СПРАВКА
Источник публикации
М.: Стройиздат, 1978
Примечание к документу
Название документа
"Руководство по применению стальных канатов и анкерных устройств в конструкциях зданий и сооружений"
"Руководство по применению стальных канатов и анкерных устройств в конструкциях зданий и сооружений"
Содержание
ПО ПРИМЕНЕНИЮ СТАЛЬНЫХ КАНАТОВ И АНКЕРНЫХ УСТРОЙСТВ
В КОНСТРУКЦИЯХ ЗДАНИЙ И СООРУЖЕНИЙ
Рекомендовано к изданию решением Научно-технического совета НИИСК Госстроя СССР
Руководство содержит основные требования по расчету и конструированию, рекомендации по выбору типа канатов, а также методику определения характеристик механических свойств канатов.
Руководство рассчитано на инженерно-технических работников проектных, научно-исследовательских институтов, высших учебных заведений и строительных организаций, а также может быть полезно студентам строительных вузов и факультетов.
Стальные канаты сочетают в себе положительные качества высокопрочной проволоки и горячекатаной стержневой арматуры и лишены многих недостатков последних. Они имеют примерно такую же прочность, как и высокопрочная проволока, практически неограниченную длину, обладают более высокой заводской готовностью.
Стальные канаты используются в строительстве в качестве несущих элементов большепролетных ответственных конструкций: висячих покрытий зданий и сооружений, несущих элементов висячих мостов, газо- и нефтепроводных переходов, канатных дорог, а также в качестве арматуры большепролетных сводов, куполов, железобетонных пролетных строений мостов и путепроводов, корпусов ядерных реакторов и др.
Действующие ведомственные нормативные документы, касающиеся использования стальных канатов, носят частный, разрозненный характер и не лишены противоречивых рекомендаций. В них недостаточно полно освещены данные о механических свойствах канатов, методы защиты их от коррозии, отсутствуют рекомендации по выбору конструкции канатов, их расчету и др. Настоящее Руководство будет способствовать расширению области и увеличению объемов применения канатов, рациональному их использованию, а также упорядочит проектирование, изготовление и монтаж конструкций, что позволит повысить технико-экономические показатели зданий и сооружений.
В Руководстве использованы результаты теоретических и экспериментальных исследований, проведенных в НИИСК, ЦНИИСК, ЦНИИПроектстальконструкции, ВНИКТИСтальконструкции, ЦНИИ МПС, Уральском политехническом институте, Ленинградском институте инженеров железнодорожного транспорта и Киевском инженерно-строительном институте.
При разработке Руководства использованы также материалы, опубликованные НИИЖБом, Ростовским Промстройниипроектом, Львовским ордена Ленина политехническим институтом, ГСПИ Министерства связи СССР, ЦНИИС Минтрансстроя СССР и другими организациями.
Руководство разработано НИИСКом (кандидатами техн. наук В.Н. Шимановским, Ю.В. Смирновым, Р.Б. Харченко, инж. В.В. Осадчуком), ЦНИИСК (докт. техн. наук Н.С. Москалевым), ЦНИИпромстальконструкций (докт. техн. наук Н.Н. Стрелецким, канд. техн. наук А.А. Шляфирнером, В.П. Сивачевым), ВНИКТИстальконструкций (канд. техн. наук М.А. Шифриным), Уральским политехническим институтом (докт. техн. наук Б.А. Сперанским, канд. техн. наук Б.М. Сушенцевым), ЦНИИ МПС (канд. техн. наук Ю.П. Нечаевым), ЛИИЖТ (канд. техн. наук Н.Ф. Махновским), КИСИ (инж. А.П. Терещенко).
Замечания и предложения по Руководству просьба направлять по адресу: 252037, Киев 37, ул. И. Клименко, 5/2, Научно-исследовательский институт строительных конструкций Госстроя СССР.
1.1. В настоящем Руководстве приведены следующие характеристики механических свойств стальных канатов и составляющих их проволок:
а) предел пропорциональности  , кгс/см2;
, кгс/см2;
, кгс/см2;б) условный предел текучести  ,
,  и т.д., кгс/см2;
и т.д., кгс/см2;
в) временное сопротивление канатов (агрегатное временное сопротивление)  , кгс/см2;
, кгс/см2;
г) временное сопротивление составляющих канат проволок  , кгс/см2;
, кгс/см2;
д) среднее временное сопротивление составляющих канат проволок  , кгс/см2;
, кгс/см2;
е) относительное удлинение канатов перед разрывом  , %;
, %;
ж) условный модуль упругости канатов Eа, кгс/см2.
1.2. Предел пропорциональности или условный предел текучести - напряжения, при которых превышение фактической деформации над теоретической, подсчитанной исходя из условного модуля упругости, или остаточная деформация составляет соответственно для предела пропорциональности 0,01 - 0,05%, а для условного предела текучести 0,1; 0,2% и т.д. базы измерения деформации.
1.3. Временное сопротивление канатов (агрегатное временное сопротивление) - напряжение, соответствующее наибольшей нагрузке Pмакс, достигнутой в процессе испытания каната в состоянии поставки.
1.4. Временное сопротивление составляющих канат проволок - напряжение, соответствующее Pмакс при испытании составляющих канат проволок.
1.5. Среднее временное сопротивление составляющих канат проволок - среднее арифметическое значение временного сопротивления всех составляющих канат проволок.
1.6. Относительное удлинение канатов перед разрывом - отношение приращения базы измерения деформаций образца в момент достижения Pмакс к первоначальной базе.
1.7. Условный модуль упругости канатов - отношение приращения напряжения к приращению относительной деформации на участке нагружения 10 - 30% временного сопротивления каната. При проведении специальных исследований возможно определение условного модуля упругости и при других диапазонах напряжений.
1.8. База измерения деформаций - участок образца (l), деформации которого измеряются прибором в процессе нагружения. База измерения деформаций канатов принимается равной шагу свивки наружных проволок или пряди, но не менее 300 мм.
1.9. Начальная расчетная длина - участок образца, на котором определяется удлинение.
1.10. Конечная расчетная длина - наибольшая длина, измеренная при разрыве образца.
1.11. Рабочая длина образца - участок образца между захватами испытательной машины или внутренними торцами анкеров.
1.12. Предел пропорциональности, условный предел текучести, временное сопротивление разрыву и условный модуль упругости определяют исходя из начальной площади поперечного сечения образца, мм2, замеренной до испытания.
1.13. Начальная площадь поперечного сечения проволоки (Fпров.0) определяется измерением геометрических размеров или по весу.
1.14. Угол свивки пряди (спирального каната)  - угол, образованный касательной к оси проволоки и осью пряди (спирального каната).
- угол, образованный касательной к оси проволоки и осью пряди (спирального каната).
1.15. Угол свивки многопрядного каната  - угол, образованный касательной к оси пряди и осью каната.
- угол, образованный касательной к оси пряди и осью каната.
1.16. Шаг свивки пряди (спирального каната) hпр - длина цилиндра, на котором винтовая линия проволоки совершает один полный оборот вокруг его оси и определяется по формуле
 (1)
(1)где rп - радиус поперечного сечения цилиндра, образованного осями проволок.
ИС МЕГАНОРМ: примечание. |
Примечание. По ГОСТ 3241-66 шаг свивки (им определяется и угол свивки) в прядях ТК не должен быть более 11dпр (в заводской практике обычно не более 10dпр), а в прядях ЛК - не более 9dпр (рекомендуется 8dпр).
1.17. Шаг свивки hк многопрядного каната - длина цилиндра, на котором винтовая линия пряди совершает один полный оборот вокруг его оси, и определяется по формуле
 (2)
(2)где rк - радиус поперечного сечения цилиндра, образованного осями прядей.
1.18. Спиральный канат - канат, свитый из круглых проволок, имеющих в пространстве форму простой спирали.
1.19. Канат закрытый несущий - канат, свитый из круглых и профильных проволок, имеющих в пространстве форму простой спирали, причем наружный слой каната выполнен из профильных проволок, образующих цилиндрическую поверхность.
1.20. Многопрядный канат - канат, свитый из круглых проволок, имеющих в пространстве форму двойной спирали, состоит из центральной пряди и прядей повива.
1.21. Невитой канат - канат, состоящий из круглых канатных проволок, уложенных параллельно. Формируется круглого, прямоугольного или другого требуемого поперечного сечения.
1.22. Предварительная вытяжка - операция технологического процесса изготовления канатных элементов, выполняемая с целью снятия свивочных напряжений в проволоках, выборки остаточных деформаций каната, повышения реологических характеристик каната и испытания канатного элемента.
1.23. Исходным материалом для канатов является горячекатаная намотанная в бухты сталь - катанка, получаемая прокаткой на проволочных прокатных станках.
Вспомогательные материалы:
а) смазочные вещества, используемые для защиты проволок каната от коррозии, а также для уменьшения взаимного трения между его отдельными элементами (антифрикционные смазки) или специально для создания трения между канатом и другой поверхностью;
б) покрытия, необходимые для предохранения каната от коррозии;
в) пропиточные материалы для органических сердечников каната, защищающие их от гниения и устраняющие коррозионное воздействие их на проволоку.
В зависимости от назначения и условий эксплуатации канатов как основные, так и вспомогательные материалы для них используют в различных комбинациях и количествах.
1.24. Материалы для канатов должны удовлетворять требованиям действующих ГОСТов, СНиП и других нормативных документов.
1.25. Повышенный технический ресурс (долговечность) стальных канатов определяется главным образом качеством используемой для их производства канатной проволоки, которая должна обладать максимально возможной прочностью при высоких пластических свойствах. Она должна быть пригодной для работы канатов как при статических, так и динамических нагружениях.
1.26. Основную массу канатной проволоки изготовляют круглого сечения. Ее производят сухим (диаметром более 0,75 мм) и мокрым (диаметром менее 0,75 мм) волочением с применением процессов термической обработки и подготовки поверхности.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7372-66 Постановлением Госстандарта СССР от 11.06.1979 N 2100 с 01.01.1982 введен в действие ГОСТ 7372-79. |
1.27. Требования на круглую светлую, а также оцинкованную канатную проволоку диаметром от 0,2 до 5,5 мм регламентируются ГОСТ 7372-66.
Временное сопротивление принято различным для светлой проволоки в интервале от 100 до 260 кгс/мм2, а для оцинкованной - от 100 до 240 кгс/мм2. По данному признаку канатную проволоку подразделяют на десять маркировочных групп, основные характеристики которых - допускаемый разбег по временному сопротивлению и технологические свойства пластичности (числа перегибов и скручиваний).
Светлую проволоку подразделяют на две марки - высшую (В) и первую (1); оцинкованную на три - высшую (В), первую (1) и бензельную (Б). Последняя имеет небольшое временное сопротивление, равное 50 - 90 кгс/мм2.
1.28. Для производства однопрядных многослойных канатов закрытой и полузакрытой конструкции с максимальным заполнением их поперечного сечения металлом и получения сплошной цилиндрической поверхности уложенного слоя применяют круглую и фасонную проволоку.
Фасонная проволока используется главным образом трех видов: зетообразная, иксообразная, трапецеидальная (клиновидная).
1.29. Зетообразная проволока создает взаимную плотную связь отдельных проволок - образует "замок", который не допускает проникания влаги и абразивов внутрь каната и препятствует высвобождению проволоки из слоя при обрыве. Ее используют как в наружном, так и во внутренних слоях каната. Существенным недостатком ее является сложность изготовления.
1.30. Иксообразная проволока имеет такое же основное назначение, что и зетообразная проволока, - обеспечение ровного слоя и создание замка. Достигается это вдвое меньшим числом фасонных проволок в слое, поскольку иксообразная проволока обязательно должна чередоваться с круглой. Такое сочетание создает самозатягивающийся плотный слой для последующего покрытия его другим слоем проволок, чем увеличивается структурная прочность каната. Иксообразная проволока используется как во внутренних, так и в наружных слоях каната. В последнем случае такой канат относится к канатам полузакрытой конструкции.
1.31. Трапецеидальная (клиновидная) проволока используется только во внутренних слоях канатов для создания надежного ровного слоя с последующей укладкой на нем слоя других таких же фасонных проволок. К преимуществам такой проволоки можно отнести менее сложный процесс ее производства.
1.32. Исходное сырье и профиль сечения фасонных проволок необходимо назначать с учетом их склонности к коррозионному растрескиванию (ГОСТ и специальными Техническими условиями на канаты закрытой и полузакрытой конструкции оговариваются только высота поперечного сечения проволоки, являющаяся ее характеристикой, и временное сопротивление металла).
1.33. Фасонные проволоки изготовляют обычно светлыми или оцинкованными с временным сопротивлением в зависимости от размеров и назначения в интервале 100 - 160 кгс/мм2.
1.34. Для изготовления невитых канатов применяются следующие материалы:
сталь в виде основной высокопрочной и мягкой обмоточной проволоки;
склеивающие полимерные составы различных типов;
защитные покрытия против коррозии металла и для предотвращения от механических, эрозионных, тепловых и других повреждений клеевых швов.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7372-66 Постановлением Госстандарта СССР от 11.06.1979 N 2100 с 01.01.1982 введен в действие ГОСТ 7372-79. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7348-63 Постановлением Госстандарта СССР от 21.01.1981 N 138 с 01.01.1983 введен в действие ГОСТ 7348-81. |
1.35. Основной несущей частью невитых канатов является высокопрочная холоднотянутая проволока, отвечающая ГОСТ 7372-66, ГОСТ 7348-63.
1.36. Склеивающие составы должны удовлетворять требованиям, предъявляемым условиями эксплуатации, технологией изготовления, транспортирования и монтажа невитых металлопластмассовых канатов, и обеспечивать высокую адгезию к обезжиренной и очищенной поверхности проволок, совместное деформирование полимера и проволок во всем диапазоне температурных и силовых деформаций. Длительная эксплуатация не должна повлиять на качество склеивания настолько, чтобы выйти за пределы этих требований.
1.37. Из эпоксидных рекомендуются три оптимальных состава на основе стандартных компаундов К-147, К-153 и К-115, принятых с учетом старения эпоксидопласта (табл. 1). Их механические характеристики приведены в табл. 2.
Таблица 1
Наименование компонентов | Количество весовых частей компаундов марок | ||
К-147 | К-153 | К-115 | |
Эпоксидная смола ЭД-20 | 100 | 100 | 100 |
Полиэфир МТФ-9 | 30 | 10 | 20 |
Каучук СКН-26-1 | 70 | - | - |
Полиэтиленполиамин | 20 | 15 | 15 |
Портландцемент | 50 | - | 70 |
Газовая сажа | 10 | 10 | 6 |
Аэросил А-380, А-300, А-175 | 8 - 12 | 4 - 6 | 3 - 4 |
Тиоколовая мастика У-30 М | - | 16 | - |
Кварцевая мука | - | 32 | - |
Марка компаунда | Режим отверждения | Механические характеристики отвержденного полимера | ||||||
предел прочности, кгс/см2, при | относительное удлинение, % | удельная ударная вязкость, кгс/см2 | твердость по Бринеллю, кгс/мм2 | |||||
температура, °C | время, ч | растяжении | сдвиге | изгибе | ||||
К-147 | 20 | 48 | 200 - 250 | 65 - 70 | 200 - 700 | 8 - 12 | - | 8 |
К-153 | 20 | 24 | 340 - 400 | 135 - 140 | 800 - 900 | 2,5 - 3 | - | 12 - 16 |
К-115 | 20 | 32 | 500 - 600 | 160 - 170 | 900 - 1300 | 0,8 - 1,1 | 10 - 15 | 21 - 25 |
Состав на основе К-147 более эластичен, но обладает несколько пониженной прочностью, водо- и теплостойкостью по сравнению с составами на основе К-115 и К-153. Однако по мере старения и твердения эти свойства восстанавливаются, увеличиваясь через шесть месяцев на 15 - 25%.
Если не требуется повышенной эластичности, рекомендуется применять состав на основе К-153.
Состав на основе К-115 рекомендуется для наружной многослойной изоляции, так как он стабилен в диапазоне температур -40 - +50 °C, выдерживает без изменения прочности сцепления с металлом не менее 100 циклов нагревания и замораживания. Кроме того, минимальное водопоглощение (0,04%) при кипячении в течение 24 ч свидетельствует о его высокой химической стойкости.
1.38. Определить дозировки компонентов, при которых составы характеризуются наиболее высокими показателями склеивания, и установить область оптимальных дозировок можно по семейству контурных кривых, полученных методом планируемого факторного эксперимента (рис. 1).

Рис. 1. Влияние содержания полиэтиленполиамина
и пластификаторов на предел прочности на сдвиг при растяжении
клеевых швов невитых металлопластмассовых канатов
1.39. По числу операций свивки канаты изготовляют:
а) одинарной свивкой группы проволок в круглые - спиральные канаты или пряди для последующей свивки. Пряди изготовляют как круглого, так и фасонных сечений;
б) двойной свивкой проволок в круглые или фасонные пряди, последние - в канаты тросовой конструкции - однослойные, двухслойные, трехслойные и редко четырехслойные;
в) тройной свивкой проволок в пряди, а последние - в стренги, а затем - стренг в канаты кабельтовой конструкции;
г) прошивкой ушивальником или скреплением, стяжками нескольких четырехпрядных стренг, попарно уложенных с противоположным направлением свивки. Таким способом изготовляют плоские канаты;
д) плетением восьми прядей для производства квадратных канатов;
е) соединением параллельно уложенных проволок для получения невитых канатов.
1.40. В зависимости от сечения прядей, используемых в канатах тросовой конструкции, круглые канаты изготовляют фасоннопрядными, для чего применяют трехгранные, плоские (прямоугольные) или овальные пряди. Такие канаты соответственно называют трехграннопрядными, плоскопрядными и овальнопрядными.
1.41. По роду свивки проволок в пряди канаты бывают:
а) с точечным касанием (ТК) проволок между слоями прядей. При этом пряди могут изготовляться из проволок одинакового или разного диаметра по отдельным слоям;
б) с линейным касанием (ЛК) проволок в прядях: с одинаковым диаметром проволок в отдельных слоях ЛК-0, с проволоками двух разных диаметров в верхнем слое пряди ЛК-Н, с проволоками разного и одинакового диаметра по отдельным слоям пряди ЛК-РО, с размещением заполняющих проволок меньшего диаметра между двумя слоями проволоки;
в) с точечным и линейным касанием (ТЛК) проволок в пряди. В канатах этой конструкции предусматривается наличие в пряди не менее двух слоев проволок с линейным касанием.
1.42. По способу свивки канаты бывают:
а) обыкновенные (раскручивающиеся), у которых проволоки и пряди не освобождены от внутренних напряжений, вызванных процессом свивки проволок в пряди и прядей в канат, вследствие чего они не сохраняют своего положения в канате после разрубки и снятия перевязок;
б) нераскручивающиеся, у которых проволоки и пряди освобождены от внутренних напряжений и не раскручиваются на отдельные пряди, а пряди - на проволоки; после разрубки и снятия перевязок проволоки сохраняют свое прежнее положение;
в) некрутящиеся, у которых нет стремления вращаться вокруг своей оси (многопрядные - многослойные канаты с противоположным направлением свивки прядей по слоям).
1.43. Направление свивки отдельных проволок в пряди, а последних - в сердечники, стренги и канаты может быть как правым, так и левым.
Пряди, используемые в качестве спиральных канатов, изготовляют обычно с чередующимся направлением свивки проволок по отдельным слоям. Спиральные канаты вследствие противоположности направлений свивки имеют повышенную изгибную жесткость.
1.44. Спиральные канаты могут быть открытого, закрытого и полузакрытого типов. Открытые спиральные канаты состоят из круглых проволок.
Закрытые спиральные канаты имеют наружный ряд зетообразных проволок, которые образуют плотную поверхность каната.
Полузакрытые спиральные канаты имеют наружный слой из чередующихся фасонных и круглых проволок.
1.45. Невитые канаты представляют собой группы параллельно уложенных многослойных прядей ТК и проволок диаметром от 2 до 8 мм, канатов закрытой или открытой конструкций. Собранные в пучки по обычной системе 1 + 6 + 12 + 18 ... такие канаты плотно скрепляют и обжимают различными способами или стяжками.
Невитые канаты могут изготовляться с поперечным сечением в виде круга, правильного шестиугольника, а также овала или неправильного шестиугольника.
1.46. По характеру соединения проволок различаются следующие типы стальных невитых проволочных канатов (рис. 2):
I - соединенные непрерывной спиральной обмоткой (рис. 2, а);
II - соединенные муфтами или сжимами через определенные расстояния, обеспечивающие упругое деформирование проволок при намотке каната на барабан (рис. 2, б);
III - склеенные пластифицированными полимерными композициями и обжатые до полимеризации спиральной обмоткой из мягкой проволоки, сжимами или муфтами (рис. 2, в, г).

1 - стальные высокопрочные проволоки; 2 - напряженная
спиральная навивка из мягкой проволоки; 3 - склеивающий
состав, заполняющий пространство между проволоками;
4 - одно- или многослойное защитное покрытие;
5 - сжимы или муфты
1.47. Формирование невитого каната из круглых проволок одного диаметра по схеме 1 + 6 + 12 + 6п ... приводит к образованию наиболее компактного правильного шестигранного сечения (рис. 3), геометрические характеристики которого приведены в табл. 3.

Рис. 3. Геометрические характеристики
невитых металлопластмассовых канатов
Марка канатов | Диаметр каната по диагонали | Суммарное количество проволок | Количество проволок в слое | Количество слоев |
МП 19-dк | 5d | 19 | 12 | 2 |
МП 37-dк | 7d | 37 | 18 | 3 |
МП 61-dк | 9d | 61 | 24 | 4 |
МП 91-dк | 11d | 91 | 30 | 5 |
МП 127-dк | 13d | 127 | 36 | 6 |
МП 169-dк | 15d | 169 | 42 | 7 |
МП 217-dк | 17d | 217 | 48 | 8 |
МП 271-dк | 19d | 271 | 54 | 9 |
1.48. Для невитых канатов типов I и II по п. 1.46 требуется осуществление предварительного противокоррозионного покрытия высокопрочной проволоки или принятие специальных мер по защите готовых канатов.
1.49. Изготовление невитых канатов производится по линейно-стендовой технологии в заводских условиях и непосредственно на строительной площадке, а также по кассетной технологии на автоматизированных линиях.
Состав технологических процессов и операций приведен в табл. 4.
Таблица 4
N п.п. | Наименование технологических процессов и операций | Варианты технологии изготовления | |||
I | II | III | IV | ||
Линейно-стендовая (для элементов мерной длины) | Кассетная (для канатов непрерывной длины из самовыпрямляющейся проволоки) | ||||
на строительной площадке | в условиях завода | ||||
1 | Разматывание бухт с выравниванием проволоки | + | + | + | - |
2 | Резка проволочных заготовок мерной длины | + | + | + | - |
3 | Высадка концевых утолщений | + | + | + | - |
4 | Комплектование канатов в связки на стеллажах | + | - | - | - |
5 | Наматывание связок на барабаны | + | - | - | - |
6 | Напряженная намотка проволоки на кассеты с эффектом выпрямления | - | + | + | - |
7 | Разматывание проволоки с кассет, оборудованных регулируемым тормозом | - | + | + | + |
8 | Обезжиривание и очистка проволоки | - | + | + | + |
Комплектование каната в сборной фильере | - | + | + | + | |
Прохождение проволок через ванночку N 1 со склеивающим составом | - | + | + | + | |
Обжатие пучка проволок в составной фильере при выходе из ванночки N 1 | - | + | + | + | |
Напряженное обматывание пучка | - | + | + | + | |
13 | Первая термообработка | - | + | + | + |
14 | Защитное покрытие каната в ванночке N 2 | - | + <*> | + <*> | + <*> |
15 | Вторая термообработка | - | + <*> | + <*> | + <*> |
16 | Напряженное наматывание с кручением на транспортный барабан | - | + | + | + |
17 | Закрепление конца каната на барабане | - | + | + | + |
18 | Отрезание каната дисковой пилой | - | - | - | + |
19 | Транспортирование канатов на барабанах | + | + | + | + |
20 | Разматывание каната на строительной площадке | + | + | + | + |
21 | Установка каната во временные зажимы на стеллажах | + | - | - | - |
22 | Устройство концевых анкеров | + | + <**> | + <**> | + |
23 | Обезжиривание и очистка проволок | + | - | - | - |
24 | Выполнение операций по пп. 9, 10, 11 и 12 табл. 4 на передвижном агрегате при холодном отверждении составов | + | - | - | - |
25 | Нанесение изолирующих слоев холодным способом <***> | + | + | + | + |
26 | Монтаж каната | + | + | + | + |
--------------------------------
<**> Устройство концевого анкера можно осуществить на заводе. Тогда возможен монтаж каната "с барабана".
<***> Применяется для защиты от воздействий атмосферы, облучений различных видов, химически агрессивных сред и проектируется согласно целевому назначению.
Схема заготовки невитых канатов мерной длины по линейно-стендовой технологии показана на рис. 4.
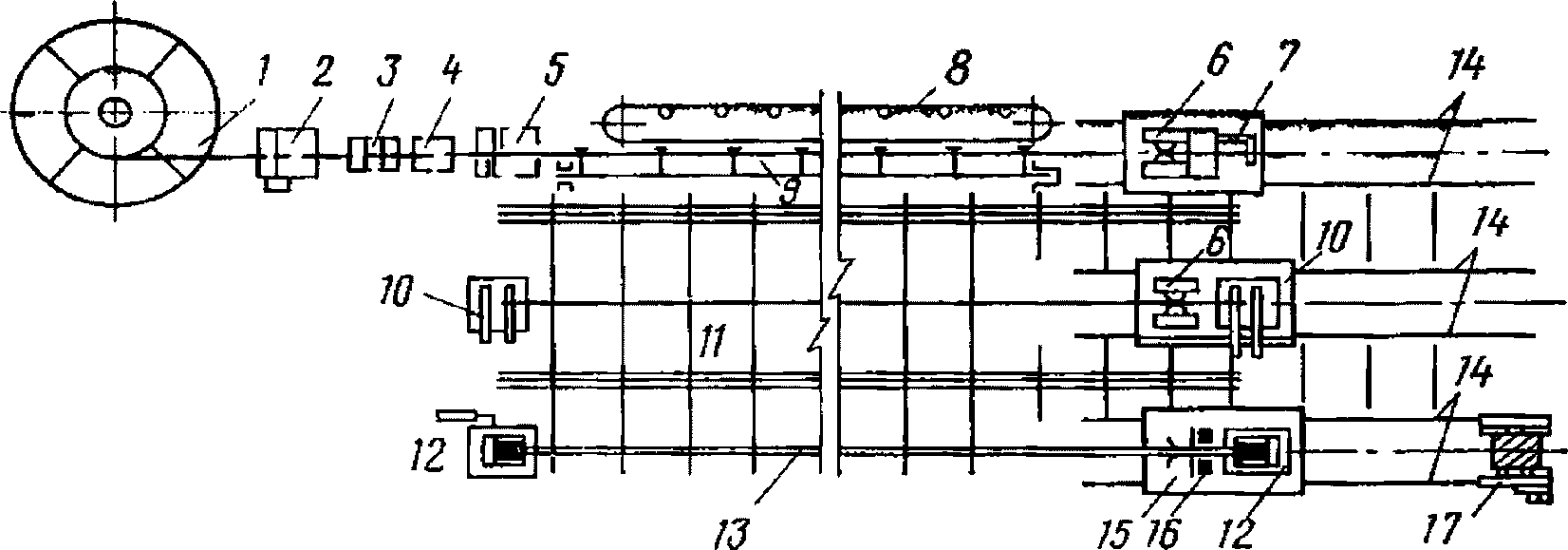
Рис. 4. Схема изготовления невитых канатов мерной длины
по линейно-стендовой технологии
1 - бухтодержатель; 2 - механизм правки проволоки;
3 - приспособление для очистки и обезжиривания проволоки;
4 - блок тормозных роликов; 5 - ножницы; 6 - механизм
подтягивания проволоки; 7 - датчик включения ножниц;
8 - цепной конвейер; 9 - кантователь; 10 - аппарат высадки
головок; 11 - стеллажи; 12 - устройство для послойного
комплектования невитых канатов и изготовления анкеров;
13 - заготовки невитых канатов с анкерами; 14 - рельсовые
пути; 15, 16 - составная фильера и обмоточное устройство;
17 - барабанодержатель с электроприводом
Более прогрессивная заводская технология, осуществляемая на автоматизированной кассетной линии, основывается на напряженном наматывании невитого каната на турель с барабаном с одновременным растяжением, закручиванием на заданный угол и изгибом каната (рис. 5).
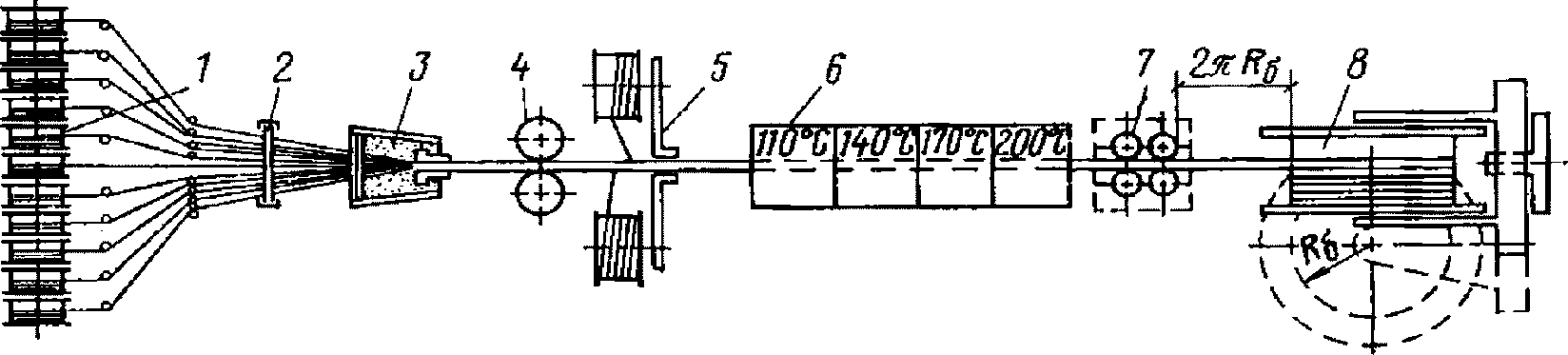
Рис. 5. Схема технологической кассетной линии изготовления
невитых металлопластмассовых канатов
1 - батарея кассет с самовыпрямляющейся проволокой;
2 - составная фильера; 3 - ванночка с полимерным
склеивающим составом; 4 - обжимные ролики; 5 - устройство
для напряженного обматывания проволокой; 6 - электропечи;
7 - тормозные ролики; 8 - турель с барабаном
для напряженного наматывания невитого
металлопластмассового каната
1.50. При намотке на барабан невитых канатов типов I и II по п. 1.46 с шагом  при условии достижения напряжений в крайних проволоках 50 - 80 кгс/мм2 оптимальное соотношение радиуса каната rк к радиусу барабана Rб составляет 0,005 - 0,008.
при условии достижения напряжений в крайних проволоках 50 - 80 кгс/мм2 оптимальное соотношение радиуса каната rк к радиусу барабана Rб составляет 0,005 - 0,008.
1.51. Невитые металлопластмассовые канаты типа III по п. 1.46 наматываются на барабаны с шагом  при отношении радиуса каната rк к радиусу барабана Rб 0,005 - 0,007 с подбором склеивающего состава, обладающего модулем сдвига (11 - 14)103 кгс/см2 и адгезией 60 - 100 кгс/см2. Выбор параметров клеящего состава, соотношение диаметров каната и барабана можно осуществить на основании графика рис. 6.
при отношении радиуса каната rк к радиусу барабана Rб 0,005 - 0,007 с подбором склеивающего состава, обладающего модулем сдвига (11 - 14)103 кгс/см2 и адгезией 60 - 100 кгс/см2. Выбор параметров клеящего состава, соотношение диаметров каната и барабана можно осуществить на основании графика рис. 6.

Рис. 6. Зависимость сдвигающих напряжений в клеевых швах
от отношения радиуса барабана к радиусу каната
при разных модулях сдвига клеевого шва
1.52. Диаметр навивочной проволоки d0r рекомендуется определять по формуле
 (3)
(3)где dк - диаметр каната;
q0 - распределенное боковое давление, создаваемое навивкой, равное (0,05 - 0,12)Nт;
Nт - величина натяжения невитого каната при его намотке на барабан;
kз - коэффициент количества заходов навивки, равный 2 или 4;
kпр - коэффициент натяжения навивочной проволоки, равный 0,4 - 0,6;
1.53. При наматывании невитого каната на барабан в спиральной проволочной обмотке возникают напряжения  , определяемые по формуле
, определяемые по формуле
 (4)
(4)где Fi - площадь поперечного сечения одной проволоки;
n - количество проволок в невитом канате;
m - количество шагов винтовой линии, образованной осями проволок наружного слоя в результате кручения при намотке, укладывающихся по длине окружности барабана  .
.
1.54. Определение максимального угла наклона навивочной проволоки при различных соотношениях rк/Rб и других параметрах силовой навивки рекомендуется производить по графикам рис. 7.

Рис. 7. Зависимость отношения радиуса каната к радиусу
барабана и косинуса угла навивки обмоточной проволоки
1.55. В проекте организации работ необходимо предусмотреть мероприятия по своевременному обеспечению строительства канатами: обеспечение фондами, заключение договора с заводом-поставщиком на поставку канатов в сроки, увязанные с графиком работ и др.
1.56. Для повышения контроля качества в сооружении или конструкции следует применять канаты с одного завода и одной партии. Партия канатов должна быть изготовлена из однородного исходного сырья (катанки одной плавки) и по одной технологии.
При оформлении заказов на поставку следует оговаривать наибольшие размеры партий исходя из возможностей завода-поставщика.
1.57. При оформлении заказа на канаты всех типов следует оговаривать их поставку на барабанах; в отдельных случаях с обертыванием водонепроницаемой бумагой и с опалубкой барабанов. На бирках и в сертификатах должны быть обозначены номер и размер партии.
1.58. Полученные с завода канаты перед применением, несмотря на наличие заводского сертификата, должны быть подвергнуты контрольной приемке предприятием-заказчиком. При контрольной приемке канаты следует осмотреть, проверить их размеры и для особо ответственных сооружений испытать на растяжение.
ИС МЕГАНОРМ: примечание. |
1.59. Необходимо проверить все параметры канатов, оговоренные в ГОСТ 13840-68, ГОСТ 3241-66, ГОСТ 18899-73 (для закрытых канатов) и других соответствующих ГОСТах, в специальных технических условиях и дополнительных требованиях, согласованных с заводом при оформлении заказа.
1.60. Осмотр и обмер следует производить по методике, изложенной в ГОСТ 13840-68, ГОСТ 3241-66 и ГОСТ 18899-73 (для закрытых канатов).
1.61. Осмотр и проверку размеров канатов производить по наружным виткам на барабане или на любом отрезке длины при разматывании их с барабанов при переработке на полигоне.
1.62. Испытанию на растяжение должен быть подвергнут не менее чем один образец от каждого каната или от каждого барабана, если на нем намотаны мерные отрезки одного каната, разрезанного на части.
1.63. Образцы для испытания следует отбирать от канатов в состоянии поставки, т.е. до изготовления несущих элементов.
1.64. При испытании должны быть определены разрывное усилие каната в целом и показатели тех механических свойств, которые оговорены в ГОСТе и специальных технических условиях.
1.65. При несоответствии результатов контрольной приемки и испытания требованиям ГОСТ 13840-68, ГОСТ 3241-66, ГОСТ 18899-73 (для закрытых канатов) и других соответствующих ГОСТов, по которым поставлены канаты, а также специальных технических условий и дополнительных требований, согласованных с заводом, канаты с испытываемых барабанов должны быть забракованы.
Примечание. Канаты забракованные, но показавшие удовлетворительные результаты по относительному удлинению (по ГОСТ 13840-68 и специальным техническим условиям, которыми эта характеристика предусмотрена), могут быть применены с согласия заказчика. При их использовании необходимо учитывать фактические свойства и качество изготовления.
1.66. Для предохранения канатов от атмосферной коррозии в графике производства работ следует предусматривать по возможности быстрое их применение после получения от поставщика без выдерживания на складе, а также в конструкции до осуществления постоянной защиты.
1.67. Канаты следует хранить в закрытом сухом помещении, периодически осматривать и принимать меры по предохранению от коррозии. При хранении запрещается устанавливать барабаны с канатами на земляной пол.
1.68. Канаты, не имеющие наружной заводской антикоррозионной смазки, необходимо подвергнуть временной защите от коррозии в соответствии с рекомендациями раздела "Антикоррозионная защита" настоящего Руководства.
1.69. Во избежание образования на канате заломов, выпучиваний отдельных прядей или проволок, местного изменения шага и других повреждений свивки не допускается разматывать канат с барабана, сбрасывая витки, образовывать петли при протяжке и раскладке, переезжать его колесами транспорта. Разматывать канат рекомендуется на козлах при горизонтальном положении оси барабана.
2.1. Стальные канаты используются в следующих основных типах конструкций зданий и сооружений:
висячих пространственных конструкциях;
висячих конструкциях линейно-протяженного типа;
высотных сооружениях на оттяжках;
предварительно напряженных конструкциях, напрягаемых в процессе изготовления, монтажа, реконструкции или усиления.
К висячим (в том числе вантовым, подвесным и т.п.) относятся конструкции, основные несущие элементы которых представляют собой растянутые стержни, нити или системы нитей.
В Руководстве применяется следующая терминология:
нить - гибкий провисающий стержень, несущий поперечную нагрузку;
ванта - прямолинейная или провисающая нить, поддерживающая жесткую пролетную конструкцию;
вантовая ферма - предварительно напряженная система, состоящая из двух соединенных друг с другом поясов;
кабель - гибкая провисающая нить в висячей конструкции, в которой полезная нагрузка передается на нить в отдельных узлах посредством вертикальных или наклонных подвесок.
2.2. К висячим пространственным системам относятся: висячие оболочки, различные вантовые и комбинированные системы, сетки из канатов, пространственные антенные устройства и др.
Висячими оболочками называют покрытия, в которых уложенные на вантовую сеть железобетонные или армоцементные плиты после замоноличивания швов с вантами образуют жесткую пространственную систему, способную воспринимать значительные неравномерные эксплуатационные нагрузки.
Висячие покрытия, пролетная часть которых состоит из гибких вант и жестких элементов, работающих на изгиб, называют комбинированными. Жесткие элементы в таких покрытиях способствуют распределению сосредоточенных и неравномерных нагрузок на несущие гибкие ванты.
К подвесным относятся покрытия с внешними канатами, в которых жесткая пролетная конструкция подвешивается к вантам, закрепленным на стойках-пилонах.
2.3. Висячие линейно-протяженные конструкции проектируют следующих основных видов:
кабельные с балкой жесткости;
кабельные гибкие с подвесками для непосредственного восприятия местных нагрузок;
двухпоясные решетчатые с двумя растянутыми предварительно напряженными поясами и решеткой между ними;
внешне безраспорные системы с предварительно напряженными поясами, решеткой и балкой-распоркой для восприятия распора;
жесткие провисающие нити, усиленные кабелем или подвешенные к нему;
гибкие провисающие нити.
2.4. К высотным сооружениям относятся мачты (опоры) теле- и радиосвязи, линии электропередачи, метеорологические опоры, буровые вышки, шахтные копры и т.д.
Основные особенности высотных сооружений заключаются в большом отношении их высоты к поперечному размеру и наличии значительных горизонтальных нагрузок.
Стволы мачт шарнирно или жестко опираются на фундамент; устойчивость положения ствола обеспечивается системой вант, расположенных в одном или нескольких ярусах.
2.5. К предварительно напряженным относятся такие конструкции, в которых искусственным путем в процессе монтажа (а при усилении существующих конструкций - и во время эксплуатации) создаются собственные (начальные) напряжения, преимущественно противоположные по знаку напряжениям от расчетной нагрузки, или перераспределяются усилия с целью рационального использования несущей способности конструкции.
2.6. При проектировании здания или сооружения с висячими конструкциями должны быть комплексно решены:
а) очертание сооружения в плане;
б) способ обеспечения жесткости пролетной конструкции;
в) способ восприятия распора;
г) способ обеспечения пространственной жесткости всего сооружения.
2.7. Висячие покрытия являются преимущественно распорными и проектируются с замкнутым (в виде кольца, овала, прямоугольника и т.п.) и разомкнутым опорными контурами, выполняемыми из жестких элементов, работающих на сжатие, изгиб и кручение. С целью уменьшения материалоемкости покрытий с замкнутым опорным контуром распор от пролетной конструкции рекомендуется передавать в углы опорного контура. В покрытиях с разомкнутым опорным контуром распор воспринимается анкерными опорами, контрфорсами и др.
2.8. В связи с большой стоимостью анкерных опор для обоснования применения висячей системы в качестве несущей конструкции необходимо изучить возможность рационального осуществления внешних анкерных устройств.
В зданиях с висячими покрытиями возможны следующие схемы передачи распора:
а) от пилона с помощью оттяжек непосредственно на анкеры, расположенные в грунте.
В качестве анкеров рекомендуются сваи с уширенным основанием (винтовые, камуфлетные, буровые с уширенной пятой), ребристые плиты, заделанные в грунт; железобетонные короба, заполненные балластом, и др.;
б) на рамы или стойки с подкосами, если устройство последних не мешает планировке помещения;
в) на омоноличенное перекрытие здания, которое служит в качестве распределительной балки, воспринимающей усилия от вант и передающей эти усилия на торцевые стены;
г) на балку жесткости и другие элементы покрытия (внешне безраспорные конструкции).
2.9. Элементы, предназначенные для восприятия распора, должны проверяться на местную устойчивость и, кроме того, в совокупности с другими элементами, связями, поперечными стенами и т.д., а если их нет, то сами должны обеспечивать общую устойчивость всего здания от действия горизонтальных и вертикальных сил.
2.10. Висячие покрытия должны проектироваться, как правило, предварительно напряженными (для уменьшения деформативности покрытия и уменьшения или предотвращения раскрытия трещин в железобетонных висячих оболочках). Для уменьшения кинематических перемещений очертание пролетной предварительно напряженной конструкции следует назначать соответствующим кривой давления при расчетном сочетании нагрузок.
Возможны следующие пути создания предварительного напряжения висячих покрытий:
а) натяжением непосредственно вант или мембраны;
б) натяжением оттяжек, раскосов, распорок и т.п.;
в) специальной монтажной пригрузкой системы с передачей усилий предварительного натяжения на напрягающие ванты и ограждающую конструкцию оболочки;
г) деформированием опорного контура.
2.11. Узлы и соединения вант с другими элементами висячего покрытия должны решаться в соответствии с принятой расчетной схемой сооружения и конструктивно выполняться так, чтобы в наименьшей степени снижать несущую способность вант.
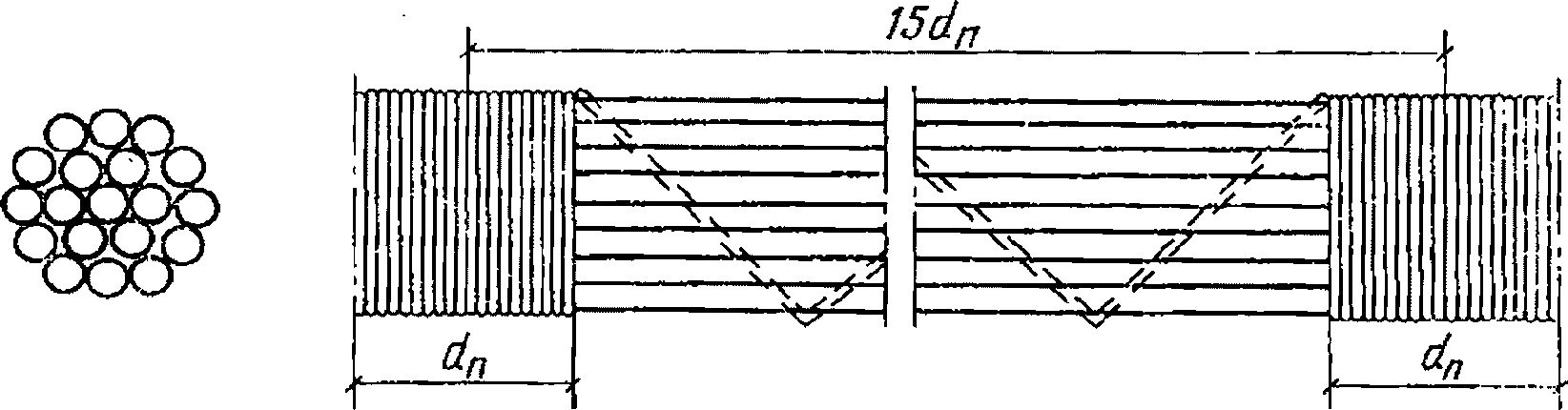
2.12. При наличии перегиба вант в узлах диаметр перегиба рекомендуется принимать:
при вантах из арматурных прядей и канатов спиральных однопрядных и двойной свивки - не менее 15 диаметров каната;
при вантах из канатов спиральных закрытых - не менее 45 диаметров каната. Снижение расчетного сопротивления материала вант в этом случае не учитывается.
Допускается уменьшение диаметра перегиба вант из канатов (кроме спиральных закрытых), но не менее чем до 8 диаметров ванты при угле перегиба не более 30°. При этом расчетное сопротивление материала ванты снижается путем умножения на коэффициент условий работы m = 0,85, причем снижение учитывается на расстоянии 30d в каждую сторону от перегиба.
2.13. В легких висячих мостах и переходах трубопроводов с отношением их поперечного размера к пролету не более 1/30 следует предусматривать устройство горизонтальных ферм из канатов или оттяжек для стабилизации гибкой конструкции при действии бокового ветра, исключая горизонтальные раскачивания и кручения пролетной конструкции.
2.14. На покрытиях с открытыми вантовыми конструкциями во избежание сверхнормативных снеговых скоплений необходимо обращать внимание на правильный выбор шага ферм и схем их решетки, чтобы обеспечить хорошую продуваемость верхнего строения покрытия. Следует избегать устройства сложных фонарей и не допускать перепадов высот, способствующих образованию снежных мешков.
2.15. Для строительных конструкций следует применять, как правило, стальные канаты без органических сердечников и с повышенным шагом свивки.
Возможно применение невитых канатов (пучки параллельных проволок или канатов).
Примечание. Для временных сооружений разрешается применять канаты, бывшие в употреблении, и с органическим сердечником.
2.16. Для изготовления несущих элементов конструкций следует применять следующие типы канатов (рис. 8 и 9):
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3062-69 Постановлением Госстандарта СССР от 23.04.1980 N 1833 с 01.01.1982 введен в действие ГОСТ 3062-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3063-66 Постановлением Госстандарта СССР от 23.04.1980 N 1833 с 01.01.1982 введен в действие ГОСТ 3063-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3064-66 Постановлением Госстандарта СССР от 23.04.1980 N 1833 с 01.01.1982 введен в действие ГОСТ 3064-80. |
а) канаты спиральные из круглых проволок по ГОСТ 3062-69, ГОСТ 3063-66, ГОСТ 3064-66, ГОСТ 3065-66, ГОСТ 13840-68;
б) канаты спиральные закрытые по ГОСТ 3090-73, ГОСТ 18900-73, ГОСТ 18902-73, ГОСТ 7675-73, ГОСТ 7676-73;
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3067-74 Постановлением Госстандарта СССР от 09.09.1988 N 3131 с 01.07.1990 введен в действие ГОСТ 3067-88. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3068-74 Постановлением Госстандарта СССР от 09.09.1988 N 3131 с 01.01.1990 введен в действие ГОСТ 3068-88. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3081-69 Постановлением Госстандарта СССР от 23.04.1980 N 1834 с 01.01.1982 введен в действие ГОСТ 3081-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 14954-69 Постановлением Госстандарта СССР от 23.04.1980 N 1836 с 01.01.1982 введен в действие ГОСТ 14954-80. |
в) канаты двойной свивки многопрядные по ГОСТ 3066-66, ГОСТ 3067-74, ГОСТ 3068-74, ГОСТ 3081-69, ГОСТ 7667-69, ГОСТ 7669-69, ГОСТ 14954-69;
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ГОСТ 7372-66, а не ГОСТ 7372-68. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7372-66 Постановлением Госстандарта СССР от 11.06.1979 N 2100 с 01.01.1982 введен в действие ГОСТ 7372-79. |
г) пучки параллельных проволок, формируемые из канатной проволоки, соответствующей ГОСТ 7372-68 или специальным техническим условиям;
д) проволоки и канаты повышенной прочности и с увеличенной толщиной защитного покрытия по специальным техническим условиям.

а - спиральный из круглых проволок;
б - спиральный из фасонных проволок (закрытый);
в - двойной свивки (семипрядный)
проволок (1 + 6 + 12)
dп - диаметр пряди
2.17. Для обеспечения высоких показателей удельной прочности, продольной жесткости и коррозионной стойкости более эффективны спиральные канаты из круглых проволок (п. 2.16 а) или пучков (п. 2.16 г).
2.18. Спиральные канаты из круглых проволок изготовляются сравнительно невысокой агрегатной прочности. Поэтому при больших усилиях назначаются закрытые (п. 2.16 б) или семипрядные (п. 2.16 в) канаты.
2.19. Для канатов, поставляемых по специальным техническим условиям, предусматривается увеличенный по сравнению со стандартным шаг свивки. Для спирального каната кратность свивки принимается до 16, для канатов двойной свивки - до 14. При заказе канатов по действующим ГОСТам увеличение кратности свивки производится по соглашению с заводом-поставщиком.
2.20. Невитые канаты рекомендуется применять в следующих случаях:
а) в качестве предварительно напряженной арматуры большепролетных железобетонных элементов;
б) для затяжек арочных, сводчатых и других конструкций;
в) для вант висячих покрытий, мостов, трубопроводных переходов;
г) для предварительного напряжения стальных плоских и пространственных ферм;
д) для повышения несущей способности конструкций и их усилений;
е) в качестве несущих элементов различного рода систем из тросов и растяжек.
2.21. Невитые металлопластмассовые канаты следует применять для конструкций, работающих в агрессивных средах химических предприятий. При этом мощность многослойной защиты этих канатов принимается в зависимости от степени агрессивности среды.
2.22. В зависимости от физико-механических характеристик различные конструкции канатов могут быть использованы в разных по назначению конструктивных элементах сооружений.
Некоторые рекомендации по выбору целесообразных типов канатов даны в табл. 5.
Таблица 5
Конструктивные элементы сооружений | Требуемые характеристики механических свойств | Целесообразная конструкция каната |
Несущие конструкции, выполняемые без перегибов в узлах (ванты, кабели висячих мостов, пояса ветровых ферм, затяжки шпренгельных систем) | Высокая прочность, продольная жесткость, выносливость, коррозионная стойкость | Спиральный из круглых проволок. Закрытый несущий |
Конструкции, выполняемые с перегибом в узлах (кабели висячих мостов, ломаные и криволинейные затяжки шпренгельных и предварительно напряженных систем, ванты покрытий) | Высокая прочность, продольная жесткость, выносливость, коррозионная стойкость, ограниченные контактные напряжения между слоями проволок | Спиральный из круглых проволок с линейным касанием между слоями проволок. Закрытый несущий |
Подвески висячих мостов, растяжки ветровых ферм, раскосы вантовых ферм, оттяжки высотных сооружений | Повышенная выносливость, коррозионная стойкость, высокая демпфирующая способность | Двойной свивки семипрядный |
ИС МЕГАНОРМ: примечание. Взамен ТП 101-76 Постановлением Госстроя СССР от 02.11.1981 N 188 с 01.01.1982 введены в действие ТП 101-81. |
2.23. При выборе типа канатов следует учитывать требования "Технических правил по экономному расходованию основных строительных материалов" (ТП 101-76), предусматривать повышение степени индустриализации и снижение трудоемкости работ. При назначении типов канатов и комплектации заказа нужно учитывать показатели, характеризующие затраты трудовых и материальных средств для их изготовления. Завышенные требования к канатам могут повысить их стоимость на 50 - 70%.
2.24. Условия эксплуатации канатов в строительных конструкциях соответствуют, как правило, требованиям, предъявляемым к проволокам I и II марок. Следует учитывать, что применение проволоки высшей марки увеличивает стоимость канатов на 25 - 30%.
2.25. С целью уменьшения поверхности проволок, подвергаемой коррозии, следует отдавать предпочтение канатам из проволоки  диаметра.
диаметра.
диаметра.2.26. При заказе канатов не требуется обусловливать направление свивки как фактора, не оказывающего влияния на работу канатных элементов в строительных конструкциях.
2.27. При проектировании рекомендуется унифицировать сечения канатных элементов, обеспечивая рациональную комплектацию длин.
Следует учитывать, что назначение мерных или кратных длин канатов увеличивает их стоимость до 15%.
2.28. На первой - компоновочной - стадии проектирования выбираются схема сооружения и материалы, устанавливаются генеральные размеры конструкции, предварительно назначаются площади и формы сечений элементов. Эти вопросы решаются для конкретных географических и эксплуатационных условий на основе экономического анализа подобных конструктивных решений, оценки условий монтажа и надежности эксплуатации сооружения.
Параметры, полученные на первой стадии, используются для основного расчета, выполняемого с помощью ЭВМ, с учетом геометрической, а в необходимых случаях и физической нелинейности.
2.29. Расчет висячих покрытий производится в предположении, что вся нагрузка воспринимается системой вант, работающих на растяжение, и передается на опоры. При определении деформаций и перемещений покрытий, вызываемых временной нагрузкой, целесообразен учет прочности и жесткости настилов и балок, вводимых в вантовую конструкцию.
2.30. Расчет вантовой системы должен включать:
определение наибольших усилий для всех элементов от действия любого возможного сочетания нагрузок;
определение сечений всех элементов вантовой системы и опорных конструкций;
определение деформаций кровли и опорных конструкций от возможных сочетаний нагрузок;
учет специальных воздействий (в необходимых случаях): температурных, смещений опор, сейсмических, перегрузок при динамических воздействиях, проверку динамической устойчивости.
2.31. Расчет рекомендуется производить в следующей последовательности:
а) назначаются вид и основные размеры вантовой системы: пролеты, стрелы, высоты опор и т.д., и определяется та форма, которую принимает система под действием полной расчетной нагрузки;
б) производится расчет на прочность (I предельное состояние).
Определяются усилия в несущих вантах и в опорных конструкциях, соответствующие расчетной нагрузке и принятой геометрической схеме. В расчетную нагрузку кроме постоянной (собственный вес) и временной, взятых с коэффициентами перегрузки, входит воздействие стабилизирующих элементов (раскосов, поясов, балок и т.д.), предварительно напрягающих систему. По найденным усилиям определяются сечения вант и назначаются размеры опорной конструкции;
в) производится расчет по деформациям (II предельное состояние).
Расчет по деформациям производится для определения типа и сечений элементов жесткости и стабилизирующих конструкций, придающих в совокупности с несущими вантами необходимую жесткость и пространственную устойчивость сооружению. Целесообразно деформацию условно разделить на упругую и кинематическую. Жесткость покрытия (уменьшение упругого прогиба) может быть достигнута за счет увеличения сечения вант; стабилизация (т.е. уменьшение кинематических перемещений) - за счет увеличения собственного веса, изгибной жесткости, введения подкосов, стабилизирующих вант, поперечных балок жесткости и т.д.
Тип стабилизирующих конструкций и их сечения определяются из условий максимально допустимых кинематических перемещений конструкции под действием неравномерной полезной нагрузки. После этого производится проверка всей системы на жесткость (определяется упругий прогиб от действия всей временной нагрузки на покрытие).
Определяется начальная величина силы натяжения (предварительного напряжения), на которую необходимо натянуть ванты с тем, чтобы при расчетном нагружении остаток ее соответствовал силе, принятой по I предельному состоянию.
Производится расчет системы и опорного контура на неравномерную временную нагрузку.
2.32. При расчете трубопроводных переходов, кроме постоянных и временных нагрузок, принимаемых на основании соответствующих норм, следует учитывать также передающиеся на них усилия от канатов (в вантовых и висячих системах, а также при закреплении за трубопровод оттяжек несущих и ветровых канатов).
2.33. Несущие канаты в многопролетных висячих и вантовых переходах рассчитывают отдельно для каждого пролета. При равных пролетах расчет сводится к однопролетной схеме.
Стрела провисания несущих канатов назначается обычно в пределах 1/8 - 1/15 пролета. С увеличением пролета высота пилонов возрастает и, чтобы уменьшить пилоны, отношение стрелы провисания f к длине пролета l принимают несколько  , чем при относительно малых пролетах.
, чем при относительно малых пролетах.
, чем при относительно малых пролетах.Обычно стрелу провисания несущих канатов назначают при пролетах до 100 м в пределах 1/8 - 1/10 пролета, при пролетах более 100 м - 1/10 - 1/15 пролета.
2.34. Висячие переходы трубопроводов можно рассматривать обычно как гибкие системы, поскольку у них высота балки жесткости, которой является трубопровод, как правило, меньше 1/100 пролета.
Влияние жесткости трубопровода, а также настила или проезжей части учитывают при расчете перехода на сосредоточенную или распределенную временную нагрузку, располагаемую на части пролета.
2.35. В гибкой системе с вертикальными подвесками расчет несущего каната производится на действие вертикальных нагрузок и изменение температуры. В отдельных случаях (при наклонных подвесках, при пониженном расположении ветровых канатов и др.) несущие канаты могут находиться под воздействием ветровой нагрузки.
2.36. При определении постоянной нагрузки учитываются собственный вес несущих канатов, вес ветровых канатов, подвесок, оттяжек и других элементов пролетного строения, вес трубопровода и т.д.
Для предварительных расчетов можно принять собственный вес несущих канатов равным 0,1 веса трубы (без продукта), а вес ветровых канатов, оттяжек и подвесок - примерно 0,05 веса трубы.
2.37. Расчетные сопротивления стальных канатов определяются по формуле
 (5)
(5)где Rн - нормативное сопротивление стального каната, равное отношению временного сопротивления каната к расчетной площади всех проволок каната;
mк - коэффициент условий работы, учитывающий влияние перегибов, поперечных обжатий, а также других концентраторов напряжений, принимается равным 0,85, а в случае отсутствия концентраторов - 1;
mд - коэффициент условий работы, учитывающий возможность снижения длительной прочности каната в конструкции по отношению к прочности при испытании, принимается по табл. 6;
kк - условный коэффициент безопасности по материалу, учитывающий изменчивость действительной прочности образцов канатов при статических испытаниях в разрывной машине; назначается таким образом, чтобы величина соответствовала минимальной возможной действительной прочности с обеспеченностью 0,997 (3 стандарта). При наличии контроля за пластическими свойствами проволоки коэффициент kк можно принимать равным 1, а в случае отсутствия контроля kк = 1,05;
kн - коэффициент надежности, учитывающий степень ответственности и капитальности сооружений, а также значимость последствий наступления рассматриваемого предельного состояния; принимается по табл. 7.
Срок службы | Коэффициенты mд снижения длительной прочности стальных канатов | |
на открытом воздухе | в закрытом помещении | |
До 15 лет | 0,8 | 0,95 |
15 - 60 лет | 0,7 | 0,85 |
Свыше 60 лет | 0,67 | 0,8 |
Особенности эксплуатации сооружений | Категория ответственности | Коэффициенты надежности kн для стальных канатов | |
в линейно-протяженных конструкциях | в пространственных конструкциях | ||
Эксплуатация связана с наличием большого количества людей (мосты, покрытия над зрелищными залами, цехами и т.д.) | I | 1,25 | 1,15 |
Эксплуатация ведется  часть времени при отсутствии людей (трубопроводные переходы, отвальные мосты, дождевальные установки, покрытия над складами, ангарами и т.п.) часть времени при отсутствии людей (трубопроводные переходы, отвальные мосты, дождевальные установки, покрытия над складами, ангарами и т.п.) | II | 1,15 | 1,1 |
2.38. Предельные расчетные прогибы вантовых конструкций должны составлять:
для вантовых сеток, покрытий зданий пониженной капитальности - не менее 1/100 пролета;
для покрытий зданий повышенной жесткости, комбинированных покрытий, несущих крановую подвесную нагрузку - в пределах 1/250 - 1/500 пролета;
для мостов и трубопроводных переходов прогибы от действия временных нагрузок предусматриваются соответствующими нормативными документами.
2.39. За предел пропорциональности вытянутого каната следует принимать его расчетное сопротивление в том случае, если усилие вытяжки превышает расчетное усилие в канате.
Невытянутый канат, как правило, не имеет предела пропорциональности, так как пластическое течение материала начинается с момента приложения нагрузки.
2.40. За условный предел текучести вытянутого каната принимается напряжение вытяжки.
Невытянутый канат не имеет предела текучести.
2.41. За временное сопротивление составляющих канат проволок следует принимать их браковочный минимум по временному сопротивлению.
2.42. Если ГОСТ указывает разрывное усилие каната в целом, то за временное сопротивление каната следует принимать напряжение, соответствующее разрывному усилию.
Если известна только величина суммарного разрывного усилия составляющих канат проволок Pсум, разрывное усилие каната следует принимать равным 0,85Pсум для спиральных и 0,8Pсум для семипрядных канатов.
2.43. Для учета влияния количества проволок на прочность невитого каната следует суммарные агрегатные усилия умножить на коэффициент mн, принимаемый при количестве проволок до 37 равным 1, от 37 до 61 - 0,99, от 61 до 91 - 0,98, от 91 до 127 - 0,97 и свыше 127 - 0,95.
2.44. При определении суммарного разрывного усилия проволок, составляющих канат, не следует учитывать временное сопротивление проволок из низкоуглеродистой стали, если их используют в качестве сердечников и проволок заполнения.
2.45. Относительное удлинение каната перед разрывом следует принимать равным не менее 2,5%.
2.46. Модуль упругости каната при известном его геометрическом построении можно определять по формуле
 (6)
(6)где Eпров = 2·106 кгс/см2 - модуль упругости проволок, составляющих канат;
Для спирального каната  , для семипрядного
, для семипрядного
 (7)
(7)2.47. Экспериментально модуль упругости определяется при втором или третьем нагружении (рис. 10) из выражения
 (8)
(8)где  - напряжение, равное расчетному сопротивлению;
- напряжение, равное расчетному сопротивлению;

2.48. Модуль упругости предварительно вытянутых канатов, а также подвергнутых после вытяжки технологическим воздействиям (свертыванию в бухты или намотке на барабаны, длительному хранению, перегибам и т.п.), можно принимать в соответствии с табл. 8.
Конструкция каната | Модуль упругости канатов, Eк·106, кгс/см2 | |
предварительно вытянутых | подвергнутых технологическим воздействиям | |
Невитые | 2 | 2 |
Семипроволочные | 1,8 | 1,8 |
Спиральные диаметром: | ||
до 55 мм | 1,5 - 1,7 | 1,4 - 1,5 |
более 55 мм | 1,5 - 1,6 | 1,4 |
Спиральные с увеличенными (до 11 - 12) кратностями свивки диаметром: | ||
до 55 мм | 1,7 | 1,6 |
более 55 мм | 1,6 | 1,5 |
Многопрядные | 1,3 - 1,5 | 1,2 |
Многопрядные с увеличенными кратностями свивки (прядей 14 - 15, каната 10 - 12) | 1,6 | 1,4 |
2.49. Модуль упругости канатов, не прошедших предварительной вытяжки, следует принимать равным 80% от величин модулей, приведенных в табл. 8, предварительно вытянутых канатов.
2.50. Характеристики невитых канатов, изготовленных из проволоки диаметром 5 мм с условным пределом текучести 13 900 - 14 300 кгс/см2 и модулем упругости 2·106 кгс/см2, приведены в табл. 9.
При подборе сечения невитого каната можно пользоваться номограммой (рис. 11).
Таблица 9
Марка невитого каната | Количество проволок в канате, шт. | Диаметр каната по диагонали, мм | Расчетная площадь сечения, см2 | Нормативное суммарное разрывное усилие, тс | Агрегатное разрывное усилие, тс | Масса одного метра, кг |
МП 19-5 | 19 | 25 | 3,75 | 66,7 | 64,4 | 3,02 |
МП 37-5 | 37 | 35 | 7,25 | 126 | 122,3 | 5,84 |
МП 61-5 | 61 | 45 | 11,95 | 203,2 | 199,8 | 9,85 |
МП 91-5 | 91 | 55 | 17,84 | 303,4 | 297,7 | 14,3 |
МП 127-5 | 127 | 65 | 24,89 | 420,2 | 415,9 | 20,35 |
МП 169-5 | 169 | 75 | 32,34 | 549,8 | 531,1 | 26,5 |
МП 217-5 | 217 | 85 | 42,58 | 721,1 | 693,1 | 34,67 |

(Pн - нормативное усилие; d - диаметр проволоки;
n - количество проволок)
2.51. Момент инерции сечения каната из круглых проволок определяется как сумма моментов инерции каждой проволоки относительно ее центральной оси, умноженная на коэффициент, учитывающий конструкцию каната:
 (9)
(9)где n - количество проволок в канате;
k - коэффициент, учитывающий конструкцию каната; для спиральных канатов k = 1,8, для канатов двойной свивки k = 1,2.
2.52. Коэффициент линейного расширения каната принимается равным коэффициенту линейного расширения стали.
2.53. Деформация ползучести проявляется в наибольшей мере в первые годы эксплуатации конструкций. По данным десятилетних наблюдений за сооружениями, величина деформации ползучести при уровне напряжения (0,36 - 0,4)Rн оценивается по отношению к упругим деформациям:
для канатов двойной свивки - до 0,05%
для спиральных и закрытых канатов - до 0,035%.
2.54. Деформация ползучести вытянутых канатов описывается уравнением
 (10)
(10)где A1 - коэффициент неустановившегося процесса ползучести вытянутого каната, принимается по табл. 10;
A2 - коэффициент установившегося процесса ползучести вытянутого каната, принимается по табл. 10;
mп - показатель неустановившегося процесса ползучести вытянутого каната;
t - время, мин;
a1 и a2 - коэффициенты уравнения границы процессов.
Конструкция каната | Коэффициенты деформации ползучести | ||||
a1 | a2 | A1 | A2 | mп | |
Спиральный | 3,6·10-8 | 18 | 8,2·10-14 | 1,43·10-19 | 0,46 |
Семипрядный | 3,6·10-8 | 22 | 13,4·10-14 | 2,38·10-19 | 0,4 |
2.55. При растяжении канатных элементов в условиях, исключающих вращение концов, развивается крутящий момент. В процессе нагружения крутящий момент воспринимается устройствами для натяжения, а после натяжения передается анкерными устройствами непосредственно на элементы конструкций. Крутящий момент действует в направлении раскручивания наружного слоя проволок в спиральных канатах или прядей в многопрядных канатах.
Значения крутящих моментов для растягивающего усилия 1 тс приведены в прил. I.
2.56. Для канатных элементов сооружений, не подверженных действию циклических нагрузок, расчет на усталость производить не требуется. К таким конструкциям относятся несущие элементы железобетонных оболочек, конструкции, не подверженные большим колебаниям напряжений от ветрового воздействия и не несущие подвесного транспорта или иного оборудования, создающего переменные динамические нагрузки.
2.57. Канатные элементы сооружений, подверженные действию циклических нагрузок, должны быть запроектированы с учетом усталостной прочности. При этом следует иметь в виду, что усталости больше подвержены не сами растянутые элементы, а их узлы и соединения.
2.58. Расчетное сопротивление каната при расчете на усталостную прочность рекомендуется принимать равным
 (11)
(11)где Rк - расчетное сопротивление каната при расчете на прочность;
 .
.
канатов при расчете на выносливость
На рис. 12 сплошными линиями показаны пределы усталости канатов вне концентраторов напряжений при коэффициенте режима нагрузки  , коэффициенте однородности предела выносливости u = 0,9 и эффективном коэффициенте концентрации напряжений
, коэффициенте однородности предела выносливости u = 0,9 и эффективном коэффициенте концентрации напряжений  .
.
Пунктирными линиями даны пределы усталости канатов в местах перегибов, обжатия и других концентраторов напряжений при значениях коэффициентов  , u = 0,9 и
, u = 0,9 и  .
.
.2.59. Быстрота появления усталости зависит прежде всего от местной концентрации напряжений в растянутых элементах.
Анкерные устройства, узлы, требующие перегиба или обжатия канатов, должны быть выполнены с особой тщательностью, так как именно от них зависит усталостная прочность всей конструкции.
В качестве примера приведены пределы изменения усталостной прочности закрытых канатов диаметром 54 мм, заделанных в стаканы и залитых сплавом ЦАМ:
при 
 ;
;
; " 
 .
.
.Вблизи узловых соединений с обжимными накладками предел усталости принимается соответственно:
при 
 ;
;
; " 
 .
.
.Всякого рода искривления каната, например вокруг ролика подвески, снижают предел усталости. Так, для многопрядного каната dк = 64,5 мм, искривленного вокруг ролика d = 800 мм, он равен:
при 
 ;
;
; " 
 .
.
.2.60. С ростом характеристики цикла  (что соответствует уменьшению амплитуды изменения напряжений в канате) предел усталости каната возрастает, а также возрастают допускаемые максимальные напряжения при заданной долговечности (в числах циклов до разрушения).
(что соответствует уменьшению амплитуды изменения напряжений в канате) предел усталости каната возрастает, а также возрастают допускаемые максимальные напряжения при заданной долговечности (в числах циклов до разрушения).
2.61. Характеристика цикла  соответствует режиму работы висячих покрытий. При этом коэффициент динамичности kд = 1,1. При проектировании висячих покрытий с учетом подвесного транспорта характеристика цикла
соответствует режиму работы висячих покрытий. При этом коэффициент динамичности kд = 1,1. При проектировании висячих покрытий с учетом подвесного транспорта характеристика цикла  и соответствующий ей коэффициент динамичности kд = 1,33.
и соответствующий ей коэффициент динамичности kд = 1,33.
соответствует режиму работы висячих покрытий. При этом коэффициент динамичности kд = 1,1. При проектировании висячих покрытий с учетом подвесного транспорта характеристика цикла и соответствующий ей коэффициент динамичности kд = 1,33.2.62. С ростом  более высоким пределом усталости обладают канаты из более высокопрочных проволок.
более высоким пределом усталости обладают канаты из более высокопрочных проволок.
2.63. Коррозионная среда резко ускоряет развитие трещин усталости в незащищенном канате, снижает предел усталости и сокращает срок его службы.
Протекторная защита повышает предел усталости в 1,5 - 2,5 раза по сравнению с незащищенным канатом.
2.64. Долговечность канатов является экспериментальной характеристикой, определяемой в зависимости от числа перегибов в опорном сечении, на блоке и т.д., с учетом влияния особенностей его конструкции, диаметра, размера, материала проволок и других факторов.
2.65. Для канатов, работающих в условиях повторно-переменных нагрузок (например, вантовые транспортерно-конвейерные галереи, отвальные мосты и отвалообразователи, дождевальные установки и т.д.), долговечность может рассматриваться как число перегибов в местах закрепления, которое выдерживает канат до норм браковки, и определяется по формуле
Jд = kпJном, (12)
где kп - коэффициент приведения номинальной долговечности экспериментального каната к долговечности любого другого каната, работающего в иных условиях, учитывающий нагрузку каната, материал и диаметр блоков и опорных конструкций, отличие характеристики (конструкцию, предел прочности, диаметр) рассчитываемого каната от эталонного;
Jном - номинальная долговечность экспериментального (эталонного) каната.
2.66. В первом приближении долговечность канатов может оцениваться соотношением изгибных и растягивающих напряжений в наружных проволоках. Чем меньше величина  , тем слабее проявляется усталость металла и тем больше долговечность каната.
, тем слабее проявляется усталость металла и тем больше долговечность каната.
2.67. Для повышения долговечности каната необходимо стремиться к уменьшению как изгибных, так и контактных напряжений. Например, в некоторых случаях целесообразно канаты натягивать с  усилием, назначая минимальный запас прочности на растяжение.
усилием, назначая минимальный запас прочности на растяжение.
усилием, назначая минимальный запас прочности на растяжение.2.68. Динамическая долговечность канатов, подверженных действию переменных во времени растягивающих и изгибных деформаций, значительно ниже статической долговечности и зависит от соотношений средних  и амплитудных
и амплитудных  напряжений циклов.
напряжений циклов.
На рис. 13 штриховой линией показана кривая долговечности Nст каната ТК 6 x 19 + 1 о.с. (ГОСТ 3070-74) dк = 18,5 мм без действия на него пульсирующих растягивающих нагрузок, сплошными - долговечность Nд при одновременном действии пульсирующих растягивающих нагрузок.

Рис. 13. Кривые долговечности в зависимости от средних
и амплитудных напряжений циклов
2.69. Учет влияния циклической нагрузки на долговечность каната производится с помощью коэффициента  :
:
 (13)
(13)Приближенно коэффициент  может быть представлен в виде
может быть представлен в виде
 (14)
(14)График влияния амплитудных напряжений на долговечность каната приведен на рис. 14.

Рис. 14. Влияние амплитудных напряжений
на долговечность каната
2.70. Канаты, применяемые в строительстве, должны быть закреплены в специальных анкерных устройствах. Конструкция анкерного устройства должна обеспечивать надежность заделки канатов и не снижать их прочности.
2.71. В качестве универсального крепления, пригодного для канатов всех типов, рекомендуется применять стальные анкеры, в которых концы проволок заливаются цинковым сплавом (заливные анкеры).
2.72. При передаче усилий в узлы опорных конструкций через торец заливного анкера последний следует выполнять в виде стакана с конической или цилиндрической внутренней полостью.
Стаканы с конической внутренней полостью могут быть точеные или литые. Размеры и рекомендуемые марки сталей точеных анкеров приведены в табл. 11, схема анкера - на рис. 15.
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 23.06.2003 N 201-ст с 01.01.2004 введен в действие ГОСТ 8724-2002. |
N анкера | Диаметр канатов dк, мм | Разрывное усилие каната, тс | Марка стали анкера | Размеры анкера, мм | Резьба метрическая по ГОСТ 8724-58 | ||||
наружный диаметр dа | длина lа | диаметр отверстий | длина нарезной части lн | ||||||
большого dб | малого dм | ||||||||
1* | 16 - 20 | 25 ----- 35 | Ст3 ------ 45 | 60 | 90 | 42 | dк + 4 | 60 | М60 x 4 |
2* | 20,5 - 26 | 35 ----- 50 | Ст3 ------ 45 | 70 | 110 | 52 | dк + 4 | 60 | М70 x 4 |
3 | 26,5 - 29,5 | 50 ----- 70 | Ст3 ------ 45 | 80 | 130 | 60 | dк + 4 | 70 | М80 x 4 |
4* | 30 - 33,5 | 65 ----- 90 | Ст3 ------ 45 | 90 | 155 | 70 | dк + 4 | 70 | М90 x 4 |
5 | 30,5 - 36,5 | 80 ----- 100 | Ст3 ------ 45 | 100 | 170 | 75 | dк + 5 | 80 | М100 x 4 |
6 | 34 - 42,5 | 100 ----- 125 | Ст3 ------ 45 | 110 | 185 | 85 | dк + 5 | 80 | М110 x 4 |
7* | 38,5 - 47 | 120 ----- 160 | Ст3 ------ 45 | 120 | 200 | 95 | dк + 5 | 80 | М120 x 6 |
8* | 45 - 55 | 150 ----- 200 | Ст3 ------ 45 | 140 | 220 | 110 | dк + 6 | 90 | М140 x 6 |
9 | 50 - 60 | 200 ----- 275 | Ст3 ------ 45 | 160 | 240 | 125 | dк + 6 | 90 | М160 x 6 |
10 | 54 - 65 | 250 ----- 325 | Ст3 ------ 45 | 180 | 280 | 135 | dк + 8 | 100 | М180 x 6 |
11 | 60 - 72 | 300 | Ст3 | 190 | 300 | 145 | dк + 8 | 100 | М200 x 6 |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 380-71 в части марок и химического состава сталей Постановлением Госстандарта СССР от 30.03.88 N 924 с 01.01.1990 введен в действие ГОСТ 380-88. Взамен ГОСТ 380-88 Постановлением Госстандарта России от 02.06.1997 N 205 с 01.01.1998 введен в действие ГОСТ 380-94. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1050-74 Постановлением Госстандарта СССР от 24.11.1988 N 3811 с 01.01.1991 введен в действие ГОСТ 1050-88. |
Примечания: 1. Материал анкеров - сталь марки ВСт3сп5 по ГОСТ 380-71* (в табл. Ст3) может быть заменен на сталь марки 25 по ГОСТ 1050-74. Материал анкеров - сталь марки 45 по ГОСТ 1050-74 может быть заменен на сталь марок 14Г2 или 10Г2С1 по ГОСТ 5058-65*. Стали марок 25 и 45 должны поставляться с гарантиями по ударной вязкости согласно ГОСТ 1050-74.
2. Анкеры со звездочкой (*) прошли экспериментальную проверку.

Размеры стаканов с цилиндрической внутренней полостью приведены в табл. 12, а схема - на рис. 16.
Таблица 12
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3063-66 Постановлением Госстандарта СССР от 23.04.1980 N 1833 с 01.01.1982 введен в действие ГОСТ 3063-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3068-74 Постановлением Госстандарта СССР от 09.09.1988 N 3131 с 01.01.1990 введен в действие ГОСТ 3068-88. |
Тип анкера | ГОСТ | Диаметр каната, мм | Параметры, мм | ||||||
t1 | h | l | t2 | ||||||
Круглый | 3063-66 | 10 - 13 | 18 | 32 | 42 | 16 | 104 | 120 | 5 |
3063-66 | 14 - 17 | 22 | 40 | 50 | 16 | 104 | 120 | 5 | |
3068-74 | 19 - 22 | 26 | 48 | 60 | 20 | 120 | 140 | 6 | |
3068-74 | 23,5 - 25,5 | 32 | 61 | 75 | 20 | 120 | 140 | 7 | |
3068-74 | 27,5 | 38 | 69 | 85 | 20 | 130 | 150 | 8 | |
3068-74 | 30 - 34 | 43 | 69 | 95 | 24 | 135 | 160 | 8 | |
3068-74 | 36 - 38 | 48 | 90 | 110 | 25 | 135 | 160 | 10 | |
3068-74 | 42,5 | 52 | 96 | 120 | 25 | 145 | 170 | 12 | |
Квадратный | 3068-74 | 55 | 60 | 110 | 130 | 26 | 154 | 180 | 10 |
3068-74 | 68 | 72 | 130 | 150 | 40 | 180 | 220 | 10 | |

а - круглых; б - квадратных
2.73. При шарнирном креплении каната к опорной конструкции рекомендуется применять заливные анкеры в виде сварных или гнутых скоб.
Конструкция и размеры сварных анкеров приведены в табл. 13 и на рис. 17, гнутых - в табл. 14 и на рис. 18 и 19.
Таблица 13
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3063-66 Постановлением Госстандарта СССР от 23.04.1980 N 1833 с 01.01.1982 введен в действие ГОСТ 3063-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3068-74 Постановлением Госстандарта СССР от 09.09.1988 N 3131 с 01.01.1990 года введен в действие ГОСТ 3068-88. |
Тип скобы | ГОСТ | Диаметр канатов, мм | Размеры, мм | |||||||||||||||||||||||||
l2 | a2 | b2 | b3 | r2 | d3 | d4 | t3 | t4 | t5 | C2 | R2 | |||||||||||||||||
Круглая | 3063-66 | 10 - 13 | 260 | 40 | 50 | 25 | 42 | 120 | 104 | 6 | 4 | 10 | 17,5 | 35 | 60 | 38 | 18 | 32 | 42 | |||||||||
3063-66 | 14 - 17 | 260 | 42 | 60 | 32 | 50 | 120 | 104 | 6 | 6 | 10 | 19,5 | 35 | 60 | 42 | 22 | 40 | 50 | ||||||||||
3068-74 | 19 - 22 | 300 | 50 | 92 | 38 | 60 | 140 | 120 | 8 | 7 | 10 | 23,5 | 48 | 80 | 46 | 26 | 48 | 60 | ||||||||||
3068-74 | 23,5 - 25,5 | 330 | 70 | 96 | 51 | 75 | 140 | 120 | 10 | 8 | 10 | 27,5 | 55 | 100 | 60 | 32 | 61 | 75 | ||||||||||
3068-74 | 27,5 | 370 | 80 | 105 | 55 | 85 | 150 | 130 | 12 | 7 | 10 | 32,5 | 65 | 115 | 65 | 32 | 69 | 85 | ||||||||||
3068-74 | 30 - 34 | 380 | 80 | 100 | 50 | 95 | 160 | 135 | 14 | 6 | 10 | 40,5 | 65 | 115 | 70 | 43 | 79 | 95 | ||||||||||
3068-74 | 36 - 38 | 410 | 90 | 121 | 69 | 110 | 160 | 135 | 16 | 6 | 10 | 43 | 80 | 140 | 90 | 48 | 90 | 110 | ||||||||||
3068-74 | 42,5 | 430 | 100 | 121 | 71 | 120 | 170 | 145 | 16 | 8 | 10 | 48,5 | 80 | 140 | 100 | 52 | 96 | 120 | ||||||||||
Квадратная | ГОСТ | Диаметр канатов, мм | l1 | a1 | b1 | C1 | r1 | d | d1 | t | R1 | t1 | t2 | |||||||||||||||
3068-74 | 55 | 470 | 100 | 150 | 65 | 130 | 180 | 154 | 10 | 90 | 160 | 95 | 12 | 10 | 60 | 110 | ||||||||||||
3068-74 | 68 | 600 | 150 | 170 | 75 | 150 | 220 | 180 | 10 | 126 | 220 | 125 | 16 | 12 | 72 | 130 | ||||||||||||

в виде сварных скоб
а - круглых; б - квадратных
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3063-66 Постановлением Госстандарта СССР от 23.04.1980 N 1833 с 01.01.1982 введен в действие ГОСТ 3063-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3068-74 Постановлением Госстандарта СССР от 09.09.1988 N 3131 с 01.01.1990 введен в действие ГОСТ 3068-88. |
ГОСТ | Диаметр каната, мм | Расчетное разрывное усилие, тс | Размеры анкерной скобы, мм | Масса скобы, кг | ||||||||||
l | l1 | l2 | l3 | C | a | b | t | R | ||||||
3063-66 | 10 - 13 | 9,555 - 16,75 | 260 ----- 350 | 40 | 30 | 100 | 50 | 35+0,17 | 18 | 40+1 | 52 | 6 | 25+0,5 | 2,43 ----- 3,05 |
3063-66 | 14 - 17 | 18,75 - 27,3 | 260 ----- 360 | 40 | 30 | 100 | 50 | 35+0,17 | 22 | 50+1 | 65 | 8 | 25+0,5 | 3,13 ----- 4,49 |
3068-74 | 19 - 22 | 21,15 - 26,1 | 320 ----- 430 | 40 | 30 | 100 | 70 | 48+0,17 | 26 | 60+1 | 76 | 8 | 30+0,5 | 3,76 ----- 5 |
3068-74 | 23,5 - 25,5 | 31,6 - 36,7 | 365 ----- 410 | 40 | 40 | 120 | 80 | 55+0,2 | 32 | 60+1 | 76 | 8 | 30+0,5 | 4,5 ----- 5,82 |
3068-74 | 27,5 | 44,2 | 405 ----- 510 | 50 | 45 | 140 | 100 | 65 | 32 | 78 | 98 | 10 | 39 | 8,15 ----- 10,25 |
3068-74 | 30 - 34 | 51,3 - 67 | 415 ----- 340 | 50 | 45 | 140 | 100 | 65 | 38 | 92 | 116 | 12 | 46 | 9,95 ----- 12,3 |
3068-74 | 36 - 38 | 75,5 - 84,4 | 485 ----- 610 | 60 | 50 | 160 | 130 | 80 | 43 | 92 | 120 | 14 | 46 | 14,2 ----- 17,9 |
3068-74 | 42,5 | 104 | 505 ----- 640 | 60 | 60 | 180 | 130 | 80 | 48 | 100 | 128 | 14 | 50 | 16,8 ----- 21,3 |
3068-74 | 55 | 177 | 595 ----- 780 | 80 | 70 | 220 | 160 | 115 | 60 | 115 | 155 | 20 | 57,5 | 34,3 ----- 43 |
3068-74 | 68 | 258,5 | 640 ----- 880 | 80 | 80 | 240 | 170 | 125 | 72 | 145 | 195 | 25 | 72,5 | 48,2 ----- 66,2 |
3068-74 | 73 | 283,5 | 640 ----- 880 | 90 | 80 | 250 | 170 | 130 | 78 | 145 | 195 | 25 | 72,5 | 50,1 ----- 60 |
3068-74 | 76 | 327 | 640 ----- 880 | 90 | 80 | 250 | 170 | 140 | 82 | 156 | 216 | 30 | 78 | 60 ----- 82,8 |

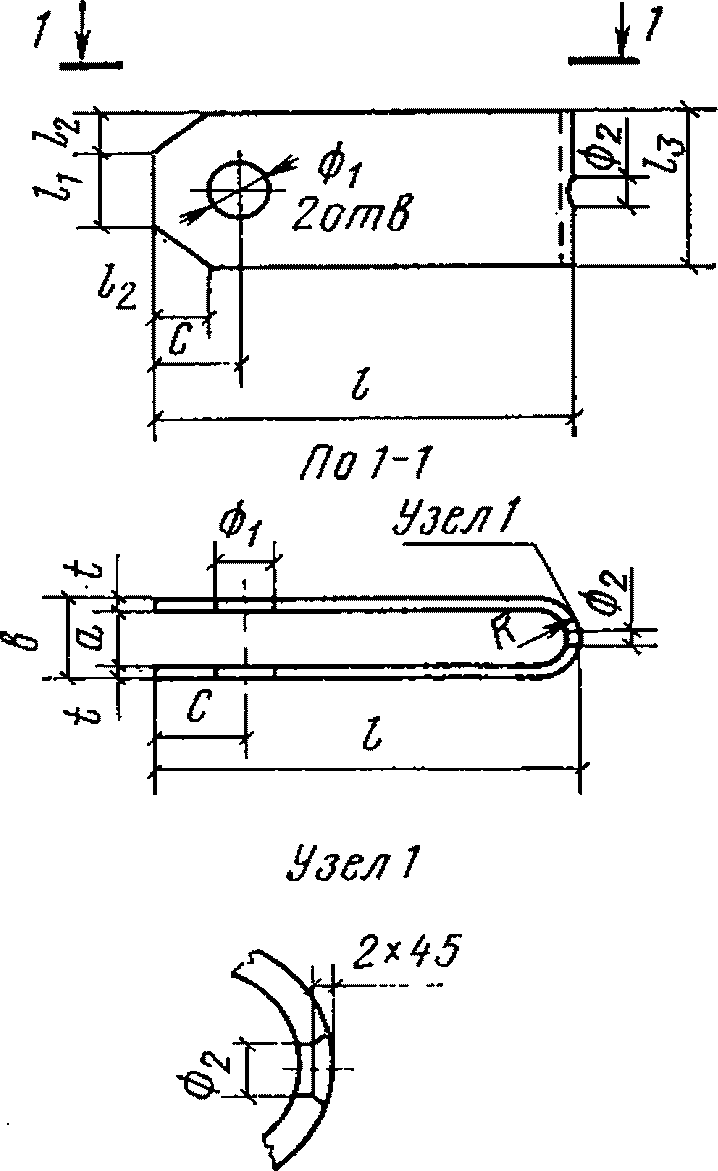
Гнутые скобы изготавливаются из полосовой стали в горячем состоянии. Отверстие для пропуска каната и два отверстия для крепления к опорной конструкции сверлятся в скобе после ее изгиба.
2.74. В ряде случаев (как правило, при статических нагрузках) допускается применение гильзоклиновых анкеров (рис. 20, табл. 15 и 16). В этих анкерах сцепление с канатом происходит за счет затекания металла гильзы между проволоками элемента или пряди, а также в профили наружного ряда проволок.
Гильзоклиновые анкеры эффективны при массовом их применении и централизованном изготовлении.

Рис. 20. Гильзоклиновой анкер
а - гильза; б - клин
Геометрические характеристики гильзы, мм | Диаметр каната, мм | |||||||||
19,5 | 22,5 | 25 | 27,5 | 31,5 | 36 | 38 | 42 | 45 | 52,5 | |
a | 59 | 64 | 79 | 80 | 96 | 97 | 107 | 127 | 138 | 93 |
b | 76 | 86 | 91 | 95 | 119 | 133 | 148 | 153 | 162 | 257 |
l | 135 | 150 | 170 | 175 | 215 | 230 | 255 | 280 | 300 | 350 |
39 | 44 | 49 | 53 | 61 | 70 | 74 | 82 | 87 | 111 | |
23 | 26 | 28,5 | 31 | 36 | 41 | 43 | 48 | 52 | 60 | |
20 | 23 | 25,5 | 28 | 32 | 36,5 | 38,5 | 43 | 46 | 53 | |
28 | 32 | 35 | 38 | 44,5 | 50,5 | 54 | 59 | 63 | 80 | |
Геометрические характеристики клина, мм | Диаметр каната, мм | |||||||||
19,5 | 22,5 | 25 | 27,5 | 31,5 | 36 | 38 | 42 | 45 | 52,5 | |
dк | 20 | 22 | 25 | 26 | 32 | 34 | 38 | 42 | 45 | 62 |
lк | 105 | 115 | 130 | 135 | 165 | 175 | 195 | 215 | 230 | 320 |
a | 5 | 5,5 | 6 | 7 | 8 | 9 | 10 | 11 | 11 | 13 |
2.75. Рекомендуемые марки сталей для стаканов с конической полостью приведены в табл. 11.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 19281-73 и ГОСТ 19282-73 Постановлением Госстандарта СССР от 28.09.1989 N 2972 с 01.01.1991 введен в действие ГОСТ 19281-89. |
2.76. Стаканы с цилиндрической полостью, а также заливные анкеры в виде сварных или гнутых скоб рекомендуется выполнять из стали 09Г2С по ГОСТ 19281-73 и ГОСТ 19282-73.
Примечание. Пластины сварных анкерных скоб в зависимости от расчетных усилий могут быть изготовлены из других марок сталей.
2.77. Для гильзоклиновых анкеров применяются следующие марки сталей:
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 380-71 в части марок и химического состава сталей Постановлением Госстандарта СССР от 30.03.88 N 924 с 01.01.1990 введен в действие ГОСТ 380-88. Взамен ГОСТ 380-88 Постановлением Госстандарта России от 02.06.1997 N 205 с 01.01.1998 введен в действие ГОСТ 380-94. |
Ст20 или ВСт3сп (ГОСТ 380-71*) без термообработки с твердостью 130 - 140, по Бринеллю, - для гильз;
Ст45 с последующей термообработкой до твердости 35 - 45 - для клина.
2.78. Перед массовым изготовлением гильз и клиньев рекомендуется из каждой партии металла изготовить и испытать опытные образцы, доведя опрессованные ими канаты до разрыва.
2.79. Для заливки анкеров рекомендуется применять сплав ЦАМ 9-1,5, состоящий из следующих компонентов (%): алюминий 9 - 11; медь 1 - 2; магний 0,03 - 0,06; цинк - остальное. Других примесей должно содержаться не более (%): свинца 0,03; железа 0,2; олова 0,01; кадмия 0,02; кремния 0,1; марганца 0,1. Всего примесей не более 0,5%. Температура плавления сплава 450 °C.
В случае необходимости можно применять другие, близкие по химическому составу сплавы на цинковой основе, имеющие температуру разлива 460 - 480 °C.
2.80. Концы канатов, подлежащие заливке сплавом, должны быть тщательно осмотрены, а дефектные обрезаны после нанесения бандажа. Резка канатов производится дисковой пилой, газовым резаком или другим способом с защитой зоны около реза от нагрева асбестовым шнуром во избежание отжига проволок.
2.81. Заправка концов каната в анкеры производится на специальных верстаках под навесом.
2.82. Внутренняя поверхность стакана анкера очищается металлическими щетками или песком от грязи и окалины до металлического блеска, промывается бензином или щелочью до полного обезжиривания и просушивается.
2.83. Конец каната на длине протаскивания его через стакан очищается от грязи и смазки, промывается бензином или щелочью и просушивается.
2.84. Подготовку конца каната с круглыми проволоками для заливки сплавом следует производить согласно рис. 21. Расплетку каната и загиб проволок рекомендуется производить при помощи специальной вилки (рис. 22).
Примечание. При обосновании испытаниями до разрыва образцов, изготовленных в соответствующих производственных условиях, расплетенные концы канатов допускается не загибать.

с круглыми проволоками для заливки сплавом

2.85. Проволоки расплетенного каната (табл. 17 - 19, рис. 23) тщательно очищаются, промываются бензином или щелочью до полного обезжиривания и просушиваются. Для обезжиривания проволок каната можно использовать приспособление, показанное на рис. 24.
Таблица 17
N группы канатов | Диаметр каната, мм | Размеры, мм | ||
a | l | lк | ||
I | 10 - 13 | 95 | 205 | 100 |
II | 14 - 17 | 95 | 205 | 100 |
Таблица 18
N группы канатов | Диаметр каната, мм | Размеры, мм | |||
a | b | l | lк | ||
II | 14 - 17 | 60 | 25 | 130 | 100 |
III | 19 - 22 | 70 | 30 | 155 | 115 |
IV | 23,5 - 25,5 | 70 | 30 | 155 | 105 |
N группы канатов | Диаметр канатов, мм | Размеры, мм | ||||||
a | b | c | l | l1 | l2 | lк | ||
V | 25,5 - 27,5 | 50 | 30 | 25 | 160 | 135 | 120 | 125 |
VI | 30 - 34 | 55 | 30 | 25 | 165 | 140 | 130 | 130 |
VII | 36 - 38 | 55 | 30 | 25 | 165 | 140 | 130 | 130 |
VIII | 42,5 | 55 | 35 | 30 | 175 | 145 | 125 | 140 |
IX | 55 | 60 | 40 | 30 | 185 | 160 | 135 | 150 |
X | 68 | 70 | 50 | 35 | 215 | 190 | 155 | 175 |
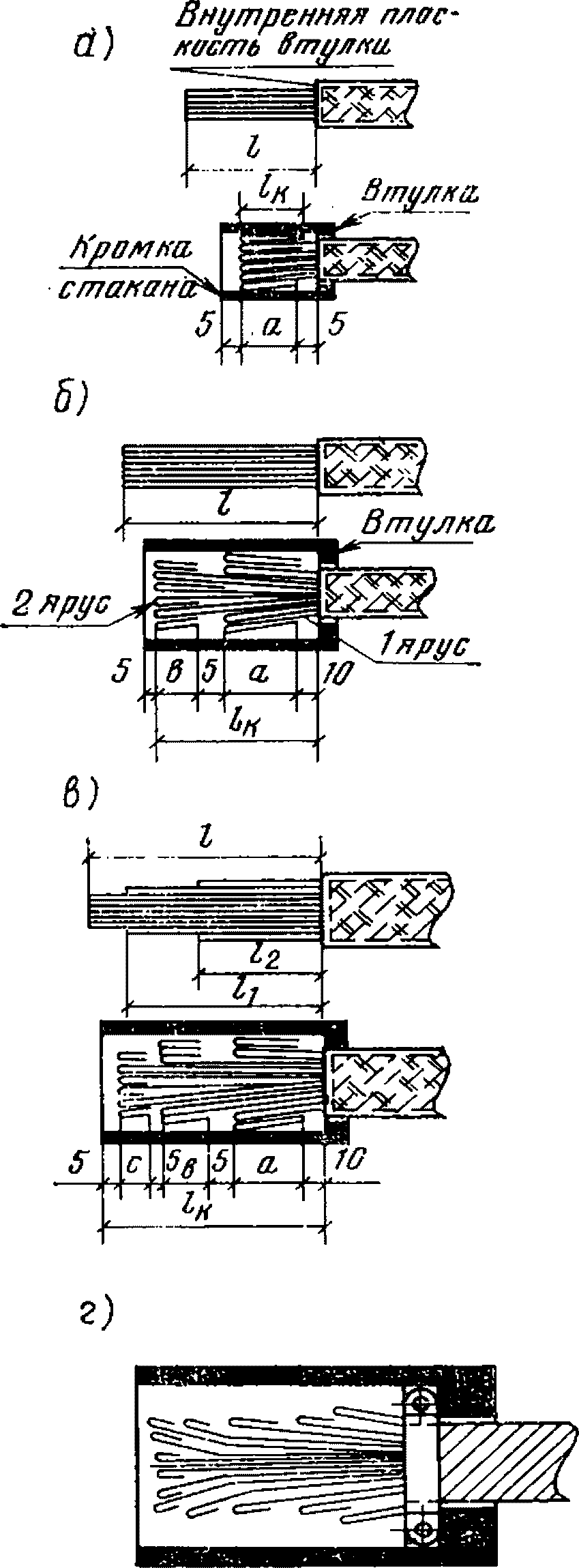
а - одноярусная; б - двухъярусная;
в, г - многоярусная для канатов с фасонными проволоками

1 - резиновая трубка растворителя; 2 - то же, компрессора;
3 - медная трубка диаметром 5 мм; 4 - то же, диаметром 10 мм
2.86. Для заливки сплавом канат с насаженным стаканом зажимается в колодках верстака. Стакан устанавливается строго вертикально. Вертикальное направление на длине 1 - 1,5 м от стакана должен сохранять также канат, причем отверстие стакана и канат должны быть соосны.
2.87. Перед заливкой сплава зазор между канатом и стаканом должен быть законопачен асбестом или глиной, а стакан нагрет до температуры 200 - 220 °C. Нагревание стакана производится для удаления оставшихся капель жидкости, которые, превращаясь в пар при заливке, могут вызвать выброс сплава из стакана, а также для лучшего заполнения сплавом всех промежутков между проволоками.
Нагревание стакана осуществляется тепловыми нагревателями, применяемыми при нагреве стыков труб перед сваркой, специальными электронагревателями, газовыми горелками или паяльными лампами.
2.88. Сплав рекомендуется расплавлять в электропечи или тигле на переносном горне с ручным или механическим дутьем. Дутье применяется только для разогрева сплава и выключается при его плавлении во избежание перегрева.
Перед укладкой в тигель чушки сплава следует раздробить на мелкие куски. Для предохранения от окисления поверхность сплава в тигле должна быть покрыта слоем высотой 25 - 30 мм мелкопросеянного и хорошо просушенного древесного угля с величиной зерен 5 - 10 мм.
2.89. Расплавленный сплав необходимо тщательно перемешивать сухой деревянной палкой для получения однородности его состава. Образующийся шлак перед заливкой сплава в стаканы должен быть удален.
2.90. Температура расплавленного сплава должна быть 480 - 500 °C. Разлив сплава в стаканы производить при температуре 460 - 480 °C. Для контроля температуры рекомендуется пользоваться термопарой или высокоградусным ртутным термометром с ценой деления 5 °C.
2.91. Объем тигля должен обеспечивать непрерывную заливку сплавом не менее одного анкерного стакана. Заливка производится до уровня кромки стакана с образованием ровной поверхности.
2.92. Для надежного заполнения сплавом всего свободного от проволок объема стакана необходимо во время заливки сплава создавать вибрацию верстака вместе со стаканом. Вибрацию можно создать электромотором или частыми ударами по стойкам верстака.
2.93. Для предохранения от разъедания сплавом тиглей, выполненных из стали, а также лотков, скребков и других приспособлений, используемых для заливки, их перед каждой плавкой следует тщательно очистить от застывшего сплава и покрыть специальной обмазкой, состоящей из молотых и просеянных порошков мела, графита и жидкого стекла, взятых в равных количествах по весу и разведенных водой до жидкой консистенции.
Обмазка наносится кистью ровным слоем на все поверхности указанных приспособлений, соприкасающиеся с расплавленным сплавом, и просушивается.
2.94. При заливке канатов в оцинкованных стаканах последние должны быть защищены от попадания сплава на оцинкованные поверхности и непосредственного воздействия пламени при их разогреве. Температура разогрева оцинкованных стаканов перед заливкой сплавом не должна превышать 150 - 160 °C.
2.95. Технологические операции по закреплению канатов в гильзоклиновых анкерах осуществляются в следующей последовательности:
конец каната протаскивается через буксу опрессовочной установки (рис. 25), зажимается в колодках верстака и распушивается (рис. 26, а);
подвижный зажим смещается так, чтобы между ним и торцом распущенного каната оставалось 2 - 3 мм. На конец каната надевается гильза (рис. 26, б);
гильза надвигается заподлицо с колодками верстака. В центр распушенных проволок забивается клин (рис. 26, в);
гильза вместе с канатом вставляется в буксу. При помощи домкрата и пуансона производится опрессовка каната путем продавливания гильзы с клином через фильеру (рис. 26, г, д). Размеры фильер в зависимости от диаметра каната приведены в табл. 20, рис. 27; канат вместе с готовым анкером выталкивается из опрессовочной установки при помощи сменного пуансона с уступом, диаметр которого на 3 мм меньше диаметра фильеры (рис. 26, е).

1 - канат; 2 - волок; 3 - втулка; 4 - упорный фланец;
5 - гильза; 6 - букса; 7 - пуансон; 8 - шток домкрата

а - распушивание конца каната; б - насадка гильзы;
в - забивка клина; г - д - продавливание через фильеру;
е - выталкивание готового анкера из опрессовочной установки;
1 - канат; 2 - зажим; 3 - подвижной зажим; 4 - распушенный
конец каната; 5 - гильза; 6 - клин; 7 - волок;
8 - направляющая заготовка анкера; 9 - большой пуансон;
10 - малый пуансон с уступом; 11 - поршень домкрата;
12 - анкер
Диаметр каната, мм | 19,5 | 22,5 | 25 | 27 | 31 | 36 | 38 | 42 | 45 | 52,5 |
Диаметр фильеры, мм | 35 | 40 | 44 | 48 | 56 | 68 | 68 | 75 | 79 | 101 |

2.96. Расчет заготовочных длин канатов должен быть увязан с принятой технологией монтажа.
При навесной сборке вантовых мостов и трубопроводных переходов необходимо иметь запас длины для учета строительного отклонения пилонов и провисания консольных свесов монтируемых балок.
2.97. Для вантовых мостов и переходов пролетами до 150 м канаты можно монтировать без вспомогательных подмостей. Концы канатов поднимают на опоры с помощью крана, полиспаста или других приспособлений.
2.98. Для монтажа вант мостов пролетами более 150 м сооружают специальные мостики на легких подмостях, подвешенных на тросах к пилонам и прикрепленных к главным балкам. Канаты, снабженные специальными наконечниками, протягивают по мостикам и временным рольгангам рядом с опорными нитями на пилонах в проектное положение. Затяжку канатов к анкерным устройствам балок производят лебедками с полиспастами.
2.99. При сборке пролетного строения на подмостях фактические геометрические размеры могут быть проверены предварительным натяжением взамен каждого из канатов проволоки диаметром 2 - 3 мм с усилием, соответствующим натяжению проволок канатов при их разметке. Мерные проволоки с нанесенными метками переносятся затем на стенд и после натяжения их с таким же усилием, как и при замере, используются как эталон. Для облегчения заводки канатов целесообразно предусмотреть дополнительный запас длины - 50 мм на конец.
2.100. Заготовленные канаты следует доставлять к месту монтажа смотанными на барабан. Для предохранения от повреждения при перетаскивании канаты необходимо защитить специальными накладками в виде пауков из уголков с приваренными петлями из арматурной стали, прикрепленных к канатам болтами через 2 м.
2.101. При монтаже вантовых покрытий следует строго соблюдать установленные допуски в положении анкерных креплений и других узлов примыкания покрытия с учетом предусмотренных расчетом перемещений канатных элементов.
2.102. Для сокращения объема работ на строительной площадке при монтаже вантовых покрытий рекомендуется часть подготовительных работ (вытяжка и антикоррозионная защита канатов, заготовка их по длинам, устройство анкерных деталей) выполнять в условиях мастерских или канатных заводов.
2.103. При монтаже однослойных вантовых покрытий канатные элементы затягиваются в анкерные отверстия домкратами или лебедками. До монтажа плит кровельного заполнения необходимо проверить, не вызывают ли сосредоточенные или неравномерные монтажные нагрузки недопустимых перемещений вант. Если такие перемещения возможны, то необходимо принять меры по их уменьшению.
2.104. Для предварительного натяжения канатов вантовых покрытий могут быть использованы домкраты, подключаемые группой по 3 - 4 шт. к общей насосной станции, и пригрузка балластом. Чтобы обеспечить симметричное распределение усилий предварительного напряжения, натяжение канатов домкратами или загрузку балластом следует выполнять в несколько приемов.
2.105. Покрытия из вантовых ферм рекомендуется монтировать без подмостей, с помощью кабель-крана, обеспечивающего раскатку поясных канатов и анкеровку их к опорным конструкциям. После регулировки провеса канатов устанавливается решетка фермы и производится стяжка или раздвижка поясов домкратами. Может быть использован кабель-кран со специальной монтажной тележкой, с которой одновременно ведется работа на двух соседних фермах.
2.106. Монтаж предварительно напряженных вантовых сеток начинается с подготовки и анкеровки несущих канатов, для чего используются домкраты или лебедки. Положение канатов корректируется подтяжкой их натяжными ключами. Затем производится укладка и натяжение стабилизирующих канатов, выполняются крепления в узлах их пересечения с несущими канатами, после чего сетка приобретает значительную жесткость при действии местных нагрузок.
При возведении небольших покрытий вантовая сетка может быть собрана заранее целиком на земле и затем поднята и натянута лебедками по опорному контуру.
2.107. При монтаже висячих покрытий и других сооружений с несущими канатными элементами следует обращать особое внимание на регулировку геометрического очертания вант и контроль величины натяжения.
2.108. Регулировка осуществляется изменением натяжения вант. Для сведения к минимуму повторных регулировок рекомендуется определять расчетом необходимое натяжение и геометрическое положение узлов на всех этапах монтажа. Простейший способ контроля регулировки - нивелировка с помощью геодезических приборов.
2.109. Величины натяжения канатов следует контролировать тарированными манометрами, включенными в сеть маслопровода домкратов, и другими приборами, установленными непосредственно на канат (накладной динамометр, частотомер и др.). При наличии утечки в сети, а также в холодную погоду при застывании масла показания манометров должны корректироваться по результатам экспериментальных данных.
2.110. Усилие натяжения канатов создается либо путем прямого натяжения, либо путем нагружения их полезной нагрузкой после навешивания.
2.111. При прямом натяжении после свободного навешивания канатов контроль последнего является составной частью технологического процесса натяжения, и его называют первичным контролем. Первичный контроль основан на применении тензометрических и манометрических средств.
2.112. Контроль усилий натяжения канатов без предварительной разгрузки осуществляется средствами вторичного контроля. При помощи средств вторичного контроля производится наладка технологического процесса натяжения с поверкой средств первичного контроля. Если технологический процесс натяжения хорошо отлажен, т.е. обеспечивает высокую степень однородности натяжения, то вторичный контроль осуществляется с профилактической целью, выборочно. Усилия натяжения канатов, возникающие в процессе их нагружения полезной нагрузкой на стадии строительства или эксплуатации сооружения, также осуществляются средствами вторичного контроля.
2.113. Средства вторичного контроля основаны на применении динамических или статических характеристик натянутого каната, соответственно этому методы контроля называются динамическими или статическими. Рекомендации по применению этих методов приведены в прил. II.
2.114. Для предохранения канатов от коррозии их подвергают следующим видам обработки:
а) смазыванию поверхности специальными защитными или эксплуатационными смазками;
б) нанесению слоя металлического покрытия (цинка, свинца, латуни или алюминия) различной толщины в зависимости от агрессивности среды;
в) нанесению различных полимерных, полиамидных (пластмассовых) покрытий методом экструзии.
2.115. Смазочные материалы, применяемые как при производстве, так и при эксплуатации стальных канатов, должны:
а) сохраняться на них возможно продолжительное время;
б) обладать высокой адгезией - липкостью к поверхности проволоки и не стираться с нее в процессе эксплуатации каната;
в) иметь достаточную вязкость и способность покрывать проволоку сплошной, прочной и тонкой пленкой без образования продольных и поперечных трещин;
г) не стекать с поверхности проволоки после их нанесения при свивке, хранении, транспортировке и эксплуатации канатов; не затвердевать и не становиться хрупкими при изменении температуры и влажности окружающей среды;
д) быть стабильными в присутствии паров, кислот и других агрессивных сред;
е) не растворяться в воде и обладать водоотталкивающими свойствами;
ж) не содержать растворимых в воде кислот, щелочей и других химически активных веществ;
з) не изменять своей коллоидальной структуры при повторных нагревах и охлаждениях;
и) не затвердевать или гранулироваться при попадании пыли, образуя с ней легко снимаемый слой;
к) не допускать коррозии поверхности проволок каната под слоем смазки после ее нанесения;
л) растворяться в газолине, бензине, керосине и других растворителях для очистки каната при его повторных смазываниях;
м) быть нетоксичными.
2.116. Цинковое покрытие на канатной проволоке используют для канатов, работающих в переменной среде (воздух-вода), в условиях резкого загрязнения воздуха (в заводских зонах) и повышенной влажности.
Для нанесения цинка на проволоку применяют несколько способов, из которых широко распространены горячее цинкование с нанесением слоя расплавленного цинка на проволоку готового диаметра или на передельную заготовку, подвергаемую последующему волочению до требуемого диаметра, и электролитический (гальванический). Недостатком цинкового покрытия является невысокая механическая прочность и слабая сопротивляемость действию кислот.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7372-66 Постановлением Госстандарта СССР от 11.06.1979 N 2100 с 01.01.1982 введен в действие ГОСТ 7372-79. |
Технические условия, определяющие качество цинкового покрытия, регламентируются ГОСТ 7372-66, в котором предусмотрены три группы цинкового покрытия в зависимости от назначения проволоки для канатов, эксплуатируемых в различных условиях.
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 02.06.1994 N 160 с 01.01.1995 введен в действие ГОСТ 10447-93. |
Качество цинкового покрытия также определяется механическим испытанием в соответствии с ГОСТ 10447-63.
Для лучшей сохранности цинкового покрытия канаты из оцинкованной проволоки должны покрываться защитными смазками.
2.117. Свинцовое покрытие находит применение для предохранения проволоки от воздействия серной кислоты, сернистых газов и других сернистых и сернокислых соединений.
Свинцовое покрытие получают как горячим, так и электролитическим (гальваническим) способами. Последний имеет преимущество перед первым. Благодаря чистоте электролитически осажденный свинец отличается большой химической стойкостью по сравнению с покрытием, полученным другими способами.
2.118. Алюминиевое покрытие, обладающее более высокими качествами, чем цинковое, получают горячим способом, погружая проволоку в расплавленный алюминий. При этом в алюминий добавляют легирующие компоненты.
2.119. Для покрытия каната в целом или его элементов полимерными материалами используют термопластичные пластмассы из числа пленкообразующих полимеров и особенно полиамидных смол (нейлон, капрон, перлон, курилон и др.), которые наносят на поверхность способом экструзии.
Полимерные материалы, используемые для покрытий, должны обладать высокой стойкостью к светопогоде, надежной адгезией с поверхностью покрываемых элементов или каната в целом, антикоррозионностью, износостойкостью и хладостойкостью.
2.120. Степень агрессивного воздействия среды на стальные конструкции, включая канаты и пучки проволоки, определяется по главе СНиП "Защита строительных конструкций от коррозии".
2.121. Снижение длительной прочности канатов и проволоки в агрессивной среде должно быть предотвращено:
а) ограничением прочности проволоки на разрыв;
б) выбором конструкции канатов;
в) выбором вида и толщины покрытий проволоки и канатов.
2.122. Прочность проволоки для канатов, вид и группа металлических защитных покрытий проволоки, а также конструкция канатов для сред зданий и постоянных сооружений со слабоагрессивной, среднеагрессивной и сильноагрессивной степенью воздействия устанавливаются по табл. 21.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7372-66 Постановлением Госстандарта СССР от 11.06.1979 N 2100 с 01.01.1982 введен в действие ГОСТ 7372-79. |
Зона влажности по главе СНиП II-А.7-71 | Степень агрессивного действия среды по главе СНиП II-28-73 | Конструкция канатов | Временное сопротивление разрыву проволоки для канатов, кгс/мм2 | Группа цинковых, алюминиевых или кадмиевых <*> покрытий по ГОСТ 7372-66 |
Сухая | Слабоагрессивная | Любая | 180 | |
Нормальная | Слабоагрессивная | Любая | 180 | |
Сухая, нормальная, влажная | Среднеагрессивная или сильноагрессивная | Закрытого типа | Наружные витки каната 140; внутренние витки каната 180 | ЖС (с дополнительной защитой лакокрасочными покрытиями, липкими полимерными пленками или гидроизоляционными покрытиями на основе битума) |
--------------------------------
<*> Канаты из проволоки с кадмиевыми покрытиями допускается применять только для конструкций, эксплуатируемых в слабоагрессивных, среднеагрессивных и сильноагрессивных средах с содержанием хлора или хлористого водорода по группам газов Б - Г, а также хлоридов, хорошо растворимых малогигроскопичных солей.
<**> При отсутствии постоянного наблюдения в процессе эксплуатации за состоянием конструкций канаты необходимо дополнительно защищать лакокрасочными покрытиями, липкими полимерными пленками или гидроизоляционными покрытиями на основе битума.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7372-66 Постановлением Госстандарта СССР от 11.06.1979 N 2100 с 01.01.1982 введен в действие ГОСТ 7372-79. |
При применении канатов и пучков проволоки внутри зданий со средами с неагрессивной степенью воздействия прочность проволоки и конструкция канатов не нормируются, а металлические защитные покрытия проволоки должны соответствовать группе СС по ГОСТ 7372-66.
2.123. Допускается производить выбор конструкции канатов и максимальной прочности проволоки канатов и пучков проволок для временных сооружений на открытом воздухе по табл. 21 как для зданий и постоянных сооружений; в этом случае расчет необходимой толщины защитных металлических покрытий проволоки в зависимости от срока эксплуатации канатов и пучков и степени агрессивного воздействия среды должен производиться по п. 2.127.
2.124. Для выполнения требований табл. 21 о дополнительной защите от коррозии канатов из проволоки с защитными металлическими покрытиями необходимо обеспечить адгезию неметаллических покрытий к оцинкованной поверхности стали. С этой целью сначала перед монтажом (методом окунания) и затем после монтажа конструкций, когда канаты уже находятся под действием статической и возможно циклической нагрузки (кистью), их поверхность должна быть тщательно обезжирена органическим растворителем и покрыта двумя слоями маслостойкой грунтовки или эмали, имеющей удовлетворительную адгезию к цинковому покрытию. Поверх грунтовки или эмали должны быть нанесены:
а) лакокрасочная система, удовлетворяющая требованиям атмосферостойкости и химической стойкости (группа покрытия, материалы, количество слоев и толщина слоя покрытия принимаются по главе СНиП "Защита строительных конструкций от коррозии"; нанесение покрытий производится распылением или кистью);
б) липкая пленка на основе полиэтилена высокого давления или поливинилхлорида, удовлетворяющая требованиям светостойкости (требования к качеству покрытия и технологии нанесения принимаются по главе СНиП "Магистральные трубопроводы. Правила производства и приемки работ");
в) нормальные (в среднеагрессивных средах) или усиленные (в сильноагрессивных средах) изоляционные покрытия на основе битума и стеклохолста или сетки стеклянной строительной, удовлетворяющие требованиям светостойкости (назначение материалов покрытий должно производиться по главе СНиП "Защита строительных конструкций от коррозии", нанесение - по главе СНиП "Магистральные трубопроводы. Правила производства и приемки работ").
Примечания: 1. Рекомендуемые системы защиты канатов от коррозии, а также возможные другие системы должны быть предварительно опробованы специализированной организацией в лабораторных условиях.
2. Канаты, подлежащие защите от коррозии неметаллическими покрытиями, должны быть доступны для систематического возобновления покрытий.
3. Нанесение грунтовки или эмали должно производиться в соответствии с требованиями ГОСТа или ТУ на материал не позднее чем через 24 ч после обезжиривания каната.
2.125. Защита от коррозии отдельных проволок в пучке (если металлическое покрытие не обеспечивает достаточной защиты) должна производиться лакокрасочными покрытиями по п. 2.124. В этом случае снимается требование маслостойкости лакокрасочного покрытия, а его нанесение на поверхность проволоки может осуществляться до монтажа методом окунания. После монтажа производится осмотр пучков и восстановление лакокрасочного покрытия на участках, где оно имеет повреждения.
2.126. Смазка, применяемая для защиты от коррозии канатов сооружений на открытом воздухе, должна иметь температуру каплепадения не ниже 50 °C. Примерный перечень смазок для защиты канатов от коррозии приведен в табл. 22. Допускается применение смазок для защиты наружной поверхности канатов закрытого типа в средах со среднеагрессивной степенью воздействия. При этом температура каплепадения смазок для канатов сооружений на открытом воздухе, подвергающихся нагреву на солнце, должна быть не менее 70 °C. Перед нанесением защитных смазок с поверхности каната должен быть удален слой технологической смазки путем обезжиривания в органическом растворителе.
Марка смазок | ГОСТ или ТУ | Температура каплепадения, °C | Предельные температуры работоспособности смазок, °C | ||||
СХК-3 | СТУ 36-13-679-61 | 52 | От -50 до +40 | ||||
ПВК-2* | Рекомендации ВНИИК Минхимпрома | 54 | От -50 до +45 | ||||
УСС-2 | 75 | От -25 до +60 | |||||
МС-70 | ГОСТ 9762-76 | 80 | От -40 до +50 | ||||
| |||||||
ЦИАТИМ-221 | ГОСТ 9433-60 | 200 | От -40 до +150 | ||||
2.127. Расчет скорости коррозии покрытий в конкретном географическом районе (мкм/год) производят, умножая среднегодовую продолжительность выпадения осадков в тысячах часов в год на скорость коррозии металла (мкм за 1000 ч), соответствующую данной степени агрессивного воздействия среды.
Расчет минимальной толщины покрытий производят по формуле
 (15)
(15)где  - срок эксплуатации конструкций, год;
- срок эксплуатации конструкций, год;
t0 - ежегодная продолжительность выпадения осадков, ч;
ki - скорость коррозии на открытом воздухе, мкм за 1000 ч выпадения осадков, принимаемая для проволок канатов покрытий временных сооружений по табл. 23 в зависимости от группы агрессивных газов по главе СНиП "Защита строительных конструкций от коррозии".
Таблица 23
Материал покрытия | Обозначения | Ориентировочные скорости коррозии на открытом воздухе защитных покрытий проволоки канатов для временных сооружений, мкм за 1000 ч выпадения осадков по группам агрессивных газов (глава СНиП II-28-73) | |||
А | Б | В | Г | ||
Алюминий | KAl | 0,4 | 1,5 | 5 | 10 |
Цинк | KZn | 1,5 | 5 | 20 | 30 |
Кадмий <*> | KCd | 2 | 5 | 20 | 30 |
--------------------------------
<*> Допускается только для атмосферы, содержащей хлор или хлористый водород по группам газов Б - Г или хлориды в виде пыли и аэрозолей.
2.128. Для временной защиты канатов от коррозии можно применять такие составы, которые перед обетонированием канатов не требуется удалять.
ИС МЕГАНОРМ: примечание. Взамен СН 277-70 Постановлением Госстроя СССР от 07.02.1980 N 9 с 01.07.1980 введены в действие СН 277-80. |
2.129. В соответствии с Инструкцией по технологии изготовления изделий из ячеистых бетонов (СН 277-70) в качестве защитных составов рекомендуется применять:
цементно-водную смесь с казеиновым клеем и замедлителем коррозии, которую следует наносить на канаты после их установки в конструкцию (при отсутствии непосредственного воздействия на канаты атмосферных осадков);
мастику, состоящую из битума и цемента на растворителе из бензина, которую следует наносить на канат на полигоне путем протягивания через ванну непосредственно перед наматыванием готового канатного элемента на барабан.
Предусматриваемая проектом очистка поверхности канатов от заводской смазки для лучшего их сцепления с бетоном омоноличивания и очистка перед нанесением защитного покрытия должны производиться на полигоне по окончании всех операций по изготовлению канатных элементов.
2.130. Удаление наружной смазки необходимо производить так, чтобы сохранить смазку внутри каната. Поэтому удаление смазки с помощью пара не допускается.
2.131. Наружная заводская антикоррозионная смазка, нарушенная на отдельных участках каната при выполнении технологических операций, если проектом не предусмотрена очистка каната от этой смазки, должна быть восстановлена незамедлительно после окончания этих операций. Особое внимание следует уделить восстановлению смазки у анкеров, где она повреждается во время их заливки горячим сплавом.
2.132. В процессе производства работ канаты, особенно не имеющие наружной антикоррозионной смазки, необходимо предохранять от загрязнения маслянистыми веществами, жидкими изоляционными и другими материалами, которые могут ухудшить сцепление канатов с бетоном.
2.133. Наружные анкеры канатов, как правило, следует обетонировать. Дополнительный бетон должен быть армирован и надежно связан с бетоном конструкции. При наличии труднодоступных для обетонирования участков каната у анкеров в проекте необходимо предусматривать их защиту от коррозии инъецированием цементного раствора или другими способами.
2.134. Невитые металлопластмассовые канаты типа III по п. 1.46 целесообразно применять при необходимости удовлетворения повышенных требований к коррозионной стойкости конструкции, что соответствует группам В, Г и Б, В солей аэрозолей и пыли. Необходимая коррозионная стойкость обеспечивается двухслойной обмоткой текстильной синтетической лентой, пропитанной полимерными составами.
2.135. Если предусматривается применение невитых металлопластмассовых канатов в более жестких агрессивных средах или требуется увеличение надежности и долговечности строительных конструкций, можно при соответствующем обосновании добавить количество изоляционных слоев.
ИС МЕГАНОРМ: примечание. |
3.1. Испытания канатов на растяжение следует проводить на разрывных и универсальных машинах, отвечающих требованиям ГОСТ 7855-74.
В сочетании с реверсорами (рис. 28) допускается использовать машины, работающие на сжатие (пресса).

3.2. Мощность испытательных машин должна составлять не менее 125 и не более 500% разрывного усилия каната.
3.3. Захваты испытательных машин и установленные в них приспособления для зажима концов каната не должны вращаться вокруг оси образца.
3.4. Не реже одного раза в три месяца, а также после ремонта захваты машин должны быть испытаны нагрузкой, превышающей расчетную на 25%.
3.5. При отсутствии испытательных машин или недостаточной их мощности допускается проводить испытания канатов в специальных установках. Общий вид одной из таких установок, где испытываемый образец закрепляется в металлических траверсах и растягивается при помощи гидравлических домкратов, приведен на рис. 29.
Примечание. Применение домкратов для испытания раскручивающихся канатов не допускается.

3.6. При работе с домкратами необходимо выполнять требования инструкции, прилагаемой заводом-изготовителем к каждому поставляемому образцу.
3.7. Гидравлические домкраты перед началом испытания канатов должны быть протарированы совместно с манометрами. Тарировка должна повторяться периодически не реже одного раза в месяц.
До начала тарировки гидросистему насосной станции с манометром и гидродомкрат рекомендуется опрессовать под давлением, на 10 - 15% превышающим максимальное давление, указанное в паспорте этого оборудования. При этом должно быть сделано три цикла опрессовки с выдерживанием при максимальном давлении в течение 5 - 8 мин. Во время опрессовки необходимо вести наблюдение по манометру за падением давления, которое во всех случаях не должно превышать 2 - 5% максимального.
В случае обнаружения потерь давления опрессовка приостанавливается и после устранения причин повторяется вновь.
3.8. Тарировку домкратов следует производить на испытательных машинах. При отсутствии машин допускается тарирование домкратов в специальных рамах с использованием динамометров растяжения или сжатия.
Перед началом тарирования поршень домкрата должен быть выдвинут на 20% своего хода, что позволит создать между ним и торцовой стенкой домкрата масляную подушку. Подъем давления масла в домкратах рекомендуется осуществлять ступенями величиной 0,1 от максимального давления, указанного в паспортах. Результаты тарирования оформляются в виде таблицы и графика как среднее арифметическое из показаний трех последовательных нагружений.
3.9. Манометры, установленные в гидравлической системе натяжных устройств, должны проверяться контрольным манометром в установленные сроки.
3.10. После внезапного обрыва каната при натяжении, резкого нарушения герметичности гидравлической системы или механических повреждений манометров последние должны пройти внеочередную проверку.
3.11. Динамические испытания канатов следует проводить на специально сконструированных установках, основанных на принципах моделирования колебаний канатной системы; на механических испытательных машинах, снабженных пульсирующим устройством для создания переменного по величине растягивающего усилия; на пробежных машинах. Характеристики пробежных машин с углом перегиба каната на 180° приведены в табл. 24.
Таблица 24
Тип машины | Диаметр каната, мм | Диаметр приводного блока, мм | Диаметр сменных блоков, мм | Перемещение образца, мм | Число повторных изгибов | Натяжной груз или усилие натяжения, кг | |||
первого | второго | третьего | четвертого | ||||||
А | До 6,5 | 500 | 100 | 200 | 300 | - | 480 | 60 | 800 |
Б | 6,5 - 15 | 500 | 150 | 300 | 450 | 600 | 480 | 50 | 5000 |
В | 15 - 31 | 1500 | 300 | 700 | 1200 | - | 1400 | 25 | 19 000 |
В | 15 - 31 | 1500 | 500 | 900 | 1500 | - | 1400 | 25 | 19 000 |
Г | 31 - 65 | 3000 | 1500 | 2000 | 3000 | 3000 | 2800 | 20 | 76 000 |
3.12. Для испытания на выносливость применяют также машины, у которых канат не перемещается по блокам. В процессе испытания растянутый постоянным усилием образец подвергается перегибам на секторах заданного радиуса.
3.13. Испытание проволоки на растяжение производится на разрывных машинах при скорости нагружения 50 - 60 мм/мин.
3.14. Захваты испытательной машины должны иметь достаточную твердость и одновременно не допускать повреждения испытуемой проволоки.
3.15. Испытание на перегиб круглой проволоки производят по схеме, показанной на рис. 30.
Рис. 30. Схема испытания проволоки на перегиб
1 - цилиндрический валик; 2 - поворотный рычаг; 3 - поводок
ИС МЕГАНОРМ: примечание. |
Установка состоит из двух зажимных губок с валиками и поворотного рычага с поводком. Радиус валиков выбирается в зависимости от диаметра проволоки по ГОСТ 1579-63.
Проволока зажимается плоскими поверхностями зажимов, которые должны обеспечить сохранение зазора между валиками установки при плотно сжатых губках без образца в пределах 0,2 +/- 0,05 мм. Установка может быть снабжена счетчиком для подсчета числа перегибов и оснащена электроприводом.
Качественная характеристика проволоки при таком испытании выражается числом перегибов на 180°. Первым перегибом считается вывод проволоки из вертикального положения на 90° вправо; вторым - разгибание образца до начального положения и перегиб на 90° влево; третьим - разгибание образца до начального положения и перегиб его снова на 90° вправо и т.д. до разрушения образца проволоки. Перегиб, при котором произошло разрушение образца, в расчет не принимается.
3.16. Испытание на скручивание производится в установке, один из зажимов которой может вращаться вокруг продольной оси образца. Невращающийся зажим под влиянием подвешенного груза обеспечивает требуемое натяжение проволоки и перемещается вдоль ее оси. Вращение образца, зажатого в зажимах, осуществляется электродвигателем через редуктор. Число скручиваний отсчитывается счетчиком, подключенным к вращающемуся зажиму.
3.17. При выборе типа приборов для измерения деформаций испытываемых образцов следует руководствоваться следующим условием

где i - цена деления прибора;
l - база измерения;

При испытании канатов на длительное действие нагрузки приборы для измерения деформаций должны обеспечивать точность отсчета не менее 0,002 мм, если меньшая точность не оговорена специальными условиями.
3.18. При испытании канатов необходимо:
в зоне испытаний вывесить плакаты, иллюстрирующие требования техники безопасности;
тщательно оградить место расположения натяжных устройств и канат;
не допускать ударов по натянутому канату;
оборудовать рабочее место у натяжного устройства диаграммой и таблицей требуемых величин давления по ступеням нагружения каната.
3.19. Во время выполнения операций по натяжению канатов воспрещается:
выполнять какие-либо работы на стенде, находиться посторонним лицам возле стенда;
применять натяжное и контролирующее оборудование (домкраты, манометры, динамометры и др.), не прошедшее специальной тарировки;
использовать зажимы, захваты, натяжные приспособления (тяги, муфты, тросы и т.п.), не испытанные по п. 3.4 данного Руководства.
3.20. Проволоки, составляющие канат, следует испытывать на растяжение, перегиб и скручивание, а оцинкованная проволока должна подвергаться также химическим испытаниям на стойкость и толщину цинкового покрытия.
3.21. Для проведения испытания проволок от каната отрезается заданной длины образец и расплетается на отдельные проволоки.
3.22. Рихтовку проволок следует производить на медных или деревянных подкладках молотками из мягкого металла или дерева, чтобы не допустить механических повреждений.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10446-63 Постановлением Госстандарта СССР от 03.07.1980 N 2515 с 01.07.1982 введен в действие ГОСТ 10446-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1497-73 Постановлением Госстандарта СССР от 16.07.1984 N 2515 с 01.01.1986 введен в действие ГОСТ 1497-84. |
3.23. Испытание проволоки на растяжение следует проводить по ГОСТ 10446-63 или ГОСТ 1497-73. Длина образца между захватами машины должна составлять 100 - 200 мм.
3.24. Испытание считается действительным, если разрыв проволоки произошел между захватами.
ИС МЕГАНОРМ: примечание. |
3.25. Испытание круглой проволоки на перегиб необходимо производить по ГОСТ 1579-63.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7372-66 Постановлением Госстандарта СССР от 11.06.1979 N 2100 с 01.01.1982 введен в действие ГОСТ 7372-79. |
3.26. Число перегибов канатной проволоки должно отвечать требованиям ГОСТ 7372-66.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 1545-63 Постановлением Госстандарта СССР от 16.05.1980 N 2160 с 01.07.1982 введен в действие ГОСТ 1545-80. |
3.27. Испытание проволоки на скручивание следует производить по ГОСТ 1545-63. Длина образца принимается равной не менее ста диаметров проволоки.
3.28. При скручивании должно быть обеспечено натяжение образца, равное 2% его номинального разрывного усилия.
3.29. Проволока при испытании должна давать равномерные витки по всей длине и поверхности.
3.30. Разрушение проволоки должно произойти по ровному, нерваному поперечному срезу.
3.31. Число скручиваний канатной проволоки определяется по ГОСТ 7372-66.
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 02.06.1994 N 160 с 01.01.1995 введен в действие ГОСТ 10447-93. |
3.32. Механическая прочность цинкового покрытия на проволоке определяется по ГОСТ 10447-63.
Покрытие считается качественным, если при навивке образца не менее, чем на шесть витков, на цилиндр диаметром, равным двукратному диаметру проволоки, оно не отслаивается и не растрескивается.
3.33. Толщину цинкового покрытия следует определять по ГОСТ 7372-66 массовым и объемно-газометрическим методами, а также методом погружения или магнитным толщиномером.
ИС МЕГАНОРМ: примечание. |
3.34. Выбор образцов производится в соответствии с требованиями ГОСТ 13840-68, ГОСТ 3241-66 и других соответствующих ГОСТов, по которым поставлены канаты, специальных технических условий и дополнительных требований, согласованных с заводом при оформлении заказа.
3.35. Для испытания изготавливаются образцы из канатов, которые должны быть идентичны канатам, предназначенным для применения в конструкциях.
Примечание. Канаты, навитые на барабан, часто имеют распушенные концы, нарушенные шаги свивки и недостаточное цинковое покрытие. Такие концы непригодны для заготовки опытных образцов.
3.36. Длина образца назначается с учетом конструкции захватов испытательной машины и базы измерения деформаций.
Минимальная длина образца каната, подлежащего испытанию, определяется по формуле
L = 20dк + 30 см. (16)
3.37. Изготовление образцов состоит из следующих основных операций: размотка каната с барабана или бухты, вытяжка его усилием, равным  , разметка, установка зажимов или обвязка проволокой, подготовка концов и устройство анкеров.
, разметка, установка зажимов или обвязка проволокой, подготовка концов и устройство анкеров.
, разметка, установка зажимов или обвязка проволокой, подготовка концов и устройство анкеров.3.38. При изготовлении канатных элементов должны соблюдаться общие требования действующих нормативных документов по технике безопасности и дополнительные рекомендации, связанные со специфическими особенностями изготовления и монтажа канатов, изложенные в данном Руководстве.
3.39. Определение механических свойств канатов должно производиться, как правило, испытанием образцов канатов в состоянии поставки. При этом должны быть определены следующие характеристики:
временное сопротивление составляющих канат проволок;
временное сопротивление каната (агрегатное);
относительное удлинение перед разрывом;
модуль упругости (условный);
предел пропорциональности;
предел текучести (условный).
ИС МЕГАНОРМ: примечание. |
3.40. Допускается производить оценку механических свойств, обусловленных ГОСТ 3241-66, по результатам испытания составляющих канат проволок при условии, что их среднее временное сопротивление разрыву превосходит браковочный минимум временного сопротивления канатов не менее, чем на 5%, т.е.

3.41. Измерительные приборы следует устанавливать на образец каната после закрепления его в захватах испытательной машины или установки и натяжения на 0,1 разрывного усилия. Последнее принимается ориентировочно по соответствующим данному канату стандартам или техническим условиям, а при отсутствии в них таких сведений - согласно пп. 2.42 и 2.43 настоящего Руководства или по результатам предварительного испытания дополнительного образца без приборов.
3.42. Для измерения деформаций каната необходимо в средней его зоне установить не менее одной пары приборов, расположив их симметрично продольной оси испытываемого образца (рис. 31).

Рис. 31. Крепление приборов на образце каната
3.43. Крепление приборов к канату рекомендуется осуществлять при помощи хомутов, одна из возможных конструкций которых приведена на рис. 32. Для компенсации уменьшения диаметра каната при его растяжении между ним и хомутом следует проложить резиновую прокладку.

Рис. 32. Хомут для крепления индикаторов на канате
3.44. Диаметр каната измеряется штангенциркулем (рис. 33) не менее, чем в двух сечениях образца по двум взаимно перпендикулярным направлениям.

а - правильно; б - неправильно
3.45. Модуль упругости каната определяется после его предварительной вытяжки или на втором и третьем нагружениях, если по условиям эксплуатации предварительная вытяжка каната не предусмотрена.
3.46. Для определения модуля упругости канат растягивается до расчетного усилия, а затем полностью разгружается. Нагружение и разгрузка каната производится ступенями. Величина нагрузки на ступени составляет 10% расчетного усилия.
3.47. Скорость увеличения или уменьшения нагрузки должна быть равномерной и не превышать 1 кг/мм2 в сек.
3.48. На каждой ступени нагружения следует делать выдержку в течение 2 мин, после чего можно снимать показания приборов.
3.49. При проведении испытания с целью определения агрегатной прочности каната необходимо после достижения в нем напряжений, составляющих 85%  , снять приборы и замерить базу образца. Затем, постепенно увеличивая нагрузку, следует непрерывно измерять удлинение каната вплоть до его полного разрушения.
, снять приборы и замерить базу образца. Затем, постепенно увеличивая нагрузку, следует непрерывно измерять удлинение каната вплоть до его полного разрушения.
Примечание. По мере увеличения нагрузки возможны разрывы отдельных проволок каната. В протоколе испытания следует фиксировать каждый такой разрыв и соответствующую ему нагрузку.
3.50. После разрыва образец необходимо осмотреть и установить характер разрушения. Результат осмотра следует занести в протокол испытания.
3.51. При разрушении образца в захвате испытательной машины испытание считается действительным, если разрывное усилие равно или больше нормативного. В противном случае испытания повторяются.
3.52. Обработку результатов кратковременных статических испытаний канатов рекомендуется производить по методике, изложенной в ГОСТ 16874-71.
3.53. Испытание канатов на длительное воздействие нагрузки производится с целью выявления их реологических свойств и, в частности, для определения предела ползучести.
3.54. Машины для испытания канатов на ползучесть должны обеспечивать постоянство нагрузки в течение всего процесса испытания, а также плавность нагружения и разгружения образца.
3.55. При отсутствии соответствующих испытательных машин допускается использовать специальные установки, один из возможных вариантов которых приведен на рис. 34. Стабильность усилия в канате обеспечивается введением в гидравлическую систему установки дополнительного домкрата, компенсирующего благодаря приложенной к нему через рычаг гравитационной нагрузке изменения давления в основных домкратах, вызванные ползучестью каната, температурой и возможными небольшими потерями масла из гидравлической системы.

давления в системе при длительных испытаниях канатов
3.56. В помещении, где проводятся испытания, следует поддерживать температуру воздуха постоянной. Колебания температуры во время измерения удлинения не должны превышать +/- 3 °C.
3.57. Измерение температуры следует производить приборами с ценой деления не менее 0,5 °C. Рекомендуется производить автоматическую запись температуры на протяжении всего испытания.
3.58. К образцу каната следует приложить предварительную нагрузку, равную 10% расчетной, и снять показания приборов для измерения деформации.
Если температура воздуха и показания удлинения остаются в течение 5 мин неизменными, производится плавное нагружение образца до заданного усилия.
3.59. Параллельно с нагружением образца определяют его удлинение. Удлинение определяется непрерывно, если имеются приборы для автоматической записи деформаций, или дискретно, визуально снимая показания приборов через некоторые интервалы времени, соответствующие определенному уровню напряжений в образце.
3.60. После натяжения образца до расчетного усилия рекомендуется следующий порядок снятия отсчетов во времени:
первый час - через каждые 15 мин;
следующие четыре часа - через каждый час;
следующие восемь часов - через каждые 2 ч;
до конца испытаний - два раза в сутки через равные промежутки времени.
3.61. Предел ползучести следует определять при допусках на удлинение от 0,1 до 1,0% при длительности испытания 100, 300, 500, 1000 ч, если по условиям исследования не требуется иная длительность или иной допуск на деформацию.
3.62. В случае определения предела ползучести по скорости ползучести продолжительность испытания должна составлять не менее 2000 - 3000 ч, при условии продолжительности прямолинейного участка кривой ползучести не менее 500 ч.
3.63. После окончания испытания на ползучесть образец разгружают до величины предварительной нагрузки и определяют абсолютную величину остаточного удлинения.
3.64. Результат испытания изображают в виде первичной кривой ползучести в координатах "относительное удлинение-время" и определяют напряжение, соответствующее условному пределу ползучести каната.
3.65. Необходимость динамических испытаний канатов определяется условиями работы конкретной конструкции, в состав которой входит канат. Канаты в строительных конструкциях эксплуатируются преимущественно в условиях статического воздействия нагрузок, однако в ряде случаев на них воздействуют и переменные нагрузки (канаты висячих мостов, оттяжки мачт, башен и др.).
3.66. На стальные канаты в составе различных строительных конструкций, работающих в условиях переменных нагрузок, действуют:
силы инерции движущихся частей механизмов; их особенностью является независимость от свойств колеблющихся конструкций;
силы, возникающие при перемещении подвижных нагрузок (подвесных кранов, транспорта на мостах и т.д.), порождающие как переменные силы, не зависящие от свойств конструкции, так и силы, зависящие от их свойств (например, удары на неровностях пути);
воздушные ударные волны при взрывах, представляющие собой ряд импульсов давления и отсоса различной продолжительности;
статические силы при землетрясениях;
ветровые нагрузки, имеющие неустановившийся характер и вызывающие разнообразные аэроупругие явления: порывы ветра, вихри Кармана, сопровождающиеся аэродинамической периодической силой, автоколебания, флаттер, галопирование.
3.67. Испытания на динамическую нагрузку проводятся с целью моделирования динамических процессов в конструкциях, составной частью которых является канат, а также определения динамических характеристик каната (спектра частот, логарифмических декрементов), его выносливости и усталостной прочности.
3.68. При динамических испытаниях моделируются все виды колебаний, имеющие место в реальных конструкциях, которые могут вызвать перенапряжения в канатах. Наиболее опасными из них, вызывающими усталостные явления, являются поперечные колебания, возникающие в канатах кабельных кранов, оттяжках мачтовых конструкций, несущих и ветровых канатах висячих мостов и трубопроводов, вантах покрытий и т.п.
Менее опасными, как правило, являются продольные, крутильные и параметрические колебания.
3.69. Испытанию на выносливость подлежат канаты, подверженные в процессе эксплуатации воздействию переменной нагрузки, амплитуда которой aв, выраженная в процентах от расчетной статической нагрузки, и количество циклов  превышают значения, приведенные в табл. 25.
превышают значения, приведенные в табл. 25.
Таблица 25
Параметры | Значения параметров | ||
aв, % | 50 | 30 | 20 |
100 | 1000 | 2000 | |
3.70. Испытания проводятся на сериях образцов (по 3 - 5 образцов в серии), изготовленных из тех же канатов и имеющих анкеры такого же типа, что и в проверяемой конструкции. Если конструкция имеет узловые соединения, опорные части, сжимы, огибаемые канатом ролики и другие элементы, создающие концентрацию напряжений, то для выявления выносливости каната изготавливаются специальные серии образцов, включающие каждый концентратор в отдельности.
3.71. Условия, режим нагружения и величина нагрузки должны быть по возможности близкими к натурным. Частота переменной нагрузки определяется возможностями испытательного оборудования.
3.72. Испытание канатов на усталостную прочность производят на пробежных машинах и оценивают количеством разорванных проволок и усталостных трещин в зависимости от числа проходов машины.
3.73. Обрывы проволок фиксируются специальными приборами (например, дефектоскопами) или на слух с обязательной отметкой в журнале испытаний количества циклов, соответствующих обрыву, и места обрыва.
Окончание испытаний соответствует тому числу зафиксированных обрывов, которое было предусмотрено программой как предел усталости.
3.74. После окончания испытаний образец расплетается с целью тщательного осмотра, обнаружения дефектов, а также проверки числа и мест обрывов проволоки. Вычерчивается схема всех проволок каната, на которой отмечаются места обрывов.
3.75. Предварительная вытяжка осуществляется с целью снижения неупругих деформаций, проявляющихся в основном в процессе первого нагружения, и части деформаций ползучести, а также испытания готового канатного элемента с анкерами.
Из-за получаемого после предварительной вытяжки некоторого уплотнения поперечного сечения и структурных удлинений отдельных прядей достигается более равномерная работа всего сечения каната во всех режимах нагрузки, частично выбираются неупругие деформации, повышается и стабилизируется модуль упругости.
3.76. Рекомендуется выполнять предварительную вытяжку канатов:
а) используемых в качестве несущих вант и затяжек в покрытиях над зрелищными залами или помещениями с большим скоплением людей;
ИС МЕГАНОРМ: примечание. |
б) многопрядных с шагом свивки менее 6,5 диаметра каната по ГОСТ 3241-66;
в) используемых в статически неопределимых конструкциях типа двухпоясных вантовых ферм, седловидных покрытий, предварительно напряженных металлических конструкций при напряжениях от расчетной нагрузки, составляющих более 40% временного сопротивления каната;
г) закрепленных в гильзоклиновых анкерах.
3.77. Допускается не выполнять предварительную вытяжку канатов:
а) многопрядных с увеличенным шагом свивки (в прядях - более 14, в канатах - более 9 диаметров) или спиральных закрытых при напряжениях от расчетной нагрузки, меньших 35% временного сопротивления каната;
б) используемых в качестве вант однопоясных висячих конструкций, кабелей висячих мостов и в других конструкциях, когда неупругие деформации канатов не приводят к заметному перераспределению усилий в несущих элементах или к повреждению ограждающих конструкций;
в) для мостовых и других конструкций, подвергающихся после монтажа испытанию расчетной нагрузкой;
г) в других случаях, обоснованных экспериментальными исследованиями или практикой строительства и эксплуатации аналогичных конструкций (при большом собственном весе конструкции и незначительной временной нагрузке, пониженных требованиях к величине перемещений или к сохранению формы сооружения, при отсутствии опасности повреждения кровли или ограждающих конструкций и т.п.).
3.78. Для осуществления предварительной вытяжки канат растягивают и выдерживают в течение 30 - 45 мин под усилием, на 10 - 20% превышающим расчетное. Меньшая длительность выдержки соответствует спиральным канатам,  - семипрядным и закрытым.
- семипрядным и закрытым.
- семипрядным и закрытым.Примечание. Допускается трехкратное, следующее одно за другим нагружение от нуля до указанного усилия.
3.79. Вытяжку канатов рекомендуется выполнять непосредственно в конструкции, совмещая эту операцию с созданием предварительного напряжения.
3.80. При вытяжке нельзя допускать раскручивания каната, вызывающего изменение шага его свивки. В конструкции захватных приспособлений натяжных устройств должно быть предусмотрено ограничение вращения анкеров.
3.81. Гидравлическое оборудование для натяжения канатов должно иметь предохранительный клапан, исключающий возможность создания усилия, превышающего 65% разрывного усилия каната.
3.82. Усилие в канате следует контролировать динамометрами или приборами, основанными на измерении частоты его собственных колебаний. При отсутствии этих устройств, контроль усилия допускается осуществлять манометрами гидравлической системы для натяжения канатов.
3.83. Изгибная жесткость каната зависит от его натяжения и должна определяться в диапазоне растягивающих усилий, соответствующем эксплуатационной нагрузке.
3.84. Величину изгибной жесткости канатов диаметром до 75 мм при усилиях до 200 тс рекомендуется определять с помощью прибора ДН-ЛИИЖТ по методике, изложенной в прил. III.
3.85. При отсутствии соответствующего оборудования и приборов допускается определять изгибную жесткость канатов в ненатянутом состоянии по формуле
 (17)
(17)где Mи - изгибающий момент на участке чистого изгиба каната;
3.86. Испытание ненатянутого каната с целью определения его изгибной жесткости рекомендуется проводить по схеме однопролетной свободно опертой балки с двумя консолями, к концам которых приложена сосредоточенная нагрузка.
3.87. Изгибающий момент определяется произведением величины нагрузки на длину консоли, а кривизна - изменением прогиба каната в середине пролета.
3.88. При вычислении радиуса кривизны и изгибной жесткости следует учитывать изменение пролета за счет перемещения подвижной опоры в процессе нагружения каната.
3.89. Испытания проводятся с целью определения напряжений в проволоках каната от его изгиба по заданному радиусу при различных углах перегиба к опорной поверхности.
3.90. Испытания проводятся на специальных установках, позволяющих изменять в достаточно широком диапазоне радиус кривизны, углы перегиба и продольное усилие каната.
Одна из возможных установок, в которой углы перегиба каната определяются положением среднего опорного узла, а нагрузка создается домкратами, приведена на рис. 35.

Рис. 35. Установка для испытания канатов
на растяжение с изгибом
3.91. Для оценки влияния изгиба на напряженное состояние каната его испытывают дважды - в прямолинейном и изогнутом состояниях.
После испытания прямого каната его разгружают, изгибают по заданному радиусу на требуемый угол и снова нагружают тем же растягивающим усилием.
3.92. Нагружение каната производится ступенями до усилия, составляющего половину расчетного.
3.93. Углы перегиба каната измеряют угломерами, установленными на его наклонных участках, а деформации проволок наружного слоя - тензорезисторами.
3.94. Выявление нарушений регулярности свивки стальных канатов может быть совмещено с определением крутильной жесткости, так как последняя чувствительна к нарушениям регулярности. Эта задача решается при помощи статических и динамических испытаний образцов каната или отдельных его участков.
3.95. В двух близких сечениях I и II защемленного по концам канатного элемента прикладывается крутящий момент Mк (рис. 36). Расстояние между расчетными сечениями S = a2 - a1 принимается по соотношению
 (18)
(18)
Рис. 36. Схема расположения расчетных сечений
и базового участка
3.96. При нагружениях канатного элемента моментом в сечениях I и II измеряют углы закручивания  и
и  .
.
Условие однородности канатного элемента имеет вид

где  ;
;  .
.
Если условие (19) не удовлетворяется, то это указывает на наличие дефектов регулярности свивки.
3.97. Абсолютное значение крутильной жесткости (GJр)к для участков слева и справа от базового участка S определяется по формулам:
для участка слева (a)
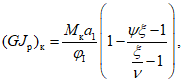 (20)
(20)где  ;
;
;для участка справа (b)
 (21)
(21)3.98. Соотношение крутильных жесткостей слева и справа от базового участка можно определять по выражению
 (22)
(22)где  .
.
.Крутящий момент на горизонтальных участках канатных элементов рекомендуется создавать при помощи ортогонального горизонтально расположенного рычага длиною lр, закрепленного одним концом на канате (рис. 37).

Рис. 37. Схемы крутильных маятников
а - симметричная; б - односторонняя
3.99. Величина момента Mк = Qlр должна подбираться такой, чтобы углы закручивания  и
и  могли быть измерены с достаточной разрешающей способностью метода измерения. Значения углов следует подставлять в формулы в радианах.
могли быть измерены с достаточной разрешающей способностью метода измерения. Значения углов следует подставлять в формулы в радианах.
3.100. Динамические испытания могут применяться для произвольно ориентированных в пространстве участков канатов. Они основаны на принципе крутильного маятника.
3.101. При динамических испытаниях в сечениях I и II следует закрепить крутильный маятник и измерить частоты его колебаний fI и fII.
3.102. Условие однородности каната имеет вид
 (23)
(23)3.103. Соотношение крутильных жесткостей слева и справа от базового участка определяется по формуле
 (24)
(24)а абсолютное значение крутильной жесткости из выражений:
 (25)
(25) (26)
(26)где  ;
;
;J = JQ + Jq;
 ;
;  ,
,где J - момент инерции маятника относительно оси каната;
JQ - момент инерции груза массой Q;
Jq - момент инерции стержня (рычага), на котором укреплен груз;
lp - расстояние от оси каната до центра тяжести груза;
lr - длина плеча рычага в свету;
q - масса единицы длины рычага;
g - ускорение силы тяжести.
3.104. Определение частоты колебаний может производиться при помощи секундомера или специальными приборами. В первом случае в качестве базового числа n следует принимать 50 или 100 колебаний (периодов). Груз и длина плеча рычага должны подбираться с таким расчетом, чтобы не затруднять подсчет числа колебаний (частота колебаний не должна превышать 2 - 3 Гц). При использовании специальных приборов частота колебаний может быть принята более высокой.
КОРРОЗИОННЫМ РАСТРЕСКИВАНИЕМ
3.105. Образцы для коррозионных испытаний следует отбирать в двух случаях поставки: из проволоки в мотках, полностью подготовленной к свивке прядей или канатов, или из готовых канатов с полной завершенностью процесса их производства. В первом случае сравнительные оценки рассматриваются как предварительные, отборочные, а во втором - как основные.
3.106. Испытания образцов проволоки проводятся ускоренным способом в стационарных менисках электролита на открытом воздухе в напряженном состоянии.
3.107. Оценка и сравнение образцов из разных видов проволоки на склонность к коррозионному растрескиванию производятся по времени до разрушения их в процессе параллельных в одинаковых условиях испытаний. Образцы, разрушающиеся при большой продолжительности испытаний, относят к категории более стойких против хрупкого разрушения коррозионным растрескиванием.
3.108. С целью уменьшения разброса показаний необходимо соблюдать условия однородности исходного состояния образцов. В каждой серии испытаний образцы должны иметь одинаковую длину и кривизну. Желательно образцы не подвергать предварительной рихтовке, так как последняя снижает их однородность.
3.109. Напряжение в образцах создается путем изгиба их по схеме сжато-изогнутого стержня. При нагружении необходимо соблюдать одинаковый уровень напряжений. Способ нагружения образцов изгибом должен предусматривать возможность регулирования величины изгибающего момента с тем, чтобы в образцах данной серии коррозионный очаг создавался при одинаковых напряжениях в зоне максимального изгибающего момента.
3.110. Коррозионный очаг создается после нагружения и закрепления образцов. В процессе работы коррозионного очага нельзя производить какие-либо операции, изменяющие первоначальные параметры изгиба. Поверхность проволоки должна быть чистой и сухой, однако специальной обработки ее на активирование производить не следует.
3.111. На поверхность проволоки следует наложить два прилегающих друг к другу витка асбестового или хлопчатобумажного подпитывающего шнура диаметром около 3 мм. Концы шнура длиной 4 - 5 см необходимо свить с подкруткой и перевязать на краю для предотвращения последующего их самопроизвольного раскручивания (рис. 38).

Рис. 38. Установка для образования локализованного
коррозионного очага
3.112. Шнур перед применением должен быть прокипячен в воде и отжат. Накладывать его нужно в слегка влажном состоянии.
3.113. Концы подпитывающего шнура следует погрузить в электролит - 2,5%-ный водный раствор фосфорорганического инсектицида (хлорофос, C4H8O4PCl3) при температуре окружающей среды.
3.114. Электролит по капиллярам подпитывающего шнура поступает на поверхность проволоки и заполняет промежутки между шнуром и проволокой, в результате чего устанавливаются два кольцевых мениска смачивания (рис. 39). Мениски должны находиться в стационарном состоянии, их нельзя как-либо нарушать.

Рис. 39. Схема расположения менисков смачивания
на поверхности канатной проволоки
3.115. Раствор электролита должен находиться в открытом или закрытом эксикаторе. Два раза в сутки в эксикатор следует доливать раствор электролита до исходного наивысшего уровня. Один раз в три дня эксикатор необходимо заменить новым, наполненным свежей порцией электролита.
3.116. Опыт испытаний проволоки различных видов и состояний показывает, что время до разрушения образцов может находиться в пределах 0,5 - 40 дней. Если в течение 12 дней разрушение не произойдет, то образец освобождают от подпитывающего шнура, место коррозионного очага промывают теплой водой с мягким удалением продуктов коррозии, подсушивают, вновь накладывают на прежнее место два витка подпитывающего шнура и опускают его концы в эксикатор со свежим электролитом. Такая перезарядка образцов производится без их разгрузки.
3.117. Проволоку, выдержавшую два периода перезарядки, т.е. 24 дня, или три периода, т.е. 36 дней, можно отнести к категории с весьма слабой склонностью к хрупкому разрушению коррозионным растрескиванием. В канатах из такой проволоки раньше наступит исчерпание несущей способности от обычной электрохимической коррозии, чем от коррозионного растрескивания.
3.118. Степень нагружения образцов изгибом принимается с таким расчетом, чтобы в проволоке возникли напряжения текучести. При этом рекомендуются следующие соотношения:
lпр = 120dпр; (27)
lх = 0,7lпр, (28)
где lпр - длина образца;
dпр - диаметр проволоки;
lх - длина стягивающей хорды в сжато-изогнутой схеме (рис. 40).
Примечание. Если проволока для изготовления образцов выплетается из каната и испытывается без предварительной рихтовки, то в качестве длины образца принимается длина прямой спирали.

сжато-изогнутого стержня
а - при помощи затяжки с регулируемой длиной;
б - в жестких упорах
3.119. Если сравниваемые виды канатной проволоки после ее изготовления или после выплетения из каната имеют различную общую кривизну, то однородность по степени нагружения обеспечивается путем выравнивания Mп изменением lх/lпр с помощью предварительно построенных тарировочных графиков  для сравниваемых видов проволоки. Такие тарировочные испытания удобно проводить на настольном прессе для испытания винтовых пружин.
для сравниваемых видов проволоки. Такие тарировочные испытания удобно проводить на настольном прессе для испытания винтовых пружин.
для сравниваемых видов проволоки. Такие тарировочные испытания удобно проводить на настольном прессе для испытания винтовых пружин.Примечание. В качестве примера на рис. 41 приведены тарировочные графики нагружения по схеме рис. 40 проволочных образцов диаметром 5 мм, взятых из одной и той же партии, но с различной технологией обработки после волочения. Некоторые характеристики этих образцов приведены в табл. 26.

для проволочных образцов
1 - выправленного; 2 - невыправленного
N образца | Марка стали | Термическая обработка | Радиус кривизны | Правка | |
1 | Ст 85 | НТО | 95 | Есть | 184,1 |
2 | Ст 85 | Нет | 56,5 | Нет | 186,9 |
Как видно из рис. 41, при одинаковом изгибающем моменте Mи = Nf отношение lх/lпр для этих видов проволоки оказалось различным. Тарировка в пружинном прессе показана на рис. 42.

сжато-изогнутого стержня в пружинном прессе
3.120. Коррозионные испытания отличаются от других видов испытаний и измерений значительным разбросом показаний и большой продолжительностью. Это требует очень тщательного подхода к оценке каждого показания в коррозионных опытах.
3.121. Испытанию следует одновременно подвергать не менее шести образцов одной серии. Результаты этих испытаний рассматриваются как малая выборка из генеральной совокупности.
3.122. Среднее арифметическое из n значений времени до разрушения определяется по формуле

где n - число образцов в серии;
3.123. Выборочную дисперсию  следует определять из выражения
следует определять из выражения
 (30)
(30)3.124. Минимально необходимое число образцов в серии nмин определяется (проверяется) по формуле
где  - доверительная оценка точности отсчета времени до разрушения в зависимости от конкретных условий наблюдений и периодичности осмотров. Доверительная оценка может приниматься равной 2, 3, 5 или 10%;
- доверительная оценка точности отсчета времени до разрушения в зависимости от конкретных условий наблюдений и периодичности осмотров. Доверительная оценка может приниматься равной 2, 3, 5 или 10%;
P - доверительная вероятность (надежность общей оценки). Доверительная вероятность может приниматься равной 0,95; 0,97; 0,99 или 0,999; для коррозионных испытаний рекомендуется принимать P = 0,99;
t(P) - функция, определяемая по статистико-вероятностным таблицам: для P = 0,99; t(P) = 2,57.
3.125. Доверительная оценка точности отсчета  принимается с учетом продолжительности времени до разрушения первого образца в серии и периодичности осмотра, если испытания не оборудованы системой автоматической фиксации момента разрушения образцов. Так, при
принимается с учетом продолжительности времени до разрушения первого образца в серии и периодичности осмотра, если испытания не оборудованы системой автоматической фиксации момента разрушения образцов. Так, при  и
и  осмотр состояния образцов следует производить не реже, чем через каждые 4,8 ч; при
осмотр состояния образцов следует производить не реже, чем через каждые 4,8 ч; при  - не реже, чем через каждые 12 ч.
- не реже, чем через каждые 12 ч.
и осмотр состояния образцов следует производить не реже, чем через каждые 4,8 ч; при - не реже, чем через каждые 12 ч.3.126. Минимально необходимое число образцов в серии может быть также определено по графикам (рис. 43). В случае если число образцов по формуле (31) или по рис. 43 окажется больше, чем число n образцов в первой серии, необходимо исходную серию увеличить, приняв новое число nI = n + 2 при nмин - n = 1 или nI = n + 3 при nмин - n = 2 и т.д. Если nмин окажется меньше n = 6, уменьшать объем выборки не рекомендуется вплоть до накопления большого числа испытаний, подтверждающих высокую воспроизводимость оцениваемого результата.

Рис. 43. Зависимость 
для частных значений  при P = 0,99
при P = 0,99
3.127. При  среднее арифметическое по выражению (29) принимается в качестве зачетного времени до разрушения образцов в данной серии испытаний, т.е. как достоверный результат определения времени до разрушения с вероятностью P = 0,99.
среднее арифметическое по выражению (29) принимается в качестве зачетного времени до разрушения образцов в данной серии испытаний, т.е. как достоверный результат определения времени до разрушения с вероятностью P = 0,99.
среднее арифметическое по выражению (29) принимается в качестве зачетного времени до разрушения образцов в данной серии испытаний, т.е. как достоверный результат определения времени до разрушения с вероятностью P = 0,99.3.128. Допускается обработку результатов испытаний проводить другими вероятностно-статистическими методами.
Числовой пример обработки результатов испытаний канатной проволоки на склонность к хрупкому разрушению коррозионным растрескиванием приведен в прил. IV.
В данном приложении приведены значения единичных крутящих моментов m (кгс·м) в канатах при усилиях 1 тс. Так как крутящий момент в канате зависит линейно от растягивающего усилия N, то вычисление величины Mк для заданного значения N следует выполнять по формуле
Mк = mN. (1)
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3068-74 Постановлением Госстандарта СССР от 09.09.1988 N 3131 с 01.01.1990 введен в действие ГОСТ 3068-88. |
Пример: определить крутящий момент Mк в канате ТК 6x37 + 1x37 диаметром 68 мм с сердечником односторонним правым при кратности шагов свивки 6,5 (по ГОСТ 3068-74) и усилии N = 110 тс.
По табл. 4 единичные крутящие моменты равны:
при крестовой правой свивке - 5,03 кгс·м;
при односторонней правой - 7,7 кгс·м.
Искомые крутящие моменты будут:
при крестовой свивке -  ;
;
;при односторонней -  .
.
.Если диаметр интересующего каната dи выходит за пределы значений, приведенных в табл. 1 - 5, то для геометрически подобных канатов, какими являются круглопроволочные канаты одной конструкции, единичные крутящие моменты mи определяются по следующей линейной зависимости:
 (2)
(2)где m - единичный крутящий момент в канате ближайшего диаметра соответствующей конструкции (принимается по табл. 1 - 5);
d - диаметр ближайшего каната.
Пример: определить крутящий момент в спиральном канате типа ТК 1 + 6 диаметром 15,5 мм при усилии N = 15 тс.
По табл. 1 единичный крутящий момент в канате ближайшего диаметра 11,5 мм составляет 0,623 кгс·м. Тогда величина mи для каната диаметром 15,5 мм равна

а искомый крутящий момент будет
Mк = 0,84·15 = 12,6 кгс·м.
ИС МЕГАНОРМ: примечание. |
Единичные крутящие моменты m (кгс·м) в спиральных круглопроволочных канатах | |||||||||
ЛК-01x7 | ТК 1x19 | ТК 1x37 | ТК 1x61 | ||||||
Диаметр каната, мм | Значения m при | Диаметр каната, мм | Значения m при | Диаметр каната, мм | Значения m при | Диаметр каната, мм | Значения m при | ||
свивке по ГОСТ 3241-66 | свивке с чередующимся направлением слоев проволок (по ГОСТ 3241-66) | свивке с чередующимся направлением смежных слоев проволок (по ГОСТ 3241-66) | свивке внутренних слоев проволок в одном направлении, наружного - в другом | свивке с чередующимся направлением смежных слоев проволок (по ГОСТ 3241-66) | свивке внутренних слоев проволок в одном направлении, наружного - в другом | ||||
6,1 | 0,328 | 9,1 | 0,419 | 12,5 | 0,428 | 0,229 | 16,5 | 0,449 | 0,105 |
6,7 | 0,361 | 10 | 0,465 | 14 | 0,475 | 0,254 | 18 | 0,499 | 0,116 |
7,3 | 0,394 | 11 | 0,512 | 15,5 | 0,523 | 0,279 | 20 | 0,549 | 0,128 |
8,0 | 0,426 | 12 | 0,559 | 17 | 0,571 | 0,305 | 21,5 | 0,599 | 0,14 |
8,6 | 0,459 | 13 | 0,605 | 18,5 | 0,618 | 0,33 | 23,5 | 0,649 | 0,151 |
9,2 | 0,492 | 14 | 0,652 | 20 | 0,666 | 0,356 | 25,5 | 0,699 | 0,163 |
9,8 | 0,525 | 15 | 0,698 | 21 | 0,713 | 0,381 | 27 | 0,749 | 0,174 |
10,5 | 0,558 | 16 | 0,745 | 22,5 | 0,761 | 0,406 | 29 | 0,799 | 0,186 |
11,5 | 0,623 | 17 | 0,792 | 24 | 0,809 | 0,432 | 31 | 0,849 | 0,198 |
12,4 | 0,656 | 19 | 0,885 | 27 | 0,904 | 0,483 | 34,5 | 0,949 | 0,221 |
Таблица 2
N ГОСТов | Диаметр каната, мм | Единичные крутящие моменты m (кгс·м) в закрытых канатах | |||||
Кратность шагов свивки слоев каната и сердечников линейного касания | |||||||
9 | 10 | 12 | |||||
Направление свивки смежных слоев из круглых проволок точечного касания | |||||||
крестовое | одностороннее | крестовое | одностороннее | крестовое | одностороннее | ||
30,5 | 1,79 | 1,53 | 1,62 | 1,38 | 1,35 | 1,16 | |
32 | 1,79 | 1,49 | 1,61 | 1,35 | 1,32 | 1,13 | |
34 | 1,95 | 1,38 | 1,76 | 1,25 | 1,47 | 1,04 | |
35,5 | 1,96 | 1,33 | 1,77 | 1,2 | 1,48 | 1,01 | |
18900-73 | 30,5 | - | 1,58 | - | 1,44 | - | 1,21 |
32 | - | 1,46 | - | 1,32 | - | 1,11 | |
34 | 2,02 | 1,39 | 1,82 | 1,26 | 1,52 | 1,05 | |
35,5 | 2,04 | 1,31 | 1,75 | 1,14 | 1,53 | 1 | |
38,5 | 1,86 | 1,96 | 1,68 | 1,75 | 1,4 | 1,46 | |
40,5 | 1,91 | 2,02 | 1,73 | 1,82 | 1,44 | 1,52 | |
42,5 | 1,82 | 1,95 | 1,64 | 1,76 | 1,37 | 1,47 | |
45 | 2,06 | 2,25 | 1,86 | 2,01 | 1,55 | 1,68 | |
47 | 1,86 | 2,2 | 1,68 | 1,98 | 1,4 | 1,65 | |
51 | 1,87 | 2,31 | 1,69 | 2,08 | 1,41 | 1,74 | |
54 | 1,68 | 2,13 | 1,52 | 1,92 | 1,27 | 1,6 | |
18902-73 | 38,5 | - | 2,19 | - | 1,98 | - | 1,65 |
40,5 | - | 2,01 | - | 1,82 | - | 1,52 | |
42,5 | - | 2 | - | 1,76 | - | 1,47 | |
45 | - | 2,04 | - | 1,63 | - | 1,63 | |
47 | - | 2,09 | - | 1,89 | - | 1,58 | |
51 | - | 2,19 | - | 1,98 | - | 1,65 | |
38,5 | 1,855 | 1,94 | 1,67 | 1,75 | 1,4 | 1,47 | |
40,5 | 1,822 | 1,93 | 1,64 | 1,74 | 1,37 | 1,45 | |
42,5 | 1,882 | 2,02 | 1,7 | 1,82 | 1,42 | 1,52 | |
45 | 1,936 | 2,11 | 1,75 | 1,9 | 1,46 | 1,58 | |
47 | 1,894 | 2,24 | 1,71 | 2,01 | 1,43 | 1,68 | |
51 | 1,95 | 2,39 | 1,76 | 2,15 | 1,47 | 1,8 | |
50 | 2,1 | 2,04 | 1,9 | 1,84 | 1,59 | 1,54 | |
52 | 2,066 | 1,98 | 1,86 | 1,79 | 1,55 | 1,49 | |
54 | 2,17 | 1,99 | 1,91 | 1,82 | 1,59 | 1,52 | |
55 | 2,14 | 1,93 | 1,93 | 1,74 | 1,61 | 1,45 | |
60 | 2,15 | 1,84 | 1,94 | 1,66 | 1,62 | 1,38 | |
65 | 2,23 | 1,71 | 2,01 | 1,54 | 1,67 | 1,3 | |
70 | 2,24 | 1,48 | 1,98 | 1,35 | 1,65 | 1,15 | |
Примечание. Значения m даны для взаимно противоположного направления свивки смежных слоев фасонных проволок, а также наружного слоя сердечника из круглых проволок с внутренним слоем фасонных.
Таблица 3
Диаметр каната, мм | Единичные крутящие моменты m (кгс·м) в канатах двойной свивки ТК 6x19 + 1x19 | |||||||||||
Крестовой правой | Односторонней правой | |||||||||||
Сердечник односторонний правый | Сердечник односторонний левый | Сердечник односторонний правый | Сердечник односторонний левый | |||||||||
кратность шагов свивки | кратность шагов свивки | |||||||||||
6,5 | 10 | 12 | 6,5 | 10 | 12 | 6,5 | 10 | 12 | 6,5 | 10 | 12 | |
27,5 | 2,06 | 1,32 | 1,04 | 1,85 | 1,17 | 0,9 | 3,06 | 2,06 | 1,8 | 2,83 | 1,93 | 1,7 |
30,5 | 2,29 | 1,47 | 1,15 | 2,06 | 1,3 | 1 | 3,4 | 2,29 | 2 | 3,14 | 2,14 | 1,89 |
33,5 | 2,52 | 1,62 | 1,27 | 2,26 | 1,43 | 1,1 | 3,74 | 2,52 | 2,2 | 3,45 | 2,36 | 2,09 |
36,5 | 2,75 | 1,77 | 1,38 | 2,47 | 1,56 | 1,2 | 4,08 | 2,75 | 2,4 | 3,77 | 2,57 | 2,28 |
39,5 | 2,98 | 1,91 | 1,5 | 2,67 | 1,69 | 1,3 | 4,42 | 2,98 | 2,6 | 4,08 | 2,78 | 2,46 |
42,5 | 3,21 | 2,06 | 1,62 | 2,88 | 1,82 | 1,4 | 4,76 | 3,21 | 2,8 | 4,39 | 3 | 2,65 |
45,5 | 3,44 | 2,21 | 1,73 | 3,09 | 1,95 | 1,5 | 5,1 | 3,44 | 3 | 4,71 | 3,21 | 2,84 |
48,5 | 3,67 | 2,35 | 1,85 | 3,3 | 2,08 | 1,6 | 5,44 | 3,66 | 3,2 | 5,02 | 3,43 | 3,04 |
54,5 | 4,13 | 2,65 | 2,08 | 3,71 | 2,34 | 1,8 | 6,12 | 4,12 | 3,6 | 5,65 | 3,64 | 3,41 |
57,5 | 4,36 | 2,8 | 2,19 | 3,91 | 2,47 | 1,9 | 6,46 | 4,35 | 3,8 | 5,96 | 4,07 | 3,6 |
Диаметр каната, мм | Единичные крутящие моменты m (кгс·м) в канатах двойной свивки ТК 6x37 + 1x37 | |||||||||||
Крестовой правой | Односторонней правой | |||||||||||
Сердечник односторонний правый | Сердечник односторонний левый | Сердечник односторонний правый | Сердечник односторонний левый | |||||||||
Кратность шагов свивки | Кратность шагов свивки | |||||||||||
6,5 | 10 | 12 | 6,5 | 10 | 12 | 6,5 | 10 | 12 | 6,5 | 10 | 12 | |
38 | 2,83 | 1,79 | 1,41 | 2,52 | 1,57 | 1,19 | 4,33 | 2,94 | 2,57 | 4,02 | 2,73 | 2,37 |
42,5 | 3,15 | 1,99 | 1,57 | 2,8 | 1,75 | 1,32 | 4,81 | 3,26 | 2,85 | 4,46 | 3,03 | 2,63 |
46,5 | 3,46 | 2,19 | 1,73 | 3,08 | 1,92 | 1,46 | 5,29 | 3,59 | 3,14 | 4,91 | 3,34 | 2,89 |
51 | 3,78 | 2,39 | 1,88 | 3,36 | 2,09 | 1,59 | 5,77 | 3,92 | 3,42 | 5,35 | 3,64 | 3,16 |
55 | 4,09 | 2,59 | 2,04 | 3,64 | 2,27 | 1,72 | 6,26 | 4,24 | 3,71 | 5,8 | 3,94 | 3,42 |
59,5 | 4,41 | 2,79 | 2,2 | 3,92 | 2,44 | 1,85 | 6,74 | 4,57 | 3,99 | 6,25 | 4,24 | 3,68 |
63,5 | 4,72 | 2,99 | 2,35 | 4,2 | 2,62 | 1,99 | 7,22 | 4,9 | 4,28 | 6,7 | 4,55 | 3,94 |
68 | 5,03 | 3,19 | 2,51 | 4,48 | 2,79 | 2,12 | 7,7 | 5,22 | 4,56 | 7,14 | 4,85 | 4,11 |
73 | 5,35 | 3,39 | 2,67 | 4,76 | 2,97 | 2,26 | 8,2 | 5,55 | 4,85 | 7,59 | 5,22 | 4,47 |
76 | 5,98 | 3,79 | 2,98 | 5,32 | 3,32 | 2,52 | 9,15 | 6,21 | 5,42 | 8,48 | 5,76 | 4,98 |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 3081-69 Постановлением Госстандарта СССР от 23.04.1980 N 1834 с 01.01.1982 введен в действие ГОСТ 3081-80. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 14954-69 Постановлением Госстандарта СССР от 23.04.1980 N 1836 с 01.01.1982 введен в действие ГОСТ 14954-80. |
Единичные крутящие моменты m (кгс·м) в многопрядных канатах с линейным касанием проволок в прядях | |||||||||||
ГОСТ 3081-69 | ГОСТ 7667-69 | ГОСТ 7669-69 | ГОСТ 14954-69 | ||||||||
Диаметр каната, мм | При свивке | Диаметр каната, мм | При свивке | Диаметр каната, мм | При свивке | Диаметр каната, мм | При свивке | ||||
крестовой | односторонней | крестовой | односторонней | крестовой | односторонней | крестовой | односторонней | ||||
21,5 | 1,78 | 2,56 | 20,5 | 1,71 | 2,5 | 32,5 | 2,54 | 3,78 | 23 | 1,84 | 2,71 |
22,5 | 1,89 | 2,71 | 22 | 1,64 | 2,7 | 35,5 | 2,82 | 4,18 | 25 | 1,85 | 2,87 |
25 | 2,1 | 3,01 | 23,5 | 1,97 | 2,89 | 36,5 | 2,96 | 4,41 | 27 | 2,17 | 3,19 |
27 | 2,31 | 3,31 | 25 | 2,1 | 3,08 | 39 | 3,1 | 4,62 | 29,5 | 2,38 | 3,51 |
29,5 | 2,51 | 3,62 | 27 | 2,23 | 3,27 | 41 | 3,24 | 4,83 | 31 | 2,49 | 3,56 |
31,5 | 2,72 | 3,92 | 28 | 2,36 | 3,47 | 42 | 3,38 | 5,03 | 33 | 2,6 | 3,83 |
34 | 2,93 | 4,22 | 31 | 2,62 | 3,85 | 45,5 | 3,67 | 5,45 | 36 | 2,81 | 4,14 |
35,5 | 3,04 | 4,37 | 34 | 2,88 | 4,24 | 49 | 3,95 | 5,87 | 38,5 | 3,03 | 4,46 |
38 | 3,14 | 4,52 | 37 | 3,14 | 4,62 | 52 | 4,23 | 6,29 | 41 | 3,25 | 4,78 |
41 | 3,35 | 4,82 | 41 | 3,41 | 5,01 | 57 | 4,52 | 6,72 | 46,5 | 3,68 | 5,42 |
43 | 3,56 | 5,12 | 44 | 3,67 | 5,3 | 60,5 | 4,8 | 7,13 | 49,5 | 3,9 | 5,73 |
45,5 | 3,77 | 5,42 | 47 | 3,93 | 5,78 | 61,5 | 4,93 | 7,34 | 55 | 4,33 | 6,37 |
Динамический метод
В динамическом методе используется связь между усилием и частотой свободных поперечных колебаний струны

где F - площадь поперечного сечения;
fк - частота колебаний;
 - удельная масса материала струны.
- удельная масса материала струны.Изгибная жесткость оказывает влияние на величины fк и  , которые зависят прежде всего от условий закрепления концов. При
, которые зависят прежде всего от условий закрепления концов. При  реального каната величина
реального каната величина  оказывается несколько меньше его полной длины
оказывается несколько меньше его полной длины  между опорными закреплениями, а частота колебаний - выше, чем у струны.
между опорными закреплениями, а частота колебаний - выше, чем у струны.
На величину m0 оказывают влияние количество и тип смазки, отклонения в шаге свивки прядей и канатов, а также то, что канат на заводе при его изготовлении может подвергаться преформации (протяжке через рихтовальные устройства). Последняя может быть более или менее глубокой, что связано с  или меньшими усилиями вытяжки. Поэтому определять m0 необходимо непосредственным взвешиванием образцов каната.
или меньшими усилиями вытяжки. Поэтому определять m0 необходимо непосредственным взвешиванием образцов каната.
или меньшими усилиями вытяжки. Поэтому определять m0 необходимо непосредственным взвешиванием образцов каната.Для канатных элементов небольших длин (6 - 12 м) могут применяться следующие приборы-частотомеры: ИНА-5, ЭСИН-IД, ИПН-7, а также различные вибрографы. Некоторые характеристики названных приборов приведены в табл. 1.
Таблица 1
Название прибора и организация-разработчик | Предел контролируемого усилия, тс | Максимальный диаметр каната, мм | Длина каната, м | Масса прибора, кг | ||
минимальный | максимальный | минимальная | максимальная | |||
ИН-5 (Казанский инженерно-строительный институт) | 1,5 | 20 | 28 | 1,5 | 12 | 1,8 |
ЭСИН-1Д* (ЦНИЛ Главлипецкстроя) | 1,5 | 34 | 28 | 1,5 | 6 | 6,5 |
ИПН-7 (Кишиневский завод "Электроточприбор") | 1,5 | 17 | 18 | 3 | 12 | 2,6 |
Статический метод
Статический метод контроля основан на использовании зависимости между усилиями натяжения каната и поперечной оттяжки. По сравнению с динамическим методом он позволяет осуществлять контроль как натянутых, так и провисающих канатных элементов независимо от их длины и условий закрепления на концах. При этом параметры градуировочной характеристики (пределы контролируемых усилий, относительная цена деления) приборов не зависят от длины тарировочных образцов.
Статический метод контроля усилий величиною до 20 тс для канатов диаметром до 20 мм осуществляется с помощью приборов ЭМИН-3, ДН-15, ПИН, ДПС-2, а для усилий свыше 20 тс - ДН-30, ДН-100 и ДН-240. Некоторые характеристики приборов статического метода представлены в табл. 2.
Таблица 2
Название прибора и организация-разработчик | Пределы контролируемых усилий, тс | Максимальный диаметр каната, мм | Длина базы прибора, мм | Масса прибора, кг | |
минимальный | максимальный | ||||
ЭМИН-3 (Башкирниистрой) | 1,5 | 20 | 15 | 600 | 4,6 |
ДН-15 (ЛИИЖТ, МПС) | 1,5 | 20 | 20 | 500 | 2,6 |
ПИН (НИИЖБ) | 1,5 | 17 | 20 | 600 | 4,7 |
ДПС-2 (ЦНИИС, МТС) | 1,5 | 17 | 15 | 500 | 2,7 |
ДН-30 (ЛИИЖТ, МПС) | 5 | 80 | 65 | 600 | 4,3 |
ДН-100 (ЛИИЖТ, МПС) | 30 | 120 | 65 | 800 | 5,2 |
ДН-240 (ЛИИЖТ, МПС) | 30 | 240 | 75 | 1000 | 7 |
Основной характеристикой приборов является приборная характеристика, которая включает две зависимости:
где A - отсчет по шкале усилий оттяжки;
Q - усилие оттяжки;
v - перемещение (прогиб, удлинение) упругого элемента прибора;
k1 и k2 - коэффициенты пропорциональности.
Примечание. Графики зависимостей (1) и (2) показаны на рис. 44 на примере прибора ДН-240.

Рис. 44. Характеристика прибора ДН-240
при статическом методе контроля усилий
Определение контролируемых усилий обычно ведется по градуировочной характеристике, которая строится для каждого вида и диаметра каната. Градуировочная характеристика выражает нелинейную связь между контролируемым усилием и показаниями приборов
 (3)
(3)На участке от 20 до 60 тс зависимость (3) для приборов ДН-240 имеет слабо выраженную нелинейность (рис. 45). При возрастании усилия натяжения до 200 тс нелинейность увеличивается. На рис. 45 показан также график изменения стрелки величины оттяжки каната fпр на базе расчетной длины прибора. Эта зависимость линейна и имеет вид
 (4)
(4)где  - задаваемое постоянное взаимное сближение корпуса прибора с оттягиваемым канатом.
- задаваемое постоянное взаимное сближение корпуса прибора с оттягиваемым канатом.


и стрела отклонения каната на базе прибора ДН-240
Если в процессе контроля при заданном  получен отсчет A, то величина контролируемого усилия считывается с графика (рис. 45) на оси ординат (или с градуировочной таблицы).
получен отсчет A, то величина контролируемого усилия считывается с графика (рис. 45) на оси ординат (или с градуировочной таблицы).
Контроль степени оттяжки ведется по отношению f0/lб, где lб - расчетная длина прибора. Схема оттяжки приборами типа ДН показана на рис. 46. При оттяжке другими приборами нет принципиальных отличий.

Между показаниями приборов и контролируемым усилием существует зависимость

где  - полное отклонение каната при оттяжке
- полное отклонение каната при оттяжке

Если при оттяжке каната, натянутого известным усилием N, взят отсчет A и измерена полная стрелка  , то из выражения (5) может быть определена упругая константа
, то из выражения (5) может быть определена упругая константа  ; при этом
; при этом  берется в тысячных долях миллиметра, A - в делениях шкалы усилий оттяжки N, кгс.
берется в тысячных долях миллиметра, A - в делениях шкалы усилий оттяжки N, кгс.
При определении усилий по градуировочной характеристике влияние изгибной жесткости автоматически учитывается этой характеристикой.
В применении статического метода к канатам имеется особенность, которая состоит в том, что с увеличением усилия натяжения каната увеличивается его изгибная жесткость. Вместе с этим возрастают и отсчеты A. Таким образом, градуировочные характеристики приборов статического метода на канатах располагаются более полого, чем графики для гибких связей с постоянной жесткостью. Это обусловливает повышение чувствительности метода. В то же время для гибких связей с постоянной EJ изгибная составляющая Qи не вносит полезной метрологической информации в метод контроля.
Точность определения усилий при контроле обеспечивается выполнением требований по чувствительности приборов и по разбросу показаний. Чувствительность приборов можно оценивать с помощью градуировочной характеристики относительной ценой деления (иногда определяют ее обратной величиной) по выражению

где  - интервал между двумя смежными степенями нагружения;
- интервал между двумя смежными степенями нагружения;
- интервал между двумя смежными степенями нагружения; - (7)
- (7)среднее усилие натяжения на данном интервале (контролируемое усилие);

приращение отсчета в делениях при переходе от усилия Ni-1 к усилию Ni.
Примечание. Условие (6) вытекает из требования, чтобы цена деления не превышала 1% от контролируемого усилия Ni.
Интервал  принимается равным 0,05Ni. Для участков градуировочных характеристик со слабо выраженной нелинейностью (обычно начальные участки) можно принимать
принимается равным 0,05Ni. Для участков градуировочных характеристик со слабо выраженной нелинейностью (обычно начальные участки) можно принимать  .
.
.Разброс показаний оценивается средней квадратичной погрешностью, определяемой путем производства повторных измерений (до 5 раз) одного и того же усилия натяжения. Повторные измерения осуществляют на начальных и конечных участках диапазона контролируемых усилий. Обработка этих измерений производится известными приемами математической статистики. Должно выполняться условие по коэффициенту однородности
где nи - число измерений одного и того же усилия (объем выборки), рекомендуется принимать nи = 6;
Необходимость проверки среднего квадратичного отклонения в начале и конце диапазона контролируемых усилий вытекает из того факта, что при значительном возрастании N в несколько раз возрастает изгибная и кинематическая составляющие сопротивления канатов оттяжке, что изменяет условия опирания приборов, увеличивается интенсивность контактного взаимодействия прибора с канатом, а это может оказать влияние на стабильность показаний приборов.
Из условия (6) вытекает, что на интервале, равном 0,05Ni, приращение отсчета  всегда должно быть
всегда должно быть

при 
 (11)
(11)При помощи выражений (10) и (11) следует определить нижний  и верхний
и верхний  пределы контролируемых усилий данным прибором на данном виде канатов. Из условия (6) следует, что минимальный отсчет Aмин при контроле должен удовлетворять требованию
пределы контролируемых усилий данным прибором на данном виде канатов. Из условия (6) следует, что минимальный отсчет Aмин при контроле должен удовлетворять требованию
Aмин >= 100 делений.
С учетом влияния изгибной жесткости Aмин может возрастать до 150 - 180 делений. Так, например, обстоит с канатами закрытого типа.
Пример вычисления чувствительности прибора ДН-240.
Дано N = 40 тс.
Принимаем  , тогда
, тогда  ;
;
, тогда ;

С градуировочной характеристики (рис. 45) снимаем показания, соответствующие Ni-1 и Ni:
Ai-1 = 228,5 деления;
Ai = 244 деления.
 . Подставляя значения
. Подставляя значения 
Полученный результат свидетельствует о достаточной чувствительности прибора на данном канате при усилии натяжения, равном 40 тс.
Рассмотрим пример проверки прибора на стабильность показаний. Прибором ДН-240 при усилии натяжения N = 20 тс на канате двойной свивки dк = 45 мм произведено 5 измерений. Данные измерений и вычислений представлены в табл. 3.
N измерения | Отсчеты Ai делений |  | |
1 | 150 | -2 | 4 |
2 | 153 | +1 | 1 |
3 | 152 | 0 | 0 |
4 | 154 | +2 | 4 |
5 | 151 | -1 | 1 |
766 | 0 | 10 |
Примечание. Величина  определяется по формуле
определяется по формуле  .
.
.Данные табл. 3 подставляем в выражение (9) для определения коэффициента однородности

При допустимой величине коэффициента однородности, равной 2,5%, среднеквадратичное отклонение в делениях составляет 3,8 деления, что значительно больше, чем полученное значение, равное 1,58 деления. Проверка прибора по разбросу показаний удовлетворяет требованию (9). Аналогичная проверка выполняется и для предельного значения контролируемых усилий сверху. Если коэффициент однородности (среднеквадратичная погрешность в относительной форме) функционально зависит от величины усилия натяжения, то верхний предел контролируемых усилий определяется по величине допустимого коэффициента однородности, а также по (6). Меньшее из двух значений принимается в качестве допустимого.
Прибор ДН-ЛИИЖТ предназначен, главным образом, для определения натяжения канатов.
Принцип действия прибора основан на измерении поперечной силы Q, которую нужно приложить к канату, чтобы на длине lб, равной базе прибора, отклонить его от прямолинейного положения на некоторую величину fпр (рис. 46).
Для удобства пользования прибор устроен так, что измеряется не прогиб самого каната, а прогиб базы прибора v при взаимном сближении каната и прибора на некоторую величину

задаваемую винтовым нагрузочным приспособлением.
Чем сильнее натянут канат, тем больше при постоянной  будет поперечная сила и, следовательно, прогиб базы прибора, определяемый отсчетом A.
будет поперечная сила и, следовательно, прогиб базы прибора, определяемый отсчетом A.
Для каждого вида каната к прибору прилагается градуировочная характеристика
A = f(N),
благодаря которой по отсчету A можно определить продольное усилие в канате N, а затем по известным линейным зависимостям
Q = k1A,
v = k2A
(где k1 и k2 - коэффициенты пропорциональности) вычислить поперечную силу, прогиб базы прибора, а также прогиб каната:

Приняв условно изгибную жесткость каната равной нулю, определим поперечную силу

которую необходимо приложить к нему, чтобы при известном натяжении N прогиб идеализированного каната (рис. 47, а) был равен fпр.

а - идеализированного;
б - для определения изгибной жесткости
Эта сила будет меньше вычисленной ранее поперечной силы Q на величину
Qи = Q - Qк,
пропорциональную величине изгибной жесткости каната.
Для определения последней вновь установим прибор и, используя приборную характеристику A = f1(Q), нагрузим канат поперечной силой Qи. Определив соответствующие этой силе взаимное сближение  и прогиб базы прибора vи, вычислим прогиб каната
и прогиб базы прибора vи, вычислим прогиб каната

Полагая, что на пролете lб канат под действием силы Qи прогибается на величину fи как защемленная с обоих концов балка (рис. 47, б), вычислим его изгибную жесткость по формуле

Следует отметить, что принятая расчетная схема каната с жестким защемлением в точках опирания прибора не совсем точно соответствует фактической изогнутой оси. В действительности канат под действием уравновешенной системы сил, создаваемой натяжным приспособлением прибора, изгибается и перемещается вместе с прибором на величину  (рис. 48, а). При этом полный прогиб каната относительно точек его закрепления на опорах равен
(рис. 48, а). При этом полный прогиб каната относительно точек его закрепления на опорах равен


растянуто-изогнутого стержня
а - общий вид изогнутой оси каната; б - расчетная схема
Представив расчетную схему каната в виде консольного растянуто-изогнутого стержня (рис. 48, б), запишем в форме метода начальных параметров формулу для определения прогиба его свободного конца

Или при достаточно большой длине каната (l1 >= 6lб)

Определив прибором ДН-ЛИИЖТ значения Q и N и измерив полный прогиб каната f, можно методом пробных попыток найти параметр k, при котором выполняется условие

а затем из выражения

вычислить изгибную жесткость каната EJ.
КАНАТНОЙ ПРОВОЛОКИ НА СКЛОННОСТЬ К ХРУПКОМУ РАЗРУШЕНИЮ
КОРРОЗИОННЫМ РАСТРЕСКИВАНИЕМ
Проведено испытание шести образцов из оцинкованной проволоки диаметром 5 мм и шести образцов без цинкового покрытия.
Испытания проводились при следующих показателях атмосферы:
температура - 22 +/- 2 °C;
относительная влажность - 45 +/- 4%;
давление - 755 +/- 5 мм рт. ст.
Исходное начальное напряжение в наружных волокнах образцов составляло 132 кгс/мм2.
Результаты испытаний образцов приведены в табл. 1 и 2.
Таблица 1
N образца | Результаты испытаний оцинкованной проволоки | ||
Время до разрушения, дн. |  | ||
1 | 16 | -1,5 | 2,25 |
2 | 17 | -0,5 | 0,25 |
3 | 17 | -0,5 | 0,25 |
4 | 18 | 0,5 | 0,35 |
5 | 18 | 0,5 | 0,25 |
6 | 19 | 1,5 | 2,25 |
105 | 0 | 5,5 | |
N образца | Результаты испытаний проволоки без цинкового покрытия | ||
Время до разрушения, дн. |  | ||
1 | 36 | -4,33 | 18,749 |
2 | 39 | -1,33 | 1,769 |
3 | 41 | 0,67 | 0,449 |
4 | 41 | 0,67 | 0,449 |
5 | 42 | 1,67 | 2,789 |
6 | 43 | 2,67 | 7,129 |
242 | 0 | 31,334 | |
Для определения достоверности среднего арифметического времени до разрушения из шести результатов при P = 0,99 и  необходимо провести их статистическую обработку.
необходимо провести их статистическую обработку.
необходимо провести их статистическую обработку.Среднее арифметическое время до разрушения оцинкованной проволоки

Выборочная дисперсия

Минимально необходимое количество образцов в серии

Полученный результат свидетельствует о том, что при данной выборочной дисперсии принятого количества образцов достаточно, чтобы судить о достоверности вычисленного среднего значения времени до разрушения.
Для проволок без цинкового покрытия среднее арифметическое время до разрушения

Выборочная дисперсия

Минимально необходимое количество образцов в серии

Следовательно, принятого в исходной серии количества образцов недостаточно для получения достоверного результата. Выборку образцов необходимо увеличить до значения
nI = 6 + 5 = 11 шт.
Однако и без уточненных результатов можно сделать вывод о том, что проволока с цинковым покрытием обладает большей склонностью к хрупкому разрушению коррозионным растрескиванием по сравнению с рихтованной проволокой из той же стали без цинкового покрытия.
Количественную оценку влияния цинкового покрытия на стойкость проволоки против хрупкого разрушения коррозионным растрескиванием можно дать при помощи коэффициента

В рассмотренном примере

что свидетельствует о низком качестве покрытия.
При совершенной технологии цинкования проволоки коэффициент  близок к единице.
близок к единице.