СПРАВКА
Источник публикации
М.: Стандартинформ, 2016
Примечание к документу
Документ введен в действие с 1 июня 2017 года.
Название документа
"ГОСТ Р 57054-2016. Национальный стандарт Российской Федерации. Оборудование горно-шахтное. Тюбинги чугунные. Комплекты тюбинговых колец. Общие технические условия"
(утв. и введен в действие Приказом Росстандарта от 08.09.2016 N 1087-ст)
"ГОСТ Р 57054-2016. Национальный стандарт Российской Федерации. Оборудование горно-шахтное. Тюбинги чугунные. Комплекты тюбинговых колец. Общие технические условия"
(утв. и введен в действие Приказом Росстандарта от 08.09.2016 N 1087-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 8 сентября 2016 г. N 1087-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБОРУДОВАНИЕ ГОРНО-ШАХТНОЕ
ТЮБИНГИ ЧУГУННЫЕ. КОМПЛЕКТЫ ТЮБИНГОВЫХ КОЛЕЦ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Mining equipment. Tubing cast iron. Sets of tubing rings.
General specifications
ГОСТ Р 57054-2016
ОКС 73.100.10
ОКП 31 4259
Дата введения
1 июня 2017 года
1 РАЗРАБОТАН Закрытым акционерным обществом "Трансуглемаш" (ЗАО "Трансуглемаш")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 269 "Горное дело"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 сентября 2016 г. N 1087-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1.1 Настоящий стандарт распространяется на чугунные тюбинги и на собираемые из них комплекты тюбинговых колец, предназначенных для крепления и обделки подземных выработок при сооружении метрополитенов, тоннелей, а также на чугунные тюбинги и на собираемые из них комплекты тюбинговых колец аналогичной конструкции, применяемых в горнорудной промышленности и на других объектах при подземном строительстве.
1.2 Устанавливаемые настоящим стандартом общие технические требования, требования безопасности и методы испытаний тюбингов и тюбинговых колец на разных стадиях их проектирования, изготовления, испытаний и эксплуатации соответствуют Техническому регламенту Таможенного союза ТР ТС 010/2011 [1].
1.3 Настоящий стандарт не распространяется на изделия, изготовленные до даты публикации настоящего стандарта.
1.4 Требования настоящего стандарта распространяются на все предприятия и организации, осуществляющие проектирование, изготовление, испытания и эксплуатацию тюбингов на предприятиях-изготовителях, угольных шахтах, рудниках, при подземном и транспортном строительстве независимо от их организационно-правовых форм и форм собственности.
2.1 В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.020 Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 27.003 Надежность в технике. Состав и общие правила задания требований по надежности
ГОСТ 162 Штангенглубиномеры. Технические условия
ГОСТ 166 Штангенциркули. Технические условия
ГОСТ 1412 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 2533 Калибры для трубной цилиндрической резьбы. Допуски
ГОСТ 2768 Ацетон технический. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 7293 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 9378 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9466 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 10587 Смолы эпоксидно-диановые неотвержденные. Технические условия
ГОСТ 11284 Отверстия сквозные под крепежные детали. Размеры
ГОСТ 14192 Маркировка грузов
ГОСТ 14810 Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм. Конструкция и размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17759 Пробки резьбовые с полным профилем резьбы диаметром от 52 до 100 мм. Конструкция и основные размеры
ГОСТ 18925 Пробки резьбовые с насадками с полным профилем для трубной цилиндрической резьбы диаметром от  до
до  . Конструкция и основные размеры
. Конструкция и основные размеры
ГОСТ 24939 Калибры для цилиндрических резьб. Виды
ГОСТ Р 53464 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 тюбинг: Элемент крепи, представляющий собой цилиндрический сегмент с круговыми радиальными и поперечными ребрами жесткости.
Примечание - Тюбинги имеют гладкую поверхность с внешней стороны и ребра жесткости на поверхности внутренней стороны.
3.2
тюбинговая крепь: Поддерживающая, сплошная криволинейного очертания крепь, собранная из отдельных элементов тюбингов и предназначенная для крепления вертикальных стволов, горизонтальных и наклонных выработок круглого сечения, расположенных в слабых, неустойчивых породах и обводненных песках (ГОСТ Р 54976-2012, статья 24). |
3.3 тюбинговое кольцо: Элемент тюбинговой крепи замкнутого круглого контура, собранный из скрепленных болтами тюбингов и снабженный уплотнениями.
3.4 обделка выработки: Капитальная крепь горной выработки, рассчитанная на весь срок эксплуатации подземного сооружения, придающая последнему очертания, требуемые для его нормальной эксплуатации, защищающая от обрушений и чрезмерных смещений окружающих пород и проникновения подземных вод.
Примечание - форма и размеры обделки определяются габаритами, глубиной заложения и назначением подземных сооружений - шахты, рудники, метрополитены, тоннели и т.п., также характером воспринимаемых нагрузок (давление горных пород, гидростатическое давление и др.).
3.5 спинка тюбинга: Внешняя оболочка тюбинга, имеющая выгнутую цилиндрическую форму (см. рисунок 1).

Рисунок 1 - Расположение основных поверхностей тюбинга
3.6 кольцевой поперечный борт тюбинга: Борт в виде ребра, располагающийся на спинке тюбинга с двух внешних сторон, имеющий форму кольцевого сегмента и служащий стыковочной поверхностью для соединения тюбинговых колец между собой.
3.7 фальц: Борт в виде ребра, располагающийся на спинке тюбинга с двух внешних сторон, имеющий прямоугольную форму и служащий стыковочной поверхностью для соединения тюбингов в тюбинговое кольцо.
В настоящем стандарте применены следующие сокращения:
ТУ - технические условия;
НД - нормативные документы;
КД - конструкторская документация.
5.1 Тюбинги, применяемые при сборке тюбинговых колец, должны соответствовать настоящему стандарту, НД и КД предприятия-изготовителя, утвержденной в установленном порядке.
5.2 Тюбинги различаются по основным эксплуатационным потребительским характеристикам и месторасположению в тюбинговом кольце.
Для транспортных и перегонных тоннелей метрополитена, а также некоторых шахтных выработок должны изготавливаться тюбинги трех типов:
Н - нормальный;
С - смежный;
К - ключевой.
5.3 Для обделки некоторых транспортных тоннелей изготавливаются специальные лотковые тюбинги.
5.4 Для обделки шахтных стволов должны изготавливаться тюбинги двух типов: 1 и 2.
5.5 По толщине спинки тюбинги должны изготавливаться нормальными, усиленными (У) и облегченными (О).
5.6 Тюбинги должны иметь следующую структуру условного обозначения:

Примеры условного обозначения
1 Тюбинг смежный левого конструктивного исполнения для обделки шахтного ствола с внутренним диаметром Dв = 5,1 м с толщиной спинки 30 мм и шириной 1000 мм, для кольца из 10 тюбингов - 5,1-Сл-30-1000-10.
2 Тюбинг смежный для обделки тоннеля с внутренним диаметром Dв = 5,1 м с толщиной спинки 20 мм и шириной 1000 мм, для кольца из 10 тюбингов, изготовленного по КД завода "Лентрубмаш" - 5,1-С-20-1000-10-Л.
3 Тюбинг нормальный облегченный для обделки тоннеля с внутренним диаметром Dв = 5,1 м с толщиной спинки 18 мм и шириной 1000 мм, для кольца из 11 тюбингов - 5,1-НО-18-1000-11.
4 Тюбинг для обделки шахтного ствола с внутренним диаметром Dв = 9,5 м типа 1 с толщиной спинки 40 мм и шириной 750 мм, для кольца из 17 тюбингов - 9,5-1-40-750-17.
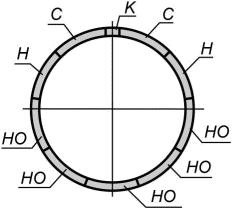
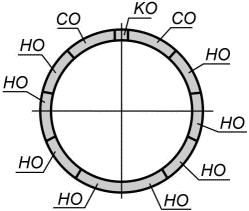
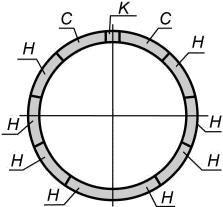
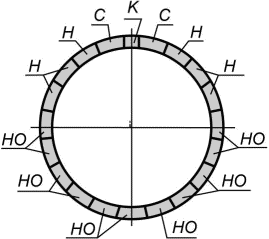
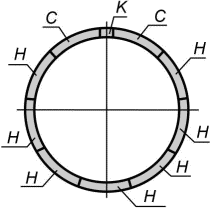
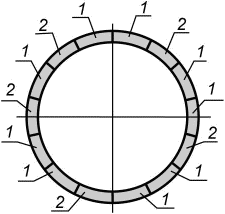
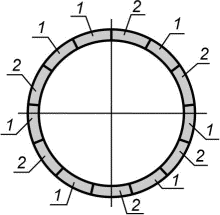
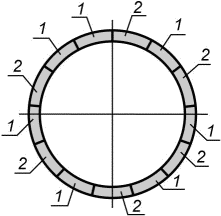
5.7 Тюбинговые кольца должны собираться из тюбингов в зависимости от горнотехнических условий: площади поперечного сечения выработки, ее назначения, горного давления, обводненности. Расположение тюбингов в кольце в зависимости от этих условий показано в приложении А.
6.1.1 В КД тюбинга должны быть отражены геометрическая форма, основные параметры и размеры, указанные на рисунках 2, 3, 4. Предприятие-изготовитель имеет право разрабатывать КД на выпускаемые тюбинги, которые могут различаться некоторыми конструктивными элементами, не влияющими на основные размеры и параметры. Примеры простановки основных размеров в чертежах и документах в качестве привязочных показаны в приложении Б.
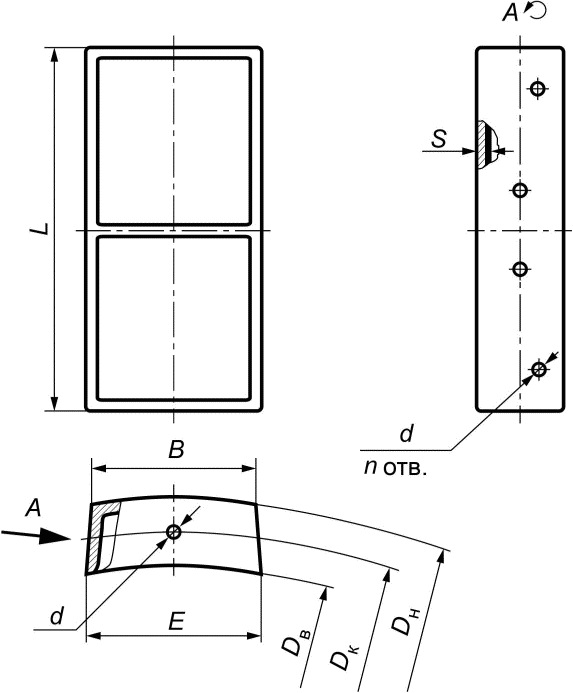
L - ширина тюбинга, мм; B - длина тюбинга по внешней хорде,
мм; E - длина тюбинга по внутренней хорде; Dн - наружный
диаметр тюбинга, мм; Dв - внутренний диаметр тюбинга, мм;
Dк - диаметр расположения крепежных отверстий на кольцевом
поперечном борту тюбинга; d - диаметр крепежных отверстий,
мм; n - количество крепежных отверстий, шт.;
s - толщина спинки тюбинга, мм.
Рисунок 2 - Обозначение основных размеров
ключевого тюбинга К
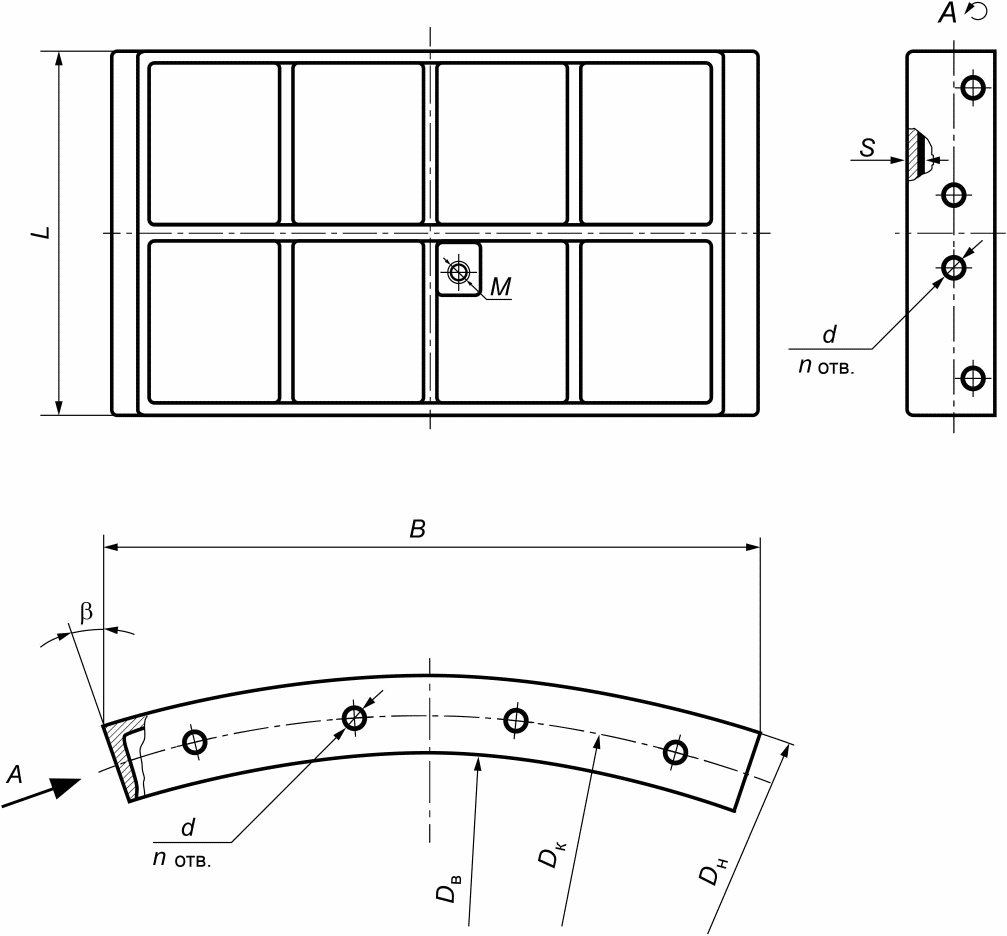
L - ширина тюбинга, мм; B - длина тюбинга по внешней хорде,
мм; Dн - наружный диаметр тюбинга, мм; Dв - внутренний
диаметр тюбинга, мм; Dк - диаметр расположения крепежных
отверстий на кольцевом поперечном борту тюбинга; d - диаметр
крепежных отверстий, мм; n - количество крепежных отверстий;
s - толщина спинки тюбинга, мм; M - диаметр резьбы отверстия
для нагнетания раствора в закрепную полость, мм;
тюбинга и поверхностью фальца), град.
нормального тюбинга Н

L - ширина тюбинга, мм; B - длина тюбинга по внешней хорде,
мм; Dн - наружный диаметр тюбинга, мм; Dв - внутренний
диаметр тюбинга, мм; Dк - диаметр расположения крепежных
отверстий на кольцевом поперечном борту тюбинга; d - диаметр
крепежных отверстий, мм; n - количество крепежных отверстий;
s - толщина спинки тюбинга, мм; M - диаметр резьбы отверстия
для нагнетания раствора в закрепную полость, мм;
симметрии тюбинга и поверхностью фальца), град.
6.1.2 Поверхность фальца с углом скоса  должна быть перпендикулярной поверхностям кольцевых поперечных бортов тюбинга и направлена строго радиально. Направление скосов поверхностей фальцев показано в приложении В.
должна быть перпендикулярной поверхностям кольцевых поперечных бортов тюбинга и направлена строго радиально. Направление скосов поверхностей фальцев показано в приложении В.
6.1.3 Поверхность фальца с углом скоса  должна быть перпендикулярной поверхностям кольцевых поперечных бортов и направлена вглубь центрального сектора, при этом угол скоса
должна быть перпендикулярной поверхностям кольцевых поперечных бортов и направлена вглубь центрального сектора, при этом угол скоса  должен быть настолько больше угла скоса
должен быть настолько больше угла скоса  , чтобы у ключевого тюбинга длина по внешней хорде B была незначительно меньше длины по внутренней хорде E.
, чтобы у ключевого тюбинга длина по внешней хорде B была незначительно меньше длины по внутренней хорде E.
6.1.4 В тюбинговых кольцах больших диаметров допускается установка одного смежного тюбинга при условии, что у ключевого тюбинга К длина по внешней хорде B должна быть незначительно меньше длины по внутренней хорде E, т.е. B < E.
6.1.5 В конструкции всех типов тюбингов должны быть предусмотрены места установки уплотнений. Материал уплотнения оговаривается в договоре.
6.1.6 Болтовые отверстия в кольцевых поперечных бортах должны располагаться в один ряд по средней линии диаметром Dк с одинаковым шагом. Для обеспечения взаимозаменяемости тюбингов и возможности соединения болтами соседних тюбинговых колец при любом их взаимном положении длина окружности расположения болтов должна быть кратна шагу отверстий.
6.1.7 Болтовые отверстия в фальцах должны располагаться в два ряда в шахматном порядке, чтобы при эксплуатации не допустить раскрытия швов внутрь и наружу кольца под действием изгибающих моментов переменного знака.
6.1.8 Для облегчения сборки диаметры болтовых отверстий должны быть выполнены по 3-му ряду ГОСТ 11284.
6.1.9 Количество и толщина ребер жесткости на внутренней поверхности тюбинга определяется КД в зависимости от диаметра тюбинга и условий его применения и согласуется с заказчиком.
6.1.10 Параметры тюбингов должны соответствовать величинам, приведенным в таблицах 1 и 2.
Таблица 1
Основные размеры тюбингов для колец
перегонных тоннелей метрополитена
Обозначение тюбинга | Dн, мм | Dв, мм | L, мм | S, мм | d, мм, x n, отв. | M, мм | Масса, кг |
5,1-НО-18-1000-10-Л | 5490 | 5100 | 1000 | 18 | 32 x 8 | G2-B | 529 |
5,1-Н-20-1000-10-Л | 5490 | 5100 | 1000 | 20 | 32 x 8 | G2-B | 587 |
5,1-С-20-1000-10-Л | 5490 | 5100 | 1000 | 20 | 32 x 8 | G2-B | 590 |
5,1-К-20-1000-10-Л | 5490 | 5100 | 1000 | 20 | 32 x 5 | - | 180 |
5,1-НО-18-1000-11 | 5490 | 5100 | 1000 | 18 | 32 x 8 | G2-B | 469 |
5,1-СО-18-1000-11 | 5490 | 5100 | 1000 | 18 | 32 x 8 | G2-B | 469 |
5,1-КО-18-1000-11 | 5490 | 5100 | 1000 | 18 | 32 x 5 | - | 116 |
5,6-Н-22-1000-11 | 6000 | 5600 | 1000 | 22 | 35 x 8 | G2-B | 612 |
5,6-С-22-1000-11 | 6000 | 5600 | 1000 | 22 | 35 x 8 | G2-B | 615 |
5,6-К-22-1000-11 | 6000 | 5600 | 1000 | 22 | 35 x 5 | - | 189 |
7,0-Н-30-1000-14 | 7500 | 7000 | 1000 | 30 | 42 x 8 | G2-B | 958 |
7,0-С-30-1000-14 | 7500 | 7000 | 1000 | 30 | 42 x 8 | G2-B | 741 |
7,0-К-30-1000-14 | 7500 | 7000 | 1000 | 30 | 42 x 5 | - | 304 |
7,8-НО-30-750-14 | 8500 | 7800 | 750 | 30 | 42 x 8 | G2-B | 769 |
7,8-Н-40-750-14 | 8500 | 7800 | 750 | 40 | 42 x 8 | G2-B | 1008 |
7,8-С-40-750-14 | 8500 | 7800 | 750 | 40 | 42 x 8 | G2-B | 1008 |
7,8-К-40-750-14 | 8500 | 7800 | 750 | 40 | 42 x 5 | - | 292 |
8,8-НО-30-750-16 | 9500 | 8800 | 750 | 40 | 48 x 8 | G2-B | 938 |
8,8-Н-40-750-16 | 9500 | 8800 | 750 | 40 | 48 x 8 | G2-B | 1244 |
8,8-С-40-750-16 | 9500 | 8800 | 750 | 40 | 48 x 8 | G2-B | 1244 |
8,8-К-30-750-16 | 9500 | 8800 | 750 | 40 | 48 x 5 | - | 428 |
Таблица 2
Обозначение тюбинга | Dн, мм | Dв, мм | L, мм | S, мм | d, мм, x n, отв. | M, мм | Масса, кг |
5,0-Н-30-1000-10 | 5340 | 5000 | 1000 | 30 | 42 x 8 | М60 x 4 | 730 |
5,0-С-30-1000-10 (левый или правый) | 5340 | 5000 | 1000 | 30 | 42 x 8 | М60 x 4 | 765 |
5,0-К-30-1000-10 | 5340 | 5000 | 1000 | 30 | 42 x 6 | - | 370 |
6,0-1(2)-60-1000-11 | 6540 | 6000 | 1000 | 60 | 42 x 12 | М60 x 4 | 1870 |
7,0-1-20-1500-13 | 7460 | 7000 | 1500 | 20 | 42 x 12 | М60 x 4 | 1104 |
7,0-2-20-1500-13 | 7460 | 7000 | 1500 | 20 | 42 x 12 | М60 x 4 | 1100 |
7,5-1(2)-50-1500-13 | 7980 | 7500 | 1500 | 50 | 42 x 12 | М60 x 4 | 1639 |
8,0-1-30-1500-15 | 8480 | 8000 | 1500 | 30 | 42 x 12 | М60 x 4 | 1195 |
8,0-2-30-1500-15 | 8480 | 8000 | 1500 | 30 | 42 x 12 | М60 x 4 | 1190 |
9,0-1(2)-30-1500-17 | 9460 | 9000 | 1500 | 30 | 42 x 12 | М60 x 4 | 1235 |
6.1.11 Для сложных конкретных горнотехнических условий допускается изготовление тюбингов с другими параметрами, которые должны быть согласованы с заказчиком и органами Ростехнадзора. В приложении Г приведен перечень тюбингов, которые изготавливались серийно и по заказам для конкретных условий.
6.2.1 Тюбинги должны изготавливаться из чугуна марок СЧ20, СЧ25, СЧ30 по ГОСТ 1412 с содержанием серы не более 0,12%. Для обделки выработок в тяжелых горнотехнических условиях должны применяться тюбинги, изготовленные из чугуна марки ВЧ45 по ГОСТ 7293.
6.2.2 Химический состав и механические свойства чугунов должны соответствовать ГОСТ 1412 и ГОСТ 7293. В технически обоснованных случаях, согласованных с заказчиком, допускается применение чугуна СЧ20 со сниженными не более чем на 5% механическими свойствами, в том числе с содержанием серы до 0,15%.
6.2.3 Поскольку чугун марок СЧ 20 и СЧ 25, поставляемый для отливки тюбингов, должен иметь пониженное содержание серы, в сертификате поставляемой плавки чугуна необходимо уточнять его химический состав и механические свойства.
6.3.1 Необработанные поверхности отливок должны быть очищены от формовочной смеси, пригаров, окалины, ржавчины и грязи.
6.3.2 Остатки литниковой системы должны быть удалены срубкой или газорезкой. Допускаются остатки в виде наростов на необрабатываемых поверхностях высотой не более 3 мм. На внешней поверхности спинки допускаются следы противоужимной сетки высотой также не более 3 мм.
6.3.3 Отливки должны быть без свищей, раковин, ужимин, спаев, сквозной пористости, наплывов, трещин и других литейных дефектов, влияющих на понижение механических качеств и понижение водонепроницаемости. Допускается исправлять незначительные дефекты сваркой и замазкой. Допустимые дефекты, их характеристика и количество в зависимости от варианта их исправления приведены в приложении Д.
6.3.4 Дефектные места, подлежащие исправлением заваркой, должны быть очищены и подготовлены путем вырубки или механической обработки до чистого металла по технологии предприятия-изготовителя. Исправление дефектов заваркой осуществляется электродами Э42А-ЦЧ-4 и МНЧ-2 по ГОСТ 9466. При этом рекомендуется уточнять марки и назначения электродов по ТУ их изготовителей.
6.3.5 При исправлении замазкой дефектные места должны быть зачищены и обезжирены ацетоном техническим по ГОСТ 2768. Для замазки используется паста на основе эпоксидной смолы по ГОСТ 10587 с пределом прочности на сжатие не менее 1200 кг/см2.
6.3.6 После исправления дефектов места заварки и замазки должны быть зачищены заподлицо с основной поверхностью.
6.3.7 Допуски размеров, массы и припуски на механическую обработку - по 13-му классу точности по ГОСТ Р 53464.
6.3.8 Использование для каких-либо целей тюбингов, имеющих дефекты в количестве и размерах больших, чем обусловлено настоящим стандартом, решается заказчиком в каждом отдельном случае. Разрешение оформляется соответствующим актом.
6.3.9 Для удобства обработки тюбингов может создаваться базовая плоскость путем отливки технологических приливов в углах бортов тюбинга. Расположение и размеры приливов устанавливает предприятие-изготовитель. После обработки технологические приливы должны быть удалены.
6.4.1 Предельные отклонения размеров и взаимного расположения обработанных поверхностей тюбингов должны соответствовать КД.
6.4.2 Шероховатость обработанных поверхностей тюбинга, мкм, должна быть по ГОСТ 2789 не грубее: RZ = 80 мкм на кольцевых поперечных бортах и фальцах, в канавках и у крепежных отверстий, RZ = 40 мкм в резьбовых отверстиях.
6.4.3 При превышении у тюбинга допустимого минусового отклонения по высоте H более чем на 0,2 мм допускается на предприятии-изготовителе собирать тюбинговые кольца с размерами по высоте (1495 +/- 0,2) мм, (995 +/- 0,2) мм и (745 +/- 0,2) мм. Такие кольца должны поставляться комплектно с обязательной маркировкой и сертификатом с уведомлением заказчика.
6.4.4 Тюбинги одного типа в поставляемой изготовителем партии должны быть взаимозаменяемы, кроме случаев, оговоренных в 6.4.3.
6.5.1 Тюбинги являются неремонтируемыми и невосстанавливаемыми изделиями. Поэтому, согласно ГОСТ 27.003, для них устанавливаются: показатель надежности в виде безотказной работы на весь срок службы, равный единице, и срок службы, закладываемый в КД по требованию заказчика, но не менее 25 лет.
6.5.2 Предельные состояния для эксплуатации тюбингов не определяются. Критерием отказа является частичное или полное разрушение тюбинга.
6.5.3 Срок службы должен быть обеспечен при условии соблюдения установленных настоящим стандартом и КД на конкретный тип продукции условий транспортирования, хранения, применения и технического обслуживания.
6.6.1 Тюбинги следует изготавливать в климатическом исполнении с категорией размещения для метрополитенов У4, для шахт У5 по ГОСТ 15150.
Окружающая среда: для тюбингов с категорией размещения У4 - атмосфера температурой от +15 до +30 °C и относительной влажностью до 80%, для тюбингов с категорией размещения У5 - рудничная атмосфера температурой от +10 до +40 °C и относительной влажностью до 98%.
6.6.2 Постоянного покрытия поверхностей тюбинга не предусматривается.
6.6.3. По требованию заказчика наружные поверхности тюбингов, контактирующие с грунтом и грунтовыми водами, должны защищаться в заводских условиях нанесением оклеечной изоляции из листовых или рулонных материалов, пропитками или гидрофобизацией в соответствии с [2] (пункт 5.20.16).
6.6.4. При монтаже и эксплуатации тюбинговых колец наружные поверхности, находящиеся в песчаных грунтах или плывунах, а также в местах, где невозможна защита нагнетанием цементно-песчаного раствора, усиленно защищать от воздействия агрессивных сред покрытием на основе петролатума.
Состав, рекомендуемый [2] (приложение 5.20Г, пункт 3) для заделки зазоров между чугунными тюбингами: петролатум - 98%, петролатум окисленный - 1%, ингибитор ПБ-8/2М - 1%.
6.7.1 Конструкцией тюбингов должно быть предусмотрено удобство монтажа их на месте эксплуатации с помощью тюбингоукладчиков.
6.7.2 Тюбинги не относятся к изделиям со специальными эстетическими и эргономическими требованиями. Если для монтажа тюбингов требуются какие-нибудь специальные технологические отверстия или приливы, это уточняется заказчиком и отражается в КД.
Конструкция тюбинга должна обеспечивать максимальную унификацию различных типов одного типоразмера.
7.1 Согласно условиям применения тюбинги должны соответствовать требованиям безопасности, установленным в [3], [4], [5], а также ТУ на поставку конкретного типа тюбинга.
7.2 Объекты шахтного строительства, метрополитена, связанные с ведением горнопроходческих и строительно-монтажных работ в подземных условиях, следует относить к категории опасных производственных объектов.
7.3 Проведение и крепление горных выработок тюбинговой крепью должно осуществляться в соответствии с документацией по проведению и креплению горных выработок, утвержденной в установленном порядке.
7.4 При проведении и креплении горных выработок с тюбинговой крепью запрещается нахождение персонала в незакрепленной части горной выработки.
7.5 Запрещается производить крепление тюбингами вертикальной горной выработки без перекрытия на нулевой отметке и без предохранительного полка, защищающего персонал, находящийся в забое, от падения предметов.
7.6 Учитывая большую массу тюбингов, их монтаж в тюбинговое кольцо при креплении выработки следует проводить с помощью тюбингоукладчика или других механизмов, применение которых утверждает техническое руководство предприятия-потребителя. Технические характеристики принятого грузоподъемного оборудования должны соответствовать требованиям обеспечения промышленной безопасности.
7.7 При монтаже тюбингового кольца не допускается убирать поддерживающие и страхующие средства до полного замыкания и соединения кольца со смонтированной ранее крепью.
7.8 При монтаже верхних тюбингов С и К крепильщики должны пользоваться монтажными поясами.
7.9 Не допускается перецеплять тюбинги в приподнятом состоянии.
7.10 При монтаже тюбинга в полостях между его ребрами не должно быть никаких предметов и жидкости.
7.11 Герметизацию швов между тюбингами и тюбинговыми кольцами следует относить к работам по обеспечению безопасности при монтаже и эксплуатации крепи и проводить эти работы и их приемку в строгом соответствии с ведомственными строительными нормами по герметизации стыков и отверстий сборной тоннельной обделки при закрытом способе строительства.
7.12 При эксплуатации тюбинговой крепи ее следует предохранять от коррозии в соответствии с [6].
7.13 Состояние горных выработок, закрепленных тюбингами, должно контролироваться специалистами предприятия, ответственного за эксплуатацию выработок, в сроки, предусмотренные НД.
7.14 При обнаружении нарушения крепи в горной выработке, а также ее герметизации руководители структурного подразделения, за которыми она закреплена, немедленно принимают меры по приведению горной выработки в состояние, соответствующее НД и проектной документации.
8.1 Тюбинги не оказывают вредного воздействия на окружающую среду.
8.2 При расконсервации соблюдать требования ГОСТ 9.014.
9.1 Тюбинги должны подвергаться приемо-сдаточным и периодическим испытаниям для проверки их соответствия требованиям настоящего стандарта, ТУ, НД и КД.
9.2 Приемо-сдаточные испытания проводятся отделом технического контроля предприятия-изготовителя.
9.3 Приемо-сдаточным испытаниям должна подвергаться партия тюбингов, в которую входят тюбинги одного типоразмера, отлитые из одной плавки во время одной смены. В условиях установившегося производства при большом сменном выпуске испытываемая партия может быть ограничена 200 тюбингами.
9.4 Показатели проверки при приемо-сдаточных испытаниях приведены в таблице 3.
Таблица 3
Проверка показателей тюбингов и колец
при приемо-сдаточных испытаниях
Показатель | Пункт настоящего стандарта | Характер контроля |
Качество материала | 6.2.1 (по сертификату) | Сплошной |
Качество материала | Выборочный, 1 шт. из партии | |
Качество отливки | Сплошной | |
Качество отливки | Выборочный, 1 раз в сутки + по пункту 9.6 | |
Качество обработки | Выборочный, 1 раз в сутки + по пункту 9.7 | |
Собираемость кольца | Выборочный, новая партия + 1 раз в год | |
Маркировка | Сплошной | |
Упаковка | Сплошной |
9.5 При положительных результатах выборочного контроля они распространяются на всю партию.
9.6 Контроль показателей по 6.3.7 следует также проводить после замены или ремонта модельной и технологической оснастки станочного оборудования.
9.7 На тюбинги, прошедшие приемо-сдаточные испытания, ставится клеймо ОТК. При выявлении у какого-либо образца несоответствия требованиям настоящего стандарта допускается проведение его повторного испытания после устранения выявленного дефекта или несоответствия.
9.8 Тюбинговое кольцо проверяется на собираемость из первых тюбингов заказанной партии. При установившемся производстве на собираемость проверяется каждый типоразмер кольца один раз в год.
9.9 При выпуске нового типа тюбинга проводится проверка трех образцов головной партии на прочность. Методика испытаний должна быть составлена и утверждена в надлежащем порядке разработчиком КД.
9.10 Заказчик имеет право потребовать провести испытания на прочность тюбингов из первой партии заказа, если партия предназначается для обделки выработок в сложных горно-геологических условиях с нагрузками, близкими к расчетным прочностным параметрам тюбинговой крепи.
9.11 Периодические испытания проводятся специально созданной комиссией при установившемся производстве с целью контроля и подтверждения стабильности качества продукции не реже одного раза в три года по программе и методике испытаний разработчика КД и предприятия-изготовителя.
10.1 Контроль формы и внешнего вида тюбинга, консервации обработанных поверхностей, наличия дефектов поверхностей, их количества и качества после устранения производится внешним осмотром.
10.2 Контроль геометрических размеров проводится универсальными средствами измерения и специальными шаблонами, разработанными и изготовленными предприятием-изготовителем. Перечень инструментов дан в приложении Е.
10.3 Контроль массы тюбинга производится взвешиванием, тюбингового кольца - сложением массы тюбингов и крепежных деталей, входящих в кольцо. Точность измерений и вычислений - 1 кг.
10.4 Химический состав чугуна и его механические свойства проверяются по образцам, взятым от каждой плавки. По результатам проверки составляется сертификат соответствия по ГОСТ 1412 или ГОСТ 7293.
10.5 Контроль шероховатости обработанных поверхностей проводится путем визуального сравнения с образцами по ГОСТ 9378.
10.6 Контроль собираемости тюбингового кольца производится визуально. Зазоры между состыкованными тюбингами не допускаются.
10.7 Контроль маркировки изделия производится наружным осмотром на соответствие сопроводительной документации.
10.8 Контроль соблюдения требований безопасности должен проводиться на всех стадиях производства.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: пункт 7.15 отсутствует. |
10.9 Контроль соответствия требованиям безопасности, изложенным в 7.14 и 7.15, производится визуально в эксплуатационных условиях.
11.1 На каждом тюбинге предприятие-изготовитель при отливке или белой несмываемой краской на внутренней поверхности спинки тюбинга ставит:
- свой товарный знак или полное наименование предприятия;
- номер плавки;
- год и месяц выпуска;
- порядковый номер изделия по системе предприятия-изготовителя;
- обозначение тюбинга в соответствии с настоящим стандартом;
- номер стандарта.
11.2 Способ нанесения маркировки устанавливается в КД или предприятием-изготовителем. Высота шрифта маркировки не менее 30 мм. Рекомендуется товарный знак, обозначение тюбинга и номер стандарта, а также знак N 15 транспортной маркировки выполнить в модельной оснастке и получать отлитыми с высотой маркировки над основной поверхностью от 3 до 4 мм.
11.3 Транспортная маркировка проводится в соответствии с ГОСТ 14192 на каждом грузовом месте комплекта колец. Место и способ нанесения транспортной маркировки должны быть установлены в КД и ТУ на конкретный вид продукции.
11.4 Тюбинги отправляются потребителю партиями в комплекте тюбинговых колец без упаковки железнодорожным или автомобильным транспортом. Число, входящих в состав комплекта тюбинговых колец, должно быть установлено в ТУ на конкретный тип продукции и уточнено в каждом конкретном договоре (контракте) на поставку. Крепежные детали, пробки, гидроизоляционные материалы в комплект поставки не входят.
11.5 С каждой партией тюбингов заказчику направляется товаросопроводительная документация и сертификат качества с указанием в нем данных лабораторных испытаний каждой плавки согласно 6.2.2.
11.6 Механически обработанные поверхности тюбинга перед отправкой должны быть подвергнуты временной противокоррозионной консервации по ГОСТ 9.014, группа изделий V, вариант защиты ВЗ-1. Для консервации чеканочных канавок дополнительно применяется упаковочное средство УМ-1.
11.7 Дата и срок действия консервации должны быть указаны в сопроводительной документации, поставляемой с изделием.
11.8 Если товаросопроводительная документация отправляется прикрепленной к одному из мест груза, она должна быть вложена в пакет из полиэтиленовой пленки по ГОСТ 10354, края пакета должны быть заварены оплавлением.
12.1 Тюбинги транспортируются на открытых железнодорожных платформах, трейлерах или в открытых кузовах автомобилей. Погрузка и закрепление изделий на транспортном средстве производится согласно схемам, которые должны входить в состав КД.
12.2 Схемы погрузки, раскрепления для транспортирования и разгрузки при отправке железнодорожным транспортом должны быть согласованы с управлением железной дороги станции отправления.
12.3 Транспортирование осуществляется в соответствии с правилами, действующими на данном виде транспорта. Рекомендуется для перемещения тюбингов в подземных условиях применять специальные тюбинговозы.
12.4 При погрузочно-разгрузочных работах должны соблюдаться требования безопасности по ГОСТ 12.3.009, а при перемещении грузов на предприятиях изготовителях и потребителях - по ГОСТ 12.3.020.
12.5 Условия транспортирования и хранения - 8 (ОЖЗ) по ГОСТ 15150.
12.6 Хранение тюбингов разрешается только с неповрежденным временным консервационным покрытием.
12.7 Тюбинги хранятся в горизонтальном положении на спинках в штабелях. Высота штабеля не более 2,5 м. Рекомендуется предохранять поверхности фальцев деревянными прокладками.
12.8 Срок хранения тюбингов не более 24 месяцев.
Предприятие-изготовитель гарантирует соответствие тюбингов требованиям настоящего стандарта и ТУ на конкретный вид тюбинга при соблюдении потребителем условий эксплуатации, хранения, транспортировки. Гарантийный срок - 18 месяцев со дня отгрузки предприятием-изготовителем.
Претензии по качеству тюбингов, изготовленных в соответствии с настоящим стандартом и ТУ на конкретный вид тюбинга, принимаются в течение гарантийного срока.
(справочное)
Таблица А.1
Тюбинговые кольца для тоннелей метрополитена
и подземного строительства
Схема и размеры кольца | Обозначение тюбинга | Количество, шт. | Масса, кг | Материал | |
1 шт. | всего | ||||
 Dн = 5,49 м; Dв = 5,1 м | 5,1-НО-18-1000-10-Л | 5 | 529 | 2645 | Чугун СЧ20 |
5,1-Н-20-1000-10-Л | 2 | 587 | 1174 | ||
5,1-С-20-1000-10-Л | 2 | 590 | 1180 | ||
5,1-К-20-1000-10-Л | 1 | 180 | 180 | ||
Итого | 10 | 5179 | |||
 Dн = 5,49 м; Dв = 5,1 м | 5,1-НО-18-1000-11 | 8 | 469 | 3752 | Чугун СЧ20 |
5,1-СО-18-1000-11 | 2 | 469 | 938 | ||
5,1-КО-18-1000-11 | 1 | 116 | 116 | ||
Итого | 11 | 4806 | 4337 | ||
 Dн = 6,0 м; Dв = 5,6 м | 5,6-Н-22-1000-11-Л | 8 | 612 | 4896 | Чугун СЧ20 |
5,6-С-22-1000-11-Л | 2 | 615 | 1230 | ||
5,6-К-22-1000-11-Л | 1 | 189 | 189 | ||
Итого | 11 | 6315 | |||
 Dн = 6,0 м; Dв = 5,6 м | 5,6-Н-22-1000-11-Д | 8 | 609 | 4872 | Чугун СЧ20 |
5,6-С-22-1000-11-Д | 2 | 613 | 1226 | ||
5,6-К-22-1000-11-Д | 1 | 189 | 189 | ||
Итого | 11 | 6287 | |||
 Dн = 7,5 м; Dв = 7,0 м | 7,0-Н-30-1000-14 | 12 | 958 | 11496 | Чугун СЧ20 |
7,0-С-30-1000-14 | 1 | 741 | 741 | ||
7,0-К-30-1000-14 | 1 | 304 | 304 | ||
Итого | 14 | 12541 | |||
 Dн = 8,5 м; Dв = 7,8 м | 7,8-НО-30-750-16 | 9 | 769 | 6921 | Чугун СЧ20 |
7,8-Н-40-750-16 | 4 | 1008 | 4032 | ||
7,8-С-40-750-16 | 2 | 1008 | 2016 | ||
7,8-К-40-750-16 | 1 | 292 | 292 | ||
Итого | 16 | 13261 | |||
 Dн = 9,5 м; Dв = 8,8 м | 8,8-НО-30-750-16 | 9 | 938 | 8442 | Чугун СЧ20 |
8,8-Н-40-750-16 | 4 | 1244 | 4976 | ||
8,8-С-40-750-16 | 2 | 1244 | 2488 | ||
8,8-К-30-750-16 | 1 | 428 | 428 | ||
Итого | 16 | 16344 | |||
 Dн = 10,5 м; Dв = 9,8 м | 9,8-НО-40-750-20 | 11 | 1010 | 11110 | Чугун СЧ20, СЧ25 |
9,8-Н-50-750-20 | 6 | 1180 | 7080 | ||
9,8-С-50-750-20 | 2 | 1180 | 2360 | ||
9,8-К-40-750-20 | 1 | 450 | 450 | ||
Итого | 20 | 21000 | |||
Таблица А.2
Тюбинговые кольца для шахт
Схема и размеры кольца | Обозначение тюбинга | Количество, шт. | Масса, кг | Материал | |
1 шт. | всего | ||||
 Dн = 5,34 м; Dв = 5,1 м | 5,0-Н-30-1000-10 | 7 | 730 | 5110 | Чугун СЧ30 |
5,0-Сл-30-1000-10 | 1 | 765 | 765 | ||
5,0-Сп-30-1000-10 | 1 | 765 | 765 | ||
5,1-К-30-1000-10 | 1 | 370 | 370 | ||
Итого | 10 | 7010 | |||
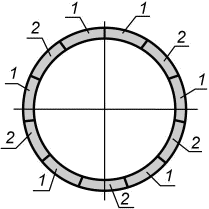 Dн = 6,54 м; Dв = 6,0 м | 6,0-1-60-1000-11 | 6 | 1870 | 11220 | Чугун СЧ25 |
6,0-2-60-1000-11 | 5 | 1870 | 9350 | ||
Итого | 11 | 20570 | |||
 Dн = 7,46 м; Dв = 7,0 м (Dн = 7,48 м; Dв = 7,0 м) | 7,0-1-20-1500-13 (7,0-1-30-1500-13) | 7 | 1104 (1300) | 7728 (9100) | Чугун СЧ20 |
7,0-2-20-1500-13 (7,0-2-30-1500-13) | 6 | 1100 (1295) | 6600 (7770) | ||
Итого | 13 | 14328 (16870) | |||
 Dн = 7,5 м; Dв = 7,0 м (Dн = 7,52 м; Dв = 7,0 м) | 7,0-1-40-1500-13 (7,0-1-50-1500-13) | 7 | 1760 (1960) | 12320 (13720) | Чугун СЧ20 |
7,0-2-40-1500-13 (7,0-2-50-1500-13) | 6 | 1755 (1955) | 10530 (11730) | ||
Итого | 13 | 22850 (25450) | |||
 Dн = 7,54 м; Dв = 7,0 м (Dн = 7,56 м; Dв = 7,0 м) | 7,0-1-60-1500-13 (7,0-1-70-1500-13) | 7 | 2160 (2550) | 15120 (17850) | Чугун СЧ20 |
7,0-2-60-1500-13 (7,0-2-70-1500-13) | 6 | 2155 (2545) | 12930 (15270) | ||
Итого | 13 | 28050 (33120) | |||
 Dн = 7,72 м; Dв = 7,0 м (Dн = 7,76 м; Dв = 7,0 м) | 7,0-1-110-1500-13 (7,0-1-120-1500-13) | 7 | 4235 (4670) | 29645 (32690) | Чугун ВЧ45 |
7,0-2-110-1500-13 (7,0-2-120-1500-13) | 6 | 4240 (4680) | 25440 (28080) | ||
Итого | 13 | 55085 (60770) | |||
 Dн = 7,98 м; Dв = 7,5 м | 7,5-1-50-1500-14 | 9 | 1639 | 14751 | Чугун СЧ25 |
7,5-2-50-1500-14 | 5 | 1639 | 8195 | ||
Итого | 14 | 22946 | |||
 Dн = 8,46 м; Dв = 8,0 м | 8,0-1-20-1500-15 | 5 | 1000 | 5000 | Чугун СЧ20 |
8,0-2-20-1500-15 | 10 | 1005 | 10050 | ||
Итого | 15 | 15050 | |||
 Dн = 8,48 м; Dв = 8,0 м (Dн = 8,5 м; Dв = 8,0 м) | 8,0-1-30-1500-15 (8,0-1-40-1500-15) | 5 | 1195 (1520) | 5975 (7600) | Чугун СЧ20 |
8,0-2-30-1500-15 (8,0-2-40-1500-15) | 10 | 1190 (1515) | 11900 (15150) | ||
Итого | 15 | 17875 (22750) | |||
 Dн = 8,52 м; Dв = 8,0 м (Dн = 8,54 м; Dв = 8,0 м) | 8,0-1-50-1500-15 (8,0-1-60-1500-15) | 5 | 2007 (2198) | 10035 (10990) | Чугун СЧ25 |
8,0-2-50-1500-15 (8,0-2-60-1500-15) | 10 | 2005 (2193) | 20050 (21930) | ||
Итого | 15 | 30085 (32920) | |||
 Dн = 8,56 м; Dв = 8,0 м (Dн = 8,58 м; Dв = 8,0 м) | 8,0-1-70-1500-15 (8,0-1-80-1500-15) | 5 | 2605 (2805) | 13025 (14025) | Чугун СЧ25 |
8,0-2-70-1500-15 (8,0-2-80-1500-15) | 10 | 2600 (2800) | 26000 (28000) | ||
Итого | 15 | 39025 (42025) | |||
 Dн = 9,48 м; Dв = 9,0 м (Dн = 9,54 м; Dв = 9,0 м) | 9,0-1-30-1500-17 (9,0-1-60-1500-17) | 6 | 1235 (2200) | 7410 (13200) | Чугун СЧ25, СЧ20 |
9,0-2-30-1500-17 (9,0-2-60-1500-17) | 11 | 1230 (2195) | 13530 (24145) | ||
Итого | 17 | 20940 (37345) | |||
(обязательное)

Рисунок Б.1 - Размеры нормального тюбинга, обязательно
указываемые на чертеже, а также в документах
в качестве привязочных

Рисунок Б.2 - Размеры смежного тюбинга, обязательно
указываемые на чертеже, а также в документах
в качестве привязочных

Рисунок Б.3 - Размеры ключевого тюбинга, обязательно
указываемые на чертеже, а также в документах
в качестве привязочных
(обязательное)

Рисунок В.1 - Геометрия расположения тюбингов в кольце,
определяющая углы скоса фальцев (на примере кольца
для метрополитена при 10 тюбингах в кольце)
(справочное)
Таблица Г.1
Тюбинги, изготавливавшиеся для обделки
выработок метрополитена
Тип тюбинга | Dн, мм | Dв, мм | L, мм | Масса, кг | Материал |
5,1-НО-18-1000-Л | 5490 | 5100 | 1000 | 529 | Чугун СЧ20 ГОСТ 1412 |
5,1-Н-20-1000-Л | 5490 | 5100 | 1000 | 587 | |
5,1-С-20-1000-Л | 5490 | 5100 | 1000 | 590 | |
5,1-К-20-1000-Л | 5490 | 5100 | 1000 | 180 | |
5,1-НО-18-1000 | 5490 | 5100 | 1000 | 469 | |
5,1-СО-18-1000 | 5490 | 5100 | 1000 | 469 | |
5,1-КО-18-1000 | 5490 | 5100 | 1000 | 116 | |
5,6-Н-22-1000-Л | 6000 | 5600 | 1000 | 612 | |
5,6-С-22-1000-Л | 6000 | 5600 | 1000 | 615 | |
5,6-К-22-1000-Л | 6000 | 5600 | 1000 | 189 | |
5,6-Н-22-1000-Д | 6000 | 5600 | 1000 | 609 | |
5,6-С-22-1000-Д | 6000 | 5600 | 1000 | 613 | |
5,6-К-22-1000-Д | 6000 | 5600 | 1000 | 189 | |
7,0-Н-30-1000 | 7500 | 7000 | 1000 | 958 | |
7,0-С-30-1000 | 7500 | 7000 | 1000 | 741 | |
7,0-К-30-1000 | 7500 | 7000 | 1000 | 304 | |
7,8-НО-30-750 | 8500 | 7800 | 750 | 769 | |
7,8-Н-40-750 | 8500 | 7800 | 750 | 1008 | |
7,8-С-40-750 | 8500 | 7800 | 750 | 1008 | |
7,8-К-40-750 | 8500 | 7800 | 750 | 292 | |
8,8-НО-30-750 | 9500 | 8800 | 750 | 938 | |
8,8-Н-40-750 | 9500 | 8800 | 750 | 1244 | |
8,8-С-40-750 | 9500 | 8800 | 750 | 1244 | |
8,8-К-30-750 | 9500 | 8800 | 750 | 428 | |
9,8-НО-40-750 | 10500 | 9800 | 750 | 1010 | |
9,8-Н-50-750 | 10500 | 9800 | 750 | 1180 | |
9,8-С-50-750 | 10500 | 9800 | 750 | 1180 | |
9,8-К-40-750 | 10500 | 9800 | 750 | 450 |
Таблица Г.2
Тюбинги, изготавливавшиеся для обделки шахтных выработок
Тип тюбинга | Dн, мм | Dв, мм | B, мм | L, мм | Масса, кг | Материал |
5,0-Н-30-1000 | 5340 | 5000 | 1734 | 1000 | 730 | Чугун СЧ30 ГОСТ 1412 |
5,0-С-30-1000 (левый и правый) | 5340 | 5000 | 1756 | 1000 | 765 | Чугун СЧ20 ГОСТ 1412 |
5,0-К-30-1000 | 5340 | 5000 | 851 | 1000 | 370 | Чугун СЧЗО ГОСТ 1412 |
6,0-1(2)-60-1000 | 6540 | 6000 | 1842,5 | 1000 | 1870 | Чугун СЧ25 ГОСТ 1412 |
7,0-1(2)-20-1500 | 7460 | 7000 | 1785 | 1500 | 1104 (1100) | Чугун СЧ20 ГОСТ 1412 |
7,0-1(2)-30-1500 | 7480 | 7000 | 1790 | 1500 | 1300 (1295) | |
7,0-1(2)-40-1500 | 7500 | 7000 | 1793 | 1500 | 1760 (1755) | |
7,0-1(2)-50-1500 | 7520 | 7000 | 1798 | 1500 | 1960 (1955) | |
7,0-1(2)-60-1500 | 7540 | 7000 | 1803 | 1500 | 2160 (2155) | |
7,0-1(2)-70-1500 | 7560 | 7000 | 1807 | 1500 | 2550 (2545) | |
7,5-1(2)-50-1500 | 7980 | 7500 | 1695,6 | 1500 | 1639 | Чугун СЧ25 ГОСТ 1412 |
8,0-1(2)-20-1500 | 8460 | 8000 | 1759 | 1500 | 1100 (1105) | Чугун СЧ20 ГОСТ 1412 |
8,0-1(2)-30-1500 | 8480 | 8000 | 1763 | 1500 | 1190 (1195) | |
8,0-1(2)-40-1500 | 8500 | 8000 | 1767 | 1500 | 1515 (1520) | |
8,0-1(2)-50-1500 | 8520 | 8000 | 1769 | 1500 | 2005 (2007) | Чугун СЧ25 ГОСТ 1412 |
8,0-1(2)-60-1500 | 8540 | 8000 | 1775,6 | 1500 | 2193 (2198) | |
8,0-1(2)-70-1500 | 8560 | 8000 | 1780 | 1500 | 2600 (2605) | Чугун СЧ20 ГОСТ 1412 |
8,0-1(2)-80-1500 | 8580 | 8000 | 1784 | 1500 | 2800 (2805) | Чугун СЧ30 ГОСТ 1412 |
9,0-1(2)-30-1500 | 9460 | 9000 | 1742 | 1500 | 1230 (1235) | Чугун СЧ25 ГОСТ 1412 |
9,0-1(2)-60-1500 | 9540 | 9000 | 1751 | 1500 | 2195 (2200) | Чугун СЧ20 ГОСТ 1412 |
(обязательное)
Таблица Д.1
Допустимые дефекты необработанных поверхностей
на одном тюбинге
Характеристика дефекта | Ужимины | Спаи | Раковины | ||
отдельные | группы | в группе | |||
Ликвидируются замазкой | |||||
Количество дефектов на одном элементе тюбинга, шт., не более | 2 | - | 10 | 2 | 8 |
Глубина дефекта относительно толщины спинки тюбинга, %, не более | 15 | - | 15 | - | 15 |
Ширина, мм, не более | 10 | - | 5 | - | 15 |
Длина, мм, не более | 30 | - | 5 | - | 5 |
Общая площадь, мм2, не более | - | - | - | 2500 | - |
Расстояние между дефектами, мм, не менее | 500 | - | 150 | 500 | - |
Расстояние дефектов от края, мм, не менее | 80 | - | - | - | - |
Ликвидируются заваркой | |||||
Количество дефектов на одном элементе тюбинга, шт., не более | 3 | 2 | 10 | 2 | 8 |
Глубина дефекта относительно толщины спинки тюбинга, %, не более | 20 | 20 | 20 | - | 20 |
Ширина, мм, не более | 20 | - | 7 | - | 7 |
Длина, мм, не более | 65 | 150 | 7 | - | 77 |
Общая площадь, мм2, не более | 2500 | - | - | 3000 | - |
Расстояние между дефектами, мм, не менее | 500 | - | 150 | 400 | - |
Расстояние дефектов от края, мм, не менее | 80 | - | - | - | - |
Таблица Д.2
Допустимые дефекты обработанных поверхностей
на одном тюбинге
Характеристика дефекта | Ужимины | Раковины | ||
отдельные | группы | в группе | ||
Ликвидируются замазкой | ||||
Количество дефектов на одном элементе тюбинга, шт., не более | 2 | 6 | 2 | 8 |
Глубина дефекта относительно толщины спинки тюбинга, %, не более | 10 | 15 | - | 10 |
Ширина, мм, не более | 7 | 5 | - | 5 |
Длина, мм, не более | 30 | 5 | - | 5 |
Общая площадь, мм2, не более | - | - | 1500 | - |
Расстояние между дефектами, мм, не менее | 300 | 150 | 500 | - |
Расстояние дефектов от края, мм, не менее | 80 | - | - | - |
Ликвидируются заваркой | ||||
Количество дефектов на одном элементе тюбинга, шт., не более | 2 | 6 | 2 | 8 |
Глубина дефекта относительно толщины спинки тюбинга, %, не более | 15 | 20 | - | 15 |
Ширина, мм, не более | 10 | 7 | - | 7 |
Длина, мм, не более | 65 | 7 | - | 7 |
Общая площадь, мм2, не более | - | - | 1500 | - |
Расстояние между дефектами, мм, не менее | 300 | 300 | 400 | - |
Расстояние дефектов от края, мм, не менее | 80 | - | - | - |
(рекомендуемое)
Таблица Е.1
Перечень стандартных средств измерения
для контроля размеров изделия
Наименование | Тип | Пределы измерения | Цена деления | Обозначение НД |
Штангенглубиномер | ШГ-400-0,05 | 0...400 мм | 0,05 мм | |
Штангенциркуль | ШЦ-I-150-0,05 | 0...150 мм | 0,05 мм | |
Рулетка | Р10Н2К | 10 м | 1 мм | |
Весы промышленные платформенные | "Классик" 1500/3000, М8100-1,5/3-АК3С | Max = 3000 кг Min = 20 кг | e = 1 кг | Артикул Р8859 |
Пробка резьбовая | ПР 8226-0024 | 2" | - | ГОСТ 18925 |
Калибр-пробка | ПР-G2-B | 2" | - | ГОСТ 2533 |
Калибр-пробка | НЕ-G2-B | 2" | - | ГОСТ 2533 |
Пробка резьбовая | ПР 8222-0180 8Н | М60 x 4 | - | ГОСТ 17759 |
Калибр-пробка | ПР-М60x4 8Н | М60 x 4 | - | ГОСТ 24939 |
Калибр-пробка | НЕ-М60x4 8Н | М60 x 4 | - | ГОСТ 24939 |
Калибр-пробка | 8133-0946 12Н | - | ГОСТ 14810 | |
Калибр-пробка | 8133-0949 12Н | - | ГОСТ 14810 | |
Калибр-пробка | 8133-0956 12Н | - | ГОСТ 14810 | |
Калибр-пробка | 8133-0961 12Н | - | ГОСТ 14810 |
Таблица Е.2
Перечень специальных средств измерения
для контроля размеров изделия
Наименование | Контролируемые размеры | Обозначение НД |
Прибор ДВХ | Длина внешней хорды | КД и чертежи технологической оснастки предприятия-изготовителя |
Скоба предельная | Высота тюбинга | |
Угломер УС | Угол между фальцами смежного тюбинга | |
Угольник УФ | Угол наклона фальца | |
Шаблон разметки ОФ | Расположение отверстий на фальце | |
Шаблон разметки ОБ | Расположение отверстий на кольцевом поперечном борту | |
Кондуктор ОФ | Расположение отверстий на фальце | |
Кондуктор ОБ | Расположение отверстий на кольцевом поперечном борту |
Технический регламент Таможенного союза "О безопасности машин и оборудования (утвержден Решением Комиссии Таможенного союза от 18 октября 2011 г. N 823) | ||||||
Система нормативных документов в строительстве. Свод правил по проектированию и строительству. Метрополитены (одобрен для применения письмом Госстроя России от 23 марта 2004 г. N ЛБ-1912/9) | ||||||
Федеральные нормы и правила в области промышленной безопасности "Правила безопасности в угольных шахтах (утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от 19 ноября 2013 г. N 550) | ||||||
| ||||||
Правила безопасности при строительстве подземных сооружений (утверждены Постановлением Госгортехнадзора РФ от 1 ноября 2001 г. N 49) | ||||||
| ||||||
Свод правил - Метрополитены. Актуализированная редакция СНиП 32-02-2003 (утвержден приказом Министерства регионального развития РФ от 30 июня 2012 г. N 270) | ||||||
Свод правил - Актуализированная редакция СНиП 2.03.11-85 Защита строительных конструкций от коррозии (утвержден приказом Министерства регионального развития РФ от 29 декабря 2011 г. N 625) | ||||||