над валиком | |||||
61 | НДТ 8в Нанесение конверсионных составов без промывки (сушка на месте) при окрашивании рулонного металла | |||||
62 | НДТ 8г Нанесение наливом | |||||
63 | НДТ 8д ЛКМ электрофоретического нанесения (e-покрытие), электроосаждение | |||||
64 | НДТ 8е Метод окунания | |||||
65 | НДТ 8ж Комбинированное распыление | |||||
66 | НДТ 8з Пневматическое распыление с помощью инертных газов | |||||
67 | НДТ 8и Пневматическое распыление с низким туманообразованием (HVLP (большой объем - низкое давление) и LVLP (низкий объем - низкое давление)) | |||||
68 | НДТ 8к Электростатическое распыление (полностью автоматизированная) | |||||
69 | НДТ 8л Электростатическое воздушное или безвоздушное распыление | |||||
70 | НДТ 8м Распыление нагретых ЛКМ | |||||
71 | НДТ 8н Последовательные операции: Нанесение ЛКМ распылением, ракелем и промывка | |||||
72 | НДТ 8о Трибостатическое распыление | |||||
73 | НДТ 8п Роботизированное нанесение | |||||
74 | НДТ 8р Машинное нанесение | |||||
75 | НДТ 9 Уменьшение валовых выбросов загрязняющих веществ за счет методов окрашивания с высокой степенью переноса ЛКМ на изделие и малым туманообразованием или его отсутствием | |||||
76 | НДТ 10 Уменьшение валовых выбросов загрязняющих веществ за счет минимизации потребления ЛКМ (Распределение сырьевых материалов) | |||||
77 | НДТ 10а Централизованная подача ЛКМ к рабочим местам из краскоприготовительного участка | |||||
78 | НДТ 10б Усовершенствованные системы перемешивания (использование автоматизированных систем смешения ЛКМ) | |||||
79 | НДТ 10в Поставка материалов, содержащих ЛОС, в место нанесения при использовании закрытой системы | |||||
80 | НДТ 10г Автоматизация смены цвета | |||||
81 | НДТ 10д Группирование цветов | |||||
82 | НДТ 10е Мягкая продувка во время распыления | |||||
83 | НДТ 10ж Автоматизация методов окрашивания | |||||
84 | НДТ 10з Повторное использование ЛКМ путем применения ультрафильтрации (электроосаждение) | |||||
85 | НДТ 11 Уменьшение валовых выбросов загрязняющих веществ за счет уменьшения выбросов при сушке/отверждении ЛКП (Сушка/отверждение) | |||||
86 | НДТ 11а Конвекционная сушка/отверждение инертным газом | |||||
87 | НДТ 11б Индукционная сушка/отверждение | |||||
88 | НДТ 11в Микроволновая и высокочастотная сушка | |||||
89 | НДТ 11г Радиационное отверждение | |||||
90 | НДТ 11д Комбинированная конвекционная/радиационная ИК-сушка | |||||
91 | НДТ 11е Конвекционная сушка/отверждение в комбинации с рекуперацией тепла | |||||
92 | НДТ 11ж Терморадиационно-конвективная сушка | |||||
93 | НДТ 11з Поддержание отрицательного давления в процессе сушки | |||||
Очистка вентиляционных выбросов окрасочно-сушильного оборудования | ||||||
Выбросы взвешенных веществ | ||||||
94 | НДТ 12 Сокращение и предотвращение образования выбросов в атмосферный воздух твердых частиц (пыли), взвешенных веществ | |||||
95 | НДТ 12а Окрасочная камера с водяной завесой | |||||
96 | НДТ 12б Мокрая очистка | |||||
97 | НДТ 12в Сухое отделение избыточного распыления с помощью фильтров с предварительно покрытым материалом | |||||
98 | НДТ 12г Сухое отделение избыточного распыления с помощью фильтров | |||||
99 | НДТ 12д Электростатический фильтр | |||||
100 | НДТ 12е Использование стекловолоконных фильтров | |||||
Выбросы ЛОС | ||||||
101 | НДТ 13 Сокращение и предотвращение образования выбросов в атмосферный воздух летучих органических соединений (растворителей) | |||||
102 | НДТ 13а Выбор газоочистной системы, конструкция и оптимизация условий эксплуатации | |||||
103 | НДТ 13б Откачка воздуха максимально близко к месту нанесения ЛКМ, содержащих ЛОС | |||||
104 | НДТ 13в Откачка воздуха максимально близко к месту приготовления ЛКМ | |||||
105 | НДТ 13г Откачка воздуха из процессов сушки/отверждения | |||||
106 | НДТ 13д Минимизация неорганизованных выбросов и тепловых потерь из печей/сушильных камер посредством герметизации входа и выхода или применения давления ниже атмосферного во время сушки | |||||
107 | НДТ 13е Откачка воздуха из зоны охлаждения | |||||
108 | НДТ 13ж Откачка воздуха из хранилищ сырья, растворителей и отходов, содержащих растворители | |||||
109 | НДТ 13з Отведение воздуха от участков очистки | |||||
110 | НДТ 14 Сокращение выбросов ЛОС в отходящих газах | |||||
111 | НДТ 14а Конденсация | |||||
112 | НДТ 14б Адсорбция с использованием активированного угля или цеолитовым субстратом | |||||
113 | НДТ 14в Абсорбция с использованием подходящей жидкости | |||||
114 | НДТ 14г Мембранные процессы | |||||
115 | НДТ 14д Направление отходящих газов на установку сжигания (разрушение негалогенизированных растворителей) | |||||
116 | НДТ 14е Рекуперативное термическое окисление | |||||
117 | НДТ 14ж Регенеративное термическое окисление с несколькими слоями или с бесклапанным вращающимся воздухораспределителем | |||||
118 | НДТ 14з Каталитическое окисление | |||||
| ||||||
119 | НДТ 14и Биологическая обработка отходящих газов | |||||
120 | НДТ 14к Термическое окисление | |||||
121 | НДТ 15 Сокращение энергопотребления системы снижения выбросов ЛОС | |||||
122 | НДТ 15а Поддержка концентрации ЛОС, направляемых в систему очистки отходящих газов, с использованием вентиляторов с частотно-регулируемым приводом | |||||
123 | НДТ 15б Внутренняя концентрация растворителей в отходящих газах | |||||
124 | НДТ 15в Внешняя концентрация растворителей в отходящих газах вследствие адсорбции | |||||
125 | НДТ 15г Технология повышенного давления для сокращения объема отработанного газа | |||||
126 | НДТ 16 Совершенствование систем очистки выбросов вредных загрязняющих веществ | |||||
127 | НДТ 17 Использование систем автоматического управления расходом реагентов для очистки выбросов загрязняющих веществ | |||||
128 | НДТ 18 Использование комплексного подхода при обращении с отходящими газами | |||||
НДТ Сокращение выбросов NOx и CO | ||||||
129 | НДТ 19 Снижение выбросов NOx | |||||
130 | НДТ 19а Оптимизация условий термической обработки (конструкция и эксплуатация) | |||||
131 | НДТ 19б Использование горелок с низким уровнем NOx | |||||
Потребление воды и очистка сточных вод окрасочного оборудования | ||||||
Потребление воды и образование сточных вод | ||||||
132 | НДТ 20 Сокращение потребления воды и образования сточных вод | |||||
133 | НДТ 20а План управления водными ресурсами | |||||
134 | НДТ 20б Обратная каскадная промывка | |||||
135 | НДТ 20в Повторное использование и/или обработка сточных вод | |||||
Очистка сточных вод | ||||||
136 | НДТ 21 Снижение сбросов загрязняющих веществ | |||||
137 | НДТ 21а Уравнивание | |||||
138 | НДТ 21б Нейтрализация | |||||
139 | НДТ 21в Физическая сепарация, например, с использованием экранов, сит, сепараторов песка, первичных осадочных резервуаров и магнитной сепарации | |||||
140 | НДТ 21г Адсорбция | |||||
141 | НДТ 21д Вакуумная дистилляция | |||||
142 | НДТ 21е Осаждение | |||||
143 | НДТ 21ж Химическое восстановление | |||||
144 | НДТ 21з Ионный обмен | |||||
145 | НДТ 21и Десорбция | |||||
146 | НДТ 21к Биологическая обработка | |||||
147 | НДТ 21л Коагуляция и флокуляция | |||||
148 | НДТ 21м Осаждение | |||||
149 | НДТ 21н Фильтрация | |||||
150 | НДТ 21о Флотация | |||||
151 | НДТ 22 Очистка ванны гидрофильтра от шлама | |||||
152 | НДТ 23 Совершенствование систем очистки сточных вод | |||||
153 | НДТ 24 Сокращение до минимального возможного уровня водопотребления | |||||
154 | НДТ 25 Повышение степени повторного использования сточных вод | |||||
155 | НДТ 26 Использование применяемых для очистки сточных вод реагентов, имеющих методики определения остаточных концентраций | |||||
156 | НДТ 27 Использование систем автоматического управления расходом реагентов для очистки сточных вод | |||||
157 | НДТ 28 Аппаратурный учет количества сбрасываемых сточных вод и специфических загрязнений | |||||
158 | НДТ 29 Применение ультразвуковых или индукционных расходомеров | |||||
159 | НДТ 30 Постоянный контроль качества сточных вод, сбрасываемых в централизованную систему водоотведения | |||||
Минимизация отходов производства и технологических потерь | ||||||
160 | НДТ 31 Минимизация отходов производства и технологических потерь | |||||
161 | НДТ 31а План управления отходами | |||||
162 | НДТ 31б Мониторинг количества отходов | |||||
163 | НДТ 31в Рекуперация/рециркуляция растворителей | |||||
164 | НДТ 31г Технологии, специфические для потока отходов | |||||
Минимизация образования запахов | ||||||
165 | НДТ 32 Минимизация образования запахов | |||||
Снижение уровня шума | ||||||
166 | НДТ 33 Снижение уровня шума | |||||
| ||||||
167 | НДТ 36а Установка шумозащитных стен и использование/оптимизация шумопоглощающего эффекта зданий | |||||
168 | НДТ 36б Отгораживание или частичное отгораживание шумных работ | |||||
169 | НДТ 36в Использование транспортных средств/транспортных систем с низким уровнем шума | |||||
170 | НДТ 36г Меры по снижению шума (например, повышение эффективности осмотра и обслуживания оборудования; закрытие дверей и окон) | |||||
171 | НДТ 36д Меры по снижению шума вентиляторов | |||||
НДТ, применяемые в отдельных отраслях промышленности | ||||||
НДТ нанесения ЛКМ в транспортном машиностроении | ||||||
172 | НДТ 34 Сокращение потребления растворителей, другого сырья и энергии в транспортном машиностроении | |||||
173 | НДТ 34а Смешанное (SB-mix) покрытие | |||||
174 | НДТ 34б Покрытие на основе водных дисперсий полимеров (WB) | |||||
175 | НДТ 34в Интегрированный процесс покрытия | |||||
176 | НДТ 34г Процесс нанесения системы ЛКП из трех видов ЛКМ способом "мокрый по мокрому" | |||||
НДТ нанесения ЛКМ в судостроении | ||||||
177 | НДТ 35 Нанесение ЛКМ в судостроении | |||||
178 | НДТ 35а Сегрегация потоков отходов и сточных вод | |||||
179 | НДТ 35б Ограничения в случае неблагоприятных погодных условий | |||||
180 | НДТ 35в Частичное отгораживание мест обработки | |||||
181 | НДТ 35г Полное отгораживание мест обработки | |||||
182 | НДТ 35д Сухая струйная обработка в закрытой системе | |||||
183 | НДТ 35е Мокрая струйная обработка | |||||
184 | НДТ 35ж Водометная или струйная обработка под (сверх-) высоким давлением ((U)HP) | |||||
185 | НДТ 35з Снятие покрытий путем индукционного нагрева | |||||
186 | НДТ 35и Система подводной очистки части корпуса и винта | |||||
НДТ нанесения ЛКМ в авиационной промышленности | ||||||
187 | НДТ 36 Нанесение ЛКМ в авиационной промышленности | |||||
188 | НДТ 36а Отгораживание | |||||
189 | НДТ 36б Прямая печать | |||||
З.3 Перечень маркерных веществ
Таблица З.2
Перечень маркерных веществ
ВЫБРОСЫ В АТМОСФЕРНЫЙ ВОЗДУХ |
Нанесение лакокрасочных материалов методом распыления |
Взвешенные вещества (разнородные по составу твердые частицы, содержащиеся в выбросах загрязняющих веществ и не поименованные в разделе I перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденного распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р) |
Предварительная подготовка поверхностей к нанесению лакокрасочных материалов (обработка растворителями)/Нанесение лакокрасочных материалов/Выдержка и растекание лакокрасочных материалов/Сушка (отверждение) лакокрасочных покрытий |
2-Этоксиэтанол (моноэтиловый эфир этиленгликоля; этилцеллозольв) |
Ацетон (пропан-2-он; диметилкетон; диметилформальдегид) |
Спирт бутиловый (бутан-1-ол) |
Бутилацетат (бутиловый эфир уксусной кислоты) |
Диметилбензол (ксилол) (смесь о-, м-, п-изомеров (метилтолуол)) |
Метилбензол (фенилметан; толуол) |
Уайт-спирит |
Очистка отходящих газов методами термического окисления/Процессы окрасочного производства, сопровождающиеся сжиганием ископаемого топлива |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Азота диоксид (двуокись азота; пероксид азота) Азота оксид (азот (II) оксид; азот монооксид) (в пересчете на азота диоксид) |
СБРОСЫ В ВОДНЫЙ ОБЪЕКТ |
Взвешенные вещества |
Цинк (все растворимые в воде формы) |
Никель (все растворимые в воде формы) |
З.4 Перечень технологических показателей, соответствующих НДТ
Таблица З.3
Технологические показатели выбросов загрязняющих веществ
стационарными источниками при нанесении лакокрасочных
материалов методом распыления, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
Нанесение лакокрасочных материалов методом распыления | Взвешенные вещества (разнородные по составу твердые частицы, содержащиеся в выбросах загрязняющих веществ и не поименованные в разделе I перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденного распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р) | мг/м3 | 130 |
Таблица З.4
Технологические показатели выбросов загрязняющих веществ
стационарными источниками при предварительной подготовке
поверхностей к нанесению лакокрасочных материалов (обработка
растворителями); нанесении лакокрасочных материалов;
выдержке и растекании лакокрасочных покрытий; сушке
(отверждении) лакокрасочных покрытий, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
- предварительная подготовка поверхностей к нанесению лакокрасочных материалов (обработка растворителями); - нанесение лакокрасочных материалов; - выдержка и растекание лакокрасочных покрытий; - сушка (отверждение) лакокрасочных покрытий | 2-Этоксиэтанол (моноэтиловый эфир этиленгликоля; этилцеллозольв) | мг/м3 | 9 |
Ацетон (пропан-2-он; диметилкетон; диметилформальдегид) | 160 | ||
Спирт бутиловый (бутан-1-ол) | 300 | ||
Бутилацетат (бутиловый эфир уксусной кислоты) | 110 | ||
Диметилбензол (ксилол) (смесь о-, м-, п-изомеров (метилтолуол)) | 200 | ||
Метилбензол (фенилметан; толуол) | 300 | ||
Уайт-спирит | 270 |
Таблица З.5
Технологические показатели выбросов загрязняющих веществ
стационарными источниками при термической очистке
отходящих газов; сушке, соответствующее НДТ
Производственный процесс | Наименование загрязняющего вещества | Единица измерения | Величина |
- очистка отходящих газов методами термического окисления; - процессы окрасочного производства, сопровождающиеся сжиганием ископаемого топлива: сушка; отверждение | Углерода оксид (углерод окись; углерод моноокись; угарный газ) | мг/м3 | 300 |
Азота диоксид (двуокись азота; пероксид азота) Азота оксид (азот (II) оксид; азот монооксид) (в пересчете на азота диоксид) | 200 (в пересчете на азота диоксид) |
Таблица З.6
Технологические показатели маркерных веществ в сбросах
в водные объекты, соответствующие НДТ
Наименование загрязняющего вещества | Единица измерения | Величина |
Взвешенные вещества | мг/л | 130 |
Цинк (все растворимые в воде формы) | мг/л | 0,6 |
Никель (все растворимые в воде формы) | мг/л | 0,4 |
З.5. Производственный экологический контроль
Таблица З.7
Методы контроля технологических показателей НДТ
Измеряемые показатели | Метод контроля (непрерывный с применением систем автоматического контроля, периодический, расчетный метод) | Номер методики Название методики |
Выбросы загрязняющих веществ в атмосферный воздух | ||
Взвешенные вещества (разнородные по составу твердые частицы, содержащиеся в выбросах загрязняющих веществ и не поименованные в разделе I перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденного распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
2-Этоксиэтанол (моноэтиловый эфир этиленгликоля; этилцеллозольв) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Ацетон (пропан-2-он; диметилкетон; диметилформальдегид) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Спирт бутиловый (бутан-1-ол) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Бутилацетат (Бутиловый эфир уксусной кислоты) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Диметилбензол (ксилол) (смесь о-, м-, п-изомеров (метилтолуол)) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Метилбензол (фенилметан; толуол) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Уайт-спирит | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Азота диоксид (двуокись азота; пероксид азота) Азота оксид (азот (II) оксид; азот монооксид) (в пересчете на азота диоксид) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Сбросы загрязняющих веществ в водные объекты | ||
Взвешенные вещества | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Цинк (все растворимые в воде формы) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
Никель (все растворимые в воде формы) | см. ИТС 22.1-2021 | Федеральный фонд единства измерений https://fgis.gost.ru/fundmetrology/registry/16 |
1. Перечень областей применения наилучших доступных технологий, утвержденный распоряжением Правительства Российской Федерации от 24 декабря 2014 г. N 2674-р.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Постановление Правительства РФ издано 31.12.2020, а не 28.12.2015, и имеет номер 2398, а не 1029. |
2. Постановление Правительства РФ от 28 декабря 2015 г. N 1029, утверждающее критерии отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III и IV категорий.
3. Фомин, Г.С. Коррозия и защита от коррозии. Энциклопедия международных стандартов. - М.: Протектор, 2013. - 720 с.
5. Федеральная служба государственной статистики (Росстат). Официальная статистика: "Окружающая среда"; "Предпринимательство. Промышленное производство". // URL: https://rosstat.gov.ru/enterprise_industrial (дата обращения 30.09.2023).
7. ГОСТ 9825-73 Материалы лакокрасочные. Термины, определения и обозначения.
8. Гайле, А.А. и др. Ароматические углеводороды. Выделение, применение, рынок. Справочник. - СПб.: Зимиздат, 2000. - 544 с.
9. Дринберг, С.А., Ицко, Э.Ф. Растворители для лакокрасочных материалов: справочник. - 3-е изд., перераб. и доп. - СПб.: ХИМИЗДАТ, 2003. - 216 с.
10. ГОСТ 18187-72 Разбавители для электроокраски марки РЭ. Технические условия.
13. ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения.
14. ГОСТ 23852-79 Покрытия лакокрасочные. Общие требования к выбору по декоративным свойствам.
16. ГОСТ 12549-2003 Вагоны пассажирские магистральных железных дорог колеи 1520 мм. Окраска. Технические условия.
17. Карякина, М.И. Лакокрасочные материалы для защиты сельскохозяйственной техники. - М.: Химия, 1985. - 112 с.
19. ГОСТ 31606-2012 Машины электрические вращающиеся. Двигатели асинхронные мощностью от 0,12 до 400 кВт включительно. Общие технические требования.
21. ГОСТ 9.072-77 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения.
22. Reference Document on Best Available Techniques on Surface Treatment using Organic Solvents, 2020 [Электронный ресурс]. - Режим доступа: https://eippcb.jrc.ec.europa.eu/sites/default/files/2021-06/jrc122816_sts_2020_final.pdf
23. ГОСТ 22133-86 Покрытия лакокрасочные металлорежущего, кузнечно-прессового, литейного и деревообрабатывающего оборудования.
24. Информационный справочник по выбору и применению лакокрасочных материалов для защиты судов от коррозии. Нормативные расходы ЛКМ. - СПб.: Гидрорыбфлот, 2000.
27. Directive 2004/42/CE of the European Parliament and of the Council of 21 April 2004 on the limitation of emissions of volatile organic compounds due to the use of organic solvents in certain paints and varnishes and vehicle refinishing products and amending Directive 1999/13/EC [Электронный ресурс]. - Режим доступа: http://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:32004L0042
28. Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), establishing a European Chemicals Agency, amending Directive 1999/45/EC and repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as well as Council Directive 76/769/EEC and Commission Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC (Text with EEA relevance) [Электронный ресурс]. - Режим доступа: http://eurlex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A02006R1907-20140410
29. СТО-56171713-006-2015 Материалы лакокрасочные. Требования экологической безопасности и методы оценки.
31. РД 413160-02-01297858-03 Правила антикоррозионной защиты резервуаров товарной нефти и динамического и технологического отстоя нефти.
32. Козлов, Д.Ю. Практика безопасности при струйной очистке. - Екатеринбург: Издательский дом "Оригами", 2011. - 132 с.
33. EN 12215:2004 Установки для нанесения покрытий. Распылительные кабины для жидких органических покрывающих материалов. Требования безопасности.
34. ПОТ Р М-017-2001 Межотраслевые правила по охране труда при окрасочных работах.
36. Гандурина, Л.В. Очистка сточных вод с применением синтетических флокулянтов. Монография. М.: "ДАР/ВОДГЕО" 2007. - 198 с.
37. Долина, Л.Ф. и др. Технология очистки сточных вод окрасочных камер железнодорожных вагонов. Залiзничный транспорт Украiни, N 6/2010, 39 - 42.
38. Шабельский, В.А. и др. Защита окружающей среды при производстве лакокрасочных покрытий. - Л.: Химия, 1985. - 120 с.
39. ГОСТ 9.072-2017 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения.
40. EN 1539:1999 Сушилки и печи, в которых выделяются воспламеняемые вещества. Требования безопасности.
41. EN 13355:2004 Установки для нанесения покрытий. Комбинированные распылительные и сушильные камеры. Требования техники безопасности.
43. Лакокрасочные покрытия. Технология и оборудование: справ. изд. / под ред. А.М. Елисаветского. - М.: Химия, 1992. - 416 с.
44. Яковлев, А.Д. и др. Оборудование для получения лакокрасочных покрытий. Ленинград, Химия, 1982, 192 с.
45. EN 1539:2000 Сушилки и печи для высвобождения горючих веществ из материалов покрытий. Требования безопасности.
48. Сайт научно-производственной компании "Воздухоочистка" [Электронный ресурс]. - Режим доступа: http://www.air-cleaning.ru/
49. Сайт научно-производственного предприятия "Фолтер" [Электронный ресурс]. - Режим доступа: http://www.folter.ru/
50. ГОСТ Р ИСО 14001-2016 Системы экологического менеджмента. Требования и руководство по применению.
52. Industrial Emissions Directive 2010/75/EU.
53. Kopeliovich, D. Radiation curable coatings (http://www.substech.com/dokuwiki/doku.php?id=radiation_curable_coatings), 2018.
54. Сайт "СиБ Контролс". Термические окислители и печи дожига [Электронный ресурс]. - Режим доступа: https://sibcontrols.com/ru/vrashhajushhijesja_koncjentratory_kak_sistjemy_kontrolja_vybrosov_vrjednykh_i_zagrjaznjajushhikh_vjeshhjestv
55. ОНТП 03-83 Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Окрасочные цехи.
57. Рейтинг крупнейших производителей лакокрасочных материалов в России за 2020 г. [Электронный ресурс]. - Режим доступа: https://delprof.ru/press-center/open-analytics/rynok-lakokrasochnoy-produktsii-v-rossii-tendentsii-razvitiya-i-posledstviya-pandemii-/.
58. Рынок лакокрасочных материалов (ЛКМ). Текущая ситуация и прогноз". [Электронный ресурс]. - Режим доступа: https://alto-group.ru/new/4765-v-2020-godu-materialov-lakokrasochnyh-i-analogichnyh-dlja-nanesenija-pokrytij-poligraficheskih-krasok-i-mastik-bylo-vypuscheno-na-70-bolshe-chem-za-2019-god.html