СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ введен в действие с 01.02.2026.
Взамен ГОСТ 18098-94.
Название документа
"ГОСТ 18098-2025. Межгосударственный стандарт. Станки координатно-расточные и координатно-шлифовальные. Нормы точности и методы измерений"
(введен в действие Приказом Росстандарта от 25.11.2025 N 1509-ст)
"ГОСТ 18098-2025. Межгосударственный стандарт. Станки координатно-расточные и координатно-шлифовальные. Нормы точности и методы измерений"
(введен в действие Приказом Росстандарта от 25.11.2025 N 1509-ст)
Содержание
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 25 ноября 2025 г. N 1509-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КООРДИНАТНО-РАСТОЧНЫЕ И КООРДИНАТНО-ШЛИФОВАЛЬНЫЕ
НОРМЫ ТОЧНОСТИ И МЕТОДЫ ИЗМЕРЕНИЙ
Jig-boring and jig-grinding machines. Standards of accuracy
ГОСТ 18098-2025
МКС 25.080.20
Дата введения
1 февраля 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 РАЗРАБОТАН Закрытым акционерным обществом "Стан-Самара" (ЗАО "Стан-Самара") и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 070 "Станки"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 октября 2025 г. N 190-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 ноября 2025 г. N 1509-ст межгосударственный стандарт ГОСТ 18098-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 февраля 2026 г.
5 ВЗАМЕН ГОСТ 18098-94
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Целью настоящего стандарта является стандартизация показателей точности, общих схем и методов измерений, форм и размеров образцов-изделий, общих правил испытаний на точность координатно-расточных и координатно-шлифовальных станков.
Настоящий стандарт распространяется на одно- и двухстоечные координатно-расточные (КРС) и координатно-шлифовальные (КШС) станки общего назначения по ГОСТ 30175 классов точности C и A по ГОСТ 8 и изготовленные на их базе специальные станки, в том числе на станки с числовым программным управлением, и устанавливает нормы точности и методы измерений.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 8032 Предпочтительные числа и ряды предпочтительных чисел
ГОСТ 9038 Меры длины концевые плоскопараллельные. Технические условия
ГОСТ 9244 Нутромеры с ценой деления 0,001 и 0,002 мм. Технические условия
ГОСТ 9392 Уровни рамные и брусковые. Технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 11098 Скобы с отсчетным устройством. Технические условия
ГОСТ 12069 Меры длины штриховые брусковые. Технические условия
ГОСТ 16163 Столы поворотные делительные координатно-расточных и координатно-шлифовальных станков. Основные размеры. Нормы точности
ГОСТ 17353 Приборы для измерений отклонений формы и расположения поверхностей вращения. Типы. Общие технические требования
ГОСТ 18833 Головки измерительные рычажно-зубчатые. Технические условия
ГОСТ 19300 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 25443 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
ГОСТ 27843 (ИСО 230-2:1997) Испытания станков. Определение точности и повторяемости позиционирования осей с числовым программным управлением
ГОСТ 28798 Головки измерительные пружинные. Общие технические условия
ГОСТ 30064 Концы шпинделей сверлильных, расточных и фрезерных станков. Размеры. Технические требования
ГОСТ 30175 Станки координатно-расточные и координатно-шлифовальные. Основные размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3.1 Общие требования к испытаниям станков на точность - по ГОСТ 8.
3.2 Схемы и способы измерений геометрических параметров - по ГОСТ 22267, ГОСТ 27843 и настоящему стандарту.
3.3 Подвижные рабочие органы, не перемещаемые при проведении проверок, устанавливают в среднее положение и при наличии зажимов закрепляют.
3.4 Допуски при проверках точности станков класса точности C не должны превышать значений, указанных в 3.5 - 3.15 и в приложении А. Для станков класса точности A допуски увеличивают в 1,6 раза по сравнению с указанными в настоящем стандарте с округлением до ближайшего значения по ряду R10 по ГОСТ 8032.
По требованию потребителя проводят дополнительную проверку, приведенную в приложении А.
По требованию потребителя вместо проверки, указанной в 4.1.1, проводят проверку постоянства диаметра в любом поперечном сечении с помощью универсальных средств измерений. Схема измерений и таблица допусков приведены в приложении Б.
Перечень средств измерений, применяемых для проверки норм точности координатно-расточных и координатно-шлифовальных станков, приведен в приложении В.
Крайние сечения должны быть расположены от края стола на расстоянии не более 0,1 его ширины и длины (см. рисунок 3).
Расстояние между точками измерений 0,08 - 0,12 длины (ширины) стола.
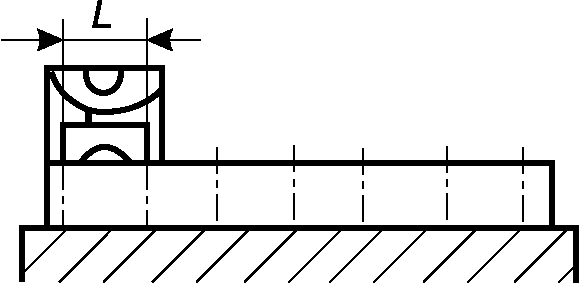
Допуски плоскостности рабочей поверхности стола приведены в таблице 1.
Длина измерения, мм | Допуск, мкм <*> |
До 320 включ. | 3 |
Св. 320 " 500 " | 4 |
" 500 " 800 " | 5 |
" 800 " 1250 " | 6 |
" 1250 " 2000 " | 8 |
" 2000 | 10 |
<*> Выпуклость не допускается. | |
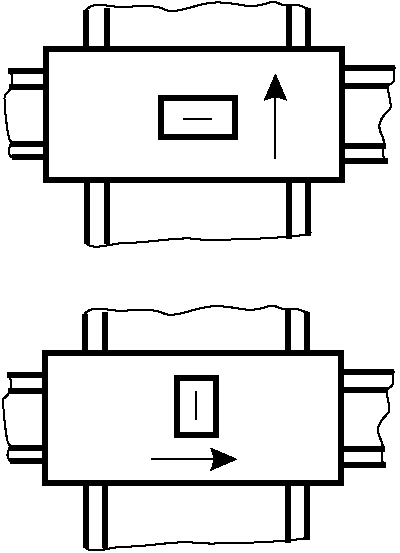
3.6.1 В горизонтальной и вертикальной плоскостях, параллельных направлению его перемещения.
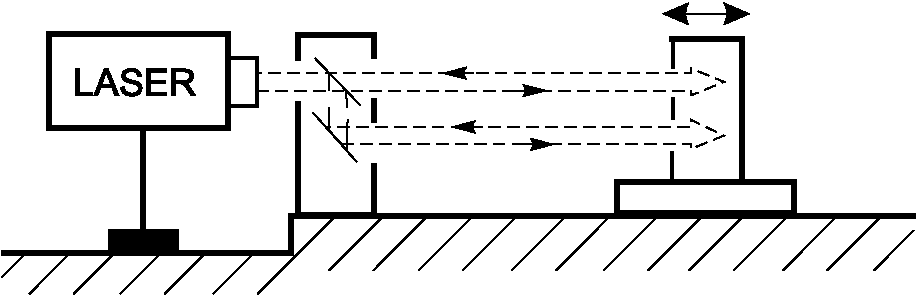
3.6.2 В двух взаимно перпендикулярных вертикальных плоскостях, параллельных направлению его перемещения.
3.6.3 В вертикальной плоскости, перпендикулярной к направлению его перемещения.
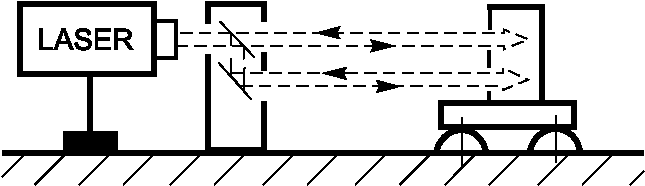
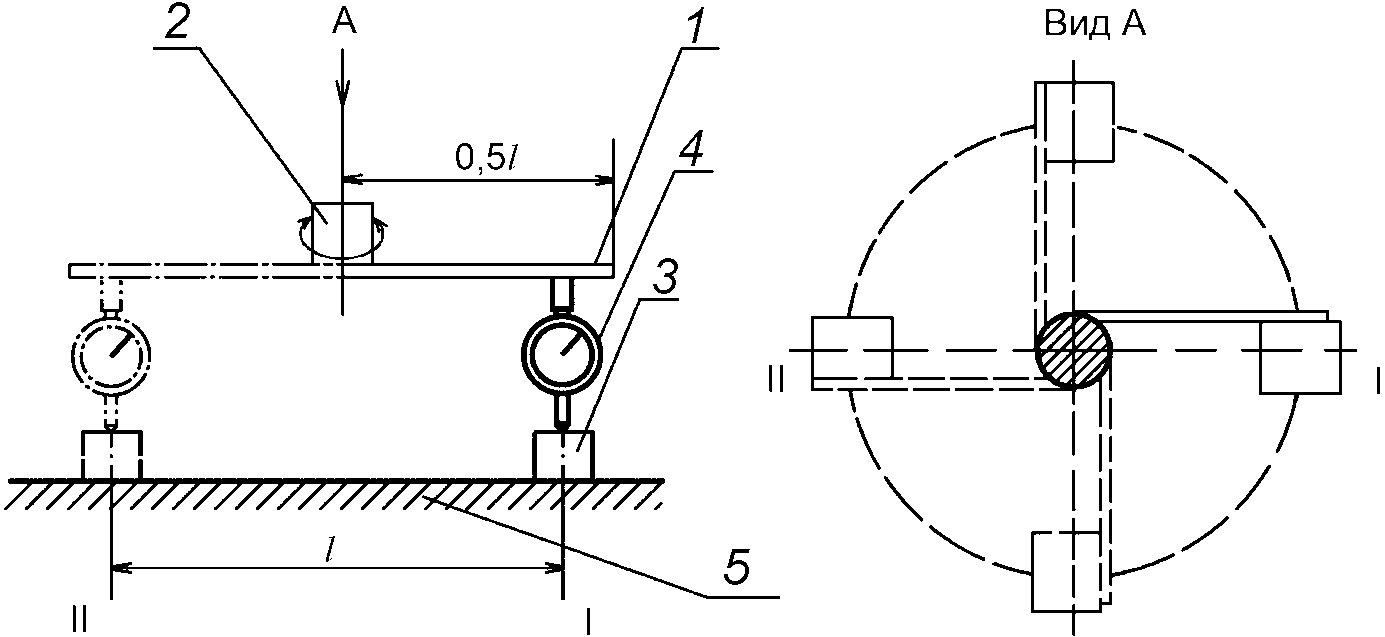
Измерения - по ГОСТ 22267-76, раздел 13, метод 1 (см. рисунок 8).
Допуски постоянства углового положения подвижного рабочего органа приведены в таблице 2.
Наибольшая длина перемещения рабочего органа, мм | Допуск |
До 800 включ. | 2" |
Св. 800 " 2000 " | 2,5" |
" 2000 | 3" |
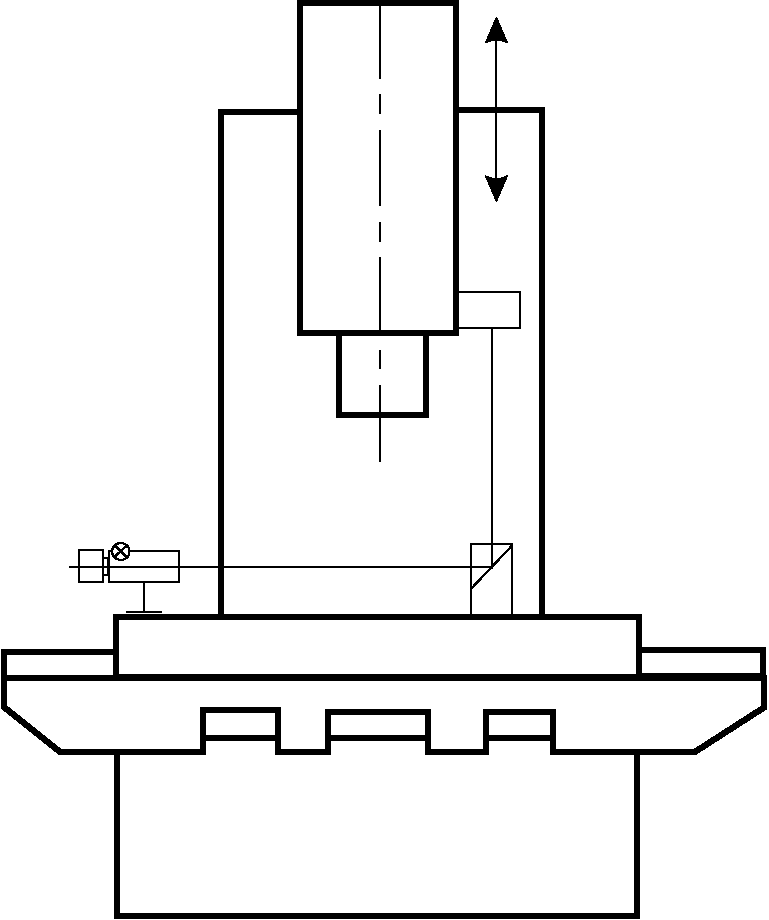
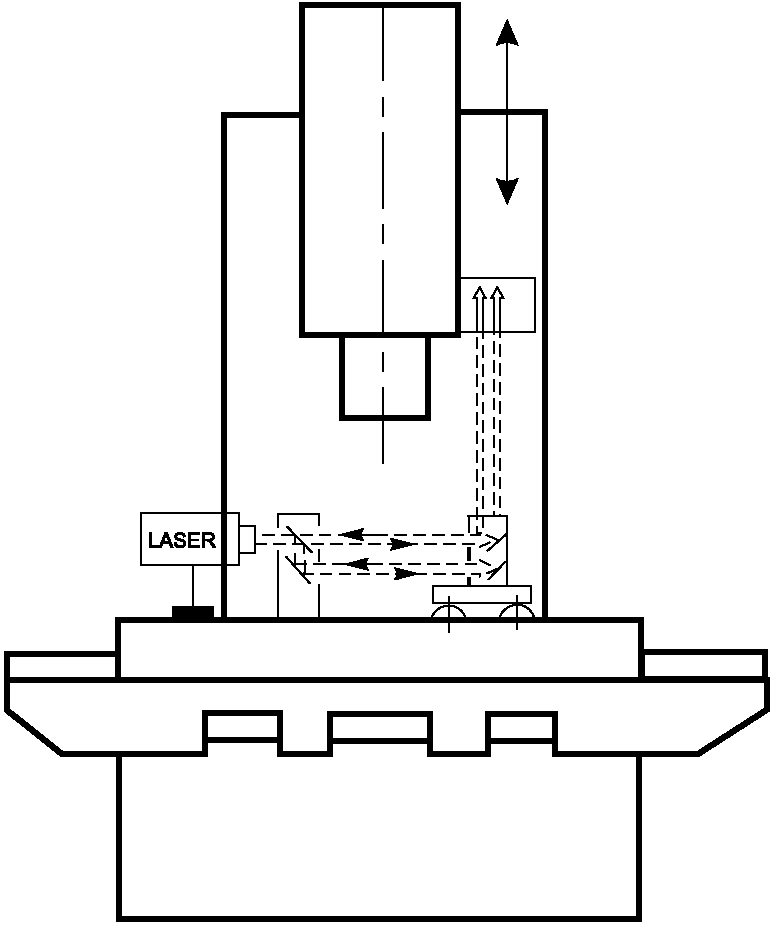
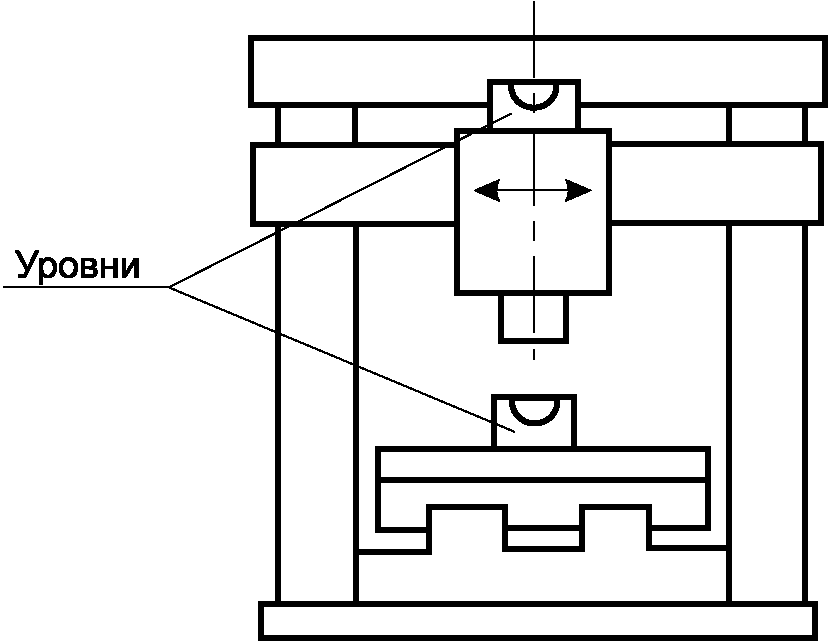
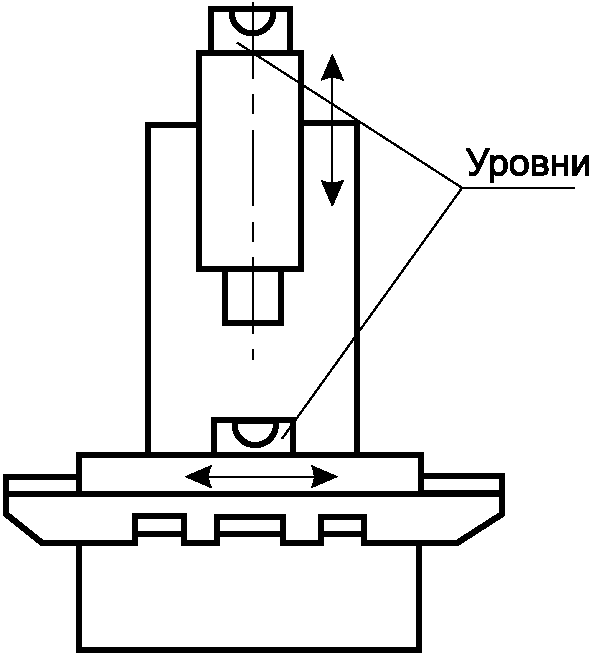
Для горизонтально перемещающихся рабочих органов - см. рисунки 4, 5, 8; для вертикально перемещающихся рабочих органов - см. рисунок 7.
Расстояние между точками измерений не должно превышать 0,1 - 0,2 длины перемещения, но не более 200 мм.
Если при перемещении проверяемого рабочего органа положение станка в вертикальной плоскости изменяется, то измерения проводят по методу 2 раздела 13 ГОСТ 22267-76 с использованием двух уровней (см. рисунки 9, 10).
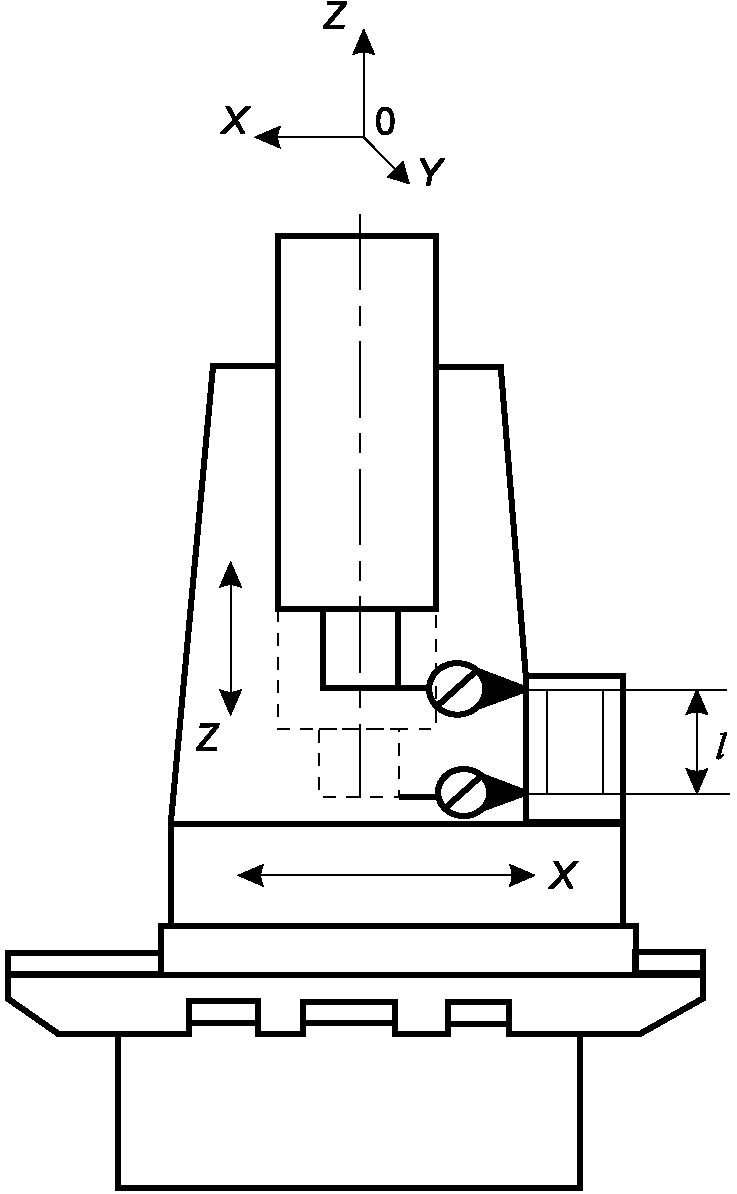
3.7 Перпендикулярность направления перемещения подвижного рабочего органа к траектории перемещения других рабочих органов в плоскости XOY (направление хода салазок к траектории перемещения стола для одностоечных станков, направление хода шпиндельной бабки к траектории перемещения стола для двухстоечных станков)
Измерения - по ГОСТ 22267-76, раздел 8, метод 1 (см. рисунок 11).
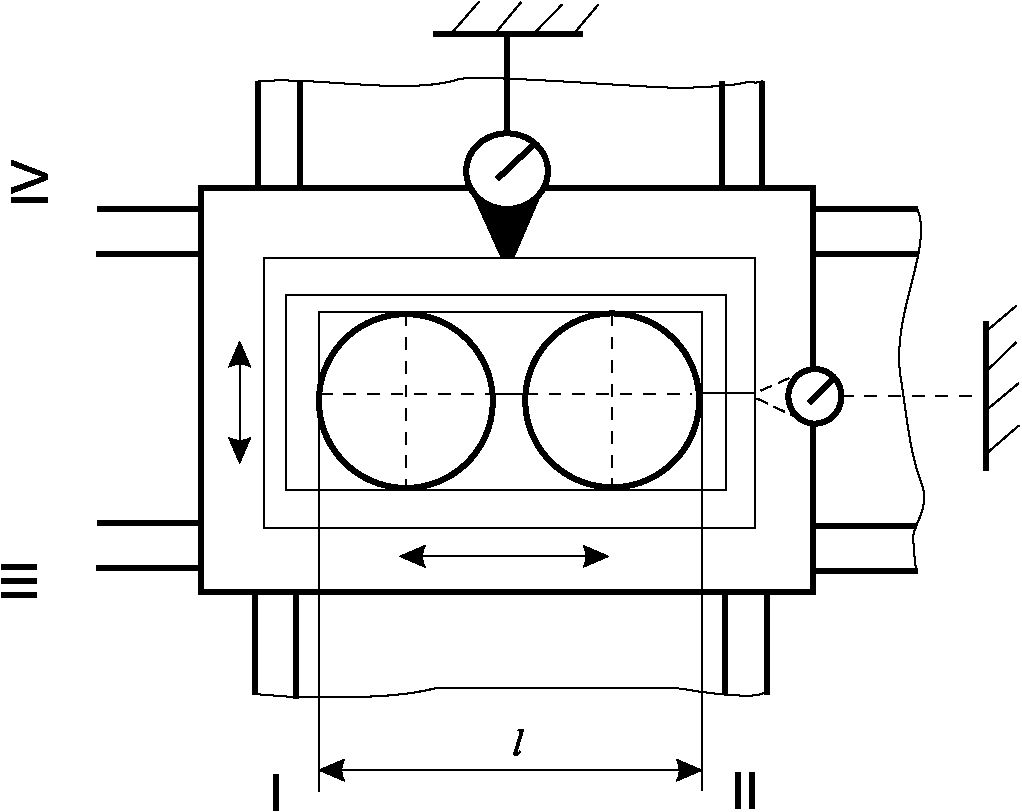
Допуски перпендикулярности направления перемещения подвижного рабочего органа к траектории перемещения других рабочих органов в плоскости XOY приведены в таблице 3.
Наибольшая длина перемещения рабочего органа, мм | Длина измерения l, мм | Допуск, мкм |
До 320 включ. | 200 | 2 |
Св. 320 " 800 " | 300 | 3 |
" 800 " 2000 " | 400 | 4 |
" 1600 | 500 | 5 |
3.8 Перпендикулярность траектории перемещения подвижного рабочего органа к рабочей поверхности стола в плоскостях XOZ и YOZ
Перпендикулярность траектории перемещения подвижного рабочего органа к рабочей поверхности стола в плоскостях XOZ и YOZ:
а) перпендикулярность траектории перемещения выдвижных шпинделей к рабочей поверхности стола (перемещение формообразующее).
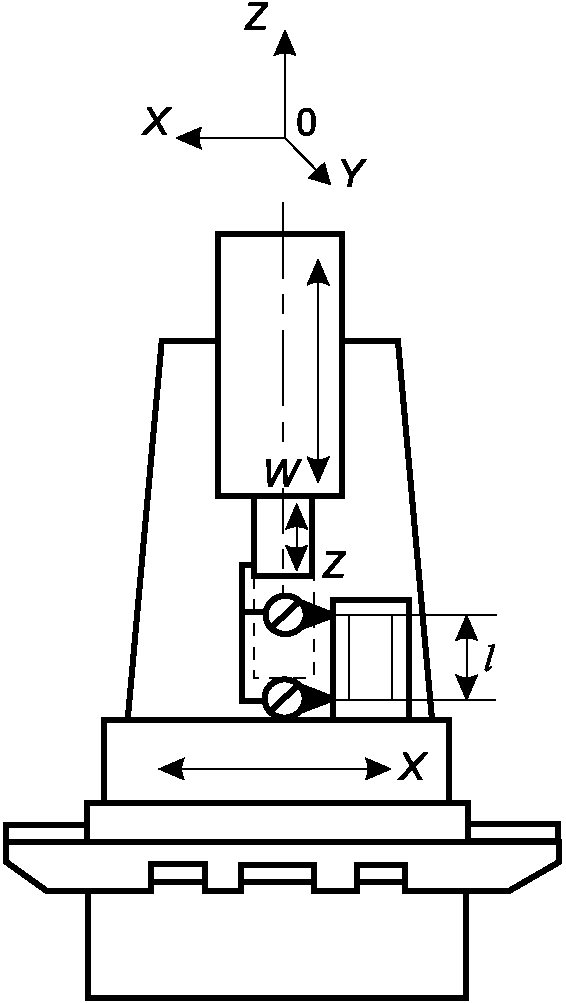
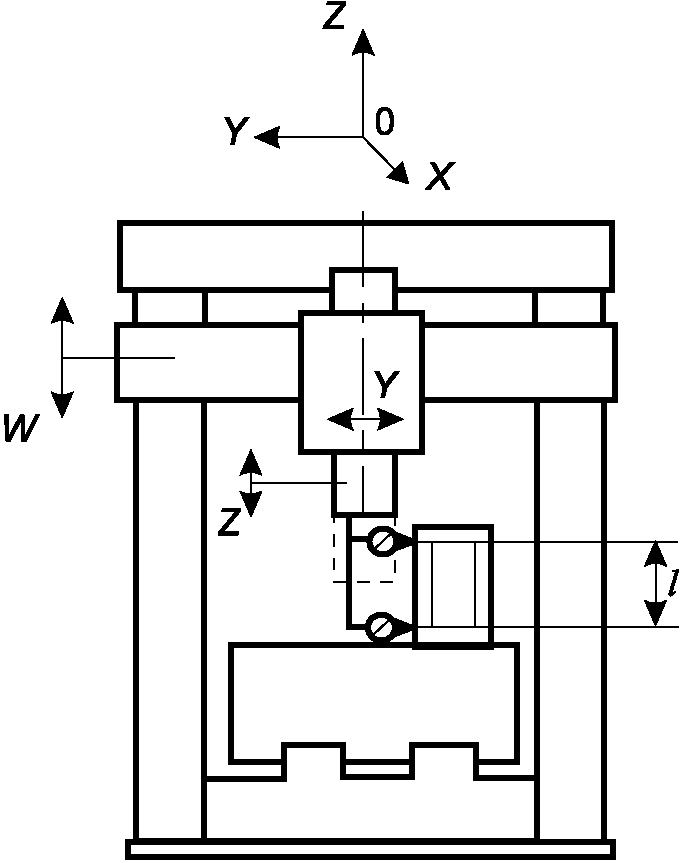
Допуски перпендикулярности траектории перемещения выдвижных шпинделей к рабочей поверхности стола приведены в таблице 4.
Наибольшая длина перемещения рабочего органа, мм | Длина измерения l, мм | Допуск, мкм |
До 160 включ. | Не нормируется | 2 |
Св. 160 " 320 " | 150 | 3 |
" 320 " 500 " | 300 | 4 |
Для неформообразующих перемещений W шпиндельной головки и поперечины допуск увеличивают в 1,25 раза;
б) перпендикулярность траектории перемещения шпиндельных бабок одностоечных станков, поперечин двухстоечных станков к рабочей поверхности стола (перемещение формообразующее).
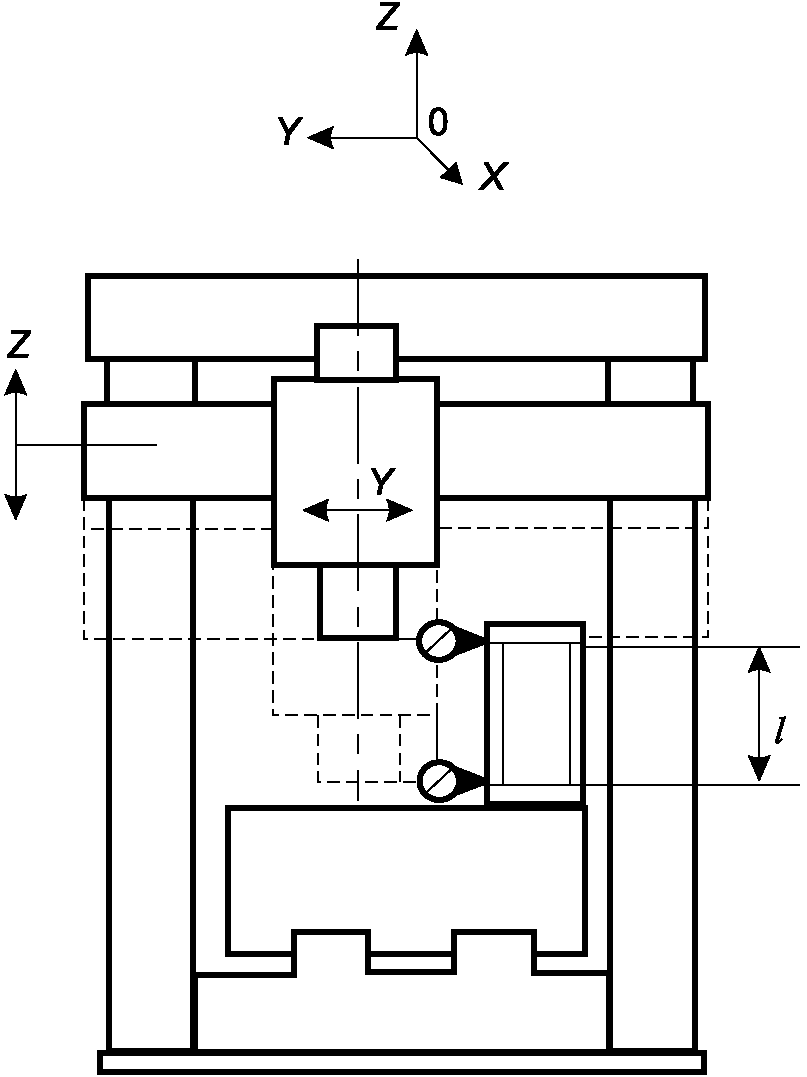
Допуски перпендикулярности траектории перемещения шпиндельных бабок одностоечных станков, поперечин двухстоечных станков к рабочей поверхности стола приведены в таблице 5.
Наибольшая длина перемещения рабочего органа, мм | Длина измерения l, мм | Допуск, мкм |
До 320 включ. | 200 | 2 |
Св. 320 " 800 " | 300 | 3 |
" 800 " 2000 " | 400 | 4 |
" 1600 | 500 | 5 |
3.9 Параллельность рабочей поверхности стола траектории перемещения стола и других рабочих органов (салазок, шпиндельной головки по поперечине)
Допуски параллельности рабочей поверхности стола и других рабочих органов приведены в таблице 6.
Наибольшая длина перемещения рабочего органа, мм | Допуск, мкм |
До 320 включ. | 4 |
Св. 320 " 500 " | 5 |
" 500 " 800 " | 6 |
" 800 " 1250 " | 8 |
" 1250 " 2000 " | 10 |
" 2000 | 12 |
Проверку проводят в трех продольных и трех поперечных сечениях стола (среднем и двух крайних). Крайние сечения должны быть расположены от краев стола на расстоянии не более 0,1 его длины (ширины). Расстояние между точками измерения должно быть в пределах 0,1 - 0,2 величины продольного (поперечного) перемещения стола (салазок, шпиндельной головки по поперечине), но не более 200 мм.
Радиальное биение конического отверстия шпинделя:
Измерения - по ГОСТ 22267-76, раздел 15, метод 2 (см. рисунок 18).
Допуски радиального биения конического отверстия шпинделя для конусов 7:24 и конусов Морзе приведены в таблице 7.
Конец шпинделя по ГОСТ 30064 | Допуск, мкм | ||
с конусом 7:24 | с конусом Морзе | ||
30 | 0; 1; 2 | 2 | 3 |
40; 45; 50 | 3 | 3 | 4 |
Указания, приведенные в 3.4, об увеличении допуска для станков класса точности A на данную проверку не распространяются.
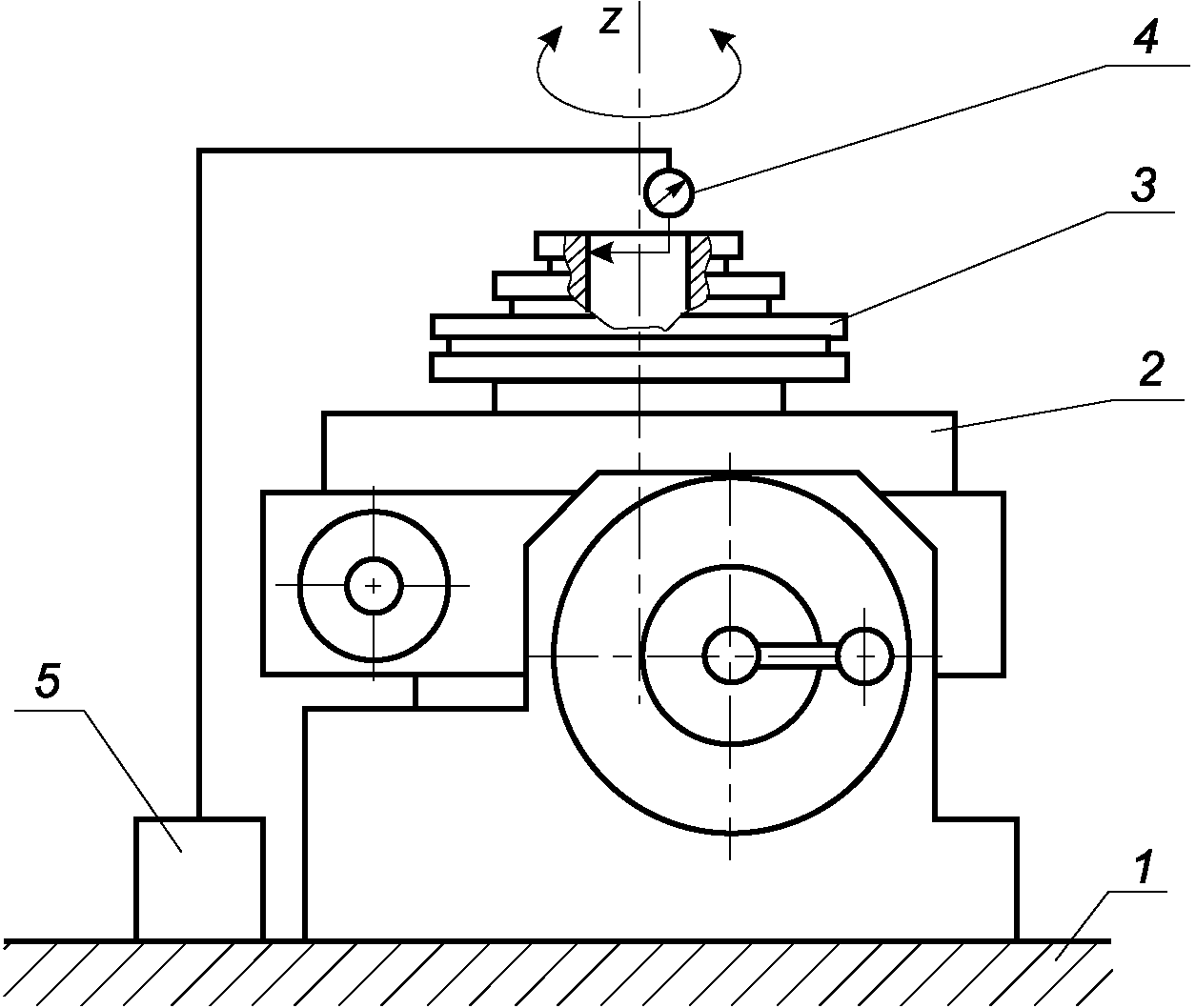
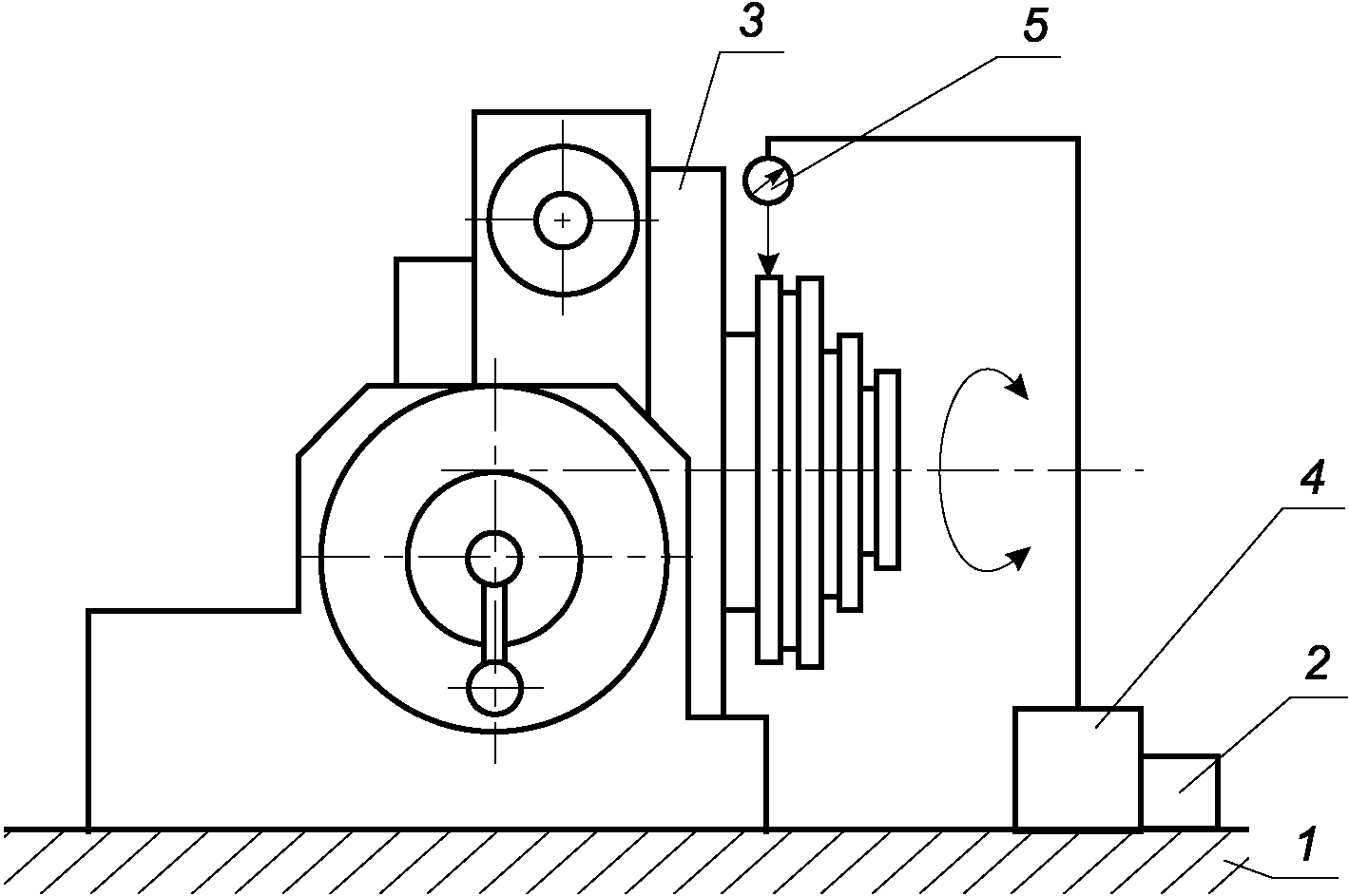
Средства измерений: прибор для измерения длин, коленчатая оправка, образцовая деталь (цилиндр), кольцо.
Схема измерений приведена на рисунках 19, 20.
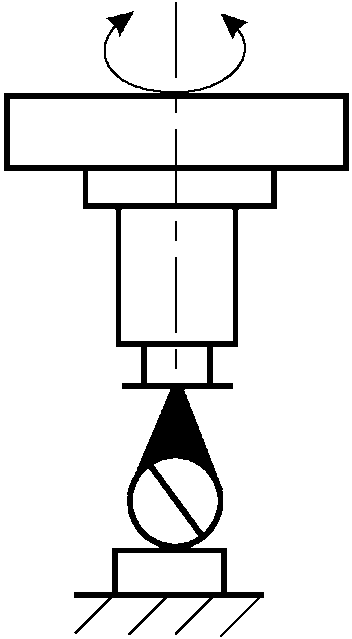
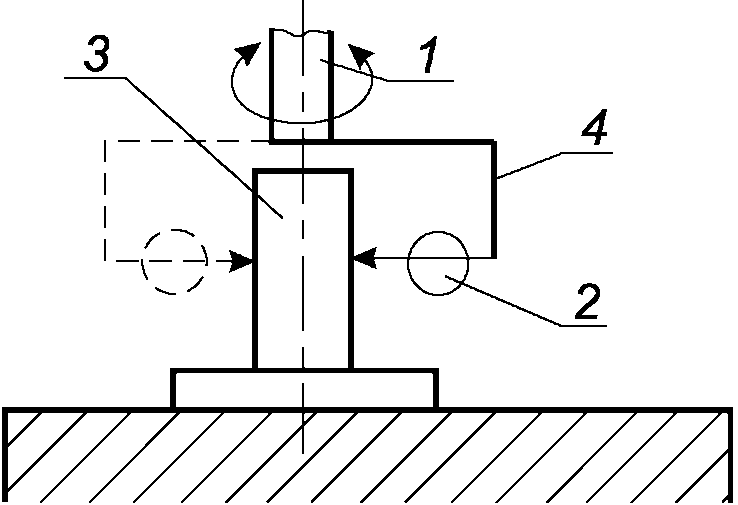 | 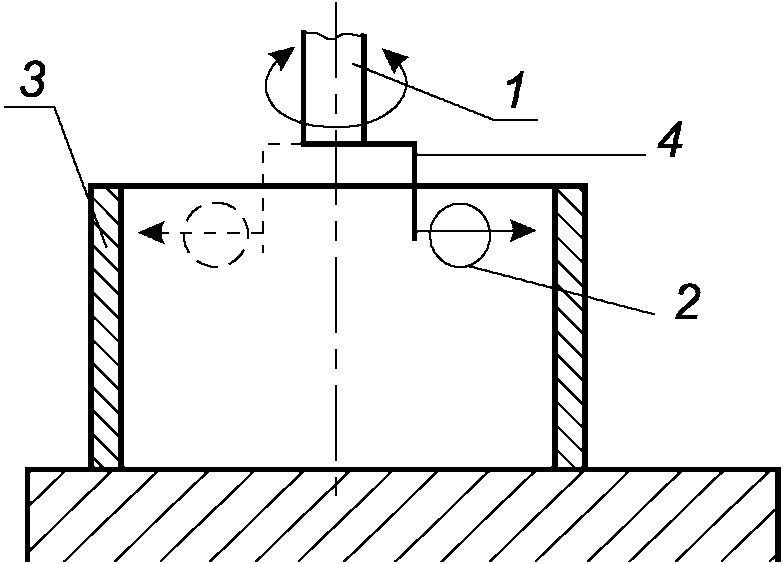 |
1 - проверяемый рабочий орган; 2 - измерительный прибор; 3 - образцовая деталь; 4 - коленчатая оправка | |
На проверяемом рабочем органе 1 закрепляют коленчатую оправку 4 с измерительным прибором 2 так, чтобы его измерительный наконечник касался образцовой детали 3, установленной неподвижно относительно оси вращения рабочего органа так, чтобы отклонение от соосности было минимально возможным.
Измерение проводят дважды. Перед вторым измерением коленчатую оправку отсоединяют от станка и поворачивают вокруг оси вращения на 90°. Радиальное биение оси вращения равно наибольшему из результатов двух измерений.
Допуск, мкм, для станков с диаметром шейки в передней опоре: до 63 мм - 1,6, свыше 63 мм - 2,5. Указания, приведенные в 3.4, об увеличении допуска для станков класса точности A на данную проверку не распространяются.
Осевое биение шпинделя КРС, планетарного шпинделя КШС:
а) шпинделя КРС.
Измерения - по ГОСТ 22267-76, раздел 17, метод 1 (см. рисунок 21);
б) планетарного шпинделя КШС и шпинделя КРС.
Измерения проводят при выполнении проверки 3.13 с поворотом коленчатой оправки на 180°. Осевое биение шпинделя равно наибольшей алгебраической сумме средних арифметических показаний измерительного прибора в сечении I и II, полученных до и после поворота коленчатой оправки.
Допуски осевого биения шпинделя КРС, планетарного шпинделя КШС приведены в таблице 8.
Конец шпинделя КРС по ГОСТ 30064 | Диаметр шейки планетарного шпинделя КШС в передней опоре, мм | Допуск, мкм | |
с конусом 7:24 | с конусом Морзе | ||
30 | 0; 1; 2 | До 63 | 1,6 |
40; 45; 50 | 3 | Св. 63 | 2,5 |
Указания, приведенные в 3.4, об увеличении допуска для станков класса точности A на данную проверку не распространяются.
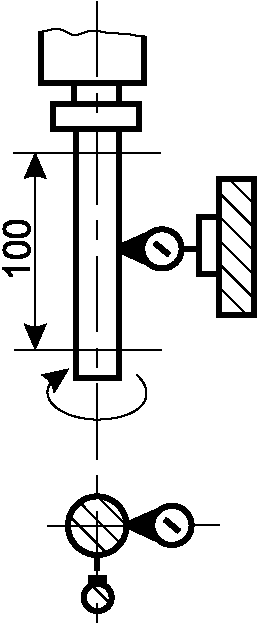
Измерения проводят как минимум в двух взаимно перпендикулярных плоскостях. Гильзу шпинделя при измерениях устанавливают в среднее рабочее положение.
Схема измерений приведена на рисунке 22.
1 - коленчатая оправка; 2 - рабочий орган; 3 - концевая мера
длины; 4 - измерительный прибор; 5 - проверяемая плоскость
Коленчатую оправку 1 устанавливают на рабочем органе 2 вдоль оси, относительно которой проводят измерение. Концевую меру длины 3 устанавливают на проверяемой плоскости 5 в заданной плоскости измерения непосредственно.
Измерительный прибор 4 закрепляют на коленчатой оправке на заданном расстоянии от ее оси так, чтобы его измерительный наконечник касался рабочей поверхности меры. Измерения проводят в сечениях I и II, расположенных на заданном расстоянии l. Определяют показание измерительного прибора в сечении I, а после поворота рабочего органа вместе с коленчатой оправкой и измерительным прибором на 180° - в сечении II.
Для исключения из результатов измерений осевого биения рабочего органа измерения следует проводить два раза. Перед вторым измерением коленчатую оправку с измерительным прибором отсоединяют от рабочего органа и поворачивают на 180° относительно рабочего органа.
Отклонение от перпендикулярности оси относительно плоскости при измерении без поворота коленчатой оправки равно наибольшей алгебраической разности средних арифметических показаний измерительного прибора (измерительных приборов) в сечениях I и II.
Отклонение от перпендикулярности оси относительно плоскости при измерении с поворотом коленчатой оправки равно алгебраической разности средних арифметических показаний измерительного прибора в сечении I и сечении II, полученных при измерении до и после поворота коленчатой оправки.
Допуски перпендикулярности оси вращения вертикального шпинделя к рабочей поверхности стола приведены в таблице 9.
Ширина рабочей поверхности стола, мм | l, мм | Допуск, мкм |
До 320 включ. | 150 | 5 |
Св. 320 " 500 " | 200 | 6 |
" 500 " 800 " | 300 | 8 |
" 800 | 500 | 10 |
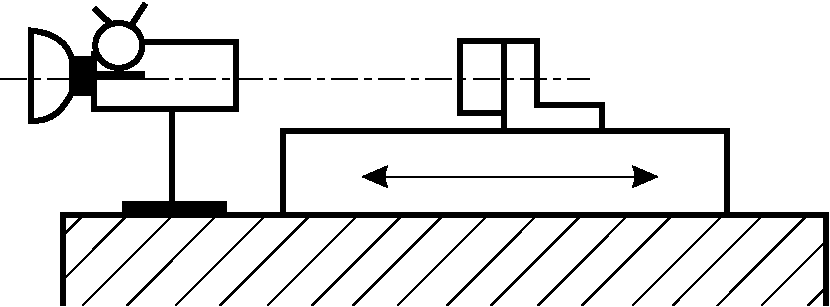
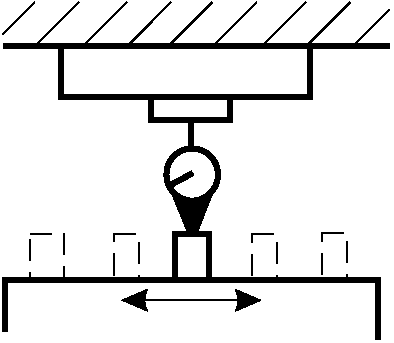
3.14 Точность линейных координатных перемещений рабочего органа (для станков с ручным управлением, с цифровой индикацией и предварительным набором координат без точной установки рабочего органа в автоматическом режиме)
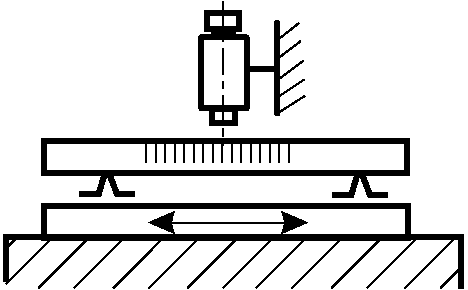
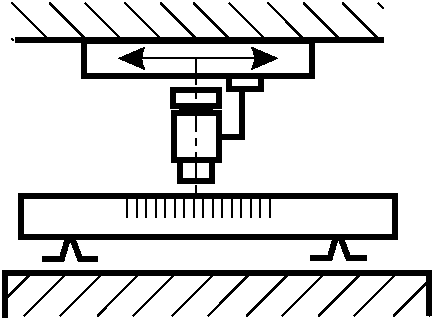
Измерения - по ГОСТ 22267-76, раздел 19, методы 1 (см. рисунок 23), 2 (см. рисунок 24) или 3 (см. рисунок 25).
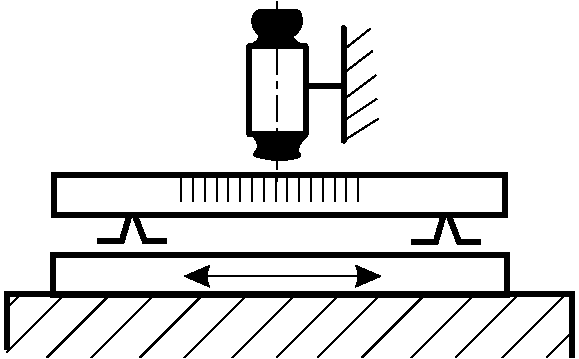
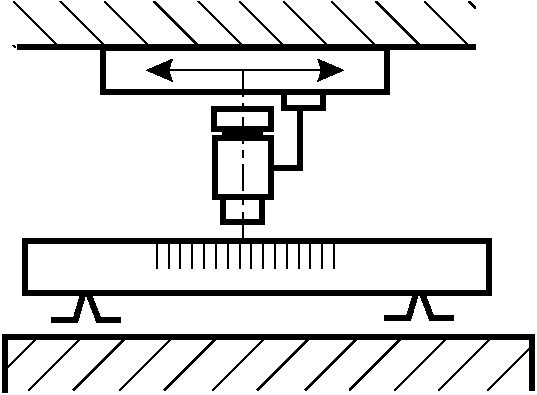
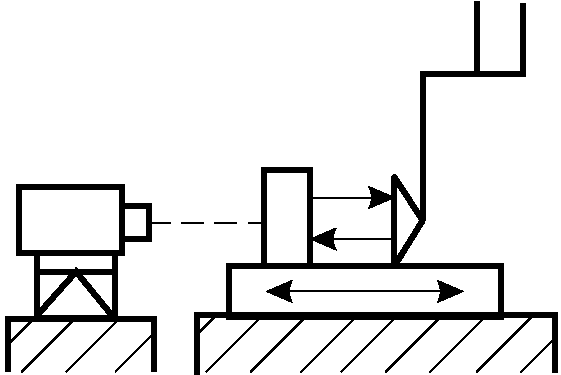
Измерения проводят по каждой оси координат, при расстоянии между точками измерений не более 0,02 длины перемещения. Установка координат производится вручную. Подход рабочего органа в заданные позиции односторонний.
Измерения проводят в плоскости, по возможности приближенной к рабочей поверхности стола, к средней (осевой) линии или плоскости рабочего пространства. При использовании микроскопа его укрепляют на шпиндельной головке возможно ближе к оси шпинделя, перпендикулярно к направлению проверяемого перемещения.
Для специальных станков положение измерительных устройств устанавливают в технических условиях.
Допуски точности линейных координатных перемещений рабочего органа (для станков с ручным управлением, с цифровой индикацией и предварительным набором координат без точной установки рабочего органа в автоматическом режиме) показаны в таблице 10.
Наибольшая длина перемещения проверяемого рабочего органа, мм | Допуск, мкм |
До 320 включ. | 2,5 |
Св. 320 " 500 " | 3 |
" 500 " 800 " | 4 |
" 800 " 1250 " | 5 |
" 1250 " 2000 " | 6 |
" 2000 | 8 |
Примечания
1 Для станков с отношением перемещений X:Y не более 1,6 допуск устанавливают по наибольшему из указанных перемещений.
2 Допуски по осям координат Z и W устанавливают, при необходимости, в технических условиях.
3.15 Точность линейного позиционирования рабочего органа (для станков с автоматической установкой рабочего органа)
Точность линейного позиционирования рабочего органа (для станков с автоматической установкой рабочего органа):
- точность двустороннего позиционирования A;
- двусторонняя повторяемость позиционирования R;
- зона нечувствительности B;
- среднее двустороннее позиционное отклонение M;
- двустороннее систематическое позиционное отклонение E.
Допуски проверяемых параметров приведены в таблице 11.
Наибольшая длина перемещения проверяемого рабочего органа, мм | Допуск, мкм | ||||
A | R | B | M | E | |
До 320 включ. | 5 | 2,5 | 2,0 | 2,0 | 2,5 |
Св. 320 " 500 " | 6 | 3,0 | 2,5 | 2,5 | 3,0 |
" 500 " 800 " | 8 | 4,0 | 3,0 | 3,0 | 4,0 |
" 800 " 1250 " | 10 | 5,0 | 4,0 | 4,0 | 5,0 |
" 1250 " 2000 " | 12 | 6,0 | 5,0 | 5,0 | 6,0 |
" 2000 | 16 | 8,0 | 6,0 | 6,0 | 8,0 |
Примечания
1 Для станков с отношением перемещений X:Y не более 1,6 допуск устанавливают по наибольшему из указанных перемещений для всех осей координат.
2 Допуски по осям координат Z и W в технически обоснованных случаях могут быть увеличены по сравнению с указанными в таблице, но не более чем в 2,5 раза.
Измерения - по ГОСТ 22267-76, раздел 19, методы 1 (см. рисунок 26), 2 (см. рисунок 27) или 3 (см. рисунок 28).
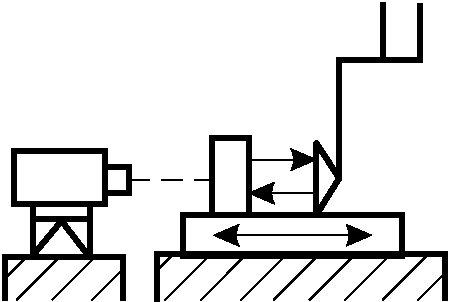
При измерении точности линейного позиционирования образцовую штриховую меру располагают, как в проверке 3.14.
Измерение точности линейного позиционирования проводят по каждой оси координат в исходном и i заданных положениях рабочего органа.
Произвольные i положений устанавливают с интервалами li близкими, но не равными между собой и не кратными шагу измерительного устройства. Количество положений, в которых проводят измерения (помимо исходного), должно быть не менее 13, а расстояния между ними - не более 100 мм. Крайние из i положений устанавливают на расстоянии не более 0,25 среднего значения li от концов перемещения проверяемого рабочего органа.
В исходном положении измеряют повторяемость позиционирования при одностороннем и двустороннем подходе рабочего органа (если исходное положение не находится ни в одной из конечных точек).
В произвольных i положениях измеряют точность и повторяемость позиционирования, зону нечувствительности при реверсировании.
При измерении точности линейного позиционирования проводят последовательные автоматические перемещения проверяемого рабочего органа в заданные положения на скорости, устанавливаемой в эксплуатационных документах на станок без нагружения рабочего органа силами резания или массой обрабатываемой детали в обоих противоположных направлениях не менее пяти раз в каждом направлении.
Основные определения, методика математической обработки и порядок оформления результатов измерений точности позиционирования - по ГОСТ 27843.
Для испытания на точность используют образцы-изделия из стали с временным сопротивлением на растяжение  от 350 до 450 Н/мм2 или цветных металлов и сплавов с
от 350 до 450 Н/мм2 или цветных металлов и сплавов с  от 120 до 240 Н/мм2. Поверхности, используемые как технологические или контрольные базы, должны быть обработаны окончательно.
от 120 до 240 Н/мм2. Поверхности, используемые как технологические или контрольные базы, должны быть обработаны окончательно.
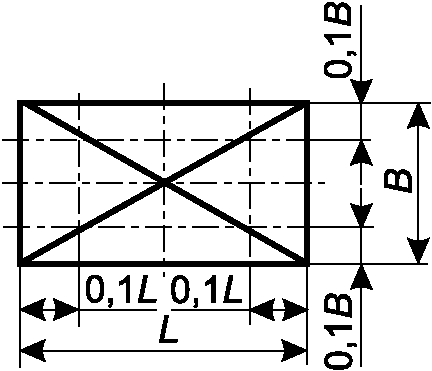
Общие требования к образцам-изделиям - по ГОСТ 25443. Форма и размеры образцов-изделий должны соответствовать указанным на рисунках 29 - 33 и в таблицах 12, 14, 15.
Образец-изделие следует устанавливать в средней части станка симметрично средней линии стола.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду п. 4.3, а не п. 4.4. |
Допуски при проверках точности образцов-изделий станков класса точности C не должны превышать значений, указанных в 4.1 - 4.4 (для образцов-изделий станков класса точности A допуски увеличивают в 1,6 раза).
Перечень средств измерений, применяемых для проверки точности образца-изделия, приведен в приложении В.
В образцах-изделиях по рисункам 29 (для КРС) и 30 (для КШС) с размерами по таблице 12 проводят чистовое растачивание (шлифование) отверстий d.
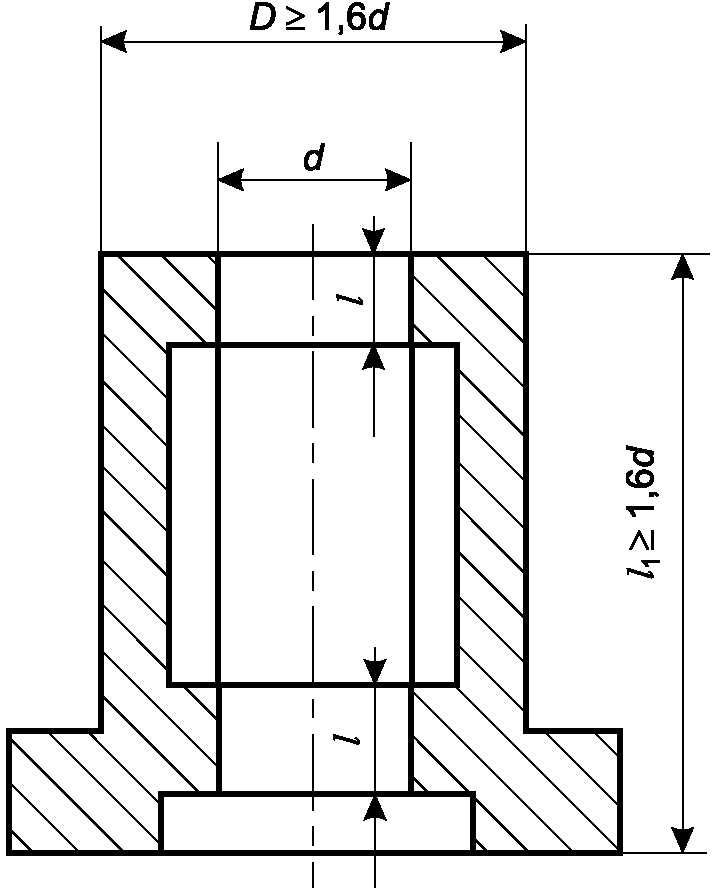
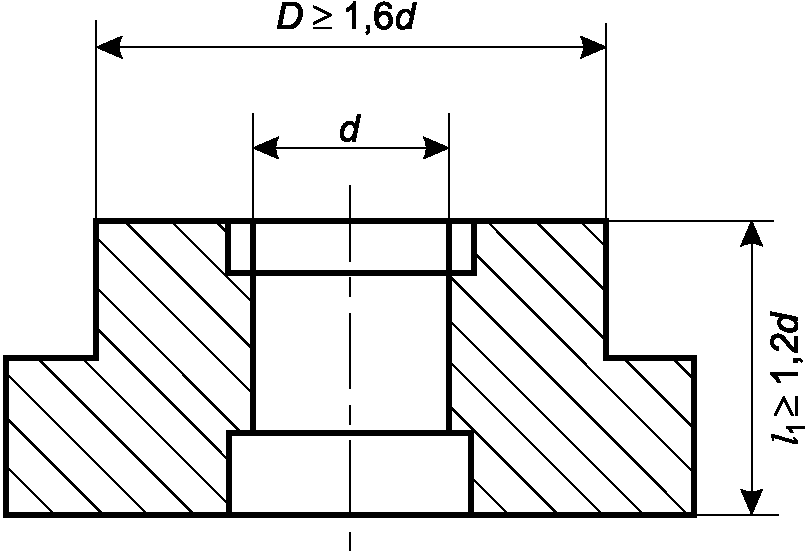
Размеры в миллиметрах
Размер, мм | Конец шпинделя КРС по ГОСТ 30064 | Диаметр шейки планетарного шпинделя КШС в передней опоре | ||||
с конусом 7:24 | с конусом Морзе | |||||
30 | 40; 45; 50 | 0; 1; 2 | 3 | до 63 | св. 63 | |
20 - 40 | 40 - 100 | 20 - 40 | 40 - 100 | - | - | |
l | 5 - 10 | 10 - 30 | 5 - 10 | 10 - 30 | - | - |
- | - | - | - | 20 - 40 | 40 - 100 | |
Измеренный параметр шероховатости Ra по ГОСТ 2789 поверхности d должен быть для координатно-расточных станков не более 0,2 мкм, для координатно-шлифовальных - 0,1 мкм при твердости образца не менее 56,5 HRC. Измерение шероховатости проводят контактным профилометром по ГОСТ 19300.
Измерение круглости проводят на специальном приборе, кругломере, технические характеристики которого должны соответствовать ГОСТ 17353.
Последовательность измерительных операций, отображение результатов измерений должны соответствовать указаниям инструкции по эксплуатации прибора.
Измерение постоянства диаметра в любом продольном сечении осуществляют универсальным средством измерений размеров отверстия (нутромером по ГОСТ 9244) или на координатно-измерительной машине. Отклонение равно наибольшей разности значений размера d (рисунки 29, 30).
Допуски точности геометрической формы отверстия приведены в таблице 13.
Конец шпинделя КРС по ГОСТ 30064 | Диаметр шейки планетарного шпинделя КШС в передней опоре, мм | Проверка | Допуск, мкм | |
с конусом 7:24 | с конусом Морзе | |||
30 | 0; 1; 1 | До 63 | 1,6 | |
6 | ||||
40; 45; 50 | 3 | св. 63 | 2,0 | |
6 | ||||
Указание раздела 4 об увеличении допуска для станков класса точности A на данную проверку не распространяется.
4.2.1 Смещение осей обработанных отверстий от теоретически точных размеров расположения относительно друг друга k.
4.2.2 Смещение осей обработанных отверстий от теоретически точных размеров расположения относительно баз n.
В образце-изделии (см. рисунок 31) с размерами по таблице 14 проводят чистовое растачивание (шлифование) отверстий. Перед обработкой отверстий в образце станок должен быть прогрет в соответствии с требованиями эксплуатационной документации.

Размеры в миллиметрах
Ширина стола, мм | L; M | X; Y | d |
До 500 включ. | 160 | 100 | 20 - 30 |
Св. 500 " 1250 " | 200 | 125 | 30 - 40 |
" 1250 | 250 | 150 | 40 - 60 |
При наибольшем перемещении стола lнаиб >= 800 мм допускается производить обработку образца в крайнем положении стола вдоль наибольшего перемещения (см. рисунок 32).
Измерения проводят с помощью:
б) координатно-измерительной машины.
В случае а) проверку проводят, не снимая образец со станка.
Допуск k, мкм, для станков с шириной стола, мм: до 500 - 4, от 500 до 1250 - 5, свыше 1250 - 6. Допуск n, мкм, для станков с шириной стола, мм: до 500 - 6, от 500 до 1250 - 8, свыше 1250 - 10.
Схемы измерений, формулы для расчета фактических размеров местоположения осей обработанных отверстий относительно друг друга и относительно баз показаны в приложении Г.
4.3 Точность формы и расположения поверхностей образца после обработки на станках с контурным устройством числового программного управления
На образцах с размерами по рисунку 33 и таблице 15 должны быть окончательно обработаны поверхности 1, 2, 3, 4, 5, 6, 7, 8, 9, 10. Неуказанный параметр шероховатости Ra этих поверхностей должен быть не более 3,2 мкм. Также окончательно должны быть обработаны установочные и измерительные базы А и Б. Обрабатываемые по контуру поверхности образца 20, 30, 40, 50 должны иметь достаточный припуск под чистовую обработку. Образец по рисунку 33 базой А устанавливают на стол и закрепляют в середине стола станка, поверхность 50 должна быть параллельна продольному ходу стола. Для станков с наибольшим перемещением стола lнаиб >= 800 мм допускается производить обработку образца в крайнем продольном положении стола, как при проверках 4.2.1, 4.2.2. Центрирование шпинделя координатно-расточного станка, планетарного шпинделя координатно-шлифовального станка по базе Б образца должно производиться на прогретом станке. Методы прогрева станка должны быть указаны в эксплуатационной документации. Центрирование проводится прибором для измерения длин.
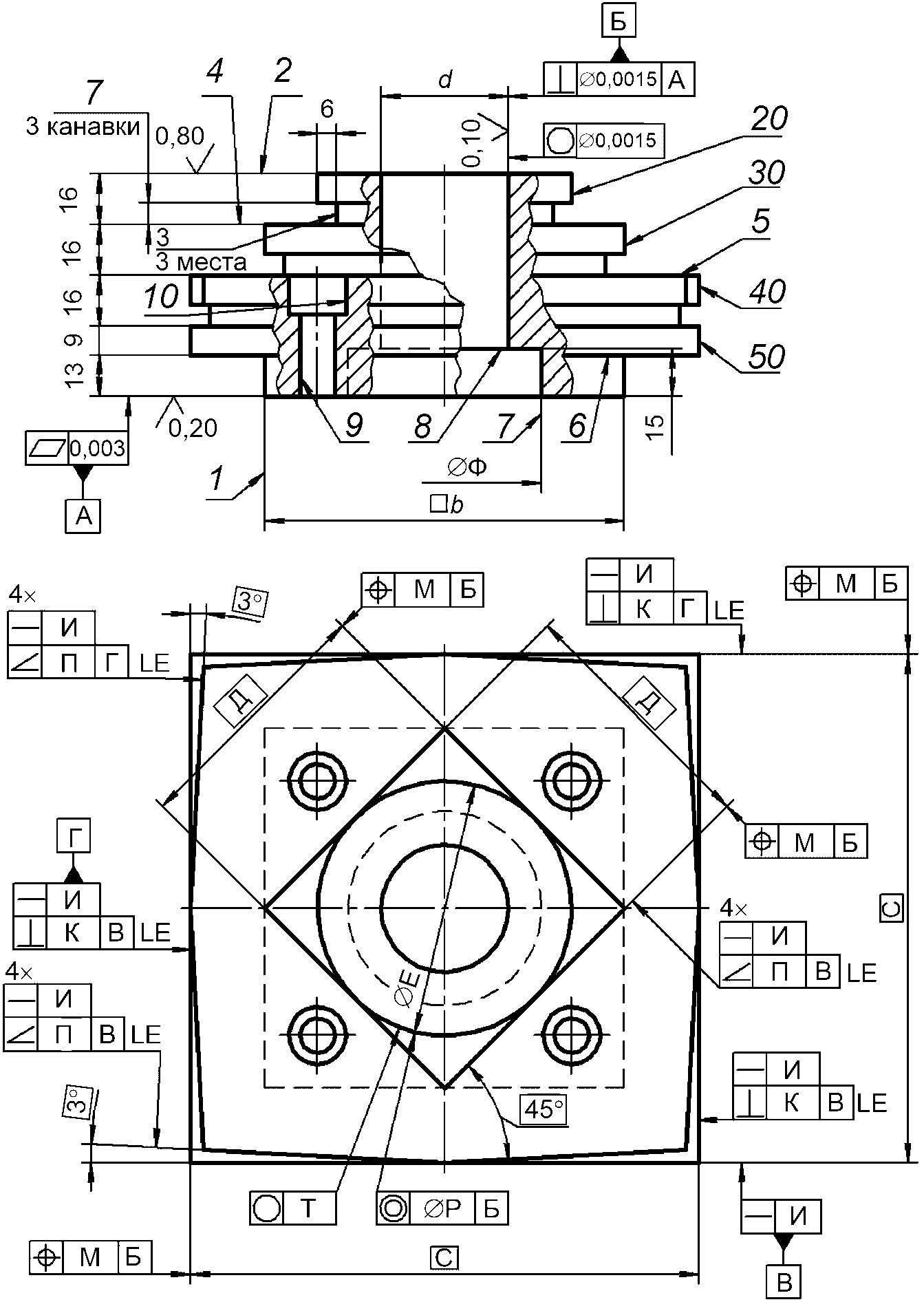
Размеры в миллиметрах
Ширина стола | b | C | Д, Е | Ф | d |
До 800 | 113 | 160 | 80 | 61 | 40 |
Св. 800 | 226 | 320 | 160 | 166 | 80 |
Примечание - Допускается увеличение размеров по высоте обрабатываемых поверхностей образца и расстояний их от базы и между собой. | |||||
Поверхности образцов 20, 30, 40, 50 фрезеруют (шлифуют) по контуру, получаемому в результате одновременного перемещения рабочих органов станка по командам программы устройства числового программного управления.
Параметр шероховатости Ra любой окончательно обработанной поверхности образца должен быть для КРС (фрезерование) не более 0,2 мкм, для КШС (шлифование) - не более 0,1 мкм. Фактические значения измеряемых теоретически точных размеров местоположения, ориентации и формы не должны превышать значений, указанных в таблице 16.
Ширина стола, мм | Обозначение допуска на рисунке 33 | |||||
И, мкм | К, мкм | М, мкм | П, мкм | Р, мкм | Т, мкм | |
До 800 | 4 | 5 | 6 | 5 | 6 | 8 |
Св. 800 | 5 | 8 | 9 | 8 | 10 | 10 |
При измерении К и П длина измерения должна быть не менее 0,8 Д (С).
Измерения проводят с помощью универсального делительного поворотного стола по ГОСТ 16163, на контрольной плите по ГОСТ 10905, прибором для измерений длин по ГОСТ 18833.
Схемы центрирования и измерений - на рисунках 34, 35.
1 - контрольная плита; 2 - планшайба; 3 - измеряемый
образец; 4 - измерительный прибор; 5 - неподвижный штатив
1 - контрольная плита; 2 - неподвижный упор; 3 - стол;
4 - подвижный штатив; 5 - прибор для измерений длин
На контрольную плиту 1 устанавливают универсальный делительный стол с поворачивающейся вокруг неподвижной оси планшайбой 2. На планшайбу устанавливают базовой поверхностью А (см. рисунок 33) измеряемый образец 3. Измерительный прибор 4 закрепляют в неподвижном штативе 5, измерительный наконечник прибора 4 вводят в соприкосновение с базовой поверхностью Б образца. Смещая образец в радиальных направлениях по планшайбе стола, добиваются минимальной разницы показаний стрелки прибора при вращении планшайбы стола вокруг своей оси, после этого образец закрепляют на планшайбе и выводят измерительный наконечник прибора из контакта с базовой поверхностью образца.
Планшайбу с закрепленным на ней образцом наклоняют на 90° от горизонтального положения, наклоняемую часть стола закрепляют в этом положении. На рабочую поверхность плиты (см. рисунок 35) устанавливают неподвижный упор 2 так, чтобы его боковая сторона была параллельна наклоненной планшайбе стола 3. В подвижный штатив 4 устанавливают прибор для измерений длин 5 так, чтобы его измерительный наконечник касался проверяемых поверхностей образца и был перпендикулярен к ним. Поворачивая планшайбу вместе с образцом на требуемые углы и перемещая подвижный штатив вдоль боковой стороны упора, определяют отклонения от перпендикулярности сторон большого и повернутого квадратов, фактическое угловое положение повернутого квадрата и фактическое положение повернутых на 3° поверхностей относительно боковых поверхностей большого квадрата. Для измерений прямолинейности проверяемых поверхностей добиваются одинаковых показаний стрелки прибора по концам длины измерений, перемещая подвижный штатив вдоль боковой поверхности упора, оценивают отклонение от прямолинейности поверхности.
4.3.1 Отклонение от прямолинейности обработанных поверхностей образца равно наибольшей алгебраической разности показаний измерительного прибора (см. рисунок 33 поверхности 30, 40, 50 по контуру).
4.3.2 Отклонение от перпендикулярности боковых сторон большого квадрата равно наибольшей алгебраической разности показаний измерительного прибора после поворота на 90° базовых поверхностей от исходного горизонтального положения (см. рисунок 33, базы В, Г).
4.3.3 Отклонение от заданного углового положения повернутого квадрата относительно базы В равно наибольшей алгебраической разности показаний измерительного прибора после поворота базы В на 45°.
4.3.4 Отклонение от заданного углового положения наклоненных на 3° поверхностей образца равно наибольшей алгебраической разности показаний измерительного прибора после поворота базовых поверхностей на данный угол (см. рисунок 33, базы В, Г).
4.3.5 Отклонение от перпендикулярности боковых сторон повернутого квадрата относительно друг друга оценивается аналогично 4.3.2.
4.3.6 Смещение средней линии большого и повернутого квадратов от теоретически точного месторасположения относительно оси отверстия d (см. рисунок 33) равно наибольшей алгебраической полуразности показаний измерительного прибора до и после поворота планшайбы с образцом на 180°.
Схема измерений - на рисунке 36.

Измерение круглости проводят на кругломере по ГОСТ 17353. По требованию потребителя вместо проверки 4.3.7 проводят проверку постоянства диаметра в любом поперечном сечении с помощью универсального средства измерений диаметров (скобы с отсчетным устройством) по ГОСТ 11098. Схема измерений и таблица допусков приведены в приложении Б.
4.3.8 Соосность наружной цилиндрической поверхности 20 с базовым отверстием d
Схема измерений - на рисунке 37.
Измерение проводят на кругломере; сначала получают круглограмму базового отверстия. Потом, не меняя масштаб увеличения прибора, измерительный наконечник кругломера перестраивают на наружную поверхность 20 и записывают ее круглограмму на круглограмме базового отверстия d. С помощью шаблона с концентрическими окружностями измеряют расстояние между центрами обеих окружностей. Оценка результатов измерений должна соответствовать инструкции по эксплуатации кругломера. Допускается проводить измерение на делительном поворотном столе по ГОСТ 16163 или на координатно-измерительной машине.
(обязательное)
ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ СТОЛА И БОКОВОЙ ПОВЕРХНОСТЬЮ
НАПРАВЛЯЮЩЕГО ПАЗА (КОНТРОЛЬНОЙ КРОМКИ)

Допуски постоянства расстояния между траекторией продольного перемещения стола и боковой поверхностью направляющего паза (контрольной кромки) приведены в таблице А.1.
Наибольшая длина перемещения стола, мм | Допуск, мкм |
До 320 включ. | 3 |
Св. 320 " 500 " | 4 |
" 500 " 800 " | 5 |
" 800 " 1250 " | 6 |
" 1250 " 2000 " | 8 |
" 2000 | 10 |
Расстояние между точками измерений не должно превышать 0,1 длины перемещения, но не более 200 мм. Начальная точка измерений должна отстоять от края направляющего паза (контрольной кромки) примерно на 0,5 длины интервала измерений.
При проверке постоянства расстояния между траекторией продольного перемещения стола и боковой поверхностью направляющего паза (контрольной кромки) измерения проводят по обеим боковым сторонам направляющего паза.
Рабочий орган перемещают на всю длину рабочего перемещения, но не более длины паза (контрольной кромки).
(обязательное)
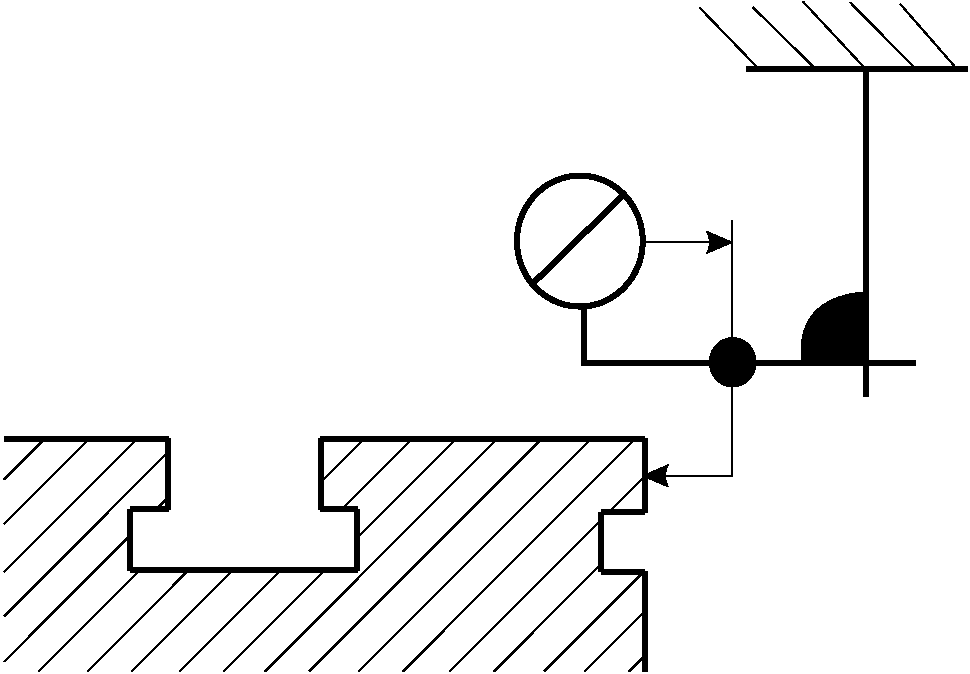
Б.1 Постоянство диаметра в любом поперечном сечении отверстия d по проверке, приведенной в 4.1. (см. рисунок Б.1)
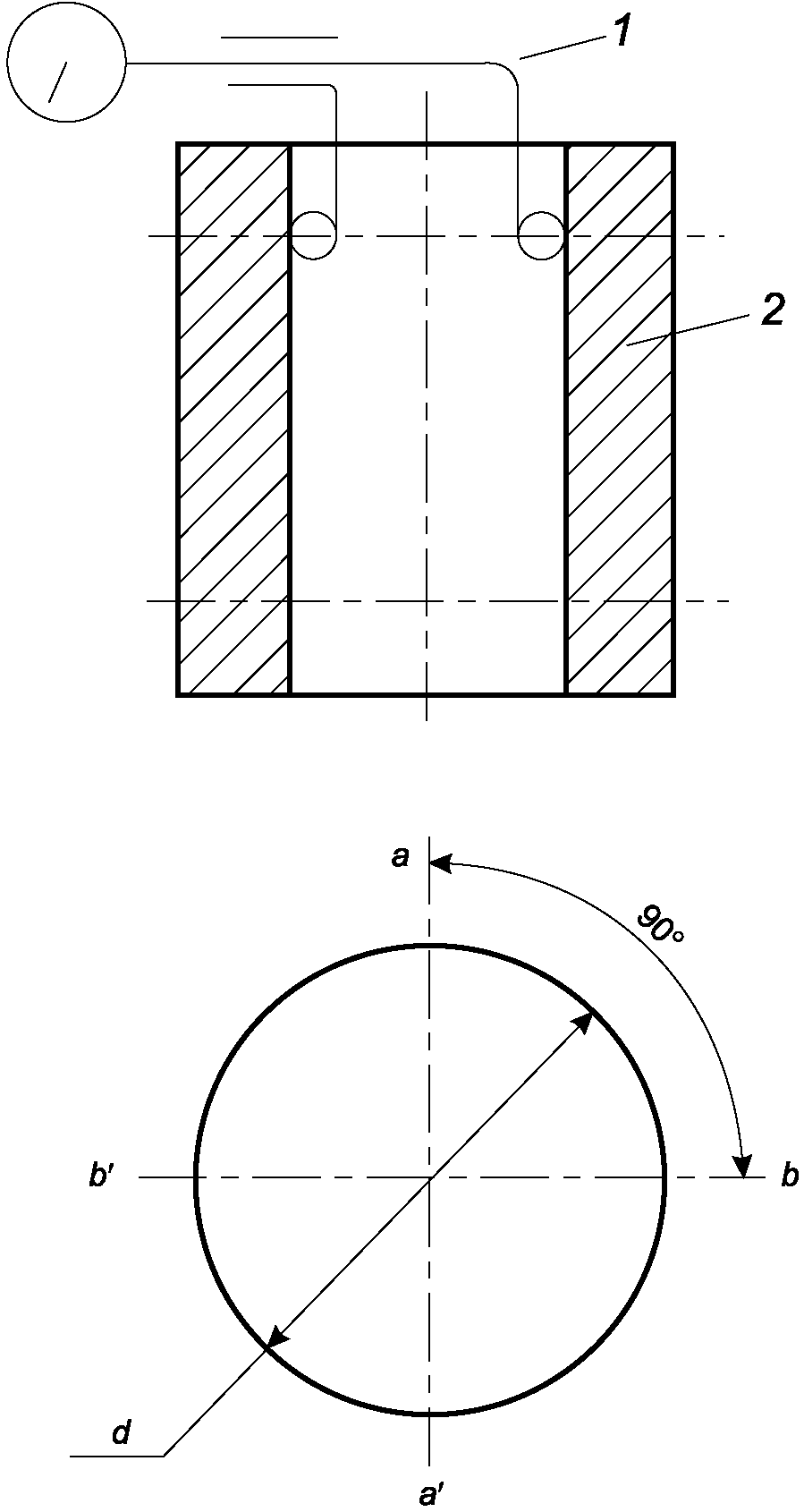
1 - нутромер; 2 - образец
Измерения проводят с помощью нутромера по ГОСТ 9244. Настроенный на размер измерительный мостик нутромера 1 вводят в контакт с отверстием d образца 2 и фиксируют показания нутромера в сечениях a-a' и b-b'. Постоянство диаметра отверстия равно наибольшей алгебраической разности показаний нутромера в сечениях a-a' и b-b'.
Допуски постоянства диаметра приведены в таблице Б.1.
Конец шпинделя КРС по ГОСТ 30064 | Диаметр шейки планетарного шпинделя КШС в передней опоре, мм | Допуск, мкм | |
с конусом 7:24 | с конусом Морзе | ||
30 | 0; 1; 2 | До 63 | 4 |
40; 45; 50 | 3 | Св. 63 | 5 |
Указание раздела 4 об увеличении допуска для станков класса точности A на данную проверку не распространяется.
Б.2 Постоянство диаметра в любом поперечном сечении наружной цилиндрической поверхности 20 на рисунке Б.2

1 - нутромер; 2 - цилиндрическая поверхность образца
Предварительно настроенные на размер измерительные пятки скобы вводят в контакт с цилиндрической поверхностью 2 образца. По отсчетному устройству скобы фиксируют размер D в сечениях a-a', b-b', c-c'. Постоянство диаметра равно наибольшей алгебраической разности размеров D в указанных сечениях. Допуск для станков с шириной стола до 800 мм - 16 мкм, свыше 800 мм - 20 мкм.
(справочное)
ДЛЯ ПРОВЕРКИ НОРМ ТОЧНОСТИ КООРДИНАТНО-РАСТОЧНЫХ
И КООРДИНАТНО-ШЛИФОВАЛЬНЫХ СТАНКОВ
В.1 По проверке 3.5:
а) брусковый уровень по ГОСТ 9392 с ценой деления 0,01/1000 мм или 0,02/1000 мм;
б) лазерный интерферометр с пределом допускаемой абсолютной погрешности измерений угловых перемещений на длине измерений 2000 мм +/- 0,6".
В.2 По проверке 3.6:
а) автоколлиматор с ценой деления 0,2" и с пределом основной допускаемой погрешности 1";
б) лазерный интерферометр с метрологическими характеристиками, указанными в В.1.
а) головка измерительная пружинная по ГОСТ 28798 с ценой деления шкалы 0,5 мкм, с пределом допускаемой погрешности +/- 0,15 мкм;
б) специальный рамный угольник с погрешностью перпендикулярности сторон 0,5 мкм;
в) специальный цилиндрический угольник с погрешностью перпендикулярности образующих цилиндра к основанию 0,5 мкм.
В.4 По проверке 3.9:
а) при допусках до 6 мкм - головка измерительная пружинная по ГОСТ 28798 с ценой деления 0,5 мкм, с пределом допускаемой погрешности +/- 0,15 мкм;
б) при допусках свыше 6 мкм - индикатор по ГОСТ 18833 с ценой деления 1 мкм, с пределом допускаемой погрешности +/- 0,4 мкм;
в) меры длины концевые по ГОСТ 9038, отклонение от плоскопараллельности измерительных поверхностей не более 0,3 мкм.
В.5 По проверке 3.10:
а) специальная оправка с коническим хвостовиком, степень точности конуса АТ4 по ГОСТ 2848. Отклонение от прямолинейности образующей цилиндрической поверхности не более 1 мкм. Круглость цилиндрической поверхности не более 1 мкм. Биение конуса относительно цилиндрической поверхности не более 1 мкм;
б) головка измерительная пружинная по ГОСТ 28798 с ценой деления шкалы 0,5 мкм, с пределом допускаемой погрешности +/- 0,15 мкм.
В.6 По проверке 3.11:
а) специальный цилиндр с круглостью цилиндрической поверхности не более 0,5 мкм на всей длине;
б) головка измерительная пружинная по ГОСТ 28798 с ценой деления шкалы 0,5 мкм, с пределом допускаемой погрешности +/- 0,15 мкм;
в) специальное кольцо с круглостью внутренней цилиндрической поверхности не более 0,5 мкм.
В.7 По проверке 3.12 для координатно-расточных станков средства измерений и их метрологические характеристики аналогичны В.5.
В.8 По проверке 3.13:
а) коленчатая оправка с возможностью поворота на ней держателя прибора для измерений длин вокруг ее оси;
б) головка измерительная пружинная по ГОСТ 28798 с ценой деления шкалы 0,5 мкм, с пределом допускаемой погрешности +/- 0,15 мкм;
в) меры длины концевые по ГОСТ 9038, отклонение от плоскопараллельности рабочих поверхностей не более 0,3 мкм.
В.9 По проверке 3.14:
а) мера длины штриховая брусковая, класс точности 0 по ГОСТ 12069;
б) микроскоп фотоэлектрический, аналог микроскопа ТМ-27 фирмы Хилгер Ватте с ценой деления 0,05 мкм и погрешностью 0,1 мкм;
в) для станков класса точности A допускается использовать меры длины штриховые брусковые класса точности 1 по ГОСТ 12069;
г) лазерный интерферометр с пределами допускаемой абсолютной погрешности измерений линейных перемещений 2 мкм при длине перемещения 2000 мм.
В.11 По проверке 4.1:
а) прибор для измерений круглости по ГОСТ 17353 класса точности 1;
б) нутромер по ГОСТ 9244, цена деления шкалы 2 мкм (погрешность нутромера не влияет на результат измерений, поскольку оценивается разница размеров измеряемых диаметров).
В.12 По проверке 4.2:
а) специальное приспособление, метрологическая характеристика которого определяется отклонением длины от номинального значения используемых в нем концевых мер длины. Класс точности концевых мер длины плоскопараллельных не более 1-го по ГОСТ 9038;
б) координатно-измерительная машина с максимальной допустимой погрешностью линейного измерения (MPE) (см. [1] <*>) для допусков:
- 4 мкм - MPE не более 1,2 мкм;
- 5 мкм - MPE не более 1,5 мкм;
- 6 мкм - MPE не более 1,8 мкм.
--------------------------------
<*> В Российской Федерации действует ГОСТ Р ИСО 10360-2-2017 "Характеристики изделий геометрические. Приемочные и перепроверенные испытания координатно-измерительных машин. Координатно-измерительные машины, применяемые для измерений линейных размеров".
В.13 По проверке 4.3
а) универсальный делительный поворотный стол по ГОСТ 16163, точность угла поворота планшайбы не более 3", радиальное биение оси вращения планшайбы не более 2 мкм;
б) плита поверочная и разметочная по ГОСТ 10905, класс точности не менее 00;
в) индикатор по ГОСТ 18833 с ценой деления шкалы 1 мкм, с пределом допускаемой погрешности +/- 0,4 мкм;
г) индикатор рычажно-зубчатый ИРБ с ценой деления 0,001 мм.
В.14 По проверкам 4.1, 4.3, в части шероховатости поверхностей образцов после обработки, контактный профилометр по ГОСТ 19300 с пределом допускаемой основной погрешности не более 0,01 мкм.
(обязательное)
МЕСТОПОЛОЖЕНИЯ ОСЕЙ ОБРАБОТАННЫХ ОТВЕРСТИЙ ОТНОСИТЕЛЬНО
ДРУГ ДРУГА И ОТНОСИТЕЛЬНО БАЗ
Фактические размеры местоположения осей отверстий относительно друг друга и относительно баз определяют прямым измерением конкретных размеров в соответствии с рисунками Г.1 и Г.2.

Г.1 Измеряя фактические размеры Р и С, находят фактическое положение осей отверстий I, II относительно средней линии К прямоугольника со стороной L, что соответствует фактическому положению осей отверстий I, II относительно базы А, которое определяют по формуле
 . (Г.1)
. (Г.1)Смещение осей отверстий I, II равно наибольшему n.
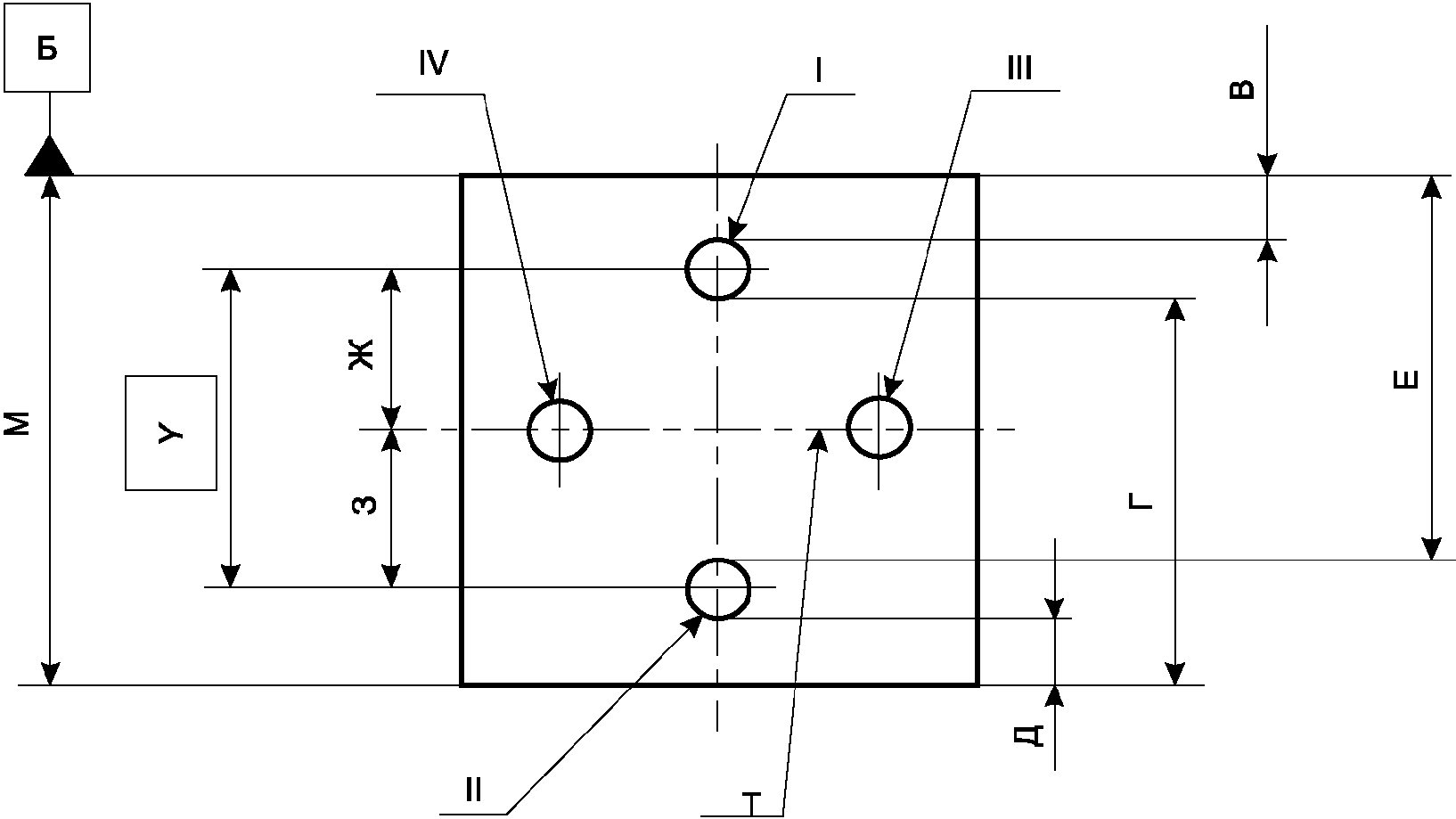
Г.2 Измеряя фактические расстояния В, Г, Д, Е, находят размеры Ж и З, по которым определяют фактическое положение осей отверстий I, II от средней линии Т прямоугольника со стороной М. Размеры Ж и З вычисляют по формулам:
 , (Г.2)
, (Г.2) . (Г.3)
. (Г.3)Фактическое расстояние П между осями отверстий I, II определяют по формуле:
П = З + Ж = Yфакт. (Г.4)
Фактически это расстояние П сравнивают с заданным Y и определяют смещение осей отверстий I, II от теоретически точных размеров местоположения осей отверстий относительно друг друга.
Г.3 Смещение осей отверстий I, II от теоретически точных размеров местоположения относительно базы Б определяют по формулам:
 (Г.5)
(Г.5)Полученные значения смещений не должны превышать допускаемых по проверке 4.2.
Г.4 Смещение осей отверстий III, IV от теоретически точных размеров относительно базы Б, друг друга и относительно базы А осуществляется аналогично как и для отверстий I, II.
Пример
Известен из рисунка 31 теоретически точный размер Y, равный 100 мм. Известны после измерений и вычислений размеры Ж и З: Ж = 50,005 мм, З = 49,993 мм.
Необходимо определить смещение осей отверстий от теоретически точных размеров местоположения осей отверстий I, II относительно друг друга и относительно базы Б.
П = Yфакт = З + Ж = 50,005 + 49,993 = 99,998. (Г.6)
Смещение осей относительно друг друга равно
Y - Yфакт = 100 - 99,998 = 0,002 мм. (Г.7)
Смещение осей отверстий I, II относительно базы Б равно:
 , (Г.8)
, (Г.8) . (Г.9)
. (Г.9)ISO 10360-2:2009 | Geometrical product specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 2: CMMs used for measuring linear dimensions (Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 2. КИМ, применяемые для измерений линейных размеров) |
УДК 621.914.4:006.354 | МКС 25.080.20 |
Ключевые слова: станки координатно-расточные, станки координатно-шлифовальные, точность станка, точность образца-изделия, методы испытаний | |