СПРАВКА
Источник публикации
М.: Бюро НДТ, 2025
Примечание к документу
Текст документа приведен в соответствии с публикацией на сайте https://www.rst.gov.ru/portal/gost по состоянию на 23.12.2025.
Документ введен в действие с 01.03.2026.
Название документа
"ИТС 51-2025. Информационно-технический справочник по наилучшим доступным технологиям. Литейное производство изделий из черных металлов"
(утв. Приказом Росстандарта от 27.11.2025 N 2585)
"ИТС 51-2025. Информационно-технический справочник по наилучшим доступным технологиям. Литейное производство изделий из черных металлов"
(утв. Приказом Росстандарта от 27.11.2025 N 2585)
Содержание
Приказом Росстандарта
от 27 ноября 2025 г. N 2585
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ЛИТЕЙНОЕ ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ ЧЕРНЫХ МЕТАЛЛОВ
Foundry production of ferrous metal products
ИТС 51-2025
Дата введения
1 марта 2026 года
Наилучшая доступная технология - технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения целей охраны окружающей среды при условии наличия технической возможности ее применения.
Наилучшая доступная технология определяется в информационно-техническом справочнике и является инструментом технологического нормирования, применяемого к субъектам хозяйствования, отнесенным к I категории объектов негативного воздействия.
Настоящий информационно-технический справочник по наилучшим доступным технологиям "Литейное производство изделий из черных металлов" (далее - справочник НДТ) представляет собой документ национальной системы стандартизации Российской Федерации, разработанный на основе анализа распространенных в Российской Федерации и перспективных технологий и оборудования литейного производства с учетом климатических, экономических и социальных особенностей Российской Федерации.
Справочник НДТ разработан в соответствии с распоряжением Правительства Российской Федерации от 10 июня 2022 г. N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям" (с учетом изменений, внесенных распоряжением Правительства РФ от 23 ноября 2023 г. N 3313-р "О внесении изменений в распоряжение Правительства РФ от 10 июня 2022 г. N 1537-р") [1].
Структура настоящего справочника НДТ соответствует ГОСТ Р 113.00.03-2019 [2], формат описания технологий - ГОСТ Р 113.00.04-2024 [3], термины приведены в соответствии с ГОСТ Р 113.00.12-2023 [4].
Справочник НДТ содержит следующие разделы.
Введение. Во введении представлен обзор законодательных документов, использованных при его разработке, а также краткое содержание справочника НДТ.
Предисловие. В предисловии указана цель разработки настоящего справочника НДТ, его статус, законодательный контекст, процедура создания согласно установленному порядку, а также порядок его применения.
Область применения. В разделе указаны основные виды экономической деятельности и виды продукции, на которые распространяется действие справочника НДТ.
Раздел 1. В разделе 1 представлена общая информация о литейном производстве в Российской Федерации, в том числе: структура литейной отрасли, основные производители и потребители продукции литейного производства; анализ перспектив развития литейной промышленности.
Раздел 2. В разделе 2 представлена информация об основных технологических процессах получения отливок из сплавов черных металлов, приведены сведения о специальных видах литья и перспективных направлениях выплавки металла для литья.
Раздел 3. В разделе 3 представлена информация о фактических уровнях эмиссий в окружающую среду для существующих технологических процессов.
Раздел подготовлен на основе данных, представленных предприятиями Российской Федерации в рамках разработки настоящего справочника НДТ, а также различных литературных источников.
Раздел 4. В разделе 4 описаны подходы к определению НДТ, применяемые при разработке настоящего справочника НДТ.
Раздел 5. В разделе 5 представлен перечень НДТ литейного производства изделий из черных металлов, а также описание этих НДТ, в том числе применяемого при их использовании технологического оборудования и преимуществ, которые могут быть достигнуты при внедрении НДТ.
Раздел 6. В разделе 6 представлен перечень перспективных технологий литейного производства изделий из черных металлов, а также описание этих технологий, в том числе их ограничения и недостатки, не позволяющие применять данные технологии в качестве НДТ.
Приведены сведения о членах технической рабочей группы (ТРГ), принимавших участие в разработке настоящего справочника НДТ. Даны рекомендации предприятиям по дальнейшим исследованиям различных аспектов их деятельности.
Приложения.
В приложениях к справочнику НДТ приводится дополнительная информация.
Библиография. Приведен перечень источников информации, использованных при разработке справочника НДТ.
Целью разработки настоящего справочника НДТ является утверждение сведений об НДТ, применяемых при литейном производстве изделий из черных металлов.
Согласно Федеральному закону от 10 января 2002 г. N 7-ФЗ "Об охране окружающей среды" [5] применение наилучших доступных технологий направлено на комплексное предотвращение и (или) минимизацию негативного воздействия на окружающую среду.
1 Статус документа
Настоящий справочник НДТ является документом по стандартизации, содержащим описание применяемых в настоящее время НДТ и перспективных технологий в сфере литейного производства изделий из черных металлов.
2 Информация о разработчиках
Настоящий справочник НДТ разработан технической рабочей группой "Литейное производство изделий из черных металлов" (ТРГ 51), состав которой утвержден приказом Минпромторга России от 04 июля 2024 г. N 3009 "О создании технической рабочей группы "Литейное производство изделий из черных металлов".
Справочник НДТ будет представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник НДТ содержит описание применяемых в литейном производстве для получения отливок из черных металлов технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, повысить энергоэффективность, обеспечить ресурсосбережение на предприятиях. Из описанных технологических процессов, оборудования, технических способов, методов (в том числе управления) определены решения, являющиеся наилучшими доступными технологиями (НДТ). Для ряда НДТ в справочнике НДТ установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными и региональными аналогами
Настоящий справочник НДТ разработан на основе результатов анализа литейной промышленности в Российской Федерации и с учетом материалов справочника Европейского союза по наилучшим доступным технологиям для кузнечного и литейного производств (European Commission. Best Available Techniques (BAT) Reference Document for the Smitheries and Foundries Industry, 2024).
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых в литейном производстве для получения отливок из черных металлов в Российской Федерации, собрана в соответствии с Порядком сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям, утвержденным приказом Министерства промышленности и торговли Российской Федерации от 18 декабря 2019 г. N 4841 [6].
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми (актуализируемыми) в соответствии с распоряжением Правительства Российской Федерации от 10 июня 2022 года N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям" [1], приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Справочник НДТ утвержден приказом Росстандарта от 27 ноября 2025 г. N 2585 и введен в действие с 01 марта 2026 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Настоящий справочник НДТ распространяется на деятельность по производству литых фасонных металлических заготовок из черных металлов (чугуна и стали), с объемом производства 20 тонн отливок в сутки и более, включающему следующие основные процессы:
- выплавка металла;
- заливка металла в формы;
- извлечение отливок из формы;
- обрубка и зачистка отливок (заготовок);
- термообработка отливок;
- изготовление и подготовка форм;
- изготовление стержней;
- изготовление моделей и модельной оснастки.
Справочник НДТ также распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на объемы эмиссий и (или) масштабы загрязнения окружающей среды:
- процессы, использующие методы предотвращения и сокращения эмиссий загрязняющих веществ, утилизации отходов;
- хранение и транспортировка сырья.
Справочник НДТ не распространяется на:
- производство черных металлов;
- деятельность, которая касается исключительно обеспечения промышленной безопасности или охраны труда.
Вопросы охраны труда рассматриваются частично и только в тех случаях, когда оказывают влияние на виды деятельности, включенные в область применения настоящего справочника НДТ.
Производство стали и чугуна относится к области применения ИТС 26-2022 "Производство чугуна, стали и ферросплавов" (утвержден приказом Росстандарта от 16 декабря 2022 г. N 3196) и не относится к области применения настоящего справочника.
Дополнительные виды деятельности, осуществляемые в рамках литейного производства, и соответствующие им справочники НДТ, приведены в таблице 1.
Таблица 1
Вид деятельности | Соответствующий справочник НДТ |
Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух | ИТС 22-2016 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" |
Очистка сточных вод | ИТС 8-2022 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" ИТС 10-2019 "Очистка сточных вод с использованием централизованных систем водоотведения поселений, городских округов" |
Хранение и обработка материалов | ИТС 46-2019 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" |
Обращение с отходами | ИТС 9-2025 "Утилизация и обезвреживание отходов термическими способами" ИТС 15-2025 "Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов)" ИТС 17-2024 "Размещение отходов производства и потребления" |
Промышленные системы охлаждения | ИТС 20-2016 "Промышленные системы охлаждения" |
Производство электрической и тепловой энергии | ИТС 38-2024 "Сжигание топлива на крупных установках в целях производства энергии" |
Повышение энергетической эффективности | ИТС 48-2023 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" |
Производственный экологический контроль | ИТС 22.1-2021 "Общие принципы производственного экологического контроля и его метрологического обеспечения" |
Сфера распространения настоящего справочника НДТ приведена в таблице 2. В связи с тем, что литейное производство в настоящее время в большинстве случаев является частью машиностроительного производства (как заготовительное производство деталей), в таблице 2 приведены наименования видов деятельности/продукции, относящихся к машиностроительному производству, в составе которых может быть литейное производство (либо детали, получаемые литьем в составе продукции).
Таблица 2
Наименование продукции по ОКПД 2 | Наименование вида деятельности по ОКВЭД 2 | ||
Услуги по литью чугуна | Литье чугуна | ||
Услуги по литью стали | Литье стали | ||
Металлоконструкции строительные | Производство строительных металлических конструкций и изделий | ||
Резервуары, цистерны и аналогичные емкости из металлов | Производство металлических цистерн, резервуаров и прочих емкостей | ||
Котлы паровые, кроме водогрейных котлов центрального отопления | Производство паровых котлов, кроме котлов центрального отопления | ||
Машины и оборудование общего назначения | Производство машин и оборудования общего назначения | ||
Машины и оборудование общего назначения прочие | Производство прочих машин и оборудования общего назначения | ||
Машины и оборудование для сельского и лесного хозяйства | Производство машин и оборудования для сельского и лесного хозяйства | ||
Оборудование металлообрабатывающее и станки | Производство станков, машин и оборудования для обработки металлов и прочих твердых материалов | ||
Оборудование специального назначения прочее | Производство прочих машин специального назначения | ||
Комплектующие и принадлежности для автотранспортных средств прочие | Производство прочих комплектующих и принадлежностей для автотранспортных средств | ||
Корабли, суда и лодки | Строительство кораблей, судов и лодок | ||
Локомотивы железнодорожные и подвижной состав | Производство железнодорожных локомотивов и подвижного состава | ||
Аппараты летательные и космические и соответствующее оборудование; беспилотные авиационные системы (БАС) | Производство летательных аппаратов, включая космические, и соответствующего оборудования | ||
Машины боевые военные | Производство военных боевых машин | ||
Средства транспортные и оборудование, не включенные в другие группировки | Производство транспортных средств и оборудования, не включенных в другие группировки |
Рынок литья в России характеризуется высокой емкостью, что обусловлено широким спектром применения в первую очередь отливок из черных металлов во всех отраслях промышленности.
Прогнозная динамика производства отливок в период с 2020 по 2024 гг. приведена в таблице 3.
Таблица 3
(прогнозные значения) [7].
Год | 2020 | 2021 | 2022 | 2023 | 2024 |
Производство отливок, млн т/год | 3,8 | 4,2 | 4,6 | 5,1 | 5,6 |
Распределение производства отливок по отраслям промышленности представлено на рисунке 1.
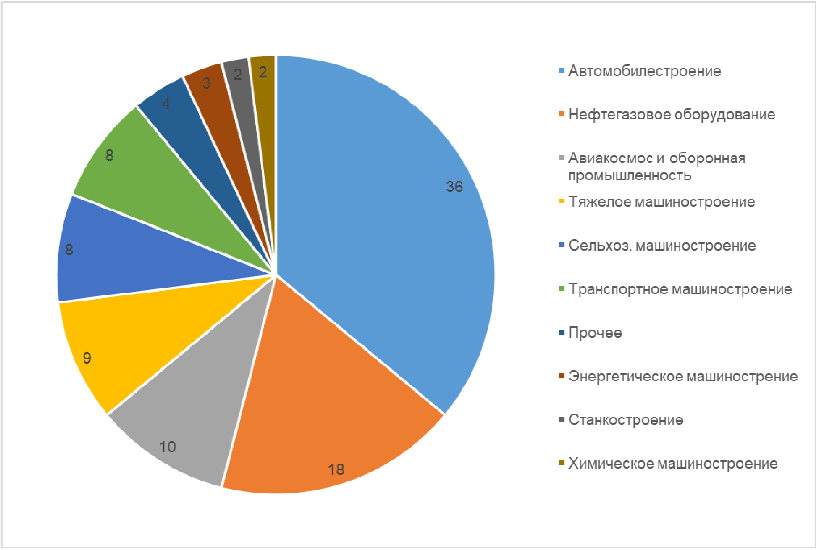
промышленности, % [7]
Отливки в существующих литейных цехах в основном производятся для собственных нужд, на рынок всеми литейными предприятиями России производится только порядка 18% выпускаемых отливок [7]. Машиностроительные предприятия, имеющие литейные цеха, в основном не поставляют отливки на рынок. Соотношение производства отливок (экспертная оценка) представлено на рисунке 2.
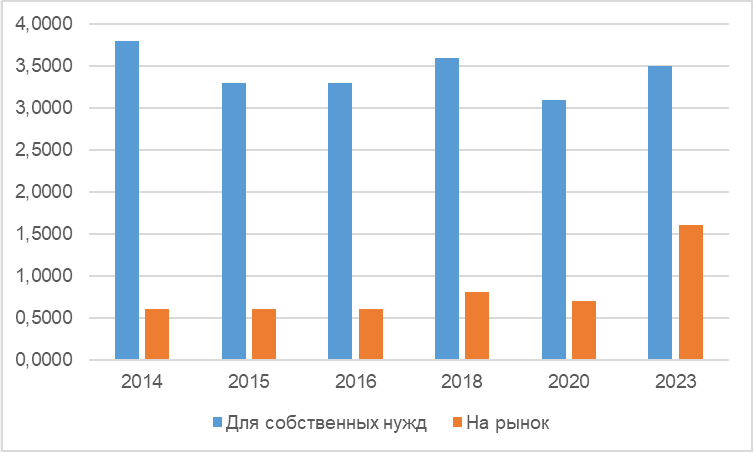
Рисунок 2 - Соотношение производства отливок, млн т [7]
Для производства отливок из стали и чугуна применяются различные способы. В современном литейном производстве насчитывается более пятидесяти различных технологических процессов и их вариантов, обеспечивающих получение отливок с требуемыми характеристиками. Исторически сложилось деление этих способов на литье в разовые песчаные формы и специальные виды литья. Основное достоинство специальных видов литья в том, что отливки получаются более точными и с низкой шероховатостью поверхности, но данные способы литья не применяются для производства крупных отливок. При этом снижаются, как правило, припуски на механическую обработку и потери металла на литниковую систему. Часто при этом не расходуются формовочные материалы или их использование минимально. К специальным методам литья относятся: литье по выплавляемым моделям (ЛВМ), литье по газифицируемым моделям (ЛГМ), литье в оболочковые формы (или корковое литье), литье в металлические формы (в кокиль), центробежное литье (ЦЛ) и др. Анализ применяемых методов производства отливок показывает, что способ литья по выплавляемым моделям позволяет выпускать отливки массой до 70 кг, в оболочковые формы - до 120 кг, в кокиль - до 50 кг. Таким образом, указанные способы позволяют произвести основную наиболее востребованную в промышленности номенклатуру отливок.
Метод литья по выплавляемым моделям позволяет получать отливки с толщиной стенки от 1 мм, для остальных наиболее востребованных методов минимальная толщина стенки отливок составляет от 3 мм.
Метод литья по выплавляемым моделям является наиболее экономичным с точки зрения доли полезно используемого металла (порядка 93%).
Применяемая классификация по массе, выделяет следующие наиболее востребованные на рынке РФ категории отливок в зависимости от серийности производства: мелкие (до 100 кг) и средние (до 1000 кг).
Оценочно на указанные группы отливок приходится не менее 70 - 80% совокупного производства отливок в России [8].
Классификация отливок по массе и серийности, сформированная на основе применимых для литейной промышленности межотраслевых требований [9] приведена в таблице 4.
Таблица 4
Классификация отливок | Максимальная масса, кг | |
Производство отливок из чугуна и стали (в разовые формы) | ||
Единичное, мелкосерийное и среднесерийное | Крупносерийное и массовое | |
Особо мелкие | - | 1 |
Мелкие | 100 | 10 |
Средние | 1000 | 50 |
Крупные | 5000 | 200 |
Тяжелые | 20000 | 500 |
Особо тяжелые | св. 20000 | св. 500 |
Основным методом получения отливок из черных металлов в России в настоящее время является технология литья в разовые песчаные формы. Данным методом формообразования, изготовляют до 70 - 80% общего количества отливок из чугуна и стали в отечественном машиностроении. В структуре производства отливок из чугуна в РФ доля высокопрочного чугуна оценивается приблизительно в 28% [10].
Спрос на выпускаемые в России отливки из чугуна и стали определяется динамикой производства продукции в его отраслях-потребителях.
Основными сферами применения отливок являются [8]:
- общее машиностроение: базовые детали станков; станины для насоса; корпусные детали станков; детали станков; детали для коксохимического производства, детали для ремонта термических печей; надставки и поддоны к изложницам; заготовки насосов для нефтедобычи; заготовки трубопроводной арматуры; заготовки для машиностроения; запасные части для драг (черпаки, козырьки, полувтулки); корпуса для фонтанно-устьевой арматуры (колонные головки, тройники); комплекты размольных секторов для размалывающих мельниц, дробильно-размольного оборудования, футеровки; поддоны, плиты дробящие, станины, щеки и дробящие плиты для щековых дробилок; молотки (била) для размалывающего оборудования; щеки дробилок, лопасти, защитная бронь для угольных барабанов; детали сушильных барабанов (венцы, опорно-упорные станции, уплотнительные кольца, плиты); штампы для производства эллиптических днищ; детали сушильных машин (шнеки и втулки); корпуса и крышки редукторов, мотор-редукторов; детали насосов (рабочие колеса, спиральные корпуса, лопасти); детали компрессоров (корпуса, крышки); корпуса формовочной машины, водослива; катки вагонетки, корпуса клапана, отливки колес, шкивов, кривошипов и противовесов для станков-качалок; корпусное литье из износостойкого чугуна для горнорудных и горно-обогатительных машин; колосниковые решетки холодильников обжиговых цементных печей; детали пресс-экструдеров для производства комбикормов; литой кузнечно-прессовый инструмент; режущий инструмент (фрезы, сверла); литые заготовки пожарного оборудования; литье для прокатных станов; венцы; бандажи; ролики; зубчатые колеса; корпуса редукторов; пластины пластинчатых питателей; отливки для компрессоров и нагнетателей; корпусы насосов, запорная арматура и др.; отливки для горного и дробильного оборудования (заготовки для крупных карьерных и шагающих экскаваторов, буровых машин, корпусных дробилок, шаровых и стержневых мельниц); отливки для нефтехимии (корпуса насосов, фонтанная арматура);
- автомобильная промышленность и сельхозтехника: гусеницы, колеса и катки к тракторам, компоненты двигателей (блоки цилиндров, коленчатые валы, выпускные коллекторы, крышки подшипников, маховики, фланцы, картера, крышки, корпуса, коромысла, вилки, фланцы, ниппели, штуцеры, петли, кронштейны, уголки, корпуса регулировки давления, кулачки, масло-заборники, кольца, ступицы, кронштейны, крышки подшипника, каллиперы, головки цилиндра, блоки двигателя, корпуса, ступицы, коллекторы и поворотные кулаки), компоненты трансмиссий автомобилей (корпуса раздаточных коробок, картеры мостов, корпуса дифференциалов, элементы гидро- и пневмосистем, диски сцепления, картер руля, картеры раздаточных коробок, корпуса дифференциала), детали тормозных систем (тормозные барабаны, литой тормозной каблучок, диски, цилиндры главных тормозов), распределительные валы, седла клапанов;
- запасные части для железнодорожного транспорта: чугунные тормозные колодки, цилиндры, поршни, вкладыши моторно-осевые, крышки, корпуса, кронштейны и др.;
- энергетика: отливки для гидроэнергетики (ободы, ступицы, втулки роторов, стояки, крышки, кольца нажимные), отливки для паровых и газовых турбин (цилиндры высокого и среднего давления, коробки паровых турбин, сопловые коробки, патрубки, лопатки турбин), запасные части к котельному оборудованию (трубы ребристые, решетки, сопла, короба, заслонки, улитки), трубы ребристые теплообменников;
- металлургия: тигли, запасные части для выполнения ремонта, цилиндры прессов, шаботы, матрицы, штампы, опоры, изложницы для ферросплавов, траверсы, бойки, поддоны, завалочные мульды для обслуживания при загрузке шихты в плавильные агрегаты, изложницы для производства слитков, пробки.
Анализ массо-габаритных характеристик наиболее востребованной номенклатуры средних и мелких отливок, применяемого в различных отраслях промышленности, показывает, что основной спрос сосредоточен в сегменте мелкого литья с весом до 100 кг: муфты, шкивы, маховики, детали ковшей, зубчатые колеса, валки, фитинги, шапки, корпусы, звездочки, башмаки, шестерни, крышки, цапфы, гусеничные катки, вилки.
В категории крупносерийного и массового производства отливок преимущественно попадают различные однотипные детали автомобилей, а также детали запорной арматуры и фитинги малых диаметров.
Рынок литья в РФ является высококонкурентным. В литейном производстве представлено свыше 600 производителей, из которых порядка 460 компаний осуществляют литье либо чугуна, либо стали, а более 80 компаний осуществляют литье одновременно и из чугуна, и из стали.
Литейная промышленность России характеризуется динамичным конкурентным окружением. По данным ФСГС РФ [11], совокупное количество зарегистрированных организаций по виду деятельности "Литье металлов" за 2020 - 2023 гг. составило 173.
Наибольшее распространение на рынке РФ получили компании, занимающиеся производством отливок в песчаных формах (идентифицировано около 450 таких производителей). Вторым по распространению методом литья в РФ является производство отливок в формах из холодно-твердеющих смесей (около 220 производителей).
На российском рынке стального литья представлено около 20 компаний с годовым объемом выпуска продукции свыше 4 - 6 тыс. т/год. Основными игроками (без учета вагонного литья) из указанной категории являются такие предприятия, как НПК "Уралвагонзавод", ООО "Чебоксарский завод промышленного литья", АО "Алтайский вагоностроительный завод", ОАО "Чебоксарский агрегатный завод", ООО "Завод по ремонту горного оборудования" с оцениваемым годовым объемом выпуска свыше 12 тыс. т стального литья [11].
В сегменте чугунного литья идентифицирован ряд производителей с годовым объемом выпуска литья свыше 10 тыс. т, к ключевым игрокам указанного рынка относятся компании АО "НижКомАвто", АО "Кронтиф-Центр", АО "Автоваз", НАО "Нижнетагильский котельно-радиаторный завод", ОАО "Сантехлит", ОАО "Кировский завод", ООО "Литейный завод "Петрозаводскмаш", ОАО "Чебоксарский агрегатный завод", ПАО "Автодизель", АО "Желдорреммаш" и ряд других предприятий.
Рынок литья в России, несмотря на наличие значительного числа локальных поставщиков, характеризуется умеренной степенью концентрации конкуренции: доля локального производства литья, контролируемая крупнейшим отечественным производителем, оценивается в 5 - 6%, на топ-3 игрока приходится до 20% совокупного производства, топ-10 компаний занимают около 35 - 40% производства.
Анализ динамики выручки некоторых российских производителей литья свидетельствует о наличии на рынке трех категорий игроков:
- крупные производители литья в составе вертикально-интегрированных структур на рынке машиностроения (предприятия компании "НижКомАвто", "КАМАЗ") либо независимые производители продукции из литья с годовой выручкой свыше 10 млрд руб.;
- средние по размеру производители литейной продукции с годовой выручкой 1 - 10 млрд руб.;
- небольшие нишевые производители литья с годовой выручкой 0,1 - 1,0 млрд руб.
Несмотря на наличие значительного числа локальных производителей литья в Российской Федерации, большинство игроков рынка имеют в своем распоряжении устаревшее литейное оборудование, загрузка которого в ряде случаев не превышает 20 - 40%.
Технологический уровень большинства российских литейных предприятий не позволяет выпускать актуальную номенклатуру продукции для различных сфер применения, в связи с чем отмечается значительный объем импортных поставок литья.
Наиболее крупные и конкурентоспособные предприятия, занимающиеся производством литья в таких масштабах в настоящее время сосредоточены преимущественно в Китае, в то время как основные мощности по литью в РФ сосредоточены на машиностроительных предприятиях и предназначены для выпуска литых деталей для производства финишной продукции на этом же предприятии.
Аутсорсинговая модель построения бизнеса на рынке литья начала получать более широкое распространение только в последнее десятилетие по мере наращивания производства в России легковых и грузовых автомобилей, сельскохозяйственной техники зарубежными брендами и реализации ряда крупных инвестиционных проектов по модернизации действующих и строительству новых литейных производств.
Литейная промышленность в Российской Федерации в последние годы демонстрировала рост объемов выпуска продукции в натуральном и стоимостном выражении. В частности, выпуск литейного чугуна в период с 2020 по 2023 гг. вырос с 157,37 тыс. т до 224,66 тыс. т, или на 42,8%.
В период с 2020 по 2023 гг. предприятиями России по виду экономической деятельности "Литье металлов" объем отгрузок товаров собственного производства, а также выполненных работ и услуг вырос с 58,4 млрд руб. до 119,9 млрд руб., или в 2,05 раза.
Прибыль (убыток) до налогообложения для предприятий по виду экономической деятельности "Литье металлов" за 2023 г. достигла 13,9 млрд руб. по сравнению с убытком в 1,7 млрд руб. по итогам 2020 г.
По состоянию на январь 2024 года прибыльные организации составляли 70,91% общей численности российских предприятий по виду экономической деятельности "Литье металлов", в том числе по виду деятельности "Литье чугуна" - 66,7%, "Литье стали" - 76,2%, "Литье легких и прочих цветных металлов, не включенных в другие группировки" - 70%.
Рентабельность проданных товаров, продукции, работ, услуг для предприятий по виду экономической деятельности "Литье металлов" в 2023 году достиг 12,08%, в том числе по виду экономической деятельности "Литье чугуна" - 13,52%, "Литье стали" - 11,20%, "Литье легких и прочих цветных металлов, не включенных в другие группировки" - 10,13%.
Общий объем заказов на поставку продукции в последующие периоды для предприятий по виду экономической деятельности "Литье металлов" в 2020 - 2023 гг. вырос с 3,66 млрд руб. до 9,37 млрд руб., или в 2,56 раза.
Запасы предприятий литейной промышленности на конец 2023 года составляли 16,10 млрд руб., в том числе по виду экономической деятельности "Литье чугуна" - 6,35 млрд руб., "Литье стали" - 7,70 млрд руб., "Литье легких и прочих цветных металлов, не включенных в другие группировки" - 2,05 млрд руб.
Задолженность по полученным кредитам и займам крупных и средних предприятий и организаций по виду экономической деятельности "Литье металлов" по итогам 2023 года составила 68,4 млрд руб., в том числе по виду экономической деятельности "Литье чугуна" - 8,3 млрд руб., "Литье стали" - 59,8 млрд руб., "Литье легких и прочих цветных металлов, не включенных в другие группировки" - 0,2 млрд руб.
Себестоимость проданных товаров, продукции, работ, услуг предприятий и организаций по виду экономической деятельности "Литье металлов" по итогам 2023 года составила 73,31 млрд руб., в том числе по виду экономической деятельности "Литье чугуна" - 31,30 млрд руб., "Литье стали" - 34,69 млрд руб., "Литье легких и прочих цветных металлов, не включенных в другие группировки" - 7,32 млрд руб.
Ключевыми статьями затрат на производство и реализацию продукции предприятий литейной промышленности России по итогам 2022 года являлись:
- затраты на приобретение сырья, материалов, покупных полуфабрикатов и комплектующих изделий для производства и продажи продукции (товаров, работ, услуг) - 44,00 млрд руб.;
- оплата труда - 11,73 млрд руб.;
- страховые взносы в Пенсионный фонд, ФСС, ФОМС - 3,38 млрд руб.;
- амортизация основных средств - 2,16 млрд руб.;
- расходы на электрическую энергию - 4,45 млрд руб.;
- расходы на приобретение топлива - 1,02 млрд руб.
Таким образом, продукция литейной промышленности Российской Федерации характеризуется достаточно высокой материало- и энергоемкостью.
Для литейной промышленности России в последние годы характерен высокий уровень инвестиционной активности. По данным ФСГС РФ, в период с 2020 по 2023 гг. инвестиции в основной капитал по виду экономической деятельности "Литье металлов" для категории "Крупные и средние организации и организации с численностью работников до 15 человек, не являющиеся субъектами малого предпринимательства" выросли с 2,89 млрд руб. до 59,77 млрд руб., или в 20,7 раз. При этом свыше 95% инвестиций в основной капитал в литейной промышленности приходится на предприятия по виду экономической деятельности "Литье из стали".
В литейной промышленности завершен либо планируется к реализации ряд крупных инвестиционных проектов по созданию, либо модернизации литейных производств, инициаторами которых являются такие предприятия, как АО "Копейский машзавод", ЗАО "НПО "АХТУБА", ООО "Полимет", ОАО "Коломенский завод", ООО "Эпсилон", ООО "ВЗТО "ИСКРА", ОАО "СЭГЗ", ООО "МЕТАЛИТ РУС", ООО "КраМЗ", АО "Балаково-Центролит" [11].
Доля инвестиций в машины и оборудование в общем объеме инвестиций в основной капитал, направленных на реконструкцию и модернизацию для предприятий литейной промышленности в 2023 году составляла 51,2%, в том числе для предприятий по виду экономической деятельности "Литье чугуна" - 38,3%, "Литье стали" - 59,0%.
Ключевым инструментом реализации государственного регулирования рынка литья являются отраслевые программы, стратегии и планы, затрагивающие крупнейшие отрасли-потребители литейной продукции.
К основным программным отраслевым документам, оказывающим влияние на российский рынок литья, следует отнести [12], [13]:
- Государственная программа "Развитие промышленности и повышение ее конкурентоспособности";
- Стратегия развития минерально-сырьевой базы Российской Федерации до 2050 года;
- Стратегия развития транспортного машиностроения Российской Федерации на период до 2030 года;
- Стратегия развития станкоинструментальной промышленности на период до 2035 года;
- Стратегия развития сельскохозяйственного машиностроения России на период до 2030 года;
- Стратегия развития экспорта в отрасли сельскохозяйственного машиностроения на период до 2025 года;
- Стратегия развития автомобильной промышленности Российской Федерации на период до 2035 года;
- Стратегия развития экспорта продукции автомобильной промышленности в Российской Федерации на период до 2025 года;
- Стратегия развития экспорта продукции железнодорожного машиностроения;
- Стратегия развития судостроительной промышленности на период до 2036 года и на дальнейшую перспективу до 2050 года;
- Транспортная стратегия Российской Федерации до 2030 года с прогнозом на период до 2035 года;
- Стратегия развития производства промышленной продукции реабилитационной направленности до 2025 года;
- Стратегия развития лесного комплекса Российской Федерации до 2030 года;
- Стратегия развития промышленности строительных материалов на период до 2020 года и дальнейшую перспективу до 2030 года;
- Энергетическая стратегия Российской Федерации на период до 2050 года
- Государственной программа "Развитие судостроения и техники для освоения шельфовых месторождений на 2013 - 2030 годы";
- Схема и программа развития Единой энергетической системы России на 2022 - 2028 годы;
- Отраслевые Планы мероприятий по импортозамещению в отрасли черной металлургии; тяжелого машиностроения; в судостроительной отрасли; гражданского авиастроения; нефтегазового машиностроения; автомобильной промышленности; станкоинструментальной промышленности, энергетического машиностроения; сельскохозяйственного и лесного машиностроения; промышленности обычных вооружений; машиностроения для пищевой и перерабатывающей промышленности.
Анализ текущих тенденций и перспектив развития литейной промышленности в РФ позволяет выделить следующие группы барьеров в отрасли:
Экономические барьеры:
- снижение производства продукции в ключевых отраслях-потребителях промышленности РФ снижает спрос на литье;
- в период до 2030 года потенциал для роста российской экономики ограничен 1,5 - 2,5% в год при условии отсутствия структурных реформ;
- высокая стоимость кредитных ресурсов и неопределенность изменения ключевой ставки ЦБ РФ в среднесрочной перспективе;
- возрастающая конкуренция с китайскими поставщиками литья.
Политические барьеры:
- инвестиционный климат в стране в последние годы ограничивает приток прямых иностранных инвестиций и приход на рынок РФ новых крупных игроков в сфере машиностроения, заинтересованных в локализации производства продукции;
- недостижение ключевых показателей эффективности государственных отраслевых программ и стратегий, недостаточная обеспеченность финансированием мероприятий госпрограмм и стратегий препятствуют развитию импортозамещающих производств продукции с использованием литья черных металлов.
Технологические барьеры:
- санкционный режим в отношении ряда российских компаний ограничивает трансфер технологий и препятствует созданию современных производств в сфере машиностроения и продукции двойного назначения;
- отсутствие конкурентоспособного литейного оборудования и технологий отечественного производства приводят к возрастающей зависимости от импорта оборудования и программного обеспечения для литья;
- ограниченные технологические возможности российских предприятий по выпуску чугунного и стального литья с требуемым классом точности и толщиной стенок;
- потребность в сертификации литейных производств и продукции в соответствии с международными стандартами для доступа в цепочки поставок транснациональных корпораций;
- возрастающие требования к энергоэффективности литейных производств приводят к увеличению капитальных затрат при реализации новых инвестиционных проектов.
Экологические барьеры:
- возрастающие требования к экологичности литейных производств, системам водо- и газоочистки приводят к увеличению капитальных затрат при реализации новых инвестиционных проектов.
Нормативно-правовые барьеры:
- непрозрачность технического и экологического регулирования в РФ увеличивает издержки бизнеса при реализации новых инвестиционных проектов в сфере литья.
Социальные барьеры:
- дефицит квалифицированного рабочего и инженерно-технического персонала на рынке труда приводит к росту издержек на оплату труда предприятий по выпуску литья.
В настоящее время технологический уровень большинства литейных производств в России не соответствует передовым зарубежным тенденциям.
Согласно данным Росстата РФ, уровень инновационной активности организаций литейной промышленности РФ по итогам 2023 года по виду экономической деятельности "Литье металлов" составил 19,72%, в том числе по виду экономической деятельности "Литье чугуна" - 15,63%, "Литье стали" - 28,0%, "Литье легких и прочих цветных металлов, не включенных в другие группировки" - порядка 14%.
Организациями по виду экономической деятельности "Литье металлов" за 2022 год было приобретено 4 наименования новых технологий (технических достижений) и программных средств.
Удельный вес затрат на инновационную деятельность в общем объеме отгруженных товаров, выполненных работ, услуг для предприятий литейной промышленности в 2020 - 2023 гг. варьировался в диапазоне 0,01 - 0,24%.
Одним из основных направлений развития литейного производства в России остается увеличение объемов выпуска отливок из марок высокопрочного чугуна с шаровидным и вермикулярным графитом по сравнению с отливками из серого, ковкого чугуна и литейных сталей.
Анализ лучших зарубежных практик в сфере литейного производства показывает, что большинство отливок из чугуна и стали производится литьем в разовые песчаные формы. Этот процесс непрерывно совершенствуется по двум направлениям: повышение уровней технологии смесеприготовления и технологии формообразования.
В машиностроении западных компаний высокопрочный чугун практически полностью вытеснил ковкий чугун и стальное литье. При этом переход к высокопрочному чугуну обеспечивает экономию металла, снижение энергетических затрат и потерь от брака.
Расширение производства высокопрочного чугуна является стимулирующим фактором внедрения электроплавки взамен ваграночной. Наибольшее распространение получили индукционные плавильные печи промышленной частоты, работающие чаще в сочетании с индукционными канальными миксерами (дуплекс-процесс), которые вытесняются более экономичными печами средней частоты.
На рынке электроплавильной продукции заявили о себе дуговые печи, работающие на постоянном токе: они бесшумны в работе, обеспечивают существенную экономию электродов и меньший объем вредных газовыделений. В то же время печи переменного тока имеют ряд следующих преимуществ: капитальные затраты на печь переменного тока ниже; суммарный расход электроэнергии практически одинаков с печами постоянного тока; торцовый расход электродов и воздействие на питающую сеть высокоимпедансных трехфазных печей и печей постоянного тока сближаются; печи переменного тока имеют большую гибкость регулирования температуры ванны.
Преимущества электроплавки перед ваграночной позволяют значительно (в 3 - 5 раз) уменьшить содержание серы - нежелательного элемента в исходном для высокопрочного чугуна расплаве металла. Выделения при электроплавке содержат гораздо меньшее количество пыли и вредных газов.
Таким образом, к основным актуальным направлениям ресурсосбережения в литейном производстве как в РФ, так и за рубежом относятся:
- приготовление качественных сплавов с использованием в шихте лома и стружки, применение современных методов внепечной обработки расплавов;
- использование автоматизации процесса смесеприготовления при приготовлении формовочных и стержневых смесей;
- технологическое переоснащение стержневого производства с переходом на энергосберегающие процессы отверждения стержней;
- переход на выпуск высокопрочных марок чугуна с шаровидным и вермикулярным графитом взамен низкопрочных марок серого чугуна, ковкого чугуна и стального литья;
- применение информационных технологий при разработке технологий получения литой заготовки, моделирования процессов литья, создании литейного оборудования и оснастки.
Одним из ключевых рисков для литья черных металлов в среднесрочной перспективе может являться применение альтернативных материалов - сплавов цветных металлов, композитных и полимерных материалов.
Указанная тенденция получила распространение в большей степени в отраслях, где массовые характеристики деталей являются критичными - в первую очередь в авиакосмической отрасли и премиальном автомобилестроении.
Вместе с тем, в ключевых традиционных отраслях-потребителях мелкого и среднего литья в среднесрочной перспективе не ожидается значимых изменений с точки зрения сфер применения стали и чугуна, так как указанная замена является нецелесообразной ни с технической, ни с экономической точки зрения.
По состоянию на 2021 год, Россия с объемом 4,2 млн тонн занимает 6 место в мире по производству литья. Лидеры в области литейного производства в том числе из черных металлов Китай, Индия и США. Из чугуна получают около 80% фасонного литья в мире, масса стальных отливок составляет около 15%, на отливки из сплавов цветных металлов приходится 5%.
Раздел 2 Технологические, технические решения и системы менеджмента, используемые в настоящее время в литейном производстве
Процесс получения отливок складывается из нескольких этапов: одни из них осуществляются параллельно друг с другом, другие последовательно. Схема технологического процесса изготовления отливок в песчаной форме представлена на рисунке 3.
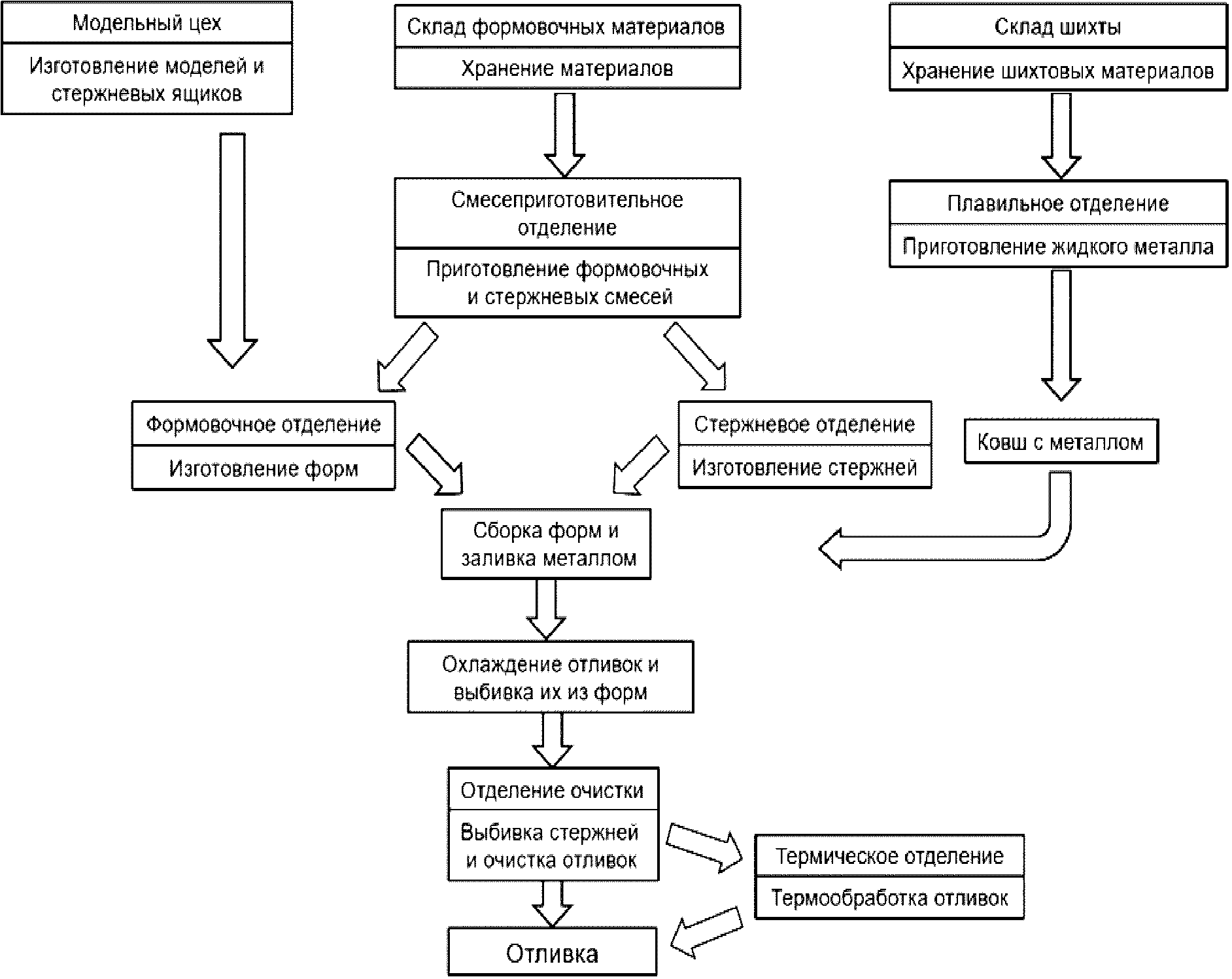
отливок в песчаной форме
Основные производственные участки литейного производства:
- модельное отделение;
- смесеприготовительное отделение;
- формовочное и стержневое отделение;
- плавильно-заливочное отделение;
- обрубочно-очистное отделение;
- термическое отделение.
Изготовление отливки начинают с подготовки модельного комплекта.
Модельный комплект - это комплект формообразующих изделий, необходимый для образования при формовке рабочей полости литейной формы, включая литейную модель, стержневые ящики, модели литниковой системы, формовочные, контрольные и сборочные шаблоны для конкретной отливки.
Модель - это приспособление, при помощи которого получают отпечаток, соответствующий внешней конфигурации отливок. Модели изготовляют из металлических сплавов, легкоплавких материалов, пластмасс, древесины и др. При этом предусматривают необходимые припуски на механическую обработку модели и учитывают усадку сплава, для изготовления которого будет применятся модель.
Важным звеном технологической цепи является подготовка материалов для изготовления литейной формы. Формовочными материалами называют материалы, применяемые для изготовления разовых и полупостоянных форм, это пески, связующие и специальные добавки. Исходные формовочные материалы хранят на складе формовочных материалов в коробах и бункерах. При поступлении этих материалов на склад обязательно проверяют соответствие их качества сертификату. Качество формовочных материалов контролируют в лабораториях. Формовочные материалы поступают в смесеприготовительное отделение, где в смесителях приготовляют формовочные и стержневые смеси, контролируют их качество и транспортируют в формовочные и стержневые отделения литейного цеха.
В литейном производстве применяют ручную, машинную и автоматическую формовку. Ручную формовку используют в единичном и мелкосерийном производстве; машинную - в мелкосерийном, серийном и крупносерийном; автоматическую - в крупносерийном и массовом производстве.
В настоящее время широкое распространение начинает приобретать 3D-печать песчаных литейных форм. Данная технология позволяет быстро изготовить литейную форму для единичного и мелкосерийного производства. При этом нет необходимости выделения ресурсов на производство дополнительной оснастки, а для новых литейных предприятий возможно сократить технологический процесс и ряд отделений (модельное, смесеприготовительное, формовочное и стержневое).
Стержни изготавливают в специальных стержневых автоматах, стержневых ящиках, с помощью шаблонов и др. Получает распространение способ изготовления единичных стержней сложной конфигурации методом 3D-печати. Перед установкой в форму стержни как правило покрывают противопригарными покрытиями, состоящими из огнеупорных материалов: графита, пылевидного кварца, циркона и т.п., что необходимо для устранения пригара формовочной смеси к поверхности отливки. Форму собирают и скрепляют с использованием фиксирующих элементов, крепежных деталей и специальных приспособлений. Затем собранная форма подвергается процессу заливки расплавленным металлом.
Для получения жидкого чугуна и жидкой стали в качестве исходных шихтовых материалов применяют чушковые литейные и передельные чугуны, чугунный и стальной лом, брикетированную стружку, ферросплавы, лигатуры, шлакообразующие, окислители и карбюризаторы (науглероживатели). Их хранят на складе шихты, где подготовляют, сортируют, дробят до необходимых размеров, взвешивают отдельные порции различных материалов в соответствии с расчетом для получения заданного химического состава. Подготовленную шихту специальными транспортными средствами/механизмами подают в плавильное отделение для приготовления жидкого металла.
Для выплавки чугуна в основном применяют вагранки, дуговые печи и индукционные тигельные печи промышленной и средней частоты. Для выплавки стали наибольшее распространение получили дуговые печи и индукционные тигельные печи средней и высокой частоты. Расплавленный металл (расплав) должен быть перегрет в плавильном агрегате до определенной температуры, чтобы он хорошо заполнял литейную форму. После расплавления, доводки по химическому составу и перегрева, расплав из печи сливают в разливочные ковши и транспортируют на участок заливки форм. Расплав, залитый в форму, отдавая тепло последней, охлаждается и затвердевает. После охлаждения отливок формы разрушают (выбивают) и полученные изделия извлекают.
Выбивку форм выполняют только после остывания отливок до определенной температуры, так как при высоких температурах сплавы недостаточно прочные и отливка может разрушиться. Для выбивки форм применяют специальные установки/механизмы, расположенные в формовочном отделении или на участке выбивки.
В отделении очистки и обрубки отливок специальным инструментом отрезают/обрубают литники, выпоры, облои и т.п. На дробеструйных и дробеметных установках, в пескоструйных и очистных барабанах очищают поверхность отливок.
После этого отливки поступают в отдел технического контроля (ОТК). Здесь отливки контролируются, проверяют их размеры и герметичность, наличие внутренних и внешних дефектов (усадочных раковин, газовых раковин, трещин и др.), механические свойства и структуру металла. Виды дефектов классифицируются в соответствии с ГОСТ 19200-80 [14]. Отливки, имеющие незначительные дефекты, исправляют различными способами: газовой и дуговой сваркой, пропиткой различными смолами, нанесением замазки и т.п.
Для получения требуемых структуры и механических свойств, снижения внутренних напряжений отливки часто подвергают термической обработке - нагреву и охлаждению по специальным заданным режимам (по времени и температуре) в термических печах. Эту операцию выполняют в термическом отделении литейного цеха. После этого отливки вновь подвергают очистке и контролю.
Отливки, принятые ОТК литейного цеха, отправляют на склад готовой продукции, а оттуда на механическую обработку или потребителю. Некоторые отливки перед отправкой на склад окрашивают, чтобы предотвратить коррозию. При механической обработке отливкам придается окончательная геометрическая форма, требуемые точность и шероховатость поверхности, предусмотренные чертежом и техническими условиями на готовую деталь. Механическая обработка наиболее трудоемкий процесс в машиностроении, так как затраты на нее составляют от 40% до 60% всех затрат на изготовление готовых деталей. Следовательно, необходимо стремиться получать отливки с минимальными припусками на механическую обработку или такими точными и чистыми, чтобы не требовалась обработка резанием.
Чугун представляет собой сплав железа, углерода и кремния, содержащий обычно от 2,4% до 4% углерода. Химический состав некоторых марок чугуна носит рекомендательный характер (за исключением легированных марок). Связано это с тем, что при одинаковом химическом составе качественные характеристики получаемого чугуна зависят от типа плавильного агрегата, в котором его выплавляют. Существуют специальные марки чугуна, содержащие различные уровни никеля, хрома и других легирующих элементов. Благодаря своему эвтектическому составу, чугун обладает низкой температурой плавления и хорошей жидкотекучестью по сравнению со сталью. Для большинства марок чугуна дальнейшая термообработка не требуется.
В литейном производстве применяют чугуны серые (ГОСТ 1412-85 [15]), ковкие (ГОСТ 1215-79 [16]), высокопрочные (ГОСТ 7293-85 [17]), чугуны с вермикулярным графитом (ГОСТ 28394-89 [18]), легированные чугуны (ГОСТ 7769-82 [19]).
Серый чугун (СЧ) является основным литейным материалом. В сером чугуне весь углерод находится в виде пластинчатого графита. Графит придает излому чугуна серый цвет, поэтому такой чугун называется серым.
Высокопрочными (ВЧ) называют чугуны с шаровидным графитом, который образуется в литой структуре чугуна в процессе его кристаллизации. Для получения чугуна с шаровидным графитом в расплав добавляют модификаторы, содержащие магний, церий и др. Так же получило развитие изготовление отливок из чугуна с вермикулярным графитом (ЧВГ), который по своим механическим свойствам занимает промежуточное положение между чугунами с шаровидным и пластинчатым графитом. По прочности ЧВГ находится на уровне высокопрочных марок СЧ или превосходит их, однако пластичность, ударная вязкость, термостойкость, окалиноустойчивость, сопротивляемость коррозии, чугуна с вермикулярным графитом выше чем СЧ.
Белым чугуном принято называть чугун, имеющий в своей структуре углерод только в химически связанном состоянии в виде цементита.
Ковкий чугун получается отжигом отливок из белого чугуна в специальных печах при температуре  . В результате такой обработки получают графит хлопьевидной формы. В изломе такой чугун имеет серебристо-белый цвет. Как правило толщина стенки отливки из ковкого чугуна не превышает 30 мм.
. В результате такой обработки получают графит хлопьевидной формы. В изломе такой чугун имеет серебристо-белый цвет. Как правило толщина стенки отливки из ковкого чугуна не превышает 30 мм.
. В результате такой обработки получают графит хлопьевидной формы. В изломе такой чугун имеет серебристо-белый цвет. Как правило толщина стенки отливки из ковкого чугуна не превышает 30 мм.Серые чугуны хорошо работают при сжимающих нагрузках, имеют высокие антифрикционные свойства, не чувствительны к внешним надрезам, легко обрабатываются резанием. Отливки из серого чугуна применяют для производства деталей в станкостроении: станины станков, стойки, планшайбы, корпуса шпиндельных бабок и коробок передач, корпуса насосов, втулки и пр., в автостроении: блоки цилиндров, гильзы, поршневые кольца, кронштейны, картеры, тормозные барабаны, крышки и др., в тяжелом машиностроении: шестерни, блоки, шкивы и пр., в электротехнической промышленности: подшипниковые и фланцевые щиты, станины электродвигателей. Высокопрочный чугун обладает износостойкостью, хорошей коррозионной стойкостью, жаростойкостью, хладостойкостью. Изготавливают отливки, работающие в условиях больших статических и динамических нагрузок в тяжелом и энергетическом машиностроении, в металлургической промышленности из него делают детали кузнечно-прессового и горнорудного оборудования, дизелей, паровых, газовых и гидравлических турбин, прокатные валки, коленчатые валы, корпуса вентилей паровых турбин и пр. Чугун с вермикулярным графитом обладает пониженной усадкой и высокой жидкотекучестью, низкой склонностью к отбелу. Из него изготавливают опорные детали головок цилиндров, тормозные рычаги, тормозные колодки, несущие кронштейны, головки цилиндров морских дизелей и пр. Ковкие чугуны обладают высокой износостойкостью и сопротивлением ударным нагрузкам, хорошо обрабатывается резанием. Из ковких чугунов изготавливают ступицы колес, кронштейны, коробки дифференциалов, корпуса сцепления, детали шасси, рычаги и пр.
Применяемые для отливок чугуны маркируются следующим образом.
Серый чугун обозначают начальными буквами СЧ и значением временного сопротивления при растяжении (кгс/мм2). Например, марка СЧ-20 означает серый чугун с минимальным временным сопротивлением при растяжении 20 кгс/мм2 (200 МПа).
Высокопрочный чугун обозначают начальными буквами ВЧ и значениями временного сопротивления при растяжении (кгс/мм2). Например, марка ВЧ-40 означает высокопрочный чугун с минимальным значением временного сопротивления при растяжении 40 кгс/мм2 (400 МПа).
Ковкий чугун обозначают начальными буквами КЧ и значениями временного сопротивления разрыву (МПа, (кгс/мм2)) и относительного удлинения. Например, марка КЧ-35-10 означает ковкий чугун с временным сопротивлением разрыву 35 кгс/мм2 (350 МПа) и относительным удлинением 10%.
Маркировка легированных чугунов начинается с буквы Ч (чугун) и содержит далее буквы, обозначающие легирующие элементы и цифры, указывающие их содержание в процентах. Если цифра после буквы отсутствует, то количество элементов менее 1,5%.
Маркировка, рекомендуемый химический состав и механические свойства различных марок чугуна для производства отливок указаны в соответствующих межгосударственных стандартах:
- серый чугун - ГОСТ 1412-85 [15];
- ковкий чугун - ГОСТ 1215-79 [16];
- высокопрочный чугун - ГОСТ 7293-85 [17];
- чугун с вермикулярным графитом - ГОСТ 28394-89 [18];
В современных чугунолитейных цехах в качестве плавильных агрегатов применяют индукционные тигельные печи повышенной и промышленной частоты, дуговые электропечи переменного и постоянного тока. В рамках анализа данных предоставленных в ходе опроса было выявлено, что еще значительное количество чугуна для литья получают в вагранках. Для ваграночного процесса характерно значительное газо- и пылеобразование, что требует обязательной установки специальных газоулавливающих установок. Возможность непрерывного выпуска металла из вагранок обеспечивает этим агрегатам технологическую эффективность при массовом производстве отливок, а использование дешевых энергоносителей (кокс, газ) позволяет повысить их экономичность. Выплавка чугуна в тигельных индукционных печах промышленной частоты имеет ряд преимуществ: возможность получения точного химического состава, низкий угар элементов (что особенно важно при выплавке легированного чугуна), высокий перегрев металла, возможность использования в шихте большого количества стальных отходов и стружки. Использование тока промышленной частоты для питания индукционных тигельных плавильных печей представляется на первый взгляд наиболее рациональным с точки зрения экономии средств, так как не требует затрат, связанных с приобретением преобразователя частоты и с потерями энергии при его работе. Однако при решении электротехнических задач имеются ограничения по использованию тока промышленной частоты и как следствие этого, малая скорость плавления твердой завалки. Для условий индукционного нагрева токами промышленной частоты минимальный диаметр тигля индукционной печи должен быть равен не менее 324...405 мм. Выполнение этого условия обеспечивает возможность перегрева жидкого металла в печи с минимальным приемлемым КПД. На практике индукционные печи промышленной частоты имеют диаметр тигля не менее 500 мм и емкость не менее 1 тонны. Плавку в тигельных печах промышленной частоты в большинстве случаев ведут с использованием "болота". Объем "болота" по рекомендациям фирм-изготовителей печей должен быть не менее 1/3 объема тигля. С увеличением объема "болота" от 1/4 до 1/2 объема тигля коэффициент загрузки трансформатора печи и ее производительность растут от 70 до 90% их номинальных значений. При объеме "болота" 3/4 и более от объема тигля эти показатели достигают почти 100%. При наличии кусков шихты толщиной не менее 200 мм и достаточно плотной их укладке в тигле возможно проведение плавки без "болота", но со снижением КПД печи.
Шихтовые материалы и подготовка шихты к плавке наиболее важные составляющие технологии. Технико-экономические расчеты показывают, что себестоимость жидкого чугуна при плавке в индукционных тигельных печах оказывается ниже ваграночного только при использовании дешевой шихты, состоящей из стального, чугунного возврата собственного производства и самых дешевых из металлоотходов - стружки, высечки и отходов листовой штамповки. Способ подготовки шихты к плавке с "болотом" зависит от вида шихты и определяется в первую очередь соображениями техники безопасности. На поверхности шихты не должно быть влаги, льда, масел и эмульсии. Поэтому в настоящее время считается, что шихта должна быть нагрета до 500 °C, что обеспечивает удаление всех видов влаги и кроме того, при этой температуре гарантированно воспламеняются и сгорают масла. Наиболее трудной задачей является подготовка к плавке стружки, которая на машиностроительных заводах, как правило, загрязнена машинным маслом и охлаждающими эмульсиями. Содержание масел и эмульсии в каждой 1 тонне стружки составляет примерно 30 кг. Сернистые составляющие масел приводят к растворению серы в металле, а щелочные составляющие эмульсий ускоряют разрушение футеровки печи. Нагрев стружки в бадьях вместе с кусковой шихтой нерезультативен, так как сыпучая стружка заполняет зазоры между кусками шихты, препятствуя проходу горячих газов. Поэтому стружку вначале отмывают от масел и эмульсии с использованием поверхностно активных растворов, затем подсушивают в центрифугах и нагревают во вращающихся барабанных печах. Для снижения количества шлака и повышения срока службы футеровки плавильных печей, проводят механическую очистку возвратного лома от остатков формовочной смеси с использованием галтовочных барабанов, дробеметных камер, вибрационных решеток и др. оборудования.
Применение в составе шихты отходов легированных марок стали позволяет исключить или снизить применение ферромарганца, феррохрома, ферромолибдена и никеля при выплавке чугунов высоких марок или чугунных отливок, к которым предъявляются требования по коррозионной стойкости.
С энергетической точки зрения наиболее сбалансированными являются индукционные тигельные печи повышенной частоты, у которых тепловой КПД достаточно высок и в период расплавления, и в период перегрева. Кроме того, использование токов повышенной частоты позволяет улучшить показатели, увеличить производительность печей, уменьшить угар металла. В печах повышенной частоты возможна выплавка всех марок чугунов, однако эти электропечи более требовательны к составу шихтовых материалов. Вследствие слабого перемещения металлической ванны в них затруднено проведение науглероживания, поэтому шихта должна состоять из чушковых передельных чугунов либо чугунного лома и возврата с небольшими добавками стального лома (около 10%). Индукционные печи повышенной частоты применяются также в дуплекс-процессах в качестве вторичного агрегата при производстве высокопрочного чугуна. В таком процессе возможен переплав в печи возвратного лома высокопрочного чугуна с частичным сохранением в расплаве магния.
Дуговая электропечь прямого действия является плавильным агрегатом, в котором, как и в индукционных плавильных печах, возможно получать самые разнообразные по составу чугуны. В ней можно создать в области электрических дуг высокие температуры, необходимые для восстановления окислов, расплавления тугоплавких металлов и отделения металла от тугоплавких шлаков. Применяются в основном два типа электродуговых плавильных печей:
- электродуговые печи переменного тока;
- электродуговые печи постоянного тока.
Преимущества дуговых электропечей по сравнению с индукционными печами заключаются в высоком КПД при расплавлении  , в возможности проведения металлургических процессов в восстановительной и нейтральной атмосферах, что часто необходимо для получения высокопрочного чугуна с шаровидным графитом, в осуществлении быстрого подъема температуры, в большей производительности
, в возможности проведения металлургических процессов в восстановительной и нейтральной атмосферах, что часто необходимо для получения высокопрочного чугуна с шаровидным графитом, в осуществлении быстрого подъема температуры, в большей производительности  и меньшей стоимости при одинаковой емкости.
и меньшей стоимости при одинаковой емкости.
, в возможности проведения металлургических процессов в восстановительной и нейтральной атмосферах, что часто необходимо для получения высокопрочного чугуна с шаровидным графитом, в осуществлении быстрого подъема температуры, в большей производительности и меньшей стоимости при одинаковой емкости.Недостатки:
- более низкий КПД при перегреве (не более 30%);
- значительное газовыделение и шум во время работы (до 105 дБA);
- больший угар шихты  ;
;
;- большая неравномерность температуры металла и химического состава по объему печи.
Наиболее совершенным и эффективным процессом, как с точки зрения качества получаемого чугуна, так и с экономической точки зрения является дуплекс-процесс. При этом процессе получают чугун в двух последовательно работающих плавильных агрегатах, в первом расплавляют шихту, а во втором жидкий чугун подвергается температурно-временной обработке и при необходимости проводится доводка химического состава. В качестве первичных агрегатов лучше всего использовать дуговые электропечи, а вторичного тигельную индукционную или канальную индукционную электропечь. В дуговой печи удобно переплавлять отходы собственного литейного производства, "грязную" шихту и шихту в виде металлизированного сырья. "Горячие" шлаки ДСП обеспечат высокую степень рафинирования металла, учитывая, что для литья как правило не требуются сверхчистые металлы, как под пластическую деформацию. Индукционные печи хорошо перемешивают металл, соответственно с усреднением, легированием и угаром легирующих элементов не возникает сложностей. У индукционных печей есть особый эффект, при определенных частотах электромагнитного поля происходит самоочищение металла от неметаллических включений. Зоны перегрева металла в индукционной печи отсутствуют, соответственно газонасыщенность сплава минимальная. Для монопроцесса получения расплава в отношении экономичности энергоиспользования каждый плавильный агрегат обладает своими достоинствами и недостатками, а поэтому должен применяться в соответствующих условиях производства.
Вагранка это шахтная печь непрерывного действия, в которой загружаемая шихта движется навстречу потоку горячих газов. Сверху через колошниковое окно загружается шихта, состоящая из чередующихся металлических, топливных и флюсовых колош. Через фурмы снизу подается воздух для горения топлива, за счет чего плавится металлическая шихта. При этом плавление происходит несколько выше фурм в плавильном поясе, ниже которого располагается слой топлива, называемый холостой колошей. При установившемся процессе плавки, верхний уровень холостой колоши совпадает с поясом плавления и остается все время неизменным по высоте, так как убыль кокса холостой колоши восполняется рабочей топливной колошей расходуемой на расплавление металла. При этом весь столб материалов в шихте вагранки опускается, а в освободившееся сверху место загружаются следующие колоши. Расплавившийся металл каплями стекает вниз, проходит всю холостую колошу, в том числе фурменный пояс и область горна ниже фурм. Затем чугун стекает в специально устроенный сборник (копильник), откуда выпускается через летку и желоб в подставленный ковш. Следовательно, вагранка представляет собой непрерывно действующий агрегат, вполне приспособленный как для обычных, так и для конвейерных литейных цехов.
Вагранки классифицируются по типу применяемого топлива (коксовые, коксогазовые, газовые), по футеровке (кислые и основные), по теплотехническим особенностям (без подогрева и с подогревом дутья), по степени очистки газов (открытые, полузакрытые и закрытые). В открытых вагранках производится только грубая очистка от крупных частиц пыли, в полузакрытых очищается только часть газов и в закрытых эффективной очистке подвергаются все газы. В соответствии с ранее действующим стандартами, вагранки изготавливались следующих типов:
- открытые, со свободным выходом ваграночных газов в атмосферу за счет естественной тяги;
- закрытые, с принудительным отсосом ваграночных газов через систему очистки.
Открытые вагранки холодного дутья не могут быть рекомендованы к применению по экологическим соображениям и в связи с низким КПД. Вагранки с высокотемпературным подогревом дутья в выносном рекуператоре с использованием теплоты отходящих ваграночных газов и полной их очисткой рекомендовались для высокопроизводительных литейных цехов заводов индивидуального и мелкосерийного производств, а также цехов металлургических предприятий. При крупносерийном и массовом производстве отливок применяются вагранки с высокотемпературным подогревом дутья, без футеровки, с применением эффективных рекуператоров и полной очисткой ваграночных газов. Вагранка с горячим дутьем без футеровки обладает следующими преимуществами: небольшим расходом кокса  ; высокой температурой чугуна
; высокой температурой чугуна  ; возможностью использования значительного количества стального лома до
; возможностью использования значительного количества стального лома до  . Устройство коксовой вагранки показано на рисунке 4.
. Устройство коксовой вагранки показано на рисунке 4.
; высокой температурой чугуна ; возможностью использования значительного количества стального лома до . Устройство коксовой вагранки показано на рисунке 4.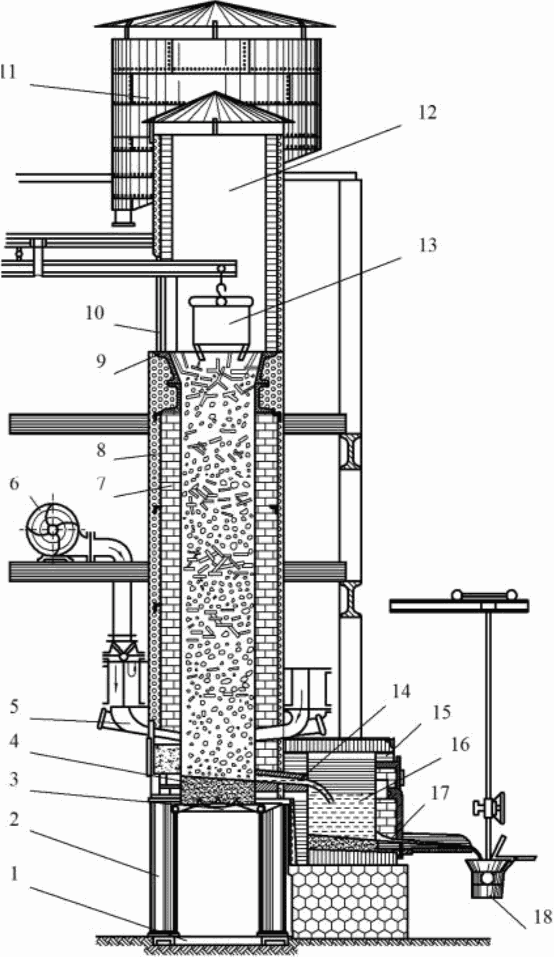
1 - фундамент; 2 - колонны; 3 - подовая плита;
4 - под (лещадь); 5 - фурмы; 6 - вентилятор; 7 - футеровка;
8 - кожух; 9 - плиты колошника; 10 - загрузочное окно;
11 - искрогаситель; 12 - шахта; 13 - бадья; 14 - чугунная
летка; 15 - копильник; 16 - жидкий чугун; 17 - выпускная
летка копильника; 18 - ковш раздаточный
Шахта вагранки может иметь цилиндрический, конический или сложный профиль. Наибольшее распространение получили вагранки с цилиндрической шахтой, так как они наиболее просты для изготовления и ремонта футеровки. Однако такие вагранки имеют недостатки:
- неравномерность распределения газов по сечению шахты;
- большой разгар футеровки в зоне фурм;
- меньшую производительность, дополнительный расход кокса.
Для улучшения распределения газов по сечению шахты и увеличения ее объема в зоне нагрева, увеличивают диаметр шахты выше фурм. Коксогазовые вагранки отличаются наличием одного ряда фурм, над которыми располагаются газовые туннели с газовыми горелками. Для раздельной подачи воздуха к фурмам и горелкам имеются две фурменные коробки. Совместное использование кокса и газа в коксогазовых вагранках дает возможность сочетать преимущества как коксовых, так и газовых вагранок, причем конструкции коксогазовых и коксовых вагранок отличаются незначительно. В зависимости от конструкции коксогазовой вагранки, используемой шихты и кокса, а также других факторов, максимальные технико-экономические показатели плавки достигаются при определенном удельном расходе газа. В большинстве случаев этот расход составляет  выплавляемого чугуна. При этом появляется возможность снижения расхода кокса на рабочие колоши на
выплавляемого чугуна. При этом появляется возможность снижения расхода кокса на рабочие колоши на  , повышения производительности вагранки на 10% и сохранения перегрева чугуна в тех же пределах, что и на коксовой вагранке до перевода ее на коксогазовую. Таким образом, основными преимуществами коксогазовых вагранок являются экономия кокса, снижение себестоимости жидкого чугуна и повышение удельной производительности вагранки. Существенным недостатком коксогазовых вагранок является высокое содержание CO и H2 в отходящих газах. Примерно половина природного газа удаляется из вагранки в виде CO и H2, поэтому КПД коксогазовых вагранок ниже коксовых.
, повышения производительности вагранки на 10% и сохранения перегрева чугуна в тех же пределах, что и на коксовой вагранке до перевода ее на коксогазовую. Таким образом, основными преимуществами коксогазовых вагранок являются экономия кокса, снижение себестоимости жидкого чугуна и повышение удельной производительности вагранки. Существенным недостатком коксогазовых вагранок является высокое содержание CO и H2 в отходящих газах. Примерно половина природного газа удаляется из вагранки в виде CO и H2, поэтому КПД коксогазовых вагранок ниже коксовых.
выплавляемого чугуна. При этом появляется возможность снижения расхода кокса на рабочие колоши на , повышения производительности вагранки на 10% и сохранения перегрева чугуна в тех же пределах, что и на коксовой вагранке до перевода ее на коксогазовую. Таким образом, основными преимуществами коксогазовых вагранок являются экономия кокса, снижение себестоимости жидкого чугуна и повышение удельной производительности вагранки. Существенным недостатком коксогазовых вагранок является высокое содержание CO и H2 в отходящих газах. Примерно половина природного газа удаляется из вагранки в виде CO и H2, поэтому КПД коксогазовых вагранок ниже коксовых.Вагранки могут быть заполнены широким спектром железосодержащих материалов, включая материалы с примесями, такими как ржавчина, песок и неселективные цветные металлы. Кокс, используемый в процессе шихтовки, может подвергаться фрагментации на мельчайшие частицы, аналогично флюсующим материалам. При разрушении и механическом истирании во время подготовки шихты, а также во время самой загрузки образуются частицы, некоторые из которых выбрасываются в атмосферу. Во время плавки при истирании огнеупорной футеровки шихтой также образуется пыль (как и в любой плавильной печи). Третьим источником твердых частиц является коксовая зола, которая не улавливается шлаковой фазой. Твердые частицы из различных источников, если они достаточно легкие, могут быть захвачены газами сгорания вагранки. При определенных условиях из зоны плавления может выделяться металлургический дым, что приводит к появлению видимого столба дыма из трубы вагранки. Частицы дыма состоят из субмикронных размеров частиц сажи и оксидов металлов, таких как ZnO, PbO и т.д., если металлы присутствуют в загруженном стальном или чугунном ломе, например, в оцинкованном или окрашенном ломе. Выделение дыма будет увеличиваться с увеличением доли кокса и загрязняющих веществ в шихте, с повышением температуры дутья и скорости подачи кислорода. Углеродистый дым - это вещество, находящееся в воздухе при неполном сгорании органических веществ в вагранке. Загрязняющие отходы, такие как масло и смазка, образуют маслянистые пары в дымовых газах. Пары и частично сгоревшие органические вещества могут иметь неприятный запах. Чистота металлолома и его природа существенно влияют на характер выбросов. Чистый металлолом позволяет избежать образования и выбросов органических веществ. При сгорании кокса образуются выбросы газа, содержащего CO2 и CO. Уменьшение доли коксовой шихты (путем сжигания кислородного топлива) или (частичная или полная) замена коксовой составляющей природным газом может способствовать снижению содержания этих веществ. Газовые вагранки позволяют полностью исключить использование кокса при плавке чугуна, заменить его природным газом или другими видами горючего газа, включая угольную пыль. В связи с отсутствием или незначительным количеством кокса в газовых вагранках исключается пригар серы. Здесь, напротив, достигается ее угар до 40%. Расход газа в таких вагранках составляет около 100 м3 на тонну выплавленного чугуна.
Дуговые электропечи представляют собой эффективное плавильное оборудование для производства отливок из специальных легированных чугунов и чугунов с шаровидным графитом. В чугунолитейном производстве и для выплавки стали применяются трехфазные дуговые печи одинаковой конструкции, варьирующиеся по емкости от 0,5 до 50 тонн.
Технологические преимущества электропечей заключаются в возможности:
- быстро нагреть металл, что позволяет вводить в печь большое количество легирующих добавок;
- иметь в печи восстановительную атмосферу, что снижает угар легирующих элементов;
- плавно и точно регулировать температуру металла;
- более полно, чем в других печах раскислять металл, получая его с низким содержанием неметаллических включений;
- получать чугун с регламентированным содержанием серы и фосфора.
Дуговые электропечи получают электроэнергию через понижающий трансформатор, который является неотъемлемой частью электротехнического комплекса установки. Корректное соотношение между размерами печи и мощностью трансформатора представляет собой ключевой фактор, определяющий основные параметры работы дуговых электрических печей, такие как производительность, удельный расход электроэнергии и качество выплавляемого чугуна. Благодаря высокой подводимой электрической мощности  расплавление шихты идет интенсивно и не зависит от ее состава. Важным достоинством дуговых печей является возможность переработки в них негабаритного лома, стружки и других некондиционных материалов. При плавке в таких печах не требуется "стартового" остатка расплава в отличие от низкочастотных индукционных печей. Основные недостатки плавки в дуговых печах высокий уровень шума, сложность осуществления процесса науглероживания расплава, повышенный угар элементов, невысокая однородность расплава из-за отсутствия перемешивания жидкого металла, значительные пылегазовые выбросы. Если не ставится задача снижения содержания серы, плавка серого чугуна проводится в дуговых печах с кислой футеровкой. Для десульфурации расплава при производстве высокопрочного чугуна применяется основная магнезитовая футеровка. Удаление серы из чугуна производится путем наведения шлака из извести и плавикового шпата. При этом желательно ограничить доступ в печь кислорода воздуха для уменьшения окисленности. Используя традиционные шихтовые материалы, содержащие до 0,05% серы, при плавке в основной дуговой печи со скачиванием первичного шлака и наводкой рафинировочного удается снизить содержание серы до 0,01%. По сравнению с использованием печей с кислой футеровкой продолжительность плавки возрастает на
расплавление шихты идет интенсивно и не зависит от ее состава. Важным достоинством дуговых печей является возможность переработки в них негабаритного лома, стружки и других некондиционных материалов. При плавке в таких печах не требуется "стартового" остатка расплава в отличие от низкочастотных индукционных печей. Основные недостатки плавки в дуговых печах высокий уровень шума, сложность осуществления процесса науглероживания расплава, повышенный угар элементов, невысокая однородность расплава из-за отсутствия перемешивания жидкого металла, значительные пылегазовые выбросы. Если не ставится задача снижения содержания серы, плавка серого чугуна проводится в дуговых печах с кислой футеровкой. Для десульфурации расплава при производстве высокопрочного чугуна применяется основная магнезитовая футеровка. Удаление серы из чугуна производится путем наведения шлака из извести и плавикового шпата. При этом желательно ограничить доступ в печь кислорода воздуха для уменьшения окисленности. Используя традиционные шихтовые материалы, содержащие до 0,05% серы, при плавке в основной дуговой печи со скачиванием первичного шлака и наводкой рафинировочного удается снизить содержание серы до 0,01%. По сравнению с использованием печей с кислой футеровкой продолжительность плавки возрастает на  . Науглероживание чугуна осуществляется путем загрузки карбюризатора на подину печи. Науглероживание после расплавления чугуна в ДСП затруднено, однако перегрев до
. Науглероживание чугуна осуществляется путем загрузки карбюризатора на подину печи. Науглероживание после расплавления чугуна в ДСП затруднено, однако перегрев до  и небольшая по времени выдержка при такой температуре позволяют значительно увеличить усвоение углерода, введенного в расплав. Чугун выплавляемый в дуговых печах отличается повышенным содержанием азота. Например, массовая доля азота в чугуне, полученном при плавке в индукционной тигельной печи в
и небольшая по времени выдержка при такой температуре позволяют значительно увеличить усвоение углерода, введенного в расплав. Чугун выплавляемый в дуговых печах отличается повышенным содержанием азота. Например, массовая доля азота в чугуне, полученном при плавке в индукционной тигельной печи в  раза меньше, чем при плавке в дуговой печи. Чугун выплавленный в дуговой печи содержит в
раза меньше, чем при плавке в дуговой печи. Чугун выплавленный в дуговой печи содержит в  раза больше водорода. Концентрация кислорода при плавке в дуговых и индукционных печах находится примерно на одном уровне. Причиной активного азотирования чугуна является высокая температура в зоне электрической дуги, вызывающая диссоциацию молекулярного азота воздуха.
раза больше водорода. Концентрация кислорода при плавке в дуговых и индукционных печах находится примерно на одном уровне. Причиной активного азотирования чугуна является высокая температура в зоне электрической дуги, вызывающая диссоциацию молекулярного азота воздуха.
расплавление шихты идет интенсивно и не зависит от ее состава. Важным достоинством дуговых печей является возможность переработки в них негабаритного лома, стружки и других некондиционных материалов. При плавке в таких печах не требуется "стартового" остатка расплава в отличие от низкочастотных индукционных печей. Основные недостатки плавки в дуговых печах высокий уровень шума, сложность осуществления процесса науглероживания расплава, повышенный угар элементов, невысокая однородность расплава из-за отсутствия перемешивания жидкого металла, значительные пылегазовые выбросы. Если не ставится задача снижения содержания серы, плавка серого чугуна проводится в дуговых печах с кислой футеровкой. Для десульфурации расплава при производстве высокопрочного чугуна применяется основная магнезитовая футеровка. Удаление серы из чугуна производится путем наведения шлака из извести и плавикового шпата. При этом желательно ограничить доступ в печь кислорода воздуха для уменьшения окисленности. Используя традиционные шихтовые материалы, содержащие до 0,05% серы, при плавке в основной дуговой печи со скачиванием первичного шлака и наводкой рафинировочного удается снизить содержание серы до 0,01%. По сравнению с использованием печей с кислой футеровкой продолжительность плавки возрастает на . Науглероживание чугуна осуществляется путем загрузки карбюризатора на подину печи. Науглероживание после расплавления чугуна в ДСП затруднено, однако перегрев до и небольшая по времени выдержка при такой температуре позволяют значительно увеличить усвоение углерода, введенного в расплав. Чугун выплавляемый в дуговых печах отличается повышенным содержанием азота. Например, массовая доля азота в чугуне, полученном при плавке в индукционной тигельной печи в Типовая трехфазная электродуговая печь прямого нагрева представлена на рисунке 5.

В современных литейных цехах при крупносерийном производстве чугунных отливок (преимущественно для автомобилестроения) применяются для расплавления электродуговые печи с емкостью ванны до 50 тонн и для перегрева и выдержки чугуна индукционные тигельные или канальные печи. Для примера, в АО "АВТОВАЗ" для получения расплава чугуна применяются три электродуговые печи металлоемкостью 40 тонн, две ЭДП металлоемкостью 12 тонн и две ЭДП металлоемкостью 6 тонн. Такая комбинация оправдывается не только необходимостью непрерывной заливки автоматических литейных линий жидким металлом со стабильными литейными параметрами, но и экономической целесообразностью. Известно, что тепловой КПД электродуговой печи в период расплавления шихты имеет высокие показатели (80 - 85%), а при перегреве значительно снижается до 20%. Индукционные канальные печи и миксеры при перегреве и выдержке металла имеют КПД 75 - 80%. Кроме экономии на энергии, такой дуплекс-процесс позволяет использовать для плавки чугуна более дешевую шихту и получать металл высокого качества.
В индукционных печах нагрев и плавление металлической шихты осуществляются за счет токов, индуцируемых непосредственно в металлической шихте. По конструкции индукционные печи подразделяются на тигельные и канальные, а в зависимости от частоты питающего электрического тока на печи промышленной (50 Гц), средней частоты (150 - 500 Гц) и повышенной (свыше 1000 Гц) частоты. В качестве плавильных агрегатов в основном используются только тигельные индукционные печи. Канальные печи применяют обычно как миксеры-накопители жидкого чугуна, так как в режиме подогрева они наиболее экономичны. Подводимая к шихтовому материалу или жидкому металлу мощность зависит от их магнитной проницаемости, электропроводности, частоты тока и напряженности электромагнитного поля. С увеличением указанных характеристик подводимая мощность растет. При повышении частоты тока глубина нагрева садки снижается, но интенсивность его увеличивается. Тигельные индукционные печи, в случае использования тока промышленной частоты, должны обязательно иметь "стартовый" остаток чугуна. Этот остаток создается, как правило, путем неполного слива жидкого металла при выдаче его из печи. На оставшийся в печи расплав ("болото") загружается новая порция шихтового материала. Наличие "стартового" остатка обеспечивает рост подводимой мощности в процессе плавки, так как монолитный остаток имеет повышенную электропроводность. Плавка твердой металлозавалки без "болота" возможна в случае применения печей средней и повышенной частоты. Эти печи характеризуются высоким КПД в режиме подогрева чугуна. Стойкость футеровки тигельных печей достигает примерно 300 плавок. Огнеупорная футеровка индукционных печей работает в условиях значительных тепловых, химических и механических воздействий. В тигельных печах чаще применяется кислая (кварцевая) футеровка, реже нейтральная (высокоглиноземистая), а также основная на базе магнезита. Для канальных печей обычно используется нейтральная футеровка. Футеровка и сушка канальных печей сложный и длительный процесс, от качества выполнения которого существенно зависит продолжительность эксплуатации печи. Плавка в индукционных печах во многом отличается от ваграночной и электродуговой. При индукционном нагреве отсутствует загрязнение металла в результате контакта с топливом или продуктами горения, исключено его взаимодействие с раскаленными газами, как это имеет место при плавке в дуговых печах. В индукционных печах промышленной частоты процесс плавки сопровождается интенсивным перемешиванием. Шлак вследствие низкой температуры, как правило, инертен по отношению к расплаву. Вместе с тем в условиях интенсивного перемешивания расплава и постоянного обновления поверхности возможно протекание реакций окисления компонентов чугуна. Целью индукционной плавки является получение качественного чугуна требуемого состава при условии минимальных затрат энергии и использования недефицитных шихтовых материалов. Изучение различных режимов плавки и загрузки шихты показало, что наиболее целесообразно вести плавку при минимальном содержании кремния, используя передельные чугуны, либо путем ввода карбюризатора (науглероживателя) и стальных отходов. И в том и другом случае в печах промышленной частоты загрузка осуществляется на "болото". После полного расплавления шихты вводят кремний. Такая технология обеспечивает ускоренное растворение углерода в чугуне, так как с увеличением содержания кремния скорость растворения углерода замедляется. Важной проблемой получения чугуна является науглероживание расплава, так как экономика индукционной плавки значительно улучшается при использовании в качестве шихты стальных отходов. При выплавке чугуна в электропечах на твердой завалке, необходимо шихту по возможности загружать так, чтобы сначала карбюризатор растворялся жидкой сталью, а уже затем смешивался с жидким чугуном. Индукционная плавка чугуна позволяет проводить температурно-временную обработку расплава, оказывающую большое влияние на качество чугуна. В процессе нагрева расплава на  выше температуры тигельной реакции, несмотря на восстановление кремния из кремнезема, продолжается увеличение количества неметаллических включений. Это связано с интенсивным перемешиванием расплава. Однако последующая выдержка при выключенной печи способствует резкому сокращению содержания в чугуне включений FeO и SiO2. Такая температурно-временная обработка обеспечивает повышение прочности, например, серого чугуна. При получении синтетического чугуна следует учитывать, что он склонен к образованию усадочных дефектов и отбелу.
выше температуры тигельной реакции, несмотря на восстановление кремния из кремнезема, продолжается увеличение количества неметаллических включений. Это связано с интенсивным перемешиванием расплава. Однако последующая выдержка при выключенной печи способствует резкому сокращению содержания в чугуне включений FeO и SiO2. Такая температурно-временная обработка обеспечивает повышение прочности, например, серого чугуна. При получении синтетического чугуна следует учитывать, что он склонен к образованию усадочных дефектов и отбелу.
выше температуры тигельной реакции, несмотря на восстановление кремния из кремнезема, продолжается увеличение количества неметаллических включений. Это связано с интенсивным перемешиванием расплава. Однако последующая выдержка при выключенной печи способствует резкому сокращению содержания в чугуне включений FeO и SiO2. Такая температурно-временная обработка обеспечивает повышение прочности, например, серого чугуна. При получении синтетического чугуна следует учитывать, что он склонен к образованию усадочных дефектов и отбелу.Процесс плавки в индукционной тигельной печи промышленной частоты имеет несколько этапов. В начальный период плавки производится наплавление жидкого металла из твердой шихты. Поэтому для ускорения процесса обычно предварительно заготовляют специальный пусковой слиток массой, составляющей  вместимости печи, который загружают на подину печи первым, затем вносят твердую подогретую шихту и наплавляют полный тигель. В дальнейшем из печи выпускают
вместимости печи, который загружают на подину печи первым, затем вносят твердую подогретую шихту и наплавляют полный тигель. В дальнейшем из печи выпускают  жидкого чугуна с последующей добавкой такого же количества твердой шихты. Во время расплавления необходимо регулярно осаживать металлошихту, не допуская образования "мостов". Режим растворения твердой шихты в жидкой ванне является наиболее производительным и обеспечивает максимальную скорость плавления, так как при заполненной жидким металлом печи мощность ее существенно повышается. Изменение мощности, подводимой к печи, производят переключением на соответствующую ступень вторичной обмотки питающего трансформатора, при этом меняются напряжение и сила тока в индукторе печи. Электромагнитное перемешивание ускоряет растворение шихты и карбюризатора, обеспечивает выравнивание температуры в объеме печи и дегазацию расплава. Однако при длительной выдержке
жидкого чугуна с последующей добавкой такого же количества твердой шихты. Во время расплавления необходимо регулярно осаживать металлошихту, не допуская образования "мостов". Режим растворения твердой шихты в жидкой ванне является наиболее производительным и обеспечивает максимальную скорость плавления, так как при заполненной жидким металлом печи мощность ее существенно повышается. Изменение мощности, подводимой к печи, производят переключением на соответствующую ступень вторичной обмотки питающего трансформатора, при этом меняются напряжение и сила тока в индукторе печи. Электромагнитное перемешивание ускоряет растворение шихты и карбюризатора, обеспечивает выравнивание температуры в объеме печи и дегазацию расплава. Однако при длительной выдержке  в сочетании с высокотемпературным нагревом активное перемешивание приводит к повышению угара металла и увеличивает содержания газов. В конце плавки проводят перегрев, выдержку и доводку чугуна по химическому составу. Термовременная обработка обычно включает, перегрев до температуры
в сочетании с высокотемпературным нагревом активное перемешивание приводит к повышению угара металла и увеличивает содержания газов. В конце плавки проводят перегрев, выдержку и доводку чугуна по химическому составу. Термовременная обработка обычно включает, перегрев до температуры  и захолаживание чистым стальным ломом. Плавка в большегрузных индукционных электропечах по сравнению с печами небольшой вместимости отличается значительно меньшим окислением металла и большим постоянством состава чугуна. Это объясняется тем, что в крупных печах отношение площади зеркала жидкого металла к объему имеет небольшое значение, а интенсивность электромагнитного перемешивания низкая, поэтому взаимодействие расплава с газами и шлаками замедляется. Таким образом, можно выделить следующие основные металлургические особенности индукционной плавки:
и захолаживание чистым стальным ломом. Плавка в большегрузных индукционных электропечах по сравнению с печами небольшой вместимости отличается значительно меньшим окислением металла и большим постоянством состава чугуна. Это объясняется тем, что в крупных печах отношение площади зеркала жидкого металла к объему имеет небольшое значение, а интенсивность электромагнитного перемешивания низкая, поэтому взаимодействие расплава с газами и шлаками замедляется. Таким образом, можно выделить следующие основные металлургические особенности индукционной плавки:
вместимости печи, который загружают на подину печи первым, затем вносят твердую подогретую шихту и наплавляют полный тигель. В дальнейшем из печи выпускают жидкого чугуна с последующей добавкой такого же количества твердой шихты. Во время расплавления необходимо регулярно осаживать металлошихту, не допуская образования "мостов". Режим растворения твердой шихты в жидкой ванне является наиболее производительным и обеспечивает максимальную скорость плавления, так как при заполненной жидким металлом печи мощность ее существенно повышается. Изменение мощности, подводимой к печи, производят переключением на соответствующую ступень вторичной обмотки питающего трансформатора, при этом меняются напряжение и сила тока в индукторе печи. Электромагнитное перемешивание ускоряет растворение шихты и карбюризатора, обеспечивает выравнивание температуры в объеме печи и дегазацию расплава. Однако при длительной выдержке в сочетании с высокотемпературным нагревом активное перемешивание приводит к повышению угара металла и увеличивает содержания газов. В конце плавки проводят перегрев, выдержку и доводку чугуна по химическому составу. Термовременная обработка обычно включает, перегрев до температуры и захолаживание чистым стальным ломом. Плавка в большегрузных индукционных электропечах по сравнению с печами небольшой вместимости отличается значительно меньшим окислением металла и большим постоянством состава чугуна. Это объясняется тем, что в крупных печах отношение площади зеркала жидкого металла к объему имеет небольшое значение, а интенсивность электромагнитного перемешивания низкая, поэтому взаимодействие расплава с газами и шлаками замедляется. Таким образом, можно выделить следующие основные металлургические особенности индукционной плавки:- индукционная плавильная печь является "чистым" агрегатом для переплавки металлов;
- температуру и характер ее изменения можно регулировать в широких пределах;
- интенсивное движение расплава обусловливает его глубокое перемешивание, в результате чего выравниваются состав и температура жидкого металла;
- температуры поверхностей расплава в режиме поддержания печи в разогретом состоянии или при подаче незначительной мощности немного ниже температуры расплава;
- электромагнитные силы воздействуют только на металл, нетокопроводящие включения выталкиваются, происходит самоочистка расплавленного металла;
- отношение поверхности печи к ее общей вместимости может свободно варьировать в широких пределах;
- химический состав футеровки тигля может выбираться произвольно;
- влияние состава атмосферы может быть исключено наведением шлаков или проведением плавки в условиях контролируемой атмосферы.
К недостаткам индукционных печей следует отнести:
- повышенный расход электроэнергии на расплавление металлошихты;
- более высокие капитальные затраты на строительство плавильного участка и потребности в больших площадях;
- ограничение подводимой удельной мощности на печах промышленной частоты из-за возможных выбросов металла за счет электромагнитных сил.
В соответствии с ГОСТ 34951-2023 [20], сталь - это материал (сплав железа с углеродом), массовая доля железа в котором больше, чем массовая доля какого-либо другого элемента, массовая доля углерода составляет менее 2%, массовая доля никеля - менее 25% и в состав которого входят также другие химические элементы.
Требования к стальным отливкам на территории Российской Федерации регулируется стандартами ГОСТ 977-88 [21] и ГОСТ 21357-87 [22].
По химическому составу стальные отливки подразделяют на четыре группы:
1) из углеродистой нелегированной стали (для фасонных отливок, содержащих  C);
C);
C);2) из низколегированной стали (суммарное содержание легирующих элементов до 2,5%);
3) из среднелегированной стали с содержанием  легирующих элементов;
легирующих элементов;
легирующих элементов;4) из высоколегированной стали с содержанием более 10% легирующих элементов.
По качественным показателям, устанавливаемым в зависимости от назначения и предъявляемых требований, отливки разделяются на три группы:
I - общего назначения;
II - ответственного назначения;
III - особо ответственного назначения.
Из углеродистой стали изготовляют около 2/3 стальных отливок. По технологическим (литейным) свойствам углеродистая сталь уступает чугуну, тем не менее из нее можно получать сложные отливки, разнообразные по конструкции, размерам, массе, толщине стенок для самых разных отраслей народного хозяйства.
В зависимости от содержания углерода сталь делят на низкоуглеродистую (до 0,20% углерода), среднеуглеродистую (от 0,20 до 0,45% углерода) и высокоуглеродистую (более 0,45% углерода). Углерод является основным элементом, определяющим механические свойства углеродистых сталей. Увеличение содержания углерода повышает прочность и снижает пластичность стали. Такое изменение свойств связано с тем, что по мере увеличения концентрации углерода в структуре возрастает количество перлита - более прочной, но менее пластичной, чем феррит, составляющей.
Обозначение марок конструкционной литейной стали производится в соответствии с требованиями ГОСТ Р 70817-2023 [23]. В обозначении марки первые цифры указывают среднюю или максимальную (при отсутствии нижнего предела) массовую долю углерода в сотых долях процента. Буквы за цифрами означают:
А - азот, Б - ниобий, В - вольфрам, Г - марганец, Д - медь, М - молибден, Н - никель, Р - бор, С - кремний, Т - титан, Ф - ванадий, Х - хром, Ю - алюминий, Л - литейная. Цифры, стоящие после букв, указывают примерную массовую долю легирующего элемента в процентах. Индексы "К" и "КТ" являются условными обозначениями категории прочности, следующее за ними число означает значение требуемого предела текучести. Индекс "К" присваивается материалу в отожженном, нормализованном или отпущенном состоянии; индекс "КТ" - после закалки и отпуска.
В литом состоянии структура углеродистых литейных сталей характеризуется наличием крупного зерна, представленного перлитом с крупными пластинками феррита, и классифицируется как видманштеттова структура. Эта структура формируется при охлаждении стали из жидкого состояния, когда происходит кристаллизация аустенита. Она состоит из чередующихся полос феррита и цементита, что придает стали характерный "решетчатый" вид под микроскопом. Крупное зерно в литой стали снижает ее механические свойства, такие как прочность и пластичность. Для улучшения этих характеристик проводят термическую обработку, такую как отжиг, нормализация или закалка с последующим отпуском. В результате образуются равноосные мелкие ферритные и перлитные зерна. Низкая жидкотекучесть сталей объясняется главным образом высокой температурой ликвидуса. Суммарная объемная усадка затвердевания и усадка в жидком состоянии составляет  , поэтому стальные отливки необходимо получать с прибылями. Для стальных отливок характерно развитие пористости, в них часто образуются горячие трещины. Углеродистые стали склонны к насыщению газами и неметаллическими включениями, а также к ликвации по сере и фосфору, особенно отливки с толщиной стенки более 80 мм. К изменению механических свойств в зависимости от толщины стенок, отливки из литейных углеродистых сталей менее чувствительны, чем из других сплавов, особенно учитывая обязательную их термическую обработку. Легирование стали является одним из методов повышения эксплуатационных характеристик, надежности и долговечности литых изделий, а также снижения их массы. Выбор легирующих элементов зависит от функционального назначения отливки, ее конструктивных особенностей и технологических требований. Введение в сталь определенных элементов в строго контролируемых концентрациях позволяет значительно улучшить ее механические и эксплуатационные характеристики, а также придать ей специфические свойства, необходимые для выполнения конкретных задач.
, поэтому стальные отливки необходимо получать с прибылями. Для стальных отливок характерно развитие пористости, в них часто образуются горячие трещины. Углеродистые стали склонны к насыщению газами и неметаллическими включениями, а также к ликвации по сере и фосфору, особенно отливки с толщиной стенки более 80 мм. К изменению механических свойств в зависимости от толщины стенок, отливки из литейных углеродистых сталей менее чувствительны, чем из других сплавов, особенно учитывая обязательную их термическую обработку. Легирование стали является одним из методов повышения эксплуатационных характеристик, надежности и долговечности литых изделий, а также снижения их массы. Выбор легирующих элементов зависит от функционального назначения отливки, ее конструктивных особенностей и технологических требований. Введение в сталь определенных элементов в строго контролируемых концентрациях позволяет значительно улучшить ее механические и эксплуатационные характеристики, а также придать ей специфические свойства, необходимые для выполнения конкретных задач.
, поэтому стальные отливки необходимо получать с прибылями. Для стальных отливок характерно развитие пористости, в них часто образуются горячие трещины. Углеродистые стали склонны к насыщению газами и неметаллическими включениями, а также к ликвации по сере и фосфору, особенно отливки с толщиной стенки более 80 мм. К изменению механических свойств в зависимости от толщины стенок, отливки из литейных углеродистых сталей менее чувствительны, чем из других сплавов, особенно учитывая обязательную их термическую обработку. Легирование стали является одним из методов повышения эксплуатационных характеристик, надежности и долговечности литых изделий, а также снижения их массы. Выбор легирующих элементов зависит от функционального назначения отливки, ее конструктивных особенностей и технологических требований. Введение в сталь определенных элементов в строго контролируемых концентрациях позволяет значительно улучшить ее механические и эксплуатационные характеристики, а также придать ей специфические свойства, необходимые для выполнения конкретных задач.В настоящее время наиболее распространенной для фасонных отливок является выплавка стали в электродуговых печах. Практически в электродуговых печах кислым или основным процессом может быть выплавлена любая углеродистая или легированная сталь, используемая для машиностроительных отливок. Электродуговая сталеплавильная печь может быть остановлена или пущена в эксплуатацию в любое время и при любом режиме работы. Наиболее рационально использование электродуговой печи как плавильного агрегата с разовой выдачей выплавленной стали в один ковш. Важным техническим показателем процесса электроплавки является расход электроэнергии, теоретически он должен в среднем составлять около 340 кВт*ч. на тонну стали. Практически, в зависимости от типа печи, марки стали, характера процесса и т.д., расход электроэнергии колеблется в широких пределах от 500 до 1000 кВт*ч/т. Технико-экономические показатели основного и кислого процессов отличаются друг от друга. В литейных цехах основную массу стали выплавляют в дуговых печах емкостью 0,5; 1,5; 3,0; 6,0; 12,0 и реже 25,0 тонн. В крупносерийном производстве для согласования периодичности действия дуговых печей с непрерывно действующими формовочными линиями используются печи небольшой емкости. По способу загрузки дуговые печи бывают двух типов: с выкатной ванной и с поворотным сводом. Металлошихта в большинстве случаев состоит из  стального лома и примерно до 40% возвратного лома и около
стального лома и примерно до 40% возвратного лома и около  передельного чугуна или чугунного лома.
передельного чугуна или чугунного лома.
стального лома и примерно до 40% возвратного лома и около передельного чугуна или чугунного лома.По способу выплавки различают стали, приготовленные в печах с кислой или с основной футеровкой. В печах с основной футеровкой получают около 35% всей стали, выплавляемой в электропечах для фасонного литья; из них ~ 20% - высокомарганцовистые стали, ~ 5% - хромистые и хромоникелевые стали, ~ 10% - ответственные марки низколегированных и легированных сталей. По своей физико-химической сущности процессы плавки стали подразделяют на кислые и основные. Независимо от видов плавильного агрегата для каждого из этих процессов имеется ряд общих закономерностей, обусловленных составом шлака и футеровкой. Технология плавки стали для литья в основной дуговой печи имеет две разновидности: плавка с окислением примесей и плавка без окисления, т.е. методом переплава.
Процесс плавки с окислением осуществляется с добавлением железной руды, железорудных окатышей, окалины кузнечно-прессового, прокатного производства или подачей газообразного кислорода для окисления кремния (Si), марганца (Mn), фосфора (P) и избыточного углерода. Для уменьшения содержания газов и неметаллических включений создается эффект кипения. Основной целью плавки с окислением является удаление из металла фосфора, серы, газов и неметаллических примесей. Процесс плавки включает следующие этапы: заправка, завалка, плавление, окислительный период, восстановительный период и выпуск. Заправка печи представляет собой процедуру восстановления изношенных и поврежденных участков футеровки пода. На поврежденные участки подины и откосов наносится магнезитовый порошок, предварительно смоченный водой, или магнезитовый порошок, смешанный с жидким стеклом. Завалка шихты производится бадьями или корзинами. На дно корзины укладывают мелочь, чтобы защитить подину от ударов, в центре крупный лом, по периферии средний и сверху оставшийся мелкий лом. Плотная укладка шихты повышает ее электрическую проводимость, обеспечивая устойчивое горение дуги, ускоряя плавление.
По окончании завалки электроды опускают почти до касания с шихтой и подают ток. Под действием высокой температуры дуги шихта под электродами плавится, жидкий металл стекает вниз, накапливаясь в центральной части подины. Электроды постепенно опускаются, проплавляя в шихте "колодцы" достигая крайнего нижнего положения. В дальнейшем, по мере увеличения количества жидкого металла электроды поднимаются, так как автоматические регуляторы поддерживают длину дуги постоянной. Плавление ведут при максимальной мощности трансформатора. Когда электроды проплавят в шихте три "колодца", в проплавленные колодцы порциями присаживают шлакообразующие материалы, чтобы обеспечить раннее образование шлака и тем самым предохранить расплав от газопоглощения и науглероживания электродами. Во время плавления происходит окисление составляющих шихты, формируется шлак, частично удаляется фосфор. Продолжительность периода плавления зависит от мощности трансформатора и составляет от 1,0 до 2,5 часов. Расход электроэнергии за время плавления составляет  .
.
.В окислительный период плавки осуществляется целенаправленное снижение концентрации фосфора в металлической фазе до диапазона  . Этот этап также характеризуется уменьшением содержания водорода, азота и неметаллических включений, что благоприятно сказывается на физико-химических свойствах стали. Металл подвергается нагреву до температуры, которая лишь незначительно превышает температуру выпуска, что создает оптимальные условия для последующих металлургических процессов и минимизации потерь ценных компонентов.
. Этот этап также характеризуется уменьшением содержания водорода, азота и неметаллических включений, что благоприятно сказывается на физико-химических свойствах стали. Металл подвергается нагреву до температуры, которая лишь незначительно превышает температуру выпуска, что создает оптимальные условия для последующих металлургических процессов и минимизации потерь ценных компонентов.
. Этот этап также характеризуется уменьшением содержания водорода, азота и неметаллических включений, что благоприятно сказывается на физико-химических свойствах стали. Металл подвергается нагреву до температуры, которая лишь незначительно превышает температуру выпуска, что создает оптимальные условия для последующих металлургических процессов и минимизации потерь ценных компонентов.Восстановительный период начинается после скачивания окислительного и наводки нового известкового шлака. Проводят десульфурацию, доводят химический состав до заданного, создают благоприятные условия для раскисления, удаления газов и неметаллических включений. Все это решается параллельно. Реакции закиси железа с кремнием, марганцем и алюминием являются источником загрязнения стали, что ухудшает пластические свойства металла. Раскисление металла осуществляется двумя основными методами:
- глубинное (осадочное) раскисление, при котором раскислители добавляются непосредственно в расплавленный металл;
- диффузионное раскисление, при котором раскислители вводятся в шлаковую фазу.
Для конечного раскисления стали, предназначенной для литейного производства, обычно применяется алюминий. Его добавляют в количестве от 1,0 до 2,5 килограммов на каждую тонну жидкого металла.
По ходу плавки в экспресс-лаборатории контролируют изменение состава металла и шлака, температуру металла измеряют термопарами погружения.
Шихта составляется из отсортированных отходов с низким содержанием фосфора. В процессе плавки руда или кислород не присутствуют, кипение металла отсутствует. Этот метод наиболее рационален при выплавке легированных сталей с использованием в шихте легированного лома и отходов. Отсутствие окислительного периода позволяет в максимальной степени сохранить легирующие элементы, содержащиеся в шихте. Для получения заданного состава требуются минимальные присадки легирующих добавок, компенсирующие угар при расплавлении. При составлении шихты необходимо учитывать, что за счет электродов будет происходить науглероживание металла от 0,03 до 0,06%. После расплавления шлак, как правило, не скачивают, раскисление, десульфурацию и легирование проводят так же, как при плавке с окислением.
Кислая футеровка отличается повышенной термостойкостью по сравнению с основным типом футеровки, что является ее важным преимуществом в условиях литейных цехов, работающих в режиме одной или двух смен. Пониженная отражательная способность кислых шлаков снижает тепловую нагрузку на футеровку печи. Теплопроводность кислых огнеупоров ниже, чем у основных, что способствует уменьшению тепловых потерь. Стоимость кислых огнеупоров в 2 - 2,5 раза ниже по сравнению с основными. Влияние шлаков на металл в кислых печах менее значительное, чем в основных. В результате этого глубина ванны в кислых печах при одинаковом диаметре превышает таковую в основных печах. Это приводит к более высокому тепловому КПД кислых печей по сравнению с основными. Данные факторы обуславливают широкое применение дуговых печей с кислой футеровкой в сталелитейных производствах. Технологический процесс в печи с кислой футеровкой является более производительным, поскольку исключает операции дефосфорации и десульфурации. Следовательно, состав шихты следует подбирать таким образом, чтобы содержание фосфора и серы в ней было ниже, чем в готовой стали на 0,01%, поскольку удалить их в процессе плавки не удается. Шихту рассчитывают так, чтобы содержание углерода в металле по расплавлении превышало среднее содержание углерода марочного состава на  (для повышения содержания углерода вводят кокс, электродный бой или чугун). Марганец и железо восстанавливаются только из окислов, растворимых в шлаке, а кремний как из SiO2 растворенного в шлаке, так из SiO2 футеровки.
(для повышения содержания углерода вводят кокс, электродный бой или чугун). Марганец и железо восстанавливаются только из окислов, растворимых в шлаке, а кремний как из SiO2 растворенного в шлаке, так из SiO2 футеровки.
(для повышения содержания углерода вводят кокс, электродный бой или чугун). Марганец и железо восстанавливаются только из окислов, растворимых в шлаке, а кремний как из SiO2 растворенного в шлаке, так из SiO2 футеровки.Период расплавления сопровождается окислением кремния, марганца, железа и углерода. Доля образующегося при этом шлака невелика, поэтому для улучшения защиты расплавляемого металла от окисления и растворения газов объем шлака увеличивают добавкой сухого песка, шлака предыдущей плавки или формовочной смеси. В окислительный период в кислой электропечи происходит, нагрев металла до необходимой температуры, окисление избыточного углерода и частичная дегазация металла. Углерод окисляется за счет закиси железа, присутствующей в шлаке. В случае вялого кипения ванны в печь присаживают железную руду, железорудные окатыши или окалину кузнечно-прессового, прокатного производства небольшими порциями (~ 0,2% от массы металла). Кипение металла способствует выравниванию температуры во всем объеме ванны и удалению газов. При кислом процессе невозможно удалить из металла серу и фосфор, что накладывает ряд ограничений. Но экономичность кислого процесса выше, чем основного, при плавке в ДСП при кислом процессе стойкость футеровки выше, а продолжительность плавки на  меньше, расход электроэнергии на
меньше, расход электроэнергии на  ниже, чем при основном процессе. Электродуговая сталеплавильная печь может быть остановлена или пущена в эксплуатацию в любое время и при любом режиме работы. Однако не рекомендуется использовать эти печи при работе на режиме, при котором требуется выпуск жидкой стали несколькими порциями. Выдержка в электрической печи и подогрев стали изменяют ее химический состав, особенно при неглубокой ванне. Наиболее рационально использование электродуговой печи как плавильного агрегата с разовой выдачей выплавленного металла в один ковш.
ниже, чем при основном процессе. Электродуговая сталеплавильная печь может быть остановлена или пущена в эксплуатацию в любое время и при любом режиме работы. Однако не рекомендуется использовать эти печи при работе на режиме, при котором требуется выпуск жидкой стали несколькими порциями. Выдержка в электрической печи и подогрев стали изменяют ее химический состав, особенно при неглубокой ванне. Наиболее рационально использование электродуговой печи как плавильного агрегата с разовой выдачей выплавленного металла в один ковш.
меньше, расход электроэнергии на ниже, чем при основном процессе. Электродуговая сталеплавильная печь может быть остановлена или пущена в эксплуатацию в любое время и при любом режиме работы. Однако не рекомендуется использовать эти печи при работе на режиме, при котором требуется выпуск жидкой стали несколькими порциями. Выдержка в электрической печи и подогрев стали изменяют ее химический состав, особенно при неглубокой ванне. Наиболее рационально использование электродуговой печи как плавильного агрегата с разовой выдачей выплавленного металла в один ковш.Особенностью плавки в индукционной печи является наличие в ней холодного неактивного и вязкого шлака. Температура шлака при индукционной плавке обычно ниже температуры металла, поэтому здесь шлак, в отличие от других сталеплавильных процессов, играет относительно пассивную роль, обменные металлургические реакции между шлаком и металлом также имеют ограниченное значение. При индукционной плавке характер процесса обусловливается только особенностями контакта и взаимодействия расплава с футеровкой и атмосферой печи. Существенным преимуществом процесса является непрерывное перемешивание металла под воздействием магнитных силовых потоков, что способствует ускорению процессов диффузии, дегазации и выносу неметаллических включений из стали в шлак. Поскольку температура шлака в печи обычно ниже температуры металла, рафинирование стали в этих печах затруднено и в них лучше переплавлять чистую от вредных примесей шихту. В качестве шихты используют отходы сталей (прокат, обрезь, мелкие литники и др.). При выплавке стали в кислой индукционной печи шихту составляют из не окисленных материалов с минимальным содержанием серы и фосфора. При выплавке в основных печах требования к шихте менее жесткие, так как можно провести процессы дефосфорации и десульфурации. При плавке на основной футеровке на мелкую шихту засыпают около 5% извести. После расплавления основной массы шихты (80 - 95%) берут пробу металла на химический анализ. При плавке в основном тигле происходит частичная дефосфорация металла в ходе расплавления шихты. Для предотвращения восстановления фосфора шлак скачивают и наводят новый. После расплавления шихты подводимую мощность снижают до 30 - 40% от максимальной мощности, чтобы не допустить перегрева, и приступают к раскислению и легированию. Ферросплавы присаживают в следующем порядке: основное количество FeW, FeCr, FeMo вносят в завалку, при корректировке их добавляют за 20 мин до выпуска стали; FeV, FeMn, FeSi присаживают за  до выпуска. При этом FeV вносят в последнюю очередь (для уменьшения угара). Алюминий и титан вводят перед выпуском или в ковш. Угар: W ~= 2%;
до выпуска. При этом FeV вносят в последнюю очередь (для уменьшения угара). Алюминий и титан вводят перед выпуском или в ковш. Угар: W ~= 2%;  ;
;  , Ti ~= 70% (вводиться может непосредственно в ковш). Следует иметь в виду, что при выплавке стали, содержащей большое количество вольфрама, ферровольфрам вводят в тигель при наличии в нем полукислого магнезиально-кремнеземистого или кислого шлака. Это объясняется тем, что оксид вольфрама является кислотным и при основном шлаке в последний перейдет значительное количество дорогостоящего вольфрама. Для предупреждения потерь такого легкоокисляющегося элемента, как титан, на поверхности наводится шлак из окиси кальция и кремнезема при соотношении CaO:SiO2 = 3:4. Интересной особенностью процесса, в отличие от плавки в электродуговых печах, является то, что температура металла достигает максимальных значений не у поверхности, а в нижней части тигля. В процессе индукционной плавки тугоплавкие и тяжелые легирующие элементы расплавляются значительно быстрее и с меньшими тепловыми потерями. Высокая степень интенсификации теплопередачи, достигаемая за счет индукционного нагрева, обеспечивает равномерное распределение легирующих компонентов в объеме расплава за относительно короткий промежуток времени. Электромагнитные силы, генерируемые в зоне расплава, способствуют эффективному перемешиванию, что также способствует равномерному распределению легирующих элементов. Индукционная плавка представляет собой метод, обладающий высокой степенью контроля температуры расплава. Это достигается благодаря высокой точности регулирования параметров индукционного нагрева, таких как частота и мощность, что создает оптимальные температурные условия для плавления металлов. Указанные характеристики делают индукционную плавку широко востребованной при производстве высококачественных сталей и сплавов, где строгое соблюдение температурных режимов необходимо для достижения требуемых физико-механических свойств отливок. В настоящее время значительная часть стальных отливок не может быть получена без применения вакуумной плавки или внепечной вакуумной обработки расплавленного металла. Это особенно актуально для широкого ассортимента фасонных отливок из жаропрочных, нержавеющих, магнитных и других типов сталей. Жаропрочные сплавы, выплавленные в условиях вакуума, как правило, демонстрируют значительно более высокие показатели прочности по сравнению с аналогичными сплавами, полученными в обычных условиях. Вакуумная выплавка нержавеющих сталей существенно повышает их коррозионную стойкость. В процессе вакуумной выплавки улучшаются эксплуатационные характеристики трансформаторной и магнитной стали. Вакуумирование позволяет значительно улучшить литейные свойства специальных сплавов и высоколегированных сталей, склонных к окислению из-за наличия легкоокисляющихся элементов, что предотвращает образование значительного количества окисных пленок. Качество стали, выплавленной и разлитой в условиях вакуума, превосходит качество стали, полученной традиционными методами, но подвергнутой последующей вакуумной обработке. Плавка в вакууме может осуществляться в индукционных, электродуговых и электронно-лучевых печах. Разливка металла, выплавленного в вакуумной печи, также производится в условиях вакуума. Такой металл отличается высокой жидкотекучестью, обусловленной отсутствием окисных пленок на его поверхности.
, Ti ~= 70% (вводиться может непосредственно в ковш). Следует иметь в виду, что при выплавке стали, содержащей большое количество вольфрама, ферровольфрам вводят в тигель при наличии в нем полукислого магнезиально-кремнеземистого или кислого шлака. Это объясняется тем, что оксид вольфрама является кислотным и при основном шлаке в последний перейдет значительное количество дорогостоящего вольфрама. Для предупреждения потерь такого легкоокисляющегося элемента, как титан, на поверхности наводится шлак из окиси кальция и кремнезема при соотношении CaO:SiO2 = 3:4. Интересной особенностью процесса, в отличие от плавки в электродуговых печах, является то, что температура металла достигает максимальных значений не у поверхности, а в нижней части тигля. В процессе индукционной плавки тугоплавкие и тяжелые легирующие элементы расплавляются значительно быстрее и с меньшими тепловыми потерями. Высокая степень интенсификации теплопередачи, достигаемая за счет индукционного нагрева, обеспечивает равномерное распределение легирующих компонентов в объеме расплава за относительно короткий промежуток времени. Электромагнитные силы, генерируемые в зоне расплава, способствуют эффективному перемешиванию, что также способствует равномерному распределению легирующих элементов. Индукционная плавка представляет собой метод, обладающий высокой степенью контроля температуры расплава. Это достигается благодаря высокой точности регулирования параметров индукционного нагрева, таких как частота и мощность, что создает оптимальные температурные условия для плавления металлов. Указанные характеристики делают индукционную плавку широко востребованной при производстве высококачественных сталей и сплавов, где строгое соблюдение температурных режимов необходимо для достижения требуемых физико-механических свойств отливок. В настоящее время значительная часть стальных отливок не может быть получена без применения вакуумной плавки или внепечной вакуумной обработки расплавленного металла. Это особенно актуально для широкого ассортимента фасонных отливок из жаропрочных, нержавеющих, магнитных и других типов сталей. Жаропрочные сплавы, выплавленные в условиях вакуума, как правило, демонстрируют значительно более высокие показатели прочности по сравнению с аналогичными сплавами, полученными в обычных условиях. Вакуумная выплавка нержавеющих сталей существенно повышает их коррозионную стойкость. В процессе вакуумной выплавки улучшаются эксплуатационные характеристики трансформаторной и магнитной стали. Вакуумирование позволяет значительно улучшить литейные свойства специальных сплавов и высоколегированных сталей, склонных к окислению из-за наличия легкоокисляющихся элементов, что предотвращает образование значительного количества окисных пленок. Качество стали, выплавленной и разлитой в условиях вакуума, превосходит качество стали, полученной традиционными методами, но подвергнутой последующей вакуумной обработке. Плавка в вакууме может осуществляться в индукционных, электродуговых и электронно-лучевых печах. Разливка металла, выплавленного в вакуумной печи, также производится в условиях вакуума. Такой металл отличается высокой жидкотекучестью, обусловленной отсутствием окисных пленок на его поверхности.
до выпуска. При этом FeV вносят в последнюю очередь (для уменьшения угара). Алюминий и титан вводят перед выпуском или в ковш. Угар: W ~= 2%; ; , Ti ~= 70% (вводиться может непосредственно в ковш). Следует иметь в виду, что при выплавке стали, содержащей большое количество вольфрама, ферровольфрам вводят в тигель при наличии в нем полукислого магнезиально-кремнеземистого или кислого шлака. Это объясняется тем, что оксид вольфрама является кислотным и при основном шлаке в последний перейдет значительное количество дорогостоящего вольфрама. Для предупреждения потерь такого легкоокисляющегося элемента, как титан, на поверхности наводится шлак из окиси кальция и кремнезема при соотношении CaO:SiO2 = 3:4. Интересной особенностью процесса, в отличие от плавки в электродуговых печах, является то, что температура металла достигает максимальных значений не у поверхности, а в нижней части тигля. В процессе индукционной плавки тугоплавкие и тяжелые легирующие элементы расплавляются значительно быстрее и с меньшими тепловыми потерями. Высокая степень интенсификации теплопередачи, достигаемая за счет индукционного нагрева, обеспечивает равномерное распределение легирующих компонентов в объеме расплава за относительно короткий промежуток времени. Электромагнитные силы, генерируемые в зоне расплава, способствуют эффективному перемешиванию, что также способствует равномерному распределению легирующих элементов. Индукционная плавка представляет собой метод, обладающий высокой степенью контроля температуры расплава. Это достигается благодаря высокой точности регулирования параметров индукционного нагрева, таких как частота и мощность, что создает оптимальные температурные условия для плавления металлов. Указанные характеристики делают индукционную плавку широко востребованной при производстве высококачественных сталей и сплавов, где строгое соблюдение температурных режимов необходимо для достижения требуемых физико-механических свойств отливок. В настоящее время значительная часть стальных отливок не может быть получена без применения вакуумной плавки или внепечной вакуумной обработки расплавленного металла. Это особенно актуально для широкого ассортимента фасонных отливок из жаропрочных, нержавеющих, магнитных и других типов сталей. Жаропрочные сплавы, выплавленные в условиях вакуума, как правило, демонстрируют значительно более высокие показатели прочности по сравнению с аналогичными сплавами, полученными в обычных условиях. Вакуумная выплавка нержавеющих сталей существенно повышает их коррозионную стойкость. В процессе вакуумной выплавки улучшаются эксплуатационные характеристики трансформаторной и магнитной стали. Вакуумирование позволяет значительно улучшить литейные свойства специальных сплавов и высоколегированных сталей, склонных к окислению из-за наличия легкоокисляющихся элементов, что предотвращает образование значительного количества окисных пленок. Качество стали, выплавленной и разлитой в условиях вакуума, превосходит качество стали, полученной традиционными методами, но подвергнутой последующей вакуумной обработке. Плавка в вакууме может осуществляться в индукционных, электродуговых и электронно-лучевых печах. Разливка металла, выплавленного в вакуумной печи, также производится в условиях вакуума. Такой металл отличается высокой жидкотекучестью, обусловленной отсутствием окисных пленок на его поверхности.Мартеновский процесс - это способ производства жидкой стали заданного состава и свойств из передельного чугуна и стального лома в пламенной регенеративной печи (мартеновской). В цехах фасонного литья машиностроительных заводов в основном используют мартеновские печи емкостью  . В мартеновской печи плавят сталь из шихты, содержащей стальной лом и чугун в любых соотношениях того или другого компонента. Температурный режим процесса должен обеспечить плавный нагрев металла до
. В мартеновской печи плавят сталь из шихты, содержащей стальной лом и чугун в любых соотношениях того или другого компонента. Температурный режим процесса должен обеспечить плавный нагрев металла до  . Для создания окислительной среды в печь дополнительно вводят избыток воздуха. Источником тепла является топливо (обычно природный газ), при горении которого в воздухе (обычном или обогащенном кислородом) образуется факел с температурой
. Для создания окислительной среды в печь дополнительно вводят избыток воздуха. Источником тепла является топливо (обычно природный газ), при горении которого в воздухе (обычном или обогащенном кислородом) образуется факел с температурой  . Предварительно газ и воздух нагреваются в регенераторах до температуры
. Предварительно газ и воздух нагреваются в регенераторах до температуры  . По теплотворности топливо для мартеновских печей подразделяют на две группы: газообразное или жидкое высококалорийное (например, мазут, не требующий подогрева). В первом случае печь должна иметь четыре регенератора (два - для воздуха, два - для газа), во втором - два регенератора (только для воздуха). Воздух нагревают до
. По теплотворности топливо для мартеновских печей подразделяют на две группы: газообразное или жидкое высококалорийное (например, мазут, не требующий подогрева). В первом случае печь должна иметь четыре регенератора (два - для воздуха, два - для газа), во втором - два регенератора (только для воздуха). Воздух нагревают до  , газ до
, газ до  . Температура плавления в рабочем пространстве
. Температура плавления в рабочем пространстве  (в фокусе горения до 2000 °C). Продукты горения вместе с пылью образуют дымовые газы, которые при температуре
(в фокусе горения до 2000 °C). Продукты горения вместе с пылью образуют дымовые газы, которые при температуре  поступают в регенераторы и нагревают насадки регенераторов, а при температуре
поступают в регенераторы и нагревают насадки регенераторов, а при температуре  уходят в борова дымовой трубы. На боровах установлены перекидные клапаны для попеременного изменения направления газа, воздуха и дымовых газов. Для загрузки шихты, флюсов и обслуживания печи во время плавки в передней стенке печи имеются
уходят в борова дымовой трубы. На боровах установлены перекидные клапаны для попеременного изменения направления газа, воздуха и дымовых газов. Для загрузки шихты, флюсов и обслуживания печи во время плавки в передней стенке печи имеются  рабочих (завалочных) окон, через них же производится слив шлака, а на задней стенке печи летка для выпуска жидкой стали. Процесс плавки стали в мартеновской печи состоит из следующих операций: заправки печи, загрузки шихты и ее плавления, периода окисления, перегрева, доводки и раскисления, выпуска металла.
рабочих (завалочных) окон, через них же производится слив шлака, а на задней стенке печи летка для выпуска жидкой стали. Процесс плавки стали в мартеновской печи состоит из следующих операций: заправки печи, загрузки шихты и ее плавления, периода окисления, перегрева, доводки и раскисления, выпуска металла.
. В мартеновской печи плавят сталь из шихты, содержащей стальной лом и чугун в любых соотношениях того или другого компонента. Температурный режим процесса должен обеспечить плавный нагрев металла до . Для создания окислительной среды в печь дополнительно вводят избыток воздуха. Источником тепла является топливо (обычно природный газ), при горении которого в воздухе (обычном или обогащенном кислородом) образуется факел с температурой . Предварительно газ и воздух нагреваются в регенераторах до температуры . По теплотворности топливо для мартеновских печей подразделяют на две группы: газообразное или жидкое высококалорийное (например, мазут, не требующий подогрева). В первом случае печь должна иметь четыре регенератора (два - для воздуха, два - для газа), во втором - два регенератора (только для воздуха). Воздух нагревают до , газ до . Температура плавления в рабочем пространстве (в фокусе горения до 2000 °C). Продукты горения вместе с пылью образуют дымовые газы, которые при температуре поступают в регенераторы и нагревают насадки регенераторов, а при температуре уходят в борова дымовой трубы. На боровах установлены перекидные клапаны для попеременного изменения направления газа, воздуха и дымовых газов. Для загрузки шихты, флюсов и обслуживания печи во время плавки в передней стенке печи имеются Из плавильных печей приготовленные расплавы переливаются в специальные емкости - литейные разливочные ковши. Формы для заливки располагают на формовочных площадках, на движущихся конвейерах или на движущейся заливочной площадке. Ковш служит для транспортирования жидкого металла и заливки форм. Ковш имеет стальной кожух, стенки и дно которого изнутри выложены огнеупорным материалом. Для разливки чугуна ковш футеруют шамотным, а для разливки стали шамотным, высокоглиноземистым или магнезитовым материалом. Толщина слоя футеровки  . По конструкции разливочные ковши бывают носковые, чайниковые, барабанные, стопорные и шиберные. Конструкция ковшей представлена на рисунках 6 и 7.
. По конструкции разливочные ковши бывают носковые, чайниковые, барабанные, стопорные и шиберные. Конструкция ковшей представлена на рисунках 6 и 7.
. По конструкции разливочные ковши бывают носковые, чайниковые, барабанные, стопорные и шиберные. Конструкция ковшей представлена на рисунках 6 и 7.Ковш разливочный носковый | Ковш разливочный чайниковый |
 |  |
ковш чайниковый)
Ковш разливочный стопорный | Ковш разливочный барабанный |
 |  |
ковш барабанный)
Для заливки чугуна чаще применяют ковши с носком или чайниковые, для заливки стального литья или крупных чугунных форм чаще всего применяют стопорные ковши. В чайниковых и стопорных ковшах шлак в процессе заливки удерживается лучше, чем в барабанных и в обычных ковшах носкового типа. Барабанные ковши обычно применяют при производстве тонкостенных мелких и средних отливок (когда важно сохранить температуру жидкого металла) и как раздаточные для заполнения небольших ковшей, из которых затем заливают формы. Вместимость барабанных ковшей  . Ковши с носком применяют для заливки форм, расположенных на конвейерах. Тогда эти ковши заполняют металлом из больших раздаточных чайниковых или стопорных ковшей.
. Ковши с носком применяют для заливки форм, расположенных на конвейерах. Тогда эти ковши заполняют металлом из больших раздаточных чайниковых или стопорных ковшей.
. Ковши с носком применяют для заливки форм, расположенных на конвейерах. Тогда эти ковши заполняют металлом из больших раздаточных чайниковых или стопорных ковшей.Стопорные ковши имеют различную вместимость от одной тонны до нескольких десятков тонн. Перед разливкой металла футеровку ковшей сушат и нагревают до  . Потери температуры металла при выпуске из печи, транспортировании и переливе из ковша в ковш, если это предусмотрено, должны быть учтены при назначении температуры заливки форм. Температура расплава обусловливается химическим составом металла, толщиной стенки отливки и размерами ее поверхности. Чем тоньше стенка отливки и больше ее поверхность, тем выше должна быть температура заливаемого в форму металла. Температура расплава при заливке влияет и на величину усадки его в отливке, чем выше температура, тем больше усадка металла. Поэтому при заливке форм массивных отливок температура расплава должна быть минимальной. Температуру жидкого металла перед заливкой проверяют термопарой или пирометром. Для обеспечения нормальной заливки форм и четкого рисунка на поверхности отливки заливаемый в формы металл должен иметь хорошую жидкотекучесть. Однако повышение температуры вызывает увеличенный пригар формовочной смеси к стенкам отливки. Поэтому для каждого вида отливок часто приходится практически подбирать необходимую температуру металла. При заливке формы следует сразу заполнять литниковую систему металлом и держать ее заполненной до конца заливки формы. При перерыве заливки или при медленном заполнении формы (если литниковая система не заполнена) шлак из литниковой чаши проходит в полость формы, образуя шлаковые раковины и засоры в отливке.
. Потери температуры металла при выпуске из печи, транспортировании и переливе из ковша в ковш, если это предусмотрено, должны быть учтены при назначении температуры заливки форм. Температура расплава обусловливается химическим составом металла, толщиной стенки отливки и размерами ее поверхности. Чем тоньше стенка отливки и больше ее поверхность, тем выше должна быть температура заливаемого в форму металла. Температура расплава при заливке влияет и на величину усадки его в отливке, чем выше температура, тем больше усадка металла. Поэтому при заливке форм массивных отливок температура расплава должна быть минимальной. Температуру жидкого металла перед заливкой проверяют термопарой или пирометром. Для обеспечения нормальной заливки форм и четкого рисунка на поверхности отливки заливаемый в формы металл должен иметь хорошую жидкотекучесть. Однако повышение температуры вызывает увеличенный пригар формовочной смеси к стенкам отливки. Поэтому для каждого вида отливок часто приходится практически подбирать необходимую температуру металла. При заливке формы следует сразу заполнять литниковую систему металлом и держать ее заполненной до конца заливки формы. При перерыве заливки или при медленном заполнении формы (если литниковая система не заполнена) шлак из литниковой чаши проходит в полость формы, образуя шлаковые раковины и засоры в отливке.
. Потери температуры металла при выпуске из печи, транспортировании и переливе из ковша в ковш, если это предусмотрено, должны быть учтены при назначении температуры заливки форм. Температура расплава обусловливается химическим составом металла, толщиной стенки отливки и размерами ее поверхности. Чем тоньше стенка отливки и больше ее поверхность, тем выше должна быть температура заливаемого в форму металла. Температура расплава при заливке влияет и на величину усадки его в отливке, чем выше температура, тем больше усадка металла. Поэтому при заливке форм массивных отливок температура расплава должна быть минимальной. Температуру жидкого металла перед заливкой проверяют термопарой или пирометром. Для обеспечения нормальной заливки форм и четкого рисунка на поверхности отливки заливаемый в формы металл должен иметь хорошую жидкотекучесть. Однако повышение температуры вызывает увеличенный пригар формовочной смеси к стенкам отливки. Поэтому для каждого вида отливок часто приходится практически подбирать необходимую температуру металла. При заливке формы следует сразу заполнять литниковую систему металлом и держать ее заполненной до конца заливки формы. При перерыве заливки или при медленном заполнении формы (если литниковая система не заполнена) шлак из литниковой чаши проходит в полость формы, образуя шлаковые раковины и засоры в отливке.Наиболее сложным и продолжительным в производстве литья является процесс изготовления литейной формы. Процесс изготовления такой формы называют формовкой. Значительную часть отливок (около 80%) получают в разовых песчаных сухих или сырых формах. Литейная разовая песчаная форма в большинстве случаев состоит из двух полуформ: верхней и нижней, каждую из которых изготовляют уплотнением формовочной смеси вокруг соответствующих частей модели (верхней или нижней).
Стержни представляют собой части формы, с помощью которых получают внутренние полости или сложные внешние очертания отливок, изготавливают уплотнением стержневого состава в стержневых ящиках. Для улучшения качества поверхности отливок, на формы и стержня наносят слой покрытия из материалов, не взаимодействующих с расплавленным металлом.
Формовочный материал - это совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей.
Формовочная смесь - это многокомпонентная смесь огнеупорных материалов, состав которой соответствует условиям технологического процесса изготовления неметаллических литейных форм. Состав и свойства формовочных смесей определяются в зависимости от заливаемого в литейную форму металла, развеса и конфигурации отливок.
Основой формовочной смеси являются пески, определяющие огнеупорность, теплоемкость, теплопроводность и другие свойства смеси. Пески, используемые в литейном производстве, являются природными образованиями и классифицируются по содержанию основного минерала, содержанию глинистой составляющей, крупности (фракции зерна), содержанию вредных примесей, форм зерен песка и другим показателям в соответствии с требованиями ГОСТ 2138-91 [24]. Основной частью формовочных песков, наиболее часто используемых при изготовлении форм и стержней являются зерна кварца. Кварц обладает высокой огнеупорностью (1730 °C) и низкой химической активностью. При нагреве кварц претерпевает ряд аллотропических модификаций, связанных со значительным изменением объема. Так при 870 °C  переходит
переходит  с изменением объема на 15,1%, поэтому в процессе применения зерна песка могут растрескиваться и измельчаться. Огнеупорность кварцевых песков заметно снижается при наличии вредных примесей, это оксиды железа, щелочных и щелочноземельных металлов, их содержания в песках ограничивается. Формовочные пески в зависимости от содержания глинистой составляющей делят на кварцевые (К), тощие (Т) и жирные (Ж). Кварцевые и тощие формовочные пески подразделяют на группы в зависимости от массовой доли глинистой составляющей, диоксида кремния, коэффициента однородности и среднего размера зерна. Жирные пески разделяют по значению предела прочности при сжатии во влажном состоянии и среднего размера зерна. Связующие материалы применяются для связывания зерен наполнителя (песка) в единую массу, обладающую определенными свойствами, в первую очередь, прочностными. Связующие материалы должны равномерно и сравнительно быстро распределяться по поверхности наполнителя. Существует большое разнообразие связующих материалов, число которых по мере развития химической промышленности непрерывно увеличивается. Широкое применение при изготовлении стержней в нагреваемой и холодной оснастке нашли синтетические смолы. Однако такие связующие являются достаточно дорогими и экологически не безопасными, поэтому стремятся использовать традиционные связующие - это разнообразные глины и неорганические материалы (водные растворы щелочных силикатов, кислые металлофосфатные связки и т.п.). Наиболее распространенными связующими материалами в литейном производстве являются глины.
с изменением объема на 15,1%, поэтому в процессе применения зерна песка могут растрескиваться и измельчаться. Огнеупорность кварцевых песков заметно снижается при наличии вредных примесей, это оксиды железа, щелочных и щелочноземельных металлов, их содержания в песках ограничивается. Формовочные пески в зависимости от содержания глинистой составляющей делят на кварцевые (К), тощие (Т) и жирные (Ж). Кварцевые и тощие формовочные пески подразделяют на группы в зависимости от массовой доли глинистой составляющей, диоксида кремния, коэффициента однородности и среднего размера зерна. Жирные пески разделяют по значению предела прочности при сжатии во влажном состоянии и среднего размера зерна. Связующие материалы применяются для связывания зерен наполнителя (песка) в единую массу, обладающую определенными свойствами, в первую очередь, прочностными. Связующие материалы должны равномерно и сравнительно быстро распределяться по поверхности наполнителя. Существует большое разнообразие связующих материалов, число которых по мере развития химической промышленности непрерывно увеличивается. Широкое применение при изготовлении стержней в нагреваемой и холодной оснастке нашли синтетические смолы. Однако такие связующие являются достаточно дорогими и экологически не безопасными, поэтому стремятся использовать традиционные связующие - это разнообразные глины и неорганические материалы (водные растворы щелочных силикатов, кислые металлофосфатные связки и т.п.). Наиболее распространенными связующими материалами в литейном производстве являются глины.
переходит с изменением объема на 15,1%, поэтому в процессе применения зерна песка могут растрескиваться и измельчаться. Огнеупорность кварцевых песков заметно снижается при наличии вредных примесей, это оксиды железа, щелочных и щелочноземельных металлов, их содержания в песках ограничивается. Формовочные пески в зависимости от содержания глинистой составляющей делят на кварцевые (К), тощие (Т) и жирные (Ж). Кварцевые и тощие формовочные пески подразделяют на группы в зависимости от массовой доли глинистой составляющей, диоксида кремния, коэффициента однородности и среднего размера зерна. Жирные пески разделяют по значению предела прочности при сжатии во влажном состоянии и среднего размера зерна. Связующие материалы применяются для связывания зерен наполнителя (песка) в единую массу, обладающую определенными свойствами, в первую очередь, прочностными. Связующие материалы должны равномерно и сравнительно быстро распределяться по поверхности наполнителя. Существует большое разнообразие связующих материалов, число которых по мере развития химической промышленности непрерывно увеличивается. Широкое применение при изготовлении стержней в нагреваемой и холодной оснастке нашли синтетические смолы. Однако такие связующие являются достаточно дорогими и экологически не безопасными, поэтому стремятся использовать традиционные связующие - это разнообразные глины и неорганические материалы (водные растворы щелочных силикатов, кислые металлофосфатные связки и т.п.). Наиболее распространенными связующими материалами в литейном производстве являются глины.Формовочные глины - это горные породы, частицы которых имеют форму пластинок размером менее 0,02 мм, при увлажнении частицы глины набухают и образуют пластичную массу. Формовочные глины по минералогическому составу делятся на три вида: каолиновые (К), бентонитовые (Б) и полиминеральные (П). В литейном производстве наиболее широко применяют каолиновые и бентонитовые глины.
После подготовки всех компонентов, их смешивают в необходимых пропорциях, увлажняют, разрыхляют и подают к месту формообразования. Для равномерного смешения материалов смеси применяют специальное оборудование. На практике, особенно в серийном и массовом производстве, широко используют отработанную формовочную смесь с добавлением к ней свежей смеси. Предварительно отработанную смесь регенерируют: после выбивки отливок из опок спекшиеся комки смеси размельчают, пропускают через магнитный сепаратор (с целью отделения металлических составляющих), просеивают и увлажняют. Важнейшими свойствами формовочных смесей являются теплофизические, механические свойства, текучесть и газопроницаемость.
Теплофизические свойства определяют скорость и последовательность затвердевания залитого металла в форму металла и режим охлаждения отливки.
Механические свойства смесей характеризуют их прочностью, огнеупорностью, пластичностью, податливостью и текучестью (способность заполнять форму).
Текучесть формовочного состава - это способность смеси под действием внешних сил обтекать модель, вследствие низкой текучести в форме образуются рыхлоты и прочность смеси будет неоднородной.
Газопроницаемость - это свойства смеси к прохождению через нее находящийся в форме и образующиеся при заливке металла паров воздуха и газов. В случае низкой газопроницаемости смеси, газы устремятся в жидкий металл, образуя в затвердевающей отливке газовые раковины. Газопроницаемость формовочной смеси зависит от ее влажности, содержания глины, степени уплотнения смеси.
В зависимости от сложности и размеров отливок для изготовления литейной формы, способа формовки и степени механизации процесса, формовку подразделяют на:
- формовку по-сырому (когда форму заливают без сушки);
- формовку по-сухому (когда форму заливают после ее сушки).
По виду применяемой модельной оснастки различают:
- формовку по моделям (извлекаемым, не извлекаемым, разъемным, неразъемным);
- по шаблонам (вращения и протяжным);
- по ящикам (вытряхным, разборным, разъемным).
По виду применяемой опочной оснастки различают:
- формовку в почве;
- формовку в опоках;
- безопочная формовка;
- формовка в стержнях.
По степени механизации:
- ручную;
- машинную;
- автоматическую.
Ручную формовку применяют для получения одной или нескольких отливок, например, в условиях опытно-экспериментального производства, при изготовлении уникальных отливок, а также при изготовлении ремонтных отливок. Машинную формовку применяют в условиях серийного и массового, реже единичного производства отливок, а автоматическую - в условиях массового производства.
Припуск на механическую обработку - это дополнительный слой металла, который удаляют в процессе механической обработки отливки, чтобы обеспечить точность и высокое качество поверхности детали. Поскольку при затвердевании металлов, залитых в литейную форму, происходит линейная усадка от 1% до 2%, размеры модели должны быть больше размеров отливок на величину усадки. Для облегчения удаления модели из формы без ее разрушения и свободного удаления стержня из стержневого ящика применяют литейные уклоны. Уклоны выполняют в направлении извлечения модели из формы. Сложные по форме модели делают разъемными, полость разъема как правило проходит через ось симметрии (форма состоит из двух полумоделей). Для точного совмещения полумоделей на одной из них имеются шипы, а на другой впадины. Изготовление внутренних полостей, отверстий или иного сложного контура в отливках выполняют при помощи литейных стержней, изготавливаемых из стержневых смесей, уплотненных в специальных стержневых ящиках. При сборке литейной формы сухой стержень устанавливают стержневыми знаками в соответствующие гнезда формы.
Ручную формовку обычно используют в мелкосерийном и единичном производстве. Технологических процесс изготовления формы складывается из следующих операций. На подмодельную плиту устанавливают нижнюю полумодель плоскостью разъема вниз и нижнюю опоку. Рядом с полумоделью ставят модель элемента литниковой системы. На полумодель в опоку засыпают слоями формовочную смесь и уплотняют ее ручной трамбовкой. Избыток формовочной смеси срезают линейкой вровень с краем опоки. Для увеличения газопроницаемости полуформы специальным приспособлением накалывают вентиляционные отверстия. Готовую полуформу поворачивают на 180° и на нижнюю полумодель устанавливают верхнюю полумодель совмещая шипы и впадины на полумоделях. На опоку нижней полуформы устанавливают верхнюю опоку и скрепляют их при помощи штырей. Над моделью питателя устанавливают модель шлакоуловителя и стояка с литниковой чашей. На самую высокую поверхность модели устанавливают выпор, который обеспечивает отвод газов из формы и указывает на полную заполняемость формы металлом. Затем формуют верхнюю полуформу, уплотняя формовочную смесь в опоке. Избыток смеси срезают линейкой с верхнего края опоки и накалывают вентиляционные каналы. Извлекают модели выпора, стояка с литниковой чашей. Снимают верхнюю полуформу, поворачивают ее на 180° и устанавливают на подмодельную плиту рядом с нижней полуформой. Затем из полуформ с помощью крючков или шпилек извлекают полумодели отливки, модели питателя и шлакоуловителя. Производят окончательную сборку формы под заливку металлом.
Машинную формовку применяют главным образом в серийном и массовом производстве. В мелкосерийном и единичном производстве применение машинной формовки возможно при использовании быстросменной модельной оснастки. Машинная формовка по сравнению с ручной имеет следующие преимущества:
- больше производительность;
- выше точность отливок и, как следствие, меньше припуски на обработку;
- механизация трудоемких операций уплотнения формовочной смеси и извлечения модели.
Точность размеров отливок при машинной формовке повышается вследствие более точных с меньшими уклонами моделей, замены расталкивания моделей вибрацией при их извлечении из формы, хорошего центрирования опок. Машинную формовку осуществляют, как правило, в двух опоках и форма состоит из верхней и нижней полуформ. Исключение составляют формовка в стопку и безопочная формовка. В массовом и крупносерийном производстве используют односторонние металлические модельные плиты с металлическими моделями, в мелкосерийном и единичном - быстросменную модельную оснастку.
Технологический процесс изготовления литейных форм на машинах складывается из ряда операций. Основные операции уплотнение формовочной смеси в опоке и извлечение модели из формы. Эти операции выполняются механизмами формовочной машины, что повышает качество формы и отливки. Вспомогательные и транспортные операции - установка опоки на машину, обдувка плиты и нанесение разделительного состава, засыпка формовочной смеси в опоку, транспортирование, сборка форм - выполняются механизмами машины. В зависимости от степени механизации операций различают механизированную формовку, когда рабочий управляет работой механизмов, выполняющих основные, вспомогательные и транспортные операции, и автоматическую формовку, когда управление работой механизмов осуществляется машиной. Наиболее трудоемкими и ответственными являются операции уплотнения литейной формы и извлечения модели. Существует несколько способов уплотнения формовочных смесей на машинах: прессованием, прессованием с вибрацией, встряхиванием, встряхиванием с допрессовкой, с помощью пескомета, пескодувно-прессовый способ и др. Каждый из способов имеет рациональную область применения в зависимости от конфигурации модели, размеров форм, свойств формовочной смеси, характера производства. Особенность машинной формовки кратковременность основных и вспомогательных операций, что обеспечивает высокую производительность труда. Из технологического процесса изготовления формы на машинах, как правило, исключают ручные операции по отделке формы или ее изготовлению: устройство вентиляционных отверстий, подрезку, использование отъемных частей, установку жеребеек, холодильников. Наличие таких операций снижает производительность и использование машины. Применение облицовочной и наполнительной смеси также снижает производительность оборудования, поэтому для машинной формовки в крупносерийном и массовом производстве используют, как правило, единые формовочные смеси, имеющие высокую прочность и газопроницаемость. Использование фасонной модельной плиты при машинной формовке исключает операцию подрезки. Литниковые каналы выполняют при машинной формовке моделями, а не прорезают вручную. Однако в условиях серийного производства, особенно средних и крупных форм на машинах, в технологический процесс включаются ручные операции по отделке формы, применяют отъемные части на модели, а также облицовочные и наполнительные смеси. Это объясняется тем, что применение достаточно дорогой единой смеси для всего объема крупной формы увеличивает ее стоимость, снижает эффективность. Целесообразнее использовать облицовочные смеси. Небольшое число простых отъемных частей модели хотя несколько снижает производительность, однако экономически может быть более эффективным, чем изготовление дорогостоящих ящиков и стержней. В условиях массового производства и автоматической формовки применяют единые формовочные смеси, полностью исключают ручные операции по отделке формы, ее исправлению, что повышает эффективность использования оборудования и качество отливок.
В области машинной формовки наиболее часто применяются встряхивающие машины с допрессовкой. Встряхивание позволяет эффективно уплотнять формовочные смеси различной прочности в влажном состоянии. Особое внимание следует уделить возможности уплотнения формовочных смесей в высоких опоках, что является важным преимуществом данного метода. Эти особенности способствуют широкому распространению уплотнения встряхиванием в серийном и массовом производстве при изготовлении форм для мелких, средних и крупных отливок. Однако метод уплотнения встряхиванием имеет и ряд недостатков. К ним относятся высокий уровень шума при работе, значительные нагрузки на фундамент и неравномерное распределение плотности смеси в форме. Слои смеси, прилегающие к модельной плите, оказываются значительно более уплотненными по сравнению со слоями в верхней части формы, что обусловлено воздействием верхних слоев на нижние при ударе. В результате верхние слои формы имеют низкую плотность, близкую к насыпной массе смеси, что может не обеспечивать требуемую прочность формы. Наибольшая неравномерность уплотнения наблюдается вблизи углов модели, что может негативно сказываться на качестве отливок. Для устранения этого недостатка и обеспечения высокой и равномерной плотности и прочности форм, а также получения точных отливок высокого качества, применяется метод уплотнения смеси встряхиванием с допрессовкой. Данный метод позволяет достичь оптимального уплотнения и улучшить эксплуатационные характеристики формовочных смесей.
В настоящее время в современных литейных цехах в серийном и массовом производстве для изготовления форм применяются автоматические формовочные линии. В них все операции формовки автоматизированы. Такие формовочные линии успешно эксплуатируются в литейных цехах многих заводов, они имеют достаточно высокую производительность и надежность в эксплуатации. Автоматические машины безопочной формовки позволяют получать безопочные формы, состоящие из двух полуформ с горизонтальным разъемом. Такие машины выполняют автоматически все операции изготовления формы. Чаще используют автоматические линии, позволяющие изготовлять безопочные формы с вертикальным разъемом собираемые в стопку. В этих линиях для уплотнения формовочной смеси применяют пескодувно-прессовый способ. На такой линии используют высокопрочные формовочные смеси во влажном состоянии. На линиях изготовляют мелкие фасонные отливки из серого, высокопрочного и ковкого чугуна без стержней, а также со стержнями. Для установки стержней в форму линии оснащают специальными механизмами - стержнеукладчиками.
Сушка стержней - одна из наиболее продолжительных операций процесса их изготовления. Этого недостатка позволяет избежать способ изготовления стержней из смесей с быстротвердеющими связующими (синтетическими смолами) в горячих стержневых ящиках. Сущность технологического процесса состоит в том, что стержневая смесь с быстротвердеющим связующим с помощью пескодувной или пескострельной машины вдувается в стержневой ящик, предварительно нагретый до определенной для данного связующего температуры. Под действием теплоты связующее при нагреве затвердевает, придавая прочность стержню. После непродолжительной выдержки, в зависимости от связующего и размеров стержня, ящик раскрывают и извлекают сухой и прочный стержень. Основные преимущества этого технологического процесса:
- высокая прочность и малая осыпаемость стержней в сухом состоянии;
- хорошая газопроницаемость, высокая точность и качество поверхности;
- хорошая выбиваемость стержня из отливки.
К недостаткам процесса следует отнести усложнение конструкции стержневых ящиков, повышение их стоимости. Поэтому наиболее эффективно применение этого технологического процесса для изготовления стержней в условиях массового производства мелких и средних отливок из серого, высокопрочного и ковкого чугунов. Для стальных отливок такой технологический процесс применяют реже, так как термостойкость смесей недостаточна. Технологические режимы изготовления стержней назначают в соответствии со свойствами связующего, размерами и конфигурацией стержня, заданными физико-механическими свойствами стержня. Оптимальные температуры нагрева стержневых ящиков в зависимости от марки связующего находятся в пределах  . Продолжительность выдержки стержня в ящике зависит от свойств связующего, толщины стенки стержня и его конфигурации и составляет от нескольких секунд до нескольких минут.
. Продолжительность выдержки стержня в ящике зависит от свойств связующего, толщины стенки стержня и его конфигурации и составляет от нескольких секунд до нескольких минут.
. Продолжительность выдержки стержня в ящике зависит от свойств связующего, толщины стенки стержня и его конфигурации и составляет от нескольких секунд до нескольких минут.Стержни из песчано-жидкостекольных смесей изготовляют обычно в единичном и серийном производстве, используя деревянные, пластмассовые или металлические ящики. Жидкостекольные смеси обладают повышенной прилипаемостью к стенкам ящика, поэтому стенки ящика должны быть окрашены химически стойким лаком и покрыты разделительным покрытием. Мелкие стержни изготовляют целиком из жидкостекольной смеси, а при изготовлении крупных стержней эти смеси используют как облицовочные. После установки каркаса внутреннюю часть стержня, стержневой ящик заполняют формовочным составом. Продувка стержня углекислым газом производится в течение  через наколы в теле стержня, в которые устанавливаю резиновые трубки с наконечниками, или через отверстия в стенках ящика. После извлечения стержни окрашивают противопригарными покрытиями, обычно самовысыхающими.
через наколы в теле стержня, в которые устанавливаю резиновые трубки с наконечниками, или через отверстия в стенках ящика. После извлечения стержни окрашивают противопригарными покрытиями, обычно самовысыхающими.
через наколы в теле стержня, в которые устанавливаю резиновые трубки с наконечниками, или через отверстия в стенках ящика. После извлечения стержни окрашивают противопригарными покрытиями, обычно самовысыхающими.Изготовление стержней из химически твердеющих смесей (ХТС) на синтетических смолах имеет все преимущества процесса изготовления стержней в нагреваемых ящиках. Однако твердение таких смесей не требует нагрева, что позволяет применять ящики более простой конструкции. Для стержней в этом случае используют связующее синтетические смолы, а в качестве катализаторов твердения применяют органические и неорганические кислоты. Формовочная смесь с такими связующими обладают невысокой живучестью, их приготовляют непосредственно на месте изготовления стержней в быстродействующих смесителях с автоматическими дозаторами компонентов. Компоненты смеси вводят в смеситель в определенной последовательности, песок, катализатор, связующие и перемешивают  . Готовую смесь сразу подают в стержневые ящики, где выдерживают
. Готовую смесь сразу подают в стержневые ящики, где выдерживают  , затем стержень извлекают из ящика и выдерживают на воздухе
, затем стержень извлекают из ящика и выдерживают на воздухе  . Смеси на синтетических смолах обладают резким запахом, поэтому требуется хорошая вентиляция участка.
. Смеси на синтетических смолах обладают резким запахом, поэтому требуется хорошая вентиляция участка.
. Готовую смесь сразу подают в стержневые ящики, где выдерживают , затем стержень извлекают из ящика и выдерживают на воздухе . Смеси на синтетических смолах обладают резким запахом, поэтому требуется хорошая вентиляция участка.В современном производстве для получения литых деталей используется более 50 технологических процессов и их вариантов. Исторически сложилось деление этих способов на литье в песчано-глинистые формы и специальные виды литья. Специальные способы литья имеют неоспоримые преимущества перед литьем в песчано-глинистые формы. Основное достоинство их в том, что отливки получаются более точными и с низкой шероховатостью поверхности. При этом снижаются как правило припуски на механическую обработку и потери металла на литниковую систему. Часто при этом не расходуются формовочные материалы или их использование минимально. К специальным методам литья относятся: литье по выплавляемым моделям (ЛВМ), литье по газифицируемым моделям (ЛГМ), литье в оболочковые формы (или корковое литье), литье в металлические формы (в кокиль), центробежное литье (ЦЛ) и др.
Данный метод обеспечивает производство высокоточных отливок с точностью до сотых долей миллиметра и толщиной стенок от 0,5 мм. Масса готовых изделий варьируется от 2 до 3 кг. Отливки могут быть изготовлены из широкого спектра сплавов с температурой плавления до 1600 °C. Дополнительная обработка отливок, за исключением механической шлифовки и полирования, не требуется. Технология получения деталей включает изготовление моделей из легкоплавких материалов, таких как воск, стеарин, парафин и аналогичные вещества. Модели формируются в специальных пресс-формах с высокой степенью точности. Конструкция пресс-форм должна обеспечивать возможность легкого извлечения моделей без повреждений. В условиях массового производства используются многогнездные пресс-формы, изготовленные из стали и алюминиевых сплавов. Для единичного и мелкосерийного производства применяются пресс-формы из гипса, дерева и пластмасс. Изготовленные модели обычно объединяются в блоки и соединяются с литниковой системой. На собранный блок моделей методом окунания наносится жидкое облицовочное покрытие, состоящее из основы, включающей огнеупорные материалы, и связующего вещества. В качестве огнеупорных компонентов используются кварц, электрокорунд, циркон и другие материалы. В качестве связующих агентов чаще всего применяются этилсиликат и жидкое стекло. Процесс нанесения покрытия повторяется 4 - 5 раз с добавлением зернистых материалов на поверхность блоков, пока не будет достигнута требуемая толщина оболочки (2,5 - 8,0 мм). Для обсыпки применяются материалы, аналогичные пылевидным компонентам суспензии, но с более крупными размерами частиц. Размер зерна пылевидных материалов составляет не более 0,05 мм, тогда как зернистые материалы характеризуются размером частиц 0,1 мм и более. После нанесения покрытия блок моделей просушивается на воздухе при комнатной температуре в течение 2 - 3 часов. Затем формообразующая оболочка с блоком моделей подвергается термической обработке в муфельной печи для удаления легкоплавких материалов, модельного состава, так же возможны варианты выплавлять из форм паром, горячим воздухом или в горячей воде. Затем форму прокаливают при нагреве  для удаления остатков модельного состава, влаги и для упрочнения оболочки. Полученные таким образом формы обладают огнеупорностью до 1700 °C, высокой прочностью и хорошо сохраняют конфигурацию. Для предохранения разрушения оболочек во время заливки металла их помещают в опоки с наполнителем. В качестве наполнителей как правило используют сыпучие огнеупорные материалы.
для удаления остатков модельного состава, влаги и для упрочнения оболочки. Полученные таким образом формы обладают огнеупорностью до 1700 °C, высокой прочностью и хорошо сохраняют конфигурацию. Для предохранения разрушения оболочек во время заливки металла их помещают в опоки с наполнителем. В качестве наполнителей как правило используют сыпучие огнеупорные материалы.
для удаления остатков модельного состава, влаги и для упрочнения оболочки. Полученные таким образом формы обладают огнеупорностью до 1700 °C, высокой прочностью и хорошо сохраняют конфигурацию. Для предохранения разрушения оболочек во время заливки металла их помещают в опоки с наполнителем. В качестве наполнителей как правило используют сыпучие огнеупорные материалы.Преимущества метода ЛВМ:
- возможность изготовления тонкостенных отливок сложной конфигурации из практически любых сплавов;
- уменьшение расходов формовочных материалов, снижение материалоемкости процесса изготовления детали, так как обеспечиваются высокая точность и качество поверхности, не требующие последующей механической обработки, кроме шлифования и полирования.
Недостатки метода ЛВМ:
- процесс трудоемкий, длительный, многооперационный, с использованием дорогостоящих материалов;
- высокий брак из-за сложного техпроцесса;
- низкая интенсивность охлаждения металла снижает скорость кристаллизации, что дает крупное зерно, возможность появления усадочных раковин и пустот в массивных узлах и толстых стенках отливки;
- низкий технологический выход годного из-за большой массы литниково-питающей системы;
- высокая себестоимость литья.
Область применения ЛВМ:
- изготовление отливок повышенной точности;
- изготовление тонкостенных крупногабаритных отливок повышенной точности для уменьшения массы конструкции.
Все известные способы получения отливок связаны с применением моделей для образования литейной формы с необходимой конфигурацией полости, которая получается после извлечения моделей. В качестве материала для моделей используется: металл, дерево, пластмассы, минералы, воскоподобные вещества и др. Применение в качестве модельных материалов пенопластов привело к тому, что в литейном производстве появилась возможность оставлять модель в форме во время ее заливки металлом. Это исключило необходимость литейных уклонов, расталкивания моделей для их извлечения и позволило получать отливку с более жесткими допусками на размеры, уменьшенными припусками на механическую обработку при меньшей трудоемкости изготовления отливки. Особенность литья по таким моделям - применение форм, из которых модели не извлекаются, а сгорают, газифицируются за счет теплоты заливаемого жидкого металла. Таким способом получают отливки в индивидуальном и серийном производствах массой до 40 тонн.
Особенности метода:
- изготовление моделей вспениванием бисерного полистирола в пресс-форме или из плит пенополистирола механической обработкой с последующим склеиванием;
- использование в качестве формовочного материала сухого огнеупорного песка без связующего материала;
- заливка литейных форм с находящимися внутри пенополистироловыми моделями;
- использование пенополистироловых моделей, газифицируемых от теплоты заливаемого металла.
Преимущества метода:
- повышение точности отливок, так как не требуется удаление моделей, отсутствуют литейные уклоны и плоскость разъема и в большинстве случаев отсутствуют стержни;
- применение цельной модели упрощает изготовление формы, так как отсутствуют такие операции, как разъем формы, удаление моделей и простановка стержней.
Недостатки метода:
- однократное использование модели;
- низкая прочность и легкая деформируемость пенополистирола, что затрудняет применение метода для производства тонкостенных и сложных отливок;
- сложность изготовления пресс-форм для вспенивания ограничивает использование метода только крупносерийным и массовым производствами;
- сильное газовыделение, что требует интенсивной вентиляции или специального вакуумирования форм;
- насыщение углеродом верхних частей стальных отливок.
Область применения метода:
- производство единичных отливок типа штампов и инструментальной оснастки;
- ремонтное литье;
- изготовление прибылей для отливок, производимых в песчано-глинистых формах.
Этот способ получения фасонных отливок с повышенной точностью является экономически целесообразным при условии извлечения из каждой формы не менее  мелких или
мелких или  крупных отливок. Литье в кокиль особенно эффективно в массовом производстве, если оно приводит к снижению затрат на изготовление готовой детали за счет уменьшения стоимости кокиля или минимизации отходов металла при последующей механической обработке отливки. Высокая теплопроводность материала формы способствует ускорению процесса затвердевания отливки, что обеспечивает формирование мелкозернистой и плотной структуры с улучшенными механическими свойствами. Для обеспечения равномерности охлаждения всех частей отливки и их одновременного затвердевания необходимо использовать податливые стержни или своевременно удалять металлические стержни. Также требуется тщательная сборка кокилей, чтобы исключить образование поперечных трещин, и предотвращение механических повреждений кокиля, включая своевременную заделку образовавшихся трещин. Многократное использование кокиля возможно в зависимости от температуры плавления металла, конструкции и массы отливки. Заполнение формы металлом и затвердевание отливки происходят под действием силы тяжести. Технологический процесс литья в кокиль включает следующие этапы:
крупных отливок. Литье в кокиль особенно эффективно в массовом производстве, если оно приводит к снижению затрат на изготовление готовой детали за счет уменьшения стоимости кокиля или минимизации отходов металла при последующей механической обработке отливки. Высокая теплопроводность материала формы способствует ускорению процесса затвердевания отливки, что обеспечивает формирование мелкозернистой и плотной структуры с улучшенными механическими свойствами. Для обеспечения равномерности охлаждения всех частей отливки и их одновременного затвердевания необходимо использовать податливые стержни или своевременно удалять металлические стержни. Также требуется тщательная сборка кокилей, чтобы исключить образование поперечных трещин, и предотвращение механических повреждений кокиля, включая своевременную заделку образовавшихся трещин. Многократное использование кокиля возможно в зависимости от температуры плавления металла, конструкции и массы отливки. Заполнение формы металлом и затвердевание отливки происходят под действием силы тяжести. Технологический процесс литья в кокиль включает следующие этапы:
мелких или крупных отливок. Литье в кокиль особенно эффективно в массовом производстве, если оно приводит к снижению затрат на изготовление готовой детали за счет уменьшения стоимости кокиля или минимизации отходов металла при последующей механической обработке отливки. Высокая теплопроводность материала формы способствует ускорению процесса затвердевания отливки, что обеспечивает формирование мелкозернистой и плотной структуры с улучшенными механическими свойствами. Для обеспечения равномерности охлаждения всех частей отливки и их одновременного затвердевания необходимо использовать податливые стержни или своевременно удалять металлические стержни. Также требуется тщательная сборка кокилей, чтобы исключить образование поперечных трещин, и предотвращение механических повреждений кокиля, включая своевременную заделку образовавшихся трещин. Многократное использование кокиля возможно в зависимости от температуры плавления металла, конструкции и массы отливки. Заполнение формы металлом и затвердевание отливки происходят под действием силы тяжести. Технологический процесс литья в кокиль включает следующие этапы:1) Нанесение облицовки на рабочую часть кокиля.
2) Нагрев кокиля до температуры 200 - 300 °C.
3) Установка стержней в кокиль (при необходимости).
4) Сборка кокиля.
5) Заливка металла (через воронку сверху или через сетку для удержания шлака).
6) Разборка кокиля и удаление отливки.
7) Очистка и контроль отливки.
Преимущества метода:
- повышенная точность размеров и качество поверхности отливок.
- увеличение выпуска отливок по сравнению с литьем в песчано-глинистые формы в  раз.
раз.
- улучшение технико-экономических показателей производства (увеличение выхода годного литья, снижение себестоимости отливок, повышение производительности труда, облегчение механизации и автоматизации процесса).
Недостатки метода:
- высокая стоимость форм и недостаточная их стойкость при литье чугуна и стали.
- повышенная теплопроводность металлической формы.
- образование трещин в отливках сложной конфигурации из-за неподатливости металлической формы при усадке металла.
Область применения метода: литье в кокиль рекомендуется для мелкосерийного производства простых конфигураций отливок с использованием сплавов, имеющих сравнительно низкую температуру заливки.
Стремление получить чугунные отливки без отбела и с определенными свойствами за счет оптимальных термических условий формирования отливок привело к появлению нового технологической процесса - литье в облицованный кокиль. Способ отличается улучшением качества отливок за счет повышенной размерной точности и точности массы, при одновременном повышении стойкости кокиля из-за снижения термической нагрузки на кокиль, снижении металлоемкости отливки за счет уменьшения размера прибылей, напусков и допусков. Стойкость таких кокилей более высокая, сами кокиля более податливы, позволяют получать крупные и сложные отливки. При этом появляется возможность механизировать и автоматизировать технологический процесс. К недостаткам облицованных кокилей следует отнести повышенную сложность и стоимость оснастки, отсутствие гибкости процесса (его трудно переналаживать), ограниченность номенклатуры деталей в одном технологическом потоке. Значительные вредные воздействия на экологию из-за выделений фенола, формальдегида, что требует дополнительной вентиляции помещения и рабочих мест.
Сущность способа сводится к созданию на металлической основе кокиля неметаллического покрытия, слоя облицовки определенной толщины на различных участках формируемой отливки. Облицовки образуются путем заполнения зазора между моделью и кокилем облицовочной смесью. После каждого налива облицовка на кокиль наносится заново. Для прочной связи облицовки с кокилем поверхность кокиля должна иметь повышенную шероховатость. На нее наносят насечки, канавки или делают обратный уклон. Наиболее часто оболочку облицовывают сыпучими термореактивными смесями путем надува ее в зазор между кокильной плитой и моделью. Для ускорения процесса отверждения модельная плита нагревается до определенной температуры и постоянно поддерживается горячей. После надува смеси в зазор и небольшой выдержки облицованный кокиль снимается с кокильной плиты. Облицовочные смеси могут быть сыпучими с повышенной текучестью и наливными (жидкоподвижными). Наливные смеси заливают через отверстие в кокиле, или саму модель погружают в кокиль, куда налита смесь. Для улучшения заполнения зазора смесью, формы вакуумируют или подвергают вибрации. Перед началом процесса кокиль и модель нагревают до оптимальной температуры в зависимости от типа связующего. Температура кокиля составляет от 50 до 150 °C, а модели от 250 до 100 °C. На модель наносят разделительный состав для предотвращения прилипания оболочки к модели. Кокиль устанавливают на модельную плиту и производят вдувание смеси. После выдержки в течение от 1 до 6 минут в зависимости от толщины оболочки происходит ее полное затвердевание и кокиль с оболочкой снимаются с плиты. На другом рабочем месте аналогично изготавливают верхнюю половину кокиля и получают верхний облицовочный кокиль. Производят сборку половинок кокиля. Температура металла, заливаемого в облицованный кокиль должна быть ниже, чем при литье в обычный кокиль. После охлаждения отливки кокиль разбирают, извлекают отливку, которая идет на дальнейшие финишные операции. Кокиль подвергают чистке и охлаждению и подают снова на позицию надува. Очистку ведут механизированным путем, очищая надувные отверстия выталкивателями. Максимальная масса отливок не превышает 200 кг, способ эффективен при получении отливок из сплавов склонных к повышенной усадке.
Технология центробежного литья основана на вращении формы, ее особенности обусловлены использованием центробежной силы при выполнении обычных операций изготовления отливок: подготовке форм, заливке и выдержке отливок в форме для затвердевания и частичного охлаждения. На практике применяют скорости вращения от 250 до 1500 об./мин. После затвердевания и частичного остывания отливки вращение формы прекращают, горячую отливку извлекают и в дальнейшем ее охлаждают на воздухе или в охладительной камере. При необходимости отливки подвергают термической обработке.
При центробежном литье применяют разнообразные литейные формы, но наиболее часто используют металлические изложницы. Их предварительно подогревают (охлаждают) до 300 °C, затем на рабочую поверхность наносят огнеупорное покрытие. Это повышает стойкость изложницы, снижает скорость охлаждения отливки, предупреждает образование спаев и трещин. Покрытие может содержать модифицирующие и легирующие добавки, в этом случае оно служит также для регулирования структуры и состава поверхностных слоев отливки. Покрытие наносят на изложницу в виде красок, облицовок из сыпучих материалов. Последние применяют при изготовлении цилиндрических отливок (труб, втулок, гильз и т.д.) в формах, вращающихся вокруг горизонтальной оси, совпадающей с осью отливки.
Сыпучие материалы засыпают во вращающуюся форму, мелкодисперсный материал покрытия удерживается на поверхности формы центробежными силами. Заливку металла в форму осуществляют на центробежных машинах с горизонтальной, вертикальной, наклонной или перемещающейся в пространстве осью вращения. Во вращающуюся форму через специальный желоб заливают жидкий металл. Под действием центробежной силы, во много раз превышающей силу тяжести, расплав заполняет полость литейной формы и затвердевает. Центробежные силы улучшают заполнение форм жидким металлом и ускоряют седиментацию газовых пузырьков и неметаллических включений. Менее плотные, чем расплав, включения выносятся от оси вращения на внутреннюю поверхность отливки, а более плотные скапливаются у наружной поверхности. При получении полых отливок расплав остывает с двух сторон: с наружной (отдает теплоту форме) и внутренней поверхностей (за счет теплоизлучения открытой поверхности). В средних слоях находится более горячий и потому менее плотный расплав. Охлажденный на свободной поверхности расплав, как более плотный, устремляется под действием центробежных сил к наружной поверхности (стенке формы) и вытесняет горячий расплав из среднего слоя в обратном направлении, к свободной поверхности. Это создает благоприятные условия для направленного затвердевания. Для усиления этого эффекта свободную поверхность покрывают теплоизолирующим шлаком. В этом случае у свободной поверхности расплав кристаллизуется в последнюю очередь, и затвердевание идет строго направленно. Повышенное давление в металле, которое возникает под действием центробежной силы, способствует устранению в отливках пористости. Из-за повышенного давления расплава тормозится усадка и уменьшается воздушный зазор между отливкой и формой, поэтому при центробежном литье отливка затвердевает и остывает быстрее, чем в неподвижной форме. Конвективное перемешивание металла в период кристаллизации и быстрое охлаждение способствуют измельчению структуры отливки. Вместе с тем действие центробежных сил в определенной мере затрудняет получение качественных отливок. Так, химическая неоднородность по сечению отливки при этом способе литья усиливается по мере увеличения скорости вращения формы.
В чугунных и стальных отливках сильнее всего происходит ликвация углерода, серы и фосфора, которые вытесняются к внутренней поверхности отливок.
При литье в песчаные формы центробежная сила за счет увеличения давления расплава способствует проникновению его в межзеренное пространство и формированию механического пригара. При недостаточной прочности форма под давлением жидкого металла деформируется, и отливка получается с подутостью.
При центробежном литье в твердой корке, образующейся у поверхности формы, развиваются более высокие внутренние напряжения, поэтому более вероятно образование горячих трещин. Наибольшее распространение центробежное литье нашло при производстве полых отливок. Этот способ широко применяется для изготовления труб, втулок и других отливок, имеющих форму тел вращения, а иногда и для фасонных отливок - детали арматуры, шестерни, кольца тормозного барабана, втулки, турбинные диски с лопатками и др.
В формах с горизонтальной осью вращения получают протяженные отливки с L > 3D (L и D - соответственно длина и диаметр отливки).
В формах с вертикальной осью вращения получают короткие тела вращения с L < 3D.
При производстве отливок центробежным литьем не требуются стержни, не расходуется металл на литниковую систему. Выход годного литья достигает  , себестоимость снижается на
, себестоимость снижается на  по сравнению с литьем в разовые песчаные формы.
по сравнению с литьем в разовые песчаные формы.
, себестоимость снижается на по сравнению с литьем в разовые песчаные формы.Способ получения литой заготовки в сухие без связующего формы, прочность которых создается вакуумом, носит название V-процесс или вакуумно-пленочная формовка (ВПФ). Вакуумная формовка не имеет прямых аналогов в области литейного производства, поэтому изобретение этого процесса японскими литейщиками в 70-х годах прошлого века считается инновационным. Сущность способа заключается в том, что прочность формы обеспечивается за счет разности между атмосферным давлением, которое всесторонне сжимает песок и разрежением в форме создаваемым вакуумным насосом. Герметизация песка осуществляется за счет использования специальной синтетической термопластичной пленки (сэвилен, этиленвинилацетат) толщиной до 0,15 мм. Технологический процесс состоит из следующих этапов, описанных ниже.
Изготовление формы происходит на формовочном столе, который представляет собой сложную конструкцию с возможностью вакуумирования, встряхивания формы и оборудован механизмом снятия формы с модельной оснастки. Модельная плита с моделью отливки и литниковой системой устанавливается на рабочий стол. Модельная плита соединена сквозными отверстиями малого диаметра с вакуумной полостью рабочего стола. Следует отметить, что в модельном комплекте в узких местах, там, где есть большие переходы, ставятся венты, либо сверлятся отверстия, чтобы обеспечить соединение всей поверхности модельного комплекта с вакуумной полостью стола. Поэтому чаще всего модели изготавливают пустотелыми, это позволяет в процессе отработки технологии добавлять дополнительные отверстия в местах плохого облегания пленкой. Над модельной плитой помещают синтетическую пленку с площадью поверхности равной площади поверхности модели. Пленку в течение нескольких секунд нагревают электронагревателем для перевода ее в пластическое состояние. Размягченную пленку накладывают на модельную плиту с моделями и подключают полость камеры рабочего стола к вакуумному насосу. Под воздействием вакуума пленка плотно облегает поверхность плиты и модели, точно воспринимая их контуры. На модельную плиту, обтянутую пленкой, устанавливается опока, которая имеет коробчатую форму, полость которой подсоединяется к вакуумному насосу. Опока заполняется сухим огнеупорным материалом (кварцевый или другие пески). Как правило, перед засыпкой песком, сверху на пленку покрывающую модельную плиту из пульверизатора наносится противопригарная краска на спиртовой или водной основе. С помощью небольшой вибрации песок уплотняют в опоке, избыток песка счищают по плоскости верхней части опоки и поверхность накрывают не нагретой синтетической пленкой. Из объема песка, герметизированного пленками, вакуумным насосом отсасывается воздух через стенку опоки. Места удаления воздуха из формы закрываются тончайшей сеткой, не пропускающей песок. Как только полуформа в результате вакуумирования, приобретает достаточную прочность (уплотнение обычно проводят при вакууме около 50 кПа), систему отключают от вакуумной камеры, полуформа с пленкой на ее поверхности легко отделяется от модельной плиты с моделями. Форма, приобретая высокую прочность, остается такой до тех пор, пока опока связана с вакуумной системой. Аналогично изготавливают верхнюю полуформу. В нижнюю опоку можно устанавливать стержни. Форму собирают и сверху на литниковую устанавливают заливочную воронку. При заливке металлом происходит термодеструкция пленки, но целостность формы сохраняется. После заливки формы металлом и затвердевания отливки, отключают вакуумный насос и песок с отливкой высыпаются из опоки через охладительное и пылеулавливающее устройство. Дальнейшие финишные операции (удаление литников, очистка, зачистка, термическая обработка) аналогичны операциям при традиционном способе литья. ВПФ широко используется для машиностроительного литья с ограниченным диапазоном высот и с отсутствием протяженных стержней, для художественного литья, для литья тонкостенных отливок (декоративных элементов, решеток, рам, балок, ванн и др.). Данная технология литья имеет следующие основные технико-экономические преимущества:
- сокращение капитальных затрат в связи с отсутствием смесеприготовительного отделения и полным отсутствием связующего материала;
- снижение расхода формовочных материалов, так как формовочный песок практически весь повторно возвращается в производство;
- снижение трудоемкости процесса формообразования и как следствие повышение производительности труда;
- повышение размерной точности и уменьшение массы отливок из-за снижения толщины ее стенок (отсутствуют литейные уклоны);
- увеличение срока службы модельной оснастки.
- отсутствие громоздких и дорогих систем регенерации песка, а также загрязняющих окружающую среду отходов.
Недостатки процесса вакуум-пленочной формовки:
- наличие вакуумного оборудования и необходимость поддержания вакуума в течение всего технологического цикла изготовления отливки;
- длительность изготовления и сборки форм;
- сложность проектирования и изготовления модельной оснастки;
- необходимость в высоком уровне технологической дисциплины;
- необходимость в высоком качестве формовочного песка (размер зерен и минимизация глинистой составляющей);
- высокая стоимость и сложность изготовления опочной оснастки;
- относительно высокие операционные затраты на хранение готовых форм;
- ограниченные возможности использования сложных моделей с большим количеством стержней;
- повышенное пылевыделение.
К преимуществам способа вакуумно-пленочной формовки следует отнести то, что, применяя деревянную модельную оснастку можно получать отливки с более высокой точностью размеров и качеством поверхности, чем при литье в песчано-глинистые формы. При этом нет операции сушки, отсутствуют испарения и газовыделения от сгорания связующего. Отливки, при извлечении из опок, не испытывают сильного механического воздействия характерного для других способов литья.
Литье в песчаные формы, которые напечатаны на 3D принтере, новый современный способ производства высокоточных отливок из чугуна и стали. Суть данного метода следующая, на специальном принтере печатается объемная песчаная форма в которой создается полость, соответствующая будущей отливки, после чего она заполняется расплавленным металлом. По концепции это технология литья в песчаную форму, только изготовление формы происходит на специальном печатающем устройстве. Расходными материалами для печати являются кварцевый песок, фурановая смола и отвердитель. Процесс 3D-печати песком запускается с распределения первичного слоя песка в печатной камере и его тщательного выравнивания. После этого печатающая головка устройства сканирует поверхность и точечно наносит связующее вещество согласно цифровой модели детали. Особенностью технологии является то, что незадействованный в конструкции песок выполняет функцию поддержки, что позволяет создавать элементы любой сложности.
На сегодняшний день российскими конструкторами разработаны промышленные принтеры с областью построения размером 2000 x 1000 x 1000 мм, что открывает возможность печати цельных литейных форм для изготовления крупных отливок. Требования к климату помещений, в которые предполагается устанавливать 3D-принтеры для печати литейных форм, минимальны. В них желательно поддерживать стабильную влажность и температуру, наиболее оптимальный интервал от 15 до 20 °C. Внутри самого оборудования установлены собственные системы климатического контроля. Изначально в 3D принтерах применялась платформенная система, которая предполагает в процессе работы выращивание опорной стенки. Сравнительно недавно появились 3D принтеры с бункерной системой построения, где применяется опускающееся дно. В бункере возможно построить изделие с ограниченным полем, увеличив при этом скорость и существенно сэкономив материалы.
Преимущества технологии 3D-печати песком:
1. Высокая скорость изготовления формы в отличие от классических методов, требующих нескольких недель работы для изготовления модели и самой литейной формы.
2. Хорошая точность получаемой формы которая соответствуют цифровым макетам, минимизируют влияние человеческого фактора на качество конечного продукта.
3. Высокое качество поверхности отливок, благодаря возможности создавать неразъемные формы удается существенно облегчить конструкцию самой формы. Кроме того, отсутствие следов разъема формы сокращает необходимость в последующей обработке готовых отливок.
4. Технология позволяет изготовить литейные формы для отливок любой геометрии, любой сложности, которые невозможно изготовить при традиционных методах литья.
5. Рациональное использование формовочных материалов: песок, выполнявший функцию поддержки в процессе печати, может быть полностью переработан и использован повторно после извлечения готовой формы.
Сравнение времени классических и аддитивных технологий формообразования приведено на рисунке 8.
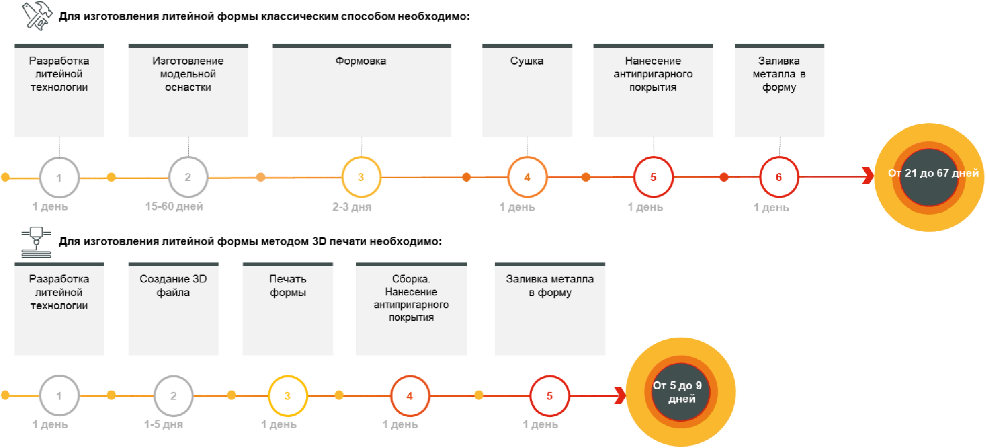
технологий формообразования
Компоновка песчаного 3D принтера для изготовления форм представлена на рисунке 9.
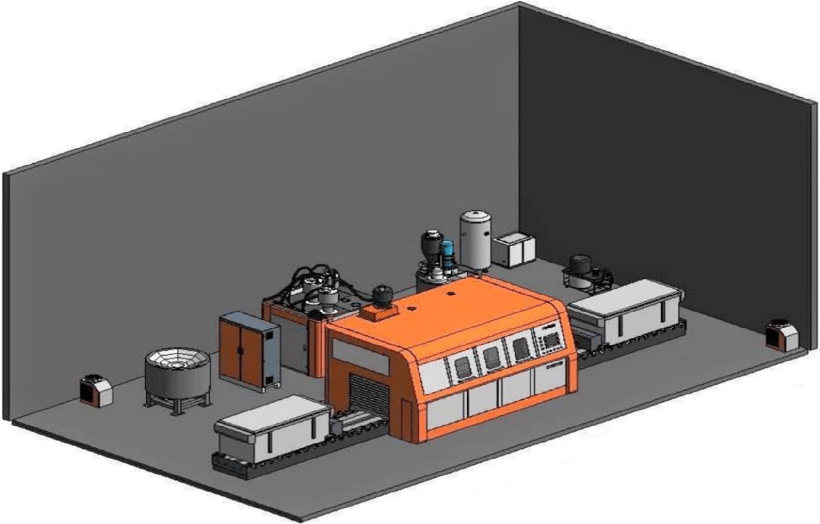
для изготовления форм)
Термическую обработку отливок проводят для снижения литейных напряжений, стабилизации размеров, снижения твердости, улучшения обрабатываемости, повышения механических свойств и износостойкости. Отливки из чугуна и стали в большинстве случаев в литом состоянии имеют крупнозернистую структуру, высокую твердость, низкие прочностные и пластические свойства. В них сохраняются значительные внутренние напряжения. Структура и свойства отливок могут быть значительно улучшены термической обработкой. Вид обработки (отжиг, нормализация, закалка, отпуск) определяется природой сплава, конфигурацией отливки и техническими условиями.
Для этого применяют специальные нагревательные печи для термообработки отливок. В настоящее время для термических печей в качестве источника энергии как правило используется природный газ. Термическая обработка отливок заключается в изменении структуры и свойств материала заготовки вследствие тепловых воздействий на него. Этот процесс включает три операции, которые следуют одна за другой:
- нагревание до определенной температуры;
- выдержка при требуемой температуре;
- охлаждение с различной скоростью от заданной температуры до комнатной.
Наиболее часто на машиностроительных заводах применяется отжиг чугунных отливок для улучшения их обрабатываемости. Совершенно необходимым оказывается отжиг тех чугунных отливок, которые получились отбеленными с поверхности. Получение отбеленного слоя может произойти по разным причинам: неправильный химический состав (наиболее часто недостаточное для данной толщины стенок отливки содержание в чугуне кремния), чрезмерно большая скорость затвердевания (очень влажная формовочная смесь) и т.п. Почти во всех случаях необходим отжиг отливок, полученных заливкой чугуна в металлические формы. Повышенную твердость могут получить и те чугунные отливки, которые не имеют отбеленного слоя, но которые быстро охлаждались после затвердевания, например, если они были преждевременно (еще красными) выбиты из формы и охлаждались не в форме, а на воздухе.
Существуют несколько разновидностей отжига:
- Низкотемпературный отжиг - применяют для уменьшения внутренних напряжений. Отливки из серого чугуна отжигают при  , из высокопрочного чугуна при
, из высокопрочного чугуна при  , из низколегированного чугуна при
, из низколегированного чугуна при  , а из высоколегированного при
, а из высоколегированного при  . Выдержка отливок при температуре отжига зависит от размеров отливки и ее конфигурации и обычно составляет от 3 до 10 часов. Сложные отливки со стенками разной толщины отжигают более длительное время. После отжига отливки охлаждают вместе с печью. Механические свойства отливок после такой термической обработки не изменяются.
. Выдержка отливок при температуре отжига зависит от размеров отливки и ее конфигурации и обычно составляет от 3 до 10 часов. Сложные отливки со стенками разной толщины отжигают более длительное время. После отжига отливки охлаждают вместе с печью. Механические свойства отливок после такой термической обработки не изменяются.
, из высокопрочного чугуна при , из низколегированного чугуна при , а из высоколегированного при . Выдержка отливок при температуре отжига зависит от размеров отливки и ее конфигурации и обычно составляет от 3 до 10 часов. Сложные отливки со стенками разной толщины отжигают более длительное время. После отжига отливки охлаждают вместе с печью. Механические свойства отливок после такой термической обработки не изменяются.- Графитизирующий отжиг - используют для снижения твердости и улучшения обрабатываемости резанием. Отливки нагревают в печах до  , при этом происходит графитизация и частичная сфероидизация эвтектического цементита, что снижает твердость, улучшает обрабатываемость, но несколько уменьшает прочность чугуна.
, при этом происходит графитизация и частичная сфероидизация эвтектического цементита, что снижает твердость, улучшает обрабатываемость, но несколько уменьшает прочность чугуна.
, при этом происходит графитизация и частичная сфероидизация эвтектического цементита, что снижает твердость, улучшает обрабатываемость, но несколько уменьшает прочность чугуна.- Высокотемпературный отжиг - проводят для графитизации первичных карбидов в отбеленном и половинчатом чугуне. Отливки нагревают до  и медленно охлаждают до 300 °C. В отливках образуется перлитная структура оптимальной твердости и прочности.
и медленно охлаждают до 300 °C. В отливках образуется перлитная структура оптимальной твердости и прочности.
и медленно охлаждают до 300 °C. В отливках образуется перлитная структура оптимальной твердости и прочности.- Нормализацию - применяют для повышения механических свойств и износостойкости чугуна благодаря получению перлитной основы, а также для отливок с ферритной, ферритно-перлитной или ледебуритно-перлитной структурой. Отливки нагревают до  . При нормализации ферритного и ферритно-перлитного чугуна часть графита растворяется в аустените, поэтому количество связанного углерода увеличивается. При нормализации отбеленного чугуна происходит графитизация первичных карбидов, после охлаждения на воздухе до температуры 500 °C образуется перлитная структура.
. При нормализации ферритного и ферритно-перлитного чугуна часть графита растворяется в аустените, поэтому количество связанного углерода увеличивается. При нормализации отбеленного чугуна происходит графитизация первичных карбидов, после охлаждения на воздухе до температуры 500 °C образуется перлитная структура.
. При нормализации ферритного и ферритно-перлитного чугуна часть графита растворяется в аустените, поэтому количество связанного углерода увеличивается. При нормализации отбеленного чугуна происходит графитизация первичных карбидов, после охлаждения на воздухе до температуры 500 °C образуется перлитная структура.- Стальные отливки обычно подвергают термической обработке в два этапа. Сначала проводят предварительную термообработку (отжиг, нормализацию или нормализацию с отпуском) для снятия внутренних напряжений, измельчения структуры и уменьшения твердости перед механической обработкой. При отжиге эти задачи решаются полнее, однако недостатком этого вида обработки является большая продолжительность. Поэтому отжигают лишь отливки, склонные к образованию значительных внутренних напряжений. Отливки простой конфигурации подвергают нормализации. Для отливок ответственного назначения назначают нормализацию и отпуск. При окончательной термической обработке стальные отливки подвергают нормализации и отпуску или закалке и отпуску. Выбор закалочной среды (вода или масло) зависит от состава стали (ее закаливаемости) и сложности отливки, а температура отпуска (низкий, средний или высокий отпуск) - от требуемых механических свойств отливки. По мере повышения температуры отпуска прочность и твердость снижаются, а пластические свойства и ударная вязкость повышаются. Если нагрев и охлаждение отливок происходит в окислительной среде, то поверхность покрывается окалиной. Поэтому отливки подвергают повторной очистке. Механически обработанные стальные отливки при необходимости подвергают цементации, азотированию и другим видам химико-термической обработки.
- Химико-термическая обработка - это процесс поверхностного насыщения металла каким-либо элементом (углеродом, азотом или тем и другим одновременно, а также хромом, кремнием, бором и др.) с целью изменения состава, структуры и свойств поверхностных слоев изделий путем диффузии элемента из внешней среды при относительно высокой температуре. В качестве активной среды используются газы, жидкости и твердые вещества, которые являются поставщиками диффундирующих элементов.
Термические и нагревательные печи наряду с плавильными агрегатами являются наиболее энергозатратными единицами литейного производства. Экологическими характеристиками процесса нагрева отливок в пламенных печах являются удельные выбросы токсичных газов: CO, NOx, SO3 и др. На величину выбросов токсичных веществ с дымовыми газами оказывают влияние вид топлива, способ его сжигания, температура и характер движения дымового газа в печи, тип печного агрегата. Сжигание газообразного топлива на беспламенных горелках, где процесс горения осуществляется в кинетическом режиме, обеспечивает полноту сгорания топлива даже при небольшом избытке воздуха, подаваемого в горелку. Содержание CO в дымовых газах, отходящих от таких горелок, близко к нулю. Но в нагревательных печах всегда образуются окислы азота (NO). Образование выбросов окиси азота тем больше, чем выше температура в зоне реакции. Установка рекуператора для подогрева воздуха с целью сокращения расхода топлива приводит к повышению температуры дымовых газов, что вызывает увеличение выбросов (NO). Поэтому, установка рекуператора за нагревательными печами, сокращая расход топлива на 10%, увеличивает количество оксида азота в  раза и не может рассматриваться как природоохранное мероприятие. Внедрение новых технических решений позволяет обеспечить экономичную работу печей со значительным снижением вредных выбросов в атмосферу, что значительно улучшает экологическую ситуацию в конкретной промзоне. Тепловая изоляция печей предусматривает отказ от традиционной кирпичной кладки. В новых нагревательных печах применяется сборная многослойная составная футеровка как правило из керамоволокнистых материалов различной плотности. Футеровка из современных огнеупоров для термических печей открывает ряд преимуществ:
раза и не может рассматриваться как природоохранное мероприятие. Внедрение новых технических решений позволяет обеспечить экономичную работу печей со значительным снижением вредных выбросов в атмосферу, что значительно улучшает экологическую ситуацию в конкретной промзоне. Тепловая изоляция печей предусматривает отказ от традиционной кирпичной кладки. В новых нагревательных печах применяется сборная многослойная составная футеровка как правило из керамоволокнистых материалов различной плотности. Футеровка из современных огнеупоров для термических печей открывает ряд преимуществ:
- быстрый разогрев и охлаждение печи вследствие малой теплоинерционности, что позволяет увеличить производительность и универсальность печного оборудования;
- устойчивость футеровки к резким колебаниям температуры;
- сокращение потерь тепла на аккумуляцию в огнеупорной кладке.
Все современные термические и нагревательные печи имеют высокий уровень автоматизации управления процессом для соблюдения заданных температурных режимов.
Литейное производство изделий из черных металлов включает в себя следующие переделы производства:
- выплавка чугуна в вагранках и стали в мартеновских, индукционных и электросталеплавильных печах;
- выпуск, разливка металла, заливка металла в формы;
- извлечение (выбивка) готовых отливок из форм;
- обрубка и зачистка отливок;
- приготовление форм и стержней, изготовление моделей;
- термообработка изделий.
Все этапы технологического процесса литейного производства сопровождаются выделением выбросов загрязняющих веществ, что влияет на состояние окружающей среды. Основными загрязняющими веществами являются пыль, оксид углерода, диоксид азота, диоксид серы, фенол, формальдегид и другие. Количество выбросов загрязняющих веществ зависит от характера производства, от участка литейного цеха, т.е. от технологического процесса, происходящего на данном участке, от степени автоматизации и механизации процесса, от эффективности очистного оборудования, от состава применяемых исходных и дополнительных материалов и связующих.
Вклады различных процессов в формирование эмиссий литейного производства показаны в таблице 5.
Таблица 5
литейного производства
Производственный процесс | Массовая доля выбросов в общей массе выброса, % | ||||
Пыль (взвешенные вещества) | CO | SO2 | NOx | Фенол + формальдегид | |
Выплавка металла | 40 | 70 | 50 | 60 | - |
Выпуск, разливка металла, заливка металла в формы | 5 | 5 | 5 | 5 | - |
Извлечение (выбивка) готовых отливок из форм | 20 | - | - | - | 30 |
Обрубка и зачистка отливок | 10 | - | - | - | - |
Приготовление форм и стержней, изготовление моделей | 15 | 5 | 5 | 5 | 70 |
Термообработка изделий | - | 20 | 40 | 30 | - |
Основными источниками выделения пыли (взвешенных веществ), оксида углерода, диоксида серы, оксида азота являются процессы выплавки и термообработки металла, основные объемы выбросов фенола и формальдегида образуются при процессах приготовления форм и стержней, в процессе заливки отливок и охлаждения, с последующей выбивкой из форм.
Пыль (взвешенные вещества) образуется при приготовлении и регенерации формовочных и стержневых смесей, плавке литейных сплавов в различных плавильных агрегатах, на участке выбивки отливок, в процессе обрубки и очистки литья, при подготовке и транспортировке исходных сыпучих материалов.
3.1.1.1 Выбросы загрязняющих веществ при выплавке чугуна в вагранках
Модификации вагранок различаются типом дутья, видом используемого топлива, конструкцией горна, шахты, колошника. Это определяет состав исходных и конечных продуктов плавки, а, следовательно, количество и состав отходящих газов, их запыленность. Химический состав ваграночной пыли зависит от состава металлозавалки, шихты, состояния футеровки, вида топлива, условий работы вагранки. Значительно меньшее количество выбросов из вагранок закрытого типа. Так, в дымовых газах отсутствует окись углерода, а эффективность очистки от пыли (взвешенных веществ) достигает более 97%.
На процесс пылевыделения воздействует режим завалки шихты: при повышении скорости плавки и соответствующем увеличении частоты завалок запыленность возрастает в 2 - 3 раза. Увеличение пыли в газах вызывается дроблением металлозавалки, т.е. загрузкой по компонентам: кокс, чушковый чугун, возврат, стальной лом и т.д. Такой ступенчатый режим приводит к увеличению общего объема выбросов и не способствует повышению металлургических характеристик ваграночной плавки. С целью сокращения объемов пылевыделений целесообразно производить завалку не более 8 - 10 раз в час, т.е. по весу одна завалка должна составлять  часовой производительности печи, а все компоненты шихты следует загружать одновременно.
часовой производительности печи, а все компоненты шихты следует загружать одновременно.
часовой производительности печи, а все компоненты шихты следует загружать одновременно.Из других плавильных агрегатов вынос газов и пыли менее значителен, чем при выпуске чугуна из вагранки в заливочные ковши. В процессе эксплуатации газовой вагранки выявлены следующие их преимущества перед коксовыми вагранками. Экологическая ситуация при переходе с кокса на природный газ изменяется коренным образом: выделение пыли в атмосферу уменьшается в 5 - 20 раз, содержание CO - в 50 раз, SO2 - в 11 раз. Простейшими уловителями пыли из ваграночных газов являются сухие цилиндрические и камерные искрогасители, устанавливаемые на трубах вагранок. Оседание пыли в этих аппаратах происходит в результате снижения скорости газовых потоков и многократных резких поворотов потока на 90° и 180°. В таких пылеуловителях осаждается только 40% ваграночной пыли, поэтому в настоящее время их применение запрещено. Более эффективны мокрые пылеуловители, в которых пыль осаждается не только за счет инерционных сил, но и за счет столкновения частичек пыли с мельчайшими каплями воды. Однако и в этом случае осаждается не более  пыли. Как сухие, так и мокрые пылеуловители устанавливают на открытых вагранках, где движение газов через них осуществляется в результате естественной тяги трубы. Более эффективные пылеуловители на открытых вагранках можно применять только при увеличении высоты дымовой трубы или использования воздушных эжекторов. Двухкамерный пылеуловитель устанавливают на трубу вагранки. В сухой камере происходит очистка газов от наиболее крупных частиц пыли. Камера мокрой очистки газов располагается над камерой сухой очистки и состоит из корпуса, изготовленного из кислостойкой стали, водоохлаждаемого зонта, в который вода подается через опорные трубы, а вытекает через верхнее отверстие. Газы из трубы вагранки проходят через сухую камеру и в кольцевом зазоре промываются водой, подаваемой через форсунки и стекающей с крыши зонта. Движение газов через пылеуловитель осуществляется за счет разряжения, создаваемого эжектором, через который в трубу пылеуловителя с высокой скоростью подается воздух с помощью специального вентилятора. В такой установке осаждается до 90% пыли. Более высокая степень очистки может быть достигнута только в вагранках закрытого типа, где за счет искусственной тяги может быть преодолено большое сопротивление движению газов в аппаратах газоочистки. В многоступенчатых системах газоочистки предварительная очистка газов осуществляется сухим или мокрым способом в инерционных пылеосадочных агрегатах или в циклонах и скрубберах различной конструкции. Тонкая (окончательная) очистка возможна в тканевых фильтрах, электростатических пылеуловителях, аппаратах типа дезинтеграторов, эжекторных скрубберах и скоростных пылеуловителях с трубами Вентури. Высокую степень очистки газов от пыли обеспечивают тканевые фильтры и электростатические пылеуловители, но они не получили распространения из-за сложности обслуживания, немалых затрат и больших занимаемых площадей. Принцип работы скоростных пылеуловителей с трубами Вентури заключается в подаче потока воды со скоростью
пыли. Как сухие, так и мокрые пылеуловители устанавливают на открытых вагранках, где движение газов через них осуществляется в результате естественной тяги трубы. Более эффективные пылеуловители на открытых вагранках можно применять только при увеличении высоты дымовой трубы или использования воздушных эжекторов. Двухкамерный пылеуловитель устанавливают на трубу вагранки. В сухой камере происходит очистка газов от наиболее крупных частиц пыли. Камера мокрой очистки газов располагается над камерой сухой очистки и состоит из корпуса, изготовленного из кислостойкой стали, водоохлаждаемого зонта, в который вода подается через опорные трубы, а вытекает через верхнее отверстие. Газы из трубы вагранки проходят через сухую камеру и в кольцевом зазоре промываются водой, подаваемой через форсунки и стекающей с крыши зонта. Движение газов через пылеуловитель осуществляется за счет разряжения, создаваемого эжектором, через который в трубу пылеуловителя с высокой скоростью подается воздух с помощью специального вентилятора. В такой установке осаждается до 90% пыли. Более высокая степень очистки может быть достигнута только в вагранках закрытого типа, где за счет искусственной тяги может быть преодолено большое сопротивление движению газов в аппаратах газоочистки. В многоступенчатых системах газоочистки предварительная очистка газов осуществляется сухим или мокрым способом в инерционных пылеосадочных агрегатах или в циклонах и скрубберах различной конструкции. Тонкая (окончательная) очистка возможна в тканевых фильтрах, электростатических пылеуловителях, аппаратах типа дезинтеграторов, эжекторных скрубберах и скоростных пылеуловителях с трубами Вентури. Высокую степень очистки газов от пыли обеспечивают тканевые фильтры и электростатические пылеуловители, но они не получили распространения из-за сложности обслуживания, немалых затрат и больших занимаемых площадей. Принцип работы скоростных пылеуловителей с трубами Вентури заключается в подаче потока воды со скоростью  в поток газа. Вследствие большой разности скоростей потоков происходит перемешивание с каплями воды и осаждение мельчайших частиц пыли на каплях воды (коагуляция пыли), после чего пыль хорошо улавливается с помощью обычных инерционных пылеуловителей типа прямоточных скрубберов или циклонов. КПД пылеуловителя достигает
в поток газа. Вследствие большой разности скоростей потоков происходит перемешивание с каплями воды и осаждение мельчайших частиц пыли на каплях воды (коагуляция пыли), после чего пыль хорошо улавливается с помощью обычных инерционных пылеуловителей типа прямоточных скрубберов или циклонов. КПД пылеуловителя достигает  . Многоступенчатые системы газоочистки занимают много места и с трудом вписываются в существующие литейные цехи при установке в них вагранок закрытого типа. Поэтому для технического перевооружения действующих литейных цехов удобно использовать комбинированные пылеуловители, которые устанавливают, как непосредственно на трубе вагранки, так и рядом с вагранкой в конструкциях с отбором газов ниже уровня загрузки шихты.
. Многоступенчатые системы газоочистки занимают много места и с трудом вписываются в существующие литейные цехи при установке в них вагранок закрытого типа. Поэтому для технического перевооружения действующих литейных цехов удобно использовать комбинированные пылеуловители, которые устанавливают, как непосредственно на трубе вагранки, так и рядом с вагранкой в конструкциях с отбором газов ниже уровня загрузки шихты.
пыли. Как сухие, так и мокрые пылеуловители устанавливают на открытых вагранках, где движение газов через них осуществляется в результате естественной тяги трубы. Более эффективные пылеуловители на открытых вагранках можно применять только при увеличении высоты дымовой трубы или использования воздушных эжекторов. Двухкамерный пылеуловитель устанавливают на трубу вагранки. В сухой камере происходит очистка газов от наиболее крупных частиц пыли. Камера мокрой очистки газов располагается над камерой сухой очистки и состоит из корпуса, изготовленного из кислостойкой стали, водоохлаждаемого зонта, в который вода подается через опорные трубы, а вытекает через верхнее отверстие. Газы из трубы вагранки проходят через сухую камеру и в кольцевом зазоре промываются водой, подаваемой через форсунки и стекающей с крыши зонта. Движение газов через пылеуловитель осуществляется за счет разряжения, создаваемого эжектором, через который в трубу пылеуловителя с высокой скоростью подается воздух с помощью специального вентилятора. В такой установке осаждается до 90% пыли. Более высокая степень очистки может быть достигнута только в вагранках закрытого типа, где за счет искусственной тяги может быть преодолено большое сопротивление движению газов в аппаратах газоочистки. В многоступенчатых системах газоочистки предварительная очистка газов осуществляется сухим или мокрым способом в инерционных пылеосадочных агрегатах или в циклонах и скрубберах различной конструкции. Тонкая (окончательная) очистка возможна в тканевых фильтрах, электростатических пылеуловителях, аппаратах типа дезинтеграторов, эжекторных скрубберах и скоростных пылеуловителях с трубами Вентури. Высокую степень очистки газов от пыли обеспечивают тканевые фильтры и электростатические пылеуловители, но они не получили распространения из-за сложности обслуживания, немалых затрат и больших занимаемых площадей. Принцип работы скоростных пылеуловителей с трубами Вентури заключается в подаче потока воды со скоростью в поток газа. Вследствие большой разности скоростей потоков происходит перемешивание с каплями воды и осаждение мельчайших частиц пыли на каплях воды (коагуляция пыли), после чего пыль хорошо улавливается с помощью обычных инерционных пылеуловителей типа прямоточных скрубберов или циклонов. КПД пылеуловителя достигает . Многоступенчатые системы газоочистки занимают много места и с трудом вписываются в существующие литейные цехи при установке в них вагранок закрытого типа. Поэтому для технического перевооружения действующих литейных цехов удобно использовать комбинированные пылеуловители, которые устанавливают, как непосредственно на трубе вагранки, так и рядом с вагранкой в конструкциях с отбором газов ниже уровня загрузки шихты.В ваграночных газах обычно содержится от 8 до 25% CO - угарного сильно токсичного газа. Единственным способом очистки ваграночных газов от CO является их дожигание, причем эта задача тем сложнее, чем меньше содержание его в газе. При дожигании CO выделяется от 20 до 60% всей тепловой энергии топлива, сжигаемого в вагранке. Эта теплота в той или иной степени может быть использована в ваграночных установках, и в зависимости от этого вагранки могут быть подразделены на три группы:
- не использующие теплоту ваграночных газов;
- использующие теплоту от дожигания CO;
- использующие как теплоту от дожигания CO, так и теплоту ваграночных газов.
Использовать теплоту, выделяющуюся при дожигании CO, для нагрева ваграночного дутья можно как в встроенных в трубу вагранки, так и в отдельно стоящих рекуператорах. Воздух, проходя по трубам, нагревается до 350 °C. Температура подогретого воздуха в таких рекуператорах непостоянна, так как зависит от режима работы вагранки, периодичности очистки поверхности труб от пыли. Отдельно стоящие воздухонагреватели или рекуператоры по способу передачи теплоты подразделяют на конвективные, радиационные и радиационно-конвективные. Конвективные рекуператоры работают при температуре газов не выше 900 °C, обеспечивая подогрев воздуха до 500 °C. Дожигание CO осуществляется в специальной камере, предварительно нагретой до температуры 600 °C при сжигании природного газа. Устойчивое дожигание газов в этой камере обеспечивается наличием постоянного горящего факела природного газа, контролем и регулированием заданной температуры в топке  , точным соотношением ваграночных газов и воздуха и их хорошим перемешиванием. При температуре продуктов горения выше 800 °C основная масса теплоты передается излучением (радиацией), а не конвекцией. Поэтому рекуператоры, работающие при высоких температурах продуктов горения, называются радиационными. Они имеют высокую теплостойкость, что позволяет им работать при температурах продуктов горения до 1300 °C, подогревая воздух до 700 °C. Чаще применяют трубчатые радиационные рекуператоры, где воздух проходит по трубам, расположенным по периметру шахты. Дымовые газы проходят по сечению шахты. Дожигание ваграночных газов происходит в топке с помощью специальной турбулентной горелки после предварительного смешивания воздуха с газом. Ваграночные газы, отдавшие свою теплоту на подогрев дутья в рекуператорах, имеют еще достаточно высокую температуру
, точным соотношением ваграночных газов и воздуха и их хорошим перемешиванием. При температуре продуктов горения выше 800 °C основная масса теплоты передается излучением (радиацией), а не конвекцией. Поэтому рекуператоры, работающие при высоких температурах продуктов горения, называются радиационными. Они имеют высокую теплостойкость, что позволяет им работать при температурах продуктов горения до 1300 °C, подогревая воздух до 700 °C. Чаще применяют трубчатые радиационные рекуператоры, где воздух проходит по трубам, расположенным по периметру шахты. Дымовые газы проходят по сечению шахты. Дожигание ваграночных газов происходит в топке с помощью специальной турбулентной горелки после предварительного смешивания воздуха с газом. Ваграночные газы, отдавшие свою теплоту на подогрев дутья в рекуператорах, имеют еще достаточно высокую температуру  и могут быть использованы в качестве теплоносителя в других целях. Теплоту ваграночных газов, прошедших рекуператор, начали использовать в котлах-утилизаторах для нагрева воды, производства пара, который в некоторых случаях применяют даже для небольших тепловых электростанций, обеспечивающих электроэнергией ваграночные установки и другое оборудование литейного цеха.
и могут быть использованы в качестве теплоносителя в других целях. Теплоту ваграночных газов, прошедших рекуператор, начали использовать в котлах-утилизаторах для нагрева воды, производства пара, который в некоторых случаях применяют даже для небольших тепловых электростанций, обеспечивающих электроэнергией ваграночные установки и другое оборудование литейного цеха.
, точным соотношением ваграночных газов и воздуха и их хорошим перемешиванием. При температуре продуктов горения выше 800 °C основная масса теплоты передается излучением (радиацией), а не конвекцией. Поэтому рекуператоры, работающие при высоких температурах продуктов горения, называются радиационными. Они имеют высокую теплостойкость, что позволяет им работать при температурах продуктов горения до 1300 °C, подогревая воздух до 700 °C. Чаще применяют трубчатые радиационные рекуператоры, где воздух проходит по трубам, расположенным по периметру шахты. Дымовые газы проходят по сечению шахты. Дожигание ваграночных газов происходит в топке с помощью специальной турбулентной горелки после предварительного смешивания воздуха с газом. Ваграночные газы, отдавшие свою теплоту на подогрев дутья в рекуператорах, имеют еще достаточно высокую температуру и могут быть использованы в качестве теплоносителя в других целях. Теплоту ваграночных газов, прошедших рекуператор, начали использовать в котлах-утилизаторах для нагрева воды, производства пара, который в некоторых случаях применяют даже для небольших тепловых электростанций, обеспечивающих электроэнергией ваграночные установки и другое оборудование литейного цеха.3.1.1.2 Выбросы загрязняющих веществ при выплавке металла в электродуговых печах
Отходящие газы электродуговой печи квалифицируются как первичные выбросы и составляют ~ 95% общих выбросов процесса. Состав газов зависит от периода плавки, марки выплавляемой стали, герметичности печи, способа газоудаления и наличия продувки кислородом. Основные источники выделений в процессе плавки металла в электродуговой печи:
- подготовка и загрузка шихты;
- процесс плавки и рафинирования металла;
- выпуск металла из печи.
Отходящие газы из дуговой электропечи в основном состоят из монооксида углерода, оксидов азота, диоксида серы и твердых веществ (пыли). Каждый м3 кислорода формирует  отходящих газов, наивысшая скорость выделения газов отмечается при продувке металла кислородом. Если окисление углерода проводится без кислорода, то скорость выделения снижается на 40%.
отходящих газов, наивысшая скорость выделения газов отмечается при продувке металла кислородом. Если окисление углерода проводится без кислорода, то скорость выделения снижается на 40%.
отходящих газов, наивысшая скорость выделения газов отмечается при продувке металла кислородом. Если окисление углерода проводится без кислорода, то скорость выделения снижается на 40%.Загрузка большинства дуговых печей (ДСП) осуществляется сверху, для чего свод и электроды поднимаются и отводятся в сторону примерно на 90%. Шихта загружается с помощью бадьи или магнитной шайбы. В случае, если футеровка печи горячая, то все горючие вещества, вносимые шихтой при загрузке, быстро возгораются и из печи поднимается плотный темный дым. Этот период длится несколько секунд. При зажигании дуги, плавке металла и продувке кислородом из печи выделяются газы, в том числе и пары металлов. Аналогичное явление отмечается при введении в расплав ферросплавов и шлакообразующего материала. При выпуске металла из печи происходит выделение газов в незначительных количествах. Количество вторичных выделений, т.е. пыли и газов, выделяющихся при загрузке шихты и при выпуске металла из печи, незначительно по сравнению с количеством, выделяющимся в процессе плавки и доводки металла.
Концентрация пыли в газе может изменяться в широких пределах, причем запыленность газов зависит от объема подсоса в зоне дожигания. Основная масса пыли (~ 42%) - мелкодисперсная (< 10 мкм) и образуется в результате испарения металла в зоне действия электрических дуг и кислородной продувки и последующей конденсации в печном пространстве и газоходах. Шлакообразующие добавки дают более крупные фракции. Состав пыли представлен оксидами железа (до 60%), кремния, алюминия, марганца, кальция, а также содержит тяжелые металлы (свинец, цинк, медь, хром, никель и кадмий. Отмечается линейная зависимость между скоростями выделения и обезуглероживания. Установлено, что при рафинировании расплава железной рудой количество выделений и время, в течение которого происходит это выделение, заметно выше, чем при рафинировании кислородом. Поэтому с экологической точки зрения при установке новых и реконструкции старых ДСП целесообразно предусматривать продувку кислородом для рафинирования металла. Частицы пыли, выделяемые при плавке в ДСП, чрезвычайно малы, что обуславливает сложность конструкции установок для их улавливания. Основным материалом, используемым для очистки выделений из ДСП, являются тканевые фильтры. Анализ пыли из дуговой сталеплавильной печи представлен в таблице 6.
Таблица 6
Оксиды и элементы | Содержание по массе (%) | ||
ДСП-3 (кислая) | ДС-6 (кислая) | ДС-6 (основная) | |
SiO2 | 25,34 | 27,10 | 0,10 |
ZnO | 12,70 | 13,00 | 7,40 |
Fe2O3 | 54,70 | 56,50 | 44,00 |
CaO | 0,71 | 0,50 | 14,90 |
Pb | 0,563 | 0,334 | 1,432 |
Cd | 0,004 | 0,004 | 0,014 |
Cr | 0,085 | 0,091 | 0,144 |
Mn | 9,12 | 4,63 | 4,34 |
3.1.1.3 Выбросы загрязняющих веществ при выплавке металла в индукционных печах
Отходящие газы от индукционной печи в основном состоят из оксида углерода, оксидов азота и твердых веществ (пыли).
Основной составляющей пыли при плавке в индукционных печах (60%) являются окислы железа, остальное - окислы кремния, магния, цинка, алюминия в различном соотношении. В зависимости от химического состава металла и шлака. Выделяемые при плавке чугуна в индукционных печах частицы пыли имеют дисперсность от 5 до 100 мкм. Количество отходящих газов и пыли в  раз меньше, чем при плавке в электродуговых печах.
раз меньше, чем при плавке в электродуговых печах.
При плавке чугуна в индукционной печи выделяется намного меньше загрязняющих веществ, чем при плавке в вагранке. Это связано с тем, что в вагранке в качестве топлива используется кокс, а в индукционных печах нагрев шихты производят с помощью электричества.
Количество выбросов загрязняющих веществ при плавке металла в различных плавильных агрегатах зависит также от их производительности. С увеличением производительности плавильного оборудования увеличивается объем газов и концентрация выбросов веществ.
Состав загружаемых материалов в плавильный агрегат оказывает влияние на количество выбросов, в основном, пыли, оксидов углерода и серы, углеводородов. Выбросы оксида серы и углеводородов при плавке зависит в основном от наличия в шихте доменного чугуна с большим содержанием серы.
3.1.1.4 Выбросы загрязняющих веществ при выплавке металла в мартеновских печах
Процессы плавки в современных мартеновских печах схожи с процессами плавки в электродуговой печи, поскольку не используют в шихте жидкий чугун; но отличаются от них тем, что нагрев и расплавление материалов осуществляется за счет тепла, подводимого сжиганием природного газа или мазута, а не электроэнергией.
К основным видам воздействия на атмосферу при производстве стали в мартеновских печах можно отнести пылевые эмиссии и оксид углерода, в некоторых случаях диоксид серы.
Механизм пылеобразования в мартеновском производстве зависит от вида применяемого топлива, интенсивности его горения и химизма процесса. Основными источниками образования выбросов в мартеновской печи служат топливо, газовыделения при нагревании и разложении шихтовых материалов, выделяющиеся при окислении оксиды углерода.
Химический состав пыли зависит от качества шихты, марки выплавляемой стали, способа ведения процесса плавки, вида топлива и продолжительности плавки. Пыль в основном представлена оксидами железа (FeO, Fe3O4, Fe2O3) и имеет весьма дисперсный состав: более 90% фракции менее 5 мкм.
За счет подсосов объем газовоздушного потока, поступающий на газоочистку может увеличиться в 1,8 - 2,0 раза.
Для очистки отходящих газов мартеновских печей используют преимущественно два способа: мокрую очистку в скрубберах Вентури или сухую очистку в электрофильтрах.
3.1.1.5 Выбросы загрязняющих веществ при изготовлении форм, стержней и моделей
Смесеприготовительное и стержневое отделения, где осуществляются подготовка формовочных материалов и приготовление смесей вносят вклад около 15% в выделение пыли в атмосферу, количество выбросов которой зависит от технологического процесса и применяемого оборудования.
В литейных цехах массового производства на шихтовых дворах организуются участки пескоглиноподготовки, источники которого выбрасывают основную массу пыли (печи сушки песка, узлы пересыпки, печи сушки глины составляют около 80% пыли отделения).
При приготовлении стержней выделяются такие загрязняющие вещества, как фенол, формальдегид и метанол, так как в стержневые смеси в качестве связующих материалов добавляют фенолформальдегидные, карбамидные, фурановые и комбинированные смолы. Соотношение концентраций этих загрязняющих веществ зависит от технологической операции (заполнение стержневых ящиков смесью, отверждение смесей, при заливке металла в форму, где применялись подобные стержни), а также от технологического оборудования стержневых участков.
Выбросы загрязняющих веществ, образующихся при изготовлении форм, стержней и моделей в атмосферный воздух в основном осуществляются через неорганизованные источники выбросов.
3.1.1.6 Выбросы загрязняющих веществ при извлечении (выбивки) готовых отливок из форм, обрубке и зачистке отливок
До 30% вклада в выбросы пыли литейного производства приходится на участки по извлечению (выбивки) готовых отливок из форм, обрубке и зачистке отливок.
Выбросы загрязняющих веществ, образующихся при извлечении (выбивке) готовых отливок из форм, обрубке и зачистке отливок в атмосферный воздух в основном осуществляются через неорганизованные источники выбросов.
3.1.1.7 Выбросы загрязняющих веществ при термообработке изделий
Термообработка литья сопровождается выделением в атмосферный воздух оксида углерода, оксидов азота и диоксида серы. Эксплуатация печей на жидком топливе приводит к значительному увеличению выбросов диоксида серы и оксидов азота в сравнении с печами, работающими на газообразном топливе.
На предприятиях литейного производства используется бессточная система водоснабжения - локальные оборотные циклы (использование после очистки в собственном производстве с подпиткой свежей технической водой) и замкнутые бессточные водообороты с отсутствием сброса сточных вод в водные объекты.
Как показывают данные анкетирования, на большей части (> 95%) предприятий отсутствует сброс сточных вод.
На предприятиях имеющих сброс сточных вод водные объекты, сточные воды в основном образуются в металлообрабатывающих процессах, а также за счет сбора и отведения с территории ливневых и талых вод. По данным анкетирования, для очистки сточных вод перед сбросом в водный объект на двух предприятиях применяется отстаивание, осаждение твердых частиц и механическая очистка воды для очистки от взвешенных веществ и нефтепродуктов. На одном из предприятий отрасли применяется комбинированная физико-химическая технология очистки воды от загрязняющих веществ, состоящая из 3-х ступенчатой схемы очистки и реагентной обработки сточных вод с эффективностью очистки более 92 - 95% от взвешенных веществ, нефтепродуктов, железа, меди, цинка и др. загрязняющих веществ.
Расход воды в литейном производстве осуществляется на охлаждение оборудования, регенерацию песка, очистку вентиляционного воздуха, ваграночных газов, грануляцию шлаков, приготовление красителей, для гидравлической выбивки стержней, транспортировки и промывки формовочной смеси, охлаждения агрегатов грануляции шлаков, гидротранспорта отходов горелой земли и в системе обеспыливающей вентиляции.
Для оптимизации использования сточных вод на предприятии предпочтительным подходом является локальная очистка и организация оборотных циклов.
В литейном производстве на 1 т отливок образуется от 1 до 3 т отходов, включающих отработанные формовочные смеси, лом огнеупорных изделий, шлаки металлургического производства, старые лаки и затвердевшие краски.
Основные источники отходов плавильных агрегатов литейных цехов - отработанные формовочные смеси и литейные шлаки. В среднем на 1 т металла выход шлака составляет от 10 до 30% массы плавки. Зачастую шлак сливается в приямок, оттуда после отверждения извлекается и из-за сложностей в разделке вывозится в отвал или передается сторонней организации, имеющей лицензию на осуществление деятельности по сбору, транспортированию, обработке, утилизации, обезвреживанию и размещению отходов.
Твердые отходы литейного производства содержат до 50% отработанных формовочных и стержневых смесей. Отработанные формовочные смеси как отходы относятся к 4-му и 5-му классам опасности.
Основные виды отходов и побочных продуктов, образующихся в литейном производстве приведены в таблице 7.
Таблица 7
производстве, их утилизация и методы использования
(по данным анкетирования)
Наименование отхода | Доля образования отхода от валового объема образования отходов, % | Утилизация в собственном производстве, % (от образования) | Метод/способ утилизации (при утилизации в собственном производстве) |
Песок формовочный горелый отработанный | 49,3 | 100 | Ремонтные работы при благоустройстве территории. Изготовление формовочной смеси. Неоднократное использование отработанных формовочных смесей в качестве наполнителя при изготовлении разовых и полупостоянных стального, чугунного литья |
Лом и отходы черных металлов | 23,3 | 13 - 100 | Использование в качестве шихты |
Шлаки | 10,8 | 100 | Дробление, рассеивание, использование на подсыпку дорог |
Пыль газоочистки, пыль очистки газов | 5,1 | 100 | Данные отсутствуют |
Отходы изготовления стержней и стержневой смеси | 4,6 | 8 - 100 | Изготовление форм из холоднотвердеющих смесей после регенерации |
Лом футеровок печей, шамотного кирпича, огнеупорного мертеля | 2,0 | 100 | Данные отсутствуют |
Отходы отделки (обработки) отливок, пыль абразивная, стружка черных металлов, отходы металлической дроби | 2,0 | 100 | Использование в качестве шихты |
Скрап стальной, чугунный | 1,5 | 100 | Использование в качестве шихты |
Керамические формы от литья черных металлов отработанные | 0,3 | 98 | Использование для набивки форм (опок) |
Процедура определения наилучших доступных технологий (НДТ) проводится в соответствии с Правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по НДТ (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458) [25]. Определение технологических процессов, оборудования, технических способов, методов в качестве НДТ проводится с учетом Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 г. N 665) [26].
В соответствии с принятой классификацией НДТ в области энергосбережения и ресурсосбережения, при очистке выбросов загрязняющих веществ в атмосферный воздух и сбросов в водный бассейн при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях выделены следующие группы:
- технологии, интегрированные в производственный процесс и направленные на повышение технических, энергетических показателей процесса, сопровождаемые сокращением выбросов/сбросов загрязняющих веществ или образования отходов в результате осуществления технологических мероприятий;
- технологии, связанные с очисткой выбросов загрязняющих веществ локально в местах их выделения и направленные на максимально возможное извлечение из отходящих газов загрязняющих веществ и их последующее использование; либо с утилизацией отходов.
Наилучшие доступные технологии производства, позволяющие достичь наименьший уровень негативного воздействия на окружающую среду, экономическую эффективность внедрения и эксплуатации, применения ресурсо- и энергосберегающих методов, уже имеющие промышленное внедрение технологических процессов, оборудования, способов и методов на двух и более предприятиях России, представлены ниже.
Перечень методов (технологий), перечисленных ниже в описаниях НДТ, не является предписывающим или исчерпывающим. Могут применяться и иные методы, обеспечивающие по меньшей мере такой же уровень охраны окружающей среды.
Система экологического менеджмента заключается в разработке и внедрении системных процедур по управлению экологической безопасностью предприятий, снижению экологических рисков в литейном производстве, управлении обращением с отходами.
Система энергетического менеджмента заключается в разработке и внедрении системных процедур по управлению энергоресурсами, внедрению мер по энергосбережению и повышению энергетической эффективности в литейном производстве.
НДТ 5.1.3 Технологии, направленные на повышение ресурсо- и энергоэффективности путем реализации одного или комбинации двух и более методов, приведенных в таблице 5.1
Таблица 5.1
N | Метод/оборудование |
Предварительный нагрев шихты вне плавильного агрегата на автономной установке, где в качестве топлива используется природный газ. | |
Применение специальных видов литья. | |
Минимизация количества шлака при получении расплава металла, за счет предварительной очистки и сортировки возвратного лома | |
Использование соответствующих флюсов: известняк для кислых печей, фтористый кальций для основных печей. | |
Применение для гомогенизации расплава металла индукционного перемешивания или продувку инертным газом. | |
Применение автоматизированных систем управления процессом плавки. | |
Использование одного источника электропитания на две и более печей (емкости для жидкого металла). | |
Применение пневмотранспорта при транспортировке сыпучих материалов. | |
Использование газообразного кислорода для рафинирования металла взамен железной руды. |
НДТ 5.1.4 Технологии, направленные на снижение загрязнения атмосферного воздуха путем реализации одного или комбинации двух и более методов, приведенных в таблице 5.2
Таблица 5.2
N | Метод/оборудование |
а | Применение электрофильтров для очистки аспирационных выбросов. |
б | Применение рукавных фильтров для очистки аспирационных выбросов. |
в | Совершенствование систем очистки выбросов и повышение эффективности работы очистного оборудования. |
г | Периодические проверки эффективности газоочистных установок в порядке производственного экологического контроля и/или специализированными организациями. |
НДТ 5.1.5 Технологии, направленные на предотвращение загрязнения водного бассейна и минимизацию водопотребления путем реализации одного или комбинации двух и более методов, приведенных в таблице 5.3
Таблица 5.3
N | Метод/оборудование |
а | Измерение объемов используемой воды |
б | Организация локальных оборотных циклов |
в | Применение замкнутых водооборотных систем |
НДТ 5.1.6 Технологии, направленные на снижение образования отходов путем применения одного или комбинации двух и более методов, приведенных в таблице 5.4
Таблица 5.4
N | Метод/оборудование | Примечание |
а | Использование отходов формовочного песка при изготовлении формовочной смеси | При технической возможности |
б | Использование отходов модельной массы при приготовлении модельного состава | При технической возможности |
в | Использование отходов стержневой смеси при изготовлении стержней | При технической возможности |
г | Использование железосодержащих отходов газоочисток в качестве добавки к шихте при выплавке стали и чугуна | |
д | Использование железосодержащих отходов, образующихся при механической обработке отливок, в качестве добавки к шихте при выплавке стали и чугуна |
НДТ 5.1.7 Технологии, направленные на снижение воздействия физических факторов (шума) путем реализации одного или комбинации двух и более методов, приведенных в таблице 5.5
Таблица 5.5
N | Метод/оборудование |
а | Ограждение шумных операций/агрегатов |
б | Виброизоляция производств/агрегатов |
в | Использование внутренней и внешней изоляции на основе звукоизолирующих материалов |
г | Звукоизоляция зданий для укрытия любых шумопроизводящих операций, включая оборудование для переработки материалов |
д | Установка звукозащитных стен и/или природных барьеров |
е | Применение глушителей на отводящих трубах |
ж | Звукоизоляция каналов и вентиляторов, находящихся в звукоизолированных зданиях |
з | Использование звукоизоляции машинных помещений |
и | Установление звукопоглотителей в местах выхода воздуха, например, на выпуске после газоочистки |
к | Использование глушителей для дымососов и газодувок фильтров |
л | Использование звукоизолирующих модулей в технических устройствах (например, компрессорах) |
НДТ 5.2.1 Технология выплавки чугуна и стали в электродуговых печах различной мощности с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ, приведенных в таблице 5.6
Таблица 5.6
N | Метод/оборудование |
а | Выплавка чугуна и стали в электродуговых печах постоянного тока |
б | Выплавка стали в кислых дуговых печах |
в | Выплавка стали и чугуна в электропечах с регулируемой защитной атмосферой |
г | Выплавка стали и чугуна в электропечах с предварительным подогревом металлошихты |
НДТ 5.2.2 Технологии выплавки чугуна и стали в электродуговых печах, направленные на снижение загрязнения атмосферного воздуха путем реализации одной или комбинации мер и методов, показанных в таблице 5.7
Таблица 5.7
N | Метод/оборудование |
а | Герметизация печи и газоотводящих трактов |
б | Периодические замеры выбросов CO, SO2 и NOx с технологическими газами в соответствии с графиком производственного экологического контроля |
в | Периодические замеры выбросов пыли из аспирационных и пылегазоочистных систем в соответствии с графиком производственного экологического контроля |
г | Периодические обследования эффективности газоочистных установок специализированными организациями |
д | Применение газоочистного оборудования (электрофильтров, рукавных фильтров) |
НДТ 5.3.1 Технологии, направленные на снижение удельных расходов сырья и энергии при выплавке чугуна в индукционных печах, путем применения одной или комбинации методов, представленных в таблице 5.8
Таблица 5.8
N | Метод/оборудование | Примечание |
а | Выплавка чугуна с использованием схемы дуплекс-процесса: - электродуговая печь + тигельная индукционная печь; - электродуговая печь + канальная индукционная печь; - вагранка + индукционная печь. | При технической возможности |
б | Подогрев металлошихты с использованием природного газа, кислорода и/или теплом отходящих газов | Сокращение потребления электроэнергии |
в | Использование тепла отходящих газов, образующихся при реализации основных технологических процессов | |
Использование возможности работы на разных частотах | ||
Применение конструктива для скачивания шлака "обратный наклон" |
НДТ 5.4.1 Технология выплавки чугуна в вагранках с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ, представленных в таблице 5.9
Таблица 5.9
N | Метод/оборудование |
а | Применение дутьевого вентилятора с регулировкой частоты вращения двигателя |
НДТ 5.4.2 Технологии выплавки чугуна в вагранках, направленные на снижение загрязнения атмосферного воздуха путем реализации одной или комбинации мер и методов, показанных в таблице 5.10
Таблица 5.10
N | Метод/оборудование |
а | Использование закрытых вагранок с принудительным отсосом ваграночных газов через систему очистки |
б | Использование мокрых пылеуловителей, искрогасителей, и/или комбинации пылегазоочистных систем |
в | Применение системы дожига отходящих газов |
г | Использование топлива с пониженным содержанием серы |
НДТ 5.4.3 Использование системы охлаждения рубашки вагранки с вентиляторной испарительной градирней для минимизации водопотребления.
НДТ 5.5.1 Применение вместо песчано-глинистых таких самотвердеющих смесей, как химически твердеющие (CO2-процесс), пластичные самотвердеющие, горячо-твердеющие, наливные самотвердеющие, жидконаливные самотвердеющие смеси.
НДТ 5.5.2 Использование в сушилках, печах, горнах газообразного топлива взамен твердого и жидкого топлива.
НДТ 5.5.3 Автоматизация процессов, сопровождающихся выделением пыли - изготовление формовочной смеси, распределение ее по бункерам, прием и отвод отработанной смеси из-под выбивных решеток, что позволит частично или полностью герметизировать эти участки
НДТ 5.5.5 Механизация пылеуборочных работ с помощью автономных пылеуборочных машин - мокрым способом (гидросмывом), пневматическим способом (посредством вакуумных централизованных пылеуборочных установок), применение передвижных пылеуборочных установок.
НДТ 5.5.6 Улавливание магнитным сепаратором металлических примесей в возвратной смеси для максимального возврата металлических отходов в производство и возможность использования формовочной смеси повторно.
Основные направления развития литейной промышленности следующие:
- модернизация литейных мощностей, повышение качества отливок и расширение их номенклатуры;
- расширение рыночного сегмента производства отливок;
- увеличение объемов производства отливок, импортозамещение, увеличение экспорта;
- наращивание технологических и производственных компетенций, интеграция науки, образования, связь науки с производством, локализация перспективных технологий;
- развитие отечественного литейного машиностроения;
- расширение автоматизации и роботизации литейного производства.
По данным Российской Ассоциации литейщиков (РАЛ) за последние 15 лет реконструировались полностью или частично более 260 литейных производств.
В настоящее время активно внедряются и осваиваются передовые технологические процессы в литейном производстве. Среди них можно выделить следующие:
- применение аддитивных технологии при производстве литейных форм и стержней;
- плавка литейных сплавов с использованием индукционных и дуговых электрических печей;
- увеличение доли производства отливок из высокопрочного чугуна с шаровидной и вермикулярной формой графита;
- изготовление форм и стержней из холоднотвердеющих смесей (ХТС);
- моделирование литейных процессов с применением современных числовых методов, включая трехмерное моделирование.
В России порядка 70% литейных цехов и заводов мощностью до 5 тыс. тонн в год, порядка 12% - от 10 до 50 тыс. тонн в год. Литейные цеха массового и крупносерийного производства отливок составляют около 9%. Поэтому, в значительном количестве литейные цеха нецелесообразно автоматизировать и роботизировать, это следует применять только на отдельных технологических операциях.
Экономическая эффективность применения современного плавильного оборудования напрямую зависит от качества и химического состава шихтовых материалов. Это особенно актуально при использовании современных плавильных агрегатов для производства чугуна, который является основным материалом для изготовления литых деталей в машиностроении. В последние годы наблюдается тенденция к увеличению доли чугуна, выплавляемого в индукционных печах и по дуплекс-процессу. В настоящее время около 76% чугуна производится с использованием этих методов. В то же время доля чугуна, выплавляемого в вагранках, значительно сократилась и составляет не более 18%.
Переход на электроплавку чугуна позволяет расширить производство отливок из высокопрочных чугунов, включая специальные чугуны с улучшенными эксплуатационными характеристиками. Важным аспектом в обеспечении высокого качества отливок является использование современных методов изготовления литейных форм и стержней. В частности, перспективными являются динамические методы уплотнения литейных форм из песчано-глинистых смесей, а также изготовление стержней и форм из холодно-твердеющих смесей.
В мелкосерийном производстве с частым изменением выплавляемых марок металла перспективны индукционные печи повышенной частоты, в которых можно переплавлять любую шихту без наличия остатка жидкого металла. Данные печи имеют высокую удельную мощность и более высокий общий КПД по сравнению с печами промышленной частоты. В печах повышенной частоты возможна выплавка чугунов всех марок, однако эти печи более требовательны к составу шихтовых материалов. Вследствие слабого перемешивания металлической ванны в них затруднено проведение технологического процесса науглероживания, поэтому шихта должна состоять из чушковых передельных чугунов или чугунного лома и возврата с небольшими добавками (~ 10%) стального лома. Печи повышенной частоты применяются также в дуплекс-процессах в качестве вторичного агрегата при производстве высокопрочного чугуна. В таком процессе возможен переплав возврата в печах с частичным сохранением в расплаве магния. Организация такого процесса позволяет стабильно получать высокопрочный чугун с более низким расходом электроэнергии и модификаторов. Достаточно широкое распространение для выплавки высокопрочного чугуна получили дуговые электропечи, несмотря на более низкие экономические показатели по сравнению с индукционными печами. Применение дуговых печей в производстве высокопрочного чугуна обычно обосновывается следующими обстоятельствами:
- возможностью снизить содержание серы и кислорода в процессе плавки до уровня, допустимого для получения чугуна с шаровидным графитом;
- возможностью использовать для выплавки высокопрочного чугуна более дешевую шихту, чем при индукционной плавке;
- возможностью осуществить высокий перегрев чугуна при меньшей опасности аварий по сравнению с индукционной электропечью;
- возможностью использовать плавильный агрегат для выплавки высоколегированного чугуна различных марок;
- возможностью снизить содержание хрома в расплаве до определенного уровня в случае попадания его с шихтой неизвестного химического состава.
Дуговые электропечи являются единственным плавильным агрегатом в литейных цехах, в котором шлаки "горячее" металла, а потому имеют высокую химическую активность. За счет высокой активности шлаков расплав металла можно рафинировать. Экономически целесообразным, несмотря на увеличение капитальных затрат, расходов на обслуживание, расхода энергии и огнеупоров, является применение для производства высокопрочного чугуна дуплекс-процесса: дуговая печь - индукционный миксер. Дуплекс-процесс позволяет стабилизировать химический состав и температуру жидкого металла, устранить жесткую связь между плавильным отделением и формовочными линиями, что в условиях крупносерийного и массового производства отливок из высокопрочного чугуна является очень важным. Применение электропечей позволяет существенно снижать расход таких дефицитных шихтовых материалов и обеспечивает сокращение общего расхода металла за счет улучшения качественных характеристик литья. При переходе на дуплекс-процесс индукционная тигельная печь - индукционный канальный миксер, относительный удельный расход энергии на плавку не увеличивается по сравнению с плавкой только в одной индукционной тигельной печи. Дуплекс дуговая печь - индукционный канальный миксер дает даже некоторое снижение расхода энергии по сравнению с плавкой только в дуговой печи. Использование более экономичного канального миксера позволяет уравнивать расходы электроэнергии при использовании моно и дуплекс процессов.
При выборе технологии производства отливок следует руководствоваться тремя основными критериями: обеспечением надежности, точности конечного продукта и экологичностью его производства, причем последний критерий в настоящее время выходит на первый план. Регулирование и строгий контроль процессов, точное измерение технических параметров с помощью цифровых технологий основной способ решения проблем качества и компенсации недостатков процессов и технологий. Надежность обеспечивается главным образом за счет улучшения характеристик литейных сплавов путем набора компонентов и оптимизации количества добавок в расплав. Высокая точность форм и литых изделий достигается за счет применения прогрессивных материалов и технологий изготовления форм и стержней, противопригарных покрытий, в сочетании с оптимальным уплотнением смесей, учитывающим возможность деформации стержней при высоких температурах и появления усадочных дефектов. Компьютерное моделирование обеспечивает качество продукции с наименьшими затратами. Применение формовочных песков с малым коэффициентом расширения (керамических, термически регенерированных и округлых, обработанных высокотемпературной плазмой и т.п.) минимизирует припуски на обработку получаемых отливок, сокращает брак и объем финишных операций по обработке отливок. За последние годы наибольшие изменения произошли в процессах формообразования. Технология получения форм и стержней из холоднотвердеющих смесей на смоляных связующих (ХТС-процесс) имеет широкое распространение в литейном производстве. В настоящее время с использованием органических смол наибольшее применение получили следующие технологии:
1. Альфа-сет процесс - хорошо подходит для стальных отливок, потому что в качестве связующего используется щелочная фенольная смола, отверждаемая сложным эфиром, в составе которой нет фосфорных и серных соединений.
2. Pep-set процесс - позволяет получать отливки с минимальными дефектами, если появление их зависит от качества формы. Здесь используются смолы на полиуретановой основе и процесс отверждения катализаторами очень хорошо контролируется и управляется.
3. Furan процесс - заключается в кислотном отверждении фурановой смолы растворами органических сульфокислот, что позволяет получать качественные, с хорошей поверхностью отливки в основном на регенерированном песке. Наиболее часто на фурановых ХТС получают чугунные отливки.
4. Amin-процесс - сокращает получение стержней по Cold-Box процессу за счет быстрого отверждения при продувке амином фенолформальдегидной смолы, смешанной с песком. Обычно таким процессом изготавливают стержни или малогабаритные формы на стержневых автоматах.
5. Resol CO2 процесс - позволяет получать прочные стержни в результате продувки фенолформальдегидной смолы углекислым газом.
В структуре выбросов от применения ХТС находится вся номенклатура наиболее опасных и токсичных веществ: акролеин, бензапирен, хром шестивалентный, метанол, формальдегид, фурфурол, фенол, фуритоловый спирт, оксиды серы, аммиак, ацетон, метанол и др. Примерно 80 - 85% всего производства отливок в России приходится на технологии литья в разовые песчаные формы, т.е. на технологии, которые построены на применении стержневых и формовочных смесей. Поэтому неотъемлемым элементом успеха в решении указанной проблемы, является разработка и применение новых экологически чистых и качественных литейных связующих и прогрессивных способов их обработки. Решение может быть достигнуто за счет наращивания потенциала очистных сооружений разного типа, однако этот путь является затратным и не рациональным. По совокупности причин, наиболее эффективным способом решения стоящих перед литейным производством экологических проблем является снижение объема применения связующих вообще, и, в частности, снижение использования потенциально опасных связующих материалов типа фенольных смол и масляных материалов. Это возможно только за счет применения не опасных, экологически чистых связующих материалов.
К перспективным экологически чистым материалам можно отнести связующие неорганического происхождения (жидкостекольные, металлофосфатные смеси, неорганические связующие на основе сульфата магния). Их применение обусловлено улучшением условий труда на производственных площадках, отсутствием запахов и выбросов конденсата, минимальным воздействием отходов на окружающую среду, гарантированным наличием сырьевых материалов в промышленных объемах и снижением себестоимости продукции. В контексте задачи импортозамещения, применение жидкостекольных смесей обладает значительным потенциалом. Обработка их кислотами и сложными эфирами делает жидкостекольные смеси чрезвычайно привлекательными для большинства литейных цехов единичного и мелкосерийного производства. Начинают активно внедряться технологии, которые не так давно считались экзотическими: это безусловно вакуумно-пленочная формовка, а также "ФОСКОН-процесс" (в качестве связующего алюмоборфосфатный концентрат), разработки по использованию широкого спектра борфосфатных смесей, производство литья по газифицируемым моделям (ЛГМ-процесс) и другие технологии этого класса, успешно применяемые на отечественных литейных заводах. Перспективность данных технологий не вызывает сомнений.
Информационно-технический справочник по наилучшим доступным технологиям "Литейное производство изделий из черных металлов" подготовлен в соответствии с распоряжением Правительства РФ от 10 июня 2022 г. N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям" и правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям, утвержденных постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458.
Состав ТРГ 51 "Литейное производство изделий из черных металлов" утвержден приказом Минпромторга России от 04 июля 2024 г. N 3009 "О создании технической рабочей группы "Литейное производство изделий из черных металлов" и актуализирован приказами Минпромторга России от 17 марта 2025 г. N 1243, от 30 июня 2025 г. N 3180, от 14 июля 2025 г. N 3405 "О внесении изменений в состав технической рабочей группы "Литейное производство изделий из черных металлов", утвержденный приказом Министерства промышленности и торговли Российской Федерации от 4 июля 2024 г. N 3009".
В настоящем справочнике НДТ приведено описание применяемых в настоящее время и перспективных технологических процессов при литейном производстве изделий из черных металлов.
При подготовке справочника НДТ были использованы материалы, полученные от предприятий литейного производства в ходе сбора данных. Также учитывались результаты научно-технических работ, получивших отражение в открытой печати и в диссертационных работах, маркетинговых исследований.
Рекомендуется продолжать дальнейшую работу в следующих направлениях:
- сбор и уточнение данных о капитальных и эксплуатационных затратах, связанных с освоением НДТ и перспективных технологий;
- сбор данных по стоимости и эффективности всех технических решений, снижающих эмиссии загрязняющих веществ;
- сбор данных о расходе материальных и топливно-энергетических ресурсов.
(обязательное)
ПЕРЕЧЕНЬ МАРКЕРНЫХ ВЕЩЕСТВ, ДЛЯ КОТОРЫХ УСТАНАВЛИВАЮТСЯ
ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ, СООТВЕТСТВУЮЩИЕ НДТ
Таблица А.1
Перечень маркерных веществ в выбросах, для которых
устанавливаются технологические показатели,
соответствующие НДТ
Плавление (выплавка) стали и чугуна в электродуговой печи |
Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ |
Плавление (выплавка) стали в индукционной печи |
Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ |
Плавление (выплавка) чугуна в индукционной печи |
Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ |
Плавление (выплавка) чугуна в вагранке |
Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ |
Плавление (выплавка) чугуна в вагранке: использование системы газоочистки в составе установки дожига отходящих газов, мокрого искрогасителя, центробежно-барботажной установки |
Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Серы диоксид |
Взвешенные частицы PM10 |
Плавление (выплавка) стали в мартеновской печи |
Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) |
Серы диоксид |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ |
Таблица А.2
Перечень маркерных веществ в сбросах, для которых
устанавливаются технологические показатели,
соответствующие НДТ
Взвешенные вещества |
Железо |
Нефтепродукты (нефть, углеводороды нефти) |
Фосфат-ион |
Сульфат-ион |
Хлорид-ион |
Аммоний-ион |
(обязательное)
ПЕРЕЧЕНЬ ТЕХНОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ, СООТВЕТСТВУЮЩИХ НДТ
Таблица Б.1
Технологические показатели выбросов загрязняющих (маркерных)
веществ в атмосферный воздух, соответствующие НДТ
Производственный процесс | Наименование загрязняющего вещества <*> | Единица измерения | Величина |
Плавление (выплавка) стали и чугуна в электродуговой печи (завалка шихты, плавление, выпуск) | Азота диоксид (двуокись азота; пероксид азота) | кг/т выплавленного металла (стали или чугуна) | <= 0,6 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т выплавленного металла (стали или чугуна) | <= 0,3 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т выплавленного металла (стали или чугуна) | <= 8,0 | |
Серы диоксид | кг/т выплавленного металла (стали или чугуна) | <= 1,0 | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т выплавленного металла (стали или чугуна) | <= 5,0 | |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ | кг/т выплавленного металла (стали или чугуна) | <= 5,0 | |
Плавление (выплавка) стали в индукционной печи (завалка шихты, плавление, выпуск) | Азота диоксид (двуокись азота; пероксид азота) | кг/т выплавленной стали | <= 0,6 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т выплавленной стали | <= 0,3 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т выплавленной стали | <= 2,0 | |
Серы диоксид | кг/т выплавленной стали | <= 0,3 | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т выплавленной стали | <= 3,0 | |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ | кг/т выплавленной стали | <= 3,0 | |
Плавление (выплавка) чугуна в индукционной печи (завалка шихты, плавление, выпуск) | Азота диоксид (двуокись азота; пероксид азота) | кг/т выплавленного чугуна | <= 0,6 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т выплавленного чугуна | <= 0,3 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т выплавленного чугуна | <= 2,2 | |
Серы диоксид | кг/т выплавленного чугуна | <= 0,4 | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т выплавленного чугуна | <= 3,0 | |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ | кг/т выплавленного чугуна | <= 3,0 | |
Плавление (выплавка) чугуна в вагранке (завалка шихты, плавление, выпуск) | Азота диоксид (двуокись азота; пероксид азота) | кг/т выплавленного чугуна | <= 0,1 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т выплавленного чугуна | <= 0,02 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т выплавленного чугуна | <= 34,0 | |
Серы диоксид | кг/т выплавленного чугуна | <= 0,3 | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т выплавленного чугуна | <= 4,0 | |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ | кг/т выплавленного чугуна | <= 4,0 | |
Плавление (выплавка) чугуна в вагранке (завалка шихты, плавление, выпуск): использование системы газоочистки в составе установки дожига отходящих газов, мокрого искрогасителя, центробежно-барботажной установки | Азота диоксид (двуокись азота; пероксид азота) | кг/т выплавленного чугуна | <= 0,1 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т выплавленного чугуна | <= 0,02 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т выплавленного чугуна | <= 34,0 | |
Серы диоксид | кг/т выплавленного чугуна | <= 0,3 | |
Взвешенные частицы PM10 | кг/т выплавленного чугуна | <= 4,0 | |
Плавление (выплавка) стали в мартеновской печи (завалка шихты, плавление, выпуск) | Азота диоксид (двуокись азота; пероксид азота) | кг/т выплавленной стали | <= 1,6 |
Азота оксид (азот (II) оксид; азот монооксид) | кг/т выплавленной стали | <= 1,2 | |
Углерода оксид (углерод окись; углерод моноокись; угарный газ) | кг/т выплавленной стали | <= 8,0 | |
Серы диоксид | кг/т выплавленной стали | <= 10,0 | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т выплавленной стали | <= 6,0 | |
ДиЖелезо триоксид (железа оксид; железо сесквиоксид) /в пересчете на железо/ | кг/т выплавленной стали | <= 6,0 |
--------------------------------
<*> В соответствии с перечнем загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденным распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р
Таблица Б.2
Технологические показатели загрязняющих (маркерных) веществ
в сбросах в водные объекты, соответствующие НДТ для литейных
производств изделий из черных металлов (не применяются
в случае, если сброс сточных вод литейного производства
в водные объекты осуществляется совместно со сточными водами
других производств, в указанном случае применяются
технологические показатели НДТ, которые установлены
в соответствующих отраслевых информационно-технических
справочниках)
Вид деятельности | Наименование загрязняющего вещества <*> | Единица измерения | Величина |
Литейное производство изделий из черных металлов | Взвешенные вещества | мг/дм3 | <= 20,0 концентрация по разовым пробам |
Железо | мг/дм3 | <= 0,2 концентрация по разовым пробам | |
Нефтепродукты (нефть, углеводороды нефти) | мг/дм3 | <= 0,1 концентрация по разовым пробам | |
Фосфат-ион | мг/дм3 | <= 0,15 концентрация по разовым пробам | |
Сульфат-ион | мг/дм3 | <= 100,0 концентрация по разовым пробам | |
Хлорид-ион | мг/дм3 | <= 300,0 концентрация по разовым пробам | |
Аммоний-ион | мг/дм3 | <= 0,5 концентрация по разовым пробам |
--------------------------------
<*> В соответствии с перечнем загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды, утвержденным распоряжением Правительства Российской Федерации от 20 октября 2023 г. N 2909-р
(обязательное)
ПЕРЕЧЕНЬ НДТ
Таблица В.1
Наилучшие доступные технологии литейного производства
изделий из черных металлов
Технология | N НДТ | Наименование НДТ |
Общего назначения | Система экологического менеджмента | |
Система энергетического менеджмента | ||
Технологии, направленные на повышение ресурсо- и энергоэффективности | ||
Технологии, направленные на снижение загрязнения атмосферного воздуха | ||
Технологии, направленные на предотвращение загрязнения водного бассейна и минимизацию водопотребления | ||
Технологии, направленные на снижение образования отходов | ||
Технологии, направленные на снижение воздействия физических факторов (шума) | ||
Выплавка чугуна и стали в электродуговых печах | Технология выплавки чугуна и стали в электродуговых печах различной мощности с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду | |
Технологии выплавки чугуна и стали в электродуговых печах, направленные на снижение загрязнения атмосферного воздуха | ||
Выплавка чугуна и стали в индукционных печах | Технологии, направленные на снижение удельных расходов сырья и энергии при выплавке чугуна в индукционных печах | |
Выплавка чугуна в вагранках | Технология выплавки чугуна и стали в вагранках с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду | |
Технологии выплавки чугуна в вагранках, направленные на снижение загрязнения атмосферного воздуха | ||
Производство формовочных смесей | Применение вместо песчано-глинистых таких самотвердеющих смесей, как химически твердеющие (CO2-процесс), пластичные самотвердеющие, горячо-твердеющие, наливные самотвердеющие, жидконаливные самотвердеющие смеси | |
Использование в сушилках, печах, горнах газообразного топлива взамен твердого и жидкого топлива | ||
Автоматизация процессов, сопровождающихся выделением пыли - изготовление формовочной смеси, распределение ее по бункерам, прием и отвод отработанной смеси из-под выбивных решеток, что позволит частично или полностью герметизировать эти участки | ||
Применение пневматического транспорта для перемещения пылевидных и порошковых материалов | ||
Механизация пылеуборочных работ с помощью автономных пылеуборочных машин - мокрым способом (гидросмывом), пневматическим способом (посредством вакуумных централизованных пылеуборочных установок), применение передвижных пылеуборочных установок | ||
Улавливание магнитным сепаратором металлических примесей в возвратной смеси для максимального возврата металлических отходов в производство и возможность использования формовочной смеси повторно | ||
Применение вакуумно-пленочной формовки | ||
(обязательное)
РЕСУРСНАЯ И ЭНЕРГЕТИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
Г.1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Современное литейное производство обладает значительным экологическим потенциалом. Это вид промышленного производства, основным исходным сырьем для которого служит вторичное сырье - лом и отходы металлов и их сплавов, более того, способное перерабатывать и повторно использовать практически все собственные отходы, включая свою же бракованную продукцию. Литейные цеха - структурные подразделения машиностроительного комплекса, в которых можно переработать и использовать не только собственные, но и отходы смежных производств: штампового, термического, сварочного, механообрабатывающего, сборочного и т.д.
В современных литейных цехах уделяется достаточно большое внимание рекуперация и утилизация вторичных энергоресурсов (ВЭР), образующихся при осуществлении пирометаллургических технологических процессов. Топливные нагревательные и плавильные печи в современных цехах, как правило, оснащены системами рекуперации тепла отходящих газов. Существуют технические решения по комплексной утилизации вторичных энергоресурсов, предусматривающие использование тепла дымовых газов электроплавильных печей в параллельных технологических процессах: для сушки песка, подсушки стержней после окраски, прокаливания оболочек при литье по выплавляемым моделям и т.п. На некоторых предприятиях тепло, полученное от вторичных энергоресурсов, используется для хозяйственно-бытовых нужд: для подогрева воды, тепловых завес и подогрева приточного воздуха в холодный период года. Значительный эффект обеспечивает использование ВЭР для сушки и предварительного подогрева шихтовых материалов перед выплавкой металлов. Следует отметить, что утилизация ВЭР не только повышает энергоэффективность производства, уменьшая расход энергоносителей на выпуск продукции и общезаводские энергозатраты, но и способствует улучшению экологических параметров производства, уменьшая объемы и температуру выбросов в атмосферу, что в свою очередь позволяет сократить энергопотребление и затраты на системы аспирации и очистки газов.
В литейном производстве наиболее энергоемким процессом является получение расплава металлов. Сокращение удельных энергозатрат становится все более актуальной задачей в связи с постоянным ростом цен на энергоносители. При этом самым дорогим энергоносителем по-прежнему остается электроэнергия. Получение расплава сопровождается образованием пыли, вредных веществ, высокотемпературных газов и т.д. Для осуществления природоохранных мероприятий приходится затрачивать эквивалентное или даже большее количество энергии. Таким образом, экономическая эффективность внедрения способов, сокращающих энергопотребление при получении расплавов чугуна и стали, с учетом экологических факторов имеет первоочередное значение.
Из всех методов сокращения удельных затрат электроэнергии на выплавку наибольший эффект до  на 1 тонну расплава обеспечивает предварительный подогрев шихты. На нагрев и расплавление металлозавалки расходуется примерно
на 1 тонну расплава обеспечивает предварительный подогрев шихты. На нагрев и расплавление металлозавалки расходуется примерно  энергии, идущей на весь процесс плавки, на перегрев и доводку жидкого металла уходит лишь
энергии, идущей на весь процесс плавки, на перегрев и доводку жидкого металла уходит лишь  суммарных затрат. Предварительный нагрев шихты до температуры
суммарных затрат. Предварительный нагрев шихты до температуры  сокращает на
сокращает на  затраты энергии в первый период плавки и соответственно на
затраты энергии в первый период плавки и соответственно на  общий расход энергии, при этом соответственно уменьшается продолжительность плавки, расход огнеупорных материалов и т.д. При высокотемпературном нагреве шихты вне плавильной печи происходит удаление влаги, частичное удаление пыли, выжигание масел, СОЖ и других загрязнений. Более чистая и горячая шихта способствует повышению качества жидкого металла за счет уменьшения количества неметаллических включений и газонасыщенности, одновременно существенно сокращаются выбросы.
общий расход энергии, при этом соответственно уменьшается продолжительность плавки, расход огнеупорных материалов и т.д. При высокотемпературном нагреве шихты вне плавильной печи происходит удаление влаги, частичное удаление пыли, выжигание масел, СОЖ и других загрязнений. Более чистая и горячая шихта способствует повышению качества жидкого металла за счет уменьшения количества неметаллических включений и газонасыщенности, одновременно существенно сокращаются выбросы.
на 1 тонну расплава обеспечивает предварительный подогрев шихты. На нагрев и расплавление металлозавалки расходуется примерно энергии, идущей на весь процесс плавки, на перегрев и доводку жидкого металла уходит лишь суммарных затрат. Предварительный нагрев шихты до температуры сокращает на затраты энергии в первый период плавки и соответственно на общий расход энергии, при этом соответственно уменьшается продолжительность плавки, расход огнеупорных материалов и т.д. При высокотемпературном нагреве шихты вне плавильной печи происходит удаление влаги, частичное удаление пыли, выжигание масел, СОЖ и других загрязнений. Более чистая и горячая шихта способствует повышению качества жидкого металла за счет уменьшения количества неметаллических включений и газонасыщенности, одновременно существенно сокращаются выбросы.Г.2 Основные технологические процессы, связанные с использованием ресурсов и энергии
В литейном производстве наиболее затратным с точки зрения энергопотребления и материального ресурса является технологический процесс получение расплава чугуна и стали. Уровень энергопотребления зависит от выбранной технологии получения расплава металла, используемых шихтовых материалов, технологии формообразования, номенклатуры и серийности отливок, периодичности режима работы, используемого оборудования и квалификации персонала.
Г.3 Уровни потребления
К основным показателям ресурсо- и энергоэффективности можно отнести следующие:
1. Расход энергии
На расход электроэнергии влияет конструкция и тип печи, характер используемых шихтовых материалов, технологический и энергетический режимы, квалификация персонала, качество технического обслуживания оборудования и другие факторы. Адаптивный алгоритм управления обеспечивает автоматический выбор напряжения и тока в зависимости от плотности шихты и теплового состояния печи. В результате, скорость повышения энтальпии металла близка к постоянному значению в течение периода расплавления и вводимая мощность используется максимально эффективно.
2. Выход годного
Это показатель получения годного жидкого металла, складывается из двух составляющих:
Потери при плавке - это потери материала в процессе плавки (из-за окисления или шлаковых образований), выраженные в процентах от материала, загружаемого в плавильную печь.
Потери при заливке - это количество жидкого металла, выпускаемого из печи и не попадающего в литейные формы, выраженное в процентах от количества выпущенного жидкого металла. Снижению потерь при заливке благодаря повышению точности попадания в заданный химический состав и заданную температуру слива металла из печи способствует высокоэффективное перемешивание жидкой металлической ванны. Гомогенизация расплава обеспечивает высокую воспроизводимость результатов плавок, позволяет стандартизировать операции заливки и снизить потери при заливке до уровня технологической нормы.
3. Тепловой коэффициент использования мощности
Тепловой коэффициент использования мощности плавильного оборудования определяется как отношение средней за период расплавления активной мощности печной установки к установленной мощности источника питания. Эффективность плавильного процесса определяется в значительной степени удельной мощностью агрегата - чем она выше, тем меньше капитальные и эксплуатационные затраты на оборудование, строительство, организацию подачи шихты. Повышение теплового коэффициента использования мощности позволяет при заданной производительности уменьшить плату за технологическое подключение к сети электроснабжения.
Уровни показателей энергоэффективности при производстве отливок из чугуна и стали (по данным анкетирования) приведены в таблице Г.1.
Таблица Г.1
отливок из чугуна и стали (по данным анкетирования)
Показатель | Вагранки закрытого типа | Индукционные тигельные печи | Дуговые печи | |
Повышенной частоты | Промышленной частоты | |||
Потребление энергии на 1 тонну жидкого металла (кВт·ч) |  |  |  |  |
Тепловой КПД общий, %, в т.ч.: |  | 0,7 |  | 0,55 |
- при расплавлении |  | 0,6 | 0,5 |  |
- при перегреве |  |  |  | 0,25 |
Шлакообразование, кг/т | <= 190 | <= 30 | <= 35 | <= 160 |
Выход жидкого металла, % к завалке металлошихты | 95 | 99 | 99 | 35 - 96% |
В связи с существенными различиями уровней потребления ресурсов на литейных производствах установление целевых показателей ресурсной эффективности нецелесообразно.
Г.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
С учетом накопленного в литейном производстве опыта и распространенных технологических, технических и управленческих решений к НДТ, направленных на обеспечение высокой энергоэффективности производства, отнесены следующие НДТ, применяемые в литейном производстве:
- НДТ 5.1.3 а). Предварительный нагрев шихты вне плавильного агрегата на автономной установке, где в качестве топлива используется природный газ.
- НДТ 5.1.3 б). Применение специальных видов литья.
- НДТ 5.1.3 в). Минимизация количества шлака при получении расплава металла, за счет предварительной очистки и сортировки возвратного лома.
- НДТ 5.1.3 г). Использование соответствующих флюсов: известняк для кислых печей, фтористый кальций для основных печей.
- НДТ 5.1.3 д). Применение для гомогенизации расплава металла индукционного перемешивания или продувку инертным газом.
- НДТ 5.1.3 е). Применение автоматизированных систем управления процессом плавки;
- НДТ 5.3.1 г). Использование в индукционных печах возможности работы на разных частотах.
- НДТ 5.1.3 ж). Использование одного источника электропитания на две и более печей (емкости для жидкого металла);
- НДТ 5.1.3 з). Применение пневмотранспорта при транспортировке сыпучих материалов.
- НДТ 5.3.1 д). Применение на индукционных печах конструктива для скачивания шлака "обратный наклон".
- НДТ 5.1.3 и). Использование газообразного кислорода для рафинирования металла взамен железной руды.
Г.5 Перспективные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
К числу перспективных решений, которые могут найти применение в отрасли, отнесены (см. раздел 6):
1. Использование на печах источника электропитания типа "сдвоенная мощность" предназначенного для одновременного (параллельного) питания двух печей с управляемым перераспределением мощности источника между ними. Использование такого источника позволяет рационально проводить производственный процесс, когда печи поочередно работают в плавильном режиме и режиме миксера.
2. Применение в процессе плавки индукционное перемешивание путем частотной модуляции или многофазовое перемешивание.
3. Перевод технологического процесса выплавки чугуна и стали для литейного производства на современные индукционные тигельные печи повышенной частоты.
1. Распоряжение Правительства Российской Федерации от 10 июня 2022 г. N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям" (ред. от 23.11.2023).
2. ГОСТ Р 113.00.03-2019 Наилучшие доступные технологии. Структура информационно-технического справочника.
3. ГОСТ Р 113.00.04-2024 Наилучшие доступные технологии. Формат описания технологий.
4. ГОСТ Р 113.00.12-2023 Наилучшие доступные технологии. Термины и определения.
5. Федеральный закон от 10 января 2002 г. N 7-ФЗ "Об охране окружающей среды".
6. Приказ Министерства промышленности и торговли Российской Федерации от 18 декабря 2019 г. N 4841 "Об утверждении порядка сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям".
7. Дибров А.И. Обзор литейной промышленности России. Состояние и перспективы развития литейного производства России. Состояние и перспективы развития литейного производства России // Литейщик России. - 2024. - N 12. - С. 19 - 24.
9. Межотраслевые требования по научной организации труда, производства и управления, утвержденные Государственным комитетом СССР по труду и социальным вопросам, ГКНТ СССР и Госстроем СССР от 05 июня 1985 г.).
11. Государственный информационный ресурс - Единая межведомственная информационно-статистическая система (ЕМИСС). - URL: www.fedstat.ru.
12. Интернет портал Правительства России. - URL: http://government.ru/rugovclassifier/section/2649/.
13. Список государственных программ РФ. - URL: https://minpromtorg.gov.ru/activities/state_programs/list.
14. ГОСТ 19200-80. Отливки из чугуна и стали. Термины и определения дефектов.
15. ГОСТ 1412-85. Чугун с пластинчатым графитом для отливок. Марки.
16. ГОСТ 1215-79. Отливки из ковкого чугуна.
17. ГОСТ 7293-85 "Чугун с шаровидным графитом для отливок. Марки".
18. ГОСТ 28394-89. Чугун с вермикулярным графитом для отливок. Марки.
19. ГОСТ 7769-82. Чугун легированный для отливок со специальными свойствами.
20. ГОСТ 34951-2023 "Сталь. Определение и классификация по химическому составу и классам качества".
21. ГОСТ 977-88. Отливки стальные. Общие технические условия.
23. ГОСТ Р 70817-2023. Сталь и сплавы. Наименования и основные обозначения марок.
24. ГОСТ 2138-91. Межгосударственный стандарт. Пески формовочные. Общие технические условия.
25. Правила определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям. Утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458 - URL: http://www.consultant.ru/document/.
26. Методические рекомендации по определению технологии в качестве наилучшей доступной технологии. Утверждены приказом Министерства промышленности и торговли Российской Федерации от 31.03.2015 N 665. - URL: http://www.consultant.ru/document/.