СПРАВКА
Источник публикации
М.: ФГБУ "РСТ", 2021
Примечание к документу
Документ включен в Перечень международных и региональных (межгосударственных) стандартов (п. п. 352, 485), а в случае их отсутствия - национальных (государственных) стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011), и в Перечень международных и региональных (межгосударственных) стандартов, а в случае их отсутствия - национальных (государственных) стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения требований технического регламента Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011) и осуществления оценки соответствия объектов технического регулирования (Решение Коллегии Евразийской экономической комиссии от 09.03.2021 N 28).
Документ введен в действие с 01.12.2021.
Название документа
"ГОСТ EN 13411-5-2015. Межгосударственный стандарт. Концевая заделка стальных проволочных канатов. Безопасность. Часть 5. U-образные болтовые проволочные зажимы"
(введен в действие Приказом Росстандарта от 20.08.2021 N 743-ст)
"ГОСТ EN 13411-5-2015. Межгосударственный стандарт. Концевая заделка стальных проволочных канатов. Безопасность. Часть 5. U-образные болтовые проволочные зажимы"
(введен в действие Приказом Росстандарта от 20.08.2021 N 743-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 20 августа 2021 г. N 743-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЕВАЯ ЗАДЕЛКА СТАЛЬНЫХ ПРОВОЛОЧНЫХ КАНАТОВ.
БЕЗОПАСНОСТЬ
ЧАСТЬ 5
U-ОБРАЗНЫЕ БОЛТОВЫЕ ПРОВОЛОЧНЫЕ ЗАЖИМЫ
Terminations for steel wire ropes. Safety.
Part 5. U-bolt wire rope grips
(EN 13411-5:2008, IDT)
ГОСТ EN 13411-5-2015
МКС 21.060.70
Дата введения
1 декабря 2021 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Республиканским государственным предприятием "Казахстанский институт стандартизации и сертификации" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Комитетом технического регулирования и метрологии Министерства по инвестициям и развитию Республики Казахстан
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Молдова | MD | Институт стандартизации Молдовы |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 августа 2021 г. N 743-ст межгосударственный стандарт ГОСТ EN 13411-5-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2021 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 13411-5:2008 "Концевая заделка стальных проволочных канатов. Безопасность. Часть 5. U-образные болтовые проволочные зажимы" ("Terminations for steel wire ropes - Safety - Part 5: U-bolt wire rope grips", IDT).
Европейский стандарт подготовлен Техническим комитетом CEN/TC 168 "Цепи, канаты, подъемные ленты, стропы и оснастка - Безопасность", секретариат которого находится при BSI (Британский институт стандартов).
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт подготовлен для обеспечения необходимых средств безопасности Директивы по механическому оборудованию и действующих совместно с ней положений EFTA (Европейской ассоциации свободной торговли).
Покупателям, подающим заказы на данный стандарт, советуют указывать в их гарантийном соглашении, что у поставщика действует система обеспечения качества применительно к соответствующей части настоящего стандарта (например, EN ISO 9001), чтобы гарантировать, что заявляемая продукция последовательно достигнет необходимого уровня качества.
Настоящий стандарт устанавливает минимальные требования, предъявляемые к U-образным канатным зажимам из черных металлов и безопасной работе концевых соединений, закрепленных с помощью U-образных канатных зажимов, предназначенных для использования по назначению, определенной изготовителем.
К областям использования данных зажимов относится подвеска статических нагрузок и подъем отдельных грузов, оцененных компетентным лицом с учетом коэффициента запаса. U-образные канатные зажимы не предназначены для использования с канатами спиральной свивки.
Настоящий стандарт не распространяется на U-образные канатные зажимы, используемые в качестве основных элементов крепления в шахтных или крановых подъемниках или концевых соединениях строп общего назначения.
Примеры зажимов вместе с монтажными инструкциями приводятся в приложениях A и B.
Виды опасности, установленные в настоящем стандарте, указаны в разделе 4.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
EN 292-2:1991, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles and specifications (Безопасность машин. Основные концепции, общие принципы конструирования. Часть 2. Технические принципы и технические условия)
EN 1050:1996, Safety of machinery - Principles for risk assessment (Безопасность машин. Принципы оценки риска)
EN 1562:2012, Founding - Malleable cast irons (Литье. Ковкий чугун)
EN 12385-1:2002, Steel wire ropes - Safety - Part 1: General requirements (Канаты проволочные стальные. Безопасность. Часть 1. Общие требования)
EN 12385-2:2003, Steel wire ropes - Safety - Part 2: Definitions, designation and classification (Канаты проволочные стальные. Безопасность. Часть 2. Определения, обозначения и классификация)
EN 20898-2:1994, Mechanical properties of fasteners - Part 2: Nuts with specified proof load values - Coarse thread (ISO 898-2:1992) (Механические свойства крепежных элементов. Часть 2. Гайки с заданным запасом прочности. Крупная резьба (ISO 898-2:1992))
EN ISO 898-1:2013, Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs (ISO 898-1:1999) (Механические свойства крепежных элементов из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки (ISO 898-1:1999))
EN ISO 4759-1:2000, Tolerances for fasteners - Part 1: Bolts, screws, studs and nuts - Product grades A, B and C (ISO 4759-1:2000) (Допуски для крепежных элементов. Часть 1. Болты, винты, шпильки и гайки. Продукция классов A, B и C (ISO 4759-1:2000))
EN ISO 7500-1:2004/AC:2009, Metallic materials - Verification of static uniaxial testing machines - Part 1: Tension/compression testing machines (ISO 7500-1:1999) (Металлические материалы. Верификация статических одноосных испытательных машин. Часть 1. Машины для испытания на растяжение/сжатие (ISO 7500-1:1999))
В настоящем стандарте применены термины по EN ISO 12385-2:2003, а также следующие термины с соответствующими определениями:
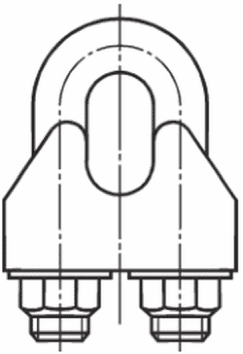
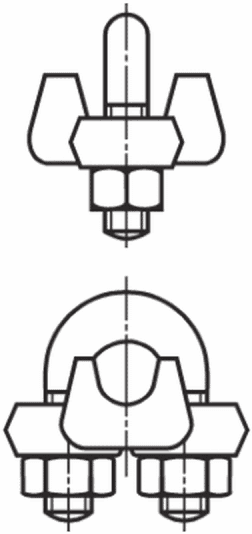
3.1 U-образный болтовой канатный зажим (U-bolt wire rope grip): U-образный болт, перемычка и гайки для обжимки двух частей каната посредством закручивания гайки.
3.2 концевое соединение с зажимом (grip-secured eye termination): Концевое соединение, обжатое канатным зажимом согласно инструкциям изготовителя.
Неожиданное падение груза или падение груза в результате разрушения зажима концевого соединения представляет собой прямую либо косвенную опасность для безопасности или здоровья персонала, находящегося в опасной зоне.
Температурная опасность не рассматривается, так как во время эксплуатации температура ограничивается проволочным канатом.
В таблице 1 указаны опасности, которые требуют принятия определенных мер для минимизации риска, идентифицированного как специфический и важный для зажимов и проволочных канатов.
Таблица 1
Опасности, идентифицированные в приложении A EN 1050:1996 | Соответствующий раздел приложения A EN 292-2:1991 | Соответствующий раздел/подраздел данного стандарта | |
1 | Механическая прочность из-за неадекватной прочности | 1.3.2 | |
4.1.2.3 | |||
4.1.2.5 | |||
4.2.4 | |||
1.7.3 | |||
4.3.1 | |||
4.2.4 | |||
1.7 | Опасность пробоя | 1.3 | |
10.4 | Опасности сборки | 1.5.4 | |
5.1 Материалы
5.1.1 U-образный болт
Углеродистая сталь класса не ниже 5.8 и не выше 8.8 согласно EN ISO 898-1.
5.1.2 Перемычка
Ковкий чугун марки W40-05 или B35-10 согласно EN 1562 или кованая нестареющая углеродистая сталь.
5.1.3 Гайка
Углеродистая сталь классом не ниже 5 согласно EN 20898-2 и маркой A согласно EN ISO 4759-1.
5.2 Механические свойства
5.2.1 Надежность зажима/прочность на растяжение зажатого концевого соединения
При испытании согласно 6.2.2 зажатое концевое соединение должно выдерживать усилие не ниже 80% минимального разрывного усилия каната на протяжении 5 мин без смещения каната более чем на 1 мм на концевом соединении.
5.2.2 Надежность концевого соединения с зажимом при циклическом нагружении
При испытании согласно 6.2.3 зажатое концевое соединение должно выдерживать минимум 20 000 циклов нагружения.
После испытания на циклическое нагружение концевое соединение с зажимом должно быть подвергнуто испытанию согласно 6.2.2, после чего на нем не должно быть никаких видимых трещин, деформации или повреждений.
6.1 Квалификация персонала
Все испытания и проверки должны проводиться компетентным лицом.
6.2 Типовые испытания
6.2.1 Общие положения
Для того, чтобы проверить конструкцию, материалы и методы изготовления, испытания должны проводиться для каждого класса канатов, для которых предназначены зажимы. При этом канаты должны быть наивысшего класса, для которых предназначены данные зажимы.
Если зажимы предназначены для канатов однослойной свивки с волоконным и стальным сердечником, испытанию должны подвергаться и те и другие.
Необходимо проверить не менее трех канатов, которые имеют концевое соединение, закрепленное зажимами на одном конце.
Примечание - Количество испытаний должно рассматриваться как два, если концевые соединения с зажимом имеются с обеих сторон.
В ходе обоих испытаний, описание которых приводится ниже, прилагаемое усилие должно передаваться на концевое соединение с зажимом через круглые шпильки. При этом угол приложения нагрузки не должен превышать 30°.
Минимальная длина свободного каната между наружными захватами концевых соединений с каждой стороны должна составлять не менее 30d, где d является номинальным диаметром каната.
Любые изменения конструкции, спецификации материала, способа изготовления или размеров за пределами нормальных производственных допусков, которые могут привести к модификации механических свойств, должны предусматривать проведение типовых испытаний согласно 6.2.2 и 6.2.3 с использованием модифицированных компонентов.
Испытание должно производиться, как правило, согласно 6.4.1 EN 12385-1:2002, за исключением того, что после приложения усилия, равного 20% минимальной разрывной силы, возможно, потребуется поджатие зажимов в соответствии с инструкциями изготовителя.
Испытание может быть прервано, когда приложенное усилие составит величину, эквивалентную 80% минимальной разрывной силы каната.
Приложить усилие, эквивалентное 20% минимального разрывного усилия каната, и, если предусмотрено инструкциями изготовителя, поджать зажимы.
Подвергнуть каждый образец циклическому растяжению вдоль оси каната, равному от 15% до 30% разрывного усилия каната. Подтягивание зажимов должно производиться в соответствии с инструкциями изготовителя. Частота приложения нагрузки не должна превышать 5 Гц.
6.2.4 Критерий приемки типовых испытаний
Если все три образца проходят данные испытания, все детали зажима, выбранного для испытаний, считаются соответствующими этой части EN 13411.
Если один из образцов не проходит испытания, два остальных образца должны пройти все остальные испытания для того, чтобы все детали зажима типоразмера, выбранного для испытания, считались соответствующими этой части EN 13411.
Если два или три образца не проходят одно из данных испытаний, все детали зажима типоразмера, выбранного для типовых испытаний, считаются не соответствующими этой части EN 13411.
7.1 Идентификационная маркировка
Размер зажима определяется диаметром каната, для которого предназначен данный зажим.
Зажимы должны иметь постоянную маркировку, нанесенную изготовителем, включающую размер зажима и идентификационные данные изготовителя.
7.2 Монтажные инструкции
Изготовитель зажимов должен предоставить монтажные инструкции, содержащие информацию о диаметре, конструкции и группе прочности каната, для которого предназначен зажим, а также информацию о количестве, материале и размерах используемых зажимов каната, расстоянии между ними, взаимной ориентации и необходимом моменте затяжки гаек.
При этом инструкции изготовителя должны включать следующую информацию:
a) рабочий температурный диапазон;
b) смазку витков резьбы и других поверхностей;
c) подтяжку зажимов и последующую частоту повторных подтяжек.
7.3 Сертификат
Изготовитель или поставщик по заказу должны предоставить сертификат, включающий следующую информацию:
a) декларацию о соответствии настоящему стандарту;
b) название и адрес изготовителя или его официального представителя;
c) номинальный размер канатного зажима (диаметр каната);
d) средства ссылки на канатный зажим.
(справочное)
С УКАЗАНИЕМ РАЗМЕРОВ
A.1 Общие положения
В данном приложении определены требования к материалам, размерам и конструкции канатного зажима для канатов группы прочности до 1960 Н/мм2 включительно согласно настоящему стандарту.
A.2 Материал
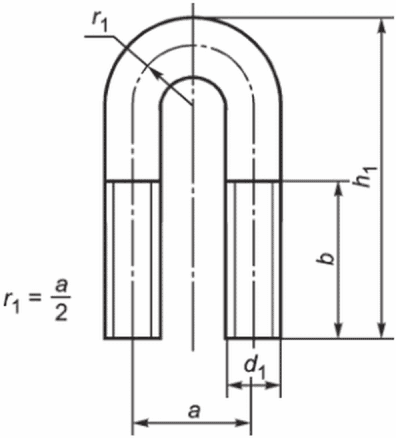
A.2.1 U-образный болт
Ниже указаны материал, отделка и испытание U-образного болта:
- класс 6.8 согласно EN ISO 898-1;
- поверхностная отделка согласно EN ISO 4042 - гальваническое цинкование и желтое хроматирование;
- испытание согласно EN ISO 898-1.
A.2.2 Перемычка
Ниже указаны материал, отделка и испытание перемычки:
- ковкий чугун марки W40-05 или B35-10 согласно ISO 5922;
- отделка согласно EN ISO 4042, оцинкованная и желто-хроматированная;
- испытание согласно EN 1562.
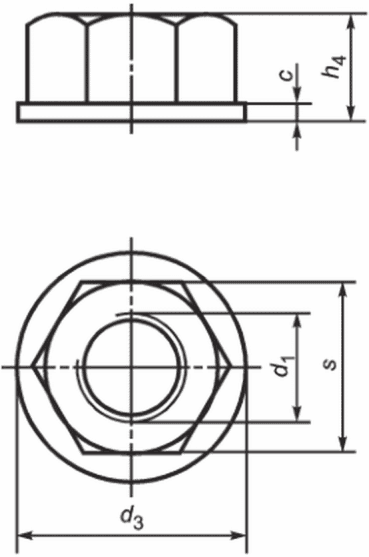
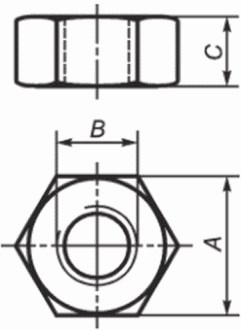
A.2.3 Гайка с буртиком
Ниже указаны материал, отделка и испытание гайки с буртиком:
- класс 6 согласно EN 20898-2;
- марка A согласно EN ISO 4759-1;
- поверхностная отделка согласно EN ISO 4042 - гальваническое цинкование и желтое хроматирование;
- испытание согласно EN 20898-2.
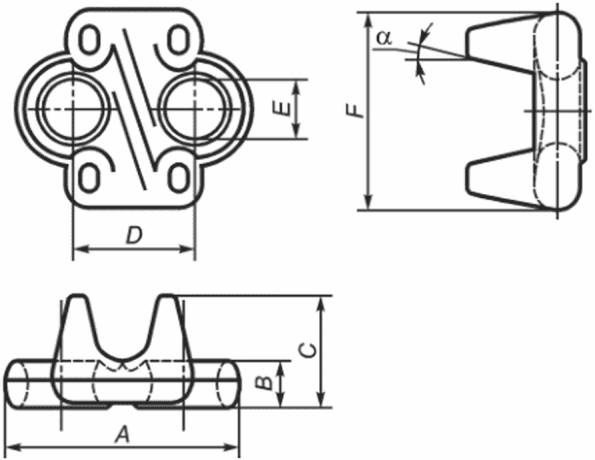
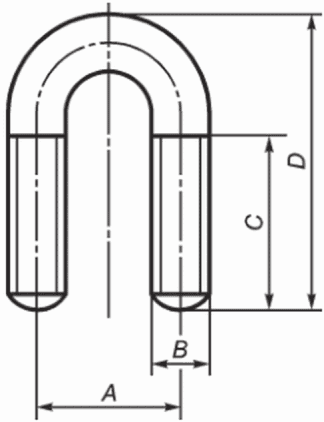
A.3 Размеры
Размеры должны соответствовать таблице A.1.
Таблица A.1
ИС МЕГАНОРМ: примечание. Шапка таблицы дана в соответствии с официальным текстом документа. |
Номинальный размер зажима <a> | U-образный болт, мм | Перемычка <c>, мм | Гайка с буртиком, мм | |||||||||||||||
a <b> | b | d1 | h1 <b> | a | d2 | h2 | h3 | 1 | r2 | r3 | r4 | t | c | d1 | d3 | h4 | s | |
5 | 12 | 13 | М5 | 25 | 12 | 5,8 | 13 | 5 | 25 | 2,5 | 2 | 6,5 | 13 | 1 | М5 | 10 | 5 | 8 |
6,5 | 14 | 17 | М6 | 32 | 14 | 7 | 14 | 6 | 30 | 3,5 | 2 | 8 | 16 | 1,6 | М6 | 12,5 | 6 | 10 |
8 | 18 | 20 | М8 | 41 | 18 | 10 | 18 | 8,5 | 39 | 4 | 3 | 10 | 20 | 1,6 | М8 | 17 | 8 | 13 |
10 | 20 | 24 | М8 | 46 | 20 | 10 | 21 | 9 | 40 | 5 | 3 | 10 | 20 | 1,6 | М8 | 17 | 8 | 13 |
12 | 24 | 28 | М10 | 56 | 24 | 12 | 25 | 11 | 50 | 6 | 3 | 12 | 24 | 1,9 | М10 | 20 | 10,5 | 16 |
14 | 28 | 31 | М12 | 66 | 28 | 15 | 30 | 13 | 59 | 7 | 4 | 14 | 28 | 2,5 | М12 | 24 | 12,5 | 18 |
16 | 32 | 35 | М14 | 76 | 32 | 17 | 35 | 16 | 64 | 8 | 4 | 16 | 32 | 2,5 | М14 | 28 | 13,5 | 21 |
19 | 36 | 36 | М14 | 83 | 36 | 17 | 40 | 17 | 68 | 9,5 | 4 | 16 | 32 | 2,5 | М14 | 28 | 13,5 | 21 |
22 | 40 | 40 | М16 | 96 | 40 | 19 | 44 | 20 | 74 | 11 | 4 | 17 | 34 | 3 | М16 | 30 | 16 | 24 |
26 | 46 | 50 | М20 | 118 | 46 | 24 | 51 | 22 | 84 | 12 | 5 | 19 | 38 | 5 | М20 | 37 | 24 | 30 |
30 | 54 | 55 | М20 | 131 | 54 | 24 | 59 | 27 | 95 | 15 | 5 | 20,5 | 41 | 5 | М20 | 37 | 24 | 30 |
34 | 60 | 60 | М22 | 150 | 60 | 26 | 67 | 30 | 105 | 17 | 5 | 22,5 | 45 | 7 | М22 | 45 | 30 | 34 |
40 | 68 | 65 | М24 | 167 | 68 | 28 | 77 | 33 | 117 | 20 | 5 | 24,5 | 49 | 7 | М24 | 45 | 30 | 34 |
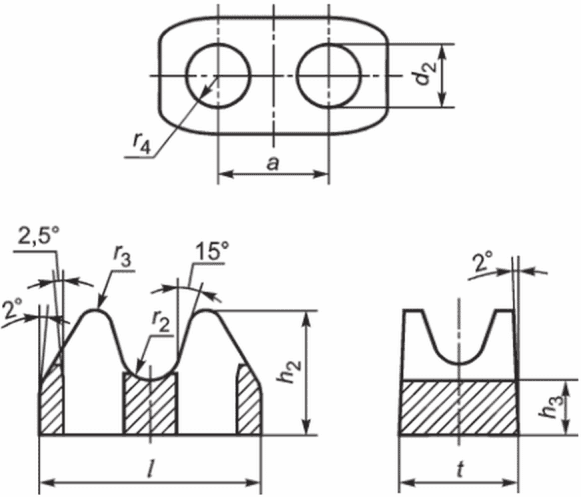
Примечание - Все кромки закруглены.
Примечание - Все кромки закруглены.
A.4 Монтажные инструкции
Расстояние между зажимами e (см. рисунок A.5) должно составлять не менее 1,5t и не более 3t, где t - ширина перемычки (см. рисунок A.2).
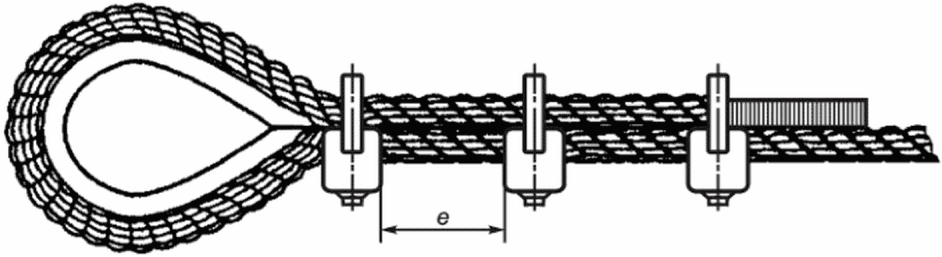
Если в петле используется коуш, первый канатный зажим должен располагаться непосредственно за ним. Перемычка должна всегда находиться на несущей части каната.
Перед тем как собрать зажим и сдать его в эксплуатацию, гайки с буртиками должны быть зажаты с крутящим моментом, указанным в таблице A.2.
Таблица A.2
Номинальный размер зажима <a> | Крутящий момент, Н·м | Количество зажимов |
5 | 2,0 | 3 |
6,5 | 3,5 | 3 |
8 | 6,0 | 4 |
10 | 9,0 | 4 |
12 | 20 | 4 |
14 | 33 | 4 |
16 | 49 | 4 |
19 | 68 | 4 |
22 | 107 | 5 |
26 | 147 | 5 |
30 | 212 | 6 |
34 | 296 | 6 |
40 | 363 | 6 |
<a> См. сноску в таблице A.1. | ||
Данные крутящие моменты рекомендуются для зажимов со смазанными несущими поверхностями и резьбой гаек.
После первого приложения нагрузки крутящий момент необходимо проверить еще раз и при необходимости подтянуть гайки.
Концевое соединение каната должно проверяться компетентным лицом.
В таблице A.2 указано рекомендованное число зажимов, используемых в зависимости от размера каната.
(справочное)
С УКАЗАНИЕМ РАЗМЕРОВ
B.1 Общие положения
В данном приложении определены требования к материалам, размерам и конструкции канатного зажима для канатов группы прочности до 1960 Н/мм2 включительно в рамках настоящего стандарта.
B.2 Материал
B.2.1 U-образный болт
Материал, отделка и испытание U-образных болтов должны быть следующими:
- материал: углеродистая сталь, устойчивая к деформации при рекомендуемом крутящем моменте затяжки;
- отделка: гальваническое покрытие (согласно EN 12329), механическое (согласно ASTM B-695) или горячеоцинкованное (согласно ASTM A-153);
- испытание: порошковая магнитная дефектоскопия согласно EN 1677-1.
B.2.2 Перемычка
Материал, отделка и испытание перемычек должны быть следующими:
- материал: поковка из углеродистой стали, устойчивая к деформации при рекомендуемом крутящем моменте затяжки;
- отделка: гальваническое покрытие (согласно EN 12329), механическое (согласно ASTM B-695) или горячеоцинкованное (согласно ASTM A-153);
- маркировка: знак производителя и размер должны быть легко читаемыми.
B.2.3 Гайки
Материал, отделка и испытание гаек должны быть следующими:
- материал: ASTM A563 G-a или лучше;
- отделка: гальваническое покрытие согласно ASTM A-153.
B.3 Размеры
Размеры должны соответствовать таблице B.1.
Таблица B.1
Номинальный размер зажима | Номинальный диаметр каната, мм | Перемычка | U-образный болт | Гайка | |||||||||||
A, мм | B, мм | C, мм | D, мм | E, мм | F, мм | A, мм | B | C, мм | D, мм | A, мм | B | C, мм | |||
1/8 | 3 - 45 | 25 | 4,3 | 9,4 | 12 | 7,2 | 20,5 | 12° | 12 | #12 - 24 UNC | 11 | 23 | 9,4 | #12 - 24 UNC | 4,7 |
3/16 | 30 | 5,6 | 12,7 | 15 | 8,3 | 24 | 12° | 15 | 1/4 - 20 UNC | 14 | 30 | 11 | 1/4 - 20 UNC | 5,6 | |
1/4 | 6 - 7 | 36,5 | 7,1 | 16,8 | 19 | 9,9 | 30 | 12° | 19 | 5/16 - 18 UNC | 12,5 | 31 | 14,1 | 5/16 - 18 UNC | 7,5 |
5/16 | 8 | 42 | 7,9 | 18,5 | 22,5 | 11,6 | 33,5 | 12° | 22,5 | 3/8 - 16 UNC | 19 | 43 | 17,2 | 3/8 - 16 UNC | 9,1 |
3/8 | 9 - 10 | 49 | 9,5 | 23 | 25,5 | 13,3 | 41,5 | 12° | 25,5 | 7/16 - 14 UNC | 19 | 47,5 | 18,8 | 7/16 - 14 UNC | 10,7 |
7/16 | 11 | 58 | 11 | 28,5 | 30 | 15,2 | 48,5 | 11° | 30 | 1/2 - 13 UNC | 25,5 | 58,5 | 21,9 | 1/2 - 13 UNC | 12,3 |
1/2 | 12 - 13 | 58 | 11 | 28,5 | 30 | 15,2 | 48,5 | 11° | 30 | 1/2 - 13 UNC | 25,5 | 58,5 | 21,9 | 1/2 - 13 UNC | 12,3 |
9/16 | 14 - 15 | 63,5 | 12 | 34 | 33,5 | 16,8 | 52,5 | 10° | 33,5 | 9/16 - 12 UNC | 32 | 69,5 | 23,4 | 9/16 - 12 UNC | 13,9 |
5/8 | 16 | 63,5 | 12 | 34 | 33,5 | 16,8 | 52,5 | 10° | 33,5 | 9/16 - 12 UNC | 32 | 69,5 | 23,4 | 9/16 - 12 UNC | 13,9 |
3/4 | 18 - 20 | 72 | 12 | 35,5 | 38 | 18,7 | 57 | 10° | 38 | 5/8 - 11 UNC | 36,5 | 84 | 26,6 | 5/8 - 11 UNC | 15,5 |
7/8 | 22 | 80,5 | 13 | 40 | 44,5 | 22 | 62 | 10° | 44,5 | 3/4 - 10 UNC | 41 | 96 | 31,3 | 3/4 - 10 UNC | 18,6 |
1 | 24 - 26 | 88 | 14,2 | 45 | 48 | 22 | 66,5 | 10° | 48 | 3/4 - 10 UNC | 46 | 106 | 31,3 | 3/4 - 10 UNC | 18,6 |
11/8 | 28 - 30 | 91 | 14,2 | 48,5 | 51 | 22 | 71,5 | 10° | 51 | 3/4 - 10 UNC | 51 | 115 | 31,3 | 3/4 - 10 UNC | 18,6 |
11/4 | 32 - 34 | 105 | 17,5 | 55 | 58,5 | 25,5 | 79,5 | 10° | 59 | 7/8 - 9 UNC | 56 | 133 | 36 | 7/8 - 9 UNC | 21,8 |
13/8 | 36 | 106 | 17,5 | 59 | 60,5 | 25,5 | 79,5 | 10° | 59 | 7/8 - 9 UNC | 56 | 133 | 36 | 7/8 - 9 UNC | 21,8 |
11/2 | 38 - 40 | 113 | 19 | 62 | 65,5 | 25,5 | 86,5 | 10° | 65,5 | 7/8 - 9 UNC | 60,5 | 145 | 36 | 7/8 - 9 UNC | 21,8 |
15/8 | 41 - 42 | 121 | 19 | 67,5 | 70 | 28,5 | 92 | 10° | 70 | 1 - 8 UNC | 66,5 | 160 | 40,6 | 1 - 8 UNC | 25 |
13/4 | 44 - 46 | 135 | 22,5 | 74 | 77,5 | 32,5 | 97 | 10° | 77,5 | 11/8 - 7 UNC | 70 | 174 | 45,3 | 11/8 - 7 UNC | 28,5 |
2 | 48 - 52 | 149 | 24 | 83 | 86 | 36 | 113 | 10° | 86 | 11/4 - 7 UNC | 76 | 195 | 50 | 11/4 - 7 UNC | 31 |
21/4 | 56 - 58 | 162 | 28,5 | 81 | 99 | 36 | 116 | 9° | 98,5 | 11/4 - 7 UNC | 81 | 213 | 50 | 11/4 - 7 UNC | 31 |
21/2 | 62 - 65 | 168 | 28,5 | 94 | 105 | 36 | 119 | 9° | 105 | 11/4 - 7 UNC | 87,5 | 227 | 50 | 11/4 - 7 UNC | 31 |
23/4 | 68 - 72 | 175 | 33 | 124 | 111 | 36 | 127 | 9° | 111 | 11/4 - 7 UNC | 90,5 | 243 | 50 | 11/4 - 7 UNC | 31 |
3 | 75 - 78 | 194 | 40 | 113 | 121 | 41,5 | 135 | 9° | 121 | 11/2 - 6 UNC | 99 | 272 | 59,5 | 11/2 - 6 UNC | 37,3 |
Примечание - #12 - 24 UNC: номер резьбы означает номинальный диаметр 0,2078/0,2150 дюйма с шагом 24 витка резьбы на дюйм. | |||||||||||||||
B.4 Инструкции по монтажу
Данный зажим предназначен для 6-прядных канатов с правой свивкой конструкции 6 x 19 и 6 x 36. При работе с данными инструкциями см. таблицу B.2. Завернуть указанную длину конца каната назад от коуша или петли. Поставить первый зажим на ширину перемычки от глухого конца каната. Установить U-образный болт через глухой конец каната; при этом рабочая часть каната должна зайти в гнездо. Попеременно и равномерно зажать гайки до достижения рекомендованного крутящего момента.
Таблица B.2
Номинальный размер зажима, дюймы | Номинальный диаметр каната, мм | Минимальное количество зажимов | Длина каната, завернутого назад, мм | Момент затяжки, Нм <a> |
1/8 | 3 - 4 | 2 | 85 | 6,1 |
3/16 | 5 | 2 | 95 | 10,2 |
1/4 | 6 - 7 | 2 | 120 | 20,3 |
5/16 | 8 | 3 | 133 | 40,7 |
3/8 | 9 - 10 | 3 | 165 | 61,0 |
7/16 | 11 - 12 | 3 | 178 | 88 |
1/2 | 13 | 3 | 292 | 88 |
9/16 | 14 - 15 | 3 | 305 | 129 |
5/8 | 16 | 3 | 305 | 129 |
3/4 | 18 - 20 | 4 | 460 | 176 |
7/8 | 22 | 4 | 480 | 305 |
1 | 24 - 25 | 5 | 660 | 305 |
11/8 | 28 - 30 | 6 | 860 | 305 |
11/4 | 32 - 34 | 7 | 1120 | 488 |
13/8 | 36 | 7 | 1120 | 488 |
11/2 | 38 - 40 | 8 | 1370 | 488 |
15/8 | 41 - 42 | 8 | 1470 | 583 |
13/4 | 44 - 46 | 8 | 1550 | 800 |
2 | 48 - 52 | 8 | 1800 | 1017 |
21/4 | 56 - 58 | 8 | 1850 | 1017 |
21/2 | 62 - 65 | 9 | 2130 | 1017 |
23/4 | 68 - 72 | 10 | 2540 | 1017 |
3 | 75 - 78 | 10 | 2690 | 1627 |
Примечание - Если используемое количество зажимов превышает количество, указанное в таблице, длину обратного конца каната нужно пропорционально увеличить. | ||||
Если требуются два зажима, второй зажим должен устанавливаться как можно ближе к петле или коушу. Попеременно и равномерно зажать гайки до достижения рекомендованного крутящего момента.
Если требуется более двух зажимов, второй зажим должен устанавливаться как можно ближе к петле или коушу. Накрутить гайки на второй зажим, но не затягивать их. Перейти к следующей стадии.
Если требуется три или более зажима, дополнительные зажимы должны быть равномерно размещены между первыми двумя зажимами; убрать слабину каната, а затем попеременно и равномерно зажать гайки на каждом U-образном болте до достижения рекомендованного крутящего момента.
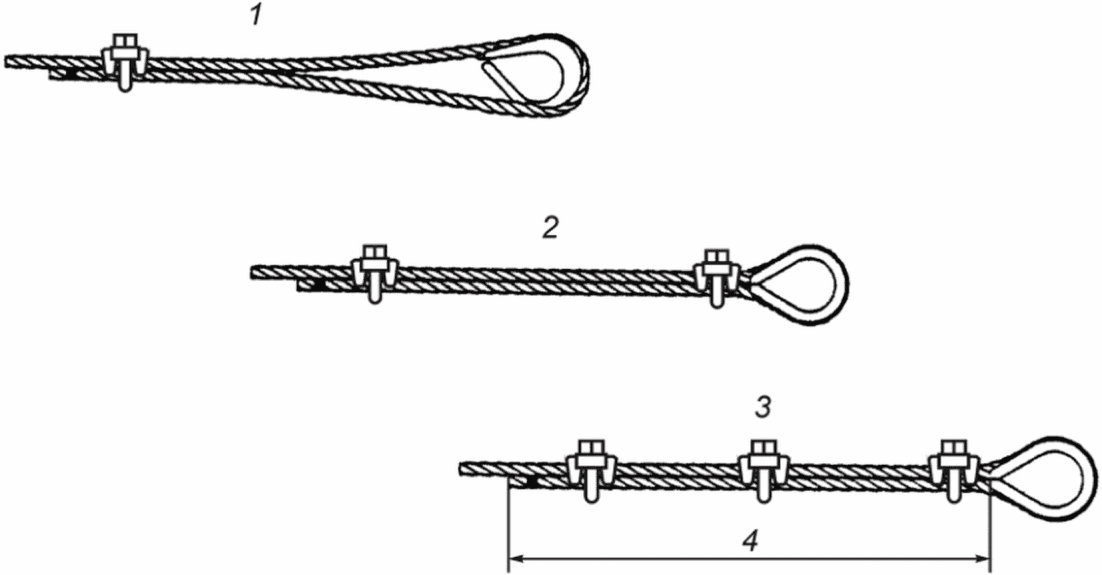
1 - расположение первого зажима; 2 - расположение второго
зажима; 3 - расположение третьего/еще одного зажима;
4 - конец каната, завернутый обратно
Рисунок B.5 - Последовательность установки зажимов
Установить U-образный болт через глухой конец каната; при этом рабочая часть каната должна зайти в гнездо.
Количество зажимов, указанных в таблице B.2, относится к канатам RRL или RLL, конструкции 6 x 19 или 6 x 37, FC или IWRC, IPS или XIP. Если для размеров зажимов 1 дюйм и больше должен использоваться канат типа S или его аналог конструкции 6 x 19 с проволоками большего диаметра в наружном слое, устанавливается один дополнительный зажим.
Указанное количество зажимов относится также к некрутящимся канатам RRL, конструкции 8 x 19, IPS, XIP с зажимами размером 1 1/2 дюйма и меньше, а также некрутящимся канатам RRI, 19 x 7, IPS, XIP с зажимами размером 1 4/4 дюйма и меньше.
Соединение проверяют приложением испытательной нагрузки. Данная нагрузка должна быть равной или больше предполагаемой рабочей нагрузки. После испытания осматривают и при необходимости подтягивают гайки до рекомендуемого момента затяжки.
Периодическое подтягивание гаек должно производиться через 10 000 циклов нагружения (тяжелый режим работы), 20 000 циклов (умеренный режим работы) или 50 000 циклов (легкий режим работы). Если количество циклов неизвестно, можно использовать временной период, например через 3 или 6 месяцев ежегодно.
Концевое соединение каната должно периодически осматриваться на предмет износа, повреждения и общего состояния.
(справочное)
ВЗАИМОСВЯЗЬ МЕЖДУ EN 13411-5:2008 И ВАЖНЕЙШИМИ ТРЕБОВАНИЯМИ
ДИРЕКТИВЫ EC 98/37/EC
EN 13411-5:2008 подготовлен в рамках мандата, выданного Европейскому комитету по стандартизации Европейской комиссией и Европейской ассоциацией свободной торговли как средство подтверждения соответствия важнейшим требованиям Директивы нового подхода 98/37/EC с поправкой, внесенной Директивой по машиностроению 98/79/CE.
После того как EN 13411-5:2008 будет приведен в официальном журнале Европейского сообщества в рамках данной директивы и внедрен как национальный стандарт хотя бы в одной стране-участнице, соответствие нормативным положениям EN 13411-5:2008 подтверждает в пределах EN 13411-5:2008 соответствие важнейшим требованиям директивы и нормативов Европейской ассоциации свободной торговли.
ПРЕДУПРЕЖДЕНИЕ - Другие требования и директивы EC могут применяться к продукции в рамках EN 13411-5:2008.
(справочное)
ВЗАИМОСВЯЗЬ МЕЖДУ EN 13411-5:2008 И ВАЖНЕЙШИМИ ТРЕБОВАНИЯМИ
ДИРЕКТИВЫ EC 2006/42/EC
EN 13411-5:2008 подготовлен в рамках мандата, выданного Европейскому комитету по стандартизации Европейской комиссией и Европейской ассоциацией свободной торговли как средство подтверждения соответствия важнейшим требованиям Директивы нового подхода 2006/42/EC по машиностроению.
После того как EN 13411-5:2008 будет приведен в официальном журнале Европейского сообщества в рамках данной директивы и внедрен как национальный стандарт хотя бы в одной стране-участнице, соответствие нормативным положениям EN 13411-5:2008 подтверждает в пределах EN 13411-5:2008 соответствие важнейшим требованиям директивы и нормативов Европейской ассоциации свободной торговли.
ПРЕДУПРЕЖДЕНИЕ - Другие требования и директивы EC могут применяться к продукции в рамках EN 13411-5:2008.
(справочное)
МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 292-2:1991 | - | |
EN 1050:1996 | IDT | ГОСТ ISO 12100-2013 "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" |
EN 1562:2012 | - | |
EN 12385-1:2002+A1:2008 | - | |
EN 12385-2:2003+A1:2008 | - | |
EN 20898-2:1994 | - | |
EN ISO 898-1:2013 | IDT | ГОСТ ISO 898-1-2014 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы" |
EN ISO 4759-1:2000 | - | ГОСТ ISO 4759-1-2015 "Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности A, B и C" |
EN ISO 7500-1:2004/AC:2009 | - | |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичный стандарт. | ||
[1] | EN 1677-1:2009 | Components for slings - Safety - Part 1: Forged steel components, Grade 8 (Элементы для стропов. Требования по безопасности. Часть 1. Элементы кованые стальные. Класс 8) |
[2] | EN 12329:2000 | Corrosion protection of metals - Electrodeposited coatings of zinc with supplementary treatment on iron or steel (Защита металлов от коррозии. Цинковые электролитические покрытия по чугуну или стали с дополнительной обработкой) |
[3] | EN 22768-1:1993 | General tolerances - Part 1: Tolerances for linear and angular dimensions without individual tolerance indications (ISO 2768-1:1989) (Основные элементы. Часть 1. Допуски на линейные и угловые размеры без специального обозначения допуска (ISO 2768-1:1989)) |
[4] | EN ISO 4042:1999 | Fastners - Electroplated coatings (ISO 4042:1999) (Изделия крепежные. Гальванические покрытия (ISO 4042:1999)) |
[5] | ISO 5922:2005 | Malleable cast iron (Чугун ковкий) |
[6] | ISO 8062:1999 | Castings - System of dimensional tolerances and machining allowances (Отливки. Система допусков на размеры и припусков на обработку) |
[7] | ASTM B-695 | Standard Specification for Coatings of Zinc Mechanically Deposited on Iron and Steel (Стандартные технические условия для оцинкованных покрытий, механически напыленных на железо и стали) |
[8] | ASTM A-153 | Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware (Стандартные технические условия для цинковых покрытий (окунание в подогретый пропиточный состав) на железные и стальные изделия) |
[9] | ASTM A-563 | Ga Standard Specification for Carbon and Alloy Steel Nuts (Стандартные технические условия для углеродных и легированных гаек) |
УДК 669.427.4:658.345 (083-74) | IDT | |
Ключевые слова: заделка концевая, стальные проволочные канаты, риск, требования безопасности, зажимы | ||