СПРАВКА
Источник публикации
М.: Стройиздат, 1985
Примечание к документу
Название документа
"Рекомендации по расчету и проектированию трубопроводов из термопластов"
"Рекомендации по расчету и проектированию трубопроводов из термопластов"
Содержание
ПО РАСЧЕТУ И ПРОЕКТИРОВАНИЮ ТРУБОПРОВОДОВ ИЗ ТЕРМОПЛАСТОВ
Рекомендовано к изданию решением Научно-технического совета Госгражданстроя.
Рассмотрены области применения труб из термопластов в системах инженерного оборудования зданий и сооружений, важнейшие свойства, обусловливающие специфические требования к их проектированию, особенности конструирования различных систем трубопроводов из термопластов. Приведены формулы для прочностного и гидравлического расчета, примеры расчета, графики и таблицы. Даны рекомендации по выбору труб и способов их соединения.
Для инженерно-технических работников проектных организаций.
Разработаны НПО "Пластик" Минхимпрома (кандидаты техн. наук С.В. Ехлаков, Ю.С. Давыдов, инж. Г.И. Шапиро) и ЦНИИЭП инженерного оборудования Госгражданстроя (кандидаты техн. наук В.Н. Родин, Л.А. Шопенский, инж. И.С. Касаткина).
1.1. Настоящие Рекомендации распространяются на расчет и проектирование трубопроводов из термопластов: непластифицированного поливинилхлорида (ПВХ), полиэтилена высокого давления (ПВД), полиэтилена низкого давления (ПНД) и полипропилена (ПП) для сетей инженерного оборудования зданий и сооружений.
1.2. При расчете и проектировании трубопроводов из термопластов для указанных сетей надлежит руководствоваться требованиями глав СНиП по нагрузкам и воздействиям, по проектированию внутреннего водопровода и канализации зданий, наружных сетей и сооружений водоснабжения и канализации, внутренних и наружных устройств газоснабжения и по производству и приемке работ при земляных сооружениях, строительстве наружных сетей водоснабжения и канализации, систем газоснабжения, санитарно-технического оборудования зданий и сооружений, электротехнических устройств, а также Инструкциями по проектированию и монтажу сетей водоснабжения и канализации из пластмассовых труб, по проектированию и строительству подземных газопроводов из неметаллических труб и другими нормативными документами, утвержденными или согласованными Госстроем СССР.
ИНЖЕНЕРНОГО ОБОРУДОВАНИЯ
2.1. Трубы из термопластов следует применять взамен стальных труб в сетях инженерного оборудования для наружного и внутреннего водоснабжения, наружной и внутренней канализации, наружных подземных распределительных газопроводов, бурения скважин на воду, внутренних водостоков и защиты электропроводок.
2.2. При проектировании сетей инженерного оборудования из этих труб следует учитывать технико-экономические показатели, номенклатуру освоенных промышленностью труб и соединительных деталей, физико-химические свойства, рабочие давления и температуры транспортируемого вещества, материал и тип труб, способы соединения труб и виды соединительных деталей.
2.3. Напорные трубы из термопластов и соединительные детали к ним подразделяются на типы в зависимости от величины номинального давления (табл. 1). За номинальное давление труб из термопластов принимается максимальное рабочее давление при транспортировании по ним воды с температурой 20 °C и расчетном сроке службы 50 лет для труб из ПВХ, ПНД и ПВД и 10 лет для труб из ПП.
Таблица 1
Тип труб | Величина номинального давления труб, МПа (кгс/см2) | Тип труб | Величина номинального давления труб, МПа (кгс/см2) | ||
Название | Обозначение | Название | Обозначение | ||
Легкий | Л | 0,2 (2,5) | Средний | С | 0,6 (6) |
Среднелегкий | СЛ | 0,4 (4) | Тяжелый | Т | 1 (10) |
Особо тяжелый | ОТ | 1,6 (16) | |||
2.4. Для сетей наружного водоснабжения рекомендуется применять напорные трубы и соединительные детали:
из ПВД наружным диаметром до 50 мм включительно, соединяемые сваркой враструб;
из ПНД наружными диаметрами от 63 до 800 мм, соединяемые сваркой встык;
из ПВХ наружными диаметрами от 63 до 315 мм на раструбных соединениях с резиновым уплотнительным кольцом.
Трубы из ПВД и ПНД рекомендуются для магистральных сетей и трубопроводов, обеспечивающих подключение отдельно стоящих зданий, когда можно использовать трубы, свернутые в бухты или намотанные на катушки значительной длины.
Трубы из ПВХ рекомендуется применять для внутриквартальных сетей водоснабжения.
2.5. При бурении скважин глубиной до 300 м рекомендуется применять трубы из ПНД типов С и Т наружными диаметрами от 160 до 315 мм, соединенных на ленточной резьбе, сваркой встык или на металлических муфтах со стопорными болтами. Водозаборные части скважин рекомендуется оборудовать фильтрами, изготовленными из напорных труб ПНД диаметрами от 110 до 225 мм с механической перфорацией или термопроколами.
2.6. Для внутренних водопроводных сетей рекомендуется применять напорные трубы и соединительные детали из ПВД наружными диаметрами от 20 до 50 мм, соединяемые сваркой враструб, и напорные трубы и соединительные детали из ПВХ наружными диаметрами от 16 до 160 мм, соединяемые на клею.
2.7. Для сетей наружной канализации рекомендуется применять напорные трубы и соединительные детали из ПНД наружными диаметрами от 160 до 1200 мм, соединяемые сваркой встык, и из ПВХ наружными диаметрами от 63 до 315 мм, соединяемые враструб с помощью резиновых уплотнительных колец. При транспортировании стоков с постоянными повышенными температурами (от плюс 40 °C до плюс 100 °C) рекомендуется применять напорные трубы из ПП наружными диаметрами от 63 до 315 мм, соединяемые сваркой встык.
2.8. Для внутренних водостоков могут быть использованы напорные трубы из ПНД, ПВД и ПВХ наружными диаметрами от 75 до 125 мм. Для этих систем рекомендуется применять трубы из ПВД, свернутые в бухты.
2.9. Для наружных подземных распределительных газопроводов рекомендуется применять напорные трубы и соединительные детали из ПНД, наружными диаметрами от 63 до 225 мм с толщиной стенки не менее 3 мм.
Выбор типа труб следует производить в соответствии с данными табл. 2.
Таблица 2
Область применения | Допускаемое давление газа, МПа | Тип труб |
На территориях поселков и сельских населенных пунктов с малой насыщенностью инженерными коммуникациями | до 0,005 | СЛ и С |
до 0,3 | С | |
Вне территории городов поселков и сельских населенных пунктов | до 0,6 | Т |
2.10. Для сетей внутренней канализации рекомендуется применять канализационные трубы из ПВХ, ПНД и ПВД условным проходом 50, 85 и 100 мм и фасонные части к ним. При этом в зданиях высотой до семи этажей стояки могут быть выполнены из труб и фасонных частей условным проходом 85 мм. При использовании канализационных прямых тройников и крестовин с внутренней закругленной кромкой стояки из труб и фасонных частей условным проходом 85 мм могут быть использованы в зданиях высотой до девяти этажей и при использовании косых тройников и крестовин - в зданиях высотой до двенадцати этажей. Для сетей внутренней производственной канализации при транспортировании стоков с постоянными повышенными температурами рекомендуется применять напорные или канализационные трубы из ПП и фасонные части к ним, соединяемые сваркой враструб или с помощью уплотнительных колец, изготовленных из теплостойкой резины.
2.11. Для каналов кабелей связи следует применять трубы из ПНД по ТУ 6-05-1513-77, специально разработанные для этой цели, следующих размеров: 63 x 3,75 x 3,6 и 110 x 5,3 мм.
2.12. Для защиты электропроводок следует применять трубы из непластифицированного ПВХ для электропроводок по ТУ 6-19-051-249-79 следующих размеров: 20 x 1,5; 25 x 1,5; 32 x 1,8; 50 x 2,4; 63 x 3; 75 x 3,6; 90 x 4,3 мм или трубы типов Л и СЛ наружным диаметром до 63 мм.
При этом для защиты электропроводок трубы из термопластов рекомендуется применять в зависимости от материала труб и способа их прокладки согласно данным, приведенным в табл. 3.
Таблица 3
Объект | Материал труб | |||
ПНД, ПВД и ПП | ПВХ | |||
Способ прокладки труб | ||||
открытая | скрытая по несгораемым основаниям | открытая | скрытая | |
по несгораемым, трудносгораемым и сгораемым основаниям | ||||
Взрывоопасные и пожароопасные помещения | Запрещается | Запрещается | Запрещается | Запрещается |
Спальные корпуса больниц | " | " | " | " |
Дома-интернаты для престарелых инвалидов | " | " | " | " |
Помещения зрелищных предприятий и клубов (зрительные залы, сцены, кинобудки) | " | " | " | Разрешается |
Детские сады и ясли | " | " | " | " |
Спальные корпуса пионерских лагерей | " | " | " | " |
Санаторно-курортные здания и поликлиники свыше 10 этажей | " | " | " | " |
Чердаки жилых и общественных зданий | " | " | " | " |
Жилые дома и общественные здания массового строительства высотой 10 этажей и более, включая техподполья | " | " | " | " |
Здания ниже второй степени огнестойкости | " | " | Разрешается | " |
Животноводческие помещения совхозов, колхозов и комплексов | Запрещается | Запрещается для ПП, разрешается для ПНД и ПВД | " | " |
Отдельно стоящие административные хозяйственные помещения пионерских лагерей и больничных комплексов | " | Разрешается | " | " |
Санитарно-курортные здания и поликлиники до 10 этажей | " | " | " | " |
Жилые дома и общественные здания массового строительства высотой менее 10 этажей, включая техподполья | " | " | " | " |
Прокладку электропроводок в закрытых нишах стен, выполняемых с применением сгораемых материалов, следует рассматривать как открытую.
Разрешается применение открытых и скрытых электропроводок в трубах из ПВХ и скрытых - в трубах из ПНД и ПВД в пожароопасных зонах промышленных предприятий в пределах каждого этажа, кроме складских помещений, а также транзитных горизонтальных и вертикальных прокладок.
Разрешается также применение труб из ПНД и ПВД для электропроводок, замоноличенных в строительные конструкции жилых зданий высотой 10 этажей и более (за исключением стояков - межэтажных вертикальных прокладок) при отсутствии в межквартирных стеновых панелях и панелях перекрытий, поставляемых домостроительными комбинатами (заводами), сквозных отверстий под электроустановочные изделия и сквозных ответвительных ниш, на участках выхода скрытых электропроводок наружу (из полов, фундаментов и т.п.) применять трубы из ПВХ с соответствующей защитой в местах возможных механических повреждений.
2.13. Технико-экономическая эффективность при применении труб из термопластов для сетей инженерного оборудования достигается за счет положительных качеств этих труб по сравнению со стальными и чугунными трубами:
высокой химической стойкости, что позволяет увеличить срок службы труб;
повышенной пропускной способности вследствие слабой зарастаемости коррозионными отложениями и гладкости внутренних стенок;
незначительной массы, что обеспечивает экономию на транспортных расходах и повышенную сборность узлов трубопроводов;
легкости механической и тепловой обработки, что дает возможность повысить производительность труда при изготовлении труб и соединительных деталей, выполнении трубозаготовительных и монтажных работ, уменьшить затраты на вспомогательные материалы и энергию;
хорошего внешнего вида, исключающего необходимость окраски трубопровода;
низкой теплопроводности, снижающей тепловые потери трубопроводов и уменьшающей образование конденсата на наружных стенках труб;
высоких диэлектрических свойств, исключающих необходимость защиты трубопроводов, укладываемых в грунт, от действия блуждающих токов.
2.14. С целью правильного использования труб из термопластов при их проектировании следует учитывать специфические свойства материала труб: снижение прочности труб под воздействием повышенных температур, постоянной нагрузки и других факторов; высокий коэффициент линейного удлинения, низкую поверхностную твердость материала труб, а также то, что трубы из ПНД, ПВД и ПП по пожарной опасности относятся к горючим, а трубы из ПВХ - к трудногорючим материалам.
Вероятность повреждения труб из термопластов грызунами такая же, как труб из дерева, свинца и т.п. материалов.
ДЕТАЛИ, КАНАЛИЗАЦИОННЫЕ ФАСОННЫЕ ЧАСТИ И АРМАТУРУ
3.1. В соответствии с рекомендациями ИСО/Р 161 при выборе сортаментов на пластмассовые трубы приняты следующие положения:
трубы нормированы по наружным диаметрам, соответствующим рядам предпочтительных чисел: 10, 12, 16, 20, 25, 32, 40, 50, 63, 75, 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315, 355, 400, 450, 500, 560, 630, 710, 800, 900, 1000 и 1200 мм. При изменении толщины стенки трубы в зависимости от величины давления наружный диаметр остается постоянным, изменяется только внутренний диаметр;
допускаемые отклонения на наружный диаметр трубы и толщину стенки принимают, как правило, положительными; допускаемые отклонения на наружный диаметр труб колеблются от 0,4 мм (для труб наружным диаметром 10 мм) до 4,5 мм (для труб наружным диаметром 630 мм), а допускаемые отклонения на толщину стенки - от 0,5 мм (для толщины стенки 2 мм) до 2,8 мм (для толщины стенки 26 мм).
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 23.03.2002 N 112-ст с 01.01.2003 введен в действие ГОСТ 18599-2001. |
3.2. Трубы напорные из полиэтилена изготовляют по ГОСТ 18599-73*, а именно трубы из ПВД типов Л, СЛ, С и Т наружными диаметрами от 10 до 160 мм (прил. 1) и трубы из ПНД тех же типов наружными диаметрами от 10 до 630 мм (прил. 2).
3.3. Трубы из ПНД изготовляют также по ТУ 6-19-214-83 типов Л, СЛ, С и Т наружными диаметрами 63, 110, 160, 225, 315, 400, 500 и от 630 до 1200 мм (прил. 3).
3.4. Трубы напорные из ПП изготовляют по ТУ 38-102-100-76 типов Л, С и Т наружными диаметрами от 32 до 315 мм (прил. 4).
3.5. Трубы из ПВХ должны изготовляться по ТУ 6-19-231-83 типов СЛ, С, Т и ОТ наружными диаметрами от 10 до 315 мм (прил. 5). В настоящее время заводами освоено производство труб типа Т наружными диаметрами от 25 до 63 мм и 110, 160, 225, 280 и 315 мм и типа ОТ наружными диаметрами 16 и 20 мм.
3.6. Трубы из ПВХ с раструбами под резиновое уплотнительное кольцо изготовляют по ТУ 6-19-231-83 типов С и Т наружным диаметром от 63 до 315 мм (прил. 6).
3.7. Трубы из термопластов поставляют в прямых отрезках номинальной длины 6, 8, 10 и 12 м. Допускается изготовление труб длиной 5,5 и 11,5 м.
3.8. Трубы из ПП наружным диаметром до 40 мм включительно и трубы из ПВД и ПНД диаметром до 160 мм включительно могут поставляться свернутыми в бухтах и намотанными на катушки.
3.9. Трубы из термопластов, предназначенные для подачи воды в хозяйственно-питьевых целях, должны изготавливаться из марок материала, разрешенных к применению Министерством здравоохранения СССР. При этом в маркировке труб из термопластов указывается "питьевая", а при отсутствии разрешения - "техническая".
3.10. Для соединения между собой напорных труб из ПВД, получения отводов, ответвлений на этих трубопроводах и т.п. должны применяться раструбные соединительные детали из ПВД согласно ОСТ 6-05-367-74 (табл. 4).
Таблица 4
Соединительные детали | Тип труб | Наружный диаметр соединяемых труб, мм |
Муфты, угольники и тройники раструбные | С и Т | 16 - 63 |
СЛ и С | 75 - 110 | |
Л | 140 | |
Переходы раструб - гладкий конец | С и Т | 20 x 16, 25 x 16, 25 x 20, 32 x 25, 20 x 25, 40 x 32, 50 x 40, 63 x 32, 63 x 40, 63 x 50 |
СЛ и С | 75 x 50, 75 x 63, 90 x 63, 90 x 75, 110 x 50, 110 x 63, 110 x 90 | |
Л | 140 x 110 | |
Тройники переходные раструбные | С | 20 x 16, 25 x 16, 25 x 20, 32 x 16, 32 x 20, 32 x 25, 40 x 16, 40 x 20, 40 x 25, 50 x 16, 50 x 20, 50 x 25, 50 x 32, 50 x 40, 63 x 16, 63 x 20, 63 x 32, 63 x 40, 63 x 50 |
СЛ | 75 x 63, 90 x 63, 90 x 75, 110 x 63, 110 x 75, 110 x 90 | |
Л | 140 x 110 | |
Угольник раструб - резьба с крепежным фланцем | С | 20 x 1/2" труб, 25 x 3/4" труб |
Втулки раструбные под фланцы | С и Т | 25 - 63 |
СЛ и С | 75 - 110 | |
Л | 140 |
Основные строительные размеры и масса соединительных деталей из ПВД приведены в прил. 7.
3.11. Соединительные детали из ПНД следует применять для соединения труб наружным диаметром 63, 75, 110, 160, 225, 315, 400, 500 и от 630 до 1200 мм в соответствии с ТУ 6-19-213-83 (табл. 5) и ТУ 6-19-218-83 (табл. 6). Основные строительные размеры и масса соединительных деталей из ПНД приведены в прил. 8 и 9.
Таблица 5
Соединительные детали | Тип труб | Наружный диаметр соединяемых труб, мм |
Тройники, угольники, угольники 45° с гладкими концами | С и Т | 63, 110, 160, 225 |
Втулки с гладким концом под фланцы | Л | 900, 1000, 1200 |
СЛ | 710, 800, 900, 1000, 1200 | |
С | 63, 110, 160, 225, 315, 400, 500, 630, 710, 800 | |
Т | 63, 110, 160, 225, 315, 400, 500 | |
Переходы с гладкими концами | С и Т | 110 x 63, 160 x 110, 225 x 160, 315 x 225, 400 x 315, 500 x 315, 500 x 400 |
Л | 630 x 400, 630 x 500 |
Соединительные детали | Тип труб | Наружный диаметр соединяемых труб, мм | ||||
Отводы сварные 90°, 60°, 45° и 30° с гладкими концами | С и Т | 315, 400, 500 | ||||
С | 630 | |||||
СЛ и С | 710, 800 | |||||
О | 900, 1000, 1200 315, 400, 500 | |||||
Тройники сварные с гладкими концами | О | 630, 710, 800, 900, 1000, 1200 | ||||
Тройники сварные с гладкими концами и усилением стеклопластиком | Т | 315, 400, 500 | ||||
С | 630, 710, 800 | |||||
Тройники сварные 60° с гладкими концами | О | 710, 800, 900, 1000, 1200 | ||||
Тройники неравнопроходные сварные с гладкими концами | С | 110 x 63, 160 x 63, 160 x 110, 225 x 63, 225 x 110, 225 x 160, 315 x 110, 315 x 160, 315 x 225, 400 x 110, 400 x 160, 400 x 225, 500 x 110, 500 x 225, 500 x 315 | ||||
| ||||||
О | 630 x 315, 630 x 400, 630 x 500, 710 x 5, 710 x 400, 710 x 500, 710 x 630, 800 x 400, 800 x 500, 800 x 630, 800 x 710, 900 x 400, 900 x 500, 900 x 630, 900 x 710, 900 x 800, 1000 x 400, 1000 x 500, 1000 x 630, 1000 x 710, 1000 x 800, 1000 x 900, 1200 x 500, 1200 x 630, 1200 x 710, 1200 x 800,1200 x 900, 1200 x 1000 | |||||
Тройники неравнопроходные сварные с гладкими концами и усилением стеклопластиком | Т | 315 x 63, 315 x 110, 315 x 160, 315 x 225, 400 x 110, 400 x 160, 400 x 225, 500 x 110, 500 x 160, 500 x 225, 500 x 315 | ||||
С | 630 x 315, 630 x 400, 630 x 500 | |||||
СЛ и С | 710 x 315, 710 x 400, 710 x 500, 710 x 630, 800 x 400, 800 x 500, 800 x 630, 800 x 710 | |||||
Отводы гнутые с гладкими концами | С и Т | 63, 110, 160, 225, 315, 400, 500 | ||||
3.12. Для получения ответвления наружным диаметром 63 мм на трубопроводах из ПНД наружным диаметром 110, 160 и 225 следует применять детали сборных седелок из ПНД согласно ТУ 6-19-051-262-80 (прил. 10).
3.13. Для напорных труб из ПВХ наружным диаметром от 16 до 160 мм следует применять раструбные соединительные детали, типа Т, предназначенные для соединения с трубами на клею, по ТУ 6-19-222-83 (табл. 7). Основные строительные размеры и масса этих деталей приведены в прил. 11.
Таблица 7
Соединительные детали | Наружный диаметр соединительных труб, мм |
Муфты, угольники, тройники, втулки под фланец раструбные | 16, 20, 25, 31, 40, 50, 63, 110, 160 |
Переходы раструбные | 20 x 16, 25 x 20, 32 x 25, 40 x 32, 50 x 40, 63 x 50, 110 x 50, 160 x 110 |
3.14. Раструбные трубы из ПВХ наружным диаметром от 63 до 315 мм надлежит комплектовать чугунными соединительными деталями типа Т или соединительными деталями типа Т из ПВХ по ТУ 6-19-223-83 и отводами из ПВХ по ТУ 6-19-1224-83 (табл. 8), предназначенными для соединения с трубами с помощью резинового уплотнительного кольца.
Таблица 8
Соединительные детали | Материал | Наружный диаметр соединяемых труб, мм |
Тройник с раструб-фланцем | Чугун | 255, 280, 315 |
Тройник раструбный | ПВХ | 63, 75, 90, 110, 160, 110 x 63 |
Чугун | 110, 140, 160, 225, 140 x 110, 160 x 110, 225 x 110, 160 x 140, 225 x 140, 225 x 160 | |
Патрубки фланец - гладкий конец и фланец-раструб | Чугун | 110, 140, 160, 225, 280, 315 |
Переход раструб - гладкий конец | ПВХ | 75 x 63, 90 x 63, 110 x 63, 160 x 63 |
Переход раструбный | Чугун | 160 x 110 |
Отводы 45° и 90° раструб - гладкий конец | ПВХ | 63, 75, 90, 110, 160, 225, 250, 315 |
Муфта надвижная | ПВХ | 63 |
Основные строительные размеры, масса соединительных деталей из чугуна и составы комплектов их для труб приведены в прил. 12, основные размеры и масса соединительных деталей из ПВХ приведены в прил. 13 и отводов из ПВХ - в прил. 14.
Резиновые уплотнительные кольца по ТУ 38-105-895-75 для получения соединений поставляются в количестве, равном количеству труб, отводов или раструбов соединительных деталей.
3.15. Соединительные детали из ПВД, ПНД и ПВХ для напорных трубопроводов, изготовляемые по вышеуказанным ОСТ и ТУ, пригодны для применения в сетях хозяйственно-питьевого водоснабжения.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 22689.0-77, ГОСТ 22689.1-77, ГОСТ 22689.2-77 Постановлением Госстроя СССР от 16.06.1989 N 93 с 01.10.1989 введен в действие ГОСТ 22689.0-89, ГОСТ 22689.1-89, ГОСТ 22689.2-89 соответственно. |
3.16. Для систем внутренней канализации зданий следует применять пластмассовые канализационные трубы и фасонные части к ним по ГОСТ 22689.0-77 - ГОСТ 22689.20-77 (табл. 9).
Таблица 9
Наименование | Условный проход, мм |
Труба | 32, 40, 50, 85, 100 |
Патрубки | 50 x 40, 50, 85, 100 |
Патрубки компенсационные | 50, 85, 100 |
Патрубки переходные | 50 x 40, 85 x 50, 100 x 50, 100 x 85 |
Патрубки приборные | 40, 50, 85, 100 |
Отводы 92°30', 150°, 135° | 40 x 40, 50 x 40, 50 x 50, 85 x 85, 100 x 100 |
Тройники 45°, 60°, 87°30' | 50 x 40, 50 x 50, 85 x 50, 85 x 85, 100 x 50, 100 x 85, 100 x 100 |
Крестовины 45°, 60°, 87°30' | 85 x 50, 85 x 85, 100 x 50, 100 x 85, 100 x 100 |
Крестовины двухплоскостные (правые и левые) | 85 x 85 x 50, 100 x 85 x 50, 100 x 100 x 50 |
Муфты | 50 x 40, 50, 85, 100 |
Ревизии | 50, 85, 100 |
Заглушки | 40, 50, 85, 100 |
Гайки накидные | 40, 50 |
Кольца уплотнительные | 40, 50, 85, 100 |
Основные строительные размеры канализационных фасонных частей и масса выпускаемых канализационных труб и фасонных частей к ним приведены в прил. 15.
3.17. Для водопроводных и канализационных сетей, газопроводов, транспортирующих некоррозионные и неагрессивные среды, применяют стандартную трубопроводную арматуру, изготовляемую из чугуна, стали, латуни: краны пробковые и шаровые, муфтовые и фланцевые, вентили муфтовые и фланцевые, задвижки фланцевые и т.д.
При этом в связи с большими гидравлическими сопротивлениями вентили применяют в основном на тупиковых участках или в других случаях, когда гидравлическое сопротивление арматуры не имеет существенного значения, в остальных случаях - задвижки, краны или затворы.
3.18. При транспортировании сред, которые являются коррозионными агрессивными по отношению к металлу, следует применять специальную арматуру: шаровые диафрагмовые вентили, шланговые затворы, изготовляемые из пластмасс или из чугуна с защитным покрытием, химическая стойкость которых должна быть не ниже, чем у труб из термопластов.
К такой арматуре относятся:
вентили запорные прямоточные гуммированные фланцевые чугунные при Pу = 0,6 МПа (6 кгс/см2), Dу = 125 - 300 мм;
вентили запорные мембранные (диафрагмовые) фланцевые чугунные с защитным покрытием при Pу = 0,6, 1 и 1,6 МПа (6, 10 и 16 кгс/см2), Dу = 6 - 100 мм;
вентили мембранные (диафрагмовые), эмалированные фланцевые чугунные при Pу = 0,6, 1 и 1,6 МПа (6, 10, 16 кгс/см2), Dу = 10 - 200 мм;
вентили сильфонные из полипропилена при Pу = 0,6 МПа (6 кгс/см2), Dу = 32 и 50 мм;
вентили сильфонные из пентапласта при Pу = 0,6 МПа (6 кгс/см2), Dу = 32 и 50 мм и Pу = 0,25 МПа (2,5 кгс/см2), Dу = 100 мм;
затворы шланговые фланцевые при Pу = 0,6 МПа (6 кгс/см2), Dу = 50, 80 - 200 мм.
Основные строительные размеры и масса указанной арматуры приведены в прил. 16.
Конструкция и основные размеры диафрагмовых вентилей и технические требования на них регламентируются ГОСТ 9660-71.
Для чугунных гуммированных вентилей присоединительные размеры фланцев установлены ГОСТ 12817-80, для чугунных эмалированных вентилей - ГОСТ 12815-80, а для шланговых затворов из алюминиевого сплава - ГОСТ 2815-80.
3.19. Согласно "Нормам технологического проектирования тепловых электрических станций и тепловых сетей" Минэнерго СССР не допускается применение чугунной арматуры на газопроводах горючего газа и мазутопродуктов (Dу = 50 мм и больше). В энергетических трубопроводах при транспортировании токсичных продуктов применяют только стальную арматуру.
3.20. При установке арматуры на пластмассовых трубопроводах наружные диаметры труб следует принимать с учетом толщины стенки, по данным табл. 10, в зависимости от условных проходов арматуры, т.е. таким образом, чтобы внутренний диаметр труб соответствовал внутреннему проходу арматуры.
Таблица 10
Условный проход, мм | Наружные диаметры труб из | ||||||||||
ПНД | ПВД | ПП | ПВХ | ||||||||
Л | СЛ | С | Т | Л и СЛ | С | Т | Л | С | Т | Всех типов | |
6 | - | - | - | 10 | - | - | 10 | - | - | - | - |
10 | - | - | - | 16 | - | 16 | 16 | - | - | - | 16 |
15 | - | - | - | 20 | - | 20 | 25 | - | - | - | 20 |
20 | - | - | 25 | 25 | 25 | 25 | 32 | - | - | - | 25 |
25 | - | - | 32 | 32 | 32 | 32 | 40 | - | - | 32 | 32 |
32 | - | 40 | 40 | 40 | 40 | 40 | 50 | - | - | 40 | 40 |
40 | - | 50 | 50 | 50 | 50 | 50 | 63 | - | 50 | 50 | 50 |
50 | - | 63 | 63 | 63 | 63 | 63 | 75 | - | 63 | 63 | 63 |
65 | 75 | 75 | 75 | 75 | 75 | 75 | 90 | - | 75 | 75 | 75 |
80 | 90 | 90 | 90 | 90 | 90 | 90 | 110 | - | 90 | 90 | 90 |
100 | 110 | 100 | 110 | 125 | 110 | 125 | - | 110 | 110 | 125 | 110 |
125 | 140 | 140 | 140 | 160 | 140 | - | - | 140 | 140 | 140 | 140 |
150 | 160 | 160 | 180 | 180 | 160 | - | - | 160 | 160 | 180 | 160 |
200 | 225 | 225 | 225 | 250 | - | - | - | 225 | - | - | 225 |
250 | 280 | 280 | 280 | 315 | - | - | - | 280 | - | - | 280 |
300 | 315 | 355 | 355 | 355 | - | - | - | 315 | - | - | 315 |
350 | 400 | 400 | 400 | 450 | - | - | - | - | - | - | - |
400 | 450 | 450 | 450 | 500 | - | - | - | - | - | - | - |
500 | 560 | 560 | 560 | - | - | - | - | - | - | - | - |
600 | 630 | 710 | 710 | - | - | - | - | - | - | - | - |
800 | 800 | 800 | 800 | - | - | - | - | - | - | - | - |
1000 | 1000 | 1000 | - | - | - | - | - | - | - | - | - |
1200 | 1200 | 1200 | - | - | - | - | - | - | - | - | - |
3.21. Средства крепления пластмассовых трубопроводов регламентированы ОСТ 36-17-77 "Опоры и подвески пластмассовых трубопроводов" и ОСТ 95-761-79 "Опорные конструкции пластмассовых трубопроводов".
4.1. Выбор материала напорных труб для водопроводных сетей надлежит производить на основе учета условий прокладки труб и величины максимального рабочего давления.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 22689.0-77, ГОСТ 22689.1-77, ГОСТ 22689.2-77 Постановлением Госстроя СССР от 16.06.1989 N 93 с 01.10.1989 введен в действие ГОСТ 22689.0-89, ГОСТ 22689.1-89, ГОСТ 22689.2-89 соответственно. |
4.2. Пластмассовые канализационные трубы и фасонные части к ним по ГОСТ 22689.0-77 - 22689.20-77 применяются в системах внутренней канализации зданий при условии, что температура стоков не превышает указанных в табл. 11.
Таблица 11
Материал труб | Температура постоянных стоков, °C | Температура кратковременных (до 1 мин) стоков в количестве до 30 л, °C |
ПВД и ПНД | 60 - 70 | 100 |
ПП | 70 - 75 | 100 |
ПВХ | 50 - 60 | 65 - 80 |
4.3. При использовании напорных труб из термопластов для канализационных сетей, предназначенных для транспортирования различных веществ, необходимо в первую очередь учитывать химическую стойкость материала труб, соединительных деталей, арматуры, уплотнительных элементов (табл. 12) и температуру транспортируемой среды (табл. 13).
Вещества | Термопласты | Резина на основе | ||||||||
ПВХ | ПП | ПВД | ПНД | пентапласт | фторопласт | СКН | БК СКЭП | ХПК | СКФ | |
Кетоны | Н | С/ОС | ОС | С | Н | С | ОС | С | Н | Н |
Кислоты кислородные | С | Н | ОС/Н | ОС/Н | ОС | С | Н | С | С | С |
Кислоты бескислородные | С | С | С | С | С | С | Н | С | С | С |
Моющие средства | С | С | С | С | С | С | С | С | С | С |
Нефть/углеводороды | О | Н | ОС/Н | С/ОС | С | С | С | Н | Н | Н |
Окислители | С | ОС | ОС | ОС | С | С | Н | С | С | С |
Спирты алифатического ряда | С | С | ОС | С | С | С | С | С | С | С |
Спирты ароматического ряда | Н | С | ОС | С | С | С | С | О | ОС | ОС |
Соляные растворы | С | С | С | С | С | С | С | С | С | С |
Хлорпроизводные углеводороды | Н | ОС | Н | Н | ОС | С | С | ОС | ОС | Н |
Щелочи | С | С | С | С | С | С | С | С | С | ОС |
Эфиры | ||||||||||
простые | Н | С/ОС | Н | Н/ОС | С | С | С | ОС | Н | Н |
сложные | Н | С/ОС | Н | С/ОС | С | С | ОС | С | Н | Н |
Условные обозначения. С - химически стоек; ОС - химически относительно стоек; Н - химически не стоек; СКН - бутадиеннитрильный каучук; БК - бутилкаучук; СКЭП - этилен-пропиленовый каучук; ХПК - хлоропреновый каучук; СКФ - фторсодержащий каучук.
Материал труб | Границы температур, °C, для трубопроводов | |
напорных | безнапорных | |
ПВХ | -5 ... +60 | -10 ... +80 |
ПНД | -40 ... +60 | -60 ... +100 |
ПВД | -40 ... +60 | -60 ... +100 |
ПП | 0 ... +100 | 0 ... +100 |
4.4. Воздействие агрессивных веществ на термопласты является сложным физико-химическим процессом, включающим диффузию вещества в полимер, в результате которого происходит набухание, увеличение массы, а также ухудшение механических свойств материала. С повышением температуры вещества химическая стойкость труб снижается.
Совместное воздействие на трубы из термопластов температуры, нагрузки и агрессивного вещества оказывает более сильное влияние, чем каждый фактор в отдельности.
4.5. Основным видом нагрузки для напорных трубопроводов является внутреннее гидростатическое давление. Другие дополнительные виды нагрузок (термоупругие напряжения при изменении температуры транспортируемой среды, внешние нагрузки и т.п.) обычно учитываются коэффициентом запаса прочности и при правильно запроектированном трубопроводе не опасны.
Из-за ползучести термопластов величина предела текучести при растяжении, определенная при кратковременных испытаниях (прил. 17), не может быть использована при расчете труб на прочность.
ИС МЕГАНОРМ: примечание. Формула дана в соответствии с официальным текстом документа. |
 и R = RнKуKхKс,
и R = RнKуKхKс,ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
где p - рабочее давление в трубопроводе, МПа; D - наружный диаметр трубы, мм; S - толщина стенки трубы, мм; R - расчетное сопротивление материала труб, МПа; Rн - нормативное длительное сопротивление разрушению материала труб, МПа, из условия работы на внутреннее давление (табл. 14); Kу - коэффициент условий работы трубопроводов (табл. 15); Kх - коэффициент химической стойкости труб (табл. 16 - 19); Kс - коэффициент прочности соединений труб (табл. 29).
Температура, °C | Срок службы трубопровода, лет | Материал труб | |||
ПВХ | ПВД | ПНД | ПП | ||
20 | 1 | 11 | 3,6 | 7,4 | 7 |
5 | 10,7 | 3,2 | 6,8 | 6,2 | |
10 | 10,5 | 3 | 6,4 | 6 | |
50 | 10 | 2,5 | 5 | - | |
30 | 1 | 9 | 3,0 | 6,1 | 5,7 |
5 | 8,7 | 2,7 | 5 | 5 | |
10 | 8,5 | 2,4 | 4,5 | 4,6 | |
50 | 8 | 1,6 | 3,2 | - | |
40 | 1 | 7 | 2,5 | 4,8 | 4,5 |
5 | 6,7 | 2,1 | 3,4 | 4 | |
10 | 6,5 | 1,8 | 2,9 | 3,6 | |
50 | 6 | 1 | 1,9 | - | |
50 | 1 | 4,4 | 2 | 3,3 | 3,7 |
5 | 1,5 | 2 | 3,2 | ||
10 | 3,9 | 1,2 | 1,6 | 2,8 | |
50 | 3,5 | 0,6 | - | - | |
60 | 1 | 1,6 | 1,5 | 2 | 3 |
5 | 1,3 | 1 | 1,2 | 2,5 | |
10 | 1,2 | 0,8 | - | 2,2 | |
50 | 1 | 0,35 | - | - | |
80 | 1 | - | - | - | 2 |
5 | - | - | - | 1,4 | |
10 | - | - | - | 1 | |
100 | 1 | - | - | - | 1,1 |
5 | - | - | - | 0,6 | |
Транспортируемые вещества | Температура, °C | Материал труб | ||||||||||
ПНД и ПВД | ПВХ | ПП | ||||||||||
Типы труб | ||||||||||||
Л | СЛ | С | Т | СЛ | С | Т | ОТ | Л | С | Т | ||
Вредные, к которым материал труб химически стоек, класса опасности 2 (только серная кислота) и класса опасности 3, а также горючие вещества (жидкости и газы) | 20 | 0,4 | 0,4 | 0,4 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,4 | 0,4 | 0,6 |
30 | 0,4 | 0,4 | 0,4 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,4 | 0,4 | 0,6 | |
40 | - | - | 0,4 | 0,5 | - | 0,4 | 0,4 | 0,4 | 0,3 | 0,3 | 0,45 | |
50 | - | - | - | - | - | - | 0,4 | 0,4 | - | 0,25 | 0,4 | |
60 | - | - | - | - | - | - | - | 0,4 | - | 0,2 | 0,3 | |
Негорючие и трудногорючие, к которым материал труб химически относительно стоек | 20 | 0,4 | 0,4 | 0,4 | 0,6 | 0,4 | 0,4 | 0,4 | 0,6 | 0,3 | 0,3 | 0,35 |
30 | 0,4 | 0,4 | 0,4 | 0,6 | 0,4 | 0,4 | 0,4 | 0,6 | 0,3 | 0,3 | 0,35 | |
40 | - | - | 0,4 | 0,5 | - | - | 0,2 | 0,4 | 0,2 | 0,2 | 0,25 | |
50 | - | - | - | - | - | - | - | - | - | 0,2 | 0,2 | |
60 | - | - | - | - | - | - | - | - | - | 0,15 | 0,15 | |
Вода, негорючие и трудногорючие, к которым материал труб химически стоек | Независимо | |||||||||||
Среда | Концентрация, % | Температура, °C | Напряжение, МПа | Коэффициент химической стойкости труб из ПНД | |
времени | напряжения | ||||
Азотная кислота | 53 | 80 | 4 - 2 | 0,01 | 0,3 |
53 | 40 | 5 | 0,005 | 0,5 | |
65 | 80 | 4 - 2 | 0,01 | 0,3 | |
Бензин | 100 | 80 | 4 | 0,08 | 0,68 |
100 | 60 | 2 | 0,7 | 0,94 | |
100 | 60 | 4 | 0,03 | 0,63 | |
100 | 60 | 2 | 0,55 | 0,93 | |
Бензол | 100 | 80 | 4 | 0,06 | 0,75 |
100 | 80 | 2 | > 1 (2,2) | 1 | |
100 | 60 | 4,5 | 0,07 | 0,73 | |
100 | 60 | 2,5 | > 1 (1,4) | 1 | |
Вода | 100 | 80 | 4 - 2 | 1 | 1 |
Вода со смачивающими средствами | 2 | 80 | 4 - 2 | 0,24 | 0,6 |
Воздух | 100 | 80 | 4 - 2 | > 1 (10) | 1 |
Газ природный, состоящий в основном из метана | 100 | 80 | 4 - 2 | > 1 (5) | 1 |
Гексонол | 100 | 80 | 4 | 0,4 | 0,9 |
100 | 80 | 3 | > 1 (5) | 1 | |
Декан | 100 | 80 | 4 | 0,1 | 0,72 |
100 | 80 | 2 | 0,8 | 0,95 | |
Диметилсульфит | 100 | 80 | 4 - 2 | 0,6 | 0,87 |
Дихлорэтилен | 100 | 60 | 5 - 3 | 0,003 | - |
Диэтилсульфат | 100 | 80 | 4 | 0,2 | 0,42 |
100 | 80 | 2 | 0,03 | 0,16 | |
Кислород | 100 | 80 | 4 - 2 | 1 | 1 |
Конденсат газовый (смесь ароматических и алифатических веществ) | 100 | 80 | 4 | 0,2 | 0,78 |
100 | 80 | 2 | > 1 (1,5) | 1 | |
100 | 20 | 6 | Долговечны | 4500 ч | |
100 | 20 | 5 | " | 300000 ч | |
Масло трансформаторное | 100 | 80 | 4 | 0,24 | 0,78 |
100 | 80 | 2 | 1 | 1 | |
100 | 60 | 4,5 | 0,3 | 0,84 | |
100 | 60 | 3 | 1 | 1 | |
Медного электролита раствор | 20/5 | 80 | 4 - 2 | > 1 (6) | 1 |
Метанол | 100 | 60 | 5 - 3 | 1 | 1 |
Метиленхлорид | 100 | 80 | 4 | 0,05 | 0,67 |
100 | 80 | 2 | 0,8 | 0,95 | |
100 | 60 | 4,5 | 0,04 | 0,65 | |
100 | 60 | 2,5 | 0,3 | 0,85 | |
Метиловый эфир ацетоуксусной кислоты | 100 | 80 | 4 - 2 | 0,55 | 0,85 |
Моющие вещества | Различная | 80 | 4 - 3 | 0,1 - 1 | 0,6 - 1 |
Натр едкий | 50 | 80 | 4 - 2 | > 1 (15) | 1 |
Натрия гипохлорит | 12% хлора | 80 | 4 | 0,02 | 0,5 |
80 | 2 | 0,07 | 0,62 | ||
40 | 5 | 0,035 | 0,25 | ||
Нефть нефракционированная (смесь ароматических и алифатических веществ) | 100 | 60 | 5 | 0,08 | 0,7 |
100 | 60 | 3 | 0,7 | 0,95 | |
100 | 20 | 4,5 | Долговечны | 23 г | |
20 | 2,8 | То же | |||
Октанол | 100 | 80 | 4 | 1 | 1 |
100 | 80 | 2 | > 1 (10) | 1 | |
100 | 60 | 4,5 | 0,2 | 0,82 | |
100 | 60 | 3 | > 1 (1,4) | 1 | |
100 | 40 | 6 | 0,005 | - | |
100 | 40 | 5 | 1 | 1 | |
Поваренной соли раствор | 25 | 80 | 4 - 2 | > 1 (10) | 1 |
25 | 60 | 4,5 - 3 | > 1 (15) | 1 | |
Полисульфид | 100 | 80 | 4 - 2 | 0,35 | 0,75 |
Серная кислота | 40 | 80 | 4 - 3 | > 1 (40) | 1 |
78 | 80 | 4 - 1,5 | > 1 (4) | 1 | |
78 | 60 | 4,5 - 2,5 | > 1 (1,5) | 1 | |
85 | 80 | 3 | 1 (1,4) | - | |
85 | 80 | 1 | 0,05 | - | |
90 - 91 | 80 | 3 | 0,5 | - | |
90 - 91 | 80 | 1 | 0,02 | - | |
95 - 97 | 80 | 3 | 0,25 | - | |
95 - 97 | 80 | 1 | 0,007 | - | |
98 | 80 | 3 | 0,2 | - | |
98 | 80 | 1 | 0,005 | - | |
98 | 60 | 4 | 0,3 | - | |
98 | 60 | 2 | 0,04 | - | |
98 | 40 | 5 | 0,1 | - | |
Смесь, состоящая из воды 88,5 мас.·ч., хлорита натрия 10 мас.·ч., гидроокиси натрия 1 мас.·ч., анилина 0,25 мас.·ч., монохлорбензола 0,25 мас.·ч. и толуолдиамина 0,25 мас.·ч. | 100 | 80 | 4 - 2 | 0,1 | 0,5 |
Смесь 1,3,5-Триметилбензола и декаина | 50:50 | 80 | 4 | 0,02 | 0,65 |
50:50 | 80 | 2 | 0,7 | 0,95 | |
Смесь хромовой и азотной кислот и воды | 100 | 40 | 5 - 3 | 0,0001 | - |
Соляная кислота | 33 | 80 | 4 - 2 | 0,35 | 0,75 |
Сточная вода предприятий молочной промышленности | 100 | 80 | 4 - 2 | 0,32 | 0,73 |
Сточная вода предприятий химволокна | 100 | 80 | 4 - 2 | 0,3 | 0,75 |
Сточная вода целлюлозных предприятий | 100 | 80 | 4 - 2 | 0,85 | 0,95 |
Толуол | 100 | 80 | 4 | 0,016 | 0,65 |
100 | 80 | 2 | 0,8 | 0,95 | |
Триацетилглицерин | 100 | 80 | 4 - 2 | > 1 (2,8) | 1 |
1,3,5-Триметилбензол | 100 | 80 | 4 | 0,05 | 0,65 |
100 | 80 | 2 | 0,45 | 0,9 | |
Углерод четыреххлористый | 100 | 80 | 4 | 0,08 | 0,7 |
100 | 80 | 2 | 0,85 | 0,95 | |
100 | 60 | 4,5 | 0,06 | 0,62 | |
100 | 60 | 2 | 0,3 | 0,8 | |
Уксусная кислота | 60 | 80 | 4 - 2 | 0,4 | 0,8 |
60 | 60 | 4,5 - 3 | 0,2 | 0,7 | |
60 | 40 | 5 - 3,5 | 0,1 | 0,58 | |
60 | 80 | 4 - 2 | 0,14 | - | |
98 | 60 | 4 | 0,1 | - | |
98 | 60 | 2 | 0,2 | - | |
98 | 40 | 5 | 0,05 | - | |
98 | 40 | 3 | 0,02 | - | |
Формальдегид | 40 | 40 | 5 | 0,01 | 0,6 |
Фторхлоруглеводород | 100 | 80 | 4 - 2 | 0,1 | 0,55 |
100 | 60 | 4,5 - 2,5 | 0,25 | 0,7 | |
Хлороформ | 100 | 60 | 4,5 | 0,02 | 0,44 |
100 | 60 | 2,5 | 0,04 | 0,52 | |
Хлорная кислота | 10 | 80 | 4 - 2 | 0,25 | 0,7 |
10 | 60 | 4,5 - 2,5 | 0,15 | 0,62 | |
10 | 40 | 5 - 3 | 0,07 | 0,53 | |
20 | 80 | 4 | 0,25 | 0,58 | |
20 | 40 | 5 | 0,07 | 0,36 | |
20 | 40 | 3 | 0,03 | 0,25 | |
Этиленгликоль | 100 | 80 | 4 - 2 | > 1 (2,3) | 1 |
Этиленхлорид | 100 | 80 | 4 - 2 | 0,75 | 0,9 |
Этиловый эфир ацетоуксусной кислоты | 100 | 80 | 4 | 0,2 | 0,8 |
100 | 80 | 2 | > 1 (7,5) | 1 | |
Примечания: 1. При транспортировании сред с меньшей температурой, чем указано в таблице, принимаются значения коэффициента химической стойкости те же, что для ближайшей по таблице большей температуры (80, 60 или 40 °C).
2. При коэффициенте химической стойкости более 1 в расчете он принимается равным 1 во избежание чрезмерной деформации трубопроводов под действием внутреннего давления.
Таблица 17
ИС МЕГАНОРМ: примечание. При публикации в издании М.: Стройиздат, 1985 в таблице допущен типографский брак. Символы, не пропечатанные в официальном тексте документа, в электронной версии данного документа заменены на "!". |
Среда | Концентрация, % | Температура, °C | Напряжение, МПа | Коэффициент химической стойкости труб из ПП | |
времени | напряжения | ||||
Азотная кислота | 15 | 80 | 4 - 2 | 0,2 | 0,6 |
50 | 80 | 4 - 2 | 0,1 | 0,32 | |
Анилин | 100 | 130 | - | 0,01 | - |
Монохлоруксусная кислота | 100 | 80 | 4 | 0,03 | - |
100 | 80 | 3 | 0,05 | - | |
Моноэтиламин | 100 | 100 | 3 - 2 | 1 | 1 |
Натр едкий | 30 | 80 | - | 0,3 | 0,7 |
Натрия гипохлорит | 12 | 80 | - | 0,01 | - |
Никеля электролита раствор | - | 80 | 4 | 0,03 | - |
Серная кислота | 40 | 100 | 3 - 2 | > 1 (1,6) | 1 |
85 | 80 | 3 - 1,5 | 0,2 | 0,6 | |
90 | 80 | - | 0,05 | - | |
98 | 20 | - | 0,01 | - | |
Смесь азотной и плавиковой кислоты | 15,4 | 80 | 4 - 2 | 0,15 | 0,5 |
Соляная кислота | 20 | 100 | - | 0,8 | 0,9 |
30 | 100 | 3 - 2 | 0,15 | 0,47 | |
30 | 80 | 3 - 2 | 0,2 | 0,57 | |
Триацетилглицерин | 100 | 100 | 3 | 0,07 | - |
Триэтиленгликоль | 100 | 100 | 3 - 2 | 0,65 | 0,85 |
Уксусная кислота | 100 | !!! | - | 0,1 | - |
Фосфорная кислота | 75 | !! | 4 - 2 | 0,4 | 0,7 |
Этиленхлорид | 100 | 80 | 7 | 0,05 | - |
100 | 20 | 5 | 0,001 | - | |
Примечание. При транспортировании сред с меньшей температурой, чем указано в таблице, принимаются значения коэффициента химической стойкости те же, что для ближайшей по таблице большей температуры (100, 80 или 60 °C).
Таблица 18
Среда | Температура, °C | Концентрация, % | Напряжение, МПа | Время до разрушения, ч | Коэффициент химической стойкости труб из ПВД |
Азотная кислота | 80 | 5 | 2 | 2 x 103 | - |
80 | 5 | 1,3 | 2,5 x 103 | 0,2 | |
80 | 30 | 2 | 80 | - | |
80 | 30 | 1,8 | 100 | - | |
80 | 30 | 1,3 | 150 | 0,01 | |
80 | 30 | 0,8 | 150 | 0,005 | |
Анилин | 80 | - | 1,2 | 2 x 103 | - |
Вода | 80 | - | 1,8 | 104 | 1 |
80 | - | 1,5 | 1,5 x 104 | 1 | |
80 | - | 0,7 | 3 x 104 | 1 | |
Натрия гидроокись | 80 | 5 | 2 | 10 | - |
80 | 5 | 1,3 | 70 | 0,007 | |
80 | 30 | 1,3 | 5 x 103 | 0,3 | |
80 | 30 | 0,7 | 5 x 103 | - | |
Серная кислота | 80 | 80 | 1,1 | 4 x 104 | 1 |
80 | 80 | 0,7 | 4 x 104 | 1 | |
80 | 90 | 1,3 | 300 | - | |
80 | 90 | 0,7 | 3 x 103 | 0,1 | |
80 | 98 | 1,5 | 30 | - | |
80 | 98 | 0,7 | 103 | 0,03 | |
Смачивающее вещество | 80 | - | 1,8 | 5 | 1 |
80 | - | 1,1 | 40 | - | |
80 | - | 0,7 | 2 x 103 | 0,1 | |
Серная кислота | 80 | 20 | 1,3 | 2 x 104 | 1 |
Уксусная кислота | 80 | 40 | 1,8 | 103 | - |
80 | 40 | 1,3 | 6 x 103 | 0,4 | |
80 | 40 | 0,7 | 104 | 1 | |
80 | 99,5 | 1,3 | 2 x 103 | 0,1 | |
Хромовая кислота | 80 | 60 | 1,3 | 2 x 103 | 0,1 |
80 | 60 | 0,7 | 2 x 103 | 0,1 | |
80 | 30 | 1,3 | 2 x 103 | 0,1 | |
80 | 30 | 0,7 | 2 x 103 | 0,1 |
Среда | Температура, °C | Концентрация, % | Напряжение, МПа | Время до разрушения, ч | Коэффициент химической стойкости труб из ПВХ |
Азотная кислота | 60 | 5 | 8 | 103 | - |
60 | 5 | 7 | 4 x 103 | 0,4 | |
60 | 30 | 9 | 20 | - | |
60 | 30 | 6 | 100 | - | |
Анилин | 60 | - | 10 | 20 | - |
60 | - | 5 | 20 | - | |
60 | - | 2 | 20 | - | |
60 | - | 0,7 | 20 | - | |
Вода | 60 | - | 7 | 104 | 1 |
Мазут | 60 | - | 9 | 1 | - |
60 | - | 6 | 40 | - | |
Натрия гидроокись | 60 | 5 | 9 | 60 | - |
60 | 30 | 7 | 2 x 103 | 0,2 | |
60 | 30 | 4 | 104 | - | |
60 | 30 | 2 | 3 x 104 | - | |
Серная кислота | 60 | 80 | 10 | 30 | - |
60 | 80 | 8 | 6 x 103 | 0,6 | |
60 | 90 | 7 | 3 x 103 | 0,2 | |
60 | 90 | 4 | 7 x 103 | - | |
60 | 90 | 2 | 104 | - | |
60 | 98 | 7 | 1,5 x 103 | 0,15 | |
60 | 98 | 4 | 5 x 103 | - | |
60 | 98 | 2 | 2 x 104 | - | |
Соляная кислота | 60 | 20 | 7 | 104 | 1 |
60 | 20 | 5 | > 4 x 104 | 1 | |
60 | 35 | 7 | > 104 | 1 | |
Уксусная кислота | 60 | 40 | 8 | 103 | - |
Хромовая кислота | 60 | 10 | 7 | 2 x 103 | 0,2 |
60 | 10 | 4 | 104 | ||
60 | 10 | 2 | 2 x 104 | ||
60 | 30 | 7 | 103 | 0,1 | |
60 | 30 | 4 | 3 x 103 | - | |
60 | 30 | 2 | 104 |
4.7. Для напорных труб из термопластов, транспортирующих воду, при расчетном сроке службы трубопровода из ПНД, ПВД и ПВХ 50 лет и из ПП 10 лет, а также при использовании соединений, равнопрочных с трубами, максимальную величину рабочих давлений следует принимать в соответствии с данными табл. 20.
Температура, °C | Материал труб | ||||||||||||||
ПВХ | ПВД | ПНД | ПП | ||||||||||||
типа | |||||||||||||||
СЛ | С | Т | ОТ | Л | СЛ | С | Т | Л | СЛ | С | Т | Л | С | Т | |
20 | 0,4 | 0,6 | 1 | 1,6 | 0,25 | 0,4 | 0,6 | 1 | 0,25 | 0,4 | 0,6 | 1 | 0,25 | 0,6 | 1 |
30 | 0,3 | 0,5 | 0,8 | 1,3 | 0,16 | 0,25 | 0,4 | 0,63 | 0,16 | 0,25 | 0,4 | 0,63 | 0,2 | 0,45 | 0,75 |
40 | 0,25 | 0,4 | 0,6 | 1 | 0,1 | 0,16 | 0,25 | 0,4 | 0,1 | 0,16 | 0,25 | 0,4 | 0,15 | 0,35 | 0,6 |
50 | 0,1 | 0,2 | 0,35 | 0,6 | 0,06 | 0,1 | 0,16 | 0,2 | - | - | - | - | 0,1 | 0,25 | 0,45 |
60 | - | - | 0,1 | 0,16 | - | 0,05 | 0,1 | 0,16 | - | - | - | - | - | 0,2 | 0,35 |
Для напорной канализации, предназначенной для транспортирования негорючих и трудногорючих веществ, не обладающих токсичными свойствами, рабочее давление, определенное по табл. 20, а также расчетный срок службы должны быть снижены путем умножения на коэффициент химической стойкости.
4.8. Для напорных труб из термопластов, транспортирующих вредные вещества класса опасности 2 (только серную кислоту) и класса опасности 3, горючие вещества (жидкости и газы), к которым материал труб химически стоек так же, как к воде, при использовании соединений, равнопрочных с трубами, максимальные величины рабочих давлений следует принимать в соответствии с данными табл. 21. Если коэффициент химической стойкости менее 1, рабочее давление, определенное по табл. 21, а также расчетный срок службы должны быть снижены путем умножения на коэффициент химической стойкости.
Таблица 21
Температура, °C | Материал труб | ||||||||||||||
ПВХ | ПВД | ПНД | ПП | ||||||||||||
типа | |||||||||||||||
СЛ | С | Т | ОТ | Л | СЛ | С | Т | Л | СЛ | С | Т | Л | С | Т | |
20 | 0,2 | 0,4 | 0,6 | 1 | 0,1 | 0,16 | 0,25 | 0,6 | 0,1 | 0,16 | 0,25 | 0,6 | 0,1 | 0,25 | 0,6 |
30 | 0,1 | 0,2 | 0,4 | 0,6 | 0,06 | 0,1 | 0,16 | 0,45 | 0,06 | 0,1 | 0,16 | 0,4 | 0,08 | 0,2 | 0,45 |
40 | - | 0,1 | 0,25 | 0,4 | - | - | 0,1 | 0,2 | - | - | 0,1 | 0,2 | 0,05 | 0,1 | 0,3 |
50 | - | - | 0,1 | 0,2 | - | - | - | - | - | - | - | - | - | 0,06 | 0,2 |
60 | - | - | - | 0,1 | - | - | - | - | - | - | - | - | - | - | 0,1 |
4.9. Для канализации, предназначенной для транспортирования агрессивных веществ, а также при отсутствии названия вещества в табл. 16 - 19 для проектирования опытных участков напорных трубопроводов следует пользоваться данными химической стойкости, приведенными в прил. 18. При этом, если материал труб к веществу химически относительно стоек, то следует учитывать, что срок службы трубопровода должен быть снижен. В случае транспортирования по трубопроводам негорючих и трудногорючих веществ, к которым материал труб химически относительно стоек, максимальные величины рабочих давлений следует принимать в соответствии с данными табл. 22.
Температура, °C | Материал труб | ||||||||||||||
ПВХ | ПВД | ПНД | ПП | ||||||||||||
типа | |||||||||||||||
СЛ | С | Т | ОТ | Л | СЛ | С | Т | Л | СЛ | С | Т | Л | С | Т | |
20 | 0,1 | 0,25 | 0,4 | 1 | 0,1 | 0,16 | 0,25 | 0,6 | 0,1 | 0,2 | 0,3 | 0,6 | - | 0,16 | 0,25 |
30 | - | 0,1 | 0,2 | 0,7 | - | 0,1 | 0,16 | 0,3 | - | 0,1 | 0,3 | 0,3 | - | 0,1 | 0,16 |
40 | - | - | 0,1 | 0,4 | - | - | 0,1 | 0,2 | - | - | 0,1 | 0,2 | - | - | 0,1 |
Пример 1. Выбрать тип труб из ПНД наружным диаметром 110 мм, транспортирующих соляную кислоту с концентрацией до 30% под давлением 0,25 МПа и при температуре 40 °C.
По табл. 20 находим для труб типа Т при сроке службы 50 лет и температуре 40 °C максимальное давление, равное 0,4 МПа.
Толщина стенки трубы типа Т (см. прил. 2) равна 10 мм, величина расчетного сопротивления материала стенок труб по формуле (см. п. 4.6) составляет  , т.е. величина напряжения не превышает значений величин, приведенных в табл. 16.
, т.е. величина напряжения не превышает значений величин, приведенных в табл. 16.
, т.е. величина напряжения не превышает значений величин, приведенных в табл. 16.По табл. 16 находим коэффициент химической стойкости при времени 0,35 и напряжении 0,7. Отсюда расчетный срок службы составляет 50 x 0,35 = 17,5 лет, а величина допускаемого давления 0,4 x 0,7 = 0,28 МПа, т.е. выбор труб типа Т сделан правильно.
Пример 2. Выбрать тип труб из ПВХ, транспортирующих газообразный аммиак при температуре 20 °C и давлении 0,38 МПа (3,8 кгс/см2). По прил. 18 для указанной среды и температуры находим, что материал труб является химически относительно стойким. Отсюда по табл. 22 определяем тип труб Т.
4.10. В некоторых трубопроводах возможно кратковременное периодически повторяющееся повышение температуры транспортируемого вещества до величины, не превышающей температуру размягчения материала труб (см. табл. 12), или периодически подается вещество с различной величиной внутреннего давления.
В этом случае определение типа трубы по максимальной температуре или давлению может привести к выбору неэкономичного типа. Если имеется график работы трубопровода с различными температурами среды, целесообразно определить годовое использование ресурса несущей способности труб.
Пример 3. Определить тип труб из ПВД, по которым транспортируется вода с постоянным давлением 0,25 МПа, и при различных температурах: 50 °C - 800 ч·год; 40 °C - 2000 ч·год и 30 °C - 600 ч·год. Срок службы трубопровода 50 лет. Расчет использований несущей способности труб, по которым транспортируется вещество с различной температурой, приведен в табл. 23.
Температура, °C | Количество часов работы в год | Количество работы за весь срок службы | Средний срок службы труб, лет |
50 | 800 | 4,5 | 5 |
40 | 2000 | 11,5 | 10 |
30 | 6000 | 34 | 50 |
В соответствии с табл. 14 находим величины расчетных сопротивлений для температуры и срока службы, указанных в табл. 23, и определяем по формуле  для труб разных типов, например, для труб наружным диаметром 110 мм (см. прил. 1), величины допускаемых рабочих давлений. Эти данные сведены в табл. 24.
для труб разных типов, например, для труб наружным диаметром 110 мм (см. прил. 1), величины допускаемых рабочих давлений. Эти данные сведены в табл. 24.
для труб разных типов, например, для труб наружным диаметром 110 мм (см. прил. 1), величины допускаемых рабочих давлений. Эти данные сведены в табл. 24.Температура, °C | Средний срок службы, лет | Rн, МПа, | P, МПа, для труб | |||
Т | С | СЛ | Л | |||
50 | 5 | 1,5 | 0,6 | 0,38 | 0,25 | 0,15 |
40 | 10 | 1,8 | 0,7 | 0,45 | 0,3 | 0,18 |
30 | 50 | 1,6 | 0,64 | 0,4 | 0,26 | 0,16 |
Из табл. 24 следует, что для данных условий наиболее целесообразными являются трубы типа СЛ. Трубы типа С и Т дают величины рабочих давлений, превышающие заданную, а трубы типа Л - недостаточное рабочее давление (от 0,15 до 0,18 МПа).
5.1. Надежность работы пластмассовых трубопроводов во многом определяется правильным выбором способов соединения труб, их конструкций и параметрами технологических процессов сборки.
Основным требованием, предъявляемым к соединениям, является их одинаковая длительная прочность с трубами с тем, чтобы несущая способность труб использовалась полностью.
Соединения являются важнейшим элементом трубопровода, определяющим конструкцию соединительных и фасонных частей, а также технологию и организацию трубозаготовительных и монтажных работ.
5.2. Для труб из ПВД основным видом соединения является контактная тепловая сварка: стыковая, раструбно-стыковая и раструбная.
5.3. Для раструбной сварки применяют соединительные детали из ПВД, если тип соединительной детали выше типа трубы, т.е. соединительные детали Т пригодны для раструбной сварки труб типов Л, СЛ и С, детали типа С - для сварки труб типов Л и СЛ, детали типа СЛ - для сварки труб типа Л.
Для раструбной сварки (рис. 1) следует применять нагревательный инструмент конструкции (рис. 2), размеры которого, мм, приведены в табл. 25, а также на конце трубы обязательно устанавливать ограничительный хомут и снимать на ней внутреннюю фаску (рис. 3, табл. 26).

а - раструбной; б - раструбно-стыковой; I - подготовка
деталей к сварке; II - нагрев и оплавление деталей
трубопроводов; III - снятие оплавленных деталей
с инструмента и соединение их между собой; 1 - раструб
соединительной детали; 2 - конец трубы; 3 - ограничительный
хомут; 4 - нагревательный инструмент; 5 - сварной шов;
6 - зона оплавленного материала; Dн - наружный диаметр
свариваемых труб; dв - внутренний диаметр полки раструба;
t - глубина раструба; C - длина наружной фаски; d3 - диаметр
наружной фаски

а - раструбной; б - раструбно-стыковой; 1 - дорн;
2 - гильза; D1 - внутренний диаметр гильзы; D2 - наружный
диаметр гильзы; d1 - наружный диаметр дорна; d2 - наружный
диаметр уступа на дорне; R - радиус закругления кромок
гильзы и дорна

d - диаметр оси и болта; d4 - внутренний диаметр хомута;
d5 - диаметр внутренней фаски; b - ширина хомута;
e - длина фаски; D - наружный диаметр хомута
Минимальный наружный диаметр труб Dн | Варианты максимального внутреннего диаметра раструба | Размеры гильзы и дорна | D1 | d1 | d3 | R | С | ||||||
D1 - d1 (I вариант) | D1 - d1 (II вариант) | ||||||||||||
при температуре сварки | при изготовлении из | при температуре сварки | при изготовлении из | ||||||||||
стали 45 | алюминия D 16 | стали 45 | алюминия D 16 | ||||||||||
I | II | ||||||||||||
16 | 15,8 | 15,6 | 16,0 - 15,8 | 16,0 - 15,8 | 15,9 - 15,7 | 16,0 - 15,6 | 16,0 - 15,6 | 15,9 - 15,5 | 30 | 18 | 14,5 | 1 | 3 |
20 | 19,8 | 19,6 | 20,0 - 19,8 | 20,0 - 19,8 | 19,9 - 19,7 | 20,0 - 19,6 | 20,0 - 19,6 | 19,9 - 19,5 | 36 | 22 | 19,5 | 1 | 3 |
25 | 24,8 | 24,5 | 25,0 - 24,8 | 24,9 - 24,7 | 24,8 - 24,6 | 24,95 - 24,5 | 24,95 - 24,4 | 24,75 - 24,3 | 41 | 27 | 23,5 | 1,5 | 3 |
32 | 31,7 | 31,5 | 32,0 - 31,7 | 31,9 - 31,6 | 31,8 - 31,5 | 31,95 - 31,5 | 31,85 - 31,4 | 31,75 - 31,3 | 52 | 34 | 30,5 | 1,5 | 4 |
40 | 39,7 | 39,4 | 40,0 - 39,7 | 39,8 - 39,5 | 39,7 - 39,4 | 39,9 - 39,4 | 39,7 - 39,2 | 39,6 - 39,1 | 60 | 42 | 38 | 2 | 4 |
50 | 49,7 | 49,4 | 50,0 - 49,7 | 49,8 - 49,5 | 49,7 - 49,4 | 49,9 - 49,4 | 49,7 - 49,2 | 49,6 - 49,1 | 68 | 52 | 48 | 2 | 4 |
63 | 62,7 | 62,2 | 63,0 - 62,7 | 62,8 - 62,5 | 62,6 - 62,3 | 62,75 - 62,2 | 62,55 - 61 | 62,35 - 61,8 | 85 | 65 | 60,5 | 2,5 | 4 |
75 | 74,6 | 74 | 75,0 - 74,6 | 74,8 - 74,4 | 74,5 - 74,1 | 74,75 - 74,1 | 74,55 - 61 | 74,25 - 73,6 | 85 | 65 | 72 | 2,5 | 4 |
90 | 89,6 | 89 | 90,0 - 89,6 | 89,7 - 89,3 | 89,4 - 89 | 89,75 - 89,1 | 89,45 - 88,8 | 89,15 - 88,5 | 126 | 93 | 87 | 2,5 | 5 |
110 | 109,5 | 108,8 | 110 - 109,5 | 109,7 - 109,2 | 109,3 - 108,8 | 109,7 - 109 | 109,0 - 108,3 | 109,0 - 108,3 | 154 | 113 | 106,5 | 2,5 | 5 |
140 | 139,5 | - | 140,0 - 139,5 | 139,6 - 139,1 | 139,2 - 138,7 | - | - | - | 196 | 145 | 136 | 3 | 6 |
Примечание. Размеры D1 и d1 следует выполнять по 3 классу точности. | |||||||||||||
Наружный диаметр свариваемых труб, мм | Размеры ограничительного хомута, мм | |||||
d1 | d2 | d | b | e | D | |
16 | 15,8 | 18 | 4 | 15 | 1,5 | 30 |
20 | 19,8 | 22 | 4 | 15 | 1,5 | 35 |
25 | 24,8 | 27 | 5 | 20 | 1,5 | 40 |
32 | 31,8 | 34 | 5 | 20 | 2 | 50 |
40 | 39,8 | 42 | 5 | 25 | 2 | 60 |
50 | 49,8 | 52 | 5 | 25 | 2 | 70 |
63 | 62,7 | 65 | 6 | 30 | 2,5 | 85 |
75 | 74,7 | 78 | 6 | 30 | 2,5 | 100 |
90 | 89,7 | 93 | 8 | 35 | 3 | 120 |
110 | 109,7 | 113 | 8 | 40 | 3,5 | 140 |
140 | 139,6 | 144 | 10 | 40 | 4 | 180 |
При невыполнении указанных условий долговременная прочность сварного соединения снижается в несколько раз из-за резкого возрастания коэффициента концентрации напряжений между внутренней полкой соединительной детали и торцом трубы.
5.4. Нагревательный инструмент для контактной тепловой сварки должен быть изготовлен из сплавов алюминия, нержавеющей стали или стали, покрытой слоем никеля. Изготовлять инструмент из сплавов меди и покрывать его медесодержащим металлом не допускается. Нагревательные поверхности должны быть тщательно отшлифованы и отполированы. Инструмент, как правило, должен нагреваться с помощью электроспиралей, постоянная температура на рабочей поверхности должна поддерживаться терморегулятором или автотрансформатором.
5.5. Контактная тепловая раструбная сварка состоит из следующих операций:
отрезка трубы строго перпендикулярно оси и снятие на ней внутренней фаски;
очистка свариваемых поверхностей конца трубы и раструба;
установка на конце трубы ограничительного хомута на расстоянии от торца, равном глубине оплавляемой части раструба или длине дорна;
проверка температуры (табл. 27) нагревательного инструмента термокарандашами (285 и 315 °C);
надвигание раструба соединительной детали на дорн до упора торца детали в уступ на дорне;
вдвигание конца трубы со снятой фаской и ограничительным хомутом в гильзу до упора боковой поверхности ограничительного хомута в торец гильзы;
выдержка раструба и конца трубы на дорне и гильзе нагревательного инструмента в течение заданного времени (см. табл. 27); одновременное снятие детали и конца трубы с нагревательного инструмента и соединение деталей между собой до упора боковой поверхности ограничительного хомута в торец соединительной детали с выдержкой до отвердения оплавленного материала (см. табл. 27);
очистка дорна и гильзы от налипшего оплавленного материала.
Материал труб и соединительных деталей | Температура нагревательных элементов в начале сварки, °C | Продолжительность нагрева, с, при толщине стенок труб, мм | Промежуток времени между снятием деталей и их сопряжением, с | Продолжительность охлаждения сварного соединения, мин, при толщине стенок труб, мм | |||||||
2 | 3 | 4 | 6 | 8 | 12 | ||||||
2 - 3 | 4 - 8 | 10 - 12 | |||||||||
ПВД | 300 +/- 15 | 3 - 6 | 4 - 8 | 5 - 10 | 6 - 12 | 8 - 15 | 15 - 20 | 1 - 2 | 1 - 1,5 | 1,5 - 3 | 3 - 5 |
ПНД | 260 +/- 10 | 4 - 5 | 8 - 12 | 10 - 20 | 15 - 30 | 20 - 40 | 30 - 50 | 1 - 2 | 1 - 2 | 2 - 5 | 5 - 10 |
ПП | 270 +/- 10 | 5 - 8 | 8 - 12 | 12 - 15 | 15 - 30 | 30 - 50 | 45 - 60 | 1 - 2 | 1 - 2 | 2 - 5 | 5 - 10 |
Примечание. Время выдержки под осевой нагрузкой до частичного отвердения материала должно составлять 20 - 40 с.
5.6. Для сварки труб из ПВД с соединительными деталями из ПВД одного и того же типа с целью полного использования несущей способности соединительной детали следует применять контактную раструбно-стыковую сварку.
Эту же сварку следует применять для присоединения седелки из ПНД к трубопроводу из ПНД и присоединения отводящей трубы из ПНД к седелке (прил. 10) и соединения деталей трубопроводов из ПНД.
Конец трубы перед сваркой должен быть механически обработан так, как показано на рис. 1. Для сварки используют нагревательный инструмент, см. рис. 2, размеры которого указаны в табл. 25.

к трубопроводу
f - высота свариваемой поверхности седелки
Обязательными условиями качественного выполнения процесса сварки является точная отрезка конца трубы строго перпендикулярно оси, снятие на конце наружной и внутренней фасок, а также тщательное выполнение всех технологических операций.
5.7. Контактная тепловая раструбно-стыковая сварка состоит из следующих операций:
отрезка трубы строго перпендикулярно оси (отклонение торца трубы от перпендикулярной к оси плоскости не более 0,5 мм) и снятие на ней наружной и внутренней фасок;
очистка свариваемых поверхностей трубы и раструба;
проверка температуры (см. табл. 27) нагревательного инструмента термокарандашами;
надвигание раструба соединительной детали на дорн до упора боковой поверхности внутренней полки в торец дорна;
вдвигание конца трубы со снятыми фасками до упора торца трубы в тыльную поверхность гильзы;
выдержка раструба соединительной детали и конца трубы на дорне и гильзе нагревательного инструмента в течение заданного времени (см. табл. 27) и контроль за оплавлением торца трубы через окна в гильзе;
одновременное снятие детали и конца трубы с нагревательного инструмента и соединение деталей между собой до упора боковой поверхности внутренней полки соединительной детали в торец трубы с выдержкой до отвердения оплавленного материала (см. табл. 27);
очистка дорна и гильзы от налипшего оплавленного материала.
5.8. Контактная тепловая сварка встык в основном применяется для труб из полиолефинов наружным диаметром 50 мм и более и с толщиной стенки 4 мм и более.
При сварке труб меньших диаметров валик оплавленного материала, образующийся по месту стыка, резко ухудшает гидравлические характеристики труб, особенно диаметром 32 мм и менее. При сварке встык труб с толщиной стенки менее 4 мм получить качественное соединение трудно, так как допускаемые отклонения на несовпадение кромок свариваемых труб составляет не более 10% толщины стенки, а для тонкостенных труб допуски на наружный диаметр трубы принимаются в зависимости от толщины их стенки.
5.9. Для сварки встык необходимо применять центрирующее приспособление, снабженное нагревательным инструментом и торцовочным устройством.
Для получения коэффициента сварки, равного 1, необходимо помимо строгого контроля температуры нагревательного инструмента (табл. 28), который рекомендуется покрывать слоем политетрафторэтилена (фторопласта-3) или чехлом из стеклоткани, пропитанной кремнийорганическим лаком, контролировать величину усилия прижатия торцов свариваемых труб к нагревательному инструменту и сжатия оплавленных торцов между собой (рис. 5 и табл. 28). Точное определение усилия при стыковании труб необходимо во избежание образования усадочных раковин в сварном шве.
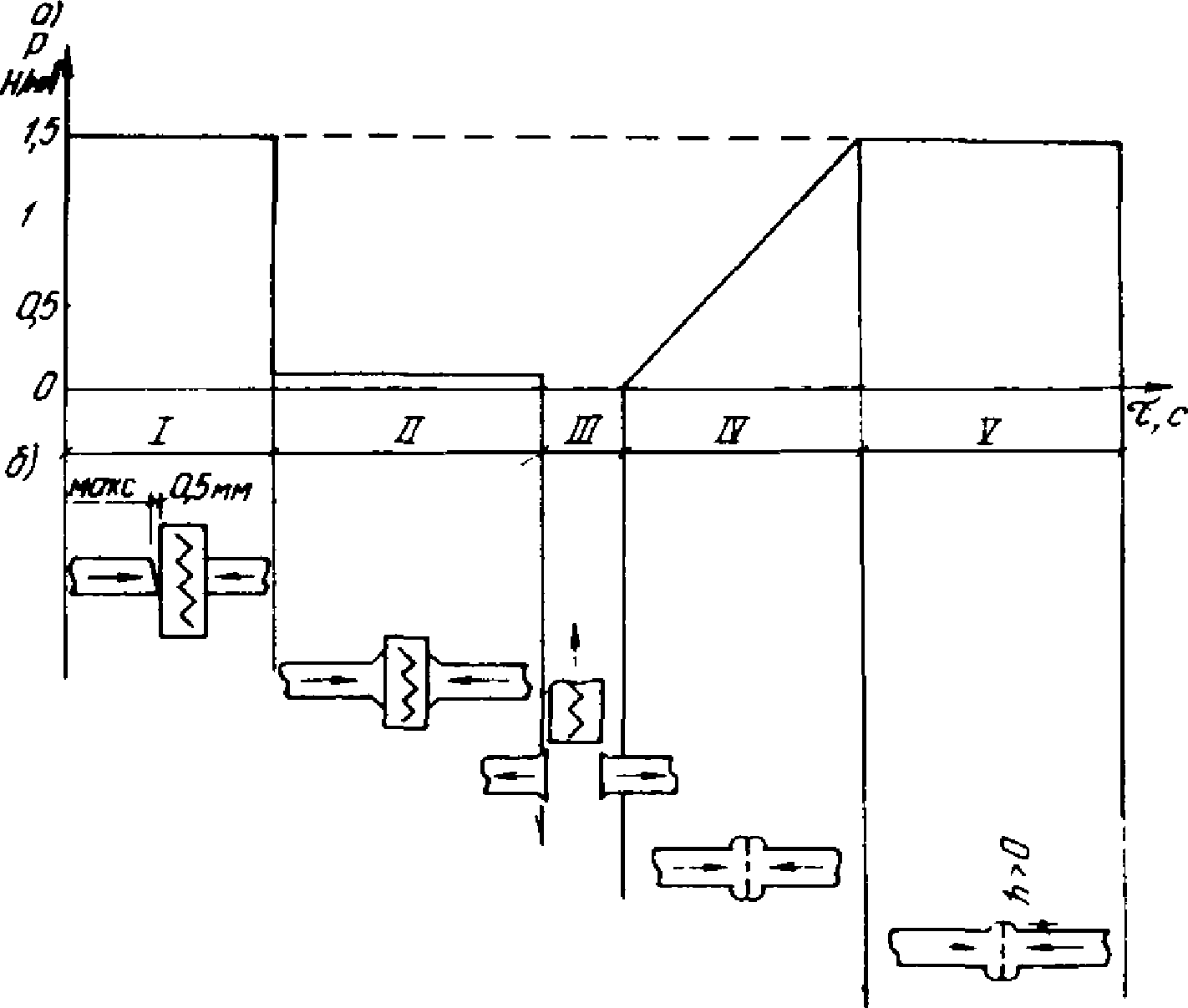
I - выравнивание торцов труб; II - оплавление торцов труб;
III - удаление нагревательного инструмента; IV - сжатие
оплавленных торцов труб между собой; V - охлаждение сварного
соединения; а - график сварки; б - взаимное положение труб
и инструмента; h - высота корня валика
Толщина стенки труб, мм | Высота валика в конце процесса выравнивания торцов, мм | Продолжительность оплавления торцов незначительным давлением, с | Технологическая пауза, с | Продолжительность повышения давления после сопряжения торцов, с | Время охлаждения сварного соединения под давлением, мин | ||
ПВД | ПНД | ПП | |||||
2 - 3,9 | 0,5 | 20 - 30 | 30 - 40 | 40 - 50 | 3 - 5 | 4 - 6 | 4 - 5 |
4,3 - 6,9 | 0,5 | 30 - 60 | 40 - 70 | 50 - 80 | 4 - 5 | 6 - 8 | 6 - 10 |
7,1 - 11,9 | 1,0 | 50 - 100 | 70 - 120 | 80 - 150 | 6 - 10 | 8 - 12 | 10 - 16 |
12,2 - 18,3 | 1,0 | 100 - 160 | 120 - 170 | 150 - 240 | 7 - 15 | 10 - 15 | 17 - 24 |
20,1 - 25,5 | 1,5 | 160 - 200 | 170 - 210 | - | 10 - 20 | 15 - 20 | 25 - 32 |
28,3 - 34,7 | 1,5 | - | 210 - 250 | - | 10 - 25 | 20 - 25 | 33 - 40 |
35,7 - 46,2 | 2,0 | - | 250 - 320 | - | 10 - 30 | 25 - 40 | 41 - 60 |
Примечания: 1. Температура нагревательного инструмента в начале процесса сварки для труб из ПВД 200 +/- 10 °C; ПНД 220 +/- 10 °C; ПП 240 +/- 10 °C.
2. Величина давления прижима торцов для труб из ПВД 10 Н/мм2, из ПНД и ПП - 15 Н/мм2.
3. Величина давления при оплавлении торцов для труб из ПВД 1 - 3 Н/мм2, из ПНД и ПП - 2 - 5 Н/мм2.
Указанные величины усилия прижима при нагреве и сварке должны контролироваться силоизмерительным устройством (тарированной пружиной) или величиной давления, определяемой по манометру. Величина усилия определяется как произведение удельного усилия на площадь свариваемого торца трубы. При сварке труб диаметром от 315 мм и выше величины этого усилия составляют до 10 т. Например, для труб из ПНД наружным диаметром 710 мм типа С это усилие составляет 1,5 т.
5.10. При использовании других способов соединения сварки, в том числе величину рабочего давления, определяемого по таблицам 20 - 22, необходимо умножить на коэффициент прочности соединения (табл. 29).
Вид соединения | Коэффициент прочности соединений Kс для труб | ||
ПНД и ПВД | ПП | ПВХ | |
Контактная сварка встык | 0,9 - 1,0 | 0,9 - 1,0 | - |
Контактная сварка враструб | 0,95 - 1,0 | 0,95 - 1,0 | - |
Экструзионная сварка при V-образной разделке кромок | 0,60 | 0,55 | - |
Газовая прутковая сварка при V-образной разделке кромок | 0,35 | 0,35 | 0,40 |
Раструбное клеевое соединение | - | - | 0,9 - 1,0 |
Фланцевое соединение: | |||
на втулках под фланцы | 0,9 - 1,0 | 0,9 - 1,0 | 0,9 - 1,0 |
на формованных буртах | 0,8 - 0,9 | 0,8 - 0,9 | - |
на отбортовке | 0,5 - 0,7 | 0,5 - 0,7 | 0,5 - 0,7 |
5.11. Нагревательный инструмент для стыковой сварки должен иметь плоскопараллельные поверхности. Допускаемые отклонения на них должны составлять для диаметра или стороны инструмента до 250 мм <= 0,3 мм, до 500 мм <= 0,5 мм и свыше 500 мм <= 0,8 мм.
Центрирующее устройство должно обеспечивать точную стыковку обработанных торцов. Допускаемый зазор между торцами труб наружным диаметром до 110 мм - 0,5 мм, наружным диаметром до 315 мм - 0,7 мм, наружным диаметром до 630 мм - 1 мм, наружным диаметром от 630 до 800 мм - 1,3 мм и наружным диаметром свыше 800 мм - 1,5 мм.
5.12. Контактная тепловая сварка труб встык состоит из следующих операций:
установка и центровка в зажимах центрирующего приспособления свариваемых труб;
очистка концов труб, выступающих из зажимов от грязи, пыли и влаги;
обработка торцов труб торцевым устройством для снятия поверхностного слоя и выравнивания торцов. Между обработанными торцами, приведенными в соприкосновение, не должно быть зазоров, превышающих значения, указанные в п. 5.11;
выравнивание торцов на нагревательном инструменте при величине прижима (см. табл. 28) до появления валика высотой 0,5 - 1,5 мм;
нагрев торцов труб на нагревательном инструменте при снятом давлении прижима в течение заданного времени (см. табл. 28);
отрыв торцов труб от поверхностей нагревательного инструмента и удаление последнего из зоны сварки (время технологической паузы - см. табл. 28);
соединение оплавленных торцов труб с постепенно увеличиваемым давлением прижима при сварке до максимального требуемого и подсчитанного в зависимости от поверхностей свариваемых торцов;
охлаждение сварного соединения при требуемом давлении прижима в течение времени, указанного в табл. 22;
очистка нагретого инструмента;
снятие зажимов и удаление центрирующего приспособления из зоны сварного соединения.
5.13. Внешний вид полученных контактной тепловой сваркой соединений должен удовлетворять следующим требованиям:
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
отклонение величины углов между осевыми линиями трубопровода и соединительными деталями в месте стыка не должно превышать 2 °C;
наружная поверхность раструбов соединительных деталей, сваренных с трубами, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей;
у кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной (по своему периметру) валик оплавленного материала, слегка выступающий за торцовую поверхность раструба и наружную поверхность трубы;
наружный валик сварного шва, полученного сваркой встык, должен симметрично и равномерно распределяться по ширине и всему периметру трубы;
высота валика должна быть в пределах 1 - 3 мм для труб с толщиной стенки до 7 мм; 2 - 4 мм - с толщиной стенки 7 - 18 мм и с толщиной стенки более 18 мм;
не допускаются непровары, надрезы и трещины по линии сварного шва, высота корня сварного шва должна быть выше цилиндрической поверхности трубы.
5.14. Контактную сварку встык применяют также для изготовления сварных соединительных деталей (отводов, тройников, крестовин).
Испытания на длительную прочность отводов и тройников из ПНД, изготовленные методом контактной тепловой сварки встык, показали, что их прочность составляет 0,7 длительной прочности трубы, а методом экструдируемой присадки или газовой прутковой сварки 0,3. В этой связи полиолефиновые отводы и тройники, изготовленные контактной тепловой сваркой встык из труб типа Т, следует применять в трубопроводах, выполненных из труб на один тип ниже, т.е. труб типа С. Эти детали, изготовленные другими видами сварки из труб типа Т, следует применять в трубопроводах, выполненных из труб типа Л, а в случае изготовления их из труб типов С могут быть применены только для безнапорных трубопроводов.
При изготовлении неравнопроходных сварных тройников (см. прил. 9) с вытяжкой горловины коэффициент их длительной прочности составляет 0,4 - 0,5 прочности трубы. Поэтому детали, изготовленные из труб типа Т, должны быть отнесены на два типа ниже, чем тип труб, использованных для трубопровода, т.е. к типу СЛ.
Для повышения прочности сварные соединительные детали усиливают снаружи стекловолокном.
5.15. Изготовленные формованием в горячем состоянии переходы должны быть выполнены так, чтобы меньший диаметр перехода получался сжатием и увеличением толщины стенки трубы. В противном случае длительная прочность перехода ниже длительной прочности трубы, на которой он изготовлен.
5.16. Длительная прочность гнутых отводов с радиусом не менее 1,5 наружных диаметров трубы равна прочности трубы, из которой они изготовлены методом формования в горячем состоянии.
5.17. Для труб из ПНД разработаны соединительные детали: отводы, тройники, переходы и втулки под фланцы, предназначенные для сварки встык (см. прил. 8 и 9). На указанных деталях предусмотрены прямые участки с наружным диаметром, равным наружному диаметру труб, которые служат для зажима соединительных деталей в центрирующем приспособлении.
5.18. Для соединения труб из ПВХ наружным диаметром от 16 до 160 мм на клею применяют соединительные детали из ПВХ. При этом рекомендуется применять клей ГИПК-127, обладающий зазорозаполняющими свойствами (до 0,5 мм). Клей представляет собой однородную жидкость белого цвета с наличием небольшого количества осадка наполнителя, который исчезает после перемешивания. Отличительные особенности клея - незначительная токсичность, морозостойкость, химическая стойкость к действию различных веществ. Клей ГИПК-127 не пригоден для склеивания деталей трубопроводов из ПВХ, если по ним транспортируются: плавиковая кислота любой концентрации, азотная кислота концентрацией более 20%, соляная кислота концентрацией более 25% и серная кислота концентрацией более 70%. В этом случае следует применять клей на основе метиленхлорида (перхлорвиниловая смола 14 - 16 мас.·ч. и метиленхлорид 86 - 84 мас.·ч.). Клей на основе метиленхлорида не заполняет зазоры, и поэтому при его применении разность между соединяемыми диаметрами не должна быть более 0,1 мм.
5.19. Склеивание труб и соединительных деталей из ПВХ состоит из следующих операций:
подготовка концов труб и раструбов, которая производится при склеивании клеем ГИПК-127 - очистка соединяемых поверхностей и обезжиривание их ацетоном или метилхлоридом;
при склеивании клеем на основе метиленхлорида - обработка соединяемых поверхностей шлифовальной шкуркой с крупностью абразивного зерна N 12 или 16 и обезжиривание;
склеивание клеем ГИПК-127, заключающееся в нанесении первого слоя на соединяемые поверхности и после 3-минутной открытой сушки второго тонкого слоя на раструб и второго толстого слоя на конец трубы, и клеем на основе метиленхлорида, заключающееся в нанесении его на две трети глубины раструба и на всю длину соединяемого конца трубы равномерным слоем с помощью кисти;
отвердение соединения в течение 3 мин без приложения механических воздействий в течение 2 ч до монтажа деталей трубопроводов и 24 ч до проведения испытания.
Излишний клей, выдавленный из зоны соединения, должен удаляться с помощью бумаги или тряпок.
Качественно исполненные клеевые соединения равнопрочны с трубами.
5.20. Раструбные трубы из ПВХ, предназначенные для соединения с помощью резиновых уплотнительных колец, образуют соединения, которые не способны воспринимать осевые нагрузки. В этой связи трубы, а также соединительные детали к ним, изготовленные из ПВХ или чугуна, применяют для подземной траншейной укладки трубопроводов.
Для получения соединений используют уплотнительные кольца специального профиля (рис. 6), самоуплотняющиеся под действием внутреннего давления. Размеры соединений, мм, приведены в табл. 30. Резиновые кольца сохраняют работоспособность до температуры 50 °C, поэтому максимально допустимая температура для раструбных труб из ПВХ и соединительных деталей к ним также составляет 50 °C.

а - до сборки; б - после сборки; 1 - труба; 2 - раструб;
3 - резиновое уплотнительное кольцо; 4 - метка; t1 - глубина
вдвигания гладкого конца в раструб; D3 - наружный диаметр
кольца; b1 - ширина кольца; h - высота кольца;
d6 - внутренний диаметр раструба; d7 - внутренний диаметр
желоба раструба; K - глубина раструба
Dн | d6 | d7 | D3 | b1 | C | h | K | t1 |
63 | 63,6 | 80 | 84 | 19 | 6 | 10 | 99,5 | 96 |
75 | 75,6 | 93,9 | 98 | 20 | 7 | 11 | 102,5 | 101 |
90 | 90,7 | 110,7 | 116 | 21 | 8 | 12 | 110,5 | 106 |
110 | 110,8 | 132,5 | 139 | 23 | 10 | 13 | 116 | 114 |
140 | 140,9 | 164,2 | 172 | 25 | 12 | 14 | 126 | 125 |
160 | 161,0 | 186 | 195 | 27 | 14 | 15 | 134 | 134 |
225 | 226,4 | 254,6 | 267 | 32 | 20 | 17 | 154 | 158 |
280 | 281,6 | 314,7 | 330 | 36 | 24 | 20 | 172 | 179 |
315 | 316,8 | 351,3 | 368 | 39 | 26 | 21 | 184 | 191 |
Как правило, указанные детали трубопроводов применяют для наружных водопроводных и канализационных сетей, так как материал труб, уплотнительных колец и соединительных деталей химически стоек к средам, транспортируемым по этим сетям.
5.21. Соединение раструбных труб из ПВХ и соединительных деталей к ним состоит из следующих операций:
очистка гладкого конца и раструба трубы или соединительной детали от грязи и пыли; при отсутствии на конце трубы наружной фаски под углом 15° последнюю выполняют механическим путем и одновременно карандашом или краской наносят монтажную метку;
установка в раструбе уплотнительного кольца широкой стороной к средней части трубы;
смазка гладкого конца трубы глицерином, вазелином или густым мыльным раствором;
вдвигание гладкого конца трубы или соединительной детали в раструб до метки с целью использования компенсирующей способности соединения при изменении температуры деталей трубопроводов (см. рис. 6).
5.22. Основным видом разъемных соединений труб из термопластов является соединение на свободных металлических фланцах, устанавливаемых на втулках под фланцы (рис. 7). Эти соединения при испытании на длительную прочность равнопрочны с трубами.
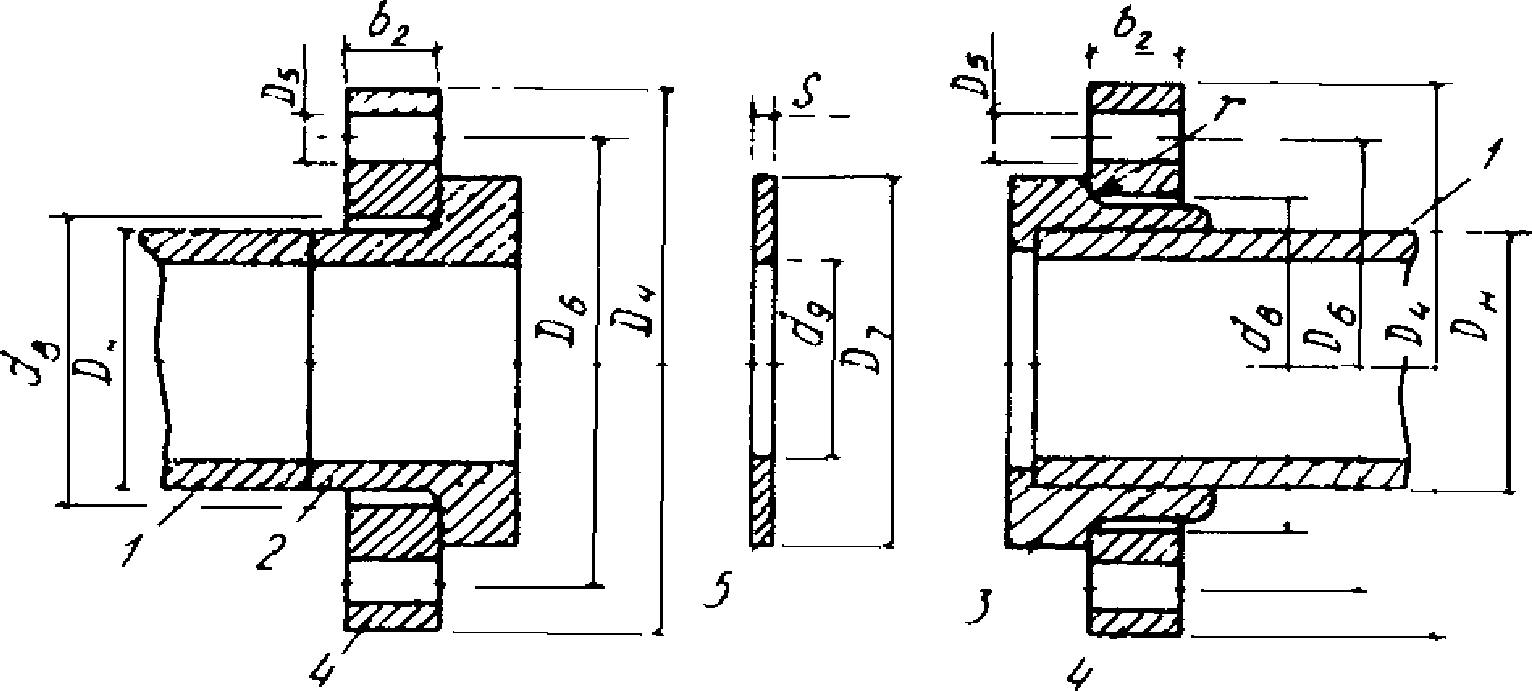
1 - труба; 2 - втулка из ПНД под фланец; 3 - втулка из ПВХ
и ПВД под фланец; 4 - свободный стальной фланец;
5 - прокладка; D4 - наружный диаметр фланца; D7 - наружный
диаметр прокладки; D6 - диаметр болтовой окружности;
d8 - внутренний диаметр фланца; d9 - внутренний диаметр
прокладки; D5 - диаметр болтового отверстия; b2 - толщина
фланца; S - толщина прокладки; r - радиус закругления
кромки фланца
Указанный вид соединения применяют также для присоединения арматуры к трубам из термопластов.
5.23. Втулки под фланец из ПВД следует соединять с концами труб из ПВД методами контактной тепловой раструбной или раструбно-стыковой сварки, втулки под фланцы из ПНД - с концами труб из ПНД методом контактной тепловой сварки встык, а втулки под фланец из ПВХ - с концами труб из ПВХ склеиванием. Свободные металлические фланцы должны иметь размеры, указанные в табл. 31, 32. Для получения фланцевого соединения на раструбных трубах из ПВХ применяют чугунные соединительные детали фланец-раструб или фланец - гладкий конец (прил. 12).
Таблица 31
Dу | Dн | Pу = 0,6 МПа | Pу = 1 МПа | |||||||||
D4 | D5 | D6 | Болты | b2 | D4 | D5 | D6 | Болты | ||||
количество | размер | количество | размер | |||||||||
10 | 16 | 75 | 11,5 | 50 | 4 | М10 | 10 | 90 | 14 | 60 | 4 | М12 |
15 | 20 | 80 | 11,5 | 55 | 4 | М10 | 10 | 95 | 14 | 65 | 4 | М12 |
20 | 25 | 90 | 11,5 | 65 | 4 | М10 | 10 | 105 | 14 | 75 | 4 | М12 |
25 | 32 | 100 | 11,5 | 75 | 4 | М10 | 12 | 115 | 14 | 85 | 4 | М12 |
32 | 40 | 120 | 14 | 90 | 4 | М12 | 12 | 140 | 18 | 100 | 4 | М16 |
40 | 50 | 130 | 14 | 100 | 4 | М12 | 12 | 150 | 18 | 110 | 4 | М16 |
50 | 63 | 140 | 14 | 110 | 4 | М12 | 12 | 165 | 18 | 125 | 4 | М16 |
65 | 75 | 160 | 14 | 130 | 4 | М12 | 14 | 185 | 18 | 145 | 4 | М16 |
80 | 90 | 190 | 18 | 150 | 4 | М16 | 14 | 200 | 18 | 160 | 8 | М16 |
100 | 110 | 210 | 19 | 170 | 4 | М16 | 14 | 220 | 18 | 180 | 8 | М16 |
125 | 140 | 240 | 18 | 200 | 8 | М16 | 14 | 250 | 18 | 210 | 8 | М16 |
Продолжение табл. 31
b2 | dв | r | Dr | d9 | S | |||||
Номинальный для втулок из | Допускаемое отклонение | для втулок из | ||||||||
ПВХ | ПВД | ПВХ | ПВД | |||||||
I вариант | II вариант | I вариант | II вариант | |||||||
12 | 23 | - | - | -0,5 | 1 | 27 | - | - | 16 | 2 |
12 | 28 | - | - | -0,5 | 1 | 32 | - | - | 20 | 2 |
14 | 34 | 35 | 37 | -0,5 | 1,5 | 39 | 50 | 58 | 25 | 2 |
14 | 42 | 44 | 47 | -0,5 | 1,5 | 48 | 60 | 68 | 32 | 2 |
16 | 51 | 55 | 58 | -0,5 | 2 | 59 | 78 | 79 | 40 | 2 |
18 | 62 | 68 | 73 | -0,5 | 2 | 71 | 88 | 89 | 50 | 2 |
18 | 78 | 86 | 92 | -1 | 2,5 | 88 | 102 | 104 | 63 | 2 |
20 | - | 94 | 98 | -1 | 2,5 | - | 110 | 120 | 75 | 2 |
22 | - | 112 | 117 | -1 | 3 | - | 128 | 138 | 90 | 2 |
24 | - | 136 | 143 | -1 | 3 | - | 150 | 158 | 110 | 3 |
26 | - | 160 | - | -1 | 4 | - | 165 | - | 140 | 3 |
Dу | Dн | D4 | D5 | D6 | Болты | d8 | b2 для трубопроводов | d7 | d9 | S | |||||
количество | размер | Л | СЛ | С | Т | ||||||||||
безнапорных | напорных | ||||||||||||||
50 | 63 | 165 | 18 | 125 | 4 | М16 | 78 | - | 16 | 102 | - | - | 54 | 50 | 2 |
65 | 75 | 185 | 18 | 145 | 4 | М16 | 92 | 10 | 16 | 122 | - | - | 65 | 59 | 2 |
100 | 110 | 220 | 18 | 180 | 8 | М16 | 128 | 10 | 18 | 158 | - | - | 96 | 87 | 3 |
150 | 160 | 285 | 23 | 240 | 8 | М20 | 178 | 15 | 18 | 212 | - | - | 137 | 127 | 3 |
200 | 225 | 340 | 23 | 295 | 8 | М20 | 238 | 15 | 20 | 268 | - | - | 196 | 189 | 3 |
300 | 315 | 445 | 23 | 400 | 12 | М20 | 338 | 20 | 26 | 370 | - | - | 275 | 251 | 3 |
400 | 400 | 565 | 27 | 515 | 16 | М24 | 430 | 20 | 32 | 482 | - | - | 349 | 319 | 3 |
500 | 500 | 670 | 27 | 620 | 20 | М24 | 533 | 20 | 38 | 585 | - | - | 437 | 409 | 3 |
600 | 630 | 780 | 30 | 725 | 20 | М27 | 645 | 25 | 35 | 685 | - | - | 551 | - | 3 |
700 | 710 | 895 | 30 | 840 | 24 | М27 | 740 | 25 | 40 | 800 | - | 645 | 621 | - | 3 |
800 | 800 | 1015 | 33 | 950 | 24 | М30 | 843 | 25 | 40 | 905 | - | 738 | 709 | - | 3 |
900 | 900 | 1115 | 33 | 1050 | 28 | М30 | 947 | 25 | - | 1005 | 856 | 831 | - | - | 3 |
1000 | 1000 | 1230 | 36 | 1160 | 28 | М37 | 1050 | 25 | - | 1110 | 951 | 923 | - | - | 3 |
1200 | 1200 | 1455 | 39 | 1380 | 32 | М36 | 1260 | 30 | - | 1330 | 1141 | 1108 | - | - | 3 |
5.24. Канализационные трубы и фасонные части к ним могут быть соединены одним из способов, указанных в табл. 33.
Таблица 33
Способ соединения | Материал труб и фасонных частей | |||
ПНД | ПВД | ПП | ПВХ | |
С помощью резинового уплотнительного кольца | + | - | + | + |
Склеивание | - | - | - | + |
Контактная раструбно-стыковая сварка | + | + | + | - |
С помощью накидной гайки и резиновой прокладки | + | + | + | - |
С помощью муфты с вкладной электроспиралью | + | + | + | - |
Контактная стыковая сварка | + | - | - | - |
Примечание. Знак "+" означает, что указанный метод соединения допускается, знак "-" недопустимость указанного метода соединения.
Для выполнения неразъемных соединений должны применяться трубы и фасонные части, изготовленные из однородного материала.
5.25. Соединение канализационных труб с фасонными частями с помощью резинового уплотнительного кольца (рис. 8) должно иметь размеры, мм, указанные в табл. 34.

Рис. 8. Детали раструбного соединения канализационных
пластмассовых труб и фасонных частей к ним
1 - гладкий конец; 2 - раструб; 3 - уплотнительное кольцо;
4 - метка; S1 - толщина трубы; S2 - толщина раструба;
S3 - толщина желоба раструба; e1 - расстояние от торца
раструба до желоба; f1 - ширина желоба; u - глубина задней
части раструба; d10 - внутренний диаметр кольца
Dу | Dн | d0 | d7 | S7 | ||||
ПВХ | ПНД | ПВХ | ПНД | ПВХ | ПНД | ПВХ | ПНД | |
50 | 50 + 0,2 | 50,3 + 0,8 |  | 59,6 - 1,0 |  | 3,2 + 0,3 | 3 + 0,6 | |
85 | 90 + 0,3 | 90,4 + 0,9 |  | 101,6 + 1,0 |  | 3,2 + 0,3 | 3 + 0,6 | |
100 | 110 + 0,3 | 100,4 + 0,9 |  |  |  | 3,2 + 0,6 | 3,5 + 0,6 | |
Продолжение табл. 34
Dу | S2 (не менее) | S3 (не менее) | l1 | f1 | u (не менее) | t (макс) | C | Размеры кольца, мм | ||||
ПВХ | ПНД | ПВХ | ПНД | d10 | b1 | |||||||
ПВХ | ПНД | |||||||||||
50 | 2,9 | 2,7 | 2,1 | 2,3 | 5 | 7,8 + 1,8 | 35 | 63 | 3,5 | 49 + 1 | 48 - 0,5 | 6 + 0,4 |
85 | 2,9 | 2,7 | 2,1 | 2,3 | 6 | 9,1 + 2,0 | 41 | 76 | 4,5 | 89 + 1,4 | 87 - 0,6 | 7 + 0,4 |
100 | 2,9 | 2,1 | 2,1 | 2,6 | 6 | 9,1 + 2,0 | 41 | 76 | 4,5 | 109 + 1,4 | 107 - 0,7 | 7 + 0,4 |
5.26. При соединении канализационных труб и гладких концов фасонных частей с помощью муфты с вкладной электроспиралью, на них предварительно снимают наружную закругленную фаску радиусом, равным половине толщины стенки, надевают ограничительный хомут (см. рис. 3) на расстоянии от торца, равном половине длины муфты, и выдвигают их в муфту до упора в ограничительный хомут. Затем электроспираль муфты подключают к источнику электротока, осуществляя контроль за напряжением и продолжительностью нагрева.
5.27. Для соединения деталей из ПВХ с гладким концом трубы из ПНД следует использовать переходные патрубки, на которых формуется раструб (рис. 9). Для соединения гладких концов труб из ПВХ, ПВД и ПП с раструбами фасонных частей из ПНД под резиновое кольцо следует предусматривать калибровку этих концов.

Рис. 9. Узел соединения раструбного конца детали из ПВХ
с гладким концом полиэтиленовой трубы
1 - раструб детали из ПВХ; 2 - клеевой шов; 3 - переходной
патрубок из ПВХ; 4 - гладкий конец полиэтиленовой трубы;
5 - уплотнительное кольцо
5.28. Соединение сварных разводок, поэтажных стояков и узлов к ним надлежит производить на раструбе с резиновым кольцом или с помощью накидной гайки и резиновой прокладки.
5.29. Выпуски унитазов и гладкие концы чугунных деталей (выпуски кранов, водосточные воронки и т.п.) следует соединять с пластмассовыми трубами пластмассовыми приборными патрубками с резиновым уплотнительным кольцом с последующим заполнением зазора раствором на расширяющем цементе.
5.30. Гладкий конец трубы из ПВД, ПНД, ПП с раструбом чугунной канализационной трубы того же диаметра следует соединять круглым резиновым кольцом с последующим заполнением раструба раствором расширяющегося цемента.
При отсутствии колец допускается применение соединений с заделкой раструба просмоленной прядью и раствором расширяющегося цемента, при этом внутрь конца пластмассовой детали следует запрессовать в нагретом состоянии отрезок стальной трубы.
Поверхность труб из ПВХ по длине раструба рекомендуется очищать растворителем, покрывать слоем клея и обсыпать песком, а поверхность деталей из ПВД, ПНД и ПП следует оплавлять, после чего также покрывать песком.
5.31. Пластмассовые отводные трубы наружным диаметром 40 мм от сифонов умывальников, моек и ванн к сети внутренней канализации диаметром 50 мм следует соединять с помощью уплотнительного кольца 50 x 40 мм или пластмассового перехода 50 x 40 мм.
5.32. Канализационные стояки, смонтированные в санитарно-технических кабинах, следует соединять междуэтажной вставкой, выполненной в виде отрезка пластмассовой канализационной трубы.
5.33. Соединение пластмассового водосточного стояка с чугунной водосточной воронкой следует предусматривать на пластмассовых или стальных переходных деталях, а стального патрубка с пластмассовой трубой - на фланцах с использованием полиэтиленовых втулок под фланцы, патрубков с утолщенным буртом или резиновых уплотнительных колец и компенсационных раструбов.
В зависимости от вида соединения воронки со стояками (прямого или с отступом) стальные переходные детали следует предусматривать прямыми или изогнутыми с устройством для прочистки стояка.
Соединение водосточных стояков со стальными отводными трубопроводами, прокладываемыми в подвалах для открытого выпуска ливневых вод на отмостку здания, следует производить с помощью фланцев или переходной детали.
6.1. Гидравлический расчет водопроводных сетей следует производить по номограмме, составленной по формуле (93) СНиП II-31-74, или по "Таблицам для гидравлического расчета стальных, чугунных, асбестоцементных и пластмассовых водопроводных труб" (М., Стройиздат, 1970). Номограмма учитывает потери напора, вызванные различием качества укладки труб в лабораторных и производственных условиях, а также стыками труб в размере 15% потерь напора по длине труб (рис. 10).
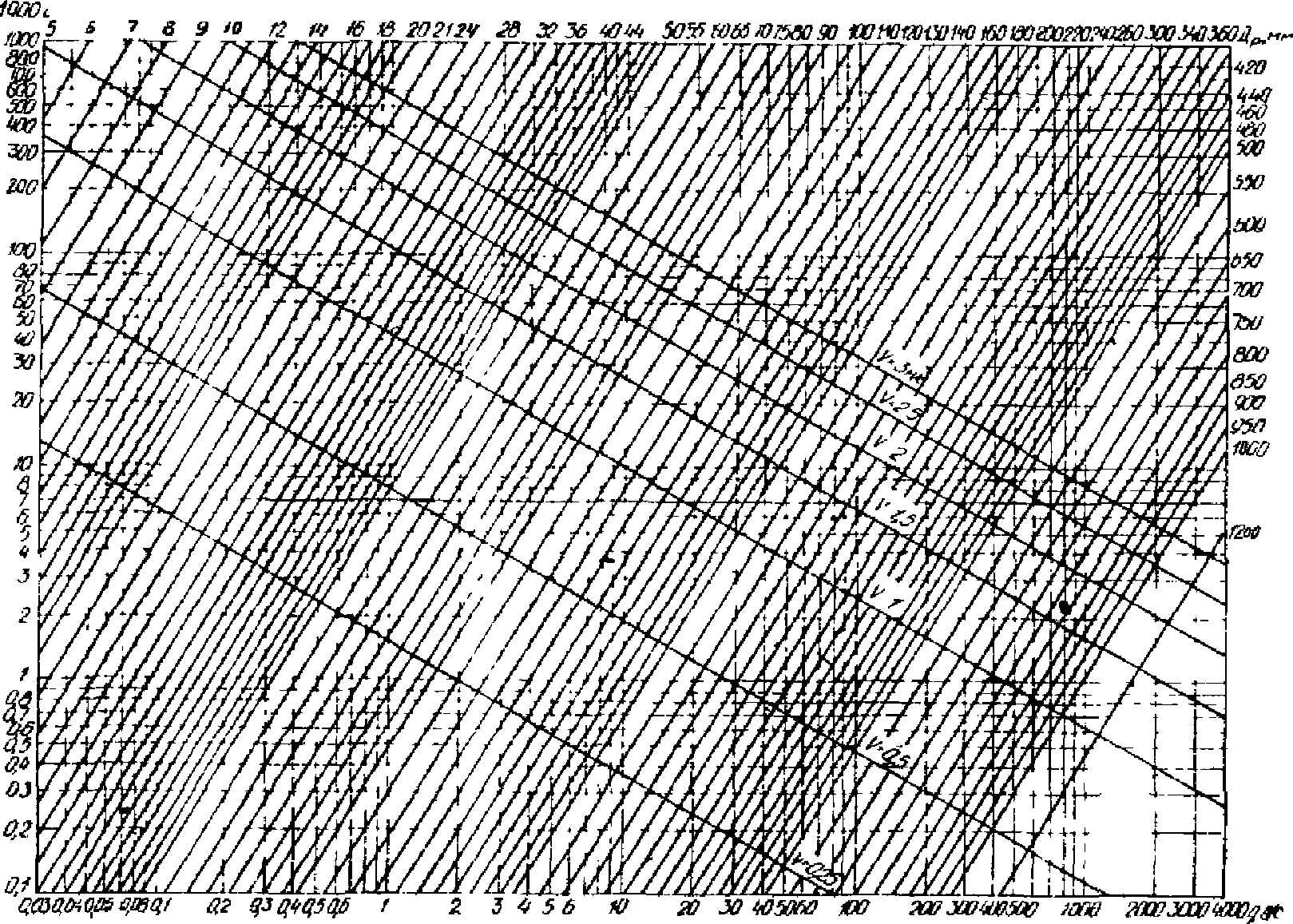
трубопроводов из термопластов
При использовании таблиц величину гидравлического уклона i необходимо умножить на коэффициент k1, который следует определять по формуле  , где Dт - табличный внутренний диаметр трубы. Значения коэффициента k1 приведены в табл. 35.
, где Dт - табличный внутренний диаметр трубы. Значения коэффициента k1 приведены в табл. 35.
, где Dт - табличный внутренний диаметр трубы. Значения коэффициента k1 приведены в табл. 35.Таблица 35
0,8 | 0,85 | 0,9 | 0,95 | 1 | 1,05 | 1,1 | 1,15 | 1,2 | |
k1 | 0,35 | 0,45 | 0,65 | 0,8 | 1 | 1,25 | 1,6 | 2,0 | 2,3 |
Значения расчетного диаметра труб Dр из термопластов определяют по формуле Dр = Dн - 2S.
6.2. Потери напора h' на расчетном участке сети следует определять по формуле h' = 1,1Li, где L - длина расчетного участка, м.
6.3. Номограмма (рис. 10) и "Таблицы для гидравлического расчета стальных, чугунных, асбестоцементных и пластмассовых водопроводных труб" составлены для воды с температурой 10 °C (коэффициент кинематической вязкости  ).
).
).Для воды с другой температурой коэффициент кинематической вязкости следует принимать по табл. 36. В этом случае потери напора следует умножать на коэффициент k2.
Таблица 36
Температура воды, °C | Коэффициент кинематической вязкости воды | Значения коэффициента k2 |
0 | 0,0179 | 1,07 |
5 | 0,0152 | 1,03 |
10 | 0,0131 | 1 |
15 | 0,0114 | 0,97 |
20 | 0,0101 | 0,94 |
25 | 0,009 | 0,92 |
30 | 0,0081 | 0,89 |
35 | 0,0073 | 0,87 |
40 | 0,0066 | 0,85 |
45 | 0,006 | 0,84 |
50 | 0,0055 | 0,82 |
55 | 0,0051 | 0,81 |
60 | 0,0047 | 0,79 |
6.4. Гидравлический расчет канализационных сетей следует производить по формулам (11) и (12) СНиП II-32-74 или по таблицам, включенным в "Методику гидравлического расчета самотечных канализационных трубопроводов из пластмасс. Расчетные таблицы" (М., 1976).
При расчете коэффициента сопротивления трения по длине по формулам СНиП принимаются значения  и a2 = 50.
и a2 = 50.
и a2 = 50.ИС МЕГАНОРМ: примечание. Единицы измерения даны в соответствии с официальным текстом документа. |
Таблицы составлены при расчетном наполнении трубопровода, равном или более 0,3 его диаметра для бытовой сточной жидкости с кинематической вязкостью  .
.
.7.1. При конструировании трубопроводов из термопластов необходимо учитывать специфические особенности материала труб, а именно: высокий коэффициент линейного удлинения (в 8 - 25 раз выше, чем у стальных труб), сравнительно низкие механическую прочность и твердость и резкое снижение прочностных свойств труб при повышении температуры.
7.2. Выбор способа прокладки трубопроводов должен производиться с учетом физико-химических свойств транспортируемых веществ и материала труб, условий эксплуатации, климатических особенностей района строительства, несущей способности трубопровода и материалоемкости.
7.3. Как правило, следует предусматривать подземный способ прокладки наружных сетей водоснабжения и канализации из пластмассовых труб. Допускается прокладка пластмассовых водопроводов как сопутствующих без теплоизоляции совместно с трубопроводами горячего водоснабжения и теплоснабжения в бесканальном и канальном вариантах. При этом температура на наружной поверхности пластмассового водопровода в период эксплуатации не должна превышать +20 °C.
Допускается также подземная прокладка пластмассовых водопроводов без теплоизоляции в коллекторах, тоннелях отдельно или совместно с другими инженерными коммуникациями.
7.4. Подземная прокладка межцеховых трубопроводов напорной канализации, в том числе бесканальная и в непроходных каналах, допускается только для трубопроводов, транспортирующих негорючие и трудногорючие вещества при нецелесообразности применения по технологическим или эксплуатационным условиям надземной прокладки. Для трубопроводов, транспортирующих горючие вещества (ГВ), горючие жидкости (ГЖ) и горючие газы (ГГ), следует предусматривать подземную прокладку отдельно от других инженерных коммуникаций.
7.5. Для устранения передачи усилий на пластмассовые трубопроводы от установленной арматуры рекомендуется ее самостоятельное крепление к строительным конструкциям, опорам, оборудованию или санитарно-техническим приборам.
7.6. Минимальная глубина заложения трубопроводов должна быть не менее 1 м до верха трубы, проложенной под поверхностью с интенсивным движением транспорта, и до 0,7 м - под поверхностью с незначительным движением транспорта.
Минимальная глубина заложения сетей водопровода должна быть на 0,5 м больше расчетной глубины проникания в грунт нулевой температуры, а максимальная глубина для трубопроводов из труб типа С и Т - не более 3,5 м.
Максимальная глубина заложения труб при укладке сетей канализации (при гусеничной нагрузке 60 ч) не должна превышать величин, приведенных в табл. 37. При необходимости укладки труб на большой глубине, а также труб других диаметров и другого типа следует производить их расчет на прочность.
Таблица 37
Материал труб | Тип | Наружный диаметр, мм | Максимальная глубина заложения, м, и степень уплотнения грунта | ||
в песках 1,6 т/м3 | в суглинках и супесях 1,7 т/м3 | в глинах 2 т/м3 | |||
ПВД | СЛ | 160 | 8Н | 8Н | 8Н |
ПНД | Л | 900 - 1200 | 5,2Н | - | 2,3Н |
900 - 1200 | 8П | 8П | 8П | ||
ПНД | СЛ | 180 и 200 | 8Н | 2,5Н | - |
225 | 8Н | 3,5Н | - | ||
250 | 8Н | 4Н | - | ||
280 и 315 | 8Н | 4,5Н | - | ||
355 и 400 | 6Н | 6П | 5П | ||
450 | 6Н | 6П | 4П | ||
500 | 6Н | 6П | 3П | ||
560 | 6Н | 6П | 2,2П | ||
630 | 6Н | 6П | - | ||
710 - 1200 | 6,8Н | - | 4Н | ||
710 - 1200 | 8П | 3П | 8П | ||
С | 160 - 225 | 8Н | 8Н | 8Н | |
250 | 8Н | 8Н | 5У | ||
280 | 8Н | - | 1,5П | ||
315 - 400 | 8Н | 8Н | 8П | ||
630 - 800 | 8Н | - | 5,2Н | ||
630 - 800 | 8П | 8П | 8П | ||
ПП | Л | 160 | 8Н | 4П | - |
180 и 200 | 8Н | 8П | - | ||
225 | 8Н | 6П | - | ||
250 | 8П | 5П | - | ||
280 | 8Н | 4П | - | ||
С | 160, 180, 200 | 8Н | 8П | 8П | |
225 и 250 | 8Н | 4П | - | ||
280 | 8Н | 8П | 8П | ||
ПВХ | СЛ | 160 и 180 | 8Н | 8Н | 8Н |
200, 225, 250, | 8Н | 8Н | |||
315 | 1,5П | ||||
С | 160 - 315 | 8Н | 8Н | 8П | |
Условные обозначения степени уплотнения: Н - нормальная, уплотнение грунта вручную (коэффициент уплотнения не менее 0,92); П - повышенная, механическое уплотнение грунта (коэффициент уплотнения 0,97).
7.7. Напорные трубопроводы из термопластов, укладываемые в грунт, должны быть рассчитаны на воздействие внутреннего давления и на совместное воздействие внешней приведенной нагрузки P от давления грунта и временных нагрузок, атмосферного давления при образовании в трубопроводе вакуума Pвак и внешнего гидростатического давления Pг.
Безнапорные трубопроводы из этих материалов следует рассчитывать на воздействие внешней приведенной нагрузки P и внешнего гидростатического давления Pг.
В зависимости от условий работы трубопровода величину наибольшего рабочего давления следует снижать путем умножения на коэффициент условий прокладки подземного трубопровода kп, принимаемый 0,8 - для трубопровода, прокладываемого в местах, труднодоступных для рытья траншей в случае его повреждения, 0,9 - для трубопровода, прокладываемого под усовершенствованным покрытием, и 1 - в остальных случаях.
7.8. Внешнюю приведенную нагрузку трубопровода следует определять с учетом размеров поперечного сечения труб, траншеи и насыпи; условий укладки труб; вида грунта основания и засыпки или насыпи трубопровода; степени уплотнения грунта засыпки (насыпи); глубины заложения труб; вида и величины временной нагрузки, действующей на поверхности грунта или на дорожном покрытии над трубопроводом.
При определении нагрузок на подземные трубопроводы следует иметь в виду:
условия укладки труб: в траншею, насыпь и в узкую прорезь;
способы опирания труб на основание (в траншее или насыпи), плоское основание с подбивкой пазух, грунтовую выкружку;
степени уплотнения грунта засыпки - нормальную, повышенную и плотную, достигаемую намывом;
глубины заложения, определяемые высотой засыпки грунта над верхом трубопровода.
7.9. Продольный профиль основания должен соответствовать проектному уклону трубопровода и обеспечивать плотное прилегание трубопровода к основанию по всей его длине.
Способ опирания труб на основание необходимо выбирать в зависимости от несущей способности грунтов основания и применяемых труб и от величин нагрузок, исходя из указаний СНиП II-15-74 "Основания зданий и сооружений".
В скальных и крупнообломочных грунтах или в песчаных и глинистых грунтах, содержащих включения крупнообломочных грунтов, а также при случайных переборах грунта основания следует предусматривать выравнивание основания песчаным или местным грунтом с тщательным уплотнением, устраивая подушку под трубопроводом из указанного грунта толщиной не менее 10 см над выступающими неровностями основания (рис. 11, а, б).

а и б - до засыпки; в - в процессе засыпки с послойным
трамбованием; г - при намыве
При засыпке трубопровода каменистым грунтом необходимо производить предварительную его засыпку мягким грунтом на толщину 20 см выше верхней образующей или применять специальную защиту (трубопровода и его изоляции от повреждений).
В спрофилированном по длине трубопровода грунтовом основании должна быть предусмотрена выполняемая механизированным способом выкружка по форме труб с углом охвата  или 120°.
или 120°.
или 120°.7.10. Величины нагрузок на подземные трубопроводы зависят от степени уплотнения (трамбования) грунта, являющегося траншейной засыпкой или укладываемого в насыпь.
Для достижения нормальной степени уплотнения трамбование засыпки выполняется слоями толщиной не более 20 см (см. рис. 11, в).
Для достижения повышенной степени уплотнения грунта засыпки толщина трамбуемых слоев засыпки принимается из условия обеспечения плотности грунта засыпки не менее:
1,5 т/м3 - при песчаных грунтах и супесях;
1,6 т/м3 - при суглинках и глинах.
Наиболее высокая степень уплотнения грунта засыпки достигается гидравлическим намывом, который применяется при укладке трубопроводов в намываемых территориях и насыпях (рис. 11, г). При этом плотность скелета песчаного и супесчаного грунта должна быть не менее 1,6 т/м3.
ИС МЕГАНОРМ: примечание. Взамен СНиП III-8-76 Постановлением Госстроя СССР от 04.12.1987 N 280 с 01.07.1988 введены в действие СНиП 3.02.01-87. |
Для повышенной и высокой степеней уплотнения грунта засыпки в проекте должен быть предусмотрен контроль за плотностью грунта засыпки на основании его исследований методами, установленными в СНиП III-8-76 "Земляные сооружения". Контрольные пробы грунта для исследований должны отбираться с обеих сторон трубопровода через каждые 100 м по его длине.
При укладке трубопроводов в траншее уплотнение грунта засыпки должно производиться до верха трубопровода по всей ширине траншеи, а при укладке в насыпи на ширине не менее двух диаметров трубопровода с каждой стороны.
7.11. Нормативные временные нагрузки от подвижных транспортных средств следует принимать:
для трубопроводов различного назначения всех диаметров, прокладываемых под автомобильными дорогами, - от колонн автомобилей Н-30 или от колесного транспорта НК-80 в зависимости от того, какая из этих нагрузок оказывает большее силовое воздействие на трубопровод;
для трубопроводов систем водоснабжения и канализации, прокладываемых в местах, где возможно нерегулярное движение автомобильного транспорта, - от колонных автомобилей Н-18 или от гусеничного транспорта НГ-60 в зависимости от того, какая из этих нагрузок вызывает большее воздействие на трубопровод;
для трубопроводов закрытых оросительных систем, прокладываемых в местах, где возможно движение автомобильного транспорта, от колонны автомобилей Н-10;
для трубопроводов различного назначения, прокладываемых в местах, где движение автомобильного транспорта невозможно, - равномерное распределение с интенсивностью 0,5 т/м2;
для трубопроводов различного назначения, прокладываемых под железнодорожными путями, - от подвижного состава К-14.
Величину нормативной временной нагрузки от подвижных транспортных средств исходя из конкретных условий работы проектируемого трубопровода при соответствующем обосновании допускается увеличивать или уменьшать.
7.12. Величину температурного удлинения трубопровода  рекомендуется определять по формуле
рекомендуется определять по формуле

где  - коэффициент линейного расширения, принимаемый для полиэтилена - 2,2·10-4, ПП - 1,5·10-4 и ПВХ - 0,8·10-4;
- коэффициент линейного расширения, принимаемый для полиэтилена - 2,2·10-4, ПП - 1,5·10-4 и ПВХ - 0,8·10-4;  - максимальная разность между температурами стенок трубопровода в процессе эксплуатации и окружающей среды, при которой осуществляется монтаж замыкающих стыков трубопровода; L1 - первоначальная длина трубопровода, м.
- максимальная разность между температурами стенок трубопровода в процессе эксплуатации и окружающей среды, при которой осуществляется монтаж замыкающих стыков трубопровода; L1 - первоначальная длина трубопровода, м.
7.13. Для трубопроводов с неразъемными соединениями, прокладываемых в коллекторах, каналах, а также наземно и надземно на опорах, линейная компенсация производится с помощью расстановки креплений.
7.14. Для канализационных трубопроводов с неразъемными соединениями при расстоянии между смотровыми колодцами до 25 м компенсация достигается за счет перемещения концов труб в колодцах; при расстоянии 25 - 40 м необходимо предусматривать на трубопроводе раструбное соединение, уплотняемое резиновым кольцом и выполняющее функции компенсатора. При больших расстояниях между колодцами необходимо предусматривать несколько раструбных соединений.
7.15. При конструировании водопроводов и напорной канализации с раструбными соединениями на резиновых кольцах в местах поворота, ответвлений и тупиковых участков должны предусматриваться упоры. Площадь упоров (рис. 12) должна воспринимать величины усилий, кг, возникающих при испытании трубопроводов (табл. 38).

Рис. 12. Расположение упоров на участках напорных
трубопроводов из ПВХ, соединяемых на раструбных соединениях
с уплотнительным кольцом
а - заглушка; б - тройник; в - колено; г - отвод
Наружный диаметр Dн, мм | P | R | ||||
11° | 22° | 30° | 45° | 90° | ||
63 | 4670 | 900 | 1800 | 2400 | 3600 | 6600 |
75 | 6620 | 1250 | 2550 | 3450 | 5050 | 9400 |
90 | 9550 | 1800 | 3650 | 4950 | 7350 | 13500 |
110 | 14250 | 2750 | 5500 | 7400 | 11000 | 20200 |
140 | 23100 | 4450 | 8850 | 12000 | 17800 | 32600 |
160 | 30100 | 5800 | 11500 | 15700 | 23100 | 42600 |
225 | 59600 | 11400 | 22800 | 30900 | 45600 | 84000 |
280 | 92300 | 17700 | 35300 | 47900 | 71000 | 131000 |
315 | 116800 | 22400 | 44600 | 60600 | 89500 | 166000 |
7.16. Трубопроводы из пластмассовых труб, прокладываемые совместно со стальными трубопроводами и имеющие на поверхности температуру выше допустимой для пластмасс, должны быть защищены от теплового воздействия (увеличение расстояний между трубопроводами, установка защитных тепловых экранов и тепловой изоляции из несгораемых материалов). При этом трубопроводы из пластмассовых труб следует располагать, как правило, ниже стальных.
7.17. Трубопроводы из пластмассовых труб допускается прокладывать на эстакадах и опорах совместно с другими трубопроводами (стальными, стеклянными, стальными футерованными и т.д.), за исключением трубопроводов, которые могут вызвать нагрев пластмассовых труб выше допустимых температур.
Не допускается прокладка трубопроводов из пластмассовых труб совместно с электрическими кабелями.
7.18. Внутри зданий в местах возможного механического повреждения труб из термопластов, как правило, следует применять скрытую прокладку в бороздах, каналах, монтажных шахтах.
7.19. К местам прокладки трубопроводов из термопластов должен быть обеспечен свободный доступ посредством установки дверок, съемных щитов и т.п.
7.20. Трубопроводы, прокладываемые в местах возможного их повреждения (над проездами, дорогами, под пешеходными мостиками и т.п.), должны быть заключены в футляры или закрыты кожухами, изготовленными из более прочных материалов, чем пластмассовые трубы. Концы кожухов или футляров должны выступать не менее 0,5 м от наружных стенок пересекаемых ими сооружений. Внутренний диаметр футляра должен быть на 100 - 200 мм больше наружного диаметра трубопровода (с учетом изоляции).
7.21. Трубопроводы в местах пересечения фундаментов, перекрытий и перегородок должны заключаться в футляры, изготовленные, как правило, из стальных труб, концы которых должны выступать на 20 - 50 мм из пересекаемой конструкции.
Длину футляров, пересекающих стены и перегородки, допускается принимать равной толщине пересекаемой стены или перегородки. Зазор между трубопроводами и футлярами должен быть не менее 10 - 20 мм и тщательно уплотнен негорючим материалом, допускающим перемещение трубопровода вдоль его продольной оси.
7.22. При прокладке трубопроводов из пластмассовых труб на отдельно стоящих опорах, подвесках, а также в случаях прокладки трубопроводов с тепловой изоляцией для предотвращения повреждения пластмассовых труб о металлические детали креплений должны быть предусмотрены прокладки из эластичного материала - пластмассы, резины и т.д.
7.23. Трубопроводы не должны примыкать вплотную к поверхности строительных конструкций. Расстояние в свету между трубами и строительными конструкциями должно быть не менее 20 мм.
7.24. Для пластмассовых трубопроводов следует применять подвижные крепления, допускающие их перемещение в осевом направлении, и неподвижные. Неподвижные крепления должны направлять удлинения трубопроводов в сторону компенсаторов (для ПВХ) и гнутых деталей, обеспечивая минимальное силовое воздействие на узлы пересечения и другие элементы трубопроводов.
Неподвижные крепления на трубах следует выполнять с помощью приваренных (для труб из полиолефинов) или приклеенных (для ПВХ) к телу трубы упорных колец или сегментов. Если необходимо обеспечить перемещение трубопровода только в одном направлении, достаточно наличие кольца (сегмента) с одной стороны.
Не допускается неподвижное закрепление трубопровода в опоре путем сжатия трубы.
В качестве подвижных креплений следует применять хомуты, внутренний диаметр которых должен быть на 1 - 3 мм больше наружного диаметра монтируемого трубопровода.
7.25. Расстановку неподвижных креплений следует принимать таким образом, чтобы температурные изменения участков трубопроводов не превышали их компенсирующую способность. Примеры рациональной расстановки неподвижных креплений приведены на рис. 13.

Рис. 13. Рациональное расположение креплений
для пластмассовых трубопроводов
7.26. Минимальное расстояние a от осей отводов или тройников до креплений на трубопроводе следует принимать в зависимости от материала труб, их диаметра и величины удлинения по графикам, приведенным на рис. 14 - 17. Указанные графики можно использовать также для расчета П-образного компенсатора (рис. 18).
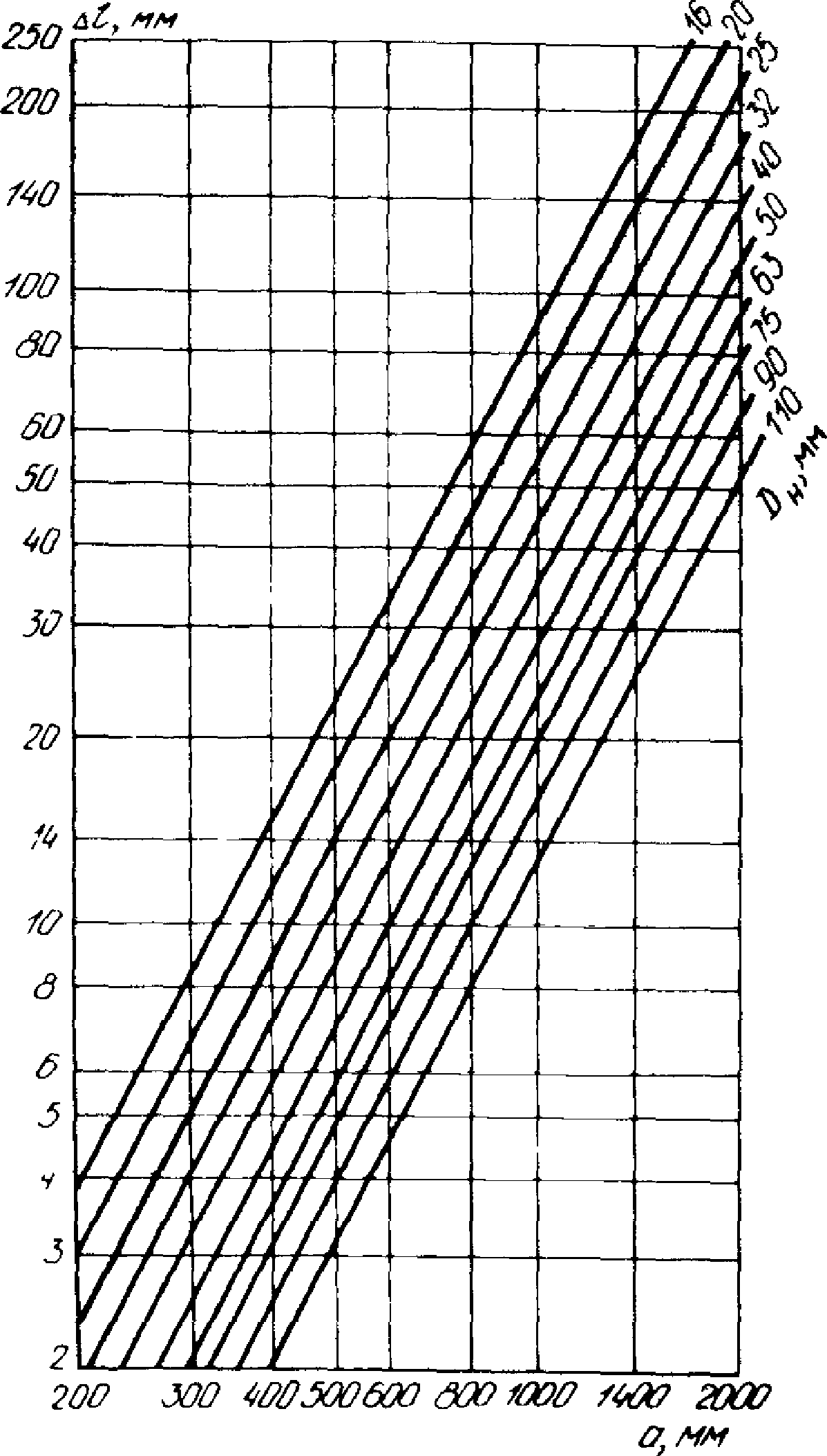
до отвода или тройника на участке трубопровода,
предназначенного для компенсации температурных изменений
труб из ПНД

Рис. 15. Минимальное расстояние от неподвижного крепления
до отвода или тройника на участке трубопровода,
предназначенного для компенсации температурных изменений
труб из ПП

Рис. 16. Минимальное расстояние от неподвижного крепления
до отвода или тройника на участке трубопровода,
предназначенного для компенсации температурных изменений
труб из ПВХ

до отвода или тройника на участке трубопровода,
предназначенного для компенсации температурных изменений
труб из ПВД

для компенсации температурных изменений труб из термопластов
Пример.
Трубопровод из ПП диаметром 32 мм имеет расстояние от отвода до неподвижного крепления 15 м, температура воздуха при монтаже составляет 20 °C, максимальная температура жидкости при эксплуатации трубопровода равна 75 °C, минимальная 15 °C. Определить расстояние a от оси отвода до крепления на участке, воспринимающем удлинение.
Имеем увеличение длины трубопровода на основном участке  ;
;
;уменьшение длины трубопровода
 .
.ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: рис. 19 отсутствует. |
По рис. 19 находим a = 1875 мм.
7.27. Компенсация линейных удлинений труб из полиолефинов может обеспечиваться продольным изгибом при прокладке их на сплошной опоре, ширина которой должна допускать возможность изгиба трубопровода при перепаде температур.
7.28. Расстояние между опорами и креплениями, мм, при открытой прокладке горизонтальных пластмассовых труб с неразъемными соединениями, а также при прокладке в коллекторах, каналах, туннелях следует определять по табл. 39 - 41. При прокладке труб с раструбными соединениями и резиновыми кольцами расстояния между креплениями принимают по этой же таблице. Однако при расположении раструбных соединений с резиновыми кольцами между опорами величины расстояний, приведенных в таблице, следует уменьшить на 30%.
Таблица 39
Наружный диаметр труб, мм | Трубы из ПНД типа | |||||||||||||||||||
Л | СЛ | С | Т | |||||||||||||||||
Температура, °C | ||||||||||||||||||||
20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 450 | 400 | 350 | 300 | 250 |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 500 | 450 | 400 | 350 | 300 |
16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 550 | 550 | 500 | 500 | 400 |
20 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 600 | 600 | 550 | 550 | 500 |
25 | - | - | - | - | - | - | - | - | - | - | 600 | 550 | 500 | 500 | 400 | 650 | 650 | 600 | 600 | 550 |
32 | - | - | - | - | - | - | - | - | - | - | 650 | 600 | 550 | 500 | 450 | 750 | 720 | 700 | 650 | 600 |
40 | - | - | - | - | - | 700 | 650 | 600 | 550 | 500 | 800 | 700 | 600 | 580 | 500 | 850 | 800 | 770 | 750 | 700 |
50 | - | - | - | - | - | 800 | 750 | 650 | 600 | 550 | 1000 | 900 | 800 | 750 | 700 | 950 | 900 | 850 | 800 | 750 |
63 | 850 | 750 | 650 | 600 | 550 | 900 | 800 | 700 | 650 | 600 | 1050 | 1000 | 900 | 850 | 800 | 1100 | 1000 | 950 | 900 | 850 |
75 | 900 | 900 | 750 | 750 | 700 | 950 | 900 | 800 | 750 | 700 | 1100 | 1050 | 1000 | 950 | 800 | 1150 | 1100 | 1050 | 1000 | 950 |
90 | 950 | 900 | 880 | 700 | 650 | 1000 | 950 | 800 | 750 | 700 | 1200 | 1150 | 1100 | 1050 | 900 | 1250 | 1200 | 1150 | 1100 | 1050 |
110 | 1100 | 1050 | 1000 | 900 | 850 | 1150 | 1100 | 1050 | 950 | 900 | 1250 | 1200 | 1150 | 1050 | 1000 | 1400 | 1350 | 1300 | 1200 | 1150 |
125 | 1150 | 1100 | 1000 | 960 | 900 | 1200 | 1150 | 1100 | 1050 | 1000 | 1300 | 1300 | 1250 | 1200 | 1150 | 1500 | 1500 | 1450 | 1400 | 1350 |
140 | 1200 | 1200 | 1100 | 1050 | 1000 | 1300 | 1250 | 1200 | 1150 | 1100 | 1400 | 1300 | 1300 | 1250 | 1200 | 1600 | 1500 | 1500 | 1450 | 1400 |
160 | 1400 | 1300 | 1200 | 1150 | 1100 | 1500 | 1350 | 1300 | 1250 | 1150 | 1500 | 1400 | 1350 | 1300 | 1250 | 1800 | 1750 | 1700 | 1650 | 1600 |
180 | 1500 | 1300 | 1250 | 1200 | 1150 | 1600 | 1400 | 1350 | 1300 | 1250 | 1600 | 1500 | 1400 | 1350 | 1300 | 1900 | 1900 | 1850 | 1800 | 1750 |
200 | 1600 | 1400 | 1350 | 1300 | 1250 | 1700 | 1500 | 1450 | 1400 | 1350 | 1800 | 1600 | 1500 | 1450 | 1400 | 2050 | 2000 | 2000 | 1950 | 1900 |
225 | 1700 | 1600 | 1550 | 1500 | 1400 | 1800 | 1700 | 1650 | 1600 | 1550 | 1900 | 1750 | 1600 | 1550 | 1500 | 2200 | 2200 | 2150 | 2100 | 2050 |
250 | 1800 | 1750 | 1700 | 1600 | 1550 | 1900 | 1850 | 1800 | 1750 | 1700 | 2000 | 1800 | 1700 | 1650 | 1600 | 2400 | 2350 | 2300 | 2250 | 2200 |
280 | 1900 | 1800 | 1800 | 1700 | 1650 | 2000 | 1950 | 1900 | 1850 | 1800 | 2200 | 2150 | 2100 | 2050 | 2000 | 2550 | 2600 | 2500 | 2450 | 2400 |
315 | 2100 | 2000 | 1900 | 1900 | 1850 | 2200 | 2150 | 2100 | 2050 | 2000 | 2400 | 2200 | 2150 | 2100 | 2050 | - | - | - | - | - |
355 | 2300 | 2200 | 2150 | 2100 | 2000 | 2400 | 2350 | 2300 | 2250 | 2200 | 2600 | 2550 | 2400 | 2350 | 2300 | - | - | - | - | - |
400 | 2450 | 2400 | 2350 | 2300 | 2250 | 2600 | 2550 | 2500 | 2450 | 2400 | 2800 | 2750 | 2600 | 2550 | 2500 | - | - | - | - | - |
450 | 2600 | 2600 | 2500 | 2450 | 2350 | 2800 | 2750 | 2700 | 2650 | 2600 | 3000 | 2800 | 2700 | 2650 | 2600 | - | - | - | - | - |
500 | 2850 | 2800 | 2700 | 2650 | 2600 | 3000 | 2950 | 2900 | 2800 | 2750 | - | - | - | - | - | - | - | - | - | - |
560 | 3000 | 2900 | 2850 | 2750 | 2700 | 3200 | 3100 | 3050 | 3000 | 2950 | - | - | - | - | - | - | - | - | - | - |
630 | 3200 | 3150 | 3000 | 2900 | 2850 | 3400 | 3350 | 3200 | 3150 | 3100 | - | - | - | - | - | - | - | - | - | - |
Таблица 40
Наружный диаметр труб | Трубы из ПВД типа | |||||||||||||||||||
Л | СЛ | С | Т | |||||||||||||||||
Температура, °C | ||||||||||||||||||||
20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 300 | 250 | 200 | 150 | 100 |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 350 | 300 | 250 | 200 | 150 |
16 | - | - | - | - | - | - | - | - | - | - | 350 | 300 | 250 | 200 | 150 | 400 | 400 | 350 | 300 | 250 |
20 | - | - | - | - | - | - | - | - | - | - | 400 | 350 | 300 | 250 | 200 | 450 | 450 | 400 | 350 | 300 |
25 | - | - | - | - | - | 400 | 350 | 300 | 250 | 200 | 450 | 400 | 350 | 300 | 300 | 500 | 500 | 450 | 400 | 350 |
32 | 400 | 350 | 300 | 250 | 200 | 450 | 400 | 350 | 300 | 250 | 500 | 450 | 400 | 350 | 300 | 550 | 500 | 500 | 450 | 400 |
40 | 450 | 400 | 350 | 300 | 250 | 500 | 500 | 450 | 400 | 350 | 550 | 450 | 350 | 350 | 300 | 600 | 550 | 550 | 500 | 450 |
50 | 500 | 450 | 400 | 350 | 300 | 550 | 500 | 500 | 450 | 400 | 700 | 600 | 350 | 500 | 450 | 650 | 600 | 550 | 550 | 500 |
63 | 550 | 500 | 500 | 400 | 350 | 600 | 550 | 500 | 500 | 450 | 750 | 700 | 600 | 550 | 500 | 750 | 700 | 650 | 600 | 550 |
75 | 600 | 600 | 550 | 500 | 450 | 650 | 650 | 550 | 500 | 500 | 800 | 750 | 700 | 600 | 550 | 850 | 800 | 750 | 700 | 650 |
90 | 650 | 600 | 650 | 550 | 500 | 700 | 650 | 550 | 500 | 500 | 800 | 780 | 750 | 700 | 650 | 900 | 850 | 800 | 700 | 700 |
110 | 700 | 650 | 650 | 600 | 550 | 750 | 700 | 650 | 650 | 600 | 850 | 800 | 780 | 750 | 700 | 950 | 950 | 900 | 800 | 750 |
125 | 750 | 700 | 680 | 650 | 600 | 800 | 750 | 700 | 650 | 600 | 900 | 900 | 850 | 800 | 750 | 1000 | 1000 | 980 | 950 | 900 |
140 | 800 | 800 | 700 | 650 | 650 | 900 | 850 | 800 | 750 | 650 | - | - | - | - | - | - | - | - | - | - |
160 | 950 | 900 | 800 | 750 | 700 | 1000 | 900 | 900 | 850 | 750 | - | - | - | - | - | - | - | - | - | - |
Наружный диаметр труб | Трубы из ПП типа | Трубы из ПВХ типа | |||||||||||||||||||
Л | С | Т | Л, С, Т | ОТ | |||||||||||||||||
Температура, °C | |||||||||||||||||||||
20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 50 | 60 | 20 | 30 | 40 | 20 | 30 | 40 | |
10 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 650 | 550 | 350 |
12 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 750 | 650 | 400 |
16 | - | - | - | - | - | - | - | - | - | - | 650 | 650 | 600 | 600 | 550 | 750 | 600 | 400 | 850 | 700 | 450 |
20 | - | - | - | - | - | 650 | 600 | 550 | 500 | 450 | 700 | 700 | 650 | 650 | 600 | 850 | 700 | 500 | 950 | 800 | 550 |
25 | - | - | - | - | - | 700 | 650 | 600 | 600 | 500 | 750 | 750 | 700 | 700 | 650 | 900 | 750 | 550 | 1000 | 850 | 600 |
32 | - | - | - | - | - | 850 | 800 | 750 | 700 | 650 | 900 | 900 | 800 | 750 | 700 | 1000 | 850 | 650 | 1100 | 950 | 700 |
40 | 850 | 800 | 750 | 700 | 650 | 900 | 850 | 700 | 680 | 600 | 1000 | 1000 | 950 | 900 | 850 | 1100 | 1000 | 800 | 1200 | 1100 | 900 |
50 | 950 | 850 | 700 | 600 | 550 | 1000 | 900 | 800 | 750 | 700 | 1100 | 1100 | 1050 | 1050 | 950 | 1250 | 1150 | 950 | 1400 | 1300 | 1050 |
63 | 1100 | 1000 | 900 | 850 | 800 | 1150 | 1100 | 1000 | 950 | 900 | 1250 | 1250 | 1150 | 1100 | 1000 | 1400 | 1300 | 1100 | 1550 | 1450 | 1200 |
75 | 1150 | 1150 | 1000 | 900 | 850 | 1250 | 1200 | 1150 | 1100 | 950 | 1350 | 1300 | 1250 | 1200 | 1150 | 1500 | 1400 | 1200 | 1650 | 1550 | 1300 |
90 | 1200 | 1150 | 1200 | 1000 | 950 | 1400 | 1350 | 1300 | 1250 | 1200 | 1500 | 1450 | 1350 | 1350 | 1300 | 1650 | 1550 | 1350 | 1800 | 1700 | 1500 |
110 | 1400 | 1350 | 1350 | 1200 | 1150 | 1500 | 1450 | 1400 | 1300 | 1250 | 1650 | 1600 | 1500 | 1450 | 1400 | 1850 | 1750 | 1550 | 2050 | 1950 | 1700 |
125 | 1500 | 1450 | 1400 | 1350 | 1300 | 1700 | 1600 | 1550 | 1500 | 1450 | 1800 | 1750 | 1700 | 1650 | 1550 | 1950 | 1900 | 1850 | 2250 | 2200 | 2000 |
140 | 1550 | 1550 | 1550 | 1400 | 1350 | 1750 | 1650 | 1600 | 1550 | 1500 | 1900 | 1800 | 1750 | 1700 | 1600 | 2150 | 2050 | 1850 | 2400 | 2250 | 2050 |
160 | 1800 | 1700 | 1750 | 1550 | 1500 | 1950 | 1850 | 1800 | 1750 | 1700 | 2100 | 2000 | 1950 | 1900 | 1850 | 2250 | 2150 | 2000 | 2500 | 2400 | 2200 |
180 | 1900 | 1850 | 1800 | 1750 | 1700 | 2100 | 2000 | 1900 | 1850 | 1800 | 2300 | 2250 | 2150 | 2100 | 2000 | 2350 | 2250 | 2150 | 2600 | 2550 | 2400 |
200 | 2050 | 1900 | 1850 | 1800 | 1750 | 2200 | 1950 | 1950 | 1900 | 1850 | 2400 | 2350 | 2300 | 2250 | 2200 | 2400 | 2300 | 2200 | 2700 | 2650 | 2450 |
225 | 2200 | 2100 | 2050 | 2000 | 1900 | 2300 | 2150 | 2000 | 1950 | 1900 | - | - | - | - | - | 2500 | 2400 | 2250 | 2750 | 2650 | 2500 |
250 | 2300 | 2250 | 2200 | 2100 | 2050 | 2450 | 2250 | 2150 | 2100 | 2050 | - | - | - | - | - | 2600 | 2550 | 2400 | 3000 | 2900 | 2850 |
280 | 2450 | 2350 | 2350 | 2250 | 2200 | 2700 | 2650 | 2600 | 2550 | 2500 | - | - | - | - | - | 2900 | 2800 | 2600 | 3150 | 3100 | 3000 |
315 | 2700 | 2600 | 2550 | 2500 | 2450 | 2950 | 2750 | 2700 | 2650 | 2600 | - | - | - | - | - | 3000 | 2950 | 2750 | 3250 | 3200 | 3150 |
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 23.03.2002 N 112-ст с 01.01.2003 введен в действие ГОСТ 18599-2001. |
ПО ГОСТ 18599-73 С ИЗМ.
Наружный диаметр труб | Трубы типа | |||||||
Л | СЛ | С | Т | |||||
толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | |
10 | - | - | - | - | - | - | 2 | 0,05 |
12 | - | - | - | - | - | - | 2 | 0,063 |
16 | - | - | - | - | 2 | 0,088 | 2,7 | 0,112 |
20 | - | - | - | - | 2 | 0,123 | 3,3 | 0,175 |
25 | - | - | 2 | 0,146 | 2,7 | 0,19 | 4,2 | 0,27 |
32 | 2 | 0,191 | 2,4 | 0,223 | 3,4 | 0,309 | 5,3 | 0,441 |
40 | 2 | 0,242 | 3 | 0,348 | 4,3 | 0,475 | 6,7 | 0,636 |
50 | 2,4 | 0,359 | 3,7 | 0,548 | 5,4 | 0,735 | 8,3 | 1,07 |
63 | 3 | 0,566 | 4,7 | 0,853 | 6,7 | 1,18 | 10,5 | 1,68 |
75 | 3,6 | 0,808 | 5,6 | 1,21 | 8 | 1,66 | 12,5 | 2,38 |
90 | 4,3 | 1,14 | 6,7 | 1,73 | 9,6 | 2,39 | 15 | 3,43 |
110 | 5,2 | 1,72 | 8,1 | 2,57 | 11,8 | 3,55 | 18,3 | 5,13 |
125 | 6 | 2,21 | 9,3 | 3,31 | 13,4 | 4,57 | 20,8 | 6,62 |
140 | 6,7 | 2,77 | 10,4 | 4,13 | - | - | - | - |
160 | 7,7 | 3,63 | 11,9 | 5,41 | - | - | - | - |
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 23.03.2002 N 112-ст с 01.01.2003 введен в действие ГОСТ 18599-2001. |
ПО ГОСТ 18599-73 С ИЗМ.
Наружный диаметр труб | Трубы типа | |||||||
Л | СЛ | С | Т | |||||
толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | |
10 | - | - | - | - | - | - | 2 | 0,052 |
12 | - | - | - | - | - | 2 | 0,063 | |
16 | - | - | - | - | - | - | 2 | 0,091 |
20 | - | - | - | - | - | - | 2 | 0,118 |
25 | - | - | - | - | 2 | 0,151 | 2,3 | 0,17 |
32 | - | - | - | - | 2 | 0,197 | 2,9 | 0,282 |
40 | - | - | 2 | 0,25 | 2,3 | 0,282 | 3,6 | 0,434 |
50 | - | - | 2 | 0,316 | 2,8 | 0,444 | 2,5 | 0,671 |
63 | 2 | 0,402 | 2,5 | 0,49 | 3,6 | 0,693 | 5,7 | 1,06 |
75 | 2 | 0,482 | 2,9 | 0,681 | 4,3 | 0,974 | 6,8 | 1,5 |
90 | 2,2 | 0,632 | 3,5 | 0,973 | 5,1 | 1,39 | 8,2 | 2,13 |
110 | 2,7 | 0,949 | 4,3 | 1,46 | 6,2 | 2,08 | 10 | 3,17 |
125 | 3,1 | 1,23 | 4,8 | 1,89 | 7,1 | 2,67 | 11,4 | 4,1 |
140 | 3,5 | 1,54 | 5,4 | 2,32 | 7,9 | 3,36 | 12,7 | 5,16 |
160 | 3,9 | 2,01 | 6,2 | 3,04 | 9,1 | 4,36 | 14,6 | 6,72 |
180 | 4,4 | 2,48 | 7 | 3,86 | 10,2 | 5,49 | 16,4 | 8,46 |
200 | 4,9 | 3,07 | 7,7 | 4,72 | 11,4 | 6,81 | 18,2 | 10,4 |
225 | 5,5 | 3,85 | 8,7 | 5,99 | 12,8 | 8,6 | 20,5 | 13,2 |
250 | 6,1 | 4,75 | 9,7 | 7,41 | 14,2 | 10,6 | 22,8 | 16,3 |
280 | 6,9 | 6,01 | 10,8 | 9,22 | 15,9 | 13,3 | 25,5 | 20,4 |
315 | 7,7 | 7,54 | 12,2 | 11,7 | 17,9 | 16,8 | - | - |
355 | 8,7 | 9,59 | 13,7 | 14,8 | 20,1 | 21,2 | - | - |
400 | 9,8 | 12,1 | 15,4 | 18,7 | 22,7 | 27 | - | - |
450 | 11 | 15,3 | 17,3 | 23,7 | 25,5 | 34 | - | - |
500 | 12,2 | 18,8 | 19,3 | 29,2 | - | - | - | - |
560 | 13,7 | 23,7 | 21,6 | 36,7 | - | - | - | - |
630 | 15,4 | 29,9 | 24,3 | 46,3 | - | - | - | - |
ПО ТУ 6-19-214-83
Наружный диаметр труб | Трубы типа | |||||||
Л | СЛ | С | Т | |||||
толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | |
63 | - | - | - | - | 3,6 | 0,704 | 5,8 | 1,07 |
110 | - | - | - | - | 6,3 | 2,12 | 10 | 3,21 |
160 | - | - | - | - | 9,1 | 4,45 | 14,6 | 6,81 |
225 | - | - | - | - | 12,8 | 8,71 | 20,5 | 13,4 |
315 | - | - | - | - | 17,9 | 17,0 | 28,7 | 26,2 |
400 | - | - | - | - | 22,7 | 27,4 | 36,4 | 42,2 |
500 | - | - | - | - | 28,3 | 42,7 | 45,5 | 65,7 |
630 | - | - | - | - | 35,7 | 67,6 | - | - |
710 | - | - | 27,4 | 59,7 | 40,2 | 85,9 | - | - |
800 | - | - | 30,8 | 75,5 | 45,3 | 108 | - | - |
900 | 22 | 61,6 | 34,7 | 95,7 | - | - | - | - |
1000 | 24,4 | 76,1 | 38,5 | 118 | - | - | - | - |
1200 | 29,3 | 109 | 46,2 | 170 | - | - | - | - |
Наружный диаметр труб | Трубы типа | |||||
Л | С | Т | ||||
толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | |
32 | - | - | - | - | 2,5 | 0,21 |
40 | - | - | - | - | 3,1 | 0,33 |
50 | - | - | 2,4 | 0,33 | 3,9 | 0,5 |
63 | - | - | 3 | 0,54 | 4,9 | 0,8 |
75 | - | - | 3,6 | 0,73 | 5,8 | 1,15 |
90 | - | - | 4,3 | 1,05 | 7,0 | 1,64 |
110 | 2,3 | 0,68 | 5,3 | 1,64 | 8,5 | 2,46 |
125 | 2,6 | 0,91 | 6,0 | 2,04 | 9,7 | 3,17 |
140 | 2,9 | 1,14 | 6,7 | 2,55 | 10,8 | 3,99 |
160 | 3,3 | 1,48 | 7,7 | 3,31 | 12,3 | 5,19 |
180 | 3,7 | 1,86 | 8,6 | 4,21 | 13,9 | 6,58 |
200 | 4,1 | 2,29 | 9,6 | 5,17 | 15,4 | 8,12 |
225 | 4,6 | 2,9 | 10,8 | 6,55 | - | - |
250 | 5,1 | 3,57 | 11,9 | 8,1 | - | - |
280 | 5,8 | 4,47 | 13,4 | 10,14 | - | - |
315 | 6,5 | 5,64 | 15 | 12,86 | - | - |
(ПВХ-100) ПО ТУ 6-19-231-83
Наружный диаметр труб | Трубы типа | |||||||
СЛ | С | Т | ОТ | |||||
толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | толщина стенки, мм | масса 1 м, кг | |
10 | - | - | - | - | - | - | 1 | 0,045 |
12 | - | - | - | - | - | - | 1 | 0,055 |
16 | - | - | - | - | - | - | 1,2 | 0,09 |
20 | - | - | - | - | - | - | 1,5 | 0,137 |
25 | - | - | - | - | 1,5 | 0,174 | 1,9 | 0,212 |
32 | - | - | - | - | 1,8 | 0,264 | 2,4 | 0,342 |
40 | - | - | 1,8 | 0,334 | 1,9 | 0,35 | 3 | 0,525 |
50 | - | - | 1,8 | 0,422 | 2,4 | 0,552 | 3,7 | 0,809 |
63 | - | - | 1,9 | 0,562 | 3 | 0,854 | 4,7 | 1,29 |
75 | 1,8 | 0,642 | 2,2 | 0,782 | 3,6 | 1,22 | 5,6 | 1,82 |
90 | 1,8 | 0,774 | 2,7 | 1,13 | 4,3 | 1,75 | 6,7 | 2,61 |
110 | 2,2 | 1,16 | 3,2 | 1,64 | 5,3 | 2,61 | 8,2 | 3,9 |
125 | 2,5 | 1,48 | 3,7 | 2,13 | 6 | 3,34 | 9,3 | 5,01 |
140 | 2,8 | 1,84 | 4,1 | 2,65 | 6,7 | 4,18 | 10,4 | 6,27 |
160 | 3,2 | 2,41 | 4,7 | 3,44 | 7,7 | 5,47 | 11,9 | 8,17 |
180 | 3,6 | 3,02 | 5,3 | 4,37 | 8,6 | 6,88 | 13,4 | 10,4 |
200 | 4,0 | 3,7 | 5,9 | 5,37 | 9,6 | 8,51 | 14,9 | 12,8 |
225 | 4,5 | 4,7 | 6,6 | 6,76 | 10,8 | 10,8 | 16,7 | 16,1 |
250 | 4,9 | 5,65 | 7,3 | 8,131 | 11,9 | 13,2 | 18,6 | 19,9 |
280 | 5,5 | 7,11 | 8,2 | 10,4 | 13,4 | 16,6 | 20,8 | 24,9 |
315 | 6,2 | 9,02 | 9,2 | 13,2 | 15,0 | 20,9 | 23,4 | 31,5 |
ПОЛИВИНИЛХЛОРИДА С РАСТРУБАМИ ПО ТУ 6-19-231-83
Номинальный диаметр труб, мм | Толщина стенки труб типа, мм | Масса труб, м, длиной 5,5 м типа | ||
С | Т | С | Т | |
63 | - | 3 | - | 4,72 |
75 | - | 3,6 | - | 6,74 |
90 | - | 4,3 | - | 9,67 |
110 | 3,2 | 5,3 | 9,06 | 14,4 |
140 | 4,1 | 6,7 | 14,6 | 23,1 |
160 | 4,7 | 7,7 | 19 | 30,3 |
225 | 6,6 | 10,8 | 37,4 | 59,8 |
280 | 8,2 | 13,4 | 57,5 | 92 |
315 | 9,2 | 15 | 73 | 116 |
ДЛЯ НАПОРНЫХ ТРУБ ПО ОСТ 6-05-367-74

Соединительные детали из ПВД для контактной тепловой
сварки враструб
а - угольник; б - тройник; в - тройник переходной;
г - втулка под фланец; д - переход; е - муфта; ж - угольник
с крепежным фланцем; D8 - наружный диаметр раструба;
D9 - наружный диаметр втулки под фланец; D'н - внутренний
диаметр раструба перехода; D"н - наружный диаметр
ответвления тройника переходного; H - высота детали
Таблица 1
Основные размеры соединительных деталей из ПВД, мм
Dн | Тип труб | D'н | D"н | D8 | D9 | H | L | l1 | l2 | l3 | l4 | z | z1 | z2 | z3 | z4 |
16 | Т | - | - | 23 | - | - | 23 | - | - | 31 | - | 9 | - | - | 3 | - |
20 | 16 | - | 29 | - | - | 27 | - | - | 35 | - | 11 | - | - | 3 | - | |
25 | 16, 20 | - | 36 | 58 | 15 | 32 | 21,5 | - | 40 | - | 13,5 | 3 | - | 3 | - | |
32 | 25 | - | 46 | 68 | 15 | 39 | 25 | - | 47 | - | 17 | 3 | - | 3 | - | |
40 | 25 x 32 | - | 57 | 79 | 15 | 47 | 29 | - | 55 | - | 21 | 3 | - | 3 | - | |
50 | 32 x 40 | - | 72 | 89 | 15 | 57 | 34 | - | 65 | - | 26 | 3 | - | 3 | - | |
63 | 32 x 40 x 50 | - | 90 | 104 | 15 | 70 | 40,5 | - | 78 | - | 32,5 | 3 | - | 3 | - | |
16 | С | - | 22 | - | - | - | 20 | - | - | 25 | - | 9 | - | - | 3 | - |
20 | 16 | 27 | - | - | - | 24 | - | 27 | 27 | - | 12 | - | 16 | 3 | 12 | |
25 | 16 x 20 | 16 x 20 | 34 | 50 | 6 | 28 | 19 | 31/30 | 31 | 25/26 | 14 | 5 | 20/18 | 3 | 14 | |
32 | 25 | 16/20/25 | 43 | 60 | 7 | 34 | 21 | 36 | 35 | 28/29/31 | 18 | 5 | 22 | 3 | 17 | |
40 | 25 x 32 | 16/20/25 | 54 | 78 | 8 | 40 | 23 | 39/38 | 39 | 33/34/36 | 22 | 5 | 25/22 | 3 | 22 | |
50 | 32 x 40 | 32 16/20/25 | 67 | 88 | 10 | 47 | 25 | 44 | 44 | 38 38/39/41 | 27 | 5 | 28/26 | 4 | 27 | |
63 | 40 x 50 | 32/40 16/20/25 32/40/50 | 84 | 102 | 12 | 56 | 27 | 54/50 | 48 | 43/45 45/46/48 50/52/61 | 34 | 5 | 36/30 | 4 | 34 | |
75 | 50 x 63 | - | 96 | 120 | 15 | 83,5 46,5 | - | 90 | - | 40 | 3 | - | 3 | - | ||
90 | 50/63/75 | - | 115 | 138 | 18 | 99 | 54 | - | 105 | - | 48 | 3 | - | 3 | - | |
110 | 50/75/90 | - | 141 | 158 | 18 | 121 | 64 | - | 125 | - | 60 | 3 | - | 3 | - | |
20 | СЛ | труб 1/2 | - | - | - | 48 | - | - | - | - | - | - | - | - | - | - |
25 | труб 3/4 | - | - | - | 58 | - | - | - | - | - | - | - | - | - | - | |
75 | 50 x 63 | 63 | 92 | 110 | 10 | 53 | 30 | 60/52 | 53 | 62 | 40 | 6 | 40/30 | 5 | 40 | |
90 | 63 x 75 | 75 | 110 | 128 | 12 | 61 | 34 | 66/98 | 61 | 69/71 | 47 | 6 | 44/34 | 5 | 47 | |
110 | 75 x 90 | 75/90 | 134 | 150 | 14 | 70 | 38 | 72/66 | 70 | 71/89/89 | 57 | 6 | 48/38 | 6 | 51 | |
140 | Л | 110 | 110 | 158 | 165 | 16 | 78 | 43 | 94 | 78 | 105 | 72 | 7 | 62 | 6 | 73 |
Таблица 2
Масса соединительных деталей из ПВД, кг
Dн | Тип труб | D'н | D"н | Муфта | Угольник | Тройник | Втулка под фланец | Угольник с фланцем | Переход | Тройник переходной |
16 | Т | - | - | 0,006 | 0,01 | 0,01 | - | - | - | - |
20 | 16 | - | 0,01 | 0,02 | 0,03 | - | - | 0,006 | - | |
25 | 16, 20 | - | 0,02 | 0,03 | 0,04 | 0,03 | - | 0,008; 0,01 | - | |
32 | 25 | - | 0,04 | 0,06 | 0,07 | 0,05 | - | 0,02 | - | |
40 | 25, 32 | - | 0,07 | 0,12 | 0,14 | 0,07 | - | 0,03; 0,04 | - | |
50 | 32, 40 | - | 0,13 | 0,23 | 0,26 | 0,10 | - | 0,05; 0,07 | - | |
63 | 32, 40, 50 | - | 0,23 | 0,43 | 0,47 | 0,16 | - | 0,09; 0,1; 0,14 | - | |
16 | С | - | - | 0,005 | 0,007 | 0,009 | - | - | - | - |
20 | 16 | 16 | 0,007 | 0,012 | 0,015 | - | - | 0,004 | 0,013 | |
25 | 16, 20 | 16, 20 | 0,012 | 0,022 | 0,028 | 0,013 | - | 0,006; 0,007 | 0,023; 0,023 | |
32 | 25 | 16, 20, 25 | 0,02 | 0,04 | 0,052 | 0,02 | - | 0,014 | 0,043; 0,044; 0,045 | |
40 | 25, 32 | 16, 20, 25, 32 | 0,035 | 0,075 | 0,087 | 0,027 | - | 0,019; 0,024 | 0,079; 0,08; 0,082; 0,087 | |
50 | 32, 40 | 16, 20, 25, 32, 40 | 0,065 | 0,14 | 0,165 | 0,04 | - | 0,036; 0,041 | 0,136; 0,138; 0,139; 0,14; 0,142 | |
63 | 40, 50 | 16, 20, 25, 32, 40 | 0,105 | 0,24 | 0,29 | 0,052 | - | 0,068; 0,075 | 0,254; 0,255; 0,257; 0,262; 0,264; 0,291 | |
75 | 50, 63 | - | 0,23 | 0,44 | 0,49 | 0,18 | - | 0,017; 0,26 | - | |
90 | 50, 63, 75 | - | 0,39 | 0,75 | 0,83 | 0,24 | - | 0,22; 0,28; 0,27 | - | |
110 | 50, 63, 90 | - | 0,70 | 1,39 | 1,55 | 0,39 | - | 0,39; 0,47; 0,47 | - | |
20 | СЛ | труб 1/2" | - | - | - | - | - | 0,06 | - | - |
25 | труб 3/4" | - | - | - | - | - | 0,10 | - | - | |
75 | 50, 63 | 63 | 0,11 | 0,28 | 0,35 | 0,073 | - | 0,08; 0,088 | 0,315 | |
90 | 63,75 | 63, 75 | 0,19 | 0,46 | 0,55 | 0,14 | - | 0,129; 0,12 | 0,438; 0,438 | |
110 | 90 | 63, 75, 90 | 0,30 | 0,80 | 0,94 | 0,20 | - | 0,195 | 0,793; 0,827; 0,874 | |
140 | Л | 110 | 110 | 0,33 | 0,87 | 1,3 | 0,32 | - | 0,32 | 0,983 |
ДЛЯ НАПОРНЫХ ТРУБ ПО ТУ 6-19-213-83

Соединительные детали из ПНД для контактной тепловой
сварки встык
а - тройник; б - угольник; в - угольник 45°; г - втулка
под фланец; д - переход; D10 - наружный диаметр утолщения
на втулке под фланец; r1 - радиус угольника
Таблица 1
Основные размеры соединительных деталей из ПНД, мм
Dн | D'н | D9 | D7 | H | z1 | z | z1 | z2 | |||||
для труб типа | |||||||||||||
С и Т | С | Т | Л | СЛ | С | Т | С | Т | |||||
63 | - | 102 | 73 | 12 | 63 | 120 | 120 | - | - | 50 | 50 | - | - |
75 | 63 | 122 | 88 | 14 | 75 | 150 | 150 | - | - | 50 | 50 | 63 | 63 |
110 | 63 | 153 | 122 | 20 | 110 | 225 | 225 | - | - | 80 | 80 | 69 | 99 |
160 | 110 | 212 | 172 | 28 | 160 | 325 | 320 | - | - | 80 | 80 | 64 | 64 |
225 | 160 | 268 | 233 | 40 | 225 | 478 | 478 | - | - | 100 | 100 | 87 | 87 |
315 | 225 | 370 | 332 | 50 | - | - | - | - | - | 100 | 100 | 100 | 100 |
400 | 315 | 482 | 425 | 50 | - | - | - | - | - | 100 | 100 | 104 | 104 |
500 | 315 | 585 | 526 | 50 | - | - | - | - | - | 100 | - | 190 | 190 |
500 | 400 | - | - | - | - | - | - | - | - | - | - | 117 | 117 |
630 | 400 | 685 | 636 | 50 | - | - | - | - | 100 | 100 | - | 224 | - |
630 | 500 | - | - | - | - | - | - | - | - | - | - | 143 | - |
710 | - | 800 | 730 | 55 | - | - | - | - | 100 | 100 | - | - | - |
800 | - | 905 | 833 | 55 | - | - | - | 100 | 100 | - | - | - | - |
900 | - | 1005 | 935 | 55 | - | - | - | 100 | 100 | - | - | - | - |
1000 | - | 1110 | 1038 | 60 | - | - | - | 100 | 100 | - | - | - | - |
1200 | - | 1330 | 1245 | 60 | - | - | - | 100 | 100 | - | - | - | - |
Таблица 2
Масса втулок под фланцы из ПНД, кг
Dн, мм | Втулка типа | |||
Л | СЛ | С | Т | |
63 | - | - | 0,15 | 0,16 |
110 | - | - | 0,45 | 0,5 |
160 | - | - | 0,79 | 0,9 |
225 | - | - | 1,31 | 1,88 |
315 | - | - | 3,15 | 4,04 |
400 | - | - | 5,56 | 6,93 |
500 | - | - | 7,9 | 9,9 |
630 | - | - | 9,3 | - |
710 | - | 12,8 | 13,9 | - |
800 | - | 17 | 18,4 | - |
900 | 14,8 | 20 | - | - |
1000 | 18,5 | 24,9 | - | - |
1200 | 26,3 | 35,7 | - | - |
НИЗКОГО ДАВЛЕНИЯ ДЛЯ НАПОРНЫХ ТРУБ ПО ТУ 6-19-218-83

Сварные и гнутые детали из ПНД для контактной сварки встык
а - отвод сварной 90°; б - отвод сварной 60°; в - отвод
сварной 45°; г - отвод сварной 30°; д - тройник сварной;
е - тройник сварной 60°; ж - тройник сварной
неравнопроходный; з - отвод гнутый; H1 - высота отвода;
H2 - высота тройника 60°
Таблица 1
Основные размеры сварных и гнутых соединительных деталей
из ПНД, мм
Dн | D'н | z | z1 | z2 | z3 | ||||||||||||
О | СЛ | С | Т | О | СЛ | С | Т | О | СЛ | С | Т | О | СЛ | С | Т | ||
63 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
110 | 63 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
160 | 63, 110 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
225 | 63, 110, 160 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
315 | 63, 110, 160, 225 | - | - | 778 | 778 | - | - | 576 | 576 | - | - | 498 | 498 | - | - | 428 | 428 |
400 | 110, 160, 225 | - | - | 900 | 900 | - | - | 646 | 646 | - | - | 548 | 548 | - | - | 461 | 461 |
500 | 110, 160, 225, 315 | - | - | 1100 | 1100 | - | - | 783 | 783 | - | - | 665 | 665 | - | - | 551 | 551 |
630 | 315, 500, 500 | - | - | 1295 | - | - | - | 896 | - | - | - | 741 | - | - | - | 603 | - |
710 | 400, 500, 630 | - | 1415 | 1415 | - | - | 965 | 965 | - | - | 792 | 792 | - | - | 636 | 636 | - |
800 | 400, 500, 630 710 | - | 1550 | 1550 | - | - | 1043 | 1043 | - | - | 847 | 847 | - | - | 672 | 672 | - |
900 | 400, 500, 630, 710, 800 | 1750 | - | - | - | 1179 | - | - | - | 960 | - | - | - | 762 | - | - | - |
1000 | 400, 500, 630, 710, 800, 900 | 1900 | - | - | - | 1266 | - | - | - | 1022 | - | - | - | 802 | - | - | - |
1200 | 500, 630, 710, 800, 900, 1000 | 2200 | - | - | - | 1439 | - | - | - | 1146 | - | - | - | 883 | - | - | - |
Продолжение табл. 1
Dн | D'н | l | l1 | l2 | H1 | l3 | H2 | |||||
О | С | Т | О | О | СЛ | С | С | Т | ||||
63 | - | - | - | - | - | - | - | - | - | - | 145 | 145 |
110 | 63 | - | - | - | - | - | - | - | - | 400 | 265 | 265 |
160 | 63, 110 | - | - | - | - | - | - | - | - | 500 | 390 | 390 |
225 | 63, 110, 160 | - | - | - | - | - | - | - | - | 624 | 538 | 538 |
315 | 63, 110, 160, 225 | - | 800 | 800 <*> | - | - | - | - | 826 <*> | 826 <*> | 778 | 778 |
400 | 110, 160, 225 | - | 850 | 850 <*> | - | - | - | - | 800 <*> | 800 <**> | 900 | 900 |
500 | 110, 160, 225, 315 | - | 1100 | 1100 <*> | - | - | - | - | 900 <*> | 900 <**> | 1100 | 1100 |
630 | 315, 500, 500 | 1230 | 1230 <*> | - | - | - | - | 1030 | - | 1030 <*> | - | - |
710 | 400, 500, 630 | 1410 | 1410 <*> | - | 445 | 1555 | 1010 | 1010 | - | 1100 <*> | - | - |
800 | 400, 500, 630, 710 | 1500 | 1500 <*> | - | 560 | 1640 | 1080 | 1200 | - | 1200 <*> | - | - |
900 | 400, 500, 630, 710, 800 | 1500 | - | - | 525 | 1650 | 1025 | 1500 | - | - | - | - |
1000 | 400, 500, 630, 710, 800, 900 | 1600 | - | - | 650 | 1750 | 1110 | 1600 | - | - | - | - |
1200 | 500, 630, 710, 800, 900, 1000 | 1800 | - | - | 655 | 1970 | 1515 | 1800 | - | - | - | - |
--------------------------------
Таблица 2
Масса соединительных сварных и гнутых деталей из ПНД, кг
Dн | Деталь из труб типа | |||
Л | СЛ | С | Т | |
Тройники сварные | ||||
315 | - | - | 18,1 | 27,8 |
400 | - | - | 26,9 | 41,4 |
500 | - | - | 46 | 71,5 |
630 | - | - | 82 | - |
710 | - | 77,5 | 110 | - |
800 | - | 105 | 193 | - |
900 | 109 | 169 | - | - |
1000 | 142 | 221 | - | - |
1200 | 226 | 350 | - | - |
Тройники сварные 60° | ||||
710 | - | 127 | - | - |
800 | - | 169 | - | - |
900 | 131 | 203 | - | - |
1000 | 171 | 266 | - | - |
1200 | 280 | 433 | - | - |
Отводы сварные 90° | ||||
315 | - | - | 22,8 | 35 |
400 | - | - | 41,9 | 64,4 |
500 | - | - | 79,9 | 123,3 |
630 | - | - | 148 | - |
710 | - | 143 | - | - |
800 | - | 197 | - | - |
900 | 180 | 279 | - | - |
1000 | 241 | 374 | - | - |
1200 | 398 | 618 | - | - |
Отводы сварные 60° | ||||
315 | - | - | 18,5 | 28,5 |
400 | - | - | 33,5 | 51,5 |
500 | - | - | 69,5 | 97,3 |
600 | - | - | 114 | - |
710 | - | 112 | 161 | - |
800 | - | 149 | 213 | - |
900 | 136 | 212 | - | - |
1000 | 181 | 280 | - | - |
1200 | 294 | 456 | - | - |
Отводы сварные 45° | ||||
315 | - | - | 16,3 | 25,1 |
400 | - | - | 29 | 44,6 |
500 | - | - | 54,4 | 83,9 |
630 | - | - | 96,4 | - |
710 | - | 91 | 131 | - |
800 | - | 123 | 177 | - |
900 | 114 | 177 | - | - |
1000 | 150 | 232 | - | - |
1200 | 240 | 373 | - | - |
Отводы сварные 30° | ||||
315 | - | - | 14,3 | 22,3 |
400 | - | - | 24,8 | 38,2 |
500 | - | - | 46,2 | 72,3 |
630 | - | - | 80,2 | - |
710 | - | 75 | 107 | - |
800 | - | 100 | 155 | - |
900 | 92,4 | 144 | - | - |
1000 | 120 | 187 | - | - |
1200 | 190 | 295 | - | - |
Отводы гнутые | ||||
63 | - | - | 0,17 | 0,26 |
110 | - | - | 0,95 | 1,45 |
160 | - | - | 2,95 | 4,50 |
225 | - | - | 7,90 | 12,2 |
315 | - | - | 20,8 | 31,9 |
400 | - | - | 41,5 | 63,8 |
500 | - | - | 78,7 | 121,5 |
Тройники неравнопроходные сварные | ||||
110/63 | - | - | - | 1,47 |
160/63 | - | - | - | 3,87 |
160/110 | - | - | - | 4,85 |
225/63 | - | - | - | 8,52 |
225/110 | - | - | - | 9,18 |
225/160 | - | - | - | 10,3 |
315/63 | - | - | - | 21,3 |
315/110 | - | - | - | 22,5 |
315/160 | - | - | - | 23,6 |
315/225 | - | - | - | 26,6 |
400/110 | - | - | - | 35,4 |
400/160 | - | - | - | 35,5 |
400/225 | - | - | - | 38,5 |
500/110 | - | - | - | 59,4 |
500/160 | - | - | - | 61 |
500/225 | - | - | - | 63,9 |
500/315 | - | - | - | 64,5 |
630/315 | - | - | 75,4 | - |
630/400 | - | - | 80,5 | - |
630/500 | - | - | 88,0 | - |
710/315 | - | 71,1 | 101,5 | - |
710/400 | - | 74,1 | 107 | - |
710/500 | - | 80,1 | 114 | - |
710/630 | - | 88,6 | 127 | - |
800/400 | - | 101 | 146 | - |
800/500 | - | 108 | 154 | - |
800/630 | - | 117 | 175 | - |
800/710 | - | 124 | 186 | - |
900/400 | 78,7 | 123 | - | - |
900/500 | 90,7 | 139 | - | - |
900/630 | 106 | 169 | - | - |
900/710 | 121 | 184 | - | - |
900/800 | 136 | 214 | - | - |
1000/400 | 130 | 201 | - | - |
1000/500 | 136 | 210 | - | - |
1000/630 | 144 | 223 | - | - |
1000/710 | 150 | 232 | - | - |
1000/800 | 158 | 243 | - | - |
1000/900 | 168 | 270 | - | - |
1200/500 | 210 | 304 | - | - |
1200/630 | 221 | 321 | - | - |
1200/710 | 230 | 333 | - | - |
1200/800 | 240 | 349 | - | - |
1200/900 | 252 | 369 | - | - |
1200/1000 | 266 | 391 | - | - |
Таблица 3
Масса стеклопластиковой оболочки на тройниках
с упрочнением стеклопластиком
Dн | Масса оболочки, кг |
315 | 4,0 |
400 | 5,8 |
500 | 9,6 |
630 | 16,0 |
710 | 25,0 |
800 | 30,5 |
ДЛЯ НАПОРНЫХ ТРУБ ПО ТУ 6-19-051-262-80

Седелка из ПНД для контактной тепловой сварки
1 - седелка; 2 - тройник седловой; 3 - зажим клиновый;
4 - заглушка; 5 - заглушка резьбовая; H3 - высота седелки
на трубопроводе
Основные размеры сборных седелок из ПНД, мм
Dн | D'н | H3 |
110 | 63 | 115 |
160 | 63 | 140 |
225 | 63 | 172 |
ПОЛИВИНИЛХЛОРИДА ДЛЯ КЛЕЕВЫХ СОЕДИНЕНИЙ
ПО ТУ 6-19-222-83

Раструбные соединительные детали из ПВХ
а - угольник с упорной полкой; б - угольник с упорными
рифами; в - тройник; г - втулки под фланец; д - переход;
е - муфта
Таблица 1
Основные размеры соединительных деталей из ПВХ, мм
Dн | D'н | D1 | D10 | H | l | l1 | l2 | l3 | z | z1 | z2 | z3 |
16 | - | 22 | 29 | 6 | 23 | 17 | - | 31 | 9 | 3 | - | 3 |
20 | 16 | 27 | 34 | 6 | 27 | 19 | 37 | 35 | 11 | 3 | 21 | 3 |
25 | 20 | 33 | 41 | 7 | 32,5 | 22 | 44 | 41 | 13,5 | 3 | 25 | 3 |
32 | 25 | 41 | 50 | 7 | 39 | 25 | 52 | 47 | 17 | 3 | 30 | 3 |
40 | 32 | 50 | 61 | 8 | 47 | 29 | 62 | 55 | 21 | 3 | 36 | 3 |
50 | 40 | 61 | 73 | 8 | 57 | 34 | 75 | 65 | 26 | 3 | 44 | 3 |
63 | 50 | 76 | 90 | 9 | 70,5 | 41 | 92 | 79 | 32,5 | 3 | 54 | 3 |
110 | 50 | 133 | 150 | 12 | 117 | 66 | 119 | 128 | 56 | 5 | 88 | 6 |
160 | 110 | 193 | 213 | 16 | 167 | 91 | 187 | 180 | 81 | 5 | 126 | 8 |
Таблица 2
Масса соединительных деталей из ПВХ, кг
Dн | D'н | Угольник | Тройник | Муфта | Втулка под фланцы | Переход | |
A | B | ||||||
16 | - | 19 | 17 | 22 | 11 | 8 | - |
20 | 16 | 30 | 27 | 35 | 17 | 10 | 11 |
25 | 20 | 50 | 45 | 55 | 27 | 17 | 18 |
32 | 25 | 84 | 74 | 100 | 43 | 26 | 32 |
40 | 32 | 142 | 128 | 160 | 70 | 41 | 55 |
50 | 40 | 242 | 218 | 250 | 110 | 62 | 85 |
63 | 50 | 440 | 400 | 470 | 117 | 107 | 148 |
110 | 50 | 1500 | 1380 | 1800 | 800 | 425 | 610 |
160 | 110 | 2900 | 2600 | 4000 | 1890 | 1100 | 1670 |
ДЛЯ ПОЛИВИНИЛХЛОРИДНЫХ РАСТРУБНЫХ ТРУБ
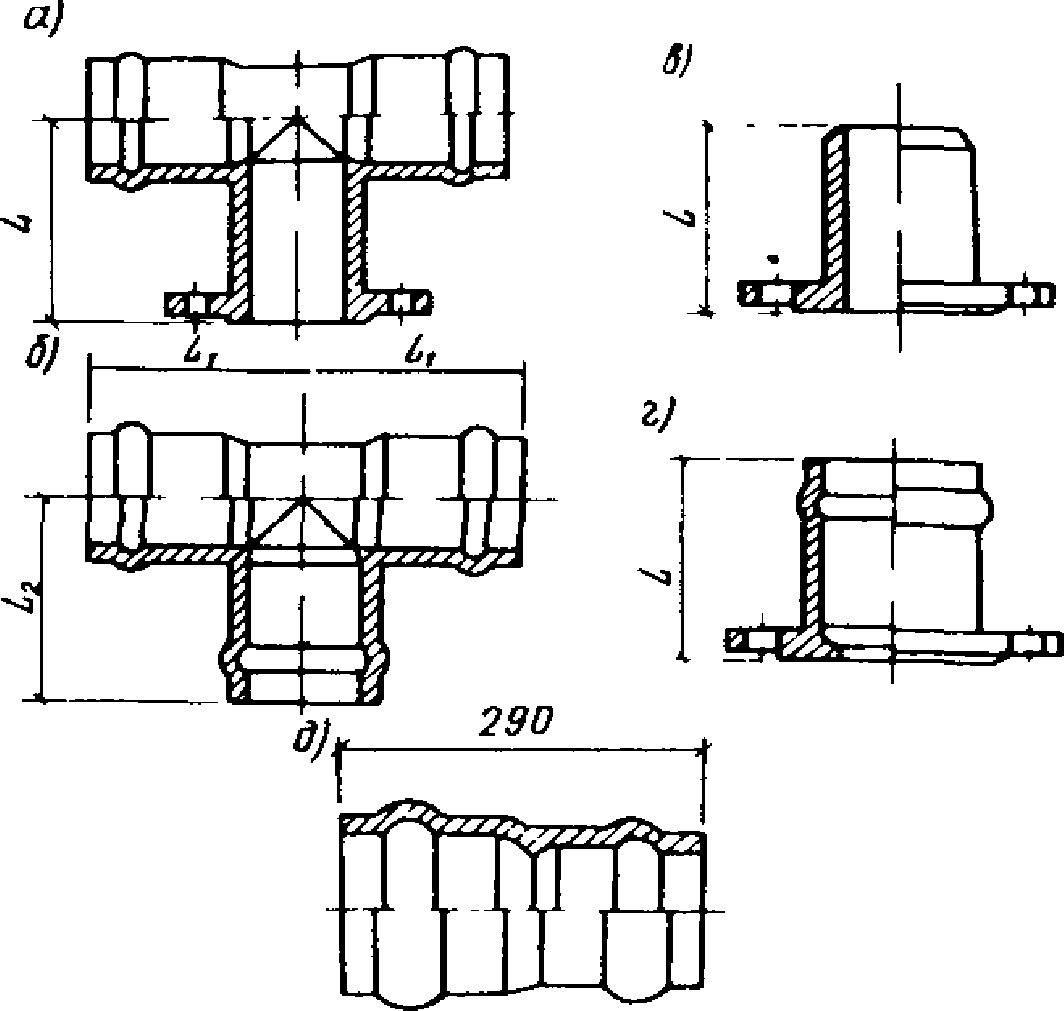
Чугунные соединительные детали для раструбных труб из ПВХ
а - тройник с двумя раструбами и фланцем; б - тройник
трехраструбный; в - патрубок фланец-гладкий конец;
г - патрубок фланец-раструб; д - переход двухраструбный
условным проходом 150/110 мм
Таблица 1
Основные размеры, мм, и масса, кг, чугунных
соединительных деталей
Наименование | Dн, мм | |||||
110 | 140 | 160 | 225 | 280 | 315 | |
Тройник раструб-фланец: | ||||||
длина l | - | - | - | 250 | 280 | 320 |
масса | - | - | - | 53,2 | 71 | 94 |
Тройник раструбный с горловиной: | ||||||
D'н = 110 | ||||||
длина l1 | 186 | 200 | 212 | 244 | - | - |
" | 186 | 199 | 208 | 238 | - | - |
масса | 10,2 | 18,4 | 22 | 36,8 | - | - |
D'н = 140 | ||||||
длина l1 | - | 214 | 226 | 258 | - | - |
" | - | 213 | 222 | 252 | - | - |
масса | - | 20,8 | 23,9 | 39 | - | - |
D'н = 160 | ||||||
длина l1 | - | - | 236 | 268 | - | - |
" | - | - | 235 | 265 | - | - |
масса | - | - | 26,8 | 41,9 | - | - |
D'н = 225 | ||||||
длина l1 | - | - | - | 297 | - | - |
" | - | - | - | 297 | - | - |
масса | - | - | - | 48,8 | - | - |
Патрубок фланец-раструб: | ||||||
длина l | 133 | 147 | 159 | 192 | 247 | 267 |
масса | 6,2 | 9,8 | 12,7 | 22,0 | 25,7 | 32,7 |
Патрубок фланец-гладкий конец: | ||||||
длина l | 141 | 159 | 171 | 192 | 247 | 267 |
масса | 6,0 | 9,1 | 11,6 | 16,9 | 23,1 | 36,6 |
Переход раструбный 160 x 110 мм: | ||||||
масса | - | - | 10,3 | - | - | - |
Таблица 2
Комплекты чугунных соединительных деталей на 1000 м
поливинилхлоридных раструбных труб
Наименование | Условное обозначение | Количество, шт. |
Для труб наружным диаметром 110 мм | ||
Тройник раструбный Dy = 100 мм | MMB-K 100/100 | 5 |
Патрубок фланец-раструб Dy = 100 мм | E-K 100 | 10 |
Патрубок фланец-гладкий конец Dy = 100 мм | F-K 100 | 10 |
Для труб наружным диаметром 140 мм | ||
Тройник раструбный Dy = 125 мм и горловины, мм: | MMB-K | |
100 | 125/100 | 1 |
125 | 125/125 | 5 |
Патрубок фланец-раструб Dy = 125 мм | E-K 125 | 10 |
Патрубок фланец-гладкий конец Dy = 125 мм | F-K 125 | 10 |
Для труб наружным диаметром 160 мм | ||
Тройник раструбный Dy = 150 мм и горловины, мм: | MMB-K | |
100 | 150/100 | 1 |
125 | 150/125 | 1 |
150 | 150/150 | 5 |
Переход раструбный Dy = 150/100 мм | MMP-K 150/100 | 10 |
Патрубок фланец-раструб Dy = 150 мм | E-K | 10 |
Патрубок фланец-гладкий конец Dy = 150 мм | F-K 150 | 10 |
Для труб наружным диаметром 225 мм | ||
Тройник раструбный Dу боковых раструбов 200 мм и горловины, мм: | MMB-K | |
100 | 200/100 | 1 |
125 | 200/125 | 1 |
150 | 200/150 | 1 |
200 | 200/200 | 10 |
Тройник раструб и фланец Dy = 200 мм | MMA-K 200/200 | 10 |
Патрубок фланец-раструб Dy = 200 мм | E-K 200 | 100 |
Патрубок фланец-гладкий конец Dy = 200 мм | F-K 200 | 10 |
Для труб наружным диаметром 280 мм | ||
Тройник раструб-фланец Dy = 250 мм | MMA-K 250/250 | 10 |
Патрубок фланец-раструб Dy = 250 мм | E-K 250 | 10 |
Патрубок фланец-гладкий конец Dy = 250 мм | F-K 250 | 10 |
Для труб наружным диаметром 315 мм | ||
Тройник раструб-фланец Dy = 300 мм | MMA-K 300/300 | 10 |
Патрубок фланец-раструб Dy = 300 мм | E-K 300 | 10 |
Патрубок фланец-гладкий конец Dy = 300 мм | F-K 300 | 10 |
ПОЛИВИНИЛХЛОРИДА ДЛЯ СОЕДИНЕНИЙ С ПОМОЩЬЮ РЕЗИНОВЫХ КОЛЕЦ
ПО ТУ 6-19-223-83

Соединительные детали из ПВХ для раструбных соединений
а - тройник; б - переход; в - тройник переходной
110 x 63 мм; г - муфта 63 мм
Основные размеры, мм, и масса, кг, соединительных деталей
из ПВХ для раструбных труб
Наименование | Наружный диаметр соединяемых труб, мм | ||||
63 | 75 | 90 | 110 | 160 | |
Тройник | |||||
длина l1 | 274 | 305 | 330 | 368 | 462 |
" | 137 | 153 | 165 | 184 | 231 |
масса | 0,85 | 1,1 | 1,9 | 2,9 | 7,1 |
Тройник переходной 110 x 63 мм | |||||
масса | - | - | - | 2,2 | - |
Переход на Dн = 63 мм | |||||
длина l | - | 243 | 232 | - | 291 |
масса | - | 0,44 | 0,55 | - | 1,7 |
Dн = 110 мм | |||||
длина l | - | - | - | - | 314 |
масса | - | - | - | - | 2,25 |
Муфта надвижная | |||||
масса | 0,48 | ||||
ПО ТУ 6-19-221-83
Отводы из ПВХ с раструбом для соединения с помощью
резиновых колец

Отводы из ПВХ с раструбом для соединения с помощью
резиновых колец
Основные размеры, мм, и масса, кг, отводов из ПВХ
Угол отвода | Наружный диаметр соединяемых труб, мм | |||||||
63 | 75 | 90 | 110 | 160 | 225 | 280 | 315 | |
45° | ||||||||
длина | 235 | 260 | 292 | 334 | 440 | 578 | 694 | 768 |
масса | 0,65 | 1 | 1,6 | 2,6 | 5,9 | 14,9 | 27,3 | 38 |
90° | ||||||||
длина l | 364 | 414 | 476 | 559 | 768 | 1039 | 1268 | 1414 |
масса | 0,85 | 1,3 | 2,1 | 3,6 | 8,3 | 21,5 | 40 | 56 |
ПО ГОСТ 22689.4-77 - 22689.20-77

Фасонные части к пластмассовым канализационным трубам
а - отводы; б - тройники; в - крестовины двухплоскостные;
г - крестовины; д - ревизии

Фасонные части к пластмассовым канализационным трубам
а - патрубки; б - патрубок компенсационный; в - патрубки
переходные; г - патрубки седельчатые; д - патрубок
приборный; е - муфта с вкладной электроспиралью; ж - муфты;
з - заглушки; и - накидная гайка; к - лента прокладочная;
л - прокладка уплотнительная; м - кольцо уплотнительное;
н - кольцо уплотнительное Dу 40 x 50 мм
Таблица 1
Основные размеры канализационных отводов, тройников,
крестовин и ревизий, мм
Наименование фасонной части | Dу | dу | d'у | Предельное отклонение z | ||||||||||
83°30' или 92°30' | 60 или 150° | 45 или 135° | ||||||||||||
z1 | z2 | z3 | z4 | z1 | z2 | z3 | z1 | z2 | z3 | |||||
Отводы | 40 | 40 | - | 33 | 33 | - | - | 14 | 14 | - | 9 | 9 | - | +9 |
50 | 40 | - | 31 | 39 | - | - | 14 | 17 | - | 9 | 11 | - | +9 | |
50 | 50 | - | 39 | 39 | - | - | 17 | 17 | - | 11 | 11 | - | +9 | |
85 | 85 | - | 73 | 73 | - | - | 29 | 29 | - | 22 | 22 | - | +11 | |
100 | 100 | - | 85 | 85 | - | - | 42 | 42 | - | 24 | 24 | - | +12 | |
Тройники | 50 | 40 | - | 9 | 58 | 56 | - | 16 | 65 | 40 | 31 | 36 | 22 | +9 |
50 | 50 | - | 17 | 63 | 63 | - | 23 | 46 | 46 | 39 | 39 | 26 | +9 | |
85 | 50 | - | 3 | 81 | 83 | - | 11 | 68 | 57 | 36 | 56 | 27 | +11 | |
85 | 85 | - | 30 | 111 | 111 | - | 16 | 80 | 80 | 68 | 68 | 47 | +11 | |
100 | 50 | - | 14 | 105 | 93 | - | 5 | 80 | 63 | 34 | 66 | 28 | +12 | |
100 | 100 | - | 37 | 136 | 136 | - | 50 | 98 | 98 | 85 | 85 | 57 | +12 | |
Крестовины | 85 | 50 | - | 3 | 81 | 83 | - | 11 | 68 | 57 | 36 | 56 | 27 | +11 |
85 | 85 | - | 30 | 111 | 111 | - | 16 | 80 | 80 | 68 | 68 | 47 | +11 | |
100 | 50 | - | 14 | 105 | 93 | - | 5 | 80 | 63 | 34 | 66 | 28 | +12 | |
100 | 85 | - | 20 | 125 | 121 | - | 35 | 92 | 86 | 68 | 78 | 48 | +12 | |
100 | 100 | - | 37 | 136 | 136 | - | 50 | 98 | 98 | 85 | 85 | 57 | +12 | |
Крестовины двухплоскостные | 85 | 85 | 50 | 68 | 68 | 47 | 56 | - | - | - | - | - | - | +11 |
100 | 85 | 50 | 68 | 78 | 48 | 68 | - | - | - | - | - | +12 | ||
100 | 100 | 50 | 85 | 85 | 57 | 58 | - | - | - | - | - | - | +12 | |
Ревизии | 50 | - | - | 39 | 48 | 26 | - | - | - | - | - | - | - | +9 |
85 | - | - | 70 | 68 | 46 | - | - | - | - | - | - | - | +11 | |
100 | - | - | 86 | 82 | 57 | - | - | - | - | - | - | - | +12 | |
Таблица 2
Основные размеры канализационных патрубков, муфт, заглушек,
накидных гаек и прокладочной ленты, уплотнительных прокладок
и колец к ним, мм
Наименование фасонной части или детали | Dу | dу | d6 | d9 | D7 | l | l1 | S | z |
Патрубок | 50 | - | 49,1 | - | - | 15 | - | - | - |
85 | - | 89,1 | - | - | 22 | - | - | - | |
100 | - | 109,1 | - | - | 26 | - | - | - | |
Патрубок компенсационный | 50 | - | - | - | - | 150 | - | - | 15 + 9 |
85 | - | - | - | - | 230 | - | - | 20 + 11 | |
100 | - | - | - | - | 230 | - | - | 20 + 12 | |
Патрубок переходный | 50 | 40 | - | - | - | - | - | - | 34 + 9 |
85 | 50 | - | - | - | - | - | - | 42 + 11 | |
100 | 50 | - | - | - | - | - | - | 54 + 12 | |
100 | 85 | - | - | - | - | - | - | 50 + 12 | |
Патрубок приборный | 50 | - | 71 | 75 | - | 110 | 69 | - | - |
85 | - | 124 | 130 | - | 250 | 60 | - | - | |
100 | - | 124 | 130 | - | 150; 250 | 75 | - | - | |
Патрубок седельчатый | 50 | 40 | - | - | - | - | - | - | 36 + 9 |
85 | 40 | - | - | - | - | - | - | 56 + 11 | |
85 | 50 | - | - | - | - | - | - | 56 + 11 | |
100 | 50 | - | - | - | - | - | - | 66 + 12 | |
100 | 85 | - | - | - | - | - | - | 78 + 12 | |
Муфта | 50 | 40 | - | - | - | 87 | - | - | 5 + 9 |
50 | - | - | - | - | 87 | - | - | 5 + 9 | |
85 | - | - | - | - | 153 | - | - | 5 + 11 | |
100 | - | - | - | - | 153 | - | - | 5 + 12 | |
Муфта с вкладной электроспиралью | 40 | - | 40 | - | - | 40 | - | - | - |
50 | - | 50 | - | - | 50 | - | - | - | |
85 | - | 90 | - | - | 90 | - | - | - | |
100 | - | 110 | - | - | 110 | - | - | - | |
Заглушка и гайка накидная | 40 | - | 52 | Сп. Уп. 50 x 3 | 41 | - | - | 3,5 | - |
50 | - | 64 | Сп. Уп. 60 x 3 | 51 | - | - | 4 | - | |
85 | - | 84 | Сп. Уп. 110 x 5 | 92 | 21 | - | 5 | - | |
100 | - | 126 | Сп. Уп. 120 x 5 | 112 | 21 | - | 5 | - | |
Кольцо уплотнительное | 40 | - | 39 | - | - | - | - | 6 | - |
50 | - | 49 | - | - | - | - | 6 | - | |
85 | - | 89 | - | - | - | - | 7 | - | |
100 | - | 109 | - | - | - | - | 7 | - | |
Прокладка уплотнительная | 40 | - | - | 39 | 45 | - | - | 3 | - |
50 | - | - | 49 | 55 | - | - | 3 | - | |
85 | - | - | 93 | 102 | - | - | 2 | - | |
100 | - | - | 103 | 112 | - | - | 2 | - |
Масса канализационных труб из ПНД (ПВП - полиэтилена высокой
плотности) и ПВД (ПНП - полиэтилена низкой плотности)
и фасонных частей к ним, кг
Труба 50-ПВП-1 длиной 6 м | -2,67 |
" 100 ПВП-1 длиной 6 м | -7,35 |
Патрубок П-ПВА-50-1 | -0,034 |
" П-ПВП-100-1 | -0,145 |
" приборный ПП-50-ПВП-Т | -0,07 |
" " ПП-100-ПВП-Т | -0,23 |
" " ПП-100-ПВП-У | -0,34 |
" компенсационный ПК-ПВП-100-1 | -0,38 |
" переходной П-100x50-ПВП-1 | -0,16 |
Отвод О-90°-50-ПВП-1 | -0,07 |
" О-90°-100-ПВП-1 | -0,34 |
" О-135°-50-ПВП-1 | -0,056 |
" О-135°-100-ПВП-1 | -0,275 |
" О-150°-50-ПВП-1 | 0,05 |
" О-150°-100-ПВП-1 | 0,23 |
Тройник Т-90°-50x50-ПВП-1 | -0,086 |
" Т-90°-100x50-ПВП-1 | -0,28 |
" Т-90°-100x100-ПВП-1 | -0,48 |
" Т-45°-50x50-ПВП-1 | -0,11 |
" Т-45°-400x50-ПВП-1 | -0,32 |
" Т-45°-100x100-ПВП-1 | -0,55 |
" Т-60°-100x50-ПВП-1 | 0,29 |
" Т-60°-100x100-ПВП-1 | 0,49 |
Крестовина К-90°-100x50-ПВП-1 | 0,3 |
" К-90°-100x100-ПВП-1 | 0,6 |
" К-60°-100x50-ПВП-1 | 0,315 |
" К-60°-100x100-ПВП-1 | 0,62 |
" двухплоскостная правого и левого наполнения КД и КЛД-100x100x50-ПВП-1 | 0,52 |
Муфта М-50-ПВП-1 | 0,46 |
" М-100-ПВП-1 | 0,19 |
" М-50-ПВП-П | 0,023 |
" М-50x40-ПВП-П | 0,022 |
Ревизия Р-50-ПВП-1 | 0,124 |
" Р-100-ПВП-1 | 0,475 |
Заглушка З-50-ПВП-1 | 0,029 |
" З-100-ПВП-1 | 0,124 |
Кольцо уплотнительное КУ-50-ПВП-1 | 0,006 |
То же, КУ-100-ПВП-1 | 0,02 |
Труба ТК-50-ПНП-П длиной 6 м | -2,7 |
" ТК-85-ПНП-П длиной 6 м | -6,8 |
Отвод О-90°-50-ПНП-П | -0,043 |
" О-90°-85-ПНП-П | -0,225 |
" О-135°-50-ПНП-П | -0,052 |
" О-135°-50-ПНП-П | -0,047 |
" О-135°-85-ПНП-П | -0,09 |
" О-150°-85-ПНП-П | -0,088 |
Тройник Т-90°-50x50-ПНП-П | -0,074 |
" Т-90°-50x50-ПНП-П | -0,088 |
" Т-90°-85x85-ПНП-П | -0,183 |
Крестовина К-90°-85x85-ПНП-П | -0,221 |
Переход П-85x50-ПНП-Ш | -0,084 |
" П-85x50-ПНП-П | -0,061 |
Патрубок компенсационный ПК-50-ПНП-П | 0,068 |
" компенсационный ПК-85-ПНП-П | -0,35 |
Муфта М-50-ПНП-П | -0,0175 |
" М-85-ПНП-П | -0,077 |
" М-100-ПНП-П | -0,107 |
Гайка накидная Г-50-ПНП | -0,037 |
Ревизия Р-50-ПНП-П | -0,1 |
" Р-85-ПНП-П | -0,665 |
Заглушка З-50-ПНП | -0,046 |
Кольцо КУ-85-ПНП-П | -0,016 |

Запорная арматура для коррозионных и агрессивных сред
а - вентиль запорный гуммированный; б - вентиль запорный
диафрагмовый с защитным покрытием; в - вентиль диафрагмовый
футерованный; г - вентиль сильфонный из пенопласта;
д - вентиль сильфонный из полипропилена; е - затвор
шланговый; H - высота арматуры
Запорная арматура | Pу, МПа | Dу, мм | L, мм | H, мм | Масса, кг | Материал защитного покрытия и температурный предел его применения |
Вентили футерованные чугунные 15ч63 | 0,6 | 125 | 400 | 580 | 52 | Кислотостойкая резина (от -15 °C до +65 °C) |
150 | 480 | 660 | 72 | |||
200 | 600 | 730 | 130 | |||
250 | 730 | 830 | 212 | |||
300 | 850 | 870 | 264 | |||
Вентили диафрагмовые чугунные с защитным покрытием Рx26324 Рx26368 | 1,6 | 6 | 70 | 73 | 0,5 | Полиэтилен (до +60 °C) |
10 | 90 | 80 | 1,2 | |||
15 | 110 | 105 | 2,7 | Фторопласт 42ЛЛ (до +110 °C) | ||
20 | 130 | 120 | 4,3 | |||
1 | 25 | 150 | 140 | 6,1 | То же | |
32 | 170 | 145 | 8 | |||
40 | 290 | 190 | 12,4 | |||
50 | 200 | 210 | 13 | |||
0,6 | 80 | 240 | 270 | 16,3 | " | |
100 | 270 | 320 | 25,6 | |||
Вентили диафрагмовые эмалированные чугунные 15ч93эм | 1,6 | 10 | 120 | 32 | 2,4 | Фторопласт (от -15 °C до +120 °C) |
15 | 130 | 82 | 3,3 | |||
20 | 150 | 120 | 5,4 | |||
25 | 160 | 120 | 5,9 | |||
То же, 15ч94эм | 1 | 32 | 180 | 168 | 8,8 | Резина (от -15 °C до +120 °C) |
40 | 200 | 168 | 9,9 | |||
50 | 230 | 200 | 15,1 | |||
65 | 290 | 200 | 17,4 | |||
" 15ч95эм | 0,6 | 80 | 310 | 240 | 28,5 | То же |
100 | 350 | 245 | 33,5 | То же (до +90 °C) | ||
" КА26333 | 0,6 | 150 | 410 | 415 | 83 | |
200 | 500 | 602 | 140 | |||
Вентили сильфонные чугунные, футерованные фторопластом Рx26058 | 0,6 | 25 | 140 | 200 | 17,2 | Фторопласт 42ЛД (от -20 °C до +125 °C) |
40 | 230 | 200 | 23,2 | |||
50 | 230 | 200 | 20,5 | |||
80 | 270 | 220 | 46,5 | |||
100 | 300 | 220 | 56 | |||
Вентили из полипропилена 15п57п | 0,6 | 32 | 180 | 220 | 1,45 | Полипропилен (до +50 °C) |
50 | 230 | 250 | 8,0 | |||
Вентили из пентапласта 15п56п | 0,25 | 32 | 180 | 220 | 2,05 | Пентапласт (до +100 °C) |
50 | 230 | 250 | 5,5 | |||
100 | 350 | 305 | 13,2 | |||
Затворы шланговые из алюминиевого сплава 32а3р П98007 | 0,6 | 50 | 230 | 236 | 9 | Резина марок 1а-19-7889 (до +50 °C) 1б-21-6620, 111-1б-20 (до +60 °C) НО-68-2 по ТУ 38-105182-76 (до +90 °C) 51-2104 по ТУ 38-105105-76 (до +110 °C) |
80 | 310 | 294 | 16 | |||
100 | 350 | 420 | 29 | |||
125 | 400 | 385 | 34 | |||
150 | 480 | 512 | 53 | |||
200 | 600 | 520 | 74 |
ПРИ КРАТКОВРЕМЕННЫХ ИСПЫТАНИЯХ
Показатель | Метод определения по ГОСТ | Термопласты | |||||||
ПВХ | ПВД | ПНД | ПП | ||||||
Плотность, г/см3 | 1,38 - 1,4 | 0,920 - 0,923 | 0,949 - 0,953 | 0,90 - 0,91 | |||||
Показатели текучести расплава, г/10 мин | - | 0,3 | 0,3 - 0,6 | 0,2 - 0,4 | |||||
Предел текучести при растяжении, МПа | > 50 | > 9,5 | > 20 | > 26 | |||||
Относительное удлинение при разрыве, % | > 25 | > 210 | > 200 | > 200 | |||||
| |||||||||
Модуль упругости при изгибе, МПа | 9550-71 | 2500 - 3000 | 110 - 160 | 680 - 750 | 670 - 1190 | ||||
| |||||||||
Твердость по Бриннелю, Н/мм2 | 4670-77 | 100 - 160 | 14 - 25 | 45 - 54 | 60 - 85 | ||||
Температура плавления, °C | - | - | 105 - 108 | 120 - 125 | 160 - 170 | ||||
| |||||||||
Температура размягчения по Вика, °C | 15065-69 | 80 | 65 | 30 | 100 | ||||
Средний коэффициент линейного теплового расширения, 1/°C | 8 x 10-5 | 2 x 10-4 | 2 x 10-4 | 1,5 x 10-4 | |||||
Диэлектрическая проницаемость при 106, Гц | 64334-71 с изм. | 3,1 - 3,4 | 2,2 - 2,3 | 2,2 - 2,4 | 2,2 | ||||
Электрическая прочность (толщина образца 1 мм), кВ/мм | 64333-71 с изм. | 26 - 60 | 45 - 60 | 40 - 60 | 28 - 40 | ||||
Удельное поверхностное электрическое сопротивление, Ом·м | 64332-71 с изм. | 6,6 x 1014 | 5 x 1013 | 1,2 x 1014 | 4 x 1013 | ||||
Удельное объемное электрическое сопротивление, Ом·м | 64332-71 с изм. | 4,5 x 1015 | 7,8 x 1014 | 8,2 x 1014 | 1 x 1016 | ||||
Примечание. Температура плавления, °C, определяется поляризационным микроскопом.
И УПЛОТНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ РЕЗИНЫ
Условные обозначения. С - стоек; ос - относительно стоек; Н - не стоек; НК - натуральный каучук; СКИ - синтетический изопреновый каучук; СКС - синтетический бутадиенстирольный каучук, СКБ - синтетический натрийбутадиеновый каучук; СКН - синтетический бутадиеннитрильный каучук; БК - бутилкаучук; СКЭП - этиленпропиленовый каучук; СКФ - синтетический фторсодержащий каучук.
Вещество | Концентрация | Температура, °C | Термопласты | Резина на основе | ||||||||||||
ПВХ | ПВД | ПНД | ПП | НК СКИ | СКС СКБ | СКН | БК СКЭП | наиритов | СКФ | |||||||
Адипиновая кислота | Насыщенная водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Азотная кислота | 6%-ная водная | 20 | С | С | С | С | Н | Н | Н | С | Н | С | ||||
40 | С | С | С | - | - | - | - | С | - | С | ||||||
60 | С | С | С | ос | - | - | - | ос | - | ос | ||||||
До 40% водная | 20 | С | ос | ос | ос | Н | Н | Н | С | Н | С | |||||
40 | С | - | - | - | - | - | - | С | - | С | ||||||
60 | ос | Н | Н | Н | - | - | - | ос | - | С | ||||||
100%-ная | 20 | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | |||||
Акрилонитрил | Технический | 20 | Н | С | С | С | Н | С | Н | С | С | ос | ||||
40 | - | - | С | ос | - | - | - | С | С | ос | ||||||
60 | - | - | С | Н | - | - | - | ос | С | Н | ||||||
Аллиловый спирт | 96%-ный | 20 | ос | С | С | С | С | С | С | ос | ос | ос | ||||
40 | Н | - | С | С | С | - | С | ос | Н | Н | ||||||
60 | - | - | С | С | С | - | С | ос | - | - | ||||||
Алюминия сульфат | 10%-ный водный | 20 | С | С | С | С | С | ос | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
Насыщенный | 20 | С | С | С | С | С | ос | С | С | С | С | |||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | - | - | С | ||||||
Алюминия хлорид | 10%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | ос | С | С | С | ||||||
Насыщенный | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | ос | С | С | С | ||||||
Амилацетат | Разбавленный | 20 | Н | Н | С | ос | ос | ос | Н | ос | Н | Н | ||||
40 | - | - | С | ос | - | - | - | - | - | - | ||||||
60 | - | - | С | Н | - | - | - | - | - | - | ||||||
Амиловый спирт | Технический разбавленный | 20 | С | ос | С | С | ос | ос | С | С | С | ос | ||||
40 | С | - | С | С | - | - | С | С | С | - | ||||||
60 | ос | Н | С | С | - | - | С | С | С | - | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Аммиак | Газообразный технически чистый | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | ос | - | - | ос | ос | ||||||
60 | С | С | С | С | С | - | - | - | - | - | ||||||
Водный насыщенный | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | С | С | С | С | С | - | ос | С | С | С | ||||||
60 | ос | С | С | С | С | - | ос | С | С | С | ||||||
Аммония ацетат | Водный любой | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | ос | С | С | С | ||||||
60 | ос | С | С | С | С | - | - | ос | ос | С | ||||||
Аммония карбонат | 50%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Аммония нитрат | 10%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | ос | ос | С | С | С | ос | С | - | С | ||||||
80 | - | - | - | ос | - | - | - | - | - | С | ||||||
Водный насыщенный | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | ос | ос | С | С | С | ос | С | - | С | ||||||
80 | - | - | - | ос | - | - | - | - | - | - | ||||||
Аммония сульфат | 10%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Насыщенный водный | 20 | С | С | С | С | С | ос | С | С | С | С | |||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Аммония сульфид | Водный любой | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | ос | ||||||
60 | ос | С | С | С | С | - | С | С | С | Н | ||||||
Аммония фосфат | Водный любой | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | ос | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Аммония хлорид | 10%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | С | С | ||||||
Водный насыщенный | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | С | С | ||||||
Анилин | Технический чистый | 20 | Н | Н | ос | ос | Н | Н | Н | Н | Н | ос | ||||
Анилин-хлоргидрат | Насыщенный водный | 20 | С | Н | С | С | С | С | ос | С | Н | ос | ||||
40 | ос | - | С | С | - | - | Н | С | - | Н | ||||||
60 | - | - | ос | ос | ос | - | - | С | - | - | ||||||
Ацетальдегид | Технический чистый | 20 | Н | ос | С | ос | С | Н | Н | С | Н | ос | ||||
40 | - | Н | ос | Н | - | - | - | ос | - | Н | ||||||
60 | - | - | ос | - | - | - | - | Н | - | - | ||||||
40%-ный водный | 20 | ос | ос | С | С | С | С | Н | С | С | С | |||||
40 | Н | - | С | С | С | - | - | С | С | С | ||||||
60 | - | - | ос | С | Н | - | - | С | ос | ос | ||||||
80 | - | - | - | ос | - | - | - | С | ос | ос | ||||||
Ацетон | Технически чистый | 20 | Н | Н | С | С | С | Н | Н | С | Н | Н | ||||
40 | - | - | С | С | - | - | - | С | - | - | ||||||
60 | - | - | С | С | ос | - | - | С | - | - | ||||||
До 10% водный | 20 | Н | С | С | С | С | ос | Н | С | С | ос | |||||
40 | - | - | С | С | - | - | - | С | ос | ос | ||||||
60 | - | ос | С | С | - | - | - | С | Н | Н | ||||||
Бария гидроокись | Насыщенная водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
Бария соли | Водные любые | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Белильный щелок, содержащий 12,5% активного хлора | Водный | 20 | С | С | С | С | Н | Н | Н | С | С | Н | ||||
40 | С | - | С | С | - | - | - | С | С | - | ||||||
60 | ос | ос | С | ос | - | - | - | С | ос | - | ||||||
Бензальдегид | Насыщенный водный | 20 | Н | Н | С | С | ос | Н | ос | С | Н | С | ||||
40 | - | - | С | - | - | - | - | С | - | С | ||||||
60 | - | - | С | - | - | - | - | С | - | С | ||||||
Бензиловый спирт | Технический | 20 | ос | Н | С | С | ос | Н | Н | С | С | ос | ||||
40 | - | - | С | С | - | - | - | - | С | - | ||||||
60 | - | - | ос | ос | - | - | - | - | С | - | ||||||
Бензин | 20 | С | Н | С | ос | Н | Н | С | Н | Н | С | |||||
40 | С | - | С | - | - | - | С | - | - | С | ||||||
60 | С | - | ос | Н | - | - | С | - | - | С | ||||||
Бензойная кислота | Водная любая | 20 | С | С | С | С | С | - | Н | Н | Н | С | ||||
40 | С | С | С | С | С | - | - | - | - | С | ||||||
60 | ос | С | С | С | С | - | - | - | - | С | ||||||
80 | - | - | - | С | - | - | - | - | - | С | ||||||
Бензол | Технический | 20 | Н | Н | ос | ос | Н | Н | ос | Н | Н | С | ||||
40 | - | - | ос | Н | - | - | - | - | - | - | ||||||
Борная кислота | Водная любая | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | - | С | - | - | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Бродильная смесь, состоящая из этилового спирта и уксусной кислоты | Рабочая | 20 | С | С | С | С | С | - | ос | С | С | ос | ||||
40 | С | - | С | - | С | - | ос | С | С | ос | ||||||
60 | ос | - | С | - | - | - | - | ос | С | ос | ||||||
Бром жидкий | Технический | 20 | Н | Н | Н | Н | Н | Н | Н | Н | Н | С | ||||
Брома пары | Высококонцентрированные | 20 | Н | Н | Н | Н | Н | Н | Н | Н | Н | С | ||||
Брома водный раствор | Насыщенный | 20 | С | Н | Н | Н | Н | Н | Н | Н | Н | С | ||||
Бромистоводородная кислота | 50%-ная водная | 20 | С | С | С | С | Н | Н | ос | С | С | С | ||||
40 | С | С | С | С | - | - | Н | С | С | С | ||||||
60 | С | С | С | С | - | - | - | ос | ос | С | ||||||
Бура | Водная любая | 20 | С | С | С | С | С | ос | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | - | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Бутан | Технический | 20 | С | Н | С | С | Н | Н | С | Н | С | С | ||||
Бутадиен | Технический | 20 | С | Н | С | С | Н | Н | Н | Н | С | ос | ||||
40 | - | - | - | С | - | - | - | - | С | - | ||||||
60 | - | - | - | С | - | - | - | - | ос | - | ||||||
Бутандиол | 10%-ный водный | 20 | С | С | С | С | С | - | С | С | ос | С | ||||
40 | ос | С | С | С | - | - | С | С | Н | С | ||||||
60 | - | С | С | С | ос | - | С | С | - | С | ||||||
Бутанол | Технический | 20 | С | С | С | С | С | С | С | С | С | С | ||||
| ||||||||||||||||
40 | С | - | С | С | С | С | С | С | С | О | ||||||
60 | ос | - | С | ос | С | С | С | С | ос | ос | ||||||
Бутилацетат | Технический | 20 | Н | Н | С | ос | С | Н | Н | С | ос | ос | ||||
Бутилен жидкий | Технический | 20 | С | Н | Н | Н | Н | Н | С | ос | С | С | ||||
Бутиленгликоль | Технический | 20 | С | С | С | С | С | - | Н | С | С | С | ||||
60 | ос | С | С | С | С | - | - | С | С | ос | ||||||
Бутилфенол | Технический | 20 | ос | Н | ос | С | ос | - | Н | Н | Н | ос | ||||
Вазелин | Технический | 20 | ос | ос | ос | С | С | - | С | Н | Н | С | ||||
40 | Н | - | - | - | - | - | С | - | - | С | ||||||
60 | - | - | Н | ос | - | - | С | - | - | С | ||||||
Винилацетат | Технический | 20 | Н | Н | С | ос | - | С | С | С | С | |||||
Винная кислота | Любая водная | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | ос | С | С | ||||||
60 | ос | С | С | С | С | - | ос | Н | С | С | ||||||
Винный уксус | Торговый | 20 | С | С | С | С | ос | ос | С | С | С | ос | ||||
40 | С | С | С | С | - | - | С | С | С | Н | ||||||
60 | С | С | С | С | - | - | ос | ос | ос | - | ||||||
Вино красное и белое | Торговое | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | - | - | - | - | - | - | |||||||
60 | С | С | С | - | - | - | - | - | - | |||||||
Вино плодово-ягодное | Торговое | 20 | С | С | С | С | С | С | С | С | С | С | ||||
Вискозно-прядильный раствор | 20 | С | С | С | С | С | - | Н | С | ос | С | |||||
40 | С | С | С | С | - | - | - | С | ос | С | ||||||
60 | С | С | С | С | - | - | - | С | Н | С | ||||||
Вода дистиллированная, деионизированная, обессоленная | 100%-ная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | ос | С | С | ||||||
80 | - | - | - | С | - | - | С | Н | - | С | ||||||
Вода конденсат | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | ос | С | С | ||||||
Вода минеральная | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | С | С | - | С | ||||||
Вода озерная, морская | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | С | С | ос | С | ||||||
Вода питьевая хлорированная | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | - | - | С | ос | С | С | ||||||
80 | - | - | - | С | - | - | ос | - | - | - | ||||||
Вода сточная без органических растворителей | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | - | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | С | - | - | С | ||||||
Водород | Технический | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | - | С | С | - | - | С | С | С | С | ||||||
60 | С | - | С | С | - | - | С | С | С | С | ||||||
80 | - | - | - | - | - | - | С | С | С | С | ||||||
Водород хлористый | Технический газообразный | 20 | С | С | С | С | Н | - | ос | С | ос | С | ||||
40 | С | - | С | С | - | - | Н | С | Н | С | ||||||
60 | ос | С | С | - | - | - | - | С | - | С | ||||||
Водорода перекись | 100%-ная водная | 20 | С | С | С | С | Н | Н | ос | С | Н | С | ||||
40 | С | - | С | С | - | - | Н | ос | - | ос | ||||||
60 | ос | - | С | С | - | - | - | Н | - | Н | ||||||
30%-ная водная | 20 | С | С | С | С | Н | Н | Н | ос | Н | С | |||||
40 | С | - | С | С | - | - | - | Н | - | С | ||||||
60 | - | - | С | ос | - | - | - | - | - | ос | ||||||
90%-ная водная | 20 | - | - | С | Н | Н | Н | Н | ос | Н | ос | |||||
Воздух сжатый, содержащий масло | - | 20 | ос | С | С | ос | Н | Н | С | Н | С | С | ||||
40 | - | - | С | - | - | - | - | - | - | - | ||||||
Восковой спирт | Технический | 20 | С | - | ос | ос | Н | - | С | Н | С | С | ||||
40 | С | - | - | - | - | - | С | - | С | С | ||||||
60 | С | - | Н | Н | - | - | С | - | С | С | ||||||
Гексан | Технический | 20 | С | Н | С | С | Н | Н | С | Н | С | С | ||||
40 | - | - | - | - | - | - | С | - | С | С | ||||||
60 | - | - | ос | ос | - | - | С | - | С | С | ||||||
Гексантриол | Торговый | 60 | С | - | С | С | С | - | ос | С | С | С | ||||
Гептан | Технический | 20 | С | - | С | С | Н | Н | С | Н | С | С | ||||
60 | - | - | ос | ос | - | - | С | - | С | С | ||||||
Гидразин-гидрат | Водный | 20 | С | С | С | С | Н | Н | Н | С | Н | С | ||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Гидроксиламина сульфат | Любой водный | 20 | С | С | С | С | С | С | С | С | ос | С | ||||
40 | С | С | С | С | ос | С | С | |||||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Гликоль | 10%-ный водный | 20 | С | С | С | Н | - | С | С | С | С | |||||
Гликолевая кислота | 37%-ная водная | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | - | - | С | - | - | - | - | - | - | - | ||||||
60 | - | - | С | - | - | - | - | - | - | - | ||||||
Глицерин | Технический | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | ос | ||||||
80 | - | - | - | С | - | - | ос | ос | С | Н | ||||||
Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | - | С | С | С | С | С | С | С | С | ос | ||||||
80 | - | - | - | С | - | - | ос | ос | С | Н | ||||||
Глицеринхлоргидрин | - | 60 | ос | - | С | - | Н | - | Н | ос | С | С | ||||
Глюкоза | Любая водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | С | С | С | С | ||||||
Декагидронафталин (декалин) | Технический | 20 | С | ос | С | ос | Н | Н | Н | Н | Н | С | ||||
60 | ос | - | ос | ос | - | - | - | - | - | С | ||||||
Декстрин | Торговый | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | - | - | - | С | С | С | С | ||||||
60 | С | С | С | - | - | - | С | С | С | С | ||||||
Дибутиловый эфир | Технический | 20 | Н | С | ос | ос | Н | Н | С | Н | Н | С | ||||
60 | - | - | Н | Н | - | - | Н | - | - | ос | ||||||
Дибутилсебацинат | Технический | 20 | Н | С | С | С | Н | Н | Н | С | Н | С | ||||
Дибутилфталат | Технический | 20 | Н | С | С | С | ос | Н | Н | ос | Н | ос | ||||
40 | - | - | ос | ос | - | - | - | - | - | - | ||||||
60 | - | ос | ос | ос | Н | - | - | - | - | - | ||||||
Дигексилфталат | Технический | 60 | Н | - | ос | ос | ос | - | Н | С | Н | Н | ||||
Дигликолевая кислота | 30%-ная водная | 20 | С | С | С | С | ос | - | Н | ос | Н | С | ||||
40 | С | С | С | С | ос | - | - | ос | - | С | ||||||
60 | ос | С | С | С | ос | - | - | ос | - | С | ||||||
Диизобутилкетон | Технический | 20 | Н | С | С | С | С | Н | Н | ос | Н | Н | ||||
60 | - | Н | Н | Н | ос | - | - | - | - | |||||||
Диметиламин | Технический | 20 | ос | Н | С | С | ос | - | Н | ос | Н | Н | ||||
Диметилформамид | Технический | 20 | Н | С | С | С | ос | - | ос | ос | С | С | ||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | ос | С | - | - | - | - | - | |||||||
Динонилфталат | Технический | 20 | Н | ос | ос | С | С | - | Н | ос | Н | С | ||||
Диоксан | Технический | 20 | Н | ос | С | ос | Н | - | Н | С | Н | Н | ||||
40 | - | - | С | ос | - | - | - | - | - | - | ||||||
60 | - | - | С | ос | - | - | - | - | - | - | ||||||
80 | - | - | - | Н | - | - | - | - | - | - | ||||||
Диоктилфталат | Технический | 20 | Н | ос | ос | С | ос | - | Н | ос | Н | С | ||||
60 | - | - | - | ос | - | - | - | - | - | - | ||||||
Дихлорбензол | Технический | 20 | Н | ос | ос | ос | Н | Н | Н | Н | Н | С | ||||
Дихлоруксусная кислота | Техническая | 20 | С | - | С | С | С | - | Н | С | ос | ос | ||||
40 | С | - | С | С | - | - | - | С | Н | Н | ||||||
60 | ос | - | ос | ос | Н | - | - | С | - | - | ||||||
50%-ная водная | 20 | С | С | С | С | С | - | Н | С | С | ос | |||||
40 | С | - | С | С | С | - | - | С | ос | ос | ||||||
60 | ос | - | С | С | С | - | - | С | Н | Н | ||||||
Дихлоруксусной кислоты метиловый эфир | Технический | 20 | Н | - | С | С | Н | - | Н | С | Н | Н | ||||
40 | - | - | С | С | - | - | - | С | - | - | ||||||
60 | - | - | С | С | - | - | - | ос | - | |||||||
Дихлорэтилен | Технический | 20 | Н | Н | Н | ос | Н | Н | Н | Н | Н | ос | ||||
Диэтиламин | Технический | 20 | ос | и | Н | С | ос | ос | Н | ос | Н | ос | ||||
Диэтиловый эфир | Технический | 20 | Н | Н | ос | С | Н | Н | Н | Н | ос | Н | ||||
Дрожжи | Любые водные | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | - | С | С | - | - | С | С | С | С | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Дрожжи для пивного сусла | Торговые | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | С | С | С | С | ||||||
60 | ос | С | С | С | - | - | С | С | С | С | ||||||
Дубильная кислота | Любая водная | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | - | С | С | С | С | - | - | - | - | - | ||||||
60 | - | С | С | С | С | - | - | - | - | - | ||||||
Дубильный экстракт | Технический | 20 | С | С | С | С | С | - | С | С | С | С | ||||
Желатин | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | - | С | С | С | - | - | - | - | - | - | ||||||
Железа соли | Любые водные | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | - | - | - | - | С | - | С | ||||||
Жирные кислоты | Технические | 20 | С | ос | С | С | Н | Н | ос | Н | ос | С | ||||
40 | С | ос | С | С | - | - | - | - | - | - | ||||||
60 | С | ос | ос | С | - | - | - | - | - | - | ||||||
Изооктан | Технический | 20 | С | С | С | С | Н | Н | С | Н | С | С | ||||
Изопропанол | Технический | 20 | С | - | С | С | С | - | ос | С | С | С | ||||
40 | - | - | С | С | С | - | - | С | ос | С | ||||||
60 | - | - | С | С | С | - | - | ос | - | ос | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Изопропиловый эфир | Технический | 20 | Н | ос | ос | ос | Н | Н | Н | Н | Н | Н | ||||
60 | Н | Н | Н | - | - | - | - | - | - | |||||||
Йодная тинктура в этаноле | 65%-ная | 20 | Н | ос | С | С | С | Н | С | С | Н | С | ||||
Калия алюмосульфат (квасцы) | 50%-ный водный | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | ос | С | С | С | ||||||
60 | ос | С | С | С | С | - | Н | С | С | С | ||||||
80 | - | - | - | - | - | - | - | С | С | С | ||||||
Калия бихромат | Насыщенный водный | 20 | С | С | С | С | Н | - | С | С | ос | С | ||||
40 | С | - | С | С | - | - | ос | С | Н | С | ||||||
60 | ос | - | С | С | - | - | - | С | - | С | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Калия борат | 10%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
Калия бромат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | Н | С | ос | С | ||||||
Калия бромид | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
Калия гидроокись (едкое кали) | 50%-ная водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | ос | ||||||
80 | - | - | - | С | - | - | ос | ос | ос | Н | ||||||
Калия иодид | Насыщенный | 20 | С | С | С | С | ос | - | С | С | С | С | ||||
40 | С | С | С | С | - | - | ос | С | ос | С | ||||||
60 | С | С | С | С | - | - | Н | С | Н | С | ||||||
Калия карбонат (поташ) | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | - | - | - | С | - | С | - | - | - | - | ||||||
Калия нитрат | 50%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
Калия перманганат | Насыщенный водный | 20 | С | С | С | С | С | ос | ос | С | ос | С | ||||
40 | С | С | С | С | С | - | Н | С | Н | С | ||||||
60 | ос | С | С | С | С | - | - | С | - | С | ||||||
Калия персульфат | Любой водный | 20 | С | С | С | С | С | Н | Н | С | С | С | ||||
40 | С | С | С | С | С | - | - | С | С | С | ||||||
60 | ос | С | С | С | С | - | - | С | С | С | ||||||
80 | - | - | - | - | - | - | - | С | ос | С | ||||||
Калия перхлорат | Насыщенный водный | 20 | С | С | С | С | Н | - | С | С | С | С | ||||
40 | С | - | С | С | - | - | ос | С | ос | С | ||||||
60 | ос | - | С | С | - | - | - | С | - | С | ||||||
Калия сульфат | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
Калия феррицианит, ферроцианит | Разбавленный водный насыщенный | 40 | С | С | С | С | С | С | С | С | С | С | ||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
Калия фосфат | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | С | С | С | С | - | С | ос | С | ос | С | ||||||
60 | ос | С | С | С | - | С | Н | С | Н | С | ||||||
80 | - | - | - | С | - | - | - | С | - | - | ||||||
Калия хлорат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | ос | С | ос | С | ||||||
60 | С | С | - | - | - | С | - | С | - | С | ||||||
Калия хлорид | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Калия хромат | Насыщенный водный | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | - | - | С | - | - | ос | С | С | С | ||||||
60 | С | - | - | С | - | - | Н | С | ос | С | ||||||
Калия цианид | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | С | С | С | ос | ||||||
60 | С | С | С | С | - | - | С | С | ос | Н | ||||||
Кальция гипохлорит, содержащий 12,5% активного хлора | Насыщенный водный | 20 | С | С | С | С | Н | С | С | С | Н | С | ||||
40 | С | С | С | С | - | С | - | С | - | С | ||||||
60 | - | С | С | С | - | С | - | С | - | С | ||||||
Кальция гидроокись | Насыщенная водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | С | С | С | С | ||||||
60 | С | С | С | С | - | - | ос | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Кальция хлорид | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | ос | С | ос | С | ||||||
Камфора | 20 | Н | С | С | С | ос | - | С | ос | Н | ос | |||||
60 | Н | ос | ос | С | Н | - | ос | Н | - | Н | ||||||
Кислород | Любой | 20 | С | - | С | С | ос | ос | Н | С | С | С | ||||
40 | С | - | - | - | - | - | - | С | С | С | ||||||
60 | С | - | ос | ос | - | - | - | С | С | С | ||||||
Кислота для прядильных ванн, содержащая | 100 мг/л | 20 | С | - | С | С | Н | - | Н | С | Н | С | ||||
200 мг/л | 20 | - | - | С | С | Н | - | - | - | - | - | |||||
40 | ос | - | - | - | - | - | Н | С | Н | С | ||||||
700 мг/л | 20 | - | - | С | С | Н | - | - | - | - | - | |||||
40 | Н | - | - | - | - | - | Н | ос | Н | С | ||||||
Коньяк | Торговый | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
Крахмала раствор, патока | Любая водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | С | С | С | С | ||||||
Крезол | до 90% водный | 20 | ос | Н | С | С | Н | Н | ос | Н | Н | С | ||||
40 | - | - | С | С | - | - | ос | - | - | С | ||||||
Кремниевая кислота | Любая | 60 | С | С | С | С | С | С | С | С | С | С | ||||
Кремнефтористоводородная кислота | 32%-ная водная | 20 | С | С | С | С | Н | - | ос | ос | ос | Н | ||||
40 | С | С | С | - | - | - | Н | ос | Н | - | ||||||
60 | С | С | С | - | - | - | - | Н | - | - | ||||||
Кротоновый альдегид | Технический | 20 | Н | С | С | С | С | С | С | С | С | С | ||||
Ксилол | Технический | 20 | Н | Н | Н | Н | Н | Н | Н | Н | Н | С | ||||
Ланолин | Технический | 20 | С | С | С | С | ос | - | С | ос | С | С | ||||
40 | ос | - | С | С | ос | - | С | Н | ос | С | ||||||
60 | - | - | С | С | ос | - | С | - | Н | С | ||||||
Ликеры | 20 | С | С | С | С | С | - | С | С | С | С | |||||
40 | С | ос | С | - | - | - | - | С | - | - | ||||||
Лимонная кислота | 10%-ная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | С | С | С | С | ||||||
60 | ос | С | С | С | - | - | ос | С | С | С | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Магния соли | Любые водные | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Мазут | - | 20 | С | ос | ос | ос | Н | Н | С | Н | С | С | ||||
40 | ос | Н | Н | Н | - | - | С | - | С | С | ||||||
Малеиновая кислота | Насыщенная водная | 20 | С | С | С | С | С | ос | Н | ос | Н | С | ||||
40 | С | С | С | С | С | - | - | Н | - | С | ||||||
60 | ос | С | С | С | С | - | - | - | - | С | ||||||
Мармелад | 20 | С | С | С | С | С | - | С | С | С | С | |||||
40 | ос | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Масла и эфиры растительные | - | 20 | С | С | С | С | Н | Н | С | Н | ос | С | ||||
40 | ос | ос | ос | С | - | - | С | - | ос | С | ||||||
60 | - | - | - | ос | - | - | С | - | Н | С | ||||||
Масло вазелиновое | - | 20 | С | - | С | С | Н | Н | С | С | С | С | ||||
40 | С | - | С | С | - | - | С | ос | ос | С | ||||||
60 | - | - | ос | ос | - | - | ос | Н | Н | С | ||||||
Масло веретенное | - | 20 | ос | ос | ос | С | Н | Н | С | Н | ос | С | ||||
40 | - | - | - | ос | - | - | С | - | Н | ос | ||||||
60 | - | - | ос | Н | - | - | ос | - | - | Н | ||||||
Масло дизельное | - | 20 | С | С | С | ос | Н | Н | С | Н | ос | С | ||||
40 | С | - | - | - | - | - | С | - | - | С | ||||||
60 | - | ос | ос | - | - | - | - | - | - | - | ||||||
Масло древесное | - | 20 | ос | - | С | С | Н | - | Н | С | С | С | ||||
60 | Н | - | ос | ос | - | - | - | С | - | - | ||||||
Масло камфорное | - | 20 | С | Н | Н | Н | Н | - | С | Н | Н | С | ||||
Масло костное | - | 20 | ос | С | С | С | Н | - | С | Н | Н | С | ||||
60 | Н | С | С | С | - | - | С | - | - | С | ||||||
Масло кукурузное | Техническое | 20 | ос | С | С | С | Н | - | С | ос | ос | С | ||||
40 | - | - | С | С | - | - | С | Н | Н | С | ||||||
60 | - | ос | ос | ос | - | - | С | - | - | С | ||||||
Масло льняное | Техническое | 20 | С | - | С | С | ос | - | С | ос | ос | С | ||||
40 | С | - | С | С | ос | - | С | Н | Н | С | ||||||
60 | ос | - | С | С | ос | - | С | - | - | С | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Масло минеральное, не содержащее ароматических веществ | - | 20 | С | ос | С | С | Н | Н | С | Н | ос | С | ||||
40 | С | ос | С | С | - | - | С | - | - | С | ||||||
60 | С | Н | ос | ос | - | - | С | - | - | С | ||||||
Масло моторное | - | 60 | Н | Н | ос | Н | Н | - | С | Н | С | С | ||||
Масло оливковое | - | 20 | С | С | С | С | Н | Н | С | Н | С | С | ||||
40 | С | С | С | - | - | С | - | С | С | |||||||
60 | С | ос | ос | С | - | - | С | - | С | С | ||||||
80 | - | - | - | С | - | - | - | - | - | С | ||||||
Масло пальмовое | - | 20 | С | С | С | С | Н | Н | С | С | С | С | ||||
40 | Н | - | С | С | - | - | С | ос | ос | С | ||||||
60 | - | Н | ос | ос | - | - | ос | Н | Н | С | ||||||
Масло парафиновое | - | 20 | С | ос | С | С | Н | Н | С | Н | С | С | ||||
40 | С | - | С | С | - | - | ос | - | ос | С | ||||||
60 | ос | - | С | ос | - | - | ос | - | Н | С | ||||||
Масло силиконовое | - | 20 | С | С | С | С | С | С | С | ос | С | С | ||||
40 | ос | С | С | С | - | - | С | Н | С | С | ||||||
60 | Н | С | С | С | - | - | С | - | ос | С | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Масло смазочное | - | 20 | С | Н | С | ос | Н | Н | С | Н | С | С | ||||
40 | С | - | С | - | - | - | С | - | ос | С | ||||||
60 | С | - | ос | - | - | - | ос | - | Н | С | ||||||
Масло сосновое | - | 20 | Н | С | С | С | Н | Н | ос | Н | Н | С | ||||
60 | - | ос | ос | ос | - | - | ос | - | - | С | ||||||
Масло терпентиновое | - | 20 | С | ос | ос | Н | Н | Н | С | Н | Н | С | ||||
40 | ос | - | ос | - | - | - | С | - | - | С | ||||||
60 | - | Н | ос | - | - | - | С | - | - | С | ||||||
Масляная кислота | Техническая | 20 | С | С | С | С | Н | Н | Н | ос | ос | ос | ||||
40 | - | - | С | - | - | - | - | - | - | - | ||||||
60 | - | - | ос | - | - | - | - | - | - | - | ||||||
Меди соли | Любые водные | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | ос | С | - | С | С | С | С | ||||||
60 | ос | С | С | Н | ос | - | ос | С | С | С | ||||||
Меласса | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
Мелассовое сусло | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
Ментол | - | 20 | ос | - | С | С | С | - | С | С | С | С | ||||
60 | Н | ос | ос | ос | - | ос | ос | ос | С | |||||||
Метан | Технический | 20 | С | С | С | С | Н | Н | С | Н | Н | С | ||||
Метанол (метиловый спирт) | Любой | 20 | С | ос | С | С | С | С | С | С | С | ос | ||||
40 | С | - | С | С | С | - | С | С | С | ос | ||||||
60 | ос | Н | С | С | Н | - | С | С | ос | ос | ||||||
Метиламин | 32%-ный водный | 20 | ос | - | С | С | С | С | Н | С | С | С | ||||
Метилацетат | Технический | 20 | Н | Н | С | С | Н | Н | Н | ос | Н | Н | ||||
40 | - | - | - | С | - | - | - | - | - | - | ||||||
60 | - | - | - | ос | - | - | - | - | - | - | ||||||
Метилбромид | Технический | 20 | Н | ос | ос | Н | Н | Н | Н | Н | Н | ос | ||||
Метилсерная кислота | До 50% водная | 20 | С | ос | ос | ос | С | - | Н | С | С | С | ||||
40 | ос | ос | ос | ос | Н | - | - | С | ос | ос | ||||||
Техническая чистая | 40 | С | Н | Н | Н | Н | - | Н | С | ос | ос | |||||
60 | ос | - | - | - | - | - | - | С | Н | Н | ||||||
Метилхлорид | Технический | 20 | Н | Н | ос | Н | Н | Н | Н | ос | Н | Н | ||||
Метилэтилкетон | Технический | 20 | Н | ос | С | С | Н | Н | Н | С | Н | Н | ||||
40 | - | Н | ос | - | - | - | - | ос | - | - | ||||||
60 | - | - | Н | ос | - | - | - | - | - | - | ||||||
Метоксибутанол | - | 20 | С | С | С | С | Н | - | С | С | С | С | ||||
60 | Н | ос | ос | ос | - | - | С | ос | ос | С | ||||||
Молоко | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | - | С | С | - | - | - | - | - | - | ||||||
60 | С | - | С | С | - | - | - | - | - | - | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Молочная кислота | 90%-ная водная | 20 | С | С | С | С | ос | ос | Н | ос | Н | С | ||||
40 | ос | С | С | С | ос | - | - | ос | - | ос | ||||||
60 | Н | С | С | С | ос | - | - | ос | - | ос | ||||||
80 | - | - | - | С | - | - | - | Н | - | ос | ||||||
Монохлоруксусной кислоты метиловый эфир | Технические | 20 | ос | - | С | С | - | - | - | - | - | - | ||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Монохлоруксусной кислоты этиловый эфир | Технический | 20 | ос | - | С | С | Н | - | Н | С | Н | ос | ||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Морфолин | Технический | 20 | Н | С | С | С | Н | - | Н | ос | ос | С | ||||
40 | - | С | С | С | - | - | - | - | - | - | ||||||
60 | - | С | С | С | - | - | - | - | - | - | ||||||
Моча | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | С | С | С | С | ||||||
60 | ос | С | С | С | - | - | С | С | С | С | ||||||
Мочевина | 30%-ная водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | - | - | - | - | - | - | ||||||
Моющие средства синтетические | - | 20 | С | С | С | С | С | С | С | С | С | |||||
40 | С | - | С | С | - | С | С | С | С | С | ||||||
60 | ос | - | С | С | - | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Муравьиная кислота | 50%-ная водная | 20 | С | С | С | С | С | ос | ос | С | С | С | ||||
40 | С | С | С | - | С | Н | - | С | С | С | ||||||
60 | ос | С | С | ос | С | - | - | ос | ос | ос | ||||||
Техническая | 20 | С | С | С | С | Н | ос | Н | С | С | Н | |||||
40 | ос | С | С | ос | - | - | - | С | ос | и | ||||||
60 | Н | С | С | Н | - | - | - | С | Н | - | ||||||
Мыльный раствор | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
Мышьяковая кислота | 80%-ная водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | - | С | - | ос | С | С | С | ||||||
Натрия ацетат | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | - | С | С | С | - | С | С | С | С | С | ||||||
60 | - | С | С | С | - | С | - | С | - | С | ||||||
80 | - | - | - | С | - | - | - | ос | - | - | ||||||
Натрия бензонат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | - | С | С | С | С | С | С | С | С | ||||||
60 | С | - | С | С | - | С | - | С | - | С | ||||||
80 | - | - | - | С | - | - | - | ос | - | ос | ||||||
Натрия бикарбонат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Натрия бисульфат | 10%-ный водный | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | ос | С | С | С | ||||||
60 | ос | С | С | С | С | С | Н | С | ос | С | ||||||
80 | - | - | - | С | - | - | - | ос | - | С | ||||||
Натрия бисульфит | Любой водный | 20 | С | С | С | С | С | С | ос | С | С | С | ||||
40 | ос | С | С | С | С | - | Н | С | С | С | ||||||
60 | Н | С | С | С | С | - | - | С | ос | С | ||||||
Натрия бромат | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | ос | - | ос | ос | - | - | ос | С | С | С | ||||||
60 | - | - | - | - | - | - | Н | С | ос | С | ||||||
Натрия гидроокись (едкий натр) | До 10% водная | 20 | С | С | С | С | С | С | С | С | С | ос | ||||
40 | С | С | С | С | С | - | С | С | С | ос | ||||||
60 | ос | С | С | С | С | - | С | С | С | ос | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
До 40% водная | 20 | С | С | С | С | С | С | С | С | С | ос | |||||
40 | С | С | С | С | С | - | ос | С | С | Н | ||||||
60 | ос | С | С | С | С | - | Н | С | ос | - | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
50%-ная водная | 20 | С | С | С | С | С | С | ос | С | Н | Н | |||||
40 | С | С | С | С | С | - | Н | С | - | - | ||||||
60 | С | С | С | С | С | С | - | ос | - | - | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Натрия гидросульфит | До 10% водный | 20 | С | - | С | С | - | - | С | С | С | С | ||||
40 | С | - | С | С | - | - | ос | С | С | С | ||||||
60 | ос | - | С | С | - | - | Н | С | С | С | ||||||
Натрия гипохлорит, содержащий 12,5% активного хлора | 20 | С | С | С | С | ос | ос | Н | С | Н | С | |||||
40 | С | - | ос | ос | - | - | - | - | - | - | ||||||
60 | ос | - | - | - | - | - | - | - | - | - | ||||||
Натрия иодид | Любой водный | 20 | С | - | С | С | - | - | С | С | С | С | ||||
40 | С | - | - | - | - | - | С | С | С | С | ||||||
60 | ос | - | - | - | - | - | ос | С | С | С | ||||||
Натрия карбонат (вода) | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | - | ||||||
Натрия нитрат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
Натрия нитрит | Насыщенный водный | 20 | С | С | С | С | С | - | С | С | С | С | ||||
Натрия оксалат | Насыщенный водный | 20 | С | - | С | С | - | - | С | С | С | С | ||||
40 | С | - | - | - | - | - | - | - | - | - | ||||||
60 | ос | - | - | - | - | - | - | - | - | - | ||||||
Натрия персульфат | Насыщенный водный | 20 | С | - | С | С | - | Н | Н | С | С | С | ||||
40 | С | - | С | С | - | - | - | С | С | С | ||||||
60 | ос | - | С | С | - | - | - | С | С | С | ||||||
Натрия силикат | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
Натрия сульфат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | ос | С | С | ||||||
Натрия сульфид | Насыщенный водный | 20 | С | С | С | С | ос | - | С | С | Н | Н | ||||
40 | С | С | С | С | - | - | С | С | - | - | ||||||
60 | ос | С | С | С | - | - | С | С | - | - | ||||||
Натрия сульфит | Любой водный | 20 | С | С | С | С | С | С | ос | С | С | С | ||||
40 | С | С | С | С | С | С | Н | С | С | С | ||||||
60 | ос | С | С | С | С | С | - | ос | С | С | ||||||
Натрия тиосульфат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | ос | С | С | С | ||||||
60 | ос | С | С | С | С | - | Н | С | ос | С | ||||||
Натрия фосфат | Насыщенный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Натрия хлорат | Насыщенный водный | 20 | С | С | С | С | - | С | С | С | С | С | ||||
40 | С | - | - | - | - | С | С | С | С | С | ||||||
Любой водный | 20 | С | С | С | С | Н | - | С | С | С | С | |||||
40 | С | С | С | С | - | - | ос | С | С | С | ||||||
60 | ос | С | С | С | - | - | Н | С | ос | С | ||||||
Натрия хлорид (поваренная соль) | Любой водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | ос | С | ос | С | ||||||
Натрия хлорит | Разбавленный водный | 20 | ос | ос | С | С | Н | С | Н | С | ос | С | ||||
40 | - | ос | - | С | - | - | - | С | Н | С | ||||||
60 | - | Н | - | ос | - | - | - | С | - | С | ||||||
Натрия хромат | Разбавленный водный | 20 | С | - | С | С | С | С | С | С | С | С | ||||
40 | С | - | - | С | С | - | ос | С | С | С | ||||||
60 | ос | - | - | - | - | - | Н | С | ос | С | ||||||
Нафталин | Технический | 20 | Н | С | С | С | Н | Н | С | Н | Н | С | ||||
40 | - | - | - | - | - | - | С | - | - | - | ||||||
60 | - | - | - | - | - | - | С | - | - | - | ||||||
Нефть | Техническая | 20 | С | ос | С | С | Н | Н | С | Н | ос | С | ||||
40 | - | - | С | ос | - | - | С | - | Н | С | ||||||
Никеля соли | Насыщенные водные | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | |||||||
Никотиновый препарат | Торговый | 20 | С | С | С | - | ос | - | С | С | С | С | ||||
Нитробензол | Технический | 20 | Н | ос | С | С | Н | Н | Н | Н | Н | ос | ||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | Н | ос | С | - | - | - | - | - | - | ||||||
Нитрозные газы | Разбавленные сухие и влажные | 20 | С | С | С | С | Н | - | ос | С | С | С | ||||
40 | - | С | С | ос | - | - | Н | С | ос | С | ||||||
60 | ос | С | С | Н | - | - | - | ос | Н | С | ||||||
Нитротолуол | Технический | 20 | Н | С | С | С | Н | Н | ос | Н | Н | ос | ||||
40 | - | - | С | С | - | - | Н | - | - | Н | ||||||
60 | - | ос | ос | ос | - | - | - | - | - | - | ||||||
Озон | До 2% в воздухе | 20 | С | - | ос | ос | Н | Н | Н | С | ос | С | ||||
40 | - | - | Н | Н | - | - | - | - | - | - | ||||||
Насыщенный водный | 20 | С | Н | ос | ос | Н | Н | Н | С | ос | С | |||||
40 | С | - | Н | Н | - | - | - | - | Н | ос | ||||||
Октилкрезол | Технический | 20 | Н | ос | ос | ос | Н | - | ос | Н | Н | ос | ||||
60 | - | Н | Н | Н | - | - | Н | - | - | ос | ||||||
Олеиновая кислота | Техническая чистая | 20 | С | ос | С | С | Н | Н | ос | Н | Н | С | ||||
40 | С | - | С | С | - | - | Н | - | - | - | ||||||
60 | С | Н | ос | ос | - | - | - | - | - | - | ||||||
Олеум (дымящая серная кислота) | 10%-ный | 20 | Н | Н | Н | Н | Н | Н | Н | Н | Н | ос | ||||
Олова хлорид | Насыщенный водный | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | ос | С | С | С | - | - | С | ос | С | С | ||||||
60 | ос | С | С | С | - | - | ос | Н | С | С | ||||||
Отходящие газы, содержащие: | ||||||||||||||||
двуокись углерода | Любая | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
нитрозные соединения | Следы | 20 | С | С | С | С | Н | - | ос | С | С | С | ||||
40 | С | С | С | С | - | - | ос | С | С | С | ||||||
60 | С | С | ос | - | - | Н | С | ос | С | |||||||
окись углерода | Любая | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
олеум | Незначительная | 20 | С | Н | Н | Н | Н | Н | Н | С | С | С | ||||
Высокая | 20 | Н | Н | Н | Н | Н | Н | Н | С | ос | С | |||||
сернистый ангидрид | Следы | 20 | С | С | С | С | ос | - | ос | С | С | С | ||||
40 | С | С | С | С | ос | - | Н | С | С | С | ||||||
60 | С | С | С | С | ос | - | - | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | С | |||||||
серную кислоту | Любая | 20 | С | С | С | С | Н | - | ос | С | С | С | ||||
40 | С | С | С | С | - | - | Н | С | С | С | ||||||
60 | С | С | С | ос | - | - | - | С | С | С | ||||||
серный ангидрид | Следы | 20 | С | - | С | С | - | - | ос | С | С | С | ||||
40 | С | - | С | С | - | - | Н | С | С | С | ||||||
60 | С | - | С | ос | - | - | - | С | С | С | ||||||
80 | - | - | - | ос | - | - | - | ос | - | - | ||||||
соляную кислоту | Любая | 20 | С | С | С | С | С | - | ос | С | С | С | ||||
40 | С | С | С | С | С | - | Н | С | С | С | ||||||
60 | С | С | С | С | С | - | - | С | С | С | ||||||
80 | - | - | - | С | - | - | - | ос | - | С | ||||||
фтористый водород | Следы | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | ос | С | С | С | ||||||
60 | С | С | С | С | С | - | Н | ос | ос | С | ||||||
Пальминтиновая кислота | Техническая чистая | 20 | С | - | ос | ос | ос | ос | ос | ос | С | С | ||||
40 | - | - | - | Н | - | - | Н | Н | Н | ос | ||||||
Парафин | - | 60 | Н | Н | ос | ос | Н | - | С | Н | С | С | ||||
Парафиновая эмульсия | Торговая водная | 20 | С | - | С | С | Н | - | С | Н | С | С | ||||
40 | С | - | С | С | - | - | С | Н | ос | С | ||||||
60 | - | - | ос | ос | - | - | ос | Н | Н | С | ||||||
Перхлорная кислота | 10%-ная водная | 20 | С | С | С | С | Н | Н | Н | С | Н | С | ||||
40 | С | С | С | С | - | - | - | С | - | С | ||||||
60 | ос | С | С | - | - | - | - | С | - | С | ||||||
70%-ная водная | 20 | ос | С | С | ос | Н | - | Н | С | Н | С | |||||
40 | - | ос | ос | Н | - | - | - | С | - | С | ||||||
60 | - | Н | Н | - | - | - | - | С | - | С | ||||||
Перхлорэтилен, тетрахлорэтилен | Техническая | 20 | Н | - | ос | ос | Н | Н | ос | Н | Н | С | ||||
40 | - | - | - | - | - | - | Н | - | - | С | ||||||
60 | - | - | - | - | - | - | - | - | - | С | ||||||
Петролейный эфир | Технический чистый | 20 | С | Н | С | С | Н | - | С | Н | Н | С | ||||
40 | С | - | ос | С | - | - | ос | - | - | - | ||||||
60 | - | - | ос | ос | - | - | Н | - | - | ос | ||||||
Пиво | Торговое | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
Пикриновая кислота | 1%-ная водная | 20 | С | С | С | С | С | С | ос | С | ос | С | ||||
Пиридин | Технический | 20 | Н | С | С | ос | Н | Н | Н | С | Н | ос | ||||
40 | - | ос | ос | ос | - | - | - | ос | - | Н | ||||||
60 | - | ос | ос | ос | - | - | - | Н | - | - | ||||||
Плодовая пульпа | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Пропан | Технический | |||||||||||||||
жидкий | 20 | С | Н | Н | С | Н | Н | С | Н | С | С | |||||
газообразный | 20 | С | ос | С | С | Н | Н | С | С | С | С | |||||
Пропанол | Технический | 20 | С | С | С | С | Н | - | ос | С | С | С | ||||
40 | ос | С | С | С | - | - | ос | С | С | С | ||||||
60 | ос | С | С | С | - | - | Н | С | С | С | ||||||
Пропаргиловый спирт | 7%-ный водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | С | С | С | С | ||||||
60 | С | С | С | С | - | - | С | С | ос | С | ||||||
Пропионовая кислота | 50%-ная водная | 20 | С | С | С | С | ос | Н | Н | С | ос | С | ||||
40 | С | С | С | С | - | - | - | С | Н | С | ||||||
60 | ос | С | С | С | - | - | - | С | - | ос | ||||||
Техническая | 20 | С | С | С | С | Н | Н | Н | С | Н | С | |||||
40 | ос | ос | ос | ос | - | - | - | С | - | С | ||||||
60 | ос | ос | ос | - | - | - | ос | - | С | |||||||
Пропиленгликоль | Технический | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | ос | С | С | С | ||||||
60 | С | С | С | С | - | - | Н | С | - | ос | ||||||
Пропилена окись | Техническая | 20 | ос | С | С | - | - | Н | С | Н | Н | |||||
Псевдокумол | Технический | 60 | ос | ос | ос | ос | Н | - | Н | Н | Н | С | ||||
Ртути соли | Насыщенные | 20 | С | С | С | С | С | С | ос | С | ос | С | ||||
40 | С | С | С | С | С | С | ос | С | ос | С | ||||||
60 | ос | С | С | С | С | С | Н | С | Н | С | ||||||
Ртуть | Техническая | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
Сало | - | 20 | С | С | С | С | Н | Н | С | С | С | С | ||||
40 | С | - | С | С | - | - | С | С | С | С | ||||||
60 | С | ос | С | С | - | - | С | С | С | С | ||||||
Сало говяжье, сульфированная эмульсия | Торговое | 20 | С | - | С | С | Н | Н | С | Н | С | С | ||||
Сахарный сироп | Торговый | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | С | С | С | С | ||||||
60 | ос | С | С | С | - | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | - | С | ||||||
Светильный газ (без бензола) | - | 20 | С | С | С | С | Н | - | С | Н | ос | С | ||||
Свинца ацетат | Водный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
Насыщенный | 60 | С | С | С | С | С | С | С | С | С | С | |||||
Свинца тетраэтил | Технический | 20 | С | С | С | С | Н | Н | С | ос | ос | С | ||||
Сера | Техническая | 20 | ос | С | С | С | Н | Н | Н | Н | Н | С | ||||
40 | Н | С | С | С | - | - | - | - | - | - | ||||||
60 | - | - | - | С | - | - | - | - | - | С | ||||||
Серебра соли | Насыщенные | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | ос | С | С | С | С | С | С | С | С | С | ||||||
Серная кислота | Водная, %, до | |||||||||||||||
40 | 20 | С | С | С | С | С | ос | ос | С | ос | С | |||||
40 | С | С | С | С | ос | - | Н | С | Н | С | ||||||
60 | ос | С | С | С | - | - | - | С | - | С | ||||||
60 | 20 | С | С | С | С | Н | Н | Н | С | Н | С | |||||
40 | С | С | С | С | - | - | - | С | - | С | ||||||
60 | С | С | С | С | - | - | - | ос | - | С | ||||||
80 | 20 | С | С | С | С | Н | Н | Н | С | Н | С | |||||
40 | С | ос | С | С | - | - | - | ос | - | С | ||||||
60 | С | - | ос | ос | - | - | - | Н | - | ос | ||||||
90%-ная | 20 | С | ос | ос | ос | Н | Н | Н | ос | Н | С | |||||
40 | С | - | - | - | - | - | - | Н | - | С | ||||||
96%-ная | 20 | С | ос | ос | ос | Н | Н | Н | Н | Н | С | |||||
Сернистая кислота | Насыщенная водная | 20 | С | С | С | С | - | - | Н | С | Н | С | ||||
40 | С | С | С | С | - | - | - | ос | - | С | ||||||
60 | ос | С | С | - | - | - | Н | - | ос | |||||||
Сероводород | Технический | 20 | С | С | С | С | Н | Н | С | С | ос | С | ||||
40 | С | С | С | С | - | - | ос | ос | Н | С | ||||||
60 | С | ос | ос | С | - | - | Н | Н | - | ос | ||||||
Насыщенный | 20 | С | С | С | С | ос | Н | ос | С | ос | С | |||||
40 | С | С | С | С | - | Н | Н | ос | Н | С | ||||||
60 | ос | С | С | С | - | - | - | Н | - | С | ||||||
Сероуглерод | Технический | 20 | ос | Н | ос | С | Н | Н | Н | Н | Н | С | ||||
Серы двуокись (сернистый ангидрид) | Техническая газообразная | 20 | С | С | С | С | Н | Н | Н | С | Н | С | ||||
40 | С | С | С | С | - | - | - | С | - | ос | ||||||
60 | С | С | С | С | - | - | - | ос | - | - | ||||||
Любая влажная | 20 | С | С | С | С | Н | Н | Н | С | Н | С | |||||
40 | С | С | С | С | - | - | - | С | - | ос | ||||||
60 | ос | С | С | С | - | - | - | ос | - | Н | ||||||
Техническая жидкая | 20 | ос | ос | ос | ос | Н | Н | Н | ос | Н | ос | |||||
Серы трехокись (серный ангидрид) | - | 20 | Н | Н | Н | Н | ос | Н | Н | Н | Н | С | ||||
Синильная кислота | Техническая | 20 | С | С | С | С | ос | ос | ос | С | ос | С | ||||
40 | С | С | С | С | - | - | Н | ос | Н | ос | ||||||
60 | ос | С | С | С | - | - | - | - | - | - | ||||||
Смачивающее вещество | До 5% водное | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | - | - | С | - | - | - | - | - | - | ||||||
60 | ос | - | - | С | - | - | - | - | - | - | ||||||
Смесь: | 3:1:2 | 20 | ос | - | ос | Н | Н | Н | Н | С | Н | С | ||||
азотная кислота, фосфорная кислота, вода | - | - | - | - | - | - | - | - | ос | - | ос | |||||
Смесь: | 48:49:3 | 20 | С | Н | Н | Н | Н | Н | Н | ос | Н | Н | ||||
серная кислота, азотная кислота, вода | 40 | ос | - | - | - | - | - | - | - | - | - | |||||
60 | Н | - | - | - | - | - | - | - | - | - | ||||||
50:50:0 | 20 | ос | Н | Н | Н | Н | Н | Н | ос | Н | Н | |||||
40 | Н | - | - | - | - | - | - | - | - | - | ||||||
10:87:3 | 20 | ос | Н | Н | Н | Н | Н | Н | Н | Н | Н | |||||
50:31:19 | 20 | С | Н | Н | Н | Н | Н | Н | ос | ос | С | |||||
50:33:17 | 20 | С | Н | Н | Н | Н | Н | Н | ос | Н | С | |||||
40 | ос | - | - | - | - | - | - | - | - | - | ||||||
10:20:70 | 20 | С | ос | ос | Н | Н | Н | Н | С | ос | С | |||||
40 | С | - | - | - | - | - | - | С | - | С | ||||||
Смесь: | 30:60:10 | 20 | С | - | С | С | ос | - | Н | С | С | С | ||||
серная кислота, фосфорная кислота, вода | 40 | С | - | ос | ос | - | - | - | С | ос | С | |||||
Соляная кислота | Водная | |||||||||||||||
5%-ная | 20 | С | С | С | С | Н | Н | ос | С | ос | С | |||||
40 | С | С | С | - | - | - | Н | С | Н | С | ||||||
60 | ос | С | С | С | - | - | - | С | - | С | ||||||
10%-ная | 20 | С | С | С | С | Н | Н | ос | С | ос | С | |||||
40 | С | С | С | С | - | - | Н | С | Н | С | ||||||
60 | ос | С | С | С | - | - | - | С | - | С | ||||||
до 30% | 20 | С | С | С | С | Н | Н | Н | С | Н | С | |||||
40 | С | С | С | С | - | - | - | С | - | С | ||||||
60 | ос | С | С | С | - | - | - | ос | - | ос | ||||||
36%-ная | 20 | С | С | С | С | Н | Н | Н | С | Н | С | |||||
40 | С | - | С | С | - | - | - | ос | - | ос | ||||||
60 | ос | ос | С | С | - | - | - | Н | - | Н | ||||||
Спермацет | - | 20 | Н | С | С | С | Н | - | С | Н | ос | С | ||||
Спирт из масла орехов | Технический | 20 | С | - | С | С | ос | - | С | Н | ос | С | ||||
40 | С | - | С | С | - | - | С | - | Н | С | ||||||
60 | ос | - | С | С | Н | - | С | - | - | С | ||||||
Спирт из спермацетового масла | - | 20 | С | С | С | С | Н | - | С | ос | С | С | ||||
Спиртные напитки, содержащие 40% алкоголя | - | 20 | С | С | С | С | С | С | С | С | С | С | ||||
Стеариновая кислота | Техническая | 20 | С | С | С | С | ос | ос | С | С | С | С | ||||
40 | С | - | - | - | - | - | С | С | С | С | ||||||
60 | С | - | ос | ос | - | - | ос | ос | ос | ос | ||||||
Сульфонат жирного спирта | Водный | 20 | С | - | С | С | - | - | С | С | С | С | ||||
40 | С | - | С | С | - | - | С | С | С | С | ||||||
60 | ос | - | С | ос | - | - | С | С | С | С | ||||||
Сульфурилхлорид | Технический | 20 | Н | Н | Н | Н | Н | Н | Н | ос | ос | С | ||||
Сурьмы хлорид | 90%-ный водный | 20 | С | С | С | С | Н | - | Н | С | С | С | ||||
40 | С | С | С | С | - | - | - | - | - | - | ||||||
60 | - | С | С | С | - | - | - | - | - | - | ||||||
Тетрагидронафталин | Технический | 20 | Н | - | ос | Н | Н | Н | Н | Н | Н | С | ||||
Тетрагидрофуран | Технический | 20 | Н | ос | ос | Н | Н | Н | Н | Н | Н | С | ||||
Тетрахлорэтан | Технический | 20 | Н | Н | ос | ос | Н | Н | Н | Н | Н | ос | ||||
Тионилхлорид | Технический | 20 | Н | Н | Н | Н | Н | Н | Н | Н | Н | С | ||||
Толуол | Технический | 20 | Н | Н | ос | С | Н | Н | Н | Н | Н | С | ||||
| ||||||||||||||||
- | - | Н | ос | - | - | - | - | - | - | |||||||
Трибутилфосфат | Технический | 20 | Н | С | С | С | ос | Н | Н | С | Н | Н | ||||
40 | - | С | С | С | - | - | - | - | - | - | ||||||
60 | - | С | С | С | - | - | - | - | - | - | ||||||
Трикрезил фосфат | Технический | 20 | Н | ос | С | С | Н | Н | ос | Н | Н | Н | ||||
40 | - | - | С | - | - | - | - | - | - | - | ||||||
60 | - | Н | С | ос | - | - | - | - | - | - | ||||||
Трилон | - | 60 | ос | С | С | - | Н | - | С | С | Н | ос | ||||
Триоктилфосфат | - | 20 | Н | - | ос | С | Н | Н | ос | Н | Н | Н | ||||
Трихлоруксусная кислота | Техническая чистая | 20 | ос | С | С | С | Н | Н | Н | ос | Н | Н | ||||
40 | - | ос | ос | С | - | - | - | - | - | - | ||||||
60 | - | - | Н | С | - | - | - | - | - | - | ||||||
50%-ная водная | 20 | С | С | С | С | Н | - | Н | ос | Н | Н | |||||
40 | ос | - | С | С | - | - | - | - | - | - | ||||||
60 | - | С | С | - | - | - | - | - | - | |||||||
Трихлорэтан | Технический | 20 | Н | Н | ос | ос | Н | Н | Н | Н | Н | С | ||||
Трихлорэтилен | Технический | 20 | Н | Н | Н | ос | Н | Н | Н | Н | Н | С | ||||
Триэтаноламин | Технический | 20 | ос | ос | С | С | ос | ос | ос | Н | С | С | ||||
Углерод четыреххлористый | Технический | 20 | ос | Н | Н | Н | Н | Н | Н | Н | Н | С | ||||
Углерода двуокись (углекислота, углекислый газ) | Техническая сухая | 20 | С | С | С | С | С | ос | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
80 | - | - | - | С | - | - | - | - | - | С | ||||||
влажная | 20 | С | С | С | С | С | ос | С | С | С | С | |||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | - | ||||||
Удобрительная соль (минеральное удобрение) | Водная | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | ос | С | С | С | С | - | С | С | С | С | ||||||
Уксус | Торговый | 20 | С | С | С | С | ос | - | Н | ос | Н | Н | ||||
40 | С | С | С | С | ос | - | - | Н | - | - | ||||||
60 | С | С | С | С | ос | - | - | - | - | - | ||||||
80 | - | - | - | С | - | - | - | - | - | - | ||||||
Уксусная кислота | Техническая чистая | 20 | ос | ос | С | С | С | Н | Н | ос | ос | Н | ||||
40 | Н | - | С | С | ос | - | - | - | - | - | ||||||
60 | - | Н | ос | ос | - | - | - | - | - | - | ||||||
80 | - | - | - | - | - | - | - | - | - | - | ||||||
50%-ная водная | 20 | С | С | С | С | С | Н | Н | С | ос | ос | |||||
40 | С | С | С | С | С | - | - | - | - | - | ||||||
60 | - | С | С | С | С | - | - | - | - | - | ||||||
10%-ная водная | 20 | С | С | С | С | С | Н | ос | С | С | ос | |||||
40 | С | С | С | С | С | - | Н | С | С | Н | ||||||
60 | ос | С | С | С | С | - | - | - | - | - | ||||||
Уксусной кислоты ангидрид | Технический | 20 | Н | ос | С | С | Н | Н | Н | ос | Н | Н | ||||
40 | - | ос | ос | ос | - | - | - | - | - | - | ||||||
Фенилгидразин | Технический | 20 | Н | ос | ос | ос | Н | ос | Н | ос | Н | С | ||||
Фенилгидразинхлоргидрат | Водный | 20 | ос | - | С | С | С | - | ос | С | ос | С | ||||
40 | - | - | - | ос | - | - | Н | С | Н | С | ||||||
60 | - | - | - | ос | - | - | - | ос | - | С | ||||||
Фенол | До 10% водный | 20 | С | Н | С | С | Н | Н | Н | С | ос | С | ||||
40 | ос | - | С | С | - | - | - | С | Н | С | ||||||
60 | - | - | ос | С | - | - | - | С | - | С | ||||||
До 90% водный | 20 | ос | Н | С | С | Н | Н | Н | Н | Н | С | |||||
40 | - | - | С | С | - | - | - | - | - | ос | ||||||
60 | - | - | ос | С | - | - | - | - | - | Н | ||||||
Формальдегид (формалин) | 40%-ный водный | 20 | С | С | С | С | ос | С | С | С | С | С | ||||
40 | С | - | С | С | - | - | С | С | С | С | ||||||
60 | - | - | - | - | - | - | ос | С | ос | С | ||||||
Формамид | Технический | 20 | Н | - | С | С | С | - | С | С | С | ос | ||||
40 | - | - | С | - | С | - | - | - | - | - | ||||||
60 | - | - | С | - | С | - | - | - | - | - | ||||||
Фосген | Жидкий технический | 20 | Н | Н | Н | ос | Н | С | ос | С | С | С | ||||
40 | ос | - | - | - | - | - | С | С | ос | С | ||||||
Газообразный технический | 60 | ос | - | - | - | - | - | С | С | Н | ос | |||||
Фосфора хлориды | Технические | 20 | Н | С | С | С | С | С | Н | С | Н | С | ||||
Фосфорная кислота | До 30% водная | 20 | С | С | С | С | С | ос | ос | С | С | С | ||||
40 | С | С | С | С | С | - | ос | С | С | С | ||||||
60 | ос | С | С | С | С | - | Н | С | С | С | ||||||
80 | - | - | - | С | - | - | - | С | ос | С | ||||||
До 50% | 20 | С | С | С | С | ос | Н | ос | С | С | С | |||||
40 | С | С | С | С | - | - | Н | С | С | С | ||||||
60 | С | С | С | С | - | - | - | С | ос | С | ||||||
85%-ная водная | 20 | С | С | С | С | ос | Н | Н | С | С | С | |||||
40 | С | С | С | С | - | - | - | С | С | С | ||||||
60 | С | ос | ос | С | - | - | - | С | ос | С | ||||||
80 | - | - | - | С | - | - | - | ос | С | |||||||
Фосфоропентоксид | Технический | 20 | С | - | С | С | С | - | ос | С | С | С | ||||
40 | С | - | С | - | С | - | Н | С | С | С | ||||||
Фотографическая эмульсия | Любая | 20 | С | С | С | С | С | - | ос | С | С | С | ||||
40 | С | - | С | С | С | - | - | С | С | С | ||||||
Фотографический закрепитель | Торговый | 20 | С | С | С | С | С | - | С | С | С | С | ||||
40 | С | - | С | С | С | - | С | С | С | С | ||||||
60 | ос | - | - | - | - | - | - | - | - | - | ||||||
Фотографический проявитель | Торговый | 20 | С | С | С | С | С | - | ос | С | С | С | ||||
40 | С | - | С | С | С | - | ос | С | С | С | ||||||
60 | ос | - | ос | - | - | - | - | - | - | - | ||||||
Фруктовые напитки | 20 | С | С | С | С | С | С | С | С | С | С | |||||
40 | С | С | С | С | С | С | С | С | С | С | ||||||
60 | С | С | С | С | С | С | С | С | С | С | ||||||
80 | - | - | - | С | - | - | С | - | - | С | ||||||
Фталевая кислота | Насыщенная | 20 | С | С | С | С | Н | - | Н | С | С | Н | ||||
40 | ос | С | С | С | - | - | - | С | С | - | ||||||
60 | Н | С | С | С | - | - | - | ос | ос | - | ||||||
Фтор | Технический | 20 | ос | Н | Н | Н | Н | Н | Н | Н | Н | ос | ||||
Фтористоводородная (плавиковая кислота) | Водная | |||||||||||||||
70%-ная | 20 | С | С | С | С | Н | Н | Н | Н | Н | С | |||||
60 | - | ос | ос | - | - | - | - | - | - | - | ||||||
50%-ная | 20 | С | С | С | С | Н | Н | Н | Н | Н | С | |||||
40 | - | - | - | С | - | - | - | - | - | - | ||||||
60 | - | ос | ос | С | - | - | - | - | - | - | ||||||
до 40% | 20 | С | С | С | С | ос | Н | Н | Н | Н | С | |||||
40 | ос | С | С | С | - | - | - | - | - | С | ||||||
60 | ос | ос | ос | С | Н | - | - | - | - | ос | ||||||
Фурфуриловый спирт | Технический | 20 | Н | Н | С | С | С | Н | Н | ос | ос | Н | ||||
40 | - | - | С | - | - | - | - | - | - | - | ||||||
60 | - | - | С | ос | ос | - | - | - | - | - | ||||||
Хлор | Влажный газообразный 97%-ный | 20 | ос | Н | Н | Н | Н | Н | Н | ос | Н | С | ||||
Технический сухой | 20 | ос | ос | ос | Н | Н | Н | Н | ос | Н | С | |||||
40 | - | - | ос | - | - | - | - | - | - | - | ||||||
- | - | Н | - | - | - | - | - | - | - | - | ||||||
жидкий | 20 | Н | Н | Н | Н | Н | Н | Н | Н | Н | ос | |||||
Хлоральгидрат | Технический | 20 | Н | Н | С | ос | ос | - | Н | ос | ос | ос | ||||
40 | - | - | С | - | - | - | - | - | - | - | ||||||
60 | - | - | С | Н | - | - | - | - | - | - | ||||||
Хлорбензол | Технический | 20 | Н | Н | ос | С | Н | Н | Н | Н | Н | Н | ||||
Хлорметан (метилхлорид) | Технический | 20 | Н | Н | Н | ос | Н | Н | Н | ос | Н | ос | ||||
Хлорная вода | Насыщенная | 20 | ос | ос | ос | ос | Н | Н | Н | ос | ос | ос | ||||
40 | ос | ос | ос | - | - | - | - | - | - | - | ||||||
Хлорная кислота | Водная | |||||||||||||||
10%-ная | 20 | С | С | С | Н | Н | Н | Н | С | Н | Н | |||||
40 | С | С | С | - | - | - | - | С | - | - | ||||||
60 | ос | - | - | - | - | - | - | С | - | - | ||||||
20%-ная | 20 | С | ос | ос | Н | Н | Н | Н | С | Н | Н | |||||
40 | С | - | - | - | - | - | - | С | - | - | ||||||
60 | ос | - | - | - | - | - | - | - | - | - | ||||||
Хлороформ | Технический | 20 | Н | Н | Н | ос | Н | Н | Н | Н | Н | ос | ||||
Хлорсульфоновая кислота | Техническая | 20 | ос | Н | Н | Н | Н | Н | Н | Н | Н | Н | ||||
Хлоруксусная монокислота | 50%-ная водная | 20 | С | С | С | С | ос | - | Н | ос | Н | Н | ||||
40 | С | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Хлоруксусная кислота | Техническая | 20 | С | С | С | С | Н | - | Н | ос | Н | Н | ||||
40 | С | С | С | С | - | - | - | - | - | - | ||||||
60 | ос | С | С | С | - | - | - | - | - | - | ||||||
Хлорэтанол этиленхлоргидрин | Технический | 20 | Н | Н | С | С | Н | Н | С | ос | Н | Н | ||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Хлофен (хлоридифенил) | Технический | 20 | Н | - | С | С | Н | - | Н | Н | Н | С | ||||
Хромовая кислота в смеси с серной кислотой и водой | 50:15:35 | 20 | С | Н | Н | Н | Н | Н | Н | ос | Н | С | ||||
40 | С | - | - | - | - | - | - | ос | - | С | ||||||
60 | ос | - | - | - | - | - | - | - | - | С | ||||||
Хромовая кислота | Водная | |||||||||||||||
до 50% | 20 | С | С | С | С | Н | Н | Н | ос | Н | С | |||||
40 | С | ос | ос | С | - | - | - | ос | - | С | ||||||
60 | ос | - | - | Н | - | - | - | ос | - | С | ||||||
любая | 20 | С | С | С | С | Н | Н | Н | ос | Н | С | |||||
Хромовые квасцы | Насыщенные водные | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | С | - | С | С | С | С | ||||||
60 | С | С | С | С | С | - | С | С | С | С | ||||||
Царская водка | Концентрированная | 20 | С | Н | Н | ос | Н | Н | Н | Н | Н | ос | ||||
40 | ос | - | - | Н | - | - | - | - | - | - | ||||||
Циклогексан | Технический | 20 | Н | С | С | С | Н | Н | С | Н | Н | С | ||||
40 | - | С | С | - | - | - | - | - | - | - | ||||||
60 | - | С | С | - | - | - | - | - | - | - | ||||||
Циклогексанол | Технический | 20 | С | Н | С | С | Н | Н | ос | Н | С | С | ||||
40 | С | - | С | С | - | - | - | - | - | - | ||||||
60 | С | - | С | ос | - | - | - | - | - | - | ||||||
Циклогексанон | Технический | 20 | Н | Н | С | С | Н | - | Н | ос | Н | Н | ||||
40 | - | - | ос | ос | - | - | - | - | - | - | ||||||
60 | - | - | ос | ос | - | - | - | - | - | - | ||||||
Цинка соли | Любые водные | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | С | С | С | - | - | ос | С | С | С | ||||||
60 | ос | С | С | С | - | - | Н | С | С | С | ||||||
Цинка хлорид | Насыщенный | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | ос | С | С | С | - | - | С | ос | С | С | ||||||
Водный | 60 | ос | С | С | С | - | - | ос | Н | С | С | |||||
Щавелевая кислота | Разбавленная водная | 20 | С | С | С | С | С | С | ос | ос | ос | С | ||||
40 | С | С | С | С | С | С | Н | ос | Н | С | ||||||
60 | С | С | С | С | - | С | - | ос | - | ос | ||||||
Этилацетат | Технический | 20 | Н | ос | С | С | ос | Н | Н | ос | Н | Н | ||||
40 | - | - | С | С | ос | - | - | ос | - | - | ||||||
60 | - | Н | ос | С | ос | - | - | ос | - | - | ||||||
Этилбензол | Технический | 20 | Н | Н | Н | ос | Н | Н | Н | Н | Н | ос | ||||
Этиленгликоль | Технический | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | С | - | С | С | - | - | С | С | С | С | ||||||
60 | С | - | С | С | ос | - | ос | С | ос | С | ||||||
80 | - | - | - | С | - | - | - | - | - | ос | ||||||
Этилендиамин | Технический | 20 | ос | - | С | С | Н | ос | ос | С | С | ос | ||||
40 | - | - | С | - | - | - | ос | С | ос | ос | ||||||
60 | - | - | С | - | - | - | Н | С | Н | Н | ||||||
Этиленхлоргидран | Технический | 20 | Н | Н | С | С | Н | Н | С | ос | Н | Н | ||||
40 | - | - | С | С | - | - | - | - | - | - | ||||||
60 | - | - | С | С | - | - | - | - | - | - | ||||||
Этиленхлорид (дихлорэтан) | Технический | 20 | Н | Н | ос | ос | Н | - | ос | ос | ос | С | ||||
Этиловый спирт (этанол) | Технический 95%-ный | 20 | С | Н | С | С | С | С | С | С | С | ос | ||||
40 | С | - | С | С | С | - | С | С | С | ос | ||||||
60 | ос | - | С | С | С | - | С | С | С | ос | ||||||
80 | - | - | - | С | - | - | ос | С | С | - | ||||||
Этиловый спирт (бродильное сусло) | Рабочий | 40 | С | - | С | С | С | - | С | С | С | С | ||||
60 | ос | - | ос | С | С | - | С | С | С | С | ||||||
Этиловый спирт с 2% толуола | 96%-ный | 20 | С | - | ос | ос | С | С | С | С | С | С | ||||
Этиловый спирт с уксусной кислотой (бродильная смесь) | Рабочий | 20 | С | С | С | С | С | - | ос | С | С | ос | ||||
40 | С | - | С | - | С | - | ос | С | С | ос | ||||||
60 | ос | - | - | - | - | - | - | ос | С | ос | ||||||
Этиловый эфир акриловой кислоты | Технический | 20 | Н | Н | С | - | ос | Н | ос | ос | ос | |||||
Этилхлорид | Технический | 20 | Н | - | ос | ос | Н | ос | Н | Н | Н | ос | ||||
Яблочная кислота | 1%-ная водная | 20 | С | С | С | С | С | С | С | С | С | С | ||||
40 | - | - | С | С | С | С | С | С | С | С | ||||||
60 | - | - | С | С | - | С | С | С | С | С | ||||||
Янтарная кислота | Любая | 20 | С | С | С | С | ос | С | С | С | С | С | ||||
40 | С | С | С | С | - | С | С | С | С | С | ||||||
60 | С | С | С | С | - | С | С | С | С | С | ||||||