СПРАВКА
Источник публикации
М.: Издательство стандартов, 1997
Примечание к документу
Документ включен в Перечень международных и региональных (межгосударственных) стандартов, а в случае их отсутствия - национальных (государственных) стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента Таможенного союза "О безопасности колесных транспортных средств" (ТР ТС 018/2011) и в Перечень международных и региональных (межгосударственных) стандартов, а в случае их отсутствия - национальных (государственных) стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения требований технического регламента Таможенного союза "О безопасности колесных транспортных средств" (ТР ТС 018/2011) и осуществления оценки соответствия объектов технического регулирования (Решение Коллегии Евразийской экономической комиссии от 25.12.2018 N 219).
Отдельные положения данного документа включены в Перечень документов в области стандартизации, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента "О безопасности колесных транспортных средств" (Приказ Росстандарта от 14.03.2014 N 335).
Документ включен в Перечень стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента Таможенного союза "О безопасности колесных транспортных средств" (ТР ТС 018/2011) и в Перечень стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения требований технического регламента Таможенного союза "О безопасности колесных транспортных средств" (ТР ТС 018/2011) и осуществления оценки соответствия объектов технического регулирования (Решение Комиссии Таможенного союза от 09.12.2011 N 877).
Документ включен в Перечень национальных стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимых для применения и исполнения технического регламента о безопасности колесных транспортных средств, а также для осуществления оценки соответствия. (Распоряжение Правительства РФ от 12.10.2010 N 1750-р).
Отдельные положения данного документа включены в Перечень национальных стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента "О безопасности колесных транспортных средств" утв. Постановлением Правительства РФ от 10.09.2009 N 720 (Приказ Росстандарта от 20.08.2010 N 3109).
С 01.07.2003 до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в п. 1 ст. 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Текст данного документа приведен с учетом поправки, введенной в действие с 21.07.2023, опубликованной в "ИУС", N 10, 2023.
Документ введен в действие с 01.01.1981.
Название документа
"ГОСТ 8752-79. Государственный стандарт Союза ССР. Манжеты резиновые армированные для валов. Технические условия"
(утв. и введен в действие Постановлением Госстандарта СССР от 24.01.1979 N 192)
(ред. от 01.08.1990)
"ГОСТ 8752-79. Государственный стандарт Союза ССР. Манжеты резиновые армированные для валов. Технические условия"
(утв. и введен в действие Постановлением Госстандарта СССР от 24.01.1979 N 192)
(ред. от 01.08.1990)
Содержание
Постановлением Государственного
комитета СССР по управлению
качеством продукции и стандартам
от 24 января 1979 г. N 192
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАНЖЕТЫ РЕЗИНОВЫЕ АРМИРОВАННЫЕ ДЛЯ ВАЛОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Metal insert rubber seals for rotating shafts.
Specifications
ГОСТ 8752-79
Список изменяющих документов (в ред. Изменения N 1, утв. в феврале 1983 г., Изменения N 2, утв. в феврале 1984 г., Изменения N 3, утв. в августе 1990 г.) |
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ОКП 25 3130, а не ОКП 25 3131. |
ОКП 25 3131
Дата введения
1 января 1981 года
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
В.С. Юровский, канд. техн. наук, В.К. Коморницкий, канд. техн. наук, Е.Е. Ковалева, Е.М. Фиалка, Н.А. Корнеева, В.П. Горбушина, О.Г. Карбасов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 24.01.79 N 192
3. Срок первой проверки - 1994 г.
периодичность проверки - 5 лет
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, приложения | Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, приложения |
ГОСТ 9481-76 | |||
ГОСТ 13512-91 | |||
ГОСТ 14296-78 | |||
6.1.1 | |||
5. Ограничение срока действия снято по Протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (2-93)
6. ПЕРЕИЗДАНИЕ (август 1997 г.) с Изменениями N 1, 2, 3, утвержденными в феврале 1983 г., феврале 1984 г., августе 1990 г. (ИУС 6-83, 6-84, 11-90)
Настоящий стандарт распространяется на резиновые армированные однокромочные манжеты с пружиной (в дальнейшем - манжеты) для уплотнения валов, работающие в минеральных маслах, воде, дизельном топливе при избыточном давлении до 0,05 МПа (0,5 кгс/см2), скорости до 20 м/с и температуре от минус 60 до плюс 170 °C в зависимости от группы резины.
Для манжет, применяемых в авиационной технике и в изделиях специального назначения, стандарт устанавливает только размеры.
Применение на добровольной основе разд. 1 обеспечивает соблюдение требований технического регламента "О безопасности колесных транспортных средств" (Приказ Росстандарта от 14.03.2014 N 335). |
Применение на добровольной основе разд. 1 обеспечивает соблюдение требований технического регламента "О безопасности колесных транспортных средств" утв. Постановлением Правительства РФ от 10.09.2009 N 720 (Приказ Росстандарта от 20.08.2010 N 3109). |
1.1. Манжеты должны изготовляться двух типов:
1 - однокромочные;
2 - однокромочные с пыльником.
Манжеты типа 1 предназначаются для предотвращения вытекания уплотняемой среды.
Манжеты типа 2 предназначаются для предотвращения вытекания уплотняемой среды и защиты от проникания пыли.
(Измененная редакция, Изм. N 1).
1.2. Манжеты должны изготовляться в двух исполнениях:
1 - с механически обработанной кромкой;
2 - с формованной кромкой.
Манжеты 2-го исполнения изготовляют по согласованию между изготовителем и потребителем.

1 - резина; 2 - каркас; 3 - пружина
мм
Диаметр вала d | D | h | h1, не более | |||||
1 ряд | 2 ряд | 3 ряд | 4 ряд | 1 и 2 ряды | 3 ряд | 4 ряд | ||
6 | - | - | 16 | 16 | - | 5 | 7 | 10 |
20 | - | - | 7 | - | - | |||
22 | - | |||||||
7 | - | 20 | 17 | 5 | ||||
22 | - | - | - | |||||
8 | - | 18 | - | 5 | ||||
22 | - | 7 | - | |||||
- | 24 26 | |||||||
9 | - | 19 | - | 5 | ||||
22 | - | 7 | - | |||||
- | 26 | |||||||
10 | - | - | 20 | - | 5 | |||
22 | - | 7 | - | |||||
25 | ||||||||
26 | - | |||||||
11 | - | 21 | - | 5 | ||||
25 | - | 7 | - | |||||
26 | - | |||||||
- | 28 | |||||||
12 | - | 22 | - | 5 | ||||
- | 24 25 | - | 7 | |||||
26 | - | 7 | - | |||||
28 | - | |||||||
- | 30 | |||||||
13 | 26 | 25 | 6 | |||||
28 | - | - | - | 10 | ||||
14 | - | 26 | 6 | |||||
28 | - | - | ||||||
- | 30 | |||||||
15 | - | 26 | - | 7 | ||||
27 | - | 6 | - | |||||
30 | - | 7 | - | |||||
32 | ||||||||
- | 35 | |||||||
16 | - | 28 | - | 6 | ||||
30 | - | 7 | - | |||||
35 | ||||||||
- | 36 | |||||||
40 | ||||||||
17 | - | 29 | - | 6 | ||||
30 | - | 7 | - | |||||
32 | - | |||||||
- | 35 | |||||||
18 | - | 30 | 30 | - | 6 | 7 | ||
31 | - | - | 7 | - | - | |||
35 | - | |||||||
19 | - | 31 | - | 6 | ||||
32 | - | 7 | - | |||||
35 | - | |||||||
20 | - | 32 | - | 6 | ||||
34 | - | 7 | - | |||||
35 | - | |||||||
40 | - | 10 | - | 14 | ||||
- | 42 | |||||||
21 | - | 35 | - | 7 | ||||
40 | - | 10 | - | |||||
22 | - | 35 | 35 | 7 | 7 | |||
36 | 36 | - | 7 | - | 10 | |||
40 | - | - | 10 | - | 14 | |||
23 | - | 35 | 7 | 10 | ||||
24 | - | 38 | - | 7 | ||||
40 | - | 7 | - | |||||
- | 46 | 10 | 14 | |||||
25 | 38 | 7 | 10 | |||||
- | 39 | - | 7 | |||||
- | 40 | 7 | 14 | |||||
42 | - | 10 | - | |||||
- | 47 | - | 7 | |||||
52 | ||||||||
26 | 38 | - | 7 | - | 10 | |||
- | 40 | - | 7 | |||||
45 | - | 10 | - | 14 | ||||
28 | - | 40 | - | 7 | ||||
42 | - | 7 | - | |||||
50 | 45 | - | 10 | - | ||||
- | - | 52 | - | 7 | ||||
30 | 42 | |||||||
45 | - | 7 | - | |||||
- | 47 | - | 7 | |||||
- | 50 | - | 10 | - | ||||
52 | - | 52 | 7 | |||||
32 | - | 44 | - | 7 | - | 10 | ||
45 | 45 | 8 | ||||||
- | 47 | - | ||||||
48 | - | 7 | - | |||||
52 | - | 52 | 10 | - | 8 | 14 | ||
34 | - | 50 | 50 | - | 7 | 7 | - | 10 |
35 | 48 | - | - | |||||
50 | 50 | 50 | 7 | 8 | ||||
52 | - | 52 | 10 | - | 14 | |||
55 | 55 | |||||||
58 | - | - | - | |||||
36 | - | 48 | 7 | 10 | ||||
- | 50 | - | 7 | |||||
58 | - | 10 | - | 14 | ||||
38 | 52 | 7 | 10 | |||||
- | 55 | 55 | - | 7 | 8 | |||
56 | - | - | 10 | - | - | 14 | ||
58 | - | 58 | 8 | |||||
- | 60 | - | - | |||||
- | 62 | - | 8 | |||||
40 | 52 | - | 7 | - | 10 | |||
55 | 55 | 7 | ||||||
58 | - | 10 | - | 14 | ||||
60 | - | |||||||
62 | 62 | 8 | ||||||
42 | - | 58 | 58 | - | 7 | 7 | - | 10 |
62 | - | - | 62 | 10 | - | 8 | 14 | |
- | 75 | - | - | |||||
44 | - | |||||||
55 | - | 8 | ||||||
65 | - | 10 | - | |||||
45 | 60 | 60 | 7 | 7 | 10 | |||
- | - | 62 | - | - | 8 | 14 | ||
65 | 65 | 10 | ||||||
- | 70 | - | - | |||||
48 | - | 65 | - | 7 | ||||
70 | - | 10 | - | |||||
50 | - | 65 | - | - | 7 | |||
- | 68 | - | 8 | |||||
70 | - | 10 | - | |||||
- | 72 | - | 8 | |||||
80 | - | 10 | - | |||||
52 | 70 | |||||||
75 | - | |||||||
55 | - | 72 | - | 8 | ||||
75 | - | 10 | - | |||||
80 | - | 80 | 8 | |||||
-- | 82 | - | - | |||||
56 | 80 | - | ||||||
58 | 82 | |||||||
60 | - | 80 | 80 | 8 | ||||
82 | - | - | ||||||
85 | - | 85 | 8 | |||||
62 | - | 80 | - | - | 10 | - | - | 14 |
90 | ||||||||
63 | 90 | - | ||||||
65 | - | 85 | - | 10 | ||||
90 | - | 10 | - | |||||
70 | - | 90 | - | 10 | ||||
92 | - | 10 | - | |||||
95 | - | |||||||
71 | ||||||||
75 | - | 95 | ||||||
100 | - | |||||||
- | 102 | |||||||
105 | ||||||||
80 | - | 100 | - | 10 | ||||
105 | - | 10 | - | |||||
- | 110 | |||||||
82 | 115 | |||||||
85 | 110 | - | 12 | 16 | ||||
- | 115 | |||||||
120 | ||||||||
90 | 112 | |||||||
115 | ||||||||
120 | - | |||||||
92 | ||||||||
95 | ||||||||
- | 130 | |||||||
100 | 125 | - | ||||||
105 | 130 | |||||||
110 | 135 | - | - | 12 | - | - | ||
- | 140 | - | 12 | |||||
115 | 140 | - | 12 | - | ||||
145 | - | |||||||
120 | 145 | |||||||
150 | ||||||||
125 | - | 150 | ||||||
155 | - | |||||||
130 | - | 155 | 15 | 20 | ||||
160 | - | |||||||
135 | - | 160 | ||||||
165 | ||||||||
140 | 170 | - | ||||||
145 | - | 175 | ||||||
150 | 180 | - | ||||||
155 | - | 185 | ||||||
160 | 190 | - | ||||||
165 | - | 195 | ||||||
170 | 200 | - | ||||||
175 | - | 205 | ||||||
180 | - | 210 | - | 15 | ||||
220 | - | 15 | - | |||||
190 | - | 220 | - | 15 | ||||
230 | - | 15 | - | |||||
200 | - | 230 | - | 15 | ||||
240 | - | 15 | - | |||||
210 | 250 | |||||||
220 | - | - | - | 250 | - | - | 15 | 20 |
260 | 15 | - | ||||||
230 | 270 | |||||||
240 | - | 270 | - | 15 | ||||
280 | - | 15 | - | |||||
250 | 290 | |||||||
260 | 300 | 18 | 23 | |||||
270 | 320 | |||||||
280 | 320 | |||||||
300 | 340 | |||||||
320 | 360 | |||||||
340 | 380 | |||||||
360 | 400 | |||||||
380 | 420 | |||||||
400 | 440 | |||||||
450 | 500 | 22 | 28 | |||||
480 | 530 | |||||||
Манжеты по ряду 1 предназначены для предпочтительного применения во всех отраслях машиностроения.
Манжеты по ряду 2 допускается применять в дополнение к ряду 1 для автомобильной промышленности и изделий специального назначения.
Манжеты по ряду 3 допускается применять в дополнение к ряду 1 только для авиационной техники.
Манжеты по ряду 4 допускается применять в дополнение к ряду 1 только для комплектации импортного оборудования.
1.4. Для автомобильной промышленности допускается применять манжеты с основными размерами, указанными в табл. 2.
мм
Диаметр вала d | D | h | h1, не более | Диаметр вала d | D | h | h1, не более |
19 | 47 | 7 | 10 | 38 | 54 | 7 | 10 |
26 | 10 | 14 | 41 | 56 | |||
28 | 42 | 64 | 10 | 14 | |||
30 | 68 | ||||||
43 | 65 | 75 | 94 | ||||
45 | 59 | 7 | 10 | 79 | 110 | ||
64 | 10 | 14 | 83 | ||||
48 | 66 | 95 | 127 | 12 | 16 | ||
72 | 98 | ||||||
50 | 76 | 105 | 138 | ||||
51 | 112 | 136 | |||||
52 | 72 | 114 | 145 | ||||
76 | 119 | 146 | |||||
81 | 130 | 154 | 15 | 20 | |||
54 | 80 | 134 | 160 | ||||
57 | 137 | ||||||
58 | 84 | 142 | 168 | ||||
62 | 93 | 195 | 235 | ||||
64 | 95 | 420 | 470 | 22 | 29 | ||
68 | 500 | 550 | |||||
74 | 102 |
1. Допускается применять манжеты с размерами 10 x 22; 28 x 47; 30 x 45; 420 x 470 и 500 x 550 мм во всех отраслях машиностроения.
2. Для машин и узлов, находящихся в эксплуатации и в серийном производстве, допускается изготовлять манжеты с основными размерами, не предусмотренными табл. 1 и 2, по рабочим чертежам, утвержденным в установленном порядке.
3. Манжеты с размерами, указанными в табл. 2, в новых конструкциях применять не рекомендуется.
1.5. Условное обозначение манжет с пружиной строится по следующей структуре:
X. X -XXX -XXX -X ГОСТ 8752 /номер отраслевого стандарта
│ │ │ │ │ или чертежа
│ │ │ │ └─── Группа резины
│ │ │ └─────────── Наружный диаметр манжеты, мм
│ │ └───────────────── Диаметр вала, мм
│ └────────────────────── Исполнение манжеты
└────────────────────────── Тип манжеты
Примеры условного обозначения
Манжета рядов 1 и 2 типа 1, исполнения 1, для вала диаметром 60 мм с наружным диаметром 80 мм из резины группы 1:
Манжета 1.1. - 60x80-1 ГОСТ 8752-79/номер отраслевого
стандарта или чертежа
То же, для манжеты 4-го ряда:
Манжета 1.1. - 60x80-1/4 ГОСТ 8752-79/номер чертежа
1.4, 1.5. (Измененная редакция, Изм. N 1).
Применение на добровольной основе разд. 2 обеспечивает соблюдение требований технического регламента "О безопасности колесных транспортных средств" (Приказ Росстандарта от 14.03.2014 N 335). |
Применение на добровольной основе разд. 2 обеспечивает соблюдение требований технического регламента "О безопасности колесных транспортных средств" утв. Постановлением Правительства РФ от 10.09.2009 N 720 (Приказ Росстандарта от 20.08.2010 N 3109). |
2.1. Манжеты должны изготовляться в соответствии с требованиями настоящего стандарта по отраслевым стандартам, рабочим чертежам и технологическим регламентам, утвержденным в установленном порядке.
Каркасы и пружины должны изготовляться по отраслевым стандартам или рабочим чертежам, утвержденным в установленном порядке.
2.2. В зависимости от условий работы манжет группу резины выбирают по табл. 3 и диаграмме, приведенной в рекомендуемом приложении 1.
Тип эластомера | Группа резины | Нижний температурный предел, °C | Температура уплотняемой среды, °C | ||||||||
Минеральные масла | Смазки на основе минеральных масел | Дизельные топлива | Углеводороды хлорированные | Вода (питьевая, техническая, морская) | Тормозная жидкость | ||||||
Моторные | Трансмиссионные (кроме гипоидного) | Гипоидные | Соляровые | ||||||||
Бутадиен-нитрильный каучук | 1 | -45 | +100 | +100 | +80 | +90 | +90 | - | - | С | - |
2 | -30 | С | |||||||||
3 | -60 | - | |||||||||
Фторкаучук | |||||||||||
СКФ-32 | 4 | -45 | +150 | +150 | +150 | +150 | +100 | +150 | - | - | С |
СКФ-26 | 5 | -20 | +170 | +170 | С | С | - | +90 | |||
Силиконовый каучук | 6 | -55 | +150 | +130 | +130 | С | С | С | - | С | С |
Примечания:
1. Обозначение "С" означает, что пригодность резины для уплотнения данной группы сред определяется по согласованию потребителя с изготовителем.
2. Знак "-" означает, что эластомер не применим для уплотнения в указанной группе сред.
3. Группа и марка резины определяются по согласованию потребителя с изготовителем.
4. Изготовление манжет из резин группы 5 и 6 и резины на основе бутадиен-нитрильных каучуков с перекисной вулканизующей группой должно быть согласовано с Министерством нефтеперерабатывающей и нефтехимической промышленности СССР.
5. Не допускается применять для грузовых автомобилей манжеты из резины группы 2, кроме случаев, согласованных с заказчиком.
(Измененная редакция, Изм. N 2).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: пункт 8 в таблице 4 отсутствует. |
2.3. По физико-механическим показателям резина для изготовления манжет должна соответствовать нормам, указанным в табл. 4. Показатели по подпунктам 5 - 8 табл. 4 определяют при температурах, указанных в табл. 5.
Наименование показателя | Норма для резины группы | Метод испытаний | Периодичность проверки резин, не менее | |||||
1 | 2 | 3 | 4 | 5 | 6 | |||
1. Условная прочность, МПа, (кгс/см2), не менее | 9,8 (100) 10,8 (110)* | 9,8 (100) 10,8 (110)* | 9,8 (100) (10,8) (110)* | 19,6 (200) | 11,8 (120) | 6,4 (65) | По ГОСТ 270 на образцах типа I | 1 раз в две недели |
2. Относительное удлинение в момент разрыва, %, не менее | 200 | 200 | 120 | 90 | 65 | 220 | По ГОСТ 270 на образцах типа I | |
3. Твердость по Шору А, условные единицы, в пределах | 65 - 85 | 75 - 85 | 70 - 85 | 76 - 86 | 70 - 90 | 66 - 78 | По ГОСТ 263 | |
4. Твердость, международные единицы, в пределах | 70 - 85 | 70 - 85 | 70 - 85 | 75 - 90 | 72 - 86 | - | ||
5. Изменение показателей после старения в воздухе в течение 72 ч при температуре, указанной в табл. 5: | - | По ГОСТ 9.024 | ||||||
а) условной прочности, %, не менее | -40* | -30* | -40* | -50* | 1 раз в квартал | |||
б) твердости, условные единицы | +/- 10 | +/- 10 | +/- 10 | +/- 10 | 1 раз в две недели | |||
6. Изменение показателей после воздействия стандартной жидкости в течение 72 ч при температуре, указанной в табл. 5: | - | По ГОСТ 9.030 | ||||||
а) условной прочности, %, не менее | -30* | -35* | -30* | -30* | 1 раз в квартал | |||
б) твердости, условные единицы | +/- 10 | +/- 10 | +/- 10 | +/- 15 | 1 раз в месяц | |||
в) массы, % | +/- 10 | +/- 12 | +/- 10 | +/- 10 | ||||
7. Накопление остаточной деформации при 20% сжатии в воздухе при положительной температуре, указанной в табл. 5, в течение 24 ч, %, не более | 70* | 60* | 70* | 80* | 50* | По ГОСТ 9.029 Метод Б | 1 раз в квартал | |
Примечания:
1. Знак "*" означает, что данный показатель относится к продукции высшей категории качества.
2. Нормы физико-механических показателей для резин групп 5 и 6, не указанные в таблице, должны соответствовать техническим условиям.
3. Марки резин и нормы для конкретных марок резин указаны в обязательном приложении 4.
4. Нормы изменения показателей по пункту 6 указаны: для резин групп 1 и 3 после воздействия стандартной жидкости СЖР-1, групп 2 и 4 - СЖР-3.
(Измененная редакция, Изм. N 2).
Тип эластомера | Группа резины | Температура испытания, °C | ||
Отрицательная температура в воздухе или в стандартной жидкости | Положительная температура | |||
в воздухе | в стандартной жидкости | |||
Бутадиен-нитрильный каучук | 1 | -45 +/- 2 | +100 +/- 3 | +100 +/- 3 |
2 | -30 +/- 2 | |||
3 | -60 +/- 2 | |||
Фторкаучук СКФ-32 | 4 | -45 +/- 2 | +150 +/- 3 | +150 +/- 3 |
СКФ-26 | 5 | -20 +/- 2 | +200 +/- 3 | +175 +/- 3 |
Силиконовый каучук | 6 | -55 +/- 2 | +200 +/- 3 | +150 +/- 3 |
2.4. Изменение массы при воздействии стандартной жидкости на образцы, вырезанные из готовых манжет, должно соответствовать нормам для резин.
(Измененная редакция, Изм. N 1).
2.5. Манжеты должны изготовляться в едином исполнении для работы в условиях умеренного и тропического климата в соответствии с требованиями настоящего стандарта.
Манжеты, предназначенные для экспорта, должны соответствовать требованиям настоящего стандарта и условиям, предусмотренным заказ-нарядом внешнеторговой организации.
2.6. Для работы в районах холодного климата (исполнение ХЛ) манжеты рекомендуется изготовлять из резин групп 3, 6.
2.7. Рабочая кромка и рабочая поверхность А (черт. 1) манжет должны быть гладкими и не иметь дефектов на расстоянии от кромки: до 2 мм - для валов диаметром до 19 мм; до 2,5 - для валов диаметром от 20 до 52 мм; до 3 мм - для валов диаметром от 55 мм и выше.
На поверхности Б и остальной части поверхности А не допускаются вырывы, трещины, расслоения, заусенцы, включения, а также возвышения и углубления, превышающие по высоте 0,1 мм (для поверхности А) и 0,3 мм (для поверхности Б), более 3 шт.
Внешний вид манжет из резины группы 3 с перекисной вулканизующей группой должен соответствовать технической документации на них, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 2).
2.8. Нерабочая поверхность манжет должна быть без расслоений, трещин, возвышений и углублений, превышающих по высоте 0,5 мм, и других дефектов, влияющих на эксплуатационные качества манжет. Выпрессовки в местах разъема пресс-форм более 0,5 мм должны быть удалены.
2.9. Не допускается разъем пресс-форм по рабочей кромке и поверхности А и Б.
2.10. На всех поверхностях манжеты допускается наличие выцветающих ингредиентов и продуктов их взаимодействия, матовость, разнотон, муаровый рисунок, потертость глянца.
2.11. На поверхности А в технически обоснованных случаях допускается изготовлять маслоотгонные рельефы с возможным выходом на рабочую кромку манжет по рабочим чертежам, утвержденным в установленном порядке.
2.12. Каркас должен быть обрезинен. Допускается оголение поверхности каркаса в местах фиксации каркаса в пресс-форме.
2.13. Предельные отклонения по наружному диаметру D манжет 1, 2 и 4-го рядов и допуск круглости диаметра D не должны превышать значений, указанных в табл. 6.
мм
Наружный диаметр D | Некруглость (овальность), не более | |
Номин. | Пред. откл. | |
До 30 | +0,35 +0,15 | 0,25 |
Св. 30 до 80 | +0,40 +0,20 | 0,35 |
Св. 80 до 150 | +0,50 +0,30 | 0,50 |
Св. 150 до 240 | +0,60 +0,30 | 0,65 |
Св. 240 до 290 | +0,60 +0,30 | 0,80 |
Св. 290 до 440 | +0,70 +0,40 | 1,00 |
Св. 440 до 550 | +0,70 +0,40 | 1,00 |
Предельные отклонения по наружному диаметру D манжет 3-го ряда и некруглость (овальность) диаметра D не должны превышать значений, указанных в табл. 7.
мм
Наружный диаметр D | Некруглость (овальность), не более | |
Номин. | Пред. откл. | |
До 22 | +0,30 +0,15 | 0,25 |
Св. 22 до 32 | +0,35 +0,20 | |
Св. 32 до 42 | +0,40 +0,20 | |
Св. 42 до 65 | +0,50 +0,25 | |
(Измененная редакция, Изм. N 1, 2).
2.14. Предельные отклонения высоты h манжеты не должны превышать значений, указанных в табл. 8.
мм
Высота манжеты h | |
Номин. | Пред. откл. |
5 | +/- 0,2 |
6 | |
7 | |
8 | |
10 | +/- 0,3 |
12 | |
15 | +/- 0,4 |
18 | +/- 0,6 |
22 | |
2.15. Разностенность манжет без пружин не должна превышать значений, указанных в табл. 9.
мм
Диаметр вала d | Разностенность |
От 10 до 14 | 0,2 |
" 14 " 71 | 0,3 |
" 71 " 125 | 0,4 |
" 125 " 250 | 0,6 |
" 250 " 500 | 0,9 |
2.16. Манжеты из резин групп 1 - 3 допускается подвергать химической модификации поверхности с установлением дополнительных требований по согласованию изготовителя с потребителем.
2.17. Относительное изменение внутреннего диаметра манжет при старении не должно превышать 70%; для манжет с государственным Знаком качества - 60%.
2.18. Манжеты должны быть морозостойкими при температурах, указанных в табл. 5.
2.19. Манжеты должны обеспечивать герметичность при испытании на специальном стенде в течение 48 ч по методике, утвержденной в установленном порядке.
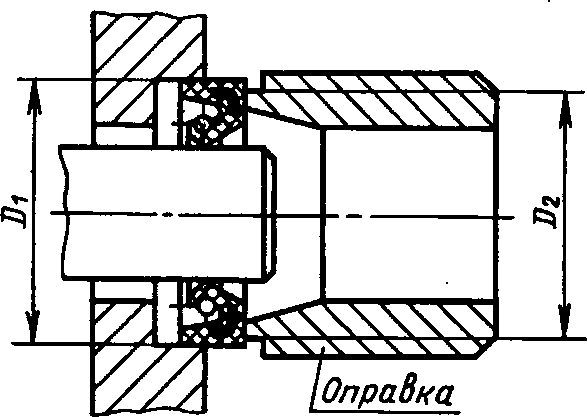
2.20. Допускается подтекание без каплеобразования и падения. Удельная утечка не должна быть более 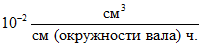 . Расчет удельной утечки (q), см3/см·ч, проводят по формуле
. Расчет удельной утечки (q), см3/см·ч, проводят по формуле
. Расчет удельной утечки (q), см3/см·ч, проводят по формуле
где Q - утечка за время t, см3;
t - время сбора утечки, ч (t >= 8 ч);
D - диаметр вала, см.
2.21. 95%-ный ресурс должен быть:
не менее 3000 ч - для манжет из резин групп 1 - 3, установленных на тракторах, двигателях и судовых механизмах;
120000 км пробега - для манжет из резин групп 1 - 3, установленных на автомобилях;
не менее 10000 ч - для манжет из резин групп 4 - 5, установленных на тракторах, двигателях и судовых механизмах;
200000 км пробега - для манжет из резин групп 4 - 5, установленных на автомобилях;
не менее 5000 ч - для манжет из резин группы 6, установленных на тракторах, двигателях и судовых механизмах;
150000 км пробега - для манжет из резин группы 6, установленных на автомобилях.
Для автомобилей, находящихся в серийном производстве, допускается применять манжеты из нитрильных резин групп 1 - 3 с верхним пределом температур 120 °C и ресурсом 100000 км пробега.
(Измененная редакция, Изм. N 3).
2.22. Ресурс манжет для конкретных узлов автомобилей и других агрегатов устанавливается по согласованию между потребителем и изготовителем в порядке, установленном ГОСТ 2.124.
2.23. Для манжет, изготовляемых по чертежам, нормы показателей, проверяемых при испытаниях, отличные от приведенных в стандарте, должны быть указаны в чертежах.
(Введен дополнительно, Изм. N 2).
3.1. Манжеты должны быть укомплектованы пружинами. На манжеты для валов диаметром до 20 мм и выше 120 мм пружины могут быть не надеты.
3.2. По согласованию между изготовителем и потребителем допускается манжеты пружинами не комплектовать.
4.1. Манжеты принимают партиями.
Партией считают манжеты одного типоразмера, изготовленные из одной марки резины в количестве не более 10000 шт.
Определение терминов испытаний - по ГОСТ 16504.
4.3. Показатели, проверяемые при испытаниях, указаны в табл. 10.
Показатели | Виды испытаний | Количество манжет | Частота периодических испытаний | ||
Приемо-сдаточные | Периодические | Типовые | |||
Физико-механические показатели резин | - | x | x | - | От текущей закладки не реже одного раза в две недели |
Изменение массы при воздействии стандартной жидкости | - | x | x | Не менее 3 шт. от партии | Не реже одного раза в две недели от текущей партии |
Размеры профиля | - | x | x | Одна неармированная отпрессовка | Один раз в год и при приемке новых и отремонтированных пресс-форм |
Внешний вид | x | - | x | 100% | - |
Внутренний диаметр | x | - | x | 100% для манжет исполнения 1; 5% от партии для исполнения 2 | - |
Размеры D и h | x | - | x | 0,5% от партии, но не менее 10 шт. | - |
Допуск круглости | x | - | x | 0,2% от партии, но не менее 10 шт. | - |
Разностенность | x | - | x | 0,2% от партии, но не менее 10 шт. | - |
Относительное изменение внутреннего диаметра | - | x | x | 0,1% от партии, но не менее 3 шт. | Один раз в полгода от текущей партии |
Морозостойкость | - | x | x | 0,1% от партии, но не менее 3 шт. | То же |
Наработка и герметичность | - | x | x | По методике, утвержденной в установленном порядке | Не реже одного раза в полгода от текущей партии |
Примечания:
1. Знаки обозначают: "x" - проверка производится; "-" - проверка не производится.
2. Для манжет, изготовляемых по чертежам, показатели, проверяемые при испытаниях, должны быть указаны в чертежах.
(Измененная редакция, Изм. N 1, 2).
4.4. При получении неудовлетворительных результатов выборочных испытаний хотя бы по одному из показателей проводят по нему повторные испытания на удвоенном количестве образцов, взятых от той же партии резины или манжет. При получении неудовлетворительных результатов при повторном испытании манжет по размерам D, h проводят 100%-ный контроль по этим показателям.
По остальным показателям при приемо-сдаточных испытаниях результаты повторных испытаний являются окончательными и распространяются на всю партию.
При получении неудовлетворительных результатов при повторных периодических испытаниях, кроме испытаний на наработку и герметичность, испытания по этому показателю переводятся в приемо-сдаточные до получения удовлетворительных результатов испытаний не менее, чем на трех закладках резины или трех партиях манжет.
4.5. При приемке манжет потребитель проверяет: по внешнему виду и внутреннему диаметру - не менее 5% от партии; по размерам D, h разностенности изменение массы - не менее 0,5% от партии.
(Измененная редакция, Изм. N 1, 2).
4.6. При приемке манжет заказчиком должны соблюдаться требования отраслевой нормативно-технической документации. Частота периодических испытаний при этом должна соответствовать указанной в настоящем стандарте.
(Введен дополнительно, Изм. N 2).
5.1. Физико-механические показатели резин для изготовления манжет проверяют по ГОСТ 269 и в соответствии с табл. 4.
5.2. Изменение массы образцов, вырезанных из готовых манжет, производят по ГОСТ 9.030.
(Измененная редакция, Изм. N 1).
5.3. Размеры профиля манжет проверяют по методике, утвержденной в установленном порядке.
5.4. Внешний вид манжет проверяют визуальным осмотром или сравнением с контрольным образцом, утвержденным в установленном порядке.
5.5. Размеры манжет измеряют не ранее, чем через 24 ч после вулканизации.
5.6. Внутренний диаметр манжет проверяют калибром, проектором, микроскопом или другими аттестованными средствами измерения до комплектации их пружинами.
5.7. Наружный диаметр D и высоту h манжет проверяют калибром, штангенциркулем или индикатором.
Для определения отклонения наружного диаметра измеряют диаметр манжеты в трех диаметральных сечениях, равномерно расположенных по окружности. За окончательный результат принимают среднее арифметическое этих замеров.
5.8. Допуск круглости манжет определяется на приспособлении, изображенном на черт. 2, с помощью индикатора часового типа. Манжета устанавливается на три вращающихся ролика. К наружной цилиндрической поверхности манжеты подводят индикатор и, вращая манжету, определяют некруглость.

1 - ведущий ролик; 2 - гайка; 3 - маховик; 4 - ролик;
5 - индикатор; 6 - прижимной ролик; 7 - стопорная шайба;
8 - манжета
5.9. Разностенность манжеты без пружины проверяют на приспособлении, схема которого показана на черт. 2.
Манжету устанавливают по наружному диаметру на три вращающихся ролика. Вращая манжету на роликах, определяют ее разностенность бесконтактным (оптическим) способом с использованием проектора или микроскопа или контактным способом с помощью измерительного элемента. В последнем случае усилие прижатия измерительного элемента к уплотнительной кромке манжеты не должно превышать 0,1 Н (10 гс).
Измерение разностенности проводят по методикам, утвержденным в установленном порядке.
5.10. Относительное изменение внутреннего диаметра манжет для валов диаметром не выше 100 мм в процессе их старения определяют на втулках, диаметр которых равен номинальному диаметру вала. Уплотняемую среду выбирают по согласованию с потребителем в соответствии с табл. 3, температуру испытаний и время - в соответствии с методикой, утвержденной в установленном порядке.
5.11. Морозостойкость манжет определяют на приспособлении (черт. 3), состоящем из основания, в котором вращается вал с приводом от рукоятки.
1 - рукоятка; 2 - установочное кольцо; 3 - эксцентриковая
втулка; 4 - испытуемая манжета; 5 - основание; 6 - вал
Испытания проводят на типовых манжетах для валов диаметром 25, 50, 75 или 100 мм, ближайших по размерам, подлежащим сдаче. Типовые манжеты изготовляют из той же закладки резины.
На валу закрепляют специальную эксцентриковую втулку (эксцентриситет 0,075 мм - полное показание по индикатору (0,15 +/- 0,02) мм для валов диаметром 25 и 50 мм; эксцентриситет 0,125 мм - полное показание по индикатору (0,25 +/- 0,02) мм для валов диаметром 75 и 100 мм) наружным диаметром, равным номинальному диаметру вала, для которого предназначена манжета. Втулка должна быть выполнена с точностью h 10 по СТ СЭВ 144 и иметь шероховатость поверхности Ra не более 0,63 мкм по ГОСТ 2789.
Перед сборкой приспособления испытуемую манжету и втулку смазывают тонким слоем смазки, не замерзающей при температуре испытания.
Приспособление с манжетой помещают в воздушную или жидкую среду, охлажденную до температуры, указанной в табл. 5, выдерживают (4 +/- 0,1) ч, затем извлекают из камеры и в течение (10 +/- 1) с делают 10 полных оборотов втулки. Манжету вынимают и определяют состояние рабочей кромки. Не допускаются видимые трещины и вырывы резины на рабочей кромке манжеты.
(Измененная редакция, Изм. N 2).
5.12. Наработку и герметичность манжет проверяют на специальных стендах в течение заданного времени. Испытанию подвергают манжеты для валов одного типоразмера диаметром от 35 до 120 мм не менее 3 шт. Параметры испытаний устанавливают в соответствии с методикой, утвержденной в установленном порядке.
6.1. Маркировка
6.1.1. На торцевой поверхности манжеты должна быть нанесена рельефная маркировка по ГОСТ 26.008, равномерно расположенная по окружности и выступающая не более 0,2 мм с указанием:
товарного знака или условного обозначения предприятия-изготовителя;
условного обозначения манжеты (без слова "манжета" и номера отраслевого стандарта);
года изготовления (две последние цифры и точки. Сумма цифр и точек означает год изготовления).
В случае изготовления манжет по чертежам вместо условного обозначения должен указываться номер чертежа манжеты с пружиной и ее основные размеры.
Для манжет на вал диаметром до 30 мм, изготовляемых по чертежам, в маркировке допускается не указывать основные размеры.
Допускается наносить маркировку на другие нерабочие плоскости манжеты, а также указывать номер пресс-формы гнезда.
Маркировку манжет для валов диаметром менее 15 мм проставляют только на ярлыке, прилагаемом к каждой партии манжет. Допускается на таких манжетах наносить рельефную маркировку с указанием только товарного знака или условного обозначения предприятия-изготовителя, года изготовления, номера пресс-формы и гнезда.
Для манжет высшей категории качества на ярлыки наносят изображение государственного Знака качества.
Манжеты для районов холодного климата маркируют зеленой краской по ГОСТ 9.401.
(Измененная редакция, Изм. N 1, 2, 3).
6.2. Упаковка
6.2.1. Готовые манжеты одного типоразмера и одной группы резины должны быть завернуты в бумагу стопками и упакованы в ящики по ГОСТ 22852, ОСТ 23.4.157, ОСТ 160.800.625, ОСТ 81-126, ГОСТ 10131, ГОСТ 13511, ГОСТ 13512, ГОСТ 15841, ГОСТ 5959, ГОСТ 16536, ГОСТ 18573, ГОСТ 2991, ГОСТ 9481.
Ящики должны быть выложены упаковочной битумированной или дегтевой бумагой по ГОСТ 515, парафинированной бумагой по ГОСТ 9569 или двухслойной упаковочной бумагой по ГОСТ 8828.
Масса (вес) ящика должна быть не более 50 кг.
Допускается упаковка в общую тару манжет разных партий и типоразмеров, завернутых в отдельности в парафинированную бумагу, а также применение металлической многооборотной тары, специальных контейнеров и другой тары по согласованию между изготовителем и потребителем.
6.2.2. Каждый ящик маркируют по ГОСТ 14192 с нанесением дополнительных обозначений:
товарного знака предприятия-изготовителя;
условного обозначения манжет или номера чертежа;
количество манжет в ящике;
даты изготовления;
изображения государственного Знака качества для манжет высшей категории качества.
(Измененная редакция, Изм. N 1, 2).
6.2.3. Каждый ящик должен сопровождаться документом, подтверждающим соответствие манжет требованиям настоящего стандарта и содержащим:
товарный знак предприятия-изготовителя;
условное обозначение манжет или номер чертежа;
номер партии;
количество манжет в партии;
дату изготовления;
марку резины;
штамп технического контроля.
6.3. Транспортирование
6.3.1. Манжеты в упаковке транспортируют любым видом транспорта при температуре от минус 50 до плюс 50 °C.
6.4. Хранение
6.4.1. Манжеты хранят в упаковке в закрытом помещении при температуре от 0 до 25 °C, относительной влажности не более 70%, на расстоянии не менее 1 м от отопительных приборов. При хранении свыше 1 года пружины должны быть сняты с манжет.
6.4.2. При хранении манжеты не должны подвергаться воздействию солнечных лучей и веществ, разрушающих резину: смазочных масел, бензина, керосина, кислот, щелочей, окислителей и других агрессивных продуктов.
6.4.3. Допускается хранить манжеты в упаковке в неотапливаемых складах при температуре до минус 25 °C, а также при температуре от минус 50 до плюс 50 °C не более 1 года и в собранных узлах и агрегатах при температуре до минус 50 °C. В этих случаях запрещается подвергать манжеты какой-либо деформации.
6.4.4. (Исключен, Изм. N 2).
СОПРЯЖЕННЫХ ДЕТАЛЕЙ И МОНТАЖУ МАНЖЕТ
7.1. Требования к установке и эксплуатации манжет указаны в обязательном приложении 2 и рекомендуемом приложении 3.
Примечание. Для машин и узлов, находящихся в эксплуатации, серийном производстве и спроектированных до введения в действие настоящего стандарта, а также для агрегатов с ресурсом работы не более 250 ч приложение 2 - рекомендуемое.
(Измененная редакция, Изм. N 1).
7.2. После хранения при отрицательной температуре манжеты перед монтажом должны быть выдержаны при температуре 15 - 25 °C не менее 24 ч.
8.1. Изготовитель гарантирует соответствие манжет требованиям настоящего стандарта при соблюдении условий монтажа, эксплуатации, транспортирования, хранения, установленных настоящим стандартом.
8.2. Гарантийный срок эксплуатации манжет автомобилей, тракторов, дорожных и сельскохозяйственных машин должен быть равен гарантийному сроку узла или агрегата, в котором они смонтированы.
Для манжет, предназначенных для других агрегатов, гарантийная наработка с момента ввода в эксплуатацию устанавливается: 1000 ч - для манжет из резин групп 1 - 3; 2500 ч - для манжет из резин групп 4 - 6.
8.3. Гарантийный срок хранения упакованных манжет - 3 года, для манжет высшей категории качества - 5 лет с момента изготовления.
(Измененная редакция, Изм. N 2).
8.4. Гарантийный срок хранения упакованных манжет и гарантийный срок эксплуатации манжет, смонтированных в узлах и агрегатах, суммарно не должен превышать 10 лет.
Рекомендуемое

I - резины 1 - 3 групп; II - резины 4 группы;
III - резины 5, 6 групп
Примечания:
1. При выборе по диаграмме группы резин для манжет типа 2 скорость должна быть увеличена на 30 - 50% по сравнению со скоростью узла.
2. (Исключено, Изм. N 1).
3. Допускается применять резины 1 - 3-й групп в зоне II для серийных манжет, установленных на автомобилях с ресурсом 100.000 км пробега.
4. Ресурс для манжет, работающих при скоростях более 20 м/с, устанавливают по результатам испытаний у потребителя.
(Измененная редакция, Изм. N 1).
Обязательное
К УПЛОТНИТЕЛЬНЫМ УЗЛАМ, СОПРЯЖЕННЫМ ДЕТАЛЯМ И МОНТАЖУ МАНЖЕТ
1. Манжету устанавливают в агрегате в соответствии с черт. 1.

1 - вал; 2 - манжета; 3 - корпус
2. Показатели сопряженных деталей должны соответствовать указанным в табл. 1. Размеры фасок посадочного отверстия и вала и высота посадочного отверстия h2 указаны на черт. 1 и в табл. 2 и 3.
Наименование показателя | Норма | |
Вал | Отверстие | |
1. Шероховатость поверхности по ГОСТ 2789 при скорости скольжения: | ||
до 5 м/с | Ra от 0,63 до 0,32 | Ra от 2,5 до 1,25 |
свыше 5 м/с | Ra от 0,32 до 0,16 | |
Ra 2,5 | Rz 20 | |
3. Шероховатость поверхности А (черт. 1) | - | Rz 40 |
4. Твердость поверхности трения, не менее, при скорости скольжения | ||
до 4 м/с | HRC 30 | - |
свыше 4 м/с | HRC 50 | |
5. Поле допуска | h 10 по СТ СЭВ 144 | H9 По СТ СЭВ 144 |
6. Предельное радиальное биение поверхности вала, контактирующей с манжетой, мм, при частоте вращения вала: | ||
до 1000 мин-1 | 0,18 | - |
св. 1000 до 2000 мин-1 | 0,15 | - |
св. 2000 до 3000 мин-1 | 0,12 | - |
св. 3000 до 4000 мин-1 | 0,10 | - |
св. 4000 до 5000 мин-1 | 0,08 | - |
св. 5000 мин-1 | 0,02 | - |
7. Допуск соосности посадочного места под манжету относительно оси вращения вала, мм, не более при диаметрах вала: | ||
до 55 мм | - | 0,10 |
св. 55 до 120 мм | - | 0,15 |
св. 120 до 320 мм | - | 0,20 |
св. 320 до 500 мм | - | 0,25 |
Примечания:
1. При эксплуатации изделий в агрессивных средах необходимо применять валы с защитным антикоррозионным покрытием Xтв42. Значения шероховатости и отклонения размеров вала должны быть указаны после покрытия.
2. В технически обоснованных случаях допускается применять валы с меньшей твердостью или изготовлять их из чугуна с твердостью не менее HB 170 ... 241 и цветных металлов по согласованию с разработчиком стандарта.
3. Допускается при скоростях скольжения свыше 5 м/с применять валы с шероховатостью поверхности Ra = 0,63 мкм при условии обеспечения перпендикулярности микронеровностей оси вращения вала.
(Введено дополнительно, Изм. N 2).
мм
d | d-d1 | d | d-d1 |
До 10 | 1,5 | Св. 50 до 70 | 4,0 |
Св. 10 " 20 | 2,0 | " 70 " 95 | 4,5 |
" 20 " 30 | 2,5 | " 95 " 130 | 5,5 |
" 30 " 40 | 3,0 | " 130 " 240 | 7,0 |
" 40 " 50 | 3,5 | " 240 " 500 | 11,0 |
мм
Высота манжеты h | h2 (пред. откл. по h14) | h3 (пред. откл. по h14) | Высота манжеты h | h2 (пред. откл. по h14) | h3 (пред. откл. по h14) |
5 | 6,5 | 1,0 | 15 | 18,5 | 2,5 |
7 | 8,5 | 1,0 | 18 | 22,0 | 3,0 |
10 | 12,0 | 1,5 | 22 | 25,5 | 3,5 |
12 | 14,5 | 2,0 |
3. Манжету устанавливают в посадочное отверстие перпендикулярно к оси вала.
В собранном узле эластичный элемент манжеты не должен соприкасаться с деталями корпуса, а также выступами или углублениями на валу (черт. 2).

4. Для исключения осевого перемещения манжеты от различных вибрационных нагрузок допускается предусматривать в посадочном отверстии упорное кольцо по ГОСТ 13943 (черт. 2) или кольцевую проточку в виде прямоугольного треугольника, острие которого направлено в сторону запрессовки манжеты (черт. 3). Допускается расположение кольцевой проточки относительно манжеты, отличное от предусмотренного на черт. 3, в пределах не менее 3,5 мм от торцов манжеты.

В зависимости от наружного диаметра манжеты глубина кольцевой проточки h4 должна быть равна:
0,5 мм - для диаметра до 150 мм;
0,7 мм - для диаметра свыше 150 и 290 мм;
1,0 мм - для диаметра свыше 290 до 550 мм.
5. При установке манжеты рядом с коническим подшипником в отверстии под подшипник необходимо предусмотреть канавки для отвода масла, которое нагнетается подшипником (черт. 4).
Примечание. Допускается для агрегатов со скоростью вращения вала не более 5 м/с не выполнять маслоотводные канавки.

6. При запыленности и загрязненности внешней среды перед манжетой необходимо устанавливать дополнительные защитные устройства: пыле-, грязесъемные манжеты, сальниковые набивки, лабиринтные уплотнения, отражатели и т.п.
7. При работе манжет должна быть обеспечена смазка трущихся поверхностей предварительным смазыванием (см. п. 8) и постоянным контактированием с уплотняемой средой.
Температура в зоне контакта не должна превышать температуру уплотняемой среды более чем на 30%.
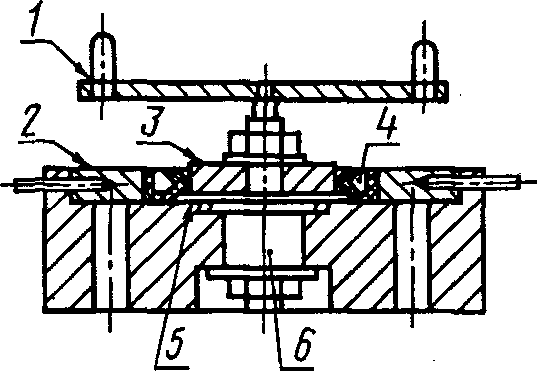
8. Перед установкой в изделия рабочие поверхности манжет А и Б (черт. 5), пружины (если они надеваются на манжеты непосредственно перед установкой манжет в узел), поверхности вала и посадочного отверстия, сопряженные с манжетами, должны быть очищены от загрязнений, высушены и смазаны монтажной или уплотняемой смазкой. Для очистки рекомендуется протереть манжеты безворсовым тампоном, смоченным в бензине "Галоша" по НТД или уайт-спирите по ГОСТ 3134.
 | |
При монтаже манжет из резины групп 1, 2, 3, 6 следует применять жировую смазку 1 - 13 по документации, утвержденной в установленном порядке.
При монтаже манжет из резин 4, 5-й групп применяют смазку ЦИАТИМ-221 по ГОСТ 9433 или ЦИАТИМ-279 по ГОСТ 14296 или уплотняемую среду.
Перед установкой манжет с пыльником (черт. 6) полость между рабочей кромкой и пыльником следует заполнять монтажной смазкой в количестве, необходимом для заполнения 2/3 объема.
Консервирующую смазку, нанесенную на пружину на заводе-изготовителе, при комплектации манжет удалять не следует.
9. Перепрессовка манжет (выпрессовка из посадочного отверстия и повторная запрессовка этой же манжеты) не допускается.
При сборке и испытаниях узла допускается пятикратная переборка без выпрессовки манжеты из отверстия.
В процессе эксплуатации переборка уплотнительного узла не допускается.
(Измененная редакция, Изм. N 1, 2).
Рекомендуемое
ПО МОНТАЖУ И ЭКСПЛУАТАЦИИ МАНЖЕТ
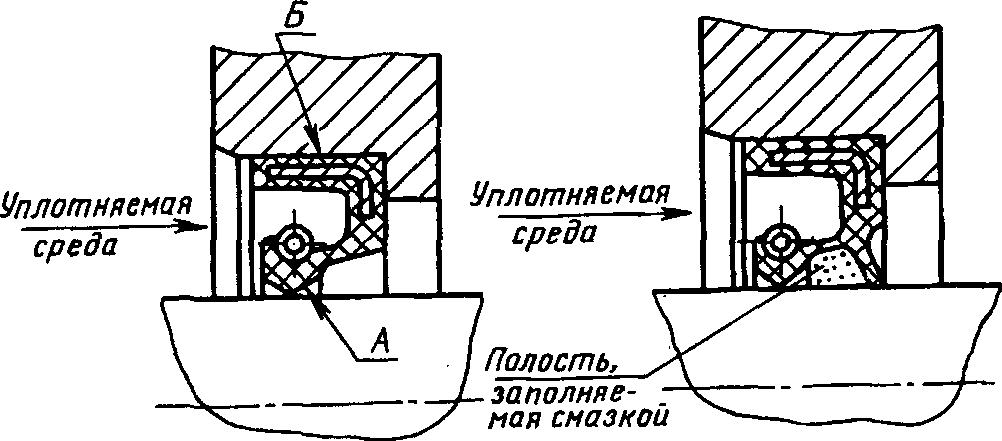
1. Запрессовывать манжету в посадочное отверстие следует с помощью специальной оправки равномерным нажатием по всей торцевой поверхности (черт. 1).
Диаметр оправки D2 должен быть на 1% меньше диаметра посадочного отверстия под манжету.
2. Если манжета при запрессовке должна перемещаться через шлицы, пазы, резьбу и т.д. или не представляется возможным выполнять заходную фаску на валу, рекомендуется применять монтажную втулку (черт. 2). Наружный диаметр монтажной втулки должен быть на 1,5 - 5 мм больше диаметра вала (в зависимости от размеров манжеты).
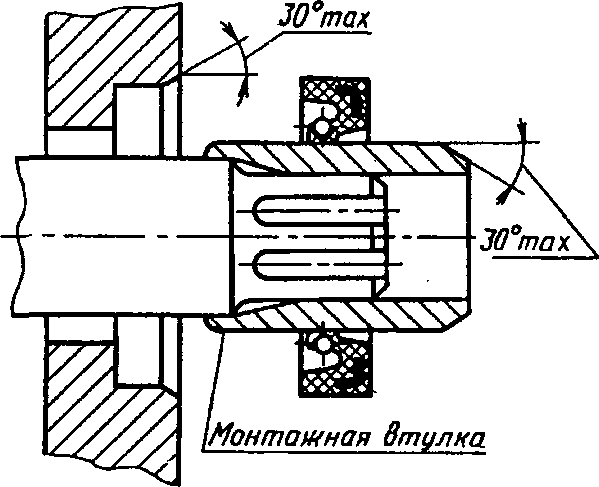
При этом толщина стенки втулки не должна быть меньше 0,5 мм.
3. При установке манжеты на вал рабочей кромкой в сторону направления монтажа (для предотвращения подвертывания эластичного элемента) целесообразно предусмотреть монтажную втулку (черт. 2) и надеть на нее манжету со стороны поверхности маркировки.
4. Для защиты вала, контактирующего с манжетой, от износа допускается устанавливать на валу втулку (черт. 3) при условии обеспечения гарантированной герметичности по посадке между валом и втулкой.

5. При установке манжет в глухое гнездо рекомендуется предусмотреть в крышке или корпусе демонтажные отверстия (черт. 3).
6. При перепаде давлений 0,05 МПа и более допускается применять манжеты с опорным конусом, предохраняющим манжету от выворачивания, после проведения необходимых испытаний и без гарантий, указанных в стандарте.
Опорный конус может быть выполнен непосредственно в корпусе или в виде отдельной детали (черт. 4), изготовленной из любых металлов.
Примечания:
1. При применении некоррозионно-стойких металлов следует предусмотреть на деталях защитное антикоррозионное покрытие.
2. Высота гнезда под манжету должна быть увеличена на толщину фланца опорного конуса.

7. Для обеспечения оптимальной микрогеометрии поверхности вала, контактирующей с манжетой, предпочтительным является шлифование с поперечной подачей.
8. Для валов с постоянным направлением вращения допускаются маслоотгонные микроканавки с шероховатостью Ra от 1,25 до 0,63 мкм при условии экспериментальной проверки их эффективности.
Обязательное
РЕЗИНОАРМИРОВАННЫХ МАНЖЕТ
Таблица 1
Тип эластомера | Группа резины | Шифр резины |
Бутадиен-нитрильный каучук | 1 | 7-ИРП-1068-3С, 7-ИРП-1068-24, 51-1455 |
2 | 7-4004-112, 7-4004-4М | |
3 | 7-В-14-1, 51-1666-2 | |
Фторкаучук | 4 | ИРП-1314-1, ИРП-1314-1 с |
5 | ИРП-1316, ИРП-1287, 51-1435 | |
Силиконовый каучук | 6 | ИРП-1401 |
Примечания:
1. Допускается по согласованию с потребителем и головной организацией по стандартизации министерства-изготовителя применение изготовителем манжет новых марок резин с физико-механическими показателями, отличными от указанных в табл. 4 настоящего стандарта, при условии расширения пределов применения или увеличения сроков службы манжет.
2. Резина марки 51-1666-2 - с перекисной вулканизующей группой.
Таблица 2
Наименование показателя | Норма для резины группы | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | |||||
ИРП-1068 | 51-1455 | 7-4004 | В-14-1 | 51-1666-2 | ИРП-1314-1, ИРП-1314-1с | ИРП-1316 | ИРП-1287 | 51-1435 | ИРП-1401 | |
1. Условная прочность МПа (кгс/см2), не менее | 9,8 (100) | 9,8 (100) | 9,8 (100) | 9,8 (100) | 15,7 (160) | 19,6 (200) | 15,7 (160) | 11,8 (120) | 12,8 (130) | 6,4 (65) |
10,8 (110)* | 10,8 (110)* | 10,8 (110)* | 10,8 (110)* | - | - | - | - | - | - | |
2. Относительное удлинение в момент разрыва, %, не менее | 200 | 300 | 200 | 120 | 300 | 90 | 65 | 120 | 80 | 220 |
3. Твердость по Шору А, условные единицы, в пределах | 70 - 85 | 65 - 75 | 75 - 85 | 72 - 85 | 70 - 80 | 76 - 88 | 76 - 88 | 70 - 82 | 80 - 90 | 66 - 78 |
4. Твердость, международные единицы, в пределах | 70 - 85 | 70 - 80 | 70 - 85 | 70 - 85 | 75 - 85 | 75 - 90 | - | - | 72 - 86 | - |
а) условной прочности, %, не менее | -40* | -30* | -30* | -40* | -30* | -50* | ||||
б) твердости, условные единицы | +/- 10 | +/- 10 | +/- 10 | +/- 10 | +/- 10 | +/- 10 | - | - | - | - |
а) условной прочности, %, не менее | -30* | -30* | -35* | -25* | -30* | -30* | - | - | - | - |
б) твердости, условные единицы | +/- 10 | +/- 8 | +/- 10 | +/- 10 | +/- 10 | +/- 15 | - | - | - | - |
в) массы, % | +/- 10 | +/- 10 | +/- 12 | +/-10 | +/- 10 | +/- 10 | ||||
70* | 60* | 60* | 65* | 70* | 80* | 45* | 45* | 50* | 50* | |
Примечания:
1. Знак "*" означает, что данный показатель относится к продукции, аттестуемой на высшую категорию качества.
2. (Исключено, Изм. N 2).
3. (Исключено, Изм. N 1).
(Измененная редакция, Изм. N 1, 2).