СПРАВКА
Источник публикации
М.: Стройиздат, 1986
Примечание к документу
Название документа
"Рекомендации по отделке фасадных поверхностей панелей для наружных стен"
"Рекомендации по отделке фасадных поверхностей панелей для наружных стен"
ПО ОТДЕЛКЕ ФАСАДНЫХ ПОВЕРХНОСТЕЙ ПАНЕЛЕЙ ДЛЯ НАРУЖНЫХ СТЕН
Рекомендованы к изданию Научно-техническим советом ЦНИИЭП жилища Госгражданстроя.
Содержат основные положения и требования к различным способам отделки фасадных поверхностей панелей наружных стен, выполненным в процессе формования и после твердения бетона, краткую характеристику долговечности отделки, ее декоративных возможностей. Изложены основные требования к материалам, применяемым составам, к производству отделочных работ в условиях завода и методы контроля.
Для инженерно-технических работников заводов крупнопанельного домостроения, проектных и научно-исследовательских организаций.
Разработаны ЦНИИЭП жилища Госгражданстроя (канд. техн. наук Л.М. Цуранов, инженеры А.И. Чуйко, Б.Н. Суслин), ВНИИжелезобетоном Минпромстройматериалов СССР (кандидаты техн. наук В.А. Соколов, О.И. Довжик, инженеры А.С. Анучный, М.М. Рузская, Н.М. Терещенко и Н.И. Легостаева), КТБ Мосоргстройматериалы (инженеры В.А. Подлесных, Л.А. Спирин, Э.И. Артамонова) и НИИстройкерамика Минпромстройматериалов СССР (канд. техн. наук И.А. Гервидс).
1.1. Настоящие Рекомендации распространяются на заводскую отделку фасадных поверхностей панелей наружных стен жилых и общественных зданий из легких бетонов (ГОСТ 11024-84) и трехслойных железобетонных, формуемых в горизонтальном положении.
1.2. Настоящими Рекомендациями предусматриваются виды и способы отделки, освоенные предприятиями крупнопанельного домостроения или проверенные в заводских условиях и рекомендуемые к массовому внедрению.
1.3. Выбор видов и способов отделки следует производить в соответствии:
с архитектурно-эстетическими требованиями к фасадным поверхностям;
с эксплуатационными требованиями к отделочным слоям;
с принятой технологией производства панелей, а также с учетом: трудоемкости выбираемого вида и способа отделки; обеспечиваемой долговечности; затрат на отделку и ее восстановление в процессе эксплуатации здания.
Любое увеличение первоначальных затрат на отделку должно оправдываться повышением ее долговечности и улучшением декоративных свойств поверхности.
Для массовых изделий рекомендуется применять недорогие и нетрудоемкие виды отделок, для изделий немассового характера с целью придания определенного архитектурного акцента фасаду здания могут применяться более дорогие и трудоемкие виды отделок (прил. 1).
1.4. Отделка фасадных поверхностей панелей наружных стен должна учитывать условия их эксплуатации, возможность загрязнения, подверженность атмосферным и химическим воздействиям.
1.5. Высокое качество и разнообразие отделки панелей следует обеспечивать в процессе их изготовления на формовочных линиях, но если этого достичь не удается, то окончательная отделка панелей должна производиться на конвейерах или стендах отделки. Отделочные операции на технологических линиях должны быть максимально механизированы и подчинены общему ритму производства панелей в формовочном цехе.
1.6. Заводская фасадная отделка должна выполняться по утвержденным технологическим картам конкретного производства панелей наружных стен, составленным в соответствии с нормативными документами на отделку. При этом должно обеспечиваться надежное сцепление отделочных покрытий с конструктивным бетоном.
Качество отделки должно соответствовать требованиям главы СНиП по устройству отделочных покрытий и утвержденным эталонам.
1.7. При производстве отделочных работ необходимо соблюдать положения главы СНиП III-4-80 "Техника безопасности в строительстве", а также правила техники безопасности, установленные для конкретных условий труда, используемого оборудования, материалов или веществ.
ИС МЕГАНОРМ: примечание. Взамен СНиП III-21-73* Постановлением Госстроя СССР от 04.12.1987 N 280 с 01.07.1988 введены в действие СНиП 3.04.01-87. |
2.1. Материалы, применяемые для отделочных работ, должны удовлетворять требованиям соответствующих стандартов, технических условий, а также требованиям главы СНиП III-21-73 "Отделочные покрытия строительных конструкций". Контроль качества поступающих материалов и их испытание должна осуществлять лаборатория предприятия в установленном порядке.
2.2. При хранении и транспортировании отделочных материалов к месту производства работ должны приниматься меры, обеспечивающие сохранность их качества и защиту от загрязнения. В случае отсутствия маркировки на упаковке, при повреждении упаковки или истечении гарантийного срока материалов, а также при других нарушениях условий транспортирования и хранения необходимо проводить дополнительные контрольные испытания материалов.
2.3. В качестве вяжущих при изготовлении декоративных бетонов и растворов следует применять цементы, удовлетворяющие требованиям соответствующих стандартов:
портландцемент цветной - ГОСТ 15825-80 (СТ СЭВ 22-73);
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 965-78 Постановлением Госстроя СССР от 29.12.1988 N 260 с 01.01.1990 введен в действие ГОСТ 965-89. |
портландцемент белый первого и второго сорта - ГОСТ 965-78;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10178-76 Постановлением Госстроя СССР от 10.07.1985 N 116 с 01.01.1987 введен в действие ГОСТ 10178-85. |
портландцемент и шлакопортландцемент - ГОСТ 10178-76 с изм.
2.4. На складе должен быть запас цветного цемента одной партии для изготовления изделий на один дом.
2.5. Для отделочных покрытий светлых тонов рекомендуется также применять отделочный материал "Белгородский белый" по ТУ 21-20-14-74.
2.6. Цветные и белый цементы, материал "Белгородский белый" необходимо хранить в крытых складах и контейнерах или мешках.
2.7. В качестве крупного декоративного заполнителя необходимо применять фракционированный гравий или щебень из естественных и искусственных каменных материалов: гранита, кварцита, мрамора, плотного известняка, доломита, эрклеза, боя стекла, отдельных видов шлаков и др.
Все виды крупного заполнителя должны удовлетворять требованиям ГОСТ 10268-80, предъявляемым к заполнителям для тяжелого бетона, а также требованиям соответствующих стандартов:
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 22856-77 Постановлением Госстроя СССР от 27.02.1989 N 35 с 01.01.1990 введен в действие ГОСТ 22856-89. |
щебень декоративный из природного камня - ГОСТ 22856-77;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 8267-82, ГОСТ 10260-82 Постановлением Госстроя России от 17.06.1994 N 18-43 с 01.01.1995 введен в действие ГОСТ 8267-93. |
щебень из естественного камня для строительных работ - ГОСТ 8267-82;
щебень из гранита для строительных работ - ГОСТ 10260-82;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5578-76 Постановлением Минстроя России от 12.04.1995 N 18-37 с 01.01.1996 введен в действие ГОСТ 5578-94. |
щебень из доменного шлака для бетона - ГОСТ 5578-76;
гравий для строительных работ - ГОСТ 8268-82.
Эрклез, соответствующий требованиям ТУ 400-1-496-74, и бой стекла не рекомендуется вводить в бетонную смесь - эти материалы должны использоваться в отделках с однослойным распределением их по фасадной поверхности.
2.8. Для фактурного слоя не допускается применение крупного заполнителя слабых пористых пород.
Прочность крупного заполнителя должна быть не менее 40 МПа, водопоглощение не более 4% по массе, а морозостойкость должна обеспечивать получение декоративного бетона не ниже проектной марки по морозостойкости.
2.9. Размер фракций крупного заполнителя и его цвет следует принимать в соответствии с архитектурными требованиями и в зависимости от принятого способа отделки.
При отделке панелей способом присыпки и втапливания следует применять крупный заполнитель фракции не менее 10 - 20 мм, для отделки декоративным бетоном - заполнитель фракции не менее 5 - 10 мм, для трехслойных наружных стеновых панелей - заполнитель фракции 10 - 20 мм.
ИС МЕГАНОРМ: примечание. |
2.10. В качестве мелкого заполнителя следует применять песок декоративный из природного камня, удовлетворяющий требованиям соответствующего ГОСТа, песок для строительных работ по ГОСТ 10268-80 и ГОСТ 8736-77 с изм. Для белой или светлой фасадной отделки должен применяться кварцевый или декоративный песок светлых тонов.
Содержание в песке водорастворимых сернистых и сернокислых соединений в пересчете на SO3 не должно превышать 2%.
2.11. Заполнители различных видов и фракций следует хранить раздельно в крытых складах или контейнерах. Засорять заполнители посторонними примесями не допускается.
2.12. В зимнее время перед подачей в бетоносмесительный узел заполнитель должен проходить через бункер подогрева для исключения наледи и смерзших комьев.
Температура заполнителя при подаче в расходные бункера бетоносмесительного цеха должна быть не менее 5 °C.
2.13. Для обеспечения однородности отделки панелей на складе должен быть запас однородного по цвету заполнителя для выпуска изделий на один дом или одну серию домов.
2.14. Для отделки панелей декоративными материалами по клеящей основе в качестве декоративной крошки следует применять: промытые пески; дробленые фракционированные естественные и искусственные каменные материалы - гранит, кварцит, гранодиорит, периодотит, серпентинит, андезитобазальт, андезит, порфирит, диабаз, мрамор; стекломатериалы - эрклез, цветное стекло, стекло в окатанных зернах; отдельные виды шлака с незначительным содержанием окислов железа; окрашенные с обжигом или неокрашенные дробленые керамические материалы и другие, аналогичные перечисленным.
Необходимо применять крошку следующих фракций: 2,5 - 5; 1,2 - 2,5; 0,6 - 1,2; 0,3 - 0,6 мм или специально приготовленные смеси этих фракций. Декоративная крошка не должна иметь посторонних примесей, а также зерен размером менее 0,3 мм более 0,5% (по массе).
Декоративную крошку различных видов и фракций следует хранить раздельно в крытых складах в контейнерах или мешках.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 17057-80 Постановлением Госстроя СССР от 25.01.1989 N 10 с 01.01.1990 введен в действие ГОСТ 17057-89. |
2.15. Для отделки малоразмерными облицовочными плитками должны применяться плитки керамические фасадные глазурованные и неглазурованные в коврах по ГОСТ 13996-84, плитки керамические литые в коврах по ГОСТ 18623-82, плитки стеклянные облицовочные коврово-мозаичные по ГОСТ 17057-80.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 13996-77 Постановлением Госстандарта СССР от 28.06.1984 N 97 с 01.01.1985 введен в действие ГОСТ 13996-84. |
2.16. Рекомендуется также отделка панелей керамическими фасадными плитками более крупных размеров, которые соответствуют требованиям ГОСТ 13996-77 и поставляются без набора в ковры.
2.17. Рекомендуется отделка плитами бетонными фасадными армированными и неармированными, однослойными и двухслойными, пилеными и формованными, которые должны удовлетворять требованиям ГОСТ 6927-74.
2.18. Отдельные фрагменты зданий, расположенные на главных магистралях, могут отделываться плитами из стеклокристаллита, соответствующими требованиям СТП 11-77 стеклозавода им. Дзержинского.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 9480-77 Постановлением Госстроя СССР от 07.04.1989 N 63 с 01.01.1990 введен в действие ГОСТ 9480-89. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 9479-84 Постановлением Госстроя России от 27.06.2000 N 61 с 01.01.2001 введен в действие ГОСТ 9479-98. |
2.19. Для отделки панелей общественных и культурно-бытовых зданий могут применяться плиты облицовочные пиленые из природного камня, соответствующие требованиям ГОСТ 9480-77 и ГОСТ 9479-84, а также плиты декоративные на основе природного камня (ГОСТ 24099-80).
2.20. Для изготовления и укрупнения ковров из плиток необходимо применять:
а) бумагу оберточную массой от 80 до 120 г/м2 и относительным сопротивлением продавливанию не менее 0,33 МПа марки А по ГОСТ 8273-75 с изм. или мешочную бумагу марки М80 по ГОСТ 2228-81;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 14231-78 Постановлением Госстандарта СССР от 26.04.1988 N 1137 с 01.07.1989 введен в действие ГОСТ 14231-88. |
б) клей костный по ГОСТ 2067-80 или синтетический клей из смеси мочевино-формальдегидной смолы МФ по ГОСТ 14231-78 с изм. и водного раствора натриевой соли карбоксиметилцеллюлозы (КМЦ) по ОСТ 605-386-73 или клеи растительного происхождения.
Клеи для изготовления ковров должны дополнительно удовлетворять требованиям ГОСТ 13996-84 в части прочности приклейки плиток и отсутствия вредного воздействия на их цвет, на бумагу и цементный камень.
Для укрупнения ковров вне формы разрешается применять жидкое стекло.
Запрещается применять жидкое стекло для фиксации ковров на поддоне формы.
2.21. В качестве замедлителей твердения цемента при обнажении заполнителей фактурного бетона должны применяться следующие материалы, удовлетворяющие требованиям соответствующих стандартов:
бура - ГОСТ 8429-77 с изм.;
патока крахмальная; патока рафинадная - ОСТ 18-233-75;
декстрин - ГОСТ 6034-74 с изм.;
гидрол - ОСТ 18-286-76;
меласса - РСТ 588-77 КазССР;
сахар технический;
натрий винно-кислый - ГОСТ 3656-78;
сульфитно-дрожжевая бражка (СДБ) - МРТУ 13-04-35-76.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 20833-75 Постановлением Госстандарта СССР от 03.08.1989 N 2518 с 01.07.1990 введен в действие ГОСТ 28196-89. |
2.22. Окраску фасадных поверхностей панелей по затвердевшему бетону следует производить кремнийорганическими эмалями КО-174, которые должны удовлетворять требованиям ТУ 11-93-67, водоэмульсионной краской ЭВА-17 (ГОСТ 20833-75 с изм.).
2.23. В качестве грунтовочных, клеящих и закрепляющих составов при отделке панелей декоративной крошкой следует применять:
водоэмульсионную краску ЭВА-17 (ГОСТ 20833-75 с изм.);
грунт Г-258;
клей НВА-421 (ТУ 4-76);
дисперсию поливинилацетатную гомополимерную грубодисперсную (ГОСТ 18992-80 с изм.);
латекс синтетический СКС-65 ГП (ГОСТ 10564-75 с изм.).
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 9-77 Постановлением Госстандарта России от 30.03.1992 N 332 с 01.01.1993 введен в действие ГОСТ 9-92. |
При наличии нестабилизированного латекса его следует стабилизировать. Для этого применяют следующие добавки: вещества вспомогательные ОП-7 или ОП-10 (ГОСТ 8433-81); казеин технический (ГОСТ 17626-81); аммиак водный технический (ГОСТ 9-77 с изм.); латекс акрилатный марки МБМ-5С и МБМ-3 (ТУ 6-274-74); дибутилфталат (ГОСТ 8728-77 с изм.).
Грунтовочные составы, клеи и закрепляющие материалы следует хранить в закрытых складах, безопасных в пожарном отношении, при температуре не ниже 5 °C. Предельный срок хранения материалов 6 мес.
2.24. Для гидрофобизации декоративного бетона и раствора рекомендуется применять этилсиликонат натрия ГКЖ-10 - метилсиликонат натрия ГКЖ-11 (ТУ 6-02-696-76), полиэтилгидросилоксановую водную эмульсию ГКЖ-94 (ГОСТ 10834-76).
2.25. Для изготовления рельефных матриц из заливочных паст применяется эпоксидная смола (ГОСТ 10587-84).
2.26. Для смазки формующих поверхностей следует применять эмульсол кислый синтетический (ЭКС) по ТУ 38-101536-75 либо пасту ОПЛ (отходы производства ланолина) по ТУ 18-16-204-78.
2.27. Вода для бетонов и растворов должна удовлетворять требованиям ГОСТ 23732-79.
3.1. Цветофактурное решение фасада жилого здания определяется архитектором с учетом возможности реализации его на соответствующих предприятиях сборного железобетона, выполняющих отделку.
3.2. При выборе видов фасадной отделки необходимо учитывать, что большинство из них обладают достаточной гибкостью в отношении варьирования цвета и фактуры фасадной поверхности. Так, например, отделка панелей декоративными бетонами и растворами позволяет получать множество цветовых и фактурных решений за счет применения цветных цементов и различных по цвету и фракции декоративных заполнителей. Рельефная отделка позволяет получать неограниченное количество архитектурно-композиционных решений фасада за счет изменения рисунка рельефа и т.д.
3.3. Выбор того или иного вида отделки должен быть экономически обоснован в каждом конкретном случае. При этом следует учитывать такие факторы, как технологический способ производства изделий, возможность оснащения производства соответствующим отделочным оборудованием, наличие производственных площадей для организации отделки изделий и т.д.
3.4. При выборе технологии отделки следует иметь в виду, что она должна вписываться в общий цикл производства наружных стеновых панелей. Это особенно относится к тем видам отделки, которые выполняются в процессе формования изделий. Так, например, при конвейерной технологии изготовления изделий не рекомендуется применять те виды отделки, которые требуют длительной выдержки отделочных слоев.
3.5. Отделочные операции выполняемые после термообработки изделий, должны быть максимально механизированы. Отделка фасадных поверхностей изделий после их термообработки ведется, как правило, по стендовой или конвейерной технологии. Выбор той или иной технологической схемы должен быть экономически обоснован.
3.6. Для отделки изделий массового выпуска (рядовые наружные стеновые панели) рекомендуется применять недорогие и технологические способы отделки, такие, например, как обнажение заполнителя декоративного бетона, рельефную отделку декоративными растворами, облицовку керамическими плитками, различные виды окраски и набрызга, глазурование и т.д.
3.7. Некоторые виды отделки, например металлизацию, облицовку плитами из естественного камня, отделку эрклезом и др., рекомендуется применять либо для акцентных изделий индивидуального характера, либо для панелей уникальных зданий.
4.1. Камневидную фактуру фасадной поверхности следует получать путем отделки панелей декоративными бетонами с обнаженным крупным заполнителем при формовании фасадной поверхностью вверх или вниз.
При этом повышение интенсивности цветового тона и расширение архитектурных возможностей достигаются за счет применения цветных заполнителей (прил. 2) в сочетании с белым и цветными цементами.
4.2. Эстетические требования к отделке должны задаваться архитектором как по цвету растворного фона и крупного заполнителя, так и по размерам и количеству крупного заполнителя на единицу площади фасадной поверхности. Цвет растворного фона следует обеспечивать применением цветного цемента, при этом для получения светлых тонов необходимо применять и светлый песок.
Цвет фасадных поверхностей панелей необходимо обеспечивать в основном за счет более плотной укладки крупного заполнителя из цветных горных пород.
4.3. Камневидную фактуру без растворного фона следует получать за счет применения беспесчаных бетонных смесей (терразит) при формовании фасадной поверхностью вверх или применением бетонных смесей с коэффициентом избытка раствора менее единицы при формовании фасадной поверхностью вниз.
4.4. Долговечность и морозостойкость декоративного слоя бетона должна достигаться применением малоподвижных, умеренно жестких и жестких бетонных смесей, качественным их уплотнением, а также использованием плотных, прочных заполнителей, не содержащих загрязнений и примесей.
Декоративный слой из бетонов с заполнителями непрерывной гранулометрии должен выдерживать не менее 100 стандартных морозосмен, а из беспесчаного бетона - не менее 50.
4.5. Обнажение заполнителя декоративного бетона можно производить на горизонтально, вертикально и наклонно расположенных в процессе формования поверхностях изделий. При формовании фасадной поверхностью вверх с целью получения монолитной однородной структуры профилированного отделочного слоя содержание песка в бетонной смеси должно быть увеличено до 50% общего количества заполнителей.
4.6. При изготовлении трехслойных панелей наружный слой при толщине 30 - 40 мм необходимо целиком выполнять из декоративного бетона плотной структуры.
4.7. Обнажение крупного заполнителя на предприятиях крупнопанельного домостроения может осуществляться распыленной водой с применением замедлителей твердения или с механической обработкой затвердевшего бетона.
Способ обнажения заполнителя распыленной водой легко осваивается, не требует сложного оборудования и рекомендуется при массовом производстве наружных стеновых панелей, формуемых фасадной поверхностью вверх.
Способ обнажения заполнителя с применением замедлителей твердения, обеспечивающий более высокую долговечность, морозостойкость отделочного слоя, более высокие эстетические качества, должен применяться в основном для массового производства панелей наружных стен, формуемых фасадной поверхностью вниз.
Механическая обработка, осуществляемая по затвердевшему бетону, трудоемка и ее следует применять при производстве отдельных индивидуальных панелей, которые должны выделить фрагменты фасада.
4.8. При использовании белого и цветного цементов допускается отпускная прочность декоративного слоя панелей, равная 60% проектной после 4 ч остывания. Но в 28-суточном возрасте декоративный бетон должен иметь проектную прочность.
4.9. Тепловую обработку панелей с фактурным слоем из декоративного бетона следует вести по режимам, установленным для конструктивного бетона.
4.10. Подбор состава бетона следует производить в соответствии с заданными декоративными требованиями к фактуре, а также с требованиями по прочности, водопоглощению и морозостойкости отделочного слоя.
4.11. Объем крупного заполнителя для фактурного бетона следует определять в соответствии с заданным процентом площади У, занятой им на наружной поверхности панели, по формуле
У = [(V1/Vб)2/3 + (V2/Vб)2/3 + ... + (Vn/Vб)2/3]100, (1)
где V1; V2; ...; Vn - суммарный объем зерен крупного заполнителя 1, 2, ..., n-фракций;
Vб - объем бетона.
Если зерна крупного заполнителя можно с достаточной точностью считать одного размера, то общий процент площади, занятой крупным заполнителем, следует определять по формуле
У = 100(V/Vб)2/3. (2)
Для ориентировочных расчетов объем крупного заполнителя можно определять по графику, приведенному на рис. 1.
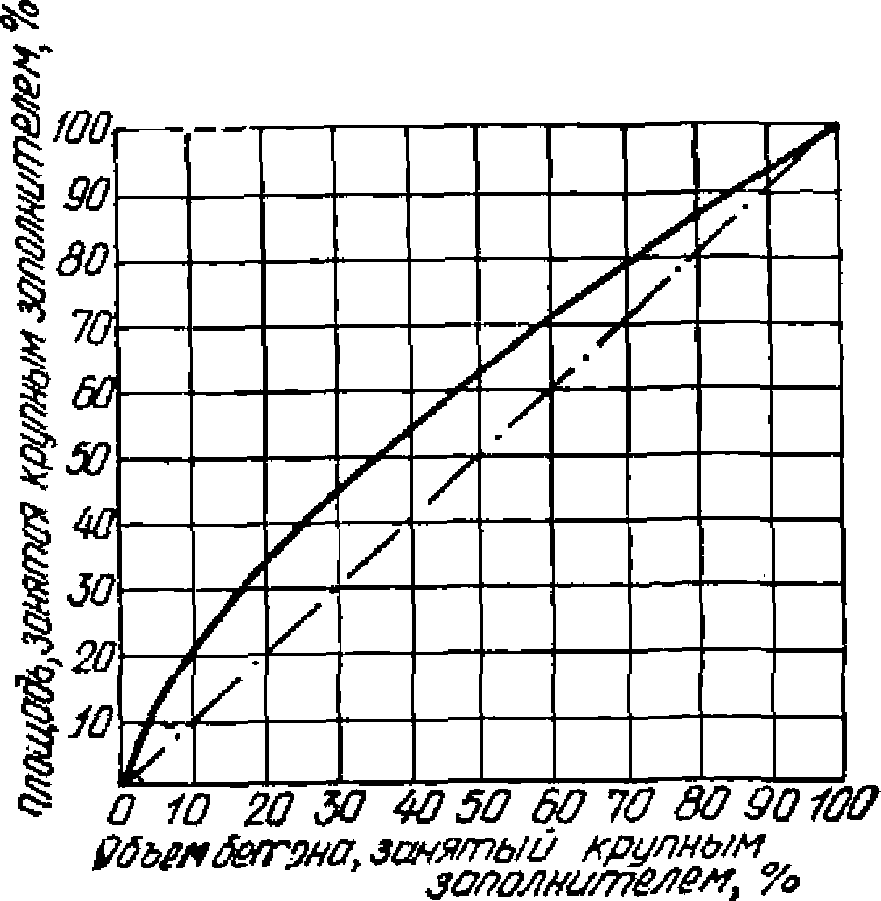
Рис. 1. График для определения объема крупного заполнителя
в декоративной бетонной смеси
4.12. Подвижность бетонной смеси должна быть не более 3 см осадки стандартного конуса; желательно применение умеренно жестких смесей. Допускается отклонение фактического показателя удобоукладываемости смеси в пределах +/- 5 с или +/- 1 см. Коэффициент уплотнения должен быть не менее 0,97.
4.13. Прочность фактурного бетона должна быть обеспечена за счет изменения состава растворной составляющей бетона, при этом следует соблюдать требования п. 4.11 и п. 4.12. Марка бетона на сжатие должна быть не менее 100, но не должна превышать марку конструктивного бетона более чем в 2 раза.
4.14. Водопоглощение декоративного фасадного слоя из бетона с заполнителями непрерывной гранулометрии должно быть не более 8%. Водопоглощение следует снижать путем повышения степени уплотнения, снижения избытка раствора, применения заполнителей с меньшим водопоглощением или более крупных песков.
4.15. Для приготовления беспесчаной фактурной смеси следует применять портландцемент марки не ниже 400 и чистый, без посторонних примесей, щебень фракций 2,5 - 5; 5 - 10; 10 - 15 мм или их смеси, отдозированные по объему в соотношении 1:5 или 1:6.
4.16. При приготовлении беспесчаных бетонных смесей расход цемента на 1 м3 бетона не должен превышать 280 кг.
4.17. Дозирование составляющих бетона с крупным и мелким заполнителем необходимо производить только по массе. Точность дозирования цемента и воды 1%, а заполнителей 2%.
4.18. Для приготовления декоративных бетонных смесей во избежание их загрязнений должна быть выделена отдельная бетономешалка с самостоятельной линией выдачи и транспортирования бетонной смеси. В этой бетономешалке запрещается изготовлять составы для конструктивного бетона.
4.19. Декоративную бетонную смесь следует приготавливать в бетономешалках принудительного действия. Время перемешивания должно быть не менее 3 мин. Допускается приготовление и в гравитационных мешалках, при этом общее время перемешивания должно быть не менее 4 мин, а для беспесчаной смеси - не менее 5 мин.
4.20. При приготовлении беспесчаной декоративной смеси в мешалку необходимо вначале загружать щебень, затем цемент. После их кратковременного перемешивания должна подаваться за 2 - 3 приема вода и вестись перемешивание до готовности.
При приготовлении смеси с заполнителями непрерывной гранулометрии необходимо последовательно подавать крупный заполнитель, цемент и часть воды, а после их перемешивания в течение 0,5 мин - песок, оставшуюся часть воды и вести перемешивание до готовности.
Гидрофобизаторы должны вводиться с водой затворения.
4.21. Температура воды, подаваемой в бетономешалку, не должна превышать 60 °C.
Температура бетонной смеси по выходе из бетономешалки должна быть не более 35 °C. При более высокой температуре обязательна предварительная проверка увеличения ее жесткости во времени. В процессе укладки в форму подвижность бетонной смеси должна быть в пределах, рекомендуемых для формования из неподогретых бетонных смесей.
4.22. Обнажение распыленной водой заполнителя свежеуложенного и уплотненного декоративного слоя бетонной смеси при формовании фасадной поверхностью вверх следует производить двумя способами:
при наклонном положении формы (наклон 10 - 20°) на специальном посту с отстойниками - для смыва растворной составляющей бетонной смеси с заполнителями непрерывной гранулометрии;
при горизонтальном положении формы - для смыва цементного теста беспесчаной бетонной смеси в межзерновое пространство.
В том и другом случае следует использовать удочку или пистолет-распылитель при давлении воздуха 0,2 - 0,4 МПа. На поверхность панели вода должна попадать в виде мелких капель. Сопло распыляющего устройства должно располагаться на расстоянии 40 - 80 см с наклоном около 30 - 40° к поверхности панели. Необходимо следить, чтобы увлажнение осуществлялось равномерно, без скопления воды в отдельных зонах.
4.23. Время с момента окончания укладки и уплотнения отделочного слоя до окончания обнажения заполнителя не должно превышать одного часа. Глубина обнажения должна быть приблизительно на половину размера зерна. Обнажение заполнителя должно вестись полосами шириной 30 - 40 см в 2 - 4 приема до приобретения им естественного вида горной породы. После обнажения толщина защитного слоя до арматуры должна быть не менее проектной.
4.24. Для обнажения декоративного заполнителя непрерывной гранулометрии бетонных смесей расход воды на 1 м2 поверхности должен быть 6 - 10 л, а для смыва цементного теста беспесчаных бетонных смесей - 2 - 4 л.
4.25. Время между окончанием укладки и разравнивания конструктивной бетонной смеси и началом укладки фактурного слоя не должно превышать в закрытых цехах 1,5 ч, на полигонах - 1 ч. При более длительных перерывах в формовании необходимо при помощи щеток разрушить подсохшую цементную пленку на поверхности конструктивной смеси, удалить ее сжатым воздухом, а затем укладывать фактурный слой.
Декоративная смесь должна равномерно укладываться, разравниваться и уплотняться до уровня верха бортов формы с помощью виброрейки, вибропригруза или на вибростоле. На поверхности фасадного слоя не допускаются пятна от раствора конструктивного бетона.
4.26. Беспесчаную бетонную смесь необходимо укладывать на подстилающий растворный слой марки 100 - 200 толщиной 10 - 15 мм и жесткостью не менее 40 с. Не допускается проникновения подстилающего раствора на поверхность отделочного слоя. В местах появления пятен беспесчаную смесь необходимо удалить, а на ее место уложить новую порцию чистой декоративной смеси.
Время между приготовлением и началом укладки беспесчаной декоративной смеси не должно превышать 20 мин, а подстилающего раствора - 40 мин.
4.27. После обнажения заполнителя распыленной водой необходимо обеспечить выдержку панелей не менее 3 ч. Перед отправкой в камеру тепловой обработки их рекомендуется укрыть полимерной пленкой.
4.28. После тепловой обработки фактурную поверхность панелей необходимо промыть теплой или горячей водой. Затем ярко выраженные пятна высолов должны быть удалены 5 - 10%-ным раствором соляной кислоты, наносимым из пистолета-распылителя. Через 10 - 15 мин после нанесения раствора поверхность необходимо снова тщательно промыть теплой водой.
При отделке беспесчаным бетоном рекомендуется промыть всю фасадную поверхность указанным раствором кислоты с предварительной и последующей промывкой теплой водой.
4.29. Замедлители твердения цемента для обнажения крупного заполнителя декоративного бетона следует применять при массовом изготовлении панелей, как правило, фасадом вниз.
Растворную составляющую поверхностного слоя декоративного бетона, ослабленную проникшим в нее замедлителем твердения, необходимо удалить до остывания панели металлическими щетками с одновременным увлажнением и смывом.
4.30. Толщина защитного слоя бетона до арматуры после обнажения заполнителя должна быть не менее проектной и обеспечиваться при установке арматурных каркасов с помощью подкладок, которые должны удаляться после укладки декоративной смеси. Во избежание выхода концов вязальной проволоки на фасадную поверхность они должны быть обмотаны вокруг стержней арматуры.
4.31. Для изготовления панелей повышенного качества после очистки и сборки формы все стыки между бортами, бортами и поддоном должны проклеиваться самоклеящейся лентой типа ПВХ шириной 3 - 5 см.
4.32. При укладке декоративной бетонной смеси ее следует распределять по всей площади поддона. Не допускается ее перемешивание на слое замедлителя твердения или сдвигание по его поверхности.
Первое вибрирование декоративной смеси допускается только после ее распределения по всей площади поддона.
Высота падения декоративной бетонной смеси в форму должна быть не более 0,8 м.
4.33. При выборе замедлителей твердения необходимо учитывать скорость их растворения в воде, вид цемента, продолжительность периода между началом укладки декоративной смеси и окончанием последней вибрации заполненной формы.
4.34. При продолжительности периода между началом укладки декоративной смеси и окончанием последней вибрации заполненной формы до 30 мин могут использоваться активные быстрорастворимые замедлители твердения: гидрол, меласса, технический сахар и другие. При продолжительности указанного периода свыше 30 мин должны использоваться труднорастворимые замедлители твердения: декстрин, бура и другие.
4.35. Скорость растворения замедлителей твердения следует снижать уменьшением их контакта с фасадной поверхностью панелей путем:
присыпки или смешения их с мелкими наполнителями, например песком, мелом;
введения замедлителя в коллоидные составы, в том числе клеи;
введения замедлителя в смазки;
введения в состав замедлителя веществ, образующих труднорастворимые пленки.
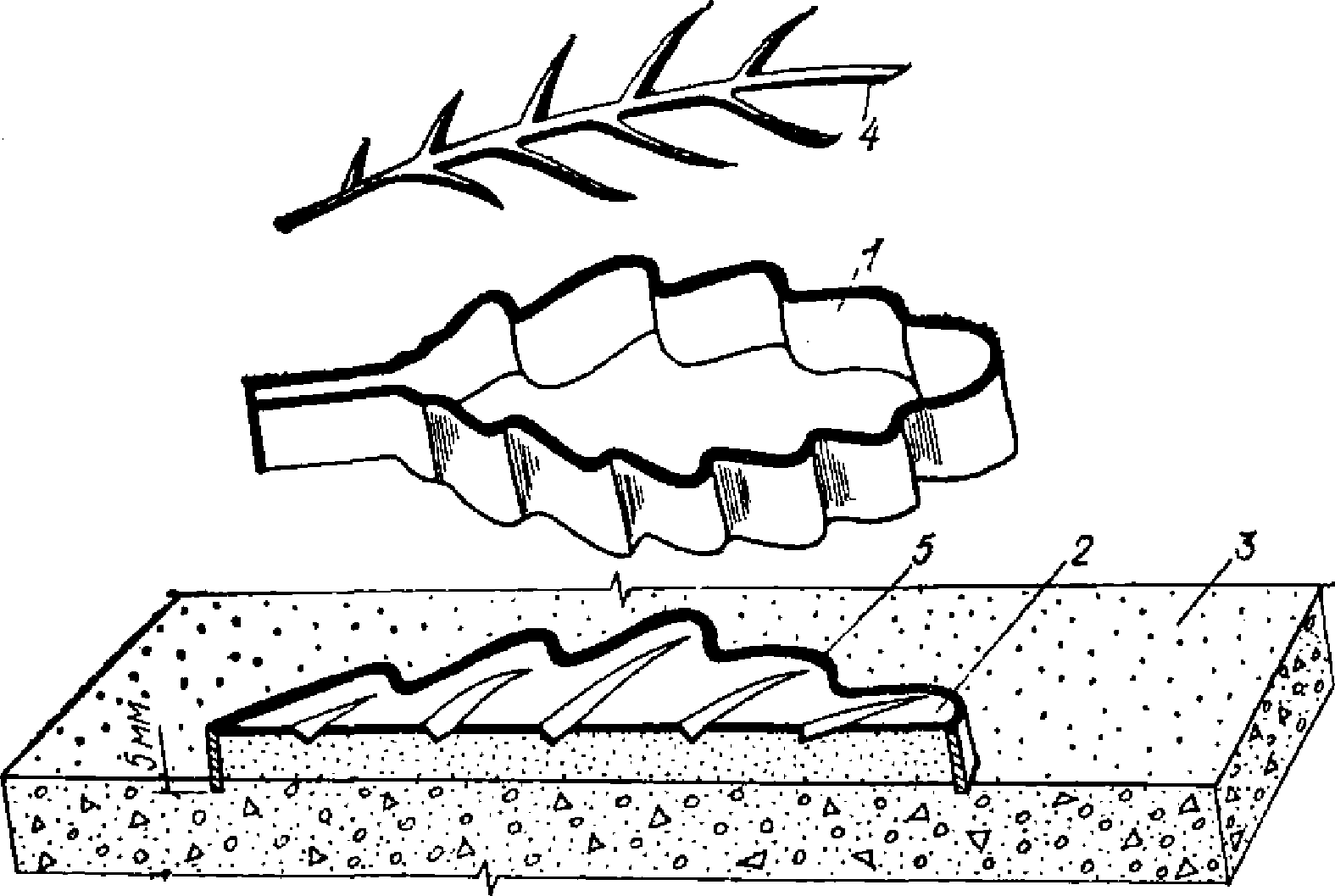
4.36. Оптимальный расход замедлителя твердения, зависящий от его активности, требуемой глубины обнажения заполнителя, вида цемента, его расхода и технологических условий, должен определяться лабораторией предприятия путем изготовления из фактурного бетона образцов-плиток со сторонами не менее 30 см и толщиной, равной толщине отделочного покрытия панели. Формование с применением замедлителей твердения, тепловая обработка и обнажение образцов должны быть проведены по режимам, установленным для панелей. Окончательный расход замедлителя твердения должен устанавливаться по результатам обнажения заполнителя опытных натурных панелей (рис. 2).
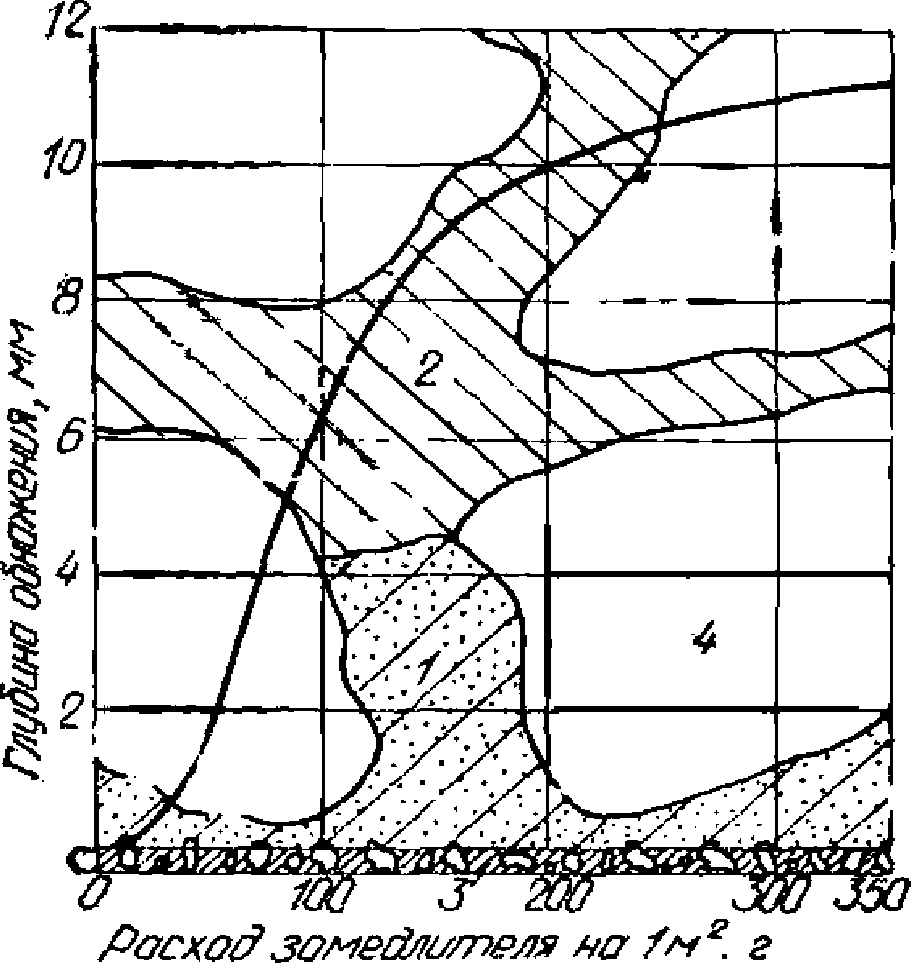
Рис. 2. Зависимость глубины обнажения крупного заполнителя
от количества замедлителя твердения цемента
1 - незатвердевшая растворная составляющая; 2 - затвердевшая
растворная составляющая; 3 - замедлитель твердения;
4 - зерна декоративного заполнителя
Обнажение крупного заполнителя рекомендуется производить на 1/5 - 1/2 размера его зерна.
4.37. Активность замедлителя твердения характеризуется его содержанием в процентах от массы цемента (по сухому веществу), достаточным для снижения прочности цементного камня к моменту распалубки до 2 МПа. Активность должна определяться путем испытания на прочность образцов-кубиков со стороной 2 см из цементного теста нормальной густоты с различным содержанием замедлителя твердения. Уплотнение образцов - на встряхивающем столике, тепловая обработка - по режиму для панелей наружных стен.
4.38. Замедлители твердения следует применять как в коврах на бумажной основе, так и путем непосредственного нанесения на формующие поверхности формы или на верхнюю поверхность свежеотформованных панелей.
4.39. Бумага для ковров должна соответствовать требованиям ГОСТ 8273-75 с изм. или ГОСТ 2228-81.
Для обнажения декоративного заполнителя на узких протяженных участках (в виде полос) следует применять пропитанные замедлителем твердения тканевые ленты или шнуры, а также полосы, вырезанные из ковров.
4.40. Приготовление составов замедлителей и изготовление ковров из них следует производить в отдельном специально оборудованном помещении.
4.41. Для изготовления ковров замедлитель твердения следует применять в смеси с клеем. Запрещается применять клеи, которые являются ускорителями твердения цемента (жидкое стекло).
Расход замедлителя твердения и клея следует принимать по табл. 1.
Таблица 1
Замедлитель твердения | Расход, г/м2 | |
замедлителя | клея | |
Гидрол, меласса, сахар технический (в пересчете на сахарозу) | 30 - 100 | 50 - 150 |
Сульфитно-дрожжевая бражка (в пересчете на сухое вещество) | 80 - 250 | 80 - 150 |
Декстрин | 80 - 350 | - |
Бура | 100 - 300 | 50 - 100 |
4.42. Расход воды для приготовления составов замедлителей твердения следует брать в зависимости от требуемой консистенции (вязкости) состава, что определяется способом его нанесения на бумагу.
При наличии в составе кисломолочной сыворотки (отход производства молочного завода) ее следует использовать вместо воды для растворения декстрина.
4.43. Готовые составы замедлителей твердения следует наносить на бумагу равномерным слоем с помощью кисти, поролонового валика или пневмораспылением в подогретом до 50 - 70 °C состоянии.
4.44. Если по условиям производства необходимо увеличить время растворения замедлителя твердения в период формования панелей, то при изготовлении ковров сразу после нанесения на бумагу слой замедлителя должен быть с избытком присыпан сухим мелким песком.
Избыток песка (неприклеившуюся часть) следует сразу удалить, придав ковру вертикальное положение, а ковер уложить для сушки.
4.45. Сушку ковров с замедлителем твердения следует производить на подогреваемых металлических столах или горячим воздухом.
Сухие ковры, рассортированные по размерам, должны укладываться на специальные поддоны или контейнеры для подачи к месту использования.
4.46. Размеры бумажных заготовок для ковров должны соответствовать размерам элементов фасада панелей (простенков, перемычек и подоконных частей) или быть кратными им. Заготовки и готовые ковры следует хранить рассортированными по размерам (маркам).
4.47. Поддон формы перед укладкой на него ковров с замедлителем должен смазываться в обычном порядке. Не допускается скопление смазки на поверхности поддона, ее излишки должны тщательно убираться тканевым тампоном.
Поддоны, на поверхности которых образован тонкий и ровный слой цементного камня, допускается использовать без смазки.
4.48. Укладку ковров на поддон следует производить в соответствии с картой раскладки. Уложенные ковры должны быть склеены между собой.
При отделке торцовых граней панели ковры следует приклеивать к бортам. При этом декоративная смесь должна укладываться и уплотняться штыкованием в полость шириной 3 - 4 см между бортом и установленной диафрагмой до укладки конструктивной бетонной смеси панели (рис. 3). После заполнения формы диафрагма должна быть удалена, а дальнейшие операции по формованию панели продолжены в обычном порядке.
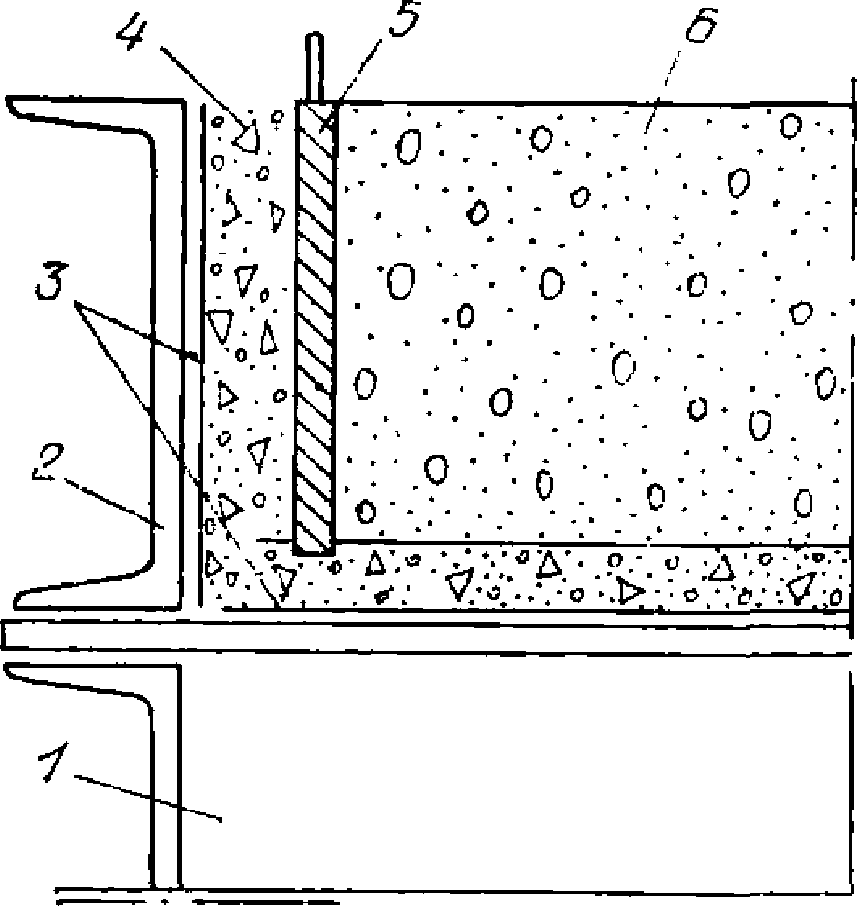
Рис. 3. Схема установки диафрагмы при отделке
боковых граней панели
1 - поддон формы; 2 - борт; 3 - ковры с замедлителем
твердения; 4 - декоративная бетонная смесь; 5 - диафрагма;
6 - конструктивная бетонная смесь
4.49. При массовом изготовлении панелей наиболее эффективно применение многокомпонентных замедлителей твердения, например на основе декстрина следующего состава, в процентах по массе:
Декстрин .................................................... | 60 |
Борная кислота .......................................... | 20 |
Натриевая соль карбоксиметилцеллюлозы (КМЦ) ........................................................ | 20 |
Вода ............................................................ | До требуемой консистенции |
4.50. Для качественного обнажения заполнителя не только в условиях нормативных режимов, но и при существенном увеличении сроков формования и тепловой обработки изделий следует применять ковры с замедлителем твердения ВНИИжелезобетона следующего состава в частях по массе:
Декстрин .................................................. | 20 - 30 |
Веретенное, трансформаторное или машинное масло ....................................... | 10 - 20 |
Бура .......................................................... | 1 - 5 |
Поливиниловый спирт (ПВС) .................. | 0 - 1 |
Песок ........................................................ | Для присыпки ковров |
Вода .......................................................... | До требуемой консистенции |
Порядок приготовления замедлителя. Приготовленные в отдельных емкостях 50%-ные водные растворы декстрина, буры и ПВС (с содержанием ацетатных групп до 5%) в подогретом до 60 - 80 °C состоянии смешиваются в требуемом соотношении, затем добавляется необходимое количество масла и состав перемешивается до получения однородной массы.
Для обнажения заполнителя на глубину 1 - 8 мм расход состава должен быть 120 - 400 г/м2.
4.51. При использовании дефицитных или дорогих видов заполнителей (эрклез), а также для получения на фасаде панелей орнаментов, рисунков или отдельных вставок из декоративного бетона, отличного от общего фона, зерна мытого заполнителя следует наклеивать на бумагу при изготовлении ковров, распределяя их по слою свеженанесенного замедлителя. Не допускается перекатывание зерен по слою замедлителя. Зерна со следами замедлителя на верхней поверхности должны быть убраны с ковра и заменены новыми. Форма и размеры бумажных заготовок должны соответствовать форме и размерам орнаментов, рисунков, вставок или их элементов.
При изготовлении ковров с наклеенным крупным заполнителем расход его должен соответствовать приведенному в табл. 2.
Таблица 2
Фракции заполнителя, мм | Расход заполнителя на 1 м2 ковра, кг | Минимальный диаметр рулона ковра, мм | ||
плотного | среднего | редкого | ||
5 - 10 | 8 - 10 | 4 - 5 | 1 - 2 | 100 |
10 - 20 | 11 - 18 | 6 - 7 | 3 - 4 | 200 |
20 - 40 | 16 - 20 | 11 - 13 | 6 - 8 | 400 |
4.52. При отсутствии отделений приготовления декоративных бетонных смесей декоративный заполнитель следует распределять непосредственно по готовым коврам с замедлителем твердения, уложенным на поддон формы.
Рекомендуется применять заполнитель плотностью не менее 2,5 г/см3 фракций 20 - 40 и 40 - 70 мм, а в отдельных случаях фракции 10 - 20 мм.
При использовании двух фракций сначала должна укладываться более крупная, затем более мелкая.
Раствор по декоративному щебню следует укладывать равномерным слоем, не допуская его смещения по поверхности и не нарушая общей укладки декоративного щебня.
4.53. Для нанесения замедлителей твердения (УЗБ) непосредственно на формующие поверхности кистью, шпателем или пневмораспылителем в условиях нормативных режимов формования рекомендуется следующий состав, в частях по массе:
Бура ............................................................. | 14 - 16 |
Декстрин сухой ........................................... | 32 - 37 |
Полиакриламид ........................................... | 2 - 6 |
Поверхностно-активное вещество (ПАВ) ... | 0,1 - 0,3 |
Вода ............................................................. | До требуемой консистенции |
Вязкость готового состава по вискозиметру ВЗ-4 при 20 °C должна быть 180 - 220 с при нанесении кистью или шпателем и 28 - 30 с при пневмораспылении. Расход замедлителя 160 - 350 г/м2.
Укладка декоративной бетонной смеси разрешается только после высыхания слоя замедлителя твердения. Сушка слоя при температуре воздуха цеха в летнее время должна длиться не менее 30 мин при нанесении на холодные формы, 10 мин на горячие формы.
Время с начала укладки декоративной смеси до окончания виброуплотнения не должно превышать 15 мин.
4.54. Состав замедлителя декстрин: кисломолочная сыворотка - 1:1,5; 1:3 по массе также рекомендуется использовать для нанесения непосредственно на поддон формы. Замедлитель наносится кистью, валиком или распылителем равномерным слоем 1 - 1,5 мм. Время образования пленки 10 мин. Время с начала укладки декоративной бетонной смеси до окончания виброуплотнения не более 1 ч для малоподвижных бетонных смесей и не более 30 мин для умеренно жестких и жестких смесей.
4.55. Составы замедлителей твердения, приведенные в табл. 3, рекомендуются для нанесения непосредственно на формующие поверхности в условиях недостаточно стабильных технологических режимов формования и тепловой обработки.
Таблица 3
Компоненты | Содержание, %, по массе в составах | ||
Бура | 53 | 53 | - |
Натрий винно-кислый | - | 2 - 3 | 10 |
Декстрин | - | - | 54 |
Клей-галерта | - | - | 36 |
Жидкое мыло | 3 | - | - |
Мел | 44 | 44 | - |
Вода | До требуемой консистенции | ||
Готовые составы должны быть пастообразной консистенции. Состав 1 предназначен для применения при нормальной длительности термообработки (до 12 ч), состав 2 - при увеличенной длительности термообработки (в предвыходные и предпраздничные дни), а состав 3 - для нанесения на вертикальные формующие поверхности.
После нанесения состава формы должны выдерживаться перед формованием в течение 15 - 40 мин для высыхания слоя замедлителя.
4.56. Для обнажения декоративного заполнителя изделий со сложной конфигурацией и профилем (изделия малых архитектурных форм, барельефы, скульптуры и т.д.) рекомендуются консистентные замедлители твердения, составы которых приведены в табл. 4.
Таблица 4
Компоненты | Содержание в частях по массе в составах | ||
Вазелин технический | 1 | 1 | 1 |
Стеарин | 3 | 3 | 3 |
Мел | 8 | 8 | 10 |
Гидрол | 4 | 8 | 12 |
Отдозированное количество вазелина и стеарина следует подогреть до 60 °C и тщательно перемешать. Необходимое количество мела и гидрола при тщательном перемешивании подогревают до той же температуры. Затем обе смеси соединяют и перемешивают в подогретом состоянии до получения однородной массы.
Готовые составы замедлителя пригодны к применению в течение месяца.
Наносить составы следует, как правило, в подогретом состоянии, перемешивая непосредственно перед использованием. Замедлитель 3 обеспечивает наибольшую глубину обнажения по сравнению с двумя другими при одинаковом расходе и составе декоративной бетонной смеси. В случае загустевания при хранении в составы 1 и 2 допускается вводить машинное масло в количестве не более 15% на 10% массы состава. Если при длительном хранении составы 2 или 3 расслоятся, то их перед употреблением следует подогреть и перемешать.
4.57. Замедлитель твердения бетона, наносимый в смеси с влажным песком на поддон формы, может быть рекомендован для обнажения крупного заполнителя фракции более 40 мм. Распределением по песку крупных камней можно получить отделку "под бутовую кладку" (рис. 4).
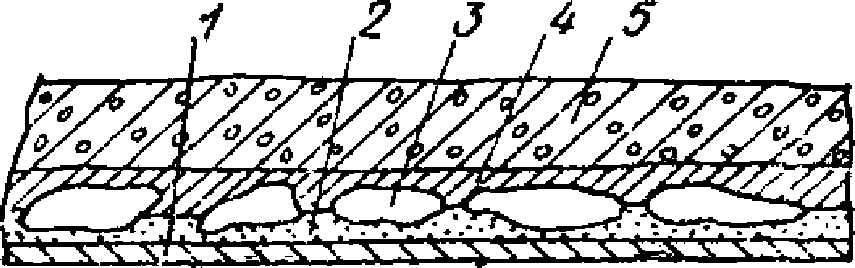
Рис. 4. Схематический разрез отделки "под бутовую кладку"
1 - поддон формы; 2 - замедлитель твердения в смеси
с песком; 3 - крупные камни лещадной формы; 4 - раствор;
5 - керамзитобетон
Песок с замедлителем твердения и водой следует перемешивать в растворомешалке в течение 5 мин. Ориентировочный состав смеси, в частях по массе:
Замедлитель твердения .......................................................... | 1 |
Песок ...................................................................................... | 5 - 10 |
Вода ....................................................................................... | 0,4 - 0,9 |
Смесь песка с замедлителем твердения должна быть уложена на тонко смазанный поддон и выровнена терками слоем 5 - 10 мм.
Распределение и втапливание в песок зерен крупного заполнителя должно производиться сразу после разравнивания песка, а укладка и распределение раствора или бетонной смеси - после выдержки в течение 20 - 120 мин, когда песок подсохнет.
4.58. Нанесение замедлителя твердения на поверхность свежеотформованной панели может быть рекомендовано только при условии отсутствия существенного водоотделения уплотненной декоративной бетонной смеси при формовании фасадом вверх. Нанесение должно производиться сразу же после заглаживания фасадной поверхности.
4.59. Замедлитель твердения в смеси с песком должен наноситься на поверхность свежеотформованной панели слоем 7 - 10 мм. Разравнивание следует производить терками или рейками. Состав замедляющей смеси, порядок ее приготовления принимаются согласно требованиям п. 4.57.
4.60. Чистые водные растворы замедлителей твердения (СДБ, гидрол, меласса и др.) следует наносить на верхнюю поверхность свежеотформованной панели при помощи распыляющих устройств, соблюдая меры по предотвращению попадания распыленного замедлителя твердения в дыхательные пути обслуживающего персонала. Для удобства нанесения замедлители твердения должны быть разведены водой до 30 - 40%-ной концентрации.
Расход замедлителя твердения на 1 м2 поверхности панели при глубине обнажения заполнителя 6 - 10 мм составляет: СДБ - 200 - 400 г, гидрола или мелассы - 100 - 200 г.
Фасадную поверхность панелей перед отправкой в камеру тепловой обработки следует укрыть полимерной пленкой.
5.1. Отделка декоративными цементными растворами является относительно дешевой и малотрудоемкой, но покрытие обладает пониженной долговечностью, имеет ограниченные архитектурные возможности и не исключает вероятности появления на фасаде дома заметных выцветов и высолов. Для скрадывания этих недостатков отделочным покрытиям рекомендуется придавать рельефную поверхность.
5.2. Декоративный слой цементного раствора следует укладывать за один раз и уплотнять вибрацией либо виброударом на "шок-столе".
При формовании панелей фасадной поверхностью вниз отделочный слой получается более долговечным и морозостойким.
Марка раствора наружного отделочного слоя по морозостойкости для всех панелей должна быть не менее Мрз 50.
Прочность раствора на сжатие должна быть равной прочности конструктивного бетона или превышать ее не более чем в 2 раза.
5.3. Время между укладкой растворного и конструктивного слоев панели (или наоборот) не должно превышать в закрытых цехах 1,5 ч, на полигонах - 1 ч. При более длительных перерывах в формовании необходимо при помощи щеток разрушить подсохшую пленку из цементного теста, образовавшуюся на уложенном слое уплотненной бетонной или растворной смеси, и удалить ее сжатым воздухом.
5.4. Для отделки декоративными растворами следует применять умеренно жесткие растворные смеси с минимальным количеством цемента и уплотнять их в процессе формования так, чтобы коэффициент уплотнения был не менее 0,96. Подвижность растворных смесей не должна превышать 4 см погружения стандартного конуса, а расход цемента должен быть не выше 400 кг/м3. Эти рекомендации не распространяются на растворные смеси, наносимые методом пневмонабрызга, типа КЦК, КЦР, полимерцементные.
5.5. Для повышения атмосферостойкости декоративных растворов рекомендуется применять гидрофобизаторы. Гидрофобизаторы следует вводить в состав раствора с водой затворения в количестве 0,1 - 0,15% массы цемента (в пересчете на сухое вещество) или обрабатывать ими поверхность панелей.
5.6. Толщина фасадного растворного слоя должна быть для стеновых панелей из легкого бетона не менее 20 +/- 5 мм, для цокольных - не менее 30 +/- 5 мм.
Толщина защитного слоя до рабочей арматуры при применении растворов на обычных серых цементах должна быть не менее 20 мм, а для растворов на белом и цветных цементах не менее 25 мм.
5.7. Бугристую глянцевую поверхность с неопределенным рисунком следует выполнять путем формования панелей по полимерной пленке из термостойкого полимера, под которую на поддон уложены зерна крупного заполнителя, куски арматуры или другие профилеры. В отдельных случаях для создания на всей партии выпускаемых панелей одинакового заданного рисунка подкладываемые предметы могут быть к поддону приклеены. Вместо пленки может быть использована плотная прочная ткань, которая оставляет на поверхности отпечаток своей фактуры. Полимерную пленку следует периодически очищать, ткань необходимо очищать и промывать после каждого цикла изготовления панели.
5.8. Отделку каннелюрами с глянцевой фасадной поверхностью следует выполнять путем формования панелей на поддоне, облицованном листовой сталью с отштампованными узкими параллельными выступами высотой 10 - 15 мм, или на поддоне с закрепленными на нем отдельными рейками с распалубочным уклоном около 30° (рис. 5). В этих случаях должна применяться смазка на основе пасты ОПЛ или другая смазка на восковых компонентах.
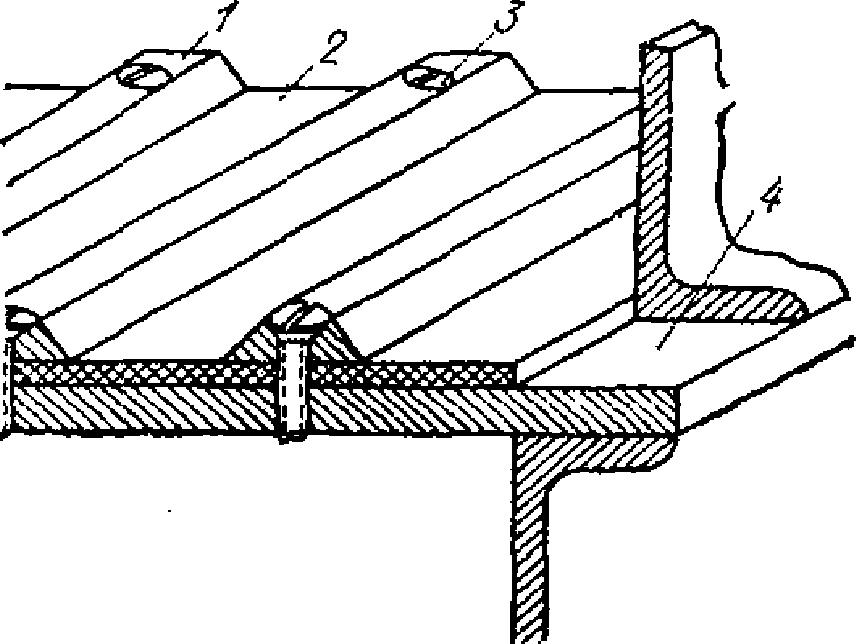
Рис. 5. Форма изготовления панелей с отделкой каннелюрами
1 - планка; 2 - линолеум; 3 - винт; 4 - поддон
Возможно также применение форм с поддонами, облицованными термостойким линолеумом, который закреплен стальными рейками. При этом формующие поверхности должны смазываться тонким слоем смазки ОЭ-2.
Облицовка поддона линолеумом должна проводиться в следующем порядке. На поддон, вычищенный, смазанный тонким слоем консистентной смазки и подогретый до температуры 40 - 50 °C, следует уложить линолеум. Для ликвидации волнистости линолеум необходимо выдержать на поддоне в течение 2 - 6 ч. Затем на него укладывают стальные рейки с отверстиями для винтов; через которые просверливают отверстия в линолеуме и поддоне, делают нарезку резьбы и крепят рейки винтами, принимая меры против их самоотвинчивания.
5.9. Отделку с архитектурными вставками из керамики, камня, бетона и других материалов рекомендуется выполнять фасадной стороной как вниз, так и вверх при обязательном заанкеровании вставок в конструктивном бетоне арматурой из нержавеющей стали.
Материал вставок с водопоглощением более 3% следует до начала отделки панелей несколько раз обильно увлажнить.
Вставки для заанкерования в бетоне должны иметь на 1 м2 их площади не менее 10 выпусков длиной не менее 50 мм.
Архитектурные вставки следует укладывать на поддон или в гнезда поддона, принимая меры против их смещения и подтекания под них раствора. Вставки со сложным архитектурным рисунком следует изготовлять согласно прил. 3.
5.10. Отпечаток текстуры древесины следует получать формованием изделий на поддонах, облицованных щитами из деревянных досок с предварительно обожженной паяльной лампой поверхностью, а затем обработанной металлической щеткой или подвергнутой пескоструйной обработке, в результате чего за счет разной твердости летних и осенних слоев выявляется текстура древесины. Обработанная бесцветным водостойким лаком поверхность щитов не требует смазки перед каждым формованием, необработанную поверхность необходимо смазывать.
Если по архитектурным требованиям бетонной поверхности необходимо придать не только рельеф древесины, но и цветовые оттенки, то после обжига и механической обработки деревянный поддон должен быть выдержан на солнце не менее 5 дней.
5.11. Способ получения рельефной фактуры на поверхности панелей является нетрудоемким и эффективным. Сущность его состоит в том, что на поддоне формы фиксируются матрицы с рельефным рисунком, на который наносится слой декоративного раствора или бетона на сером, белом или цветном цементе. Затем в форму подают конструктивный бетон и дальнейшее формование изделий осуществляется по принятому на заводе технологическому режиму. Применяя его, можно отделывать изделия из тяжелого и легкого бетона различного функционального назначения, конфигурации и структуры. Отделанные этим способом поверхности имеют высокие архитектурно-эстетические, физико-механические и эксплуатационные показатели.
5.12. При рельефной отделке панелей рекомендуется:
а) использовать формы с рельефным поддоном или съемными матрицами, при этом последние могут быть цельноразмерными, сборными и секционными;
б) следить за тем, чтобы боковые поверхности элементов рельефа поддона или матрицы имели положительные распалубочные уклоны не менее 20°;
в) обеспечить тщательный уход и контроль за состоянием рабочих поверхностей поддона, не допускать нарастания на них цементного камня;
г) смазывать поверхности металлического поддона перед укладкой на него съемных матриц или пленки во избежание ржавления;
д) металлические формующие поверхности поддона или матриц смазывать смазкой ОЭ-2, прямыми эмульсиями на основе эмульсола ЭКС, смазкой на основе пасты ОПЛ (отходы производства ланолина) или другими смазками на восковых компонентах, которые при расходе 25 - 50 г/м2 позволяют получать горизонтально формуемые изделия с полной заводской готовностью без раковин и пор на поверхности. Скопление смазки в углублениях поддона или матрицы не допускается;
е) укладку фактурного раствора производить, не допуская разрывов в фактурном слое, а уплотнять вибрированием;
ж) следить за тем, чтобы толщина уплотненного отделочного слоя над наибольшими выступами профиля матрицы была не менее 5 мм.
5.13. Рельефообразующие матрицы можно использовать как в обычных, так и в специально изготовленных формах, применяемых на заводах КПД.
Использование матриц в серийных формах приводит к уменьшению общей толщины панели и увеличению ее наружной поверхности, что может привести к снижению теплотехнических характеристик. Во избежание этого рекомендуется в ряде случаев наращивать борта формы (рис. 6).
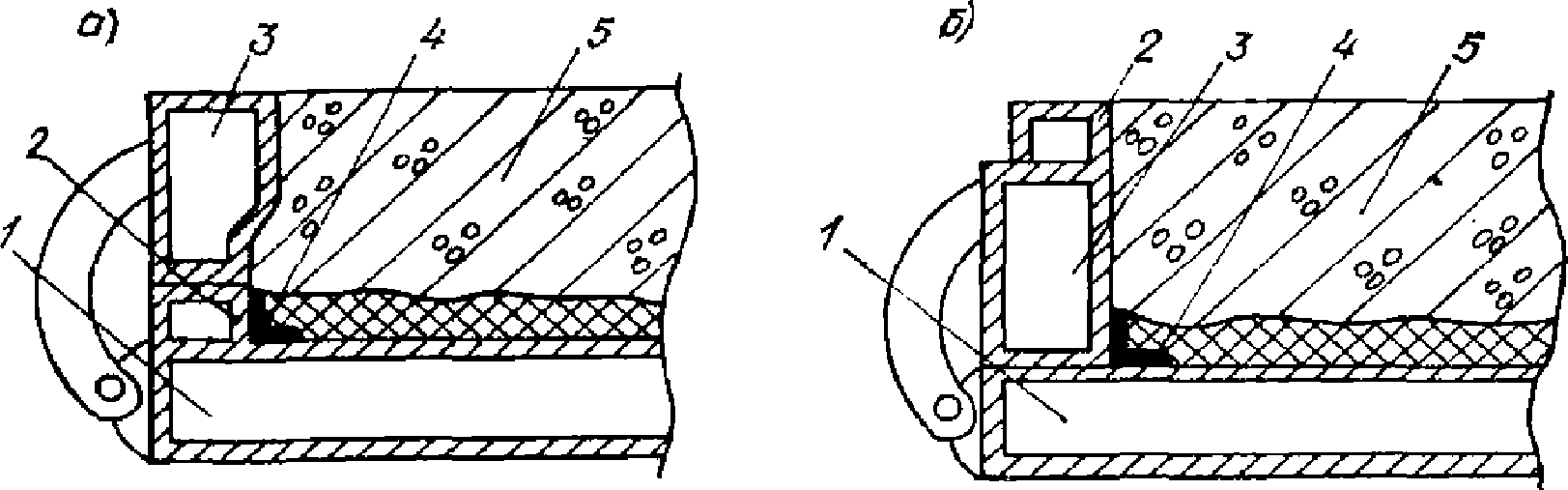
Рис. 6. Варианты наращивания бортов снизу (а) и сверху (б)
при рельефной отделке
1 - поддон формы; 2 - металлическая рамка; 3 - борт формы;
4 - металлический угольник; 5 - изделие
5.14. Матрицы могут быть изготовлены из металла (прил. 4), бетона, бетона с полимерным рабочим слоем (прил. 5), заливочных паст (прил. 6), резины (прил. 7), стеклопластиков (прил. 8) и листовых термопластов (прил. 9). Выбор матриц производить с учетом архитектурных и технологических требований. Экономические требования целесообразно учитывать только при массовом производстве (прил. 10).
5.15. В зависимости от вида матриц, состава цветного раствора, условий формования и твердения изделий отделанная поверхность может быть глянцевой либо матовой, полной заводской готовности или требующей дальнейшей обработки.
5.16. Важным условием получения качественной рельефной поверхности является четкое выполнение соединительных швов между частями матриц и тщательная подгонка мест совмещения матриц с бортами форм и проемообразователями. В связи с этим рекомендуется предварительно проработать проектируемый рельеф на модели или макете.
Правильное и надежное крепление матрицы к поддону формы обеспечивает стабильное ее положение во время всего технологического цикла изготовления и распалубки изделия. Возможные варианты крепления матриц представлены на рис. 7. Необходимо исключить подтекание раствора под матрицу через швы между отдельными ее частями, между матрицей и проемообразователями. Рекомендуется проклейка швов липкой полимерной лентой.
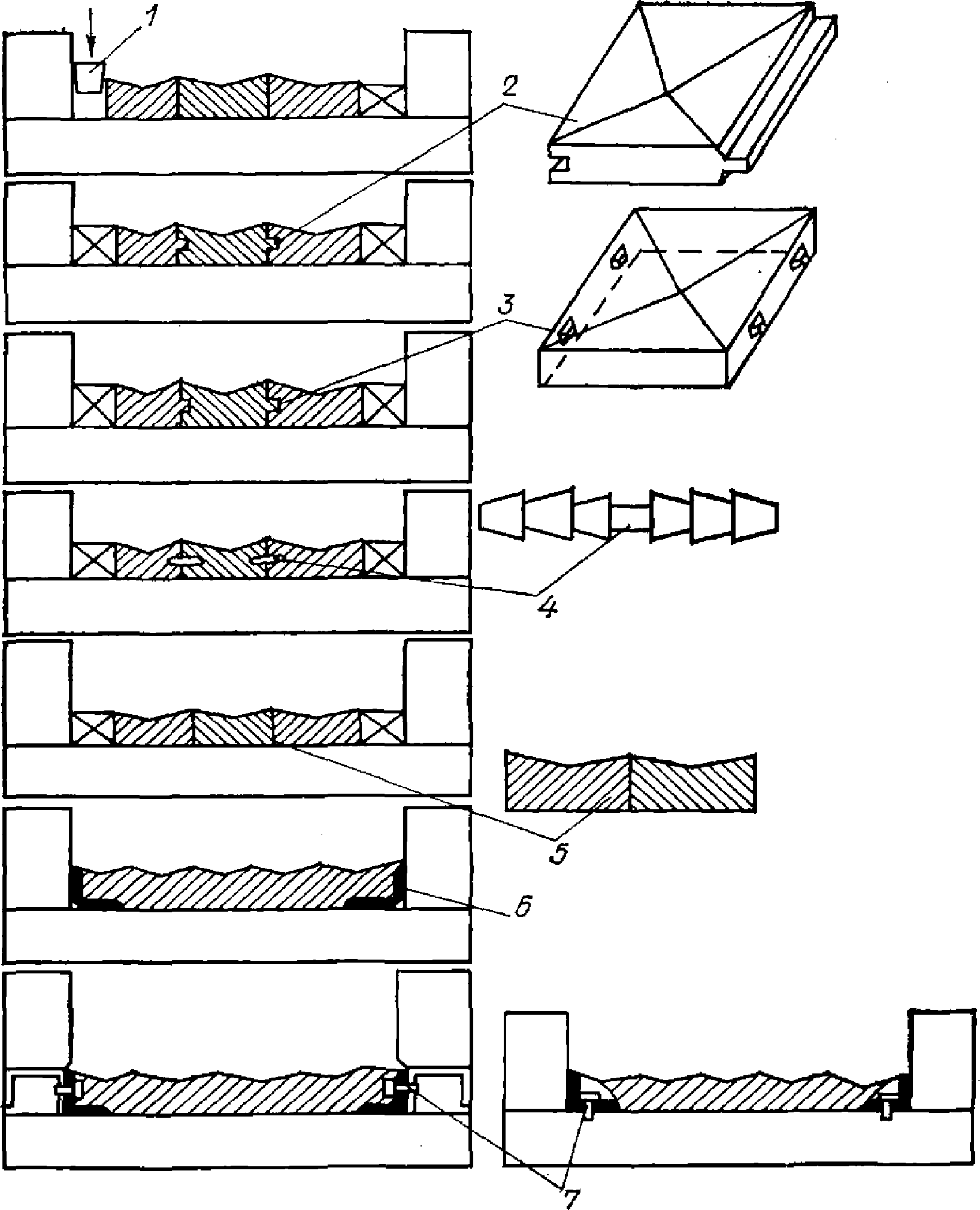
1 - расклинивающая рамка; 2 - пазовое соединение;
3 - щитовое соединение; 4 - заклинивающая шпилька;
5 - клеевое соединение; 6 - сварочный прерывистый шов;
7 - болтовое соединение
При отделке цветными бетонами и растворами с помощью рельефообразующих матриц рекомендуется применять пластмассовые фиксаторы.
Некоторые типы пластмассовых фиксаторов оставляют следы на отделочном слое, поэтому они должны быть близки по цвету к отделочному слою и не выступать на отделанной поверхности.
При изготовлении фиксаторов арматуры из цементного раствора рекомендуется подбирать их цвет, близкий к цвету используемого в отделочном слое цветного раствора. При незначительном различии в цвете предлагается подкрашивать фиксатор цементным молоком.
5.17. Приготовление и нанесение цветных растворов и бетонов на рельефообразующую матрицу может выполняться двумя способами. При первом способе раствор или бетон готовится в смесительном узле завода (рис. 8), подается в бункере или транспортером к месту укладки в форму и укладывается с помощью бетоноукладчика, при втором - на специальном посту, расположенном в цехе формования панелей, и наносится на поддон формы или матрицу пневмонабрызгом.
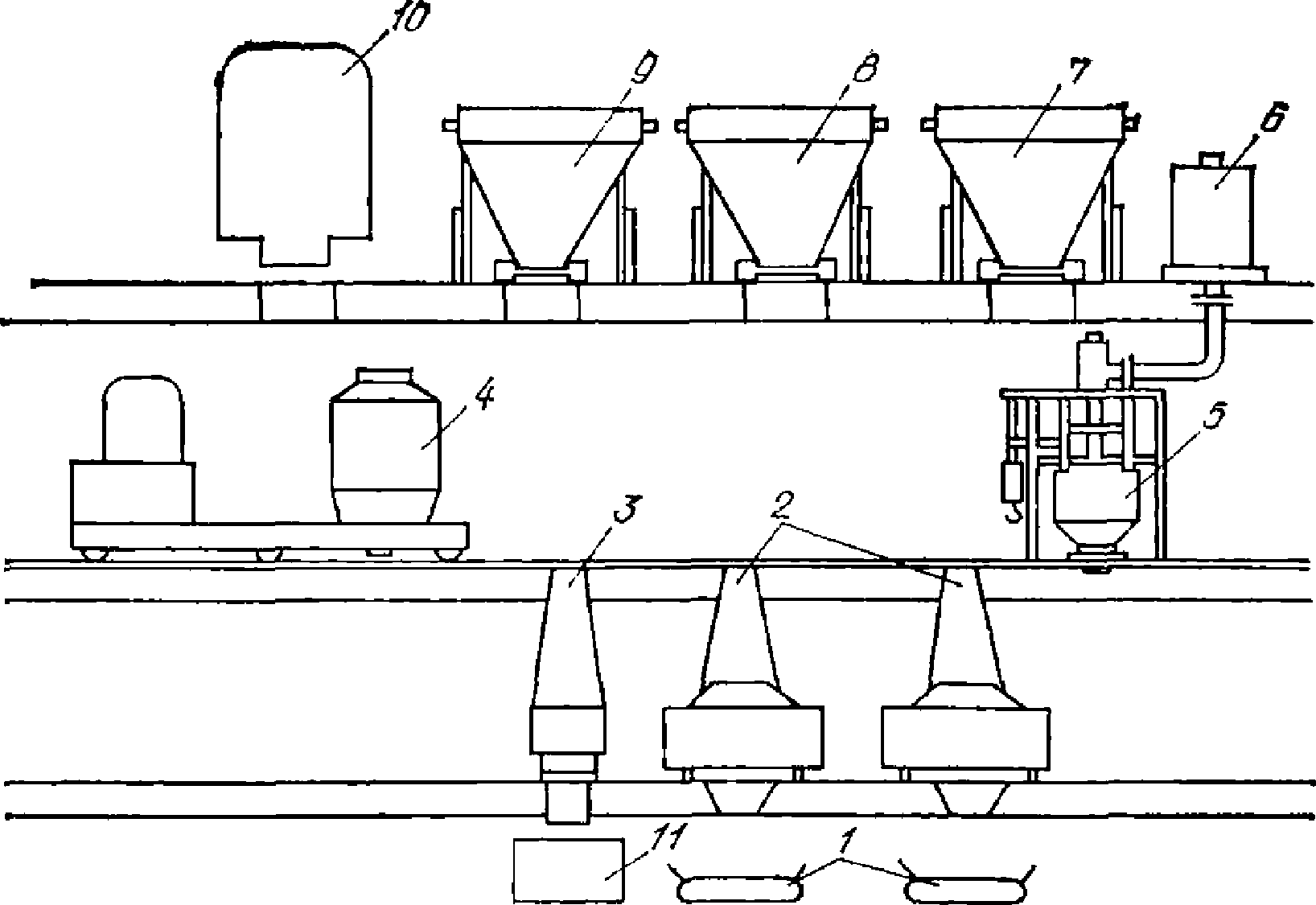
Рис. 8. Схема бетоносмесительного узла для приготовления
декоративного бетона
1 - транспортер; 2 - бетоносмеситель С-773; 3 - смеситель
турбулентный; 4 - электровесовая бункерная тележка;
5 - дозатор весовой; 6 - бак для воды; 7 - бункер для песка;
8 - бункер для минеральной крошки фракции 10 - 20 мм;
9 - то же, для минеральной крошки фракции 5 - 10 мм;
10 - бункер для цемента; 11 - бадья
5.18. В первом способе декоративный раствор рекомендуется смешивать в смесителях принудительного действия, обеспечивающих высокое качество перемешивания. Выбор смесителя определяется необходимым количеством декоративного раствора и другими местными условиями. Для этих целей рекомендуется использовать роторные смесители турбулентного типа или бетоносмесители типа С-773, обеспечивающие получение однородной массы декоративного раствора или бетона.
Эффективно применение съемного расходного бункера, который используется только для цветного раствора. Такой бункер может быть приспособлен к типовому растворо- или бетоноукладчику типа СМЖ и снимается с него, когда применение цветного раствора или бетона не требуется.
5.19. Отделочный слой рекомендуется предварительно виброуплотнять на вибростоле в течение 0,2 - 1 мин. Установку арматурного каркаса и смазку следует производить перед этой операцией или после нее. Смазку наносят тонким слоем с помощью пистолета-распылителя, кисти, щетки или валика, излишки смазки удаляют.
Последующие операции технологического цикла - укладка конструктивного бетона, его виброуплотнение и термообработка - производятся по принятой на заводе технологии.
Рекомендуются следующие составы декоративных растворов, в массовых частях:
Цветной портландцемент ........................................................ | 1 |
Кварцевый песок Mк = 2 - 3 .................................................... | 3 |
Вода ........................................................................................ | 0,4 |
Цветной портландцемент ........................................................ | 1 |
Кварцевый песок Mк = 2,5 ...................................................... | 1,5 |
Минеральный щебень фракции 5 - 20 мм ............................... | 3 |
Вода ......................................................................................... | 0,4 - 0,45 |
Белый портландцемент ....................................................... | 1 |
Мраморный щебень ............................................................ | 3,3 |
Вода ..................................................................................... | 0,5 |
5.20. При втором способе отделки применяют виброактивированный раствор, который готовится в вибросмесителе ЦНИИЭП жилища на специальном посту. При поточно-агрегатной технологии этот пост рекомендуется размещать в таком месте, куда можно подавать формы, не нарушая последовательность технологического цикла. При конвейерной технологии пост отделки рекомендуется размещать после поста укладки арматурного каркаса, при стендовой технологии раствор наносится с помощью подвижной пневмоустановки. К посту отделки подводят водопровод и линии подачи электроэнергии 4 - 7 кВт и сжатого под давлением 0,4 - 0,7 МПа воздуха. На посту отделки устанавливается вибросмеситель, пневмоустановка, емкость для хранения песка, стеллаж для отходов цветного цемента и добавок, отстойник для сброса отходов цветного раствора после промывки оборудования и т.д. Кинематическая схема вибросмесителя и его характеристики приведены в прил. 11.
5.21. Для приготовления раствора в вибросмеситель заливают половину требуемой на замес воды, затем подают цемент и песок, тщательно все перемешивают и заливают остальную воду. Рекомендуемый состав раствора, в массовых частях:
Цветной портландцемент ...................................................... | 1 |
Кварцевый песок Mк = 2,5 .................................................... | 1,5 |
Вода ....................................................................................... | 0,65 - 0,75 |
При необходимости воду предварительно смешивают с добавками. В процессе приготовления допускается корректировка состава лабораторией завода. Рациональное время виброактивации раствора 3 - 4 мин.
5.22. После тщательного перемешивания и виброактивации раствор следует процедить через сетку с ячейкой 3 x 3 мм, залить в пневмоустановку СО-21 (С-562) и под давлением с помощью пистолета-распылителя или удочки нанести на поверхность рельефообразующей матрицы или поддон формы. Полученный таким образом отделочный слой не виброуплотняется.
5.23. Конструктивный бетон следует укладывать после 20-минутной выдержки раствора, а бетоноукладчик оборудовать специальным гасителем, снижающим скорость падения конструктивного бетона и уменьшающим высоту его падения.
5.24. Для отделки панелей при формовании фасадной поверхностью вверх необходимо обеспечивать уровень уплотненного конструктивного бетона ниже верха бортов формы на толщину отделочного слоя.
5.25. Накатку и протяжку профиля на заглаженных растворных поверхностях следует производить рельефообразователями - валиками и профилирующими рейками - после окончания формования панели, когда еще не закончились процессы схватывания цементного теста. Глубина рельефа не должна превышать половины толщины растворного слоя панели. Расстояние между элементами рельефа должно быть не менее 15 мм.
Создание профиля должно производиться за один проход. При накатке с целью предотвращения налипания смеси на вал поверхность панели рекомендуется присыпать мелким сухим песком (слоем до 2 мм) или накрывать полимерной пленкой. После термовлажностной обработки поверхность панели следует очистить от песка щетками и смыть водой.
Для накатки рельефа следует использовать вал диаметром не менее 150 мм, на цилиндрической поверхности которого укреплены линейные или точечные элементы, образующие при вдавливании в раствор определенный рисунок. Эти элементы могут быть съемными и выполняться из резины, металла, пластмассы и других материалов. Масса вала должна обеспечивать распределенную линейную нагрузку на смесь не менее 100 Н/м образующей цилиндра.
5.26. Штампование и тиснение следует применять для получения рельефного рисунка на заглаженной растворной поверхности панели с использованием различных рельефообразователей, которые могут быть связаны с пригрузом или предварительно распределены по поверхности в соответствии с заданным рисунком и затем пригружены.
Штампование рельефа следует производить непосредственно на поверхности растворного слоя, а тиснение - через полимерную пленку или прочную плотную ткань, разостланную на поверхности панели. При этом рельефообразователи могут быть в виде штампов, реек, зерен крупного заполнителя фракций 20 - 40 и 40 - 70 мм или других тел.
Для вдавливания рельефообразователей в смесь должно быть создано давление от 0,04 до 0,2 МПа. Чтобы уменьшить величину суммарного усилия, штампование и тиснение рекомендуется производить отдельными участками, а также погружать рельефообразователи под действием виброштампов, вибропригрузов. Время вибрирования должно быть определено лабораторией в зависимости от параметров растворной смеси, интенсивности вибрации и соотношения между массой пригруза и площадью рельефообразователей.
Во всех случаях глубина погружения не должна превышать половины толщины отделочного слоя.
Пленку или ткань следует снимать с панели до или после тепловой обработки. В первом случае рельеф приобретает шероховатую матовую поверхность, во втором - гладкую глянцевую или с фактурой ткани.
5.27. Бугристую поверхность "под шубу" следует получать путем присыпки или наброски комьев влажного кварцевого песка с модулем крупности 1,5 - 2,2 на заглаженную растворную смесь. Влажность песка должна быть 3 - 5%.
Присыпка должна производиться равномерно по всей поверхности из сит с отверстиями 10 - 15 мм с высоты 1 - 1,3 м немедленно после окончания укладки и заглаживания растворного слоя. Толщина слоя песка должна быть 3 - 20 мм, а расход 4 - 8 л на 1 м2 поверхности панели. В процессе тепловой обработки песок предохраняет поверхность от повреждений каплями конденсата. После тепловой обработки зерна песка, имеющие слабое сцепление с растворным слоем, должны быть удалены с поверхности панели щетками или сжатым воздухом.
5.28. Бугристую поверхность возможно также получать путем обработки заглаженного декоративного слоя раствора струями сжатого воздуха. Диаметр отверстий для выхода воздуха должен быть 0,7 - 1 мм. Давление воздуха в подводящей магистрали должно быть 0,4 - 0,6 МПа.
5.29. Для получения на поверхности панелей заранее заданного рисунка обработку декоративного раствора следует производить через шаблоны. Шаблоны могут изготавливаться на всю панель или на отдельные ее участки.
Отделку по контурным шаблонам (рис. 9) следует производить вручную после укладки и механизированного разравнивания основного растворного слоя, на поверхность которого устанавливают контурные шаблоны с заглублением в основной слой раствора примерно на 5 мм. Укладку цветного раствора в шаблоны производят вручную после нанесения насечек на поверхности заглаженного растворного слоя в пределах шаблона. Толщины слоя цветных растворов в шаблонах соответствует их выступающей части, которая обычно составляет 5 - 20 мм. Заглаживание и создание рельефа на верхней поверхности цветного раствора в шаблонах производят ручным специализированным инструментом. После отделки шаблоны следует аккуратно снять.
1 - общий вид; 2 - цветной раствор; 3 - панель наружной
стены; 4 - рельефообразователь; 5 - расположение шаблона
в плите
Для облегчения снятия шаблоны должны иметь уклон 2 - 5 мм на 10 мм их высоты.
Тепловая обработка панелей разрешается только через 4 ч после окончания отделочных операций.
5.30. Отделку протягиванием по заглаженной поверхности редкой стальной или капроновой щетки следует применять для придания фасаду равномерной полосчато-бугристой фактуры. Отделку следует производить после окончания водоотделения, но не ранее чем через 30 мин после окончания формования.
5.31. Отделку ударной обработкой растворных или бетонных поверхностей торцовыми щетками (торцевание) следует производить после начала схватывания цемента и окончания водоотделения для придания поверхности равномерной шероховатой фактуры. Обработку следует начинать с одного из углов панели последовательными частыми ударами с постепенным параллельным перемещением щетки. При повышенных требованиях к поверхности панели ее обработку торцеванием рекомендуется производить в два приема с интервалом 15 - 30 мин.
В целях сокращения трудоемкости работ рекомендуется применять торцовые щетки размером не менее 200 x 150 или 300 x 100 мм.
5.32. Отделку каннелюрами при формовании панелей фасадной поверхностью вверх (рис. 10) следует производить путем втапливания строганых реек или других аналогичных профилеров в предварительно заглаженный отделочный слой из жестких бетонных смесей, соблюдая строгую параллельность реек, если непараллельность их не предусмотрена проектом.
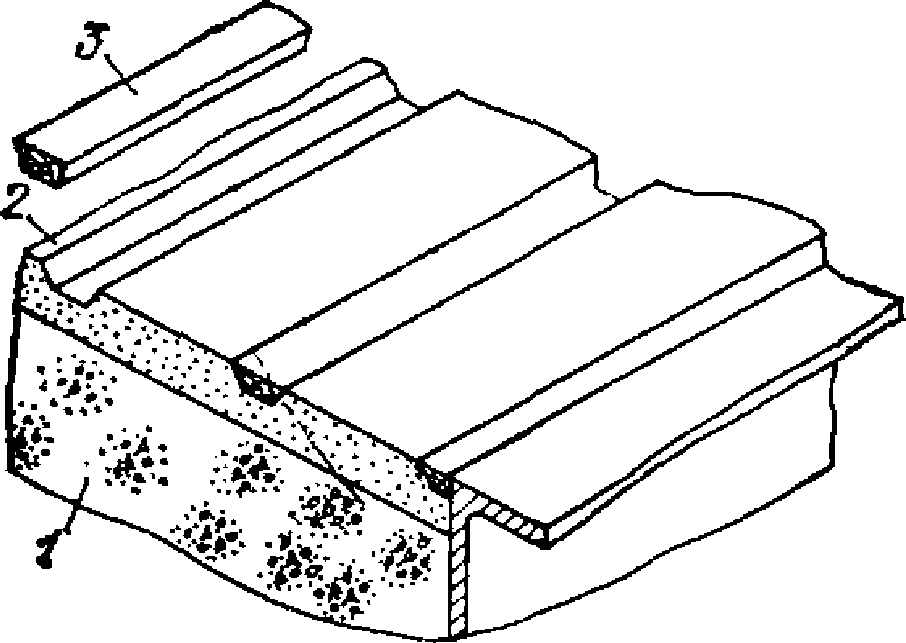
Рис. 10. Отделка панелей каннелюрами
1 - керамзитобетон; 2 - раствор; 3 - деревянная рейка
Для обеспечения параллельности профилеров рекомендуется на два противоположных борта формы предварительно уложить направляющие с фиксирующими гнездами для профилеров. После втапливания профилеров в отделочный слой поверхность панели следует снова загладить. Извлекать их необходимо до тепловой обработки. В целях более легкого извлечения профилеров распалубочные уклоны целесообразно принимать близкими к 45°. Профилеры следует извлекать покачиванием, создавая усилия, параллельные их продольной оси. Глубину профиля каннелюр рекомендуется принимать 10 - 15 мм.
5.33. Отделку с архитектурными вставками выполняют путем укладки последних на заглаженный растворный слой и погружения их с помощью легкого постукивания или поверхностной вибрации.
Если при этом будет обнаружено смещение вставки от проектного положения в пределах 10 мм, то за счет приложения пульсирующих касательных усилий разрешается выправить положение вставки. При более значительных смещениях вставку следует извлечь, растворный слой заново затереть и повторить операции по установке вставки. После установки вставок, чтобы не допустить образования воздушных пузырьков под ними, вибрация изделия не допускается.
При водопоглощении материала вставок более 3% их перед укладкой несколько раз обильно увлажняют. Для заанкерования в бетоне вставки должны иметь на 1 м2 их площади не менее 10 выпусков из нержавеющей стали длиной не менее 50 мм.
5.34. Отделку по трафаретам следует применять для увеличения разнообразия путем создания рельефного рисунка на фасадном слое панели как из растворов, так и из декоративных бетонов. Этот способ позволяет получать сложный рисунок, не требует высокой квалификации рабочих. Долговечность отделки определяется качеством применяемого раствора или бетона. Отделка по трафаретам может быть применена при формовании фасадной поверхностью вверх и вниз, но в первом случае срок службы трафаретов гораздо выше и способ эффективнее.
5.35. Трафареты могут быть изготовлены из листовой резины, транспортерной ленты или других эластичных материалов. Рисунок трафаретов задается архитектором с учетом требований к внешнему виду фасада, обеспечения достаточной прочности элементов его рисунка, кромок панели, а также самого трафарета.
При наличии в трафарете перемычек разной ширины он должен выполняться так, чтобы широкие (не менее 60 мм) перемычки в определенном порядке чередовались с узкими (не менее 20 мм). Сложный рисунок из узких перемычек необходимо располагать между широкими.
Перемычки должны иметь распалубочные уклоны не менее 3 мм на 10 мм их толщины и соединяться между собой скруглениями радиусом не менее 20 мм.
Допускается изготавливать трафареты со сложным рисунком из тонких линий и без скруглений только для немногочисленных панелей.
5.36. При применении многослойных трафаретов перед втапливанием в раствор их необходимо зафиксировать относительно друг друга так, чтобы они не смещались во время проведения отделочных работ. Верхний трафарет, находящийся около поверхности панели, должен иметь наиболее сложный рисунок, более глубокие трафареты - менее сложный.
Ширина перемычек нижележащего трафарета должна быть меньше вышележащего не менее чем на две величины его уклона.
5.37. Укладка предварительно увлажненных трафаретов осуществляется на выровненную поверхность панели или на поддон формы двумя рабочими. Необходимо следить, чтобы трафареты находились от краев или фасок панели на расстоянии не менее чем 20 мм.
После фиксации и проверки правильности положения трафареты следует погрузить в раствор вручную ударами или поверхностной вибрацией, затем верхнюю поверхность тщательно загладить.
5.38. Снимать трафарет с панели следует осторожно без рывков, следя за тем, чтобы он не перегибался и образовывал угол с панелью в месте отрыва не более 30° (рис. 11).
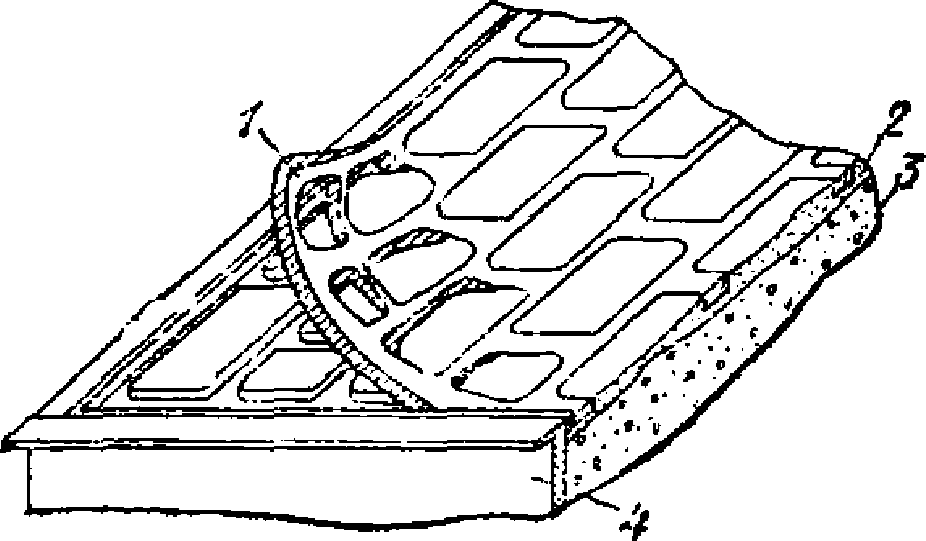
Рис. 11. Отделка панели по трафаретам
1 - трафарет; 2 - слой раствора; 3 - керамзитобетон;
4 - форма
После снятия трафаретов с панели следует исправить все замеченные дефекты, накрыть ее полимерной пленкой, а трафареты промыть. Между отделочными операциями трафареты из транспортерной ленты целесообразно хранить в воде. После отделки по трафаретам панель перед тепловой обработкой следует выдержать в цехе не менее 1 ч, а подъем температуры до 85 °C производить равномерно в течение 3 ч.
5.39. Сухую смесь коллоидно-цементного клея (КЦК) следует получать путем совместного домола в вибромельницах смеси, обычного белого или цветного портландцемента с кварцевым песком в соотношении по массе 7:3 до удельной поверхности не менее 5000 см2/г, определяемой по прибору ПСХ. Смешение этого вяжущего с рядовым песком в соотношении от 1:1 до 1:3 дает коллоидно-цементный раствор (КЦР).
Хранить и транспортировать эти сухие смеси следует в контейнерах, флягах или мешках. Срок хранения их в герметических емкостях 1 мес, в мешках из полиэтилена до 10 сут, в крафт-мешках не более 5 сут.
5.40. Рабочие растворы КЦК или КЦР должны приготовляться непосредственно перед употреблением. Для этого рекомендуется применять вибросмеситель, обеспечивающий двухчастотную вибропроработку массы с одновременным перемешиванием ее в течение 3 - 5 мин. При отсутствии вибросмесителей допускается использовать турбулентную растворомешалку СБ-43Б (С-868Б) или обычные растворомешалки. В них затворенная водой смесь перемешивается 2 - 3 мин. Последующая виброактивация производится глубинными вибраторами в течение 5 мин. Перед употреблением КЦК или КЦР вновь подвергаются виброактивации в течение 1 - 2 мин.
Рабочий раствор должен быть однородным, без посторонних включений, подвижностью непосредственно после виброактивации 7 - 8 см. КЦК и КЦР должны быть полностью использованы не позднее чем через 2 ч после их приготовления.
5.41. При отделке панелей, формуемых фасадной поверхностью вниз, после тщательной подготовки формы следует установить арматурный каркас. Для удаления случайно попавших загрязнений форму обдувать сжатым воздухом. Затем пропущенный через сито с ячейками 2,5 x 2,5 мм раствор КЦК или КЦР следует наносить пневмораспылением при давлении воздуха 0,2 - 0,4 МПа из шпаклевочных агрегатов СО-21А или С-568 на поддон формы слоем 3 - 5 мм с помощью пистолета-распылителя.
Нанесенный отделочный слой перед укладкой бетонной смеси необходимо выдерживать в течение 10 - 15 мин. После выдержки наносится или второй отделочный слой, или укладывается конструктивная бетонная смесь с осадкой стандартного конуса не более 5 см.
5.42. При формовании панелей фасадной поверхностью вверх отделку рекомендуется производить пневмонабрызгом пропущенного через сито КЦР с противоусадочной добавкой расширяющегося гипсоглиноземистого цемента марки 400. Состав раствора, в частях по массе:
Сухая смесь КЦК ................................................................. | 1 |
Песок ................................................................................... | 1 |
Гипсоглиноземистый цемент ............................................. | 0,1 |
Вода .................................................................................... | 0,5 - 0,6 |
Нанесение КЦР следует производить в несколько приемов, создавая на свежеотформованный из заглаженной панели отделочный слой толщиной 2 - 3 мм. Расстояние от форсунки до поверхности панели должно быть 1 - 1,2 м.
Для локализации брызг необходимо оградить отделочный пост ширмами.
5.43. Отделка набрызгом раствора КЦК на затвердевшую бетонную фасадную поверхность может производиться в отдельных случаях после соответствующего обоснования необходимости применения такого вида отделки.
5.44. "Белгородский белый" может поставляться на предприятия крупнопанельного домостроения централизованно или изготавливаться на самих предприятиях. Материал должен содержать мел, портландцемент и песок в соотношении 3:2:5 (по массе) согласно ТУ 21-20-14-74. Допускаются отклонения по содержанию компонентов от заданного состава в пределах +/- 5%.
Мел должен содержать не менее 95% CaCO3 и не иметь глинистых примесей. Тонкость помола мела должна быть в пределах 3000 - 12000 см2/г.
Цемент должен иметь прочность не менее М400 и не содержать никаких добавок, кроме гипса.
Песок может применяться естественный или искусственный с окатанными зернами, модуль крупности не менее 2,8.
5.45. Отделка фасадных поверхностей материалом "Белгородский белый" аналогична отделке цементными растворами. Она обеспечивает стабильный белый цвет независимо от партии.
Пастельные тона отделочного слоя следует получать путем введения в отделочный раствор при его приготовлении мелкой цветной мраморной крошки (до 5 мм) или других наполнителей, содержащих щелочестойкие невыцветающие минеральные красители.
Прочность отделочного слоя в зависимости от подвижности раствора колеблется от 10 до 20 МПа, а морозостойкость должна составлять 35 - 70 циклов.
"Белгородский белый" не следует применять для отделки цокольных панелей.
Отделку этим материалом можно производить при формовании панелей фасадной поверхностью вверх или вниз. В первом случае рекомендуются способы отделки: присыпка мытым декоративным щебнем, набрызг, каннелюры, торцевание щетками по трафаретам, а во втором - обнажение фактуры замедлителями твердения, применение гладких или рельефных поверхностей.
5.46. Растворную смесь из отделочного материала "Белгородский белый" следует приготовлять в специально выделенных турбулентных смесителях или бетономешалках принудительного действия. Время перемешивания должно быть не менее 5 мин. При отсутствии бетономешалок принудительного действия разрешается использовать растворомешалки, увеличив время перемешивания не менее чем до 9 мин.
5.47. Подвижность растворной смеси должна соответствовать условиям формования. В целях обеспечения морозостойкости значение отношения воды к твердой фазе (В/Т) в уложенном слое не должно превышать 0,22.
5.48. Для получения обнаженной фактуры фасадной поверхности и снижения марки отделочного слоя разрешается вводить при приготовлении растворной смеси песок или гравий в количестве: в заводских условиях не более 50 кг на 100 кг материала "Белгородский белый", а в условиях стройки не более 100 кг.
5.49. Растворную смесь из материала "Белгородский белый" следует транспортировать только в чистых емкостях, специально предназначенных для этих целей.
5.50. В заводских условиях декоративный слой раствора следует укладывать и уплотнять за один раз.
5.51. Время между укладкой растворного и конструктивного слоя панели (или наоборот) не должно превышать в закрытых печах 1 ч, на полигонах 0,5 ч. При более длительных перерывах в формовании необходимо разрушить щетками или терками образовавшуюся пленку из цементного теста на уложенном слое бетонной или растворной смеси. Затем поверхность должна быть очищена, увлажнена. Тепловая обработка разрешается не ранее чем через 4 ч выдержки.
5.52. При формовании панелей фасадной поверхностью вверх после укладки конструктивной бетонной смеси ее верхняя поверхность должна быть выровнена, а борта формы, закладные детали и проемообразователи очищены от загрязнения смесью. Только после этого разрешается укладывать отделочный раствор.
При формовании панелей фасадной поверхностью вниз перед укладкой отделочного слоя форму следует тщательно очистить, удалить пыль и частички бетона, смазать тонким слоем смазки ОЭ-2 или ОПЛ. В случае образования подтеков смазки ее избытки необходимо удалить.
5.53. Укладку отделочного раствора следует производить по всей ширине формы от одного ее торца к другому, при этом не допускается делать разрывов в укладываемом слое. Подвижность смеси и применяемые методы укладки не должны допускать проникания через отделочный слой конструктивной бетонной смеси. Работы по укладке, разравниванию и затирке отделочного слоя "Белгородский белый" аналогичны работам по отделке цементными растворами, но при этом во избежание загрязнения слоя следует уделять большее внимание качеству и чистоте инструмента и форм.
5.54. Отделку набрызгом рекомендуется производить после укладки и уплотнения на конструктивном бетоне промежуточного малоподвижного слоя из раствора "Белгородский белый". Толщина слоя набрызга не должна превышать 8 мм. Состав раствора для набрызга тот же, что и для основного отделочного слоя, но подвижность его должна быть увеличена до 12 см погружения конуса. Для набрызга могут быть использованы пневматические или механические аппараты. В первом случае раствор перед набрызгом должен быть пропущен через сито с отверстиями 5 мм, а сопло должно иметь выходное отверстие не менее 10 мм.
При глубине профиля набрызга более 4 мм разнообразие внешнего вида отделки может быть достигнуто путем сглаживания выступов набрызга терками и полутерками.
Образцы для испытания на прочность и морозостойкость следует изготовлять из смеси того же состава, но с меньшим В/Т, соответствующим водосодержанию в нанесенном отделочном слое. Потеря воды при набрызге определяется опытным путем в лаборатории завода.
5.55. В целях предотвращения интенсивного испарения влаги из отделочного слоя, образования трещин и разрушения слоя капелью следует перед тепловой обработкой поверхности панели укрывать полимерной пленкой.
5.56. Тепловая обработка панелей должна осуществляться при плавных, мягких режимах. Перед тепловой обработкой следует осуществлять выдержку не менее 3 ч, а подъем температуры до 80 °C за 3 - 4 ч. Максимальная температура изотермического прогрева не должна превышать 80 °C. Влажность среды в камере должна быть не менее 95%.
5.57. При ремонте отделочного слоя сколы и поврежденные места следует очистить, обильно увлажнить (3 - 4 раза) и только после этого наносить растворную смесь. Растворная смесь должна иметь тот же состав, что и отделочный слой. В зависимости от условий ремонта смесь должна приготавливаться с В/Т = 0,22 - 0,3. Смесь следует наносить с избытком. Затем после выдержки, когда жесткость растворной смеси будет около 100 с, необходимо произвести окончательную отделку.
После ремонта панель следует поставить на стенд выдержки, отремонтированные участки закрыть полимерной пленкой и выдерживать в цехе не менее трех суток.
6.1. Фасадная отделка наружных стеновых панелей способом присыпки или втапливания может быть произведена по конструктивной бетонной смеси или по отделочному растворному слою панелей при формовании фасадной поверхностью как вверх, так и вниз. Долговечность и морозостойкость отделки необходимо обеспечивать использованием качественных материалов, строгим соблюдением технологических требований.
6.2. При отделке следует применять только мытый фракционированный щебень, гравий и эрклез фракций 10 - 20; 20 - 40; 40 - 70 мм. Для цокольных панелей разрешается применять крупный заполнитель лещадной формы размером 70 - 200 мм. Чем крупнее фракция, тем она прочнее удерживается на панели.
Расход декоративного заполнителя на 1 м2 отделываемой поверхности панели должен быть не более: при фракции 10 - 20 мм - 15 кг, при фракции 20 - 40 мм - 35 кг, а при фракции 40 - 70 мм - 65 кг.
6.3. Раствор декоративного слоя должен иметь марку не менее 150 и толщину не менее 20 мм при фракции декоративного заполнителя 10 - 20 мм, а при фракции 20 - 40 мм и 40 - 70 мм слой раствора должен быть не менее 30 мм.
6.4. Отделку декоративным заполнителем панелей при формовании фасадной поверхностью вверх следует производить только по уплотненной и заглаженной бетонной или растворной смеси. Подвижность раствора должна характеризоваться глубиной погружения конуса в пределах 2 - 5 см.
До укладки заполнителя в раствор по периметру панелей и их проемов следует втапливать рейки сечением 20 x 10 мм.
Крупный заполнитель должен распределяться или равномерно по поверхности панели, или в соответствии с заданным рисунком. Трамбованием, вибрацией или укаткой валиком зерна заполнителя должны втапливаться примерно на половину своего размера.
Для придания более яркого цвета растворному фону после укладки щебня рекомендуется напылять на заглаженную поверхность белый или цветной цемент, при этом расход цемента не должен превышать 2 кг/м2.
6.5. Перед тепловой обработкой должна осуществляться выдержка панелей не менее 2 ч. Панель перед отправкой в камеру должна быть укрыта полимерной пленкой. При тепловой обработке должен осуществляться плавный подъем температуры не выше 80 °C в течение 3 ч. Фасадные поверхности изделий сразу после распалубки следует очистить от осыпающихся зерен с помощью щеток и промыть водой.
6.6. Для создания рисунков на фасаде панелей декоративный заполнитель следует укладывать по установленным на заглаженной поверхности контурным шаблонам. Шаблоны разрешается устанавливать на поверхность растворного слоя или фиксировать с зазором 5 - 15 мм. По окончании всех отделочных операций шаблоны осторожно снимаются вертикально вверх.
6.7. Отделку панелей наружных стен при формовании фасадной поверхностью вниз следует производить путем укладки декоративного заполнителя по мокрому (влажностью 5 - 8%) песку, распределенному по поддону равномерным слоем толщиной 5 - 20 мм.
Зерна заполнителя должны втапливаться в песок примерно на половину своего размера. Бетонную или растворную смесь необходимо распределять равномерно по поддону, не допуская смещения заполнителя. Подвижность смеси не должна быть более 4 см осадки стандартного конуса.
После тепловой обработки необходимо очистить поверхность панели от песка и удалить механической обработкой с фасадной поверхности подтеки раствора.
Дефекты в отделке могут быть обнаружены только после затвердевания бетона, устранение их трудоемко, и это является существенным недостатком способа отделки.
7.1. Фасадную отделку плитками из искусственных материалов (плитки ковровые и крупноразмерные, плитки из декоративного бетона и раствора, из листового стекла и т.д.) следует производить при формовании панелей наружных стен, как правило, фасадной поверхностью вниз.
7.2. Плитки должны поставляться к отделочным постам в контейнерах или на поддонах укомплектованными в соответствии с проектом и рассортированными по типам, размерам и цвету.
7.3. Для крепления плиток следует применять растворы, приготовленные из портландцементов серых, цветных или белых и желательно крупнозернистых промытых песков. Соотношение цемента и песка по массе должно быть от 1:2,5 до 1:5.
7.4. Подвижность растворов для крепления плиток должна соответствовать глубине погружения стандартного конуса 4 - 7 см.
Проектная марка раствора по прочности должна быть равна марке конструктивного бетона или превышать ее не более чем в 2 раза.
Марка раствора под стеклянные плитки, в том числе стеклокристаллита, должна быть не ниже 200.
7.5. Растворы для крепления плиток должны быть использованы не позднее 90 мин после их приготовления.
7.6. Прочность сцепления плиток с раствором через 7 сут после тепловой обработки должна быть не менее 1 МПа.
Для повышения прочности сцепления рекомендуется тепловую обработку панелей начинать не ранее чем через 2 ч после укладки раствора.
7.7. Расстояние от плиток до арматуры панели должно быть не менее 15 мм и обеспечиваться бетонными или пластмассовыми фиксаторами. Толщина слоя раствора не менее 10 мм.
7.8. Амплитуда колебаний поддона при формовании на нем панелей, облицовываемых плитками, не должна превышать 0,3 мм при частоте около 2800 кол/мин.
7.9. На фасаде дома и в пределах одной панели отделку плитками рекомендуется сочетать с другими видами отделки: декоративным бетоном с обнаженным заполнителем, рельефной, каннелюрами, по трафаретам и др.
ИС МЕГАНОРМ: примечание. Взамен СНиП III-21-73* Постановлением Госстроя СССР от 04.12.1987 N 280 с 01.07.1988 введены в действие СНиП 3.04.01-87. |
7.10. Облицованные фасадные поверхности панелей должны удовлетворять требованиям проекта и СНиП III-21-73.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 17057-80 Постановлением Госстроя СССР от 25.01.1989 N 10 с 01.01.1990 введен в действие ГОСТ 17057-89. |
7.11. Мелкоразмерные керамические, а также стеклянные плитки должны поставляться на предприятия крупнопанельного домостроения в коврах на бумажной основе по ГОСТ 13996-84, ГОСТ 18623-82 и ГОСТ 17057-80.
7.12. По согласованию с предприятием-потребителем мелкоразмерные керамические плитки могут поставляться россыпью, в бумажных мешках или ящиках и набираться в ковры силами потребителя.
7.13. Наряду со стандартной шириной швов между керамическими или стеклянными плитками следует применять швы увеличенной ширины в целях повышения долговечности отделки. При этом применение растворов на цветных цементах, особенно при использовании ковров с укладкой плиток "брекчия", значительно повышает декоративные свойства фасадной поверхности.
7.14. Ковры из плиток должны храниться в закрытых сухих помещениях. Порядок складирования ковров определяется требованиями соответствующих стандартов.
7.15. Перед использованием в производстве стандартные ковры из плиток должны укрупняться до размеров отдельных элементов фасада панелей (простенков, перемычек, подоконных частей) или до размеров, кратных этим элементам. Следует предусматривать применение минимального количества типоразмеров укрупненных ковров при их максимально допустимых размерах.
7.16. Укрупнять ковры следует в положении бумагой вниз на столах или стеллажах необходимой длины, используя бумажные полосы с клеем.
Рекомендуется собирать и склеивать очередной укрупняемый ковер на предыдущем склеенном, в результате чего образуется стопа укрупненных ковров, в которой они сушатся.
Ширина швов между исходными коврами должна выдерживаться равной ширине швов в исходных коврах.
На стыках ковров с произвольной укладкой плиток и типа "брекчия" необходимо наклеивать дополнительно плитки или их части с целью достижения одинаковой плотности укладки на всей фасадной поверхности.
7.17. Для транспортировки к месту укладки в форму укрупненные ковры должны быть свернуты в рулоны бумагой наружу или перегнуты бумагой внутрь и уложены в контейнеры.
7.18. Перед укладкой ковров в форму ее борта и поддон должны быть смазаны в обычном порядке. Скопление смазки на поддоне не допускается, ее излишки должны удаляться.
7.19. Укладывать укрупненные ковры в формы следует согласно картам раскладки, разработанным для всех панелей, подвергаемых облицовке. Все ковры на поддоне должны быть скреплены в единый ковер бумажными полосами с клеем при соблюдении необходимой ширины швов между плитками соседних ковров.
7.20. Укладка в форму загрязненных или поврежденных ковров не допускается. Необходимо также предусматривать меры по устранению возможности загрязнения или повреждения плиток при производстве работ по склеиванию ковров в форме и установке арматуры.
7.21. Вместо склеивания укрупненные ковры в форме могут скрепляться между собою с помощью "маяков" из быстротвердеющего раствора, состоящего (по массе) из 70% гипса, 20% пуццоланового или портландцемента и 10% мелкого песка.
7.22. Для облицовки торцов панели ковры должны приклеиваться к бортам формы с перегибом и приклеиванием бумаги к верхней горизонтальной плоскости борта.
7.23. Для достижения разнообразия фасадной поверхности ковры из плиток можно укладывать по профилерам, укрепленным на поддоне формы.
7.24. Поверхность склеенных на поддоне укрупненных ковров следует обдуть струей сжатого воздуха. В особо ответственных случаях после обдувания тыльную сторону плиток рекомендуется протереть тампоном или кистью, слегка смоченными в 5%-ном растворе соляной кислоты.
7.25. Для повышения декоративных свойств фасадной поверхности швы между плитками керамических или стеклянных ковров после обдувки сжатым воздухом рекомендуется заполнять белым или цветным цементом. При этом тыльная поверхность плиток должна быть очищена от цемента с помощью щеток.
7.26. Керамические ковры с водопоглощением плиток 4% и более перед укладкой на них раствора обязательно должны равномерно увлажняться распыленной водой. Расход воды на 1 м2 поверхности ковра должен определяться из выражения
B = 0,005MW,
где B - расход воды, г/м2;
M - масса 1 м2 ковра, г;
W - водопоглощение плиток, %.
При водопоглощении более 8% увлажнение плиток следует производить в два приема. Раствор на плитки рекомендуется уложить не позднее чем через 5 мин после вторичного увлажнения.
Ковры со стеклянной плиткой увлажнять не допускается.
Увлажнение керамических плиток можно заменить нанесением на них промежуточного 2 - 5-миллиметрового слоя раствора подвижностью около 12 см погружения стандартного конуса. Основной слой раствора должен быть уложен не позднее чем через 10 мин после нанесения промежуточного.
7.27. При укладке раствора для крепления плиток его необходимо по возможности равномерно распределять по площади ковра.
Допускается укладывать непосредственно на плитки (без раствора) конструктивную поризованную керамзитобетонную смесь на кварцевом песке для бетона плотной структуры марки не ниже 50, а также тяжелую бетонную смесь многослойных панелей с содержанием в ней песка более 40% общего количества заполнителей.
7.28. Для очистки от бумаги и клея фасадную поверхность панели после тепловой обработки следует увлажнить на посту очистки теплой или горячей водой и обработать вращающейся торцовой щеткой из капрона или резиновыми лопастями, укрепленными по спирали на валу. Очистку и удаление затеков раствора следует производить сразу после распалубки, пока панель не остыла.
7.29. Обнаруженные дефекты облицовки должны быть устранены путем удаления поврежденных или непрочно закрепленных плиток и замены их новыми. Новые плитки следует крепить на полимерцементном растворе после вырубки бетона и обильного увлажнения дефектных мест фасада панели.
В полимерцементном растворе соотношение портландцемента и песка по массе должно быть 1:3, а поливинилацетатная эмульсия ПВА добавляется в количестве до 10% массы цемента в пересчете на сухое вещество.
Этим же полимерцементным раствором следует исправлять дефекты швов облицовки.
После ремонта панели должны быть выдержаны в цехе не менее трех суток.
7.30. Если мелкоразмерная облицовочная плитка поступает к потребителю россыпью, предприятию КПД необходимо организовать изготовление ковров своими силами. Однако следует иметь в виду, что изготовление ковров - достаточно трудоемкий процесс и целесообразность его выполнения должна быть экономически обоснована.
При изготовлении ковров силами потребителя можно использовать отдельные плитки уже изготовленных, но по каким-либо причинам забракованных ковров. С этой целью бракованные ковры размачивают в воде, освобождают плитку от бумаги и клея. Отмывку плитки рекомендуется производить в перфорированных вращающихся барабанах, а перед набором в ковры ее следует высушить. Изготовленные ковры должны отвечать требованиям соответствующих ГОСТов.
7.31. Все работы по изготовлению и укрупнению ковров рекомендуется производить на отдельном участке в зоне действия крана, где на поддонах, стеллажах, контейнерах или в ящиках предусмотрено хранение изготовленных ковров и россыпной плитки. Здесь же должны находиться столы с матрицами для набора ковров и этажерки для их сушки, столы (стеллажи) для укрупнения ковров, а также водяные бани для приготовления клея и приспособления для резки бумаги на заготовки.
7.32. Резка на заготовки поступившей в рулоне бумаги на заводах - изготовителях плитки осуществляется на специальной установке. В условиях завода КПД резку бумаги для ковров можно осуществлять вручную с использованием шаблонов и ручных инструментов. Длина и ширина бумажной заготовки должна быть на 20 мм, а для стеклянных ковров на 10 мм больше линейных размеров принятого для изготовления ковра.
7.33. Участок изготовления ковров комплектуется двумя клееварками, представляющими собой водяные бани с электроподогревом воды, одна для предварительного распускания клея, а другая для рабочего клеевого раствора. Емкость клееварок зависит от масштаба производства и необходимого для работы запаса клея.
7.34. В загруженный в бачок клееварки сухой костный клей добавляют воду из расчета 10 л на 25 кг клея в состоянии поставки. Для галерты воду добавляют в меньшем количестве. Клей с водой выдерживают при температуре 70 - 75 °C до растворения. Плотность клеевого раствора доводят приблизительно до 1,2 г/см3.
При растворении необходимо не допускать перегрева и закипания воды в ванне, так как от этого ухудшаются клеящие свойства клея.
7.35. Для приготовления необходимой порции клея рабочей концентрации нужное количество раствора переливают из первой клееварки во вторую. Здесь его плотность доводят до рабочей, равной 1,05 - 1,08, контролируя ее с помощью ареометра. Температуру клея рабочей концентрации рекомендуется постоянно поддерживать около 35 - 40 °C и при этой температуре наносить на бумагу.
7.36. При повышенной температуре воздуха помещений, где изготавливаются ковры, с целью снижения скорости их сушки разрешается вводить в рабочий клеевой раствор глицерин из расчета около 100 мл на 10 л раствора.
7.37. При изготовлении ковров непосредственно на предприятии КПД с целью облегчения очистки плиток на фасаде панелей от подтеков цементного раствора разрешается вводить в клей замедлитель твердения цемента в количествах, обеспечивающих разрушение растворного слоя на глубину не более 0,5 мм. Состав клея с замедлителем устанавливается лабораторией завода.
При применении гидрола, мелассы или патоки их расход не должен превышать 20 г/м2 поверхности ковра.
7.38. Наносить клей на бумажные заготовки ковров удобно поролоновым валиком, одетым на оправку с ручкой. Бумажную заготовку с клеем рекомендуется перегибать пополам клеевой стороной вовнутрь, в результате чего половинки склеиваются. В таком виде она может сохраняться на воздухе 15 - 20 мин.
При необходимости сохранять заготовки с клеем дольше их в перегнутом состоянии укладывают стопой на влажную ткань и укрывают тоже влажной тканью. Однако заготавливать их впрок не рекомендуется.
7.39. Для удобства нанесения клея на бумагу эта операция должна выполняться непосредственно на водяной бане, верх которой представляет собой стол с утопленной в центре емкостью с клеем.
7.40. Для набора ковров из плиток используются матрицы, уложенные на столе размером в плане 1 x 1,5 м. На одной из больших сторон стола имеется борт из жести или другого материала. На стол к борту насыпается плитка.
За таким столом рекомендуется работать двоим наборщикам, которые располагаются со стороны торцов стола лицом друг к другу. При необходимости к этому столу можно придвинуть стол без борта, за которым могут работать еще двое наборщиков.
7.41. Матрицы для набора ковров из плиток могут быть изготовлены механической обработкой, штампованием или отливкой из дюралюминия или могут представлять собой блок строго ориентированных и закрепленных на деревянном щите ячеек из жести с необходимыми промежутками между ними.
На рис. 12 показан пример выполнения фрезерованной матрицы из дюралюминия для набора плиток размером 46 x 46 мм (8 x 15 шт.) и вариант с ячейками из жести толщиной 0,5 мм. В варианте фрезерованной матрицы поперечные порожки образованы шпонками длиной на всю ширину матрицы, которые уложены в пазы и закреплены мелкими заклепками. В варианте из отдельных ячеек последние закреплены на щите с помощью мелких гвоздей.
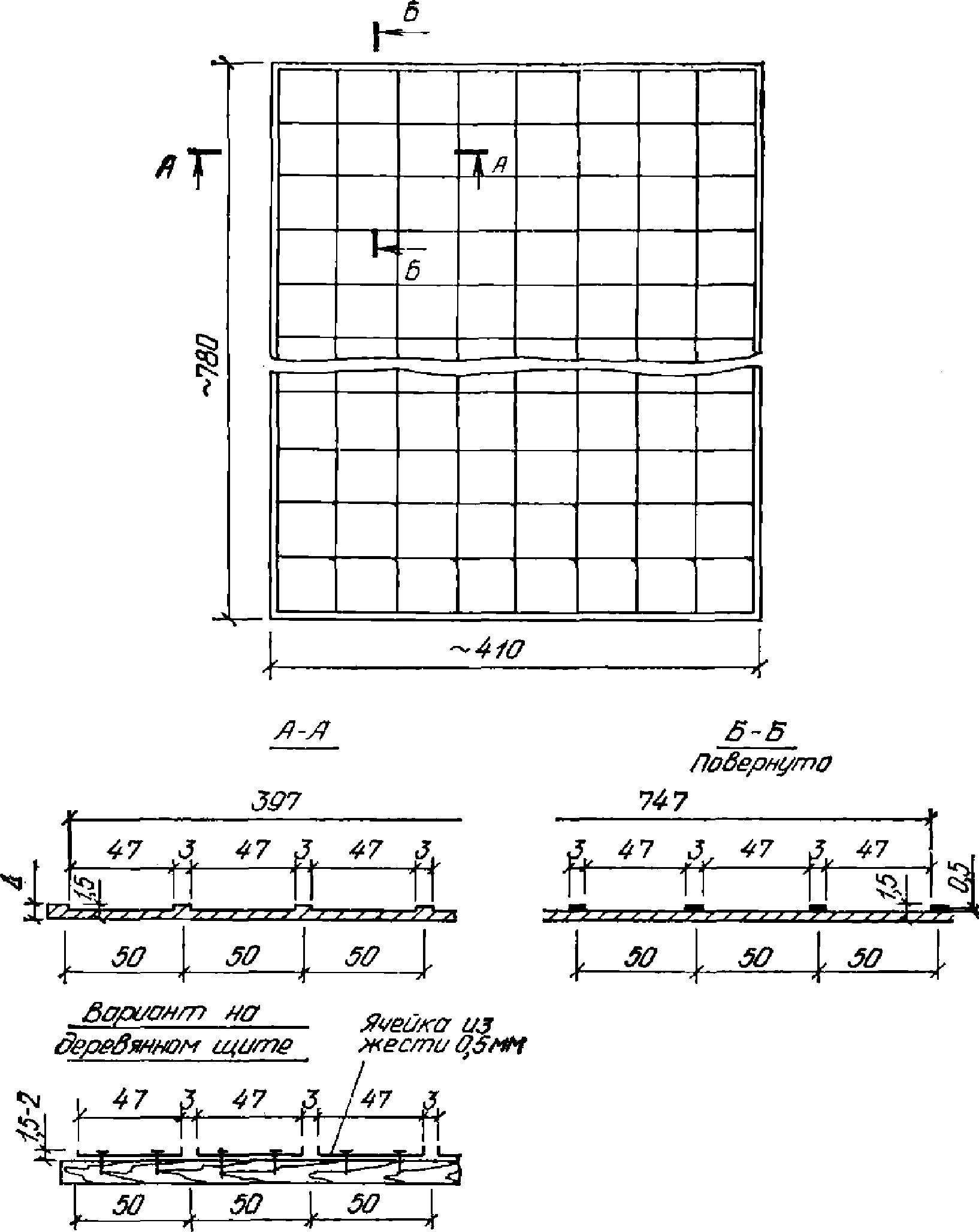
Рис. 12. Матрица для набора плитки в ковры
7.42. При наборе плитки собираются в стопку лицевой поверхностью вверх. Стопка рукой перемещается сверху вниз вдоль вертикального ряда ячеек, в результате чего очередная нижняя плитка, упираясь в порожек ячейки, укладывается в нее. На пальцы рабочей руки надеваются резиновые напальчники для предохранения кожи от повреждений.
При укладке тонких, например литых керамических, плиток одной стопки хватает для заполнения 2 - 3 вертикальных рядов ячеек матрицы. При размерах плиток 46 x 46 мм опытный наборщик набирает по 7 - 8 м2 ковров в 1 ч.
7.43. После заполнения всех ячеек матрицы плитками половинки бумажной заготовки с клеем разъединяют, накладывают клеевой стороной на плитки и разглаживают влажной тканью, следя за тем, чтобы бумага плотно приклеилась по всей поверхности плиток.
7.44. Сверху на приклеенную к плиткам бумагу накладывают легкий поддон, например, из перфорированного 4-миллиметрового картона, вместе с матрицей переворачивают вниз поддоном и затем матрицу снимают. Поддон с лежащим на нем ковром из плиток снимают со стола и вставляют в направляющие сушильной этажерки, стоящей рядом с рабочим местом наборщика. При нормальной температуре воздуха ковры высыхают приблизительно через полчаса и могут использоваться для облицовки изделий.
Сушка ковров в стопах друг на друге не разрешается, так как это приводит к смещению плиток и затрудняет сушку.
Сушильная этажерка может быть выполнена в виде сварной конструкции из проката, внутри которого размещены парные направляющие из угольников.
7.45. Швы в готовых коврах должны быть ровными и прямыми. В коврах из плиток размерами не более 48 x 48 x 4 мм ширина шва должна быть равной 4 +/- 1 мм, а из плиток более этих размеров - 7 +/- 2 мм. Допускается другая ширина швов, но не менее указанной. Ковры с произвольной укладкой плиток или с укладкой плиток "брекчия" набираются на гладких поддонах.
7.46. Отделка панелей крупными керамическими плитками полусухого прессования (ГОСТ 13996-84) должна производиться только при формовании фасадной поверхностью вниз.
7.47. Поддоны форм для панелей, облицовываемых крупными керамическими плитками полусухого прессования, должны быть снабжены матрицами для раскладки и фиксации плиток. При массовом производстве облицованных панелей рекомендуются матрицы из листовой стали, а при малосерийном - из резины или пластмассы.
7.48. Укрупненные секции стальных матриц следует выполнять штамповкой из листа толщиной около 2 мм отдельных ячеек по размерам плиток и креплением их контактной сваркой к листу такой же толщины. Расстояние между ячейками должно соответствовать принятому шву облицовки.
Секции стальных матриц должны крепиться к поддону формы винтами, а резиновые и пластмассовые - с помощью клея.
7.49. Боковые грани ячеек в матрицах должны иметь уклон, обеспечивающий фиксацию плиток по осям симметрии.
При допускаемых отклонениях размеров плиток более чем +/- 1 мм все имеющиеся в наличии плитки перед использованием должны быть рассортированы на две группы: с положительными и отрицательными отклонениями. В пределах одной панели должны использоваться плитки лишь какой-либо одной группы.
7.50. Форма перед раскладкой в ней крупных керамических плиток должна быть тщательно очищена от остатков бетона, которые с поверхности матриц следует удалять путем обдувки струей сжатого воздуха. Наносить смазку разрешается только после проверки качества очистки.
Рекомендуется применять для матриц смазку следующего состава, в процентах по массе:
Веретенное масло марки И-12А .................................................... | 24 |
Окисленный петролатум с кислотным числом 43 - 45 мг KOH/г (ТУ 38-30196-73) ............................................................................ | 0,75 |
Известковая вода ........................................................................... | 75 |
Винная кислота .............................................................................. | 0,25 |
Смазка приготавливается в диспергаторе. В теплое веретенное масло, влитое в диспергатор, при включенном насосе вводится мелкими кусками петролатум. После получения однородной смеси подается небольшими порциями известковая вода с растворенной в ней винной кислотой, и перемешивание продолжается в течение 16 - 20 мин.
7.51. В случае большой запыленности плиток их тыльные стороны перед раскладкой должны протираться слегка влажной ветошью или обдуваться сжатым воздухом.
7.52. После раскладки крупных керамических плиток полусухого прессования по ячейкам последующие операции по отделке должны производиться согласно тем же требованиям, что и при отделке ковровой керамической плиткой.
7.53. Плитками из распиленного декоративного бетона рекомендуется отделывать формуемые фасадной стороной вниз панели входа и отдельные панели (или их фрагменты) фасада здания. При этом декоративные свойства облицованных фрагментов фасада и общая архитектурная выразительность здания могут в широких пределах изменяться за счет изменения цвета цементов, а также количества, размера и цвета крупного заполнителя в декоративном бетоне плиток.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: пункты 6.9 - 6.11 отсутствуют. |
7.54. Плитки следует изготавливать путем распиловки брусков из декоративного бетона, состав которого должен подбираться согласно требованиям пп. 6.9 - 6.11 настоящих Рекомендаций.
Декоративные свойства плиток рекомендуется повышать равномерным распределением и встапливанием в смесь зерен промытого крупного заполнителя фракции более 40 мм при формовании брусков.
Твердение бетона брусков должно происходить в нормальных условиях или при мягких режимах тепловой обработки при температуре не выше 70 °C. Отпускная прочность бетона брусков должна быть не менее 15 МПа.
7.55. Распиливание брусков на плитки толщиной 10 мм осуществляется сегментными алмазными дисками диаметром 500 - 1000 мм, однако для получения высокого качества поверхности плиток следует применять алмазные диски диаметром до 400 мм со сплошной режущей кромкой.
Длина и ширина плиток определяются размерами поперечного сечения брусков, которые должны быть кратными 50 мм.
7.56. Для отделки панелей следует использовать как целые, так и битые плитки "брекчия". Поддон формы перед укладкой плиток должен тщательно очищаться и смазываться тонким слоем смазки.
Положение плиток должно фиксироваться путем наклейки их на бумагу или поддон. Уложенные плитки следует обдувать струей сжатого воздуха.
При отделке плитками типа "брекчия" или с расширенными швами на поддон разрешается наносить смазку, содержащую замедлитель твердения цемента.
7.57. После контроля правильности укладки плиток из распиленного декоративного бетона последующие операции по отделке должны производиться согласно требованиям пп. 7.26 - 7.29.
7.58. Крупные армированные облицовочные плиты из декоративного бетона или раствора могут быть однослойными и двухслойными и должны удовлетворять требованиям ГОСТ 6927-74. Предназначаются для сплошной отделки панелей при формовании фасадной поверхностью как вниз, так и вверх, а при необходимости и для отделки с трех сторон, включая торец панели.
7.59. Лицевая сторона железобетонных облицовочных плит может быть выполнена гладкой, рельефной или бугристой с обнаженным крупным заполнителем. Ширина плит должна приниматься исходя из архитектурного замысла и удобства работы и быть кратной 50 мм, а длина может достигать размера высоты облицовываемой панели при толщине 20 - 40 мм.
7.60. Фасадные железобетонные плиты следует изготавливать в формах из нержавеющей стали из растворных или бетонных смесей с содержанием цемента соответственно не более 400 кг/м3. За формами должен быть обеспечен тщательный уход.
Формы для плит следует смазывать эмульсионными смазками на основе пасты ОПЛ или другими на основе восковых компонентов. Расход смазки должен быть 25 - 50 г/м2. Рекомендуется также консистентная смазка из 3 частей технического вазелина и 1 части стеарина по массе, которая должна наноситься в подогретом состоянии на подогретую форму (температура не ниже 40 °C) с расходом не более 15 г/м2.
Твердение плит должно происходить в нормальных условиях или при мягких режимах тепловой обработки с прогревом не выше 70 °C.
Для обнажения крупного заполнителя следует использовать консистентные замедлители твердения, наносимые на поддон, обнажение производить стальными щетками.
Готовые плиты должны укладываться в контейнеры на ребро.
7.61. При формовании панелей фасадной поверхностью вниз облицовочные плиты должны укладываться на поддон по высохшему слою обмазки в соответствии с заданной схемой раскладки. Обмазка должна состоять из смеси цемента, извести, мела в равных соотношениях по массе и воды и наноситься на очищенный поддон валиком.
Сплачивание и фиксацию плит следует производить с помощью деревянных клиньев, устанавливаемых между крайней плиткой и бортом формы.
7.62. Швы между плитками должны проклеиваться полосками из плотной ткани шириной 50 мм, смоченными в ПВА эмульсии и присыпаться по ткани сухой цементно-песчаной смесью. Швы между плитками возможно также проклеивать самоклеящейся полиэтиленовой лентой вместо тканевых полос. В этом случае плиты в местах проклеивания следует смазать латексом.
7.63. Зазоры между плитами и бортами по периметру формы должны заделываться известково-песчаным раствором (1:5) или деревянными рейками, после чего должен быть установлен арматурный каркас, а затем в анкерующие петли облицовочных плит заведены арматурные стержни диаметром 4 мм и длиной 200 мм.
Перед укладкой конструктивного бетона или раствора облицовочные плиты должны быть увлажнены распыленной водой.
Фасад панели должен доводиться после распалубки. После удаления известково-песчаного раствора по периметру панели, который не твердеет при тепловой обработке, на его место следует нанести умеренно жесткий цементно-песчаный раствор, обильно увлажнив бетон панели. Нанесенный раствор загладить и устроить фаски.
7.64. При формовании панелей фасадной поверхностью вверх укладку предварительно увлажненных облицовочных плит следует производить обязательно на заглаженный растворный слой подвижностью 8 - 10 см осадки конуса. Втапливание плит должно производиться заподлицо с верхом бортов формы постукиванием по ним через деревянные прокладки. Желательно не допускать выдавливания раствора через швы между плитами, а в случае его появления он должен все время убираться ветошью, чтобы не допускать загрязнения фасадной стороны плит. При выравнивании плит их положение контролируется металлической контрольной рейкой. После укладки и выравнивания плит по периметру панели должна быть устроена фаска.
7.65. При облицовке торцовых граней панели железобетонные плиты прикладываются к борту формы, на который предварительно наносится и высушивается тонкий слой защитной известково-цементно-меловой обмазки. Плиты прижимаются к борту струбцинами, которые должны убираться после укладки и уплотнения конструктивной бетонной смеси.
7.66. Принятые ОТК готовые панели, облицованные фасадными железобетонными плитами, перед отправкой на склад готовой продукции должны с фасадной стороны укрываться полиэтиленовой пленкой и в таком виде доставляться на место монтажа.
7.67. Плитки из стеклокристаллита рекомендуются для отделки панелей культурно-бытовых и общественных зданий, отдельных фрагментов крупнопанельных домов, расположенных вдоль главных магистралей города, и для отделки отдельных индивидуальных панелей типа входов и др. Отделка плитками из стеклокристаллита долговечна, разнообразна, обладает высокими декоративно-эстетическими свойствами. Гладкие стекловидные поверхности плиток имеют большую гамму ярких красок и существенно повышают архитектурную выразительность фасада зданий.
7.68. Плитки из стеклокристаллита рекомендуется использовать для отделки панелей при формовании фасадной поверхностью как вниз, так и вверх. Ширина швов между плитками должна быть не менее 7 мм.
7.69. Раствор для крепления плиток из стеклокристаллита должен удовлетворять требованиям п. 7.4 настоящих Рекомендаций. Допускается крепление плиток бетоном марки 200 с максимальной крупностью щебня не более 20 мм и с соотношением крупного и мелкого заполнителя 1:1.
7.70. При формовании панелей фасадной поверхностью вниз плитки из стеклокристаллита следует укладывать в ячейки матрицы или приклеивать к поддону составами, разрушающимися при тепловой обработке. Плитки "брекчия" рекомендуется наклеивать на бумагу.
Перед укладкой растворного слоя плитки должны быть увлажнены распыленной водой, расход которой должен быть около 100 г/м2.
7.71. При формовании панелей фасадной поверхностью вверх увлажненные плитки из стеклокристаллита должны укладываться на заглаженный слой раствора, подвижность которого не должна превышать 5 см погружения стандартного конуса.
При применении цементов, приводящих к водоотделению раствора, увлажнять плитки не следует.
Плитки следует погружать в раствор легким постукиванием по ним деревянными терками или полутерками. Погруженные плитки выравниваются по плоскости и панель затирается ручным инструментом. Выравнивание и затирку следует повторить через 0,5 ч, а через 2 ч после окончания отделочных работ плитки необходимо начисто протереть ветошью.
Начинать тепловую обработку панели допускается не ранее чем через 4 ч после окончания отделочных работ. Подъем температуры до 80 °C должен быть плавным и осуществляться со скоростью около 15 °C в 1 ч.
7.72. Отделка стеклянным боем, полученным из отходов производства цветных стекол, или окрашиванием отходов оконного стекла свето- и щелочестойкими красками рекомендуется при изготовлении панелей входа, лестничных клеток, а также отдельных фрагментов фасада зданий и интерьеров. Из стекла можно набирать различные по оформлению и окраске узоры и тематические панно.
Отделка окрашенным стеклом должна производиться при формовании панелей фасадной поверхностью вниз.
7.73. Толщина стекла должна быть не менее 4 мм. Площадь отдельного куска стекла не должна превышать 50 см2 при толщине 4 мм и 80 см2 при толщине 5 мм.
7.74. Бой стекла, окрашенного окислами металлов в процессе изготовления, следует использовать для отделки без дополнительной окраски, а отходы неокрашенного стекла должны окрашиваться только с одной стороны, которая будет соприкасаться с раствором панели, и только свето- и щелочестойкими красками или составами. В отдельных случаях на стекло можно наносить цветные цементы в виде теста или жирных растворов на мелком песке.
Не допускается наносить краски или составы на боковые поверхности стеклянных кусков.
7.75. Окрашенный стеклянный бой следует набирать в ковры в соответствии с заданным рисунком. При этом куски стекла должны приклеиваться к бумаге неокрашенной стороной на расстоянии друг от друга (шов) не менее 7 мм. Бумага и клеи должны удовлетворять требованиям стандартов на ковры из плиток. Не допускается применение клеев, замедляющих твердение цемента.
Транспортировать ковры из стеклобоя следует только в горизонтальном положении на поддонах, сворачивать в рулоны их не допускается.
7.76. Укрупнение и укладку ковров из стеклобоя в форму следует производить согласно требованиям пп. 7.16, 7.18 - 7.20, 7.22.
Увлажнять ковры из стеклобоя перед укладкой раствора не допускается.
8.1. Для фасадной отделки панелей следует применять плитки из известняков прочностью не ниже 20 МПа, мрамора, доломита, травертина, вулканического туфа и других погодостойких видов камня.
Облицовка панелей выполняется из карбонатных пород (травертина, известняка и мрамора) и должна быть подвергнута гидрофобизации на предприятии - изготовителе панелей или после монтажа здания.
8.2. Отделка панелей плитками из природного камня должна производиться при формовании фасадной поверхностью вниз.
8.3. Для заготовки и обрезки плиток, сверления отверстий под скобы в условиях производства панелей рекомендуется использовать малогабаритные фрезерно-окантовочные станки, электрические и пневматические ручные дрели, твердосплавные или алмазные сверла диаметром 4 - 8 мм. Для пришлифовки плит могут быть использованы электрошлифовальные машинки с гибким валом.
8.4. Для крепления плиток из природного камня следует использовать цементно-песчаные растворы состава 1:3 марки 150. Подвижность раствора должна соответствовать 6 - 8 см погружения стандартного конуса.
Плитки светлых тонов рекомендуется крепить на растворе, приготовленном на белом цементе.
Плитки толщиной 10 мм должны крепиться только на растворе, а толщиной 20 мм и более дополнительно анкерными скобами (рис. 13). Материал скоб - проволока диаметром 3 - 5 мм из нержавеющей стали 1Х13, 2Х13 и Х18Н10.
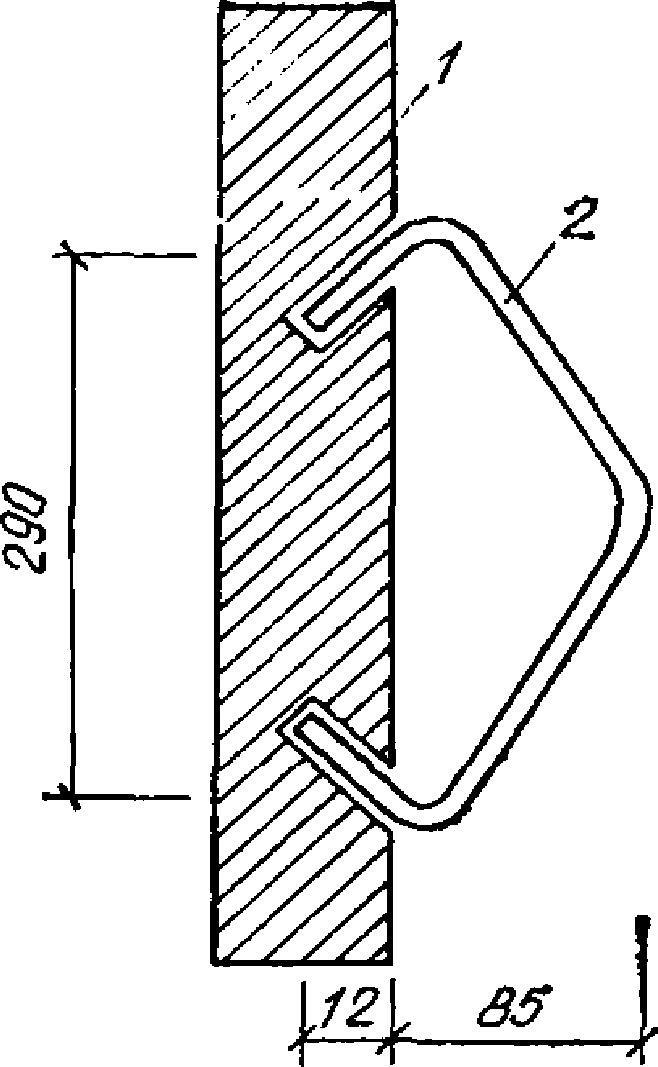
Рис. 13. Крепление плиток из мрамора
1 - плитка; 2 - анкерная скоба
8.5. Расстояние от плиток до арматуры панели должно быть не менее 15 мм и обеспечиваться бетонными или пластмассовыми фиксаторами, толщина слоя раствора для крепления плиток не менее 10 мм.
8.6. Каждая плитка толщиной 20 мм и более должна иметь с тыльной стороны не менее двух анкерных скоб независимо от площади плитки. Квадратный метр этих плиток должен удерживаться не менее чем девятью анкерными скобами. Плитки из пород объемной массой не более 2200 кг/м3 и адгезией к конструктивному бетону не менее 2,5 МПа допускается крепить без раствора.
8.7. Отверстия под анкерные скобы следует сверлить по кондуктору, позволяющему расположить отверстия под углом 45 - 60° к поверхности плитки. Глубина сверления не менее 15 мм, располагаться отверстия должны так, чтобы на каждую скобу приходилось около 0,1 м2 поверхности плитки.
8.8. При бесшовной облицовке плитки должны укладываться на поддон формы по одному-двум слоям плотной оберточной бумаги или по слою нанесенной и высушенной защитной обмазки, состав и способ нанесения которой приведены в п. 7.61. Перед настилкой бумаги поддон должен быть тщательно очищен от остатков бетона и следов ржавчины.
Для фиксации плиток углы лицевой поверхности каждой из них перед укладкой смазываются костным или лучше синтетическим клеем. Укладку следует начинать вдоль короткой стороны формы и вести, следя за правильностью расположения рядов.
8.9. Облицовка плитками толщиной 10 мм с растворными швами должна производиться с раскладкой плиток по матрицам, которыми следует оснастить поддон формы.
8.10. Стыки уложенных плиток и каверны или раковины размером более 40 мм (в травертине) при бесшовной облицовке следует покрывать мастикой следующего состава, в частях по массе:
Цемент белый ............................ | 1 |
Песок люберецкий ..................... | 3 |
Эпоксидная смола ..................... | До получения сметанообразной массы |
8.11. Перед укладкой раствора или бетона облицовочные плитки из пород, имеющих пористость 1% и более, должны равномерно увлажняться распыленной водой. Расход воды на смачивание 100 - 400 г/м2 в зависимости от пористости плиток.
8.12. Укладку и уплотнение раствора и конструктивной бетонной смеси следует производить при режимах, не нарушающих фиксацию плиток (амплитуда колебаний не более 0,3 мм при частоте 2800 кол./мин).
8.13. Очистка и отмывка облицованной фасадной поверхности панелей должна производиться сразу после распалубки, пока панель не остыла.
8.14. Очищенную и отмытую фасадную поверхность панели следует осмотреть и простучать деревянным молотком. Замеченные дефекты облицовки должны быть устранены. Все работы по устранению дефектов, кроме шлифования, должны проводиться по сухой поверхности панели при температуре воздуха не ниже 10 °C.
8.15. Плитки, издающие при простукивании глухой звук, а также имеющие несовпадение кромок более 2 мм в направлении нормали к фасадной поверхности, подлежат удалению и замене новыми. Несовпадение кромок до 2 мм, а также подтеки раствора рекомендуется устранять шлифованием.
8.16. Для удаления целой плитки в ее середине следует насверлить ряд отверстий, расположенных по периметру квадрата со стороной около 100 мм, а затем выколоть плитку шпунтом и скарпелью. Вновь устанавливаемая плитка подгоняется обработкой скарпелью по периметру и устанавливается на эпоксидном клее ЭД-5 и ЭД-6.
8.17. Четко различаемые сквозные трещины в плитках следует заделывать мастикой или заменить плитки в зависимости от требований, предъявляемых к облицовке.
На лицевой поверхности плитки допускаются околы кромок в количестве не более двух при размерах, не превышающих 35 мм по длине и 4 мм по ширине. Дефекты поверхности в большом количестве и больших размеров должны заделываться мастикой.
8.18. Для заделки дефектов следует использовать мастику, сходную по цвету с цветом плиток, что достигается изготовлением каменной пудры, входящей в состав мастики, из тех же пород камня, что и плитки. Каменная пудра должна иметь размер зерен не свыше 0,15 мм.
Мастика должна изготавливаться непосредственно перед употреблением и иметь следующий состав, в частях по массе:
Эпоксидная смола (ЭД-5 или ЭД-6) ....................................... | 10 - 12 |
Отвердитель (полиэтиленполиамин) ....................................... | 1 |
Каменная пудра ....................................................................... | 5 - 10 |
8.19. Ржавые пятна на поверхности плиток рекомендуется выводить сметанообразной пастой состава по массе, %:
Лимонно-кислый натрий ........................................................ | 15 |
Глицерин ................................................................................. | 50 |
Мел .......................................................................................... | 10 |
Вода ......................................................................................... | 25 |
Через 12 ч после нанесения паста должна смываться водой.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
8.20. Гидрофобизация фасадной поверхности панелей, облицованных плитками из природного камня, должна проводиться после тщательной очистки. Загрязненные следует удалять шлифованием или щетками с ворсом из нержавеющей стали.
Гидрофобизаторы должны удовлетворять требованиям соответствующих ГОСТов или ТУ. Гидрофобизирующий состав на поверхность камня следует наносить в два приема краскопультом. Расход гидрофобизатора при первом покрытии составляет от 100 до 150 г на 1 м2 (в зависимости от структуры материала), а при втором покрытии - от 50 до 80 г на 1 м2. Рабочие растворы гидрофобизаторов следует готовить 7%-ной концентрации в количествах, расходуемых в течение одной смены. При хорошем качестве покрытия вода должна скатываться с поверхности облицовки, не впитываясь.
8.21. Панели после ремонта облицовки или ее гидрофобизации перед отправкой на склад готовой продукции должны выдерживаться в цехе не менее трех суток.
9.1. Комбинированную отделку панелей, выполняемую как в процессе формования фасадной поверхностью вверх или вниз, так и по затвердевшему бетону, рекомендуется применять для повышения разнообразия внешнего вида зданий. Сочетание видов отделки в пределах фасадной поверхности одной панели следует назначать в соответствии с архитектурными решениями. В основном комбинированная отделка рекомендуется для панелей входа, лестничной клетки к других немассовых панелей.
Последовательность проведения отделочных операций должна определяться технологической службой в зависимости от характера сочетания принятых видов и способов отделки.
9.2. Между зонами укладки растворных или бетонных смесей разного состава и цвета следует применять разделительные перегородки, которые должны удаляться после укладки и уплотнения одного или обоих составов.
Для устройства швов между зонами разных видов отделки рекомендуется укладывать рейки, имеющие распалубочный уклон не менее 5 мм на 10 мм их высоты. Рейки должны втапливаться заподлицо с отделываемой поверхностью, а извлекаться после окончания отделки или после тепловой обработки.
9.3. Обнажение крупного заполнителя бетонной смеси с заполнителями непрерывной гранулометрии и беспесчаной бетонной смеси, уложенных в соседних зонах панели, следует проводить так, чтобы при смыве растворная составляющая не попадала в зону беспесчаного бетона.
9.4. Камневидную фактуру из щебня рекомендуется сочетать с фактурой из гравия. В последнем случае необходимо применять бетоны только с заполнителями непрерывной гранулометрии с коэффициентом избытка раствора 1 - 1,2.
9.5. Отделка по трафаретам в сочетании с другими способами отделки рекомендуется как для всей фасадной поверхности, так и для отделки ее отдельных зон.
Отделку по трафаретам рекомендуется сочетать с окраской эмалями КО-174, покрытием декоративной крошкой, щебнем или обнажением крупного заполнителя в процессе формования, а также с тиснением через пленку, накаткой, штампованием, присыпкой.
Обнажение фактуры следует производить сразу после укладки и втапливания трафарета, а снимать трафарет через 10 мин после отмывки.
9.6. Профилированные поверхности из бетона в сочетании с отделкой ковровой керамической или стеклянной плиткой следует получать укладкой на поддон профилеобразователей, располагаемых между коврами из плиток.
9.7. Отделка декоративным бетоном с обнаженным крупным заполнителем в сочетании с цветной глазурованной плиткой должна выполняться путем укладки на поддон ковров с наклеенными по заданному рисунку плитками и нанесенным в необходимых зонах замедлителем твердения цемента, причем в зависимости от его расхода поверхность ковра около плиток на удалении от них не менее 5 - 12 мм должна быть свободной от замедлителя.
9.8. Рельефные рисунки с гладкой поверхностью неровностей рекомендуется получать путем формования по рельефообразователям, которые уложены на лист фанеры или стали, помещенный на поддон и накрытый полимерной пленкой с загибом ее краев под края листа. Рельефообразователями могут служить плитки, зерна крупного заполнителя, обрезки арматуры и другие материалы.
После тепловой обработки поверхность рельефного рисунка рекомендуется окрасить долговечными красками.
10.1. Отделка панелей многоцветными глазурями и эмалями представляет собой двухслойное паропроницаемое покрытие (рис. 14), состоящее из уложенного по конструктивному бетону керамзитоцементного подглазурного слоя толщиной 10 - 25 мм и цветной глазурной пленки толщиной 0,1 - 0,2 мм, полученной на затвердевшем подглазурном слое путем пневмонапыления и последующего расплавления при температуре около 1000 °C.
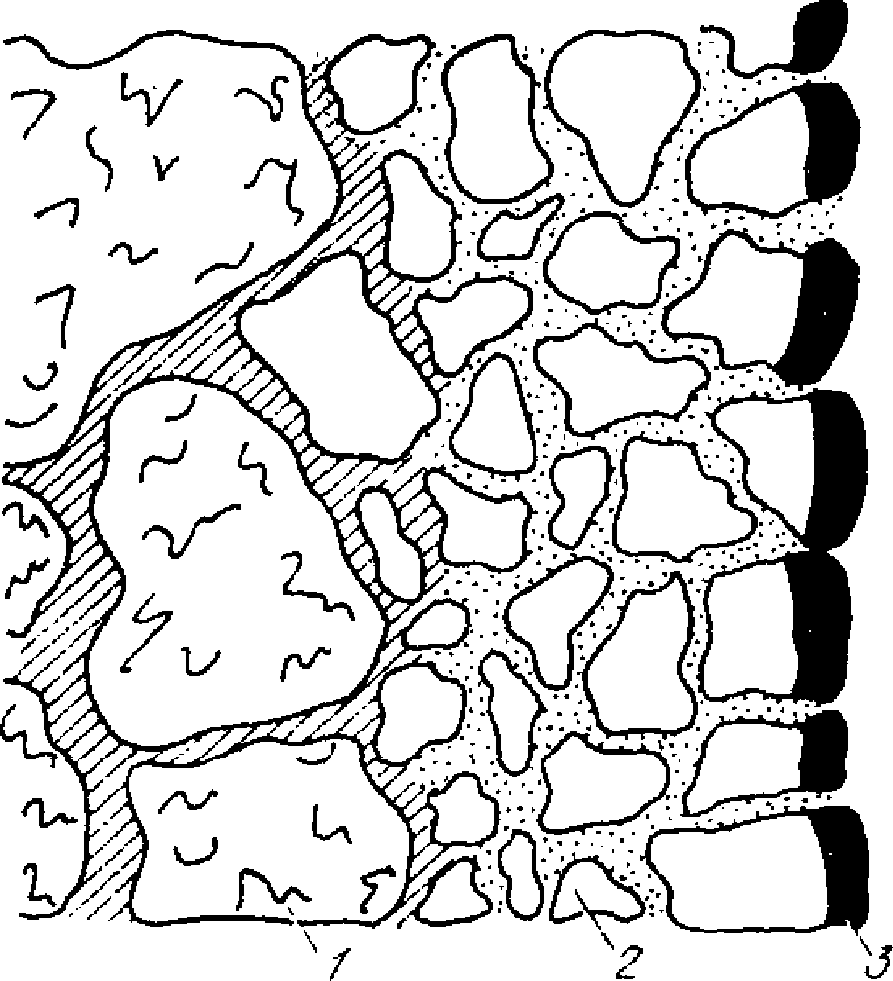
Рис. 14. Схематический разрез
глазурованной керамзитобетонной панели
1 - керамзитобетонная смесь; 2 - подглазурный слой;
3 - прерывистая глазурная пленка
10.2. Отделка керамическими глазурями и эмалями обладает высокими архитектурно-художественными качествами, обеспечивает надежную защиту бетона от атмосферных воздействий, расширяет возможности индивидуализации внешнего вида зданий.
Этот вид отделки позволяет широко использовать декоративные возможности керамических красок и создавать тематические многоцветные художественные панно на фасадах.
10.3. Технология керамической глазурной многоцветной отделки состоит из следующих процессов:
выбор и подготовка песка для подглазурного слоя;
приготовление подглазурной смеси;
укладка подглазурной смеси в форму;
тепловлажностная обработка бетонного изделия вместе с подглазурным слоем;
подготовка цветных глазурных суспензий;
сушка поверхности подглазурного слоя на отделочном конвейере;
нанесение белой или цветной глазурной суспензии на фасадную поверхность изделий на конвейере и досушка отделочного слоя;
расплавление глазури на поверхности подглазурного слоя;
контроль качества отделки.
10.4. Готовый подглазурный слой должен обладать малой объемной массой, достаточной прочностью, термостойкостью и жаростойкостью. Исходя из этого подглазурная смесь должна приготавливаться из керамзитового песка, портландцемента марки 300 - 500 и воды. В качестве заполнителя допускается использовать также дробленый шунгизит, шлаковую пемзу или перлит.
10.5. Для изготовления подглазурного слоя должны применяться однофракционные пески следующих фракций:
0,6 - 1,2 мм - мелкозернистая структура подглазурного слоя;
1,2 - 2,5 мм - среднезернистая структура;
2,5 - 5,0 мм - крупнозернистая структура.
Допускается содержание в песке более крупных и более мелких фракций в количестве не более 5%.
Расход песка на 1 м2 поверхности подглазурного слоя составляет 0,02 - 0,04 мм.
10.6. Составы подглазурных смесей должны соответствовать указанным в табл. 5.
Таблица 5
N состава | Фракции песка, мм | Компоненты в объемных частях | ||
песок | портландцемент | вода | ||
1 | 0,6 - 1,2 | 1 | 0,65 | 0,22 |
2 | 1,2 - 2,5 | 1 | 0,6 | 0,2 |
3 | 2,5 - 5 | 1 | 0,55 | 0,18 |
Приготовление подглазурной смеси и изготовление подглазурного слоя на панели должно вестись тщательно с неукоснительным соблюдением всех требований во избежание неисправимого брака изделий. Особое внимание следует уделять подбору необходимого количества воды затворения для каждого песка и цемента.
Для перемешивания компонентов подглазурной смеси следует применять смесители принудительного действия, например бетоносмеситель СБ-35. В смеситель сначала засыпают песок и цемент и после сухого перемешивания в течение 2 - 3 мин начинают подавать воду. Подача всей порции воды должна быть осуществлена в течение 2 - 3 мин при непрерывном перемешивании, после чего перемешивание сразу же прекращают.
10.7. Подглазурная смесь должна быть жесткой, но поддающейся формовке и уплотнению под ударами мастерка. При этом не должно происходить отделения цементного молока. В смеси не должно быть комьев непромеса, недоувлажненных и переувлажненных зон и посторонних включений.
Смесь должна быть использована в течение 20 мин после ее приготовления.
10.8. В случае образования комьев непромеса подглазурную смесь следует перед укладкой в форму быстро протереть через проволочное сито с ячейками 4 - 6 мм.
10.9. Изготовление подглазурного слоя возможно при формовании панелей как фасадной поверхностью вверх, так и вниз.
10.10. При формовании керамзитобетонных панелей фасадной поверхностью вверх подглазурная смесь укладывается на поверхность уплотненной конструктивной бетонной смеси, уровень которой в форме должен быть на 15 - 20 мм ниже верха бортов. Недоуплотнение верхнего слоя бетонной смеси не допускается. При необходимости смесь доуплотняют площадочным вибратором.
Подглазурную смесь укладывают в форму бетоноукладчиком с превышением над уровнем бортов формы на 12 - 15 мм, что достигается укладкой на верх бортов реек. Разравнивание слоя производится с помощью реек из уголка или швеллера.
Следует тщательно заполнять смесью углы и пристенные зоны формы. Затем подглазурную смесь необходимо уплотнить подвешенным к бетоноукладчику катком свободного качания диаметром около 1,2 м и массой около 2,5 т за четыре прохода вдоль формы. После прокатки недоуплотненные места у бортов и в углах формы уплотняют ручными трамбовками.
Поверхность уплотненного подглазурного слоя должна быть ровной и твердой, на ней не должно оставаться следов при надавливании пальцами. Поверхность необходимо оберегать от повреждений и загрязнений.
10.11. Работы по устройству подглазурного слоя при формовании фасадной поверхностью вверх трехслойных панелей производятся согласно требованиям п. 10. Отличие состоит в том, что с целью предупреждения появления трещин на поверхности слоя из-за упругости теплоизоляционных плит для подглазурной смеси следует применять более мелкозернистый песок, уплотнять смесь при меньшем давлении катка (при том же его диаметре и свободном качении).
10.12. При формовании панелей фасадной поверхностью вниз подглазурная смесь укладывается на очищенный поддон формы, смазанный слегка смоченным в керосине или солидоле тканевым тампоном. Подглазурную смесь разравнивают деревянными скребками, насыпая ее слоем 40 мм, а у бортов и в углах в несколько больших количествах, слегка притрамбовывая ее деревянными трамбовками, доводя толщину слоя приблизительно до 35 мм, и на него укладывают арматуру.
Для предупреждения появления трещин на поверхности подглазурного слоя необходимо укладывать более толстый слой смеси, меньше его трамбовать и по возможности сокращать общее время вибрации формуемой панели.
В случае проникновения растворной части конструктивного бетона на поверхность панели следует уменьшить его пластичность или увеличить толщину подглазурного слоя, а также применять более мелкий зерновой состав подглазурной смеси.
10.13. Тепловую обработку панелей с подглазурным слоем следует вести по обычным режимам, принятым на данном предприятии.
Подглазурный слой необходимо оберегать от ударов, в том числе такелажными крюками, предохранять от попадания конденсата при пропаривании и распалубке, а также от загрязнений маслом, цементным раствором и т.д. Запрещается ходить по готовому подглазурному слою.
Подглазурный слой после распалубки обязательно должен простукиваться деревянным молотком. Появление глухого звука означает наличие отслоения подглазурного слоя от конструктивного бетона. Такие панели глазурованию не подлежат.
10.14. Отобранные для глазурования панели отправляются на отделочную линию (прил. 12), где на подглазурный слой, высушенный при температуре 150 - 200 °C на глубину 3 - 8 мм, пневмораспылением наносится слой глазурованной (эмалевой) суспензии, который затем расплавляется под экраном обжигательной печи.
10.15. Наносить глазурную или эмалевую суспензию следует только на горячую поверхность по мере ее выхода из-под сушильной печи, начинать нанесение необходимо, когда ширина вышедшего участка поверхности будет составлять около 1,5 м. Для образования по контуру панели полосы шириной 40 - 50 мм, свободной от глазури, на вертикальную и горизонтальные кромки панели одеваются защитные рамки, причем по горизонтальным кромкам рамки должны время от времени передвигаться по мере выхода панели.
10.16. Глазурное покрытие может быть одно- или многоцветным. В последнем случае для получения рисунков применяются трафареты.
Для напыления суспензий следует использовать пистолет-распылитель СО-71 и нагнетательную установку, например СО-21. Использование пистолетов, имеющих емкость для заливки распыляемого состава, запрещается. Факел, выходящий из пистолетов смеси, не должен содержать струи жидкости, а также мелких капель в виде тумана, которые уносятся потоками воздуха в окружающую среду. Величина рекомендуемого давления в бачке должна составлять около 0,04 МПа.
10.17. Глазурь следует наносить в три приема: горизонтальными полосами, перекрывающими друг друга, затем вертикальными, затем снова горизонтальными. При этом перемещение пистолета должно быть по возможности равномерным. Запрещается наносить глазурь круговыми движениями пистолета, а также визуально оценивать достаточность нанесения и поправлять отдельные места дополнительным количеством глазурного состава, так как это приводит к излишнему переувлажнению и недосушке отделочных зон подглазурного слоя. Недосушка отдельных зон приводит к неравномерному расплавлению и разнотонности готового глазурного покрытия.
На 1 м2 поверхности панели должно быть нанесено около 1 л состава плотностью 1,6 кг/л, при этом необходимо обеспечивать резкий переход между полем панели и полосой, свободной от глазури, для чего у защитных рамок состав должен наноситься в несколько большем количестве. В среднем глазуровщик должен покрывать составом около 1 м2 в 1 мин.
10.18. Для глазурования панелей пригодны легкоплавкие керамические глазури с температурой плавления не выше 1000 °C, а также белые керамические эмали по металлу с содержанием двуокиси титана не более 8 - 11%. Глазури и эмали должны обладать белизной не ниже 70% и хорошей заглушенностью.
Цветные глазури и эмали следует получать добавлением пигментов производства Дулево-Ликинского красочного завода или Воронежского керамического завода. Выбор цвета, тона и дозировок производится по инструкции института НИИстройкерамика.
Расход пигментов составляет 50 - 100 г на 1 кг глазури или эмали. В отдельных случаях для достижения высокого художественного эффекта пигменты или керамические краски применяются без глазури в количестве до 1 кг на 1 м2.
Расход глазурных и эмалевых составов должен составлять около 1 кг на 1 м2 поверхности по сухой массе.
10.19. Водную глазурную суспензию получают путем мокрого помола глазурной фритты с добавлением 7 - 10% каолина или белых глин.
Помол осуществляется в течение 18 - 24 ч в шаровых мельницах, снабженных футеровкой из керамических плит и керамическими шарами.
При процеживании суспензии через сито с 10 000 отверстий на 1 см3 допускается остаток не более 0,5%.
Для получения суспензий используют чистую воду в количестве 600 мл на 1 кг остальных материалов. Готовая глазурная или эмалевая суспензия должна иметь плотность около 1,6 г/см3.
10.20. После расплавления глазурного или эмалевого слоя панель выдерживается в цехе не менее 10 мин, а затем может быть отправлена на склад в любую погоду.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 20833-75 Постановлением Госстандарта СССР от 03.08.1989 N 2518 с 01.07.1990 введен в действие ГОСТ 28196-89. |
11.1. Для окраски наружных стеновых панелей в заводских условиях рекомендуется применять быстросохнущие долговечные фасадные краски. К числу таких красок принадлежит водоэмульсионная поливинилацетатная краска ЭВА-17 (ГОСТ 20833-75 с изм.). Краска ЭВА-17, будучи долговечной и быстросохнущей, в то же время обладает такими преимуществами, как нетоксичность, сравнительная дешевизна (стоимость 1 т - 780 руб.) и может применяться в смеси с мелкозернистыми заполнителями для получения фактурной поверхности, а также в качестве связующего клеящей пасты для отделки наружных стеновых панелей мелкозернистой декоративной крошкой. Цветовая гамма красок практически не ограничена.
Долговечность отделочных покрытий на основе краски ЭВА-17 для условий второй, третьей и четвертой климатических зон составляет 10 - 12 лет.
11.2. Отделка ведется по конвейерной или по стендовой технологии после термообработки изделий при вертикальном положении панелей. Качество отделки в большой степени зависит от состояния отделываемой поверхности (температуры, влажности, наличия масляных пятен, цементной пленки, крупных пор и раковин). Температура отделываемой поверхности не должна превышать 55 °C, влажность 10%.
Особые требования предъявляются к условиям хранения и транспортирования окрашенных наружных стеновых панелей.
Для вновь строящихся и реконструируемых заводов КПД большой и средней мощности, где предусматривается выполнение четырех - шести вариантов отделки фасадных поверхностей наружных стеновых панелей, в том числе окраски, целесообразно применять конвейерную технологическую схему отделки. Для заводов малой мощности отделку целесообразно вести по стендовой технологии с применением малогабаритного механизированного оборудования. В этом случае необходимая производственная площадь для поста отделки составляет 30 - 40 м2. Стоимость отделки 1 м2 фасадной поверхности наружных стеновых панелей при окраске водоэмульсионным окрасочным составом составляет 0,6 - 0,8 руб. По данным Гипростроммаша при отделке наружных стеновых панелей водоэмульсионным окрасочным составом на отделочной конвейерной линии трудозатраты на отделку составляют 0,244 чел.-ч на 1 м2 отделываемой площади. Отделка водоэмульсионным составом ведется при положительной температуре окружающей среды.
11.3. Для отделки наружных стеновых панелей водоэмульсионным окрасочным составом применяются следующие отделочные материалы:
краска водоэмульсионная ЭВА-17 (ГОСТ 20833-75 с изм.);
пигмент "Краска тамбовская" (ТУ 6-14-1055-79);
песок кварцевый (ГОСТ 10268-80);
мелкозернистая декоративная крошка.
Материалы для отделочных работ должны удовлетворять требованиям соответствующих ГОСТов и ТУ. Контроль за качеством материалов и их испытания должна проводить лаборатория завода и специализированная строительная лаборатория.
Исходная вязкость водоэмульсионной краски ЭВА-17 должна быть не менее 100 с по вискозиметру ВЗ-4.
11.4. Цвет и фактура отделочного покрытия должны соответствовать утвержденному эталону.
На отделочной поверхности не допускаются "высолы" и трещины, покрытие должно быть однотонно по цвету по всему полю панели.
Необходимая прочность сцепления отделочного покрытия с бетонной поверхностью панели не менее 1 МПа.
Марка по морозостойкости отделочного покрытия Мрз 50.
По водостойкости, пароводопроницаемости отделочное покрытие должно отвечать требованиям соответствующих ГОСТов.
Испытания отделочных покрытий проводятся специализированными лабораториями в соответствии с требованиями соответствующих ГОСТов.
11.5. Подбор отделочных составов осуществляется лабораторией завода.
В качестве вяжущего водоэмульсионного окрасочного состава используется поливинилацетатная краска ЭВА-17. Лакокрасочные заводы страны производят ее пяти-шести цветов. Но поскольку более половины выпускаемой ими продукции - это белая краска, то цветовую гамму можно значительно расширить, применяя в качестве пигмента краску тамбовскую. Однако следует иметь в виду, что однотонная фасадная поверхность может быть достигнута, лишь когда вся партия белой краски пигментируется одновременно и в общей таре. В краску, слитую в емкость, добавляется необходимое количество пигмента, после чего она тщательно перемешивается.
Общий расход пигментированной краски определяется из расчета 0,6 кг на 1 м2 отделываемой поверхности. Максимальное количество вводимого пигмента рекомендуется не более 30% веса белой краски ЭВА-17. При использовании жидких пигментов необходимо следить, чтобы вязкость пигментированной краски не опускалась ниже величины 100 с по вискозиметру ВЗ-4.
11.6. Для отделки используются два состава: грунтовочный и окрасочный. Грунтовочный состоит из водоэмульсионной краски, разбавленной водой до вязкости 15 - 20 с по вискозиметру ВЗ-4. В окрасочном составе исходными компонентами служат краска водоэмульсионная и мелкозернистый наполнитель (песок, крошка каменная, стеклянная и др.), создающий на поверхности изделия бугристую фактуру.
В табл. 6 приводится состав отделочных растворов в весовых частях. Отделочные составы можно использовать в течение трех суток.
Таблица 6
Краска водоэмульсионная ЭВА-17 | Лесок кварцевый фракции, мм | Крошка каменная фракции, мм | ||
0,6 - 1,2 | 1,2 - 2,5 | 0,6 - 1,2 | 1,2 - 2,5 | |
1 | 1,8 - 2 | 1,6 - 1,8 | 1,6 - 1,8 | 1,4 - 1,6 |
11.7. Отделочные составы приготавливаются в колерной мастерской на специальном посту или в специальном отделении. Грунтовочный состав готовится следующим образом. Водоэмульсионная краска ЭВА-17 дозируется по весу и разбавляется водой до вязкости 15 - 20 с по вискозиметру ВЗ-4. Перемешанный в турбулентном смесителе типа СБ-43 (С-868Б) (рис. 15) грунтовочный состав с помощью растворонасоса или автокаром доставляется к посту грунтовки поверхности изделия.
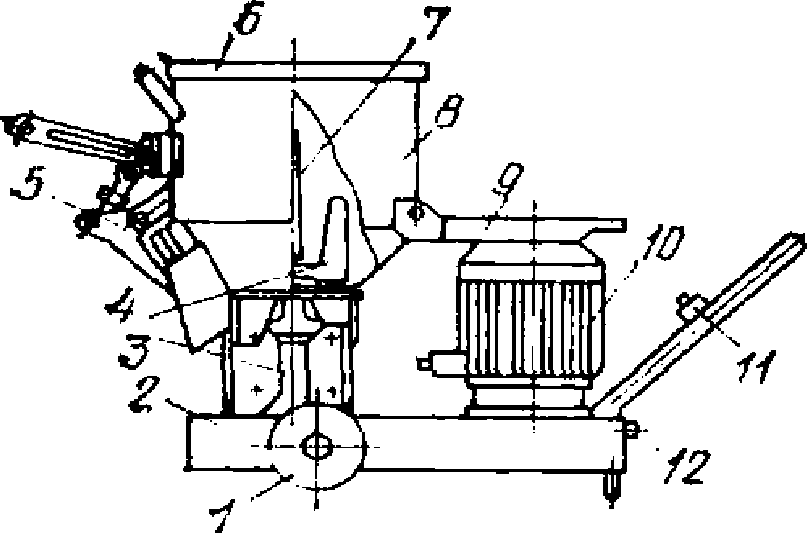
Рис. 15. Турбулентный смеситель СБ-43 (С-868Б)
1 - колесо; 2 - основание; 3 - корпус подшипников;
4 - ротор; 5 - выгрузочное устройство; 6 - крышка;
7 - штырь; 8 - бак; 9 - щиток; 10 - электродвигатель;
11 - пускатель; 12 - винт
11.8. В специальном помещении производится обработка вводимого в краску мелкозернистого наполнителя, просушивание и отсеивание на вибросите необходимых фракций.
Для приготовления окрасочного состава водоэмульсионная краска ЭВА-17 и мелкозернистый наполнитель, пропущенные через весовые дозаторы, перемешиваются в турбулентном смесителе СБ-41 (С-868Б) или в двухвальной мешалке СО-8 в течение 3 - 5 мин. Готовый окрасочный состав растворонасосом или автокаром подается к посту окраски изделия.
Допускается объемное дозирование материалов с помощью мерной тары.
11.9. Отделка железобетонных изделий водоэмульсионным окрасочным составом может осуществляться на конвейерной отделочной линии или на стендах при вертикальном положении изделий. Схема одного из вариантов конвейерной линии приведена на рис. 16.
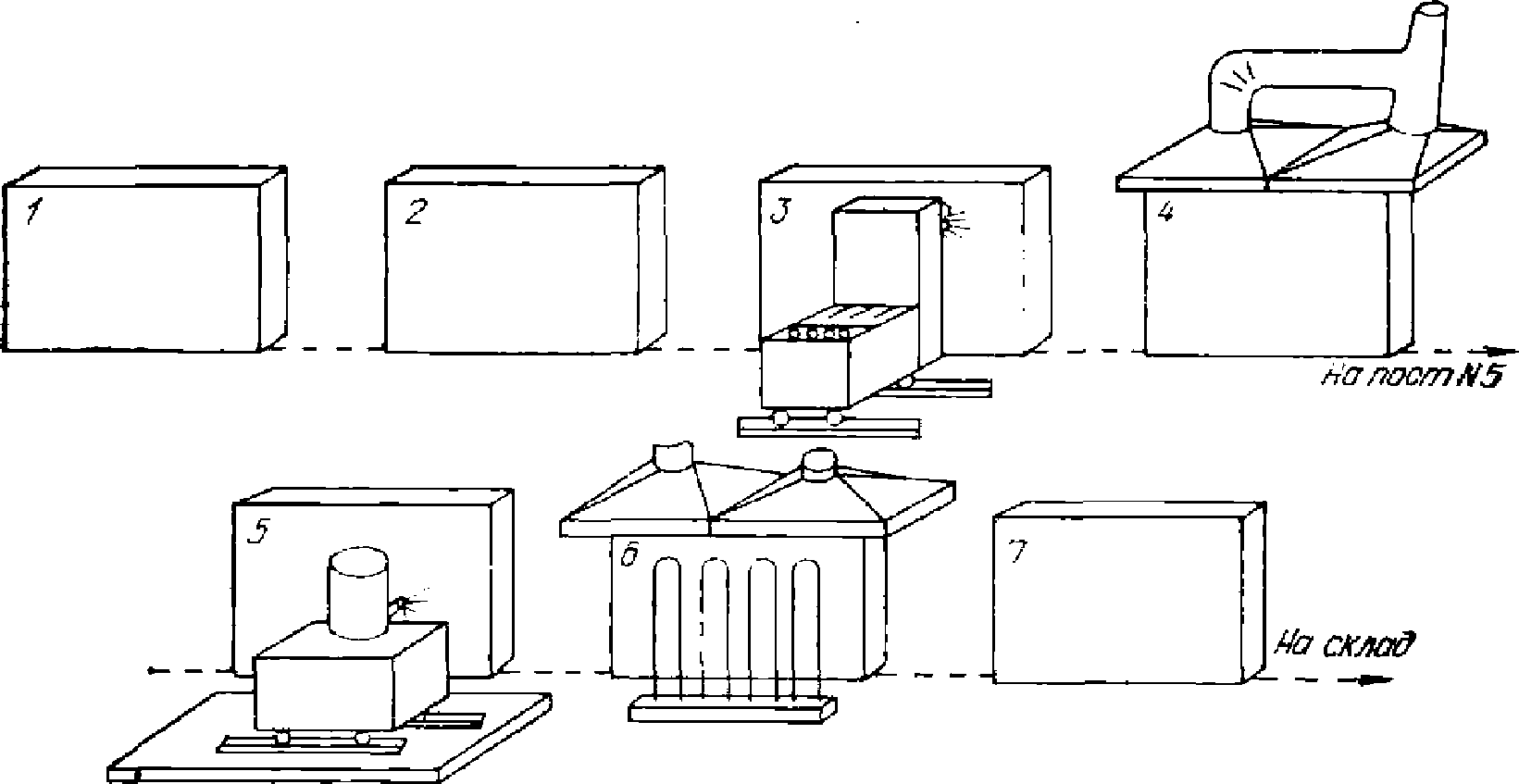
Рис. 16. Схема конвейерной линии для окраски панелей
1, 2 - посты подготовки поверхности панелей; 3 - пост
огрунтовки; 4 - пост сушки грунтовочного слоя; 5 - пост
окраски; 6 - пост сушки окрасочного слоя; 7 - пост
контроля качества
Технология отделки включает в себя следующие операции:
подготовку поверхности изделий под окраску;
нанесение грунтовочного состава;
нанесение окрасочного состава.
11.10. Подготовка поверхности под окраску предусматривает заделку цементно-песчаным раствором околов, крупных пор и раковин, удаление с поверхности отслаивающейся цементной пленки, грязи и масляных пятен. Панели с крупными околами после заделки выдерживаются на специальном стенде в течение 3 - 4 ч.
11.11. Готовую под окраску поверхность покрывают грунтовочным составом. Он может наноситься валиком, специальной установкой с безвоздушным распылением или пневмораспылителем Р-68 (рис. 17). Температура поверхности панели при этом не должна превышать 55 °C, а влажность 10%. Время высыхания грунтовочного состава 10 - 15 мин при температуре 18 - 20 °C.
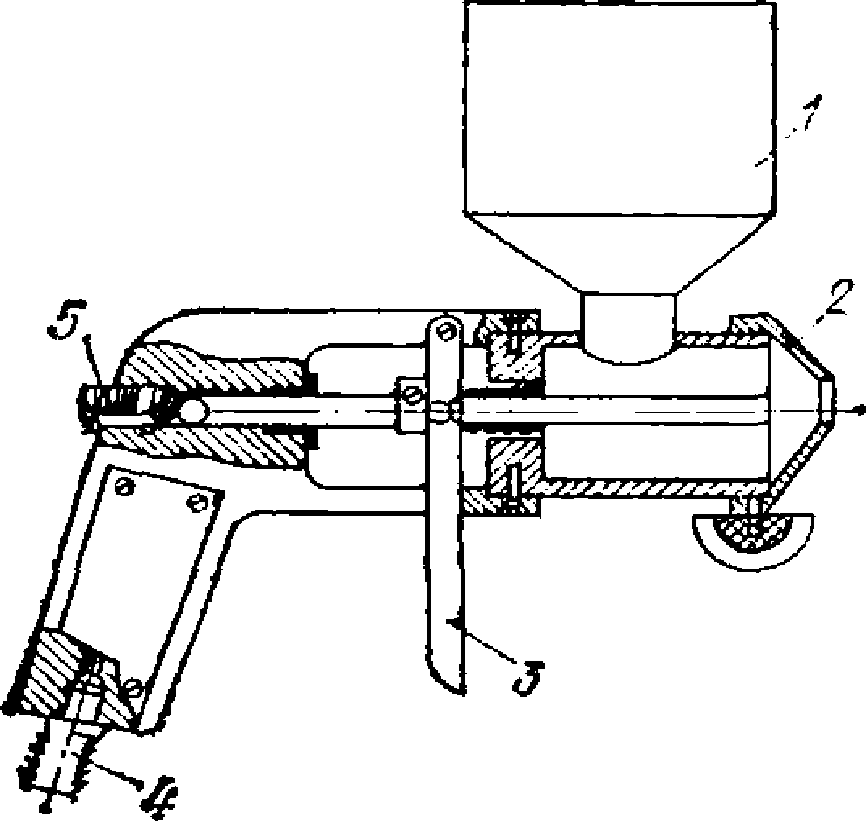
Рис. 17. Распылитель Р-68
1 - кружка; 2 - сопло; 3 - курок; 4 - штуцер подачи воздуха;
5 - воздушный клапан
11.12. После высыхания грунтовочного слоя на поверхность изделия специальной пневмоустановкой или пневмораспылителем Р-68 равномерно наносится окрасочный состав.
Время высыхания окрасочного слоя при температуре окружающей среды 18 - 20 °C - 1 - 1,5 ч. Для сокращения времени высыхания рекомендуется применять электротэны. При этом следует иметь в виду, что температура воздуха в контактной зоне не должна превышать 55 °C.
11.13. Пооперационный контроль за качеством выполнения отделочных операций осуществляется ОТК и руководством цеха. Проверка качества отделки и прием готовых изделий производится ОТК завода.
Цвет и фактура отделочного слоя должны соответствовать утвержденному эталону. На поверхности панели не допускаются "высолы", разнотонность, непрокрашенные участки и отслоение отделочного слоя.
11.14. Ремонт изделий осуществляется на специальном посту при вертикальном положении панели. Участки с отслоившимся отделочным слоем обрабатываются металлической щеткой, грунтуются и окрашиваются в соответствии с приведенной выше технологией.
11.15. Особые требования предъявляются при хранении и транспортировании изделий. Категорически запрещается контактирование отделанной поверхности с поверхностью рядом расположенных изделий. При хранении и транспортировании изделий рекомендуется предохранять отделочные поверхности от загрязнений, накрывая их полиэтиленовой пленкой.
11.16. Для окраски фасадных поверхностей панелей наружных стен рекомендуется применять кремнийорганические эмали КО-174, покрытия из которых обладают высокой прочностью, хорошей адгезией к бетону (около 1 МПа), водонепроницаемостью и долговечностью. Возможна окраска гладких, бугристых и рельефных поверхностей.
11.17. Поверхности панелей, подлежащие окраске эмалями КО-174, должны быть подготовлены в соответствии с требованиями главы СНиП по устройству отделочных покрытий.
С помощью металлических щеток с бетонной поверхности должны быть удалены загрязнения, масляные пятна, прилипшие и слабо удерживаемые частицы, пленки, после чего поверхность следует обеспылить струей сжатого воздуха.
Высолы должны быть удалены 5%-ным раствором соляной кислоты с последующей промывкой водой и сушкой.
Влажность бетона окрашиваемой панели не должна превышать 9%.
11.18. Формование панелей, у которых отделке подлежат поверхности, контактировавшие с формой, должно проводиться с минимальным расходом разделительных смазок. Следует использовать эмульсионные смазки на основе пасты ОПЛ или ОЭ-2, расход которых должен быть не более 50 или 80 г/м2 соответственно.
11.19. Эмаль КО-174 должна храниться в герметической таре при соблюдении правил, установленных для токсичных и огнеопасных материалов. Поставляется эмаль в готовом для употребления виде.
Перед употреблением эмаль должна тщательно перемешиваться до полного устранения слоя осевших пигментов на дне тары.
При загустевании эмаль следует разбавлять до необходимой вязкости растворителем Р-5, который состоит из 30% бутилацетата, 30% ацетона и 40% ксилола.
11.20. Окраска панелей эмалями КО-174 должна производиться в специальных окрасочных камерах или на постах конвейеров отделки, оборудованных камерами с приточно-вытяжной вентиляцией.
Эмаль следует наносить на поверхность способом безвоздушного распыления, в отдельных случаях допускается нанесение с помощью пистолета-распылителя или мехового валика.
Наполняемые и опорожняемые емкости должны закрываться сразу же после переливания эмали.
11.21. Наносить эмаль КО-174 на поверхность следует двумя слоями. Второй слой должен наноситься через 10 - 15 мин после нанесения первого, а выход панели из камеры окраски допускается через 10 мин после нанесения второго слоя. Твердение покрытия из эмали заканчивается через 2 ч при нормальной температуре.
Толщина эмалевого покрытия должна быть 35 - 50 мкм. Расход эмали в зависимости от способа нанесения и вида фактуры должен быть 400 - 500 г/м2.
Запрещается сочетать нанесение первого или второго слоя из эмалей КО-174 со слоями из эмалей и красок других марок.
11.22. В построечных условиях отделку эмалями КО-174 допускается производить при температуре не ниже -20 °C.
Перед отделкой панелей следует удалить с них снег, наледи, непрочные частицы бетона и пыль. Разрешается производить окраску только сухих панелей. В период нанесения эмали и ее высыхания не допускается попадание влаги на отделываемую поверхность.
Продолжительность высыхания и твердения отделочного слоя в зависимости от температуры приведена в табл. 7.
Таблица 7
Температура, °C | Время высыхания, мин | Время твердения, ч |
+15 | 20 | 2 |
0 | 40 | 3 |
-20 | 60 | 10 |
11.23. Краскораспылительные устройства, емкости и шланги следует промыть растворителем Р-5.
11.24. Контроль внешнего вида окраски следует производить путем сравнения с эталоном. Подтеки и вздутия на окрашенной поверхности изделия не допускаются. Дефекты на поверхности могут быть удалены протиркой ветошью, смоченной в ацетоне, с последующей окраской кистью вручную.
11.25. В зонах работы с эмалью КО-174 и ее растворителями следует соблюдать правила техники безопасности, предусмотренные при работе с огнеопасными и взрывоопасными материалами.
11.26. Фасадная отделка декоративной крошкой по клеящей основе рекомендуется для получения как однотонных, так и многоцветных мелкозернистых поверхностей, а также для выделения отдельных фрагментов фасада здания и создания панно.
11.27. Для нанесения декоративной крошки на поверхность панели, покрытую клеящим составом, следует использовать энергию электростатического поля, струи сжатого воздуха или силу тяжести.
Наилучшее качество отделки обеспечивается при нанесении крошки в электростатическом поле, допускающем применение материалов размером зерен до 2,5 мм.
При других способах нанесения размер зерен не должен превышать 5 мм.
11.28. Выбор отделочных материалов и цвета отделанных поверхностей панелей должен производиться с учетом условий эксплуатации отделочного покрытия и в соответствии с архитектурными требованиями.
Для фасадной отделки допускается применять декоративную крошку из материала прочностью не менее 40 МПа с водопоглощением не более 4% по массе.
11.29. Выполнение отделочных операций может производиться в вертикальном, наклонном или горизонтальном положении панелей при температуре окружающего воздуха не ниже 5 °C.
11.30. Отделываемые поверхности очищаются от загрязнения и пыли, грунтуются, по просохшему грунту наносится клеящий состав и по свеженанесенному клеящему составу наносится декоративная крошка.
Для повышения укрывистости по высохшему первому слою наносят второй слой клея и повторяют нанесение крошки. Примеры грунтовочных и клеящих составов приведены в табл. 8, составы полимерцементных клеев - в табл. 9.
Таблица 8
Грунтовочные составы | Клеящие составы для 1-го слоя | Клеящие составы для 2-го слоя | |||
Материалы | Соотношение с водой | Материалы | Соотношение с водой | Материалы | Соотношение с водой |
Краска ЭВА-17 | 1:2 - 1:4 | ЭВА-17 | 1:0,5 - 1:1 | Клей НВА-421 | 1:0,5 - 1:2 |
Грунтовка Г-258 | 1:1 - 1:2 | - | - | - | - |
Клей НВА-421 | 1:3 - 1:5 | НВА-421 | 1:0,5 - 1:2 | НВА-421 | 1:0,5 - 1:3 |
Эмаль КО-174 | - | Эмаль КО-174 | - | - | - |
ПВАЭ | 1:2 - 1:3 | - | - | - | - |
Латекс МБМ-5С или МБМ-3 | 1:2,5 - 1:4 | НВА-421, полимерцементные клеи | 1:0,5 - 1:2 | - | - |
Стабилизированные латексы СКС-65ГП, СКС-50, СКС-30 | 1:2,5 - 1:4 | - | - | - | - |
Компоненты полимерцементных клеев | Содержание компонентов в клеях, масс. ч. | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | |
Портландцемент | 100 - 110 | 100 - 110 | 100 | 100 | - | - | - |
Портландцемент белый | - | - | - | - | 100 - 105 | 100 - 105 | 100 |
Песок мелкозернистый | 110 - 120 | 110 - 120 | 115 | 200 - 300 | 200 - 210 | 200 - 210 | 100 |
Маршалит | - | - | - | 100 | - | - | - |
Мел | 30 - 33 | 30 - 33 | 25 - 38 | - | - | - | - |
Пигменты | 1,2 | 1,2 | 1,2 | - | - | - | - |
Белила цинковые сухие | - | - | - | - | 25 - 30 | 25 - 30 | - |
Латекс МБМ-5С или МБМ-3 | До 104 | - | - | - | 70 - 80 | 70 - 80 | 60 |
Латекс СКС-65ГП, СКС-50 или СКС-30 | - | До 104 | - | - | 30 | - | 24 |
ПВАЭ | - | - | До 45 | 20 - 30 | - | 30 | - |
Стабилизатор ОП-7 или ОП-10 (10%-ный водный раствор) | - | 15 | - | - | 10 | 10 | 15 |
Примечание. Вода принимается в количествах, обеспечивающих вязкость клеев от 60 до 110 с по ВЗ-4.
11.31. Для получения однослойных декоративных отделочных покрытий с наполнителем рекомендуется применять пасту следующего состава: краска ВА-17 - 1 в.ч.; тонкомолотая добавка (доломитовая мука или пылевидный кварц) - 0,8 - 1 в.ч.; песок кварцевый фракции 0,6 - 1,2 мм - 1,7 - 1,9 в.ч.
11.32. В качестве закрепляющих и гидрофобизирующих составов, наносимых по высохшему отделочному покрытию, следует применять клей НВА-421, кремнийорганический лак марки АК-113 и другие, образующие прочные прозрачные или непрозрачные пленки.
11.33. Для очистки поверхности следует применять щетки, шпатели, шлифовальные машины, сжатый воздух, пескоструйные устройства, масляные или жировые пятна устраняются растворителями с последующей промывкой горячей водой.
11.34. Температура подготовленной поверхности в момент огрунтовки не должна превышать 35 °C. Грунтовки, наносимые на сильно всасывающие поверхности, должны содержать увеличенное (на 50 - 60%) количество воды. Расход грунтовок составляет 100 - 250 г/м2. Наносить грунтовки и клеящие составы на поверхность следует валиком, кистью, пневматическим или безвоздушным распылением.
Расход клеящих составов на один слой должен быть 100 - 500 г/м2. С увеличением крупности крошки следует увеличивать расход и вязкость клея.
11.35. Для образования четких границ между зонами рисунков или панно следует использовать рейки, пластырь или полосы, накладываемые на поверхность перед нанесением клея и крошки и затем удаляемые.
11.36. Полимерцементные клеи при приготовлении должны перемешиваться в мешалке 3 - 15 мин в зависимости от их состава. В отдозированный водный раствор латексов, выдержанный после введения стабилизатора не менее 4 ч, постепенно вводят при перемешивании цемент, песок и другие наполнители или лучше заранее приготовленную сухую смесь сыпучих компонентов. Готовый клей должен быть пропущен через сетку с ячейками 2,5 мм и выдержан в течение 15 - 20 мин.
Полимерцементные клеи должны использоваться в течение 2 ч после приготовления.
11.37. Однослойное нанесение декоративной крошки рекомендуется при устройстве покрытий, к которым не предъявляются высокие требования по укрывистости. При этом следует использовать пигментированные клеи. Для повышения укрывистости сначала должна наноситься более крупная крошка, а затем более мелкая (по одному и тому же слою клея).
Декоративная крошка должна быть нанесена не позднее чем через 2 мин после нанесения клея. Желательно, чтобы процесс нанесения клея и крошки был непрерывным и фронт клея опережал бы укладку крошки на 10 - 35 см.
11.38. Для нанесения крошки следует использовать крошкометы, шпаклевочные агрегаты, наклонные лотки или электростатические установки, например "Декостат". Крошкометы должны иметь устройство для изменения направления полета крошки.
Слой свеженанесенной крошки рекомендуется прикатать валиком через пленку.
Для ускорения сушки при производстве работ следует использовать подогрев отделочных слоев до температуры не выше 50 °C.
Осыпавшаяся во время работы крошка после сбора, рассева и удаления склеившихся частиц должна использоваться повторно для отделки, хотя она и отличается по фракциям от исходной.
11.39. При использовании электростатических установок засыпка крошки в чашу-электрод должна производиться пластмассовым совком после снятия с чаши высокого напряжения и остаточного емкостного заряда.
При нанесении крошки на вертикальные или наклонные поверхности чашу-электрод следует держать под углом 60 - 75° к ним. Потолочные поверхности отделываются при горизонтальном положении чаши.
11.40. Оптимальное расстояние от передней кромки чаши-электрода до отделываемой поверхности, которое зависит от напряженности поля, относительной влажности воздуха, формы частиц и плотности материала, следует принимать по табл. 10. Подача крошки увеличивается при легком встряхивании чаши-электрода.
Таблица 10
Материал | Рекомендуемые параметры | |
электрическое напряжение I, В | расстояние от электрода до обрабатываемой поверхности, мм | |
Стеклянная крошка фракций, мм: | ||
0,3 - 0,6 | 60 000 - 70 000 | 100 - 200 |
0,6 - 1,2 | 75 000 - 85 000 | 70 - 100 |
1,2 - 2,5 | 90 000 | 80 - 60 |
Песок и крошка из горных пород фракций, мм: | ||
0,3 - 0,6 | 70 000 - 80 000 | 30 - 100 |
0,6 - 1,2 | 80 000 - 90 000 | 50 - 80 |
1,2 - 2,5 | 90 000 | 30 - 40 |
11.41. К работе с электростатическими установками должны допускаться лица, прошедшие специальную подготовку. Работы должны производиться с соблюдением требований главы СНиП по технике безопасности в строительстве.
11.42. При нанесении декоративной крошки на обрабатываемую поверхность необходимо пользоваться защитными противопыльными очками и головным убором.
11.43. При затаривании декоративной крошки и приготовлении рабочего состава смеси фракций рекомендуется пользоваться защитными противопыльными очками и респираторами. При отсутствии респираторов разрешается работать только в том случае, если высота падения крошки при ее пересыпке не превышает 30 см.
11.44. Приготовление рабочего состава декоративной крошки и ее затаривание в емкости следует производить в отдельном помещении или на открытой площадке. Уборка помещения должна производиться с использованием промышленных пылесосов или влажным способом.
11.45. Для ремонта дефектных мест декоративного слоя готовых панелей должны применяться те же материалы, что и для отделки.
Дефектные места очищаются, грунтуются и после подсыхания на них шпателем или кистью наносится клеящий состав, по которому сразу же присыпается крошка.
11.46. Для придания фасадной поверхности панелей бугристо-шероховатой фактуры рекомендуется использовать набрызг слоя раствора определенного состава.
Для фактуры серых оттенков следует использовать КЦК и КЦР.
Состав рабочего раствора - по п. 5.39.
Для получения слоя повышенной белизны применяются растворы с добавлением мела. При этом белизна отделочного слоя может составлять 75 - 85%.
11.47. К формованию панелей, у которых отделке предназначаются поверхности, контактировавшие с формой, предъявляются требования, изложенные в п. 10.18.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: пункт 10.33 отсутствует. |
Поверхность распалубленной панели должна тщательно подготавливаться под отделку набрызгом путем очистки от загрязнений пыли, высолов, масляных пятен и непрочно связанных частиц с применением средств по п. 10.33. Качество и долговечность отделочного слоя в значительной мере определяются качеством подготовки поверхности.
11.48. Отделочные работы должны производиться на отделочном посту при температуре поверхности панели не выше 30 - 35 °C (после обильного 2 - 3-кратного увлажнения) и температуре воздуха не ниже 15 °C.
После полного впитывания воды поверхность панели грунтуется, через 10 - 30 мин по подсохшему грунту наносится основной отделочный слой, а через 20 - 60 мин по подсохшему основному набрызгивается накрывочный слой.
Каждый из слоев может быть выполнен за 2 - 3 приема, но общая толщина отделочного слоя не должна превышать 8 мм.
Через 1 - 4 ч может быть осуществлена дополнительная обработка поверхности, например сглаживание вершин неровностей, рустовка, устройство рельефа.
11.49. Составы растворов повышенной белизны должны выбираться по табл. 11. Готовые растворы должны быть использованы в течение 2 ч. Расход грунтовочного состава должен составлять 100 - 250 г/м2.
Таблица 11
Компоненты | Содержание компонентов в составах для слоев, масс. ч. | |||||
грунтовочный | основной | накрывочный | ||||
1 | 2 | 3 | 4 | 5 | 6 | |
"Белгородский белый" | 100 | - | 100 | - | 100 | - |
Портландцемент белый | - | 100 | - | 100 | - | 100 |
Песок белый | - | - | 0 - 30 | 100 | - | - |
Мел молотый | - | - | - | - | 30 - 100 | 50 |
ПВАЭ | 100 | 100 | 1 - 4 | 10 | 1 - 4 | 10 |
Вода | 600 - 800 | 800 | 22 - 35 | 40 - 50 | 25 - 40 | 45 - 55 |
Примечание. Для фактур с меньшей глубиной неровностей в состав растворов следует вводить воду в больших количествах из рекомендованных, а для более бугристых - в меньших.
Нанесение растворов на поверхность панели следует производить пневматическими или механическими штукатурными агрегатами, растворонасосами или ручными офактуровочными машинами.
11.50. Фасадную поверхность панели после окончания отделки набрызгом рекомендуется периодически обильно увлажнять дождеванием в течение 1 - 2 сут.
11.51. Механическая обработка фасадных поверхностей панелей, прошедших тепловлажностную обработку, рекомендуется для отделки отдельных индивидуальных изделий, предназначенных для выделения фрагментов фасада здания. Обработке могут быть подвергнуты панели, отформованные фасадом вверх или вниз.
11.52. В процессе обработки может быть получена шлифованная шероховатая, бугристая, бугристо-бороздчатая фактура бетона, а также выполнены канавки (каннелюры).
11.53. До начала механической обработки мелкие дефекты отделочного слоя в виде околов или раковин должны быть заделаны декоративной бетонной смесью того же цвета и состава, что и отделочный слой. На фасадной поверхности допускается небольшое количество мелких редкорасположенных раковин.
Исправленную панель перед обработкой следует выдержать трое суток в цехе в условиях, обеспечивающих твердение бетона исправленных мест.
11.54. Механическая обработка фасадной поверхности панели производится на отделочном посту с применением машин или ручных средств, оснащенных рабочим инструментом в виде абразивных кругов, алмазных шлифовальных или отрезных дисков, цилиндрических стальных щеток, центробежных звездчатых фрез, бучард, шпунтов или скарпелей. Обработка может производиться также с помощью пескоструйных аппаратов.
Отделочный пост должен быть оборудован в соответствии с требованиями техники безопасности и промышленной санитарии. Он должен иметь вытяжную вентиляцию, промышленные пылесосы для удаления каменной крошки и пыли, устройства для подачи воды в зону обработки и удаления образовавшегося шлама.
11.55. Механическая обработка, сопровождающаяся большими нагрузками на фасадную поверхность, не допускается для отделки поверхности непосредственно у кромок и углов панели.
11.56. Все виды механической обработки обязательно должны сопровождаться подачей воды для охлаждения инструмента и увлажнения обрабатываемой поверхности.
При использовании алмазного инструмента подача воды должна быть постоянной с расходом 2 - 8 л/мин.
11.57. Шлифование и нарезка канавок производится абразивным или алмазным инструментом. При шлифовании прочность бетона отделочного слоя должна быть не ниже 7 МПа.
Желательно, чтобы абразивный инструмент был на керамической связке. Обработку бетона абразивным инструментом рекомендуется вести при подаче 0,6 - 1,5 м/мин и скорости круга 30 - 60 п/с.
11.58. При работе отрезными или шлифовальными алмазными кругами необходимо соблюдать следующие режимы:
Окружная скорость, м/с .............................................................. | 20 - 40 |
Подача, м/мин, по бетону прочностью 15 - 20 МПа: | |
с мягким заполнителем ........................................................... | 1,2 - 2,5 |
с твердым заполнителем ......................................................... | 0,6 - 1,5 |
Глубина обработки, мм .............................................................. | 2 - 10 |
Расход воды на 1 круг, л/мин, при диаметре круга, мм: | |
100 ........................................................................................... | 4 - 5 |
250 ........................................................................................... | 6 - 8 |
Категорически запрещается резание и шлифование алмазными кругами с искрением, причиной которого является завышенная подача или затупление инструмента.
Удельный расход алмаза при обработке бетона прочностью около 20 МПа не должен превышать:
при резании - 0,05 карата на 1000 м реза;
при шлифовании - 0,08 - 0,115 карата на 1 м2 поверхности.
11.59. Обнажение крупного заполнителя отделочного слоя производится цилиндрическими стальными щетками, которые могут быть набраны из отдельных кольцевых щеток. Ворс щеток должен изготовляться из упругой углеродистой или легированной пружинной проволоки диаметром 0,4 - 1,5 мм. Для сохранения кристаллического блеска заполнителя рекомендуется применять проволоку диаметром до 0,5 мм.
Прочность бетона отделочного слоя должна быть 7 - 15 МПа.
Рекомендуемые режимы обработки бетона щетками:
Окружная скорость, м/с ........................................................... | 10 - 25 |
Подача, м/мин, по бетону прочностью 10 МПа: | |
с мягким заполнителем ........................................................ | 0,7 - 1,5 |
с заполнителем средней твердости и твердым .................... | 0,5 - 1 |
Расход воды, л/мин .................................................................. | 1 - 1,5 |
11.60. Обработке центробежными звездчатыми фрезами (шарошками) следует подвергать бетон прочностью 10 - 20 МПа с заполнителем прочностью на сжатие не менее 10 МПа. Масса отдельной звездочки для обработки бетона прочностью до 15 МПа должна быть 14 - 25 г, а более высокой прочностью - 50 - 75 г.
Звездочки должны быть изготовлены из высококачественных сталей (Р18, 40Х, ШХ15, ХВГ) или с твердосплавными вставками.
При обработке следует наблюдать следующие режимы:
Окружная скорость фрезы, м/с ............................................... | 10 - 25 |
Подача, м/мин, по бетону прочностью 10 - 20 МПа: | |
с мягким заполнителем (доломит, известняк) ..................... | 0,7 - 2 |
с твердым заполнителем (граниты, габбро, кварциты) ....... | 0,5 - 1,5 |
Расход воды на 1 фрезу, л/мин ................................................ | 2 - 3 |
11.61. Обработке пневматическими или электрическими молотками, снабженными бучардой, шпунтом или скарпелью, следует подвергать бетон прочностью не менее 15 МПа. Этот способ рекомендуется для обработки небольших участков панелей. Наиболее приемлемыми являются косые бучарды, смягчающие удар.
11.62. Бетоны, подвергаемые пескоструйной обработке, должны иметь заполнитель прочностью не ниже 40 МПа. Расстояние от сопла до панели должно быть 30 - 60 см. Для уменьшения выделения пыли рекомендуется применять специальные сопла, позволяющие создать вокруг струи сухого песка струю распыленной воды.
11.63. Сущность металлизации заключается в нанесении на отделываемую поверхность диспергированных частиц расплавленного цветного металла. Металлизация бетонных поверхностей может осуществляться как при отделке зданий после монтажа, так и на заводе при отделке готовых панелей наружных стен. В формовочном цехе должен быть организован отделочный пост, оборудованный приточно-вытяжной вентиляцией и ограждающими экранами.
Металлизацию следует применять для отделки фрагментов зданий и отдельных зон на рисунках или панно.
11.64. Подлежащая металлизации поверхность бетона должна быть освобождена от непрочно связанных частиц, шелушений и не должна иметь следов смазки.
11.65. Для фасадной отделки металлизацией рекомендуется алюминий А99, АД0, А0, А1 и цинк марок Ц0, Ц1, Ц2 в виде проволоки диаметром 1,5 - 3 мм.
Толщина пленки напыленного металла должна быть в пределах 10 - 40 мкм.
11.66. Нанесение диспергированных частиц расплавленного металла на поверхность панели производится с помощью газового или электрического металлизатора. Металл проволоки расплавляется теплом ацетилено-кислородного пламени или электрической дуги и в дисперсном состоянии струей сжатого воздуха или другого газа транспортируется к поверхности панели. Ударяясь о поверхность, металл проникает в микропоры бетона и покрывает его тонкой пленкой.
Сжатый воздух (давление не менее 0,4 МПа) должен обязательно пропускаться через масловлагоотделитель.
Отделочный пост должен быть оборудован в соответствии с требованиями инструкции по эксплуатации металлизатора и техники безопасности.
12.1. Панели для наружных стен должны пройти приемочный контроль ОТК, устанавливающий их соответствие требованиям ГОСТ 11024-84, а также ГОСТ 13015.0-83 с изм.
Фасадная отделка панелей должна соответствовать рабочим чертежам, а их внешний вид, качество поверхностей и архитектурно-эстетические свойства фасадного отделочного слоя - утвержденным образцам панелей и указанным стандартам.
12.2. Качество фасадных отделочных покрытий должно обеспечиваться тщательным операционным контролем отделочных материалов и технологии производства, соблюдением требований, предъявляемых к хранению и транспортированию готовых панелей.
12.3. Испытание отделочных материалов следует проводить в соответствии с требованиями следующих стандартов:
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 310.5-80 Постановлением Госстроя СССР от 22.04.1988 N 65 с 01.01.1989 введен в действие ГОСТ 310.5-88. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5382-73 Постановлением Госстроя СССР от 30.01.1991 N 3 с 01.07.1991 введен в действие ГОСТ 5382-91. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 8735-75 Постановлением Госстроя СССР от 05.10.1988 N 203 с 01.07.1989 введен в действие ГОСТ 8735-88. |
заполнитель мелкий - ГОСТ 8735-75;
ИС МЕГАНОРМ: примечание. |
заполнитель крупный - ГОСТ 8269-76;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7025-78 Постановлением Госстроя СССР от 12.02.1991 N 5 с 01.07.1991 введен в действие ГОСТ 7025-91. |
облицовочные материалы - ГОСТ 7025-78.
Белизну белого цемента и отделочного материала "Белгородский белый" определяют с помощью фотометра типа ФОУ или другого аналогичного прибора, например блескомера ФБ-2. Эталоном белизны должно быть молочное стекло типа МС-20 с коэффициентом отражения не менее 95%.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5802-78 Постановлением Госстроя СССР от 11.12.1985 N 214 с 01.07.1986 введен в действие ГОСТ 5802-86. |
12.4. Удобоукладываемость отделочных растворов определяется по ГОСТ 5802-78, бетонных смесей - по ГОСТ 10181.1-81.
12.5. На фасадном отделочном слое не допускаются трещины, околы, пятна от смазки, высолы, выцветы, шелушения, непрочно удерживаемые зерна заполнителей. Не допускается наличие отслоений отделочного слоя от бетона панели, обнаруживаемых по глухому звуку при простукивании деревянным молотком. Допустимые дефекты поверхности определяются стандартами по п. 12.1.
12.6. На фасадном отделочном слое из декоративных растворов и бетонов с обнаженным заполнителем не допускаются дефекты в виде выцветов, высолов, пятен, различимые с расстояния 10 м. Не допускается неоднородность структуры бетона и цементные пленки на поверхности.
12.7. Прочность сцепления зерен декоративного заполнителя с раствором проверяют его сдиранием вручную жесткой металлической щеткой. Допускается осыпание заполнителя фракции менее 20 мм не более 5% общего количества заполнителей на поверхности.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10180-78 с 01.01.1991 в части определения прочности бетона по контрольным образцам Постановлением Госстроя СССР от 29.12.1989 N 168 введен в действие ГОСТ 10180-90; в части определения прочности по образцам, отобранным из конструкций, Постановлением Госстроя СССР от 24.05.1990 N 50 введен в действие ГОСТ 28570-90. |
12.8. Отпускная прочность раствора (в том числе и полимерцементного, КЦК, КЦР) или бетона фасадного отделочного слоя должна быть не менее 70%, а при использовании белого или цветных цементов - не менее 60% проектной. Испытание на прочность должно проводиться: растворов - по ГОСТ 5802-78, бетонов - по ГОСТ 10180-78. Достижение проектной марки должно гарантироваться предприятием-изготовителем в месячном возрасте.
12.9. Прочность затвердевшего отделочного материала "Белгородский белый" определяется по ГОСТ 5802-78 с изменениями в части технологии изготовления образцов. Смесь для образцов готовится с водотвердым отношением 0,22, формы с уложенной смесью выдерживаются в течение 3 ч при температуре 20 +/- 3 °C в воздушной среде с относительной влажностью 65 +/- 10%, а затем образцы подвергаются тепловой обработке при влажности среды не менее 95% по режиму: равномерный подъем температуры до 85 °C - 3 ч, прогрев - 6 ч, охлаждение - 2 ч.
12.10. Прочность сцепления плиток с раствором через 7 сут должна быть не менее 1 МПа. Испытание проводится по СН 389-68.
12.11. При наличии на фасадной поверхности рельефа или обнаженного крупного заполнителя защитный слой определяется расстоянием между арматурой и поверхностью наиболее глубоких впадин.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7025-78 Постановлением Госстроя СССР от 12.02.1991 N 5 с 01.07.1991 введен в действие ГОСТ 7025-91. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10060-76 Постановлением Госстроя СССР от 31.12.1986 N 82 с 01.01.1988 введен в действие ГОСТ 10060-87. Взамен ГОСТ 10060-87 Постановлением Минстроя России от 05.03.1996 N 18-17 с 01.09.1996 введены в действие ГОСТ 10060.0-95, ГОСТ 10060.1-95, ГОСТ 10060.2-95, ГОСТ 10060.3-95, ГОСТ 10060.4-95. |
12.12. Испытание на морозостойкость должно проводиться не реже одного раза в 3 мес, а также при переходе на другой вид отделки или материалов: растворов - по ГОСТ 7025-78, бетонов по ГОСТ 10060-76.
Размеры образцов плит для испытания должны быть 300 x 300 мм при толщине, равной толщине отделочного слоя панели.
После испытания на образцах не должно быть:
шелушения и отслаивания - у пленочных покрытий;
сквозных трещин, выкрашивания, осыпания крупного заполнителя более 10% - у покрытий из растворов и бетонов с обнаженным крупным заполнителем;
снижения прочности сцепления плиток с раствором более 15% - у облицовочных покрытий.
12.13. Требования к хранению, производству погрузочно-разгрузочных работ, транспортированию готовых панелей определены стандартами, указанными в п. 12.1.
12.14. Не допускается отправлять на склад готовой продукции панели, не принятые ОТК и подлежащие ремонту.
12.15. Фасадные отделочные покрытия светлых тонов или из дорогостоящих облицовочных материалов при хранении и транспортировке панелей должны быть защищены от загрязнения полимерной пленкой.
N п.п. | Способ отделки | Рекомендуется (+), не рекомендуется (-) при формовании панелей | Морозостойкость покрытия, Мрз в циклах | Трудоемкость заводской отделки 100 м2, чел.-дн. | Ориентировочная стоимость 1 м2 отделки, руб. | Вид фактуры | Тип отделываемых панелей | ||||||
единовременная | с учетом эксплуатации 50 лет | ||||||||||||
фасадом вверх | фасадом вниз | ||||||||||||
Отделка фактурными растворами | |||||||||||||
1 | Набрызг | + | - | 35 - 70 | 0,5 - 0,9 | 0,5 - 0,6 | 0,9 - 1,1 | Мелко- или среднебугристая | Панели выше цоколя здания | ||||
| |||||||||||||
2 | Набрызг с доводкой | + | - | 35 - 70 | 1,8 - 1,8 | 0,8 - 0,9 | 1,2 - 1,4 | Мелкобугристая со сглаженными вершинками неровностей или с имитацией швов | То же | ||||
3 | Обработка наброской влажного песка | + | - | 40 - 75 | 0,7 - 1,1 | 0,5 - 0,7 | 1,0 - 1,3 | Бугристая с кратеровидными углублениями "под шубу" | " | ||||
4 | Накатка или протяжка валиками или рейками | + | - | 35 - 70 | 0,6 - 1,3 | 0,5 - 0,9 | 1,2 - 1,5 | Бугристая или полосчатая с глубиной рельефа до 10 мм | Панели выше цоколя здания | ||||
5 | Штампование или тиснение через пленку | + | - | 50 - 85 | 1,0 - 2,0 | 0,9 - 1,8 | 2,0 - 3,0 | Рельефная или бугристая с организованным или неорганизованным рисунком | Любые | ||||
6 | Торцевание щетками | + | - | 50 - 85 | 0,7 - 1,1 | 0,6 - 0,8 | 1,1 - 1,2 | Мелкозернистая шагрень | " | ||||
7 | Обработка струями сжатого воздуха | + | - | 35 - 70 | 0,5 - 0,9 | 0,5 - 0,6 | 0,9 - 1,1 | Бугристо-полосчатая с углублениями до 5 мм | " | ||||
8 | Протяжка щетками | + | - | 50 - 85 | 0,7 - 1,1 | 0,5 - 0,7 | 0,8 - 1,0 | Гладкая мелкополосчатая с высотой неровностей до 2 мм | " | ||||
9 | Растворами по контурным шаблонам | + | - | 35 - 70 | 1,5 - 2,5 | - | - | Растворный фон с выступающими рисунками из декоративного раствора | Индивидуальные панели жилых домов и детских учреждений | ||||
Отделка фактурными растворами и бетонами | |||||||||||||
10 | Отделка каннелюрами | + | + | Раствором 50 - 85, бетоном св. 100 | 0,7 - 1,1 | 0,6 - 0,8 | 1,1 - 1,4 | Ряд параллельных канавок на гладкой поверхности панелей | Любые | ||||
11 | Отделка по трафаретам | + | + | Раствором 50 - 85, бетоном 100 и более | 1,5 - 2,5 | 0,9 - 1,8 | 2,0 - 3,0 | Рельефные рисунки или орнаменты, выдавленные в 1 - 3 уровнях | |||||
12 | Формование по пленке с профилерами | - | + | Раствором 50 - 85, бетоном 100 и более | 1,5 - 2,5 | 0,9 - 1,8 | 2,0 - 3,0 | Рельефная или бугристая (морщинистая) | |||||
13 | Формование по матрицам | - | + | Раствором 50 - 85, бетоном 100 и более | 0,6 - 1,3 | 0,9 - 1,8 | 2,0 - 3,0 | Рельефная с глубиной до 40 мм | |||||
14 | Отделка архитектурными вставками | + | + | По раствору 50 - 80, по бетону 100 и более | 1,5 - 2,5 | - | - | Выступающие или не выступающие над поверхностью вставки из керамики, бетона и т.д. | Индивидуальные панели жилых домов и детских учреждений | ||||
15 | Формование по структурированной древесине | - | + | Раствором 50 - 85, бетоном 100 и более | - | - | - | Гладкая с отпечатком годовых слоев и сучков древесины глубиной 0,5 - 1,5 мм "под дерево" | Индивидуальные панели, панели входа | ||||
Отделка декоративным щебнем | |||||||||||||
16 | Присыпка и втапливание щебня или эрклеза | + | - | 30 - 60 | 1,4 - 2,5 | 1,3 - 2,4 | 1,9 - 2,9 | С выступающим щебнем на растворном фоне | Любые | ||||
эрклезом | |||||||||||||
2,5 - 4,8 | 3,0 - 5,4 | ||||||||||||
17 | Отделка щебнем или эрклезом по контурным шаблонам | + | - | 30 - 60 | - | 1,7 - 2,8 | - | Камневидная фактура рисунка или орнамента, выступающего над поверхностью панели | Индивидуальные панели, панели входа | ||||
эрклезом | |||||||||||||
2,9 - 5,2 | 3,4 - 5,8 | ||||||||||||
18 | Формование по щебню, уложенному на ковры с замедлителем твердения бетона (обнажение фактуры - после твердения) | - | + | 100 и более | 1,2 - 1,6 | 0,8 - 2,2 | 1,1 - 1,25 | Камневидная с растворным фоном | Любые | ||||
19 | Формование по крупному щебню или бутовому камню, распределенному по песку с замедлителем твердения (обнажение фактуры - после твердения) | - | + | 100 и более | 1,2 - 1,6 | 0,8 - 2,2 | 1,1 - 2,5 | Под бутовую кладку | Цокольные панели | ||||
20 | Отделка всплывшим при формовании керамзитовым гравием (после твердения покрывается эмалью КО-174) | + | - | 35 - 90 | 0,8 - 1,5 | 1,2 - 2,2 | 2,4 - 12 | С выступающим гравием на растворном фоне | Панели выше цоколя здания | ||||
Отделка декоративным бетоном | |||||||||||||
21 | Обнажение распыленной водой заполнителя декоративного бетона плотной структуры | + | - | 100 и более | 0,7 - 1,3 | 0,6 - 2,0 | 0,9 - 2,3 | С выступающим крупным заполнителем на растворном фоне | Любые | ||||
22 | Обнажение распыленной водой заполнителя беспесчаного бетона (терразит) | + | - | 70 и более | 0,7 - 1,3 | 1 - 2,3 | 1,3 - 2,6 | Камневидная без растворного фона | " | ||||
23 | Обнажение заполнителя декоративного бетона, отформованного по равномерному слою замедлителя твердения, нанесенному на поддон или ковры | - | + | 100 и более | 0,7 - 1,3 | 0,6 - 2,0 | 0,9 - 2,3 | С выступающим крупным заполнителем на растворном фоне или без растворного фона | " | ||||
24 | Обнажение заполнителя декоративного бетона, отформованного по неравномерному слою замедлителя твердения | - | + | 100 и более | 0,7 - 1,3 | 0,6 - 2,0 | 0,9 - 2,3 | С рисунком или орнаментом из обнаженного на разную глубину крупного заполнителя | " | ||||
Отделка плиточными материалами | |||||||||||||
25 | Ковровой керамической плиткой | + | - | 75 и более | 4,0 - 7,0 | Неглазурованной | Гладкая со строго выдержанными швами или произвольно расположенными плитками, разнообразна по декоративным свойствам | Любые | |||||
2 - 3,3 | 2,6 - 3,5 | ||||||||||||
Глазурованной | |||||||||||||
4 - 10 | 5 - 11 | ||||||||||||
26 | Ковровой стеклянной плиткой | - | + | 50 и более | 4,0 - 7,0 | 3,5 - 6,0 | 4,1 - 6,6 | То же | " | ||||
27 | Крупными керамическими плитками полусухого прессования | - | + | 75 и более | 4,7 - 7,0 | 5,5 - 8,0 | - | Гладкая со строго выдержанными швами, разнообразна по декоративным свойствам | " | ||||
28 | Плитками из природного камня | - | + | 100 и более | 6,0 - 8,0 | 4,3 - 12 | 5,5 - 15 | Гладкая фактура плит из природного камня | Панели уникальных зданий, фрагменты фасада жилых домов | ||||
29 | Плитками фасадными железобетонными | + | + | Из бетона 100 и более из раствора 80 - 85 | - | 6,8 - 9,8 | 8,8 - 11,8 | Гладкая бугристая фактура плит, уложенных вплотную друг к другу | Любые | ||||
30 | Плитками из стеклокристаллита | + | + | 75 и более | - | Битыми 12 - 21, целыми 30 - 33 | - | Гладкая ярких цветов с высокими и разнообразными декоративными свойствами Гладкая с картиной внутреннего строения декоративного бетона в разрезе Гладкая фактура плиток или боя листового стекла цветного или окрашенного с внутренней стороны с высокими декоративными свойствами | Индивидуальные | ||||
31 | Плитками из распиленного декоративного бетона | - | + | 100 и более | - | 3,0 - 5,0 | 3,5 - 5,5 | " | |||||
32 | Окрашенным стеклом | - | + | 35 - 50 | 5,0 - 8,0 | 1,0 - 2,0 | 2,0 - 3,0 | Отдельные фрагменты здания | |||||
Отделка после твердения панелей | |||||||||||||
33 | Окраска водоэмульсионными составами | + | + | 50 - 75 | 0,5 - 1,0 | 0,6 - 0,8 | 1,0 - 1,3 | Гладкая или бугристая "под шагрень" | Любые | ||||
34 | Окраска эмалями КО-174 | + | + | 35 - 90 | 0,8 - 1,5 | 1,2 - 2,2 | 1,8 - 4,8 | Гладкая, бугристая или рельефная фактура с глянцевой или матовой поверхностью | Любые | ||||
35 | Декоративной крошкой по клеящей основе | + | + | 25 - 50 | 2,0 - 4,0 | 1,5 - 4,0 | 2,1 - 7,6 | Гладкая мелкозернистая | " | ||||
36 | Набрызгом декоративных растворов | + | + | 35 - 50 | 0,5 - 1,0 | 0,8 - 1,4 | 1,2 - 2,2 | Мелкобугристая, возможна имитация швов, доводка поверхности | " | ||||
37 | Механической обработкой поверхности | + | + | 100 и более | 2,5 - 5,0 | 1,5 - 4,0 | 2,3 - 6 | Мелкобугристая или рельефная с обнаженным крупным заполнителем | " | ||||
38 | Глазурование | + | + | 35 - 75 | - | - | - | Гладкая с остеклованной поверхностью | Панели выше цоколя здания | ||||
39 | Металлизация | + | + | 35 - 50 | 3,0 - 5,0 | 0,2 - 0,8 | 1,0 - 1,4 | Гладкая матовая серебристого цвета | Индивидуальные | ||||
Месторождение | Район залегания | Характеристика камня | ||||
ИЗВЕСТНЯК | ||||||
Коробчеевское | Московская обл. | Белый | ||||
Щуровское | То же | " | ||||
Веневское | Тульская " | Светло-серый | ||||
Полотнянозаводское | Калужская " | Белый | ||||
Турусское | То же | Светло-серый | ||||
Гатчинское | Ленинградская | " | ||||
Вазалемское | Эстонская ССР | Плотный светло-серый | ||||
Карми | То же | Светло-серый | ||||
Доброводское | Львовская обл. | Белый | ||||
Бодракское | Крымская " | Серовато-белый | ||||
Инкерманское | То же | Белый | ||||
Экларское | Грузинская ССР | Розовый, белый | ||||
Тивское | То же | То же | ||||
Дуванинское | Азербайджанская ССР | Светло-серый, золотисто-желтый | ||||
Карадагское | То же | Серый | ||||
Мардакертское | " | " | ||||
Гюльдбахское | " | Белый | ||||
ТУФЫ | ||||||
Петропавловск-Камчатское | Камчатская обл. | Туфовая лава | ||||
Кавказское | Закарпатская обл. | Белый, голубой | ||||
Болнисское | Грузинская ССР | Коричнево-желтый | ||||
Фахралинское | То же | Узорчатый | ||||
Тумайянское | Армянская ССР | Золотисто-желтый | ||||
Анийское | То же | Красновато-оранжевый | ||||
Артикское | " | Фиолетовый | ||||
МРАМОР | ||||||
Белгородское | Карельская АССР | Мелкозернистый светлых тонов | ||||
Рускеала I | То же | Розовый, красный | ||||
Нижнетагильское | Свердловская обл. | Мелкозернистый, брекчиевидный красный и лиловый | ||||
Фоминское | То же | Неравномерно-зернистый, серовато-желтый | ||||
Половское | " | Мелкозернистый белый | ||||
Мраморское | " | Белый | ||||
Шабровское | " | Серый с рисунком | ||||
Черновское | " | Черный | ||||
Шишимское (Медведковское) | " | Мелкозернистый белый | ||||
Какодинское | Челябинская обл. | Мелкозернистый темно-серый | ||||
Нижнешелеинское | То же | Мелкозернистый серый | ||||
Маисское | " | Среднезернистый серый | ||||
Прохорово-Баландинское | " | Мелкозернистый белый | ||||
Уфалевское | " | Серый | ||||
аткинское | " | Мелкозернистый, офиокальцит, зеленовато-серого цвета | ||||
Коалгинское | " | Среднезернистый белый | ||||
Тенелинское | Новосибирская обл. | Красный | ||||
Верх-Коенское | То же | " | ||||
| ||||||
Кибрит-Кордоское | Красноярский край | Мелкозернистый розовый | ||||
Базаихское | То же | Мелкозернистый серый | ||||
Требушанское | Закарпатская обл. | Белый | ||||
Новоселицкое | То же | Плотный красный и розовый | ||||
Джемагатское | Ставропольский край | Мелкозернистый розовый с серыми прослойками | ||||
Агурское | То же | Мелкозернистый темно-серый | ||||
Пушутулимское | Алтайский край | Мелкозернистый брекчиевидный | ||||
Ороктойское | То же | Мелкозернистый золотисто-желтый или белый | ||||
Березовское | " | Мелкозернистый розовый | ||||
Слюдянское | Иркутская обл. | Мелкозернистый белый | ||||
Бираканское | Приморский край | Мелкозернистый розовый | ||||
Сванецкое | Грузинская ССР | Крупнозернистый сероватый | ||||
Салиетское | То же | Мелкозернистый темно-красный мраморовидный известняк | ||||
Лопотское | " | Мелко- и среднезернистый серый | ||||
Сибирское | Свердловская обл. | Серый среднезернистый | ||||
Нижнетагильское | То же | Серый | ||||
Березовское | " | Серый среднезернистый | ||||
Исетской карьер | г. Свердловск | То же | ||||
Шарташское | То же | " | ||||
Мочишенское | Новосибирская обл. | Серый среднезернистый | ||||
Магнитогорское | Челябинская " | " " | ||||
Миасское | То же | " " | ||||
Златоустинское | " | " " | ||||
Неверовское | Алтайский край | " " | ||||
Ангасольское | Иркутская обл. | " " | ||||
Бурейское | Амурская " | " " | ||||
Первореченское | Приморский край | " " | ||||
Емельяновское | Житомирская обл. | Красновато-оранжевый крупнозернистый | ||||
Лезниковское | То же | Красный мелкозернистый | ||||
Корнинское | " | Красновато-серый | ||||
Крошнянское | " | Серый мелкозернистый однородного строения | ||||
Коростыжевское | " | Серый | ||||
Жежелевское | Винницкая обл. | Темно-серый крупнозернистый | ||||
Бугуславское | Киевская " | Светло-серый среднезернистый однородного строения | ||||
Капустинское | Кировоградская обл. | Красный очень крупнозернистый порфировидный | ||||
Молитское | Грузинская ССР | Мелкозернистый мраморовидный известняк серо-красный | ||||
Садахлинское | То же | Мелкозернистый коричневато-серый | ||||
Илтойское | " | Желтовато-красный | ||||
Ново-Шрошинское и Старо-Шрошинское | " | Красный, пестрый с рисунком | ||||
Гумистинское | " | Розовый, белый | ||||
Агверанское | Армянская ССР | Мелкозернистый розовый | ||||
Хорвирабское | То же | Мелкозернистый мраморовидный плотный известняк черный | ||||
Агмзалинское | " | Декоративная полупрозрачная порода белая и золотисто-желтая | ||||
Иджеванское | " | Коричнево-красный | ||||
Арартское | " | Черно-серый | ||||
Горовское | Азербайджанская ССР | Серовато-розовый | ||||
Улья-Норошенское | То же | Черный | ||||
Дашкесанское | " | Беловато-серый, светло-серый | ||||
ГРАНИТ | ||||||
Кашина гора | Карельская АССР | Розово-бурый | ||||
Каменогорское | Ленинградская обл. | Серый мелкозернистый | ||||
Каарлахтинское (Кузнецкое) | То же | Красный крупнозернистый | ||||
Новоукраинское (Ореховское) | Кировоградская обл. | Серовато-красный порфировидный | ||||
Ново-Даниловское | Николаевская " | Розово-серый | ||||
Константиновское | То же | Серый | ||||
Бутовское | " | Светло-серый | ||||
Старо-Бабанское | Черкасская обл. | Серый, розовато-серый | ||||
Янцевское | Запорожская " | Разнозернистый серый | ||||
Кулесовское | Ровенская " | Красный | ||||
Судиловское | Хмельницкая " | Темно-серый | ||||
Кудашевское | Днепропетровская " | Крупнозернистый серый | ||||
Токовское | То же | Крупнозернистый серо-красный | ||||
Курдайское | Казахская ССР | Зеленый | ||||
Майкульское | То же | То же | ||||
Черкасарское | Узбекская ССР | Красный | ||||
Изготовление вставок
1. Архитектурная вставка представляет собой плиту с рельефным рисунком на лицевой поверхности. Отделка панелей для зданий детских учреждений может производиться вставками с рельефными скульптурными изображениями животных, птиц, растений, героев детских сказок.
В случае использования различных, не повторяющихся в пределах здания изображений следует изготовлять вставки лицевой стороной вверх путем лепки изображений или другим путем, при этом изображения должны быть достаточно простыми, стилизованными.
При использовании для отделки вставок с повторяющимися изображениями их изготовление целесообразно производить лицевой стороной вниз в формах из бетона, стеклопластика, пластмассы или в формах с эластичной прокладкой. В последнем случае возможно изготовление вставок сложного рисунка с мелкими деталями изображения.
Рельефные фигурки из раствора можно с успехом изготовлять в детских игрушечных формочках или в формочках, полученных путем продольной разрезки пополам пластмассовых игрушек. При этом изготовление вставки состоит из раздельного изготовления фигурки и погружения ее в поверхностный слой плиты при формовании последней.
Заполнение горизонтально зафиксированных во влажном песке формочек производят цементно-песчаным раствором состава 1:3 - 1:5 с армированием тонких элементов проволокой. После уплотнения на поверхности раствора делают насечку, распалубливают после твердения в нормальных условиях. Готовая фигурка покачиванием и легким постукиванием погружается в уплотненную и заглаженную бетонную смесь плиты вставки, формуемой в неразъемной форме. Свободная поверхность плиты может быть обработана в соответствии с художественным замыслом. После твердения в нормальных условиях вставка подается на пост формования панелей. На фасаде панели вставка раскрашивается долговечными эмалями или красками.
Вставки в любом случае должны обеспечиваться арматурными выпусками длиной не менее 50 мм - 10 выпусков на 1 м2 их площади для заанкерования в бетоне панели.
Изготовление форм
2. Изготовление форм для вставок со сложным рисунком производится по модели, поверхность которой должна быть обработана лаком или другим материалом для устранения пористости. Эластичная прокладка образуется в результате обмазки обезжиренной модели жидкого формопласта или виксинта с помощью кисти. По затвердевшей прокладке формуется форма из цементно-песчаного раствора, гипса или гипсоцементно-пуццоланового вяжущего. После твердения форма снимается, переворачивается вместе с прокладкой. Она готова для изготовления вставок.
Приготовление формопласта состоит в следующем. Готовится смесь компонентов, % по массе:
Полихлорвиниловая смола марки М ........................................... | 23 - 27 |
Дибутилфталат ............................................................................. | 75 - 71 |
Стеарат кальция ........................................................................... | 2 |
Перед приготовлением полихлорвиниловую смолу и стеарат кальция следует просеять через сито с отверстиями 0,5 мм, а дибутилфталат фильтруется через сито с отверстиями 0,25 мм. Отдозированные материалы загружают в емкость, тщательно перемешивают и ставят на 3 ч в термостат для набухания при температуре 25 - 35 °C, при этом смесь следует периодически перемешивать.
После набухания смесь поступает в емкость, в которой она нагревается при непрерывном перемешивании и варится при температуре 140 - 150 °C в течение 2 - 2,5 ч (для этих целей можно использовать алюминиевые бидоны, помещенные в масляную ванну; стальные емкости не рекомендуются, так как формопласт в них пригорает). Перемешивание следует производить алюминиевой или медной лопаткой. Готовая масса должна в течение 10 - 15 мин отстояться и с нее следует удалить пену. Слив массы должен производиться через медную сетку с отверстиями 0,5 мм.
Формопласт застывает при температуре 100 - 110 °C, а при температуре выше 150 °C разлагается. Число переплавок формопласта может быть доведено до 40. Если масса после очередной переплавки станет твердой, ее следует еще раз расплавить и добавить 2 - 5% дибутилфталата.
Виксинт для эластичных прокладок имеет следующий состав:
Паста марки К .......................................... | 5 масс. ч. |
Паста VI .................................................. | 5 " " |
Катализатор N 18 ................................... | 1% массы паст |
Состав в зависимости от требований производства допускается корректировать, при этом следует учитывать, что:
увеличение содержания пасты К делает массу более текучей, прокладку более эластичной, но при этом увеличивается усадка;
увеличение содержания пасты VI снижает текучесть, повышает упругость прокладки, но при этом снижается усадка;
увеличение содержания катализатора N 18 ускоряет процесс вулканизации, но снижает прочность, поэтому содержание его допускается в пределах 0,33 - 1%.
При приготовлении состава вначале в фарфоровой посуде тщательно перемешиваются металлическим шпателем пасты К и VI, затем добавляется катализатор, и смесь снова тщательно перемешивается в течение 4 - 5 мин. Время от начала перемешивания до полного использования приготовленной порции не должно превышать 40 мин.
После непродолжительной выдержки первый тонкий слой нанесенного виксинта армируется стеклотканью или марлей, затем наносится второй слой виксинта. Для получения более толстых и прочных прокладок они изготовляются многослойными. Через 2 ч после нанесения последнего слоя виксинта сверху изготовляется форма.
В процессе эксплуатации на эластичной прокладке могут появиться разрывы. Их следует ремонтировать жидким виксинтом.
С ПОМОЩЬЮ СТАЛЬНЫХ МАТРИЦ
1. Стальные матрицы широко применяются в крупнопанельном домостроении в условиях массового производства. Они являются самыми долговечными и не трудоемкими в эксплуатации. Для их производства могут быть применены: листовая холодно- и горячекатаная сталь различных марок, включая нержавеющую, серийно выпускаемый стальной уголковый или трубчатый профиль, а также металлические рельефные блоки. Металлические матрицы могут изготовляться в условиях завода КПД или механических заводов.
2. Из листового металла стальные матрицы изготавливаются путем:
холодной штамповки рельефообразующих модулей и последующей их сварки (сборки) в цельноразмерную матрицу. Штамповка обеспечивает достаточно высокую точность формы и размеры модуля. Сварка модулей осуществляется прерывистым швом. При соединении рельефообразующих модулей из нержавеющей стали применяется аргоновая сварка;
гибки с прижимом или калибровкой. Минимальные радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Рекомендуется гибка с повышенными радиусами закругления. Получаемые рельефы имеют рисунок - продольные или поперечные каннелюры;
вытяжки листа металла повышенной пластичности фигурным пуансоном. При изготовлении матриц таким способом необходимо учитывать возможность образования на листовом металле складок, отрицательно влияющих на качество рельефа матрицы;
сборки и сварки раскроенных листов металла. Раскрой листовой стали осуществляется в соответствии с рабочими чертежами матрицы. Под большими плоскостями матрицы предусматриваются фиксирующие косынки (ребра жесткости), удерживающие их в проектном положении и исключающие прогиб. Матрицы этого типа могут быть закреплены на поддоне формы или быть съемными (зафиксированными на 4 - 5-миллиметровом стальном листе);
механической обработки на металлорежущих станках (фрезерных, строгальных) стальных блоков. Для обеспечения стыков рельефных блоков и фиксации их на поддоне формы необходимо произвести: подготовку кромок блоков под сварку и последующую механическую зачистку сварных швов;
фиксации в определенной последовательности стандартных уголковых или трубчатых металлических профилей. Такие профили крепятся в соответствии с заданным рисунком рельефа к поддону или металлическому листу в определенной последовательности. Трубчатый профиль предварительно разрезается вдоль на две части.
При повышенных требованиях к качеству отделанной поверхности, например, для получения глянцевой рельефной поверхности или при использовании белых и цветных растворов или бетонов рекомендуется для изготовления матриц использовать листовую холоднокатаную малоуглеродистую или нержавеющую сталь. Матрицы из черного металла необходимо предохранять от коррозии, иначе ржавчина может перейти на лицевую рельефную поверхность.
Для изготовления металлических модулей методом штампования, гибки, вытяжки или раскроя рекомендуется использовать стальной лист толщиной 0,7 - 3 мм. Рекомендуется изготавливать матрицы с таким расчетом, чтобы продольные или поперечные каннелюры располагались строго вертикально или горизонтально. Необходимо помнить, что металлические матрицы сложно ремонтировать, поэтому они требуют аккуратного обращения в процессе эксплуатации.
РЕЛЬЕФООБРАЗУЮЩИХ МАТРИЦ С ПОЛИМЕРНЫМ РАБОЧИМ СЛОЕМ
1. Железобетонные рельефообразующие матрицы с рабочим слоем из износостойкой и термостойкой полимерной композиции представляют собой двухслойную конструкцию, в которой верхний рабочий слой прочно связан с железобетонным основанием. Прочность соединения обеспечивается совместным твердением полимера и бетона.
2. Рекомендуется следующий состав полимерной композиции рабочего слоя <*>, кг: алкилрезорциновая смола ЭИС-1 - 3; карбамидная смола К-421-02 - 1,5; полиамидная смола Л-19, Л-20 - 0,6; щебень гранитный фракции 5 - 12 мм - 15; песок гранитный фракции до 1,2 мм - 7,5; кварцевая мука - 7,4; гранитный порошок серебристый - 0,4; полиэтиленполиамин - 0,3; кремнийорганическая жидкость ГКЖ-10 - 0,08.
--------------------------------
<*> Состав разработан и внедрен на Владимирском ДСК.
3. Рельефообразователь изготавливается из металлических пластин размеров 280 x 280 мм с рельефом глубиной до 10 мм. Пластины можно переставлять в форме для получения матриц с различным рисунком. Для некоторых видов рельефа рельефообразователь может быть изготовлен из дерева, гипса, пластраствора.
4. Рельефные модули по запроектированному рисунку укладывают в форму с внутренними размерами 912 x 912 мм (размер матрицы) и плотно сжимают бортами. Высота бортов формы равняется толщине матрицы за вычетом толщины рельефообразователя и составляет 16 см. Перед нанесением полимерного слоя рельефообразователь и борта формы смазываются тонким слоем смазки.
5. Приготовленную смесь заливают в форму, разравнивают и уплотняют на виброплощадке. Полимерная композиция должна равномерно покрывать рисунок и быть выше верхних граней рельефообразователя на 3 мм. Если рельеф более крупный, рабочий полимерный слой можно наносить кистью, валиком или шпателем. В этом случае полимерная композиция должна повторять рисунок рельефа основания и равномерно укрывать его слоем толщиной 4 - 5 мм. Чтобы полимерная композиция не стекала в углубления рельефа, в ней должны содержаться тиксотропные добавки (аэросил, графит, тонкомолотый кварц и др.). Для изготовления крупноразмерной бетонной формы-матрицы с полимерным рабочим слоем рекомендуется использовать каркас из металлического профиля и арматурной стали. Борта такой формы не раскрываются и имеют распалубочный уклон до 20°; форму заполняют тяжелым бетоном М300.
Набор прочности бетона происходит одновременно с набором прочности полимерного рабочего слоя. Твердение может происходить при комнатной температуре 18 - 22 °C и в термокамере, что предпочтительней. После набора прочности матрицу распалубливают с помощью специальных захватов. Допускается использовать при распалубке деревянные клинья, равномерно забивать их между матрицей и рельефообразователем.
Срок службы матриц такой конструкции составляет 100 - 150 технологических циклов.
Обнаруженные отслоения и другие дефекты полимерного рабочего слоя очищаются от пыли, обезжириваются и шпаклюются аналогичным составом.
ИЗ ЗАЛИВОЧНЫХ ПАСТ
1. Состав заливочной пасты по а.с. N 690043 включает следующие компоненты, в массовых частях:
Эпоксидная смола ЭД-20 ...................................................... | 100 |
Аминный отвердитель ........................................................... | 7 - 18 |
Пластификатор ...................................................................... | 15 - 30 |
Графит ................................................................................... | 15 - 30 |
Минеральный наполнитель ................................................... | 250 - 500 |
Уретановый каучук ............................................................... | 2 - 4 |
Ацетон ................................................................................... | 8 - 12 |
Полиизоцианат ...................................................................... | 0,1 - 0,6 |
Перемешивать составляющие заливочной пасты рекомендуется в смесителях принудительного действия типа СО-8 с двумя горизонтальными приводными валами, оборудованными специальным стоком и крышкой. Исходные компоненты загружаются в следующей последовательности: эпоксидная смола, дибутилфталат, полиуретановый клей, предварительно смешанный с полиизоцианатом, пылевидный кварц, кварцевый песок, гранитная крошка, полиэтиленполиамин.
2. Рельефообразующие матрицы из заливочных паст изготавливаются на заводах КПД контактным способом. Этим способом можно изготавливать матрицы прокладочного типа с рисунком различной сложности, глубиной не более 3 см и положительным распалубочным уклоном.
Матрицы-прокладки изготавливаются размером на одномодульную панель или часть ее. Запроектированную форму заливочная паста принимает в пластичном состоянии за счет контакта с рельефообразователем. Матрицы из заливочных паст позволяют получать рельеф на однослойных и трехслойных железобетонных изделиях из легкого и тяжелого бетона, имеющих защитный или отделочный слой раствора.
Матрицы из заливочных паст легко ремонтируются, шлифуются и полируются. В зависимости от степени обработки получаемая бетонная поверхность получается готовой под окраску без шпаклевки и затирки.
3. Участок для изготовления матриц должен быть размещен в освещенном, отапливаемом помещении площадью более 150 - 200 м2, оборудованном местной и общей приточно-вытяжной вентиляцией, противопожарным инвентарем, специальными приспособлениями и грузоподъемным механизмом. Высота помещения должна обеспечивать возможность распалубки, хранения и транспортировки матриц размером на одномодульную панель и весом до 2 т. В отдельном помещении площадью 30 м2 должны быть оборудованы стеллажи для складирования исходных компонентов пасты, а также раздевалка и душ для рабочих.
Стол, на котором изготавливается рельефообразующая матрица, выполняется размером 4 x 8 м из древесно-стружечных плит и деревянных брусьев. Конструкция стола должна исключать какие-либо его деформации при изготовлении матрицы. Местную приточно-вытяжную вентиляцию следует располагать над рабочим столом и смесителем. Допускается совмещение приточной вентиляции с воздушным отоплением.
Участок для изготовления матриц из заливочных паст должен удовлетворять требованиям Санитарных норм проектирования промышленных предприятий (СН 245-71).
Рельефообразователь изготавливается в соответствии с заданным рисунком из гипса, дерева, пластмассы, железобетона. При изготовлении сборного рельефообразователя необходимо учитывать стыковые соединения. Сборные гипсовые части рельефообразователя укладывают на рабочей поверхности стола вплотную. Щели, раковины и швы заливают гипсовым раствором, а затем шпаклюют.
На гипсовый рельефообразователь смазку наносят за 3 - 4 раза до полной пропитки, на другие - за один-два раза. В качестве разделительной смазки используется солидол технический, составы на основе полиизобутилена и раствор солидола в керосине (1:10).
Приготовленная в смесителе заливочная паста выливается на подготовленный рельефообразователь и разравнивается деревянной рейкой.
Для упрочнения матрицы и придания ей жесткости в тело матрицы втапливается арматурный каркас, а по периметру устанавливается рама из профилированного металла.
Рекомендуется производить послойную заливку пасты, так как при разовой заливке рельефообразующей матрицы толщиной более 5 см может произойти ее вспучивание и растрескивание из-за экзотермической реакции твердения, происходящей при взаимодействии эпоксидных смол с полиэтиленполиамином. Пасту следует выливать в одно место рельефообразователя с таким расчетом, чтобы она, растекаясь, выдавливала вовлеченный воздух, что позволяет исключить образование на поверхности матрицы швов, пор, раковин.
С ПОМОЩЬЮ СТЕКЛОПЛАСТИКОВЫХ МАТРИЦ
1. Стеклопластиковые матрицы рекомендуется применять для получения рельефа с нестандартным рисунком и больших рельефных поверхностей без соединительных швов с высоким качеством фактуры.
2. Матрицы-формы и матрицы прокладочного типа из стеклопластикового материала изготавливаются контактным способом, путем послойной пропитки стеклоткани полимерной композиции; иногда стеклоткань заменяют рубленым стекловолокном, стеклохолстом или стекломатом. В качестве связующего при изготовлении стеклопластиковых матриц применяют эпоксидные (ЭД-20), полиэфирные (ПН-1) и другие термореактивные смолы, а в качестве модификаторов аэросил и другие компоненты.
3. Для получения рельефа стеклопластиковых матриц рекомендуется использовать деревянный, железобетонный или пластмассовый рельефообразователь. Крутых граней следует избегать, так как они способствуют скоплению смолы и появлению хрупких участков.
4. В качестве разделительного слоя между рельефообразователем и матрицей используются специальные смазки следующих составов:
I состав, кг | II состав, масс. ч. | ||
Полиизобутилен ......................... | 3 | Вода дистиллированная ........ | 86,9 |
Бензин "калоша" с контактом Петрова ...................................... | 27 | Спирт поливиниловый .......... | 6 |
Сульфанол ............................. | 1,5 | ||
Смола мочевино-формальдегидная М-70 ....................................... | 3 | ||
Диэтиленгликоль ................... | 1,5 | ||
Полиэтиленполиамин ............ | 0,1 | ||
Спирт проактиловый ............ | 0,1 | ||
Спирт изопропиловый .......... | 0,9 |
Можно применять в качестве разделительной смазки чистый солидол. В любом случае смазку рекомендуется наносить тонким слоем, иначе на рабочей поверхности стеклопластиковой матрицы могут образоваться дефекты и пятна.
5. Первый слой пропиточной композиции наносится толщиной не более 0,25 мм, в противном случае на матрице могут появиться поры и раковины. Сразу после того, как высохнет первый слой, наносят второй слой. Затем укладывают стеклоткань и кистью или валиком наносят следующий слой. Эта операция продолжается до тех пор, пока все пузырьки не будут удалены.
После отверждения полученную скорлупу укладывают рабочей поверхностью на базовое основание, окантовывают металлической рамкой и заливают тяжелым бетоном М 300 - 400. Внутри окантовочной рамки имеется арматурный каркас. После набора бетоном марочной прочности матрица готова к эксплуатации.
6. При эксплуатации матриц из стеклопластика необходимо выполнять следующие требования:
эксплуатация должна осуществляться в условиях естественного твердения бетона изделий или при теплой обработке с температурой не выше 50 °C;
перед началом эксплуатации новые формы обязательно должны быть выдержаны при температуре 20 - 25 °C в течение 20 сут с момента их изготовления;
перед каждой формовкой стеклопластиковые формующие поверхности необходимо смазать тонким слоем смазки ОЭ-2;
после 20 циклов изготовления изделий стеклопластиковые поверхности должны быть очищены от остатков цементного камня, промыты водой и в течение 24 ч просушены при температуре 25 - 40 °C. Очистку стеклопластиковых матриц рекомендуется производить деревянным скребком.
С ПОМОЩЬЮ РЕЗИНОВЫХ МАТРИЦ
1. Резиновые матрицы - матрицы прокладочного типа, имеют сравнительно большой срок службы и не сложны в эксплуатации.
Наибольшее распространение получили резиновые матрицы-пластины, которые собирают на форме в соответствии с запроектированным рисунком. Размер таких матриц 400 x 450 мм, толщина 40 мм, глубина рельефа 25 мм. Габариты матриц ограничены размером плит вулканизирующих прессов, жесткостью резины и характером рисунка рельефа. Для изготовления резиновых матриц используется смесь синтетических каучуков СКС и СКД в пропорции 50:272. Получаемая из них путем вулканизации резина относится к группе протекторных.
2. Рельефная поверхность, получаемая с помощью резиновых матриц, удовлетворяет строительным требованиям и обеспечивает хорошее сцепление с окрасочным составом.
3. При проектировании рисунка рельефа резиновых матриц-пластин рекомендуется предварительно изготовить их в натуральную величину из дерева и пенополистирола, чтобы исключить неправильную разрезку и опробовать варианты раскладки на формах.
4. С целью компенсации усадочных деформаций резиновые матрицы рекомендуется предварительно выдержать 24 ч в пропарочной камере. Укладка матриц на поддон формы производится насухо. Торцовые грани плотно подгоняются друг к другу. Чтобы растворная составляющая не протекала через швы, уложенные матрицы сжимают металлической рамкой, расположенной по периметру формы. Одна из сторон рамки - съемная клинообразной формы, что обеспечивает фиксацию матриц на поддоне формы.
5. Во избежание появления пятен на офактуренной поверхности и для увеличения срока службы резиновые матрицы перед формовкой следует покрывать слоем разделительной смазки.
6. После распалубки изделия образовавшийся на матрицах налет растворных включений рекомендуется удалять. Хранить резиновые матрицы следует в темном помещении при комнатной температуре.
7. Другим видом резиновых матриц являются резиновые коврики, изготовленные из резины 2566 и жесткой резины со светлым наполнителем типа ФБК. Срок службы резиновых ковриков составляет 100 циклов. Стоимость полученной с их помощью фактуры сравнительно высока. Для получения фактурной поверхности резиновые коврики укладывают на смазочный очищенный поддон формы. Коврики к поддону и между собой не крепятся. После термовлажностной обработки они легко отделяются от бетона. С помощью резиновых ковриков можно получить рисунок с неглубоким рельефом.
Резиновые коврики можно применять для отделки вертикальных поверхностей. В этом случае их крепят к форме с помощью специальных приспособлений или клея, а распалубку бетонных изделий производят предельно осторожно, чтобы не повредить матрицы. При этом срок службы матрицы уменьшается и зависит в основном от условий крепления.
8. На ряде заводов опробована отделка деталей КПД с помощью матриц, изготовленных из транспортерной ленты, на которой специальными резцами вырезают запроектированный рисунок. Иногда куски резины наклеивают в определенном порядке на транспортерную ленту. В этом случае вместо резины можно использовать деревянные бруски, фанерные вставки или пластмассовые пластины, которые покрывают с целью выравнивания их адсорбирующей способности слоем полимерной композиции. Качество отделанной с помощью матриц из транспортерной ленты бетонной поверхности не удовлетворяет современным архитектурно-эстетическим требованиям, поэтому такие матрицы рекомендуются только для отделки единичных изделий и вставок.
9. Для отделки бетонных ограждений лоджий, балконов и других железобетонных изделий, длина которых намного превышает ширину, допускается использовать рулонные коврики-матрицы с неглубоким рельефом. При таком характере рельефа не образуются волосные трещины, повышается однотонность поверхности изделия, сам рельеф хорошо сочетается с отделкой цветными бетонами и растворами.
ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ
1. Для изготовления рельефообразующих матриц используются следующие термопластичные материалы: винипласт, полиэтилен, жесткий поливинилхлорид. Листы и пластины из этих материалов выпускаются гладкие, рельефные или тисненые, различных размеров и различной толщины.
Матрицы из термопластичных материалов позволяют получать гладкую и однотонную бетонную поверхность. После первой формовки бетонная поверхность получается плотной, глянцевитой, что препятствует появлению высолов. Однако с каждым последующим циклом формования рабочая поверхность матриц становится все более шероховатой, что сказывается на качестве бетонной поверхности. Поэтому при использовании термопластичных матриц необходимо применять разделительные смазки.
2. Рельефообразующие матрицы из листов термопластов целесообразно изготавливать на вакуум-формовочной машине. При проектировании рельефа следует учитывать, что его характер и глубина ограничиваются толщиной, размерами листа, материалом, из которого он выполнен, распалубочным уклоном.
3. Для изготовления матрицы лист термопласта, размер которого соответствует проектному размеру матрицы или ее части, с помощью прижимной рамы герметично закрепляется по периметру рельефообразователя и нагревается. Из полости между рельефообразователем и листом термопласта откачивается воздух за счет соединения с ресивером, в котором предварительно создан вакуум (см. рисунок).
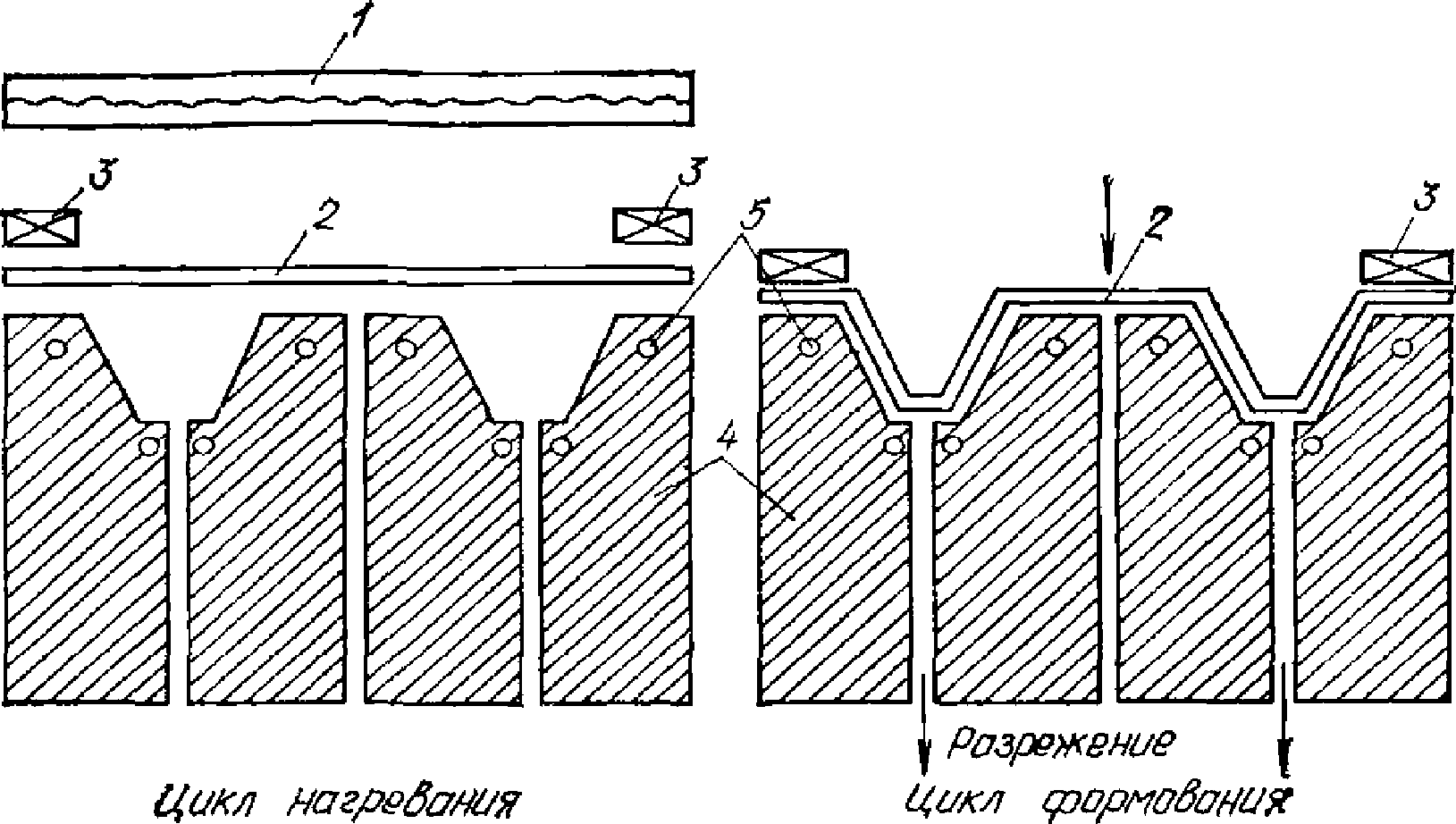
Изготовление матриц из термопластичных материалов
1 - нагреватель; 2 - лист термопластичного материала;
3 - прижимная рамка; 4 - рельеф; 5 - трубы
водяного охлаждения
До полного охлаждения матрицу не рекомендуется снимать с рельефообразователя. Охлажденные матрицы обрезают со всех сторон и укладывают в специальные контейнеры.
4. При производстве матриц по этой технологии рельефообразователи следует изготавливать из пластмассы, бетона или металла.
Деревянные и гипсовые рельефообразователи применяют, если требуется небольшая партия матриц, так как они, хотя и дешевы, но быстро выходят из строя.
При массовом производстве матриц целесообразно применять рельефообразователи, изготовленные из пластрастворов. Такие рельефообразователи могут быть выполнены с водяным внутренним охлаждением, что существенно сокращает цикл изготовления матриц. Эти рельефообразователи отличаются хорошей теплопроводностью, стабильностью размеров и гладкой рабочей поверхностью.
Рельефообразователи из алюминия легко обрабатываются и полируются, обладают большой теплопроводностью, стойкостью к коррозии.
5. С помощью листовых термопластичных матриц можно получать рельеф как на всей плоскости панели, так и в определенной ее части. Матрицы крепят к поддону формы с помощью механических приспособлений или специальных фиксирующих составов.
6. Раскроенные листы термопласта укладывают в форму, примыкающие друг к другу части матрицы соединяют встык и заклеивают с нерабочей стороны липкой лентой. Так как добиться сплошности таких соединений не всегда удается, при проектировании матриц их следует сводить к минимуму или располагать в углублениях рельефа бетонной поверхности. Липкой лентой должны быть скреплены также места сопряжений матриц с бортами и проемообразователями. Все эти работы производятся в процессе подготовки формы в специально отведенном месте.
7. При применении матриц из тонких листов термопластов с глубоким рельефом необходимо заполнять все пустоты между матрицей и поддоном формы цементным или гипсовым раствором, глиной или песком. Это позволяет повысить несущую способность пластмассовой матрицы и избежать затекания за рабочую поверхность растворной составляющей.
8. При укладке и уплотнении бетона необходимо избегать случайных повреждений или сдвига матрицы, поэтому виброуплотнять бетонную смесь рекомендуется с помощью вибраторов, передающих колебания непосредственно бетонной смеси (вибронасадки, глубинные вибраторы, виброплощадки).
9. Матрицы из термопластов наиболее целесообразно применять для получения глянцевой бетонной поверхности, твердеющей в естественных условиях, без термопрогрева. При естественном твердении увеличивается срок службы матрицы и повышается однотонность бетонной поверхности.
Использование термопластичных матриц хорошо сочетается с применением белых и цветных декоративных растворов.
После распалубки матрицу очищают от посторонних растворных включений, используя для этого слабый раствор соляной кислоты и деревянный скребок, промывают водой и протирают промасленной тряпкой.
Хранить матрицы из термопластов рекомендуется вертикально в темном помещении при комнатной температуре.
ПРИМЕНЯЕМЫХ НА ЗАВОДАХ КПД
Вид матрицы | Стоимость 1 м2 матрицы, руб. (франко-завод) | Затраты на 1 м2 рельефной отделки, руб. | Срок службы технологических циклов | Размер матрицы, глубина рельефа, мм, вид получаемой поверхности | Характеристика матриц | |
достоинства | недостатки | |||||
Сборные матрицы-прокладки из поливинилхлорида | 33,0 | 1,55 | 10 | 600 x 600 x 23, 15 матовый | Малый вес, небольшая толщина | Неравномерная усадка, небольшой срок службы |
Секционные матрицы-прокладки из листового термопласта винипласта | 3 - 5 | 0,7 | 1 - 2 | 1200 x 700 x 0,8, 15 глянцевый | Высокое качество рельефной поверхности, разнообразный рисунок | Небольшой срок службы |
Цельноразмерные матрицы-прокладки из заливочных полимерных композиций | 120,0 | 0,4 | 100 | 6000 x 1000 x 60, 45, матовый | Возможность изготовления на заводах КПД, вариантность рисунка рельефа | Сложность получения рельефа глубиной свыше 40 мм |
Стеклопластиковые матрицы-формы | 300,0 | 1,2 | 300 | 3000 x 3000 x 120, 50 глянцевый | Возможность получения глубокого рельефа на больших плоскостях | Трудоемкость изготовления, невозможность эксплуатации в условиях тепловой обработки |
Металлические матрицы-формы | 554 | 0,3 | 500 - 1000 | 3590 x 3340 x 200, глянцевый | Большой срок службы, возможность применения в различных технологических условиях | Прямолинейные формы рельефа. Сложность ремонта |
Сборные резиновые матрицы-прокладки | 80 | 0,85 | 500 | 400 x 450 x 50, 25 матовый | Виброустойчивость. Полученная поверхность хорошо окрашивается | Протечки раствора в швы между матрицами |
Матрицы-формы из железобетона с полимерным рабочим слоем | 25 | 1,1 | 100 | 912 x 912 x 10 матовый | Невысокая стоимость 1 м2 матрицы, доступность | Частые отслоения полимерного слоя |
ОПЫТНО-ПРОМЫШЛЕННОГО ОБРАЗЦА ВИБРОСМЕСИТЕЛЯ
Наименование показателей | Значения (номинальные) |
Объем смесительной чаши по загрузке, л | 170 |
Объем готового замеса, л | 135 |
Скорость вращения ротора, об/мин | 550 +/- 30 |
Мощность электродвигателя смесителя, кВт | 4 |
Мощность вибратора ИВ-70, кВт | 0,6 |
Место приложения вибрации | раствор |
Амплитуда колебаний, мм: | |
штанги | 0,81 - 0,86 |
насадок | 1,36 - 1,47 |
Частота колебаний, мм: | |
вибратора | 2800 |
штанги | 2800 |
насадок | 2600 |
Стоимость вибросмесителя, руб. | 1300 |
СТЕНОВЫХ ПАНЕЛЕЙ
1. Отделка наружных стеновых панелей глазурями и эмалями производится на поточно-конвейерной линии (см. рисунок). Линия имеет протяженность более 45 м. Она имеет рабочую и возвратную ветвь, которые закольцованы в горизонтальной плоскости вокруг металлической эстакады.
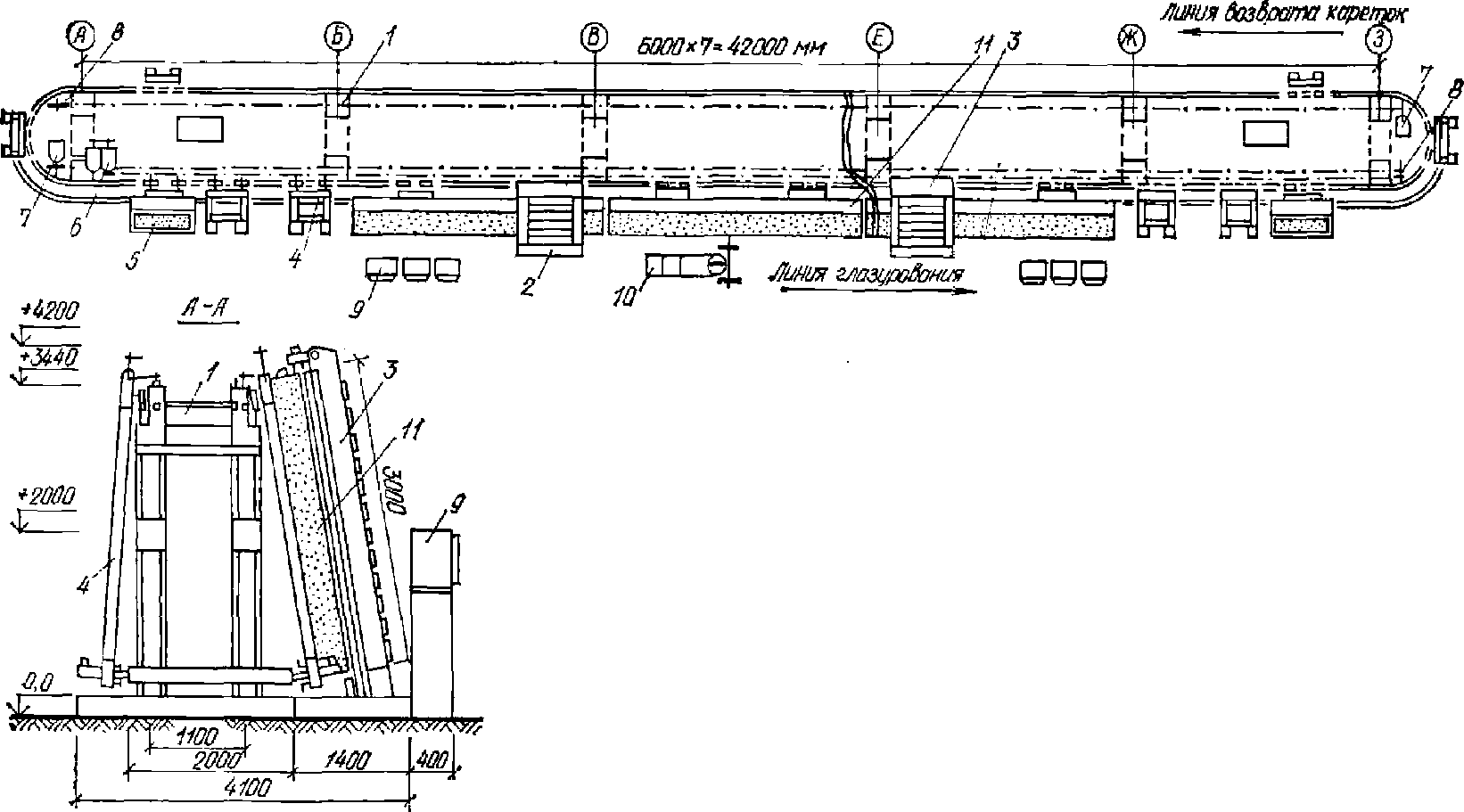
Поточно-конвейерная линия глазурования наружных стеновых
бетонных панелей производительностью до 100 тыс. м2 в год
1 - эстакада (без фундаментов); 2 - печь-сушило; 3 - печь
обжиговая; 4 - каретка универсальная; 5 - теплокопитель;
6 - привод цепной рабочий; 7 - привод цепной маневровый;
8 - натяжная станция; 9 - щит управления ИЗР-242;
10 - подмостки для нанесения глазури;
11 - наружные стеновые бетонные панели
По верху эстакады проходит кольцевой монорельс, на который опираются ролики подвешенных на него кареток для панелей. Каретки слегка наклонены в сторону эстакады (наклон составляет 1/5 их высоты) и опираются своими нижними роликами на боковую направляющую, опоясывающую эстакаду снизу.
На верху эстакады со стороны рабочей ветви линии имеются два цепных привода - рабочий и маневровый, а со стороны возвратной ветви - маневровый. Скорость движения приводной цепи рабочего привода составляет 10 м/ч, а маневрового - 10 м/мин. В зависимости от необходимости каретки могут сочленяться с рабочей или маневровой приводной цепью и непрерывно передвигаться с одной из указанных скоростей.
Со стороны рабочей ветви линии смонтированы две вертикальные электрические экранные печи. Первая из них по ходу конвейера предназначена для сушки подглазурного слоя, вторая для расплавления глазури. Печи имеют спирали из проволоки высокого омического сопротивления. Размеры экрана каждой печи 3040 x 800 мм, площадь около 2,4 м2. Установленная мощность печи составляет 175 - 200 кВт, рабочее напряжение 220 В, продолжительность включения ПВ равна 25%.
Экран печи разделен по вертикали на три зоны, температура каждой из них поддерживается с помощью электронной аппаратуры на заданном уровне. Температура нижней зоны экрана должна быть на 20 - 30 °C выше, а верхней зоны на столько же ниже, чем температура средней зоны экрана.
Спай термопар, являющихся датчиками температуры, должен располагаться над верхними спиралями каждой из зон экрана на расстоянии 15 - 20 мм от витков спиралей и не должен быть втопленным в кладку футеровки.
Электрические печи по периметру экрана снабжены нижними, верхними и боковыми уплотняющими устройствами, которые препятствуют подсосу воздуха в зону между экраном печи и панелью.
Линия оборудована пневмоагрегатом с пистолетом для напыления глазурей (эмалей) на поверхность панелей и передвижными подмостками.
2. Управление работой линии, поддержание необходимых параметров работы печей производится с помощью щитов управления.
На отделочной линии выполняются следующие транспортно-технологические операции:
установка панелей на конвейер мостовым краном;
подключение каретки (кареток) к приводной цепи рабочего привода и продвижение панели под сушильной печью (сушка);
нанесение глазурных (эмалевых) суспензий на подглазурный слой по выходу панели из-под сушильной печи;
самоподсушка на воздухе поверхности панели, покрытой сырой глазурью (эмалью);
продвижение панели под обжигательной печью (обжиг);
остывание отделочного слоя панели;
съем готовой панели мостовым краном.
3. Работа поточно-конвейерной линии отделки должна осуществляться в строгом соответствии с требованиями инструкции института НИИстройкерамика.
Перед началом работы линии под экраном каждой включенной печи должна находиться инвентарная панель-теплокопитель, позволяющая набрать установившийся тепловой режим. С началом работы линии панели-теплокопители передвигаются вдоль нее впереди отделываемых панелей.
Полностью загруженная рабочая ветвь линии вмещает около 6 - 7 двухмодульных панелей, каждая из которых проходит от начала до конца линии около 42 - 47 м. Небольшой наклон панелей обеспечивает их устойчивое положение на каретках без специального крепления. Оконные и дверные проемы панелей должны закрываться инвентарными щитами, которые способны защитить откосы или деревянные переплеты, если они установлены, от попадания глазури и теплового воздействия.
Панели, прошедшие все технологические посты при их движении, в конце линии снимаются мостовым краном, а освободившиеся каретки возвращаются к началу линии по возвратной ветви.