СПРАВКА
Источник публикации
М.: ООО Издательство "БСТ", 2017
Примечание к документу
Текст документа приведен в соответствии с публикацией на сайте https://nostroy.ru/ по состоянию на 24.02.2021.
Название документа
"СТО НОСТРОЙ 2.6.175-2015. Стандарт организации. Конструкции строительные железобетонные. Соединение металлической стержневой арматуры методом механической опрессовки. Правила и контроль выполнения, требования к результатам работ"
(утв. и введен в действие Протоколом Ассоциации "Национальное объединение строителей", "НОСТРОЙ" от 21.07.2015 N 70)
"СТО НОСТРОЙ 2.6.175-2015. Стандарт организации. Конструкции строительные железобетонные. Соединение металлической стержневой арматуры методом механической опрессовки. Правила и контроль выполнения, требования к результатам работ"
(утв. и введен в действие Протоколом Ассоциации "Национальное объединение строителей", "НОСТРОЙ" от 21.07.2015 N 70)
Содержание
Протоколом Совета Ассоциации
"Национальное объединение строителей"
от 21 июля 2015 г. N 70
СТАНДАРТ ОРГАНИЗАЦИИ
КОНСТРУКЦИИ СТРОИТЕЛЬНЫЕ ЖЕЛЕЗОБЕТОННЫЕ
СОЕДИНЕНИЕ МЕТАЛЛИЧЕСКОЙ СТЕРЖНЕВОЙ АРМАТУРЫ МЕТОДОМ
МЕХАНИЧЕСКОЙ ОПРЕССОВКИ
ПРАВИЛА И КОНТРОЛЬ ВЫПОЛНЕНИЯ, ТРЕБОВАНИЯ
К РЕЗУЛЬТАТАМ РАБОТ
Ferroconcrete construction structures.
Connections of the metal reinforcement bars by mechanical
crimping. Rules and control of implementation, requirements
to the results of work
СТО НОСТРОЙ 2.6.175-2015
ОКС 91.200
1 | РАЗРАБОТАН | Общество с ограниченной ответственностью "Центр Качества" (ООО "Центр Качества") |
2 | ПРЕДСТАВЛЕН НА УТВЕРЖДЕНИЕ | Комитетом по промышленному строительству Ассоциации "Национальное объединение строителей", протокол от 17 июня 2015 г. N 32 |
3 | УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ | Решением Совета Ассоциации "Национальное объединение строителей", протокол от 21 июля 2015 г. N 70 |
4 | ВВЕДЕН | ВПЕРВЫЕ |
Настоящий стандарт разработан в рамках Программы стандартизации Национального объединения строителей и направлен на реализацию Градостроительного кодекса Российской Федерации, Федерального закона от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", Федерального закона от 30 декабря 2009 г. N 384-ФЗ "Технический регламент о безопасности зданий и сооружений", Федерального закона от 23 ноября 2009 г. N 261-ФЗ "Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации".
Стандарт разработан в целях конкретизации требований СП 63.13330.2012 "Бетонные и железобетонные конструкции. Основные положения. Актуализированная редакция СНиП 52-01-2003", СП 70.13330.2012 "Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87", СТО НОСТРОЙ 2.6.54-2011 "Конструкции монолитные бетонные и железобетонные. Технические требования к производству работ, правила и методы контроля", СТО НОСТРОЙ 2.6.87-2013 "Объекты использования атомной энергии. Работы бетонные при строительстве защитной оболочки реакторной установки атомных электростанций. Основные требования и организация контроля качества" в части выполнения работ по монтажу опрессованных соединений металлической стержневой арматуры с периодическим профилем железобетонных конструкций зданий и сооружений различного уровня ответственности.
При разработке стандарта использованы ISO 15835-1:2009 Стали для армирования бетона. Арматурные муфты для механического соединения стержней. Часть 1. Требования, ISO 15835-2:2009 Стали для армирования бетона. Арматурные муфты для механического соединения стержней. Часть 2. Методы испытаний, РД ЭО 0657-2006 "Положения по применению механических соединений арматуры для железобетонных конструкций зданий и сооружений атомных станций", РА-10-1-04 Рекомендации по механическим соединениям арматурной стали для железобетонных конструкций (Ассоциация "ЖЕЛЕЗОБЕТОН"), ТУ 4842-001-15036104-2008 "Соединения механические опрессованные арматурного проката для железобетонных конструкций" и ТУ 1690-002-15036104-2011 "Соединения опрессованные арматурного проката с пределом текучести 600 Н/мм2 для применения в железобетонных конструкциях".
Основной целью стандарта является создание современной нормативной базы по вопросам выполнения опрессованных соединений металлической стержневой арматуры с периодическим профилем, широкое внедрение которой обеспечит значительный экономический эффект и повышение качества строительных работ.
Авторский коллектив: Г.А. Дубровина, И.В. Малинин, О.В. Минюхин (ООО "Центр качества"), В.Б. Суруда, Л.И. Кузьменко, Е.Ф. Пруткин (ООО "УК "Уралэнергострой"), С.О. Слышенков, Г.В. Файков (ООО "Экспертно-Консультационный Центр Научных Исследований и Изысканий Железобетона").
1.1 Настоящий стандарт распространяется на опрессованные стыковые соединения стальной стержневой арматуры с периодическим профилем железобетонных конструкций зданий и сооружений различного назначения, воспринимающих постоянные, временные и особые (взрывные, сейсмические и др.) нагрузки в климатических районах с расчетной температурой до минус 55 °C, в районах с сейсмичностью до 9 баллов.
1.2 Настоящий стандарт устанавливает требования к выполнению, контролю технических параметров и оценки соответствия опрессованных соединений стальной стержневой арматуры с периодическим профилем при монтаже сборных и возведении монолитных железобетонных конструкций.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и своды правил:
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические требования
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: стандарт имеет номер ГОСТ 8734-75, а не ГОСТ 8734-78. |
ГОСТ 8734-78 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9392-89 Уровни рамные и брусковые. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязанные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17411-91 Гидроприводы объемные. Общие технические условия
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
ГОСТ Р 52544-2006 Прокат арматурный свариваемый периодического профиля классов A500C и B500C для армирования железобетонных конструкций. Технические условия
СП 14.13330.2014 "СНиП II-7-81 Строительство в сейсмических районах"
СП 27.13330.2011 "СНиП 2.03.04-84 Бетонные и железобетонные конструкции, предназначенные для работы в условиях воздействия повышенных и высоких температур"
СП 41.13330.2012 "СНиП 2.06.08-87 Бетонные и железобетонные конструкции гидротехнических сооружений"
СП 48.13330.2011 "СНиП 12-01-2004 Организация строительства"
СП 63.13330.2012 "СНиП 52-01-2003 Бетонные и железобетонные конструкции. Основные положения"
СП 70.13330.2012 "СНиП 3.03.01-87 Несущие и ограждающие конструкции"
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: свод правил "СНиП 3.09.01-85 Производство сборных железобетонных конструкций" имеет номер СП 130.13330.2011, а не СП 130.13330.2012. |
СП 130.13330.2012 "СНиП 3.09.01-85 Производство сборных железобетонных конструкций"
СТО НОСТРОЙ 2.6.15-2011 Конструкции сборно-монолитные железобетонные. Элементы сборные железобетонные стен и перекрытий с пространственным арматурным каркасом. Технические условия
СТО НОСТРОЙ 2.6.54-2011 Конструкции монолитные бетонные и железобетонные. Технические требования к производству работ, правила и методы контроля
СТО НОСТРОЙ 2.6.87-2013 Объекты использования атомной энергетики. Работы бетонные при строительстве защитной оболочки реакторной установки атомных электростанций. Основные требования и организация контроля качества
СТО НОСТРОЙ/НОП 2.6.98-2014 Конструкции железобетонные. Применение арматуры с повышенными эксплуатационными свойствами марки 20Г2СФБА (класс Ан600C)
СТО НОСТРОЙ 2.7.16-2011 Конструкции сборно-монолитные железобетонные. Стены и перекрытия с пространственным арматурным каркасом. Правила выполнения, приемки и контроля монтажных, арматурных и бетонных работ
Примечание - При пользовании настоящим стандартом следует проверить действие ссылочных нормативных документов в информационной системе общего пользования - на официальных сайтах национального органа Российской Федерации по стандартизации и НОСТРОЙ в сети Интернет или по ежегодно издаваемым информационным указателям, опубликованным по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен, актуализирован), то при пользовании настоящим стандартом следует руководствоваться новым (измененным, актуализированным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3.1 В настоящем стандарте применены термины в соответствии с ГОСТ 34028, ГОСТ 5781, ГОСТ 10884, ГОСТ 12004, ГОСТ 10922, СП 63.13330, СТО НОСТРОЙ 2.6.54, а также следующие термины с соответствующими определениями:
3.1.1 деформативность соединения,  , мм: Характеристика пластичности соединения, проявляющаяся под влиянием растягивающей или сжимающей эксплуатационной нагрузки, и определяемая пластическими свойствами самого соединения, а не пластичностью стали стержневой арматуры.
, мм: Характеристика пластичности соединения, проявляющаяся под влиянием растягивающей или сжимающей эксплуатационной нагрузки, и определяемая пластическими свойствами самого соединения, а не пластичностью стали стержневой арматуры.
3.1.2 заготовка для соединительных муфт: Отрезок трубы или круглого проката, обрабатываемый окончательно в процессе производства соединительных муфт.
3.1.3 опрессованное соединение стержней арматуры: Соединение стержней арматуры встык, выполняемое механическим опрессовыванием (пластической деформацией) стальной соединительной муфты.
3.1.4 равномерное относительное удлинение соединенных стержней арматуры,  , %: Наибольшее из двух значений равномерного относительного удлинения для двух стержней опрессованного соединения, определенных после испытания этого соединения на растяжение до разрыва вне зависимости от его места расположения и характера.
, %: Наибольшее из двух значений равномерного относительного удлинения для двух стержней опрессованного соединения, определенных после испытания этого соединения на растяжение до разрыва вне зависимости от его места расположения и характера.
3.1.5 стержневая арматура (стержни арматуры): Стальные прутки с периодическим профилем, применяемые для армирования железобетонных конструкций.
3.2 В настоящем стандарте применены следующие обозначения:
Aм - площадь поперечного сечения соединительной муфты, мм2;
ds.н - номинальный диаметр соединяемой арматуры по ГОСТ 5781, мм;
dmax - фактический максимальный габаритный размер поперечного сечения арматуры, принимаемый равным максимальному из значений d1 и d2, мм;
d1, d2 - фактические размеры поперечного сечения стержня арматуры по продольным и поперечным ребрам, мм;
L0 - начальная (до опрессовки) длина соединительных муфт стандартных соединений, мм;
L - длина соединительных муфт после опрессовки, мм;
dвн, dн - соответственно внутренний и наружный диаметры соединительных муфт стандартных соединений до опрессовки, мм;
e - толщина стенки соединительной муфты, мм;
L0,1, L0,2 - соответственно начальные длины участков соединительной муфты переходных соединений для стержней арматуры большего и меньшего диаметра, мм;
dвн.1, dвн.2 - соответственно внутренние диаметры соединительных муфт переходных соединений для стержней арматуры большего и меньшего диаметра, мм;
c - длина зоны изменения наружного и внутреннего диаметра переходных соединений, мм;
e1, e2 - соответственно толщины стенок соединительных муфт переходных соединений для стержней арматуры большего и меньшего диаметра, мм;
 ) при испытаниях соединений на выносливость, Н/мм2;
) при испытаниях соединений на выносливость, Н/мм2;dmin - минимально допустимая величина удлинения  , используемая при текущем контроле опрессовки, %;
, используемая при текущем контроле опрессовки, %;
Es - нормативное значение модуля упругости арматуры, Н/мм2.
4.1 Стержневая арматура, стыкуемая с помощью опрессованных соединений должна соответствовать проектной документации и удовлетворять требованиям ГОСТ 34028, ГОСТ Р 52544, ГОСТ 5781, ГОСТ 10884 или другим действующим нормативным документам, указанным в проектной документации.
В качестве бесшовных стальных труб, как правило, используют горячедеформированные трубы по ГОСТ 8731 в части технических требований и по ГОСТ 8732 в части сортамента, а также холоднодеформированные по ГОСТ 8733 в части технических требований и по ГОСТ 8734 в части сортамента. В качестве круглого проката, как правило, используют прокат по ГОСТ 535 в части технических требований и по ГОСТ 2590 в части сортамента.
В качестве материала для соединительных муфт, как правило, используют сталь марок 10, 15 или 20 по ГОСТ 1050, а также Ст2 или Ст3 по ГОСТ 380.
Материал для производства соединительных муфт (горячедеформированная или холоднодеформированная труба или круглый прокат, а также марка стали) выбирает производитель соединительных муфт.
Для обеспечения сочетания требуемой прочности и пластичности стали заготовки соединительных муфт твердость стали HB (метод Бринелля), как правило, принимают не более 150.
4.3 В зависимости от типов опрессованных соединений, приведенных в приложении А, в соответствии с ГОСТ 10922 и РД ЭО 0657-2006 [1] к ним предъявляют следующие требования, приведенные в таблице 1.
Наименование показателя | Тип соединения | |
растянутое | сжатое контактное | |
Диаметры соединяемой арматуры, мм | 20 - 40 <1> | |
Усилие разрыва, кН, не менее |  |  |
Деформативность соединения | 0,1 | - |
Равномерное относительное удлинение соединенных стержней арматуры | 2,0 | - |
Выносливость соединения при растяжении (для соединений с гарантией выносливости, обозначаемыми индексом "Д") | требования по п. 4.11 | - |
<1> При достаточном научно-техническом обосновании допускается выполнять соединения стержневой арматуры диаметром 12 - 18 мм. Примечание - | ||
4.4 Для обеспечения свойств опрессованных соединений в соответствии с 4.4.1 - 4.4.3 и таблицей 1 следует выполнять следующие требования.
4.4.1 Соединительные муфты для растянутых соединений должны быть равнопрочны соединяемым стержням арматуры по нормативному временному сопротивлению стыкуемой арматуры (см. таблицу 1), при этом площадь поперечного сечения соединительной муфты следует определять по формуле:
 (1)
(1)где Aм - площадь поперечного сечения соединительной муфты;
4.4.2 Соединительные муфты для сжатых контактных соединений, предназначенных для восприятия сжимающей нагрузки, воспринимающие ограниченную по величине случайную растягивающую нагрузку, должны иметь площадь поперечного сечения, определяемую по формуле:
 (2)
(2)4.4.3 Для обеспечения требуемой прочности опрессованных соединений всех типов фактический зазор между соединительной муфтой и стыкуемой стержневой арматурой до опрессовки dвн - dmax.s должен составлять не больше 4 мм независимо от диаметра арматуры, где dвн - фактический внутренний диаметр соединительной муфты, dmax.s - фактический максимальный габаритный размер поперечного сечения стержневой арматуры.
4.5 Геометрические параметры растянутых стандартных и переходных соединений, опрессуемых с промежутками (см. приложение А), приведены в таблицах 2 и 3, а схемы соединений приведены - на рисунках 1 и 2.
Типы соединений | Диаметр соединяемой арматуры ds.н, мм | Размеры соединительных муфт соединений, мм | |||||
до опрессовки | после опрессовки | ||||||
длина L0, мм | площадь Am, мм2 | толщина стенки e, мм | наружный диаметр dн, мм | b | a +/- 1,0 | ||
не менее | |||||||
СО500-20РП | 20 | 8ds.н | Определяется по 5.2.1 | 5,5 | 35,0 | 25 - 30 | 3 |
СО500-22РП | 22 | 6,0 | 39,0 | ||||
СО500-25РП | 25 | 7,0 | 43,5 | ||||
СО500-28РП | 28 | 8,0 | 49,0 | ||||
СО500-32РП | 32 | 9,0 | 55,5 | ||||
СО500-36РП | 36 | 10,0 | 62,0 | ||||
СО500-40РП | 40 | 11,5 | 69,5 | ||||
СО600-20РП | 20 | 8,5ds.н | 7,5 | 41,5 | |||
СО600-22РП | 22 | 8,0 | 45,0 | ||||
СО600-25РП | 25 | 9,0 | 50,5 | ||||
СО600-28РП | 28 | 10,0 | 56,5 | ||||
СО600-32РП | 32 | 12,0 | 64,0 | ||||
СО600-36РП | 36 | 13,5 | 71,5 | ||||
СО600-40РП | 40 | 14,5 | 78,5 | ||||
Примечания 1 Обозначения в таблице приведены в соответствии с рисунком 1 и приложением А. 2 Геометрические параметры соединительных муфт растянутых соединений типа СО400 принимают как для соединений типа СО500. | |||||||
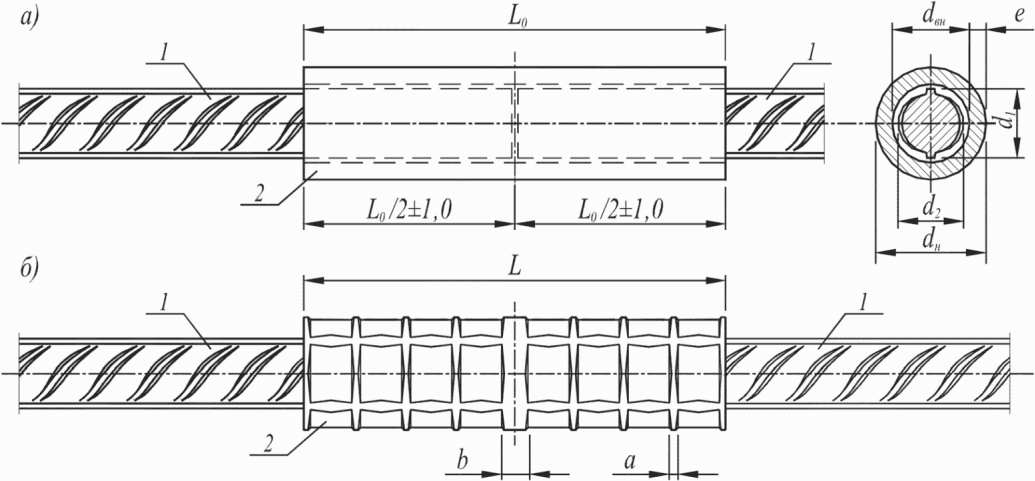
а) - до опрессовки; б) - после опрессовки
1 - стержень арматуры; 2 - соединительная муфта
стержневой арматуры
Типы соединений | Диаметры соединяемой арматуры, мм | Размеры соединительных муфт соединений до опрессовки, мм | |||||||
L0,1 | L0,2 | c | толщины стенок | наружные диаметры | |||||
e1 | e2 | dн1 | dн2 | ||||||
ds.н1 | ds.н2 | не менее | |||||||
СО500-22/20РП | 22 | 20 | 4ds.н1 | 4ds.н2 | 5 | 6,0 | 5,5 | 39,0 | 35,0 |
СО500-25/22РП | 25 | 22 | 7,0 | 6,0 | 43,5 | 39,0 | |||
СО500-28/25РП | 28 | 25 | 8,0 | 7,0 | 49,0 | 43,5 | |||
СО500-32/28РП | 32 | 28 | 8 | 9,0 | 8,0 | 55,5 | 49,0 | ||
СО500-36/32РП | 36 | 32 | 10,0 | 9,0 | 62,0 | 55,5 | |||
СО500-40/36РП | 40 | 36 | 11,5 | 10,0 | 69,5 | 62,0 | |||
СО600-22/20РП | 22 | 22 | 4,25ds.н1 | 4,25ds.н2 | 5 | 8,0 | 7,5 | 45,0 | 41,5 |
СО600-25/22РП | 25 | 25 | 9,0 | 8,0 | 50,5 | 45,0 | |||
СО600-28/25РП | 28 | 28 | 10,0 | 9,0 | 56,5 | 50,5 | |||
СО600-32/28РП | 32 | 32 | 8 | 12,0 | 10,0 | 64,0 | 56,5 | ||
СО600-36/32РП | 36 | 36 | 13,5 | 12,0 | 71,5 | 64,0 | |||
СО600-40/36РП | 22 | 22 | 14,5 | 13,5 | 78,5 | 71,5 | |||
Примечания 1 Обозначения в таблице приведены в соответствии с рисунком 2 и приложением А. 2 Размеры после опрессовки a и b соответствуют значениям, приведенным в таблице 2. 3 Геометрические параметры соединительных муфт растянутых соединений типа СО400 принимают как для соединений типа СО500. 4 Площадь минимального поперечного сечения соединительной муфты Am следует определять по 4.4.1. | |||||||||
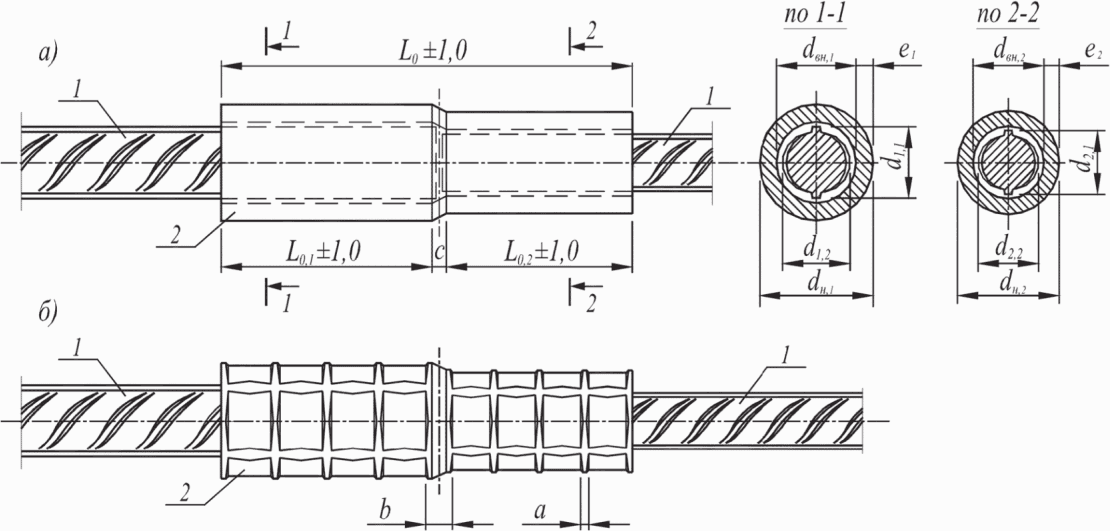
а) - до опрессовки; б) - после опрессовки
1 - стержень арматуры; 2 - соединительная муфта
стержневой арматуры
При отклонении фактических геометрических параметров стержневой арматуры и бесшовных труб от нормативных показателей допускается изменение геометрических параметров поперечного сечения соединительных муфт, при этом следует выполнять требования 4.3 и 4.4, а порядок назначения размеров соединительных муфт с использованием фактических размеров стержней арматуры и труб приведен в приложении Б.
4.6 Геометрические параметры растянутых стандартных и переходных соединений, опрессуемых без промежутков (см. приложение А), следует принимать в соответствии с требованиями таблиц 2 и 3 со следующими изменениями:
- длины соединительных муфт до опрессовки для соединений типов СО400 и СО500 следует принимать L0 >= 5ds.н, L0,1 >= 2,5ds.н1, L0,2 >= 2,5ds.н2;
- длины соединительных муфт до опрессовки для соединений типа СО600 следует принимать L0 >= 6ds.н, L0,1 >= 3ds.н1, L0,2 >= 3ds.н2.
4.7 При выполнении опрессованного соединения стержней арматуры обжатия соединительной муфты следует располагать равномерно по всей ее длине. Количество обжатий соединительной муфты должен определять производитель опрессованных соединений на основании технических параметров оборудования для опрессовки соединений при условии выполнения требований, предъявляемых к соединениям согласно 4.1 - 4.6, но не менее четырех.
4.8.1 Длины соединительных муфт до опрессовки для сжатых соединений, опрессованных с промежутками или без промежутков, следует принимать не менее L0 >= 4ds.н. Размеры промежутков после опрессовки a и b должны соответствовать значениям, приведенным в таблице 2.
Размеры поперечного сечения соединительных муфт должен определять производитель при условии выполнения требований 4.3, 4.4.2, 4.4.3.
4.8.2 Торцы соединяемых стержней арматуры должны соприкасаться и быть перпендикулярными их оси с допуском +/- 1,5° в соответствии с рисунком 3.
арматуры при производстве соединений
Для всех типов опрессованных соединений, приведенных в приложении А, порезку стержней арматуры следует выполнять способами, обеспечивающими прямолинейность концов стержней и "чистоту резов" (отсутствие заусенцев и перпендикулярность торцов). Порезку стержней арматуры, как правило, производят абразивными кругами или пилами по металлу.
4.9 Предельное отклонение положения стыка торцов стержней арматуры относительно центра соединительной муфты составляет +/- 5 мм. Для обеспечения положения стыка стержней по центру соединительной муфты, как правило, используют соединительные муфты с запрессованной по центру перегородкой.
4.11 Опрессованные соединения стержней арматуры с гарантией выносливости (индекс "Д") при испытании на действие многократно повторяющейся нагрузки с максимальным напряжением цикла 
 и интервалом изменения напряжений
и интервалом изменения напряжений  должны выдерживать без разрушений не менее 2 млн. циклов нагрузки.
должны выдерживать без разрушений не менее 2 млн. циклов нагрузки.
и интервалом изменения напряжений должны выдерживать без разрушений не менее 2 млн. циклов нагрузки.Для обеспечения требований выносливости для опрессованных соединений стержней арматуры с гарантией выносливости (индекс "Д") фактический зазор между соединительной муфтой и стыкуемыми стержнями арматуры до опрессовки dвн - dmax,s, как правило, следует принимать не более 2 мм независимо от диаметра стержней арматуры.
4.12 Общие положения по применению опрессованных соединений стержней арматуры приведены в приложение В.
5.1.1 Входной контроль соединительных муфт и арматуры следует производить в соответствии с 6.2.
5.1.2.1 Для производства опрессованных соединений следует принимать соединительные муфты с параметрами, определенными их производителем в соответствии с 4.1 - 4.8, и прошедшие входной контроль по 6.2.1 - 6.2.3.
5.1.2.2 Из принятой партии соединительных муфт в произвольном порядке следует выбирать не менее трех, затем произвести внешний осмотр по 6.3.2, обмер габаритов соединительных муфт с использованием рулетки по ГОСТ 7502 и штангенциркуля по ГОСТ 166 и замер твердости поверхности соединительных муфт по 7.5.
5.1.2.3 По результатам 5.1.2.2 следует определить партии соединительных муфт соответствующего диаметра для типа соединения, указанного в проектной документации.
5.1.3 Подготовка оборудования для опрессовки соединений
5.1.3.1 Выбрать штамп, соответствующий внешнему диаметру соединительной муфты соединения, установить неподвижную часть штампа в вилку пресса.
5.1.3.2 Соединить пресс с гидростанцией, используя рукава с быстроразъемными соединениями. Оборудование для опрессовки соединений, как правило, должно соответствовать требованиям ГОСТ 17411 и ГОСТ 15150.
5.1.4 Подбор режима работы оборудования для опрессовки соединений
5.1.4.1 При подборе режима работы оборудования для опрессовки соединений следует установить величину давления, которая должна варьироваться в пределах от 450 до 600 бар.
5.1.4.2 Выполнить опрессовку контрольных образцов соединений с использованием отобранных соединительных муфт (не менее трех из принятой по 5.1.2 партии) и штампов при выбранной величине давления.
5.1.4.3 Выполнить замер удлинения соединительных муфт контрольных образцов соединения с использованием рулетки по ГОСТ 7502 и штангенциркуля по ГОСТ 166.
Размер удлинения соединительной муфты должен варьироваться в значениях от 8% до 13% от первоначальной ее длины.
5.1.4.4 Методом визуального контроля определить отсутствие поверхностных трещин в районе необжимаемой зоны и зон начала опрессовки соединительных муфт.
5.1.4.5 Провести испытания на растяжение до разрыва не менее трех контрольных образцов соединений с определением прочности опрессованного соединения согласно 7.1.1 - 7.1.3 с оформлением протокола механических испытаний.
5.1.4.6 При положительных результатах (соответствие требованиям 5.1.2.1 - 5.1.4.5) дальнейшее выполнение опрессованных соединений следует выполнять с применением соединительных муфт принятой партии при выбранных штампах и подобранной величине давления оборудования для опрессовки соединений.
5.1.4.7 В случае если на строительном объекте для соединений арматуры необходимо использовать одновременно соединительные муфты нескольких партий, то подбор режима в соответствии с 5.1.4.1 - 5.1.4.5 следует выполнять для каждой партии соединительных муфт.
5.1.5 Подготовка соединительных муфт
5.1.5.1 Соединительные муфты следует очистить ветошью или воздушной струей от загрязнений при их наличии.
5.1.5.2 В процессе подготовки необходимо проверить соответствие маркировки соединительных муфт типу выполняемых соединений.
5.1.6 Подготовка стержней арматуры
5.1.6.1 Заготовку стержней арматуры следует выполнять в соответствии с требованиями СП 130.13330.2011 (раздел 3).
5.1.6.2 Соединяемые стержни арматуры следует чистить ветошью или воздушной струей от загрязнений (бетона, льда и т.д.) при их наличии.
5.1.6.3 Выполнить проверку соответствия прямолинейности реза торцов соединяемых стержней арматуры требованиям 4.8.2 в соответствии с 7.3.
5.1.6.4 При отсутствии прямолинейности торцов соединяемых стержней арматуры необходимо выполнить поперечный рез торца стержня с достижением его прямолинейности в соответствии с 4.8.2 и затем повторить проверку согласно 5.1.6.3.
5.1.7 Разметка, сборка и маркировка
5.1.7.1 Для визуального контроля расположения торца стержня арматуры относительно центра соединительной муфты необходимо нанести разметку на соединяемые стержни арматуры краской по трафарету с помощью кисти.
- первая отметка обозначает расстояние, до которого должен войти стыкуемый стержень арматуры в соединительную муфту;
- вторая отметка учитывает обязательное минимальное удлинение соединительной муфты и указывает границу, за которую должен выйти край соединительной муфты после окончания процесса опрессовки;
- третья отметка определяет длину контрольного участка для проверки правильности проведенного процесса опрессовки.
5.1.7.4 При сборке соединения следует надеть соединительную муфту на торец стержня арматуры, подлежащей опрессовке, таким образом, чтобы торец стержня арматуры дошел до упора, если конструкция соединительной муфты имеет перемычку, установленную на середине соединительной муфты - внутри нее. Толщина перемычки должна составлять от 1,5 до 2,0 мм, что обеспечивает допустимый зазор между стыкуемыми стержнями арматуры. В случае если в конструкции соединительной муфты нет перемычки, то положение стержней арматуры в соединительной муфте относительно друг друга следует обеспечить установкой арматуры по специальным меткам (см. 5.1.7.3), обеспечивающим для горизонтальных стыков зазор не более 3 мм и для вертикальных стыков - не более 2 мм.
5.1.7.5 Маркировку соединительной муфты после опрессовки следует считать маркировкой выполненного соединения.
5.1.8 Перед выполнением работ необходимо произвести пробный цикл опрессовки соединения, чтобы убедиться в правильном функционировании насосной установки и силового гидравлического инструмента. В противном случае следует выполнить наладку насосной установки и силового гидравлического инструмента и повторно произвести подготовительные работы.
5.2.1 При выполнении арматурных работ следует выполнять требования СП 70.13330.2012 (подраздел 5.16) и СТО НОСТРОЙ 2.6.54-2011 (раздел 10).
5.2.2 Порядок опрессовки соединений
5.2.2.1 Опрессовку соединения следует вести от середины соединительной муфты к ее краю.
5.2.2.2 По центру соединительной муфты (соединения) расположена не обжимная зона шириной b, которая составляет от 25 до 30 мм.
5.2.2.3 При выполнении первого жима опрессовки соединения штамп следует располагать по краю необжимной зоны, что следует проверить в соответствии с 7.3.
5.2.2.4 В случае соответствия расположения штампа необходимо произвести подачу давления для опрессовки соединения. При этом половина штампа в рабочем органе (прессе) под давлением движется навстречу другой своей половине, установленной в постоянном положении, вплоть до достижения выбранного значения давления (усилия сжатия); после чего, выдержав от 1 до 2 с, необходимо произвести разгрузку (снятие давления) и развести штампы до исходного положения.
В случае, когда обе половины штампа смыкаются и дальнейшей деформации соединительной муфты не происходит, допускается произвести разгрузку (снятие давления) до достижения выбранного давления.
5.2.2.5 В зависимости от способа опрессовки с промежутками или без промежутков, перемещая пресс дальше по соединительной муфте от центра к краю, раз за разом следует повторять действия, указанные в 5.2.2.4. Последнее обжатие необходимо производить у торца соединительной муфты.
5.2.2.6 Визуальную проверку необходимо выполнять с целью контроля соприкасания штампа только с соединительной муфтой.
5.2.2.7 Опрессовку соединений запрещается проводить, если гидростанция не развивает давление, выбранное для получения требуемой опрессовки и зафиксированное в соответствии с 5.1.4.1 - 5.1.4.7 для каждой партии соединительных муфт.
6.1 При производстве опрессованных соединений стержней арматуры следует производить следующие виды контроля:
- входной контроль соединительных муфт и стержней арматуры по 6.2;
- операционный контроль в процессе производства опрессованных соединений по 6.3;
- оценка соответствия выполненных работ техническим требованиям и требованиям проектной документации по 6.4.
Форма карты контроля за соблюдением требований настоящего стандарта приведена в приложении Е.
6.2.1 Соединительные муфты следует контролировать и принимать партиями, состоящими из соединительных муфт для одного типа соединений, с сопроводительными документами (паспорт или сертификат соответствия). Количество соединительных муфт в партии не должно превышать 500 шт.
6.2.2 На основании сведений сопроводительного документа на соединительные муфты следует проверить наличие следующих данных:
- тип соединения;
- наименование нормативного документа, регламентирующего требования к соединительным муфтам и опрессованным соединениям стержневой арматуры;
- геометрические характеристики соединительных муфт;
- наименование заготовки для производства соединительных муфт (труба или круг) и ее марки стали (10, 15, Ст2 и т.п.);
- наименование стандарта или нормативно-технического документа, регламентирующего требования к заготовке для соединительных муфт;
- указание механических свойств заготовки или приложение копии сертификата на заготовку для соединительных муфт.
6.2.3 От каждой партии случайным образом следует отбирать не менее двух образцов соединительных муфт для определения соответствия их геометрических параметров согласно 7.3 и определения твердости стали в соответствии с 7.5.
6.2.4 Поступающую на строительную площадку стержневую арматуру с сопроводительным документом о качестве (сертификат) необходимо подвергать входному контролю, при котором следует проверить:
- визуальным методом - наличие бирок на пачках, данные сертификатов на соответствие требованиям проектной документации, отсутствие внешних повреждений арматуры (закаты, раковины, язвы и пр.);
- измерительным методом - геометрические параметры стержневой арматуры согласно 7.3 на соответствие требованиям проектной документации.
Как правило, для подтверждения механических свойств арматуры проводят контрольные испытания в соответствии с ГОСТ 12004. Результатом контрольных испытаний является протокол механических испытаний с указанием показателей механических свойств при растяжении, регламентированных нормативным документом на стержневую арматуру, указанным в сопроводительном документе.
6.3.1 Опрессованные соединения следует контролировать и принимать партиями. Каждая партия соединений должна состоять из соединений одного типа и сопровождаться документом о качестве соединительных муфт (паспорт, сертификат, протокол). Количество опрессованных соединений в партии не должно превышать 500 шт.
6.3.2 Перед выполнением соединений стержневой арматуры на соединительных муфтах следует визуально контролировать наличие маркировки и отсутствие загрязнений.
На соединяемых стержнях арматуры также следует визуально контролировать отсутствие загрязнений и наличие контрольных меток.
6.3.3 Каждую партию опрессованных соединений следует подвергнуть визуальным и измерительным методам контроля.
Визуальным методом контроля следует проверить:
- правильность положения стыка торцов стержней относительно центра соединительной муфты в соответствии с требованиями 4.9 по ранее нанесенным контрольным меткам;
- факт опрессовки соединительных муфт;
- отсутствие трещин и разрывов на соединительной муфте после опрессовки соединения.
Измерительным методом контроля следует проверить:
- перпендикулярность торцов соединяемых стержней арматуры к их оси перед опрессовкой (100% соединяемых стержней) согласно 7.3 на соответствие 4.8.2;
6.3.3.1 Контроль удлинения соединительной муфты после опрессовки, как правило, следует выполнять как по меткам, нанесенным на стержни арматуры и указывающим границу минимального удлинения  соединительной муфты, так и измерением длины соединительной муфты после опрессовки согласно 7.3 и 7.4.
соединительной муфты, так и измерением длины соединительной муфты после опрессовки согласно 7.3 и 7.4.
Допускается применение соединительных муфт, удлинение при опрессовке которых меньше величины  , при условии соответствия требованиям 7.4 и испытании образцов опрессованных соединений на растяжение по 7.1.
, при условии соответствия требованиям 7.4 и испытании образцов опрессованных соединений на растяжение по 7.1.
6.3.4 Результаты операционного контроля заносят в журнал выполнения опрессованных соединений металлической стержневой арматуры, форма журнала приведена в приложении Г.
6.4.1 Оценку соответствия выполненных работ техническим требованиям проектной документации следует выполнять на основании результатов операционного контроля и испытаний по 6.4.2 - 6.4.4 не менее двух образцов опрессованных соединений от каждой партии на растяжение до разрыва по 7.1 и контроля положения стыков в конструкции согласно подразделу 6.4.5.
6.4.2 Испытаниям на растяжение до разрыва от каждой партии подвергают по два образца опрессованных соединений, случайным образом отобранных и вырезанных из смонтированных арматурных каркасов или сеток, или по два образца-свидетеля, произведенных на точно таком же оборудовании, в идентичных условиях и из тех же материалов, что и все опрессованные соединения партии.
Результаты испытаний образцов должны соответствовать требованиям 4.3 и быть оформлены протоколом с указанием показателей, приведенных в таблице 1. Если требованиям таблицы 1 не соответствуют результаты испытаний хотя бы одного образца, то испытаниям следует подвергнуть четыре образца. В случае, если повторные результаты испытаний хотя бы одного образца, также не соответствуют требованиям таблицы 1, то контролируемую партию опрессованных соединений следует признать не соответствующей требованиям настоящего стандарта, а производство опрессованных соединений следует приостановить для выяснения причин, приводящих к несоответствию механических характеристик опрессованных соединений требованиям настоящего стандарта. Производство опрессованных соединений может быть возобновлено только после устранения причин несоответствия.
6.4.3 При оценке соответствия опрессованных соединений стержневой арматуры определяющим является соответствие результатов испытаний образцов требованиям таблицы 1. Результаты визуальных и измерительных методов контроля и контроля длины соединительной муфты после опрессовки являются вспомогательными.
6.4.4 Контрольные испытания на выносливость (по 7.2) опрессованных соединений с гарантией выносливости следует выполнять при строительстве уникальных объектов, как правило, один раз в шесть месяцев на протяжении всего периода производства опрессованных соединений.
6.4.5 При контроле положения опрессованных соединений в конструкции согласно 7.3 следует проверять точность установки стыков в плане и по высоте, величину защитного слоя бетона и другие требуемые показатели на соответствие проектной документации.
6.4.6 Оценку соответствия произведенных опрессованных соединений стержневой арматуры следует оформлять актом освидетельствования скрытых работ по РД 11-02-2006 [2, приложение 3]. Акты освидетельствования скрытых работ следует составлять по каждой партии соединений.
6.4.7 К акту освидетельствования скрытых работ опрессованных соединений стержневой арматуры должны быть приложены заводские сертификаты на стержневую арматуру, документ о качестве соединительных муфт, протокол (заключение) с результатами испытаний образцов опрессованных соединений по 7.1 - 7.5, копии или перечень документов о разрешении изменений, внесенных в рабочие чертежи.
7.1 Испытания образцов опрессованных соединений стержней арматуры на растяжение проводят на испытательных машинах по ГОСТ 28840 с определением:
- разрушающей нагрузки;
- равномерного относительного удлинения соединенных стержней арматуры  ;
;
- деформативность опрессованного соединения  .
.
При этом разрушающую нагрузку и относительное удлинение  следует определять в соответствии с ГОСТ 12004, а деформативность опрессованного соединения
следует определять в соответствии с ГОСТ 12004, а деформативность опрессованного соединения  - в соответствии с 7.1.1.
- в соответствии с 7.1.1.
7.1.1 Испытания опрессованных соединений для определения деформативности соединений при растяжении  следует производить следующим образом:
следует производить следующим образом:
а) испытания образцов опрессованных соединений следует проводить с использованием тензометра (прибора для определения деформаций) любого типа, но с точностью определения смещений не больше +/- 0,01 мм. Базу измерения тензометра следует принимать не меньше l = L0 + 3ds.н, схема установки тензометров приведена на рисунке 4;
б) тензометр на образец следует устанавливать до начала испытаний, то есть при начальном напряжении в арматуре  . Допускается приложение начальной нагрузки, соответствующей напряжению в стержне арматуры не больше
. Допускается приложение начальной нагрузки, соответствующей напряжению в стержне арматуры не больше  (0,2 кгс/мм2);
(0,2 кгс/мм2);
(0,2 кгс/мм2);в) деформативность опрессованного соединения  допускается определять двумя способами:
допускается определять двумя способами:
1) по результатам испытания образца на растяжение до напряжения в стержне арматуры, равного  (или
(или  ), где
), где 
 - браковочное значение предела текучести стержня арматуры, следует определить полное удлинение
- браковочное значение предела текучести стержня арматуры, следует определить полное удлинение  опрессованного соединения на базе измерения тензометра l.
опрессованного соединения на базе измерения тензометра l.
1 - стержень арматуры; 2 - соединительная муфта;
3 - тензометр; 4 - приспособление, обеспечивающее базу
измерения и закрепление тензометра
соединения на растяжение
На этой базе следует вычислять упругие деформации по формуле:
 (3)
(3)где Es - нормативный модуль упругости арматуры.
Деформативность соединения следует определять как разность между полными и упругими удлинениями
 (4)
(4)2) образец опрессованного соединения следует растягивать до напряжения в арматуре, равного  (или
(или  ), после чего производить разгрузку образца до напряжения
), после чего производить разгрузку образца до напряжения  и определять остаточное удлинение, которое следует принимать за деформативность соединения
и определять остаточное удлинение, которое следует принимать за деформативность соединения  .
.
и определять остаточное удлинение, которое следует принимать за деформативность соединения 7.1.2 Для опрессованных соединений, разрушающихся при испытаниях на растяжение от разрыва одного из стержней арматуры, деформативность соединения  допускается не контролировать.
допускается не контролировать.
7.1.3 Разрушающую нагрузку образцов опрессованных соединений и относительное равномерное удлинение соединенных стержней арматуры допускается определять по ГОСТ 12004, но без разрушения испытываемых образцов. При этом разрушающую нагрузку следует определять по стрелке силоизмерителя испытательной машины, а равномерное удлинение соединенных стержней арматуры - по предварительно нанесенной на них разметке.
7.2 Испытание образцов на выносливость следует производить в соответствии с приложением Д.
7.3 Геометрические параметры соединительных муфт, соединяемых стержней арматуры, готовых опрессованных соединений и их положение в конструкции следует контролировать измерительным инструментом и приборами необходимой точности по ГОСТ 166, ГОСТ 427, ГОСТ 7502, ГОСТ 8026 и ГОСТ 9392.
7.4 Относительную величину удлинения соединительной муфты в результате опрессовки  следует определять по результатам измерения длины соединительной муфты до опрессовки L0 и после опрессовки L по формуле:
следует определять по результатам измерения длины соединительной муфты до опрессовки L0 и после опрессовки L по формуле:
 (5)
(5)7.5 Твердость стали соединительных муфт следует определять в соответствии с ГОСТ 9012, допускается определять экспресс-измерением при помощи электронного твердомера по ГОСТ 23677.
8.1 Обозначения опрессованных соединений в технической документации следует выполнять на основании требований, приведенных в приложении А. Маркировку наносят на каждую соединительную муфту способами, обеспечивающими ее сохранность до момента ее использования. Допускается наносить маркировку несмываемой краской, электромагнитным ударно-точечным методом, непрерывным прочерчиванием твердосплавной иглой или другими способами в соответствии с ГОСТ 7566.
Высота букв и цифр маркировки должна быть не менее 4 мм.
8.2 Транспортирование и хранение соединительных муфт для опрессовки соединений, а также стержней арматуры следует выполнять в соответствии с ГОСТ 7566 со следующим дополнением: в процессе транспортирования, хранения и производства работ по соединению стержней арматуры соединительные муфты и концы стержней арматуры должны быть защищены от повреждений и загрязнений бетонной смесью.
9.1 При производстве опрессованных соединений стержневой арматуры железобетонных конструкций следует использовать безопасные методы и приемы работ в соответствии с требованиями инструкций предприятий-производителей.
9.2 При работе на высоте необходимо применять средства подмащивания, оборудованные лестницами.
9.3 Ремонт насосов следует производить только на заводе-производителе или в специализированной мастерской.
(справочное)
ОПРЕССОВАННЫХ СОЕДИНЕНИЙ СТЕРЖНЕВОЙ АРМАТУРЫ
А.1 Опрессованные соединения стержневой арматуры с периодическим профилем согласно ГОСТ 10922 и РД ЭО 0657-2006 [1] классифицируют по ряду свойств, в соответствии с набором этих свойств производят условное обозначение типов соединений. Для соединений, приведенных в настоящем стандарте, рекомендуется использовать классификацию и обозначения, изложенные в А.1.1 - А.1.5.
А.1.1 Опрессованные соединения (СО) разделяют по значениям гарантируемого минимального предела текучести соединяемой стержневой арматуры: 600, 500 и 400 Н/мм2.
А.1.2 По диаметру соединяемых стержней арматуры опрессованные соединения разделяют на следующие типы:
- стандартные - предназначенные для соединения стержней арматуры одного диаметра;
- переходные - предназначенные для соединения стержней арматуры разного диаметра.
А.1.3 По характеру действия нагрузки, воспринимаемой опрессованными соединениями, опрессованные соединения разделяют на следующие типы:
- сжатые контактные (индекс "С") - воспринимающие только сжимающие усилия и применяемые для соединения стержней арматуры, в которых в процессе эксплуатации железобетонных конструкций не возникают растягивающие усилия;
- растянутые (индекс "Р") - воспринимающие как растягивающие, так и сжимающие усилия и применяемые для соединения стержней арматуры, в которых в процессе эксплуатации железобетонных нагрузок могут возникать как растягивающие, так и сжимающие напряжения;
- соединения с гарантией выносливости (индекс "Д") - для соединения стержней арматуры железобетонных конструкций, рассчитываемых на действие многократно повторяющихся нагрузок;
- соединения без гарантии выносливости (индекс "S") - для соединения стержней арматуры в составе железобетонных конструкций, не рассчитываемых на действие многократно повторяющихся нагрузок.
А.1.4 Опрессованные соединения равнопрочны классу арматуры, прочность на растяжение соединений превышает усилие временного сопротивления  , гарантируемое по данному классу арматуры для меньшего из соединяемых стержней.
, гарантируемое по данному классу арматуры для меньшего из соединяемых стержней.
, гарантируемое по данному классу арматуры для меньшего из соединяемых стержней.- опрессованные многократным поперечным деформированием соединительной муфты с промежутками (индекс "П"), см. рисунок А.1;
- опрессованные многократным поперечным деформированием соединительной муфты без промежутков (индекс "Б"), см. рисунок А.2.

с промежутками

без промежутков
А.1.6 Примеры условных обозначений опрессованных соединений:
- опрессованное соединение стержней арматуры класса А600C диаметром 32 мм, растянутое, с гарантией выносливости, выполненное с промежутками соединения СО600-32РSП;
- опрессованное соединение стержней арматуры класса А400 разных диаметров 28 и 32 мм, сжатое, без гарантии выносливости, выполненное без промежутков соединения СО400-28/32СSБ.
А.1.7 Схема условных обозначений опрессованных соединений арматуры приведена на рисунке А.3.
┌────────────────────────────────────────────────┐
┌─────────┤Гарантируемый предел текучести класса │
│ │стыкуемой арматуры - 600, 500 или 400 (Н/мм2) │
│ ├────────────────────────────────────────────────┤
│ ┌───────┤Диаметры стержней соединяемой арматуры │
│ │ │например "32", "28/25" и т.д. │
│ │ ├────────────────────────────────────────────────┤
│ │ │ │
│ │ │ │
│ │ ┌─────┤Соединения с гарантией выносливости - индекс "Д"│
│ │ │ │или без гарантии выносливости - индекс "S" │
│ │ │ │ │
│ │ │ │ │
│ │ │ └────────────────────────────────────────────────┘
СО X-XXXX
│ │ ┌────────────────────────────────────────────────┐
│ │ │ │
│ │ │Соединения, опрессованные │
│ └────┤с промежутками - индекс "П" │
│ │или без промежутков - индекс "Б" │
│ │ │
│ ├────────────────────────────────────────────────┤
│ │Разновидности соединений по характеру │
│ │действия нагрузки: │
└──────┤- сжатые контактные соединения - индекс "С" │
│- растянутые - индекс "Р" │
└────────────────────────────────────────────────┘
соединений стержней арматуры
Если для применения опрессованных соединений гарантия выносливости и опрессовка с промежутками или без них являются несущественными, то индексы "Д", "S", "П", "Б" в обозначениях соединений могут не использоваться, то есть упрощенное обозначение соединения СО600-36Р обозначает: растянутое соединение арматуры класса А600C диаметром 36 мм, с гарантией выносливости или без гарантии выносливости, которое выполнено с промежутками или без них.
(рекомендуемое)
И ПРОИЗВОДСТВА ОПРЕССОВАННЫХ СОЕДИНЕНИЙ СТЕРЖНЕВОЙ АРМАТУРЫ
Б.1 При соединении стержней арматуры с помощью опрессовки рекомендуется следующий порядок производства работ:
- входной контроль стержней арматуры, в том числе определение фактических габаритных размеров сечения (dl и d2 по рисунку 3);
- входной контроль заготовки для производства соединительных муфт (бесшовная труба, круг);
- предварительное определение размеров соединительных муфт в соответствии с требованиями к их минимальным значениям и с учетом фактических размеров сечений стержней арматуры и заготовок для соединительных муфт (труб);
- проверка оборудования для опрессовки соединений на работоспособность, наличие паспорта и инструкции по эксплуатации;
- производство и испытания на растяжение пробных образцов опрессованных соединений и определение окончательных размеров соединительных муфт;
- производство опрессованных соединений стержней арматуры в соответствии с требованиями настоящего стандарта.
Б.1.1 В соответствии с действующими нормативно-техническими документами, рекомендуется контролировать фактические габаритные размеры сечения стержней арматуры d1 и d2 (см. рисунок 1), которые могут быть использованы при назначении размеров соединительных муфт.
В таблице Б.1 для сведения приведены требования основных нормативных документов на арматуру и результаты статистической обработки фактических обмеров стержней арматуры ряда предприятий-производителей.
Номинальный диаметр арматуры | Минимальные и максимальные значения габаритных размеров сечения арматур, мм | ||
по требованию нормативных документов | по результатам фактических обмеров с вероятностью 0,95 | ||
20 | 20,5 - 23,6 | 21,5 - 23,1 | 23,4 - 25,0 |
22 | 22,5 - 25,4 | 23,7 - 25,3 | 23,4 - 24,7 |
25 | 25,5 - 28,4 | 26,9 - 28,5 | 25,6 - 31,3 |
28 | 28,4 - 32,3 | 29,8 - 32,2 | 31,0 - 33,6 |
32 | 32,4 - 36,3 | 33,9 - 36,3 | 35,3 - 39,9 |
36 | 37,4 - 41,3 | 38,3 - 40,7 | 38,2 - 42,7 |
40 | 41,4 - 45,3 | 42,6 - 45,0 | 45,2 - 49,7 |
Б.1.2 Заготовки для соединительных муфт в виде круглого горячекатаного проката и бесшовных горячедеформированных или холоднодеформированных труб рекомендуется контролировать на соответствие нормативно-техническим документам, по следующим трем параметрам:
- фактический внутренний диаметр трубы;
- фактическая прочность и пластичность стали трубы или круглого проката;
- фактическую твердость стали трубы или круга.
В таблице Б.2 для сведения приведены требования нормативно-технических документов к разбросу размеров сечений бесшовных труб, рекомендуемых для производства соединительных муфт для растянутых стандартных соединений арматуры.
Номинальный диаметр арматуры | Минимальные и максимальные значения, мм | ||||
наружного диаметра труб dн | внутреннего диаметра dвн | ||||
горячедеформированных | холоднодеформированных | горячедеформированных | холоднодеформированных | ||
20 | 42 x 7 | 41,5 - 42,5 | 41,6 - 42,4 | 25,7 - 30,6 | 26,4 - 29,6 |
22 | 45 x 9 | 44,5 - 45,5 | 44,6 - 45,4 | 24,3 - 30,2 | 25,2 - 28,8 |
25 | 51 x 8,5 | 50,5 - 51,5 | 50,6 - 51,4 | 31,4 - 37,1 | 32,2 - 35,8 |
28 | 57 x 10 | 56,4 - 57,6 | 56,5 - 57,5 | 33,9 - 40,6 | 34,9 - 39,1 |
32 | 63,5 x 12 | 62,9 - 64,1 | 63,0 - 64,0 | 36,4 - 43,7 | 37,0 - 42,0 |
36 | 70 x 13 | 69,3 - 70,7 | 69,4 - 70,6 | 40,1 - 48,6 | 41,4 - 46,6 |
40 | 82,5 x 13 | 81,7 - 83,3 | 81,8 - 83,2 | 52,5 - 61,1 | 53,8 - 59,2 |
Примечание - Размеры даны для труб обычной точности производства. | |||||
В связи с этим рекомендуется преимущественно использовать заготовку для соединительных муфт из стали марок 10 или Ст3сп с минимально низкой прочностью, которую рекомендуется контролировать по твердости из условия: HB - не больше 150.
Б.1.3 Конструкцию соединительных муфт трех видов соединений (растянутых стандартных, растянутых переходных и сжатых контактных) назначают на основе требований настоящего стандарта с учетом фактических размеров сечения стыкуемых стержней арматуры и заготовки для соединительных муфт (труб и круглого проката).
По способу производства могут быть применены соединительные муфты:
- порезанные из бесшовных или сварных (для сжатых контактных соединений) труб;
- порезанные из труб с последующей токарной обработкой;
- из круглого проката с применением токарной обработки.
Рекомендуемые размеры труб для стандартных растянутых соединений приведены в таблице Б.2.
Б.1.4 Перед производством опрессованных соединений рекомендуется проводить пробное производство образцов стыков с их испытаниями на растяжение до разрыва для уточнения их размеров. При этом для контроля основных параметров соединений (см. таблицу 1) может быть назначена минимальная величина удлинения соединительных муфт в результате опрессовки  , но не менее 8%.
, но не менее 8%.
Минимальную величину  назначают актом в свободной форме, в котором должны быть указаны:
назначают актом в свободной форме, в котором должны быть указаны:
- результаты испытаний пробных образцов опрессованных соединений;
- расчет величины  в соответствии с Б.1.5;
в соответствии с Б.1.5;
- срок действия назначенной актом величины  .
.
Количество пробных образцов соединений назначает производитель опрессованных соединений.
Б.1.5 Браковочную минимальную величину удлинения соединительных муфт в результате их опрессовки  для проведения контроля соответствия опрессованных соединений определяют по результатам производства и испытания пробных образцов стыков по формуле:
для проведения контроля соответствия опрессованных соединений определяют по результатам производства и испытания пробных образцов стыков по формуле:
 (Б.1)
(Б.1)где  - среднее значение удлинения по результатам испытаний n образцов:
- среднее значение удлинения по результатам испытаний n образцов:  ;
;
;n - число испытаний образцов соединений (n не меньше шести для каждого типа соединения);
k - квантиль распределения результатов испытаний в зависимости от числа испытаний n. Значения k приведены в таблице Б.3.
n | 6 | 7 | 8 | 9 | 10 |
k | 3,09 | 2,89 | 2,75 | 2,65 | 2,57 |
Б.1.6 Минимальную величину удлинения соединительных муфт  , определяемую по Б.1.5, используют при контроле опрессованных соединений впредь до значительных изменений в технологии производства соединений. Период времени до назначения новой величины
, определяемую по Б.1.5, используют при контроле опрессованных соединений впредь до значительных изменений в технологии производства соединений. Период времени до назначения новой величины  определяет производитель.
определяет производитель.
(рекомендуемое)
ОПРЕССОВАННЫХ СОЕДИНЕНИЙ СТЕРЖНЕВОЙ АРМАТУРЫ
В.1 Опрессованные соединения стержневой арматуры следует применять наряду и взамен других видов соединений (сварных, внахлестку без сварки, резьбовых и т.п.) в железобетонных конструкциях зданий и сооружений различного назначения, в том числе уникальных зданий и сооружений повышенной ответственности.
В.2 Применение опрессованных соединений не изменяет условий применения арматуры по расчетной температуре.
Предельные отрицательные температуры применения арматуры с опрессованными соединениями следует определять по СП 52-105-2009 [3, таблица 4.8], как для целых стержней арматуры, при переработке которых не используют сварку.
В.3 Применение опрессованных соединений стержневой арматуры железобетонных конструкций возможно в районах с сейсмичностью до 9 баллов включительно; его следует осуществлять в соответствии с СП 14.13330.
В.4 Проектирование железобетонных конструкций с применением арматуры, имеющей опрессованные соединения, производят в соответствии СП 63.13330, СП 27.13330, СП 41.13330, СП 70.13330, СТО НОСТРОЙ 2.6.15, СТО НОСТРОЙ 2.6.54, СТО НОСТРОЙ 2.6.87, СТО НОСТРОЙ 2.6.98 и СТО НОСТРОЙ 2.7.16 с учетом следующих положений.
В.4.1 Нормативные и расчетные сопротивления на растяжение и сжатие для арматуры с растянутыми опрессованными соединениями принимают такими же, как для целых (без соединений) стержней арматуры соответствующих классов.
В.4.2 В железобетонных конструкциях, подлежащих расчету на действие многократно повторяющейся нагрузки, рекомендуется применять опрессованные соединения с гарантией выносливости. При этом расчетные сопротивления арматуры с опрессованными соединениями принимают с учетом коэффициента условий работы  , как для арматуры класса А400, имеющей сварные соединения 1-ой группы, в зависимости от коэффициента асимметрии цикла
, как для арматуры класса А400, имеющей сварные соединения 1-ой группы, в зависимости от коэффициента асимметрии цикла  .
.
В.4.3 Конструктивные требования для железобетонных конструкций с применением стержневой арматуры с опрессованными соединениями (в части защитного слоя бетона, минимального расстояния между стержнями и т.п.) следует принимать такими же, как для арматуры соответствующего класса, имеющей стыковые соединения, выполненные ванной сваркой на стальной скобе-накладке, с учетом дополнений, приведенных в В.4.3.1 - В.4.3.4.
В.4.3.1 В качестве величины защитного слоя для арматуры с опрессованными соединениями следует принимать минимальное расстояние между поверхностью соединительной муфты и гранью железобетонной конструкции.
В.4.3.2 Если положение соединяемых стержней арматуры не может быть изменено на время производства работ по стыковке, то следует выдерживать минимальные расстояния между стержнями и соединениями (H, S, U, X и T в соответствии с рисунком В.1), которые рекомендуется определять по формулам:
 (В.1)
(В.1) (В.2)
(В.2) (В.3)
(В.3) (В.4)
(В.4) (В.5)
(В.5)где Dоб, Sоб и Lоб - габаритные размеры рабочего органа оборудования для опрессовки соединений (см. рисунок В.2);
 .
.
1 - стержень арматуры; 2 - соединительная муфта;
3 - горизонтальный железобетонный элемент (изделие);
4 - вертикальные конструкции
арматуры с опрессованными соединениями, определяемые
габаритными размерами оборудования
для опрессовки соединений
Lоб - вылет вилки рабочего органа оборудования;
Sоб - высота вилки рабочего органа оборудования;
Dоб - диаметр рабочего органа оборудования
для опрессовки соединений арматуры
Если при монтаже стержней арматуры обеспечивают повышенную точность, то при определении расстояний H, S, U, X и T возможно использование пониженных значений допускаемого отклонения, вплоть до  .
.
.В.4.3.3 Опрессованные соединения допускается применять для соединения стержней арматуры с арматурными выпусками из железобетонных конструкций. При этом возможны следующие варианты размещения соединений:
- на прямолинейных участках стержней вертикальных, горизонтальных, наклонных и отогнутых под любым углом выпусков (рисунок В.3, изображения а), б), в), е));
- в месте перелома оси выпусков (рисунок В.3, изображение г));
- в месте изгиба выпусков (рисунок В.3, изображение д)).
а) - вертикальные выпуски; б) - наклонные выпуски;
в) - выпуски, отогнутые с радиусом r; г) - опрессованные
соединения в месте перелома оси выпусков на угол  ;
;
д) - опрессованные соединения в месте изгиба выпусков
с радиусом кривизны R; е) - опрессованные соединения
выпусков в температурно-усадочных швах железобетонных
конструкций шириной n
1 - стержень арматуры; 2 - соединительная муфта;
3 - железобетонный элемент (изделие)
на выпусках стержней арматуры из железобетонных конструкций
Величины угла перелома оси  и радиуса кривизны R определяют длиной соединительной муфты L0 и величиной зазора между соединяемыми стержнями арматуры и внутренней поверхностью соединительной муфты dвн - dmax (см. рисунок В.4).
и радиуса кривизны R определяют длиной соединительной муфты L0 и величиной зазора между соединяемыми стержнями арматуры и внутренней поверхностью соединительной муфты dвн - dmax (см. рисунок В.4).
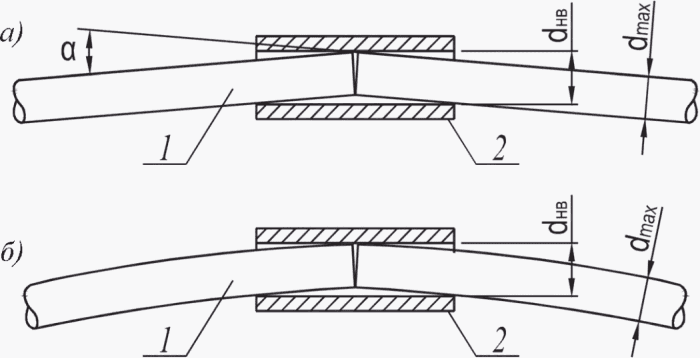
а) - в месте перелома оси выпусков стержней (рисунок В.3,
изображение г)); б) - в месте изгиба выпусков стержней
(рисунок В.3, изображение д))
1 - стержень арматуры; 2 - соединительная муфта
под опрессовку
При опрессовке соединений во временных швах железобетонных конструкций (рисунок В.3, изображение е)) следует учитывать возможность "выпучивания" стыков. Ширину временных швов n следует определять с учетом возможного "выпучивания" соединения стержней арматуры, величина которого не должна превышать значений отклонений стержня арматуры, указанных в СП 70.13330.2012 (таблица 5.10).
В.4.3.4 Количество опрессованных соединений всех типов по настоящему стандарту в одном расчетном сечении железобетонного элемента следует принимать согласно разработанной проектной документации на возведение конструкции в целом или отдельного элемента. При этом для растянутой и сжатой от действия нагрузки арматуры количество опрессованных соединений в одном сечении может составлять 100%, если при этом не ухудшаются условия укладки и уплотнения бетонной смеси и выполняются требования СП 63.13330.2012 (пункты 10.3.2 и 10.3.5) по величине защитного слоя бетона.
(справочное)
МЕТАЛЛИЧЕСКОЙ СТЕРЖНЕВОЙ АРМАТУРЫ
Обложка
ЖУРНАЛ
выполнения опрессованных соединений
металлической стержневой арматуры
(форма)
Титульный лист
ЖУРНАЛ
выполнения опрессованных соединений стержневой арматуры
N _______________
Наименование организации, выполняющей работы ______________________________
___________________________________________________________________________
Наименование объекта строительства ________________________________________
___________________________________________________________________________
Должность, фамилия, инициалы и подпись лица, ответственного за выполнение
работ _____________________________________________________________________
___________________________________________________________________________
Организация, разработавшая проектную документацию _________________________
___________________________________________________________________________
Шифр проекта ______________________________________________________________
Организация, разработавшая проект производства работ ______________________
___________________________________________________________________________
Шифр проекта ______________________________________________________________
Наименование нормативно-технического документа, регламентирующего
требования к соединениям __________________________________________________
___________________________________________________________________________
Организация, должность, фамилия, инициалы и подпись представителя
технического заказчика ____________________________________________________
___________________________________________________________________________
Журнал начат "_____" _____________ 20___ г.
Журнал окончен "_____" _____________ 20___ г.
1-ая страница
Список лиц (монтажников, в том числе ответственных), занятых
выполнением и приемкой опрессованных соединений арматуры
Фамилия, имя, отчество | Должность (с указанием разряда) | Квалификационное удостоверение | Подпись | |
дата выдачи | кем выдано | |||
2-ая и последующие страницы
При выполнении Результаты контроля
Дата | Наименование конструкции | Номер чертежа КР или КЖ | Номер сопроводительного документа (сертификата, паспорта) на соединительные муфты | Площадь поперечного сечения соединительной муфты, Aм, мм2 | Длина соединительной муфты до опрессовки L0, мм | Твердость стали HB (метод Бринелля) | Обозначение и количество соединений | Положение стыка торцов относительно центра соединительной муфты, мм | Наличие трещин, разрывов в соединительной муфте | Длина соединительной муфты после о прессовки L, мм | Удлинение соединительной муфты после опрессовки, % | Подпись лица ответственного за выполнение работ | Подпись представителя технического контроля |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
Последняя страница
В журнале пронумеровано и прошнуровано
__________ страниц
"_____" _____________ 20___ г.
_____________________________________________________________________
(должность, фамилия, инициалы и подпись руководителя организации,
выдавшего журнал)
Место
печати
(обязательное)
АРМАТУРЫ НА ВЫНОСЛИВОСТЬ
Д.1 Для определения соответствия выносливости опрессованных соединений стержней арматуры требованиям 4.11 следует подвергнуть испытаниям по три образца опрессованных соединений минимального и максимального диаметров стержней арматуры из всего диапазона соединений. Образцы отбирают случайным образом.
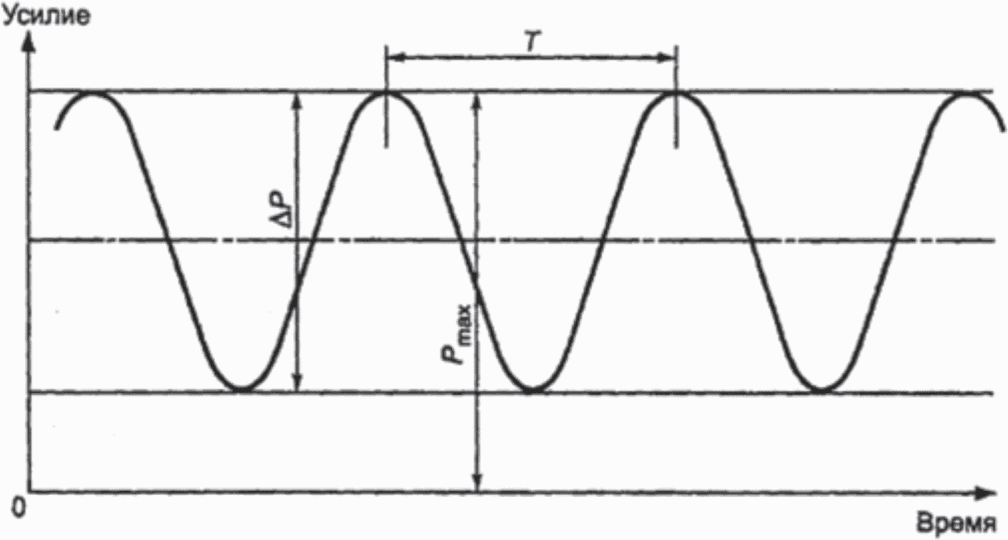
Д.2 Испытания на выносливость образцов опрессованных соединений стержней арматуры проводят при нормальной температуре, при осевом растяжении на действие повторяющейся (пульсирующей) нагрузки, характеризуемой следующими параметрами в соответствии с рисунком Д.1:
- максимальное усилие цикла  ;
;
;- размах цикла усилий  ;
;
;- частота приложения усилия f = 1/T.
Д.3 Испытания проводят на испытательном оборудовании (пульсаторах) с контролем усилий при частоте приложения нагрузки f от 1 до 200 Гц. Испытания каждого образца следует продолжать до 2 млн. циклов нагрузки или до обрыва образца, который должен быть расположен по длине образца на расстоянии не менее 2ds от захватных приспособлений образца (где ds - номинальный диаметр арматуры).
(обязательное)
соблюдения требований СТО НОСТРОЙ 2.6.175-2015 "Конструкции
строительные железобетонные. Соединение металлической стержневой
арматуры методом механической опрессовки. Правила и контроль
выполнения, требования к результатам работ"
при выполнении видов работ: по устройству арматурного каркаса
железобетонной конструкции
Наименование члена СРО, в отношении которого назначена проверка:
___________________________________________________________________________
ОГРН _______________ ИНН ________________
Сведения об объекте:
___________________________________________________________________________
Основание для проведения проверки:
N _______________ от _______________
Тип проверки (нужное подчеркнуть):
Выездная
Документарная
N пункта | Элемент контроля | Требования, предъявляемые при проведении работ | Способ проверки соответствия | Результат | Приложения, примечания | |||||
норма | соответствие ("+", "-") | |||||||||
Этап 1. Входной контроль | ||||||||||
1.1 | Рабочая документация (проектная документация) | Проверка наличия комплекта документов (схем и чертежей со штампом "К производству работ") | Документарный | Наличие комплекта документов (схем и чертежей со штампом "К производству работ") в соответствии с требованиями СП 48.13330 | ||||||
1.2 | Проект производства работ | Проверка наличия комплекта проекта производства работ | Документарный | Наличие комплекта проекта производства работ в соответствии с требованиями СП 48.13330 | ||||||
1.3 | Стержневая арматура | Контроль стержневой арматуры в соответствии с требованиями 6.2.4 | Документарный | Наличие: - сопроводительного документа о качестве (сертификат); | ||||||
1.4 | Соединительные муфты | Контроль соединительных муфт в соответствии с требованиями 5.1.2.1 | Документарный, Измерительный | |||||||
Этап 2. Подготовительные работы | ||||||||||
2.1 | Соединительные муфты и стержни арматуры | Контроль соединительных муфт и стержней арматуры на соответствие требованиям 6.3.2 | Визуальный | Наличие маркировки и отсутствие загрязнений | ||||||
2.2 | Торцы стержней арматуры и "чистота резов" (для типов опрессованных соединений, приведенных в приложении А) | Контроль прямолинейности торцов стержней арматуры и "чистота резов" в соответствии требованиям 6.3.3 | Визуальный, Измерительный | Наличие записи в журнале выполнения опрессованных соединений металлической стержневой арматуры, подтверждающей соответствие требованиям 4.8.2 | ||||||
2.3 | Разметка на соединяемых стержнях арматуры | Контроль нанесенной разметки на соединяемых стержнях арматуры на соответствие требованиям 5.1.7.1 | Визуальной | |||||||
Этап 3. Основные работы | ||||||||||
| ||||||||||
3.1 | Расположение стыков торцов стержней арматуры относительно центра соединительной муфты | Контроль расположения стыков торцов стержней арматуры относительно центра соединительной муфты на соответствие требованиям 6.3.3 | Визуальный, Измерительный | Наличие записи в журнале в журнале выполнения опрессованных соединений металлической стержневой арматуры, подтверждающей соответствие требованиям 4.9 | ||||||
3.2 | Соединительная муфта после | Контроль: - факта опрессовки соединительных муфт; - отсутствия трещин, разрывов после опрессовки соединительной муфты; | Визуальный, Измерительный | |||||||
Этап 4. Оценка соответствия выполненных работ | ||||||||||
4.1 | Механические свойства опрессованных соединений | Контроль выполнения испытаний образцов опрессованных соединений на растяжение до разрыва в соответствии с требованиями 6.4.1 | Документарный | |||||||
4.2 | Положение опрессованных соединений в конструкциях | Контроль точности установки стыков в плане и по высоте в соответствии с требованиями 6.4.5 | Измерительный | Наличие записи в акте освидетельствования скрытых работ по РД 11-02-2006 [2, приложение 3], подтверждающей соответствие требованиям проектной документации (в соответствии с требованиями 6.4.6) | ||||||
Заключение (нужное подчеркнуть):
1. Требования СТО НОСТРОЙ 2.6.175-2015 соблюдены в полном объеме.
2. Требования СТО НОСТРОЙ 2.6.175-2015 соблюдены не в полном объеме.
Рекомендации по устранению выявленных несоответствий:
___________________________________________________________________________
___________________________________________________________________________
Приложения: _______________________ на __________ л.
Настоящая карта составлена в двух экземплярах, по одному экземпляру для
каждой стороны.
Подписи лиц, проводивших проверку:
Эксперт ____________________________ _____________________
(фамилия, имя, отчество) (подпись)
____________________________ _____________________
(фамилия, имя, отчество) (подпись)
Подпись представителя проверяемой организации - члена СРО,
Принимавшего участие в проверке:
____________________________ _____________________
(фамилия, имя, отчество) (подпись)
Дата "___" ____________ 20__ г.
Руководящий документ РД ЭО 0657-2006 | Положения по применению механических соединений арматуры для железобетонных конструкций зданий и сооружений атомных станций (ФГУП концерн "Росэнергоатом") | |
Руководящий документ РД 11-02-2006 | Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения | |
Свод правил | Железобетонные конструкции в холодном климате на вечномерзлых грунтах |
ОКС 91.200 |
Ключевые слова: опрессованные соединения арматуры, удлинение соединительной муфты, перпендикулярность торцов стержней арматуры |