СПРАВКА
Источник публикации
Ростов-на-Дону: "Госпластпроект", 1988
Примечание к документу
Документ введен в действие с 01.05.1987.
Название документа
"ОНТП 2-87. Общесоюзные нормы технологического проектирования производств по переработке пластмасс"
(утв. Минхимпромом СССР 01.04.1987)
"ОНТП 2-87. Общесоюзные нормы технологического проектирования производств по переработке пластмасс"
(утв. Минхимпромом СССР 01.04.1987)
Минхимпромом СССР
1 апреля 1987 года
ОБЩЕСОЮЗНЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ПРОИЗВОДСТВ
ПО ПЕРЕРАБОТКЕ ПЛАСТМАСС
ОНТП 2-87
Срок введения в действие
1 мая 1987 года
"Общесоюзные нормы технологического проектирования производств по переработке пластмасс" разработаны Государственным институтом по проектированию предприятий по производству изделий из пластмасс и химтары (г. Ростов-на-Дону) при участии в качестве соисполнителей Украинского Государственного проектного института электротехнической промышленности "Укргипроэлектро" г. Харьков, Новосибирского Государственного проектного института (НГПИ), Государственного института по проектированию заводов приборостроения и средств автоматизации "Ленприбор" г. Ленинград, Ленинградского ордена Трудового Красного Знамени Государственного проектного института, Всесоюзного научно-исследовательского института охраны труда ВЦСПС г. Ленинград.
В разработке участвовали:
Н.И. Попов, Е.К. Кисиль, Г.И. Филюков, к.т.н. Е.М. Мордкович, Э.С. Козлова, С.И. Гребенюк, В.Ф. Калошин, Е.И. Кальченко, М.В. Попова, Л.М. Браиловский, Е.П. Бородина, А.Ф. Мельникова, В.А. Коробецкая, С.П. Гуляева, Т.А. Жильцова, А.П. Громова, И.С. Балышева, Н.В. Горяева, В.П. Володько, Л.В. Абузова, А.Ф. Вареник, Н.Г. Лесков, В.В. Михно, Р.Э. Руссо, Е.И. Каргужский, Р.Ф. Матькова, С.В. Марчукова, М.Д. Алексеенко, Ю.А. Нестеров, В.Л. Винокурова, З.В. Амосова, Ю.А. Педько, В.Г. Волкова, Е.А. Немцова, В.Г. Гурчинская, Е.В. Бурмакина, А.Н. Метропольский, В.Г. Майоров, А.В. Макаров, А.Ф. Епифанов, О.И. Варши, В.Г. Густокашин, Т.Ф. Герасимова, А.П. Ральцов, Е.Д. Любимов, А.Г. Новик, Ю.Б. Самойлов, В.В. Кузьмин, З.Е. Горностаева, Т.П. Сорокина, д.т.н. М.И. Гримитлин, к.т.н. Л.Е. Эльтерман, к.т.н. Г.А. Смирнов.
Министерство химической промышленности /МИНХИМПРОМ/ | Общесоюзные нормы технологического проектирования производств по переработке пластмасс. II часть | ОНТП 2-87 ---------------------- МИНХИМПРОМ |
Главное технологическое управление полимерных материалов | Утверждены Минхимпромом 01.04.1987 г. | Срок введения в действие 01.05.1987 г. |
Общесоюзные нормы технологического проектирования производств по переработке пластмасс (ОНТП) разработаны с целью создания системы нормативных материалов по проектированию технологической части проектов производств по переработке пластмасс, а также систем нормативных данных, используемых при проектировании других частей проектов. ОНТП II часть распространяются на разработку проектов и рабочих проектов предприятий, цехов, отделений и участков по переработке реактопластов и композиций на основе поливинилхлорида (ПВХ), а также их реконструкции и технического перевооружения и охватывают следующие методы:
производство изделий из реактопластов методом горячего формования (прессование изделий из реактопластов, литье под давлением изделий из реактопластов);
производство труб из ПВХ методом экструзии (гладких и гофрированных дренажных);
производство пленок из ПВХ методом каландрования и методом экструзии рукава с последующим пневматическим растяжением.
В связи с тем, что экструзионный метод производства пленок из ПВХ находится в стадии освоения и не имеет на момент разработки ОНТП промышленных масштабов, приведенные нормативные данные по этому методу распространяются только на тонкие пленки (25 - 80 мкм) из пластифицированной композиции ПВХ. По мере промышленного освоения указанного метода нормативные данные будут уточняться и дополняться данными по пленкам ПВХ других толщин и других рецептур.
В разделах ОНТП содержатся укрупненные данные для разработки технико-экономических обоснований (ТЭО) в соответствии со схемами развития и размещения отраслей народного хозяйства и отраслей промышленности, а такие технико-экономических расчетов (ТЭР), выполняемых на начальных стадиях проектирования.
При проектировании производств по переработке пластмасс, кроме требований настоящих норм, следует учитывать требования соответствующих Государственных стандартов (ГОСТ), глав СНиП и других общесоюзных нормативных документов, согласованных Госстроем СССР, а также требования отраслевой нормативной документации.
Таблица 2.1
Класс производства в зависимости от объема переработки
Класс производства | Годовой объем переработки пластмасс, т | |||
Производство изделий из реактопластов методом горячего формования | Производство труб из ПВХ методом экструзии | Производство пленок из ПВХ | ||
методом каландрования | методом экструзии | |||
I | до 100 | до 1000 | до 6000 | до 1000 |
II | 101 - 500 | 1001 - 3000 | 6000 - 10000 | 1001 - 3000 |
III | 501 - 1000 | 3001 - 10000 | 10000 - 20000 | 3001 - 10000 |
IV | 1001 - 3000 | 10000 - 20000 | свыше 20000 | 10001 - 20000 |
V | свыше 3000 | свыше 20000 | - | свыше 20000 |
Производства изделий из реактопластов методом прессования и литья под давлением являются производствами штучных изделий и классифицируются по серийности: единичное, мелкосерийное, серийное, крупносерийное и массовое; производства труб и пленок из ПВХ следует приравнивать к крупносерийным и массовым производствам.
Таблица 2.2
на годовую программу, характеризующее серийность
Весовая группа | Масса изделия, г | Тип производства по серийности | |||
Единичное и мелкосерийное | Серийное | Крупносерийное | Массовое | ||
Особо мелкие | до 5 | до 3000 | 3001 - 125000 | 125001 - 2500000 | Свыше 2500000 |
Мелкие | 6 - 30 | ||||
Средние | 31 - 300 | до 1000 | 1001 - 50000 | 50001 - 500000 | Свыше 500000 |
Крупные | 301 - 1000 | ||||
Особо крупные | свыше 1000 | до 300 | 301 - 25000 | 25001 - 100000 | Свыше 100000 |
Примечание: 1. Производство изделий с различной серийностью относится к тому типу серийности, который в данном производстве является преобладающим и составляет более 60% от общего объема переработки (в тоннах).
2. Классификация производств по серийности принята на основании данных "Норм времени на изготовление изделий из пластмасс (прессование, литье под давлением, экструзия)". - Москва, 1982, разработанных центральным бюро нормативов по труду при Научно-исследовательском институте труда Государственного Комитета СССР по труду и социальным вопросам, а также данных действующих предприятий.
Таблица 2.3
Характеристика производств различных типов серийности
Характеризуемый объект | Тип производства по серийности | ||
Единичное и мелкосерийное | Серийное | Крупносерийное и массовое | |
1 | 2 | 3 | 4 |
1. Номенклатура | Разнообразная номенклатура. Изделия, выпускаемые небольшими партиями, на протяжении года их выпуск не повторяется или повторяется через нерегулярные промежутки времени | Ограниченная номенклатура изделий, изготавливаемых периодически повторяющимися партиями в количествах, соответствующих данным табл. 2.2 | Установившаяся номенклатура. Включает одно или несколько изделий, выпускаемых в количествах, соответствующих данным табл. 2.2 |
2. Технологический процесс | Дифференцированный. Операции технологического процесса выполняются на специализированных участках, или уплотненный (для производств I - II класса), когда операции по изготовлению, обработке и упаковке изделий выполняются на одном рабочем месте | Дифференцированный. Операции технологического процесса выполняются на специализированных участках | Дифференцированный. Операции технологического процесса выполняются на специализированных участках или на одном рабочем месте с применением автоматов |
3. Оборудование: | Универсальное | Универсальное и специализированное: полуавтоматы, автоматы, роботизированные комплексы | Универсальное и специализированное, автоматические линии, роботизированные комплексы, роторные линии и прессы |
3.1. Тип | |||
3.2. Режим работы | Полуавтоматический, ручной | Полуавтоматический или автоматический | Автоматический |
3.3. Закрепление номенклатуры | Отсутствует | За каждой единицей закреплено одно или ограниченное количество изделий | За каждой единицей закреплено одно или несколько изделий |
3.4. Инструмент (формы) | Стационарный, частично съемный | Стационарный, частично съемный | Стационарный |
Производства по переработке пластмасс по принципу организации и своей структуре могут быть:
специализированными предприятиями;
структурными подразделениями (производством, цехом, отделением, участком) специализированных предприятий;
структурным подразделением предприятий другого профиля.
Структурные подразделения по переработке пластмасс по своей роли и назначению являются основными производственными подразделениями предприятий любого профиля.
Для нормального функционирования производства по переработке пластмасс должны быть обеспечены следующими цехами или службами:
вспомогательными (энергетические, ремонтные, инструментальные);
обслуживающими (транспортные, ЦЗЛ и т.д.);
подсобными (тарные и т.д.);
побочными (переработка отходов).
Основные производства и цехи могут расчленяться по принципу технологической или предметной специализации на отделения, участки и рабочие места.
В случае организации производства изделий из пластмасс в составе предприятий другого профиля структурное подразделение по переработке пластмасс может иметь в своем составе кроме производственных отделений и участков также вспомогательные участки и службы (технического обслуживания и текущего ремонта оборудования и оснастки, цеховые склады и кладовые, лаборатории пластмасс, операторную АСУТП и т.п.).
Для производства I - II классов с небольшими объемами производства участки переработки пластмасс могут быть самостоятельными или входить в состав одного из цехов (производств).
Статус основных производственных подразделений (производство, цех, участок, отделение) зависит от условий формирования, определяемых степенью завершенности технологического процесса и сложностью управления и должен определяться в соответствии с действующими в министерствах и ведомствах методическими указаниями.
Типовой состав цеха по методам переработки пластмасс для серийных, крупносерийных и массовых производств приведен в табл. 3.1.
Таблица 3.1
Типовой состав цеха (производства)
Структурные подразделения (отделение, участок, рабочее место) | Примечание |
1 | 2 |
Производство изделий из реактопластов | |
1. Растаривание сырья: | |
1.1. фенопластов | |
1.2. аминопластов | |
1.3. волокнитов | |
2. Таблетирование: | При переработке гранулированных реактопластов отделения (участки) таблетирования не предусматриваются |
2.1. фенопластов | |
2.2. аминопластов | |
2.3. волокнитов | |
3. Загрузка сырья: | Предусматриваются для переработки порошкообразных и гранулированных реактопластов |
3.1. фенопластов | |
3.2. аминопластов | |
4. Прессование, литье под давление реактопластов | |
5. Мехобработка, галтовка, термообработка | |
6. Комплектовка | Для неспециализированных по переработке пластмасс предприятий в состав цеха переработки пластмасс могут не входить |
7. Упаковка | |
8. Переработка технологических отходов | Для специализированных предприятий может быть централизована для всех основных цехов |
9. Улавливание и обезвреживание вредных выбросов | |
Производство труб из ПВХ | |
1. Растаривание сырья: | |
1.1. смолы ПВХ | |
1.2. компонентов | |
1.3. взрывоопасных и токсичных компонентов | |
2. Дозирование сырья: | |
2.1. смолы ПВХ | |
2.2. компонентов | |
3. Смешение | |
4. Гранулирование | Для изготовления деталей трубопроводов и гофрированных дренажных труб |
5. Изготовление труб: | |
5.1. экструзия | |
5.2. пакетирование | Для гладких труб |
5.3. нанесение защитно-фильтрующего материала | Для гофрированных дренажных труб |
5.4. намотка труб на барабаны или в бухты | |
6. Переработка отходов | Для специализированных производств может быть централизована для всех основных цехов |
7. Улавливание и обезвреживание вредных выбросов | |
Производство пленок из ПВХ | |
1. Растаривание сырья: | |
1.1. смолы ПВХ | |
1.2. сыпучих компонентов | |
1.3. взрывоопасных и токсичных компонентов | |
1.4. жидких компонентов | |
2. Дозирование сырья: | |
2.1. смолы ПВХ | |
2.2. сыпучих компонентов | |
2.3. жидких компонентов | |
3. Смешение | |
4. Гранулирование | Для производства пленки ПВХ методом экструзии |
5. Изготовление пленки: | |
5.1. экструзия | То же |
5.2. пластикация | |
5.3. каландрование | |
5.4. конфекционирование | |
5.5. каширование | Для производства пленки ПВХ методом каландрования |
5.6. дублирование | |
5.7. контроль | |
6. Упаковка | |
7. Улавливание и обезвреживание вредных выбросов |
Примечание: АСУТП и АСУП могут входить в состав цехов или быть общезаводскими.
Основные решения по научной организации труда (НОТ) должны включать:
разработку трудового процесса, внедрение передовых приемов и методов труда;
решения вопросов разделения и кооперации труда в направлении широкого внедрения многостаночного (многоагрегатного) обслуживания, совмещения профессий и коллективной (бригадной) формы организации труда, соответствующих современной технике и возросшему профессионально-техническому уровню работников;
разработку организации труда на рабочих местах, участках, в цехах и в целом на предприятии;
решения по обслуживанию рабочих мест на основе внедрения разработок по обеспечению рабочих мест средствами, предметами труда и услугами, необходимыми для осуществления трудового процесса;
обеспечение благоприятных санитарно-гигиенических условий в производственных помещениях;
внедрение научно-обоснованных режимов труда и отдыха.
Проектирование разделов НОТ должно выполняться с максимальным использованием оптимальных решений, рекомендуемых типовыми проектами организации труда на рабочих местах, участках и в цехах, разрабатываемых отраслевыми центрами НОТ и проектными институтами.
Организация рабочих мест при проектировании технологической части проектов и раздела НОТ должна разрабатываться для производств по переработке пластмасс с учетом требований "Положения об аттестации, рационализации, учете и планировании рабочих мест" РД 6-30-1-86, Минхимпром, ЦНОТХИМ, Москва, 1986 г., а также с учетом требований отраслевых положений и методических указаний.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: таблица 3.15 отсутствует. Возможно, имеется в виду таблица 3.13. |
Функциональное разделение труда по категориям работающих для рассматриваемых в ОНТП методов переработки следует принимать в соответствии с табл. 3.15.
Наиболее типичный профессионально-квалификационный состав рабочих по методам переработки приведен в Приложении 2.
Исходя из специфики методов переработки пластмасс и технического уровня оборудования при проектировании должно предусматриваться многостаночное обслуживание. Разработка раздела НОТ с учетом многостаночного обслуживания должна вестись в соответствии с "Методическими рекомендациями и научно-обоснованными материалами по развитию многостаночного (многоагрегатного) обслуживания и решению зон обслуживания в химической промышленности" МРБ-30-24-83, Минхимпром, ЦНОТХИМ, Москва, 1965 г. с учетом требований отраслевых методических рекомендаций.
Охват рабочих многостаночным обслуживанием  должен быть не ниже:
должен быть не ниже:
для прессовщиков изделий из пластмасс 0,95;
для литейщиков пластмасс 0,9;
для машинистов экструдеров 0,85.
Усредненные значения норм обслуживания основного и вспомогательного оборудования по методам переработки приведены в подразделе ОНТП 3.3.
Вопросы совмещения профессий для рассматриваемых методов переработки пластмасс следует решать с учетом рекомендаций, приведенных в Приложении 5.
Удельный вес рабочих, совмещающих профессии, к общей численности рабочих, должен быть не менее 0,15.
Организация бригад, их классификация, организация труда в бригадах должны проектироваться в соответствии с "Типовым положением о производственной бригаде, бригадире, совете бригады и совете бригадиров", утвержденным Постановлением ГК СМ СССР по вопросам труда и заработной платы и Секретариата ВЦСПС от 31.12.1980 N 389/22-119, а также в соответствии с отраслевыми методическими рекомендациями по организации бригадных форм труда.
Организация труда при проектировании должна предусматривать 100% охват основных производственных рабочих бригадной формой, при этом, как правило, должны предусматриваться сквозные комплексные бригады, в которые следует включать также вспомогательных рабочих, выполняющих функции ремонта и технического обслуживания оборудования.
Удельный вес всех рабочих основного производства, занятых в бригадах, должен быть не менее 80% от общей численности работающих производства.
Льготы для работающих в производствах по переработке пластмасс при необходимости должны назначаться:
дополнительный отпуск и сокращенный рабочий день - в соответствии со "Списком производств, профессий и должностей с вредными условиями труда, работа в которых дает право на дополнительный отпуск и сокращенный рабочий день", утвержденным 25.10.1974 Постановлением ГК СМ СССР по вопросам труда и заработной платы и Президиума ВЦСПС;
бесплатная выдача лечебно-профилактического питания - в соответствии с "Перечнем производств, профессий и должностей, работа в которых дает право на бесплатное получение лечебно-профилактического питания в связи с особо вредными условиями труда", утвержденным 07.01.1977 Постановлением ГК СМ СССР по труду и социальным вопросам и Президиума ВЦСПС;
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: нормы утверждены Постановлением N 154/П-5 от 29.05.1981, а не 25.05.1981. |
обеспечение работающих производства спецодеждой - в соответствии с "Типовыми отраслевыми нормами бесплатной выдачи спецодежды, спецобуви и других средств индивидуальной защиты рабочим и служащим химических производств", выпуск I, часть II, Москва, 1982 г., утвержденными Постановлением N 154/П-5 от 25.05.1981 ГК СМ СССР по труду и социальным вопросам и Президиумом ВЦСПС;
оплата по повышенным тарифным ставкам - в соответствии с "Типовым перечнем N 1 профессий, работ и производств, предприятий химической, нефтехимической, химико-фармацевтической и микробиологической промышленности, рабочие и инженерно-технические работники которых оплачиваются по тарифным ставкам (окладам), утвержденным для работ с тяжелыми и вредными условиями труда", утвержденным в феврале 1979 г. Постановлением ГК СМ СССР по вопросам труда и заработной платы и Секретариата ВЦСПС;
бесплатная выдача молока или других равноценных продуктов - на основании "Медицинских показаний для бесплатной выдачи молока или других равноценных пищевых продуктов рабочим и служащим, непосредственно занятым на работах с вредными условиями труда", утвержденных Минздравом СССР 22.05.1968.
Для разработки разделов НОТ при проектировании могут быть рекомендованы "Методические указания по разработке проектных решений по организации труда и управления производством в проектах (рабочих проектах)" ВСН 61-85/Минхимпром.
Производства по переработке пластмасс в зависимости от характера ведения технологического процесса могут иметь прерывный и непрерывный режим работы.
Таблица 3.2
Исходные данные | Производство изделий из реактопластов методом горячего формования | Производство труб из ПВХ методом экструзии | Производство пленок из ПВХ методом каландрования и экструзии |
Режим работы | Прерывный | Непрерывный | Непрерывный |
Число смен | 3; 2 | 3 | 3 |
Продолжительность смен | 8; 7 | 8 | 8 |
Продолжительность рабочей недели работающих | 41 | 41 | 41 |
Количество рабочих дней в году | 260; 253 | 357 | 357 |
Примечание: 1. Для цеховых и заводских складов сырья и готовой продукции следует принимать режим работы соответственно основному производству.
2. Для участков подготовки сырья, мехобработки, переработки отходов, термообработки количество смен следует определять в зависимости от объемов производства.
3. Количество рабочих дней в году для прерывного режима работы принято с учетом Постановления ЦК КПСС, Совета Министров СССР и ВЦСПС от 12.02.1987 N 194.
Таблица 3.3
Номинальный годовой фонд времени работы рабочих, ч | Продолжительность отпуска (основного и дополнительного) | Нормативный (эффективный) фонд времени работы рабочих, ч | Коэффициент определения списочного состава <*> |
2070 | 15 | 1860 | 1,11 |
18 | 1840 | 1,12 | |
24 | 1820 | 1,14 |
--------------------------------
<*> Коэффициент определения списочного состава работающих выражается отношением номинального годового фонда времени работы рабочих к нормативному (эффективному) фонду и используется для укрупненных расчетов численности рабочих по нормам обслуживания оборудования и нормативам для определения численности.
Примечания: 1. Исходные данные для определения нормативного годового фонда времени работы рабочих (номинальный фонд, потери от номинального фонда) приняты в соответствии с "Общесоюзными нормами технологического проектирования предприятий машиностроения, приборостроения и металлообработки: фонды времени работы оборудования и рабочих" ОНТП 06-86/Минстанкинпром.
2. Продолжительность дополнительного отпуска следует принимать в соответствии со "Списком производств, цехов, профессий и должностей с вредными условиями труда, работа в которых дает право на дополнительный отпуск и сокращенный рабочий день", утвержденным 25.10.1974 Постановлением ГК СМ СССР по вопросам труда и заработной платы и Президиума ВЦСПС.
В Приложении 1 приведены графики сменности трех- и четырехбригадные, обеспечивающие баланс планируемого времени работы с узаконенной нормой рабочего времени.
производственных рабочих и вспомогательных рабочих
Определение численности основных производственных рабочих следует производить, исходя из трудоемкости изготовления продукции по формуле:
 , (3.1)
, (3.1)где Ч - численность основных производственных рабочих (списочная);
f - нормативный фонд времени работы рабочего, ч/год.
При отсутствии данных по трудоемкости определение численности основных производственных рабочих должно производиться по нормам обслуживания оборудования. Для выполнения укрупненных расчетов в табл. 3.4, 3.6, 3.8, 3.10 приведены усредненные значения норм обслуживания основного оборудования по методам переработки.
Численность основных производственных рабочих подготовительно-заключительных операций, а также численность вспомогательных рабочих следует определять по нормативам определения численности, значения которых приведены в табл. 3.5, 3.7, 3.9, 3.11.
Расчет по нормативам для определения численности следует производить по формуле:

где Ч - численность рабочих данной профессии (списочный состав), чел.;
P - плановый объем работ;
B - норматив на одного рабочего (в тех же единицах, что и плановый объем работ);
Расчет по нормам обслуживания рекомендуется производить по формуле:
где Ч - численность рабочих (списочный состав), чел.;
n - количество обслуживаемых машин;
С - сменность работы оборудования;
В некоторых случаях (при решении вопросов технологического или квалификационного разделения труда) расчет по нормам обслуживания производится по формуле:
 , (3.4)
, (3.4)где Ф - нормативный фонд времени работы оборудования, ч (табл. 4.1);
f - нормативный годовой фонд времени работы рабочего, ч (табл. 3.3);
Ч, n,  - см. обозначения к формуле 3.3.
- см. обозначения к формуле 3.3.
Основными показателями для определения численности рабочих складов являются нормы переработки грузов за смену одним рабочим.
Расчетное число рабочих при работе склада в одну смену:
 , (3.5)
, (3.5)где P - годовое поступление материалов, т;
B - число рабочих дней в году (в зависимости от графика работы предприятия см. табл. 3.2);
К - коэффициент грузопереработки материалов на складе (принимают 2,0 - 4,0);
Результаты расчетов по вышеприведенным формулам подлежат практическому уточнению, исходя из наиболее рациональной формы разделения и кооперации труда, организации рабочих мест, возможности совмещения профессий.
При определении численности уборщиков производственных помещений плановый объем работ следует принимать равным 40% геометрической площади пола.
3.4.1. Производство изделий из реактопластов методом прессования
При наличии конкретной номенклатуры изделий нормы обслуживания рассчитываются в соответствии с "Нормативами времени на изготовление изделий из пластмасс" (НИИтруда, 1982 г.).
При отсутствии конкретной номенклатуры изделий для укрупненных расчетов определение численности прессовщиков следует производить по нормам обслуживания, усредненные значения которых приведены в табл. 3.4.
Таблица 3.4
для таблетирования реактопластов и прессового оборудования
Наименование оборудования | Наибольшее усилие прессования, кН | Норма обслуживания, тип производства | |
Крупносерийное и массовое | Серийное, мелкосерийное, единичное | ||
1 | 2 | 3 | 4 |
Машины таблеточные, гидравлические таблеточные автоматы | - | 2 - 5 | 1 - 2 |
Агрегаты для таблетирования волокнистых прессматериалов типа АГ-4В и волокнита | - | 2 - 4 | 1 - 2 |
Гидравлические прессы-полуавтоматы | до 1600 | 2,8 - 3,0 | 2,5 - 3,8 |
от 2500 - 5000 | 2,5 - 2,8 | 2,0 - 2,5 | |
от 6300 - 10000 | 2,0 - 2,5 | 2,0 | |
Роторные линии | - | 2 - 3 | - |
Гидравлические прессы-автоматы, ротационные прессы | - | 5 - 10 | 5 <*> |
Автоматические линии на базе типовых технологических комплексов | - | 5 - 10 | 5 <*> |
--------------------------------
Примечание: 1. Большие значения норм обслуживания необходимо принимать в случае изготовления толстостенных неармированных прессизделий; меньшие - в случае изготовления тонкостенных и армированных прессизделий.
2. При наличии в номенклатуре тонкостенных армированных изделий повышенного класса точности норма обслуживания может быть принята равной 1.
Определение численности основных производственных рабочих (за исключением таблетировщиков и прессовщиков) и вспомогательных рабочих производства изделий из реактопластов методом прессования должны определяться по нормативам, приведенным в табл. 3.5.
Таблица 3.5
Наименование стадии процесса или функции обслуживания | Профессии рабочих, обслуживающих стадию или функцию | Норматив на 1 человека | Примечание | |
единиц оборудования | т/год | |||
1 | 2 | 3 | 4 | 5 |
Механическая обработка изделий | Обработчик изделий из пластмасс | 1 - 3 | 60 - 120 ---------- 10 - 60 | Знаменатель для приборостроительных отраслей. Меньшие значения норматива даны для ручных операций |
Галтовка | Обработчик изделий из пластмасс | 3 - 5 | 120 - 250 | |
Термообработка | Аппаратчик термообработки пластмассовых изделий | - | 100 - 150 | |
Автоматическое управление технологическим процессом | Оператор ЭВМ | В зависимости от технических условий на обслуживание ЭВМ и сменности | ||
Упаковка | Укладчик-упаковщик | - | 200 - 250 | |
Подготовка сырья | Загрузчик-выгрузчик | - | 1500 - 2500 | |
Аппаратчик сушки | 4 - 6 | 500 - 800 | ||
Подготовка тары | Машинист сшивальной машины | 1 | - | |
Переработка отходов | Дробильщик | - | 150 - 250 | |
Наладка оборудования <*> | Наладчик машин и автоматических линий по производству изделий из пластмасс | 20 - 25 | - | |
То же, при условии высоких требований к качеству изделий (приборорадиостроение) | 10 - 15 | - | ||
Наладчик робототехники | 12 - 16 | - | ||
Техническое обслуживание оборудования <*> | Слесарь-ремонтник | 15 - 25 | - | |
Электромонтер по обслуживанию электрооборудования | 45 - 60 | - | ||
Слесарь по КИП | 70 - 75 | - | ||
Контроль качества | ||||
- сырья <*> | Лаборант физико-механических испытаний | - | 1000 - 2500 в зависимости от количества испытаний | |
- готовой продукции | Контролер | - | 1500 - 2000 при выборочном контроле | |
То же, при условии высоких требований к качеству изделий | - | 800 - 1000 при 100% контроле | ||
Внутрицеховые транспортно-складские операции | Кладовщик | - | 3500 - 4000 | |
Подсобный рабочий | - | 500 - 800 | ||
Водитель погрузчика, электротележки и т.п. | - | 700 - 1000 | ||
Машинист крана | - | 1500 - 2000 | ||
Хозяйственно-бытовое обслуживание | Уборщик производственных помещений вручную | - | 900 - 1100 м2 в смену | |
То же, механизированным способом | - | 2000 - 2500 м2 | ||
--------------------------------
Примечание: 1. По некоторым стадиям процесса норматив численности приведен в единицах оборудования на человека (гр. 3 таблицы) и в тоннах на человека (гр. 4). При определении численности необходимо, учитывая специфику каждой отрасли, единичную мощность оборудования, пользоваться соответственно либо гр. 3, либо гр. 4 таблицы.
2. При отсутствии конкретной номенклатуры для укрупненных расчетов следует принимать, что мехобработке, комплектовке и упаковке подвергается вся программа.
3. Меньшие значения диапазонов в гр. 3 и 4 (если нет указаний в гр. 5) следует принимать для единичных и мелкосерийных производств I - II классов, а также для крупного и сложного оборудования (гр. 3).
3.4.2. Производство изделий из реактопластов методом литья под давлением
При наличии конкретной номенклатуры изделий нормы обслуживания рассчитываются в соответствии с "Нормативами времени на изготовление изделий из пластмасс" (Москва, НИИ труда, 1982 г.).
При отсутствии конкретной номенклатуры изделий для укрупненных расчетов определение численности литейщиков необходимо производить по нормам обслуживания, усредненные значения которых приведены в табл. 3.6.
Таблица 3.6
литьевого оборудования
Наименование оборудования | Наибольшее усилие запирания инструмента, кН | Тип производства | |||
Крупносерийное | Серийное мелкосерийное, единичное | ||||
Нормы обслуживания | |||||
полуавтоматический режим | автоматический режим | полуавтоматический режим | автоматический режим | ||
1 | 2 | 3 | 4 | 5 | 6 |
Литьевые машины для реактопластов | от 500 до 1000 | 2,5 - 2,7 | 4 - 5 | 1 - 2 | 2 - 3 |
от 1600 до 2500 | 2 - 2,5 | 3 - 4 | 1 - 2 | 2 - 3 | |
свыше 4000 | 1,5 - 2,0 | 2 - 3 | 1 | - | |
Литьевые машины для реактопластов, работающие с робототехникой, (РАП, РТК) | от 500 до 1000 | - | 5 - 8 | - | - |
от 1600 до 2500 | - | 5 - 8 | - | - | |
Автоматические линии на базе типовых технологических комплексов | от 500 до 1600 | - | 6 - 10 | - | - |
Примечание. Нижние пределы норм обслуживания следует принимать в случае изготовления литьевых изделий 4 - 6 групп сложности, верхние - 1 - 3 групп сложности.
Определение численности основных производственных рабочих (за исключением литейщиков пластмасс) и вспомогательных рабочих необходимо производить по нормативам для определения численности, приведенным в табл. 3.7.
Таблица 3.7
Наименование стадии процесса или функции обслуживания | Профессии рабочих, обслуживающих стадию или функцию | Норматив на 1 человека | Примечание | |
единиц оборудования | т/год | |||
1 | 2 | 3 | 4 | 5 |
Механическая обработка | Обработчик изделий из пластмасс | 1 - 3 | 70 - 150 ----------- 40 - 100 | Знаменатель для приборостроительных отраслей |
Термообработка | Аппаратчик термообработки пластмассовых изделий | - | 100 - 150 | |
Автоматическое управление технологическим процессом | Оператор ЭВМ | В зависимости от технических условий на обслуживание ЭВМ и сменности работы | ||
Упаковка | Укладчик-упаковщик | - | 200 - 250 | |
Подготовка сырья | Загрузчик-выгрузчик | - | 1500 - 2500 | |
Аппаратчик смешивания | 4 - 6 | 850 - 1000 600 - 800 | При условии механизированной загрузки и выгрузки | |
Подготовка тары | Машинист сшивальной машины | 1 | - | |
Переработка отходов | Дробильщик | 1 | 150 - 250 | |
Наладка робототехники <*> | Наладчик робототехники | 12 - 16 | - | |
Наладка оборудования <*> | Наладчик машин и автоматических линий по производству изделий из пластмасс | 20 - 25 | - | |
То же, при условии высоких требований к качеству изделий (приборорадиостроение) | 8 - 12 | - | ||
Техническое обслуживание оборудования <*> | Слесарь-ремонтник | 15 - 20 | - | |
Электромонтер по обслуживанию электрооборудования | 45 - 60 | - | ||
Слесарь-ремонтник КИПиА | 70 - 75 | - | ||
Контроль качества: | ||||
- сырья <*> | Лаборант по физико-механическим испытаниям | - | 1000 - 2500 в зависимости от количества испытаний | |
- готовой продукции | Контролер | - | 1500 - 2000 при выборочном контроле | |
То же, при условии высоких требований к качеству изделий | - | 800 - 1000 при 100% контроле | ||
Внутрицеховые транспортно-складские операции | Кладовщик | - | 3500 - 4000 | |
Подсобный рабочий | - | 500 - 800 | ||
Водитель погрузчика, электротележки и т.п. | - | 700 - 1000 | ||
Машинист крана | - | 1500 - 2000 | ||
Хозяйственно-бытовое обслуживание | Уборщик производственных помещений (вручную) | - | 900 - 1100 м2 в смену | |
То же, механизированным способом | - | 2000 - 2500 м2 в смену | ||
--------------------------------
Примечание. 1. При некоторых стадиях процесса норматив численности приведен в единицах оборудования на человека (гр. 3) и в тоннах на человека (гр. 4). При определении численности необходимо, учитывая специфику каждой отрасли и единичную мощность оборудования, пользоваться соответственно либо гр. 3, либо гр. 4 таблицы.
2. При отсутствии конкретной номенклатуры для укрупненных расчетов следует принимать: мехобработка, в том числе галтовка - 70 - 80% мощности цеха; комплектовка-упаковка - 40% мощности цеха.
3. См. примечание 3 к табл. 3.5.
3.4.3. Производство труб из ПВХ методом экструзии
Определение численности машинистов экструдеров, обслуживающих линии по производству труб из ПВХ, необходимо производить по нормам обслуживания, усредненные значения которых приведены в табл. 3.8.
Таблица 3.8
по производству труб из ПВХ
Наименование оборудования | Диаметр шнека экструдера, мм | Режим работы оборудования | Норма обслуживания |
Линия для производства труб | 63 - 125 | Автоматический | 2,0 - 3,0 |
Линия для нанесения защитно-фильтрующего материала (в производстве гофрированных дренажных труб) | - | Автоматический | 0,5 - 1,0 |
Определение численности основных производственных рабочих (за исключением машинистов экструдеров) и вспомогательных рабочих производства труб необходимо производить по нормативам для определения численности, приведенным в табл. 3.9.
Таблица 3.9
Наименование стадии процесса или функции обслуживания | Профессии рабочих, обслуживающих стадию или функцию | Норматив на 1 человека | |
единиц оборудования | т/год | ||
1 | 2 | 3 | 4 |
Подготовка композиции | Аппаратчик подготовки сырья и отпуска полуфабрикатов и продукции | - | 700 - 850 |
Аппаратчик смешивания | 2 - 2,5 | - | |
Автоматическое управление технологическим процессом | Оператор ЭВМ | В зависимости от технических условий на обслуживание ЭВМ и сменности работы | |
Подготовка сырья | Загрузчик-выгрузчик | - | 4500 - 6000 |
Переработка отходов | Дробильщик, машинист гранулирования пластмасс | - | 150 - 200 |
Упаковка труб (в отрезках или бухтах) | Укладчик-упаковщик | - | 2000 - 2500 |
Намотчик защитно-фильтрующих материалов | 0,5 - 1,0 | - | |
Наладка оборудования <*> | Наладчик машин и автоматических линий по производству изделий из пластмасс | 6 - 12 | - |
Техническое обслуживание оборудования <*> | Слесарь-ремонтник | 6 - 12 | - |
Электромонтер по обслуживанию электрооборудования | 45 - 50 | - | |
Слесарь по контрольно-измерительным приборам и автоматике | 60 - 65 | - | |
Контроль качества: | |||
- сырья <*> | Лаборант физико-механических испытаний | - | 2000 - 2500 |
- испытание труб | Лаборант физико-механических испытаний | - | 2000 - 2500 |
- готовой продукции | Контролер | - | 1500 - 2000 |
Внутрицеховые транспортно-складские операции | Кладовщик | - | 3500 - 4000 |
Оператор дистанционного пульта управления | - | до 10000 | |
Подсобный рабочий | - | 900 - 1000 | |
Машинист крана | - | 1500 - 2000 | |
Водитель погрузчика (автотележки) | - | 1000 - 1300 | |
Хозяйственно-бытовое обслуживание | Уборщик производственных помещений (вручную) | - | 900 - 1100 м2 в смену |
То же, механизированным способом | - | 2000 - 2500 м2 | |
--------------------------------
Примечание: Меньшие значения диапазонов в гр. 3 и 4 следует принимать для производств I - II классов, а также для сложного оборудования.
3.4.4. Производство пленок из ПВХ методом каландрования и методом экструзии рукава с последующим пневматическим растяжением
Определение численности рабочих, обслуживаемых каландровые (экструзионно-каландровые) линии и линии для производства рукавной пленки, следует производить по нормам обслуживания, средние значения которых приведены в табл. 3.10.
Таблица 3.10
экструзионно-каландровых линий и экструзионных линий
Наименование оборудования | Норма обслуживания | Численность рабочих |
1. Экструзионно-каландровая линия в составе: | ||
экструдер двухшнековый | 1 | |
вальцы | 1 | |
каландр | 0,5 | 2 |
ЭВМ (АСУТП) | 1 | 1 |
Итого по линии | 2,5 | 4 |
2. Линия для производства рукавных пленок (тонких) | 2 | 0,5 |
Определение численности основных (за исключением машинистов экструдера, вальцовщиков и каландровщиков) и вспомогательных рабочих производства пленки из ПВХ следует производить по нормативам для определения численности, приведенным в табл. 3.11.
Таблица 3.11
Наименование стадии, процесса или функции обслуживания | Профессии рабочих, обслуживающих стадию или функцию | Норматив на 1 чел. | |
единиц оборудования | т/год | ||
1 | 2 | 3 | 4 |
Подготовка композиции | Аппаратчик подготовки сырья и отпуска полуфабрикатов и продукции | - | 650 - 700 |
Аппаратчик смешивания | 2 - 2,5 | - | |
Намотка и упаковка рулонов пленки | Намотчик материалов и полуфабрикатов | - | 5000 - 6000 |
Укладчик-упаковщик | - | 3000 - 4000 | |
Подготовка сырья | Загрузчик-выгрузчик | - | 4500 - 5000 |
Переработка отходов | Резчик эластомеров и резины | - | 300 - 350 |
Вальцовщик | 1 | ||
Техническое обслуживание оборудования <*> | Электромонтер по обслуживанию электрооборудования | 2 - 3 <**> -------------- 45 - 50 | |
Слесарь-ремонтник | 1 - 2 <**> -------------- 12 - 15 | ||
Слесарь-ремонтник КИПиА | 2 - 3 <**> -------------- 60 - 65 | ||
Контроль качества: | |||
- сырья <*> | Лаборант физико-механических испытаний | - | 2500 - 3000 |
- готовой продукции | Контролер | - | 2000 - 2500 |
Внутрицеховые транспортно-складские операции | Кладовщик | - | 4000 - 6000 |
Водитель погрузчика | - | 1000 - 1300 | |
Машинист крана | - | 1500 - 2000 | |
Подсобный рабочий | - | 900 - 1000 | |
Оператор дистанционного пульта управления | - | до 10000 | |
Хозяйственно-бытовое обслуживание | Уборщик производственных помещений (вручную) | - | 900 - 1100 м2 в смену |
То же, механизированным способом | 1 | 2000 - 2500 м2 | |
--------------------------------
<**> В числителе указано количество экструзионно-каландровых линий, в знаменателе - количество линий для производства рукавных пленок.
Примечание: Меньшие значения диапазонов гр. 3 и 4 следует принимать для производств I и II классов.
Проектирование системы управления производством должно включать разработку производственной и организационных структур.
Проектирование производственной структуры должно основываться на анализе характеристик рассматриваемого производственного процесса. При этом количество подразделений проектируемого процесса должно быть минимальным.
Организационная структура при проектировании должна представлять собой состав структурных управленческих подразделений и должностей, их соподчиненность, взаимосвязь и распределение функций между ними. Организационная структура должна обеспечивать выполнение всех функций управления техническим развитием предприятия.
Для производств по переработке пластмасс наиболее характерной является линейно-функциональная структура управления.
Проектирование линейно-функциональной структуры должно осуществляться исходя из принципа централизации функционального и технического обслуживания производства (ремонтного, энергетического, транспортного, складского, административно-хозяйственного и т.д.).
Решение вопроса о степени централизации функций каждой службы зависит от масштабов предприятия и его профиля (специализации), типа проектируемого производства, сложности выпускаемой продукции, уровня оснащенности управленческих работ средствами механизации и автоматизации и территориальной разобщенности производственных подразделений.
Расчет сложности управления и определение статуса основных производственных подразделений для формирования организационной структуры должны осуществляться в соответствии с отраслевыми методическими указаниями в зависимости от:
объема выпускаемой продукции и сложности технологического производства;
количества наименований выпускаемой продукции;
численности основных рабочих и условий их труда;
территориальной разобщенности производственных подразделений и др.
Статус производственного подразделения должен соответствовать группе по оплате труда руководящих и ИТР.
Проектирование систем управления производствами по переработке пластмасс, организуемой в рамках предприятий машиностроительных отраслей промышленности, следует вести, руководствуясь "Общесоюзными нормами технологического проектирования заводоуправлений предприятий машиностроения, приборостроения и металлообработки" ОНТП 03-81, Минэлектротехпром, утвержденными Минэлектротехпромом 31.01.1983.
Проектирование процессов управления для предприятий других министерств и ведомств, в том числе Минхимпрома, должно производиться на основании действующих нормативных и директивных документов министерств и ведомств. Для осуществления оперативного и линейного управления производственными и организационными подразделениями при проектировании должны предусматриваться следующие виды связи:
административно-хозяйственная;
диспетчерская;
директорская;
главного инженера;
громкоговорящая.
Производственные и служебные помещения должны быть оснащены также электрочасами и громкоговорителями.
При проектировании систем управления в условиях внедрения АСУП следует учитывать изменение организационной структуры, состава работ, информационного взаимодействия между функциональными подразделениями, численности ИТР и служащих ряда служб и другие факторы. При проектировании АСУП следует руководствоваться соответствующими стандартами.
инженерно-технических работников и служащих
Для управления производством на уровне цеха (отделения, участка) необходимо предусматривать только линейный аппарат, решение всех функциональных вопросов следует выводить на более высокий уровень управления (производство, заводоуправление).
Численность линейного аппарата управления цехов и производств должна устанавливаться исходя из норм управляемости, т.е. количества рабочих, подчиненных одному мастеру (начальнику смены).
Норма управляемости в зависимости от типа технологического процесса приведена в табл. 3.12.
Таблица 3.12
Тип технологических процессов | Норма управляемости (человек) |
1 | 2 |
1. Автоматизированные и непрерывные аппаратурные | 8 - 12 |
2. Машино-ручные и периодические аппаратурные | 15 - 25 |
3. Ручные | 30 - 60 |
Функциональное разделение труда по категориям работающих по методам переработки приведено в табл. 3.13. Рекомендуемое функциональное разделение труда по категориям работающих с учетом общезаводских служб для заводов Минхимпрома приведено в Приложении 3.
Таблица 3.13
работающих в основных производствах
Категория работающих | Состав работающих, % | ||||
Производство изделий из реактопластов | Производство труб и пленок из ПВХ методом экструзии | Производство пленок из ПВХ методом каландрования | |||
Единичное и мелкосерийное | Серийное | Крупносерийное и массовое | |||
1 | 2 | 3 | 4 | 5 | 6 |
Основные производственные рабочие | 100 | 100 | 100 | 100 | 100 |
Вспомогательные рабочие | 10 - 15 | 12 - 16 | 15 - 20 | 80 - 100 | 60 - 85 |
ИТР и служащие | 3 - 8 | 5 - 10 | 5 - 10 | 5 - 15 | 5 - 15 |
Общая численность работающих | 113 - 123 | 117 - 126 | 121 - 127 | 185 - 216 | 165 - 200 |
Примечание: 1. В состав вспомогательных рабочих включены рабочие общезаводских служб, выполняющие функции наладки и технического обслуживания электрооборудования и КИПиА.
2. Большие значения % вспомогательных рабочих и ИТР следует принимать для производств с более высоким уровнем автоматизации и механизации (см. табл. 13.1).
Фонды времени работы оборудования в зависимости от метода переработки, режима работы и типа производства следует принимать в соответствии с табл. 4.1.
Таблица 4.1
Метод переработки | Наименование оборудования | Режим работы | Режимный (номинальный) фонд времени, ч | Тип производства | Время простоев оборудования, Фпр | Нормативный годовой фонд времени работы оборудования, Фн (гр. 4 - гр. 6), ч | Продолжительность смены, ч | Количество смен работы оборудования в году | Количество рабочих дней в году | Примечание | ||||||
Всего  | В том числе по причинам | |||||||||||||||
ремонт | техническое и организационное обслуживание | |||||||||||||||
ч | % | |||||||||||||||
ч | % | |||||||||||||||
ч | % | |||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
1. Основное технологическое оборудование | ||||||||||||||||
Производство изделий из реактопластов методом прессования | Гидравлические прессы-полуавтоматы усилием от 140 до 10000 кН | 3-х сменный прерывный | 6210 | Массовое, крупносерийное | 760 | 12,2 | 285 | 4,6 | 475 | 7,6 | 5450 | 8 | 681 | 271 | ||
То же | 3-х сменный прерывный | 6210 | Серийное, мелкосерийное, единичное | 850 | 13,7 | 285 | 4,6 | 585 | 9 | 5360 | 8 | 670 | 271 | |||
" | 2-х сменный прерывный | 4140 | Крупносерийное | 510 | 12,4 | 150 | 4,8 | 360 | 7,6 | 3630 | 8 | 454 | 253 | |||
" | 2-х сменный прерывный | 4140 | Серийное, мелкосерийное | 570 | 13,8 | 150 | 4,8 | 420 | 9 | 3570 | 8 | 446 | 253 | Возможный режим работы для приборостроительных отраслей промышленности | ||
Гидравлические прессы-автоматы усилием от 140 до 10000 кН | 3-х сменный прерывный | 6490 | Массовое, крупносерийное | 700 | 10,8 | 285 | 4,6 | 415 | 6,4 | 5790 | 8 | 724 | 271 | |||
То же | 3-х сменный прерывный | 6490 | Серийное, мелкосерийное | 780 | 12,2 | 285 | 4,6 | 495 | 7,6 | 5710 | 8 | 685 | 271 | |||
2-х сменный прерывный | 4140 | Массовое, крупносерийное | 550 | 13,3 | 200 | 4,8 | 320 | 7,7 | 3590 | 8 | 449 | 253 | Возможный режим работы для приборостроительных отраслей промышленности | |||
2-х сменный прерывный | 4140 | Серийное, мелкосерийное | 620 | 15,0 | 200 | 4,8 | 390 | 9,4 | 3520 | 8 | 440 | 253 | ||||
Роторные линии Ротационные прессы | 3-х сменный прерывный | 6490 | Массовое, крупносерийное | 910 | 14 | 210 | 9,5 | 700 | 4,5 | 5580 | 8 | 697 | 271 | |||
Производство изделий из реактопластов методом литья под давлением | Литьевые машины для реактопластов, работающие в полуавтоматическом режиме | 3-х сменный прерывный | 6210 | Массовое, крупносерийное | 780 | 12,6 | 290 | 4,7 | 490 | 7,9 | 5430 | 8 | 679 | 271 | ||
То же | 3-х сменный прерывный | 6210 | Серийное, мелкосерийное, единичное | 880 | 14,2 | 290 | 4,7 | 590 | 8,7 | 5330 | 8 | 666 | 271 | |||
" | 2-х сменный прерывный | 4140 | Крупносерийное | 560 | 13,5 | 200 | 4,8 | 360 | 8,7 | 3580 | 8 | 448 | 253 | То же | ||
" | 2-х сменный прерывный | 4140 | Серийное, мелкосерийное, единичное | 630 | 15,2 | 200 | 4,8 | 430 | 10,4 | 3510 | 8 | 439 | 253 | |||
Литьевые машины для реактопластов, работающие в автоматическом режиме | 3-х сменный прерывный | 6490 | Массовое, крупносерийное | 860 | 13,3 | 290 | 4,5 | 570 | 8,8 | 5630 | 8 | 704 | 271 | |||
3-х сменный прерывный | 6490 | Серийное, мелкосерийное | 970 | 15,0 | 290 | 4,5 | 680 | 10,5 | 5520 | 8 | 690 | 271 | ||||
То же | 2-х сменный прерывный | 4140 | Крупносерийное | 620 | 15,0 | 200 | 4,8 | 420 | 10,2 | 3520 | 8 | 440 | 253 | Возможный режим работы для приборостроительных отраслей промышленности | ||
" | 2-х сменный прерывный | 4140 | Серийное, мелкосерийное | 700 | 15,2 | 200 | 4,8 | 500 | 10,4 | 3440 | 8 | 430 | 253 | |||
Литьевые машины для реактопластов, работающие с робототехникой (РТК, ГАП) | 3-х сменный прерывный | 6490 | Массовое, крупносерийное | 730 | 11,3 | 290 | 4,5 | 440 | 6,8 | 5760 | 8 | 720 | 271 | |||
Автоматические линии на базе типовых технологических комплексов | 3-х сменный прерывный | 6490 | Серийное | 820 | 12,7 | 290 | 4,5 | 530 | 8,2 | 5670 | 8 | 709 | 271 | |||
2-х сменный прерывный | 4140 | Крупносерийное | 530 | 12,8 | 200 | 4,8 | 330 | 8,0 | 3610 | 8 | 451 | 253 | ||||
2-х сменный прерывный | 4140 | Серийное | 600 | 14,5 | 200 | 4,8 | 400 | 9,7 | 3540 | 8 | 442 | 253 | ||||
Производство труб из поливинилхлорида методом экструзии | Линии для производства гладких труб | 3-х сменный непрерывный | 8550 | I - IV класс (до 20000 т/ год) | 1150 | 13,5 | 450 | 5,3 | 700 | 8,2 | 7400 | 8 | 925 | 357 | ||
8550 | V класс (свыше 2000 т/ год) | 1050 | 12,3 | 450 | 5,3 | 600 | 7,0 | 7500 | 8 | 938 | 357 | |||||
Линии для производства гофрированных дренажных труб | 3-х сменный непрерывный | 8550 | I - V класса | 1350 | 15,8 | 550 | 6,4 | 800 | 9,4 | 7200 | 8 | 900 | 357 | |||
Производство пленок из ПВХ методом каландрования <*> | Каландровые линии на базе 3-х валкового каландра | 3-х сменный непрерывный | 8550 | - | 1150 | 13,4 | 420 | 4,9 | 730 | 8,5 | 7400 | 8 | 925 | 357 | Год без капитального ремонта | |
8550 | - | 1820 | 21,3 | 1140 | 13,3 | 680 | 8,0 | 6730 | 8 | 841 | 357 | Год с капитальным ремонтом | ||||
Каландровые линии на базе 4-х валкового каландра | 3-х сменный непрерывный | 8550 | - | 1450 | 17,0 | 525 | 6,1 | 925 | 10,9 | 7100 | 8 | 888 | 357 | Год без капитального ремонта | ||
8550 | - | 2260 | 26,4 | 1450 | 16,9 | 810 | 9,5 | 6290 | 8 | 786 | 357 | Год с капитальным ремонтом | ||||
Каландровые линии на базе 5-ти валкового каландра | 3-х сменный непрерывный | 8550 | - | 1840 | 21,5 | 660 | 7,7 | 1180 | 13,8 | 6700 | 8 | 838 | 357 | Год без капитального ремонта | ||
8550 | - | 2920 | 34,1 | 1870 | 21,8 | 1050 | 12,3 | 5630 | 8 | 704 | 357 | Год с капитальным ремонтом | ||||
Производство пленок из ПВХ методом экструзии рукава с последующим пневматическим растяжением | Линии для производства рукавной пленки (тонкой) | 3-х сменный непрерывный | 8550 | - | 1220 | 14,3 | 455 | 5,3 | 765 | 9,0 | 7330 | 8 | 916 | 357 | ||
2. Вспомогательное технологическое оборудование (подготовительно-заключительные операции) | ||||||||||||||||
Подготовка реактопластов | Таблетировочные машины, установки жгутирования | 3-х сменный прерывный | 6210 | Все типы производства | 715 | 11,5 | 300 | 4,8 | 415 | 6,7 | 5495 | 8 | 686 | 271 | ||
2-х сменный прерывный | 4140 | То же | 555 | 18,4 | 235 | 5,7 | 320 | 7,7 | 3585 | 8 | 448 | 253 | ||||
Гидравлические таблетавтоматы | 3-х сменный прерывный | 6490 | Массовое, крупносерийное | 700 | 10,8 | 285 | 4,6 | 415 | 6,4 | 5790 | 8 | 721 | 271 | |||
Сушильные шкафы | 3-х сменный прерывный | 6210 | Все типы производства | 335 | 5,4 | 135 | 2,2 | 200 | 3,2 | 5875 | 8 | 734 | 271 | |||
2-х сменный прерывный | 4140 | То же | 245 | 5,9 | 105 | 2,5 | 140 | 3,4 | 3895 | 8 | 486 | 253 | ||||
Смесительное и дозирующее оборудование | 2-х сменный прерывный | 4140 | " | 400 | 9,7 | 300 | 7,3 | 100 | 2,4 | 3740 | 8 | 592 | 253 | Оборудование предусматривается при усреднении партий сырца и добавке измельченных возвратных отходов к первичному сырью | ||
Механическая обработка деталей | Галтовочные барабаны Косточко-струйные, пластоструйные установки | 3-х сменный прерывный | 6210 | Все типы производств | 435 | 7,0 | 435 | 7,0 | - | - | 5775 | 8 | 722 | 271 | ||
Станки полировальные, шлифовальные, фрезерные, сверлильные, резьбонарезные, установки "Холод" и др. | 2-х сменный прерывный | 4140 | То же | 250 | 6,0 | 250 | 6,0 | - | - | 3890 | 8 | 486 | 253 | |||
Агрегированные универсальные станки для механической обработки деталей из пластмасс | 3-х сменный прерывный | 6210 | " | 600 | 9,7 | 450 | 7,3 | 150 | 2,4 | 5610 | 8 | 701 | 271 | |||
2-х сменный прерывный | 4140 | " | 400 | 9,7 | 300 | 7,3 | 100 | 2,4 | 3740 | 8 | 592 | 253 | ||||
Приготовление композиции на основе смолы ПВХ | Дозирующее и смесительное оборудование | 3-х сменный непрерывный | 8550 | " | 1350 | 15,8 | 450 | 5,3 | 900 | 10,5 | 7200 | 8 | 900 | 357 | В производстве пленок из ПВХ методом каландрования нормативный фонд времени работы оборудования по подготовке композиции принимать по Фн для каландровых линий | |
Переработка отходов | Измельчители реактопластов | 2-х сменный | 4140 | " | 330 | 8,0 | 330 | 8,0 | - | - | 3810 | 8 | 476 | 253 | ||
1 сменный | 2070 | " | 145 | 7,0 | 145 | 7,0 | - | - | 1925 | 8 | 241 | 241 | ||||
Агрегаты переработки отходов труб | 3-х сменный прерывный | 6210 | " | 660 | 10,6 | 660 | 10,6 | - | - | 5550 | 8 | 694 | 271 | |||
--------------------------------
<*> Расчет нормативного фонда времени работы каландровых линий приведен для управления производственным процессом без ЭВМ. В случае использования ЭВМ для управления технологическим процессом нормативный фонд времени работы каландровых линий в год без капитального ремонта принимать равным 6200 часов для линий на базе 4-х валковых каландров.
Примечание: 1. Режим работы оборудования подготовительно-заключительных операций в зависимости от объемов производства может быть односменным.
Режимные (номинальные) фонды времени работы оборудования приняты по "Общесоюзным нормам технологического проектирования предприятий машиностроения, приборостроения и металлообработки; фонды времени работы оборудования и рабочих" ОНТП 15-86.
Потери времени для работы оборудования (простои) приняты исходя из продолжительности и периодичности планово-предупредительных ремонтов, технологических переналадок, а также внутрисменных потерь, связанных с техническим обслуживанием оборудования (смазка, чистка, подналадка оборудования и инструмента) и организационными мероприятиями (подготовительно-заключительное время; время на сдачу и прием смены) на основании общесоюзных и отраслевых нормативных материалов.
Основными величинами, определяющими взаимное размещение основного технологического оборудования, являются расстояние по фронту и между тыльными сторонами оборудования, а также расстояние от оборудования до стен и колонн зданий.
Ниже представлены таблицы с указанием взаимного расположения наиболее типичных представителей оборудования по методам переработки.
В таблицах указаны расстояния от наружных габаритов оборудования.
Для оборудования, в комплект которого входят шкафы, пульты управления и т.п., следует включить все выносные узлы в габарит машины или линии. При оснащении оборудования робототехникой (РТК, ГАП) последние следует также включать в габарит оборудования. При установке оборудования на индивидуальные фундаменты расстояние оборудования от колонн, стен и между оборудованием следует принимать с учетом конфигурации фундаментов.
При разных размерах стоящего рядом оборудования расстояние между ним принимается по оборудованию больших размеров.
Нормы расстояний не учитывают конкретные решения по прокладке каналов для промпроводок (воды, сжатого воздуха, кабелей и т.п.) площадок, конструкций, укрытий местных отсосов, стационарных средств механизации.
Для тяжелого оборудования больших габаритов (свыше 10000 мм), для уникального оборудования, технологических линий (вальцево-каландровых, экструзионно-каландровых и т.п.), состоящих из нескольких типов оборудования, расстояния устанавливаются применительно к каждому конкретному случаю.
Ширина проходов и проездов принимается в соответствии с величинами, указанными в табл. 5.1.
Таблица 5.1
Нормы ширины цеховых проездов и проходов
Наименование транспортных средств | Размер транспортируемого груза, мм | Ширина проезда, мм | Ширина прохода, мм | |
при одностороннем движении | при двух стороннем движении | |||
1 | 2 | 3 | 4 | 5 |
Напольный транспорт (электропогрузчики, оборудованные вилочными захватами) | до 800 | 2200 | 4500 | 1400 |
до 1200 | 2700 | |||
Электротележки, электрокары, ручные тележки и т.д.) | до 1600 | 3600 | - | 1400 |
до 3000 | 4000 | - | ||
до 6000 | 7000 | - | ||
до 12000 | 13000 | - | ||
Примечание: Ширину проезда с односторонним движением при условии использования электропогрузчиков следует принимать с учетом возможности поворота погрузчика на 90°.
Следует применять в основном проезды с односторонним движением. Двухстороннее движение допускается для магистральных проездов и при соответствующем обосновании.
Нормы размещения оборудования подготовительно-заключительных операций, такого, как сушильные шкафы, станки механической обработки деталей и т.д., следует принимать по "Общесоюзным нормам технологического проектирования механообрабатывающих и сборочных цехов предприятий машиностроения, приборостроения и металлообработки" (Минстанкинпром, Москва, 1984 г.).
Таблица 5.2
Нормативное расстояние между оборудованием
и до строительных конструкций для производства
изделий из реактопластов
Расстояние между | Обозначение | Норма расстояний, мм | Эскиз |
1 | 2 | 3 | 4 |
Прессование | |||
прессами при расположении в "затылок" | д | 1700 - 2600 |  |
боковыми сторонами прессов | а | 800 - 1200 |  |
тыльными сторонами прессов | б | 800 - 1300 | |
прессами при расположении фронтом друг к другу и обслуживании одним рабочим: | |||
одного пресса, | к | 2500 - 3000 |  |
двух прессов | м | 1500 - 1800 | |
рядом прессов, расположенных фронтом к проезду | п | 1600 - 2500 |  |
тыльной стороной прессов и проездом | с | 500 - 1200 | |
боковыми сторонами прессов и проездом | р | 500 - 1000 |  |
стенами здания и прессами, расположенными фронтом к стене | к | 1600 - 2000 |  |
стенами здания и прессами, расположенными тыльной стороной к стене | к <*> | 800 - 1000 | |
колоннами здания и прессами, расположенными фронтом к колонне | к | 1300 - 1500 |  |
колоннами здания и прессами, расположенными тыльной стороной к колонне | к <*> | 700 - 1000 | |
стенами здания и боковой стороной пресса | м | 800 - 1200 | |
колоннами здания и боковой стороной пресса | м <*> | 800 - 1200 | |
Таблетирование | |||
фронтом таблеточных машин относительно друг друга при обслуживании одним рабочим 2-х и более машин | д | 1300 - 1800 |  |
тыльными сторонами машин относительно друг друга | ж | 800 | |
боковыми сторонами машин относительно друг друга | з | 800 | |
стенами здания и фронтов машин | и | 1600 - 2000 |  |
стенами здания и тыльной стороной машины | к | 800 - 1000 | |
стенами здания и боковой стороной машины | к | 900 - 1200 | |
колоннами и фронтом машин | м | 1600 - 2000 | |
колоннами и тыльной стороной машины | н | 800 | |
колоннами и боковой стороной машины | р | 800 | |
Литье под давлением | |||
литьевые машины с выносными шкафами при расположении в "затылок" | д | 1200 |  |
литьевыми машинами со встроенными шкафами при расположении в "затылок" | е | 1500 - 2500 |  |
боковыми сторонами литьевых машин | а | 1000 - 1500 |  |
тыльными сторонами литьевых машин | б | 1000 - 1300 | |
литьевыми машинами при расположении фронтом друг к другу и обслуживании одним рабочим: |  | ||
одной или двух литьевых машин с выносными шкафами | и | 1200 | |
одной литьевой машиной со встроенными шкафами | к | 2800 - 3200 |  |
двух литьевых машин со встроенными шкафами | к | 1800 - 2000 | |
рядом литьевых машин, расположенных фронтом, и проездом | п | 1600 - 2500 |  |
тыльной стороной литьевых машин и проездом | с | 500 - 800 | |
боковыми сторонами литьевых машин и проездом | р | 500 - 1000 |  |
стенами здания и литьевой машиной, расположенной фронтом к стене | к | 1600 - 2000 |  |
стенами здания и литьевой машиной, расположенной тыльной стороной к стене | к <*> | 800 - 1000 | |
колоннами здания и литьевой машиной, расположенной фронтом к колонне | и | 1300 - 1500 | |
колоннами здания и литьевой машиной, расположенной тыльной стороной к колонне | и <*> | 700 - 1000 | |
стенами и боковой стороной литьевой машины | н | 800 - 1500 <*> |  |
колоннами и боковой стороной литьевой машины | н | 800 - 1500 <*> | |
--------------------------------
Таблица 5.3
Нормативное расстояние между оборудованием
и до строительных конструкций для производства труб из ПВХ
Расстояние между | Обозначение | Норма расстояний, мм | Эскиз |
1 | 2 | 3 | 4 |
трубными линиями с диаметром шнека 45 мм | а | 800 |  |
п | 3500 | ||
трубными линиями с диаметром шнека 63 мм | а | 800 | |
п | 4000 | ||
трубными линиями с диаметром шнека 90 мм | а | 1000 | |
п | 4000 | ||
трубными линиями с диаметром шнека 125 мм | а | 1000 | |
п | 4500 | ||
торцевыми сторонами трубных линий при наличии проезда и при длине труб до 6 м | ж | 7000 |  |
торцевыми сторонами трубных линий при наличии проезда и при длине труб до 12 м | ж | 13000 | |
стенами здания и тыльной стороной трубной линии | д | 2000 |  |
стенами здания и торцевой стороной трубной линии | г | 2200 | |
стенами здания и фронтом трубной линии | к | 1500 | |
колоннами здания и тыльной стороной трубной линии | к | 1000 | |
колоннами здания и торцевой стороной трубной линии | е | 1400 | |
колоннами здания и фронтом трубной линии | к | 1500 |
Таблица 5.4
Нормативное расстояние между оборудованием
и до строительных конструкций для производства
пленок ПВХ методом экструзии рукава с последующим
пневматическим растяжением
Расстояние между | Обозначение | Норма расстояний, мм | Эскиз |
1 | 2 | 3 | 4 |
линиями для производства тонких упаковочных пленок с диаметром шнека 63 мм <*> | а | 1000 |  |
п | 4500 | ||
фронтами двух рядов | л | 7500 | |
линий для производства пленок с диаметром шнека 63 мм <*> | к | 4500 | |
стенами здания и боковой стороной линии <*> | г | 2000 |  |
стенами здания и торцевой стороной линии <*> | д | 2500 | |
колоннами здания и боковой стороной линии <*> | и | 1000 | |
колоннами здания и торцевой стороной линии <*> | е | 1500 |
--------------------------------
Площадь цеха по своему назначению подразделяется на производственную, вспомогательную и служебно-бытовую.
Производственной следует считать площадь отделений и участков, непосредственно предназначенных для осуществления технологического процесса в данном цехе.
Вспомогательной следует считать площадь цеховых ремонтных участков, площади отделений и участков для обслуживания производства, помещений для цеховых энергетических и санитарно-технических установок (трансформаторные подстанции, венткамеры, щитовые и т.д.), магистральных проездов цеха, площади цеховых складских помещений. К вспомогательной площади следует относить также площади операторных КИПиА, АСУТП, установок очистки газовых выбросов и стоков.
Общей площадью цеха при проектировании следует считать сумму производственной и вспомогательной площади (без служебно-бытовой площади). Распределение общей площади для каждого метода переработки приведено в табл. 6.1.
Таблица 6.1
Распределение общей площади цеха (%)
Наименование площади | Производство изделий из реактопластов | Производство труб из ПВХ | Производство пленок из ПВХ методом | |
каландрования | экструзии | |||
1 | 2 | 3 | 4 | 5 |
Общая площадь | 100 | 100 | 100 | 100 |
В том числе: | ||||
производственная | 50 - 55 | 45 - 50 | 50 - 55 | 50 - 55 |
вспомогательная, | 45 - 50 | 50 - 55 | 45 - 50 | 45 - 50 |
включая: | ||||
- магистральные проезды | 5 | 10 | 10 | 5 - 10 |
- кладовые (сырья, готовой продукции, материалов, инструмента) | 10 | 5 - 10 | 5 | 5 - 10 |
- установки очистки газовых выбросов и стоков | 5 | 5 | 5 | 5 - 10 |
- трансформаторные, щитовые, пультовые, венткамеры и пр. помещения | 25 - 30 | 30 - 35 | 25 - 30 | 25 - 30 |
Примечание: 1. Площади и состав бытовых помещений следует определять по СНиП "Вспомогательные здания и помещения промышленных предприятий" в зависимости от численности рабочих и группы производственных процессов с учетом требований "Правил безопасности в химической промышленности" ПБВХП-74, Москва, Недра, 1976.
2. Рекомендуемое соотношение численности мужчин и женщин производств переработки пластмасс приведены в Приложении 4.
3. Площади и состав служебных помещений должны определяться в соответствии со СНиП "Вспомогательные здания промышленных предприятий" в зависимости от номенклатуры должностей ИТР и служащих и их численности.
Основными показателями, характеризующими удельную величину площади цеха, являются:
величина общей площади цеха на единицу оборудования;
величина производственной площади на единицу оборудования.
Величина производственной площади на единицу основного технологического оборудования должна определяться:
площадью, занимаемой конкретной единицей оборудования (паспортные данные);
шириной проходов и проездов;
способами загрузки сырья и отбора готовой продукции;
средствами механизации и автоматизации.
В Приложении 6 приведена в качестве справочного материала производственная площадь на единицу основного технологического оборудования по методам переработки для наиболее распространенных типов оборудования.
В Приложении 7 приведены рекомендации по размещению некоторых типов основного оборудования в производстве изделий из реактопластов.
И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ, ЭНЕРГОРЕСУРСОВ
Нормы расхода сырья при проектировании - это максимально допустимые, расчетные значения количества сырья на производство единицы продукции.
Нормы состоят из поэлементных структурных составляющих (нормативов) технологических потерь и отходов сырья и материалов по видам производственных процессов.
Классификация отходов и потерь:
возвратные отходы - отходы, используемые в том же технологическом процессе и идущие на выпуск той же продукции;
используемые отходы (используемое вторичное сырье) - отходы, которые не могут использоваться в том же технологическом процессе или в производстве тех же изделий, но могут быть использованы в другом производственном процессе переработки пластмасс на данном предприятии или на других предприятиях;
неиспользуемые (безвозвратные) отходы - отходы, которые не могут быть полезно использованы при современном технологическом уровне оборудования и технологии переработки пластмасс, но могут быть утилизированы или реализованы в других отраслях народного хозяйства;
технологические потери - потери, образующиеся непосредственно в технологическом процессе (угар, летучие, потери при сушке сырья, переработке возвратных отходов и т.д.).
При рациональной организации производственного процесса потери, которые могут быть локализованы и собраны в виде промышленной пыли или стружки, утилизируются в количествах, указанных в соответствующих таблицах и номограммах.
Величины технологических потерь и отходов определяются нормативными коэффициентами, являющимися отношением веса потерь или отходов к чистому весу изделий.
Обозначения нормативных коэффициентов:
Нормативные коэффициенты отходов и потерь, расходные коэффициенты, группы сложности изделий, весовые группы в производствах прессования, литья под давлением реактопластов и производстве труб из ПВХ приведены по данным НПО "Пластик" ("Методические указания по нормированию расходов синтетических смол и пластических масс в производстве изделий и полуфабрикатов", - Минхимпром, Москва, 1984 г., согласованные с НИИПиНОМ при Госплане СССР).
Нормативные коэффициенты отходов и потерь, расходные коэффициенты в производстве пленки из ПВХ методом каландрования приведены по данным НИИполимеров (г. Дзержинск) с учетом данных обследования действующих производств.
В случае пересмотра нормативов расходов сырья ведущими научно-исследовательскими институтами при проектировании следует использовать уточненные данные этих институтов.
При проектировании производств в составе отраслей промышленности, имеющих отраслевые стандарты по нормам расхода сырья, отражающие специфику отрасли, нормативные коэффициенты отходов и потерь, а также расходные коэффициенты могут приниматься в соответствии с этими стандартами.
7.1.1. Производство изделий из реактопластов методом прессования и литья под давлением
На рис. 7.1 - 7.5 приведены номограммы нормативных коэффициентов технологических отходов и потерь для 6 групп сложности деталей, изготавливаемых методом прямого прессования.
для прессовых деталей массой до 5 г 1 и 2 групп сложности

Рис. 7.2. Номограмма значений нормативных коэффициентов
для прессовых деталей массой свыше 5 г
1 и 2 групп сложности

Рис. 7.3. Номограмма значений нормативных коэффициентов
для прессовых деталей массой до 5 г 3 группы сложности

Рис. 7.4. Номограмма значений нормативных коэффициентов
для прессовых деталей массой свыше 5 г 3 группы сложности

для прессовых деталей массой до 5 г 4 группы сложности
Номограмма построена следующим образом:
на средней вертикальной шкале указаны весовые группы деталей, повторенные дважды в верхней и нижней части шкалы.
В левой наклонной части номограммы приведены значения нормативных коэффициентов  ,
,  для разных видов перерабатываемых материалов по весовым группам, в правой наклонной части аналогично представлены значения нормативных коэффициентов:
для разных видов перерабатываемых материалов по весовым группам, в правой наклонной части аналогично представлены значения нормативных коэффициентов:  ,
,  .
.
Порядок определения значений нормативных коэффициентов:
через строку, к которой относится заданное изделие по весу, в нижней части средней вертикальной шкалы проводятся направо и налево прямые, параллельные наклонным линиям номограммы до пересечения с перпендикулярами, восстановленными слева и справа от строчки заданного сырья.
На пересечении слева лежат значения коэффициентов  по весовой градации, справа - значения
по весовой градации, справа - значения  .
.
Аналогичное построение проводится через строчку весового диапазона в верхней части номограммы, что позволяет определить слева  , справа -
, справа -  .
.
При отсутствии конкретной номенклатуры изделий для укрупненных расчетов по определению расходов сырья могут быть использованы нормативные коэффициенты, приведенные в табл. 7.2.
Нормативный расходный коэффициент  определяется по формуле 7.1:
определяется по формуле 7.1:

где  ,
,  ,
,  ,
,  - нормативные коэффициенты, принимаемые по номограммам.
- нормативные коэффициенты, принимаемые по номограммам.
Норма расхода сырья  определяется по формуле 7.2:
определяется по формуле 7.2:
 . (7.2)
. (7.2)На дополнительные операции, связанные с обработкой некоторых видов готовых изделий (нанесение печати и другие виды декорирования), устанавливаются отраслевые нормативы потерь и расходный коэффициент рассчитывается с учетом их величин по формуле 7.3:
 , (7.3)
, (7.3)где  - расходный коэффициент с учетом потерь на дополнительных технологических операциях;
- расходный коэффициент с учетом потерь на дополнительных технологических операциях;
m - количество дополнительных стадий технологического процесса.
При производстве изделий методом литьевого прессования и литья под давлением нормативный расходный коэффициент определяется умножением соответствующего нормативного расходного коэффициента для прямого прессования на поправочный коэффициент  и норма расхода в этом случае рассчитывается по формуле 7.4.
и норма расхода в этом случае рассчитывается по формуле 7.4.
 . (7.4)
. (7.4)Таблица 7.1
Величины поправочного коэффициента 
P0 (г) | до 0,5 | 0,5 - 1,0 | 1,0 - 2,0 | 2,0 - 3,0 | 3,0 - 4,0 | 4,0 - 5,0 | 5,0 - 10,0 |
Кп | 1,15 | 1,13 | 1,10 | 1,09 | 1,085 | 1,08 | 1,065 |
Продолжение табл. 7.1
P0 (г) | 10,0 - 30,0 | 30,0 - 50,0 | 50,0 - 100,0 | 100,0 - 1000,0 | св. 1000,0 |
Кп | 1,05 | 1,045 | 1,04 | 1,035 | 1,03 |
Для прессовых изделий повышенного квалитета точности (по 4-й включительно, но не выше) расходный коэффициент определяется удалением нормативного расходного коэффициента  на 1,04 и норма расхода определяется для прямого прессования по формуле (7.5):
на 1,04 и норма расхода определяется для прямого прессования по формуле (7.5):
 ; (7.5)
; (7.5)для литьевого прессования и литья под давлением - по формуле 7.6:
 . (7.6)
. (7.6)При переработке методом горячего формования гранулированных реактопластов с легирующими добавками нормативный коэффициент расхода сырья определяется без учета  , а значение
, а значение  принимается на 25 - 30% меньше приведенных в номограммах рис. 7.1 - 7.10 и в табл. 7.2.
принимается на 25 - 30% меньше приведенных в номограммах рис. 7.1 - 7.10 и в табл. 7.2.

Рис. 7.6. Номограмма значений нормативных коэффициентов
для прессовых деталей массой свыше 5 г 4 группы сложности

Рис. 7.7. Номограмма значений нормативных коэффициентов
для прессовых деталей массой до 5 г 5 группы сложности

Рис. 7.8. Номограмма значений нормативных коэффициентов
для прессовых деталей массой свыше 5 г 5 группы сложности
Рис. 7.9. Номограмма значений нормативных коэффициентов
для прессовых деталей массой до 5 г 6 группы сложности

для прессовых деталей массой свыше 5 г 6 группы сложности
Таблица 7.2
и отходов (для укрупненных расчетов)
Виды сырья | Технологические потери | Неиспользуемые (безвозвратные) отходы, Ктон | Расходный коэффициент Кр1 | |||
Подготовка материала Ктпп | Летучие продукты Ктпл | Механическая обработка Ктпм | Всего | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Фенопласты новолачные | 0,028 - 0,031 | 0,018 - 0,019 | 0,014 | 0,058 - 0,064 | 0,04 - 0,176 | 1,09 - 1,24 |
Фенопласты резольные | 0,030 - 0,036 | 0,021 - 0,022 | 0,015 | 0,066 - 0,073 | 0,054 - 0,247 | 1,11 - 1,32 |
Аминопласты | 0,040 - 0,044 | 0,027 - 0,028 | 0,016 | 0,083 - 0,088 | 0,062 - 0,177 | 1,24 - 1,26 |
Волокниты | 0,017 - 0,019 | 0,027 - 0,029 | 0,017 | 0,061 - 0,065 | 0,069 - 0,195 | 1,13 - 1,26 |
Стекловолокниты | 0,055 - 0,061 | 0,031 - 0,040 | 0,018 | 0,109 - 0,119 | 0,121 - 0,241 | 1,23 - 1,36 |
Премиксы | - | 0,083 - 0,207 | 0,018 | 0,101 - 0,225 | 0,119 - 0,475 | 1,22 - 1,70 |
Примечание: Из общего количества безвозвратных отходов при переработке фенопластов и аминопластов часть их в виде облоя, вытечек из форм, литников, некондиционной продукции, получаемой при выходе на режим, может быть после измельчения использована в качестве добавок к первичному сырью в количестве от 5 до 20% для изготовления неответственных деталей, если таковые есть в номенклатуре проектируемого или действующего производства, и введение возвратных отходов допускается ТУ на эти детали.
7.1.2. Производство труб из ПВХ методом экструзии
Таблица 7.3
Нормативные коэффициенты отходов и потерь,
расходные коэффициенты в производстве гладких труб из ПВХ
Вид сырья | Технологические потери | Неиспользуемые отходы Ктон | Используемые (возвратные) отходы Ктои | Расходный коэффициент | |||||
Летучие и пылеобразные продукты при подготовке композиции Ктпп | Летучие продукты при экструзии Ктпл | Резка труб Ктпм | Подготовка отходов Ктпо | Всего Ктп | |||||
Кр1 | Кр2 | ||||||||
Порошкообразная композиция на основе смолы ПВХ | 0,0065 | 0,0009 | 0,0006 | 0,001 | 0,009 | 0,011 | 0,031 | 1,051 | 1,02 |
Примечание: 1. Утилизации подлежат неиспользуемые отходы и 40% технологических потерь при резке труб.
2. Расходный коэффициент  принимается при производстве напорных труб;
принимается при производстве напорных труб;  - при производстве безнапорных труб и каналов связи.
- при производстве безнапорных труб и каналов связи.
Таблица 7.4
расходные коэффициенты в производстве гофрированных
дренажных труб из ПВХ
Вид сырья | Технологические потери | Неиспользуемые отходы Ктон | Используемые (возвратные) отходы Ктои | Расходный коэффициент | |||||
Летучие и пылеобразные продукты при подготовке композиции Ктпп | Летучие продукты при экструзии Ктпл | Пробивка отверстий, резка труб Ктпм | Подготовка отходов Ктпо | Всего Ктп | |||||
Кр1 | Кр2 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Порошкообразная композиция на основе смолы ПВХ: | |||||||||
а) изготовление труб | 0,0065 | 0,0009 | 0,0026 <*> -------------- 0,0056 | 0,001 | 0,011 <*> ------------- 0,014 | 0,006 | 0,034 <*> ------------- 0,031 | 1,051 | 1,017 <*> ------------- 1,02 |
б) гранулирование | 0,0065 | 0,0009 | - | - | 0,0074 | 0,006 | - | - | 1,0134 |
Гранулированная композиция на основе смолы ПВХ | |||||||||
- изготовление труб | - | 0,0009 | 0,0026 <*> -------------- 0,0056 | 0,001 | 0,0045 <*> -------------- 0,0075 | 0,006 | 0,034 <*> ------------- 0,031 | 1,0445 | 1,0105 <*> -------------- 1,0135 |
--------------------------------
<*> В числителе даны коэффициенты для производств, оснащаемых линиями изготовления труб, включающие узлы улавливания и сбора отходов при пробивке отверстий и резке труб и их использовании в качестве возвратных отходов в собственном производстве; в знаменателе даны нормативные коэффициенты при невозможности улавливания отходов от пробивки отверстий и резки труб из-за отсутствия в составе трубных линий, необходимых для этого конструктивных элементов.
Примечание: При проектировании, как правило, следует принимать расходный коэффициент  ;
;  может применяться для производств I класса, когда неэкономично предусматривать оборудование для переработки отходов.
может применяться для производств I класса, когда неэкономично предусматривать оборудование для переработки отходов.
7.1.3. Производство пленок из ПВХ методом каландрования и методом экструзии рукава с последующим пневматическим растяжением
Таблица 7.5
расходные коэффициенты при производстве пленок
из ПВХ методом каландрования
Вид сырья | Технологические потери | Неиспользуемые отходы (в том числе расход на упаковку) Ктон | Используемые (возвратные) отходы Ктои | Расходный коэффициент | |||||
Летучие и пылеобразные продукты при подготовке композиции Ктпп | Летучие продукты | Всего Ктп | |||||||
при экструзии Ктпл | при вальцевании Ктпл | при каландровании Ктпл | |||||||
Кр1 | Кр2 | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Производство пленок из ПВХ методом каландрования | |||||||||
Порошкообразная композиция на основе смолы ПВХ | 0,0065 | 0,001 | 0,0013 | 0,0022 | 0,011 | 0,019 | 0,05 | 1,08 | 1,03 |
Примечание: 1. В табл. 7.5 приведены усредненные нормативные коэффициенты отходов и потерь и расходные коэффициенты. При проектировании коэффициенты отходов и потерь и расходные коэффициенты могут отличаться от нормативных и подлежат уточнению в соответствии с технологическими регламентами по материальным балансам для каждого производства и номенклатуры пленок.
2. При изготовлении пленки, предназначенной для упаковки пищевых продуктов, лекарственных препаратов и изделий медицинского назначения, коэффициент используемых отходов  может быть увеличен до 25%, расходный коэффициент до 1,28, при этом отходы должны использоваться в производствах других типов пленок из ПВХ.
может быть увеличен до 25%, расходный коэффициент до 1,28, при этом отходы должны использоваться в производствах других типов пленок из ПВХ.
Таблица 7.6
расходные коэффициенты при производстве пленок
из ПВХ методом экструзии
Вид сырья | Технологические потери | Неиспользуемые отходы Ктон | Используемые отходы Ктои | Расходный коэффициент | ||||
Летучие, пылеобразные продукты при подготовке композиции Ктпл | Летучие продукты при экструзии Ктпл | Расход на упаковку Ктпу | Всего Ктп | |||||
Кр1 | Кр2 | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Гранулирование композиции | ||||||||
Порошкообразная композиция на основе смолы ПВХ | 0,0065 | 0,0015 | - | 0,008 | 0,006 | - | 1,014 | - |
Изготовление пленки | ||||||||
Гранулированная композиция на основе смолы ПВХ | - | 0,002 | 0,005 | 0,007 | 0,003 | 0,035 | 1,045 | - |
ИТОГО | 0,0065 | 0,0035 | 0,005 | 0,015 | 0,009 | 0,035 | 1,059 | - |
Представленные в настоящих нормах виды тары и упаковочных материалов приняты, исходя из условий транспортировки продукции крупнопакетированными грузами. В табл. 7.6 приведены нормы расхода тары и упаковочных материалов на единицу готовой продукции.
ИС МЕГАНОРМ: примечание. Нумерация таблиц дана в соответствии с официальным текстом документа. |
Таблица 7.6
Норма расхода тары и упаковочных материалов
Наименование тары и упаковочных материалов | Расход на единицу готовой продукции | Примечание |
1 | 2 | 3 |
Изделия из реактопластов | ||
Картонные коробки и ящики, шт./т | 50 - 100 | Нижние значения диапазона даны для изделий массой до 30 г, верхние - для изделий массой более 1000 г |
Ящики деревянные, шт./т | 50 - 75 | |
Мешки бумажные, шт./т | 30 - 40 | |
Бумага оберточная, кг/т | 10 - 25 | |
Бумага этикеточная, кг/т | 0,2 | |
Шпагат технический, кг/т | 1,5 - 2,0 | |
Лента полиэтиленовая с липким слоем, кг/т | 0,2 - 0,5 | |
Лента полипропиленовая, кг/т | 0,15 - 0,5 | |
Растягивающаяся или термоусадочная пленка, кг/т | 10 - 20 | |
Ящики пластмассовые, шт./т | 50 - 75 | |
Контейнеры, шт./т (1400 x 1200 x 1800 мм) | 1,5 - 3,0 | Оборотная тара |
Поддоны ящичные (разборные), шт./т | 5 - 10 | Нормы расхода оборотной тары даны без учета оборачиваемости |
Поддоны стоечные (разборные), шт./т | 5 - 10 | |
Поддоны плоские, шт./т | 5 - 10 | |
Трубы из ПВХ гладкие | ||
Лента стальная упаковочная М-0,5 x 15 для труб Д 110 - 315 мм, кг/т | 4,0 | |
Лента полиэтиленовая для труб Д 25 - 90 мм, кг/т | 1,4 | |
Бумага писчая N 2 для труб Д 110 - 315 мм, кг/т | 0,0045 | |
То же, Д 25 - 90 мм, кг/т | 0,165 | |
Пиломатериалы хвойных пород для труб Д 110 - 315 мм, м3/т | 0,03 | |
Гвозди К 5 x 120 для труб Д 110 - 315 мм, кг/т | 48,0 | |
Гвозди К 2 x 40 для труб Д 110 - 135 мм, кг/т | 24,0 | |
Шпагат увязочный для труб Д 25 - 90 мм, кг/т | 0,3 | |
Фанера клееная для труб Д 25 - 90 мм, кг/т | 0,024 | |
Фанера клееная для труб Д 110 - 315 мм, кг/т | 0,04 | |
Трубы из ПВХ гофрированные дренажные | ||
Защитно-фильтрующий нетканый материал (ЗФМ) из полипропилена и полиэтилена, кг/т | 135 | Расход ЗФМ и нити капроновой в зависимости от диаметра труб уточнится после ввода в эксплуатацию объектов Минводхоза |
Нить капроновая в бобинах для текстильной промышленности или полиэтиленовая нить, кг/т | 2,0 | |
Шпагат из лубяных волокон, кг/т | 1,0 | |
Бумага писчая, N 2, кг/т | 0,1 | |
Пленки из ПВХ мягкие и полужесткие | ||
Шпули картонные Д 90 мм, шт./т | 22 | |
Шпули металлические Д 76 - 114 мм, шт./т или шпули полимерные Д 90 - 125 мм, шт./т | 4 | |
Стержни деревянные, шт./1000 п.м | 52 | |
Пленка для упаковки, кг/т | 4 - 5 | |
Бумага оберточная, кг/т | 10 - 12 | |
Чехлы полиэтиленовые 1500 x 170 (Д) мм, шт./1000 п.м | 50 | |
Бумага этикеточная, кг/т | 0,1 | |
Бумага писчая N 2, кг/1000 п.м | 0,8 | |
Шпагат увязочный, кг/1000 п.м | 0,6 | |
Липкая лента (перевязка рулонов) в 2-х местах, м/1000 м2 | 1,0 - 1,6 | |
Клей декстриновый, кг/1000 п.м | 0,1 | |
Клей латексный, кг/1000 п.м | 0,25 | |
Салфетка техническая, м/т | 0,5 - 2,0 | |
Стеарин технический, кг/т | 0,35 | |
Пленки из ПВХ жесткие | ||
Бумага оберточная массой 90 г/м2, кг/т | 2,5 | |
Пленка для упаковки, кг/т | 2,5 | |
Бумага конденсаторная-2 толщиной 15 мкм, кг/т | 32,0 | |
Целлюлоза сульфитная, кг/т | 0,5 | |
Шпули металлические Д 76 - 114 мм или полимерные Д 90 - 125 мм, шт./т | 4 | |
Полированные латунные никелированные пластины 1010 x 850 x 1 мм или стальной лист, кг/т | 111,0 | |
Бумага этикеточная, кг/т | 0,1 | |
Салфетка техническая, м2/т | 0,5 - 2,0 | |
Клей декстриновый, кг/1000 п.м | 0,1 | |
Ящики деревянные тип П, шт./т | 4 | |
Гвозди 30 - 80, кг/т | 2,22 | |
Лента стальная 0,3 x 20, кг/т | 2,5 |
Выбор видов упаковочных материалов и тары следует производить в соответствии с принятым вариантом упаковки, исходя из массы изделий, их размеров, способа упаковки, хранения и транспортирования, заданных технологическим регламентом.
Таблица 7.7
Нормы расхода энергоресурсов по методам переработки
на 1 т готовой продукции
Наименование энергоресурсов | Производство изделий из реактопластов | Производство труб из ПВХ | Производство пленки ПВХ методом каландрования | Производство пленки ПВХ методом экструзии | ||||||||
Прессование | Литье под давлением | Гладкие | Гофрированные трубы | Мягкие  | Жесткие  | Полужесткие  | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||||
1. Электроэнергия, кВт·ч | 2500 - 3500 | 3500 - 4000 | 800 - 1500 | 750 - 1000 <*> | 1000 - 1500 | 1800 - 5000 | 1500 - 3000 | 80 - 1500 | ||||
2. Пар, кДж | - | - | - | - | (2,0 - 8,5) x 106 | (0,6 - 9,5) x 106 | (2,0 - 9,5) x 106 | - | ||||
3. Вода оборотная, м3 | 1500 - 250 | 200 - 300 | 35 - 45 | 10 - 15 | 15 - 60 | 150 - 200 | 15 - 70 | 25 - 30 | ||||
4. Вода захоложенная, кВт | 1300 - 1600 | 1600 - 1900 | 200 - 250 | 100 - 200 | 200 - 350 | 600 - 800 | 200 - 350 | 400 - 500 | ||||
5. Сжатый воздух, приведенный к нормальным условиям, м3 | 500 - 800 | 500 - 800 | 600 - 1500 <**> | 500 - 1000 <**> | 500 - 1000 <**> | 800 - 1500 <**> | 350 - 1000 <**> | 300 - 800 | ||||
| ||||||||||||
6. Гидромасло (марки: индустриальное 20, 30, 45 ГОСТ 20799-75, турбинное 22 ГОСТ 32-74, солидол ГОСТ 1033-79), л: | ||||||||||||
свежее | 5 - 10 | 5 - 10 | 0,3 | 0,2 | - | - | - | - | ||||
регенерированное | 15 - 25 | 20 - 30 | 0,8 | 0,6 | - | - | - | - | ||||
7. Смазочное масло, г | 8 - 10 | 10 - 15 | 0,1 - 0,2 | 0,2 - 0,3 | 1 | 1,5 | 1 | 1,2 | ||||
8. Консистентная смазка, кг | - | - | - | - | 0,2 | 0,3 | 0,2 | - | ||||
--------------------------------
<*> Меньшее значение расхода электроэнергии дано для производства гофрированных дренажных труб из гранулированной композиции ПВХ, большее значение - при наличии узлов подготовки композиции.
Примечание: 1. Расход энергоресурсов по видам и маркам оборудования следует принимать по паспортным данным оборудования.
2. Расход захоложенной воды дан из расчета использования ее только в летний период.
3. Часовой расход воды на охлаждение оборудования в производстве изделий из реактопластов приведен в Приложении 6.
4. Расход минеральных масел (смазочных) на единицу оборудования в производстве изделий из реактопластов приведен в Приложении 9.
5. Расход масла на единовременную заливку гидросистем оборудования в производстве изделий из реактопластов приведен в Приложении 10.
6. При переработке гранулированных реактопластов расход энергоресурсов может быть уменьшен на 25 - 30% (подлежит уточнению при промышленном внедрении).
Требования к параметрам и качеству сырья следует принимать в соответствии с ГОСТами, ОСТами и ТУ на сырье.
Перед переработкой в изделия сырье должно подвергаться входным испытаниям, которые определяются технологическими регламентами и проводятся по соответствующим ГОСТам или методикам. Основными испытаниями сырья на заводах по переработке пластмасс являются испытания по определению пластично-вязких свойств полимеров:
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 14040-77 Постановлением Госстандарта СССР от 06.04.1982 N 1437 с 1 июля 1982 года введен в действие ГОСТ 14040-82. |
для реактопластов - пластично-вязкие свойства и кинетика отверждения (по ГОСТ 15882-84), для смолы ПВХ - значение "К" и число вязкости (по ГОСТ 14040-77).
Кроме того, в соответствии с ГОСТами на сырье для полимерных материалов и порошкообразных добавок при входных испытаниях проверяются: внешний вид, насыпная плотность, сыпучесть, массовая доля влаги.
Испытания сырья, так же как и испытания готовой продукции, должны производиться в лабораториях, оснащенных необходимым набором оборудования и приборов.
В табл. 8.1 приведены основные виды сырья, используемого в производствах изделий из реактопластов и из композиций на основе смолы ПВХ. В графе 3 табл. 8.1 даны ГОСТы, ОСТы и ТУ на сырье, действовавшие на момент разработки настоящих норм.
Таблица 8.1
Основные виды сырья, используемого в производствах изделий
из реактопластов и поливинилхлорида
Наименование производства | Наименование материалов | ГОСТ, ОСТ, ТУ | ||||
1 | 2 | 3 | ||||
1. Производство изделий из реактопластов методом горячего формования | ||||||
| ||||||
1.1. Прессование | Массы прессовочные фенольные | ГОСТ 5689-79 | ||||
Массы прессовочные карбамидо- и меламино-формальдегидные | ||||||
| ||||||
Материал прессовочный АГ-4 | ГОСТ 20437-75 | |||||
Материал прессовочный ДСВ | ГОСТ 17478-72 | |||||
Материал прессовочный ГСФ | ТУ 6-11-10-79-83 | |||||
Материал прессовочный ГСП | ТУ 6-11-263-77 | |||||
Материал прессовочный марки ПСК (премикс) | ТУ 6-11-96-84 | |||||
Гранулированные легированные фенопласты, резольные, марки СН 1-342-02 и 03-010-02 | - | |||||
Гранулированные легированные фенопласты новолачные | - | |||||
Гранулированные легированные аминопласты | - | |||||
1.2. Литье под давлением | Фенопласт литьевой марки 324-122-02 | ТУ 6-05-1892-80 | ||||
Фенопласт литьевой общего назначения марки 020-210-75 | ТУ 6-05-1845-83 | |||||
2. Производство труб из ПВХ методом экструзии | ||||||
2.1. Гладкие трубы из ПВХ | Поливинилхлорид суспензионный марки ПВХ-С-7059-М или ПВХ-С-7058-М | |||||
Стабилизаторы | ||||||
Свинец (II) сернокислый, трехосновной, 1-водный, форма Б | ТУ 6-09-4098-75 | |||||
Свинец стеариновокислый двухосновной марки А | ТУ 6-09-3928-75 | |||||
Стеарат кальция технический | ТУ 6-14-722-76 | |||||
Смазки | ||||||
Воск полиэтиленовый | ТУ 6-05-1516-77 | |||||
Кислота стеариновая | ГОСТ 9419-78 | |||||
| ||||||
Церезин 80 | ||||||
Наполнители | ||||||
Мел сепарированный гидрофобный | ТУ РСФСР-143-76 | |||||
Красители | ||||||
Углерод технический для производства резины (сажа газовая канальная ДГ-100) | ГОСТ 7885-77 | |||||
Консервационная смесь <*> | ||||||
Поливинилхлорид суспензионный марки ПВХ-С-7059-М | ||||||
Свинец (II) сернокислый трехосновной 1-водный, форма Б | ТУ 6-09-4098-75 | |||||
Свинец стеариновокислый двухосновной марки А | ТУ 6-09-3928-75 | |||||
Кислота стеариновая | ГОСТ 9419-78 | |||||
Воск полиэтиленовый | ТУ 6-05-1516-77 | |||||
Мел сепарированный гидрофобный | ТУ РСФСР-143-76 | |||||
Углерод технический для производства резины (сажа газовая канальная ДГ-100) | ГОСТ 7885-77 | |||||
2.2. Гофрированные трубы из ПВХ | Поливинилхлорид суспензионный марки ПВХ-С-7059-М | |||||
Цинк стеариновокислый, смесевый, ч. | ТУ 6-09-3567-75 | |||||
Барий стеариновокислый | ||||||
Стабилизатор ПВХ марки С-17, ч. | ТУ 6-09-4060-75 | |||||
Кадмий стеариновокислый (кадмий стеарат) | ||||||
Стабилизатор ПВХ марки С-17, ч. | ТУ 6-09-3957-75 | |||||
Стеариновокислый кадмий, ч. | ТУ 6-09-7-76 | |||||
Эпоксидированное масло растительное | ТУ 6-10-722-77 | |||||
Свинец (II) сернокислый трехосновной, 1-водный, форма Б | ТУ 6-09-4098-75 | |||||
Свинец (II) стеариновокислый | ТУ 6-09-4155-76 | |||||
Свинец кремнекислый | ТУ 6-18-44-77 | |||||
Барий стеариновокислый (барий стеарат), ч. | ТУ 6-09-281-75 | |||||
Свинец стеариновокислый двухосновной марки А | ТУ 6-09-3928-75 | |||||
Стабилизатор БТС-70 (дибутилмеркаптид олова) | ГДР, комбинат "Верхимнице Верке Буна" | |||||
Барий-кадмий оловянный (стабилизатор ВС-207) | Австрия "Блейберг" Верг Берг "Юнион" | |||||
Барий-кадмий стеариновокислый соосажденный | ТУ 6-09-959-80 | |||||
Барий-кадмий стеарат BaCa-20, ч. | Фирма "Грейц Деланд", ФРГ | |||||
Комплексные стабилизаторы | - | |||||
Антиоксиданты | ||||||
Дифенилпропан технический | ГОСТ 12138-76 | |||||
Модификаторы | ||||||
Смолы эпоксидно-диановые неотвержденные ЭД-14, ЭД-16, ЭД-20 | ||||||
Паралоид К-120 | США "Рохм" | |||||
Блендекс 401 | ФРГ | |||||
Смазки | ||||||
Спирты синтетические жирные первичные фракции С16 - С21 | ГОСТ 23783-79 | |||||
| ||||||
Кислота стеариновая техническая (стеарин) | ГОСТ 6484-64 | |||||
Кислота стеариновая, ч., ч.д.а. | ГОСТ 9419-78 | |||||
Смазка силиконовая в аэрозольной упаковке | ТУ 6-15-542-83 | |||||
Глицерин дистиллированный | ГОСТ 6824-76 | |||||
| ||||||
Масло веретенное | ГОСТ 20799-75 | |||||
Масло вазелиновое медицинское | ||||||
Воск Е | ФРГ "Актиенгедельшаф Д-6-700" Люсвич Хакен" | |||||
Воск ОР | ФРГ | |||||
Воск полиэтиленовый | ТУ 6-05-1516-77 | |||||
Церезин 80 | ||||||
Хосталуб Г-3 | "Химишеверке" Мюнхен | |||||
Хосталуб АРЕ-1-2 | ОТТО Берлохер | |||||
Красители | ||||||
Пигмент желтый прочный | ТУ 6-14-615-81 | |||||
Лак красный "ЖБ" | ГОСТ 8573-77 | |||||
Лак рубиновый СК | ГОСТ 7436-74 | |||||
Пигмент зеленый фталоцианиновый | ТУ 6-14-408-76 | |||||
Пигмент голубой фталоцианиновый В | ТУ 6-14-210-76 | |||||
Углерод технический для производства резины (сажа газовая канальная Д1-100) | ГОСТ 7885-77 | |||||
Пигмент золотисто-желтый прочный | ТУ 6-14-744-78 | |||||
Белила свинцовые густотертые | ГОСТ 12287-77 | |||||
Краситель голубой | ТУ 29-02-870-78 | |||||
Тинопол | По импорту Швейцария | |||||
Двуокись титана марки РО-2, РО-3, Р-01 | ||||||
Наполнители | ||||||
Мел химический осажденный | ||||||
Мел сепарированный гидрофобный | ТУ РСФСР 143-76 | |||||
Каолин обогащенный для резинотехнических и пластмассовых изделий, искусственных кож и тканей | ГОСТ 19608-84 | |||||
Барий сернокислый "УД", "Ч" | ||||||
Микротальк для лакокрасочной и карандашной промышленности | ||||||
3.2. Методом экструзии | Поливинилхлорид суспензионный марки ПВХ-С-7059-М или ПВХ-С-7058-М | |||||
Пластификаторы | ||||||
| ||||||
Диметилфталат ДОФ | ГОСТ 8728-77 | |||||
<...> пластификатор <...> | ||||||
Эпоксидированное растительное масло | ТУ 6-10-722-77 | |||||
Стабилизаторы | ||||||
Стабилизатор СКС К-20Н | ТУ 88-УССР-192.0 | |||||
Стеарат кальция технический | ТУ 6-14-722-76 | |||||
Кальций стеариновокислый, 1-водный (кальций стеарат), ч. | ТУ 6-09-4233-76 | |||||
Кальций стеариновокислый 1-водный | ||||||
Стабилизатор ПВХ марки С-17 (кальций стеарат) | ТУ 6-09-4104-75 | |||||
Цинк стеариновокислый смесевой, ч. | ТУ 6-09-3567-75 | |||||
Пентаэритрит | - | |||||
Модификаторы | ||||||
Модификатор на основе полиалигобутадиена и октаметилтетрациклосилоксана ОМУТС | ТУ 38-403.16-82 | |||||
--------------------------------
Примечание: 1. При приготовлении композиции на основе смолы ПВХ вместо отдельных добавок могут использоваться стабилизирующе-смазывающие комплексы.
2. Примерные рецептуры композиций на основе смолы ПВХ для производства труб и пленок приведены в Приложениях 11 и 12.
По мере организации промышленного выпуска сырья с улучшенными технологическими и санитарно-техническими характеристиками следует ориентироваться на использование такого сырья, как: гранулированные легированные реактопласты, полученные с использованием металлополимерных катализаторов, композиционные прессовочные материалы со специальными свойствами (электроизоляционными, прочностными, фрикционными, теплостойкими, пламегасящими и т.д.), дегазированная смола ПВХ с уменьшенным содержанием остаточного мономера (хлористого винила), комплексные стабилизирующие добавки для приготовления композиций на основе смолы ПВХ.
При внедрении в промышленность экструзионного метода изготовления пленок ПВХ должен быть решен вопрос централизованного изготовления гранулированной композиции на основе смолы ПВХ для этого производства.
(ЭЛЕКТРОЭНЕРГИЯ, ПАР, ВОДА, СЖАТЫЙ ВОЗДУХ)
Таблица 9.1
Техническая характеристика и требования
к параметрам энергоресурсов
Наименование энергоресурсов | Техническая характеристика | Требования к параметрам | Примечание |
1 | 2 | 3 | 4 |
Электроэнергия | Ток переменный | Напряжение 380/220 В, частота 50 Гц | |
Пар | Насыщенный | Давление 300 - 600 кПа 600 - 800 кПа 1600 кПа 2200 кПа | Используется в производстве пленки ПВХ |
Вода производственная | Оборотная (умягченная с доохлаждением) | Температура на входе 15 - 20 °C | Используется в производствах изделий из реактопластов и труб из ПВХ |
Температура на выходе 20 - 25 °C pH = 7 - 8 Общая жесткость 3,0 мг-экв/л Количество взвесей 10 мг/л Давление 400 - 600 кПа | |||
Вода производственная | Оборотная (умягченная) | Температура на входе 20 - 25 °C Температура на выходе 25 - 30 °C pH = 7 - 8 Общая жесткость 3,0 мг-экв/л Количество взвесей 10 мг/л Давление 400 - 600 кПа | Используется в производстве пленки ПВХ |
Вода производственная | Захоложенная | Температура на входе 5 - 10 °C Температура на выходе 10 - 15 °C pH = 7 - 8 Общая жесткость 3,0 мг-экв/л Количество взвесей 10 мг/л Давление 400 - 600 кПа | Используется для доохлаждения оборотной воды и в качестве хладагента для охлаждения технологического оборудования |
Сжатый воздух | Класс загрязненности не ниже 3 Давление 300 - 500 кПа |
И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ, ГОТОВОЙ ПРОДУКЦИИ,
НОРМАТИВЫ СКЛАДСКИХ ПОМЕЩЕНИЙ
Нормы запасов и складирования сырья и материалов могут быть разными в зависимости от форм поставки (повагонная поставка непосредственно от завода-поставщика и нетранзитные грузы в небольших количествах, не обеспечивающих повагонную поставку, из центральных отраслевых баз и складов МТС), а также от типа производства.
В случае, если отсутствует договоренность по условиям поставки смолы ПВХ с заводов-изготовителей, при проектировании следует принимать поставку смолы ПВХ: 50% в железнодорожных цистернах; 25% - в контейнерах, 25% - в мешках.
Указанные в табл. 10.1  значения норм запаса сырья и материалов относятся к заводам:
значения норм запаса сырья и материалов относятся к заводам:
значения норм запаса сырья и материалов относятся к заводам:а) имеющим широкую номенклатуру потребляемого сырья и материалов и связанным с большим числом поставщиков;
б) с небольшим объемом производства, когда партия сырья и материалов превышает потребности производства на период, предусмотренный нормами запаса.
Таблица 10.1
изделия из реактопластов
Наименование склада | Сырье и материалы (вид тары) | Нормы запаса в календарных днях | |||
Массовое и крупносерийное производство | Серийное, мелкосерийное, единичное производство | ||||
При поступлении с отраслевых и централизованных баз и складов | При поступлении от поставщика | При поступлении с отраслевых и централизованных баз и складов МТС | При поступлении от поставщика | ||
1 | 2 | 3 | 4 | 5 | 6 |
Заводской склад сырья и материалов тарного хранения | Пресспорошки в мешках и в мягких резинокордных контейнерах. Стекловолокнистые прессматериалы в мешках | 10 - 15 | 20 - 25 | 15 - 20 | 25 - 30 |
Рекомендуется, где возможно, общезаводские и цеховые склады объединять.
В табл. 10.1 и 10.3 приведены нормы запасов сырья и материалов по видам производства.
Таблица 10.2
Норма запаса хранения в цеховых кладовых производства
изделий из реактопластов
Наименование кладовой | Наименование предметов хранения | Норма запаса хранения в днях и удельная площадь | |
Массовое и крупносерийное производство | Серийное, мелкосерийное, единичное производство | ||
1 | 2 | 3 | 4 |
Кладовая прессматериалов | Пресспорошки в мягких резинокордных контейнерах и в мешках Стекловолокнистые прессматериалы в мешках | 1 - 2 | 2 - 3 |
Кладовая таблеток | Таблетированные пресспорошки, таблетированные и брикетированные волокниты и стекловолокниты | 1 - 2 | 2 - 3 |
Кладовая полуфабрикатов (деталей для мехобработки) | Отпрессованные и литые детали в таре | 1 - 2 | 2 - 3 |
Кладовая готовых деталей | Готовые детали из реактопластов в таре | 1 - 2 | 2 - 3 |
Кладовая прессформ | Определяется в зависимости от количества, веса, габаритов и способа хранения. Для укрупненных расчетов 1,6 - 2,6 м2 общей площади на единицу прессового и литьевого оборудования | ||
Кладовая вспомогательных материалов | Смазочные, обтирочные и другие материалы | 0,1 - 0,2 м2 на единицу прессового и литьевого оборудования | |
Таблица 10.3
и пленки из ПВХ
Склад | Сырье и материалы (виды тары, поступления) | Нормы запасов в календарных днях | |||
Крупнотоннажные производства, III, IV, V классов | Предприятия с небольшим объемом производства I, II классов | ||||
При поступлении с централизованных баз и складов МТС | При поступлении от поставщика | При поступлении с централизованных баз и складов МТС | При поступлении от поставщика | ||
1 | 2 | 3 | 4 | 5 | 6 |
Заводской склад сырья и материалов тарного хранения | Порошкообразные: смола ПВХ, стабилизаторы и другие компоненты в мешках и в мягких контейнерах | 10 - 15 | 20 - 25 | 15 - 20 | 25 - 30 |
Цеховой склад сырья и материалов тарного хранения | То же | 1 - 3 | 1 - 3 | 1 - 2 | 1 - 2 |
Заводской силосный склад сырья | Порошкообразная смола ПВХ в железнодорожных и автоцистернах | 10 - 15 | 10 - 15 | 15 - 20 | 20 - 25 |
Прицеховые силосные склады сырья | Порошкообразная смола ПВХ и композиция на основе смолы ПВХ | 1 - 2 | 1 - 2 | 1 - 2 | 1 - 2 |
Заводской склад ГЖ (тарного хранения) | Пластификаторы (производство пленки из ПВХ) | 10 - 25 | 15 - 20 | 15 - 20 | 20 - 25 |
Заводской склад ГЖ (резервуарного хранения) | То же | 10 - 15 | 15 - 20 | 15 - 20 | 20 - 25 Но не менее емкости жел. дор. цистерны 80 м3 |
Примечание: 1. Для цеховых складов сырья и материалов, входящих в специализированные по переработке пластмасс предприятия, норма запаса составляет 1 сутки: для предприятий другого профиля эта норма составляет 2 - 3 суток.
2. Условия хранения сырья назначаются в соответствии с требованиями ГОСТов, ОСТов, ТУ на сырье.
Таблица 10.4
Норма запасов и складирования готовой продукции
в заводских и цеховых складах
Готовая продукция | Норма запаса в календарных днях | Примечание | |
заводской склад | цеховой склад | ||
1. Изделия из реактопластов (прессованные, литьевые) в деревянных ящиках, картонных коробках и других видах упаковки (см. подраздел 7.2) | 5 - 10 | 1 - 3 | |
2. Трубы из ПВХ в пакетах и бухтах | 10 - 16 <*> | 1 - 3 | <*> Для открытых складов, в случае закрытых складов норму запаса следует принимать как для пленки ПВХ |
3. Трубы из ПВХ гофрированные дренажные в бухтах и на барабанах | 5 - 10 | 1 - 2 | |
4. Пленка ПВХ в рулонах | 5 - 10 | 1 - 2 | |
Примечание: Тип заводского склада готовой продукции (навес, открытый, закрытый, отапливаемый и т.д.) определяется условиями хранения в соответствии с ГОСТ, ОСТ или ТУ на готовые изделия.
Нормативные нагрузки на 1 м2 полезной площади складов колеблются в зависимости от складируемых материалов, вида тары и способа хранения.
При определении площади складских помещений следует принимать нормативные нагрузки на 1 м2 полезной площади с учетом рекомендуемой высоты укладки при использовании различных подъемно-транспортных средств, приведенных в табл. 10.5.
Таблица 10.5
Нормативная нагрузка в тоннах на 1 м2 полезной площади
склада и коэффициент использования площади
Назначение склада | Складируемые материалы | Вид тары (упаковки) | Способ хранения | Нормативная нагрузка в тоннах на 1 м2 полезной площади склада при высоте укладки, м | Коэффициент использования площади | ||||||
1 | 2 | 4 | 6 | 8 | 10 | при напольном транспорте | при использовании стационарных подъемно-транспортных средств | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
Склад сырья тарного хранения | Порошкообразные и гранулированные фенопласты и аминопласты (производство изделий из реактопластов) | Мешки бумажные или полиэтиленовые весом 27 кг на поддонах, габариты: 1200 x 800 x 1100 мм | Стеллаж полочный, штабель | - | - | 1,30 | 2,15 | 3,00 | 4,0 | 0,3 - 0,4 | 0,4 - 0,5 |
0,45 | 0,90 | 1,9 | - | - | - | - | - | ||||
Контейнеры мягкие специализированные типа: МК-1-(1,5 - 3,0), габариты: 1450 x 1350 x (1200 - 2450) мм; МК-2-(0,5 - 1,5), габариты: 700 x 700 x (850 - 1250) мм; МК-3-3,0, габариты: 1100 x 1100 x 2500 мм | Штабель в 2 яруса | 0,45 | 0,9 | - | - | - | - | 0,3 - 0,4 | 0,4 - 0,5 | ||
Контейнеры мягкие специализированные разового пользования МКР-М, габариты: Д 1000 x 1300 мм (Н) | Штабель в 2 яруса | 0,6 | 1,2 | - | - | - | - | 0,3 - 0,4 | 0,4 - 0,5 | ||
Смола ПВХ, стабилизаторы, мелкие компоненты (производство труб и пленок из ПВХ) | Мешки бумажные или полиэтиленовые весом 27 кг на поддонах, габариты: 1200 x 800 x 1100 мм | Стеллаж полочный, штабель | - | - | 1,31 | 2,45 | 3,23 | 4,1 | 0,3 - 0,4 | 0,4 - 0,5 | |
0,47 | 0,94 | 1,88 | - | - | - | - | - | ||||
Контейнеры мягкие специализированные типа МК | Штабель в 2 яруса (в расчете на свинцовые стабилизаторы) | 0,70 | 1,4 | - | - | - | - | 0,3 - 0,4 | 0,4 - 0,5 | ||
Склад готовой продукции | Отпрессованные и литые детали в том числе: | ||||||||||
весом до 100,0 г | Мешки бумажные в ящичном поддоне | Поддон на поддон | 0,15 | 0,3 | 0,6 | 0,9 | - | - | 0,3 - 0,4 | 0,4 - 0,5 | |
весом до 1,0 кг | Коробки картонные на поддонах | Стеллаж полочный | 0,2 | 0,4 | 0,8 | 1,2 | 1,6 | 2,0 | 0,3 - 0,4 | 0,4 - 0,5 | |
весом до 2,0 кг | Ящики картонные на поддонах | То же | 0,16 | 0,32 | 0,64 | 0,96 | 1,28 | 1,60 | 0,3 - 0,4 | 0,4 - 0,5 | |
весом до 3,0 кг | Ящики деревянные на поддонах | " | 0,2 | 0,4 | 0,8 | 0,2 | 1,6 | 2,0 | 0,3 - 0,4 | 0,4 - 0,5 | |
Отпрессованные и литые детали (кладовая деталей) | Оборотная тара пластмассовая | Механизированный стеллаж элеваторного типа | 0,5 - 1,0 | - | - | - | - | - | 0,3 - 0,4 | - | |
Трубы из ПВХ гладкие Д 16 - 50 мм | Рама из деревянных брусков, габариты: 6000 x 850 x 850 мм | Пакет из труб длиной 6 м | 0,14 | - | 0,424 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 63 - 75 мм | Рама из деревянных брусков, габариты: 6000 x 1060 x 1060 мм | Пакет из 120 труб длиной 6 м | 0,15 | - | 0,450 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 90 мм | Рама из деревянных брусков, габариты: 6000 x 1000 x 1000 мм | Пакет из 100 труб длиной 6 м | 0,18 | - | 0,540 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 110 мм | Рама из деревянных брусков, габариты: 6000 x 980 x 980 мм | Пакет из 64 труб длиной 6 м | 0,17 | - | 0,510 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 125 мм | Рама из деревянных брусков, габариты: 600 x 975 x 975 мм | Пакет из 49 труб длиной 6 м | 0,16 | - | 0,480 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 140 мм | Рама из деревянных брусков, габариты: 6000 x 940 x 940 мм | Пакет из 36 труб длиной 6 м | 0,16 | - | 0,480 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 160 мм | Рама из деревянных брусков, габариты: 6000 x 900 x 900 мм | Пакет из 25 труб длиной 6 м | 0,15 | - | 0,450 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 180 мм | Рама из деревянных брусков, габариты: 6000 x 1000 x 1000 мм | Пакет из 25 труб длиной 6 м | 0,17 | - | 0,510 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 200 мм | Рама из деревянных брусков, габариты: 6000 x 1000 x 1000 мм | Пакет из 16 труб длиной 6 м | 0,15 | - | 0,450 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 225 мм | Рама из деревянных брусков, габариты: 6000 x 1000 x 1000 мм | Пакет из 16 труб длиной 6 м | 0,17 | - | 0,510 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 250 мм | Рама из деревянных брусков, габариты: 6000 x 1100 x 1100 мм | Пакет из 16 труб длиной 6 м | 0,19 | - | 0,570 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 280 мм | Рама из деревянных брусков, габариты: 6000 x 940 x 940 мм | Пакет из 9 труб длиной 6 м | 0,16 | - | 0,480 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Д 315 мм | Рама из деревянных брусков, габариты: 6000 x 1045 x 1045 мм | Пакет из 9 труб длиной 6 м | 0,18 | - | 0,540 при Н = 3 м | - | - | - | 0,4 | 0,4 | |
Трубы из ПВХ гофрированные дренажные Д 110 - 160 мм | Барабан Д 2500 мм L = 2700 мм | Стеллаж 32,5 x 2,5 x 2,5 м 21 барабан на стеллаже (барабаны в два яруса) | - | 0,09 | - | - | - | - | 0,4 | 0,4 | |
Трубы из ПВХ гофрированные дренажные в бухтах Д 50 - 75 мм | Бухта, наружный диаметр 1,75 м, ширина 0,4 м | Стеллаж 5,5 x 1,0 x 1,80 м (10 бухт в стеллаже в два яруса) | - | 0,07 | - | - | - | - | 0,4 | 0,4 | |
Д 90 - 160 мм | Бухта, наружный диаметр 2,0 м, ширина 0,4 м | Стеллаж 5,5 x 1,0 x 1,80 м (10 бухт в стеллаже), в два яруса | - | 0,084 | - | - | - | - | 0,4 | 0,4 | |
Пленка ПВХ, в т.ч. жесткая - рулоны Д 200 - 500 мм длиной 1000 - 1250 мм | Ящики деревянные на поддонах, габариты: 1200 x 800 x 1100 мм | Штабель в 2 яруса | до 1,35 м 0,30 | до 2,7 м 0,60 | - | - | - | - | 0,25 - 0,35 | 0,35 - 0,45 | |
мягкая - рулоны Д 170 - 300 мм длиной 700 - 1250 мм | Обрешетка каркасно-щитовая разборная | Штабель | 0,35 | 0,7 | - | - | - | - | 0,25 - 0,35 | 0,35 - 0,45 | |
Примечание: Нормативная загрузка от гладких труб рассчитана по тяжелому типу труб.
Технические параметры среды и требования к строительным конструкциям складских зданий приведены в табл. 10.6.
Таблица 10.6
Требования к параметрам среды и строительным конструкциям
Наименование склада | Складируемые материалы и изделия | Требования к параметрам производственной среды | Допускаемое число этажей | Степень огнестойкости | Допускаемая площадь этажа между противопожарными стенами, м2 | Строительная характеристика | ||||
температура, °C (холодный период) | относительная влажность, % | одноэтажные | многоэтажные | Ширина пролета, м | Шаг колонн, м | Высота этажа, м | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
Заводские склады сырья, материалов (закрытые и открытые) | Порошкообразные и гранулированные реактопласты, порошкообразная смола, ПВХ, стабилизаторы и другие материалы, в мешках и мягких контейнерах | неотапливаемые | - | одноэтажные | П | не ограничиваются | при категории "Б" 10400 - для двух этажей | 9 | 6; 12 | 7,2 |
многоэтажные (до 6 этажей) | П | 7800 | 12 | 8,4 | ||||||
многоэтажные с укрупненной сеткой колонн верхнего этажа | П | для трех и более этажей | 18 | 9,6 | ||||||
при категории "В" не ограничиваются | 24 | 10,8 12,6 14,4 16,2 18,0 | ||||||||
Заводские склады готовой продукции (закрытые) | Изделия из реактопластов | П | 18; 24 | 6; 12 | 7,2 8,4 9,6 10,8 | |||||
Трубы из ПВХ гладкие и гофрированные дренажные | неотапливаемые | одноэтажные | П | не ограничиваются | ||||||
Пленки из ПВХ | То же | П | ||||||||
Заводские склады готовой продукции (навесы) | Трубы из ПВХ гладкие и гофрированные дренажные | - | - | одноэтажные | П | - | - | 18; 24 | 6; 12 | 7,2 8,4 9,6 10,8 |
Примечание: Для одноэтажных зданий и верхних этажей многоэтажных зданий с укрупненной сеткой колонн верхнего этажа минимальная высота этажа дана до низа несущих строительных конструкций, в остальных случаях - между отметками чистого пола смежных этажей.
Технические требования к полам складских помещений должны быть обусловлены способом складирования, используемыми средствами механизации транспортно-складских операций.
Расчет площадей заводских складов следует выполнять по методике, приведенной в "Общесоюзных нормах технологического проектирования общезаводских складов предприятий машиностроения, приборостроения и металлообработки" ОНТП-01-86.
Проектирование складов сырья и готовой продукции следует осуществлять в соответствии со СНиП "Складские здания и сооружения общего назначения", "Отделочные покрытия строительных конструкций".
ВЗРЫВОПОЖАРНОЙ И ПОЖАРНОЙ ОПАСНОСТИ, КЛАССЫ ЗОН,
САНИТАРНЫЕ ХАРАКТЕРИСТИКИ, ТЕХНИКА БЕЗОПАСНОСТИ
группы производственных процессов
ИС МЕГАНОРМ: примечание. Взамен ОНТП 24-86 с 01.01.1996 введены в действие НПБ 105-95, утв. Приказом ГУ ГПС МВД России от 31.10.95 N 32. |
Категории производств (помещений) по взрывной, взрывопожарной и пожарной опасности в зависимости от характеристики обращающихся в производстве материалов следует определять, руководствуясь СНиП "Производственные здания промышленных предприятий", определение категорий помещений и зданий по взрывопожарной и пожарной опасности - по ОНТП 24-86/МВД СССР.
Классы зон следует принимать в соответствии с "Правилами устройства электроустановок" 10/3, раздел 7 "Электрооборудование специальных установок".
Категории и классы зон производственных помещений, отделений и участков производств по переработке пластмасс должны соответствовать действующим по министерствам перечням производств по категориям и классам.
Группы производственных процессов в зависимости от санитарной характеристики процессов следует принимать в соответствии со СНиП "Вспомогательные здания и помещения промышленных предприятий".
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: ГОСТ 12.1.008-76 имеет название "Биологическая безопасность. Общие требования", а не "Вредные вещества. Классификация и общие требования безопасности". |
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: стандарт "Вредные вещества. Классификация и общие требования безопасности" имеет номер ГОСТ 12.1.007-76, а не ГОСТ 12.1.008-76. |
Категорию работ по сложности, а также класс опасности веществ следует принимать в соответствии с ГОСТ 12.1.005-76 "Воздух рабочей зоны. Общие санитарно-гигиенические требования" и ГОСТ 12.1.008-76 "Вредные вещества. Классификация и общие требования безопасности".
Таблица 11.1
Группа производственных процессов по видам переработки
Наименование процессов производства и помещений | Группа производственных процессов | Вредные воздействия |
1 | 2 | 3 |
Производство изделий из реактопластов методом горячего формования | ||
Прессование | Фенол, формальдегид | |
Термообработка | Фенол, избытки тепла | |
Мехобработка, сборка, упаковка | Пыль фенопластов и аминопластов | |
Переработка отходов (дробление) | Пыль фенопластов и аминопластов | |
Подготовка сырья (растаривание и таблетирование) | Фенол, формальдегид, пыль фенопластов и аминопластов | |
Склад сырья | То же | |
Склад готовой продукции | - | - |
Склад форм | - | - |
Кладовая арматуры | - | - |
Испытание готовой продукции | Фенол, формальдегид | |
Кладовая отходов | - | - |
Производство изделий из реактопластов методом литья под давлением | ||
Литье под давлением | Фенол, формальдегид | |
Термообработка | Фенол, избытки тепла | |
Мехобработка, сборка, комплектовка | Пыль фенопластов и аминопластов | |
Декорирование (печать) | Органические растворители, пасты пигментов | |
Переработка отходов (дробление) | Пыль фенопластов и аминопластов | |
Подготовка сырья (растаривание) | Фенол, формальдегид, пыль фенопластов и аминопластов | |
Склад сырья | То же | |
Склад готовой продукции | - | - |
Склад форм | - | - |
Испытание готовой продукции | Фенол, формальдегид | |
Кладовая отходов | - | - |
Производство труб из ПВХ методом экструзии | ||
Экструзия труб | Хлористый винил, хлористый водород | |
Подготовка композиции | Хлористый винил, хлористый водород, соединения свинца | |
Подготовка сырья, растаривание смолы ПВХ | Пыль смолы ПВХ | |
Растаривание стабилизаторов, наполнителей, пигментов | Пыль стабилизаторов, наполнителей, пигментов | |
Соединения свинца (в случае растаривания свинцовых стабилизаторов) | ||
Переработка отходов (дробление, гранулирование) | Хлористый винил, хлористый водород | |
Склад сырья | Пыль смолы ПВХ | |
Склад готовой продукции | - | - |
Испытание готовой продукции | Хлористый водород | |
Кладовая отходов | - | - |
Производство пленок ПВХ методом каландрования | ||
Производство пленок ПВХ, (экструзия, вальцевание, каландрование) | Хлористый винил, хлористый водород | |
Подготовка композиции | Хлористый винил, хлористый водород, соединения свинца | |
Подготовка сырья, растаривание смолы ПВХ | Пыль смолы ПВХ | |
Растаривание стабилизаторов, наполнителей, пигментов, пластификаторов | Пыль стабилизаторов, наполнителей, пигментов, пары пластификаторов | |
Соединения свинца (в случае растаривания свинцовых стабилизаторов) | ||
Переработка отходов (резка, вальцевание) | Хлористый винил, хлористый водород | |
Склад сырья | Пыль смолы ПВХ | |
Склад готовой продукции | - | - |
Испытание готовой продукции | Хлористый водород | |
Кладовая отходов | - | - |
Примечание: 1. В графе 2 приведены группы производственных процессов в соответствии со СНиП 2.09.04-87 "Административные и бытовые здания".
2. Группу производственного процесса работающих неотапливаемых складов сырья и готовой продукции следует принимать 2г.
3. При размещении различных процессов производства в одном помещении необходимо группу производственных процессов принимать по наиболее вредным условиям производства.
4. Группу производственных процессов вспомогательных рабочих, обслуживающих основное производство по функциям: наладочной, технического обслуживания, транспортной, хозяйственно-бытовой, контрольной, необходимо принимать по условиям работы основного производства.
и пожарная безопасность
При проектировании производства по переработке пластмасс необходимо соблюдать требования ГОСТов системы стандартов безопасности труда.
При решении вопросов техники безопасности и промсанитарии следует учитывать наличие вредных веществ в воздухе рабочей зоны и обеспечивать максимально возможное исключение контакта обслуживающего персонала с вредными веществами. Нормы выброса вредных веществ и рекомендации по их обезвреживанию приведены в разделе 14 табл. 14.2.
Для создания нормальных санитарно-гигиенических условий труда в цехах по переработке пластмасс необходимы:
- общеобменная приточно-вытяжная вентиляция и местные отсосы от мест фиксированного выделения вредностей;
- ограждение всех движущихся и вращающихся частей оборудования;
- освещенность на рабочих местах в соответствии с разрядами зрительных работ, определяемыми по СНиП "Естественное и искусственное освещение", а также в соответствии с "Нормами искусственного освещения цехов по переработке пластмасс", ВСН 51-84, разработанными ВНИИОТ г. Ленинград, г. Иваново;
- обеспечение уровней звукового давления на рабочих местах в соответствии с ГОСТ 12.1.003-83 "Шум. Общие требования безопасности". Мероприятия по снижению уровней звукового давления при проектировании следует принимать в соответствии с "Рекомендациями по снижению шума в цехах литья, экструзии и прессования полимерных материалов", ВНИИОТ г. Ленинград, 1982 г.;
- максимально возможная степень механизации и автоматизации производственных процессов;
- проектирование технологических процессов с учетом недопустимости пересечения производственных потоков;
- грозозащита и защита от статического электричества в соответствии с "Инструкцией по проектированию и устройству молниезащиты зданий и сооружений" СН 305-77 и "Правилами защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности";
- обеспечение работающих комплексом бытовых помещений в соответствии с группой производственных процессов, а также средствами индивидуальной защиты от воздействия вредных веществ и факторов (спецодежда, спецобувь, спецпитание, средства защиты от шума и т.п.).
Проекты производств должны разрабатываться с учетом противопожарных норм СНиП "Противопожарные нормы проектирования зданий и сооружений".
Автоматическая пожарная сигнализация в зданиях и помещениях должна предусматриваться согласно требованиям соответствующих глав СНиП и указаний министерств в части устройства пожарной сигнализации.
Защита зданий и сооружений системами автоматического пожаротушения должна осуществляться в соответствии с "Перечнем зданий и помещений объектов народного хозяйства СССР, подлежащих оборудованию автоматическими средствами пожаротушения и автоматической пожарной сигнализацией" по министерствам, а также в соответствии со СНиП "Пожарная автоматика зданий и сооружений".
К ЗДАНИЯМ, СООРУЖЕНИЯМ И ОБОРУДОВАНИЮ
При проектировании технологической части производства, а также при разработке технологических заданий на проектирование смежных частей необходимо руководствоваться строительными нормами и правилами (СНиП), инструкциями и указаниями по строительному проектированию, государственными стандартами, а также ведомственными нормативными документами.
Параметры зданий должны приниматься согласно СНиП "Производственные здания промышленных предприятий".
В Приложении 13 приведены для справок основные требования к строительным конструкциям.
Во всех помещениях категории "В" уборку пола и стен следует выполнять влажно-сухим способом с применением промышленных пылесосов и пылесосно-подметальных машин. В складах сырья, готовой продукции и в складах форм уборка должна осуществляться сухим способом.
Ввиду отсутствия пылеуборочного оборудования во взрывозащищенном исполнении для помещений категории "Б" следует предусматривать централизованные вакуумные пылеуборочные установки, включающие вакуумные газодувки или насосы, циклоны, фильтры и систему коммуникаций.
Механические воздействия на полы от транспорта в большинстве помещений носят умеренный характер. Требования к грузоподъемным средствам, нагрузки на полы, а также специальные требования к конструкции полов приведены в табл. 12.1.
Таблица 12.1
Требования к конструкции пола и рекомендуемые
грузоподъемные средства
Наименование отделений, участков, помещений | Технологические требования к конструкции пола | Удельное давление от сосредоточенных нагрузок, кг/см2, не более | Рекомендуемые грузоподъемные средства | ||||||
стойкость к нагреванию пола до температуры 100 °C | стойкость к воздействию на пол воды и растворов нейтральной реакции | стойкость к воздействию на пол минеральных масел и эмульсий из них | стойкость к воздействию на пол органических растворителей | безискровость | диэлектричность | беспыльность, трудоемкость очистки (малая) | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1. Производство изделий из реактопластов | |||||||||
1.1. Отделение прессования | + | + | + | - | + | - | + | 50 | Подвесные краны и электротали, грузоподъемность 3 - 5 т <*> |
1.2. Участок таблетирования | - | + | - | - | + | - | + | 50 | - |
1.3. Участок подготовки стекловолокнита | - | + | - | - | + | - | + | 50 | - |
1.4. Участок мехобработки | - | + | - | - | + | - | + | 50 | - |
1.5. Участок галтовки | - | + | - | - | + | - | + | 50 | - |
1.6. Участок склейки и сборки изделий | - | + | - | + | + | - | + | 50 | - |
1.7. Участок переработки отходов реактопластов | - | + | - | - | + | - | + | 50 | Электроталь, грузоподъемность 1 т |
1.8. Кладовая пресспорошков | - | - | - | - | + | - | + | 50 | - |
1.9. Участок растаривания | - | + | - | - | + | - | + | 50 | Подвесные краны, электротали, грузоподъемность 1 т |
1.10. Кладовая прессматериалов (стекловолокнита) | - | - | - | - | + | - | + | 50 | - |
1.11. Кладовая готовой продукции | - | - | - | - | + | - | - | 50 | Опорные краны-штабелеры, грузоподъемность 0,5 - 1,0 т |
1.12. Кладовая вспомогательных материалов | - | - | - | - | + | - | - | 50 | - |
1.13. Кладовая прессформ и инструмента | - | - | - | - | + | - | - | 100 | Подвесные краны, электротали, грузоподъемность 3 - 5 т <*> |
2. Производство труб из ПВХ | |||||||||
2.1. Участок растаривания смолы | - | + | - | - | + | - | + | 50 | Подвесные краны, электротали, грузоподъемность 1 т |
2.2. Участок растаривания стеаратов (взрывоопасных компонентов) | - | + | - | - | + | - | + | 50 | Подвесные краны, электротали, грузоподъемность 1 т |
2.3. Участок растаривания свинцовых стабилизаторов | - | - | - | - | + | - | + | 50 | То же |
2.4. Участок дозирования | - | + | - | - | + | - | + | 50 | - |
2.5. Участок смоления | - | + | - | - | + | - | + | 50 | - |
2.6. Участок производства труб | + | + | + | - | + | - | + | 50 | Подвесные краны, опорные краны, электротали, грузоподъемность 3 - 5 т |
2.7. Участок нанесения защитно- фильтрующего материала | - | + | - | - | + | - | + | 50 | То же, грузоподъемность 1 - 3 т |
2.8. Участок переработки отходов | - | + | - | - | + | - | + | 50 | Подвесные краны, электротали, грузоподъемность 1 т |
2.9. Участок гидростатических испытаний | + | + | + | - | + | - | - | 50 | То же |
3. Производство пленок из ПВХ методом каландрования | |||||||||
- | + | - | - | + | - | + | 50 | То же, грузоподъемность 1 т | |
3.2. Участок растаривания сыпучих компонентов | - | + | - | - | + | - | + | 50 | Подвесные краны, электротали, грузоподъемность 1 т |
3.3. Участок растаривания жидких компонентов | - | + | + | - | + | - | + | 50 | То же, грузоподъемность 1 т |
3.4. Участок дозирования | - | + | + | - | + | - | + | 50 | - |
3.5. Участок приготовления суспензий | - | + | + | - | + | - | + | 50 | - |
- | + | + | - | + | - | + | 50 | - | |
3.7. Отделение пластикации | + | + | + | - | + | - | + | 100 | Подвесные и опорные краны, грузоподъемность 3 - 5 т |
3.8. Отделение каландрования | + | + | + | - | + | - | + | 100 | То же, грузоподъемность 3 - 5 т |
3.9. Отделение конфекционирования, контроля и упаковки | - | + | - | - | + | - | + | 50 | Подвесные и опорные краны, грузоподъемность 3 - 5 т |
3.10. Отделение каширования и дублирования | + | + | + | - | + | - | + | 100 | То же, грузоподъемность 3 - 5 т |
- | + | - | - | + | - | + | 50 | То же, грузоподъемность 1 т | |
3.12. Тепловая станция | + | + | + | - | + | - | - | 50 | То же, грузоподъемность до 3 т |
- | - | - | - | + | - | + | 50 | То же, грузоподъемность 1 т | |
4. Производство пленок из ПВХ методом экструзии | |||||||||
4.1 - 4.6. См. пункты 3.1 - 3.6 настоящей таблицы | |||||||||
4.7. Отделение экструзии | + | + | + | - | + | - | + | 50 | То же, грузоподъемность 1 - 3 т |
4.8 - 4.9. См. пункты 3.11 - 3.13 настоящей таблицы | |||||||||
--------------------------------
Выбор фундаментов для установки технологического оборудования следует производить с учетом требований, указанных в паспорте оборудования.
Отделения и участки производств по переработке пластмасс следует размещать в отдельных, изолированных друг от друга помещениях, если осуществляемые в них операции технологического процесса требуют отнесения этих помещений к различным категориям по пожаро- и взрывоопасности, а также в случае, если эти процессы по санитарной характеристике относятся к различным группам производственных процессов.
Возможно размещение в одном помещении производств с различными группами производственных процессов при условии выполнения специальных мероприятий, направленных на предотвращение воздействия более вредных веществ на работающих, не связанных с этими веществами.
При разработке планировочных решений по размещению основных производственных и вспомогательных отделений и участков следует руководствоваться принципом оптимизации технологических, транспортных и людских потоков. При этом допускается предусматривать проход работающих во вспомогательные (бытовые) помещения через помещения с вредными выделениями, если длина пути через эти помещения не превышает 100 м.
В случае организации производства по переработке пластмасс в составе предприятий другого профиля участки производств I, II классов с годовым объемом переработки до 500 т (для производства изделий из реактопластов) и 3000 - 6000 т (для производства труб и пленок из ПВХ) могут размещаться в одном помещении, изолированном от других помещений капитальными стенами.
При размещении производства изделий из реактопластов и труб из ПВХ в многоэтажных зданиях их можно размещать на втором и выше этажах при условии соблюдения допустимой удельной нагрузки на пол с учетом требований СНиП "Производственные здания промышленных предприятий" и ПУЭ.
Возможные совмещения производственных подразделений приведены в табл. 12.2.
Таблица 12.2
Возможные совмещения производственных подразделений
Наименование отделений, участков | Возможные совмещения |
1 | 2 |
1. Производство изделий из реактопластов | |
1.1. Участок растаривания (в одном помещении могут растариваться все прессматериалы с выделением боксов для различных по цвету материалов) | С участком загрузки сырья (в систему непрерывного транспорта); с участком переработки отходов для производств I, II классов |
1.2. Участок таблетирования (невзрывоопасных прессматериалов) | С участком растаривания и переработки отходов для производств I, II классов |
1.3. Участки и отделения прессования | С участками и отделениями литья под давлением (реактопластов); участком термообработки |
1.4. Участок мехобработки | С участком сборки и упаковки; с участком галтовки (если приняты меры по шумоглушению); с участком декорирования (без применения растворителей) |
1.5. Участок термообработки | С основным производством |
1.6. Участок ремонта прессформ | С помещением дежурного персонала |
1.7. Участок переработки отходов | С участком смешения (если по технологическому процессу допускается изготовление изделий с добавлением измельченных отходов); с участком растаривания сырья |
2. Производство труб и пленок из ПВХ | |
2.1. Участок растаривания смолы ПВХ | С участком растаривания невзрывоопасных сыпучих компонентов, относящихся к III и ниже классу опасности по ГОСТ 12.1.007-76 |
2.2. Участок растаривания сыпучих компонентов (кроме взрывоопасных и относящихся ко 2-му классу опасности) | С участком растаривания смолы ПВХ |
2.3. Участок растаривания жидких компонентов | С участком приготовления суспензий, паст |
2.4. Участок дозирования | С участком смешения |
2.5. Участок смешения | См. п. 2.4 |
2.6. Отделение изготовления труб | С участком гранулирования; с отделением нанесения защитно-фильтрующего материала (ЗФМ) |
2.7. Отделение нанесения ЗФМ | См. п. 2.6 |
2.8. Отделение пластикации | С участком смешения; с отделением каландрования |
2.9. Отделение каландрования | См. п. 2.8; с отделением каширования и дублирования |
2.10. Отделение каширования и дублирования | См. п. 2.9 |
2.11. Отделение конфекционирования, контроля и упаковки | - |
2.12. Отделение экструзии пленки | С участком гранулирования |
2.13. Участок испытаний готовой продукции | С сырьевой лабораторией |
2.14. Отделение переработки отходов | В производстве пленки отходы могут перерабатываться на оборудовании, выпускающем основную продукцию |
Примечание: Участок испытаний готовой продукции предусматривается в составе производства при изготовлении труб, если производство организуется в составе специализированного предприятия. Для остальных видов переработки испытания готовой продукции должны производиться централизованно службами ОТК и ЦЗЛ.
(механизации и автоматизации) производств
Одними из основных показателей, характеризующих технический уровень проектируемого производства, являются уровень и степень автоматизации производства, уровень и степень автоматизации и механизации производства, которые определяются в соответствии с "Методическими указаниями по оценке степени и уровня автоматизации производства, предусматриваемой в проектах на строительство новых, реконструкцию и техническое перевооружение действующих предприятий", утвержденными Постановлением ГКНТ СССР от 7 августа 1985 г. N 425.
Для расчета уровня и степени автоматизации и механизации транспортно-складских работ следует использовать методику, изложенную в "Общесоюзных нормах технологического проектирования общезаводских складов предприятий машиностроения, приборостроения и металлообработки" ОНТП 01-86.
Кроме того, при определении показателей автоматизации производств по переработке пластмасс и показателей автоматизации контроля и управления химико-технологическими процессами могут быть использованы "Временные методические указания по оценке уровня и степени автоматизации (автоматизации и механизации) производств по переработка пластмасс, предусматриваемой в проектах на строительство новых, реконструкцию и техническое перевооружение действующих предприятий (производств)", разработанные Госпластпроектом в 1986 г., и "Методические указания по определению уровня автоматизации технологических процессов (производств)", редакция II-88, разработанные НПО "Химавтоматика".
В Приложении 15 приведена классификация оборудования по количеству содержащихся в нем звеньев для методов переработки пластмасс, включенных во II часть ОНТП.
В табл. 13.1 даны нормативные значения уровня и степени автоматизации (автоматизации и механизации) по методам переработки и для общезаводских складов сырья и готовой продукции.
Таблица 13.1
(механизации и автоматизации)
Наименование производств | Уровень автоматизации | Уровень автоматизации и механизации | Степень автоматизации | Степень автоматизации и механизации |
1 | 2 | 3 | 4 | 5 |
1. Производство изделий из реактопластов методом горячего формования | 50 - 60 | 60 - 70 | 30 - 40 | 40 - 50 |
2. Производство труб из ПВХ методом экструзии | 60 - 70 | 70 - 80 | 40 - 50 | 50 - 60 |
3. Производство пленки из ПВХ методом каландрования | 70 - 80 | 80 - 90 | 40 - 50 | 50 - 60 |
4. Производство пленки ПВХ методом экструзии | 65 - 75 | 75 - 85 | 40 - 50 | 50 - 60 |
5. Склад сырья тарного хранения | - | 60 - 70 | - | 50 - 60 |
6. Склад сырья силосного хранения (с узлом растаривания) | - | 80 - 90 | - | 55 - 65 |
7. Склад готовой продукции: | ||||
7.1. Штучных изделий | - | 60 - 70 | - | 50 - 60 |
7.2. Погонажных изделий | - | 60 - 70 | - | 60 - 70 |
по степени механизации труда
Еще одним важным показателем технического уровня проектируемого производства является распределение численности рабочих по степени механизации труда.
ЦСУ СССР утверждена (09.10.1981 N 10-160) единая форма отчета машиностроительных предприятий о численности рабочих по профессиям, тарифным разрядам, формам и системам оплаты труда и инструкция к заполнению отчета. В соответствии с инструкцией все профессии рабочих зашифрованы по степени механизации труда пятью шифрами (1 - 5). В табл. 13.2 дано краткое определение каждого шифра и нормируемое распределение численности по степени механизации труда для представленных в настоящих нормах методов переработки.
Таблица 13.2
Распределение численности рабочих (включая учеников)
по степени механизации труда
Характеристика рабочих по степени механизации труда | % численности рабочих | ||||
Производство изделий из реактопластов (прессование, литье под давлением) | Производство труб из ПВХ | Производство пленок из ПВХ | |||
гладких | гофрированных дренажных | ||||
1 | 2 | 3 | 4 | 5 | |
1. Всего промышленно-производственных рабочих и учеников, в том числе выполняющих работу: | 100 | 100 | 100 | 100 | |
1.1. по наблюдению за работой автоматов (шифр 1) | 70 - 80 | 65 - 75 | 60 - 70 | 75 - 85 | |
1.2. при помощи машин и механизмов (шифр 2) | |||||
1.3. вручную при машинах и механизмах (шифр 3) | 10 - 15 | 15 - 20 | 15 - 25 | 10 - 15 | |
1.4. вручную не на машинах и механизмах (шифр 4) | |||||
1.5. вручную по наладке и ремонту машин и механизмов (шифр 5) | 5 - 15 | 10 - 20 | 10 - 20 | 5 - 10 | |
Примечание: Указанные в гр. 1 шифры и их объединение по степени механизации приведены в соответствии с "Инструкцией к заполнению отчета машиностроительного предприятия о численности рабочих по профессиям, тарифным разрядам, формам и системам оплаты труда на 15 мая 1982 г. по форме 2 - промышленность машиностроительная", утвержденной ЦСУ СССР 9 октября 1981 г. 10-160.
Суммируя данные по шифрам, можно получить данные по численности рабочих, выполняющих работу механизированным способом (шифры 1 и 2), выполняющих работу вручную без ремонтных рабочих (шифры 3 и 4) и выполняющих работу вручную по ремонту и наладке машин и механизмов (шифр 5).
Рост уровня механизации и автоматизации производства, увеличение единичной мощности оборудования неизбежно связаны с изменением функциональной структуры рабочих - уменьшается численность рабочих, занятых обслуживанием основного оборудования, увеличивается численность рабочих, занятых наладкой и ремонтом оборудования, робототехники, автоматических систем управления и контроля, других средств автоматизации и механизации, и, следовательно, изменяется процентное соотношение групп рабочих по степени механизации труда с уменьшением процентной доли рабочих, занятых механизированным трудом.
средствами автоматизации и механизации
Таблица 13.3
Техническая оснащенность производства средствами
автоматизации и механизации
Стадия технологического процесса | Способ осуществления | ||
Технологических операций | Транспортных операций | ||
подача | отбор | ||
1 | 2 | 3 | 4 |
Производство изделий из реактопластов | |||
1. Хранение сырья | Механизированный | Краны подвесные или опорные, краны-штабелеры, автоматизированные краны-штабелеры, напольный транспорт | То же, что и для "подачи" |
2. Растаривание сырья | Механизированный с применением машин для порезки мешков с сыпучими материалами | Напольный транспорт, краны подвесные, краны-штабелеры, система транспортеров | Бункер с течкой (при вертикальной схеме загрузки сырья в таблетмашину), транспортер типа "цепь в трубе", шнековый или спиральный загрузчик |
3. Таблетирование | Механизированный и автоматизированный с применением таблетмашин, гидравлических таблетавтоматов, пластикаторов и шнек-машин | Бункер с течкой (при вертикальной схеме загрузки сырья) транспортер типа "цепь в трубе", шнековый или спиральный загрузчик | Приводный рольганг, напольный транспорт, цепной или напольно-щелевой транспортер |
4. Прессование | Механизированный на прессах-полуавтоматах, автоматизированный на ротационных прессах, роторных линиях и на прессах-автоматах с применением РТК, модулей ГАП, специальной оснастки, на прессах-автоматах типа АКДГ, при применении АСУТП, микропроцессоров | Напольный транспорт, краны подвесные, транспортеры подачи сырья, автоматы для загрузки материалов в формы, манипуляторы для загрузки таблеток и арматуры в формы, РТК, ГАП | Щелевой конвейер, система транспортеров, автоматические манипуляторы по съему изделий, автоматические переталкиватели, транспортные роботы, РТК, ГАП |
5. Литье реактопластов | Механизированный на реактопласт-автоматах, автоматизированный - на том же оборудовании с применением манипуляторов типа СПД-3, специальной оснастки, АСУТП, микропроцессоров | Транспортеры подачи сырья, вакуум-загрузчики, напольный транспорт | Щелевой конвейер, рольганг, системы транспортеров, транспортные роботы, автоматические переталкиватели |
6. Мехобработка деталей из реактопластов | Механизированный на станках специальных и унифицированных | Напольный транспорт, рольганг, щелевой конвейер | То же, что и для "подачи" |
7. Комплектовка и упаковка | Механизированный с применением упаковочного оборудования | Транспортеры напольные, подвесные, напольный транспорт | То же, что и для "подачи" |
8. Складирование | Механизированно-автоматизированный с применением кранов-штабелеров, автоматизированных транспортно-складских систем (АТСС) типа РСК-50, РСК-250 и т.д. | То же | Напольный транспорт при отгрузке на сторону, транспортеры, напольный транспорт при передаче на другие участки (для производств, размещаемых в составе специализированных предприятий) |
Производство труб из ПВХ | |||
а) из железнодорожных и автомобильных цистерн в силосы | Механизированный | Железнодорожный и автомобильный транспорт | Пневмотранспорт |
б) из контейнеров в силосы | То же | Напольный транспорт, подъемно-транспортное оборудование | То же |
в) из мешков в силосы | Механизированный с применением ручных операций | То же | То же |
Механизированный с применением ручных операций | То же | Самотек или пневмотранспорт | |
3. Дозирование компонентов | Автоматизированный | Самотек | Самотек |
4. Смешение | То же | То же | Пневмотранспорт |
5. Изготовление труб | Механизированно-автоматизированный с использованием микропроцессоров, АСУТП | Пневмотранспорт | Подъемно-транспортное оборудование, напольный транспорт, электротележки |
6. Нанесение защитно-фильтрующего материала (в производстве гофрированных дренажных труб) | Механизированный | Подъемно-транспортное оборудование, напольный транспорт | То же |
7. Пакетирование, упаковка | Механизированный с применением пакетирующих и упаковочных устройств | Подъемно-транспортное оборудование, напольный транспорт | Подъемно-транспортное оборудование, напольный транспорт, электротележки |
8. Складирование | Механизированный | То же | То же |
Производство пленки из ПВХ методом каландрования | |||
1. Растаривание смолы ПВХ | |||
2. Растаривание компонентов (сыпучих) | |||
Механизированный | Напольный транспорт | Насосами по трубопроводам | |
4. Дозирование компонентов | Автоматизированный | Самотек, пневмотранспорт, подача насосами | Самотек, пневмотранспорт, насосами |
5. Приготовление суспензий, паст | Механизированный | То же | То же Возможно применение ручных операций при выгрузке паст |
Механизированно-автоматизированный с использованием микропроцессоров, АСУТП | Самотек, пневмотранспорт, подача насосами | Пневмотранспорт | |
7. Изготовление пленки (пластикация, экструзия, каландрование) | Механизированно-автоматизированный с использованием микропроцессоров, АСУТП, межоперационные передачи - транспортерами в автоматическом режиме | Транспортеры, пневмотранспорт, шнеки и другие средства непрерывного транспорта | Напольный транспорт, краны подвесные или напорные |
8. Каширование и дублирование | Механизированно-автоматизированный | Напольный транспорт, краны подвесные или опорные, грузовозы | То же, что и для "подачи" |
9. Конфекционирование, упаковка | Механизированный с использованием пакетирующего и упаковочного оборудования | Напольный транспорт, краны подвесные и опорные, грузовозы, конвейеры | То же, что и для "подачи" |
Механизированный | Краны-штабелеры, краны подвесные и опорные, механизированные стеллажи | Краны подвесные и опорные, напольный транспорт | |
Производство пленки из ПВХ методом экструзии | |||
1. Растаривание смолы ПВХ | |||
2. Растаривание компонентов (сыпучих) | |||
3. Растаривание жидких компонентов | |||
4. Дозирование компонентов | |||
5. Приготовление суспензий, паст | |||
6. Смешение | |||
7. Гранулирование композиции | Механизированно-автоматизированный | Пневмотранспорт | Пневмотранспорт |
8. Изготовление пленки (экструзия) | Механизированно-автоматизированный с использованием микропроцессоров, АСУТП | То же | Подъемно-транспортное оборудование, краны подвесные или опорные, грузовозы, конвейеры |
9. Складирование | См. п. 10 "Производство пленки из ПВХ методом каландрования" | ||
Примечание: В Приложениях 16 - 19 приведены типовые технологические схемы по методам переработки.
автоматизированного контроля и управления
технологическим процессом и производством
В связи с многоассортиментностью, гибкостью и периодичностью процессов переработки пластмасс, а также учитывая колебания характеристик исходного сырья и готовой продукции, создание автоматических систем управления технологическим процессом (АСУТП) и управления производством (АСУП) целесообразно. Однако, исходя из технического уровня оборудования для переработки пластмасс, серийно выпускаемого машиностроительными заводами СССР, и экономических факторов создания АСУТП и АСУП, на XII пятилетку указанные системы могут быть рекомендованы при следующих основных условиях, которые определяются при конкретном проектировании:
1. Затраты на создание АСУТП и АСУП должны обеспечивать расчетный коэффициент эффективности капитальных вложений на создание АСУТП и АСУП не ниже отраслевого нормативного коэффициента эффективности капитальных вложений, направляемых на внедрение вычислительной техники, которые разрабатываются министерствами и ведомствами СССР на пятилетний период и утверждаются Госпланом СССР.
2. Высокие требования к качеству готовой продукции, которые не могут быть обеспечены при традиционных схемах контроля и регулирования для всей изготавливаемой продукции.
В дальнейшем при организации серийного выпуска оборудования для переработки пластмасс с соответствующей технической оснащенностью датчиками информации, приборами и механизмами, а также при уменьшении стоимости электронной вычислительной техники и снижения себестоимости разработки программного обеспечения применение АСУТП и АСУП может быть рекомендовано в более широких масштабах.
Несмотря на определенные различия в технологических процессах переработки пластмасс в зависимости от класса производства могут применяться одно- и двухуровневые АСУТП: на нижнем уровне должны решаться задачи контроля параметров технологического процесса и оптимизации режимов переработки, на верхнем - выдачи централизованного контроля и управления технологическим процессом и оборудованием, автоматической перенастройки оборудования при изменении характеристик сырья и изготавливаемой продукции, а также расчетные и информационные функции, включающие экономические задачи, решаемые АСУП (обработка фактических результатов производственного и технологического процессов, отчеты о расходе сырья, выходе готовой продукции, простоях оборудования и т.д.). Для осуществления нижнего уровня могут быть использованы микропроцессорные контроллеры с дисплеями (видеотерминалами) типа "Ломиконт" или программируемые контроллеры для верхнего уровня - ЭВМ или УВМ.
Наряду с автоматизацией контроля и управления, с оптимизацией основных процессов переработки пластмасс, должны решаться задачи механизации и роботизации вспомогательных операций (загрузка, смешение и сушка сырья, механическая обработка, комплектовка, сборка и упаковка готовой продукции, межоперационные транспортные передачи). Совместное решение этих задач позволит созвать системы комплексной автоматизации, обеспечивающие снижение численности технологического персонала, увеличение выпуска продукции, повышение точности технологических операций и качества продукции.
Для производства изделий из реактопластов, а также труб в пленки из ПВХ методом экструзии, отнесенных к I - II классам по объемам производства, могут быть рекомендованы одноуровневые системы автоматического контроля и управления, для указанных производств III - V классов, а также для каландровых линий, используемых в производстве пленки из ПВХ, наиболее целесообразны двухуровневые системы с расширенным кругом задач.
Разработка проектов АСУТП и АСУП должна осуществляться специализированными организациями.
Перечень
основных задач, решаемых АСУТП и АСУП
для производства изделий из реактопластов
1. Контроль и управление технологическим процессом по выбранным значениям параметров (температурный режим в зонах материального цилиндра и форм, температура охлажденной воды, временные составляющие цикла прессования и литья под давлением, усилие запирания форм и т.д.);
2. Диагностика работы оборудования в процессе управления;
3. Расчет суточной загрузки оборудования;
4. Оперативное планирование производства;
5. Диспетчеризация производственного процесса;
6. Учет простоев оборудования;
7. Расчет технико-экономических показателей производства;
8. Расчет рекомендуемых значений технологических параметров по статистическим данным;
9. Корректировка выбранных параметров в ходе технологического процесса;
10. Сохранение - восстановление работоспособности системы после сбоев и отказов оборудования управляющего вычислительного комплекса (УВК).
Перечень основных задач, решаемых АСУТП и АСУП для производств труб и пленки из ПВХ методом экструзии:
1. Контроль и регулирование температур по зонам материального цилиндра и экструзионной головки;
2. Контроль и регулирование температуры и давления массы (расплава);
3. Непрерывное измерение толщины стенки трубы или рукава пленки;
4. Центрирование сопла;
5. Контроль и регулирование скорости вращения червяка;
6. Контроль и поддержание заданного вакуума в экструдере и калибрующем вакуумном устройстве (для трубных линий);
8. Контроль и регулирование температуры охлаждающей воды;
9. Управление работой установки подготовки композиции смолы ПВХ (размер и количество доз компонентов, временные составляющие цикла смешения, скорость вращения мешалок и т.д.);
10. Управление работой систем транспортировки сырья и загрузки оборудования;
11. Управление режимом пуска и останова оборудования;
12. Расчет технико-экономических показателей производства;
13. Учет простоев оборудования;
14. Расчет рекомендуемых значений технологических параметров по статистическим данным;
15. Корректировка выбранных параметров в ходе технологического процесса;
Перечень основных задач, решаемых АСУТП и АСУП для производств пленок из ПВХ методом каландрования:
Основной задачей системы автоматического управления производством пленки из ПВХ на каландровой линии является задача управления толщиной пленки путем изменения управляющего сигнала на исполнительные механизмы перемещения валков, либо угла наклона валков, либо противоизгибного устройства.
УВК для каландровых линий должны иметь оснащенность, позволяющую централизованно решать следующие основные задачи контроля, регулирования и управления:
1. Пуск системы и слежение;
2. Управление движущими устройствами;
3. Аналого-цифровое преобразование сигнала измерительной головки;
4. Корректировка температуры;
5. Аналого-цифровое преобразование сигнала для самописца и регулятора;
6. Последовательная передача данных от и к прибору управления, к пишущему прибору (телетайпу), а также к главной ЭВМ;
7. Калибровка (расчет данных изделия);
8. Аналоговая регулировка времени;
9. Оптимизация заданных значений;
10. Настройка физических величин, настройка точки нуля;
11. Время регулирования;
12. Расчет измерительных значений, как реальное значение или отклонение от заданного значения;
13. Слежение за системой, диагноз ошибок;
14. Измерение продольного профиля;
15. Измерение поперечного профиля;
16. Контроль и регулирование температур теплоносителя;
17. См. пп. 7 - 16 перечня основных задач, решаемых АСУТП и АСУП для производств труб и пленок из ПВХ методом экструзии.
подаче сырья к оборудованию
Централизованная подача сырья к оборудованию целесообразна для производств изделий из реактопластов III - V классов, для производства труб и пленок из ПВХ методом экструзии - II - V, для производства пленок из ПВХ методом каландрования - I - IV класса.
В производствах изделий из реактопластов в зависимости от вида поставки и предварительной подготовки сырья следует назначать соответствующие системы централизованной подачи сырья к оборудованию. Для подачи сырья в таблетках целесообразно применять конвейеры грузонесущие и напольно-щелевые, которые должны использоваться также для отбора готовой продукции и транспортирования ее на участок механической обработки и на склад готовой продукции. Для подачи порошкообразных и гранулированных реактопластов наиболее приемлемы трубчатые скребковые конвейеры.
В случае использования гранулированного сырья с содержанием пылевой фракции в количествах, не создающих взрывоопасные концентрации в смеси с транспортирующим воздухом, целесообразно применять централизованный пневмо- и вакуумтранспорт.
В производствах труб и пленок из ПВХ в зависимости от дальности транспортирования должна осуществляться централизованная подача основного сырья (смолы ПВХ, наполнителей) средненапорным пневмотранспортом или вакуумтранспортом при приведенной длине транспортирования до 120 м и высоконапорным пневмотранспортом при дальности транспортирования свыше 120 м приведенной длины.
При высоконапорном пневмотранспорте следует использовать для подачи сырья в систему камерные питатели, как наиболее экономичное с точки зрения энергозатрат оборудование, в то же время позволяющее обеспечить учет сырья.
Для приема и хранения сырья при проектировании централизованных систем пневмо- и вакуумтранспорта должен предусматриваться наружный силосный склад сырья, емкость которого рассчитывается в соответствии с табл. 10.3 настоящих норм.
Подача сырья к оборудованию может осуществляться в одну ступень: наружный силосный склад - бункер машины; или в две ступени: наружный силосный склад - промежуточный цеховый склад (емкостной) - бункер машины.
В случае одноступенчатой системы подачи сырья емкость приемного бункера выбирается из расчета непрерывной работы оборудования не менее 24 часов, заполнение бункера должно осуществляться через 12 часов.
Для систем пневмотранспорта сырья должен использоваться сжатый воздух, осушенный и очищенный не ниже 3 класса загрязненности по ГОСТ 17433-80.
окружающей природной среды
При проектировании, как правило, должны закладываться технологические процессы, не вызывающие загрязнение природной среды. Основными направлениями по охране окружающей природной среды при проектировании производств по переработке пластмасс должны быть:
а) рациональное использование природных ресурсов;
б) при создании новых предприятий использование земельных участков, непригодных для сельского хозяйства;
в) замена материалов, при переработке которых выделяются значительные количества вредных веществ, на менее токсичные и более стабилизированные материалы с улучшенными токсикологическими характеристиками, в том числе гранулированных реактопластов;
г) применение замкнутых водооборотных циклов для охлаждения оборудования и продукции;
д) очистка и обезвреживание пыле- и газосодержащих выбросов;
е) очистка загрязненных стоков;
к) звукоизоляция и виброизоляция шумящего и вибрирующего оборудования.
Основным направлением по рациональному использованию природных ресурсов является применение безотходной технологии. Решение этой проблемы должно вестись при проектировании по следующим основным направлениям:
а) применение методов переработки пластмасс, связанных с меньшей деструкцией материала, где это возможно, с целью уменьшения технологических потерь и уменьшения загрязненных выбросов в атмосферу;
б) создание конструкций оборудования и, главное, оснастки (прессформ и литьевых форм), исключающих или уменьшающих образование отходов в виде литников, облоя, некондиционных изделий;
в) включение в состав производства по переработке пластмасс участков переработки отходов с целью их повторного использования в собственном производстве в качестве добавок к первичному сырью; отходы производства пленки из ПВХ методом каландрования могут перерабатываться на оборудовании, предназначенном для выпуска основной продукции;
г) утилизация отходов реактопластов, деструктированных и загрязненных отходов термопластов, которые не могут быть использованы для повторной переработки в производстве пластмасс, но могут вводиться в качестве наполнителей в строительные или другие материалы, или утилизироваться по другим направлениям через территориальные базы "Вторсырья".
Нормы твердых отходов и рекомендации по их использованию приведены в табл. 14.1.
Таблица 14.1
Нормы отходов и рекомендации по их использованию
Наименование производства | Вид материала | Норма отходов, % (от готовой продукции) | Характеристика отходов | Рекомендации по применению и утилизации отходов | |||||||
используемых | неиспользуемых | используемых | неиспользуемых | используемых | неиспользуемых | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||||
1. Производство изделий из реактопластов | |||||||||||
| |||||||||||
1.1. Методом прессования | <*> Фенопласты новолачные | - | 1,4 - 79,5 | - | Нагары, термодеструктированный материал, загрязненные изделия при выходе на режим, некондиционные изделия, литники, облой, вытечки из форм, просыпи материала при растаривании, потери при таблетировании | - | <*> Материалы, отходы которых могут быть использованы после измельчения и смешивания в качестве добавок к свежему сырью для производства неответственных деталей (в количестве от 5 до 20%). Прочие отходы могут быть применены в качестве наполнителей в производстве стройматериалов или для укладки под асфальт | ||||
<*> Фенопласты резольные | - | 1,6 - 86,5 | - | ||||||||
<*> Аминопласты | - | 1,1 - 96,5 | - | ||||||||
Волокниты | - | 2,1 - 81,7 | - | ||||||||
Стекловолокниты | - | 1,9 - 128,0 | - | ||||||||
1.2. Методом литья под давлением | Фенопласт литьевой | - | 1,44 - 77,16 | - | - | - | Применяется в качестве наполнителей в производстве стройматериалов или для укладки под асфальт | ||||
2. Производство труб из ПВХ методом экструзии | |||||||||||
2.1. Гладких | Композиция на основе смолы ПВХ | 3,1 | 1,1 | Отходы при запуске и останове оборудования, образцы труб после испытаний, отходы при резке труб | Отходы при чистке инструмента, термодеструктированный материал, консервационная смесь | Используется при производстве безнапорных труб и каналов связи | Применяется в качестве наполнителей в производстве строительных материалов или для укладки под асфальт | ||||
2.2. Гофрированных дренажных | Композиция на основе смолы ПВХ | 3,1 | 0,6 | ||||||||
Гранулированная композиция | 3,1 | 0,6 | |||||||||
3. Производство пленки из ПВХ методом каландрования | Композиция на основе смолы ПВХ | 5,0 - 25 | 1,9 | Отходы при вальцевании, каландровании, при переходе с одного вида пластиката на другой, обрезки кромки пленки с размерными отклонениями, куски пленки с инородными включениями | Отходы при растаривании и загрузке сырья в оборудование, загрязненные отходы при чистке оборудования, пригоревшая масса | Используется при производстве неответственной упаковочной пленки и пленки большей толщины. Обрезки некондиционной пленки используются как упаковочный материал | Применяются в производстве строительных материалов (линолеум, облицовочные плитки и т.д.) | ||||
4. Производство пленки из ПВХ методом экструзии | Композиция на основе смолы ПВХ | 3,5 | 0,9 | Отходы при запуске и останове оборудования, некондиционная пленка | Отходы при чистке инструмента, термодеструктированный материал, консервационная смесь | Используются в производстве пленок, труб, выдувных изделий из ПВХ в качестве добавок к первичному сырью | Применяются в производстве строительных материалов (линолеум, облицовочные плитки и т.д.) | ||||
Примечание: 1. Норма отходов, приведенная в графах 3 и 4, соответствует данным рис. 7.1 - 7.10 и табл. 7.4 - 7.6. Для производства изделий из реактопластов в зависимости от вида сырья, весовой группы и группы сложности изделий, соответствующую норму отходов следует принимать, руководствуясь нормативами раздела 7 настоящих ОНТП.
2. Неиспользуемые твердые отходы направляются на базы вторсырья для их дальнейшего применения.
Для охлаждения оборудования и продукции в производствах по переработке пластмасс должны применяться, как правило, одноконтурные замкнутые водооборотные системы с наземными насосными.
Применение таких систем обусловлено конструктивным исполнением оборудования, позволяющим отводить отепленную воду (обратную) без разрыва струи за счет остаточного давления.
Исключение составляет производство труб, где имеет место открытое охлаждение труб в ваннах. Для создания одноконтурных систем водооборота в этих производствах следует предусматривать локальные узлы сбора и перекачки отепленной воды, которые, как правило, следует совмещать с узлами доохлаждения и нейтрализации стока.
Необходимость периодической нейтрализации циркулирующей охлаждающей воды в производствах труб и пленок из ПВХ связана с наличием узлов вакуумной дегазации расплава в составе экструдеров, а также из-за частичного попадания продуктов деструкции (в основном паров соляной кислоты при производстве труб из ПВХ) в воду при охлаждении труб в ваннах. По мере накопления в циркуляционной системе соляной кислоты до Pk 6,5 циркулирующая вода должна быть подвергнута нейтрализации. Возможность использования нейтрализованной воды или необходимость ее сброса в промышленные стоки, направляемые на биоочистные сооружения, определяется при проектировании.
Оценка положения предприятия по водопотреблению и водоотведению с учетом проектируемых производств должна выполняться в разделе "Водопровод и канализация" и приводиться также в разделе "Охрана окружающей природной среды".
от загрязнения
Раздел "Мероприятия по охране атмосферного воздуха от загрязнения" должен разрабатываться в соответствии со СНиП 1.02.01-85, а также "Инструкцией о порядке рассмотрения, согласования и экспертизы воздухоохранных мероприятий и выдачи разрешений на выброс загрязняющих веществ в атмосферу по проектным решениям" ОНД 1-84 Госкомгидромет и ГОСТ 17.2.3.02-78 "Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями".
Расчет и анализ загрязнения атмосферы выбросами проектируемого производства должен производиться с учетом выбросов в атмосферу от действующих производств предприятия, а также ранее запроектированных и строящихся, на основе фоновых концентраций района размещения предприятия. Расчетные концентрации вредных веществ в приземном слое должны сопоставляться с предельно допустимыми значениями, установленными СН 245-71.
В технологической части проекта должны предусматриваться решения по локализации выделяющихся в процессе производства вредных веществ в виде паров, газов и пыли. С этой целью предусматриваются местные отсосы от оборудования в местах фиксированного выделения вредных веществ. Рекомендации по размерам и конструктивному исполнению местных отсосов, а также нормы тепловыделений приведены в разделе 15 и Приложениях 14 и 20.
Предложения по предельно допустимым выбросам (ПДВ) загрязняющих веществ в атмосферу в проекте разрабатываются на основе результатов расчетов.
Расчеты загрязнения атмосферы осуществляются по СН 369-74 "Указания по расчету рассеивания в атмосфере вредных веществ, содержащихся в выбросах предприятия".
При использовании ЭВМ расчеты должны осуществляться по программе, согласованной с главной геофизической обсерваторией им. А.И. Воейкова Госкомгидромета СССР.
В разделе "Мероприятия по охране окружающего атмосферного воздуха от загрязнения" должны быть представлены мероприятия, направленные на снижение выбросов.
В табл. 14.2 приведены значения удельных выделений вредных веществ в воздух и рекомендации по их улавливанию и обезвреживанию.
Таблица 14.2
по их обезвреживанию
Наименование оборудования | Перерабатываемый материал | Наиболее характерные вредные вещества для данной группы материалов | Рекомендации по улавливанию и обезвреживанию | |
наименование | количество, г/кг | |||
1 | 2 | 3 | 4 | 5 |
Производство изделий из реактопластов | ||||
Прессы гидравлические, ротационные прессы, роторные линии, машины для литья под давлением | Фенопласт на основе смолы СФ 090 | фенол | 0,5 | Обезвреживание в сорбционно-каталитических реакторах до CO2 и H2O |
Фенопласт на основе смолы СФ 010 | фенол | 0,7 | То же | |
Фенопласт на основе смолы СФ 337 | фенол | 1,0 | " | |
Фенопласт на основе смолы СФ 330 | фенол | 2,0 | " | |
Фенопласт на основе смолы СФ 342 (кроме типа СП) | фенол | 0,8 | " | |
Фенопласт на основе смолы СФ 342, тип СП | фенол | 2,5 | " | |
Волокнит (на основе смолы СФ 301) | фенол | 1,2 | " | |
Стекловолокниты | фенол | 1,5 | " | |
Аминопласты | формальдегид | 0,5 | " | |
Установки ТВЧ | Фенопласт на основе смолы СФ 090 | фенол | 0,15 | " |
Фенопласт на основе смолы СФ 010 | фенол | 0,2 | " | |
Фенопласт на основе смолы СФ 337 | фенол | 0,25 | " | |
Фенопласт на основе смолы СФ 330 | фенол | 0,4 | " | |
Фенопласт на основе смолы СФ 342 (кроме типа СП) | фенол | 0,2 | " | |
Фенопласт на основе смолы СФ 342, тип СП | фенол | 0,5 | " | |
Волокнит | фенол | 0,3 | " | |
Таблетмашины, таблетавтоматы | Порошки фенопластов и аминопластов | пыль фенопластов и аминопластов | 9,0 | Улавливание фильтрами |
Токарный станок | Изделия из фенопластов, аминопластов, волокнитов, стекловолокнитов | пыль реактопластов | 7,0 <*> ----------- 11,0 | То же |
Сверлильный станок | То же | То же | 8,0 <*> ----------- 12,0 | " |
Зачистка на наждачном круге | " | " | 13 | " |
Торцовка | " | " | 2,0 <*> ----------- 2,5 | " |
Полировка | " | " | 1,0 <*> ----------- 1,5 | " |
Производство труб из ПВХ | ||||
Оборудование для растаривания и приготовления композиции на основе смолы ПВХ (в том числе пневмотранспортом) | Смола ПВХ-С-7059М ПВХ-С-7058М и др. марки | Пыль смолы ПВХ | 2,6 | " |
Трехосновный сульфат свинца, двухосновный стеарат свинца, двухосновный стеарат кальция, мел, сажа и др. (см. раздел 8) | Пыль компонентов в соотношении, зависящем от рецептуры композиции, в том числе | 2,6 | Улавливание фильтрами, а соединений свинца - фильтрами двухступенчатой очистки | |
соли свинца | 0,01 | |||
Экструзионное оборудование | Композиция на основе смолы ПВХ | Хлористый винил | 0,02 | Рассеивание через трубу с факельным выбросом |
Окись углерода | 0,5 | |||
Производство пленки из ПВХ методом каландрования | ||||
Оборудование для растаривания и приготовления композиции на основе смолы ПВХ (в том числе пневмотранспорт) | Смола ПВХ-С-7059М, | Хлористый винил | 0,015 | Рассеивание через трубу с факельным выбросом |
ПВХ-С-7058М и др. марки, пластификаторы, модификаторы, стабилизаторы, пигменты и наполнители (см. раздел 8) | Пыль компонентов в соотношении, зависящем от рецептуры композиции, | 2,6 | Улавливание фильтрами, а соединений свинца - улавливание фильтрами двухступенчатой очистки | |
в том числе соли свинца | 0,01 | |||
Экструзионное оборудование | Композиция на основе смолы ПВХ | Хлористый винил | 0,005 | Рассеивание через трубу с факельным выбросом |
хлористый водород | 0,2 | |||
Окись углерода | 0,6 | |||
Пластификаторы | 0,2 | Улавливание фильтрами волокнистыми для тумана пластификаторов конструкции НИИОГАЗа г. Москва | ||
Вальцы | То же | Хлористый водород | 0,3 | |
Окись углерода | 0,7 | |||
Пластификаторы | 0,3 | Улавливание фильтрами волокнистыми для тумана пластификаторов конструкции НИИОГАЗа г. Москва | ||
Каландры | Композиция на основе смолы ПВХ | Хлористый водород | 0,5 | |
Окись углерода | 1,2 | |||
Пластификаторы | 0,5 | Улавливание фильтрами волокнистыми для тумана пластификаторов конструкции НИИОГАЗа г. Москва | ||
Производство пленки из ПВХ методом экструзии | ||||
Оборудование для растаривания и приготовления композиции на основе смолы ПВХ (в том числе пневмотранспорт) | Смола ПВХ-С-7059М, пластификаторы, стабилизаторы, модификаторы | Хлористый винил | 0,015 | Рассеивание через трубу с факельным выбросом |
Пыль компонентов в соотношении, зависящем от рецептуры композиции, в том числе соли свинца | 0,01 | Улавливание фильтрами, а соединения свинца - улавливание фильтрами двухступенчатой очистки | ||
Экструзионное оборудование: | ||||
гранулирование | Порошкообразная композиция на основе смолы ПВХ | Хлористый винил | 0,005 | Рассеивание через трубу с факельным выбросом |
Хлористый водород | 0,02 | |||
Окись углерода | 0,3 | |||
Пластификаторы | 0,1 | |||
Изготовление пленки | Гранулированная композиция | Хлористый водород | 0,02 | Рассеивание через трубу с факельным выбросом |
на основе смолы | Окись углерода | 0,5 | ||
ПВХ | Пластификаторы | 0,1 | ||
--------------------------------
<*> В числителе даны пылевыделения при массе изделий до 100 г; в знаменателе - при массе от 101 до 2000 г.
Примечание: 1. Количественный и качественный состав вредных веществ, выделяющихся при производстве изделий из реактопластов и труб из ПВХ, приведен по данным "Норм проектирования отопления и вентиляции производств по переработке пластических масс", Ленинград, 1987 г., разработанных институтом охраны труда ВЦСПС г. Ленинград, проектными институтами "Госпластпроект", "Сантехпроект" и научно-исследовательским институтом гигиены труда и профессиональных заболеваний АМН СССР и согласованных ЦК профсоюза рабочих химической и нефтехимической промышленности (N 062М-216, 28.02.1985) Минздравом СССР (N 122-12/311-4, 22.04.1985), ГУПО МВД СССР (N 7/6/3669, 06.11.1985), Главной геофизической обсерваторией им. А.И. Воейкова Госкомгидромета СССР (N 23/7952, 30.11.1988). Количественный и качественный состав вредных веществ, выделяющихся при производстве пленки из ПВХ, приведен по опытным данным действующих производств. Количества вредных веществ, приведенные в графе 4, даны без учета улавливания и обезвреживания.
2. Количества вредных веществ в производстве изделий из реактопластов приведены для режимов прессования с подпрессовками. Для режимов без подпрессовок, а также при переработке легированных гранулированных реактопластов следует принимать 2/3 от приведенных данных. Количество вредных веществ может быть уточнено в зависимости от открытой поверхности прессуемого изделия (F, м2) и его массы (М, кг) по формуле 15.1.
 , (15.1)
, (15.1)где  - табличное значение газовыделений.
- табличное значение газовыделений.
3. Предельно допустимые выбросы (ПДВ) на каждый источник загрязнения должны определяться в соответствии с ГОСТ 17.2.3.02-78.
4. В связи с тем, что для производства пленки из ПВХ методом каландрования используется оборудование, закупаемое у инофирм, количественный и качественный состав вредных веществ, удаляемых местными отсосами, способы улавливания и обезвреживания подлежат уточнению при проектировании в зависимости от рецептуры, принятой технологической схемы, конструктивного исполнения оборудования, его мощности, условий размещения и др. факторов.
5. Для обезвреживания вредных веществ, удаляемых вентиляционными отсосами при производстве изделий из реактопластов методом прессования, рекомендуются установки сорбционно-каталитической очистки, разработанные институтом физической химии АН УССР и Госпластпроектом (централизованные - типа РКОВ и локальные - типа УЛОВ). Тип и количество установок определяется при проектировании конкретно в каждом отдельном случае в зависимости от мощности производства, набора оборудования и количества отсасываемого воздуха.
Проектирование раздела "Отопление и вентиляция" должно осуществляться в соответствии со СНиП "Отопление, вентиляция и кондиционирование воздуха".
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 12.1.005-76 Постановлением Госстандарта СССР от 29.09.1988 N 3388 с 1 января 1989 года введен в действие ГОСТ 12.1.005-88. |
Расчетные параметры воздуха в рабочей зоне производственных помещений должны быть обусловлены гигиеническими требованиями и приниматься в соответствии с допустимыми нормативами ГОСТ 12.1.005-76 "Воздух рабочей зоны. Общие санитарно-гигиенические требования". Параметры воздуха в помещениях, где изготавливаются тонкие пленки, должны соответствовать следующим требованиям:
температура, °C 20 - 25
относительная влажность, % 50 +/- 5
подвижность воздуха, м/с 0,2 - 0,3.
Категории тяжести работ для рассматриваемых в ОНТП методов переработки во всех производственных и подсобных помещениях должны приниматься "средней тяжести" IIб, кроме участков мехобработки, термообработки и испытаний готовой продукции, для которых принимается категория "средней тяжести", IIа.
Отопление производственных помещений рекомендуется воздушное, совмещенное с приточной вентиляцией. При необходимости установки местных нагревательных приборов они должны иметь гладкую поверхность, допускающую легкую очистку. Температура теплоносителя должна приниматься в соответствии со СНиП "Нормы проектирования. Отопление, вентиляция и кондиционирование воздуха".
При переработке полимерных материалов в воздушную среду производственных помещений от технологического оборудования выделяются мономеры, продукты деструкции сырья и тепло; в цехах механической обработки, переработки отходов и таблетирования - пыль.
Количество выделяющихся вредных веществ приведено в табл. 14.2 настоящих норм, дисперсный состав пылей - в Приложении 21.
Тепловыделения от оборудования (Вт) рассчитываются по формулам:
гидравлические прессы - полуавтоматы и автоматы:
 ,
,установки (аппараты) ТВЧ:
 ,
,оборудование для механической обработки пластмасс:
 ,
,литьевые машины:
 ,
,экструзионное оборудование:
 ,
,где  - суммарная установленная (номинальная) мощность электрообогрева, кВт;
- суммарная установленная (номинальная) мощность электрообогрева, кВт;
K - коэффициент одновременности работы оборудования;
N - суммарная установленная (номинальная) мощность аппаратов ТВЧ, кВт;
G - масса перерабатываемого материала, кг/ч.
(Для грануляторов на базе экструдера и трубных линий  ; для линий производства рукавной пленки
; для линий производства рукавной пленки  ).
).
; для линий производства рукавной пленки ).Вентиляция производственных помещений должна проектироваться в соответствии с рекомендациями, приведенными в табл. 15.1.
Таблица 15.1
Рекомендации по устройству вентиляции
Стадия технологического процесса (операции), осуществляемая в помещении | Вентиляция | Коэффициент воздухообмена | ||||||||
Местная | Общеобменная | |||||||||
Холодный период года | Теплый период года | |||||||||
вытяжка | приток | вытяжка | приток | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | ||||
Производство изделий из реактопластов | ||||||||||
Прессование | ||||||||||
Прессование | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический в рабочую зону (допускается до 1/3 в верхнюю зону) | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха | 1,3 | |||||
Таблетирование, загрузка | Не требуется | Механический в верхнюю зону | Естественная из верхней зоны по расчету | Естественный через фрамуги окон в верхнюю зону | 1,0 | |||||
Механическая обработка изделий | Не требуется | Механический в верхнюю зону | Естественная из верхней зоны по расчету | Естественный через фрамуги окон в верхнюю зону | 1,0 | |||||
Дробление отходов | Механическая из нижней зоны до 3-х обменов в час с учетом местных отсосов | Механический в верхнюю зону | Механическая из нижней зоны, 3 обмена в час, из верхней зоны механическая или естественная по расчету | Естественный в верхнюю зону через фрамуги окон | 1,0 | |||||
Литье под давлением | ||||||||||
Литье | См. Приложение 14 п. 8 | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час, и механическая из нижней зоны по расчету (при недостаточном объеме местных отсосов) | Механический в рабочую зону (допускается до 1/3 в верхнюю зону) | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час, и механическая из нижней зоны по расчету (при недостаточном объеме местных отсосов) | Механический или естественный (через фрамуги окон) в рабочую зону | 1,2 | ||||
Растаривание | См. Приложение 14 п. 7 | Не требуется | Механический в верхнюю зону с малой скоростью | Естественная из верхней зоны по расчету | Естественный в верхнюю зону | 1,0 | ||||
Гранулирование | См. Приложение 14 п. 9 | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический в рабочую зону | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха | 1,3 | ||||
Термическая обработка | Бортовые отсосы у ванн (по нормам для гальванических производств) | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический в верхнюю зону | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Естественный в верхнюю зону через фрамуги окон | 1,0 | ||||
Производство труб и пленок из ПВХ методом экструзии | ||||||||||
| ||||||||||
Изготовление рукавной пленки | См. Приложение 14 п. 10 | Механическая или естественная из верхней зоны по расчету | Механический в рабочую зону с малыми скоростями | Механическая или естественная из верхней зоны по расчету | Механический в рабочую зону с испарительным или искусственным охлаждением (допускается естественный при соблюдении требований примечания к п. 1) | 1,7 | ||||
Изготовление труб | См. Приложение 14 п. 11 | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический в рабочую зону (допускается до 1/3 в верхнюю зону) | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха | 1,2 | ||||
Растаривание | См. Приложение 14 п. 7 | Не требуется | Механический в верхнюю зону с малой скоростью | Естественная из верхней зоны по расчету | Естественный в верхнюю зону | |||||
Дробление отходов | Механическая из нижней зоны - 3 обмена в час с учетом местных отсосов | Механический в верхнюю зону | Механическая из нижней зоны, 3 обмена в час, из верхней зоны механическая или естественная при расчете | Естественный в верхнюю зону | 1,0 | |||||
Гранулирование | См. Приложение 14 п. 9 | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический в рабочую зону | Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час | Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха | 1,2 | ||||
Вспомогательные участки | ||||||||||
Физико-механические и гидравлические испытания изделий из пластмасс | Не требуется | Механическая или естественная из верхней зоны до 3-х обменов в час с учетом местных отсосов | Механический в верхнюю зону | Механическая или естественная из верхней зоны по расчету, но не менее 3 обменов в час | Естественный в верхнюю зону | 1,0 | ||||
Кладовая (склад) сырья | Не требуется | Естественная из верхней зоны - 1 обмен в час | Не требуется | Естественная из верхней зоны - 1 обмен в час | Не требуется | - | ||||
Кладовая (склад) готовой продукции | Не требуется | Естественная из верхней зоны - 2 обмена в час | Механический в верхнюю зону | Естественная из верхней зоны - 2 обмена в час | Естественный в верхнюю зону | 1,0 | ||||
Кладовая (склад) прессформ и оснастки | Не требуется | Периодическое проветривание | ||||||||
Утилизация тепла, содержащегося в воздухе, удаляемом системами местной и общеобменной вытяжной вентиляции из производственных помещений, должна выполняться в соответствии со СНиП "Отопление, вентиляция и кондиционирование воздуха".
Основное технологическое оборудование, выделяющее пыль, вредные вещества и тепло, должно быть оснащено встроенными или пристраиваемыми местными отсосами. Рекомендации по устройству местных отсосов приведены в Приложении 14. Схемы, эскизы и технические характеристики пристраиваемых местных отсосов приведены в Приложении 20. При использовании технологического оборудования со встроенными местными отсосами расход удаляемого воздуха и характеристика отсоса принимаются по паспорту оборудования.
Воздуховоды местных вытяжных систем должны прокладываться открыто. Воздуховоды общеобменных вытяжных и приточных систем (кроме систем, обслуживающих помещения категорий А и Б) допускается прокладывать в подпольных каналах. Для этих систем в качестве воздуховодов могут быть использованы строительные конструкции зданий (например, полости коробчатых настилов).
Воздух, удаляемый местными отсосами от пылевыделяющего технологического оборудования, перед выбросом в атмосферу должен подвергаться очистке в соответствии с требованиями СНиП "Нормы проектирования. Отопление, вентиляция и кондиционирование воздуха" и рекомендациями раздела 14.
Местные отсосы от отдельных станков механической обработки изделий, как правило, следует подключать к сборному коллектору, в котором должно быть предусмотрено устройство для периодического удаления накапливающейся на дне коллектора крупнодисперсионной пыли. Оборудование для очистки удаляемого воздуха должно удовлетворять требованиям СНиП "Нормы проектирования. Отопление, вентиляция и кондиционирование воздуха".
Оборудование вытяжных систем местных отсосов от станков, обрабатывающих сырье и изделия из фено- и аминопластов, должно быть во взрывозащищенном исполнении. В качестве очистных устройств в системах местных отсосов от машин таблетирования порошков фено- и аминопластов следует применять мокрые скрубберы или рукавные фильтры, выполненные во взрывозащищенном исполнении.
И КООПЕРИРОВАНИЮ ПРОИЗВОДСТВ
В переработке пластмасс имеют место все виды специализации: предметная, технологическая, подетальная. Преобладающей формой специализации является технологическая, т.е. специализация по методам переработки: прессование, литье под давлением, экструзия, каландрование и т.д. В то же время все формы специализации могут одновременно иметь место на одном предприятии.
Уровень специализации производства (предприятия) предопределяет рациональный размер мощности производства, который обеспечивает необходимую экономическую эффективность капитальных вложений и достаточный уровень основных технико-экономических показателей производства. В связи с этим размер рациональной мощности может колебаться в значительных интервалах, которые в свою очередь зависят от принципа организации производства (ведомственной подчиненности предприятия).
В табл. 16.1 приведены интервалы рациональной мощности в зависимости от класса производства и принципа его организации.
Таблица 16.1
по кооперированию
Метод переработки | Размер рациональной мощности, тыс. т/год | Рекомендации по кооперированию |
1 | 2 | 3 |
Производство изделий из реактопластов методом горячего формования | 1,0 - 5,0 --------- <*> 0,1 - 2,5 | 1. Рекомендуется кооперация производства реактопластов методом прессования и литья под давлением |
2. Возможна кооперация с производством изделий из термопластов методом литья под давлением для производства I и II классов | ||
Производство труб из ПВХ методом экструзии: | 1. Целесообразна кооперация с производством соединительных деталей | |
а) гладких | 10,0 - 50,0 | 2. Возможна кооперация по признаку однотипности сырья с другими экструзионными производствами |
б) гофрированных дренажных | 2,5 - 5,0 | |
Производство пленки из ПВХ методом каландрования | 10,0 - 30,0 <**> | Возможна кооперация по принципу однотипности сырья с экструзионными производствами |
--------------------------------
<*> Размер рациональной мощности для производств, организуемых в составе предприятий другого профиля и работающих на самообеспечении.
<**> Размер проектируемой мощности должен быть кратным единичной мощности принимаемых каландровых линий.
Кооперирование производства по переработке пластмасс возможно по признакам однородности сырья и технологической однотипности процессов переработки. Рекомендации по кооперированию методов переработки в составе одного завода приведены в табл. 16.1.
Энергоемкость продукции определяется отношением количества потребляемой электроэнергии (в кВт·ч) или мощности двигателей (в кВт) к объему выпускаемой продукции (в тоннах).
Технологическая энергоемкость продукции должна соответствовать нормам расходов энергоресурсов, приведенным в разделе 7 (табл. 7.5).
Цеховая энергоемкость продукции включает кроме затрат электроэнергии на изготовление продукции также затраты на освещение, отопление и вентиляцию помещений. Значение энергоемкости по видам переработки должно соответствовать значениям, приведенным в табл. 17.1.
Таблица 17.1
Энергоемкость продукции
Метод переработки | Энергоемкость, кВт·ч/т | |
технологическая | цеховая | |
1 | 2 | 3 |
1. Производство изделий из реактопластов методом горячего формования: | ||
1.1. Прессование | 2500 - 3500 | 3000 - 4000 |
1.2. Литье под давлением | 3500 - 4000 | 4000 - 4500 |
2. Производство труб из ПВХ методом экструзии: | ||
2.1. Гладких | 800 - 1500 | 1000 - 2000 |
2.2. Гофрированных дренажных | 750 - 1000 | 1000 - 1200 |
3. Производство пленок из ПВХ методом каландрования: | ||
3.1. Мягких и полужестких | 1000 - 3000 | 1200 - 3500 |
3.2. Жестких | 3000 - 5000 | 3500 - 5600 |
4. Производство пленок из ПВХ методом экструзии | 800 - 1500 | 1000 - 2000 |
Примечание: В производстве изделий из реактопластов при переработке титрованных гранулированных реактопластов энергоемкость технологическая и цеховая могут быть уменьшены на 25 - 30% (уточняется при промышленном внедрении гранулированных реактопластов).
Уровень использования оборудования характеризуется четырьмя основными показателями:
- коэффициентом использования оборудования по производительности  ;
;
- коэффициентом использования годового фонда времени оборудования  ;
;
- коэффициентом сменности оборудования  ;
;
- коэффициентом загрузки оборудования  .
.
Коэффициент использования оборудования по производительности  показывает отношение фактической производительности к установленным нормам производительности оборудования и при проектировании должен приниматься близким или равным 1, так как предусматриваемая проектами производительность оборудования должна быть на уровне нормативной.
показывает отношение фактической производительности к установленным нормам производительности оборудования и при проектировании должен приниматься близким или равным 1, так как предусматриваемая проектами производительность оборудования должна быть на уровне нормативной.
Коэффициент использования годового фонда времени  представляет собой отношение расчетной годовой загрузки оборудования (в машино-часах) к режимному годовому фонду времени работы этого оборудования. Нормативные значения
представляет собой отношение расчетной годовой загрузки оборудования (в машино-часах) к режимному годовому фонду времени работы этого оборудования. Нормативные значения  приведены в табл. 4.1 настоящих ОНТП.
приведены в табл. 4.1 настоящих ОНТП.
Коэффициент сменности работы оборудования  выражает отношение общего числа машино-смен, отработанных за определенный отрезок времени, к числу единиц этого оборудования. Определение
выражает отношение общего числа машино-смен, отработанных за определенный отрезок времени, к числу единиц этого оборудования. Определение  при проектировании должно выполняться в соответствии со справочником "Проектирование машиностроительных заводов и цехов", издание "Машиностроение", 1975 г.
при проектировании должно выполняться в соответствии со справочником "Проектирование машиностроительных заводов и цехов", издание "Машиностроение", 1975 г.
Таблица 18.1
Нормативные значения коэффициента сменности 
Наименование производств | Kсм | Примечание |
1. Производство изделий из реактопластов методом горячего формования | 1,95 | При двухсменном режиме работы |
2,7 | При трехсменном режиме работы | |
2. Производство труб из ПВХ методом экструзии | 2,95 | |
3. Производство пленки из ПВХ методом каландрования и экструзии | 2,95 |
Коэффициент загрузки оборудования  показывает отношение расчетной загрузки оборудования (в машино-часах) к нормативному фонду времени этого оборудования за тот же период при принятом режиме, или отношение расчетного (теоретически необходимого) числа единиц оборудования к принятому в проекте числу единиц этого же оборудования и выражается формулой 18.1.
показывает отношение расчетной загрузки оборудования (в машино-часах) к нормативному фонду времени этого оборудования за тот же период при принятом режиме, или отношение расчетного (теоретически необходимого) числа единиц оборудования к принятому в проекте числу единиц этого же оборудования и выражается формулой 18.1.

где  - затраты машинного времени, или суммарное расчетное время в машино-часах, необходимое для выполнения заданной программы (от 1 до m типоразмеров изделий) на данном типе оборудования;
- затраты машинного времени, или суммарное расчетное время в машино-часах, необходимое для выполнения заданной программы (от 1 до m типоразмеров изделий) на данном типе оборудования;
Коэффициент загрузки оборудования при проектировании должен быть близким к 1, но не ниже 0,85.
Определение расчетного количества оборудования каждого типа должно производиться по формуле (18.2):

или для укрупненных расчетов - по формуле (18.3):

где  - программа по каждому типоразмеру изделия, закрепляемому за данным типом оборудования;
- программа по каждому типоразмеру изделия, закрепляемому за данным типом оборудования;
q - часовая производительность оборудования;
Значения  и q зависят от целого ряда факторов, главными из которых являются: вид переработки, технологические характеристики перерабатываемого материала, масса и размеры изделий, технические параметры оборудования.
и q зависят от целого ряда факторов, главными из которых являются: вид переработки, технологические характеристики перерабатываемого материала, масса и размеры изделий, технические параметры оборудования.
методом горячего формования
Производство изделий методом прессования
Выбор пресса должен производиться, исходя из номинального усилия пресса с учетом возможной гнездности форм и геометрических размеров изделий.
Усилие прессования рассчитывается по формуле:
 , (18.4)
, (18.4)где P - усилие прессования, кН;
д - удельное давление прессования, кгс/см2;
F - площадь сечения загрузочной полости, см2;
П - количество загрузочных полостей;
K - коэффициент, учитывающий неизбежные потери на трение в уплотнительных и других устройствах, равный 1,2.
Затраты машинного времени следует определять по формуле (18.5):

где  - расчетное время в машино-часах, необходимое для выполнения программы по конкретному изделию;
- расчетное время в машино-часах, необходимое для выполнения программы по конкретному изделию;
ч - число гнезд в форме;
Значения д и  должны задаваться технологическими регламентами или типовыми технологическими процессами.
должны задаваться технологическими регламентами или типовыми технологическими процессами.
Значение  для полуавтоматического режима работы прессов может быть определено по формуле (18.6):
для полуавтоматического режима работы прессов может быть определено по формуле (18.6):
 , (18.6)
, (18.6)где  - основное время выдержки детали под прессом, с;
- основное время выдержки детали под прессом, с;
n - число гнезд в форме, шт.
Основное и вспомогательное машинное время выбирается по "Нормативам времени изготовления изделий из пластмасс", НИИтруда, Москва, 1982 г.
Расчет теоретически необходимого количества прессов следует выполнять по формуле (18.2).
При отсутствии подетальной ассортиментной программы, когда заданы только распределение мощности по весовым группам и материалам, укрупненный расчет теоретически необходимого количества прессов может быть выполнен по формуле (18.3).
Часовая производительность гидравлических прессов при переработке фенопластов на основе новолачных смол приведена в табл. 18.1, рекомендуемое соотношение прессового оборудования дано в табл. 18.3. Производительность специального оборудования для формования изделий из реактопластов приведена в табл. 18.2.
ИС МЕГАНОРМ: примечание. Нумерация таблиц дана в соответствии с официальным текстом документа. |
Таблица 18.1
Наименование оборудования | Размер стола, мм | Производительность, кг/ч | |||
Крупносерийное и массовое производство | Серийное и мелкосерийное производство | ||||
группа сложности | группа сложности | ||||
1 - 3 | 4 - 6 | 1 - 3 | 4 - 6 | ||
1 | 2 | 3 | 4 | 5 | 6 |
Пресс гидравлический номинальным усилием, кН: | |||||
100 | 250 x 250 | 0,7 - 0,5 | 0,5 - 0,4 | 0,3 - 0,2 | 0,2 - 0,1 |
250 | 560 x 500 | 1,0 - 0,8 | 0,8 - 0,6 | 0,5 - 0,4 | 0,4 - 0,2 |
400 | 630 x 560 | 1,5 - 1,3 | 1,1 - 0,9 | 0,8 - 0,5 | 0,5 - 0,3 |
630 | 630 x 560 | 2,0 - 1,5 | 1,4 - 1,1 | 1,0 - 0,8 | 0,7 - 0,5 |
1000 | 710 x 630 | 4,6 - 3,0 | 3,0 - 2,5 | 2,3 - 1,7 | 1,7 - 1,2 |
1600 | 800 x 710 | 6,5 - 4,5 | 4,5 - 4,0 | 4,0 - 3,4 | 3,4 - 2,7 |
2500 | 1120 x 1000 | 8,1 - 4,5 | 4,5 - 4,1 | 4,1 - 3,5 | 3,5 - 2,9 |
4000 | 1250 x 1120 | 11,5 - 9,5 | 9,5 - 7,5 | 7,5 - 6,0 | 6,0 - 3,5 |
Таблица 18.2
для формования изделий из реактопластов
Тип оборудования | Марка | Производительность |
1 | 2 | 3 |
1. Пресс роторный для литьевого прессования усилием 250 кН (8-блочный) | РП-25 | Отношение времени выдержки к времени одного оборота ротора 0,7 |
2. То же, усилием 400 кН | РП 40 | |
3. То же, усилием 1000 кН | РП 100 | |
4. То же, усилием 2500 кН | РПК-250 | Частота вращения ротора 0,1 об/мин |
5. То же, усилием 6300 кН | РПК-630 | Частота вращения ротора 0,5 об/мин |
6. Роторная линия усилием: | ЛПИ | |
50 кН | 40 шт./мин | |
100 кН | 30 шт./мин | |
250 кН | 20 шт./мин | |
630 кН | 10 шт./мин |
Примечание: Приведенное в табл. 18.2 оборудование рекомендуется только для массовых и крупносерийных производств.
Таблица 18.3
(для машиностроительных отраслей)
Усилие пресса, кН | Доля в общем количестве прессов (di) |
1 | 2 |
630 | 0,24 |
1000 | 0,39 |
1600 | 0,30 |
2500 | 0,05 |
свыше 2500 | 0,02 |
Производительность прессового оборудования при переработке гранулированных легированных реактопластов должна приниматься с коэффициентом 1,5 - 2,0.
Для определения средней производительности оборудования при изготовлении изделий из различных прессматериалов следует пользоваться переводными коэффициентами, представляющими собой отношение производительности пресса при производстве изделий из заданного материала к производительности этого пресса при изготовлении тех же изделий из фенопласта общего назначения 03-010-02  на основе новолачных смол (см. табл. 18.4).
на основе новолачных смол (см. табл. 18.4).
Таблица 18.4
по производительности прессов
Материалы | Доля материала в программе | Переводной коэффициент по производительности | ||
электротехника | товары народного потребления | машиностроение | ||
Фенопласты новолачные | 0,89 | 0,495 | 0,33 | 1 |
Фенопласты резольные | 0,06 | 0,01 | 0,46 | 0,8 |
Аминопласты | 0,045 | 0,495 | 0,055 | 0,85 |
Волокниты (в т.ч. стекловолокниты, асбомасса) | 0,005 | - | 0,155 | 0,7 |
При укрупненных расчетах на начальных стадиях проектирования, когда задана только мощность производства, расчет количества прессов, необходимых для организации производства заданной мощности, может быть выполнен по формуле:
 , (18.7)
, (18.7)где A - заданная мощность производства, т/год;
m - количество видов сырья;
k - количество типов прессов;
Производство изделий методом литья под давлением
Выбор типа литьевой машины для каждого изделия следует производить, исходя из требуемых технологическим процессом параметров литья (усилия запирания инструмента, объема впрыска за цикл, давления литья и т.д.).
Выбор инжекционного узла машины должен производиться, исходя из номинального объема впрыска с учетом возможной гнездности формы и геометрических размеров изделия.
Объем впрыска следует определять по формуле:
 , (18.8)
, (18.8)где V - расчетный объем впрыска, см3;
J - масса изделий, г;
r - число гнезд формы;
K - коэффициент использования мощности литьевой машины по объему впрыска; при проектировании следует принимать 0,6 - 0,8.
Предварительный выбор типа машины может производиться в зависимости от весовой группы, к которой относится изделие в соответствии с табл. 18.5.
Таблица 18.5
Зависимость типа литьевой машины от весовой группы изделий
Масса изделия, г | 2 - 40 | 20 - 80 | 40 - 250 | 80 - 460 | 300 - 1000 |
Тип машины (наибольшее усилие запирания инструмента, кН) | 500 | 1000 | 1600 | 2500 | 4000 |
Затраты машинного времени следует определять по формуле (18.5).
Расчет теоретически необходимого количества литьевых машин каждого типа следует выполнять по формуле (18.2).
Таблица 18.6
Нормативная производительность машин
для литья под давлением реактопластов
Наибольшее усилие запирания инструмента, кН | Объем впрыска, см3 | Производительность, кг/ч | |||
Крупносерийное, массовое производство | Серийное и мелкосерийное производство | ||||
Группа сложности | Группа сложности | ||||
1 - 3 | 4 - 6 | 1 - 3 | 4 - 6 | ||
1 | 2 | 3 | 4 | 5 | 6 |
500 | 63 | 3,5 - 2,2 | 2,2 - 1,2 | 1,0 - 0,7 | 0,7 - 0,5 |
1000 | 125 | 5,2 - 3,5 | 3,5 - 2,6 | 2,0 - 1,7 | 1,7 - 1,3 |
1600 | 250 | 8,0 - 5,2 | 5,2 - 3,9 | 3,2 - 2,7 | 2,7 - 2,0 |
2500 | 500 | 11 - 8 | 8,0 - 4,8 | 4,8 - 3,8 | 3,8 - 3,0 |
4000 | 1000 | 13 - 9 | 9,0 - 6,5 | 6,5 - 4,9 | 4,9 - 4,0 |
Примечание: 1. В таблице приведены усредненные значения часовой производительности оборудования для всех литьевых марок реактопластов.
2. При переработке легированных гранулированных реактопластов производительность машин для литья под давлением должна приниматься с коэффициентом 1,5 - 2,0.
производство пленок из ПВХ методом каландрования
и экструзии
Расчет теоретически необходимого количества оборудования каждого типа по конкретной ассортиментной программе следует выполнять по формуле (18.2). При определении затрат машинного времени на изготовление каждого типоразмера продукции следует принимать производительности трубных линий, приведенные в табл. 18.7 и 18.8; производительности каландровых линий - в табл. 18.10; пленочных линий - в табл. 18.12.
Таблица 18.7
Производительность трубных линий при производстве
гофрированных дренажных труб из ПВХ диаметром 50 - 200,0 мм
Тип оборудования | Производительность, кг/ч | ||||||||
50 | 63 | 75 | 90 | 110 | 125 | 140 | 160 | 200 | |
1. Линия производства гофрированных дренажных труб на базе экструдера с двумя шнеками диаметром 50 - 75 мм | 90 | 110 | 120 | 120 | - | - | - | - | - |
2. Линия производства гофрированных дренажных труб на базе экструдера с диаметром шнеков 80 - 90 мм | - | - | - | - | 300 | 325 | 365 | 410 | 450 |
3. То же, с диаметром шнеков 125 мм | - | - | - | - | 450 | 450 | 450 | 450 | 450 |
Примечание: 1. Сортамент труб приведен по ТУ 33-350-85 "Трубы дренажные гофрированные из поливинилхлорида".
2. Производительности трубных линий на базе экструдеров с двумя шнеками диаметром 50 - 75 мм приняты по производительности трубных линий, поставляемых Польской Народной Республикой; трубных линий диаметром шнеков 80 - 90 мм и 125 мм - по трубным линиям поставки капиталистических стран.
Таблица 18.8
гладких труб из ПВХ диаметром 20 - 450 мм
Тип оборудования | Тип трубы (ряд) | Производительность, кг/ч | ||||||||||||||||||||
20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 315 | 355 | 400 | 450 | ||
1. Трубные линии на базе экструдера с двумя шнеками диаметром 55 - 65 мм | О (1) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
СЛ (2) | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
С (3) | - | - | - | 130 | 170 | 190 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
Т (4) | - | 100 | 110 | 150 | 180 | 200 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
ОТ (5) | 100 | 100 | 120 | 180 | 200 | 200 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
2. То же, с диаметром шнеков 80 - 90 мм | О (1) | - | - | - | - | - | - | - | - | 350 | 360 | 380 | 380 | - | - | - | - | - | - | - | - | - |
СЛ (2) | - | - | - | - | - | - | 300 | 330 | 380 | 380 | 400 | 400 | - | - | - | - | - | - | - | - | - | |
С (3) | - | - | - | - | 180 | 210 | 320 | 380 | 400 | 400 | 400 | 400 | - | - | - | - | - | - | - | - | - | |
Т (4) | - | - | - | - | 190 | 230 | 350 | 400 | 400 | 400 | 400 | 400 | - | - | - | - | - | - | - | - | - | |
ОТ (5) | - | - | - | - | 200 | 250 | 380 | 400 | 400 | 400 | 400 | 400 | - | - | - | - | - | - | - | - | - | |
3. То же, с диаметром шнеков 110 - 140 мм | О (1) | - | - | - | - | - | - | - | - | - | - | 500 | 500 | 600 | 600 | 750 | 780 | 900 | 920 | 950 | 980 | 1000 |
СЛ (2) | - | - | - | - | - | - | - | - | - | - | 600 | 600 | 700 | 700 | 800 | 820 | 920 | 920 | 950 | 1000 | 1000 | |
С (3) | - | - | - | - | - | - | - | - | - | - | 700 | 700 | 800 | 800 | 820 | 850 | 920 | 920 | 950 | 1000 | 1000 | |
Т (4) | - | - | - | - | - | - | - | - | - | - | 800 | 800 | 820 | 820 | 830 | 870 | 920 | 920 | 950 | 1000 | 1000 | |
ОТ (5) | - | - | - | - | - | - | - | - | - | - | 850 | 850 | 850 | 850 | 900 | 920 | 920 | 920 | 950 | 1000 | 1000 | |
Примечание: 1. Сортамент труб приведен по ТУ 6-19-99-78 "Трубы из непластифицированного поливинилхлорида" для труб ПВХ-100.
2. Принятые сокращения по типам труб:
О - облегченный,
СЛ - средне-легкий,
С - средний,
Т - тяжелый,
ОТ - особо тяжелый.
Таблица 18.9
с одной трубной линии
Тип оборудования | Диаметр труб, мм | Средняя производительность, кг/ч | Средний съем с единицы оборудования, т/год |
1 | 2 | 3 | 4 |
Производство гладких труб | |||
1. Трубная линия на базе экструдера с двумя шнеками диаметром 55 - 65 мм | 20 - 63 | 180 | 1300 |
2. То же, с диаметром шнеков 80 - 90 мм | 50 - 160 | 380 | 2800 |
3. То же, с диаметром шнеков 110 - 140 мм | 140 - 450 | 800 | 6000 |
Производство гофрированных дренажных труб | |||
1. Линия для производства гофрированных дренажных труб на базе экструдера с двумя шнеками диаметром 50 - 75 мм | 50 - 90 | 110 | 800 |
2. То же, с диаметром шнеков 80 - 90 мм | 110 - 200 | 350 | 2500 |
3. То же, с диаметром шнеков 125 мм | 110 - 200 | 450 | 3200 |
Примечание: Средний съем продукции с одной трубной линии в производстве гладких труб принят при нормативном фонде работы оборудования 7400 ч/год, в производстве гофрированных дренажных труб - 7200 ч/год.
Таблица 18.10
Тип оборудования | Характеристика пленки | Производительность, кг/ч | |
толщина, мм | ширина, мм | ||
1 | 2 | 3 | 4 |
Мягкие и полужесткие пленки | |||
Каландровые линии на базе четырехвалкового каландра с диаметром валков 710 мм, 815 мм и рабочей длиной 1650 - 2100 мм | 0,06 - 0,15 | 800 - 1000 | 500 - 600 |
0,15 | 1200 - 1600 | 650 - 750 | |
0,2 | 800 - 1000 | 600 - 700 | |
1200 - 1500 | 750 - 950 | ||
1800 - 2000 | 1000 | ||
0,3 - 0,8 | 1000 | 800 | |
1250 - 1500 | 1000 - 1200 | ||
1800 - 2000 | 1400 - 1700 | ||
Жесткие пленки | |||
0,15 | 500 | 120 | |
800 | 250 | ||
1000 | 300 | ||
1250 - 1500 | 350 - 600 | ||
0,2 | 800 | 300 | |
1000 | 500 | ||
1250 | 650 | ||
0,4 | 800 | 550 | |
1000 | 700 | ||
1250 | 800 | ||
0,6 - 1,0 | 1000 | 750 - 900 | |
1250 | 900 - 1000 | ||
Примечание: Производительности каландровых линий даны для наиболее типичного ассортимента пленок ПВХ, выпускаемых в СССР.
Таблица 18.11
с одной каландровой линии
Тип оборудования | Характеристика пленки | Средняя производительность, кг/ч | Средний съем продукции с единицы оборудования, т/год | |
толщина, мм | ширина, мм | |||
1 | 2 | 3 | 4 | 5 |
Мягкие и полужесткие пленки | ||||
1. Каландровые линии на базе 4-х валкового каландра с диаметром валков 710 мм и рабочей длиной 1650 мм | 0,06 - 0,8 | 800 - 1500 | 850 | 6000 |
2. Каландровые линии на базе 4-х валкового каландра с диаметром валков 815 мм и рабочей длиной 1800 - 2100 мм | 0,10 - 2,0 | 1500 - 2000 | 1300 | 9000 |
0,3 - 0,5 | 1500 - 2000 | 1700 | 12000 | |
Жесткие пленки | ||||
1. Каландровая линия на базе 4-х валкового каландра с диаметром валков 710 мм и рабочей длиной до 1650 мм | 0,15 - 0,6 | 500 - 1500 | 600 | 4200 |
Примечание: Средний съем продукции с одной каландровой линии, т/год, принят при нормативном фонде работы оборудования 7100 ч/год для года без капитального ремонта.
Таблица 18.12
с одной экструзионной пленочной линии
Тип оборудования | Характеристика | Производительность, кг/ч | Средний съем продукции с единицы оборудования, т/год | |
толщина, мм | ширина, мм | |||
Линия для производства тонких | 0,015 - 0,04 | 1000 | 30 - 60 | 450 |
упаковочных пленок на базе экструдера с диаметром шнека 63 мм | 0,04 - 0,08 | 1000 | 60 - 100 | |
В связи с тем, что в СССР на момент разработки настоящих норм не налажен серийный выпуск экструзионных трубных и пленочных линий для производства труб и пленки из ПВХ, нормативные часовые производительности для трубных линий приведены на базе достигнутых на линиях, закупаемых у инофирм с учетом перспективы увеличения единичной мощности оборудования, для пленочных линий - на базе испытаний опытного образца линий ЛРПТ 63 - 1000 ПВХ.
Производительность каландровых линий нормирована по видам пленок (мягкие, жесткие, полужесткие) и их размерам (толщина, ширина) на базе достигнутых производительностей каландровых линий поставки ГДР, а также ФРГ, Австрии, Франции.
При отсутствии конкретной ассортиментной программы расчет потребного количества оборудования каждого типа для организации проектируемой мощности производства следует выполнять по формуле (18.3).
Средняя производительность и съем продукции  с единицы оборудования для укрупненных расчетов приведены в табл. 18.9 и 18.11.
с единицы оборудования для укрупненных расчетов приведены в табл. 18.9 и 18.11.
с единицы оборудования для укрупненных расчетов приведены в табл. 18.9 и 18.11.Расчет потребного количества установок подготовки композиции ведется по двухстадийным смесителям по формуле (18.7).
 , (18.7)
, (18.7)где  - расчетное теоретически необходимое количество смесителей;
- расчетное теоретически необходимое количество смесителей;
T - затраты машинного времени на приготовление композиции, ч:
 , (18.8)
, (18.8)где A - годовая программа по приготовлению композиции, т/год;
V - единовременная загрузка смесителя, т.
Тип вальцов и экструдеров (стрейнеров) для каландровых линий выбирается в зависимости от характеристики и производительности каландров.
Производительность труда - один из основных показателей эффективности проектируемого производства.
В табл. 19.1 приведены усредненные значения трудоемкости изготовления изделий по методам переработки.
Таблица 19.1
Нормативные трудоемкости (усредненные)
Вид трудоемкости | Трудоемкость, чел./ч на 1 т | ||||
Производство изделий из реактопластов | Производство труб | Производство пленки из ПВХ | |||
методом прессования | методом литья под давлением | гладких | гофрированных дренажных | ||
Технологическая | 70 - 900 | 100 - 150 | 6 - 8 | 17 - 23 | 12 - 18 |
Цеховая | 110 - 120 | 180 - 260 | 9 - 12 | 25 - 35 | 20 - 26 |
Общезаводская | 200 - 260 | 300 - 450 | 17 - 22 | 38 - 50 | 30 - 50 |
В табл. 19.2 приведены усредненные значения производительности труда в тоннах на человека по методам переработки.
Таблица 19.2
Нормативные производительности труда (усредненные)
Категория работающих | Производительность труда (годовой выпуск продукции на 1 чел.), т/год | ||||
Производство изделий из реактопластов | Производство труб из ПВХ | Производство пленки из ПВХ | |||
методом прессования | методом литья под давлением | гладких | гофрированных дренажных | ||
1 | 2 | 3 | 4 | 5 | 6 |
Основные производственные рабочие | 12 - 18 | 14 - 18 | 200 - 280 | 150 - 200 | 100 - 150 |
Работающие основного производства | 7 - 10 | 9 - 12 | 150 - 200 | 40 - 80 | 70 - 90 |
Работающие с учетом общезаводских служб | 4 - 6 | 5 - 6 | 85 - 105 | 30 - 50 | 40 - 60 |
Допускается увеличение трудоемкости (соответственно снижение производительности труда) для производства изделий из реактопластов методами прессования и литья под давлением в условиях мелкосерийного производства.
Для производства изделий из реактопластов, отличающихся сложной конфигурацией, наличием арматуры и резьбовыми знаками и требующих многооперационной механической обработки (специфика приборостроительных отраслей промышленности), указанные показатели приводятся в табл. 19.3 и 19.4.
Таблица 19.3
Нормативная трудоемкость в производстве изделий
из реактопластов (приборостроительные отрасли)
Вид трудоемкости | Трудоемкость, чел./ч на 1 т | |||
Производство изделий из реактопластов методом прессования | Производство изделий из реактопластов методом литья под давлением | |||
крупносерийное, массовое производство | серийное и мелкосерийное производство | крупносерийное, массовое производство | серийное и мелкосерийное производство | |
Технологическая | 300 - 700 | 700 - 950 | 180 - 350 | 480 - 600 |
Цеховая | 400 - 900 | 900 - 1300 | 240 - 500 | 700 - 850 |
Таблица 19.4
из реактопластов (приборостроительные отрасли)
Категории работающих | Производительность труда (годовой выпуск продукции на 1 чел.), т/год | |||
Производство изделий из реактопластов методом прессования | Производство изделий из реактопластов методом литья под давлением | |||
крупносерийное, массовое производство | серийное и мелкосерийное производство | крупносерийное, массовое производство | серийное и мелкосерийное производство | |
Основные производственные рабочие | 2,6 - 6,0 | 2,0 - 2,6 | 5,2 - 10,0 | 3,0 - 3,8 |
Рабочие основного производства | 2,0 - 4,2 | 1,4 - 2,0 | 3,6 - 7,5 | 2,2 - 2,6 |
СМЕННОСТИ НА ПРОИЗВОДСТВАХ С ПРЕРЫВНЫМ
И НЕПРЕРЫВНЫМ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
Таблица П.1.1
Трехбригадный график сменности на производствах с прерывным
технологическим процессом при трехсменной работе
и 41-часовой рабочей неделе (график 3)
Смены | Числа месяца | |||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | и т.д. | |
I | А | А | А | А | А | О | О | Б | Б | Б | Б | Б | О | О | В | В | В | В | В | О | О | " |
II | Б | Б | Б | Б | Б | О | О | В | В | В | В | В | О | О | А | А | А | А | А | О | О | " |
III | В | В | В | В | В | О | О | А | А | А | А | А | О | О | Б | Б | Б | Б | Б | О | О | " |
Условные обозначения: А, Б, В - бригады; О - день отдыха.
Таблица П.1.2
Четырехбригадный график сменности на производствах
с непрерывным технологическим процессом
и 41-часовой рабочей неделей (график 4)
Смены | Числа месяца | |||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | и т.д. | |
I | А | А | А | А | Б | Б | Б | Б | В | В | В | В | Г | Г | Г | Г | А | А | А | А | Б | и т.д. |
II | В | Г | Г | Г | Г | А | А | А | А | Б | Б | Б | Б | В | В | В | В | Г | Г | Г | Г | " |
III | Б | Б | В | В | В | В | Г | Г | Г | Г | А | А | А | А | Б | Б | Б | Б | В | В | В | " |
Отдых | Г | В | Б | Б | А | Г | В | В | Б | А | Г | Г | В | Б | А | А | Г | В | Б | Б | А | " |
ПО ПРОФЕССИОНАЛЬНО-КВАЛИФИКАЦИОННОМУ СОСТАВУ РАБОЧИХ
Таблица П.2.1
производства изделий из реактопластов методом прессования
Профессии рабочих | Распределение рабочих по разрядам | ЕТКС | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | Не имеющие разряда | Выпуск | Раздел | Параграф | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
Основные производственные рабочие | ||||||||||
Прессовщик изделий из пластмасс | - | - | X | X | X | - | - | 27 | 1 | 139, 140, 141 |
Обработчик изделий из пластмасс | - | X | X | X | - | - | - | 27 | 1 | 118, 119, 120 |
Укладчик-упаковщик | - | X | X | X | - | - | - | 1 | - | 317, 318, 319 |
Загрузчик-выгрузчик | - | X | X | - | - | - | - | 24 | - | 345, 346 |
Таблетировщик | - | X | X | - | - | - | - | 24 | - | 425, 426 |
Машинист сшивальной машины | - | X | X | - | - | - | - | 41 | - | 174, 175 |
Дробильщик | - | X | X | X | - | - | - | 24 | - | 340, 341, 342 |
Аппаратчик термообработки пластмассовых изделий | - | - | X | X | X | - | - | 27 | - | 43, 44, 45 |
Оператор ЭВМ | - | - | - | - | - | - | - | - | - | - |
Контролер | - | X | X | X | - | - | - | 24 | - | 355, 356, 357 |
Вспомогательные работы | ||||||||||
Наладчик машин и автоматических линий по производству изделий из пластмасс | - | - | - | X | X | X | - | 27 | - | 114, 115, 116 |
Наладчик робототехники | - | - | - | X | X | - | - | - | - | - |
Слесарь-ремонтник | - | - | - | X | X | - | - | 2 | 8 | 145, 146 |
Электромонтер по обслуживанию электрооборудования | - | - | - | X | X | - | - | 1 | - | 341, 342 |
Слесарь-ремонтник по КИПиА | - | - | - | X | X | X | - | 2 | 8 | 86, 87, 88 |
Лаборант по физико-механическим испытаниям | - | - | X | - | - | - | - | 1 | - | 121 |
Подсобный рабочий | - | X | - | - | - | - | - | 1 | - | 272 |
Водитель погрузчика | - | - | X | X | - | - | - | 1 | - | 23, 24 |
Уборщик производственных помещений | - | - | - | - | - | - | X | - | - | - |
Кладовщик | - | - | - | - | - | - | X | - | - | - |
Таблица П.2.2
Профессионально-квалификационный состав рабочих
производства изделий из реактопластов методом литья
под давлением
Профессии рабочих | Распределение рабочих по разрядам | ЕТКС | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | Не имеющие разряда | Выпуск | Раздел | Параграф | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
Основные производственные рабочие | ||||||||||
Литейщик пластмасс | - | - | X | X | - | - | - | 27 | 1 | 84, 85 |
Помощник мастера | - | - | - | X | X | - | - | 24 | - | 392, 393 |
Загрузчик-выгрузчик | - | X | X | - | - | - | - | 24 | - | 345, 346 |
Аппаратчик смешивания | - | - | X | X | - | - | - | 24 | - | 276, 277 |
Аппаратчик сушки | - | - | X | X | - | - | - | 24 | - | 288, 289 |
Обработчик изделий из пластмасс | - | X | X | X | - | - | - | 27 | 1 | 118, 119, 120 |
Дробильщик | - | X | X | X | - | - | - | 24 | - | 340, 341, 342 |
Укладчик-упаковщик | - | X | X | X | - | - | - | 1 | - | 119 |
Комплектовщик | - | X | - | - | - | - | - | 24 | - | 353 |
Машинист сшивальной машины | - | X | X | - | - | - | - | 41 | - | 174, 175 |
Оператор ЭВМ | - | - | - | - | - | - | - | - | - | |
Контролер | - | X | X | X | - | - | - | 24 | - | 355, 356, 357 |
Вспомогательные рабочие
Разделение по разрядам в соответствии с ЕТКС для вспомогательных рабочих следует принимать в соответствии с Приложением 2 табл. П.2.1.
Таблица П.2.3
Профессионально-квалификационный состав рабочих
производства труб и пленок из ПВХ методом экструзии
Профессии рабочих | Распределение рабочих по разрядам | ЕТКС | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | Не имеющие разряда | Выпуск | Разряд | Параграф | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
Основные производственные рабочие | ||||||||||
Машинист экструдера | - | - | X | X | X | - | - | 27 | 1 | 108, 109, 110 |
Аппаратчик подготовки сырья и отпуска полуфабрикатов и продукции | - | - | X | - | - | - | - | 24 | - | 193 |
Аппаратчик смешивания | - | - | X | X | - | - | - | 24 | - | 276, 277 |
Загрузчик-выгрузчик | - | X | X | - | - | - | - | 24 | - | 345, 346 |
Дробильщик | - | X | X | X | - | - | - | 24 | - | 340, 341, 342 |
Машинист гранулирования пластмасс | - | - | X | X | - | - | - | 27 | - | 98, 99 |
Укладчик-упаковщик | - | X | X | X | - | - | - | 1 | - | 317, 318, 319 |
Намотчик <*> защитно-фильтрующих материалов | - | - | X | X | - | - | - | - | - | |
Оператор дистанционного пульта управления | - | - | - | - | X | - | - | 24 | - | 388 |
Оператор ЭВМ | - | - | - | - | - | - | - | - | - | - |
Контролер | - | X | X | X | - | - | - | 24 | - | 355, 356, 357 |
Вспомогательные рабочие | ||||||||||
Наладчик машин и автоматических линий по производству изделий из пластмасс | - | - | - | X | X | - | - | 27 | 1 | 114, 115, 116 |
Машинист крана | - | X | X | - | - | - | - | 1 | - | 199, 200 |
--------------------------------
Распределение по разрядам в соответствии с ЕТКС для остальных профессий вспомогательных рабочих следует принимать в соответствии с Приложением 2 табл. П.2.1.
Таблица П.2.4
Профессионально-квалификационный состав рабочих
производства пленки из ПВХ методом каландрования
Профессии рабочих | Распределение рабочих по разрядам | ЕТКС | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | Не имеющие разряда | Выпуск | Разряд | Параграф | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
Основные производственные рабочие | ||||||||||
Машинист экструдера | - | - | X | X | X | - | - | 27 | 1 | 108, 109, 110 |
Вальцовщик | - | - | - | X | X | - | - | 24 | - | 334, 335 |
Каландровщик | - | - | X | X | - | - | - | 24 | - | 349, 350 |
Аппаратчик подготовки сырья и отпуска полуфабрикатов и продукции | - | - | X | - | - | - | - | 24 | - | 193 |
Аппаратчик смешивания | - | - | X | X | - | - | - | 24 | - | 276, 277 |
Намотчик материалов и полуфабрикатов | - | X | X | - | - | - | - | 24 | - | 385, 386 |
Укладчик-упаковщик | - | X | X | X | - | - | - | 1 | - | 317, 318, 319 |
Загрузчик-выгрузчик | - | X | X | - | - | - | - | 24 | - | 345, 346 |
Резчик эластомеров и резины | - | - | X | - | - | - | - | 33 | - | 73 |
Помощник мастера | - | - | - | X | X | - | - | 24 | - | 392, 393 |
Оператор дистанционного пульта управления | - | - | - | - | X | - | - | 24 | - | 388 |
Оператор ЭВМ | - | - | - | - | - | - | - | - | - | - |
Контролер | - | X | X | X | - | - | - | 24 | - | 355, 356, 357 |
Вспомогательные рабочие | ||||||||||
Наладчик машин и автоматических линий по производству изделий из пластмасс | - | - | - | X | X | - | - | 27 | 1 | 114, 115, 116 |
Машинист крана | - | X | X | - | - | - | - | 1 | - | 199, 200 |
Распределение по разрядам в соответствии с ЕТКС для остальных профессий вспомогательных рабочих следует принимать в соответствии с Приложением 2 табл. П.2.1.
ПО КАТЕГОРИЯМ РАБОТАЮЩИХ С УЧЕТОМ ОБЩЕЗАВОДСКИХ СЛУЖБ
ДЛЯ ЗАВОДОВ МИНХИМПРОМА
Наименование производства | Численность основных рабочих, чел. | Общая численность промперсонала, % | В том числе | Административно-управленческий персонал, % | Работающие прочих подразделений (охрана, связь), % | |||||||||||
основные рабочие, % | рабочие вспомогательные (обслуживающих производств), % | в том числе | ||||||||||||||
организационно-техническое и подсобно-технологическое обслуживание, % | Поддержание в рабочем состоянии | Служба качества, % | Транспортная служба, % | Складское хозяйство, % | Энергоснабжение, % | Охрана труда, техника безопасности, промсанитария, % | Административно-хозяйственная служба, % | |||||||||
оборудования, технологической оснастки, % | приборов КИПиА, % | зданий и сооружений, % | ||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
Производство | до 100 | 100,0 | 30,0 | 48,0 | 1,0 | 18,0 | 3,0 | 2,0 | 7,0 | 7,0 | 4,0 | 5,0 | 0,5 | 0,5 | 21,0 | 1,0 |
изделий из реактопластов | 100 - 300 | 100,0 | 30,0 - 35,0 | 45,0 - 48,0 | 1,0 | 16,0 - 18,0 | 2,0 - 3,0 | 2,0 | 7,0 | 6,0 - 7,0 | 4,0 | 5,0 | 0,5 - 1,0 | 0,5 - 1,0 | 19,0 - 21,0 | 1,0 |
Производство труб и пленок из ПВХ методом экструзии | св. 300 | 100,0 | 35,0 - 39,0 | 45,0 | 1,0 | 16,0 | 2,0 | 2,0 | 7,0 | 6,0 | 4,0 | 5,0 | 1,0 | 1,0 | 15,0 - 19,0 | 1,0 |
Производство пленки из ПВХ методом каландрования | - | 100,0 | 35,0 - 39,0 | 45,0 | 1,0 | 16,0 | 2,0 | 2,0 | 7,0 | 6,0 | 4,0 | 5,0 | 1,0 | 1,0 | 15,0 - 19,0 | 1,0 |
ПРОИЗВОДСТВ ПО ПЕРЕРАБОТКЕ ПЛАСТМАСС
Категория работающих | В том числе: % | В наиболее многочисленную смену | ||
Мужчин | Женщин | двухсменный режим | трехсменный режим | |
Работающие основного производства, всего | 35,0 - 45,0 | 55,0 - 65,0 | 55,0 - 65,0 | 37,0 - 42,0 |
Основные рабочие | 30 - 40 | 60 - 70 | 50 - 55 | 35 - 40 |
Вспомогательные рабочие ИТР, | 50 - 55 | 45 - 50 | 65 - 70 | 40 - 45 |
служащие | 55 - 60 | 40 - 45 | 70 - 75 | 55 - 55 |
ПО ВОЗМОЖНОМУ СОВМЕЩЕНИЮ ПРОФЕССИЙ
Наименование основной профессии | Наименование совмещаемой профессии |
Наладчик машин и автоматических линий по производству изделий из пластмасс | Слесарь-ремонтник |
Электромонтер по обслуживанию электрооборудования | Слесарь по КИПиА |
Лаборант физико-механических испытаний | Контролер |
Водитель погрузчика (электротележки) и т.п. | Подсобный рабочий |
Литейщик пластмасс | Укладчик-упаковщик |
Обработчик изделий из пластмасс | Литейщик пластмасс |
Машинист экструдера | Укладчик-упаковщик |
Машинист гранулирования пластмасс | Дробильщик |
Аппаратчик смешивания | Аппаратчик сушки |
Оператор дистанционного пульта управления | Загрузчик-погрузчик |
Вальцовщик | Каландровщик |
Машинист смесителя | Аппаратчик подготовки сырья и отпуска полуфабрикатов и готовой продукции |
Намотчик материалов и полуфабрикатов | Резчик эластомеров |
НА ЕДИНИЦУ ОБОРУДОВАНИЯ
Метод переработки | Тип и наименование основного технологического оборудования | Размер производственной площади на единицу основного технологического оборудования, м2 |
1 | 2 | 3 |
Производство изделий из реактопластов: | ||
методом прессования | Прессы гидравлические усилием: | |
до 400 кН | 10 - 12 | |
630 - 1000 кН | 14 - 18 | |
1600 - 2500 кН | 12 - 22 | |
3150 - 4000 кН | 30 - 35 | |
6300 - 10000 кН | 45 - 60 | |
Роботизированные и автоматизированные комплексы на базе прессов усилием: | ||
до 400 кН | 14 - 18 | |
630 - 1000 кН | 18 - 24 | |
1600 - 4000 кН | 28 - 35 | |
Прессы роторные типа РП усилием 250 - 1000 кН | 55 - 65 | |
То же, типа РПК усилием 2500 - 6300 кН | 80 - 100 | |
Машина таблеточная ротационная | 13 - 15 | |
Гидравлический таблетавтомат | 13 - 15 | |
Линия для таблетирования стекловолокнитов | 30 | |
Машина для профилирования прессматериала АГ-4В | 15 | |
Универсальное рабочее место для мехобработки | 8 - 10 | |
Методом литья под давлением | Машины для литья под давлением реактопластов усилием запирания инструмента: | |
500 кН (63 см3) | 20 - 22 | |
1000 кН (125 см3) | 22 - 26 | |
1600 кН (250 см3) | 25 - 30 | |
2500 кН (500 см3) | 30 - 40 | |
4000 кН (1000 см3) | 40 - 50 | |
Производство гладких труб из ПВХ методом экструзии | Трубная линия на базе экструдера с двумя шнеками диаметром 55 - 65 мм | 200 - 250 |
То же, с диаметром шнеков 80 - 90 мм | 250 - 350 | |
Трубная линия на базе экструдера с двумя шнеками диаметром 110 - 140 мм | 350 - 500 | |
Производство дренажных гофрированных труб | Линия для производства дренажных гофрированных труб на базе экструдера с двумя шнеками диаметром 55 - 75 мм | 350 - 550 |
То же, с диаметром шнека 80 - 125 мм | 550 - 880 | |
Линия для нанесения защитно-фильтрующего материала | 350 - 550 | |
Производство пленок ПВХ каландровым методом | Двухчервячный экструдер | 35 - 50 |
Вальцы для переработки пластмасс. | 50 - 80 | |
Диаметр валков 550 мм, длина 1650 мм | ||
Каландр для жесткой пленки из ПВХ (тип ККЕ4Г 710 x 1650) | 150 - 200 | |
Каландровая линия на базе каландра ККЕ4Г 710 x 1650 | 1200 - 1500 | |
Производство пленки из ПВХ методом экструзии | Линия для производства тонких упаковочных пленок (типа ЛРПТ 63 - 1000 ПВХ) | 50 - 70 |
Примечание: 1. Размер производственной площади на установки подготовки композиции смолы ПВХ в производствах труб и пленок не нормируется и определяется при проектировании в зависимости от состава и типов входящего в комплект узла подготовки композиции оборудования.
2. Размер производственной площади на оборудование подготовительно-заключительных операций следует принимать по "Общесоюзным нормам технологического проектирования предприятий машиностроения, приборостроения и металлообработки".
ПО РАЗМЕЩЕНИЮ ОСНОВНОГО ОБОРУДОВАНИЯ В ПРОИЗВОДСТВЕ
ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ
Таблица П.7.1
Размещение оборудования при работе на прессах-полуавтоматах | Перечень оборудования на рабочем месте | ||
N поз. | Наименование, тип | Количество, шт. | |
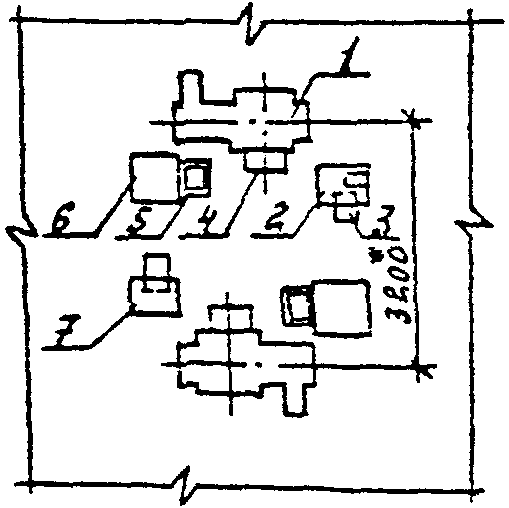 <*> Размер дан для конкретного типа прессов. | 1. | Пресс гидравлический ДГ 2432А | 2 |
2. | Стол прессовщика | 2 | |
3. | Тара для готовых деталей | 2 | |
4. | Стол прессовщика подвесной | 2 | |
5. | Стол к генератору ТВЧ с тарой для таблеток | 2 | |
6. | Генератор ТВЧ | 2 | |
7. | Весы | 1 | |
Таблица П.7.2
Размещение оборудования типового технологического модуля автоматизированной линии прессования на базе прессов-полуавтоматов | Перечень оборудования на рабочем месте | ||
N поз. | Наименование, тип | Количество, шт. | |
 <*> Размеры даны для конкретного типа прессов. | 1. | Пресс гидравлический ДГ 2430 | 1 |
2. | Автомат загрузки пресса | 1 | |
3. | Манипулятор к прессу для съема изделий | 1 | |
4. | Сталкиватель | 1 | |
5. | Транспортная тележка | 1 | |
6. | Конвейер щелевой | 1 | |
7. | Транспортер пресспорошка | 1 | |
Таблица П.7.3
Размещение оборудования типового технологического модуля автоматизированной линии на базе автоматизированного комплекса | Перечень оборудования на рабочем месте | ||
N поз. | Наименование, тип | Количество, шт. | |
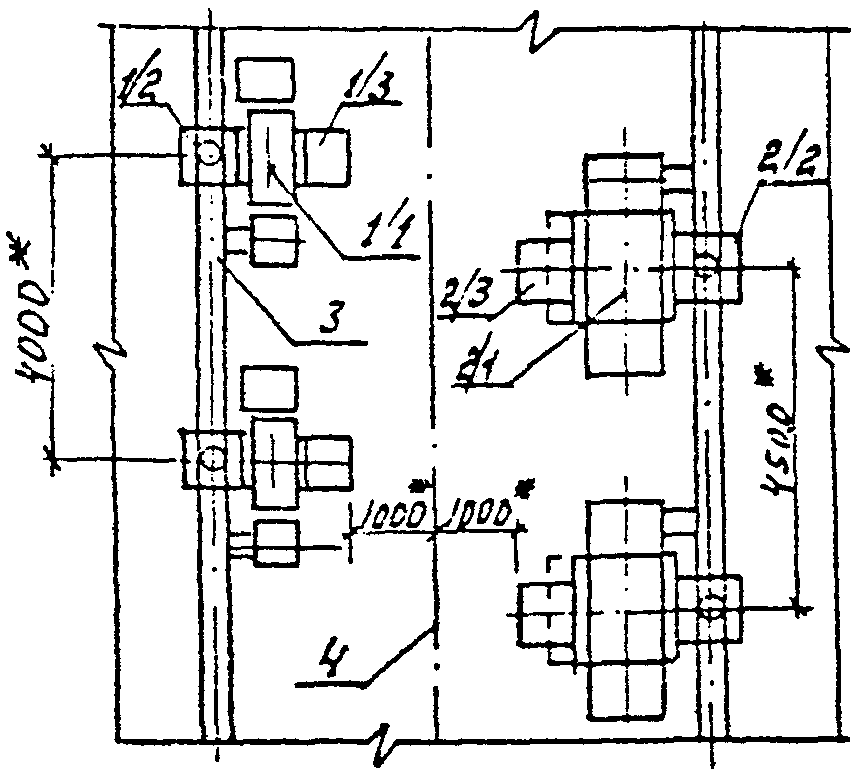 <*> Размеры даны для конкретного типа прессов. | 1. | Автоматизированный комплекс на базе 2-х прессов ДГ 2432А и шнекового пластикатора | 1 |
1/1 | Пресс гидравлический ДГ 2432А | 2 | |
1/2 | Пластификатор ПВЧ-63-В/С/ | 2 | |
1/3 | Механизм съема изделий | 2 | |
2. | Автоматизированный комплекс на базе 2-х прессов ДГ 2436А и шнекового пластикатора | 1 | |
2/1 | пресс гидравлический ДГ 2436А | 2 | |
2/2 | пластикатор ПВЧ-63-ВК/С/ | 2 | |
2/3 | механизм съема изделий | 2 | |
3. | Транспортер пресспорошка | 2 | |
4. | Конвейер щелевой | 1 | |
Таблица П.7.4
Размещение оборудования автоматического роботизированного комплекса на базе 2-х прессов | Перечень оборудования на рабочем месте | ||
N поз. | Наименование, тип | Количество, шт. | |
 <*> Размеры даны для конкретного типа прессов. | 1. | Автоматический роботизированный комплекс для изготовления изделий из пластмасс в составе: | 1 |
1/1 | пресс гидравлический ДГ 2428А | 2 | |
1/2 | механизм съема изделий | 2 | |
2. | Манипулятор для установки арматуры | 1 | |
3. | Манипулятор для закладки таблеток | 1 | |
4. | Накопитель таблеток с генератором ТВЧ | 1 | |
5. | Накопитель арматуры | 1 | |
6. | Пульт управления | 1 | |
7. | Конвейер щелевой | 1 | |
Таблица П.7.5
Размещение оборудования типового технологического модуля автоматической линии литья под давлением реактопластов | Перечень оборудования на рабочем месте | ||
N поз. | Наименование, тип | Количество, шт. | |
 <*> Размер дан для конкретного типа литьевой машины. | |||
1. | Литьевая машина ДЕ 3730.1 | 2 | |
1/1 | Электрошкаф | 2 | |
2. | Конвейер щелевой | 1 | |
3. | Транспортер пресспорошка | 1 | |
РАСХОД ВОДЫ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ
ИЗ РЕАКТОПЛАСТОВ ПО ВИДАМ ОБОРУДОВАНИЯ
Наименование оборудования | Расход на единицу оборудования, м3/ч |
Прессы гидравлические для прессования изделий из пластмасс усилием: | |
250 кН | 0,25 |
400 кН | 0,25 |
630 кН | 0,25 |
1000 кН | 0,3 |
1600 кН | 0,5 |
2500 кН | 0,7 |
4000 кН | 1,0 |
Литьевые машины для литья под давлением реактопластов усилием: | |
500 кН (63 см3) | 1,8 |
1000 кН (125 см3) | 3,0 |
1600 кН (250 см3) | 3,0 |
2500 кН (500 см3) | 4,5 |
4000 кН (1000 см3) | 5,0 |
Высокочастотная установка ВЧД-4-4/40 | 0,9 |
В ПРОИЗВОДСТВЕ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ (НА СМАЗКУ)
Наименование оборудования | Средний расход на единицу оборудования, г/ч | Рекомендуемые марки масел |
Гидравлические прессы с усилием прессования 100 - 4000 кН | 14 - 18 свежего | Масло гидравлическое ВНИИ НП-403 ГОСТ 16728-73 |
30 - 40 регенерируемого | Масло турбинное Т22, ТЭО ГОСТ 32-74 | |
Литьевые машины для литья под давлением реактопластов с усилием запирания 500 - 4000 кН | 15 - 20 свежего | Турбинное 22 |
40 - 60 регенерируемого |
ОБОРУДОВАНИЯ В ПРОИЗВОДСТВЕ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ
Наименование оборудования | Объем заливаемого масла, л | Марка заливаемого масла |
Прессы гидравлические усилием: | ||
100 - 250 кН | 120 | Масло гидравлическое ВНИИ НП-403 ГОСТ 16728-78 |
400 кН | 120 | |
630 кН | 160 | |
1000 кН | 200 | Масло турбинное Т22, ТЭО |
1600 кН | 250 | |
2500 кН | 300 | |
4000 кН | 500 | |
Литьевые машины для литья под давлением реактопластов: | ||
500 кН | 330 | Масло турбинное 22 |
1000 кН | 400 | |
1600 кН | 450 | Масло гидравлическое ВНИИ НП-403 ГОСТ 16728-78 |
2500 кН | 750 | |
4000 кН | 1200 |
Примечание: Периодичность замены масел принимается в соответствии с паспортными данными оборудования.
ДЛЯ ПРОИЗВОДСТВА ТРУБ
Наименование | Весовые части | ||
гладкие трубы | гофрированные дренажные трубы | консервационная смесь | |
1 | 2 | 3 | 4 |
Поливинилхлорид суспензионный марок: | |||
ПВХ-С-7059М ПВХ-С-7058М | 100 | 100 | 100 |
Стабилизаторы | |||
Свинец сернокислый трехосновной формы Б | 1,2 | 0,8 | 5,0 |
Свинец стеариновокислый двухосновной марки А | 1,2 | 0,8 | - |
Стеарат кальция технический | 0,4 | 0,5 | 1,0 |
Смазки | |||
Воск полиэтиленовый | 0,1 | 0,5 | 1,0 |
Кислота стеариновая | 0,2 | - | 1,3 |
Церезин 80 | 0,1 | - | - |
Наполнители | |||
Мел сепарированный гидрофобный | 0,5 | 1,0 | 5,0 |
Красители | |||
Углерод технический для производства резины (сажа газовая канальная, ДГ-100) | - | - | 0,001 |
ДЛЯ ПРОИЗВОДСТВА ПЛЕНОК МЕТОДОМ КАЛАНДРОВАНИЯ И ЭКСТРУЗИИ
Наименование компонентов | Весовые части | ||
жесткая пленка | мягкая пленка | полужесткая пленка | |
1 | 2 | 3 | 4 |
Пленки из ПВХ, изготавливаемые методом каландрования | |||
Поливинилхлорид суспензионный | 100 | 100 | 100 |
Пластификаторы | 3 - 13 | 30 - 80 | 30 - 40 |
Диоктилфталат (ДОФ) | 3 | 38 | 33 |
Диоктилсебацинат (ДОС) | - | 5 | 3 |
Эпоксицированное растительное масло | 2 | 1,5 | - |
Пластификатор ППА-7 | 0,5 | - | - |
Модификаторы | |||
Эпоксидная смола ЭД-16 | - | 2 | - |
Стабилизаторы | 0,5 - 3 | 0,5 - 12 | - |
Стеарат кальция технический | 1 | - | 4,5 |
Свинец кремнекислый | - | - | 4,5 |
Цинк стеариновокислый, смесевый | 0,5 | - | - |
Барий стеариновокислый | - | 0,6 | - |
Полигард (фосфит НФ) | 1 | - | 1 |
Кадмий стеариновокислый | - | 0,6 | - |
Антиоксидант | |||
Дифениллпропан (ДФП) технический | - | 1,4 | - |
Пигменты и наполнители | 0 - 10 | 0 - 10 | 0 - 30 |
Свинцовые белила густотертые | 3 | - | 1,0 |
Другие пигменты | - | - | 0,15 |
Смазки | |||
Глицерин дистиллированный | 0,3 | - | - |
Кислота стеариновая техническая (стеарин) | - | 0,2 | - |
Пленки из ПВХ, изготавливаемые методом экструзии | |||
Поливинилхлорид суспензионный | - | 100 | - |
Пластификаторы | |||
Диоктилфталат или алигомерный пластификатор ППА-4, ППА-7 | - | 35 | - |
Эпоксидированное растительное масло | - | 3 | - |
Стабилизаторы | |||
Стабилизатор СКС К-20П | - | 5 | - |
Стеарат кальция технический или | - | 1 | - |
Кальций стеарат | - | 3 | - |
Стеарат свинца | - | 0,5 | - |
Пентаэритрит | - | 0,3 - 0,4 | - |
Модификаторы | |||
Модификатор на основе полиалигобутадиена и октаметилтетрациклосилоксана ОМЦТС | - | 1 | - |
К СТРОИТЕЛЬНЫМ КОНСТРУКЦИЯМ В ЗАВИСИМОСТИ
ОТ ВИДА ПРОИЗВОДСТВА
Наименование производств | Требования к строительным конструкциям | Примечание | ||||
Этажность | Степень огнестойкости | Размеры пролетов, м | ||||
ширина пролета | шаг колонн | минимальная высота | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Производство изделий из реактопластов методом горячего формования | Одноэтажные | П | 18; 24 | 6; 12 | 7,2 - 8,4 | |
Многоэтажные | П | 9; 12; 18 | 6 | 6,0 - 7,2 | ||
Многоэтажные с укрупненной сеткой колонн верхнего этажа | П | 9; 12 -------- 18; 24 | 6 | 6 | Все этажи, кроме верхнего ---------------------- верхний этаж | |
Производство труб из ПВХ методом экструзии | Одноэтажное | П | 18; 24 | 6; 12 | 7,2 | |
Многоэтажное с укрупненной сеткой колонн верхнего этажа | П | 18; 24 | 6; 12 | 7,2 | ||
Производство пленки из ПВХ методом каландрования | Одноэтажное | П | 18; 24 | 6; 12 | 7,2 | |
Многоэтажное | П | 6; 9; 12 | 6 | 4,8 | Для узлов подготовки композиции | |
Производство пленки из ПВХ методом экструзии | Одноэтажное | П | 18; 24 | 6; 12 | 8,4 | |
Многоэтажное | П | 6; 9; 12 | 6 | 4,8 | Для узлов подготовки композиции | |
Примечание: Для одноэтажных зданий и верхних этажей многоэтажных зданий с укрупненной сеткой колонн верхнего этажа номинальная высота этажа дана до низа несущих строительных конструкций, в остальных случаях - между отметками чистого пола смежных этажей.
ПО УСТРОЙСТВУ МЕСТНЫХ ОТСОСОВ
Технологическое оборудование, требующее устройства местного отсоса | Тип, габариты и место установки местного отсоса | Расход воздуха, м3/ч | Коэффициент местного сопротивления <*> | Коэффициент улавливания | Примечание | |
газов | тепла | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Шкафное укрытие заднего проема пресса с гибкой шторкой в нем и сплошным щитком перед рабочим проемом | - | 1,0 | 0,9 | 0,6 | Приложение 20 черт. 3 | |
2. Гидравлический пресс колонного типа | То же, с дополнительными шторками у боковых проемов | - | 1,0 | 0,8 | 0,4 | То же |
3. Высокочастотная установка | Укрытие верхней части установки | - | 1,5 | 0,95 | 0,8 | Приложение 20 черт. 4 |
Шкафное укрытие с рабочим проемом и прозрачной передней стенкой | - | 0,6 | 0,8 | 0,7 | Приложение 20 черт. 7 | |
Встроенный в оборудование | 500 | - | - | - | Для МТР-15 | |
6. Таблетмашина МТ-3А | Бортовой отсос от лотка схода таблеток 250 x 40 мм Наконечник для уборки пыли: | 250 | 1,0 | - | - | Для улавливания пыли |
в зоне челюстного затвора 20 x 70 мм в зоне машины 20 x 70 мм | 190 | 1,3 | - | - | То же | |
Укрытие загрузочного проема (отсос, встроенный в конструкцию) | - | 0,7 | - | - | Приложение 20 черт. 8 | |
Зонт над соплом впрыска | - | 0,5 | 0,7 | 0,2 | Приложение 20 черт. 5 | |
Зонт над экструзионной головкой и начальной частью охлаждающей ванны | - | 0,5 | 0,7 | 0,3 | Приложение 20 черт. 6 | |
Зонт над экструзионной головкой | - | 0,5 | 0,7 | 0,3 | ||
Зонт над экструзионной головкой и начальной частью охлаждающей ванны | - | 0,5 | 0,7 | 0,3 | Приложение 20 черт. 6 | |
Укрытие места загрузки | 750 | 0,9 | - | - | Для улавливания пыли | |
Укрытие сборного бункера | 500 | 1,0 | - | - | ||
13. Измельчитель пластмасс роторный ИПР-150М | Укрытие места загрузки | 1250 | 0,8 | - | - | То же |
Укрытие сборного бункера | 500 | 1,0 | - | - | ||
Укрытие места загрузки | 650 | 0,8 | - | - | " | |
Укрытие сборного бункера | 500 | 1,0 | - | - | ||
Нижний воздухоприемник 780 x 120 мм | 800 | 2,0 | - | - | Приложение 20 черт. 9 | |
Верхний воздухоприемник 150 x 80 мм | 400 | 2,0 | - | - | ||
16. Станки одношпиндельные вертикального и горизонтального типа | Воронка 160 x 120 мм | 690 | 0,8 | - | - | Приложение 20 черт. 1 |
17. Станок резьбонарезной настольный ВС-ПН, ВС-11М | Воронка 160 x 120 мм | 690 | 0,8 | - | - | То же |
18. Станок ленточно-полировальный ЗБ890 | Воронка 160 x 120 мм | 690 | 0,8 | - | - | |
19. Станок полировальный ЗА852, ЗА853 | Кожух - укрытие для войлочного круга | 1200 x 2 | 1,5 | - | - | Приложение 20 черт. 12 |
Кожух - укрытие для матерчатого круга | 1800 x 2 | 1,5 | - | - | То же | |
20. Рабочее место опиловщика пластмасс | Нижний отсос через встроенные в столешницу решетки: | |||||
200 x 125 мм | 200 | 1,2 | - | - | Для улавливания пыли | |
300 x 125 мм | 300 | 1,2 | - | - | ||
21. Барабан галтовочный | Отсос через полую ось | 500 | 1,4 | - | - | Приложение 20 черт. 2 |
22. Станок токарный модели 1Д601 | Воронка 200 x 120 мм | 860 | 0,8 | - | - | Приложение 20 черт. 1 |
23. То же, модели 1Д603 | Воронка 300 x 120 мм | 1300 | 0,8 | - | - | То же |
24. Станок вертикально-шкуровочный РА49-73 | Кожух - укрытие ленты | 1100 | 1,5 | - | - | " |
25. Станок горизонтально-шкуровочный РА49-82 | Кожух - укрытие диска | 1460 | 1,5 | - | - | Приложение 20 черт. 10 |
26. Станок настольно-сверлильный НС-12А | Нижний отсос через встроенную в столешницу решетку 200 x 200 мм (Kж.с. = 0,8) | 300 | 1,2 | - | - | Приложение 20 черт. 11 |
27. Станок шлифовальный настольный | Кожух - укрытие для абразивного круга | 400 | 1,5 | - | - | Для улавливания пыли |
Воронка 120 x 120 мм | 500 | 0,8 | - | - | То же | |
--------------------------------
ОБОРУДОВАНИЯ ПО КОЛИЧЕСТВУ СОДЕРЖАЩИХСЯ В НЕМ ЗВЕНЬЕВ
Наименование машин | Определение | Количество звеньев | Замещаемые машинами рабочие функции | Характеристика непосредственного участия рабочего в производственном процессе | Примеры технических средств |
1 | 2 | 3 | 4 | 5 | 6 |
1. Машина ручного действия | ГОСТ 23004-78 | 1,0 | Передаточный механизм преобразует сообщаемые орудию труда усилия человека | Непрерывное сообщение орудию труда необходимых усилий, пространственная ориентация и взаимоперемещение машины - орудия и предмета труда, управление процессом | Механические устройства с ручным приводом: пресс, таль, дрель, транспортная тележка, растарочное устройство и т.п. |
2. Механизированно-ручная машина | ГОСТ 23004-78 | 2,0 | Машина-двигатель - источник движения собственно орудия труда, которое преобразуется посредством передаточного механизма | Непрерывно: пространственная ориентация и взаимоперемещение машины - орудия и предмета труда; управление процессом | Механизмы с электро-, пневмо- или гидроприводами: электроточило, пневмодрель и т.п. приравниваются к двухзвенным машинам: аппаратура с ручной ориентацией и движением орудия труда (пистолета, газовой горелки, электрода, электропаяльника и т.д.), или предмета труда (электрические краны, электротали и т.д.), вакуум-подметательные и пылесосные машины |
3. Механизированная машина | ГОСТ 23004-78 | 3,0 | Машина-двигатель - источник движения собственно орудия труда или предмета труда; передаточный механизм преобразует сообщаемое движение орудию труда или предмету труда, а также усилия взаимоперемещения машины - орудия и предмета труда | Непрерывно: сообщение усилия взаимоперемещения машины - орудия и предмета труда; управление процессом. Периодическая смена предмета труда | Оборудование без системы автоматического управления: станки для механической обработки деталей из реактопластов; дробильное оборудование, напольные транспортные средства (автоэлектрокары, электропогрузчики, автомобили и т.д.), самоходные маслозаправочные установки, электрические краны с управлением из кабины и ручной строповкой |
4. Машина-полуавтомат | ГОСТ 23004-78 | 3,5 | Дополнительно к функциям механизированной машины (Z = 3): машина-двигатель посредством передаточного механизма обеспечивает взаимоперемещение машины - орудия и предмета труда. Контрольно-управляющее устройство обеспечивает работу в автоматическом режиме в течение основного времени операции | Рабочий свободен в течение основного времени операции. Периодическая смена предмета труда и частичное управление процессом - контроль и замена орудий труда, поднастройка машины | Машины с устройством автоматического управления технологическим циклом (рабочим и холостым ходом): прессы-полуавтоматы, литьевые машины, работающие в полуавтоматическом режиме, сварочные полуавтоматы, галтовочные барабаны, косточко-струйные и пластоструйные установки и т.д. К машинам-полуавтоматам приравниваются: смесители, краскотерки, мельницы, окрасочные камеры, шкафы и ванны термообработки деталей с ручной и механизированной загрузкой; конвейеры, элеваторы, транспортеры, механизированные растарочные установки, краны с автоматическими захватными устройствами, управляемые из кабины |
5. Машина-автомат | ГОСТ 23004-78 | 4,0 | Дополнительно к функциям машины-полуавтомата (Z = 3,5): контрольно-управляющее устройство (в совокупности с механическим устройством подачи предмета труда в зону технологического воздействия) обеспечивает автоматическое повторение рабочего цикла при смене однотипных предметов труда | Рабочий свободен в течение выполнения операции над партией однотипных предметов труда. Частичное управление процессом, контроль и замена орудий труда, возможна периодическая перенастройка машины | Машины с контрольно-управляющим устройством и автоматической подачей и отбором предметов труда: прессы-автоматы, оснащенные промышленными роботами; литьевые машины, работающие в автоматическом режиме; установки нанесения защитно-фильтрующего материала; сварочные машины-автоматы; автоматические дозаторы; машины таблетирования |
6. Гибкий производственный модуль (ГПМ) | ГОСТ 26228-84 | 4,5 | Суперзвено обеспечивает автоматический переход машины-автомата в качественно новый режим работы в соответствии с изменением типа предмета труда | Рабочий свободен в течение выполнения различных операций над разнотипными предметами труда. За человеком сохраняется техническое обслуживание и функции инженерного управления (второго порядка) - согласование технологических режимов работы и загрузки машин, диспетчирование, подготовка и корректирование управляющих программ | Комплекс, управляемый от общего программного устройства, который включает одну или несколько технологических машин определенного вида (например, два пресса, робота для ввода предмета труда в зону технологического воздействия, устройство смены орудия труда), РТК на базе одной или двух однотипных единиц оборудования: прессов, литьевых машин, РТК на базе автоматов мехобработки и сборки, линии для изготовления труб и пленки |
7. Гибкая автоматизированная линия ГАЛ | ГОСТ 26228-84 | 4,75 | Суперзвено обеспечивает автоматический переход системы машин-автоматов в качественно новый режим работы при последовательной смене разнотипных предметов труда определенного вида | Рабочий свободен в течение выполнения совокупности операций (производственного процесса) над различными предметами. За человеком сохраняется часть функций инженерного управления: подготовка и корректирование управляющих программ для каждого вида изделий | Совокупность дополняющих друг друга в технологическом процессе машин, которые связаны общей транспортной и управляющей системой и расположены в соответствии с технологическим маршрутом предметов труда: трубные линии, планочные, каландровые линии, установки подготовки композиции смолы ПВХ, автоматические прессовые и литьевые машины, роторные линии, управляемые микропроцессорами и ЭВМ |
8. Гибкий автоматизированный участок, цех, завод (ГАУ, ГАЦ, ГАЗ) | ГОСТ 26228-84 | 5,0 | Суперзвено обеспечивает автоматическую адаптацию машин-автоматов к предметам труда при параллельном изготовлении изделий различных видов | Рабочий свободен в течение изготовления изделий различных видов. За человеком сохраняется функция технического обслуживания, а также инженерные функции: подготовка и корректирование управлявших программ для совокупности изделий различных видов | Разветвленная в пространстве совокупность дополняющих друг друга в технологических процессах машин, связанных общими транспортной и управляющей системами, которые обеспечивают одновременное изготовление изделий с разными технологическими маршрутами: автоматизированные участки и цехи по методам переработки (литьевые, прессовые, экструзионные, каландровые) |
ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ МЕТОДОМ
КОМПРЕССИОННОГО ПРЕССОВАНИЯ И ЛИТЬЯ ПОД ДАВЛЕНИЕМ
(СХЕМА 1)
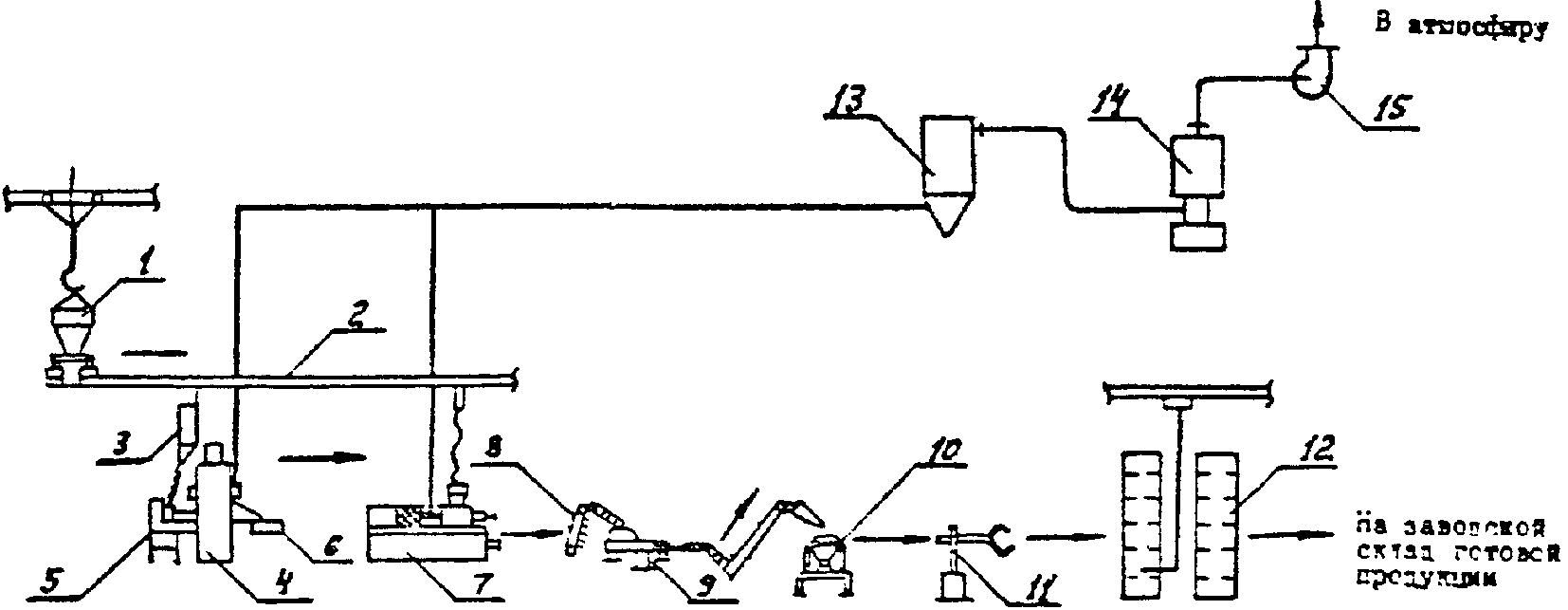
Схема 1
Производство изделий из реактопластов в автоматическом режиме.
Сырье - гранулированные фенопласты (ТУ 6-05-1859-78) и аминопласты (типа КФА2) в резинокордных или оборотных контейнерах поз. 1 с помощью напольного транспорта подается в отделение загрузки. Здесь контейнеры подвесным краном устанавливаются на загрузочные устройства транспортеров централизованной раздачи сырья.
Транспортеры поз. 2 подают сырье в расходные бункера поз. 3, установленные у каждого пресса поз. 4. Дозирование сырья в форму у прессов гидравлических осуществляется автоматами загрузки поз. 5. У литьевых машин поз. 7 роль расходных бункеров могут выполнять собственные бункера машин. Из бункера сырье самотеком поступает в цилиндр машины, размягчается и под давлением впрыскивается в форму.
Съем изделий у прессов и литьевых машин и сброс их в оборотную тару осуществляется автоматически с помощью манипуляторов поз. 6.
Передача изделий в оборотной таре в отделение механической обработки производится централизованно с помощью щелевого конвейера.
Ящики с изделиями автоматически сталкиваются от прессов или литьевых машин на тележки щелевого конвейера и транспортируются к станкам механической обработки. Ящики для изделий снабжены специальными элементами для адресования.
С помощью системы адресования осуществляется отбор с тележек конвейера деталей по рабочим местам отделения обработки.
Детали крупных серий обрабатываются либо на галтовочных установках непрерывного действия поз. 9, либо на автоматах для обработки.
Загрузка изделий в указанное оборудование осуществляется с помощью элеваторов поз. 8.
Обработанные изделия непрерывно также с помощью элеватора подаются в автомат для упаковки поз. 10.
Упакованная продукция манипулятором поз. 11 устанавливается на промежуточный склад-штабелер поз. 12 и далее отправляется на заводской склад готовой продукции. Детали небольших серий подаются к рабочим местам обработчиков с помощью шаговых транспортеров-накопителей с адресованием. Такие транспортеры устанавливается у каждого станка или стола для обработки.
Обработанные изделия в аналогичной оборотной таре также шаговым транспортером передаются на тележки щелевого конвейера и направляются в зону упаковки.
Упаковка изделий с помощью автоматов (или вручную) осуществляется либо внасыпь (для мелких изделий), либо ориентировочно (с применением термоусадочной пленки) соответственно в мешки, картонные или деревянные ящики.
С помощью манипуляторов ящики и мешки устанавливаются либо на поддоны с промежуточным хранением на складах-штабелерах, либо в оборотные транспортные контейнеры с отправкой их на заводской склад готовой продукции.
По данной технологической схеме рекомендуется организовывать производства прессовых изделий несложной конфигурации, без арматуры.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА
ПРОИЗВОДСТВА ПОЛИВИНИЛХЛОРИДНЫХ ТРУБ
(СХЕМА 2)
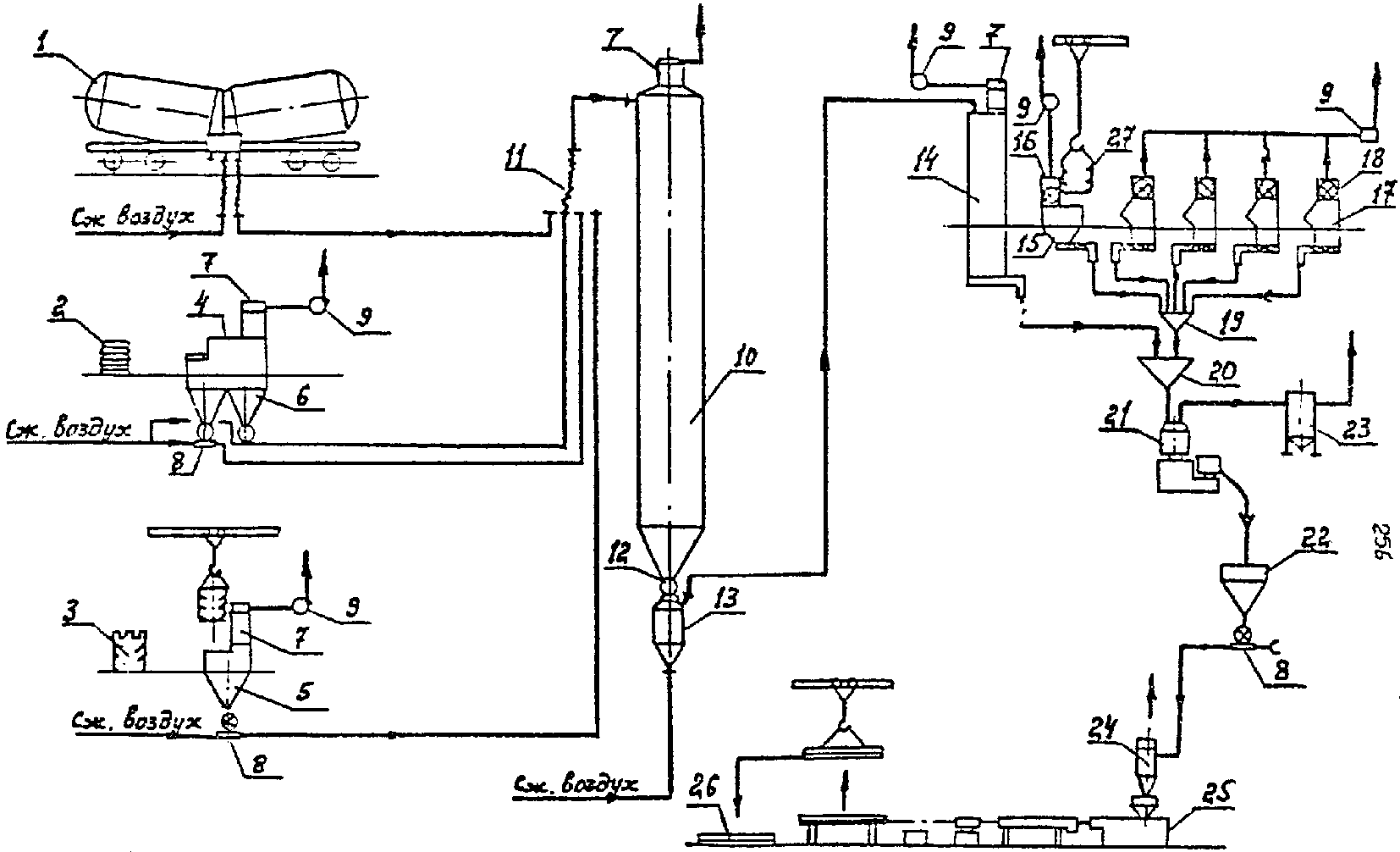
Схема 2
Основным сырьем при производстве поливинилхлоридных труб является смола ПВХ (ГОСТ 14332-78Е).
На основе смолы ПВХ готовится композиция, которая включает в свой состав стабилизаторы, мягчители, модификаторы.
Смола ПВХ поступает на завод в железнодорожных цистернах поз. 1, бумажных или полиэтиленовых мешках, которые укладываются на плоские поддоны поз. 2, в эластичных контейнерах поз. 3.
Растаривание железнодорожных цистерн осуществляется пневмотранспортом непосредственно в силосы поз. 10 заводского силосного склада.
Растаривание мешков и эластичных контейнеров выполняется на растарочных установках поз. 4 и поз. 5, оборудованных фильтрами поз. 7, через которые отсасываемый воздух удаляется с помощью вентиляторов поз. 9.
Подача смолы из бункеров растарочных установок поз. 6 и поз. 7 в систему трубопроводов пневмотранспорта осуществляется роторным питателем поз. 8.
Для транспортирования материала используется сжатый воздух (0,07 МПа).
Для хранения смолы ПВХ предусматриваются силосы поз. 10 заводского силосного склада.
Прочие компоненты композиции поступают на завод упакованными в мешки или эластичные контейнеры.
Растаривание компонентов осуществляется непосредственно на установке приготовления композиции на растарочных установках поз. 17 и поз. 15.
Растарочные установки оборудуются рукавными фильтрами поз. 16 и поз. 18, в которых очищается удаляемый вентиляторами поз. 9 воздух.
Для очистки воздуха от свинцовых стабилизаторов, как правило, применяется двухступенчатая очистка воздуха.
Смола ПВХ поступает из заводского силосного склада по системе трубопроводов пневмотранспорта через шлюзовый питатель поз. 12 и камерный питатель поз. 13 в емкость поз. 14, оборудованную рукавным фильтром поз. 7.
Для транспортирования используется сжатый воздух (0,4 МПа).
Дозирование смолы осуществляется автоматическим дозировочным устройством поз. 20, куда смола из емкости поз. 14 подается шнековым питателем, входящим в конструкцию емкости.
Дозирование компонентов осуществляется через многокомпонентный автоматический весовой дозатор поз. 19. Подача компонентов в дозатор также производится шнековыми питателями, которыми оборудованы бункеры растарочных устройств.
Из весового дозатора поз. 19 навеска компонентов поступает самотеком в весовой дозатор смолы ПВХ поз. 20 или непосредственно в двухстадийный смеситель поз. 21.
Двухстадийный смеситель состоит из горячего и холодного смесителя и предназначен для получения однородной тонкодисперсной смеси.
Приготовление композиции смолы ПВХ может осуществляться также по двухступенчатой схеме, когда сначала готовится маточная смесь из 50% смолы ПВХ и 50% смеси компонентов в данном рецептурном соотношении.
Маточная смесь накапливается в промежуточной емкости, откуда самотеком поступает на двухстадийный смеситель поз. 21.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА
ПРОИЗВОДСТВА ДРЕНАЖНЫХ ГОФРИРОВАННЫХ ТРУБ
ИЗ ГРАНУЛИРОВАННЫХ ПОЛИМЕРОВ
(СХЕМА 3)

Схема 3
Сырье - гранулированный ПЭНД (ГОСТ 16337-77) или гранулированная композиция на основе смолы ПВХ - поступает на завод в специализированных вагонах "Полимеры" поз. 1 (для ПЭНДа), в бумажных или полиэтиленовых мешках, уложенных по 18 шт. на плоские поддоны поз. 2, и в эластичных контейнерах поз. 3.
Растаривание вагонов-полимеровозов осуществляется с помощью сжатого воздуха (0,2 МПа) непосредственно в силосы поз. 10 заводского силосного склада сырья. Подсоединение производится шлангами поз. 9. Растаривание сырья из мешков производится на мешкоопорожняющей машине поз. 4, где сырье распределяется в два бункера поз. 6, из которых через шлюзовые питатели поз. 7, эжекторы поз. 8, сырье подается сжатым воздухом (0,07 МПа) в силосы поз. 10.
Растаривание эластичных контейнеров производится на растарочных установках поз. 5, из которых через шлюзовый питатель поз. 7 и эжектор поз. 8 гранулы подаются сжатым воздухом (0,07 МПа) в силосы поз. 10.
В связи с тем, что заводской силосный склад, как правило, размещается в непосредственной близости от заводской железной дороги и в отдалении от корпуса основного производства, подача сырья в производство из силосного склада осуществляется централизованным пневмотранспортом.
Из силосов поз. 10 сырье поступает через шлюзовый питатель поз. 7 в камерный питатель поз. 11, работающий по принципу аэрации материалов в закрытой камере и подачи полученной смеси в транспортный трубопровод. Рабочее давление сжатого воздуха 0,4 - 0,6 МПа.
По транспортному трубопроводу сырье поступает в промежуточный сборник поз. 12, объем которого рассчитывается из условия темперирования сырья в течение суток. Кроме указанного на схеме расположения, емкость поз. 12 может быть расположена в прицеховом складе, при этом сырье из емкости поз. 12 подается в бункер экструдера поз. 14 посредством местного вакуум-загрузчика.
Изготовление дренажных гофрированных труб осуществляется на комплектных линиях поз. 14, состоящих из червячного пресса, экструзионной головки, гофратора, перфоратора, отрезного и намоточного устройства.
Линия для производства дренажных гофрированных труб из полиэтилена имеет в комплекте также ванну охлаждения, устанавливаемую между гофратором и перфоратором.
Сырье, поступившее в бункер экструдера поз. 14, далее подается в цилиндр экструдера, где в процессе движения материал уплотняется, расплавляется и гомогенизируется.
Во время пластикации смесь (только для ПВХ) дегазируется с помощью вакуумного агрегата. Пластицированная масса продавливается через головку экструдера в виде гладкой пластичной трубы, которая поступает во внутреннюю полость матриц формовочного устройства, где при помощи воздуха принимает форму внутренней полости матриц в виде гофр.
После предварительного охлаждения воздухом, подаваемым двумя вентиляторами, гофрированная труба проходит через тоннель дополнительного охлаждения с одним вентилятором.
В случае получения гофрированной трубы из полиэтилена охлаждение ее производится водой в гофраторе и далее в ванне. Охлажденная труба поступает в машину для перфорирования, которая пробивает отверстия во впадинах гофрированной трубы.
Намотка гофрированной трубы в бухты производится намоточным устройством.
Бухты краном снимаются с намоточного устройства линии и устанавливаются на стеллаж поз. 16 для выдержки в течение 2 - 5 часов перед отбором пробы и обмоткой защитно-фильтрующим материалом (ЗФМ).
Гофрированные трубы (после проведения испытаний с положительными результатами) краном доставляют и укладывают на горизонтальное размоточное устройство (два устройства работают попеременно) линии для обмотки дренажных гофрированных труб ЗФМ, поз. 17.
На линии поз. 17 дренажная труба с помощью специального направляющего устройства обертывается внахлест ЗФМ и обматывается далее крестообразно капроновой нитью с целью исключения отслоения ЗФМ от гофрированной трубы.
Гофрированная труба с ЗФМ наматывается на барабаны поз. 18, которые передаются на хранение в склад готовой продукции.
ПРОИЗВОДСТВА ПОЛИВИНИЛХЛОРИДНОЙ ПЛЕНКИ - ОСНОВЫ
(СХЕМА 4 И СХЕМА 5)
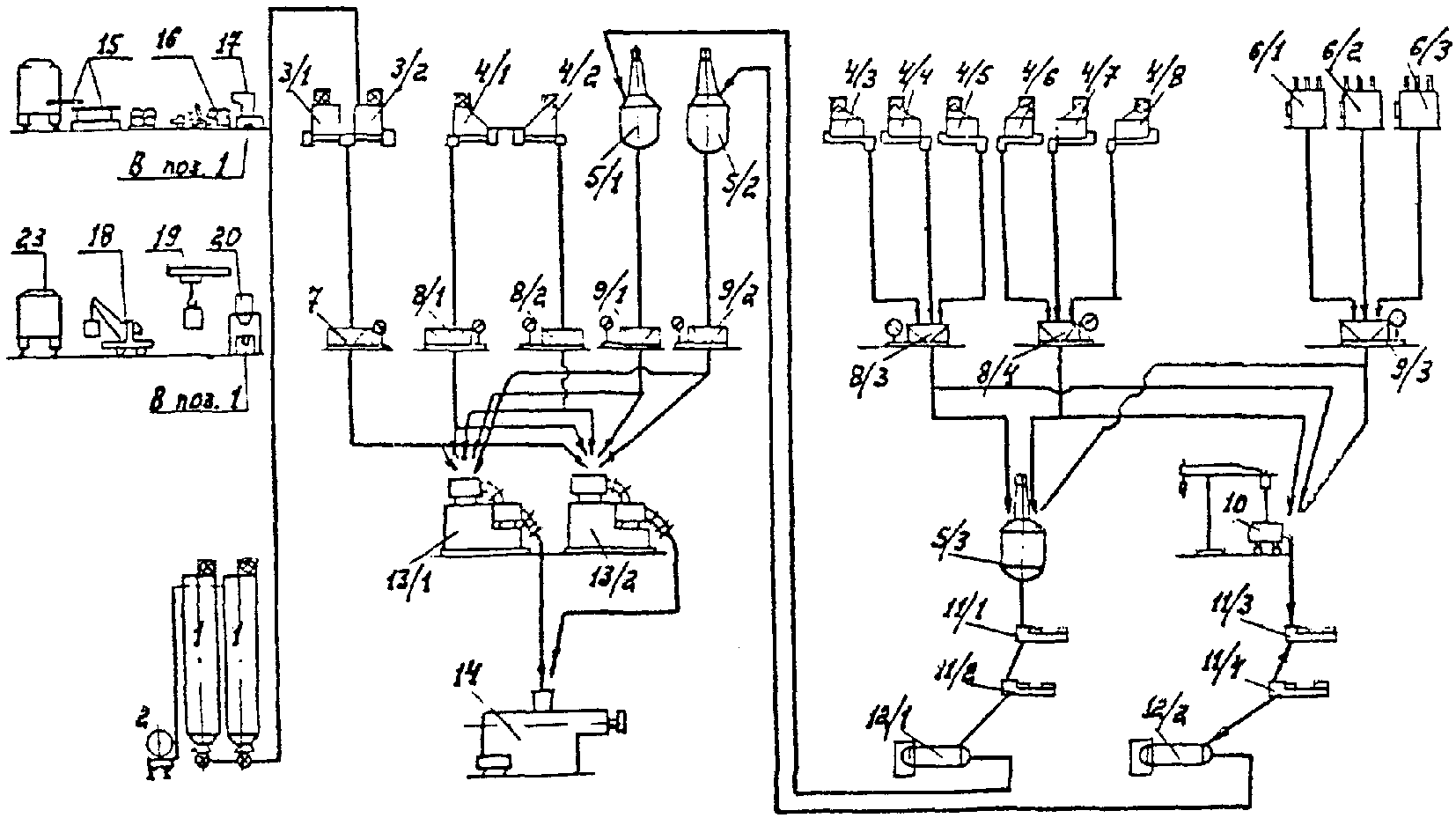
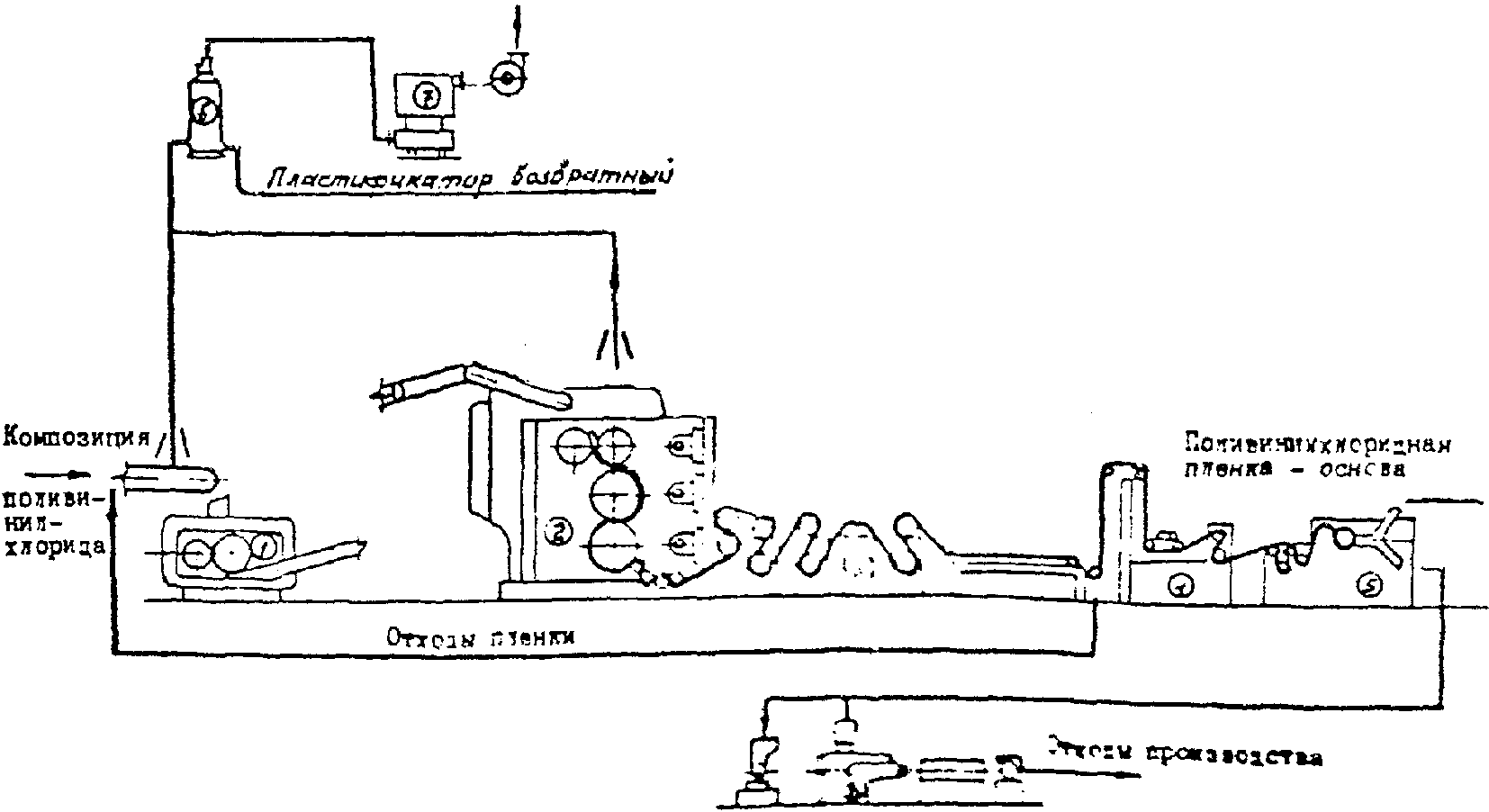
Из отделения подготовки пластицированный материал транспортером поз. 1 передается на обогреваемые паром вальцы, на которых производится дальнейшая переработка и гомогенизация композиции ПВХ, ПВХ + АБС. Провальцованный материал непрерывно срезается с выходного вала в виде полосы и подается на транспортер поз. 4. Материал транспортером передается к загрузочному устройству каландра поз. 6.
Пластифицированная масса захватывается и продавливается между валками I и II, II и III и калибруется в зазоре между валками III и IV.
Для локализации выделяющихся паров пластификаторов при вальцевании и каландровании в схеме предусмотрен низкоскоростной волокнистый фильтр поз. 19, сорбционно-каталитический реактор поз. 20 и вентилятор поз. 21.
В фильтре происходит улавливание пластификатора, который возвращается в отделение приготовления композиции ПВХ.
С последнего валка каландра пленка поступает в оттягивающее устройство поз. 8, которое обеспечивает съем и вытяжку пленки.
При необходимости получения на пленке тисненного рисунка пленка пропускается через тиснильное устройство поз. 9.
Для фиксации размеров пленка охлаждается на барабанах охлаждающего устройства поз. 10. Толщина пленки измеряется с помощью изотопного прибора поз. 11.
При необходимости готовая пленка просвечивается на устройстве поз. 13 и разрезается на продольные полосы при помощи механизма продольной резки поз. 14.
Готовая пленка подающим устройством транспортируется к намоточному устройству поз. 17, перед которым устанавливается устройство для снятия статического электричества поз. 16.
Пленка ПВХ наматывается в рулоны шириной до 1600 мм для мягкой пленки и до 1250 мм для жесткой пленки.
Упаковка и хранение готовой продукции
Пленка из ПВХ, ПВХ + АБС после ее изготовления или в процессе изготовления может подвергаться обработке для придания ей товарного вида. Пленка, не требующая дополнительной обработки, направляется на участок упаковки. Рулоны пленки взвешиваются, упаковываются в бумагу и снабжаются этикеткой. Рулоны пленки могут упаковываться в обрешетку.
Хранение может осуществляться в стеллажных складах со штабелерами или в автоматизированных складах.
Переработка отходов
Возвратные отходы пленки образуются при каландровании и конфекционировании. Возвратные отходы в виде обрезков боковых полос возвращаются непосредственно в процессе (в вальцы или каландр).
Возвратные отходы - пленка не соответствующая требованиям ТУ, отходы при запуске и т.д. - направляются в отделение переработки отходов к линии для переработки отходов поз. 45. Гранулированные отходы или дробленка могут быть направлены в дальнейший процесс переработки.
Технологическая схема очистки газовых выбросов, образующихся при вальцевании и каландровании поливинилхлоридных пленок, состоит из двух ступеней. На первой ступени установлены два фильтра для грубой и тонкой очистки от тумана пластификатора. Воздух последовательно протягивается через оба фильтра вентилятором, смонтированным в корпусе, после чего направляется на адсорбционно-каталитическую установку для очистки от паров органики.
В фильтре происходит улавливание пластификатора, который возвращается в производство.
Принципиальная технологическая схема подготовки композиции ПВХ, ПВХ + АБС для производства пленок приведена на схеме 4.
Смола ПВХ, АБС - пластик из складской емкости поз. 1 централизованным пневмотранспортом подается в расходные бункеры поз. 3/1 и 3/2 (объемом от 3 до 10 м3). В случае приготовления композиции ПВХ + АБС, гранулированный АБС - пластик централизованным пневмотранспортом подается в один из этих расходных бункеров.
Порошкообразные компоненты (стеарат кальция, кадмия, цинка, белофор, форстаб к-201 и др.) в технологических герметичных контейнерах лифтом подаются на участок растаривания мелких компонентов к бункерам поз. 4, представляющим собой емкости с устройствами для растаривания мешков.
Смола ПВХ или смола ПВХ + АБС - пластик, а также порошкообразные компоненты винтовыми питателями подаются в автоматические весы (поз. 7, 8/1, 8/2).
Пластификаторы и мягчители (жидкие компоненты) со склада по трубопроводам подаются в отделение подготовки композиции в емкости (6/1 - 6/3) объемом 2 - 3 м3. Число емкостей определяется числом жидких компонентов, но не менее трех.
Из емкостей жидкие компоненты дозируются с помощью автоматических весов поз. 9/3 или дозировочных насосов в реакторы с мешалкой поз. 5/3 или планетарные смесители поз. 10.
Стабилизаторы готовятся в виде суспензии.
Суспензионная нитка подготовки стабилизирующих добавок начинается с емкостей для стабилизаторов поз. 4/3 - 4/8 и пластификаторов поз. 6/1 - 6/3 и заканчивается дозирующим устройством и трубопроводами подачи суспензии в двухстадийный смеситель.
Отвешенные на автоматических весах поз. 8/3 - 8/4, 9/3 согласно рецептуре стабилизирующие добавки и пластификаторы подаются в реакторы с мешалкой поз. 5/3 объемом 2 м3. После смешения (продолжительность смешения определяется регламентом) смесь подается для измельчения в бисерные или ударно-кавитационные мельницы поз. 11/1 - 11/4, расположенные последовательно одна за другой.
Готовая суспензия по трубопроводам передается через промежуточную емкость поз. 12/1,2 в реакторы с мешалкой поз. 5/1, 5/2, где суспензия хранится при постоянно вращающейся мешалке. До входа в реактор суспензия отфильтровывается через фильтр, установленный над реактором.
Из реакторов поз. 5/1, 5/2 суспензия через автоматические весы поз. 9/1, 9/2 подается в горячий бак двухстадийного смесителя поз. 13/1, 13/2.
Растаренные компоненты (ПВХ, ПВХ + АБС, пигменты, мел) и другие мелкие компоненты, не вошедшие в состав суспензий, дозируются в соответствии с рецептурой через бункеры поз. 3/1, 3/2 и 4/1, 4/2, через весы поз. 7 и 8/1, 8/2 в горячий бак двухстадийного смесителя поз. 13/1, 13/2.
Продолжительность смешения в горячем баке составляет 15 - 20 минут. Затем пневмоцилиндром открывается затвор горячего бака и композиция по соединительному рукаву из горячего бака передается в холодный. Время пребывания композиции в горячем и холодном баках одинаково.
Подготовленная композиция из смесителя направляется в двухчервячный или многочервячный экструдер поз. 14, где происходит перемешивание, пластикация, гомогенизация массы и выравнивание температуры по объему выходящего продукта.
В схеме производства композиции ПВХ + АБС пластикация композиции осуществляется в смесителе тяжелого типа, который на схеме условно не показан.
Из отделения подготовки композиции материал в виде прутка или полосы с помощью транспортера подается в приемное устройство вальцов комплектной каландровой линии (схема 5).
и одношпиндельного станков

1 - воздухоприемник 200 x 100 мм;
2 - воздуховод диаметром 140 мм
Черт. 1

1 - воздуховод диаметром 115 мм; 2 - пылеотстойник;
3, 5 - полый вал; 4 - барабан; 6 - вход воздуха в полый вал
Черт. 2

Черт. 3

Черт. 4
Таблица к черт. 3, 4
Оборудование | Расход воздуха, м3/ч | Основные размеры отсоса, мм | ||||
A | A1 | B | C | D | ||
Пресс гидравлический усилием: | ||||||
250 кН (ДБ 2424) | 500 | 2200 | 1400 | 600 | 400 | 160 |
400 кН (ДБ 2426) | 500 | 2200 | 1400 | 700 | 400 | 160 |
630 кН (ДБ 2428) | 600 | 2200 | 1400 | 700 | 400 | 200 |
1000 кН (ДБ 2430) | 800 | 2500 | 1700 | 800 | 400 | 200 |
1600 кН (ДБ 2432) | 1000 | 2500 | 1700 | 1000 | 550 | 200 |
2500 кН (ДБ 2434) | 1500 | 2500 | 1700 | 1250 | 550 | 250 |
4000 кН (ДБ 2436) | 2000 | 2700 | 1900 | 1400 | 550 | 250 |
Установка высокочастотная ВЧД-2-1,6/40 | 200 | 510 | - | 580 | 400 | 100 |
Установка высокочастотная СВЧ Кп3 | 200 | 460 | - | 540 | 380 | 100 |
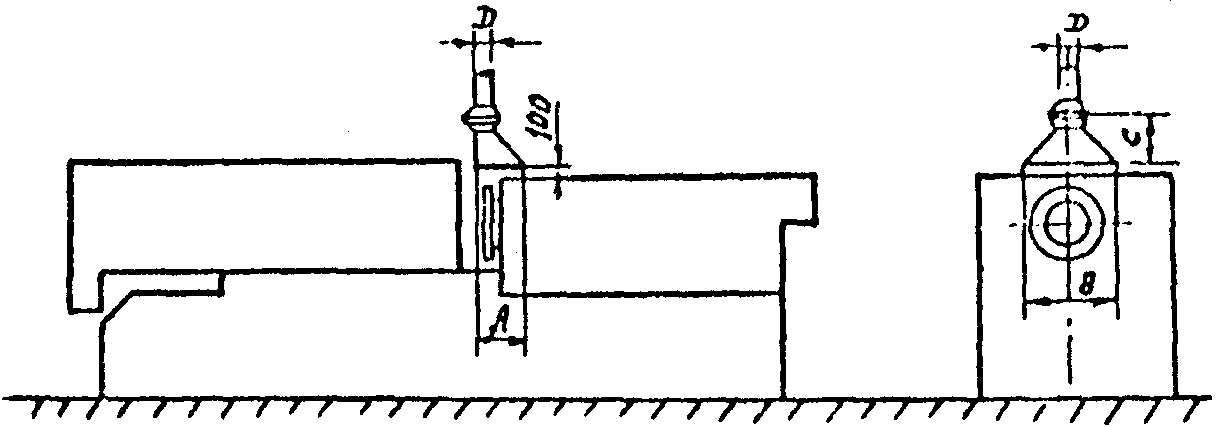
Черт. 5

Черт. 6
Таблица к черт. 5, 6
Оборудование | Расход воздуха, м3/ч | Размеры, мм | |||
A | B | C | D | ||
Литьевая машина: | |||||
Д 3127, Ки ASY 50/63 | |||||
Д 3328, Ки ASY 150/50 | 350 | 250 | 400 | 200 | 100 |
Д 3130, Ки ASY 100/125 | 400 | 250 | 500 | 230 | 100 |
Д 3132, Ки ASY 160/250 | 450 | 250 | 600 | 260 | 125 |
Ки ASY 400/160, Ки ASY 630/160 | 550 | 300 | 600 | 170 | 125 |
Д 3134, Ки ASY 260/100, Ки ASY 800/250 | 650 | 300 | 700 | 300 | 125 |
Д 3136, Ки ASY 630/1000 | 1450 | 500 | 1000 | 700 | 180 |
Д 3140, Ки ASY 1000/4000 | 1750 | 500 | 1200 | 1100 | 200 |
Гранулятор на базе экструдера | 1650 | 700 | 500 | 400 | 250 |
Трубный агрегат на базе экструдера | 1650 | 700 | 500 | 400 | 250 |
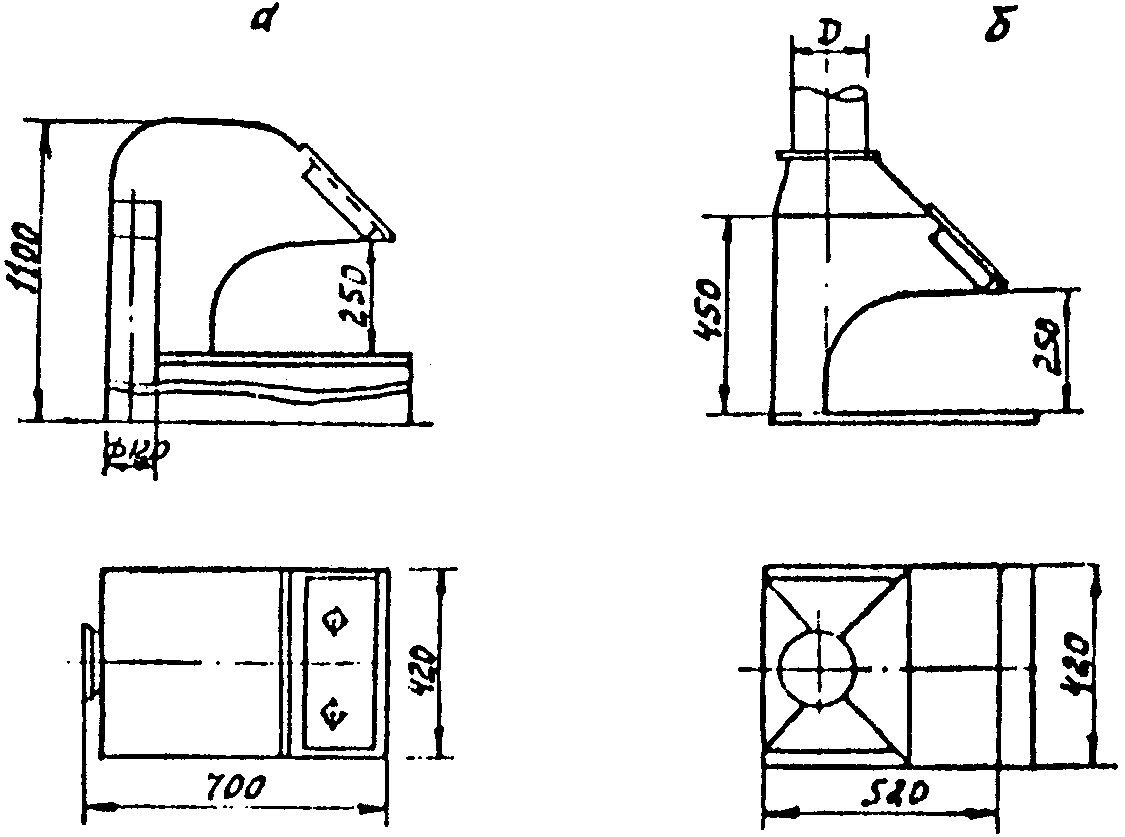
а - с нижним отводом воздуха;
б - с верхним отводом воздуха Расход воздуха - 500 м3/ч
Черт. 7

Диаметр подсоединительного патрубка 160 мм
Расход воздуха - 600 м3/ч
Черт. 8
1 - воздуховод диаметром 140 мм;
2 - воздуховод диаметром 165 мм;
3 - воздуховод диаметром 100 мм;
4 - верхний воздухоприемник 150 x 80 мм;
5 - нижний воздухоприемник

Черт. 9

1 - шкуровочный диск; 2 - укрытие; 3 - воздуховод
Черт. 10

1 - воздухоприемник; 2 - воздуховод
Черт. 11

1 - кожух отсоса; 2 - воздуховод
Черт. 12

1 - шлифовка; 2 - галтовка; 3 - таблетирование;
4 - переработка отходов; 5 - обработка реактопластов;
6 - обработка термопластов