СПРАВКА
Источник публикации
М.: Бюро НДТ, 2022
Примечание к документу
Документ введен в действие с 01.09.2023.
Взамен ИТС 6-2015.
Название документа
"ИТС 6-2022. Информационно-технический справочник по наилучшим доступным технологиям. Производство цемента"
(утв. Приказом Росстандарта от 16.12.2022 N 3199)
"ИТС 6-2022. Информационно-технический справочник по наилучшим доступным технологиям. Производство цемента"
(утв. Приказом Росстандарта от 16.12.2022 N 3199)
Приказом Росстандарта
от 16 декабря 2022 г. N 3199
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО ЦЕМЕНТА
Manufacture of cement
ИТС 6-2022
Дата введения
1 сентября 2023 года
Настоящий информационно-технический справочник по наилучшим доступным технологиям "Производство цемента" (далее - справочник НДТ) разработан на основе анализа технических, технологических и управленческих решений, применяемых при производстве цемента.
Структура настоящего справочника НДТ соответствует ГОСТ Р 113.00.03-2019 "Наилучшие доступные технологии. Структура информационно-технического справочника" [1], термины приведены в соответствии с ГОСТ Р 56828.15-2016 "Наилучшие доступные технологии. Термины и определения" [2].
Краткое содержание справочника:
Введение. Содержит краткое описание и общую информацию о справочнике НДТ.
Предисловие. Указаны цель разработки настоящего справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие настоящего справочника НДТ.
В разделе 1 представлена информация о состоянии и уровне развития производства цемента в Российской Федерации, а также приведены приоритетные проблемы отрасли.
В разделе 2 описаны особенности технологических процессов и операций производства цемента, представлены характеристики сырья и готовой продукции с учетом положений ГОСТ Р 113.00.04-2020 "Наилучшие доступные технологии. Формат описания технологий" [3], включая утилизацию отходов и использование материалов из отходов в виде топлива.
В разделе 3 представлена информация о текущих уровнях потребления сырья, материалов, энергетических ресурсов и эмиссий, маркерных веществах, характерных для производства цемента.
Раздел подготовлен на основе данных, представленных предприятиями Российской Федерации в рамках разработки справочника НДТ, а также различных литературных источников с учетом положений [3].
В разделе 4 приведены сравнительный анализ и особенности учета критериев отнесения технологий, технологических и управленческих решений к наилучшим доступным технологиям в соответствии с требованиями ГОСТ Р 56828.8-2015 "Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям" [4].
В разделе 5 приведены НДТ для производства цемента, включающие системы экологического и энергетического менеджмента, контроля и мониторинга технологических процессов, а также технические и технологические решения для повышения энергоэффективности, ресурсосбережения, снижения эмиссий загрязняющих веществ, методы обращения с отходами и вторичными продуктами производства в соответствии с ГОСТ Р 56828.8-2015 "Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям" [4].
В разделе 6 описана информация о новых технологических, технических и управленческих решениях, способных на стадии промышленного внедрения обеспечить уровень воздействия на окружающую среду не ниже требований НДТ или же при соответствии им минимизировать производственные и/или экономические затраты, а также направленных на повышение энергоэффективности и ресурсосбережения. Раздел подготовлен с учетом положений ГОСТ Р 56828.1-2015 "Наилучшие доступные технологии. Методические рекомендации по описанию перспективных технологий в информационно-техническом справочнике по наилучшим доступным технологиям" [5].
Заключительные положения и рекомендации. Данный раздел включает в себя сведения о членах технической рабочей группы, принимавших участие в разработке настоящего справочника НДТ, и рекомендации о проведении дальнейших работ и сборе информации в области НДТ для рассматриваемой отрасли промышленности.
Приложения. Содержат перечень маркерных загрязняющих веществ, характерных для производства цемента, перечень технологических показателей, перечень НДТ, сведения о ресурсной (в том числе энергетической) эффективности, индикативные показатели выбросов парниковых газов при производстве клинкера и цемента, а также Заключение по наилучшим доступным технологиям.
Заключение по наилучшим доступным технологиям включает части справочника НДТ, содержащие:
- область применения;
- описание НДТ, уровни эмиссий, соответствующие НДТ (технологические показатели), а также информацию, позволяющую оценить их применимость;
- методы производственного экологического контроля (прежде всего - подходы к организации измерений, в том числе касающиеся систем автоматического контроля).
Заключение по наилучшим доступным технологиям приведено в справочнике НДТ для использования заинтересованными лицами, в том числе промышленными предприятиями, при формировании заявок на комплексные экологические разрешения, а также надзорными органами при выдаче комплексных экологических разрешений и является кратким описанием основных положений справочника, включая описание наилучших доступных технологий, информации, позволяющей оценить их применимость, уровни эмиссий и потребления ресурсов, методы производственного экологического контроля.
Приложения подготовлены с учетом положений ГОСТ Р 113.00.03-2019 "Наилучшие доступные технологии. Структура информационно-технического справочника" [1].
Библиография. Приведен перечень источников информации и нормативных правовых актов, использованных при разработке настоящего справочника НДТ.
Нормативные акты (термины и определения)
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Распоряжение Правительства РФ "Поэтапный график актуализации информационно-технических справочников по наилучшим доступным технологиям" от 10.06.2022 имеет номер 1537-р, а не 1537. |
Справочник НДТ 6-2022 разработан в соответствии с поэтапным графиком актуализации информационно-технических справочников по наилучшим доступным технологиям, утвержденным распоряжением Правительства РФ от 10.06.2022 года N 1537 [6].
В основу Справочника НДТ 6-2022 положен ряд важных нормативно-правовых документов, предусматривающих комплекс мер по переходу на принципы НДТ и внедрению современных природоохранных технологий, в том числе:
- распоряжение Правительства РФ от 8.07.2015 года N 1316-р "Перечень загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды" [8];
- приказ Министерства промышленности и торговли РФ от 23 августа 2019 года N 3134 "Об утверждении Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии" [9];
- Постановление Правительства РФ от 31.12.2020 года N 2398 "Критерии отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III и IV категорий" [10];
- Постановление Правительства РФ от 9.03.2019 года N 250 "О внесении изменений в Правила определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям" [11].
Кроме того, при формировании Справочника учитывались рекомендации национальных стандартов, определяющих структуру и содержание информационно-технических справочников:
- ГОСТ Р 113.00.03-2019 Наилучшие доступные технологии. Структура информационно-технического справочника [1];
- ГОСТ Р 113.00.04-2020 Наилучшие доступные технологии. Формат описания технологий [3];
- ГОСТ Р 56828.10-2015 Наилучшие доступные технологии. Методические рекомендации по актуализации информационно-технического справочника по наилучшим доступным технологиям [12];
- ГОСТ Р 56828.11-2015 Наилучшие доступные технологии. Методические рекомендации по разработке раздела информационно-технического справочника по наилучшим доступным технологиям по описанию приоритетных проблем отрасли [13];
- ГОСТ Р 56828.8-2015 Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям [14];
- ГОСТ Р 56828.9-2015 Наилучшие доступные технологии. Методические рекомендации по проведению сравнительного анализа производств при разработке информационно-технического справочника по наилучшим доступным технологиям [15];
- ГОСТ Р 56828.2-2015 Наилучшие доступные технологии. Методические рекомендации представления информации по экономическим аспектам реализации наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям [16];
- ГОСТ Р 56828.4-2015 Наилучшие доступные технологии. Подходы к проведению сравнительного анализа ресурсоэффективности и экологической результативности предприятий для предупреждения или минимизации негативного воздействия на окружающую среду [17];
- ГОСТ Р 56828.45-2019 Наилучшие доступные технологии. Производство цемента. Производственный экологический контроль [18];
- ГОСТ Р 56828.46-2019 Наилучшие доступные технологии. Производство цемента. Порядок подготовки заявки на комплексное экологическое разрешение [19];
- ГОСТ Р 56828.47-2019 Наилучшие доступные технологии. Производство цемента. Выбор маркерных показателей для выбросов в атмосферу от промышленных источников [20].
В настоящем Справочнике применяются термины в соответствии со следующими национальными стандартами:
- ГОСТ Р 56828.15-2016 Наилучшие доступные технологии. Термины и определения [21];
- ГОСТ 16263-70 Государственная система обеспечения единства измерений. Метрология. Термины и определения [22].
Цели, основные принципы и порядок разработки справочника НДТ установлены Постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям" [23]. Перечень областей применения наилучших доступных технологий определен распоряжением Правительства Российской Федерации от 24 декабря 2014 года N 2674-р "Об утверждении перечня областей применения наилучших доступных технологий" [24].
1 Статус документа
Настоящий справочник НДТ является документом национальной системы стандартизации.
2 Информация о разработчиках
Настоящий справочник НДТ разработан технической рабочей группой N 6 "Производство цемента" (ТРГ 6), состав которой утвержден приказом Министерства промышленности и торговли Российской Федерации N 855 от 18 марта 2022 года о создании технической рабочей группы "Производство цемента" [25]. Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Данный справочник НДТ содержит описание применяемых при производстве цемента технологических процессов и особенностей используемых материалов и оборудования, кроме того, в справочнике НДТ представлен обзор современных технологий, позволяющих снизить негативное воздействие на окружающую среду, сократить потребление минерального сырья, повысить энергоэффективность и обеспечить ресурсосбережение. Из описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся НДТ. В справочнике НДТ установлены соответствующие технологические показатели НДТ, а также приведены результаты бенчмаркинга удельных выбросов парниковых газов, установлены индикативные показатели удельных выбросов парниковых газов при производстве цемента.
Справочник НДТ рекомендован предприятиям цементной промышленности для подготовки программ внедрения НДТ, регулирующим органам - для оценки соответствия предприятий экологическим требованиям и государственным органам - для принятия решения о государственном софинансировании инвестиционных проектов (проектов модернизации).
4 Взаимосвязь с международными, региональными аналогами
Настоящий справочник НДТ разработан на основе справочника ЕС по наилучшим доступным технологиям "Комплексное предотвращение и контроль загрязнения окружающей среды. Справочный документ по наилучшим доступным технологиям. Производство цемента, извести и оксида магния" (Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques in the Cement, Lime and Magnesium Oxide Manufacturing Industries) [26].
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве цемента в Российской Федерации, была собрана в процессе разработки настоящего справочника НДТ в соответствии с Порядком сбора данных, необходимых для разработки справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Минпромторга России от 18 декабря 2019 года N 4841 [27].
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими действующими справочниками НДТ приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Настоящий справочник НДТ утвержден приказом Росстандарта от 16 декабря 2022 года N 3199.
Настоящий справочник НДТ введен в действие с 1 сентября 2023 года, официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
8 Взамен ИТС 6-2015
Настоящий справочник НДТ распространяется на следующий основной вид деятельности:
- производство цементного клинкера во вращающихся печах с проектной мощностью 500 т/сут и более.
В соответствии с общероссийским классификатором видов экономической деятельности производство цемента относится к 23 классу: "Производство прочей неметаллической минеральной продукции". Данный класс входит в состав "Раздела C - Обрабатывающие производства" классификатора 2021 года ОКВЭД-2.
В таблицах 1 и 2 приведены коды по ОКВЭД-2 (общероссийскому классификатору видов экономической деятельности) и ОКПД (общероссийскому классификатору продукции по видам экономической деятельности), соответствующие областям применения настоящего справочника НДТ.
Таблица 1
Коды по ОКВЭД-2
Производство прочей неметаллической минеральной продукции | |
Производство цемента, извести и гипса | |
Производство цемента (производство цементного клинкера и гидравлических цементов, в том числе портландцемента, глиноземистого цемента, шлакового цемента и суперфосфатного цемента) |
--------------------------------
<*> Классификатор кодов ОКВЭД-2 2022 с расшифровкой по видам деятельности.
Таблица 2
Коды по ОКПД-2
ИС МЕГАНОРМ: примечание. Шапка второй графы дана в соответствии с официальным текстом документа. |
Продукты минеральные неметаллические прочие | |
Цемент, известь, гипс | |
Цемент | |
Цемент | |
Клинкеры цементные | |
Клинкеры цементные | |
Портландцемент, цемент глиноземистый, цемент шлаковый и аналогичные гидравлические цементы | |
Цементы общестроительные | |
Портландцемент без минеральных добавок | |
Портландцемент с минеральными добавками | |
Шлакопортландцемент | |
Портландцемент пуццолановый | |
Цемент композиционный | |
Портландцементы белые | |
Портландцементы цветные | |
Портландцементы тампонажные | |
Цементы глиноземистые | |
Цементы прочие, не включенные в другие группировки |
--------------------------------
<*> Общероссийский классификатор продукции по видам экономической деятельности (ОКПД 2) ОК 034-2014 (КПЕС 2008).
Справочник НДТ также распространяется на процессы, связанные с основными производственными переделами цементного производства, которые могут оказать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
- хранение и подготовка сырья;
- хранение и подготовка топлива;
- утилизация отходов и использование материалов из отходов в качестве сырья и (или) топлива - требования к качеству, контроль и подготовка;
- производственные процессы;
- методы предотвращения и сокращения эмиссий и образования отходов;
- хранение, упаковка и отгрузка продукции.
Справочник НДТ не распространяется на:
- некоторые процессы производства, такие как добыча сырья в карьере;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Вопросы охраны труда рассматриваются частично и только в тех случаях, когда оказывают влияние на виды деятельности, включенные в область применения данного ИТС НДТ.
Дополнительные виды деятельности при производстве цемента и соответствующие им справочники НДТ приведены в таблице 3.
Таблица 3
при производстве цемента, и соответствующие
им справочники НДТ
Вид деятельности | Наименование соответствующего справочника НДТ |
Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух | Информационно-технический справочник по наилучшим доступным технологиям ИТС 22-2016 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" [28] |
Общие принципы производственного экологического контроля | Информационно-технический справочник по наилучшим доступным технологиям ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его метрологического обеспечения" [29] |
Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров | Информационно-технический справочник по наилучшим доступным технологиям ИТС 46-2019 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" [30] |
Повышение энергетической эффективности | Информационно-технический справочник по наилучшим доступным технологиям ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" [31] |
Аббревиатуры и сокращения
BAT | Best Available Techniques (англ.) |
CCS | Технология улавливания и хранения углерода |
CCU | Технология улавливания и использования углерода |
CSI | Cement Sustainability Initiative - Инициатива по устойчивому развитию цементной промышленности |
ETS | Система торговли выбросами |
I-TEQ | Международный эквивалент токсичности |
GCCA | Global Cement and Concrete Association - Глобальная ассоциация производителей цемента и бетона |
LRV | Шведское международное соглашение о чистоте воздуха |
NOx | Сумма азота оксида (NO) и азота диоксида (NO2) в пересчете на NO2 |
OPC | Портландцемент |
ppm | Объемная концентрация |
RDF | Refuse-derived fuel - топливо, полученное из отходов |
SCR | Технология селективного каталитического восстановления оксидов азота |
SNCR | Технология селективного некаталитического восстановления оксидов азота |
TA-Luft | Германское международное соглашение о чистоте воздуха |
TOC | Общий органический углерод |
TSR | Thermal Substitution Rate - процент замещения традиционного топлива альтернативным |
W | Влажность |
АИС | Автоматизированная измерительная система (контроля) |
АО | Акционерное общество |
АТ | Альтернативные виды топлива |
ВИЭ | Возобновляемые источники энергии |
ВД | Высокое давление |
ВК | Водогрейный котел |
ВМР | Вторичные материальные ресурсы |
ВРВ | Временно разрешенный выброс |
ВТВМ | Вертикальные тарельчато-валковые мельницы |
ДВГ | Диффузионная вихревая горелка |
ГВ | Горючее вещество |
ГГ | Главная горелка |
ГИД | Газовая инжекционная диффузионная горелка |
ГОУ | Газоочистная установка |
ГСМ | Горюче-смазочные материалы |
ГЭС | Гидроэлектростанция |
ДСП | Древесно-стружечная плита |
ЕАЭС | Евразийский экономический союз |
ЕС | Европейский союз |
ЗВ | Загрязняющее вещество |
ЗШО | Золошлаковые отходы |
КПД | Коэффициент полезного действия |
КС | Кипящий слой |
ЛОС | Летучие органические соединения |
МЭА | Международное энергетическое агентство |
НВОС | Негативное воздействие на окружающую среду |
НДВ | Норматив допустимых выбросов |
НДС | Норматив допустимых сбросов |
НДТ | Наилучшая доступная технология |
ПХБ | Полихлорированные бифенилы |
ПХДД/ПХДФ | Полихлорированные дибензо-n-диоксины и дибензофураны |
ОГ | Основная горелка |
ООУ | Общий органический углерод |
ОС | Окружающая среда |
ПАВ | Поверхностно-активные вещества |
ПАУ | Полициклические ароматические углеводороды |
ПВИ | Пресс-валковый измельчитель |
ПГ | Парниковый газ |
ПГНА | Поточный гамма-нейтронный анализатор |
ПГОУ | Пылегазоочистная установка |
ПДВ | Предельно допустимый выброс |
ПДК | Предельно допустимая концентрация |
ППЭЭ | Программа повышения экологической эффективности |
ПДКмр | Предельно допустимая максимальная разовая концентрация |
ПЭК | Производственный экологический контроль |
РЭО | Российский экологический оператор |
СанПиН | Санитарно-эпидемиологические правила и нормы |
СЗЗ | Санитарно-защитная зона |
СИ | Средство измерения |
СКВ | Селективное каталитическое восстановление оксидов азота |
СНГ | Содружество Независимых Государств |
СНКВ | Селективное некаталитическое восстановление оксидов азота |
СОЗ | Стойкие органические загрязнители |
СМК | Система менеджмента качества |
СЭМ | Система экологического менеджмента |
СЭнМ | Система энергетического менеджмента |
ТКО | Твердые коммунальные отходы |
ТН | Технологический норматив выбросов |
ТП | Технологический показатель |
ТРГ | Техническая рабочая группа |
ТЭС | Тепловая электростанция |
ЭФ | Электрофильтр |
C3S | Трехкальциевый силикат 3CaO·SiO2 |
C2S | Двухкальциевый силикат 2CaO·SiO2 |
C3A | Трехкальциевый алюминат 3CaO·Al2O3 |
C4AF | Четырехкальциевый алюмоферрит 4CaO·Al2O3·Fe2O3 |
ФККО | Федеральный классификационный каталог отходов |
ХРТ | Химическая регенерация тепла |
Единицы измерения
В таблице 4 приведены единицы измерения, используемые в Справочнике НДТ 6-2022 согласно ГОСТам, указанным в разделе Введение.
Таблица 4
Единица измерения | Наименование измеряемой величины | |
Обозначение | Наименование | |
ppm | Миллионная доля, pro pro mille | объемная концентрация, 1 ppm = 1 см3/м3 |
В | Вольт | электрическое напряжение; электрический потенциал; разность электрических потенциалов; электродвижущая сила |
Вт, кВт, МВт, ГВт | ватт, киловатт, мегаватт, гигаватт | мощность |
кВт·ч | киловатт-час | мера электрической энергии |
кВт·ч/т | киловатт-час на тонну | удельный расход электроэнергии |
г CO2·экв./т | грамм CO2-эквивалента на тонну | мера удельных выбросов парниковых газов на тонну материала |
кг у.т. | килограмм условного топлива | мера тепловой энергии |
дБА | акустический децибел | уровень звукового давления |
МДж/кг | (мега)Джоуль на килограмм | удельная теплота сгорания топлива |
ккал (Гкал) | килокалория (гигакалория) | количество теплоты |
Гкал/ч | гигакалория в час | тепловая мощность |
кг/м3 | килограмм на кубический метр | плотность |
кгс/см2 | килограмм-сила на квадратный сантиметр | давление, прочность образцов |
м/с | метр в секунду | скорость |
м3 | кубический метр | объем |
мг/м3 | миллиграмм на метр кубический | концентрация |
мг/нм3 | миллиграмм на нормальный метр кубический | концентрация |
нм3 | нормальный метр кубический | объем газа при давлении 760 мм рт. ст. (101,3 кПа) и 0 °C (1 нм3 = 1,073 ст. м3) |
Па | Паскаль | давление |
ст. м3 | стандартный метр кубический | объем газа при давлении 760 мм рт. ст. и 20 °C, применяют при коммерческих расчетах в РФ (1 ст. м3 = 0,932 нм3; 1 нм3 = 1,073 ст. м3) |
г CO2/МДж | г CO2 на МегаДжоуль | углеродоемкость топливной смеси |
ppm | Миллионная доля, pro pro mille | объемная концентрация, 1 ppm = 1 см3/м3 |
т | тонна | масса |
т/ч | тонн в час | производительность основного технологического оборудования |
т CO2·экв. | тонна CO2-эквивалента | мера выбросов парниковых газов |
в Российской Федерации
В России максимальный объем производства цемента 84,7 млн т был достигнут в 1989 году. Анализ производства и потребления цемента за последние 30 лет, по данным компании СМ ПРО и аналитического агентства "Амикрон-консалтинг", свидетельствует о цикличном развитии российского рынка, который подвержен внешним факторам и макроэкономическим тенденциям (рисунок 1.1).

в 2002 - 2021 гг. по [32]
В цементной промышленности России по состоянию на 01.01.2022 функционировало 54 из 60 цементных предприятий, в том числе 51 завод полного цикла производства и 3 помольные установки. Общая мощность цементных предприятий России по состоянию на 01.01.2022 составляет 87,42 млн т. Производство цемента в 2021 году по данным оперативной отчетности цементных предприятий и Росстата составило 60,0 млн т, что на 7,2% (3,7 млн т) больше, чем годом ранее.
Ввод новых 26 технологических линий в России общей мощностью ~ 36 млн т цемента в год и наличие еще потенциальных 7 современных технологических линий мощностью 15 млн т наряду с падением рынка сформировали существенный профицит мощностей на российском рынке. Коэффициент использования мощности - 68,5%.
По оценке, выпуск цементного клинкера в отрасли в 2021 году вырос на 3,3 млн т (до 54,1 млн т) [33]. В 2021 году рост производства цемента был достигнут на 39 действующих цементных предприятиях России.
В 2010 - 2020 гг. производство цемента по энергоэффективным технологиям выросло с 8,6 до 33,6 млн т, а его доля - с 17,1 до 60,2%.
Объем производства цемента сухим и комбинированным способами увеличился на 18 предприятиях, среди которых [34]:
а) заводы холдинга "ЕВРОЦЕМЕНТ груп":
1) ООО "Петербургцемент";
2) АО "Невьянский цементник";
3) АО "Катавский цемент";
4) Воронежский филиал ПАО "ЕВРОЦЕМЕНТ груп";
б) Первомайский цементный завод (входит в структуру ОАО "Новоросцемент", управляемого ООО "Газметаллпроект");
в) филиал ООО "ХайдельбергЦемент Рус" в п. Новогуровский;
г) АО "ХайдельбергЦемент Волга";
д) АО "Спасскцемент" (входит в состав группы компаний "Востокцемент");
е) ООО "Холсим (Рус)" (г. Вольск) (входит в группу компаний "Холсим (Россия)";
ж) ООО "Азия Цемент";
з) Филиал "Сухоложскцемент" ООО "СЛК Цемент".
Всего на 18 заводах сухого и комбинированного способов, увеличивших выпуск цемента в 2021 году, объем его производства вырос на 541,6 тыс. т. Доля цемента, выпущенного этими способами, составила 56,5% - в 1,3 раза больше, чем доля цемента, произведенного традиционным для России мокрым способом, но на 2,8 процентного пункта меньше показателя 2020 года [35].
В 2021 году объем производства цемента мокрым способом увеличился на 17 предприятиях, в том числе:
а) на заводах холдинга "ЕВРОЦЕМЕНТ груп":
1) ЗАО "Осколцемент";
2) ЗАО "Белгородский цемент";
3) АО "Михайловцемент";
б) ООО "Ачинский цемент", управляемом компанией "Группа Смиком";
в) ООО "Красноярский цемент" (входит в состав холдинга АО "ХК "Сибцем").
В сумме выпуск цемента мокрым способом увеличился на 3167 тыс. т.
Корпоративная структура цементной промышленности России включает в себя 26 компаний и промышленно-финансовых групп. На долю 11 холдингов приходится 50,8 млн т цемента, произведенного в 2021 году, или 91,0% его суммарного выпуска в стране (таблицы 1.1, 1.2) [33].
Таблица 1.1
фирмами-производителями в 2020 и 2021 гг.
Производитель | Годовая мощность по цементу на 01.01.2021, тыс. т | Выпуск цемента по годам, тыс. т | Рост (+), снижение (-) производства | |
2020 | 2021 | |||
ПАО "ЕВРОЦЕМЕНТ груп" | 27 138,0 | 15 925,0 | 16 625,0 | 700,0 |
ООО "Газметаллпроект" | 8 015,0 | 5 427,3 | 5 896,5 | 469,2 |
АО "ХК "Сибцем" | 8 711,0 | 4 589,8 | 5 204,0 | 614,2 |
Группа компаний "Холсим Россия" | 7 148,0 | 4 951,4 | 5 153,1 | 201,7 |
Группа компаний AKKERMANN CEMENT | 4 523,5 | 3 496,8 | 3 976,2 | 479,4 |
ООО "ХайдельбергЦемент Рус" | 4 996,1 | 3 778,6 | 3 963,2 | 184,6 |
SLK Cement | 5 300,0 | 3 713,9 | 3 947,9 | 234,0 |
ООО "Востокцемент" | 4 209,0 | 2 462,0 | 2 830,8 | 368,8 |
ЗАО "Росгражданреконструкция" | 4 069,4 | 2 550,0 | 2 737,0 | 187,0 |
"Группа Смиком" | 3 000,0 | 2 206,4 | 2 050,0 | -99,9 |
ООО "Азия Цемент" | 1 860,0 | 1 767,2 | 1 855,4 | 88,2 |
Прочие | 8 447,3 | 5 296,3 | 5 666,8 | 427,0 |
Всего | 87 417,3 | 56 164,7 | 59 905,9 | 3 741,2 |
Таблица 1.2
в 2021 г. по [33]
Холдинг (управляющая компания)/предприятие | Мощность по цементу на 01.01.21, тыс. т/год | |
I | ПАО "ЕВРОЦЕМЕНТ груп" | 27 138 |
1 Савинский цементный завод | - | |
2 АО "Пикалевский цемент" | 1 311 | |
3 АО "Мальцовский портландцемент" | 3 450 | |
4 АО "Михайловцемент" | 1 700 | |
5 ЗАО "Белгородский цемент" | 826 | |
6 АО "Осколцемент" | 3 700 | |
7 Воронежский филиал АО "Евроцемент груп" | 2 100 | |
8 АО "Липецкцемент" | 687 | |
9 ОАО "Жигулевские стройматериалы" | - | |
10 АО "Ульяновскцемент" | 2 000 | |
11 АО "Кавказцемент" | 2 400 | |
12 АО "Невьянский цементник" | 1 033 | |
13 АО "Катавский цемент" | 1 100 | |
14 ПАО "Мордовцемент" | 4 098 | |
15 ООО "Петербургцемент" | 1 700 | |
16 ООО "Сенгилеевский цементный завод" | 1 033 | |
II | АО "ХК "Сибцем" | 8 711,0 |
1 ООО "Топкинский цемент" | 3 700,0 | |
2 АО "Искитимцемент" | 2 100,0 | |
3 АО "Ангарскцемент" | 1 211,0 | |
4 ООО "Красноярский цемент" | 1 100,0 | |
5 ООО "ТимлюйЦемент" | 600,0 | |
III | ООО "Газметаллпроект" | 8 015,0 |
1 ОАО "Новоросцемент" | 5 415,0 | |
2 ОАО "Верхнебаканский цементный завод" | 2 600,0 | |
IV | Группа компаний "Холсим (Россия)" | 7 148,0 |
1 ОП ООО "Холсим (Рус) СМ" (г. Воскресенск) | - | |
2 ОП ООО "Холсим (Рус) СМ" (п. Ферзиково) | 2 907,0 | |
3 ООО "Холсим (Рус)" (г. Вольск) | 1 646,0 | |
4 ООО "Холсим (Рус) СМ" (г. Коломна) | 2 595,0 | |
V | SLK Cement | 5 300,0 |
1 СЛК Цемент (ф-л "Сухоложскцемент") | 3 500,0 | |
2 СЛК Цемент (ф-л "Коркино") | 1 100,0 | |
3 ОП "Омский цемент" | 700,0 | |
VI | ООО "ХайдельбергЦемент Рус" | 4 996,1 |
1 Филиал ООО "ХайдельбергЦемент Рус" в п. Новогуровский | 2 000,0 | |
2 Филиал ООО "ХайдельбергЦемент Рус" в г. Стерлитамак | 1 800,0 | |
3 ОАО "Цесла" | 1 196,1 | |
VII | Группа компаний AKKERMANN cement | 4 523,5 |
1 ООО "АККЕРМАНН ЦЕМЕНТ" | 2 360,0 | |
2 ПАО "Горнозаводскцемент" | 2 163,5 | |
VIII | Группа компаний "Востокцемент" | 4 209,0 |
1 АО "Спасскцемент" | 3 127,0 | |
2 АО "Теплоозерскцемент" | 632,0 | |
3 АО ПО "Якутцемент" | 450,0 | |
IX | АО "Росгражданреконструкция" | 4 069,4 |
АО "Себряковцемент" | 4 069,4 | |
X | "Группа Смиком" | 3 000 |
1 ООО "Ачинский цемент" | 1 200 | |
2 ООО "Серебрянский цементный завод" | 1 800 | |
XI | ООО "Азия Цемент" | 1 860,0 |
XII | ПАО "Магнитогорский металлургический комбинат" | 1 355,2 |
XIII | АО "Чеченцемент" | 1 200,0 |
XIV | АО "ХайдельбергЦемент Волга" | 1 166,0 |
XV | United Cement Group | 822,0 |
АО "Новотроицкий цементный завод" | 822,0 | |
XVI | ОАО "ГМК "Норильский никель" | 703,0 |
Заполярный филиал УЗТМ. Производство цемента | 703,0 | |
XVII | ПАО "НБ Траст" | 650,0 |
1 ОАО "Атакайцемент" | 450,0 | |
2 ЗАО "Углегорск-Цемент" | 200,0 | |
XVIII | Корпорация "Атомстройкомплекс" | 550,0 |
ООО "Атомстройкомплект Цемент" | 550,0 | |
XIX | ООО "Староцементный завод" | 534,0 |
XX | АО "Пикалевская сода" | 520,3 |
Волховский цементный завод | 520,3 | |
XXI | АО "Бахчисарайский комбинат "Стройиндустрия" | 517,0 |
XXII | ПАО "Мечел" | 315,8 |
"Мечел-Материалы" | 318,5 | |
XXIII | ООО "Голухинский цемент" | 300,0 |
XXIV | АО "Подольск-Цемент" | 137,6 |
XXV | ООО "Буйнакский цементный завод" | 130,8 |
XXVI | ООО "Сахцемент Лунсин" | 100,0 |
Группы менеджмента предприятий | 643,0 | |
1 АО "Камчатцемент" | 350,0 | |
2 АО "Колымацемент" | 150,0 | |
3 ООО "Екатеринбургский цементный завод" | 50,0 | |
4 АО "Пашийский МЦЗ" | 46,0 | |
5 ООО "Югорский ЗСМ" | 34,0 | |
6 ООО "Амурская помольная установка" | 13,0 |
Холдингу "ЕВРОЦЕМЕНТ груп" принадлежат 16 российских цементных предприятий общей мощностью около 27,1 млн т, не включая Савинский цементный завод проектной мощностью 1,24 млн т, находящийся на реконструкции. Холдинг занимает ведущее положение по производству и продажам цемента на международном уровне. В 2021 году ООО "Михайловский комбинат строительных материалов" приобрело акции материнской компании и долг группы компаний "ЕВРОЦЕМЕНТ".
В 2021 году состоялся пуск завода по производству белого цемента ООО "Цемикс", расположенного в Абзелиловском районе Республики Башкортостан (РБ), вблизи г. Магнитогорска Челябинской области, с технологической линией сухого способа производства проектной мощностью 240 тыс. т в год.
Было завершено строительство технологической линии производства цемента сухим способом мощностью 1,2 млн т в год на ООО "Сенгилеевский цементный завод" холдинга "ЕВРОЦЕМЕНТ груп".
В 2021 году вышел на проектную мощность - 550 тыс. т серого цемента в год - завод "АТОМ Цемент", введенный в эксплуатацию в 2020 году. Завод был построен компанией "Атомстройкомплекс" в районе г. Сысерть Свердловской области.
В 2021 году продолжилось строительство технологической линии сухого способа мощностью 300 тыс. т белого цемента в год на предприятии ОАО "Жигулевские стройматериалы" холдинга "ЕВРОЦЕМЕНТ груп".
АО "Себряковцемент" продолжало работы, необходимые для завершения полного перевода производства на сухой способ.
Изменились мощности ряда других предприятий, что обусловлено продолжающимся освоением новых технологических линий сухого способа, модернизацией производства, а также выводом из эксплуатации некоторых линий мокрого способа.
Размещение и концентрация цементных предприятий представлены на рисунке 1.2. В европейской части России сосредоточено 73,5% от общего объема производства и 75% от объема потребления цемента. Неравномерность размещения цементных заводов обусловлена наличием сырьевых ресурсов и неравномерностью концентрации производительных сил по территории России.

предприятий РФ
В результате сложившейся структуры расположения предприятий и их мощностей удовлетворение спроса на цемент в отдельных регионах обеспечивается за счет межрегиональных поставок цемента и его импорта (см. таблицу 1.3).
Таблица 1.3
в 2021 году, тыс. т
Регион | Производство | Импорт | Экспорт | Потребление | Баланс (+/-) |
Всего по Российской Федерации, в том числе: | 59 606 | 1 965 | 1 313 | 60 360 | -755 |
Европейская часть Российской Федерации | 43 812 | 3 348 | 1 772 | 45 458 | -1 647 |
ЦФО | 15 164 | 4 257 | 1 668 | 17 756 | -2 592 |
СЗФО | 3 502 | 2 249 | 74 | 5 664 | -2 162 |
ПФО | 13 285 | 1 347 | 4 639 | 10 008 | 3 277 |
ЮФО | 9 601 | 1 630 | 3 385 | 7 885 | 1 716 |
СКФО | 2 260 | 2318 | 460 | 4 146 | -1 885 |
Азиатская часть Российской Федерации | 15 761 | 1 013 | 1 904 | 14 902 | 859 |
УФО | 6 034 | 1 188 | 1 899 | 5 355 | 679 |
СФО | 6 536 | 553 | 930 | 6 165 | 371 |
ДВФО | 3 192 | 239 | 42 | 3 383 | -190 |
Производство цемента в 2021 году выросло по сравнению с показателем 2020 года в Дальневосточном (на 14,4%), Сибирском (на 13,9%), Северо-Западном (на 10,7%), Южном (на 7,8%), Приволжском (на 6,9%), Центральном (на 3,3%) и Уральском федеральных округах (на 2,3%) и сократилось на 0,5% в Северо-Кавказском федеральном округе (см. таблицу 1.3).
Основная часть цемента (44,0 млн т, или 73,4% общего объема его производства в России) выпущена в 2021 году на предприятиях, расположенных в федеральных округах европейской части страны. На предприятиях Урала, Сибири и Дальнего Востока за этот период произведено 15,9 млн т цемента.
Максимальный рост производства цемента в 2021 году к уровню 2020 года наблюдался на заводах холдингов "ЕВРОЦЕМЕНТ груп" (на 796 тыс. т, или 5,0%), АО "ХК "Сибцем" (на 601 тыс. т, или 13,1%), AKKERMANN CEMENT (на 486 тыс. т, или 13,9%), "Газметаллпроект" (на 456 тыс. т, или 8,4), "Востокцемент" (на 368 тыс. т, или 15,0%), Buzzi Unicem (на 243 тыс. т, или 6,6%) и HeidelbergCement (на 202 тыс. т, или 5,4%) [33]. Сокращение производства в 2021 году не наблюдалось ни у одного участника рынка.
В 2021 году сузились доли рынка холдингов "ЕВРОЦЕМЕНТ груп" (на 0,7%, до 27,9%), Holcim (на 0,4%, до 8,6%) и HeidelbergCement (на 0,1%, до 6,6%). Выросли доли групп компаний АО "ХК "Сибцем" (на 0,4%, до 8,6%), AKKERMANN CEMENT (на 0,4%, до 6,6%) и "Востокцемент" (на 0,3%, до 4,7%) [34].
В соответствии со Стратегией развития минерально-сырьевой базы до 2035 года, утвержденной распоряжением Правительства РФ от 22 декабря 2018 года N 2914-р [36], цементное сырье относится к полезным ископаемым первой группы, сырьевая база которых достаточна для обеспечения потребностей экономики в долгосрочной перспективе при любых сценариях ее развития и не требует проведения активных геологоразведочных работ, направленных на ее воспроизводство. Тем не менее недропользователями ведутся геологоразведочные работы (в том числе ранних стадий) с целью выявления сырья высокого качества.
Суммарные балансовые запасы цементного сырья в целом по Российской Федерации по категориям A + B + C1 и категории C2 на 1 января 2021 года составляют 19 230,8 млн т и 12 103,9 млн т, соответственно; забалансовые запасы составляют 256 млн т.
По состоянию на 1 января 2021 года запасы цементного сырья, заключенные в 238 месторождениях, составили 31,3 <1> млрд т. Запасы цементного сырья разведаны на территории 59 из 85 субъектов Российской Федерации, однако распределены по территории страны неравномерно - более двух третей сосредоточено в европейской части страны (см. таблицу 1.4).
--------------------------------
Таблица 1.4
Федеральный округ, субъект РФ | Количество месторождений | Балансовые запасы на 01.01.2021 |
ЦФО | 45 | 8 646,9 |
СЗФО | 18 | 1 677,8 |
ПФО | 47 | 4 044,9 |
ЮФО | 24 | 5 949,1 |
СКФО | 7 | 1 455,5 |
УФО | 17 | 1 584,7 |
СФО | 44 | 3 250,4 |
ДВФО | 36 | 4 725,5 |
Всего по РФ | 238 | 31 334,7 |
В европейской части страны сосредоточены 66 общероссийских промышленных запасов маломагнезиального карбонатного сырья, определяющих в основном размещение и мощность цементных заводов. Так же неравномерно размещены разведанные балансовые запасы глинистых пород и гидравлических добавок.
В целом по России около половины разведанных запасов цементного сырья относится к нераспределенному фонду, а в Дальневосточном округе они составляют 73% от разведанных. Большинство из них разведаны 40 - 50 лет назад, современное состояние месторождений нередко неизвестно, но среди них можно выделить объекты, перспективные для доизучения и освоения. На территории Российской Федерации имеются хорошие перспективы развития минерально-сырьевой базы цементного производства.
В 2020 году статус разрабатываемых имели 86 месторождений; среди них 57 месторождений карбонатных пород, 18 глинистых, 10 месторождений гидравлических добавок и одно месторождение песков и маршаллитов.
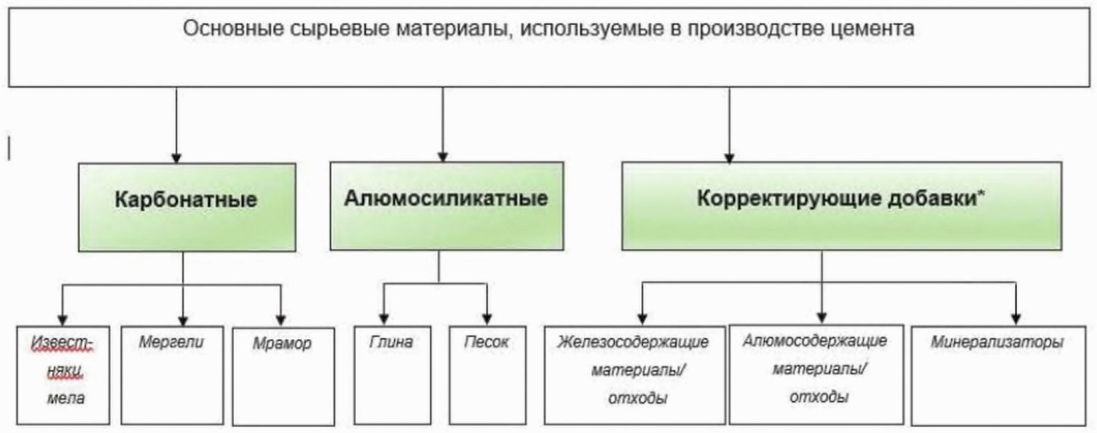
Наиболее весомое значение среди сырьевых компонентов (рисунок 1.3) в производстве цемента занимает карбонатное сырье, и именно его запасы преимущественно определяют как выбор технологии, так и выбор промплощадки и месторождения.
--------------------------------
<*> При необходимости изменения физико-механических свойств сырьевого шлама возможно применение отработанных нефтепродуктов.
В соответствии с техническими условиями на качество основных видов сырьевых материалов для производства цемента предъявляются следующие требования к химическому составу (таблица 1.5).
Таблица 1.5
в сырьевых компонентах
Показатели | Значения, % |
Содержание CaO в карбонатном компоненте: | |
в известняках и мелах | не менее 45 |
в мергелях | 40 - 45 |
Количество примесей вредных оксидов в карбонатном компоненте не должно превышать: | MgO - 4 SO3 - 1,3 K2O + Na2O - 0,4 P2O5 - 0,4 Cl - 0,1 |
Количество вредных примесей в глинистом компоненте не должно превышать следующие значения: | MgO - не более 6 SO3 - не более 5 K2O + Na2O - не более 4 TiO2 - не более 2 P2O5 - не более 0,6 |
Для сухого способа производства большое значение имеет наличие хлор-иона в сырьевых материалах и, в конечном счете, в сырьевой муке. Превышение примеси хлора в муке более 0,1% ведет к образованию настылей, остановке печного агрегата и трудоемким работам по очистке пылегазового тракта.
Физико-химические свойства карбонатных пород не регламентируются, но малопрочные разности (10 - 20 МПа) предпочтительнее. В последние годы зарубежные цементные компании при разработке технологии и строительстве цементных заводов, работающих на мелах, столкнулись с серьезной проблемой - в условиях аэрации частицы сырьевой муки быстро агрегируются, в результате чего текучесть и усреднение материала практически прекращаются. В связи с этим при оценке пригодности мелового сырья для производства цемента необходимо проводить его тестирование на изменение текучести в процессе аэрирования.
Для глинистых пород большую роль играет их гранулометрический состав. Пригодными по грансоставу считаются породы, в которых количество крупных фракций (кварцевый песок, полевой шпат, слюда, карбонатные породы) составляет:
- крупнее 0,2 мм - не более 10%;
- крупнее 0,08 мм - не более 20%.
При наличии доли крупных частиц в глине с превышением заданных значений вопрос об их пригодности должен решаться с участием специализированного института.
Основные компоненты и техногенные отходы/материалы из отходов, заменяющие природные ресурсы, а также их доля в сырьевой шихте, приведены в таблице 1.6.
Таблица 1.6
Карбонатный компонент (доля в шихте, %) | Глинистый компонент (доля в шихте, %) | Железосодержащий компонент (доля в шихте, %) |
ПРИРОДНЫЕ СЫРЬЕВЫЕ МАТЕРИАЛЫ | ||
Известняки 70 - 80 | Глина 15 - 25 | Железная руда 3 - 5 |
Мел 70 - 80 | Глинистые сланцы 15 - 20 | Гематит 3 - 5 |
Мергели 90 - 95 | Суглинки 16 - 25 | |
Мрамор 70 - 80 | Лесс | |
Бокситы | ||
Каолин | ||
Песок | ||
Плавиковый шпат | ||
Кварцит | ||
ОТХОДЫ/МАТЕРИАЛЫ ИЗ ОТХОДОВ, ЗАМЕНЯЮЩИЕ СЫРЬЕВЫЕ КОМПОНЕНТЫ | ||
Шлаки доменные - до 80 | Шлаки доменные - до 8 | Огарки (100%) |
Шлаки цветной металлургии - до 80 | Шлаки цветной металлургии - до 80 | Железорудный концентрат - 100 |
Золошлаковые отходы - до 50 | Золошлаковые отходы - до 70 | Хвосты железосодержащие - 100 |
Нефелиновый шлам - до 80 | Нефелиновый шлам - до 80 | Шламы и пыли черной металлургии - до 100 |
Карбонаты кальция, являющиеся отходами производств других отраслей | ||
Отсевы щебеночного производства и производства извести - до 100 | ||
В последние годы в цементной промышленности все более широкое распространение находит использование отходов смежных отраслей промышленности вместо природного сырья - карбонатного и глинистого компонентов. В зарубежной практике эксплуатируется ряд цементных предприятий, производящих цемент с применением техногенных отходов/материалов из отходов. В России в 80-е гг. XX в. доля отходов/материалов из отходов в производстве цемента достигла 26%, т.е. из 137 млн т сырьевых материалов, потраченных на выпуск 83 млн т цемента, 36 млн т было заменено отходами/материалами из отходов. В настоящее время этот показатель по разным причинам снизился до 15 - 17%. Полученный в процессе обжига сырьевой шихты клинкер в себестоимости цемента составляет 75 - 80%.
В целях снижения затрат на производство цемента при измельчении клинкера вводятся активные минеральные добавки, как природного происхождения, так и отходы/материалы из отходов смежных производств.
В таблице 1.7 представлены основные добавки в цемент как природного, так и техногенного происхождения. Ввод добавок используется для снижения расхода клинкера в производстве цемента и придания ему специальных строительно-технических свойств.
Таблица 1.7
Наименование добавки в цемент | Содержание, % |
Гипс, ангидрит | 5 |
Опока | до 20 |
Трепел | до 10 |
Техногенные добавки | |
Шлак доменный гранулированный при совместном помоле с клинкером или раздельном помоле и смешением с бездобавочным цементом | до 80 |
То же, шлаки цветной металлургии | до 80 |
Золошлаковые отходы | до 40 |
Фосфогипс (заменитель природного гипса) | до 5 |
Бой гипсовых изделий (заменитель природного гипса) | до 5 |
Отходы сталелитейной промышленности | до 20 |
Зольный остаток минеральной ваты | до 5 |
Строительные отходы (бой бетона, кирпича, деревянных элементов конструкций, стекло) | до 20 |
Обязательной добавкой в цемент является гипсовый камень (CaSO4·H2O), реже - ангидрит (CaSO4), которые являются регуляторами сроков схватывания цементного камня. Количество вводимого гипса при помоле клинкера составляет, как правило, не более 5% к общей массе шихты или около 3% гипсосодержащих минералов в пересчете на SO3.
В качестве природных добавок в цемент на отечественных цементных заводах используются опока, трепел, вулканические туфы, цеолиты и другие. Объем ввода добавок определяется технологическим регламентом и востребованностью цемента с добавками на рынке.
Наиболее распространенными добавками в цемент являются гранулированные доменные шлаки - отходы металлургического производства, шлаки - отходы цветной металлургии и химических производств, горелые земли, золошлаковые отходы и другие, а также фосфогипс - отход производства минеральных удобрений. Указанные отходы являются прямыми заменителями клинкера, и их доля в цементе может достигать до 80%.
В 2021 году в России на производство 1 т цемента расходовалось около 1,791 т природного и техногенного сырья, минеральных добавок и природного гипсового камня.
Всего в отрасли за 2021 год для выпуска цемента использовано около 107 млн т природного и техногенного сырья, минеральных добавок, попутно добываемых и вскрышных пород, а также природного гипсового камня [33].
Около 22,0 млн т, или почти 21,0% всей массы использованных сырья и добавок, составили техногенные материалы: гранулированные шлаки черной и цветной металлургии; нефелиновый шлам (отходы производства глинозема); золошлаковые отходы теплоэлектростанций (ЗШО ТЭС); пиритные (колчеданные) огарки; пыль и шламы, полученные в результате очистки отходящих газов печей черной металлургии; сульфатосодержащие отходы химической промышленности; отходы обогащения угля; железосодержащие отходы горно-обогатительных комбинатов; горелая порода; отработанные формовочные смеси литейного производства; технические лигносульфонаты (отходы гидролизного производства в целлюлозно-бумажной промышленности), а также попутно добываемые, вскрышные и вмещающие породы.
Объемы использованных в 2021 году при производстве цемента вторичных материальных ресурсов были выше, чем в 2020 году, вследствие роста объемов производства клинкера и цемента на большинстве предприятий.
В 2021 году использовано при помоле цементной шихты около 4,3 млн т шлаков доменного и других производств, трепела, опоки, вулканического туфа, ЗШО ТЭС, природного гипса и других добавок. Их расход на 1 т цемента в среднем составил около 71 кг.
По оценке, в 2021 году доля клинкера в цементной шихте составила в среднем 89,0%, а минеральных добавок - около 7,7% [33].
В цементной промышленности РФ при производстве клинкера и цемента используются такие виды топлива, как природный газ, уголь и сланцы. С использованием в технологическом процессе природного газа произведено около 82% клинкера и цемента. Доля природного газа в структуре потребляемого технологического топлива для обжига цементного клинкера и сушки минеральных добавок в 2021 году составила 83,1%, а на долю энергетического угля приходилось около 14,0%. До 2005 года некоторые предприятия использовали мазут, но в дальнейшем в связи с ростом цен было принято решение перейти на другие виды топлива.
Доля отдельных видов топлива, используемого при выпуске клинкера, представлена на рисунке 1.4.

используемого топлива
Природный газ использовался на 42 предприятиях; энергетический уголь - на девяти; горючие сланцы - на одном; нефтяной и сланцевый кокс, а также остатки сортировки твердых коммунальных отходов и другие альтернативные виды в 2021 году использовались на ООО "Петербургцемент", ОП ООО "Холсим (Рус) СМ" (п. Ферзиково), в филиалах ООО "ХайдельбергЦемент Рус" в п. Новогуровский и г. Стерлитамак, на заводе "ЦЕСЛА", в ПАО "Мордовцемент" и др. [37]. Однако сами предприятия зачастую не подтверждают применение альтернативных видов топлива.
Средний удельный расход условного топлива на обжиг клинкера в России постоянно снижается. Если в 2014 году средний удельный расход топлива по цементной отрасли составил 185,0 кг у.т./т клинкера <2>, то в 2021 году средний расход условного топлива составил 152,5 кг у.т./т клинкера, что на 2,3 кг у.т./т клинкера ниже показателя 2020 года. На заводах мокрого способа производства в среднем расходовалось около 205,2 кг у.т./т клинкера, сухого способа - 117,3, а на двух технологических линиях комбинированного способа предприятия ПАО "Мордовцемент" и ООО "Холсим (Рус)" (г. Вольск) - 147,6.
--------------------------------
По данным Росстата, в 2010 - 2020 гг. средний по России удельный расход топлива на обжиг клинкера сократился на 28% - с 193 до 141 кг у.т./т клинкера [35].
Всего предприятиями отрасли на технологические цели за 2021 год израсходовано 8,3 млн т условного топлива.
Средний удельный расход электроэнергии при производстве цемента на российских предприятиях в 2021 году составил 120,0 кВт·ч/т цемента; на предприятиях мокрого способа - 116,5; сухого способа - 123,1 и на технологических линиях комбинированного способа - 121,0.
Следует отметить, что в 2021 году средний удельный расход электроэнергии по цементной отрасли РФ составляет 117 кВт·ч/т, в т.ч. на печах мокрого способа - 114, на печах сухого способа - 153 кВт·ч/т.
Всего предприятиями отрасли на технологические цели за 2021 год израсходовано около 7,2 млрд кВт·ч электроэнергии.
В решении вопросов топливо- и электроснабжения современные технические решения позволяют исключить строительство инфраструктуры, передающей электроэнергию, и линий электропередач путем строительства собственной электрогенерирующей установки, работающей на природном газе. На практике затраты на строительство транспортных, топливных, электрических и других коммуникаций (вода, связь, канализация и пр.) составляют 10 - 20% от сметной стоимости проекта.
Одним из важнейших показателей работы предприятий цементной промышленности является удельный расход энергоресурсов на производство клинкера, промежуточного продукта в производстве цемента, и цемента. В составе себестоимости цемента в зависимости от способа его производства и технической оснащенности доля топлива и электроэнергии составляет 28 - 45%. При выборе способа производства цемента особое внимание уделяется показателям затрат расход энергоресурсов при выпуске цемента.
Усредненные показатели расхода энергоресурсов по способам производства приведены в таблице 1.8.
Таблица 1.8
энергоресурсов по способам производства
Тип производства | Ввод в эксплуатацию | Средний годовой уд. расход топлива | Средний годовой уд. расход электроэнергии | Средние приведенные энергозатраты |
Сухой | до 1989 | 146,6 | 154,6 | 198,2 |
после 2008 | 106,4 | 122,5 | 147,4 | |
Мокрый | после 2008 | 189,2 | 121,9 | 229,6 |
Комбинированный | 147,2 | 99,6 | 180,6 |
По данным Минэкономразвития и Росстата, в 2021 году в основной капитал цементной промышленности России инвестировано около 13,5 млрд руб. Производственная мощность предприятий России, по данным Росстата, на начало 2021 года составила 105,7 млн т цемента. По оценке, среднегодовая производственная мощность по его выпуску в 2021 году составила 105,8 млн т, а мощность на 1 января 2022 года - 106,3 млн т (при расчете данного показателя учтен вывод из эксплуатации части морально устаревшего оборудования мокрого способа).
Благодаря росту производства цемента на части предприятий в 2021 году повысился коэффициент использования действующих мощностей. По предварительной оценке, в среднем по отрасли этот показатель составил 56,6% (в 2020 г. - 55,2%).
По оценке, средняя часовая производительность основного технологического оборудования отрасли в 2021 году повысилась с 84,2 до 87,0 т/ч для вращающихся печей, с 114,5 до 115,6 т/ч для сырьевых мельниц и с 55,3 до 57,0 т/ч для цементных мельниц. Среднеотраслевой коэффициент использования календарного времени работы оборудования также вырос: по печам - до 62,0%; по сырьевым и цементным мельницам - соответственно до 55,8 и 47,5%.
В 2021 году большинство российских цементных предприятий полного цикла определяли качество вырабатываемого ими цемента по прочности на сжатие в возрасте 28 сут по классам 22,5; 32,5; 42,5; и 52,5 согласно межгосударственному стандарту ГОСТ 31108-2016 "Цементы общестроительные. Технические условия".
Более 20 цементных предприятий, объем производства цемента на которых в 2021 году составил 46,0% его общего выпуска в стране, продолжали учитывать качество своего цемента по маркам согласно требованиям действующего ГОСТ 10178-85 "Портландцемент и шлакопортландцемент. Технические условия". По оценке, средняя марка цемента по этой группе предприятий в 2021 году не изменилась по сравнению с показателем 2020 года и составила 469 кгс/см2 [33].
Основной объем произведенного в стране цемента пришелся на долю портландцементов без минеральных добавок. В 2021 году доля производства портландцемента без добавок повысилась с 61,7 до 63,0%. Второе место по объемам производства занимали портландцементы с минеральными добавками. Доля портландцемента с добавками уменьшилась с 33,8 до 32,5% [34] (таблица 1.9).
Таблица 1.9
Вид цемента | Выпуск цемента, тыс. т | Изменение, % | |
2020 | 2021 | ||
Цемент, всего | 55 883 | 60 067 | 7,5 |
В том числе: | |||
Портландцемент без минеральных добавок | 34 507 | 37 857 | 9,7 |
Портландцемент с минеральными добавками | 18 901 | 19 532 | 3,3 |
Шлакопортландцемент | 1 435 | 1 636 | 14,0 |
Портландцементы тампонажные | 755 | 703 | -6,8 |
Портландцементы белые | 84 | 106 | 26,1 |
Цементы глиноземистые | 10 | 11 | 11,4 |
Цементы прочие | 193 | 221 | 14,9 |
В 2021 году наблюдался рост объемов производства всех видов цемента за исключением тампонажных портландцементов. Больше всего за год выросло производство портландцемента без минеральных добавок - на 3350 тыс. т (9,7%), до 37 857 тыс. т. Производство тампонажных портландцементов снизилось на 51 тыс. т (6,8%), до 703 тыс. т.
В 2021 году, как и в предыдущие годы, почти все цементные предприятия занимались вопросами повышения качества цемента, совершенствовали технологию подготовки и обжига сырья, лабораторный контроль по всем переделам производства, обновляли лабораторное оборудование.
С 1 января 2022 года нормы стандартизации в российской цементной отрасли изменились. В частности, вступил в силу ГОСТ 31108-2020 "Цементы общестроительные. Технические условия" и был отменен ГОСТ 10178-85.
Изменение видовой структуры потребления цемента в основном проходило в период экономических реформ 90-х гг. В видовой структуре производства цемента обращает на себя внимание продолжающаяся длительное время тенденция снижения доли выпуска шлакопортландцемента. Если в 1990 году его доля в общем выпуске составляла около 28%, то в настоящее время - около 3%. Это ведет к удорожанию себестоимости цемента и, соответственно, росту его стоимости.
За последние десять лет структура потребления по видам практически не изменилась т.к. цементные заводы России приспособились к потребностям рынка. Особо стоит отметить, что текущие потребности рынка представляются малообоснованными и вызваны общим снижением культуры использования цементов по их назначению.
Нередко вместо малоклинкерных цементов используются бездобавочные цементы. Так, цемент ЦЕМ I используется для производства кладочных и штукатурных растворов и в выпуске многих изделий, где экономически, а иногда и технически, целесообразно применять низкомарочные и добавочные цементы.
В условиях снижения темпов строительства на протяжении 2016 - 2021 гг. наблюдается рост потребления высокомарочного цемента для производства более качественной и конкурентоспособной продукции. В случае возобновления темпов роста строительства в 2022 году доля высокой марки в потреблении цемента также продолжит расти. А по дорожной карте к 2050 году клинкер-фактор в России должен снизиться с 0,889 (как в 2021 году) до 0,67.
Важнейшей проблемой цементной промышленности является снижение конкурентоспособности цементных предприятий России. Являясь топливодобывающей страной, имея достаточные объемы энергоресурсов, сырьевой базы, трудовых ресурсов, Россия увеличила импорт цемента, начиная с 2005 года, в девять раз - до 7,8 млн т в 2008 году. В 2021 году импорт составил 1,687 млн т. Экспорт цемента снизился соответственно в три раза - с 3,1 млн т до 1,234 млн т.
К числу самых острых технологических проблем цементной отрасли в России следует отнести низкую энергоэффективность и, как следствие, высокую себестоимость выпускаемой продукции. Причины низкой производительности на уровне процесса производства - крайне низкая загрузка мощностей, использование мокрой технологии, приводящей к чрезмерному потреблению энергии.
К числу актуальных проблем цементной отрасли следует отнести недостаточно высокое качество производимой продукции и наличие контрафакта. Перспективы предприятий цементной промышленности заключаются в формировании цивилизованного рынка цемента, где основными игроками станут стратегические участники-цементники, заинтересованные в долгосрочном развитии рынка.
В среднесрочной и долгосрочной перспективе положительными факторами для отрасли станут антикризисные мероприятия Правительства России и региональных властей, пакеты поддержки предприятий и населения, а также реновация жилого фонда, реализация проектов комплексного освоения территорий, увеличение доли строительства цементобетонных дорог, выполнение национального проекта "Жилье и городская среда" и иных инициатив Президента России В.В. Путина.
Реконструкция ряда предприятий цементной промышленности включена в перечень важнейших строек, финансируемых за счет средств федерального бюджета. Из-за отсутствия этих средств основным источником финансирования становятся собственные средства предприятий, заемные и привлеченные средства.
По данным НИИ ПСМ и СМПРО, цементная промышленность имеет огромную закредитованность - объем задолженности отрасли перед банками составляет ~= 250 млрд рублей. Стоимость заемного финансирования для крупных предприятий в 2015 - 2020 гг. составляла 12 - 18%, для мелких и средних - более 15%.
Загрузка мощности предприятий последние два-три года в среднем по отрасли ~= 50 - 60%, мощности превосходят объем потребления цемента почти в два раза. Даже при самом лучшем сценарии развития экономики в отрасли мощностей достаточно для удовлетворения спроса на горизонте до 2025 - 2030 гг., при этом еще лет десять строить новые заводы не надо.
В последние годы в российской цементной промышленности начали формироваться элементы четвертой промышленной революции, которая характеризуется развитием кибернетических систем и их применением. Она осуществляется на основе глубокого внедрения технологии Интернета и высокопроизводительной электроники в различных технологических процессах, среде обитания человека, экологии и др. Среди ее средств - формирование и обработка больших массивов данных, создание цифровых двойников, искусственный интеллект, интеллект вещей и др. "Умная" система сама должна автоматически разрабатывать новые технологии, настраивать оптимальные режимы работы производственных линий, выпускать в нужных объемах продукцию с заданными потребительскими свойствами.
Таким образом, основные тренды развития цементной промышленности Российской Федерации сегодня и в ближайшем будущем включают в себя также цифровизацию, наряду с переходом на энергосберегающие технологии, использованием альтернативного топлива и снижением негативного воздействия на окружающую среду.
Определять развитие отрасли в ближайшее время будут динамика потребления цемента и неразрывно связанная с ней динамика изменения цен.
Стоимость цемента на рынке и прибыльность цементного бизнеса будут больше зависеть от консолидации рынка и рационального поведения крупнейших игроков, чем от динамики спроса. Рынок все еще находится в критической зоне 50 процентов использования мощности с одной стороны и высокой концентрации производства с другой.
Приближение к максимальным значениям потребления цемента в Российской Федерации 1989 года в средне- и долгосрочной перспективе возможно при одновременном влиянии следующих факторов:
- рост мировых цен на топливно-энергетические товары;
- рост или, в худшем случае, сохранение достигнутых объемов жилищного строительства;
- существенный рост промышленного и инфраструктурного строительства;
- сохранение текущего уровня цементоемкости строительства;
- сохранение текущей, то есть низкой доли использования минеральных добавок при производстве бетона и других строительных материалов на основе цемента.
С одной стороны, строительство новых цементных производств, которое началось в середине нулевых годов, может рассматриваться как позитивная динамика инновационного развития. С другой стороны, это стало одной из причин кризиса перепроизводства цемента и обострения конкуренции.
Для решения финансовых проблем производителей цемента необходимы консолидация отрасли и существенный рост потребления.
В цементной отрасли назрело множество проблем. Ряд из них носят общий характер для всех игроков рынка: падение спроса со стороны строителей гражданско-жилых объектов (70 - 80% потребления цемента в стране формируется застройщиками жилья), ежегодный рост тарифов естественных монополий, за которыми не поспевает цементный рынок, недоступность банковского кредитования, проблемы с контрафактной продукцией, недостаточно тщательная защита прав производителей цементной продукции, а также отсутствие драйверов отрасли в виде реализации крупных инфраструктурных проектов с применением цемента.
Огромной проблемой для отрасли по-прежнему остается наличие старых заводов, требующих модернизации в соответствии с экологическими стандартами, а также требованиями к качеству продукции. По мнению большинства участников рынка, драйвером отрасли могут стать инфраструктурное строительство с применением продукции цементных предприятий, внедрение инновационных технологий, дешевые кредиты, а также государственные программы по сносу аварийного жилья в регионах (для стимулирования жилищного строительства). Назрела необходимость изменений в части нормативной базы и внедрения новых технологий.
Сохранение текущего состояния производственных фондов предприятий отрасли приведет к усилению негативного воздействия на экологию и повышению финансовой нагрузки, связанной с ужесточением законодательства в области охраны окружающей среды. Таким образом, модернизация производственных мощностей и решение вопроса экологической безопасности являются приоритетами промышленной политики России.
Одна из главных задач экологической политики на среднесрочный период - применение принципа нормирования допустимого воздействия на окружающую среду на основе показателей наилучших доступных технологий.
Целью внедрения механизма НДТ, помимо снижения уровня промышленного загрязнения, будет являться ускоренное технологическое развитие цементной отрасли. Заводы, обязанные принимать меры, направленные на снижение отрицательного воздействия на окружающую среду в целях сохранения себестоимости на конкурентном уровне, будут вынуждены сконцентрировать усилия на модернизации и повышении эффективности технологий, а также на оптимизации производственных издержек. Внедрение механизма НДТ также избавит от необходимости установления единых для всех предприятий регламентов, которые могут не учитывать особенности процессов производства, применяемого сырья и т.п.
Проблем в цементной отрасли назрело немало. Так, рост цен на цементную продукцию не поспевает за тарифами естественных монополий - разница может доходить до 1 200 рублей за 1 т цемента.
В среднесрочной и долгосрочной перспективах положительными факторами для отрасли станут реновация жилого фонда, реализация проектов комплексного освоения территорий, увеличение доли строительства цементобетонных дорог, использование минеральных вяжущих для укрепления грунтов и 3D-печать.
В целях повышения эффективности работы цементных предприятий необходимо решить следующие проблемы:
На макроуровне:
- увеличение вклада предприятий по производству стройматериалов в ВВП;
- модернизация предприятий промышленности строительных материалов с целью выпуска конкурентоспособной продукции;
- ослабление до минимума зависимости страны от импорта строительных материалов и расширение экспорта высокотехнологичной продукции;
- увеличение налоговых поступлений в консолидированный бюджет РФ;
- снижение до минимума потребления природных ресурсов: сырья, топлива, минеральных добавок;
- повышение доли замещения природного топлива альтернативным;
- повышение доли замещения природного сырья техногенным (альтернативным);
- улучшение экологии за счет вовлечения в оборот вторичных сырьевых ресурсов (что должно стать общегосударственной задачей), использование экологически чистого оборудования и технологий;
- восстановление отраслевой науки;
- восстановление машиностроительной базы цементной промышленности;
- снижение доли энергозатратных производств;
- создание дополнительных рабочих мест в строительном и смежном секторах экономики;
- низкий уровень автоматизации технологических процессов предприятий, введение в эксплуатацию в 1990 году.
На микроуровне:
- обеспечение потребности региональных рынков в строительных материалах по объемам, ассортименту и качеству;
- формирование эффективных рыночно-ориентированных бизнес-структур нового поколения;
- повышение инновационной активности и уровня обновления основных фондов предприятий строительных материалов;
- повышение производительности труда;
- повышение спроса на квалифицированные научно-технические кадры;
- инициация выхода в высшие органы власти с предложениями по повышению эффективности функционирования строительной отрасли.
Необходимость рационального использования и экономии топливно-энергетических ресурсов указывает на то, что назрела объективная необходимость коренной реконструкции отечественной цементной промышленности на основе ввода производственных фондов с использованием энергосберегающих технологий и вывода из эксплуатации морально и физически изношенного оборудования.
Внедрение энерго- и ресурсосберегающих технологий предполагается осуществлять по следующим основным направлениям:
- реконструкция действующих предприятий, как правило, за счет строительства новых технологических линий сухого способа производства;
- прямая реконструкция мощных печей мокрого способа с переводом их на последующих этапах обновления промышленности при условиях экономической целесообразности;
- строительство новых предприятий в остро нуждающихся регионах при наличии сырья, пригодного для сухого способа производства (в исключительных случаях при крайней необходимости в новом заводе и при наличии влажного сырья применять мокрый способ производства);
- реконструкция действующих технологических линий мокрого способа с увеличением выпуска продукции и внедрением энергосберегающих мероприятий с одновременным выводом из эксплуатации устаревших обветшавших производств с повышенным расходом топливно-энергетических ресурсов, в первую очередь шахтными и вращающимися печами длиной до 100 м;
- широкое развитие производства тонкомолотых и смешанных цементов со строительством новых помольных агрегатов замкнутого цикла и оснащение действующих мельниц сепараторами и устройствами для предварительного (раздельного) измельчения (помола) материалов;
- реконструкция, модернизация и замена обеспыливающих и водосточных устройств с целью достижения санитарных норм;
- своевременное развитие сырьевых баз предприятий;
- широкое использование отходов других отраслей промышленности.
Серьезное внимание должно уделяться повышению качества цемента.
Современные технические средства позволяют обеспечить заданную стабильность химического и фазового состава сырьевой шихты, клинкера, стабильность ведения технологических процессов, что обеспечит выпуск цемента заданных состава и строительно-технических свойств.
В 2016 году Правительством РФ утверждена "Стратегия развития промышленности строительных материалов на период до 2020 года и дальнейшую перспективу до 2030 года" [37].
Целями Стратегии являются:
- формирование высокотехнологичной, конкурентоспособной, устойчивой и сбалансированной (в части спроса и предложения) промышленности строительных материалов инновационного типа, обеспечивающей внутренний и внешний рынки качественной, доступной и энергоэффективной продукцией;
- снижение зависимости отрасли от зарубежных технологий, оборудования и сырьевых компонентов;
- обеспечение занятости населения и повышение уровня жизни граждан.
Реализация перечисленных в Стратегии мер, таких, как повышение финансовой доступности ресурсов для инновационных проектов, восстановление отраслевой науки и обеспечение ее устойчивой связи с производством путем организации деятельности отраслевых НИИ, а также применение инструментов налогового стимулирования инвестиционной деятельности предприятий, позволит провести реконструкцию и создать материалоемкую и энергоэффективную отечественную цементную промышленность.
в настоящее время при производстве цемента
в Российской Федерации
Портландцементом называют гидравлическое вяжущее вещество, получаемое тонким измельчением портландцементного клинкера с гипсом и добавками, образующее при затворении водой удобоукладываемое тесто, способное затвердевать в воде и на воздухе.
Портландцементный клинкер - продукт обжига до спекания тонкодисперсной однородной сырьевой смеси, состоящей из известняка и глины или некоторых других материалов (мергеля, нефелинового шлама, доменного шлака и др.), обеспечивающих образование в клинкере силикатов кальция (70 - 80%) и алюминатной и алюмоферритной фаз (20 - 30%).
При этом протекают следующие физико-химические процессы:

Основные стадии производства портландцемента представлены на рисунке 2.1.

Общая схема технологического процесса получения
цемента по [38]
При этом некоторые технологические процессы могут совмещаться в одном агрегате или, напротив, одинаковые процессы протекать в нескольких агрегатах и осуществляться в другой последовательности. В связи с тем, что отдельные сырьевые материалы имеют различные технологические свойства (прочность, влажность, липкость, абразивность, размалываемость, спекаемость и др.), для организации наиболее экономичного процесса их переработки и в соответствии с состоянием технологического оборудования и систем автоматизации разработаны и получили промышленную реализацию различные способы производства цемента.
В цементной промышленности используют три способа производства, в основе которых лежат различные технологические приемы подготовки сырьевого материала:
а) мокрый, когда сырьевые компоненты измельчают совместно с водой с получением суспензии влажностью W ~ 40%, называемой шламом, из которого воду в последующем удаляют испарением;
б) сухой, при котором влажные компоненты подвергают сушке и измельчению с получением сырьевой смеси W ~ 1%;
в) комбинированный способ подразделяют на два варианта:
1) полумокрый <3>, когда шлам, полученный по мокрому способу, обезвоживают с применением пресс-фильтров с получением кека W ~ 20%;
2) полусухой, при котором сухую сырьевую муку увлажняют до W ~ 13% и гранулируют или брикетируют.
--------------------------------
<3> Так именуют этот способ в зарубежной практике; в России его обозначают как полусухой, а так как вышеприведенный полусухой способ в настоящее время практически не применяют, то в дальнейшем полумокрый способ будет именоваться "комбинированным способом".
Все способы производства включают в себя следующие общие процессы:
- сырьевые материалы - хранение и подготовку;
- топливо - хранение и подготовку;
- использование отходов/материалов из отходов в качестве сырьевых материалов и (или) топлива, определение их качества, контроль и подготовку;
- печную систему, систему сжигания топлива и установки для снижения вредных выбросов;
- продукты - хранение и подготовку;
- упаковку и отгрузку.
Процесс производства белого цемента аналогичен процессу производства серого портландцемента. Процесс производства включает отбор сырьевых материалов, их хранение и подготовку, хранение и подготовку топлива, обжиг клинкера в печи, его охлаждение с отбеливанием и помол со строгим контролем на всех стадиях производства во избежание загрязнений и нежелательных изменений продукта. Совмещение процессов охлаждения и отбеливания необходимо для повышения белизны этого специального вида цемента и для придания ему однородной окраски.
Соответствующие технологические схемы, реализованные в России, представлены на рисунках 2.2 - 2.8, а сравнительные эксплуатационные показатели - в таблицах 2.1 - 2.2 [39].

мокрого способа производства клинкера при применении
твердых и мягких сырьевых компонентов

Рисунок 2.3 - Технологическая схема полусухого способа
производства клинкера с печью Леполь

Рисунок 2.4 - Технологическая схема сухого способа
производства клинкера с вращающейся печью
и циклонными теплообменниками

Рисунок 2.5 - Технологическая схема комбинированного способа
приготовления клинкера

Рисунок 2.6 - Технологическая схема сухого способа
без традиционного сырьевого цеха при применении
мягких компонентов без твердых включений

Рисунок 2.7 - Технологическая схема сухого способа
при применении материалов высокой влажности

при применении материалов низкой влажности
Таблица 2.1
мокрого способа производства
Показатели | Размерность | Производительность, т/сутки | ||||
500 | 600 | 850 | 1200 | 1800 | ||
Диаметр печи | м | 4/3,5 | 3,6 | 4,0 | 4,5 | 5,0 |
Длина печи | м | 125 | 150 | 150 | 170 | 185 |
Холодильник | рекуператорный | колосниковый | ||||
Удельный расход топлива | кг у.т./т·кл. <*> | 190 - 230 | ||||
--------------------------------
Таблица 2.2
N п/п | Параметры | Размерность | Способ производства | ||
мокрый | комбинированный | сухой | |||
1 | Максимальная мощность печи: | ||||
2 | - в мире | т/сут. | 3000 | 6000 | 12000 |
3 | - в России | т/сут. | 1800 | 2300 | 6000 |
4 | Расход условного топлива | кг у.т./т·кл. <*> | 215 | 140 | 120 |
5 | Расход электроэнергии: | ||||
6 | - мягкое влажное сырье | кВт·ч/т·цем. | 90 | 105 | 115 |
7 | - твердое сырье низкой влажности | кВт·ч/т·цем. | 120 | - | 110 |
8 | Расход сырья, топлива и воздуха | т/т·кл. | 5,0 | 3,5 | 3,1 |
9 | Расход огнеупоров в зоне спекания | кг/т·кл. | 1,0 | 0,5 | 0,3 |
10 | Выход отходящих газов | т/т·кл. | 4,0 | 2,5 | 2,1 |
11 | Выход CO2 | кг/т·кл. | 850 | 710 | 710 |
12 | NOx в факеле при газовом топливе | мг/нм3 | 1000 | 2000 | 2500 |
13 | NOx в отходящих газах | мг/нм3 | 1000 | 500 | 500 |
14 | кг/т·кл. | 3,5 | 1,1 | 0,9 | |
15 | Качество клинкера | % | 100 | 105 | 90 |
16 | Технология | - | простая | сложная | сложная |
17 | Управление процессом | - | сложное | простое | простое |
18 | Степень автоматизации | - | низкая | высокая | высокая |
--------------------------------
Учитывая, что последняя стадия технологического процесса - измельчение клинкера и добавок с получением цемента - не зависит от способа производства, преимущества и недостатки отдельных способов представлены только до завершения процесса производства клинкера.
Традиционная технологическая схема мокрого способа производства цемента широко распространена в России.
Преимущества:
- упрощенные технологическая схема и оборудование;
- получение качественной и стабильной сырьевой смеси (шлама).
Недостатки:
- высокий расход топлива и огнеупоров;
- повышенный выброс в атмосферу парникового газа (CO2), паров воды (H2O) и NOx;
- низкая единичная мощность печи;
- практически отсутствие системы автоматизации процесса обжига;
- пониженная производительность труда.
В России более 60% цемента производится на заводах мокрого способа с ориентировочными показателями вращающихся печей, приведенными в таблице 2.1.
В настоящее время на многих цементных заводах, например, на ЗАО "Белгородский цемент", АО "Себряковцемент" и других, печи пониженной производительности с рекуператорными холодильниками выводят из эксплуатации. Поэтому в дальнейшем мокрый способ будет рассмотрен на примере печей 5 x 185 м. Такие печи эксплуатируют на ЗАО "Осколцемент", ПАО "Мордовцемент", ЗАО "Кавказцемент", ООО "Топкинский цемент" и др.
До недавнего времени мокрый способ рекомендовали к применению для сырьевых компонентов с высокой природной влажностью (выше 15%). В настоящее время эти нормы пересмотрены, и фактически не строят заводы по традиционной схеме мокрого способа даже при влажности сырья 25 - 32%.
Полусухой способ с печью "Леполь". Приготовление сырьевой смеси - по сухому способу, увлажнение с получением гранул, сушка и частичная декарбонизация - на конвейерном кальцинаторе, обжиг клинкера - по сухому способу.
Преимущество:
- пониженный расход топлива.
Недостатки:
- конструктивная сложность оборудования;
- повышенная требовательность к гранулируемости сырья.
В связи с появлением печей с циклонными теплообменниками печи "Леполь" утратили свое преимущество, и в настоящее время их практически не эксплуатируют. Поэтому в дальнейшем этот способ не рассматривается.
В России такие две печи сохранились на Липецком цементном заводе.
Сухой способ производства. Приготовление сырьевой смеси и обжиг клинкера - по сухому способу.
Преимущества:
- низкий удельный расход топлива и сырьевых материалов;
- пониженный выброс в атмосферу парникового газа (CO2), паров воды (H2O) и NOx.
Недостатки:
- некоторое затруднение приготовления сырьевой смеси стабильного состава;
- некоторое снижение качества клинкера;
- усложненная технологическая схема.
Такие печи в настоящее время эксплуатируются на АО "Спасскцемент", АО "Липецкцемент" и ЗАО "Катавский цемент".
Помол шлама производят по мокрому способу, частичное обезвоживание - фильтрацией, обжиг клинкера - по сухому способу.
Преимущества:
- пониженный расход топлива, огнеупоров и сырьевых материалов;
- пониженный выброс в атмосферу парникового газа (CO2), паров воды (H2O) и NOx;
- при переводе процесса с мокрого на комбинированный сохраняется стадия помола шлама, что снижает капитальные затраты на реконструкцию;
- получение качественной и стабильной сырьевой смеси, обеспечивающей повышенное качество клинкера;
- высокая степень автоматизации технологических процессов.
Недостатки:
- наличие дополнительного оборудования;
- необходимость дополнительной операции по фильтрации шлама.
Такие технологические линии реализованы на АО "Себряковцемент" и ПАО "Мордовцемент", ООО "Холсим (Рус)" (г. Вольск).
Такая схема может быть применена только для сырья мягкой породы без твердых включений. Сушка сырьевой смеси и обжиг клинкера производят без предварительного помола компонентов, т.е. практически реализована технологическая линия без традиционного сырьевого цеха.
Преимущества:
- пониженный расход топлива, огнеупоров и сырьевых материалов;
- повышенная единичная мощность агрегатов;
- пониженный выброс в атмосферу парникового газа (CO2) и паров воды (H2O);
- отсутствие традиционного сырьевого цеха;
- высокая степень автоматизации технологических процессов.
Недостатки:
- сложность приготовления гомогенной сырьевой смеси стабильного состава;
- отсутствие склада запаса сырьевой смеси.
В России такие технологические линии реализованы на Воронежском филиале АО "Евроцемент груп", на АО "Себряковцемент" и на ООО "Азия Цемент" в Пензенской области.
Подобную схему применяют и при мокром способе на заводе Рагби в Англии при влажности шлама 36 - 38%. Это позволяет повысить производительность печи и снизить расход тепла по сравнению с традиционным мокрым способом на ~ 10%.
Приготовление сырьевой смеси и обжиг клинкера - по сухому способу.
Преимущества:
- низкий удельный расход топлива, огнеупоров и сырьевых материалов;
- высокая единичная производительность печи до 6000 т/сутки;
- пониженный выброс в атмосферу парникового газа (CO2), паров воды (H2O) и NOx;
- высокая степень автоматизации технологических процессов;
- возможность выработки электроэнергии с применением газотурбинной установки и утилизации газов после нее с температурой ~ 450 °C для сушки сырья;
- высокая производительность труда.
Недостатки:
- некоторое снижение качества клинкера;
- усложненная технологическая схема.
Такая технологическая схема реализована для мягких сырьевых компонентов на ПАО "Мордовцемент" и для твердых - на Первомайском цементном заводе, ОАО "Верхнебаканский цементный завод" Краснодарского края, ООО "Холсим (Рус) СМ" (г. Коломна) и ОП ООО "Холсим (Рус) СМ" (п. Ферзиково).
Такая схема рациональна для твердых компонентов низкой влажности. Особенность данной схемы заключается в применении для измельчения сырья пресс-валкового измельчителя, который обеспечивает минимальный расход электроэнергии при помоле сырья.
В России такой способ реализован на заводе ЮУГПК в Новотроицке, который в качестве сырьевых компонентов применяет в основном техногенные отходы металлургического производства.
Ниже приводятся ориентировочные показатели работы печей различных способов производства цемента (таблица 2.2).
Современный цементный завод перерабатывает 5 - 20 тыс. т сырья в сутки. Основные сырьевые материалы - известняк, мел, мергель и сланец или глина - доставляются с карьера. В большинстве случаев карьер расположен близко к заводу.
Добыча всех природных сырьевых материалов включает горные и карьерные работы. Материалы чаще всего добывают открытым способом. Добыча включает следующие операции: бурение, взрывные работы, экскавация, транспортирование и дробление.
После первичного дробления сырьевые материалы транспортируются на цементный завод для хранения и дальнейшей переработки. Другие сырьевые материалы, такие как боксит, железная руда, доменный шлак или литейный (формовочный) песок, привозятся из других регионов или других предприятий.
Сырьевые материалы должны иметь химический состав, который бы обеспечивал процесс обжига клинкера и его качество.
Сырьевая смесь для получения портландцементного клинкера состоит из карбонатного, алюмосиликатного и корректирующего компонентов.
Основными карбонатсодержащими компонентами являются мел, известняк, мергель, алюмосиликатными - глина, металлургические шлаки и золы. Корректирующим компонентом, как правило, являются железосодержащие добавки - шлаки сталеплавильные, пиритные огарки.
Наиболее распространенные материалы представлены в таблице 2.3.
Таблица 2.3
Материалы | ППП | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SiO2/Al2O3 |
Компоненты - природные материалы | |||||||
1 Мел | 39,8 - 43,9 | 0,4 - 3,9 | 0,3 - 1,3 | 0,2 - 0,8 | 50,3 - 55,5 | 0,1 - 0,6 | 2,6 |
2 Известняк | 33,6 - 44,2 | 0,2 - 12,3 | 0,1 - 2,5 | 0,1 - 1,9 | 41,2 - 54,4 | 0,3 - 2,2 | 4,8 |
3 Мергель | 22,2 - 36,2 | 6,2 - 39,7 | 0,3 - 8,2 | 0,1 - 3,8 | 19,7 - 51,8 | 0,8 - 10,1 | 2,7 |
4 Глина | 2,5 - 17,2 | 53,2 - 73,1 | 11,2 - 17,8 | 4,6 - 7,5 | 1,0 - 8,2 | 0,8 - 2,6 | 4,4 |
Компоненты - техногенные материалы | |||||||
5 Огарки | 0 - 8,8 | 4,8 - 19,7 | 2,8 - 9,5 | 65,2 - 80,1 | 2,8 - 9,5 | 0,3 - 5,2 | 2,0 |
6 Шлак доменный | - | 20 - 44 | 5 - 23 | 0,2 - 1,0 | 29 - 53 | 0 - 18 | 2,3 |
7 Шлак мартенов. | - | 18 - 22 | 6 - 10 | 3 - 8 | 35 - 42 | 5 - 20 | 2,5 |
8 Шлак ОЭМК <4> | 7,50 | 28 | 5 | 16 | 41 | 15 | 5,6 |
9 Шлам аглодом. "Тулачермет" | 0 | 8,95 | 3,03 | 40,17 | 8,01 | 1,41 | 2,9 |
10. Шлак конверт. "Б", Липецк | 0 | 7,4 | 1,51 | 64,25 | 7,73 | 2,64 | 4,9 |
11. Шлак конвер. "А", Липецк | 0 | 2,0 | 0,53 | 75,13 | 10,91 | 4,71 | 3,8 |
12. Шлак конвертер. "Северосталь", Череповец | 0 | 3,6 | 0,46 | 75,98 | 10,7 | 4,7 | 7,9 |
13. Щебень шлаковый (доменный) ЮУГПК <5> | 4,67 | 36,38 | 9,23 | 8,10 | 33,21 | 5,05 | 3,9 |
14. Шлам аглодоменный | 0 | 13,7 | 1,54 | 68,6 | 11,1 | 2,89 | 8,9 |
15. Нефелиновый шлам | 2,42 | 30,5 | 2,98 | 2,03 | 58,2 | 2,0 | 10,0 |
16. ЗШО <6> Рязанской ГРЭС | 4,33 | 51,6 | 23,16 | 17,17 | 3,1 | 0,57 | 2,2 |
17. ЗШО Губкинской ТЭС | 9,93 | 47 - 53 | 23 - 27 | 7 - 12 | 1 - 2,5 | 1 - 1.5 | 2,0 |
18. ЗШО Воронежской ТЭС | 0,1 | 49 - 52 | 17 - 21 | 10 - 15 | 2,6 - 4 | 1,5 | 2,6 |
19. ЗШО ТЭС Мосэнерго | 20 - 24 | 57 - 58 | 21 - 22 | 9,5 | 4,5 | 2,5 | 2,6 |
--------------------------------
Помимо "основных" оксидов (CaO, Al2O3, Fe2O3, SiO2), сырьевые материалы содержат "второстепенные" компоненты в количестве 1 - 5% (MgO, SO3, P2O5) и примеси, концентрация которых 0,05 - 1,0% (таблица 2.4).
Таблица 2.4
на оксиды, % масс.
Компоненты | K2O | Na2O | SO3 | Cl- | TiO2 | P2O5 | Cr2O3 | MnO | BaO | SrO | ZrO2 | V2O5 | ZnO | |
Известняк | 0 | 0 | 0,01 | 0 | 0,01 | 0,01 | 0 | 0,04 | 0 | 0,01 | 0 | 0 | 0 | 0,08 |
Глина | 2,10 | 1,13 | 0,42 | 0,18 | 0,69 | 0,11 | 0,05 | 0,10 | 0 | 0,03 | 0,01 | 0,02 | 0,01 | 4,85 |
Шлак домен. | 0,46 | 0,30 | 1,04 | 0 | 0,64 | 0 | 0,05 | 0,13 | 0 | 0,04 | 0,02 | 0 | 0 | 0,88 |
Шлак мартен. | 0,06 | 0,03 | 0,42 | 0 | 0,29 | 0,53 | 1,14 | 6,67 | 0 | 0,02 | 0 | 0,23 | 0 | 9,39 |
Шлак ОЭМК | 0,10 | 0,33 | 0,15 | - | 0,35 | - | 0,70 | 1,40 | - | - | - | - | - | 2,68 |
Шлак ОЭМК | 0,10 | 0,33 | 0,15 | 0,1 | 0,35 | - | 0,21 | 2,15 | - | - | - | - | - | 2,68 |
Огарки пирит. | 0,26 | 0,28 | 10,5 | - | 0,46 | - | - | - | - | - | - | - | - | 1,15 |
Шлам аглод. | 0,18 | 0,1 | 0,79 | 0,1 | 0,5 | - | 0,003 | - | - | - | - | - | - | 1,67 |
Шлак "Б" | 0,31 | 0,43 | 0,5 | 0,18 | 0,21 | - | - | 0,8 | - | - | - | - | - | 2,43 |
Шлак "А" | 0,6 | 0,03 | 0,37 | 0,22 | 0,2 | - | 0,01 | 1,29 | - | - | - | - | - | 2,72 |
Шлак конверт. | 0,54 | 0,8 | 0,71 | 0,43 | 0,78 | 0,3 | 0,06 | 0,94 | - | 0 | 0 | - | - | 4,56 |
Щебень шлак. | 0,43 | 0,32 | 1,14 | 0 | 0,47 | 0,05 | 0,37 | 0,46 | 0,04 | 0,03 | 0,01 | 0,02 | 0,02 | 3,36 |
Шлам нефел. | 0,43 | 0,54 | 0,22 | 0,22 | 0,43 | 0,01 | 0,11 | - | - | - | - | - | - | |
ЗШО Рязанской ГРЭС | 0,52 | 0,35 | 0,09 | 0,001 | - | - | - | - | - | - | - | - | - | 0,961 |
ЗШО Губкинской ТЭС | 0,3 | 1,9 | 0,4 | 0,01 | - | - | - | - | - | - | - | - | - | 2,61 |
ЗШО Воронеж. ТЭС | 0,29 | 3,1 | 0,9 | - | - | - | - | - | - | - | - | - | 4,29 | |
ЗШО ТЭС Мосэнерго | 1 | 1,5 | 0,7 | 0,01 | - | - | - | - | - | - | - | - | - | 3,21 |
Карбонатный компонент оценивается по содержанию CaCO3, которое должно быть не менее 76%. В известняках и мелах CaCO3 содержится от 95 до 100%; в мергелистых известняках - 90 - 95%; в известняковых мергелях - 75 - 90%; в мергелях - 40 - 75%.
Мергель, содержащий CaCO3 ~= 76%, является мергелем-натуралом, и при добавлении к нему Fe2O3 создастся высокореакционная сырьевая смесь. Такая сырьевая смесь снижает температуру спекания клинкера на 50 - 100 °C, обеспечивает высокое качество клинкера, экономию топлива, огнеупоров и снижение выбросов в атмосферу отходящих из печи парниковых газов CO2 и NOx.
Качество алюмосиликатного компонента оценивается по трем показателям:
- отношению SiO2/Al2O3;
- наличию крупнокристаллического кварца (фракции более 80 мкм);
- наличию примесей.
Оптимальное отношение SiO2/Al2O3 = 3,5 - 3,8. Если отношение SiO2/Al2O3 > 4, то для приготовления оптимального состава в сырьевую смесь необходимо вводить алюмосодержащую добавку, а при отношении SiO2/Al2O3 < 3 - кремнеземсодержащую. Оценка алюмосиликатного компонента по кварцу и примесям будет представлена в соответствующих разделах.
Железосодержащая добавка оценивается по отношению Fe2O3/SiO2 и Fe2O3/Al2O3, которые должны быть не менее 0,4 и 2,0, соответственно.
Глины представлены кварцем, глинистыми минералами - каолинитом, монтмориллонитом, галлуазитом, бейделитом. Присутствуют (~= 3%) щелочесодержащие минералы - иллит, микроклин и альбит. Важным показателем качества глины является содержание в ней крупнокристаллического кварца, так как при превышении определенной величины необходима повышенная температура спекания клинкера, из-за чего повышаются расход топлива, объем отходящих из печи газов, включая CO2, SOx, NOx и, как следствие, выброс вредных веществ в атмосферу. Поэтому необходимо минимизировать содержание крупнокристаллического кварца в сырьевой смеси. Для ЗАО "Осколцемент" это ограничение равно 1,5%, для АО "Себряковцемент" - 4%.
Доменный шлак представляет собой стекло. Закристаллизованный доменный шлак имеет мелилитовый состав и содержит немного  и MgO.
и MgO.
и MgO.Мартеновский шлак в основном содержит FeO, Fe3O4, Fe2O3 и FeO·SiO2. Присутствуют также  , MgO, монтичеллит CaO·MgO·SiO2 и диопсид CaO·MgO·2SiO2.
, MgO, монтичеллит CaO·MgO·SiO2 и диопсид CaO·MgO·2SiO2.
Шлак ОЭМК содержит 2CaO·SiO2·H2O (A), MgO,  , 7CaO·MgO·4SiO2, 5CaO·MgO·3SiO2, FeO и Fe2O3.
, 7CaO·MgO·4SiO2, 5CaO·MgO·3SiO2, FeO и Fe2O3.
Шлаки мартеновские и ОЭМК могут быть применены как железосодержащая добавка.
Так как шлаки содержат значительное количество CaO, то при их применении снижается содержание CaCO3 в сырье, следовательно, затраты тепла на декарбонизацию и тепловой эффект клинкерообразования, что значительно снижает выброс в атмосферу продуктов горения и CO2 из сырья. Поэтому, чем больше некарбонатной извести в шлаке, тем больше будут экономический и экологический эффекты. Кроме того, при применении шлака решается еще одна экологическая проблема - снижается объем шлакохранилищ.
Значительный экологический эффект достигается также при применении в качестве кальцийсодержащего компонента отхода производства глинозема - белитового (нефелинового) шлама, что практически реализовано на Ачинском и Пикалевском цементных заводах.
Отходы различных отраслей промышленности могут частично заменять природные сырьевые материалы. Относительно использования отходов/материалов из отходов в качестве сырьевых материалов см. раздел 2.7.2.
Для производства белого цемента пригодны сырьевые материалы высокой чистоты, содержащие оксиды кальция, кремния и алюминия. Сырьевые материалы, например, высокочистый известняк, белые глины, каолин, кварцевый песок, полевой шпат, диатомит, выбираются с малым количеством железа, марганца и титана. Оксиды металлов влияют на белизну продукта и являются одним из факторов, определяющих их выбор в качестве сырьевых компонентов. Чтобы повысить белизну клинкера белого цемента, иногда используют минерализаторы в небольшом количестве (0,5 - 1,5%).
Все приведенные свойства сырьевых компонентов оказывают значительное влияние на технологические процессы производства и качество клинкера, а также на состояние окружающей среды. При оптимальном составе сырьевой смеси, когда отношение SiO2/Al2O3 = 3,5 - 3,8, ограничено содержание крупнокристаллического кварца, создаются благоприятные предпосылки для выпуска высококачественного цемента, высокой стойкости футеровки, следовательно, для экономии огнеупоров и топлива. Кроме того, при этом решается важнейшая экологическая задача по предотвращению клинкерного пыления и настылей в печных системах, что дополнительно приводит к экономии легированных колосников.
Примеси в основном присутствуют в алюмосиликатных компонентах. Многие из этих элементов в малых количествах являются минерализаторами, интенсифицируя процесс спекания и повышая качество клинкера. Отдельные примеси, такие как соединения S, K, Na, Cl, Cr, негативно влияют на технологию обжига и качество клинкера [40 - 42].
Содержание ангидрида серной кислоты SO3 в сырьевой смеси ограничивается до 0,8%, поскольку сернистые соединения в высокотемпературной зоне улетучиваются, накапливаются в печных зонах, затем вновь конденсируются, постоянно циркулируя в пределах печной системы. Содержание этих соединений в обжигаемом материале может увеличиться примерно в два и более раз, особенно в присутствии щелочей. При концентрации кислорода в отходящих газах более 2 - 2,5% серосодержащие соединения при 1100 - 1300 °C временно образуют силикосульфат кальция 2C2S·CaSO4, при разложении которого образуется алит пониженной активности. При концентрации O2 более 3 - 4% сера, окисляясь до SO3, в значительной степени остается в клинкере, снижая его качество. При пониженной концентрации O2 < 1,5% в зоне горения повышается содержание более легколетучего SO2, что снижает SO3 в клинкере, повышает его качество, но повышается выброс оксидов серы в атмосферу и, следовательно, ухудшается состояние окружающей среды. Кроме того, SO3 является одной из основных причин образования настылей в теплообменниках и колец в печи. Наличие повышенного количества SO3 в клинкере может снижать прочность цемента в результате заведомого снижения необходимого количества вводимого гипса при помоле, т.к. SO3 клинкера одновременно титруется на колонке при определении количества гипса в цементе.
Щелочи (K2O и Na2O) и хлор почти всегда содержатся во всех сырьевых материалах, переходя затем в клинкер. При обжиге сырьевой смеси щелочные, как сернистые и хлористые соединения, возгоняются и накапливаются в газовых и материальных потоках. Отрицательное влияние щелочесодержащие соединения оказывают при значительном их содержании и на обжиг клинкера, изменяя последовательность процесса минералообразования, значительно ускоряя образование белита, изменяя свойства клинкерного расплава, замедляют алитообразование. Летучесть хлора в высокотемпературных зонах печи, по данным фирмы KHD, составляет 99%, K2O - 50% и Na2O - 10%.
Наличие в материале печи щелоче- и серосодержащих соединений нарушает процесс гранулообразования клинкера, приводит к клинкерному пылению и снижению активности клинкера. Изменение грануляции клинкера нарушает режим его охлаждения в колосниковом холодильнике, что приводит к снижению теплового КПД холодильника и повышению расхода топлива на обжиг клинкера.
Кроме того, присутствие щелочей в цементе нежелательно, так как они иногда являются причиной непостоянства сроков схватывания при гидратации цемента, образования выцветов на цементных изделиях и появления трещин в бетонах. Для выпуска высокопрочных цементов необходимо ограничить в сырьевой смеси содержание R2O не более 0,5%.
При сухом способе производства накопление щелочей в совокупности с оксидом серы и особенно хлором приводит к настылеобразованию в системе запечных теплообменников, избавление от которого возможно с помощью байпасирования части отходящих из печи газов. Поэтому содержание хлора в сырьевой шихте ограничивается величиной 0,015%, в других источниках - не более 0,012%. По "Техническим требованиям" содержание хлора в сырьевой смеси можно повысить до 0,1% без байпасирования части отходящих газов при условии содержания SO3 менее 0,6 и суммы щелочных оксидов менее 0,2%.
Оксид магния MgO может поступать в сырьевую смесь с известняком или с глиной в виде примеси в них доломита CaCO3·MgCO3 или магнезита MgCO3. В интервале температур 600 - 750 °C в процессе разложения магнезита (доломита) выделяется MgO, который частично растворяется в клинкерном расплаве, незначительно снижая его вязкость, частично в алите, белите и в минералах плавнях. В основном MgO остается в свободном состоянии в виде кристаллического периклаза, который медленно гидратируется, когда раствор или бетон уже затвердели. В результате гидратации происходит увеличение объема, которое нарушает прочность изделия и даже может вызвать его разрушение. Поэтому содержание MgO в сырьевой смеси ограничивается не более 3%.
MgO в сырьевую смесь может поступать и с доменным шлаком, используемым в качестве сырьевого компонента. Однако оксид магния MgO в шлаке находится в основном в различных шлаковых минералах: диопсид CaO·MgO·2SiO2, акерманит 2CaO·2MgO·SiO2, мервинит 3CaO·MgO·2SiO2, монтичеллит CaO·MgO·SiO2, стекле и лишь менее 1% в виде периклаза MgO. При использовании шлака в качестве алюмосиликатного компонента сырьевой смеси в клинкере оксид магния выделяется преимущественно в свободном состоянии в виде периклаза, равномерно распределяясь в поле шлифа в виде мельчайших зернышек размером от 1 до 7 мкм. При нагревании шлаковой сырьевой смеси выделение MgO из стекла или из шлаковых минералов происходит в процессе твердофазовых реакций при 1200 - 1350 °C, и вследствие более позднего появления MgO рекристаллизуется в меньшей степени и не успевает значительно увеличиться в размерах.
Оксиды марганца обнаруживаются в глинах и мергелях в виде родохрозита MnCO3 или в доменных шлаках в виде алабандина MnS, радонита MnO·SiO2 и тефроита MnO2·SiO2, но в заводских сырьевых смесях количество их весьма невелико. Оксид марганца MnO положительно влияет на процессы минералообразования, которые ускоряются в присутствии 0,5 - 2,0% MnO и завершаются на 50 - 100 °C ниже обычной температуры. В процессе обжига понижается вязкость расплава и улучшается кристаллизация алита.
Введение в сырьевую смесь 0,5 - 1,0% Mn2O3 способствует увеличению количества жидкой фазы и образованию призматических кристаллов алита размером 10 - 40 мкм. Одновременно увеличивается в клинкере содержание алита и алюмоферритной фазы и уменьшается количество C3A и C2S. Присутствие оксида марганца повышает гидратационную активность цемента в 28-суточном возрасте.
Фосфорный ангидрид P2O5 может содержаться в сырьевых материалах лишь как случайная примесь и в самых ничтожных количествах. Содержание оксида фосфора в сырьевой смеси в количестве 0,2 - 0,3% оказывает положительное влияние, активизируя белитовую фазу. При повышенном содержании P2O5 в клинкере замедляется процесс твердения цементного камня.
Диоксид титана TiO2 всегда содержится в глинах и мергелях в количестве 0,01 - 0,5%, входя в состав чаще в виде минералов рутила TiO2, ильменита FeO·TiO2, перовскита CaO·TiO2, и затем попадает в клинкер. Наличие диоксида титана в небольших количествах оказывается полезным, так как он содействует лучшей кристаллизации клинкерных минералов. В клинкере TiO2 на 80 - 90% концентрируется в алюмоферритной фазе, через которую и оказывает влияние на фазовые соотношения в клинкерной системе. Обычно содержание TiO2 в сырьевой смеси должно составлять не более 0,3%.
Оксид стронция SrO в природных условиях чаще всего встречается в виде минералов целестина SrSO4 и стронцианита SrCO3 как возможные примеси в известняке, доломите, мергеле и гипсоносных глинах. В сырьевых смесях оксид стронция в количестве 0,5% ускоряет процесс клинкерообразования, снижает температуру образования клинкерного расплава и его вязкость, в количестве 0,25% от массы клинкера обеспечивает рост гидратационной активности цемента. При повышении содержания оксида стронция прочность цемента снижается. Таким образом, присутствие SrO в количестве 0,2 - 0,3% в клинкере весьма желательно для повышения активности портландцемента.
Наиболее нежелательным оксидом в сырьевой смеси и клинкере является оксид хрома Cr2O3. Европейским парламентом и Евросоюзом в 2003 году принята Директива 2003/53/EC об ограничении применения цемента с содержанием шестивалентного хрома Cr (VI) более 2 мг/кг, поскольку он является контактным аллергеном. Возможным источником хрома в клинкере являются глины, мергели, бокситы, пиритные огарки, а также хромсодержащие огнеупоры. Однако при устойчивой работе печи и наличии в зоне спекания обмазки сомнительно попадание в клинкер хрома из огнеупоров. Исследованиями влияния содержания Cr2O3 на свойства сырьевой смеси при нагревании установлено, что оксид хрома в количестве 0,1 - 0,3% положительно влияет на процессы минералообразования клинкера и способствует формированию оптимальной его кристаллической структуры. При 0,2 - 0,3% Cr2O3 обеспечивается повышение гидратационной активности цемента. Но при содержании свыше 0,3% оксида хрома снижается прочность цемента. Для снижения содержания Cr (VI) при помоле цемента применяются дехроматоры.
Для транспортировки сырья применяют железнодорожный транспорт, автотранспорт, воздушно-канатные дороги, конвейерный и гидротранспорт. При расстоянии карьера от завода в 1 - 8 км применяют ленточные транспортеры, которые являются наиболее экономичным видом транспорта. Такой вид транспорта в последние годы реализован на Воронежском филиале АО "Евроцемент груп" и ПАО "Мордовцемент". При применении подвесных дорог, ленточных транспортеров или гидротранспорта первичное измельчение производят на карьере.
При применении мягкого пластичного сырья при мокром или комбинированном способах производства экономичен гидротранспорт. В практике известны случаи перекачки сырья на расстояние до 40 км. Для перекачки применяют поршневые или центробежные насосы высокого давления. Такую систему перекачки на 7 км применяют на ЗАО "Осколцемент".
Гидротранспорт сырья является более предпочтительным в аспекте экологической безопасности. Все другие виды транспортировки сырья, а также выгрузка породы в отвалы, сопровождаются поступлением пыли в окружающую среду, особенно при применении автотранспорта, когда происходит интенсивное разрушение дорожных покрытий во время движения по ним транспортных средств. На многих карьерах пылевыделения с дорог с щебеночным и гравийным покрытием составляют около 70 - 90% всех выделений.
Измельчение сырья производят в дробилках и мельницах. Традиционно на цементных заводах применяют дробилки со способом разрушения путем давления и удара.
Дробилки с применением давления: щековые, конусные, валковые.
Дробилки ударного действия: молотковые, ударно-отражательные, ударно-валковые.
Кроме того, применяют и мельницы самоизмельчения (Аэрофол и Гидрофол).
Щековые и конусные дробилки из-за низкой кратности дробления эксплуатируются только на старых заводах, и для вновь строящихся заводов их не проектируют.
Валковые дробилки имеют широкое распространение для первичного измельчения мягких пород и применяются в настоящее время в России на заводах АО "Себряковцемент", ООО "Азия Цемент", Воронежском филиале АО "Евроцемент груп" и др. (рисунок 2.9).

среднего и мелкого дробления
Преимущества валковой дробилки:
- возможность дробления липких высоковлажных материалов;
- простота конструкции;
- низкий удельный расход электроэнергии;
- малый износ дробящих элементов.
Недостатки:
- низкая кратность дробления;
- затруднения при дроблении твердых пород.
Мельницы самоизмельчения (рисунок 2.10) применяют для помола как мягких, так и твердых пород по мокрому и сухому способам на многих заводах России: ЗАО "Осколцемент", ЗАО "Белгородский цемент", ООО "Топкинский цемент", АО "Спасскцемент", СЛК Цемент (ф-л "Сухоложскцемент") и др. В этих мельницах материал измельчают без мелющих тел в барабане большого диаметра - 7 м. Однако при измельчении твердых пород необходимо производить доизмельчение материала.

мокрого и сухого способов производства
Преимущества:
- повышенная производительность;
- пониженный расход электроэнергии;
- отсутствие мелющих тел;
- исключена операция догрузки и перегрузки мельницы мелющими телами;
- может измельчать как мягкие, так и твердые материалы;
- может работать по мокрому и сухому способам;
- может измельчать материал большого размера до 300 - 500 мм.
Недостаток:
- повышенная крупность измельченного материала, требующего домола.
Комбинированные двухроторные дробилки ударного действия (рисунок 2.11) получили широкое распространение за рубежом для первичного измельчения твердых пород. В России двухроторные дробилки в настоящее время не используются.

и валково-отражательные дробилки
Преимущества:
- высокая кратность измельчения до 70;
- пониженный расход электроэнергии;
- компактность и простота конструкции;
- возможность регулирования размера фракции дробимого материала в процессе работы;
- высокая степень автоматизации.
Недостатки:
- высокий износ дробящих элементов;
- повышенное пылевыделение.
Применяют также мобильные установки с дробилками, установленными на подвижной платформе. От такой установки дробленый материал подают на завод ленточными транспортерами.
Преимущества:
- дробилка максимально приближена к забою, что сокращает затраты на транспортировку исходного материала до дробилки;
- применение наиболее экономичного транспорта - ленточных транспортеров;
- отсутствие зданий и сооружений.
Недостаток:
- повышенная стоимость установки.
Мобильные установки с различными дробилками производят фирмы Германии. В цементной промышленности России их не применяют.
На стадии дробления сырья происходит выделение пыли на участках загрузки и выгрузки материалов из бункера, дробилки, а также при перегрузке с транспортера на транспортер. На этих участках необходимо устройство систем аспирации с очисткой запыленного воздуха в пылеулавливающем оборудовании.
Для хранения сырьевых компонентов при мокром способе в России применяются закрытые и открытые склады с мостовыми грейферными кранами или кранами-перегружателями.
При сухом способе, как правило, применяют крытые усреднительные склады со штабелеукладчиками и штабелеразборщиками. Первичное усреднение сырьевой смеси производят путем послойной укладки материала различного состава и последующей вертикальной разборки и смешения слоев, в результате чего обеспечивается двух-трехкратное усреднение материала. Такие склады реализованы на ряде заводов России различными зарубежными фирмами (рисунок 2.12). Прямоугольные склады работают на заводах ПАО "Мордовцемент", АО "Пикалевская сода", ООО "АККЕРМАНН ЦЕМЕНТ", Воронежском филиале АО "Евроцемент груп" и др., круглый - на СЛК Цемент (ф-л "Сухоложскцемент").

сырьевых компонентов фирмы
Первичное усреднение компонентов при сухом способе производят преимущественно в специальных складах путем послойной укладки материала неоднородного состава в штабели. Разборку штабеля производят разборщиком вертикально поперек слоев, в результате чего обеспечивают двух-трехкратное усреднение материала.
Преимущество кругового усреднительного склада по сравнению с прямоугольным заключается в упрощенной схеме укладки и разборки штабеля, при прямоугольном складе необходимо поступательное перемещение укладчика и разборщика.
Процессы усреднения и хранения сырьевых компонентов сопровождаются выделением пыли, поэтому необходимо устройство укрытий очагов интенсивного пылевыделения и системы аспирации с очисткой запыленного воздуха в пылеулавливающем оборудовании.
Измельчение сырьевых материалов производят как по мокрому, так и по сухому способам.
По мокрому способу помол производят в шаровых мельницах по традиционной распространенной в России технологии с добавлением воды, что способствует повышению эффективности этого процесса и улучшению экологической ситуации. Выделение пыли возможно при загрузке материалов в мельницу.
Эффективным способом экономии топлива является снижение влажности шлама, которое можно осуществить применением разжижителей. Эффективным разжижителем сырьевого шлама является органический разжижитель на основе лигносульфонатов. Введение разжижителя в количестве 0,1 - 0,15% позволило снизить влажность на ряде заводов, работающих на меловом и известняковом сырье, на 3,0 - 3,5%. Это обусловливало снижение удельного расхода тепла на 293 кДж/кг или на 10 кг у.т./т клинкера. Подобные разжижители применяют на ЗАО "Оскол цемент", ПАО "Мордовцемент", ЗАО "Белгородский цемент" и других цементных заводах. Разжижители, как правило, являются и интенсификаторами помола, обеспечивающими повышение производительности мельницы и снижение удельного расхода электроэнергии на ~ 10%.
При сухом способе в зависимости от твердости и влажности сырья предусматриваются различные схемы и оборудование.
Технологическая схема помола, устройство и принцип работы системы представлены на рисунке 2.13. Измельчение и сушку сырьевой смеси производят в молотковой сушилке-дробилке (мельнице), предназначенной для обработки мягких малоабразивных, высоковлажных и вязких сырьевых материалов, таких как мел, мергель и глина.

в молотковой сушилке-дробилке (мельнице) фирмы FLSmidth
Преимущества:
- простота технологической схемы;
- практически отсутствие самостоятельного сырьевого цеха;
- возможность сушки сырья высокой влажности до 32%;
- пониженный расход электроэнергии;
- высокая скорость помола, обеспечивающая более легкую автоматизацию процесса.
Недостаток:
- ограниченность применения - только для мягкого сырья без твердых трудноразмалываемых включений.
Приведенная схема реализована на Воронежском филиале АО "Евроцемент груп", АО "Себряковцемент" мощностью 6000 т/сутки и на заводе ООО "Азия Цемент" для сырья с влажностью до 25%.
В тех случаях, когда в сырьевой смеси имеются включения различной размалываемости, целесообразно применять совмещенную схему "тандем" (рисунок 2.14).

различной размалываемости и влажности
Преимущества:
- применимость схемы для помола сырья различной размалываемости и влажности;
- высокая скорость помола, обеспечивающая более легкую автоматизацию процесса;
- умеренный расход электроэнергии.
Недостатки:
- усложненная схема, необходимость применения шаровой мельницы.
Такая схема реализована на цементном заводе АО "Пикалевская сода" в Башкирии.
В последние годы наибольшее распространение для помола сырья получили вертикальные тарельчато-валковые мельницы (ВТВМ) [43]. Мельница представляет собой вращающийся размольный стол, по которому обкатываются помольные валки, прижимаемые валки, прижимающие гидравлической системой (рисунок 2.15). Сушильный агент подают под размольный стол, и он поступает на сушку через зазор между корпусом и размольным столом.

с вертикальной тарельчато-валковой мельницей
Преимущества:
- возможность измельчения материала различной размалываемости и влажности с исходным размером до 300 - 500 мм;
- компактность (сепаратор встроен в мельницу);
- пониженный расход электроэнергии только на помол сырья 5 - 7 кВт·ч/т;
- малые эксплуатационные расходы - отсутствуют операции перегрузки, загрузки, выгрузки мелющих тел;
- низкий уровень шума;
- высокая скорость помола, обеспечивающая более легкую автоматизацию процесса;
- малое пылевыделение;
- высокая производительность до 1000 т/ч.
Недостатки:
- сложность конструкции и трудоемкость ремонта;
- повышенный расход электроэнергии на транспортирование размолотого материала восходящим газовым потоком;
- частая замена или восстановление размалывающих поверхностей при измельчении абразивных материалов.
Такая схема на мягком сырье высокой влажности реализована на ПАО "Мордовцемент" и на твердом сырье низкой влажности - на Первомайском цементном заводе в Краснодарском крае.
Наиболее экономичной схемой для помола и сушки твердого сырья низкой влажности является схема с пресс-валковым измельчителем (ПВИ) (рисунок 2.16). Особенность работы системы заключается в двухступенчатой классификации измельчаемого материала и транспортировке крупной фракции элеватором.

низкой влажности с ПВИ
Преимущества:
- низкий расход электроэнергии - на ~ 10% ниже, чем на ВТВМ;
- относительная простота конструкция;
- малые эксплуатационные расходы - отсутствуют операции перегрузки, загрузки, выгрузки мелющих тел;
- сниженные ремонтные затраты;
- высокая скорость помола, обеспечивающая более легкую автоматизацию процесса;
- низкий уровень шума.
Недостаток:
- применимость только для твердых пород пониженной влажности.
Такая схема реализована фирмой на Новотроицком заводе, вследствие чего на этом заводе удельный расход электроэнергии составляет менее 100 кВт·ч/т цемента.
Сырьевые смеси заданного химического состава производят из неоднородных сырьевых компонентов. Чтобы обеспечить оптимальный химический состав и избежать возможных отклонений, сырьевую смесь корректируют и усредняют. Состав и однородность сырьевой смеси определяют такие важнейшие показатели производства, как качество цемента, удельный расход топлива, огнеупоров и электроэнергии. На цементных заводах России применяются порционная и поточная системы корректирования.
В современных условиях с созданием непрерывного способа анализа с применением гамма-нейтронного анализатора (ПГНА) целесообразно корректировку и усреднение сырьевой смеси производить поточным способом. По сравнению с порционным, этот способ имеет следующие преимущества:
- отсутствие промежуточных коррекционных емкостей;
- получение более однородного состава сырьевой смеси из-за смешения компонентов в процессе помола;
- снижение расхода сжатого воздуха на перемешивание смеси в емкостях.
Недостатки:
- необходимость непрерывного анализа смеси в потоке;
- необходимость гамма-нейтронного анализатора или системы получения усредненной пробы смеси для оперативного периодического анализа.
Основными способами корректировки шлама являются порционный, полупоточный и поточный. Порционная и полупоточная схемы корректирования с применением вертикальных и горизонтальных бассейнов приведены на рисунках 2.17 и 2.18.

корректирования шлама

После пневмоперемешивания шлама в вертикальных бассейнах определяется его химический состав на рентгеновском спектрометре и в соответствии с расчетом перекачивается соответствующее количество в бассейны готового шлама - вертикальный или горизонтальный - емкостью 5000 - 8000 м3.
Преимущество:
- обеспечение высокой стабильности химического состава шлама.
Недостатки:
- необходимость значительного времени на приготовление шлама;
- необходимость большого количества емкостей;
- при каждой смене бассейна наблюдается некоторое резкое изменение режима работы печей, что требует соответствующую корректировку эксплуатационных показателей.
Для лучшего перемешивания шлама его следует разливать по "зеркалу" бассейна, для чего над бассейном устанавливается распределительный желоб, вращающийся вместе с крановой мешалкой.
С увеличением производительности заводов и развитием автоматизации возникла поточная схема корректирования, когда смешивание различных по составу шламов производится непрерывно в потоке. Одним из необходимых элементов поточной схемы являются оперативный анализ химического состава сырьевой смеси, точное измерение и дозирование количества материала и шлама в непрерывном режиме.
Для получения оперативного и достоверного анализа шлама необходимы получение представительной пробы и проведение экспресс-анализа. В настоящее время имеются технические возможности организации такого процесса в двух вариантах: дискретный анализ усредненной пробы и непрерывный анализ материалов непосредственно в потоке (рисунок 2.19). Дискретный анализ усредненной пробы по примеру АО "Осколцемент" можно организовать путем отбора из потока шлама каждые две-три минуты порцию около 15 - 20 л, чтобы за час набрать 0,5 м3 шлама, который одновременно измельчается в специальном агрегате, представляющем собой подобие молотковой дробилки с вертикальным ротором. Экспресс-анализ осуществляют на рентгеновском спектрометре за несколько минут.

АТ - автотранспорт, ДМ - дозатор массовый, ММС - мельница
мокрого самоизмельчения, ПО - пробоотборник, ПГНА - поточный
гамма-нейтронный анализатор, ИР - индукционный расходомер
шлама, МШ - мельница шаровая, ЗР - задвижка регулируемая
В последние годы разработан поточный нейтронный анализатор, который позволяет определять химический состав и влажность шлама непрерывно в потоке.
Дозирование твердых материалов рекомендуется осуществлять весовыми ленточными дозаторами. Для измерения объема шлама наиболее рациональным является индукционный расходомер.
При таком подходе достигается более однородный состав конечного шлама, так как при небольших отклонениях соотношения "высокого" и "низкого" шламов из-за их близкого состава отклонение химического состава конечного шлама не будет выходить за пределы нормативного. Если же смешивать исходные компоненты - мел и глину, то небольшие колебания в дозировании компонентов приводили бы к значительным отклонениям химического состава готового шлама.
При сухом способе в России применяют два способа корректирования сырьевой смеси: полупоточную и поточную схемы. Полупоточная схема с двухъярусными силосами распространена на старых заводах, например, на Спасском и Невьянском заводах. В последние годы с применением экспрессных анализов в потоке большее распространение получили поточные схемы. Такие схемы реализованы в двух вариантах, при которых корректировка и усреднение сырьевой смеси производятся до сушки и помола, т.е. кусковых влажных компонентов, или - после сушки и помола - сухих порошков. Ниже представлены варианты этих схем, реализованных на заводах России различными фирмами.
Возможности усреднения сырья на различных технологических переделах показаны на рисунке 2.20, которые свидетельствуют, что наибольшее, 10 - 15-кратное усреднение, обеспечивают силосы новейшей конструкции.

на различных технологических переделах
Силос состоит из наружного железобетонного цилиндрического корпуса, распределительной многопоточной системы загрузки, внутреннего конуса, системы аэрации днища и усреднения сырьевой муки, разгрузочных аэрожелобов и бункера (рисунок 2.21). Наклонное по всему диаметру днище силоса оснащено радиально расположенными аэроплитами.

Сжатый воздух с низким давлением снижает сцепление материала, и он начинает течь в псевдоожиженном слое под собственным весом. Аэрированный сыпучий материал поступает из основной емкости силоса через окна конуса по аэрожелобам в разгрузочный бункер, где он частично дезаэрируется и далее по аэрожелобу и элеватором подается в дозирующий блок.
Усреднение смеси производится в силосе и под смесительным конусом. Процесс усреднения включает в себя три этапа (см. рисунок 2.21).
Первый этап - многопоточная система загрузки. Через специальный распределитель на крыше силоса сырьевая мука равномерно загружается по всей поверхности силоса, образуя тонкие слои с возможно различным химическим составом сырья. Чем тоньше слой, тем выше эффективность смешивания.
Второй этап - гравитационное смешивание в основной емкости силоса. Благодаря локальной аэрации днища силоса сырье воронкой течет под воздействием силы тяжести вниз в основную емкость. При этом смешиваются различные слои, выравнивая естественную неоднородность сырья, эффект смешивания достигается соприкосновением разных воронок, которые образуются в результате разгрузки материала из силоса по кругу.
Третий этап - пневматическое перемешивание в смесительной конусной камере. Наружное кольцо служит для разрыхления материала и обеспечения его текучести. Каждая секция имеет два окна во внутреннем конусе для транспортирования материала к внутренней камере. Внутреннее кольцо аэрирующих элементов обеспечивает гомогенизацию материала в конусе силоса и выгрузку материала из силоса. Для равномерной гомогенизации материала поочередно по окружности включаются по одной секции наружного кольца через одну-две секции. Таким образом, создаются условия для формирования 12 воронок, перемешивающих горизонтально расположенные слои. Подобные схемы реализованы на нескольких заводах России: АО "Пикалевская сода", ООО "АККЕРМАНН ЦЕМЕНТ" и др.
Поточный способ корректирования сырьевой смеси до сушки и помола влажных кусковых компонентов реализован на Воронежском филиале АО "Евроцемент груп" и АО "Себряковцемент" (рисунок 2.22).

до сушки и помола, реализованная на Воронежском филиале
АО "Евроцемент груп"
На заводе ООО "Азия Цемент" в Пензенской области реализован полупоточный способ корректирования (рисунок 2.23).

сырьевой смеси на заводе ООО "Азия Цемент"
Когда применяют мягкие компоненты - мел, глину, мергель, имеющие тенденцию к агрегированию, возникают определенные затруднения при смешении порошков, и в таких случаях необходимо обеспечить усреднение смеси непосредственно в помольном агрегате с получением на выходе сырьевой смеси заданного состава. Для этого, как отмечено выше, целесообразно применять поточную схему корректирования с применением гамма-нейтронного анализатора непрерывного действия (рисунок 2.24).

гамма-нейтронного анализатора непрерывного действия
Такая схема реализована и успешно реализована на АО "Себряковцемент".
В цементной промышленности для обжига цементного клинкера, сушки сырья и добавок применяют твердое, жидкое и газообразное ископаемое топливо. Кроме того, могут использоваться альтернативные виды топлива. Более подробно об этом в разделе 2.7.3.
Характеристика топлива включает следующие показатели: химический состав, теплоту сгорания, расход воздуха на горение, выход продуктов горения, жаропроизводительность (теоретическую температуру горения) и содержание в сухих продуктах горения  при отсутствии избытка воздуха.
при отсутствии избытка воздуха.
при отсутствии избытка воздуха.К основным видам твердого топлива, применяемого в цементной промышленности, относятся каменные и бурые угли, горючие сланцы. В России в качестве твердого топлива применяют преимущественно каменный уголь (таблица 2.5).
Таблица 2.5

В 50-е и 60-е гг. в России преимущественно применяли угольное топливо. В последующем, вплоть до конца прошлого века, практически все заводы перешли на газообразное топливо. В зарубежной цементной промышленности практически применяют только уголь. В настоящее время по данным [44] наблюдается тенденция к возврату к угольному топливу и в России.
Каменный уголь - характеристика горючей массы:
а) состав:
1) углерод - 75 - 90%;
2) водород - 4 - 6%;
3) кислород - 2 - 15%;
4) сера - 0,5 - 0,7%;
5) летучие - 10 - 50%;
6) зольность - 13 - 22% (сухой массы);
7) влажность - 5 - 15% (природной рабочей массы);
8)  <7> - 18,0 - 19,3%;
<7> - 18,0 - 19,3%;
б) теплота сгорания  - 31 - 35 МДж/кг <8>;
- 31 - 35 МДж/кг <8>;
в) жаропроизводительность tmax - 2200 °C;
г) теоретический расход воздуха на 1 кг у.т. - 7,63 нм3;
д) выход продуктов горения на 1 кг у.т. - 7,92 нм3;
е) нижний концентрационный предел воспламенения угольной пыли - 114 г/м3;
ж) температура воспламенения - 969 °C.
--------------------------------
 в сухих продуктах сгорания при теоретическом расходе воздуха на горение.
в сухих продуктах сгорания при теоретическом расходе воздуха на горение.<8> В системе СИ тепловой единицей является Дж. Однако на практике широкое распространение имеет "кал" и "кг у.т." - кг условного топлива. Соотношение между ними: 1 кг у.т. = 7000 ккал = 29,31 МДж; 1 ккал = 4,19 кДж.
В качестве жидкого топлива для вращающихся печей применяют в основном топочный мазут марок 40 и 100.
а) состав:
1) углерод - 86,1 - 86,3%;
2) водород - 9,6 - 10,7%;
3) сера - 0,5 - 3,5%;
4) влажность - 0 - 2%;
5)  ;
;
;б) теплота сгорания  ;
;
;в) жаропроизводительность tmax = 2240 °C;
с) теоретический расход воздуха на 1 кг у.т. - 7,63 нм3;
д) выход продуктов горения на 1 кг у.т. - 8,17 нм3;
е) температура застывания: М 40 < +10 °C, М 100 < +25 °C;
ж) температура вспышки: М 40 > 90 °C, М 100 > 110 °C.
В последние годы из-за высокой стоимости мазут практически не применяют в цементной промышленности России, поэтому способы его подготовки и сжигания в цементной печи не будут рассматриваться.
В настоящее время наиболее распространенным топливом в цементной промышленности России является природный газ, который в основном состоит из метана и незначительного количества высокомолекулярных углеводородов.
Характеристика природного газа:
а) состав:
1) CH4 - 81,7 - 98,7%;
2) CnHm - 1,2 - 9,5%;
3) CO2 - 0,1 - 0,4%;
4) N2 - 0,5 - 8,5%;
5)  - 11,6 - 12,0%;
- 11,6 - 12,0%;
б) теплота сгорания:
1)  - 36 - 38 МДж/нм3;
- 36 - 38 МДж/нм3;
2)  - 33 - 36 МДж/ст. м3 <9>;
- 33 - 36 МДж/ст. м3 <9>;
в) жаропроизводительность tmax - 2040 °C;
г) теоретический расход воздуха на 1 кг у.т. - 7,77 нм3;
д) выход продуктов горения на 1 кг у.т. - 8,68 нм3.
--------------------------------
<9> ст. м3 (стандартный м3) - объем газа при давлении 760 мм рт. ст. и 20 °C, применяют при коммерческих расчетах в РФ (1 ст. м3 = 0,932 нм3; 1 нм3 = 1,073 ст. м3).
Площадки для складирования угля должны быть спланированы так, чтобы исключить их затопление паводковыми или грунтовыми водами.
Запрещается:
- складировать уголь свежей добычи на старые отвалы угля, пролежавшие более одного месяца;
- принимать на склады уголь с явно выраженными очагами самовозгорания;
- перемещать горящий уголь транспортерными лентами и отгружать их в железнодорожный транспорт или бункера;
- располагать штабели угля над источниками тепла (паропроводами, трубопроводами горячей воды, каналами нагретого воздуха и т.п.), а также над проложенными электрокабелями и нефтепроводами;
- предусмотреть станцию инертизации с жидким или газообразным CO2.
Неотъемлемой составной частью угольного отделения является центральная система пылеотсоса, которая должна обеспечить полное отсутствие или наличие минимального по толщине слоя пыли на полах и поверхностях агрегатов. В таком случае исключается возможность возникновения взрывоопасной атмосферы в результате поднятия пыли или возгорания слоя осевшей пыли.
Складской силос рассчитан на стойкость к давлению взрывной волны 2 бар (избыточному). На крышке установлены взрывной клапан для отвода взрывной волны и факела в случае взрыва, фильтр очистки воздуха, уровнемеры и термометр. Унос из фильтра составляет не более 10 мг/нм3.
В России для хранения угля применяются крытые (АО "Ангарскцемент", ООО "Красноярский цемент" и другие заводы) и открытый (АО "Спасскцемент") склады с мостовыми грейферными кранами.
В качестве твердого топлива в цементном производстве России применяют каменный уголь, который для сжигания в печи необходимо подвергать определенной подготовке.
Во вращающейся печи производят факельное сжигание угля, который предварительно подвергают сушке и помолу до порошкообразного состояния.
Требования к форсуночному топливу:
- теплота сгорания низшая -  ;
;
;- зольность - Aф <= 30% <10>;
- влажность - Wф ~ 1 - 2%;
- остаток на сите N 02 - R02 ~ 1,5 - 2,0%; N 008 - R008 ~ 10 - 15% <11>.
--------------------------------
<10> При использовании сланцев зольность топлива может достигать и 50%. При этом сырьевая шихта корректируется с поправкой на присадку золы.
Подготовка топлива сводится к сушке и помолу угля. При этом применяют три принципиально различные схемы:
- объединенная с печью система, когда весь сушильный агент направляется в печь в качестве первичного воздуха для транспортирования угольного порошка (рисунок 2.25);
- разъединенная схема, когда применяется индивидуальная независимая от печи сушильно-помольная система (рисунок 2.26);
- система прямого вдувания угольного порошка из быстродействующей мельницы в печь (рисунок 2.27).



в печь <12>
--------------------------------
Особенности работы каждой схемы приведены ниже.
Объединенная с печью система (рисунок 2.25):
Преимущество:
- отсутствие выброса угольной пыли и газов в атмосферу, следовательно, схема более экологична.
Недостатки:
- большой объем до 30% холодного первичного воздуха взамен горячего вторичного, что приводит к перерасходу топлива;
- ограничена влажность исходного угля до 8%;
- зависимость объема первичного воздуха от необходимого объема сушильного агента, т.е. работы печи от системы углеподготовки.
Разъединенная схема (рисунок 2.26) возникла именно в связи с необходимостью устранения этих недостатков. Это стало особенно актуально с появлением форсунок, позволяющих сжигать угольное топливо с небольшим, до 7%, количеством первичного воздуха и смеси различных топлив, в том числе и техногенных материалов.
Преимущества:
- возможность независимо регулировать процесс сжигания топлива и подготовки угольного порошка;
- применение горячего вторичного воздуха вместо холодного первичного, что приводит к экономии топлива;
- возможность применения более современных форсунок, позволяющих сжигать горючие отходы/материалы из отходов.
Недостаток:
- необходимо дополнительное оборудование для очистки газов и транспорта угольного порошка в печь.
Система прямого вдувания (рисунок 2.27) угольного порошка из мельницы в печь имеет предельно малое количество оборудования. Такая схема особенно эффективна при сушке угля невысокой влажности.
Преимущества:
- отсутствие выброса угольной пыли газов в атмосферу, следовательно, схема более экологична;
- компактность, малое количество оборудования;
- пониженный расход электроэнергии;
- низкие капитальные затраты.
Недостатки:
- повышенный объем холодного первичного воздуха;
- ограничена влажность исходного угля до 8%;
- зависимость работы печи от системы углеподготовки.
На рисунке 2.28 представлена система подачи газообразного топлива в печь.

1 - подвижный внутренний блок горелки, 2 - задвижка
аксиального воздуха, 3 - задвижка завихряемого воздуха,
4 - задвижка охлаждающего воздуха, 5 - манометр на канале
аксиального воздуха, 6 - гофрированная часть трубопровода,
7 - привод для перемещения внутреннего блока труб с газовой
горелкой, 8 - внешняя труба газового канала, 9 - внутренняя
труба для подачи альтернативного топлива или установки
мазутной форсунки, 10 - манометр для определения давления
газа в горелке, 11 - подвижная каретка, 12 - вентилятор
для аварийного охлаждения горелки, 13 - задвижка на трубе
аварийного воздуха, 14 - патрубок с шибером и расходомером
воздуха, 15 - вентилятор первичного воздуха,
16 - направляющие рельсы, 17 - вращающаяся печь
Газообразное топливо поступает на завод под повышенным давлением. Поэтому до подачи газа в печь необходимо снизить его давление (избыточное) до 2 - 3 бар и при опасности взрыва предусмотреть возможность быстрой отсечки газа. Для этого применяют редуктор и предохранительный запорный клапан. Система подачи газообразного топлива во вращающуюся печь состоит из горелки, вентилятора первичного воздуха, аварийного вентилятора охлаждающего воздуха, передвижной каретки, запорной и регулирующей расход газа и воздуха арматуры и контрольно-измерительных приборов.
Первичный воздух от основного вентилятора задвижками разделяется на аксиальный и вихревой. Общий первичный воздушный поток затем истекает из воздушного сопла. Выходное сечение можно регулировать перемещением внутренней части горелки, которое контролируется по шкале на соответствующей рейке. Газ подается через шланг в соответствующий кольцевой канал горелки (1). Положение наконечника горелки в печи можно регулировать как в горизонтальном, так и в вертикальном направлении, а также в осевом направлении путем перемещения каретки.
В России для обжига клинкера в основном применяют газообразное топливо и, следовательно, применяют соответствующие горелки отечественного и зарубежного производства (рисунки 2.29 - 2.31).

ГИД и ДВГ, применяемые в России

угля и мазута:
1 - вторичный воздух ~ 93%; 2 - охлаждающий воздух ~ 1%;
3 - аксиальный воздух ~ 1,6%; 4 - транспортирующий воздух
для угольной пыли ~ 2%; 5 - завихряющий воздух ~ 2,4%;
6 - мазутная горелка; 7 - запальная горелка

многоканальной горелки 2
Принцип их работы и параметры, приведенные на рисунках, свидетельствуют, что со временем головная часть горелок оснащалась регулирующими элементами, которые позволяют изменять скорость вылета топлива из сопла горелок и обеспечить завихрение газовой струи.
Наиболее эффективны газовая инжекционная диффузионная (ГИД) и диффузионная вихревая горелки (ДВГ). Это обусловлено тем, что данные горелки сжигают газообразное топливо с минимальным количеством (до 2%) или без первичного холодного воздуха. Вследствие этого увеличивается доля горячего вторичного воздуха, что приводит к экономии топлива. Кроме того, снижается расход электроэнергии на работу вентиляторов первичного воздуха. Например, при замене горелок Унитерм на горелки ДВГ может быть снижен расход топлива на 10% и электроэнергии на 4 кВт·ч/т клинкера.
За рубежом преимущественно применяют угольные форсунки. В Россию поставляют многоканальные форсунки для сжигания угля, кокса, мазута и природного газа и их смесей, а также альтернативного топлива. Ниже представлены многоканальные форсунки, эксплуатируемые на ряде российских цементных заводов. Данные форсунки (рисунки 2.30 и 2.31) требуют не более 7% первичного воздуха, обеспечивают снижение объема отходящих газов и расхода топлива.
Горелка 2 имеет различные способы регулирования пламени, может обеспечить следующие формы факела: короткий или длинный, острый или мягкий, широкий или узкий и все промежуточные комбинации, необходимые для обеспечения рационального сжигания топлива.
Все горелки имеют широкий диапазон регулирования процесса горения топлива и длины факела.
Преимущества горелок ГИД и ДВГ:
- простота конструкции;
- отсутствие или наличие первичного воздуха до 2%;
- возможность регулирования формы и температуры факела изменением скорости вылета газа и завихрением газового потока.
Недостатки:
- применимы только для газообразного топлива;
- отсутствие защитной теплоизоляции;
- не приспособлены для сжигания альтернативного топлива.
Преимущества зарубежных горелок:
- возможность применения различных видов топлива;
- возможность сжигания альтернативного топлива;
- наличие защитной теплоизоляции;
- возможность регулирования формы и температуры факела изменением скорости вылета и завихрением топливно-воздушного потока.
Недостатки:
- усложненная массивная конструкция;
- несколько завышен объем первичного воздуха.
Горелка 3 (см. рисунок 2.32) предназначена для сжигания твердого, газообразного топлива, а также альтернативных видов топлива.

Особенностью конструкции горелки 3 является наличие системы гибких шлангов, встроенных в канал первичного воздуха, для настройки формы факела путем регулирования степени закрутки всего потока первичного воздуха (см. рисунок 2.33).

воздуха, обеспечивающих различную длину и форму факела
Горелка 3 обеспечивает сжигание топлива при минимальном количестве первичного воздуха - 5 - 8%, а также снижение концентрации NOx вследствие развитой зоны рециркуляции внутри пламени и быстрого воспламенения топлива перед соплом горелки.
Данная горелка используется на ОАО "Цесла". В качестве основного вида топлива используется уголь, в качестве альтернативного могут использоваться остатки сортировки TKO/RDF <13>.
--------------------------------
<13> RDF (refuse-derived fuel) - топливо, полученное из отходов. Топливо, полученное путем измельчения и дальнейшей обработки твердых бытовых и промышленных отходов в соответствии с технологией утилизации отходов (ГОСТ Р 54258-2010 "Ресурсосбережение. Обращение с отходами и производство энергии. Стандартный метод определения качества топлива, полученного из отходов, на основе испытания объединенной выборки образцов").
На ЗАО "Липецкцемент", работающем на газообразном топливе, газ на горение подается через систему гибких шлангов, а воздух, охлаждающий кожух горелки, поступает в печь в качестве первичного.
Многоканальная горелка 4 (см. рисунок 2.34) позволяет сжигать нефтяной кокс/уголь, остатки сортировки ТКО, отходы ГСМ, природный газ для разогрева и частично - в качестве резервного топлива.

Преимущества горелки 4:
- возможность одновременного использования различных видов природного и альтернативного топлива (твердого, жидкого и газообразного);
- низкое выделение NOx при малом расходе первичного воздуха, но при повышенной скорости сгорания материала в горелке, что обеспечивается двумя каналами первичного воздуха;
- отсутствие движущихся частей - регулировка формы факела осуществляется с помощью воздушных вентилей, установленных на внутренних линиях подачи первичного воздуха.
Многоканальная горелка 5 (см. рисунок 2.35) позволяет использовать самые разные виды топлива, в том числе альтернативные (пластмасса, ТБО, биотопливо и т.д.) при сохранении высокого уровня качества клинкера. Горелки просты в эксплуатации, отличаются хорошей воспроизводимостью формы пламени. Простой принцип регулировки факела позволяет оптимизировать пламя в печи и снизить эксплуатационные риски. Подача первичного воздуха осуществляется через один канал одним вентилятором, благодаря чему снижаются энергопотребление и расходы на техобслуживание.

1 - завихритель; 2 - канал ввода мазутной форсунки;
3 - канал завихряемого потока газа; 4 - канал аксиального
истечения газа; 5 - канал охлаждающего воздуха;
6 - жаростойкая изоляция; 7 - мембрана; 8 - узел
регулирования щели аксиального канала; 9 - узел
регулирования положения завихрителя
Особенностью конструкции горелок 5 является возможность работы их в различных режимах: I - сжигание только газообразного топлива; II - сжигание только жидкого топлива (мазута); III - сжигание смеси газообразного и жидкого топлива в различных соотношениях от 0% до 100%.
Горелки 5 используют два технических решения для уменьшения NOx: внутреннюю рециркуляцию дымовых газов благодаря инжекторам, использующим энергию струй природного газа, и раздробление общего факела в центральную часть и основную часть, распределенную по внешнему периметру горелки. При этом без внешней рециркуляции дымовых газов уровень NOx составляет от 105 до 115 мг/нм3. При слабой внешней рециркуляции дымовых газов уровень NOx становится 54 - 79 мг/нм3, что намного ниже гарантируемой величины.
Данные горелки эксплуатируются на ПАО "Мордовцемент" и ООО "Сенгилеевский цементный завод".
Согласно Федеральному закону от 24 июня 1998 года N 89-ФЗ "Об отходах производства и потребления" [45], отходы - это вещества или предметы, которые образованы в процессе производства, выполнения работ, оказания услуг или в процессе потребления, которые удаляются, предназначены для удаления или подлежат удалению. При производстве цемента не образуется технологических отходов. Наоборот, отходы многих производств могут использоваться в качестве сырьевых материалов и/или альтернативного топлива при производстве портландцементного клинкера и цемента.
В производстве цементного клинкера уровень потребления традиционных видов ископаемого топлива остается на высоком уровне. Цементная промышленность в Европейском союзе использует более 40% альтернативных видов ископаемого, смешанного топлива и топлива из биомассы в связи со значительной теплоемкостью производства серого клинкера (таблица 2.6) [46].
Таблица 2.6
серого клинкера в сравнении с углеродоемкостью топливной
смеси и соотношение альтернативных видов топлива
в различных регионах за 2016 год по [47]
Показатель | СНГ | ЕС 28 | Германия |
Валовые выбросы CO2, за исключением CO2, образующегося при производстве электроэнергии на месте, кг CO2/т серого клинкера | 15,0 | 13,0 | 18,0 |
Углеродоемкость топливной смеси, г CO2/МДж | 9,0 | 8,0 | 10,0 |
Потребление альтернативных ископаемых и смешанных видов топлива, производство серого клинкера, доля тепловой энергии | 30,6 | 27,0 | 34,2 |
Потребление топлива из биомассы, производство серого клинкера, доля тепловой энергии | 20,4 | 27,2 | 31,5 |
Под альтернативным видом топлива понимают любые материалы или вещества, которые могут быть использованы в качестве топлива, отличного от ископаемого топлива, такого как нефть, уголь и природный газ и др.
Использование альтернативных видов топлива (АТ) наравне с современными печами и оптимизированными технологическими процессами способствует снижению удельного коэффициента выбросов CO2. Из таблицы 2.6 видно, что низкий уровень использования отходов/материалов из отходов в качестве альтернативного топлива сопровождается высокой углеродоемкостью топливной смеси и, следовательно, приводит к высоким удельным выбросам CO2 (на тонну серого клинкера).
Углеродоемкость СНГ (79,6 г CO2/МДж) включает относительно высокую долю горючего природного газа, имеющего низкий коэффициент выбросов. Использование только угля привело бы к гораздо более высоким выбросам CO2.
Локальные факторы ограничивают потенциал рынка гораздо больше, чем техническая и экономическая целесообразность самой цементной промышленности. Совместная переработка отходов и использование материалов из отходов в цементных печах помогает решить три основные проблемы, с которыми в настоящее время сталкивается ЕС:
1. Борьба с изменением климата - использование АТ является одним из основных подходов к снижению емкости CO2 в производстве цемента. По данным Международного энергетического агентства (МЭА), АТ может способствовать сокращению выбросов CO2 на 0,9 млрд т во всем мире до 2050 года [48].
2. Повышение качества управления отходами - количество отправляемых для захоронения отходов может быть уменьшено путем их утилизации и использования материалов из отходов в качестве альтернативного топлива с высокоэффективным использованием их энергетического содержания. В этом смысле данный подход непосредственно вписывается в иерархию управления отходами ЕС в соответствии с Рамочной Директивой ЕС по отходам.
3. Движение в направлении безотходной экономики - потоки отходов из других областей экономики используются в цементной промышленности, тем самым способствуя реализации принципов безотходной экономики. Кроме того, совместная переработка позволяет частично заменить отдельные природные материалы, используемые в производстве цемента.
Дальнейшие экологические и прочие возможности/задачи, связанные с использованием АТ:
- сохранение ископаемых ресурсов;
- возможность получения альтернативных видов топлива из отходов достаточно высокого качества;
- изучение вопроса о внесении примесей и/или загрязнителей в технологический процесс (например, хлора, ртути и др.);
- качество клинкера;
- мониторинг выбросов отходящих газов;
- очистка отработавших газов.
При соблюдении структурных и технических требований совместная переработка в цементных печах может способствовать развитию устойчивой и ориентированной на будущее безотходной экономики с уменьшением выбросов CO2. Наряду с поэтапным сокращением масштабов захоронения отходов горючие отходы, непригодные для использования в процессе совместной переработки, по-прежнему требуют сжигания на специальных установках по сжиганию отходов и на электростанциях, работающих на отходах.
В 2016 году европейская цементная промышленность покрыла около 42% потребности в тепловой энергии за счет использования АТ (совместно с чистым топливом из биомассы) (см. таблицу 2.6). На некоторых заводах этот показатель даже превысил 90% (с учетом чистых видов топлива из биомассы).
Объемы совместной переработки отходов значительно варьируются в отдельных странах - членах ЕС и определяются совместным воздействием нескольких факторов (в частности, наличием высококачественных потоков отходов, пригодных для цементной промышленности). Текущие объемы совместной переработки отходов наряду с ожидаемыми объемами в среднесрочной и долгосрочной перспективах показаны ниже (рисунок 2.36).

совместной переработки в разных европейских странах [49]
Совет ЕС в мае 2018 года утвердил новые правила по переработке отходов, направленные на постепенное избавление от вывоза отходов на свалки и применение таких экономических инструментов, как "режимы расширенной ответственности производителей". Поставлены цели довести переработку муниципальных отходов до 55% к 2025 году, до 60% к 2030 году и до 65% к 2035 году.
В Еврокомиссии оценивают утвержденные новые меры как "самое современное в мире законодательство по отходам". А определение совместной переработки отходов на цементных заводах является одним из лучших проверенных методов повышения энергоэффективности переработки отходов в энергию [49].
В Российской Федерации на момент актуализации ИТС 6-2015 по данным самих цементных предприятий альтернативное топливо использовалось только на четырех цементных заводах: Филиал ООО "ХайдельбергЦемент Рус" в пос. Новогуровский, Филиал ООО "ХайдельбергЦемент Рус" в г. Стерлитамаке, ОП ООО "Холсим (Рус) СМ" (п. Ферзиково) и ООО "Холсим (Рус) СМ" (г. Коломна). Однако, согласно отраслевой программе Минпромторга России "Применение альтернативного топлива из отходов в промышленном производстве на 2022 - 2030 годы", в разработке которой принимал участие Российский экологический оператор (РЭО), 33 цементных предприятия выразили готовность принять участие в реализации пилотных проектов применения альтернативного топлива из отходов в своих производственных процессах.
Целью отраслевой программы является формирование комплекса мероприятий, направленных на развитие системы производства и потребления альтернативного топлива из отходов. Программа предусматривает внесение изменений в нормативные правовые акты, нормативно-технические документы и справочники, введение мер налогового и иного стимулирования производства альтернативного топлива из отходов и его применения в цементной и металлургической отраслях.
Ежегодно в России образуется около 54 млн тонн твердых коммунальных отходов (ТКО), из которых порядка 20% могут быть использованы в качестве RDF-топлива. Использование остатков сортировки ТКО в качестве возобновляемого источника энергии (вторичных энергетических ресурсов) рассматривается как элемент комплексной системы обращения с отходами, способный снизить экологический ущерб, связанный с традиционным захоронением мусора. Использование RDF-топлива для цементных заводов является альтернативой мусоросжигательным заводам.
Различные типы отходов/материалов из отходов могут заменять природные сырьевые материалы и ископаемое топливо в производстве цемента и будут способствовать, с одной стороны, сохранению природных источников и, с другой стороны, снижению материало- и энергозатрат [50 - 54]. Наиболее важные показатели процесса для утилизации отходов и использования материалов из отходов могут быть обобщены следующим образом:
- максимальные температуры приблизительно 2000 °C (основная горелка, температура пламени) во вращающихся печах;
- время пребывания газов при температуре около 1200 °C во вращающейся печах не менее 8 с;
- температура материала около 1450 °C в зоне спекания вращающейся печи;
- окислительная газовая атмосфера во вращающейся печи;
- время пребывания газов во вторичной обжиговой системе более 2 с при температуре выше 850 °C; в декарбонизаторе время пребывания газов еще больше и температура выше;
- постоянная температура 850 °C во вторичной обжиговой системе или декарбонизаторе;
- постоянство условий сжигания и отсутствие колебаний вследствие высокой температуры и достаточно длительного времени пребывания;
- разложение органических загрязнителей под воздействием высокой температуры и длительного времени пребывания;
- адсорбция газовых компонентов, таких как HF, HCl, SO2 на щелочных реагентах;
- высокая емкость связывания тяжелых металлов;
- короткое время пребывания отходящих газов в температурном интервале, способствующем синтезу полихлорированных дибензодиоксинов и фуранов;
- полная переработка топливной золы в составе клинкера и, следовательно, безотходное использование материала в качестве сырьевого компонента и дополнительная экономия энергии;
- химико-минералогическое связывание тяжелых металлов в клинкерную матрицу;
- введенные отходы/материалы из отходов полностью связываются в минералы портландцементного клинкера;
- при повышении концентрации нежелательных элементов байпасная пыль удаляется из системы.
Поскольку в качестве сырьевых материалов и/или топлива могут применяться различные типы отходов/материалов из отходов, то перед тем как принять решение об их применении, должны быть рассмотрены основные принципы их использования, такие, как предварительная сортировка и анализ технологических процессов по их подготовке. Чтобы сохранить стандартное качество клинкера, должны быть проведены предварительные исследования по влиянию отходов/материалов из отходов на процессы клинкерообразования, поскольку зола, образующаяся при сжигании топлива, полностью встраивается в клинкерную матрицу и изменяет фазовый состав клинкера. Окончательное решение о том, какой тип отходов/материалов из отходов будет принят к использованию на конкретном заводе, не может быть однотипным.
Рассмотрение и принятие решения должны быть основаны на процессе производства клинкера, режимах обжига, составе сырьевых материалов и топлива, способах подачи отходов/материалов из отходов в производство, используемой технологии очистки отходящих газов, данных по проблемам менеджмента отходов.
Как правило, для отходов/материалов из отходов, принятых в качестве альтернативного топлива и/или альтернативных сырьевых материалов для цементной печи, необходимо учитывать их калорийность и количество минеральной части. Кроме того, должны учитываться объемы и категории отходов/материалов из отходов, а также их физический и химический составы, характеристики и загрязняющие примеси. Альтернативное топливо, используемое цементной промышленностью, является частью, специально отобранной из отходов, которые обычно предварительно перерабатываются, например, дробятся, перемешиваются, измельчаются, гомогенизируются и приводятся в материал соответствующего качества. Подготовка отходов, как правило, выполняется на специальных предприятиях/площадках по предварительной обработке.
Как описано в разделах 2.5 - 2.6, для ввода топлива в цементную печь могут быть использованы различные точки питания. Эти точки также могут быть использованы для подачи альтернативного топлива.
При выборе соответствующего места подачи должны учитываться следующие аспекты:
- химический состав АТ (соответствующее содержание органических соединений и металлов; идентификация как опасных отходов/материалов из отходов в соответствующих случаях);
- качество топлива (особенно состав золы, но также, например, гранулометрический состав, форма частиц (двух- или трехмерные), теплотворная способность);
- температура и время выдержки в точке использования (газовая фаза);
- существующие или предусмотренные системы дозирования и горелки (здесь также следует учитывать специфическое распределение частиц АТ по размеру);
- существующие установки для очистки отходящих газов (например, установки селективного каталитического восстановления (SCR - Selective Catalytic Reduction) или регенеративного термического окисления RTO);
- прочие технические граничные условия в точке подачи (например, наличие перепуска).
АТ может добавляться через декарбонизатор (при наличии), через вход печи (по стояку) и на основную горелку в головке печи (таблица 2.7). Выбор точки подачи в значительной степени определяется химическими и физическими свойствами альтернативного горючего материала.
Таблица 2.7
альтернативных видов топлива [55]
Декарбонизатор | Вход печи | Главная горелка | |
Свойства топлива | для увлекаемых воздухом материалов | для неувлекаемых воздухом материалов (например, с высоким содержанием влаги) | для материалов, не требующих измельчения и пригодных для использования с вентиляционными трубами горелок |
Подача | точка подачи в декарбонизаторе (горелка, вентиляционная труба и т.д.) | по течке с двойным затвором (например, при подаче отработанных шин) | через каналы (для АТ) главной горелки, пневмолинию или при помощи вспомогательной горелки в головке печи |
Топливо, содержащее токсичные органические галогенсодержащие соединения | как правило, непригодно | пригодно при наличии достаточной температуры и времени выдержки | пригодно |
Диапазон температур (газовая фаза) | 850 - 900 °C (с локально более высокими температурами на некоторых модификациях декарбонизаторов) | 1000 - 1200 °C | до 2000 °C |
Время выдержки (газ) | 3 - 4 сек (более продолжительное время пребывания на некоторых модификациях декарбонизаторов) | приблизительно 1 - 2 с (с учетом геометрической формы подъемной шахты и входа печи) | > 2 с (6 - 8 с > 1200 °C) |
Преимущества | - избыток кислорода; - высокое качество смешивания при подаче основного материала | - избыток кислорода, - высокие температуры | - избыток кислорода; - продолжительное время выдержки при высоких температурах |
Дополнительные учитываемые факторы | - необходимость наличия потока воздуха достаточной увлекающей силы | - влияние байпасных установок | - воздействие на пламя; - теплопередача в зоне спекания |
Мониторинг процессов | - образование нагара; - внутренние циклы материалов | - образование нагара; - концентрация O2 на входе печи; - равномерное включение золы в состав клинкера | - равномерное включение золы в состав клинкера |
Примеры пригодных для использования альтернативных видов топлива | - мелкие фракции (< 25 мм) топлива из отходов (RDF)/твердого регенерированного топлива (SRF); - крупная фракция (> 25 мм) RDF/SRF; - осадки сточных вод | - отработанные шины, обезвоженный шлам сточных вод | - отработанные масла и растворители; - мелкие фракции (< 25 мм) топлива из отходов (RDF)/твердого регенерированного топлива (SRF); - высушенный шлам сточных вод |
Материалы с высоким содержанием токсичных органических соединений должны вводиться непосредственно в горячую зону для обеспечения соответствующих температур и времени выдержки для полного разрушения органических компонентов.
При наличии неопределенностей в отношении профиля температуры и времени выдержки должны быть проведены соответствующие предварительные измерения. Соблюдение требуемых минимальных температур (850 или 1100 °C) должно проверяться с помощью соответствующего измерительного оборудования непрерывного контроля, чтобы в случае падения температуры ниже минимально допустимого значения (например, из-за эксплуатационных помех) подача топлива могла быть прекращена автоматически в максимально короткий срок.
При этом для различных видов альтернативного топлива существуют преимущественные точки подачи (таблица 2.8).
Таблица 2.8
от их категорий
Категория АТ | Характеристики АТ | Примеры АТ |
Очень крупные фракции 3D > 50 mm 2D > 200 mm | Не переносятся печными газами (горят на входе в печь) | Цельные шины, рукавные фильтры, упаковочный материал |
Крупные фракции 3D < 50 mm 2D < 200 mm | Может легко переноситься печными газами (подходит для подачи на главную горелку (ГГ) и декарбонизатор). Возможна пневматическая подача | Измельченные шины, пластик, текстиль, SRF |
Измельченные фракции 3D < 5 mm 2D < 50 mm | Перекачивается поршневым насосом. Распыляется сжатым воздухом или шламовым насосом (на ГГ и декарбонизатор) | RDF, древесная пыль, костная мука, рисовая шелуха, лузга семян |
Шламы | Перекачивается поршневым насосом. Распыляется сжатым воздухом или шламовым насосом (ГГ и декарбонизатор) | Нефтяные шламы, отходы ЛКМ |
Жидкости | Может распыляться сжатым воздухом (твердые частицы в жидкости < 2 - 4 мм) на ГГ | Отработанные масла, сольвенты, эмульсии |
При этом количество замещения традиционного топлива альтернативным TSR (Thermal Substitution Rate) зависит от свойств материала, консистенции, точности дозирования и размера декарбонизатора (рисунок 2.37).

альтернативного топлива через главную горелку
и декарбонизатор в зависимости от его крупности.
TSR (Thermal Substitution Rate) - процент замещения
традиционного топлива альтернативным
При подаче в главную горелку слишком мелких частиц АТ они могут покрывать клинкер, ухудшая качество клинкера и способствуя образованию наростов. При подаче же кусковых твердых частиц они осыпаются, плохо смешиваются с кислородом O2, медленно сгорают. Это приводит к накоплению материала и низкому потенциалу TSR.
Если подавать мелкие твердые частицы АТ в декарбонизатор, то для их сгорания требуется увеличенное время пребывания в нем (не менее 5 с). При пребывании в декарбонизаторе меньшее время происходит потеря тепла. Напротив, крупные твердые частицы перемещаются в потоке газа со скоростью 35 - 45 м/с, что обеспечивает хорошее перемешивание.
В зависимости от установленной системы печи, вида топлива и планируемых точек подачи возможны различные технические решения. Самый простой способ совместной переработки АТ заключается в подаче отработанных шин через входное отверстие печи. Простейшее техническое решение заключается в установке цепного конвейера с крюками, который будет загружаться вручную персоналом завода. Более сложное устройство подачи, оборудованное пешеходными настилами, представлено на рисунке 2.38.

Дополнительно установленные счетчик учета или дозирующий питатель могут обеспечить возможность управления весовым расходом и высокое качество дозирования подаваемого топлива. Таким образом, может быть достигнут коэффициент замещения от 10 до 20% общего необходимого объема тепловой мощности.
Дальнейший переход на АТ на этапе основного сжигания требует установки современной многоканальной горелки (см. рисунки 2.35, 2.39), которая позволяет, помимо угля, сжигать газообразные, твердые и жидкие виды топлива (например, отработанные масла и растворители). В случае необходимости может быть установлена вспомогательная горелка.

для сжигания комбинации масел, растворителей, газа, угля
и твердого АТ (а), а также угля, твердого АТ, жидких видов
топлива и растворителей (б)
Переносимое воздухом топливо может подаваться на горелку по трубе и дозирующему устройству со станции разгрузки самосвалов или полуприцепов с подвижным полом (рисунок 2.40) при условии наличия соответствующей горелки. Такое решение подходит для сжигания альтернативного топлива, муки животного происхождения и прочих твердых видов топлива с соответствующими характеристиками текучести.

с подвижным полом
Жидкое альтернативное топливо в виде отработанного масла или растворителей обычно требует установки отдельного резервуара с мешалкой (рисунки 2.41, 2.42) внутри объединенного коллектора утечек во избежание попадания масел и растворителей в грунтовые воды.


в качестве альтернативного топлива на цементном заводе
Схемы подачи АТ на главную горелку и декарбонизатор показаны на рисунке 2.43.

и декарбонизатор (б)
Если печь оборудована декарбонизатором с третичным воздуховодом, то камера предварительного сгорания позволяет сжигать АТ в декарбонизаторе. На рисунке 2.44 показана камера предварительного сгорания, установленная в третичном воздуховоде. Эта технология позволяет воспламенять и сжигать альтернативное топливо или подобные виды топлива при температуре до 1200 °C.

установленная в третичном воздуховоде
При этом стены печи должны быть защищены завесой из сырьевой муки. Газы сгорания подаются в декарбонизатор, где они полностью окисляются. Одна из самых последних разработок представляет собой камеру поэтапного сжигания (рисунок 2.45), которая позволяет сжигать крупногабаритные отходы/материалы из отходов благодаря длительному времени удерживания и уменьшает влияние колебаний топлива.

сжигания в качестве камеры предварительного сгорания [46]
Топливо подается в камеру сгорания через шнек-дозатор. Так как сжигание топлива происходит поэтапно (дальнейшая транспортировка топлива производится воздушными пушками), топливо сгорает в течение 15 мин в камере сгорания, прежде чем остатки сгорания достигают декарбонизатора.
Отходы/материалы из отходов, используемые в качестве сырьевых материалов (далее - альтернативные сырьевые материалы), чаще всего подаются в печь в том же месте, где производится подача обычных сырьевых материалов, например, по месту подачи сырьевой смеси.
Следует отметить, что способ питания печи топливом является очень важным, поскольку он может оказать влияние на выбросы. При подаче топлива через главную горелку при прохождении через высокотемпературную зону печи происходит разложение отходов/материалов из отходов. Относительно других точек подачи топлива можно отметить, что в этих случаях температура и время пребывания зависят от конструкции печи и ее эксплуатации.
Альтернативное топливо, которое подается через главную горелку, будет разлагаться в первичной зоне горения при высокой температуре, достигающей 2000 °C. АТ, подаваемое во вторичную горелку, подогреватель или декарбонизатор, будет сжигаться при низкой температуре, которая не всегда достаточна для разложения хлорсодержащих органических веществ (в высоких концентрациях). Летучие компоненты в материале, который подается в холодный конец печи или отдельный участок печи, могут улетучиваться.
Эти компоненты не проходят через первичную зону горения и не могут быть разложены или связаны в цементный клинкер. Поэтому использование отходов/материалов из отходов, содержащих летучие металлы (ртуть, таллий) или летучие органические компоненты, может приводить к увеличению выбросов указанных соединений, когда используются неправильные точки ввода АТ. Чтобы избежать увеличения выбросов, такие компоненты, содержащие летучие при низкой температуре компоненты (например, углеводороды), должны подаваться в высокотемпературную зону печи.
Для подачи АТ в печь разработаны специальные камеры сгорания (рисунки 2.46, 2.47).


Камера сгорания HOTDISC представляет собой объемную, подвижную подовую печь, совмещенную с теплообменником и декарбонизатором, предназначенную для сжигания альтернативных видов топлива и замены от 20 до 80% (в среднем около 50%) топлива, подаваемого в декарбонизатор (рисунок 2.46). Камера сгорания позволяет сжигать разнообразные твердые отходы размером до 1,2 м, начиная от шлама и гранул и заканчивая цельными автомобильными покрышками. Это избавляет от необходимости дорогостоящей процедуры измельчения разнородных отходов/материалов из отходов и делает производство более экологически чистым.
Камера сгорания встраивается в систему печи, в которой декарбонизатор расположен непосредственно над загрузочным отсеком (рисунок 2.46 - 1).
Камера сгорания состоит из:
- камеры кольцевого типа со слоем огнеупора, стационарным кожухом, крышей и центральным валом; нижняя часть камеры сгорания выполнена из горизонтального вращающегося диска (стола) с огнеупорным слоем;
- стенки, на которой устанавливаются компоненты скребка; стенка делит кольцевую камеру сгорания на отсеки загрузки топливных материалов и выхода зольных остатков;
- опорно-поворотного кольца, опирающегося на крепление и несущего вращающийся диск; опорно-поворотное кольцо имеет внутренний ряд зубьев и приводится в движение двумя двигателями с частотно-регулируемыми приводами.
Скорость вращения стола варьируется от 1 до 22 оборотов в час.
Производительность камеры сгорания составляет 3 - 30 т/ч.
В камеру сгорания по транспортеру подают твердое АТ через шлюзовой затвор (рисунок 2.46 - 2). Сюда же подают третичный воздух и часть сырьевой смеси из предпоследнего циклона циклонного теплообменника.
Альтернативные виды топлива подают на медленно вращающийся стол, где они начинают сгорать в окислительной среде при взаимодействии с третичным воздухом (рисунок 2.46 - 3, 4). Время пребывания топлива регулируют с помощью скорости вращения стола.
Горящее топливо перемещаются на столе примерно на 270° до места установки скребка, где зольные остатки и частично декарбонизированный материал поступают в вертикальный газоход печи. Тяжелые остаточные продукты сгорания падают в загрузочное отверстие печи, более легкие частицы и отходящие газы движутся вверх в декарбонизатор.
На случай аварийной ситуации для прекращения процесса горения в камере сгорания предусмотрена подача холодной сырьевой муки из дополнительного бункера (рисунок 2.46 - 3, 4).
Ступенчатая камера сгорания PREPOL позволяет сжигать низкосортные и крупнокусковые альтернативные виды топлива (рисунок 2.47).
Применение камеры сгорания не оказывает негативного воздействия на окружающую среду и на процесс обжига клинкера:
- выбросы CO после теплообменника находятся в пределах 0,08% +/- 0,04%;
- стабильное содержание SO3 в горячей муке;
- постоянная температура на выходе из декарбонизатора;
- отсутствует образование настылей;
- снижаются выбросы NOx.
Информация о воздействии альтернативного топлива на состояние выбросов представлена в разделе 2.7 настоящего документа.
Контроль параметров и выбросов при использовании АТ в качестве топлива и/или сырьевых материалов представлен в разделах 4.3.1.1, 4.3.2.1 и 4.5 настоящего документа.
Химическая пригодность отходов/материалов из отходов как сырьевых материалов является важным фактором: они должны обеспечивать требуемый состав производимого клинкера. Первичными необходимыми химическими соединениями являются материалы, содержащие известь, кремний, алюминий и железо, а также серу, щелочи и другие элементы, которые должны быть классифицированы по группам в соответствии с их химическим составом. При использовании отходов/материалов из отходов оксиды, содержащиеся в альтернативных сырьевых материалах, связываются в процессе обжига в клинкер, как и в случае обжига сырьевых материалов. Они содержат, как и сырьевые материалы, оксиды кальция (CaO), кремния (SiO2), алюминия (Al2O3) и железа (Fe2O3).
Многие отходы - белитовый (нефелиновый), доменный шлак, зола - близки по своему химическому составу к используемым в цементной промышленности природным компонентам, поэтому одним из рациональных вариантов экономии топлива при обжиге клинкера является использование техногенных материалов в качестве сырьевых компонентов.
Зола-унос может применяться как сырьевой материал при получении клинкера (в основном как компонент, содержащий оксид алюминия) и как добавка при измельчении при производстве цемента. Она может заменять до 50% портландцементного клинкера. Более того, современные побочные продукты производства гипса пригодны сами по себе для использования в качестве сульфатного компонента. В таблице 2.9 показаны отходы/материалов из отходов, применяемые как сырьевой материал, распределенные по различным группам в соответствии с их химическим составом.
Таблица 2.9
составу, которые могут быть использованы в качестве
сырьевых материалов в цементных печах (по [56])
Группа сырьевых материалов | Отходы/материалы из отходов, применяемые в качестве сырьевых материалов |
Ca-группа | Промышленная известь (отходы известняка) Известковый шлам Шлам карбида кальция Осадок очистки питьевой воды |
Si-группа | Формовочный литейный песок Песок |
Fe-группа | Доменный и конверторный шлак Пиритные огарки Синтетический гематит Красные шламы |
Al-группа | Промышленные шламы |
Si-Al-Ca-группа | Зола-унос Шлаки Мелкие отсевы дробления, земля (грунт) |
S-группа | Промышленные гипсовые отходы |
F-группа | CaF2, шламы после фильтрации |
Характеристика отдельных техногенных материалов, применяемых в России, и эффективность их применения приведены в таблице 2.10.
Таблица 2.10
Материал | Содержание, % | Возможный ввод, % к клинкеру | Ограничение по | Экономия топлива, кг у.т./т кл. | ||||
CaO | SiO2 | Al2O3 | Fe2O3 | ГВ <14> | ||||
Белитовый (нефелиновый) | 56 | 30 | 3 | 3 | - | 75 (в шлам) | SiO2 | 80 |
Шлак доменный 1 | 47 | 36 | 8 | 0,4 | - | 60 (в печь) | SiO2 | 100 |
Шлак доменный 2 | 37 | 37 | 15 | 0,4 | - | 40 (в печь) | Al2O3 | 80 |
Шлак ОЭМК <15> | 39 | 21 | 5 | 14 | - | 30 (в печь) | Fe2O3 | 66 |
Зола | 5 | 61 | 23 | 7 | 3 - 5 | 35 (в шлам) | SiO2 | 25 |
Углеотходы | 4 | 45 | 16 | 7 | ~ 22 | 20 (в шлам) | ГВ | 45 |
--------------------------------
Портландцементный клинкер характеризуется определенным составом, который предопределяет гидравлические свойства цемента. Это означает, что все сырьевые материалы и зола топлива должны быть тщательно подобраны по минеральному составу и скорости подачи, чтобы получить заданный состав клинкера.
Другим, чрезвычайно важным и востребованным, является использование промышленных отходов (вторичных ресурсов) для создания цементов специального назначения (рисунок 2.48).

для производства цементов специального назначения
Специальные цементы, выпуск которых в настоящее время в России крайне низок, получают при температурах 1 100 - 1 300 °C, что позволяет существенно снизить топливно-энергетические затраты на их производство, уменьшить "углеродный след" и существенно расширить области применения. Многие технологии специальных цементов были разработаны в советское время в НИИЦементе и МХТИ им. Д.И. Менделеева, а в настоящее время разрабатываются на кафедре химической технологии композиционных и вяжущих материалов РХТУ им. Д.И. Менделеева.
Отходы/материалы из отходов, используемые как сырьевые материалы, поступают в обжиговую печь или кальцинатор (декарбонизатор) с сырьевой смесью. В период нагревания в подогревателе органические компоненты могут высвобождаться из печного питания при низкой температуре, которая не всегда достаточна для разложения галогенсодержащих органических веществ. При использовании альтернативного топлива они должны быть проверены на потенциальную возможность выделения органических соединений и, соответственно, должно быть выбрано место подачи материала в печь.
Особенность мокрого и сухого способов производства клинкера применительно к применению минеральных и горючих отходов обусловлена двумя отличительными аспектами: мокрым и сухим помолом сырья и теплообменом в подготовительных зонах: через поверхность материала и в пылегазовом потоке. Различия в подготовке сырья связаны с тем, что многие минеральные техногенные материалы, например, шлаки при мокром помоле, активизируются, гидратируются и твердеют, в результате чего зарастают трубопроводы и образуются осадки в бассейнах. Поэтому шлак нельзя вводить в мельницу при помоле шлама, а целесообразно подавать непосредственно в печь, предварительно смешав его со шламом (рисунок 2.49). Это исключает избирательный пылеунос и снижает его величину. При сухом же способе минеральные отходы являются компонентом и размалываются с другими составляющими сырьевой смеси.

при различных способах производства клинкера
При применении техногенных материалов с невысоким содержанием горючего вещества при их подаче в печную систему возникает проблема стабилизации химического состава клинкера. Поэтому при высоком содержании минеральной составляющей применяется специальная технологическая схема с реактором для предварительного сжигания горючего вещества и выделением минеральной части, подаваемой в сырьевую мельницу (рисунок 2.50).

портландцементного клинкера со специальным реактором
для сжигания различных горючих отходов
Подобная схема реализована на заводе  , где для сжигания различного альтернативного топлива, в частности золы, установлен специальный реактор взвешенного слоя.
, где для сжигания различного альтернативного топлива, в частности золы, установлен специальный реактор взвешенного слоя.
, где для сжигания различного альтернативного топлива, в частности золы, установлен специальный реактор взвешенного слоя.При применении горючих материалов с невысоким содержанием минерального вещества целесообразно АТ подавать непосредственно в декарбонизатор (см. раздел 2.8.3).
На заводе комбинированного способа в  (Германия) применяется более 60% альтернативного топлива и более 10% минеральных отходов (рисунок 2.51).
(Германия) применяется более 60% альтернативного топлива и более 10% минеральных отходов (рисунок 2.51).
(Германия) применяется более 60% альтернативного топлива и более 10% минеральных отходов (рисунок 2.51).
на заводе комбинированного способа в  (Германия)
(Германия)
(Германия)При мокром способе производства наиболее рациональный вариант применения материалов, содержащих горючие вещества, - совместный помол техногенного продукта с традиционными сырьевыми компонентами. В этих условиях достигается заданный стабильный химический состав шлама, так как при совместном помоле сырьевых компонентов и топливосодержащих техногенных материалов корректировка производится традиционным способом.
Теплотехнические расчеты и испытания, проведенные на ряде цементных заводов, показали, что каждый процент введенной в шлам горючей массы обеспечивает экономию около 15 кг условного топлива на тонну клинкера [57]. При введении выгорающих добавок в шлам необходимо повысить коэффициент избытка воздуха в факельном пространстве, что приводит к снижению температуры горения. Теплотехнические расчеты и промышленные испытания свидетельствуют, что для обеспечения необходимой температуры факела для спекания клинкера в сырьевую смесь можно вводить до 3% выгорающей добавки.
Это позволит заменить до 45 кг у.т./т клинкера ценного форсуночного топлива на альтернативные источники энергии.
Одновременно при этом дополнительно обеспечивается еще три положительных эффекта. Органическая составляющая техногенных материалов, как правило, является разжижителем и интенсификатором помола шлама, что приводит к снижению его влажности и повышению производительности сырьевых мельниц и, следовательно, к экономии топлива и электроэнергии. Выгорание горючей составляющей интенсифицирует подготовку материала до зоны спекания, что способствует предотвращению образования клинкерной пыли и, следовательно, снижению загрязнения окружающей среды. Кроме того, клинкер, полученный из сырьевой смеси с выгорающими добавками, более пористый и имеет повышенную размолоспособность, из-за чего повышается производительность цементных мельниц, что приводит к дополнительной экономии электроэнергии.
При выборе и применении отходов/материалов из отходов в качестве сырьевого материала следует принимать во внимание следующие факторы:
- изначально отходы/материалы из отходов состоят из тех же оксидов, что и клинкер;
- низкая концентрация тяжелых металлов, однако, необходимо учитывать присутствие ртути, таллия и аналогичных металлов;
- регулярный контроль материалов с отбором и анализом используемых отходов/материалов из отходов.
В январе 2022 года Holcim произвела первый в мире клинкер, полностью изготовленный из возвращаемых в производство минеральных отходов, на своем заводе в Altkirch во Франции. Клинкер является основным производимым компонентом цемента, поэтому его производство из вторичного сырья является крупным шагом вперед в развитии строительства. Такой клинкер полностью соответствует европейским стандартам и будет использоваться для производства цемента. Путем смешивания этого цемента с возвращаемыми в производство водой, арматурой и другими компонентами планируется получить бетон из вторичных материалов, поставка которого запланирована на третий квартал 2022 года.
Производство клинкера из вторичного сырья включало в себя сочетание поиска рационально организованных потоков отходов и разработки наилучшей схемы организации для перестройки производства клинкера. В ходе испытания на заводе Altkirch использовалось альтернативное сырье, начиная от древесной золы и заканчивая отходами переработки полезных ископаемых, в основном из местных источников.
Ископаемое топливо может быть частично заменено альтернативным топливом <16>, то есть отходами, материалами из отходов, содержащими твердые или жидкие горючие компоненты и (или) биомассу. В состав АТ входят калорийные компоненты, такие как пластик, бумага, картон, текстиль, резина, кожа, дерево и проч.
--------------------------------
<16> Под альтернативным топливом понимают любые материалы или вещества, которые могут быть использованы в качестве топлива, отличного от ископаемого топлива, такого как нефть, уголь и природный газ и др.
Альтернативное топливо имеет калорийность в среднем 20 +/- 2 МДж/кг, что сопоставимо с калорийностью углей и газа. К примеру: 1,7 - 2 кг АТ замещают 1 м3 природного газа.
Величина зерна АТ составляет - 20 - 25 мм.
Содержание опасных составляющих в топливе строго контролируется и не превышает допустимых норм.
Средний цементный завод может потреблять от 40 до 100 тысяч т/г альтернативного топлива при замещении до 30% основного топлива.
Альтернативное топливо - возобновляемый источник энергии, который обладает относительно низкой себестоимостью и широкой сырьевой базой для его производства.
В странах ЕС существует законодательно оформленное целое направление в утилизации отходов - производство альтернативного топлива. В 2019 году использование АТ достигло 50% от общих потребностей отрасли в тепловой энергии (рисунок 2.52), что позволило ежегодно экономить 22,7 млн т CO2. В 2019 году в ЕС на долю альтернативных топлив пришлось 32%, биомассы - 18%, а ископаемых топлив - только 50%. Отрасль находится на верном пути к достижению целевого показателя использования альтернативного топлива на 60% к 2030 году и на 90% к 2050 году.

из альтернативных видов топлива в цементном секторе
в ЕС 28 по [58]
В мировой цементной промышленности доля ископаемого топлива упала с 98% в 1990 году до 81% в 2019 году.
Следует отметить, что сегодня в ЕС существуют предприятия, использование альтернативных видов топлива различной природы на которых достигает 100% от общего потребления топлива. Так, на цементном заводе  в г. Ленгерих (Lengerich, Германия) доля альтернативного топлива составляет примерно 60% от общего расхода топлива, на цементном заводе
в г. Ленгерих (Lengerich, Германия) доля альтернативного топлива составляет примерно 60% от общего расхода топлива, на цементном заводе  (Германия) - до 70%, на цементном заводе "Wietersdorf" (Австрия) - более 50%, а на цемзаводе Zementwerke Rrogbeumker (Германия) - 100%.
(Германия) - до 70%, на цементном заводе "Wietersdorf" (Австрия) - более 50%, а на цемзаводе Zementwerke Rrogbeumker (Германия) - 100%.
в г. Ленгерих (Lengerich, Германия) доля альтернативного топлива составляет примерно 60% от общего расхода топлива, на цементном заводе (Германия) - до 70%, на цементном заводе "Wietersdorf" (Австрия) - более 50%, а на цемзаводе Zementwerke Rrogbeumker (Германия) - 100%.Природный газ в европейской цементной промышленности используется только как резервное топливо, или как вспомогательное - для поддержки горения трудносгораемого топлива, углеродсодержащих отходов и розжига печей.
В США есть опыт обеспечения АТ цементного завода мощностью 1,6 млн тонн цемента в год с помощью мусороперерабатывающей установки, окупаемость которой составляет до трех лет. Цементные заводы в Европе получают горючие отходы даже с доплатой за их утилизацию, так как использование печей цементных заводов для этой цели обходится как местным властям, так и предприятиям дешевле, чем вывоз мусора на свалку или утилизация в специальных установках с дорогостоящей технологией и значительными капитальными затратами на строительство.
Различные типы альтернативного топлива, замещая ископаемые виды топлива, тем самым решают две важнейшие задачи: сохранность (экономия) природных ресурсов и утилизация части образующихся в процессе потребления и использования товаров и услуг отходов, что совпадает с основными принципами экономического регулирования в области обращения с отходами [45].
В случае использования отходов в качестве топлива для производства цементного клинкера необходимо наличие паспортов на отходы, содержащих сведения по морфологическому и химическому составам, физико-химическим свойствам, что позволит выполнить оценку воздействия и разработать меры защиты окружающей среды при их дальнейшем использовании, а также организовать входной контроль.
Альтернативное топливо, произведенное из отходов, должно иметь сертификат соответствия и ТУ, разработанные в соответствии с требованиями потребителя топлива.
В настоящее время используется большое количество различных типов отходов, включая уловленные золы. Отходы могут быть твердыми, жидкими или пастообразными в зависимости от источника их образования, например, промышленные, сельскохозяйственные, городские. Соответственно, для производства АТ требуется предварительная обработка, часто довольно серьезная: сепарация, измельчение, смешивание, сушка и т.п., дающая в итоге гарантии постоянства его состава и качества.
Решение проблемы организации переработки горючей части отходов для снижения доли захоронения и получения альтернативного топлива для сжигания на цементном заводе предполагало выполнение нескольких основных требований:
1. Должны быть сохранены существующее качество продукции и экологическая обстановка на цементном заводе, а также соблюдены нормы существующего экологического законодательства при работе цементного завода на альтернативном топливе.
2. Альтернативное топливо может поступать на завод как товар, в сопровождении необходимых документов (сертификат соответствия), отвечать требованиям и характеристикам, необходимым для замещения минерального топлива. Либо же при необходимости цементный завод может получать АТ в качестве отходов, организовывая последующую утилизацию отходов.
3. Должны быть соблюдены экономические целесообразность и взаимовыгодный интерес цементников и мусоропереработчиков.
Как отмечено в разделе 2.7.1, необходимо применять различные технологические способы использования горючих отходов/материалов из отходов при мокром и сухом способах производства. Это связано со следующими обстоятельствами. В подготовительных зонах вышеприведенных печных систем проявляются различные условия теплообмена (рисунок 2.53).
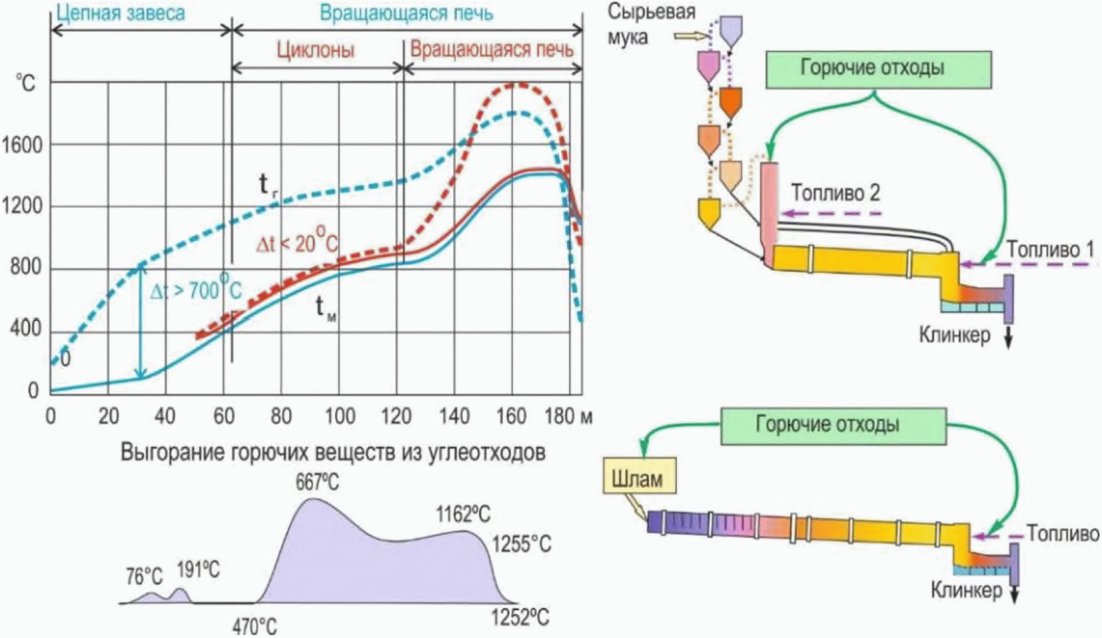
при сухом и мокром способах производства
В печи мокрого способа в зонах сушки, подогрева и декарбонизации тепло во вращающейся печи передается через поверхностный слой, и поэтому температура газового потока превышает температуру материала более чем на 700 °C. Учитывая, что при нагревании многих горючих материалов выход летучих веществ происходит при 150 - 500 °C до воспламенения топлива (~ 650 °C), то при мокром способе, где температура газа в этой области выше 900 °C и, следовательно, обеспечится воспламенение и сгорание летучих. Поэтому горючие вещества при мокром способе можно подавать в сырьевую мельницу при приготовлении шлама.
Если при применении минеральных техногенных материалов снижается удельный расход тепла на обжиг клинкера и, следовательно, пропорционально повышается производительность печи, то при применении горючих добавок один вид топлива заменяют на другой, и поэтому производительность печи остается неизменной.
Эффективность применения минеральных и топливосодержащих техногенных материалов приведена на рисунке 2.54 и свидетельствует, что при их совместном применении можно в пределе снизить удельный расход технологического ценного форсуночного топлива ниже 100 кг у.т./т клинкера, т.е. приблизиться к расходу по сухому способу.

и горючих техногенных материалов
При сухом же способе теплообмен в подготовительных зонах в циклонах и декарбонизаторе, где материал в пылевидном состоянии распределен в газовом потоке, происходит за доли секунды. Поэтому температура материала и газа практически выравнивается, и если подавать материал в сырьевую смесь, то в первом циклоне при ~ 350 °C будет происходить выход летучих без их выгорания, что приведет к безвозвратной потере тепла, к возможному взрыву в электрофильтре и загрязнению окружающей среды. Поэтому при сухом способе выгорающие отходы нельзя подавать в сырьевую смесь.
Если даже только частично реализовать данное направление с введением до 25% шлака и 2,5% горючего вещества, то можно достичь величины ~ 130 кг у.т./т, и снизить выброс CO2 в атмосферу на 200 кг/т клинкера.
Еще одним направлением является сжигание отработанных автомобильных шин. При мокром способе их необходимо подавать через шлюзовый затвор в зону декарбонизации. Такой способ был успешно осуществлен на АО "Кавказцемент" и в настоящее время работает в Беларуси на Цементно-шиферном комбинате. Ввод шин обеспечивает экономию до 10% основного топлива.
На ПАО "Мордовцемент" с 2008 года функционировала линия по подаче в печь автомобильных покрышек производительностью 14 т/ч.
При сухом способе сжигание АТ в печных системах происходит путем подачи его в зону горения вращающейся печи и в декарбонизатор. В тех случаях, когда применяют горючие материалы с невысоким содержанием минерального вещества, целесообразно такие отходы/материалы из отходов подавать непосредственно в декарбонизатор. Для обеспечения в нем полного сжигания применяют систему PYROTOP, которая повышает время пребывания крупных горючих веществ в декарбонизаторе из-за завихрения газового потока в камере PYROTOP и обеспечивает их полное сгорание. Такая система для сжигания дробленых автомобильных шин реализована на ПАО "Мордовцемент" (рисунок 2.55).

обеспечивающая полное сгорание АТ
С 2017 года на ПАО "Мордовцемент" осваивается способ подачи древесной щепы в факельное пространство с горячего конца печи. По публикациям в журнале "Цемент и его применение" в 2011 году на заводе ОАО "Цесла" был проведен промышленный эксперимент по подаче АТ в печь с замещением до 15% основного топлива; на ООО "Петербургцемент" 50% сырьевых материалов и 50% природного топлива заменено отходами/материалами из отходов. Альтернативное топливо используется на ОАО "Себряковцемент", группы компаний "Холсим (Россия)", заводах группы HeidelbergCement RUS, ОАО "Красноярский цементный завод", ОАО "Воркутацемент", ОАО "Серебрянский цементный завод" и многих других, хотя в настоящее время эти цементные предприятия не подтверждают использование АТ.
В соответствии со ст. 4 Федерального закона N 89-ФЗ "Об отходах производства и потребления" [45], все отходы в зависимости от степени негативного воздействия на окружающую среду (при непосредственном или опосредованном воздействии опасного отхода на нее) подразделяются в соответствии с критериями [59], установленными федеральным органом исполнительной власти, осуществляющим государственное регулирование в области охраны окружающей среды, на пять классов опасности:
- I класс - чрезвычайно опасные отходы;
- II класс - высокоопасные отходы;
- III класс - умеренно опасные отходы;
- IV класс - малоопасные отходы;
- V класс - практически неопасные отходы.
В соответствии со ст. 14 Федерального закона "Об отходах производства и потребления" [45, 59], на отходы I - IV классов опасности должен быть составлен паспорт. Паспорт отходов I - IV классов опасности составляется на основании данных о составе и свойствах этих отходов, оценки их опасности.
Существует государственный кадастр отходов, который включает в себя федеральный классификационный каталог отходов [60], государственный реестр объектов размещения отходов, а также банк данных об отходах и о технологиях утилизации и обезвреживания отходов различных видов.
Поскольку процесс обжига клинкера характеризуется благоприятными условиями для утилизации отходов/использования материалов из отходов, альтернативное топливо используется для замены части обычного топлива. Как показано в таблице 2.11, в цементных печах в качестве топлива могут использоваться различные типы отходов/материалов из отходов.
Таблица 2.11
которые могут быть используемы как топливо
для вращающихся печей [56]
N п/п | Наименование отходов/материалов из отходов |
1 | дерево, бумага, картон |
2 | текстиль |
3 | пластмассы |
4 | продукты перегонки |
5 | шины/резина |
6 | промышленные шламы |
7 | городские сточные воды |
8 | отходы животноводства |
9 | уголь/отходы углерода |
10 | сельскохозяйственные отходы |
11 | твердые отходы (насыщенные древесные опилки) |
12 | растворители и соответствующие отходы |
13 | нефть и нефтяные отходы |
14 | другие |
В качестве альтернативного топлива могут применяться различные отходы III - V классов опасности согласно ФККО.
АТ с высокой калорийностью могут заменять первичное топливо в цементных печах, поэтому постоянство качества АТ является обязательным (например, достаточная теплотворная способность, низкое содержание тяжелых металлов, хлора, золы, способность к горению, горючесть).
Наряду с влажностью и зольностью, важными характеристиками и параметрами альтернативного топлива являются его теплотворная способность, содержание серы, хлора и тяжелых металлов (особенно ртути, кадмия и таллия). Кроме того, необходимо, чтобы топливо обладало определенными геометрическими характеристиками, определяемыми транспортной системой подачи АТ на горелку и размером сопел самой горелки. Оценка пригодности топлива, как правило, базируется на максимально допустимых концентрациях вредных веществ в отходах/материалах из отходов.
Количество и вид АТ, пригодное для использования в цементных печах, определяются практическими, техническими и экологическими критериями, которые во многих случаях специфичны для собственно печей или для конкретного региона. Например, наличие ограниченного количества отходов или полная непригодность по экологическим причинам использования имеющихся отходов без их предварительной подготовки. Такая непригодность к использованию особенно характерна для не переработанных твердых бытовых отходов, которые, помимо неблагоприятных параметров горения, могут иметь высокое содержание микроэлементов.
Свойства пригодного для сжигания топлива в значительной степени определяются заводским оборудованием (например, наличием/отсутствием декарбонизатора, наличием камеры сгорания или газификатора).
Как правило, АТ (а также альтернативное сырье) должны давать дополнительную теплотворную и/или материальную ценность цементной печи. Физико-химические свойства большинства видов АТ существенно отличаются от свойств обычных видов топлива. В то время как некоторые виды топлива (например, мука животного происхождения) могут быть легко использованы цементной промышленностью, многие другие могут вызвать технические проблемы из-за низкой теплотворной способности, высокого содержания влаги, крупного размера частиц или высокой концентрации хлора или других микроэлементов в рассматриваемых отходах. В соответствии с основными правилами, АТ должно создавать дополнительную теплотворную способность и/или материальную ценность цементной печи, а для поддержания основного горения необходима средняя теплотворная способность топливной смеси не менее 18 - 22 ГДж/т топлива.
При сжигании в декарбонизаторе может также использоваться топливная смесь с более низкой теплотворной способностью - 11 - 13 ГДж/т топлива. Свойства топливной смеси должны соответствовать техническим требованиям соответствующей системы печи, поэтому возможны отклонения этих значений. В таблице 2.12 приведены типичные диапазоны значений теплотворной способности и зольность для возможных альтернативных видов топлива.
Таблица 2.12
видов альтернативного топлива
Виды альтернативного топлива | Значения теплотворной способности (МДж/кг) | Зольность, % |
Древесина (отходы пилорам, ДСП, ж/д шпалы) при влажности 25% | приблизительно 16 | до 1,5 |
Бумага, картон | 3 - 16 | до 8 |
Текстиль | до 40 | не опред. |
Пластики (первичная переработка) | 17 - 40 | до 2 |
Топливо из ТБО (RDF) | 18 - 20 | 10 - 22 |
Резина/шины | приблизительно 26 | 7 |
Промышленный шлам | 8 - 14 | до 30 |
Костная мука и жиры животных | 14 - 18, 27 - 32 | не опред. |
Мука туши животного | 14 - 21,5 | не опред. |
Сельскохозяйственные отходы | 12 - 16 | до 10 |
Растворители, масла, отходы ЛКМ и др. | 20 - 36 | не опред. |
Шлам сточных вод (влажность > 10%) | 3 - 8 | до 40 |
Шлам сточных вод (влажность < 10% до 0) | 8 - 13 | до 40 |
Нефтешламы | 8 - 42 | 5 - 40 |
Специфические характеристики используемых видов топлива определяют общий спрос на получаемую энергию. Увеличение потребления АТ - в зависимости от свойств топлива - может привести к умеренному увеличению удельной потребности в энергии, но также увеличивает возможности для применения дальнейших мер рекуперации тепла.
При подаче АТ во вращающуюся печь компоненты минеральной части отходов/материалов из отходов участвуют в процессах минерало- и клинкерообразования и "входят" в состав получаемого портландцементного клинкера. Органическая часть отходов/материалов из отходов при высоких температурах полностью разлагается до CO2 и воды. Поэтому в конце процесса производства клинкера не образуется никаких дополнительных твердых отходов, в отличие от мусоросжигающих заводов, где в конце процесса сжигания появляется зола, требующая дальнейшей утилизации.
Вся зола от сжигания альтернативного топлива включается в цементный клинкер и становится частью продукта. Сочетание одновременной рекуперации энергии и переработки материалов является уникальным для совместной переработки отходов/материалов из отходов (например, при сжигании отработанных шин с высокой теплотворной способностью и значительным содержанием железа).
Но оно подразумевает, что состав золы должен придавать добавленную стоимость процессу с целью обеспечения соответствия состава сырья высокому качеству продукции. Кроме того, содержание энергии в топливной смеси должно соответствовать определенным требованиям процесса. Высокие коэффициенты замещения ископаемых видов топлива альтернативными видами топлива могут быть достигнуты только путем комплексной предварительной переработки, а также надлежащего контроля качества АТ.
Твердые отходы могут быть однородными или неоднородными смесями разнообразных компонентов, таких как:
- частиц с разной способностью к горению, например, бумага, картон, пластмасса, резина, обломки (остатки обработки) дерева;
- смесями с различным количеством инертных материалов, содержащих органические фракции, например, песок, камень, керамика, железистые и нежелезистые металлы, органические влажные материалы;
- например, шины, смолы, пропитанные древесные отходы или неопасных материалов.
На рисунке 2.56 показаны некоторые виды АТ.

используемых в цементной промышленности
(источник: FLSmidth Pfister)
Особое внимание следует уделить использованию отходов/материалов из отходов биомассы, поскольку при ее применении выбросы от чистой биомассы и от биогенной углеродной составляющей смешанных топлив не учитываются в общих валовых выбросах CO2. Так, целью CEMBUREAU является достижение к 2030 году 60% альтернативных видов топлива, половина из которых (30%) будет состоять из отходов биомассы, а к 2050 году - 90%, причем более половины (50%) будут отходами биомассы. Как видно из рисунка 2.57, к отходам биомассы относятся осадок сточных вод, различные виды опилок и древесины, животная и костная мука, сельскохозяйственные отходы.

топлива (а) и отходов биомассы (б) по [61]
Отходы, смешанные городские отходы, смешанные коммунальные отходы или отходы разрушения конструкций должны пройти предварительную подготовку с выделением высококалорийных фракций.
Технологии подготовки твердого топлива в большой степени зависят от типа отходов/материалов из отходов и требований цементной промышленности.
Одним из основных требований, проистекающих из способа транспортировки материала и типа используемой горелки, является подача АТ в печь: в главной обжиговой системе (на головке печи или выходном отверстии, вдувание топлива через форсунку): высокая абразивность отходов/материалов из отходов - высушенного шлама - и необычная форма частиц и их размеры могут привести к проблемам эксплуатации. Когда используется пневматическая система транспортировки, чтобы подать твердое АТ в печь, можно избежать повреждения и заклинивания вращающихся частей (пневматическая система всецело функционирует без движущихся частей). Количество подаваемого воздуха, инжектируемого в печь с АТ, ничтожно в общем объеме, необходимом по стехиометрии для горения.
Крупные частицы вызывают необходимость применения более мощных пневматических конвейерных линий и вентиляторов. Поэтому важным шагом процесса являются снижение размера и дезагломерация АТ (обычно размер окатышей не должен превышать 25 мм). Среднее уплотнение при слабой агломерации окатышей способствует улучшению текучести АТ и их дозировки.
Вторичная обжиговая система (топливо подается в печь через впускное отверстие между печью и нижним циклоном или кальцинатором); ограничение размера для твердого АТ не важно для вторичной обжиговой системы. Даже целая покрышка может быть введена через впускное отверстие. Кроме того, могут использоваться отходы/материалы из отходов с высоким содержанием золы.
В последние годы предложены камеры сгорания HOTDISC и PREPOL, позволяющие сжигать низкосортные и крупнокусковые (размером до 1,2 м) альтернативные виды топлива (см. подраздел 2.7.1).
Жидкое альтернативное топливо обычно приготавливается смешением различных отходов/материалов из отходов использованных растворителей, красок или нефтяных отходов с подходящей величиной теплотворной способности с использованием специальных средств менеджмента.
Жидкое альтернативное топливо в большинстве является опасным отходом/материалом из отходов. Это необходимо учитывать при обращении с ним, например, при складировании, подаче материала, чтобы предотвратить выбросы органических соединений. Существуют некоторые технологии, например, испарители, которые используются, где это необходимо. Система испарения эксплуатируется таким образом, чтобы обеспечить выход органических веществ только при согласовании с работой системы испарения, и не выпускает пары органических веществ в воздух при нормальной работе, что необходимо с точки зрения безопасности.
Отходы/материалы из отходов, используемые как сырьевые материалы и/или как топливо в цементных печах, должны обладать стандартным качеством (поскольку топливные золы полностью связываются с образованием клинкера), минимальным негативным действием на состав клинкера и не давать дополнительных выбросов в атмосферу. Кроме того, необходимо стабильное качество отходов/материалов из отходов. Чтобы гарантировать характеристики АТ, требуется система менеджмента качества. Кроме того, должны учитываться требования существующих нормативных документов. Основная роль требований качества заключается в признании отходов/материалов из отходов как топлива и/или сырьевых материалов, если они обеспечивают дополнительно следующее:
- калорийность за счет органической части;
- увеличение материала за счет минеральной части.
Высокая калорийность отходов/материалов из отходов может быть использована для замены первичного топлива в цементной печи. Следует отметить, что величина калорийности АТ колеблется в широких пределах (см. раздел 2.7.3.2).
Подготовку различных типов горючих отходов/материалов из отходов обычно выполняют вне цементного завода. Такие отходы/материалы из отходов обычно подготавливаются поставщиком или специальными организациями предварительной обработки отходов/материалов из отходов, использующих специальные устройства и оборудование для получения материалов, пригодных для использования в цементных печах без дополнительной подготовки на цементном заводе. Однако до их использования в цементных печах отходы/материалы из отходов регулярно проверяются и анализируются персоналом цементного завода. Используется специальное лабораторное оборудование для проверки различных качественных характеристик материала.
Технологии подготовки и смешения отходов/материалов из отходов определенного качества зависят от характеристик вводимого материала и требований потребителя. Даже однотипные отходы/материалы из отходов специального производства до их применения обрабатываются и смешиваются в установках, предназначенных для отходов/материалов из отходов, чтобы обеспечить однородность смеси и постоянство качества, термических свойств и химического состава. Только в некоторых случаях можно использовать отходы/материалы из отходов без предварительной их обработки, например, шины и отработанные масла. Любые неоднородные отходы/материалы из отходов, похожие на смесь твердых отходов/материалов из отходов различных источников, или отобранная фракция из смешанных городских отходов требуют повышенного контроля для обеспечения надежного качества с постоянным малым вводом загрязнителя.
При совместном сжигании отходов/материалов из отходов необходимо оценивать изменения в выбросах через отходящие газы. Например, в ЕС мониторинг выбросов регламентируется Директивой ЕС 2010/75/ЕС о промышленных выбросах, в которой изложены требования, применимые к процессам совместного сжигания отходов/материалов из отходов. Мониторинг предусматривает непрерывный контроль содержания следующих компонентов:
- NOx;
- CO;
- общее содержание пыли;
- общий органический углерод;
- HCl;
- HF;
- SO2.
Кроме того, необходимо постоянно контролировать такие эксплуатационные параметры, как температура в репрезентативной точке камеры сгорания, концентрация кислорода, давление, температура и содержание водяного пара в отходящих газах. Если оператор установки совместного сжигания отходов/материалов из отходов может доказать, что выбросы HCl, HF или SO2 ни при каких обстоятельствах не могут превышать соответствующее предельное значение выбросов (таблица 2.13), то непрерывное измерение выбросов такой сжигательной установкой является излишним.
Таблица 2.13
приложения VI к Директиве Европейского парламента
и Совета Европейского Союза 2010/75/ЕС
от 24 ноября 2010 года о промышленных выбросах
(о комплексном предотвращении загрязнения
и контроле над ним) [62]
Компонент | Ед. изм. | Отчетный период | Значение |
Органически связанный общий углерод | мг/нм3 | Среднесуточное значение | 10 |
Среднее значение получаса | 20 | ||
Оксид углерода | мг/нм3 | Среднесуточное значение | 50 |
Среднее значение получаса | 100 | ||
Среднее значение 10 мин | 150 | ||
Приложение VI, часть 4 N 2, цементные печи, в которых производится совместное сжигание отходов <2> | |||
Общее количество пыли | мг/нм3 | Среднесуточное значение | 30 |
HCl | мг/нм3 | Среднесуточное значение | 10 |
HF | мг/нм3 | Среднесуточное значение | 1 |
NOx | мг/нм3 | Среднесуточное значение | 500 <3> |
мг/нм3 | Среднее значение за время выборки | 0,05 | |
Hg | мг/нм3 | Среднее значение/Среднее значение за время выборки | 0,05 |
мг/нм3 | Среднее значение за время выборки | 0,5 | |
ПХДД/ПХДФ | I-TEQ/нм3 | В среднем за период отбора проб (в течение 6 - 8 час) | 0,1 |
SO2 | Среднесуточное значение | 50 <4> | |
Общее содержание органического углерода | Среднесуточное значение | 10 <4> | |
CO | Компетентный орган может установить предельное значение выбросов | ||
--------------------------------
<1> Предельные значения выбросов в атмосферу, применимые к мусоросжигательным заводам; предельные значения выбросов выражают содержание кислорода в отходящих газах в объеме 11%.
<2> Специальные требования к цементным печам совместного сжигания отходов; предельные значения выбросов выражают содержание кислорода в отходящих газах 10%.
<3> Вплоть до 1 января 2016 года были возможны исключения для длинных печей и печей Леполя (макс. 800 мг/м3).
Что касается соблюдения условий сжигания для полного разрушения органических компонентов, то минимальная температура и содержание кислорода в отходящих газах должны проверяться надлежащим образом, по крайней мере, один раз во время ввода в эксплуатацию и при наиболее вероятных неблагоприятных условиях эксплуатации (максимально возможная загрузка печи, самые высокие уровни выбросов, максимально возможное использование альтернативного сырья и топлива).
На международном уровне также существуют руководящие документы - Руководящие принципы CSI по мониторингу выбросов и отчетности в цементной промышленности [63], в которых определяются соответствующие практические требования.
Важными характеристиками и параметрами АТ являются величина калорийности, а также содержание воды, серы, хлора, тяжелых металлов (особенно ртути и таллия) и золы. Дополнительной важной характеристикой является способность к горению (горючесть). Хлор может оказывать негативное действие на процесс производства. Поэтому приемлемая концентрация хлора зависит от индивидуальной ситуации на агрегате (установке, аппарате). Однако эта концентрация должна поддерживаться на минимальном уровне, чтобы предотвратить эксплуатационные проблемы печной системы, например, замазывание теплообменника. В случае повышенного количества хлора необходима байпасная система, чтобы предотвратить замазывание, остановку и т.д. Типичная концентрация хлора находится в пределах 0,5 - 2%.
При выборе топлива (традиционного или альтернативного) также необходимо учитывать требования к качеству материала. Поэтому для производства цемента пригодны только ограниченный круг и количество горючих отходов/материалов из отходов. Имеются соответствующие ограничения по типам и количеству горючих отходов/материалов из отходов, пригодных для производства цемента, которые сильно зависят от специфичных обстоятельств.
Как заранее, так и в процессе непрерывной работы необходимы тщательное тестирование, планирование и контроль качества, особенно при использовании топлива, содержащего тяжелые металлы и/или высокотоксичные органические соединения.
Концентрация металлов изменяется в зависимости от происхождения отходов/материалов из отходов. Во многих европейских странах законодатели и/или промышленность выпустили список с максимально допустимой величиной концентрации металлов для выбора отходов/материалов из отходов, которые будут использованы в качестве топлива или сырьевых материалов.
Такие критерии включают:
- значимость влияния цементной промышленности на окружающую среду в контексте с региональным развитием промышленности;
- усилия, направленные на гармонизацию региональных законов и стандартов по охране окружающей среды;
- уровень загрязнителей в традиционных сырьевых материалах и отходах/материалах из отходов;
- условия производства и выбросы;
- альтернативный обезвреживанию способ обращения с отходами;
- необходимую минимальную величину калорийности;
- требования к качеству цемента.
2.7.3.5 Проведение испытаний на пригодность отходов и материалов из отходов для производства цемента
Наиболее важной является оценка отходов/материалов из отходов на основе уже имеющейся информации, например, от поставщика. Если говорить об отходах/материалах из отходов, которые использовались в цементной промышленности в течение длительного времени, то в принципе их можно использовать на основе имеющихся эмпирических значений и информации.
Во-первых, следует уточнить тип и происхождение отходов/материалов из отходов (например, как производственных остатков в процессе промышленного производства). Кроме того, должна иметься информация об однородности отходов/материалов из отходов (ориентировочная). Например, ожидаем однородный состав остаточных материалов, получаемых в результате определенных производственных процессов. С другой стороны, при определенных обстоятельствах состав топлива, полученного из твердых отходов/материалов из отходов, и твердого восстановленного топлива может существенно различаться.
Количество отходов/материалов из отходов, которые будут использоваться в качестве АТ, также, в конечном счете, определяет спецификации для требуемого анализа и контроля качества. Поэтому сначала следует уточнить, утилизируются ли отходы один раз или регулярно и в каких количествах, а также имеется ли возможность непрерывного использования производимого количества топлива на цементном заводе.
Чтобы цемент соответствовал установленным требованиям к качеству, необходимо точное соблюдение установленного состава сырья. Допускается лишь небольшое отклонение от идеального состава. Помимо ингредиентов сырья, минеральная фракция (зола) топлива также участвует в образовании клинкера. Топливо с высоким содержанием золы особенно хорошо подходит для использования в процессе обжига клинкера. Зола полностью используется и включается в состав клинкера на этапах производства клинкера, почти все потоки пыли рециркулируются в процессе обжига клинкера или используются для производства цемента или цементирующей продукции.
Поэтому на следующем этапе следует проверить пригодность отходов/материалов из отходов для использования в качестве АТ при производстве цементного клинкера. Для этой цели пропорции CaO, SiO2, Al2O3, Fe2O3 в золе топлива могут быть определены вначале на одном или нескольких представительных образцах с помощью рентгено-флюоресцентного анализа с целью определения распределения компонентов клинкера по группам Ca, Si, Fe, Si/Al/Ca, S или F (рисунок 2.58). Состав золы также влияет на количество, которое может быть использовано, или рецептуру смеси сырья в соответствии с желаемым качеством клинкера.

SiO2 и Al2O3 + Fe2O3, входящих в состав цементного клинкера,
и зольных компонентов различных видов сырья и топлива
Перед началом использования АТ в процессе обжига клинкера рекомендуется провести пробный пуск. При этом может быть оценено влияние различных видов АТ на работу печей, качество клинкера и объемы выбросов на основании предварительных испытаний, проводимых в течение ограниченного периода времени с изначально небольшими и постепенно увеличивающимися входными количествами (вплоть до максимального запланированного на будущее количества), а также с одновременным мониторингом выбросов (при необходимости - с привлечением сторонней контролирующей организации) и качества клинкера.
Требуемый тщательный мониторинг в ходе опытной эксплуатации также позволяет разумно определить экономические и экологические меры контроля качества и выбросов для последующей непрерывной работы.
Для дальнейшей оценки должны быть на регулярной основе определены следующие физические, химические и экологические свойства АТ:
- содержание влаги в отходах/материалов из отходов (для определения удельного энергопотребления и выбора места применения);
- зольность (для оценки влияния на качество клинкера);
- гранулометрический состав (для оценки физического состояния и точки подачи);
- теплотворная способность (некоторые материалы, такие как высушенные осадки сточных вод, служат в качестве сырья и заменителей топлива);
- содержание хлора, серы, щелочи и фосфата (только при ожидаемом более высоком содержании P) (для оценки качества клинкера и во избежание образования нагара в ходе циклов сжигания вещества);
- содержание сульфидов, соединений серы и аммиака (для дальнейшей оценки экологической значимости);
- концентрации тяжелых металлов.
В качестве "минимальной программы" рекомендуется проводить анализы для определения содержания соответствующих металлов (Hg, Cd, Tl, Sb, As, Pb, Cr, Co, Cu, Mn, Ni, V и Sn), определения влажности материала, содержания золы, теплотворной способности, а также содержания хлора и серы (таблица 2.14) [46].
Таблица 2.14
экологически значимых компонентов в АТ
Альтернативное топливо | ||
Все виды | Дополнительно - при потенциальном наличии высокотоксичных органических компонентов | |
Примесные элементы | Hg, Cd, Tl, Sb, As, Pb, Cr, Co, Cu, Mn, Ni, V и Sn | |
Физические/химические характеристики | влажность, зольность, теплотворная способность, хлор, сера | |
Высокотоксичные органические соединения | ПХДД/ПХДФ, ПХБ, летучие хлорированные углеводороды, бензол, толуол, этилбензол и ксилол, ПАУ | |
Для оценки содержания тяжелых металлов в соответствующих видах АТ, получения соответствующих выбросов и формирования соответствующих циклов (например, Hg) необходимо проведение анализов с использованием соответствующих методов элементного анализа (например, спектрометрии с индуктивно связанной плазмой и атомно-абсорбционной спектрометрии). При наличии соответствующих аналитических данных можно рассчитать дополнительное или варьирующее поступление следовых элементов при использовании АТ в системе печи.
Воздействие на ситуацию с выбросами можно прогнозировать с помощью соответствующих коэффициентов выбросов. Выбросы ртути могут быть оценены (с учетом дополнительных технических граничных условий в соответствующей системе печей) с расчета цикла ртути.
На основе полученных результатов можно также определить, необходимы ли с самого начала дальнейшие меры по сокращению и/или ограничению массовых расходов. Однако не менее важно обеспечить стабильное качество используемых материалов при незначительных колебаниях химического состава и определенных верхних пределах (максимальных или процентильных значениях) содержания тяжелых металлов и токсичных органических соединений.
Если имеется информация или если есть предположения, что АТ также содержит токсичные органические соединения, то должны быть проведены дальнейшие исследования. В случае определения соответствующего содержания токсичных органических соединений такое содержание токсичных органических соединений может, в частности, ограничивать выбор места подачи в систему печи и максимально возможное количество применения АТ.
В качестве "программы минимум" рекомендуется проведение анализов в целях определения содержания следующих высокотоксичных соединений: ПХДД/ПХДФ (полихлорированные дибензодиоксины и дибензофураны), ПХБ (полихлорированные бифенилы), летучие хлорированные углеводороды, бензол, толуол, этилбензол и ксилол, ПАУ (полициклические ароматические углеводороды), в том числе бенз(а)пирен (см. таблицу 2.14).
При оценке образования галогенорганических соединений важно исходное содержание галогенов. При содержании галогенированных органических веществ (в пересчете на хлориды) > 1% (мас.) законодательством ЕС предписывается температура горения таких веществ не менее 1100 °C в течение не менее 2 с выдержки (Директива по промышленным выбросам) для обеспечения полного разрушения хлорированных соединений. Однако для высокотоксичных органических соединений с содержанием хлора < 1% по массе может также потребоваться температура горения не менее 1100 °C со временем выдержки не менее 2 с. Это относится, в частности, к случаям, когда разрушение органических веществ происходит только при соответствующих высоких температурах.
Ниже перечислены наиболее важные шаги, которые должны учитываться в связи с разработкой концепции регулярного контроля:
1. Входной контроль, в том числе:
- проверка происхождения вещества;
- проверка информации, предоставленной поставщиком;
- проверка декларации состава;
- визуальный осмотр.
2. Отбор проб.
В целях обеспечения постоянного качества АТ должен производиться регулярный отбор и анализ проб. Рекомендуется разработать соответствующий план отбора проб для каждой АТ. В целях получения представительной выборки должны учитываться требования действующих национальных регламентов и директивных указаний.
3. Проведение регулярных анализов.
Состав загружаемых материалов должен регулярно анализироваться в целях контроля параметров технологического процесса, а также в целях контроля выбросов и состава каждой новой партии отходов/материалов из отходов. Для проведения этих видов контроля должны привлекаться только специализированные и надлежащим образом аккредитованные лаборатории. Если иное не предусмотрено законом и/или подтверждающим извещением, спецификации, касающиеся продолжительности, периодичности и состава процедур анализа, должны основываться на спецификациях, изложенных в национальных принципах и директивных указаниях. Это относится, в частности, к случаям, когда состав вещества может значительно варьироваться.
В штатном режиме работы мониторинг выбросов осуществляется в соответствии с нормативными актами, а также в соответствии с любыми прочими требованиями, указанными в Разрешении. Кроме того, оператор может самостоятельно продолжить проведение непрерывных или периодических замеров либо поручить их проведение сторонней измерительной лаборатории.
Если АТ используется впервые и имеются признаки наличия содержания металлов и/или органических компонентов, то в отходящих газах должно подвергаться особому контролю остаточное содержание органических соединений и тяжелых металлов. Даже если орган, выдавший официальное Разрешение, не указал каких-либо специальных метрологических требований на пробное использование АТ, рекомендуется проведение внешнего инспектирования авторитетной измерительной лабораторией в рамках добровольного самоконтроля. Эта же рекомендация относится, в частности, и к мониторингу выбросов компонентов, не проходящих непрерывного и/или периодического мониторинга на заводе.
В качестве примера законодательные требования к мониторингу выбросов в ЕС приведены в таблице 2.13.
Если аналитические исследования подтверждают, что использование отходов/материалов из отходов в процессе обжига клинкера в основном целесообразно, то должны быть спланированы и определены процедуры безопасного обращения и экологически чистого и безопасного (промежуточного) хранения отходов/материалов из отходов на цементном заводе. Основное внимание при этом должно уделяться соблюдению требований по охране труда и окружающей среды. Для каждого используемого вещества рекомендуется провести соответствующий анализ возможных последствий его использования для окружающей среды и здоровья. Результаты должны быть задокументированы в письменной легко понятной форме, должны быть доступны и заранее сообщены персоналу завода, официальным органам и персоналу экстренных служб. В частности, в случае использования отходов/материалов из отходов, содержащих экологически значимые и воздействующие на здоровье компоненты, должны разрабатываться соответствующие планы ликвидации аварий, подлежащие регулярному пересмотру и обновлению. Также должны предоставляться средства индивидуальной защиты.
При хранении отходов/материалов из отходов должны проводиться соответствующие мероприятия по охране окружающей среды, пожаро- и взрывобезопасности. В случае хранения отходов/материалов из отходов повышенной влажности должны использоваться площадки хранения или контейнеры, защищающие от попадания их в грунтовые воды. Однако в случае хранения очень сухого мелкозернистого материала должны быть приняты соответствующие меры по герметизации помещения хранения, вытяжки и фильтрации воздуха с целью предупреждения образования диффузных пылевых выбросов.
Вопрос о необходимости предварительной подготовки (измельчения, сушки) до подачи в печь и типе дозирующей системы должен решаться с учетом физического состояние материала.
Предварительная обработка, такая как измельчение и сушка, требует проведения очень тщательного предварительного тестирования и использования надежных методов предупреждения образования и выделения органических соединений. При наличии токсичных органических соединений может быть рассмотрена необходимость проведения предварительной термической обработки и/или измельчения/сушки с соответствующей обработкой отходящих газов. Часто используемое решение заключается в откачке воздуха из мельницы/сушилки и использовании его в качестве воздуха горения во вращающейся печи для дожигания выбрасываемых органических загрязнителей.
В настоящее время обжиг клинкера осуществляют в печных системах мокрого, сухого и комбинированного способов производства (см. раздел 2.1, рисунки 2.2 - 2.8).
Обжиг цементного клинкера по мокрому способу производится в длинных вращающихся печах с отношением длины к диаметру L/D ~= 37 (рисунок 2.59).

способа производства:
1 - дымосос, 2 - электрофильтр, 3 - шлампитатель,
4 - теплообменные устройства (цепная завеса), 5 - бандаж,
6 - корпус печи, 7 - привод печи, 8 - роликоопора,
9 - горелка, 10 - клинкерный холодильник
Комплекс теплообменных устройств для вращающейся печи мокрого способа производства обычно состоит из цепных завес и зацепных периферийных теплообменников, которые расположены в области температур материала до 500 °C и выполнены в виде цепных ковриков, а при более высоких температурах - в виде керамических теплообменников.
Наибольшее распространение в последние десятилетия получили печи 5 x 185 м с колосниковым холодильником "Волга 75" производительностью 1800 т/сутки при среднегодовом удельном расходе условного топлива ~ 201 кг/т клинкера.
Цепные теплообменники располагаются обычно на участке 25 - 35% длины печи и вместе с керамическими теплообменниками могут распространяться до 50% ее длины. Существуют различные способы навески цепей: свободновисящая и гирляндная. Выбор вида навески определяется свойствами сырья. Если шлам способен создавать гранулы и сохранять их по всей печи, то рекомендуется гирляндная завеса.
При подборе схемы цепную завесу в зависимости от свойств материала целесообразно разделить на участки: текучего (I), вязко-пластичного (II) и сыпучего (III - IV) состояния. Варианты распространенных цепных завес приведены на рисунке 2.60.

и свободновисящей цепных завес в печи 5 x 185 м
За цепной завесой устанавливаются периферийные керамические теплообменники, которые выполняются в виде перемешивающих полок и увеличивают теплообмен в два раза.
Наиболее распространенный способ питания печи шламом приведен на рисунке 2.61.

В связи с тем, что стабильная работа печи в значительной степени зависит от стабильного питания шламом, данный способ имеет следующие преимущества:
- обеспечивается стабильное питание вследствие двух уровней контроля - индукционным расходомером и контрольным бачком;
- отсутствуют непрерывно работающие подвижные детали;
- в системе не образуется осадок, в связи с чем отпадает необходимость периодической очистки питателя шлама и обеспечивается более стабильное питание печи шламом;
- не требуется персонал для обслуживания питателя.
Недостаток:
- наличие обратного слива шлама, приводящего к дополнительному расходу электроэнергии.
В печах с циклонными теплообменниками процесс обжига разделяют на два этапа: обычный вращающиеся барабан значительно укорачивается, а подогрев и частичная декарбонизация сырьевой муки осуществляются в циклонном теплообменнике.
При сухом способе в России реализованы два варианта питания с проходным лотковым и с циклически работающими массорасходомерами (рисунки 2.62, 2.63).

сырьевой смесью с лотковым измерителем

материалом с дозирующим бункером
Точное дозирование сырьевой муки для подачи в печную систему производится с использованием комплекса оборудования. Дозирующий блок состоит из взвешиваемого бункера, питающего узла и проходного лоткового массоизмерителя. Бункер опирается на три датчика нагрузки, которые определяют текущую массу муки в бункере. Питающий узел представляет собой аэрожелоб, в котором установлен дозирующий валок, принцип работы которого заключается в изменении проходного сечения валка при его повороте. Расход сырьевой смеси контролируется проходным лотковым массоизмерителем.
Вторая система состоит из усреднительного силоса, загрузочного, разгрузочного и дозирующих устройств (рисунок 2.62).
Из буферной емкости сырьевая смесь поступает в дозирующий бункер, установленный на весах. Регулирование количества подаваемого материала в печь основано на следующем принципе. Расходный бункер заполняется и опорожняется периодически.
Когда сырьевая мука не поступает в бункер, определяется массовый расход материала за определенное время, который используется для расчета фактического питания печи.
Этот показатель управляет положением регулятора расхода, которое затем остается неизменным во время заполнения расходного бункера материалом. Подобная операция повторяется при каждом цикле. Параметры работы печи и движение газового потока и материала показаны на рисунке 2.64.

потоков в печной системе
Наиболее рациональными современными печами сухого и комбинированного способов являются обжиговые агрегаты с выносными декарбонизаторами. Поэтому ниже будут рассмотрены только такие системы.
Наиболее рациональными современными печами сухого и комбинированного способов являются обжиговые агрегаты с выносным декарбонизатором.
Принцип работы заключается в том, что при сухом способе самую теплоемкую зону - зону декарбонизации, потребляющую до 60% тепла, - выносят из вращающейся печи в суспензионный теплообменник, где скорость теплообмена на несколько порядков выше чем во вращающейся печи (рисунок 2.65). Это позволило уменьшить размеры вращающейся печи, создать установки с единичной мощностью до 12 тыс. т клинкера в сутки.

В настоящее время имеются десятки различных систем декарбонизаторов. В России применяются системы Pyroclon-S, RSP и Pyroclon-R, приведенные на рисунке 2.66.

с декарбонизаторами
Система PYROCLON-S без третичного воздуха с дополнительным сжиганием топлива в запечном теплообменнике не имеет широкого распространения, так как позволяет повысить производительность печи всего на 20 - 25%. В России была реализована одна такая линия на АО "Себряковцемент".
Система RSP с декарбонизатором камерно-циклонного типа впервые реализована в Японии в 1967 году. Степень декарбонизации достигает 95%. Такая линия реализована в России на Невьянском заводе.
Декарбонизатор (в системе PYROCLON-R) с восходящим вертикальным газоходом и третичным воздухом высотой ~ 80 м получил в последние годы наибольшее распространение. В России за последнее десятилетие зарубежными фирмами реализовано 20 технологических линий сухого способа на ПАО "Мордовцемент", АО "Себряковцемент", в Башкирии, Новотроицке, Ленинградской, Московской, Тульской, Ульяновской, Калужской областях и Краснодарском крае.
Помимо указанных выше систем декарбонизаторов, в настоящее время разработаны варианты декарбонизатора с низким уровнем выбросов NOx, которые являются неотъемлемой частью процесса (рисунок 2.67) [46].

с низким уровнем выбросов NOx (схематическая иллюстрация,
зона восстановления отмечена серым цветом)
Обычно это модифицированная версия встроенного декарбонизатора. Конструкция с низким уровнем выбросов NOx характеризуется созданием восстановительной зоны с низким содержанием кислорода для достижения эффекта уменьшения выбросов NOx и несколькими вариантами настройки параметров работы декарбонизатора для оптимизации снижения выбросов NOx.
Для регулировки уровня кислорода в восстановительной зоне используется постадийная подача воздуха, для повышения температуры в декарбонизаторе используется постадийная подача смеси, а для оптимизации подачи топлива иногда используется постадийная подача топлива. Основные факторы, влияющие на уменьшение выбросов NOx в декарбонизаторе и выгорание топлива, включают, помимо уровня кислорода и температуры, также:
- свойства топлива (в частности, содержание в нем летучих компонентов и топливного азота);
- смешивание потоков газа и твердых тел;
- время пребывания в зонах восстановления и выгорания;
- начальную концентрацию NOx (начиная с розжига вращающейся печи).
Преимущества систем с декарбонизатором:
- высокая единичная мощность до 12 тыс. т в сутки;
- малые габариты печей, малое количество опор;
- высокая стойкость футеровки;
- пониженный расход топлива;
- пониженный выброс в атмосферу парникового газа (CO2) и NOx;
- высокая степень автоматизации;
- высокая производительность труда.
Недостатки:
- усложненность оборудования;
- затруднения в получении сырьевой смеси стабильного состава;
- затруднения в получении высококачественного стабильного клинкера.
Внутренняя часть печи покрыта слоем огнеупора (футеровкой), который служит для защиты корпуса печи от воздействия высоких температур и снижения теплопотерь через корпус. На различных участках вращающейся печи (рисунок 2.68) используют огнеупорные материалы.

мокрого способа производства
I участок печи - область теплообменных устройств (зоны сушки и частично подогрева). Первая половина холодной части цепной завесы не футеруется. Вторая половина зоны сушки при температуре материала до 100 °C футеруется бетоном на портландцементной связке и для противодействия истиранию армируется.
При плохой грануляции материала температура порошкообразной смеси в горячей части цепной завесы может достигать ~ 400 °C, тогда эта часть футеруется огнеупорным бетоном на основе жидкого стекла или глиноземистого цемента. Для предотвращения истирания бетон рекомендуется покрывать жаростойкими металлическими бронеплитами. Участок цепного коврика следует футеровать шамотным кирпичом.
II участок - подготовительные зоны (часть зоны подогрева и декарбонизации) - футеруется шамотным огнеупором на связке или без нее. В качестве связки может применяться портландцементная суспензия или специальный мертель.
III участок - высокотемпературные зоны (экзотермических реакций и спекания).
Зона спекания - самый ответственный участок печи, так как здесь на футеровку воздействуют высокая температура и клинкерный расплав. Наибольшее распространение в настоящее время имеют огнеупоры на основе MgO.
Футеровка вращающейся печи сухого способа производства осуществляется такими же огнеупорными материалами, как и в печи мокрого способа: подготовительные зоны - шамотным огнеупором, а спекания - кирпичом на основе MgO.
При футеровке циклонных теплообменников используется многослойная футеровка, состоящая из теплоизолирующего и защищающего от износа огнеупорного слоя. Теплоизолирующий слой выполняется панелями из силиката кальция или легковесных огнеупорных кирпичей. При футеровке теплообменника широко используется огнеупорный бетон.
В настоящее время в основном применяют следующие клинкерные холодильники: рекуператорные (планетарные), барабанные и колосниковые.
Рекуператорные холодильники представляют собой барабаны, расположенные вокруг выгрузочного конца печи.
Преимущества рекуператорного холодильника:
- простота конструкции;
- отсутствие привода;
- отсутствие вентиляторов;
- низкий расход электроэнергии на охлаждение клинкера.
Недостатки:
- повышенная температура охлажденного клинкера;
- невозможность применения для печей с декарбонизатором;
- невысокий тепловой КПД.
Поэтому на вновь строящихся заводах такие холодильники больше не устанавливают.
В настоящее время в России рекуператорные холодильники выведены из эксплуатации (ПАО "Мордовцемент", ЗАО "Белгородский цемент", АО "Себряковцемент" и другие заводы) и сохранились только на старых печах низкой производительности.
Барабанные холодильники в основном имеют те же недостатки, что и рекуператорные, и на цементных заводах России не эксплуатируются.
В настоящее время наибольшее распространение имеют холодильники, в которых охлаждение клинкера происходит в слое при тесном взаимодействии проходящего через него воздуха. Такой непосредственный контакт воздуха с поверхностью клинкерных гранул обеспечивает высокую интенсивность теплообмена и поэтому позволяет повысить тепловой КПД холодильника и снизить его габариты и выброс горячего воздуха в атмосферу. Этот эффективный процесс реализован в колосниковых холодильниках различных конструкций. Распространение получили в основном две принципиально отличающиеся разновидности: с провальной и беспровальной решетками. Каждый вид имеет несколько модификаций. В России на высокопроизводительных печах мокрого способа преимущественно установлены отечественные колосниковые переталкивающие холодильники с провальной решеткой типа "Волга" (рисунок 2.69).

переталкивающего холодильника "Волга 75"
Для повышения эффективности работы холодильника и, следовательно, снижения расхода топлива и выброса парниковых газов и пыли в окружающую среду необходимо снижать расход воздуха на охлаждение клинкера, что можно компенсировать повышением времени охлаждения путем повышения высоты слоя и снижением размера клинкерных гранул [64].
В последнее время распространение получил новый тип холодильника с беспровальной решеткой (рисунок 2.70 [65], рисунки 2.71 - 2.72). В России реализованы перечисленные холодильники.


колосникового холодильника

Проект переталкивающего колосникового холодильника реализован на заводе АО "Пикалевская сода" (рисунок 2.71).
Между горячей и холодными решетками расположена валковая дробилка для клинкера с гидроприводом (рисунок 2.73).

с элементами зубчатого валка (б)
Промежуточное дробление осуществляется с целью окончательного, как можно более полного, охлаждения всего клинкера на второй решетке до температуры < 95 °C. Преимущества валковой дробилки по сравнению с молотковой при дроблении клинкера приведены в таблице 2.15.
Таблица 2.15
N п/п | Наименование параметров | Значения для дробилок | |
молотковая | валковая | ||
1 | Тип привода | механический | гидравлический |
2 | Размер максимального исходного куска | ~ 500 мм | ~ 1000 мм |
3 | Возможность реверса при заклинивании дробилки | нет | да |
4 | Размер дробленого клинкера | <= 35 мм | <= 35 мм |
5 | Допустимая температура клинкера | 350 °C | 800 °C |
6 | Частота вращения | 367 об/мин | 4 об/мин |
7 | Окружная скорость | 25 м/с | 0,07 м/с |
8 | Расход дробящих элементов | 300 г/т | 4 г/т |
9 | Расход электроэнергии | 0,9 кВт·ч/т | 0,3 кВт·ч/т |
10 | Межремонтный период | 100% | > 300% |
11 | Выделение пыли | высокое | низкое |
На ПАО "Мордовцемент" и других заводах установлены холодильники, представленные на рисунке 2.72. Холодильник состоит из ограждающего корпуса, колосниковой решетки, по которой передвигается клинкер, вентиляторов, продувающих воздух через слой клинкера, и аспирационного вентилятора, удаляющего после очистки избыточный воздух в атмосферу (см. рисунок 2.73). Колосниковая решетка состоит из возвратно-поступательно движущихся дорожек.
Для создания возвратно-поступательного движения средних дорожек применяются гидроприводы (рисунок 2.74, поз. 2).

Транспортировка клинкера осуществляется одновременным движением вперед всех дорожек и движением назад отдельной дорожки или двух, не расположенных рядом. При движении вперед весь клинкерный слой движется к выходу. При движении назад отдельной дорожки возврат клинкера на нем тормозится соседними слоями, и поэтому дорожка проскальзывает под слоем клинкера без значительной транспортировки его назад.
При такой совокупности движений вперед и назад осуществляется транспортировка клинкера к выходу.
Преимущества колосникового холодильника с беспровальной решеткой:
- повышенный тепловой КПД;
- отсутствие просыпи мелкого клинкера через решетку;
- пониженный объем дутьевого и избыточного воздуха;
- отсутствие скребкового транспортера под решеткой;
- пониженный износ колосников;
- возможность индивидуального регулирования потока воздуха через слой клинкера.
Недостатки:
- повышенный расход электроэнергии на работу вентиляторов;
- некоторое усложнение конструкции.
Избыточный воздух из холодильника подвергается очистке от пыли преимущественно в электрофильтре, а аспирационный воздух от узлов перегрузки клинкера - в рукавных фильтрах [66].
Для хранения клинкера в России используют открытые склады и силосы. С открытого склада клинкер загружают на конвейер для подачи в мельницу с помощью грейферного крана.
Преимущество открытого склада заключается в возможности одновременного использования клинкера с разных печей для подачи в одну мельницу. Недостаток - в загрязнении пылью окружающей воздушной среды и территории завода.
Открытый склад используют на ООО "Топкинский цемент", АО "Липецкцемент", ОП ООО "Холсим (Рус) СМ" (г. Воскресенск), ЗАО "Осколцемент", АО "Себряковцемент" и др.
Силосы применяют для хранения кондиционного и некондиционного клинкера (рисунок 2.75).

и некондиционного клинкера фирмы Aumund
Для хранения кондиционного клинкера имеет распространение круговой силос с механизированными системами разгрузки. Так, на ПАО "Мордовцемент" для хранения кондиционного клинкера предусмотрен шатровый склад, для некондиции - силос. Кроме того, предусмотрена возможность отвала клинкера на открытую площадку. Выгрузка кондиционного клинкера из склада осуществляется через 16 разгрузочных узлов, из которых 12 - с механизированным приводом, а 4 - с ручным. Разгрузочные узлы оборудованы штанговыми и прижимными шиберами. Далее клинкер подают ковшовыми транспортерами в соответствующий бункер цементной мельницы.
Система разгрузки клинкера из силоса может включать стержневые и секторные затворы, что реализовано практически на всех заводах сухого способа России, построенных в последние годы (рисунок 2.76).

со стержневыми и секторными затворами и погрузка
в автотранспорт
Помол цементного клинкера является важной и в то же время последней технологической операцией в процессе производства цемента. От этой операции в значительной степени зависит качество цемента. Технология помола цемента ставит своей задачей получение высокопрочного вяжущего материала, минимизацию затрат электроэнергии и повышение экологической безопасности этого процесса. Цемент производят измельчением клинкера и добавок до высокой дисперсности, соответствующей удельной поверхности 300 - 500 м2/кг. Для помола применяют различные агрегаты, но наиболее распространенным пока остается шаровая мельница, устройство и принцип работы которой, а также способы интенсификации процессов в ней приведены ниже.
Шаровая мельница имеет невероятно низкий КПД, который находится на уровне 3 - 5% (рисунок 2.77). Способы снижения энергозатрат приведены в таблице 2.16.

при помоле цемента в шаровой мельнице по данным
фирмы Christian Pfeiffer
Таблица 2.16
в шаровой мельнице
N | Мероприятия | Эффект, % |
1 | Квалифицированная эксплуатация | до 10 |
2 | Применение ПАВ | до 10 |
3 | Новая внутренняя оснастка | до 20 |
4 | Установка сепаратора | до 25 |
5 | Предизмельчение | до 30 |
6 | Применение минеральных добавок | до 30 |
Основная энергия расходуется на нагрев цемента, что негативно сказывается на процессе помола, качестве цемента и окружающей среде. Поэтому применение эффективных способов снижения энергозатрат на помол цемента является важнейшей задачей.
Они включают совершенствование внутримельничных устройств и подбор ассортимента мелющих тел, применение химических интенсификаторов помола, применение замкнутых схем помола с сепараторами, а также новых помольных агрегатов.
В качестве интенсификаторов помола широко применяют поверхностно-активные вещества - ПАВ. Согласно [67] механизм действия интенсификаторов помола основан на адсорбции молекул ПАВ на поверхности цементных частиц, что позволяет:
- снять электростатические заряды с поверхности частиц, что предотвращает агрегирование мелких частиц, устраняет проблему налипания материала на шары и бронефутеровку мельниц;
- снизить твердость измельчаемых продуктов, тем самым снизить энергозатраты на помол;
- изменить коэффициент сцепления между мелющими телами, бронефутеровкой и материалом, тем самым повысить силу удара и истирающего воздействия;
- повысить скорость продвижения материала по мельнице и циркуляцию в поперечном сечении.
Технико-технологическая эффективность применения интенсификаторов помола:
- повышение производительности помольных агрегатов при заданной тонкости помола, что позволяет снизить удельные затраты электроэнергии на помол на 2 - 10 кВт·ч/т цемента, затраты на обслуживание процесса помола;
- повышение гарантированной прочности при повышении тонкости помола при заданной производительности мельницы;
- изменение гранулометрического состава цемента, что может способствовать изменению таких свойств, как водоотделение, сроки схватывания, ускорение набора ранней прочности;
- повышение эффективности работы сепараторов в замкнутом цикле из-за снижения содержания агрегированных частиц;
- повышение текучести цемента, что важно при транспортировке цемента по аэрожелобам, выгрузке цемента из силосов.
Развитие в последние годы новых внутримельничных устройств позволяет производить модернизацию мельниц, один из вариантов которой приведен на рисунке 2.78 (цветом показаны измененные узлы).

Модернизация сводится к следующим технологическим и конструктивным решениям:
- длина первой камеры сокращается с ~ 1/2 до ~ 1/3 общей длины мельницы;
- сортирующие бронеплиты первой камеры заменяют на волнистые;
- гладкие бронеплиты второй камеры заменяют на сортирующие;
- одинарную межкамерную перегородку меняют на двойную;
- во второй камере устанавливают диафрагмы;
- во второй камере цильпебсную загрузку заменяют на мелкие шары, в основном размером 17 мм.
В результате модернизации производительность мельницы повышается на 15 - 20% и пропорционально снижается удельный расход электроэнергии. В России модернизация шаровой мельницы произведена на АО "Себряковцемент".
Наиболее эффективным способом интенсификации помола цемента является перевод шаровой мельницы на замкнутый цикл с применением сепаратора (рисунок 2.79).

при замкнутой схеме помола цемента по данным
фирмы Christian Pfeiffer
Преимущества:
- повышенная производительность мельницы;
- снижение электроэнергии на помол материалов;
- возможность получения тонкомолотого высокомарочного цемента;
- повышенная эффективность при помоле смешанных цементов;
- предотвращение перегрева цемента за счет охлаждения в сепараторе;
- снижение расхода мелющих тел;
- повышение срока службы бронефутеровки.
Недостатки:
- усложнение схемы помола материала;
- установка дополнительного оборудования.
Ниже представлен пример эффективности модернизации цементной мельницы (таблица 2.17).
Таблица 2.17
оснастки мельницы 2,6 x 13 м по данным
фирмы Christian Pfeiffer
Параметры | Размерность | Значения от реконструкции | Эффект | |
до | после | |||
Удельная поверхность | м2/кг | 290 | 300 - 320 | +20 |
Производительность | т/час | 23 | 35 | +52% |
Расход электроэнергии | кВт·ч/т | 41,3 | 29,3 | -29% |
Температура цемента | °C | 120 - 130 | 70 - 80 | -50 °C |
В последнее время шаровые трубные мельницы частично вытесняются более экономичными помольными агрегатами: вертикальными тарельчато-валковыми мельницами и пресс-валковыми измельчителями.
Устройство и принцип работы этих агрегатов изложены в разделах 2.3.2.3 и 2.3.2.4. Преимущество их заключается в высокой производительности и пониженном расходе электроэнергии. Эффективность вертикальной валковой мельницы значительно возрастает с повышением тонкости помола материалов, особенно трудноразмалываемых, таких как шлак (рисунок 2.80).

в сравнении с шаровой по данным фирмы Loesche
При помоле клинкера до удельной поверхности 300 м2/кг расход электроэнергии составляет на шаровой мельнице 32, а на вертикальной - 28 кВт·ч/т, следовательно, экономия составляет около 12%, а при 500 м2/кг эти значения равны соответственно 68 и 41 кВт·ч/т, и экономия будет уже 40%. Следовательно, вертикальные мельницы целесообразно применять для тонкого измельчения клинкера и особенно шлака, при помоле которого эффект еще выше. Пока остается не совсем понятным вопрос качества цемента. Согласно некоторым данным, из-за изменения принципа измельчения с ударного на раздавливание изменяется форма частиц цемента, что приводит к повышенной водопотребности цемента и, следовательно, к снижению качества бетона.
Эффективность применения пресс-валкового измельчителя при помоле цемента по различным схемам представлена на рисунке 2.81. При применении схемы помола с пресс-валковым измельчителем в сравнении с шаровой мельницей экономия электроэнергии составляет по данным фирмы KHD Humboldt Wedag от 12 до 54, по данным же фирмы Polysius - не менее 30%. Наибольшая экономия достигается, если полностью исключить из схемы шаровую мельницу. Однако при помоле только в пресс-валковом измельчителе возникают те же проблемы, что и при помоле в вертикальной мельнице. В связи с этим в настоящее время применяют схемы 2 и 3 с домолом цемента в шаровой мельнице.

пресс-валкового измельчителя
Преимущества новых агрегатов:
- пониженный расход электроэнергии на помол;
- высокая скорость процесса, создающая благоприятные условия для автоматизации;
- пониженный уровень шума;
- пониженный объем ремонтных работ;
- отсутствие работ по догрузке и перегрузке мелющих тел.
Недостатки новых агрегатов:
- усложненность оборудования;
- повышенная стоимость;
- некоторая неопределенность по качеству цемента.
Пресс-валковые измельчители эксплуатируются на ООО "Азия Цемент" и Первомайском цементном заводе.
В производстве цемента необходимо производить сушку различных материалов: сырья, добавок, топлива. Сушка при помоле сырья была рассмотрена в разделе 2.6. Поэтому в данном разделе будет представлен только процесс сушки. До недавнего времени имели распространение преимущественно барабанные сушилки. Преимущество их заключалось в универсальности, так как в них можно сушить любые материалы, независимо от размера кусков и влажности. Недостатки - в больших размерах, низкой производительности, КПД и скорости процесса. В настоящее время в основном применяют сушилки с более интенсивной и скоростной сушкой. Во всех случаях для сушки необходим сушильный агент - горячие газы, для получения которых применяют топки. Раньше преимущественно применяли камерные топки больших размеров. Сейчас большее распространение имеют компактные топки с холодными стенками (рисунок 2.82).

по данным фирмы Loesche
Особенность такой топки заключается в том, что через кольцевой канал между высокотемпературной камерой сгорания и корпусом в смесительную область поступает вторичный воздух, что исключает потери тепла в окружающую среду. В сравнении с камерной, представленная топка имеет следующие преимущества:
- малые габариты;
- высокая производительность;
- отсутствие потерь тепла через корпус;
- высокая скорость процесса и оперативность при регулировании, позволяющие легко автоматизировать процесс.
Недостатки:
- работа системы под давлением;
- необходимость герметизации системы.
Для однородного материала мелкой фракции, каким является гранулированный шлак, целесообразно применять сушилку взвешенного слоя (рисунок 2.83).

Особенность сушилки заключается в высокой скорости теплообмена между сушильным агентом и материалом при их тесном контакте в слое.
Преимущества:
- повышенная производительность;
- высокие скорость процесса и степень автоматизации;
- отсутствие подвижных деталей в сушилке;
- низкие затраты на ремонт и эксплуатацию;
- малые габариты, компактность.
Недостатки:
- ограниченность применения - только для сыпучего материала небольших размеров;
- работа топки под давлением, необходимость герметизации;
- повышенный расход электроэнергии на работу вентиляторов.
Такую сушилку отечественного производства применяют для сушки шлака на ЗАО "Липецкцемент" и других заводах.
Высокоскоростная сушилка представлена на рисунке 2.84. Сушилка предназначена для сушки пластичных высоковлажных до 30% материалов, таких как глина. Помимо сушки, установка производит дезагломерацию материала, тем самым облегчая дальнейшую его переработку.

Преимущества:
- высокая скорость процесса и, следовательно, возможность автоматизации;
- возможность сушки пластичных материалов высокой влажности;
- простота обслуживания и ремонта.
Недостатки:
- нежелательность сушки твердых абразивных материалов, приводящих к быстрому износу роторов.
Взамен громоздких барабанных сушилок в последнее время созданы более компактные и эффективные трехходовые барабанные сушилки (рисунок 2.85).

Преимущества:
- возможность сушки материалов различных размеров и влажности;
- компактность сушилки;
- пониженный расход тепла на сушку по двум причинам: невысокая поверхность соприкосновения сушилки с окружающей средой, и наружная поверхность сушилки имеет пониженную температуру.
Недостатки:
- при износе транспортирующих лопастей прекращается передвижение материала, и сушилка перестает работать.
В некоторых случаях при невысокой влажности добавок или невысоком их содержании в цементе можно сушить их непосредственно в камере сушки шаровой мельницы (рисунок 2.86).
В России такая мельница реализована на ООО "АККЕРМАНН ЦЕМЕНТ".

На рисунке 2.87 представлена схема хранения и отгрузки цемента. Хранение цемента осуществляют в двухсекционных силосах (рисунок 2.88-а). Для выгрузки силосов их снабжают аэрирующими кассетами и аэрожелобами, виброгрохотами для отсева инородных включений и загрузочными устройствами. Часть цемента подвергают упаковке в мешки и в паллеты (рисунок 2.88-б).


Для погрузки цемента в транспортные средства навалом применяют систему загрузки Fluxo (рисунок 2.89), которая предотвращает выброс цемента в окружающую среду. Телескопическое гофрированное устройство позволяет плотно прижимать подающий цемент трубопровод к горловине транспортного средства, в результате чего предотвращается просыпь цемента. Кроме того, система погрузки аспирируется с применением вентилятора и рукавного фильтра.

Система Fluxo применяется на Воронежском филиале АО "ЕВРОЦЕМЕНТ груп" и других заводах.
Последовательность операций наполнения мешков цементом на упаковочной машине представлена на рисунке 2.90.

цемента упаковочной машиной
При тарировании цемента наблюдается большая запыленность внутри упаковочной машины. Для предотвращения выбросов пыли в помещение установлена интенсивная аспирационная система, которая предотвращает выброс пыли за пределы упаковочной машины.
в окружающую среду
Материальные балансы процесса производства 1 т портландцементного клинкера по мокрому и сухому способам производства представлены на рисунке 3.1.

портландцементного клинкера по мокрому (а) и сухому (б)
способам производства
В экологическом аспекте мокрый способ оказывает наибольшее негативное воздействие на окружающую среду с учетом затрат материальных ресурсов и выбросов загрязняющих веществ. Потребление материальных ресурсов и выбросов увеличивается на 1,5 т/т клинкера. Производство портландцементного клинкера по мокрому способу требует расхода топлива примерно в два раза больше, чем по сухому. Тепло, получаемое при сжигании технологического топлива, расходуется на тепловые процессы клинкерообразования, испарение воды, а также теряется с отходящими газами, с воздухом из клинкерного холодильника, с горячим клинкером и на прямые потери в окружающую среду.
С другой стороны, при сухом способе производства несколько увеличиваются выбросы горячего третичного воздуха, что связано с использованием современных клинкерных холодильников, охлаждающих портландцементный клинкер до температур менее 80 - 100 °C. Аэрозоли вращающихся печей сухого способа отличаются высокой дисперсностью частиц (до 75% частиц размером менее 5 мкм) и высокой температурой по сравнению с мокрым способом. Но из-за снижения расхода материалов, топлива, выбросов газов и пыли в атмосферу данная технология является более прогрессивной как в экономическом, так и в экологическом аспектах.
Основными экологическими аспектами, связанными с производством цемента, являются выбросы в атмосферу и потребление энергии. Основными атмосферными выбросами при производстве цемента являются выбросы печи: газы и твердые частицы. Эти выбросы происходят в результате физических и химических реакций, связанных с обрабатываемым сырьем и топливом, используемым для приготовления сырьевой смеси.
Основными компонентами дымовых печных газов являются CO2 при обжиге из CaCO3 и сгорания топлива, оксиды азота (NOx), водяной пар (H2O) и избыток кислорода (O2).
Согласно международным кадастрам и руководствам по выбросам, список загрязняющих веществ, выбрасываемых в атмосферу, которые считаются актуальными в случае производства цемента, включая использование отходов/материалов из отходов в качестве заменителей сырья и топлива, выглядит следующим образом:
- углекислый газ (CO2);
- частицы, включая мелкие частицы (PM10 и PM2,5);
- оксиды азота (NOx) и другие соединения азота;
- диоксид (SO2) серы и других соединений серы;
- общий органический углерод (COT), включая летучие органические соединения (ЛОС);
- полихлородибензодиоксины и полихлородибензофураны (ПХДД и ПХДФ);
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
- металлы (As, Sb, Cd, Co, Cr, Cu, Pb, Mn, ни, Tl, V и Hg) и их сочиненные;
- фтор и неорганические соединения, измеренные как фтористый водород (HF);
- хлор и неорганические соединения, измеренные как хлористый водород (HCl);
- оксид углерода (CO);
- аммиак (NH3).
Некоторые нормативные акты и кадастры выбросов в атмосферу в цементном секторе также включают в список соответствующих загрязнителей следующие вещества:
- оксид азота (I) (N2O);
- полихлордифенилы (PCB);
- неметаниновые летучие органические соединения (COVNM);
- метан (CH4);
- полициклические ароматические углеводороды (ПАУ);
- бензол;
- гексахлорбензол (HCB);
- циановодород (HCN);
- антрацен;
- нафталин.
Некоторые из перечисленных в этом перечне веществ, которые представляют серьезную опасность для здоровья человека и окружающей среды, входят в состав стойких органических загрязнителей (СОЗ), группы из 12 + 9 веществ, определенных в Стокгольмской конвенции (2004 г.) - международном договоре, разработанном Советом управляющих Программы Организация Объединенных Наций по окружающей среде (PNUMA).
Стокгольмская конвенция по СОЗ обеспечивает основу, базирующуюся на принципе осторожности, которая направлена на обеспечение безопасного удаления и сокращения производства и использования (применения) этих веществ, вредных для здоровья человека и окружающей среды.
3.2 Удельный расход сырьевых материалов на производство 1 т портландцементного клинкера и портландцемента
Производство портландцемента является материалоемким процессом. В таблице 3.1 представлено среднее потребление сырьевых материалов для производства цемента. Цифры в последней колонке таблицы являются примерными показателями для завода мощностью 3000 т/сут или 1 млн т/год по клинкеру, что соответствует 1,23 млн т цемента в год при содержании минеральной добавки в цементе в количестве 14%.
Таблица 3.1
Материал (в сухом состоянии) | на 1 т клинкера | на 1 т цемента | на 1 млн т клинкера в год |
Известняк, глина, сланец, мергель и др. | 1,57 т | 1,27 т | 1 568 000 т |
Гипс, ангидрит | - | 0,05 т | 61 000 т |
Минеральные добавки | - | 0,14 т | 172 000 т |
3.2.1 Утилизация отходов/материалов из отходов в качестве сырьевых материалов и минеральных добавок при производстве портландцемента
Промышленные отходы/материалы из отходов различного происхождения могут заменять значительное количество сырьевых материалов при обжиге портландцементного клинкера (см. раздел 2.7.2).
Данных по общему объему промышленных отходов/материалов из отходов, использованных в качестве сырьевых материалов на цементных заводах РФ, нет. В странах ЕС с 2001 по 2004 год использование таких отходов/материалов из отходов увеличилось более чем в два раза, позволив в 2004 году сэкономить почти 14 млн т природного сырья, что составляет примерно 6,5% от общего объема сырьевых материалов, использованных для обжига портландцементного клинкера.
Также постоянно увеличивается использование промышленных отходов/материалов из отходов в качестве минеральных добавок при помоле портландцемента. Так, использование сланцевой золы в ЕС за период с 2000 до 2005 год удвоилось и достигло 100000 т/год [26].
Использование промышленных отходов/материалов из отходов в качестве сырьевых материалов при производстве цемента, как правило, приводит к снижению удельного расхода тепла на обжиг 1 т портландцементного клинкера и повышению производительности вращающейся печи.
Постоянный контроль содержания вредных веществ в отходах/материалах из отходов и использование правильного способа их введения в состав сырьевой смеси или цемента не приводит к увеличению вредных выбросов в атмосферу при обжиге портландцементного клинкера или помоле портландцемента и не отражается на качестве производимого цемента.
Удельный расход топлива на обжиг 1 т портландцементного клинкера зависит, главным образом, от способа производства портландцемента, типа и конструкции вращающейся печи, химических и физических (влажность) свойств сырьевых компонентов и сырьевой смеси, используемых для производства клинкера. Подробный анализ существующих способов производства портландцемента представлен в разделе 2.1 настоящего документа.
Наиболее энергоемким является мокрый способ получения цемента. При производстве цемента таким способом непроизводительные затраты топлива составляют около 75%. На выпуск 1 т цемента затрачивается более 5 т таких материалов, как сырье, добавки, топливо, вода и воздух [68 - 69]. Поэтому для новых заводов и модернизируемых действующих предприятий типичным становится сухой способ производства цемента с многоступенчатым циклонным теплообменником и декарбонизатором.
Практика показала, что удельный расход топлива при использовании печей сухого способа с циклонными теплообменниками и декарбонизатором составляет 3000 - 3800 МДж/т клинкера как среднегодовое значение, а изменчивость показателя связана с пуском и остановкой печей и со свойствами сырьевых материалов. Энергоэффективность процесса обжига клинкера зависит, прежде всего, от конфигурации применяемого оборудования (таблицы 3.2, 3.3), однако сегодня уже практически достигнут физический предел снижения удельного расхода топлива на обжиг клинкера.
Таблица 3.2
при различных технологиях
Обжиговый агрегат/способ производства | Удельный расход топлива, МДж/кг клинкера | |
Вертикальные шахтные печи | ~= 5,0 | |
Горизонтальные вращающиеся печи | ||
Мокрый способ производства | 5,0 - 6,4 | |
Сухой способ производства | ||
Длинная сухая печь | 4,6 | |
Циклонный теплообменник (1 ступень) | 4,2 | |
Циклонный теплообменник (2 ступени) | 3,8 | |
Циклонный теплообменник (4 ступени) | 3,3 | |
Циклонный теплообменник (6 ступеней) | 3,2 | |
Циклонный теплообменник (4 ступени + кальцинатор) | 3,1 | |
Циклонный теплообменник (5 ступеней + кальцинатор) | 2,9 - 3,1 | |
Таблица 3.3
различного размера и способов производства
Тип печи, способ производства | Удельный расход тепла, МДж/т клинкера | Удельный расход топлива, кг у.т./т клинкера |
Печи сухого способа с циклонными теплообменниками и декарбонизатором | 3000 - 4000 | 100 - 135 |
Печи сухого способа с циклонными теплообменниками | 3100 - 4200 | 105 - 145 |
Комбинированный (полусухой/полумокрый способ) производства, печь Леполь | 3300 - 5400 | 115 - 185 |
Длинные печи сухого способа производства | до 5000 | до 170 |
Длинные печи мокрого способа производства | 5000 - 6400 | 170 - 220 |
Печи для производства специальных цементов | 3100 - 6500 и выше | 105 - 225 |
Наилучшие имеющиеся в мире значения удельных расходов энергии для производства клинкера составляют 96 кг у.т./т (2814 МДж/т) [47]. Такой показатель уже достигнут на лучших предприятиях Индии, и именно такой целевой ориентир ставит Индия на 2030 год. Для производства цемента наилучшее имеющееся в мире значение удельных расходов энергии - 56 кВт·ч/т. В этой части распределения движение вниз происходит довольно медленно (таблица 3.4) по мере приближения к термодинамическому минимуму - 58 - 62 кг у.т./т [70 - 71].
Таблица 3.4
по различным способам производства по [72]
Способ производства | Удельный расход топлива, кг у.т./т клинкера | |||
1990 | 2000 | 2010 | 2019 | |
Сухой с циклонными теплообменниками и декарбонизатором | 116 | 115 | 114 | 115 |
Сухой с циклонными теплообменниками без декарбонизатора | 126 | 122 | 123 | 120 |
Сухой без предварительного нагрева (длинная сухая печь) | 153 | 146 | 137 | 133 |
Полумокрый/полусухой | 129 | 130 | 131 | 142 |
Мокрый/шахтная печь | 205 | 208 | 204 | 183 |
Поэтому дальнейшее (незначительное) снижение удельного расхода топлива на обжиг клинкера связано с:
- использованием оптимального сочетания внутрипечных теплообменных устройств;
- использованием оптимального количества ступеней циклонных теплообменников;
- обеспечением стабильного режима работы печи;
- использованием современных клинкерных холодильников;
- применением отходов/материалов из отходов в качестве сырьевых материалов;
- применением альтернативных видов топлива с учетом их состава, стабильности характеристик, точки сжигания в печи;
- оптимизацией состава обжигаемых сырьевых смесей;
- использованием отходящих из печи дымовых газов для сушки сырья и топлива.
Наиболее рациональными современными печами сухого и комбинированного способов являются обжиговые агрегаты с выносным декарбонизатором. Наибольшее распространение в последние годы получили декарбонизаторы (кальцинаторы) с восходящим вертикальным газоходом и третичным воздухом высотой ~ 80 м. Для таких систем характерны высокая единичная мощность до 12 тыс. т в сутки; малые габариты печей, малое количество опор; высокая стойкость футеровки; пониженный расход топлива; пониженный выброс в атмосферу парникового газа (CO2) и NOx; высокая степень автоматизации и высокая производительность труда.
В настоящее время наибольшее распространение имеют колосниковые холодильники, в которых охлаждение клинкера происходит в слое при тесном взаимодействии проходящего через него воздуха.
Применение современных многоканальных форсунок с низким выделением NOx для сжигания угля, кокса, мазута и природного газа и их смесей, а также альтернативного топлива требуют не более 7% первичного воздуха, обеспечивают снижение объема отходящих газов и расхода топлива.
В общем случае удельный расход тепла на обжиг клинкера зависит от:
а) схемы и конструкции линии обжига клинкера:
1) количества ступеней циклонного теплообменника (от трех до шести);
2) наличия и конструкции декарбонизатора;
3) использования третичного воздуха;
4) использования печных газов в качестве сушильного агента в сырьевой мельнице;
5) отношения длины печи к ее диаметру;
6) типа клинкерного холодильника;
б) производительности печи;
в) содержания влаги в сырьевых материалах и топливе;
г) свойств сырьевых материалов, их обжигаемости;
д) калорийности топлива;
е) модульных характеристик обжигаемого клинкера;
ж) однородности и точности дозирования топлива, подаваемого в печь;
з) оптимизации процесса обжига, включая охлаждение пламени (в случае необходимости);
и) степени байпасирования газов.
Использование низкокалорийных видов альтернативного топлива приводит к некоторому повышению удельного расхода тепла на обжиг клинкера. Избежать этого можно путем специальной оптимизации работы печи и стабильным вводом АТ в печь.
Влажное топливо увеличивает удельный расход тепла на обжиг клинкера, кроме случаев, когда сушка твердого топлива осуществляется вне печи с использованием дымовых газов в качестве сушильного агента.
Нестабильный режим работы, частые остановки и пуски печи также могут привести к увеличению удельного расхода тепла на обжиг клинкера.
3.3.1 Влияние альтернативного топлива на удельный расход тепла при обжиге портландцементного клинкера
Виды альтернативного топлива, его классификация и свойства, а также требования к качеству подробно рассмотрены в разделе 2.7.3 настоящего документа.
Данные об использовании АТ на цементных заводах стран ЕС в 2003 - 2004 годах представлены в таблице 3.5 [26].
Таблица 3.5
N п/п | Вид альтернативного топлива | Потребление, тыс. т | |||
2003 г. | 2004 г. | ||||
опасные | не опасные | опасные | не опасные | ||
1 | 2 | 3 | 4 | 5 | 6 |
1 | Дерево, бумага и картон | 0,000 | 214,991 | 1,077 | 302,138 |
2 | Текстиль | 0,000 | 19,301 | 0,000 | 8,660 |
3 | Полимеры | 0,000 | 354,070 | 0,000 | 464,199 |
4 | Промышленные отходы | 4,992 | 570,068 | 1,554 | 734,296 |
5 | Резина/шины | 0,000 | 699,388 | 0,000 | 810,320 |
6 | Промышленные осадки | 52,080 | 161,660 | 49,597 | 197,720 |
7 | Городские осадки сточных вод | 0,000 | 174,801 | 0,000 | 264,489 |
8 | Животные, пищевые отходы и жиры | 0,000 | 1313,094 | 0,000 | 1285,074 |
9 | Отходы углеобогащения | 1,890 | 137,213 | 7,489 | 137,013 |
10 | Сельскохозяйственные отходы | 0,000 | 73,861 | 0,000 | 69,058 |
11 | Твердые отходы (пропитанные древесные опилки) | 164,931 | 271,453 | 149,916 | 305,558 |
12 | Растворители и относящиеся к ним отходы | 425,410 | 131,090 | 517,125 | 145,465 |
13 | Отходы нефтепереработки | 325,265 | 181,743 | 313,489 | 196,383 |
14 | Другие | 0,551 | 199,705 | 0,000 | 212,380 |
Общее потребление: | 975,119 | 4502,435 | 1040,247 | 5133,353 | |
Данные об объемах использования АТ на цементных заводах РФ довольно противоречивы. Согласно [33], остатки сортировки твердых коммунальных отходов и другие альтернативные виды топлива в 2021 году использовались в ООО "Петербургцемент", на ОП ООО "Холсим (Рус) СМ" (п. Ферзиково), в филиалах ООО "ХайдельбергЦемент Рус" в п. Новогуровский и Стерлитамаке, ОАО "Цесла", в ПАО "Мордовцемент" и др. Другие предприятия не сообщают об использовании альтернативного топлива.
На ОП ООО "Холсим (Рус) СМ" (п. Ферзиково) предварительно отсортированные ТКО измельчаются, затем из измельченных отсортированных ТКО и RDF-топлива удаляются металлические включения и фракция более 80 мм. Линия подачи сортированного мусора на этом предприятии в начале августа 2019 года достигла проектной мощности - 15 т/ч. Готовое альтернативного топливо транспортируется в декарбонизатор, где в результате сжигания выделяется тепловая энергия, используемая в основном технологическом процессе - производстве клинкера.
В 2020 году завод переработал 54 тыс. т отходов, что позволило достичь замещения природного топлива альтернативным на 14,3%. Существующая линия альтернативного топлива сможет перерабатывать в два раза больше отходов/материалов из отходов после модернизации, которая приведет к увеличению ее мощности. За 2021 год процент замещения природного газа составил 15,8%.
За год работы цеха альтернативного топлива на цементном заводе в Ферзиково отсортировывается и перерабатывается более 50 000 т муниципальных отходов (а это означает, что 12 500 мусоровозов не повезли 125 000 несортированных отходов на полигон).
В ООО "Холсим (Рус) СМ" (г. Коломна) в качестве альтернативного топлива используются изношенные отработанные шины и сухой осадок сточных вод. Разработан проект модернизации предприятия, в рамках которого будет возведена технологическая линия подачи RDF-топлива. После модернизации на цементном заводе планируется утилизировать 250 тыс. т RDF до 2024 года.
На филиале ООО "ХайдельбергцементРус" в п. Новогуровский уже несколько лет в печь подаются отходы древесины (древесная щепа) и осадок сточных вод, в стадии разработки находятся проекты по утилизации шин и твердых бытовых отходов. Предприятие сухого способа производства мощностью 1,6 млн т клинкера в год может "переработать" 100 000 тонн твердых отходов, 75 000 т древесных отходов, 50 000 т осадка сточных вод и 25 000 т шин (рисунок 3.2).

альтернативного топлива в России сегодня
В сентябре 2019 года было объявлено, что рязанские областные власти собираются включить Серебрянский цементный завод в региональную схему операторов по обращению с отходами. Цементный завод готов принимать и утилизировать брикетированные отходы с площадки будущего мусороперерабатывающего комплекса. Мусороперерабатывающий комплекс проектной мощностью около 200 тыс. т отходов ежегодно должен быть построен на окраине Рязани. Комплекс собирается принимать на переработку отходы с семи сортировочных станций.
Проект группы компаний AKKERMANN CEMENT по внедрению экологической технологии альтернативного топлива на предприятии "Горнозаводскцемент" получил статус приоритетного инвестиционного проекта. Завод сократит использование природного газа при производстве цемента, частично заместив его топливом из древесных отходов, которые образуются в результате лесозаготовки и лесопереработки. Проект снизит количество отходов и вредных выбросов в Горнозаводском округе.
В Петербурге в 2022 году начинают строительство крупных заводов по переработке ТКО. На начальном этапе доля выделяемых в процессе сортировки вторичных материальных ресурсов (ВМР) прогнозируется на уровне 15% от общего объема ТКО (то есть порядка 30 тыс. т в год). После запуска комплекса также планируется производство тестовых партий RDF-топлива, которые в соответствии с достигнутыми договоренностями будут переданы для тестирования производителям цемента. По результатам анализа цементные заводы смогут оценить объемы потребления и дать прогноз по срокам модернизации оборудования.
Более 30 регионов Российской Федерации планируют перерабатывать ТКО за счет "зеленых облигаций". Российский экологический оператор (РЭО), госкомпания-регулятор на рынке обращения с отходами, предложил компенсировать цементным заводам расходы на переход к использованию топлива из переработанных отходов за счет средств из фонда расширенной ответственности производителей (РОП).
Цементные заводы, которые решат провести модернизацию, смогут рассчитывать на компенсацию капитальных затрат на создание инфраструктуры, необходимой для приема и утилизации отходов (например, приемочные механизмы, новое оборудование для печей). Объем господдержки пока не определен и будет зависеть от логистики, оборудования на конкретном предприятии и т.д. Также им планируется компенсировать операционные расходы, в том числе на перевозку топлива.
Существенным шагом более масштабного использования альтернативного топлива при производстве цемента в России стало участие 33 цементных предприятий в реализации пилотных проектов применения альтернативного топлива в своих производственных процессах в рамках отраслевой программы Минпромторга России "Применение альтернативного топлива из отходов в промышленном производстве на 2022 - 2030 годы".
На основе данных, предоставленных предприятиями цементной промышленности, потенциальный объем потребления альтернативного топлива на территории РФ может составить 3 млн т в год. Для этого предстоит модернизировать системы подачи топлива, разработать и согласовать необходимую документацию. Реализация пилотных проектов на 33 предприятиях уже к 2025 году сможет обеспечить применение альтернативного топлива в объеме до 1,8 млн т в год.
Использование в качестве вторичных энергетических ресурсов ТКО после извлечения из них полезных компонентов на объектах обработки соответствует целям федерального проекта "Комплексная система обращения с твердыми коммунальными отходами" и достижению показателя направления на утилизацию 25,2 млн т ТКО к 2024 году, а также задаче по снижению полигонного захоронения. Кроме того, альтернативное топливо - возобновляемый источник энергии, который обладает относительно низкой себестоимостью и широкой сырьевой базой для его производства.
В производство альтернативного топлива из отходов планируется вовлечь как остатки сортировки твердых коммунальных отходов, так и горючие компоненты отходов промышленных предприятий.
В июне 2022 года Госдума приняла закон "О внесении изменений в ФЗ "Об отходах производства и потребления" и федеральный закон "Об охране окружающей среды" в части регулирования обращения со вторичными ресурсами". Закон вводит новые понятия: "вторичные ресурсы" и "вторичное сырье", "побочный продукт", а также положения, реализация которых обеспечит развитие системы обращения с вторичными ресурсами - с 2030 года их захоронение запрещается.
В августе 2022 года Минпромторг РФ подготовил перечни видов продукции и услуг, производство и выполнение которых осуществляется с использованием определенной доли вторичного сырья и подлежит стимулированию со стороны государства. Как следует из проекта постановления правительства, размещенного на сайте regulation.gov.ru, стимулирование использования вторсырья предполагается при производстве стали, чугуна и ферросплавов, бетона, цемента и строительных смесей; стекла; бумаги и картона; полиэтилентерефталата (ПЭТФ), дорожных битумов и шин.
Как отмечалось выше, использование топливосодержащих отходов/материалов из отходов приводит к некоторому повышению удельного расхода тепла на обжиг клинкера. Однако при этом удельный расход условного топлива на обжиг 1 т клинкера снижается вследствие замещения основного технологического топлива альтернативными видами топлива.
Постоянный контроль за содержанием вредных веществ в топливосодержащих отходах/материалах из отходов и выбор рациональных путей и методов их сжигания не приводят к увеличению выбросов вредных веществ в атмосферу. При сжигании альтернативного топлива дополнительно к перечисленным ниже в разделе 3.8 маркерным веществам рекомендуется осуществлять периодический контроль содержания в отходящих из печей дымовых газах летучих органических веществ (ЛОС), металлов (As, Sb, Pb, Cr, Co, Cu, Mn, Ni, V), бензола, толуола, этилбензола, ксилола, полиароматических углеводородов и других органических соединений, полихлорированных дибензо-п-диоксинов и дибензофуранов (ПХДД/ПХДФ). Перечень дополнительно контролируемых маркерных веществ и периодичность их контроля зависят от видов используемого АТ и содержания в них данных загрязняющих веществ.
Использование альтернативных видов топлива при соблюдении технологического процесса не отражается на качестве выпускаемого цемента.
Так как основные технологические стадии производства цемента связаны с тонким измельчением сырьевых материалов и цемента, то главными потребителями электроэнергии при производстве цемента являются помольные агрегаты - сырьевые и цементные мельницы, а также вентиляторы и дымососы, потребляющие в сумме до 80% всей энергии на 1 т производимого цемента.
Удельный расход электроэнергии на производство цемента составляет 90 - 150 КВт·ч/т цемента. Удельный расход электроэнергии при мокром способе производства цемента несколько выше, чем при сухом или комбинированном способах производства.
Удельные расходы электроэнергии на производство цемента постоянно снижаются. В среднем по выборке предприятий, по которым проводит анализ GCCA, они снизились с 119 до 102 кВт·ч/т в 1990 - 2010 гг. В ЕС-28 этот показатель несколько вырос, а в Индии динамично снижался до 73 кВт·ч/т, что существенно ниже значений в других регионах мира. В Китае он также ниже 80 кВт·ч/т [72].
Расход электроэнергии на тонкое измельчение сырьевых материалов и цемента определяется природой и особенностями структуры измельчаемого материала. Наибольший расход наблюдается при измельчении хорошо спеченного портландцементного клинкера, гранулированного доменного шлака, твердых известняков, песка, кварцитов, наименьший - при измельчении мелов и глин, особенно монтмориллонитовых. При мокром способе производства монтмориллонитовые глины измельчаются в результате самопроизвольной диспергации (размучивания) в воде в так называемых глиноболтушках.
Общий расход электроэнергии на измельчение материалов зависит от конструкции мельницы. В некоторых случаях минимизация энергопотребления может быть достигнута заменой старых сырьевых мельниц на новые (таблица 3.6).
Таблица 3.6
Процесс помола | Потребление энергии | Требуемый уход | Производительность по сухому материалу | Способность измельчать до высокой тонины |
Шаровая мельница | 100% | малый | средняя | хорошая |
Роликовая мельница | 50 - 65% | от малого до большого | низкая | средняя |
Вертикальная роликовая мельница | 70 - 75% | средний | высокая | средняя |
Замена традиционно используемых шаровых мельниц на роликовые мельницы позволяет снизить удельный расход энергии на измельчение материалов на 25 - 50% при одинаковой степени измельчения. Однако возможность такой замены должна в обязательном порядке сопровождаться специальными технологическими исследованиями и проводиться с учетом экономических факторов.
Следует отметить, что не всегда возможна замена одной мельницы на другую. Более того, возможность такой замены определяется применением соответствующей технологии измельчения с учетом экономических аспектов.
Технологический прогресс в разработке помольных агрегатов привел к тому, что сегодня уже достигнут физический предел удельного расхода электроэнергии для производства цемента.
В связи с вышеизложенным, дальнейшие пути снижения энергозатрат при помоле материалов могут быть связаны с:
- использованием замкнутого цикла помола материалов и применением сепараторов третьего-четвертого поколений;
- использованием более экономичных, энергоэффективных помольных агрегатов (вертикальные валковые мельницы, пресс-валки, мельницы HOROMIL и их комбинации);
- модернизацией и оптимизацией внутримельничных устройств - мелющих тел, бронеплит, межкамерных перегородок;
- оптимизацией параметров процесса измельчения;
- применением рациональных схем измельчения с использованием валковых предизмельчителей;
- ориентацией на гранулометрический состав продукта;
- раздельным помолом компонентов цемента;
- использованием интенсификаторов процесса помола материалов;
- использованием в качестве минеральных добавок при помоле цемента легко измельчаемых материалов.
В разделе 2.10.2 настоящего документа показаны основные направления экономии электроэнергии при тонком измельчении цемента.
Снижение удельного расхода электроэнергии на производство 1 т портландцемента может быть достигнуто при использовании на предприятии системы энергетического менеджмента.
Развитие информационных систем, цифровизация производства позволяют обеспечить сбор, фильтрацию, хранение и обработку данных. Расширение возможностей цифровых технологий ведет к созданию интеллектуальных информационных систем. Интеллектуализация процессов значительно улучшает операционную эффективность актива и снижает появление негативных осложнений в ходе реализации принятых управленческих решений. Интеграция цифровых систем, их последующая интеллектуализация дают возможность проводить глобальную оптимизацию всего актива в целом [73 - 74].
В настоящее время автоматические системы управления все активнее замещаются интеллектуальными системами управления. Они характеризуются самообучением, интеллектуальными обратными связями, применением множества алгоритмов управления из библиотеки и другими возможностями.
Модели на основе больших данных и искусственный интеллект относятся к технологиям нового поколения, которые предположительно дадут отрасли множество серьезных преимуществ. Такие инструменты позволят более эффективно реагировать на изменения в процессах, обусловленных, например, активным переходом с традиционного топлива на альтернативное. Интеллектуальные системы контроля и виртуальные ассистенты будут обеспечивать эффективную эксплуатацию, сокращать энергопотребление, повышать качество, предсказывать и избегать критических ситуаций, которые могут повлечь за собой нарушение ограничений по объемам вредных выбросов. Таким образом, эти инструменты могут поддерживать работу не только цементной, но также бетонной промышленности, использующей цемент, обеспечивая высокие технологические качества бетона и его долговечность.
Однако именно в отношении инновационных технологий на основе моделей (больших) данных для их применения все еще требуется больше практического опыта. Решения должны быть выверены, проверены в режиме стресс-тестирования и быть достаточно надежными, чтобы работать надежно в изменяющихся условиях процесса производства. Такие решения должны быть полностью понятны операторам и безопасны с точки зрения эксплуатации, уровня вредных выбросов, обеспечения качества, технического обслуживания и безопасности в киберпространстве. Операторы и технологи должны быть полностью готовы к работе с такими решениями, чтобы их внедрение приносило организации максимальную выгоду в долгосрочной перспективе.
В настоящее время многие зарубежные компании готовы предоставить для производителей цемента решения, которые помогают эффективно управлять потреблением энергии, затратами на энергию и выбросами CO2, все в производственном контексте, что помогает оптимизировать эффективность и прибыльность. Это многопользовательские информационные системы, представляющие всеобъемлющую панель инструментов и функции отчетности, которые объединяют данные об энергии (электричество и тепло), производстве (сырьевая мука, клинкер, цемент) и экологические данные (углеродный след и выбросы) в значимые ключевые показатели эффективности цемента (KPI), чтобы помочь повысить производительность на каждом этапе.
Условно эти решения могут быть подразделены на 3 группы [75].
1. Управление и контроль производственных процессов. Системы управления и контроля за производственными процессами предоставляют данные об энергопотреблении и технологических процессах, создавая возможность непрерывного контроля в реальном времени. Это интеграция с системами управления производством, управления активами и энергопотреблением для оптимизации процессов и снижения энергозатрат.
2. Управление энергопотреблением и информационная система. Инструменты мониторинга и управления для анализа данных энергопотребления в производственной среде и оптимизации энергоэффективности. Отраслевые решения для мониторинга и контроля энергопотребления обеспечат прозрачную картину использования электроэнергии в производственных процессах для определения потенциальных возможностей экономии средств и выработки лучших методик для других объектов.
3. Энергоэффективность и устойчивое развитие. Производство цемента является энергоемкой отраслью, для которой требуется точное определение и измерение потребности использования в целях применения стратегий оптимизации и поиска возможностей для экономии. Консультативный подход определяет наиболее экономичные возможности для уменьшения расхода энергии, экономии средств, а также реализации целей энергопотребления и устойчивого развития.
Безусловно, для создания таких моделей-технологий требуется большая, полноценная база данных, гарантирующая надежность и качество результатов применения модели. Сохранение архивных данных упрощает разработку новых моделей - это касается как классических моделей на основе физико-химической симуляции на этапе параметризации, так и моделей на основе данных на этапе обучения. В целом сбор данных в течение продолжительного периода и поддержание базы данных не требуют особых усилий и финансовых затрат.
Для использования (больших) данных в интеллектуальных технологиях требуется инфраструктура, обеспечивающая эффективную интеграцию данных из различных источников, таких как данные датчиков и операционные данные из центра управления, аналитические данные из лабораторий и метеорологические данные.
Инфраструктура должна поддерживать хранение большого объема данных и предоставлять достаточную пропускную способность канала для передачи данных, переноса их в формат базы данных и обработки. Кроме того, полезны также унифицированные коды доступа и интеграция отраслевых знаний в базу с использованием семантического моделирования.
Модели на основе данных позволяют расширить набор инструментов для компьютерной поддержки процессов, однако не заменяют традиционные подходы к моделированию. Поэтому гибридное моделирование (сочетание модели на основе "больших" данных + классическая модель) представляет собой весьма перспективную область для дальнейшего изучения. Учитывая высокий уровень сложности процессов и недостаток подробной физико-химической информации, в классических моделях ищется компромиссное решение, при котором используются приближение и упрощение, что вызывает расхождения между расчетными и смоделированными результатами. Комбинирование классических моделей с моделями на основе данных позволяет выполнить калибровку и параметризацию моделей, что в свою очередь существенно улучшает результаты. В то же время это гарантирует, что модели не будут создавать результаты, не соответствующие заданным принципам работы процесса [74].
Искусственный интеллект не заменит технологическую разработку процесса, поскольку глубокие знания в соответствующей области по-прежнему остаются обязательным требованием. Экспертные отраслевые знания нужны на всех этапах, от сбора данных до проверки и стресс-тестирования в условиях эксплуатации. Кроме того, искусственный интеллект нельзя обучить таким образом, чтобы он эффективно самостоятельно действовал в ситуациях, которые раньше не происходили, или в чрезвычайных ситуациях, которые весьма редки. Однако современные интеллектуальные решения обеспечивают высокую точность и надежность прогнозирования и таким образом поддерживают работу процессов и устраняют необходимость выполнения рутинных задач операторами и технологами.
Сегодня в России на всех цементных заводах установлены автоматические системы управления. На ряде передовых предприятий автоматические системы управления все активнее замещаются интеллектуальными системами управления. Модели на основе больших данных и искусственный интеллект относятся к технологиям нового поколения, которые дадут отрасли множество серьезных преимуществ, к которым надо стремиться.
Примером успешного применения искусственного интеллекта стал новый сервис - современная технология поможет быстро подбирать вяжущие для укрепления грунтов, разработанный экспертами испытательного центра Группы компаний "Холсим Россия". Раньше рецепт дозировки смеси подсказывали специалисты грунтовой лаборатории, которые сначала исследовали привезенный с рабочей площадки грунт, после чего производили грунтоцементные образцы и определяли их предел прочности на одноосное сжатие. На эти манипуляции уходило от двух недель до месяца. Теперь же им на помощь пришел искусственный интеллект.
Сервис на основе искусственного интеллекта будет полезен в строительстве складов, парковок, торговых центров для возведения оснований под фундамент. Также технология укрепления грунта применяется в дорожном строительстве при производстве верхнего и нижнего слоев основания методом холодной регенерации старого асфальтового покрытия. Новая технология послужит и для инфраструктурного строительства в процессе укрепления откосов.
По мнению представителя Sinoma International, улучшенный контроль качества, возможный с системой искусственного интеллекта, делает более реальной возможность производства цемента специализированного назначения (спеццементов), что может стать источником роста прибыли компаний в будущем.
Таким образом, интеллектуальные решения для контроля и оптимизации процессов представляют собой мощные инновационные технологии, расширяющие возможности существующих решений, объединенных под понятием компьютерных средств поддержки процессов. Чтобы систематически обеспечивать надежную бесперебойную работу, максимальную эффективность, соответствие высочайшим стандартам качества и перспективы устойчивого развития в цементной промышленности, требуются не только наилучшие доступные технологии. Чтобы с выгодой использовать все доступные преимущества применения таких технологий, компьютеризированные решения должны быть реализованы не только в области эксплуатации и оптимизации, но на всех этапах жизненного цикла оборудования, начиная с этапа проектирования. Применение таких технологий требует глубокого знания как соответствующих методик, так и процессов, к которым они применяются. С учетом проблематики и доступных данных можно подобрать и применить максимально перспективный подход. Независимо от выбранной модели важно оценить и протестировать результаты ее применения до практической реализации изменений в процессе.
Выбросы пыли чаще всего ассоциируются с производством цемента, поскольку технология его производства включает в качестве обязательного процесса тонкое измельчение материалов. Выбросы пыли возникают везде, где потоки газов или воздуха контактируют с тонкоизмельченным неорганическим материалом: в процессе дробления, транспортировки, складирования сырьевых материалов, при помоле и обжиге сырьевой смеси, охлаждении и складировании портландцементного клинкера, помоле, транспортировке и отгрузке цемента, при хранении и подготовке твердого традиционного и (или) альтернативного топлива.
Пыль - это мелкие (менее 0,1 мм) частицы минерального или органического происхождения, взвешенные в воздухе или газе. Выбрасываемая пыль характеризуется разной дисперсностью. Согласно [26], при использовании электрофильтра в выбрасываемой пыли содержится до 90% фракции менее 10 мкм (PM10) и около 50% фракции менее 2,5 мкм (PM2,5).
Выбросы тонкодисперсной пыли, состоящей из частиц размером менее 10 и 2,5 мкм, появляются в виде твердых веществ или аэрозолей. Такой тип пыли является результатом серии физико-химических реакций, например, взаимодействия оксидов азота, серы и аммиака, реагирующих с образованием сульфатов и нитратов аммония. Эти частицы оказывают серьезное влияние на здоровье человека. В цементной промышленности частицы размером 10 и 2,5 мкм могут появляться в процессе обжига и охлаждения, однако и вспомогательные процессы могут также привести к образованию тонкодисперсной пыли. Кроме того, тонкодисперсная пыль очень медленно оседает из атмосферы. Нахождение в верхних слоях атмосферы тонкодисперсной пыли в большой концентрации снижает уровень инсоляции земной поверхности, что может привести к заметному понижению средней годовой температуры.
Основная часть тонкой пыли может быть снижена путем снижения общего количества пыли. Заводы, оборудованные высокоэффективными обеспыливающими системами, содействуют образованию относительно малого количества тонкодисперсной пыли.
Источники выбросов пыли промышленных предприятий бывают стационарными, когда координата источника выброса не изменяется во времени, и передвижными (нестационарными), например, автотранспорт. Источники выбросов пыли подразделяются также на организованные и неорганизованные. Из организованного источника пыль поступает в атмосферу через специально сооруженные газоходы, воздуховоды и трубы. Неорганизованный источник образуется в результате нарушения герметичности оборудования, отсутствия или неудовлетворительной работы оборудования по удалению пыли в местах загрузки, выгрузки или хранения материалов. К неорганизованным источникам относят дороги, автостоянки, склады сыпучих материалов и другие площадные источники [56].
Химический состав пыли может изменяться в широких пределах. Для цементных заводов обычно рассматривают выбросы пыли с содержанием SiO2 до 20 масс. % и с содержанием SiO2 от 20 до 70 масс. %. Пыль с более высоким содержанием SiO2 считается более вредной для организма человека. Длительное вдыхание пыли с высоким содержанием SiO2 может привести к силикозу или силикатозу - распространенному и тяжело протекающему заболеванию с диффузным разрастанием в легких соединительной ткани и образованием характерных узелков [75].
По той же причине обычно рассматривают выбросы пыли с размером частиц более 10 мкм и тонкодисперсной пыли с размером частиц до 10 (до 2,5) мкм. Тонкодисперсная пыль значительно быстрее проникает в легочные альвеолы человека, вызывая, как было показано выше, не только силикоз или силикатоз, но и обостряет течение других легочных заболеваний, например, туберкулеза. Кроме того, тонкодисперсная пыль очень медленно оседает из атмосферы. Нахождение в верхних слоях атмосферы тонкодисперсной пыли в большой концентрации снижает уровень инсоляции земной поверхности, что может привести к заметному понижению средней годовой температуры.
Количество частиц фракции до 10 (до 2,5) мкм в пылевых выбросах цементных заводов после обеспыливания газов в современных рукавных и электрофильтрах может достигать 87 - 99% от массы частиц, уносимых с безвозвратным пылеуносом [26].
Помимо экологических, снижение безвозвратных выбросов пыли имеет важные технологические аспекты: как правило, пыль представляет собой достаточно энергоемкий продукт, поэтому ее возврат в технологический процесс снижает общую энергоемкость процесса производства и улучшает качество конечного продукта.
Основным источником организованных выбросов пыли на цементных заводах являются вращающиеся печи, клинкерные холодильники, мельницы сухого помола (цементные, угольные), цементные силосы, установки для тарирования и отгрузки цемента. Неорганизованные выбросы пыли возникают при дроблении, транспортировке, складировании сухих материалов, при их подаче в бункера мельниц, движении автотранспорта по дорогам.
Информация по выбросам пыли на цементных заводах РФ достаточно противоречива. По данным, представленным предприятиями в анкетах, из 19 печных линий сухого способа производства на 10 выбросы взвешенных веществ (пыли) не превышают 50 мг/м3, на 6 составляют 240 - 330 мг/м3, а на одном предприятии - превышают 800 мг/м3, что намного превышает технологические показатели выбросов взвешенных веществ (пыли) по ИТС 6-2015 (рисунок 3.3 а).

(пыли неорганической с содержанием SiO2 до 20,
от 20 до 70 и более 70 масс. %), в мг/м3, из печи
по предприятиям сухого (а) и мокрого (б)
способов производства
Для заводов мокрого способа производства картина несколько иная (рисунок 3.3 б) - выбросы взвешенных веществ (пыли) только у трех технологических линий превышают 500 мг/м3. Причем на 12 технологических линиях отмечены выбросы менее 50 мг/м3. Однако очень настораживают выбросы по технологической линии, отмеченной на графике под N 31, которые составили более 2800 мг/м3.
Газоочистное оборудование для очистки отходящих печных газов от взвешенных веществ (пыли) работает одинаково эффективно как на заводах по мокрому, так и на заводах по сухому способу производства. И это достаточно наглядно показывают данные, представленные на рисунке 3.3.
В общем случае, максимальные выбросы пыли из цементных печей наблюдаются на старых цементных заводах мокрого способа производства, оснащенных электрофильтрами вертикального типа и работающих длительное время без модернизации и необходимого технического обслуживания. При своевременном проведении необходимых организационно-технических мероприятий средний уровень выбросов пыли из цементных печей на данных заводах не превышает 150 - 250 мг/м3. Для современных цементных заводов сухого способа производства при правильно подобранной системе обеспыливания и своевременном проведении ее технического обслуживания выбросы пыли из цементных печей обычно не превышаю 50 мг/м3.
Выбросы взвешенных веществ (пыли) из цементных мельниц сильно разнятся для предприятий сухого и мокрого способов производства (рисунок 3.4). Из 31 цементной мельницы сухого способа производства на 24-х выбросы взвешенных веществ (пыли) не превышают 50 мг/м3 и лишь на семи составляют 78 - 105 мг/м3.

(пыли неорганической с содержанием SiO2 до 20,
от 20 до 70 и более 70 масс. %), в мг/м3, из цементных
мельниц по предприятиям сухого (а) и мокрого (б)
способов производства
Вместе с тем на предприятиях мокрого способа производства только на 27 цементных мельницах из 67 выбросы взвешенных веществ (пыли) не превышают 50 мг/м3. На отдельных цементных мельницах выбросы составляют 600 - 900 мг/м3, что позволяет сделать вывод о неэффективной работе газоочистного оборудования на этих предприятиях.
Для снижения выбросов пыли на цементных заводах используются различные устройства: пылеосадительные камеры, циклоны (одиночные или групповые), скрубберы (мокрые циклоны), рукавные фильтры и электрофильтры.
Пылеосадительные устройства различаются по эффективности своего действия. Минимальной эффективностью (способностью улавливать пыль) обладают пылеосадительные камеры и одиночные циклоны, максимальной - рукавные фильтры и электрофильтры. Пылеосадительные камеры и циклоны используются для первичной очистки запыленных газов или воздуха. Эффективность их действия увеличивается с ростом концентрации пыли. Рукавные фильтры и электрофильтры используются, как правило, для окончательной (финишной) очистки газов. Эффективность их действия обычно возрастает с уменьшением концентрации пыли в обеспыливаемых газах.
Важнейшим фактором, оказывающим влияние на эффективность функционирования рукавных фильтров, является удельная нагрузка на фильтрующий материал C, м3/м2·час. Величина удельной нагрузки зависит от свойств пыли и фильтрующего материала и обычно составляет 50 - 200 м3/м2·час. Чем меньше величина C, тем выше эффективность функционирования рукавного фильтра.
Эффективность работы электрофильтра зависит от степени ионизации обеспыливаемого газа и скорости газового потока в сечении электрофильтра, которая не должна превышать 0,5 - 1,5 м/с. Чем выше степень ионизации и ниже скорость газового потока, тем больше пыли улавливается в фильтре.
В таблице 3.7 приведены средние значения эффективности различных пылеулавливающих устройств.
Правильный подбор оборудования для обеспыливания газов и обеспечение оптимальных режимов его работы позволяют снизить выбросы пыли при производстве цемента до приемлемых уровней.
Таблица 3.7
в устройствах различного типа
Устройство | Эффективность обеспыливания (%) | ||
По общему количеству пыли | Частицы менее 10 мкм | Частицы менее 2,5 мкм | |
Циклон | 70 - 75 | 52 - 55 | 30 - 33 |
Электрофильтр | 95 - 99 | 94 - 98 | 93 - 99 |
Рукавный фильтр | 97 - 99 | 98 - 99 | 95 - 99 |
Скруббер | 90 - 99 | 92 - 98 | 85 - 96 |
Оксиды азота представляют собой одно из ключевых загрязняющих веществ, выбрасываемых в атмосферу при производстве цемента. Они состоят из смеси монооксида NO (~= 95%) и диоксида азота N2O (~= 5%).
Монооксид азота NO - это бесцветный, без запаха, плохо растворимый в воде газ. При концентрации до 50 ppm он не проявляет токсических или раздражающих свойств. Диоксид азота NO2 - это газ, который заметен даже при небольшой концентрации: он имеет коричневато-красноватый цвет и особый острый запах. При концентрации более 10 ppm является сильным коррозийным агентом и сильно раздражает носовую полость и глаза. При концентрации более 150 ppm вызывает бронхит, а свыше 500 ppm - отек легких, даже если воздействие длилось всего несколько минут. Монооксид азота NO, который присутствует в городском воздухе, может самопроизвольно переходить в диоксид азота NO2 при фотохимическом окислении с формированием такого явления, как смог.
Существуют три пути образования оксидов азота при обжиге портландцементного клинкера:
- тепловые оксиды азота (тепловые NOx);
- быстрые оксиды азота (быстрые NOx);
- топливные оксиды азота (топливные NOx).
Тепловые NOx образуются при высокой температуре (T > 1200 °C) в основном в зоне обжига и высокой концентрации кислорода при окислении атмосферного азота кислородом в процессе горения (механизм Зельдовича). Количество образующихся тепловых NOx увеличивается с повышением температуры факела и коэффициента избытка воздуха в печи. Поэтому трудно обжигаемая смесь, которая требует создания более горячей зоны, будет способствовать большему образованию NOx, чем легко обжигаемая смесь. Скорость реакции также увеличивается с повышением содержания кислорода (коэффициент избытка воздуха). Работа печи с повышенным содержанием кислорода на холодном конце приводит к повышению количества NOx в зоне горения (хотя выделение SO2 и CO может снизиться), как показано на рисунке 3.5.

(зона горения с температурой > 1200 °C) с атмосферным N2,
O и OH по [76]
Тепловые NOx образуются преимущественно при сжигании газообразного топлива (природный газ и сжиженный нефтяной газ) и топлива, в котором не содержатся вещества, имеющие в своем составе азот.
Быстрые NOx образуются в факеле горящего топлива путем сложных реакций взаимодействия радикалов CH с азотом N2 с образованием HCN, который затем быстро распадается на NOx, CO2 и H2O (механизм Фенимора). Количество быстрых NOx зависит от формы и температурного профиля факела и увеличивается при сжигании обогащенных смесей и при низкотемпературном горении, достигая 25% от общего количества образующихся оксидов азота.
Топливные NOx образуются из азотосодержащих соединений, входящих в состав твердых и жидких топлив, особенно угля. Даже относительно чистый уголь содержит около одного процента по массе химически связанного азота. Механизм образования NOx заключается в превращении азотосодержащих соединений топлива в аммиак NH3 и HCN с последующим доокислением до NOx. Топливные NOx образуются при низкотемпературном горении, когда образование NOx по остальным механизмам относительно невелико.
Выбросы NOx особенно велики для длинных вращающихся печей мокрого способа производства при обжиге труднообжигаемых сырьевых смесей с использованием газообразного топлива. С увеличением влажности топлива выбросы NOx снижаются.
В печах сухого способа, оснащенных циклонными теплообменниками и декарбонизаторами, часть топлива (до 60%) сжигается в декарбонизаторе при температурах до 1000 °C, что приводит к снижению суммарных выбросов NOx за счет снижения образования тепловых NOx. Подобным образом действуют и другие способы частичного сжигания топлива в холодном конце печи: в газоходе перед первой ступенью циклонного теплообменника или в камере колосникового теплообменника.
При снижении температуры факела и коэффициента избытка воздуха в печи, снижении содержания азота в топливе или сжигаемых топливных отходах, снижении реакционной способности и увеличении длительности реакции горения топлива выбросы NOx обычно снижаются. Большое влияние на образование NOx оказывает конструкция форсунки печи.
По данным [26], среднегодовое выделение NOx из цементных печей стран ЕС в 2004 году составило примерно 785 мг/нм3 (в пересчете на NO2) с минимумом в 145 мг/нм3 и максимумом 2040 мг/нм3. В большинстве стран ЕС концентрация NOx в отходящих газах цементных печей ограничена законодательно. Для печей сухого способа с циклонными теплообменниками она составляет 200 - 450 мг/нм3, для длинных печей мокрого способа производства - 400 - 800 мг/нм3. Нижние пороговые значения выбросов характерны при использовании специальных технологий.
На цементных заводах РФ в отходящих печных газах производят отдельные замеры оксида азота NO и диоксида азота NO2 (рисунки 3.6 и 3.7), и полученные значения не пересчитывают на NO2.

азота NO (б) в отходящих печных газах технологических
линий сухого способа производства

азота NO (б) в отходящих печных газах технологических
линий мокрого способа производства
В дымовой трубе концентрация NO выше NO2. Содержание NO составляет ~ 95% от общего содержания оксидов азота, а NO2 - ~ 5% (теоретически). На воздухе происходит окисление оксида азота (трансформация) NO + 1/2O2 -> NO2, и тогда уже на границе ССЗ концентрация NO2 намного будет превышать концентрацию NO.
Если посмотреть на значения выбросов оксидов и диоксидов азота, представленных на рисунках 3.6 и 3.7, то видно, что на одних технологических линиях (например, 4, 6 сухого способа производства, и 7, 8, 9, 17, 18, 19, 21 и 22 мокрого способа производства) производят замеры выбросов оксидов азота именно из печной трубы. На остальных же предприятиях указывают выбросы оксидов азота на границе ССЗ.
Кроме того, указанные некоторыми предприятиями выбросы (например, на технологических линиях 1 - 3, 8 - 11 сухого способа производства и 1, 20, 31 - 33 мокрого способа производства) получены не инструментальными методами, а расчетным путем. Не могут быть выбросы оксидов азота при получении серого портландцементного клинкера 100 - 150 мг/м3, поскольку это противоречит физической сущности процесса горения топлива. При производстве клинкера белого цемента процесс происходит в восстановительной атмосфере, в которой образование NOx затруднено или они восстанавливаются до элементарного азота. Поэтому при обжиге клинкера белого цемента возможны очень низкие значения выбросов оксидов азота - 80 - 100 мг/м3.
Выбросы диоксида серы SO2 из цементных печей зависят прежде всего от концентрации летучих соединений серы в сырьевых материалах и топливе, а также от способа производства цемента и внутренней циркуляции летучих сернистых соединений в печи. Диоксид серы может выбрасываться в атмосферу в виде SO2, а также в виде различных сернистых соединений с пылью или клинкером.
Диоксид серы - бесцветный газ с раздражающим запахом, токсичен. Симптомы отравления сернистым газом - насморк, кашель, охриплость, першение в горле. При вдыхании сернистого газа более высокой концентрации - удушье, расстройство речи, затруднение глотания, рвота, возможен острый отек легких. Предельно допустимая концентрация SO2 в воздухе рабочей зоны - 10 мг/нм3.
В зависимости от месторождения сырьевые материалы могут содержать серу в виде сульфатов MeSO4 (реже - сульфитов MeSO3) или сульфидов MeS. Сульфаты - это стабильные соединения, которые только частично разлагаются термически при высокой температуре в зоне спекания вращающейся печи. Большая часть сульфатной или сульфитной серы выходит из печи с портландцементным клинкером. Сульфидная сера окисляется кислородом еще в циклонном теплообменнике и частично выходит из печи в виде газообразного SO2. Сера и сернистые соединения, поступающие во вращающуюся печь с топливом, окисляются до SO2. Однако в более холодных зонах печи SO2 реагирует со щелочами сырья с образованием сульфитов или сульфатов, вновь поступающих в печь. Создается кругооборот диоксида серы в печи, что приводит к его постепенному накоплению.
Зона декарбонизации вращающейся печи - идеальное место для захвата SO2 из отходящих газов. Степень связывания SO2 из газов зависит от содержания в них кислорода, температуры, влагосодержания, времени пребывания газа в зоне, концентрации SO2, поверхности материала, связывающего SO2. В дальнейшем часть диоксида серы может удаляться из печи с безвозвратным пылеуносом, а большая часть - с портландцементным клинкером.
Выбросы SO2 из вращающейся печи увеличиваются при наличии в сырьевых материалах органической серы или серы в виде пирита или марказита (лучистого колчедана). При обжиге сырьевых материалов, в которых сера присутствует в виде сульфатов (сульфитов), выбросы SO2 из печи обычно не превышают 10 мг/нм3.
В длинных печах мокрого способа производства контакт между SO2 и щелочными материалами не так хорош, поэтому сера из топлива может привести к некоторому увеличению выбросов SO2.
В башне кондиционирования отходящих газов при сухом способе производства связывается относительно небольшое - около 10% - количество SO2. А вот сырьевая мельница, в которой происходит постоянное обнажение новых поверхностей материала и присутствует большое количество водяных паров, позволяет снизить концентрацию SO2 в отходящих дымовых газах на 20 - 70%.
При отклонении от нормальных режимов работы печи выбросы SO2 могут значительно увеличиваться. К таким отклонениям относятся:
- восстановительная среда при обжиге клинкера, снижающая связывание SO2 в нелетучие неорганические соединения;
- чрезмерное накопление сульфатов при длительном внутреннем кругообороте летучих соединений серы в печи и (или) циклонном теплообменнике.
Для цементных заводов стран ЕС данные по выбросам диоксида серы были обобщены в 2004 году для 253 вращающихся печей как среднегодовые результаты 24-х часовых измерений [26]. Установлено, что величина выбросов колеблется от 0 до 4837 мг/нм3 при среднем значении выбросов 218,9 мг/нм3.
Для цементных заводов РФ выбросы оксидов серы не превышают 400 мг/м3 (рисунок 3.8). Причем значения в интервале 200 - 400 мг/м3 связаны, скорее всего, с повышенным содержанием летучих соединений серы в сырьевых материалах и топливе.

печных газах технологических линий сухого (а)
и мокрого (б) производства
Оксид углерода CO в дымовых газах клинкерообжигательных печей может появиться двумя путями. Первый путь связан с неполным сгоранием технологического топлива при недостаточном количестве кислорода в воздухе или недостаточном количестве воздуха, подаваемого во вращающуюся печь или в декарбонизатор вращающейся печи. Второй путь связан с присутствием различных органических соединений, содержащих углерод, в сырьевых материалах. В газовой среде, содержащей до 3 об. % кислорода O2, 80 - 95% органического углерода окисляются до CO2, а 5 - 20% образуют CO.
Оксид углерода CO - бесцветный ядовитый газ без запаха и вкуса. Даже в низкой концентрации попадание CO в организм человека приводит к головной боли, головокружению, шуму в ушах, одышке и повышенному сердцебиению, в тяжелых случаях - к судорогам, потере сознания, коме. ПДК CO (разовое значение) составляет 20 мг/м3 (около 0,0017%).
Присутствие CO в дымовых газах цементных печей приводит к снижениям выбросов оксидов азота NOx вследствие их восстановления до элементарного азота.
Однако выбросы диоксида серы SO2 могут при этом увеличиться, так как в восстановительной среде SO2 хуже связывается со щелочными соединениями и образует менее стабильные сульфиты. При концентрации CO более 0,5% в дымовых газах, содержащих кислород, образуется взрывоопасная смесь, способная к взрыву и разрушению оборудования для улавливания пыли (электрофильтра). На современных цементных заводах специальные устройства отключают электрофильтр при превышении порогового значения концентрации CO в отходящих дымовых газах.
Восстановительная среда в печи приводит к ухудшению качества портландцементного клинкера: идет частичное разрушение алюмоферритов кальция, алита, образуются менее активные полиморфные модификации белита.
Выбросы CO, как правило, увеличиваются при пуске или остановке вращающихся печей, при нестабильном питании печи топливом или при использовании топлива с резко изменяющимися характеристиками. При стабильной работе и правильной настройке печного агрегата выбросы CO из печей для обжига клинкера обычно невелики.
Измерения, выполненные для 29 цементных заводов Германии, оснащенных оборудованием для непрерывного мониторинга концентрации CO в отходящих газах вращающихся печей, показали среднегодовую концентрацию в пределах 200 - 2200 мг/нм3 при разовых выбросах до 5000 мг/нм3 [26].
В ЕС выбросы монооксида углерода в отходящих газах вращающихся печей законодательно не нормируются. Ограничивается только проскок CO, который не может превышать 30 мин за год.
Для цементных заводов РФ выбросы CO изменяются в среднем от 75 до 800 мг/м3 (рисунок 3.9). Высокие выбросы 1030 мг/м3 для технологической линии сухого способа производства и 3420 мг/м3 для технологической линии мокрого способа производства, скорее всего, являются не средними, а разовыми.

в отходящих печных газах технологических линий сухого (а)
и мокрого (б) производства
В процессах производства клинкера выбросы CO2 связаны с кальцинированием карбонатов используемого сырья, в основном известняковых пород (и, в гораздо меньшей степени, сжиганием органического углерода, содержащегося в этом сырье) и сжиганием печного топлива.
В ЕС и в большинстве стран мира выбросы CO2 определяются и регистрируются как выбросы парниковых газов (ПГ).
Киотский протокол (международное соглашение, заключенное с целью сокращения выбросов ПГ в атмосферу Земли для противодействия глобальному потеплению), подписанный более чем 190 странами, был принят в 1997 году и вступил в силу в 2005 году. Его главная цель - сокращение выбросов парниковых газов в промышленно развитых странах как минимум на 5% в период с 2008 по 2012 год по сравнению с уровнями 1990 года. В настоящее время принят Парижский договор, вступивший в силу с 2016 года, основная цель которого поддерживать повышение глобальной температуры значительно ниже 2 °C по сравнению с доиндустриальными уровнями.
В ЕС и некоторых штатах США выбросы CO2 контролируются и сообщаются в соответствии со схемами выбросов парниковых газов, которые в ЕС включают схему торговли выбросами (ETS).
Подсчитано, что выбросы CO2 составляют 900 - 1000 кг/т серого клинкера при потреблении тепла 3500 - 5000 МДж/т клинкера, однако эта величина зависит от типа применяемого топлива [26]. Благодаря снижению клинкер-фактора количество выделяемого CO2 снижается в пересчете на тонну цемента.
Около 62% от общего количества CO2 выделяется в процессе декарбонизации известняка сырьевой смеси, а оставшееся 38% - при горении топлива. Выделение CO2 при сгорании топлива прямо пропорционально удельному расходу тепла на обжиг клинкера и отношению содержания в нем углерода к его теплотворной способности.
За последние 25 лет выделение CO2 при сгорании топлива снизилось примерно на 30% в связи с постоянным увеличением эффективности процессов его сжигания в печи.
Сегодня технологии для контроля выбросов CO2 в цементной промышленности находятся в стадии разработки или опытной проверки. Сокращения, достигнутые за последние 30 лет, были в основном сосредоточены на двух основных аспектах: сокращение энергии (электрической и термической), необходимой для производства продукции, а также в цементном секторе - частичной замене клинкера другими материалами (вяжущие/добавки).
Следовательно, в настоящее время нет НДТ для сокращения выбросов CO2 для цементной промышленности, за исключением многих мероприятий, проводимых в рамках сокращения энергопотребления и замены клинкера при производстве цемента.
Помимо надлежащего проведения операций обжига цементного клинкера, рекомендуется использовать следующие методы предотвращения и контроля выбросов CO2:
- выбор технологического процесса и режима работы, способствующих повышению эффективности энергопотребления (сушка/предварительный нагрев/предварительный обжиг);
- выбор топлива с низким отношением содержания углерода к калорийности (например, природный газ, дизельное топливо или некоторые виды альтернативного топлива);
- увеличение использования биогенного (нейтрального в отношении выбросов CO2) топлива;
- выбор сырья с низким содержанием органических веществ;
- производство многокомпонентных цементов, которые потенциально позволяют существенно снижать потребление топлива и, соответственно, выбросы CO2 в расчете на тонну конечного продукта.
Металлы и их соединения поступают в печь для обжига клинкера с сырьевыми материалами и с технологическим топливом. Их концентрация может изменяться в широких пределах. Уровень эмиссии металлов в атмосферу определяется сложными механизмами.
В зависимости от летучести металлов и их соединений все металлы могут быть разделены на 4 класса:
1. Металлы, которые в чистом виде или в виде соединений с другими элементами представляют собой тугоплавкие, нелетучие вещества. К ним относятся такие металлы, как Ba, Be, Cr, As, Ni, Al, Ca, Fe, Mn, Cu и Ag. В процессе обжига эти металлы полностью адсорбируются клинкером и выводятся из печи вместе с ним. В отходящих газах они могут присутствовать только в виде пыли, а уровень их эмиссии в атмосферу зависит только от эффективности работы пылеулавливающего оборудования.
2. Металлы, которые в виде соединений являются частично летучими: Sb, Cd, Pb, Se, Zn, K и Na. В виде сульфатов или хлоридов эти металлы способны возгоняться в интервале температур 1000 - 1300 °C и конденсироваться при 700 - 900 °C, что приводит к явлению внутренней рециркуляции и их накоплению в нижних ступенях циклонного теплообменника и в зоне твердофазовых реакций. Они также практически полностью выводятся из печи с клинкером, а уровень их эмиссии в атмосферу зависит от эффективности работы пылеулавливающего оборудования.
3. Таллий Tl в виде металла или в виде соединений обладает высокой летучестью. Так, конденсация TlCl происходит в температурном интервале 450 - 550 °C, т.е. в верхних ступенях циклонного теплообменника, что приводит к накоплению и постепенному росту его концентрации в составе пыли.
4. Ртуть Hg является крайне летучим соединением. Она почти полностью удаляется из печи с отходящими газами, и лишь незначительная ее часть адсорбируется пылью с последующим осаждением в пылеулавливающих установках.
В соответствии с [77], металлами или их соединениями, относящимися к 1 классу опасности, являются Ba, Be, V, Hg, Cd, Ni, Pb, Tl, Te и Se. Среди этих металлов частичной и высокой летучестью обладают Hg, Cd, Tl и Pb.
Поведение и уровень эмиссии отдельных металлов зависит от их летучести, способа ввода в печь, концентрации металла в сырьевых материалах и топливе (как минеральном, так материалах из отходов - альтернативном), возникновения явления рециркуляции и аккумулирования металлов и от эффективности осаждения пыли в пылеосадительной системе.
Металлы, внедренные в процесс обжига через сырьевые материалы и топливо, могут испаряться полностью или частично в печи в зависимости от их летучести, взаимодействия с соединениями, присутствующими в газовой фазе, и конденсироваться на клинкере, подаваемом в холодильник. Металлы из топлива первоначально поступают в дымовые газы, но выбрасываются вместе с ними из печи в очень малом количестве благодаря удерживающей способности печи.
Поскольку отношение сырьевых материалов к топливу в клинкере составляет примерно 10:1, вид и природа сырьевых материалов являются решающим фактором для выбросов металлов, но для очень летучих металлов, таких как ртуть, твердое топливо (например, уголь) может вносить значительный вклад в выбросы из дымовой трубы.
Нелетучие металлы почти полностью выходят из печи с портландцементным клинкером. Концентрация этих металлов в пыли, выбрасываемой в атмосферу после очистки газов в пылеосадительных установках, незначительна. Многолетними исследованиями установлено, что с портландцементным клинкером выносятся следующие тяжелые элементы: As (~= 92%), Ni (~= 97%), Zn (~= 88%), Be (~= 96%).
Частично летучие и высоколетучие металлы и их соединения имеют тенденцию к организации кругооборота (рецикла) внутри печной системы и циклонного теплообменника. В процессе кругооборота их концентрация в определенных зонах печи и теплообменника постепенно увеличивается, что приводит к некоторому увеличению эмиссии данных металлов и их соединений в атмосферу вместе с пылью. Большая часть Cd (~= 88%) и Pb (~= 77%) удаляется вместе с безвозвратным пылеуносом. Одновременно увеличивается их вынос из печи вместе с портландцементным клинкером.
Особое положение среди металлов благодаря своей высокой летучести занимает ртуть. В интервале температур, соответствующих температуре отходящих из печи газов, почти вся ртуть находится в газообразном состоянии и полностью выносится из печи в атмосферу. Лишь незначительная часть ртути при резком снижении температуры отходящих газов может конденсироваться на частицах пыли и, таким образом, улавливаться в системе пылеосаждения. Высоколетучие Hg (~= 98%) и Tl (~= 42%) удаляются из вращающейся печи с отходящими газами.
В таблице 3.8 приведен примерный диапазон концентраций тяжелых металлов, выбрасываемых в атмосферу из цементных печей, после прохождения отходящих газов через системы пылеулавливания. Определение концентраций металлов в воздухе выполнялось в соответствии с методикой [78]. В таблице использованы данные, полученные в 1996 - 1998 гг. для цементных заводов стран ЕС, и данные отдельных измерений, выполненных в РФ в 2010 - 2014 гг.
Таблица 3.8
из цементных печей, оснащенных системами пылеулавливания
Металл | Концентрация, мг/нм3 | |
Цементные заводы ЕС | Цементные заводы РФ | |
Сурьма Sb | < 0,007 - 0,05 | 0,0037 - 0,13 |
Мышьяк As | < 0,007 - 0,025 | < 1,0 |
Бериллий Be | < 0,004 | - |
Свинец Pb | < 0,012 - 0,2 | 0,0054 - 4,38 <*> |
Кадмий Cd | < 0,002 - 0,008 | 0,0007 - 0,13 |
Хром Cr | < 0,014 - 0,03 | 0,0017 - 3,41 <*> |
Кобальт Co | < 0,012 - 0,15 | < 0,009 |
Медь Cu | < 0,011 - 0,095 | 0,0017 - 0,23 <*> |
Марганец Mn | < 0,007 - 2,0 | 0,013 - 0,82 <*> |
Никель Ni | < 0,008 - 0,075 | 0,0025 - 0,13 <*> |
Ртуть Hg | < 0,005 - 0,12 | 0,0005 - 0,0013 |
Селен Se | < 0,008 - 0,02 | - |
Теллур Te | < 0,0017 - 0,015 | - |
Таллий Tl | < 0,005 - 0,03 | 0,0025 - 0,67 <*> |
Ванадий V | < 0,007 - 0,075 | 0,0068 - 0,22 |
Цинк Zn | < 0,1 - 0,45 | < 0,006 |
Олово Sn | < 0,01 - 0,025 | - |
Замеры выбросов тяжелых металлов, проведенные предприятиями Группы компаний "Холсим (Россия)" и Хайдельбергцемент Рус в 2017 - 2020 гг., показали, что значения выбросов не превышают технологических показателей, установленных в ЕС [26].
Токсичные свойства тяжелых металлов проявляются при вдыхании их пыли, паров или при контакте этих же веществ с кожей человека.
В странах Европы допустимые выбросы тяжелых металлов регламентируются Шведским (LRV) и Германским (TA-Luft) Международными соглашениями о чистоте воздуха. В соответствии с этими соглашениями тяжелые металлы разделены на классы в соответствии со своей токсичностью.
Наибольшую опасность представляют Cd, Hg, Tl, которые отнесены к I классу по токсичности. Максимальная допустимая концентрация этих металлов в газовых выбросах в сумме не должна превышать 0,20 мг/нм3.
Ко II классу отнесены As, Co, Ni, Se, Te с максимальной допустимой концентрацией 1,00 мг/нм3.
К III классу по токсичности отнесены Cr, Cu, Pb, Pd, Pt, Rh, Sb, Sn, V с максимально допустимой концентрацией в газовых выбросах 5,00 мг/нм3.
Неорганические соединения хлора и фтора являются минорными компонентами портландцементного клинкера: их содержание в клинкере обычно не превышает 0,05 - 0,1 масс. % в пересчете на ион хлора Cl-.
Хлориды и фториды попадают в систему вращающейся печи двумя способами: с сырьевыми материалами как примесь или, в некоторых случаях, как специальная добавка с целью интенсификации процесса клинкерообразования и снижения температуры обжига портландцементного клинкера или как компонент использующихся для производства цемента отходов/материалов из отходов, главным образом топливных. В процессе обжига хлориды и фториды взаимодействуют со щелочными компонентами сырьевой смеси (Ca, Na, K и др.) с образованием легкоплавких и летучих соединений. Благодаря своей высокой летучести щелочные хлориды и фториды возгоняются (испаряются) в горячих зонах печи (декарбонизации, твердофазовых реакций, спекания) и потоком дымовых газов уносятся в более холодные зоны, где при температурах 600 - 900 °C вновь переходят в твердое состояние (конденсируются), оседают на поверхности частиц сырьевой смеси и пыли и вновь направляются в более горячие зоны печи. В результате внутри печи и частично циклонного теплообменника образуется устойчивый кругооборот щелочных соединений хлора и фтора, что приводит к многократному локальному повышению концентрации этих соединений. В присутствии значительного количества легкоплавких щелочных соединений хлора и фтора наблюдается неконтролируемое налипание обжигаемого материала на стенки циклонов, газоходов, футеровку печи, что приводит к нарушению газодинамического режима работы печного агрегата. Кроме того, увеличивается концентрация соединений хлора и фтора в клинкере и безвозвратном пылеуносе.
Для разрыва циклического кругооборота легкоплавких соединений хлора и фтора в печи используется система байпасирования печных газов. Принцип работы системы байпаса заключается в отборе из соответствующей зоны печи или теплообменника небольшого количества (5 - 15 об. %) дымовых газов с температурой 900 - 1000 °C, содержащих соединения хлора и фтора в газообразном состоянии, с последующим резким охлаждением этих газов до 400 - 550 °C путем разбавления воздухом или впрыском воды; при этом газообразные соединения хлора и фтора конденсируются на поверхности пылевидных частиц в газовом потоке с последующим улавливанием этих частиц в циклоне или рукавном фильтре. Обеспыленные дымовые газы с температурой до 400 - 500 °C возвращаются в печную систему, а пыль с осевшими на ней соединениями хлора и фтора направляется в отвал или утилизируется путем использования в качестве вспомогательного компонента при помоле портландцемента. Благодаря разрыву циклического кругооборота концентрация соединений хлора и фтора в печи постепенно снижается до допустимого предела.
Негативным явлением при использовании байпасной системы является некоторое увеличение удельного расхода тепла на обжиг клинкера и образование дополнительного количества трудно утилизируемого отхода производства.
Так как соединения хлора и фтора удаляются из печи вместе с пылью, то выбросы этих соединений в значительной мере зависят от эффективности функционирования системы пылеулавливания, особенно в отношении пыли мелкой фракции с размером частиц менее 10 (2,5) мкм.
Периодические измерения, проводимые на цементных заводах стран ЕС, показали среднее значение выбросов HCl 3,63 - 4,23 мг/нм3; при этом примерно треть значений оказалась ниже предела обнаружения. Среднее значение выбросов HF составило 0,32 - 0,61 мг/нм3; при этом более половины измеренных значений оказались ниже предела обнаружения [26].
В РФ на цементных заводах на ряде предприятий (ООО "Холсим (Рус) Строительные Материалы" (Щурово), филиал ООО "Хайдельбергцемент Рус" в пос. Новогуровском и др.) проводятся периодические замеры выбросов хлоридов и фторидов. Выбросы из печей HCl составили 0,1 - 3 мг/м3 и HF - 0,06 - 0,2 мг/м3, что существенно ниже предельно допустимых значений по [26].
Дибензодиоксины и дибензофураны могут образовываться в результате сложных процессов, зависящих от конструкции печи, условий горения, условий питания печи и типа эксплуатируемого обеспыливающего оборудования. Кроме того, присутствие хлора совместно с органическими соединениями может потенциально вызвать образование ПХДД и ПХДФ в любом высокотемпературном процессе. Указанные соединения могут образоваться в циклонном теплообменнике или после теплообменника, в установках обеспыливания, если в сырьевых материалах присутствуют в достаточном количестве хлор и углеводороды. Однако образование дибензодиоксинов и дибензофуранов и их последующие выбросы происходят, если одновременно соблюдаются пять условий:
а) наличие углеводородов;
б) наличие хлоридов;
в) наличие катализатора:
1) считается, что Cu2+ (и Fe2+) оказывают каталитический эффект;
г) наличие соответствующего температурного интервала:
1) между 200 и 450 °C с максимумом при 300 - 325 °C;
д) длительное время пребывания материалов в соответствующем интервале температур.
Кроме того, молекулярный кислород должен присутствовать в газовом потоке. Скорость образования ПХДД и ПХДФ увеличивается с повышением концентрации кислорода с порядком реакции примерно 0,5.
Как отмечалось выше, преобразование хлордибензооксинов и дибензофуранов может осуществиться в температурном интервале 450 - 200 °C. Таким образом, важно, чтобы газы, выходящие из печной системы, быстро охлаждались ниже этих температур. На практике это достигается тем, что дымовые газы в теплообменнике контактируют с сырьевыми материалами. Образование ПХДД и ПХДФ в теплообменнике не происходит при превышении температуры, при которой эти соединения разлагаются. Быстрое разложение ПХДД и ПХДФ происходит при температурах выше 925 °C. Более того, деструкция поддерживается динамикой процесса перемещения материала в более горячие зоны теплообменника, в то время как газ перемещается в более холодные зоны. Адсорбированные на материале, поступающем в печь, ПХДД и ПХДФ транспортируются к зонам с повышенной температурой (400 - 600 °C), где они термически разлагаются или деградируют до более легких гомологов. Они переходят в газовую фазу и в более холодных зонах (200 - 300 °C) ресублимируются на материале, входящем в печь. Следовательно, благодаря длительному времени пребывания в печи и высокой температуре при постоянных режимах работы печи выбросы указанных соединений в основном невелики. Детальные исследования и измерения в странах ЕС показали, что уровень выбросов ПХДД и ПХДФ в цементной промышленности может быть классифицирован в настоящее время как низкий, даже когда различные виды отходов/материалов из отходов используются в качестве альтернативного топлива. Данные в ЕС были собраны с печей мокрого и с печей сухого способа производства, работавших в различных эксплуатационных условиях и с использованием широкого класса отходов/материалов из отходов, подаваемых как через горелку, так и через вход печи (теплообменник или декарбонизатор).
Для оценки результатов измерений и для сравнения результатов, полученных в различных лабораториях, было введено понятие об I-TEQ, являющегося аббревиатурой для международного эквивалента токсичности [79].
Эти исследования позволили сделать заключение, что в Европе цементное производство является редчайшим (очень незначительным) источником выбросов ПХДД и ПХДФ, потому что:
- большинство цементных печей имеют выбросы на уровне 0,1 нг I-TEQ/нм3 при применении первичных мер предосторожности;
- использование отходов/материалов из отходов в качестве альтернативного топлива и сырьевых материалов при подаче в главную горелку, печной питатель или в декарбонизатор не влияет на выбросы ПХДД и ПХДФ [80].
В 2004 году данные по выбросам ПХДД и ПХДФ были собраны для различных цементных заводов в странах ЕС. При измерениях рассчитывается средний показатель за период отбора проб 6 - 8 ч. Полученные данные показывают, что цементные печи в Европе в основном соответствуют требованиям Европейского законодательства по сжиганию опасных отходов (Директива ЕС 2000/76/ЕС) с уровнем выбросов 0,1 нг I-TEQ/нм3.
Измерение выбросов ПХДД и ПХДФ из 39 вращающихся печей в Германии (печи с запечными циклонными теплообменниками и печи Леполь) показали, что концентрация выбросов находится в основном ниже 0,2 нг I-TEQ/нм3. Минимальный обнаруживаемый уровень ПХДД и ПХДФ составляет 0,0024 нг I-TEQ/нм3. В 26 случаях выбросы вообще не были зафиксированы. В Испании измерение выбросов (89 измерений) ПХДД и ПХДФ были выполнены на 41 печи. Причем для процесса обжига в печах использовали различные виды топлива. Для печей, использующих альтернативное топливо, выбросы находились в интервале 0,83 - 1,33 нг I-TEQ/т клинкера и являются вполне сравнимыми с результатами, полученными для обычного топлива, при использовании которого выбросы находились в пределах 0,67 - 246 нг I-TEQ/т клинкера [81 - 82].
В работе [83] было проанализировано 2200 измерений выбросов диоксинов/фуранов из дымовых труб, собранных из различных источников. Показано, что большинство цементных печей могут обеспечить уровень выбросов 0,1 нг I-TEQ/нм3, если применяются первичные меры, т.е. меры, интегрированные в технологический процесс.
На некоторых цементных заводах в России в 2017 - 2021 гг. были проведены измерения выбросов ПХДД/ПХДФ. Протоколы измерений, выполненных ВНИИМ им. Д.И. Менделеева, показывали во всех случаях среднюю концентрацию ПХДД/Ф, равную < 0,1 нг/нм3 ПХДД/Ф I-TEQ/нм3.
Для производства цемента характерен высокий уровень шума и вибраций, возникающих в процессе работы различных установок и аппаратов: дробилок, мельниц, сепараторов, вентиляторов, дымососов, вибраторов, электродвигателей и приводов печей и мельниц.
Длительное воздействие шума и вибраций на человека может повредить его слуховой аппарат, угнетает центральную нервную систему, вызывает изменение скорости дыхания и пульса, способствует нарушению обмена веществ, возникновению сердечно-сосудистых заболеваний, гипертонической болезни, может приводить к профессиональным заболеваниям.
Часто уровень шума и вибраций зависит от конструкции фундамента, на котором установлено оборудование. Использование специальных фундаментов и устройств, гасящих вибрацию, позволяет заметно снизить уровень шума в производственных цехах.
Общий уровень шума на территории предприятия может быть снижен путем размещения оборудования с высоким уровнем шума в изолированных закрытых цехах, укрытиях, путем рационального использования природных звукозащитных барьеров, таких, как строения, стены, деревья или кустарники.
Если жилая зона находится близко от завода, планирование строительства новых зданий на промплощадке должно увязываться с необходимостью снижения шумовых выбросов.
Производство цемента может осуществляться различными способами, различающимися потреблением тепла (топлива), энергии и природных материальных ресурсов. Сам процесс производства сопровождается эмиссией в окружающую среду различных веществ и факторов, оказывающих негативное влияние на экологию: пыли, вредных и токсичных газов, соединений металлов, органических веществ, шума, запаха и т.п.
Использование всего перечня технологических особенностей производства, выбросов вредных веществ или физических явлений для сравнения технологий с целью выбора наилучших из них, обеспечивающих максимальную защиту окружающей среды, является чрезвычайно сложной или практически невыполнимой задачей.
Федеральным законом от 21 июля 2014 года N 219-ФЗ [84] определено, что измерения при осуществлении производственного экологического контроля производятся в отношении маркерных загрязняющих веществ, определяемых для контроля загрязнения окружающей среды в зависимости от применяемых технологических процессов.
Для сравнительной оценки технологий производства портландцемента предлагается использовать следующие маркеры:
- маркеры - показатели технологической эффективности производства, непосредственно влияющие на экологию процесса производства;
- маркеры экологические - вещества или физические явления, возникающие при производстве цемента, эмитируемые в окружающую среду и наносящие ощутимый экологический вред окружающей среде и здоровью человека.
В качестве маркеров - показателей технологической эффективности производства - предлагается использовать:
- удельный расход сырьевых материалов на производство 1 т портландцементного клинкера и цемента;
- удельный расход топлива на обжиг 1 т портландцементного клинкера;
- удельный расход энергии на производство 1 т портландцемента.
В качестве экологических маркеров при применении традиционного ископаемого топлива следует использовать:
выбросы:
- взвешенные вещества (пыль неорганическая);
- оксидов азота NOx (сумма азота оксида (NO) и азота диоксида (NO2), в пересчете на NO2);
- серы диоксид SO2;
- углерода оксид CO.
При использовании альтернативных видов топлива возможны изменения состава загрязняющих веществ в выбросах отходящих газов. Поэтому перечень маркерных веществ изменяется. В технологиях с процессами совместного сжигания отходов/материалов из отходов мониторинг предусматривает контроль содержания следующих компонентов:
- NOx (сумма азота оксида (NO) и азота диоксида (NO2), в пересчете на NO2);
- углерода оксид CO;
- взвешенные вещества (пыль);
- HCl;
- HF;
- серы диоксид SO2;
- металлы: Hg, Cd, Tl, Pb, Cu.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: статья 29 в ФЗ-219 отсутствует. |
Перечень экологических маркеров, устанавливаемых данным справочно-нормативным документом, может быть расширен с учетом технологических особенностей процесса производства цемента на том или ином предприятии. Так, если сырьевая база предприятия характеризуется высоким содержанием соединений того или иного металла, относящегося к I или II классу токсичности, или предприятие использует альтернативные сырьевые материалы и (или) топливо, в отношении которых имеется вероятность, что они содержат вредные с экологической точки зрения вещества, то на данном предприятии должны быть организованы периодические измерения концентрации данных веществ в основных технологических выбросах предприятия. Перечни дополнительных маркерных загрязняющих веществ устанавливаются нормативными документами в области охраны окружающей среды в соответствии со ст. 29 ФЗ-219 [84].
Выбросы маркерных веществ обычно измеряются в мг/нм3. Эта концентрация соответствует потоку газа в стандартном состоянии, т.е. сухому газовому потоку при температуре 273 К и давлении 101,3 кПа при содержании кислорода O2 10 об. %. Если фактическое содержание кислорода в газовом потоке отличается от 10 об. %, то пересчет концентрации выбросов в стандартное состояние осуществляется по формуле:

где Cизм. и Cстанд. - концентрация выбросов, соответственно измеренная в потоке и при стандартном состоянии, мг/нм3;
Oфакт. - фактическая концентрация кислорода в потоке в момент измерения, об. %.
Термин "наилучшие доступные технологии" определен в Федеральном законе "Об охране окружающей среды" [7].
Под "технологией" понимается как используемая технология, так и способ, с помощью которого объект спроектирован, построен, эксплуатируется и выводится из эксплуатации; это не только технология производства, но и различные технические и нетехнические методы (экологический менеджмент, управленческие решения) достижения поставленных целей.
Под "доступной" понимается экономически целесообразная и неуникальная технология, которая достигла уровня, позволяющего обеспечить ее внедрение в цементной промышленности с учетом экономической и технической обоснованности, принимая во внимание затраты и преимущества.
Под "наилучшей" понимается технология, в максимальной мере обеспечивающая охрану окружающей среды и сбережение ресурсов (сырья, воды, энергии).
Отнесение технологий к НДТ регулируется приказом Минпромторга России от 23 августа 2019 года N 3134 [9]. При определении технологических процессов, оборудования, технических способов и методов в качестве наилучшей доступной технологии члены рабочей группы должны рассмотреть их на предмет соответствия следующим критериям:
а) наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо уровень, соответствующий другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации;
б) экономическая эффективность внедрения и эксплуатации;
в) применение ресурсо- и энергосберегающих методов;
г) период внедрения;
д) промышленное внедрение технологических процессов, оборудования, технических способов и методов на двух и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду.
В первую очередь рассматривается критерий промышленного внедрения процессов, оборудования, технических способов, методов на двух и более объектах в Российской Федерации, затем остальные критерии. Члены ТРГ при отнесении технологий к НДТ в дополнение к Методическим рекомендациям могут использовать международные информационно-технические справочники НДТ, соответствующую научную литературу, статистические сборники, результаты научно-исследовательских и диссертационных работ, иные источники.
Производство цемента может осуществляться различными способами, различающимися потреблением тепла (топлива), энергии и природных материальных ресурсов. Сам процесс производства сопровождается эмиссией в окружающую среду различных веществ и факторов, оказывающих негативное влияние на экологию: пыли, вредных и токсичных газов, соединений металлов, органических веществ, шума, запаха и т.п.
Система экологического менеджмента (СЭМ) представляет собой часть системы менеджмента организации, необходимую для разработки и внедрения экологической политики и управления экологическими аспектами. СЭМ является формальной основой для улучшения экологических показателей, более рационального функционирования производства и мощным инструментом для сокращения отходов и повышения эффективности без потери прибыли. При этом следует руководствоваться соблюдением требований природоохранного законодательства ГОСТ Р ИСО 14001-2016 "Системы экологического менеджмента" [85], который идентичен международному стандарту ISO 14001:2015 [86].
Экологический аспект - ключевое понятие СЭМ, позволяющее соотнести деятельность организации и ее взаимодействие с окружающей средой (ОС). Экологический аспект рассматривается как элемент деятельности организации, ее продукции или услуг, который может взаимодействовать с ОС.
Для промышленных предприятий приоритетные экологические аспекты идентифицируются в результате анализа таких факторов воздействия на окружающую среду, как:
- выбросы загрязняющих веществ в атмосферу;
- сбросы загрязняющих веществ в водные объекты;
- образование отходов;
- потребление энергии, сырья и материалов.
Ключевыми принципами СЭМ являются предотвращение загрязнения и последовательное улучшение.
Предотвращение загрязнения ОС предполагает использование процессов, практических методов, подходов, материалов, продукции или энергии для того, чтобы избежать, уменьшить или контролировать (отдельно или в сочетании) образование, выброс или сброс любого типа загрязняющих веществ или отходов, чтобы уменьшить отрицательное воздействие на ОС. Предотвращение загрязнения может включать уменьшение или устранение источника, изменение процесса, продукции или услуги, эффективное использование ресурсов, замену материалов и энергии, повторное использование, восстановление, вторичную переработку, утилизацию и очистку.
Последовательное улучшение - периодический процесс совершенствования СЭМ с целью улучшения общей экологической результативности, согласующийся с экологической политикой организации.
Процесс последовательного улучшения реализуется путем постановки экологических целей и задач, выделения ресурсов и распределения ответственности для их достижения и выполнения, разработки и реализации программ экологического менеджмента. При этом экологические задачи и детализированные требования к их результативности должны ставиться с учетом технологических показателей НДТ.
На конкретном предприятии система экологического менеджмента должна предусматривать разработку экологической политики, планирование технических решений и их материальное обеспечение, в том числе обучение персонала и ведение соответствующей документации. Постоянный мониторинг даст возможность определить и оценить перспективы внедрения НДТ с учетом требований к охране окружающей среды, спрогнозировать затраты и эффективность от внедрения новых технологий.
Действенность СЭМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, необходимых для управления экологическими аспектами. Процедура представляет собой определенный способ осуществления действия или процесса. Процедуры могут быть документированными или недокументированными. Процедуры определяют последовательность операций и важные факторы этапов различных видов деятельности. В процедуры могут быть включены рабочие критерии нормального выполнения этапа, действия в случае отклонения от нормы или критерии выбора последующих этапов.
Совершенствование системы экологического менеджмента на основе ISO 14001 состоит из четырех этапов:
1. Планирование - разработка мероприятий и процессов для улучшения экологических показателей.
2. Внедрение запланированных мероприятий и процессов.
3. Проверка эффективности проведенных действий.
4. Корректировка и улучшение проводимых мероприятий с целью повышения их эффективности.
Это стимулирует повышение эффективности, позволяет расти и дает предприятию ряд других полезных преимуществ.
НДТ предусматривает регулярное повышение квалификации персонала для качественного выполнения работ и осознания своей роли в процессе охраны окружающей среды. Для этого необходимо разработать стандарт организации по процессу обучения персонала, который должен предусматривать:
- графики обучения, программы повышения квалификации персонала (стажировки, переподготовки);
- проведение обучения на базе учебных заведений, имеющих соответствующие лицензии в области образования;
- проведение периодической проверки знаний персонала.
Разработка и реализация системы экологического менеджмента СЭМ включает все нижеперечисленные элементы:
а) ответственность высшего руководства;
б) принятие высшим руководством экологической политики, которая включает требование постоянного улучшения (экологической результативности) производства;
в) планирование и внедрение необходимых процедур, целей и задач с учетом финансовых планов и инвестиций;
г) внедрение следующих процедур:
1) структура и распределение ответственности;
2) обучение, осведомленность и компетентность персонала;
3) коммуникации;
4) вовлечение в процесс развития СЭМ всех сотрудников;
5) документирование;
6) эффективный процессный контроль;
7) программа технического обслуживания;
8) готовности к нештатным ситуациям и авариям;
9) гарантии обязательного соблюдения требований природоохранного законодательства;
д) проверка и корректирующие действия по следующим позициям:
1) мониторинг и измерения;
2) корректирующие и предупреждающие действия;
3) ведение записей;
4) независимый (где осуществимо) внутренний аудит, чтобы определить, соответствует ли СЭМ заложенным изначально принципам, должным ли образом она внедрена и функционирует;
е) регулярный анализ и пересмотр СЭМ высшим руководством на предмет ее пригодности, адекватности и эффективности (действенности);
ж) разработка более чистых технологий;
з) воздействие на окружающую среду при выводе установки из эксплуатации должно учитываться на стадии проектирования нового завода;
и) проведение, где осуществимо, регулярного отраслевого сравнительного анализа (бенчмаркинга) с учетом таких параметров, как энергетическая эффективность и энергосбережение, выбор сырьевых и вспомогательных материалов, характеристики выбросов в атмосферу, сбросов сточных вод, потребления воды и образования отходов.
СЭМ может быть разработана и внедрена на предприятии с целью обеспечения ее работоспособности, а может (но не обязательно) быть сертифицирована в установленном порядке на соответствие требованиям ГОСТ Р ИСО 14001.
Международная Организация по Стандартизации (ISO) выпустила стандарт ISO 50001 (50001:2011), аккумулирующий передовой опыт и выводящий на международный уровень методологию системы энергоменеджмента, которая ранее была представлена национальными стандартами ряда стран. Российский стандарт ГОСТ Р ИСО 50001-2012 [87] является аутентичным переводом стандарта ISO 50001:2011 [88]. В настоящее время действует новый международный стандарт ISO 50001:2018 [89].
Опыт российских и зарубежных компаний свидетельствует о том, что в течение многих лет (с 80-х гг. XX в.) требования, относящиеся к повышению энергоэффективности производства, включались в существующие системы менеджмента - как правило (но не исключительно), в системы экологического менеджмента. Стандарты систем энергетического и экологического менеджмента разработаны таким образом, чтобы обеспечить совместимость этих систем.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: статья 28 (пункт 4) в ФЗ-219 отсутствует. |
В контексте наилучших доступных технологий энергетический менеджмент приобретает особую важность, так как СЭнМ позволяет сформулировать обоснованные цели и задачи в области повышения эффективности использования энергии на предприятии и обеспечить их достижение (решение) путем реализации программ, охватывающих все стадии производственного процесса, - от планирования закупок оборудования до организации отгрузки готовой продукции. В соответствии со ст. 28 (пункт 4) 219-ФЗ [84] "применение ресурсо- и энергосберегающих методов" отнесено к ключевым критериям "достижения целей охраны окружающей среды для определения наилучшей доступной технологии".
Для энергоемких отраслей, к которым относится и производство цемента, значимость систем энергетического менеджмента весьма высока.
Система энергетического менеджмента (СЭнМ) представляет собой часть системы менеджмента организации и включает набор (совокупность) взаимосвязанных или взаимодействующих элементов, используемых для разработки и внедрения энергетической политики и энергетических целей, а также процессов и процедур для достижения этих целей.
Системный подход к энергоменеджменту предполагает выстраивание процессов с учетом рекомендаций стандарта ISO 50001, учитывающего лучшие мировые практики. Ряд крупнейших компаний уже подтвердил соответствие своих систем энергоменеджмента его положениям. Стоимость энергоресурсов сегодня - основная контролируемая статья затрат, а управление энергоресурсами и энергосбережение выступают одними из самых актуальных процессов для современного предприятия. Для их успешной реализации компании создают и развивают подразделения энергоменеджмента с надежной методологической основой, подтвержденной независимым аудитом.
ISO 50001 устанавливает требования к типам потребителей энергии и расходу энергии, включая измерения, документацию и отчетность, проектирование и практику закупок оборудования, систем, процессов и привлечения персонала, связанного с энергорезультативностью. Стандарт применим ко всем типам организаций независимо от их размера и отраслевой принадлежности, он не содержит заранее установленных критериев энергоэффективности. Он лишь рекомендует, что необходимо делать в рамках реализации мероприятий энергоменеджмента.
ISO 50001 рассматривает улучшение энергетической результативности и подход системы менеджмента к управлению энергией. СЭнМ использует взаимосвязанные элементы, такие как показатели энергетической результативности (ПЭР) и базовые энергетические уровни в качестве средства для демонстрации измеримых улучшений в энергоэффективности или энергопотреблении, связанных с использованием энергии.
При использовании инструментов СЭнМ первоочередное внимание следует уделять тем элементам деятельности организации, которые обусловливают наибольшее потребление энергии в производстве или обладают наибольшим потенциалом повышения энергоэффективности производства, расширения энергообмена с другими сторонами (например, утилизации тепла отходящих газов для отопления, в том числе, сторонних объектов) и использования энергии возобновляемых источников.
Для определения измеряемых результатов, относящихся к энергетической эффективности, использованию энергии и потреблению энергии, применяется термин "энергетическая результативность".
Процесс улучшения реализуется путем постановки энергетических целей и задач, выделения ресурсов и распределения ответственности для их достижения и выполнения (разработки и реализации программ энергетического менеджмента или программ повышения энергоэффективности, которые в РФ часто называют программами энергосбережения).
С точки зрения наилучших доступных технологий основные численные показатели обычно представляют как удельное потребление энергии (в расчете на единицу продукции) - как на отдельных стадиях (наиболее энергоемких), так и в процессе производства в целом. Именно в размерности сокращения удельных затрат энергии топлива, пара, электроэнергии и другого обычно ставятся цели и задачи повышения энергоэффективности, важные для обеспечения соответствия предприятий НДТ.
В связи с тем, что для постановки и проверки выполнения задач СЭнМ необходимо обеспечить мониторинг и измерение показателей, связанных с потреблением и использованием энергии, разработка программ энергетического менеджмента предполагает и совершенствование практики учета и контроля, включая выбор, обоснование и организацию измерений ключевых параметров.
Особенности российского климата (в том числе и региональные) определяют достаточно существенные отличия в потреблении энергии, необходимой для подготовки сырья, материалов, отопления производственных помещений, от показателей, характерных, например, для западноевропейских компаний, выпускающих цемент. Но для постановки обоснованных целей и задач в области повышения энергоэффективности производства необходимо четко знать и документировать распределение потребления энергии на различные нужды.
В общем случае в состав СЭнМ входят следующие взаимосвязанные элементы:
- энергетическая политика;
- планирование (цели, задачи, мероприятия), программа СЭнМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭнМ;
- анализ и оценка СЭнМ руководством организации.
Действенность СЭнМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, то есть документированных способов осуществления действия или процесса. Процедуры определяют последовательность операций и важные факторы этапов различных видов деятельности и по своему назначению аналогичны процедурам, используемым в рамках систем менеджмента качества и систем экологического менеджмента (см. раздел "Системы экологического менеджмента").
В то же время с системами энергетического менеджмента связан ряд преимуществ, в том числе:
- повышение энергоэффективности использования энергии, обеспечение соответствия нормативным требованиям и добровольным обязательствам;
- сокращение негативного воздействия на окружающую среду за счет снижения выбросов и сбросов загрязняющих веществ и потерь тепла, обусловленных использованием энергии;
- повышение конкурентоспособности, в особенности в условиях растущих цен на энергию;
- дополнительные возможности снижения эксплуатационных затрат и повышения качества продукции;
- повышение уровня доверия регулирующих органов к предприятию, что может привести к снижению нагрузки, связанной с государственным контролем;
- улучшение мотивации персонала;
- повышение привлекательности компании для сотрудников, потребителей и инвесторов.
В связи с тем, что воздействие предприятий по производству цемента в значительной степени обусловлено именно высокой энергоемкостью технологических процессов, системы энергетического менеджмента следует считать как инструментами повышения энергоэффективности, так и инструментами сокращения негативного воздействия на ОС.
СЭнМ может быть разработана и внедрена на предприятии с целью обеспечения ее работоспособности, а может (но не обязательно) быть сертифицирована в установленном порядке на соответствие требованиям ГОСТ Р ИСО 50001.
4.3 Обзор современных технологий, направленных на улучшение экологичности и ресурсоэффективности производства цемента
По экономическим соображениям для снижения энергозатрат и повышения энергоэффективности на предприятиях следует начинать с осуществления первичных технических решений, интегрированных в технологический процесс. К первичным мерам следует отнести:
- Оптимизацию процессов обжига и охлаждения портландцементного клинкера;
- Повышение однородности состава сырья;
- Повышение точности дозировки топлива;
- Регулирование газодинамического режима работы печи и холодильника;
- Использование компьютерных систем управления агрегатами.
Рассматривая принципы обеспечения энергоэффективности (разработка и внедрение систем менеджмента, обеспечивающих высокую энергоэффективность; выявление ключевых аспектов обеспечения энергоэффективности и возможностей энергосбережения; последовательное совершенствование энергоэффективности; системный подход к обеспечению энергоэффективности; сравнительный анализ или бенчмаркинг), применительно к производству цемента можно выделить следующие пути снижения энергозатрат:
- использование "нетрадиционных" сырьевых компонентов;
- использование альтернативного топлива;
- утилизация тепла отходящих газов для выработки электрической энергии;
- снижение доли клинкера в цементе;
- использование новых перспективных видов цементов;
- технологический прогресс и инновации.
4.3.1 Снижение удельных расходов сырьевых материалов на производство 1 т портландцементного клинкера и портландцемента
Общие сведения о современных уровнях использования сырьевых материалов для производства 1 т портландцементного клинкера и портландцемента представлены в разделе 3.2.
Требования к химико-минералогическому составу портландцементного клинкера не позволяют в заметной степени сократить удельный расход сырьевых компонентов для его производства.
Значительно больший эффект достигается при замене природных материалов на отходы/материалы из отходов производства других отраслей промышленности. Так, шлаки черной и цветной металлургии или нефелиновый шлам в зависимости от своего химического состава могут заменить до 80% карбонатного или алюмосиликатного компонента в составе сырьевой смеси для производства портландцемента, золошлаковые отходы - до 50% карбонатного и до 70% алюмосиликатного компонента, железосодержащие хвосты, шламы и пыли черной металлургии - до 100% железосодержащего компонента сырьевой смеси.
При помоле цемента добавка доменного гранулированного шлака может заменить до 80% портландцементного клинкера, зола-уноса тепловых электростанций, работающих на угольном топливе, - до 40% клинкера. Отход производства минеральных удобрений - фосфогипс и гипс, образующийся в результате десульфуризации дымовых газов тепловых электростанций, - может заменить до 100% природного гипса или ангидрита, используемого при помоле цемента в качестве регулятора сроков схватывания. Количество отходов/материалов из отходов, которые могут быть введены в состав цемента при его помоле, ограничивается только требованиями стандартов на конкретный вид цемента, требованиями потребителей к составу цемента и стоимостью вводимой добавки.
Использование промышленных отходов/материалов из отходов в качестве сырьевых материалов при производстве цемента, как правило, приводит к снижению удельного расхода тепла на обжиг 1 т портландцементного клинкера, повышению производительности вращающейся печи, снижению энергоемкости получаемого цемента.
При использовании некоторых видов альтернативных сырьевых материалов для обжига портландцементного клинкера могут возникнуть проблемы повышенной эмиссии тяжелых летучих металлов из печи для обжига клинкера или проблемы образования внутреннего кругооборота легкоплавких щелочных соединений во вращающейся печи, затрудняющих процесс обжига и приводящих к аккумулированию вредных компонентов и их повышенной эмиссии.
При использовании промышленных отходов/материалов из отходов в качестве сырьевых компонентов необходимо осуществлять периодический мониторинг содержания нежелательных компонентов в их составе и использовать систему обеспечения качества поставляемых отходов/материалов из отходов с целью минимизации содержания нежелательных компонентов.
Вся пыль, уловленная в процессе производства цемента, должна быть возвращена в технологический процесс. При невозможности возврата пыли в место ее образования (например, пыль, уловленная в байпасной системе или высокощелочная пыль печных электрофильтров) необходимо осуществлять ее введение в состав цемента в качестве вспомогательного компонента или технологической добавки.
4.3.1.1 Использование отходов/материалов из отходов производства в качестве сырьевых материалов при производстве портландцементного клинкера и цемента
Внимательный выбор и контроль веществ, входящих в печь, могут снизить количество выбросов. Например, ограничение серы как в сырьевых материалах, так и в топливе снижает выбросы SO2. То же самое относится к другим веществам: азоту, металлам, органическим соединениям, хлорсодержащим материалам.
Ограничение хлорсодержащих соединений снижает вероятность образования хлоридов щелочных металлов и хлоридов других металлов, вызывающих образование настылей в печи и сбой режимов ее работы, а также ухудшающих работу электрофильтра и, следовательно, увеличивающих выбросы пыли. Высокое содержание щелочных металлов в сырье требует более частого их удаления из печной системы, чтобы не допустить увеличения содержания щелочей в конечном продукте. В случае использования в качестве сырья низкощелочных материалов можно допустить возврат пыли в производство и тем самым снизить накопление пыли.
Различные типы отходов/материалов из отходов могут заменять топливо и сырьевые материалы. Однако требуются тщательный контроль и определение характеристик отходов/материалов из отходов. Альтернативные сырьевые материалы, содержащие летучие органические соединения, галогенсодержащие соединения и ртуть, могут создать проблемы с выбросами. Следует избегать подачи таких материалов в печь. Количество ртути в материалах должно быть минимизировано, и необходимо ограничить ее подачу в печь. Отходы/материалы из отходов, содержащие летучие органические вещества и галогенсодержащие соединения, могут использоваться только в том случае, если эти соединения разлагаются при достаточном времени пребывании и высокой температуре в печи. При использовании отходов/материалов из отходов, заменяющих часть сырьевых материалов, требуется осуществлять систематический контроль.
Внимательный выбор топлива и сырьевых материалов может ограничить содержание веществ, увеличивающих количество выбросов.
Применение пригодных отходов/материалов из отходов допустимо, когда имеется уверенность, что все органические включения выгорают полностью и гарантируется надлежащий контроль за подачей отходов/материалов из отходов и снижением количества выбросов, особенно металлов и диоксинов.
Общие сведения о современных расходах топлива на обжиг 1 т портландцементного клинкера представлены в разделе 3.3.
Удельный расход тепла и топлива на обжиг клинкера зависит прежде всего от способа производства цемента. Для новых заводов и модернизируемых действующих предприятий типичным становится сухой способ производства цемента с многоступенчатым циклонным теплообменником и декарбонизатором. Перспективна замена печей, работающих по мокрому способу, печами сухого способа, а также печами полусухого и полумокрого способов.
Выбор способа производства зависит от влажности сырьевых материалов. На современных цементных заводах при использовании сырьевых материалов с влажностью менее 8,5% их сушка может быть полностью осуществлена отходящими газами в четырех- или пятиступенчатых циклонных теплообменниках без дополнительного тепла. При использовании сырья с влажностью более 8,5% необходимо снижать количество ступеней циклонного теплообменника с целью использования для сушки более горячих дымовых газов.
Удельный расход тепла на обжиг клинкера может быть снижен путем внедрения и оптимизации различных технологий в печной системе. На потребление энергии современными цементными печами влияют различные факторы: свойства сырьевых материалов (например, влажность, обжигаемость), производительность печи, используемое топливо с различными свойствами и изменчивость параметров процесса, а также использование системы байпаса. Замена части сырьевых компонентов промышленными отходами/материалами из отходов, уже подвергавшимися тепловой обработке (шлаки, золы, нефелиновый шлам и т.п.), приводит, как правило, к снижению удельного расхода тепла на обжиг. С увеличением объема печных газов, направляемых в систему байпаса, удельный расход тепла на обжиг клинкера увеличивается.
Печная система с многостадийными циклонными теплообменниками в сочетании с декарбонизатором и третичным воздухом считается стандартной и высокоэффективной технологией для новых заводов. В некоторых случаях, когда используется сырьевой материал с высокой влажностью, проектируются заводы с трехстадийным циклонным теплообменником. При условиях оптимизации такие заводы будут потреблять 2900 - 3300 МДж/т клинкера.
Для снижения удельного расхода тепла на обжиг клинкера важным фактором является стабильная работа печного агрегата с параметрами, близкими к оптимальным. Это достигается путем:
- использования систем непрерывного компьютерного мониторинга необходимого комплекса параметров работы печного агрегата;
- использования систем автоматического управления технологическим процессом или его отдельными этапами;
- оптимизацией и стабилизацией состава сырьевой смеси, повышением равномерности ее подачи в печь;
- оптимизацией состава и повышением равномерности подачи в печь топлива;
- в случае использования вторичных видов топлива - стабилизацией характеристик, равномерностью подачи, оптимизацией способа ввода и сжигания вторичного топлива в печи.
Стабильная работа печного агрегата приводит к сокращению выбросов из печи NOx, SO2, CO.
Методы снижения удельного расхода тепла на обжиг клинкера при сухом и мокром способах производства приведены в таблицах 4.1 и 4.2.
Таблица 4.1
при сухом способе производства
Оборудование | Метод |
Холодильник | Установка современного клинкерного холодильника со стационарной первичной колосниковой решеткой |
Использование колосниковой решетки с низким сопротивлением потоку воздуха | |
Обеспечение контроля количества охлаждающего воздуха в отдельных секциях решетки | |
Печь | Использование печей с высокой производительностью |
Оптимизация отношения длины печи к ее диаметру | |
Оптимизация конструкции печи в соответствии с используемым топливом | |
Оптимизация системы сжигания топлива | |
Стабильность параметров работы печи (тяга, уровень кислорода, длина и форма пламени основной горелки, температура газа и т.д.) | |
Оптимизация процесса контроля | |
Рациональное и полное использование третичного воздуха | |
Обеспечение необходимого избытка воздуха в печи | |
Использование минерализаторов - интенсификаторов процесса обжига | |
Снижение подсосов воздуха | |
Декарбонизатор | Малое гидравлическое сопротивление |
Однородное распределение сырья в печном пороге | |
Минимальное образование настылей | |
Интенсивная декарбонизация сырьевой смеси | |
Теплообменник | Малое гидравлическое сопротивление циклонов |
Высокая степень пылеосаждения в циклонах | |
Однородное распределение сырья в сечениях газоходов | |
Однородное распределение потоков газа и твердого вещества в двухветвевых циклонных теплообменниках | |
Оптимизация количества ступеней циклонов (от трех до шести ступеней в целом) | |
Сырье и топливо | Низкая влажность сырьевых материалов и топлива |
Легкая воспламеняемость топлива с высокой калорийностью | |
Постоянство питания печи и однородность материала | |
Постоянство подачи топлива в печь и его однородность | |
Сырьевые мельницы | Полностью автоматизированное управление работой мельниц |
Таблица 4.2
при мокром способе производства
Оборудование | Метод |
Печь | Оптимизация конструкции т расположения внутрипечных теплообменных устройств |
Отсутствие шламовых или клинкерных колец в печи | |
Оптимизация системы сжигания топлива | |
Минимизация подсоса воздуха в головках печей | |
Минимизация коэффициента избытка воздуха в печи | |
Стабильность параметров работы печи (тяга, уровень кислорода, длина и форма пламени основной горелки, температура газа и т.д.) | |
Оптимизация процесса контроля | |
Использование минерализаторов - интенсификаторов процесса обжига | |
Сырье | Снижение влажности обжигаемого сырьевого шлама путем использования разжижителей шлама или заменой природных материалов техногенными (золами, шлаками) |
Повышение энергоэффективности производства цемента может быть достигнуто дополнительной генерацией пара и электричества. Действующие заводы для дополнительной генерации пара и электричества или объединенные заводы по выработке тепла и энергии в принципе применяются в цементном производстве. Для этого используются процесс органического цикла Ранкина или обычный процесс парового цикла. Кроме того, избыток тепла из холодильника или печи рекуперируется прямым нагреванием газа.
Основной проблемой для генерации дополнительного количества энергии является разработка соответствующего устройства (турбины). Рекуперация большей части избыточного тепла осуществляется в холодильнике, в меньшей степени - газами, выходящими из печи.
Рекуперация избытка тепла путем генерации пара и электрической энергии происходит независимо от стоимости энергии и выбросов CO2.
На цементном заводе Слайт в Швеции используется обычный паровой цикл. Рекуперированное тепло направляется на существующий завод по выработке электрической энергии, примыкающий к цементному производству, где используется для работы паровой турбины, вырабатывающей электричество (примерно одна треть от общего объема пара).
Пар генерируется в двухступенчатой бойлерной системе, часть которой расположена на клинкерном холодильнике, а часть - на нисходящем газоходе печи. Этот завод поставляет около 6 МВт электроэнергии. Использование существующей паровой турбины значительно улучшило экономическую эффективность установки, однако ее стоимость не была подсчитана. Ежегодное производство электричества достигает 50 ГВт·ч, что составляет четвертую часть всей потребности завода в электроэнергии.
Органический цикл Ранкина используется на цементном заводе в Ленгфурте в Германии для выработки электроэнергии при рекуперации тепла низкотемпературных газов из клинкерного холодильника. Эта технология основана на использовании органической жидкости (пентана), которая испаряется при значительно меньших, чем вода, температурах. Базовые принципы этой техники успешно использовались долгое время в технике замораживания. Технология цикла Ранкина используется главным образом для выработки энергии из геотермальных источников тепла, однако для цементного завода такой процесс был применен впервые.
Результаты показали, что при работе по такому способу можно генерировать около 1,1 МВт электрической энергии. Такой эффект был достигнут для 97% времени работы печи. Выбросы тепла из клинкерного холодильника с отходящим охлаждающим воздухом достигали 14 МВт при температуре отходящего воздуха в пределах 300 - 350 °C, из которых было рекуперировано в среднем 9 МВт. Эта технология на заводе в Ленгфурте (Германия) используется уже более десяти лет.
Отходы тепла также могут быть рекуперированы из клинкерного холодильника для обеспечения предприятия горячей водой. В большинстве случаев бойлер располагается после пылеосадителя, в качестве которого применяется электрофильтр. В противном случае необходимо использовать специальный тип бойлера, стойкий к абразивному износу, а также устанавливать обеспыливающее устройство (рукавный фильтр) после бойлера. Заводы, имеющие подобные установки для получения горячей воды, имеются в Германии и два - в Турции.
При установке более эффективных теплообменника и клинкерного холодильника избыток тепла будет снижаться и с экономической точки зрения генерация дополнительного количества энергии может стать невыгодной, особенно когда основное тепло требуется для процесса сушки материала. Поэтому возможность рекуперации тепла из печи и клинкерного холодильника для генерации энергии должна оцениваться в каждом конкретном случае с учетом всех возможных обстоятельств. Экономическая состоятельность может зависеть от местных условий, стоимости электроэнергии и мощности завода.
В России утилизация тепла отходящих газов для выработки электрической энергии не применяется. На заводах сухого способа производства весь избыток тепла расходуется на сушку сырьевых материалов, топлива и добавок. На заводах мокрого способа производства за счет избыточного тепла происходит сушка топлива и добавок. В целом выработка электрической энергии за счет рекуперации тепла - это спорный вопрос. Это доказывает факт работы в Европе только двух предприятий по данной технологии.
Рекуперация тепла для прямого нагрева, особенно из клинкерного холодильника, возможна, если:
- определенное количество избытка тепла имеется в наличии;
- рекуперация тепла путем прямого нагрева пользуется спросом;
- в прямом нагреве заинтересован партнер или он финансируется партнером;
- генератор вырабатывает электрическую энергию, которая может быть использована или на заводе, или для поставки в электрические сети общего пользования.
Специально отобранные отходы/материалы из отходов с адекватной калорийностью можно использовать в цементной печи взамен обычного ископаемого топлива (такого, как уголь) с учетом их характеристик. Часто они используются только после проведения предварительных испытаний. Рассматриваются различные критерии, играющие роль в подборе альтернативных видов топлива, поскольку они оказывают влияние на работу печи и выбросы. К ним относятся физические критерии, например, способность к переносу потоком воздуха, и химические критерии, например, содержание хлора, серы, щелочей, фосфатов, летучих металлов, реакционная способность.
Чтобы гарантировать характеристики АТ, требуется система обеспечения качества, включающая отбор и приготовление образцов, анализы и внешний контроль. В зависимости от типа используемого АТ и его характеристик важным является место подачи в печь, так как это влияет на выбросы из печи. В основном при повышенной температуре воспламенения отходов/материалов из отходов применяется подача их через главную горелку. Для всех точек подачи температура и время пребывания материала в печи зависят от конструкции печи и ее работы. Температура газов в печи должна поддерживаться не менее 850 °C в течение 2 с. Если используются отходы/материалы из отходов, содержащие более 1% хлора, то температура газов в печи должна достигать не менее 1100 °C в течение 2 с.
Для контроля выбросов должно быть установлено дополнительное оборудование. Для обеспечения безопасности окружающей среды, ее качества и соответствия стандартам требуются специальный контроль и соответствующие технические решения.
При использовании опасных отходов/материалов из отходов (жидкие виды альтернативного топлива) должны соблюдаться меры безопасности, особенно при их предварительной переработке, например, складировании, подаче в производство. Меры безопасности для потенциально самовозгорающихся материалов особенно важны при доставке АТ с предприятий предварительной переработки и сортировки на предприятия производства цемента.
Выбор и использование альтернативного топлива обусловлены рядом взаимодействующих факторов, главными из которых являются снижение выбросов CO2, NOx, а также снижение использования природных ресурсов, ископаемого топлива и сырьевых материалов.
Характеристики различных типов АТ: влажность, калорийность могут оказывать влияние на удельное потребление энергии, например, низкая калорийность и высокая влажность приводят к увеличению удельного потребления энергии (на одну тонну клинкера). Чтобы достичь такого же потребления энергии при использовании АТ с низкой калорийностью, требуется его большее количество в сравнении с использованием обычного топлива.
В зависимости от концентрации высоколетучих металлов в альтернативном топливе при их использовании может изменяться количество выбросов металлов. Это должно контролироваться и минимизироваться путем применения соответствующих мероприятий.
При использовании смеси топлив удельное потребление энергии на одну тонну клинкера изменяется по различным причинам, зависящим от типа топлива, его калорийности. Анализ данных показывает, что калорийность ископаемого топлива (угля) находится в пределах 26 - 30 МДж/кг, мазута - 40 - 42 МДж/кг, а калорийность пластиков колеблется от 17 до 40 МДж/кг. Следует отметить, что калорийность альтернативного топлива изменяется в широком интервале, вплоть до 40 МДж/кг. Калорийность отходов/материалов из отходов, содержащих биомассу и используемых в цементных печах, находится в пределах 14 - 22 МДж/кг.
В сравнении с использованием обычного топлива применение альтернативного топлива снижает производственные расходы. Используемая энергия обычно составляет 30 - 40% от себестоимости продукции. Поэтому стоимость топлива является значительной частью производственных расходов при получении цемента. АТ может быть менее дорогим, чем традиционное топливо, хотя стоимость будет меняться в зависимости от типа АТ и местных условий. Однако отходы/материалы из отходов часто проходят предварительную обработку, гомогенизацию до их использования на цементных заводах, что приводит к их удорожанию. К тому же дополнительный контроль и анализы также повышают их стоимость.
В качестве примера в [49] сообщается, что один завод, работающий на смеси альтернативных видов топлива, содержащей от 30 до 40% биомассы, с коэффициентом замещения до 65% имеет возможность прямого сокращения CO2 в количестве от 30 до 50 кг CO2/т клинкера, в то время как косвенные выбросы CO2 (в результате незначительного роста потребления покупаемой энергии) могут возрасти на 1 - 2 кг CO2/т клинкера.
В целом переход от традиционных видов ископаемого топлива к АТ (включая биомассу) связан с затратами на модернизацию существующего оборудования установки. Как правило, инвестиционные затраты составляют от 5 до 15 млн евро, в то время как операционные расходы, по оценкам, должны снизиться до 2 - 2,5 евро за тонну клинкера [90].
По данным экспертов Немецкого НИИ цементной промышленности VDZ, для реализации технических решений, описанных в разделе 2.7.1, потребуется [46]:
- загрузка и сжигание в печи отработавших шин: от 1 до 3 млн евро;
- новая современная многоканальная горелка: около 500 000 евро (с учетом стоимости вентилятора и монтажа);
- монтаж вспомогательной горелки в головке печи для сжигания альтернативного топлива: около 100 000 евро;
- станция разгрузки самосвалов или полуприцепов с подвижным полом: от 3 до 5 млн евро;
- резервуар для жидких видов АТ, включая разгрузочные, предохранительные и дозирующие устройства: от 3 до 5 млн евро;
- камера предварительного сгорания на декарбонизаторе: от 10 до 15 млн евро (в зависимости от выбранной системы).
На рисунке 4.1 представлены рекомендации и значимые аспекты, призванные помочь в выборе видов АТ, пригодных для использования в процессе обжига клинкера.

возможности использования альтернативных видов топлива
в процессе производства цемента по [46]
Во избежание оказания экологически значимых воздействий при сжигании отходов/материалов из отходов в клинкерной печи необходимо проведение тщательных предварительных испытаний с обязательным мониторингом выбросов.
Главными потребителями электрической энергии являются мельницы (помол цемента и сырья), вытяжные вентиляторы и дымососы (печи, сырьевые и цементные мельницы), которые все вместе потребляют более 80% электрической энергии. В среднем стоимость энергии - в форме топлива или электричества - составляет 40% от общей стоимости затрат на производство тонны цемента. Электрическая энергия достигает 20% общей потребности в энергии. Величина потребляемой электрической энергии колеблется от 90 до 150 кВт·ч/т цемента. Мокрый способ является более энергоемким, чем комбинированный или сухой способы.
Расход электроэнергии обусловлен природой измельчаемого материала и особенностями процесса его измельчения. В некоторых случаях минимизация энергопотребления может быть достигнута заменой старых сырьевых мельниц на новые.
Использование электрической энергии может быть минимизировано путем установки систем управления мощностью и применения энергетически эффективного оборудования, такого как роликовые мельницы высокого давления для измельчения клинкера, вентиляторов с переменной скоростью вращения, а также в некоторых случаях путем замены морально устаревших типов сырьевых мельниц на новые, более энергоемкие.
Применение улучшенной системы контроля и снижение подсоса воздуха также позволяют оптимизировать потребление электрической энергии. Некоторые технологии снижения выбросов, описанные в последующих разделах, оказывают положительное влияние на потребление энергии, например оптимизация процесса технологического контроля.
На цементном заводе имеются различные источники организованных выбросов пыли: печи, клинкерные холодильники и мельницы для помола сырьевых материалов, цемента и угля, а также вспомогательное оборудование. Основная часть выбросов пыли (с размером частиц менее 2,5 мкм) может быть снижена за счет уменьшения общей величины пылевыделения, достигаемой путем использования эффективной системы пылеулавливания. В прошлом использовались различные обеспыливающие устройства, а с 2007 года главными обеспыливающими установками стали рукавные фильтры, электрофильтры или их сочетание - так называемые гибридные фильтры.
Электрофильтры и рукавные фильтры имеют свои преимущества и недостатки (таблица 4.3).
Таблица 4.3
--------------------------------
<17> Сведения, представленные в таблице 4.3, взяты из европейского справочника и носят исключительно информационный характер.
Технические решения | Применимость | Стоимость <2> | ||
Инвестиции, млн евро | Эксплуатационные, евро/т клинкера | |||
Электрофильтры | все печные системы | 10 <*> - < 20 | 2,1 - 6,0 | 0,1 - 0,2 |
клинкерные холодильники | 10 <*> - < 20 | 0,8 - 1,2 | 0,09 - 0,18 | |
цементные мельницы | < 10 <*> | 0,8 - 1,2 | 0,09 - 0,18 | |
Рукавные фильтры | все печные системы | < 10 | 2,1 - 6,0 | 0,15 - 0,35 |
клинкерные холодильники | < 10 | 1,0 - 1,4 | 0,1 - 0,15 | |
мельницы (сырьевые, цементные, угольные) | < 10 | 0,3 - 0,5 | 0,03 - 0,04 | |
Гибридные фильтры | все печные системы, клинкерные холодильники, цементные мельницы | < 10 - 20 | ||
--------------------------------
<1> Для печных систем, обычно относящихся к среднесуточным значениям сухого газа, 273 К, 101,3 кПа и 10% O2.
<*> Уровни выбросов пыли около 10 мг/нм3 достигаются только с модернизированными или увеличенными электрофильтрами.
Электрофильтры генерируют электрическое поле вокруг движущихся частиц в воздушном потоке. Частицы становятся отрицательно заряженными и мигрируют к положительно заряженным осадительным электродам. Эти осадительные электроды за счет периодического встряхивания или вибраций высвобождают осевшую на них пыль, которая падает вниз, в бункер-коллектор. Циклы встряхивания электродов оптимизируются, чтобы минимизировать унос пыли и тем самым довести до минимума пылевынос. Электрофильтры характеризуются способностью работать при высокой температуре (вплоть до 400 °C) и высокой влажности обеспыливаемых газов. Качество работы электрофильтров зависит от различных эксплуатационных параметров, таких как: влажность и химический состав газа и частиц пыли, скорость газового потока, распределение частиц по размерам, электрическое сопротивление частиц, уровень загрузки, температура газа, операции включения-выключения, напряженность электрического поля, площадь и форма электродов, концентрация SO2, содержание влаги в осаждаемой пыли и промежуточные или переходные режимы работы.
Работа электрофильтра может быть ухудшена при образовании наростов материала на изоляционном слое электродов и как следствие за счет снижения напряженности электрического поля. Это может случиться при наличии в печи большого количества хлоридов и сульфатов, образующих со щелочными металлами хлориды и сульфаты. Хлориды щелочных металлов образуют субмикроскопические частицы пыли (0,1 - 1 мкм), имеющие высокое удельное сопротивление (1012 - 1013 Ом/см), которые образуют слои на электродах и тем самым затрудняют удаление пыли.
Проблемы высокого сопротивления могут быть частично решены за счет впрыскивания воды в башню для кондиционирования дымовых газов. Другим путем решения этой проблемы является использование рукавных фильтров.
Современные электрофильтры большого размера совместно с системой кондиционирования обеспыливаемых газов при оптимизации режима работы могут снизить среднемесячное пылевыделение до 5 - 15 мг/нм3. Проектная эффективность обеспыливания в таких электрофильтрах - выше 99,99%, поэтому выбросы пыли имеют небольшую величину, всего несколько мг/нм3. Электрофильтры весьма эффективны для улавливания ультрамелких частиц (< 0,5 мкм), способных агломерироваться. Электрофильтры являются мощным и эффективным оборудованием, распространенным в технологическом процессе. Существующие электрофильтры часто могут быть усовершенствованы без полной замены, что снижает стоимость работ по модернизации. Модернизация старых электрофильтров может касаться монтажа более современных электродов или автоматического контроля напряжения на старых установках. Можно также улучшить прохождение газа через электрофильтр или установить дополнительные секции фильтрации.
Потребление электрической энергии электрофильтров растет экспоненциально со снижением содержания пыли в очищенном газе. Оптимальная работа электрофильтра зависит от температуры и влажности обеспыливаемого газа. Продолжительность работы электрофильтра может достигать несколько десятилетий при обеспечении всех рекомендуемых условий обслуживания и ремонта. Некоторые части (молотки, подшипники) необходимо регулярно менять после нескольких лет эксплуатации как часть периодического обслуживания и ремонта.
Электрофильтры вследствие их высокой эффективности, низкого гидравлического сопротивления, высокой работоспособности и энергетической эффективности становятся наиболее успешными установками для улавливания пыли из отходящих газов вращающихся печей и клинкерного холодильника. Электрофильтры могут быть использованы почти в каждой цементной печи для удаления пыли из отходящих газов, газов из системы байпаса и воздуха из колосникового холодильника.
Рукавные фильтры являются эффективным пылеулавливающим оборудованием. Основной принцип работы рукавных фильтров заключается в использовании матерчатой мембраны, которая пропускает газ, но задерживает пыль. Различие в конструкции таких фильтров состоит в том, что часть фильтрующих элементов состоит из цилиндрических фильтровальных мешков (вертикальная подвеска), а часть - из фильтровальных пакетов, которые обычно устанавливаются горизонтально. Первоначально пыль откладывается частично на поверхности волокон и проникает на всю глубину ткани, но как только поверхностный слой ткани полностью покроется пылью, она сама становится доминирующей фильтровальной средой. Выходящие газы могут проходить не только из внутренней части фильтровального рукава наружу, но и в противоположном направлении. Поскольку слой пыли утолщается, сопротивление прохождению газа повышается. Поэтому необходимы периодическая чистка фильтровальной среды и контроль гидравлического сопротивления фильтра. Обычными способами чистки являются периодическая импульсная подача очищенного газа или сжатого воздуха в направлении, обратном обычному потоку газа, механический удар или встряхивание и вибрация. Рукавные фильтры имеют много секций, которые можно индивидуально изолировать в случае выхода из строя рукава; соответственно фильтрация будет успешной, обеспечивающей адекватное поведение установки в целом, если даже секция будет целиком выведена из эксплуатации. Для этого должен сработать "детектор разрыва рукава", который находится в каждой секции и который указывает на необходимость замены мешка, если случилась неполадка.
Фильтровальные рукава изготавливают из тканого и нетканого материала. Высокая температура (150 - 300 °C) обеспыливаемых газов требует применения специальных материалов. Современные синтетические ткани могут выдерживать температуру лишь до 280 °C.
Поведение рукавных фильтров зависит от различных параметров, таких как совместимость фильтрующего материала с характеристиками обеспыливаемого газа и пыли, соответствующее термическое, физическое и химическое сопротивление против воздействия гидролиза, окисления и температуры процесса. Важными характеристиками фильтра являются размер фильтрующей поверхности, эффективность разделения и сопротивление фильтрации (так называемое "дифференциальное давление фильтра"). Последняя величина зависит от свойств фильтровального материала и пыли. Основным параметром для проектирования фильтра является пропускная способность (объем обеспыливаемого газа). Поэтому классификация рукавных фильтров должна осуществляться в зависимости от типа, количества и свойств пыли и газа.
Срок службы, потребности в энергии и в обслуживании рукавных фильтров зависят от тепловых и механических нагрузок. Скорость прохождения газа, толщина отложений пыли, пористость и циклы очистки влияют на эффективность удаления пыли. Улучшение работы фильтра (в частности, снижение его гидравлического сопротивления) ведется в направлении быстрого определения потенциальной утечки пыли с постоянным контролем с помощью детектора, улучшения системы пылеудаления, повышения срока эксплуатации и снижения стоимости. Циклы очистки и методы очистки фильтрующих материалов оказывают влияние на эффективность работы фильтра. Испытания показали, что при использовании воздушной пульсации низкого давления эффективность повышается, в то же время минимизируется потребление энергии и снижается уровень шума. Такая фильтрующая система может быть использована для обеспыливания отходящих газов из вращающихся печей, а также обеспыливания щелочной пыли байпаса, воздуха клинкерного холодильника, мельниц и классификаторов.
Объединение рукавных фильтров с циклонами применимо для клинкерного холодильника. В циклоне частицы пыли выделяются от газового потока и осаждаются под действием центробежных сил на стенах циклона, а затем удаляются через отверстие со шлюзовым затвором на дне циклона. Центробежные силы проявляются непосредственно в газовом потоке, входящем по касательной в цилиндрический корпус циклона, или за счет вращения рабочего вентилятора, находящегося в установке (механический центробежный пылеосадитель). В цементной промышленности циклоны объединяются с воздушным теплообменником для снижения температуры и рукавным фильтром (пылеулавливающая камера с рукавным фильтром) для удаления пыли из отходящих газов холодильника. Циклон может снизить концентрацию пыли до 70% от исходной. В сочетании с воздушным теплообменником и пылеулавливающей камерой с рукавным фильтром достигается высокая очистка (до 99,99%) при низкой концентрации пыли в выбросах, равной 5 - 7 мг/нм3. Однако для установки такой конструкции необходимо обеспечить достаточное пространство, так как циклон имеет большие размеры (25 м длина, 6,4 м высота и 6,4 м диаметр) и объединен с теплообменником. К тому же используется дополнительная электрическая энергия для сбора пыли и ее возврата в процесс, что может привести к снижению потребления сырьевых материалов.
Чтобы оптимизировать эксплуатационную стоимость рукавных фильтров, на цементных заводах устанавливают оптимальное давление в системе пульсирующего струйного пылеудаления. Нагрузка на фильтр, дифференциальное давление фильтра и система очистки газов являются тремя главными факторами, оказывающими влияние на снижение стоимости рукавных фильтров. Эти факторы тесно связаны, поэтому для оптимизации стоимости необходимо достижение максимально возможных отношений воздух/обшивка, наименьших значений дифференциального давления и более низких давлений воздуха для очистки.
Гибридные фильтры представляют собой объединение электрофильтров и рукавных фильтров в одно и то же устройство. Они в основном являются результатом модернизации существующих электрофильтров и позволяют повторно использовать часть старого оборудования.
К основным источникам диффузной пыли относятся следующие процессы:
- дробление сырья;
- транспортировка материалов конвейером или элеватором;
- дорожное покрытие (за счет автомобильного транспорта;
- хранение сырья, клинкера и цемента;
- мельницы для помола сырья, цемента и угля;
- хранение твердого топлива (нефтяной кокс, уголь, бурый уголь);
- отгрузка цемента.
Компактное расположение объектов является наиболее простым способом снижения неорганизованных выбросов пыли. Регулярное и тщательное обслуживание установок всегда приводит к косвенному снижению неорганизованных выбросов пыли благодаря уменьшению подсоса воздуха или предотвращению негерметичности установок. Использование автоматических приборов и системы контроля также способствует снижению выбросов пылевидных частиц, равно как и постоянная безотказная надежная работа установок.
Для снижения выделения диффузной пыли при погрузке цемента рекомендуется, например, использовать гибкие загрузочные трубы, соединенные с пылесборным устройством. Такие загрузочные трубы оборудованы вытяжным приспособлением, гарантирующим погрузку без пыли.
Чтобы снизить выбросы дисперсной пыли на открытом складе, где размещены сырьевые материалы или топливо, штабели и площадки навального хранения могут быть закрыты или укрыты с помощью различных перегородок, покрытий, разделены стенами или оградами, состоящими из вертикальных зеленых растений (искусственные или естественные барьеры для предотвращения воздействия ветра).
В целях единообразия и соответствия европейским данным все данные по выбросам загрязняющих веществ должны быть приведены к стандартным условиям, т.е. сухому газовому потоку при температуре 273 К и давлении 101,3 кПа при содержании кислорода O2 10 об. %. Если фактическое содержание кислорода в газовом потоке отличается от 10 об. %, то пересчет концентрации выбросов в стандартное состояние осуществляется по формуле:

где Cизм. и Cстанд. - концентрация выбросов загрязняющих веществ, соответственно измеренная в потоке и при стандартном состоянии, мг/нм3;
Oфакт. - фактическая концентрация кислорода в потоке в момент измерения, об. %.
Если концентрация ЗВ была измерена в [ppm], то для пересчета в [мг/м3] используют следующую формулу:

Для снижения выбросов NOx применяются как первичные технические решения, интегрированные в технологический процесс, так и специальные технологии или их сочетание с первичными техническими решениями. К первичным техническим решениям относятся:
- оптимизация процесса обжига;
- охлаждение пламени;
- горелки с низким выделением NOx;
- постадийное сжигание топлива, сжигание топлива в средней части печи в сочетании с декарбонизатором и использованием оптимальной топливной смеси;
- использование минерализаторов для улучшения обжигаемости сырьевой смеси.
Специальные технологии, которые могут быть использованы для снижения выбросов NOx:
- технология селективного некаталитического восстановления NOx (SNCR);
- технология селективного каталитического восстановления NOx (SCR).
Для сохранения окружающей среды и по экономическим соображениям снижение количества выбросов NOx предпочтительно следует начинать с осуществления первичных технических решений, интегрированных в технологический процесс, а именно: автоматизированное управление технологическим процессом, постадийное сжигание топлива и охлаждение пламени, улучшение конструкции горелок, оптимизация способов присоединения холодильника к печи, выбор топлива, в том числе альтернативного (рисунок 4.2).

по снижению выбросов оксидов азота [91]
Только некоторые печи с циклонными теплообменниками или циклонными теплообменниками и декарбонизаторами после оптимизации процесса работы и применения только первичных технических решений демонстрируют выбросы NOx менее 500 мг/нм3. Поэтому чаще всего применяют специальные технологии (рисунок 4.3).

оксидов азота NOx в 2000 - 2019 гг. по данным Цембюро [91]
Эффективность различных методов снижения выбросов NOx представлена в таблице 4.4.
Таблица 4.4
при производстве цемента
Техническое решение | Эффективность снижения выбросов, % | Данные по выбросам, мг/нм3 |
Оптимизация процесса обжига | 25 | Снижаются с 1400 до 1000 |
Охлаждение пламени факела | 0 - 35 | < 500 - 1000 |
Применение горелок с низким выделением NOx | 0 - 35 | < 500 - 1000 |
Постадийное сжигание топлива, сжигание топлива в средней части печи | 20 - 40 | - |
Использование минерализаторов | 10 - 15 | - |
Технология SNCR | 30 - 90 | 200 - 500 |
Технология SCR | 43 - 95 | 200 - 500 |
Оптимизация процесса обжига. Оптимизация процесса обжига, стабильная и оптимальная работы печи, оптимизация процесса контроля, гомогенизации, подачи топлива приводят к снижению выбросов NOx. Первичная оптимизация технических переделов включает оптимизацию контроля процесса обжига и выбросов, улучшение работы установок непрямого сжигания топлива, оптимизацию работы холодильника, выбора топлива и оптимизацию содержания кислорода при обжиге клинкера.
Путем оптимизации работы контрольно-измерительной техники и оборудования достигается снижение выбросов NOx до 500 - 1000 мг/нм3.
Охлаждение пламени факела. Добавление воды в топливо или непосредственно в пламя с использованием различных методов инжекции (впрыскивание жидкости или жидкости + твердого вещества), использование жидких и твердых отходов/материалов из отходов с высокой влажностью снижает температуру пламени и увеличивает концентрацию гидроксильных радикалов. Это оказывает положительный эффект на снижение образования NOx в зоне горения факела. Однако при этом требуется дополнительное тепло для испарения воды, что вызывает небольшое увеличение выбросов CO2 (примерно 0,1 - 1,5%) в сравнении с общим количеством выделяющегося CO2 в печи. Энергетическая эффективность процесса обжига снижается.
Снижение температуры пламени факела может быть достигнуто путем инжекции в факел тонкоизмельченного известняка или путем совместного помола небольших количеств известняка и твердого топлива (угля). При рациональном корректировании состава сырья охлаждение пламени за счет инжекции тонкомолотого известняка не приводит к повышению удельного расхода тепла или увеличению выбросов CO2 из печи.
Впрыскивание воды может создать проблемы в управлении печью, снизить выход клинкера и оказать влияние на его качество.
Применение горелок с низким выделением NOx. Конструкции горелок с низким выделением NOx различаются в деталях, но в большинстве конструкций топливо и воздух подаются в печь через коаксиальные трубы. Количество первичного воздуха снижается до 6 - 10% от требуемого по стехиометрии для горения топлива (обычно 10 - 15% в традиционных горелках). Первичный воздух подается с большой скоростью через внешний канал. Уголь вдувается через центральную трубу или через средний канал. Третий канал используется для вихревого воздуха. Закрутка воздуха осуществляется специальными лопатками, расположенными вблизи сопла горелки.
Эффект такой конструкции горелки заключается в очень быстром воспламенении топлива, особенно при наличии в топливе летучих соединений, при недостатке кислорода в атмосфере, что ведет к снижению образования NOx.
Для обеспечения возможности применения различных видов топлива, в том числе альтернативного, современные горелки изготавливаются многоканальными (см. раздел 2).
Постадийное сжигание топлива, сжигание топлива в средней части печи. Постадийное сжигание топлива применяется в цементных печах, оборудованных декарбонизатором специальной конструкции (рисунок 4.4). Первая стадия горения топлива происходит во вращающейся печи при оптимальных условиях обжига клинкера. Вторая стадия протекает в горелке на входе материала в печь, где образуется восстановительная атмосфера, которая разлагает часть оксидов азота, накопленного в зоне обжига.

постадийного сжигания топлива:
а - принцип ступенчатого сжигания топлива;
б - расположение оборудования
Высокая температура в этой зоне особенно предпочтительна для реакции превращения NOx в элементарный азот. На третьей стадии топливо подается в декарбонизатор с количеством третичного воздуха, вызывающего также образование восстановительной атмосферы. Эта система снижает количество оксидов азота NOx, образующихся при сжигании топлива в декарбонизаторе, а также уменьшает количество NOx, приходящих в печь извне. На четвертой финальной стадии оставшийся третичный воздух подается в верхнюю часть системы для остаточного сжигания.
Технология постадийного сжигания топлива может быть использована только на печах, оборудованных декарбонизатором. Для завода, использующего циклонный теплообменник без декарбонизатора, необходима существенная модификация оборудования.
Сжигание кусковых видов альтернативного топлива (например, автомобильных шин) является одним из вариантов технологии стадийного сжигания топлива, при этом сжигание кусков топлива сопровождается образованием восстановительной атмосферы в зоне обжига. В печах, оборудованных запечными теплообменниками и декарбонизатором, подача кусков топлива производится на входе в печь или в декарбонизатор. Сжигание кускового топлива может снизить выбросы NOx на 20 - 30%.
В длинных печах мокрого и сухого способов производства создание восстановительной зоны сжиганием кускового топлива может снизить выбросы NOx. Поскольку в длинных печах нет свободного доступа топлива в зоны с температурой выше 900 - 1000 °C, система сжигания топлива в середине печи устраивается таким образом, чтобы обеспечить возможность подачи в нее отходов/материалов из отходов, которые нельзя подать через основную горелку (например, шины).
Имеющиеся установки по сжиганию АТ в средней части печи обеспечивают снижение выбросов NOx на 20 - 40%.
При использовании таких установок скорость горения топлива может иметь критическое значение. Если горение медленное, то создается восстановительная зона обжига, которая оказывает негативное влияние на качество продукции. Если же горение топлива происходит достаточно быстро, соответствующий участок зоны цепной завесы перегревается и в результате этого цепи выгорают.
Использование минерализаторов. Добавление в сырьевую смесь минерализаторов, таких как фтор, является технологией регулирования качества клинкера, позволяющей снизить температуру в зоне спекания. При снижении температуры обжига одновременно достигается уменьшение образования NOx на 10 - 15%, при этом происходит и снижение потребления энергии. Избыточное добавление фторида кальция может привести к увеличению выбросов HF.
Технология селективного некаталитического восстановления оксидов азота (SNCR). Технологию селективного некаталитического восстановления оксидов азота можно рассматривать как метод для достижения потенциально высоких уровней сокращения выбросов NOx при относительно умеренных затратах. Технология широко используется в цементных печах ЕС. Технология SNCR включает инжекцию в дымовые газы водного раствора аммиака (до 25% NH3), водных растворов соединений аммиака или мочевины для восстановления NOx до N2 (рисунок 4.5). Оптимальный температурный интервал протекания реакции восстановления - 830 - 1050 °C при обеспечении достаточного времени контакта восстанавливающего агента с дымовыми газами (рисунок 4.6).

б - принцип технологии

восстановления (SNCR) по [92]
Хорошее распределение аммиака в стехиометрическом количестве является весьма важным для достижения наивысшей эффективности снижения выбросов оксидов азота и снижения количества следов аммиака. Чтобы достигнуть оптимального использования вводимых реагентов - раствора аммиака или мочевины и обеспечить высокую эффективность снижения NOx, при проектировании и в производстве необходимо иметь в виду следующие моменты, позволяющие технически и экономически улучшить эксплуатацию рассматриваемой системы: инжектирование реагентов должно осуществляться в температурном интервале 830 - 1050 °C, чтобы предотвратить присутствие следов аммиака или его сжигание, поскольку это потенциально может привести к образованию вторичного NOx.
Если завод уже оборудован системой постадийного сжигания топлива, то необходимо дальнейшее развитие использования технологии SNCR. Одновременное использование этих технологий требует регулирования температуры, времени пребывания атмосферы с таким расчетом, чтобы они соответствовали друг другу. Снижение выбросов NOx может быть также достигнуто инжекцией восстанавливающих реагентов в окислительную, а также в восстановительную зону печи с постадийным сжиганием топлива. Инжекция в окислительную зону более предпочтительна, поскольку вероятность увеличения выбросов CO в этом случае меньше в сравнении с инжекцией в восстановительную зону. Благодаря различным конструкциям декарбонизатора дизайн и режим работы установки SNCR должны быть адаптированы к соответствующей технологии.
Технология селективного каталитического восстановления оксидов азота (SCR). С технологической точки зрения процесс SCR является очень эффективной вторичной мерой для сокращения выбросов NOx, при которой очень низкий уровень выбросов NOx может быть достигнут одновременно с очень низким уровнем выбросов NH3. Однако это более сложная технология и предполагает значительные инвестиционные затраты. Поскольку это относительно новая технология, пока лишь в ЕС только несколько обжиговых печей оснащены SCR.
В технологии SCR NO и NO2 восстанавливаются до N2 с помощью NH3 и катализатора при температуре около 300 - 400 °C. В качестве восстановителя предполагается использование водных растворов аммиака или мочевины. Эта технология широко применяется для снижения NOx в других отраслях промышленности (например, на теплоэлектростанциях при сжигании отходов).
Процесс SCR можно использовать в разных конфигурациях системы. В цементной промышленности в основном рассматриваются две системы: установка с низким пылевыделением между системой обеспыливания и дымовой трубой и с высоким пылевыделением - между теплообменником и системой обеспыливания (рисунок 4.7).

содержанием пыли [76]
Установка системы с низким пылевыделением требует повторного подогрева отходящих газов после их обеспыливания, что сопровождается дополнительными затратами энергии и потерями давления. Система с высоким пылевыделением газов более предпочтительна по техническим и экономическим показателям. Эта система не требует дополнительного подогрева, так как температура газов на выходе из теплообменника обычно достаточно высокая для работы с применением SCR технологии.
Как было сказано выше, технология SCR пока еще не получила широкого распространения. Отчеты после первых пилотных испытаний, после долговременной работы демонстрационной установки и после первых применений в Германии и Италии свидетельствуют о достижимых нормах снижения выбросов NOx в пределах от 43 до 95% для технологии SCR [93]. Согласно представленной информации, содержание NOx в выбросах находилось в пределах < 200 - 500 мг/нм3.
Опыт эксплуатации, доступный на сегодняшний день - на двух пилотных проектах на немецких цементных заводах, - показывает, что нормативы выбросов в Германии для NOx и NH3 (NOx - 200 мг/нм3, проскок NH3 - 30 мг/нм3) могут быть достигнуты во время непрерывной работы печей (как при прямой, так и при комбинированной работе - со включенной/выключенной сырьевой мельницей). Для достижения этих значений потребовалось снизить содержание NOx на 40 - 75%, также было снижено содержание NH3 на 40 - 60%.
С увеличением количества часов работы катализатора увеличивается выброс NH3, что указывает на снижение активности катализатора и обычно требует обновления слоя катализатора. Преимущество процессов SCR заключается в том, что, помимо NOx и NH3, также могут быть уменьшены и другие компоненты отходящих газов. Например, можно уменьшить общие выбросы углеродсодержащих веществ и содержание обобщенных показателей (например, ПХДД/ПХДФ, ПАУ, ПХБ, сумма бензола, толуола, этилбензола и ксилола и т.д.), поскольку катализаторы разлагают углеводороды. В то время содержание короткоцепочечных углеводородов и CO практически не уменьшается [46].
Потенциально с применением технологии SCR может быть достигнуто снижение выбросов NOx до 85 - 90%.
Общим недостатком технологий SNCR и SCR является возможность проскока (дополнительного выброса) NH3 в случае неполного использования восстановителя для восстановления NOx. Сравнительная оценка эффективных технологий приведена в таблице 4.5.
Таблица 4.5
выбросов NOx [94]
Показатель | Ступенчатое сжигание | SNCR | SCR |
Общая оценка технологии | Очень рентабельна, достаточно высокий потенциал снижения выбросов NOx | Рентабельна, средний/высокий потенциал снижения выбросов NOx | Дорогая и сложная, но эффективная технология при необходимости достижения низких выбросов NOx (~ 200 мг/м3) и NH3 |
Применимость (согласно [95]) | Для заводов сухого и мокрого способа производства с модернизированной печью | Для заводов сухого способа производства | Для заводов сухого способа производства |
Дополнительная информация о применимости | Наиболее эффективна для печей с теплообменником, декарбонизатором и третичным воздуховодом. Требуется встроенный декарбонизатор | Может комбинироваться с постадийным сжиганием | Требуется значительное пространство для размещения оборудования |
Инвестиционные затраты | Низкие (могут быть высокими для сложных проектов по модификации) | Средние | Очень высокие |
Эксплуатационные затраты | Текущие затраты не изменяются | Средние/Высокие | Средние |
Уровень сокращения выбросов NOx | 10 - 50% | 30 - 90% | 43 - 95% |
Возможные риски | Риск увеличения выбросов CO при отсутствии оптимизации | Опасность значительных проскоков NH3 в отдельных случаях (например, при достижении высоких показателей сокращения). Риск увеличения выбросов CO в сочетании с постадийным сжиганием и отсутствием оптимизации | Риск увеличения выбросов NH3 при отсутствии оптимизации |
Первым шагом снижения выбросов SO2 является реализация первичных технических решений:
- выбор сырьевых материалов, топлива и отходов/материалов из отходов (при их использовании) с невысоким содержанием свободной серы или серы в виде сульфидов;
- оптимизация процесса обжига клинкера, включающая стабильную работу печей;
- однородное распределение нагретого материала в печи;
- предотвращение образования восстановительной атмосферы при обжиге клинкера.
Концентрация кислорода на входе материала в печь является решающим фактором связывания SO2 сырьевыми материалами. Увеличение содержания кислорода в печи снижает количество выбросов SO2 и увеличивает количество NOx. Избыток кислорода обеспечивает образование сульфатов в нижней части циклонного теплообменника, которые выходят из печи совместно с клинкером.
Применение системы байпаса предотвращает накопление в печи легкоплавких сульфитов щелочных металлов и приводит к некоторому снижению выбросов SO2.
Баланс для защиты окружающей среды должен быть найден оптимизацией соотношения выбрасываемых NOx/SO2/CO путем регулирования содержания кислорода в печи, но этот процесс оптимизации очень труднодостижим для длинных мокрых, длинных сухих и печей "Леполь".
Для печей сухого способа с циклонными теплообменниками, даже если топливо для печи имеет высокое содержание серы, все соединения серы улавливаются клинкером и покидают печь, а выбросы SO2 ниже 10 мг/м3. Для этого типа печей сухого процесса критической точкой является то, когда сырье имеет высокий уровень свободной серы или, чаще, серы в форме сульфидов, таких как пирит. Тогда первичных технических решений недостаточно для значительного снижения выбросов SO2.
Если первичные технические решения недостаточны, необходимо использовать дополнительные технические решения.
Радикальными техническими решениями, позволяющими резко снизить выбросы SO2 из цементных печей, являются использование добавок сорбента, применение мокрого скруббера или адсорбция SO2 на активированном угле.
Использование добавок сорбента (абсорбента). Сорбент (Ca(OH)2) может добавляться в сырьевую смесь при ее помоле в валковой мельнице либо инжектируется в газовый поток. В последнем случае в качестве сорбента можно использовать CaO, Ca(OH)2, высокоосновную золу-унос или бикарбонат натрия NaHCO3. Применение кальцийсодержащих добавок является предпочтительным, так как они образуют продукты, которые могут непосредственно участвовать в процессах обжига клинкера без ухудшения его качества.
Оптимальная температура для добавления гидратной извести находится в пределах 350 - 450 °C и ниже 150 °C, если газ содержит повышенное количество влаги. Наиболее удобным местом подачи гидратной извести в цементную печь является верхний циклон теплообменника или газоход отходящих газов.
Степень снижения содержания SO2 путем добавки гидратной извести определяется уровнем начального содержания SO2 и характеристиками отходящих газов. Может быть достигнуто снижение содержания SO2 на 60 - 80%. При начальном уровне содержания SO2 выше 400 мг/нм3 теоретически возможно достичь уровня выбросов 100 мг/нм3.
Использование мокрого скруббера. Мокрый скруббер - это традиционно применяемая технология для десульфуризации газов на тепловых электростанциях, работающих на угле. Для снижения выбросов SO2 при производстве цемента технология мокрого скруббера находится на стадии разработки процесса. Технология мокрого скруббера основана на следующей химической реакции:
SO2 + 1/2O2 + 2H2O + CaCO3 <--> CaSO4·2H2O + CO2.
SO2 абсорбируется жидким шламом, который распыляется в распылительной башне. В качестве абсорбента используется карбонат кальция. Мокрый скруббер также значительно снижает выбросы HCl, пыли и в несколько меньшей степени - выбросы металлов, NH3. В мокром процессе десульфуризации образуется двуводный гипс CaSO4·2H2O, который заменяет природный гипсовый камень и в целом является модифицирующим реагентом в цементе. Система мокрого скруббера обеспечивает высокую эффективность улавливания водорастворимых кислых газов, включая их десульфуризацию (FGD-процесс) с наименьшим количеством твердых отходов. Эта технология предполагает использование значительных объемов воды с последующей необходимостью очистки сточных вод.
Снижение выбросов SO2 с помощью технологии мокрого скруббера может достигать более 95%. При работе печи с теплообменником производительностью 5800 т/сутки и начальной концентрации SO2 в отходящих газах в пределах 800 - 1000 мг/нм3 были достигнуты показатели выбросов менее 10 мг/нм3.
На приведенном ниже рисунке 4.8 показаны условия, при которых можно использовать добавление абсорбента или метод мокрого скруббера для снижения выбросов SO2.

Введение абсорбента | Мокрый скруббер |
- Более низкая стоимость | - Высокая стоимость |
- Более низкая эффективность | |
- Более высокие и низкие выбросы | - Более низкие целевые выбросы |
- Не может справиться с высокой нагрузкой SO2 на входе | |
- Подходит для высокой нагрузки SO2 |
и недостатки методов мокрого скруббера и добавление
абсорбента по [76]
Адсорбция SO2 на активированном угле. Такие загрязнения, как SO2, органические соединения, металлы, NH3, соли аммония, HCl, HF и остаточная пыль после электрофильтра или рукавного фильтра могут быть удалены из отходящих газов адсорбцией на активированном угле. Фильтр из активированного угля используется в виде технологии инжекции или в виде конструкции из плотного слоя с модульными стеновыми перегородками. Модульная конструкция позволяет адаптировать размеры фильтра к различным установкам, через которые проходит газ, и к производительности печи. Использованный активированный уголь периодически удаляется в отдельный силос и заменяется свежим адсорбентом. При использовании отработанного активированного угля в качестве топлива в печи улавливаемые вещества возвращаются в систему и в большом количестве фиксируются в цементном клинкере. Однако известно о единичном случае применения данной технологии в Европе на цементном заводе в Сиггентале (Швейцария).
В настоящее время адсорбция на активированном угле для снижения выбросов SO2 с печными газами цементных печей не применяется.
Первым шагом контроля выбросов SO2 является оптимизация технических решений по первичным мерам: оптимизация процесса обжига клинкера, включающая стабильную работу печей, однородное распределение нагретого материала в печи, предотвращение восстановительной атмосферы при обжиге, а также выбор сырьевых материалов и топлива с невысоким содержанием сульфатов.
Концентрация кислорода на входе материала в печь является решающим фактором связывания SO2 сырьевыми материалами. Увеличение содержания кислорода в длинных печах снижает количество выбросов SO2 и увеличивает количество NOx. Однако для достижения качества продукции требуется поддерживать избыток кислорода при обжиге клинкера. Поэтому в системе всегда имеется достаточный приток кислорода, чтобы обеспечить образование сульфатов в нижней части циклонного теплообменника или в камере горячих газов колосникового подогревателя печи Леполь, которые выходят из печи совместно с клинкером (рисунок 4.9).

на образование и выбросы NOx, SO2 и CO [76]
Баланс для защиты окружающей среды должен быть найден оптимизацией соотношения выбрасываемых NOx/SO2/CO путем регулирования содержания кислорода. В тех случаях, когда этих методов недостаточно, могут применяться дополнительные методы "на конце трубы", особенно для обжиговых печей мокрого способа и длинных печей сухого способа производства, а также обжиговых печей "Леполь", особенно если используемое топливо имеет высокие концентрации серы.
Для печей сухого процесса с технологией предварительного подогрева (с декарбонизатором или без него) ситуация, касающаяся уровня кислорода в печи и улавливания SO2, совершенно иная.
В печах этого типа улавливание соединений серы в нижней части циклонного теплообменника (часто увеличенное наличием устройства "пылевой завесы") эффективно даже при использовании топлива с высоким содержанием серы (например, нефтяного кокса) и независимо от содержания кислорода в задней части печи (в определенных пределах, совместимых с качеством клинкера и работой печи).
Данные по современным уровням выбросов CO из цементных печей представлены в разделе 3.6.4.
Так как одним из источников CO в дымовых газах цементных печей является органический углерод в составе сырьевых материалов, то первичным техническим решением для снижения выбросов CO является выбор (когда это возможно) сырьевых материалов с низким содержанием органического углерода.
Быстрое и резкое увеличение содержания CO в дымовых газах (проскок CO) обычно наблюдается в периоды нестабильной работы печи, при ее розжиге, при непостоянном составе топлива и его неравномерной подаче в печной агрегат. Технические решения, направленные на стабилизацию параметров работы печи, состава и характеристик применяемого топлива и подачи его в печь, будут приводить к снижению выбросов CO.
Так как при высокой концентрации CO в дымовых газах существует риск взрыва электрофильтров, то электрофильтр обычно отключается при проскоке CO. Временное отключение электрофильтра может привести к увеличению выбросов пыли и тяжелых металлов.
Для контроля содержания CO в дымовых газах должны использоваться автоматические непрерывные измерители с быстрым временем отклика, а пробоотборник должен находиться близко к источнику CO, например, в газоходе от циклонного теплообменника к башне кондиционирования при сухом способе производства цемента или в головке холодного конца печи при мокром способе производства цемента.
В тепловом процессе появление летучих органических соединений (ЛОС) (и оксида углерода) в основном связано с неполным сгоранием топлива. В цементных печах при нормальных и стабильных условиях работы выбросы этих веществ будут меньше благодаря применяемому типу печи, времени пребывания газов в печи, высокой температуре, природе пламени (2000 °C) и избытку кислорода. В этих условиях органические соединения разлагаются с высокой эффективностью (> 99,9999%). Эти выбросы могут увеличиваться при внезапных остановках или при ненормальных условиях эксплуатации оборудования.
В нормальных условиях выбросы ЛОС, как правило, невелики, но могут увеличиваться из-за их присутствия в сырье, используемом на заводе. Природное сырье или отходы/материалы из отходов с высоким содержанием летучих органических соединений не должны выбираться в максимально возможной степени, но если они подаются в печь, как обычно, через используемые питатели, то топливо с высоким содержанием галогенов не должно использоваться в качестве вторичного топлива.
Если концентрация ЛОС окажется высокой, теоретически следует применить технологию адсорбции активированным углем, как описано в другом месте, но в настоящее время она не признана экономичной НДТ.
Выбор, когда это возможно, сырьевых материалов с низким содержанием органического вещества снижает выбросы CO. Когда в результате неполного сгорания топлива появляется оксид углерода, улавливание выбросов становится менее эффективным. Поэтому при работе установки соблюдается тенденция ограничения выделения CO из печи. Улучшение сжигания, оптимизация и качество топлива, характеристики горелки и ее конфигурация, конструкция печи, температура горения и время пребывания топлива в печи - все это может снизить выбросы CO.
Все технические решения, которые приводят к снижению потребления топлива, также уменьшают количество выбросов CO2. Выбор, при возможности, сырьевых материалов с низким содержанием органического вещества и топлива с низким отношением количества углерода и величины его калорийности снижает выбросы CO2.
Пыль от производства цемента содержит небольшое количество металлов и их соединений, таких, как мышьяк As, кадмий Cd, ртуть Hg, свинец Pb, таллий Tl, цинк Zn. Главными источниками богатой металлами пыли являются печная система с теплообменником и декарбонизатором, вращающаяся печь и клинкерный холодильник. Использование угля и альтернативного топлива может увеличивать поступление металлов в технологический процесс. Поскольку металлы, поступающие в печную систему, различаются по летучести, при высокой температуре нагретых газов в цементной печи металлические соединения находятся также в газовой фазе. Исследования баланса показывают, что имеется низкое удерживание элементов с высокой летучестью в клинкере, они аккумулируются в основном в печной системе. Текущие уровни выбросов металлов и их соединений при производстве цемента представлены в разделе 3.6.6.
Для снижения выбросов металлов необходимо осуществлять тщательный отбор сырьевых материалов, топлива, в том числе альтернативного, сжигаемых в печи, с целью минимизации содержания в них различных металлов, особенно металлов и их соединений с высокой летучестью. Рекомендуется использовать системы обеспечения качества, гарантирующие соблюдение требуемых характеристик поступающих видов сырьевых материалов и топлива.
Металлы с низкой летучестью почти полностью выводятся из печной системы с клинкером, поэтому принятие каких-либо мер для снижения их выбросов обычно не требуется.
Металлы с повышенной летучестью, к которым относятся кадмий Cd, таллий Tl и свинец Pb, имеют тенденцию к организации кругооборота (рецикла) внутри печной системы и циклонного теплообменника. В процессе кругооборота их концентрация в определенных зонах печи и теплообменника постепенно увеличивается, что приводит к увеличению эмиссии данных металлов и их соединений в атмосферу вместе с пылью. Основными способами снижения выбросов этих металлов будут снижение выбросов пыли, особенно тонкодисперсной, менее 10 мкм, из печи для обжига клинкера и разрыв их кругооборота для предотвращения постепенного аккумулирования. Для разрыва кругооборота необходимо использовать систему байпаса дымовых газов. Пыль, уловленную в системе байпаса после резкого охлаждения дымовых газов, особенно пыль фракции менее 10 мкм, рекомендуется использовать в качестве технологической добавки или вспомогательного компонента при помоле цемента.
Особое место среди металлов занимает ртуть Hg. Она обладает высокой летучестью при температурах до 100 °C, практически не оседает на частицах пыли и удаляется из печи вместе с дымовыми газами. Единственным способом снижения выбросов ртути из цементных печей является минимизация ее содержания во всех материалах, подающихся в печь. В критических ситуациях снижение выбросов ртути из цементных печей может быть достигнуто путем резкого снижения температуры отходящих газов или путем адсорбции на активированном угле (см. НДТ для снижения выбросов SO2).
Вместе с этим следует также отметить, что мероприятия по снижению выбросов ртути должны реализовываться в рамках подписанной Россией Минаматской конвенции о ртути [96], направленной на обеспечение охраны здоровья человека и окружающей среды от антропогенных выбросов и высвобождений ртути и ее соединений, включая сокращение использования ртути в ряде производств, в том числе по выпуску цементного клинкера.
Текущие уровни эмиссии газообразных хлоридов и фторидов HCl и HF при производстве цемента представлены в разделе 3.6.7.
Использование сырьевых материалов и топлива, содержащих небольшое количество хлора и фтора, может снизить уровень их выбросов. Использование метода инжекции адсорбента, применение скруббера или адсорбция на активированном угле, используемые в качестве НДТ для снижения выбросов SO2, могут также повлиять на выбросы HCl и HF.
Соединения хлора конденсируются на частицах сырьевых материалов или на печной пыли при температуре в интервале 700 - 900 °C. Щелочные хлориды демонстрируют цикличный кругооборот, и их количество может увеличиться в зоне между вращающейся печью и теплообменником, что приведет к постепенному увеличению выбросов HCl из печной системы. Использование системы байпаса печных газов на входе в печь позволяет эффективно снизить количество щелочных хлоридов.
От 90 до 95% фтора, который присутствует во вращающейся печи, связывается в клинкер, а остальное количество включается в пыль в форме фторида кальция (CaF2), который стабилен в условиях обжига.
Использование системы байпаса печных газов на входе в печь (удаление части горячего материала и горячего газа) может привести к повышению удельного расхода тепла и увеличению количества образуемых отходов производства.
Цементные печи обычно выбрасывают небольшие количества ПХДД и ПХДФ; тем не менее применяются первичные технические решения для их минимизации, такие как:
а) равномерный и стабильный режим работы печи, что является полезным для всех видов печных выбросов, так же, как и для использования энергии; это может быть достигнуто применением:
1) оптимизированной системы контроля технологического процесса, включая систему, основанную на компьютерном автоматическом контроле;
2) современной системы подачи топлива;
б) минимизация использования топливной энергии путем:
1) подогрева и декарбонизации, принимая во внимание конфигурацию существующей печи;
в) внимательный выбор и контроль материалов, поступающих в печь:
1) выбор и использование гомогенизации сырьевых материалов и топлива с низким содержанием серы, азота, хлора, металлов и летучих органических соединений, если это осуществимо.
Чтобы минимизировать возможное преобразование ПХДД и ПХДФ, очень важным является применение следующих первичных технических решений:
- быстрое охлаждение печных отходящих газов ниже 200 °C в длинных печах мокрого и сухого способов производства, работающих без подогревателя; в современных печах с теплообменниками и декарбонизатором эта особенность уже осуществлена;
- ограничивать или предотвращать использование отходов/материалов из отходов в качестве сырьевого материала, если они содержат органические хлорсодержащие соединения;
- не использовать альтернативное топливо в период пуска - остановки печи;
- контроль и стабилизация критических параметров процесса, то есть контроль за однородностью сырьевой смеси, топливного питания, правильного их дозирования и избытка кислорода;
- топливо, содержащее повышенное количество галогенов, не должно использоваться для вторичного сжигания.
Если концентрация ПХДД и ПХДФ повысится, может быть применен метод адсорбции на активированном угле, как это делается в других случаях.
На энергетическую эффективность процесса может повлиять использование системы увлажнения и охлаждения отходящих газов, которые состоят из установки разбрызгивания воды в дымоходе.
Первичные технические решения применимы ко всем видам цементных печей. В печах мокрого способа производства контроль условий работы после печи может минимизировать выбросы ПХДД и ПХДФ.
Производство цемента неизбежно сопровождается образованием, накоплением, временным хранением, удалением отходов производства и потребления. Все образующиеся отходы при неправильном обращении могут оказывать негативное влияние на окружающую среду.
В целях предотвращения загрязнения компонентов природной среды все отходы производства и потребления должны собираться, накапливаться, обезвреживаться, транспортироваться и размещаться в соответствии с действующими нормативами и стандартами РФ.
На предприятиях должна действовать единая система управления отходами, которая заключается в следующем:
- идентификация образующихся отходов;
- раздельный сбор отходов (сегрегация) в местах их образования с учетом целесообразного объединения видов по степени и уровню их опасности с целью оптимизации дальнейших способов удаления;
- накопление отходов до целесообразного вывоза;
- сбор отходов на отведенных и обустроенных бетонированным покрытием площадках;
- вторичное использование определенных видов отходов на собственном производстве;
- транспортировка под строгим контролем с регистрацией движения всех отходов;
- передача отходов производства и потребления на договорной основе организациям, осуществляющим сбор, транспортирование, утилизацию, обезвреживание и размещение отходов.
Места организованного временного хранения (накопления) отходов (в том числе бочки, емкости, контейнеры, складские помещения, открытые площадки) должны соответствовать экологическим и санитарно-эпидемиологическим требованиям.
С целью минимизации воздействия образующихся отходов на окружающую среду предприятия по производству цемента должны на постоянной основе планировать и реализовывать мероприятия по обращению с отходами, которые включают в себя:
- учет отходов: образовавшихся, полученных, накопленных, повторно использованных, размещенных и переданных другим лицам;
- безопасное хранение отходов до их повторного использования и/или переработки и передачи сторонней организации;
- своевременное заключение договоров на передачу отходов с предприятиями, имеющими лицензии на осуществление деятельности по использованию, обезвреживанию, транспортированию, размещению отходов;
- разработку проектов нормативов образования и лимитов на их размещение, паспортов опасных отходов;
- контроль по соблюдению нормативов образования и лимитов на размещение отходов;
- разработку перечня мероприятий в области обращения с отходами, направленных на уменьшение количества их образования.
При производстве цемента следует использовать следующие методы управления отходами.
Повторное использование. Часть образующихся отходов может быть повторно использована на цементном заводе с учетом требований процесса и характеристик конкретной продукции.
Печная пыль непосредственно может быть возвращена в процесс производства (без вывода наружу) или использована для других целей. Возврат пыли может проводиться напрямую в печь либо совместно с подачей в печь сырьевой смеси (в этом случае ограничивающим фактором является концентрация щелочных металлов), либо после смешивания с цементом.
Использование вторичных материалов в качестве сырья. Промышленные отходы (необожженное сырье, некондиционная смесь сырьевых материалов (известняк, глина), обломки футеровочного огнеупорного кирпича) могут быть использованы как составляющая часть сырьевой смеси.
В производстве цемента используются собственные и сторонние минеральные добавки, в том числе камень гипсовый и гипсоангидритовый, железосодержащие добавки (огарки, металлургический шлак, железная руда), отходы абразивных изделий, строительный песок, алевролит, гранулированные шлаки, золошлаковые отходы. Также при розжиге вращающихся печей в качестве дополнительной топливной добавки к топливу используются ветошь промасленная, отработанные масла. Часть отработанных масел используется повторно на производственные нужды предприятия, в том числе для смазки узлов технологического оборудования.
Передача на переработку/размещение. Материалы, которые нельзя возвращать в производственный процесс, отправляются с завода для использования в других отраслях промышленности или для переработки отходов вне завода на других установках сторонним специализированным предприятиям на договорной основе.
Использование энергетического потенциала отходов: получение энергии из отходов. Использование отходов/материалов из отходов в качестве альтернативного топлива представлено в разделе 2.7.3.
Тяжелые машины и большие вентиляторы, используемые на различных переделах цементного производства, имеют высокий уровень шума и создают вибрацию, особенно от следующих машин и операций:
- желоба и хопперы;
- любые операции, включающие фракционирование, дробление, измельчение, грохочение сырьевых материалов, топлива, клинкера и цемента;
- дымососы;
- вентиляторы;
- вибраторы.
Заводы должны выполнять требования национальных стандартов по снижению уровня шума. Снижение шума часто можно достигнуть непосредственным применением технических решений, направленных на изоляцию источников шума. Чтобы снизить уровень шума и предотвратить его распространение на близлежащую территорию, на цементном заводе могут быть применены различные технические решения по снижению шума:
- ограждение шумящих установок;
- изоляция вибрирующих установок;
- использование внутренней и наружной обшивки, сделанной из стойкого материала для лотков, желобов;
- строения для прикрытия эксплуатационного оборудования, перерабатывающего материалы;
- возведение стен, защищающих от шума;
- глушитель на выпускном отверстии для дымовой трубы;
- звукоизоляция каналов, труб и воздуходувок, которые находятся в шумонепроницаемом здании.
Если вышеупомянутые технические решения не могут быть применены и если установки, выделяющие шум, невозможно перевести в отдельные здания, например, из-за размера печей и их средств обслуживания, применяются вторичные технические решения. Например, должно быть осуществлено строительство зданий или природных барьеров, таких как растущие деревья и кустарники, между защищаемой зоной и источником активного шума, например, печью или площадью склада. Двери и окна защищаемого пространства должны быть плотно закрыты в период эксплуатации шумовыделяющих установок. Если жилая зона находится близко от завода, планирование строительства новых зданий на промплощадке увязывается с необходимостью снижения шумовых выбросов.
Если рассматриваемый объект расположен рядом с жилыми районами, модели распространения шума могут использоваться для определения любых корректирующих действий, которые могут потребоваться, например, шумозащитное экранирование или изоляция определенных мастерских, где это необходимо.
При отсутствии национальных/региональных/местных нормативных актов уровни шума, контролируемые на границах собственности (завод и карьер), должны соответствовать как минимум следующим ограничениям, иначе указываемым в местных нормативных актах: 65 дБ днем и 55 дБ ночью (в ближайшем доме).
Выбросы запаха являются редкой проблемой на хорошо работающем цементном заводе. Если сырьевые материалы содержат горючие компоненты (керогены), которые не горят при нагревании в теплообменнике, но подвергаются пиролизу, то могут появиться выбросы углеводородов. Эти выбросы могут быть видны поверх трубы как "синий туман" или султан, который может вызвать неприятный запах вокруг цементного завода при неблагоприятных погодных условиях. Сжигание топлива, содержащего серу и/или использование сырьевых материалов, содержащих серу, может приводить к выделению запаха.
Кроме того, отходы/материалы из отходов, используемые в качестве сырьевых материалов или топлива, могут приводить к появлению запаха, особенно на различных этапах производства, таких как складирование и переработка. Места складирования таких отходов/материалов из отходов должны быть закрытыми или необходимо применять специальную систему складирования.
В случае использования аммиака для снижения NOx может также возникнуть запах в определенный период процесса производства, если должным образом не управлять этим процессом.
Неприятные запахи, возникающие при выбросах углеводородов, можно избежать, используя термическое дожигание, фильтры на основе активированного угля или путем введения сырьевого материала непосредственно в горячую зону печи.
Если причиной запаха являются соединения серы, можно изменить топливо или сырьевые материалы.
Производственный экологический контроль (ПЭК) является основой обеспечения экологической безопасности и осуществляется предприятием самостоятельно за счет собственных источников финансирования в целях соблюдения требований в области охраны окружающей среды.
Объектами ПЭК предприятий, подлежащих регулярному наблюдению, являются:
- источники выбросов загрязняющих веществ (далее - ЗВ);
- источники сбросов ЗВ;
- источники образования и объекты размещения отходов производства и потребления.
Наибольший объем загрязняющих веществ выбрасывается на стадии обжига портландцементного клинкера (таблица 4.6).
Таблица 4.6
Источники | Подготовка, транспортировка и хранение сырья | Подготовка, транспортировка и хранение топлива | Печь для обжига | Холодильник | Помол цемента | Транспортировка и хранение цемента |
Эмиссии | ||||||
Взвешенные вещества | АВ | АВ | АП | А | А | А |
Оксиды серы | А | |||||
Оксиды азота | А | |||||
Оксиды углерода | А | |||||
Летучие органические соединения (ЛОС) | А | А | ||||
Металлы и их соединения | АП | |||||
Галогены и их соединения | АП | |||||
ПХДД и ПХДФ | АП | |||||
Аммиак | А |
Обозначение: А - атмосферный воздух, В - водные объекты, П - почва и земельные ресурсы.
В технологических процессах производства цемента производственные сточные воды не образуются. Однако на таких предприятиях происходит образование хозяйственно-бытовых сточных вод: функционируют туалеты, душевые, столовые, комнаты отдыха, административные корпуса и др.
В тех случаях, когда предприятия по производству цемента осуществляют очистку хозяйственно-бытовых сточных вод, образующихся на промплощадке, на собственных очистных сооружениях, они могут руководствоваться подходами, описанными в ИТС 8-2022 [98].
Основными источниками организованных выбросов на цементных заводах являются вращающиеся печи, клинкерные холодильники, мельницы сухого помола (сырьевые, цементные, угольные), цементные силоса, установки для тарирования и отгрузки цемента.
Неорганизованные выбросы возникают при дроблении, транспортировке, складировании сухих материалов, при их подаче в бункера мельниц, движении автотранспорта по дорогам.
Для производства цемента характерен высокий уровень шума и вибраций, возникающих в процессе работы различных установок и аппаратов: дробилок, мельниц, сепараторов, вентиляторов, дымососов, вибраторов, электродвигателей и приводов печей и мельниц.
В цементном производстве сухого или полусухого способа вода используется в небольшом количестве только для процесса очистки в оборотном цикле без сбросов.
В полумокром способе шлам обезвоживается в фильтрпрессах.
При мокром способе вода используется при помоле сырьевых материалов для получения шлама, который используется для питания печи (с испарением воды).
Вода, используемая для охлаждения клинкера, непосредственно испаряется в процессе охлаждения вследствие высокой температуры клинкера.
Производственные отходы при производстве цемента в основном представляют собой:
- фильтрат после фильтрпресса, используемого в полумокром способе, содержащий щелочи и суспендированные взвешенные вещества;
- отработанные адсорбенты (гранулированный известняк, пыль известняка), используемые в системах очистки газов;
- отходы, образующиеся в упаковочном отделении.
 часть образующихся отходов может быть утилизирована на цементном предприятии с учетом требований процесса и характеристик конкретной продукции. Печная пыль может быть непосредственно возвращена в процесс производства цемента или использована для других целей [99].
часть образующихся отходов может быть утилизирована на цементном предприятии с учетом требований процесса и характеристик конкретной продукции. Печная пыль может быть непосредственно возвращена в процесс производства цемента или использована для других целей [99].Материалы, которые невозможно вернуть в производственный процесс, направляют с цементного предприятия для использования в других отраслях промышленности или на переработку отходов за пределами цементного предприятия.
В соответствии с законодательством [7] целями проведения ПЭК являются:
- обеспечение выполнения в процессе хозяйственной и иной деятельности мероприятий по охране окружающей среды, рациональному использованию и восстановлению природных ресурсов (далее - природоохранных мероприятий);
- обеспечение соблюдения требований, установленных законодательством в области охраны окружающей среды.
Основными задачами ПЭК, включая Производственный эколого-аналитический контроль (ПЭАК), являются [100 - 101]:
1) контроль за соблюдением общих требований природоохранного законодательства;
2) контроль за соблюдением условий и объемов добычи природных ресурсов, в т.ч. за выполнением мероприятий по рациональному использованию и восстановлению природных ресурсов;
3) контроль за своевременной разработкой и соблюдением установленных нормативов, лимитов допустимого воздействия на окружающую среду и соответствующих разрешений; за соблюдением нормативов допустимых и временно допустимых концентраций ЗВ в сточных водах; за учетом номенклатуры и количества ЗВ, поступающих в окружающую среду, а также уровня оказываемого физического и биологического воздействия; за обращением с отходами; за эксплуатацией природоохранного оборудования и сооружений; за выполнением мероприятий по охране окружающей среды;
4) контроль за ведением документации по охране окружающей среды; за своевременным предоставлением сведений о состоянии и загрязнении окружающей среды, за организацией и проведением обучения, инструктажа и проверки знаний в области охраны окружающей среды и природопользования;
5) подтверждение соответствия требованиям технических регламентов в области охраны окружающей среды и экологической безопасности на основании собственных доказательств.
Структура ПЭК, соответствующая специфике деятельности предприятия по производству цемента и оказываемому негативному воздействию на окружающую среду [7], представлена на рисунке 4.10.

по производству цемента
На предприятии должны быть разработаны и утверждены документы, регламентирующие ПЭК:
- положение о ПЭК;
- Программа ПЭК;
- планы-графики ПЭАК;
- Программа Производственного экологического мониторинга (ПЭМ);
- инструкции работников, осуществляющих ПЭК.
Рекомендуемая структура Программы ПЭК представлена на рисунке 4.11.

Пунктиром выделена часть Программы, включающая ПЭАК
В подразделе "Производственный контроль в области охраны атмосферного воздуха" должен быть запланирован регулярный контроль параметров и характеристик, нормируемых или используемых при установлении нормативов предельно допустимых и временно согласованных выбросов:
- источников выделения ЗВ в атмосферу;
- организованных и неорганизованных, стационарных и передвижных источников выбросов ЗВ в атмосферу;
- установок очистки газов;
- атмосферного воздуха на границе санитарно-защитной зоны (500 м для производства цемента [99].
Подраздел "Производственный контроль в области охраны атмосферного воздуха" должен содержать:
А. План-график контроля стационарных источников выбросов с указанием номера и наименования структурного подразделения (площадка, цех или другое) в случае их наличия, номера и наименования источников выбросов, ЗВ, периодичности проведения контроля, мест и методов отбора проб, используемых методов и методик измерений, методов контроля (расчетных и инструментальных) ЗВ в источниках выбросов.
В План-график контроля должны включаться ЗВ (в т.ч. маркерные), которые присутствуют в выбросах стационарных источников и в отношении которых установлены технологические нормативы, предельно допустимые выбросы, временно согласованные выбросы с указанием используемых методов контроля (расчетные и инструментальные) показателей ЗВ в выбросах стационарных источников, а также периодичность проведения контроля (расчетными и инструментальными методами контроля) в отношении каждого стационарного источника выбросов и выбрасываемого им ЗВ, включая случаи работы технологического оборудования в измененном режиме более трех месяцев или перевода его на новый постоянный режим работы и завершения капитального ремонта или реконструкции установки.
В План-график контроля включают ЗВ, которые включены в раздел I "Для атмосферного воздуха" перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды [8].
В План-график контроля не включаются источники, выброс от которых по результатам рассеивания не превышает 0,1 ПДКмр ЗВ на границе предприятия.
Расчетные методы контроля используются для определения показателей ЗВ в выбросах стационарных источников цементных предприятий в следующих случаях:
- в отсутствие практической возможности проведения инструментальных измерений выбросов, в том числе при высокой температуре газовоздушной смеси, высокой скорости потока отходящих газов, сверхнизком или сверхвысоком давлении внутри газохода, отсутствии доступа к источнику выбросов;
- если выбросы данного источника по результатам последней инвентаризации выбросов формируют приземные концентрации ЗВ или групп суммации в атмосферном воздухе на границе территории объекта менее 0,1 доли предельно допустимых концентраций.
План-график контроля должен содержать периодичность проведения контроля (расчетными и инструментальными методами контроля) в отношении каждого стационарного источника выбросов и выбрасываемого им ЗВ.
Б. План-график проведения наблюдений за загрязнением атмосферного воздуха с указанием измеряемых ЗВ, периодичности, мест и методов отбора проб, используемых методов и методик измерений. План-график наблюдений должен содержать:
- адреса (географические координаты) пунктов наблюдений с указанием номера каждого пункта наблюдения;
- перечень контролируемых на каждом пункте ЗВ;
- методы определения концентраций ЗВ в атмосферном воздухе;
- периодичность отбора проб атмосферного воздуха.
В. Перечень нормативных документов, стандартов организации, регламентирующих требования к методам производственного контроля в области охраны атмосферного воздуха.
В соответствии с п. 5 Статьи 67 [7] при осуществлении производственного экологического контроля измерения выбросов ЗВ в обязательном порядке производятся в отношении ЗВ, характеризующих применяемые технологии и особенности производственного процесса на объекте, оказывающем негативное воздействие на окружающую среду (маркерные вещества).
Перечень контролируемых маркерных веществ для производства цемента:
- взвешенные вещества (пыль);
- азота оксид (NO);
- азота диоксид (NO2);
- серы диоксид (SO2);
- углерода оксид (CO).
В случае использования альтернативного топлива перечень маркерных веществ должен быть расширен.
Периодический производственный контроль в соответствии с требованиями НДТ 20 - регулярный мониторинг и измерение параметров и выбросов в соответствии со стандартами EN, ISO или национальными стандартами, гарантирующими соответствие данных научно обоснованным критериям, - следует запланировать в отношении следующих ЗВ:
- высоколетучие металлы (ртуть Hg и таллий Tl);
- HCl и HF - для подтверждения актуального норматива выбросов;
- летучие органические соединения (ЛОС), ПХДД и ПХДФ - при использовании отходов/материалов из отходов в качестве сырья или альтернативного топлива.
Периодичность выполнения измерений устанавливается предприятием самостоятельно.
Рекомендации по организации регулярного мониторинга и измерения параметров и выбросов в соответствии с требованиями наилучших доступных техник представлены в таблице 4.7.
Таблица 4.7
и измерения параметров и выбросов
Метод (оборудование) | Применимость |
Непрерывные/периодические замеры выбросов взвешенных веществ (пыли), NOx, SO2 и CO | Применяется для процессов обжига |
Непрерывные измерения параметров процесса, свидетельствующих о стабильности процесса, - таких как температура, влажность газа, содержание O2, разрежение и скорость потока | Общеприменимо |
Мониторинг и стабилизация критических параметров процесса: однородность перемешиваемого сырья, подача топлива, постоянное дозирование, уровень избытка воздуха | Общеприменимо |
Непрерывные замеры выбросов NH3, когда используется технология селективного некаталитического восстановления (SNCR) | Общеприменимо |
Непрерывные или периодические замеры выбросов HCl, HF и ООУ (общего органического углерода) | Применяется при использовании альтернативных видов сырья и/или топлива |
Периодические замеры выбросов летучих органических соединений, ПХДД/ПХДФ (полихлорированных дибензодиоксинов и дибензофуранов) и металлов | При использовании альтернативных видов сырья и/или топлива |
Непрерывные или периодические замеры выбросов взвешенных веществ (пыли неорганической) в процессах, кроме процесса обжига в печи | Общеприменимо |
Замеры осуществляются согласно графику производственного контроля | |
Регулярный периодический мониторинг (выборочные пробы, обычно отбираемые аккредитованной внешней организацией и далее анализируемые в лаборатории) проводится как минимум один раз в год надлежащим образом для следующих веществ:
- металлы и их соединения (мышьяк, сурьма, свинец, кадмий, хром, кобальт, медь, марганец, никель, ртуть, таллий и ванадий);
- диоксины и фураны;
- ТОС/ЛОС;
- HCl;
- HF;
- NH3 (особенно, если для снижения выбросов NOx используется такой метод борьбы с выбросами, как SNCR).
Хотя периодический мониторинг особенно важен для перечисленных выше загрязнителей, когда используются альтернативные виды сырья или топлива, на многих предприятиях по всему миру эти загрязнители могут также образовываться в результате использования обычного сырья и ископаемого топлива или рабочих условий печи. Это причина того, почему важно время от времени знать выбросы этих загрязняющих веществ. Кроме того, в зависимости от используемого топлива, условий процесса и значимости выбросов может потребоваться проведение дополнительных измерений.
Определение качественного и количественного состава ЗВ, выбрасываемых в атмосферу, осуществляется прямыми инструментальными замерами, которые осуществляются аккредитованной лабораторией (собственной предприятия либо сторонней по договору).
При проведении производственного эколого-аналитического контроля выбросов ЗВ в атмосферный воздух определяют:
- количественный и качественный состав выбросов от стационарных источников загрязнения; для оценки результатов измерений следует указывать рабочие параметры (условия проведения измерений): для вращающихся печей - температура, содержание кислорода, давление, расход (объемный поток) и влажность отходящих газов; для прочих источников (дробилки, мельницы, погрузчики и др.) - температура и давление;
- соблюдение установленных нормативов;
- качество атмосферного воздуха на границе СЗЗ.
Данные по выбросам ЗВ из вращающейся печи приводятся к стандартным условиям, т.е. сухому газовому потоку при температуре 273 К и давлении 101,3 гПа при содержании кислорода O2 10 об. %.
Представительные пробы газов в газоходе могут быть отобраны экстрактивным и неэкстрактивным методами [29]. При экстрактивном отборе проб газы перед транспортировкой к газоанализатору подвергают подготовке: их очищают от аэрозолей, твердых частиц и других мешающих веществ. При неэкстрактивном отборе проб измерения проводят на месте, поэтому отсутствует этап пробоподготовки, за исключением необходимой фильтрации.
Сведения об аттестованных методах (методиках) измерений размещены в Федеральном информационном фонде по обеспечению единства измерений [http://www.fundmetrology.ru], Реестре действующих методик, допущенных для государственного экологического контроля и мониторинга (ПНД Ф).
На производственной площадке измерения уровня шумового воздействия рекомендуется проводить в тех же точках, что и контроль (отбор проб) атмосферного воздуха в соответствии с программой производственного контроля. На границе санитарно-защитной зоны контроль шумового воздействия проводят в соответствии с методиками измерения в сфере госрегулирования.
Осуществляют измерения следующих показателей:
- эквивалентный уровень звука (в дБА);
- уровни звукового давления в дБ в октавных полосах со среднегеометрическими частотами, Гц (31,5; 63; 125; 250; 500; 1000; 2000; 4000; 8000).
В подразделе Производственный контроль в области обращения с отходами должен быть запланирован регулярный контроль нормируемых параметров и характеристик:
- технологических процессов и оборудования, связанных с образованием отходов;
- систем удаления отходов;
- объектов накопления, хранения и захоронения отходов, расположенных на промышленной площадке и (или) находящихся в ведении предприятия;
- систем транспортировки, обезвреживания и уничтожения отходов, находящихся в ведении предприятия.
Подраздел должен содержать программу мониторинга состояния и загрязнения окружающей среды на территориях объектов размещения отходов (при их наличии) и в пределах их воздействия на окружающую среду.
На предприятиях по производству цемента, являющихся объектами I категории, стационарные источники, выбросы которых составляют не менее 15% от суммарного выброса контролируемого вещества в целом по предприятию, при условии, что такой суммарный выброс составляет 10 т/год и более - вращающиеся печи по производству цементного клинкера производительностью 500 т/сутки и более - должны быть оснащены автоматическими средствами измерения и учета объема или массы выбросов ЗВ, концентрации ЗВ, а также техническими средствами фиксации и передачи информации об объеме и (или) о массе выбросов ЗВ и о концентрации ЗВ в государственный фонд данных государственного экологического мониторинга (государственного мониторинга окружающей среды) [7, 106].
Правила создания и эксплуатации системы автоматического контроля выбросов загрязняющих веществ прописаны в [107], а требования к автоматическим средствам измерения и учета показателей выбросов загрязняющих веществ установлены в [108].
Для автоматического непрерывного измерения массовой концентрации ЗВ используют газоанализаторы, при использовании которых отсутствует необходимость в пробоотборе, транспортировке и подготовке пробы. Непрерывному производственному контролю подлежат следующие ЗВ: взвешенные вещества (пыль), азота диоксид (NO2), азота оксид (NO), углерода оксид (CO). Допускается измерение суммарной концентрации оксидов азота NOx.
Непрерывные измерения массовых концентраций ЗВ в выбросах из вращающейся печи должны подтвердить соответствие технологическим показателям ИТС 6-2022.
Требования к выбору измерительных секций и мест измерений определены ГОСТ Р ЕН 15259-2015 [109].
В данном разделе представлены выбранные НДТ для достижения более высокого уровня защиты окружающей среды и более эффективного ресурсосбережения при производстве цемента.
НДТ 1. Снижение удельных расходов сырьевых материалов для производства портландцементного клинкера и цемента достигается при применении технических решений:
Метод/оборудование | Пункт | |
Замена природных сырьевых компонентов отходами производства/материалами из отходов | ||
Снижение содержания доли клинкера в цементе до максимально допустимого уровня |
НДТ 2. Минимизация риска роста выбросов вредных веществ в окружающую среду при использовании отходов/материалов из отходов в качестве сырьевых материалов и (или) топлива для производства цемента путем:
Метод/оборудование | Пункт | |
Применения системы обеспечения качества для каждого подаваемого в технологический процесс отхода/материала из отходов, чтобы гарантировать характеристики и анализ любых отходов/материалов из отходов, которые могут быть использованы как сырьевой материал и/или топливо в цементной печи с целью обеспечения: - постоянного качества; - постоянных физических критериев, например, способности к образованию выбросов, наличие грубых частиц, реакционная способность, обжигаемость и калорийность; - постоянных химических критериев, например, содержания хлора, серы, щелочей, фосфатов и соответствующих металлов | ||
Контроля достаточного количества необходимых параметров для любых отходов/материалов из отходов, используемых как сырьевой материал и/или топливо цементной печи, позволяющий оценить их качество (содержание хлора, некоторых металлов (например, кадмий, ртуть, таллий), серы, общее содержание галогенов) |
НДТ 3. Сокращение/минимизация удельных расходов тепла на обжиг клинкера путем применения объединенных технических решений:
Метод/оборудование | Пункт | |
Для вновь строящихся и модернизируемых предприятий применение оптимальной печной системы и стабильного режима работы печного агрегата в соответствии с установленными параметрами путем: - оптимизации системы контроля, включая автоматический компьютерный контроль, и автоматизации управления технологическими процессами; - использования современных систем гомогенизации, дозирования и подачи в печь материалов и топлива | ||
Использование сухого способа производства, оптимизация количества ступеней циклонного теплообменника в соответствии с характеристиками используемых сырьевых материалов | ||
Рекуперация избытка тепла из печной системы, особенно из клинкерного холодильника, использование рекуперированного тепла для сушки сырьевых материалов | ||
Использование высококалорийного топлива с характеристиками, оказывающими положительный эффект на снижение удельного расхода тепла | ||
Минимизация подсосов атмосферного воздуха в печную систему | ||
Минимизация газового потока в систему байпаса | ||
Для предприятий мокрого способа производства цемента минимизация влажности сырьевого шлама путем замены части природных компонентов на техногенные материалы и применения разжижителей шлама |
Технологические показатели, получаемые при реализации НДТ, приведены в таблице 5.1.
Таблица 5.1
Технологические показатели для НДТ 3
Технологический показатель | Значение, МДж/т | Значение, кг у.т./т клинкера |
Удельный расход тепла на обжиг клинкера: | ||
- для заводов сухого способа производства | 3000 - 4120 | 100 - 140 |
- для заводов мокрого способа производства | 5400 - 6450 | 185 - 220 |
- для заводов комбинированного способа производства | 3950 - 4540 | 135 - 155 |
НДТ 4. Снижение потребления тепловой энергии путем выработки дополнительного количества электроэнергии или тепла путем объединения заводов с теплоэлектростанциями или теплоцентралями на базе полезной рекуперации тепла, в пределах схем регулирования энергии, которые экономически устойчивы <18>.
--------------------------------
<18> См. подраздел 4.3.2 настоящего справочника.
НДТ 5. Минимизация риска увеличения выбросов вредных веществ при использовании альтернативного топлива путем применения следующих технических решений:
Метод/оборудование | Пункт | |
Использование соответствующих точек питания печи с целью обеспечения определенной температуры и времени пребывания материала в данной зоне, зависящих от конструкции и работы печи | ||
Подача АТ, содержащего органические компоненты, которые могут улетучиваться, до зоны кальцинирования в зону с необходимой (адекватной) температурой | ||
Управление работой печи таким образом, чтобы газы от сжигания АТ находились в контролируемом, гомогенизированном виде даже при наиболее неблагоприятных условиях при температуре 850 °C не менее 2 с | ||
Увеличение температуры газов в печи до 1100 °C, если сжигается АТ с содержанием более 1% галогенсодержащих органических веществ (выраженные в виде хлора) | ||
Обеспечение постоянной и стабильной подачи АТ в печь | ||
Прекращение сжигания АТ при режиме розжига и охлаждения (пуска и остановки) печи, когда необходимая температура и время пребывания материала в печи не могут быть обеспечены |
НДТ 6. НДТ для снижения удельного расхода энергии на производство 1 т портландцемента является применение отдельно или совместно следующих технических решений:
Метод/оборудование | Пункт | |
Использование помольного и другого оборудования с высокой энергетической эффективностью | ||
Использование высокоэффективных технологических схем измельчения, оптимизированных для измельчения конкретных видов материалов | ||
Применение высокоэффективных интенсификаторов процесса измельчения материалов |
Технологические показатели, получаемые при реализации НДТ, приведены в таблице 5.2.
Таблица 5.2
Технологические показатели для НДТ 6
Технологический показатель | Единица измерения | Значение |
Удельный расход энергии на производство 1 т портландцемента: | ||
- для заводов сухого способа производства | кВт·ч/т цемента | 110 - 140 |
- для заводов мокрого способа производства | 100 - 135 |
НДТ 7. Разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы энергетического менеджмента (СЭнМ):
НДТ - это разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы энергетического менеджмента (СЭнМ), которые включают все нижеперечисленные элементы <19>:
- энергетическая политика;
- планирование (цели, задачи, мероприятия), программа СЭнМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭнМ;
- анализ и оценка СЭнМ руководством организации.
--------------------------------
<19> См. подраздел 4.2 настоящего справочника.
НДТ 8. Использование интеллектуальных систем управления и оптимизации процессов производства <20>.
--------------------------------
<20> См. подраздел 3.5 настоящего справочника.
НДТ 9. НДТ - это снижение выбросов взвешенных веществ (пыли неорганической) из неорганизованных источников путем применения следующих технических решений:
Метод/оборудование | Пункт | |
Использование простой и линейной компоновки технологического оборудования | ||
Укрытие/капсулирование операций, связанных с пылением | ||
Использование автоматических устройств и систем контроля | ||
Использование закрытых конвейеров и элеваторов | ||
Уменьшение мест подсоса воздуха или просыпания материала, герметизация установок | ||
Использование передвижных и стационарных пылеулавливающих устройств для надежной и полной очистки: - во время технического обслуживания или в случае аварийной ситуации на транспортере может произойти рассыпание материала. Чтобы избежать выбросов пыли во время уборки этого материала, следует использовать аспирационные системы пылеочистки. Новые корпуса могут быть оборудованы стационарными вакуумными системами пылеочистки, в то время как на существующих установках лучше использовать передвижные аспирационные системы пылеочистки в связи с простотой их адаптации к условиям производства; - в особых случаях замкнутая система является лучшим решением для пневматической транспортировки | ||
Осуществлять вентиляцию и собирать пыль следует с использованием рукавных фильтров | ||
Использование закрытых складов с автоматической системой перемещения материала | ||
Участки, где размещены сырьевые материалы или топливо на открытом воздухе, штабели и площадки навального хранения должны быть закрыты или укрыты с помощью различных перегородок, покрытий, разделены стенами или оградами, состоящими из вертикальных зеленых растений (искусственные или естественные барьеры для защиты от ветра) | ||
Использование гибких шлангов и рукавов, снабженных системой улавливания пыли, при погрузке цемента в цементовоз | ||
Водное опрыскивание и химические вещества, подавляющие пыление | ||
м | Покрытие, мытье дорог и их уборка | |
н | Увлажнение штабелей |
НДТ 10. НДТ - это снижение выбросов взвешенных веществ (пыли неорганической) с дымовыми газами в процессе обжига путем применения следующих технических решений:
Метод/оборудование | Пункт | |
Применение современных электрофильтров или рукавных фильтров, оптимизированных для очистки конкретного вида газов | ||
Применение гибридных фильтров | ||
Применение системы управления ремонтом, специально направленной на наблюдение за состоянием фильтров |
Технологические показатели для данной НДТ приведены в таблице 5.3.
Таблица 5.3
Технологический показатель для НДТ 10
Технологический показатель | Единица измерения | Значение |
Уровень выбросов взвешенных веществ (пыли неорганической) в процессе обжига: | ||
- для проектируемых и вновь строящихся технологических линий | мг/нм3 | менее 25 <1> |
- для технологических линий, введенных в эксплуатацию после 2008 г. | мг/нм3 | менее 50 <1> |
- для технологических линий, введенных в эксплуатацию до 2008 г. | мг/нм3 | |
НДТ 11. НДТ - это снижение выбросов NOx в отходящих печных газах путем применения отдельно или совместно следующих технических решений:
Метод/оборудование | Пункт | |
Оптимизация процесса обжига | ||
Охлаждение пламени факела | ||
Применение горелок с низким выделением NOx | ||
Постадийное сжигание топлива, сжигание топлива в средней части печи | ||
Использование минерализаторов при обжиге клинкера | ||
Применение технологии селективного некаталитического восстановления оксидов азота SNCR | ||
Применение технологии селективного каталитического восстановления оксидов азота SCR |
Технологические показатели для данной НДТ приведены в таблице 5.4.
Таблица 5.4
Технологические показатели для НДТ 11
Технологический показатель | Единица измерения | Значение |
Уровень выбросов оксидов азота NOx (сумма оксида азота (NO) и диоксида азота (NO2) в пересчете на NO2): | ||
- для печей с циклонным теплообменником | мг/нм3 | менее 500 <1> |
- для длинных печей мокрого способа производства и печей Леполь | мг/нм3 | менее 800 <1> |
НДТ 12. НДТ при использовании технологии селективного некаталитического восстановления оксидов азота SNCR - это поддерживание проскоков аммиака NH3 на максимально низком уровне путем применения следующих технических решений:
Метод/оборудование | Пункт | |
Обеспечение стехиометрического количества восстановителя при обеспечении снижения выбросов оксидов азота NOx до необходимого уровня | ||
Обеспечение равномерного распределения восстановителя в газовом потоке |
Технологические показатели для данной НДТ приведены в таблице 5.5.
Таблица 5.5
Технологические показатели для НДТ 12
Технологический показатель | Единица измерения | Значение |
Проскок NH3 | мг/нм3 | менее 50 <1> |
НДТ 13. НДТ - это снижение выбросов SO2 в отходящих печных газах путем применения одного из следующих технических решений:
Метод/оборудование | Пункт | |
Выбор сырьевых материалов, топлива, в том числе альтернативных (при их использовании) с невысоким содержанием свободной серы или серы в виде сульфидов | ||
Использование добавок сорбента (абсорбента) | ||
Использование мокрого скруббера |
Технологические показатели для данной НДТ приведены в таблице 5.6.
Таблица 5.6
Технологические показатели для НДТ 13
Технологический показатель | Единица измерения | Значение |
Уровень выбросов SO2 | мг/нм3 | менее 400 <1> |
НДТ 14. НДТ - это снижение содержания CO в отходящих печных газах путем применения одного из технических решений:
Метод/оборудование | Пункт | |
Выбор (при возможности) сырьевых материалов с низким содержанием органического углерода | ||
Оптимизация процесса обжига путем поддержания необходимого коэффициента избытка воздуха в печи | ||
Обеспечение однородного состава и свойств топлива, равномерность и постоянство его подачи в печь | ||
Стабильный режим работы печи, применение автоматизированных систем управления работой печи | ||
Непрерывное автоматическое измерение CO в печных газах посредством использования оборудования для мониторинга с коротким временем отклика, расположенного вблизи источника CO |
Технологические показатели для данной НДТ приведены в таблице 5.7.
Таблица 5.7
Технологические показатели для НДТ 14
Технологический показатель | Единица измерения | Значение |
Уровень выбросов CO | мг/нм3 | менее 500 <1> |
НДТ 15. НДТ - это снижение выбросов тяжелых металлов ртути Hg, кадмия Cd, таллия Tl, свинца Pb и меди Cu с отходящими печными газами путем применения одного из следующих технических решений:
Метод/оборудование | Пункт | |
Тщательный отбор любых материалов, подающихся в печь, с целью минимизации содержания в них различных металлов, особенно металлов и их соединений с высокой летучестью | ||
Использование систем обеспечения качества материалов (в том числе альтернативных) с целью гарантирования необходимых характеристик | ||
Использование эффективных технических решений по улавливанию пыли | ||
Использование систем байпаса печных газов |
Технологические показатели для данной НДТ приведены в таблице 5.8.
Таблица 5.8
Технологические показатели для НДТ 15
Технологический показатель | Единица измерения | Значение |
Уровень выбросов: | ||
Hg | мг/нм3 | менее 0,05 <1> |
 | мг/нм3 | менее 0,05 <1> |
Pb | мг/нм3 | менее 0,07 <2> |
Cu | мг/нм3 | менее 0,1 <2> |
НДТ 16. НДТ - это снижение или предотвращение выбросов HCl и HF из цементных печей путем применения одного или нескольких из следующих технических решений:
Метод/оборудование | Пункт | |
Использование сырьевых материалов и топлива с низким содержанием хлора и фтора | ||
Ограничение содержания хлора и фтора в любых отходах/материалах из отходов, которые будут использоваться в качестве сырья или топлива в печи | ||
Использование систем байпаса печных газов | ||
Использование эффективных технических решений по улавливанию пыли в системе байпаса печных газов |
Технологические показатели для данной НДТ приведены в таблице 5.9.
Таблица 5.9
Технологические показатели для НДТ 16
Технологический показатель | Единица измерения | Значение |
Уровень выбросов: | мг/нм3 | |
HCl | менее 10 <1> | |
HF | менее 1,0 <1> | |
НДТ 17. НДТ - это снижение или предотвращение выбросов ПХДД и ПХДФ из цементных печей путем применения одного или нескольких из следующих технических решений:
Метод/оборудование | Пункт | |
Тщательный отбор поступающих в печь сырьевых материалов и контроль содержания в них хлора, меди и летучих органических соединений | ||
Тщательный отбор поступающих в печь веществ (топлива) и контроль содержания в них хлора и меди | ||
Ограничение или отказ от использования отходов/материалов из отходов, которые содержат хлорсодержащие органические вещества | ||
Отказ от использования топлива с высоким содержанием галогенов (например, хлора) при вторичном сжигании | ||
Быстрое охлаждение отходящих печных газов до температур ниже 200 °C и максимальное сокращение времени пребывания отходящих газов и содержания в них кислорода в зонах с температурным диапазоном 300 - 450 °C | ||
Прекратить использование альтернативного топлива при пуске и остановке печи |
Технологические показатели для данной НДТ приведены в таблице 5.10.
Таблица 5.10
Технологические показатели для НДТ 17
Технологический показатель | Единица измерения | Значение |
Уровень выбросов ПХДД и ПХДФ с отходящими печными газами | нг I-TEQ/м3 | менее 0,2 <1> |
НДТ 18. НДТ - это снижение уровня шума, возникающего в процессе производства цемента, путем применения комбинации из следующих технических решений:
Метод/оборудование | Пункт | |
Выбор подходящего места для шумных операций | ||
Ограждение шумных операций/агрегатов | ||
Виброизоляция производств/агрегатов | ||
Использование внутренней и внешней изоляции на основе звукоизолирующих материалов | ||
Звукоизоляция зданий для укрытия любых шумопроизводящих операций, включая оборудование для переработки материалов | ||
Установка звукозащитных стен и/или природных барьеров | ||
Применение глушителей на отводящих трубах | ||
Звукоизоляция каналов и вентиляторов, находящихся в звукоизолированных зданиях | ||
Закрытие дверей и окон в цехах и помещениях | ||
Использование звукоизоляции машинных помещений | ||
Использование звукоизоляции стенных проемов, например, установка шлюза в месте ввода ленточного конвейера | ||
Установление звукопоглотителей в местах выхода воздуха, например, на выпуске после газоочистки | ||
Снижение скорости потоков в каналах | ||
Использование звукоизоляции каналов | ||
Сепарация шумовых источников и потенциально резонансных компонентов, например компрессоров и каналов | ||
Использование глушителей для дымососов и газодувок фильтров | ||
Использование звукоизолирующих модулей в технических устройствах (например, компрессорах) | ||
Использование резиновых щитов при дроблении (для предотвращения контакта металла с металлом) | ||
Возведение построек или посадка деревьев и кустов между защитной полосой и шумным производством |
НДТ 19. Разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы экологического менеджмента (СЭМ)
Подробно о системе СЭМ - см. подраздел 4.1.
НДТ 20. Регулярный мониторинг и измерение параметров и выбросов в соответствии со стандартами EN, ISO или национальными стандартами, гарантирующими соответствие данных научно обоснованным критериям, включая представленные в таблице 5.12
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду таблица 5.12, а не 5.10. |
Таблица 5.10
Метод/оборудование | Пункт | |
Непрерывные измерения параметров, свидетельствующих о стабильности процесса, таких, как температура, содержание O2, разрежение и скорость потока газа | ||
Мониторинг и стабилизация критических параметров процесса: однородность и постоянство состава сырьевой смеси, топлива, равномерность подачи топлива в печь, коэффициент избытка воздуха в печи | ||
Непрерывные или периодические замеры выбросов взвешенных веществ (пыли), NOx, SO2 и CO из печи | ||
Непрерывные замеры выбросов NH3, при использовании технологии селективного некаталитического восстановления (SNCR) оксидов азота | ||
Периодические замеры выбросов тяжелых металлов, HCl, HF | ||
Периодические замеры выбросов летучих органических соединений, ПХДД/ПХДФ | ||
Непрерывные или периодические замеры выбросов взвешенных веществ (неорганической пыли) из организованных источников в процессах, кроме процесса обжига в печи |
Выбор между непрерывными или периодическими замерами зависит от источника выбросов и типа предполагаемого загрязняющего вещества.
В данном разделе представлены перспективные технологии производства цемента, как в целом, так и по отдельным технологическим переделам, реализация которых могла бы привести к снижению ущерба, наносимого окружающей среде при производстве цемента.
Технология обжига портландцементного клинкера в кипящем слое разрабатывается в Японии при поддержке Министерства внешней торговли и промышленности с 1986 года. Пилотный завод производительностью 20 т клинкера в сутки работал в течение шести лет, в период с 1989 по 1995 год, на заводе Тошиги, Сумитомо Осака Цемент, Япония. Пилотный завод производительностью 200 т/сутки был построен в конце 1995 года.
Принципиальная схема цементной печи кипящего слоя производительностью 20 т/сутки показана на рисунке 6.1.

Рисунок 6.1 - Печь кипящего слоя [110]
Система состоит из запечного циклонного теплообменника (SP), аэрофонтанной грануляционной печи (SBK), печи кипящего слоя (FBK), установки резкого охлаждения в кипящем слое (FBK) и клинкерного холодильника плотного слоя.
Запечный теплообменник состоит из обычного четырехступенчатого циклонного теплообменника, который подогревает и декарбонизирует сырьевую смесь. Грануляционная печь гранулирует сырьевую смесь в виде гранул размером 1,5 - 2,5 мм при температуре 1300 °C. В обжиговой печи завершаются гранулообразование и обжиг клинкера при температуре 1400 °C. В установке резкого охлаждения клинкер охлаждается с 1400 до 1000 °C. Окончательное охлаждение клинкера до 100 °C производится в холодильнике плотного слоя.
Клинкер, полученный в печи кипящего слоя, по качеству аналогичен или лучше клинкера, получаемого в обычной печи. Выбросы NOx составляют 115 - 190 мг/нм3 при использовании в качестве топлива тяжелой нефти и 440 - 515 мг/нм3 при использовании порошкообразного угля. Согласно выполненным исследованиям, для завода производительностью 3000 т клинкера в сутки расход тепла может быть уменьшен на 10 - 12% в сравнении с вращающейся печью с запечным теплообменником и колосниковым холодильником, следовательно, выбросы CO2 могут быть снижены на 10 - 12%.
Конечной целью развития технологии кипящего слоя (согласно предварительным оценкам для печи производительностью 3000 т/сутки на основе результатов испытаний пилотной печи производительностью 20 т клинкера в сутки) является:
- снижение расхода тепла на обжиг на 10 - 12%;
- снижение выбросов CO2 на 10 - 12%;
- снижение уровня выбросов NOx до 380 мг/нм3 и менее;
- сохранение текущего уровня выбросов SOx;
- снижение стоимости строительства на 30%;
- снижение площади застройки на 30%.
Сущность химической регенерации теплоты (ХРТ) клинкера, выходящего из печи, заключается в использовании его теплосодержания для предварительной эндотермической переработки исходного топлива, которое при этом получает повышенное количество химически аккумулированной теплоты, а также физически подогревается [111].
На рисунке 6.2 представлена принципиальная схема применения метода ХРТ для утилизации теплоты клинкера, выходящего из вращающейся печи сухого способа производства.

теплоты клинкера
Сырье для производства цементного клинкера последовательно проходит термообработку в теплообменнике (ТО), декарбонизаторе (Д) и далее обжигается во вращающейся печи (П). Обожженный продукт - клинкер - выходит из вращающейся печи с температурой 1300 - 1400 °C и поступает на первую стадию охлаждения в реактор-холодильник (РХ), в который также подаются природный газ и окислитель (водяной пар, углекислый газ или их смесь из отходящих печных газов). Синтезированное топливо с температурой порядка 1000 °C поступает в форсунки (Ф) печи и декарбонизатора, в эти же форсунки вентиляторами (В) подается необходимое для сгорания топлива количество воздуха. Циклон (Ц) предназначен для отделения воздуха от клинкерной пыли. Питатель (Пт), устанавливаемый за РХ, служит для поддержания заданного слоя клинкера и исключения подсосов воздуха в РХ. Охлажденный до заданной температуры клинкер поступает из РХ в питатель и далее в традиционный холодильник (Х), где производится окончательное охлаждение.
Ввиду особенностей подачи топлива и воздуха на горение применение метода ХРТ предполагает проведение изменений выходной части печи и шахты холодильника (рисунок 6.3).

Горячий конец печи 1 выполнен с максимально уменьшенным диаметром, а шахту холодильника заменяют на разгрузочную течку. Весь воздух для сжигания топлива подают через форсунку 2. В связи с этим зона охлаждения в печи практически отсутствует, и охлаждение клинкера начинается в реакторе-холодильнике (РХ) 3.
Применение технологии ХРТ обеспечивает снижение расхода натурального топлива, решает проблему снижения выбросов трехатомных газов в атмосферу (в частности, CO2) и повышает эффективность горения топлива.
В целях разработки настоящего справочника ИТС 6-2022 Приказом Минпромторга России от 18 марта 2022 года N 855 была сформирована техническая рабочая группа "Производство цемента" (ТРГ 6) и утвержден ее состав, в который вошли 26 участников - представители государственных органов власти, промышленных предприятий и ассоциаций, научно-исследовательских институтов и экспертных организаций, образовательных учреждений, научно-производственных и конструкторских компаний, а также некоммерческих и общественных организаций. Наиболее активное участие в работе по сбору, обработке, анализу и систематизации информации, а также в написании текста справочника НДТ и его обсуждении приняли специалисты следующих государственных органов власти, организаций и учреждений:
- Минпромторг России;
- Росприроднадзор;
- Минэкономразвития России;
- ФГБОУ ВО "РХТУ им. Д.И. Менделеева";
- АО "ЕВРОЦЕМЕНТ груп";
- ООО "Холсим (Рус) СМ";
- АО "ХК "Сибцем";
- ФГАУ "НИИ "ЦЭПП".
При подготовке настоящего справочника НДТ были использованы материалы, полученные от российских предприятий цементной промышленности. Кроме того, составители настоящего справочника НДТ учитывали результаты отечественных научно-исследовательских и диссертационных работ, маркетинговых исследований, а также российских и международных проектов, выполненных в Российской Федерации в 2011 - 2022 гг. и опубликованных на сайтах в сети Интернет.
При разработке настоящего справочника также была использована информация из справочника EC по наилучшим доступным технологиям "Европейская комиссия. Комплексное предотвращение и контроль загрязнения окружающей среды. Наилучшие доступные технологии (НДТ). Справочный документ по производству цемента, извести и оксида магния. 2013" (European Commission. Integrated Pollution and Control. Best Available Techniques (BAT) Reference Document for the Production of Cement, Lime and Magnesium Oxide. 2013).
Общее заключение, которое можно сделать в результате подготовки данного справочника, состоит в том, что наличие достоверной информации является одним из главных и необходимых условий совершенствования комплексной системы профилактики и борьбы с выбросами загрязняющих веществ в цементной промышленности.
Кроме того, следует отметить, что ведущие отечественные компании активно занимаются внедрением современных технологических процессов и оборудования, разрабатывают программы повышения энергоэффективности и экологической результативности производства цемента. Однако цели, задачи и ожидаемые результаты перехода к технологическому нормированию на основе наилучших доступных технологий руководители предприятий понимают и оценивают по-разному. Ожидания промышленников связаны с уменьшением административной нагрузки и упрощением системы государственного регулирования в сфере охраны окружающей среды, опасения - с неопределенным порядком правоприменения и вероятностью установления недостижимых технологических нормативов. Поэтому важным шагом вперед по пути достижения комплексного предотвращения и контроля загрязнения окружающей среды в цементной промышленности должен стать позитивный обмен информацией.
По итогам проведенной работы были сформулированы следующие рекомендации, касающиеся дальнейшей работы по внедрению НДТ:
- для достижения установленных в ИТС 6-2022 технологических показателей выбросов ЗВ расширен перечень рекомендуемых НДТ;
- при модернизации технологического и природоохранного оборудования в качестве приоритетных критериев выбора новых технологий и оборудования следует использовать повышение энергоэффективности, ресурсосбережение, снижение негативного воздействия на окружающую среду.
Информационно-технический справочник по наилучшим доступным технологиям ИТС 6-2022 "Производство цемента" разработан с учетом предложений предприятий цементной отрасли, научно-технических и проектных организаций. Разработчики ИТС 6-2022 надеются, что он поможет предприятиям в их текущей природоохранной деятельности, а также при разработке программ повышения экологической эффективности (ППЭЭ).
(обязательное)
В таблицах А.1 и А.2 представлен перечень основных маркерных веществ в производстве цемента, нормирование эмиссии которых является одной из основных целей при определении и разработке наилучших доступных технологий.
Таблица А.1
при применении традиционного ископаемого топлива
Для атмосферного воздуха |
Оксиды азота NOx (сумма азота оксида (NO) и азота диоксида (NO2), в пересчете на NO2) |
Серы диоксид SO2 |
Углерода оксид CO |
Взвешенные вещества (пыль неорганическая) |
Таблица А.2
при применении альтернативных видов топлива
Для атмосферного воздуха |
Оксиды азота NOx (сумма азота оксида (NO) и азота диоксида (NO2), в пересчете на NO2) |
Серы диоксид SO2 |
Углерода оксид CO |
Хлористый водород HCl |
Фтористый водород HF |
Взвешенные вещества (пыль неорганическая) |
Ртуть Hg |
Кадмий Cd |
Таллий Tl |
Свинец Pb |
Медь Cu |
Перечень основных технологических показателей представлен в таблице А.3.
Таблица А.3
Номер НДТ | Технологический показатель | Единица измерения | Значение (интервал) |
Удельный расход тепла на обжиг клинкера: | |||
- для заводов сухого способа производства; | МДж/т | 3000 - 4120 | |
кг у.т./т клинкера | 100 - 140 | ||
- для заводов мокрого способа производства; | МДж/т | 5400 - 6450 | |
кг у.т./т клинкера | 185 - 220 | ||
- для заводов комбинированного способа производства | МДж/т | 3950 - 4540 | |
кг у.т./т клинкера | 135 - 155 | ||
Удельный расход энергии на производство 1 т портландцемента: | кВт·ч/т цемента | ||
- для заводов сухого способа производства; | 110 - 140 | ||
- для заводов мокрого способа производства | 100 - 135 | ||
Уровень выбросов взвешенных веществ (пыли неорганической) в процессе обжига: | мг/нм3 | ||
- для проектируемых и вновь строящихся технологических линий | менее 25 <1> | ||
- для технологических линий, введенных в эксплуатацию после 2008 г. | менее 50 <1> | ||
- для технологических линий, введенных в эксплуатацию до 2008 г. | |||
Уровень выбросов оксидов азота NOx (сумма азота оксида (NO) и азота диоксида (NO2) в пересчете на NO2): | |||
- для печей с циклонным теплообменником | мг/нм3 | менее 500 <1> | |
- для длинных печей мокрого способа производства и печей Леполь | менее 800 <1> | ||
Проскок NH3 | мг/нм3 | менее 50 <3> | |
Уровень выбросов SO2 | мг/нм3 | менее 400 <1> | |
Уровень выбросов CO | мг/нм3 | менее 500 <1> | |
Уровень выбросов: | |||
Hg | мг/нм3 | менее 0,05 <4> | |
 | менее 0,05 <4> | ||
Pb | менее 0,07 <5> | ||
Cu | менее 0,1 <5> | ||
Уровень выбросов: | мг/нм3 | ||
HCl | менее 10 <6> | ||
HF | менее 1,0 <6> | ||
Уровни выбросов ПХДД и ПХДФ с отходящими печными газами | нг I-TEQ/м3 | менее 0,2 <7> |
--------------------------------
<2> Данный уровень выбросов пыли должен быть достигнут в течение периода выполнения программы повышения экологической эффективности.
<4> Среднее значение за весь период наблюдений путем замеров с периодичностью не менее 30 мин 1 раз в год.
<5> Среднее значение за весь период наблюдений путем замеров согласно графику производственного контроля на основании норм, установленных в нормативных документах.
(обязательное)
N | Наименование НДТ | Примечание |
Снижение удельных расходов сырьевых материалов для производства портландцементного клинкера и цемента | ||
Замена природных сырьевых компонентов отходами производства/материалами из отходов | ||
Снижение содержания доли клинкера в цементе до максимально допустимого уровня | ||
Минимизация риска роста выбросов вредных веществ в окружающую среду при использовании отходов/материалов из отходов в качестве сырьевых материалов и (или) топлива для производства цемента | ||
Применение системы обеспечения качества для каждого подаваемого в технологический процесс отхода/материала из отходов, чтобы гарантировать характеристики и анализ любых отходов/материалов из отходов, которые могут быть использованы как сырьевой материал и/или топливо в цементной печи с целью обеспечения: - постоянного качества; - постоянных физических критериев, например, способности к образованию выбросов, наличие грубых частиц, реакционная способность, обжигаемость и калорийность; - постоянных химических критериев, например содержания хлора, серы, щелочей, фосфатов и соответствующих металлов | ||
Контроль достаточного количества необходимых параметров для любых отходов/материалов из отходов, используемых как сырьевой материал и/или топливо цементной печи, позволяющий оценить их качество (содержание хлора, некоторых металлов (например, кадмий, ртуть, таллий), серы, общее содержание галогенов) | ||
Сокращение/минимизация удельных расходов тепла на обжиг клинкера | ||
Для вновь строящихся и модернизируемых предприятий применение оптимальной печной системы и стабильного режима работы печного агрегата в соответствии с установленными параметрами путем: - оптимизации системы контроля, включая автоматический компьютерный контроль, и автоматизации управления технологическими процессами; - использование современных систем гомогенизации, дозирования и подачи в печь материалов и топлива | ||
Использование сухого способа производства, оптимизация количества ступеней циклонного теплообменника в соответствии с характеристиками используемых сырьевых материалов | ||
Рекуперация избытка тепла из печной системы, особенно из клинкерного холодильника, использование рекуперированного тепла для сушки сырьевых материалов | ||
Использование высококалорийного топлива с характеристиками, оказывающими положительный эффект на снижение удельного расхода тепла | ||
Минимизация подсосов атмосферного воздуха в печную систему | ||
Минимизация газового потока в систему байпаса | ||
Для предприятий мокрого способа производства цемента минимизация влажности сырьевого шлама путем замены части природных компонентов на техногенные материалы и применения разжижителей шлама | ||
Снижение потребления тепловой энергии путем выработки дополнительного количества электроэнергии или тепла путем объединения заводов с теплоэлектростанциями или теплоцентралями на базе полезной рекуперации тепла, в пределах схем регулирования энергии, которые экономически устойчивы | ||
Минимизация риска увеличения выбросов вредных веществ при использовании альтернативного топлива | ||
Использование соответствующих точек питания печи с целью обеспечения определенной температуры и времени пребывания материала в данной зоне, зависящих от конструкции и работы печи | ||
Подача отходов/материалов из отходов, содержащих органические компоненты, которые могут улетучиваться, до зоны кальцинирования в зону с необходимой (адекватной) температурой | ||
Управление работой печи таким образом, чтобы газы от использования АТ находились в контролируемом, гомогенизированном виде даже при наиболее неблагоприятных условиях при температуре 850 °C не менее 2 с | ||
Увеличение температуры газов в печи до 1100 °C, если сжигаются отходы/материалы из отходов с содержанием более 1% галогенсодержащих органических веществ (выраженные в виде хлора) | ||
Обеспечение постоянной и стабильной подачи отходов/материалов из отходов в печь | ||
Прекращение использования АТ при режиме розжига и охлаждения (пуска и остановки) печи, когда необходимая температура и время пребывания материала в печи не могут быть обеспечены | ||
Снижения удельного расхода энергии на производство 1 т портландцемента | ||
Использование помольного и другого оборудования с высокой энергетической эффективностью | ||
Использование высокоэффективных технологических схем измельчения, оптимизированных для измельчения конкретных видов материалов | ||
Применение высокоэффективных интенсификаторов процесса измельчения материалов | ||
Разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы энергетического менеджмента (СЭнМ) | ||
Использование интеллектуальных систем управления и оптимизации процессов производства | ||
Снижение выбросов взвешенных веществ (пыли неорганической) из неорганизованных источников | ||
Использование простой и линейной компоновки технологического оборудования | ||
Укрытие/капсулирование операций, связанных с пылением | ||
Использование закрытых конвейеров и элеваторов | ||
Уменьшение мест подсоса воздуха или просыпания материала, герметизация установок | ||
Использование передвижных и стационарных пылеулавливающих устройств для надежной и полной очистки: - во время технического обслуживания или в случае аварийной ситуации на транспортере может произойти рассыпание материала. Чтобы избежать выбросов пыли во время уборки этого материала, следует использовать аспирационные системы пылеочистки. Новые корпуса могут быть оборудованы стационарными вакуумными системами пылеочистки, в то время как на существующих установках лучше использовать передвижные аспирационные системы пылеочистки в связи с простотой их адаптации к условиям производства; - в особых случаях замкнутая система является лучшим решением для пневматической транспортировки | ||
Осуществлять вентиляцию и собирать пыль следует с использованием рукавных фильтров | ||
Использование закрытых складов с автоматической системой перемещения материала | ||
Использование гибких шлангов и рукавов, снабженных системой улавливания пыли, при погрузке цемента в цементовоз | ||
Водное опрыскивание и химические вещества, подавляющие пыление | ||
Покрытие, мытье дорог и их уборка | ||
Увлажнение штабелей | ||
Снижение выбросов взвешенных веществ (пыли неорганической) с дымовыми газами в процессе обжига | ||
Применение современных электрофильтров или рукавных фильтров, оптимизированных для очистки конкретного вида газов | ||
Применение гибридных фильтров | ||
Применение системы управления ремонтом, специально направленной на наблюдение за состоянием фильтров | ||
Снижение выбросов NOx в отходящих печных газах | ||
Оптимизация процесса обжига | ||
Охлаждение пламени факела | ||
Применение горелок с низким выделением NOx | ||
Постадийное сжигание топлива, сжигание топлива в средней части печи | ||
Использование минерализаторов при обжиге клинкера | ||
Применение технологии селективного некаталитического восстановления оксидов азота SNCR | ||
Применение технологии селективного каталитического восстановления оксидов азота SCR | ||
Поддерживание проскоков аммиака NH3 на максимально низком уровне | ||
Обеспечение стехиометрического количества восстановителя при обеспечении снижения выбросов оксидов азота NOx до необходимого уровня | ||
Обеспечение равномерного распределения восстановителя в газовом потоке | ||
Снижение выбросов SO2 в отходящих печных газах | ||
Выбор сырьевых материалов и топлива, в том числе альтернативного (при их использовании) с невысоким содержанием свободной серы или серы в виде сульфидов | ||
Использование добавок сорбента (абсорбента) | ||
Использование мокрого скруббера | ||
Снижение содержания CO в отходящих печных газах | ||
Выбор (при возможности) сырьевых материалов с низким содержанием органического углерода | ||
Оптимизация процесса обжига путем поддержания необходимого коэффициента избытка воздуха в печи | ||
Обеспечение однородного состава и свойств топлива, равномерность и постоянство его подачи в печь | ||
Стабильный режим работы печи, применение автоматизированных систем управления работой печи | ||
Непрерывное автоматическое измерение CO в печных газах посредством использования оборудования для мониторинга с коротким временем отклика, расположенного вблизи источника CO | ||
Снижение выбросов тяжелых металлов с высокой летучестью: ртути Hg, кадмия Cd, таллия Tl, свинца Pb и меди Cu с отходящими печными газами | ||
Тщательный отбор любых материалов, подающихся в печь, с целью минимизации содержания в них различных металлов, особенно металлов и их соединений с высокой летучестью | ||
Использование систем обеспечения качества материалов (в том числе альтернативных) с целью гарантирования необходимых характеристик | ||
Использование эффективных технических решений по улавливанию пыли | ||
Использование систем байпаса печных газов | ||
Снижение или предотвращение выбросов HCl и HF из цементных печей | ||
Использование сырьевых материалов и топлива с низким содержанием хлора и фтора | ||
Ограничение содержания хлора и фтора в любых отходах/материалах из отходов, которые будут использоваться в качестве сырья или топлива в печи | ||
Использование систем байпаса печных газов | ||
Использование эффективных технических решений по улавливанию пыли в системе байпаса печных газов | ||
Снижение или предотвращение выбросов ПХДД и ПХДФ из цементных печей | ||
Тщательный отбор поступающих в печь сырьевых материалов и контроль содержания в них хлора, меди и летучих органических соединений | ||
Тщательный отбор поступающих в печь веществ (топлива) и контроль содержания в них хлора и меди | ||
Ограничение или отказ от использования отходов/материалов из отходов, которые содержат хлорсодержащие органические вещества | ||
Отказ от использования топлива с высоким содержанием галогенов (например, хлора) при вторичном сжигании | ||
Быстрое охлаждение отходящих печных газов до температур ниже 200 °C и максимальное сокращение времени пребывания отходящих газов и содержания в них кислорода в зонах с температурным диапазоном 300 - 450 °C | ||
Прекратить использование альтернативного топлива при пуске и остановке печи | ||
Снижение уровня шума, возникающего в процессе производства цемента | ||
Выбор подходящего места для шумных операций | ||
Ограждение шумных операций/агрегатов | ||
Виброизоляция производств/агрегатов | ||
Использование внутренней и внешней изоляции на основе звукоизолирующих материалов | ||
Звукоизоляция зданий для укрытия любых шумопроизводящих операций, включая оборудование для переработки материалов | ||
Установка звукозащитных стен и/или природных барьеров | ||
Применение глушителей на отводящих трубах | ||
Звукоизоляция каналов и вентиляторов, находящихся в звукоизолированных зданиях | ||
Закрытие дверей и окон в цехах и помещениях | ||
Использование звукоизоляции машинных помещений | ||
Использование звукоизоляции стенных проемов, например, установка шлюза в месте ввода ленточного конвейера | ||
Использование глушителей для дымососов и газодувок фильтров | ||
Использование звукоизолирующих модулей в технических устройствах (например, компрессорах) | ||
Использование резиновых щитов при дроблении (для предотвращения контакта металла с металлом) | ||
Возведение построек или посадка деревьев и кустов между защитной полосой и шумным производством | ||
Разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы экологического менеджмента (СЭМ) | ||
Регулярный мониторинг и измерение параметров и выбросов в соответствии со стандартами EN, ISO или национальными стандартами, гарантирующими соответствие данных научно обоснованным критериям | ||
Непрерывные измерения параметров, свидетельствующих о стабильности процесса, таких как температура, содержание O2, разрежение и скорость потока газа | ||
Мониторинг и стабилизация критических параметров процесса: однородность и постоянство состава сырьевой смеси, топлива, равномерность подачи топлива в печь, коэффициент избытка воздуха в печи | ||
Непрерывные или периодические замеры выбросов взвешенных веществ (пыли неорганической), NOx, SO2 и CO из печи | ||
Непрерывные замеры выбросов NH3, при использовании технологии селективного некаталитического восстановления (SNCR) оксидов азота | ||
Периодические замеры выбросов тяжелых металлов, HCl, HF | ||
Периодические замеры выбросов летучих органических соединений, ПХДД/ПХДФ | ||
Непрерывные или периодические замеры выбросов взвешенных веществ (пыли неорганической) из организованных источников в процессах, кроме процесса обжига в печи |
(обязательное)
В.1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Производство цемента является ресурсо- и энергоемким процессом.
В цементной промышленности РФ при производстве клинкера и цемента используются такие виды топлива, как природный газ, уголь и горючие сланцы (см. раздел 1.3).
Средний удельный расход электроэнергии по цементной промышленности РФ за 2021 год составляет 124,3 кВт·ч/т, в т.ч. на печах мокрого способа - 121,9 кВт·ч/т, на печах сухого способа - 129,6 кВт·ч/т (см. раздел 1.4).
Сырьевая база для производства цемента представлена месторождениями карбонатных пород (известняки, мел, мергели, мрамор), глинистых пород (глины, суглинки, глинистые сланцы) и гидравлических добавок (опоки, диатомиты, трепелы). В последние годы в цементной промышленности все более широкое распространение находит использование отходов/материалов из отходов смежных отраслей промышленности вместо природного сырья - карбонатного и глинистого/алюмосиликатного компонентов (см. раздел 1.2).
Внедрение энергосберегающих технологий, снижение доли энергозатратных производств, снижение до минимума потребления природных ресурсов: сырья, топлива, минеральных добавок, улучшение экологического состояния за счет вовлечения в оборот вторичных сырьевых ресурсов и использование экологически чистого оборудования и технологий являются приоритетными задачами отрасли (см. раздел 1.7).
В.2 Основные технологические процессы, связанные с использованием энергии
Современный цементный завод перерабатывает 5 - 20 тыс. т сырья в сутки. Технологические процессы, связанные с добычей, хранением, подготовкой и измельчением сырьевых материалов, приведены в разделах 2.2 и 2.3, использованием отходов/материалов из отходов в качестве сырьевых материалов - в разделе 2.7.2.
Основные характеристики используемого топлива, технологические процессы подготовки и сжигания топлива приведены в разделе 2.5, использования альтернативного топлива - в разделе 2.7.3. Процесс обжига цементного клинкера подробно рассмотрен в разделе 2.8.
В.3 Уровни потребления основных видов ресурсов и энергии
Удельные расходы сырьевых материалов на производство 1 т портландцементного клинкера и портландцемента приведены в разделе 3.2.
Удельный расход топлива на обжиг 1 т портландцементного клинкера приведен в разделе 3.3.
Удельный расход энергии на производство 1 т приведен в разделе 3.4.
В.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
Номер и наименование НДТ | Раздел/пункт справочника |
НДТ 1. Снижение удельных расходов сырьевых материалов для производства портландцементного клинкера и цемента | |
НДТ 3. Сокращение/минимизация удельных расходов тепла на обжиг клинкера | |
НДТ 4. Снижение потребления тепловой энергии путем выработки дополнительного количества электроэнергии или тепла путем объединения заводов с теплоэлектростанциями или теплоцентралями на базе полезной рекуперации тепла, в пределах схем регулирования энергии, которые экономически устойчивы | |
НДТ 6. Снижение удельного расхода энергии на производство 1 т портландцемента | |
НДТ 7. Разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы энергетического менеджмента (СЭнМ) | |
НДТ 8. Использование интеллектуальных систем управления и оптимизации процессов производства |
В.5 Целевые показатели ресурсной и энергетической эффективности
Таблица В.5.1
Целевые показатели производства портландцемента
сухим способом
Вид энергоресурса | Единица измерения | Удельный расход | |
минимальный | максимальный | ||
Удельный расход тепла на обжиг клинкера | МДж/т клинкера | 3000 | 4120 |
Удельный расход энергии на производство 1 т портландцемента | кВт·ч/т цемента | 110 | 140 |
Таблица В.5.2
Целевые показатели производства портландцемента
мокрым способом
Вид энергоресурса | Единица измерения | Удельный расход | |
минимальный | максимальный | ||
Удельный расход тепла на обжиг клинкера | МДж/т клинкера | 5400 | 6450 |
Удельный расход энергии на производство 1 т портландцемента | кВт·ч/т цемента | 100 | 135 |
Таблица В.5.3
Целевые показатели производства портландцемента
комбинированным способом
Вид энергоресурса | Единица измерения | Удельный расход | |
минимальный | максимальный | ||
Удельный расход тепла на обжиг клинкера | МДж/т клинкера | 3950 | 4540 |
Удельный расход энергии на производство 1 т портландцемента | кВт·ч/т цемента | 105 | 140 |
В.6 Перспективные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
В настоящее время к перспективным технологиям можно отнести технологию получения цемента в кипящем слое (см. раздел 6.1) и технологию применения метода химической регенерации тепла при производстве цемента (см. раздел 6.2).
В будущем, вероятно, к числу перспективных технологий можно будет отнести технологии, направленные на повышение энерго- и ресурсоэффективности производства, включая технологии по снижению выбросов парниковых газов.
(обязательное)
"ПРОИЗВОДСТВО ЦЕМЕНТА"
Область применения
Настоящее Заключение НДТ распространяется на следующий основной вид деятельности:
- производство цементного клинкера во вращающихся печах с проектной мощностью 500 т/сут и более.
Заключение НДТ также распространяется на процессы, связанные с основными производственными переделами цементного производства, которые могут оказать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
- хранение и подготовка сырья;
- хранение и подготовка топлива;
- утилизация отходов и использование материалов из отходов в качестве сырья и (или) топлива - требования к качеству, контроль и подготовка;
- производственные процессы;
- методы предотвращения и сокращения эмиссий и образования отходов;
- хранение, упаковка и отгрузка продукции.
Дополнительные виды деятельности и соответствующие им справочники НДТ приведены в таблице Г.1.
Таблица Г.1
при производстве цемента, и соответствующие
им справочники НДТ
Вид деятельности | Наименование соответствующего справочника НДТ |
Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух | Информационно-технический справочник по наилучшим доступным технологиям ИТС 22-2016 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" |
Общие принципы производственного экологического контроля | Информационно-технический справочник по наилучшим доступным технологиям ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его метрологического обеспечения" |
Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров | Информационно-технический справочник по наилучшим доступным технологиям ИТС 46-2019 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" |
Повышение энергетической эффективности | Информационно-технический справочник по наилучшим доступным технологиям ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" |
Заключение НДТ не распространяется на:
- некоторые процессы производства, такие как добыча сырья в карьере;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Вопросы охраны труда рассматриваются частично и только в тех случаях, когда оказывают влияние на виды деятельности, включенные в область применения данного ИТС НДТ.
Сфера распространения настоящего Заключения НДТ приведена в таблице Г.2.
Таблица Г.2
Наименование продукции по ОК 034-2014 (ОКПД) | Наименование вида деятельности по ОКВЭД 2 | ||
Продукты минеральные неметаллические прочие | Производство прочей неметаллической минеральной продукции | ||
Цемент, известь, гипс | Производство цемента, извести и гипса | ||
Цемент | Производство цемента (производство цементного клинкера и гидравлических цементов, в том числе портландцемента, глиноземистого цемента, шлакового цемента и суперфосфатного цемента) | ||
Цемент | |||
Клинкеры цементные | |||
Клинкеры цементные | |||
Портландцемент, цемент глиноземистый, цемент шлаковый и аналогичные гидравлические цементы | |||
Цементы общестроительные | |||
Портландцемент без минеральных добавок | |||
Портландцемент с минеральными добавками | |||
Шлакопортландцемент | |||
Портландцемент пуццолановый | |||
Цемент композиционный | |||
Портландцементы белые | |||
Портландцементы цветные | |||
Портландцементы тампонажные | |||
Цементы глиноземистые | |||
Цементы прочие, не включенные в другие группировки |
Наилучшие доступные технологии
Таблица Г.3
Краткое описание НДТ с указанием номера и наименования
Номер НДТ | Назначение и/или наименование НДТ | Ссылка на структурный элемент |
Снижение удельных расходов сырьевых материалов для производства портландцементного клинкера и цемента | ||
Минимизация риска роста выбросов вредных веществ в окружающую среду при использовании отходов/материалов из отходов в качестве сырьевых материалов и (или) топлива для производства цемента | ||
Сокращение/минимизация удельных расходов тепла на обжиг клинкера | ||
Снижение потребления тепловой энергии путем выработки дополнительного количества электроэнергии или тепла путем объединения заводов с теплоэлектростанциями или теплоцентралями на базе полезной рекуперации тепла в пределах схем регулирования энергии, которые экономически устойчивы | ||
Минимизация риска увеличения выбросов вредных веществ при использовании альтернативного топлива | ||
Снижения удельного расхода энергии на производство 1 т портландцемента | ||
Разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы энергетического менеджмента (СЭнМ) | ||
Использование интеллектуальных систем управления и оптимизации процессов производства | ||
Снижение выбросов взвешенных веществ (пыли неорганической) из неорганизованных источников | ||
Снижение выбросов взвешенных веществ (пыли неорганической) с дымовыми газами в процессе обжига | ||
Снижение выбросов оксидов азота NOx (сумма азота оксида (NO) и азота диоксида (NO2), в пересчете на NO2) в отходящих печных газах | ||
Поддерживание проскоков аммиака NH3 на максимально низком уровне | ||
Снижение выбросов SO2 в отходящих печных газах | ||
Снижение содержания CO в отходящих печных газах | ||
Снижение выбросов тяжелых металлов с высокой летучестью: ртути Hg, кадмия Cd, таллия Tl, свинца Pb и меди Cu с отходящими печными газами | ||
Снижение или предотвращение выбросов HCl и HF из цементных печей | ||
Снижение или предотвращение выбросов ПХДД и ПХДФ из цементных печей | ||
Снижение уровня шума, возникающего в процессе производства цемента | ||
Разработка, реализация, поддерживание в рабочем состоянии и постоянное выполнение определенных требований системы экологического менеджмента (СЭМ) | ||
Регулярный мониторинг и измерение параметров и выбросов в соответствии со стандартами EN, ISO или национальными стандартами, гарантирующими соответствие данных научно обоснованным критериям |
В таблице Г.4 представлены методы и оборудование НДТ, а также определена их применимость.
Таблица Г.4
N п/а | Метод/оборудование | Применимость |
Замена природных сырьевых компонентов отходами/материалами из отходов производства | Применимо для всех предприятий | |
Снижение содержания доли клинкера в цементе до максимально допустимого уровня | Применимо для всех предприятий | |
Применение системы обеспечения качества для каждого подаваемого в технологический процесс отхода/материала из отходов, чтобы гарантировать характеристики и анализ любых отходов/материалов из отходов, которые могут быть использованы как сырьевой материал и/или топливо в цементной печи с целью обеспечения: - постоянного качества; - постоянных физических критериев, например, способности к образованию выбросов, наличие грубых частиц, реакционная способность, обжигаемость и калорийность; - постоянных химических критериев, например содержания хлора, серы, щелочей, фосфатов и соответствующих металлов | Применимо для всех предприятий | |
Контроль достаточного количества необходимых параметров для любых отходов/материалов из отходов, используемых как сырьевой материал и/или топливо цементной печи, позволяющий оценить их качество (содержание хлора, некоторых металлов (например, кадмий, ртуть, таллий), серы, общее содержание галогенов) | Применимо для всех предприятий | |
Применение оптимальной печной системы и стабильного режима работы печного агрегата в соответствии с установленными параметрами путем: - оптимизации системы контроля, включая автоматический компьютерный контроль, и автоматизации управления технологическими процессами; - использования современных систем гомогенизации, дозирования и подачи в печь материалов и топлива | Применимо для вновь строящихся и модернизируемых предприятий | |
Использование сухого способа производства, оптимизация количества ступеней циклонного теплообменника в соответствии с характеристиками используемых сырьевых материалов | Применимо для вновь строящихся и модернизируемых предприятий | |
Рекуперация избытка тепла из печной системы, особенно из клинкерного холодильника, использование рекуперированного тепла для сушки сырьевых материалов | Применимо для вновь строящихся и модернизируемых предприятий | |
Использование высококалорийного топлива с характеристиками, оказывающими положительный эффект на снижение удельного расхода тепла | Применимо для всех предприятий | |
Минимизация подсосов атмосферного воздуха в печную систему | Применимо для всех предприятий | |
Минимизация газового потока в систему байпаса | Применимо для предприятий сухого способа производства цемента | |
Минимизация влажности сырьевого шлама путем замены части природных компонентов на техногенные материалы и применения разжижителей шлама | Применимо для печей мокрого и комбинированного способов производства | |
Использование соответствующих точек питания печи с целью обеспечения определенной температуры и времени пребывания материала в данной зоне, зависящих от конструкции и работы печи | Применимо для вновь строящихся и модернизируемых предприятий | |
Подача отходов/материалов из отходов, содержащих органические компоненты, которые могут улетучиваться, до зоны кальцинирования в зону с необходимой (адекватной) температурой | Применимо для вновь строящихся и модернизируемых предприятий | |
Управление работой печи таким образом, чтобы газы от сжигания АТ находились в контролируемом, гомогенизированном виде даже при наиболее неблагоприятных условиях при температуре 850 °C не менее 2 с | Применимо для вновь строящихся и модернизируемых предприятий | |
Увеличение температуры газов в печи до 1100 °C, если сжигаются АТ с содержанием более 1% галогенсодержащих органических веществ (выраженные в виде хлора) | Применимо для вновь строящихся и модернизируемых предприятий | |
Обеспечение постоянной и стабильной подачи АТ в печь | Применимо для всех предприятий | |
Прекращение использования альтернативного топлива при режиме розжига и охлаждения (пуска и остановки) печи, когда необходимая температура и время пребывания материала в печи не могут быть обеспечены | Применимо для всех предприятий | |
Использование помольного и другого оборудования с высокой энергетической эффективностью | Применимо для вновь строящихся и модернизируемых предприятий | |
Использование высокоэффективных технологических схем измельчения, оптимизированных для измельчения конкретных видов материалов | Применимо для вновь строящихся и модернизируемых предприятий | |
Применение высокоэффективных интенсификаторов процесса измельчения материалов | Применимо для всех предприятий | |
Использование простой и линейной компоновки технологического оборудования | Применимо для всех предприятий | |
Укрытие/капсулирование операций, связанных с пылением | Применимо для всех предприятий | |
Использование закрытых конвейеров и элеваторов | Применимо для всех предприятий | |
Уменьшение мест подсоса воздуха или просыпания материала, герметизация установок | Применимо для всех предприятий | |
Использование передвижных и стационарных пылеулавливающих устройств для надежной и полной очистки | Применимо для всех предприятий | |
Осуществлять вентиляцию и собирать пыль следует с использованием рукавных фильтров | Применимо для вновь строящихся и модернизируемых предприятий | |
Использование закрытых складов с автоматической системой перемещения материала | Применимо для вновь строящихся и модернизируемых предприятий | |
Использование гибких шлангов и рукавов, снабженных системой улавливания пыли, при погрузке цемента в цементовоз | Применимо для всех предприятий | |
Использование водного опрыскивания и химических веществ, подавляющих пыление | Применимо для всех предприятий | |
Покрытие, мытье дорог и их уборка | Применимо для всех предприятий | |
Увлажнение штабелей | Применимо для всех предприятий | |
Применение современных электрофильтров или рукавных фильтров, оптимизированных для очистки конкретного вида газов | Применимо для вновь строящихся и модернизируемых предприятий | |
Применение гибридных фильтров | Применимо для вновь строящихся и модернизируемых предприятий | |
Применение системы управления ремонтом, специально направленной на наблюдение за состоянием фильтров | Применимо для всех предприятий | |
Оптимизация процесса обжига | Применимо для всех предприятий | |
Охлаждение пламени факела | Применимо для всех предприятий | |
Применение горелок с низким выделением NOx | Применимо для всех предприятий | |
Постадийное сжигание топлива, сжигание топлива в средней части печи | Применимо для заводов сухого способа производства или мокрого способа производства при модернизации печи | |
Использование минерализаторов при обжиге клинкера | Применимо для всех предприятий | |
Применение технологии селективного некаталитического восстановления оксидов азота SNCR | Применимо для заводов сухого способа производства | |
Применение технологии селективного каталитического восстановления оксидов азота SCR | Применимо для заводов сухого способа производства (на стадии разработки) | |
Обеспечение стехиометрического количества восстановителя при обеспечении снижения выбросов NOx до необходимого уровня | Применимо для заводов сухого способа производства, оборудованных системой SNCR | |
Обеспечение равномерного распределения восстановителя в газовом потоке | Применимо для заводов сухого способа производства, оборудованных системой SNCR | |
Выбор сырьевых материалов и топлива, в том числе альтернативных (при их использовании) с невысоким содержанием свободной серы или серы в виде сульфидов | Применимо для всех предприятий | |
Использование добавок сорбента (абсорбента) | Применимо для всех предприятий | |
Использование мокрого скруббера | Применимо для всех предприятий | |
Выбор (при возможности) сырьевых материалов с низким содержанием органического углерода | Применимо для всех предприятий | |
Оптимизация процесса обжига путем поддержания необходимого коэффициента избытка воздуха в печи | Применимо для всех предприятий | |
Обеспечение однородного состава и свойств топлива, равномерность и постоянство его подачи в печь | Применимо для всех предприятий | |
Стабильный режим работы печи, применение автоматизированных систем управления работой печи | Применимо для всех предприятий | |
Непрерывное автоматическое измерение CO в печных газах посредством использования оборудования для мониторинга с коротким временем отклика, расположенного вблизи источника CO | Применимо для всех предприятий | |
Тщательный отбор любых материалов, подающихся в печь, с целью минимизации содержания в них различных металлов, особенно металлов и их соединений с высокой летучестью | Применимо для всех предприятий | |
Использование систем обеспечения качества материалов (в том числе альтернативных) с целью гарантирования необходимых характеристик | Применимо для всех предприятий | |
Использование эффективных технических решений по улавливанию пыли | Применимо для всех предприятий | |
Использование систем байпаса печных газов | Применимо для печей сухого способа | |
Использование сырьевых материалов и топлива с низким содержанием хлора и фтора | Применимо для всех предприятий | |
Ограничение содержания хлора и фтора в любых отходах/материалах из отходов, которые будут использоваться в качестве сырья или топлива в печи | Применимо для всех предприятий | |
Использование систем байпаса печных газов | Применимо для заводов сухого способа производства | |
Использование эффективных технических решений по улавливанию пыли в системе байпаса печных газов | Применимо для заводов сухого способа производства | |
Тщательный отбор поступающих в печь сырьевых материалов и контроль содержания в них хлора, меди и летучих органических соединений | Применимо для всех предприятий | |
Тщательный отбор поступающих в печь веществ (топлива) и контроль содержания в них хлора и меди | Применимо для всех предприятий | |
Ограничение или отказ от использования отходов/материалов из отходов, которые содержат хлорсодержащие органические вещества | Применимо для всех предприятий | |
Отказ от использования топлива с высоким содержанием галогенов (например, хлора) при вторичном сжигании | Применимо для всех предприятий | |
Быстрое охлаждение отходящих печных газов до температур ниже 200 °C и максимальное сокращение времени пребывания отходящих газов и содержания в них кислорода в зонах с температурным диапазоном 300 - 450 °C | Применимо для всех предприятий | |
Прекратить использование альтернативного топлива при пуске и остановке печи | Применимо для всех предприятий | |
Выбор подходящего места для шумных операций | Применимо для всех предприятий | |
Ограждение шумных операций/агрегатов | Применимо для всех предприятий | |
Виброизоляция производств/агрегатов | Применимо для всех предприятий | |
Использование внутренней и внешней изоляции на основе звукоизолирующих материалов | Применимо для всех предприятий | |
Звукоизоляция зданий для укрытия любых шумопроизводящих операций, включая оборудование для переработки материалов | Применимо для всех предприятий | |
Установка звукозащитных стен и/или природных барьеров | Применимо для всех предприятий | |
Применение глушителей на отводящих трубах | Применимо для всех предприятий | |
Звукоизоляция каналов и вентиляторов, находящихся в звукоизолированных зданиях | Применимо для всех предприятий | |
Закрытие дверей и окон в цехах и помещениях | Применимо для всех предприятий | |
Использование звукоизоляции машинных помещений | Применимо для всех предприятий | |
Использование звукоизоляции стенных проемов, например, установка шлюза в месте ввода ленточного конвейера | Применимо для всех предприятий | |
Установление звукопоглотителей в местах выхода воздуха, например, на выпуске после газоочистки | Применимо для всех предприятий | |
Снижение скорости потоков в каналах | Применимо для всех предприятий | |
Использование звукоизоляции каналов | Применимо для всех предприятий | |
Сепарация шумовых источников и потенциально резонансных компонентов, например, компрессоров и каналов | Применимо для всех предприятий | |
Использование глушителей для дымососов и газодувок фильтров | Применимо для всех предприятий | |
Использование звукоизолирующих модулей в технических устройствах (например, компрессорах) | Применимо для всех предприятий | |
Использование резиновых щитов при дроблении (для предотвращения контакта металла с металлом) | Применимо для всех предприятий | |
Возведение построек или посадка деревьев и кустов между защитной полосой и шумным производством | Применимо для всех предприятий | |
Непрерывные измерения параметров, свидетельствующих о стабильности процесса, таких как температура, содержание O2, разрежение и скорость потока газа | Применимо для всех предприятий | |
Мониторинг и стабилизация критических параметров процесса: однородность и постоянство состава сырьевой смеси, топлива, равномерность подачи топлива в печь, коэффициент избытка воздуха в печи | Применимо для всех предприятий | |
Непрерывные или периодические замеры выбросов взвешенных веществ (пыли), NOx, SO2 и CO из печи | Применимо для всех предприятий | |
Непрерывные замеры выбросов NH3, при использовании технологии селективного некаталитического восстановления (SNCR) оксидов азота | Применимо для печей сухого способа производства, оборудованных установками SCNR | |
Периодические замеры выбросов тяжелых металлов, HCl, HF | Применимо для всех предприятий | |
Непрерывные или периодические замеры выбросов взвешенных веществ (пыли неорганической) из организованных источников в процессах, кроме процесса обжига в печи | Применимо для всех предприятий |
Перечень основных технологических показателей для НДТ представлен в таблице Г.5.
Таблица Г.5
Номер НДТ | Технологический показатель | Единица измерения | Значение (интервал) |
Удельный расход тепла на обжиг клинкера: | |||
- для заводов сухого способа производства; | МДж/т | 3000 - 4120 | |
кг у.т./т клинкера | 100 - 140 | ||
- для заводов мокрого способа производства; | МДж/т | 5400 - 6450 | |
кг у.т./т клинкера | 185 - 220 | ||
- для заводов комбинированного способа производства | МДж/т | 3950 - 4540 | |
кг у.т./т клинкера | 135 - 155 | ||
Удельный расход энергии на производство 1 т портландцемента: | кВт·ч/т цемента | ||
- для заводов сухого способа производства | 110 - 140 | ||
- для заводов мокрого способа производства | 100 - 135 | ||
Уровень выбросов взвешенных веществ (пыли неорганической) в процессе обжига: | мг/нм3 | ||
- для проектируемых и вновь строящихся технологических линий | менее 25 <1> | ||
- для технологических линий, введенных в эксплуатацию после 2008 г. | менее 50 <1> | ||
- для технологических линий, введенных в эксплуатацию до 2008 г. | |||
Уровень выбросов оксидов азота NOx (сумма азота оксида (NO) и азота диоксида (NO2), в пересчете на NO2): | |||
- для печей с циклонным теплообменником | мг/нм3 | менее 500 <1> | |
- для длинных печей мокрого способа производства и печей Леполь | менее 800 <1> | ||
Проскок NH3 | мг/нм3 | менее 50 <3> | |
Уровень выбросов SO2 | мг/нм3 | менее 400 <1> | |
Уровень выбросов CO | мг/нм3 | менее 500 <1> | |
Уровень выбросов: | |||
Hg | мг/нм3 | менее 0,05 <4> | |
 | менее 0,05 <4> | ||
Pb | менее 0,07 <5> | ||
Cu | менее 0,1 <5> | ||
Уровень выбросов: | мг/нм3 | ||
HCl | менее 10 <6> | ||
HF | менее 1,0 <6> | ||
Уровни выбросов ПХДД и ПХДФ с отходящими печными газами | нг I-TEQ/м3 | менее 0,2 <7> |
--------------------------------
<2> Данный уровень выбросов пыли должен быть достигнут в течение периода выполнения программы повышения экологической эффективности.
<4> Среднее значение за весь период наблюдений путем замеров с периодичностью не менее 30 мин 1 раз в год.
<5> Среднее значение за весь период наблюдений путем замеров согласно графику производственного контроля на основании норм, установленных в нормативных документах.
Производственно-экологический контроль
В таблице Г.6 приведены основные методы контроля и методики измерений концентраций маркерных веществ для выбросов загрязняющих веществ. Возможно применение и других аттестованных методик.
Таблица Г.6
Измеряемые показатели | Метод контроля (непрерывный с применением систем автоматического контроля, периодический, расчетный метод) | Методика измерений |
Азота диоксид, мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 30 кг/ч от источника выбросов) | ПНД Ф 13.1.4-97, ПНД Ф 13.1:2:3.19-98 или иная аттестованная методика измерений |
Азота оксид, мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 30 кг/ч от источника выбросов) | ПНД Ф 13.1.4-97, ПНД Ф 13.1:2:3.19-98 или иная аттестованная методика измерений |
Серы диоксид (сернистый ангидрид), мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 30 кг/ч от источника выбросов) | ПНД Ф 13.1:2:3.19-98, М15 (ФР.1.31.2011.11279), МИ ПрВ-2015/1 или иная аттестованная методика измерений |
Углерода оксид, мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 5 кг/ч от источника выбросов) | ПНД Ф 13.1:2:3.27-99 или иная аттестованная методика измерений |
Взвешенные вещества, мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 3 кг/ч от источника выбросов) | ГОСТ 33007-2014 или иная аттестованная методика измерений |
Аммиак NH3, мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 1,5 кг/ч от источника выбросов) | ФР.1.31.2011.11264, ПНД Ф 13.1:2:3.19-98 или иная аттестованная методика измерений |
Хлористый водород HCl, мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 1,5 кг/ч от источника выбросов) | ФР.1.31.2011.11268, ПНД Ф 13.1:2:3.19-98 или иная аттестованная методика измерений |
Фтористый водород HF, мг/м3 | В соответствии с программой производственного экологического контроля. Инструментальный: периодический или непрерывный* (при выбросе более 0,3 кг/ч от источника выбросов) | ФР.1.31.2011.11262, ПНД Ф 13.1:2:3.19-98 или иная аттестованная методика измерений |
Металлы, мг/м3 | В соответствии с программой производственного экологического контроля | М 02-505-92-2002 или иная аттестованная методика измерений |
Диоксины, пмг/м3 | В соответствии с программой производственного экологического контроля | ПНД Ф 13.1.65-08 (изд. 2014 г.), ФР.1.31.2014.17407 или иная аттестованная методика измерений |
(обязательное)
ПРИ ПРОИЗВОДСТВЕ КЛИНКЕРА И ЦЕМЕНТА
Достижение углеродной нейтральности при устойчивом росте экономики России - такие цели заявлены в стратегии социально-экономического развития Российской Федерации с низким уровнем выбросов парниковых газов до 2050 года (далее - Стратегия низкоуглеродного развития РФ) <21>, подготовленной в рамках указа Президента РФ <22>.
--------------------------------
<21> Стратегия социально-экономического развития Российской Федерации с низким уровнем выбросов парниковых газов до 2050 года (утв. распоряжением Правительства Российской Федерации от 29 октября 2021 г. N 3052-р).
<22> Указ Президента Российской Федерации от 4 ноября 2020 г. N 666 "О сокращении выбросов парниковых газов".
В соответствии со Стратегией низкоуглеродного развития РФ прогнозируется 2 сценария с разными подходами по адаптации российской экономики к глобальному энергопереходу:
1. Инерционный сценарий предусматривает реализацию уже принятых решений по достижению национальных целей и задач отраслевых документов стратегического планирования. Дополнительные меры, прямым или косвенным результатом которых является сокращение выбросов парниковых газов, этим сценарием не рассматриваются.
2. Целевой (интенсивный) сценарий предусматривает дополнительные меры по декарбонизации отраслей экономики и увеличению поглощающей способности управляемых экосистем. Этим сценарием глобальный энергопереход рассматривается как один из факторов обеспечения конкурентоспособности российской экономики в глобальном масштабе.
Реализация целевого (интенсивного) сценария приведет в 2050 году к сокращению нетто-выбросов парниковых газов на 60 процентов по сравнению с уровнем 2019 года и на 80 процентов по сравнению с уровнем 1990 года. Это позволит последовательно повышать амбициозность определяемых на национальном уровне вкладов Российской Федерации в реализацию Парижского соглашения (в случае обеспечения соответствия международным стандартам российской системы углеродного регулирования, критериев устойчивых проектов и уровня поглощающей способности управляемых экосистем).
Набор и значения индикаторов реализации Стратегии низкоуглеродного развития РФ ведется с использованием, в т.ч. показателей выбросов парниковых газов, выраженных в млн тонн эквивалента углекислого газа.
Показатели массы выбросов и поглощений парниковых газов в сценариях Стратегии низкоуглеродного развития РФ приведены в таблице Д.1.
Таблица Д.1
(млн тонн эквивалента углекислого газа)
Наименование показателей | Факт - 2019 год | План - 2030 год | План - 2050 год |
Инерционный сценарий | |||
Выбросы парниковых газов | 2119 | 2253 | 2521 |
Поглощения | -535 | -535 | -535 |
Нетто-выбросы | 1584 | 1718 | 1986 |
Целевой (интенсивный) сценарий | |||
Выбросы парниковых газов | 2119 | 2212 | 1830 |
Поглощения | -535 | -539 | -1200 |
Нетто-выбросы | 1584 | 1673 | 630 |
В целях реализации Стратегии низкоуглеродного развития РФ <23> и поручений Правительства Российской Федерации <24> необходимо установить показатели удельных выбросов парниковых газов, которые послужат ориентирами достижения углеродной нейтральности в углеродоемких отраслях промышленности. Такие показатели могут быть определены по результатам проведения национального отраслевого бенчмаркинга.
--------------------------------
<23> Стратегия социально-экономического развития Российской Федерации с низким уровнем выбросов парниковых газов до 2050 года (утв. распоряжением Правительства Российской Федерации от 29 октября 2021 года N 3052-р).
<24> Протокол совещания у Первого заместителя Председателя Правительства Российской Федерации А.Р. Белоусова от 25 ноября 2021 года N АБ-П13-276пр.
Д.1 Краткая характеристика отрасли с точки зрения выбросов парниковых газов
Производство цемента является чрезвычайно материалоемким и энергоемким процессом, связанным с выделением большого количества парниковых газов. Поэтому производство цемента отнесено к приоритетным источникам выбросов парниковых газов в промышленности не только в Евросоюзе, но и во многих странах мира. Однако CO2 не включен в перечень нормируемых параметров производства.
Выброс парниковых газов, особенно CO2, связан главным образом со сжиганием топлива и с декарбонизацией известняка, который в чистом виде содержит 44 (масс.) процента CO2 (рисунок Д.1). Около 62% от общего количества CO2 выделяется в процессе декарбонизации известняка сырьевой смеси, а оставшиеся 38% - при горении топлива.

с 20% добавок
Количество "карбонатных" или "технологических" CO2 зависит от содержания карбонатов кальция и магния в исходном сырье и от количества сырьевых материалов, покидающих печную систему в виде частично кальцинированной (декарбонизированной) цементной пыли или полностью кальцинированной байпасной пыли. Выбросы CO2, связанные с процессом декарбонизации известняка, составляют порядка 0,52 т CO2/т клинкера (это значение зависит от химико-минералогического состава используемых сырьевых компонентов).
Сырьевые материалы для производства клинкера обычно содержат небольшую долю органического углерода, которую можно выразить через содержание общего органического углерода (ООУ; ТОС). Органический углерод в сырьевой смеси в процессе термической переработки превращается в CO2.
Вклад этого процесса в общую величину выбросов CO2 цементного завода, как правило, очень мал (порядка 1% или меньше). Содержание органического углерода в сырьевых материалах может, тем не менее, заметно различаться в зависимости от местоположения и типа используемых материалов. Например, если компания в качестве подаваемого в печь сырья потребляет большое количество определенных видов золы уноса или сланцев, результирующие выбросы могут быть весьма заметными.
В цементной промышленности для работы печей традиционно используются разнообразные виды ископаемого топлива, в том числе уголь, нефтяной кокс, нефть, уголь и природный газ. В последние годы важным заменителем стало топливо, получаемое из отходов/материалов из отходов. Такое альтернативное топливо включает фракции как на основе ископаемого топлива, например, отработанные масла и шины, так и на основе биомассы, например, древесные отходы и высушенные осадки от очистки сточных вод. Количество "топливных" CO2 прямо пропорционально удельному расходу тепла на обжиг клинкера и отношению содержания в нем углерода к его теплотворной способности (таблица Д.2).
Таблица Д.2
Показатель | Нефтяной кокс | Уголь | Мазут | Газ |
Q, кДж/кг | 33000 | 27100 | 36500 | 39950 |
Расход топлива на 1 кг цемента, г | 79 | 98 | 72 | 66 |
Выбросы CO из топлива, г | 251 | 248 | 212 | 147 |
Общие выбросы CO на 1 кг цемента, г | 672 | 667 | 633 | 568 |
Выбросы ПГ от производства цемента в России по охватам 1 + 2 в 2019 году составили 37 млн т CO2, а в 2020 году - 35 млн т CO2, или только 1,2% от всех выбросов мировой цементной промышленностью. Выбросы от сжигания топлива при производстве цемента составили соответственно 13 и 12 млн т CO2; от промышленных процессов - еще 22 и 21 млн т CO2, а от используемой в отрасли электрической и тепловой энергии - еще 2 млн т CO2 <25>.
--------------------------------
Д.1.1 Оценка мировых тенденций в области выбросов парниковых газов от цементной промышленности
По охватам 1 + 2 на производство цемента в мире в 2019 - 2021 гг. пришлось около 3 Гт CO2 экв. (рисунок Д.2), или 17% всех выбросов ПГ от промышленности и 5% всех глобальных антропогенных выбросов ПГ.

выбросов ПГ от мировой цементной промышленности
в 1930 - 2021 гг. (б)
Выбросы ПГ от производства цемента в России по охватам 1 + 2 в 2019 году составили 37 млн т CO2, а в 2020 г. - 35 млн т CO2, или только 1,2% от всех выбросов мировой цементной промышленностью. Снижение выбросов ПГ от российской цементной промышленности в 1990 - 2019 гг. можно оценить равным 43% (рисунок Д.3), после 2000 года пик выбросов - 49 млн т CO2 - был достигнут в 2013 году. В среднем по России удельные выбросы при производстве 1 т цемента: по охвату 1 в 2020 году были равны 594 кг CO2/т цемента и 771 кг CO2/т клинкера; по охватам 1 + 2 - 628 кг CO2/т цемента. Эти значения ниже среднемировых показателей. Удельные выбросы по охватам 1 + 2 в 2000 - 2020 гг. снизились на 22%, с 806 до 628 кг CO2/т цемента.

промышленности России в 2000 - 2020 гг.
Д.2 Этапы проведения бенчмаркинга
Национальный бенчмаркинг для цементной отрасли выполнен с учетом требований ГОСТ Р 113.00.11-2022 "Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности" <26>.
--------------------------------
<26> ГОСТ Р 113.00.11-2022. Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности.
Основные этапы проведения бенчмаркинга:
- формирование экспертной группы;
- выбор методик(и) расчета выбросов парниковых газов и определение границ процессов для количественного определения выбросов парниковых газов;
- разработка анкеты для сбора данных, необходимых для расчета выбросов парниковых газов;
- сбор и обработка данных, необходимых для расчета удельных выбросов парниковых газов;
- расчет удельных выбросов парниковых газов;
- валидация и верификация результатов расчетов удельных выбросов парниковых газов;
- построение кривой бенчмаркинга удельных выбросов парниковых газов.
Бенчмаркинг удельных выбросов парниковых газов выполнен на основании данных 54 предприятий цементной промышленности Российской Федерации, предоставленных в ходе анкетирования с использованием унифицированного шаблона отраслевой анкеты для сбора данных. Данные предоставлены за период с 2019 по 2021 год.
Результаты бенчмаркинга удельных выбросов парниковых газов являются основой для установления индикативных показателей удельных выбросов парниковых газов.
Д.3 Методическая основа расчетов бенчмарка
Способ расчета выбросов ПГ основан на методологии массового баланса, в которой при расчете выбросов используются входные данные (расходы топлива и сырья) и выходные данные (объемы производства клинкера, цемента, цементной пыли), а также измеренные или вмененные (при отсутствии измеренных) коэффициенты выбросов ПГ. Прямые выбросы имеют место на цементном предприятии. Косвенные выбросы возникают за его пределами. Проводится дифференциация по охвату выбросов:
- охват 1 - это прямые выбросы из источников, которые принадлежат цементной компании или контролируются ею;
- охват 2 - это косвенные выбросы от производства покупной электроэнергии, тепла и пара, потребляемых на принадлежащем или контролируемом цементной компанией оборудовании;
- охват 3 является опциональным и позволяет рассматривать все другие косвенные выбросы. Охват 3 включает выбросы, воплощенные в сырье или полуфабрикатах. Выбросы при производстве закупленных объемов клинкера относятся к выбросам по охвату 3.
Источники получения исходных данных - анкеты цементных предприятий России. Данные этих анкет по большой выборке предприятий использовались для формирования кривых бенчмаркинга.
Д.4 Методология расчета выбросов парниковых газов
А.4.1 Для цементной промышленности веществом, выброс которого вносит вклад в глобальное потепление, является диоксид углерода CO2. Для расчета эмиссий используются методики, изложенные в приказе Минприроды России N 300 от 30 июня 2015 года <27>.
--------------------------------
<27> Приказ Минприроды России от 30 июня 2015 года N 300 "Об утверждении методических указаний и руководства по количественному определению объема выбросов парниковых газов организациями, осуществляющими хозяйственную и иную деятельность в Российской Федерации".
Для бенчмаркинга по удельным выбросам ПГ для группы последовательных технологических процессов производства клинкера по охвату 1 используется суммирование для всех основных и промежуточных продуктов.
Прямые выбросы ПГ (охват 1), которые включают:
- прокаливание карбонатов и сжигание органического углерода, содержащегося в сырье (технологические выбросы в процессе кальцинирования);
- сжигание технологического топлива и топлива для прочих нужд.
Расчет выбросов CO2 на основе данных о расходе карбонатного сырья и углеродсодержащих нетопливных материалов рассчитывается по формуле:
 (Д.1)
(Д.1)где  - выбросы CO2 от производства цемента за период y, т CO2;
- выбросы CO2 от производства цемента за период y, т CO2;
Mj,y - масса карбоната j, израсходованного в обжиговой печи за период y, т;
ИС МЕГАНОРМ: примечание. Обозначения даны в соответствии с официальным текстом документа. |
EFj - коэффициент выбросов для карбоната j, т CO2/т;
Fj,y - степень кальцинирования карбоната j за период y, т;
MCD,y - масса цементной пыли, не возвращенной в обжиговую печь за период y, т;
Wj,CD,y - массовая доля исходного карбоната j в составе цементной пыли, не возвращенной в обжиговую печь, доля;
FCD,y - степень кальцинирования цементной пыли, не возвращенной в обжиговую печь, доля;
RMCk,y - расход углеродосодержащего нетопливного сырьевого материала k, т;
WC,k,y - содержание углерода в составе нетопливного сырьевого материала k, доля;
3,664 - коэффициент перевода, т CO2/т C;
ИС МЕГАНОРМ: примечание. Обозначения даны в соответствии с официальным текстом документа. |
i - оксиды (CaO, MgO) в клинкере и цементной пыли;
n - количество видов оксидов (CaO, MgO) в клинкере и цементной пыли;
k - вид углеродосодержащего нетопливного сырьевого материала, подаваемого в обжиговую печь (кероген, зольная пыль и другие);
m - количество видов карбонатов, подаваемых в обжиговую печь.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду таблица Д.3, а не А.2. |
Масса карбоната j, израсходованного в обжиговой печи за отчетный период (Mj,y), определяется по результатам измерений (взвешивания) карбонатного сырья за вычетом содержания влаги и примесей (при наличии соответствующих данных). Расход карбонатного сырья, которое не подвергается обжигу, а используется на этапе конечного размола при приготовлении цемента, исключается из рассмотрения. Значение коэффициента выбросов для карбоната j (EFj) принимается по таблице А.2 или при отсутствии необходимых данных рассчитывается как стехиометрическое отношение молекулярной массы CO2 к молекулярной массе карбоната. Степень кальцинирования карбоната j (Fj,y) определяется на основе фактических данных измерений содержания карбонатов в клинкере, отнесенных к общему количеству израсходованных карбонатов за отчетный период, выраженных в тоннах, а при отсутствии фактических данных принимается для всего карбонатного сырья равным 1,0 (или 100%).
Поправка (уменьшение) количества выбросов CO2 от производства цемента, связанная с неполным кальцинированием карбонатов, удаленных с цементной пылью, осуществляется организациями в случае, если в организации имеются фактические данные о степени кальцинирования карбонатов в составе цементной пыли. В противном случае степень кальцинирования цементной пыли (FCD,y) принимается равной 1,0 (или 100%), что дает нулевую вычитаемую поправку.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду таблица Д.3, а не А.2. |
Масса цементной пыли, не возвращенной в обжиговую печь за отчетный период (MCD,y), оценивается организациями на основе результатов измерений или расчетов. Массовая доля исходного карбоната j в составе цементной пыли, не возвращенной в обжиговую печь (Wj,CD,y), принимается равной доли соответствующего карбоната j в составе сырья, израсходованного в обжиговой печи за отчетный период. Степень кальцинирования цементной пыли, не возвращенной в обжиговую печь (FCD,y), определяется по фактическим данным измерений. Значение коэффициента выбросов для карбоната j (EFj) принимается по таблице А.2 или при отсутствии необходимых данных рассчитывается как стехиометрическое отношение молекулярной массы CO2 к молекулярной массе карбоната.
При использовании в обжиговых печах углеродсодержащих нетопливных сырьевых материалов, за исключением карбонатов, организации определяют расход таких материалов за отчетный период (RMCk,y) по результатам фактических измерений (взвешивания), а содержание углерода в них за отчетный период (WC,k,y) принимается по результатам испытаний или справочным данным.
Расчет выбросов CO2 на основе данных о производстве клинкера и расходе углеродосодержащих нетопливных материалов за отчетный период рассчитывается по формуле:
 (Д.2)
(Д.2)где  - выбросы CO2 от производства цемента за период y, т CO2;
- выбросы CO2 от производства цемента за период y, т CO2;
ИС МЕГАНОРМ: примечание. Обозначения даны в соответствии с официальным текстом документа. |
CPy - производство клинкера за период y, т;
Wi,C,y - массовая доля i-оксида (CaO, MgO) в клинкере, полученного при кальцинировании карбонатного сырья за период y, доля;
MCD,y - масса цементной пыли, не возвращенной в обжиговую печь за период y, т;
Wi,CD,y - массовая доля i-оксида (CaO, MgO) в цементной пыли, не возвращенной в обжиговую печь за период y, доля;
RMCk,y - расход углеродосодержащего нетопливного сырьевого материала k, т;
WC,k,y - содержание углерода в составе нетопливного сырьевого материала k, доля;
3,664 - коэффициент перевода, т CO2/т C;
i - оксиды (CaO, MgO) в клинкере и цементной пыли;
n - количество видов оксидов (CaO, MgO) в клинкере и цементной пыли;
k - вид углеродосодержащего нетопливного сырьевого материала, подаваемого в обжиговую печь (кероген, зольная пыль и другие);
m - количество видов карбонатов, подаваемых в обжиговую печь.
Производство клинкера (CPy) принимается по фактическим данным организации за отчетный период. Массовое содержание CaO и MgO в клинкере, полученного при кальцинировании карбонатного сырья (Wi,C,y), определяется по результатам лабораторных измерений содержания соответствующих оксидов в клинкере за отчетный период за вычетом доли оксидов, поступающих из некарбонатного сырья и содержащихся в некальцинированных карбонатах в клинкере. Если некарбонатные источники CaO и MgO не применяются при производстве клинкера и лабораторные измерения содержания некальцинированных карбонатов в клинкере не проводятся, значение (Wi,C,y) принимается равным содержанию соответствующих оксидов в клинкере. Значение коэффициента выбросов для i-оксида  принимается по таблице Д.3.
принимается по таблице Д.3.
принимается по таблице Д.3.Таблица Д.3
Химическая формула карбоната | Коэффициент выбросов (EFj), т CO2/т |
CaCO3 | 0,440 |
MgCO3 | 0,522 |
CaMg(CO3)2 | 0,477 |
FeCO3 | 0,380 |
Масса цементной пыли, не возвращенной в обжиговую печь за отчетный период (MCD,y), оценивается организациями на основе результатов измерений или расчетов. Массовое содержание CaO и MgO в цементной пыли, не возвращенной в обжиговую печь за отчетный период (Wi,CD,y), определяется по результатам лабораторных измерений содержания соответствующих оксидов в цементной пыли за отчетный период за вычетом доли оксидов, поступающих из некарбонатного сырья и содержащихся в некальцинированных карбонатах цементной пыли. Значение массовой доли CaO и MgO в цементной пыли (Wi,CD,y) принимается равным соответствующему значению для клинкера (Wi,C,y), в случае, если данные лабораторных измерений отсутствуют. Значение коэффициента выбросов для i-оксида  принимается по таблице Д.4.
принимается по таблице Д.4.
принимается по таблице Д.4.Таблица Д.4
из карбонатного сырья
Химическая формула оксида | Коэффициент выбросов  , т CO2/т , т CO2/т |
CaO | 0,785 |
MgO | 1,092 |
При использовании в обжиговых печах углеродсодержащих нетопливных сырьевых материалов, за исключением карбонатов, организации определяют расход таких материалов за отчетный период (RMCk,y) по результатам фактических измерений (взвешивания), а содержание углерода в них за отчетный период (WC,k,y) принимается по результатам испытаний или справочным данным.
Коэффициенты перевода расхода топлива в энергетические единицы, коэффициенты выбросов и содержание углерода по видам топлива прописаны в Приказе Минприроды России от 30 июня 2015 года N 300 "Об утверждении методических указаний и руководства по количественному определению объема выбросов парниковых газов организациями, осуществляющими хозяйственную и иную деятельность в Российской Федерации".
Д.5 Индикативные показатели удельных выбросов парниковых газов
Д.5.1 Критерии установления индикативных показателей удельных выбросов парниковых газов
На основании полученных результатов отраслевого бенчмаркинга и построенных кривых бенчмаркинга для производственных процессов установлены индикативные показатели удельных выбросов парниковых газов двух уровней:
1. Верхний уровень индикативного показателя (ИП 1) - может использоваться в рамках правового регулирования отношений, связанных с ограничением выбросов парниковых газов.
Определяется следующим образом:
IИП1 = Imax - (Imax - Imin) x 0,15, (Д.3)
где Imax - максимальный удельный показатель выбросов CO2, кг CO2/т продукции;
Imin - минимальный удельный показатель выбросов CO2, кг CO2/т продукции;
2. Нижний уровень индикативного показателя (ИП 2) - может использоваться при принятии решений о государственной поддержке.
Определяется следующим образом:
IИП2 = Imax - (Imax - Imin) x 0,60, (Д.4)
где Imax - максимальный удельный показатель выбросов CO2, кг CO2/т продукции;
Imin - минимальный удельный показатель выбросов CO2, кг CO2/т продукции.
[1] ГОСТ Р 113.00.03-2019 Наилучшие доступные технологии. Структура информационно-технического справочника.
[2] ГОСТ Р 56828.15-2016 Наилучшие доступные технологии. Термины и определения.
[3] ГОСТ Р 113.00.04-2020 Наилучшие доступные технологии. Формат описания технологий.
[4] ГОСТ Р 56828.8-2015 Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям.
[5] ГОСТ Р 56828.1-2015 Наилучшие доступные технологии. Методические рекомендации по описанию перспективных технологий в информационно-техническом справочнике по наилучшим доступным технологиям.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Распоряжение Правительства РФ "Поэтапный график актуализации информационно-технических справочников по наилучшим доступным технологиям" от 10.06.2022 имеет номер 1537-р, а не 1537. |
[6] Распоряжение Правительства РФ от 10.06.2022 года N 1537 "Поэтапный график актуализации информационно-технических справочников по наилучшим доступным технологиям".
[7] Федеральный закон от 10.01.2002 года N 7-ФЗ "Об охране окружающей среды" (в ред. 26 марта 2022 г.).
[8] Распоряжение Правительства РФ от 08.07.2015 N 1316-р "Об утверждении перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды".
[9] Приказ Министерства промышленности и торговли РФ от 23.08.2019 года N 3134 "Об утверждении Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии".
[10] Постановление Правительства РФ от 31.12.2020 года N 2398 "Критерии отнесения объектов, оказывающих негативное воздействие на окружающую среду, к объектам I, II, III и IV категорий".
[11] Постановление Правительства РФ от 09.03.2019 года N 250 "О внесении изменений в Правила определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям".
[12] ГОСТ Р 56828.10-2015 Наилучшие доступные технологии. Методические рекомендации по актуализации информационно-технического справочника по наилучшим доступным технологиям.
[13] ГОСТ Р 56828.11-2015 Наилучшие доступные технологии. Методические рекомендации по разработке раздела информационно-технического справочника по наилучшим доступным технологиям по описанию приоритетных проблем отрасли.
[14] ГОСТ Р 56828.8-2015 Наилучшие доступные технологии. Методические рекомендации по описанию наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям.
[15] ГОСТ Р 56828.9-2015 Наилучшие доступные технологии. Методические рекомендации по проведению сравнительного анализа производств при разработке информационно-технического справочника по наилучшим доступным технологиям.
[16] ГОСТ Р 56828.2-2015 Наилучшие доступные технологии. Методические рекомендации представления информации по экономическим аспектам реализации наилучших доступных технологий в информационно-техническом справочнике по наилучшим доступным технологиям.
[17] ГОСТ Р 56828.4-2015 Наилучшие доступные технологии. Подходы к проведению сравнительного анализа ресурсоэффективности и экологической результативности предприятий для предупреждения или минимизации негативного воздействия на окружающую среду.
[18] ГОСТ Р 56828.45-2019 Наилучшие доступные технологии. Производство цемента. Производственный экологический контроль.
[19] ГОСТ Р 56828.46-2019 Наилучшие доступные технологии. Производство цемента. Порядок подготовки заявки на комплексное экологическое разрешение.
[20] ГОСТ Р 56828.47-2019 Наилучшие доступные технологии. Производство цемента. Выбор маркерных показателей для выбросов в атмосферу от промышленных источников.
[21] ГОСТ Р 56828.15-2016 Наилучшие доступные технологии. Термины и определения.
[22] ГОСТ 16263-70 Государственная система обеспечения единства измерений. Метрология. Термины и определения.
[23] Постановление Правительства Российской Федерации от 23 декабря 2014 г. N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям", опубликовано в Собрании законодательства Российской Федерации N 1 от 5 января 2015 года (часть II), ст. 253.
[24] Распоряжение Правительства Российской Федерации от 24 декабря 2014 года N 2674-р "Об утверждении перечня областей применения наилучших доступных технологий", опубликовано в Собрании законодательства Российской Федерации N 1 от 5 января 2015 года (Часть III), ст. 399.
[25] Приказ Министерства промышленности и торговли Российской Федерации N 855 от 18 марта 2022 года о создании технической рабочей группы "Производство цемента".
[26] European Commission. Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques in the Cement, Lime and Magnesium Oxide Manufacturing Industries. 2013.
[27] Приказ Минпромторга России от 18 декабря 2019 года N 4841 "Об утверждении порядка сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям".
[28] Информационно-технический справочник по наилучшим доступным технологиям ИТС 22-2016 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях".
[29] Информационно-технический справочник по наилучшим доступным технологиям ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его метрологического обеспечения".
[30] Информационно-технический справочник по наилучшим доступным технологиям ИТС 46-2019 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)".
[31] Информационно-технический справочник по наилучшим доступным технологиям ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности".
[32] Аналитическое агентство Амикрон-консалтинг, http://amikron-c.ru/ специально для портала BETON.RU. https://beton.ru/news/detail.php?ID=445057.
[33] Василик, Г.Ю., Еремина, Е.М. Цементная промышленность России в 2021 году//Цемент и его применение, 2021. N 6. https://jcement.ru/magazine/vypusk-6-2021/tsementnaya-romyshlennost-rossii-v-2021-godu/.
[34] Гузь, В.А., Высоцкий, Е.В., Черников, А.В. Российская цементная промышленность в 2021 году//Цемент и его применение, 2022. N 1. https://jcement.ru/magazine/vypusk-1-2022/rossiyskaya-tsementnaya-promyshlennost-v-2021-godu/.
[35] Отчет Оценка углеродоемкости (бенчмаркинг) продукции минеральных неметаллических материалов (цемент, стекло) в Российской Федерации. - ООО "ЦЭНЭФ - XXI", 2022. - 169 с.
[36] Распоряжение Правительства РФ от 22 декабря 2018 г. N 2914-р "О стратегии развития минерально-сырьевой базы РФ до 2035 г.".
[37] Распоряжение Правительства РФ от 10 мая 2016 года N 868-р "Стратегия развития промышленности строительных материалов на период до 2020 года и дальнейшую перспективу до 2030 года".
[38] Производство цемента. Потапова Е.Н., Волосатова М.А. Энциклопедия технологий 2,0: Производство неметаллов/[гл. ред. Скобелев Д.О.], ФГАУ "НИИ ЦЭПП". - Москва, Санкт-Петербург: Реноме, 2022. С. 207 - 318.
[39] Классен, В.К. Сравнительный анализ энергоемкости сухого и мокрого способов производства цемента//Цемент и его применение. 2011. N 6. С. 20 - 23.
[40] Осокин, А.П., Кривобородов, Ю.Р., Потапова, Е.Н. Модифицированный портландцемент. М.: Стройиздат, 1993. 328 с.
[41] Потапова, Е.Н. Наследование структурных особенностей материалов на разных стадиях производства портландцементного клинкера и их влияние на качество цемента/Автореферат дисс. на соиск. уч. ст. доктор технич. наук. М.: РХТУ им. Д.И. Менделеева, 2009. 32 с.
[42] Альбац, Б.С., Коугия, М.В., Судакас, Л.Г. и др. Технические требования к цементному сырью. М.: Концерн Цемент, 1996. 94 с.
[43] Йоргенсен, С.В. Вертикальная мельница для помола цемента и шлака//Цемент и его применение. 2005. N 2. С. 22 - 26.
[44] Уфимцев, В.М., Капустин, Ф.Л., Пьячев, В.А. Техногенное сырье в производстве цемента: вчера, сегодня, завтра//Технологии бетонов. 2012. N 1/2. С. 22 - 25.
[45] Федеральный закон от 24.06.1998 г. N 89-ФЗ "Об отходах производства и потребления" (в ред. 14 июля 2022 г.).
[46] Хёниг, Ф., Шефер, Ш., Бодендик, Н. Технологии использования альтернативных видов топлива в производстве цемента. Технические рекомендации. ГИЦ, 2018. 29 с.
[47] Cement Sustainability Initiative (CSI) of the World Business Council for Sustainable Development (WBCSD), 2016.
[48] OECD/International Energy Agency; World Business Council for Sustainable Development. Technology Roadmap. Low-Carbon Transition in the Cement Industry. Paris: IEA 2018.
[49] ECOFYS (ed.); Beer, J.; Cihlar, J.; Hensing, I.; Zabeti, M. (2017). Status and prospects of co-processing of waste in EU cement plants. Executive Summary.
[50] Классен, В.К., Беляева, В.И. Улучшение условий труда на участках охлаждения и транспортировки цементного клинкера//Безопасность жизнедеятельности. 2006. N 3. С. 31 - 33.
[51] Логачев, И.Н., Логачев, К.И. Аэродинамические основы аспирации: монография. Санкт-Петербург: Химиздат, 2005. 695 с.
[52] Беляева, В.И., Кулешов, М.И. Снижение выбросов пыли и вредных газов при обжиге цементного клинкера//Экология и промышленность России. 2007. N 2. С. 25 - 27.
[53] Основные источники образования выбросов загрязняющих веществ в атмосферу//Электронный ресурс: http://biofile.ru/bio/22254.html.
[54] Российская энциклопедия по медицине труда. - Рос. акад. мед. наук. - Москва: Медицина, 2005. С. 349.
[55] Hoenig, V.; Seiler, C.; Bodendiek, N.; Hoppe, H., Technischer Bericht A-2015/0117-2. Einsatz alternativer Rohstoffe in Zementherstellungsprozess - Hintergrundwissen, technische  und Handlungsempfehlungen.
und Handlungsempfehlungen.
und Handlungsempfehlungen.[56] ГОСТ Р 55099-2012 Ресурсосбережение. Наилучшие доступные технологии обращения с отходами в цементной промышленности, 2013 г.
[57] Классен, В.К. Техногенные материалы в производстве цемента: монография/В.К. Классен, И.Н. Борисов, В.Е. Мануйлов. Под общ. ред. В.К. Классена. Белгород: Изд-во БГТУ, 2008. 126 с.
[59] Приказ Минприроды России от 04.12.2014 г. N 536 "Об утверждении Критериев отнесения отходов к I - V классам опасности по степени негативного воздействия на окружающую среду".
[60] Приказ Росприроднадзора от 22.05.2017 N 242 (ред. от 15.05.2022) "Об утверждении Федерального классификационного каталога отходов" (с изм. и доп., вступ. в силу с 15.08.2022).
[61] Getting the Numbers Right, GCCA. GNR 2.0. https://gccassociation.org/sustainability-innovation/gnr-gcca-in-numbers.
[63] Cement Sustainability Initiative (CSI) of the World Business Council for Sustainable Development (WBCSD), 2012.
[64] Беляева, В.И. Взаимное влияние процессов охлаждения клинкера, гранулообразования и эффективности работы колосникового холодильника/В.И. Беляева, С.Ф. Миндолин, В.К. Классен, С.А. Перескок//Цемент и его применение. 2003. N 2. С. 44 - 46.
[65] Компания FLSmidth A/S. Новая технология многоприводных ригелей: максимальная простота и эффективность//Цемент и его применение. 2005. N 5. С. 10 - 12.
[66] Improving Energy Efficiency in Cement Sector (Achievements and Way Forward). Bureau of Energy Efficiency (BEE), Ministry of Power, Govt. of India, and Deutsche Gesellschaft  Internationale Zusammenarbeit (GIZ) GmbH. New Delhi, September 2018.
Internationale Zusammenarbeit (GIZ) GmbH. New Delhi, September 2018.
[67] Шахова, Л.Д., Маркова, С.В., Мишин, Д.А. Опыт применения интенсификаторов процесса помола нового поколения//Цемент и его применение. 2011. N 4. С. 123 - 125.
[68] Бутт, Ю.М., Сычев, М.М., Тимашев, В.В. Химическая технология вяжущих материалов. - Высшая школа. Москва. 1980. 472 с.
[69] Таймасов, Б.Т., Классен, В.К. Химическая технология вяжущих материалов: учебник/- 2-е изд., доп. Белгород: Изд-во БГТУ, 2017. 448 с.
[70] Моуа, J.A., Pardo, N., Mercier, A. Energy Efficiency and CO2 Emissions - Prospective Scenarios for the Cement Industry. EUR 24592 EN - Joint Research Centre - Institute for Energy. Luxembourg: Office for Official Publications of the European Communities. 2010. 83 pp.
[71] Bandwidth Study on Energy Use And Potential Energy Savings Opportunities in U.S. Cement Manufacturing. Office of Energy Efficiency and Renewable Energy, U.S. Department of Energy. September 2017.
[72] GCCA, 2021: GNR - GCCA in Numbers, https://gccassociation.org/sustainability-innovation/gnrgcca-in-numbers/Accessed August 27, 2021.
[73] Energy Performance for Cement Manufacturers. Technical description. Schneider-electric.com/mmm. April 2016.
[74] Интеллектуальные системы управления и оптимизация процессов в цементной промышленности/Шефер Ш., Фляйгер Ф.-М., Эрфурт В., Кевин Т. - Информационный бюллетень. Москва, 2019, ГИЦ.
[75] Российская энциклопедия по медицине труда. Рос. акад. мед. наук. Москва: Медицина, 2005. С. 349.
[76] Rogelio Dupont. Environment and Geo mining Consulting/Environmental emission monitoring of SO2, NOx, VOC and other contaminants from cement Kilns. Training module 1, RD E&GC, UNACEM, Ecuador, November 2020.
[77] Перечень и коды веществ, загрязняющих атмосферный воздух. СПб.: АО "НИИ Атмосфера", 2015. 543 с.
[78] М-МВИ-34-04 "Методика выполнения измерений массовой концентрации металлов в воздухе рабочей зоны и выбросах в атмосферу промышленных предприятий атомно-абсорбционным методом с электротермической атомизацией".
[80] Willemvan, Loo. Dioxin/furan formation and release in the cement industry//Environmental Toxicology and Pharmacology. 2008. Vol. 25, Issue 2. Pp. 128 - 130.
[82] 150 JRC Reference Report on Monitoring of Emissions to Air and Water from IED Installations. Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention and Control). European Union 2018.
[83] Karstensen, K.H. Formation and Release of POPs in the Cement Industry. World Business Council for Sustainable Development. Cement Sustainability Initiative. Second edition SINTEF (2006). 200 p.
[84] Федеральный Закон от 21.07.2014 N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации" (в ред. от 26.03.2022).
[85] ГОСТ Р ИСО 14001-2016 Системы экологического менеджмента.
[87] ГОСТ Р ИСО 50001-2012 Системы энергетического менеджмента. Требования и руководство по применению.
[89] ISO 50001:2018(E), Energy management systems - Requirement with guidance for use, second edition, 2018-08.
[91] Workshop to Promote the Ratification of Protocols of the UNECE Air Convention with Focus on Countries in the EECCA Region. 14 - 16 May 2019, Berlin, Germany. https://www.unece.org/index.php?id=51388.
[93] European Comission, Joint Research Centre, Institute for Prospective Technological Studies, Sustainable Production and Consumption, Unit European IPPC Bureau, 2013.
[94] Technologies for reducing nitrogen oxide emissions (SCR, SNCR, staged combustion). Technical recommendations 2019. http://www.good-climate.com/materials.
[95] Приказ Минприроды России от 02.04.2019 N 210 "Об утверждении нормативного документа в области охраны окружающей среды "Технологические показатели наилучших доступных технологий производства цемента".
[96] Минаматская конвенция о ртути. https://www.mercuryconvention.org/sites/default/files/2021-06/Minamata-Convention-booklet-rus-full.pdf.
[97] Комплексное предотвращение и контроль загрязнения. Методические рекомендации для производства цемента и извести. Integrated Pollution Prevention and Control (IPPC). Guidance for the Cement and Lime Sector. Version 1, April 2001. https://www.sepa.org.uk/media/61065/ippc-s301-guidance-for-the-cement-and-lime-sector-working-draftversion-1.pdf.
[98] Информационно-технический справочник по наилучшим доступным технологиям ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях".
[99] СанПиН 2.2.1/2.1.1.1200-03. "Санитарно-защитные зоны и санитарная классификация предприятий, сооружений и иных объектов" (с изм. на 28.02.2022).
[100] ГОСТ Р 14.13-2007 Экологический менеджмент. Оценка интегрального воздействия объектов хозяйственной деятельности на окружающую среду в процессе производственного экологического контроля.
[101] ГОСТ Р 56062-2014 Производственный экологический контроль. Общие положения.
[102] ГОСТ Р 56061-2014 Производственный экологический контроль. Требования к программе производственного экологического контроля.
[103] ГОСТ Р 56059-2014 Производственный экологический мониторинг. Общие положения.
[104] ГОСТ Р 56063-2014 Производственный экологический мониторинг. Требования к программам производственного экологического мониторинга.
[105] Приказ Минприроды России от 18 февраля 2022 г. N 109 "Об утверждении требований к содержанию программы производственного экологического контроля, порядка и сроков представления отчета об организации и о результатах осуществления производственного экологического контроля" (зарег. в Минюсте России 25.02.2022 N 67461).
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
[106] ГОСТ Р Наилучшие доступные технологии. Системы автоматического контроля выбросов в производстве цемента. Общие требования к организации автоматического контроля и выбору измерительных секций и мест измерений.
[107] Постановление Правительства РФ от 13 марта 2019 г. N 262 "Об утверждении Правил создания и эксплуатации системы автоматического контроля выбросов загрязняющих веществ и (или) сбросов загрязняющих веществ".
[108] Постановление Правительства РФ от 13 марта 2019 г. N 263 "О требованиях к автоматическим средствам измерения и учета показателей выбросов загрязняющих веществ и (или) сбросов загрязняющих веществ, к техническим средствам фиксации и передачи информации о показателях выбросов загрязняющих веществ и (или) сбросов загрязняющих веществ в государственный реестр объектов, оказывающих негативное воздействие на окружающую среду".
[109] ГОСТ Р ЕН 15259-2015 Выбросы стационарных источников. Требования к выбору измерительных секций и мест измерений, цели и плану измерений и составлению отчета.
[110] Castle Cement UK "Presentations and contributions from British cement plants during site visits". 2006.
[111] Коновалов, В.М., Ткачев, В.В. Химическая конверсия топлива в технологии портландцемента//Цемент и его применение. 2012. N 4. С. 106 - 108.