СПРАВКА
Источник публикации
М.: Издательство стандартов, 1981
Примечание к документу
Документ утратил силу с 01.01.1989. Действует ТУ 2-034-225-87 ("ИУС", N 8, 1988).
С 01.07.2003 до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в п. 1 ст. 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Документ утрачивает силу с 01.01.1984.
Документ введен в действие с 01.01.1977.
Взамен ГОСТ 882-64.
Название документа
"ГОСТ 882-75*. Государственный стандарт союза ССР. Щупы. Основные параметры. Технические требования"
(введен в действие Постановлением Госстандарта СССР от 27.11.1975 N 3654)
(ред. от 01.01.1979)
"ГОСТ 882-75*. Государственный стандарт союза ССР. Щупы. Основные параметры. Технические требования"
(введен в действие Постановлением Госстандарта СССР от 27.11.1975 N 3654)
(ред. от 01.01.1979)
Введен в действие
Постановлением Государственного
комитета стандартов
Совета Министров СССР
от 27 ноября 1975 г. N 3654
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЩУПЫ
ОСНОВНЫЕ ПАРАМЕТРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Feeler gauges.
Basic parameters. Technical requirements
ГОСТ 882-75*
Список изменяющих документов (в ред. Изменения N 1, утв. в январе 1979 г.) |
Взамен
ГОСТ 882-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 ноября 1975 г. N 3654 срок введения установлен
с 1 января 1977 года
до 1 января 1984 года
* Переиздание январь 1980 г. с изменением N 1, утвержденным в январе 1979 г. (ИУС N 3 1979 г.).
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на мерные пластины (щупы) толщиной 0,02 до 1 мм и длиной до 200 мм, применяемые для проверки зазоров.
1.1. Щупы должны изготовляться длиной 100 и 200 мм и шириной 10 мм (черт. 1).
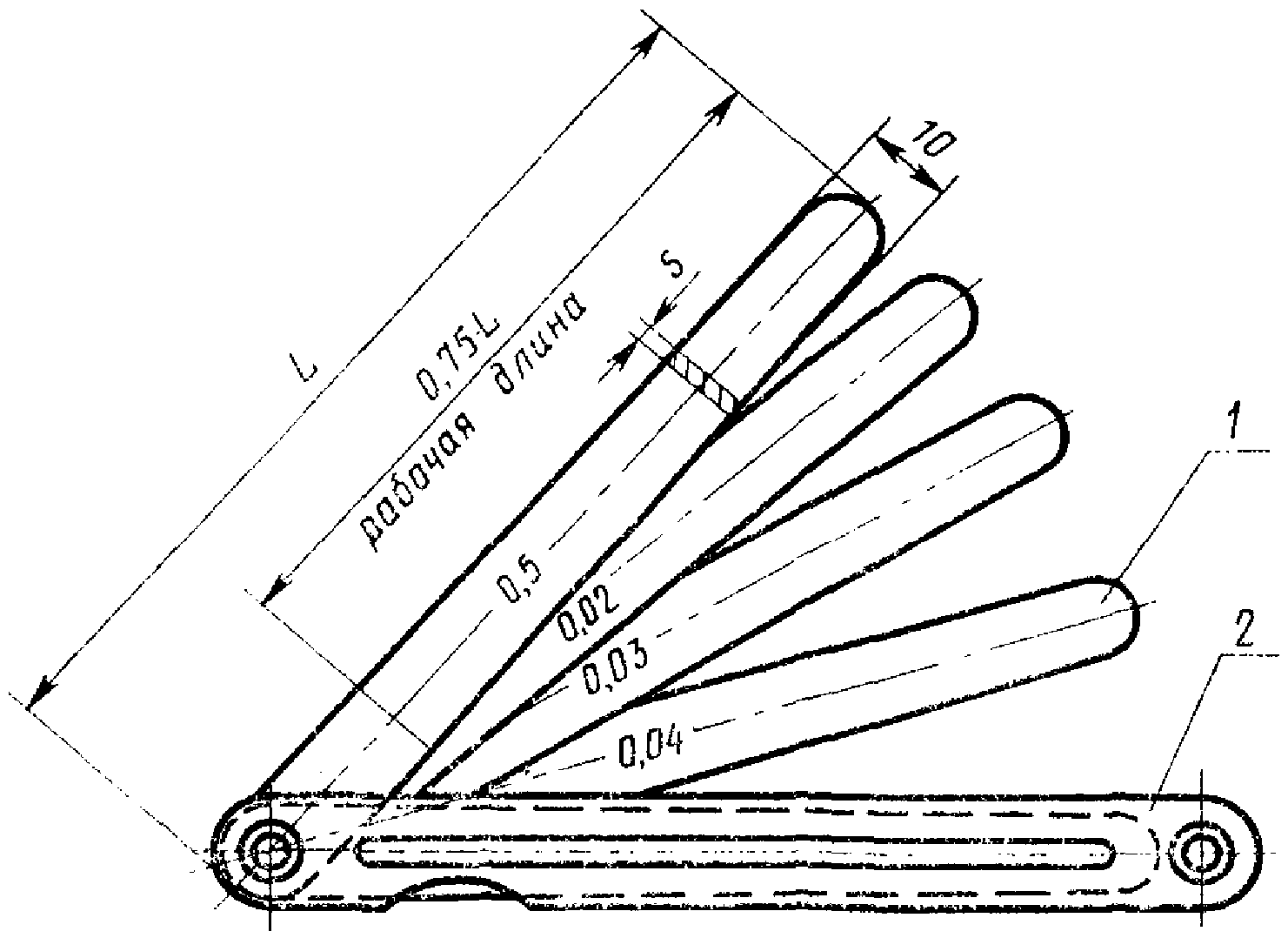
1 - щуп; 2 - обойма.
Примечание. Чертеж не определяет конструкцию щупов.
1.2. Номинальная толщина s щупов должна выбираться из ряда: 0,02; 0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1; 0,15; 0,2; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,55; 0,6; 0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95; 1,0 мм.
1.3. Щупы должны изготовляться классов точности 1 и 2.
1.4. Щупы с L = 100 мм должны поставляться наборами в соответствии с табл. 1 и отдельными пластинами, а щупы с L = 200 мм - отдельными пластинами.
Таблица 1
Номера наборов | Номинальная толщина щупов, мм | Количество щупов в наборе |
1 | 0,02; 0,02; 0,03; 0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1 | 11 |
2 | 0,02; 0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1; 0,15; 0,2; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5 | 17 |
3 | 0,55; 0,6; 0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95; 1 | 10 |
4 | 0,1; 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1 | 10 |
Примечание. По заказу потребителя должны изготовляться другие наборы с длиной щупов менее 100 мм.
2.1. Отклонения толщины и желобчатость щупов не должны превышать величин, указанных в табл. 2.
s, мм | Классы точности щупов | |||||||
1 | 2 | |||||||
Допускаемые отклонения толщины s щупов, мкм | Допускаемая желобчатость | Допускаемые отклонения толщины s щупов | Допускаемая желобчатость | |||||
новых | изношенных | новых | изношенных | |||||
верхн. | нижн. | верхн. | нижн. | |||||
От 0,02 до 0,06 | +3 | -1,5 | -3 | - | +5 | -3 | -5 | - |
св. 0,06 до 0,10 | +4 | -2 | -4 | - | +6 | -4 | -6 | - |
св. 0,10 до 0,18 | +5 | -2 | -5 | 4 | +8 | -4 | -8 | 6 |
св. 0,18 до 0,30 | +6 | -3 | -6 | 4 | +9 | -5 | -9 | 7 |
св. 0,30 до 0,50 | +7 | -4 | -7 | 5 | +11 | -6 | -11 | 8 |
св. 0,50 до 0,60 | +8 | -5 | -8 | 6 | +13 | -7 | -13 | 10 |
св. 0,60 до 0,80 | +9 | -5 | -9 | 7 | +14 | -8 | -14 | 11 |
св. 0,80 до 1,00 | +10 | -5 | -10 | 7 | +16 | -9 | -16 | 12 |
(Измененная редакция, Изм. N 1).
2.2. Щупы должны изготовляться из стальной ленты.
2.3. Твердость рабочих поверхностей щупов должна быть не ниже H100 - 450 кгс/мм2 по ГОСТ 9450-76 - для щупов толщиной до 0,1 мм.
H100 - 520 кгс/мм2 по ГОСТ 9450-76 - для щупов толщиной св. 0,1 до 0,3 мм.
HV 520 по ГОСТ 2999-75 - для щупов толщиной св. 0,3 до 0,5 мм.
HV 395 по ГОСТ 2999-75 - для щупов толщиной св. 0,5 мм.
2.4. Шероховатость рабочих поверхностей щупов на базовой длине 0,25: Ra <= 0,32 мкм по ГОСТ 2789-73.
2.5. На рабочих поверхностях щупов не должно быть дефектов, портящих внешний вид и влияющих на эксплуатационные свойства.
Допускаются отдельные раковины (вмятины) диаметром не более 0,1 мм и глубиной не более половины допуска на толщину s. На кромке заходного радиуса раковины (вмятины) - не допускаются.
2.6. Конструкция обоймы набора должна обеспечивать возможность замены каждого щупа.
2.7. Щупы должны располагаться в наборе в порядке возрастания толщины, за исключением наибольшего по толщине, который должен располагаться первым.
2.8. Детали обоймы должны иметь защитное покрытие.
2.9. Поверка щупов должна производиться методами, указанными в ГОСТ 8.007-71.
3.1. На каждом щупе должна быть четко нанесена его номинальная толщина s в миллиметрах.
На наружной поверхности обоймы должно быть нанесено:
товарный знак предприятия-изготовителя;
номер набора;
класс точности;
обозначение настоящего стандарта.
3.2. Перед упаковкой наборы щупов (отдельные щупы) должны быть промыты обезжиривающей и не вызывающей коррозии жидкостью и после смазки поверхностей, не имеющих защитного покрытия, составом, который предохраняет от коррозии, обернуты во влагонепроницаемую бумагу и уложены в коробки.
3.3. На каждой коробке должна быть этикетка с указанием:
товарного знака предприятия-изготовителя;
наименования изделия и номера наборов или толщины щупов;
класса точности;
количества наборов щупов (отдельных щупов) в коробке;
обозначения настоящего стандарта.
3.4. Для транспортирования коробки с наборами щупов (отдельными щупами) должны быть обернуты в бумагу и упакованы в деревянные ящики. При транспортировании в контейнерах ящики с наборами щупов (отдельными щупами) должны быть установлены так, чтобы исключалась возможность их перемещения.
3.5. Каждая партия наборов щупов (отдельных щупов) должна сопровождаться документом, удостоверяющим их соответствие требованиям настоящего стандарта.
Документ должен содержать:
наименование организации, в систему которой входит предприятие-изготовитель;
наименование предприятия-изготовителя, его местонахождение (город или условный адрес);
наименование изделия;
номер набора или толщину щупов;
класс точности;
дату выпуска;
обозначение настоящего стандарта;
изображение государственного Знака качества по ГОСТ 1.9-67.
(Измененная редакция, Изм. N 1).
3.6. Щупы должны храниться в помещениях при температуре t = 10 - 35 °C, в воздухе которых не должно быть примесей, вызывающих коррозию щупов.
4.1. Изготовитель должен гарантировать соответствие всех выпускаемых наборов щупов (отдельных щупов) требованиям настоящего стандарта.
4.2. Гарантийный срок - 18 мес со дня ввода набора (отдельных щупов) в эксплуатацию.
(Измененная редакция, Изм. N 1).
УДК 531.711.52:006.354 |