СПРАВКА
Источник публикации
М.: Бюро НДТ, 2017
Примечание к документу
Документ утратил силу с 01.06.2022 в связи с изданием Приказа Росстандарта от 22.12.2021 N 2961. Взамен введен в действие ИТС 27-2021.
Документ введен в действие с 01.07.2018.
Название документа
"ИТС 27-2017. Информационно-технический справочник по наилучшим доступным технологиям. Производство изделий дальнейшего передела черных металлов"
(утв. Приказом Росстандарта от 15.12.2017 N 2837)
"ИТС 27-2017. Информационно-технический справочник по наилучшим доступным технологиям. Производство изделий дальнейшего передела черных металлов"
(утв. Приказом Росстандарта от 15.12.2017 N 2837)
Содержание
Приказом Росстандарта
от 15 декабря 2017 г. N 2837
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО ИЗДЕЛИЙ ДАЛЬНЕЙШЕГО ПЕРЕДЕЛА ЧЕРНЫХ МЕТАЛЛОВ
Manufacture further processing ferrous metals
ИТС 27-2017
Дата введения
1 июля 2018 года
Информационно-технический справочник по наилучшим доступным технологиям "Производство изделий дальнейшего передела черных металлов" (далее - справочник НДТ) разработан на основании анализа распространенных в Российской Федерации и перспективных технологий, оборудования, сырья, других ресурсов с учетом климатических, экономических и социальных особенностей Российской Федерации.
В соответствии с положениями Федерального закона от 10 января 2002 г. N 7-ФЗ "Об охране окружающей среды" ([1]) объекты, оказывающие воздействие на окружающую среду, подразделяются на четыре категории. Производство изделий дальнейшего передела черных металлов включено в I категорию и отнесено к областям применения наилучших доступных технологий (НДТ). Профильные предприятия рассматриваются как объекты, деятельность которых оказывает значительное негативное воздействие на окружающую среду, поэтому они обязаны получать комплексные экологические разрешения на осуществление своей деятельности. Общая цель комплексного подхода к экологическому нормированию хозяйственной деятельности заключается в совершенствовании регулирования и контроля производственных процессов с целью обеспечения высокого уровня защиты окружающей среды. Хозяйствующие субъекты должны принимать все необходимые предупредительные меры, направленные на предотвращение загрязнения окружающей среды и рациональное использование ресурсов, в частности, посредством внедрения НДТ, обеспечивающих выполнение экологических требований.
Термин "наилучшие доступные технологии" определен в статье 1 Федерального закона N 7-ФЗ "Об охране окружающей среды" ([1]), согласно которому НДТ - это технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения охраны окружающей среды при условии наличия технической возможности ее применения.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ Р 56828.13-2016 Приказом Росстандарта от 04.03.2020 N 110-ст с 01.06.2020 введен в действие ГОСТ Р 113.00.04-2020. |
ИС МЕГАНОРМ: примечание. ГОСТ Р 56828.14-2016 утратил силу с 01.02.2020 в связи с введением в действие ГОСТ Р 113.00.03-2019 (Приказ Росстандарта от 12.11.2019 N 1102-ст). |
Структура настоящего справочника НДТ соответствует ГОСТ Р 56828.14-2016 ([2]), формат описания технологий - ГОСТ Р 56828.13-2016 ([3]), термины приведены в соответствии с ГОСТ Р 56828.15-2016 ([4]).
Краткое содержание справочника НДТ
Введение. Представлено краткое содержание настоящего справочника НДТ.
Предисловие. Указана цель разработки настоящего справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется настоящий справочник НДТ.
В разделе 1 представлена общая характеристика производства изделий дальнейшего передела черных металлов в Российской Федерации:
- предприятия по производству изделий дальнейшего передела черных металлов (перечень предприятий и их специализация);
- географическое расположение предприятий;
- виды перерабатываемого сырья и их характеристика.
В разделе 2 представлено описание технологий производства изделий дальнейшего передела черных металлов.
Описаны основные процессы производства.
В разделе 3 приведена информация о регламентируемых и фактических уровнях эмиссий в окружающую среду для применяемых технологических процессов, сырья, топлива, вторичных сырьевых и энергетических ресурсов с указанием применяемых методов определения.
Раздел подготовлен на основе данных, представленных предприятиями Российской Федерации в рамках разработки настоящего справочника НДТ, а также различных литературных источников.
В разделе 4 описаны подходы к определению НДТ, примененные при разработке настоящего справочника НДТ.
В разделе 5 приведены идентифицированный в результате бенчмаркинга отрасли перечень НДТ при производстве изделий дальнейшего передела черных металлов и их характеристики, в том числе перечень основного технологического оборудования, позволяющего сократить эмиссии в окружающую среду, обеспечить рациональное потребление сырья, воды, энергии и снизить образование отходов.
В разделе 6 приведены доступные сведения об экономических аспектах реализации НДТ на предприятиях Российской Федерации по производству изделий дальнейшего передела черных металлов.
В разделе 7 приведен перечень перспективных технологий и технологий, находящихся на стадии научно-исследовательских и опытно-конструкторских работ или опытно-промышленного внедрения, позволяющих повысить эффективность производства и сократить эмиссии в окружающую среду, с указанием сроков, в течение которых перспективные технологии могут стать экономически и технически доступными.
Заключительные положения и рекомендации. Приведены сведения о членах технической рабочей группы, принимавших участие в разработке настоящего справочника НДТ. Даны рекомендации предприятиям по дальнейшим исследованиям экологических аспектов их деятельности.
Библиография. Приведен перечень источников информации, использованных при разработке настоящего справочника НДТ.
Федеральный закон N 219-ФЗ ([5]) совершенствует систему нормирования в области охраны окружающей среды и вводит в российское правовое поле меры экономического стимулирования хозяйствующих субъектов для внедрения наилучших технологий.
Федеральный закон N 162-ФЗ ([6]) содержит положения, закрепляющие статус информационно-технических справочников как документов национальной системы стандартизации.
Цели, основные принципы и порядок разработки настоящего справочника НДТ установлены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям" ([7]).
1 Статус документа
Настоящий справочник НДТ является документом по стандартизации, разработанным в результате анализа технологических, технических и управленческих решений для производства изделий дальнейшего передела черных металлов и содержащим описание применяемых в настоящее время и перспективных технологических процессов, технических способов, методов предотвращения и сокращения негативного воздействия на окружающую среду, из числа которых выделены решения, признанные НДТ для производства изделий дальнейшего передела черных металлов, включая соответствующие параметры экологической результативности, ресурсо- и энергоэффективности, а также экономические показатели.
2 Информация о разработчиках
Настоящий справочник НДТ разработан технической рабочей группой "Производство изделий дальнейшего передела черных металлов" (ТРГ 27), состав которой утвержден приказом Росстандарта от 30 декабря 2016 г. N 2059 "О создании технической рабочей группы "Производство изделий дальнейшего передела черных металлов".
Перечень организаций и их представителей, принимавших участие в разработке настоящего справочника НДТ, приведен в разделе "Заключительные положения и рекомендации".
Настоящий справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Настоящий справочник НДТ содержит описание применяемых при производстве изделий дальнейшего передела черных металлов технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, потребление воды и сырья, повысить энергоэффективность. Из описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся НДТ. Для НДТ в настоящем справочнике НДТ установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными, региональными аналогами
Настоящий справочник НДТ разработан в соответствии с Федеральным законом ([1]) (статья 28.1, пункт 7) на основе результатов анализа отрасли в Российской Федерации. Аналогичный справочник Европейского союза по наилучшим доступным технологиям для предприятий отсутствует.
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве изделий дальнейшего передела черных металлов в Российской Федерации, собрана в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Росстандарта от 23 июля 2015 г. N 863.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми в соответствии с распоряжением Правительства Российской Федерации от 31 октября 2014 г. N 2178 р ([10]), отражена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Настоящий справочник НДТ утвержден приказом Росстандарта от 15 декабря 2017 г. N 2837.
Настоящий справочник НДТ введен в действие с 1 июля 2018 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Настоящий справочник НДТ распространяется на следующие основные виды деятельности:
- производство горячего проката;
- производство холоднокатаного проката;
- производство длинномерной продукции;
- производство горячекатаных труб;
- производство горячепрессованных труб;
- производство холоднодеформированных труб;
- производство спиральношовных труб, изготовленных электродуговой сваркой под слоем флюса (ТБД);
- производство прямошовных труб, изготовленных электродуговой сваркой под слоем флюса (ТБД);
- производство электросварных труб;
- производство труб непрерывной печной сваркой;
- производство труб сваркой в среде инертных газов;
- производство труб с покрытием.
Настоящий справочник НДТ также распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на объемы эмиссий и (или) масштабы загрязнения окружающей среды: методы предотвращения и сокращения эмиссий и образования отходов.
Дополнительные виды деятельности при производстве изделий дальнейшего передела черных металлов и соответствующие им справочники НДТ (названия справочников НДТ даны в редакции распоряжения Правительства Российской Федерации от 31 октября 2014 г. N 2178 р) ([10]) приведены в таблице ниже.
Вид деятельности | Соответствующий справочник НДТ | ||||
Методы очистки сточных вод, направленные на сокращение сбросов металлов в водные объекты | Справочник НДТ ИТС 8-2015 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" | ||||
Промышленные системы охлаждения, например градирни, пластинчатые теплообменники | Справочник НДТ ИТС 20-2016 "Промышленные системы охлаждения" | ||||
| |||||
Хранение и обработка материалов | Справочник НДТ ИТС 46-2017 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" | ||||
Обращение с отходами | Справочник НДТ ИТС 15-2016 "Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов)" | ||||
Выработка пара и электроэнергии на тепловых станциях | Справочник НДТ ИТС 38-2017 "Сжигание топлива на крупных установках в целях производства энергии" | ||||
Повышение энергетической эффективности | Справочник НДТ ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" | ||||
Раздел 1. Общая информация о производстве изделий дальнейшего передела черных металлов в Российской Федерации
Металлургическая промышленность является одной из ведущих отраслей российской экономики. Ее продукция служит основой развития машиностроения, строительства, а также находит широкое применение во всех отраслях народного хозяйства.
Вклад металлургии в валовой внутренний продукт (ВВП) России составляет 2,5%, в добавленную стоимость обрабатывающей промышленности - 17,4%, в экспорт - 10,0%, в экспорт обрабатывающей промышленности - 29,2%, в занятость - 2,6%. На металлургических предприятиях занято более 900 тыс. человек, более чем в 55 городах металлургические предприятия являются градообразующими. Отрасль оказывает значительный мультипликативный эффект на смежные отрасли: один человек, занятый в металлургии, обеспечивает занятость до 7 человек в смежных отраслях экономики. Черная металлургия использует более 5% электроэнергии, более 8% природного газа от общего внутреннего потребления в России, ее доля в грузовых железнодорожных перевозках составляет более 15%.
Система производств черных металлов охватывает весь процесс - от добычи и подготовки сырья, топлива, вспомогательных материалов до выпуска проката с изделиями дальнейшего передела. Собственно, металлургическим циклом является следующая последовательность производств (переделов):
- производство чугуна (первый передел);
- производство стали, включая непрерывную разливку (второй передел);
- производство проката (третий передел).
Существует несколько разновидностей предприятий черной металлургии:
- металлургические предприятия полного цикла (предприятия, производящие чугун, сталь и прокат, например: Магнитогорский металлургический комбинат, Челябинский металлургический комбинат);
- предприятия "передельной" металлургии - предприятия без выплавки чугуна, а иногда и стали (например, Синарский трубный завод не имеет собственного производства стали и изготавливает трубы из покупной заготовки);
- предприятия "малой" металлургии (машиностроительные заводы, осуществляющие выпуск стали и проката).
Конечной продукцией предприятий третьего (дальнейшего, после получения чугуна и стали) передела являются изделия разнообразной формы из стали и сплавов, полученные с применением процессов обработки металлов давлением (ОМД), основными из которых являются следующие:
- прокатка - самый высокопроизводительный процесс ОМД, заключающийся в деформации металла в пространстве между вращающимися валками. Процесс нашел применение при изготовлении практически всех видов металлопродукции из стали и сплавов [1];
- прессование металла заключается в выдавливании металла из полости контейнера через отверстие матрицы, установленной на его торце. Применяется при изготовлении горячедеформированных труб и фасонных профилей [2];
- волочение - процесс, заключающийся в деформации металла (преимущественно холодной) через отверстие в рабочем инструменте (волоке) путем приложения тянущего усилия. Используется при изготовлении труб и проволоки [3];
- ковка - формоизменение металла, преимущественно в горячем состоянии, осуществляемое бойками ковочной машины (молота, пресса и т.п.) с приложением ударной нагрузки. В черной металлургии применяется преимущественно для деформации слитков с получением заготовки разнообразного назначения, например для последующей горячей прокатки сортового металла или изготовления горячедеформированных труб;
- штамповка предусматривает формоизменение металла путем его деформации между профилированными поверхностями штампов. Процесс применяется в машиностроении, а его разновидность - формовка листа используется при изготовлении сварных труб.
Поскольку прокатка является процессом, получившим наиболее массовое применение при производстве изделий дальнейшего передела черных металлов, часто всю продукцию третьего металлургического передела называют прокатом. Отдельно выделяют изделия в виде труб и метизную продукцию.
Сортамент металлопродукции настолько разнообразен, что, как правило, выделяют его укрупненные группы, классифицируемые по форме изделия:
- сортовой металл простой геометрической формы (сталь круглая, полосовая, квадратная, шестигранная и др.), который в зависимости от размеров сечения делят на заготовку, крупносортный, среднесортный, мелкосортный прокат и катанку (горячекатаную проволоку);
- прокат фасонного сечения, который, в свою очередь, может быть общего (швеллер, двутавровый, зетовый, угловые профили и др.) и специального назначения (рельсы, арматурные профили, полособульбовые, шпунтовые и др.);
- прокат толстолистовой горячекатаный (толщиной более 4 мм);
- прокат тонколистовой (толщиной менее 4 мм) горячекатаный и холоднокатаный, в том числе с покрытием;
- трубы бесшовные горяче- и холоднодеформированные;
- трубы сварные (прямошовные, спиральношовные) различного диаметра;
- специальные виды проката (периодические рессорные профили, гнутые профили, шары, валы, колеса, бандажи и др.);
- проволока различного назначения, получаемая преимущественно волочением.
Россия является пятым крупнейшим производителем стали в мире с объемом выпуска в 69,6 млн т, что составляет 4,3% общемирового производства. Лидером по выпуску стали по итогам 2016 г. является Китай (808,4 млн т), далее следуют Япония (104,8 млн т), Индия (95,6 млн т) и США (78,6 млн т) [4].
Производственные мощности российской черной металлургии составляют около 85 млн т/г. В структуре производства стали за последние 25 лет значительно обновились основные производственные фонды, доля производства стали электродуговым способом увеличилась до 30%, а доля производства стали мартеновским способом сократилась до 2%. Баланс производства и потребления продукции отечественной черной металлургии в 2015 г. приведен в таблице 1.1.
Таблица 1.1
черной металлургии РФ (данные Минпромторг за 2015 г.)
Продукция | Производство, млн т | Потребление, млн т | Экспорт, млн т | Импорт, млн т |
Плоский прокат <*> | 19,3 | 12,9 | 9,1 | 2,7 |
Сортовой прокат | 18,6 | 16,0 | 3,9 | 1,3 |
Трубы | 11,4 | 10,9 | 0,9 | 0,4 |
Полуфабрикаты (экспортная заготовка <**>) | 12,4 | - | 12,4 | - |
Всего | 61,7 | 39,8 | 26,3 | 4,4 |
Специальные стали и сплавы (кроме нержавеющей и электротехнической стали) | 32 | 105 | 1 | 74 |
Нержавеющая сталь <***> | 75 | 308 | 5 | 238 |
Трубы из нержавеющей стали | 38 | 60 | 2 | 24 |
Электротехническая сталь <***> | 610 | 107 | 510 | 7 |
Доля экспортных поставок в общем объеме российского производства металлопродукции последние 10 лет составляла не менее 39%. В отечественной черной металлургии с 2010 г. объем производства продукции с высокой добавленной стоимостью был увеличен более чем в 1,5 раза. В общем объеме производства российских металлургических компаний за данный период доля продукции с высокой добавленной стоимостью увеличилась с 14% до 20%.
Доля импортных поставок на рынке черной металлургии в целом на протяжении последних 5 лет уменьшалась (например, по сегменту плоского проката - до 11%), но она все еще остается значительной в сегментах с высокой добавленной стоимостью: 16% - в сегменте холоднокатаного проката, 19% - в сегменте оцинкованной стали, 27% - в сегменте проката с полимерными покрытиями.
Одной из причин низких темпов импортозамещения является большой срок окупаемости новых производственных мощностей для производства продукции с высокой добавленной стоимостью. Однако рост внутреннего спроса на такую продукцию и планы компаний по увеличению объемов поставок на внутренний рынок являются предпосылками дальнейшего снижения уровня импортных поставок.
Объем производства специальных сталей и сплавов (кроме нержавеющей и электротехнической стали) в 2015 г. составил 32 тыс. т (см. таблицу 1.1). Данная продукция характеризуется низкой конкурентоспособностью, практически не экспортируется и не менее 70% внутреннего спроса покрывается импортной продукцией.
Объем производства электротехнических (трансформаторной и динамной) сталей в России в 2015 г. составил 610 тыс. т. Россия является чистым экспортером электротехнических сталей: в 2015 г. объемы экспорта многократно превысили объемы импорта. В 2016 г. уменьшились производство, экспорт и импорт электротехнических сталей, при этом потребление незначительно выросло.
Российское производство нержавеющей стали снизилось с 150 тыс. т в 2013 г. до 75 тыс. т в 2015 г. Объем экспорта в 2013 - 2015 гг. сократился до уровня 5 тыс. т. В основном российские предприятия экспортируют плоский прокат, бесшовные трубы и сортовой прокат. Объемы импорта менялись не столь существенно и в 2015 г. составили 240 тыс. т, что значительно превышает объемы внутреннего производства. В 2016 г. объемы экспорта нержавеющих сталей в России изменились незначительно, однако объемы производства и импорта выросли до 100 тыс. т и 260 тыс. т соответственно в связи с ростом внутреннего спроса.
В таблице 1.2 приведены данные об объемах производства различных видов продукции дальнейшего передела черных металлов в 2016.
Таблица 1.2
труб и проволоки [5]
Продукция | 2016 г. | В % к 2015 г. |
Сталь, млн т | 69,6 | 100,3 |
Прокат готовый черных металлов, млн т | 60,3 | 99,8 |
В том числе: | ||
- сортовой (без заготовки для переката на экспорт) | 18,4 | 99,1 |
- листовой (без покрытий) | 27,5 | 99,3 |
в том числе: | ||
- горячекатаный | 19,5 | 100,2 |
- холоднокатаный | 8,0 | 97,3 |
- слитки и слябы для переката на экспорт | 14,1 | 101,6 |
Прокат плоский с покрытиями, тыс. т | 5386 | 97,8 |
Прокат плоский оцинкованный, тыс. т | 878 | 101,5 |
Стальные трубы всего, тыс. т | 10 065 | 88,5 |
в том числе: | ||
- бесшовные | 3327 | 97,4 |
- сварные (без электросварных) | 223 | 93,3 |
- электросварные большого диаметра | 2857 | 72,8 |
- электросварные (кроме стальных большого диаметра) | 3658 | 96,4 |
Из общего количества стальных труб: | ||
- трубы бурильные из черных металлов (кроме литейного чугуна) | 46,0 | 109,5 |
- трубы обсадные | 975 | 110,9 |
- трубы насосно-компрессорные | 601 | 110,7 |
Производство проволоки | ||
Проволока из нелегированной стали, тыс. т | 1374 | 98,1 |
Проволока из нержавеющей стали и прочих легированных сталей, тыс. т | 208 | 99,0 |
На территории России выделяются три металлургические базы: Центральная, Уральская, Сибирская. Они различаются масштабами; специализацией и структурой производства; транспортно-географическим положением, обеспеченностью сырьевыми и топливно-энергетическими ресурсами, характером размещения предприятий, уровнем развития концентрации и комбинирования, технико-экономическими показателями и другими признаками (см. рисунок 1.1).

Уральская металлургическая база является самой крупной в России. На ее долю приходится больше половины выпускаемых в России объемов чугуна, стали и проката черных металлов. Урал пользуется привозным кузнецким углем. Собственная железорудная база истощена, поэтому значительная часть сырья ввозится из Казахстана (Соколовско-Сарбайское месторождение), с Курской магнитной аномалии (КМА) и Карелии. На Урале сформировались крупнейшие центры черной металлургии (Магнитогорск, Челябинск, Нижний Тагил, Новотроицк, Екатеринбург, Серов, Златоуст и др.), при этом главную роль играют предприятия с полным циклом.
Центральная металлургическая база, будучи старым районом черной металлургии, развивалась в двух направлениях: выплавка литейного чугуна и доменных ферросплавов (Тула, Липецк) и производство стали и проката главным образом из металлического лома (Москва, Электросталь, Нижний Новгород и др.). Черная металлургия Центра существенно зависит от привозного топлива. Ресурсы сырья, представленные месторождениями КМА, практически не ограничивают производство. Большое значение имеет металлический лом. Почти вся железная руда разрабатывается открытым способом.
В пределах КМА возникло производство металлизированных окатышей, на основе которого развивается электрометаллургия без доменного передела (Оскольский комбинат), создано производство холоднокатаной ленты (Орловский сталепрокатный завод).
Металлургическая база Сибири находится в процессе формирования. На долю Сибири и Дальнего Востока приходится примерно пятая часть производимого в России готового проката.
Современное производство представлено двумя мощными предприятиями с полным циклом - Кузнецким металлургическим комбинатом и Западно-Сибирским заводом (Новокузнецк), а также несколькими передельными заводами (Новосибирск, Гурьевск, Красноярск, Петровск-Забайкальский, Комсомольск-на-Амуре). Сырьевой базой служат железные руды Горной Гиории, Хакасии и Ангаро-Илимского бассейна (Кормуновский ГОК). Топливная база - Кузбасс.
Сведения о крупнейших в Российской Федерации предприятиях-производителях проката представлены в таблице 1.3, изготовителях труб - в таблице 1.4, изготовителях метизов - в таблице 1.5.
Таблица 1.3
Наименование предприятия | Месторасположение (город/область) | Холдинг | Специализация | Объем выпуска в 2016 г., млн т |
Уральская металлургическая база | ||||
Магнитогорский металлургический комбинат (ММК), включая ММК-Метиз | Магнитогорск, Челябинская обл. | ММК | Сортовой прокат, арматура, катанка, фасонный прокат, строительный прокат, горячекатаный и холоднокатаный листовой прокат, в том числе с покрытиями, проволока, канаты, гвозди, лента, гнутые профили | 11,6 |
Челябинский металлургический комбинат (ЧМК) | Челябинск, Челябинская обл. | МЕЧЕЛ | Сортовой прокат, горячекатаный и холоднокатаный листовой прокат, фасонный прокат, строительный прокат (балки, арматура), рельсы | 3,8 |
Нижнетагильский металлургический комбинат (НТМК) | Нижний Тагил, Свердловская обл. | ЕВРАЗ | Строительный прокат (двутавр, швеллер, уголок, шпунт), прокат транспортного назначения (рельсы, колеса, бандажи и др.) | 4,4 |
Уральская сталь | Новотроицк, Оренбургская обл. | Металлоинвест | Сортовой прокат, трубная заготовка, листовой прокат: мостосталь, штрипс, судосталь, толстый лист | 2,4 |
Нижнесергинский метизно-металлургический завод | Ревда, Нижние Серги, Березовский, Свердловская обл. | Группа НЛМК | Сортовой прокат, арматура, катанка | 1,3 |
Центральная металлургическая база | ||||
Череповецкий металлургический комбинат | Череповец, Вологодская обл. | Северсталь Групп | Сортовой прокат, арматура, катанка, уголок, горячекатаный и холоднокатаный листовой прокат, в том числе с покрытиями | 9,3 |
Новолипецкий металлургический комбинат | Липецк, Липецкая обл. | Группа НЛМК | Горячекатаный и холоднокатаный листовой прокат, в том числе с покрытиями, электротехническая сталь | 8,1 |
Сибирская металлургическая база | ||||
Объединенные Западно-Сибирский и Новокузнецкий металлургические комбинаты | Новокузнецк, Кемеровская обл. | ЕВРАЗ | Сортовой прокат, строительный прокат (двутавр, швеллер, уголок), арматура, проволока, электроды, сетка, шары, рельсы всех типов | 7,4 |
Таблица 1.4
Наименование предприятия | Место расположения | Холдинг | Специализация | Мощность, тыс. т |
Волжский трубный завод | Волжский, Волгоградская обл. | ТМК | Бесшовные нефтяного сортамента, котельные, подшипниковые, электросварные большого диаметра, в том числе спиралешовные | 2200 |
Выксунский металлургический завод | Выкса, Нижегородская обл. | ОМК | Электросварные малого, среднего и большого диаметров, электросварные обсадные | 2200 |
Загорский трубный завод | Загорск, Московская обл. | Изотех-Инвест | Электросварные большого диаметра для нефте- и газопроводов | 500 |
Ижорский трубный завод | Колпино, Ленинградская обл. | Северсталь Групп | Электросварные большого диаметра, общего назначения | 600 |
Первоуральский новотрубный завод | Первоуральск, Свердловская обл. | Группа ЧТПЗ | Бесшовные нефтяного сортамента, подшипниковые, котельные, общего назначения, холоднодеформированные, прецизионные, профильные, переменного сечения, электросварные, баллоны | 1400 |
Северский трубный завод | Полевской, Свердловская обл. | ТМК | Бесшовные нефтяного сортамента, электросварные | 760 |
Северсталь | Череповец, Вологодская обл. | Северсталь Групп | Электросварные малого и среднего диаметров, профильные | 830 |
Синарский трубный завод | Каменск-Уральский, Свердловская обл. | ТМК | Бесшовные нефтяного сортамента, котельные, общего назначения холоднодеформированные | 600 |
Таганрогский металлургический завод | Таганрог, Ростовская обл. | ТМК | Бесшовные нефтяного сортамента, сварные трубы | 900 |
Уральский трубный завод (Уралтрубпром) | Первоуральск, Свердловская обл. | - | Электросварные малого и среднего диаметров, профильные, обсадные | 700 |
Челябинский трубопрокатный завод | Челябинск, Челябинская обл. | Группа ЧТПЗ | Бесшовные нефтяного сортамента, подшипниковые, котельные, общего назначения, сварные большого диаметра, холоднодеформированные | 2400 |
Таблица 1.5
Холдинг | Наименование предприятия | Место расположения | Специализация |
Северсталь-метиз | Орловский сталепрокатный завод | Орел, Орловская обл. | Проволока стальная, сетка, канаты, крепеж, электроды сварочные, прокат калиброванный |
Череповецкий сталепрокатный завод | Череповец, Вологодская обл. | Проволока стальная, сетка, канаты | |
Волгоградский завод "Северсталь-метиз" | Волгоград, Волгоградская обл. | Проволока стальная, металлокорд, канаты | |
ММК-Метиз | Магнитогорский метизно-калибровочный завод | Магнитогорск, Челябинская обл. | Проволока стальная, сетка, канаты, прокат калиброванный, болты, гайки, гвозди |
МЕЧЕЛ | Белорецкий металлургический комбинат | Белорецк, Республика Башкортостан | Проволока, в том числе из нержавеющей стали, стальные канаты, лента, гвозди |
Вяртсильский металлургический завод | Сортавала, Республика Карелия | Проволока и сетка из стали, в том числе с покрытием, гвозди | |
ЕВРАЗ | Западно-Сибирский металлургический комбинат | Новокузнецк, Кемеровская обл. | Проволока и сетка из стали, в том числе с покрытием, гвозди |
НЛМК-Сорт | Уральский завод прецизионных сплавов | Березовский, Свердловская обл. | Проволока, в том числе из нержавеющей стали, сетка, крепеж, гвозди |
Ревдинский метизно-металлургический завод | Ревда, Свердловская обл. | Проволока, в том числе из нержавеющей стали, сетка, крепеж, гвозди | |
Нижнесергинский метизно-металлургический завод | Нижние Серги, Свердловская обл. | Проволока стальная, крепеж, гвозди |
На рисунке 1.2 показана доля ведущих металлургических предприятий в объеме готового проката, произведенного в 2016 г. в Российской Федерации.

готового проката, произведенного в 2016 г.
Из данных, приведенных в таблицах 1.3 и 1.4, видно, что в черной металлургии РФ сформировалось десять крупных вертикально и горизонтально интегрированных холдингов, объединяющих предприятия по всей технологической цепочке производства, что позволяет уменьшить риски как на внутреннем, так и на внешнем рынках, оптимизировать инвестиционную политику и обеспечивать собственную сырьевую безопасность. Суммарно на долю этих холдингов приходится порядка 90% производимого в России проката черных металлов.
На современном этапе российский рынок метизов консолидирован пятью крупными производителями-холдингами, перечисленными в таблице 1.5.
В сортаменте метизного производства более 50% выпускаемой продукции приходится на проволоку из углеродистой стали и около 14% - на проволоку из легированных, коррозионно-стойких марок стали. Проволока используется при производстве канатов, различного крепежа, гвоздей, сетки и электродов и т.п.
Крупная черная металлургия может эффективно развиваться лишь в районах, имеющих для этого природные предпосылки. На эффективность размещения черной металлургии оказывает воздействие также уровень потребления металла и наличие водных источников.
Производство изделий дальнейшего передела черных металлов невозможно рассматривать в отрыве от всего металлургического производства, поскольку этот передел является неотъемлемой составной частью непрерывного металлургического цикла. С точки зрения негативного воздействия на окружающую среду именно эта часть характеризуется наименьшими удельными значениями потребления ресурсов и эмиссий загрязняющих веществ [6].
Воздействие на окружающую среду отдельных отраслей экономической деятельности получает отражение в Государственных докладах "О состоянии и охране окружающей среды Российской Федерации", ежегодно публикуемых Министерством природных ресурсов и экологии РФ [7], далее - Госдоклады. Переход к описанию вклада различных источников в загрязнение ОС на основе ОКВЭД сказался на подходах к анализу и систематизации информации, однако металлургическому производству в Госдокладах по-прежнему уделяется значительное внимание. Это обстоятельство следует учитывать при идентификации НДТ, так как восприятие заинтересованных сторон (и в первую очередь - уполномоченных органов исполнительной власти) нельзя не принимать во внимание при ранжировании приоритетных факторов воздействия на окружающую среду. Вместе с тем процессы дальнейшего передела черных металлов в Госдокладах практически не обсуждаются, а выделить их вклад из массива информации, посвященной черной металлургии, в целом не представляется возможным.
Известно, что все предприятия черной металлургии добились сертификации систем экологического менеджмента на соответствие требованиям международных стандартов ISO 14001 (версий 2004 и 2015 гг.) и систем энергетического менеджмента - на соответствие требованиям ISO 50001:2011. Это обстоятельство позволяет сделать вывод о том, что все компании ставят цели в области повышения экологической результативности и энергоэффективности производства и планомерно их достигают.
ПАО "Трубная металлургическая компания" стало, по всей вероятности, первым акционерным обществом, заявившим в открытой отчетности о подготовке к переходу к технологическому нормированию по принципам НДТ. Сообщается, что на 15 лет в целом по обществу валовые выбросы сталеплавильного производства снижены в 2 раза, водопотребление на производственные нужды сокращено в 1,3 раза, объем сточных вод сокращен в 1,4 раза (доля оборотного водоснабжения достигла 95%). Переработано 3,8 млн т ранее накопленных отходов; только 6,7% образованных отходов направлено на размещение [8].
Рассмотрим подробнее сведения, которые ведущие компании, производящие продукцию дальнейшего передела черных металлов, предоставляют в Министерство природных ресурсов и экологии и которые получают отражение в Госдокладе "О состоянии и охране окружающей среды Российской Федерации", выпущенном по итогам 2015 г.
Отмечено, что ПАО "Северсталь" стало первой отечественной компанией, добившейся сертификации системы экологического менеджмента в 2001 г. С 2005 по 2015 гг. ПАО "Северсталь" сократило выбросы в атмосферу на 42%, уменьшило размещение отходов на 78%, водопотребление сокращено на 42%.
ПАО "Новолипецкий металлургический комбинат" в 2015 г. снизило удельные выбросы в атмосферу на 4,5% - до 21,05 кг/т выпущенной стали против 22,03 кг/т в 2014 г. Благодаря системной работе по внедрению современных технологий за 15 лет предприятие уменьшило данный показатель более чем в два раза (43,3 кг/т в 2000 г.). С 2004 г. на ПАО "НЛМК" фактически прекращено наращивание технологических отходов за счет того, что объемы их переработки превысили объемы накопления. Благодаря рециклингу на шлаковый отвал поступило в 1,5 раза меньше отходов производства, чем годом ранее. В 2015 г. шлаковый отвал уменьшился почти на 12 тыс. т, а в целом с 2004 г. - на 3 млн т. Согласно "Экологической программе" НЛМК к 2020 г. весь шлаковый отвал предприятия будет переработан, а его территория рекультивирована. С 2009 г. комбинат полностью прекратил сброс всех промышленных сточных вод в реку Воронеж, очищенная вода снова возвращается в производство.
Текущие затраты Компании ООО УК "Металлоинвест", связанные с природоохранной деятельностью, составили в 2015 г. более 6 млрд руб. На предприятиях Компании ежегодно реализуются комплексные программы, позволяющие сохранять уровень воздействия на окружающую среду существенно ниже установленных норм.
Фактические затраты ПАО "Магнитогорский металлургический комбинат" на реализацию природоохранных мероприятий в 2015 г. составили 2,7 млрд руб. Валовые выбросы загрязняющих веществ за 2015 г. составили 205,3 тыс. т (по отношению к 2011 г. уменьшились на 3,4%), удельные выбросы загрязняющих веществ на 1 т металлопродукции - 18,65 кг/т (по отношению к 2011 г. уменьшились на 8,8%). Валовые сбросы в водные объекты в 2015 г. составили 77,2 тыс. т (по отношению к 2011 г. уменьшились на 50,5%), удельные сбросы загрязняющих веществ на 1 т металлопродукции - 7,01 кг/т (по отношению к 2011 г. уменьшились на 51,5%). В период с 2011 - 2015 гг. на специализированных установках было переработано 56,4 млн т отвальных металлургических шлаков (в том числе 2015 г. - 11 млн т), из которых было получено 5,01 млн т металлической части (в том числе 2015 г. - 0,94 млн т).
ПАО "Трубная металлургическая компания" за последние десять лет инвестировала в мероприятия по защите окружающей среды на территории РФ 5,9 млрд руб., реализовав при этом около 140 природоохранных мероприятий [9]. Это удалось сделать в рамках огромных (объемом более 110 млрд руб.) инвестиционных проектов по модернизации и реконструкции технологических процессов и оборудования для изготовления труб, приблизивших их к высшему мировому уровню. Валовые выбросы сталеплавильного производства за последние годы сокращены вдвое, сейчас эффективность очистки отходящих газов на предприятиях Группы ТМК составляет более 90%, что соответствует европейским требованиям, сокращен объем стоков на российских заводах в 1,4 раза, а водопотребление на производство сокращено в 1,3 раза, доля водооборотного цикла доведена до 95,6%. Предприятиями компании достигнуты хорошие результаты в обращении с отходами: только 7% образующихся в процессе производства отходов размещаются на специализированных полигонах.
Приведенная в данном разделе информация, равно как и представленные в ходе анкетирования предприятий данные, детально проанализированы в ходе выбора технологических показателей НДТ (см. разделы 3 - 5).
Важнейшим аспектом развития производства металлопродукции из стали и сплавов является его модернизация в направлении применения более эффективных технологических процессов и оборудования.
Инвестиции в черную металлургию за 2000 - 2015 гг. составили 1,868 трлн руб., при этом ежегодный уровень вложений увеличился с 23 млрд руб. в 2000 г. до 135 млрд руб. в 2015 г. (см. рисунок 1.3).

черной металлургии России в период с 2000 по 2015 годы
Например, на предприятиях НП "Русская сталь" (доля в объеме производства РФ: 90% стали и проката и 60% труб) за последние 15 лет введены в действие 9 крупнотоннажных электродуговых печей, 18 машин непрерывного литья заготовок различного назначения, 13 комплексов внепечной обработки стали, а также реконструированы основные металлургические агрегаты в действующих кислородно-конвертных цехах.
В прокатном производстве предприятий НП "Русская сталь" запущены в эксплуатацию новые и капитально реконструированные производственные объекты:
- 3 стана "5000" по производству листа;
- 15 сортовых и листовых прокатных станов;
- 12 агрегатов непрерывного горячего цинкования и установок по нанесению полимерных покрытий;
- 5 линий по производству труб большого диаметра с линиями финишной отделки;
- 2 трубопрокатных агрегата с непрерывными станами для производства бесшовных труб;
- 2 комплексно-модернизированных цеха по производству железнодорожных колес.
Доля непрерывной разливки стали (в УНРС) от общего объема за 2000 - 2015 гг. увеличилась с 50% до 82%. Расход стали на 1 т готового проката за этот период снизился на 12,4% с 1262 кг/т до 1105 кг/т, а производительность труда выросла в 2,6 раза - с 66 тыс. т до 173 тыс. т на 1 работника.
В последнее десятилетие в ряде секторов металлургии были созданы новые передовые производственные мощности, загрузка которых в настоящее время находится на низком уровне в связи с сокращением внутреннего спроса. Например, отечественные производители (Выксунский металлургический завод, Ижорский трубный завод, Волжский трубный завод, Челябинский трубопрокатный завод) за период 2004 - 2014 гг. без государственной поддержки создали современные мощности по производству сварных прямошовных труб большого диаметра, которых достаточно для обеспечения потребности топливно-энергетического комплекса даже с учетом пикового спроса при реализации сразу нескольких крупных магистральных трубопроводных проектов (в 2016 г. эти мощности были загружены всего на 50%). На заводах трубой металлургической компании (Таганрогский металлургический завод, Северский трубный завод) установлены самые современные в мире на настоящее время высокопроизводительные трубопрокатные агрегаты с непрерывными станами, обеспечивающие с максимальной степенью автоматизации изготовление высококачественных бесшовных труб нефтяного сортамента. Технологии изготовления труб, используемые на упомянутых предприятиях, являясь наиболее передовыми в мировой практике, автоматически попадают в категорию НДТ.
Для уменьшения разрыва между имеющимися производственными мощностями предприятий черной металлургии и спросом на металлопродукцию необходима активизация деятельности ведущих отраслей отечественной промышленности, являющихся основными потребителями этой продукции. Это качественно повлияет на структуру отрасли: вырастет доля продукции с высокой добавленной стоимостью и уменьшится доля экспорта в структуре отечественного производства.
Российскими предприятиями черной металлургии в ближайшее время запланирован ряд инновационных мероприятий по строительству литейно-прокатного комплекса для производства высококачественного сортового проката, в том числе со специальной отделкой и из нержавеющих сталей ("Тулачермет"); строительству нового непрерывного агрегата цинкования проката (Магнитогорский металлургический комбинат); реконструкции прокатных цехов по производству листа (Челябинский металлургический комбинат, "Северсталь", Магнитогорский металлургический комбинат); организации производства многопрядных канатов (Белорецкий металлургический комбинат); строительству и реконструкции линий отделки труб (Выксунский металлургический завод, Северский трубный завод, Синарский трубный завод, Таганрогский металлургический завод) и др.
Дальнейшая модернизация предприятий отрасли и внедрение НДТ позволят производить современную и качественную металлургическую продукции на основе экологически чистых технологий, позволяющих уменьшить объем выбросов загрязняющих веществ и парниковых газов, сбросов и образования отходов производства, увеличить объемы выпуска машиностроения, развивать внутреннюю инфраструктуру и реализовывать крупные инвестиционные проекты за рубежом.
Раздел 2. Описание технологических процессов, применяемых при производстве изделий дальнейшего передела черных металлов
В настоящее время существуют три принципиальные схемы производства горячекатаного проката:
- I - "литая заготовка - готовый прокат", т.е. литые заготовки, полученные на машинах непрерывного литья заготовки (МНЛЗ), минуя обжимной стан, прокатывают на сортовых или листовых станах в готовый прокат;
- II - "слиток - полупродукт - готовый прокат", т.е. слиток обрабатывают на обжимных и заготовочных станах с последующей прокаткой полученного полупродукта (блюмы, слябы, заготовка) в сортовой или листовой прокат;
- III - "литая заготовка легированной стали - полупродукт - готовый прокат", т.е. литые заготовки после МНЛЗ подвергают переделу на обжимных и заготовочных станах с последующей прокаткой катаной заготовки на сортовых или листовых станах.
Во всех схемах прокат подвергается отделке.
Схема I в настоящее время получила наибольшее распространение, так как обладает экономическими преимуществами (меньшие продолжительность технологического цикла, затраты на производство и расход металла).
Схема II - традиционный процесс производства сортового и листового проката из слитков, еще до недавнего времени была доминирующей при получении металлопроката.
Разливка на МНЛЗ легированных сталей выявила необходимость обеспечения большой деформации от литой заготовки до готового профиля, удаления поверхностных дефектов на заготовке и получения заданной структуры горячекатаной стали с повышенными требованиями (например, сталь ШХ15 и др.). В связи с этим появилась потребность в схеме III [10].
Исходным материалом (сырьем) для получения всего сортамента горячекатаного проката служат слитки и непрерывно-литые заготовки.
Технологический процесс производства горячекатаной листовой и сортовой продукции может быть представлен единой обобщенной схемой, представленной на рисунке 2.1.

горячекатаного проката
Подготовка исходного сырья (слитков, непрерывно-литой заготовки) преимущественно заключается в удалении поверхностных дефектов.
В отечественной практике горячие слитки зачистке не подвергают. Холодные слитки и непрерывно-литые заготовки в зависимости от марки стали и назначения подвергают зачистке следующими способами [10]:
- огневая зачистка;
- лезвийная зачистка (резцовая обдирка, фрезерование, пневматическая вырубка);
- абразивная зачистка;
- электроконтактная зачистка.
Проведение предварительной обработки в виде зачистки проводят для удаления поверхностных дефектов на слитках и заготовке. Указанные дефекты при нагреве и последующей деформации переходят на готовый прокат, вызывают появление новых дефектов, удаление которых увеличивает объем отделки и потери металла в стружку и обрезь. Используют сплошную и выборочную зачистку металла.
В процессе огневой зачистки поверхностный слой металла, нагретый до высокой температуры, воспламеняется в струе кислорода, сжигается и удаляется с поверхности заготовки. Способ применяют для зачистки заготовки из углеродистых и низколегированных сталей. Зачистка проводится вручную (кислородно-ацетиленовые резаки) или на машинах огневой зачистки (МОЗ).
Портальная главная горелка МОЗ, смонтированная на каретке, и обрабатываемая заготовка на подвижной тележке имеют возможность перемещения в требуемых направлениях (каждая со скоростью до 50 м/мин), боковые горелки обеспечивают зачистку боковых кромок. Все горелки работают на кислороде и оснащены устройством для создания электрической дуги между электродом и обрабатываемым металлом. Глубина зачистки составляет 2 - 7 мм, скорость зачистки - 0,1 - 0,4 м/с, производительность - 60 - 100 кг/мин, расход кислорода - 13 500 м3/ч.
Резцовую обработку проводят на строгальных, токарно-обдирочных и фрезерных станках. Способ применяют ограниченно, так как он характеризуется повышенным расходом металла (до 15%) и низкой производительностью - (0,7 т/ч для одного станка). Фрезерование характеризуется большей производительностью и величиной расхода металла 50 - 63 кг/т.
Пневматическую вырубку проводят с помощью пневматических молотков и используют для выборочной зачистки дефектов слитков и заготовок. Характеризуется низкой производительностью и трудоемкостью.
Абразивную зачистку проводят на обдирочно-шлифовальных станках, а также с помощью ручных подвесных станков. Зачистку осуществляют шлифовальными кругами, скорость шлифования поддерживается постоянной в автоматическом режиме. Способ считается самым универсальным, так как применим для стали любой марки, формы и размеров сечения зачищаемого металла.
При электроконтактной зачистке между диском-электродом и обрабатываемой заготовкой возбуждается электрическая дуга, которая расплавляет металл в зоне контакта. Металл удаляется быстровращающимся диском-электродом, который охлаждается сжатым воздухом.
Кроме того, в цикле операций по предварительной подготовке заготовки для слитков из высоколегированных сталей применяют предварительную термическую обработку, в качестве которой используют:
- гомогенизирующий отжиг;
- отжиг для снятия напряжений и смягчающий отжиг.
Гомогенизирующий отжиг используют для снижения химической неоднородности стали. Гомогенизирующий отжиг слитков проводят в печах с выдвижным подом или в нагревательных колодцах, температура нагрева - до 1170 °C при выдержке 8 - 15 ч, используют замедленное охлаждение. Иногда гомогенизирующий отжиг совмещают с нагревом под прокатку.
Отжиг для снятия напряжений и смягчающий отжиг проводят для снижения твердости металла перед его зачисткой. Используют термические печи с выдвижным подом, камерные печи с внешней механизацией. Режимы проведения отжига (отжиг с фазовой перекристаллизацией, высокий отпуск, изотермический отжиг) выбирают в зависимости от марки стали и размеров слитка, температура нагрева - 650 °C - 880 °C, время выдержки - 5 - 20 ч, используют замедленное охлаждение.
Нагрев металла производится с целью повышения его пластичности и, соответственно, снижения нагрузок при его деформации.
Режим нагрева перед прокаткой характеризуют температурой нагрева, скоростью нагрева, числом ступеней (зон) нагрева, продолжительностью нагрева.
Нагрев слитков под прокатку листа осуществляют в регенеративных и рекуперативных нагревательных колодцах. Широкое распространение получили рекуперативные колодцы с центральной нижней (на подине) горелкой, состоящие из 12 групп по четыре ячейки в каждой. Производительность одной группы - 230 - 240 тыс. т/г, удельный расход топлива - 1000 - 1070 кДж/кг. Температуру нагрева и его продолжительность устанавливают в зависимости от марки стали и массы слитка. Выдачу слитков из ячейки производят в порядке посадки. Топливо - природный газ. Подогрев воздуха производится в керамическом рекуператоре.
Регенеративные колодцы для нагрева листовых слитков характеризуются большим расходом топлива - 1050 - 1340 кДж/кг.
Для легированных сталей широко применяют ступенчатый нагрев, перемещая слиток из ячейки с более низкой температурой в ячейку с более высокой температурой.
Для нагрева тяжелых слитков (до 150 т), тонких слябов и слябов из легированных сталей, требующих особых режимов нагрева, применяют камерные печи.
Нагрев слябов перед прокаткой на толстолистовых и широкополосных станах производится в методических печах. Главной конструктивной особенностью, которая оказывает основное влияние на остальные характеристики работы печи, является способ транспортирования заготовок в рабочем пространстве печи. В методических печах для нагрева заготовок под обработку давлением применяют в основном проталкивание (толкательные печи) и шагание (печи с шагающим подом и с шагающими балками). Независимо от расположения горелок в работе этих печей в подавляющем большинстве случаев используется принцип противотока. Загрузка и выдача слябов - торцевая.
Общая тепловая мощность современных методических печей для нагрева слябов достигает 250 МВт.
Применение шагающих балок позволяет исключить травмирование нижней поверхности слябов о подовые трубы. Производительность методических печей достигает 450 т/ч. Топливо - смесь коксовый, доменный, природный газы, а также смесь газа и мазута, максимальный расход - 5 - 15 тыс. м3/ч, подогрев воздуха осуществляется преимущественно в рекуператорах.
Горячий посад непрерывнолитых и горячекатаных слябов и заготовок в методические печи стана и прямая прокатка являются эффективными мероприятиями, которые обеспечивают снижение расхода топлива на нагрев металла под прокатку.
В общем случае горячим посадом считается посад металла с температурой более 600 °C, теплый - 300 °C - 600 °C, холодный - меньше 300 °C. Прокатка металла транзитом от обжимных заготовочных станов или непосредственно от МНЛЗ с небольшим подогревом (или без него) уменьшает расход топлива на 15% - 60% относительно расхода при холодном посаде. Использование непрерывнолитой заготовки вместо слиткового передела позволяет сократить расход энергоресурсов примерно на 20% - 40%.
Непрерывная разливка-прокатка. Одним из направлений совершенствования процессов производства проката в настоящее время является создание литейно-прокатных агрегатов. В состав такого агрегата входят: машина непрерывного литья заготовок (блюмовая, слябовая или сортовая), устройства для передачи непрерывнолитой заготовки, печь для подогрева и непосредственно прокатный стан (соответствующего типа) со всем технологическим оборудованием.
При применении такой технологии удается практически полностью использовать первичную теплоту непрерывнолитой заготовки для ее деформации, что существенно экономит энергоресурсы на нагрев. Также исключается промежуточное складирование заготовок, что значительно повышает производительность стана (до 25%) и эффективность использования оборудования.
Еще одним преимуществом литейно-прокатных агрегатов является компактное расположение оборудования, что требует меньших производственных площадей и капитальных затрат на строительство (до 1,5 раза).
Обжатие литого металла в таком совмещенном процессе способствует улучшению качества поверхности и структуры литых заготовок, а себестоимость проката снижается благодаря повышению выхода годного (на 2%) и сокращению расходов по переделу.
В вопросе совмещения МНЛЗ и прокатного стана существует ряд проблем, таких как согласование различающихся в несколько раз скоростей этих агрегатов. Решение этого вопроса обусловило появление ряда возможных вариантов схем состыковки этих двух агрегатов:
- прямая стыковка (с резкой слитка перед задачей в проходную печь);
- стыковка с использованием устройств для интенсивной пластической деформации (планетарные клети и т.д.) в первом проходе;
- стыковка с использованием высокоскоростных МНЛЗ;
- стыковка сортового стана с слябовой МНЛЗ с поперечной резкой сляба на заготовки или прокаткой сляба "на ребро".
Прокатный стан - комплекс машин и агрегатов, предназначенных для пластической деформации металла в валках, его обработки и транспортирования.
Прокатные станы классифицируют по назначению, конструкции и расположению рабочих клетей, режиму работы.
При классификации по назначению уточняется, для производства какого вида продукции (сорт, лист, труба и т.д.) или выполнения конкретной операции, например, прошивка, дрессировка используется данный стан.
По конструкции клети различают прокатные станы (см. рисунок 2.2), имеющие в своем составе следующие виды клетей:
а) двухвалковые - "дуо";
б) трехвалковые - "трио";
в) четырехвалковые - "кварто";
г) шестивалковые;
д) двенадцативалковые;
е) двадцативалковые;
ж) клети с многовалковыми калибрами для производства балок;
з) универсальные;
и) клети с многовалковыми калибрами для производства катанки, труб и фасонных профилей [1].

в рабочей клети прокатного стана
При производстве труб и специальных видов проката широко используются клети поперечно-винтовой прокатки и клети специальных конструкций (прокатка колес, бандажей, винтов, шестерен и пр.).
По расположению рабочих клетей различают одноклетьевые и многоклетьевые станы. Многоклетьевые станы, в свою очередь, могут быть:
- последовательные, клети которых расположены последовательно, а прокатываемая полоса делает только один проход в каждой клети;
- непрерывные, клети которых расположены последовательно, а раскат деформируется одновременно в нескольких клетях;
- линейные, у которых оси клетей расположены в одну или несколько параллельных линий, а клети обычно имеют групповой привод;
- зигзагообразные - многолинейные станы с передачей металла с одной линии прокатки на другую, зигзагом, с помощью косорасположенных роликов рольгангов;
- шахматные, аналогичные зигзагообразным, но с передачей металла шлепперами перпендикулярно оси прокатки.
По режиму работы различают реверсивные и нереверсивные станы.
Нагрев металла связан с образованием на его поверхности окалины, которая при последующей горячей деформации вкатывается в поверхность металла с образованием дефектов и ухудшением товарного вида прокатных изделий, что в свою очередь ведет к увеличению трудозатрат и дополнительным материальным потерям на стадии отделки готового проката. Поэтому важно значительную часть окалины отделить от основного металла перед его горячей деформацией.
Удаление окалины перед горячей деформацией листового металла, как правило, не рассматривают как отдельный цикл операций, а относят к циклу операций по деформации металла. Образующуюся в процессе нагрева окалину удаляют мощными струями воды (устройства для гидросбива окалины), механическими скребками, щетками, иглофрезами или механическими окалиноломателями, использующими принцип изгиба металла.
На листовых станах для удаления окалины успешно используют эджерные клети с вертикально установленными валками. В этих клетях осуществляют небольшую (5% - 10%) деформацию по ширине сляба, достаточную для разрушения хрупкого поверхностного слоя окалины. После эджерной клети устанавливают устройство для гидросбива.
Для более тщательного удаления окалины используют установленную после эджерной клети двухвалковую прокатную клеть с горизонтальными валками, такую как клеть-окалиноломатель. Эта клеть является черновой, но в первом проходе в этой клети устанавливают небольшую (до 5%) величину деформации, которая, с одной стороны, способствует разрушению слоя окалины, с другой стороны, исключает вкатывание частиц окалины в поверхностный слой металла.
Для повышения эффективности работы обжимной клети в режиме окалиноломателя применяют верхний валок с рифленой поверхностью. Лунки глубиной до 5 мм, длиной 40 мм и шириной 30 мм наносят на поверхность валка в шахматном порядке, а надежное удаление окалины обеспечивают с помощью гидросбива высокого давления (свыше 12 МПа) коллекторами, установленными с каждой стороны клети [11].
Горячая прокатка слитков производится на обжимных станах, которые предназначены для получения полупродукта в виде заготовок прямоугольного сечения (слябы). Слябы имеют размеры сечения: толщину 100 - 250 мм, ширину 600 - 1500 мм и длину 1,3 - 5 м.
Преимущественно используют двухвалковые обжимные станы для получения слябов (слябнинги), среди которых различают большие (диаметр валков 1250 - 1500 мм), средние (1000 - 1200 мм) и малые (800 - 950 мм). Станы имеют реверсивный режим работы, большой подъем верхнего валка, возможность корректировки обжатия металла и скоростей прокатки в каждом проходе. Очень часто слябнинги комплектуют дополнительными вертикальными валками для обжатия боковых сторон прямоугольного сечения сляба. Каждый валок обжимного стана снабжен индивидуальным приводом от электродвигателя постоянного тока. С передней стороны рабочей клети расположен кантователь, а манипулятор - с обеих ее сторон.
С использованием системы слиткоподачи (кольцевая или челночная) нагретые слитки подают от колодцев к приемному рольгангу обжимного стана.
Далее слиток сталкивают со слитковоза стационарным сталкивателем, осуществляют поворот слитка на 180° (для правильной задачи в валки стана).
Прокатка осуществляется в нечетное число проходов. Полученный раскат в виде сляба зачищается в потоке с использованием машины огневой зачистки (МОЗ) и поступает на адъюстаж.
2.1.3.3 Горячая прокатка листа
Размерный сортамент горячекатаного листа включает: толстый лист толщиной 4 - 50 мм, плиты толщиной 50 - 160 мм, тонкий лист толщиной 0,8 - 3,9 мм и шириной до 4800 мм и ленту - листовую сталь шириной менее 500 мм.
Листовой прокат может быть получен как в виде отдельных листов, так и в виде широких полос, которые сворачивают в рулоны. Затем посредством резки (продольной и поперечной) из рулонного металла может быть изготовлен прокат в виде листов. Наличие единого термина "листовой прокат" для описания различных видов продукции (особо толстый лист - "плита", "толстый лист", "тонкий лист", "широкая полоса", узкая полоса - "лента") носит противоречивый характер и затрудняет понимание сортамента прокатной продукции. Поэтому в настоящее время для устранения указанного противоречия в трактовке термина "листовой прокат", применяют понятие "плоский прокат".
Марочный сортамент сталей, применяемых для производства горячекатаного листового проката, включает низкоуглеродистые стали, конструкционные, низко- и высоколегированные, инструментальные стали и стали со специальными физическими свойствами. Листовая сталь классифицируется по назначению: конструкционная; для котлостроения, машиностроения и судостроения; автолист; нержавеющая, трансформаторная, кровельная, жесть и др.
На рисунке 2.3 показана общая схема процессов производства горячекатаного листового металла [10]. Сплошными линиями изображены часто применяемые потоки металла, пунктирными - потоки производства отдельных видов продукции.

листового металла
В настоящее время основной заготовкой при производстве горячекатаного листа являются непрерывно-литые слябы шириной 1250 - 2600 мм.
Прокатка толстых листов непосредственно из слитков сохранилась только на старых станах или при производстве плит.
Листовой горячекатаный прокат производится на толстолистовых станах, полунепрерывных, непрерывных широкополосных станах (около 75% всего объема горячего листа) и полосовых станах с печными моталками.
Листовой прокат с шириной более 2300 мм прокатывают только на толстолистовых станах.
В сортаменте толстолистовых станов примерно 80% составляют листы толщиной 8 - 15 мм, причем около 60% всего объема продукции этих станов приходится на долю листов шириной 1500 - 2000 мм.
В настоящее время наиболее эффективным способом производства горячекатаных листов и полос является прокатка на непрерывных и полунепрерывных станах. На этих станах прокатывается также подкат для станов холодной прокатки. Современные широкополосные станы горячей прокатки рассчитаны на прокатку полос широкого сортамента (толщина от 0,8 - 1,2 до 16 - 25 мм, ширина 600 - 2350 мм). Масса прокатываемых слябов - до 45 т, производительность - 6 - 7 млн т/г.
В сортаменте широкополосных станов полосы толщиной до 3,9 мм составляют больше половины всего объема производства. Выпуск проката толщиной 4 - 7 мм и 8 - 15 мм примерно одинаков. Полосы шириной до 1500 мм составляют примерно 70% всей продукции широкополосных станов.
2.1.3.3.1 Горячая прокатка толстого листа (схема I, рисунок 2.3)
Существуют три основные схемы прокатки толстого листа:
- с использованием одноклетевых и двухклетевых станов с двухвалковыми реверсивными и трехвалковыми клетями (до середины 1950-х гг. про);
- с использованием двухклетевых или трехклетевых станов с двухвалковыми реверсивными, вертикальными и четырехвалковыми клетями (до начала 1970-х гг.);
- с использованием четырехклетьевых станов с двухвалковой реверсивной, вертикальной клетью и двумя четырехвалковыми клетями (в настоящее время).
Станы с реверсивными двухвалковыми (дуо) клетями используются только для прокатки толстых листов, в том числе броневых.
Трехвалковые (трио) клети конструкции Лаута со средним холостым валком меньшего диаметра используют для прокатки средних и толстых листов и иногда для тонких листов. При прокатке средний валок, перемещаясь вместе с подъемно-качающимся столом, поочередно прижимается то к верхнему, то к нижнему рабочим валкам и вращается ими за счет сил трения. Применяются в одно- и двухклетевых толстолистовых станах.
Клети кварто используются для горячей прокатки листов, широких полос, ленты, могут работать в реверсивном режиме (на толстолистовых и тонколистовых станах) и с постоянным направлением вращения - на тонколистовых непрерывных станах. Опорные валки большего диаметра воспринимают давление прокатки и уменьшают прогиб рабочих валков.
Применяют также клети, имеющие в своей конструкции и горизонтальные, и вертикальные валки, которые называют универсальными клетями. Они применяются на толстолистовых станах для обработки боковых кромок проката.
В состав толстолистового стана, кроме основных клетей, входят один или два окалиноломателя, назначение которых состоит в разрушении и удалении поверхностной окалины. В клетях-окалиноломателях расположение валков может быть и горизонтальным, и вертикальным. Применение окалиноломателя с вертикальными валками целесообразно тогда, когда прокатывают слябы шириной 900 - 1000 мм. При ширине сляба более 1000 мм устанавливают два окалиноломателя: первый - с вертикальными валками, второй - с горизонтальными валками. Тогда при незначительных обжатиях сляба окалиноломателями в поперечном и высотном направлениях поверхностная окалина будет удаляться полностью.
В многоклетевых станах чистовой окалиноломатель устанавливают перед чистовой группой, он предназначен для удаления вторичной окалины.
Одноклетевые станы различают по конструкции клети (числу рабочих валков). Существует четыре типа клетей: двухвалковая реверсивная, четырехвалковая реверсивная, трехвалковая, четырехвалковая универсальная (реверсивной прокатки). Станы первых трех типов применяют в том случае, когда ширина исходных слябов или слитков недостаточная и необходимо осуществлять прокатку сначала в поперечном направлении до получения требуемой ширины раската, а затем в продольном. Если же исходный сляб имеет необходимые размеры по ширине, то прокатку в поперечном направлении не выполняют, а используют одноклетевой стан с универсальной клетью. Такие станы считаются наиболее современными. Готовый лист на них получают с катаной кромкой и высокого качества; при этом уменьшается расходный коэффициент металла, исключается обрезь боковых кромок готовых листов.
Последовательность технологических операций изготовления толстолистового проката из различных сталей имеет особенности. На рисунке 2.4 представлены схемы технологических процессов производства толстых листов из углеродистых и низколегированных сталей (см. рисунок 2.4, а), коррозионно-стойких сталей и биметаллов (см. рисунок 2.4, б) и легированных сталей (см. рисунок 2.4, в).

изготовления толстых листов
Фактически весь прокат, который выпускается на современных прокатных станах, производится с использованием термомеханической обработки.
Термомеханической обработкой (ТМО) называют совмещение пластической деформации и термического воздействия, целью которого является формирование требуемой структуры обрабатываемого металла.
Объединение операций пластического деформирования и термообработки, максимальное их сближение и создание единого процесса термомеханической обработки обеспечивают заметное повышение механических характеристик (прочности, вязкости и т.д.), что позволяет экономить до 15% - 40% металла и более или увеличить долговечность изделий.
При ТМО оба процесса (пластическая деформация и термическая обработка) могут совмещаться в одной технологической операции, а могут проводиться и с разрывом по времени. Но при этом обязательным условием является прохождение фазовых превращений в условиях повышенной плотности дефектов решетки, возникающих благодаря пластической деформации металла.
Термомеханическая обработка стали выполняется главным образом по трем схемам: высокотемпературная (ВТМО), низкотемпературная (НТМО) и предварительная термомеханическая обработка (ПТМО). Также к термомеханической обработке относят технологии контролируемой прокатки и ускоренного охлаждения.
Высокотемпературная термомеханическая обработка - термообработка с деформационного нагрева с последующим низким отпуском. ВТМО практически устраняет развитие отпускной хрупкости в опасном интервале температур, повышает ударную вязкость при комнатной температуре и понижает температурный порог хладоломкости. Этот вид обработки используют для углеродистых, легированных, конструкционных, пружинных и инструментальных сталей.
При использовании технологии низкотемпературной термомеханической обработки (аусформинга) сталь сначала нагревают до аустенитного состояния. После выдержки при высокой температуре производят сначала охлаждение до температуры выше температуры начала мартенситного превращения (400 °C - 600 °C), но ниже температуры рекристаллизации, а затем при этой температуре осуществляют обработку давлением и закалку. НТМО, хотя и обеспечивает более высокое повышение прочностных характеристик, но не снижает склонности стали к отпускной хрупкости, требует высоких степеней деформации (75% - 95%), для обеспечения которых требуется мощное оборудование, так как сталь прокатывается не в горячем, а в теплом состоянии. Низкотемпературную термомеханическую обработку применяют к среднеуглеродистым легированным сталям, закаливаемым на мартенсит.
Контролируемая прокатка обеспечивает значительное повышение комплекса механических свойств (прочности, пластичности, ударной вязкости, сопротивления хрупкому разрушению) низколегированных сталей в горячекатаном состоянии. В результате этого из технологического цикла исключается такой вид термической обработки как нормализация; снижается углеродный эквивалент низколегированных сталей при сохранении прочностных свойств на достаточно высоком уровне.
При обычной прокатке с последующей нормализацией слябы нагревают примерно до 1250 °C и прокатывают их за 12 - 18 проходов без пауз. При контролируемой прокатке температура нагрева составляет 1050 °C - 1220 °C, прокатка ведется за 15 - 22 прохода с одной-двумя паузами для подстуживания.
В паузе перед окончательной прокаткой температура металла составляет 720 °C - 900 °C, а в конце прокатки - 750 °C - 850 °C в зависимости от химического состава стали. Оптимальная температура нагрева слябов поддерживается за счет автоматического управления работой нагревательной печи.
Для получения заданной температуры прокатки в последних проходах стан оборудуют четырьмя площадками для подстуживания металла, на каждой из которых осуществляют контроль и автоматическое регулирование температуры. Схема технологического процесса изготовления листов с применением контролируемой прокатки представлена на рисунке 2.5.

толстых листов с применением контролируемой прокатки
2.1.3.3.2 Горячая прокатка полосовой стали (схема II, рисунок 2.3)
В настоящее время горячекатаная полосовая сталь прокатывается на станах следующего типа:
- широкополосных непрерывных (производительность 6 - 7 млн т/г);
- широкополосных полунепрерывных (2 - 3 млн т/г);
- широкополосных реверсивных универсальных (до 0,4 млн т/г);
- широкополосных реверсивных с моталками в печах (0,8 - 3 млн т/г);
- полосовых планетарных (до 0,15 млн т/г).
Строительство новых универсальных широкополосных станов не производится из-за сравнительно низкой производительности и полного соответствия их сортамента продукции непрерывных и полунепрерывных широкополосных станов.
Полосовые планетарные станы промышленного применения в листопрокатном производстве России не получили.
Станы с моталками в печах (станы Стеккеля) прокатывают полосы толщиной 1,5 - 20 мм и шириной до 3050 мм из легированных, электротехнических и углеродистых сталей (см. рисунок 2.6). Максимальная скорость прокатки в зависимости от размеров стана достигает 6 - 10 м/с. Выбор станов Стеккеля обуславливается тремя причинами:
- низкие капитальные затраты на строительство и более низкие издержки производства для прокатки широких полос в рулонах или в мерных длинах;
- возможность производства полос более широкого сортамента по толщине и ширине;
- высокое качество поверхности полос по сравнению с традиционными реверсивными листопрокатными станами.

1 - обжимная клеть с эджером (универсальная клеть);
2 - рабочие клети кварто; 3 - моталки в печах;
4 - направляющие ролики
Поскольку при прокатке на стане Стеккеля температура раската остается на уровне 980 °C - 1090 °C, качество поверхности заметно лучше, чем в случае традиционных реверсивных станов. Новые станы Стеккеля для регулирования толщины и плоскостности проката используют устройства изгиба и смещения рабочих валков, а также автоматическое регулирование толщины.
Широкий сортамент непрерывных и полунепрерывных станов (толщина полос - от 0,8 - 1,2 до 16 - 25 мм, ширина - до 2350 мм), высокая производительность и другие технико-экономические показатели обеспечили их преимущественное применение и развитие для производства горячекатаной полосовой стали. В последней клети непрерывных станов достигнута скорость прокатки 27 м/с. Суммарная мощность главных приводных двигателей - до 150 000 кВт, масса оборудования - до 40 000 т. Широкополосные станы горячей прокатки состоят из двух групп рабочих клетей: черновой и чистовой, расположенных последовательно и связанных между собой рольгангами. Производительность и технологию прокатки определяют в основном характеристика и состав оборудования черновой и чистовой, групп стана.
В непрерывном стане черновая группа клетей включает вертикальный окалиноломатель (устанавливают также и горизонтальный окалиноломатель) и четыре - шесть рабочих клетей, большая часть из которых - четырехвалковые универсальные (могут быть и двухвалковые клети). В каждой клети производят только один пропуск. Если в составе черновой группы, кроме вертикального окалиноломателя и нереверсивных универсальных клетей, установлена одна реверсивная универсальная клеть, то такой стан иногда называют на 3/4 непрерывным. В таких станах универсальная клеть расположена после окалиноломателя. Последние клети черновой группы таких станов (две или три) могут быть объединены в непрерывную группу клетей.
Полунепрерывный широкополосный стан, кроме вертикального, а иногда и горизонтального окалиноломателя, в черновой группе имеет одну или две универсальные реверсивные клети. Чистовые группы клетей непрерывных и полунепрерывных широкополосных станов состоят из шести - восьми рабочих четырехвалковых клетей и по составу оборудования аналогичны.
Непрерывные и полунепрерывные широкополосные станы условно разделяют на три группы (поколения), характеристика которых (максимальные величины) приведена в таблице 2.1.
Таблица 2.1
Поколение станов | Длина бочки валков, мм | Скорость прокатки, м/с | Производительность, млн т/г | Масса рулона, т | Длина стана, м |
I | 1700 | 10 - 12 | 1,0 - 2,5 | 7 - 8 | 399 - 360 |
II | 2300 - 2500 | 16 - 22 | 3 - 6 | 40 | 450 - 640 |
III | Больше 2000 | 30 | 4 - 6 | 46 | 730 |
Прокатка в чистовой группе клетей ведется с ускорением. Станы оснащены автоматизированными системами управления технологическими процессами с целью регулирования и стабилизации температуры конца прокатки и смотки рулонов, разнотолщинности и плоскостности.
Наибольшим разнообразием отличаются схемы расположения и состав черновых групп рабочих клетей.
Чистовые группы различаются в основном количеством рабочих клетей. Непрерывные группы клетей включают также летучие ножницы для обрезки концов раската и чистовые окалиноломатели.
Прокатанные в чистовой группе клетей полосы по рольгангу транспортируются к моталкам, где сматываются в рулоны. Отводящий рольганг оборудован системами охлаждения полосы для обеспечения необходимой температуры полосы при смотке.
Охлаждение металла призвано обеспечить снижение его температуры до состояния, обеспечивающего возможность проведения дальнейших отделочных операций с прокатом при одновременном получении минимальных внутренних напряжений в металле.
Используют обычное (на воздухе), замедленное (в колодцах и термостатах) и ускоренное (с применением различных охлаждающих сред) охлаждение проката. Обычное охлаждение на воздухе получило наибольшее распространение и реализуется в стеллажах, на холодильниках различного типа.
2.1.4.1 Охлаждение толстого листа
Охлаждение толстых листов производится в два этапа. На первом этапе ускоренно снижают температуру металла ниже точки Ar1 для получения тонкой и равномерной микроструктуры. Наилучшим способом, позволяющим получить равномерное охлаждение, считается подача на раскат распыленной воздухом воды под давлением до 1 МПа, используют также охлаждение водяным паром [10].
При температуре металла 680 °C - 700 °C производят горячую правку полосы в правильных машинах. Правильные машины располагают за чистовой клетью стана на расстоянии 30 - 50 м, при этом гарантируется сохранение высокой температуры металла при правке.
При широком сортаменте стана устанавливают две машины горячей правки: одну - для листов толщиной 5 - 25 мм, другую - для правки листов толщиной 20 - 40 мм и более. Металл ответственного назначения правят дополнительно в холодном состоянии.
Наибольшее распространение для правки толстых листов получили пяти- и одиннадцатироликовые правильные машины. Рабочие и опорные ролики обычно устанавливают в одной вертикальной плоскости. Иногда верхние опорные ролики располагают по V-образной схеме, рабочий ролик при этом опирается не менее чем на два ряда опорных. Температура листов после правки не превышает 600 °C.
Дальнейшее охлаждение металла производится на холодильниках. Наибольшее распространение получили холодильники трех типов: с чугунными решетчатыми настильными плитами (металл перемещается шлепперами); с несущими решетками шагающего типа; роликовые (дисковые) холодильники.
Наиболее современными являются холодильники роликового типа, представляющие собой систему валов со стальными дисками, так как обеспечивают равномерное охлаждение листов при высоком качестве поверхности и плоскостности листов.
Охлаждение на холодильнике ведется до температуры резки, которая определяется толщиной листов: до 7 мм - 50 °C - 70 °C; от 7 до 10 мм - 60 °C - 110 °C; от 10 до 15 мм - 80 °C - 130 °C; от 15 до 20 мм - 125 °C - 200 °C. Более высокая температура резки приводит к появлению трещин на боковых кромках листов и к снижению стойкости ножей.
2.1.4.2 Охлаждение рулонного проката
Для охлаждения полосы после выхода ее из клети чистовой группы и регулирования температуры перед смоткой в рулоны на отводящем рольганге между последней клетью и моталками установлены устройства подачи воды на верхнюю и нижнюю поверхности полосы при ее движении. Используют два способа охлаждения: подача воды веерообразной струей через форсунки и ламинарная подача через сифоны. Последний способ нашел большее применение ввиду большей эффективности.
После смотки рулоны горячекатаных полос передаются на склад и после остывания до температуры 30 °C - 50 °C направляются на отделку (готовая продукция) или подготовку для последующей холодной прокатки.
Под отделкой обычно понимают комплекс операций, обеспечивающих до требований стандартов размеров и формы поперечного сечения профиля, качества поверхности, механических и других свойств проката, придание ему товарного вида. Объем и виды отделки прокатной продукции зависят от стадии производства проката, химического состава стали и ее назначения, нормативных требований к качеству готовой продукции, вида проката и других факторов.
Для получения необходимых механических свойств металла используют различные виды термической обработки.
Для очистки поверхности металла от окалины, остатков технологической смазки применяют абразивные способы, лезвийные и химическую обработку, например травление.
Необходимую длину прокатных изделий (а также другие размеры в случае листовой продукции), отбор проб для оценки качества обеспечивают применением резки металла, а необходимую прямолинейность проката - правкой.
Отделка листового проката производится с целью придания металлу требуемых геометрических размеров (за исключением толщины), устранения волнистости, удаления поверхностных дефектов и окалины. В отделочные операции включают также контроль и упаковку. Для современных листопрокатных цехов характерна высокая поточность всех отделочных операций, что обеспечивается соответствующим расположением оборудования.
2.1.5.1 Отделка готового толстолистового проката
Характер отделочных операций и последовательность их выполнения зависит от толщины подката, конструкции прокатного агрегата и назначения горячекатаного металла. Отделка листов толщиной свыше 40 - 50 мм (плит) ограничивается обрезкой концов и боковых кромок, охлаждением, осмотром и удалением поверхностных дефектов. Плиты не нуждаются в правке, так как после прокатки являются достаточно ровными. Резка обычно производится газовыми резаками. Установка для резки представляет собой мостовую конструкцию с перемещающимися на ней автогенными горелками. Производительность одной установки - 10 - 15 т/ч. Температура и режим резки высоколегированных сталей устанавливаются в зависимости от химического состава стали.
Отделка листов толщиной до 40 - 50 мм осуществляется на поточных линиях. Толстый лист осматривается на специальном инспекторском стеллаже, располагаемом за холодильником и оборудованном кантователем листов, который обеспечивает возможность осмотра обеих поверхностей листа. Далее выполняют следующие операции [11]:
- обрезка переднего, заднего концов листа и обрезка кромок на дисковых ножницах с кромкокрошителями;
- резка на заданные длины на гильотинных ножницах.
- правка в холодном состоянии;
- укладка в пакеты;
- термическая обработка;
- правка листов после термической обработки;
- химическая обработка поверхности (травление);
- промывка;
- сушка;
- укладка в стопы с последующим инспекторским осмотром;
- упаковка и складирование.
Обрезка переднего и заднего концов раската производится в горячем состоянии перед операцией горячей правки. В необходимых случаях на этих же ножницах раскат делят на кратные длины. В целях увеличения пропускной способности отделочной линии гильотинные ножницы поперечной резки располагают в нескольких местах: после холодильника и после кромкообрезных ножниц. На одних из ножниц поперечной резки производят вырезку проб для механических испытаний, другие являются делительными.
Для обрезки боковых кромок применяют дисковые, гильотинные или сдвоенные кромкообрезные ножницы. Дисковые ножницы могут быть применены для резки листов толщиной до 25 мм. Они характеризуются большой скоростью резания (1 - 2 м/с) и высокой прямолинейностью кромок.
Сдвоенные кромкообрезные ножницы с дуговым верхним ножом, являющиеся усовершенствованной конструкцией гильотинных ножниц, работают по принципу "катящегося" реза и обеспечивают обрезку боковых кромок листов толщиной 5 - 50 мм со скоростью 0,4 - 0,6 м/с.
Гильотинные ножницы поперечной резки также имеют двухэксцентриковый привод и дугообразный нож, обеспечивающие "катящийся" рез, и имеют сходные характеристики.
Правка толстых листов в холодном состоянии применяется для листов, не выправленных при горячей правке, или листов, прошедших термическую обработку. Проводится на многороликовых правильных машинах со скоростью 1 - 5 м/с.
Основные виды термической обработки горячекатаного проката: нормализация, отжиг, отпуск, закалка, закалка с отпуском.
Нормализацию толстых листов проводят с использованием тепла прокатного нагрева. Если прокат заканчивается при температуре выше критической точки AC3, то его охлаждают на воздухе (рольганге, холодильнике). Нормализации подвергают листы из углеродистых, низколегированных, конструкционных, котельных, судовых и мостовых сталей.
Для улучшения пластичности ряд сталей (углеродистые, низколегированные, легированные) подвергают смягчающему отжигу. Коррозионно-стойкая сталь (мартенситного, ферритного классов) подвергается отжигу при 750 °C - 780 °C в атмосфере чистого азота (для исключения охрупчивания).
Для снятия внутренних напряжений и повышения пластичности листового металла применяют отпуск (низкий, средний и высокий).
В результате закалки с последующим отпуском (как правило, при температурах ниже AC1) повышаются вязкость и прочность стали.
Закалка коррозионно-стойкой стали аустенитного, аустенитно-ферритного и аустенитно-мартенситного классов приводит к смягчению металла. Температура нагрева под закалку находится в интервале 1050 °C - 1150 °C.
Термообработку горячекатаного листового проката проводят в проходных роликовых печах непрерывного действия, камерных и колпаковых печах периодического действия.
Закалку толстых листов осуществляют в специальных роликовых закалочных машинах, закалочных прессах и баках.
2.1.5.2 Отделка готового полосового проката
Нормализацию горячекатаных полос выполняют с использованием агрегатов непрерывного действия. На агрегат нормализации поступают горячекатаные полосы с размерами 1,2 - 6 x 700 - 1550 мм в рулонах массой 3 - 7,5 т. Скорость движения полосы в средней технологической части агрегата 5 - 30 м/мин, производительность агрегата - 22 т/ч. Температура нормализации горячекатаной стали - 930 °C - 950 °C. Термообработанные полосы укрупняются в рулоны массой до 50 т.
Горячекатаные рулоны с непрерывных широкополосных станов, предназначенные для дальнейшей холодной прокатки, транспортируются в цех холодной прокатки, где складируются для окончательного охлаждения. Основная часть горячекатаного плоского проката отгружается потребителю в виде листов.
Для разделки рулонной полосы на листы используют агрегаты поперечной резки двух типов - тихоходные и быстроходные. Скорость продвижения полосы в агрегатах первого типа составляет 0,8 - 1,3 м/с, второго - 2,0 м/с и более. Тихоходные агрегаты используются для резки полос толщиной свыше 5 - 6 мм при небольшом объеме производства (100 - 200 тыс. т/г). В состав тихоходных агрегатов включаются либо гильотинные, либо летучие ножницы, а также дисковые ножницы для обрезки кромок. Агрегаты с гильотинными ножницами более просты и дешевы и позволяют разрезать полосы широкого диапазона толщины. Необходимость резкого изменения скорости движения полосы на участке гильотинных ножниц усложняет работу транспортирующих механизмов. Этого недостатка лишены агрегаты поперечной резки с летучими ножницами.
Быстроходные агрегаты имеют большую (до 1 млн т/г) производительность, благодаря чему они являются основным типом разделочных агрегатов в современных цехах. Для обеспечения большой производительности быстроходные агрегаты оборудуются двухпозиционными разматывателями и листоукладчиками с подъемными столами, что позволяет формировать пачки большой массы. Обычно разделочный агрегат оборудован двумя-тремя листоукладчиками и одним дополнительным - для некондиционного металла.
В качестве режущих устройств в быстроходных агрегатах применяют качающиеся, ротационные или барабанные летучие ножницы. Агрегаты поперечной резки включают также оборудование для правки полос, обрезки кромок, рассортировки листов по толщине и качеству поверхности и промасливания перед укладкой в пачки. Например, агрегат поперечной резки полос с размерами 3 - 12 x 1850 мм включает: разматыватель рулонов с отгибателем концов полос; разделительно-задающую машину; дрессировочную клеть; правильную машину (пятироликовую) с тянущими роликами; ножницы с уборочным устройством; тянущие ролики; петлевой стол; дисковые и кромкокрошительные ножницы с устройством для уборки обрези; роликовый стол; маркировочное устройство; правильную машину с роликами; рентгеновский толщиномер; летучие ножницы; рольганг; электромагнитный листоукладчик.
При поставке металла в рулонах основной операцией отделки являются обрезка кромок или продольная резка на узкие полосы с одновременной обрезкой кромок. Для этой цели служат агрегаты трех типов:
- только для обрезки кромок;
- продольной резки с обрезкой кромок;
- для укрупнения рулонов с одновременной обрезкой кромок.
Наиболее широко распространены агрегаты второго типа, как более универсальные (производительность - 300 - 500 тыс. т/г). Агрегат включает устройство для подачи рулонов, отгибатель концов полосы, разматыватель с гибочными роликами, гильотинные ножницы для обрезки концов полосы, дисковые ножницы с кромкокрошительными ножницами, правильную машину и моталки. Повышенные требования к качеству поверхности привели к включению в состав некоторых агрегатов дрессировочных клетей.
В состав агрегата третьего типа (укрупнения рулонов) обязательно входит стыкосварочная машина с гратоснимателем.
При небольших объемах производства и широком сортаменте продукции применяют комбинированные агрегаты продольной и поперечной резки. Состав оборудования таких агрегатов позволяет производить обрезку кромок, роспуск на более узкие полосы, смотку разрезанной полосы в рулон или порезку на отдельные листы. Один из наиболее крупных агрегатов такого типа предназначен для разделки металла толщиной 1,2 - 9,5 мм со скоростью до 3 м/с при продольной резке и до 1,75 м/с - при поперечной.
Разделочные агрегаты могут устанавливаться непосредственно за агрегатами для удаления окалины. Для повторной правки и резки некондиционного металла устанавливают либо отдельно стоящие правильные машины и ножницы, либо механизированные поточные линии небольшой производительности.
Различают две схемы производства травленых горячекатаных листов:
- разделку горячекатаных рулонов на листы и травление в агрегатах периодического действия;
- травление в непрерывных агрегатах с последующей разделкой.
Первая схема малопроизводительна и требует затраты большого количества тяжелого ручного труда во вредных условиях (почти не применяется). При травлении в непрерывных агрегатах наблюдается заметное ухудшение пластических свойств металла после травления, связанного с процессами деформационно-термического старения и наклепом. Поэтому на этих агрегатах отделывают прокат из нестареющих сталей либо проводят термообработку травленых листов в защитной атмосфере в проходных печах.
Широко распространен дробеметный способ удаления окалины с полос и листов на установках пневматического и механического типа. Обычно в камере обработки устанавливают 10 - 16 дробеметных турбинных или пневматических сопел для обработки материала с двух сторон. Скорость движения металла при очистке составляет от 0,5 - 5,2 м/мин. Расход дроби составляет 10 - 20 кг/м2 обрабатываемой поверхности.
Эффективным является применение линий очистки с двукратной дробеструйной обработкой, позволяющей быстро удалить окалину (с применением стальной литой дроби фракции размером 0,4 - 1,0 мм) и придать поверхности металла необходимый уровень шероховатости (колотая дробь размером 0,2 - 0,4 мм).
Применение комбинированных линий обработки, включающих процессы абразивной и химической очистки поверхности, позволяет улучшить качество металла. Продолжительность травления составляет 10 - 15 с при скорости движения металла до 50 - 150 м/мин. Перспективным способом удаления окалины является иглофрезерная обработка поверхности металла. Отделочные агрегаты оснащают измерительными средствами и системами для автоматического контроля различных технологических параметров и показателей качества листовой и полосовой стали. Сюда относят измерители толщины, длины, ширины, неплоскостности проката, приборы для дефектоскопии поверхности.
Далее осуществляют приемку, упаковку, маркировку готового листового проката.
Средние коэффициенты расхода металла при производстве горячекатаных листов представлены в таблице 2.2 [10]. Данные об энергозатратах и расходе валков при производстве горячекатаного листа на станах различного типа представлены в таблице 2.3 [10].
Таблица 2.2
горячекатаного листа
Вид продукции | Коэффициент расхода металла на станах горячей прокатки листа | ||
Толстолистовой | Полунепрерывный | Непрерывный широкополосный | |
Металл в листах: - рядовой - конструкционный - низколегированный | 1,22 - 1,25 1,22 - 1,47 1,37 - 1,50 | 1,16 - 1,18 1,20 - 1,22 1,19 - 1,20 | - - - |
Металл в рулонах: - рядовой - конструкционный - низколегированный | - - - | 1,03 - 1,08 1,05 - 1,08 1,06 - 1,09 | 1,03 - 1,08 1,05 - 1,08 1,06 - 1,09 |
Таблица 2.3
горячекатаного листа
Показатель | Тип стана | ||
Толстолистовой | Полунепрерывный | Непрерывный широкополосный | |
Условное топливо, кг/т | 100 - 150 | 100 - 150 | 45 - 100 |
Электроэнергия, кВт·ч/т | 50 - 80 | 50 - 80 | 50 - 80 |
Вода, м3/т | 15 - 25 | 20 - 30 | 20 - 40 |
Пар, т/т | 0,015 - 2,5 | 0,015 - 2,5 | 0,015 - 2,5 |
Удельный расход валков, кг/т | 0,8 - 2,5 | 0,8 - 1,5 | 0,8 - 1,5 |
Производство холоднокатаного проката может быть описано укрупненной схемой, представленной на рисунке 2.7. Особенностью этой схемы (по сравнению со схемой получения горячекатаного проката) является наличие цикличности процесса, которая связана с тем, что при холодной деформации происходит упрочнение металла, устранение которого связано с постоянным выполнением цикла операций термической обработки и подготовки поверхности проката к последующей деформации. Общее количество операций в технологической схеме производства конкретного вида продукции в этом случае существенно возрастает.

холоднодеформированного проката
Холодная прокатка листов производится без нагрева металла, хотя в процессе обработки металл разогревается до температуры 150 °C - 250 °C. В холодном состоянии прокатывают лист толщиной менее 4 мм и шириной 500 - 2300 мм. По толщине холоднокатаный плоский прокат условно делят на категории:
- листы 1,5 - 4 мм;
- холоднокатаная полоса 0,45 - 2 мм;
- жесть 0,07 - 0,3 мм;
- фольга 0,0015 - 0,01 мм.
По назначению холоднокатаный листовой прокат различают: конструкционный 0,4 - 2,5 мм; кровельный 0,4 - 0,22 мм; декатированный (отожженный и травленый) 0,25 - 2,0 мм; коррозионно-стойкий 0,05 - 3,5 мм; электротехнический 0,05 - 0,5 мм; жесть 0,06 - 0,36 мм. Кроме того, различают холоднокатаный плоский прокат: нормальной (Н), глубокой (Г), весьма глубокой (ВГ) вытяжки, а также сложной (СВ), особо сложной (ОСВ) и весьма особо сложной (ВОСВ и ВОСВ-Т) вытяжки. Каждая из этих категорий характеризуется механическими свойствами, испытанием на вытяжку. Еще одной важной характеристикой холоднокатаной стали является ее изотропность, т.е. однородность свойств в различных направлениях.
По степени отделки качественную углеродистую сталь разделяют на четыре группы: I - с особо высокой отделкой поверхности (на глянцевой или матовой поверхности листов, подвергающихся при штамповке весьма глубокой вытяжке, не допускается никаких дефектов), II - с высокой, III - с повышенной, IV - с обычной отделкой поверхности.
Для холодной прокатки листа и полос используются реверсивные и непрерывные станы, имеющие в своем составе многовалковые клети: четырехвалковые (кварто), шестивалковые, двенадцативалковые, двадцативалковые. Реверсивные станы имеют в составе одну или две клети, а непрерывные - от трех до семи клетей [13]. На рисунке 2.8 показаны существующие технологические схемы производства холоднокатаных листов и полос.

холоднокатаных листов и полос
Исходным материалом для холодной прокатки являются горячекатаные листы толщиной 1,5 - 5 мм. Холоднокатаные листы производят двумя способами: полистным и рулонным. Рулонный способ является более производительным, дает возможность механизировать и автоматизировать большинство технологических операций, повышает выход годного металла с улучшенной геометрической формой и свойствами вследствие устойчивости технологического процесса.
Для удаления окалины, толщина слоя которой составляет 0,1 - 0,15 мм, используют механический, химический и электрохимический способы [11].
Химический способ травления окалины осуществляется в растворах соляной, серной и серно-соляной кислот. В настоящее время преимущественно используется раствор соляной кислоты, температура раствора - 85 °C - 95 °C, концентрация кислоты - 18% - 25%.
Для реализации способа используют непрерывные травильные агрегаты, которые с целью интенсивного взрыхления окалины оборудованы мощными окалиноломателями.
Современные непрерывные линии травления имеют четыре ванны, работающие в замкнутом цикле с установкой регенерации кислоты. Травильный предварительно подогретый раствор из установки регенерации непрерывно подается в ванну N 4, откуда он самотеком проходит из ванны в ванну навстречу движению полосы. Из ванны N 1 отработанный раствор поступает на регенерацию и затем в ванну N 4 (расход примерно 5 м3/ч). Для уменьшения потерь металла в ванны вводят ингибиторы, замедляющие растворение железа, но сохраняющие скорость растворения окалины и препятствующие диффузии водорода в металл.
После травления полоса промывается и сушится.
Для травления полосы, кроме горизонтальных агрегатов, используют вертикальные (башенные) установки со скоростью прохождения полосы до 4 м/с.
Максимальная скорость травления полосы в H2SO4 при использовании окалиноломателей и дрессировочной клети составляет 4 - 4,5 м/с и для HCl - 6 м/с. При наличии установок регенерации травильных растворов и промывочной воды для травления 1 т металла расходуется 12 - 14,5 кг H2SO4 или 2,0 - 2,3 кг HCl. Расход H2SO4 в агрегатах с применением дрессировочной клети составляет 7,5 кг/т.
Удаление окалины с поверхности горячекатаных полос из высоколегированных и коррозионно-стойких сталей осуществляется кислотным, щелочно-кислотным и электролитическим травлением.
В непрерывных травильных агрегатах используют раствор H2SO4 с добавкой поваренной соли и натриевой селитры. В отбеливающей ванне раствор состоит из HNO3 и H2SO4. Кислотное травление низколегированных и коррозионно-стойких сталей является малопроизводительным, не обеспечивает качественного удаления окалины и получения чистой поверхности металла.
При щелочно-кислотном травлении полоса проходит щелочное травление в расплаве 75% - 80% NaOH и 20% - 30% NaNO3 при температуре 450 °C - 550 °C. После промывки водой производят кислотное травление в растворе H2SO4 с добавкой поваренной соли. Из кислотной ванны полоса поступает в ванну для промывки водой с установленными чистильно-моющими щетками, а затем в ванну с 6% - 8%-ным раствором, подогретым до 45 °C - 50 °C, где происходит отбеливание и пассивирование поверхности.
Обработка полосы в щелочи осуществляется также при гидридном методе травления. Этот метод заключается в восстановлении окалины с помощью гидрида натрия NaH, который образуется в результате взаимодействия металлического натрия и газообразного водорода. Травление осуществляется в ванне с расплавом, состоящим из 76% - 78% NaOH и 1,5% - 2% NaH, при температуре 370 °C - 450 °C.
При механическом удалении окалины наиболее распространены дробеструйный и дробеметный способы удаления окалины в линиях с горизонтальной транспортировкой полос.
Агрегаты для очистки поверхности полос от окалины представляют собой камеру, в которой помещено несколько (от 4 до 12) дробеметных полос диаметром 500 - 600 мм. На полосу подается дробь диаметром 0,4 - 1,0 мм в первой машине и диаметром 0,2 - 0,4 мм во второй машине. Двухкратная дробеметная обработка обеспечивает удаление 96% - 99% окалины. Последующее легкое травление позволяет удалить окалину полностью. Длина линий дробеметной очистки - 8 - 15 м, скорость обработки - до 150 м/мин.
Более перспективный способ удаления окалины - иглофрезерная очистка поверхности. Основу агрегата составляет комплекс иглофрезерных барабанов, последовательно расположенных один за другим. Каждый барабан содержит до миллиона отрезков высокопрочной проволоки диаметром 0,2 - 1 мм, плотно набитых на его поверхности. Каждая проволочка (микрорезец) снимает с поверхности полосы слой 2 - 5 мкм в зависимости от степени прижатия. Иглофрезы могут работать сотни и тысячи часов. Оборудование для иглофрезерного удаления окалины занимает 10% - 25% площадей непрерывных травильных агрегатов (НТА).
Наиболее эффективное разрушение окалины происходит в изгибо-растяжных машинах (см. рисунок 2.9). При растяжении с удлинением до 1%, кроме ломки окалины, уменьшается неплоскостность полос.

1 - полоса; 2 - прижимной ролик; 3 - натяжной ролик;
4 - изгибающие ролики (правильная машина)
Для удаления окалины используются также дрессировочные станы: две последовательно расположенные двухвалковые клети или дрессировочная клеть кварто (например, дрессировочный стан 1700). Полосы из коррозионно-стойкой стали перед прокаткой могут подвергаться шлифованию для удаления поверхностных дефектов: плен, рисок и т.д.
Собственно процесс прокатки осуществляется с натяжением как в одноклетевых станах, так и на непрерывных станах [13].
В настоящее время, кроме непрерывных станов, работают станы бесконечной прокатки, в которых перед прокаткой или травлением установлены агрегаты для стыковой сварки полос и петленакопитель, а за последней клетью - делительные летучие ножницы и две моталки для смотки полос в рулоны.
Для уменьшения коэффициента трения при прокатке на полосу подается смазка. Для этого применяют различные органические жиры, минеральные масла и органические соединения. При прокатке жести в качестве смазок применяют пальмовое, кокосовое, сурепное и другие масла, которые используют в смеси с водой. На станах холодной прокатки системы смазки работают по замкнутому циклу. После использования остатки эмульсии направляют в сборники для повторного использования. На стан эмульсию подают насосными установками, для очистки эмульсии имеются фильтры и магнитные сепараторы, для охлаждения эмульсии используют охладители.
Холодную прокатку листовой стали на непрерывных станах проводят со значительными межклетевыми натяжениями, которые улучшают условия прокатки, вследствие чего возможна прокатка с большими обжатиями (до 50% - 80%). Натяжение на станах создают моталками, контроль натяжения осуществляют устройствами, установленными между клетями стана.
Для производства тончайших лент из различных сталей и сплавов используют многовалковые одноклетевые реверсивные станы с рабочими валками малого диаметра (6-, 12- и 20-валковые). Скорость прокатки достигает 7,5 м/с, при этом к концам полосы прикладывают значительные удельные натяжения 10% - 40% от величины предела текучести деформируемого материала.
После холодной прокатки вследствие упрочнения углеродистая сталь обладает пониженной пластичностью. Для снятия упрочнения и получения структуры, обеспечивающей необходимые механические и технологические свойства, холоднокатаную сталь отжигают. Если отжиг проводят в защитной атмосфере (водорода или азота), то его называют светлым, полоса не окисляется. Черный отжиг проводится в обычной атмосфере с образованием окалины.
Основным видом термической обработки углеродистой стали в цехах холодной прокатки является отжиг.
Незначительную по объему производства часть металла подвергают нормализации или поставляют потребителям в нагартованном состоянии.
Основная масса холоднокатаной листовой стали проходит рекристаллизационный отжиг (может быть длительный - для рулонов и кратковременный - для полос в проходных печах), который производят при температуре 630 °C - 700 °C. Защитная среда - азот с добавкой (от 3% до 5% водорода).
Применяют также:
- обезуглераживающий отжиг (для малоуглеродистых сталей);
- высокотемпературный отжиг (для обеспечения заданной текстуры стали, обеспечивающей ее технологические свойства);
- отпуск (для снятия упрочнения металла, возникающего после отжига), закалку (для отжига аустенитных и аустенитно-мартенситных сталей).
Отжиг осуществляется в колпаковых и башенных печах, а также на агрегатах непрерывного светлого отжига (АСО).
Отжиг листов и полос из коррозионно-стойких сталей. В зависимости от марки стали и условий поставки применяют следующие виды термической обработки: закалку, отжиг, отпуск и обработку холодом.
Закалке подвергают горячекатаные и холоднокатаные полосы, причем для последних закалка может быть как промежуточной, так и конечной операцией (температура нагрева - 1100 °C - 1150 °C).
Отжигу подвергают рулоны горячекатаной и холоднокатаной полосы стали мартенситного, ферритного и мартенситно-ферритного классов в колпаковых электрических или газовых печах в воздушной или защитной атмосфере. Поверхность холоднокатаных полос перед отжигом обезжиривают. Суммарная деформация при прокатке между отжигами - 60%. При толщине полосы меньше 0,5 мм промежуточный отжиг проводят в защитной атмосфере. Обработке холодом подвергают стали мартенситного, феррито-мартенситного и аустенитно-мартенситного классов, для чего металл после холодной обработки погружают в среду с низкой температурой (от -40 °C до -70 °C) и выдерживают определенное время при этой температуре.
В зависимости от вида термической обработки применяют проходные пламенные или электрические, муфельные печи для нагрева под закалку, а также колпаковые печи - если металл в рулонах. Стали ферритного класса обрабатывают в колпаковых печах, хромоникелевые стали - в проходных печах в составе непрерывных закалочно-травильных агрегатов (НЗТА). Используют также электрические проходные печи.
После отжига лист подвергается дрессировке - холодной прокатке при степени деформации 0,5% - 3% (и даже до 6%), что ниже критического интервала деформации, и значительными натяжениями. Дрессировка предотвращает появление линий сдвига при штамповке, улучшает поверхность после отжига и травления, снижает коробоватость и волнистость, повышает прочность и упругость листового металла.
Поверхность листов после дрессировки становится ровной, матовой или глянцевой, что обеспечивает хороший внешний вид покрытия при операции окраски, лакировки и лужения. Эффективность регулирования планшетности полосы существенно повышается при использовании на дрессировочных станах систем регулирования профиля и формы листового проката. Применение малых обжатий обеспечивает упрочнение поверхностного слоя металла, в результате чего предотвращается образование линий сдвига при штамповке и создается хорошее сочетание механических свойств.
Дрессировке подвергается только полностью остывший металл. Повышенные температуры приводят к интенсивному старению металла со значительным ухудшением механических свойств.
В современных цехах холодной прокатки для дрессировки углеродистой листовой стали применяют одноклетевые и двухклетевые (для жести) станы с четырехвалковыми клетями. Дрессировка производится в листах и рулонах, причем последний способ является более экономичным. Скорость дрессировки листов составляет 1,2 - 2,0 м/с; рулонов - 20 м/с; при дрессировке жести - до 30 м/с.
Натяжение при дрессировке рулонов выбирают в зависимости от марки стали, ширины и толщины полос. Величина его должна быть такой, чтобы не происходило пластического растяжения полосы до дрессировки. В связи с этим при дрессировке натяжение полосы поддерживают постоянным. На современных дрессировочных станах применяют системы автоматического регулирования степени деформации с целью поддержания заданного обжатия по всей длине полосы.
На двухклетевых станах для дрессировки жести металл подвергают прокатке и растяжению. Степень деформации при дрессировке жести составляет 1,5% - 2,0%, а в тех случаях, когда требуется значительное повышение упругости металла, обжатие может достигать 3% - 4%. Электротехническая сталь дрессируется с обжатием 5% - 6%. Для устранения загрязнений поверхности металла дрессировка ведется с применением технологической смазки (эмульсола).
Особенности прокатки листов и полос из электротехнической стали [10]. Для прокатки используется горячекатаный подкат стали марок Э0100, Э0300 с высокими требованиями к разнотолщинности и качеству поверхности. Травление производится в непрерывном травильном агрегате (НТА) в растворе серной или соляной кислоты. Далее следует промывка холодной и горячей водой, чистка металлическими щетками, сушка, обрезка кромок, промасливание. После чего подкат сматывается в рулон.
Первый этап прокатки с толщины полосы 2,5 мм до 0,6 мм с автоматическим регулированием толщины полосы в процессе прокатки. После обрезки кромок и удаления утолщенных концов, химического обезжиривания и механической чистки поверхности производят обезуглероживающий отжиг в башенных печах в среде защитного газа (температура 850 °C и скорость полосы 1 м/с).
Второй этап холодной прокатки проводится преимущественно на двадцативалковых станах с толщины полосы 0,6 мм до 0,35 мм с автоматическим регулированием толщины полосы. После удаления утолщенных концов производят укрупнение рулонов до массы 10 т. Обезжиривание и нанесение термостойкого покрытия, состоящего из водяной суспензии гидрата окиси магния, производится в специальных агрегатах, а также в непрерывных башенных и горизонтальных печах. Цель нанесения покрытия - предотвращение сваривания витков рулона при термообработке, которая представляет собой высокотемпературный отжиг при температуре 1100 °C и производится в среде защитного газа в колпаковых печах. Затем производят нанесение изоляционного покрытия на поверхность полосы.
Особенности прокатки листов и полос из коррозионно-стойких сталей. Типовая схема производства включает термическую обработку горячекатаных полос в рулонах, травление, холодную прокатку, термическую обработку, травление, дрессировку (правку), порезку полос на листы или продольную резку на несколько лент, сортировку, зачистку и упаковку. Масса рулонов может достигать 6 т. Сварку полос встык для укрупнения рулонов и обработку их в агрегатах непрерывного действия проводят в атмосфере нейтральных газов.
Для полистной холодной прокатки используют одноклетьевые реверсивные станы, рулонную прокатку проводят преимущественно на 20-валковых станах. На всех переделах, связанных с перематыванием полосы, для предохранения ее поверхности от повреждения между витками рулона прокладывают специальную защитную бумагу. Поставку плоского проката из коррозионно-стойких сталей осуществляют по степени упрочнения. Прокатку ведут в минимально возможное число проходов. Правку осуществляют на роликовых правильных машинах, эффективно совмещают дрессировку с последующей правкой.
В последние годы холоднокатаную полосу производят на совмещенных агрегатах: непрерывный травильный агрегат - непрерывный прокатный стан - агрегат непрерывного отжига; агрегат непрерывного отжига - дрессировочный и разделочный агрегаты.
Для соединения полос в этих агрегатах используется преимущественно контактная электросварка, электродуговая сварка встык в среде защитного газа, а для полос из малоуглеродистой стали - метод оплавления кромок.
При производстве холоднокатаного плоского проката высокие требования предъявляются к плоскостности полосы. Для устранения волнистости и коробоватости полос после термообработки и дрессировки листы подвергают правке на роликовых и растяжных правильных машинах. Роликовая правильная машина состоит из нескольких приводных роликов одинакового размера, расположенных в шахматном порядке. Зазор между каждой парой роликов увеличивается по мере приближения к выходной стороне правильной машины. Ролики деформируют лист в обоих направлениях с постепенным увеличением радиуса изгиба, чем достигается выравнивание листа в конце правки. Диаметр рабочих роликов выбирается в соответствии с толщиной и твердостью металла (обычно равен 25 - 120 мм).
Перспективным является применение правки полос растяжением на растяжных правильных машинах. Для правки необходима пластическая деформация, равная 0,5% - 2,0%. С целью предотвращения появления линий сдвига при правке растяжению подвергают только дрессированные листы. Правка растяжением неприменима при наличии неоднородности свойств металла в пределах листа, а также высокой разнотолщинности.
Потребитель получает холоднокатаный лист в пачках или рулонах, для чего служат непрерывные агрегаты поперечной, продольной резки и комбинированные с одновременной правкой и промасливанием (обычно 2 - 3 агрегата поперечной резки и 1 - 2 агрегата продольной резки). Порезка холоднокатаного металла осуществляется барабанными ножницами со скоростью 4 - 6,5 м/с. Обрезка боковых кромок производится дисковыми ножницами, установленными в линии агрегата резки. Агрегаты оснащены системами автоматической сортировки листов по толщине и выявления листов с дефектами, для чего на этих агрегатах устанавливают рентгеновские бесконтактные измерители и ультразвуковые дефектоскопы.
Обвязка полосового проката большей частью осуществляется стальной полосой. Готовую продукцию упаковывают в металлические короба, контейнеры, деревянные ящики и решетки. На поверхность проката наносят консервационные защитные составы, обертывают влагонепроницаемой, промасленной, гудронированной бумагой, толью или другими видами упаковочных материалов.
2.2.7.1 Горячее нанесение покрытий
2.2.7.1.1 Производство жести
Жесть - тонколистовая отожженная сталь из малоуглеродистых марок стали (сталь 08, сталь 10) с защитными металлическими и органическими покрытиями. Предназначается для изготовления упаковочной тары пищевых продуктов, поэтому выбор материалов для ее изготовления согласовывается с санитарно-гигиеническими нормами.
В РФ изготавливают черную холоднокатаную жесть (ЧЖ), белую горячего лужения (ГЖ), электролитического лужения (ЭЖ), и хромированную лакированную (ХЛЖ), причем по качеству различают жесть первого сорта ЖК (консервная) и второго сорта - ЖР.
Белую жесть горячего лужения марок ГЖК и ГЖР изготовляют главным образом в листах из листовой черной жести. Нанесение оловянного покрытия производится путем погружения черной листовой жести в расплавленное олово.
2.2.7.1.1.1 Технология горячего лужения
В процессе горячего лужения листовая жесть проходит следующие технологические операции [10]:
- травление;
- промывка;
- флюсование;
- лужение погружением в расплавленное олово;
- формирование оловянного покрытия в "жировой" ванне;
- обезжиривание;
- очистка поверхности.
Травление проводится в водных растворах серной или соляной кислоты, причем травление с использованием соляной кислоты является более эффективным.
Флюсование. Флюс "наводится" на зеркало расплавленного олова ванны лужения в виде раствора хлористого цинка. При "наведении" на расплавленное олово флюс должен бурно кипеть (температура 200 °C - 250 °C). Кипение поддерживается притоком воды, заносимой жестью после ее травления и промывки или через так называемые капельницы.
Высота слоя флюса в кипящем состоянии составляет 70 - 100 мм. Свежий флюс получает рабочую активность только после накопления в нем 8% - 15% SnCl2 за счет перехода олова ванны во флюс. Этот процесс называется "проработкой" флюса. Во избежание потерь в производстве обычно пользуются добавлением к свежему флюсу рабочего флюса от соседнего работающего агрегата лужения. Время обработки жести во флюсе составляет до 0,4 с.
Лужение. В ванне лужения идет образование оловянного покрытия на жести первоначальным слоем до 10 - 15 мкм.
На участке выхода жести из флюсовой коробки температура оловянной ванны должна быть не более 320 °C - 350 °C с постепенным падением по пути перемещения жести в жировой среде до 260 °C - 280 °C. Температура нижней части ванны не выше 260 °C - 270 °C, что способствует оседанию на ее дне взвешенных частиц FeSn2 и поддерживанию чистоты граничной поверхности "олово - масло". Ванны обогреваются газом или электричеством.
Окончательное формирование оловянного покрытия осуществляется в "жировой" ванне с помощью "жировой" машины, помещенной в масляную среду из хлопкового или пальмового масла. Для систематического регулирования окончательной толщины оловянного слоя из жести служит жировая машина. Она состоит из трех пар стальных валков специальной стали и формы, которые отжимают избыток олова на жести и с которых, кроме того, с помощью специальных каменных щеток из природного талькохлорида с валков снимается накопившееся на их поверхности жидкое олово.
При выходе из жировой ванны жесть искусственно охлаждается очищенным воздухом, ускоряя кристаллизацию олова.
Конечное технологическое звено - обезжиривание и очистка поверхности белой жести осуществляется последовательно в ванне с щелочным раствором и в сухих очистителях, в сухих пшеничных отрубях, в результате чего на оловянном покрытии остается 6 - 20 г масла на 1 т жести.
2.2.7.1.1.2 Технология электролитического лужения
Белую электролитически луженую жесть марок ЭЖК и ЭЖР производят путем электролиза из различных электролитов, применяя олово марки 01 или 01ПЧ.
Перед лужением рулонная черная жесть готовится на отдельно стоящих агрегатах, где в процессе перемотки рулона (наружный диаметр до 2 м) производится обрезка боковых кромок, вырезка утолщенных и мятых концов, осмотр и отбраковка дефектных участков полосы.
Далее рулон жести поступает на агрегат электролитического лужения, где предварительно подвергается обезжириванию (с целью удаления жировых загрязнений с поверхности жести) и травлению (для удаления окислов).
На современных агрегатах применяют химическое (в растворе на основе NaOH и Na3PO4, температура 80 °C - 90 °C) и электрохимическое обезжиривание постоянным током. После химического обезжиривания полоса подвергается щеточной обработке и промывке холодной водой в щеточно-моечной машине, далее поступает в ванны электролитического обезжиривания, которое производится в растворе того же состава, что и при химическом обезжиривании. Подвод тока к ваннам обезжиривания осуществляется по бесконтактной биполярной схеме, время обработки - 1,5 - 3 с. Механизм процесса сводится к эмульгированию жиров с полосы выделяющимися на поверхности полосы пузырьками водорода.
После обезжиривания жесть проходит струйную промывку умягченной холодной водой. Промытая полоса подвергается дополнительной щеточной обработке и промывке холодной водой в следующей щеточно-моечной машине, после чего полоса поступает в ванны травления.
Травление осуществляется в электролите (H2SO4 и Fe) при нормальной температуре. Полоса является катодом, в качестве анода применяются свинцовые пластины, время обработки - 1,5 - 3 с.
После травления полоса подвергается интенсивной струйной промывке холодной водой и щеточно-моечной обработке, после чего поступает в ванны электролитического лужения с щелочными или кислотными электролитами (фенолсульфоновыми, галогенидными и др.).
Анодный процесс сводится к растворению олова, а катодный - к электроосаждению его на поверхности стальной полосы. Скорость полосы в технологической части составляет 5 - 9 м/с. Электролит непрерывно циркулирует между баком и ваннами через теплообменники.
Для уплотнения оловянных осадков в электролизных ваннах их подвергают оплавлению при температурах, превышающих температуру плавления олова (232 °C). Оплавление осуществляется контактным или индукционным методами.
Перед оплавлением луженая поверхность обрабатывается при кислом электролите в растворе фенолсульфоновой кислоты.
После оплавления луженая лента подвергается пассивации, в результате которой образуется искусственная окисная пленка (1 - 5 нм). В современных агрегатах электролужения осуществляется катодная пассивация в растворе бихромата натрия, время пассивации - 1,5 - 2 с.
Промасливание - последняя технологическая операция, служащая для устранения потертости на жести при хранении и транспортировке, улучшения штампуемое, повышения стойкости против коррозии. Промасливание в электростатическом поле (50 кВ) не снижает адгезии лаковой пленки к покрытию. Количество наносимого масла - 10 мг/м2 поверхности жести. Применяется хлопковое масло или диоктилсебацинат.
Сортировка жести осуществляется в потоке агрегатов при помощи микрометра, замеряющего толщину жести и дефектоскопа, определяющего наличие проколов. Оценка качества поверхности жести осуществляется визуальным осмотром.
2.2.7.1.1.3 Производство электролитически хромированной лакированной жести
Хромированная лакированная жесть - вид безоловянной жести, предназначенный для изготовления консервной тары под пищевые продукты. В качестве стальной основы используется рулонная черная жесть марки ЧЖ-1 из низкоуглеродистых марок стали. Хромированная жесть изготавливается двух видов: хромированная лакированная и хромированная промасленная.
Толщина слоя электролитически осажденного хрома с каждой стороны составляет 0,020 - 0,050 мкм (1,4 - 3,5 мг/мм2).
Для улучшения коррозионной стойкости хромированная поверхность подвергается пассивированию. Масса пассивной пленки, определяемая по содержанию в ней хрома, составляет от 0,03 до 0,4 мг/дм2 поверхности.
Технология производства хромированной жести состоит в следующем. Хромовое покрытие, электрически осажденное на стальную основу жести, является двухслойным, состоящим из слоя металлического хрома толщиной 0,02 - 0,05 мкм и слоя пассивной пленки толщиной 5 - 30 нм. Технологические процессы производства хромированной жести осуществляются на непрерывных высокоскоростных линиях, по своей конструкции аналогичных современным линиям электролитического лужения.
Состав электролизной ванны хромирования: CrO3 (250 г/л) и H2SO4 (2,5 г/л). Процесс ведется при плотности тока 60 - 100 А/дм2, продолжительность - 2 - 2,5 с, температура электролитов - 55 °C - 60 °C. За этот период осаждается 0,02 - 0,05 мкм металлического хрома.
После струйной промывки и улавливания электролита полоса поступает в ванны хроматирования (пассивации). Плотность слоя хроматной пленки из окиси хрома составляет 2,1 - 2,2 г/см3.
Лакирование хромированной пассивированной полосовой жести осуществляется в электрическом поле высокого напряжения (130 - 140 тыс. В). Лак, доведенный до необходимой вязкости специальными насосами, подается на электроды-распылители, где он получает отрицательный заряд, распыляется и в виде аэрозоля движется в электрическом поле к заземленной полосе, на которой отлагается равномерным слоем толщиной 4 - 6 мкм.
Упаковка и отгрузка хромированной лакированной жести осуществляется по аналогии с электролитически луженой жестью.
2.2.7.1.2 Производство освинцованной тонколистовой стали
Стальные освинцованные листы и полосы обладают высокой стойкостью против коррозионного воздействия жидких нефтепродуктов, что определило применение этого вида проката для изготовления бензобаков, радиаторов, труб воздухоочистителей и маслоприемников и т.д.
Для изготовления освинцованного листа и полосы с толщиной покрытия 6 - 12 мкм применяется холоднокатаная тонколистовая сталь, изготовляемая из малоуглеродистых марок.
Процессы свинцевания для стальных листов протекают в агрегатах, аналогичных агрегату горячего лужения, где травленые стальные листы последовательно обрабатываются во флюсе, в ванне с жидким свинцово-оловянным сплавом (до 80% Pb, до 20% Sn) и в жировой среде (см. рисунок 2.10).

Флюс применяется в виде водного раствора хлористого цинка, аналогично горячему лужению. Его температура на ванне свинцевания - 270 °C - 280 °C. В качестве масляной среды в жировой ванне применяют хлопковое масло или минеральное масло. Температурный режим ванны свинцевания - 370 °C - 400 °C, а жировой ванны - 350 °C - 300 °C. Освинцованный лист после жировой ванны поступает в агрегат очистки, где его обезжиривание проходит в валках с помощью пшеничных отрубей.
2.2.7.1.3 Производство оцинкованной тонколистовой стали
Цинковые покрытия являются наиболее распространенными - около 40% мировой добычи цинка (~ 1,5 млн т/г) потребляется для защиты черных металлов от коррозии.
Для покрытия тонколистовой стали применяют два способа цинкования - горячее и электролитическое. Наибольшее распространение получило горячее цинкование.
Существующий в ограниченных размерах старый процесс горячего цинкования стальных листов осуществляют с применением флюса, когда после обезжиривания, травления и промывки лист погружается в цинковый расплав через слой расплава солей ZnCl2 и NH4Cl (300 °C - 350 °C) или же когда обработка во флюсе вынесена в отдельную флюсовую ванну перед ванной цинкования. Флюс в этом случае представляет собой концентрированный водный раствор ZnCl2 и NH4Cl. После такой обработки во флюсе проводят сушку при 150 °C - 300 °C.
Для горячего цинкования стальных полос (0,3 - 4,0 мм) применяют в основном метод бесфлюсового цинкования в непрерывных линиях. Очистка полосы производится в линии путем окислительного нагрева до 470 °C - 480 °C с образованием на поверхности полосы тонкой окисной пленки, которая восстанавливается при последующем отжиге в восстановительной водородной атмосфере. Охлажденная до 480 °C - 520 °C полоса с чистой активной поверхностью погружается в цинковый расплав при 460 °C.
Широко применяется способ безокислительного нагрева полосы в продуктах неполного сгорания при значительной разности температур газовой среды (1100 °C - 1300 °C) и нагреваемого металла (до 700 °C). Скорость движения полосы - до 3 - 4 м/с, время нагрева - 10 - 15 с. Практически во всех линиях цинкования проводится совмещение операций термообработки холоднокатаной полосы, нанесения покрытия и термической, химической и механической обработки оцинкованной полосы.
Электролитическое цинкование проводится в ваннах с кислым и щелочным электролитами. К кислым электролитам относятся хлоридные, фторборатные, сульфатные и др. Наиболее распространены сульфатные. Электролитический метод эффективен при нанесении тонких покрытий (5 - 12 мкм). Осадок цинка матовый, равномерный, плотный. При последующем нанесении слоя полимерных материалов (лакокрасочных, пластмасс) покрытие достаточно коррозионно-стойкое и может работать длительное время в обычной и промышленной атмосфере.
Непрерывное горячее цинкование стальных полос осуществляют для полосы шириной до 2 м и толщиной до 4 мм на специализированных линиях, которые отличаются следующими особенностями.
Вся линия является комплексной, т.е. состоит из отдельных агрегатов разного назначения, на которых осуществляют очистку поверхности полосы (обезжиривание, травление, мойку); безокислительный нагрев в печи до 500 °C с последующей термообработкой (отжиг, нормализация) в восстановительной атмосфере (10% - 15% H2) и охлаждением до 450 °C - 500 °C; цинкование в ванне с цинковым расплавом с 0,2% - 0,3% Al при 460 °C; иногда применяют термообработку оцинкованной полосы при 300 °C - 650 °C в специальной печи после цинковальной ванны с целью перевода покрытия в сплав; охлаждение полосы; пассивацию в фосфатных и хроматных растворах; механическую обработку на растяжных станках или на дрессировочной клети с гибочными роликами.
Для регулирования толщины и равномерности цинкового покрытия применяют струйное газовое (воздушное, паровое) устройство, работающее под давлением. Цинковальная ванна нагревается с помощью индукционного нагрева. Линия оснащена измерительной аппаратурой и автоматическим управлением. Производительность современной линии цинкования доходит до 500 тыс. т/г при скорости полосы более 3 м/с.
Получает также развитие покрытие из цинка и алюминия - цинкалюм с содержанием 55% Al; 43,4% Zn и 1,6% Si. Коррозионная стойкость нового покрытия в 2 - 6 раз выше оцинкованного листа за счет двухфазной структуры - фазы, богатой алюминием и цинком. Фаза, богатая цинком, находится внутри фазы, богатой алюминием, в связи с чем затрудняется проникновение агрессивной среды через покрытие. Технология нанесения цинкалюма близка к технологии цинкования. Однако имеются различия: температура ванны - 600 °C, материал ванны - керамика, а погружное оборудование изготавливается из специальной стали. Агрегат оборудуют узлом ускоренного охлаждения покрытия.
2.2.7.2 Производство тонколистовой стали с полимерными покрытиями
Этот вид защиты листовой стали осуществляется на непрерывных агрегатах при скоростях движения стальной полосы от 10 до 300 м/мин.
Современные агрегаты для нанесения полимерных покрытий состоят из входной, технологической и выходной частей. Входная часть включает в себя разматыватели, ножницы для поперечной резки, сварочную или сшивную машину. Технологический участок состоит из ванн подготовки поверхности - обезжиривания, пассивации. Эти операции необходимы для обеспечения необходимой адгезии полимерного покрытия с основой [10].
Далее полоса поступает в отделение покрытий, состоящее из валковых машин, сушильных печей, охладительных устройств и устройств для нанесения полимерных пленок. В зависимости от вида полимерных материалов агрегаты работают по нескольким технологическим схемам при нанесении лакокрасочных материалов, органозолей или пластизолей: на первой валковой машине на лицевую сторону - лакокрасочных эмалей, пластизоля и органозоля, а на второй машине на обратную сторону наносится слой защитного лака или эмали.
Металлопласт может производиться с использованием одной валковой машины. При этом одновременно наносят на обратную сторону защитный лак или эмаль, а на лицевую сторону с помощью специального устройства плакируют под давлением 2 - 4 кг/см полимерную пленку, сушат и охлаждают полосу.
Гнутые профили изготовляют на профилегибочных станах. Профилирование заключается в последовательной формовке сечения заготовки (полосы, ленты или листа) в холодном состоянии при прохождении ее через калиброванные валки до получения требуемой конфигурации профиля. Гнутые профили изготавливаются различных типов (с различной формой сечения) и видов (сварные, перфорированные и т.д.). Материал гнутых профилей - сталь, цветные металлы, сплавы, в том числе с антикоррозионными и декоративными покрытиями.
Граничные размеры сортамента профилей, изготавливаемых на предприятиях черной металлургии, составляют по толщине 0,5 - 8 мм, по ширине 30 - 1500 мм. Сортамент гнутых профилей включает свыше 1000 типоразмеров. Профили делятся на три основные группы: гнутые сортовые профили - профили общего назначения (уголки равнополочные и неравнополочные, швеллеры перфорированные, корытные, зетовые, С-образные, замкнутые и замкнутые сварные прямоугольные и квадратные); гнутые специальные профили - профили особой конфигурации индивидуального назначения; гнутые листовые гофрированные профили (с различной формой и числом гофров).
Созданные в России профилегибочные агрегаты конструкции ВНИИметмаш являются одними самых высокопроизводительных в мире, имеют высокий уровень механизации и автоматизации и высокую скорость профилирования (до 180 м/мин). В таблице 2.4 приведены технические данные профилегибочных агрегатов [10].
Таблица 2.4
Параметр | Поштучного профилирования | Комбинированного или непрерывного профилирования | Непрерывного профилирования | ||
2 - 7 x 80 - 500 | 1 - 4 x 400 - 1500 | 2 - 8 x 100 - 600 | 1 - 4 x 50 - 300 | 0,5 - 2,5 x 300 - 1500 | |
Толщина заготовки, мм | 2 - 7 | 1 - 4 | 2 - 8 | 1 - 4 | 0,5 - 2,5 |
Ширина заготовки, мм | 80 - 500 | 400 - 1500 | 100 - 600 | 50 - 300 | 300 - 1500 |
Число рабочих клетей, шт. | 14 | 20 | 14 или 17 | 17 | 15 |
Диаметр рабочих валков, мм | 170 | 230 | 180 | 115 | 170 |
Длина бочки валков, мм | 600 | 1550 | 600 | 300 | 1550 |
Скорость профилирования, м/мин | 60 - 150 | 45 - 180 | 12 - 150 | 30 - 150 | 30 - 90 |
Мощность главного привода, кВт | 960 | 600 | 1280 | 280 | 560 |
Заготовки, используемые при профилировании, - полосы, ленты или листы с обрезанными кромками.
Процесс профилирования заготовок осуществляется последовательной гибкой их сечения на многоклетьевых (от 3 до 30 формующих клетей) станах и может быть поштучным (при изготовлении профилей из заготовок мерной длины) и непрерывным (при изготовлении профилей из рулонной заготовки с резкой на мерные длины готового профиля). В первом случае имеются ограничения по сортаменту и возможностям повышения качества продукции, а также требуется повышенное число клетей из-за выполнения требований надежной задачи полосовой заготовки в валки. Во втором - возможно изготовление любых типов профилей высокого качества при минимальном числе клетей. При сварке концов рулонов процесс может быть бесконечным.
Процесс профилирования на станах включает три основных этапа:
- подготовку заготовки к профилированию - подачу рулонов со склада на стан, их размотку, правку, резку на мерные длины (при поштучном профилировании) или обрезку концов рулонов и их сварку со снятием грата с последующим накоплением полосы (при бесконечном процессе профилирования), промасливание;
- профилирование заготовки на формовочном стане до требуемой конфигурации профиля;
- отделку готовой продукции - резку на мерные длины (при непрерывном профилировании), сдув эмульсии, промасливание, транспортировку и укладку в пакеты, их обвязку или упаковку, транспортировку на склад.
При комбинированном процессе производства профилей различных видов этап подготовки заготовки может включать операции по ее перфорации, просечке, а этап отделки - сварку, завивку профиля по спирали, нанесение покрытий и др.
Профилегибочные агрегаты классифицируют: по назначению - на сортовые агрегаты общего и специального назначения и на листовые (для производства листовых профилей); по характеру процесса профилирования - на агрегаты поштучного, непрерывного (порулонного или бесконечного) и комбинированного (поштучного и непрерывного) профилирования; по размерам сечения заготовки - на агрегаты легкого, среднего и тяжелого типов.
Размеры сечений исходной заготовки определяют типоразмеры агрегатов и используются для их обозначения.
При этом в обозначении отечественных агрегатов указывается диапазон сечений заготовок, например ПГА 2 - 8 x 100 - 600, некоторых зарубежных - наибольшие значения ширины и толщины заготовки, например профилегибочный стан 650/8.
На агрегатах поштучного профилирования профили изготовляются из мерных заготовок, полученных резкой рулонной полосы вне или в линии агрегата на летучих ножницах перед формовочным станом. Использование впервые в мировой практике в линиях отечественных агрегатов листовых летучих ножниц позволило повысить скорости профилирования до 150 - 180 м/мин.
На агрегатах непрерывного профилирования на мерные длины разрезаются летучими режущими устройствами (пилами, просечными прессами, ножницами) готовые профили. Непрерывность процесса, особенно при бесконечном профилировании, позволяет достигнуть наивысшей производительности.
Состав оборудования агрегатов обусловлен их назначением, характером процесса и производительностью. Наиболее высокий уровень механизации и автоматизации - у сортовых агрегатов общего назначения непрерывного и комбинированного профилирования, установленных на отечественных предприятиях черной металлургии. Оборудование их делится на три основных участка: подготовки заготовки к профилированию, профилирования и отделки готовой продукции.
Основные тенденции в развитии профилегибочных агрегатов в настоящее время связаны с повышением эффективности их работы, а также созданием на их основе агрегатов и линий для выпуска готовых изделий из гнутых профилей. Потери времени на загрузку рулонов снижают за счет установки сдвоенных разматывателей, увеличения массы рулонов, емкости накопителей полосы.
Для сокращения времени на перевалки применяют схемы для одновременной замены групп клетей или полного их комплекта на заранее настроенный. Широко используется автоматизация, особенно на специализированных агрегатах, где с помощью ЭВМ изменяется программа их производства и программа работы отдельных участков, например перфорации.
Средние коэффициенты расхода металла для различных видов продукции представлены в таблице 2.5 [10].
Таблица 2.5
холоднокатаного листового металла
Продукция | Расходный коэффициент металла |
Холоднокатаные полосы в рулонах из углеродистой и низколегированной стали без обрезки | 1,03 - 1,04 |
Холоднокатаные листы и полосы из углеродистой и низколегированной стали | 1,06 - 1,08 |
Жесть белая электролитического лужения | 1,08 - 1,10 |
Оцинкованные листы и полосы в рулонах | 1,20 |
Лента холоднокатаная стальная низкоуглеродистая при толщине, мм: - 0,05 - 0,17 - 0,18 - 0,29 - более 0,30 | 1,24 - 1,33 1,16 - 1,22 1,13 - 1,18 |
Лента холоднокатаная из углеродистых и низколегированных сталей при толщине, мм: - 0,10 - 0,29 - более 0,30 | 1,26 - 1,32 1,16 - 1,27 |
Лента необрезанная | 1,07 - 1,11 |
Удельный расход топлива и огнеупоров в цехах холодной прокатки:
- для колпаковых одностопных печей - 0,92 - 1,05 МДж/т и 0,4 кг/т;
- для протяжных печей - 1,26 - 1,47 МДж/т и 0,2 кг/т.
Удельный расход электроэнергии и энергоносителей при холодной прокатке листа приведен в таблице 2.6 [10].
Таблица 2.6
Продукция | Электроэнергия, кВт·ч/т | Вода, м3/т | Пар, кг/т | Сжатый воздух, м3/т |
Холоднокатаные неотожженные рулоны | 70 - 80 | 30 - 35 | 120 | 25 |
Холоднокатаные листы и полосы | 100 - 120 | 35 - 45 | 130 | 35 |
Лента холоднокатаная | 100 - 120 | 35 - 45 | 150 | 40 |
Жесть черная | 220 - 240 | 40 | 180 | 40 |
Сведения о стойкости и расходе валков листовых станов холодной прокатки приведены в таблице 2.7 [10].
Таблица 2.7
Тип стана | Количество проката между переточками, тыс. т | Удельный расход валков, кг/т |
Непрерывный | 0,5 - 2,5 / 30 - 50 | 1,6 - 1,8 |
Дрессировочный | 0,3 - 0,6 / 35 - 45 | 0,2 |
Реверсивный | 0,2 - 0,3 / 6 | 1,5 - 1,8 |
Жестепрокатный | 0,3 - 12 / 10 - 30 | 2,0 - 2,2 |
Примечание - Числитель - рабочие валки, знаменатель - опорные. | ||
Горячекатаный сортовой металл, который по мере уменьшения площади поперечного сечения увеличивается в длине и может достигать в длине одного раската нескольких сотен метров, производят по обобщенной технологической схеме, приведенной на рисунке 2.11.

и крупносортного проката;  - Вода;
- Вода;  - Топливо: доменный,
- Топливо: доменный,
коксовый, природный газ, мазут;  - Электроэнергия
- Электроэнергия
производства мелкосортного проката и катанки
Сортовая заготовка - профили квадратного, круглого или прямоугольного сечения размерами 40 - 250 мм, длиной до 12 м, получаемые на заготовочных, крупносортных станах или на машинах непрерывного литья заготовки (МНЛЗ).
В настоящее время наиболее распространенная схема изготовления сортового проката предусматривает использование непрерывно-литой заготовки (НЛЗ), получаемой с МНЛЗ. При этом для ряда сталей используется традиционная схема изготовления сортового металла из слитка, который прокатывается на обжимных и заготовочных станах.
Получение горячекатаной сортовой заготовки
Подготовка и нагрев слитков и НЛЗ осуществляются аналогично, как это описано в 2.1.1, 2.1.2. Горячая прокатка слитков и НЛЗ производится на обжимных станах (блюмингах), которые предназначены для получения полупродукта в виде заготовок квадратного (блюмы) сечения размерами 140 - 450 мм. Технология прокатки блюмов аналогична технологии прокатки слябов, описанной в 2.1.3.1, 2.1.3.2. После блюминга раскаты поступают на непрерывные заготовочные станы (НЗС), которые, как правило, устанавливают в потоке обжимных станов, что позволяло существенно увеличить производительность последних.
Примером непрерывного заготовочного стана является НЗС 900/700/500, включающий 14 клетей, расположенных в трех группах. Первые две клети 900 являются обжимными. Непрерывная черновая группа состоит из двух двухвалковых клетей 900 с горизонтальным расположением валков и четырех чередующихся двухвалковых клетей 700 с вертикальными и горизонтальными валками. Непрерывная чистовая группа клетей включает в себя шесть чередующихся двухвалковых клетей 500 с вертикальными и горизонтальными валками.
В черновой группе прокатывают заготовки сечением от 190 x 190 до 130 x 130 мм и круглые трубные заготовки диаметром 110 - 150 мм. Скорость прокатки в последней клети черновой группы - 2,3 м/с.
В чистовой группе клетей из раскатов, поступающих из первой группы стана, прокатывают заготовки 120 x 120 мм, 100 x 100 мм и 80 x 80 мм и круглые трубные заготовки диаметром 60 - 100 мм. Скорость прокатки в последней клети стана - 7 м/с.
За черновой группой клетей расположен шлеппер для передачи заготовок больших сечений с основной линии стана на обводной рольганг, в конце которого установлены ножницы. За чистовой группой стана установлены рычажно-планетарные летучие ножницы, обеспечивающие резку раскатов на заготовки при скорости 7,0 м/с.
Если заготовочный стан линейного типа расположен вне потока блюминга, то исходный материал в виде блюмов, в том числе литых и слитков малой массы, в зависимости от марочного сортамента и назначения, подвергают предварительной подготовке (замедленному охлаждению, термической обработке, удалению поверхностных дефектов и т.д.), аналогично технологии подготовки слитка перед прокаткой на блюминге.
Производство заготовок на НЗС характеризуется коэффициентом расхода металла 1,02 - 1,03, расходом топлива 500 тыс. ккал/т, расходом электроэнергии 27 - 30 кВт·ч/т, расходом воды 2000 м3/ч и расходом валков 0,1 кг/т.
Арматурный профиль относится к категории сортовых профилей специального назначения и предназначен для армирования бетонных конструкций в строительстве. Технология прокатки арматурного профиля практически не отличается от технологии прокатки сортового проката круглого сечения, т.е. используется такая же последовательность калибров. Периодический профиль наносится в чистовых проходах, для чего используются валки со специально подготовленными ручьями.
Арматурный профиль различного сечения, начиная от крупных и заканчивая мелкими размерами, входит в сортамент среднесортных и мелкосортных станов.
На мелкосортных и проволочных станах в отличие от других сортовых станов часть продукции (диаметром до 20 мм) изготавливается в бунтах, поскольку данная продукция предназначена для изготовления проволоки и калиброванного проката.
Горячекатаная проволока (катанка) изготавливается диаметром 5 - 19 мм и поставляется в бунтах массой до 2,5 т.
В настоящее время объем производства катанки в мире превышает 50 млн т/г, что объясняется широким сортаментом производимой из нее готовой продукции - канаты, металлокорд, пружины, иглы, струны, крепежные изделия, электроды и т.д. Катанка производится на непрерывных проволочных станах, а также мелкосортно-проволочных и сортопроволочных станах.
Исходная заготовка для подавляющего количества мелкосортных, мелкосортно-проволочных и проволочных станов имеет поперечное сечение в виде квадрата (или прямоугольника, близкого к квадрату) и поставляется с МНЛЗ, заготовочных и крупносортных станов.
Нагрев заготовок перед прокаткой на сортовых станах проводят преимущественно в проходных методических печах различной конструкции и производительности. В качестве топлива упомянутые печи используют коксовый, доменный, природный газы или их смесь. Часто в качестве резервного топлива выступает мазут.
Методические печи имеют несколько зон нагрева (часто применяемые печи содержат три зоны: методическую, сварочную и томильную зоны), неподвижную или подвижную (шагающую) подину, металлические или керамические рекуператоры для подогрева воздуха и газа, эксгаустеры для подачи воздуха в горелки, механизмы загрузки и выгрузки заготовок, аппаратуру для контроля и регулирования теплового режима работы печи.
Параметры некоторых наиболее применяемых методических печей приведены в таблице 2.8.
Таблица 2.8
Тип печи | Тип пода | Посадка и выдача металла | Размеры сечения заготовки, мм | Производительность, т/ч |
Трехзонная, рекуперативная | Монолитный | Торцевая | 100 x 100...150 x 150 | 200 |
Двухзонная, рекуперативная | Монолитный | Боковая | 80 x 100...100 x 100 | 100 |
Многозонная, рекуперативная | Шагающий | Боковая | 150 x 150...200 x 200 | 300 |
2.3.1.2 Прокатка арматуры и катанки
2.3.1.2.1 Прокатка на мелкосортных станах
Сортамент мелкосортного проката включает многочисленные профили простой и фасонной формы сечения, общего отраслевого и специального назначения. К мелкосортному прокату относят круглую сталь диаметром 10 - 30 мм, квадратную со стороной 8 - 30 мм, периодические профили для армирования железобетонных конструкций N 6 - N 28, угловую сталь с шириной полок 20 - 50 мм, швеллеры N 5 - N 8, полосовую сталь шириной до 60 мм, шестигранную сталь до N 30, тавровые профили и разнообразные фасонные профили эквивалентных размеров. Прокат поставляют в прутках длиной 8 - 12 м или бунтах.
К мелкосортным относят станы с диаметром валков чистовой клети 350 - 250 мм. Проволочные станы имеют валки диаметром 280 - 150 мм. Станы с диаметром валков 350 - 300 мм в отдельных случаях имеют в сортаменте много среднесортных профилей, поэтому их относят к мелкосортно-среднесортным.
Схемы расположения основного оборудования (прокатных клетей) мелкосортных станов разнообразны: линейные, последовательные, полунепрерывные, непрерывные. Техническая характеристика мелкосортных станов разных типов представлена в таблице 2.9 [10].
Таблица 2.9
Стан | Рабочая клеть (тип <*>/диаметр валков, мм) | Печь | Размеры сечения заготовки, мм | Скорость прокатки (макс), м/с | Общая мощность привода, тыс. кВт | ||||
черновая | чистовая | Кол-во | Кол-во | Производительность, т/ч | |||||
Линейные: | 330 | 3/450 - 550 | 2/320 - 330 | 7 - 10 | 1 - 2 | 18,0 - 35,0 | 170 x 170 | 3,9 - 5,8 | 1,8 - 3,5 |
300 | 3/460 - 550 | 2/300 - 330 | 6 - 10 | 1 - 2 | 10,0 - 27,0 | 125 x 125 | 4,4 - 6,2 | 2,3 - 4,6 | |
280 | 3/450 - 530 | 2/280 - 300 | 8 - 10 | 1 - 2 | 10,0 - 40,0 | 150 x 150 | 4,7 - 7,5 | 1,6 - 3,2 | |
250 | 3/410 - 520 | 3/240 - 300 | 7 - 10 | 1 | 19,0 - 35,0 | 150 x 150 | 5,8 - 8,2 | 1,5 - 4,2 | |
Последовательный 300 с шахматной группой | 2/400 - 450 | 2/300 - 330 | 10 - 12 | 3 - 4 | 35,0 - 45,0 | 125 x 125 | 9,5 - 11,5 | 8,5 - 9,5 | |
Полунепрерывный 250 с чистовой линейной группой | 2/350 - 420 | 2/250 - 270 | 11 - 13 | 1 - 2 | 45,0 - 60,0 | 120 x 120 | 8,5 - 10,5 | 4,5 - 6,7 | |
Непрерывные: | 250 | 2/330 - 380 | 2/240 - 280 | 15 - 17 | 1 - 2 | 90,0 - 140,0 | 80 x 80; 100 x 100 | 15,0 - 25,0 | 7,2 - 9,1 |
300 | 2/385 - 460 | 2/300 - 320 | 13 - 15 | 1 | 80,0 - 100,0 | 110 x 110 | 13,0 - 18,0 | 8,4 - 9,5 | |
350 | 2/400 - 430 | 2/350 - 375 | 10 - 12 | 1 | - | 120 x 120 | 12,0 - 15,0 | 8,2 - 9,7 | |
Мелкосортные станы непрерывного типа предназначены для массового производства больших партий проката низко- и среднеуглеродистых сталей, преимущественно круглого сечения. При изготовлении мелкосортного проката из легированных сталей небольшими партиями востребованы технологии прокатки на станах линейного типа. При этом может изменяться калибровка валков, режимы прокатки, общая технологическая схема остается неизменной: заготовка -> подготовительные операции на заготовке -> цикл деформационных операций и связанных с ними вспомогательных операций (гидросбив, транспортирование и кантовка раската, резка и т.д.) -> охлаждение проката -> отделка проката -> контроль, маркировка, упаковка и складирование металла.
Большое распространение получили типовые непрерывные двухниточные мелкосортные станы 250.
Рассматриваемый в качестве примера стан 250 состоит из 25 двухвалковых клетей: 9-клетевой черновой непрерывной группы и двух чистовых 8-клетевых непрерывных групп [13].
Прокатку ведут в черновой группе в две нитки, в чистовых (левой и правой) группах - в одну нитку. Каждая чистовая группа состоит из чередующихся четырех горизонтальных и четырех вертикальных клетей. Правая чистовая группа смещена вперед по ходу технологического потока. Черновая группа состоит из пяти предварительно напряженных клетей (ПНК) и четырех клетей обычной конструкции со станинами открытого типа. Подшипники валков в клетях обычной конструкции - качения, в ПНК - подшипники жидкостного трения (ПЖТ).
Рабочие валки каждой клети приводятся от отдельного электродвигателя через редуктор и шестеренную клеть. В промежутках между клетями черновой группы установлены кантующие валки.
За черновой группой клетей установлены аварийные летучие ротационные ножницы кривошипного типа для обрезки переднего конца, порезки раската на длины, соответствующие длине холодильника, и аварийной резки.
Между группами стана раскаты перемещаются по желобам с рольгангами и по правой нитке двумя трайб-аппаратами.
Перевалка клетей черновой группы и горизонтальных клетей чистовых групп - клетями, вертикальных клетей - сменными кассетами. Валки охлаждаются водой под давлением 0,15 МПа.
После прокатки в чистовой группе клетей технологический поток разделается на два потока:
1) производство проката в прутках - порезка раската на летучих ножницах на части не более длины холодильника, охлаждение и порезка на ножницах холодной резки;
2) производство проката в бунтах - смотка раската на моталках и последующее охлаждение бунтов на конвейере.
За чистовыми группами в потоке стана на каждой нитке установлены летучие двухбарабанные ножницы и установка термического упрочнения металла.
Порезанный прокат по рольгангу поступает на двухсторонний реечный холодильник (правого и левого исполнения). Отводящий рольганг холодильника длиной 125 м, скорость транспортировки 2,6 м/с. Далее прокат по отводящему рольгангу подают к ножницам холодной резки, после резки прокат взвешивают, пакетируют и доставляют на склад готовой продукции.
Профили для армирования железобетонных конструкций проходят низкотемпературный отпуск в печи мощностью 80 тыс. т/г. При необходимости пакет с прокатом сортируют; прокат правят на установленных вне технологического потока двух правильных машинах и вырезают дефектные части металла на ножницах холодной резки.
При производстве круглого проката диаметром 10 - 23 мм в бунтах раскат из чистовой клети проходит по направляющим трубкам через охлаждающее устройство на моталки (по две на каждой нитке клетей чистовой группы).
Моталка снабжена механизмом подъема бунта и сталкивающим механизмом. Моталка может наматывать круглый, квадратный, шестигранный профиль площадью сечения 50 - 530 мм2. Скорость диска моталки - 6 - 20 м/с. Диаметр бунта: наружный - 1200 мм, внутренний - 880 мм. Бунты перемещают на транспортер при помощи сталкивателей.
Транспортер за моталками сдвоенного типа. Одновременно транспортируют два бунта со скоростью 0,43 м/с. Далее бунты транспортируются по рольгангу к вязальным машинам и производят увязку бунтов. С транспортера бунты навешивают на крюковой конвейер при помощи двух бунтонавешивателей. Крюковой конвейер имеет общую длину цепи 450 м, 250 крюковых тележек, расстояние между крюками 1,8 м. Скорость движения конвейера - от 0,054 до 0,180 м/с.
Съем бунтов с конвейера осуществляют при помощи двух бунтосъемных машин (бунт - за 6 с). Бунты собирают в пакеты на двух четырехстержневых пакетировочных машинах. Увязанные пакеты бунтов при помощи четырех электромостовых кранов доставляют на склад готовой продукции или грузят в железнодорожные вагоны.
2.3.1.2.2 Прокатка на проволочных станах
В мировой практике для производства катанки до 1960 г. применялись в основном трех- и четырехниточные станы американского и европейского типов.
В состав оборудования станов американского типа входили чистовые группы клетей с общим приводом и горизонтальным расположением валков. Прокатку в чистовых группах осуществляли в две - четыре нитки с натяжением и кантовкой раската между клетями. Эти станы были оборудованы петлевыми группами клетей. Достоинство станов американского типа - компактность и сравнительно невысокие капитальные затраты на строительство, небольшая масса устанавливаемого оборудования, недостаток - низкая точность проката, наличие поверхностных дефектов на катанке и низкая скорость прокатки.
В состав оборудования станов европейского типа входили однониточные, преимущественно четырехклетевые, чистовые группы с горизонтальным и вертикальным расположением валков, что позволило исключить кантовку раската в чистовых проходах. Индивидуальный привод чистовых клетей станов европейского типа обеспечил возможность регулировки частоты вращения валков в широких пределах и осуществления процесса прокатки с регулируемой петлей, что привело к повышению точности катанки. Максимальные скорости прокатки на станах европейского типа не превышали 40 м/с. Первый стан этого типа в нашей стране был введен в эксплуатацию на Магнитогорском металлургическом комбинате (ММК), а затем были пущены станы на Западно-Сибирском, Череповецком ("Северсталь"), Челябинском металлургических комбинатах.
Технологический процесс прокатки катанки диаметром 6 - 10 мм на типовом непрерывном проволочном стане 250 осуществляется следующим образом [13].
Заготовки сечением 80 x 80 мм, длиной 10,5 - 11,5 м, массой до 600 кг нагревают перед прокаткой в двух двухзонных печах с шагающим подом, торцевой посадкой и боковой выдачей (производительность - 90 т/ч).
Проволочный стан состоит из 37 клетей: 29 горизонтальных и восемь вертикальных, расположенных в четырех группах: в черновой - девять горизонтальных клетей, из них семь клетей 450 и две 380; в первой промежуточной группе - четыре горизонтальные клети 320; в двух вторых промежуточных группах - по четыре горизонтальных клети 320; в четырех чистовых - по две горизонтальных клети 320 и по две вертикальных клети 300. Прокатку в черновой и первой промежуточной группах ведут в четыре нитки, во второй промежуточной - в две и в чистовой - в одну нитку. Скорость прокатки в чистовой клети - 27 м/с.
За клетью N 9 черновой группы установлено четверо ножниц для резки концов и для аварийных резов. Перед клетями N 14 и N 18 во второй промежуточной и чистовой группах установлены разрывные ножницы рычажного типа.
После чистовых клетей катанка проходит установку ускоренного охлаждения, состоящую из охладительных секций. Длина участка охлаждения - 1300 - 1800 мм.
Катанку сматывают в бунты на восьми моталках Эденборна. Наружный диаметр бунта - 1400 мм, внутренний - 950 мм, высота - 500 мм. С моталок бунты сталкивателем подают на приемный стол и далее транспортером перемещают к муфельному транспортеру. При следовании от моталок к муфельному транспортеру бунты проходят четыре вязальные машины, размещенные попарно напротив, так что каждый бунт обвязывается в двух местах, время вязания бунта - 14 с. Муфельные транспортеры предназначены для охлаждения бунтов до температур, при которых бунт не деформируется в подвешенном состоянии.
С муфельного транспортера бунты (бунтонавешивателем) передают на крюковый конвейер, имеющий 298 крюков, скорость транспортировки - 0,1 м/с. С крюкового конвейера бунты съемником передают на штырь пакетирующей машины. После полной загрузки одного штыря пакетирующая машина совершает поворот на 1/4 оборота, бунты с загруженного штыря убирают двумя электромостовыми кранами и транспортируют на склад.
Повышение требований к качеству готовой продукции метизного передела, увеличение скоростей волочения при переработке катанки обусловили ужесточение требований к ее качеству - точности геометрических параметров, характеристикам механических свойств, количеству окалины на ее поверхности и потребовало увеличение массы бунтов катанки. Это вызвало необходимость создания оборудования проволочного стана нового типа.
Реальное увеличение массы исходной заготовки возможно за счет увеличения площади поперечного сечения заготовки, так как увеличение ее длины сопряжено со значительным усложнением конструкций нагревательных печей проволочных станов и трудностью регулировки режима нагрева. В свою очередь, увеличение площади поперечного сечения исходных заготовок при достигнутых скоростях прокатки на проволочных многониточных станах (30 - 40 м/с) снижало скорость прокатки на входе в стан и, соответственно, увеличивало тепловые нагрузки на валки и потери тепла в первых клетях стана. Это обусловило необходимость увеличения скорости прокатки. Кроме того, увеличение массы бунтов, повышение требований к механическим свойствам и структуре металла и их равномерности по длине мотков вынудило отказаться от традиционного способа смотки катанки в моталках типа Гаррета и Эденборна. Повышение скорости прокатки на станах американского и европейского типов оказалось невозможным из-за необходимости кантовки раската в чистовых группах станов американского типа и больших вибраций в приводных линиях чистовых клетей станов европейского типа.
Это послужило причиной создания конструкций чистовых групп проволочных станов блочной конструкции, обладающих компактностью, отсутствием петлеобразования и необходимости кантовки раската [14]. Рабочие валки такого блока в виде дисков диаметром 150 мм изготавливают из карбида вольфрама и устанавливают на подшипниках жидкостного трения (см. рисунок 2.12).

1 - прокатные валки; 2 - шестеренные валки; 3 - трансмиссия;
4 - главный редуктор
Уменьшение диаметра валков повысило эффективность деформации и устойчивость раската при прокатке катанки малых диаметров. Калибровка "овал - круг", примененная в блоках, обеспечивала равномерность деформации и отсутствие переполнения калибров. Конструкция привода блока позволяла повысить скорость прокатки до 100 м/с и более, а точность катанки была повышена до +/- 0,15 - 0,20 мм [15].
Увеличение скорости прокатки и массы мотков, повышение требований к свойствам и структуре катанки обусловили существенное изменение и в технологии охлаждения катанки. Было разработано более двадцати способов контролируемого охлаждения катанки в линии проволочных станов ("Стелмор", "Шлеман", "Демаг", "Явата" и др.). Наибольшее распространение получили линии "Стелмор" благодаря простоте конструкции, широкой возможности воздействия на структуру и свойства катанки различных марок стали.
Двухстадийный процесс охлаждения катанки по способу Стелмор, применяемый на большинстве современных проволочных станов, включает охлаждение катанки водой после выхода из чистового блока (1-я стадия) и воздухом в витках, разложенных на транспортере (2-я стадия). Схема охлаждения катанки по способу "Стелмор" приведена на рисунке 2.13. Участок водяного охлаждения катанки оборудован водоохлаждающими секциями, установленными вдоль проводящей трассы общей длиной до 40 м на определенном расстоянии друг от друга с промежутками для выравнивания температуры по сечению катанки. Для исключения попадания воды на катанку на участке выравнивания температуры применяют отсекающие водяные и воздушные форсунки. После первой стадии охлаждения температура катанки на виткообразователе в зависимости от марки стали составляет 750 °C - 950 °C.

Конечная часть участка водяного охлаждения оборудована трайбаппаратом, который направляет катанку в виткообразователь, работающий по принципу моталки Эденборна. С помощью виткообразователя витки катанки укладываются на движущийся транспортер. На современных станах со скоростью прокатки до 100 - 120 м/с обычно применяют роликовые транспортеры длиной 80 - 100 м. Конструкцией транспортера предусмотрена плавная регулировка скорости перемещения витков катанки в пределах 0,1 - 1,2 м/с. Воздушное охлаждение витков катанки осуществляется на транспортере витков. Воздух от вентиляторов подается на витки катанки через специальные отверстия.
В результате охлаждения по способу "Стелмор" получается мелкодисперсная структура, а количество сорбитообразного перлита в поперечном сечении катанки превышает 50%. Количество окалины уменьшается до 2 - 5 кг/т. Средняя величина обезуглероженного слоя в сечении не превышает 2%, катанка имеет структуру, среднюю между структурами, получаемыми при воздушном и свинцовом патентировании. Это в ряде случаев позволяет исключить операцию патентирования при дальнейшем переделе в сталепроволочном производстве, увеличить степень деформации и скорость волочения, а также сократить обрывность при волочении.
Примером современной технологии изготовления катанки является процесс производства катанки и мелкого сорта из углеродистых и легированных сталей диаметром 5 - 19 мм в бунтах массой до 2,2 т, реализуемый на стане 150 [2], [15].
Исходные заготовки сечением 200 x 200 мм после выборочной зачистки и нагрева в четырехзонной печи с шагающим подом (масса садки металла - 160 т, производительность - 100 т/ч) подают по рольгангу к гидросбиву окалины с заготовки, который состоит из замкнутой металлической камеры и десяти водяных форсунок, установленных по контуру сечения заготовки.
Стан состоит из 23 двухвалковых клетей с приводом валков каждой клети от индивидуального электродвигателя, в том числе двух вертикальных клетей, и двух десятиклетевых блоков; клети объединены в технологические группы: обжимная группа - шесть клетей, черновая - пять клетей, первая промежуточная - шесть клетей, вторая промежуточная - шесть клетей, чистовая - два блока по десять двухвалковых клетей в каждом и приводом валков клетей блока от двух электродвигателей.
Обжимная однониточная группа клетей состоит из четырех двухвалковых клетей 630 с чередованием горизонтальной и вертикальной клети и двух горизонтальных двухвалковых клетей 450. Раскат между пятой и шестой клетями кантуется специальными кантующими валками малого диаметра. После обжимной группы передний конец раската отрезают на маятниковых ножницах. Далее раскат подогревают в роликовой печи, под которой представляет собой двухниточный рольганг с независимым приводом.
После нагрева раскат последовательно проходит непрерывную двухниточную черновую группу (пять горизонтальных клетей 450), ножницы для обрезки передних концов движущихся раскатов и аварийной порезки раската, первую промежуточную группу клетей (двухниточная непрерывная из шести горизонтальных клетей 380), ножницы и поступает во вторую промежуточную группу горизонтальных клетей 320.
Затем раскат прокатывается в десятиклетевых блоках чистовых клетей, после чего катанку подвергают регулируемому охлаждению в две стадии: многоступенчатому охлаждению водой с выравниванием температуры по сечению катанки в пропускных трубах, охлаждению вентиляторным воздухом. Водяное охлаждение катанки между блоками и образователями витков входит в двухстадийный процесс сорбитизации катанки (Стелмор), расход воды на одну нитку - 240 м3/ч. После образователей витков растянутые витки катанки проходят воздушное охлаждение на сетчатом транспортере. Поток воздуха создается десятью мощными вентиляторами и может регулироваться. Объемный расход воздуха - до 3,5 - 10 м3/ч.
Затем витки катанки собираются в специальной шахте и формируются в бунт, размещаемый на специальном поддоне, взвешиваются, осаживаются прессом и увязываются специальными машинами, после чего бунты катанки поступают на склад готовой продукции.
Стан оснащен системами контроля работы и имеет высокую степень автоматизации на всех этапах технологии.
В таблице 2.10 представлены усредненные статистические данные о технико-экономических показателях производства мелкосортного проката и катанки.
Таблица 2.10
мелкосортного проката и катанки
Стан <*> | Производительность тыс. т/г | Коэффициент расхода металла | Расход энергии, кВт·ч/т | Расход топлива, 103 кДж/т | Расход воды, м3/т | Расход валков, кг/т |
ЛМС 325 | 90 - 240 | 1,05 | 45 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
ЛМС 300 | 45 - 270 | 1,05 | 45 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
ЛМС 280 | 36 - 220 | 1,05 | 45 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
ЛМС 250 | 100 - 165 | 1,05 | 45 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
МШС 300 | 600 - 730 | 1,04 | 45 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
ПНМС 250 | 240 - 390 | 1,05 | 50 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
НМС 250 | 500 - 900 | 1,035 | 50 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
НМС 300 | 320 - 430 | 1,045 | 50 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
НМС 350 | 470 - 520 | 1,035 | 50 - 60 | 1680 - 1890 | 25 - 33 | 0,3 - 0,4 |
ЛПС 250 | 52 - 260 | 1,04 | 65 - 110 | 1680 - 1890 | 33 - 44 | 0,35 - 0,5 |
ПНПС 260 | 380 - 520 | 1,04 | 90 - 110 | 1680 - 1890 | 33 - 44 | 0,35 - 0,5 |
НПС 250 | 300 - 900 | 1,035 | 65 - 75 | 1680 - 1890 | 33 - 44 | 0,35 - 0,5 |
Одновременно с потреблением ресурсов каждая операция технологического процесса сопровождается рядом воздействий на окружающую среду и производственный персонал.
Последовательность технологических операций с требуемыми ресурсами и вредными воздействиями отражена в таблице 2.11.
Таблица 2.11
Операция, цикл операций (оборудование) | Требуемые ресурсы | Вредные воздействия |
Подготовка заготовки (абразивно-шлифовальные станки, огневая зачистка) | Электроэнергия, вода, абразивный инструмент, чистый кислород | Абразивная пыль, скрап, тепловое воздействие, излучение, шум, сточные воды |
Транспортировка проката (транспортные рольганги) | Электроэнергия, технологическая оснастка | Тепловое, излучение, выбросы пыли, сточные воды, скрап |
Нагрев заготовки (методические, индукционные и другие печи) | Топливо (смесь газов или мазут), электроэнергия, вода, огнеупоры | Тепловое излучение, выбросы пыли и газа, окалина, сточные воды |
Удаление окалины (устройства гидробива) | Электроэнергия, вода, сжатый воздух | Сточные воды, окалина |
Прокатка (прокатный стан) | Электроэнергия, вода, рабочий инструмент, комплектующие, вспомогательные материалы | Тепловое, излучение, выбросы пыли, сточные воды, окалина, скрап, шум, вибрации |
Резка металла (ножницы, ручные газовые горелки) | Электроэнергия, сменный инструмент, кислород, ацетилен | Тепловое, излучение, выбросы газа и пыли, окалина, скрап |
Охлаждение проката в прутках (холодильник, ванна с водой) | Электроэнергия, вода | Тепловое, выбросы пыли, сточные воды, окалина |
Охлаждение проката в бунтах (трубы-охладители, транспортер) | Электроэнергия, вода, сжатый воздух | Тепловое, выбросы пыли, сточные воды, окалина |
Увязка бунтов (бунтовязальные машины) | Электроэнергия, вспомогательные материалы | Тепловое, излучение, окалина |
Отделка проката в прутках (устройства для резки, правки, механической и термической обработки, ванны с водой) | Электроэнергия, вода, печное топливо, сменный инструмент и оснастка, вспомогательные материалы | Тепловое, излучение, выбросы пыли, сточные воды, окалина, скрап, шум, вибрации |
2.3.1.3 Технологическая схема изготовления проволоки
Проволоку из сталей и сплавов классифицируют по следующим параметрам:
- по форме поперечного сечения: круглая, фасонного профиля, квадратная, прямоугольная, трапециевидная, трехгранная, шестигранная, клиновидная и др.;
- по размерам - различают группы от 1 до 9: группа 1 - проволока диаметром менее 0,1 мм, группа 9 - проволока диаметром свыше 8,0 мм;
- по химическому составу стали: из низкоуглеродистой стали (C < 0,25%); углеродистой стали (C > 0,025%); легированной и высоколегированной стали; из сплавов с особыми свойствами (коррозионно-стойких, жаростойких, жаропрочных).
В зависимости от конечной обработки, обеспечивающей заданный комплекс механических свойств, изготавливают термически обработанную (отожженную, отпущенную, закаленную и отпущенную, нормализованную, патентированную, отпущенную под напряжением - стабилизированную) и термически необработанную (холоднотянутую, холоднокатаную, калиброванную) проволоку.
Проволоку изготавливают: без дополнительной отделки поверхности; тянутую (после предварительной шлифовки, обточки на промежуточном размере); со специальной отделкой (полированную, шлифованную, травленую); с покрытием.
Покрытая проволока выпускается:
- с металлическим покрытием (оцинкованная, луженая, омедненная, латунированная, алюминированная и с другими покрытиями);
- с неметаллическим покрытием (с полимерным покрытием, фосфатированная и с другими покрытиями);
- светлая (термически обработанная в защитной атмосфере); оксидированная (окисленная, термически обработанная цветами побежалости) и черная (термически обработанная, покрытая окалиной);
- по назначению стальная проволока классифицируется на кардную, бердную, полиграфическую, колючую, пружинную, спицевую, струнную, сварочную и т.д.
Принципиальная технологическая схема изготовления проволоки представлена на рисунке 2.14 [16].

изготовления проволоки
Исходной заготовкой для производства проволоки является горячекатаный прокат - катанка и мелкий сорт диаметром 5,0 - 19,0 мм, преимущественно термически обработанная с прокатного нагрева, что связано с возможностью значительного ресурсосбережения за счет сокращения количества переделов при волочении проволоки.
Подготовка поверхности катанки и проволоки-заготовки к волочению включает операции удаления окалины и оксидных пленок с поверхности металла и нанесение подсмазочного слоя. От эффективности выполнения этих операций зависит качество поверхности готовых изделий, уменьшение, а следовательно, снижение усилия волочения, уменьшение расхода волочильного инструмента и электроэнергии, увеличение производительности волочильных станов.
2.3.1.4.1 Очистка поверхности катанки (проволоки) от окалины [3]
Для удаления окалины с поверхности горячекатаной стальной проволоки, а также проволоки после термической обработки применяются следующие способы:
- химический (травление в различных кислотах);
- механический;
- комбинированные (электрохимический, химико-механический, термический, ультразвуковой и др.).
Выбор способа очистки поверхности металла от окалины зависит от химического состава металла, условий волочения, экономических соображений. Наиболее распространенный способ - химическое травление.
Травление в растворах серной кислоты широко применяется для стальной проволоки, способ экономичный, но требует сравнительно больших затрат времени. Травление в соляной и азотной кислотах позволяет значительно ускорить процесс травления, но обходится значительно дороже из-за высокой стоимости кислот. Травление в ортофосфорной кислоте позволяет получить высокую коррозионную стойкость поверхности проволоки, но из-за высокой стоимости кислоты (в 10 раз дороже серной) применяется сравнительно редко.
При выборе травильного раствора регламентируются: концентрация кислот и дополнительных компонентов, концентрация продуктов травления, температура раствора. Так как указанные параметры в процессе травления непрерывно изменяются, то оговариваются их оптимальные границы (максимум и минимум).
Скорость травления в серной кислоте максимальная при ее концентрации 25%. На практике кислоту высокой концентрации не применяют, чтобы избежать сильного разъедания металла и насыщения его водородом, приводящего к возникновению травильной хрупкости. Также необходимо избегать утилизации растворов с высокой концентрацией кислоты. При травлении растет содержание солей железа и при концентрации 150 г/л FeSO4 скорость травления резко снижается. Поэтому рабочими концентрациями считаются 6 - 10% серной кислоты, выработка раствора ведется до концентрации 20 г/л. Чтобы избежать травильной хрупкости при травлении, в травильную ванну вводят ингибиторы травления, приведенные ниже.
Присадки или ингибиторы (вещества тормозящие растворение металла в кислоте) применяются для предотвращения перетрава металла и уменьшения травильной хрупкости. Добавление небольшого количества присадок в травильный раствор значительно уменьшает испарение раствора, снижает потери металла. Хорошими ингибирующими свойствами обладает поваренная соль, которая вводится в травильный раствор в количестве 2% - 3% от массы раствора.
В ванну травления также добавляется пенообразователь для предотвращения испарения кислоты в воздух травильного отделения.
Травление производится в "садочных" ваннах. Перед опусканием катанки в ванну бунты освобождают от обвязки, с тем чтобы был свободный доступ кислоты к виткам катанки. Время выдержки зависит от концентрации кислоты и наличия толщины (кг/т) слоя окалины на катанке.
После травильной ванны катанку промывают водой в "садочных" ваннах путем окунания бунтов в ванну. Промывка катанки производится для удаления с поверхности металла остатков кислоты, окалины, а также сернокислой соли и грязи. Используют две ванны: первая - в горячей воде, вторая - в холодной воде.
Одной из тенденций современного производства проволоки является переход от химического травления в растворе кислоты к перспективной и существенно более безопасной для окружающей среды бескислотной технологии механической очистки. Использование современного оборудования для механического удаления окалины позволяет добиться степени очистки, сравнимой с получаемой при кислотном травлении. При этом удается избежать значительных проблем, связанных с утилизацией отработанных растворов. Например, эффективно использование схемы: механический окалиноломатель -> узел очистки щетками -> узел очистки паром -> ванна бурирования.
Способы удаления окалины с поверхности металла при помощи различных механических устройств (см. таблицу 2.12) в настоящее время применяют в основном как предшествующие травлению, поскольку они полностью окалину с поверхности металла не удаляют. Даже небольшое остаточное количество окалины на поверхности металла (порядка 0,5 - 1,5 кг/т) нарушает и затрудняет процесс волочения.
Таблица 2.12
и проволоки от окалины
Способ удаления окалины | Особенности применения |
Знакопеременный изгиб проволоки вокруг роликов окалиноломателей | Простота конструкции, неполное удаление окалины, применяется как предварительная обработка перед травлением |
Стальные вращающиеся щетки | Простота конструкции, неполное удаление окалины, быстрый износ щеток, применяется как предварительная обработка перед травлением |
Встряхивание бунтов | Наличие специального оборудования, применяется как предварительная обработка перед травлением |
Дробеструйная или пескоструйная обработка (скорость подачи дроби - 80 - 100 м/с) | Удовлетворительное качество поверхности, наличие специального оборудования, большой расход дроби, применяется только для прутков |
Наложение ультразвуковых колебаний при химическом травлении | Ускорение процесса травления, наличие специальных ультразвуковых генераторов |
Комбинированные методы: а) окалиноломатель - стальные щетки; б) окалиноломатель - иглофрезы; в) окалиноломатель - кручение металла | Достаточно качественная очистка поверхности металла, при использовании специальных смазок может применяться без травления |
Наиболее распространенный метод механической очистки от окалины катанки и проволоки - знакопеременный изгиб вокруг роликов окалиноломателей (применяют конструкции, имеющие от двух до десяти роликов, расположенных в одной или в двух взаимно перпендикулярных плоскостях). Такой способ в настоящий момент обязательно дополняют лентошлифовальным узлом, где вращающаяся на высокой скорости шлифовальная лента эффективно удаляет с поверхности, как остатки окалины, так и часть металла.
Прочие способы удаления окалины с поверхности катанки и проволоки, приведенные ниже, не получили широкого распространения, так как они требуют применения специального оборудования и не всегда достаточно эффективны.
Газовое травление основано на принципе взаимодействия оксидов металла с хлористоводородным газом при высокой температуре. Температура при газовом травлении совпадает с температурой отжига низкоуглеродистой стали, что позволяет совместить эти две операции.
Электролитическое травление (анодное) основано на электролитическом растворении металла и механическом отрыве оксидов, выделяющимся кислородом.
Электролитическое травление (катодное) основано на восстановлении и механическом отрыве оксидов выделяющимся водородом, исключает опасность перетрава металла, но не исключает травильную хрупкость.
2.3.1.4.2 Нанесение подсмазочного покрытия
После травления на обрабатываемый металл наносят подсмазочное покрытие, которое способствуют лучшему вовлечению технологической смазки в зону деформации. Способы нанесения покрытия следующие:
- омеднение - нанесение тонкого слоя меди на поверхность металла, подвергающегося волочению с большими суммарными обжатиями;
- фосфатирование - химическая обработка поверхности заготовки в растворах фосфорнокислых солей марганца, железа или цинка, например, для получения высокопрочной проволоки при больших скоростях волочения;
- оксалатирование - нанесение на поверхность металла слоя солей щавелевой кислоты, при которой на его поверхности происходит отложение оксалата железа, являющегося хорошим подсмазочным слоем для волочения высоколегированных сталей, за исключением сталей с высоким содержанием никеля и хрома;
- обработка в растворе жидкого стекла производится после процессов меднения или фосфатирования, повышает интенсивность процесса волочения и улучшает санитарно-гигиенические условия труда на участке волочения;
- известкование - нанесение на поверхность проволоки тонкого слоя извести, который является наполнителем смазки и улучшает процесс волочения, а также нейтрализует остатки кислоты на поверхности проволоки. Вместе с тем известь одновременно ухудшает санитарно-гигиенические условия труда;
- бурирование - нанесение пленки буры на поверхность проволоки взамен известкования. Бурирование улучшает процесс волочения и санитарные условия труда, а также предохраняет поверхность проволоки от окисления.
Для нейтрализации кислот растворов, которые могут остаться на поверхности металла при недостаточно тщательной промывке бунтов после травления, бунты проволоки погружают на 20 - 30 мин в 1%-ный раствор мыла с температурой 70 °C - 80 °C (в основном для проволоки малых диаметров).
2.3.1.4.3 Сушка проволоки
Завершающей операцией процесса подготовки поверхности проволоки к волочению является сушка проволоки, которая не только удаляет остатки влаги, но и устраняет возможность появления травильной хрупкости.
Наиболее благоприятные условия для сушки бунтов проволоки или катанки создаются при температуре 300 °C - 350 °C и усиленной циркуляции подогретого воздуха. Продолжительность сушки до полного удаления влаги не только с поверхности бунта, но и внутри него составляет 5 - 20 мин.
2.3.1.5 Волочение
2.3.1.5.1 Подготовка переднего конца заготовки к волочению [3]
Для задачи заготовки в волоку необходимо заострить ее передний конец. Для проволоки диаметром 0,7 - 20 мм применяют механизированные валковые острильные машины. Валки острильной машины вращаются навстречу друг другу. Конец проволоки подается в валки навстречу их вращению, когда калибр имеет максимальное сечение. Подавая поочередно конец проволоки из одного калибра в другой с поворотом на 90°, получают необходимое сечение заостряемого конца.
Для проволоки крупных диаметров применяют также ротационно-ковочные машины; для диаметров 0,5 - 0,7 мм - метод ручного острения. Для более тонких размеров применяют метод электролитического острения, который заключается в осуществлении обычного процесса электролиза, где в качестве электролита используют 5% - 6%-ный водный раствор NaNO3. Катодом является свинец, анодом - сама проволока. Напряжение постоянного тока составляет 12 В. Проволока диаметром 7,0 - 0,7 мм после заострения затягивается в волоку на специальных затяжных устройствах, которые сочетают с острильными машинами.
На многократных машинах без скольжения заправку проволоки производят клещами непосредственно на барабане волочильного блока. На машинах со скольжением из-за малых размеров ступеней тяговых шайб практически невозможно производить заправку проволоки на самом стане, в связи с чем задачу проволоки в волоки производят вне машин с помощью затяжных устройств.
Процесс волочения осуществляют в однократном и многократном режимах. Однократное волочение - это когда заготовка протягивается только через одну волоку, полностью наматывается на волочильный барабан и передается на катушку или снимается в виде мотка. Многократное волочение - проволока протягивается одновременно через несколько волок, барабанов и волок.
Волочение стальной проволоки проводят, как правило, в холодном состоянии. В редких случаях (при волочении проволоки из легированных сталей) используют теплое волочение (температура индукционного нагрева до 800 °C).
В зависимости от типа применяемой технологической смазки различают "мокрое" и "сухое" волочение.
По агрегатному состоянию технологические волочильные смазки подразделяются на следующие группы: твердые, порошкообразные, жидкие, полужидкие (пастообразные).
Твердые смазки - различные покрытия, наносимые на поверхность заготовки, которые затем затвердевают, образуя тончайшие смазочные пленки высокой прочности, применяются в сочетании с порошкообразными или жидкими смазками.
Порошкообразные смазки - в основном высококачественное мыло в виде мыльного порошка или стружки с высоким содержанием жиров - применяются в чистом виде либо с незначительным добавлением различных составляющих (графит, сера, дисульфид молибдена и др.).
Жидкие смазки (водные растворы и эмульсии) применяются для многократного волочения со скольжением тонкой проволоки из низкоуглеродистых, углеродистых и легированных сталей. Кроме общих требований, жидкие смазки должны обеспечивать эффективное охлаждение волочильного инструмента.
Водные (маслообразные) растворы состоят в основном из минеральных масел с небольшими добавками (5% - 10%) растительного масла.
Жидкие эмульсии представляют собой водную среду, в которой в виде мелких (дисперсных) капелек находится минеральное или растительное масло, а иногда комбинация различных масел. Плотность жидких минеральных масел ниже, чем у воды (0,86 - 0,95) и в процессе эксплуатации они расслаиваются и всплывают. Для повышения стойкости эмульсий в них добавляют специальные вещества-эмульгаторы (мыло, соду, поташ, олеиновую кислоту и др.), которые способствуют частичному растворению масел в воде и препятствуют расслоению эмульсий.
Полужидкие (пастообразные) смазки состоят из синтетических материалов с небольшими добавками животных жиров. Применяются для однократного и многократного волочения без скольжения.
Для волочения углеродистой и легированной проволоки на 100 л эмульсии используют: олон технический - 1000 - 1200 г; стружку мыльную - 200 г; кислоту олеиновую - 400 г; стружку мыльную - 400 г, масло вазелиновое - 400 г; соду кальцинированную - 100 г.
При волочении низкоуглеродистой и углеродистой проволоки используют эмульсию в составе (на 100 л): кислота олеиновая - 580 г; масло минеральное веретенное - 920 г; сода кальцинированная - 170 г.
В некоторых случаях для достижения большей эффективности волочения используют различные разновидности процесса: волочение с противонатяжением, вибрационное волочение (волочение с наложением вибраций частотой 200 - 500 Гц), волочение в роликовых волоках и др.
Волочильные машины барабанного типа. Машины многократного волочения подразделяются на две группы: машины, работающие без скольжения проволоки на тяговых барабанах, и машины, работающие со скольжением [17].
К группе машин многократного волочения без скольжения относятся машины магазинного типа с накоплением проволоки на промежуточных барабанах (см. рисунок 2.15, а - в) и машины непрерывного типа без накопления проволоки на промежуточных барабанах (см. рисунок 2.15, г, д). Машины магазинного типа, кроме функции тянущего оборудования, обеспечивают выполнение объема работ, связанных со съемом проволоки с барабана, и передачу ее к волоке следующего барабана.

волочильных машин без скольжения
Машины без скольжения непрерывного типа подразделяются на машины с регулируемым числом оборотов барабанов - петлевого (см. рисунок 2.15, г) и прямоточного (см. рисунок 2.15, д) типов. Машины непрерывно-петлевого типа (см. рисунок 2.15, г) работают по принципу противонатяжения и характеризуются тем, что скорости тяговых барабанов в процессе волочения автоматически бесступенчато регулируются электродвигателями постоянного тока при использовании в электрической схеме реостатов или сельсинов, механически связанных с натяжными роликами. В процессе волочения в связи с неизбежным износом волок несоответствие скоростей двух соседних тяговых барабанов влечет за собой либо натяжение проволоки, либо ее ослабление с образованием петли. Широкие пределы автоматического регулирования скоростей барабанов позволяют работать с диапазоном вытяжек 1,26 - 1,73, а противонатяжение повышает стойкость волок.
В отличие от непрерывных машин петлевого типа в машинах без скольжения непрерывно-прямоточного типа предусматривается прямоточный переход проволоки с одного тягового барабана на другой без петлеобразующих и направляющих роликов (см. рисунок 2.15, д). Такое направление проволоки исключает возможность ее скручивания при переходе с одного барабана на другой. Противонатяжение создается двигателями постоянного тока, что позволяет применять значительные противонатяжения (до 30% усилия волочения).
Машины со скольжением (см. рисунок 2.16) подразделяют на: машины с постоянным диаметром тянущих барабанов, но с разным числом их оборотов и машины с разным диаметром тянущих барабанов при одинаковом числе их оборотов. Особенностью процесса волочения на машинах этого типа является наличие проскальзывания проволоки относительно барабана, реализуемого за счет того, что скорость тянущего барабана несколько больше скорости проволоки. Этот процесс используют при мокром волочении стальной проволоки мелких сечений.

1 - фигурка с проволокой; 2 - 8 - волоки;
9, 10 - ступенчатые барабаны; 11 - приемный барабан
со скольжением проволоки
Ключевым требованием к новому волочильному оборудованию является гибкость, т.е. возможность быстрого перехода с одного размера проволоки на другой.
Этому требованию наилучшим образом отвечает модульная конструкция волочильной машины, представляющая собой серию стандартных блоков, которые можно соединять в нужном количестве последовательно в зависимости от размера заготовки и готовой проволоки.
В настоящее время все машины сухого волочения выпускают в виде модулей, состоящих из барабана с индивидуальным приводом, т.е. однократные. Таким образом, многократная линия волочения состоит из ряда взаимосвязанных модульных барабанных блоков, установленных друг за другом и скорость вращения которых синхронизируется с помощью электронных систем управления. Наилучшей конфигурацией признаны модульные машины с горизонтальным расположением барабанов. Модульные линии волочения проволоки прямоточного типа отличаются от линий непрерывно-петлевого типа системой управления скоростью вращения барабанов, кроме того, они имеют некоторые технологические особенности [18].
Традиционный процесс волочения на многократном стане без скольжения осуществляется в следующей последовательности.
1) Пакет бунтов катанки, прошедшей предварительную подготовку поверхности навешивается на траверсу поворотного загрузочного устройства, удаляется обвязка крайнего бунта и освобождается передний конец бунта, который подвергается острению.
2) Выполняется последовательная заправка проволоки в блоки волочильной машины и крепление на катушке намоточного аппарата.
3) Производится волочение бунта проволоки, при этом задний конец бунта не протягивается.
4) Производится удаление обвязки следующего бунта катанки, освобождается его передний конец, выполняется стыковая сварка бунтов и зачистка грата в месте стыка.
5) На пониженной скорости участок стыка протягивается через все волоки, вытягивается на намоточный аппарат, после чего машина останавливается.
6) Участок сварки концов бунтов вырезается, катушка с протянутой проволокой извлекается из намоточного аппарата и отправляется для проведения дальнейших операций в цикле изготовления проволоки (например, патентирование и последующее волочение на готовый размер проволоки).
7) В намоточный аппарат устанавливается новая катушка, передний конец нового бунта катанки закрепляется в катушке и производится волочение следующего бунта катанки.
При обрывах проволоки, замене рабочего инструмента (волок), например, в случае его износа, описанные операции заправки волочильной машины повторяются. Необходимо отметить, что различные конструкции волочильных машин имеют свою специфику заправки заготовки.
Ряд волочильных машин работает по принципу накопления бунта проволоки на волочильном барабане, что снижает производительность процесса и размер получаемого бунта, но бывает рационально при работе с проволокой малых размеров или при большой дробности операций волочения, когда протягиваемый металл быстро упрочняется после одного или двух проходов деформации, после чего его необходимо подвергнуть термической обработке. Это удобно при изготовлении малотоннажных партий проволоки из легированных или специальных сталей.
Кроме того, имеются и другие способы размотки бунта, например, когда бунт катанки (проволоки) размещается на вращающемся разматывателе (фигурке) или размещается на полу цеха в специальной шахте, а размотка бунта проволоки осуществляется вертикально через систему роликов.
Прямоточные волочильные машины (станы). На волочильных станах с прямолинейным выходом металла получают изделия длиной, обычно не превышающей 12 - 16 м (прутки и трубы). Тележка стана с устройством для захвата прутка перемещается по направляющим под действием привода в виде каната, зубчатой рейки, гидравлического цилиндра или цепи.
Непрерывные калибровочные станы. Все известные непрерывные станы для производства прутков и труб подразделяют на две группы, по способу захвата изделия. Первая - станы тракового типа, в которых захват изделия производится элементами двух цепей с нереверсивным приводом, вторая - станы кареточного типа, в которых изделие захватывается клиновыми плашками, установленными в корпусе каретки [3].
Контактную стыковую электросварку проволоки используют: для сварки заготовки с целью создания непрерывного технологического процесса (волочения, термической обработки и др.); сварки концов проволоки при возникающих в процессе волочения обрывах; сварки маломерных мотков проволоки.
Процесс сварки проволоки включает следующие технологические операции.
1) Подготовка стыков проволоки к сварке (зачистка стыка для получения сечения проволоки перпендикулярного ее оси).
2) Установка свариваемых концов проволоки в зажимы сварочной машины и их центровка между собой.
3) Термическая обработка сварочного шва (производится сварочной машине, но при другом токовом режиме).
4) Сварка концов проволоки на выбранном режиме (с учетом силы тока сварки, установочной длины, припуска на осадку, усилия сварки, длительности сварки).
5) Зачистки грата, который образуется в зоне сварки.
2.3.1.6 Термическая обработка стальной проволоки
Термическая обработка проволоки предназначена:
а) для снятия упрочнения (наклепа), возникающего в процессе волочения, и возможности ее дальнейшего волочения - термическая обработка передельной проволоки;
б) для получения определенных механических свойств готовой проволоки, (например, патентирование) - термическая обработка передельной проволоки (последний передел, идущий на готовый размер);
в) для получения определенных механических свойств, а также качества поверхности проволоки в соответствии с нормативными требованиями на конкретный вид проволоки - термическая обработка готовой проволоки.
Способы проведения термической обработки:
а) светлая (безокислительная) термическая обработка в защитной атмосфере или в вакууме;
б) темная (окислительная) термическая обработка в атмосфере воздуха или другой окислительной среде;
в) непрерывная термическая обработка на проходных или конвейерных печах, при которой проволока в виде развернутой нити, спирали или бунтов непрерывно движется внутри термической печи, а затем с такой же скоростью в среде охлаждения;
г) периодическая термическая обработка в специальных нагревательных печах, где проволока в бунтах в неподвижном состоянии нагревается с определенной скоростью и до определенной температуры, а затем охлаждается либо вместе с печью, либо вне ее.
При термической обработке в виде отжига на зернистый перлит высокоуглеродистой проволоки в мотках используют защитную атмосферу химического состава 90% N2 + 10% H2, а при высокотемпературном нагреве проволоки малого сечения из нержавеющих сталей аустенитного класса - состава 97% Na2 + 3% H2.
Виды и режимы термической обработки проволоки из высоколегированных сталей и сплавов приведены в таблице 2.13.
Таблица 2.13
и легированных сталей
Наименование термообработки | Назначение термообработки | Режим |
Термообработка, предшествующая волочению, и промежуточная термообработка | ||
Отжиг полный | Получение мягкого пластичного металла | Нагрев на 20 °C - 30 °C выше точки A3, выдержка и медленное охлаждение вместе с печью до температуры 480 °C - 500 °C, охлаждение на воздухе (со скоростью 50 °C/ч - 150 °C/ч), охлаждение на воздухе |
Отжиг неполный | То же | Нагрев выше точки A1, но ниже A3, выдержка и медленное охлаждение |
Отжиг низкий | То же | Нагрев на 20 °C - 30 °C ниже точки A1, выдержка и медленное охлаждение |
Отжиг на зернистый перлит | Получение мягкого высокопластичного металла со структурой зернистого перлита | Нагрев до температуры выше A3 на 20 °C - 50 °C, выдержка около 2 ч, охлаждение до температуры ниже критической на 20 °C - 50 °C, выдержка 2 - 3 ч и медленное охлаждение |
Рекристаллизационный отжиг | То же | Нагрев до 580 °C - 650 °C с выдержкой при этой температуре 5 - 6 ч, медленное охлаждение |
Нормализация | Повышение пластичности металла | Нагрев как при патентировании или полном отжиге, охлаждение на воздухе |
Патентирование | Получение высокопластичной проволоки | Нагрев выше точки A3, небольшая выдержка в печи, охлаждение в расплаве солей или свинца при температуре 420 °C - 550 °C, а затем охлаждение на воздухе |
Термообработка завершающая, для готовой проволоки | ||
Отжиг | Уменьшение внутренних напряжений и твердости | См. режим отжига, предшествующий волочению |
Закалка (операция, предшествующая отпуску) | Повышение твердости, прочности, упругости | Нагрев до температуры на 20 °C - 30 °C выше точки A3, выдержка и очень быстрое охлаждение в масле, воде или другой жидкой среде |
Низкотемпературный отпуск | Снятие внутренних напряжений, повышение предела текучести | Нагрев до температуры 150 °C - 300 °C, выдержка и охлаждение с любой скоростью |
Среднетемпературный отпуск | Получение достаточной пластичности при высокой твердости | Нагрев до температуры 300 °C - 400 °C, выдержка и постепенное охлаждение |
Высокотемпературный отпуск | Получение высокопластичного металла со структурой сорбита | Нагрев до температуры 500 °C - 680 °C, выдержка и постепенное охлаждение |
После волочения проволоки на заданный размер, когда металл исчерпал свои пластические свойства, его подвергают термообработке - патентированию.
Патентирование в цехе производится на протяжных агрегатах, которые в своем составе имеют:
а) печь для нагрева;
б) селитровую ванну;
в) промывочную ванну (2 шт.);
г) травильную ванну;
д) ванну с бурой;
е) сушильное устройство;
ж) намоточное устройство (16 или 24 катушки).
Патентирование заключается в нагреве проволоки до температуры 950 °C - 980 °C и охлаждении ее в селитровой ванне при температуре 450 °C - 550 °C (температура определяется химическим составом стали). При выходе из селитровой ванны проволока подвергается промывке в горячей воде, где удаляются остатки соли.
Травление для удаления окалины, образовавшейся в процессе нагрева проволоки в печи, осуществляется в протяжной ванне в растворе серной кислоты.
Промывка проволоки после травления производится в протяжной ванне в проточной воде, в процессе промывки удаляются кислотные загрязнения.
Обработка проволоки в растворе буры, которая наносится на поверхность как подсмазочный слой, для улучшения условий волочения, повышения стойкости волок. Концентрация буры в ванне - 50 - 70 г/л, температура ванны - 80 °C.
После бурирования для удаления влаги производится сушка проволоки, так как наличие влаги на проволоке затрудняет волочение.
Намотка проволоки на катушки. Намотка заготовки на катушки является заключительной операцией. Заготовка на катушках транспортируется на волочильные станы для дальнейшего волочения на меньшие размеры проволоки.
2.3.1.7 Финишная обработка готовой проволоки
2.3.1.7.1 Обработка поверхности готовой проволоки [17]
Выбор того или иного вида обработки устанавливает нормативно-техническая документация на конкретный вид проволоки. Для обработки поверхности проволоки применяются следующие методы:
- абразивный метод - шлифовка или полировка поверхности проволоки на специальных станках при помощи абразивных паст и порошков, позволяет получить высокую чистоту поверхности. Метод применяется для сортов проволоки, требующих особой чистоты поверхности, например сварочная, пружинная и др.;
- абразивной шлифовкой хорошо обрабатывается проволока, имеющая твердую поверхность, например стальная углеродистая проволока после закалки;
- метод электрохимической полировки позволяет получить очень высокую чистоту поверхности и применяется для проволоки из легированных сталей;
- метод скальпирования поверхности проволоки с помощью специального резца, изготовленного из инструментальной стали со вставкой из твердого сплава. Метод позволяет срезать с поверхности проволоки поврежденный или обезуглероженный слой металла толщиной 0,1 - 0,15 мм.
2.3.1.7.2 Нанесение металлических покрытий на поверхность готовой проволоки
Нанесение защитного металлического покрытия производят как на готовую проволоку, так и перед ее волочением до готового размера [3].
Характеристика различных видов металлических покрытий проволоки приведена в таблице 2.14.
Таблица 2.14
Назначение покрытий | Основной металл | Вид покрытия | Способ покрытия | Область применения |
Антикоррозионные | Низкоуглеродистая и углеродистая сталь | Цинкование, лужение | Горячий, гальванический | Проволока, работающая в агрессивной среде |
Технологические | Низкоуглеродистая и углеродистая сталь | Латунирование | Гальванический | Проволока для армирования резинотехнических изделий |
Низкоуглеродистая и углеродистая сталь | Лужение | Горячий, гальванический | Проволока, требующая при эксплуатации пайки | |
Низкоуглеродистая сталь | Алюминирование | Гальванический | Проволока для электротехнических целей | |
Легированная сталь | Меднение | Гальванический | Проволока для сварки в среде углекислого газа |
Цинкование - основной вид защитного антикоррозионного покрытия проволоки. В производстве применяются два способа нанесения цинка на поверхность проволоки: горячий и гальванический.
Горячее цинкование производится в поточном агрегате по следующей схеме:
а) обезжиривание проволоки в растворе едкого натрия технического;
б) промывка в горячей воде;
в) травление в растворе соляной кислоты;
г) промывка в воде;
д) флюсование для улучшения сцепления цинка с металлом;
е) цинкование в расплаве цинка марки Ц-0, Ц-1 при температуре 420 °C - 460 °C;
ж) охлаждение проволоки водой;
з) намотка готовой проволоки на катушку.
Лужение - покрытие проволоки оловом. Является одновременно коррозионно-защитным и технологическим покрытием. Применяется для проволоки, подлежащей пайке. Применяют два способа лужения: горячий и гальванический, которые технологически во многом аналогичны оцинкованию, однако температура при горячем лужении значительно ниже (270 °C - 280 °C), чем при горячем оцинковании (440 °C - 470 °C).
Меднение - технологическое покрытие. Применяется для проволоки стальной сварочной, проволоки для воздушных линий связи и др. Для нанесения слоя меди на поверхность проволоки применяют два способа: химический и анодизационный (гальванический). Сюда не входит нанесение на поверхность проволоки тонкой пленки меди как подсмазочного слоя для волочения.
Латунирование - технологическое покрытие. Применяется для металлокорда, проволоки РМЛ (для рукавов высокого давления) и других видов проволоки, предназначенной для армирования резинотехнических изделий. Осуществляется гальваническим методом.
Алюминирование - защитное антикоррозионное покрытие, которое обеспечивает хорошую антикоррозионную стойкость при температурах до 700 °C. Температура горячего алюминиевого расплава выше цинкового (675 °C - 760 °C), в остальном технология горячего алюминирования аналогична оцинкованию.
2.3.1.7.3 Консервация, упаковка и хранение проволоки
Консервация и упаковка проволоки производятся с целью предохранения ее от коррозии и механических повреждений при временном хранении на предприятии-изготовителе, в пути следования и на заводе-потребителе.
Коррозионная стойкость стали, волоченной с большими суммарными обжатиями, значительно снижается, поэтому консервацию такой проволоки, особенно тонких и тончайших размеров, не покрытой защитными антикоррозионными покрытиями, производят незамедлительно после ее изготовления. Особенно опасно длительное хранение проволоки на участках мокрого волочения, где очень высокая влажность воздуха из-за испарений эмульсии.
В помещении, где производится консервация проволоки, относительная влажность воздуха не должна превышать 70%, а температура - не ниже 12 °C. Перед консервацией проволоку очищают от грязи, масляных или других пятен с помощью специальных химических продуктов и сушат.
Виды консервационной смазки, материалы и тара для упаковки проволоки, а также способы проведения консервации и упаковки проволоки устанавливаются нормативно-технической документацией (НТД).
Упаковку проволоки в мягкие упаковочные материалы производят как ручным способом, так и на специальных упаковочных станках.
Проволоку хранят в закрытых помещениях при влажности воздуха не более 90% - 95% и отсутствии в воздухе кислотных, щелочных или других агрессивных сред.
Отгрузку проволоки потребителю производят в следующих видах многооборотной тары: поддоны многооборотные; контейнеры; транспортные пакеты; деревянные ящики; металлические бочки.
2.3.2.1 Нагрев заготовки
Нагрев блюмов и сортовой заготовки проводят по технологии и с применением оборудования, описанным в 2.1.2 и 2.3.1.1.
2.3.2.2 Прокатка сортовых профилей
2.3.2.2.1 Производство крупносортного проката и рельсобалочной продукции
Сортамент крупносортного проката состоит из профилей, имеющих простую и фасонную форму поперечного сечения: круглая сталь диаметром 80 - 250 мм, квадратная со стороной 70 - 200 мм, периодические профили для армирования железобетонных конструкций N 70 - 80, угловая сталь с шириной полок 90 - 250 мм, швеллеры и двутавровые балки обычные и облегченные высотой 360 - 600 мм, специальные широкополочные двутавры и колонные профили высотой до 1000 мм, шестигранная сталь до N 100, рельсы железнодорожные с массой метра длины 43 - 75 кг, полосовая сталь шириной до 250 мм, а также многочисленные другие профили отраслевого назначения.
Крупносортный прокат поставляют в штангах длиной до 25 м, которые используют обычно без дополнительной обработки в состоянии поставки. В ряде случаев прокат подвергают термической обработке (железнодорожные рельсы, швеллеры, двутавры, угловую сталь).
К крупносортным и рельсобалочным относят станы различных типов с валками диаметром 500 - 850 мм. Иногда на этих станах устанавливают специальные четырехвалковые (универсальные) клети с диаметром приводных и горизонтальных валков до 1500 мм и вертикальных холостых валков до 1000 мм. Рабочие клети крупносортных станов имеют линейное или последовательное расположение. Особую группу крупносортных станов составляют рельсобалочные станы, прокатывающие наряду с другими профилями рельсы и двутавровые балки.
2.3.2.2.1.1 Прокатка крупного сорта на стане с линейным расположением клетей [1]
Прокатку крупносортного проката на стане с линейным расположением клетей, например стан 650, ведут из блюмов размерами 210 - 270 x 245 - 320 x 2400 - 6250 мм.
Стан включает четыре клети, расположенные в две линии. Первая линия - обжимная реверсивная клеть дуо 800, вторая линия содержит две клети трио 650 и чистовую нереверсивную клеть дуо 650. Обжимная клеть оснащена с обеих сторон манипуляторными линейками и кантователем, а клети трио - подъемно-качающимися столами с рольгангами и кантователями для кантовки раската на угол 90°. Передача раскатов от обжимной клети к линии 650 проходит по рольгангу со скоростью 2 - 4 м/с. Передача раскатов от клети к клети в линии 650 осуществляется с помощью цепных шлепперов. Перевалка обжимной клети производится заменой валков, а клетей группы 650 - заменой клети.
В клетях линии 650 обычно производят 7 проходов (по три прохода в клетях трио и один проход в чистовой клети дуо). Скорость прокатки: в клети 800 - до 4 м/с; в чистовой клети 650 - до 7 м/с.
Для резки раскатов увеличенной массы после обжимной клети используется пила салазкового типа. Охлаждение валков производят водой.
От чистовой клети раскаты со скоростью 4 - 7 м/с транспортируют к дисковым пилам горячей резки (количество пил - 5). Резку осуществляют при температуре 600 °C на штанги длиной до 24 м.
Охлаждение проката производят до температуры примерно 70 °C на трехсекционном холодильнике.
Правка проката производится со скоростью до 3 м/с на двух восьмироликовых правильных машинах. Выправленные раскаты разрезают на требуемые длины тремя пилами холодной резки, после чего металл шлеппером передают к накопительным карманам. Для пакетирования проката используют сортоукладчики.
Отделку рельсов узкой колеи производят в специальном отделении, где производят правку рельсов на прессе усилием 2000 кН, фрезеруют торцы, выполняют сверление отверстий. Для вырезки дефектных участков и отбора проб используется пила холодной резки.
2.3.2.2.1.2 Прокатка крупного сорта на полунепрерывном стане [20]
Полунепрерывный крупносортный стан 600 включает семнадцать рабочих клетей (двухвалковых с горизонтальными и вертикальными валками диаметром 850, 730 и 580 мм), расположенных в трех параллельных линиях, что способствует хорошей маневренности, технологичности при прокатке и сокращению простоев стана.
Особенностью стана 600 является то, что он представляет собой сочетание двух станов: заготовочного и сортового. Такие станы используют в условиях отсутствия отдельного заготовочного стана.
Непрерывно-литая заготовка с размерами сечения блюма после нагрева в методической печи рольгангом подается в заготовочный стан, состоящий из шести клетей. Стан имеет отдельно установленную первую клеть, а остальные пять клетей составляют непрерывную группу. Такое расположение первой клети обеспечивает свободный выход раската и его кантовку перед задачей в последующую непрерывную пятиклетьевую группу заготовочного стана.
Дальнейшая прокатка заготовки на сортовом стане требует повышения температуры, для чего установлена проходная подогревательная печь длиной 107 м. После подогревательной печи заготовка поступает в обжимную клеть с горизонтально расположенными валками. Сортамент стана включает фасонные профили (двутавровые балки, швеллеры, рельсы и др.), прокат которых требует использования разрезной заготовки. Возможность изготовления разрезной заготовки на заготовочном стане отсутствует. Более того, для широкого сортамента фасонных профилей требуется и несколько размеров разрезных заготовок. Вот почему технологически необходимо отделение первой клети: в ней получают разрезную заготовку при свободном уширении или в калибрах.
Далее раскат подается в трехклетьевую непрерывную группу (первая клеть с вертикальным расположением валков). При получении разрезной заготовки любой ширины, выходящей из первой клети, необходимая ширина обеспечивается боковым обжатием вертикальными валками; создается известная универсальность стана. Расположение клетей на трех параллельных линиях с распределением клетей на каждой линии и соединением линий шлепперами позволяет рационально использовать основное оборудование.
Чистовая рабочая клеть 580 с горизонтальными валками имеет станины открытого типа с повышенной жесткостью, рабочие валки установлены на радиально-упорных подшипниках жидкостного трения, уравновешивание верхнего горизонтального валка - пружинное, нажимной механизм верхнего валка поддерживает скорость перемещения винтов 0,8 мм/с.
Для кантовки раската используется универсальный кантователь с кантующей втулкой, позволяющий осуществлять поворот раската на любой угол в пределах 90° как без смещения, так и со смещением его по ширине рольганга.
Система резки, состоящая из 10 дисковых пил, позволяет совместить во времени транспортирование и резку. На крупносортном стане 600 предусмотрены три отдельных участка: доотделки сортового проката на правильном прессе и пиле холодной резки; отделки рельсов; отделки круглого проката.
Наиболее современным является заготовочно-крупносортный стан 700, предназначенный для прокатки крупносортных круглых профилей диаметром 80 - 190 мм, а также квадратной заготовки 70 - 170 мм из углеродистых и легированных сталей.
Исходным металлом стана 700 являются непрерывнолитые заготовки с поперечным сечением 300 x 360 мм, длиной от 4,2 до 12 м массой от 3,5 до 10 т которые после осмотра и зачистки поверхности (при необходимости) поступают на нагрев.
Нагрев непрерывнолитых заготовок (НЛЗ) сечением 300 x 360 мм под прокатку производится в трех методических печах с шагающими балками. Для подшипниковых марок стали применяется дополнительно печь гомогенизации.
Нагретые НЛЗ выдаются из печей нагрева и по рольгангу подаются на установку гидросбива окалины, где с поверхности заготовки водой высокого давления удаляется окалина, а затем к реверсивной клети дуо.
В реверсивной клети дуо за 5 проходов производят прокатку заготовки на размер квадратного сечения 230 мм и за 7 проходов - квадратного сечения 190 мм. Затем раскаты подаются к ножницам для отрезки переднего конца раската.
После обрезки переднего конца раскаты задаются в первую непрерывную группу стана, состоящую из четырех двухвалковых клетей - чередующихся двух вертикальных и двух горизонтальных. Готовый прокат больших размеров (круг диаметром 125 - 190 мм, квадрат со стороной 120 - 170 мм) после выхода из первой непрерывной группы, минуя вторую группу, подается на производство готового проката (ПГР). Передачу раскатов для производства готового проката (круг  125 - 190 мм, кв. 120 - 170 мм) из первой во вторую группу стана осуществляют передаточным шлеппером.
125 - 190 мм, кв. 120 - 170 мм) из первой во вторую группу стана осуществляют передаточным шлеппером.
Вторая непрерывная группа стана также состоит из четырех клетей - чередующихся вертикальных и горизонтальных. Перед второй группой расположены маятниковые ножницы, предназначенные для обрезки передних концов раската, а также аварийной порезки раската. За второй группой установлены четырехкривошипные ножницы для деления раската на длину шлеппера.
Выходящие из клетей стана раскаты направляются для порезки на пилы горячей резки, где у раскатов отрезают передние и задние концы и режут на прутки заказной длины. После порезки каждый пруток клеймят клеймовочными машинами в торец номером плавки и трехзначным кодом марки стали.
После порезки и клеймения прутки квадратного сечения направляют для охлаждения на четыре реечных холодильника, прокат круглого сечения - на термообработку или для охлаждения на реечные холодильники.
Термообработку производят в трех печах с шагающими балками. После термообработки прокат поступает для охлаждения на четыре реечных холодильника. После охлаждения прокат передается на высотный промежуточный склад.
Круглый прокат подвергают отделке на участке зачистки или участке обточки. Квадратный прокат подвергают отделке на участке зачистки.
На участке зачистки прутки подвергают дробеметной обработке, контролю поверхностных дефектов, зачистке дефектов на станках абразивной зачистки, контролю внутренних дефектов. После этого прутки режут на заказные длины, клеймят, упаковывают и передают на склад готовой продукции.
На участке обточки прутки подвергают правке, обточке на бесцентрово-токарных станках, контролю внутренних и поверхностных дефектов. После этого прутки режут на заказные длины, клеймят, упаковывают и передают на склад готовой продукции.
2.3.2.2.1.3 Производство проката балок и рельсов
Сортамент рельсобалочных станов (РБС): рельсы Р43 - Р75 (кг/м); рельсы трамвайные; балки двутавровые, h = 180 - 600 мм; швеллеры, h = 180 - 400 мм; сталь угловая с размерами 140 x 140 - 250 x 250 мм.
Кроме того, в сортамент рельсобалочных станов входит сталь круглого и квадратного сечения размерами 100 - 250 мм. Рельсобалочные станы расположены в две линии и более, состоящие из нескольких двух- и трехвалковых клетей. В состав стана входят: двухвалковая обжимная клеть с валками диаметром 900 мм и длиной бочки 2300 мм; две черновых трехвалковых клети с валками диаметром 800 мм и длиной бочки 2000 мм; чистовая двухвалковая клеть с валками диаметром 800 мм и длиной бочки 1100 - 1200 мм.
При прокатке двутавровых балок на современных РБС используют сменные универсальные клети, которые имеют приводные горизонтальные валки диаметром 1000 мм и длиной бочки 600 мм и вертикальные неприводные валки диаметром 800 мм и длиной бочки 300 мм. Особенность конструкции - выполнение шеек горизонтальных валков небольшого диаметра (примерно 360 мм).
Применение универсальных клетей в качестве чистовых позволяет уменьшить внутренний уклон полок до 8% (в двухвалковых клетях уклон составляет 12%), тем самым повысить точность двутаврового профиля.
Рельсы подразделяют на железнодорожные, для стрелочных остряков, трамвайные, подкрановые, узкоколейные и др. Больше всего прокатывают рельсов железнодорожных и узкой колеи. Они характеризуются массой 1 м длины (например, железнодорожные - Р50, Р65, Р75 кг/м).
Технологический процесс производства рельсов выглядит следующим образом. Нагрев блюма (250 x 250 - 300 x 300 мм) до температуры 1180 °C - 1200 °C.
Затем следует прокатка в реверсивной клети в 5 - 7 проходов в ящичных и тавровых калибрах, далее в рельсовых калибрах клетей трио, последний проход в чистовом калибре клети дуо (см. рисунок 2.17).

Температура в конце прокатки - 900 °C. Выходящие полосы длиной 75 м разрезают на салазковых пилах горячей резки на длины 12,5 или 25 м (с учетом усадки и припуска на механическую обработку) и маркируют в клеймовочной машине. Перед охлаждением производят загибку рельсов на подошву - для уменьшения большого искривления рельсов при охлаждении. Причина коробления - несимметричность профиля сечения рельса, в результате чего возникают термические напряжения. Для загибки используют специальную роликовую машину. При охлаждении рельсов используют укладку на стеллажах, обеспечивающую равномерное охлаждение. При этом подошва одного рельса примыкает к головке другого. Для предупреждения флокенообразования охлаждение на стеллажах проводят до температуры 550 °C - 400 °C, а затем осуществляют изотермическую выдержку (температура в печи - 600 °C) не менее 2 ч.
После достижения температуры рельсов 60 °C их подвергают правке "на ребро" в роликовой правильной машине. После правки концы рельсов фрезеруют для получения требуемой длины. Болтовые отверстия в шейках для соединения рельсов сверлят с подачей сверл в двух направлениях - для получения отверстий овальной формы.
Объемную закалку рельсов на сорбитную структуру проводят в масле (60 °C - 70 °C) после нагрева в секционной печи с роликовым подом до температуры 850 °C - 930 °C. После закалки поводят отпуск в течение 2 ч при 450 °C - 480 °C.
После отпуска рельсы вновь проходят правку в холодном состоянии на роликовой правильной машине в двух плоскостях. Искривленные концы доправляются на вертикальных правильных прессах.
Далее рельсы проходят наружный осмотр для выявления внешних дефектов. При этом выявляются следующие дефекты: трещины и волосовины; плены; неправильная геометрия поперечного сечения рельса. Затем проводится контроль химического состава и приемно-сдаточные испытания представителями ведомства путей сообщения, в числе которых проводятся испытания на растяжение, на ударную вязкость и на удар под копром.
Испытание на удар под копром проводится на отрезке головного рельса одного ковша каждой плавки длиной 1,3 м, предварительно охлажденным до температуры минус 60 °C.
Предельные отклонения по длине готовых рельсов не должны превышать +/- 9 мм для рельсов длиной 25 м с болтовыми отверстиями и +10/-20 мм для рельсов длиной 25 м без болтовых отверстий [12], [13].
Балки с параллельными полками высотой до 1050 мм и шириной полок до 410 мм получают на универсальных балочных станах (УБС). Удобство прокатки на УБС - возможность независимого регулирования обжатия стенки и фланцев [13].
Исходный материал - слитки массой 20 т (для больших балок - слитки двутаврового сечения). Слитки прокатывают на блюминге 1500, полученный раскат двутаврового сечения зачищается на МО3 и поступает на УБС. Для балок высотой менее 600 обязателен подогрев металла в методических печах с шагающим подом до температуры 1180 °C - 1250 °C.
После прокатки в обжимной двухвалковой клети А (диаметр валков 1300 мм) металл прокатывается за 3 - 7 проходов в черновой группе I (см. рисунок 2.18), состоящей из вспомогательной двухвалковой клети 1 (диаметр валков - 1250 мм) и универсальной клети 2 (горизонтальные валки диаметром 1350 мм, вертикальные - 950 мм). Во вспомогательной клети обрабатываются только кромки полок раскатов. В универсальной клети горизонтальные валки обрабатывают стенку и внутренние поверхности полок, вертикальные - наружные поверхности полок. Далее осуществляется непрерывная многопроходная прокатка в предчистовой группе клетей II (см. рисунок 2.18), где первой по ходу прокатки установлена универсальная клеть 2. Параметры клетей этой группы идентичны параметрам клетей черновой группы. Чистовая универсальная клеть аналогична клетям I и II групп, в ней осуществляется только один проход без обжатия кромок фланцев.

балочного стана (а) и обжатий в этих клетях (б)
Большую часть балочной продукции изготавливают из стали Ст3, предел прочности которой около 400 Н/мм2 и относительное удлинение не ниже 20%. После прокатки балочные полосы режут пилами в горячем состоянии, охлаждают на стеллажах и направляют для правки, резки и фрезерования концов.
Балки и швеллеры изготовляют длиной от 4 до 13 м. Производительность УБС составляет 1600 тыс. т/г.
2.3.2.2.2 Производство среднесортного проката
Среднесортные станы линейного типа в свое время получили довольно широкое распространение, однако в настоящее время их строительство прекращено из-за их невысокой производительности и низкого уровня механизации основных технологических операций.
Полунепрерывные среднесортные станы характеризуются наличием обжимных двух- или трехвалковых клетей, которые иногда заменяют непрерывной черновой группой из 4 - 9 двухвалковых клетей. Вместо линейной группы клетей на этих станах устанавливают чистовую непрерывную группу.
Полунепрерывный стан 350 ориентирован на получение круглой стали диаметром 30 - 65 мм и других сортовых профилей подобного размера сечения из заготовок квадратного сечения со стороной 80, 120, 180 мм. Нагретые заготовки прокатываются в 14 клетях стана, расположенных в трех параллельных линиях. Между клетями раскаты передают с помощью рольгангов, с линии на линию - шлепперами. После прокатки охлаждение проката производится на реечном холодильнике, затем прокат подвергается отделке. Необходимо отметить, что на производство среднего сорта приходится самый большой (в производстве сорта) объем отделочных операций, поскольку длина получаемого проката намного больше, чем при производстве крупного сорта, а марочный сортамент - гораздо шире сортамента мелкосортной продукции. Прокат в бунтах практически не подвергается отделке.
Примером современной технологии производства среднесортного проката является процесс, осуществляемый на непрерывном среднесортном стане 450, который состоит из 16 рабочих клетей, расположенных двумя группами: черновой и чистовой. Черновая группа (9 рабочих клетей) состоит из трех подгрупп с двумя горизонтальными и одной комбинированной клетью в каждой [20]. Чистовая группа состоит из 7 клетей, из них четыре клети горизонтальные и три комбинированные. В комбинированную клеть кассеты могут устанавливаться как в вертикальном, так и в горизонтальном положении валков. На место горизонтальных клетей чистовой группы при прокатке швеллеров и балок с параллельными полками помещают универсальные клети. Часовая производительность стана составляет 150 - 280 т, максимальная скорость прокатки - 12 м/с.
На стане прокатывают следующие профили: круглую сталь диаметром 32 - 60 мм, полосовую 125 - 200 x 9 - 22 мм, угловую, швеллер N 8 - 30, балки N 10 - 30 из заготовок сечением 150 x 150 и 150 x 200 мм длиной 9 - 12 мм.
Нагрев металла производится в трех методических трехзонных нагревательных печах с шагающим подом, торцовой загрузкой и выдачей заготовок. Производительность каждой печи - 170 т/ч. Печи отапливаются коксодоменной смесью с добавлением природного газа с теплотой сгорания 11,34 МДж/м3. Воздух подогревается до 400 °C в металлическом рекуператоре.
Продукты горения удаляются со стороны торца загрузки вверх в дымосборник, по дымопроводу поступают к металлическому петлевому рекуператору и далее через теплоутилизационную установку в дымовую трубу. Печь оборудована системой автоматического регулирования теплового режима. Температура нагрева металла - 1180 °C - 1220 °C.
Выданная из печи заготовка транспортируется к ножницам горячей резки усилием 4 МПа для раскроя на заданные длины. Между ножницами и первой клетью установлена машина огневой зачистки, предназначенная для сплошной зачистки со скоростью 0,3 - 0,75 м/с заготовок сечением 150 x 150 мм и 150 x 200 мм длиной 9,5 - 12 м из углеродистых качественных конструкционных и легированных марок стали. Температура металла перед зачисткой должна быть не ниже 1120 °C.
Удаление окалины с поверхности заготовки производится водой под давлением 1470 МПа. Форсунки гидросбива окалины смонтированы в герметичном корпусе перед передвижными газорежущими блоками. Глубина зачистки устанавливается в зависимости от глубины залегания пороков в металле с учетом температуры металла, чистоты режущего кислорода, скорости зачистки, сечения заготовки. Использование МО3 позволяет улучшить качество поверхности проката, увеличить объем зачищаемого металла при уменьшении затрат тяжелого ручного труда на складе заготовок.
Рабочие клети черновой и чистовой групп бесстанинного типа одинаковы по конструкции и отличаются размерами. Валки установлены в подшипниках жидкостного трения. Для прокатки балок и швеллеров в чистовой группе применяют универсальные клети с приводными горизонтальными и непрерывными вертикальными валками. Мощность привода всех групп клетей - 2000 кВт. За чистовой группой клетей установлены летучие ножницы усилием реза 0,63 МН, предназначенные для порезки прокатанных полос на длины, вмещающиеся на холодильник. Для получения повышенных прочностных свойств при высокой пластичности, ударной вязкости в области низких температур и уменьшения окалинообразования на стане предусмотрено двухстадийное охлаждение металла:
1) охлаждение металла с температуры конца прокатки 1050 °C до 800 °C - 850 °C в секции, установленной между последней катающей клетью и летучими ножницами;
2) охлаждение до 600 °C - 650 °C за летучими ножницами. Получаемая при этом феррито-перлитная структура в малоуглеродистых сталях характеризуется высокой дисперсностью. В стали с повышенным содержанием углерода и в низколегированной стали структура мартенситная. Давление воды в системе охлаждения составляет 300 кПа, расход воды - 900 - 1500 м3/ч.
Металл поступает на двусторонний холодильник реечного типа длиной 120 м. По двухниточному отводящему рольгангу холодильника полосы подаются к роликоправильным машинам. Скорость правки - 2 - 6 м/с. При прокатке профилей, не подвергаемых правке, правильная машина сдвигается в сторону.
После правки раскаты поступают на распределительный рольганг, разделяющий металл на два потока, в каждом из которых имеются ножницы холодной резки, контрольно-пакетировочный участок, имеющий инспекторские стеллажи с транспортером, кантователи, два пакетировочных устройства с вязальными машинами и весами и линию укладки фасонного проката. В составе последнего - сдвоенный рольганг, два штабелировочных устройства для профилей длиной 12 - 24 м, вязальные машины и весы. Такое расположение адъюстажного оборудования позволяет производить уборку готового проката на стойки-стеллажи склада готовой продукции с четырех участков технологического потока.
2.3.2.3 Охлаждение сортовой продукции
После прокатки сортового металла используют обычное (на воздухе), замедленное (в колодцах и термостатах) и ускоренное (с применением различных охлаждающих сред) охлаждение проката.
Обычное охлаждение на воздухе получило наибольшее распространение и реализуется в стеллажах, на холодильниках различного типа. Регулируемое (замедленное) охлаждение производят обычно на адъюстажах для легированных и углеродистых сталей с содержанием углерода свыше 0,3%.
Сортовой прокат из легированных сталей мартенситного, аустенитно-мартенситного и других классов подвергают замедленному охлаждению в штабелях, неотапливаемых колодцах, печах изотермической выдержки, а также последующей термической обработке.
Для предотвращения образования термических трещин, флокенов, снижения остаточных напряжений сортовой прокат трещино- и флокеночувствительных сталей подвергают охлаждению следующими способами [10]:
- на воздухе, в штабелях, защищенных от сквозняков;
- замедленное охлаждение в неотапливаемых колодцах, печах, термостатах;
- замедленное охлаждение в отапливаемых печах и колодцах с изотермической выдержкой;
- совмещение охлаждения на воздухе с последующей термической обработкой;
- ускоренное охлаждение путем обдувания горячего металла увлажненным воздухом или обрызгивания водой.
Наиболее широко применяют замедленное охлаждение на воздухе в штабелях и в неотапливаемых колодцах или термостатах.
Неотапливаемые колодцы футерованы шамотным кирпичом и облицованы металлическими плитами. Крышки чугунные, с внутренней стороны имеют асбестовую прокладку и обшиты листовым материалом. Емкость - до 200 т. Загрузку производят при температуре не ниже 700 °C. После загрузки в зависимости от режима охлаждения колодец остается открытым или закрывается крышкой, имеющей песчаный затвор. Общая продолжительность охлаждения садки массой до 120 т может достигать 4 сут. Контроль температуры производится через каждые четыре часа. После истечения 50% продолжительности охлаждения скорость охлаждения регулируют поднятием крышки.
Охлаждению в штабелях и на открытом воздухе на холодильниках подвергают прокат из сталей, не склонный к образованию флокенов и трещин (углеродистые, некоторые низколегированные стали, стали аустенитного и ферритного классов).
При замедленном охлаждении инструментальных углеродистых и легированных сталей (У9 - У13, 9ХВГ, ШХ15 и др.) в их микроструктуре образуется карбидная сетка, снижающая служебные характеристики будущего изделия из сортового проката. Для предотвращения этого указанные стали после прокатки быстро охлаждают в интервале температур 950 °C - 700 °C путем обдувания увлажненным воздухом, обрызгивания водой. После этого их подвергают замедленному охлаждению.
2.3.2.4 Финишная обработка
2.3.2.4.1 Термическая обработка сортового проката [10]
Для придания сортовому металлу заданной структуры и свойств в зависимости от назначения и химического состава прокат подвергают отжигу, нормализации, закалке и отпуску.
Наибольшее применение получил отжиг, обеспечивающий снятие внутренних напряжений, формирование требуемой структуры металла и заданных механических свойств. Применяют смягчающий, структурный, рекристаллизационный и другие виды отжига. Отжиг сортового металла проводят в камерных печах, колпаковых печах, роликовых печах.
В камерных печах проводят отжиг сортовой стали всех размеров длиной до 6 м. Загрузку садки проката массой до 50 т проводят напольной машиной. Топливо - природный газ. Охлаждение: вначале с печью, затем на воздухе или в камере охлаждения.
Светлый отжиг сортового проката осуществляют в колпаковых печах с защитной атмосферой.
Для сортового проката из подшипниковых, углеродистых и легированных инструментальных сталей, контролируемых на карбидную сетку, применяют науглероживающий (реставрационный) отжиг в колпаковых печах с защитной атмосферой в виде смеси газов: CO, H2, N2 и природного газа (CH4). Подобный отжиг используется, например, при отжиге стали ШХ15.
Рекристаллизационный отжиг применяют для калиброванной стали для снятия упрочнения, полосчатости структуры и восстановления пластичности металла. Этот вид отжига производят в камерных и индукционных печах. В индукционных печах выполняют также нормализацию, закалку и высокий отпуск.
Индукционные печи характеризуются существенным расходом воды для охлаждения индукторов 6 - 10 м3/ч, используются для рекристаллизационного отжига калиброванной конструкционной стали. С использованием индукционных печей проводят нормализацию сортового проката из конструкционных низколегированных сталей, закалку проката из коррозионно-стойких (нержавеющих) сталей аустенитного класса, высокий отпуск сталей мартенситного класса.
2.3.2.4.2 Отделка сортового проката на адъюстаже [10]
На адъюстаже (специальное отделочное отделение прокатного цеха) выполняют весь комплекс операций отделки, а именно:
- правку;
- удаление окалины;
- зачистку дефектов и удаление заусенцев;
- нанесение защитных покрытий;
- контроль качества;
- маркировку и упаковку.
После охлаждения прокат на адъюстаже подвергают правке в зависимости от размера и вида прокатки на правильных прессах, роликовых и косовалковых сортоправильных машинах, а также способом растяжения.
Правку на прессах осуществляют одно- и многократными упругопластическими изгибами отдельных участков профиля в направлении, противоположном искривлению. Правке на прессах обычно подвергают некоторый крупносортный прокат, концы рельсов и другие сложные фасонные профили. На прессах выполняют также доправку проката после правки на роликовых машинах для уменьшения концевой кривизны. Используют механические, гидравлические и пневматические прессы с горизонтальным и вертикальным исполнением.
Правку на роликовых правильных машинах производят путем пропускания прутка-штанги между двумя рядами роликов, расположенных в шахматном порядке, при этом металл подвергается многократному упруго-пластическому знакопеременному изгибу. Роликовые правильные машины характеризуются числом и шагом роликов и допустимым усилием правки. Рассматриваемая группа правильных машин по конструкции бывает закрытого и открытого типа, у первых ролики закреплены между опорами валков, у вторых - на консолях. В свою очередь, открытые правильные машины различают одноплоскостные - для правки в одной, обычно вертикальной плоскости и двухплоскостные - для правки в двух взаимно перпендикулярных плоскостях. Оба вида машин имеют постоянный или регулируемый шаг роликов.
Используют машины одноплоскостной правки с нижними или верхними или нижними и верхними приводными роликами: для крупносортных профилей - семи- и девятироликовые с регулируемым шагом роликов и скоростью правки 0,25 - 2 м/с; для среднесортных профилей - с тем же числом роликов, но скоростью правки 1 - 3 м/с, для мелкосортного проката - девяти- и одиннадцатироликовые со всеми приводными роликами и скоростью правки до 10 м/с.
Правку круглого проката производят на двух- и многовалковых машинах с вращающимися косорасположенными вогнутыми валками. В процессе правки на таких машинах обеспечивается вращение проката вокруг своей оси и поступательное перемещение ее вдоль продольной оси машины. Качество правки зависит от угла установки валков к оси правки (проката). При сравнительно больших углах наклона вогнутого (гиперболического) валка правят прутки-штанги с незначительными искривлениями и наоборот. Угол наклона валков к линии правки на современных многовалковых машинах с парными валками составляет 25 - 35°.
Для правки сортового проката, имеющего искривление в двух взаимно перпендикулярных плоскостях, а также периодического проката применяют правильно-растяжные машины, на которых осуществляют правку - растяжение штанги с относительным удлинением на 1% - 4% и раскрутку профилей. На правильно-растяжных машинах гидравлического типа полосу закрепляют в рабочей подвижной и вспомогательной фиксируемой головках двух- или четырехстороннего зажима. Перемещением подвижной рабочей головки при подаче в ее гидроцилиндр жидкости высокого давления осуществляют растяжение-правку.
После правки сортовой прокат, особенно из легированных марок стали, поступает на очистку от окалины и удаление поверхностных дефектов. Применяют сплошное и выборочное удаление окалины. Сплошное удаление окалины производят путем травления, дробеметной очистки, иглофрезерования и сплошного светления (шлифования), а выборочное - шлифованием (светлением) "змейкой". Технология и схема работы оборудования для осуществления травления и дробеметной очистки готового проката те же, что и при зачистке заготовки для сортовой прокатки.
Светление круглого проката "змейкой" производят перпендикулярно направлению прокатки на шлифовальных станках. При абразивном светлении "змейкой" глубина снимаемой стружки составляет до 0,4 мм, а в случае сплошного светления - 0,4 - 0,6 мм. Кроме того, светление круглого, квадратного, шестигранного и полосового проката проводят на установках иглофрезерования, состоящих из задающих, промежуточных и тянущих роликов, горизонтальных и вертикальных иглофрез.
Сплошную и выборочную зачистку дефектов квадратного и прямоугольного проката производят на станках абразивной зачистки. Эти станки оборудованы механизмами для загрузки и выгрузки проката, его кантовки, пылеотсасывающей вентиляцией.
Для обеспечения хорошего качества и высокой производительности при зачистке дефектов скорость шлифования должна быть максимально допустимой (до 60 - 100 м/с) и постоянной по мере износа круга, а продольная подача - до 50 - 60 м/мин. При зачистке прутков со значительной пораженностью дефектами применяют силовое шлифование, когда усилие прижатия круга достигает 5,0 кН. При осуществлении зачистки дефектов сначала делают светление штанги "змейкой", а затем (в зависимости от степени пораженности поверхности дефектами) проводят выборочную или сплошную зачистку. Оставшиеся после сплошной зачистки дефекты дополнительно удаляют выборочной зачисткой или пневматической вырубкой.
При зачистке дефектов обычно применяют круги на бакелитовой связке, которые показывают большую стойкость, чем круги на керамической связке. Увеличение скорости и усилия шлифования сопровождается повышением температуры поверхности металла и может привести к появлению шлифовочных трещин, для предотвращения чего применяют предварительный отжиг металла, подлежащего зачистке, и умеренные режимы шлифования.
При удалении дефектов резцовой зачисткой обычно применяют бесцентрово-токарную обточку круглого проката. Этот вид зачистки дефектов характеризуется большими скоростями резания (больше 200 м/мин) и большими подачами (больше 50 мм/об.) при глубине резания 0,15 - 10 мм. Использование специальных устройств для контроля диаметра обтачиваемых прутков и системы резцов обеспечивает высокую точность обработки: +/- 0,05 мм - на прутках диаметром меньше 50 мм; +/- 0,1 - 0,2 мм - на прутках диаметром больше 60 мм.
Для чистовой обточки круглого проката применяют бесцентрово-токарные станки, которые имеют комплекс загрузочного оборудования и приспособления для механизированного отвода стружки, охлаждения и очистки использованной эмульсии. Для уменьшения потерь металла в стружку при обточке требуется тщательная предварительная правка прутков-штанг.
Для придания сортовому прокату товарного вида пневматическими молотками, ручными станками абразивной зачистки, а также на стационарных абразивных или специализированных станках выполняют снятие заусенцев и фасок на торцах.
После обработки торцов с одной стороны на указанном станке штанги сбрасывают в приемный карман, затем пакет вынимают из кармана мостовым краном, разворачивают на 180°, укладывают на стеллажах загрузочного устройства и цикл обработки повторяют.
После удаления поверхностных дефектов сортовой прокат поступает на контроль качества. Визуально-оптический метод контроля качества поверхности проката проводят после светления или других способов удаления окалины. При помощи магнитных методов (магнитографического, феррозондового, магнитопорошкового, магнито-люминесцентного) выявляют поверхностные дефекты типа трещин, раскатанных пузырей, закатов, флокенов, глубину обезуглероженного слоя, фазовый состав.
Сортовой прокат, отвечающий требованиям, далее подвергается пакетировке, взвешиванию и маркировке.
2.3.2.4.3 Отделка сортового проката на поточных линиях [10]
На поточных линиях отделки и контроля качества сортового проката выполняют весь комплекс операций, связанных с правкой, снятием фасок на торцах штанг, светлением, зачисткой дефектов, контролем качества, маркировкой и упаковкой.
Поточные линии для выполнения указанных операций располагают как в потоке, так и вне потока стана. Прокат из рядовых углеродистых конструкционных сталей, который охлаждают на холодильнике, обычно подвергают отделке в потоке стана. Если металл после прокатки требует замедленного охлаждения (легированные стали), то поточные линии отделки располагают вне потока стана.
Последовательность операций на поточной агрегатной линии отделки сортового проката и трубной заготовки диаметром 80 - 180 мм, расположенной вне потока стана, следующая.
Пакеты проката поступают на загрузочное устройство, откуда дозатором поштучно штанги подаются к косовалковой правильной машине. После правки прокат поступает на правую или левую линии последующей отделки.
Снятие заусенцев и фасок с обоих концов штанги производится двумя агрегатами, имеющими подрезно-расточные головки. Режущий инструмент - фреза.
Светление штанг осуществляется на шлифовальных станках. Ширина светленной дорожки - 40 мм, шаг - 100 - 200 мм. Далее прокат поступает на участок осмотра поверхности для выявления дефектов. Участок осмотра дефектов оснащен люнетами, с помощью которых штанга непрерывно вращается или поворачивается на определенный угол для осмотра поверхности металла оператором и отметки дефектных мест. Если дефектов не оказалось, штанга направляется к участку окончательного контроля, маркировки и пакетирования, а если дефекты обнаружены, то штанга поступает к станкам выборочной абразивной зачистки.
Зачищенный металл поступает контроля искровым методом, а далее - поштучно на визуальный контроль качества наружной поверхности. Годный металл маркируется краской, увязывается в пакеты и взвешивается. Годная продукция после увязки в пакеты убирается на склад готовой продукции. Производительность поточной линии отделки 220 тыс. т/г.
2.3.2.5 Технико-экономические показатели производства сортового проката
Технико-экономические показатели производства крупносортного и среднесортного прокатов приведены в таблице 2.15 [10].
Таблица 2.15
крупносортного и среднесортного прокатов
Стан <*> | Производительность годовая, тыс. т | Коэффициент расхода металла | Расход энергии, кВт ч/т | Расход топлива, 103 кДж/т | Расход воды, м3/т | Расход валков, кг/т |
РБС 800 | 800 - 1350 | 1,08 - 1,10 | 55 - 65 | 2310 - 2520 | 20 - 26 | 2,0 - 2,5 |
УБСП | 660 - 1600 | 1,10 | 60 - 70 | 2310 - 2520 | 20 - 26 | 3,0 - 3,5 |
КСЛ 650 | 800 - 1100 | 1,06 - 1,09 | 50 - 60 | 2310 - 2520 | 20 - 26 | 1,6 - 2,0 |
КСП 600 | 1200 - 1600 | 1,06 - 1,09 | 50 - 60 | 2310 - 2520 | 20 - 26 | 1,6 - 2,0 |
КСП 500 | 950 - 1100 | 1,05 - 1,06 | 30 - 40 | 2310 - 2520 | 20 - 26 | 1,6 - 2,0 |
ПНКС 600 | 1200 - 1600 | 1,05 - 1,07 | 35 - 45 | 2310 - 2520 | 20 - 26 | 1,6 - 2,0 |
ЛСС 450 | 52 - 450 | 1,05 | 30 - 50 | 2310 - 2520 | 21 - 32 | 0,25 - 0,4 |
ЛСС 400 | 65 - 270 | 1,05 | 30 - 50 | 2310 - 2520 | 21 - 32 | 0,25 - 0,4 |
ССШ 350 | 420 - 700 | 1,04 | 30 - 50 | 2310 - 2520 | 21 - 32 | 0,25 - 0,4 |
ПНСС 370 | 120 - 280 | 1,04 | 35 - 60 | 2310 - 2520 | 21 - 32 | 0,25 - 0,4 |
ПНСС 350 | 430 - 850 | 1,04 | 35 - 60 | 2310 - 2520 | 21 - 32 | 0,25 - 0,4 |
НСС 350 | 450 - 750 | 1,04 | 35 - 60 | 2310 - 2520 | 21 - 32 | 0,25 - 0,4 |
НСС 450 | 1200 - 1500 | 1,04 | 30 - 50 | 2310 - 2520 | 21 - 32 | 0,25 - 0,4 |
<*> Станы: РБС - рельсобалочный трио; УБСП - универсальный балочный стан с последовательным расположением клетей; КСЛ - линейный крупносортный; КСП - крупносортный с последовательным расположением клетей; ПНКС - полунепрерывный крупносортный; ССЛ - среднесортный линейный; ССШ - среднесортный с шахматным расположением клетей; ПНСС - полунепрерывный среднесортный; НСС - непрерывный среднесортный. | ||||||
2.3.2.6 Производство калиброванного проката
Сортовой холоднокалиброванный прокат (далее калиброванный прокат), в отличие от сортового горячекатаного проката, имеет более высокую точность и качество поверхности металла. Эти качества калиброванного проката позволяют использовать его при обработке резанием на высокопроизводительных токарных станках - автоматах, а также для холодной штамповки на холодновысадочном оборудовании, что значительно сокращает расход металла при его дальнейшей переработке.
Основными потребителями калиброванного проката и проката со специальной отделкой поверхности являются автомобилестроительные и машиностроительные предприятия, а также метизные предприятия, изготавливающие свою продукцию методом холодной высадки и штамповки.
Калиброванный прокат производится круглого, шестигранного и квадратного (прямоугольного) сечения. Калиброванный прокат изготавливается методом холодного волочения или прокатки из горячекатаного проката (подката).
Калиброванный прокат изготавливают из стали углеродистой и легированной качественной конструкционной, рессорно-пружинной, повышенной и высокой обрабатываемости резанием, углеродистой, легированной и быстрорежущей инструментальной, теплоустойчивой, коррозионно-стойкой, жаростойкой и жаропрочной. В соответствии с требованиями калиброванный прокат производят в нагартованном - Н или термически обработанном состоянии - Т (отожженный, высокоотпущенный, нормализованный с отпуском, закаленный с отпуском, закаленный).
Поверхность калиброванного проката должна быть чистой, гладкой, матовой или светлой, без трещин и окалины, в зависимости от качества подразделяется на группы.
Прокат со специальной отделкой поверхности производится только круглого сечения. Специальная отделка поверхности проката достигается удалением поверхностного слоя металла обточкой или шлифовкой.
Калиброванный прокат и прокат со специальной отделкой поверхности круглого сечения может изготавливаться дробных размеров с точностью до 0,05 мм. Прокат в прутках поставляется длиной 2,5 - 6,5 м, в пачках массой 1 - 8 т. Прокат в мотках поставляется в пакетах по 2 - 5 мотка массой 0,8 - 2,5 т.
Калиброванный прокат и прокат со специальной отделкой поверхности может поставляться без консервации, с консервацией либо в мягкой упаковке. Консервация производится методом окунания в консервирующей смеси на основе индустриального масла с консервирующими добавками. Прокат, поставляемый с фосфатным покрытием, отгружается только в упаковке.
Холоднотянутую или холоднокатаную калиброванную сталь получают в диапазоне размеров от 3 до 100 мм с квалитетами точности h9 - h12.
Технологический процесс производства калиброванного проката не имеет существенных отличий от процесса изготовления проволоки, описывается аналогичной схемой (см. рисунок 2.14) и предусматривает выполнение следующих операций:
- термическая обработка подката;
- правка;
- острение концов;
- травление;
- подготовка поверхности к волочению;
- волочение;
- термическая обработка (в соответствии с требованиями, предъявляемыми к готовой продукции);
- финишная отделка.
Основным видом термообработки стали является отжиг, который обеспечивает снятие наклепа после волочения и снижает твердость подката. Отжиг подката производится в муфельных или проходных роликовых печах непрерывного действия в защитной атмосфере, что обеспечивает чистую поверхность и исключает обезуглероживание. Отжиг подката для всех сталей (за исключением быстрорежущей) проводится при температурах выше AC1 (700 °C - 780 °C) с дальнейшим замедленным охлаждением до температуры ниже Ar1 и дальнейшим охлаждением с произвольной скоростью.
Для конструкционных, инструментальных, рессорно-пружинных сталей температура рекристаллизационного отжига - 700 °C - 740 °C, для высоколегированных, нержавеющих и быстрорежущих сталей - 770 °C - 900 °C. Выдержка в течение 3 - 10 ч. Охлаждение на воздухе или водой для коррозионно-стойких хромоникелевых сталей в целях уменьшения склонности к межкристаллитной коррозии. Для предотвращения обезуглероживания или ликвидации имеющейся обезуглероженности поверхности отжиг проводится в защитной атмосфере с добавлением метана. Выполнение отжига без защитной атмосферы ведет к окислению металла и к его потерям с уменьшением диаметра прутков до 0,5%, поэтому при волочении должен быть предусмотрен припуск на окисление.
Подкат из конструкционных и инструментальных сталей, обладающих более высокой твердостью, для смягчения перед калибровкой подвергают высокому отпуску или отжигу, а подкат из аустенитных коррозионно-стойких сталей - закалке.
В целях ускорения проведения рекристаллизационного отжига без окисления и обезуглероживания поверхности производят отжиг индукционным нагревом токами высокой частоты (ТВЧ). Рекристаллизация при этом протекает очень быстро (15 - 25 с), при температуре 760 °C - 780 °C. Для проведения нагрева ТВЧ используются высокочастотные генераторные машины, с целью повышения производительности нагрев производят на двухручьевых установках при скоростях перемещения прутка до 450 мм/с. Если степень обжатия при калибровке менее 17%, то предпочтительнее проводить печной нагрев, так как рекристаллизация при нагреве ТВЧ протекает лишь частично.
Для удаления окалины после проведения отжига производят повторное травление или обдирку (точением) или обработку дробью.
Правку проката осуществляют на типовых правильных машинах, описанных в 2.3.2.4.2, аналогично правке горячекатаного сортового проката.
Травление и подготовку поверхности металла к волочению, включая нанесение смазочных покрытий, проводят аналогично технологии проведения указанных операций при волочении проволоки (см. 2.3.1.4).
Острение концов проводят одним из методов подготовки переднего конца заготовки к волочению, указанных в 2.3.1.5.1.
Волочение проводят на прямоточных волочильных или непрерывных калибровочных станах (см. 2.3.1.5.3) [21]. При волочении проката из высокопрочных сталей применяют теплое волочение, для чего перед волочильным станом устанавливают устройство для индукционного нагрева заготовки.
Финишная обработка калиброванного проката предусматривает проведение операций правки, резки, обработки торцов прутков, обточки и шлифования поверхности, контроля качества, маркировки, нанесения консервационных покрытий и упаковки. Для осуществления указанных операций используется оборудование аналогичное оборудованию участков отделки горячекатаного сортового проката, а также автоматизированные линии, совмещающие правку, резку и механическую обработку поверхности калиброванного проката.
Стальные трубы производят из углеродистых, легированных и высоколегированных сталей более чем 350 марок и различных сплавов. Наружный диаметр труб составляет от 0,3 до 2520 мм, толщина стенки - 0,05 - 75 мм [22].
По группам способов производства различают трубы бесшовные, сварные, паяные, литые. Последние два способа в РФ и мире имеют весьма ограниченное применение. Основные виды стальных труб разделяются по способу их изготовления на две большие группы: бесшовные и сварные трубы.
Бесшовные трубы подразделяют на:
- горячедеформированные - горячекатаные (изготовленные способом прокатки в линии трубопрокатных агрегатов) и прессованные трубы (изготовленные в линии трубопрессовых установок);
- холоднодеформированные - холоднотянутые трубы (изготовленные на волочильных станах), холоднокатаные трубы (изготовленные на станах ХПТ, ХПТР).
Сварные трубы подразделяют на электросварные, а также трубы, изготовленные печной и газовой сваркой. При этом электросварными трубы называются независимо от способа их производства: электросварки сопротивлением, дуговой электросварки, радиочастотной и т.д. В зависимости от расположения шва электросварные трубы большого диаметра (ТБД) получили название прямошовные и спиральношовные трубы [23] - [25].
Каждому из указанных способов соответствует определенный состав основного и вспомогательного оборудования.
По форме продольного сечения различают трубы цилиндрические, конические, ступенчатые с высаженными концами и др., по профилю поперечного сечения - круглые, профильные (фасонные, овальные, прямоугольные, квадратные, трех-, шести- и восьмигранные, ребристые, сегментные, каплевидные и др.), переменного профиля. Отдельную группу составляют трубы би-, триметаллические - из двух и трех слоев металла, прочно соединенных посадкой или сваркой [26], [27].
Трубными предприятиями России освоено производство и в настоящее время выпускаются различными способами производства трубы широкого марочного и размерного сортамента.
Бесшовные трубы широко применяются в нефтедобывающей промышленности, топливно-энергетическом комплексе, машиностроении. В России производство бесшовных горячедеформированных труб осуществляется в линиях трубопрокатных агрегатов (ТПА) и трубопрессовых установок различного типа, действующих на предприятиях в Северо-Западном, Южном и Уральском федеральном округах (см. таблицу 2.16).
Таблица 2.16
действующие на предприятиях в РФ
Наименование | Обозначение | Количество | |
по типам ТПА | общее | ||
Линии с трубопрофильным горизонтальным прессом | Линия 2000 | 1 | 2 |
Линия 5500 | 1 | ||
Трубопрокатные агрегаты с автоматическим станом | ТПА 140 | 4 <*> | 5 |
ТПА 220 | 1 | ||
Трубопрокатные агрегаты с непрерывным станом | ТПА 80 | 1 | 5 |
ТПА 30 - 102 | 1 | ||
PQF 10 3/4" | 1 | ||
FQM 14 3/8" | 1 | ||
ТПА 159 - 426 | 1 | ||
Трубопрокатный агрегат с пилигримовыми станами | ТПА 8 - 16" | 1 | 1 |
Трубопрокатные агрегаты с трехвалковым раскатным станом | ТПА 160 | 1 | 2 |
ТПА 50 - 200 | 1 | ||
В настоящее время на трубных предприятиях России изготавливают бесшовные трубы наружным диаметром 32,0 - 550,0 мм, с толщиной стенки 2,9 - 90,0 мм, различной длины (немерной, мерной, кратной), обычной и повышенной точности, в обычном, хладостойком и коррозионно-стойком исполнениях.
Производство труб осуществляется в соответствии с требованиями российской и зарубежной нормативно-технической документации (НТД), технических требований и спецификаций, стандартов организаций, методических указаний потребителей трубной продукции.
2.4.1.1 Производство горячекатаных труб
Современный уровень развития трубного производства в России характеризуется большим разнообразием применяемых способов и технологий производства бесшовных труб. Независимо от способа производства горячекатаных труб общая технологическая схема включает следующие группы операций [22] - [27].
1) Подготовка исходных заготовок к прокату, в процессе которой производится контроль качества исходных заготовок, порезка заготовок на мерные длины.
2) Прокат труб в линии трубопрокатного агрегата - совокупность операций получения из сплошной заготовки передельных горячекатаных гладких труб, которые включают следующие общие элементы: нагрев металла, получение полой заготовки (гильзы), получение черновой трубы (раскатка гильзы), окончательное формирование стенки и диаметра трубы (редуцирование или калибрование).
3) Высадка концов труб на горизонтальных высадочных прессах, горизонтально-ковочных машинах (при производстве бурильных, насосно-компрессорных труб с высаженными концами).
4) Термообработка труб на участках термической обработки, в составе которых помимо нагревательного оборудования и закалочных устройств (спрейер, ванна) также располагается оборудование для калибровки (калибровочные станы), правки (правильные машины) труб.
5) Приварка бурильных замков (при производстве бурильных труб), испытания.
6) Обработка труб на участках отделки, где производятся операции контроля качества поверхности и геометрических параметров труб, нарезка резьбы либо обработка торцов и изготовление фаски, свинчивание труб с муфтами (при производстве насосно-компрессорных, обсадных труб), шаблонирование, гидравлические испытания, покраска, маркировка, упаковка и сдача труб.
Все стадии технологического цикла производства трубной продукции сопровождаются контролем геометрических параметров и качества поверхности, при обработке труб на участках отделки также производится контроль тела труб на наличие несоответствий, структуры и свойств материала средствами неразрушающего и разрушающего контроля.
Схема технологического процесса производства горячекатаных труб на российских трубных предприятиях в общем виде представлена на рисунке 2.19.

при производстве горячекатаных труб
Анализ структуры себестоимости горячекатаных труб показывает, что стоимость исходного металла достигает 75% - 80% от себестоимости труб. Это обстоятельство накладывает определенные требования к исходному сырью.
С одной стороны, металл для труб должен быть по возможности более дешевым, с другой - качество этого металла должно быть высоким, обеспечивающим минимальную отбраковку и высокий выход годного [28].
В качестве исходных заготовок для производства горячекатаных труб в настоящее время применяют круглые деформированные (катаные и кованые) и непрерывно-литые заготовки (НЛЗ), поступающие в трубопрокатные цеха в виде штанг. Используемые ранее конические слитки круглого или многогранного сечения, полученные при выплавке стали в мартеновских печах в сочетании с разливкой стали в изложницы, в настоящее время на трубных предприятиях РФ не применяются в связи с повышенным расходом металла, низкой автоматизацией и механизацией процесса производства, ужесточением требований потребителей к качеству труб, в том числе наличием требований, исключающих использование слитков при производстве горячекатаных труб.
Наибольшее распространение в настоящее время при производстве горячекатаных труб в РФ получили непрерывно-литые заготовки круглого сечения. Их использование при производстве горячекатаных труб всего марочного и геометрического сортамента сдерживается имеющимися ограничениями: литая структура материала, наличие характерного дефекта "центральная пористость", ограниченный минимальный производимый размер (наружный диаметр не менее 150 мм).
Направляемые в трубный цех заготовки в виде штанг длиной до 12,5 м поступают на склад, где их взвешивают и складируют с разделением по маркам стали, размерам, плавкам. Перед задачей в производство их подвергают контролю и при необходимости ремонту с последующим повторным контролем качества.
Разрезка исходных заготовок на мерные или кратные длины производится различными способами в холодном, теплом (перед задачей заготовок в нагревательные печи) либо горячем состояниях (в линии трубопрокатных агрегатов). Наибольшее распространение получили разрезка заготовок в холодном, теплом или горячем состояниях пресс-ножницами с профилированными сменяемыми ножами, один из которых перемещается в вертикальной плоскости, ломка заготовок в холодном состоянии на гидравлических прессах с предварительным надрезом ацетиленовым пламенем на глубину около 20 мм, резка пилами в холодном и горячем состоянии. Процесс резки исходных заготовок пилами в холодном состоянии отличается высокой точностью и наилучшим качеством получаемых торцов, строго перпендикулярных оси заготовок, однако является низкопроизводительным и приводит к дополнительным потерям металла. Для повышения производительности в линии устанавливают несколько пил, пилы снабжают двумя режущими дисками, позволяющими одновременно обрезать две заготовки, или устанавливают два диска, которые перемещаются навстречу друг другу [24], [25], [29].
Раскрой заготовок перед загрузкой в нагревательную печь осуществляют на мерные либо кратные длины. Во втором варианте окончательное разделение заготовки осуществляют в горячем состоянии непосредственно перед зацентровкой и прошивкой.
Далее подготовленные заготовки поступают на участок основного производства, где осуществляется комплекс операций, обеспечивающих получение передельных труб.
Нагрев исходных заготовок. Основное требование к процессу нагрева заключается в получении равномерной по сечению и длине температуры заготовки перед прошивкой заготовок. Кроме того, режим нагрева в значительной мере влияет на качество готовых труб, состояние их наружной и внутренней поверхности.
В составе трубопрокатных агрегатов, действующих на российских предприятиях, для нагрева исходных заготовок применяются газовые печи: кольцевые печи с вращающимся подом, печи с шагающими балками и шагающим подом, проходные секционные печи скоростного нагрева, методические перекатные (ролевые) печи. В таблице 2.17 представлены ключевые технические характеристики различных способов нагрева исходных заготовок [23], [25].
Таблица 2.17
исходных заготовок в линиях трубопрокатных агрегатов
различного типа
Параметры работы | Показатели работы нагревательных печей различного типа | ||||
Кольцевая печь | Печь с шагающими балками | Печь с шагающим подом | Методическая ролевая печь | Секционная печь скоростного нагрева | |
Производительность, т/ч | До 75 | До 200 | До 73 | 12 - 40 | До 55 |
Вид топлива | природный газ, воздух | природный газ, воздух | природный газ, воздух | природный газ, воздух | природный газ, воздух |
Удельный расход топлива, ккал/кг | 610 - 1000 | - | - | - | 700 - 800 |
Средняя величина угара металла | 0,5 - 1,0 | - | - | 2,5 - 3,0 | 0,5 - 1,0 |
Количество печей в линии ТПА | 1 - 2 | 1 | 1 | 1 - 2 | 2 |
Наибольшее распространение получили печи с кольцевым вращающимся подом - кольцевые печи. Основными достоинствами этих печей в сравнении с методическими ролевыми печами являются большая теплотехническая гибкость, минимальное окисление и обезуглероживание с малым угаром металла, точное регулирование температуры печи по зонам, высокий КПД печи при сравнительно низком расходе топлива, легкоуправляемое автоматизированное позонное отопление печи [23].
Кольцевые печи (см. рисунок 2.20) имеют рабочее пространство в форме замкнутого пустотелого кольца, образуемого наружной и внутренней стенками, подвесным сводом и вращающимся подом.

а) план печи

б) поперечный разрез печи
Рисунок 2.20 - Кольцевая печь [30]
В печах данного типа горелки равномерно расположены на наружной и внутренней стенках по окружности печи и позволяют распределять подачу топлива в соответствии с требованиями температурного режима.
Отвод продуктов горения осуществляется через конечные дымоотводы, расположенные у загрузочного окна, и через системы промежуточных дымоходов. Отходящие газы используются для подогрева воздуха в рекуператорах [23].
При транспортировке заготовки располагаются на вращающейся подине, проходят вместе с подом все необходимые зоны нагрева и выдаются манипуляторами через окно выдачи. Под печи движется толчками, причем при каждом толчке он поворачивается на угол, соответствующий расстоянию между заготовками. Скорость вращения пода может изменяться в зависимости от размера нагреваемых заготовок. Заготовки в кольцевые печи в зависимости от диаметра могут укладываться манипулятором в один или два ряда, перекрытие на заготовках допускается не более 300 - 400 мм. Максимальная длина заготовок на 0,5 м меньше ширины пода печи [23], [25], [29].
В линии некоторых ТПА функционируют методические ролевые печи, в которых происходит перекатывание (кантование) в процессе нагрева заготовок по поду, угол наклона которого составляет 6° - 12°. В зависимости от размеров нагреваемых заготовок кантование осуществляется специальными манипуляторами либо вручную. Данные печи имеют ряд недостатков: односторонний нагрев металла, трудоемкость (кантование через рабочие окна), значительный подсос воздуха, высокий процент угара, трудоемкая чистка подины с остановкой работы печи. Существуют ролевые печи с разным количеством зон нагрева - многозонные печи. Подача топлива в печах данного типа осуществляется горелками, расположенными в торце печи, а также в нагревательной и подогревательной зонах [23].
Для скоростного нагрева круглых заготовок используют проходные секционные печи. Печь данного типа состоит из ряда футерованных секций, тамбуров между ними, в которых располагаются транспортирующие водоохлаждаемые ролики, и камеры выдержки (на разделенной секции). Общая длина печи - около 90 м, заготовки транспортируются в печи в две нитки. Транспортирующие двухручьевые ролики расположены под некоторым углом к оси печи, поэтому заготовки, кроме поступательного осевого перемещения, еще и вращаются. Это способствует равномерному нагреву и предотвращает искривление штанг. Индивидуальный привод транспортирующих роликов расположен с одной стороны печи. В камере выдержки, располагаемой на разделенной секции в линии нагревательных секционных печей, в два ряда установлены консольные ролики. Нагретые штанги выдаются из камеры выдержки поочередно с каждой линии выдачи к делительным ножницам. После отрезки заготовки необходимой длины штанга реверсивным рольгангом возвращается в камеры выдержки, тем самым не допускается ее охлаждение [23], [25], [28].
Основными достоинствами секционных печей являются: упрощенная загрузка и выгрузка металла, непрерывность процесса подготовки металла (разрезка штанг осуществляется в технологическом потоке), высокое качество нагрева, быстрый нагрев металла (в 3 - 5 раз быстрее, чем в методических ролевых печах), более низкий в сравнении с методическими ролевыми печами угар металла, механизация и автоматизация работы печи. Скоростной нагрев достигается за счет создания большой разницы температуры печи (1350 °C - 1500 °C) и нагреваемой заготовки. Высокое качество нагрева осуществляется путем полного использования поверхности изделия для нагрева и вращения изделия при прохождении через печь. В качестве топлива используется природный газ, отвод продуктов горения из секций осуществляется через тамбуры в общий дымоход [23].
Опыт эксплуатации проходных секционных печей выявил ряд недостатков: низкую стойкость футеровки, большой расход топлива, повышенный относительно кольцевых печей, печей с шагающими балками (подом), угар металла [25].
В линиях некоторых ТПА [25], [30] нагрев исходных заготовок перед прокатом ведется в нагревательных печах с шагающими балками и шагающим подом, в которых загрузка заготовок осуществляется с помощью рольгангов, а перемещение - с помощью специальных подвижных и неподвижных шагающих балок со специальным профилем, подин (см. рисунок 2.21). В процессе шагания заготовки перемещаются от рольганга задачи к рольгангу выдачи с последующей разрезкой на заданные длины. По длине печи условно делятся на ряд зон, имеющих горелки, которые расположены на торцевой стенке со стороны рольганга выдачи, таким образом трубы подогреваются по принципу противотока. Данные печи имеют значительно более высокую производительность в сравнении с методическими ролевыми печами. Вместе с тем для эффективного использования печей необходимо использовать ограниченное количество типоразмеров длин заготовок либо применять для всего сортамента одну стандартную длину заготовки, разрезаемой после нагрева на заданные длины. В последнем случае достигается максимальная эффективность использования печей, сокращается энергоемкость операции разрезки заготовок. Иногда же возникает необходимость использования заготовок немерной длины [27].


Зацентровка исходных заготовок. В линии некоторых ТПА нагретые заготовки, поступающие в прошивной стан, предварительно проходят зацентровку. Для этого на переднем или заднем торце заготовки делают строго по центру углубление заданного диаметра.
Центровка заготовок уменьшает разнотолщинность стенки переднего и заднего (в случае зацентровки заднего торца) концов труб, улучшает условия захвата заготовок валками прошивного стана, создает возможность вести процесс прошивки при более благоприятных режимах, что особенно важно при изготовлении труб из легированных и высоколегированных марок сталей [24].
Зацентровку получают в холодном состоянии сверлением исходных заготовок на пилах холодной резки (совмещенные процесс разрезки заготовок и зацентровки), сверлением на токарных станках, в горячем состоянии выдавливанием отверстия с помощью пневматических машин или гидравлических прессов, установленных в потоке трубопрокатного агрегата, а также способом выжигания кислородно-ацетиленовым пламенем или электрической дугой [23], [24].
Наибольшее распространение получил способ центровки нагретых заготовок, при котором углубление в заготовке имеет вид воронки, на автоматизированных пневматических машин или гидравлических прессах, установленных в потоке трубопрокатных агрегатов. Центровка заготовок из малопластичных сталей и сплавов на токарных станках, а также выжигание углублений в торцах заготовок, изготовленных из высоколегированных сталей и сплавов, в настоящее время в массовом промышленном производстве не применяются.
2.4.1.1.2 Прокат труб
Независимо от применяемого способа схема производства бесшовных труб в линии трубопрокатного агрегата (ТПА) включает следующие основные технологические операции: нагрев металла, получение полой заготовки (гильзы); ее подогрев (при наличии соответствующего оборудования, предусмотренного особенностями технологического процесса производства в линии ТПА); раскатка гильзы в черновую трубу промежуточных размеров; нагрев последней (в случае необходимости), окончательное формирование диаметра и толщины стенки трубы.
Ключевым при изготовлении горячекатаных бесшовных труб является применяемый способ раскатки гильзы, по которому ТПА получили соответствующие названия: ТПА с автоматическим станом, ТПА с непрерывным станом, ТПА с пилигримовым станом, ТПА с трехвалковым раскатным станом [25].
2.4.1.1.2.1 Производство труб на трубопрокатных агрегатах с автоматическим станом (автомат-станом) и станами-тандем
В состав трубопрокатных агрегатов с автоматическим станом (автомат-станом) входят: нагревательная печь, прошивной и раскатной (автомат-стан), два обкатных стана (риллинг-стана), установленных параллельно, так как пропускная способность каждого из них примерно в два раза ниже, чем у предшествующих станов, подогревательная печь, калибровочный и редукционный станы (см. рисунок 2.22).

1 - нагрев заготовок; 2 - прошивка заготовок;
3 - прокатка гильз в автомат-стане; 4 - прокатка труб
в обкатном стане (риллинг-стане); 5 - промежуточный
нагрев труб; 5 - калибрование, редуцирование труб;
6 - охлаждение труб; 7 - обрезка концов труб; 8 - правка;
9 - передача труб на промежуточный склад
труб на ТПА с автомат-станом
В настоящее время отечественной промышленностью освоено производство труб на ТПА с автомат-станом из углеродистых, средне- и высоколегированных сталей и сплавов, в том числе жаропрочных, коррозионно-стойких [25].
Классическая схема компоновки оборудования предполагает его каскадное расположение, когда каждый последующий стан располагается на более низкой горизонтальной отметке, а перемещение трубы осуществляется перекатыванием по наклонным стеллажам [25].
Весьма эффективной технологической схемой, реализованной в отечественном производстве, является использование полунепрерывного агрегата ТПА 140 с двумя последовательно расположенными одноклетевыми станами продольной прокатки на короткой оправке (стан-тандем), что позволило все оборудование на участке горячей прокатки расположить в одной автоматической линии по ходу движения трубы [25], [32]. Данное решение сокращает время вспомогательных операций, увеличивает производительность ТПА и улучшает качество труб [25] - [27].
Технологический процесс производства труб на ТПА с автомат-станом включает следующую последовательность операций.
Заготовки в виде штанг подвергают входному контролю качества, годные заготовки передают на участок резки на мерные длины. Раскрой заготовок осуществляется преимущественно на гидравлических прессах или резкой на пресс-ножницах, заготовки из высоколегированных марок сталей поступают в цех разрезанными на требуемые для проката длины. Взвешенная и нагретая до температуры прошивки (в соответствии с требованиями заводских технологических инструкций) заготовка выдается из печи и центруется в горячем состоянии.
Зацентрованная заготовка передается на входную сторону прошивного стана винтовой прокатки и толкателем задается в валки, где прошивается на короткой оправке в гильзу. Прошитая гильза выдается на выходную сторону стана, которая может быть двух типов - с боковой или осевой выдачей. Старые отечественные трубопрокатные агрегаты с автомат-станом имеют боковую выдачу гильз. При боковой выдаче гильз стержень отводится в крайнее заднее положение, а гильза сбрасывателями убирается с линии прокатки на наклонную решетку и далее подается на входную сторону автоматического стана. При осевой выдаче (см. рисунок 2.23), которой снабжены новые или реконструированные трубопрокатные агрегаты, а применительно к агрегатам рассматриваемого типа - ТПА со станами-тандем, гильза 7 снимается выдающими роликами 9 со стержня 5, который удерживается в рабочем положении специальным механизмом перехвата 6. Снятая со стержня гильза может либо по рольгангу передаваться к стану-тандем, либо с отводного рольганга по наклонной решетке - на входную сторону автоматического стана.

из прошивного стана
Конструкция выходной стороны с осевой выдачей гильз обеспечивает более высокий темп прокатки [32]. Перед прокаткой в раскатном автоматическом стане внутрь гильзы для уменьшения коэффициента трения подают поваренную соль или смесь соли и графита [25]. Раскатка гильзы в трубу в автоматическом стане осуществляется, как правило, в два прохода.
Входная сторона автоматического стана обычно оборудована пневматическим вталкивателем, с помощью которого осуществляется задача гильзы в валки.
Входная сторона стана-тандем имеет в своем составе задающие фрикционные ролики. В обоих случаях труба перед вторым проходом в автоматическом стане или перед второй клетью стана-тандем должна быть скантована на 90°, для того чтобы выпуски на трубах, образовавшиеся вследствие затекания металла в межвалковый зазор в процессе первого прохода, попадали в вершину калибра при последующей продольной раскатке труб.
После каждого прохода оправку удаляют со стержня, а рабочие валки разводят для передачи трубы на входную сторону автоматического стана. Возврат трубы на входную сторону осуществляется роликами обратной подачи, которые расположены на выходной стороне стана и имеют направление вращения, противоположное направлению вращения рабочих валков. Валки автоматического стана обычно многоручьевые с разными калибрами, что позволяет без перевалки прокатывать трубы различных диаметров. С этой целью передний стол может перемещаться и устанавливаться таким образом, чтобы ось входной стороны совпадала с осью требуемого калибра. Длина выходной стороны автоматического стана определяет наибольшую возможную длину прокатываемых труб и достигает 12 - 16 м [32].
В линии ТПА со станом-тандем гильза совершает поступательное движение через два последовательно установленных одноклетевых стана продольной прокатки, тем самым исключается необходимость возврата трубы на передний стол после очередного прохода - труба после прокатки в первой клети поступает к следующей клети стана. Валки станов-тандем одноручьевые, выполняются с круглым либо многогранным ручьем [33].
Раскатанные в автоматическом стане трубы по наклонной решетке или отводному рольгангу, шлепперному устройству поочередно передаются к одному из двух параллельно установленных риллинг-станов - двух- или трехвалковых станов винтовой прокатки. Риллинг-станы предназначены для раскатки выпусков на поверхности труб, устранения продольных рисок на внутренней поверхности и снижения продольной и поперечной разнотолщинности стенки труб. При риллинговании обычно увеличивается диаметр трубы, устраняется ее овальность.
Трубы после риллингования поступают в подогревательную печь. В трубопрокатных агрегатах с автомат-станом классического типа промежуточный подогрев труб осуществляется в газовой печи с шагающими балками, при этом одну подогревательную печь используют для прокатки труб как в редукционном, так и в калибровочном станах. В линии более современного ТПА со станом-тандем установлены две проходные индукционные печи, которые позволяют уменьшить образование окалины и улучшить качество наружной поверхности труб. Нагретые трубы далее по рольгангу поступают в калибровочный или редукционно-растяжной станы, которые обеспечивают получение труб необходимого диаметра. В состав всех трубопрокатных агрегатов с автоматическим станом, станом-тандем входят калибровочные и редукционные станы, которые по конструкции рабочих клетей могут быть двух- и трехвалковыми (установлены в линии более современных ТПА). Привод валков по клетям может быть индивидуальным, групповым или дифференциально-групповым. В линии ТПА-140 со станом-тандем установлен редукционный стан, работающий с натяжениями (редукционно-растяжной стан). На трубопрокатных агрегатах старого типа процесс редуцирования осуществляется без натяжения, в результате чего происходит некоторое утолщение стенки трубы.
Разрезку труб на заданные длины в потоке за редукционным станом производят летучей пилой, после чего трубы по рольгангу передаются на охладительные столы цепного типа, которые, кроме основной функции охлаждения, выполняют еще и распределение труб по поточным линиям отделки.
Охлажденные трубы поступают в одну из поточных линий отделки, где правятся в 3 - 7-валковых правильных машинах либо эксцентриковых правильных прессах (для правки толстостенных труб). После правки обрезают утолщенные и разлохмаченные концы труб, режут трубы на требуемые длины и обрабатывают торцы. Затем трубы передают на участок продувки для удаления стружки и далее на инспекционные столы для контроля качества. Трубы, удовлетворяющие требованиям технической документации, поступают на промежуточный склад для дальнейшей транспортировки на линии отделки и сдачи трубной продукции. В некоторых случаях трубы, прошедшие контроль после проката в линии ТПА с автомат-станом, подвергаются маркировке, упаковке и последующей транспортировке на складе готовой продукции. Трубы, не соответствующие предъявляемым требованиям, подвергают ремонту и повторному контролю качества [25], [32].
2.4.1.1.2.2 Производство труб на трубопрокатных агрегатах с непрерывным станом
Технология производства труб в линии ТПА с непрерывным станом за последние годы получила наибольшее развитие в связи с тем, что данный способ производства характеризуется высокой производительностью, обеспечивает высокое качество производимой продукции. К преимуществам ТПА данного типа также относят благоприятные условия деформации металла в непрерывном стане, минимальные технологические отходы и расположение оборудования, удобное для автоматизации технологических операций. Процесс раскатки гильзы в трубы осуществляется в овальных и круглых калибрах на непрерывных трубопрокатных станах, имеющих в своем составе от 5 до 9 рабочих клетей с двумя и тремя валками в каждой клети. При этом все действующие ТПА с непрерывным станом отличаются друг от друга составом оборудования, конструкцией входящих в состав ТПА станов и механизмов, степенью механизации и автоматизации процесса.
Основными технологическими операциями в линии ТПА с непрерывным станом в являются: нагрев заготовок, прошивка заготовок в гильзу, прокатки гильз в черновую трубу на непрерывном стане, извлечение оправки из черновой трубы, подогрев труб перед редуцированием или калиброванием, прокатка труб на редукционно-растяжном или калибровочном станах (см. рисунок 2.24) [25], [32].

ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
1 - нагрев заготовок; 2 - прошивка заготовок;
3 - прокатка гильз в непрерывном стане; 4 - извлечение
оправки; 5 - промежуточный нагрев труб; 6 - калибрование,
редуцирование труб; 7 - охлаждение труб; 8 - обрезка концов
труб, порезка труб на мерные длины; 9 - правка;
9 - передача труб на промежуточный склад
труб на ТПА с непрерывным станом
После прокатки трубы разрезаются на мерные длины в горячем (или холодном) состоянии, охлаждаются и направляются для дальнейшей обработки на участки отделки.
Технологический процесс производства труб в линии трубопрокатных агрегатов с непрерывным станом традиционного типа, с двухвалковыми клетями и плавающей длинной оправкой заключается в следующем. Круглые катаные либо непрерывно-литые заготовки в виде штанг пакетами подаются на приемные стеллажи двух-, трехручьевых секционных нагревательных печей скоростного нагрева либо печей с шагающим подом. После взвешивания заготовки поочередно поступают по загрузочным рольгангам в печи.
После нагрева до температуры прокатки заготовки поочередно выгружаются из печей, разрезаются пресс-ножницами.
Нагретые, порезанные на мерные длины заготовки передают на прошивной двухвалковый стан с направляющими линейками, где они прошиваются в гильзы заданных размеров. После прошивки гильза передается на входную сторону непрерывного стана, где в нее вводят предварительно смазанную длинную цилиндрическую оправку. Раскатка гильзы в трубу осуществляется в многоклетевом непрерывном стане (см. рисунок 2.25) на плавающей оправке (которая движется в очаге деформации в направлении прокатки вместе с гильзой). После раскатки черновая труба с оправкой передается к одному из двух цепных оправкоизвлекателей. Извлеченные из труб оправки поступают в ванну для охлаждения и затем к установке для нанесения смазки. Смазанные оправки подаются в желоб перед непрерывным станом.

расположением двигателей
После извлечения оправок черновые трубы направляются к одной (при установке в линии редукционно-растяжного стана) либо двум (при установке в линии ТПА редукционно-растяжного и калибровочного станов) индукционным подогревательным установкам, где подогреваются до температуры 900 °C - 1000 °C. Во время передачи по решеткам к индукционным печам производится обрезка заднего разлохмаченного конца труб пилой ударного действия.
После операции подогрева трубы в зависимости от типа ТПА и состава оборудования подвергаются следующим операциям:
- прокатка в 24-клетевом редукционно-растяжном стане, который предназначен для редуцирования труб с натяжением, что обеспечивает уменьшение диаметра и толщины стенки труб, охлаждение на холодильнике, разрезка труб на пилах пакетной резки, правка [25], [27];
- прокатка труб в зависимости от конечного размера в 24-клетевом редукционно-растяжном стане, разрезка труб на части длиной не более 25 м летучими ножницами, обрезка утолщенных переднего и заднего концов или прокатка труб на 12-клетевом калибровочном стане, в котором происходит уменьшение наружного диаметра трубы с сохранением исходной толщины стенки, отрезка концов, порезка труб на мерные длины дисковой пилой, после чего трубы с помощью рольгангов и барабанного сбрасывателя поступают на холодильник, где остывают и транспортируются в отделения отделки [25], [28], [32], [34].
Затем передельные трубы мерной длины транспортируются пакетами на промежуточный склад для дальнейшего распределения по участкам отделки либо сдачи потребителю.
За последнее 30 лет в РФ были введены ТПА с непрерывными станами нового типа, технологической особенностью которых является применение режима перемещения оправки в направлении прокатки со скоростью, равной или несколько меньшей скорости выхода трубы из первой клети непрерывного стана - так называемый процесс прокатки на контролируемо-перемещаемой (удерживаемой) оправке. Данная технология реализована на трех автоматизированных трубопрокатных агрегатах, действующих на предприятиях РФ:
- на АО "Волжский трубный завод" (АО "ВТЗ") в 1990 г. введен в эксплуатацию ТПА 159 - 426 с непрерывным станом [25], [31], [32];
- на ПАО "Таганрогский металлургический завод" (ПАО "ТАГМЕТ") в 2008 г. введен в эксплуатацию ТПА с непрерывным станом PQF 10 3/4" [27], [35], [36];
- на ПАО "Северский трубный завод" (ПАО "СТЗ") в 2014 г. введен в эксплуатацию ТПА с непрерывным станом FQM 14 3/8" [36] - [38].
Прокатка труб в линии данных ТПА осуществляется по следующей схеме. Нагретые заготовки двух-трех типоразмеров подаются на участок прошивного стана, где прошиваются в гильзы длиной до 10 м. Очаг деформации прошивных станов образован двумя валками грибовидной или бочковидной формы и направляющими стационарными линейками (АО "ВТЗ", ПАО "СТЗ") либо приводными дисками (ПАО "ТАГМЕТ"), вращающимися в направлении прокатки. Далее внутренняя поверхность гильз подвергается обработке дезоксидирующим материалом с целью модификации образованной окалины и предотвращения дополнительного окалинообразования.
Затем прошитые гильзы поступают на участок непрерывного стана, где в них вводится предварительно смазанная длинная цилиндрическая оправка и осуществляется прокатка гильз на удерживаемой оправке в семи последовательно установленных двухвалковых клетях (АО "ВТЗ") либо пяти трехвалковых клетях (ПАО "ТАГМЕТ", ПАО "СТЗ"), валки которых выполнены с ручьями круглой и овальной формы. Отличительной особенностью непрерывных станов PQF 10 3/4", FQM 14 3/8" является использование высокоточных гидравлических механизмов, регулирующих раствор валков. Съем трубы с оправки и калибровка черновых труб осуществляются в многоклетьевом извлекательном (ПАО "СТЗ") либо извлекательно-калибровочном станах (АО "ВТЗ", ПАО "ТАГМЕТ"), установленных в линии за непрерывным раскатным станом.
Далее трубы поступают на холодильник (АО "ВТЗ") либо подвергаются последующему промежуточному подогреву и прокатке в 14-клетевом трехвалковом калибровочном (ПАО "СТЗ") либо 22-клетевом редукционно-растяжном (ПАО "ТАГМЕТ") станах. Последующие технологические операции в линиях современных ТПА с непрерывным станом PQF 10 3/4", FQM 14 3/8" зависят от состава оборудования и включают в себя охлаждение труб на холодильнике, отрезку концов и порезку на мерные длины, правку, неразрушающий контроль качества, взвешивание, маркировку [35] - [38].
После осуществления всех операций в линии ТПА трубы поступают на промежуточный склад для последующего распределения по линиям отделки.
2.4.1.1.2.3 Производство труб на трубопрокатных агрегатах с пилигримовым станом (пильгер-станом)
В мировой и российской практике до недавнего времени ТПА с пилигримовым станом имели широкое распространение. На агрегатах данного типа производятся трубы широкого сортаментного ряда диаметром до 720 мм [25], [26]. Основные преимущества пилигримового способа производства труб следующие:
- возможность прокатки труб с большим (до 15) коэффициентом вытяжки;
- возможность получения труб из литого металла за счет интенсивной проработки структуры металла;
- широкий марочный, размерный сортамент продукции - возможность производства особо толстостенных профильных труб специального назначения (квадратных, шестигранных, конических, ступенчатых, плавниковых и др.);
- универсальность (малое время перехода на прокат труб другого размера), низкая себестоимость труб [25], [26].
До 2014 г. в России ТПА с пилигримовыми станами действовали на трех российских предприятиях: ПАО "ТАГМЕТ" - ТПА 4-10", ТПА 5-12"; ПАО "СТЗ" - ТПА 5-12"; ОАО "ЧТПЗ" - ТПА 8-16" [26]. Однако в силу ряда недостатков данного процесса, а также в связи с требованиями потребителей трубной продукции, ограничивающих приобретение труб, изготовленных на ТПА с пилигримовым станом, данный способ производства трубной продукции в последнее время находит все меньшее применение - действующие ТПА закрываются, реконструируются. Ключевыми недостатками пилигримового способа являются:
- высокий расходный коэффициент металла, который обусловлен наличием технологически неизбежных отходов в виде затравочного (переднего) конца трубы и пилигримовой головки (заднего конца гильзы);
- низкая производительность процесса;
- относительно низкое качество геометрических параметров получаемых труб (наличие продольной и поперечной разнотолщинности стенки трубы).
В настоящее время на ПАО "Челябинский трубопрокатный завод" (ПАО "ЧТПЗ") действует единственный ТПА с пилигримовым станом - ТПА 8-16" для прокатки труб наружным диаметром 245 - 550 мм, с толщиной стенки 8 - 90 мм [39]. В состав ТПА 8-16" входит следующее оборудование: две методические печи, двухвалковый прошивной стан винтовой прокатки, два пилигримовых стана, две пилы горячей резки для отрезки затравочного конца и пилигримовой головки, порезки труб на мерные длины, подогревательная проходная печь, 5-клетевой калибровочный стан, две шестивалковые правильные машины [40].
Технологический процесс на ТПА с пильгер-станом осуществляется следующим образом (см. рисунок 2.26).

1 - нагрев заготовок; 2 - прошивка заготовок;
3 - прокатка гильз в пилигримовом стане; 4 - отрезка концов,
резка труб на мерные длины; 5 - промежуточный нагрев труб;
6 - калибрование труб; 7 - охлаждение труб; 8 - правка;
9 - передача труб на промежуточный склад
труб на ТПА 8-16" с пилигримовым станом
Исходные заготовки после осмотра, взвешивания, ремонта (в случае необходимости) подаются для нагрева до температуры прокатки в одну из двух методических ролевых печей. Перемещение заготовок в печах осуществляется манипуляторами. После печи нагретая заготовка по рольгангу поступает к поворотному столу и далее транспортируется к прошивному двухвалковому стану винтовой прокатки с направляющими роликами.
После прошивного стана гильза транспортируется к устройству для внестановой зарядки дорна (оправки), которое расположено перед каждым из двух пилигримовых станов, установленных параллельно друг другу. После ввода дорн вместе с гильзой устанавливается в подающий аппарат. Подающий аппарат с гильзой и дорном подается к валкам пилигримового стана и начинается процесс прокатки. При прокатке на пилигримовом стане остаются недокатанными передний (затравочный конец) и задний (пилигримовая головка) участки гильзы, которые после пильгер-стана во время прокатки следующей трубы обрезаются дисковыми пилами, также производится порезка трубы на мерные длины.
Далее разрезанные трубы подаются к газовой проходной девятисекционной пятизонной роликовой печи длиной 19,4 м [41], в которой перемещаются по косорасположенным охлаждаемым роликам, нагреваясь перед последующей прокаткой в пятиклетевом калибровочном стане с двухвалковыми клетями.
После калибрования трубы охлаждаются на шлепперных устройствах и далее поступают в один из двух шестивалковых косовалковых правильных станов, где правятся в холодном или теплом состоянии. В зависимости от типа прокатываемых труб операции промежуточного подогрева и калибровки могут не производиться [42]. В таком случае трубы после отрезки технологических отходов, порезки на мерные длины передаются краном на передаточную решетку, по которой транспортируются на входную сторону правильных станов.
После прокатки труб в линии ТПА производится контроль качества и геометрических параметров труб, ремонт (при необходимости) и последующий повторный контроль, после чего трубы направляются на участки отделки.
2.4.1.1.2.4 Производство труб на трубопрокатных агрегатах с трехвалковым раскатным станом (станом Ассела)
На агрегатах с раскатным станом винтовой прокатки производится сравнительно небольшой объем труб, однако высокая значимость данных ТПА определяется тем, что трубы, получаемые на агрегатах, имеют высокую точность: допуски по толщине стенки и наружному диаметру в 2 - 2,5 раза более жесткие: по толщине стенки +/- 6%; по диаметру +/- 0,5% [22] - [29].
Поскольку эти агрегаты производят в первую очередь толстостенные трубы, используемые для изготовления деталей машин, то высокая точность труб позволяет иметь минимальные припуски на последующую механическую обработку. Именно эти обстоятельства обусловили широкое использование агрегатов с раскатным станом винтовой прокатки для изготовления подшипниковых труб.
Наибольшее распространение получили агрегаты с трехвалковыми станами (станами Ассела). В России действуют два агрегата подобного типа - ТПА 50-200 на АО "ВТЗ" и ТПА 160 на АО "Первоуральский новотрубный завод" (АО "ПНТЗ") [25], [26], [31].
Традиционная технологическая схема производства труб в линии ТПА включает операции нагрева заготовок в кольцевых печах, зацентровки заготовок, прошивки заготовок, раскатки гильз в черновые трубы на длинной оправке в трехвалковом раскатном стане винтовой прокатки, извлечения оправки, подогрева труб, калибрования либо редуцирования труб (см. рисунок 2.27).

1 - нагрев заготовок; 2 - прошивка заготовок;
3 - прокатка гильз в трехвалковом раскатном стане;
4 - извлечение оправки; 5 - промежуточный нагрев труб;
6 - калибрование труб; 7 - охлаждение труб; 8 - правка;
9 - обрезка концов труб; 10 - отделка, складирование труб
труб на ТПА с трехвалковым раскатным станом
Технологический процесс изготовления труб осуществляется следующим образом.
Разрезанные на прессах холодной ломки или на пресс-ножницах заготовки поступают поплавочно в нагревательную кольцевую газовую печь, где они нагреваются до температуры прокатки. После этого заготовки поступают на пневматический зацентровщик, где на переднем торце заготовок наносят центровочные отверстия, и далее заготовки передаются в прошивной стан с бочковидными либо чашевидными валками и линейками, где прошиваются в гильзы. Полученные гильзы раскатывают в трехвалковом стане Ассела (см. рисунок 2.28) на длинной плавающей оправке.

винтовой прокатки
После извлечения оправки черновые трубы поступают в одну из двух печей с шагающими балками для подогрева и выравнивания температуры.
В зависимости от сортамента труб последняя операция формирования геометрических параметров труб осуществляется в трехвалковом калибровочном стане винтовой прокатки либо в 12-клетевом двухвалковом редукционно-калибровочном стане продольной прокатки.
При производстве подшипниковых труб для исключения образования карбидной сетки на их поверхности производится ускоренное водовоздушное охлаждение перед подачей труб на холодильник [26]. После прокатки и охлаждения трубы подвергаются дальнейшей обработке по двум схемам:
- через промежуточный склад трубы поступают в термическое отделение, в состав которого входят проходные роликовые печи для отпуска или отжига труб, и далее передаются на последующую отделку;
- трубы передаются непосредственно в линию отделки, где подвергаются операциям правки, обрезке концов, контролю качества продукции. Подшипниковые трубы могут подвергаться обточке на бесцентрово-токарных станках.
Отличительной особенностью ТПА 50-200 АО "ВТЗ" от ТПА 160 АО "ПНТЗ является наличие в его составе двух параллельных линий раскатки и калибрования труб, установленных параллельно, при одном прошивном и редукционном станах.
На ТПА со станом Ассела АО "ВТЗ" в результате проведенной модернизации освоен выпуск тонкостенных труб нефтегазового сортамента геометрических размеров с соотношением наружного диаметра к толщине стенки D/S до 27 длиной более 10 м. Реализованная технологическая схема предусматривает получение гильз с утоненным задним концом, раскатку гильз в черновые трубы в трехвалковом стане на перемещаемой с регулируемой скоростью короткой цилиндрической оправке, удерживаемой на выходной стороне стана [35], [43] - [46].
Для обеспечения требований потребителей, указанных в стандартах, технических условиях и пр., горячекатаные трубы после прокатки в линиях трубопрокатных агрегатов подвергаются различным отделочным операциям. Применение конкретной технологии отделки определяется сортаментом выпускаемой продукции и требованиями к качеству труб. Участки отделки, контроля и сдачи труб по занимаемой производственной площади, численности трудящихся и массе установленного оборудования часто не только не уступают, но и превосходят основную производственную линию ТПА [24], [47].
Трубы, прокатанные в линии горячего проката ТПА, поступают для проведения отделочных операций на участки, где производятся правка, обрезка концов и разрезка труб на мерные длин, термическая обработка, калибровка и теплая правка труб, калибровка, формоизменение концов труб, осмотр наружной и внутренней поверхности, контроль геометрических размеров (диаметр, толщина стенки, длина и кривизна) на инспекционных столах, а также инспекция геометрических размеров и качества неразрушающими методами контроля, ремонт наружной и внутренней поверхности труб, шаблонирование, механическая обработка концов труб (торцовка - при производстве нефтегазопроводных труб, нарезание резьбы заданного профиля - при производстве нарезных обсадных, насосно-компрессорных труб) с последующим контролем качества фаски и резьбы, навертка соединительных муфт (при производстве нарезных труб), гидроиспытания труб, навертка предохранительных частей, нанесение защитного консервационного покрытия, измерение длины и веса, маркировка, упаковка продукции.
Трубы с высаженными концами помимо некоторых вышеперечисленных технологических операций проходят высадку, проточку и расточку высаженных концов, при производстве бурильных труб осуществляются последующие приварка замков, механическая обработка, контроль зоны сварного соединения методами неразрушающего контроля, контроль соосности, проверка прочности сварного соединения (при производстве бурильных труб).
В цехах для производства нарезных труб к участкам отделки относят также участки изготовления соединительных деталей (муфт) и предохранительных деталей (преддеталей), используемых для защиты резьбы труб и муфт от повреждения в период транспортировки и хранения [24].
Термическую обработку широко применяют в трубном производстве для улучшения пластических свойств, механических и эксплуатационных характеристик труб, для снятия напряжений в материале, возникающих в процессе производства продукции, выравнивания структуры материала.
В зависимости от назначения труб, требуемых прочностных и эксплуатационных характеристик материала, химического состава применяемых сталей, имеющихся агрегатов для термической обработки на отечественных трубных предприятиях трубы подвергаются следующим видам термической обработки: отжигу, нормализации, нормализации с последующим отпуском, закалке с последующим отпуском, двойной закале с последующим отпуском. Для обеспечения равнопрочности концов труб, подвергнутых операции калибрования либо формоизменения, с телом трубы может проводиться отпуск концов труб. В таблице 2.18 приведены режимы и оборудование для термообработки труб.
Таблица 2.18
Вид термической обработки | Параметры, оборудование термической обработки, °C | |||
Температура нагрева | Тип нагревательного устройства | Среда охлаждения | Тип охлаждающего устройства | |
Нормализация | Ac3 +30 °C - 50 °C | Газовые печи: - секционные печи; - роликовые печи; - печи с шагающими балками; Индукционные печи | Воздух | Охладительный стол |
Закалка | Ac3 + 30 °C - 50 °C | Газовые печи: - секционные печи; - печи с шагающими балками; Индукционные печи | Вода, водовоздушная смесь либо воздух (для высоколегированных марок сталей) | Водяной спрейер, ванна |
Отпуск | Ниже температуры Ac1 <*> | Газовые печи: - секционные печи; - роликовые печи; - печи с шагающими балками Индукционные печи | Воздух | Охладительный стол |
Отжиг <**> | (790 +/- 10) °C | Газовые печи: - роликовые печи | Воздух | Печь - охладительный стол |
Наиболее сложной является технология производства высокопрочных труб, труб со специальными эксплуатационными свойствами (коррозионная стойкость, хладостойкость и пр.), которая заключается в применении закалки и отпуска.
На рисунке 2.29 представлена схема технологического процесса термической обработки труб нефтегазового сортамента по маршруту закалки и отпуска.

1 - нагрев труб в закалочной печи; 2 - охлаждение труб
в закалочном устройстве; 3 - нагрев труб в отпускной печи;
4 - калибрование труб; 5 - правка; 6 - охлаждение труб;
7 - передача труб на промежуточный склад.
обработки труб на участке финишной отделки гладких труб
Технология закалки и отпуска состоит в нагреве трубы выше критической точки Ac3, выдержке при этой температуре для получения однородной аустенитной структуры металла, резком охлаждении трубы. Наибольшее распространение на предприятиях РФ нашли печи проходного типа - нагрев труб на участках термической обработки производится в газовых печах различного типа (печь с шагающими балками, секционные печи скоростного нагрева, роликовые печи), а также в индукционных установках, которые часто используются при нагреве под закалку труб с высаженными концами [24]. Все эти печи являются высокотехнологическими агрегатами с автоматизированным управлением теплового режима, обеспечивают равномерный нагрев труб по сечению и длине, обладают высокой производительностью. Нагревательные печи в линии действующих термических отделов в полной мере обеспечивают поточность технологического процесса, возможность его механизации и автоматизации.
Секционные печи скоростного нагрева получили широкое распространение на предприятиях РФ. Преимуществом секционных печей является незначительный угар металла вследствие малого времени нагрева труб, возможность получения ровных труб. Стабильность нагрева и минимальная непрямолинейность достигаются за счет вращения труб с частотой от 20 до 180 об./мин при скорости продольного перемещения в пределах 4 - 16 м/мин. Вращение и продольное перемещение труб осуществляются водоохлаждаемыми роликами, встроенными между секциями под углом 6° - 12°, или колесами. Плоскость колес с осью печи образует угол 80°, благодаря чему трубы при поступательном движении вращаются со скоростью до 180 об./мин. Конструкция секционных нагревательных печей термической обработки труб аналогична конструкции печей подобного типа, предназначенных для нагрева заготовок в линии ТПА (см. 2.4.1.1.1). Отличительной особенностью является использование в отдельных секционных печах колесных пар для вращения и продольного перемещения труб (см. рисунок 2.30).

1 - секции печи; 2 - водоохлаждаемый ролик; 3 - газовая горелка
и колесным (б) рольгангом
Определенные трудности вызывает нагрев в секционных печах труб с утолщенными концами, особенно с наружными утолщениями. Вопрос решается путем применения предварительного индукционного подогрева утолщенных концов.
Большая скорость нагрева труб в секционных печах достигается за счет значительного превышения температуры в печи по сравнению с заданной температурой нагрева металла. Так, при нагреве труб до 800 °C - 900 °C температура в секциях достигает 1300 °C и даже 1400 °C.
Регулировка температуры нагрева металла осуществляется изменением температуры в рабочем пространстве, числом работающих секций, скоростью движения трубы через печь. Удельное время нагрева труб в секционной печи при нагреве под нормализацию, закалку принимают в пределах 3 - 6 мин на 1 см толщины стенки.
Проходные печи с роликовым подом на российских трубных предприятиях применяются для нагрева труб под нормализацию, закалку и отпуск, а также предназначены для отжига труб в цехах по производству труб машиностроительного сортамента, изготавливаемых на ТПА с трехвалковым раскатным станом.
Печи загружаются пакетами труб, укладываемыми по всей активной ширине пода на гладкие цилиндрические ролики длиной до 3500 мм [47]. Внутрипечной рольганг, образуемый роликами, имеет групповой привод с двигателем постоянного тока, что обеспечивает изменение скорости перемещения труб через печь в широких пределах. Когда передние концы труб нагреваемого пакета подходят к окну выгрузки, ролики печного рольганга, загрузки и выдачи переводятся на рабочую скорость. На этой же скорости происходит загрузка печи, после чего печной рольганг переводят на рабочую скорость. В процессе нагрева трубы имеют возвратное перемещение за счет прямого и обратного вращений роликов на 1 - 2 оборота. Проходные роликовые печи являются универсальным печным агрегатом и могут работать по простому (непрерывное или периодическое движение труб через печь) или сложному режиму (нагрев, выдержка, охлаждение). Удельное время нагрева при нормализации, отпуске закаленных труб составляет 8 - 10 мин на 1 см толщины стенки. Недостатком таких печей является отсутствие вращения труб при нагреве, которое приводит к их значительному искривлению [47].
Печи с шагающими балками также получили широкое распространение для термической обработки труб на предприятиях РФ. Основные особенности этих печей следующие: обеспечение равномерного нагрева по сечению и длине не только гладких труб, но и труб с утолщенными концами; вследствие вращения трубы при нагреве имеют место минимальное искривление; возможно осуществление технологической выдержки. Печи с шагающими балками используются для нагрева труб под закалку, нормализацию, отпуск.
В зависимости от сортамента обрабатываемых труб в термических отделениях используют для нагрева под закалку и отпуск печи с шагающими балками или для нагрева под закалку - секционные печи скоростного нагрева, а для отпуска - печи с шагающими балками. Труба задается в печь по рольгангу, ролики которого расположены под углом 30° к оси задачи, что обеспечивает одновременное продольное перемещение трубы и ее вращение вокруг своей оси. Аналогичную конструкцию имеет и выдающий рольганг. В целом конструкция печей с шагающими балками для термической обработки труб аналогична конструкции печей подобного типа, предназначенных для нагрева заготовок в линии ТПА, описанной в 2.4.1.1.1. В современных печах на участках термоотделов подвижные балки печей помимо вертикального имеют и горизонтальное перемещение. Длина шага подвижных балок меньше расстояния между соседними ячейками неподвижных балок, что обеспечивает перекатывание трубы по откосу ячейки, обеспечивая равномерный нагрев трубы без искривления.
На участках термообработки российских предприятий бесшовные трубы охлаждают на воздухе, в воде. Полимерные закалочные среды, масло, другие жидкости при термической обработке бесшовных труб нефтяного сортамента, труб общего назначения на предприятиях РФ не получили широкого распространения и в настоящее время не применяются. Для охлаждения труб на воздухе используются удлиненные рольганги (наиболее распространены в роликовых печах при обработке тонкостенных труб) или, чаще всего, охладительные столы разных конструкций, обеспечивающие поштучное поперечное перемещение труб с их медленным вращением с целью предотвращения искривления. При необходимости ускоренного охлаждения применяют обдувку труб воздухом или водовоздушной смесью.
Для охлаждения труб в воде на участках термической обработки применяют ванны или специальные охлаждающие устройства (спрейеры) различной конструкции, установленные непосредственно за печами.
Наиболее распространенной является конструкция ванн, снабженных устройствами принудительной продувки внутреннего канала труб воздухом с целью освобождения их от пара и обеспечения беспрепятственного прохождения воды, а также механизмами вращения труб при вооружении в ванну для предотвращения их искривления. При замочке труб наблюдаются выбросы пара из внутренней полости трубы, поэтому объем воды в ванне должен быть достаточно велик, чтобы выбросы и всплески воды не выходили на поверхность. Закалка труб в ванне не позволяет изменять скорость охлаждения, обеспечить равномерный отвод тепла. Поэтому трубы после охлаждения в ванне имеют заметное коробление, которое в некоторой степени уменьшается путем вращения трубы в процессе закалки и при ее извлечении. Помимо искривления при закалке труб в ванне происходит и искажение поперечного сечения трубы - увеличивается овальность [47].
Спрейерные устройства соплового либо щелевого типа используются при охлаждении после нагрева под закалку тонкостенных труб, как правило, толщиной стенки менее 12 мм [24]. Наибольшее распространение на предприятиях РФ получили охватывающие трубу сопловые спрейеры, сочетающие в себе быстроту и равномерность охлаждения за счет подвода к поверхности изделия большого количества струй из сплошного потока воды. Сопловые спрейеры состоят из нескольких кольцевых коллекторов, по периметру которых расположены сопла, наклоненные к оси трубы (см. рисунок 2.31).

1 - кольцевой коллектор; 2 - сопла; 3 - подвод воды
Нагретые в закалочной печи трубы поштучно путем вращательного и поступательного движения попадают в спрейерную установку. Вода струями попадает на поверхность трубы, проходящей через спрейерное кольцо. Контакт струй воды с поверхностью механически разрушает паровую оболочку, а при достаточном давлении воды даже предотвращает ее образование. Скорость омывания трубы в спрейере почти в два раза выше, чем в ванне [47].
Состав и температура охлаждающей воды являются существенными факторами, определяющими однородность свойств металла, стабильность размеров получаемых изделий. Поэтому при сооружении термических отделений предусматривается замкнутый оборотный цикл воды с возможностью регулирования ее солевого состава, температуры. Наиболее требовательными к качеству воды являются спрейерные установки, что обусловлено их конструкцией - наличием сопел для подачи воды к поверхности изделия, засор которых, нарушающий равномерность охлаждения, вызывающий искривление труб, должен быть исключен. Вместе с тем преимуществом спрейерных устройств являются меньшая стоимость и небольшие размеры, простота, высокая производительность. Однако их применение ограничено сортаментом обрабатываемых труб: закалку толстостенных труб на термических участках трубных предприятий РФ проводят в ваннах либо используют закалочные устройства более сложной конструкции - спрейерные установки с наружным и внутренним спрейером, с помощью которых достигается двустороннее охлаждение стенки трубы.
Для придания стали заданных свойств трубы, закаленные на мартенсит, подвергают отпуску, который заключается в нагреве изделий ниже температуры превращения Ac1 и выдержке при данной температуре с последующим охлаждением на спокойном воздухе. При отпуске частично или полностью снимаются внутренние напряжения, повышаются пластические свойства, снижаются прочностные характеристики материала.
В результате термообработки вследствие структурных превращений в стали происходит увеличение периметра поперечного сечения трубы, неравномерный нагрев и охлаждение труб приводят к возникновению напряжений, которые вызывают деформацию поперечного сечения и коробление (искривление) труб [47]. Поэтому для обеспечения требуемой геометрии упрочненных труб термические отделения оборудуются средствами для исправления геометрии - калибровочными станами и правильными машинами. Для исключения повышения прочностных свойств материала, в соответствии с требованиями потребителей трубной продукции, процессы калибровки и правки осуществляют в теплом состоянии. Старые участки термической обработки труб, как правило, не укомплектованы калибровочными станами. На тех же участках, в составе которых действует данное оборудование, обычно используются трех- или пятиклетевые калибровочные станы. Калибровка труб проводится при температуре отпуска, обжатие труб по диаметру, как правило, не превышает 3% - 4% [47].
Для исправления непрямолинейности труб, возникшей вследствие их искривления, за калибровочными станами на участках термической обработки труб действуют станы для теплой правки труб (правильные машины). Наиболее распространенным способом правки в существующих технологических линиях на трубных предприятиях РФ является многократный изгиб, для осуществления которого применяются косовалковые правильные машины различной конструкции, в которых труба, совершая вращательно-поступательное перемещение, подвергается многократному упруго-пластическому изгибу. На предприятиях РФ функционируют правильные машины с 3 - 10 валками, наибольшее распространение получили шестивалковые правильные машины (см. рисунок 2.32) [47].

правильной машине с косорасположенными валками
После операции правки трубы поступают на холодильник, где охлаждаются на спокойном воздухе. Для исключения искривления труб их охлаждение должно быть равномерным, поэтому при перемещении по холодильнику обеспечивается вращение труб.
При наличии в составе термоотдела установки неразрушающего контроля может осуществляться контроль наличия несплошностей, в зависимости от типа оборудования, на наружной, внутренней поверхности, в теле труб.
Контроль свойств труб, полученных в результате их термической обработки, осуществляется путем проведения механических испытаний: испытание на растяжение, испытание на удар (при необходимости). Также производится отбор образцов для проведения анализа химического состава стали, контроля коррозионных свойств (при необходимости), определения твердости с целью контроля прокаливаемости труб.
Заключительными технологическими операциями при производстве бесшовных труб, проводимыми на участках отделки, являются следующие основные операции и группы операций: контроль геометрических параметров и качества трубной продукции, в том числе неразрушающими методами контроля; механическая обработка концов труб с последующим контролем параметров нарезанной резьбы (при производстве нарезных труб - обсадных, насосно-компрессорных труб) либо фаски (при производстве гладких труб - нефтегазопроводных труб, труб общего назначения); сборка резьбового соединения (при производстве нарезных труб); испытание труб гидравлическим давлением (гидроиспытания); нанесение консервационного покрытия на наружную поверхность труб; маркировка, упаковка, сдача трубной продукции. Объем отделочных операций, в целом трудоемкость выполнения отдельных технологических операций определяются требованиями действующей нормативно-технической документации, технических условий и спецификаций и т.д., требованиями потребителей продукции. На рисунках 2.33 и 2.34 представлены схемы технологических процессов производства нарезных и гладких труб.

1 - входной контроль; 2 - ремонт труб (при необходимости);
3 - повторный контроль (после ремонта); 4 - нарезка резьбы,
контроль параметров резьбы; 5 - свинчивание труб с муфтами;
6 - гидроиспытание; 7 - навинчивание предохранительных
деталей; 8 - нанесение консервационного покрытия;
9 - измерение длины, взвешивание; 10 - маркировка труб;
11 - упаковка труб; 12 - складирование
нарезных труб на участке отделки

1 - входной контроль; 2 - ремонт труб (при необходимости);
3 - повторный контроль (после ремонта); 4 - торцовка труб,
контроль концов; 5 - гидроиспытание; 6 - нанесение
консервационного покрытия; 7 - измерение длины, взвешивание;
8 - маркировка труб; 9 - упаковка труб; 10 - складирование
гладких нефтегазопроводных труб на участке отделки
Возможность выполнения конкретных технологических операций может быть ограничена техническими характеристиками действующего на предприятии оборудования либо его отсутствием на участке. В таком случае отделочные операции могут реализовываться на стороннем предприятии, располагающем соответствующими техническими мощностями.
Поступающая на участки отделки труб продукция подвергается входному визуальному контролю, контролю геометрических параметров инструментальными средствами, в том числе контроль внутреннего диаметра труб с жесткой цилиндрической оправкой регламентированного диаметра (шаблонирование). Операция шаблонирования в зависимости от сортамента производимой продукции, компоновки оборудования и реализованной на участках предприятий РФ технологической схемы производится ручным либо механизированным способом, осуществляется в процессе входного контроля труб либо проводится в процессе производства труб между основными технологическими операциями, как правило, до либо после гидроиспытаний. Требования потребителей трубной продукции подразумевают в большинстве своем обязательное проведение контроля продукции неразрушающими методами (одним либо несколькими), в результате которых осуществляется контроль толщины стенки труб, обнаружение несплошностей на поверхности, в теле труб. При этом неразрушающему контролю могут подвергаться в отдельности тело и концы труб. Задача труб в линию контроля производится строго поплавочно. Геометрические испытания труб, объем и методы контроля соответствуют требованиям, предъявляемым потребителем продукции. Визуальный контроль наружной и внутренней поверхности труб осуществляется без применения увеличительных приборов при регламентированном уровне освещения в зоне контроля.
По результатам контроля трубы, имеющие дефекты, с отмеченными дефектными местами направляются на ремонтную зону либо транспортируются в изолятор брака. Ремонт труб, как правило, производится ручными шлифовальными пневматическими либо электрическими машинами, позволяющими обеспечить плавный переход зачищенной поверхности с контуром поверхности трубы. Для обрезки концов труб, имеющих дефекты либо отклонения по геометрическим параметрам, на предприятиях наибольшее распространение получили ленточные и дисковые пилы, трубоотрезные резцовые станки. После ремонта, обрезки концов все трубы проходят повторный контроль теми же методами контроля, которыми был выявлен дефект.
Дальнейшие технологические операции отделки труб различаются в зависимости от типа и назначения трубной продукции.
Производство нарезных труб (обсадных, насосно-компрессорных труб). При производстве нарезных труб последующей технологической операцией на участке отделки является нарезка резьбы. Большинство предприятий РФ снабжены станками с числовым программным управлением различной конструкции. Операция механической обработки концов труб осуществляется в зависимости от типа используемого оборудования на вращающихся либо неподвижных трубах. По результатам обработки труб на специальном рабочем месте осуществляется обработка резьбы абразивным инструментом для удаления отслаивающегося металла, окалины, которые могут вызвать заедание резьбы при свинчивании. Абразивная обработка резьбы производится, как правило, с помощью ручных шлифовальных машин. После зачистки резьбы, производится ее очистка с помощью сжатого воздуха, щеток, ветоши. Далее с помощью мерительного инструмента осуществляется контроль параметров резьбы, при использовании специального калиброванного инструмента (калибров) производится контроль натяга резьбы. В линиях современных участков при производстве трубной продукции с резьбовыми соединениями класса "Премиум" осуществляется дополнительный неразрушающий контроль концов труб - в основном магнитно-люминесцентным методом, в ходе которого поверхностные дефекты продольной либо поперечной, наклонной направленности выявляются визуальным способом по возникающим над ними характерным рисункам светящихся в ультрафиолетовом свете скоплений магнитно-люминесцентного порошка.
Перед свинчиванием трубы с муфтой производится нанесение опознавательных знаков свинчивания (треугольного клейма, полосы), определяющих положение торца муфты после силовой навертки. После нанесения консистентной резьбоуплотнительной смазки, обеспечивающей антифрикционные и герметизирующие функции, на поверхность резьбы муфтового конца производятся предварительное навинчивание и далее окончательное (силовое) докрепление муфты. Предварительное навинчивание муфт на трубы осуществляется вручную либо, наряду с силовым навинчиванием, на муфтонаверточном станке. От качества силового навинчивания муфт с трубой зависят герметичность и прочность соединения. Недокрепление муфты прежде всего сказывается на герметичности соединения, а также влияет на его прочность. Чрезмерное усилие навертки вызывает перенапряжение соединения, приводит к пластической деформации витков или даже срыву отдельных витков, что в конечном итоге снижает прочность соединения [47]. Стандартами качества сборки резьбовых соединений определяется положение торца муфты относительно конца сбега резьбы (определяется по отношению торца муфты к треугольному клейму). Также на практике дополнительно оцениваются силовые условия свинчивания по величине крутящего момента свинчивания, замеряемого при помощи моментомеров. Качественное свинчивание резьбовых соединений может быть обеспечено при контроле осевого перемещения торца муфты и величины момента свинчивания (диаграммы свинчивания).
Производство гладких труб (газлифтные трубы, нефтегазопроводные трубы, трубы общего назначения). При производстве гладких труб продукция, прошедшая операции входного контроля, подвергается обработке торцов. Данная операция выполняется на станках с числовым программным управлением. По результатам механической обработки труб производится контроль параметров фаски, торцевого притупления, а также перпендикулярности торцов труб, производится неразрушающий контроль наружной поверхности фаски, концов труб магнитно-люминесцентным методом.
Нарезные трубы с собранным резьбовым соединением, гладкие трубы для выявления негерметичности подвергаются испытанию внутренним гидравлическим давлением. По результатам гидроиспытаний трубы, при испытании которых отсутствовало истечение испытательной жидкости, падение испытательного давления, деформация стенки либо искривление трубы, направляются для проведения заключительных финишных операций, сдачи труб на склад трубной продукции.
На некоторых предприятиях РФ для повышения точности концов труб под нарезку резьбы в технологическую линию производства обсадных, насосно-компрессорных труб включается операция деформации (формоизменения, калибровки) концов труб на специальных прессовых установках. Выполнение данной операции обеспечивает изготовление тонкостенных труб, возможность использования при прокатке труб минусового поля отклонения по диаметру, снижение расхода металла при изготовлении толстостенных труб за счет проката труб по толщине стенки в минус [47]. При производстве гладких труб операция калибрования концов обеспечивает выполнение жестких требований потребителей трубной продукции, предъявляемых к точности геометрических параметров концов труб, подвергаемых автоматизированной сварке в условиях их эксплуатации.
Производство бурильных труб. Технологическая схема производства бурильных труб включает в себя операции, нехарактерные при изготовлении нарезных и гладких труб (см. рисунок 2.35).

1 - прокатка труб в линии ТПА; 2 - входной контроль;
3 - нагрев концов труб; 4 - высадка концов труб;
5 - термическая обработка труб; 6 - контроль качества;
7 - механическая обработка концов труб; 8 - приварка замков
трением, удаление грата; 9 - термическая обработка зоны
сварного соединения; 10 - механическая обработка зоны
сварного соединения; 11 - испытания, контроль качества зоны
сварного соединения; 12 - навинчивание предохранительных
деталей; 13 - измерение длины, взвешивание; 14 - нанесение
консервационного покрытия, маркировка труб; 15 - упаковка,
складирование труб
бурильных труб
Высокие требования к качеству труб обуславливают тщательный их контроль после проката - размеры, качество поверхности контролируют визуально и средствами неразрушающего контроля.
Для нагрева концов перед высадкой до температуры деформации используют индукционный нагрев, который обеспечивает строго регламентированный по длине нагрев концевого участка трубы, позволяет полностью механизировать и автоматизировать процесс нагрева, получить высокое качество нагрева по толщине стенки, длине и периметру нагреваемого участка трубы.
Высадка концов труб в зависимости от размеров и вида утолщений осуществляется в один, два или несколько переходов с применением одного или нескольких нагревов. Число нагревов также зависит от типа высадочного оборудования. Практически с одного нагрева возможно выполнение двух переходов. Операцию высадки выполняют на горизонтально-ковочных машинах и гидравлических высадочных прессах. Широкое применение оборудования данного типа обусловлено возможностью получения утолщений различной конфигурации - внутрь, наружу или комбинированных. Высаженные концы труб контролируют визуально и с помощью методов неразрушающего контроля.
Далее все бурильные трубы подвергаются термической обработке. Для труб применяются различные режимы термообработки, зависящие от марки стали изготавливаемых труб, требований потребителей продукции. Для нагрева труб под нормализацию, закалку, отпуск используют газовые роликовые печи либо печи с шагающими балками описанной в 2.4.1.1.1 конструкции. При нагреве труб в роликовых печах концы труб предварительно подогреваются до 400 °C - 500 °C в индукторах с целью обеспечения равномерного нагрева тела трубы и высаженных концов. На некоторых участках для нагрева труб под закалку и отпуск применяют также индукционные установки. Трубы под закалку охлаждают в спрейерных установках с наружным либо наружным и внутренним спрейерами. Далее производят горячую правку труб при температуре 500 °C - 720 °C. После термообработки все трубы подвергаются неразрушающему контролю, для чего применяют ультразвуковые или электромагнитные установки, производят абразивную зачистку высаженных концов труб для удаления с наружной поверхности высаженной части труб облоя и окалины, после чего наружная и внутренняя поверхности высаженных концов дополнительно контролируются магнитным методом контроля.
По завершении операций термической обработки труб осуществляется подготовка бурильных труб к приварке соединительных деталей (буровых замков), которая заключается в механической обработке высаженных концов - проточке наружной поверхности, торцовке и расточке внутренней поверхности. При обработке удаляются дефекты на наружной и внутренней поверхностях, уменьшается их эксцентричность, обеспечивается перпендикулярность торцов, соответствие размеров утолщенных концов размерам хвостовиков привариваемых замков. Обработка концов труб, зажимаемых в станках различной конструкции, осуществляется вращающимися инструментальными головками, оснащенными твердосплавным инструментом.
Приварка буровых замков к трубам осуществляется методом трения путем пластической деформации нагретых трением поверхностей, отличающимся малой энергоемкостью, обеспечивающим стабильное качество сварного соединения, легко поддающимся автоматизации. При данном способе детали (торец высаженного конца бурильной трубы и бурильный замок) прижимаются друг к другу с постоянным или изменяющимся давлением и вращаются относительно друг друга. Сварка происходит при быстром прекращении вращения и сжатии деталей [47].
Машины сварки трением оснащены устройствами для снятия наружного и просечки внутреннего грата непосредственно после сварки в горячем состоянии.
Для получения требуемых свойств сварного соединения его подвергают термической обработке в индукторах. В зависимости от группы прочности и материала труб применяют нормализацию, нормализацию и отпуск, закалку и отпуск. При закалке трубы охлаждают в спрейерах. Чистовая механическая обработка наружной и внутренней поверхности зоны сварного соединения (чистовое удаление грата, выравнивание диаметров хвостовика замковой детали и высаженной части трубы) проводятся резцами на проточных расточных станках.
Проверка прочности сварного соединения бурильных труб осуществляется на гибочных прессах путем приложения усилия, составляющего 80% минимального предела текучести, в восьми точках по окружности сварного шва в направлении, перпендикулярном оси бурильной трубы. Заключительными операциями при производстве бурильных труб являются контроль сплошности сварного соединения на установках ультразвукового контроля, определение твердости шва и зоны термического влияния, контроль соосности бурильного замка и тела трубы, поштучное взвешивание и измерение длины труб, маркировка труб, нанесение консервационного покрытия на наружную поверхность труб, увязка труб в пакеты.
Испытание труб внутренним гидравлическим давлением (гидроиспытание) является заключительной операцией контроля нарезных (насосно-компрессорных, обсадных труб с навинченными муфтами) и гладких (нефтегазопроводных) труб. Цель гидроиспытания - проверка прочности тела трубы и герметичности муфтового соединения (для насосно-компрессорных и обсадных труб). Величина испытательного давления рассчитывается в соответствии с требованиями нормативно-технической документации, технических условий, спецификаций заказчика.
Время выдержки труб под давлением может составлять от 5 до 20 с. В случае появления течи по телу трубы или в резьбовом соединении, а также при падении испытательного давления, контролируемого автоматизированными системами либо визуально по манометру, труба бракуется.
Гидравлические испытания труб внутренним давлением проводятся на прессах различной мощности - давлением до 150 МПа. В качестве испытательной жидкости используется водный раствор СОЖ.
Уплотнение концов труб при гидравлическом испытании осуществляется по торцу трубы, по наружному диаметру трубы и муфты (для насосно-компрессорных и обсадных труб) либо гладкого конца трубы (для нефтегазопроводных труб) при помощи заглушек. Торцевое уплотнение применяется в прессах для испытания труб давлением до 29,4 МПа.
Производительность трубных испытательных прессов зависит от стойкости уплотнительных манжет. При уплотнении по наружному диаметру, манжеты работают в тяжелых условиях вследствие многократной деформации в осевом и радиальном направлении, изменения величин этих деформаций из-за отклонений наружного диаметра в пределах допусков, повышенного износа при возвратно-поступательном движении трубы. Влияние этих факторов усиливается при увеличении испытательного давления [41].
После гидроиспытаний, трубы на участке отделки перемещаются для проведения завершающих операций.
2.4.1.1.5 Финишная обработка
Завершающими операциями в процессе изготовления труб являются навинчивание предохранительных деталей (преддеталей), автоматический контроль длины и массы труб, нанесение консервационного покрытия на наружную поверхность труб, маркировка, упаковка, сдача трубной продукции. При этом операции нанесения защитного покрытия, измерения длины и массы, маркировки труб могут иметь различную последовательность, которая определяется типом оборудования и используемыми материалами, компоновкой оборудования участка, принятой технологической схемой производства.
Навинчивание предохранительных деталей. Предохранительные детали защищают фаску и торцы гладких труб, резьбу, упорные торцы и уступы, уплотнительные поверхности нарезных труб и муфт от повреждений в период их транспортировки и хранения. Они должны плотно и надежно закрепляться на резьбе, легко сниматься перед использованием труб при монтаже, иметь достаточную термостойкость при резких колебаниях температур окружающей среды, противостоять ударным нагрузкам, возникающим при погрузочно-разгрузочных работах.
В качестве предохранительных деталей в последнее время наибольшее распространение получили пластиковые детали, которые, при необходимости, для усиления конструкции выполняются с металлической обечайкой, выполняемой из тонкого стального листа, покрывающего тело детали. Конструктивно преддетали могут изготавливаться сквозными либо сплошными, предохраняющими внутреннее пространство труб от попадания сторонних предметов, влаги (при транспортировке труб на дальние расстояния, водным транспортом и пр.).
Предварительной обязательной операцией перед навинчиванием предохранительных деталей является нанесение на наружную поверхность резьбы труб и муфт консервационной смазки, предохраняющей поверхность резьбы от коррозии. По требованию потребителя взамен консервационной может быть использована резьбоуплотнительная смазка, обладающая консервационными свойствами. Смазки наносятся на очищенную от влаги поверхность резьбы трубы, муфты равномерно по всей поверхности вручную при помощи щетки.
В последнее время на предприятиях РФ активно ведется освоение полимерных материалов и технологии их нанесения. Данные материалы, однократно наносимые на поверхность резьбы труб и муфт, обеспечивают надежность резьбового соединения в различных условиях эксплуатации за счет повышения герметичности и износостойкости при многократном свинчивании и развинчивании соединения, отказ от консистентных смазок, содержащих тяжелые металлы, жиры, ингибиторы и пр., в результате чего исключаются дополнительные операции по удалению консервационных смазок в промысловых условиях, улучшаются условия работы буровых бригад, исключается попадание избыточной смазки в колонну и предотвращаются дорогостоящие операции по очистке ствола скважины, сокращается время и снижается трудоемкость спуска колонн [48], [49].
Измерение длины и массы труб на трубных предприятиях РФ производится автоматически при прохождении через установку измерения длины и массы. Измерение длины предварительно позиционированной трубы производится подвижной тележкой, определяющей с помощью встроенного детектора положение свободного конца трубы. Измерение массы трубы производится путем ее взвешивания. Трубы, несоответствующие по длине и массе требованиям заказа, транспортируются на участок брака.
Нанесение консервационного покрытия. По назначению защитные покрытия делятся на консервационные и эксплуатационные. Консервационные покрытия предназначены для защиты труб от атмосферной коррозии на период транспортировки и хранения. Для увеличения срока службы при работе в агрессивных средах, защиты от отложений солей и парафина при транспортировке различных продуктов, повышения пропускной способности на трубы наносятся эксплуатационные покрытия [50 - 52].
На участках отделки горячекатаных труб консервационные покрытия наносятся на наружную поверхность труб в один или два слоя. В качестве материалов, используемых в качестве консервационных покрытий, наибольшее распространение получили краски-модификаторы ржавчины на основе водной дисперсии синтетических полимеров и преобразователя ржавчины, лаки на основе акриловых смол и жидких полимеров, закрепляемые только под воздействием ультрафиолетового излучения (УФ-отверждаемые лаки).
Технология нанесения защитных покрытий включает операции подготовки поверхности труб, нанесения покрытий, их сушки.
Жидкие краски наносятся преимущественно методом безвоздушного, пневматического распыления, реже - кистью или валиком. Покраска предварительно нагретой трубы методом распыления производится в проходной окрасочной камере, где форсунками под давлением покрытие наносится на наружную поверхность труб. Далее в сушильной газовой камере производится сушка труб.
Нанесение на наружную предварительно подготовленную в камере очистки поверхность труб консервационного УФ-отверждаемого лака производится способом пневматического распыления. После нанесения в камере сушки при помощи УФ-ламп происходит закрепление покрытия.
Маркировка, упаковка, сдача труб. После выполнения основных технологических операций производится цветовое кодирование трубы и муфты путем нанесения полос определенного требованиями нормативно-технической документации цвета и количества.
Маркировка труб производится в соответствии с требованиями нормативно-технической документации на наружной поверхности труб по трафарету либо автоматической маркировочной машиной. Также может осуществляться маркировка труб клеймением.
Упаковка труб производится в зависимости от условий транспортировки труб к потребителю, а также требований к сохранению их качества. Трубы малых и средних диаметров упаковывают в круглые, треугольные или квадратные пакеты, масса которых определяется мощностью грузоподъемных средств поставщика и потребителя, а также видом транспортных средств. Увязка труб может производиться катанкой, металлическими либо пластиковыми лентами. Вид увязочного материала и схема увязки труб регламентируются требованиями нормативно-технической документации. Пакеты труб, по требованию потребителей, для удобства дальнейшей выгрузки из вагона снабжаются текстильными стропами.
Увязанные пакеты труб складируются в карманы на склад готовой продукции.
Производство муфт к обсадным и насосно-компрессорным трубам. Технологическая схема изготовления муфт к обсадным и насосно-компрессорным трубам предусматривает производство на линиях трубопрокатных агрегатов толстостенных труб (муфтовых заготовок), прокат которых осуществляется с припусками на механическую обработку по внутреннему и наружному диаметру, контроль труб. Для придания необходимых механических и эксплуатационных свойств муфтовые заготовки, при необходимости, подвергаются термической обработке по технологии и оборудовании, аналогичном применяемой технологии термической обработке труб, описанной в пункте 2.4.1.1.3.1. После проведения термообработки, осуществляется контроль качества, аттестация муфтовых заготовок на соответствие установленным техническим требованиям.
Далее муфтовые заготовки поступают на участки по производству муфт, где осуществляется полный технологический процесс производства муфт: порезка муфтовых заготовок на муфты требуемой длины, механическая обработка муфт на муфтообрабатывающих станках (обточка наружной поверхности, расточка внутренней поверхности, нарезка резьбы), контроль геометрических параметров резьбы, маркировка муфт, контроль муфт магнитно-люминесцентным методом.
Разрезка толстостенных муфтовых труб на мерные заготовки осуществляется на специальных муфтонарезных станках, дисковых или ленточных пилах. Муфтообрезные резцовые станки аналогичны трубообрезным станкам. Дополнительно они оборудованы специальным упором и подающим механизмом.
Последующие операции обработки муфт: расточка внутренней поверхности заготовок, обработка торцов, нарезка резьбы на каждую половину муфты осуществляются с одной или нескольких установок. Число установок определяется составом оборудования, типом резьбы, группой прочности, качеством исходной заготовки. При необходимости муфтовые заготовки предварительно протачиваются. Выполнение данных операций осуществляется на специализированных поточно-механизированных линиях или на отдельно стоящих муфтообрабатывающих станках: специальных токарных станках с цикловым программным управлением, муфтонарезных станках с ЧПУ, станках с муфтонарезными патронами [47]. Действующие на предприятиях РФ муфтообрабатывающие станки отличаются конструктивными особенностями - применяются одно- и двухшпиндельные станки, горизонтального либо вертикального типа (с горизонтальным и вертикальным положением детали в процессе обработки соответственно), станки с поворотным патроном.
После проведения операций контроля геометрических параметров резьбы муфты, а также контроля качества наружной и внутренней поверхности муфт магнитно-люминесцентным методом, муфты поступают на участок для нанесения специальных покрытий. Данные покрытия позволяют исключить возможность заедания резьбы при свинчивании и тем самым обеспечивают многократное свинчивание без образования задиров и повреждения резьбы, повышают антикоррозионные свойства резьбового соединения [47].
Наибольшее распространение в настоящее время получили фосфатные покрытия резьбы, обладающие повышенными противозадирными свойствами и хорошей стойкостью в средах, содержащих сероводород. Процесс фосфатирования муфт осуществляется в ваннах.
Также в качестве защитных покрытий применяются цинковые, медные покрытия, наносимые электролитическим или термодиффузионным методом.
Заключительными технологическими операциями являются цветовое кодирование муфт, обозначающее группы прочности изделия, и маркировка (при необходимости).
2.4.1.2 Производство горячепрессованных труб
Производство прессованных труб осуществляют на горизонтальных трубопрофильных прессах. Технологическая схема прессования труб представлена на рисунке 2.36 [2].

1 - обточка; 2 - резка заготовок; 3 - сверление;
4 - обработка торцов, зенкерование; 5 - нагрев;
6 - гидросбив окалины; 7 - нанесение стеклосмазки;
8 - экспандирование; 9 - подогрев; 10 - гидросбив окалины;
11 - нанесение стеклосмазки, прессование, обрезка
пресс-остатка; 12 - охлаждение; 13 - термообработка
(при необходимости); 14 - травление; 15 - правка;
16 - резка труб на мерные длины, обрезка концов, снятие
фаски; 17 - неразрушающий ультразвуковой контроль;
18 - складирование труб
труб прессованием
2.4.1.2.1 Подготовка заготовки
Для производства стальных труб на прессовых установках в основном используют кованый (коррозионно-стойкие, труднодеформируемые стали и сплавы), катаный (углеродистые, низко- и среднелегированные и шарикоподшипниковые стали), литой и непрерывнолитой металл.
Заготовку в виде штанг круглого сечения обрабатывают на токарных станках.
Для порезки прутков из углеродистых, легированных и нержавеющих марок стали на заготовки мерной длины используют пилы холодной резки или фрезерно-отрезные станки.
При обработке высоколегированных сталей и других тугоплавких сплавов центральное отверстие в заготовках для прессования труб выполняют сверлением. Сверленые заготовки применяются при производстве труб по технологии для экспандирования или прямого прессования. В тех случаях, когда сплавы трудно поддаются сверлению, центральное отверстие в заготовках может быть выполнено методами электроэрозионной обработки.
При прессовании труб из углеродистой стали, сверление заготовки не выполняют.
Обработка торцов заготовок осуществляется с использованием специальных станков. В современных цехах операции сверления, обточки, отрезки совмещены в одну линию и осуществляются на специальных станках-автоматах.
После контрольного осмотра производят подачу заготовок в контейнерах по маркам стали на загрузочную площадку нагревательного устройства.
Режим нагрева заготовок определяется в зависимости от марки стали, наружного и внутреннего диаметров заготовки и должен обеспечивать: минимальное количество окалины на поверхности металла; равномерность температуры заготовок по сечению и длине; получение заданной температуры нагрева.
На прессовых установках устанавливают газовые печи с вращающимся подом или индукционные печи с нагревом в окислительной атмосфере.
Для нагрева сплошных заготовок диаметром более 100 мм применяют индукционный нагрев токами промышленной частоты, для заготовок меньших сечений используют индукционный нагрев токами повышенной частоты.
После нагрева перед операцией прошивки с заготовок удаляют окалину, наличие которой на заготовке способствует увеличению коэффициента трения и снижению стойкости инструмента. Наиболее эффективным способом удаления окалины с поверхности заготовок является обработка водой высокого давления в установках гидросбива.
Затем на заготовки наносят технологическую смазку, в качестве которой применяют стекло.
2.4.1.2.2 Прошивка и экспандирование заготовок
При изготовлении труб прессованием полая гильза может быть получена тремя способами:
- сверлением отверстия в сплошной заготовке;
- экспандированием (расширением) предварительно сверленого отверстия;
- прошивкой сплошной заготовки на заданный размер.
Первый способ применяют для получения отверстий диаметром до 50 мм, второй - от 50 до 100 мм, третий - более 100 мм [2].
Прошивка сплошной заготовки на прошивном прессе, схема операций которой представлена на рисунке 2.37, заключается в следующем. Нагретую заготовку 1 с нанесенной технологической смазкой задают в контейнер пресса 4 (см. рисунок 2.37, б). На торец заготовки равномерным слоем наносят порошкообразную технологическую смазку. Пресс-штемпель 2 с находящейся в нем пресс-иглой 3 перемещают до соприкосновения его с металлом. Затем осуществляют подпрессовку заготовки для устранения зазоров между втулкой контейнера и заготовкой (см. рисунок 2.37, в). Жестко закрепленные до этого траверсы с пресс-штемпелем и пресс-иглой разъединяют. В результате этого пресс-игла 3 получает возможность независимого движения вниз для прошивки заготовки (см. рисунок 2.37, г). Прошивка донышка осуществляется следующим образом: прошивной наконечник пресс-иглы подходит на заданное расстояние к матрице 5, отверстие которой закрыто подпорной иглой 6. В этот момент подпорную иглу опускают и дают возможность прошивному наконечнику просечь донышко (см. рисунок 2.37, д). Затем пресс-иглу и пресс-штемпель поднимают в верхнее положение, а гильзу 7 выталкивают из контейнера с помощью подпорной иглы и убирают с оси пресса (см. рисунок 2.37, е).

а - подача заготовки на ось пресса; б - задача заготовки
в контейнер; в - подпрессовка заготовки; г - прошивка
заготовки; д - прошивка донышка; е - выдача гильзы
из контейнера
сплошной заготовки
Для получения гильз из высоколегированных сталей, а также гильз с более точными геометрическими размерами осуществляют операцию экспандирования, т.е. расширения центрального отверстия в предварительно сверленой заготовке с помощью наконечника иглы специальной формы (экспандера). В отличие от операции прошивки экспандирование осуществляют на заготовках с небольшим сквозным сверленым отверстием. Кроме того, экспандирование не требует подпрессовки заготовок и позволяет получать гильзы большей длины, чем при прошивке [2].
После задачи заготовки в контейнер пресса, в заходный конус расточенной заготовки подают смазку, через отверстие в заготовке с помощью пресс-иглы проталкивают экспандер. Во все время движения пресс-иглы подпорная игла находится в крайнем нижнем положении.
При прошивке и экспандировании: расширение отверстия за один проход - не более пятикратного; коэффициент вытяжки при экспандировании - не более 1,45; коэффициент вытяжки при прошивке - не более 1,6.
Прошивку сплошных заготовок и экспандирование полых заготовок осуществляют на вертикальных гидравлических прошивных прессах, обеспечивающих минимальную эксцентричность отверстия.
После прошивного пресса гильзы поступают в подогревательную печь для выравнивания температуры по сечению. Для подогрева применяют индукционные печи в горизонтальном или вертикальном исполнении.
В случае если гильзы подогревали в печах без защитной атмосферы, то перед прессованием с них удаляют окалину на установках гидросбива, подобных установкам, применяемым перед прошивным прессом.
После подогрева и сбива окалины на внутреннюю и наружную поверхности гильзы наносят смазку.
2.4.1.2.3 Прессование гильз
На трубопрофильных прессах трубы прессуют из гильзы за один рабочий ход. Подогретую гильзу с нанесенной технологической смазкой задают в контейнер пресса, устанавливают матрицу со смазочной пресс-шайбой, в гильзу вводят пресс-иглу и пресс-штемпелем выдавливают металл в кольцевой зазор. Затем пресс-штемпель, пресс-иглу и контейнер отводят назад, и пилой отрезают трубу от пресс-остатка, который вместе с пресс-шайбой выталкивают в специальный лоток. Втулку контейнера очищают, охлаждают, после чего описанный выше цикл повторяют.
Для повышения производительности, на прессах размещают два и более контейнера, работающих поочередно. Быстросъемный технологический инструмент (пресс-игла и матричное кольцо) после каждого прессования охлаждают и осматривают [2].
Для повышения производительности прессовых установок при производстве труб малых диаметров из углеродистых и низколегированных сталей применяют дальнейшее редуцирование труб на прокатном стане.
Перед редуцированием отрезают передний конец горячепрессованной трубы и подогревают ее для выравнивания температуры. Для подогрева используют газовые печи с шагающими балками. Редуцирование труб на заданный размер осуществляют на 22 - 24-клетьевых станах, работающих с натяжением. Обжатие по диаметру при редуцировании достигает 70% - 75%, по стенке - 30%. Длина труб после редуцирования составляет 150 - 170 м [2].
После редукционного стана трубы режут на мерные длины летучей пилой или стационарными салазковыми пилами и передают на охладительный стол, после которого производится отделка труб.
Дальнейшие технологические операции отделки и термообработки труб зависят от сортамента труб и технических требований к ним. Правку труб осуществляют на правильных прессах или ролико-правильных машинах.
После правки производят резку труб, торцы труб обрабатывают на специальных станках, трубы подвергают визуальному осмотру и испытаниям на дефектоскопах или гидропрессах. Признанные годными трубы маркируют, покрывают защитными покрытиями и упаковывают для транспортировки.
2.4.1.2.4 Химическая обработка труб
Оставшийся после прессования на поверхности изделия слой технологической смазки создает неблагоприятные условия при правке, затрудняет контроль качества поверхности и геометрических размеров.
Используют два способа удаления смазки и окалины с прессованных изделий: механический (с использованием дробеструйных и пескоструйных установок различных конструкций) и химический (травлением в растворах кислот). Оба метода являются трудоемкими и дорогостоящими.
Дробеструйные и пескоструйные установки чаще всего используют для обработки труб из углеродистых и легированных сталей. После обработки труб песком или дробью следуют операции промывки труб водой и обдувки труб сжатым воздухом.
Большее распространение получила химическая обработка. Как правило, используют две линии химической обработки: для обработки труб из углеродистых и легированных сталей и для обработки труб из коррозионно-стойких сталей и высоколегированных сплавов. Разница заключается в химическом составе рабочих растворов и режимах химической обработки.
Сформированная на передаточной тележке садка труб с промежуточного склада транспортируется к автоклаву и грейферными рычагами крана загружается в автоклав.
Обработку труб из углеродистых и легированных марок сталей проводят серно-плавиково-кислом растворе (раствор серной и плавиковой кислот), после чего трубы последовательно промывают в слабом растворе серной кислоты и в воде, затем проводят сушку потоком воздуха.
Обработку труб из коррозионно-стойких сталей и высоколегированных сплавов проводят по различным схемам в зависимости от класса стали или сплава. Так, например, трубы из стали аустенитного класса (08Х18Н10Т, 12Х18Н10Т) обрабатывают сначала на линии химической обработки труб из углеродистых сталей, затем на линии химической обработки труб из нержавеющих сталей по схеме: травление в плавико-азотнокислом растворе -> промывка -> пассивирование в азотнокислом растворе -> промывка -> струйная промывка -> сушка потоком воздуха.
Используемые растворы кислот в процессе обработки труб подогревают, температура зависит от типа раствора - от 50 °C до 75 °C.
Протравленные сухие трубы на промежуточном складе попакетно разгружаются с тележки и укладываются в карманы, согласно маркировке.
2.4.1.2.5 Термическая обработка труб
Нормализацию, отжиг (отпуск) и закалку труб из углеродистых, легированных и нержавеющих сталей проводят в проходных четырехзонных роликовых печах. Перемещение труб в печи осуществляется с помощью 96 печных роликов со скоростью 7,6 - 46,5 м/ч. Для нагрева используются 89 двухпроводных горелок типа "труба в трубе", топливо - природный газ с теплотворной способностью 33500 кДж/м., производительность печи - 40 т/ч. Диаметр обрабатываемых труб - от 32 до 273 мм, толщина стенки 3 - 30 мм, длина труб 4 - 15 м.
Термообработка труб производится за один проход при непрерывном их перемещении. Для поддержания заданного режима термообработки температура рабочего пространства печи постоянно контролируется. При проведении отпуска труб работают только нижние горелки. Снижение и повышение температуры печи по зонам проводится плавно. Максимальная температура нагрева (при нормализации котельных труб из стали марки 12Х18Н12Т) - 1160 °C.
Выгрузка труб из печи осуществляется на рольганг выдачи, с которого трубы передаются на рольганг разгрузки, а затем с помощью шлеппера сбрасываются в накопительный карман. Для труб с толщиной стенки 10 мм и более применяются обдувочные вентиляторы, установленные по бокам разгрузочного рольганга.
2.4.1.2.6 Нарезка и обработка концов труб
Технология и оборудование для осуществления нарезки и обработки концов труб аналогичны технологии и оборудованию, представленным в 2.4.1.1.3.2.
В настоящее время на трубных предприятиях России изготавливают холоднодеформированные трубы наружным диаметром 0,3 - 426,0 мм с толщиной стенки 0,1 - 40,0 мм различной длины из углеродистых, легированных, высоколегированных. Производство труб осуществляется в соответствии с требованиями российской и зарубежной нормативно-технической документации.
Для холодной прокатки и волочения стальных труб применяют горячекатаные, горячепрессованные и электросварные заготовки различного сортамента [25]. При этом все трубы фасонного профиля, изготавливаемые холодной деформацией, получают из трубной заготовки круглого сечения. Заготовкой для малых станов ХПТ служат трубы, поступающие с больших станов ХПТ и трубоволочильных.
Особенностью процесса изготовления холоднодеформированных труб, как и всех процессов холодной деформации металла, является его ярко выраженная цикличность, связанная с необходимостью снятия упрочнения металла в процессе холодной обработки давлением. Таким образом, в технологической схеме производства холоднодеформированных труб можно выделить несколько основных циклов технологических операций:
- цикл операций по подготовке исходной заготовки к холодной деформации;
- цикл операций между операциями холодной деформации;
- цикл операций на трубах готового размера (финишные операции отделки).
Следует отметить, что число технологических операций и режимы их выполнения определяются особенностями материала труб (марка стали или сплава) и требованиями, предъявляемыми к готовой продукции, содержащимися в нормативно-технической документации (стандарты, технические условия и пр.). Так, например, при изготовлении холоднодеформированных труб из сложнолегированных сталей и сплавов используют преимущественно процесс холодной прокатки (ХПТ), а труб из углеродистых и низколегированных сталей - процесс волочения (ХВТ), который требует проведения острения переднего конца трубы (в трубном производстве эту операцию называют забивкой головки) и имеет отличия в применяемой технологической смазке. Кроме того, режимы проведения промежуточных операций термической обработки (для снятия наклепа), химической обработки и подготовки поверхности существенно зависят от особенностей материала труб. Для тонкостенных труб с большим соотношением размеров наружного диаметра к толщине стенки (D/S >= 40) нет альтернативы процессу холодной прокатки роликами (ХПТР).
Общая схема технологического процесса изготовления труб из углеродистых и низколегированных сталей показана на рисунке 2.38.

производства холоднодеформированных труб из углеродистых
и низколегированных сталей
2.4.2.1 Подготовка заготовки
Трубные заготовки, поступающие на изготовление холоднодеформированных труб, подвергаются комплексу подготовительных операций перед холодной прокаткой (см. рисунок 2.39) и перед волочением (см. рисунок 2.40).

1 - склад заготовок; 2 - инспекционный осмотр;
3 - обрезка концов труб и разрезка заготовок;
4 - термическая обработка; 5 - набор труб в пакеты;
6 - травление; 7 - промывка водой; 8 - промывка внутренней
поверхности в специальной камере; 9 - нейтрализация;
10 - сушка труб в печи; 11 - осмотр; 12 - ремонт заготовок
с дефектами на шлифовальных станках; 13 - операции нанесения
покрытий и смазки
перед холодной прокаткой

1 - забивка головок; 2 - термическая обработка;
3 - набор труб в пакеты; 4 - травление; 5 - промывка водой;
6 - промывка внутренней поверхности в специальной кабине;
7 - нанесение покрытий; 8 - сушка труб в печи; 9 - нанесение
смазочной жидкости
Трубные заготовки, поступающие в цех холодной прокатки или волочения, подвергаются инспекции - осмотру на стеллажах, с отбраковкой некачественной продукции, обмером труб и разметкой их для дальнейшей обработки, а также контроль марки стали методом искрения.
Трубные заготовки с наружными и внутренними дефектами подвергаются местному ремонту, обточке и расточке (используют также шлифование, дробеструйную обработку). В соответствии с картой раскроя производят резку труб-заготовок для получения требуемого размера длины либо на длину, соответствующую габаритам входных столов станов ХПТ, производят зачистку торцов. У заготовок из высоколегированных сталей и сплавов производят обточку и расточку внутренней или наружной поверхности.
После каждой операции расточки (обточки) поверхности трубы-заготовки производится обезжиривание, химическая обработка и осмотр обработанной поверхности. Внутренняя поверхность трубы осматривается перископом. При необходимости производится ремонт путем проведения повторной механической обработки и, соответственно, повторения всех перечисленных операций.
Трубные заготовки из легированных и высоколегированных сталей подвергают предварительной термической обработке. В зависимости от состава стали и назначения труб применяют отжиг, нормализацию, закалку, отпуск, иногда двойную термическую обработку: закалку или нормализацию с последующим отпуском. Далее осуществляют правку труб.
Большую роль в получении холоднодеформированных труб высокого качества играет химическая обработка поверхности заготовок перед деформацией. Травление заготовок из углеродистых сталей производят в кислотных растворах, заготовок из легированных и высоколегированных сталей - в щелочно-кислотном растворе. После травления, для удаления с поверхности заготовок продуктов травления, пакеты трубных заготовок многоразовым погружением промывают в ванне с горячей и затем с холодной водой в течение 7 - 9 мин. Далее заготовки сушат в камерах при температуре 150 °C - 180 °C в течение 20 - 30 мин.
Перед холодной прокаткой или волочением на поверхности труб-заготовок наносят специальные покрытия - омеднение, фосфатирование, оксалатирование - для уменьшения трения и усилий при волочении или холодной прокатке, а также с целью получения высококачественных труб без задиров, рисок и других дефектов.
После нанесения технологической смазки трубы-заготовки поступают на холодную деформацию.
2.4.2.2 Холодная прокатка
Деформацию заготовки в процессе холодной прокатки труб (ХПТ) проводят в один или несколько циклов в зависимости от ее геометрических размеров, пластических свойств обрабатываемого металла, размеров и требований к качеству готовых труб. Каждый цикл, кроме основной операции - деформации, включает термическую обработку труб с целью восстановления пластических свойств, а также химическую обработку с целью подготовки поверхности к новому циклу.
На рисунке 2.41 представлена принципиальная схема процесса прокатки на стане ХПТ. Процесс прокатки на стане ХПТ близок к процессу горячей пилигримовой прокатки. Отличие в том, что деформация участка металла происходит на неподвижной конической оправке, укрепленной на переднем конце стержня, при неподвижной заготовке и возвратно-поступательном движении рабочей клети.

1 - коническая оправка; 2 - кольцевой зазор;
3 - ручей калибров; 4 - прокатываемая труба;
5 - калибр; 6 - рабочие валки; I - переднее,
II - заднее положение клети
Наибольшая деформация поперечного сечения за один проход при холодной прокатке труб из углеродистых и низколегированных сталей достигает до 85%, по наружному диаметру - до 50%, по стенке - до 70%, коэффициент вытяжки - до 6.
Прокатка на стане ХПТ имеет периодический характер, так как труба прокатывается отдельными участками по ее длине. Формоизменение заготовки происходит следующим образом. В исходном положении клети заготовка с помощью подающего механизма подается в валки в направлении прокатки на величину m. При рабочем ходе клети калибры соприкасаются с трубой, редуцируя ее по диаметру до соприкосновения внутренней поверхности с оправкой, затем осуществляется раскатка стенки на оправке. В момент выхода валка из соприкосновения с трубой, осуществляется поворот трубы вместе с оправкой вокруг оси на 60 - 90°, после чего производится обратный ход клети. Наличие обратного хода при холодной прокатке труб позволяет в значительной мере разгрузить прямой ход клети и дает возможность увеличить подачу металла. При обратном ходе труба дополнительно раскатывается, приобретая цилиндрическую форму, и отходит от оправки. Для свободной подачи и поворота трубы в крайнем заднем и переднем положениях клети, калибровкой валков предусмотрены холостые участки с большой глубиной ручья - зевы.
Техническая характеристика станов ХПТ приведена в таблице 2.19.
Таблица 2.19
Параметры | Типы станов | |||
ХПТ-32 | ХПТ-55 | ХПТ-75 | ХПТ-90 | |
Наружный диаметр заготовки, мм | 22 - 46 | 38 - 76 | 57 - 102 | 57 - 108 |
Толщина стенки заготовки, мм | 1,3 - 6,0 | 1,75 - 12,0 | 2,5 - 20,0 | 2,5 - 20,0 |
Длина заготовки, м | 1,5 / 5,0 | 1,5 / 5,0 | 1,5 / 5,0 | 1,5 / 5,0 |
Наружный диаметр готовой трубы, мм | 16 - 32 | 25 - 55 | 40 - 90 | 40 - 90 |
Толщина стенки готовой трубы, мм | 0,4 - 5,0 | 0,5 - 10 | 0,7 - 18 | 0,75 - 18 |
Длина хода рабочей клети, мм | 452 | 625 | 405 | 705 |
Диаметр валков, мм | 300 | 364 | 434 | 434 |
Длина оправки, мм | 530 | 660 | 745 | 745 |
Число двойных ходов в минуту | 80 - 150 | 68 - 130 | 60 - 100 | 60 - 100 |
Между операциями (проходами) холодной прокатки на станах ХПТ, предусмотренными маршрутом изготовления труб из коррозионно-стойких сложнолегированных сталей и сплавов, выполняют следующий цикл операций: порезка на длины согласно маршрутной карте -> удаление остатков технологической смазки с поверхности трубы после предыдущего прохода на стане ХПТ -> термическая обработка труб для снятия наклепа металла -> осветление -> правка -> подрезка концов, продувка сжатым воздухом -> осмотр перископом (при необходимости - проведение повторной химической или дробеструйной обработки, возможно шлифовки) -> окончательный осмотр -> химическая обработка -> нанесение технологической смазки.
2.4.2.2.2 Холодная прокатка на станах ХПТР
Роликовые станы периодического действия предназначены для холодной прокатки особотонкостенных труб диаметром 4 - 120 мм с толщиной стенки 0,03 - 3 мм.
Схема стана ХПТР изображена на рисунке 2.42. Схема деформации металла на роликовых станах холодной прокатки труб ХПТР аналогична холодной прокатке труб на валковых станах. Трубы прокатываются на цилиндрической оправке, диаметр которой соответствует внутреннему диаметру готовой трубы, с помощью трех или четырех рабочих роликов, по периметру которых нарезан круглый ручей постоянного радиуса, равного радиусу готовой трубы.

1 - трубная заготовка; 2 - цилиндрическая оправка;
3 - ролики; 4 - опорные планки; I - переднее,
II - заднее положение клети
Особенностью роликовых станов является сложное возвратно-поступательное движение, в котором находятся ролики с сепаратором и опорные планки с рабочей кареткой (клетью).
В процессе прокатки ролики сближаются, перекатываясь по наклонным плоскостям направляющих планок, и обжимают трубу на оправке. В конце обратного хода каретки, когда цапфы роликов освобождаются от давления направляющих планок, производится поворот трубы на 60° (в трехроликовых клетях) или на 45° (в четырехроликовых клетях) и подача ее вперед. Далее цикл повторяется.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: рисунок 12 отсутствует. |
Схемы действия сил и напряженного деформированного состояния при холодной прокатке на роликовых станах аналогичны схемам действия сил и напряженного деформированного состояния на станах ХПТ, приведенных на рисунке 12. Однако следует отметить следующие особенности. В результате использования на стане ХПТР ручья постоянного радиуса на большей длине рабочего конуса калибр, образованный роликами, не является замкнутым. Чем ближе к началу рабочего конуса, тем больше зазор между ребордами соседних роликов, в результате чего заключенный между роликами металл подвергается внеконтактной деформации. Известно, что это сопровождается увеличением давления в очаге деформации и возникновением значительных растягивающих напряжений непосредственно во внеконтактных зонах деформации, а соответственно и снижением пластичности деформируемого металла. Кроме того, к росту давления обрабатываемого металла на ролики приводит и несовпадение кривизны ручья и рабочего конуса, и соответственно - неравномерность обжатия металла по дну и боковым поверхностям ролика.
Техническая характеристика станов ХПТ приведена в таблице 2.20.
Таблица 2.20
Параметры | Тип стана | |||
ХПТР-8 - 15 | ХПТР-15 - 30 | ХПТР-30 - 60 | ХПТР-60 - 120 | |
Наружный диаметр заготовки, мм | 15 - 17 | 16 - 33 | 32 - 65 | 63 - 127 |
Наружный диаметр готовой трубы, мм | 8 - 15 | 15 - 30 | 30 - 60 | 60 - 120 |
Толщина стенки заготовки, мм | 0,12 - 2,5 | 0,2 - 3,0 | 0,4 - 4,0 | 0,6 - 5,0 |
Толщина стенки готовой трубы, мм | 0,1 - 1,5 | 0,12 - 2,0 | 0,3 - 3,5 | 0,5 - 4,5 |
Длина заготовки, м | 1,5 - 4 | 1,5 - 5 | 1,5 - 5 | 1,5 - 5 |
Величина редуцирования (макс.), мм | 2 | 3 | 5 | 7 |
Коэффициент вытяжки (макс.) | 3,0 | 3,5 | 3,5 | 3,5 |
Диаметр ролика, мм | 52 | 62 | 83 | 180 |
Производительность, м/ч | 21 - 37 | 10 - 35 | 20 - 35 | 10 - 35 |
С целью интенсификации режимов деформации при прокатке нержавеющих и жаропрочных сталей, применяют способ теплой прокатки труб, предусматривающий использование индуктора для подогрева труб перед очагом деформации.
Между операциями (проходами) холодной прокатки на станах ХПТР, предусмотренными маршрутом изготовления труб из коррозионно-стойких сложнолегированных сталей и сплавов, выполняют цикл операций аналогично циклу операций между проходами на станах ХПТ (см. 2.4.2.2.1).
2.4.2.3 Волочение
Волочение, как способ производства холоднодеформированных труб получил распространение при обработке углеродистых и низколегированных сталей ввиду: простоты оборудования и процесса; высокой скорости обработки одной единицы продукции и обеспечения ее высокой точности. К недостаткам этого процесса относят: многопроходность (максимальная степень деформации за один проход не превышает 50%); наличие большого числа вспомогательных операций и более высокий расход металла в сравнении с прокаткой.
Повышенный расходный коэффициент, обусловленный необходимостью потерь металла на обрезь волочильных головок, не столь значительно влияет на себестоимость труб из простых марок стали.
В практике производства труб из нержавеющих и сложнолегированных марок стали данный способ не находит широкого распространения и применяется только в виде завершающей операции безоправочного волочения в случаях, когда размер готовой трубы меньше минимально возможного для производства на станах ХПТ. Ограниченное применение волочения при производстве труб из нержавеющих, сложнолегированных сталей и сплавов объясняется большим сопротивлением деформации и повышенным упрочнением металла, что повышает многопроходность процесса. Кроме того, повышается вероятность налипания металла заготовки на деформирующий инструмент и нанесения поверхностных дефектов.
Наиболее распространены следующие способы волочения (см. рисунок 2.43).

а - без оправки; б - на короткой неподвижной оправке;
в - на длинной подвижной оправке;
г - на самоустанавливающейся оправке; 1 - исходная
заготовка; 2 - волока; 3 - готовая труба; 4 - оправка
Безоправочное волочение (см. рисунок 2.43, а) - волочение труб, при котором внутренняя поверхность заготовки при протягивании не контактирует с технологическим инструментом. Применяются чаще для промежуточных проходов с целью уменьшения наружного диаметра протягиваемых труб. В ряде случаев (трубки малого диаметра вплоть до капиллярных, достигнутый минимальный D = 0,1 мм) его используют и как отделочную операцию. Недостатки безоправочного волочения - низкое качество внутренней поверхности труб и большая разнотолщинность стенки трубы после волочения.
Короткооправочное волочение (см. рисунок 2.43, б) - с обработкой внутренней поверхности заготовки короткой цилиндрической (цилиндроконической) оправкой, удерживаемой в очаге деформации стержнем, закрепленным на станине волочильного стана. Волочение на короткой (неподвижной) оправке применяют для уменьшения наружного диаметра и толщины стенки трубы, а также для улучшения чистоты внутренней поверхности трубы (достигается минимальная шероховатость Ra = 0,14 мкм).
Длиннооправочное волочение (см. рисунок 2.43, в) - протягивание через волоку заготовки с длинной (подвижной) недеформируемой оправкой, которую затем извлекают из трубы. Волочение на длинной (подвижной) оправке используют для уменьшения диаметра и толщины стенки, изготовления труб диаметром менее 40 мм с очень тонкими стенками (s = 0,1 мм и менее). Серьезным фактором, сдерживающим применение процесса волочения на подвижной оправке, является необходимость осуществления после волочения трудоемких операций по снятию трубы с оправки.
Волочение на самоустанавливающейся (плавающей) оправке (см. рисунок 2.43, г) - с обработкой внутренней поверхности заготовки незакрепленной (плавающей) самоустанавливающейся оправкой, удерживаемой в очаге деформации уравновешиванием действующих на нее втягивающих и выталкивающих сил. Волочение на плавающей оправке применяют: для изготовления труб большой длины, а также в случаях, когда необходимо разгрузить стержень для крепления оправки от осевых усилий и устранить его вибрацию. При этом способе волочения достигается улучшение качества внутренней поверхности труб и повышение стойкости оправок.
Бухтовое волочение труб - волочение труб из заготовки, смотанной в бухту и (или) со сматыванием протянутой трубы в бухту на волочильном стане барабанного типа. При этом применяются как оправочное (плавающая, самоустанавливающаяся оправка), так и безоправочное волочение на трубоволочильных бухтовых станах и барабанах. Данным способом получают трубы диаметром 1 - 70 мм с толщиной стенки 0,2 - 3,0 мм. Скорость волочения - до 30 м/с, длина труб - до 6000 м.
Профилировочное волочение - волочение труб некруглой (фасонной) формы.
Волочение с раздачей трубы - предусматривает увеличение внутреннего диаметра.
Наибольшая деформация поперечного сечения за один проход при холодном оправочном волочении труб из углеродистых и низколегированных сталей - до 40%, но не более 16 мм по наружному диаметру, по стенке - до 1,25 мм. Коэффициент вытяжки - до 1,8. Наибольшая деформация поперечного сечения за один проход при холодном безоправочном волочении - до 30%, но не более 10 мм по наружному диаметру. Коэффициент вытяжки до 1,45.
Волочение осуществляют на волочильных станах различного типа, включающих в себя комплекс оборудования, обеспечивающего прием пакета или бунта заготовок, передачу труб и оправок, задачу труб в волоки и уборку готовых труб. Также почти все станы снабжены устройствами для формирования головок перед волочением. Операция формирования головок является аналогом операции острения проволоки или прутка, описанной в пункте 2.3.1.5.1.
По способу волочения трубоволочильные станы подразделяют на безоправочные, на коротко-длинной оправке, станы для раздачи труб. По типу привода - на цепные, реечные станы, станы с гидравлическим и канатным приводом, барабанного типа, полунепрерывные и непрерывные станы.
Наибольшее распространение получили цепные станы, отличающиеся величиной тягового усилия. В РФ работает большое количество цепных волочильных станов с тяговым усилием от 2 до 1500 кН. На современных цепных станах можно протягивать трубы длиной 14 - 50 м со скоростью волочения 45 - 120 м/мин. В таблице 2.21 приведены технические характеристики широко используемых цепных станов холодного волочения труб (ХВТ).
Таблица 2.21
Параметр | Усилие волочения, кН | ||||
30 | 80 | 150 | 300 | 600 | |
Количество одновременно протягиваемых труб | 1 - 2 | 1 - 2 | 1 - 2 | 1 | 1 - 2 |
Диаметр труб после волочения, мм | 5 - 20 | 5 - 38 | 14 - 60 | 25 - 60 | 38 - 80 |
Максимальная длина труб после волочения, мм | 8,5 | 14 | 14 | 20 | 21 |
Скорость волочения, м/сек | 0,1 - 0,7 | 0,25 - 1,3 | 0,25 - 1,7 | 0,17 - 1,0 | 0,17 - 2,0 |
Скорость возврата тележки, м/сек | 0,7 - 1,0 | 0,6 - 1,16 | 1,0 - 3,0 | 3 | 3 |
Широкое применение находит волочение труб в бунтах - бухтовое (барабанное) волочение. Трубы в бунтах изготовляют малого диаметра с толщиной стенки 0,5 - 1,0 мм и ниже из заготовки, имеющей стенку толщиной 2,5 - 3,5 мм. Волочение на барабанах производят только на плавающих оправках, а в качестве заключительной операции используют безоправочное волочение.
В сравнении с волочением на станах прямолинейного типа при бухтовом волочении длина готовых труб увеличивается до 100 - 300 м.
В последнее время получают развитие полунепрерывные и непрерывные волочильные станы, сведения о которых приведены в пункте 2.3.1.5.2. Станы полунепрерывного действия создают на базе цепных волочильных станов, с учетом того, что волочение ведется попеременно двумя или более волочильными тележками. Станы непрерывного действия по способу захвата заготовки делят на две группы: станы тракового и кареточного типов. В станах тракового типа захват изделия производится элементами двух цепей с нереверсивным приводом, в станах кареточного типа изделие захватывается клиновыми плашками, установленными в корпусе каретки. На непрерывных волочильных станах в основном производят безоправочное волочение. При этом устраняются операции изготовления концевых захватов (уменьшается расход металла) и правки. Производительность непрерывного волочильного стана примерно в 4 раза выше, чем у цепного волочильного стана.
Перед волочением труб из коррозионно-стойких сложнолегированных сталей производятся следующие операции (нанесение покрытий не выполняют): порезка на заданные длины -> удаление остатков смазки после теплой прокатки -> термическая обработка -> осветление (если термообработка труб проводилась в печах с окислительной атмосферой) -> правка -> подрезка концов, снятие заусенцев и продувка сжатым воздухом -> химическая обработка -> осмотр внутренней поверхности труб перископом, при необходимости - проведение ремонта -> окончательный осмотр труб.
Забивка головок производится на ковочных машинах. Регламент проведения данной операции оговаривает диаметр и длину забиваемой головки, плавность перехода, отсутствие на поверхности трещин, выступов, ребер и др. дефектов.
Между операциями (проходами) волочения на станах ХВТ, предусмотренными маршрутом изготовления труб из коррозионно-стойких сложнолегированных сталей и сплавов, выполняют цикл следующих операций: обрезка головок, порезка труб на заданные длины -> обезжиривание -> термическая обработка -> осветление -> правка -> подрезка концов, снятие заусенцев и продувка сжатым воздухом -> химическая обработка -> осмотр внутренней поверхности труб перископом, при необходимости - проведение ремонта -> окончательный осмотр -> забивка головок.
2.4.2.4 Химическая обработка
В цикле химической обработки холоднодеформированных труб, проводимой в травильных отделениях трубоволочильных цехов, проводят следующие основные операции: удаление окалины с поверхности горячедеформированной трубы и труб промежуточных размеров, нанесение смазывающих покрытий, удаление остатков смазки (обезжиривание), защита поверхности от коррозии (пассивация и консервация).
Травление труб из углеродистых, малолегированных сталей производят в основном в водных растворах серной кислоты. Травление коррозионно-стойких высоколегированных сталей и сплавов осуществляют чаще всего комбинированным щелочно-кислотным способом. Для осветления труб широко применяют смесь плавиковой (фтористо-водородной) и азотной кислот, селитровые или серно-соляно-азотнокислые растворы. Основной принцип пассивации - создание на поверхности труб тонкой окисной пленки, для чего используют растворы тринатрийфосфата (8% - 15%), иногда с добавкой фосфорной кислоты, температура раствора 60 °C - 80 °C, время выдержки 5 - 10 мин. Консервации подвергают котельные трубы из углеродистых и низколегированных марок стали, применяя при этом раствор нитрита натрия с добавкой жидкого стекла. Данный раствор токсичен, поэтому его применение крайне ограничено. Промывку производят в ваннах с холодной проточной водой, для чего пакеты труб погружают в ванну и осуществляют периодическое покачивание пакета. Кроме того, трубы промывают струей воды из брандспойта. В отдельных случаях используют ванны с горячей водой при температуре 70 °C - 90 °C. Эти же ванны используют для нагрева труб при сушке на воздухе после обезжиривания и пассивации. Трубы из коррозионно-стойких высоколегированных сталей и сплавов после нанесения смазки помещают в сушильные камеры (180 °C - 200 °C) на 40 - 120 мин.
Все операции химической обработки проводят попакетно в ваннах с соответствующими растворами. Пакеты транспортируют кранами. Ванны снабжены средствами контроля и регулирования температуры раствора. Состав раствора в ванне контролируют путем отбора проб, в современных ваннах используют автоматический контроль.
Перед холодной прокаткой заготовка поступает в травильное отделение, где пакеты заготовок подвергаются химическому травлению для очистки наружной и внутренней поверхности труб от окалины, образующейся при горячей прокатке, с последующим нанесением смазки.
Перед волочением заготовка подвергается заковке концов и затем поступает в травильное отделение. Основные технологические операции в травильном отделении: набор пакетов труб в скобы с помощью мостового крана; травление в растворе серной кислоты; промывка в холодной проточной воде; омеднение в растворе медного купороса; промывка в горячей воде; фосфатирование в растворах азотной, фосфорной кислот и цинковых белил; нейтрализация в содовом растворе; сушка на воздухе; нанесение смазки. Смазки - мыльный и графито-селитровый растворы, кубитрак и др., наносимые на медный подсмазочный слой. Ряд смазок не требует нанесения подсмазочного слоя.
После термообработки труб в окислительной атмосфере на промежуточных размерах, снова осуществляется операция химической обработки и нанесения смазки. Обезжиривание труб из высоколегированных сталей и сплавов в щелочных растворах и осветление в кислотных растворах проводится для предотвращения науглероживания в процессе последующей термообработки, приводящего к межкристаллитной коррозии, и получения чистой поверхности после термообработки.
Травление (раствор плавиковой и азотной кислот, раствор серной кислоты 60 - 240 г/л и хлорида натрия 10 - 40 г/л) и осветление труб проводятся, главным образом, для труб из высоколегированных сталей и сплавов, прошедших термообработку в печах без использования безокислительной атмосферы или в вакууме.
При проведении травления труб-заготовок из сталей аустенитно-ферритного класса на промежуточных и готовых размерах после термообработки выполняют следующие операции: обработка в сернокислом растворе (температура раствора 45 °C - 75 °C) -> промывка холодной водой -> обработка в щелочном расплаве (температура расплава 450 °C - 500 °C) -> промывка холодной водой -> обработка в азотно-плавиковом растворе (температура раствора 45 °C - 60 °C) -> промывка холодной водой -> промывка водой из брандспойта -> обработка в азотнокислом растворе (температура раствора 40 °C - 60 °C) -> промывка холодной водой -> промывка водой из брандспойта -> сушка.
2.4.2.5 Термическая обработка
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
Термическая и назначения труб обработка не только одна из завершающих технологических операций при производстве труб готовых размеров, но и промежуточная между операциями. В первом случае она призвана обеспечить комплекс требуемых механических характеристик готовой трубы, а во втором - восстановить пластические свойства металла до уровня, позволяющего проводить дальнейшую холодную деформацию.
В зависимости от химического состава стали применяют одинарную (отжиг, нормализация, закалка или отпуск) или двойную (закалка или нормализация с последующим отпуском) термическую обработку.
В зависимости от режима применяют секционные, проходные с роликовым подом или камерные печи (при длительной термообработке).
Для получения необходимых механических свойств и структуры металла трубы подвергаются термообработке после пластической деформации. Термообработка (нормализация) осуществляется в проходных газовых печах с окислительной атмосферой и в печах с радиантными трубами с защитной атмосферой при температуре 920 °C - 990 °C (трубы со светлой поверхностью, электрополированные трубы). Для окончательной термообработки труб используют также электрические печи, электроконтактные и вакуумных печи. Последние применяют с целью снижения угара металла и уменьшения количества последующих технологических операций (включая операцию травления), поскольку отсутствие безокислительного отжига предопределяет повышенную величину угара металла (за одну термообработку угар составляет 0,74% - 1,0%) и требует проведения дополнительных технологических операций.
В зависимости от требований НТД часть труб подвергают отпуску при температуре 500 °C - 750 °C и отжигу в проходной электрической печи.
Проходные газовые печи с окислительной атмосферой и камерная газовая печь характеризуются большим расходом газа, сложными условиями работы обслуживающего персонала, а электропечи - низкой производительностью, повышенным расходом электроэнергии.
Термическую обработку труб из коррозионно-стойких сложнолегированных сталей предпочтительно проводить в вакууме.
Для котельных труб из низколегированных перлитных и хромистых сталей применяют нормализацию с отпуском. Толстостенные трубы крупных размеров подвергают регламентированному охлаждению при нормализации, а трубы из аустенитных сталей - аустенизации при температуре 1120 °C - 1140 °C с последующим охлаждением в воде или на воздухе.
В качестве защитных атмосфер используют водород, аргон, диссоциированный аммиак и экзотермический газ, полученный неполным сжиганием промышленных горючих газов.
2.4.2.6 Отделочные операции на готовой трубе
На готовом размере проводятся следующие операции по отделке и сдаче труб (на примере труб из коррозионно-стойких сложнолегированных сталей):
- порезка на заданные длины, обрезка головок труб после волочения;
- удаление остатков технологической смазки после прокатки на станах ХПТ или обезжиривание труб после прокатки на станах ХПТР и волочения;
- окончательная термическая обработка;
- осветление (для труб, прошедших термообработку в печах с окислительной атмосферой);
- правка;
- обезжиривание;
- осмотр внутренней поверхности перископом, при необходимости ремонт травлением или дробеструйной обработкой, осмотр после ремонта;
- осмотр наружной поверхности, контроль толщины стенки, при необходимости ремонт шлифованием с последующим обезжириванием, осмотр после ремонта;
- отбор образцов для испытаний, маркировка труб, подрезка концов, снятие заусенцев, продувка сжатым воздухом;
- химическая обработка;
- ультразвуковой контроль труб;
- вырезка дефектных участков, подрезка концов труб, порезка на длины, установленные заказчиком, зачистка заусенцев, продувка сжатым воздухом;
- контроль геометрических размеров труб и их стилоскопирование;
- химическая обработка труб;
- окончательный осмотр труб;
- учет количества метров годных труб, взвешивание принятых труб, оформление документации на пакет готовых труб;
- упаковка.
Резка труб. Резке на части и обрезке концов подвергают трубы промежуточных и готовых размеров. Торцы труб после резки должны быть перпендикулярны оси трубы и не иметь наплывов и заусенцев. У труб для волочения на оправке торцы с одного конца должны обеспечивать беспрепятственный ввод оправки, а концы труб, подвергаемых заковке, не иметь трещин.
Станки для резки труб делят на две группы:
- резки неподвижной трубы (пилы трения, фрезерные пилы, аллигаторные ножницы, наждачно-отрезные станки и др.);
- резки вращающейся трубы (дисковые пилы, резцовые станки цангового типа, бесшпиндельные станки и др.).
Станки первой группы могут выполнять резку труб с отклонением от прямолинейности и труб фасонного сечения.
Для резки труб промежуточных размеров используют аллигаторные ножницы, фрезерные пилы, прессы для резки труб, летучие разрезные устройства, для резки труб готовых размеров - наждачно-отрезные станки (трубы диаметром 5 - 60 мм и толщиной стенки 0,2 - 5 мм, скорость резки 100 - 300 резов в час), резцовые станки цангового типа (трубы диаметром 20 - 114 мм, скорость резки 11 - 45 м/мин) и бесшпиндельные станки.
Правка. Предварительная правка готовых труб производится на роликовых правильных машинах или прессах, а окончательная - на косовалковых правильных машинах. Допустимая кривизна труб после конечной правки обычно составляет 1 мм на погонный метр трубы, не допускаются следы правки. Технические характеристики некоторых используемых правильных машин приведены в таблице 2.22.
Таблица 2.22
Параметры | Тип стана | ||||
"Бронкс" 6-22 | "Бронкс" 12-64 | "Бронкс" 25-118 | "Чепель" VRM-75 | 20-90 | |
Диаметр труб, мм | 5 - 20 | 12 - 64 | 25 - 118 | 10 - 75 | 20 - 90 |
Толщина стенки, мм | 0,2 - 1,5 | 0,2 - 4,0 | 0,5 - 9,0 | 0,5 - 6,0 | 5,0 - 8,0 |
Минимальная длина трубы, м | 1,5 | 2 | 2 | 0,75 | 2,5 |
Скорость правки, м/мин | 4 - 80 | 4 - 80 | 9 - 180 | 37 - 150 | 10 - 100 |
Кол-во валков, шт. | 6 | 6 | 6 | 6 | 6 |
Кол-во приводных валков, шт.: - верхних; - нижних | 3 3 | 3 3 | 3 3 | 3 3 | 3 3 |
Диаметр бочки валка, мм | 68 | 147,6 | 216,5 | 135 | 220 |
Подрезка концов труб. После правки осуществляется подрезка концов готовых труб и порезка их на мерные длины. К качеству реза предъявляют требования: соблюдение перпендикулярности реза; отсутствие заусенцев; допуск на порезку мерных труб обычно составляет 0 мм/+5 мм, одновременно производится отбор образцов на механические испытания.
Шлифовка или полировка поверхности труб из высоколегированных сталей и сплавов выполняется абразивным или электрохимическим способом.
Контроль качества готовых труб производится на инспекционных стеллажах. Контроль включает: визуальный осмотр поверхности труб; контроль геометрических размеров труб. В зависимости от требований НТД производится приборный контроль качества труб: ультразвуковой; вихретоковый; анализ химического состава готовой трубы; гидроиспытание.
Маркировка труб осуществляется вручную либо на автоматизированных установках ударным и безударным способами. В ряде случаев производится нанесение на трубы консервационных покрытий.
Упаковка пакетов труб производится стальной лентой, возможна упаковка труб в деревянную решетку, полипропиленовое полотно.
2.4.2.7 Гидроиспытание труб
Технология и оборудование для осуществления испытания труб гидростатическим давлением аналогичны технологии и оборудованию, представленным в 2.4.1.1.4.
На трубных предприятиях РФ сварные трубы изготавливают диаметром 5 - 2520 мм, толщиной стенки 0,5 - 48 мм, длиной до 18 м из различных марок сталей с продольным (одно-, двухшовные) либо спиральным расположением шва.
Широкому применению сварных труб способствуют: более низкая (на 15% - 20%) стоимость в сравнении с бесшовными трубами; возможность быстро организовать их производство при меньших капитальных затратах; получение экономии металла в результате применения более тонкостенных труб. Все это обеспечивает их больший удельный вес в сравнении с бесшовными трубами. В мировом производстве труб доля сварных труб составляет около 60% [25].
Сварные трубы малых диаметров (наружным диаметром 5 - 114 мм) применяются в автомобилестроении, сельскохозяйственном, энергетическом, химическом и нефтяном машиностроении, для изготовления трубчатых электронагревателей, бытовой техники и пр. Сварные трубы среднего диаметра (наружным диаметром 114 - 530 мм) используют для изготовления паропроводов низкого давления, газопроводов и нефтепроводов, а также для трубопроводов; при изготовлении деталей конструкций различного назначения для мелиорации, водоснабжения, в коммунальном хозяйстве и т.д.
Для производства труб в линии трубосварочных агрегатов применяются различные виды сварки: сварка электросопротивлением, индукционная сварка, сварка токами высокой частоты, электросварка в среде инертных газов, сварка постоянным током, электронно-лучевая, плазменная, ультразвуковая, лазерная сварка, печная сварка. Наибольшее распространение для производства сварных труб малого и среднего диаметра на предприятиях РФ получила сварка токами высокой частоты и дуговая сварка в среде инертных газов, применяемая при производстве труб из высоколегированных сталей и сплавов. При этом технологический процесс производства труб в линии трубоэлектросварочных агрегатов (ТЭСА) подразумевает формовку холодного штрипса.
Также на предприятиях РФ функционируют агрегаты непрерывной печной сварки, в которых производится формовка предварительно нагретого штрипса. Данный способ производства существенно отличается от всех остальных видов получения сварных труб.
В зависимости от количества и направления швов на сварных трубах большого диаметра (530 - 2520 мм) различают одношовные и двухшовные, прямошовные и спиральношовные трубы. Трубы данного класса предназначены для строительства магистральных трубопроводов газа, нефти, нефтепродуктов, для водо- и паропроводов низкого давления и пр. [25]. Производство труб большого диаметра осуществляется главным образом способом дуговой сварки под слоем флюса [22].
В зависимости от назначения труб, характеристик и размеров исходного материала сварные трубы получают различными способами, каждый из которых имеет определенные технологические преимущества и недостатки.
На рисунке 2.44 схематично показаны известные способы производства сварных труб большого диаметра.

большого диаметра
2.4.3.1 Производство спиральношовных труб, изготовленных электродуговой сваркой под слоем флюса (ТБД)
Спиральношовные трубы диаметром до 2520 мм, с толщиной стенки до 25 мм производят из низкоуглеродистых и низколегированных, хорошо свариваемых сталей.
Способ производства труб со спиральным швом имеет ряд преимуществ по сравнению со способами производства прямошовных труб. При одном и том же диаметре трубы применяется менее широкая и более дешевая заготовка. Спиральношовные трубы обладают повышенной прочностью, так как спиральный шов при одинаковом рабочем давлении в трубопроводе имеет меньшую удельную нагрузку, чем прямой. Спиральношовные трубы можно изготовить и более тонкостенными соотношением диаметра к толщине стенки более 100.
К недостаткам этого способа следует отнести большую, чем у прямошовных труб, протяженность сварного шва, несколько меньшие скорости сварки [24].
В России действует единственное предприятие для производства сварных спиральношовных труб большого диаметра - АО "ВТЗ". Для организации производства спиральношовных труб диаметром 530 - 1420 мм на предприятии были установлены две самостоятельные технологические линии, каждая из которых состоит из пяти трубосварочных станов и линии отделки и контроля труб [22], [26], [10]. В состав цеха также входят трубосварочный агрегат ТЭСА 2520 для производства труб наружным диаметром до 2520 мм из предварительно сваренных листов ("карт"), поточно-механизированная линия отделки и контроля труб диаметром до 2520 мм, специализированное отделение термической обработки труб диаметром 530 - 1420 мм, специализированные участки для нанесения наружного антикоррозионного и внутреннего гладкостного покрытий на трубы диаметром до 1420 мм [22], [27], [31].
Для изготовления спиральношовных труб в линиях станов 530 - 1420 используют горячекатаный штрипс шириной 1200 - 1800 мм, с толщиной 6 - 16 мм, поставляемый в рулонах [22], [26].
Технологический процесс производства спиральношовных труб, осуществляется по непрерывной схеме, когда передний конец последующей полосы приваривают к заднему концу предыдущей без остановки производственного процесса. Технологическая схема процесса изготовления спиральношовных труб представлена на рисунке 2.45.

1 - подача рулона в линию; 2 - размотка рулона, правка;
3 - обрезка конца рулона; 4 - сварка концов рулонов
в непрерывную полосу; 5 - неразрушающий ультразвуковой
контроль полосы; 6 - механическая обработка кромок;
7 - формовка трубной заготовки, сварка; 8 - неразрушающий
ультразвуковой контроль шва; 9 - разрезка трубы;
10 - визуально-инструментальный, рентгенотелевизионный
контроль, 11 - термическая обработка труб; 12 - контроль
качества; 13 - обрезка концевых участков, нарезка фаски;
14 - гидроиспытание; 15 - неразрушающий ультразвуковой
контроль шва; 16 - маркировка, упаковка, сдача труб
2.4.3.1.1 Подготовка рулонного проката
Производство спиральношовных сварных труб осуществляется по непрерывной схеме, при которой формовка рулонной полосы и последующая дуговая сварка под слоем флюса производятся непрерывно в линии агрегата. При этом передний конец последующей полосы приваривают к заднему концу предыдущей, не останавливая стана. Наличие летучей стыкосварочной машины при работе трубосварочного агрегата несколько усложняет конструкцию входной стороны агрегата, но оправдано повышенной производительностью [22].
В состав каждого ТЭСА входит следующее основное технологическое оборудование: поворотное устройство, загрузочное устройство, конический разматыватель, скребковое устройство, пятивалковая лентоправильная машина, гильотинные ножницы, калибровочные ножницы, фрезерный станок, стыкосварочная машина, центрователи, семивалковая лентоправильная машина, фрезерный станок, тянущие валки, формовочное оборудование, сварочное оборудование, оборудование для плазменной резки труб [32].
Рулоны со склада транспортируются в цех мостовыми кранами и устанавливаются на неподвижный транспортер кантователя, где производится их кантовка из положения с вертикальной осью в положение с горизонтальной осью вращения. После кантовки рулон передается на поворотный стол транспортной тележки так, чтобы при установке рулона на загрузочную тележку стана передний конец полосы был направлен снизу вверх в сторону конусов разматывателя рулонов. Далее рулон снимается поворотным устройством с транспортной тележки и устанавливается на загрузочную тележку стана. Плечо поворотного устройства стана устанавливается напротив отверстия рулона и вводится внутрь на всю ширину рулона. Затем плечо поворотного устройства поднимается вместе с рулоном до освобождения транспортной тележки и поворачивается так, чтобы рулон расположился точно над загрузочной тележкой, при этом стол загрузочной тележки находится в нижнем положении. Плечо с рулоном опускается на стол тележки, освобождается от рулона и устанавливается в исходное положение [32].
После выхода заднего конца полосы предыдущего рулона из конического разматывателя конусы разводятся, загрузочная тележка со следующим рулоном подается к конусам. Подъемом стола тележки ось рулона совмещается с осью конусов, рулон зажимается конусами разматывателя и центрируется относительно оси стана. Верхний ролик разматывателя опускается вниз, и разматывающая клеть подается к пятивалковой лентоправильной машине, в которой производится предварительная правка рулонной полосы. Включается привод правильной машины, разматывающих роликов, и передний конец полосы подается в правильную машину. Критерием правильной настройки правильной машины служит достижение прямолинейности выходящей полосы.
При выходе заднего конца полосы из правильной машины нижний регулирующий валок приподнимается для обеспечения задачи полосы в гильотинные ножницы с нижним резом, где осуществляется обрезка переднего и заднего концов полосы с целью удаления дефектов поверхности металла, обрезки "языка" рулона и получения необходимой ширины. Длина обрезки концов в линиях ТЭСА при удалении "языка" рулона и получения необходимой ширины должна составлять не более 1000 мм с каждого конца рулона.
После выброса заднего конца полосы и возвращения гильотинных ножниц в исходное положение включением привода правильной машины передний конец следующего рулона подают в зону реза гильотинных ножниц на необходимую величину, после чего производят обрезку переднего "языка" полосы.
Включением привода правильной машины передний конец полосы подают в зону первого центрователя калибровочных ножниц. Перемещением конусов разматывателя и центрирующими роликами осуществляют установку полосы относительно оси стана. После центрирования полосы включением вращения роликов правильной машины передний конец полосы подают в зону калибровочного реза. Подачу концов полос в зону калибровочного реза производят при визуальном наблюдении за их положением.
В зоне калибровочного реза концы полос зажимают прижимными балками калибровочных ножниц, прижимами гильотинных ножниц и тормозными валками суппорта, после чего производят калибровочный рез концов полос. Ширина отрезаемых полос при калибровочном резе находится в пределах 80 - 150 мм.
По окончании калибровочного реза и поднятия прижимов за счет тянущего усилия полосы суппорт калибровочных ножниц с зажатой полосой передвигается в крайнее положение. Передний конец полосы при перемещении гильотинных ножниц подается в ось сварки. Затем производят зажим полосы прижимами калибровочных ножниц и зажимными балками, расположенными по обеим сторонам от оси сварки. После этого поднимают прижимы гильотинных ножниц и ножницы возвращают в исходное положение. Сварку концов полос производят под флюсом с использованием омедненной проволоки на медной подкладке.
Сварка концов полос производится с установкой технологических планок, изготовленных из той же марки стали, что и свариваемые полосы. Допускается также использование планок из других хорошо свариваемых марок стали. При этом толщина технологических планок соответствует толщине свариваемых полос. Технологические планки устанавливают длинной стороной вдоль торцевых кромок полосы. Стык планок служит продолжением стыка конца полос.
Перед началом процесса сварки проверяют параллельность стыка полос по отношению к направлению движения сварочного автомата. Сварка концов полос ведется на проход. Режимы сварки устанавливаются в зависимости от толщины листа. После выхода поперечного шва из стыкосварочного агрегата убирают с полосы остатки флюса и шлаковую корку.
Далее рулонная полоса поступает на семивалковую лентоправильную машину, где подвергается окончательной правке.
Для получения необходимой постоянной ширины полосы производят обрезку ее боковых кромок на дисковых ножницах, а затем с помощью кромкообрабатывающих роликов окончательно прикатывают кромки. Для центрирования полосы по оси стана при ее подаче в дисковые ножницы служат центрирующие ролики. Настройку центрирующих роликов производят при переходе с одной ширины полосы на другую. Обрезанную на дисковых ножницах кромку разрезают кромкокрошительными ножницами на куски, которые по наклонным желобам попадают в короба [32].
2.4.3.1.2 Формовка труб
В соответствии с диаметром трубы, шириной и толщиной полосы по технологическим таблицам определяют угол формовки. Поворот формовочного устройства производят на угол формовки и перемещают его относительно правого края ленты. Точную установку формовочного оборудования контролируют визуально по положению сварочной проволоки первой головки относительно правого края ленты. Передние и задние формовочные кассеты устанавливают симметрично относительно оси формовочной части стана в соответствии с диаметром труб. Все ролики формовочного устройства устанавливаются на угол формовки. Настройку установки формовки (формовочные кассеты, формовочное плечо, кассеты формующего люнета, ролики регулирующего люнета, опорные ролики) ведут в соответствии с картой настройки, разработанной на каждый диаметр трубы для каждого стана. При изготовлении труб с последующей термической обработкой предельные значения допусков по диаметру труб устанавливаются в зависимости от изменения диаметра труб в термическом отделении, трубоотделке. После полной настройки формовочного оборудования производится настройка кромкогибочных роликов, правильность настройки которых по высоте проверяют по величине прогиба кромок у спирального шва трубы с помощью специального прибора.
Формовка полосы в трубную заготовку осуществляется на стане полувтулочного типа (см. рисунок 2.46, а) путем сворачивания ее по заданному диаметру под некоторым углом к продольной оси полосы. Полоса, установленная симметрично относительно оси стана центрирующими устройствами, поступает снизу во втулку 1 формовочного стана. Изгиб полосы происходит по наплавленным по спирали и отшлифованным направляющим пояскам 2, расположенным на внутренней поверхности втулки. Для поддержания первого витка до сварки его технологическим швом служат ролики 3 и 4, расположенные на второй половине втулки. Для уменьшения трения в процессе изгиба ленты по направляющим пояскам 2 установлены ролики 5 и 6. Для обеспечения правильной подачи ленты во втулку перед ней установлен регулируемый по высоте порог 7 с поверхностью, наплавленной твердым сплавом. Сварку спирального шва труб производят на стане одновременно с процессом формовки, она может выполняться двух- или трехслойной (см. рисунок 2.46, б).

полувтулочного типа (а) и схема сварки спиральношовных труб
под слоем флюса (б)
Все существующие способы изготовления сварных труб большого диаметра имеют одну общую технологическую операцию - автоматическую электродуговую сварку под слоем флюса, которая заключается в создании между металлом трубы и электродом в месте стыка кромок мощного электрического разряда (дуги), под действием которого плавятся основной металл, электродная проволока, переходящая в сварочную ванну в виде отдельных капель, и флюс. Электродная проволока непрерывно подается в зону сварки, которая защищена от воздействия воздуха слоем поступающего через воронку флюса. После остывания жидкого металла образуется сварной шов, покрытый коркой шлака. При перемещении трубы вперед часть неоплавившегося флюса удаляется флюсоотсосом, возвращаясь на последующее использование для сварки.
При сварке подслоем флюса применяется технология многоэлектродной сварки, при которой до четырех электродов последовательно располагаются так, чтобы образовалась только одна сварочная ванна. Это обеспечивается специальными высокопроизводительными сварочными машинами, в которых достигается высокая стабильность следующих параметров: силы тока, напряжения, скорости сварки, шага электродов, угла между электродами и угла между электродами и разделкой под сварку, высоты и ширины слоя флюса.
При двухслойной сварке спиральношовных труб первый шов - внутренний рабочий, второй - наружный рабочий через половину витка спирали, обеспечивающий перекрытие внутреннего сварного шва. Внутренний шов сваривается двумя дугами. При трехслойной сварке первый шов - внутренний технологический, второй - наружный рабочий через полвитка от технологического шва, третий шов - внутренний рабочий, обеспечивающий перекрытие швов. Внутренний технологический шов сваривают одной дугой в среде углекислого газа, а внутренний рабочий - двумя дугами. Сварка наружного шва при двух- и трехслойной сварке производится одной или двумя дугами [32].
Для сварки спиральных швов труб применяют омедненную сварочную проволоку диаметром 3 мм (для сварки внутренних швов) и диаметром 4 мм (для сварки наружного шва), сварочный флюс. При трехслойной сварке для сварки внутреннего технологического шва допускается использование сварочной проволоки диаметром 4 мм.
Сварку производят со смещением электродов в сторону, противоположную вращению трубы. Технологический или первый рабочий шов сваривают на медной сварочной подкладке (башмаке), профиль рабочей поверхности которой соответствует диаметру трубы и углу формовки.
Во время работы стана производится постоянное слежение за положением электродов относительно стыка кромок. Направление по шву электродов трех технологических головок осуществляется специальными автоматами или вручную по световому указателю. Необходимый зазор между кромками регулируется автоматом или визуально, вручную, поворотом трубы при помощи регулирующего люнета.
Изменение периметра контролируют по периметромеру, при незначительных изменениях производят его корректировку соответствующим перемещением регулирующего люнета в пределах установленного сварочного зазора [32].
На трубосварочных станах для изготовления спиральношовных труб установлены ультразвуковые дефектоскопы (УЗД). Участки сварного шва, отмеченные УЗД, подлежат рентгенотелевизионному контролю для определения размеров дефекта и необходимости ремонта шва.
После ультразвукового контроля спирального шва движущаяся трубная заготовка режется на мерные длины плазменной дугой с помощью летучего отрезного устройства. В результате процесса плазменной резки происходит локальное расплавление и выжигание металла сжатой высокотемпературной электрической дугой постоянного тока, обеспечивая при этом высокую скорость резки труб даже с толстыми стенками. Для этого используют плазменно-воздушный резак-плазматрон и силовые установки для его возбуждения [22], [23].
Для поддержания отрезанной трубы на стане и подачи ее к устройству для высыпания флюса служит выходная установка, поддерживающие и транспортирующие ролики которой поворачиваются на угол формовки.
После порезки труб производится их предварительный визуально-измерительный контроль, на их наружной поверхности вдоль сварного шва в районе второго витка наносится маркировка.
Трубы с поперечным и кольцевым швом и трубы, имеющие отметки ультразвукового дефектоскопа, транспортируются к рентгенотелевизионной установке. Если в сварных швах обнаруживают недопустимые дефекты, то такие трубы направляют на участки ремонта швов. Неустранимые дефекты на трубах вырезаются на трубоотрезных станках.
Отремонтированные трубы поступают к рентгенотелевизионной установке и после контроля качества наружного шва - к трубоотрезным станкам. При проведении технологической операции труба находится в стационарном положении, а ее концы обрезают под углом 25° - 30° кислородно-ацетиленовой горелкой. Конец трубы отрезают за один полный поворот горелки вокруг трубы.
Кольцевое притупление шириной 1 - 3 мм на торцах труб выполняют на шлифовальных станках.
Далее для получения требуемых механических свойств трубы могут подвергаться (при необходимости) термической обработке.
2.4.3.1.5 Термообработка труб
Проводимая термическая обработка позволяет получать трубы с повышенными механическими свойствами и равными прочностными характеристиками основного металла трубы и металла околошовной зоны [22].
Участок термической обработки труб конструктивно выполнен при параллельно расположенных секционных газопламенных печах для закалки и отпуска, соединенных механизмами поперечного перемещения труб. Закалочная печь длиной 41,5 м состоит из семи участков регулирования теплового режима. Каждый участок в свою очередь состоит из двух секций, т.е. закалочная печь состоит из 14 секций. Печь для отпуска длиной 35,5 м состоит из шести участков регулирования, каждый из которых состоит из двух секций, т.е. общее число секций в печи составляет 12. Регулирование температурного режима печей ведется по усредненному значению температур секций, включенных в состав участка регулирования. Печи отапливаются природным газом, сжигаемым в двухпроводных турбулентных горелках производительностью 40 и 60 м3/ч (горелки меньшей производительности установлены в последних двух секциях обеих печей). Воздух подогревается до 250 °C - 300 °C в петлевых рекуператорах каждой печи [22].
Для интенсификации работы печей в технологию нагрева труб под закалку и отпуск заложен принцип "прямого удара" горячих продуктов сгорания о нагреваемое изделие.
В отличие от секционных печей скоростного нагрева, у которых высокая и постоянная температура по всем зонам (2.4.1.1.3.1), обеспечивающая высокую скорость нагрева, температурный режим закалочной секционной печи, установленной на участке термообработки спиральношовных ТБД в АО "ВТЗ", существенно отличается. В первых пяти участках регулирования трубы нагревают при пониженной тепловой мощности зон, на шестом участке регулирования (11-я и 12-я секции) ведут форсированный нагрев до температуры закалки, а седьмой участок (13-я и 14-я секции) регулирования предназначен для выравнивания температуры по сечению стенки трубы и некоторой выдержки перед закалкой.
Перемещение труб по печам в процессе их нагрева и через охлаждающие устройства выполняется с помощью транспортных колец, установленных между секциями и обеспечивающих осевое перемещение труб одновременно с их вращением. Скорость продольного перемещения труб плавно регулируется в диапазоне от 3 до 12 м/мин. В качестве охлаждающих устройств применяются радиальные многосопловые спрейеры водно-воздушного охлаждения непрерывного действия.
Из отпускной печи трубы, продолжая поступательно-вращательное движение, проходят охлаждение в водовоздушном спрейере и по рольгангу подаются в линию отделки [22].
2.4.3.1.6 Отделочные операции. Обработка торцов труб
После контроля геометрии спиральношовная труба заданных размеров проходит отделочные операции - производится нарезка фаски, осуществляются гидроиспытания труб, контроль качества концов труб неразрушающими методами контроля.
Трубы, изготовленные на станах спиральной сварки, не нуждаются в дополнительной правке и калибровке концов. Торец трубы подвергается механической обработке, предназначенной для обеспечения перпендикулярности плоскости торца относительно оси трубы и формирования требуемой конфигурации фаски.
2.4.3.1.7 Гидроиспытания
Готовые трубы проходят испытание на гидравлических прессах. Технология проведения гидроиспытаний, принцип работы оборудования для проведения гидроиспытаний спиральношовных труб схожи с оборудованием для проведения испытаний бесшовных труб, описанным в 2.4.1.1.4.
После прохождения гидроиспытания трубы подвергаются контролю рентгенотелевизионным и ультразвуковым способами, измерению геометрических параметров, маркировке, упаковке, складированию.
2.4.3.2 Производство прямошовных труб, изготовленных электродуговой сваркой под слоем флюса (ТБД)
В отечественной практике сварные прямошовные трубы большого диаметра, используемые для строительства магистральных трубопроводов газа, нефти и нефтепродуктов, производятся из горячекатаных листов (ТБД наружным диаметром 508 - 1422 мм, с толщиной стенки 7 - 48 мм) либо горячекатаного рулонного проката (ТБД наружным диаметром 508 - 630 мм, с толщиной стенки 5 - 22 мм).
Сварные прямошовные ТБД, изготовленные из рулонного проката, имеют ограниченный сортамент - наружный диаметр до 630 мм. Производство труб данного типа в РФ осуществляется на ТЭСА по технологии, предусматривающей формовку плоского рулонного проката в цилиндрическую трубную заготовку в формовочном стане валковой формовки, сварку кромок заготовки токами высокой частоты. Ключевой особенностью технологии производства труб на ТЭСА подобного типа является отсутствие в составе подготовительной линии ТЭСА стыкосварочной машины, петлеобразователя - технологический процесс изготовления труб на агрегатах носит дискретный характер.
Сварные прямошовные ТБД, изготавливаемые из горячекатаных листов, производят с одним либо двумя продольными швами. Трубы с одним продольным швом изготавливают из одного листа. При производстве прямошовных труб с двумя швами на предприятиях РФ применяются две технологические схемы: 1) формовка листов в полуцилиндры на прессах с последующей их сваркой; 2) предварительная сварка узких листов в "карты" с последующей формовкой на вальцах и сваркой.
Технология производства прямошовных труб с одним продольным швом реализована на трубных предприятиях РФ: АО "Выксунский металлургический завод" (АО "ВМЗ"), ПАО "ЧТПЗ", АО "ВТЗ", ЗАО "Ижорский трубный завод" (ЗАО "ИТЗ"), АО "Загорский трубный завод" (АО "ЗТЗ") [50], [51]. Технологическая схема изготовления труб из двух полуцилиндров-обечаек с формовкой на прессах реализована на ТЭСА 1220 и ТЭСА 820 ПАО "ЧТПЗ", ТЭСА 1020 АО "ВМЗ" [22].
В таблице 2.23 представлена сравнительная характеристика российских и зарубежных производителей труб большого диаметра [50], [51].
Таблица 2.23
производителей труб большого диаметра
Характеристика | Иностранные производители | Российские производители | ||||||
ХТЗ | Европайп | Ниппон Кокан | ВМЗ | ЧТПЗ | ВТЗ | ИТЗ | ЗТЗ | |
Конструкция труб | 530 - 820 кольц. 914 - 1420 1-шовная | 1-шовная | 1-шовная | 1-шовная, 2-шовная | 1-шовная, 2-шовная | 1-шовная; спиральношовная | 1-шовная | 1-шовная |
Диаметр, мм | 530 - 1420 | 530 - 1625 | 406 - 1422 | 508 - 1420 | 508 - 1420 | 508 - 1420 | 610 - 1420 | 508 - 1420 |
Толщина стенки, мм | 7 - 22 | 7 - 40 | 6 - 44,5 | 7 - 48 | 6 - 45 | 8 - 42 | 7 - 40 | 7 - 35 |
Длина, м | 10,5 - 11,6 | 10,5 - 11,6; 18 | 10,5 - 11,6; 18 | 10,5 - 11,6 | 10,5 - 11,6; 18 | 10,5 - 11,6 | 18 | 12,2 |
Класс прочности | Х60 - Х70 | Х60 - Х100 | Х60 - Х100 | Х60 - Х100 | Х60 - Х100 | Х60 - Х100 | Х60 - Х100 | Х60 - Х100 |
Общая проектная мощность, тыс. т/год | - | - | - | 1680 | 1400 | 1420 | 600 | 500 |
Термообработка | Нет | Нет | Закалка с отпуском, нормализация-отпуск | Нет | Нет | Закалка с отпуском | Нет | Нет |
Автоматизация сварки и неразруш. контроля | Нет | Есть | Есть | Есть | Есть | Есть | Есть | Есть |
Экспандирование | Механическое | Механическое | Механическое | Комбинир. | Гидравлическое | Гидравлическое | Механическое | Механическое |
По диаметру концов труб, мм | +/- 1,6 | +/- 1,6 | +/- 1,6 | +/- 1,6 | +/- 1,6 | +/- 1,6 | +/- 1,6 | - |
По диаметру тела трубы, мм | +/- 3,0 | +/- 2,0 | +/- 2,0 | +/- 2,0 | +/- 2,0 | +/- 2,0 | +/- 2,0 | - |
Наружное покрытие | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть |
Внутреннее покрытие | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть |
Современные цехи по производству прямошовных труб большого диаметра отличаются разнообразием технологических схем получения труб, применяемыми объемно-планировочными решениями, развитой отделкой и системами контроля качества выпускаемой продукции. Все технологические операции производства сварных прямошовных труб осуществляются на следующих основных участках: подготовки листа (включающем листоукладчик, правильную машину, кромкострогальные станки, ножницы); формовки (стан для загибки кромок либо стан догибки кромок, оборудование формовки труб); сварки (стан для приварки технологических планок, станы наружной и внутренней сварки); отделки (оборудование для калибровки труб, станки для обработки торцов, снятия усиления шва, гидропресс, оборудование неразрушающего контроля).
На рисунке 2.47 представлена последовательность технологических операций при производстве прямошовных труб.

ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
1 - подача листа в линию; 2 - механическая обработка кромок
листа; 3 - формовка листа в трубную заготовку; 4 - догибка
кромок; 5 - сборка трубы, сварка технологического шва;
6 - приварка технологических планок; 7 - сварка внутреннего
рабочего шва; 8 - сварка наружного рабочего шва;
9 - отрезка технологических планок; 10 - неразрушающий
ультразвуковой контроль шва; 11 - экспандирование труб;
12 - нарезка фаски; 13 - гидроиспытание; 14 - измерение
длины, взвешивание труб; 15 - маркировка, упаковка,
сдача труб
групп операций при производстве прямошовных ТБД
Технология производства сварных прямошовных ТБД с одним и двумя продольными швами заключается в следующем.
2.4.3.2.1 Подготовка листового проката
В качестве исходного материала для изготовления сварных прямошовных ТБД используются горячекатаные листы, изготовленные из низколегированных марок сталей, поставляемых в состоянии после нормализации, нормализации с отпуском или прокатанных по контролируемому режиму, в том числе с ускоренным охлаждением, отпуском. Способ прокатки, термической обработки указывается в технических условиях на горячекатаный лист.
Перед задачей листов в производство производится их входной контроль исходного материала. Листы, соответствующие требованиям НТД, с участка складирования с помощью подъемной траверсы с вакуумным или магнитным подаются в зону загрузки листа и подготовки кромок.
В составе современных трубоэлектросварочных цехов установлено оборудование дробеметной очистки с целью удаления с поверхности листа ржавчины, окалины, загрязнений различного характера, пыли.
В линии ТЭСА старой конструкции на участке подготовки листа производится его правка на пяти- либо семивалковой листоправильной машине. В составе современных ТЭСА технологическая операция и оборудование для правки листа отсутствуют - исходный материал поступает в линию ТЭСА с гарантированными геометрическими параметрами.
Ключевой технологической операцией на участке подготовки листового проката является обработка продольных кромок с целью достижения требуемой формы фаски и заданной ширины листа. Для этого в зоне загрузки листы загружаются на конвейер и направляются в зону кромкофрезерной установки.
Для обеспечения высокого качества сварного соединения концов ТБД к листу перед проведением операции фрезерования привариваются технологические планки, на которых начинается и заканчивается процесс сварки ТБД. В технологическом потоке ТЭСА после проведения операции сварки труб данные технологические планки удаляются различными способами - плазменной резкой, отрезкой кругами. После операции разделки продольных кромок лист поступает на участок формовки.
2.4.3.2.2 Формовка листа
Процесс формовки листового проката в цилиндрическую трубную заготовку является основой технологии производства сварных прямошовных ТБД, во многом определяет сортамент и группу прочности труб, а также производительность всей производственной линии.
Формовка трубных заготовок состоит из операций подгибки кромок листа с радиусом, равным радиусу изготавливаемой трубы и, непосредственно, операции формовки плоского листа в трубную заготовку цилиндрической формы.
Операция подгибки продольных кромок при формовке труб на прессах осуществляется на кромкогибочном прессе одновременно с двух сторон шаговым способом последовательно участками по всей длине листа. В линии ТЭСА, формовка труб в которых производится в вальцах (см. рисунок 2.48, а), осуществляется операция догибки кромок сформованной трубной заготовки способом прокатки через специальную установку с нижним приводным валком, ручей которого соответствует радиусу обрабатываемой трубы, и верхним холостым валка бочкообразной формы.

а - в гибочных вальцах; б - на прессе при производстве труб
с одним прямым швом (UO-формовка); в - на прессе
при производстве труб с одним прямым швом (JCO-формовка)
в цилиндрическую трубную заготовку
В настоящее время на российских трубных предприятиях освоено и успешно реализуется производство сварных ТБД с одним либо двумя продольными швами с использованием различных способов и устройств формовки [22], [27], [32], [52]:
- способ формовки листа в цилиндрическую трубную заготовку в вальцах (см. рисунок 2.48, а);
- способ формовки листа в цилиндрическую заготовку на вертикальных прессах - UO-формовка (см. рисунок 2.48, б);
- способ пошаговой формовки листа узким штампом на прессах - JCO-формовка (см. рисунок 2.48, в).
Формовка в вальцах (см. рисунок 2.48, а) осуществляется с помощью трехвалковой листогибочной установки с предварительно-напряженным верхним валком, в которой лист, изгибаясь между тремя валками за 3 - 4 прохода, формуется в трубную заготовку цилиндрической формы. Управляемая с помощью гидравлических приводов гибочная установка позволяет производить гибку в большом диапазоне стандартных типоразмеров наравне с нестандартными. Быстрая переналадка на разные типоразмеры является преимуществом по сравнению с любым процессом прессовой формовки. В трехвалковых вальцах диаметр верхнего валка примерно в 1,5 раза больше диаметра нижних. В процессе формовки валки совершают реверсивное движение, при этом верхний валок поднимается и опускается для регулировки диаметра формуемой заготовки. При этом способе формовки крайние участки листа, длина которых равна половине расстояния между нижними валками, не формуются и остаются плоскими [22], [24]. Этот недостаток устраняется последующей догибкой концов на валковом стане.
UO-формовка (см. рисунок 2.48, б). Формовкой на вертикальном прессе формуют одну цилиндрическую заготовку с предварительной подгибкой кромок или две полуцилиндрические заготовки при сварке труб из двух листов. Последовательность технологических операций при формовке листовой заготовки на вертикальных гидравлических прессах следующая:
- подгибка на кромкогибочном прессе продольных кромок листа одновременно с обеих сторон до получения радиуса трубы;
- на второй стадии формовки лист за один ход превращается в U-образную форму и продавливается через боковые ролики бойком пресса;
- на третьей стадии U-образный лист формируется в O-образную заготовку, которая затем подается на машину для сварки технологического шва.
При производстве сварных труб с двумя продольными швами соответствующее технологическое оборудование дополнительно снабжено установкой для сборки полуцилиндров, которая состоит из двух подводящих рольгангов, назначение которых - выравнивание продольных кромок полуцилиндров и рычажного устройства, с помощью которого оба полуцилиндра захватываются, поворачиваются на 90°, соединяются продольными кромками и затем цепным заталкивателем задаются в первый сварочный стан для наложения первого наружного шва [22].
JCO-формовка (см. рисунок 2.48, в). При производстве ТБД способом JCO формовка труб производится на прессе шаговой формовки способом многопереходного гиба участков от подогнутых кромок к середине профиля одновременно по всей длине листа, что обеспечивает последовательное получение J-образного, C-образного и, в конечном итоге, O-образного профиля трубной заготовки.
Окончательно сформованная заготовка с зазором направляется на соединительную сварку.
2.4.3.2.3 Сборка трубы, сварка технологического, внутреннего, наружного швов
При производстве сварных ТБД вне зависимости от количества и направления швов на трубе осуществляют сварку наружного технологического шва, а затем сварку внутреннего и, в заключение, наружного рабочих швов. При этом технологический слой полностью расплавляется. На агрегатах, предназначенных для выпуска прямошовных труб, все эти операции выполняются на отдельных установках [24].
По окончании операции формовки сформованная трубная заготовка передается на установку соединительной сварки, где осуществляется сборка стыков кромок гидравлическими прижимами и непрерывная однодуговая сварка технологического (корневого) шва с наружной стороны трубы в среде защитных газов. Процесс сварки производится при автоматическом поддержании технологического режима и визуальном контроле. После операции сборки и соединительной сварки стыков кромок труба подвергается осмотру и, при необходимости, шлифовке и ремонту технологического шва.
Перед окончательной внутренней и наружной сваркой в случае, если данная операция не осуществлялась на участке подготовки листа, вручную на обоих концах трубы привариваются технологические планки.
Сварка внутреннего шва проводится непрерывно четырехдуговой сваркой под слоем флюса. В процессе сварки необходимо визуально контролировать положение сварочной головки относительно стыка, фиксировать технологические параметры процесса сварки, характеристики материала и пр. По завершении процесса сварки внутреннего шва с помощью скребка либо металлических щеток производится удаление остатков флюса и шлаковой корки из трубы
В процессе сварки внутреннего и наружного швов начало и конец сварного шва выводят на предварительно приваренные технологические планки. Это позволяет сократить расходный коэффициент металла и вывести со шва трубы на технологические планки кратерные участки, где возможно образование трещин [22].
Сварка наружного шва производится пятидуговой сваркой под слоем флюса. В процессе сварки происходит полное поглощение технологического шва и проникновение во внутренний сварочный шов. В результате образуется сварное соединение, прочность которого превышает прочность основного материала тела трубы. В процессе сварки также производится визуальный контроль положения сварочной головки относительно стыка, непрерывный контроль технологических параметров процесса сварки.
Для сварки под флюсом в зависимости от требований, назначения труб, категории прочности, надежности и исполнения ТБД применяются различные марки сварочного керамического флюса, омедненую проволоку различного химического состава диаметром 3 - 5 мм.
Процесс сварки завершается удалением технологических планок, зачисткой усиления наружного и внутреннего швов на участке длиной порядка 150 мм от торцов трубы, визуальным контролем внутреннего и наружного сварных швов.
2.4.3.2.4 Контроль труб, экспандирование
После зоны охлаждения сварного соединения трубы поступают на участок автоматизированного ультразвукового контроля (АУЗК) сварного соединения. При обнаружении сварного шва на установке АУЗК в отдельных камерах проводится рентгенотелевизионный контроль (РТК) отмеченных дефектных участков труб для подтверждения наличия дефекта, его расшифровки. Обнаруженные дефекты устраняются вручную, после чего труба возвращается на ультразвуковую станцию для контроля по всей длине или в камеру РТК для повторной проверки результата ремонта шва. На участке осмотра проводится визуальный осмотр и ручной УЗК неподтвержденных в камерах РТК дефектов, отмеченных ранее АУЗК. По результатам осмотра и контроля принимают решение о ремонте или браковке труб.
Первой технологической операцией на участке механического экспандирования является промывка труб. Процесс необходим для очистки труб от загрязнения перед экспандированием, исключения повреждения инструмента экспандера и смачивания трубы перед экспандированием [51].
Калибровка труб с целью обеспечения требуемой точности по наружному диаметру, величине овальности концов и прямолинейности производится раздачей труб раскрывающимся штампом участками по всей длине механическим, гидравлическим экспандером либо экспандером комбинированного типа. Пресс-расширитель (экспандер) позволяет калибровать трубы по всей длине с одновременным упрочнением и правкой. Обычно величина экспандирования не превышает 1,2% - 1,5%. При величине экспандирования 1% исходная овальность труб уменьшается на 60%, а при раздаче на 2% - до 80% [22].
После экспандера на станции промывки с использованием воды под высоким давлением производится удаление остатков экспандерного масла с внутренней поверхности трубы.
2.4.3.2.5 Обработка торцов
В зависимости от принятой технологической схемы производства прямошовных ТБД процесс обработки торцов может производиться до либо после операции гидроиспытаний. К тому же процесс торцовки и изготовления фаски может быть разделен по стадиям (например, фрезерование сварочной кромки без образования фаски может осуществляться на участке торцовки до проведения гидроиспытаний, а механическая обработка торцов труб - проводиться на участке отделки).
Распространение получила технологическая схема, предусматривающая проведение операции торцовки, механической обработки торцов труб с образованием фаски в соответствии с требованиями потребителя трубной продукции до проведения гидроиспытаний ТБД. Обработка торцов производится на резцовых станках одновременно на обоих концах трубы, что гарантирует высокое качество по перпендикулярности торцов и форме фаски.
2.4.3.2.6 Гидроиспытание
На гидропрессе производится опрессовка труб по всей длине. Давление выбирается в зависимости от марки стали и толщины стенки испытываемой трубы. Каждая труба подвергается испытанию внутренним гидравлическим давлением с выдержкой не менее 20 с.
Технология проведения гидроиспытаний, принцип работы оборудования для проведения гидроиспытаний сварных прямошовных ТБД схожи с оборудованием для проведения испытаний бесшовных труб, описанным в 2.4.1.1.4.
После прохождения гидроиспытания трубы подвергаются повторному автоматизированному ультразвуковому контролю по всей длине сварного соединения. Концевые участки по периметру трубы, сварной шов на длине не менее 200 мм от торцов трубы подвергаются АУЗК и РТК. В случае обнаружения дефектов труба направляется в зону осмотра.
Качество торцов трубы проверяется методом магнитопорошкового контроля. Далее труба поступает на площадку окончательного инспекционного контроля, где производится автоматическое взвешивание и измеряются геометрические параметры трубы: длина, диаметр, овальность, периметр.
Заключительными операциями при производстве сварных прямошовных ТБД являются маркировка труб, упаковка, перемещение трубной продукции на склад для последующей отгрузки в адрес конечного потребителя.
2.4.3.3 Производство электросварных труб
Агрегаты для производства сварных труб малого и среднего диаметра выполняют в основном одни и те же технологические операции и различаются по способу нагрева, сварки заготовки. По характеру технологических операций все оборудование в линии ТЭСА разделяют на четыре основных участка: оборудование для подготовки исходной заготовки; формовочно-сварочное оборудование; оборудование для получения труб с заданными параметрами; оборудование для отделки труб [26].
Схема процесса производства сварных труб малого и среднего диаметра в общем виде представлена на рисунке 2.49.

1 - размотка рулона; 2 - правка; 3 - обрезка конца рулона;
4 - сварка концов рулонов; 5 - накопление полосы
в петлеобразователе; 6 - обрезка кромок полосы; 7 - формовка
полосы в трубную заготовку; 8 - сварка, удаление грата
(наружного, внутреннего); 9 - локальная термообработка зоны
сварного соединения; 10 - калибрование труб; 11 - правка;
12 - разрезка труб на мерные длины; 13 - передача труб
на промежуточный склад
электросварных труб
Для производства сварных труб применяют полосовую сталь (штрипс), прокатанную на сортовых непрерывных станах, часто называемых штрипсовыми. После прокатки на непрерывных станах полоса характеризуется меньшей разнотолщинностью по ширине и лучшим качеством [25].
Рулонный прокат, поступающий в цех, подвергается входному контролю геометрических параметров, качественных характеристик.
При производстве труб малых размеров в качестве заготовки применяют узкую ленту роспуском рулонов широкой ленты с последующей их смоткой в рулоны. Разрезка поступающих на предприятия рулонов широкой ленты на штрипс заданной ширины, определяющей наружный диаметр готовых труб, производится на агрегатах продольной резки (АПР), установленных на отдельных участках. Продольная резка (раскрой) рулонного металла осуществляется блоком продольных дисковых ножей в автоматическом режиме, что позволяет нарезать заданное количество металла. В линии АПР, помимо продольного раскроя рулона, также производится намотка порезанного штрипса [26]. Рулоны штрипса после порезки на АПР плотно сматываются, обвязываются круговыми вязками, после чего укладываются в пачки, на которых обязательно указываются марка стали, ширина штрипса, номер плавки. Последующая задача рулонов штрипса в линии трубосварочных агрегатов осуществляется строго по размерам и маркам стали. При этом исключаются прерывание подачи рулонов одной плавки и переход к другой. Перед подачей на стан проверяются размеры и качество каждого рулона для определения их соответствия установленным требованиям.
Сортамент трубной продукции, производимой в линии некоторых ТЭСА, действующих на территории РФ, может предусматривать возможность использования поступающего на предприятие рулонного проката без его предварительного раскроя на АПР. В таком случае рулонный прокат, минуя операцию разрезки на АПР, напрямую задается в линию трубосварочного агрегата.
По характеру протекания процесса различают непрерывный и дискретный способы производства сварных труб. Трубы малого и среднего диаметра в линии большинства российских ТЭСА изготавливают непрерывным способом, при котором производство труб осуществляется без прерывания технологического процесса для заправки переднего конца нового рулона, значительно снижающего производительность стана. Несмотря на широкое распространение непрерывного способа производства сварных труб, в линии некоторых ТЭСА (ТЭСА 168-530, ТЭСА 219-630), специализированных на производство сварных труб среднего диаметра, технологический процесс изготовления носит дискретный характер.
На подготовительной линии трубосварочного агрегата осуществляются следующие технологические операции: правка заготовок, строжка и обрезка кромок полосы с целью получения точных размеров по ширине и образования скоса кромок под сварку, очистка кромок от ржавчины и загрязнений. В состав оборудования подготовительных линий агрегатов для производства сварных труб малого и среднего диаметров входят разматыватель, правильная машина, установка для обрезки концов полосы, стыкосварочная машина, тянущие ролики, петлеобразователь, дисковые ножницы с кромкокрошителем, проводки с кромкострогательным устройством, подающая машина и вводная проводка формовочно-сварочного аппарата [26].
Подаваемый в линию рулон устанавливается в разматыватель, где производится подготовка рулона к разматыванию и его поддержание в процессе разматывания (см. таблицу 2.24). В процессе размотки штрипса в стане производится дополнительный контроль его качества.
Таблица 2.24
Параметры | Значения для различных ТЭСА | ||
ТЭСА 25-114 | ТЭСА 102-220 | ТЭСА 203-530 | |
Ход отгибателя или скребка, мм | 1780 | 1800 | 2900 |
Скорость размотки, м/с | 0,66 - 4,00 | 0,33 - 3,00 | 0,20 - 2,66 |
Ход конусов центрователя, мм | 600 | 560 | 1120 |
Ход стола или тележки, мм | 550 | 550 | 7500 |
Для правки ленты после размотки используется правильная машина, которая состоит из приемного стола и задающих роликов. Приемный стол служит для направления штрипса в подающие валки и, кроме того, обеспечивает симметричное расположение ленты относительно оси стола. Задающие валки подают ленту в правильную машину и работают в течение всего времени прохождения ленты, являясь одним из непрерывно действующих заталкивающих приспособлений в линии стана [26]. Задача штрипса в валки правильной машины производится на заправочной скорости, после чего верхний тянущий ролик поднимается. Боковые направляющие ролики устанавливаются симметрично оси правки. Окончательную настройку правильной машины производят при правке штрипса, который после выхода из валков правильной машины должен быть ровным.
После правки штрипс подается в зазор между ножами листовых ножниц, установленных перед стыкосварочной машиной, которые обрезают передний и задний концы ленты каждого рулона.
Для создания бесконечной ленты и обеспечения безостановочной непрерывной работы в линии ТЭСА действует стыкосварочная машина. Стыковая сварка концов штрипса осуществляется на стыкосварочной машине методом непрерывного оплавления. После окончания сварки и освобождения ленты от зажимов она подается тянущими роликами к установке для снятия грата. Удаление грата после стыковой сварки концов рулонов в линиях действующих ТЭСА производится плужковым либо резцовым гратоснимателем.
Для накопления ленты в петлеобразователе после сварки концов и проталкивания сваренных концов рулонов штрипса через стыкосварочную машину применяются тянущие ролики, которые располагаются за стыкосварочной машиной. Тянущие ролики захватывают передний конец ленты, выходящей из правильной машины, и перемещают его до тех пор, пока задний конец не будет установлен в ножницах на величину, необходимую для обрезки. После этого ролик останавливают и отрезают задний конец ленты. Затем ролики включают и перемещают штрипс до тех пор, пока торец его заднего конца не пройдет установочный нож стыкосварочной машины. Установочный нож поднимают в крайнее положение, ролики реверсируют, торец ленты перемещается до упора в установочный нож [26].
После стыковой сварки наполнение петлеобразователя происходит при большей скорости тянущих роликов и правильной машины по сравнению со скоростью сварки. После наполнения петлеобразователя скорость тянущих роликов и правильной машины устанавливают равной скорости сварки.
Для создания необходимого на время стыковой сварки концов двух рулонов запаса ленты применяют различные типы петлеобразователей, среди которых наиболее распространены накопители ямного, спирального и петлевого типов.
Обрезку кромок ленты в линии ТЭСА при производстве труб малого и среднего диаметра осуществляют дисковыми ножницами. Выходящая из накопителя непрерывная лента задается в формовочный стан.
Формовка трубной заготовки (сворачивание плоской заготовки в цилиндрическую трубу) является одной из основных операций всех технологических процессов производства сварных труб. При производстве труб малого и среднего диаметра в линии трубоэлектросварочных агрегатов формовка штрипса осуществляется при обычной температуре металла, при этом в процессе формовки на все валки формовочного стана непрерывно подается эмульсия.
При формовке ленты в трубную заготовку в формовочном стане кромки ленты должны быть хорошо отформованы и не иметь заломов, надавов и рисок. При этом кромки ленты должны быть хорошо отформованы и не иметь заломов, надавов и рисок. При производстве сварных труб малого и среднего диаметра наиболее распространенным способом формовки трубной заготовки является непрерывная формовка на многоклетьевых валковых станах. Плоский штрипс, проходя через валки трубоформовочного стана, сворачивается в круглую трубную заготовку в калибрах с постепенно уменьшающимся радиусом кривизны. Валковые калибры позволяют воспроизводить практически любые сложные по конфигурации профили, унифицировать формообразование для достаточно широкой гаммы близлежащих размеров труб, использовать неметаллические эластичные материалы и др. [32]. Зазор между кромками полосы расположен в верхней части заготовки. Последовательность операций формовки на непрерывных валковых станах определяется выбранными условиями изгиба штрипса, обеспечивающими технологичность процесса и минимальные напряжения в полосе [23], [26].
В первых формовочных клетях применяют калибры открытого, в последних - закрытого типа (см. рисунок 2.50). Верхние валки клетей с закрытыми калибрами имеют шовнонаправляющие шайбы, которые удерживают трубную заготовку от проворачивания и обеспечивают правильное ее вхождение в сварочную клеть.

закрытый (б) и эджерный (в) валковые калибры
В трубосварочных агрегатах разных типоразмеров формовочный стан включает 6 - 14 горизонтальных приводных и 6 - 8 установленных между ними вертикальных неприводных клетей [23]. Число формовочных клетей в линиях ТЭСА определяется калибровкой и конструкцией технологического инструмента.
Вертикальные неприводные валки (эджеры) служат направляющими и одновременно сохраняют профиль ленты, сформованной в рабочих валках, не допуская распружинивания трубной заготовки. В некоторых трубосварочных агрегатах вертикальные клети, объединенные в группы по две-четыре клети, используются для увеличения деформации изгиба.
Трубоформовочные станы, действующие в составе трубосварочных агрегатов для производства труб малого и среднего диаметра, отличаются различной конструкцией рабочих клетей: с индивидуальным для каждой клети или групповым приводами; с двумя, тремя либо четырьмя валками, образующими калибр клетей.
Кромки сформованной трубной заготовки соединяются в сварочном узле за счет их предварительного разогрева. Участки сварки труб ТЭСА состоят из сварочной машины, сварочных (шовсжимающих) и удерживаемых валков [22].
Оборудование для сварки предварительно сформованных трубных заготовок характеризуется большим разнообразием и зависит не только от типоразмера стана, но и от принятого способа сварки. Способы сварки труб имеют разную физическую сущность и разделяются на два вида: сварку давлением (печная, высокочастотная, сопротивлением) и сварку плавлением (дуговая), которая главным образом применяется при производстве сварных ТБД [22]. При производстве труб малого и среднего диаметра в линиях действующих на территории РФ трубосварочных агрегатов наибольшее распространение получила высокочастотная сварка, при которой нагрев кромок трубной заготовки до высоких температур осуществляется теплом, выделяемым при прохождении электрического тока. Основными преимуществами данного способа сварки являются: возможность поверхностного нагрева кромок заготовки в тонком слое металла; высокая скорость сварки при одновременно высоком качестве шва; возможность сварки труб из легированных, высоколегированных сталей и сплавов; малый расход электроэнергии [22].
Последующее сжатие и осадка нагретых кромок происходит за счет усилий, возникающих при редуцировании заготовки в круглом калибре, образованном сварочными валками.
При сварке труб токами высокой (радиотехнической) частоты (70 - 450 кГц) подвод тока к кромкам свариваемой заготовки осуществляется двумя способами: контактным (см. рисунок 2.51, а) или индукционным (см. рисунок 2.51, б). Наибольшее развитие в трубосварочных агрегатах на российских предприятиях получил способ сварки с индукционным подводом ТВЧ [22], [26].

1 - сварная труба; 2 - сформованная заготовка;
3 - сварочные валки; 4 - индуктор; 4а - скользящий контакт;
5 - место сварки
подводом тока высокой частоты к кромкам трубной заготовки
В месте стыка кромок 5 (см. рисунок 2.51) образуется шов под действием сдавливания сварочными роликами 3, температура кромок будет наивысшей и произойдет сварка заготовки в трубу 1. Для концентрации сварочного тока на кромках трубной заготовки внутрь трубы устанавливается ферритовый сердечник на специальной штанге, закрепленной на шов направляющей клети. Ферритовый сердечник охлаждается водой.
Нагрев кромок трубной заготовки токами высокой частоты позволяет осуществлять сварку как с оплавлением, так и без оплавления кромок, при этом сварка производится на разных режимах нагрева кромок. Выбор способа нагрева кромок на действующих агрегатах зависит от свойств металла трубы, качества поверхности заготовки и требований, предъявляемых к качеству внутреннего и внешнего грата. Нагрев кромок трубной заготовки происходит очень быстро: 0,04 с - при толщине стенки 1,5 - 2,0 мм и 0,4 - 0,5 с - при толщине стенки 12 мм [22].
2.4.3.3.3 Охлаждение, калибровка и правка труб
После операций сварки, снятия наружного и внутреннего (технология реализована не во всех действующих ТЭСА) грата осуществляется прокатка трубы в двух-, четырехвалковой гладильной клети, в которой происходит прикатка шва и последующее выравнивание наружного диаметра трубы в правильно-калибровочном стане. Величина холодного редуцирования труб в потоке трубосварочного агрегата составляет до 5 мм. Калибровочные станы в линии трубосварочных агрегатов состоят из ряда вертикальных и горизонтальных клетей, образованных двумя валками, конструкция которых зачастую аналогична конструкции клетей формовочного стана. В конце калибровочного стана устанавливается несколько (как правило, две) правильных клетей, состоящих из четырех роликов, в которых происходит устранение наведенной кривизны (см. рисунок 2.52) [23].

1 - станина; 2, 3 - винты перемещения плит;
4 - 7 - поворотные кассеты; 8 - роликовые обоймы;
9 - винты смещения кассет к центру; 10 - винты поворота
кассет; 11 - правильные ролики; 12 - винт - центр вращения
головки; 13 - маховик; 14 - винт
Автоматическая разрезка непрерывно движущейся в линии трубосварочного агрегата сварной трубы на трубы заданной длины производится летучими ножницами.
2.4.3.3.4 Термообработка труб
На предприятиях-производителях сварных труб малого и среднего диаметра имеются участки термической обработки и механической обработки труб, испытания и сдачи труб, которые располагаются либо в поточной линии ТЭСА, либо на отдельных участках.
В процессе производства сварных труб возможно проведение локальной (термообработка сварного соединения) или объемной (термообработка труб по всему объему) термической обработки труб.
Локальная термическая обработка сварного соединения проводится с целью выравнивания структуры металла шва и околошовной зоны, уменьшения или ликвидации местного охрупчивания зоны сварного соединения, снижения уровня остаточных напряжений, способствующих зарождению неустойчивых трещин, в металле шва. Данный вид термической обработки, проводимый в линиях большинства современных отечественных ТЭСА, позволяет повысить прочностные и эксплуатационные характеристики зоны сварного соединения и трубной продукции в целом. При локальной термообработке область сварного соединения труб нагревается с помощью плоских индукторов, располагаемых над трубой, установленных в линии ТЭСА непосредственно после участка сварки. Последующее охлаждение зоны сварного соединения производится на спокойном воздухе либо при принудительной подаче воздухе в спрейерном устройстве. Режимы локальной термической обработки сварных соединений зависят от марки стали и способа сварки.
Главной целью объемной термической обработки сварных труб, помимо выравнивания свойств материала шва и тела трубы, является повышение прочностных свойств, улучшение эксплуатационных характеристик трубной продукции. Объемная термическая обработка сварных труб проводится в газовых печах: секционных печах скоростного нагрева, печах с шагающими балками. Конструкция печей и принцип их работы аналогичны конструкции и принципу работы печей аналогичного типа для термической обработки бесшовных труб, описанных в 2.4.1.1.3.1.
2.4.3.3.5 Резка труб и обработка торцов труб
На участках отделки сварные трубы малого и среднего диаметра в зависимости от назначения, установленных требований подвергаются отделочным операциям: обрезке концов труб, отбору проб для испытаний, контролю геометрических и качественных характеристик трубной продукции, в том числе неразрушающими методами контроля, торцовке и снятию фаски на станках, испытаниям на гидравлических прессах, взвешиванию, маркировке, складированию труб и отгрузке.
Операции отделки во многом схожи с описанными в 2.4.1.1.3 операциями при отделке бесшовных труб.
2.4.3.3.6 Гидроиспытания труб
По требованию потребителей продукции, в соответствии с требованиями нормативно-технической документации, может осуществляться испытание труб внутренним гидравлическим давлением. Технология проведения гидроиспытаний и применяемое оборудование аналогичны технологии и оборудованию для проведения испытаний бесшовных труб, описанным в 2.4.1.1.4.
После прохождения гидроиспытания трубы взвешиваются, измеряется их длина, осуществляется маркировка, увязка в пакеты, отгрузка сварных труб на склад готовой продукции.
После завершения всех технологических операций в линии трубосварочного агрегата на участках отделки электросварные трубы могут подвергаться дальнейшей холодной прокатке, волочению для уменьшения диаметра и толщины стенки и обеспечения требуемого качества внутренней и наружной поверхности.
2.4.3.4 Производство труб непрерывной печной сваркой
Непрерывная печная сварка является высокопроизводительным и дешевым способом производства водогазопроводных труб диаметром от 6 до 114 мм, с толщиной стенки 1,8 - 5,0 мм из низкоуглеродистых сталей. Высокое качество труб позволяет использовать их не только в промышленном и коммунальном строительстве, но и в качестве конструкционных и заготовок для последующего передела [22].
В России трубосварочные агрегаты непрерывной печной сварки были построены и введены в эксплуатацию на ПАО "ЧТПЗ" и ПАО "ТАГМЕТ" [22], [38]. Однако в настоящее время агрегат непрерывной печной сварки труб 1/2" - 2" подобного типа функционирует только на ПАО "ТАГМЕТ". Основная особенность агрегата, установленного в цехе, заключается в том, что осуществленный на нем непрерывный процесс характеризуется наиболее высокими скоростями прокатки труб - до 20 м/с [23].
Производство труб на агрегате печной сварки является специфическим и отличается от всех остальных видов сварочного производства. На рисунке 2.53 представлена схема технологического процесса производства труб непрерывной печной сваркой.

ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
1 - размотка рулона; 2 - правка; 3 - обрезка конца рулона;
4 - сварка концов рулонов; 5 - накопление ленты
в петлеобразователе; 6 - нагрев ленты в туннельной газовой
печи; 7 - формовка ленты в трубную заготовку, сварка трубы;
8 - калибрование трубы; 11 - правка; 12 - разрезка трубы
на мерные длины; 13 - передача труб на промежуточный склад
труб непрерывной печной сваркой
2.4.3.4.1 Подготовка ленты
Для производства водогазопроводных труб применяется стальная лента, разрезанная на агрегатах продольной резки по таблицам раскроя на соответствующие сортаменты из рулонного проката, поставленного по требованиям НТД.
После порезки рулонов на АПР лента соответствующей ширины передается на узел подготовки стана, где производится ее разматывание и правка на правильной машине.
Следующие за правкой подготовительные операции связаны с обеспечением бесконечного процесса в линии формовочно-сварочного стана и во многом схожи с подготовительными операциями при подготовке штрипса в линиях ТЭСА для производства труб малого и среднего диаметра токами высокой частоты, описанных в 2.4.3.3.1.
2.4.3.4.2 Стыковая сварка концов ленты
Задний конец каждого предыдущего рулона и передний конец последующего останавливаются для поперечной обрезки на стационарных ножницах, электроконтактной сварки на стыкосварочной машине и удаления образовавшегося при сварке грата резцовыми гратоснимателями. Для согласования работы подготовительной линии, где штрипс перемещается с остановками на стыкосварку концов рулонов, и формовочно-сварочной линии, работающей безостановочно, между линиями создается запас штрипса в виде петли, расходуемой в период остановки подготовительной линии. Для создания запаса штрипса применяется напольный петлевой накопитель.
2.4.3.4.3 Нагрев ленты
Далее непрерывная стальная лента попадает в туннельную печь (непрерывную трубосварочную печь), отапливаемую природным газом (см. рисунок 2.54). Нагрев штрипса при непрерывной печной сварке труб осуществляется неравномерно по сечению. Середина штрипса нагревается до температуры 1280 °C - 1320 °C, а температура кромок на 40 °C - 80 °C выше температуры основного металла [22]. Более низкая температура середины штрипса позволяет без растяжения протаскивать его через печь и обеспечивает более высокое давление в сварочном калибре, благодаря чему получается более прочный шов. Для получения более нагретых кромок пламя горелок направляется непосредственно на них, причем штрипс в печи находится чуть выше или ниже горелок [23].

1 - нагреваемый штрипс; 2 - глиссажные трубы,
охлаждаемые водой; 3 - горелки; 4 - газовый коллектор;
5 - воздушный коллектор
Поддержание постоянного правильного режима нагрева штрипса в печи обеспечиваются системой автоматического регулирования режима работы печи [23].
2.4.3.4.4 Формовка и сварка труб
Далее штрипс попадает в формовочно-сварочный узел. При непрерывной печной сварке труб применяют формовку в горячем состоянии в приводных валках. В результате высокой пластичности нагретого металла формовка осуществляется в двух парах валков с малой длиной очага формовки [26].
В первой формовочной клети с двумя вертикальными валками непрерывная нагретая лента сворачивается в трубную заготовку без стыковки кромок на 205° - 220° по периметру круглого калибра. Для достижения минимальной деформации кромок штрипса в первой формовочной клети диаметр валков клети выбран на 10% - 20% больше диаметра остальных валков.
Между первой (формовочной) и второй (сварочной) клетями в зазор между кромками установлено комбинированное сопло, которое обдувает кромки нагретого штрипса компрессорным воздухом и кислородом при помощи комбинированного сопла, тем самым разогревая их до температуры 1450 °C - 1490 °C.
Во второй (сварочной) клети с двумя горизонтальными валками штрипс сворачивается до соприкосновения разогретых кромок, происходит их стыковка, сдавливание с относительным обжатием 2% - 13% и сварка.
За формовочно-сварочным узлом установлены три пары валков с круглыми и овальными калибрами, которые обеспечивают создание усилия, необходимого для протаскивания штрипса через печь и формовочный калибр, а также служат для редуцирования трубы с целью повышения качества шва и увеличения производительности [22].
2.4.3.4.5 Редуцирование и калибрование труб
Далее непрерывная сформованная и сваренная труба транспортируется по рольгангу и поступает в 20-клетевой редукционно-растяжной, а затем в трехклетевой двухвалковый калибровочный стан. Рабочие клети редукционного и калибровочного станов аналогичны по конструкции клетям формовочно-сварочного стана.
2.4.3.4.6 Порезка труб на мерные длины, отделка труб
После прокатки в редукционно-растяжном и калибровочном станах, где формируется окончательный наружный диаметр и стенка трубы, производится разрезка труб на мерные длины на летучей пиле. Разрезанные летучей пилой трубы с помощью барабанного сбрасывателя непрерывного действия передаются на винтовой холодильник, а затем на цепной холодильник, оборудованный душирующим устройством. Возле холодильника установлена пила для калибровки трубы по длине в случае, если из-за временного нарушения нормального процесса летучая пила разрезает трубы с отклонениями, превышающими допуски.
Затем трубы автоматическим делительным устройством направляются на поточные линии отделки. На участках отделки труб производятся правка, контроль качества труб, в том числе неразрушающими методами контроля, торцовка, маркировка труб, упаковка труб в пакеты, взвешивание.
На отдельном участке осуществляется нанесение гальванического цинкового покрытия методом горячего цинкования.
2.4.3.5 Производство труб сваркой в среде инертных газов
На предприятиях РФ метод сварки труб в среде инертных газов (аргона, гелия) получил распространение при производстве труб наружным диаметром от 6,0 до 114,0 мм, с толщиной стенки 0,4 - 6,0 мм. Существенным преимуществом процесса сварки труб в среде инертных газов является возможность производства труб из высоколегированных сталей (например, нержавеющих, жаропрочных) и сплавов, недостатком - сравнительно низкие скорости сварки [23], [26]. Параметры некоторых трубосварочных агрегатов, в которых реализован способ сварки труб в среде инертных газов, представлен в таблице 2.25.
Таблица 2.25
в среде инертных газов
Параметры | Параметры различных ТЭСА | ||
ТЭСА 6-32 | ТЭСА 10-76 | ТЭСА 20-102 | |
Наружный диаметр труб, мм | 6 - 32 | 10 - 76 | 20 - 102 |
Толщина стенки труб, мм | 0,40 - 1,25 | 0,8 - 3,0 | 1,00 - 4,75 |
Скорость сварки, м/мин | 0,4 - 8,0 | 0,4 - 4,0 | 0,4 - 4,0 |
Схема технологического процесса сварки труб в среде инертных газов аналогична схеме, приведенной на рисунке 2.47.
2.4.3.5.1 Подготовка рулонного проката (штрипса)
Изготовление сварных труб на ТЭСА в среде инертных газов осуществляют из холоднокатаного или горячекатаного штрипса, поступающего в рулонах, в обезжиренном виде, очищенным от остатков смазки и грязи.
Разрезка поступающих на предприятия рулонов на ленты заданной ширины производится на агрегате продольной резки (АПР).
Дальнейшие подготовительные операции, выполняемые на подготовительной линии трубосварочного агрегата, схожи с операциями, описанными в 2.4.3.3.1.
2.4.3.5.2 Формовка
Формовка трубных заготовок для последующей сварки с защитой атмосферы инертными газами производится в многоклетьевых формовочных станах валкового типа, образованных последовательно установленными вертикальными клетями с неприводными валками и горизонтальными клетями открытого и закрытого типов с приводными валками. Конструкция и принцип работы данных станов описан в 2.4.3.3.2.
2.4.3.5.3 Сварка труб
Наиболее распространенный вид сварки в среде инертных газов - дуговая сварка, при которой электрическая дуга горит между неплавящимся вольфрамовым электродом и кромками свариваемой трубной заготовки. В линии некоторых ТЭСА для сварки высоколегированных сталей, сплавов применяется также способ лазерной сварки в среде инертных газов, который обеспечивает большую глубину шва при его малой ширине, более высокую скорость и производительность процесса.
При дуговой сварке в среде инертных газов в качестве неплавящегося электрода применяется вольфрам с содержанием 1% - 2% окиси лантана, которая повышает стабильность горения дуги и увеличивает стойкость электрода по сравнению с чистым вольфрамом в 10 раз [23]. Сварку труб ведут без оплавления электрода при длине дуги, равной, примерно, 1,5 толщины стенки трубы. При сварке электроды устанавливают на расстоянии 3 - 5 мм от оси опорно-сварочных валков в сторону формовочного стана. Высота электрода над кромками заготовки 1,5 - 3,0 мм, расстояние от сопла 8 - 12 мм [22].
Защитный газ предназначен для защиты расплавленного металла от воздействия воздуха, для создания электрического разряда и охлаждения электрода. В качестве защитных газов используют гелий, аргон либо смесь гелия с аргоном. Применение того или иного газа определяется их свойствами, технологичностью процесса сварки.
Инертный газ защищает металл и электрод от окисления, ограничивает зону распространения тепла, концентрируя его около шва, тем самым способствуя лучшему плавлению и провару соединения [26].
Вольфрамовый электрод 2 (см. рисунок 2.55) зажимается в электрододержателе 3, к которому подведен ток. Керамическая горелка 4 смонтирована в корпусе 5. Защитный газ по трубе 6 поступает в камеру 7 и затем попадает в зону сварки. Охлаждающая вода по трубке 8 подается непосредственно к электрододержателю и корпусу горелки, затем выходит по трубе 9, охлаждая при этом расположенный в ней силовой кабель.

1 - сварочная камера; 2 - электрод; 3 - электрододержатель;
4 - керамическая горелка; 5 - корпус горелки; 6 - трубка
для подачи газа; 7 - камера; 8, 9 - трубки для подачи
и вытекания воды; 10 - трубная заготовка; 11 - валки
в атмосфере защитного газа
Под влиянием сварочной дуги, горящей между кромками сформованной трубной заготовки 10 и неплавящимся вольфрамовым электродом 2, металл кромок плавится, при этом образуется ванночка с расплавленным металлом, которая при застывании соединяет кромки трубной заготовки. В результате получается труба с литым швом. В месте расположения электрода установлены валки 11, предназначенные для исключения расхождения шва трубы, пока металл ванночки не застыл, в которых также происходит незначительное обжатие трубы [22].
Наружный грат, образовавшийся в трубе после сварки, зачищается в потоке иглофрезой [22].
2.4.3.5.4 Охлаждение, калибровка и правка труб
После зачистки грата и охлаждения трубу калибруют на калибровочном стане с правильной четырехроликовой головкой, аналогичной описанной в 2.4.3.1.3 конструкции, разрезают на мерные длины резцовым отрезным устройством, производят маркировку труб [22], [23].
2.4.3.5.5 Резка труб
При резке труб и обработке торцов используют технологию и оборудование, аналогичные описанным в 2.4.3.1.4.
2.4.3.5.6 Термообработка труб и другие отделочные операции
Ключевым потребителем данных труб являются предприятия химической промышленности, энергетического сектора.
Высокие требования потребителей к качеству трубной продукции определяют технологическую цепочку производства труб, которая может включать последующие операции холодной прокатки, волочения, термической обработки труб для полного выравнивания свойств шва и основного металла, повышающие коррозионную стойкость труб [23].
При строительстве магистральных и промысловых трубопроводов в качестве наружных защитных покрытий труб наиболее широко применяются следующие покрытия, производимые в заводских условиях:
- полиэтиленовое;
- полипропиленовое;
- эпоксидное;
- комбинированное ленточно-полиэтиленовое.
Качество заводских покрытий во многом зависит от конструкций защитных покрытий и изоляционных материалов, используемых при их нанесении. На предприятиях РФ используются как импортные, так и российские материалы [30]. При этом покрытия для защиты труб от коррозии должны отвечать следующим основным требованиям: необходимая химическая стойкость, высокие физико-механические свойства, экономичность процесса, легкость ремонта покрытия с учетом транспортировки, монтажа и эксплуатации труб [22].
В современной мировой практике для защиты стальных труб от коррозии применяются одно- и двухслойные эпоксидные покрытия, а также многослойные (двух-, трехслойные) покрытия из полиэтилена и пропилена. Решение о выборе в пользу той или иной системы принимается на основе опыта эксплуатации, условий строительства и транспортировки, а также экономической составляющей проекта [32], [53], [54]. В Северной Америке практически все стальные трубопроводы изолируются по технологии эпоксидных покрытий, в Европе основной системой изоляции являются многослойные покрытия их полиэтилена и пропилена [53], [54].
Полиэтилен, благодаря комплексу таких свойств, как механическая прочность, высокая морозостойкость, повышенная влагостойкость, высокие диэлектрические свойства, низкая себестоимость и пр., получил достаточно широкое распространение в технике покрытий [52]. В целом свойства полиэтиленового покрытия зависят от режима его производства, а также условий эксплуатации.
В настоящее время в российской и зарубежной практике ключевое место занимает заводское трехслойное полиэтиленовое покрытие, конструкция которого состоит из эпоксидного праймера, полимерного адгезионного подслоя, наружного полиэтиленового слоя (см. рисунок 2.56).

1 - стальная труба; 2 - эпоксидный праймер; 3 - адгезионный
подслой; 4 - полимерное покрытие
Эпоксидный праймер, наносимый в виде порошковых (толщиной 100 - 200 мкм) или жидких эпоксидных красок (толщиной 40 - 60 мкм), обеспечивает повышенную адгезию покрытия к стали, стойкость к катодному отслаиванию и длительному воздействию воды. Кроме того, эпоксидный слой является проницаемым для токов катодной защиты, что создает хорошую совместимость трехслойного полиэтиленового покрытия с электрохимической защитой труб. Наибольшее распространение в практике получили эпоксидные порошковые композиции из-за ряда свойств, присущих этим материалам: высокой адгезии, стойкости к термическим ударам, удовлетворительным антикоррозионным свойствам при малой толщине. Их недостатком является низкий показатель ударной прочности [52].
Полимерный адгезионный подслой является промежуточным слоем в конструкции трехслойного покрытия труб. Его функции состоят в обеспечении сцепления между наружным полиэтиленовым и внутренним эпоксидным слоями. Наружный полиэтиленовый слой характеризуется низкой влагокислородопроницаемостью, выполняет функции барьера и обеспечивает покрытию высокую механическую и ударную прочность. Сочетание всех трех слоев делает трехслойное полиэтиленовое покрытие одним из наиболее эффективных наружных покрытий трубопроводов, обладающих также повышенной теплостойкостью (температурный диапазон применения покрытия расширен до +80 °C). Обычно трехслойное полиэтиленовое покрытие включает: первый слой - эпоксидная грунтовка толщиной до 50 мкм, второй слой - адгезив толщиной до 200 мкм, третий слой - полиэтилен толщиной 1,2 - 3,0 мм [52].
Следующим по объему применения для покрытий труб является полипропилен. По сравнению с полиэтиленовыми покрытиями труб полипропиленовые покрытия характеризуются более высокой теплостойкостью (до 110 °C - 140 °C), повышенной механической прочностью (стойкостью к удару, срезу и истиранию), низким водопоглощением. Данные покрытия предназначены прежде всего для строительства подводных переходов (морские, шельфовые трубопроводы), прокладки трубопроводов в скальных грунтах, бестраншейной прокладки трубопроводов, а также прокладки методом наклонного бурения. Ключевым недостатком полипропиленовых покрытий является их низкая морозостойкость, в результате чего ограничивается возможность их использования в зимний период. Двух- и трехслойные полипропиленовые покрытия получили широкое развитие при строительстве отечественных магистральных трубопроводов [30]. Трехслойное полипропиленовое покрытие состоит из эпоксидного праймера толщиной 100 - 200 мкм, термоплавкого полимерного адгезионного подслоя толщиной 200 - 350 мкм, наружного полипропиленового покрытия толщиной 2,5 - 3,0 мм [53].
Конструкция двухслойного полиэтиленового и полипропиленового покрытия отличается от трехслойного отсутствием эпоксидного праймера.
Также предприятиями РФ успешно освоена технология нанесения одно- и двухслойных эпоксидных покрытий на наружную поверхность труб. Данные покрытия характеризуются повышенной теплостойкостью, высокой адгезией к стали, высокой стойкостью к катодному отслаиванию, устойчивостью к продавливанию и абразивному износу. Покрытия проницаемы для токов катодной защиты. Основным недостатком эпоксидных покрытий является их недостаточно высокая эластичность при ударе, особенно при минусовых температурах, что значительно осложняет их транспортировку.
Применение двухслойных эпоксидных покрытий позволяет полностью решить вопрос с защитой сварного стыка в полевых условиях. Важным свойством эпоксидного покрытия является его монолитность, позволяющая избежать риска потери адгезии между слоями и повреждения покрытия при проседании грунта. Двухслойные эпоксидные покрытия имеют высокую стойкость к сдиранию - почти в 5 - 10 раз выше, чем полиэтиленовые.
2.4.4.1 Нанесение антикоррозионного защитного покрытия (полиэтиленовое, полипропиленовое, эпоксидное)
Процесс нанесения антикоррозионных покрытий на трубы является сложным и многостадийным. Прочность сцепления покрытия с металлом зависит на 50% от подготовки поверхности, на 30% от технологии нанесения покрытия и на 20% от качества материалов для покрытий [22]. Последовательность технологических операций при производстве труб с наружным покрытием приведена на рисунке 2.57.

1 - подача труб в линию покрытия; 2 - нагрев трубы;
3 - обезжиривание; 4 - абразивная очистка наружной
поверхности; 5 - очистка наружной поверхности от пыли;
6 - контроль качества подготовки поверхности (визуальный);
7 - предварительный нагрев; 8 - хроматирование наружной
поверхности; 9 - нагрев трубы; 10 - нанесение наружного
покрытия; 11 - охлаждение наружной поверхности;
12 - контроль сплошности наружного покрытия; 13 - зачистка
концов труб; 14 - контроль качества покрытия;
15 - упаковка, сдача труб
при производстве труб с наружным покрытием
Доминирующим методом нанесения наружных покрытий на основе термопластов (полиэтилена, полипропилена) на трубных предприятиях РФ является экструзионный, который обеспечивает надежную защиту трубопроводов от коррозии. Срок службы таких труб составляет не менее 30 лет [22], [53], [54].
Технологический процесс нанесения на трубы наружного трехслойного антикоррозионного покрытия на основе экструдированного полиэтилена заключается в следующем.
2.4.4.1.1 Предварительный нагрев
Трубы со склада поступают на участок нанесения наружного покрытия, где подаются на инспекционную площадку для проведения входного контроля состояния наружной поверхности. При необходимости производится ремонт выявленных дефектов металла.
После установки заглушек, предназначенных для предотвращения попадания дроби внутрь трубы при наружной очистке, далее труба передаточной тележкой подается на колесный рольганг, где ей придается вращательно-поступательное движение. Труба двигается с высокой скоростью и состыковывается с предыдущей трубой так, чтобы пройти технологические операции непрерывным потоком.
По рольгангу трубы последовательно проходят установку промывки наружной поверхности для удаления масляных и других загрязнений наружной поверхности щелочными растворами либо обессоленной водой, подаваемыми под давлением в проходную камеру и газовую печь.
В газовой печи предварительного нагрева труба нагревается до температуры около 50 °C с помощью газовых горелок с регулируемой производительностью. Трубы нагреваются с целью удаления влаги, оставшейся на наружной поверхности, улучшения качества процесса дробеметной очистки, предотвращения коррозии после очистки трубы из-за конденсации водяных паров на поверхности.
Далее нагретая труба следует в направлении установки наружной дробеметной очистки.
2.4.4.1.2 Абразивная очистка поверхности труб
В установке дробеметной очистки поверхность трубы очищается путем выбрасывания дроби на трубу с большой скоростью с помощью вращающихся турбин. В зависимости от линейной скорости трубы и ее диаметра количество выбрасываемой дроби может регулироваться задвижками, установленными на линии подачи дроби. Дробемет снабжен системой рециркуляции и очистки дроби.
После дробеметной очистки труба поступает на площадку контроля, где проверяется качество наружной очистки. В случае выявления на трубе поверхностных дефектов, подлежащих ремонту (мелкие трещины, плены, раковины, накаты, сколы, вмятины), труба направляется на станцию ремонта труб.
Трубы, прошедшие инспекцию без замечаний, а также отремонтированные трубы поступают на дробеметную установку N 2 для повторной дробеметной очистки наружной поверхности. После повторной наружной дробеметной очистки труба поступает на установку щеточно-вакуумного обеспыливания.
Обеспыленная труба с рольганга забирается тележкой и подается на площадку снятия заглушек, затем перемещается на станцию продувки для удаления остатков дроби. Очищенная от дроби труба тележкой устанавливается на площадку инспекции, где проверяется качество наружной очистки труб. Забракованные трубы транспортируются для повторения цикла очистки или направляются в изолятор брака (в зависимости от вида брака).
2.4.4.1.3 Нагрев, хроматирование поверхности трубы
На соответствующие по качеству подготовки поверхности трубы устанавливают соединительные муфты. После этого труба передается на колесный рольганг линии нанесения наружного покрытия. На колесном рольганге трубы стыкуются в непрерывную плеть и поступают в печь газового нагрева для подогрева до температуры около 50 °C и далее на установку хроматирования, состоящую из герметически закрытой кабины с механизмом нанесения хромата на поверхность трубы, системы подачи и приготовления хромата.
Нанесение так называемого "нулевого" слоя из водной суспензии солей хроматов осуществляется с помощью вращающейся щетки, проходящей через ванну с хроматом и наносящей его на трубу. Эта операция необходима для улучшения водостойкости адгезии покрытия при повышенных температурах. При этом для более быстрого высыхания слоя хромата труба сразу же нагревается в промежуточной печи газового нагрева до температуры не более 150 °C.
Далее труба в зависимости от типа применяемых изоляционных материалов нагревается в индукционных установках до температуры 180 °C - 220 °C.
В зоне конвейера между индукционным нагревателем и камерой напыления эпоксидного порошка вручную на стыки труб наносится защитная термостойкая бумага с целью защиты концов труб от покрытия. Затем труба подается на установку нанесения покрытия.
2.4.4.1.4 Нанесение покрытия
Процесс нанесения трехслойного покрытия состоит из следующих операций:
- порошковый эпоксидный праймер наносится на трубу с помощью электростатического устройства. Попадая на нагретую трубу, эпоксидный порошок расплавляется и растекается по поверхности, плотно сцепляясь с ней. При прохождении сопла устройства частицы порошка получают разряд 50 - 60 кВ и притягиваются заземленной трубой [53];
- через определенный промежуток времени (10 - 40 с в зависимости от свойств эпоксидного порошка) труба поступает к системе экструдеров, где на ее наружную поверхность наносится слой адгезива, экструдируемый в горячем состоянии из экструдера адгезива с плоской головкой;
- сразу после нанесения слоя адгезива наносится слой основного покрытия из полиэтилена либо полипропилена, который также наносится на трубу в виде горячей экструдированной ленты из сдвоенного экструдера полиэтилена с плоской головкой.
Экструдеры установлены на раме для регулировки расстояния от плоской экструзионной головки до трубы. В процессе нанесения экструдированный материал адгезива и полиэтилена в виде пленки прикатывается к поверхности трубы с помощью силиконовых роликов, которые пневматически прижимаются к трубе. Наружная поверхность прикаточных роликов охлаждается путем обдувки сжатым воздухом.
Когда стык труб выходит из-под прикаточного ролика, вручную производится удаление покрытия вместе с защитной термостойкой бумагой с концов труб и соединительной муфты, обеспечивая предварительную очистку концов труб от покрытия на минимальную длину
После удаления покрытия и трубы поступают в установку водяного охлаждения.
2.4.4.1.5 Водяное охлаждение труб с покрытием
Покрытые трубы за счет разности скоростей рольганга отделяются друг от друга. В тоннеле системы охлаждения трубы охлаждаются до температуры не выше 60 °C для быстрого отвердения свежего покрытия путем распыления воды на наружную поверхность и внутреннюю полость трубы.
Далее трубы с помощью тележек перемещаются на установку удаления воды из труб. После удаления воды труба транспортной тележкой передается на площадку снятия муфт.
Труба после снятия муфты транспортной тележкой перемещается на установку зачистки концов труб.
Затем по промежуточному конусному конвейеру труба перемещается для поперечной подачи труб на щеточные установки очистки концов труб, на которых с помощью металлических щеток снимаются остатки покрытия с концов труб.
2.4.4.1.6 Зачистка концов труб от покрытия
Зачистка концов труб производится на щеточных установках, на которых с помощью металлических щеток, прижимающихся к поверхности труб с помощью пневматических цилиндров, с концов труб снимаются до металла остатки покрытия, одновременно формируется плавный переход от поверхности покрытия к металлу.
Труба с зачищенными концами транспортной тележкой передается на конический конвейер, перемещаясь по которому, проходит кольцевой дефектоскоп, где проверяется сплошность покрытия с отметкой краской дефектных мест. Диэлектрическая сплошность покрытия контролируется путем прохождения трубы через кольцевую щетку под напряжением, которое воздействует на трубу. Покрытие считается сплошным в случае отсутствия электрического разряда (пробоя) между трубой и электродом дефектоскопа при большой разности потенциалов между ними. Значение напряжения устанавливают пропорционально номинальной толщине покрытия. Заземление трубы при прохождении дефектоскопа обеспечивается через очищенные концы труб и две щетки заземления, расположенные по разные стороны от кольца.
Далее труба перемещается на площадку инспекции для контроля качества (внешнего вида, толщины покрытия) покрытия, качества зачистки концов труб от покрытия, проведения мелкого ремонта. Отбракованные трубы передаются в изолятор брака или для ремонта покрытия на площадку ремонта.
Трубы, прошедшие окончательную приемку, передаются на транспортный рольганг, где маркировочной установкой наносится маркировка. Маркировка включает в себя все сведения по трубе, на которую наносится покрытие, а также информацию по покрытию.
После нанесения маркировки трубы передаются на поперечный накопительный транспортер, оборудованный площадкой, с которой трубы передаются на склад готовой продукции.
Технологический процесс производства электросварных прямошовных труб с нанесением гладкостного внутреннего покрытия. Основное назначение внутренних антифрикционных покрытий - снижение шероховатости поверхности и увеличение пропускной способности трубопроводов. Для газопроводов - повышение "гладкости" покрытия, которое позволяет существенно уменьшить трение газа о стенки трубы при его транспортировке и, следовательно, значительно уменьшить затраты энергии на компрессионных станциях [54].
Такие покрытия толщиной 50 - 80 мкм применяются в основном на магистральных газопроводах диаметром более 800 мм. Технология нанесения таких покрытий освоена практически всеми ведущими металлургическими и трубными предприятиями в РФ: АО "ВМЗ", АО "ВТЗ", АО "ЧТПЗ", ПАО "ИТЗ" [54].
Внутреннее гладкостное покрытие должно обладать эластичностью, высокой адгезией к стали, быть устойчивым к длительному воздействию воды, растворителей, к изменению давления газа. Требованиями потребителей продукции регламентируются толщина внутреннего покрытия и шероховатость поверхности. Достаточно тонкое внутреннее покрытие не может обеспечить эффективную и долговременную противокоррозионную защиту внутренней поверхности труб, транспортирующих коррозионно-активные среды.
Последовательность технологических операций при производстве труб с внутренним покрытием представлена на рисунке 2.58.

1 - подача труб в линию покрытия; 2 - нагрев трубы;
3 - обезжиривание; 4 - абразивная очистка внутренней
поверхности; 5 - очистка внутренней поверхности от пыли;
6 - контроль качества подготовки поверхности (визуальный);
7 - нанесение покрытия; 8 - предварительное отверждение
внутреннего покрытия; 9 - отверждение покрытия в камере
полимеризации; 10 - контроль качества внутреннего
покрытия труб; 11 - маркировка труб; 12 - упаковка,
складирование труб
при производстве труб с внутренним покрытием
Технология нанесения внутренних покрытий на основе эпоксидных красок заключается в следующем.
Трубы с наружным покрытием или без покрытия со склада поступают на входной стеллаж линии внутреннего покрытия, где укладываются на инспекционный стол для проведения осмотра внутренней поверхности. При отсутствии дефектов труба перемещается на установку внутренней промывки, где очищается от загрязнений с помощью воды под давлением. Промывка труб осуществляется моющими растворами, обессоленной водой.
Затем труба перемещается к установке предварительного нагрева, на которой внутренняя поверхность трубы нагревается газовыми горелками с целью удаления влаги, улучшения эффективности дробеметной очистки и во избежание конденсации влаги после очистки.
При достижении необходимой температуры труба подается в две последовательно расположенные дробеметные установки.
Далее труба по промежуточному конвейеру перемещается на промежуточный стеллаж, по которому подается на спаренную установку внутренней дробеметной очистки. Здесь внутренняя поверхность трубы очищается дробью для создания требуемой шероховатости для нанесения покрытия. Между дробеметными установками располагается площадка контроля, где труба осматривается на наличие дефектов металла.
После окончания очистки трубы тележками перемещаются на установку внутренней продувки для удаления дроби и пыли, после которой труба перемещается на площадку контроля. Здесь осуществляется инспекция внутренней поверхности трубы, внутренние концы трубы защищаются бумажной лентой с целью их защиты от покраски. Далее годная труба перекладывается на тележку покраски и подается на установку нанесения внутреннего покрытия.
Для антикоррозионной защиты внутренней поверхности труб в настоящее время применяют жидкие двухкомпонентные эпоксидные краски так называемого "горячего" распыления, без растворителей, с общей толщиной покрытия 400 - 700 мкм. Эти краски наносятся в один слой, обладают высокими антикоррозионными свойствами, не требуют предварительного нанесения праймера и могут сушиться при температурах от 30 °C до 70 °C, в отличие от порошковых эпоксидных материалов, для отверждения которых необходим нагрев до 200 °C - 210 °C [54].
Гладкостные покрытия в виде двухкомпонентных систем жидких окрасочных материалов состоят из основного эпоксидного материала или "основы", смешанной в определенном соотношении с активирующей добавкой или отвердителем. Данная смесь наносится на подготовленную внутреннюю поверхность труб в один проход методом распыления рабочей смеси изоляционного материала в камере покраски.
После покраски труба передается на стеллажи, оборудованные системой вытяжной вентиляции, на которых из покрытия происходит удаление летучих компонентов.
После нанесения покрытия труба поступает на стеллажи станции первичной сушки. Сушка производится вентиляторами, которые продувают сначала холодный, а затем подогретый до 30 °C воздух через трубы. В процессе сушки трубы перемещаются через станцию сушки с помощью тележек к следующему промежуточному конусному конвейеру, по которому она перемещается к зоне отверждения покрытия.
В зоне отверждения труба с влажным покрытием проходит через катушку индуктора, где нагревается до температуры 50 °C - 60 °C, далее по конвейеру передается в камеру отверждения. Проходя через камеру отверждения, труба продувается воздухом, нагретым с помощью газовых горелок до температуры не более 70 °C.
После выхода из камеры полимеризации труба передается на площадку окончательного контроля, где производится контроль качества нанесения внутреннего покрытия, контроль сплошности покрытия, при необходимости осуществляется мелкий ремонт труб.
Затем трубы передаются на станции окончательной приемки, производится маркировка труб. Далее трубы по выходному конвейеру либо с помощью мостовых кранов перемещаются на склад готовой продукции.
2.4.4.2 Нанесение теплогидроизоляционного покрытия
Трубы в теплогидроизоляционном покрытии предназначены для строительства конденсатопроводов, газопроводов, нефтепроводов, нефтепродуктопроводов подземной бесканальной (прокладка непосредственно в грунте) и надземной прокладки с температурой транспортируемой среды до 130 °C, а также для всех видов трубопроводов в районах вечной мерзлоты. Данные трубы обеспечивают повышенную надежность и экологическую безопасность трубопроводных систем, особенно при сооружении и их эксплуатации в районах залегания многолетнемерзлых грунтов, при экстремально низких температурах воздуха, используется для транспортирования вязкой нефти, сжиженного природного газа, попутного нефтяного газа, газового конденсата и т.п.
Теплогидроизолированные трубы изготавливаются наружным диаметром от 32 до 1420 мм, при этом в качестве рабочей трубы применяются как сварные, так и бесшовные трубы.
По требованию потребителя перед нанесением теплогидроизоляционного покрытия на стальные трубы предварительно может быть нанесен любой тип антикоррозионного покрытия - как наружного, так и внутреннего. В конструкцию покрытия, по требованию потребителей, могут включаться проводники - индикаторы системы оперативного дистанционного контроля (СОДК), предназначенные для контроля состояния изоляции и обнаружения участков с повышенной влажностью изоляции, трубопроводы-спутники для подогрева транспортируемой среды, а также противопожарная система на основе барьерных вставок из негорючих минеральных материалов для предотвращения распространения пожаров. На рисунке 2.59 представлена конструкция тепло-гидроизоляционного покрытия с СОДК [55].

1 - центрирующая опора; 2 - изоляция из пенополиуретана;
3 - труба-оболочка; 4 - стальная труба;
5 - проводники - индикаторы СОДК (показаны условно)
с проводником системы оперативного дистанционного контроля
(СОДК)
В конструкции теплогидроизоляционного покрытия применяются различные типы гидроизоляционного слоя (оболочки).
Полиэтиленовая оболочка. Трубы с таким видом защиты используются при подземной бесканальной прокладке тепловых сетей.
Спирально-замковая труба из оцинкованной стали. Трубы с оцинкованной оболочкой предназначены только для надземной прокладки тепловых сетей.
Композитная оболочка состоит из стальной оболочки, которая сохраняет устойчивость ППУ к внешним воздействиям при температурах до минус 50 °C, и антикоррозионного покрытия, обеспечивающего защиту трубопровода при подземной прокладке на весь период эксплуатации.
Применение в качестве теплоизоляционного материала пенополиуретана (ППУ) обусловлено его высокими теплоизоляционными свойствами, имеющимися преимуществами перед изоляционной минеральной ватой: уменьшение потерь тепла при низком коэффициенте теплопроводности в состоянии обычной влажности, долговечность теплоизоляционных характеристик, небольшое водопоглощение.
Технология нанесения теплогидроизоляционного покрытия на стальные трубы заключается в следующем.
Труба с предварительно нанесенным наружным либо внутренним антикоррозионным покрытием любого типа подается на заталкивающий рольганг, где на нее устанавливаются центрирующие опоры (центраторы), гидроизоляционная оболочка. Готовая к заливке ППУ труба подается на заливочный стол, где устанавливаются заливочные заглушки. На заливочном столе труба позиционируется в наклонном положении, и в межтрубное пространство под высоким давлением впрыскивается смешанная в заливочной машине пенополиуретановая композиция. По окончании реакции полимеризации ППУ производится демонтаж заливочных заглушек и теплогидроизолированная труба подается на участок зачистки, где производится зачистка концов труб, приемо-сдаточный контроль. Принятые трубы маркируются и перемещаются на склад готовой продукции.
При производстве труб с теплогидроизоляционным покрытием, в конструкции которого присутствует противопожарная вставка, труба с наружным либо внутренним антикоррозионным покрытием подается на стол, где производится разметка трубы под противопожарную вставку длиной не менее 3 м, далее устанавливаются мембраны на границах противопожарной вставки, производится фиксация мембраны фрагментами транспортерной ленты, закрепляемой бандажными лентами. На трубу наматывается негорючий наполнитель на минеральной основе. Далее труба отправляется для нанесения пенополиуретановой композиции по описанной выше технологии.
Теплогидроизолированные трубы выпускаются с двумя основными типами изоляции: тип 1 - усиленная изоляция (используется для регионов с умеренным климатом), тип 2 - весьма усиленная (используется для регионов с низкими температурами). По требованию потребителей предприятиями РФ выпускаются трубы со специальными характеристиками - увеличенной толщиной изоляции, с нестандартными размерами наружных оболочек. Для полной защиты наружной поверхности зоны сварного стыка поставка труб может включать в себя комплекты заделки стыка, соответствующие конструкции и размерам изоляции основного трубопровода.
2.4.4.3 Горячее цинкование стальных труб
Наибольшее распространение горячее цинкование в РФ получило при производстве стальных сварных круглых водогазопроводных труб наружным диаметром 15 - 159 мм, профильных труб различного сортамента. Процесс осуществляется на агрегатах непрерывного и полунепрерывного типа сухим и мокрым способами, толщина цинкового покрытия составляет 80 - 100 мкм [54].
Способ горячего цинкования получил наибольшее распространение по сравнению с термодиффузионным и электролитическим цинкованием из-за меньшей себестоимости покрытий труб, возможности регулирования толщины покрытия, удовлетворительного товарного вида. Цинковое покрытие хорошо защищает стальную основу трубы от действия окружающей природной среды, пресной и соленой воды, некоторых видов нефтепродуктов [54].
Схема процесса горячего цинкования стальных труб и профилей представлена на рисунке 2.60.

1 - входной контроль, набор труб в пакеты; 2 - промывка,
обезжиривание; 3 - травление пакета труб в ванне;
4 - промывка в холодной воде; 5 - флюсование; 6 - сушка.
Подогрев труб; 7 - цинвокание труб; 8 - обдувка наружной
поверхности; 9 - продувка труб паром; 10 - охлаждение труб;
11 - контроль качества, измерение длины, взвешивание труб;
12 - упаковка, складирование труб
стальных труб и профилей
2.4.4.3.1 Подготовка труб к цинкованию
Трубы, изготовленные в соответствии с НТД, после предварительной приемки направляются попакетно на участок подготовки труб. При подготовке труб к цинкованию осуществляются следующие технологические операции: замочка, обезжиривание, промывка, травление, промывка в горячей и холодной воде.
С целью удаления рыхлых слоев окалины, металлической стружки и пыли трубы проходят промывку в горячей воде. Продолжительность промывки составляет 3 - 10 мин при температуре воды до 80 °C. Затем трубы подвергаются химическому обезжириванию в кислотных растворах различной концентрации, щелочных растворах, содержащих едкий натр тринатрийфосфат, жидкое стекло и поверхностно-активные добавки, добавляемые в раствор для повышения моющей способности, смачивания, эмульгирующего и диспергирующего эффекта. Операция проводится при температуре не менее 40 °C в течение 10 - 15 мин. В процессе обезжиривания происходит омыление жиров, эмульгирование и диспергирование загрязнений, как результат - удаление возможных жировых загрязнений с поверхности труб [54].
После обезжиривания пакет труб промывают в горячей воде в течение 5 мин для удаления с поверхности труб остатков обезжиривающего раствора и других загрязнений.
2.4.4.3.2 Травление и промывка в холодной воде
Процесс горячего цинкования состоит из травления, флюсования, цинкования.
Травление применяют с целью удаления с наружной и внутренней поверхности труб окалины и окислов. Для получения качественного цинкового покрытия травление труб производят в растворе соляной кислоты, а также растворах соляной и серной кислот [54]. Для улучшения качества травления (исключения перетравливания) и снижения потерь металла при травлении в травильный раствор дополнительно добавляют ингибиторы кислотной коррозии различного состава. С целью уменьшения газовыделения и удаления травильного шлама с поверхности труб в травильный раствор также вводятся различные эмульгаторы. Преимуществами процесса травления в соляной кислоте являются:
- возможность работы при температуре окружающей среды;
- меньшая потеря массы при травлении стальной основы;
- незначительное поглощение стальной основой водорода;
- получение светлой поверхности стальной основы [54].
Для получения качественного цинкового покрытия травление труб осуществляют при температуре не менее 20 °C. Продолжительность процесса травления составляет от 15 до 50 мин в зависимости от толщины и характера окалины, а также от концентрации раствора.
В зависимости от конструкции травильных ванн применяются ванны с перемещением труб (шнековым, шлепперным, рычажным цепным способами), ванны простой конструкции без перемещения труб, в которых происходит травление пакета труб [54].
После проведения травления трубы для удаления остатков травильного раствора и шлама направляют в ванну промывки холодной водой.
2.4.4.3.3 Флюсование труб
После промывки трубы повергаются флюсованию с целью удаления с поверхности труб не полностью смытых в процессе промывки окислов и солей железа, растворения вновь образовавшихся окислов, создания защитной от окисления пленки из солей цинка, обеспечивающей полное смачивание поверхности труб расплавленным цинком.
На предприятиях РФ применяется сухое и мокрое цинкование. При мокром цинковании трубы загружаются в расплавленный флюс, находящийся на зеркале ванны цинкования. При сухом цинковании трубы погружаются в водный раствор флюса в отдельной ванне, а затем после просушки перемещаются в ванну цинкования.
Мокрое цинкование проводится в разбавленном растворе ZnCl2 с хлористым аммонием. В ванны с добавками алюминия во флюс вводятся фториды, что позволяет повысить содержание алюминия в цинке до 0,05% - 0,07%. Для предотвращения быстрого истощения флюса в него добавляют присадки типа глицерина, которые делают флюс пенистым, что способствует удержанию влаги [54].
При сухом цинковании процесс флюсования труб осуществляют при температуре не менее 20 °C на протяжении 2 - 3 мин в растворах флюса, наиболее распространенными из которых являются растворы на основе хлористого цинка и хлористого аммония, а также растворы на основе сухой двойной соли "цинк-аммоний хлористый" [54]. Для полного смачивания поверхности труб раствором флюса производится их укладка на дно ванны.
После флюсования пакет труб краном подается на питательный стол загрузочной решетки, откуда поштучно трубы поступают в сушильную печь, где проходят операцию сушки и подогрев при температуре 200 °C - 400 °C с целью высушивания пленки флюса и предварительного прогрева труб перед погружением в ванну цинкования. Целью предварительного нагрева является также снижение расхода тепла на нагревание труб при цинковании, увеличение срока службы ванны цинкования, уменьшение окисления цинка, а также значительное уменьшение вредных выделений, что улучшает условия работы на участке. Далее из сушильной камеры сухие и подогретые трубы поштучно поступают в загрузочное устройство машины цинкования, которое погружает их в раствор цинка.
2.4.4.3.4 Цинкование
Процесс горячего цинкования проводится погружением предварительно подготовленных труб в ванну с расплавленным цинком. При этом достигается равномерное покрытие наружной и внутренней поверхности стальных труб слоем цинка.
На получение качественного цинкового покрытия существенное влияние оказывает постоянство заданной температуры расплавленного цинка, которая обычно находится в пределах 430 °C - 460 °C. Для улучшения механических свойств цинкового покрытия, получения более светлого блестящего покрытия, уменьшения угара цинка с поверхности расплава и образования гартцинка расплав цинка легируют чушками первичного алюминия. При введении в ванну с цинком 0,014% - 0,084% магния повышается коррозионная стойкость цинковых покрытий в морской воде и агрессивной среде [54].
В целом цинковальная установка состоит из ванны цинкования, печи для разогрева ванны, механизмов загрузки и выгрузки, механизмов перемещения труб, магнитных роликов. Загрузку труб в ванну цинкования, их выгрузку производят наклонно с целью выхода воздуха при погружении в расплавленный цинк, обеспечения равномерного заполнения внутренней поверхности цинком, свободного отекания расплавленного цинка с труб, выходящих из ванны.
Выходя из расплава цинка, трубы подвергаются обдувке наружной поверхности от золы, окислов алюминия и излишков цинка при помощи кольцевого сопла. Обдувка производится сухим сжатым воздухом, подаваемым с большой скоростью. Для "выглаживания" внутренней поверхности труб и регулирования толщины цинкового покрытия (удаления излишков цинка) производится продувка трубпаром с температурой до 200 °C [54].
2.4.4.3.5 Охлаждение труб
Трубы, прошедшие кольцевую обдувку наружной поверхности и продувку внутренней поверхности, поступают на горизонтальный холодильник, где в зависимости от типоразмера проходят операцию охлаждения в душирующем устройстве водой или обдувкой на воздухе. Далее при помощи распределительного устройства трубы по рольгангам направляются на участок отделки, где осуществляется их правка, контроль качества, взвешивание, маркировка краской, упаковка и сдача.
В целом воздействие на окружающую среду производства проката и труб значительно меньше, чем воздействие металлургического производства с полным циклом [1].
Выбросы вредных загрязняющих веществ в атмосферу, хотя и являются наиболее значимым экологическим воздействием отрасли черной металлургии на окружающую среду, составляют лишь 5 - 6% от общего объема данных выбросов по России в целом [Государственный доклад "О состоянии и об охране окружающей среды Российской Федерации в 2015 году" с. 212].
Основными источниками загрязнения атмосферного воздуха на предприятиях третьего (дальнейшего, после получения чугуна и стали) передела черных металлов, включая прокат и трубную продукцию, являются нагревательные печи, машины огневой зачистки и травильные агрегаты, а также станы горячей прокатки, над которыми образуются пылевые выбросы (2,0 - 18,0 г/т проката), содержащие окалину (оксиды железа) и другие металлы в зависимости от степени легирования стали и сплава. По сравнению с другими переделами черной металлургии в производствах третьего передела образуется меньше пыли и газов. В среднем общий выброс пыли от всех источников пылеобразования составляет около 200 г/т товарного проката без огневой зачистки и 500 - 2000 г/т при наличии огневой зачистки [5].

Рисунок 3.1 - Значимые воздействия на окружающую среду
при прокатке
Предприятия черной металлургии, включая третий передел, характеризуются высоким уровнем оборотного водоснабжения (до 93%), а сброс загрязненных вод в водные объекты составляет менее 3%, что позволяет в значительной степени предотвратить ущерб водной среде [Государственный доклад "О состоянии и об охране окружающей среды Российской Федерации в 2015 году", с. 212].
Большинство отходов, образующихся на прокатных и трубных производствах повторно используются в металлургическом производстве и других отраслях промышленности в связи с чем по существующей практике переводятся в разряд побочной продукции.
При предварительной подготовке заготовки потребление топлива и кислорода для огневой зачистки будет зависеть от размеров исходного материала, так, возможны колебания расхода и выбросов в пределах 20% при увеличении толщины сляба с 200 до 250 мм. При автоматической огневой зачистке заготовок типичный расход составляет 5 м3 кислорода и 25 МДж пропана на 1 т зачищаемой стали. Расход электроэнергии на привод валков зависит от степени обжатия, температуры прокатываемого материала и его сопротивления деформации. Удельное потребление ресурсов при производстве горячекатаного листа приведено в таблице 3.1.
Таблица 3.1
горячекатаного листа
Потребление электроэнергии, кВт·ч/т | Потребление природного газа, м3/т | Потребление тепловой энергии, ГДж/т | Потребление воды, м3/т | |
техническая вода на технологические нужды (в том числе оборотных циклов) | "свежая" вода | |||
41 - 114 | 31 - 66 | 0,014 - 0,1155 | 28 - 68 | 0,002 - 2,5 |

Рисунок 3.2 - Удельное потребление электроэнергии (кВт·ч/т)
и природного газа (м3/т) [по данным анкет]
Удельное потребление сырья зависит от типа сырья и выпускаемой продукции, и находится в диапазоне от 1014,6 кг металла на горячекатаный прокат на УОМ ПГП (листоотделка ЦГП) до 1294,7 кг круглой заготовки на 1 т КБЦ (колеса, бандажи, кольца).
Характеристика эмиссий
Выбросы в атмосферный воздух
Поскольку в отечественной практике горячие слитки зачистке не подвергают, то в составе эмиссий отсутствуют выбросы от машин огневой зачистки, содержащие пыль (2 - 50 мг/м3), оксиды азота NOx и неметановые летучие органические соединения (НМЛОС).
Таблица 3.2
Выбросы загрязняющих веществ в атмосферу при производстве
горячекатаного листа, кг/т продукции [по данным анкет]
Наименование ЗВ | Технологический этап/Источник выброса | Масса ЗВ в отходящих газах после очистки | |
Диапазон | Среднее | ||
NO2 | Подготовка заготовки | 3,8 | |
NO | 1,4 | ||
CO | 2,4 | ||
NO2 | Нагрев заготовки/печь | 14 - 33,5 | 23,8 |
NO | 33,5 | ||
CO | 11 - 33,5 | 22,3 | |
HNO3 | 9,0 | ||
NO2 | Прокат | 0,8 - 35 | 17,9 |
NO | 0,4 - 6 | 3,2 | |
CO | 1,5 - 46 | 23,8 | |
HNO3 | 0,15 | ||
Пыль | 0,9 | ||
NO2 | Финишная обработка | 28,4 | |
NO | 12,3 | ||
CO | 10,8 | ||
При горячей прокатке в результате измельчения окалины валками металла образуется пыль, объем образования которой зависит от скорости прокатки и площади поверхности прокатываемого материала и обычно составляет < 100 г/т. Около 20% пыли является мелкодисперсной с размером частиц < 10 мкм. На слябовых, блюмовых и сортовых станах наиболее интенсивное пылевыделение происходит на первых проходах [5].
Для очистки отходящих выбросов на предприятиях организуют различные системы аспирации, например: система аспирации чистовой группы клетей стана с использованием электрофильтра (тип 40-5-2 x 3-03, эффективность очистки 95,4%); установка аспирации клети холодной правки при финишной обработке с использованием фильтра рукавного (тип ФРИП-540, эффективность очистки - 99,8%).
На сегодняшний день приоритетными загрязняющими веществами при производстве горячекатаного проката считают оксиды азота NOx, оксид углерода SO2 и пыль [3].
Сточные воды
В процессе горячей прокатки и связанных с ней этапов используется вода для охлаждения и для выполнения технологических операций. Электродвигатели, нагревательные печи, помещения пультов управления и силовые системы обычно имеют косвенное охлаждение, а прокатываемый материал, валки, пилы, обрезь, моталки и приемные рольганги охлаждаются непосредственно. Вода используется также для сбива и смыва окалины.
Объем образования сточных вод составляет 0,8 - 15,3 м3/т [2].
Сточные воды с окалиной и воды газоочистки содержат, наряду с крупными частицами окалины, мелкие твердые частицы и эмульгированные масла. Содержание твердых взвесей составляет от 120 до 2000 мг/л, содержание масел - от 10 до 200 мг/л в зависимости от типа стана [2]. Также в сточных водах присутствуют Fe (0,3 - 2,0 мг/л), Mn (0,04 - 0,26 мг/л), Al (0,04 - 0,14 мг/л), Ni (0,01 - 2,0 мг/л), Zn (0,004 - 0,35 мг/л), незначительные количества Pb, Hg, Cd, Cr (общий и VI), фторидов (при использовании HF), фосфатов (от процессов фосфатирования) [3].
Для возможности повторного использования сточные воды необходимо очищать до остаточного содержания окалины не более 40 - 60 мг/л, масла не более 15 - 20 мг/л. Осадки из отстойников выгружают и возвращают в производство металла.
Расход воды и количество образующихся сточных вод зависят от организации потоков воды. При использовании замкнутых циклов водоочистки количество сбрасываемых сточных вод минимально, в полузамкнутых циклах количество сточных вод достигает 11 м3/т, а в открытых системах 11 - 22 м3/т (с учетом охлаждения в открытом цикле).
Расход технической воды на процесс (в т.ч. оборотных циклов) находится в диапазоне от 18 до 67 м3/т продукции, однако основная часть этой воды находится в водооборотном цикле, который в производстве горячего проката составляет 92% - 98%. Расход "свежей" воды на подпитку составляет от 0,5 до 1,6 м3/т продукции.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок 3.3, а не рисунок 3.2. |
В настоящее время на современных предприятиях предусматривается трехступенчатая система очистки оборотной воды (см. рисунок 3.2).

станов горячей прокатки
Использование установок ультрафильтрации и обратного осмоса на ОАО "ОЭМК" позволяет очистить сточные воды с эффективностью 99,98% и вернуть очищенную воду в цикл.
В полузамкнутом цикле воду очищают и частично используют повторно в зависимости от температуры. Очистка воды производится так же, как и в открытой системе, но после фильтрации воду не сбрасывают, а направляют в бассейн фильтрованной воды и смешивают с холодной свежей водой. В зависимости от температуры смеси фильтрованная вода может возвращаться к различным потребителям стана и только избыток воды сбрасывают. Таким образом, объем циркулирующей воды зависит от времени года и географического положения стана.
Из замкнутой системы водоснабжения очищенная вода не сбрасывается вообще, охлаждается в градирнях или теплообменниках до требуемой температуры и используется повторно в процессе прокатки. При наличии градирен потребление воды ограничивается компенсацией потерь на испарение и на продувку (около 3% - 5%). При наличии теплообменников требуются большие объемы циркулирующей воды.
Системы водоснабжения и водоочистки станов горячей прокатки отличаются большой сложностью, многоступенчатым использованием воды и состоят из нескольких контуров, частично соединенных друг с другом. В некоторых случаях система водоснабжения стана горячей прокатки соединена с такими же системами других агрегатов, например, МНЛЗ. Основанием для такого объединения систем является схожесть состава сточных вод и близость расположения агрегатов.
На предприятиях организуют раздельные "грязные" оборотные циклы водоснабжения (например, нагревательных печей, рабочих клетей, моталок) и "чистые" оборотные циклы (например, охлаждающей воды).
Предотвращение загрязнения сточных вод благодаря использованию замкнутых контуров и многоступенчатого водоснабжения является хорошо известным и широко применяемым приемом в черной металлургии. В связи с большим объемом потребления воды станы горячей прокатки обладают высоким потенциалом снижения потребления воды и сброса сточных вод.
Отходы производства и побочная продукция
Наряду со сточными водами, при горячем прокате образуется ряд твердых и жидких отходов и побочных продуктов, в том числе:
- металлические отходы и побочные продукты (70 - 150 кг/т);
- окалина и металл от огневой зачистки;
- пыль от зачистки и от прокатки;
- прокатная окалина сухая и замасленная;
- шлам от шлифования валков;
- масла и смазки.
Металлические отходы и побочные продукты загрязнены незначительно и могут быть возвращены в процесс производства металла.
На сегодняшний день приоритетным является обращение с маслосодержащими отходами, окалиной и пылью от фильтров газоочистки [3].
Прокатная окалина, удаляемая после нагрева материала и между проходами прокатки, состоит в основном из оксидов железа, ее состав зависит от марки стали и процесса прокатки, но содержание железа в ней составляет около 70% (от общей массы без масел и влаги), также окалина содержит масла ~ 4,6% (0,5% - 8,7%), что может затруднить рециклинг. Содержание в окалине масла зависит от процесса, используемого оборудования (в особенности от качества его обслуживания), размера частиц окалины, поскольку очень мелкие частицы окалины (< 63 мкм) адсорбируют масло.
Удельные объемы образования составляют: чистой окалины - 12,7 - 16 кг/т, замасленной окалины - 1,9 - 3,5 кг/т [2]. Чистую сухую окалину и окалину с содержанием масла менее 1% возвращают в металлургический процесс, обычно в шихту для производства агломерата.
Пыль из фильтров газоочистки может быть возвращена в металлургическое производство, например, на стадию агломерации. Масла и смазки могут быть использованы как топливо для доменных печей или в производства кокса (но может потребоваться их обезвоживание), а также в коксовой шихте для повышения плотности угля перед коксованием.
Таблица 3.3
Обращение с отходами, образующимися при горячем прокате [2]
Вид отхода/побочного продукта | Объем образования, кг/т продукции | Приоритетное направление утилизации |
Окалина замасленная прокатная | 11,2 | Рециклинг внутри завода |
Окалина чистая | 14,1 | |
Шламы от очистки сточных вод | 3,4 | Размещение на полигоне |
Окалина из нагревательных печей | 4 | Рециклинг внутри завода |
Окалина (от зачистки, травления) | 3,5 | |
Отработанные огнеупоры | 0,5 | Размещение на полигоне |
Пыль и шлам от очистки воздуха (длинномерный прокат) | 0,71 | |
Пыль и шлам от очистки воздуха (листовой прокат) | 0,23 | Рециклинг внутри завода |
Таблица 3.4
Обращение с отходами производства [по данным анкет]
Наименование отходов | Объем образования, кг/т продукции | Обращение с отходами |
Лом и отходы черных металлов незагрязненные | 27 - 86 | Рециклинг - в качестве добавки в твердую шихту при конвертерной плавке; переплавка в электропечах |
Стружка черных металлов несортированная незагрязненная | 0,03 - 10 | Рециклинг - переплавка в электропечах |
Окалина замасленная прокатного производства с содержанием масла < 15%; Окалина прокатного производства незагрязненная | 1,5 - 21 17 - 53 | Рециклинг - в качестве железосодержащей добавки при производстве агломерата |
Отходы минеральных масел, не содержащих галогены | 0,03 - 0,10 | Утилизация в собственном производстве и использование после регенерации; Передача сторонним организациям на утилизацию |
Лом футеровки печей и печного оборудования производства черных металлов | 0,03 - 0,10 | Передача сторонним организациям на утилизацию |
Абразивные круги отработанные, лом отработанных абразивных кругов | 0,005 - 0,07 | Переработка для использования в собственном производстве и реализации |
Акустическое воздействие
Наиболее значительные источники шума в процессе прокатки связаны с обращением с прокатываемым материалом - шум от ударов при перемещении труб большого диаметра и толстых плит, перемещение проката в процессе охлаждения. Другие источники шума, такие как сбив окалины водой высокого давления (в ряде случаев свыше 250 бар), вентиляторы тяги нагревательных печей, холодные и горячие пилы, также могут давать большой вклад в акустическую нагрузку. Вентиляторы тяги работают непрерывно, но могут работать на переменной скорости, вызывая шумы переменной частоты и интенсивности. При резке профилей и рельсов горячими или холодными пилами возникают прерывистые шумы высокой частоты. Абсолютный уровень шумов зависит от характеристик оборудования и может превышать 85 дБ.
В производстве холоднокатаного проката энергия расходуется в виде пара для подогрева ванн травления, электроэнергии для приводов, насосов и т.п. и тепловой энергии (природный газ или сжиженный нефтяной газ) для процесса регенерации соляной кислоты. Кроме того, при производстве высоколегированной стали для механического удаления окалины с горячекатаной полосы требуется дробь.
Потребление антикоррозионных масел зависит от доли промасливаемой продукции, типа промасливающей машины (электростатическое промасливание или набрызгивание из сопел) и от массы масла, требуемой заказчиком.
Таблица 3.5
Удельное потребление ресурсов при холодной прокатке листа
Потребление электроэнергии, кВт·ч/т | Расход топлива: природный газ, м3/т | Тепловая энергия, ГДж/т | Потребление воды, м3/т | |
техническая вода на технологические нужды (в том числе оборотных циклов) | "свежая" вода | |||
93 - 134 | 19 - 30 | 0,4 - 1,0 | 24 - 40 | 0,5 - 5 |
При холодном прокате низколегированных сталей на станах-тандем энергия расходуется на привод прокатных клетей, вентиляторов, насосов и управления потоками эмульсии, гидравлических жидкостей и масел. Уровень потребления электроэнергии зависит от прокатываемой марки стали, суммарной степени обжатия и конечной толщины прокатываемого материала и обычно составляет 0,2 - 0,3 ГДж/т продукции, потребления пара - 0,01 - 0,03 ГДж/т продукции, потребления тепловой энергии - 0,001 - 0,036 ГДж/т продукции [2]. При прокате используют водномасляные эмульсии с расходом 1800 - 3000 м3/ч, для подогрева которых потребляется энергия в виде пара. Потребление масла (0,3 - 2,0 кг/т) зависит от средней конечной толщины прокатываемого материала [2].
При прокатке на реверсивном стане электроэнергия (0,6 - 0,8 ГДж/т продукции) потребляется для привода валков, вентиляторов, насосов и т.п., а также используется минеральное масло (1,5 - 6 л/т продукции) с присадками.
Отжиг сталей
При периодическом отжиге низколегированных и легированных сталей потребляются электроэнергия (0,06 - 0,12 ГДж/т продукции) и тепловая энергия (0,62 - 0,75 ГДж/т продукции), а также используется вода для охлаждения (5 - 10 м3/т продукции) [2].
При непрерывном отжиге низколегированных и легированных сталей потребляются электроэнергия (0,173 - 0,239 ГДж/т продукции) и тепловая энергия (0,775 - 1,483 ГДж/т продукции), вода для охлаждения (23,529 м3/т продукции), а также химикаты для щелочной и электролитической очистки перед отжигом и средства для мокрой дрессировки, антикоррозионные масла и смазки [2].
Полосу из высоколегированных сталей в основном обрабатывают на комбинированных линиях отжига и травления. Потребление электроэнергии составляет 0,15 - 0,30 ГДж/т продукции, тепловой энергии - 0,7 - 1,8 ГДж/т продукции, а также используется вода для охлаждения в рецикле (10 - 20 м3/т продукции) [2].
Для травления стали используют соляную HCl и серную H2SO4 кислоты, а нержавеющей стали - смесь азотной HNO3 и фтористоводородной HF кислот. Расход кислоты зависит от того, применяется ее регенерация или нет, а также от удельной поверхности травления и толщины удаляемого окисленного слоя. Так, при травлении высоколегированных сталей уровни потребления кислоты составляют: по HNO3 (70%) - 3 - 10; по HF (70%) - 2,5 - 7,5 кг/т продукции.
Характеристика эмиссий
Стан-тандем
Выбросы в воздух содержат масла (0,1 - 20 мг/м3) и пыль - твердые частицы от износа валков и прокатываемого металла в количестве 10 - 50 мг/м3 [2]. При работе стана-тандем образуются сточные воды (0,003 - 0,015 м3/т продукции), которые подлежат очистке [2]. В качестве отходов образуются масляные шламы от разделения эмульсий и очистки воздуха от прокатных клетей.
Реверсивный стан
Выбросы в воздух содержат значительные количества масел - 10 - 20 мг/м3, в среднем 91,7 г/т продукции [2]. Масло из системы фильтрации вытяжной вентиляции направляют на регенерацию.
Сточные воды содержат твердые взвеси, соли железа и легирующих металлов, следы масла.
Отжиг сталей
При периодическом отжиге низколегированных и легированных сталей выбросы в воздух содержат значительные количества NOx (на реверсивном стане 9 - 900, на непрерывном стане 0,5 - 250 г/т продукции) и SO2 (на реверсивном стане 0 - 2, на непрерывном стане 0 - 41 г/т продукции). Охлаждающая вода используется в рецикле.
При непрерывном отжиге низколегированных и легированных сталей основными эмиссиями являются отходящие газы печей отжига, содержащие NOx (на реверсивном стане 9 - 900, на непрерывном стане 0,5 - 250 г/т продукции), SO2 (на реверсивном стане 0 - 2, на непрерывном стане 0 - 41 г/т продукции), CO; а также сточные воды, содержащие масла и твердые частицы. Охлаждающая вода используется в рецикле. Образуются твердые отходы - шламовый кек, окалина, замасленный шлам.
На комбинированных линиях отжига и травления высоколегированных сталей основными эмиссиями являются отходящие газы от печей (содержат SO2 (0 - 30 г/т продукции, NOx (0,1 - 1500 г/т продукции)), от скрубберов установки травления (содержат NOx, HF) и после механического удаления окалины (содержат пыль). Объем сточных вод, содержащих твердые частицы и металлы и направляемых на очистные сооружения, составляет 1 - 9 м3/т продукции [2].
Выбросы в атмосферный воздух
На сегодняшний день приоритетными загрязняющими веществами в составе выбросов являются [3]:
Этап процесса/подпроцесс | Загрязняющие вещества |
Резка/размотка | Пыль |
Солянокислотное травление | HCl, пыль |
Сернокислотное травление | H2SO4, SO2 |
Травление смесью кислот | NOx, HF |
Прокат | Углеводороды (как ЛОС), пыль |
Отжиг | Пыль, NOx, SO2 |
Регенерация HCl | HCl, пыль, SO2, NOx |
Регенерация H2SO4 | H2SO4, SO2 |
Регенерация смеси кислот | Пыль, HF, NOx |
При травлении металлов в кислотах (см. 3.5) в атмосферу выделяется большое количество вредных газов и паров: NOx (до 400 кг/м3), HF (до 100 мг/м3), пары H2SO4 (до 200 мг/м3), соли металлов [5]. Для снижения вредных выбросов в травильных отделениях и отделениях покрытий (цинкования, алюминирования и др.) прокатных цехов устанавливают агрегаты непрерывного действия с герметизацией всех ванн, машин и аппаратов и организацией систем аспирации с дальнейшей очисткой выбросов в скрубберах и циклонах.
Таблица 3.6
Выбросы загрязняющих веществ в атмосферу
при холодном прокате, кг/т продукции [по данным анкет]
Наименование ЗВ | Масса ЗВ в отходящих газах после очистки |
CO | 120 - 3870 |
NO2 | 120 - 340 |
NO | 70 - 160 |
Водопотребление
В цехах холодной прокатки вода используется для очистки поверхности материала, для приготовления травильных и обезжиривающих растворов, для промывки и охлаждения материала. При травлении и родственных процессах (промывка, газоочистка, регенерация кислот) образуются кислые стоки. При обезжиривании образуются также щелочные стоки.
Для охлаждения и смазки при прокатке используются водомасляные эмульсии, что приводит к образованию стоков с содержанием масел и твердых отходов. В зависимости от функционального назначения технологической смазки, ее вида, конструкции стана и его сортамента для подачи технологической смазки используют различные системы для подачи смазок и смазочно-охлаждающих жидкостей (СОЖ) - прямого действия, циркуляционные, а также смешанного типа.
Новые многоклетевые прокатные станы оборудуются двумя-тремя отдельными циркуляционными системами. При оборудовании стана тремя системами первая клеть оборудуется отдельной системой, что предотвращает загрязнение остальных систем травильным шламом и промасливающей смазкой. Средние клети имеют отдельную систему для подачи основной СОЖ, применяемой для прокатки. Последняя клеть также оборудуется отдельной системой для подачи эмульсии (небольшой концентрации), воды или моющего раствора. Раздельные системы повышают чистоту эмульсии и качество поверхности листов. Для интенсивного отвода тепла и обеспечения надежной смазки в новых системах подается СОЖ от 3,6 до 11 м3/мин и более на одну клеть [6].
На станах холодной прокатки охлаждающая вода требуется для рассеяния тепла от процесса прокатки и от печей отжига. Тепло от процесса прокатки отдается охлаждающей воде главным образом через эмульсию или ее охладитель и частично через СОЖ.
Основными потребителями охлаждающей воды являются:
- охлаждение эмульсии на линиях тандем;
- дрессировочная клеть после установки периодического отжига;
- установка непрерывного отжига с дрессировочной клетью;
- охлаждение трансформаторов и двигателей;
- устройства жидкой смазки.
Нагретая охлаждающая вода охлаждается либо технической водой в пластинчатых теплообменниках, либо испарением в градирне. Преимуществом охлаждения в теплообменниках является значительная экономия химикатов (ингибиторы коррозии, мягчители, диспергаторы и биоциды), которые возвращаются в цикл, а не сбрасываются. При охлаждении в градирне, напротив, необходим регулярный частичный сброс воды из-за повышения концентрации солей вследствие испарения. Выбор той или иной системы охлаждения зависит от местных условий.
Вода, используемая для косвенного охлаждения, также циркулирует в закрытых системах.
Сточные воды
При холодной прокатке металла сточные воды, образующиеся от охлаждения оборудования, нагревательных агрегатов, масло- и воздухоохладителей, не загрязняются, а только нагреваются на 5 °C - 8 °C. Количество их составляет 25 - 30 м3/т прокатываемого металла.
Загрязненные сточные воды поступают от системы технологической смазки валков и прокатываемого металла. Характеристика сточных вод стана холодного проката приведена в таблице 3.7.
Таблица 3.7
Характеристика сточных вод стана холодного проката [2]
Непрерывный прокат | Реверсивный прокат | Реверсивный прокат нержавеющей стали | |
Удельный сброс сточных вод, м3/т | 0 - 40 | 0 - 6 | 0 - 35 |
Сброс сточных вод после очистки, м3/т | 0 - 12 | Нет данных | Нет данных |
Содержание твердых взвешенных частиц | 7 - 120 мг/л 2,7 - 520 г/т | 0 - 2210 мг/л 0 - 160 г/т | 0 - 60 мг/л 0 - 180 г/т |
Химическое потребление кислорода (ХПК) | 19 - 5300 мг/л 5 - 220 г/т | 15 - 100 мг/л 10 - 80 г/т | 10 - 2000 мг/л 10 - 275 г/т |
На сегодняшний день приоритетными загрязняющими веществами в составе сточных вод являются [3]: углеводороды (масла), твердые взвешенные частицы, тяжелые металлы (Fe, Cr общий, Ni, Zn). Как наиболее значимую идентифицируют стадию травления, на которой следует контролировать следующие параметры: количество кислых сточных вод, содержание в кислых сточных водах органических веществ (по ХПК), тяжелых металлов (Pb, Hg, Cd и Cr(VI)), фторидов (при использовании фтористоводородной кислоты).
Сточные воды от операций холодной прокатки, которые невозможно использовать повторно, перед сбросом должны быть очищены.
В цехах холодной прокатки используется система оборотного водоснабжения с очисткой воды от технологических смазок, эмульсий и механических примесей. Необходимая степень очистки достигается сочетанием последовательной очистки в горизонтальных отстойниках и в установке флотации с последующей доочисткой на фильтрах с последующей подачей на стан [6].
Отходы и побочные продукты
При холодной прокатке образуются различные твердые отходы в форме скрапа, шламов от очистки сточных вод, пыли и упаковочного материала, а также жидкие отходы. Обращение с отходами производства приведено в таблице 3.8.
Таблица 3.8
Наименование отходов | Удельный показатель | Обращение с отходами |
Лом и стальные отходы | 97 - 166 | Используют в качестве добавки в твердую шихту при конвертерной плавке |
Лом цинка | 1,455 | Передача сторонним организациям для утилизации |
Осадок нейтрализации сернокислотного электролита | 0,931 | Переработка для использования в собственном производстве или реализация |
Шлам промливневой канализации | 0,242 | |
Отработанные огнеупоры, остатки кислотоупорной футеровки | 0,150 | |
Пыль абразивная от шлифования черных металлов с содержанием металла < 50%. Абразивные круги отработанные, лом отработанных абразивных кругов | 0,055 - 0,124 | |
Шлам гашения извести, шлам обескремнивания | 0,088 | |
Окалина прокатного производства | 0,049 | |
Отходы минеральных масел индустриальных | 0,029 - 0,1 | |
Пыль газоочистки стальная | 0,004 - 0,18 |
Сульфат железа FeSO4·7H2O от регенерации серной кислоты можно использовать: для производства комплексных солей железа; в качестве флокулянта для очистки сточных вод; для производства адсорбентов; в качестве мелиорационного средства; для производства пигментов на основе оксидов железа; для производства серной кислоты.
Оксиды железа от регенерации соляной кислоты можно использовать в качестве исходного материала: для производства ферромагнитных материалов; для производства порошкового железа; для производства строительных материалов, пигментов, стекла и керамики.
Шламы от очистки сточных вод лишь в небольшой мере удается подвергнуть рециклингу и в основном их отправляют на полигон отходов.
Удельное потребление сырья (кг/т продукции) зависит от типа сырья и выпускаемой продукции, и составляет:
- при производстве проволоки - 1038 кг заготовки;
- при производстве РБЦ (рельсы, заготовка квадратная, круг, трубная заготовка, заготовка осевая, швеллер, профиль хребтовой балки вагона, заготовка шаровая, профиль тракторного башмака, заготовка для переката) - 1049,6 - 1072,7 т блюма;
- при производстве сортового проката и катанки - от 1086,9 т квадратной заготовки до 1176,6 т слитков.
Удельное потребление ресурсов приведено в таблице 3.9.
Таблица 3.9
Потребление электроэнергии, кВт·ч/т | Потребление топлива | Потребление воды, м3/т | |
техническая вода на технологические нужды (в том числе оборотных циклов) | "свежая" вода | ||
Производство длинномерной продукции | |||
70 - 161 | 1680 - 1890 103 кДж/т | 0,4 - 55 | 0,03 - 3,4 |
Производство сортовой продукции | |||
246 | 298 м3 природного газа/т | 4 | Нет данных |

Рисунок 3.4 - Удельное потребление электроэнергии (кВт·ч/т)
и природного газа (м3/т) [по данным анкет]
Характеристика эмиссий
В общем, воздействие на окружающую среду при производстве длинномерной продукции схоже с воздействием, рассмотренным выше при производстве листового проката, поскольку основным технологическим этапом является прокатка.
Выбросы в атмосферный воздух
Выбросы загрязняющих веществ в атмосферу приведены в таблице 3.10.
Таблица 3.10
Наименование ЗВ | Масса ЗВ в отходящих газах после очистки |
NO2 | 0,02 - 4,97 |
NO | 0,004 - 0,798 |
CO | 0,002 - 0,514 |
На сегодняшний день приоритетными загрязняющими веществами в составе выбросов являются [3]:
Этап процесса/подпроцесс | Загрязняющие вещества |
Кислотное травление | HCl, H2SO4, SO2, NOx и HF |
Нагрев (отжиг) заготовки | Пыль и NOx |
Нанесение покрытий | Пыль |
При механическом удалении окалины образуется небольшое количество пыли (2 - 5 кг/т). Для очистки отходящих выбросов на предприятиях организуют различные системы аспирации, например системы аспирации установки зачистки слябов сортового цеха с использованием фильтра рукавного (эффективность очистки - 95%).
Сточные воды
Наиболее водоемкими технологическими этапами являются:
- подготовка поверхности металла к волочению в садочных отделениях;
- термическая обработка с подготовкой поверхности металла к волочению в протяжных агрегатах;
- нанесение горячих и гальванических покрытий;
- волочение проволоки.
Вода используется на охлаждение оборудования, промывку металла, приготовление растворов. Сточные воды после охлаждения оборудования являются условно чистыми, а после промывки металла в травильных отделениях - химически загрязненными и подлежат очистке, чаще всего путем нейтрализации известковым молоком.
На российских предприятиях реализуют замкнутые циклы водооборота - "грязный" и "чистый" оборотные циклы водоснабжения сортовых станов.
Отходы и побочные продукты
При прокате длинномерной продукции образуется ряд твердых и жидких отходов и побочных продуктов, в том числе:
- окалина;
- отработанные травильные растворы;
- отработанные смазочные материалы.
Обращение с отходами производства приведено в таблице 3.12.
При производстве горячекатаного мелкого сорта и катанки эмиссии качественно схожи с эмиссиями при производстве горячего листа, но меньше количественно, так как площадь поверхности проката меньше.
При производстве проволоки волочением эмиссии качественно схожи с эмиссиями при холодной прокатке листа, но меньше количественно, так как существенно меньше площадь поверхности и масса изделий.
В настоящее время наиболее значимыми в плане воздействия на окружающую среду считаются следующие виды отходов [3]:
- отработанные обезжиривающие растворы (щелочные или кислотные);
- масляный шлам от обезжиривания;
- отработанные травильные растворы;
- Zn-содержащие остатки (цинковая изгарь, гартцинк);
- пыль от газоочистки.
Потребление ресурсов
В современном трубном производстве в нагревательных печах в качестве топлива используется природный газ. Техническая вода используется в основном на охлаждение узлов технологического оборудования и рабочего инструмента, гидросбив окалины и гидравлические испытания труб. Свежая вода используется на продувку и подпитку оборотных систем. Удельное потребление ресурсов в различных технологиях трубного проката приведено в таблице 3.11.
Таблица 3.11
трубного проката
Потребление электроэнергии, кВт·ч/т | Вид топлива - природный газ, м3/т | Объем потребления воды, м3/т | |
техническая вода на технологические нужды (в том числе оборотных циклов) | "свежая" вода | ||
Горячекатаные трубы | |||
210 - 290 | 106 - 140 | 30 - 110 | 0,5 - 10 |
Горячепрессованные трубы | |||
215 | 138 | 98 | 9 |
Холоднодеформированные трубы | |||
840 | 133 | 25 | 4 |
ТБД, изготовленные электродуговой сваркой под слоем флюса а) спиральношовные | |||
239 | 133 | 187 | 71 |
б) прямошовные | |||
42 | 0,2 | 3 | 13 |
Электросварные трубы | |||
70 - 217 | 16 | 21 - 55 | 0,4 - 2 |
Производство труб непрерывной печной сваркой | |||
67 | 170 | 56 | 0,4 |
Производство труб сваркой в среде инертных газов | |||
468 | Нет данных | 0 | 5 |
Нанесение антикоррозионного покрытия (эпоксидное, полиэтиленовое, полипропиленовое) на ТБД | |||
54 | 15 | 9 | 2 |
Нанесение цинкового покрытия | |||
54 | 50 | 51 | Нет данных |
Выбросы в атмосферный воздух
Наибольший вклад в валовые выбросы при производстве труб дают нагревательные печи различного назначения. Основными загрязняющими веществами (ЗВ), поступающими в атмосферу от печей, являются газообразные продукты неполного сгорания топлива, поэтому главным направлением снижения выбросов в атмосферу является энергосбережение.
В выбросах пыли трубного производства основной составляющей являются оксиды железа. Наибольшее пылевыделение происходит в результате погрузочно-разгрузочных работ и производства труб. Борьба с пылегазовыми выбросами в черной металлургии требует больших капитальных и эксплуатационных затрат и осложняется тем, что выбросы образуются на всех стадиях металлургического передела и зачастую носят неорганизованный характер. С помощью различных технических устройств (зонды, кожухи и т.д.) неорганизованные выбросы можно собирать и превращать их в организованные и направлять на очистные сооружения. Отходящие производственные газы, поступающие в атмосферу и содержащие ЗВ, должны быть очищены до такого уровня, чтобы приземные концентрации ЗВ не превышали установленных допустимых значений. Для этого используется:
- организация ресурсосберегающего и энергосберегающего технологического процесса, реализующего идеи экологически чистого производства, минимизирующего образование ЗВ;
- рассеивание ЗВ в атмосфере с помощью высоких дымовых труб;
- очистка газов от ЗВ с помощью пылеуловителей, газопромывателей и других очистных устройств.
Первый путь напрямую зависит от применяемых технологий, второй и третий являются универсальными и часто применяются в производстве изделий дальнейшего передела черных металлов одновременно.
Источниками образования газообразных ЗВ являются производственные процессы нагрева заготовок и труб в процессе производства, термической обработки труб. В качестве топлива в печах используется природный газ, в результате сжигания в атмосферный воздух выделяются NO2, NO, CO, а также в результате нагрева заготовки и труб - Fe2O3. Масса отходящих газов зависит от расхода потребляемого газа и конструкционных особенностей печей. Снижение воздействия достигается за счет рассеивания отходящих газов в атмосфере, площадь рассевания зависит от высоты дымовой трубы и движения масс воздуха. Наиболее часто для отвода выбросов от печей применяются трубы с высотой от 20 до 110 м.
Выбросы твердых ЗВ (взвешенные вещества, пыль неорганическая, содержащая SiO2 < 20%, Fe2O3) от процессов проката, прессования, сварки и отделки труб улавливают и направляют на очистные сооружения различного типа как сухого, так и мокрого методов очистки, а затем организованно направляют в дымовые трубы. В трубном производстве среди аппаратов сухой очистки газа наибольшее распространение получили рукавные фильтры, а среди аппаратов мокрой очистки - форсуночные скрубберы и скрубберы Вентури.
Обращение со сточными водами
Сточные воды образуются при охлаждении прокатного оборудования, очистке технологических газов и аспирационного воздуха, обработке металла, гидротранспортировке отходов производства. Водопотребление в трубном производстве приведено на рисунке 3.5.

Рисунок 3.5 - Водопотребление в трубном производстве [3]
Для снижения водопотребления в технологических процессах современное производство труб оснащается оборотными системами с доочисткой воды до требуемых технических нормативов для повторного использования. Большая часть сточных вод образуется при бесконтактном охлаждении оборудования и относится к "условно-чистым" стокам, имеющим только повышенную температуру. Для охлаждения условно-чистых стоков используют градирни различной конструкции. Перечень загрязняющих веществ в сточных водах трубного производства и источники образования сбросов приведен в таблице 3.12.
Таблица 3.12
производства и источники образования сбросов
Наименование ЗВ | Источники образования сбросов | Направление сбросов |
Нагревательные печи, охлаждение гидро- и маслостанций станов | "Чистый" оборотный цикл (ЧОЦ) | |
Fe общее, Mg, Mn, Zn, Ca, Al, Cr (VI), нитраты, нитриты, аммоний-ионы, сульфаты, фториды, хлориды, фосфаты, нефтепродукты, взвешенные вещества | Охлаждение оборудования станов и рабочего инструмента, гидросбив окалины, термообработка труб, охлаждение труб, трубоиспытательные прессы для гидроиспытания труб | "Грязный" оборотный цикл (ГОЦ) |
Загрязненные стоки образуются при контактном охлаждении оборудования и технологического инструмента, гидросбиве окалины, в процессе термической обработки, при охлаждении и гидравлическом испытании труб и содержат различные примеси: окалину, масло, эмульсию. Для очистки загрязненных стоков в локальных оборотных циклах используются разные методы очистки, наиболее часто применяется осаждение загрязняющих веществ в отстойниках, механическая очистка, обработка коагулянтами.
Оборотные системы "чистого" типа, открытые с охлаждением на испарительных теплообменниках, предназначены для охлаждения гидро- и маслостанций горячего проката, двигателей трубопрокатного стана, тиристоров главной понизительной подстанции и охлаждения холодильной установки. Сточные воды охлаждаются в двухсекционной градирне, проходят очистку в двухсекционном самоочищающемся фильтре, после чего подаются в оборотные циклы.
Оборотные циклы "грязного" типа предназначены для подачи воды на охлаждение элементов нагревательной печи, станов линий трубопрокатных агрегатов и трубопрессовых установок прямым контактом, гидросбив окалины, в резервуар охлаждения заготовок и прочим потребителям. В состав цикла входят насосы центробежного типа и вертикальные центробежного типа различной мощности, а также трехсекционная градирня, самоочищающиеся и напорные фильтры, яма сбора окалины, маслосборные устройства и накопительные резервуары различной емкости. Вода потребителям цикла подается из резервуара насосами через сетчатые самоочищающиеся фильтры для задержки грубодисперсной взвеси.
Потребители цикла разделены на три группы: 1) охлаждение элементов нагревательной печи и станов линий трубопрокатного стана и трубопрессовых установок; 2) гидросбив окалины; 3) резервуар охлаждения. После потребителей третьей группы вода поступает в резервуар, откуда насосами совместно с водой после остальных потребителей и водой системы гидросмыва, по лоткам поступает в яму окалины, далее насосом подается в отделение водоподготовки (часть воды подается на гидросмыв окалины в лоток гидросмыва) для очистки на песчаных фильтрах, после чего под остаточным давлением подается на вентиляторную градирню для охлаждения. Охлажденная вода возвращается в приемную камеру.
Расход воды, идущей на охлаждение металлургических агрегатов, может быть значительно сокращен за счет расширения объема испарительного охлаждения нагревательных печей. Использование сухих методов очистки газов позволяет сократить водопотребление на 15% - 20%.
Основным требованием к качеству воды, определяющим необходимость продувки систем оборотного водоснабжения, является стабильность химического состава, исключающего образование отложений и коррозию. Для предотвращения отложений в системах оборотного водоснабжения металлургических предприятий используют реагенты.
Объем водопотребления и массы сбрасываемых ЗВ могут быть существенно сокращены путем внедрения бессточных технологий. В замкнутых бессточных и малоотходных системах водного хозяйства металлургических предприятий применяется обессоливание продувочных вод на заводских деминерализационных установках с возвратом полученной чистой воды в производственный процесс. С целью снижения капитальных затрат на сооружение выпарных установок можно рекомендовать использовать дебалансовые и продувочные воды в качестве исходной воды для промышленных котельных и котлов-утилизаторов. Пройдя обычную водоподготовку с применением механических, сорбционных и натрий-катионитовых фильтров, слабозагрязненные дебалансовые воды могут быть доведены по качеству до стандартов питательной воды для котлов среднего давления. Использование данного приема позволяет с минимальными затратами увеличить степень использования воды в обороте и значительно сократить сброс сточных вод.
В российской практике есть примеры организации бессточного трубного производства, когда промышленные сточные воды всего предприятия собираются и централизованно направляются на собственные или сторонние специализированные очистные сооружения, и техническая вода после очистки снова возвращается в производство. Объем потребления "свежей" воды из водных источников для таких предприятий является незначительным до 10%.
Одним из наиболее часто встречающихся направлений является внедрение современных методов очистки промышленных сточных вод, что позволяет уменьшить степень загрязнения водоемов-приемников сбросов металлургических предприятий. Для интенсификации механической очистки сточных вод используют сооружения, характеризующиеся повышенной пропускной способностью и высокой эффективностью: безнапорные гидроциклоны; радиальные отстойники с камерой флокуляции; фильтры с плавающей пенополистирольной загрузкой; сетчатые самопромывающиеся фильтры; магнитно-дисковые аппараты и т.д. Эти сооружения требуют небольших площадей и меньших капитальных и эксплуатационных затрат.
Водовыпусков от отдельных технологий производства труб, как правило, не существует. Крупные предприятия по производству труб на одной площадке производят трубы различного назначения с использованием разных технологий, часто с собственным производством трубной заготовки, поэтому промышленные и ливневые стоки собираются в целом по предприятию и после очистки направляются в водовыпуски. Состав стоков в водовыпуске трубных предприятий зависит от используемых технологий.
В качестве примера можно привести организацию водоснабжения и водоотведения одного из трубных предприятий Урала. Забор воды на производственные нужды осуществляется из реки, на питьевые нужды - из скважин. Система производственного водоснабжения завода смешанная, включает в себя водопровод свежей технической воды и оборотные циклы. Свежая вода из реки подается на охлаждение оборудования, в травильные и гальванические отделения, на подпитку оборотных систем водоснабжения. На заводе действует общезаводская оборотная система с разделением на условно чистый и грязный циклы, а также локальные оборотные циклы в цехах.
Для отведения сточных вод на предприятии организована система промливневой канализации, в которую поступают производственные сточные воды от цехов предприятия, поверхностные воды, собираемые с территории, и дренажные воды, которые откачиваются из всех заглубленных помещений цехов (маслоподвалов, вентподвалов, насосных станций). Производственные сточные воды поступают от агрегатов и оборудования, работающих по прямоточной схеме, от продувки оборотных циклов, а также нейтрализованные сточные воды после шламонакопителя. Неорганизованные сбросы поверхностных вод с территории предприятия отсутствуют. Общезаводские сточные воды проходят очистку на локальных очистных сооружениях и дополнительную очистку на горизонтальном отстойнике с разделительной дамбой и маслоотделительной емкостью, расположенном перед выпуском, и далее по общему коллектору отводятся в реку. Для очистки промливневых сточных вод на заводе имеются следующие локальные очистные сооружения:
- резервуары-отстойники на насосной станции перекачки промстоков для механической предочистки от нефтепродуктов и взвешенных веществ;
- очистные сооружения промышленных стоков для очистки сточных вод трубопрокатных цехов и дебалансовых вод оборотных циклов от нефтепродуктов и взвешенных веществ;
- станция нейтрализации для обработки химически загрязненных сточных вод от травильных отделений волочильных цехов;
- шламонакопитель для осветления сточных вод, нейтрализованных известковым молоком.
Хозяйственно-бытовые сточные воды предприятия направляются в заводскую систему хозяйственно-бытовой канализации для дальнейшего отведения на очистные сооружения оператора ЦСВ. Учет объема сточных вод осуществляется ультразвуковыми расходометрами UFM 001, установленными на насосной станции промстоков. Перечень ЗВ веществ и удельные показатели в расчете на тонну производимой продукции в целом по предприятию даны в таблице 3.13:
Таблица 3.13
Наименование ЗВ | Масса ЗВ в сбросах до очистки | Метод очистки | Проектная эффективность очистки, % | Масса ЗВ в сбросах после очистки |
АПАВ | - | Химический | 17,9110 | |
Минерализация | - | Механический | 3,4640 | |
Взвешенные вещества | - | 50 | 0,1460 | |
Нефтепродукты | 75 | 0,0167 | ||
Сульфаты | 2,4380 | |||
Ca | 1,7570 | |||
Хлориды | 1,1450 | |||
Mg | 0,4610 | |||
Нитраты | 0,4052 | |||
БПК | 0,0454 | |||
Fe общее | 0,0440 | |||
Фосфаты | 0,0145 | |||
Фториды | 0,0143 | |||
Нитриты | 0,0124 | |||
Mn | 0,0016 | |||
СПАВ | 0,0009 | |||
Zn | 0,0004 | |||
Cr(VI) | 0,0003 | |||
Ni | 0,0002 | |||
Cu | 0,0002 |
Образование отходов
На современных предприятиях по производству труб доля размещенных отходов составляет от 7% до 15%, на обезвреживание направляется до 3% отходов образованных отходов. До 80% - 90% образующихся отходов и побочных продуктов могут быть повторно использованы в металлургическом производстве и других отраслях промышленности.
Параллельно с развитием новых технологий в черной металлургии реализуется комплекс мероприятий по обработке и утилизации твердых отходов (шлаков, пыли, шлама и т.д.), по утилизации шламов, образующихся при очистке газов, а также по переводу отходов в побочную продукцию.
В производстве трубных изделий образуются твердые отходы: окалина, стружка, металлосодержащая пыль, в процессе травления поверхности труб образуются различные по составу шламы. Основная масса отходов производства и побочной продукции образуется в результате ремонта и замены устаревшего оборудования, замены масел в гидравлических системах и оборудовании, при шлифовке металлических поверхностей, а также в процессе эксплуатации очистного оборудования (замена фильтровальных материалов, осадок очистки сточных вод).
Наибольшие объемы выбросов при производстве горячекатаных труб образуются в основных производственных процессах нагрева заготовок и термической обработки труб, проката в трубопрокатных агрегатах (ТПА) и отделке труб.
Незначительные выбросы ЗВ образуются при проведении процессов резки заготовок и труб, обрезки концов труб, механической обработки концов труб. В результате работы металлообрабатывающих станков и пил различного назначения и модификации в атмосферу выделяются Fe2O3, эмульсол, триэтаноламин.
При плазменной резке в атмосферу поступают Fe2O3, марганец и его соединения, NO2, CO.
При ручной дуговой сварке и газовой резке в атмосферу поступают Fe2O3, марганец и его соединения, NO2, CO, фториды газообразные, фториды плохо растворимые, пыль неорганическая с содержанием SiO2 20% - 70%.
После нарезки резьбы на муфты наносится защитное покрытие. Фосфатирование муфт осуществляется в несколько стадий: обезжиривание, промывка водой, фосфатирование, промывка водой и сушка. От камеры обезжиривания в атмосферу поступают пары NaOH, P2O5, NO, NO2. От процессов подготовки и фосфатирования в атмосферу выделяются: NaOH, NO2, P2O5 и масло минеральное.
Эффективность очистки выбросов от твердых ЗВ зависит от используемого очистного устройства:
- для мокрых пылеуловителей типа ПВМ-40 по Fe2O3% до 70%, по пыли неорганической - до 80%;
- для мокрых пылеуловителей типа скруббер по взвешенным веществам - до 90%;
- для сухих пылеуловителей-циклонов (типа СИОТ, ЦН-11) по Fe2O3 - до 80%, по пыли неорганической до 90%;
- при совместном использовании скрубберов и рукавных фильтров для Fe2O3 и пыли неорганической до 98%.
Эффективность очистки от взвешенных веществ в коагуляционном пылеуловителе с трубой Вентури и каплеуловителем достигает 85%. Удельные эмиссии загрязняющих веществ в атмосферный воздух приведены в таблице 3.14.
Таблица 3.14
кг/т продукции
Источники выбросов | Наименование ЗВ | Масса ЗВ в отходящих газах до очистки | Метод очистки | Масса ЗВ в отходящих газах после очистки |
кольцевая печь (КП) для нагрева непрерывнолитых заготовок | NO2 NO CO SO2 Fe2O3 | 0,2800 0,0450 0,6300 0,0120 0,0390 | нет | |
печь с шагающими балками (ПШБ) для нагрева непрерывнолитых заготовок и подогрева черновых труб | NO2 NO CO SO2 пыль неорганич. с SiO2 < 20% Fe2O3 | 0,1600 0,0290 0,2100 0,0007 0,0007 0,0070 | нет | |
печь с шагающим подом для термической обработки труб | NO2 NO CO пыль неорганич. с SiO2 < 20% Fe2O3 | 0,0260 0,0350 0,1000 0,0050 0,0040 | нет | |
роликовая печь (РП) для термической обработки труб | NO2 NO CO Fe2O3 | 0,0119 0,0190 0,0540 0,0019 | нет | |
закалочная печь (ЗП) для термической обработки труб | NO2 CO SO2 | 0,1000 0,0300 0,0002 | нет | |
секционная закалочная печь (СЗП) для термической обработки труб | NO2 NO CO SO2 Fe2O3 | 0,0800 0,0060 0,1550 0,0005 0,0050 | нет | |
отпускная печь (ОП) для термической обработки труб | NO2 CO SO2 | 0,0800 0,0300 0,0002 | нет | |
прошивной стан | пыль неорганич. с SiO2 < 20% Fe2O3 | мокрый (пылеуловитель типа ПВМ-20) | 0,0007 0,0002 | |
непрерывный стан ТПА-80, редукционный стан | пыль неорганич. с SiO2 < 20% Fe2O3 | мокрый (пылеуловитель типа ПВМ-40) | 0,0007 0,0001 | |
непрерывные станы PQF, FQM | NO2 взвешенные вещества H3BO3 пыль неорганич. с SiO2 < 20% Fe2O3 | 0,1600 0,0024 | мокрый (скруббер) сухой (рукавный фильтр) и мокрый (скруббер) совместно | 0,1200 0,0004 0,0026 |
ТПА-80, редукционный стан | пыль неорганич. с SiO2 < 20% Fe2O3 | мокрый (пылеуловитель типа ПВМ-40) | 0,0033 0,0023 | |
калибровочный и редукционный стан | пыль неорганич. с SiO2 < 20% Fe2O3 | сухой (циклон СИОТ) | 0,0020 0,0007 | |
непрерывный стан, продувка внутренней поверхности трубы антиокислительным порошком | взвешенные вещества | мокрый (пылеуловитель с трубой Вентури и каплеуловителем) | 0,0200 | |
установка продувки труб | Пыль неорганич. с SiO2 < 20% Fe2O3 | сухой (пылеосадительная камера, циклон ЦН-11) | 0,0008 0,0003 | |
контроль труб, гидроиспытание (установка SMS MEER | пыль неорганич. с SiO2 < 20% Fe2O3 | 0,0039 0,0004 | нет | |
методическая печь стана ТПУ-220 | NO2 CO SO2 Fe2O3 | 0,0042 0,0007 0,0024 0,0020 | нет | |
нагревательная печь перед редукционным станом | NO2 CO SO2 Fe2O3 | 0,0016 0,0003 0,0022 0,0023 | нет | |
печь для термообработки крекинговых труб | NO2 CO SO2 Fe2O3 | 0,0026 0,0004 0,0045 0,0008 | нет | |
печь нормализации "С" закалочная | NO2 CO SO2 Fe2O3 | 0,0014 0,0003 0,0012 0,0003 | нет | |
станки наружного ремонта труб (наждаки) | Fe2O3 пыль абразивная (корунд белый) | сухой, циклон ЦН-11 | 0,0032 0,0007 | |
установка плазменной резки труб | NO2 CO SO2 Fe2O3 Mn и его соед. Cr | 0,0021 0,0003 0,0013 | сухой, циклон ЦН-11 | 0,0031 0,00008 0,000002 |
установка продувки труб | Fe2O3 | мокрый, скоростной промыватель СИОТ | 0,0012 | |
трубообрезные станки ТПУ-140, ТПУ-220 | эмульсол | 0,0000008 | нет | |
торцефасочные станки | Fe2O3 эмульсол | 0,00048 0,000007 | нет | |
автомат-станы ТПУ-140, ТПУ-220 | масло минеральное нефтяное | 0,00027 | нет | |
комплекс пил "Linsinger" | эмульсол | 0,0000025 | нет | |
промасловочные ванны | масло минеральное нефтяное | 0,00057 | нет | |
камеры сушильные после промасливания | масло минеральное нефтяное | 0,0015 | нет | |
пила Вагнер | эмульсол | 0,00000001 | нет | |
машины газовой резки | NO2 NO CO Fe2O3 Mn и его соед. Cr | 0,0230 0,0140 0,0530 | сухой, циклон | 0,0620 0,0010 0,0002 |
Химически загрязненные сточные воды фосфатирования муфт после травления поступают на станцию нейтрализации, где к ним добавляют серную кислоту и водный раствор сульфата алюминия (коагулянт). После нейтрализации в емкостях сточные воды самотеком переливаются поочередно в четыре отстойника. С поверхности последнего стоящего в цепочке радиального отстойника при помощи скребкового механизма удаляется масляная фракция, которая затем направляется на участок регенерации масла. Очищенная сточная вода поступает в оборотную систему водоснабжения. Состав и способы обращения со сточными водами приведены в таблице 3.15.
Таблица 3.15
Наименование ЗВ | Источники сброса | Направление сбросов | Метод очистки |
Нет данных | Нагревательные печи (КП, ПШБ, СП и др.) охлаждение гидро- и маслостанций станов | "Чистый" оборотный цикл (ЧОЦ) | Охлаждение на градирнях |
Взвешенные вещества, хлориды, сульфаты, фтор, Са, Mg, Zn, Al, Cr (VI), Mn, Fe общее, нефтепродукты | ТПА (гидросбив окалины, охлаждение труб), трубоиспытательные прессы (гидроиспытания труб) | "Грязный" оборотный цикл (ГОЦ) | Осаждение в отстойниках, механическая (песчаные фильтры, маслосборные устройства) |
При производстве горячекатаных труб образуются отходы производства (см. таблицу 3.16), а также побочные продукты, которые затем используются в различных отраслях.
Таблица 3.16
Наименование отходов | Источники образования | Объем образования | Обращение с отходами, масса размещенных отходов |
Окалина замасленная прокатного производства с содержанием масла менее 15% | Калибровка, правка труб, гидроиспытания труб, прошивной стан винтовой прокатки, непрерывный стан PQF | 11,10 | 4,56 |
Отходы минеральных масел индустриальных | Замена отработанного масла в узлах оборудования при ремонте | 3,80 | На регенерацию, отходы регенерации обезвреживаются |
Эмульсии и эмульсионные смеси для шлифовки металлов отработанные, содержащие масла или нефтепродукты >= 15% | Шлифовка поверхности труб на шлифовальных станках, изготовление муфт на муфтонарезных станках | 1,58 | Обезвреживание методом кислотного разложения |
Отходы очистки прочих производственных сточных вод, не содержащих специфические загрязнители, на локальных очистных сооружениях | Чистка установки приготовления и нанесения графитовой смазки на оправки | 0,55 | Размещение на полигоне |
Осадок механической очистки нефтесод. СВ (нефтепродукты >= 15%) | Очистка сточных вод производства (отстойники) | 0,52 | 0,52 |
Пыль газоочистки при нанесении на металлические поверхности дезоксиданта | Прокат стальных труб | 0,42 | Обезвреживание |
Отходы минеральных масел трансформаторных отработанных, не содержащих галогены | Замена отработанного масла в узлах оборудования при ремонтах | 0,13 | На регенерацию |
Пыль газоочистки при механической обработке черных металлов с преимущественным содержанием SiO2 | Обработка поверхности металла, зачистка и ремонт дефектов | 0,08 | 0,08 |
Отходы минеральных масел гидравлических, не содержащих галогены | Замена отработанного масла в узлах оборудования при ремонте | 0,001 | На регенерацию |
Ткань фильтровальная из полимерных волокон при очистке воздуха отработанная | Замена рукавных фильтров очистных сооружений во время ремонта | 0,0032 | Размещение на полигоне |
Отходы смазок на основе нефтяных масел | Сбор отработанной смазки с оборудования | Нет данных | Утилизация |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов < 15%) | Замена фильтрующего материала установки по очистке графитсодержащих стоков | Нет данных | Размещение на полигоне |
Абразивные круги отработанные, лом отработанных абразивных кругов, пыль (порошок) абразивная от шлифования черных металлов с содержанием металла < 50% | Шлифование поверхности | Нет данных | Размещение на полигоне |

Рисунок 3.6 - Направления использования побочных продуктов
В основных процессах производства горячепрессованных труб (нагрева заготовок, прессования, термической обработки труб, травления и отделки труб) образуются выбросы различных ЗВ. Источниками образования газообразных ЗВ являются нагревательные печи. Выбросы твердых ЗВ (пыль неорганическая с содержанием SiO2 < 20%, Fe2O3, CaO) от процесса правки труб, травления и приготовления известкового молока улавливаются и направляются на очистные сооружения как сухого (рукавные фильтры), так и мокрого (пылеуловители, скрубберы) типа. Эффективность очистки выбросов от Fe2O3 и пыли неорганической с использованием рукавных фильтров достигает 85%, очистки от паров H2SO4 в процессе химической обработки труб с использованием скрубберов - 85%, очистки от газообразных фторидов - 75%. Удельные эмиссии загрязняющих веществ в атмосферный воздух приведены в таблице 3.17.
Таблица 3.17
кг/т продукции
Источники выбросов | Наименование ЗВ | Масса ЗВ в отходящих газах до очистки | Метод очистки | Масса ЗВ в отходящих газах после очистки |
Кольцевая печь для нагрева труб | NO2 CO | 0,2500 0,4900 | Нет | |
Роликовая печь для термической обработки труб (нормализация, отпуск, закалка) | NO2 CO | 0,2700 0,5200 | Нет | |
Установка травления труб (для удаления с поверхности труб смазки и окалины, а также проведение пассивации труб из нержавеющих марок стали) | H2SO4 фториды газообразные | Мокрая (скруббер) | 0,0001 0,0001 | |
Правильная машина | Пыль неорганич. с SiO2 < 20% Fe2O3 | Сухая (рукавные фильтры) | 0,0046 0,0074 | |
Установка приготовления известкового молока на блоке химических установок | CaO | Сухая (рукавные фильтры) | 0,0150 |
Сточные воды от нагревательных печей и от охлаждения гидромаслостанций направляются в "чистый" оборотный цикл, а сточные воды от гидросбива окалины и охлаждения роликов - в "грязный" оборотный цикл, как в производстве горячекатаных труб.
Источниками образования побочных продуктов в производстве горячепрессованных труб являются процессы порезки заготовки и труб, прессования труб (образуются лом и отходы стальные), подготовки заготовки (обточка, сверление, торцевание) и обработки концов труб - снятие фаски (стружка стальная незагрязненная). Данные побочные продукты возвращают в качестве сырья в производство черных металлов. Обращение с отходами производства приведено в таблице 3.18.
Таблица 3.18
Наименование отходов | Источники образования | Объем образования | Обращение с отходами |
Осадок нейтрализации сернокислотного электролита | Нейтрализация отработанных растворов после химической обработки труб | 90,30 | Нет данных |
Окалина замасленная прокатного производства с содержанием масла менее 15% | Подготовка заготовки, гидросбив окалины, прессование, термическая обработка и правка труб | 10,20 | Нет данных |
Эмульсии и эмульсионные смеси для шлифовки металлов отработанные, содержащие масла или нефтепродукты в количестве 15% и более | Подготовка заготовки, отделка труб | 9,40 | Обезвреживание методом кислотного разложения |
Пыль газоочистки черных металлов незагрязненная | Прессование труб, отделка труб | 0,28 | Нет данных |
Наибольшие объемы выбросов при производстве холоднодеформированных труб образуются в процессах прокатки, термической обработки, химической обработки (травления), и отделки труб. В процессе травления труб в разных ваннах используют растворы: серной кислоты, обезжиривающий (в состав входит щелочь), медно-купоросный, содовый и фосфатный. С целью удаления окалины, ржавчины и других продуктов коррозии, поверхность труб и заготовок проходит обработку в ваннах с раствором серной кислоты, затем промывку в холодной проточной воде методом погружения. Промытые заготовки и трубы подвергают омеднению в медно-купоросном растворе и последующему фосфатированию и нейтрализации в содовом растворе. После обработки на станах холодной прокатки труб (ХПТ) и холодного волочения труб (ХВТ) перед термообработкой трубы обезжириваются в ваннах, содержащих раствор гидроксида натрия NaOH. С поверхности ванн травления труб в воздух поступают ЗВ, содержащиеся в растворах, - NaOH, H2SO4, P2O5. Выбросы от ванн собираются и направляются в трубы высотой 45 м и более.
Выбросы твердых загрязняющих веществ (пыль неорганическая с SiO2 < 20%, Fe2O3), образующиеся при обработке поверхности и резке труб, выбросы процессов обезжиривания, травления, осветления труб (NOx, H2SO4, HF) улавливаются и направляются на очистные сооружения различного типа, где используют как сухой (рукавные фильтры, электростатический метод), так и мокрый (гидроциклоны, гидрофильтры, скрубберы) методы очистки.
При очистке поверхности труб с использованием дробеструйной установки образуются выбросы пыли неорганической (SiO2 > 70%), которые направляют на мокрую очистку в гидроциклоне.
От металлообрабатывающих станков (станок шлифовальный, линия резки труб, ленточно-шлифовальный станок) образуются выбросы Fe2O3, триэтаноламина, эмульсола, пыли абразивной, масла минерального нефтяного.
Эффективность очистки зависит от метода очистки и ЗВ и составляет, к примеру: для гидрофильтра по NOx - 50%, по HF - 70%; для скруббера по NOx 50% - 70%, по H2SO4 - 70%; для электрофильтра по маслу минеральному 40% - 80%, по NaOH - 40%; для гидроциклона по пыли 80% - 90% и по Fe2O3 - 70%.
На стадии завершающей отделки труб от правильных станов, станков обрезки труб (абразивно-отрезные станки) и установки продувки труб в атмосферу поступают: Fe2O3, пыль неорганическая SiO2 < 20%, пыль абразивная. Удельные эмиссии загрязняющих веществ в атмосферный воздух приведены в таблице 3.19.
Таблица 3.19
кг/т продукции
Источники выбросов | Наименование ЗВ | Масса ЗВ в отходящих газах до очистки | Метод очистки | Масса ЗВ в отходящих газах после очистки |
Проходная газовая печь с роликовым подом для отжига труб | NO2 NO CO Fe2O3 | 0,0010 0,0002 0,0084 0,0017 | Нет | |
Роликовая печь с защитной атмосферой для термической обработки труб | NO2 NO CO Fe2O3 | 0,0120 0,0032 0,0270 0,0030 | Нет | |
Проходная газовая печь для светлого отжига труб | NO2 NO CO Fe2O3 | 0,0480 0,0070 0,0720 0,0035 | Нет | |
Печь камерная для термической обработки труб | NO2 NO Взвеш. вещества | 0,0780 0,0130 0,0490 | Нет | |
Ванны для обработки поверхности труб | H2SO4 | 0,3300 | Нет | |
Ванны для травления труб | NO2 NO HF | Мокрый, гидрофильтр | 0,2900 0,0460 0,0016 | |
Ванны для осветления труб | NO2 NO H2SO4 | Мокрый, скруббер | 1,2000 0,2000 0,7100 | |
Насосная кислых стоков | NO2 NO H2SO4 | 0,0480 0,0077 0,0290 | Нет | |
Электрополировальная установка для обработки поверхности труб | H2SO4 H3PO4 | 0,0500 0,3500 | Нет | |
Станы ХПТ для прокатки труб | Масло минеральное NaOH | Сухой, электрофильтр | 0,0240 0,0003 | |
Станы ХПТ для прокатки труб | Масло минеральное NaOH | 0,0740 0,0160 | Нет | |
Абразивно-отрезной станок для резки концов труб | Пыль неорганич. с SiO2 < 20% Fe2O3 | Мокрый, гидроциклон | 0,4300 0,2200 | |
Аппарат пескоструйный для обработки поверхности труб | Пыль неорганич. с SiO2 < 20% | Мокрый, гидроциклон | 0,6800 |
Состав и способы обращения со сточными водами приведены в таблице 3.20.
Таблица 3.20
Наименование ЗВ | Источники сброса | Направление сбросов | Метод очистки |
Нагревательные печи, охлаждение гидро- и маслостанций станов | ЧОЦ | Охлаждение на градирнях | |
Взвешенные вещества, нитраты, хлориды, сульфаты, фториды, Ca, Mg, Cu, Zn, Ni, Cr (VI), Mn, Fe общее, нефтепродукты | Станы ХПТ, ХПТР - гидросбив окалины, ванны травления труб, промывка водой, гидроиспытания труб | ГОЦ | Осаждение в отстойниках, механическая очистка, станция нейтрализации химзагрязненных стоков, осветление шламовых вод в шламонакопителе |
Обращение с отходами производства приведено в таблице 3.21.
Таблица 3.21
Наименование отходов | Источники образования | Объем образования | Обращение с отходами |
Осадок при обработке воды известковым молоком | Химическая обработка труб | 173,6 | |
Осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты >= 15% | Очистка сточных вод производства (отстойники) | 20,4 | |
Эмульсии и эмульсионные смеси для шлифовки металлов отработанные, содержащие масла или нефтепродукты в количестве 15% и более | Станы ХПТ, ХПТР, безоправочное волочение | 6,6 | Термическое обезвреживание в циклонной печи |
Отходы минеральных масел индустриальных | Замена отработанного масла в узлах оборудования при ремонте | 5,3 | На регенерацию, отходы регенерации обезвреживаются |
Пыль (порошок) абразивная от шлифования черных металлов с содержанием металла < 50% | Механическая обработка заготовки и труб, шлифование поверхности | 4,1 | |
Абразивные круги отработанные, лом отработанных абразивных кругов | Механическая обработка заготовки и труб, шлифование поверхности | 0,5 |
Источниками образования побочных продуктов являются: термическая и механическая обработка заготовок и труб (окалина, пыль газоочистки черных металлов, стружка черных металлов несортированная незагрязненная), а также брак и технологические отходы, образующиеся при резке непрерывнолитых заготовок и концов труб (лом черных металлов). Все побочные продукты возвращают в качестве сырья в производство черных металлов.
3.4.4.1 Производство спиральношовных и прямошовных труб большого диаметра
Наибольшие объемы выбросов при производстве спиральношовных труб большого диаметра (ТБД) образуются в основных производственных процессах сварки, термической обработки и отделки труб. Основные этапы воздействия на атмосферный воздух приведены в таблице 3.22.
Таблица 3.22
Этап/подпроцесс | Эмиссии ЗВ | Метод очистки, эффективность |
Сварка спиральношовных труб | Сварочный аэрозоль: Fe2O3, Mn и его соединения, пыль неорганическая содержащая 20% - 70% SiO2 | Мокрый пылеуловитель, эффективность < 85% |
Сварка прямошовных труб в среде углекислого газа | Сварочный аэрозоль | Кассетный фильтр, эффективность < 95% |
Пост продувки в атмосферу | Сварочный аэрозоль | Местная вытяжная вентиляция |
Установка регенерации флюса | Неорганическая пыль | Мокрый пылеуловитель, эффективность < 90% |
Трубоотрезные станки плазменной резки | Сварочный аэрозоль | Мокрый пылеуловитель, эффективность < 80% |
Очистка внутренней полости трубы | Остатки флюса и окалины | На участок регенерации флюса |
Удельные эмиссии загрязняющих веществ в атмосферный воздух приведены в таблице 3.23.
Таблица 3.23
кг/т продукции
Источники выбросов | Наименование ЗВ | Масса ЗВ в отходящих газах до очистки | Метод очистки | Масса ЗВ в отходящих газах после очистки |
Закалочная печь (ЗП) для термической обработки труб | NO2 NO CO | 0,1000 0,0300 0,0002 | Нет | |
Отпускная печь (ОП) для термической обработки труб | NO2 NO CO SO2 | 0,0800 0,0300 0,0002 | Нет | |
Трубоэлектросварочный стан 530 - 1420 спиралешовных ТБД | NO2 Пыль неорганич. с SiO2 < 20% Mn и его соединения, фториды газообразн. | 0,0006 | Мокрый (пылеуловитель MHB-27-3L-335) | 0,0009 0,0004 0,0001 |
Установка регенерации флюса для спиралешовных ТБД | Пыль неорганич. с SiO2 70% - 20% | Мокрый (пылеуловитель MHB-2Z-3L-335) | 0,0021 | |
Трубоотрезные станки плазменной резки спиралешовных ТБД | Fe2O3 Пыль неорганич. с SiO2 < 20% Mn и его соединения | Мокрый (пылеуловитель ПВМ-10 КБ) | 0,0065 0,0107 | |
Стан сварки прямошовных труб | NO2 CO Пыль неорганич. с SiO2 < 20% Mn и его соединения | 0,000005 0,0002 | Сухой, кассетный фильтр | 0,000009 0,00002 |
Состав и способы обращения со сточными водами приведены в таблице 3.24.
Таблица 3.24
Наименование ЗВ | Источники сброса | Направление сбросов | Метод очистки |
Нагревательные печи (закалочная, отпускная), охлаждение гидро- и маслостанций станов | ЧОЦ | Охлаждение на градирнях | |
Взвешенные вещества, хлориды, сульфаты, фториды, Ca, Mg, Zn, Al, Cr (VI), Mn, Fe общее, нефтепродукты | Спреерное охлаждение труб, пресс-гидроиспытания труб | ГОЦ | Осаждение в отстойниках, механическая очистка (угольные фильтры, маслосборные устройства) |
Обращение с отходами производства приведено в таблице 3.25.
Таблица 3.25
Наименование отходов | Источники образования | Масса отходов | Обращение с отходами, масса размещенных отходов, кг/т продукции |
Отходы минеральных масел индустриальных | Замена отработанного масла в узлах оборудования при ремонте | 3,8 | На регенерацию, отходы регенерации обезвреживаются |
Осадок (шлам) флотационной очистки нефтесодержащих сточных вод, содержащий нефтепродукты >= 15% | Эксплуатация комплекса очистки промывных вод после экспандирования | Нет данных | Обезвреживание |
Уголь активированный, отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов 15% и более) | Эксплуатация комплекса очистки промывных вод после экспандирования | Нет данных | Обезвреживание |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | Чистка резервуаров хранения нефтепродуктов | Нет данных | Обезвреживание |
Направления использования побочных продуктов производства труб большого диаметра приведены на рисунке 3.7.

производства труб большого диаметра
Производство электросварных труб
Технологический процесс производства электросварных труб начинается с подготовки металла в линии ТЭСА либо на агрегатах продольной резки (АПР). При раскрое рулонной стали дисковыми ножами выделений ЗВ не происходит. Электросварные трубы изготавливаются на трубоэлектросварочных станах (ТЭСА).
Наименование ТЭСА | Эмиссии ЗВ |
ТЭСА 20...102 | Fe2O3, Mn, пыль неорганическая до 20% SiO2 |
ТЭСА 73...219 | Fe2O3, Mn, NOx, CO |
ТЭСА 10-63,5 | Fe2O3, Mn, пыль неорганическая до 20% SiO2 |
Термическую обработку труб электросварных проводят в секционной печи струйно-факельного нагрева. Далее проводят отделку, включая правку труб после термообработки на трубоправильных машинах, торцовку труб на станках и гидроиспытание труб. При отделке труб выделений ЗВ не происходит.
В качестве консервационного покрытия на стальные сварные трубы (ТЭСА 73...219) может быть нанесен ингибированный водно-восковой состав (ИВВС) на специальной установке путем распыления состава через форсунки, при нанесении которого выделений ЗВ не происходит. Удельные эмиссии загрязняющих веществ в атмосферный воздух приведены в таблице 3.26.
Таблица 3.26
кг/т продукции
Источники выбросов | Наименование ЗВ | Масса ЗВ в отходящих газах до очистки | Метод очистки | Масса ЗВ в отходящих газах после очистки |
Редукционно-растяжной стан (ТЭСА 20-102) | Пыль неорганич. с SiO2 < 20% Fe2O3 Mn | Мокрый (циклон СИОТ Ц9-56) | 0,0027 0,00004 0 | |
Стыкосварочная машина (ТЭСА 73-219) | Fe2O3 Mn | 0,0002 0,00001 | нет | |
Стыкосварочная машина (ТЭСА 20-102) | Fe2O3 Mn | 0,00003 0,000003 | нет | |
Стыкосварочная и трубосварочная машина (ТЭСА 10-63,5) | Пыль неорганич. с SiO2 < 20% Fe2O3 Mn | Мокрый (гидравлич. фильтр) | 0,0007 0,00003 0 | |
Секционная газовая печь для нормализации труб | NO2 NO CO Fe2O3 | 0,0790 0,0130 0,3140 0,0015 | Нет | |
Стыкосварочная машина (ТЭСА 168-530) | Fe2O3 Mn | 0,0002 0,00001 | Нет | |
Печь с шагающими балками | NO2 NO CO | 0,1600 0,0007 0,1500 | Нет | |
Трубосварочный стан (ТЭСА 20-76) | Fe2O3 Mn | 0,0060 0,00005 | Нет | |
Трубосварочный стан (ТЭСА 51-114) | Fe2O3 Mn | 0,0040 0,0001 | Нет | |
Профилегибочный стан (ПГА) | Fe2O3 Mn | 0,0030 0,00006 | Нет | |
Установка сварки ТЭСА 19-50 | Пыль неорганич. с SiO2 < 20% Fe2O3 Mn взвешенные вещества | 0,0050 0,0002 0,00001 0,0070 | Нет |
Для охлаждения сварочного узла (индуктора, феррита, сварочных валков) используют воду. Сплошной оплавленный грат, образующийся при сварке на наружной и внутренней поверхности трубы, удаляется резцовым гратоснимателями. После сварки шов трубы охлаждают водой. Состав и способ утилизации сточных вод приведены в таблице 3.27.
Таблица 3.27
Наименование ЗВ | Источники сброса | Направление сбросов | Метод очистки |
Нагревательные печи (СП, ПШБ и др.), охлаждение гидро- и маслостанций станов | ЧОЦ | Охлаждение на градирнях | |
Взвешенные вещества, нефтепродукты | Охлаждение формовочных и калибровочных валков ТЭСА; охлаждение шва; охлаждение холодильника редукционного стана; охлаждение валков на правильной машине | ГОЦ | Осаждение в отстойниках, механическая очистка (песчаные фильтры, маслосборные устройства) |
Обращение с отходами производства электросварных труб приведено в таблице 3.28.
Таблица 3.28
кг/т продукции
Наименование отходов | Источники образования | Объем образования | Обращение с отходами |
Отходы минеральных масел индустриальных | Замена отработанного масла в узлах оборудования при ремонте | 0,0140 | На регенерацию для дальнейшего использования, отходы регенерации обезвреживаются |
Абразивные круги отработанные, лом отработанных абразивных кругов | Шлифование поверхности | 0,0017 | Размещение |
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок 3.8, а не рисунок 3.7. |
Направления использования побочных продуктов производства электросварных труб приведены на рисунке 3.7.

производства электросварных труб
При производстве труб непрерывной печной сваркой от стана непрерывной печной сварки удельные выбросы ЗВ в атмосферный воздух составляют (кг/т продукции): азота диоксид - 0,156, азота оксид - 0,0007, углерода оксид - 0,104. Данные выбросы поступают в атмосферу без очистки.
При производстве труб сваркой в среде инертных газов от линии сварки и шлифовки швов удельные выбросы ЗВ в атмосферный воздух составляют (кг/т продукции): масло минеральное - 0,086, Fe2O3 - 0,027, Mn и его соединения - 0,075. Данные выбросы поступают в атмосферу после сухой очистки на механическом фильтре. Обращение с отходами производства сварки труб в среде инертных газов приведено в таблице 3.29.
Таблица 3.29
инертных газов, кг/т продукции
Наименование отходов | Источники образования | Объем образования | Обращение с отходами |
Отходы минеральных масел индустриальных | Замена отработанного масла в узлах оборудования при ремонте | 6,9 | На регенерацию, отходы регенерации обезвреживаются |
Эмульсии и эмульсионные смеси для шлифовки металлов отработанные, содержащие масла или нефтепродукты >= 15% | Линия сварки и шлифовки швов | 2,1 | Термическое обезвреживание в циклонной печи |
Абразивные круги отработанные, лом отработанных абразивных кругов | 0,97 | Размещение |
Источниками образования побочных продуктов при производстве труб сваркой в среде инертных газов являются брак и технологические отходы труб, обработка металлических поверхностей, в том числе резка труб, обработка фаски - образуется лом черных металлов, который возвращают в качестве сырья в производство черных металлов.
В данном подразделе представлена сжатая информация относительно нанесения покрытий в производстве изделий дальнейшего передела черных металлов. Более подробно данные по эмиссиям представлены в ИТС 35 "Обработка поверхностей, предметов или продукции органическими растворителями" и ИТС 36 "Обработка поверхностей металлов и пластмасс с использованием электролитических или химических процессов".
При травлении металлов в кислотах в атмосферу выделяется большое количество вредных газов и паров: NOx (до 400 кг/м3), HF (до 100 мг/м3), пары H2SO4 (до 200 мг/м3), соли металлов [5].
На сегодняшний день приоритетными загрязняющими веществами в процессах травления длинномерной продукции в составе выбросов являются [3]:
Этап процесса/подпроцесс | Загрязняющие вещества |
Солянокислотное травление | HCl |
Гальваническая ванна | Пыль |
Отжиг | NOx |
Максимально негативное воздействие оказывают эмиссии аэрозоли кислот (HCl или H2SO4) от установок травления, что требует дальнейшей очистки воздуха. Для снижения вредных выбросов в травильных отделениях и отделениях покрытий (цинкования, алюминирования и др.) прокатных цехов устанавливают агрегаты непрерывного действия с герметизацией всех ванн, машин и аппаратов и организацией систем аспирации с дальнейшей очисткой выбросов в скрубберах и циклонах.
Также образуются сточные воды:
- вода от мойки проката;
- отработанные травильные растворы;
- прочие воды, включая воду для промывки отходящих газов в системе вытяжной вентиляции травильных ванн и воду от мойки оборудования.
В зависимости от вида обрабатываемых изделий удельный расход сточных вод может колебаться в значительных пределах: от 0,4 м3/т изделий (травление прутьев) до 50 м3/т (травление оцинкованных труб). В среднем расход сточных вод травильных цехов составляет 3 - 3,5 м3/т изделий, из которых около 85% представляют собой промывные стоки.
Основной объем сточных вод приходится на мойку проката, а основной объем загрязнений - на замену травильных растворов (непрерывную или периодическую). Основной задачей является уменьшение объема сточных вод и минимизация их загрузки загрязнениями за счет оптимизации процесса.
Линия травления соляной кислотой с установкой регенерации
В процессе травления образуются выбросы в атмосферный воздух (35 - 400 м3/т продукции), в том числе отходящие газы от травильных ванн (25 - 400 м3/т продукции), содержащие пыль (5 - 20 мг/м3) и HCl (1 - 30 мг/м3), а также отходящие газы от установок регенерации кислоты (24 - 38 м3/т продукции), содержащие пыль, SO2, NOx, CO, HCl, Cl2 [2].
При травлении образуются сточные воды (0,025 - 0,07 м3/т продукции). Объем сточных вод можно уменьшить путем регенерации и рециклинга кислоты. Вода от мойки полосы после травления может быть использована для промывки газовых скрубберов и в качестве технологической воды на установке регенерации. Если кислые воды не возвращаются в цикл, то их перед сбросом нейтрализуют известью или NaOH, образовавшийся шлам обезвоживают на фильтр-прессах и размещают на полигоне.
Линия травления серной кислотой с установкой регенерации
В процессе травления образуются выбросы отходящих газов (100 - 150 м3/т продукции), в том числе отходящие газы от ванн травления (50 - 110 м3/т продукции), содержащие H2SO4 (1 - 2 мг/м3) и SO2 (8 - 20 мг/м3); отходящие газы от установок регенерации кислоты (70 - 90 м3/т), содержащие H2SO4 и SO2 [2].
Объем образования сточных вод составляет 0,2 - 0,5 м3/т продукции. В том случае, когда охлаждающую воду из конденсатора установки регенерации и кислые сточные воды от промывки не возвращают в цикл, а сбрасывают, их предварительно нейтрализуют известью, шламы обезвоживают в фильтр-прессах и размещают на полигоне.
Линия травления смесью кислот с установкой регенерации
В процессе травления образуются выбросы отходящих газов, в том числе отходящие газы от механического удаления окалины (350 - 450 м3/т), содержащие пыль; отходящие газы от ванн травления, содержащие HF (0,2 - 17 мг/м3), NOx (3 - 1000 мг/м3) и SO2 (1 - 10 мг/м3) [2]. Объем образования сточных вод составляет 1,0 - 9,0 м3/т продукции.
При травлении металлов различными кислотами образуется большое количество высокоминерализованных отработанных травильных растворов и промывных вод. Для получения товарной продукции и использования очищенных вод (после их доочистки) в системах оборотного водоснабжения применяется реагентная обработка таких стоков.
В качестве реагента для нейтрализации кислых сточных вод используются любые щелочи и их соли (известняк, доломит, мрамор, мел, едкий натр, едкое кали, известь, магнезит, сода и др.). Наиболее дешевым реагентом является гидроксид кальция Ca(OH)2. Более надежная защита водных объектов от загрязнений обеспечивается при использовании технологии нейтрализации с помощью аммиака (аммиачной воды), так как в этом случае возможна нейтрализация не только простых, но и сложных по составу сернокислотных отработанных травильных растворов, содержащих соли железа, никеля, кобальта, хрома, молибдена и других металлов. Образующийся шлам обезвоживают на фильтр-прессах. При применении электролитического предварительного травления сточные воды обрабатывают дополнительно, включая процессы восстановления шестивалентного хрома Cr (VI) бисульфитом натрия NaHSO3 или соединениями железа (II).
Регенерация отработанных солянокислотных травильных растворов вызывает затруднения в силу того, что эти растворы содержат значительное количество солей различных металлов и других примесей. При регенерации этих растворов получают хлор Cl2, хлористый водород HCl или соли (в зависимости от метода регенерации). Если отработанный солянокислый травильный раствор содержит примеси лишь одного металла, то такой раствор направляют в камеру распылительной сушки, в которой соли и оксиды собирают в осадок, а HCl улавливают в виде 16% - 18%-го раствора. В случае, когда в отработанных солянокислых растворах содержатся соли двух различных металлов, например железа и цинка, они подвергаются обработке ионным обменом.
Рациональной является организация замкнутого цикла травления металлов с промывкой его каскадным методом с повторным многократным использованием промывной воды, что позволяет исключить сброс промывных вод в очистные сооружения предприятия.
Щелочные сточные воды нейтрализуют соляной кислотой, фильтруют и сбрасывают.
На финишной отделке горячекатаных труб в процессе нанесения лакокрасочных светоотверждаемых защитных покрытий используют установки специального назначения, которые могут быть оборудованы местной вытяжной системой с очистным устройством, состоящим из специальных матов сепаратора, статического аэрозольного сепаратора и пакетных фильтров, с эффективностью очистки по взвешенным веществам до 95%. Основные этапы воздействия на атмосферный воздух при нанесении наружного антикоррозионного защитного покрытия приведены в таблице 3.30.
Таблица 3.30
при нанесении наружного антикоррозионного
защитного покрытия
Этап/подпроцесс | Эмиссии ЗВ | Метод очистки, эффективность |
Дробеметная обработка внешней поверхности труб | Пыль оксидов железа | Вытяжная вентиляция с пылеулавливающим устройством, эффективность < 90% |
Установка хроматирования | Хрома оксид CrO2 | Вытяжная вентиляция с фильтром волокнистым ФВГ-М-074, эффективность < 90% |
Камера напыления эпоксидного порошка | Пыль эпоксидного углепластика, эпихлоргидрин, фенол, формальдегид | Вентиляция с кассетным фильтром, эффективность < 90% |
Экструдеры для изготовления пленок из адгезива и полиэтилена | Пыль адгезива, CO, уксусная кислота | Вытяжная вентиляция |
Основные этапы воздействия на атмосферный воздух при нанесении внутреннего антикоррозионного защитного покрытия приведены в таблице 3.31.
Таблица 3.31
при нанесении внутреннего антикоррозионного
защитного покрытия
Этап/подпроцесс | Эмиссии ЗВ | Метод очистки, эффективность |
Предварительный нагрев внутренней поверхности | CO2 | Вытяжная вентиляция |
Щелочная обработка и промывка горячей водой поверхности | NaOH | Вытяжная вентиляция |
Дробеметная обработка внутренней поверхности | Пыль | Циклон типа SQO-20 и кассетный фильтр |
Нанесение покрытия | Пары растворителей Окрасочный аэрозоль | Дожигание в газовом инсинераторе Картриджный фильтр |
Сушка | Пары растворителей | Дожигание в газовом инсинераторе |
При нанесении цинкового покрытия на стальные трубы и профили при помощи автоматической установки (машины цинкования) выбросы от ванн с расплавом цинка направляются для очистки в циклон (эффективность очистки до 80%). В процессе травления наружной поверхности труб в растворе соляной кислоты выделяется гидрохлорид HCl. В процессе сушки труб после флюсования в печи выделяются оксиды азота и углерода. Выбросы от обдувки наружной поверхности труб сухим сжатым воздухом (от золы, оксида алюминия и излишков цинка) направляются для очистки в циклон. Удельные эмиссии загрязняющих веществ в атмосферный воздух при нанесении цинкового покрытия приведены в таблице 3.34.
Таблица 3.34
при нанесении цинкового покрытия, кг/т продукции
Источники выбросов | Наименование ЗВ | Масса ЗВ в отходящих газах до очистки | Метод очистки | Масса ЗВ в отходящих газах после очистки |
Нагревательная печь | NO2 SO2 CO | 0,0500 0,00069 0,3100 | Нет | |
Ванна цинкования, стенд продувки труб | Al2O3 HCl ZnO | Мокрый, циклон | 0,0700 0,3500 2,0500 | |
Ванна травления | HCl | 0,5600 | Нет |
Загрязненные стоки после горячей, холодной промывки, охлаждения и травления труб направляются на нейтрализацию в блок очистки химически загрязненных стоков. Стоки процесса флюсования направляются для регенерации на станцию приготовления флюса. Обращение с отходами производства приведено в таблице 3.35.
Таблица 3.35
Наименование отходов | Источники образования | Масса образующихся отходов, кг/т продукции |
Отходы сухой газоочистки при напылении порошка эпоксидной смолы на металлические поверхности | Нанесение трехслойного (полиэтиленового или полипропиленового), эпоксидного и трехслойного полиэтиленового покрытия, эпоксидного покрытий на наружную поверхность труб | 0,000085 |
Отходы материалов лакокрасочных на основе алкидных смол в среде негалогенированных органических растворителей | Нанесение гладкостного антикоррозионного покрытия на наружную и внутреннюю поверхность | 0,000028 |
Источниками образования побочных продуктов при покрытии труб являются процессы обработки металлических поверхностей ТБД перед нанесением антикоррозионного покрытия (образуются отходы металлической дроби с примесью шлаковой корки) и нанесения цинкового покрытия (пыль цинковая, изгарь, гартцинк). Данные побочные продукты возвращают в качестве сырья в производство черных металлов и производство цинка.
Предприятия, реализующие виды деятельности, отнесенные к областям применения настоящего справочника НДТ, занимаются разработкой, внедрением и совершенствованием систем экологического менеджмента (СЭМ) со времени публикации первых международных стандартов (1996 - 1998 гг.); именно в черной металлургии были получены первые сертификаты соответствия СЭМ требованиям международного стандарта ISO 14001.
В настоящее время действуют стандарты ISO 14001:2015 Environmental management systems - Requirements with guidance for use [7] и ГОСТ P ИСО 14001-2016 [8], и многие компании сообщают о подготовке к сертификации или о получении сертификатов в соответствии с новыми требованиями.
СЭМ представляет собой часть системы менеджмента организации, используемую для управления экологическими аспектами, выполнения принятых обязательств и учитывающая риски и возможности [8]. СЭМ включает в себя организационную структуру, деятельность по планированию, распределение ответственности, практики, процедуры, процессы и ресурсы. Современные системы менеджмента разрабатываются с учетом оценки рисков и возможностей: первоочередное внимание уделяется экологическим аспектам, вызывающим наиболее значимое негативное воздействие на ОС, обусловливающим репутационные риски и проблемы взаимодействия с природоохранными органами и населением и, напротив, открывающим дополнительные возможности для развития бизнеса [4] - [7].
Риск-ориентированный подход характерен и для систем менеджмента качества; в 2015 г. вышли версии стандартов [10], [11], в которых концепция риск-ориентированного мышления рассматривается как ключевая в менеджменте. Риск-ориентированное мышление подразумевалось и в предыдущих версиях стандартов, предписывавших требования к системам менеджмента качества и экологического менеджмента. Выполнение предупреждающих действий, направленных на исключение потенциальных несоответствий, анализ любых несоответствий, которые возникают, и принятие мер по предотвращению их повторения, следование принципу предотвращения загрязнения ОС и негативного воздействия есть не что иное, как проявление риск-ориентированного подхода в менеджменте.
Чтобы соответствовать требованиям новых стандартов, организации необходимо планировать и внедрять действия, связанные с рисками и возможностями. Направление усилий на риски и возможности создает основу для повышения результативности системы экологического менеджмента, достижения лучших результатов и предотвращение неблагоприятных последствий.
В соответствии с терминологией ISO 31000:2009 Risk management - Principles and guidelines (ГОСТ Р ИСО 31000-2010) [12], [13], риск - это влияние неопределенности (в том числе на достижение поставленных целей), и практически любая неопределенность может иметь положительные или отрицательные последствия. Положительное отклонение, вытекающее из риска, может создать возможность, но не все положительные отклонения приводят к возможностям. Риски и возможности необходимо учитывать при планировании внедрения системы экологического менеджмента, что соответствует лучшей практике, распространенной с начала XXI в. в России и за рубежом (см. рисунок 3.9) [9].

развития системы экологического менеджмента
Для идентификации риска необходимо рассмотреть события, которые могут произойти (уровень неопределенности характеризуется вероятностью возникновения) из-за наличия источников риска, а также предугадать его возможные последствия. Эти последствия в свою очередь повлияют на достижение целей и решение задач, которые поставлены в организации. Участие предприятий в бенчмаркинге и предоставление информации об экологической результативности для определения технологических показателей наилучших доступных технологий, по мнению представителей достаточно многих организаций, сопряжено с рядом рисков. Эти риски могут проявиться в виде усиления внимания надзорных органов, что нежелательно, однако вероятность возникновения такой ситуации мала, так как Бюро НДТ предоставляет разработчикам справочников обезличенные данные и не передает каких-либо сведений третьим сторонам.
Возможности могут возникнуть в ситуации, благоприятной для достижения намеченного результата, например, как совокупность обстоятельств, позволяющих предприятию, внедряющему решения, отнесенные к категории наилучших доступных технологий, получить поддержку Фонда развития промышленности. Новые возможности открываются и для компаний, в инициативном порядке стремящихся продемонстрировать соответствие требованиям НДТ, получить комплексные экологические разрешения и преимущества, установленные в п. 5 ст. 16.3 Федерального закона от 10.01.2002 N 7-ФЗ "Об охране окружающей среды" [14]. В этом пункте указано: "В целях стимулирования юридических лиц и индивидуальных предпринимателей, осуществляющих хозяйственную и (или) иную деятельность, к проведению мероприятий по снижению негативного воздействия на окружающую среду и внедрению наилучших доступных технологий при исчислении платы за негативное воздействие на окружающую среду к ставкам такой платы применяются следующие коэффициенты: коэффициент 0 - за объем или массу выбросов загрязняющих веществ, сбросов загрязняющих веществ в пределах технологических нормативов после внедрения наилучших доступных технологий на объекте, оказывающем негативное воздействие на окружающую среду".
Несмотря на то, что особенностью стандарта ISO 14001:2015 является риск-ориентированный подход, экологический аспект остается ключевым понятием СЭМ, позволяющим соотнести деятельность организации и ее взаимодействие с окружающей средой. Экологический аспект рассматривается как элемент деятельности организации, ее продукции или услуг, который может взаимодействовать с ОС. Использование этого понятия существенно облегчает применение подходов предотвращения загрязнения, так как позволяет идентифицировать и обеспечить контроль экологических аспектов и тем самым минимизацию негативного воздействия при условии соблюдения производственных требований. Соотношение "экологические аспекты" и "воздействие на окружающую среду" можно рассматривать как соотношение "причины и условия" и "следствие". В контексте НДТ это означает, что контроль причин и условий воздействия - экологических аспектов - позволяет решать задачи предотвращения и (или) сокращения негативного воздействия организации на окружающую среду, т.е. обеспечивать ее защиту.
Для предприятий, использующих процессы, перечисленные в разделе "Область применения" настоящего справочника НДТ, приоритетные экологические аспекты определены в результате анализа таких факторов воздействия на окружающую среду, как (см. раздел 3):
- выбросы загрязняющих веществ в атмосферу;
- потребление энергии, сырья и материалов;
- сбросы загрязняющих веществ в водные объекты и организация водооборотных циклов;
- обращение с отходами.
В открытых нефинансовых отчетах компаний, предприятия которых реализуют виды деятельности, отнесенные к областям применения настоящего справочника НДТ, отмечено, что приоритетное внимание следует уделять улучшению показателей экологической результативности производственных процессов и учету экологических требований в инвестиционной политике при реконструкции и развитии производства.
Последовательное улучшение и предотвращение загрязнения являются ключевыми принципами СЭМ. Предотвращение загрязнения предполагает использование процессов, практических методов, подходов, материалов, продукции или энергии для того, чтобы избежать, уменьшить или контролировать (отдельно или в сочетании) образование, выброс или сброс любого типа загрязняющих веществ или отходов, чтобы уменьшить отрицательное воздействие на окружающую среду. Предотвращение загрязнения может включать уменьшение или устранение источника, изменение процесса, продукции или услуги, эффективное использование ресурсов, замену материалов и энергии, повторное использование, восстановление, вторичную переработку, утилизацию и очистку [8]. Таким образом, принцип предотвращения загрязнения полностью соответствует содержанию термина "наилучшие доступные технологии".
Последовательное улучшение (которое часто называют постоянным, хотя точный смысл термина "continual" - "последовательное", см. рисунок 3.10) - периодический процесс совершенствования системы экологического менеджмента с целью улучшения общей экологической результативности, согласующийся с экологической политикой организации [7]. Более детальное разъяснение этого принципа приведено в "Схеме экоменеджмента и аудита (The Eco-Management and Audit Scheme (EMAS III) [15]): "Процесс улучшения, год за годом, измеримых результатов системы экологического менеджмента, связанных с управлением организацией ее значимыми экологическими аспектами, основанный на ее экологической политике, целях и задачах, причем улучшение результатов необязательно должно происходить во всех сферах деятельности одновременно".

Процесс последовательного улучшения реализуется путем постановки экологических целей и задач, выделения ресурсов и распределения ответственности для их достижения и выполнения (разработки и реализации программ экологического менеджмента). При этом с точки зрения наилучших доступных технологий экологические задачи (детализированные требования к результативности) должны ставиться с учетом технологических показателей НДТ. Тем самым принцип последовательного улучшения приобретает конкретность, получает численные ориентиры, что соответствует современным взглядам на требования к системам экологического менеджмента [7].
В связи с тем что для постановки и проверки выполнения задач СЭМ необходимо обеспечить систему оценки (в том числе и по результатам измерений) показателей результативности, разработка программ экологического менеджмента предполагает и совершенствование практики производственного экологического мониторинга и контроля, включая выбор, обоснование и организацию измерений ключевых параметров [16]. Это тем более важно, что в соответствии со статьей 22 Федерального закона от 21 июля 2014 г. N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации" [17] предприятия категории I должны будут передавать результаты измерений концентраций загрязняющих веществ, содержащихся в выбросах в атмосферный воздух и сбросах в водные объекты, в "...государственный фонд данных государственного экологического мониторинга (государственного мониторинга окружающей среды), создаваемый и используемый в соответствии с законодательством в области охраны окружающей среды".
В общем случае в состав СЭМ входят следующие взаимосвязанные элементы:
- экологическая политика;
- планирование (цели, задачи, мероприятия), программа СЭМ;
- внедрение и функционирование, управление операциями;
- взаимодействие и обмен информацией;
- мотивация персонала;
- подготовка и обучение персонала;
- внутренний аудит СЭМ;
- анализ и оценка СЭМ руководством организации.
В отличие от прошлых версий стандартов, устанавливающих требования к СЭМ, в документах 2015 - 2016 гг. [10], [11] более значительное внимание уделено таким понятиям, как демонстрация лидерства на всех уровнях, учет контекста (среды) организации и ожиданий заинтересованных сторон, а также, как уже отмечено, учет рисков и возможностей.
В порядке учета контекста (среды) организации необходимо определить внешние и внутренние факторы, относящиеся к намерениям организации и влияющие на ее способность достигать намеченных результатов. Такие факторы должны включать в себя особенности экологических условий, воздействия организации на окружающую среду, а также сложившееся в обществе восприятие вида деятельности или отрасли. Отнесение предприятий, производящих продукцию дальнейшего передела черных металлов, к объектам I категории не может не проявиться в формировании новых ожиданий заинтересованных сторон, в том числе предполагающих, что компании возьмут на себя новые обязательства. При этом инструменты СЭМ могут быть использованы для идентификации заинтересованных сторон, их потребностей и ожиданий, а также для обеспечения доступа к информации о соблюдении требований наилучших доступных технологий. Отметим, что Трубная металлургическая компания еще три года назад заявила о том, что в течение 15 лет проекты, направленные на масштабную реконструкцию и модернизацию производства, позволили создать необходимые условия для перехода к нормированию по принципам наилучших доступных технологий. Сегодня на сайте компании лаконично сказано: "Наш приоритет - переход на наилучшие доступные технологии" [18]. Близкие по сути заявления и практические примеры можно найти и на официальном сайте группы НЛМК: "По удельной нагрузке на атмосферу предприятия группы НЛМК вплотную приблизились к уровню наилучших доступных технологий, сбросы в водные объекты были сокращены более чем в 54 раза, а на большей части производства прекращены полностью. Энергоэффективность основного производства уже лучше уровня наилучших доступных технологий" <1> [19]. Другие компании пишут о внедрении современных, новых, инновационных решений и перечисляют критерии, близкие к тем, что установлены для наилучших доступных технологий [14]. Соблюдение принципов предотвращения негативного воздействия и последовательного улучшения прослеживается в материалах открытой отчетности всех компаний, реализующих виды деятельности, отнесенные к областям применения настоящего справочника НДТ.
--------------------------------
<1> Вероятно, речь идет о требованиях НДТ, закрепленных в применимых отраслевых справочниках, выпущенных в Европейском Союзе.
Действенность систем экологического менеджмента обеспечивается путем разработки, внедрения и соблюдения основных процедур, необходимых для управления экологическими аспектами. Процедуры определяют последовательность операций и важные факторы этапов различных видов деятельности. В процедуры могут быть включены рабочие критерии нормального выполнения этапа, действия в случае отклонения от нормы или критерии выбора последующих этапов.
Процедуры позволяют обеспечить:
- взаимодействие подразделений для решения задач, вовлекающих более одного подразделения;
- функционирование сложных организационных структур (например, матричных);
- точное выполнение всех этапов важных видов деятельности;
- надежный механизм изменения действий (в частности, последовательного улучшения);
- накопление опыта и передачу его от специалистов новым работникам.
В связи с тем что значительное негативное воздействие на окружающую среду нередко оказывается в результате возникновения нештатных ситуаций, СЭМ включает требование обеспечения подготовленности к таким ситуациям и разработки ответных действий. Предприятие должно установить, внедрить и поддерживать процедуру(ы), необходимую(ые) для выявления потенциально возможных аварий и нештатных ситуаций, которые могут оказывать воздействие на ОС, и для определения того, как организация будет на них реагировать. Предприятие должно также реагировать на возникающие нештатные ситуации и аварии и предотвращать или смягчать связанные с ними негативные воздействия на окружающую среду. Работоспособность таких процедур целесообразно периодически проверять на практике.
Несмотря на повсеместное распространение систем экологического менеджмента, по мнению членов ТРГ 27, в контексте наилучших доступных технологий речь не идет о сертификации этих систем; выбор должен оставаться за руководством компаний. Аналогичная позиция представлена в справочниках Европейского Союза по наилучшим доступным технологиям Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry (2001, [20]) и Best Available Techniques (BAT) Reference Document for Iron and Steel Production (2013, [21]). В этих документах сказано, что наилучшей доступной технологией следует считать разработку СЭМ и следование ее принципам. Практический опыт отечественных предприятий свидетельствует о том, что основные преимущества состоят в использовании ключевых методов СЭМ, в том числе таких как:
- идентификация экологических аспектов производства (и выделение из их числа приоритетных аспектов);
- укрепление системы производственного экологического мониторинга и контроля;
- разработка и выполнение программ экологического менеджмента и тем самым достижение последовательного улучшения результативности там, где это практически возможно;
- разработка и внедрение процедур, необходимых для обеспечения соответствия организации требованиям нормативов, установленных на основе технологических показателей.
Затраты и выгоды внедрения систем экологического менеджмента
Затраты на внедрение СЭМ зависят от многих факторов, в том числе от наличия работоспособной системы менеджмента качества, от уровня подготовки персонала, от размера предприятия (количества сотрудников), от решения руководства о привлечении консультационных компаний или о внедрении системы экологического менеджмента собственными силами. По некоторым оценкам, для крупных организаций затраты на полномасштабное внедрение СЭМ могут достигать 2 - 4 млн. руб. (не включая трудозатраты персонала). При этом следует подчеркнуть, что разработка и применение основных методов СЭМ, как правило, не требуют привлечения сторонних консультантов, но позволяют получить многие преимущества в сфере управления приоритетными экологическими аспектами. В настоящее время руководители компаний фокусируют внимание на разработке методов оценки рисков, которые могли бы отражать особенности технологических процессов, и на уточнении описаний контекста (среды) организаций. Представляется, что учет требований наилучших доступных технологий должен найти отражение и в методах оценки рисков и выявления возможностей, и в определении особенностей контекста компаний, реализующих виды деятельности, отнесенные к областям применения настоящего справочника НДТ.
Наиболее значимая составляющая экономической эффективности природоохранной деятельности, усиливающая внедрение СЭМ, связана с применением принципа предотвращения загрязнения. Процессный подход и методы предотвращения загрязнения направлены на устранение причин вредного воздействия путем:
- изменения подходов управления и организации производства;
- вторичного и многократного использования и/или переработки материалов;
- организации водооборотных циклов;
- изменения технического оформления производственных процессов;
- изменения технологии (переход на технологию, соответствующую НДТ, более экологически безопасную и ресурсоэффективную).
Методы предотвращения загрязнения зачастую оказываются весьма результативными и экономически эффективными. Это относится и к методам, связанным с изменением технологических решений (требующим значительных затрат), но в первую очередь к организационным подходам, связанным с контролем процесса производства, вторичным использованием или переработкой материалов, логистикой производства и т.п.
Именно эти методы становятся основным инструментом СЭМ по снижению воздействия на окружающую среду. Подходы предотвращения загрязнения могут использоваться совместно и одновременно с методами "на конце трубы", дополняя друг друга, для обеспечения максимальной экономической эффективности и экологической результативности. Более того, СЭМ играет роль той структуры, в которой поиск и применение подходов предотвращения загрязнения принимает регулярный и систематический характер, а организационные и управленческие решения реализуются наиболее успешно.
Повышение энергоэффективности экономики в Российской Федерации отнесено к приоритетам высокого уровня: разрабатываются и реализуются соответствующие программы [22], принимаются законодательные и нормативные правовые акты [23], публикуются доклады о состоянии энергосбережения и повышении энергоэффективности в Российской Федерации [24], [25].
В докладе "Об экологическом развитии Российской Федерации в интересах будущих поколений" [26] подчеркнуто, что для повышения эффективности реализации государственной политики энергосбережения необходимо при формировании новой Госпрограммы "Энергоэффективная Россия" предусмотреть реализацию широкого перечня инновационных инструментов, позволяющих обеспечить снижение энергоемкости валового внутреннего продукта за счет запуска новых и решительных мер политики и мобилизации внебюджетных источников финансирования в разных секторах экономики. К новым мерам отнесено и технологическое нормирование деятельности предприятий, основанное на принципах НДТ.
В Стратегии развития черной металлургии России на 2014 - 2020 гг. и на перспективу до 2030 г. (утверждена приказом Министерства промышленности и торговли РФ от 5 мая 2014 г. N 839 [27]) вопросам повышения энергоэффективности и сокращения негативного воздействия на окружающую среду посвящен специальный раздел. Указано, что снижения удельных показателей энергоемкости необходимо добиваться на основе разработки и реализации инновационных технологий и мероприятий, в том числе передовых энерго- и ресурсосберегающих технологий переработки железных и других руд российских месторождений, включая создание новых агрегатов для их реализации; дальнейшего внедрения в доменном производстве технологии пылеугольного топлива; рециклинга доменного газа и др.; внедрения совмещенных процессов производства металлопродукции при сокращении технологических операций и т.д.
В настоящее время в официальных источниках указывается, что удельное энергопотребление в производстве проката варьируется в интервале 40 - 200 кг у.т. на тонну продукции; а в производстве труб стальных - от 8 до 138 кг у.т. на тонну продукции [24] (соответственно 0,2 - 5,9 ГДж/т и 0,23 - 4,0 ГДж/т). Сказано, что этот показатель планомерно снижается - за период с 2012 по 2015 гг. в производстве проката уменьшение достигло 10,9%, а в производстве стальных труб - 24,8%. Ключевым фактором, повлиявшим на наблюдаемую динамику, по мнению составителей Государственного доклада о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2015 г., является модернизация мощностей по производству стальных труб на большинстве предприятий отрасли. Практически полностью ликвидированы устаревшие энергозатратные, неэкологичные технологии поштучной горячей прокатки труб [24].
А в разделе 2 настоящего справочника НДТ вопросам рационального использования энергии уделено весьма значительное внимание: описаны технологические процессы и приведены характерные значения уровней потребления топлива, пара и электроэнергии.
Обеспечение высокой энергоэффективности производства является одним из критериев отнесения технологических, технических и управленческих решений к НДТ [28]. Кроме того, системы энергетического менеджмента (их инструменты) отнесены к наилучшим доступным технологиям в справочнике Европейского Союза по наилучшим доступным технологиям Best Available Techniques (ВАТ) Reference Document for Iron and Steel Production (для производства чугуна и стали) [21]. В этом документе сказано, что наилучшей доступной технологией следует считать разработку СЭМ и следование ее принципам. В вышедшем в 2001 г. справочнике Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry (для производства изделий дальнейшего передела черных металлов) [20] вопросам повышения энергетической эффективности производства уделено значительное внимание, однако системы как таковые не упоминаются, так как в то время международные стандарты еще не были подготовлены.
В 2017 г. выпущен ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" [29]. В этом справочнике, как и в справочном документе Европейского Союза (Reference Document on Best Available Techniques for Energy Efficiency, 2009 [30]), опубликованном с изменениями и дополнениями на русском языке в 2012 г. [31], подходы к внедрению систем энергетического менеджмента (СЭнМ) рассмотрены достаточно подробно. Более того, в 2011 - 2015 гг. опубликован ряд стандартов, предписывающих требования к разработке СЭнМ [32 - 37].
Заявления о последовательном снижении энергопотребления можно найти в открытой нефинансовой отчетности российских компаний, предприятия которых реализуют виды деятельности, соответствующие области определения ИТС 27; приводятся сведения об использовании энергии различных источников, об общих энергозатратах в компаниях и их динамике. Многие компании сообщают о внедрении систем энергетического менеджмента, подготовке кадров в этой области и активном использовании различных инструментов повышения энергоэффективности производства, о последовательном снижении потребления энергии.
Система энергетического менеджмента: основные положения
Система энергетического менеджмента представляет собой совокупность взаимосвязанных или взаимодействующих элементов, используемая для установления энергетической политики и энергетических целей, а также процессов и процедур для достижения этих целей [37]. Это определение, приведенное в действующем ГОСТ Р ИСО 50001-2012, а также модель системы (см. рисунок 3.10), свидетельствует о том, что стандарт (и его международный прообраз) был разработан до вступления в силу новых стандартов (2015 г.) в области систем менеджмента качества и систем экологического менеджмента. Особенность новых стандартов, как уже отмечено в предыдущем разделе, состоит в том, что в число обязательных позиций включено выполнение принятых организацией обязательств (которые, впрочем, должны получать отражение в политике), а также учет рисков и возможностей.
В контексте СЭнМ следует рассматривать риски, обусловленные несоблюдением требований к обеспечению эффективности использования энергии, устанавливаемых на государственном уровне (в том числе, например, в Стратегии развития черной металлургии), и возможности для развития бизнеса, открывающиеся при выполнении потенциально поддерживаемых различными фондами проектов в области повышения энергоэффективности производства.
СЭнМ включает в себя организационную структуру, деятельность по планированию, распределение ответственности, практики, процедуры, процессы и ресурсы. Как и любая другая система менеджмента (менеджмента качества экологического менеджмента, менеджмента безопасности и охраны труда и др.), система энергетического менеджмента наиболее результативна в том случае, когда она органично встроена в общую систему менеджмента организации, а приоритет высокой энергетической эффективности присутствует в процессах принятия решений в компании. Достижение высоких показателей не зависит от того, является ли система энергетического менеджмента сертифицированной на соответствие международному (ISO 50001:2011) или российскому (ГОСТ Р ИСО 50001-2012) стандарту. Российское законодательство не требует обязательной сертификации систем энергетического менеджмента. Таким образом, решение о необходимости процедуры сертификации, хотя и дающей вполне определенную ценность независимой оценки внедренной системы и дополнительные инструменты ее совершенствования, остается на усмотрение каждого предприятия. Необходимо принимать во внимание, что любые методики и стандарты носят рамочный, рекомендательный характер, и чем для более широкого круга организаций они применимы, тем более общие принципы содержат. Внедрение в конкретной организации всегда требует учета ее специфики.

Рисунок 3.11 - Цикл системы энергетического менеджмента
Наиболее полно преимущества применения инструментов энергоменеджмента проявляются при внедрении и поддержании функционирования системы энергетического менеджмента.
В состав СЭнМ входят, в той мере, в какой это применимо в конкретных условиях, следующие элементы:
- обязательства высшего руководства;
- разработка и принятие энергетической политики (политики в области энергоэффективности);
- организация учета и мониторинга, энергетические аудиты, определение базовой линии энергопотребления, использование методов визуализации и построение моделей; бенчмаркинг;
- планирование, в том числе выбор значимых энергопотребителей и энергетический анализ; установление целей и задач, показателей энергетической результативности (например, показатели удельного потребления энергоресурсов на единицу выпускаемой продукции, площади помещения, количества сотрудников и т.д.); определение возможностей для улучшений и формирование плана энергосберегающих мероприятий (программы энергосбережения) с оценкой их ожидаемой экономической эффективности по одному или нескольким параметрам (простой или дисконтированный срок окупаемости, чистый дисконтированный доход, индекс рентабельности и т.д.) <**>:
- операционный контроль, критические операционные параметры и технические проверки;
- проектирование;
- закупки;
- внедрение энергосберегающих мероприятий с дальнейшим мониторингом последовательного повышения энергоэффективности, соблюдения требований процедур и пр., включая определение полученного энергосберегающего эффекта в сопоставимых условиях;
- проверки результативности, в том числе внутренние аудиты; оценка со стороны руководства; подготовка периодической декларации об энергоэффективности;
- обеспечение вовлеченности персонала, в том числе информирование; обучение и повышение квалификации; создание системы рационализаторских предложений; создание системы мотивации;
- разработка и соблюдение процедур, в том числе создание организационной структуры, документирование и ведение записей.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок 3.12, а не рисунок 3.11. |
На рисунке 3.11 приведен пример лепестковой диаграммы, иллюстрирующей результаты оценки применения элементов системы энергетического менеджмента на предприятии. Действенность СЭнМ тем выше, чем большее число элементов получает полное развитие [38].

внедрения системы энергетического менеджмента (по [38])
Руководители британских компаний, производящих продукцию дальнейшего передела черных металлов [39], полагают, что внедрение СЭнМ играет важную роль в контексте:
- снижения производственных затрат (100% респондентов);
- повышения энергоэффективности (85% респондентов);
- удовлетворения ожиданий потребителей (85% респондентов);
- имиджа бренда (62% респондентов);
- корпоративной социальной ответственности (50% респондентов);
- обеспечения энергобезопасности (38% респондентов);
- устойчивости компании (28% респондентов);
- надежного водообеспечения компании (25% респондентов).
Для российских предприятий, занимающихся производством изделий дальнейшего передела черных металлов, факторы, перечисленные в британском исследовании, могут иметь иную значимость, но повышение энергоэффективности, снижение затрат и выполнение требований стратегических документов в области энергосбережения должны быть отнесены к ряду приоритетных мотивов внедрения СЭнМ. Решение о внедрении системы энергетического менеджмента должно приниматься на основании анализа текущей ситуации и определения приоритетных (реалистичных, позволяющих добиться значимого эффекта) направлений повышения эффективности использования энергии. При проведении такого анализа целесообразно использовать результаты отраслевого бенчмаркинга (в том числе международного), рекомендации относительно возможностей сокращения затрат энергии на всех этапах производства.
Процедура определения наилучших доступных технологий для области применения настоящего справочника НДТ организована Бюро НДТ и технической рабочей группой ТРГ 27 в соответствии с Правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458) [1]. Определение технологических процессов, оборудования, технических способов, методов в качестве НДТ проведено членами ТРГ 27 с учетом Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 г. N 665) (далее - Методические рекомендации) [2]. В связи с тем что Методические рекомендации были подготовлены в начале 2015 г., преимущественно на основе перевода на русский язык Reference Document on Economics and Cross-Media Effects, 2006 [3], сам документ многие европейские эксперты считают неудачным, избыточно теократизированным, оторванным от реальности, и детальный учет экономических характеристик решений, которые могут быть отнесены к НДТ, трудно найти в действующих справочниках ЕС. Русский вариант, подготовленный в 2008 - 2009 гг. и использованный при разработке ГОСТ Р 54097-2010 [4], также трудно назвать удачным, но порядок шагов (иногда называемых принципами), которому рекомендуется следовать при определении НДТ, заслуживает внимания. Этот порядок представлен на рисунке 4.1, который несколько отличается и от исходного варианта [3], и от перечня принципов выбора НДТ, приведенного в ГОСТ Р 54097-2010.

технических и управленческих решений при отнесении их
к наилучшим доступным технологиям
Отметим, что технические рабочие группы, работающие в России и Европейском Союзе, прежде всего следуют логике левой ("зеленой", экологической) ветви процедуры идентификации НДТ, учитывая экономические сведения в тех случаях, когда существует возможность получения данных о монетизации вреда окружающей среде (и здоровью человека) и сопоставления затрат на внедрение тех или иных решений и выгод, обусловленных, например, предотвращением затрат на выплаты в связи с временной нетрудоспособностью. В остальных случаях экономическая целесообразность подтверждается распространенностью решений в той или иной отрасли и достижением консенсуса при обсуждении проекта справочника НДТ в технической рабочей группе.
В связи с тем что ни Методические рекомендации [2], ни ГОСТ Р 54097-2010 [4] не отражают опыт, накопленный различными российскими техническими рабочими группами в 2015 - 2016 гг. и в начале 2017 г., не все позиции этих документов были приняты во внимание в одинаковой степени и, напротив, при идентификации НДТ были использованы подходы экспертной оценки, получившие распространение как в России, так и за рубежом. Именно экспертная оценка названа основным инструментом принятия решений, использованным при подготовке отраслевого справочника ЕС по НДТ для дальнейшего передела Черных металлов (Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry. December 2001 ([5, с. 223]).
Основные технологические процессы, технические решения и оборудование описаны в разделе 2. В разделе 3 приведены сведения о мерах, направленных на повышение ресурсоэффективности (прежде всего энергоэффективности) и снижение негативного воздействия на ОС, применяемых на предприятиях, реализующих виды деятельности, относящиеся к областям применения настоящего справочника НДТ. Следует отметить, что область применения настоящего справочника НДТ весьма широка, и при разработке справочника была проанализирована информация о разнообразных технологических процессах, реализованных на российских предприятиях; экологические аспекты многих процессов не описаны в каких-либо международных документах по наилучшим доступным технологиям.
Информация разделов 2 и 3 настоящего справочника НДТ положена в основу экспертного анализа при выборе наилучших доступных технологий. Кроме того, принята во внимание международная и отечественная практика отнесения систем экологического и энергетического менеджмента к НДТ для различных видов деятельности, в том числе получившая отражение в таких справочниках, как европейский отраслевой справочник по НДТ для дальнейшего передела черных металлов [5]), справочник по НДТ для производства чугуна и стали - Best Available Techniques (ВАТ) Reference Document for Iron and Steel Production (2013 [6]), российский и европейский справочники по энергоэффективности - ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" [7] и Reference Document on Best Available Techniques for Energy Efficiency (2009, [8]).
В справочнике по НДТ для дальнейшего передела черных металлов, утвержденном в 2001 г., вопросам оптимизации использования энергии уделено весьма значительное внимание и отмечено, что движущей силой разработки многих решений, отнесенных к НДТ, стала необходимость повышения энергоэффективности производства. К НДТ были отнесены системы экологического менеджмента (в 2001 г. не были еще утверждены международные стандарты по системам энергетического менеджмента), но снижение удельного энергопотребления включено в перечень приоритетных экологических аспектов ([5, с. 223]). Более того, в число показателей результативности СЭМ всегда (с 1990-х гг.) было рекомендовано включать показатели, отражающие эффективность использования энергии. Аналогичный подход был характерен для прошлого издания европейского справочника НДТ для производства чугуна и стали, также утвержденного Европейской комиссией в 2001 г. В новом справочнике, утвержденном в 2013 г., системы энергетического менеджмента уже отнесены к НДТ для всех производств области распространения этого документа.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Федеральный закон N 219-ФЗ имеет дату 21.07.2014, а не 21.0.2014. |
При определении технологических процессов, оборудования, технических способов, методов в качестве наилучшей доступной технологии члены ТРГ 27 учитывали требование выбора НДТ, наилучшим образом сочетающих критерии достижения целей охраны окружающей среды, изложенное в п. 14 ст. 23.1 Федерального закона от 21.0.2014 N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации" [9] и в ст. 28.1 Федерального закона от 10.01.2002 N 7-ФЗ "Об охране окружающей среды" [10]. Как уже отмечено, детально критерии обсуждаются в Методических указаниях [2].
Сочетанием таких критериев считаются:
- "...наименьший уровень негативного воздействия на окружающую среду в расчете на... объем производимой продукции (товара)...;
- экономическая эффективность... внедрения и эксплуатации;
- применение ресурсо- и энергосберегающих методов;
- период... внедрения;
- промышленное внедрение... технологии на двух и более объектах, оказывающих негативное воздействие на окружающую среду" [10].
Рассмотрим критерии более подробнее.
Наименьший уровень негативного воздействия на ОС (критерий 1) предполагает обеспечение комплексной защиты окружающей среды, минимизацию воздействия на ее различные компоненты. Поэтому в контексте настоящего справочника НДТ речь шла об идентификации спектра решений, использование которых позволяет сократить выбросы вредных веществ в атмосферный воздух, обеспечить функционирование водооборотных циклов, оптимизировать обращение с отходами и снизить их количество. Такой подход соответствует ранжированию факторов воздействия на ОС, характерному для государственных докладов о состоянии окружающей среды в Российской Федерации. Так, в отчете за 2015 г. подчеркнуто: "Предприятия черной металлургии характеризуются высоким уровнем оборотного водоснабжения (93,0%), а сброс загрязненных вод в водные объекты составляет менее 3%, что позволяет в значительной степени предотвратить ущерб водной среде" [11, с. 212]. Можно сказать, что вопросам последовательного улучшения показателей экологической результативности, связанным с сокращением выбросов загрязняющих веществ в атмосферный воздух и с совершенствованием системы обращения с отходами, в настоящее время уделяется более пристальное внимание как в госдокладах, так и в открытых нефинансовых отчетах компаний. Это отражает принцип ранжирования экологических аспектов по приоритетам: по достижении запланированных целевых показателей результативности аспект переходит в категорию меньшей значимости, а усилия организации сосредотачиваются на других аспектах при условии поддержания достигнутого уровня и обеспечения надлежащего контроля (в данном случае - в части поддержания функционирования водооборотных циклов).
Применение ресурсо- и энергосберегающих методов (критерий 2) оценивали по таким показателям, как потребление энергии, сырья, воды и вспомогательных веществ в расчете на единицу произведенной продукции. Вопросам повышения энергоэффективности в черной металлургии уделено значительное внимание в Государственных докладах о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации (см., например, госдоклады за 2014 и 2015 гг. [12], [13]). Анализ открытых отчетов свидетельствует о том, что повышение энергоэффективности является одним из приоритетов стратегий развития компаний отрасли. В производстве продукции дальнейших переделов черных металлов воздействие на окружающую среду во многом обусловлено именно использованием энергии. В связи с этим решения, направленные на повышение эффективности, и собственно природоохранные решения (как первичные, "встроенные" в технологические процессы, так и технику защиты окружающей среды) рассматривали как равнозначные, считая, что критерии 1 и 3 являются приоритетными при выборе НДТ для областей применения настоящего справочника НДТ.
В тех случаях, когда известны надежные данные о количественных показателях по двум основным критериям отнесения технологических и технических решений к НДТ (критерии 1 и 3), определяли интервалы значений, соответствующих лучшей и наиболее широко распространенной практике российских предприятий. В других случаях принимали во внимание сведения, систематизированные в европейском справочнике [5], а также оценки, данные экспертами в соответствующих областях применения НДТ.
Факт промышленного внедрения технологических процессов, оборудования, технических способов, методов на двух и более российских предприятиях (критерий 5) в области распространения данного справочника устанавливали по результатам обработки анкет, поступивших от предприятий, и на основании материалов открытых нефинансовых отчетов российских компаний. Также учитывали позиции экспертов, принимавших участие в разработке и обсуждении проекта настоящего справочника НДТ. При этом следует учитывать, что есть ряд специфических решений, разработанных для конкретных предприятий, учитывающих исторически сложившиеся особенности производства. Поэтому при нормировании предприятий по принципам наилучших доступных технологий первоочередное внимание следует уделять не нарративной части раздела 5, а технологическим показателям, установленным для НДТ и подлежащих достижению на конкретных объектах, отнесенных к областям применения настоящего справочника НДТ.
ИС МЕГАНОРМ: примечание. Текст дан в соответствии с официальным текстом документа. |
К общим подходам, которые включены в перечень НДТ как в международных, так и в российских справочниках, относятся системы менеджмента [5], [7]. Факт внедрения систем экологического менеджмента получил отражение в Государственном докладе "О состоянии и охране окружающей среды Российской Федерации в 2015 г.". В этом документе подчеркнуто, что СЭМ всех крупных металлургических предприятий России сертифицированы на соответствие требованиям международных (ISO 14001) или российских (ГОСТ Р ИСО 14001) стандартов [11, с. 212]. Судя от открытой отчетности, в настоящее время компании работают над ресертификации систем экологического менеджмента в соответствии с требованиями выпущенных в 2015 - 2016 гг. стандартов. Системы энергетического менеджмента получили пока несколько меньшее распространение, что связано со сравнительно недавним опубликованием международных и российских стандартов; до 2011 г. некоторые предприятия использовали подходы, систематизированные в ряде национальных стандартов европейских стран. Однако именно в производстве продукции дельнейшего передела черных металлов практически все предприятия сообщают о сертификации систем энергетического менеджмента.
Период внедрения НДТ (критерий 4) оценивали также с учетом необходимости проведения значительной реконструкции технологических процессов и модернизации оборудования, возможности последовательного улучшения показателей ресурсоэффективности и экологической результативности путем внедрения технических усовершенствований и процедур в рамках систем экологического и энергетического менеджмента. Следует отметить, что период внедрения целесообразно рассматривать для отрасли. В целом такие подходы применяются и за рубежом [3]. Период внедрения зависит и от состояния отрасли и конкретных предприятий, и от доступности средств, необходимых для модернизации, и от возможности получения государственной поддержки (в том числе поддержки Фонда развития промышленности). Вероятно, при актуализации настоящего справочника НДТ, принимая решение об уточнении и ужесточении требований, можно будет говорить и о временных рамках внедрения тех или иных решений, отнесенных к НДТ. При разработке первого варианта настоящего справочника НДТ цель состоит в определении четких и реалистичных условий технологического нормирования в сфере охраны окружающей среды и стимулировании предприятий к проведению более глубокого анализа и систематизации сведений об энергетической эффективности и экологической результативности производства и к совершенствованию отчетности в этих областях для получения надежных и сопоставимых данных и проведения бенчмаркинга на национальном уровне.
Вопросы экономической эффективности (критерий 2) рассмотрены только в тех случаях, когда членам ТРГ 27 удавалось получить надежные данные от отечественных предприятий, внедривших конкретные технологические, технические или управленческие решения, позволяющие достичь высокого уровня защиты окружающей среды и ресурсоэффективности производства. Следует отметить, что компании, реализующие виды деятельности, отнесенные к области применения настоящего справочника НДТ, публикуют сведения о затратах на природоохранные мероприятия и о результатах, достигнутых в результате выполнения конкретных программ (в том числе направленных на эколого-технологическую модернизацию производства). Соответствующая информация приведена в разделе 6.
При подготовке НДТ "Производство изделий дальнейшего передела черных металлов" и определении наилучших доступных технологий члены ТРГ 27 в целом придерживались последовательности этапов рассмотрения технологических процессов, технических решений и методов, схематически представленной на рисунке 4.2.

технологических процессов, технических решений и методов
при определении настоящего справочника НДТ
Приведенные в разделе 5 описания наилучших доступных технологий включают как методы, применимые для всех производств, составляющих область распространения настоящего справочника НДТ, так и подходы, характерные для производства конкретных видов продукции, в том числе:
- производство горячего проката;
- производство холоднокатаного проката;
- производство длинномерной продукции;
- производство горячекатаных труб;
- производство горячепрессованных труб;
- производство холоднодеформированных труб;
- производство спиральношовных труб, изготовленных электродуговой сваркой под слоем флюса;
- производство прямошовных труб, изготовленных электродуговой сваркой под слоем флюса;
- производство электросварных труб;
- производство труб непрерывной печной сваркой;
- производство труб сваркой в среде инертных газов.
В результате анализа информации, предоставленной от российских предприятий, полученной из открытых источников и подготовленной составителями настоящего справочника НДТ, к наилучшим доступным технологиям, включающим технологические, технические и управленческие решения, отнесены следующие.
НДТ 1. Системы экологического менеджмента
НДТ состоит в разработке, внедрении и последовательном совершенствовании системы экологического менеджмента, область охвата которой определяется организацией с учетом рисков и возможностей, а также приоритетных экологических аспектов (подробнее см. раздел 3).
Несмотря на то, что практически все компании, реализующие виды деятельности, отнесенные к области применения настоящего справочника НДТ, сообщают о сертификации (ресертификации или подготовке к сертификации систем экологического менеджмента), НДТ 1 не предполагает обязательной сертификации СЭМ на соответствие требованиям международного или российского стандарта (ISO 14001 или ГОСТ Р ИСО 14001).
НДТ 2. Системы энергетического менеджмента
НДТ состоит в разработке, внедрении и последовательном совершенствовании системы энергетического менеджмента, область охвата которой определяется организацией с учетом особенностей использования энергии и приоритетных направлений повышения энергетической эффективности (подробнее см. раздел 3).
Системы энергетического менеджмента начинают получать все более широкое распространение в Российской Федерации. Компании, реализующие виды деятельности, отнесенные к области применения настоящего справочника НДТ, уже сообщают о внедрении СЭнМ, размещают на официальных сайтах энергетическую политику, программы повышения энергоэффективности, обеспечивают подготовку персонала. Тем не менее НДТ 2 не предполагает обязательной сертификации СЭнМ на соответствие требованиям международного или российского стандарта (ISO 50001 или ГОСТ Р ИСО 50001) (подробнее см. раздел 3).
НДТ 3. Организация ресурсосберегающего и энергосберегающего технологического процесса
Организация ресурсосберегающего и энергосберегающего технологического процесса обеспечит экономию материалов и энергоресурсов, снижение уровня эмиссий в окружающую среду. Реализация указанных в таблице 5.1 методов и оборудование в рамках конкретной НДТ приведет к сокращению технологических операций или их совмещению, уменьшению времени проведения технологического цикла, а также позволит снизить энергоемкость производимой продукции, минимизировать материальные потоки, уменьшить объем платежей предприятий за негативное воздействие на окружающую среду.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.1.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 3а | Применение механизированных и автоматизированных непрерывных прокатных станов | Применимо при реконструкции действующих технологических линий, организации нового производства | Повышение производительности линий, снижение удельного расхода энергоресурсов, снижение операционных расходов, возможность организации централизованного контроля, утилизации вредных веществ, образованных в процессе производства |
НДТ 3б | Применение процессов бесконечной прокатки <1> | Применимо при реконструкции действующих технологических линий, организации нового производства | Повышение производительности линий, снижение удельного расхода энергоресурсов, снижение операционных расходов, возможность организации централизованного контроля, утилизации вредных веществ, образованных в процессе производства |
НДТ 3в | Применение процессов многониточной прокатки, волочения | Применимо при реконструкции действующих технологических линий, организации нового производства | Повышение производительности линий, снижение удельного расхода энергоресурсов, снижение операционных расходов |
НДТ 3г | Оптимальное размещение взаимосвязанных производств и отдельного оборудования | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Сокращение транспортных операций, повышение производительности, снижение операционных расходов, организация оптимального использования энергоресурсов |
НДТ 3д | Применение высокоэффективных автоматизированных систем привода основного и вспомогательного оборудования, основанных на использовании электродвигателей переменного тока с частотными преобразователями | Применимо при реконструкции действующих технологических линий, организации нового производства | Сокращение потребления электроэнергии, снижение операционных расходов |
НДТ 3ж | Применение технологии горячего посада заготовок <2> | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов |
НДТ 3з | Создание литейно-прокатных комплексов <1> | Применимо при организации нового производства | Повышение производительности линий, снижение удельного расхода энергоресурсов, снижение операционных расходов, возможность организации централизованного контроля, утилизации вредных веществ, образованных в процессе производства |
НДТ 3и | Внедрение процессов термомеханической обработки | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Снижение операционных расходов, расширение сортамента производимой продукции, улучшение качества выпускаемой продукции |
НДТ 3к | Использование избыточного тепла, образованного при нагреве, подогреве металла перед горячей деформацией и других тепловых операций с металлом в процессе изготовления проката, для повторного нагрева материалов - применение систем рекуперации и регенерации | Применимо при реконструкции действующих технологических линий, организации нового производства | Снижение расхода энергоресурсов, снижение операционных затрат |
НДТ 4. Внедрение автоматизированных систем управления технологическим процессом
НДТ заключается в совершенствовании действующих, внедрении новых автоматизированных систем управления технологическими процессами производства изделий, обеспечивающими контроль за движением материальных потоков в производственной линии, тем самым обеспечат снижение энергоемкости, повышение эффективности производственного процесса.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.2.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 4а | Использование MES-систем | Применимо при реконструкции действующих технологических линий, организации нового производства | Повышение производительности, снижение потребления энергоресурсов, снижение операционных расходов |
НДТ 4б | Использование автоматизированных систем управления производственным процессом | Применимо при реконструкции действующих технологических линий, организации нового производства | Повышение производительности, снижение потребления энергоресурсов, улучшений условий труда, снижение операционных расходов |
НДТ 4в | Использование автоматизированных систем управления технологическим оборудованием | Применимо при реконструкции действующих технологических линий, организации нового производства | Повышение производительности, снижение потребления энергоресурсов, улучшение условий труда, снижение операционных расходов |
НДТ 5. Снижение эмиссий в процессах нагрева исходных заготовок, подогрева передельного продукта и других операций нагрева металла в процессе производства изделий
НДТ заключается в уменьшении неорганизованных эмиссий, образующихся при нагреве исходных материалов, подогреве передельного продукта и других операций нагрева металла (регулируемое охлаждение проката, термическая обработка металла в технологическом потоке и вне него, сушка покрытий и т.п.) в процессе производства изделий дальнейшего передела черных металлов, повышении КПД и улучшении технологического процесса нагрева в целом, снижении потребления энергоресурсов для реализации процесса нагрева.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.3.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 5а | Использование нагревательного оборудования, оснащенного современными газоанализаторами и системами автоматического управления процессом нагрева | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов и объема выбросов, контроль и управление структурой и количеством выбросов |
НДТ 5б | Использование нагревательного оборудования, оснащенного высокоэффективными горелками с импульсной подачей топлива, плоскопламенными горелками, работающими в автоматическом режиме | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов и объема выбросов |
НДТ 5в | Применение нагревательных устройств, работающих в автоматическом режиме | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов и объема выбросов, контроль и управление структурой и количеством выбросов |
НДТ 5г | Применение термоизоляции, герметизация нагревательных устройств | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Повышение энергоэффективности процесса производства, снижение уровня неконтролируемых выбросов, улучшение условий труда |
НДТ 5д | Организация систем вытяжных зондов | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Снижение уровня неконтролируемых выбросов, улучшение условий труда |
НДТ 5е | Применение горелок со сниженным образованием NOx | Применимо при реконструкции действующего, строительстве нового | Снижение расхода энергоресурсов, снижение объема выбросов NOx, улучшение условий труда |
НДТ 6. Обеспечение стабильности производственного процесса изготовления холоднодеформированных труб
НДТ заключается в эффективном использовании оборудования цехов и участков производства холоднодеформированных труб, снижении тепловых потерь, эмиссий продуктов химической обработки изделий, энергетических затрат.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.4.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 6а | Применение печей отжига труб в безокислительной атмосфере, с применением восстановительной атмосферы на основе чистого водорода | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, расширение сортамента производимой продукции, улучшение качества выпускаемой продукции |
НДТ 6б | Использование высокопроизводительных многоголовочных шлифовальных установок | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Повышение производительности, снижение операционных затрат |
НДТ 6в | Применение станов холодной прокатки труб с использованием жидких смазок | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Повышение производительности, сокращение потребления вредных веществ и уменьшение объемов образования вредных веществ |
НДТ 6г | Применение безванновой очистки поверхности труб от остатков технологической смазки | Применимо в действующей технологии | Повышение производительности, сокращение потребления вредных веществ и уменьшение объемов образования вредных веществ, улучшение условий труда |
НДТ 7. Обеспечение стабильности производственного процесса изготовления горячекатаного проката
НДТ заключается в эффективном использовании оборудования цехов и участков производства горячекатаного проката, организации ресурсо- и энергосберегающего производства, снижении тепловых потерь, энергетических затрат.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.5.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 7а | Применение клетей с многовалковыми калибрами, калибрующих блоков и блоков чистовых клетей | Применимо при реконструкции действующих технологических линий и участков, организации нового производства | Повышение производительности линий, снижение удельного расхода энергоресурсов, снижение операционных расходов, расширение сортамента производимой продукции, улучшение качества выпускаемой продукции |
НДТ 8. Снижение выбросов в процессах химической обработки изделий
НДТ заключается в снижении объема эмиссии вредных газов и паров, выделяемых в процессе химической обработки изделий в кислотах и щелочных растворах (травление, обезжиривание, флюсование, цинкование и пр.).
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.6.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 8а | Использование процесса периодического травления | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Сокращение объемов образования вредных веществ, сокращение объема использования вредных веществ |
НДТ 8б | Использование агрегатов непрерывного действия с герметизацией ванн, машин и аппаратов и удалением вредных выбросов с помощью систем вытяжной вентиляции | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшение условий труда, сокращение объемов образования вредных веществ, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 8в | Снабжение травильных ванн двойными крышками и гидравлическими затворами у бортов | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшение условий труда, сокращение объемов образования неконтролируемых выбросов |
НДТ 8г | Применение пенообразующих добавок | Применимо в действующей технологии | Улучшение условий труда, снижение удельного расхода энергоресурсов, сокращение объема использования вредных веществ (кислот, щелочей) |
НДТ 8д | Применение газоочистных систем с использованием пенных аппаратов, полых скрубберов, низконапорных скрубберов Вентури, фильтров из винилпластиковых сеток | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшение условий труда, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 8е | Применение системы адсорбции кислых компонентов щелочными растворами | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшение условий труда, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 8ж | Применение фильтров из синтетических волокнистых материалов, полученных иглопробивным способом, а также ионообменных смол для очистки газов гальванических ванн | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшение условий труда, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 9. Снижение неорганизованных выбросов в технологических процессах производства изделий в линии станов горячей и холодной прокатки
НДТ заключается в снижении пыления технологических участков при производстве изделий.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.7.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 9а | Применение вентиляционных систем с вытяжными зонтами для удаления пыли с рабочих мест технологического оборудования <1> | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшений условий труда, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 9б | Организация локальных укрытий оснащенных местными пылеочистными устройствами | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшений условий труда, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 9в | Использование эффективных пылеочистных аппаратов сухого типа | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшений условий труда, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 9г | Оснащение камер напыления, применяемых для реализации процесса нанесения изоляционных покрытий, очистными устройствами | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Улучшений условий труда, повышение эффективности утилизации вредных веществ, улучшение экологической обстановки |
НДТ 10. Снижение сбросов в процессах производства изделий дальнейшего передела черных металлов
НДТ заключается в снижении сбросов.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.8.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 10а | Применение замкнутых бессточных систем водного хозяйства | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Исключение сбросов вредных веществ, сокращение расхода энергоресурсов, улучшение экологической обстановки |
НДТ 10б | Создание локальных водооборотных циклов, оборудованных собственными системами грубой и/или при необходимости тонкой очистки от загрязняющих веществ | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Сокращение сбросов вредных веществ, сокращение расхода энергоресурсов, улучшение экологической обстановки |
НДТ 10в | Сокращение расхода воды, идущей на охлаждение технологического оборудования и инструмента, за счет расширения объема испарительного охлаждения нагревательных печей | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, сокращение сбросов вредных веществ, улучшение экологической обстановки |
НДТ 10г | Последовательная передача избыточной или продувочной воды от потребителей с более высокими требованиями к качеству воды потребителям с более низкими требованиями | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, сокращение сбросов вредных веществ, улучшение экологической обстановки |
НДТ 10д | Централизованная аккумуляция случайных сбросов, дренажных вод, поверхностного стока и их очистка с целью дальнейшего использования | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, повышение энергоэффективности процесса производства, сокращение сбросов вредных веществ |
НДТ 10ж | Обессоливание продувочных вод на заводских деминерализационных установках с возвратом полученной чистой воды в производственный процесс | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, повышение энергоэффективности процесса производства |
НДТ 10з | Использование дебалансовых и продувочных вод в качестве исходной воды для промышленных котельных и котлов-утилизаторов | Применим при наличии котельных и котлов-утилизаторов | Снижение расхода энергоресурсов, повышение энергоэффективности процесса производства |
НДТ 11. Использование современных систем энергосбережения
НДТ заключается в использовании современных систем энергосбережения, обеспечивающих экономию затрат на энергоресурсы, позволяющих организовать использование энергоресурсов и энергии, вырабатываемых в процессе основного производства.
НДТ предусматривает использование методов и оборудования, приведенных в таблице 5.9.
Метод/оборудование | Применимость | Экологическая, технико-экономическая эффективность | |
НДТ 11а | Использование тепла, образующегося при функционировании основного технологического процесса для различных производственных целей, в том числе хозяйственных нужд предприятия (отопление, горячее водоснабжение и т.п.) | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, повышение энергоэффективности процесса производства, снижение операционных затрат |
НДТ 11б | Использование энергосберегающих осветительных приборов | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, повышение энергоэффективности процесса производства |
НДТ 11в | Использование систем автоматического включения (выключения) электрических устройств | Применимо в действующей технологии, при реконструкции действующих технологических линий и участков, организации нового производства | Снижение расхода энергоресурсов, повышение энергоэффективности процесса производства |
НДТ 11г | Организация систем экранов в технологических линиях | Применимо в действующей технологии | Снижение расхода энергоресурсов, повышение энергоэффективности процесса производства, улучшение условий труда |
Раздел 6. Экономические аспекты применения наилучших доступных технологий при производстве изделий дальнейшего передела черных металлов
В настоящем разделе рассмотрены вопросы, связанные с оценкой затрат промышленных предприятий по производству изделий дальнейшего передела черных металлов на реализацию природоохранных мероприятий, включая инвестиционные затраты, направленные на модернизацию и реконструкцию действующего производства: техническое перевооружение предприятий за счет ликвидации устаревшего оборудования, приобретения, ввода в эксплуатацию новых машин и механизмов, строительство новых промышленных объектов, обеспечивающих, в том числе, сокращение выбросов загрязняющих веществ в окружающую среду. Реализация крупных инвестиционных проектов в целом обеспечивает:
- совершенствование технологии и улучшение качества продукции отрасли с целью повышения конкурентоспособности;
- снижение ресурсоемкости и энергоемкости металлопродукции;
- снижение вредного воздействия предприятий на окружающую среду;
- увеличение производства высокотехнологичных эффективных видов металлопродукции [1].
Информация, представленная в настоящем разделе, получена из открытых источников, преимущественно годовых отчетов компаний - производителей металлопродукции, размещенных в открытом доступе на официальных веб-порталах.
Вместе с тем данная информация не является универсальной и не может быть в полной мере использована для точной оценки необходимых вложений конкретного предприятия в оборудование и технологии, направленных на сокращение эмиссий загрязняющих веществ в окружающую среду, а отражает лишь примерный объем затрат, направленных на реализацию отдельных природоохранных проектов и мероприятий. К тому же, зачастую, информация по затратам на природоохранную деятельность, указанная в отчетных документах крупных производителей изделий дальнейшего передела черных металлов, охватывает также смежные технические области, например сталеплавильное производство, технологии добычи, обогащения руд.
Полученная из открытых источников информация, касающаяся затрат производственных предприятий на реализацию крупных инвестиционных проектов, одним из эффектов которых является снижение вредного воздействия предприятий на окружающую среду, представляется, в основном, в обобщенном виде, включает затраты на приобретение оборудования и его транспортировку, реализацию проекта (строительно-монтажные работы) и пр. При реализации подобных крупных комплексных проектов выделение затрат на природоохранные мероприятия из общей суммы капиталовложений является непростой и трудно решаемой задачей.
Вместе с тем в своих отчетных документах производственные предприятия и промышленные холдинги, помимо затрат на конкретные проекты, одним из эффектов которых является сокращение эмиссий загрязняющих веществ в окружающую среду, либо инвестиционные программы, в целом также могут выделять капиталовложения на отдельные природоохранные мероприятия. Данная практика характерна при реализации конкретного природоохранного мероприятия, направленного на улучшение экологической обстановки.
По расчетам Росстата общая сумма всех поддающихся идентификации и учету затрат на охрану окружающей среды в России в период с 2005 по 2015 г. выросла с 334 млрд руб. до 562 млрд руб (в фактически действовавших ценах). Таким образом, за десятилетний период с 2005 по 2015 г. природоохранные и природосберегающие затраты, взятые в ценах соответствующих лет, увеличились более чем в два раза, а за период с 2010 г. по 2015 г. - увеличились в полтора раза. Затраты на охрану окружающей среды в России в период с 2005 по 2015 г. представлены в таблице 6.1 [2].
Таблица 6.1
по направлениям природоохранной деятельности
(в фактически действовавших ценах), млрд руб.
Направление расходов | 2005 г. | 2007 г. | 2010 г. | 2011 г. | 2012 г. | 2013 г. | 2014 г. | 2015 г. |
Объем затрат на охрану окружающей среды, в том числе по направлениям природоохранной деятельности: | 233,9 | 295,2 | 372,4 | 412,0 | 445,8 | 479,4 | 536,3 | 562,4 |
- охрана атмосферного воздуха и предотвращение изменений климата | 53,8 | 64,1 | 80,1 | 88,4 | 89,2 | 93,3 | 112,4 | 104,0 |
- сбор и очистка сточных вод | 105,4 | 126,8 | 169,2 | 197,1 | 186,4 | 204,4 | 223,4 | 234,1 |
- обращение с отходами | 22,7 | 28,2 | 41,5 | 44,2 | 41,0 | 51,6 | 61,8 | 68,5 |
- защита и реабилитация земель, поверхностных и подземных вод | 13,4 | 21,6 | 17,2 | 23,4 | 36,5 | 33,5 | 36,1 | 38,0 |
- сохранение биоразнообразия и охрана природных территорий | 12,5 | 21,7 | 23,0 | 13,4 | 28,1 | 28,1 | 34,2 | 45,9 |
- прочие | 26,1 | 32,8 | 41,5 | 45,6 | 64,5 | 68,6 | 68,3 | 72,1 |
Объем затрат на охрану окружающей среды, в % к ВВП | 1,1 | 0,9 | 0,8 | 0,8 | 0,7 | 0,7 | 0,8 | 0,7 |
Вместе с тем рост затрат на охрану окружающей среды (включая расходы на рационализацию природопользования), отраженный в таблице 6.1, произошел в основном не за счет увеличения физических объемов природоохранной и природосберегающей деятельности, а за счет ценового фактора. К сожалению, непосредственное наблюдение за изменением цен на товары и услуги в области охраны окружающей среды в нашей стране отсутствует [2].
Рассматриваемые совокупные затраты всех направлений природоохранной/природосберегающей деятельности, всех видов этих издержек и по всем источникам финансирования составляли в 2005 г. 1,1% по отношению к валовому внутреннему продукту (ВВП), исчисленному в основных ценах. В 2010 г. это отношение равнялось 0,8%, в 2012 - 2013 гг. снизилось до 0,7%, в 2014 г. вновь увеличилось до 0,8% и в 2015 г. вновь составило 0,7% к объему ВВП этого года.
В таблице 6.2 представлена динамика инвестиций в основной капитал, направленных на охрану окружающей среды и рациональное использование природных ресурсов - природоохранные и природосберегающие капитальные вложения, осуществляемые за счет всех источников финансирования как в составе вновь строящихся предприятий, так и на действующих объектах. К ним относятся затраты на строительство, реконструкцию (включая расширение и модернизацию) объектов, которые приводят к увеличению их первоначальной стоимости, приобретение машин, оборудования, транспортных средств и т.д. [2].
Таблица 6.2
и рациональное использование природных ресурсов
(по данным Росстата) [2]
Направление инвестиций | 1990 г. | 2000 г. | 2005 г. | 2010 г. | 2011 г. | 2012 г. | 2013 г. | 2014 г. | 2015 г. |
Миллионов рублей (1990 г. - млрд руб.; в фактически действовавших ценах) | |||||||||
Инвестиции в основной капитал - всего | 3,3 | 22 339 | 58 738 | 89 094 | 95 662 | 116 543 | 123 807 | 158 636 | 151 767 |
в том числе на: - охрану и рациональное использование водных ресурсов | 2,2 | 8251 | 26 143 | 46 025 | 46 610 | 52 420 | 59 505 | 76 315 | 78 941 |
- охрану атмосферного воздуха | 0,5 | 7946 | 19 839 | 26 127 | 27 882 | 34 626 | 41 196 | 55 587 | 40 120 |
- охрану и рациональное использование земель | 0,4 | 3520 | 9206 | 9340 | 13 785 | 19 888 | 13 802 | 14 540 | 15 703 |
из них на рекультивацию нарушенных земель | - | 2021 | 2041 | 2782 | 2412 | 4248 | 3685 | 4238 | 5671 |
- охрану окружающей среды от загрязнения отходами производства и потребления | - | 2237 | 2988 | 6276 | 4505 | 7442 | 7485 | 7684 | 12 732 |
- на другие мероприятия | - | 385 | 562 | 1326 | 2880 | 2167 | 1819 | 4510 | 4272 |
В % к предыдущему году (в сопоставимых ценах) | |||||||||
Инвестиции в основной капитал - всего | 100,2 | 133,4 | 124,8 | 100,7 | 98,7 | 114,1 | 100,7 | 122,4 | 83,7 |
в том числе на: - охрану и рациональное использование водных ресурсов | 96,3 | 121,2 | 145,2 | 108,7 | 93,1 | 105,3 | 107,6 | 122,5 | 90,5 |
- охрану атмосферного воздуха | 113,2 | 130,4 | 111,8 | 104,1 | 98,1 | 116,3 | 112,8 | 128,9 | 63,1 |
- охрану и рациональное использование земель | 119,0 | 186,0 | 144,7 | 78,3 | 135,7 | 135,1 | 65,8 | 100,6 | 94,5 |
из них на рекультивацию нарушенных земель | - | 314,7 | 143,0 | 105,4 | 79,7 | 164,9 | 82,2 | 109,9 1 | 117,1 |
- охрану окружающей среды от загрязнения отходами производства и потребления | - | 87,2 | 65,4 | 93,3 | 199,8 | 70,4 | 79,6 | 236,8 | 82,9 |
- на другие мероприятия | 100,1 | 117,4 | 110,2 | 106,3 | 110,8 | 106,8 | 100,8 | 98,5 | 91,6 |
Анализ данных, приведенных в таблице 6.2, свидетельствует об ощутимом варьировании соответствующих величин от года к году. Особенно заметны значительные колебания инвестиций, рассчитанных в сопоставимых ценах, - за последние десятилетия в отдельные годы наблюдалось резкое увеличение природоохранных и природосберегающих капитальных вложений, а в другие годы - существенное снижение данных объемов.
По официальным данным Росстата в 1991 г. доля капиталовложений в природоохранные и природосберегающие объекты составляла около 1,6% от общей суммы инвестиций в народное хозяйство страны, в 2000 г. эта доля возросла до 1,9%, в 2005 г. она составляла 1,6%. В 2010 г. рассматриваемая доля была на уровне 1,0%, а в 2011 - 2013 гг. равнялась 0,9%. В 2014 г. этот уровень несколько возрос - до 1,1%, а в 2015 г. уменьшился до 1,0%. Приведенные данные дополнительно свидетельствуют об определенных колебаниях в абсолютном и относительном инвестировании в охрану окружающей среды в Российской Федерации.
Основными инвесторами и источниками финансирования в природоохранные и природосберегающие инвестиционные мероприятия являлись предприятия-природопользователи и их собственные средства (порядка трех четвертей всех соответствующих капитальных вложений). При этом имеет место общая тенденция относительного роста инвестиций хозяйственных объектов в суммарном инвестировании в охрану окружающей среды. Значение бюджетных расходов при этом падает [2].
Также по экспертным оценкам за последние годы на объектах-природопользователях, относящихся к виду деятельности "металлургическое производство и производство готовых металлических изделий", инвестиции в основной капитал на охрану окружающей среды и рациональное использование природных ресурсов возросли или остались почти на том же уровне (см. таблицу 6.2) [2].
6.2 Инвестиционные проекты, затраты компаний и отдельных предприятий - производителей изделий дальнейшего передела черных металлов
Суммарно на долю холдингов приходится порядка 90% производимого в России проката черных металлов [1]. Компании активно развивают собственные сервисные службы по металлообработке и торговле готовой металлопродукцией в различных регионах страны и мира, осуществляют строительство электросталеплавильных заводов, прокатных станов в регионах России в целях приближения к потребителю и повышению конкурентоспособности за счет снижения транспортных расходов, реализуют проекты модернизации и реконструкции устаревшего оборудования, вводят в строй новые производственные линии и комплексы. Однако в связи с вводом новых мощностей принципиальных изменений в структуре отрасли не ожидается - более 80% производства будет приходиться на крупные вертикально-интегрированные компании [1].
Именно на предприятиях, входящих в состав крупных металлургических холдингов, реализованы крупные инвестиционные проекты: введены в строй новые производственные мощности, проведена реконструкция устаревшего оборудования.
Для оценки стоимости наиболее масштабных инвестиционных проектов, осуществленных в РФ на предприятиях - производителях изделий дальнейшего передела черных металлов за последние годы либо планируемых к реализации, можно воспользоваться информацией, представленной в Стратегии развития черной металлургии России на 2014 - 2020 гг. и на перспективу до 2030 г., а также других открытых источниках (см. таблицу 6.3) [1], [3], [4].
Таблица 6.3
в области производства изделий дальнейшего передела
черных металлов за период с 2007 г. по настоящее время
Наименование предприятия | Состав проектов | Цель проектов | Сроки реализации проекта (начало - завершение) | Ориентировочный объем инвестиций, млрд руб. | Источники инвестиций |
ПАО "Магнитогорский металлургический комбинат" | Реконструкция стана 2500 горячей прокатки (чистовая группа клетей) | Замена устаревшего оборудования. Снижение себестоимости продукции. Изменение сортамента | 2017 - 2019 гг. | 80,0 <1> | Собственные и заемные средства |
Строительство АНГЦ | Увеличение производства оцинкованного проката | 2017 - 2019 гг. | Собственные и заемные средства | ||
Реконструкция производства жести | Замена устаревшего оборудования. Снижение себестоимости продукции. Изменение сортамента | 2015 - 2018 гг. | Собственные и заемные средства | ||
Строительство АНГЦ | Увеличение производства оцинкованного проката | Не определено | 22,0 <2> | Финансовая схема в проработке | |
ПАО "Северсталь" | Реконструкция непрерывного 4-клетьевого стана холодной прокатки 1700 | Увеличение производства холоднокатаного листа | 2015 г. | 20,5 <3> | Собственные и заемные средства |
Завершение строительства комплекса "Северсталь-Балаково" | Производство арматуры диаметром 5,5 - 40 мм, уголков 25 - 100 мм, швеллеров N 5 п, 6,5 п, 10 п | 2014 г. | |||
ООО "Евраз-Холдинг" | Мини-завод в Южном Федеральном округе | Строительство прокатного стана | 2015 г. | 5,0 | Собственные и заемные средства |
ПАО "Уральская кузница" (ПАО "МЕЧЕЛ") | Модернизация линии радиальной ковки в ЭСПЦ-3 | Расширение сортамента выпускаемой продукции. Получение прибыли (22 млн руб./год) от реализации дополнительного объема продукции | 2015 - 2016 гг. | 0,30 | Собственные и заемные средства |
ПАО "Ижсталь" (ПАО "МЕЧЕЛ") | Модернизация мелкосортно-проволочной группы стана 250, в том числе внедрение прямолинейного волочильного стана из прутка в пруток с заменой моталок на виткоукладчик | Увеличение объемов производства сортового проката с высокой точностью и заданными механическими свойствами. Увеличение развеса бунта с 400 до 1200 кг | 2017 - 2018 гг. | 1,1 | Собственные и заемные средства |
ПАО "Белорецкий металлургический комбинат" (ПАО "МЕЧЕЛ") | Реконструкция стана 150 | Расширение размерного сортамента, исключение термообработки в метизном производстве | 2015 - 2018 гг. | 1,76 | Собственные и заемные средства |
Группа КОКС (ООО УК "ПМХ") | Развитие конвертерного и прокатного производства на площадке ОАО "Тулачермет". Объем производства 3 млн т в год | Производство высококачественного сортового и листового проката | 2014 - 2022 гг. | 63,2 | Собственные и заемные средства |
АО "Волжский трубный завод" (ПАО "ТМК") | Комплексная программа развития трубопрокатного производства (ТПЦ-3) | Расширение сортамента, повышение качества, увеличение объемов производства обсадных, газлифтных и нефтегазопроводных труб | 2012 - 2015 гг. | 0,7 | Собственные и заемные средства |
ПАО "Северский трубный завод" (ПАО "ТМК") | Комплексная реконструкция трубопрокатного производства | Расширение сортамента, повышение качества, увеличение объемов производства обсадных, газлифтных и нефтегазопроводных труб | 2007 - 2016 гг. | 3,0 | Собственные и заемные средства |
ПАО "Синарский трубный завод" (ПАО "ТМК") | Строительство участков по производству ТЛТ, сварных передельных труб, бурильных труб, линии отделки нефтегазопроводных труб. Модернизация/реконструкция линий отделки труб oCTG | Расширение сортамента, повышение качества, увеличение объемов производства обсадных, газлифтных и нефтегазопроводных, бурильных труб, теплоизолированных лифтовых труб (ТЛТ). Освоение производства сварных труб-заготовок для производства насосно-компрессорных труб (НКТ), труб-заготовок для прецизионных труб | 2015 - 2020 гг. | 3,72 | Собственные и заемные средства |
ПАО "ТАГМЕТ" (ПАО "ТМК") | Модернизация вспомогательных производств и финишной отделки готовой продукции | Снижение себестоимости и улучшение служебных характеристик продукции | 2015 - 2020 гг. | 6,8 | Собственные и заемные средства |
АО "ВМЗ" (АО "ОМК") | Замена станов для производства труб МСД в ТЭСЦ 2, ТЭСЦ 3. Реконструкция ТЭСЦ 5. Создание центра по финишной отделке обсадных труб. Создание участка по нанесению антикоррозионного покрытия на ТБД. Модернизация Стан-5000 | Трубы малого и среднего диаметра для нефтегазового комплекса. Расширение сортамента и увеличение объемов производства. Выполнение повышенных требований по нанесению покрытий. Увеличение производительности при производстве толстолистового проката | 2014 - 2017 гг. | 22,8 | Собственные и заемные средства |
ЗАО "Лысьвенский металлургический завод" | Цех холодной прокатки листа мощностью 0,75 млн т в год, агрегаты оцинкования и полимерного покрытия | Обеспечение потребителей | 2016 г. | 21,0 | Собственные средства |
<1> Сумма включает оценочные затраты на реализацию будущих проектов, таких как строительство новой аглофабрики, строительство новой коксовой батареи, строительство комплекса по утилизации конвертерного газа. | |||||
Помимо реализации крупных инвестиционных проектов, производственными предприятиями ежегодно инвестируются значительные средства на мероприятия, направленные на снижение вредного воздействия на окружающую среду. На основе анализа открытых источников получена информация об объемах затрат на природоохранную деятельность некоторых крупных компаний РФ, в состав которых входят предприятия - производители изделий дальнейшего передела черных металлов. Вместе с тем информация об объемах инвестиций металлургических холдингов РФ в природоохранные мероприятия представлена в общем виде. В связи с наличием в составе металлургических холдингов предприятий, специализирующихся на различных видах деятельности, а также присутствием в рамках одного металлургического предприятия множества различных технологий и оборудования, в том числе не связанных с производством изделий дальнейшего передела черных металлов (добыча руды, производство чугуна, производство стали и пр.), выделение из общей суммы затрат на природоохранные мероприятия, стоимости проектов, касающихся видов деятельности, рассматриваемых в настоящем справочнике НДТ, зачастую не представляется возможным.
При наличии в открытых источниках информации о конкретных мероприятиях, реализованных российскими металлургическими предприятиями, направленных на снижение уровня эмиссий вредных веществ при производстве изделий дальнейшего передела черных металлов, в настоящем разделе приведены объем затрат и краткое описание данных мероприятий.
Ниже представлена приведенная в открытых источниках информация о затратах отдельных крупных компаний на природоохранные мероприятия/природоохранную деятельность за 5 лет (период 2012 - 2016 гг.).
Всего в модернизацию и новые мощности предприятий группы НЛМК было вложено 258 млрд руб. При этом в природоохранные объекты было инвестировано более 1,1 млрд долл., из которых за период с 2012 по 2016 гг. общий объем затрат составил более 500 млн долл. - 41% от общего объема затрат (см. рисунок 6.1) [3].

в природоохранные мероприятия за период 2012 - 2016 гг.
По итогам реализации инвестиционной программы на предприятиях группы НЛМК был удвоен объем производства, при этом воздействие на окружающую среду существенно снизилось благодаря внедрению современных технологий и масштабной модернизации оборудования.
В мае 2014 г. группа НЛМК объявила о начале реализации третьего этапа экологической программы, рассчитанного на период до 2020 г., которая является частью Стратегии развития и инвестиционной программы группы и направлена на дальнейшую минимизацию воздействия на окружающую среду и достижение уровня наилучших экологических стандартов в мировой металлургии.
Реализация экологической программы до 2020 г. обеспечит:
- соблюдение всех экологических нормативов всеми предприятиями группы НЛМК;
- снижение удельных выбросов российских предприятий группы НЛМК до уровня наилучших доступных технологий мировой металлургической отрасли;
- полное сокращение недостаточно очищенных сбросов в водные объекты на всех промышленных площадках;
- увеличение степени утилизации отходов до 25%;
- ликвидацию площадок накопления отходов прежних лет.
Общий объем инвестиций в природоохранные мероприятия и проекты на предприятиях группы НЛМК в рамках экологической программы до 2020 г. превысит 10 млрд руб. Основная часть этих средств будет вложена на Липецкой производственной площадке.
За период реализации второго этапа программы технического перевооружения с 2007 по 2012 г. группа НЛМК инвестировала в природоохранные проекты более 21 млрд руб. Всего в модернизацию и новые мощности было вложено 258 млрд руб., в том числе 7,5 млрд руб. в природоохранные технологии предприятия НЛМК-Калуга.
6.2.1.1 Реализация проекта "НЛМК-Калуга"
Группа НЛМК приступила к строительству завода на площадке в индустриальном парке "Ворсино" в Калужской области в 2008 г [4]. В основе НЛМК-Калуга была заложена концепция мини-завода, которая предполагает создание комплекса электросталеплавильного и прокатного производств в непосредственной близости к источникам сырья и потребителям готовой продукции.
Предприятие было запущено в эксплуатацию в 2013 г. Общие затраты на реализацию проекта составили более 38 млрд руб. Инвестиции в природоохранные технологии составили 7,5 млрд руб. Мощности предприятия по выплавке стали составляют 1,5 млн т в год, по выпуску металлопроката - 0,9 млн т в год.
При строительстве НЛМК-Калуга был использован опыт передовых европейских предприятий по внедрению эффективных природоохранных технологий, что позволило минимизировать воздействие на окружающую среду:
- очистные системы завода способны улавливать более 99% атмосферных выбросов;
- на предприятии реализована замкнутая система водооборота, внедрены уникальные системы энергосбережения.
Динамика затрат ОАО "ММК" на природоохранную деятельность за период 2005 - 2016 гг. представлена на рисунке 6.2 [5] - [9].

деятельность за период 2012 - 2016 гг.
В таблице 6.4 представлены результаты реализации наиболее значимых природоохранных мероприятий экологической программы ОАО "ММК" за период 2012 - 2016 гг.
Таблица 6.4
мероприятий экологической программы ПАО "ММК"
в период 2012 - 2016 гг.
ИС МЕГАНОРМ: примечание. Таблица дана в соответствии с официальным текстом документа. |
Цех | Место внедрения | Период реализации | Стоимость, млн руб. | Эффект от реализации мероприятия | |
с начала строительства | в отчетный период | ||||
ЛПЦ-11 | Строительство станции нейтрализации | Выполнено в 2012 г. | 693,9 | Затраты в 2012 г.: 181,5 | Предотвращение поступления в оборотную систему водоснабжения 250 м3/ч загрязненных стоков |
ЛПЦ-11 | Строительство систем аспирации | Выполнено в 2012 г. | 46,5 | Затраты в 2012 г.: 35,6 | Сокращение выбросов пыли на 40 т/год |
ЛПЦ-5 | Реконструкция установки разложения отработанной СОЖ | Выполнено в 2012 г. | 9,1 9,1 | Затраты в 2012 г.: 9,1 | Предотвращение сбросов загрязняющих веществ в общекомбинатскую систему оборотного водоснабжения |
ЛПЦ-4 | Реконструкция "грязного" и строительство "чистого" циклов оборотного водоснабжения | Выполнено в 2013 г. | 2060,4 | Затраты в 2013 г.: 180,9 | Снижение сбросов в оборотную систему водоснабжения ММК: взвешенных веществ на 2500 т/год, нефтепродуктов на 50 т/год |
ЛПЦ-4 | Строительство участка обезвоживания шламов стана 2500 горячей прокатки | Выполнено в 2014 г. | 105,4 | Затраты в 2014 г.: 105,4 | Сокращение массы сбросов в оборотную систему водоснабжения ММК: взвешенных веществ на 2500 т/год, нефтепродуктов на 50 т/год |
ОАО "ММК" | Разработка системы автоматизированного контроля промышленных выбросов от источников ОАО "ММК" | Выполнено в 2015 г. | 46,072 | Затраты в 2015 г.: 45,372 | Предотвращение загрязнения атмосферного воздуха, выполнение требований природоохранного законодательства |
ЦВС | Строительство системы аэрации сточных вод в северном канале промливнестоков и левобережных очистных сооружений | 2015 - 2017 гг. | - <1> | - <1> | После выполнения мероприятия снижение в 2017 г. сброса загрязняющих веществ в Магнитогорское водохранилище (выпуск N 1): нефтепродуктов - 18,5 т/год, железа - 10,1 т/год, марганца - 4,5 т/год |
ЦВС | Реконструкция системы оборотного водоснабжения ОАО "ММК" с расширением резервуара охладителя. Проектирование | 2016 - 2018 гг. | - <1> | - <1> | После выполнения мероприятия снижение объема сброса сточных вод в Магнитогорское водохранилище на 330 млн м3/год. Сокращение сброса загрязняющих веществ на 78,9 тыс. т/год |
ОАО "ММК" | Разработка системы автоматизированного контроля промышленных выбросов от источников ОАО "ММК" | 2015 - 2018 гг. | - <1> | - <1> | Предотвращение загрязнения атмосферного воздуха, выполнение требований природоохранного законодательства |
На рисунке 6.3 представлены общие затраты ПАО "ТМК", направленные на природоохранную деятельность в период 2012 - 2016 гг. [10] - [14].

деятельность в 2012 - 2016 гг.
На заводах ПАО "ТМК" проведена масштабная реконструкция и модернизация производственных мощностей. За десять лет (2006 - 2015 гг.) инвестиции в проекты реконструкции и модернизации составили более 110 млрд руб., "зеленые" инвестиции - 6,5 млрд руб., из них 5,9 млрд руб. освоено российскими предприятиями. Реализовано более 200 природоохранных мероприятий, из них около 140 на предприятиях РФ. При реконструкции и модернизации производства был сделан выбор в пользу внедрения наилучших современных технологий и оборудования с высокими экономическими и экологическими показателями.
В ходе реконструкции сталеплавильного производства компании был построен электросталеплавильный комплекс на ПАО "Северский трубный завод" (АО "СТЗ"), а также проведена модернизация сталеплавильных мощностей на АО "Волжский трубный завод" и предприятии TMK-RESITA в Румынии. Финальной точкой реконструкции сталеплавильного производства компании стал ввод в эксплуатацию дуговой электросталеплавильной печи на ПАО "Таганрогский металлургический завод" в августе 2013 г.
На ПАО "СТЗ" и ПАО "ТАГМЕТ" в ходе реализованной инвестиционной программы были установлены современные комплексы станов непрерывной прокатки труб, модернизированы нагревательные печи для заготовки и печи для термообработки труб с высокими показателями энергоэффективности, построены участки водоподготовки и очистные сооружения.
В результате реализации инвестиционных и организационно-технических мероприятий в 2006 - 2015 гг. на предприятиях ПАО "ТМК" были достигнуты следующие результаты:
- увеличен объем производства и сортамента выпускаемой продукции;
- повышена эффективность производства за счет снижения его ресурсоемкости;
- повышена конкурентоспособность продукции;
- закрыты устаревшие "грязные" производства и технологии: мартеновское производство, три ТПА с пилигримовыми станами, производство изложниц и пр.;
- улучшены экологические показатели производства;
- в 2 раза снижены валовые выбросы сталеплавильного производства;
- в 1,3 раза сокращено водопотребление на производство;
- в 1,4 раза уменьшен объем стоков;
- доля оборотного водоснабжения составила 95%;
- переработано 3,82 млн т ранее накопленных отходов;
- на 14% снижено образование отходов;
- только 6,7% образованных отходов направляется на размещение на специализированных объектах.
6.2.3.1 Реконструкция сталеплавильного и трубопрокатного производства ПАО "СТЗ"
В период с 2002 по 2010 гг. на ПАО "Северский трубный завод" был проведен первый этап коренной реконструкции завода, создано современное сталеплавильное производство с применением наилучших природоохранных технологий. Общий объем затрат на обеспечение экологической безопасности составил более 2,5 млрд руб.
Взамен ряда производств, таких как мартеновское производство стали, производство изложниц в фасонно-литейном цехе и других, построен современный металлургический комплекс. В результате реконструкции достигнуты результаты:
- общий валовый выброс от сталеплавильного производства сократился на 43%;
- показатель внутреннего оборота воды достиг 97%.
Вторым этапом реконструкции ПАО "СТЗ" стало создание современного трубопрокатного производства. В 2014 г. введен в эксплуатацию непрерывный стан FQM. В технологии непрерывного производства труб для реализации принципа "нулевого сброса" применены современные природоохранные решения, а именно построены:
- замкнутые оборотные циклы водоснабжения;
- современная водоподготовка;
- локальные очистные сооружения;
- финишные очистные сооружения с выпарными установками.
Для охраны атмосферного воздуха установлено эффективное газоочистное оборудование.
6.2.3.2 Реконструкция сталеплавильного и трубопрокатного производства ПАО "ТАГМЕТ"
Инвестиции ПАО "ТМК" в создание современного сталеплавильного комплекса на ПАО "ТАГМЕТ" составили 8 млрд руб. Основные цели - расширение марочного сортамента стали, увеличение объема производства стали до 950 тыс. т металла в год, улучшение экологической обстановки в городе Таганроге, закрытие мартеновских печей.
Создание современного трубопрокатного производства на предприятии продолжалось десять лет, инвестиции ПАО "ТМК" составили около 24 млрд руб. За это время был введен в строй непрерывный трубопрокатный стан PQF, завершено строительство системы оборотного водоснабжения - шесть замкнутых оборотных циклов, построена современная водоподготовка, внедрено газоочистное оборудование с высокой степенью очистки. В результате технического перевооружения:
- снижены выбросы в атмосферу;
- закрыто 48 единиц источников выбросов;
- сократилось водопотребление из Таганрогского залива;
- ликвидированы сбросы в шламонакопитель.
6.2.3.3 Строительство современного полигона на АО "ВТЗ"
В 2013 г. на АО "ВТЗ" был введен в эксплуатацию новый полигон захоронения отходов производства и потребления 3, 4, 5-го классов опасности. Инвестиции в строительство составили 240 млн руб.
Полигон представляет собой современный экологический объект, отвечающий всем природоохранным нормам. Проектом предусмотрена передовая технология изоляции отходов, которая полностью исключает негативное воздействие на окружающую среду, что подтверждают результаты производственного контроля атмосферного воздуха, природной воды из наблюдательных скважин и почвы. В будущем, при появлении новых технологий переработки, отходы могут быть извлечены для использования в хозяйственном обороте.
Объем денежных средств, затраченных АО "ОМК" на охрану окружающей среды за период 2012 - 2016 гг., представлен в таблице 6.5 и на рисунке 6.4 [15] - [19].
Таблица 6.5
в 2012 - 2016 гг.
Статьи затрат | Объем денежных средств, млн руб. | ||||
2012 | 2013 | 2014 | 2015 | 2016 | |
Затраты на реализацию мероприятий в области природоохранной деятельности | 145 | 416 | 270 | 127 | 222 |
Текущие затраты на охрану окружающей среды | - <1> | 644 | 786 | 1123 | 1115 |

в 2012 - 2016 гг.
Объем денежных средств, затраченных ПАО "ЧТПЗ" на реализацию мероприятий в области природоохранной деятельности в 2012 - 2016 гг., представлен в таблице 6.6 [20] - [24].
Таблица 6.6
на реализацию мероприятий в области природоохранной
деятельности в 2012 - 2016 гг.
Статьи затрат | Объем денежных средств, млн руб. | ||||
2012 | 2013 | 2014 | 2015 | 2016 | |
Затраты на реализацию мероприятий в области природоохранной деятельности | 22,3 | - <1> | 2,5 | 2,0 | 16,5 |
Текущие затраты на охрану окружающей среды <2> | 152,9 | - <1> | 37,5 | - <1> | - <1> |
На рисунке 6.5 представлены затраты ПАО "ЧТПЗ" на реализацию мероприятий в области природоохранной деятельности в 2012 - 2016 гг.

в области природоохранной деятельности в 2012 - 2016 гг.
Расходы на природоохранные мероприятия и инвестиции в охрану окружающей среды компании "Металлоинвест" за период 2012 - 2016 гг. представлены в таблице 6.7 [25] - [29].
Таблица 6.7
мероприятий в области природоохранной деятельности
в 2012 - 2016 гг.
Статьи затрат | Объем денежных средств, млн руб. | ||||
2012 | 2013 | 2014 | 2015 | 2016 | |
Инвестиции в основной капитал, направленные на ООС | - <1> | 1306,0 <2> | 2250 | 2351 | 724 |
Текущие затраты на ООС и экологические платежи | - <1> | 509,7 <2> | 5369 | 6471 | 5585 |
Общие расходы на природоохранные мероприятия и инвестиции в охрану окружающей среды | - <1> | более 1815,7 <2> | 7619 | 8822 | 6309 |
На рисунке 6.6 представлены общие расходы на природоохранные мероприятия и инвестиции компании "Металлоинвест" в охрану окружающей среды за период 2012 - 2016 гг.

и инвестиции компании "Металлоинвест" в охрану окружающей
среды за период 2012 - 2016 гг.
6.3 Применение критерия экономической эффективности при отнесении технологических и технических решений к НДТ
В связи с тем что критерий экономической эффективности должен использоваться при отнесении технологических и технических решений к наилучшим доступным технологиям, целесообразно предусмотреть в будущем сбор соответствующей (достаточно детальной, отнесенной к конкретным решениям) информации, например, в рамках промышленных ассоциаций.
Однако следует отметить, что без надежных данных об ущербе, который можно предотвратить, применяя то или иное решение, оценить экономическую эффективность и обосновать экономические преимущества выбранных решений все же не представляется возможным. Поэтому при актуализации справочника придется или ориентироваться на результаты исследований, посвященных оценке деградации природного капитала, вызванной загрязнением окружающей среды, или по-прежнему руководствоваться подходами экспертной оценки и сведениями о внедрении природоохранных решений российскими предприятиями.
Тенденцией развития производства толстого горячекатаного листа является увеличение доли регулируемых процессов прокатки в общем цикле производства. Получение требуемых механических свойств проката в цикле горячей деформации позволяет существенно сократить объем дополнительной термической обработки, проводимой вне основного технологического потока. Это позволяет уменьшить затраты на изготовление продукции и снизить вредные экологические факторы, связанные дополнительным нагревом проката. Например, в 2002 г. в Иране установлен толстолистовой стан 190", предназначенный для производства 1050 тыс. т/год толстолистового проката размерами 5 - 150 x 1100 - 4500 x 2500 - 24 000 мм из судостроительной, трубной, котельной и конструкционной сталей [14]. Технология производства на этом стане предусматривает следующее распределение доли реализуемых на нем способов и процессов получения толстолистового проката:
- обычная прокатка - 15%;
- прокатки с регулируемой температурой - 25%;
- термомеханическая обработка в процессе прокатки - 40%;
- резкое охлаждение и отпуск после прокатки - 20%.
Особенностью современных технологий получения горячекатаного толстого листа является применение новых конструкций прокатных клетей, повышающих эффективность процесса, улучшающих качество продукции и экологическую обстановку прокатного цеха. В Германии сконструирован и пущен толстолистовой стан 3200, рассчитанный на объем производства 700 тыс. т/год, позволяющий в зависимости от марки стали осуществлять обычную прокатку, прокатку с регулируемой температурой, термомеханическую обработку толстолистовой стали размерами 5 - 160 x 1000 - 2800 x 4000 - 10 000 мм.
Стан характеризуется высоким уровнем автоматизации на всех этапах технологического процесса и применением в качестве деформирующего устройства реверсивной прокатной клети кварто 3200 (см. рисунок 7.1), которая имеет оптимальное соотношение поперечного сечения стойки и верхней поперечины станины, что при большом диаметре опорных валков придает клети большую жесткость [14].

А: 1 - гидравлический окалиноломатель; 2 - уравновешивание
и изгиб рабочих валков; 3 - рольганг; 4 - станинные ролики;
5 - устройство для смены рабочих валков;
Б: 1 - уравновешивание опорного валка;
2 - электромеханическая установка валков; 3 - гидравлическая
установка валков; 4 - подшипник типа Morgoil;
5 - устройство для смены опорных валков
Грубая (быстрая) установка валков производится электромеханически. Установка валков с гидравлическим управлением используется для регулирования толщины листа и может работать при усилии прокатки 70 МН. Гидроцилиндры в виде встроенного блока расположены между нажимными винтами и подушками верхнего опорного валка. Динамометрические датчики под подушками нижнего опорного валка измеряют усилие на валки и передают эти значения в систему автоматического регулирования.
Устройства для охлаждения рабочих и опорных валков на входной и выходной сторонах клети содержат подвижные распылители, соединенные с питательными трубопроводами при помощи шарнирного соединения труб (без шлангопроводов). Верхние и нижние гидравлические окалиноломатели на входе и на выходе клети работают при максимальном давлении в системе 190 бар.
По три станинных ролика на входной и выходной сторонах клети образуют продолжение рабочих рольгангов. Ролики имеют индивидуальный привод со сцепной муфтой. Поворотные рольганги перед клетью и за ней позволяют повернуть слябы для поперечной прокатки.
Сдвоенный главный привод состоит из двух электродвигателей постоянного тока по 6400 кВт и шарнирных шпинделей с гидравлическим уравновешиванием.
Для смены валков используются устройства с гидроприводом, установленные на перевалочной стороне клети. Смена рабочих валков происходит в автоматическом режиме. Перемещение комплекта валков в продольном и поперечном направлениях продолжается около 15 мин. Устройство для смены опорных валков можно заменить весь комплект или только один нижний опорный валок.
Основные особенности и преимущества клети кварто 3200:
- прокатка с регулируемой температурой и термомеханическая обработка;
- жесткие допуски по толщине листа благодаря гидравлической установке валков в сочетании с автоматическим контролем толщины, а также устройством для изгиба рабочих валков;
- автоматическая смена рабочих валков без использования крана.
При горячей прокатке малых и средних партий углеродистой, нержавеющей и специальных марок стали технология Стеккеля является идеальной как для новых цехов, так и для модернизации существующих прокатных станов. Новая конструкция и концепции автоматизации, предлагаемые изготовителями прокатного оборудования, расширяют возможности применения станов Стеккеля и дают возможность значительно снизить затраты на производство горячекатаной полосы.
Основные преимущества новой конструкции стана:
- новая конструкция печи закрытого типа с уникальной герметизацией печи, которая сокращает потери энергии на 30% и обеспечивает меньшие выбросы в атмосферу цеха;
- конструкция печной моталки с регулируемым подвижным сегментом барабана, состоящим из двух частей, обеспечивает отсутствие повреждений при входе полосы в паз барабанной моталки;
- качество поверхности и допустимые отклонения значений температуры, толщины, профиля и плоскостности приближаются к соответствующим показателям непрерывных полосовых станов горячей прокатки;
- прокатка стали разных марок для всех видов дальнейшей обработки.
В зависимости от потребностей производства можно использовать станы Стеккеля разной конфигурации для прокатки слябов любых размеров - от одноклетевого стана производительностью от 200 до 800 тыс. т/год (с возможностью расширения в виде двухклетевого стана-тандем производительностью 1,3 млн т/год) до обычного шестиклетевого стана производительностью более 3 млн т/год (см. рисунок 7.2).

1 - печь; 2 - эджер/черновая клеть; 3 - стан Стеккеля;
4 - стан Стеккеля тандем; 5 - стан Стеккеля и чистовая
клеть; 6 - стан Стеккеля и две чистовые клети;
7 - пять клетей и элементы реверсирования;
8 - шесть прокатных клетей
разной конфигурации
С учетом применения станов Стеккеля современная технологическая схема производства горячекатаного листа (см. рисунок 7.3) имеет ряд преимуществ:
- получаемые слябы имеют мелкозернистую структуру, которую при обычном процессе прокатки на толстолистовом стане можно получить только после нескольких черновых пропусков;
- в нагревательную печь заготовка поступает с более высокой температурой, обеспечивая тем самым непрерывный процесс, в 2 - 3 раза уменьшая длину печи, время нагрева и расход топлива;
- заправка подката в первую печь стана Стеккеля производится при температуре на 50 °C - 75 °C выше, чем при прокатке на обычном толстолистовом стане, что позволяет получать более тонкий лист, а также улучшает механические и геометрические характеристики готового проката.

непрерывнолитых слябов и горячекатаного листа
Процесс "динамического слабого обжатия" позволяет уменьшить размеры зерна при любом режиме литья благодаря большему объему кристаллизатора.
Бесконечная прокатка является одним из примеров новых технологий, использование которых позволяет отказаться от холодной прокатки, значительно сократить затраты на модернизацию производства и изменить диапазон толщины поучаемой полосы.
Принципы полубесконечной и бесконечной прокатки могут быть реализованы на действующих станах горячей прокатки путем установки дополнительного оборудования. Так, для бесконечной прокатки (скорость до 20 м/с, конечная толщина 1,0 - 1,2 мм) требуется установка сварочной машины, устройств для подогрева кромок раската и снятия грата, а также летучих ножниц перед моталками.
С начала 1990-х гг. начато интенсивное строительство тонкослябовых литейно-прокатных агрегатов (ЛПА) для производства горячекатаной полосы. Новейшие концепции агрегатов CSP (Compact Strip Production - компактное получение полосы) позволяют обеспечить при использовании двухручьевой УНРС, производительность до 2,5 млн т/год.
Полностью непрерывный процесс UTHS (Ultra Thin Hot Rolled Strip) производства сверхтонкой горячекатаной полосы разработан в США. Он основан на использовании планетарного стана Платцера, обеспечивающего высокое обжатие, при этом скорость входа подката в клеть Платцера соответствует скорости разливки. Последующее обжатие осуществляется в четырехвалковых клетях, между которыми установлены устройства для нагрева полосы. Минимальная толщина готовой полосы составляет около 0,7 мм.
Процесс ESP позволяет исключить промежуточный нагрев (экономия топлива и улучшение экологической обстановки в прокатном цехе) и смотку подката. При этом в обжимную группу добавляют несколько клетей, а за ними устанавливают секцию охлаждения, ножницы и моталку. На агрегате ESP с восемью прокатными клетями можно производить полосу толщиной 0,6 мм [14].
В Австрии разработан процесс Conroll для производства горячекатаной полосы толщиной 0,7 - 1,0 мм, предназначенной взамен холоднокатаной, с производительностью одного агрегата 1,5 млн т/год. Заготовка выходит из кристаллизатора с параллельными стенками с еще жидкой сердцевиной и обжимается примерно на 20 мм. Гибкая конструкция УНРС позволяет регулировать толщину заготовки в интервале 90 - 100 мм в соответствии с конечной толщиной производимой полосы. Горячие слябы проходят через печь для выравнивания температуры и поступают в двухклетевой черновой стан, затем направляются в промежуточное перемоточное устройство. В чистовой группе клетей применяют обычные обжатия, для регулирования плоскостности и профиля используют валки с осевой сдвижкой (система CVC) с устройствами противоизгиба.
В Японии разработана и установлена на одном из заводов первая в мире линия бесконечной холодной прокатки полос (см. рисунок 7.4).

разработки фирмы IHI
Отличительными особенностями технологии обработки металла в этой линии являются следующие:
- использование в качестве подката рулонов горячекатаных полос, минуя традиционные непрерывно-травильные агрегаты (НТА);
- установка непосредственно в линии новой системы удаления окалины с поверхности горячекатаной полосы.
Процесс "Исиклин", разработанный японскими металлургами, удаляет окалину с горячекатаных полос механическим воздействием, создаваемым струей высокого давления 10 МПа в виде пульпы из воды с железистым песком [14]. Новая система удаления окалины обеспечивает:
- экономию как капитальных, так и текущих расходов на 50% - 80%;
- компактность линии удаления окалины;
- высокую скорость движения металла в линии;
- безопасную работу обслуживающего персонала;
- полную охрану окружающей среды.
Эффективно сочетать процесс "Исиклин" с процессом прокатки и волочения с охватом валков полосой (ПВО), разработанным в Южно-Уральском государственном университете (г. Челябинск, Россия), что позволяет увеличить скорость травления на 10%, экономить травильные растворы (на 10% - 20%), уменьшить отбраковку по плоскостности, недотравам и изломам в 1,5 - 2 раза.
Другой комплекс стана бесконечной холодной прокатки, созданный немецкими и корейскими проектировщиками прокатного оборудования, включает:
- линию травления турбулентного типа, встроенную в линию стана;
- 5-клетевой стан холодной прокатки;
- непрерывную линию горячего цинкования.
Производительность стана - 1335 тыс. т/год. Стан выпускает листовой прокат толщиной 0,15 - 2,3 мм и шириной 700 - 1630 мм в рулонах массой до 45 т. Скорость прокатки - до 30 м/с, скорость травления - 4 м/с.
Все пять клетей стана шестивалковые, оборудованы устройствами для принудительного изгиба рабочих и промежуточных валков и гидравлическими нажимными устройствами, установленными снизу. Автоматическое регулирование толщины полосы осуществляется по принципу прохождения секундной массы металла. Регулирование плоскостности осуществляется по замкнутому циклу.
Линия травления работает по самой передовой запатентованной MDM-технологии турбулентного травления. Секция химического травления включает четыре ванны, за ней установлена секция из шести промывочных ванн каскадного типа. Новая технология использует высокую кинетическую энергию травильной кислоты для ее быстрого проникновения к основанию трещин в окалине при оптимальном обмене в пограничном слое между поверхностью полосы и кислотой. Это позволяет добиться максимально возможного сокращения продолжительности травления при высоком качестве поверхности полосы.
Аналогичная линия с использованием MDM-процесса успешно реализована на стане бесконечной прокатки в Бельгии, скорость травления - 6 м/с.
Линия горячего цинкования CGL производительностью 350 тыс. т/год обеспечивает покрытие проката на скорости движения 3 - 3,5 м/с [14]. Особенности непрерывной линии горячего цинкования CGL:
- наличие системы из двух ванн для нанесения покрытия galvalume;
- электролитическая очистка полосы;
- шахтная печь типа ART;
- высокочастотная индукционная установка для цинкования и отжига;
- усовершенствованная система контроля покрытия;
- наличие 4-валкового дрессировочного стана и установки для правки полосы растяжением.
Традиционные технологии очистки полосы от окалины, используемые в современных линиях нанесения покрытий (лужения, цинкования и др.), предусматривают кислотное травление. Эти технологии имеют ряд недостатков, а именно:
- очистка поверхности происходит в агрессивной среде;
- в процессе обработки образуются загрязняющие окружающую среду отходы;
- требуется система вытяжной вентиляции;
- потери металла за счет агрессивной среды;
- необходимость обработки опасных отходов.
В связи с этим представляет интерес линия бескислотной очистки полосы по технологии AFC, базирующейся на следующих новых принципах:
- очистка полосы без удаления слоя окалины;
- оксидный слой металла химически восстанавливается водородом (H2);
- в результате восстановления образуется слой железа, рафинированного от примесей, и водяной пар [2].
Основные параметры и особенности процесса AFC:
- состав газа - 50% - 95% H2 в N2;
- в зависимости от марки стали и режимов протекания химических реакций температура процесса составляет 500 °C - 700 °C;
- более высокая температура способствует увеличению кинетики реакций;
- турбулизация потока газа способствует увеличению скорости восстановления.
Промышленная агрегатная линия AFC имеет следующие особенности. Поверхность полосы нагревается при помощи горелок прямого действия, причем нагрев происходит в неокислительной атмосфере с целью предотвращения образования окалины. Скорость реакции быстро увеличивается с увеличением температуры. В зависимости от толщины полосы температура процесса находится в диапазоне от 600 °C до 700 °C. Структурные и механические характеристики материала до 700 °C необратимо не меняются.
Техническая характеристика линии AFC:
- толщины полосы 1,5 - 4,0 мм, ширина полосы 610 - 1500 мм, масса рулона 18 т;
- скорость линии 30 м/мин, производительность линии 110 тыс. т/год.
Восстановительная реакция происходит в смеси водорода и азота. Реактор разделен на две зоны, чтобы обеспечить необходимую концентрацию смеси газов течение всей реакции. При помощи вентиляторов происходит постоянное обновление газовой смеси и одновременное непрерывное удаление газообразных продуктов, образующихся после восстановления (водяной пар). Температура подаваемой газовой смеси 20 °C - 30 °C. Чтобы не произошло повторное окисление из-за контакта с воздухом, температура полосы на выходе из секции охлаждения не должна превышать 150 °C.
Охлаждение полосы до 120 °C происходит в неокислительной атмосфере: секция охлаждения состоит из водяной рубашки и холодильника с изменяемой скоростью охлаждения (до 15 °C/с). Охлаждение происходит в восстановительной атмосфере < 5% H2/N2.
Скруббер удаляет чешуйки восстановленных окислов. При помощи щеток чешуйки измельчаются в порошок, который смывается водой с поверхности полосы. Частицы порошка в среднем имеют достаточные размеры, чтобы их задерживал фильтр с отверстиями 10 мм [3].
Еще одним примером перспективных технологий в области производства холоднокатаных полос, основанных на совмещении операций травления и холодной прокатки в единую непрерывную линию, является процесс IRAPL (Integrated Rolling-Annealing-Pickling Line) совмещения холодной прокатки, отжига и травления полосы из коррозионно-стойкой стали в одной линии, обеспечивающий суммарное снижение затрат почти на 20% по сравнению с традиционной технологией.
Сравнение эффективности применения различных способов регулирования профиля и формы полосы показало, что наибольший диапазон регулирования выпуклости полосы (без утонения кромок) обеспечивают четырехвалковые клети с попарно скрещивающимися валками (PC), четырехвалковые клети с валками выпукло-вогнутой профилировки (CVS) и шестивалковые со смещением валков (HCMW) [14].
Поскольку утонение кромок полосы является следствием неравномерности локального упругого сжатия участков рабочих валков, контактирующих с прикромочными участками полосы, методы регулирования профиля конусных рабочих валков (КРВ) и колеблющихся конусных рабочих валков (ККРВ), применяемые в четырехвалковых клетях со смещением рабочих валков с односторонней выпуклостью (K-WRS), наиболее эффективны для регулирования этого утонения. Высокую эффективность обеспечивают также шестивалковые клети типа HC.
В порядке убывания эффективности регулирования плоскостности полосы тип клети можно расположить в следующей последовательности: PC, HCMW, HCM (с осевым перемещением промежуточных валков), K-WRS, CVC-HS (с горизонтальной стабилизацией рабочих валков с S-образной профилировкой), HVC (шестивалковые с горизонтальным перемещением рабочих валков в направлении прокатки, осевым перемещением и изгибом промежуточных, приводом опорных валков), CVC, причем клети типа PC, K-WRS и CVC наиболее целесообразно использовать при горячей, а клети типа HCMW, HCM, CVC-HS и HVC - при холодной прокатке.
Рабочие валки различного или одинакового диаметра в сочетании с системой противоизгиба используют в конструкциях четырех-, пяти-, шестивалковых клетей EFC (Flexible Flatness Control) одно- и многоклетевых станов холодной прокатки. FFC-стан снабжен системами изгиба валков в горизонтальной и вертикальной плоскостях, обладающими широкими возможностями для исправления разнообразных дефектов формы полосы. FFC-станы обеспечивают снижение усилия прокатки на 20% и потребляемой электроэнергии на 10%, уменьшение на 50% разнотолщинности холоднокатаных полос, возможность прокатки стальной фольги толщиной менее 50 мкм, повышение качества холоднокатаной полосы в результате улучшения ее плоскостности и уменьшения серповидности.
При холодной прокатке важнейшее значение имеет возможность регулирования геометрии раствора валков, которая определяет плоскостность и форму поперечного сечения полосы.
Новая технология 6-high 3C предусматривает в 6-валковой клети кроме прогиба рабочих и промежуточных валков, смещения рабочего валка и регулируемого по длине охлаждения рабочих валков, перекрещивание промежуточных валков. Перекрещивание промежуточных валков может осуществляться в процессе прокатки. При этом изменяются условия контакта промежуточного валка с рабочим и опорным валками, которые можно рассматривать как эквивалент использования промежуточных валков с параболическим профилем бочки.
В клети 6-high 3C можно менять эквивалентный профиль бочки промежуточного валка путем изменения угла пересечения, причем в динамическом режиме, что позволяет получать полосу высокого качества по ее геометрии при использовании одного профиля валков для широкого диапазона параметров полосы.
В известных 6-валковых клетях при смещении промежуточного валка распределение контактных напряжений между промежуточным и опорным валками становится несимметричным, что сокращает срок службы валков. В системе 6-high 3C распределение контактных напряжений между валками всегда остается симметричным.
Оптимальное использование технологии 6-high 3C обеспечивается двухуровневой системой автоматизации и регулирования Hi PAC. Новая технология 6-high 3C позволяет снизить себестоимость продукции, например для непрерывного 5-клетевого стана холодной прокатки производительностью 1 млн т/год - от 1,5 до 3,5 долл. США (в ценах 2005 г.) на тонну проката.
Прогнозируется, что в XXI веке получат распространение микрометаллургические заводы производительностью 3 - 30 тыс. т/год, которые могут решить проблему рационального снабжения металлопродукцией удаленных регионов, что актуально для России. Для микрозаводов разрабатываются технологии и оборудование для получения проката преимущественно мелких сечений с деформациями, необходимыми для проработки структуры и достижения заданных свойств.
Основными направлениями развития современных мелкосортных и проволочных станов являются [14]:
- увеличение размеров и массы исходных заготовок, конечной скорости прокатки;
- совмещение процесса литья заготовки с прокаткой;
- расширение сортамента продукции и повышение технологической гибкости прокатных станов;
- увеличение точности размеров прокатываемых профилей;
- повышение механических свойств проката в результате применения специальных температурных режимов деформации и регулируемого охлаждения;
- использование агрегатов высокого обжатия (компактных черновых блоков клетей с консольными валками, планетарных косовалковых станов и др.), рабочих клетей жесткой бесстанинной конструкции, трехвалковых клетей с тремя приводными валками, чистовых блоков клетей, средств непрерывного контроля качества продукции.
Широко используемая арматурная сталь для железобетонных конструкций является одним из видов проката, объемы производства и потребление которого не уменьшаются, а требования к его качеству непрерывно возрастают. Основными тенденциями развития производства арматурной стали для обычных железобетонных конструкций являются:
- повышение прочностных свойств до уровня 500 Н/мм2;
- обеспечение гарантированной свариваемости благодаря ограничению содержания углерода до 0,24% и углеродного эквивалента Cэк до 0,52%;
- полная унификация, т.е. переход на единый класс арматуры B500 по EN 10080 (EC);
- повышение надежности, долговечности и улучшение совместной работы арматуры и бетона в результате улучшения качества стали и перехода на единый (серповидный) профиль.
Процесс бесконечной прокатки сварных заготовок (EWR) позволяет увеличить часовую производительность, стабилизировать качество продукции, увеличить выход годного. Сварочная машина установлена на тележке с приводом, перемещающейся по рельсам. Она может сваривать стальные заготовки любого профиля размерами от 100 x 100 мм до 200 x 200 мм. Программа сварки выбирается в соответствии с маркой стали заготовки и температурой. Цикл сварки длится около 25 с для заготовок 130 x 130 мм, причем из них 7 с составляет чистое время оплавления. По окончании сварки производится снятие грата.
Концы заготовок фиксируются между двумя зажимными устройствами в процессе движения машины со скоростью прокатки в первой клети, и выполняется стыковая сварка оплавлением. Зажимные устройства имеют систему охлаждения и гидропривод. Положение первого зажимного устройства можно регулировать, чтобы обеспечить автоматическое выравнивание заготовок в процессе сварки. В ходе стыковой сварки сначала происходит нагрев торцов двух заготовок до их оплавления, а затем производится их сварка путем прижатия друг к другу с большим усилием. Как следствие фазы сжатия, происходит выдавливание расплавленного металла из соединения поверхностей, что улучшает качество металла в зоне.
Технология EWR может применяться как на новых предприятиях, так и при модернизации и переоборудовании имеющихся установок.
К сортовому прокату для армирования, поставляемому в виде бунтов, в настоящее время предъявляются следующие требования:
- предел текучести не менее 500 МПа;
- относительное удлинение не менее 12%;
- хорошая свариваемость при содержании углерода не менее 0,4;
- вес бунта до 3 т;
- диаметр проката до 25 мм.
Для производства арматурной стали разработан процесс QTR, при использовании которого приведенные выше свойства можно придать прокату любого диаметра из стали химическим составом, %: углерод 0,18 - 0,24; марганец 0,60 - 0,80; кремний 0,15 - 0,30 [14].
Из рисунка 7.5 видно, что для реализации процесса QTR необходимо следующее оборудование: дополнительная водяная камера для обеспечения требуемой продолжительности закалки и промежуточные тянущие ролики для обеспечения охлаждения головной и хвостовой частей заготовки.
I. Расположение оборудования при традиционной технологии

II. Расположение оборудования для осуществления технологии QTR

III. Использование линии QTR в рамках традиционной технологии

1 - закалка; 2 - отпуск; 3 - не используется;
4 - чистовой блок; 5 - стандартная водяная камера;
6 - дополнительная водяная камера для QTR;
7 - тянущие ролики; 8 - головка для укладывания витков
Процесс QTR предназначен для:
- создания на поверхности проката мартенситного слоя заданной глубины путем частичной закалки в воде;
- отпуска образовавшегося на поверхности мартенсита, благодаря распространению остаточного тепла от сердцевины к поверхности во время заключительного охлаждения на воздухе.
В соответствии с технологией QTR прокат, выходящий из последней клети, подвергается специальной термической обработке, включающей три стадии.
Первая стадия заключается в резком охлаждении водой на выходе проката из последней чистовой клети для получения поверхностного слоя мартенсита.
На второй стадии прокат выходит из линии закалки в воде и подвергается воздействию воздуха. Тепло из горячей сердцевины проката нагревает закаленную поверхность, и мартенсит, образовавшийся на первой стадии, подвергается самоотпуску, что обеспечивает достаточную пластичность при высоком пределе текучести.
На третьей стадии осуществляется окончательное охлаждение проката. Предварительная камера перед чистовым блоком используется для выбора заранее заданной и равномерной температуры проката в диапазоне 880 °C - 950 °C в зависимости от его диаметра на входе в чистовой блок.
Тянущие ролики поддерживают натяжение при прохождении проката через водяные камеры и обеспечивают равномерность охлаждения по длине и сечению. Охлаждающая способность сопел межклетевого охлаждения регулируется индивидуально при помощи клапанов с отражением соответствующих данных на дисплее главного пульта управления.
Линия закалки за чистовым блоком включает ряд камер водяного охлаждения, расположенных между чистовым блоком и головкой для укладывания витков. Первые камеры используются для резкого охлаждения поверхности проката на выходе из чистового блока. Каждая камера водяного охлаждения состоит из ряда полых охлаждающих элементов, в которые через кольцеобразное сопло подается вода под высоким давлением.
В каждой камере имеются также противоточные устройства, питаемые водой под высоким давлением, и осушительные устройства, в которых с помощью сжатого воздуха полностью удаляются с поверхности проката остатки воды.
Процесс QTR осуществляется на оборудовании, разработанном таким образом, чтобы производить обработку всего бунта, включая передний и задний концы. Благодаря этому, выход годного увеличивается более чем на 1%, что достигается, в частности, применением промежуточных тянущих роликов, сопел новой конструкции для водяного охлаждения и головки для укладывания витков новейшей конструкции.
Применение метода QTR позволяет увеличить предел текучести проката на 100 - 150 МПа без необходимости холодной обработки давлением, повышает однородность и воспроизводимость механических свойств проката.
Сущность технологии поточной термической обработки проката THERMEX состоит в следующем. Сразу за последней прокатной клетью сортовой прокат проходит через систему охлаждения THERMEX, где происходит кратковременное и интенсивное охлаждение его поверхности.
Так как снижение температуры происходит со скоростью, которая выше, чем критическая скорость при закалке на мартенсит, то поверхностный слой проката упрочняется, а сердцевина остается аустенитной. После этого интенсивного охлаждения прокат подвергается воздействию воздуха, и сердцевина нагревает закаленный поверхностный слой. Таким образом происходит отпуск мартенсита. Когда прокат поступает на холодильник, остаточный аустенит превращается в мелкозернистую перлитную структуру [14].
По сравнению с другими системами охлаждения, в которых охлаждение происходит не так быстро, поверхностный слой отпущенного мартенсита является более тонким, но более прочным. Следовательно, при равенстве механических свойств (таких, как предел текучести и предел прочности на растяжение) удлинение будет больше.
Геометрическая форма элементов THERMEX обеспечивает наиболее эффективное охлаждение проката по сравнению с известными в настоящее время устройствами (см. рисунок 7.6). Трубки Вентури, установленные последовательно с чередованием расширения/сужения под оптимальным углом, обеспечивают наивысшую скорость теплообмена между охлаждающей водой и перемещающимся прокатом. В зависимости от скорости и размеров проката в линию устанавливаются одна или несколько трубок разной длины. Внутри трубок вода течет в том же направлении, в котором перемещается прокат, но с более высокой скоростью, создавая эффект сопротивления. Благодаря этому отсутствует искривление проката в линии охлаждения.

1 - входная воронка; 2 - предварительная камера
для воздушной очистки; 3 - первый коллектор с соплами;
4 - второй коллектор с соплами; 5 - промежуточная трубка;
6 - спускная труба (свободный сток воды); 7 - камера
для регулирования стока; 8 - отклоняющая камера;
9 - подача воды под давлением; 10 - обратная труба;
11 - подача сжатого воздуха или воды под давлением
для отклонения воды
Примером производства термоупрочненного проката служит линия получения катанки, установленная в Швейцарии. Расстояния между центрами клетей выбраны с таким расчетом, чтобы можно было установить систему для эффективного охлаждения между ними.
Температура на входе в блок поддерживается на одном уровне и не меняется при увеличении скорости прокатки. Круглый прокат диаметром 5,5 - 18 мм получают в виде бунтов весом до 2,5 т. Скорость прокатки составляет 100 м/с, производительность - 100 т/ч.
Благодаря прочной конструкции и определенному расположению клетей чистового блока полностью исключаются колебания катанки при высокой скорости.
Система первичного охлаждения предназначена как для обработки катанки для волочения проволоки, так и для производства арматурного профиля диаметром до 14 мм в бунтах.
Благодаря использованию специальной технологии термической обработки достигаются значения предела текучести выше 500 Н/мм2 и величины относительного удлинения 28%.
Расстояние от блока до устройства для формирования витков точно определено с учетом поточной термической обработки катанки и высокой скорости ведения процесса. Благодаря использованию специального оборудования для охлаждения проката, линия охлаждения имеет небольшую длину, что способствует снижению до минимума искривления проката между блоком и устройством для формирования витков, несмотря на высокие скорости прокатки.
На первом участке естественного воздушного охлаждения витков возможно как замедленное, так и принудительное охлаждение. Скорость охлаждения - 1 °C - 10 °C/с.
Витки свободно падают между первым участком медленного охлаждения и следующим участком. Это обеспечивает лучшее распределение витков и облегчает манипуляции на участке формирования бунтов массой до 2,5 т, которые затем перемещаются на участок, где производится обрезка переднего и заднего конца, обвязка бунтов.
Процесс волочения в монолитных волоках характеризуется рядом недостатков: существенные затраты на подготовку поверхности исходной заготовки; необходимость использования дорогостоящих смазок; низкая стойкость и высокая трудоемкость изготовления рабочего инструмента, в особенности при производстве фасонных профилей; невозможность получения профилей с малыми радиусами закругления; недостаточная проработка поперечного сечения деформируемого металла, полученного литейными методами.
Одним из наиболее перспективных процессов производства проволочной металлопродукции является волочение в роликовых волоках (клетях с неприводными валками-роликами).
В настоящее время роликовые волоки находят применение при производстве проволоки различного назначения в широком диапазоне профилеразмеров сечений, причем наибольшее распространение они получили при волочении прямоугольных, трапециевидных профилей и проволоки для армирования железобетонных изделий. Большой практический интерес, проявляемый к волочению в роликовых волоках, обусловлен рядом преимуществ данного способа, сочетающего в себе особенности процессов волочения и прокатки. Более благоприятная схема напряженного состояния позволяет осуществлять деформацию материалов с пониженными пластическими свойствами, что важно при обработке труднодеформируемых металлов и сплавов. Другое достоинство - меньшие затраты на изготовление рабочего инструмента, особенно при производстве сложных фасонных профилей.
Применение роликовых волок позволяет свести к минимуму расходы на подготовку заготовки к волочению, ограничиваясь очисткой поверхности металла от окалины. Применение роликовых волок позволяет существенно уменьшить объем операций химической обработки поверхности проволоки перед волочением (травление, нанесение подсмазочных покрытий), что благоприятно отражается на количестве выбросов в атмосферу цеха, образующихся при обработке проволоки в ваннах с различными кислотными или щелочными растворами. Процесс роликового волочения можно проводить с использованием в качестве технологической смазки наиболее дешевых материалов, вплоть до масляно-водяной эмульсии, которая одновременно охлаждает рабочий инструмент.
В ряде случаев для достижения требуемой эффективности производства, волочение в роликовых волоках используют в совокупности с процессами прокатки и волочения в монолитных волоках.
В настоящее время роликовые волоки выпускаются различными зарубежными фирмами Великобритании, США, Германии, Японии и Швеции, причем наибольшее распространение получили клети с четырехроликовой сборкой калибра.
На отечественных заводах нашли применение роликовые волочильные станы ВФР-4, ВФР-36 и ВФР-196 конструкции ВНИИметмаш. Комплекс оборудования стана включает: размоточные фигурки, стыкосварочный аппарат с гратоснимателем, одну или две четырехроликовых волоки, тянущее устройство горизонтального типа, намоточную фигурку (для приема бунтов), две машины для правки в двух плоскостях, летучие ножницы и приемный карман (для приема прутков). Магнитогорским государственным техническим университетом (МГТУ) и ВНИИметиз разработаны роликовые волоки с поступательной связью осей роликов. Эти волоки хорошо зарекомендовали себя при производстве прутков и проволоки фасонного сечения.
Основной объем производимой проволоки приходится на проволоку круглого поперечного сечения, для получения которой используются волоки со смещенными парами вертикальных и горизонтальных роликов, установленных в одном корпусе (их иногда называют сдвоенные роликовые волоки). Наиболее известны во всем мире рычажные роликовые волоки, разработанные в Японии. В отечественном волочильном производстве имеются примеры применения волок со смещенными парами роликов, разработанных в Южно-Уральском государственном университете (ЮУрГУ, г. Челябинск). Данные волоки успешно использовались в линиях калибровки стальной катанки для изготовления канатной проволоки на Магнитогорском калибровочном заводе [4]. В линию перед роликовой волокой устанавливали окалиноломатель или иглофрезерное устройство, волочению подвергали катанку без предварительной подготовки поверхности, полученную калиброванную проволоку затем подвергали патентированию и многократному волочению на готовый размер. Волоки со смещенными парами роликов конструкции ЮУрГУ эффективно применялись при изготовлении: проволоки для обвязки бунтов (Челябинский металлургический комбинат), проволоки квадратного сечения для гвоздей (Вяртсильский метизный завод), калиброванных прутков шестигранного сечения из высокоуглеродистых и легированных сталей (Златоустовский металлургический завод).
В Челябинске разработана также серия конструкций рычажных роликовых волок для изготовления стальной проволоки круглого сечения диаметром 1,0 - 7,0 мм, на базе которых создана инновационная технология переработки полосовой обрези [5]. Данная технология реализована на одном из малых предприятий и предусматривает продольную резку полосовой обрези на отдельные длинномерные заготовки, которые сваривают в торец и подвергают волочению в роликовой волоке в проволоку круглого сечения [6], [7]. Полученная проволока, в том числе из коррозионно-стойкой стали, используется для изготовления сетки или в качестве обвязочной проволоки.
Совмещение в один технологический поток двух и более технологических операций обработки проволоки позволяет значительно сократить удельные расходы основных и вспомогательных материалов, энергозатраты, трудовые затраты и в настоящее время является одним из основных направлений повышения производительности проволочно-волочильного производства в целом.
Для возможности совмещения отдельных технологических операций в общий поток необходимо время каждой технологической операции в отдельности привести к общей скорости всего технологического потока.
В современном проволочно-волочильном производстве многие технологические операции стремятся объединить в общий технологический поток.
Волочение - отжиг (отжиг - волочение) проволоки. Совмещение этих операций достаточно хорошо отработано для проволоки из цветных металлов. Имеются перспективные разработки и для проволоки из стали, в том числе нержавеющей. Волочильное оборудование с пристроенными электроконтактными печами, выпускаемое многими зарубежными фирмами, позволяет осуществлять эти совмещенные операции с общей скоростью 3000 м/мин и даже более.
Механическое удаление окалины - нанесение подсмазочного слоя - волочение. Совмещение указанных операций эффективно для ускоренно-охлажденной с прокатного нагрева низкоуглеродистой катанки, поверхность которой имеет пониженное содержание окалины. В этом случае становится целесообразным использование роликовых волок для первого прохода волочения, где после механической очистки возможно присутствие до 5% - 10% остаточной окалины на поверхности катанки.
В настоящее время широко используются поточные агрегаты термической обработки, химического травления и подготовки поверхности к волочению, поточные линии патентирования, горячего оцинкования и подготовки поверхности проволоки к волочению и др. На Магнитогорском калибровочном заводе освоена новая технология производства высокоуглеродистой проволоки с блестящим цинковым покрытием. Реализация технологии выполнена с использованием линии оцинкования (FIB), и позволяющей производить высококачественную горячеоцинкованную проволоку диаметром 1,4 - 4,5 мм с равномерным блестящим цинковым покрытием на катушках или в бунтах [8].
К основным преимуществам технологии изготовления горячеоцинкованной проволоки с блестящим покрытием фирмы FIB можно отнести совмещение процессов патентирования, отжига и оцинкования, благодаря чему обеспечивается требуемый уровень механических свойств в горячеоцинкованной проволоке и существенно повышается качество цинкового покрытия за счет лучшей подготовки поверхности металла и регулируемой величины цинкового покрытия. Мощность линии составляет 1425 тыс. т оцинкованной проволоки в год.
Технологический процесс состоит из следующих основных операций. Проволока поступает в печь отжига фирмы FIB с прямым газовым нагревом импульсными горелками, которая разделена на участки предварительного и основного нагрева, характеризующиеся различной температурой и атмосферой. На участке предварительного нагрева проволока нагревается посредством прямого контакта с горячими парами воздуха, воздействующими на проволоку под углом. Далее на участке основного нагрева проволока разогревается до температуры отжига и остается при такой температуре для получения однородной структуры. На первом участке (со стороны входа проволоки в печь) для расплавления волочильной смазки атмосфера поддерживается нейтральной или слабо окислительной. На втором участке - атмосфера нейтральная. В зависимости от сортамента печь может быть использована как для аустенизации, так и для отжига. После аустенизации проволока поступает в свинцовую ванну для закалки.
Далее проволока подвергается солянокислому травлению (Tornado) при температуре до 60 °C с последующей промывкой. Для сокращения попаданий кислоты в отсек промывки за секцией с кислотой следует внутренний воздушный обтир с каплеотбойником и вентилятором. После чего осуществляется флюсование и сушка горячим воздухом.
Подготовленная проволока поступает в ванну оцинкования. Разогрев цинка до требуемой температуры осуществляется при помощи погружных горелок. При выходе из цинковой ванны проволока проходит через обтирочное устройство, контролирующее цинковое покрытие, используется как наклонный механический обтир, так и динамический обтир азотом (газовый "нож").
После охлаждения оцинкованная проволока подвергается вощению и наматывается на катушки. Скорость обработки проволоки в агрегате регулируется в зависимости от производимой продукции.
Ключевыми тенденциями при совершенствовании существующих, разработке новых технологий производства горячедеформированных труб является автоматизация технологических процессов, внедрение оборудования бесконтактного контроля геометрических, качественных характеристик труб, использование систем планирования, контроля и управления производственными процессами на основе контроля технологических параметров и качественных характеристик производимой продукции.
Ведущими машиностроительными компаниями Европы и России ведутся разработки и представлены на рынке высокопроизводительные двухвалковые прошивные станы винтовой прокатки, в том числе с направляющими приводными дисками, многоклетьевые раскатные непрерывные прокатные станы продольной прокатки труб, многоклетьевые калибровочные станы [9], [10].
Новые технологии производства горячекатаных труб обеспечивают:
- производство труб с более тонкими стенками;
- получение более жестких допусков по толщине стенки труб за счет более равномерной деформации;
- обеспечение более жестких допусков по толщине стенки и диаметру труб;
- обеспечение высокого качества наружной и внутренней поверхности труб;
- снижение производственных затрат за счет увеличения выхода годной продукции, повышения стойкости технологического инструмента, снижения численности производственного персонала.
Представляет интерес концепция четырехвалковых станов продольной прокатки - FRT (four roll technology) [11]. В основу технологии заложена новая клеть с четырьмя приводными валками, в которой производят редуцирование трубы по внешнему диаметру одновременно с изменением толщины стенки. Основными областями применения новых клетей при производстве бесшовных труб являются следующие трубопрокатные станы:
- калибровочные станы;
- редукционно-растяжные станы;
- оправкоизвлекатели (в линии непрерывных станов с удерживаемой оправкой).
Во всех этих станах клети FRT могут заменить традиционные двухвалковые и хорошо зарекомендовавшие себя трехвалковые клети, так как имеют лучшие технологические характеристики. В частности, стан с клетями FRT обеспечивает следующие преимущества:
- более жесткие допуски (на внешний диаметр и толщину стенки);
- возможность прокатки материалов с более высокими прочностными характеристиками;
- минимальный эффект полигонизации внутренней поверхности;
- значительное сокращение расходов на технологический инструмент благодаря уменьшенному износу валков.
НИТУ "МИСиС" совместно с ОАО "ЭЗТМ" была разработана и внедрена на предприятиях РФ концепция минитрубопрокатных агрегатов на основе станов винтовой прокатки [12]. Новая перспективная технология производства бесшовных труб включает следующие технологические операции:
- раскрой исходных заготовок на мерные длины дисковой пилой;
- нанесение сверлением центрирующего углубления на передний торец заготовки в холодном состоянии;
- нагрев заготовок в газовой печи с шагающими балками;
- прошивку заготовки в двухвалковом стане винтовой прокатки с чашевидными валками с использованием линеек в качестве направляющего инструмента;
- раскатку гильзы в этом же стане на короткой конической оправке;
- калибрование полученной черновой трубы по диаметру в трехвалковом стане винтовой прокатки с одновременной правкой;
- контролируемое охлаждение трубы.
Преимуществами разработанной технологии являются: короткие сроки изготовления технологического оборудования, низкая энергоемкость оборудования и технологического процесса в целом, универсальность технологического процесса, малый объем, масса оборудования и технологического инструмента, высокое качество геометрических параметров, качества наружной и внутренней поверхности труб, низкие затраты на технологический инструмент.
Представляет интерес технология двойной винтовой прошивки, применяемая при изготовлении труб из малопластичных высоколегированных и коррозионно-стойких сталей. Согласно этой технологии, при первой прошивке получают толстостенную гильзу, а при последующей прошивке - более тонкостенную (из соображения об использовании малых деформаций при винтовой прокатке малопластичных марок стали, т.е. с минимальным коэффициентом вытяжки). Вторая прошивка необходима для расширения гильзы (значительного подъема наружного диаметра гильзы). Использование двойной прошивки требует установки дополнительного оборудования (еще одного прошивного стана) и, как правило, введения дополнительной технологической операции (подогрева гильзы перед раскатным, непрерывным станом).
Подобную технологию успешно использует японская компания JFE при производстве труб из коррозионно-стойких сталей, например из стали типа 13Cr, последовательно установленные два прошивных стана имеют одинаковую конструкцию, но различные калибровки инструмента (валков, оправок, линеек), так как первый стан является собственно прошивным, а второй выполняет функции стана-элонгатора [13].
В качестве одного из прошивных станов, первого по ходу технологического цикла, может быть использован стан винтовой прокатки с трехвалковой (по типу клети стана Ассела) клетью с перемещаемым прошивным устройством, которая может работать в режиме прошивки и в режиме обкатки непрерывнолитой заготовки (в этом случае прошивное устройство отводится в сторону). Новое техническое решение ТПА с таким комплексом прошивных устройств, непрерывным раскатным и непрерывным редукционно-растяжным станами [14].
Ведутся работы по освоению новой разработки фирмы SMS Meer - технологии внесения "раскислителя" в процессе прошивки через оправку, заключающегося в том, что на внутреннюю поверхность полой заготовки с самого начала наносится порошковое покрытие, предотвращающее образование окалины. Толщина слоя окалины уменьшается до 10% от обычной толщины слоя окалины.
В США разработана технологическая схема прокатки труб, включающая прошивку заготовки на двухвалковом стане винтовой прокатки и раскатку на двухвалковом стане-элонгаторе с двумя приводными дисками на удерживаемой оправке. Такой тип стана-элонгатора получил название Accy-Roll.
Два приводных диска большого диаметра облегчают захват гильзы валками, а также способствуют получению черновых труб точных размеров с очень малыми допусками по внутреннему диаметру и с уменьшенной поперечной разнотолщинностью стенки.
На стане Accy-Roll прокатывают трубы с соотношением размеров наружного диаметра и толщины стенки D/S = 4 - 40 высокого качества по наружной поверхности и минимальными потерями на обрезь. Валки стана расположены в горизонтальной плоскости, их оси развернуты на угол раскатки, что улучшает условия деформирования металла, обеспечивает более стабильное положение оправки и, следовательно, раскатку гильз с меньшими допусками по толщине стенки. Использование удерживаемой оправки в стане Accy-Roll вместо плавающей оправки на стане Дишера значительно расширяет сортамент выпускаемых труб.
Для редуцирования предлагается использовать четырехвалковые клети, что позволяет уменьшить разнотолщинность стенки труб и уменьшить количество клетей редукционно-растяжного стана.
За рубежом все большее значение при строительстве трубных цехов средней мощности находят ТПА с реечным станом, позволяющие получать трубы диаметром до 178 мм, с допуском по толщине стенки в диапазоне 7% - 8%. В настоящее время в мире эксплуатируется более 30 ТПА с реечными станами [15].
Процесс раскатки в реечном стане происходит путем проталкивания гильзы-стакана на оправке-дорне через ряд неприводных клетей с многороликовыми калибрами, диаметр которых последовательно уменьшается.
На ТПА традиционного типа в реечных станах проталкивание гильзы-стакана происходило в обоймах из волочильных колец; квадратная катаная заготовка прошивалась на вертикальном прессе в круглую гильзу с донышком.
Немецкие металлурги разработали принципиально новую технологическую схему производства труб на реечном стане - процесс CPE. По этой схеме круглую непрерывно-литую или катаную заготовку нагревают в кольцевой печи и прошивают в двухвалковом стане винтовой прокатки с приводными дисками, затем на прессе производят отбортовку одного конца гильзы на реечном стане в трех- или четырехроликовых калибрах, обкатку трубы с оправкой с целью последующего извлечения оправки, подогрев и редуцирование (или калибрование) труб на готовый размер.
Основным достоинством процесса CPE является высокий коэффициент выхода годного, обеспечиваемый жестким допуском по толщине стенки - до +/- (5 - 6)%. Производительность трубного агрегата при этом может доходить до 400 - 500 тыс. т в год. По технологической схеме CPE работают ТПА на заводах Испании, Германии, США, Австрии и др.
Основными направлениями развития производства холоднодеформированных труб являются:
- повышение точности геометрических размеров труб и выполнение требуемых механических свойств;
- улучшение качества поверхности (шероховатость, отсутствие окисных пленок, наличие антикоррозийных покрытий);
- обеспечение возможности получения длинномерных труб.
В современном производстве холоднодеформированных труб можно выделить ряд общих тенденций: максимальная автоматизация технологического процесса и воспроизводимость его основных параметров; широкое использование поточных линий; повышение требований к качеству горячедеформированной заготовки, применение безокислительной термической обработки и переход на жидкие технологические смазки [16]. Последняя тенденция является исключительно важной с точки зрения улучшения экологического состояния цехов по производству холоднодеформированных труб.
Исходя из этого, наибольшее распространение получают технологические схемы, предполагающие следующие мероприятия.
1) Разрезка заготовки для холодного передела по весу и порезка труб непосредственно в линии современного стана ХПТ или ХВТ.
2) Прокатка труб с использованием быстроходных длинноходовых, высокоточных станов холодной прокатки с подачей на рабочий конус, валки и оправки смазочно-охлаждающей жидкости на основе минеральных и синтетических масел с противозадирными добавками, что позволяет прокатывать заготовки без подсмазочного покрытия, отказаться от традиционных пастообразных смазок на основе графита и существенно улучшает экологическую обстановку цеха по изготовлению холоднодеформированных труб. Ведущими изготовителями станов ХПТ в РФ являются АХК "ВНИИМЕТМАШ" (г. Москва) и ОАО "ЭЗТМ" (г. Электросталь), а за рубежом - концерн SMS Meer GmbH (Германия), производящий станы типа KPW (аналоги отечественных станов ХПТ).
3) Использование поточных линий очистки поверхности труб от остатков смазки, безокислительной термической обработки (как правило, в среде чистого водорода или смеси водорода и азота, правки), шлифования, полирования, в том числе электрохимическим способом, неразрушающего контроля.
Очистку труб от остатков СОЖ в линии стана ХПТ производят струйно-циркуляционным способом по двухкаскадной схеме путем их мойки водным раствором моющего препарата, окончательной промывки обессоленной водой с сушкой очищенным горячим воздухом. Для предотвращения вредного воздействия на водный бассейн окружающей среды и уменьшения расхода компонентов моющего раствора и воды установку для очистки труб комплектуют системой регенерации с замкнутым циклом циркуляции моющего раствора и промывной воды без каких-либо стоков.
В цехе изготовления холоднодеформированных труб из коррозионно-стойких сталей одного из ведущих украинских предприятий смазку с наружной поверхности удаляют, пропуская готовую трубу через трехкамерный моечный агрегат для очистки труб: в грязном, чистом моющих растворах и в горячей воде. С внутренней поверхности готовых труб смазка удаляется струйным методом посредством подачи моющего раствора на внутреннюю поверхность под давлением около 0,4 МПа через сопла, герметично состыкованные с торцами обрабатываемых труб, с последующей промывкой горячей водой и продувкой горячим воздухом. На этой установке возможно удаление смазки на трубах с внутренним диаметром 10 - 32 мм, длиной до 26 м, с производительностью до 350 м/ч.
Для промывки наружной поверхности труб эффективно использовать установку для ультразвуковой промывки HO-113 российского производства, предназначенную для промывки наружной поверхности труб диаметром от 12 до 63,5 мм и достаточно просто встраиваемую в производственную линию. Промывка происходит в ультразвуковом модуле, куда подается проточная вода со щелочными добавками, подогретая водонагревателем.
Для очистки внутренней поверхности труб от остатков СОЖ и ее просушивания целесообразно использовать оборудование для продувки внутреннего канала трубы с применением специальных пыжей.
4) Волочение на жидких реактивных смазках в один или максимум в два прохода, из которых первый (заготовительный) осуществляется на длинной оправке. Реактивная смазка также удаляется обезжириванием в линии стана или сгорает без образования копоти в нагревательной печи.
5) Формирование волочильных головок труб холодной ковкой.
6) Применение бухтового волочения бесшовных труб. Данное техническое решение позволяет не только производить длинномерные трубы (до 60 м), но также экономить металл, энергию, время.
7) Использование технологии безокислительной термической обработки, обеспечивающей требуемое качество труб и исключающей необходимость проведения экологически вредных операций химической обработки (травления и др.), которая имеет следующие особенности: труба, движущаяся поступательно-вращательно, нагревается в индукторе и охлаждается в газовом (водород или аргон) спрейере или поступает в термостат (если требуется выдержка). Такая термообработка обеспечивает сохранение достигнутого при прокатке высокого качества поверхностей трубы. Кроме того, вращающаяся труба выходит из печи практически ровной, поэтому исключается появление на ней участков с повышенными, выходящими за узкие пределы норм, механическими свойствами из-за наклепа металла при правке.
Исследования влияния защитной газовой среды при термической обработке в проходной электрической печи аустенитных марок коррозионно-стойкой стали на газонасыщенность и коррозионные свойства металла, проведенные в работе [17], показали, что наилучшей защитной средой при проведении светлого отжига является чистый водород. Это обстоятельство учтено в печи с роликовым подом LOI, установленной на одном из украинских предприятий. Приведем ряд факторов, обеспечивающих получение высокого качества труб, обрабатываемых в этой печи.
а) Точный контроль регулировки температуры. Излучающие трубки располагаются выше и ниже транспортировочных роликов печи на оптимальном расстоянии между роликами, что обеспечивает точность контроля регулировки температуры в печи. Нагрев излучающих трубок осуществляется газовыми горелками или при помощи электрического сопротивления с тиристорным контролем. Высокая степень изоляции корпуса печи обеспечивает перепад температуры не более +/- 5 °C. Это позволяет производить равномерный отжиг труб без заметного увеличения зернистости стали или возникновения новых интерметаллических фаз.
б) Возможность термообработки труб из новых сталей, требующих отжига при больших температурах. В течение многих лет применение новых сталей для производства труб было ограничено максимально возможной температурой отжига 1180 °C. Эта температура в первую очередь зависела от использовавшихся на то время сплавов, применяемых для изготовления роликов печи. В рассматриваемой печи установлены ролики, выдерживающие температуру по меньшей мере 1200 °C, что позволяет осваивать новые сплавы для производства труб.
в) В процессе деформации в металле труб возникают интерметаллические, карбидные и азотные фазы, которые уменьшают пластичность и коррозионную стойкость нержавеющих труб. Поэтому вариант отжига труб с последующим быстрым их охлаждением необходим для получения продукции высокого качества. Кроме того, на поверхности труб после светлого отжига не должно быть окислений. Быстрое охлаждение металла труб может быть достигнуто при водном охлаждении, что несовместимо со светлым отжигом, поэтому используют газовое охлаждение. Наилучшим газом для охлаждения нержавеющих труб является водород, и это одна из причин, по которой он используется для создания защитной атмосферы печи. В охладителе печи скорость газа увеличивается за счет особенного устройства Jet Cooler (струйного охладителя), позволяющего менять скорость подачи газа, что важно при изменении сечения обрабатываемых труб.
г) Водород очень важен для светлого отжига, так как он предотвращает любое окисление на поверхности трубы. Кроме того, поток газа удаляет всякое остаточное загрязнение труб после предыдущих процессов. Все открытые узлы печи, такие как фланцы радиантных труб, подшипники и др. имеют газонепроницаемое исполнение для предотвращения попадания воздуха, воды и отработанных газов в печь. Для предотвращения загрязнения, под действием углерода, термообрабатываемых в печи труб все ролики изготовлены из нержавеющей стали, остальные другие части печи имеют специальное покрытие.
Новый вариант печи LOI оптимизирован с целью максимального снижения производственных затрат: потребления водорода, энергетических затрат, снижения количества быстроизнашивающихся деталей и внеплановых простоев. Техническое обслуживание газовых горелок может проводиться во время работы печи путем остановки работы соответствующей горелки. Электрические нагревательные элементы также могут быть заменены без остановки печи и остановки процесса охлаждения, тогда как старый дизайн с нагревом при помощи молибденовых нагревательных элементов предполагал необходимость медленного охлаждения печи под защитной атмосферой перед проникновением обслуживающего персонала внутрь печи и заменой нагревательных элементов с последующим разогревом и контролем атмосферы печи. Время остановки печи уменьшается с 2 нед до 3 дн - в зависимости от характера возникшей проблемы. Общеизвестным фактом является то, что водород взрывоопасен, поэтому применительно к данной печи внедрены стандартные процедуры для повышения безопасности печи до максимального уровня.
8) Использование автоматизированных поточных линий беспыльной порезки труб, шлифования и автоматизированной правки труб.
Предпочтительно использовать правильные машины фирмы, имеющие при высоких эксплуатационных характеристиках эффективную компьютерную систему, обеспечивающую быструю и точную настройку машины, что очень важно в условиях частых переходов с одного размера обрабатываемой трубы на другой.
Для обработки поверхности труб эффективно использовать бесцентровые шлифовально-полировальные комплексы, например комплекс модели RPS 374 (Германия), являющейся одним из лидеров этого сегмента станкостроительного рынка. Этот комплекс включает 12-станционный станок с 8 шлифовальными станциями и 4 полировальными станциями, в линии с автоматической упаковкой и накопителем труб весом до 1 т. Комплекс имеет автоматическую наладку и систему компенсации для автоматизированного режима работы. Комплекс обеспечивает декоративное шлифование, обдирку, предварительное шлифование под УЗК, удаление дефектов, удаление нанесенных покрытий, полирование, полировку труб диаметром 10 - 80 мм из нержавеющей стали с возможностью достижения частоты поверхности до Ra = 0,04 мкм бесцентровым способом за один проход.
9) Придание трубам формы, требуемой заказчиком (например, U- или W-образная форма труб для атомного машиностроения).
За счет безостаточного раскроя длинномерных труб на короткие длины достигается дополнительная существенная экономия металла, уходящего в неизбежную концевую обрезь при изготовлении коротких труб.
Необходимо отметить, что отдельные из описанных выше мероприятий по созданию современной технологии изготовления длинномерных труб повышенного качества с элементами поточности реализованы в условиях ООО "ТМК-ИНОКС".
Изготовление холоднодеформированных труб из коррозионно-стойких, сложнолегированных сталей и сплавов характеризуется формированием значительного количества отходов металла на всех этапах технологии. Эффективность переработки этих отходов может быть значительно повышена путем внедрения технологии изготовления передельных труб-заготовок, предусматривающей использование центробежного литья заготовок. В этом случае образующиеся отходы не отправляют в сталеплавильный цех по традиционной схеме, а перерабатывают на специальном участке, оснащенном небольшой по массе садки (5 - 10 т) электросталеплавильной печью, машиной центробежного литья заготовки и оборудованием для ее механической обработки. Опыт холодной прокатки центробежно-литой заготовки показал, что для лучшего качества холоднодеформированных труб литая структура заготовки должна быть обязательно подвергнута горячей деформации [18]. Поэтому в состав участка по изготовлению центробежно-литой заготовки целесообразно включать нагревательное устройство и машину ротационной ковки, предусматривающую горячую деформацию полой литой заготовки на оправке. Проект такого участка был создан ОАО "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ", г. Челябинск) в рамках выполнения НИОКР БОП-05-009 "Создание производства бесшовных и электросварных труб на базе нового поколения высокоэффективных сталей и сплавов" по государственному контракту N 8411.0816900.05.599.
В мировой трубной промышленности наметились следующие тенденции, определяющие направления ее развития.
- замена бесшовных труб сварными трубами;
- изготовление не трубы, а изделия, используемого потребителем с минимальной последующей обработкой;
- изменение структуры потребления сварных труб большого и среднего диаметров в сторону повышения прочностных характеристик, увеличения толщины стенки и ужесточения требований к их качеству.
Последняя тенденция в свою очередь требует:
- улучшения качества рулонного металла;
- освоения производства новых марок низколегированной стали повышенной прочности;
- совершенствования технологии сварки и оборудования для сварки и неразрушающего контроля,
- разработки трубосварочных агрегатов (ТЭСА) нового поколения.
Российскими и зарубежными производителями ведется активная работа по разработке как новых перспективных марок стали толстолистового проката для последующего производства ТБД, эксплуатируемых в сложных условиях (низкие температуры окружающей среды, высокие давления транспортируемых продуктов, применение в сейсмически неустойчивых районах, при строительстве подводных трубопроводов и пр.), так и по освоению производства новых марок керамического флюса, сварочной проволоки, используемых для сварки ТБД, полимерных материалов, применяемых в качестве покрытий для нанесения на наружную и внутреннюю поверхность ТБД [19], [20].
С целью повышения качества и механических характеристик сварного шва, уменьшения зоны термического влияния (ЗТВ) шва ТБД ведутся разработки и частично реализованы на практике технологии лазерной и гибридной сварки (см. рисунок 7.7), совмещающей процессы дуговой и лазерной сварки (гибридная лазерно-дуговая сварка) [21] - [24].

а) в среде защитного газа

б) под слоем флюса
1 - бункер для флюса; 2 - контактная трубка; 3 - флюс;
4 - жидкая ванна; 5 - твердый шлак; 6 - металл шва;
7 - проволочный электрод дуговой сварки под флюсом;
8 - полость шва с дугой; 9 - струя гелия;
10 - парогазовый канал; 11 - жидкий шлак; 12 - плазма
с парами металла; 13 - разделительная пластина;
14 - лазерный луч
лазерно-дуговой сварки
Главным достоинством гибридного процесса сварки перед дуговым и лазерным по отдельности является синергетический эффект, при котором достигается качественно новый результат при взаимном устранении недостатков составляющих процессов [21]. Достоинства и недостатки лазерной и дуговой сварки представлены в таблице 7.1.
Таблица 7.1
Вид сварки | Достоинства | Недостатки |
Лазерная сварка | Высокая концентрация энергии, дающая узкий и глубокий шов. Низкая погонная энергия процесса. Малый размер ЗТВ. Высокая стабильность процесса. Снижение издержек производства путем уменьшения разделки и, как следствие, снижение объема присадочного металла | Необходимая высокая точность сборки и наведения на стык. Значительная стоимость оборудования, его ремонта и сервисного обслуживания |
Дуговая сварка | Терпимость к зазору. Гораздо меньшие требования к точности сборки. Наличие присадочного материала. Сравнительно простой дешевый способ | Маленькая глубина проплавления. Большая погонная энергия, значительная ширина ЗТВ. Недостаточная стабильность по сравнению с гибридным и лазерным процессами |
В результате проведенных исследований и опытно-промышленных работ по использованию гибридной сварки достигнуто уменьшение ширины сварного шва в 2 - 3 раза, ЗТВ - в 4 - 5 раз, повышение ударной вязкости сварного соединения - на 200% - 300%, разрушение сварного соединения происходило по основному металлу [21].
Недостатком новой технологии гибридной сварки является усложнение процесса сварки ТБД в целом - при производстве труб взамен ранее применяемой технологии трехслойной сварки (технологический шов, внутренний и наружный рабочие швы) необходимо накладывать четыре шва (технологический шов, корневой способ гибридной сварки, внутренний и наружный рабочие швы).
Удельный расход энергоресурсов на действующих печах для нагрева слябов (или блюмов) составляет 85 - 100 кг усл. т/т, поскольку у этих печей, как правило, отсутствует автоматизированная система управления процессом, в результате чего не обеспечиваются современные требования к качеству их нагрева, что негативно сказывается на качестве металла при дальнейшей термообработке. Неудовлетворительная герметичность печи, а также неэффективная конструкция системы затворов являются причиной повышенного расхода топлива и выбросов продуктов горения в атмосферу цеха. Печи работают с большим избытком воздуха, нагрев металла в них характеризуется повышенным угаром металла. Действующие печи имеют низкий КПД, происходят значительные тепловые потери через корпус, в них отсутствует возможность эффективного регулирования коэффициента избытка воздуха.
Современные агрегаты имеют удельный расход энергоресурсов на 40% - 50% ниже, что составляет 50 - 55 кг усл. т/т. Такие показатели энергоэффективности обеспечиваются за счет:
- применения современных горелочных устройств;
- применения систем автоматизации;
- использования высокоэффективных изолирующих материалов футеровки;
- сокращения длительности нагрева заготовок;
- нагрева воздуха горения до 500 °C в рекуператоре;
- оптимального распределения тепловой мощности печи по зонам;
- обеспечения высокой газовой плотности печи;
- снижения угара металла до 0,7%;
- обеспечения равномерного нагрева слябов по толщине и ширине.
Технологическая схема процесса нагрева слябов в современной нагревательной печи следующая. Посад металла в печь осуществляется загрузочной машиной, которая перемещает слябы с рольганга подачи на глиссажные трубы печи. Продвижение металла по печи осуществляется путем перемещения подвижных балок. Скорость движения металла в печи регулируется путем изменения интервалов движения между циклами перемещения подвижных балок и зависит от сортамента нагреваемого металла, а также количества работающих одновременно печей. Выдача слябов из печи осуществляется безударным способом с помощью специальной машины, которая перемещает слябы с балок печи на рольганг стана. Воздух подогревается в металлическом рекуператоре, расположенном в отдельном помещении. Воздух с помощью дутьевого вентилятора подается в рекуператор и по теплоизолированным воздухопроводам транспортируется к горелкам. Газ и воздух из общих трубопроводов подводятся к каждой зоне по зонным коллекторам, на которых установлены приборы измерения расхода и исполнительные механизмы регуляторов расходов.
Образовавшиеся при сжигании газа в сводовых горелках верхних зон продукты сгорания нагревают металл посредством прямого лучистого теплообмена, также продукты сгорания разогревают горелочные блоки, свод и стены печи, которые, в свою очередь, посредством косвенного радиационного теплообмена обогревают слябы в печи. Оптимальное сочетание расположения горелок на своде и расстояния между сводом и уровнем слябов обеспечивает интенсивный и равномерный нагрев слябов сверху. Факел, образующийся при сжигании топлива в горелках нижних зон, прямым лучистым теплообменом нагревает металл снизу и разогревает пол и стены печи, которые, в свою очередь, посредством косвенного радиационного теплообмена также нагревают металл.
Схема взаимного движения продуктов сгорания и металла - противоточная. Из зоны рекуперации продукты сгорания по трубопроводу продуктов сгорания подводятся к рекуператору, где нагревают воздух, затем по дымопроводу подаются на дымовую трубу и выбрасываются в атмосферу. Поворотный клапан установлен в дымопроводе между рекуператором и дымовой трубой и предназначен для регулирования давления в печи. Конструкция клапана - лепестковая, исключающая заклинивание при тепловом расширении. Вращение клапана обеспечивается с помощью пневмоцилиндра. Охлаждение подовых труб осуществляется химически очищенной водой, которая циркулирует по замкнутому контуру. Для отвода тепла от охлаждающей воды используется сухая вентиляторная градирня.
Схема нагревательной печи для нагрева слябов представлена на рисунке 7.8.

Печь оснащена современной АСУТП, которая позволяет управлять процессом нагрева слябов с помощью онлайн-моделирования и осуществляет измерение, регулирование, контроль и запись всех параметров работы.
В РФ печи описанного уровня изготовляют компании ОАО "ВНИИМТ", ООО "АНХ-Инжиниринг", ООО "НПО" СПБ ЭК", а за рубежом - фирмы CMI, FIVES, TENOVA, ANDRITZ, WISDRY, DANIELI, SMS.
Колпаковые печи с водородной и азото-водородной атмосферой широко используются для термической обработки рулонного плоского холоднокатаного проката, проволоки и труб в бунтах. Удельный расход энергоресурсов существующих колпаковых печей термической обработки холоднокатаного проката составляет 41 - 45 кг усл. т/т (650 - 700 кВт·ч/т). На установках отсутствует автоматическая регулирующая газовая арматура, система уплотнений нагревательного колпака и муфеля не обеспечивает требуемую герметичность, что исключает возможность проведения отжига в высоко конвективной водородной среде, отсутствует регулирование удаления дымовых газов от колпака, отсутствует оборудование для ускоренного охлаждения садки после отжига. Такие колпаковые печи характеризует низкая производительность, неравномерность нагрева металла и низкое качество поверхности, что не позволяет обеспечить требуемого уровня свойств и качества поверхности готовой электротехнической анизотропной стали.
Современные установки имеют удельный расход энергоресурсов на 40% - 45% ниже, что составляет 24 - 28 кг усл. т/т (550 - 570 кВт·ч/т). Высокие показатели энергоэффективности обеспечиваются следующими конструктивными особенностями:
- применением современных горелочных устройств;
- использованием отработанного водорода и эмульсии в качестве топлива;
- сокращением длительности нагрева и охлаждения садки рулонов;
- применением систем автоматизации;
- использованием высокоэффективных изолирующих материалов футеровки;
- применением гидроприжимных устройств для муфеля;
- использованием нагревательных и охлаждающих колпаков (при этом нагревательный колпак используется на следующем стенде).
Технический эффект обеспечивается следующими конструктивными особенностями новых колпаковых печей:
- нагрев садки металла до температуры 1200 °C;
- использование защитных муфелей для герметизации и возможности охлаждения садки без нагревательного колпака, который используется на следующем стенде;
- обеспечение малого температурного градиента по сечению и высоте стопы отжигаемых рулонов;
- использование высокоэффективных изолирующих материалов футеровки;
- использование принудительного охлаждения;
- обеспечение высокой газоплотности печей за счет использования водяного затвора при установке на стенд нагревательного колпака.
Для отжига печной стенд загружают рулонами стопой от 3 до 5 шт. с установкой между ними конвекторных колец, опускают муфель и поджимают его фланец к уплотнению фланца стенда гидроцилиндрами прижимного устройства (см. рисунок 7.9). Фланец стенда охлаждается циркулирующей водой. Далее подвергают проверке на герметичность стенд и систему "муфель - стенд" с применением азота, затем производят продувку подмуфельного пространства (через свечу), при которой воздух под муфелем заменяется на продувочный газ - азот. Во время предварительной продувки (через свечу) на стенд устанавливается и зажигается нагревательный колпак. После выполнения всех условий окончания предварительной продувки находящийся под муфелем продувочный газ заменяется защитным газом - водородом. Отжиг в колпаковых печах происходит по заданному алгоритму, контролируемому системой автоматического управления, и включает в себя нагрев, выдержку и охлаждение. Во время нагрева рулонов испаряется эмульсия, оставшаяся на поверхности полосы в рулонах после холодной прокатки. Эти испарения выдуваются вместе с водородом из подмуфельного пространства и направляются в горелку для дожигания.
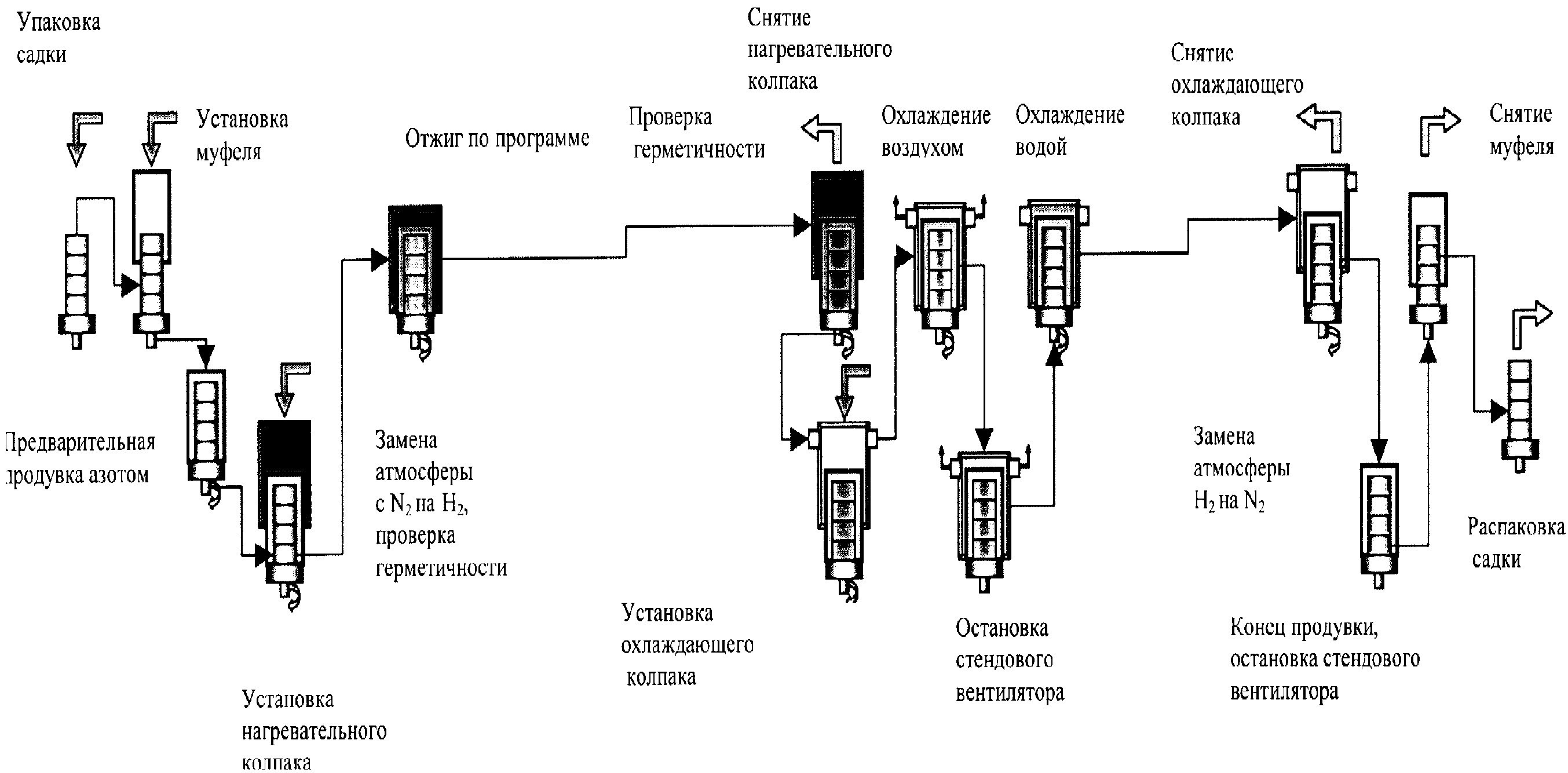
в колпаковых печах
После окончания выдержки система "муфель - стенд" автоматически подвергается проверке на герметичность, далее нагревательный колпак снимают, и он в нагретом состоянии используется для отжига следующей садки. Охлаждение начинается со снятия нагревательного колпака и установки охлаждающего колпака, который посредством центробежных вентиляторов охлаждает муфель воздухом. При достижении определенной температуры муфеля, исключающей образование термических напряжений, выключаются вентиляторы охлаждающего колпака и дальнейшее охлаждение садки происходит за счет орошения поверхности муфеля водой.
Фаза охлаждения заканчивается, когда достигается требуемая температура в центре рулонов. Перед снятием муфеля водород под ним заменяется на продувочный газ - азот. В течение всего времени отжига, когда под муфелем находится водород, осуществляется непрерывный контроль давления в подмуфельном пространстве. Если это давление снижается ниже установленного минимального уровня, то автоматически производится аварийная продувка азотом.
В РФ печи подобного типа не изготавливают, а за рубежом это оборудование выпускают фирмы EBNER, LOI, FIVES, RAD-CON.
7.6.3 Производство водорода для использования в качестве защитного газа в агрегатах термообработки прокатной продукции
В настоящее время для получения водорода, используемого в качестве защитного газа в агрегатах термообработки прокатной продукции, как правило, применяют технологию электролиза воды. На электролизной установке при пропускании электрического тока через электролит (водный раствор щелочи KOH) происходит разложение воды на водород и кислород. На электроды, расположенные на концевых плитах электролизера, подается напряжение.
Образовавшиеся во время электролиза водород и кислород собираются в два раздельных трубопровода, затем через расширители газов поступают в газоотделители, где отделяются от электролита и направляются в холодильники газов и соответствующие регуляторы давления. Из регуляторов давления водород и кислород поступают на газовый пост, который предназначен для местного управления подачей газов.
Водород по общему коллектору направляется на очистку от кислорода и осушку. Кислород выбрасывается в атмосферу. Очистка водорода от кислорода осуществляется в контактном аппарате на палладиевом катализаторе ПК-3. После очистки водород через теплообменник-рекуператор и сепаратор направляется на блок осушки. Осушка водорода выполняется в две ступени: на силикагелевых и цеолитовых адсорбентах. Очищенный и осушенный водород поступает к потребителям. Затраты энергоресурсов для производства 1000 м3 водорода электролитическим способом составляют:
- электроэнергия - 4900 - 5700 кВт ч (1960 - 2280 кг усл. т);
- прочие энергоресурсы (вода, тепловая энергия) - 750 кг усл. т;
- суммарное потребление энергоресурсов - 2710 - 3030 кг усл. т.
Альтернативные способы производства водорода:
- получение водорода из коксового газа;
- получение водорода из доменного или конвертерного газа;
- получение водорода методом риформинга природного газа.
Основные показатели различных способов получения водорода представлены в таблице 7.2.
Таблица 7.2
Показатели | Электролиз | Коксовый газ | Природный газ | Доменный газ | Конвертерный газ |
Расход на 1000 м3 H2 | |||||
Топливный газ, м3 кг усл. т | - - | 660 377 | 530 604,2 | 3500 500 | 1750 500 |
Теплоэнергия в паре, Гкал кг усл. т | - - | 1,64 234 | - - | 2,6 372 | 2,6 372 |
Электроэнергия, кВт·ч кг усл. т | 4900 - 5700 1960 - 2280 | 400 160 | 30 12 | 450 180 | 450 180 |
Прочие, кг усл. т | 750 | 49 | 8 | 140 | 140 |
Итого на 1000 м3, кг усл. т | 2710 - 3030 | 820 | 624,2 | 1192 | 1192 |
Анализ данных, представленных в таблице, позволяет сделать выводы:
- получение водорода методом электролиза воды является самым высокозатратным с точки зрения расхода энергетических ресурсов: в 4,3 - 4,8 раза выше, чем получение водорода из природного газа, в 3,3 - 3,7 раза больше, чем из коксового газа, и в 2,3 - 2,5 раза больше, чем из доменного или конвертерного газа;
- энергозатраты на получение водорода из природного газа являются минимальными, что связано с эффективным использованием природного газа: отдувочные газы служат топливом для риформинга, тепло риформинга используется для получения пара (из конденсата, выделяющегося при охлаждении газов риформинга), используемого для конверсии природного газа в две ступени;
- недостатки применения технологии получения водорода из доменного газа связаны с необходимостью компримирования исходного сырья из-за физико-химических свойств доменного газа (наличие негорючих соединений, теплотворная способность в ~ 9 раз ниже по сравнению с природным газом) и расходе пара на конверсию монооксида углерода;
- применение конвертерного газа имеет те же недостатки, что и для доменного газа. Кроме того, в этом случае дополнительно необходима дорогостоящая система сбора, хранения и транспортировки конвертерного газа;
- основной недостаток коксового газа как сырья для производства водорода - высокие затраты на предварительную очистку исходного газа от примесей.
Технологическая схема производства водорода методом риформинга природного газа выглядит следующим образом (см. рисунок 7.10).

методом парового риформинга
При паровом риформинге водород получают из природного газа (CH4) с последующей конверсией монооксида углерода, позволяющей снизить его содержание и повысить концентрацию водорода. Процесс получения водорода происходит в несколько стадий:
1) сероочистка природного газа;
2) паровой реформинг обессеренного природного газа;
3) конверсия монооксида углерода;
4) очистка водорода.
Природный газ после добавления к нему водорода компримируется до 18 бар (кг/см2) и направляется в газоподогреватель, где нагревается дымовыми газами до температуры 450 °C. После этого газо-водородная смесь поступает в аппарат сероочистки для извлечения содержащейся в природном газе серы. Очищенная газо-водородная смесь подается в смеситель инжекторного типа, где происходит ее смешение с предварительно нагретым до температуры 450 °C паром с последующей подачей паро-газо-водородной смеси в реакционные трубы для конверсии природного газа на специальном катализаторе. Печь представляет собой цилиндрическую шахту, выложенную изнутри высокоогнеупорным бетоном. В нижней части шахты печи располагается зона горения, куда через многоканальную горелку поступает смесь воздуха с отходами короткоцикловой адсорбции (КЦА) с добавлением природного газа. Зона горения отделяется от остального объема печи керамической толстостенной перегородкой, являющейся стабилизатором температурного поля теплового потока. Паро-газо-водородная смесь из входного коллектора поступает в межтрубное кольцевое пространство, заполненное катализатором, по которому опускается до нижнего конца труб. Затем на выходе из слоя катализатора продукты конверсии, сделав поворот на 180°, поступают во внутреннюю трубу для подъема вверх, после чего попадают в выходной коллектор и покидают печь. Конструкция печи предусматривает утилизацию отходов тепла и продуктов блока КЦА, что делает всю установку энергетически пассивной в части потребления тепловой энергии. Современные установки риформинга полностью автоматизированы. Производительность установки можно гибко изменять в интервале от 30% - 100% от номинальной в течение короткого интервала времени. Чистота получаемого водорода - 99,999%.
В РФ установки производства водорода методом парового риформинга не изготавливают, а за рубежом это оборудование выпускают фирмы Hydro-Chem, Haldor Topse, Uhde, Mahler AGS.
Информационно-технический справочник по наилучшим доступным технологиям "Производство изделий дальнейшего передела черных металлов" подготовлен Технической рабочей группой 27. Наиболее активное участие в сборе, анализе и систематизации информации, а также в написании текста справочника и его обсуждении приняли специалисты следующих организаций (в алфавитном порядке):
- Ассоциация переработчиков отходов металлургии;
- АО "Белорецкий металлургический комбинат";
- ФГБНУ "ВНИРО";
- ООО "ЕвразХолдинг";
- ООО "Корпорация производителей черных металлов";
- ОАО "Магнитогорский металлургический комбинат";
- ООО УК "МЕТАЛЛОИНВЕСТ";
- ООО "УК Мечел-Сталь";
- НИТУ "МИСиС";
- ПАО "Новолипецкий металлургический комбинат";
- АО "Объединенная металлургическая компания";
- ОАО "Первоуральский новотрубный завод";
- ОАО "Российский научно-исследовательский институт трубной промышленности";
- ФГБУ ВО "Российский химико-технологический университет имени Д.И. Менделеева";
- НП "Русская Сталь";
- ПАО "Трубная металлургическая компания";
- ООО "УГМК-Холдинг";
- АО "Уральская сталь";
- НО "ФРТП";
- ФГУП "ЦНИИчермет им. И.П. Бардина";
- ФГБУ "ЦУРЭН";
- ПАО "Челябинский трубопрокатный завод".
В составе ТРГ 27 были представлены также сотрудники Минпромторга и подведомственных ему институтов, Росприроднадзора, Ростехнадзора, участвовавшие в написании и обсуждении разделов справочника.
При подготовке справочника НДТ были использованы материалы, полученные от российских специалистов в ходе обмена информацией, организованного Бюро НДТ в 2017 г. Большая часть материалов была представлена в виде ответов на вопросы специально разработанной анкеты, содержавшей вопросы технологического и технического характера, а также предлагавшей предприятиям предоставить описание технологических процессов и аппаратов, блок-схемы производства и другую информацию. Респондентами стали представителей основных промышленных предприятий, реализующих виды деятельности, отнесенные к областям применения ИТС 27. При обсуждении предварительных версий разделов справочника члены ТРГ 27 высказали ценные замечания и предоставили дополнительные материалы.
При написании справочника НДТ были использованы также зарубежные материалы - европейский отраслевой справочник по НДТ для дальнейшего передела черных металлов (Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry, 2001), справочник по НДТ для производства чугуна и стали (Best Available Techniques Reference Document for Iron and Steel Production, 2013), российский и европейский справочники по энергоэффективности (ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" и Reference Document on Best Available Techniques for Energy Efficiency, 2009).
Необходимо подчеркнуть, что ни один из европейских документов не может рассматриваться в качестве прообраза разработанного ТРГ 127 российского справочника. В ИТС 27-2017 систематизирована информация и идентифицированы НДТ для процессов производства большого перечня типов продукции, каждый из которых характеризуется не только разнообразным сортаментом, но и наличием значительного количества типоразмеров продукции в пределах одного и того же сортамента. Есть виды продукции, которые выпускаются только на одном предприятии. Все это определяет сложность и индивидуальность организационно-технологических процессов в цехах различных предприятий, не только сформировавшихся в разное время, но и развивавшихся в соответствии с приоритетами разноплановых металлургических компаний.
Сложности систематизации информации были обусловлены также тем, что на предприятиях выбросы, образующиеся в результате функционирования различных технологий, собираются в единые организованные источники. Технологический учет выбросов загрязняющих веществ практически не получил распространения на российских объектах, выпускающих продукцию дальнейшего передела черных металлов; поцеховой учет выбросов, напротив, встречается весьма часто.
Сложившаяся к настоящему времени система нормирования, основанная прежде всего на расчетах рассеяния загрязняющих веществ, отличается разнообразием применяемых подходов и решений; однотипные источники могут быть описаны по-разному в связи с тем, что различны условия рассеяния. Некоторые респонденты предоставили данные, основываясь на сведениях, направляемых в Росстат; другие предпочли использовать материалы проектов томов предельно допустимых выбросов.
Технологические показатели, характеризующие сточные воды, предложить практически невозможно: выпуски сточных вод организованы так, что в них поступают воды самого разного генезиса, характера и способа очистки. В связи с этим обращение со сточными водами писано в справочнике с точки зрения наилучших практик, получивших распространение в России и за рубежом.
Общее заключение, которое можно сделать в результате подготовки данного справочника НДТ, состоит в том, что отечественные предприятия, выпускающие продукцию дальнейшего передела черных металлов, в течение многих лет выполняют программы, направленные на повышение экологической результативности и ресурсоэффективности производства, применяют на практике результаты научно-исследовательских работ, участвуют в распространении лучших практик природоохранной деятельности в рамках ведущих компаний, ассоциаций и некоммерческих партнерств.
Программы производственного экологического контроля на предприятиях области применения ИТС 27-2017 получили отражение в информационно-техническом справочнике ИТС 22.1-2016 "Основные принципы производственного экологического контроля и его метрологического обеспечения". Они нацелены на получение надежной информации о степени соответствия предприятий установленным нормативам, то есть, именно в ходе производственного экологического контроля происходит формирование и накопление данных, необходимых для ответа на первоочередной вопрос соблюдения объектами I категории требований НДТ. Однако для целей технологического нормирования программы производственного экологического контроля должны получить серьезное развитие; в частности, система учета выбросов загрязняющих веществ должна быть совершенствована и даже унифицирована там, где это возможно.
Для подготовки заявок на комплексные экологические разрешения и обеспечения соответствия положениям ИТС 27-2017 предприятиям потребуется информационно-методическая поддержка; полезными могут стать выполнение пилотных проектов и разработка методических рекомендаций и (или) национальных стандартов в области НДТ (в том числе, НДТ производственного экологического контроля при производстве изделий дальнейшего передела черных металлов).
В целом, процесс уточнения информации, актуализации, совершенствования справочника должен отражать принцип последовательного улучшения - основной принцип современных систем менеджмента. Составители информационно-технического справочника по наилучшим доступным технологиям "Производство изделий дальнейшего передела черных металлов" надеются, что коллеги готовы разделить эту позицию и поддержать совершенствование документа, а также разработку национальных стандартов в этой области.
(обязательное)
СФЕРА РАСПРОСТРАНЕНИЯ СПРАВОЧНИКА НДТ
"ПРОИЗВОДСТВО ИЗДЕЛИЙ ДАЛЬНЕЙШЕГО ПЕРЕДЕЛА ЧЕРНЫХ МЕТАЛЛОВ"
Наименование продукции по ОК 034-2014 (ОКПД) | Наименование вида деятельности по ОКВЭД 2 | ||||||
Прокат листовой горячекатаный стальной, без дополнительной обработки | Производство листового горячекатаного стального проката | ||||||
Прокат листовой холоднокатаный стальной, без дополнительной обработки, шириной не менее 600 мм | Производство листового холоднокатаного стального проката | ||||||
Прокат листовой стальной, плакированный, с гальваническим или иным покрытием, и прокат листовой из быстрорежущей и электротехнической стали | Производство листового холоднокатаного стального проката, плакированного, с гальваническим или иным покрытием | ||||||
Прокат сортовой и катанка горячекатаные стальные | Производство сортового горячекатаного проката и катанки | ||||||
Профили незамкнутые горячей обработки стальные, прокат листовой стальной в пакетах и профиль рельсовый для железных дорог и трамвайных путей стальной | Производство незамкнутых стальных профилей горячей обработки, листового проката в пакетах и стального рельсового профиля для железных дорог и трамвайных путей | ||||||
| |||||||
Прокат черных металлов прочий, не включенный в другие группировки | Производство прочего проката из черных металлов, не включенного в другие группировки | ||||||
Трубы, профили пустотелые и их фитинги стальные | Производство стальных труб, полых профилей и фитингов | ||||||
Полуфабрикаты стальные прочие | Производство прочих стальных изделий первичной обработкой | ||||||
(обязательное)
ПЕРЕЧЕНЬ МАРКЕРНЫХ ВЕЩЕСТВ И ТЕХНОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Таблица Б.1
Перечень маркеров
Для атмосферного воздуха |
Производство горячекатаного плоского проката |
Пыль неорганическая |
Азота оксиды NOx |
Оксид углерода CO |
Производство холоднокатаного плоского проката |
Азота оксиды NOx |
Оксид углерода CO |
Производство сортового проката |
Пыль неорганическая |
Азота оксиды NOx |
Оксид углерода CO |
Производство трубной продукции |
Пыль неорганическая |
Азота оксиды NOx |
Оксид углерода CO |
Покрытие изделий |
Пыль |
Азота оксиды NOx |
Соляная кислота HCl, серная кислота H2SO4 |
Оксид углерода CO |
При совокупности технологических операций и технологических участков в составе конкретной технологии (несколько источников воздействия на окружающую среду), а также в целях сопоставления подобных технологий различных предприятий наиболее приемлем удельный показатель выбросов, рассчитанный как отношение нормативно разрешенного годового объема (массы выбросов) конкретной технологии к годовому объему продукции, произведенной в данной технологии. Именно такой показатель выбран в качестве технологического показателя в ИТС НДТ 27.
Таблица Б.2
Перечень технологических показателей
Технологический показатель | Единица измерения | Диапазон (значение) |
НДТ4/ НДТ5а/ НДТ5б/ НДТ5в/ НДТ5г/ НДТ5д/ НДТ5е/ НДТ8д/ НДТ9а/ НДТ9б/ НДТ9в Выбросы от производства горячекатаного плоского проката Азота оксиды NOx Оксид углерода Пыль неорганическая Пыль неорганическая (при использовании огневой зачистки) | кг/т кг/т кг/т кг/т | <= 0,4 <= 0,4 <= 0,024 <= 0,04 |
НДТ5д/ НДТ5е/ НДТ8а/ НДТ8б/ НДТ8в/ НДТ8г/ НДТ8д/ НДТ8е/ НДТ8ж/ НДТ9а/ НДТ9б Выбросы от производства холоднокатаного плоского проката (включая прокат с покрытиями) Азота оксиды NOx (для производства проката из низкоуглеродистой стали) Азота оксиды NOx Оксид углерода (для производства проката из низкоуглеродистой стали) Оксид углерода Соляная кислота HCl | кг/т кг/т кг/т кг/т кг/т | <= 0,6 <= 0,18 <= 4,0 <= 0,54 <= 0,03 |
НДТ4/ НДТ5а/ НДТ5б/ НДТ5в/ НДТ5г/ НДТ5д/ НДТ5е/ НДТ8а/ НДТ8б/ НДТ8в/ НДТ8г/ НДТ8д/ НДТ8е/ НДТ9а/ НДТ9б/ НДТ9в Выбросы от производства сортового проката (в том числе длинномерной продукции) Азота оксиды NOx (при использовании доменного газа) Азота оксиды NOx Оксид углерода (при использовании доменного газа) Оксид углерода Пыль неорганическая | кг/т кг/т кг/т кг/т кг/т | <= 0,5 <= 0,44 <= 0,64 <= 0,5 <= 0,14 |
НДТ4/ НДТ5а/ НДТ5б/ НДТ5в/ НДТ5г/ НДТ5д/ НДТ5е/ НДТ8д/ НДТ8е/ НДТ 9а/ НДТ 9б/ НДТ9в Выбросы от производства горячедеформированных (горячекатаных и горячепрессованных) труб Азота оксиды NOx Оксид углерода Пыль неорганическая | кг/т кг/т кг/т | <= 0,95 <= 1,55 <= 0,3 |
НДТ5д/ НДТ5е/ НДТ5ж/ НДТ6в/ НДТ6г/ НДТ8а/ НДТ8б/ НДТ8в/ НДТ8г/ НДТ8д/ НДТ8е/ НДТ8ж/ НДТ9а/ НДТ9б Выбросы от производства холоднодеформированных труб Азота оксиды NOx Оксид углерода Серная кислота H2SO4 | кг/т кг/т кг/т | <= 3,4 <= 0,15 <= 1,2 |
НДТ5а/ НДТ5г/ НДТ5е/ НДТ8д/ НДТ9а/ НДТ9б/ НДТ9г Выбросы от производства сварных (спиралешовных и прямошовных, изготовленных электродуговой сваркой под слоем флюса; электросварных; изготовленных непрерывной печной сваркой) труб Азота оксиды NOx Азота оксиды NOx (для спиралешовных труб большого диаметра) Оксид углерода Оксид углерода (для спиралешовных труб большого диаметра) Пыль неорганическая Пыль неорганическая (для спиралешовных труб большого диаметра) | кг/т кг/т кг/т кг/т кг/т кг/т | <= 0,12 <= 0,65 <= 0,12 <= 0,8 0,17 1,0 |
НДТ8а/ НДТ8б/ НДТ8г/ НДТ8е/ НДТ8ж/ НДТ9б/ НДТ9г Выбросы при нанесении покрытий на трубы (эпоксидное, полиэтиленовое, полипропиленовое, цинковое) и фосфатирование муфт Азота оксиды NOx Оксид углерода Соляная кислота HCl Пыль Пыль (для цинкового покрытия) | кг/т кг/т кг/т кг/т кг/т | <= 0,08 <= 0,22 <= 0,4 <= 0,14 <= 1,6 |
Примечание: Базовой информацией для выбора маркерных веществ и технологических показателей производства продукции дальнейшего передела черных металлов являются анкеты, поступившие в Бюро НДТ от предприятий отрасли. Кроме анкет были проанализированы сведения, полученные при непосредственном общении с техническими специалистами предприятий, учтено мнение экспертов и приняты следующие допущения: 1. при расчете удельной массы выбросов загрязняющих веществ на тонну продукции учитываются выбросы от организованных и неорганизованных источников; 2. для расчета объемов выбросов принимаются удельные величины, рассчитанные на максимальную (проектную) загрузку оборудования. При недозагрузке оборудования удельные показатели могут меняться в сторону увеличения, при этом прямые выбросы не должны превышать значений, рассчитанных для максимальной загрузки и соответствовать требованиям природоохранного законодательства (разрешенных ПДВ); 4. в состав пыли входят различные твердые загрязняющие вещества, выделяемые в процессе производства в зависимости от применяемой технологии; 5. удельные показатели пыли рассчитаны по значениям, определенным гравиметрическим методом. | ||
(обязательное)
ПЕРЕЧЕНЬ НДТ
НДТ 1. Системы экологического менеджмента
НДТ 2. Системы энергетического менеджмента
НДТ 3. Организация ресурсосберегающего и энергосберегающего технологического процесса
НДТ 4. Внедрение автоматизированных систем управления технологическим процессом
НДТ 5. Снижение эмиссий в процессах нагрева исходных заготовок, подогрева передельного продукта в процессе производства изделий
НДТ 6. Обеспечение стабильности производственного процесса изготовления холоднодеформированных труб
НДТ 7. Обеспечение стабильности производственного процесса изготовления горячекатаного проката
НДТ 8. Снижение неорганизованных выбросов в процессах химической обработки изделий
НДТ 9. Снижение неорганизованных выбросов в технологических процессах производства изделий в линии станов горячей и холодной прокатки
НДТ 10. Снижение сбросов в процессах производства изделий дальнейшего передела черных металлов
НДТ 11. Использование современных систем энергосбережения
(обязательное)
ЭНЕРГОЭФФЕКТИВНОСТЬ
Г.1 Краткая характеристика отрасли с точки зрения энергопотребления
В справочнике НДТ "Производство изделий дальнейшего передела черных металлов" энергоэффективность является одним из ключевых критериев выбора НДТ, поскольку технологические процессы характеризуются значительными уровнями потребления энергии топлива и электроэнергии; выбросы загрязняющих веществ в воздух (в совокупности представляющие собой основной фактор негативного воздействия на окружающую среду) обусловлены прежде всего сжиганием топлива (см. разделы 2 и 3). Именно это обстоятельство получило отражение в принятой последовательности этапов выбора НДТ (см. раздел 4), в соответствии с которой прежде всего рассматривается ресурсоэффективность (в том числе энергоэффективность) технологических и технических решений.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок Г.1, а не рисунок В.1. |
В информационно-техническом справочнике по наилучшим доступным технологиям ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" представлены результаты дифференциации отраслей и видов по их технологической, энергетической и экологической эффективности (рисунок В.1).

эффективности
Черная металлургия отнесена к отраслям "ядра"; отмечено, что производство проката и труб отличаются относительно более высокой энергоэффективностью, чем производство чугуна и стали.
В Стратегии развития черной металлургии России на 2014 - 2020 гг. и на перспективу до 2030 г. (утверждена приказом Министерства промышленности и торговли РФ от 5 мая 2014 г. N 839) вопросам повышения энергоэффективности посвящен специальный раздел. Указано, что снижения удельных показателей энергоемкости необходимо добиваться на основе разработки и реализации инновационных технологий и мероприятий, в том числе передовых энерго- и ресурсосберегающих технологий, включая создание новых агрегатов для их реализации; внедрения совмещенных процессов производства металлопродукции при сокращении технологических операций и т.д.
В Государственных докладах о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации черной металлургии в целом уделяется весьма значительное внимание; в части изделий дальнейшего передела черных металлов приводятся сведения об удельном расходе топливно-энергетических ресурсов в производстве проката (до 2015 г.) и стальных труб (в том числе в 2016 г.), т.у.т./тонну продукции.
Г.2 Основные технологические процессы, связанные с использованием энергии
Описание процессов производства изделий дальнейшего передела черных металлов приведено в разделе 2.
При производстве изделий дальнейшего передела черных металлов используются различные виды энергоносителей (природный газ, коксовый и доменный газы, электроэнергия, кислород, сжатый воздух и т.д.). Для приведения этих видов энергоносителей к условному топливу и расчета энергоемкости используются переводные коэффициенты, которые установлены для средних теплоемкостей используемых энергоносителей.
Прокатное производство является завершающим звеном в металлургическом цикле. В прокатных цехах металлургических предприятий полного цикла потребление первичных электроресурсов может достигать 20% от общих их расходов по предприятию, электроэнергии - несколько меньше (пример распределения электроэнергии по производствам для завода с полным циклом сортового направления: аглоизвестковое - 13%; доменное - 4%; коксохимическое - 9%; прокатное - 16%; сталеплавильное - 5%; энергетика - 47%; механика и проч. - 6%). По данным предприятий, в 2000 г. на крупных заводах энергоемкость составила в 2000 г.: НЛМК - 659; ЗСМК - 684; Северсталь - 687; ММК - 719; НТМК - 797; КМК - 861; Мечел - 932; ОХМК - 920 (кг у.т./т продукции).
Тепло высокого потенциала в прокатном производстве расходуется в нагревательных печах, которые используются на разных этапах технологического процесса: для нагрева металла перед деформацией, подогрева металла и его термической обработки. Основными энергоносителями его служат доменный, коксовый и природный газы, мазут. Расход этого вида энергии в среднем составляет в переводе на условное топливо 0,1 - 0,2 т на 1 т проката.
Прокатное производство является электроемким. Электроэнергия расходуется главным образом также на силовые процессы и транспортно-подъемные механизмы. Общий расход электроэнергии на эти процессы оценивается в 100 - 120 кВт·ч на тонну. Число часов использования максимума нагрузки колеблется в пределах 5000 - 6000. Большой диапазон затрат электроэнергии объясняется спецификой сортамента заготовок и готового проката по размерам, маркам стали и назначению, которые определяют энергозатраты как в основном технологическом потоке производства, так и при отделочных операциях (меньшая требуемая вытяжка металла обуславливает более низкие затраты электроэнергии для прокатки на обжимных станах по сравнению с сортовыми и листовыми, на крупносортных - по сравнению с мелкосортными и проволочными, на толстолистовых - по сравнению с широкополосными станами).
Г.3 Уровни потребления энергоресурсов в областях применения ИТС 27
Уровни потребления энергоресурсов при производстве различных видов продукции детально проанализированы в разделе 2 справочника, а также представлены выше в параграфе "Основные технологические процессы, связанные с использованием энергии".
Средние по отрасли и по федеральным округам значения потребления топливно-энергетических ресурсов получают ежегодно отражение в Государственных докладах о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации.
В Докладах 2014 - 2016 гг. указано, что согласно данным Федеральной службы государственной статистики Российской Федерации, удельный расход топливно-энергетических ресурсов на прокат готовых черных металлов в России в целом планомерно снижался в период с 2012 по 2015 гг.; сокращение составило 10,9%. В 2015 г. был достигнут показатель 0,098 т.у.т./тонну проката.
В частности, в Центральном, Приволжском, Южном, Уральском и Сибирском федеральных округах наблюдалось стабильное снижение на 0,03 - 0,053 т.у.т./т. Ключевым фактором, повлиявшим на наблюдаемую динамику показателей, по мнению составителей Государственного доклада, стала модернизация сталепрокатных мощностей на большинстве предприятий отрасли. Кроме того, за рассматриваемый период введены в строй новейшие производственные мощности, обеспечивающие высокую энергоэффективность производства.
Согласно данным Росстата, удельный расход топливно-энергетических ресурсов на производство стальных труб за период с 2012 по 2015 гг. также снижался (общее снижение составило 24,8%); показатель достиг величины 0,088 т.у.т./тонну продукции. Отмечено, что в Центральном, Южном, Уральском и Сибирском федеральных округах наблюдалось стабильное снижение на 0,034 - 0,06 т.у.т./т. Ключевым фактором, повлиявшим на наблюдаемую динамику, также стала модернизация мощностей, на сей раз - по производству стальных труб - на большинстве предприятий отрасли. Практически полностью ликвидированы устаревшие энергозатратные, неэкологичные технологии поштучной горячей прокатки труб, а уровень удовлетворения спроса российских потребителей по номенклатуре и объемам приблизился к 100%. В 2015 и 2016 гг. наблюдался некоторый рост удельного расхода топливно-энергетических ресурсов на производство стальных труб к уровню предыдущего года; в соответствии с данными Росстата этот показатель в 2016 г. составил 0,099 т.у.т./тонну продукции. Тем большее значение приобретает учет критерия обеспечения высокой энергоэффективности при идентификации наилучших доступных технологий для производства изделий дальнейшего передела черных металлов.
Г.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности производства
С учетом накопленного в отрасли опыта и распространенных технологических, технических и управленческих решений, к наилучшим доступным технологиям, направленных на обеспечение высокой энергоэффективности производства, отнесены следующие основные решения (см. раздел 5):
- НДТ 2. Системы энергетического менеджмента
Система энергетического менеджмента представляет собой совокупность взаимосвязанных или взаимодействующих элементов, используемая для установления энергетической политики и энергетических целей, а также процессов и процедур для достижения этих целей. Поэтому выбор технологических и технических решений, приведенных ниже в тексте Приложения Д, особенно при модернизации производства, осуществляется в соответствии с приоритетными целями, поставленными в рамках развития системы энергетического менеджмента.
- НДТ 3. Организация ресурсосберегающего и энергосберегающего технологического процесса, в том числе:
- Применение механизированных и автоматизированных непрерывных прокатных станов
- Применение процессов бесконечной прокатки
- Применение процессов многониточной прокатки, волочения
- Оптимальное размещение взаимосвязанных производств и отдельного оборудования
- Применение высокоэффективных автоматизированных систем привода основного и вспомогательного оборудования, основанных на использовании электродвигателей переменного тока с частотными преобразователями
- Применение технологии горячего посада заготовок
- Создание литейно-прокатных комплексов
- Внедрение процессов термомеханической обработки
- Использование избыточного тепла, образованного при нагреве, подогреве металла перед горячей деформацией и других тепловых операций с металлом в процессе изготовления проката, для повторного нагрева материалов - применение систем рекуперации и регенерации
- НДТ 4. Внедрение автоматизированных систем управления технологическим процессом, включая:
- Использование MES-систем (Manufacturing Execution Systems)
- Использование автоматизированных систем управления производственным процессом
- Использование автоматизированных систем управления технологическим оборудованием
- НДТ 5. Снижение эмиссий в процессах нагрева исходных заготовок, подогрева передельного продукта в процессе производства изделий; в части одновременного снижения эмиссий и повышения энергоэффективности предусмотрены следующие решения:
- Использование нагревательного оборудования, оснащенного современными газоанализаторами и системами автоматического управления процессом нагрева
- Использование нагревательного оборудования, оснащенного высокоэффективными горелками с импульсной подачей топлива, плоскопламенными горелками, работающими в автоматическом режиме
- Применение нагревательных устройств, работающих в автоматическом режиме
- Применение термоизоляции, герметизация нагревательных устройств
- НДТ 6. Обеспечение стабильности производственного процесса изготовления холоднодеформированных труб
- Применение станов холодной прокатки труб с использованием жидких смазок
- НДТ 7. Обеспечение стабильности производственного процесса изготовления горячекатаного проката
- Применение клетей с многовалковыми калибрами, калибрующих блоков и блоков чистовых клетей
- НДТ 10. Снижение сбросов в процессах производства изделий дальнейшего передела черных металлов
- Применение замкнутых бессточных систем водного хозяйства
- Создание локальных водооборотных циклов, оборудованных собственными системами грубой и/или при необходимости тонкой очистки от загрязняющих веществ
- Сокращение расхода воды, идущей на охлаждение технологического оборудования и инструмента, за счет расширения объема испарительного охлаждения нагревательных печей
- Последовательная передача избыточной или продувочной воды от потребителей с более высокими требованиями к качеству воды потребителям с более низкими требованиями
- Централизованная аккумуляция случайных сбросов, дренажных вод, поверхностного стока и их очистка с целью дальнейшего использования
- Обессоливание продувочных вод на заводских деминерализационных установках с возвратом полученной чистой воды в производственный процесс
- Использование дебалансовых и продувочных вод в качестве исходной воды для промышленных котельных и котлов-утилизаторов
- НДТ 11. Использование современных систем энергосбережения, в том числе:
- Использование тепла, образующегося при функционировании основного технологического процесса для различных производственных целей, в том числе хозяйственных нужд предприятия (отопление, горячее водоснабжение и т.п.);
- Использование энергосберегающих осветительных приборов
- Использование систем автоматического включения (выключения) электрических устройств
- Организация систем экранов в технологических линиях
В разделе 5 ИТС 27 приведены сведения о применимости перечисленных выше решений.
Г.5 Перспективные технологии, направленные на повышение энергоэффективности
Перспективные технологии производства изделий дальнейшего передела черных металлов базируются на применении новых высокоэффективных конструкций оборудования для нагрева заготовки перед прокаткой (методические печи) и термической обработки проката как готового, так и промежуточного размера сечения (колпаковые печи). Известно, что значительные энергозатраты в прокатных цехах связаны с функционированием установок, вырабатывающих необходимые в технологическом процессе газы (кислород, водород, азот).
Другое направление в перспективных технологиях, направленных на повышение энергоэффективности, - использование принципиально новых устройств для извлечения указанных выше ресурсов. Примером этого может служить применение современных установок для производства водорода методом парового риформинга. Снижению энергопотребления способствует также внедрение процесса гибридной сварки труб и процесса ESP, позволяющего исключить промежуточный нагрев при изготовлении тонкой горячекатаной полосы.
Перечисленное выше напрямую определяет снижение энергоемкости производства изделий дальнейшего передела черных металлов. Многие из перспективных технологий прокатного производства оказывают косвенное влияние на энергоэффективность процесса, например, использование современных технологий регулируемых процессов прокатки обеспечивают получение требуемых механических свойств продукции прямо с прокатного передела, исключая при этом необходимость проведения дополнительной термической обработки, связанной с нагревом металла (процесс QTR для арматурной стали, технология поточной термической обработки проката THERMEX для сортового проката и др.).
Кроме того, большинство перспективных технологий направлены на повышение качества металлопродукции, что предопределяет снижение коэффициента расхода металла и, в свою очередь, уменьшение количества сырья, запускаемого в обработку. Так, например, снижение коэффициента расхода металла на 0,01 при годовом объеме производства 300 тыс. т позволяет экономить 3 тыс. т исходного сырья (заготовки), а соответственно уменьшить величину энергозатрат, необходимых для переработки этого количества металла.
(обязательное)
Д.1 Производство горячекатаного листового проката
Таблица Д.1
Оборудование для производства горячекатаного
листового проката
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Машина огневой зачистки | Подготовка металла к прокатке | Глубина зачистки 2 - 7 мм; скорость зачистки 0,1 - 0,4 м/с, производительность 60 - 100 кг/мин, расход кислорода 25 - 40 м3/мин |
Нагревательный колодец | Нагрев слитков из специальных сталей перед прокаткой | Тип: рекуперативный (предпочтительно) или регенеративный; расположение горелок: верхнее, нижнее, боковое; максимальная масса садки до 140 т; производительность одной ячейки до 60 тыс. т/год; топливо - природный газ |
Методическая печь | Нагрев слябов, непрерывнолитой заготовки перед прокаткой | Количество зон нагрева 4 - 10, одно- или многорядная, движение заготовки - толкателем или подвижными (шагающими) балками. Используется принцип противотока, загрузка и выдача - торцевая; общая тепловая мощность - 250 МВт; производительность 570 - 870 тыс. т/год; топливо - природно-доменная смесь |
Методическая печь с улучшенными энергопоказателями | Нагрев слябов, непрерывно-литой заготовки перед прокаткой | Удельный расход энергоресурсов 50 - 55 кг у.т./т за счет применения в печи современных горелочных устройств, систем автоматизации, высокоэффективных изолирующих материалов футеровки, сокращения длительности нагрева заготовок, нагрева воздуха горения до 500 °C в рекуператоре, оптимального распределением тепловой мощности печи по зонам, обеспечения высокой газоплотности печи, снижения угара металла до 0,7%, обеспечения равномерного нагрева слябов по толщине и ширине |
Устройство для гидросбива окалины | Удаление окалины с поверхности металла | Насосная станция (давление на выходе 20,5 - 24,5 МПа; общий проток - 225 л/сек; максимальный расход воды - 760 м3/ч), коллекторы гидросбива, форсунки, АСУТП |
Стан горячей прокатки листа (толстолистовой) | Формоизменение нагретого металла деформацией в валках | Количество клетей от 2 до 4: черновая клеть дуо реверсивная, клеть с вертикальными валками дуо, чистовая клеть (1 или 2) - кварто. Стан "5000": 3 клети: окалиноломатель, вертикальная обжимная дуо, чистовая кварто реверсивная (усилие прокатки 120 МН), производительность до 1,5 млн. т/год. Стан "2800": 2 клети: черновая дуо реверсивная (усилие прокатки 32500 кН) и чистовая кварто реверсивная (усилие прокатки 6000 кН), толщина листа 8 - 50 мм, ширина 2500 мм, производительность 1,8 млн. т/год |
Стан горячей прокатки широкой полосы непрерывный | Формоизменение нагретого металла деформацией в валках | Станы "2000", "2500". Тип - непрерывный: количество клетей 8 - 14: черновая группа - клети дуо горизонтальные, вертикальные, универсальные; чистовая группа - клети кварто; толщина полосы 1,2 - 16 мм, ширина 900 - 2300 мм, скорость прокатки - до 30 м/с; производительность - до 6 млн. т/год; масса рулона до 46 т |
Стан горячей прокатки широкой полосы полунепрерывный | Формоизменение нагретого металла деформацией в валках | Станы "2300/1700", "2800/1700". Тип - полунепрерывный: количество клетей 9 - 11: черновая группа - клети дуо горизонтальные, вертикальные, универсальные; чистовая группа - кварто; толщина полосы 1,2 - 25 мм, ширина - 1500 мм, скорость прокатки - до 24 м/с; производительность - до 4 млн. т/год; масса рулона до 36 т |
Правильная машина | Финишная обработка горячекатаного листа | Количество роликов 5 - 11; расположение рядов роликов - с параллельными и пересекающимися линиями осей; расположение опорных роликов: в одной вертикальной плоскости с рабочими и V-образное; регулировка роликов индивидуальная; диаметр роликов 225 - 300 мм (лист толщиной до 25 мм) и до 450 мм (лист толщиной более 25 мм) |
Ножницы для резки листового проката | Финишная обработка горячекатаного листа | Гильотинного типа, размеры разрезаемых листов: толщина 5 - 50 мм, ширина 2150 - 3450 мм, усилие резки - 20 МН |
Роликовая проходная печь - закалочная машина | Финишная обработка горячекатаного листа (термическая обработка) | 20 секций (10 зон температурного регулирования), горелки над роликовым подом и под ним, в боковых стенках печи с обеих сторон, свод печи - арочный |
Агрегат поперечной резки полосы | Финишная обработка горячекатаного листа | Состав: разматыватель с отгибателем концов полос, дрессировочная клеть, правильная машина, летучие ножницы, листоукладчики; две группы по толщине разрезаемого листа: 1,5 - 6,5 мм и 4,0 - 12,0 мм, производительность до 1 млн. т/год |
Агрегат поперечной резки полосы | Финишная обработка горячекатаного листа | Состав: двухпозиционный разматыватель с отгибателем концов полос, дрессировочная клеть, дисковые и кромкокрошительные ножницы, правильная машина, намоточное устройство; толщина разрезаемого листа: 1,2 - 9,5 мм; скорость 3 м/с; производительность до 0,5 млн. т/год |
Клеймовочно-маркировочная машина | Финишная обработка горячекатаного листа | Маркировка краской: метод электромагнитный/пневматический; режим - автоматический (при остановке листа); ориентация - поперечная. Маркировка клеймением: метод электромагнитный/пневматический; режим - автоматический; ориентация - поперечная; глубина клейма - 0,1 - 0,4 мм. Маркировка штрих-кодом: режим - автоматический; ориентация - поперечная |
Д.2 Производство холоднокатаного листового проката
Таблица Д.2
Оборудование для производства холоднокатаного
листового проката
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Непрерывный травильный агрегат | Подготовка металла к прокатке | Количество ванн - 4 и более, максимальная скорость кислотного травления полосы до 6 м/с, кислоты: соляная, серная, азотная, плавиковая, щелочное травление - расплав NaOH |
Установка дробеметной зачистки | Подготовка металла к прокатке | Двукратная обработка (последовательно дробь диаметром 0,4 - 1,0 и 0,2 - 0,4 мм) обеспечивает удаление 96 - 99% окалины, длина линии 8 - 15 м, скорость обработки до 150 м/мин |
Изгибо-растяжная машина | Подготовка металла к прокатке | Количество роликов - не менее 5, величина деформации (удлинения) 1% |
Стан холодной прокатки одноклетьевой | Получение особо тонкой полосы холодной деформацией в валках | Тип клети - кварто, шестивалковая, 12, и 20-валковая реверсивная. Стан "1200" с 20-валковой клетью: толщина полосы 0,1 - 0,5 мм, ширина полосы 500 - 1000 мм, скорость прокатки 7,5 м/с, масса рулона до 15 т, производительность 10 - 20 т/ч |
Стан холодной прокатки многоклетьевой непрерывный | Получение особо тонкой полосы путем холодной деформации металла в валках | Стан "2030": клетей - 5, кварто, толщина полосы 0,35 - 3,5 мм, ширина полосы 900 - 1850 мм, скорость прокатки 33 м/с, масса рулона до 45 т, производительность 2,5 млн. т/год. Стан "2500": клетей - 4, кварто, толщина полосы 0,6 - 2,5 мм, ширина полосы 1050 - 2350 мм, скорость прокатки 21 м/с, масса рулона до 25 т, производительность 1,5 млн. т/год. Стан "1700": клетей - 5, кварто, толщина полосы 0,4 - 2,0 мм, ширина полосы 700 - 1550 мм, скорость прокатки 25 м/с, масса рулона до 23 т, производительность 1,3 млн. т/год |
Стан дрессировочный | "Дрессировка" полосы - прокатка полосы с малыми обжатиями | Дрессировочный стан "1700", кварто: толщина полосы 0,4 - 20,0 мм, ширина полосы 700 - 1550 мм, скорость прокатки 25 м/с, масса рулона до 23 т, производительность 1,0 млн. т/ч |
Колпаковая печь | Термическая обработка холоднокатаного металла в рулонах | Одностопная с нижним расположением эжектора и радиальным размещением инжекционных горелок: топливо - смесь природного и доменного газов, общий расход газа - 670 м3/ч. Температура отжига 650 - 710 °C, атмосфера защитного газа (95 - 97% азот и 5 - 3% водород), расход защитного газа за цикл отжига 8 - 9 м3, масса садки 7 - 120 т, ширина полосы 350 - 1550 мм |
Непрерывный закалочно-травильный агрегат (НЗТА) | Термическая обработка и удаления окалины с холоднокатаных полос из коррозионно-стойких сталей | Состоит из нескольких проходных печей и ванны электролитического травления с горячим раствором сульфата натрия и электродами (напряжение 5 - 30 В). При выходе металла из печи возможна его обработка распыленными струями 3 - 10%-ного раствора щелочи для облегчения травления в ванне |
Колпаковая печь с улучшенными энергопоказателями | Термическая обработка холоднокатаного металла в рулонах | Удельный расход энергоресурсов 24 - 28 кг у.т./т (550 - 570 кВт·ч/т), достигается за счет применения современных горелочных устройств, использования отработанного водорода и эмульсии в качестве топлива, сокращения длительности нагрева и охлаждения садки рулонов, применения систем автоматизации, использования высокоэффективных изолирующих материалов футеровки, применения гидроприжимных устройств для муфеля, использования нагревательных и охлаждающих колпаков (при этом нагревательный колпак используется на следующем стенде). Садка до 5 рулонов, температура нагрева - до 1200 °C, атмосфера защитного газа - водород, продувка муфеля азотом |
Установка для получения водорода | Получение водорода методом риформинга природного газа | Расход на 1000 м3 H2 - 624,2 кг у.т.: топливный газ - 530 м3 (604 кг у.т.); электроэнергия - 30 кВт·ч (12 кг у.т.); прочие - 8 кг у.т. Водород получают из природного газа (CH4) с последующей конверсией монооксида углерода, позволяющей снизить его содержание и повысить концентрацию водорода. Процесс получения водорода происходит в несколько стадий: сероочистка природного газа; паровой риформинг обессеренного природного газа; конверсия монооксида углерода; очистка водорода. Компримирование природного газа - до 18 бар (кг/см2); подогрев дымовыми газами - 450 °C; возможность варьирования производительностью процесса от 30 - 100% от номинальной в течение короткого времени; чистота получаемого водорода - 99,999% |
Агрегат горячего лужения | Нанесение защитного покрытия на поверхность холоднокатаного листа | Состав: задатчик листов, ванна химического травления, установка струйной промывки, ванны лужения, жировая и химического обезжиривания, транспортер, чистильная машина, укладчик листов. Производительность трехрядного агрегата - 10 тыс. т/год; толщина оловянного слоя 10 - 15 мкм; скорость движения жести 6 - 15 м/мин, расход олова 19 - 21 кг/т |
Агрегат электролитического лужения | Нанесение защитного покрытия на поверхность холоднокатаного листа | Скорость движения полосы до 12 м/с; диаметр рулона: наружный - 1,5 - 2 м, внутренний - 0,5 м; температура электроосаждения 35 - 55 °C, скорость полосы в технологической части 5 - 9 м/с, электролиты - фенолсульфоновые или галогенидные |
Агрегат свинцевания | Нанесение защитного покрытия на поверхность холоднокатаного листа | Флюс - раствор хлористого цинка; температура: ванны свинцевания 370 - 400 °C, жировой ванны 300 - 350 °C, размеры листа: толщина 0,5 - 1,5 мм, ширина 600 - 1000 мм, длина 1000 - 1200 мм; полоса в рулонах - ширина 100 - 350 мм, масса до 5 т; толщина покрытия 6 - 12 мкм |
Агрегат цинкования | Нанесение защитного цинкового покрытия на поверхность холоднокатаного листа | Покрытие цинком полос толщиной до 4 мм и шириной до 2000 мм. Состав агрегата: линия очистки поверхности (обезжиривание, травление, мойка), линия нагрева печи до 500 °C с последующим отжигом или нормализацией в восстановительной атмосфере, ванна цинкования, линия охлаждения, пассивации и дрессировки. Нагрев цинковальной ванны - индукционный; скорость полосы - 3 м/с; производительность до 500 тыс. т/год |
Агрегат нанесения полимерного покрытия | Нанесение защитного полимерного покрытия на поверхность холоднокатаного листа | Размеры полосы: толщина 0,3 - 2,0 мм, ширина 600 - 1800 мм; масса рулона до 10 т; скорость движения полосы в агрегате 10 - 50 м/мин; длина линии агрегата 350 м; производительность 140 тыс. т/г; вид покрытия - органозоль, пластизоль, эмали |
Д.3 Производство длинномерной продукции
Таблица Д.3
Оборудование для производства длинномерного проката
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Методическая печь | Нагрев блюмов, непрерывно-литой заготовки перед прокаткой | Количество зон нагрева 2 - 8, движение заготовки - толкателем или подвижными (шагающими) балками, используется принцип противотока, загрузка и выдача - торцевая и боковая; производительность 100 - 300 т/ч; размеры сечения нагреваемого металла 80 x 80 - 200 x 200 мм; топливо - природный газ или смесь газов |
Устройство для гидросбива окалины | Удаление окалины с поверхности металла | Скорость транспортировки заготовок 0,9 - 1,2 м/с. Давление воды - 30 МПа. Расход воды макс. - 394 л/мин |
Стан мелкосортный линейный | Формоизменение нагретого металла деформацией в валках | Количество клетей 7 - 10, диаметр валков чистовых клетей 250 - 330 мм, скорость прокатки 3,9 - 8,2 м/с, производительность 250 - 500 тыс. т/год, размеры сечения заготовки 125 x 125 - 200 x 200 мм, диаметр готового проката 10 - 35 мм |
Стан мелкосортный непрерывный | Формоизменение нагретого металла деформацией в валках | Количество клетей 10 - 17, диаметр валков чистовых клетей 250 - 350 мм, скорость прокатки 12 - 25 м/с, производительность 600 - 900 тыс. т/год, размеры сечения заготовки 80 x 80 - 200 x 200 мм, диаметр готового проката 10 - 30 мм |
Стан проволочный непрерывный | Формоизменение нагретого металла деформацией в валках | Количество клетей 37 - 55 (включая блоки чистовых клетей), диаметр валков чистовых клетей 150 - 250 мм, скорость прокатки 30 - 70 м/с, производительность 700 - 900 тыс. т/ч, размеры сечения заготовки 80 x 80 - 200 x 200 мм, диаметр готового проката 5 - 19 мм, масса бунтов до 2,2 т |
Холодильник для мелкосортного проката | Охлаждение проката в прутках | Тип - реечный, двухсторонний, длина - до 125 м, перед холодильником установлены летучие ножницы |
Правильная машина | Правка сортового проката | Тип - роликовая, одноплоскостной правки, девяти- или одиннадцатироликовая со всеми приводными роликами, скорость правки до 10 м/с |
Линия охлаждения мелкосортного проката в бунтах | Охлаждение мелкосортного проката в бунтах | Состав: пропускные трубы-охладители; моталка для смотки проката площадью сечения 50 - 530 мм2, скорость диска моталки 6 - 20 м/с, диаметр бунта наружный - 1200 мм; машина для увязки бунтов, транспортер; навешиватель бунтов, крюковой конвейер длиной 450 м, содержит 250 крюковых тележек, расстояние между крюками 1,8 м, скорость движения конвейера 0,05 - 0,18 м/с; бунтосъемная машина, четырехстержневая пакетировочная машина |
Линия двухстадийного охлаждения катанки по способу Стелмор | Охлаждение катанки | Состав: пропускные трубы-охладители, расход воды на одну нитку 240 м3/ч; виткообразователь, сетчатый транспортер с 10 вентиляторами, расход воздуха 3,5 - 10 м3/ч; шахта для сбора витков, пресс для осаживания бунта, машина для увязки бунтов |
Таблица Д.4
Оборудование для производства проволоки
Наименование оборудования | Назначение оборудования | Технологические характеристики |
"Садочные" ванны травления и промывки | Очистка поверхности катанки от окалины | Применяемый травильный раствор: вода, 2,5 - 12% серной кислоты или соляной кислоты, ингибитор для серной кислоты (поваренная соль) 0,2 - 3%, пенообразователь для предотвращения испарения кислоты, промывка - душирующая промывка и погружная ванна с горячей и ванна с холодной водой |
Линия механического удаления окалины | Очистка поверхности катанки от окалины | Диаметр катанки 5 - 12 мм; скорость обработки 120 - 180 м/мин; масса бунта 400 - 2200 кг; диаметр барабана намотки 1000 - 1100 мм |
Линия обточки катанки/проволоки | Очистка поверхности проволоки | Диаметр катанки/проволоки 5 - 12 мм; скорость обработки 10 - 90 м/мин; масса мотка 250 - 400 кг; диаметр барабана намотки 1000 - 1100 мм |
Машина волочения проволоки | Холодная деформация металла | Диаметр готовой проволоки dП = 8 мм и более, волочильная машина с накоплением проволоки (ВН), диаметр чистового барабана DБК = 750 - 1000 мм, кратность волочения (количество барабанов) n = 1 - 3, скорость волочения v = 50 - 160 м/мин. dП = 6 - 8 мм, ВН, DБК = 550 - 750 мм, n = 1 - 5, v = 60 - 600 м/мин. dП = 4 - 6 мм, ВН, DБК = 550 - 750 мм, n = 2 - 6, v = 100 - 800 м/мин. dП = 1,6 - 4 мм, ВН, DБК = 550 мм, n = 4 - 12, v = 200 - 1000 м/мин. dП = 0,8 - 1,6 мм, ВН, DБК = 350 - 550 мм, n = 4 - 12, v = 350 - 1200 м/мин. dП = 0,8 - 2,5 мм, прямоточная волочильная машина ВП, DБК = 550 мм, n = 7 - 14, v = 600 - 1500 м/мин. dП = 0,4 - 0,8 мм, волочильная машина со скольжением проволоки (ВС), DБК = 200 - 350 мм, n = 10 - 18, v = 500 - 1200 м/мин. dП = 0,2 - 0,4 мм, ВС, DБК = 150 - 200 мм, n = 13 - 21, v = 700 - 1200 м/мин. dП = 0,1 - 0,2 мм, ВС, DБК = 150 мм, n = 18 - 21, v = 700 - 1200 м/мин |
Линия правки-резки проволоки на прутки | Изготовление калиброванного проката | Диаметр проволоки и проката 1,2 - 14 мм; скорость обработки 10 - 30 м/мин; длина прутка 500 - 6000 мм; класс шероховатости Г, Д |
Линия шлифовки и полировки прутков | Изготовление калиброванного проката | Диаметр прутков 1,0 - 14 мм; скорость обработки 5 - 30 м/мин; длина прутка 500 - 6000 мм, класс шероховатости А, Б, В, Г |
Линия нанесения профиля | Изготовление холоднодеформированной арматуры | Диаметр катанки 6,0 - 13,5 мм; скорость обработки 60 - 600 м/мин; масса бухты 1000 - 3000 кг; диаметр барабана намотки 500 - 600 мм |
Колпаковая печь | Термическая обработка проволоки в бунтах | Состав печи: поддон, защитный муфель из жаростойкого металла, нагревательный колпак, футерованный огнеупорами и теплоизолирующим легковесным материалом, нагревательные элементы в виде излучающих трубок или электрических спиралей, вентилятор; масса садки 0,8 - 10 т |
Агрегат для патентирования проволоки непрерывного типа | Термическая обработка проволоки | Состав: печь; селитровая ванна или ванна с расплавом свинца; ванна промывки и охлаждения; травильная ванна; промывочная ванна; ванна для нанесения подсмазочного покрытия (бура, фосфат); сушильное устройство; намоточное устройство (12 - 30 катушек); температура нагрева 800 - 1000 °C; патентирование (охлаждение с выдержкой при температуре 450 - 550 °C) проволоки в ванне с расплавом свинца или селитры. Травление - серная или соляная кислота; концентрация буры 70 - 120 г/л, температура ванны 85 - 90 °C; диаметр проволоки 0,8 - 5 мм, производительность 1,2 - 24 тыс. т/год |
Печи для патентирования проволоки | Термическая обработка проволоки | Состав: печь; селитровая ванна или ванна с расплавом свинца; ванна промывки и охлаждения; намоточное устройство (12 - 24 намотки мотков до 250 кг); температура нагрева 800 - 1100 °C; патентирование (охлаждение с выдержкой при температуре 450 - 550 °C) в ванне с расплавом свинца или селитры. Диаметр проволоки 5 - 10 мм, производительность 3 - 9 тыс. т/год |
Агрегат для горячего цинкования проволоки непрерывного типа | Термическая обработка и покрытие проволоки цинком | Состав: печь; ванна с расплавом свинца для высокоуглеродистой проволоки; ванна промывки и охлаждения; травильная ванна; промывочная ванна; ванна флюсования; сушильное устройство; ванна с расплавом цинка; намоточное устройство (12 - 30 катушек); температура нагрева печи 800 - 1000 °C; патентирование (охлаждение с выдержкой при температуре 450 - 550 °C) проволоки в ванне с расплавом свинца или селитры. Травление - соляная кислота; диаметр проволоки 0,8 - 6 мм, производительность 1,2 - 24 тыс. т/год |
Таблица Д.5
Оборудование для производства сортового проката
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Методическая печь | Нагрев блюмов, непрерывно-литой заготовки перед прокаткой | Количество зон нагрева 2 - 8, движение заготовки - толкателем или подвижными (шагающими) балками, независимо от расположения горелок используется принцип противотока, загрузка и выдача - торцевая и боковая; производительность 100 - 300 т/ч; размеры сечения нагреваемого металла 80 x 80 - 200 x 200 мм; длина печи 15 - 32 м; топливо - природно-доменная смесь, природный газ |
Стан заготовочный | Формоизменение горячего металла в валках | Стан "900/680" - производительность 350 тыс. т/год |
Стан крупносортный линейный | Формоизменение горячего металла в валках | Станы "780", "650", "580" - число клетей 2 - 4, черновые - трио реверсивная, дуо реверсивная, чистовые - трио реверсивная, дуо, размеры заготовки 250 x 250 - 280 x 280 мм, скорость прокатки 2,8 - 4,7 м/с, производительность 800 - 1100 тыс. т/год |
Стан рельсобалочный | Формоизменение горячего металла в валках | Стан "800" - число клетей 4, черновая - дуо реверсивная, чистовые - трио реверсивная, дуо универсальная, размеры заготовки 340 x 340 мм, скорость прокатки 4,8 - 5,2 м/с, производительность 800 - 1350 тыс. т/год |
Стан универсальный балочный (УБС) | Формоизменение горячего металла в валках | УБС с последовательным расположением клетей - число клетей 4 - 7, черновая - дуо реверсивная, чистовые - реверсивная дуо универсальная, масса заготовки 2,5 - 15,5 т, скорость прокатки 5 - 10,5 м/с, производительность 660 - 1600 тыс. т/год |
Стан крупносортный с последовательным расположением клетей | Формоизменение горячего металла в валках | Станы "500", "600" - число клетей 9 - 17, черновая - трио, дуо, чистовые - дуо, дуо универсальная, размеры заготовки 210 x 210 - 300 x 300 мм, скорость прокатки 3,5 - 10 м/с, производительность 950 - 1600 тыс. т/год |
Стан крупносортный непрерывный | Формоизменение горячего металла в валках | Стан "600" - число клетей 9 - 14, черновая - дуо, чистовые - дуо универсальная, размеры заготовки 340 x 340 мм, скорость прокатки 4,2 - 6,2 м/с, производительность 1200 - 1600 тыс. т/год |
Стан среднесортный линейный | Формоизменение горячего металла в валках | Станы "450", "400", "360" - число клетей 4 - 6, черновая - трио, чистовые - трио, дуо, размеры заготовки 170 x 170 - 200 x 200 мм, скорость прокатки 2,5 - 5,5 м/с, производительность 52 - 450 тыс. т/год |
Стан среднесортный полунепрерывный | Формоизменение горячего металла в валках | Станы "350", "370" - число клетей 7 - 13, черновая - трио, дуо, чистовые - дуо, размеры заготовки 120 x 120 - 180 x 180 мм, скорость прокатки 5 - 16 м/с, производительность 120 - 850 тыс. т/год |
Стан среднесортный непрерывный | Формоизменение нагретого металла деформацией в валках | Станы "450", "350" - число клетей 7 - 13, черновая - дуо, чистовые - дуо, размеры заготовки 150 x 150 - 200 x 200 мм, скорость прокатки 8,5 - 16 м/с, производительность 450 - 1500 тыс. т/год |
Ножницы маятниковые | Обрезка концов раската, одиночный рез, аварийная резка | Усилие резания 400 кН, скорость резанья макс. - 38 резов/мин |
Ножницы четырехкривошипные | Резка концов раската, одиночный рез, аварийная резка | Усилие резания - 380 кН, скорость резанья макс. - 550 резов/час |
Пила горячей резки | Резка заготовок на мерные длины | Размер разрезаемых заготовок: круглых - 190 мм, квадратных - 170 мм, число оборотов диска макс. - 1470 об./мин |
Колодец неотапливаемый | Охлаждение проката готового сортового проката | Футеровка - шамотный кирпич, облицовка - металлические плиты, крышка - чугунная с асбестовой прокладкой, емкость - до 200 т, температура загрузки - не ниже 700 °C, общая продолжительность охлаждения садки массой до 120 т - до 4 суток |
Камерная печь | Термическая обработка (отжиг) сортовой стали | Сортовая стали всех размеров длиной до 6 м, садка до 50 т, загрузка напольной машиной, топливо - природный газ |
Правильная машина | Правка сортового проката | Тип - роликовая, одноплоскостной правки, нижние или верхние ролики - приводные, 7 - 9 роликовые с регулируемым шагом, для крупносортных скорость правки 0,25 - 2 м/с; для среднесортных - скорость правки 1 - 3 м/с |
Станок бесцентровотокарной обточки | Удаление дефектов поверхности сортового проката | Скорость резания 200 м/мин, подача 50 мм/об, глубина резания 0,15 - 10 мм, точность обработки: +/- 0,05 мм (диаметр проката меньше 50 мм); +/- 0,1 - 0,2 мм (диаметр проката больше 60 мм) |
Токарно-обдирочный станок | Удаление дефектов поверхности сортового проката | Производительность 20 - 40 т/час (один станок), размер обрабатываемых заготовок макс. - 190 мм |
Шлифовальная машина | Выборочное удаление наружных дефектов на сортовом прокате | Размер обрабатываемых заготовок: круглых - 180 мм, квадратных - 110 мм, удельная производительность - 220 кг/ч |
Д.4 Производство трубной продукции
Таблица Д.6
Оборудование для производства горячекатаных труб
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Пресс холодной ломки заготовок | Ломка штанг в холодном состоянии на заготовки требуемой длины | Геометрические размеры разрезаемых штанг: наружный диаметр 90 - 260 мм, длина (макс.) 12,0 м. Геометрические размеры заготовок: длина (макс.): 4,3 м. Усилие: 800 тс. Производительность: 230 изломов/час |
Пресс-ножницы холодной резки заготовок | Разрезка штанг в холодном состоянии на заготовки | Геометрические размеры разрезаемых штанг: наружный диаметр (макс.) 160 мм. Усилие резания: 10 000 кН |
Нагревательная печь с шагающими балками | Нагрев заготовок перед прокаткой в линии ТПА | Геометрические размеры нагреваемых заготовок: наружный диаметр 156 - 410 мм. Производительность (макс.): 200 т/час |
Кольцевая нагревательная печь с вращающимся подом | Нагрев заготовок перед прокаткой в линии ТПА | Геометрические размеры нагреваемых заготовок: наружный диаметр 160 - 400 мм, длина (макс.) 3,8 м. Температура в печи (макс.): 1 350 °C |
Нагревательная печь с шагающим подом | Нагрев стальных штанг перед разрезкой, прокаткой в линии ТПА | Геометрические размеры нагреваемых заготовок: наружный диаметр 120 - 156 мм. Температура нагрева штанг (макс.): 1280 °C. Производительность (макс.): 73,5 т/час |
Ножницы горячей резки | Разрезка штанг в горячем состоянии на заготовки | Геометрические размеры разрезаемых штанг: 120 - 160 мм. Усилие резания: 1000 кН |
Обжимной стан | Уменьшение наружного диаметра круглых стальных заготовок | Тип: стан винтовой прокатки. Количество валков: 3. Размеры заготовок: наружный диаметр 120 - 160 мм. Размеры заготовок после проката: наружный диаметр 115 - 123 мм. Производительность (макс.): 300 шт/час |
Прошивной стан винтовой прокатки с направляющими дисками | Получение из сплошной круглой заготовки толстостенной гильзы | Количество валков в клети: 2. Направляющий инструмент: диски. Линия PQF 10 3/4", размеры исходных заготовок: наружный диаметр 210 - 300 мм, длина (макс.) 5,0 м. Размеры гильз: наружный диаметр 222 - 328 мм, длина (макс.) 10,2 м |
Прошивной стан винтовой прокатки с направляющими линейками | Получение из сплошной круглой заготовки толстостенной полой гильзы | Количество валков: 2. Направляющий инструмент: линейки. Линия ТПА 50-200: размеры исходных заготовок: наружный диаметр 90 - 260 мм, длина (макс.) 4,2 м. Размеры гильз: наружный диаметр 50 - 203 мм, длина (макс.) 7,8 м. Линия ТПА 159-426: размеры исходных заготовок: наружный диаметр 260 - 410 мм, длина (макс.) 4,8 м. Размеры гильз: наружный диаметр (макс.) 505 мм, толщина стенки 24 - 56 мм, длина (макс.) 10,4 м. Линия FQM 14 3/8": размеры исходных заготовок: наружный диаметр 290 - 400 мм, длина (макс.) 4,15 м. Размеры гильз: наружный диаметр 328 - 400 мм, длина (макс.) 10,2 м. Линия ТПА-140: размеры исходных заготовок: наружный диаметр 115 - 156 мм. Размеры гильз: наружный диаметр 126 - 167 мм, толщина стенки 14 - 25 мм. Линия ТПА 80: размеры исходных заготовок: наружный диаметр 100 - 123 мм. Размеры гильз: наружный диаметр 98 - 129 мм, толщина стенки 14 - 22 мм |
Установка вдувания дезоксиданта | Обработка полости гильз дезоксидирующим порошковым материалом | Геометрические размеры гильз: наружный диаметр 328 - 433 мм, внутренний диаметр 235,0 - 379,2 мм, длина (макс.) 10,2 мм. Расход материала (макс.): 2 кг/т. Производительность (макс.): 75 шт/час |
Трехвалковый трубопрокатный стан винтовой прокатки | Раскатка толстостенной гильзы в трубу | Размеры труб: наружный диаметр 50 - 250 мм, длина (макс.) 13 м. Размеры валков (макс.): диаметр 500 мм, длина (макс.) 400 мм. Размеры оправок: удерживаемые оправки - наружный диаметр 60 - 140 мм, длина 800 мм, плавающие оправки - наружный диаметр 47 - 180 мм, длина (макс.) 11,5 м. Ход удерживаемой оправки при прокате (макс.): 400 мм |
Трубопрокатный стан продольной прокатки | Раскатка толстостенной гильзы на оправке | Геометрические размеры прокатываемых труб: наружный диаметр 118...160 мм |
Извлекательно-калибровочный стан | Съем трубы с оправки непрерывного стана, калибрование труб по диаметру | Линия ТПА 159-426: Количество клетей: 10 шт. Количество валков в клети: 2 шт. Размеры труб: наружный диаметр 159 - 426 мм, толщина стенки (макс.) 42 мм. Линия PQF 10 3/4": Количество клетей: 8 шт. Количество валков в клети: 3 шт. Размеры труб: наружный диаметр 178 - 288 мм, толщина стенки (макс.) 25,2 мм |
Стан-извлекатель | Съем трубы с оправки непрерывного стана, калибрование труб по диаметру | Количество клетей: 3 шт. Количество валков в клети: 3 шт. Геометрические размеры прокатываемых труб: наружный диаметр 280 - 370 мм, толщина стенки (макс.) 38,3 мм, длина (макс.) 26,7 м. Скорость прокатки (макс.): 3,9 м/с. Производительность (средняя): 70 тн/ч |
Обкатной стан | Выравнивание толщины стенки трубы по длине | Геометрические размеры прокатываемых труб: наружный диаметр 125 - 175 мм |
Индукционная установка | Подогрев прокатанной трубы перед последующей операцией деформации | Размеры труб: наружный диаметр 140 - 178 мм, толщина стенки 6 - 14 мм. Потребляемая мощность (макс.): 3 260 кВт. Температура трубы на входе в установку (макс.): передний конец 830 °C, задний конец 860 °C. Температура трубы на выходе из установки (макс.): 950 °C. Скорость перемещения трубы (макс.): 0,8 м/сек |
Печь с шагающими балками для подогрева труб | Подогрев прокатанной трубы перед последующей операцией деформации | Линия ТПА 50-200: Размеры труб: наружный диаметр 78 - 208 мм, толщина стенки 5 - 50 мм, длина 7 - 10 м. Линия PQF 10 3/4": Размеры труб: наружный диаметр 178 - 288 мм, толщина стенки (макс.) 25,2 мм. Температура (макс.): 1050 °C. Тип топлива: природный газ. Количество зон нагрева: 10. Удельный расход топлива: около 105 ккал/кг. Линия FQM 14 3/8": Размеры труб: наружный диаметр 280 - 370 мм, толщина стенки (макс.) 38,3 мм, длина (макс.) 26,7 м. Удельный расход топлива: 15 кг у.т./т. Производительность (макс.): 180 т/ч |
Калибровочный стан продольной прокатки | Калибрование труб по диаметру без оправки | Линия FQM 14 3/8": Количество клетей: 14. Количество валков в клети: 3. Размеры труб: наружный диаметр 168 - 365 мм, толщина стенки 6,4 - 40 мм, длина (макс.) 27 м. Линия ТПА-140: Размеры труб: наружный диаметр 89 - 168 мм, толщина стенки 5 - 25 мм |
Калибровочный стан винтовой прокатки | Калибрование труб по диаметру без оправки | Количество валков в стане: 3. Размеры прокатываемых труб: наружный диаметр 60 - 245 мм, длина (макс.) 10 м |
Редукционный стан | Уменьшение диаметра трубы с изменением толщины стенки | Геометрические размеры готовых труб: наружный диаметр 73 - 102 мм, толщина стенки 5 - 17 мм |
Редукционно-калибровочный стан | Уменьшение диаметра трубы с изменением толщины стенки | Количество клетей: 12. Количество валков в клети: 2. Геометрические размеры прокатываемых труб: наружный диаметр 57 - 203 мм, толщина стенки 6 - 28 мм. |
Редукционно-растяжной стан | Уменьшение диаметра трубы с изменением толщины стенки | Линия PQF 10 3/4": Размеры готовых труб: наружный диаметр 73...219 мм, толщина стенки 5,5...25,4 мм. Линия ТПА-80: Размеры готовых труб: наружный диаметр 30...89 мм, толщина стенки (макс.) 13,0 мм. Производительность (макс): 300 шт/час |
Пила пакетной резки | Разрезка труб на мерные длины в линии трубопрокатного агрегата | Размеры труб: наружный диаметр 28 - 365,1 мм, толщина стенки 2,5...40 мм, длина (макс.) 75 м. Диаметр диска (макс.): 1600 мм. Ширина реза (макс.): 12 мм. Скорость резания: 80 - 600 м/мин |
Правильная машина | Устранение кривизны стальных труб | Количество валков: 3 - 10 шт. Размеры труб: наружный диаметр 42 - 365,1 мм, толщина стенки 5 - 40 мм, длина (макс.) 27 м. Скорость прокатки (макс.): 1,5 м/с |
Трубопрокатный агрегат ТПА 140 | Производство горячекатаных бесшовных труб | Размеры готовых труб: наружный диаметр 57 - 133 мм. Производственная мощность: 114 тыс. т/год |
Трубопрокатный агрегат ТПА 220 | Производство горячекатаных бесшовных труб | Размеры готовых труб: наружный диаметр 133...219 мм. Производственная мощность: 210 тыс. т/год |
Трубопрокатный агрегат ТПА 30-102 | Производство горячекатаных бесшовных труб | Размеры готовых труб: наружный диаметр 32...108 мм. Производственная мощность: 447 тыс. т/год |
Трубопрокатный агрегат ТПА 160 | Производство горячекатаных бесшовных труб | Размеры готовых труб: наружный диаметр 63...203 мм. Производительность: 166 тыс. т/г |
Таблица Д.7
Оборудование для обработки труб на участках
термической обработки
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Проходная роликовая печь | Отжиг труб, стальных круглых заготовок | Размеры труб: наружный диаметр 48 - 245 мм, толщина стенки 5 - 55 мм, длина (макс.) 11,0 м. Число труб в пакете (макс.): 50 шт. Вес пакета труб (макс.): 7,0 тн. Размеры заготовок: наружный диаметр (макс.) 360 мм, длина (макс.) 10 м |
Секционная печь | Нагрев труб под нормализацию, закалку | Количество секций: 20. Топливо: природный газ. Размеры труб: наружный диаметр 146 - 365,1 мм, толщина стенки 5,6...45 мм, длина (макс.) 13 м. Температура нагрева труб: под закалку 750 - 1000 °C, под нормализацию 850 - 980 °C. Производительность (макс.): 25 т/ч |
Роликовая печь | Нагрев труб под нормализацию, закалку | Температура пространства печи: 800 - 1200 °C. Производительность (макс.): 16 т/час. Температура пространства печи: 750 - 1200 °C. Производительность печи: 16 т/час |
Печь с шагающими балками | Нагрев труб под нормализацию, закалку | Количество ячеек (макс.): 83 шт. Температура в печи (макс.): 1050 °C |
Установка гидросбива окалины | Удаление окалины с поверхности труб | Количество колец: 2 - 3. Количество форсунок: кольцо 1 - 4-6, кольцо 2 - 7-8, кольцо 3 - 8 шт. Давление воды: 12...35 МПа |
Ванна | Закалка труб | Объем: 70 м3. Расход воды: 900 м3/час. Количество форсунок для внутренней закалки: 1 шт. Расход воды: 300 м3/час. Давление воды для внутренней закалки (мин.): 0,5 МПа |
Спрейер | Закалка труб | Типа: осевой. Количество секций: до 4. Количество стержней в секции (макс.): 32. Количество форсунок на каждый стержень (макс.): 36. Тип: кольцевой. Количество: колец - 63; сопел - 10. Давление воды (макс.): 0,63 МПа |
Секционная печь | Нагрев труб для проведения отпуска, нормализации | Количество секций: 20 шт. Тип топлива: природный газ. Размеры труб: 166,3...365,1 мм, толщина стенки 5,6...34,5 мм, длина (макс.) 13 м. Температура нагрева труб: отпуск - 550...750 °C, нормализация - 850...980 °C. Производительность (макс.): 25 т/ч |
Печь с шагающими балками | Нагрев труб для термообработки | Температура нагрева труб: 520 - 750 °C. Количество ячеек: 128 - 144 шт. Производительность: 15 т/час |
Калибровочный стан | Повышение точности размеров трубы по диаметру | Количество клетей: 3 - 5. Количество валков в клети: 2 - 3. Размеры труб: наружный диаметр 50 - 426 мм, толщина стенки (макс.) 34,8 мм, длина (макс.) 13,0 м. Скорость прокатки (макс.): 1,5 м/с. Температура трубы (макс.): 730 °C |
Правильная машина | Устранение кривизны труб | Тип: косовалковая машина. Количество валков: 6 - 10 шт. Угол разворота валков: 25...35 град. Размеры труб: наружный диаметр до 426 мм, толщина стенки до 55 мм, длина до 13 м. Скорость прокатки (макс): 1,7 м/с. Температура труб (макс.) 725 °C |
Роликовая печь | Нагрев труб под закалку | Температура рабочего пространства печи: 800 °C - 1200 °C. Производительность печи: 16 т/ч |
Установка гидросбива окалины | Удаление окалины с наружной поверхности | Количество колец: 2 шт. Количество форсунок: 4 и 8 шт. Давление воды: 12 - 20 МПа |
Таблица Д.8
Оборудование для обработки труб на участках отделки
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Автоматическая линия плазменной резки труб | Отрезка концов труб, торцовка труб | Геометрические размеры труб: наружный диаметр 60 - 168 мм, толщина стенки 4 - 25 мм, длина 4...12 м. Длина отрезаемых концов: 60 - 300 мм |
Трубообточной бесцентрово-токарный станок | Механическая обработка наружной поверхности труб | Геометрические размеры труб до обработки: наружный диаметр 56 - 220 мм, длина 3,1 - 9,0 м, масса (макс.) 2,8 т. Геометрические размеры труб после обработки: наружный диаметр 50 - 210 мм. Глубина срезаемого слоя (макс.): 5 мм |
Трубоотрезной станок | Отрезка концов труб, торцовка труб | Размеры труб: наружный диаметр 20 - 530 мм, толщина стенки 2 - 43 мм, длина 6...13 м. Размеры фаски: наружная фаска (макс.) - 15 x 15 мм, внутренняя фаска (мин.) - 3 x 3 мм. Длин отрезаемых концов: 30 - 600 мм. Ширина реза (макс.): 8 мм |
Калибровочный пресс | Калибрование концов труб | Геометрические размеры труб: наружный диаметр 114,3 - 355,6 мм, толщина стенки 6 - 28,2 мм, длина (макс.) 15 м. Усилие (макс.): 500 т |
Трубонарезной станок | Механическая обработка концов труб: нарезка резьбы, фаски | Размеры труб: наружный диаметр (макс.) 425 мм, толщина стенки 5 - 25 мм, длина 6 - 13,5 м. Мощность (макс.): 147 кВт. Частота вращения шпинделя: 14...600 об./мин. Скорость подачи (макс.): 4000 мм/мин |
Установка фосфатирования концов труб | Нанесение фосфатного покрытия на резьбовую поверхность концов труб | Метод нанесения: струйный облив. Размеры труб: наружный диаметр 42 - 219 мм, толщина стенки 4,0 - 20,0 мм, длина 6,0 - 13,3 м. Длина обрабатываемых участков труб: 150 - 300 мм. Толщина покрытия: 6 - 15 мкм. Температура сушки: 70 - 80 °C. Продолжительность обработки: 3 - 10 мин |
Муфтонаверточный станок | Навинчивание муфты на трубу | Геометрические размеры труб: наружный диаметр 168...325 мм, толщина стенки 6... 16 мм, длина 6...13 м. Момент свинчивания: 15 - 30 кНм |
Пресс гидравлического испытания труб | Испытание труб внутренним гидростатическим давлением | Геометрические размеры труб: наружный диаметр: 60,3...351 мм, толщина стенки, (макс.) 25 мм, длина 4...13 м. Испытательное давление (макс.): 40 - 150 МПа. Производительность (макс.): 180 шт/час |
Установка нанесения консервационного покрытия | Нанесение консервационного покрытия на наружную поверхность труб | Геометрические размеры труб: наружный диаметр 40 - 380 мм, толщина стенки 6 - 55 мм, длина 6,5 - 15,0 м |
Линия нанесения консервационного покрытия | Нанесение консервационного покрытия на наружную поверхность труб | Скорость движения гладких труб: наружный диаметр 33 - 78 мм - 35 - 40 м/мин; наружный диаметр 79 - 123 мм - 40 - 45 м/мин; наружный диаметр 124 - 168 мм - 50 - 60 м/мин. Скорость движения нарезных труб: 35 - 40 м/мин |
Ванна нанесения консервационного покрытия | Нанесение консервационного покрытия на наружную поверхность труб | Геометрические размеры труб: длина (макс.) 12 м |
Линия покраски труб | Покраска поверхности труб | Геометрические размеры труб: наружный диаметр 33 - 168 мм, длина 5,0 - 11,8 м |
Пресс высадки концов труб | Утолщение концов труб (высадка) путем горячей деформации | Геометрические размеры высаженных концов труб: наружный диаметр 42,2 - 146,1 мм. Усилие высадки (макс.): 2 500 кН. Ход цилиндра: 1700 мм. Осевой ход зажимного механизма: 180 мм. Максимальное давление зажимного механизма: 280 бар. Скорость высадки (макс): 95 мм/сек. Рабочее давление (макс.): 280 бар |
Муфтозаготовительный станок | Разрезка труб на муфтовые заготовки заданной длины | Геометрические размеры задаваемых труб: наружный диаметр (макс.) 365 мм, толщина стенки (макс.) 25 мм, длина 4 - 12,5 м. Длина муфт (макс.): 328 мм |
Муфтонарезной станок | Расточка внутренней поверхности, нарезка резьбы на внутренней поверхности муфтовых заготовок | Геометрические размеры готовых муфт: наружный диаметр (макс.) 365 мм, толщина стенки (макс.) 25 мм, длина (макс.) 328 мм Частота вращения шпинделя: 8...500 мин-1. Крутящий момент шпинделя (макс.): 8690 Нм |
Таблица Д.9
Оборудование для производства горячепрессованных труб
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Станок для обточки прутков | Механическая обработка наружной поверхности исходных заготовок | Диаметр прутков до обточки: 134 - 400 мм. Диаметр прутка после обточки: 130 - 396 мм. Величина съема металла за один проход: 2,0 - 10,0 мм. Длина прутков: 3,0 - 12,0 м. Шероховатость поверхности после обточки: Ra = 0,5 - 3,0 мкм. Частота вращения резцовой головки: 20 - 280 об/мин |
Станок для порезки прутков | Разрезка холодных штанг на заготовки требуемой длины | Геометрические размеры разрезаемых прутков: наружный диаметр 130 - 250 мм, длина 3,0 - 12,0 м. Геометрические размеры готовых заготовок: длина 250 - 1400 мм. Максимальный ход диска пилы: 600 мм. Скорость резания: 8,0 - 23,5 м/мин. Подача пилы: гидравлическая. Скорость рабочей подачи (макс.): 200 м/мин |
Станок глубокого сверления | Сверление центральной зоны исходных заготовок | Геометрические размеры обрабатываемых заготовок: наружный диаметр 130 - 400 мм. Глубина сверления: 250 - 1400 мм. Диаметр сверления: 25 - 50 мм. Частота вращения заготовки: 300 об/мин. Частота вращения сверла: 145 - 1500 об/мин. Подача сверла: 0,02...1,0 мм/об. Быстрая подача сверла: 3000 мм/мин |
Станок для обработки торцов | Подготовка торцов исходных заготовок к прессованию | Диаметр заготовок: 130 - 400 мм. Длина заготовок: 330 - 1400 мм. Высота оси обработки над уровнем пола: 1200 мм. Ход узлов обработки: 600 мм. Вертикальный ход кареток для перемещения детали: 500 мм. Общий продольный ход кареток для перемещения деталей: 5000 мм. Длина рольганга: 8900 мм. Скорость перемещения каретки: 18 м/мин |
Кольцевая печь | Предварительный нагрев заготовок | Диаметр x ширина пода: 26 x 6,6 м. Скорость вращения: 5,72 м/мин. Температура нагрева (макс.): 1130 °C. Масса оборудования: 650 тн. Мощность главного привода: 30 кВт |
Индукционная печь | Нагрев металла до температуры деформации в линии пресса 55МН | Тип: горизонтальная. Размеры заготовок: наружный диаметр 130 - 250 мм диаметр сверления (макс.) 50 мм. Длина печи: 7 м. Внутренний диаметр индукторов: 260 - 400 мм. Участков регулирования - 3. Индукторов на каждом участке: 1/2/2. Длина индукторов: 1406/1156/1406 мм. Мощность индукторов (макс.): 1150 кВт. Тип: вертикальная. Размеры гильз: наружный диаметр 230 - 370 мм, диаметр внутреннего отверстия 50 - 220 мм, длина 520 - 1400 мм. Внутренний диаметр футеровки индукторов: 1) при диаметре гильзы 130 - 172 мм - 200 мм; 2) при диаметре гильзы 173 - 230 мм - 244 мм. Внутренний диаметр катушки индукторов: 1) при диаметре гильзы 130 - 172 мм - 240 мм; 2) при диаметре гильзы 173 - 230 мм - 292 мм. Диапазон регулирования напряжения 308 - 600 В. Мощность индукторов 750 кВт |
Вертикальный пресс | Экспандирование предварительно сверленых заготовок, прошивка заготовок | Тип: вертикальный, гидравлический, двухконтейнерный. Линия пресса 20МН: Размеры заготовок: наружный диаметр 145 - 220 мм, длина 350 - 850 мм, диаметр отверстия (до экспандирования) 25 - 50 мм, (после экспандирования) 45 - 145 мм. Усилие пресса: 6.5МН. Скорость экспандирования (макс.): 400 мм/сек. Линия пресса 55МН: Размеры заготовок: наружный диаметр 260 - 353 мм, длина 480 - 1350 мм, диаметр отверстия (до экспандирования) 30 - 50 мм, (после прошивки) 115...240 мм. Усилие пресса: 25МН. Главных цилиндров - 3. Скорость прошивки (макс.): 300 мм/сек |
Горизонтальный пресс | Прессование полых гильз в трубы | Тип пресса: горизонтальный, гидравлический, двухконтейнерный. Линия пресса 20МН: Размеры гильз: наружный диаметр 152 - 212 мм. Длина 350 - 870 мм. Геометрические размеры прессуемых труб: наружный диаметр 42 - 146 мм, толщина стенки: 3,5 - 25 мм, длина 4,5 - 25,0 м. Усилие пресса: 20МН. Скорость прессования (макс.): 300 мм/сек. Скорость холостого хода (макс.): 600 мм/сек. Линия пресса 55МН: Размеры гильз: наружный диаметр 271 - 366 мм, длина 480 - 1350 мм. Размеры прессуемых труб: наружный диаметр 57 - 273 мм, толщина стенки 3,5 - 30 мм, длина 4,0 - 35,0 м. Усилие пресса: 55МН. Количество главных цилиндров: 2. Усилие главных цилиндров: 15МН, 40МН. Скорость прессования (макс.): 300 мм/сек |
Правильная машина | Устранение кривизны стальных труб | Размеры труб: наружный диаметр 30...245 мм, толщина стенки 4...30 мм, длина 4...15 м. Максимально допустимый момент изгиба: 440 000 Нм. Угол разворота валков: 28...37 град. Диаметр валков (макс.): 360 мм. Скорость правки (макс.): 130 м/мин |
Труборазрезные станки | Обрезка разлохмаченного конца трубы | Размеры труб: наружный диаметр 25 - 245 мм, толщина стенки 2 - 30 мм, длина труб на входе 4,0 - 15,0 м, длина труб на выходе из станка 4,0 - 12,5 м. Длина отрезаемого конца: 150 - 500 мм. Частота вращения резцовой головки (макс.): 510 об/мин |
Станок для изготовления фаски | Нарезка фаски с переднего и заднего концов труб | Размеры труб: наружный диаметр 25 - 245 мм, толщина стенки 2,0 - 30,0 мм, длина трубы на выходе из станка 4,0 - 12,5 м. Частота вращения шпинделя: 95 - 1322 об/мин. Длина хода рабочего шпинделя: 100 мм |
Труборазрезные станки | Обрезка разлохмаченного конца трубы | Размеры обрабатываемых труб: наружный диаметр 42...245 мм, толщина стенки 2,5...30,0 мм, длина труб на входе в станок 4,0...15,0 м, длина труб на выходе из станка 4,0...12,5 м. Длина отрезаемого конца: 200...500 мм. Частота вращения резцовой головки: 12,5...450 об./мин |
Установка ультразвукового контроля труб | Контроль качества трубы без разрушения изделия | Размеры труб: наружный диаметр 42 - 126 мм, толщина стенки 2,5 - 30,0 мм, длина 4,0 - 12,5 м. Общая кривизна: не более 10 мм. Скорость контроля (макс.): 60 м/мин. Длина неконтролируемых концов (макс.): 150 мм. |
Шлифовальный станок | Шлифовка наружной поверхности труб | Размеры заготовок: наружный диаметр 114 - 245 мм, толщина стенки 4,2 - 20,0 мм, длина 4,0 - 12,5 м. Окружная скорость шлифовального круга: 45 м/сек. Частота вращения шпинделя: 2456 об/мин. Длина "бесконечной" абразивной ленты: 3500 мм |
Таблица Д.10
Оборудование для производства холоднодеформированных труб
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Стан холодной прокатки | Холодная прокатка труб | ХПТ-32. Размеры труб: наружный диаметр 8 - 32 мм, толщина стенки до 5,0 мм, длина до 24 м. ХПТ-32М Размеры труб: наружный диаметр 16 - 32 мм, толщина стенки (макс.) 3 мм. ХПТ-55 Размеры труб: наружный диаметр 22 - 68 мм, толщина стенки до 10 мм, длина до 24 м. ХПТ-55М. Размеры труб: наружный диаметр 25 - 55 мм, толщина стенки до 12 мм. ХПТ-75. Размеры труб: наружный диаметр 25 - 89 мм, толщина стенки до 20 мм, длина до 24 м. ХПТ-90. Размеры готовых труб: наружный диаметр 38 - 90 мм, толщина стенки (макс.) 18 мм. ХПТ-90М. Размеры готовых труб: наружный диаметр 38 - 114 мм, толщина стенки (макс.) 20 мм. ХПТ 40-5. Размеры готовых труб: наружный диаметр 12 - 35 мм, толщина стенки (макс.) 8,0 мм. ХПТ 10-45. Размеры готовых труб: наружный диаметр 10 - 45 мм, толщина стенки (макс.) 8,0 мм |
Стан холодной прокатки труб роликами | Холодная прокатка труб | ХПТР 8-15. Размеры готовых труб: наружный диаметр 6 - 15 мм, толщина стенки (макс.) 1,5 мм. ХПТР 15-30. Размеры готовых труб: наружный диаметр 10 - 30 мм, толщина стенки (макс.) 2,0 мм. ХПТР 30-60. Размеры готовых труб: наружный диаметр 28 - 60 мм, толщина стенки (макс.) 3,5 мм. ХПТР 60-120 размеры готовых труб: наружный диаметр 50 - 120 мм, толщина стенки (макс.) 4,5 мм |
Трубоволочильный стан | Волочение труб | Тип станов: барабанные. Усилие волочения: 3 - 100 кН |
Трубоволочильный стан | Волочение труб | Тип станов: линейные оправочные. Усилие волочения: 1 - 1000 кН. Стан усилием волочения 80 кН: Размеры трубных заготовок: наружный диаметр 6 - 45 мм, длина 2,5 - 10,5 м. Размеры труб: длина 14 м. Стан усилием волочения 150 кН: Размеры трубных заготовок: наружный диаметр 16 - 60,3 мм, длина 2,5 - 10,5 м, труб: длина 15 м. Стан с усилием волочения 300 кН: Размеры трубных заготовок: наружный диаметр 33,7 - 73 мм, длина 5 - 11,5 м. Размеры труб: длина 25 м. Стан с усилием волочения 600 кН: Размеры трубных заготовок: наружный диаметр 48,3 - 88,9 мм, длина 6,0 - 13,5 м. Размеры труб: длина 21 м |
Трубоволочильный стан | Волочение труб | Тип станов: линейный безоправочный. Размеры готовых труб: наружный диаметр 6...40 мм, длина (макс.) 20 м |
Ванна кислотная | Химическая обработка труб | Тип кислот: серная, азотная, азотно-плавиковая Геометрические размеры обрабатываемых труб: длина (макс.) 24,0 м |
Ванна меднокупоросная | Нанесение смазочного подслоя | Геометрические размеры обрабатываемых труб: длина (макс.) 11,5 м |
Ванна промывная | Промывка труб | Геометрические размеры обрабатываемых труб: длина (макс.) 16,8 м |
Ванна фосфатная | Нанесение смазочного подслоя | Геометрические размеры обрабатываемых труб: длина (макс.) 11,2 м |
Ванна нейтрализации | Нейтрализация труб | Геометрические размеры обрабатываемых труб: длина (макс.) 14,1 м |
Ванна мыльная | Нанесение смазочного слоя | Геометрические размеры обрабатываемых труб: длина (макс.) 12,0 м |
Ванна промывная горячая | Промывка труб от остатков кислот, солевых расплавов, загрязнений | Геометрические размеры обрабатываемых труб: длина (макс.) 17,1 м |
Ванна обезжиривания | Удаление жировых загрязнений | Геометрические размеры обрабатываемых труб: длина (макс.) 16,6 м |
Ванна пассивация | Создание окисной пленки | Геометрические размеры обрабатываемых труб: длина (макс.) 16,6 м |
Ванна графитовая | Нанесение смазочного слоя | Геометрические размеры обрабатываемых труб: длина (макс.) 9,0 м |
Электрованна СВЩ | Химическая обработка с целью удаления окислов с поверхности | Тип раствора: щелочной расплав, гидрид натрия. Геометрические размеры обрабатываемых труб: длина (макс.) 13,5 м |
Проходная печь | Термическая обработка труб | 1) Газовая с роликовым подом. Размеры труб: наружный диаметр 5 - 120 мм, толщина стенки 0,5 - 14 мм, длина 2,5 - 24 м. Температура (макс.): 1000 °C. 2) Электрическая. Размеры труб: наружный диаметр 6 - 73 мм, толщина стенки 1 - 12 мм, длина 2,5 - 10,5 м. Рабочая температура (макс.): 1000 °C |
Роликовая печь с защитной атмосферой | Термическая обработка труб | Тип - с радиационными трубами. Размеры труб: наружный диаметр 6 - 89 мм, толщина стенки 1 - 13 мм, длина 3,0 - 8,5 м. Температура (макс.): 1000 °C |
Электропечь с роликовым подом | Термическая обработка труб | Геометрические размеры обрабатываемых труб: длина (макс.) 22 м. Температура нагрева труб (макс.): 1180 °C |
Вакуумная печь | Термическая обработка труб | Геометрические размеры обрабатываемых труб: длина (макс.) 9 м, масса (макс.) 200 кг. Температура нагрева труб (макс.): 950 °C |
Электроконтактная печь | Термическая обработка труб | Геометрические размеры обрабатываемых труб: наружный диаметр 3,0 - 120 мм, толщина стенки 0,16 - 1,0 мм. Температура нагрева труб (макс.): 1180 °C |
Печь термообработки в защитной среде | Термическая обработка труб | Среда особо чистого водорода. Размеры труб: наружный диаметр 8 - 60 мм, длина (макс.) 31 м. Температура нагрева труб (макс.): 1180 °C |
Линия резки труб | Обрезка концов труб, резка труб | Геометрические размеры обрабатываемых труб: наружный диаметр 16 - 125 мм, толщина стенки 0,8 - 16 мм, длина 3,0 - 25 м |
Ленточный станок | Разрезка труб | Размеры обрабатываемых труб: наружный диаметр 10 - 410 мм |
Трубоотрезные станки | Обрезка концов труб, резка труб | Геометрические размеры обрабатываемых труб: наружный диаметр 10 - 114 мм, толщина стенки 2 - 10 мм |
Пресс гидравлического испытания труб | Испытание внутренним давлением | Геометрические размеры обрабатываемых труб: наружный диаметр 20 - 114 мм, длина 3,5 - 16 м. Испытательное давление 7 - 40 МПа |
Бесцентрово-токарный станок | Механическая обработка наружной поверхности | Размеры обрабатываемых труб: наружный диаметр 50 - 160 мм, длина 3 - 7 м |
Расточной станок | Механическая обработка внутренней поверхности | Геометрические размеры обрабатываемых труб: наружный диаметр 48 - 170 мм, внутренний диаметр 43 - 152 мм, длина 2,5 - 6 м |
Шлифовальный станок | Шлифовка труб | Размеры обрабатываемых труб: наружный диаметр 4 - 100 мм, длина (макс.) 31 м |
Таблица Д.11
Оборудование для производства сварных спиральношовных труб
большого диаметра
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Поворотное устройство загрузки рулонов | Загрузка рулона в линию трубосварочного агрегата | Геометрические размеры рулонов: внешний диаметр 1350 - 2300 мм, внутренний диаметр 700 - 850 мм, ширина 800 - 1850 мм, масса (макс.) 35 т |
Оборудование линии ТЭСА электродуговой сварки под слоем флюса | Обрезка кромок полосы и концов рулона, стыковка и сварка рулонов, формовка, сварка кромок трубы | Усилие резки гильотинных ножниц: 1600 кН. Усилие резки калибровочных ножниц: 1600 кН. Диаметр формующих роликов: 110 мм. Геометрические размеры труб: наружный диаметр 530 - 1420 мм, толщина стенки 4 - 16 мм. Выходная скорость трубы (макс.): 1,2 м/мин |
Плазматрон | Разрезка труб на мерные длины | Длина перемещения тележки: 2450 мм. Скорость возврата тележки: 5,6 м/мин. Зазор между соплом плазменной головки и трубой: 10 - 12 мм |
Закалочная печь | Нагрев труб под закалку | Способ нагрева: газопламенный нагрев. Размеры труб: наружный диаметр 530 - 1420 мм, длина 9,3 - 12 м. Количество транспортных дисков: 18 шт |
Отпускная печь | Отпуск труб | Способ нагрева - газопламенный. Размеры труб: наружный диаметр 530 - 1420 мм, длина 9,3 - 12 м. Количество транспортных дисков: 14 шт |
Трубонарезной станок | Обработка торцов труб | Размеры: наружный диаметр 530 - 1420 мм, толщина стенки до 14 мм, длина 12,5 м |
Пресс гидравлического испытания труб | Испытание внутренним давлением | Геометрические размеры труб: наружный диаметр 530 - 1420 мм, толщина стенки 8 - 14 мм, длина 10,0 - 12,2 м. Испытательное давление (макс.): 95 кгс/см2 |
Таблица Д.12
Оборудование для производства прямошовных труб
большого диаметра
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Листоукладчик | Задача листового проката в производство | Размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 8,0 - 48,0 мм, длина 9 - 12,5 мм, класс прочности (макс.) К80(Х100) |
Листоправильная машина | Исправление неплоскостности проката | Размеры труб: наружный диаметр 508 - 1067 мм, толщина стенки 7,0 - 32,0 мм, длина труб 9 - 12,5 м, класс прочности (макс.) К60(Х70) |
Кромкофрезерная установка | Механическая обработка кромок листа под сварку | Размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 6,0 - 48,0 мм, длина 8 - 12,5 мм, класс прочности (макс.) К80(Х100) |
Станок кромкострогальный | Обработка продольных кромок под сварку | Размеры труб: наружный диаметр 508 - 1067 мм, толщина стенки 7,0 - 32,0 мм, длина труб 9 - 12,5 м, класс прочности (макс.) К60(Х70) |
Пресс подгибки кромок | Подгибка кромок листов | Тип: гидравлический. Размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 7,0 - 48,0 мм, длина 9 - 12,5 мм, класс прочности (макс.) К80(Х100) |
Трехвалковая листогибочная машина | Формование листов в трубные заготовки | Геометрические размеры листов: длина 8 - 12,5 м, ширина 1430 - 4480 мм, толщина 6 - 42 мм. Геометрические размеры готовых труб: наружный диаметр 508 - 1422 мм |
Пресс гидравлический для предварительной формовки | Формование листов в трубные заготовки U-образной формы | Формование в трубную заготовку U-образной формы для производства труб геометрических размеров: наружный диаметр 508 - 1067 мм, толщина стенки 7,0 - 32,0 мм, длина труб 9,0 - 12,5 м, класс прочности (макс.) К60(Х70) |
Пресс гидравлический окончательной формовки заготовок | Формование листов в трубные заготовки O-образной формы | Формование листов в трубные заготовки O-образной формы для производства труб геометрических размеров: наружный диаметр 508 - 1067 мм, толщина стенки 7,0...32,0 мм, длина труб 9,0 - 12,5 м, класс прочности (макс.) К60(Х70) |
Пресс шаговой формовки | Формование листов в трубные заготовки | Размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 8,0 - 48,0 мм, длина 9 - 12,5 м, класс прочности (макс.) К80(Х100) |
Доформовочный пресс | Уменьшение раскрытия трубной заготовки | Размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 8,0...48,0 мм, длина 9000...12500 мм, класс прочности (макс.) К80(Х100) |
Установка догибки кромок | Догибка кромок сформованной заготовки | Размеры труб: наружный диаметр 508 - 1422,4 мм, толщина стенки 6,4 - 42 мм, длина 8 - 12,5 мм, масса (макс.) 21 тн |
Установка соединительной сварки | Сборка трубной заготовки | Геометрические размеры готовых труб: наружный диаметр 508 - 1422,4 мм, толщина стенки 6,4 - 42 мм, длина 8,0 - 12,5 мм. Скорость сварки 1 - 10 м/мин |
Сборочно-сварочный стан | Сборка трубной заготовки | Размеры обрабатываемых труб: наружный диаметр 508 - 1422,4 мм, толщина стенки 6,4 - 48,0 мм, длина труб 8,0 - 12,5 м, класс прочности (макс.) К80(Х100) |
Оборудование внутренней сварки труб | Сварка внутреннего шва | Размеры: наружный диаметр 508 - 1422,4 мм, толщина стенки 6,4 - 48,0 мм, длина труб 8 - 12,5 м, класс прочности до К80(Х100). Скорость сварки 0,5 - 4,0 м/мин |
Оборудование наружной сварки труб | Сварка наружного шва | Размеры: наружный диаметр 508 - 1422,4 мм, толщина стенки 6,4 - 48,0 мм, длина труб 8 - 12,5 м, класс прочности до К80(Х100). Скорость сварки 0,5 - 4,0 м/мин |
Оборудование для калибровки внутреннего диаметра (экспандер) | Повышение точности размеров труб раздачей внутренним давлением | Тип: механический, гидромеханический. Размеры труб: 406 - 1422,4 мм, длина труб 6 - 12,5 мм, толщина стенок 6,4 - 48 мм, класс прочности (макс.) К80(Х100) |
Станок фрезерный | Снятие сварного усиления по концам трубы | Геометрические размеры труб: 406 - 1422,4 мм, длина труб 6 - 12,5 мм, толщина стенок 6,4 - 48 мм, класс прочности (макс.) К80(Х100) |
Установка для удаления швов | Удаление сварного усиления по концам труб | Геометрические размеры труб: 406 - 1422,4 мм, длина труб 6 - 12,5 мм, толщина стенок 6,4 - 48 мм, класс прочности (макс.) К80(Х100) |
Установка для обработки торцов труб | Предварительная торцовка труб | Размеры обрабатываемых труб: наружный диаметр 508 - 1422,4 мм, толщина стенки 6,0 - 48,0 мм, длина 8 - 12,5 м, класс прочности (макс.) К80(Х100) |
Трубоподрезной станок | Изготовление фаски на концах труб | Размеры обрабатываемых труб: наружный диаметр 508...1422,4 мм, толщина стенки 6,0 - 48,0 мм, длина 8 - 12,5 м, класс прочности (макс.) К80(Х100) |
Пресс для гидроиспытаний труб | Испытание внутренним гидростатическим давлением | Размеры обрабатываемых труб: наружный диаметр 406...1422,4 мм, толщина стенки 6,4...48,0 мм, длина 6,0...12,5 мм, класс прочности (макс.) К80(Х100) |
Таблица Д.13
Оборудование для производства электросварных труб малого
и среднего диаметра
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Агрегат продольной резки | Порезка рулонного проката на ленты | Геометрические размеры исходного рулона: ширина 600 - 1550 мм, толщина 1 - 6 мм, масса (макс.) 12 т. Скорость движения полосы (макс.): 250 м/мин |
Трубоэлектросварочный агрегат | Производство сварных труб | ТЭСА 4-10. Геометрические размеры готовых труб: наружный диаметр 3,2 - 8 мм. Производительность: 5,5 тыс. т/год. ТЭСА 4-12. Геометрические размеры готовых труб: наружный диаметр 4,76 - 12 мм. Производительность: 5,8 тыс. т/год. ТЭСА 10-32. Геометрические размеры готовых труб: наружный диаметр 12 - 32 мм. Производительность: 14 тыс. т/год |
Трубоэлектросварочный агрегат | Производство сварных труб | ТЭСА 10-63,5. Размеры готовых труб: наружный диаметр 10 - 63,5 мм, толщина стенки 0,8 - 2,5 мм, профильные трубы - трубы квадратного сечения 15 x 15 - 40 x 40 мм, трубы прямоугольного сечения 30 x 15 - 50 x 25 мм. Скорость сварки (макс.): 100 м/мин. ТЭСА 10-63,5. Размеры готовых труб: наружный диаметр 16 - 54 мм. Производительность: 33 тыс. т/год. ТЭСА 10-76. Размеры готовых труб: наружный диаметр 21 - 63,5 мм. Производительность: 45 тыс. т/год. ТЭСА 20-76. Размеры готовых труб: наружный диаметр 20 - 76 мм, толщина стенки 1 - 4 мм, длина 6 - 10 м, профильные трубы - трубы квадратного сечения 40 x 40 - 60 x 60 мм, трубы прямоугольного сечения 28 x 25 - 80 x 40 мм. Производительность: 100 тыс. т/год. ТЭСА 20-102. Размеры готовых труб: наружный диаметр 21 - 108 мм, толщина стенки 2,5 - 5 мм, длина 6 - 11,5 м. ТЭСА 51-114. Размеры готовых труб: наружный диаметр 51 - 114 мм, толщина стенки 1,5 - 4,0 мм. Производительность: 45 т/час. ТЭСА 73-219. Размеры готовых труб: наружный диаметр 73 - 219 мм, толщина стенки 3 - 8 мм, профильные трубы - трубы квадратного сечения 100 x 100 - 120 x 120 мм, трубы прямоугольного сечения 120 x 60 - 150 x 100 мм. Скорость сварки (макс.): 60 м/мин |
Профилегибочный агрегат | Производство сварных труб профильного сечения | ПГА 2 - 4 x 150 - 450. Размеры полосы: ширина 150 - 450 мм. Размеры труб: наружный диаметр 127 - 219 мм, толщина стенки 3 - 8 мм, длина 5 - 12 м, профильные трубы - трубы квадратного сечения 100 x 100 - 160 x 160 мм. Скорость сварки (макс.): 90 м/мин |
Трубоэлектросварочный агрегат | Производство сварных труб | ТЭСА 168-530. Геометрические размеры готовых труб: наружный диаметр 168 - 530 мм, толщина стенки 4,8 - 12,7 мм. Производительность: 110 тыс. тонн/год |
Таблица Д.14
Оборудование для производства сварных труб,
изготовленных способом непрерывной печной сварки
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Агрегат непрерывной печной сварки труб | Производство сварных труб круглого сечения | АНПСТ 15-50 (1/2 - 2"). Тип проходной печи: туннельный. Тип топлива: природный газ. Горелочные устройства, температура - 500 °C. Производительность: 45 т/час |
Таблица Д.15
Оборудование для производства сварных труб,
изготовленных способом сварки в среде инертных газов
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Агрегат продольной резки | Порезка рулонного проката (штрипса) на ленты | Геометрические размеры исходного рулона: ширина (макс.) 1600 мм, толщина 0,4 - 6,0 мм, масса (макс.) 30 000 кг |
Сварная линия | Производство сварных труб из легированных марок сталей | Геометрические размеры сварных труб: наружный диаметр 9 - 114,3 мм, толщина стенки 0,4 - 4,0 мм |
Таблица Д.16
Оборудование для производства труб с наружным
антикоррозионным, внутренним гладкостным покрытием
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Газовая печь | Нагрев труб в линии нанесения наружного покрытия | Геометрические размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м |
Газовая печь | Нагрев труб в линии нанесения внутреннего покрытия | Геометрические размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 9 - 48 мм, длина 9 - 12,5 м |
Дробеструйные машины обработки поверхности труб | Абразивная обработка наружной поверхности труб | Применяемый материал: дробь. Скорость дроби (макс.): 100 м/сек. Число турбин: 2. Диаметр турбин 455 - 490 мм, ширина лопаток 110 - 135 мм, количество лопаток - 8 шт. Производительность (макс.): 460 м2/час |
Газовая печь | Нагрев труб перед нанесением эпоксидного покрытия | Размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м. Температура нагрева труб (макс.): 250 °C |
Камера нанесения эпоксидного покрытия | Нанесение эпоксидного покрытия | Геометрические размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м. Количество стационарных пистолетов для распыления эпоксидного покрытия (макс.): 20 шт |
Камера нанесения хроматного концентрата | Нанесение водного раствора хроматного концентрата на наружную поверхность труб | Геометрические размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м. Температура трубы (макс.): 60 °C |
Газовая печь | Сушка и нагрев поверхности труб | Размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м. Температура нагрева трубы (макс.): 220 °C |
Индукционная печь | Нагрев поверхности труб перед нанесением эпоксидного покрытия | Размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м. Температура нагрева трубы (макс.): 250 °C |
Газовые печи | Оборудование нанесения эпоксидного покрытия пневмораспылением порошка. | Температура нагрева трубы 185 °C - 246 °C. Количество распылительных стационарных пистолетов эпоксидного покрытия - 12 шт |
Экструдер адгезива, экструдер полиэтилена | Нанесение антикоррозионного покрытия на наружную поверхность труб | Скорость движения труб (макс.): 5,5 м/мин. Давление в экструдере (макс.): адгезива - 165 бар; полиэтилена - 350 бар. Шаг вращения труб (макс.): 155 мм. Частота вращения шнека экструдера (макс.): адгезива - 65 об/мин; полиэтилена (макс.) - 80 об/мин. Температура полиэтилена на выходе из насадки экструдера (макс.): 250 °C |
Покрасочная камера | Нанесения покрытия на внутреннюю поверхность | Размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 9 - 48 мм, длина 9 - 12,5 м. Расход краски (макс.): 4 л/мин. Давление жидкости в пистолете распыления краски (макс.): 280 бар |
Камера охлаждения | Охлаждение поверхности труб с наружным антикоррозионным покрытием | Тип среды: вода. Геометрические размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м. Температура воды (макс.): +35 °C |
Камера полимеризации | Отверждение покрытия на внутренней поверхности | Геометрические размеры труб: наружный диаметр 508 - 1420 мм, толщина стенки 9 - 48 мм, длина 9 - 12,5 м. Температура в рабочем пространстве печи (макс.): 65 °C |
Зачистная машина | Удаление наружного покрытия на концах труб | Размеры труб: бесшовные трубы - наружный диаметр 114 - 426 мм, толщина стенки 6 - 36 мм, длина 8 - 12,5 м, сварные трубы - наружный диаметр 530 - 1420 мм, толщина стенки 7 - 48 мм, длина 9 - 12,5 м. Длина обрабатываемых участков (макс.): 320 мм. Частота вращения зачистных щеток (макс.): 3600 об/мин |
Таблица Д.17
Оборудование для производства оцинкованных труб
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Ванна промывки | Удаление с поверхности труб рыхлой окалины, стружки, загрязнений | Рабочая среда: вода. Геометрические размеры обрабатываемых труб: наружный диаметр 15...159 мм, толщина стенки (макс.) 10 мм, длина (макс.) 10 м. Объем: 26 м3 Производительность (макс.): 12 т/ч |
Ванна химического обезжиривания | Удаление с поверхности труб жировых загрязнений | Рабочая среда: обезжириватель. Геометрические размеры обрабатываемых труб: наружный диаметр 15...159 мм, толщина стенки (макс.) 10 мм, длина (макс.) 10 м. Объем: 26 м3 Производительность (макс.): 12 т/ч |
Ванна травления | Удаление с поверхности труб окалины, окислов | Рабочая среда: соляная кислота, вода. Геометрические размеры обрабатываемых труб: наружный диаметр 15...159 мм, толщина стенки (макс.) 10 мм, длина (макс.) 10 м. Объем: 26 м3. Производительность (макс.): 12 т/ч |
Ванна флюсования | Удаление с поверхности труб солей железа, растворение окислов, создание защитной пленки из солей цинка | Рабочая жидкость: цинк хлористый, аммоний хлористый. Геометрические размеры обрабатываемых труб: наружный диаметр 15...159 мм, толщина стенки (макс.) 10 мм, длина (макс.) 10 м. Объем: 26 м3. Производительность (макс.): 12 т/ч |
Сушильная камера | Сушка, подогрев труб | Температура в рабочем пространстве (макс.): 400 °C. Геометрические размеры обрабатываемых труб: наружный диаметр 15...159 мм, толщина стенки (макс.) 10 мм, длина (макс.) 10 м. Производительность (макс.): 12 т/ч |
Ванна цинкования | Нанесение защитного цинкового покрытия на поверхность труб | Рабочая среда: цинк. Геометрические размеры обрабатываемых труб: наружный диаметр 15...159 мм, толщина стенки (макс.) 10 мм, длина (макс.) 10 м |
Стенд продувки | Удаление излишков цинкового покрытия, выглаживание внутренней поверхности труб | Рабочая среда: пар. Геометрические размеры обрабатываемых труб: наружный диаметр 15...159 мм, толщина стенки (макс.) 10 мм, длина (макс.) 10 м |
Библиография к разделу 1
[1] Дубинский, Ф.С. Технология процессов прокатки и волочения: учебное пособие / Ф.С. Дубинский, В.И. Крайнов, Б.В. Баричко - Челябинск: Издательский центр ЮУрГУ, 2007. - 148 с.
[2] Баричко, Б.В. Технология процессов прессования: учебное пособие / Б.В. Баричко, Я.И. Космацкий, К.Ю. Панова. - Челябинск: Издательский центр ЮУрГУ, 2011. - 70 с.
[3] Баричко, Б.В. Основы технологических процессов ОМД: учебное пособие / Б.В. Баричко, Ф.С. Дубинский, В.И. Крайнов. - Челябинск: Издательский центр ЮУрГУ, 2008. - 131 с.
[4] Основные показатели работы черной металлургии России в 2016 г. / В.В. Катунин, Т.М. Петракова, И.М. Иванова // Бюллетень научно-технической и экономической информации "Черная металлургия", 2017. - N 3 (1407). - С. 3 - 23.
[5] Производство металлургической продукции / Н.Г. Зиновьева // Бюллетень научно-технической и экономической информации "Черная металлургия", 2017. - N 3 (1407). - С. 140 - 143.
[6] Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2015 г. М.: Минэнерго, 2016. 275 с. Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2016 г. М.: Минэнерго, 2017. - 264 с. Integrated Pollution Prevention and Control (IPPC). Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry. December 2001. URL: - http://eippcb.jrc.ec.europa.eu/reference/BREF/fmp bref_1201.pdf.
[7] Ежегодный Государственный доклад "О состоянии и охране окружающей среды Российской Федерации", Министерство природных ресурсов и экологии РФ. - http://www.mnr.gov.ru/regulatory/list.php?part=1101.
[8] Официальный сайт ПАО "Трубная металлургическая компания". Окружающая среда. [Электронный ресурс] [Режим доступа]: https://www.tmk-group.ru/Environment.
[9] Клачков, А.А. Зеленый - цвет года // YourTube. - М.: ГК "Людиpeople". - 2017. - N 1 (27). - С. 14 - 17.
Библиография к разделу 2
[1] Беняковский, М.А. Технология прокатного производства: справочник в 2-х книгах / М.А. Беняковский, К.Н. Богоявленский, А.И. Виткин и др. - М.: Металлургия, 1991. - 862 с.
[2] Технология прокатного производства: учебник для вузов / Б.Б. Диомидов, Н.В. Литовченко. - М.: Металлургия, 1979. - 487 с.
[3] Николаев, В.А. Технология прокатки листов и полос: учебное пособие. - Киев: УМК ВО, 1990. - 168 с.
[4] Антипин, В.Г. Прокатные станы: справочник в 3-х томах / В.Г. Антипин, С.В. Тимофеев, Д.К. Нестеров и др. - М.: Металлургия, 1992. - Т. 1. - 429 с., Т. 2. - 496 с., Т. 3. - 428 с.
[5] Дукмасов, В.Г. Состояние и развитие технологий и оборудования в мировой черной металлургии / В.Г. Дукмасов, Л.М. Агеев. - Челябинск: Издательство ЮУрГУ, 2002. - 187 с.
[6] Кугушин, А.А. Высокоскоростная прокатка катанки / А.А. Кугушин, Ю.А. Попов. - М.: Металлургия, 1982. - 144 с.
[7] Коковихин, Ю.И. Технология сталепроволочного производства: учебник для вузов. - Киев: "ВIПОЛ", 1995. - 608 с.
[8] Справочник волочильщика проволоки / М.Б. Горловский, В.Н. Меркачев. - М.: Металлургия, 1993. - 336 с.
[9] Битков, В.В. Технология и машины для производства проволоки. - Екатеринбург: УрО РАН, 2004. - 344 с.
[11] Бочков, Н.Г. Производство качественного металла на современных сортовых станах - М.: Металлургия, 1988. - 312 с.
[12] Соколовский, В.И. Непрерывные калибровочные станы / В.И. Соколовский, В.С. Паршин, Г.Л. Баранов. - М.: Металлургия, 1984. - 96 с.
[13] Шевакин, Ю.Ф. Производство труб: учебное пособие / Ю.Ф. Шевакин, А.П. Коликов, Ю.Н. Райков. - М.: Интермет Инжиниринг, 2005. - 568 с.
[15] Производство стальных труб / В.М. Друян, Ю.Г. Крупман, Л.С. Ляховецкий и др. - М.: Металлургия, 1989. - 400 с.
[16] Трубное производство: учебник/ Б.А. Романцев, А.В. Гончарук, Н.М. Вавилкин, С.В. Самусев. - М.: Издательский Дом МИСИС, 2011. - 970 с.
[17] Технология и оборудование трубного производства: учебник для ВУЗов / В.Я. Осадчий, А.С. Вавилин, В.Г. Зимовец, А.П. Коликов. - М.: Интермет Инжиниринг, 2001. - 608 с.
[18] Осадчий, В.Я. Производство и качество стальных труб: учебное пособие для ВУЗов / В.Я. Осадчий, А.П. Коликов. - М.: Издательство МГУПИ, 2012. - 370 с.
[19] Данилов, А.Ф. Горячая прокатка и прессование труб / А.Ф. Данилов, А.З. Глейберг, В.Г. Балакин. - М.: Металлургия, 1972. - 576 с.
[20] Технология производства труб / И.Н. Потапов, А.П. Коликов, В.Н. Данченко и др. - М.: Металлургия, 1994. - 528 с.
[21] Металлургические печи: атлас / В.И. Миткалинный, В.А. Кривандин, В.А. Морозов и др. - М.: Металлургия, 1987. - 483 с.
[22] Зимовец, В.Г. Совершенствование производства стальных труб / В.Г. Зимовец, В.Ю. Кузнецов. - М.: МИСиС, 1996. - 480 с.
[23] Технология трубного производства / В.Н. Данченко, А.П. Коликов, Б.А. Романцев, С.В. Самусев. - М.: Интермет Инжиниринг, 2002. - 640 с.
[24] Патент РФ N 2362639. Способ продольной прокатки / А.И. Брижан, Ю.В. Бодров, В.С. Гончаров и др. - Опубликовано 27.07.2009. - Бюллетень N 21.
[25] Матвеев, Ю.М. Калибровка инструмента трубных станов / Ю.М. Матвеев, Я.Л. Ваткин. - М.: Металлургия, 1970. - 480 с.
[26] Клачков, А.А. Опыт эксплуатации первого в России непрерывного стана с трехвалковыми клетями PQF 10 3/4" в ОАО "ТАГМЕТ" // Сталь, 2011. - N 11. - С. 85 - 91.
[27] Развитие технологий производства бесшовных горячедеформированных труб на ТПА с непрерывным станом на заводах Группы ТМК / Е.И. Шифрин, И.И. Лубе // Труды X Конгресса прокатчиков. - М.: ООО "ВАШ ФОРМАТ", 2015 - Т. 2. - С. 159 - 166.
[28] Комплексная реконструкция сталеплавильного и трубопрокатного производства на ОАО "СТЗ" - новый шаг к производству высококачественных труб для нефтяной промышленности / В.А. Топоров // Труды XXI Международной научно-практической конференции "Трубы-2014". - Челябинск: ОАО "РосНИТИ", 2014. - С. 40 - 43.
[30] Белая металлургия - новый стандарт производства. Технический каталог ОАО "ЧТПЗ", ОАО "ПНТЗ". Челябинск: ОАО "ЧТПЗ". - 2015. - 78 с.
[31] Патент РФ N 2387496. Трубопрокатная установка для прокатки бесшовных горячедеформированных труб большого и среднего диаметров / А.В. Сафьянов, А.А. Федоров, С.Г. Чикалов и др. - Опубликовано 27.04.2010. - Бюллетень N 12.
[32] Патент РФ N 2242522. Способ нормализации труб в проходных печах / А.А. Федоров, В.В. Игнатьев, Л.И. Лапин и др. - Опубликовано 20.12.2004. - Бюллетень N 35.
[33] Патент РФ N 2542132. Способ производства товарных труб размером 406,4 + 0,4 / -0 x 14,38 + 0,28 / -0,72 мм из титанового сплава Gr 29 для последующего использования их для обустройства геотермальных скважин / А.В. Сафьянов, А.А. Федоров, В.И. Тазетдинов и др. - Опубликовано 10.01.2015. - Бюллетень N 5.
[34] Патент РФ N 2368440. Способ горячей прокатки бесшовных тонкостенных труб / Б.И. Тартаковский, Л.Г. Марченко, М.М. Фадеев. - Опубликовано 27.09.2009. - Бюллетень N 27.
[35] Патент РФ N 2402392. Способ горячей прокатки бесшовных тонкостенных труб / Б.И. Тартаковский, М.М. Фадеев, В.В. Ананян. - Опубликовано 27.10.2010. - Бюллетень N 30.
[36] Геометрические, кинематические и силовые параметры переходного процесса при перемещении оправки в прошивном стане / Б.И. Тартаковский // Производство проката, 2010. - N 12. - С. 28 - 36.
[37] Особенности производства тонкостенных труб на агрегате с трехвалковым раскатным станом / Б.И. Тартаковский // Сталь, 2009. - N 11. - С. 71 - 72.
[38] Трубы для нефтяной промышленности / В.А. Ткаченко, А.А. Шевченко, В.И. Стрижак, Ю.С. Пикинер. - М.: Металлургия, 1986. - 256 с.
[39] Новое решение проблемы герметичности резьбовых соединений обсадных труб с использованием "Технологии чистого свинчивания" (ClearMakeUpTechnology или CMT) / А.В. Емельянов, А.В. Токарев // Бурение и нефть, 2012. - N 2. - С. 46 - 48.
[40] Патент РФ N 2520275. Трубное резьбовое соединение и способ его выполнения / И.Ю. Пышминцев, Н.П. Самкова, В.И. Кузнецов. - Опубликовано 20.06.2014. - Бюллетень N 17.
[41] Производство труб для новых проектов сухопутных и морских газопроводов и нефтепроводов // Трубопроводный транспорт, 2010. - N 5. - 3 - 11 с.
[42] Технология производства труб в условиях АО "ЗТЗ" / А.А. Лясковский // Труды XXII Международной научно-практической конференции "Трубы-2016". - Челябинск: ОАО "РосНИТИ", 2016. - Ч. 1. - С. 97 - 101.
[43] Влияние технологии формовки листовой заготовки на комплекс механических свойств электросварных труб / И.П. Шабалов, Г.А. Филиппов, Д.М. Соловьев, О.В. Ливанова // Сборник докладов международного научно-технического конгресса "ОМД 2014. Фундаментальные проблемы. Инновационные материалы и технологии". - М.: ООО "Белый ветер", 2014. - Ч. 2. - С. 17 - 23.
[44] Современная технология нанесения полиэтиленового, полипропиленового и эпоксидного покрытий на магистральные трубопроводы / Е.А. Максимов // Бюллетень "Черная металлургия", 2017. - N 6. - С. 80 - 88.
[45] Максимов, Е.А. Современные технологии антикоррозионных покрытий металлопроката, трубопроводов и профилей: монография / Е.А. Максимов, Р.Л. Шаталов, П.П. Степанов. - Челябинск: Издательский центр ЮУрГУ, 2015. - 333 с.
[46] ГОСТ 30732-2006 Трубы и фасонные изделия стальные с тепловой изоляцией из пенополиуретана с защитной оболочкой. Технические условия. - М., 2014. - С. 17 - 23.
Библиография к разделу 3.
[1] EMEP/EEA air pollutant emission inventory guidebook. 2016. [Электронный ресурс]. URL: https://www.eea.europa.eu/publications/emep-eea-guidebook-2016].
[2] Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry. 2001. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/fmp_bref_1201.pdf.
[3] Kick-off meeting for the review of the Best Available Techniques (BAT) Reference Document for Ferrous Metals Processing. 2017. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/FMP_KoM_report_final.pdf.
[4] Технология прокатного производства: справочник в 2-х книгах. / М.А. Беняковский, К.Н. Богоявленский, А.И. Виткин и др. М.: Металлургия, 1991. 862 с.
[5] Экология металлургического производства: Курс лекций / Большина Е.П. Новотроицк: НФ НИТУ "МИСиС". 2012. 155 с.
[6] Прокатка листового металла. Технологическое обеспечение процесса прокатки. Новое поколение высокоэффективных систем очистки больших объемов водных технологических жидкостей и стоков. Часть 1: Техника и технология холодной (горячей) прокатки листового металла. Концепция и методология расчета и проектирования ресурсосберегающих и экологизированных систем очистки: учебное пособие / Е.М. Булыжев, В.Н. Кокорин, Ю.А. Титов, А.А. Григорьев. Ульяновск: УлГТУ, 2009. 186 с.
[8] ГОСТ Р ИСО 14001-2016. Системы экологического менеджмента. Требования и руководство по применению.
[9] Системы экологического менеджмента: практический курс / Дайман С.Ю., Гусева Т.В., Заика Е.А., Сокорнова Т.В. М.: Форум, 2010. 336 с.
[11] ГОСТ Р ИСО 9001-2015. Системы менеджмента качества. Требования.
[13] ГОСТ Р ИСО 31000-2010. Менеджмент риска. Принципы и руководство.
[14] Федеральный закон от 10.01.2002 N 7-ФЗ "Об охране окружающей среды" (с изм. и доп., вступ. в силу с 01.03.2017).
[15] Regulation (EC) No. 1221/2009 of the European Parliament and of the Council of 25 November 2009 on the voluntary participation by organisations in a Community eco-management and audit scheme (EMAS), repealing Regulation (EC) No. 761/2001 and Commission Decisions 2001/681/EC and 2006/193/EC.
[16] ИТС 22.1-2016. Общие принципы производственного экологического контроля и его метрологического обеспечения.
[17] Федеральный закон от 21.07.2014 N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации" (в редакции федеральных законов от 29.12.2014 N 458-ФЗ; от 29.12.2015 N 404-ФЗ; от 03.07.2016 N 254-ФЗ).
[18] Официальный сайт Трубной металлургической компании. Ответственность: окружающая среда. [Электронный ресурс]. [Режим доступа]: https://www.tmk-group.ru/Environment.
[19] Официальный сайт Группы НЛМК. Устойчивое развитие. Экология. [Электронный ресурс]. [Режим доступа]: https://nlmk.com/ru/responsibility/ecology/.
[20] Integrated Pollution Prevention and Control (IPPC). Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry, 2001. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/fmp_bref_1201.pdf.
[21] Best Available Techniques (BAT) Reference Document for Iron and Steel Production, 2013. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/I&S/IS_Published_0312.pdf.
[22] Энергетическая стратегия РФ: офиц. текст. [Электронный ресурс]. Режим доступа: http://minenergo.gov.ru/node/1026.
[23] Федеральный закон "Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации" от 23.11.2009 N 261-ФЗ (в действ. редакции).
[24] Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2015 г. [Электронный ресурс]. Режим доступа: http://minenergo.gov.ru/system/download-pdf/5197/66062.
[25] Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2014 г. [Электронный ресурс]. Режим доступа: http://minenergo.gov.ru/system/download-pdf/5197/69065.
[26] Доклад "Об экологическом развитии Российской Федерации в интересах будущих поколений". М.: Кремль, 2016. 312 с.
[27] Стратегия развития черной металлургии России на 2014 - 2020 гг. и на перспективу до 2030 г. Утверждена приказом Министерства промышленности и торговли Российской Федерации от 5 мая 2014 г. N 839.
[28] Методические рекомендации по определению технологии в качестве наилучшей доступной. Утверждены приказом Министерства промышленности и торговли Российской Федерации от 31.03.2015 N 665.
[29] ИТС 48-2017. Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности.
[30] Reference Document on Best Available Techniques for Energy Efficiency. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/ENE_Adopted_02-2009.pdf/.
[31] Справочный документ по НДТ обеспечения энергоэффективности. [Электронный ресурс]. Режим доступа: http://ecoline.ru/energy-efficiency-2012/.
[33] ISO 50002:2014. Energy audits - Requirements with guidance for use.
[34] ISO 50004:2014. Energy management systems - Guidance for the implementation, maintenance and improvement of an energy management system.
[35] ISO 50006:2014. Energy management systems - Measuring energy performance using energy baselines (EnB) and energy performance indicators (EnPI) - General principles and guidance.
[36] ISO 50015:2014. Energy management systems - Measurement and verification of energy performance of organizations - General principles and guidance.
[37] ГОСТ Р ИСО 50001-2012. Системы энергетического менеджмента. Требования и руководство по применению.
[38] Energy Management - A comprehensive guide to controlling energy use. London. The Carbon Trust, 2013. 53 p.
[39] Industrial energy efficiency accelerator - Guide to metalforming sector. London. The Carbon Trust, 2011. 79 p.
Библиография к разделу 4.
[1] Правила определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям. Утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458.
[2] Методические рекомендации по определению технологии в качестве наилучшей доступной технологии. Утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 г. N 665.
[3] Reference Document on Economics and Cross-Media Effects, 2006. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/ecm_bref_0706.pdf.
[4] ГОСТ Р 54097-2010. Ресурсосбережение. Наилучшие доступные технологии. Методология идентификации.
[5] Integrated Pollution Prevention and Control (IPPC). Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry. December 2001. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/fmp_bref_1201.pdf.
[6] Best Available Techniques (BAT) Reference Document for Iron and Steel Production, 2013. [Электронный ресурс]. URL: http://eippcb.jrc. ec.europa.eu/reference/BREF/I&S/IS_Published_0312.pdf.
[7] ИТС 48-2017. Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности.
[8] Reference Document on Best Available Techniques for Energy Efficiency. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/ENE_Adopted_02-209.pdf/.
[9] Федеральный закон от 21.07.2014 N 219-ФЗ О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации (в редакции федеральных законов от 29.12.2014 N 458-ФЗ; от 29.12.2015 N 404-ФЗ; от 03.07.2016 N 254-ФЗ).
[10] Федеральный закон от 10.01.2002 N 7-ФЗ "Об охране окружающей среды" (в ред. от 03.07.2016 с изм. и доп., вступ. в силу с 01.03.2017).
[11] Государственный доклад "О состоянии и охране окружающей среды Российской Федерации в 2015 г.". [Электронный ресурс]. [Режим доступа]: http://www.mnr.gov.ru/regulatory/list.php?part=1996.
[12] Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2014 г. [Электронный ресурс]. Режим доступа: http://minenergo.gov.ru/system/download-pdf/5197/69065.
[13] Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2015 г. [Электронный ресурс].
Библиография к разделу 6.
[1] Стратегия развития черной металлургии России на 2014 - 2020 гг. и на перспективу до 2030 г. Утверждена приказом Минпромторга России от 5 мая 2014 г. N 839.
[2] Государственный доклад "О состоянии и об охране окружающей среды Российской Федерации в 2015 г.". - М.: Минприроды России; НИА-Природа. - 2016. - 639 с.
[6] Techno Сталь 2013. Годовой Отчет ОАО "Магнитогорский металлургический комбинат" на 104 с.
[7] Годовой Отчет ОАО "Магнитогорский металлургический комбинат" за 2014 г. на 77 с.
[8] Годовой Отчет ОАО "Магнитогорский металлургический комбинат" за 2015 г. на 107 с.
[11] Годовой отчет ПАО "Трубная металлургическая компания" за 2013 г. на 170 с.
[12] Годовой отчет ПАО "Трубная металлургическая компания" за 2014 г. на 195 с.
[13] Годовой отчет ПАО "Трубная металлургическая компания" за 2015 г. на 160 с.
[16] Годовой отчет АО "Объединенная металлургическая компания" за 2013 г. на 69 с.
[17] Годовой отчет ЗАО "Объединенная металлургическая компания" за 2014 г. на 102 с.
[18] Годовой отчет АО "Объединенная металлургическая компания" за 2015 г. на 110 с.
[20] Годовой отчет Открытого акционерного общества "Челябинский трубопрокатный завод" по итогам 2012 г. на 70 с.
[21] Годовой отчет Открытого акционерного общества "Челябинский трубопрокатный завод" по итогам 2013 г. на 59 с.
[22] Годовой отчет Открытого акционерного общества "Челябинский трубопрокатный завод" по итогам 2014 г. на 70 с.
[23] Годовой отчет Открытого акционерного общества "Челябинский трубопрокатный завод" по итогам 2015 г. на 97 с.
[24] Годовой отчет Публичного акционерного общества "Челябинский трубопрокатный завод" по итогам 2016 г. на 79 с.
[26] Годовой отчет Компании Металлоинвест по итогам 2013 г. на 56 с.
[27] Годовой отчет Компании Металлоинвест по итогам 2014 г. на 60 с.
[28] Годовой отчет Компании Металлоинвест по итогам 2015 г. на 50 с.
Библиография к разделу 7.
[1] Дукмасов, В.Г. Состояние и развитие технологий и оборудования в мировой черной металлургии / В.Г. Дукмасов, Л.М. Агеев. - Челябинск: Издательство ЮУрГУ, 2002. - 187 с.
[2] Schriefer I. The Revival of Steckel mills in Rolling Plate // New Steel. - 1995. - N 11. - P. 26 - 33.
[3] R. Di Capua, Olivotto M. Acid free cleaning line automation system // Danieli Open Week Book. - 2000. - Vol. 1.1. - P. 256 - 258.
[4] Дукмасов, В.Г. Эффективность современных технологий в металлургии / В.Г. Дукмасов, В.Г. Ильичев. - Челябинск: Изд-во ЮУрГУ, 2006. - 178 с.
[5] Калибровка катанки в роликовых волоках / Попов Ю.Н., Штер А.А., Субботин В.А. и др. // Новые технологические процессы прокатки: Всесоюзн. н-т. конф. - Челябинск: ЧПИ, 1989. - Ч. 2. - С. 43 - 44.
[6] Высокоэффективная технология переработки полосовой обрези / Б.В. Баричко, В.В. Панов // Сталь, 2011. - N 2. - С. 67 - 68.
[7] Патент РФ 2147259, кл. B21B1/16. Способ производства проволоки / В.В. Панов, А.В. Александров, Б.В. Баричко (Россия): Патентообладатель А.В. Александров. N 2007120776/02; заявл. 04.06.2007, опубл. 27.03.2009. - Бюл. N 12.
[8] Патент РФ 2348493, кл. B21D19/06. Линия продольной резки ленты/ В.В. Панов, А.В. Александров, Б.В. Баричко (Россия): Патентообладатель А.В. Александров. N 2007121022/02; заявл. 04.06.2007, опубл. 10.03.2009. - Бюл. N 12.
[9] Освоение новой технологии производства высокоуглеродистой горячеоцинкованной проволоки с блестящим покрытием / Г.С. Гун, Э.М. Голубчик, А.Д. Носов и др. // Вестник МГТУ им. Г.И. Носова. - Магнитогорск, 2005. - N 3 (11).
[10] Непрерывный стан с трехвалковыми клетями и удерживаемой оправкой // Новости черной металлургии за рубежом. - М.: ОАО "Черметинформация", 2007. - N 6. - С. 62 - 63.
[11] Инновационные и эффективные решения для получения труб высшего качества. / М. Леферинк, К. Петерс // Труды XXI Международной научно-практической конференции "Трубы-2014". Сборник докладов. Часть I. - Челябинск: ОАО "РосНИТИ", 2014. - С. 31 - 36.
[12] Четырехвалковый калибровочный стан для прокатки бесшовных труб. // Металлургическое производство и технология, 2012. - N 1. - С. 44 - 47.
[13] Минитрубопрокатные агрегаты на основе станов винтовой прокатки / Б.А. Романцев, А.В. Гончарук, А.С. Алещенко // Труды X Конгресса прокатчиков: Том 1. - Липецк: МОО "Объединение прокатчиков", 2015. - С. 183 - 192.
[14] Матвеев Б.Н. Совершенствование производства труб из высоколегированных сталей // Сталь, 2000. - N 3. - С. 56 - 59.
[15] Пат. N 2586177 Российская Федерация, МПК7 B21B19/04. Агрегат для изготовления бесшовных труб / Б.В. Баричко, А.В. Выдрин, А.А. Клачков и др.; заявители и патентообладатели ОАО "РосНИТИ", ПАО "СинТЗ", N 2014151518/02; заявл. 18.12.14; опубл. 10.06.16.
[16] Зимовец, В.Г. Современное производство стальных труб. - Волжский: Полиграфкомбинат, 1998. - 520 с.
[17] Развитие процессов холодной деформации труб / Б.В. Баричко, В.И. Чурбанов, К.Ю. Панова // Сталь, 2011. - N 2. - С. 44 - 46.
[18] Влияние защитной газовой среды при термической обработке труб из хромоникелевых сталей на их коррозионную стойкость / Л.П. Щесно, И.С. Ситковский, В.Н. Лобунченко и др. // Производство труб: тематический отраслевой сборник. - М.: Металлургия, 1975. - N 1. - С. 304 - 308.
[19] Исследование свойств центробежнолитой трубной заготовки из стали 08Х18Н10Т / Б.В. Баричко, Я.И. Космацкий, С.В. Рущиц и др. // Металлург, 2013. - N 4. - С. 59 - 62.
[20] Разработка новых марок флюсов различного назначения на ОАО "ЧТПЗ" / И.А. Бухтояров, Н.А. Кайчева, А.В. Артемьев, И.В. Кремнева // Труды XXI Международной научно-практической конференции "Трубы-2014". Сборник докладов. Часть I. - Челябинск: ОАО "РосНИТИ", 2014. - С. 203 - 205.
[21] Современная технология нанесения полиэтиленового, полипропиленового и эпоксидного покрытий на магистральные трубопроводы / Е.А. Максимов // Бюллетень "Черная металлургия", 2017. - N 6. - С. 80 - 88.
[22] Разработка технологии лазерно-гибридной сварки труб большого диаметра на ОАО "ЧТПЗ" / М.А. Федоров, А.Н. Маковецкий, И.А. Романцов, А.И. Романцов // Труды XXI Международной научно-практической конференции "Трубы-2014". Сборник докладов. Часть I. - Челябинск: ОАО "РосНИТИ", 2014. - С. 206 - 209.
[23] Патент РФ 2609609, кл. B23K26/348. Способ сварки труб большого диаметра лазерной и гибридной лазерно-дуговой сваркой / И.А. Романцов, М.А. Федоров, А.О. Котлов, А.А. Черняев: Патентообладатель ОАО "ЧТПЗ". - N 2015126174; заявл. 30.06.2015, опубл. 02.02.2017. - Бюл. N 4.
[24] Гибридная лазерная сварка - объединяя усилия / К. Пауль, Ф. Ридель // Фотоника, 2009. - N 1. - С. 2 - 5.
[25] Гибридная лазерно-дуговая сварка под флюсом / У. Райзген, С. Ольшок // Автоматическая сварка, 2009. - N 4. - С. 46 - 51.