СПРАВКА
Источник публикации
М., "Экономика", 1989
Примечание к документу
Название документа
"Общемашиностроительные типовые нормы времени на изготовление приспособлений и кондукторов для механической обработки деталей"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 03.02.1988 N 55/3-73)
"Общемашиностроительные типовые нормы времени на изготовление приспособлений и кондукторов для механической обработки деталей"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 03.02.1988 N 55/3-73)
Утверждены
Постановлением
Государственного комитета СССР
по труду и социальным вопросам
и Секретариата ВЦСПС
от 3 февраля 1988 г. N 55/3-73
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ ТИПОВЫЕ НОРМЫ ВРЕМЕНИ
НА ИЗГОТОВЛЕНИЕ ПРИСПОСОБЛЕНИЙ И КОНДУКТОРОВ
ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Настоящие типовые нормы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 3 февраля 1988 г. N 55/3-73 и рекомендованы для применения в инструментальных цехах машиностроительных предприятий.
С введением их в действие отменяются Общемашиностроительные типовые нормы времени на изготовление приспособлений и кондукторов для механической обработки деталей (М.: НИИ труда, 1977), утвержденные постановлением Государственного комитета Совета Министров СССР по вопросам труда и заработной платы от 3 сентября 1975 г. N 226.
Сборник типовых норм времени содержит нормативные материалы для технического нормирования работ при изготовлении приспособлений и кондукторов для механической обработки деталей в инструментальных цехах машиностроительных предприятий единичного и мелкосерийного производства.
Типовые нормы времени разработаны НПО "Литстанкопроект" Минстанкопрома под методическим руководством Центрального бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций и предприятий машиностроения.
Типовые нормы времени предназначены для нормирования труда рабочих, занятых изготовлением приспособлений и кондукторов для механической обработки деталей.
Типовые нормы времени охватывают труд токарей, сверловщиков, фрезеровщиков, шлифовщиков, разметчиков, слесарей-инструментальщиков, слесарей механосборочных работ.
Обеспечение межотраслевыми нормативными методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть на местах. Информация об этих книгах публикуется в Аннотированных тематических планах выпуска литературы издательства "Экономика" или книготорговых бюллетенях.
1.1. Типовые нормы времени предназначены для нормирования труда рабочих, занятых изготовлением приспособлений и кондукторов для механической обработки деталей в условиях инструментальных цехов машиностроительных предприятий единичного и мелкосерийного производства.
1.2. Типовые нормы времени составлены на тостированные и нормализованные детали приспособлений и кондукторов, которые приведены в классификаторе (приложение 5.1).
1.3. При внедрении бригадной (звеньевой, групповой) формы организации труда типовые нормы времени могут быть использованы для расчета комплексных норм времени.
1.4. При разработке типовых норм времени в качестве исходных данных были использованы:
Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках. Единичное, мелкосерийное и среднесерийное производство, ч. I - VI;
Общемашиностроительные нормативы времени для технического нормирования работ на шлифовальных и доводочных станках (укрупненные). Среднесерийное, мелкосерийное и единичное производство (М.: НИИ труда, 1986);
Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Мелкосерийное и единичное производство (М.: НИИ труда, 1982);
Укрупненные нормативы времени на разметочные работы. Единичное и мелкосерийное производство (М.: НИИмаш, 1987);
Общемашиностроительные нормативы времени на слесарно-инструментальные работы, выполняемые на станках и вручную. Единичное и мелкосерийное производство (М.: НИИ труда, 1981);
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство (М.: НИИ труда, 1984);
Технологические процессы предприятий и результаты хронометражных наблюдений за станочной и слесарной обработкой деталей приспособлений и кондукторов;
Государственные стандарты СССР на детали приспособлений и кондукторов, на припуски;
паспортные данные оборудования;
типовые проекты организации труда на рабочих местах станочников. "Оргстанкинпром" (М.: НИИмаш, 1977).
1.5. При расчете норм времени на термические и гальванические работы рекомендуется использовать:
Общемашиностроительные нормативы вспомогательного времени на термическую обработку металла в печах, ваннах и установках ТВЧ (М.: Экономика, 1988);
Общемашиностроительные нормативы времени на гальванические покрытия и механическую подготовку поверхности до и после покрытия (М.: Экономика, 1988).
1.6. Нормативная часть сборника состоит из 3 разделов:
1. Типовые нормы штучного и подготовительно-заключительного времени на изготовление деталей приспособлений и кондукторов.
2. Нормативы времени на установку и снятие детали, неполного штучного времени и нормы времени на сборку приспособлений и кондукторов.
3. Приложения.
1.7. Типовые нормы времени и их составляющие даны в первом разделе нормативной части.
Типовая норма времени на изготовление приспособлений и кондукторов состоит из нормы штучного времени и нормы подготовительно-заключительного времени на одну деталь и определяется по формуле
где Нвр - норма времени при индивидуальной организации труда, мин.;
Tшт - норма штучного времени, мин.;
Tпз - норма подготовительно-заключительного времени, мин.;
n - число деталей в парши, шт.;
Кп - коэффициент на научное время в зависимости от партии деталей.
1.7.1. Норма штучного времени в мин. в нормативных картах определялась по формуле

где Tо - основное (технологическое) время, мин.;
Tвсп - вспомогательное время на установку и снятие детали и связанное с переходом, мин.;
aобс - время на обслуживание рабочего места, % от оперативного времени;
aотл - время на отдых и личные потребности, % от оперативного времени.
Время на обслуживание рабочего места, перерывы на отдых и личные потребности включены в штучное время в соответствии с табл. 1.1.
Таблица 1.1
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ОТДЫХ
И ЛИЧНЫЕ ПОТРЕБНОСТИ
Вид работ | Время, % от оперативного времени | |
на обслуживание рабочего места | на отдых и личные потребности | |
Заготовительные | 4 | 4 |
Механическая обработка: | 4 | 4 |
токарная | ||
фрезерная | ||
сверлильная | ||
шлифовальная | ||
долбежная | ||
Штамповочная | 5 | 5 |
Кузнечная | 6 | 9 |
Слесарная | 4 | 6 |
1.7.2. Подготовительно-заключительное время для станочных и слесарных работ, устанавливаемое на партию обрабатываемых деталей (карта 168), предусматривает следующий комплекс приемов работ:
получение наряда и технической документации;
ознакомление с работой, чертежом и получение инструктажа от мастера;
получение инструмента и приспособлений, подготовка рабочего места, наладка оборудования, инструмента и приспособлений;
снятие инструмента и приспособлений по окончании обработки партии деталей, сдача их;
частичная переналадка оборудования в процессе выполнения работы;
сдача готовой продукции.
1.7.3. При коллективной форме организации труда <*> комплексные нормы затрат труда могут быть получены на основе применения корректирующих коэффициентов к сумме операционных норм, рассчитанных для условий индивидуальной формы организации труда. Возможно использование корректирующих коэффициентов к сумме отдельных составляющих комплексной нормы, отражающих суммарное значение затрат времени по категориям этих затрат.
--------------------------------
<*> Более полные и подробные данные см. "Методические рекомендации по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования" (М.: Экономика, 1987).
В этом случае комплексная норма в чел.-ч определяется по формуле

где  - норма времени на изготовление i-й детали бригадокомплекта, чел.-ч;
- норма времени на изготовление i-й детали бригадокомплекта, чел.-ч;
i = 1, 2, 3, ..., n - количество деталей, входящих в бригадокомплект;

где  - норма времени на выполнение j-й операции, чел.-ч;
- норма времени на выполнение j-й операции, чел.-ч;
j = 1, 2, 3, ..., m - количество операций, необходимых для изготовления j-й детали;
Кэф - коэффициент эффекта бригадной работы (Кэф < 1).
Коэффициент эффекта бригадной работы (Кэф) учитывает среднюю величину роста производительности труда, ожидаемую при переходе от индивидуальной к бригадной форме организации труда, которая должна входить в комплексные нормы.
В результате перераспределения функций между членами бригады, осуществления взаимопомощи или взаимозаменяемости и т.п. сокращается необходимое время на выполнение закрепленного за бригадой объема работ, следовательно, должна снижаться соответствующая норма времени. Это происходит за счет уменьшения величины отдельных составляющих норм времени: вспомогательного времени, времени обслуживания рабочего места, регламентированных перерывов, подготовительно-заключительного времени, а также за счет перекрытия отдельных составляющих нормы времени машинным временем (в последнем случае величина каждой составляющей нормы времени может остаться и неизменной).
В сквозных бригадах трудоемкость изготовления бригадокомплекта может сокращаться за счет исключения отдельных элементов подготовительно-заключительного времени и времени обслуживания рабочего места при передаче смены "на ходу".
Коэффициенты эффекта бригадной работы (Кэф) устанавливаются:
на уровне отрасли;
на уровне предприятия, если отсутствуют отраслевые коэффициенты или в них недостаточно полно отражается специфика бригадной организации труда на конкретном предприятии.
Кэф вводится в качестве норматива для всей отрасли на определенный срок (не менее 1 года).
В целях расширения возможности использования коэффициента эффекта бригадной работы кроме общей величины коэффициента рассчитывают значения каждой его составляющей.
Эффект бригадной работы может быть получен за счет следующих составляющих:
расширения совмещения профессий (К1);
расширения многостаночного обслуживания (К2);
взаимопомощи и взаимозаменяемости членов бригады (К3);
передачи смен "на ходу" в сквозных бригадах (К4);
перераспределения функций между членами бригады (К5) и т.д.
Общая величина (Кэф) определяется как произведение его составляющих (для данного вида бригады), т.е.
Кэф = К1 · К2 · К3 ... · Кn (1.6)
На уровне предприятия устанавливают, как правило, общие значения Кэф, принимаемые в течение срока, на который они рассчитаны, но не менее года, если не меняются условия производства.
Если в бригаду кроме рабочих-сдельщиков входят рабочие-повременщики и инженерно-технические работники, то комплексная норма времени (чел.-ч) состоит из суммы норм времени рабочих-сдельщиков, повременщиков и инженерно-технических работников на изготовление одного бригадокомплекта, скорректированной на коэффициент эффекта бригадной работы.
1.8. Второй раздел нормативной части сборника предназначен для установления норм времени при изготовлении деталей приспособлений и кондукторов, имеющих размеры, не предусмотренные первым разделом данного сборника.
Норма времени по таким нормативам определяется как сумма неполного штучного времени, времени на установку и снятие детали и нормы подготовительно-заключительного времени, приходящегося на одну деталь.
Норма времени на слесарно-сборочные работы содержит норму штучного времени, которое включает оперативное время сборки и дополнительное время в размере 10 - 15% на подготовительно-заключительную работу, обслуживание рабочего места, отдых и личные потребности.
1.9. В пятом разделе сборника даны принятые при расчете типовых норм времени режимы работы оборудования, классификатор на гостированные и нормализованные детали, припуски на механическую обработку.
1.10. Типовые нормы времени предусматривают рациональные организационно-технические условия, соответствующие единичному и мелкосерийному производству. Типовые нормы времени применяются с поправочными коэффициентами в зависимости от размера партии обрабатываемых деталей (серийности работ), величины которых приведены ниже (табл. 1.2).
1.11. При внедрении на предприятиях более прогрессивных, чем это предусмотрено в настоящем сборнике организации труда, технологий выполнения работ, более эффективного оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормативы времени, соответствующие более высокой производительности труда.
1.12. Типовые нормы времени рассчитаны для выполнения работ при обслуживании рабочим одного станка. При многостаночном обслуживании эти нормы следует применять с нижеприведенными коэффициентами (табл. 1.3).
Таблица 1.2
ОТ РАЗМЕРА ПАРТИИ ДЕТАЛЕЙ
Штучное время, мин., до | Число деталей в партии, шт. | |||||||
1 - 3 | 4 - 6 | 7 - 10 | 11 - 15 | 16 - 20 | 21 - 30 | 31 - 40 | свыше 40 | |
Коэффициент на штучное время, Кп | ||||||||
3 | 1,4 | 1,2 | 1,1 | 1,05 | 0,95 | 0,9 | 0,85 | |
15 | 1,2 | 1,1 | 1,05 | 0,95 | 0,9 | 0.85 | - | |
60 | 1,1 | 1,05 | 0,95 | 0,9 | 0,85 | - | - | |
300 | 1,05 | 0,95 | 0,9 | 0,85 | - | - | - | |
Свыше 300 | 0,95 | 0,9 | 0,85 | - | - | - | - | |
Таблица 1.3
МНОГОСТАНОЧНОГО ОБСЛУЖИВАНИЯ (МЕЛКОСЕРИЙНОЕ
И ЕДИНИЧНОЕ ПРОИЗВОДСТВО)
Коэффициент занятости Кз, до | Организация труда | Количество станков, обслуживаемых одним рабочим, оператором | ||
2 | 3 | 4 | ||
Коэффициент изменения штучного времени Кш | ||||
0,25 | Индивидуальная | 0,56 | 0,39 | 0,33 |
0,35 | 0,65 | 0,48 | 0,39 | |
0,45 | 0,75 | 0,55 | 0,47 | |
0,25 | Бригадная | 0,53 | 0,37 | 0,30 |
0,35 | 0,60 | 0,44 | 0,37 | |
0,45 | 0,67 | 0,51 | 0,45 | |
1.13. Тарификация работ должна проводиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС N 17/2-54 от 16 января 1985 г. с учетом последующих дополнений и изменений к нему.
Выполнение работ, не соответствующих разряду рабочего, не может служить основанием для каких-либо изменений норм времени.
1.14. Типовые нормы времени вводятся в действие в порядке, предусмотренном Положением об организации нормирования труда в народном хозяйстве, утвержденным постановлением Государственного комитета СССР по труду и социальным вопросам и Президиума ВЦСПС от 19 июня 1986 г. N 226/П-6.
1.15. Для пояснения порядка пользования типовыми нормами времени ниже приводится пример расчета нормы времени на шлифовальную операцию.
1.15.1. ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ
Исходные данные для расчета нормы времени
 | Наименование и содержание операции | Шлифовальная. Шлифовать отверстие d | ||
Тип производства | Единичный и мелкосерийный | |||
Число деталей в партии, шт. | 12 | |||
Наименование детали | Ролик ГОСТ 12482-67 | |||
Марка материала | Сталь У8А ГОСТ 1435-71 HRCэ 52...58 | |||
Наименование станка | Внутришлифовальный | Диаметр и длина шлифования, мм | d = 32 (H11) B = 40 | |
Расчет нормы времени | ||||
Определить | Обоснование | Принято | ||
Штучное время на деталь Tшт, мин. | 2,6 | |||
Поправочный коэффициент в зависимости от размера партии деталей | 1,05 | |||
Штучное время с учетом поправочного коэффициент, мин. | 2,73 | |||
Подготовительно-заключительное время Тпз, мин. | 11,0 | |||
Норма времени Нвр, мин. |  где n - размер партии, шт.;  | 3,65 | ||
И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Типовые нормы времени рассчитаны на наиболее распространенное на машиностроительных предприятиях металлорежущее оборудование.
Технические характеристики станков-представителей и их паспортные данные представлены в табл. 2.4.
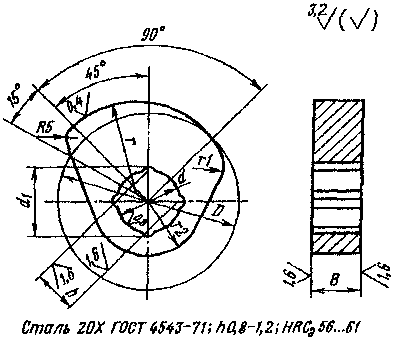
2.2. Типовые нормы времени составлены на деталь дифференцированно по типоразмерам и операциям технологического процесса. Карты типовых норм времени разработаны в виде маршрутной технологии в последовательности процесса обработки по операциям с учетом габаритов детали. В картах типовых норм времени по каждой детали приводится эскиз с указанием технических условий, основных размеров детали и размеров заготовок.
2.3. На участке станочных работ предусматривается применение универсального оборудования средних размеров и мощности, распространенных в инструментальных цехах моделей для обработки деталей формы тел вращения и плоскостей. Технологические режимы работы оборудования для обработки резцами и торцовыми фрезами рассчитаны на применение твердосплавного инструмента, а для других видов работ - инструментов из быстрорежущей стали.
Типовые нормы рассчитаны на обработку металлов, применяемых при изготовлении деталей, приспособлений и кондукторов, и выполнение работ при наличии нормальных припусков на обработку, принятых в машиностроении.
Таблица 2.4
Тип станка | Модель | Основные размеры обрабатываемого изделия или оборудования, мм | Мощность N, кВт | Скорость главного движения v, м/мин. и частота вращения n, об./мин. | Область применения |
Токарно-винторезный | 1М61 | 4,0 | n = 12,5 - 1600 | Для токарной обработки небольших деталей и нарезания различных резьб | |
Токарно-винторезный | 16К20 | 10 | n = 12,5 - 1600 | Для выполнения разнообразных токарных работ и нарезания различных резьб | |
Токарно-карусельный одностоечный | 1516 | 30 | n планшайбы = 4 - 200 | Для обтачивания, растачивания, сверления, зенкерования, прорезки канавок, обработки торцовых поверхностей различных деталей | |
Вертикально-сверлильный | 2Г125 | 2,2 | n = 63 - 2000 | Для сверления, рассверливания, зенкерования, развертывания отверстий | |
Круглошлифовальный | 3Е12 | 3,0 | n изделия = 100 - 1000; n шпинделя наружного шлифования = 1930; n внутреннего шлифования = 2400 - 4800 | Для наружного и внутреннего шлифования цилиндрических и конических поверхностей | |
3М131 | 7,5 | n изделия = 40 - 400 n шпинделя наружного шлифования = 1112; n внутреннего шлифования = 17000 | Для наружного и внутреннего шлифования цилиндрических, конических плоских и фасонных поверхностей | ||
3М150 | 4,0 | n изделия = 10 - 1200 | Для продольного и врезного шлифования | ||
Плоскошлифовальный | 3Д722 | 320 x 1000 | 15 | vст = 2 - 30 | Шлифование плоскостей разнообразных деталей |
Внутришлифовальный | 3К225В | 0,25 - 0,4 | n изделия = 280 - 2000 | Шлифование цилиндрических и конических отверстий | |
Внутришлифовальный | 3К227В | 4,0 | n изделия = 140 - 1000 | Шлифование цилиндрических и конических отверстий | |
Бесцентрово-шлифовальный | 3М182 | 7,5 | n шлифовального круга = 1910 n вед. круга = 17 - 150 | Для шлифования тел вращения цилиндрической, конической и различных фасонных форм | |
Универсально-заточный | 3М640 | 0,4 - 0,55 | n шлифовального круга = 3150 - 9000 | Для заточки основных видов режущих инструментов из твердого сплава, быстрорежущей и инструментальной стали | |
Абразивно-отрезной | 8242 | 17 | v, м/с 48; 80 | Для разовой отрезки металлических материалов различных профилей | |
Обдирочно-шлифовальный | 3М634 | 2,8 | n шпинделя = 1425 | Для заточки резцов, сверл, шлифования деталей абразивной лентой и полирования | |
Вертикально-фрезерный | 6Р12 | 320 x 1250 | 7,5 | n = 31,5 - 1600 | Для фрезерования деталей из черных и цветных металлов |
6Р13 | 400 x 1600 | 11 | n = 31,5 - 1600 | ||
Горизонтально-фрезерный | 6Р82Г | 320 x 1250 | 7,5 | n = 31,5 - 1600 | Для выполнения различных фрезерных работ цилиндрическими, дисковыми, фасонными. торцовыми и пальцевыми фрезами |
6Р83Г | 400 x 1600 | 11 | n = 31,5 - 1600 | ||
Долбежный | 7А412 | Ход долбяка 10 - 100 | 0,8/1,0 1,4/1,5 | 52 - 210 | Для обработки плоских и фасонных поверхностей различных пазов и канавок, а также штампов |
Шпоночно-фрезерный | 692Р | 250 x 1000 | 2,2 | n изделия = 315 - 3150 | Для фрезерования шпоночных пазов |
Отрезной | 8Г662 | 7,5 | 2,7 - 14,3 | Для разрезания черных металлов различного профиля сегментными и пильными дисками |
3.1. Приведенные в сборнике нормы предназначены для технического нормирования станочных работ при изготовлении деталей приспособлений и кондукторов в мелкосерийном и единичном производстве.
Обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных, нормализованных и специальных приспособлений и инструментов.
Наряды на работу, технологическую документацию получает сам рабочий.
Подача материалов и заготовок, отправка законченных работ производятся рабочими, обслуживающими производство.
Заточка и заправка режущих инструментов простейших конструкций (резцы, сверла и т.д.) производятся исполнителем работы, а инструментов сложной формы (фрезы, зенкеры, развертки и др.) - в заточных отделениях.
Технический инструктаж осуществляется мастером на рабочем месте.
3.2. При организации рабочего места на участке станочных работ рабочее место должно быть оснащено в соответствии с требованиями производственного процесса и условиями выполнения работы, правилами санитарной гигиены и техники безопасности.
Оборудование, оргоснастка располагаются так, чтобы исключить стесненные условия работы, лишние затраты времени на хождение и поиски инструмента.
Рабочее место оснащается:
тумбочкой для хранения нарядов, чертежей и инструмента для индивидуального использования двумя рабочими при двухсменной работе станка;
тумбочкой, стеллажом, тарой для хранения технологической оснастки, заготовок и готовой продукции;
комплектом приспособлений и принадлежностей технологической оснастки оборудования (патроны, тиски, универсальные и специальные зажимные приспособления, оправки, державки, ключи и т.д.);
комплектом постоянно применяемых режущих и измерительных инструментов.
На рабочем месте слесаря должно быть расположено оборудование для выполнения разметочных и сверлильных работ, механической опиловки, подачи сжатого воздуха и электротока при применении пневматических и электрических инструментов.
Для подъема и перемещения тяжелых деталей необходимы подъемно-транспортные средства (подъемник, автокар, тележка).
3.3. Ниже приведены примеры планировки рабочих мест токаря, фрезеровщика, сверловщика, шлифовщика и оргоснастка рабочих мест.
Рабочие места станочников
3.4. Рабочее место токаря

Рис 1. Токарно-винторезный станок: 1 - тумбочка
инструментальная двухсекционная С374.05; 2 - стол приемный
С705.23; 3 - стеллаж-подставка СД3702.10А; 4 - тара
производственная; 5 - планшет для чертежей СД3750.04;
6 - решетка под ноги рабочему
3.5. Рабочее место фрезеровщика

Рис. 2. Вертикально-фрезерный станок: 1 - тумбочка
инструментальная двухсекционная С746.05; 2 - стол
производственный С3702.51; 3 - стеллаж для приспособлений
СД3725.01А; 4 - стеллаж-подставка СД.3702.10А; 5 - тара
производственная; 6 - планшет для чертежей СД3750.04;
7 - щит экранный; 8 - решетка под ноги рабочему
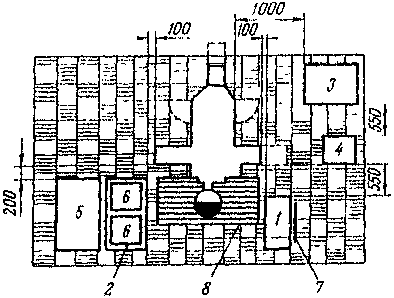
Рис. 3. Горизонтально-фрезерный станок:
1 - тумбочка инструментальная двухсекционная С3746.05;
2 - стол производственный С3702.51; 3 - стеллаж
для приспособлений СД3725.01А; 4 - стеллаж для вертикального
хранения СМ3721.16; 5 - стеллаж-подставка СД3702.10А;
6 - тара производственная; 7 - планшет для чертежей
СД3750.04; 8 - решетка под ноги рабочему
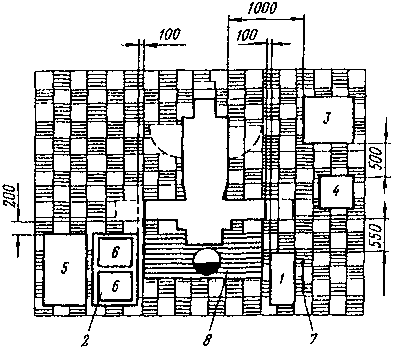
Рис. 4. Универсально-фрезерный станок:
1 - тумбочка инструментальная двухсекционная С3746.05;
2 - стол производственный С3702.51; 3 - стеллаж
для приспособлений СД3725.01А; 4 - стеллаж для вертикального
хранения СМ3721.16; 5 - стеллаж-подставка СД3702.10А;
6 - тара производственная; 7 - планшет для чертежей
СД3750.04; 8 - решетка под ноги рабочему
3.6. Рабочее место сверловщика

Рис. 5. Вертикально-сверлильный станок:
1 - тумбочка инструментальная двухсекционная С3746.05;
2 - стол приемный С3705.23; 3 - стеллаж для приспособлений
СД3725.01А; 4 - стеллаж-подставка СД3702.10А; 5 - тара
производственная; 6 - планшет для чертежей СД3750.04;
7 - решетка под ноги рабочему
3.7. Рабочее место шлифовщика
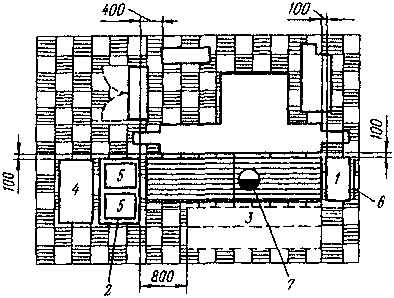
Рис. 6. Круглошлифовальный станок:
1 - тумбочка инструментальная двухсекционная С3746.05;
2 - стол производственный С3702.51; 3 - стеллаж елочный
С329.14; 4 - стеллаж-подставка СД3702.10А; 5 - тара
производственная; 6 - планшет для чертежей СД3750.04;
7 - решетка под ноги рабочему
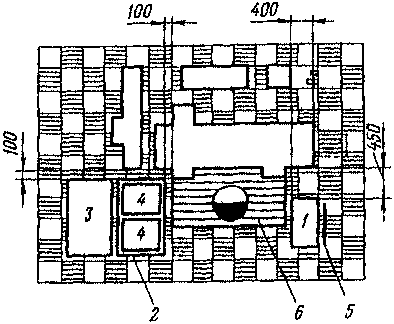
Рис. 7. Внутришлифовальный станок:
1 - тумбочка инструментальная двухсекционная С3746.05;
2 - стол производственный С3702.51; 3 - стеллаж-подставка
СД3702.10А; 4 - тара производственная, 5 - планшет
для чертежей СД3750.04; 6 - решетка под ноги рабочему
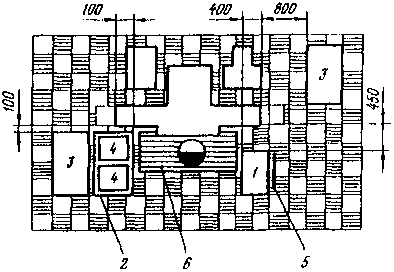
Рис. 8. Плоскошлифовальный станок:
1 - тумбочка инструментальная двухсекционная С3746.05;
2 - стол производственный С3702.51; 3 - стеллаж-подставка
СД3702.10А; 4 - тара производственная; 5 - планшет
для чертежей СД3750.04; 6 - решетка под ноги рабочему
3.8. Оргоснастка рабочих мест в механических цехах
 |  | ||
Рис. 9. Шкаф инструментальный СМ3712.09 | Рис. 10. Тумбочка инструментальная двухсекционная С3746.05 | ||
Предназначен для оснащения рабочих мест станочников | Собирается из унифицированных элементов | ||
Грузоподьемность ящиков, кг | 100 | Предназначена для оснащения рабочих мест станочников | |
Габариты, мм | 1100 x 650 x 600 | Габариты, мм | 900 x 500 x 1000 |
Масса, кг | 200 | Масса, кг | 80 |
 |  | ||
Рис. 11. Стол производственный С3702.51 | Рис. 12. Стол приемный С3705.23 | ||
Предназначен для оснащения рабочих мест станочников | Предназначен для оснащения рабочих мест станочников | ||
Габариты, мм | 960 x 650 x 800 | Габариты, мм | 960 x 650 x 800 |
Масса, кг | 40 | Масса, кг | 40 |
 |  | ||
Рис. 13. Столик приемный передвижной СД3705.02А | Рис. 14. Стеллаж для приспособлений с выдвижной платформой СД3725.01А | ||
Предназначен для размещения деталей, легких приспособлений, тары с заготовками | Предназначен для хранения приспособлений | ||
Грузоподъемность, кг | 300 | Габариты, мм | 800 x 750 x 820 |
Габариты, мм | 800 x 630 x 820 | Масса, кг | 65 |
 | Рис. 15. Стеллаж-подставка СД3702.10А | ||
Предназначен для хранения деталей, узлов, приспособлений массой до 2000 кг | |||
Габариты, мм | 1250 x 750 x 300 | ||
 |  | ||
Рис. 16. Подставка под корпусные детали СД3738.05 | Рис. 17. Планшет для чертежей СМ3799.05 | ||
Предназначена для складирования корпусных и базовых деталей | Предназначен для подвешивания чертежей в зоне работы | ||
Грузоподъемность, т | 2 | Высота подвешивания, мм | 1800 - 2600 |
Габариты, мм | 1600 x 1200 x 100 | ||
Масса, кг | 138 | Масса, кг | 5 |
и подготовительно-заключительного времени на изготовление
деталей для станочных приспособлений и кондукторов
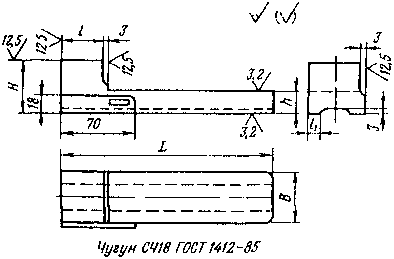
ГОСТ 1555-67 | Карта 1 | |||||
 | Основные размеры, мм | B | 50 | 60 | 70 | 90 |
L | 70 | 80 | 90 | 110 | ||
l | 35 | 40 | 45 | 55 | ||
H | 20 | 25 | 48 | 70 | ||
h | 5 | 5 | 8 | 10 | ||
d | 11 | 17 | 22 | 33 | ||
d (d11) | 12 | 18 | 22 | 36 | ||
Размеры заготовки, мм | B | 55 | 65 | 75 | 100 | |
H | 25 | 30 | 56 | 75 | ||
L | 76 | 86 | 95 | 116 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,9 | 1,2 | 1,6 | 2,0 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер B | 8,4 | 8,6 | 9,7 | 13,8 | ||
Разметочная. Разметить контур и отверстие | 2,0 | 2,2 | 2,9 | 3,2 | ||
Фрезерная. Фрезеровать уступы в размер a, паз и 2 канавки | 7,9 | 9,0 | 10,6 | 15,7 | ||
Сверлильная. Сверлить отверстие d | 0,8 | 1,0 | 1,4 | 3,0 | ||
Слесарная. Притупить острые кромки, маркировать | 1,8 | 1,8 | 2,0 | 2,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости в размер B и уступы в размер d | 6,7 | 7,4 | 7,6 | 9,2 | ||
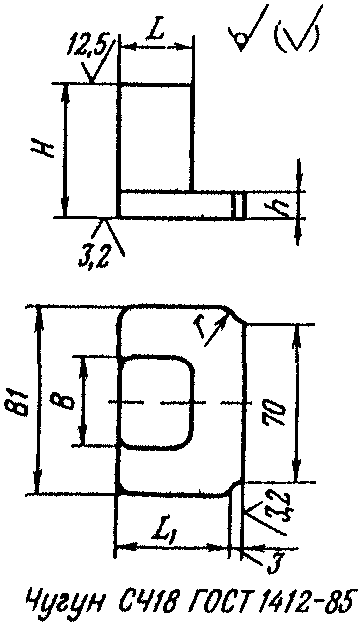
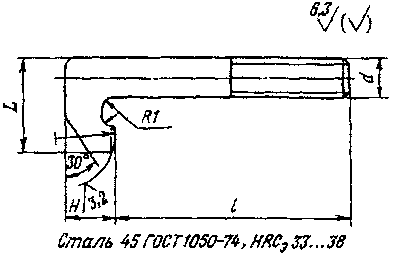
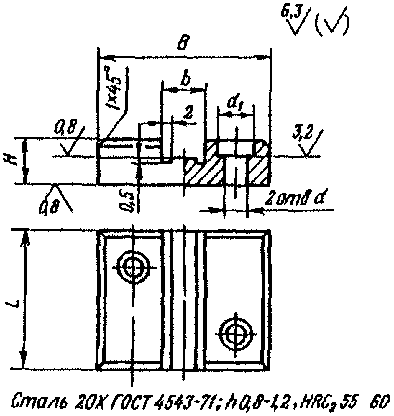
ГОСТ 1556-67. Деталь 1. Корпус | Карта 2, лист 1 | |||||
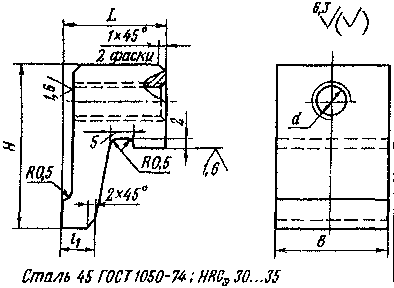 | Основные размеры, мм | B | 28 | 36 | 40 | 55 |
L | 28 | 36 | 46 | 65 | ||
H | 42 | 50 | 72 | 112 | ||
d | M12 | M16 | M20 | |||
l1 | 9 | 13 | 20 | 34 | ||
Размеры заготовки, мм | B | 33 | 41 | 45 | 60 | |
H | 48 | 56 | 80 | 120 | ||
L | 33 | 41 | 51 | 70 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,8 | 0,85 | 0,95 | 1,3 | |
автогенная (вариант) | 0,4 | 0,5 | 0,7 | 0,9 | ||
Фрезерная. Фрезеровать с 6 сторон в размеры B x H x L | 6,7 | 7,4 | 8,3 | 10,0 | ||
Разметочная. Разметить контур и отверстие | 2,0 | 2,0 | 2,1 | 2,2 | ||
Фрезерная. Фрезеровать уступ, скос, фаски и канавку шириной 5 мм на глубину 2 мм | 9,4 | 9,9 | 10,6 | 14.2 | ||
Сверлильная. Сверлить, зенковать фаску и нарезать резьбу в отверстии d | 1,5 | 1,7 | 1,8 | 2,9 | ||
Слесарная. Притупить острые кромки, маркировать | 1,5 | 1,6 | 1,8 | 1,9 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,8 | 0,9 | 1,0 | 1,0 | ||
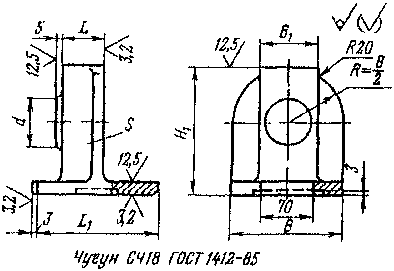
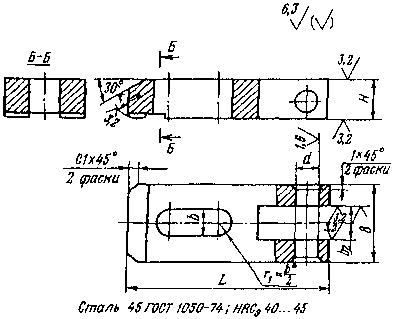
ГОСТ 1556-67. Деталь 2. Клин | Карта 2, лист 2 | ||||
 | Основные размеры, мм | B | 30 | 35 | 40 |
d | 16 | 18 | 20 | ||
L | 40 | 100 | 160 | ||
l | 32 | 60 | 110 | ||
Размеры заготовки, мм | D | 35 | 40 | 45 | |
L | 45 | 105 | 165 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,85 | 0,95 | 1,2 | |
вулканитовым кругом (вариант) | 0,6 | 0,7 | - | ||
Токарная. Подрезать торец, центровать, обработать сферу, обточить диаметр d; подрезать торец, обточить конус | 8,0 | 10,0 | 11,6 | ||
Разметочная. Разметить контур | 1,1 | 1,3 | 2,0 | ||
Фрезерная. Фрезеровать скосы и фаску | 6,4 | 7,1 | 9,0 | ||
Слесарная. Притупить острые кромки | 0,5 | 0,6 | 0,8 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | ||
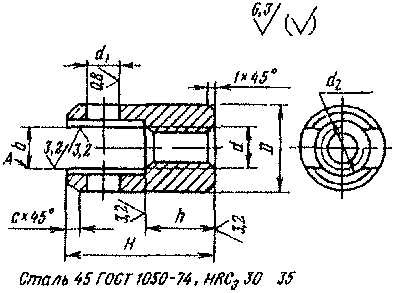
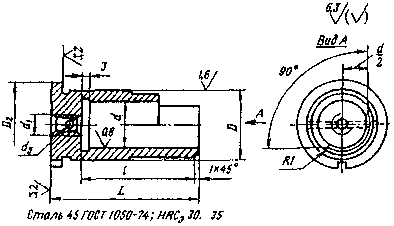
ГОСТ 1556-67. Деталь 3. Винт | Карта 2, лист 3 | ||||
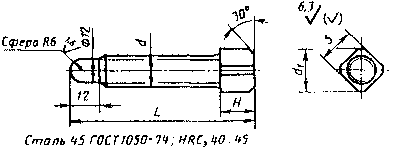 | Основные размеры, мм | d | M12 | M16 | M20 |
L | 76 | 109 | 149 | ||
d1 | 18 | 22 | 28 | ||
H | 14 | 17 | 22 | ||
S (h13) | 14 | 17 | 22 | ||
Размеры заготовки, мм | D | 20 | 27 | 33 | |
L | 166 | 232 | 154 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,9 | |
вулканитовым кругом (вариант) | 0,2 | 0,28 | 0,3 | ||
Токарная. Подрезать торец, обточить | 6,0 | 7,0 | 10,0 | ||
Фрезерная. Фрезеровать четырехгранник в размер S | 2,8 | 3,0 | 3,2 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,3 | ||
Термическая. Калить сферу и головку HRCэ 40...45 | - | - | - | ||
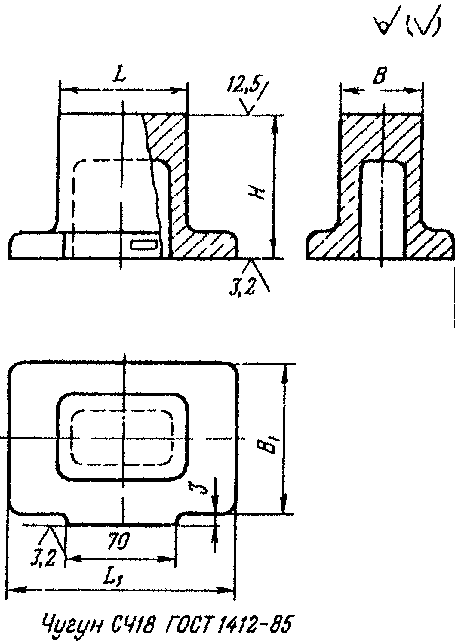
ГОСТ 1557-67 | Карта 3 | |||||
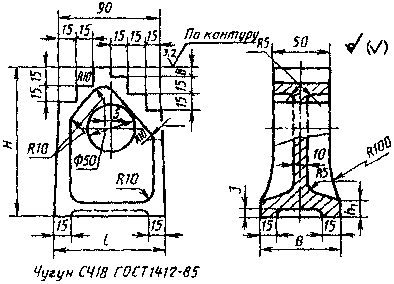 | Основные размеры, мм | H | 70 | 110 | 210 | 350 |
B | 50 | 60 | 70 | 80 | ||
L | 95 | 100 | 110 | 130 | ||
h1 | - | 7 | 8 | |||
Размеры заготовки, мм | B | 50 | 60 | 70 | 80 | |
H | 80 | 120 | 220 | 360 | ||
L | 105 | 110 | 120 | 140 | ||
Наименование и содержание операции | Штучное время, мин. | |||||
Разметочная. Разметить уступы | 4,2 | 4,2 | 4,2 | 4,5 | ||
Фрезерная. Фрезеровать уступы, фрезеровать по контуру предварительно | 7,2 | 8,0 | 9,0 | 10,3 | ||
Термическая. Старение | - | - | - | - | ||
Фрезерная. Фрезеровать уступы в размер 15 мм по контуру | 10,3 | 11,3 | 13,0 | 15,6 | ||
Слесарная. Притупить острые кромки, маркировать | 2,4 | 3,0 | 3,3 | 3,9 | ||
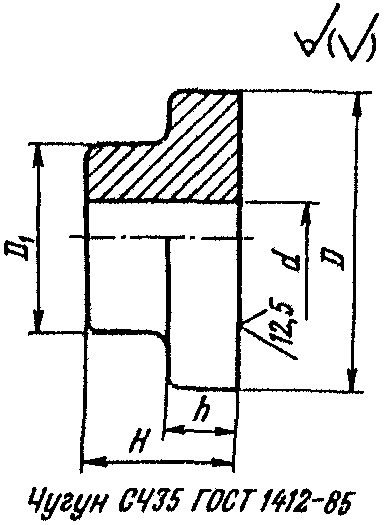
ГОСТ 1559-67. Деталь 1. Корпус | Карта 4, лист 1 | |||||||
 | Основные размеры, мм | H | 53 | 95 | 130 | 170 | 190 | 270 |
D | 50 | 60 | 70 | 80 | ||||
d | 40 | 45 | 50 | 55 | ||||
d1 | 35 | 40 | 45 | |||||
d2 (H12) 25 | 31 | 34 | ||||||
d3 (H11) 16 | 20 | 24 | ||||||
d4 | 20 | 22 | 30 | |||||
Размеры заготовки, мм | D | 50 | 60 | 70 | 80 | |||
H | 63 | 105 | 140 | 180 | 200 | 280 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Токарная. Подрезать торцы | 1,6 | 1,9 | 1,9 | 1,9 | 2,4 | 2,8 | ||
Термическая. Старение | - | - | - | - | - | - | ||
Сверлильная. Разметить и сверлить отверстие под окно и под резьбу, зенковать фаску и нарезать резьбу M6 | 2,3 | 2,5 | 2,6 | 2,6 | 2,8 | 3,0 | ||
Фрезерная. Фрезеровать окно | 4,1 | 4,3 | 4,3 | 4,3 | 4,6 | 4,9 | ||
Токарная. Подрезать торец, расточить отверстие d2 в размер 5 мм, зенкеровать и развернуть отверстие d3; подрезать торец, расточить отверстие в размер 5 мм | 3,6 | 4,2 | 4,4 | 4,5 | 4,9 | 5,4 | ||
Слесарная. Притупить острые кромки, маркировать | 1,1 | 1,1 | 1,2 | 1,2 | 1,2 | 1,4 | ||
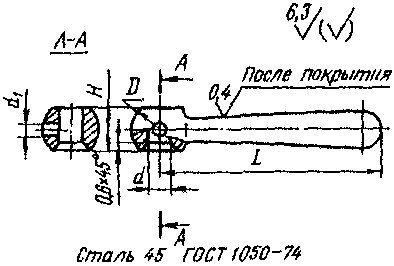
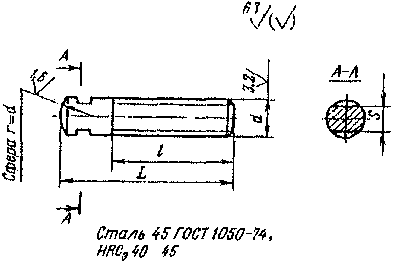
ГОСТ 1559-67. Деталь 2. Винт | Карта 4, лист 2 | ||||
 | Основные размеры, мм | d | M16 | M20 | M24 |
L | 80 | 120 | |||
d1 | 22 | 26 | 30 | ||
l1 | 30 | 50 | 55 | ||
l2 | 14 | 16 | |||
t | 11 | 15 | 19 | ||
Размеры заготовки, мм | D | 27 | 31 | 35 | |
L | 174 | 254 | |||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | 0,5 | 0,53 | |
вулканитовым кругом (вариант) | 0,28 | 0,3 | 0,35 | ||
Токарная. Подрезав торец, обточить диаметр под резьбу, снять фаску, проточить канавку, нарезать резьбу, отрезать деталь; подрезать торец, обточить диаметр d1 и сферу | 7,0 | 8,3 | 8,6 | ||
Фрезерная. Фрезеровать шпоночный паз в размер 5 мм x l1 | 3,3 | 3,8 | 3,8 | ||
Слесарная. Притупить острые кромки | 0,4 | 0,4 | 0,4 | ||
Термическая. Калить головку HRCэ 35...40 | - | - | - | ||
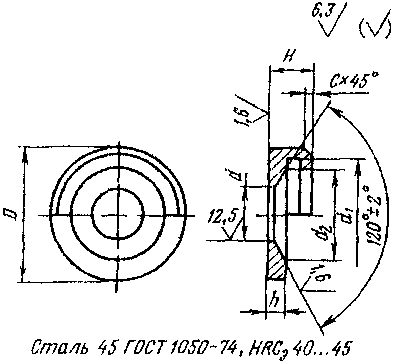
ГОСТ 1559-67. Деталь 3. Гайка | Карта 4, лист 3 | ||||
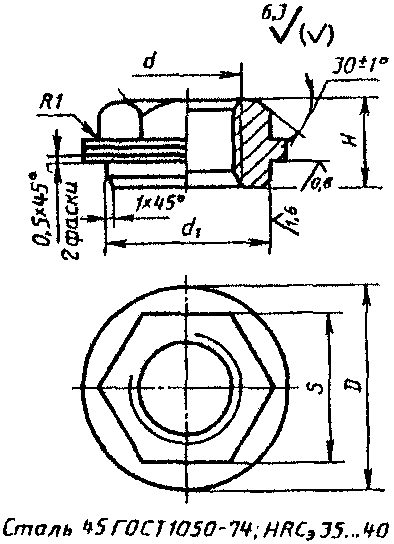 | Основные размеры, мм | d | M16 | M20 | M24 |
D | 35 | 40 | 45 | ||
S (h13) | 24 | 30 | 36 | ||
d1 (b12) | 25 | 30 | 34 | ||
H | 16 | 18 | |||
Размеры заготовки, мм | D | 40 | 45 | 50 | |
H | 21 | 23 | |||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,9 | 1,1 | 1,2 | |
вулканитовым кругом (вариант) | 0,7 | - | - | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d, зенковать фаску, нарезать резьбу, обточить диаметр D, обточить диаметр d1 с припуском на шлифование, снять фаски; подрезать горец, зенковать фаску, обточить диаметр под шестигранник, фаску под углом 30 +/- 1° и R1 мм | 7,7 | 8,0 | 8,3 | ||
Фрезерная. Фрезеровать шестигранник | 4,5 | 4,8 | 5,2 | ||
Слесарная. Притупить острые кромки | 0,9 | 0,9 | 0,9 | ||
Шлифовальная. Шлифовать наружный диаметр d1 и торец | 1,2 | 1,3 | 1,4 | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,75 | ||
ГОСТ 1560-67. Деталь 1. Винт | Карта 5, лист 1 | ||||||||
 | Основные размеры, мм | L | 60 | 105 | 140 | 180 | 230 | 300 | 380 |
l | 20 | 50 | 80 | 110 | 135 | 195 | 255 | ||
d | M20 | M24 | |||||||
Размеры заготовки, мм | D | 31 | |||||||
L | 65 | 110 | 145 | 186 | 236 | 306 | 386 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,8 | 0,9 | 0,9 | 0,9 | 0,9 | 1,0 | 1,0 | |
вулканитовым кругом (вариант) | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | ||
Токарная. Подрезать торец, обточить диаметр d 26 мм, галтель R1; подрезать торец, обточить диаметр d, | 6,0 | 6,6 | 6,8 | 7,0 | 7,5 | 8,2 | 8,7 | ||
Фрезерная. Фрезеровать 2 канавки под углом 90° под шлифование и 2 лыски в размер 19h12 | 4,4 | 4,7 | 4,7 | 4,7 | 4,7 | 5,0 | 5,0 | ||
Слесарная. Притупить острые кромки | 0.5 | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 канавки в размер 8 мм | 2,1 | 2,3 | 2,3 | 2,3 | 2,3 | 2,5 | 2.5 | ||
Слесарная. Калибровать резьбу | 0,8 | 0,85 | 0,9 | 0,9 | 1,0 | 1,1 | 1,2 | ||
ГОСТ 1560-67. Деталь 2. Шайба | Карта 5, лист 2 | |||
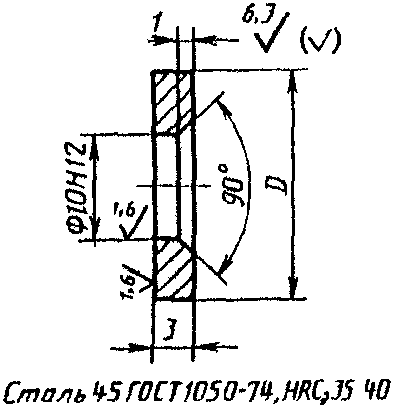 | Основные размеры, мм | D | 21 | 25 |
Размеры заготовки, мм | D | 26 | 30 | |
L | 103 | |||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 10 деталей | на дисковой пиле | - | 0,1 | |
вулканитовым кругом (вариант) | 0,05 | 0,055 | ||
Токарная. Подрезать торец, центровать, сверлить, зенковать фаску, развернуть отверстие | 2,4 | 2,4 | ||
Термическая. Калить HRCэ 35...40 | - | - | ||
Шлифовальная. Шлифовать плоскость в размер 3 мм по 10 деталей одновременно | 0,4 | 0,4 | ||
ГОСТ 1560-67. Деталь 3. Гайка | Карта 5, лист 3 | |||||
 | Основные размеры, мм | L | 50 | 70 | 105 | 135 |
l | 35 | 55 | 85 | 115 | ||
D | 36,9 | 41,6 | ||||
d | M20 | M24 | ||||
d1 (H11) | 22 | 26 | ||||
S (h13) | 32 | 36 | ||||
Размеры заготовки, мм | S | 32 | 36 | |||
L | 55 | 75 | 111 | 141 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,9 | 0,9 | 1,2 | 1,2 | |
вулканитовым кругом (вариант) | 0,65 | 0,65 | 0,75 | 0,75 | ||
Токарная. Подрезать торец, центровать, сверлить, зенкеровать отверстие d1, расточить канавку, обточить фаску под углом 30°; подрезать торец, зенковать фаску, нарезать резьбу в отверстии d, обточить фаску под углом 30° | 8,0 | 8,8 | 10,3 | 11,7 | ||
Сверлильная. Разметить и сверлить 2 отверстия | 1,4 | 1,5 | 1,6 | 1,6 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,6 | 0,7 | 0,7 | 0,7 | ||
ГОСТ 1560-67. Деталь 4. Пята | Карта 5, лист 4 | |||
 | Основные размеры, мм | D | 30 | 34 |
d (d11) | 22 | 26 | ||
Размеры заготовки, мм | D | 35 | 39 | |
L | 83 | 83 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 3 деталей | на дисковой пиле | 0,3 | 0,3 | |
вулканитовым кругом (вариант) | 0,2 | 0,23 | ||
Токарная. Подрезать торец, обточить диаметр D, диаметр d с припуском на шлифование и фаску, отрезать деталь; подрезать торец, обточить галтель R1 мм | 3,4 | 3,5 | ||
Фрезерная. Фрезеровать 2 канавки в размер 10 мм | 2,7 | 2,7 | ||
Слесарная. Притупить острые кромки | 0,4 | 0,4 | ||
Термическая. Калить головку HRCэ 40...45 | - | - | ||
Шлифовальная. Шлифовать диаметр d | 1,1 | 1,25 | ||
ГОСТ 3055-69 | Карта 6 | |||||||
 | Основные размеры, мм | L | 63 | 80 | 100 | 125 | 160 | 200 |
D | 16 | 20 | 25 | 32 | 40 | 50 | ||
d (H7) | 8 | 10 | 12 | 16 | 20 | 25 | ||
D1 | 10 | 13 | 16 | 20 | 25 | 32 | ||
d1 | 2,9 | 3,9 | 4,9 | 4,5 | 7,8 | |||
H | 12 | 14,5 | 19 | 24 | 30 | 40 | ||
Размеры заготовки, мм | D | 18 | 25 | 30 | 38 | 46 | 56 | |
L | 140 | 175 | 215 | 130 | 165 | 205 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,5 | 1,0 | 1,3 | 1,4 | |
вулканитовым кругом (вариант) | 0,2 | 0,27 | 0,27 | 0,7 | - | - | ||
Токарная. Подрезать торец, обточить конус и сферу, отрезать деталь (для | 10,7 | 11,2 | 11,7 | 16,1 | 18,1 | 24,7 | ||
Фрезерная. Фрезеровать лыски в размер H | 1,8 | 2,0 | 2,1 | 2,2 | 2,6 | 2,9 | ||
Сверлильная. Сверлить, зенковать фаску и развернуть отверстие d, сверлить отверстие d1 | 1,9 | 2,0 | 2,6 | 3,0 | 3,5 | 4,3 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | 0,4 | ||
Токарная. Полировать конус | 1,5 | 1,5 | 1,6 | 1,6 | 1,7 | 1,7 | ||
ГОСТ 4074-69 | Карта 7 | ||||||
 | Основные размеры, мм | D | 140 | 210 | 335 | 515 | 815 |
H | 20 | 25 | 32 | 40 | 50 | ||
Размеры отливки, мм | D | 140 | 210 | 335 | 515 | 815 | |
H | 29 | 34 | 42 | 52 | 62 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать 2 торца в размер H | 8,5 | 12,0 | 23,0 | 43,0 | 77,0 | ||
Слесарная. Притупить острые кромки, маркировать | 2,8 | 3,1 | 4,0 | 4,6 | 6,2 | ||
ГОСТ 4079-69 | Карта 8 | ||||||
 | Основные размеры, мм | H | 70 | 110 | 160 | 250 | 320 |
B | 70 | 100 | 160 | 200 | 220 | ||
L | 800 | 1000 | |||||
S | 10 | 16 | 20 | 25 | 30 | ||
Размеры отливки, мм | B | 75 | 105 | 165 | 205 | 226 | |
H | 78 | 118 | 170 | 260 | 333 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать плоскости в размер B x H x L | 23,4 | 38,0 | 53,0 | 60,0 | 74,0 | ||
Слесарная. Притупить острые кромки, маркировать | 4,0 | 4,2 | 4,4 | 4,8 | 5,2 | ||
ГОСТ 4080-69 | Карта 9 | |||||
 | Основные размеры, мм | B | 125 | 200 | 320 | 400 |
H | 125 | 200 | 320 | |||
b | 32 | 36 | 45 | 50 | ||
Размеры заготовки, мм | H | 135 | 210 | 333 | ||
b | 39 | 43 | 52 | 57 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Фрезерная. Фрезеровать 2 плоскости в размер H, 2 торца в размер 1000 мм и 2 уступа в размер b | 42 | 49 | 65 | 76 | ||
Слесарная. Притупить острые кромки, маркировать | 3,6 | 3,6 | 3,8 | 4,0 | ||
Карта 10 | ||||||
 | Основные размеры, мм | |||||
B | 200 | 250 | 320 | 360 | 400 | |
H | 160 | 200 | 250 | 320 | 360 | |
b1 | 160 | 200 | 250 | 280 | 300 | |
h | 20 | 25 | 32 | 36 | ||
Размеры отливки, мм | ||||||
B | 209 | 259 | 332 | 372 | 412 | |
H | 170 | 210 | 260 | 333 | 373 | |
h | 28 | 33 | 40 | 44 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Фрезерная. Фрезеровать плоскости в размер B x H x 1000 мм в плоскости в размер b1, h | 37 | 44 | 53 | 59 | 67 | |
Слесарная. Притупить острые кромки, маркировать | 4,2 | 4,2 | 4,6 | 4,9 | 6,2 | |
ГОСТ 4082-69 | Карта 11 | |||||||
 | Основные размеры, мм | D | 88 | 140 | 210 | 335 | 415 | 645 |
H | 45 | 60 | 80 | 102 | 115 | 150 | ||
D1 | 55 | 88 | 128 | 160 | 180 | 220 | ||
h | 20 | 20 | 32 | 45 | 45 | 48 | ||
d | 22 | 38 | 60 | 88 | 102 | 130 | ||
Размеры отливки, мм | D | 88 | 140 | 210 | 335 | 415 | 645 | |
H | 49 | 65 | 85 | 108 | 121 | 157 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Фрезерная. Фрезеровать торец в размер H | 2,8 | 3,2 | 3,9 | 7,4 | 9,5 | 11,9 | ||
Слесарная. Притупить острые кромки, маркировать | 2,1 | 2,6 | 3,1 | 3,6 | 4,0 | 4,9 | ||
ГОСТ 4084-68 | Карта 12 | ||||||||
 | Основные размеры, мм | d | M6 | M10 | M16 | M24 | M30 | M36 | M42 |
L | 40 | 70 | 125 | 200 | 250 | 320 | 360 | ||
S (h11) | 4 | 8 | 14 | 19 | 27 | 32 | 36 | ||
l | 25 | 40 | 75 | 100 | 140 | 160 | 180 | ||
Размеры заготовки, мм | D | 8 | 12 | 18 | 29 | 35 | 41 | 47 | |
L | 95 | 155 | 265 | 205 | 255 | 325 | 365 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину детали для | на дисковой пиле | - | - | - | - | 1,0 | 1,2 | 1,3 | |
вулканитовым кругом (вариант) | 0,18 | 0,2 | 0,2 | 0,5 | 0,7 | 0,75 | - | ||
Токарная. Подрезать торец, обточить диаметр d под резьбу, сферу, отрезать деталь для M6...M16; подрезать торец, обточить фаску, нарезать резьбу | 4,4 | 5,4 | 5,7 | 7,0 | 9,3 | 10,6 | 11,6 | ||
Фрезерная. Фрезеровать лыски в размер S | 1,0 | 1,1 | 1,2 | 1,5 | 1,6 | 1,7 | 1.9 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,25 | 0,3 | 0,35 | 0,35 | 0,4 | ||
Термическая. Калить сферический конец HRCэ 40...45, опору HRCэ 33...38 | - | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 3,8 | 0,8 | 0,9 | 1,2 | 1,6 | 2,0 | 3,0 | ||
ГОСТ 4085-68 | Карта 13 | ||||||||
 | Основные размеры, мм | D | 11,5 | 16,2 | 25,4 | 36,9 | 57,7 | 63,5 | |
S (h11) | 10 | 14 | 22 | 32 | 50 | 55 | |||
l | 20 | 40 | 60 | 100 | 140 | 160 | 220 | ||
d | M6 | M10 | M16 | M24 | M36 | M42 | |||
H | 6 | 8 | 12 | 20 | 32 | 36 | |||
Размеры заготовки, мм | S | 10 | 14 | 22 | 32 | 50 | 55 | ||
L | 54 | 94 | 134 | 105 | 146 | 166 | 226 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 1,2 | 1,6 | 1,7 | 1,7 | |
вулканитовым кругом (вариант) | 0,2 | 0,25 | 0,28 | 0,7 | - | - | - | ||
Токарная. Подрезать торец, обточить сферу, отрезать деталь для S 10...22 мм; подрезать торец, обточить диаметр d, фаску, нарезать резьбу | 4,6 | 5,3 | 5,7 | 7,3 | 10,4 | 11,5 | 13,3 | ||
Термическая. Калить головку HRCэ 40...45, опору HRCэ 33...38 | - | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,8 | 0,85 | 1,2 | 1,6 | 2,8 | 3,4 | ||
ГОСТ 4086-68 | Карта 14 | |||||||
 | Основные размеры, мм | D | 12 | 6 | 22 | 28 | 32 | 40 |
d | M6 | M10 | M16 | M20 | M24 | M30 | ||
d1 | 6 | 10 | 16 | 20 | 24 | 30 | ||
d2 | 3 | 4 | 6 | 8 | 10 | 12 | ||
L | 30 | 53 | 80 | 112 | 140 | 190 | ||
l | 20 | 40 | 60 | 90 | 125 | 160 | ||
Размеры заготовки, мм | D | 14 | 18 | 27 | 33 | 37 | 45 | |
L | 74 | 140 | 174 | 231 | 294 | 195 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,45 | 0,5 | 1,2 | |
вулканитовым кругом (вариант) | 0,2 | 0,2 | 0,28 | 0,3 | 0,35 | - | ||
Токарная. Подрезать торец, обточить диаметры D, d1, сферу, фаску, накатать рифление сетчатое, отрезать деталь для | 7,2 | 8,5 | 9,3 | 10,3 | 11,6 | 12,9 | ||
Сверлильная. Разметить и сверлить 2 отверстия d2 | 2,4 | 2,0 | 2,1 | 2,2 | 2,8 | 2,8 | ||
Термическая. Калить головку HRCэ 40...45, по всей длине HRCэ 33...38 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,8 | 0,8 | 0,9 | 1,0 | 1,1 | 2,0 | ||
ГОСТ 4087-69 | Карта 15 | ||||||||
 | Основные размеры, мм | D | 16 | 25 | 36 | 50 | 80 | 125 | 160 |
H | 4 | 6 | 8 | 10 | 14 | 20 | 20 | ||
b | 6 | 9 | 13 | 22 | 32 | 45 | 52 | ||
Размеры заготовки, мм | D | 21 | 30 | 41 | 55 | 90 | 130 | 170 | |
H | 118 | 146 | 13 | 15 | 20 | 25 | 25 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 10 деталей и на длину 1 детали для | на дисковом пиле | - | 0,1 | 0,9 | 1,2 | 1,9 | 3,6 | 5,2 | |
вулканитовым кругом (вариант) | 0,04 | 0,05 | 0,7 | - | - | - | - | ||
Токарная. Подрезать торец, обточить диаметр D, фаску, сверлить отверстие, надрезать деталь, обточить фаску, накатать рифление сетчатое, отрезать деталь | 4,3 | 4,3 | - | - | - | - | - | ||
Токарная (для | - | - | 5,4 | 5,7 | 8,3 | 11,0 | 12,0 | ||
Фрезерная. Фрезеровать паз b | 1,6 | 1,6 | 1,6 | 1,9 | 1,9 | 2,2 | 2,6 | ||
Слесарная. Опилить 2 фаски 2 x 45°, притупить острые кромки | 0,6 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,8 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 плоскости в размер 11 по 4 детали одновременно | 1,0 | 1,2 | 1,4 | 1,8 | 2,1 | 3,6 | 6,9 | ||
ГОСТ 4090-69 | Карта 16 | ||||||
 | Основные размеры, мм | D | 19 | 25 | 40 | 53 | 78 |
H | 6 | 8 | 12 | 16 | 22 | ||
d | 6,6 | 11,0 | 17,0 | 26,0 | 39,0 | ||
d1 | 15 | 21 | 34 | 45 | 67 | ||
d2 | 12,0 | 17,0 | 28,0 | 36,0 | 560 | ||
h | 2.5 | 3,0 | 4,5 | 7,0 | 10,0 | ||
Размеры заготовки, мм | D | 24 | 30 | 45 | 58 | 85 | |
H | 146 | 166 | 17 | 21 | 27 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 10 деталей и на длину 1 детали для | на дисковой пиле | - | 0,1 | 1,1 | 1,3 | 1,9 | |
вулканитовым кругом (вариант) | 0,05 | 0,06 | - | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, фаску, сверлить отверстие d, рассверлить отверстие d2, расточить диаметр d1 и фаску | 4,5 | 4,6 | 6,6 | 7,3 | 9,4 | ||
Разметочная. Разместить уступ | 0,2 | 0,2 | 0,2 | 0,3 | 0,3 | ||
Фрезерная. Фрезеровать уступ | 2,0 | 2,1 | 2,1 | 2,4 | 2,9 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | ||
ГОСТ 4585-69 | Карта 17 | |||||||
 | Основные размеры, мм | B | 60 | 100 | 160 | 250 | 320 | 400 |
L | 60 | 100 | 160 | 250 | 320 | 400 | ||
L1 | 110 | 160 | 230 | 330 | 400 | 500 | ||
H | 70 | 90 | 110 | 140 | 160 | 180 | ||
Размеры заготовки, мм | H | 78 | 98 | 119 | 150 | 172 | 192 | |
Наименование и содержание операций | Штучное время, мин. | |||||||
Фрезерная. Фрезеровать 2 плоскости в размер H и плоскость в размер 3 мм | 10,9 | 13,0 | 17,0 | 30,0 | 35,0 | 50,0 | ||
Слесарная. Притупить острые кромки, маркировать | 2,4 | 2,6 | 3,1 | 3,6 | 4,0 | 4,2 | ||
ГОСТ 4587-69 | Карта 18 | ||||||
 | Основные размеры, мм | H | 60 | 80 | 100 | 125 | 160 |
B1 | 100 | 140 | 180 | 210 | 250 | ||
L | 100 | 160 | 250 | 320 | 400 | ||
L1 | 160 | 240 | 330 | 400 | 500 | ||
H | 100 | 125 | 160 | 180 | 200 | ||
Размер отливки, мм | H | 108 | 135 | 172 | 192 | 212 | |
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать 2 плоскости в размер H и плоскость в размер 3 мм | 11,3 | 13,3 | 16,0 | 23,6 | 32,0 | ||
Слесарная. Притупить острые кромки, маркировать | 2,8 | 3,1 | 3,6 | 4,0 | 4,2 | ||
ГОСТ 4588-69 | Карта 19 | ||||||
 | Основные размеры, мм | B | 50 | 60 | 70 | 80 | 100 |
l | 200 | 250 | 320 | 160 | 400 | ||
H | 50 | 60 | 70 | 80 | 100 | ||
l | 40 | 50 | |||||
h | 20 | 25 | 32 | ||||
Размеры заготовки, мм | H | 55 | 65 | 76 | 86 | 100 | |
l | 47 | 57 | |||||
h | 28 | 33 | 40 | ||||
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать плоскости в размеры H, h, торец в размер l и два платика в размер 3 мм | 14,4 | 15,7 | 18,0 | 21,0 | 22,0 | ||
Слесарная. Притупить острые кромки, маркировать | 2,4 | 2,6 | 3,1 | 3,1 | 3,4 | ||
ГОСТ 4589-69 | Карта 20 | |||||
 | Основные размеры, мм | B | 40 | 60 | 100 | 200 |
H | 60 | 100 | 160 | 250 | ||
L | 32 | 50 | 80 | 125 | ||
B1 | 80 | 100 | 150 | 250 | ||
l1 | 50 | 75 | 110 | 180 | ||
h | 12 | 16 | 20 | 25 | ||
Размеры отливки, мм | H | 68 | 108 | 169 | 259 | |
Наименование и содержание операций | Штучное время, мин. | |||||
Фрезерная. Фрезеровать 2 плоскости в размер H и торец в размер 3 мм | 8,1 | 9,3 | 11,6 | 22,3 | ||
Слесарная. Притупить острые кромки, маркировать | 2,1 | 2,1 | 2,4 | 2,6 | ||
ГОСТ 4590-69 | Карта 21 | ||||
 | Основные размеры, мм | H1 | 180 | 260 | 340 |
B | 160 | 200 | 250 | ||
L | 60 | 80 | 110 | ||
L1 | 180 | 220 | 320 | ||
B1 | 80 | 100 | 125 | ||
d | 70 | 90 | 120 | ||
S | 18 | 20 | 25 | ||
Размеры отливки, мм | H1 | 190 | 270 | 353 | |
L | 68 | 88 | 118 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Фрезерная. Фрезеровать 2 плоскости в размер H1, торец в размер 5 мм, плоскость в размер L, плоскость в размер 3 мм и плоскость уступа | 20,0 | 24,0 | 38,0 | ||
Слесарная. Притупить острые кромки, маркировать | 3,8 | 4,3 | 5,0 | ||
ГОСТ 4734-69 | Карта 22 | ||||||
 | Основные размеры, мм | L | 63 | 100 | 160 | 250 | 320 |
B | 20 | 32 | 50 | 80 | 100 | ||
H | 10 | 16 | 25 | 40 | 50 | ||
d | 7 | 12 | 19 | 28 | 42 | ||
d2 | M6 | M8 | M12 | M20 | |||
Размеры заготовки, мм | B | 25 | 36 | 55 | 85 | 105 | |
H | 16 | 20 | 30 | 45 | 56 | ||
L | 69 | 106 | 166 | 256 | 329 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 0,8 | 1,3 | 1,6 | 1,8 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 8,2 | 9,2 | 11,0 | 15,2 | 16,5 | ||
Разметочная. Разметить уступ, скос, фаски и отверстия | 1,6 | 1,6 | 1,6 | 1,8 | 1,8 | ||
Фрезерная. Фрезеровать скос, уступ, паз, радиус и фаски | 4,2 | 4,6 | 5,0 | 5,8 | 6,9 | ||
Сверлильная. Сверлить отверстие d, зенкеровать фаску, сверлить, зенковать фаски и нарезать резьбу в отверстии d2 | 1,7 | 2,0 | 2,5 | 3,4 | - | ||
Слесарная. Притупить острые кромки | 0,7 | 0,9 | 1,3 | 1,6 | 2,1 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,8 | 0,8 | - | ||
ГОСТ 4736-69 | Карта 23 | ||||||||
 | Основные размеры, мм | l | 56 | 80 | 125 | 160 | 200 | 280 | 360 |
B | 16 | 18 | 22 | 25 | 40 | 60 | |||
H | 12 | 14 | 16 | 20 | 32 | 45 | |||
b | 6 | 8 | 10 | 12 | 18 | 26 | |||
b1 (H11) | 6 | 8 | 10 | 12 | 18 | 25 | |||
d (K7) | 5 | 6 | 8 | 10 | 12 | 20 | |||
l = l1 | 14 | 18 | 22 | 25 | 36 | 50 | |||
Размеры заготовки, мм | B | 22 | 22 | 25 | 30 | 45 | 65 | ||
H | 16 | 18 | 20 | 25 | 36 | 50 | |||
l | 62 | 86 | 131 | 166 | 206 | 286 | 366 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 | 1,5 | 1,6 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 6,8 | 7,2 | 8,4 | 8,9 | 9,8 | 1,16 | 13,1 | ||
Разметочная. Разметить пазы и отверстия | 2,2 | 2,2 | 2,4 | 2,4 | 2,5 | 2,6 | 2,6 | ||
Фрезерная. Фрезеровать 2 паза в размеры b x l1 и b x l | 3,9 | 3,9 | 3,9 | 4,3 | 4,8 | 5,4 | 5,6 | ||
Сверлильная. Сверлить, зенковать фаски и развернуть отверстие d | 1,3 | 1,5 | 1,8 | 2,1 | 3,0 | 4,8 | 4,8 | ||
Слесарная. Притупить острые кромки | 0,7 | 0,8 | 1,0 | 1,2 | 1,4 | 1,8 | 2,1 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | - | ||
Карта 24 | |||||||||
 | Основные размеры, мм | D | 16 | 20 | 25 | 36 | 55 | 65 | 80 |
d1 | M5 | M8 | M10 | M16 | M24 | M30 | 436 | ||
l | 25 | 36 | 42 | 63 | 96 | 120 | 150 | ||
b (H11) | 6 | 10 | 12 | 16 | 25 | 32 | 40 | ||
d (H7) | 4 | 6 | 8 | 12 | 20 | 25 | 32 | ||
S | 10 | 14 | 16 | 24 | 40 | 50 | 60 | ||
Размеры заготовки, мм | D | 18 | 25 | 30 | 41 | 60 | 70 | 86 | |
l | 96 | 129 | 147 | 68 | 102 | 126 | 156 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,3 | 0,95 | 1,35 | 1,6 | 2,0 | |
вулканитовым кругом (вариант) | 0,13 | 0,16 | 0,18 | 0,75 | - | - | - | ||
Токарная. Подрезать торец, обточить диаметры D, d1, фаску, нарезать резьбу, отрезать деталь для | 3,9 | 4,2 | 4,3 | 5,5 | 8,3 | 9,8 | 12,1 | ||
Разметочная. Разметить лыски, радиус, паз, отверстие | 2,0 | 2,1 | 2,5 | 2,7 | 3,1 | 3,2 | 3,5 | ||
Фрезерная. Фрезеровать 2 лыски, радиус | 7,8 | 9,1 | 10,5 | 11,2 | 13,0 | 14,4 | 18,2 | ||
Сверлильная. Сверлить, развернуть отверстие d | 1,6 | 1,7 | 2,0 | 2,9 | 4,0 | 4,8 | 5,9 | ||
Слесарная. Притупить острые кромки | 1,2 | 1,2 | 1,25 | 1,25 | 1,3 | 1,4 | 1,4 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,6 | 0,7 | 0,7 | 0,7 | 0,8 | 1,0 | 1,2 | ||
ГОСТ 4739-68 | Карта 25 | |||||||
 | Основные размеры, мм | b (d11) | 5 | 12 | 18 | 25 | 32 | 40 |
D | 10 | 20 | 30 | 42 | 52 | 65 | ||
L | 25 | 50 | 65 | 95 | 120 | 142 | ||
d (H12) | 4,1 | 10,2 | 12,2 | 20.25 | 25,5 | 32,5 | ||
d1 | M5 | M12 | M16 | M24 | M30 | M36 | ||
l | 10 | 20 | 25 | 36 | 45 | 55 | ||
Размеры заготовки, мм | D | 12 | 25 | 35 | 47 | 56 | 70 | |
L | 55 | 115 | 145 | 100 | 125 | 147 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,45 | 1,2 | 1,4 | 1,5 | |
вулканитовым кругом (вариант) | 0,2 | 0,25 | 0,3 | - | - | - | ||
Токарная. Подрезать торец, обточить диаметр D, фаску, отрезать деталь для | 3,4 | 4,2 | 4,5 | 6,0 | 7,4 | 9,2 | ||
Разметочная. Разметить лыски, радиус, паз, отверстие | 0,8 | 1,0 | 1,0 | 1,0 | 1,0 | 1,1 | ||
Фрезерная. Фрезеровать 2 уступа в размер b | 3,7 | 3,9 | 4,5 | 5,2 | 6,0 | 7,0 | ||
Сверлильная. Сверлить, зенковать фаски и зенкеровать отверстие d | 1,5 | 1,6 | 1,9 | 2,5 | 3,3 | 4,3 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,4 | 0,5 | 0,55 | 0,6 | 0,65 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,7 | 0,8 | 1,0 | 1,2 | ||
Карта 26 | ||||||||
 | Основные размеры, мм | d | M6 | M10 | M16 | M24 | M36 | M48 |
H | 10 | 20 | 32 | 48 | 70 | 95 | ||
D | M12 x 1,25 | M18 x 1,5 | M24 x 1,5 | M36 x 1,5 | M48 x 1,5 | M64 x 2 | ||
D1 | 16,2 | 21,9 | 31,2 | 47,3 | 63,5 | 85,6 | ||
S (H11) | 14 | 19 | 27 | 41 | 55 | 75 | ||
h | 3 | 4 | 6 | 8 | 12 | 14 | ||
Размеры заготовки, мм | S | 14 | 19 | 27 | 41 | 55 | 75 | |
H | 55 | 85 | 121 | 53 | 75 | 100 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 1,2 | 1,5 | 1,9 | |
вулканитовым кругом (вариант) | 0,15 | 0,18 | 0,23 | 0,9 | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, фаску, сверлить отверстие d, зенковать фаску, проточить канавку, нарезать резьбу, отрезать деталь для | 6,5 | 7,2 | 8,0 | 10,5 | 15,8 | 20,6 | ||
Термическая. Калить HRCэ 25...30 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 1,2 | 1,45 | 1,6 | 1,9 | 2,4 | 2,9 | ||
ГОСТ 4742-68 | Карта 27 | ||||||
 | Основные размеры, мм | D | 32 | 50 | 60 | 80 | 100 |
H | 20 | 32 | 40 | 50 | 60 | ||
d | 12 | 18 | 20 | 25 | 32 | ||
d2 (H9) | 6 | 10 | 12 | 16 | 20 | ||
d3 | 1,9 | 2,9 | 3,9 | 4,9 | |||
Размеры отливки, мм | D | 32 | 50 | 60 | 80 | 100 | |
H | 25 | 37 | 45 | 55 | 65 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Токарная. Подрезать торец, сверлить и развернуть отверстие d2, обточить сферу | 3,4 | 4,3 | 4,6 | 6,2 | 7,5 | ||
Сверлильная. Разметить и сверлить отверстие d | 1,0 | 0,9 | 0,9 | 1,0 | 1,0 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,25 | 0,25 | 0,3 | ||
ГОСТ 4743-68 | Карта 28 | ||||||||
 | Основные размеры, мм | H (H7) | 6 | 10 | 12 | 16 | 20 | 25 | |
l | 40 | 60 | 80 | 100 | 160 | 180 | 220 | ||
B | 12 | 16 | 20 | 25 | 32 | 40 | |||
d | 4,5 | 6,6 | 9,0 | 11,0 | |||||
d1 | 8 | 12 | 15 | 18 | |||||
n | 2 | 3 | |||||||
Размеры отливки, мм | B | 61 | 72 | 85 | 65 | 80 | 95 | ||
H | 10 | 14 | 16 | 20 | 25 | 30 | |||
l | 45 | 65 | 85 | 105 | 165 | 185 | 225 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 2 деталей при B = 32 и 40 мм | 0,3 | 0,3 | 0,47 | 0,55 | 0,6 | 0,7 | 0,8 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L, с припуском на шлифование 2 сторон | 4,4 | 4,5 | 4,8 | 6,4 | 7,2 | 8,1 | 10,9 | ||
Фрезерная. Разрезать деталь, фрезеровать фаски | 4,0 | 4,1 | 4,3 | 4,6 | 5,2 | 5,5 | 7,3 | ||
Сверлильная. Разметить, сверлить n отверстий d, зенковать n отверстий d1 | 3,0 | 3,1 | 3,2 | 3,3 | 3,4 | 6,1 | 6,5 | ||
Слесарная. Притупить острые кромки | 0,4 | 0,5 | 0,6 | 0,7 | 0,9 | 1,0 | 1,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 плоскости в размер H по 3 детали одновременно | 1,3 | 1,4 | 1,5 | 1,5 | 1,55 | 1,6 | 1,8 | ||
ГОСТ 8921-69. Деталь 1. Гайка | Карта 29, лист 1 | |||||
 | Основные размеры, мм | d (H7) | M6 | M10 | M16 | M20 |
H | 28 | 40 | 60 | 70 | ||
D | 16 | 20 | 32 | 40 | ||
b (H11) | 8 | 10 | 16 | 20 | ||
d1 (K7) | 5 | 6 | 10 | 12 | ||
d2 | 10,2 | 12,2 | 18,25 | 22,25 | ||
h | 12 | 20 | 28 | 32 | ||
Размеры заготовки, мм | D | 18 | 25 | 37 | 45 | |
H | 142 | 192 | 65 | 75 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 4 деталей и на длину 1 детали | на дисковой пиле | - | - | 0,9 | 1,1 | |
вулканитовым кругом (вариант) | 0,1 | 0,14 | 0,7 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, фаску, сверлить, зенковать фаску и нарезать резьбу в отверстии d, отрезать деталь для | 6,8 | 7,0 | 8,3 | 9,9 | ||
Разметочная. Разметить паз и отверстие | 1,7 | 1,7 | 1,7 | 1,8 | ||
Фрезерная. Фрезеровать паз | 2,1 | 2,1 | 2,3 | 2,5 | ||
Сверлильная. Сверлить и развернуть отверстие d | 1,2 | 1,3 | 1,8 | 2,7 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,3 | 0,3 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,8 | 0,8 | 0,8 | ||
ГОСТ 8921-69. Деталь 2. Рукоятка | Карта 29, лист 2 | ||||||
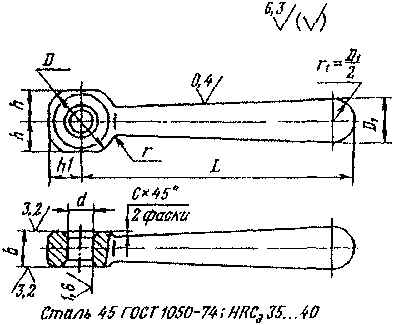 | Основные размеры, мм | b (d11) | 8 | 10 | 12 | 16 | 20 |
l | 63 | 80 | 100 | 125 | 160 | ||
D | 16 | 20 | 25 | 32 | 40 | ||
D1 | 10 | 13 | 16 | 20 | 25 | ||
d (D11) | 5 | 6 | 8 | 10 | 12 | ||
h | 7 | 9 | 11 | 14 | 18 | ||
h1 (-0,1) | 7,2 | 4,2 | 11,2 | 14,3 | 18,3 | ||
Размеры заготовки, мм | D | 18 | 25 | 30 | 37 | 45 | |
L | 7,5 | 95 | 116 | 145 | 183 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,5 | 1,0 | 1,1 | |
вулканитовым кругом (вариант) | 0,2 | 0,27 | 0,27 | 0,7 | - | ||
Токарная. Подрезать торец, обточить конус и сферу, отрезать деталь для | 10,7 | 11,2 | 11,7 | 16,1 | 18,1 | ||
Разметочная. Разметить лыски и отверстие | 0,8 | 0,8 | 0,9 | 0,9 | 0,9 | ||
Фрезерная. Фрезеровать лыски в размеры b, h, h1 | 3,0 | 3,4 | 3,6 | 3,8 | 4,4 | ||
Сверлильная. Сверлить, развернуть отверстие d | 1,2 | 1,2 | 1,3 | 1,3 | 1,6 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,4 | 11,4 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | ||
Слесарная. Полировать конус | 1,5 | 1,5 | 1,6 | 1,6 | 1,7 | ||
ГОСТ 8921-69. Деталь 3. Пружина | Карта 29, лист 3 | ||||||
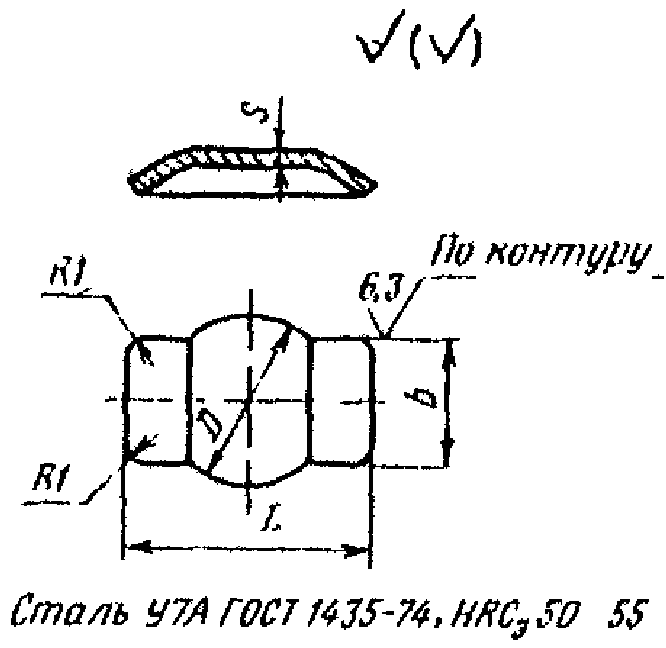 | Основные размеры, мм | D | 10 | 12 | 14 | 18 | 22 |
L | 16 | 19 | 22 | 27 | 35 | ||
S | 0,4 | 0,5 | 0,6 | 0,8 | |||
b | 7,8 | 9,8 | 11,8 | 15,8 | 19,8 | ||
Размеры заготовки, мм | B | 10 | 12 | 14 | 18 | 22 | |
l | 16 | 19 | 22 | 27 | 35 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали ручными ножницами | 0,2 | 0,24 | 0,24 | 0,25 | 0,3 | ||
Разметочная. Разметить контур | 1,3 | 1,4 | 1,4 | 1,5 | 1,5 | ||
Слесарная. Вырезать по контуру, опилить радиусы R1 мм, притупить острые кромки, согнуть деталь | 1,2 | 1,2 | 1,2 | 1,2 | 1,4 | ||
Термическая. Калить HRCэ 50...55 | - | - | - | - | - | ||
Карта 30 | ||||||
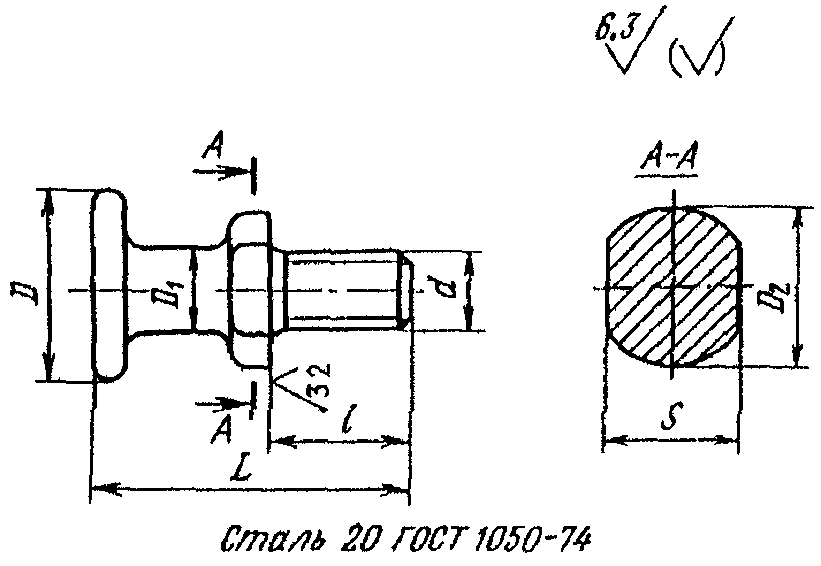 | Основные размеры, мм | d (g6) | M16 | M24 | M36 | M48 |
L | 65 | 95 | 125 | 160 | ||
D | 40 | 55 | 70 | 85 | ||
D1 | 16 | 25 | 36 | 50 | ||
D2 | 30 | 45 | 60 | 75 | ||
S (h13) | 24 | 36 | 46 | 65 | ||
l | 28 | 38 | 52 | 70 | ||
Размеры заготовки, мм | D | 45 | 62 | 78 | 95 | |
L | 70 | 101 | 131 | 167 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,2 | 1,3 | 1,7 | 2,0 | ||
Токарная. Подрезать торец, обточить диаметры D, D1, D2, радиусы, обточить диаметр под резьбу, фаску и нарезать резьбу d; подрезать торец, обточить диаметр D и радиусы | 9,1 | 11,8 | 14,2 | 16,9 | ||
Фрезерная. Фрезеровать 2 лыски в размер S | 1,6 | 1,9 | 2,4 | 2,6 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,3 | 0,3 | ||
ГОСТ 8923-69 | Карта 31 | ||||||
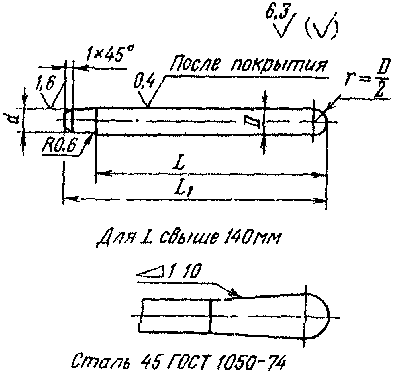 | Основные размеры, мм | D | 6 | 10 | 16 | 25 | |
d (u8) | 5 | 8 | 12 | 20 | |||
L1 | 46 | 73 | 115 | 185 | 345 | ||
L | 40 | 63 | 100 | 160 | 320 | ||
Размеры заготовки, мм | D | 8 | 12 | 18 | 30 | ||
L1 | 51 | 78 | 120 | 190 | 350 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,35 | 0,4 | 0,4 | 0,55 | 0,55 | ||
Токарная. Подрезать торец, обточить диаметр D, сферу, конус (для L свыше 140 мм); подрезать торец, обточить диаметр d, радиус R 0,6 мм и фаску, полировать D | 6,2 | 6,2 | 6,5 | 9,8 | 11,9 | ||
ГОСТ 8924-69 | Карта 32 | ||||||
 | Основные размеры, мм | D | 10 | 12 | 16 | 20 | 25 |
d (u8) | 8 | 10 | 12 | 16 | 20 | ||
d2 (g6) | M8 | M10 | M12 | ||||
L | 63 | 82 | 100 | 137 | 152 | ||
Размеры заготовки, мм | D | 12 | 14 | 18 | 26 | 31 | |
I | 140 | 178 | 214 | 288 | 318 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | - | - | - | 0,55 | |
вулканитовым кругом (вариант) | 0,17 | 0,18 | 0,2 | 0,27 | 0,28 | ||
Токарная. Подрезать торец, обточить диаметры D, d2, фаски, нарезать резьбу, отрезать деталь; подрезать торец, обточить диаметр d, фаску и радиусы R 0,6 мм | 6,1 | 6,3 | 6,5 | 8,3 | 9,6 | ||
ГОСТ 8925-68 | Карта 33 | ||||
 | Основные размеры, мм | b (H7) | 1 | 3 | 5 |
С | 0,1 | 0,4 | 0,6 | ||
Размеры заготовки, мм | b | 3 | 5 | 7 | |
H | 25 | ||||
L | 212 | ||||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 2 деталей вулканитовым кругом | 0,2 | 0,23 | 0,25 | ||
Рихтовочная. Рихтовать заготовку | 0,16 | 0,19 | 0,22 | ||
Фрезерная. Фрезеровать с 4 сторон в размеры H x L по 4 детали одновременно | 3,0 | 3,0 | 3,1 | ||
Шлифовальная. Шлифовать с 2 сторон по 4 детали одновременно в размер b предварительно | 0,8 | 0,8 | 0,8 | ||
Абразивно-отрезная. Разрезать деталь | 0,5 | 0,5 | 0,5 | ||
Слесарная. Опилить радиусы R 3 мм, фаски С x 45°, маркировать | 2,9 | 2,1 | 2,4 | ||
Сверлильная. Разметить, сверлить и зенковать фаски в отверстии | 1,65 | 1,7 | 1,7 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | ||
Шлифовальная. Шлифовать с двух сторон в размер b окончательно по 4 детали одновременно | 1,3 | 1,3 | 1,3 | ||
ГОСТ 8926-68 | Карта 34 | |||
 | Основные размеры, мм | d (H7) | 3 | 5 |
d1 | 5 | 8 | ||
D | 7 | 10 | ||
b | 6 | 9 | ||
Размеры заготовки, мм | D | 9 | 12 | |
L | 105 | 105 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 1 детали вулканитовым кругом | 0,4 | 0,4 | ||
Токарная. Подрезать торец, центровать, обточить в ложных центрах диаметры D, d1, фаску, накатать рифление сетчатое; подрезать торец, обточить диаметр d под шлифование, фаску | 6,0 | 6,2 | ||
Фрезерная. Фрезеровать лыску | 1,0 | 1,1 | ||
Сверлильная. Разметить, сверлить и зенковать фаски в отверстии | 1,7 | 1,7 | ||
Слесарная. Притупить острые кромки, маркировать | 1,3 | 1,3 | ||
Термическая. Калить HRCэ 55...60 | - | - | ||
Шлифовальная. Шлифовать диаметр D предварительно и окончательно | 1,8 | 1,9 | ||
Заточная. Отрезать ложные центры, снять фаску и радиус R1 мм | 1,0 | 1,1 | ||
Карта 35 | |||||||||
 | Основные размеры, мм | d (g8) | M8 | M10 | M16 | M24 | M30 | M36 | |
l | 25 | 50 | 100 | 160 | 200 | 250 | 280 | ||
H | 8 | 12 | 20 | 28 | 32 | 40 | |||
L | 16 | 25 | 40 | 60 | 70 | 80 | |||
Размеры заготовки, мм | d | 21 | 31 | 46 | 67 | 78 | 90 | ||
L | 38 | 67 | 125 | 185 | 234 | 238 | 326 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,9 | 1,3 | 2,0 | 2,0 | 3,8 | 4,0 | 5,8 | ||
Токарная. Подрезать торец, обточить наружный диаметр d, канавку, фаску, нарезать резьбу, подрезать торец, обточить наружный диаметр | 7,0 | 8,5 | 11,8 | 12,6 | 16,9 | 28,0 | 36,0 | ||
Разметочная. Разметить контур | 1,0 | 1,1 | 1,2 | 1,2 | 1,4 | 1,4 | 1,5 | ||
Фрезерная. Фрезеровать контур, скос, радиус | 6,2 | 6,2 | 7,2 | 7,6 | 9,5 | 10,6 | 13,9 | ||
Слесарная. Притупить острые кромки | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,7 | ||
Термическая. Калить HRCэ, 33...38 | - | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 | 1,2 | ||
ГОСТ 9053-68 | Карта 36 | ||||||
 | Основные размеры, мм | b | 5 | 10 | 16 | 25 | 30 |
L | 25 | 50 | 70 | 80 | 110 | ||
B | 32 | 40 | 50 | 65 | 70 | ||
H | 10 | 12 | 16 | 20 | 22 | ||
d | 4,5 | 4,5 | 5,5 | 6,6 | |||
d1 | <...> | 8 | 10 | 12 | |||
Размеры заготовки, мм | B | <...> | 45 | 55 | 70 | 75 | |
H | 15 | 16 | 20 | 25 | |||
L | 30 | 55 | 75 | 85 | 115 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,7 | 0,8 | 1,0 | 1,2 | ||
Фрезерная. Фрезеровать с 6 сторон в размеры B x H x L с припуском на шлифование 1 стороны и фаски | 12,8 | 13,0 | 15,9 | 16,8 | 20,4 | ||
Фрезерная. Фрезеровать паз в размер b 2 канавки 2 x 0,5 мм | 4,4 | 4,9 | 5,5 | 5,8 | 6,7 | ||
Сверлильная. Разметить, сверлить 2 отверстия d, зенковать отверстия d1 | 3,0 | 3,2 | 3,3 | 3,4 | 3,7 | ||
Слесарная. Притупить острые кромки | 0 5 | 0,6 | 0,7 | 0,9 | 1,0 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскость основания в размер H по 3 детали одновременно | 0,8 | 0,9 | 1,0 | 1,2 | 1,7 | ||
Шлифовальная. Шлифовать паз в размер b | 2,5 | 2,6 | 2,7 | 3,0 | 3,3 | ||
ГОСТ 9057-69 | Карта 37 | ||||||
 | Основные размеры, мм | d | M4 | M6 | M10 | M16 | M24 |
L | 19 | 29 | 46 | 71 | 95 | ||
H | 22 | 34 | 52 | 80 | 110 | ||
B (b12) | 8 | 12 | 20 | 25 | 40 | ||
b | 8 | 12 | 18 | 28 | 40 | ||
d1 (D11) | 4 | 6 | 10 | 16 | 20 | ||
Размеры заготовки, мм | B | 12 | 16 | 25 | 30 | 45 | |
H | 27 | 39 | 57 | 85 | 116 | ||
L | 25 | 35 | 50 | 75 | 100 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 0,8 | 1,2 | 1,4 | 1,7 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 6,2 | 6,2 | 6,2 | 7,3 | 8,2 | ||
Разметочная. Разметить контур, отверстия | 2,4 | 2,4 | 2,5 | 2,6 | 2,6 | ||
Фрезерная. Фрезеровать контур | 7,8 | 8,2 | 8,9 | 11,9 | 13,7 | ||
Сверлильная. Сверлить, зенковать фаски и развернуть отверстие d1, сверлить, зенковать фаски и нарезать резьбу в отверстии d | 2,7 | 2,8 | 3,1 | 3,6 | 4,3 | ||
Слесарная. Притупить острые кромки | 0,5 | 0,6 | 0,8 | 1,0 | 1,4 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | ||
Слесарная. Калибровать резьбу d | 0,65 | 0,8 | 0,8 | 0,8 | 0,8 | ||
ГОСТ 9058-69 | Карта 38 | ||||||
 | Основные размеры, мм | L | 63 | 80 | 125 | 160 | 200 |
B | 20 | 32 | 50 | 63 | 80 | ||
H | 14 | 16 | 25 | 32 | 40 | ||
b | 7 | 12 | 18 | 22 | 26 | ||
b2 (H11) | 10 | 14 | 18 | 22 | 25 | ||
d (K7) | 8 | 10 | 12 | 16 | 20 | ||
Размеры заготовки, мм | B | 25 | 36 | 55 | 70 | 85 | |
H | 18 | 20 | 30 | 36 | 45 | ||
L | 69 | 86 | 131 | 166 | 206 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 1,2 | 1,3 | 1,5 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 6,8 | 7,2 | 8,6 | 9,2 | 10,4 | ||
Разметочная. Разметить скос, уступ, окно, паз, радиус и отверстия | 3,5 | 3.6 | 3,7 | 4,1 | 4,5 | ||
Сверлильная. Сверлить отверстие под окно, сверлить, зенковать фаски и развернуть отверстие d | 2,4 | 3,1 | 4,4 | 5,8 | 7,2 | ||
Фрезерная. Фрезеровать скос, уступ, окно в размер b, паз в размер b2, радиус r | 3,0 | 14,0 | 16,0 | 17,0 | 19,0 | ||
Слесарная. Притупить острые кромки | 0,8 | 0,9 | 1,2 | 1,4 | 1,6 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | ||
Карта 39 | |||||||
 | Основные размеры, мм | ||||||
d (H8) | 16 | 20 | 25 | 32 | 40 | 50 | |
l | 30 | 48 | 60 | 75 | 90 | 125 | |
L | 40 | 60 | 75 | 92 | 115 | 160 | |
D (h6) | 22 | 28 | 36 | 45 | 55 | 70 | |
D2 | 28 | 36 | 45 | 55 | 70 | 85 | |
d1 (H7) | M6 | M8 | M10 | M12 | M20 | M24 | |
d3 | 1,9 | 2,9 | 2,9 | 3,9 | 5,8 | 5,8 | |
Размеры заготовки, мм | |||||||
D2 | 33 | 41 | 50 | 62 | 78 | 95 | |
L | 45 | 65 | 80 | 98 | 121 | 167 | |
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 0,9 | 1,2 | 1,3 | 1,7 | 2,0 | |
Токарная. Подрезать торец, центровать, обточить диаметры D2, D с припуском на шлифование, проточить канавку, обточить фаску, сверлить и расточить отверстие d с припуском на шлифование, расточить канавку; подрезать торец, центровать, обточить диаметр D2, сверлить, зенковать фаски и нарезать резьбу в отверстие d1 | 9,7 | 10,7 | 11,4 | 13,6 | 16,0 | 19,0 | |
Разметочная. Разметить уступ, паз и отверстие | 0,9 | 0,9 | 0,9 | 0,9 | 1,0 | 1,0 | |
Фрезерная. Фрезеровать уступ и паз | 4,5 | 5,0 | 6,2 | 7,4 | 8,0 | 9,5 | |
Сверлильная. Сверлить отверстие d3 | 0,9 | 0,9 | 0,9 | 1,1 | 1,2 | 1,2 | |
Слесарная. Притупить острые кромки | 0,8 | 0,9 | 0,9 | 1,2 | 1,4 | 1,6 | |
Термическая. Калить HRCэ 30...35 | - | - | - | - | - | - | |
Шлифовальная. Шлифовать отверстие d | 3,0 | 3,4 | 4,1 | 4,7 | 5,8 | 6,7 | |
Шлифовальная. Шлифовать диаметр D | 1,8 | 2,2 | 2,6 | 3,5 | 4,1 | 5,3 | |
Слесарная. Калибровать резьбу d1 | 0,65 | 0,7 | 0,7 | 0,7 | 0,7 | 0,8 | |
ГОСТ 9060-69 | Карта 40 | ||||||||
 | Основные размеры, мм | D | 20 | 30 | 40 | 60 | 90 | 125 | 140 |
H (h13) | 4 | 6 | 8 | 10 | 16 | 20 | |||
L | 36 | 56 | 72 | 105 | 135 | 190 | 210 | ||
b | 6 | 10 | 14 | 22 | 32 | 45 | 52 | ||
d (H11) | 5 | 8 | 10 | 12 | 16 | 20 | |||
Размеры заготовки, мм | D | 25 | 35 | 45 | 65 | 95 | 130 | 150 | |
H | 9 | 12 | 14 | 11 | 25 | ||||
L | 41 | 61 | 77 | 110 | 141 | 196 | 216 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 0,8 | 0,9 | 1,3 | 1,7 | 2,4 | 2,6 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер H | 5,8 | 6,2 | 6,4 | 6,8 | 9,9 | 10,8 | 12,0 | ||
Шлифовальная. Шлифовать плоскость основания по 4 деталям одновременно | 0,5 | 0,7 | 0,9 | 1,1 | 1,5 | 2,6 | 3,1 | ||
Разметочная. Разметить контур, паз, отверстие | 2,9 | 3,1 | 3,2 | 3,6 | 3,8 | 3,8 | 4,0 | ||
Сверлильная. Сверлить, зенкеровать отверстие d, зенковать фаску, сверлить отверстие под паз | 1,1 | 1,2 | 1,2 | 1,4 | 1,9 | 2,7 | 2,7 | ||
Фрезерная. Фрезеровать контур и паз | 8,5 | 9,5 | 11,0 | 13,0 | 17,0 | 24,0 | 29,0 | ||
Слесарная. Притупить острые кромки и опилить радиусы | 1,6 | 1,9 | 2,0 | 2,2 | 2,9 | 3,0 | 3,2 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 плоскости в размер H по 4 детали одновременно | 0,9 | 1,1 | 1,2 | 1,5 | 2,3 | 3,1 | 4,3 | ||
ГОСТ 9061-68 | Карта 41 | |||||||
 | Основные размеры, мм | D | 32 | 40 | 50 | 60 | 70 | 80 |
H | 31 | 38,5 | 48 | 58 | 68 | 78 | ||
d (H9) | 10 | 12 | 16 | 20 | ||||
B (d11) | 14 | 16 | 18 | 22 | 25 | 28 | ||
d1 (H7) | 8 | 10 | 12 | 16 | 20 | |||
d2 | 2,9 | 3,9 | 4,9 | 5,9 | ||||
Размеры заготовки, мм | D | 37 | 45 | 55 | 68 | 78 | 90 | |
B | 19 | 21 | 23 | 27 | 30 | 33 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 1,1 | 1,3 | 1,5 | 1,8 | 1,9 | 2,3 | |
вулканитовым кругом (вариант) | 0,7 | - | - | - | - | - | ||
Токарная. Подрезать торец с припуском под шлифование, центровать, сверлить, зенковать фаски, развернуть отверстие d, обточить диаметр D с припуском на шлифование и фаски | 5,0 | 5,2 | 6,0 | 6,5 | 6,8 | 7,5 | ||
Фрезерная. Фрезеровать лыску в размер H | 0,9 | 1,0 | 1,1 | 1,3 | 1,4 | 1,5 | ||
Сверлильная. Разметить, сверлить, зенковать фаску, развернуть отверстие d1, сверлить отверстие d2 | 2,7 | 2,8 | 3,4 | 3,8 | 4,2 | 4,4 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр D | 1,1 | 1,2 | 1,7 | 1,9 | 2,0 | 2,4 | ||
Шлифовальная. Шлифовать торцы с двух сторон в размер B по 3 детали одновременно | 2,2 | 2,3 | 2,4 | 2,5 | 2,6 | 2,6 | ||
ГОСТ 12189-66 | Карта 42 | |||||||
 | Основные размеры, мм | D | 50 | 60 | 80 | 100 | 120 | 140 |
r1 | 12 | 16 | 20 | 25 | 32 | |||
r | 25,8 | 30,9 | 41,2 | 51,5 | 61,8 | 72,1 | ||
r2 | 16 | 20 | 25 | 32 | 40 | |||
d (H8) | 16 | 19 | 21 | 26 | 30 | |||
d1 | 19,2 | 23,1 | 26,0 | 32,7 | 36,7 | |||
B (d11) | 14 | 18 | 22 | 25 | 28 | |||
b (H11) | 14 | 17 | 19 | 24 | 27 | |||
Размеры заготовки, мм | D | 62 | 72 | 95 | 115 | 135 | 160 | |
B | 19 | 24 | 28 | 32 | 35 | |||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,3 | 1,6 | 1,9 | 2,1 | 3,6 | 3,8 | ||
Токарная. Подрезать торец, центровать, обточить наружный диаметр, сверлить и расточить отверстие d с припуском на шлифование; подрезать торец, обточить наружный диаметр | 6,4 | 7,0 | 7,7 | 8,3 | 10,0 | 11,4 | ||
Разметочная. Разметить контур кулачка | 8,4 | 8,4 | 9,4 | 9,4 | 9,8 | 9,8 | ||
Долбежная. Долбить квадрат | 6,9 | 6,9 | 7,2 | 8,5 | 9,3 | 10,0 | ||
Слесарная. Довести квадрат | 3,0 | 3,0 | 3,2 | 3,8 | 4,2 | 4,2 | ||
Фрезерная. Фрезеровать контур кулачка | 14,0 | 14,0 | 9,0 | 21,0 | 23,0 | 26,0 | ||
Слесарная. Притупить острые кромки, зачистить контур | 6,1 | 7,3 | 9,0 | 0,0 | 12,0 | 14,0 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 56...61 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать отверстие d и торец | 3,0 | 3,1 | 3,8 | 4,0 | 4,0 | 4,5 | ||
Шлифовальная. Шлифовать второй торец | 1,6 | 1,7 | 2,2 | 2,3 | 3,1 | 3,8 | ||
Слесарная. Довести контур кулачка | 2,0 | 2,0 | 3,0 | 3,0 | 4,2 | 4,2 | ||
ГОСТ 12190-66 | Карта 43 | |||||||
 | Основные размеры, мм | D | 50 | 60 | 80 | 100 | 120 | 140 |
r | 25,8 | 30,9 | 41,2 | 51,6 | 61,8 | 72,1 | ||
r2 | 16 | 20 | 25 | 32 | 40 | |||
B (d11) | 14 | 18 | 22 | 25 | 28 | |||
b (H11) | 14 | 17 | 19 | 24 | 27 | |||
b1 | 16 | 20 | 22 | 28 | 32 | |||
r1 | 12 | 16 | 20 | 25 | 32 | |||
Размеры заготовки, мм | D | 62 | 75 | 100 | 120 | 150 | 170 | |
B | 19 | 24 | 28 | 32 | 35 | |||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,3 | 1,6 | 1,9 | 2,1 | 3,6 | 3,8 | ||
Токарная. Подрезать торец, центровать, обточить наружный диаметр, сверлить отверстие; подрезать торец, обточить наружный диаметр | 5,2 | 5,8 | 6,4 | 6,7 | 8,4 | 9,6 | ||
Разметочная. Разметить контур кулачка | 9,8 | 9,8 | 10,8 | 10,8 | 11,4 | 11,4 | ||
Долбежная. Долбить прямоугольник в размер b x b1 | 7,2 | 7,2 | 7,8 | 3,0 | 10,0 | 1,6 | ||
Слесарная. Довести прямоугольник | 3,2 | 3,2 | 3,2 | 4,2 | 4,2 | 5,5 | ||
Фрезерная. Фрезеровать контур кулачка | 12,0 | 12,0 | 17,0 | 19,0 | 23,0 | 26,0 | ||
Слесарная. Притупить острые кромки, зачистить контур | 6,1 | 6,5 | 8,8 | 10,0 | 12,0 | 15,0 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 56...61 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости в размер | 3,2 | 3,4 | 4,4 | 4,6 | 6,2 | 7,6 | ||
Слесарная. Довести контур кулачка | 3,0 | 3,0 | 4,2 | 4,2 | 5,0 | 5,0 | ||
ГОСТ 12191-66 | Карта 44 | |||||||
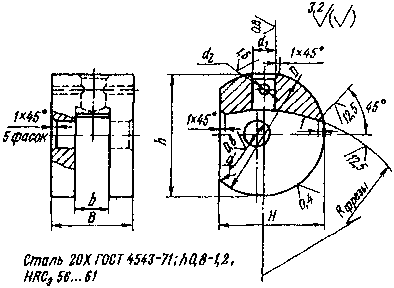 | Основные размеры, мм | D | 32 | 40 | 50 | 60 | 80 | 100 |
B | 20 | 25 | 30 | 36 | 42 | 50 | ||
b (H12) | 8 | 10 | 12 | 14 | 18 | 22 | ||
d (H7) | 5 | 6 | 8 | 10 | 14 | 18 | ||
d1 (H7) | 6 | 8 | 10 | 12 | 16 | 20 | ||
H | 28 | 34 | 42 | 50 | 65 | 80 | ||
h | 31 | 39 | 49 | 58 | 78 | 98 | ||
d2 (K7) | 2 | 3 | 4 | 5 | 6 | |||
Размеры заготовки, мм | D | 37 | 47 | 58 | 68 | 90 | 110 | |
B | 25 | 30 | 35 | 42 | 48 | 57 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 1,2 | 1,3 | 1,6 | 1,9 | 2,1 | ||
Токарная. Подрезать торец, обточить наружный диаметр; подрезать торец и обточить наружный диаметр | 3,6 | 3,9 | 3,9 | 4,7 | 4,9 | 5,6 | ||
Разметочная. Разметить скос, паз и отверстия | 3,2 | 3,3 | 3,4 | 3,6 | 3,8 | 4,0 | ||
Фрезерная. Фрезеровать паз с припуском на цементацию и скос в размер H | 7,5 | 7,5 | 8,1 | 9,6 | 10,7 | 4,0 | ||
Сверлильная. Сверлить и развернуть отверстия d, d1, d2 | 4,4 | 4,8 | 5,2 | 6,7 | 7,4 | 9,2 | ||
Слесарная. Притупить острые кромки | 1,3 | 1,3 | 1,3 | 1,4 | 1,5 | 1,7 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | - | - | - | - | ||
Токарная. Подрезать оба торца, обточить наружный диаметр после цементации | 2,5 | 2,7 | 2,7 | 3,2 | 3,4 | 3,6 | ||
Фрезерная. Фрезеровать паз окончательно и фаски | 2,2 | 2,2 | 2,3 | 2,4 | 2,8 | 3,2 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,4 | 0,4 | 0,4 | 0,5 | ||
Термическая. Калить HRCэ 56...61 | - | - | - | - | - | - | ||
Слесарная. Довести контур кулачка | 4,0 | 4,2 | 4,9 | 5,6 | 6,3 | 6,9 | ||
ГОСТ 12192-66 | Карта 45 | |||
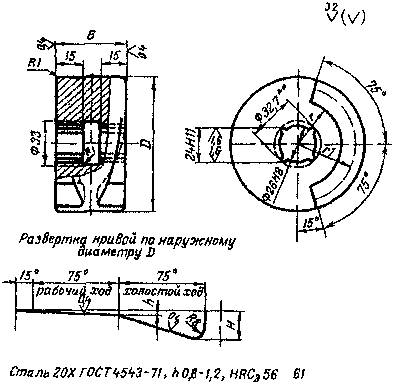 | Основные размеры, мм | D | 80 | 100 |
B (fg) | 40 | 50 | ||
H | 15 | 20 | ||
h | 3,5 | 4,5 | ||
r | 25 | 30 | ||
r1 | 34 | 42 | ||
Размеры заготовки, мм | D | 90 | 110 | |
B | 46 | 57 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,9 | 2,1 | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, R1, сверлить и расточить отверстие | 11,0 | 12,0 | ||
Разметочная. Разметить контур | 5,0 | 5,8 | ||
Долбежная. Долбить квадрат | 12,6 | 14,0 | ||
Слесарная. Довести квадрат | 5,9 | 6,2 | ||
Фрезерная. Фрезеровать контур кулачка | 17,5 | 19,0 | ||
Слесарная. Притупить острые кромки | 8,4 | 9,5 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 56...61 | - | - | ||
Шлифовальная. Шлифовать отверстие | 3,6 | 3,9 | ||
Шлифовальная. Шлифовать второй торец | 2,2 | 2,4 | ||
Слесарная. Довести контур кулачка | 5,0 | 5,0 | ||
ГОСТ 12193-66 | Карта 46 | ||||||||
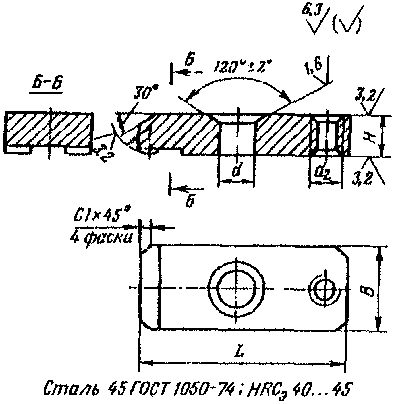 | Основные размеры, мм | L | 25 | 40 | 50 | 60 | 70 | 80 | 100 |
B (f7) | 10 | 20 | 32 | 50 | 60 | 80 | 100 | ||
H (f9) | 8 | 12 | 16 | 20 | 25 | 32 | |||
l | 6 | 7 | 10 | 12 | 13 | 15 | |||
d (H11) | 5,5 | 8,5 | 13 | 17 | 21 | 25 | |||
b | 1 | 4 | 8 | 16 | 20 | 25 | 32 | ||
h | 3 | 7 | 11 | 18 | 22 | 28 | 32 | ||
d1 (K7) | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 | ||||
Размеры заготовки, мм | B | 16 | 25 | 35 | 55 | 65 | 85 | 105 | |
H | 12 | 16 | 20 | 25 | 30 | 36 | |||
L | 31 | 46 | 56 | 66 | 76 | 86 | 107 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 0,8 | 1,2 | 1,4 | 1,5 | 1,7 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер B x H | 9,6 | 9,6 | 9,6 | 10,5 | 10,5 | 11,7 | 12,1 | ||
Шлифовальная. Шлифовать плоскости в размер B предварительно | 2,8 | 2,8 | 2,8 | 3,0 | 3,4 | 3,4 | 4,4 | ||
Разметочная. Разметить паз, 2 скоса призмы и отверстия | 3,0 | 3,0 | 3,1 | 3,5 | 3,6 | 3,9 | 4,0 | ||
Фрезерная. Фрезеровать паз в размер b x h, 2 скоса призмы под шлифование и фаски | 4,4 | 4,8 | 5,3 | 6,1 | 8,2 | 8,7 | 10,0 | ||
Сверлильная. Сверлить отверстие d, сверлить и развернуть 2 отверстия d1 | 2,6 | 2,6 | 3,4 | 3,4 | 3,9 | 3,9 | 4,6 | ||
Слесарная. Притупить острые кромки | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,0 | 1,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 56...61 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости в размер B x H и скосы призмы | 10,8 | 11,4 | 11,6 | 15,0 | 16,8 | 17,0 | 18,0 | ||
Карта 47 | |||||||||
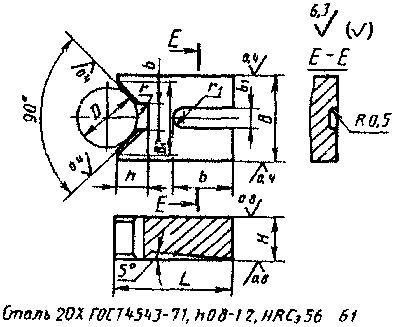 | Основные размеры, мм | L | 25 | 40 | 50 | 60 | 70 | 80 | 100 |
B (f7) | 10 | 20 | 32 | 50 | 60 | 80 | 100 | ||
H (f9) | 8 | 12 | 16 | 20 | 25 | 32 | |||
B1 | 5 | 14 | 24 | 42 | 55 | 70 | 85 | ||
h | 3 | 7 | 11 | 18 | 22 | 28 | 32 | ||
b | 1 | 4 | 8 | 16 | 20 | 25 | 32 | ||
b1 | 6 | 8 | 10 | 12 | 16 | ||||
l | 16 | 25 | 28 | 32 | 36 | 40 | |||
Размеры заготовки, мм | B | 16 | 25 | 35 | 55 | 65 | 85 | 105 | |
H | 12 | 16 | 20 | 25 | 30 | 36 | |||
L | 31 | 46 | 56 | 66 | 76 | 86 | 107 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 0,8 | 1,2 | 1,4 | 1,5 | 1,7 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер B x H | 9,6 | 9,6 | 9,6 | 10,5 | 10,5 | 11,7 | 12,1 | ||
Шлифовальная. Шлифовать в размер B предварительно | 2,8 | 2,8 | 2,8 | 3,0 | 3,4 | 3,4 | 4,4 | ||
Разметочная. Разметить пазы, скосы призмы | 2,6 | 2,6 | 2,7 | 3,1 | 3,2 | 3,5 | 3,6 | ||
Фрезерная. Фрезеровать пазы в размеры b x h и b1 x l, 2 скоса призмы под шлифование и фаски | 5,6 | 6,0 | 6,9 | 7,7 | 9,8 | 10,3 | 11,6 | ||
Слесарная. Притупить острые кромки | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,0 | 1,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 56...61 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости в размер B x H и скосы призмы | 10,8 | 11,4 | 11,6 | 15,0 | 16,8 | 17,0 | 18,0 | ||
Карта 48 | ||||||||||
 | Основные размеры, мм | B | 38 | 55 | 70 | 85 | 100 | 120 | 140 | 190 |
H | 20 | 25 | 32 | 40 | 50 | 55 | 70 | |||
L | 12 | 20 | 25 | 32 | 38 | 45 | 50 | 70 | ||
h1 | 7 | 11 | 14 | 18 | 22 | 28 | 32 | 45 | ||
d2 (H7) | 4 | 5 | 6 | 8 | 10 | 12 | ||||
d | 5,5 | 6,6 | 9,0 | 11 | 13 | 17 | ||||
b | 4 | 8 | 12 | 16 | 20 | 25 | 32 | 45 | ||
Размеры заготовки, мм | B | 44 | 61 | 76 | 91 | 106 | 126 | 150 | 196 | |
H | 25 | 30 | 35 | 45 | 56 | 60 | 75 | |||
L | 16 | 25 | 30 | 36 | 45 | 50 | 55 | 75 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 0,8 | 0,9 | 0,9 | 1,3 | 1,3 | 1,5 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер L | 11,4 | 11,4 | 11,9 | 12,6 | 12,8 | 14,2 | 16,6 | 17,8 | ||
Шлифовальная. Шлифовать плоскость основания | 1,5 | 1,6 | 1,6 | 1,7 | 1,8 | 2,0 | 2,2 | 2,6 | ||
Разметочная. Разметить паз, скосы призмы и отверстия | 3,3 | 3,3 | 3,5 | 3,9 | 3,9 | 4,0 | 4,4 | 4,6 | ||
Фрезерная. Фрезеровать паз в размер b x h1, 2 скоса призмы под шлифование и фаски | 7,5 | 7,6 | 8,1 | 8,8 | 9,2 | 9,8 | 12,0 | 15,7 | ||
Сверлильная. Сверлить и зенковать 2 отверстия d, сверлить, зенковать фаски и развернуть 2 отверстия d2 | 4,6 | 5,4 | 6,4 | 7,8 | 8,5 | 9,7 | 10,3 | 15,3 | ||
Слесарная. Притупить острые кромки | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 56...61 | - | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскость в размер L и скосы призмы | 5,8 | 6,0 | 6,5 | 6,6 | 6,9 | 7,3 | 8,1 | 8,8 | ||
ГОСТ 12196-66 | Карта 49 | |||||||
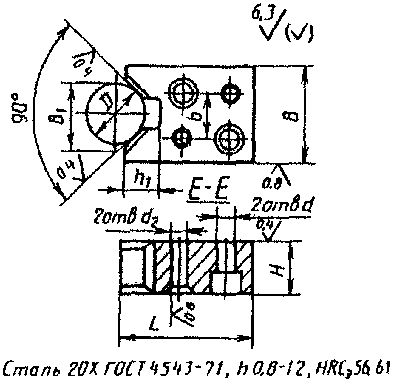 | Основные размеры, мм | L | 40 | 50 | 60 | 70 | 80 | 100 |
B | 20 | 32 | 50 | 60 | 80 | 100 | ||
H | 12 | 16 | 20 | 25 | 32 | |||
B1 | 14 | 24 | 42 | 55 | 70 | 85 | ||
h1 | 7 | 11 | 18 | 22 | 28 | 32 | ||
d | 5,5 | 6,6 | 11 | 13 | ||||
d2 (H7) | 4 | 5 | 8 | 10 | ||||
b | 4 | 8 | 16 | 20 | 25 | 32 | ||
Размеры заготовки, мм | B | 25 | 36 | 55 | 65 | 85 | 105 | |
H | 16 | 20 | 25 | 30 | 36 | |||
L | 46 | 56 | 66 | 76 | 86 | 107 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 1,2 | 1,3 | 1,5 | 1,7 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер B x H | 9,6 | 9,6 | 10,5 | 10,5 | 11,7 | 12,1 | ||
Шлифовальная. Шлифовать плоскость в размер B предварительно | 1,5 | 1,6 | 1,6 | 1,6 | 1,8 | 2,2 | ||
Разметочная. Разметить паз, скосы призмы и отверстия | 3,3 | 3,4 | 3,8 | 3,9 | 4,2 | 4,3 | ||
Фрезерная. Фрезеровать паз в размер b x h1, 2 скоса призмы мод шлифование и фаски | 4,8 | 5,3 | 6,1 | 8,2 | 8,7 | 10,0 | ||
Сверлильная. Сверлить и зенковать 2 отверстия d, сверлить, зенковать фаски и развернуть 2 отверстия d2 | 4,7 | 4,9 | 5,6 | 6,5 | 7,1 | 8,4 | ||
Слесарная. Притупить острые кромки | 0,6 | 0,7 | 0,8 | 1,0 | 1,0 | 1,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ, 56...61 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 плоскости в размеры B, H и скосы призмы | 7,9 | 8,0 | 10,6 | 11,5 | 11,8 | 12,2 | ||
ГОСТ 12198-66 | Карта 50 | |||||||
 | Основные размеры, мм | B1 | 40 | 60 | 80 | 100 | 125 | 150 |
L | 32 | 40 | 50 | 60 | 70 | 80 | ||
H | 18 | 25 | 32 | 40 | 42 | 50 | ||
B (H7) | 16 | 25 | 40 | 60 | 80 | 100 | ||
H1 (H8) | 10 | 16 | 20 | 25 | 32 | |||
d | 5,5 | 6,6 | 9,0 | 11,0 | 13,0 | |||
d2 (H7) | 4 | 5 | 6 | 8 | 10 | |||
d3 | M6 | M8 | M10 | M12 | M16 | |||
Размеры заготовки, мм | B1 | 46 | 66 | 86 | 106 | 131 | 156 | |
H | 22 | 30 | 36 | 45 | 45 | 56 | ||
L | 36 | 45 | 55 | 65 | 75 | 85 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 0,9 | 1,2 | 1,3 | 1,5 | 1,6 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер H | 11,5 | 12,0 | 12,4 | 13,2 | 15,1 | 17,5 | ||
Разметочная. Разметить паз и отверстия | 3,5 | 3,8 | 3,8 | 4,2 | 4,3 | 4,5 | ||
Фрезерная. Фрезеровать паз в размер B x H1 под шлифование и канавки | 6,5 | 7,3 | 8,3 | 11,0 | 14,0 | 20,3 | ||
Сверлильная. Сверлить и зенковать 4 отверстия d, сверлить, зенковать фаски и развернуть 2 отверстия d2; сверлить, зенковать фаску и нарезать резьбу в отверстии d3 | 8,3 | 9,4 | 10,9 | 13,3 | 16,6 | 17,5 | ||
Слесарная. Притупить острые кромки | 0,7 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 56....61 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскость в размер H и паз | 6,0 | 7,1 | 9,6 | 11,3 | 11,8 | 13,5 | ||
Слесарная. Калибровать резьбу в отверстии d3 | 0,6 | 0,6 | 0,6 | 0,65 | 0,65 | 0,65 | ||
ГОСТ 12199-66 | Карта 51 | |||||
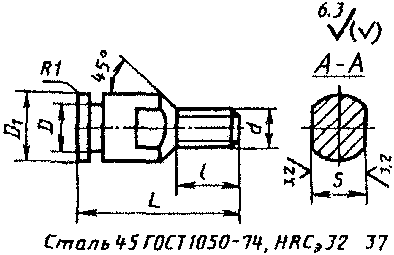 | Основные размеры, мм | D | 4,5 | 7,0 | 11,0 | 18,0 |
D1 | 6 | 10 | 16 | 25 | ||
d | M4 | M6 | M10 | M16 | ||
L | 16 | 25 | 40 | 60 | ||
l | 8 | 12 | 20 | 25 | ||
S (h14) | 5 | 10 | 14 | 22 | ||
Размеры заготовки, мм | D1 | 8 | 12 | 18 | 30 | |
L | 46 | 64 | 95 | 135 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | - | - | 0,4 | |
вулканитовым кругом (вариант) | 0,17 | 0,2 | 0,2 | 0,27 | ||
Токарная. Подрезать торец, обточить диаметры D1, d, фаску, проточить канавку, нарезать резьбу, отрезать деталь; подрезать торец, обточить сферу R1 | 4,1 | 4,2 | 4,5 | 4,6 | ||
Фрезерная. Фрезеровать 2 лыски в размер S | 1,0 | 1,1 | 1,2 | 1,5 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,2 | 0,2 | ||
Термическая. Калить HRCэ 32...37 | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,6 | 0,7 | 0,7 | 0,7 | ||
ГОСТ 12200-66 | Карта 52 | |||||
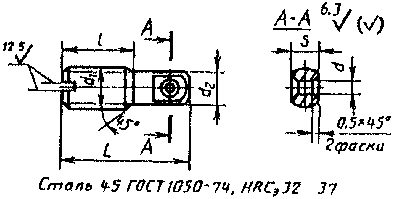 | Основные размеры, мм | d | 1,6 | 2,5 | 4,0 | 6,0 |
d1 | M6 | M6 | M10 | M16 | ||
d2 | 3,0 | 4,5 | 8,0 | 12,0 | ||
L | 12 | 20 | 32 | 50 | ||
l | 6 | 10 | 16 | 25 | ||
S | 2,0 | 3,0 | 5,0 | 8,0 | ||
Размеры заготовки, мм | D | 6 | 8 | 12 | 18 | |
L | 58 | 82 | 120 | 175 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 3 деталей вулканитовым кругом | 0,11 | 0,12 | 0,12 | 0,12 | ||
Токарная. Подрезать торец, обточить диаметры d1, d2, фаску, отрезать деталь; подрезать торец, обточить фаску, нарезать резьбу d1 | 4,0 | 4,0 | 4,1 | 4,2 | ||
Фрезерная. Фрезеровать 2 лыски в размер S и паз | 1,9 | 2,1 | 2,2 | 2,4 | ||
Сверлильная. Разметить, сверлить и зенковать фаски в отверстии | 1,5 | 1,5 | 1,5 | 1,5 | ||
Слесарная. Притупить острые кромки | 0,3 | 0.3 | 0.4 | 0,4 | ||
Термическая. Калить HRCэ 32...37 | - | - | - | - | ||
Слесарная. Калибровать резьбу d1 | 0,6 | 0,65 | 0,65 | 0,7 | ||
ГОСТ 12202-66 | Карта 53 | ||||||||
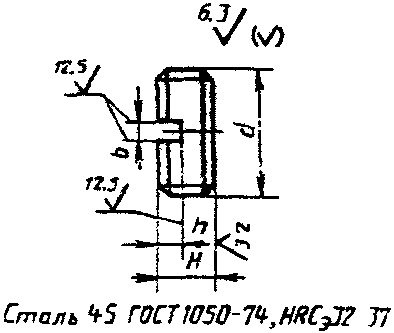 | Основные размеры, мм | d | M8 x 1,0 | M12 x 1,25 | M16 x 1,5 | M20 x 1,5 | M30 x 1,5 | M34 x 2,0 | M48 x 2,0 |
H | 6 | 8 | 10 | 12 | |||||
b | 1,2 | 2,0 | 2,5 | 3,0 | 4,0 | ||||
h | 1,5 | 2,5 | 3,0 | 3,5 | 4,0 | ||||
Размеры заготовки, мм | D | 10 | 14 | 18 | 25 | 35 | 44 | 53 | |
H | 137 | 157 | 178 | 206 | |||||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 10 деталей | на дисковой пиле | - | - | - | - | 0,1 | 0,12 | 0,13 | |
вулканитовым кругом (вариант) | 0,03 | 0,035 | 0,04 | 0,05 | 0,06 | - | - | ||
Токарная. Подрезать торец, обточить диаметр d, фаску, надрезать деталь в размер H, обточить фаску, нарезать резьбу, отрезать деталь | 2,5 | 2,6 | 2,8 | 2,8 | 2,8 | 3,1 | 3,5 | ||
Фрезерная. Фрезеровать паз в размер b x h | 1,1 | 1,1 | 1,2 | 1,2 | 1,3 | 1,3 | 1,4 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | ||
Термическая. Калить HRCэ 32...37 | - | - | - | - | - | - | - | ||
ГОСТ 12203-66 | Карта 54 | ||||||
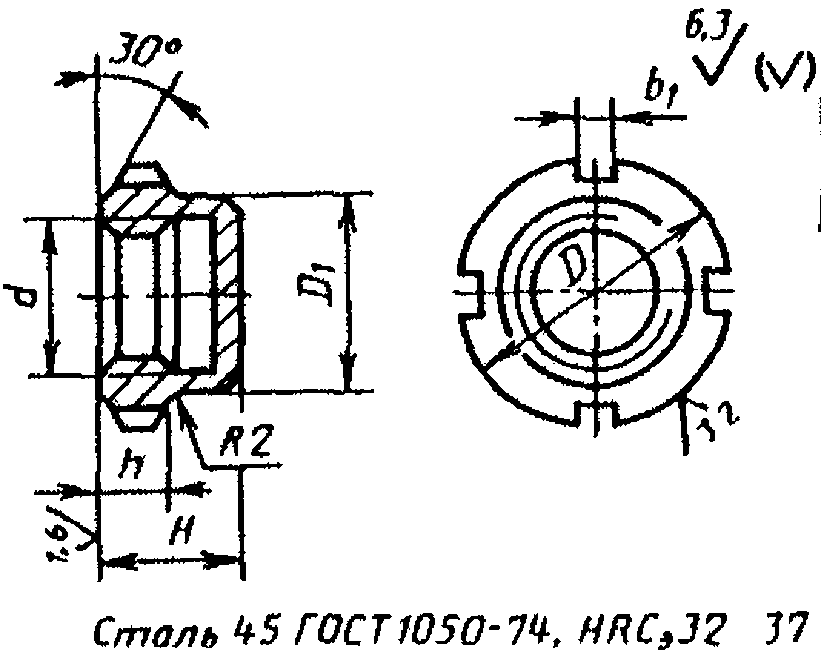 | Основные размеры, мм | d | M10 x 1 | M16 x 1,5 | M24 x 1,5 | M36 x 1,5 | M48 x 1,5 |
D | 24 | 30 | 38 | 52 | 70 | ||
D1 | 16 | 22 | 30 | 42 | 55 | ||
H | 14 | 16 | 18 | 20 | 22 | ||
h | 8 | 10 | 12 | ||||
b1 | 4 | 5 | 6 | 8 | |||
Размеры заготовки, мм | D | 29 | 35 | 43 | 58 | 78 | |
H | 130 | 140 | 23 | 25 | 28 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 6 деталей и на длину 1 детали для | на дисковой пиле | 0,17 | 0,17 | 1,1 | 1,3 | 1,7 | |
вулканитовым кругом (вариант) | 0,09 | 0,1 | - | - | - | ||
Токарная. Подрезать торец, обточить диаметры D, D1, 2 фаски, отрезать деталь для | 6,4 | 6,6 | 8,3 | 10,2 | 11,0 | ||
Фрезерная. Фрезеровать 4 паза b1 | 4,3 | 4,3 | 4,3 | 4,8 | 4,8 | ||
Слесарная. Притупить острые кромки | 0,4 | 0,4 | 0,4 | 0,5 | 0,5 | ||
Термическая. Калить HRCэ 32...37 | - | - | - | - | - | ||
Шлифовальная. Шлифовать торец в размер 11 по 4 детали одновременно | 0,8 | 0,9 | 0,9 | 1,0 | 1,2 | ||
Слесарная. Калибровать резьбу d | 0,5 | 0,5 | 0,5 | 0,8 | 0,9 | ||
ГОСТ 12204-72 | Карта 55 | |||||||
 | Основные размеры, мм | d | M10 | M12 | M16 | M20 | ||
H (h11) | 40 | 63 | 80 | 100 | 125 | 160 | ||
D | 14 | 16 | 20 | 25 | 32 | |||
D1 | - | 14 | 16 | 18 | 22 | |||
d1 | 7 | 9 | 12 | 15 | ||||
l | 30 | 35 | 45 | 55 | ||||
l1 | 4 | 5 | 6 | 7 | ||||
h2 | - | 6 | 8 | 10 | ||||
S (h13) | 10 | 14 | 17 | 19 | 27 | |||
h1 | - | 10 | 10 | 12 | ||||
Размеры заготовки, мм | D | 16 | 18 | 26 | 31 | 38 | ||
L | 75 | 98 | 120 | 150 | 175 | 220 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | - | - | - | 1,0 | 1,0 | 1,0 | |
вулканитовым кругом (вариант) | 0,4 | 0,4 | 0,5 | 0,55 | 0,55 | 0,67 | ||
Токарная. Подрезать торец, обточить диаметры D, D1, d, d1, сферу, проточить, канавку, нарезать резьбу; подрезать торец под шлифование, обточить фаску | 9,0 | 9,0 | 9,2 | 9,4 | 10,1 | 11,2 | ||
Фрезерная. Фрезеровать 2 лыски в размер S | 1,2 | 1,2 | 1,4 | 1,5 | 1,5 | 1,6 | ||
Слесарная. Приступить острые кромки | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать торец | 1,4 | 1,7 | 1,7 | 1,8 | 1,8 | 2,1 | ||
Слесарная. Калибровать резьбу | 0,8 | 0,8 | 0,8 | 0,85 | 0,85 | 0,85 | ||
ГОСТ 13205-66 | Карта 56 | |||||||
 | Основные размеры, мм | d | M5 | M6 | M8 | M10 | M12 | M16 |
L | 10 | 20 | 25 | 32 | 40 | 50 | ||
L1 | 18 | 28 | 36 | 48 | 60 | 75 | ||
D | 8 | 10 | 12 | 16 | 20 | 25 | ||
d1 | 5 | 6 | 8 | 10 | 12 | 16 | ||
S (h11) | 5,5 | 8,0 | 10,0 | 14,0 | 17,0 | 22,0 | ||
Размеры заготовки, мм | D | 10 | 12 | 14 | 18 | 25 | 30 | |
L1 | 50 | 70 | 86 | 110 | 135 | 165 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | - | - | - | - | 0,5 | |
вулканитовым кругом (вариант) | 0,17 | 0,18 | 0,2 | 0,2 | 0,27 | 0,27 | ||
Токарная. Подрезать торец под шлифование, обточить диаметр D, конус под углом 10°, отрезать деталь; подрезать торец, обточить диаметр под резьбу, фаску, нарезать резьбу d | 5,6 | 5,6 | 5,6 | 6,0 | 6,2 | 6,4 | ||
Фрезерная. Фрезеровать 2 лыски в размер S | 1,0 | 1,1 | 1,2 | 1,2 | 1,4 | 1,5 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | 0,4 | ||
ГОСТ 12206-66 | Карта 57 | |||||
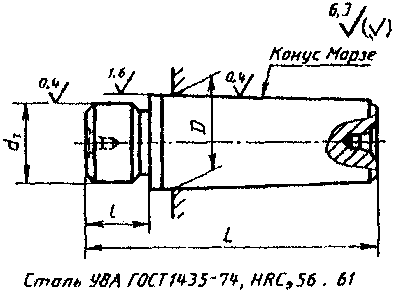 | Основные размеры, мм | L | 50 | 75 | 95 | |
d1 (h6) | 12 | 20 | 32 | |||
l | 10 | 16 | 20 | |||
D | 17,78 | 23,825 | 31,267 | 44,399 | ||
КМн | B18 | B24 | B32 | B45 | ||
Размеры заготовки, мм | D | 23 | 29 | 36 | 50 | |
L | 115 | 165 | 80 | 100 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,9 | 1,2 | |
вулканитовым кругом (вариант) | 0,25 | 0,27 | 0,7 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметры D, d1, фаску, проточить канавку, отрезать деталь для | 8,2 | 8,6 | 9,4 | 10,6 | ||
Термическая. Калить HRCэ 56...61 | - | - | - | - | ||
Токарная. Притереть центры | 1,2 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметры d1, D и конус Морзе | 6,3 | 7,1 | 7,3 | 9,7 | ||
ГОСТ 12208-66. Деталь 1. Шпонка | Карта 58, лист 1 | ||||||||
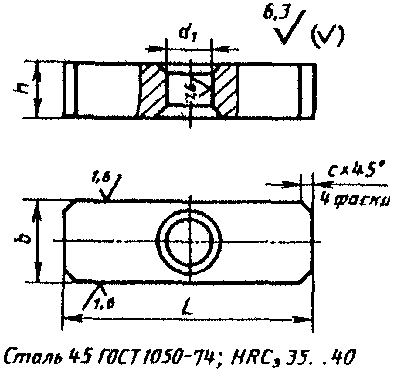 | Основные размеры, мм | L | 25 | 50 | 80 | 100 | 160 | 200 | 250 |
b (h8) | 10 | 14 | 18 | 24 | 36 | ||||
h (h11) | 8 | 9 | 11 | 14 | 20 | ||||
d1 (H8) | 5 | 8 | 12 | 16 | 25 | ||||
C | 0,8 | 1,0 | 1,6 | 2,5 | |||||
Размеры заготовки, мм | b | 16 | 20 | 25 | 30 | 40 | |||
h | 12 | 14 | 16 | 18 | 25 | ||||
L | 31 | 56 | 86 | 106 | 166 | 206 | 256 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,7 | 0,8 | 0,8 | 0,9 | 0,9 | 0,9 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер b | 7,1 | 7,1 | 7,4 | 7,6 | 9,2 | 9,4 | 10,8 | ||
Сверлильная. Разметить, сверлить, зенковать фаски и развернуть отверстие d1 | 1,9 | 1,9 | 2,1 | 2,2 | 2,4 | 2,8 | 3,0 | ||
Слесарная. Притупить острые кромки, опилить фаски | 1,3 | 1,4 | 1,5 | 1,7 | 2,0 | 2,3 | 2,5 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 плоскости в размер b | 2,8 | 2,8 | 2,8 | 2,8 | 3,1 | 3,3 | 3,6 | ||
ГОСТ 12208-66. Деталь 2. Палец | Карта 58, лист 2 | ||||||
 | Основные размеры, мм | d (h12) | 10 | 14 | 18 | 24 | 36 |
d1 (S7) | 5 | 8 | 12 | 16 | 25 | ||
H | 16 | 18 | 22 | 28 | 40 | ||
h | 8 | 9 | 11 | 14 | 20 | ||
Размеры заготовки, мм | D | 12 | 16 | 23 | 29 | 41 | |
H | 96 | 104 | 120 | 144 | 195 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 4 деталей | на дисковой пиле | - | - | - | 0,25 | 0,26 | |
вулканитовым кругом (вариант) | 0,09 | 0,1 | 0,13 | 0,14 | 0,17 | ||
Токарная. Подрезать торец, обточить диаметры d, d1 с припуском на шлифование, фаску, отрезать деталь: подрезать торец, обточить фаску | 3,1 | 3,1 | 3,1 | 3,4 | 3,7 | ||
Термическая. Калить HRCэ 30...34 | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметры d, d1 | 1,1 | 1,1 | 1,3 | 1,4 | 1,9 | ||
ГОСТ 12209-66 | Карта 59 | |||||||
 | Основные размеры, мм | D1 | 6 | 10 | 16 | 25 | - | |
d (r6) | 2,5 | 6 | 10 | 16 | 20 | 32 | ||
L | 10 | 18 | 28 | 45 | 45 | 70 | ||
l | 4 | 8 | 12 | 20 | 25 | 36 | ||
h | 1,6 | 2,0 | 3,0 | 4,0 | ||||
D (g6) | 2,5 | 6 | 10 | 20 | 32 | 50 | ||
C | 0,5 | 2,0 | 3,0 | 4,0 | 6,0 | |||
Размеры заготовки, мм | D1 | 8 | 10 | 18 | 30 | 37 | 55 | |
L | 72 | 104 | 144 | 215 | 50 | 75 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 4 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,25 | 0,9 | 1,3 | |
вулканитовым кругом (вариант) | 0,08 | 0,09 | 0,1 | 0,14 | 0,7 | - | ||
Токарная. Отрезать торец, центровать, обточить диаметры D1 (для D < 20 мм), D, конус с припуском на шлифование, проточить канавку (для D < 20 мм), отрезать деталь для | 10,5 | 10,5 | 10,5 | 10,5 | 9,8 | 11,3 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 56...61 | - | - | - | - | - | - | ||
Токарная. Притереть центры | 0,8 | 0,8 | 1,0 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметр d и торец, диаметр D и конус | 3,1 | 3,1 | 3,4 | 3,8 | 4,6 | 5,5 | ||
ГОСТ 12210-66 | Карта 60 | |||||||
 | Основные размеры, мм | D1 | 6 | 10 | 16 | 25 | - | |
D (g6) | 2,5 | 6,0 | 10,0 | 20,0 | 32,0 | 50,0 | ||
d (r6) | 2,5 | 6,0 | 10,0 | 16,0 | 20,0 | 32,0 | ||
L | 9 | 16 | 25 | 40 | 60 | |||
I | 3 | 6 | 10 | 16 | 20 | 28 | ||
C | 0,5 | 2,0 | 3,0 | 4,0 | 6,0 | |||
Размеры заготовки, мм | D1 | 8 | 10 | 18 | 30 | 37 | 55 | |
L | 68 | 96 | 128 | 195 | 45 | 65 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 4 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,25 | 0,9 | 1,3 | |
вулканитовым кругом (вариант) | 0,08 | 0,08 | 0,1 | 0,14 | 0,7 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр d с припуском на шлифование, фаски, проточить канавку, обточить диаметр D - 0,5 (для D > 20 мм), отрезать деталь для | 10,5 | 10,5 | 10,5 | 10,5 | 9,8 | 11,3 | ||
Фрсдернап. Фрезеровать 4 лыски | 1,8 | 2,2 | 2,2 | 2,8 | 3,2 | 4,0 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 56...61 | - | - | - | - | - | - | ||
Токарная. Притереть центры | 0,8 | 0,8 | 1,0 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметр d и торец, диаметр D и конус | 3,1 | 3,1 | 3,4 | 3,8 | 4,6 | 5,5 | ||
ГОСТ 12211-66 | Карта 61 | |||||||
 | Основные размеры, мм | D (g6) | 4 | 8 | 12 | 20 | 32 | 50 |
L | 18 | 30 | 45 | 56 | 60 | 85 | ||
D1 | 8 | 12 | 18 | 25 | - | |||
d (h6) | 4 | 8 | 12 | 16 | 20 | 32 | ||
d1 | M3 | M6 | M10 | M12 | M16 | M20 | ||
I | 6 | 10 | 16 | 20 | 25 | 36 | ||
Размеры заготовки, мм | D1 | 10 | 14 | 23 | 30 | 37 | 55 | |
L | 102 | 150 | 212 | 256 | 65 | 90 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 4 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,25 | 0,9 | 1,3 | |
вулканитовым кругом (вариант) | 0,09 | 0,1 | 0,13 | 0,14 | 0,7 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметры D) (для D <= 20 мм), D и конус с припуском на шлифование, проточить канавку (для D <= 20 мм), отрезать деталь для | 13,3 | 13,4 | 13,6 | 13,7 | 13,0 | 14,6 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 56...61 | - | - | - | - | - | - | ||
Токарная. Притереть центры | 0,8 | 1,0 | 1,0 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметр d и торец, диаметр D и конус | 3,2 | 3,4 | 3,6 | 3,8 | 4,6 | 5,5 | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,7 | 0,7 | 0,7 | 0,7 | ||
ГОСТ 12212-66 | Карта 62 | |||||||
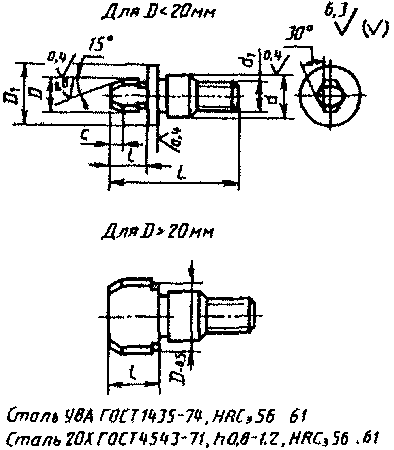 | Основные размеры, мм | D1 | 6 | 10 | 16 | 25 | - | |
L | 14 | 24 | 34 | 56 | 60 | 85 | ||
D (g6) | 2,5 | 6,0 | 10,0 | 20,0 | 32,0 | 50,0 | ||
d (h6) | 2,5 | 6,0 | 10,0 | 16,0 | 20,0 | 32,0 | ||
d1 | M2 | M5 | M8 | M12 | M16 | M20 | ||
l | 4 | 8 | 12 | 20 | 25 | 36 | ||
C | 0,5 | 2,0 | 3,0 | 4,0 | 6,0 | |||
Размеры заготовки, мм | D1 | 8 | 12 | 18 | 30 | 37 | 55 | |
L | 85 | 125 | 168 | 256 | 65 | 90 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 4 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,25 | 0,9 | 1,3 | |
вулканитовым кругом (вариант) | 0,09 | 0,1 | 0,1 | 0,14 | 0,7 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметры D1 (для D <= 20 мм), D и конус с припуском на шлифование, проточить канавку (для D <= 20 мм), отрезать деталь для | 13,3 | 13,4 | 13,6 | 13,7 | 13,0 | 14,0 | ||
Фрезерная. Фрезеровать 4 лыски | 1,8 | 2,2 | 2,2 | 2,8 | 3,2 | 4,0 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 56...61 | - | - | - | - | - | - | ||
Токарная. Притереть центры | 0,8 | 1,0 | 1,0 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметр d и торец, диаметр D и конус | 3,1 | 3,1 | 3,4 | 3,8 | 4,8 | 5,5 | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,7 | 0,7 | 0,7 | 0,7 | ||
ГОСТ 12213-66 | Карта 63 | |||||||||
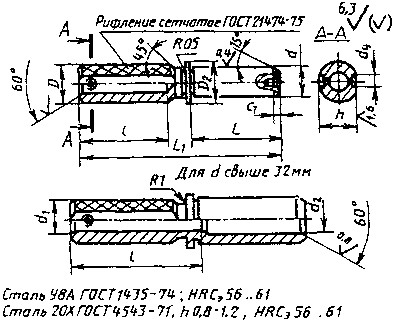 | Основные размеры, мм | d1 | - | 8 | 12 | 16 | 20 | 20 | 25 | |
d (g6) | 4 | 8 | 12 | 18 | 25 | 32 | 40 | 50 | ||
L1 | 60 | 90 | 120 | 150 | 190 | 260 | 310 | 370 | ||
L | 20 | 40 | 60 | 80 | 100 | 160 | 200 | 250 | ||
D | 6 | 10 | 16 | 20 | 25 | 32 | 36 | 40 | ||
d2 | - | 28 | 36 | |||||||
d2 | 9 | 14 | 20 | 24 | 30 | 37 | 41 | 45 | ||
d4 | 2 | 3 | 5 | 6 | 8 | |||||
h | 5 | 9 | 15 | 19 | 24 | 31 | 35 | 39 | ||
l | - | 45 | 55 | 70 | 80 | 115 | 120 | |||
Размеры заготовки, мм | D | 11 | 16 | 25 | 29 | 35 | 42 | 46 | 50 | |
L1 | 65 | 95 | 125 | 155 | 195 | 265 | 315 | 375 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | - | - | - | 0,8 | 1,0 | 1,1 | 1,2 | 1,4 | |
вулканитовым кругом (вариант) | 0,35 | 0,35 | 0,4 | 0,5 | 0,55 | 0,62 | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр d, фаску, проточить канавку, сверлить отверстие d2 (для d > 32 мм), зенковать фаску; подрезать торец, центровать, обточить диаметры D2, D под рифление, фаски, проточить канавку, сверлить отверстие d1, зенковать фаску, накатать рифление | 12,5 | 12,7 | 13,3 | 14,7 | 16,1 | 19,8 | 30,0 | 36,0 | ||
Фрезерная. Фрезеровать лыску в размер h | 0,9 | 1,2 | 1,2 | 1,3 | 1,4 | 1,6 | 2,1 | 2,3 | ||
Сверлильная. Сверлить отверстие d4, зенковать фаски | 1,3 | 1,3 | 1,4 | 1,4 | 1,5 | 1,8 | 2,0 | 2,0 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | 0,4 | 0,4 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 56...61 | - | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать центр, фаску и 2 фаски (для d > 32 мм) | 1,0 | 1,0 | 1,2 | 1,2 | 1,2 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметр d | 1,8 | 1,8 | 2,2 | 2,5 | 3,0 | 5,1 | 5,8 | 8,7 | ||
Шлифовальная. Шлифовать лыску | 1,6 | 1,6 | 1,6 | 1,6 | 1,7 | 1,8 | 1,9 | 1,9 | ||
ГОСТ 12214-66 | Карта 64 | ||||||||
 | Основные размеры, мм | D2 | 9 | 15 | 22 | 30 | 44 | 55 | 68 |
D (r6) | 6 | 12 | 18 | 26 | 40 | 50 | 63 | ||
D1 (f9) | - | 12 | 18 | 26 | 40 | 50 | 63 | ||
d (H7) | 2,5 | 8,0 | 12,0 | 20,0 | 32,0 | 40,0 | 50,0 | ||
H | 4 | 10 | 14 | 16 | 28 | 36 | 45 | ||
h | 1,6 | 2 | 3 | 4 | 5 | ||||
Размеры заготовки, мм | D2 | 11 | 17 | 27 | 35 | 48 | 60 | 72 | |
H | 117 | 177 | 226 | 21 | 33 | 41 | 50 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 10 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,9 | 1,2 | 1,3 | 1,6 | |
вулканитовым кругом (вариант) | 0,035 | 0,04 | 0,053 | 0,7 | - | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D1 с припуском на шлифование, проточить канавку, обточить фаску, сверлить, развернуть (для d > 12), расточить (для d <= 12) отверстие d с припуском на шлифование, расточить радиус, отрезать деталь для | 7,2 | 7,3 | 7,7 | 9,3 | 13,0 | 13,3 | 14,9 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 56...61 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать отверстие d и торец | 2,8 | 2,8 | 3,1 | 3,6 | 4,3 | 4,7 | 5,5 | ||
Шлифовальная. Шлифовать диаметр D1 и торец | 1,2 | 1,4 | 1,6 | 1,7 | 1,9 | 2,2 | 3,1 | ||
ГОСТ 12215-66 | Карта 65 | ||||||
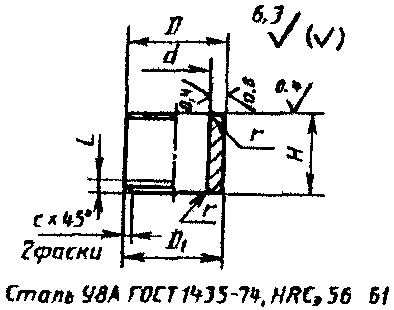 | Основные размеры, мм | D (r6) | 6 | 10 | 16 | 18 | 22 |
D1 (f9) | - | 10 | 16 | 18 | 22 | ||
d (H7) | 2,5 | 6,0 | 10,0 | 12,0 | 16,0 | ||
H | 4 | 8 | 12 | 14 | 18 | ||
i = C | 0,2 | 0,6 | |||||
Размеры заготовки, мм | D | 8 | 12 | 18 | 23 | 27 | |
H | 108 | 148 | 197 | 217 | 266 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 10 деталей вулканитовым кругом | 0,035 | 0,04 | 0,04 | 0,05 | 0,055 | ||
Токарная. Подрезать торец, центровать, обточить диаметр D с припуском на шлифование, фаску, сверлить, развернуть отверстие d с припуском на шлифование, расточить радиус, обточить фаску, отрезать деталь; подрезать торец, обточить фаску, расточить радиус | 6,6 | 6,9 | 7,0 | 7,3 | 7,7 | ||
Термическая. Калить HRCэ 56...61 | - | - | - | - | - | ||
Шлифовальная. Шлифовать отверстие d и торец | 2,8 | 2,8 | 3,1 | 3,2 | 3,7 | ||
Шлифовальная. Шлифовать диаметр D | 1,6 | 1,6 | 1,7 | 1,7 | 1,8 | ||
ГОСТ 12216-66 | Карта 66 | |||||||
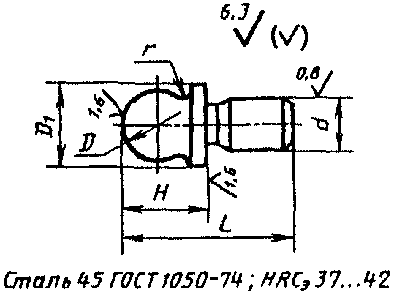 | Основные размеры, мм | D1 | 8 | 12 | 18 | 22 | 28 | 36 |
D (h11) | 6 | 10 | 16 | 20 | 25 | 32 | ||
d (S7) | 5 | 8 | 12 | 16 | 20 | 25 | ||
L | 16 | 25 | 40 | 50 | 60 | 70 | ||
H | 8 | 12 | 20 | 25 | 30 | 40 | ||
r | 1 | 2 | 3 | 4 | 5 | 8 | ||
Размеры заготовки, мм | D1 | 10 | 14 | 23 | 27 | 33 | 41 | |
L | 70 | 96 | 144 | 174 | 205 | 235 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 3 деталей | на дисковой пиле | - | - | - | - | 0,33 | 0,33 | |
вулканитовым кругом (вариант) | 0,11 | 0,12 | 0,16 | 0,18 | 0,2 | 0,22 | ||
Токарная. Подрезать торец, обточить диаметры D1, d с припуском на шлифование, проточить канавку, обточить фаску, отрезать деталь: подрезать торец, обточить сферу D и радиус r | 6,1 | 6,3 | 6,5 | 6,9 | 7,3 | 8,2 | ||
Термическая. Калить HRCэ 37...42 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр d и торец | 1,1 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | ||
Токарная. Полировать сферу | 0,7 | 0,7 | 0,8 | 0,8 | 0,8 | 0,9 | ||
ГОСТ 12217-66 | Карта 67 | |||||
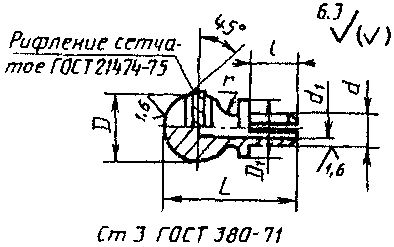 | Основные размеры, мм | D | 9 | 13 | 17 | 21 |
D1 | 8 | 10 | 14 | 18 | ||
D2 | 8 | 12 | 16 | 20 | ||
d (H11) | 4 | 6 | 8 | 10 | ||
d1 | - | 3,5 | 4,6 | 6,0 | ||
L | 16 | 25 | 32 | 40 | ||
l | 6 | 10 | 12 | 16 | ||
r | 1,0 | 1,6 | 2,0 | 2,5 | ||
Размеры заготовки, мм | D | 11 | 15 | 20 | 26 | |
L | 96 | 132 | 160 | 192 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 4 деталей вулканитовым кругом | 0,09 | 0,1 | 0,1 | 0,14 | ||
Токарная. Подрезать торец, обточить диаметры D1, d с припуском на шлифование, фаску, сверлить отверстие d1, отрезать деталь; подрезать торец, обточить диаметр D, сферу, радиус r, накатать рифление сетчатое | 8,3 | 8,5 | 9,3 | 9,4 | ||
Фрезерная. Фрезеровать паз в размер l | 1,1 | 1,2 | 1,2 | 1,4 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,2 | 0,2 | ||
ГОСТ 12218-66 | Карта 68 | |||||
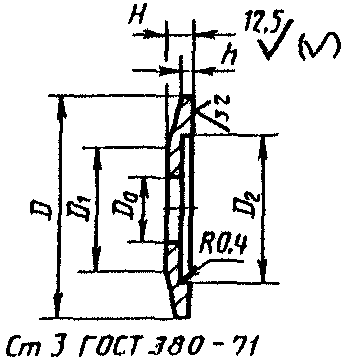 | Основные размеры, мм | D | 20 | 40 | 65 | 110 |
D1 | 10 | 20 | 38 | 68 | ||
d2 | - | 25 | 45 | 80 | ||
D0 | 5 | 10 | 20 | 36 | ||
H | 2 | 3 | 5 | 8 | ||
h | 1,0 | 1,5 | 2,0 | 3,0 | ||
Размеры заготовки, мм | D | 25 | 45 | 72 | 120 | |
H | 34 | 40 | 58 | 75 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | - | 0,18 | 0,27 | 0,53 | |
вулканитовым кругом (вариант) | 0,08 | - | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, сверлить, рассверлить отверстие D0, расточить D2, надрезать деталь, обточить конус, отрезать деталь | 2,9 | 4,7 | 5,8 | 8,3 | ||
ГОСТ 12219-66 | Карта 69 | |||||||
 | Основные размеры, мм | D | 9,0 | 17,0 | 25,0 | 38,0 | 46,0 | 58,0 |
d | M5 | М8 | M10 | M12 | M16 | |||
H | 3 | 5 | 6 | 8 | 10 | |||
Размеры заготовки, мм | D | 11 | 20 | 30 | 43 | 52 | 63 | |
H | 40 | 58 | 65 | 75 | 88 | |||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | - | - | 0,13 | 0,18 | 0,2 | 0,23 | |
вулканитовым кругом (вариант) | 0,06 | 0,07 | 0,09 | - | - | - | ||
Товарная. Подрезать торец, обточить диаметр D, фаску, сверлить отверстие d, зенковать фаску, нарезать резьбу, надрезать деталь, обточить фаску, отрезать деталь | 2,7 | 3,0 | 3,1 | 3,2 | 3,4 | 3,6 | ||
ГОСТ 12458-67. Деталь 1. Винт | Карта 70, лист 1 | |||||
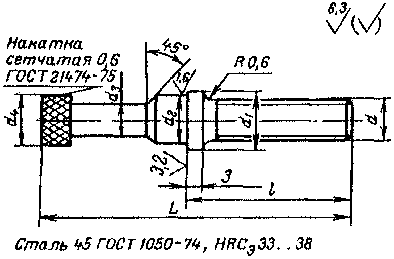 | Основные размеры, мм | d | M6 | M8 | M10 | M12 |
l | 25 | 32 | 40 | 50 | ||
d1 | 10 | 12 | 14 | 16 | ||
d2 (u8) | 8 | 10 | 12 | 14 | ||
d3 | 5 | 6 | 8 | 10 | ||
d4 | 8 | 10 | 12 | 14 | ||
L | 48 | 60 | 78 | 95 | ||
Размеры заготовки, мм | d1 | 12 | 14 | 16 | 18 | |
L | 110 | 134 | 170 | 204 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 2 деталей вулканитовым кругом | 0,18 | 0,19 | 0,2 | 0,2 | ||
Токарная. Подрезать торец, центровать, обточить диаметры d1, d, фаску, нарезать резьбу, отрезать деталь; подрезать торец, обточить диаметры d2 под шлифование, d4, d3, фаску, накатать рифление | 6,3 | 6,8 | 7,6 | 8,1 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр d2 | 1,0 | 1,1 | 1,2 | 1,2 | ||
Слесарная. Калибровать резьбу | 0,8 | 0,8 | 0,85 | 0,9 | ||
ГОСТ 12458-67. Деталь 2. Шайба | Карта 70, лист 2 | |||||
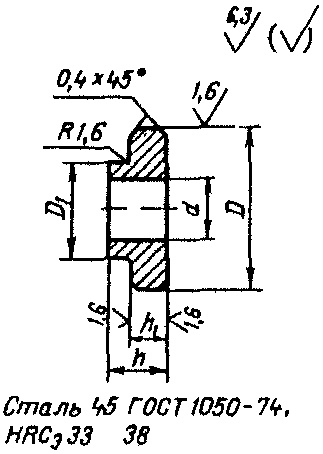 | Основные размеры, мм | D (c8) | 22 | 25 | 28 | 32 |
D1 | 12 | 14 | 18 | 20 | ||
d (H7) | 8 | 10 | 12 | 14 | ||
h (h13) | 7 | 8 | 10 | |||
h1 | 4 | 5 | 6 | |||
Размеры заготовки, мм | D | 27 | 30 | 33 | 37 | |
h | 156 | 166 | 186 | 186 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 10 деталей | на дисковой пиле | - | 0,09 | 0,1 | 0,1 | |
вулканитовым кругом (вариант) | 0.05 | 0,06 | 0,07 | 0,07 | ||
Токарная. Подрезать торец, центровать, обточить диаметры D, D1, фаску, сверлить, развернуть отверстие, отрезать деталь; подрезать торец, снять фаску | 4,2 | 4,3 | 4,9 | 5,0 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | ||
Карта 71 | ||||||||
 | Основные размеры, мм | d | M6 | M12 | M16 | M24 | M30 | M42 |
H | 12 | 25 | 32 | 48 | 60 | 80 | ||
D (u8) | 12 | 20 | 25 | 32 | 42 | 55 | ||
D2 | 15 | 25 | 30 | 38 | 48 | 63 | ||
h | 3 | 4 | 4 | 5 | 6 | 7 | ||
Размеры заготовки, мм | D2 | 17 | 30 | 35 | 43 | 53 | 70 | |
H | 38 | 64 | 78 | 53 | 65 | 85 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | 0,4 | 0,45 | 1,1 | 1,25 | 1,5 | |
вулканитовым кругом (вариант) | 0,2 | 0,28 | 0,31 | - | - | - | ||
Токарная. Подрезать торец, центровать, сверлить, зенковать фаску, нарезать резьбу в отверстии d, обточить диаметры D2, D под шлифование, канавку, фаску, отрезать деталь для | 5,9 | 7,0 | 7,4 | 9,6 | 11,9 | 16,9 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр D и торец | 1,1 | 1,4 | 1,6 | 1,7 | 2,2 | 3,5 | ||
Слесарная. Калибровать резьбу | 0,75 | 0,8 | 0,85 | 0,9 | 1,1 | 1,4 | ||
ГОСТ 12465-67 | Карта 72 | |||||||
 | Основные размеры, мм | D | 10 | 16 | 25 | 40 | 50 | 60 |
d | M4 | M8 | M12 | M20 | M30 | M36 | ||
d1 (u8) | 6 | 10 | 16 | 25 | 32 | 36 | ||
b | 8,5 | 14 | 20 | 33 | 42 | 50 | ||
L | 24 | 40 | 65 | 100 | 120 | 140 | ||
l | 8 | 12 | 20 | 32 | 40 | 45 | ||
Размеры заготовки, мм | D | 12 | 18 | 30 | 45 | 55 | 65 | |
L | 62 | 94 | 144 | 105 | 125 | 145 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,45 | 1,2 | 1,35 | 1,5 | |
вулканитовым кругом (вариант) | 0,19 | 0,2 | 0,28 | - | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр d1 под шлифование, канавку, фаску, отрезать деталь для | 4,8 | 5,2 | 5,7 | 8,1 | 9,1 | 10,7 | ||
Фрезерная. Фрезеровать лыску в размер | 1,3 | 1,4 | 1,8 | 2,4 | 2,6 | 3,1 | ||
Сверлильная. Разметить, сверлить, зенковать фаску, нарезать резьбу в отверстии | 1,5 | 1,6 | 1,9 | 2,8 | 3,3 | 4,6 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | ||
Термическая. Калить HRCэ 28...32 | - | - | - | - | - | - | ||
Токарная. Притереть центры | 1,0 | 1,1 | 1,1 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметр d1 и торец | 1,0 | 1,1 | 1,3 | 1,7 | 2,0 | 2,4 | ||
Слесарная. Калибровать резьбу | 0,65 | 0,7 | 0,75 | 0,8 | 1,0 | 1,2 | ||
ГОСТ 12466-67 | Карта 73 | ||||
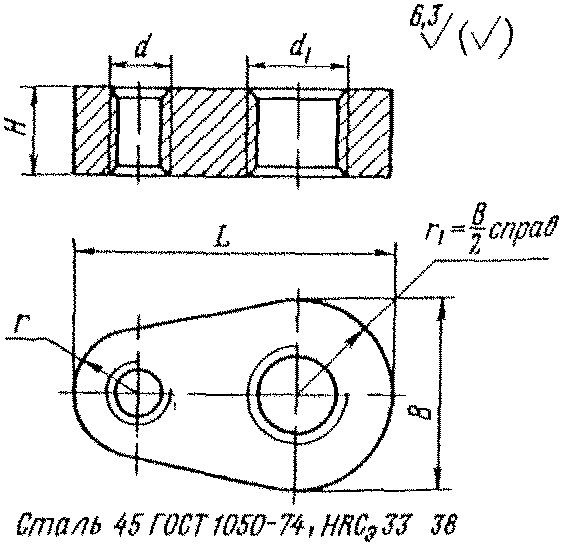 | Основные размеры, мм | L | 52 | 58 | 68 |
B | 32 | 36 | 40 | ||
H | 12 | 16 | 20 | ||
d | M10 | M12 | M16 | ||
d1 | M16 | M20 | M24 | ||
r | 11 | 12 | 16 | ||
Размеры заготовки, мм | B | 38 | 40 | 45 | |
H | 16 | 20 | 25 | ||
L | 57 | 63 | 73 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,6 | 0,75 | 0,75 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 6,4 | 6,6 | 7,3 | ||
Разметочная. Разметить радиусы и отверстия | 2,6 | 2,8 | 2,9 | ||
Фрезерная. Фрезеровать радиусы r и | 6,5 | 7,0 | 7,3 | ||
Слесарная. Притупить острые кромки | 2,2 | 2,4 | 2,5 | ||
Сверлильная. Сверлить, зенковать фаски, нарезать резьбу в 2 отверстиях d и d1 | 3,0 | 3,7 | 4,1 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | ||
Слесарная. Калибровать резьбу в 2 отверстиях | 0,9 | 1,0 | 1,1 | ||
ГОСТ 12467-67 | Карта 74 | |||||
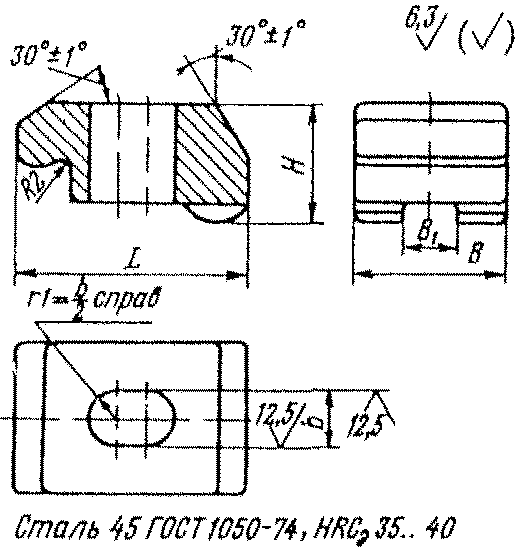 | Основные размеры, мм | H | 20 | 32 | 50 | 70 |
B | 25 | 36 | 50 | 70 | ||
B1 | 10 | 14 | 20 | 36 | ||
L | 40 | 60 | 95 | 125 | ||
b | 10 | 15 | 24 | 35 | ||
Размеры отливки, мм | B | 25 | 36 | 50 | 70 | |
H | 20 | 32 | 50 | 70 | ||
L | 40 | 60 | 95 | 125 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Фрезерная. Фрезеровать радиусы | 7,1 | 7,5 | 8,4 | 9,0 | ||
Сверлильная. Разметить, сверлить отверстие под фрезерование паза | 1,0 | 1,3 | 1,7 | 2,9 | ||
Фрезерная. Фрезеровать паз в размер b | 2,3 | 2,6 | 3,8 | 4,0 | ||
Слесарная. Притупить острые кромки | 1,5 | 1,6 | 1,8 | 1,9 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | ||
Слесарная. Зачистить радиусы | 0,5 | 0,5 | 0,6 | 0,6 | ||
Карта 75 | ||||||
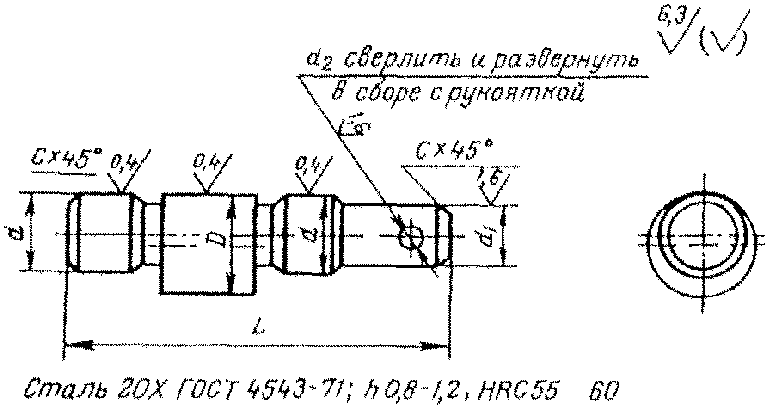 | Основные размеры, мм | D (h8) | 16 | 25 | 32 | 40 |
d (t7) | 12 | 20 | 25 | 32 | ||
d1 (h6) | 10 | 16 | 20 | 24 | ||
d2 (H7) | 3 | 5 | 6 | 8 | ||
L | 60 | 82 | 102 | 135 | ||
l2 | 18 | 26 | 32 | 42 | ||
Размеры заготовки, мм | D | 18 | 30 | 37 | 45 | |
L | 65 | 87 | 107 | 140 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | - | 1,0 | 1,1 | 1,4 | |
вулканитовым кругом (вариант) | 0,4 | 0,55 | 0,67 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметры d под шлифование, d1, канавку, фаски; подрезать торец, центровать, обточить диаметры D, d под шлифование, канавку, фаски | 7,8 | 8,9 | 10,0 | 10,6 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | ||
Токарная. Притереть центровые отверстия | 1,0 | 1,0 | 1,1 | 1,2 | ||
Шлифовальная. Шлифовать диаметры d, D, d1 | 2,8 | 3,6 | 4,1 | 4,8 | ||
ГОСТ 12469-67 | Карта 76 | |||||||
 | Основные размеры, мм | d1 | M6 | M10 x 1 | M12 x 1,25 | M14 x 1,5 | M18 x 1,5 | M22 x 1,5 |
d (h6) | 4 | 8 | 10 | 12 | 16 | 20 | ||
L | 32 | 55 | 80 | 90 | 110 | 140 | ||
b | 1,2 | 2,0 | 2,5 | 3,0 | - | |||
l | 5 | 6 | 8 | 10 | ||||
h | 1,6 | 2,5 | 3,0 | 3,5 | - | |||
Размеры заготовки, мм | d1 | 8 | 12 | 14 | 16 | 22 | 27 | |
L | 75 | 123 | 174 | 194 | 235 | 295 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей вулканитовым кругом | 0,17 | 0,18 | 0,09 | 0,19 | 0,25 | 0,28 | ||
Токарная. Подрезать торец, центровать, обточить диаметр d под шлифование, фаски, отрезать деталь; обточить диаметр d1, фаску, нарезать резьбу, сверлить отверстие под шестигранник | 4,1 | 4,5 | 4,8 | 4,9 | 6,5 | 7,1 | ||
Фрезерная. Фрезеровать шлиц | 1,0 | 1,0 | 1,1 | 1,2 | - | - | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,3 | 0,3 | - | - | ||
Слесарная. Прошить шестигранник | - | - | - | - | 0,8 | 0,9 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр d | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,9 | ||
Слесарная. Калибровать резьбу | 0,5 | 0,6 | 0,6 | 0,6 | 0,6 | 0,7 | ||
Карта 77 | |||||||||
 | Основные размеры, мм | B | 16 | 32 | 40 | 50 | 65 | 80 | |
H | 23 | 33 | 40 | 52,5 | 64 | 80 | 120 | ||
S | 14 | 16 | 20 | 25 | 32 | 40 | 60 | ||
b (H11) | 8 | 20 | 25 | 32 | 40 | 50 | 40 | ||
d | M6 | M10 | M12 | M16 | M20 | M24 | M36 | ||
d1 (H7) | 6 | 8 | 10 | 12 | 16 | 20 | 32 | ||
Размеры заготовки, мм | B | 22 | 37 | 45 | 55 | 70 | 85 | ||
H | 28 | 38 | 45 | 58 | 69 | 85 | 125 | ||
S | 18 | 20 | 25 | 30 | 36 | 45 | 75 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 0,85 | 0,95 | 1,1 | 1,35 | 1,5 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x S | 6,7 | 7,3 | 7,5 | 8,2 | 8,4 | 10,1 | 13,0 | ||
Разметочная. Разметить паз, радиус, отверстия | 2,2 | 2,4 | 2,6 | 2,9 | 3,0 | 3,1 | 3,4 | ||
Фрезерная. Фрезеровать радиус | 8,0 | 8,3 | 9,3 | 10,2 | 12,8 | 14,5 | 17,6 | ||
Слесарная. Притупить острые кромки | 1,9 | 2,2 | 2,3 | 2,4 | 2,5 | 2,8 | 3,0 | ||
Сверлильная. Сверлить, зенковать фаски в отверстиях d, d1, развернуть отверстие d1, нарезать резьбу в отверстии d | 2,9 | 3,2 | 3,6 | 4,8 | 6,0 | 7,2 | 9,8 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскость основания | 1,8 | 1,85 | 1,9 | 2,0 | 2,2 | 2,5 | 2,6 | ||
Слесарная. Калибровать резьбу | 0,55 | 0,6 | 0,65 | 0,7 | 0,7 | 0,75 | 1,1 | ||
ГОСТ 12474-67 | Карта 78 | ||||||
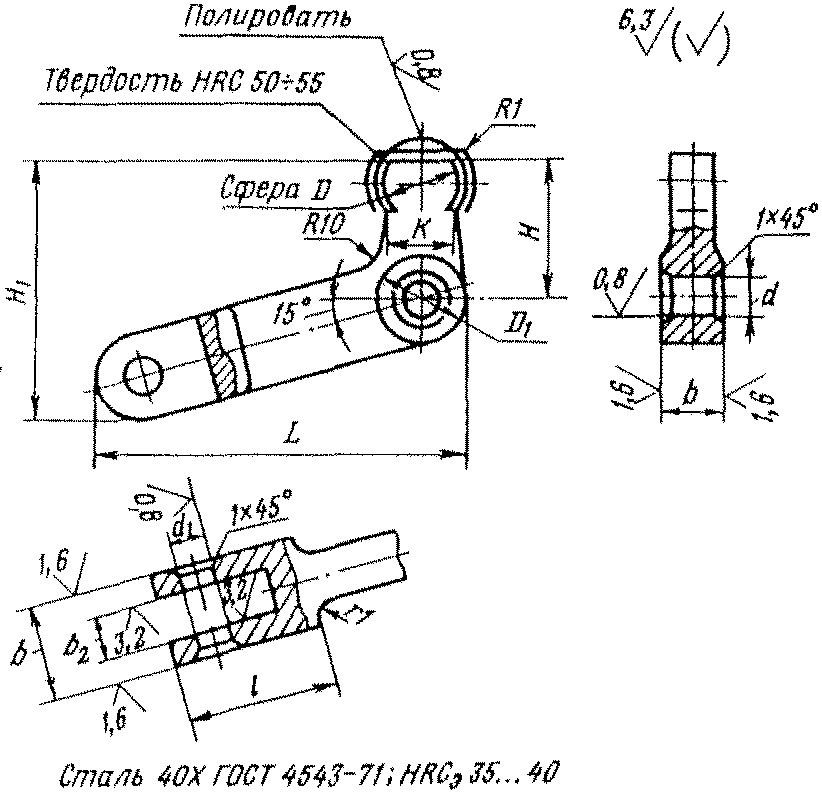 | Основные размеры, мм | H1 | 45 | 57 | 70 | 86 | 108 |
L | 63 | 81 | 99 | 125 | 157 | ||
D (d11) | 16 | 20 | 25 | 28 | 36 | ||
D1 | 16 | 20 | 25 | 32 | 40 | ||
d (H7) | 8 | 10 | 12 | 16 | 20 | ||
d1 (H7) | 6 | 8 | 10 | 12 | 16 | ||
B2 (H11) | 8 | 10 | 12 | 16 | 20 | ||
b (H11) | 10 | 12 | 16 | 20 | 25 | ||
l | 25 | 28 | 36 | 42 | 55 | ||
B (d11) | 16 | 20 | 25 | 32 | 40 | ||
Размеры отливки, мм | b | 20 | 22 | 26 | 40 | 45 | |
B | 26 | 30 | 35 | 42 | 50 | ||
L | 63 | 81 | 99 | 125 | 157 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать с 6 сторон в размеры b, B, H1 | 6,8 | 7,2 | 7,8 | 9,0 | 10,2 | ||
Фрезерная. Фрезеровать сферу D, паз в размер b2 | 4,8 | 5,8 | 7,1 | 7,9 | 9,2 | ||
Сверлильная. Разметить, сверлить, зенковать фаски, развернуть отверстия d, d1 | 3,7 | 3,9 | 4,4 | 5,0 | 5,8 | ||
Слесарная. Зачистить заусенцы | 0,8 | 0,8 | 0,9 | 1,0 | 1,0 | ||
Термическая. Калить HRCэ 35...40 - общая, HRCэ 50...55 - сфера D | - | - | - | - | - | ||
Слесарная. Полировать сферу | 0,9 | 0,95 | 1,2 | 1,2 | 1,4 | ||
ГОСТ 12475-67 | Карта 79 | |||||
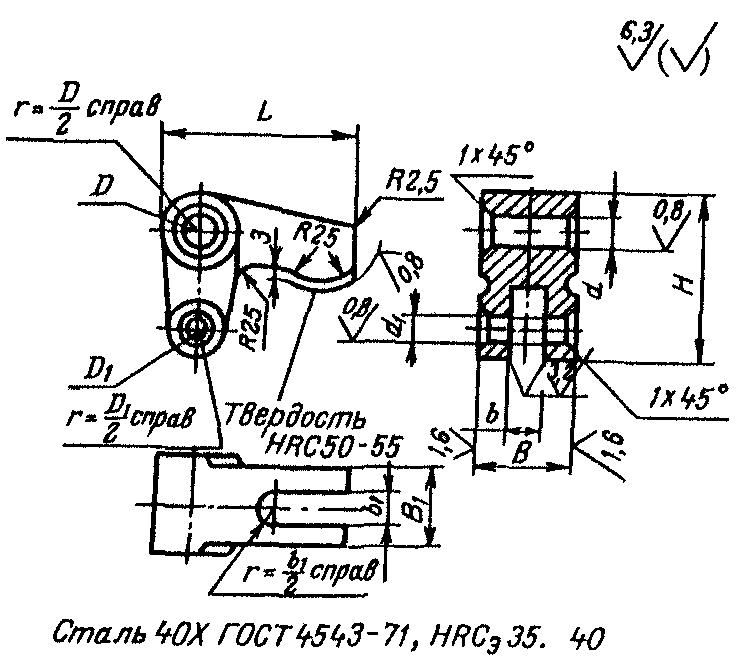 | Основные размеры, мм | D | 24 | 32 | 40 | 50 |
D1 | 20 | 24 | 32 | 40 | ||
B (d11) | 32 | 40 | 50 | 60 | ||
B1 | 30 | 38 | 45 | 55 | ||
b (H11) | 12 | 16 | 20 | 25 | ||
b1 | 15 | 19 | 24 | 28 | ||
d (H7) | 12 | 16 | 20 | 25 | ||
d1 (H11) | 10 | 12 | 16 | 20 | ||
h1 | 16 | 20 | 25 | 30 | ||
H | 62 | 78 | 99 | 120 | ||
Размеры отливки, мм | B | 42 | 50 | 60 | 70 | |
h1 | 21 | 25 | 30 | 35 | ||
H | 62 | 78 | 99 | 120 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Фрезерная. Фрезеровать с 2 сторон размер B | 4,4 | 4,9 | 5,1 | 6,4 | ||
Фрезерная. Фрезеровать 2 паза в размеры b, b1, радиусы  R 2,5 мм и R 2,5 мм и | 18,5 | 22,1 | 24,0 | 28,8 | ||
Сверлильная. Разметить, сверлить, зенковать фаски, развернуть отверстия d, d1 | 4,4 | 4,9 | 5,9 | 6,8 | ||
Слесарная. Притупить острые кромки, опилить радиус R 2,5 мм | 3,2 | 4,1 | 4,4 | 5,0 | ||
Термическая. Калить HRCэ 35...40, радиус HRCэ 50...55 | - | - | - | - | ||
Слесарная. Полировать радиус | 0,95 | 1,0 | 1,0 | 1,2 | ||
ГОСТ 12476-67 И СЕРЬГИ ДВУХПАЗОВЫЕ ГОСТ 12478-67 | Карта 80 | ||||||
 | Основные размеры, мм | B (d11) | 20 | 25 | 32 | 40 | 50 |
S | 16 | 20 | 25 | 32 | 40 | ||
L | 56 | 80 | 125 | 157 | 200 | ||
b (H11) | 10 | 12 | 16 | 20 | 25 | ||
d (H7) | 8 | 10 | 12 | 16 | 20 | ||
d1 (H7) | 8 | 10 | 12 | 16 | 20 | ||
Размеры, заготовки, мм | B | 25 | 30 | 35 | 45 | 60 | |
S | 20 | 25 | 30 | 36 | 45 | ||
L | 61 | 86 | 131 | 163 | 206 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,75 | 0,8 | 0,9 | 0,9 | 1,0 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x S x L с припуском на шлифование 2 сторон | 6,6 | 7,0 | 9,0 | 10,2 | 11,0 | ||
Разметочная. Разметить пазы, радиусы, отверстия | 3,8 | 4,0 | 4,5 | 4,9 | 5,3 | ||
Разметочная. Разметить пазы, радиусы, отверстия для ГОСТ 12478-67 | 3,5 | 3,7 | 4,2 | 4,6 | 5,0 | ||
Фрезерная. Фрезеровать радиусы | 12,7 | 13,3 | 15,6 | 20,4 | 24,4 | ||
Слесарная. Притупить острые кромки | 1,5 | 1,7 | 2,0 | 2,2 | 2,6 | ||
Сверлильная. Сверлить, зенковать фаски, развернуть 2 отверстия d и отверстие d1 | 4,4 | 4,95 | 6,6 | 7,3 | 9,2 | ||
Сверлильная. Сверлить, зенковать фаски, развернуть 2 отверстия для ГОСТ 12478-67 | 3,6 | 4,1 | 5,6 | 6,2 | 7,9 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | ||
Шлифовальная. Шлифовать с 2 сторон в размер B по 5 деталей одновременно | 0,9 | 1,0 | 1,4 | 1,7 | 2,2 | ||
ГОСТ 12477-67 | Карта 81 | ||||||
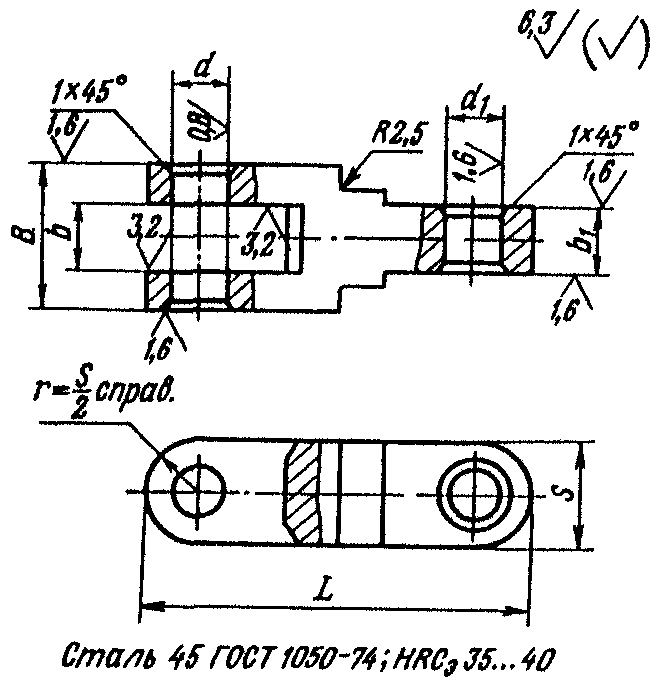 | Основные размеры, мм | B (d11) | 20 | 25 | 32 | 40 | 50 |
S | 16 | 20 | 25 | 32 | 40 | ||
L | 56 | 80 | 125 | 157 | 200 | ||
b (H11) | 10 | 12 | 16 | 20 | 25 | ||
d (H7) | 8 | 10 | 12 | 16 | 20 | ||
d1 (H7) | 8 | 10 | 12 | 16 | 20 | ||
b1 | 10 | 12 | 16 | 20 | 25 | ||
Размеры заготовки, мм | B | 25 | 30 | 35 | 45 | 60 | |
S | 20 | 25 | 30 | 36 | 45 | ||
L | 61 | 86 | 131 | 163 | 206 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,75 | 0,8 | 0,9 | 0,9 | 1,0 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x S x L с припуском на шлифование 2 сторон | 6,6 | 7,0 | 9,0 | 10,2 | 11,0 | ||
Разметочная. Разметить уступы, радиусы, паз, отверстия | 3,0 | 3,2 | 3,5 | 3,8 | 4,0 | ||
Фрезерная. Фрезеровать уступы, радиусы | 12,2 | 13,1 | 16,4 | 20,4 | 24,3 | ||
Слесарная. Притупить острые кромки | 1,4 | 1,5 | 1,8 | 2,0 | 2,3 | ||
Сверлильная. Сверлить, зенковать и развернуть отверстия d, d1 | 3,2 | 3,6 | 4,8 | 5,4 | 6,7 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | ||
Шлифовальная. Шлифовать с 2 сторон в размер B по 5 деталей одновременно | 0,9 | 0,9 | 1,0 | 1,1 | 1,4 | ||
ГОСТ 12479-67 | Карта 82 | |||||||
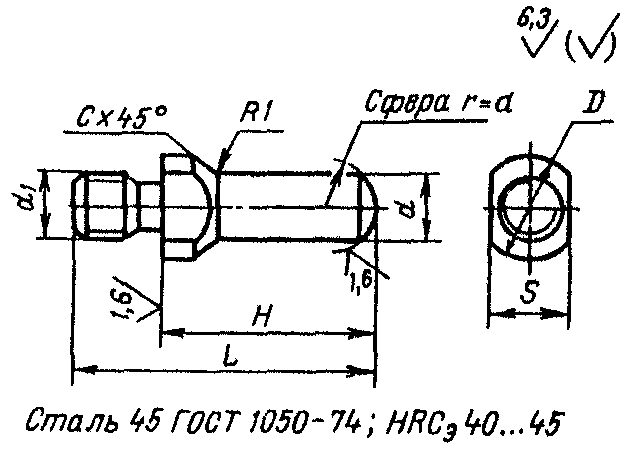 | Основные размеры, мм | d | 6 | 10 | 16 | 20 | ||
H | 20 | 40 | 60 | 100 | 160 | 200 | ||
L | 28 | 52 | 80 | 125 | 185 | 225 | ||
D | 10 | 16 | 25 | 28 | 36 | |||
S (h13) | 8 | 12 | 22 | 24 | 30 | |||
d1 | M6 | M10 | M16 | M20 | ||||
Размеры заготовки, мм | D | 12 | 18 | 30 | 33 | 41 | ||
L | 70 | 118 | 174 | 264 | 190 | 230 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,45 | 0,48 | 1,2 | 1,2 | |
вулканитовым кругом (вариант) | 0,18 | 0,2 | 0,28 | 0,3 | 0,75 | 0,75 | ||
Токарная. Подрезать торец, обточить диаметры D, d1, под резьбу, канавку, фаски, нарезать резьбу, отрезать деталь для | 5,9 | 6,5 | 8,0 | 8,9 | 10,3 | 10,7 | ||
Фрезерная. Фрезеровать 2 лыски в размер | 1,1 | 1,2 | 1,6 | 1,6 | 1,7 | 1,7 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | ||
Термическая. Калить сферическую поверхность HRCэ 40...45 | - | - | - | - | - | - | ||
ГОСТ 12480-67 | Карта 83 | |||||
 | Основные размеры, мм | H | 20 | 30 | 40 | 50 |
B | 36 | 45 | 55 | 70 | ||
L | 115 | 170 | 180 | 225 | ||
d | 15 | 24 | 28 | 35 | ||
d1 | 20 | 34 | 40 | 48 | ||
l | 42 | 60 | 63 | 80 | ||
b | 10 | 18 | 22 | 28 | ||
Размеры заготовки, мм | B | 40 | 50 | 60 | 80 | |
H | 25 | 35 | 45 | 55 | ||
L | 121 | 176 | 186 | 231 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,85 | 0,9 | 1,25 | 1,3 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 10,1 | 11,6 | 12,2 | 14,2 | ||
Разметочная. Разметить отверстия и пазы | 1,8 | 1,8 | 1,9 | 1,9 | ||
Фрезерная. Фрезеровать пазы | 3,7 | 4,6 | 5,4 | 6,3 | ||
Сверлильная. Сверлить 2 отверстия d, зенковать отверстие d1 | 2,3 | 2,9 | 3,4 | 5,0 | ||
Слесарная. Притупить острые кромки | 1,6 | 1,8 | 2,0 | 2,3 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | ||
ГОСТ 12481-67 | Карта 84 | ||||||
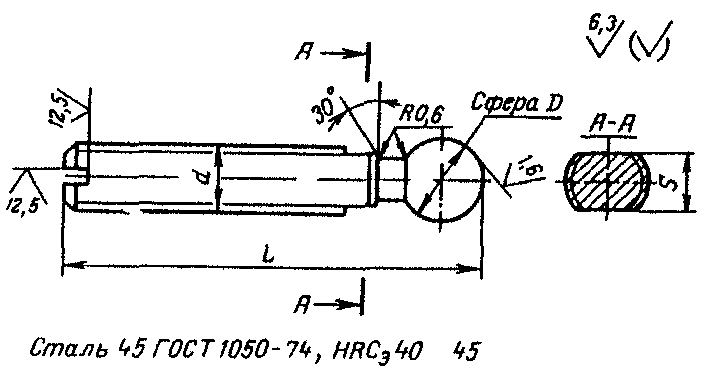 | Основные размеры, мм | D (h11) | 8 | 10 | 12 | 16 | 20 |
d | M6 | M8 | M10 | M12 | M16 | ||
L | 60 | 80 | 100 | 125 | 160 | ||
S (h13) | 4,0 | 5,5 | 8,0 | 10,0 | 14,0 | ||
Размеры заготовки, мм | D | 10 | 12 | 14 | 18 | 25 | |
L | 134 | 174 | 214 | 264 | 165 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и длину 1 детали для | 0,18 | 0,19 | 0,19 | 0,2 | 0,48 | ||
Токарная. Подрезать торец, обточить диаметр под сферу D, канавку, фаску, сферу D, отрезать деталь для | 8,5 | 9,6 | 10,3 | 11,1 | 12,8 | ||
Фрезерная. Фрезеровать лыски в размер S и шлиц | 2,7 | 2,8 | 2,9 | 3,0 | 3,5 | ||
Слесарная. Притупить острые кромки | 1,4 | 0,4 | 0,4 | 0,45 | 0,5 | ||
Термическая. Калить головку HRCэ 40...45 | - | - | - | - | - | ||
ГОСТ 12482-67 | Карта 85 | |||||||
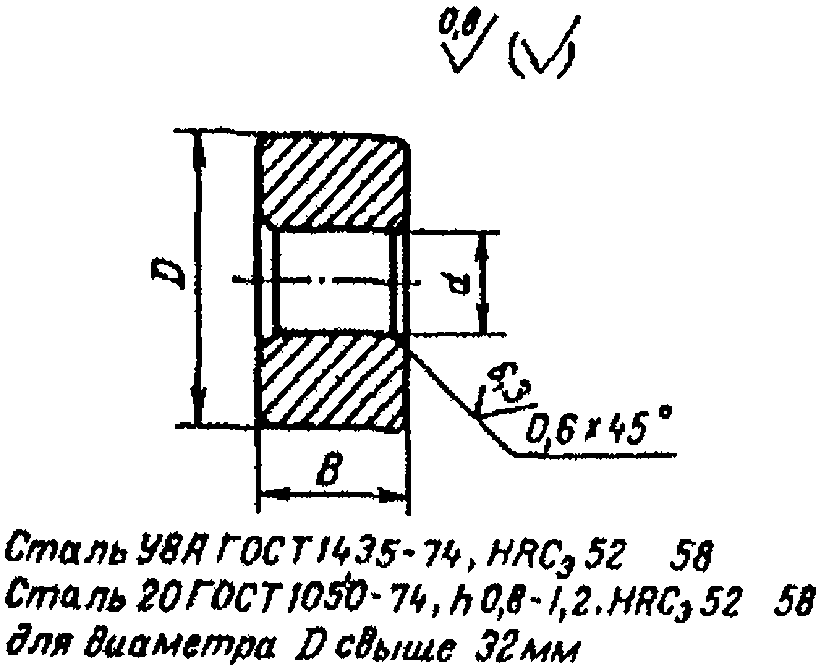 | Основные размеры, мм | D (h8) | 12 | 20 | 32 | 50 | 60 | 80 |
d (H11) | 6 | 10 | 16 | 25 | 32 | 32 | ||
B (d11) | 6 | 10 | 16 | 25 | 32 | 40 | ||
Размеры заготовки, мм | D | 14 | 25 | 37 | 55 | 65 | 85 | |
B | 86 | 110 | 146 | 30 | 37 | 45 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 6 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,17 | 1,4 | 1,7 | 2,2 | |
вулканитовым кругом (вариант) | 0,06 | 0,08 | 0,11 | - | - | - | ||
Токарная. Подрезать торец под шлифование, центровать, сверлить, расточить отверстие d под шлифование, фаску, обточить диаметр под шлифование, отрезать деталь для | 3,0 | 3,2 | 3,7 | 6,2 | 6,7 | 7,5 | ||
Термическая. Калить HRCэ 52...58 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать отверстие d | 1,2 | 1,25 | 1,6 | 2,1 | 2,2 | 2,6 | ||
Шлифовальная. Шлифовать диаметр D | 1,1 | 1,4 | 1,6 | 2,2 | 2,6 | 3,0 | ||
Шлифовальная. Шлифовать торцы в размер B по 5 деталей одновременно | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 2,0 | ||
ГОСТ 12483-67 | Карта 86 | |||||||
 | Основные размеры, мм | D | 10 | 16 | 20 | 25 | 30 | |
d (e8) | 8 | 12 | 16 | 20 | 25 | |||
L | 50 | 80 | 100 | 160 | 200 | |||
h | 2 | 3 | 4 | |||||
Размеры заготовки, мм | D | 12 | 18 | 25 | 30 | 35 | ||
L | 114 | 174 | 214 | 165 | 205 | |||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,9 | 1,0 | ||
вулканитовым кругом (вариант) | 0,18 | 0,2 | 0,24 | 0,55 | 0,63 | |||
Токарная. Подрезать торец, обточить диаметр d, сферу, отрезать деталь для | 4,1 | 4,5 | 4,8 | 5,6 | 6,3 | |||
Термическая. Калить HRCэ 40...45 торцевые поверхности | - | - | - | - | - | |||
Шлифовальная. Шлифовать диаметр d | 0,1 | 0,3 | 0,4 | 0,6 | 0,8 | |||
Токарная. Полировать сферу | 0,6 | 0,65 | 0,7 | 0,75 | 0,8 | |||
ГОСТ 12485-67 | Карта 87 | ||||
 | Основные размеры, мм | d | 10 | 12 | 16 |
L | 116 | 145 | 185 | ||
H | 65 | 85 | 100 | ||
b | 16 | 20 | 25 | ||
d1 | 6,6 | 9 0 | 11,0 | ||
Размеры заготовки, мм | d | 12 | 14 | 18 | |
L | 250 | 320 | 390 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали вулканитовым кругом | 0.37 | 0,38 | 0,4 | ||
Токарная. Обточить диаметр d | 2,3 | 2,4 | 2,7 | ||
Штамповочная. Согнуть деталь | 0,2 | 0,25 | 0,3 | ||
Кузнечная. Отковать лапки в размеры L и b с припуском под фрезерование | 1,2 | 1,2 | 1,4 | ||
Фрезерная. Фрезеровать папки под углом 30° +/- 1° | 4,2 | 4,4 | 4,9 | ||
Сверлильная. Разметить, сверлить 2 отверстия d1 | 1,45 | 1,5 | 1,8 | ||
Слесарная. Опилить радиусы R3 мм, зачистить заусенцы | 1,5 | 1,6 | 1,6 | ||
ГОСТ 12937-67 | Карта 88 | ||||||||
 | Основные размеры, мм | b | 12 | 14 | 18 | 22 | 26 | 33 | |
L | 56 | 100 | 125 | 160 | 200 | 250 | 320 | ||
B | 25 | 45 | 56 | 60 | 80 | 90 | 110 | ||
H | 8 | 16 | 18 | 20 | 25 | 30 | |||
l1 | 8 | 18 | 20 | 25 | 30 | 30 | |||
l2 | 8 | 15 | 15 | 20 | 25 | 30 | |||
Размеры заготовки, мм | B | 30 | 50 | 60 | 65 | 85 | 95 | 120 | |
H | 12 | 20 | 22 | 25 | 30 | 36 | |||
L | 61 | 106 | 131 | 166 | 206 | 256 | 326 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,75 | 0,95 | 1,1 | 1,15 | 1,3 | 1,8 | 2,1 | ||
Фрезерная. Фрезеровать с 6 сторон в размер В x H x L | 8,7 | 10,3 | 11,6 | 12,8 | 15,6 | 17,6 | 21,4 | ||
Разметочная. Разметить контур и отверстие | 1,4 | 1,4 | 1,4 | 1,6 | 1,7 | 1,7 | 1,7 | ||
Сверлильная. Сверлить отверстие под фрезерование паза | 0,5 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | ||
Фрезерная. Фрезеровать паз, уступ с R2 мм в размер l1, скос в размер l2 и 4 фаски | 9,7 | 11,0 | 11,5 | 12,7 | 13,0 | 14,2 | 15,2 | ||
Слесарная. Притупить острые кромки, маркировать | 1,8 | 2,0 | 2,2 | 2,4 | 2,7 | 3,0 | 3,3 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | - | - | ||
ГОСТ 12938-67 | Карта 89 | ||||||||
 | Основные размеры, мм | b | 14 | 18 | 22 | 26 | 33 | ||
L | 80 | 100 | 125 | 160 | 200 | 250 | 320 | ||
B | 40 | 45 | 56 | 70 | 80 | 90 | 110 | ||
H | 12 | 16 | 18 | 20 | 25 | 30 | |||
H1 | 28 | 37 | 40 | 50 | 60 | 70 | 72 | ||
l1 | 50 | 65 | 85 | 104 | 135 | 175 | 245 | ||
r1 | 19 | 23 | 27,5 | 32,5 | 40 | ||||
r2 | 4 | 5 | 6 | 10 | |||||
Размеры заготовки, мм | B | 45 | 50 | 60 | 75 | 85 | 95 | 120 | |
H | 16 | 20 | 22 | 25 | 30 | 36 | |||
L | 106 | 131 | 157 | 197 | 241 | 296 | 346 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,75 | 0,85 | 1,0 | 1,1 | 1,2 | 1,3 | 1,3 | ||
Кузнечная. Согнуть заготовку | 1,7 | 1,9 | 2,4 | 2,9 | 3,0 | 4,4 | 4,7 | ||
Термическая. Отжечь заготовку | - | - | - | - | - | - | - | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 9,8 | 10,2 | 11,0 | 12,1 | 13,6 | 16,3 | 20,1 | ||
Разметочная. Разметить контур и отверстие | 1,4 | 1,6 | 1,6 | 1,7 | 1,7 | 1,8 | 1,8 | ||
Сверлильная. Сверлить отверстие под фрезерование паза | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | ||
Фрезерная. Фрезеровать паз, уступ, радиус r2, скос в размер H1 и фаски | 13,9 | 14,7 | 15,8 | 17,1 | 18,0 | 19,4 | 21,2 | ||
Слесарная. Притупить острые кромки, опилить радиус R2 мм, маркировать | 2,1 | 2,3 | 2,5 | 2,7 | 3,0 | 3,3 | 3,6 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | - | - | ||
ГОСТ 12939-67 | Карта 90 | ||||||||
 | Основные размеры, мм | b | 14 | 18 | 22 | 26 | 33 | ||
L | 80 | 100 | 125 | 160 | 200 | 250 | 320 | ||
B | 40 | 45 | 56 | 70 | 80 | 90 | 110 | ||
H | 12 | 16 | 18 | 20 | 25 | 30 | |||
H1 | 28 | 38 | 40 | 50 | 60 | 70 | |||
H2 | 22 | 28 | 34 | 42 | 52 | 60 | 70 | ||
l1 | 15 | 18 | 20 | 28 | 30 | 30 | |||
l2 | 50 | 65 | 85 | 104 | 135 | 175 | 240 | ||
r2 | 4 | 5 | 6 | 10 | |||||
r1 | 17,5 | 20 | 25 | 30 | 35 | ||||
Размеры заготовки, мм | B | 45 | 50 | 60 | 75 | 85 | 95 | 120 | |
H | 16 | 20 | 22 | 25 | 30 | 36 | |||
L | 116 | 143 | 173 | 215 | 271 | 326 | 396 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,75 | 0,85 | 1,0 | 1,1 | 1,2 | 1,3 | 1,3 | ||
Кузнечная. Согнуть заготовку | 1,7 | 1,9 | 2,4 | 2,9 | 6,0 | 8,8 | 9,4 | ||
Термическая. Отжечь заготовку | - | - | - | - | - | - | - | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 10,0 | 10,6 | 11,6 | 13,4 | 15,2 | 17,2 | 20,6 | ||
Разметочная. Разметить контур и отверстие | 1,4 | 1,6 | 1,6 | 1,7 | 1,7 | 1,8 | 1,8 | ||
Сверлильная. Сверлить отверстие под фрезерование паза | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | ||
Фрезерная. Фрезеровать паз, уступ, радиус r2, скос в размер H1, 4 фаски, R30 мм в размер H2 | 18,7 | 19,0 | 20,8 | 22,1 | 23,4 | 25,2 | 27,7 | ||
Слесарная. Притупить острые кромки, опилить R2 мм, маркировать | 2,1 | 2,3 | 2,5 | 2,7 | 3,0 | 3,3 | 3,6 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | - | - | ||
ГОСТ 12940-67 | Карта 91 | ||||||||||
 | Основные размеры, мм | L | 100 | 125 | 160 | 200 | 250 | 320 | 500 | 630 | 800 |
H | 20 22 | 25 | 30 | 40 | 50 | 60 | |||||
l | 18 | 22 | 26 | 33 | |||||||
B | 38 | 50 | 62 | 72 | 86 | 113 | |||||
b | 12 | 16 | 20 | 25 | 30 | 40 | |||||
Размеры заготовки, мм | b1 | 16 | 20 | 25 | 30 | 35 | 45 | ||||
H | 25 | 28 | 30 | 35 | 45 | 55 | 65 | ||||
L | 220 | 270 | 344 | 424 | 528 | 668 | 1032 | 1299 | 1639 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 0,85 | 0,95 | 1,0 | 1,0 | 1,1 | 1,3 | 1,4 | 1,4 | ||
Кузнечная. Согнуть заготовку | 1,6 | 1,8 | 2,3 | 2,5 | 2,7 | 3,2 | 4,2 | 5,0 | 5,2 | ||
Термическая. Отжечь заготовку | - | - | - | - | - | - | - | - | - | ||
Разметочная. Разметить скосы | 1,2 | 1,2 | 1,2 | 1,2 | 1,2 | 1,3 | 1,3 | 1,4 | 1,4 | ||
Фрезерная. Фрезеровать в размеры B x H x L, b1 и скосы в размер l | 10,0 | 10,7 | 12,4 | 13,5 | 14,3 | 16,0 | 21,5 | 24,4 | 36,2 | ||
Слесарная. Притупить острые кромки, маркировать | 1,6 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | 3,1 | 3,4 | 3,6 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | - | - | - | - | ||
ГОСТ 12941-67 | Карта 92 | ||||||
 | Основные размеры, мм | B | 45 | 56 | 60 | 80 | 100 |
L | 120 | 150 | 180 | 240 | 300 | ||
H | 40 | 48 | 60 | 70 | |||
h | 16 | 20 | 25 | 30 | |||
l | 50 | 65 | 85 | 120 | 150 | ||
l1 | 15 | 18 | 22 | 30 | 40 | ||
d | 14 | 18 | 22 | 26 | |||
d1 | 20 | 25 | 32 | 36 | |||
r | 3 | 5 | 6 | ||||
Размеры заготовки, мм | B | 50 | 63 | 65 | 85 | 105 | |
H | 22 | 25 | 30 | 36 | |||
L | 176 | 216 | 244 | 320 | 390 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,85 | 1,15 | 1,2 | 1,2 | 1,3 | ||
Кузнечная. Согнуть заготовку | 6,0 | 7,2 | 7,6 | 9,0 | 13,0 | ||
Термическая. Отжечь заготовку | - | - | - | - | - | ||
Фрезерная. Фрезеровать в размеры B x H x L, h, l | 18,8 | 22,4 | 23,5 | 26,5 | 28,2 | ||
Разметочная. Разметить отверстие и скосы | 1,4 | 1,5 | 1,6 | 1,7 | 2,0 | ||
Фрезерная. Фрезеровать скосы и радиусы r | 11,8 | 13,8 | 15,2 | 16,5 | 17,2 | ||
Сверлильная. Сверлить отверстие d, зенковать d1 | и | 1,3 | 1,3 | 1,5 | 1,7 | ||
Слесарная. Притупить острые кромки, опилить R3 мм, маркировать | 2,8 | 3,0 | 3,1 | 3,5 | 3,9 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | ||
ГОСТ 12942-67 | Карта 93 | ||||
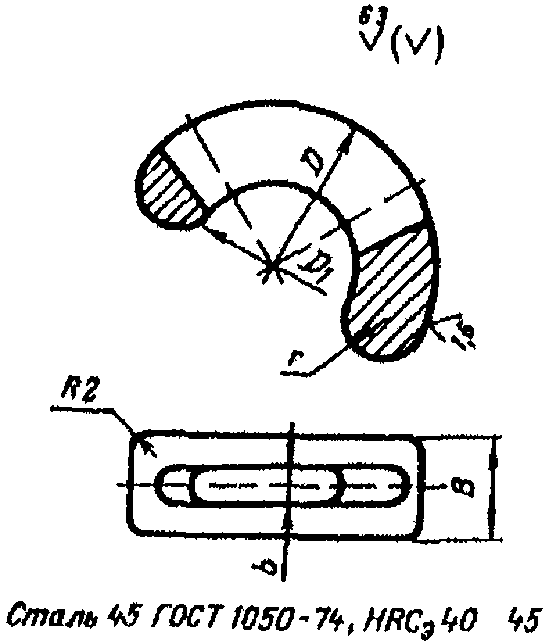 Ум Ум | Основные размеры, мм | B | 30 | 40 | 50 |
b | 12 | 18 | 26 | ||
D | 100 | 160 | |||
D1 | 50 | 90 | |||
r | 12,5 | 17,5 | |||
Размеры заготовки, мм | B | 35 | 45 | 55 | |
H | 106 | 166 | |||
L | 106 | 166 | |||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Разметить и вырезать заготовку на длину 1 детали (автогенная) | 2,9 | 4,75 | 5,15 | ||
Токарная, Подрезать торец, обточить диаметр D R2 мм; подрезать торец, расточить отверстие D1 | 6,8 | 7,9 | 8,3 | ||
Разметочная. Разметить паз и отверстие | 1,2 | 1,2 | 1,2 | ||
Сверлильная. Сверлить отверстие под фрезерование паза | 0,9 | 1,2 | 1,3 | ||
Фрезерная. Разрезать деталь | 2,7 | 4,5 | 5,8 | ||
Фрезерная. Фрезеровать паз в размер b, 2 поверхности радиусом | 14,5 | 18,9 | 19,5 | ||
Слесарная. Притупить острые кромки, маркировать | 2,1 | 2,6 | 2,6 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | ||
ГОСТ 12943-67 | Карта 94 | |||||
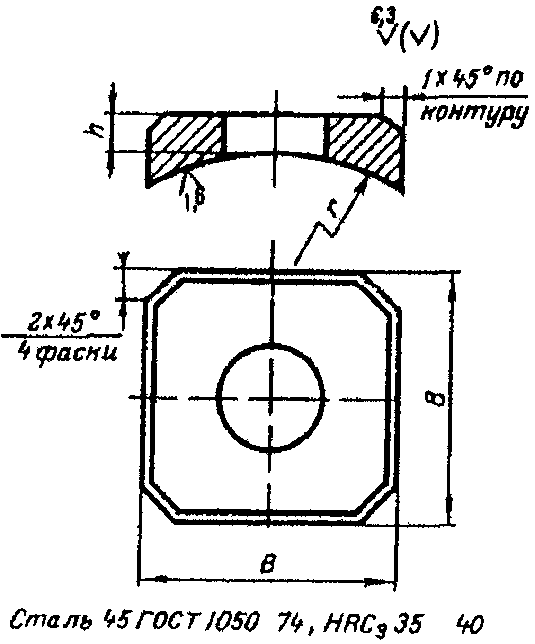 | Основные размеры, мм | B | 22 | 28 | 36 | 45 |
r | 100 | 200 | 400 | 800 | ||
h | 2,5 | 3,5 | 5 | |||
Размеры заготовки, мм | B | 25 | 33 | 41 | 50 | |
H | 10 | 13 | 13 | 16 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,75 | 0,75 | 0,85 | 0,9 | ||
Фрезерная. Фрезеровать квадрат в размер B, поверхность основания и 4 фаски | 8,2 | 8,4 | 8,4 | 8,6 | ||
Токарная. Обточить поверхность радиусом r, центровать, сверлить, зенкеровать отверстие под крепежный болт | 4,2 | 5,0 | 5,9 | 7,5 | ||
Слесарная. Притупить острые кромки, маркировать | 1,6 | 1,7 | 1,7 | 1,8 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | ||
ГОСТ 12946-67 | Карта 95 | ||||||
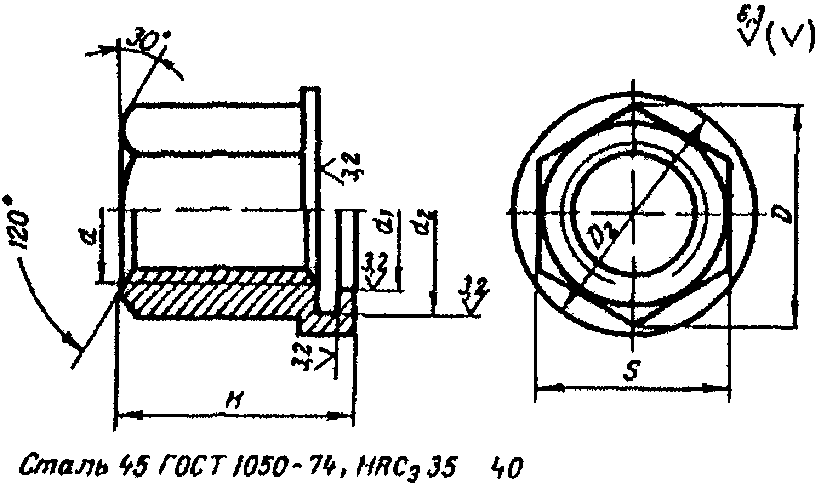 | Основные размеры, мм | d | M10 | M16 | M20 | M24 | M30 |
S (h13) | 17 | 24 | 30 | 36 | 46 | ||
H | 20 | 31 | 38 | 45 | 50 | ||
D | 19,6 | 27,7 | 34,6 | 41,6 | 53,1 | ||
D2 | 25 | 36 | 42 | 46 | 52 | ||
d1 | 18 | 24 | 30 | 32 | 36 | ||
d2 | 20 | 30 | 36 | 38 | 46 | ||
Размеры заготовки, мм | D | 30 | 41 | 47 | 52 | 58 | |
H | 25 | 36 | 43 | 50 | 56 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,8 | 1,0 | 1,2 | 1,25 | 1,3 | |
вулканитовым кругом (вариант) | 0,48 | 0,7 | - | - | - | ||
Токарная. Подрезать торец, центровать, сверлить отверстие, расточить канавки диаметром d2, d1, зенковать фаску, обточить диаметр D2, подрезать торец, зенковать фаску, нарезать резьбу диаметром d, обточить диаметр D и фаску под углом 30° | 7,6 | 8,3 | 8,9 | 9,9 | 11,3 | ||
Фрезерная. Фрезеровать шестигранник и торец | 6,3 | 6,4 | 6,7 | 7,5 | 8,2 | ||
Слесарная. Притупить острые кромки | 0,7 | 0,8 | 0,8 | 0,8 | 0,9 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,75 | 0,8 | 0,9 | 1,1 | ||
ГОСТ 12948-67 | Карта 96 | |||
 | ||||
Наименование и содержание операций | ||||
Фрезерная. Фрезеровать с 2 сторон в размер H до и после старения Слесарная. Притупить острые кромки, маркировать | ||||
Нормы времени на обработку плоскостей плит | ||||
Габариты плиты, мм | Операция | |||
ширина | высота H | длина L | фрезерная | слесарная |
Штучное время, мин. | ||||
100 | 18 | 200 | 12,4 | 2,5 |
20 | 250 | 13,0 | 2,6 | |
22 | 320 | 15,0 | 2,7 | |
125 | 20 | 250 | 13,7 | 2,6 |
22 | 320 | 17,3 | 2,7 | |
25 | 400 | 18,2 | 2,9 | |
160 | 25 | 400 | 22,7 | 2,9 |
28 | 500 | 25,4 | 3,0 | |
200 | 25 | 400 | 26,9 | 2,9 |
28 | 500 | 30,0 | 3,0 | |
250 | 25 | 400 | 32,2 | 2,9 |
28 | 630 | 39,0 | 3,3 | |
320 | 25 | 400 | 44,0 | 2,9 |
55 | 630 | 56,0 | 3,3 | |
60 | 800 | 64,0 | 3,5 | |
400 | 55 | 630 | 72,0 | 3,3 |
60 | 800 | 84,0 | 3,5 | |
500 | 55 | 630 | 90,0 | 3,3 |
60 | 800 | 99,0 | 3,5 | |
ГОСТ 12949-67 | Карта 97 | ||||
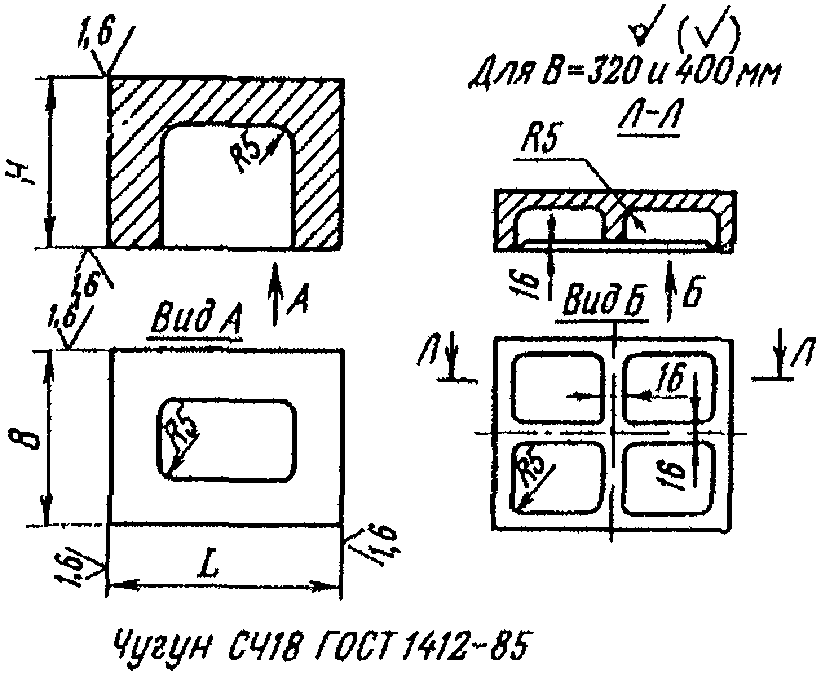 | |||||
Наименование и содержание операций | |||||
Фрезерная. Фрезеровать с 6 сторон в размеры B x H x L, до и после старения Слесарная. Притупить острые кромки, маркировать | |||||
Нормы времени на обработку плоскостей коробок | |||||
Габариты коробки, мм | Операция | ||||
ширина B | высота H | длина L | фрезерная | слесарная | |
Штучное время, мин. | |||||
60 | 90 | 80 | 22,2 | 1,8 | |
100 | 100 | 26,0 | 1,9 | ||
80 | 125 | 28,7 | 2,0 | ||
125 | 32,0 | 2,1 | |||
125 | 160 | 34,1 | 2,2 | ||
160 | 36,8 | 2,3 | |||
125 | 200 | 35,2 | 2,4 | ||
200 | 40,2 | 2,5 | |||
160 | 250 | 41,3 | 2,5 | ||
250 | 47,3 | 2,7 | |||
200 | 60 | 320 | 44,2 | 2,8 | |
250 | 47,2 | 2,8 | |||
320 | 57,0 | 3,0 | |||
250 | 400 | 50,0 | 3,0 | ||
320 | 62,0 | 3,1 | |||
400 | 67,0 | 3,2 | |||
ГОСТ 12950-67 | Карта 98 | |||
 | ||||
Наименование и содержание операций | ||||
Фрезерная. Фрезеровать с 6 сторон в размеры B x H x L, канавку до и после старения Слесарная. Притупить острые кромки, маркировать | ||||
Нормы времени на обработку плоскостей швеллеров | ||||
Габариты швеллера, мм | Операции | |||
ширина B | высота H | длина L | фрезерная | слесарная |
Штучное время, мин. | ||||
40 | 40 | 60 | 21,8 | 1,6 |
100 | 22,9 | 1,7 | ||
50 | 50 | 60 | 23,7 | 1,7 |
100 | 25,7 | 1,8 | ||
60 | 60 | 125 | 26,7 | 2,1 |
160 | 29,0 | 2,2 | ||
80 | 80 | 125 | 32,5 | 2,0 |
160 | 33,9 | 2,2 | ||
200 | 38,7 | 2,2 | ||
100 | 100 | 160 | 36,7 | 2,2 |
250 | 39,0 | 2,6 | ||
125 | 125 | 160 | 40,0 | 2,3 |
250 | 46,0 | 2,7 | ||
160 | 160 | 250 | 63,0 | 2,8 |
400 | 69,0 | 3,1 | ||
200 | 200 | 250 | 70,0 | 3,0 |
400 | 77,0 | 3,2 | ||
250 | 250 | 250 | 81,0 | 3,0 |
400 | 83,0 | 3,4 | ||
ГОСТ 12951-67 | Карта 99 | ||||
 | |||||
Наименование и содержание операций | |||||
Фрезерная. Фрезеровать плоскость в размер B x H x L до и после старения Слесарная. Притупить острые кромки, маркировать | |||||
Нормы времени на обработку угольников | |||||
Габариты угольника, мм | Операция | ||||
ширина B | высота H | толщина S | длина L | фрезерная | слесарная |
Штучное время, мин. | |||||
28 | 40 | 11 | 40 | 10,7 | 1,4 |
100 | 12,0 | 1,6 | |||
45 | 80 | 16 | 100 | 16,4 | 1,7 |
160 | 18,3 | 1,9 | |||
250 | 21,1 | 2,2 | |||
60 | 125 | 20 | 100 | 16,0 | 1,8 |
160 | 19,0 | 2,1 | |||
250 | 20,5 | 2,3 | |||
70 | 160 | 22 | 160 | 21,3 | 2,2 |
250 | 24,7 | 2,4 | |||
80 | 200 | 25 | 160 | 22,4 | 2,2 |
250 | 28,0 | 2,5 | |||
90 | 250 | 28 | 250 | 43,6 | 2,6 |
400 | 61,0 | 2,9 | |||
110 | 320 | 32 | 250 | 41,0 | 2,8 |
400 | 64,0 | 3,0 | |||
140 | 400 | 36 | 250 | 57,0 | 2,8 |
400 | 74,0 | 3,2 | |||
ГОСТ 12953-67 | Карта 100 | ||||||
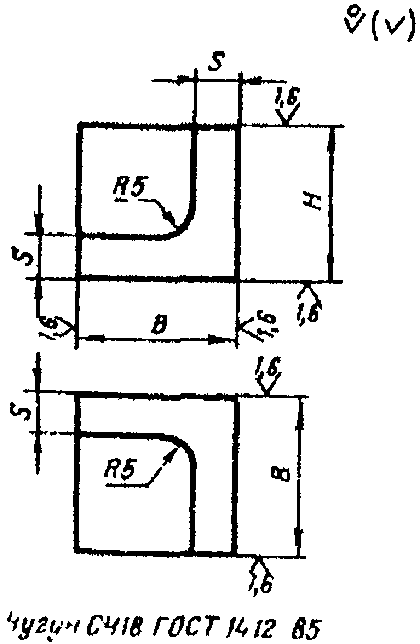 | Основные размеры, мм | B | 50 | 80 | 100 | 125 | 160 |
H | 50 | 80 | 100 | 125 | 160 | ||
S | 14 | 18 | 20 | 22 | 25 | ||
Размеры заготовки, мм | B | 60 | 90 | 110 | 135 | 170 | |
H | 60 | 90 | 110 | 135 | 170 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать с 6 сторон предварительно | 4,8 | 6,4 | 7,0 | 9,3 | 15,3 | ||
Термическая. Старение | - | - | - | - | - | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x S с припуском на шлифование | 6,0 | 8,0 | 8,6 | 11,5 | 18,9 | ||
Шлифовальная. Шлифовать с 6 сторон в размер B x H x S по 5 деталей одновременно | 2,7 | 4,0 | 5,0 | 6,9 | 8,3 | ||
Слесарная. Притупить острые кромки, маркировать | 1,5 | 1,6 | 1,7 | 1,8 | 2,0 | ||
ГОСТ 12954-67 | Карта 101 | ||||||||
 | Основные размеры, мм | B | 40 | 60 | 80 | 100 | 125 | ||
L | 60 | 100 | 160 | 200 | 250 | 320 | |||
H | 40 | 80 | 100 | 125 | 160 | 200 | 250 | ||
S | 14 | 16 | 20 | 22 | 25 | 28 | |||
Размеры заготовки, мм | B | 50 | 70 | 90 | 110 | 135 | |||
H | 50 | 90 | 110 | 135 | 170 | 210 | 260 | ||
L | 70 | 110 | 170 | 210 | 260 | 330 | |||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Фрезерная. Фрезеровать с 6 сторон предварительно | 5,7 | 6,4 | 7,6 | 11,2 | 14,3 | 16,9 | 26,7 | ||
Термическая. Старение | - | - | - | - | - | - | - | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L с припуском на шлифование | 5,7 | 6,4 | 7,6 | 11,2 | 14,3 | 16,9 | 26,7 | ||
Шлифовальная. Шлифовать с 6 сторон в размер B x H x L по 5 деталей одновременно | 2,65 | 2,95 | 4,0 | 6,1 | 8,5 | 13,0 | 22,1 | ||
Слесарная. Притупить острые кромки, маркировать | 1,6 | 1,7 | 1,8 | 2,0 | 2,2 | 2,4 | 2,7 | ||
ГОСТ 12955-67, ГОСТ 12956-67 | Карта 102 | ||||||
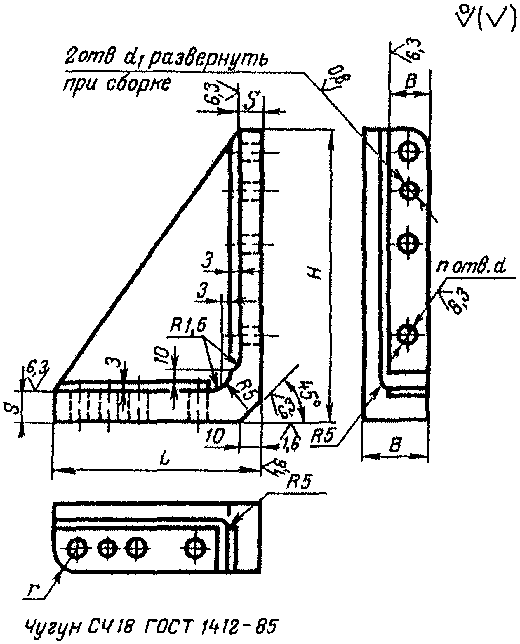 | Основные размеры, мм | H | 125 | 190 | 300 | 380 | 480 |
L | 90 | 130 | 210 | 250 | 320 | ||
B | 36 | 42 | 45 | 60 | 75 | ||
B1 | 25 | 30 | 42 | 50 | |||
d | 10,5 | 12,5 | 16,5 | ||||
n | 4 | 6 | 6 | ||||
d1 (H7) | 8 | 10 | 12 | ||||
S | 12 | 15 | 20 | 25 | |||
Размеры заготовки, мм | H | 130 | 195 | 305 | 385 | 485 | |
S | 17 | 20 | 25 | 30 | |||
B1 | 20 | 25 | 37 | 45 | |||
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать с 2 сторон предварительно | 3,2 | 3,8 | 4,5 | 5,1 | 6,1 | ||
Термическая. Старение | - | - | - | - | - | ||
Фрезерная. Фрезеровать с 2 порой в размер H x L, с припуском на шлифование, внутренние поверхности и скос | 9,5 | 11,3 | 12,7 | 14,0 | 16,1 | ||
Сверлильная. Разметить и сверлить n отверстий d; 2 отверстия d1 | 4,4 | 6,2 | 6,5 | 7,6 | 9,0 | ||
Слесарная. Притупить острые кромки, маркировать | 2,0 | 2,2 | 2,7 | 2,9 | 3,2 | ||
Шлифовальная. Шлифовать с 2 сторон в размер H x L | 3,9 | 4,3 | 5,0 | 6,0 | 7,7 | ||
ГОСТ 12959-67, ГОСТ 12960-67 | Карта 103 | ||||||
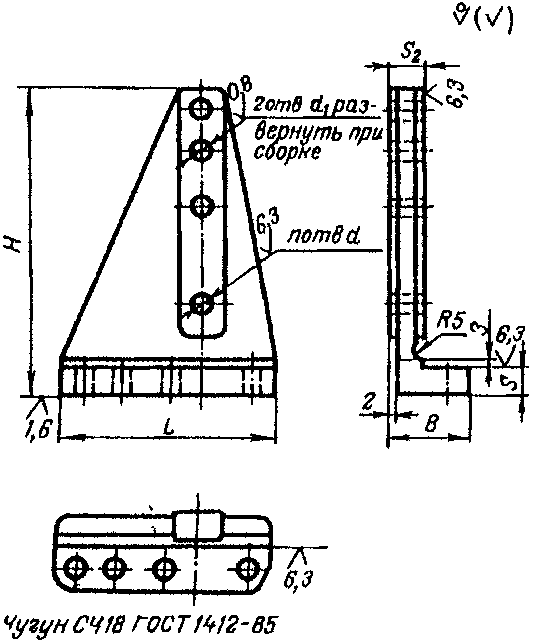 | Основные размеры, мм | H | 125 | 190 | 300 | 380 | 480 |
L | 90 | 135 | 215 | 250 | 320 | ||
B | 40 | 45 | 52 | 60 | 75 | ||
B2 | 25 | 30 | 40 | 50 | |||
d | 10,5 | 12,5 | 16,5 | ||||
n | 4 | 6 | 6 | ||||
d1 (H7) | 8 | 10 | 12 | ||||
S2 | 12 | 14 | 16 | 20 | 24 | ||
S | 12 | 15 | 20 | 25 | |||
Размеры заготовки, мм | S | 22 | 25 | 30 | 35 | ||
S2 | 17 | 19 | 21 | 25 | 29 | ||
B2 | 20 | 25 | 35 | 45 | |||
Наименование и содержание операций | Штучное время, мин. | ||||||
Фрезерная. Фрезеровать с 2 сторон предварительно | 3,0 | 3,7 | 4,5 | 5,0 | 5,6 | ||
Термическая. Старение | - | - | - | - | - | ||
Фрезерная. Фрезеровать с 2 сторон в размер S2 с припуском на шлифование одной плоскости, уступ в размер S и плоскость основания с припуском на шлифование | 7,1 | 8,9 | 11,2 | 12,5 | 13,8 | ||
Сверлильная. Разметить и сверлить n отверстий d, 2 отверстия d1 | 4,4 | 6,2 | 6,5 | 7,6 | 9,0 | ||
Слесарная. Притупить острые кромки, маркировать | 2,2 | 2,5 | 2,8 | 3,1 | 3,7 | ||
Шлифовальная. Шлифовать плоскость в размер S2 и плоскость основания в размер S | 3,7 | 4,1 | 5,1 | 5,6 | 6,6 | ||
ГОСТ 12961-67 | Карта 104 | ||||
 | Основные размеры, мм | H | 48 | 55 | |
L | 80 | 120 | 190 | ||
B | 52 | 62 | 70 | ||
S | 12 | 16 | 20 | ||
S1 | 15 | 19 | 23 | ||
d | 10,5 | 12,5 | 12,5 | ||
n | 2 | 4 | |||
d1 (H7) | 8 | 10 | 10 | ||
b | 18 | 22 | 22 | ||
Размеры заготовки, мм | S1 | 20 | 24 | 28 | |
L | 80 | 120 | 190 | ||
S | 22 | 26 | 30 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Фрезерная. Фрезеровать с 2 сторон предварительно | 3,1 | 3,6 | 3,9 | ||
Термическая. Старение | - | - | - | ||
Разметочная. Разметить уступ, паз, отверстия | 1,4 | 1,4 | 2,2 | ||
Фрезерная. Фрезеровать 2 плоскости в размеры S и S1 с припуском на шлифование, уступ в размер 2 мм и паз | 9,1 | 10,1 | 10,7 | ||
Сверлильная. Сверлить n отверстий d, 2 отверстия d1 | 1,7 | 1,9 | 2,7 | ||
Слесарная. Притупить острые кромки, маркировать | 2,0 | 2,2 | 2,5 | ||
Шлифовальная. Шлифовать 2 плоскости в размеры S и S1 | 4,0 | 4,4 | 5,2 | ||
ГОСТ 13153-67. Деталь 1. Клин | Карта 105, лист 1 | ||||||
 | Основные размеры, мм | B | 32 | 36 | 45 | 55 | 65 |
B1 (H12) | 16 | 20 | 25 | 32 | 40 | ||
H36 | 36 | 45 | 55 | 70 | 90 | ||
L | 50 | 55 | 65 | 80 | 100 | ||
l | 6 | 9 | 10 | 14 | 20 | ||
l2 | 18 | 22 | 30 | 36 | 45 | ||
b | 12 | 14 | 18 | 24 | 28 | ||
Размеры заготовки, мм | B | 35 | 40 | 50 | 60 | 70 | |
H | 40 | 50 | 60 | 75 | 95 | ||
L | 55 | 60 | 80 | 90 | 106 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Разметить и вырезать заготовку на длину 1 детали (автогенная) | 2,0 | 2,2 | 2,6 | 3,0 | 3,7 | ||
Фрезерная. Фрезеровать с 6 сторон в размеры B x H x L и поверхность под углом 60° с припуском на шлифование | 8,0 | 9,1 | 9,9 | 11,1 | 14,2 | ||
Разметочная. Разметить отверстие, уступ, паз | 2,9 | 3,1 | 3,45 | 3,6 | 3,9 | ||
Сверлильная. Сверлить отверстие под фрезерование окна | 0,8 | 1,0 | 1,1 | 1,3 | 1,7 | ||
Фрезерная. Фрезеровать паз в размер B1, уступ, окно, фаски, рифление | 15,8 | 21,0 | 26,0 | 29,0 | 34,9 | ||
Слесарная. Притупить острые кромки | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | ||
Фрезерная. Калибровать канавку в размер B1 | 1,5 | 1,5 | 1,6 | 1,8 | 2,1 | ||
Шлифовальная. Шлифовать поверхность под углом 60° +/- 12" | 2,2 | 2,3 | 2,6 | 2,8 | 3,2 | ||
ГОСТ 13153-67. Деталь 2. Корпус | Карта 105, лист 2 | ||||||
 | Основные размеры, мм | B | 32 | 36 | 45 | 55 | 65 |
H | 30 | 34 | 40 | 50 | 65 | ||
L | 50 | 55 | 65 | 80 | 100 | ||
L1 | 90 | 100 | 125 | 150 | 180 | ||
h | 16 | 20 | 25 | 32 | 40 | ||
d | 12 | 15 | 19 | 24 | 28 | ||
b | 12 | 14 | 18 | 24 | 28 | ||
Размеры заготовки, мм | B | 35 | 40 | 50 | 60 | 70 | |
H | 35 | 40 | 50 | 60 | 70 | ||
L | 96 | 106 | 131 | 156 | 186 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Разметить и вырезать заготовку на длину 1 детали (автогенная) | 2,1 | 2,3 | 2,7 | 3,1 | 3,8 | ||
Фрезерная. Фрезеровать с 6 сторон в размеры B x H x L, и поверхность под углом 60° с припуском на шлифование | 9,6 | 10,3 | 10,9 | 13,0 | 14,6 | ||
Разметочная. Разметить отверстия, уступы | 3,4 | 3,6 | 3,9 | 4,1 | 4,3 | ||
Сверлильная. Сверлить отверстие под фрезерование окна и отверстие d | 1,2 | 1,3 | 1,8 | 2,0 | 2,6 | ||
Фрезерная. Фрезеровать уступ в размер h, окно, 2 уступа с припуском на шлифование, 2 канавки и фаски | 10,9 | 12,0 | 13,4 | 15,0 | 17,0 | ||
Слесарная. Притупить острые кромки, маркировать | 2,2 | 2,3 | 2,5 | 2,8 | 3,1 | ||
Термическая. Улучшение HRCэ 28...32 | - | - | - | - | - | ||
Шлифовальная. Шлифовать уступы | 3,2 | 3,4 | 3,8 | 4,2 | 4,2 | ||
ГОСТ 13154-67. Деталь 1. Кулачок | Карта 106, лист 1 | ||||
 | Основные размеры, мм | D (h8) | 25 | 36 | 50 |
L | 70 | 90 | 130 | ||
H | 58 | 74 | 110 | ||
B (f9) | 16 | 20 | 28 | ||
d | 13 | 17 | 22 | ||
d1 | 17 | 23 | 30 | ||
d1 (H7) | 10 | 12 | 16 | ||
Размеры заготовки, мм | D | 35 | 46 | 60 | |
H | 68 | 84 | 120 | ||
L | 80 | 100 | 140 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Токарная, Подрезать торец, центровать, сверлить отверстие d, расточить d1, обточить диаметр D с припуском на шлифование, фаску; подрезать торец, обточить диаметр D с припуском на шлифование, фаску | 6,7 | 7,2 | 9,8 | ||
Фрезерная. Фрезеровать по чертежу, выдерживая размеры | 5,8 | 6,5 | 7,2 | ||
Разметочная. Разметить уступ, скосы, отверстие | 2,0 | 2,1 | 2,2 | ||
Фрезерная. Фрезеровать уступ и скосы под углом 90° +/- 30° с припуском на шлифование, паз и канавку шириной 3 мм | 7,5 | 4,3 | 11,5 | ||
Сверлильная. Разметить, сверлить отверстие | 2,6 | 3,3 | 4,4 | ||
Термическая. Цементировать h 0,8...1,2 мм, калить HRCэ 50...55 | - | - | - | ||
Шлифовальная. Шлифовать диаметр D | 2,2 | 3,2 | 4,0 | ||
Шлифовальная. Шлифовать 2 поверхности в размер B, скосы под углом 90° +/- 30° и поверхность Ж | 82 | 8,8 | 9,2 | ||
ГОСТ 13154-67. Деталь 2. Гайка | Карта 106, лист 2 | ||||
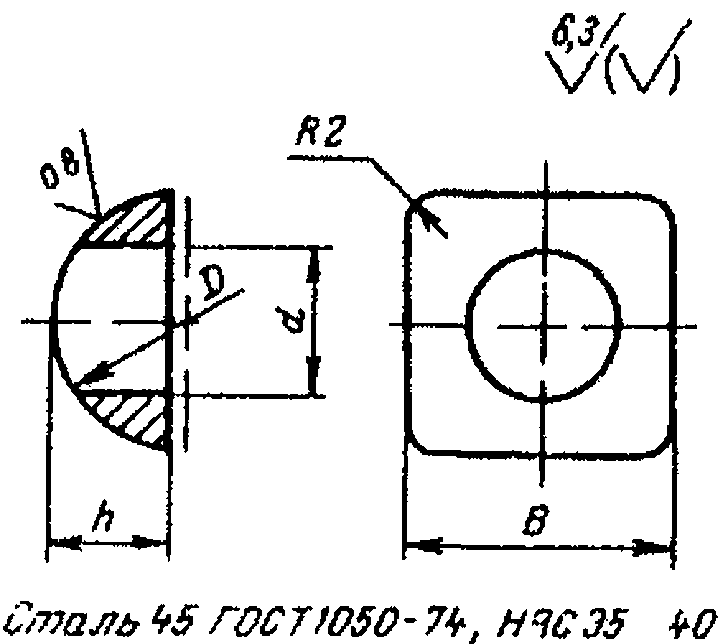 | Основные размеры, мм | d | M12 | M16 | M20 |
D | 20 | 28 | 36 | ||
B | 18 | 26 | 36 | ||
h | 9 | 13 | 16 | ||
Размеры заготовки, мм | B | 23 | 31 | 41 | |
h | 104 | 128 | 146 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | - | 0,15 | 0,18 | |
вулканитовым кругом (вариант) | 0,09 | 0,1 | 0,13 | ||
Фрезерная. Фрезеровать с 4 сторон в размер B x h | 1,0 | 1,1 | 1,2 | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d под резьбу, нарезать резьбу, обточить поверхность диаметром D, отрезать деталь в размер h | 5,6 | 6,3 | 7,3 | ||
Слесарная. Притупить острые кромки, опилить 4 радиуса R2 мм | 3,1 | 3,4 | 3,6 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | ||
Слесарная. Калибровать резьбу | 0,6 | 0,6 | 0,6 | ||
Токарная. Полировать диаметр D | 2,2 | 2,4 | 2,6 | ||
ГОСТ 13154-67. Деталь 3. Щиток | Карта 106, лист 3 | ||||
 | Основные размеры, мм | B | 24 | 28 | 40 |
B1 | 16 | 20 | 28 | ||
L | 25 | 28 | 50 | ||
L1 | 25 | 30 | 45 | ||
b1 | 3,4 | 3,4 | 5,5 | ||
Размеры заготовки, мм | B | 24 | 28 | 40 | |
L | 50 | 58 | 95 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Разметить и вырезать заготовку на длину 1 детали ножницами | 2,4 | 2,5 | 2,6 | ||
Слесарная. Согнуть в размеры L, L1 под углом 120° | 0,4 | 0,45 | 0,5 | ||
Сверлильная. Разметить и сверлить 4 отверстия под фрезерование | 2,0 | 2,0 | 2,0 | ||
Фрезерная. Фрезеровать 4 паза в размер b1 | 3,5 | 3,9 | 4,3 | ||
Слесарная. Притупить острые кромки, опилить 2 радиуса R2 мм | 1,1 | 1,1 | 1,2 | ||
ГОСТ 13154 67. Деталь 4. Щиток | Карта 106, лист 4 | ||||
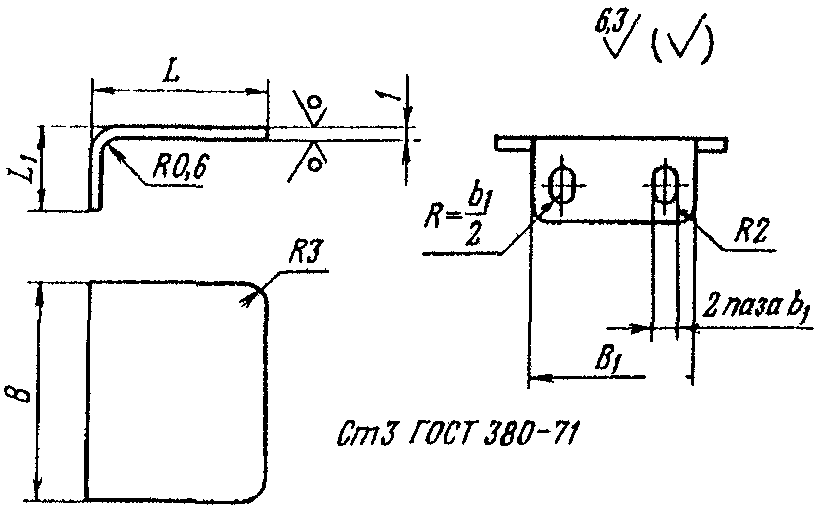 | Основные размеры, мм | B | 24 | 28 | 40 |
B1 | 16 | 20 | 28 | ||
L | 18 | 22 | 25 | ||
L1 | 9 | 16 | |||
b1 | 3,4 | 5,5 | |||
Размеры заготовки, мм | B | 24 | 28 | 40 | |
L | 27 | 31 | 41 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Разметить и вырезать заготовку на длину 1 детали ножницами | 2,3 | 2,4 | 2,5 | ||
Слесарная. Согнуть в размеры L, L1 под углом 90° | 0,4 | 0,4 | 0,45 | ||
Сверлильная. Разметить и сверлить 2 отверстия под фрезерование | 1,0 | 1,0 | 1,0 | ||
Фрезерная. Фрезеровать 2 паза в размер b1 | 1,9 | 1,9 | 2,3 | ||
Слесарная. Притупить острые кромки, опилить 2 радиуса R3 мм и R3 мм | 1,6 | 1,65 | 1,7 | ||
ГОСТ 13154-67. Деталь 5. Кольцо | Карта 106, лист 5 | ||||
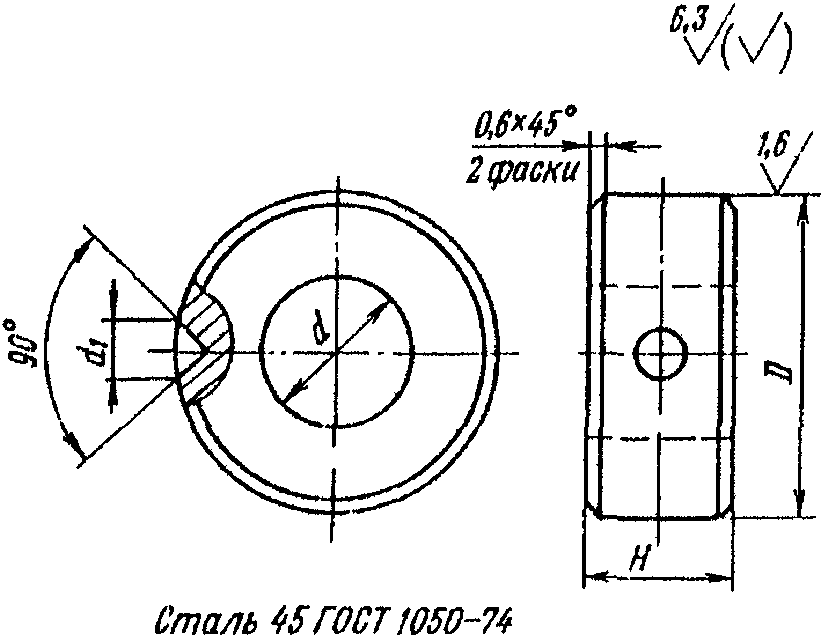 | Основные размеры, мм | D (h8) | 25 | 36 | 50 |
d | 13 | 17 | 22 | ||
d1 | 6 | 8 | |||
H | 10 | 16 | 20 | ||
Размеры заготовки, мм | D | 30 | 41 | 55 | |
H | 110 | 21 | 25 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 6 деталей и на длину 1 детали для | на дисковой пиле | 0,14 | 0,9 | 1,25 | |
вулканитовым кругом (вариант) | 0,09 | 0,8 | |||
Токарная. Подрезать торец, центровать, сверлить отверстие d, обточить диаметр D, фаску, отрезать деталь для | 2,9 | 4,4 | 5,3 | ||
Сверлильная. Разметить, сверлить отверстие d1 | 0,8 | 0,8 | 0,9 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | ||
ГОСТ 13154-67. Деталь 6. Шайба | Карта 106, лист 6 | ||||
 | Основные размеры, мм | d | 13 | 17 | 22 |
D | 20 | 28 | 36 | ||
B | 18 | 26 | 36 | ||
h | 9 | 13 | 16 | ||
Размеры заготовки, мм | B | 23 | 31 | 41 | |
h | 104 | 128 | 146 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | - | 0,15 | 0,18 | |
вулканитовым кругом (вариант) | 0,09 | 0,1 | 0,13 | ||
Фрезерная. Фрезеровать с 4 сторон в размер B x h | 1,0 | 1,1 | 1,2 | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d, обточить поверхность диаметром D, отрезать деталь в размер h | 4,4 | 5,1 | 6,0 | ||
Слесарная. Притупить острые кромки, опилить 4 радиуса R2 мм | 3,1 | 3,4 | 3,6 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | ||
Токарная. Полировать диаметр D | - | 2,4 | 2,6 | ||
ГОСТ 13155-67 | Карта 107 | ||||||
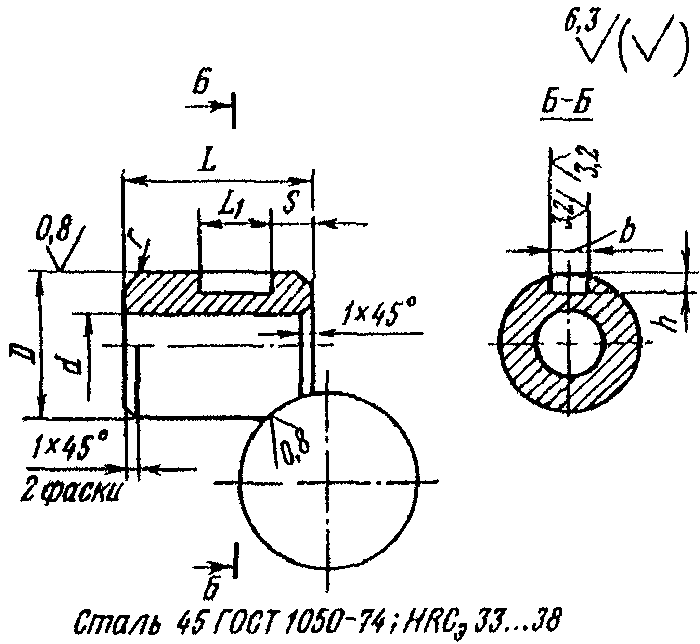 | Основные размеры, мм | D (19) | 16 | 20 | 25 | 40 | 50 |
L | 20 | 25 | 32 | 50 | 60 | ||
d | 9 | 11 | 13 | 17 | 22 | ||
l1 | 10 | 12 | 16 | ||||
b (H9) | 5 | 6 | 8 | ||||
h | 3 | 4 | 5 | ||||
Размеры заготовки, мм | D | 18 | 25 | 30 | 45 | 55 | |
L | 83 | 98 | 119 | 55 | 65 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,3 | 1,1 | 1,25 | |
вулканитовым кругом (вариант) | 0,13 | 0,16 | 0,18 | - | - | ||
Токарная. Подрезать торец, центровать, сверлить, зенковать фаску, зенкеровать отверстие d, обточить диаметр D с припуском на шлифование, фаску, отрезать деталь для | 3,9 | 4,1 | 4,4 | 6,6 | 7,7 | ||
Фрезерная. Фрезеровать паз в размеры b и l1, галтель с припуском на шлифование | 3,6 | 3,7 | 3,8 | 4,4 | 4,6 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр D | 1,3 | 1,5 | 1,6 | 2,4 | 3,3 | ||
Шлифовальная. Шлифовать галтель | 0,7 | 0,8 | 0,9 | 1,2 | 1,5 | ||
ГОСТ 13157-67 | Карта 108 | |||||||
 | Основные размеры, мм | d | 6 | 8 | 10 | 12 | 16 | 20 |
d1 | 5,0 | 6,5 | 8,0 | 9,5 | 13,0 | 16,0 | ||
L | 8 | 10 | 12 | 14 | 18 | 22 | ||
D (r6) | 10 | 12 | 16 | 18 | 22 | 26 | ||
D1 (19) | - | 12 | 16 | 18 | 22 | 26 | ||
D2 | 13 | 15 | 20 | 22 | 26 | 30 | ||
h | 2 | 3 | 4 | |||||
Размеры заготовки, мм | D2 | 15 | 17 | 25 | 27 | 31 | 35 | |
L | 98 | 110 | 122 | 134 | 158 | 182 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | - | - | - | - | 0,16 | 0,17 | |
вулканитовым кругом (вариант) | 0,06 | 0,07 | 0,08 | 0,09 | 0,1 | 0,12 | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d1, точить R1 мм, обточить диаметры D2, D1 с припуском на шлифование. Канавку, фаску, отрезать деталь; подрезать торец, расточить конус с припуском на шлифование, R 0,6 мм, обточить фаску | 6,5 | 7,0 | 7,3 | 7,7 | 8,1 | 9,4 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать внутренний конус 1:5 | 5,1 | 5,2 | 5,3 | 5,4 | 5,5 | 5,6 | ||
Шлифовальная. Шлифовать диаметр D и торец | 1,3 | 1,5 | 1,6 | 1,9 | 1,9 | 2,0 | ||
ГОСТ 13158-67. Деталь 1. Винт | Карта 109, лист 1 | ||||
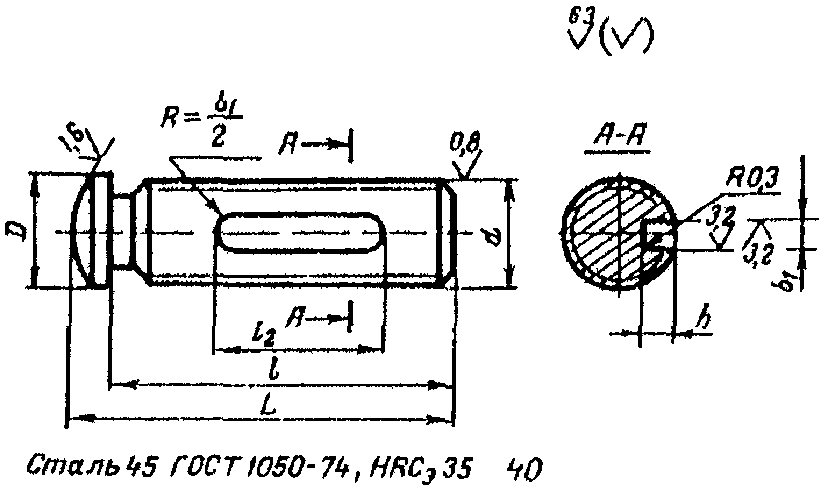 | Основные размеры, мм | d | M16 | M20 | M24 |
l | 55 | 68 | 80 | ||
l2 | 28 | 36 | |||
L | 63 | 78 | 95 | ||
D | 18 | 22 | 28 | ||
b1 | 5 | 7 | |||
h | 4 | 5 | |||
Размеры заготовки, мм | D | 23 | 27 | 33 | |
L | 140 | 173 | 204 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | - | 0,5 | |
вулканитовым кругом (вариант) | 0,22 | 0,28 | 0,3 | ||
Токарная. Подрезать торец, обточить диаметр D, радиус, отрезать деталь; подрезать торец, обточить диаметр d, канавку, фаски, нарезать резьбу | 7,1 | 7,3 | 8,2 | ||
Фрезерная. Фрезеровать шпоночный паз в размер b1 х l2 | 3,1 | 3,1 | 3,8 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | ||
Слесарная. Калибровать резьбу | 0,9 | 0,9 | 1,0 | ||
ГОСТ 13158-67. Деталь 2. Корпус | Карта 109, лист 2 | ||||
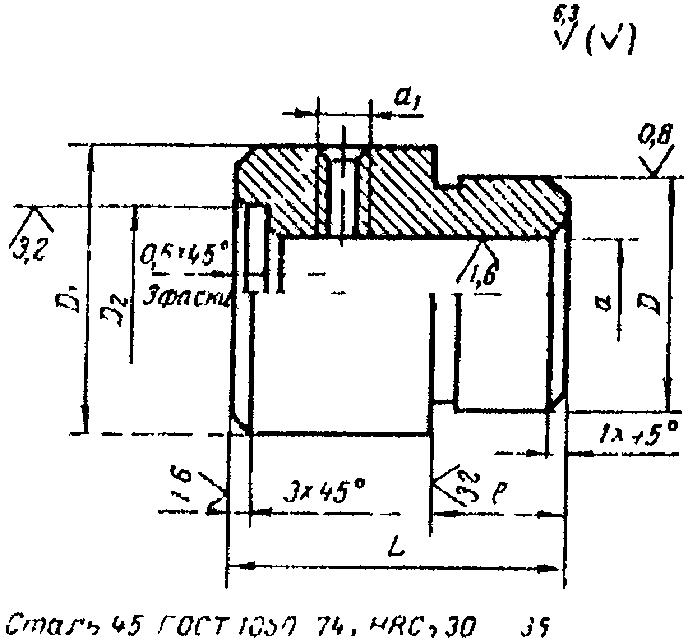 | Основные размеры, мм | d (119) | 16 | 20 | 24 |
D (S7) | 32 | 36 | 40 | ||
D1 | 40 | 45 | 55 | ||
D2 (H11) | 22 | 28 | 32 | ||
L | 40 | 50 | 60 | ||
l | 18 | 22 | 25 | ||
d1 | M6 | M8 | |||
Размеры заготовки, мм | D1 | 45 | 50 | 60 | |
L | 45 | 55 | 66 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,1 | 1,2 | 1,4 | ||
Токарная. Подрезать торец, центровать, сверлить, зенковать фаску, зенкеровать, развернуть отверстие d, обточить диаметр D с припуском на шлифование, канавку, фаску; подрезать торец, расточить отверстие D2, обточить диаметр D1, фаски | 8,4 | 10,0 | 11,9 | ||
Сверлильная. Разметить, сверлить, зенковать и нарезать резьбу в отверстии d1 | 1,5 | 1,6 | 1,7 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | ||
Шлифовальная. Шлифовать диаметр D | 1,6 | 2,0 | 2,0 | ||
Слесарная. Калибровать резьбу | 0,65 | 0,65 | 0,65 | ||
ГОСТ 13158-67. Деталь 3. Гайка | Карта 109, лист 3 | ||||
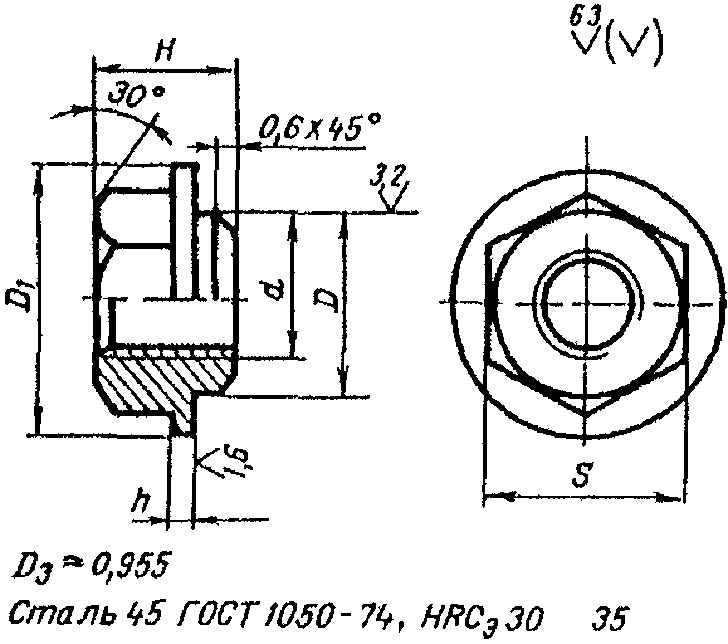 | Основные размеры, мм | d | M16 | M20 | M24 |
S (h13) | 24 | 30 | 36 | ||
D (d11) | 22 | 28 | 32 | ||
D1 | 30 | 38 | 45 | ||
H | 18 | 20 | 25 | ||
h | 4 | 5 | |||
Размеры заготовки, мм | D1 | 35 | 43 | 50 | |
H | 158 | 25 | 30 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 6 деталей и на длину 1 детали | на дисковой пиле | 0,17 | 1,1 | 1,2 | |
вулканитовым кругом (вариант) | 0,12 | - | - | ||
Токарная. Подрезать торец, центровать, сверлить, зенковать фаску и нарезать резьбу в отверстии d, обточить диаметр D1, диаметр под шестигранник, фаску под углом 30°, отрезать деталь для | 6,0 | 7,8 | 8,0 | ||
Фрезерная. Фрезеровать шестигранник в размер S | 4,5 | 4,8 | 5,2 | ||
Слесарная. Притупить острые кромки | 0,9 | 0,9 | 0,9 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | ||
Слесарная. Калибровать резьбу | 0,6 | 0,6 | 0,65 | ||
ГОСТ 13158-67. Деталь 4. Призма | Карта 109, лист 4 | ||||
 | Основные размеры, мм | H | 39 | 45 | 55 |
B | 36 | 30 | 32 | ||
B1 | 40 | 65 | 80 | ||
B2 | 33 | 55 | 70 | ||
h | 16 | 36 | 34 | ||
b | 8 | 13 | 18 | ||
Размеры заготовки, мм | B | 30 | 35 | 36 | |
H | 45 | 50 | 60 | ||
B1 | 46 | 71 | 86 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,1 | 1,4 | 1,4 | ||
Фрезерная. Фрезеровать с 6 сторон в размеры H x B x B1 с припуском на шлифование 1 стороны | 12,5 | 15,9 | 17,4 | ||
Шлифовальная. Шлифовать плоскость основания | 1,6 | 1,7 | 1,9 | ||
Разметочная. Разметить контур и отверстия | 3,8 | 4,1 | 4,5 | ||
Фрезерная. Фрезеровать канавку в размеры b x h, скосы под углом 90° с припуском на шлифование 2 поверхности под углом в размер B | 10,2 | 20,4 | 24,0 | ||
Сверлильная. Сверлить, зенковать, зенкеровать отверстие | 1,2 | 1,25 | 1,3 | ||
Слесарная. Принять острые кромки | 1,6 | 1,8 | 1,9 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | - | ||
Сверлильная. Сверлить и развернуть 2 отверстия | 2,7 | 2,9 | 3,1 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | ||
Шлифовальная. Шлифовать скосы под углом 90° и плоскость основания | 5,6 | 6,0 | 6,7 | ||
Слесарная. Калибровать 2 отверстия | 0,8 | 0,8 | 0,8 | ||
ГОСТ 13160-67. Деталь 1. Фиксатор | Карта 110, лист 1 | |||
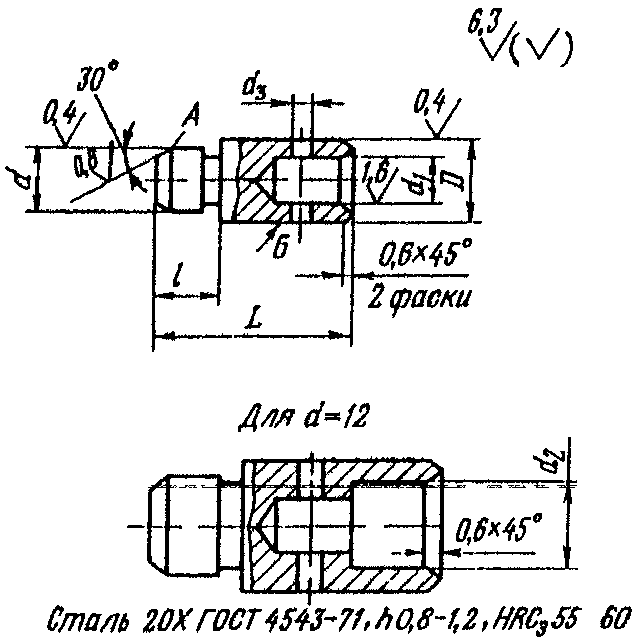 | Основные размеры, мм | d (g6) | 6 | 12 |
D (g6) | 10 | 16 | ||
L | 22 | 36 | ||
d1 (H9) | 6 | 8 | ||
d2 | - | 11 | ||
d3 | 1,9 | 2,9 | ||
l | 6 | 12 | ||
Размеры заготовки, мм | D | 12 | 18 | |
L | 120 | 184 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 4 деталей вулканитовым кругом | 0,09 | 0,1 | ||
Токарная. Подрезать торец, обточить диаметр D с припуском на шлифование, фаску, отрезать деталь; центровать, обточить диаметр d и фаску с припуском на шлифование, канавку | 4,4 | 4,7 | ||
Сверлильная. Разметить, сверлить отверстие d3 | 1,0 | 1,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | ||
Токарная. Центровать, сверлить, зенковать, развернуть отверстие d1, расточить отверстие d2 | 2,1 | 2,9 | ||
Термическая. Калить HRCэ 55...60 | - | - | ||
Шлифовальная. Шлифовать диаметр d и D, фаску | 2,0 | 2,3 | ||
ГОСТ 13160-67. Деталь 2. Втулка | Карта 110, лист 2 | |||
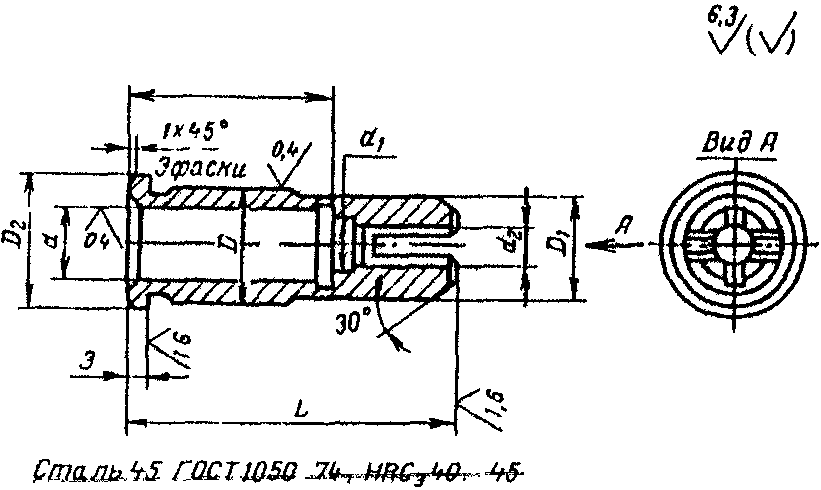 | Основные размеры, мм | d (H7) | 10 | 16 |
D (n6) | 16 | 22 | ||
D1 | 15 | 21 | ||
D2 | 20 | 26 | ||
d1 | 9 | 11 | ||
d2 | 6,3 | 8,5 | ||
L | 55 | 65 | ||
Размеры заготовки, мм | D2 | 25 | 31 | |
L | 124 | 144 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | 0,45 | |
вулканитовым кругом (вариант) | 0,28 | 0,3 | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d2, обточить диаметры D2, D с припуском на шлифование, D1, канавку, фаски, отрезать деталь, подрезать торец, центровать, сверлить отверстие d1, расточить отверстие d с припуском на шлифование, канавку, фаску, обточить фаску | 9,4 | 10,2 | ||
Разметочная. Разметить пазы | 1,5 | 1,6 | ||
Фрезерная. Фрезеровать пазы | 3,6 | 4,4 | ||
Сверлильная. Притупить острые кромки | 0,6 | 0,6 | ||
Термическая. Калить HRCэ 40...45 | - | - | ||
Шлифовальная. Шлифовать отверстие d | 2,65 | 3,15 | ||
Шлифовальная. Шлифовать диаметр D | 2,0 | 2,2 | ||
ГОСТ 13161-67. Деталь 1. Фиксатор | Карта 111, лист 1 | |||
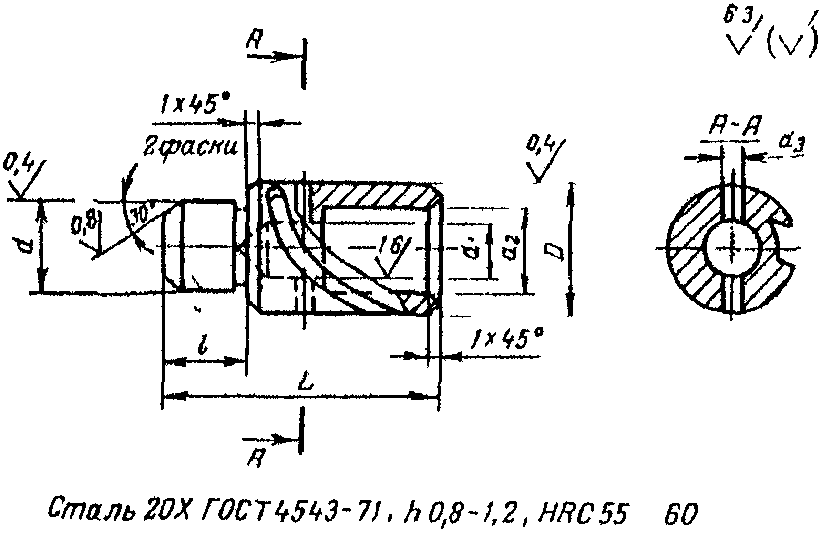 | Основные размеры, мм | d (g6) | 10 | 16 |
D (g6) | 22 | 25 | ||
L | 40 | 50 | ||
d1 (H9) | 8 | 10 | ||
d2 | 13 | 17 | ||
d3 (H7) | 2,9 | 3,9 | ||
l | 10 | 16 | ||
Размеры заготовки, мм | D | 27 | 30 | |
l | 94 | 114 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | 0,54 | |
вулканитовым кругом (вариант) | 0,25 | 0,28 | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d1, расточить отверстие d2, фаску, развернуть отверстие d1, обточить диаметр D, фаску, отрезать деталь, центровать, обточить диаметр d с припуском на шлифование, фаску, канавку | 8,9 | 9,0 | ||
Фрезерная. Фрезеровать паз | 6,6 | 7,2 | ||
Слесарная. Притупить острые кромки | 0,8 | 0,9 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | ||
Сверлильная. Разметить, сверлить отверстие d3 | 1,35 | 1,35 | ||
Термическая. Калить HRCэ 55...60 | - | - | ||
Фрезерная. Калибровать паз | 2,4 | 2,8 | ||
Шлифовальная. Шлифовать диаметры d, D и фаску | 2,6 | 2,8 | ||
ГОСТ 13161-67 Деталь 2. Корпус | Карта 111, лист 2 | |||
 | Основные размеры, мм | D (n6) | 32 | 40 |
l | 12 | 16 | ||
L | 50 | 65 | ||
D1 | 60 | 65 | ||
D3 | 32 | 36 | ||
d (H7) | 22 | 25 | ||
d1 | 8,5 | 10,5 | ||
Размеры заготовки, мм | D | 65 | 72 | |
L | 56 | 71 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,45 | 1,6 | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d1, рассверлить, расточить отверстие d с припуском на шлифование, канавку, фаску, обточить диаметр D1 до кулачков, D с припуском на шлифование, канавку, фаску; подрезать торец, обточить диаметр D3, фаски | 16,3 | 17,5 | ||
Фрезерная. Фрезеровать лыску | 2,4 | 2,5 | ||
Сверлильная. Разметить, сверлить, развернуть отверстие | 8,1 | 9,2 | ||
Термическая. Калить HRCэ 40...45 | - | - | ||
Шлифовальная. Шлифовать отверстие d | 3,4 | 4,2 | ||
Шлифовальная. Шлифовать диаметр D и торец | 4,1 | 4,4 | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | ||
ГОСТ 13163-67. Деталь 1. Валик-шестерня | Карта 112, лист 1 | ||||||
 | Основные размеры, мм | D (h12) | 16 | 20 | 25 | 32 | 40 |
l1 | 16 | 20 | 28 | 40 | 50 | ||
De (g6) | 11,90 | 16,64 | 19,96 | 24,20 | 32,28 | ||
D1 (h8) | 10 | 12 | 16 | 20 | 25 | ||
l | 65 | 80 | 110 | 162 | 230 | ||
d (H7) | 3 | 4 | 5 | 6 | 8 | ||
Размеры заготовки, мм | D | 18 | 25 | 30 | 37 | 45 | |
L | 144 | 174 | 234 | 167 | 235 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,54 | 1,2 | 1,4 | |
вулканитовым кругом (вариант) | 0,2 | 0,24 | 0,28 | 0,7 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметры D, D1, конусы с припуском на шлифование, канавку, фаску, отрезать деталь для | 11,0 | 11,3 | 11,8 | 13,8 | 15,0 | ||
Фрезерная. Нарезать зубья | 5,4 | 6,0 | 6,9 | 10,8 | 17,8 | ||
Слесарная. Притупить острые кромки, зачистить заусенцы | 0,7 | 0,8 | 0,85 | 0,9 | 0,9 | ||
Шлифовальная. Шлифовать конусы предварительно | 1,3 | 1,4 | 1,6 | 1,8 | 2,3 | ||
Термическая. Калить HRCэ 48...52, D1 - HRCэ 28...32 | - | - | - | - | - | ||
Шлифовальная. Шлифовать конусы окончательно | 7,1 | 7,3 | 7,3 | 7,5 | 7,8 | ||
Шлифовальная. Шлифовать диаметр De | 1,1 | 1,3 | 1,3 | 1,6 | 2,0 | ||
Слесарная. Притереть конус с деталью 3 | Нормы времени см. в карте 112, лист 3 | ||||||
ГОСТ 13163-67. Деталь 2. Рейка | Карта 112, лист 2 | ||||||
 | Основные размеры, мм | D (f7) | 12 | 16 | 20 | 25 | 32 |
L | 55 | 65 | 75 | 100 | 125 | ||
H (h8) | 11,05 | 14,18 | 17,02 | 21,40 | 28,86 | ||
l | 32 | 38 | 48 | 65 | 85 | ||
l1 | 14 | 18 | 22 | 28 | 36 | ||
d | M6 | M8 | M10 | M12 | M16 | ||
Размеры заготовки, мм | D | 14 | 18 | 25 | 30 | 37 | |
L | 124 | 144 | 164 | 214 | 264 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | - | - | 0,45 | 0,5 | |
вулканитовым кругом (вариант) | 0,19 | 0,2 | 0,24 | 0,28 | 0,35 | ||
Токарная. Подрезать торец, центровать, обточить диаметр D с припуском на шлифование, фаску, отрезать деталь; подрезать торец, центровать, сверлить, зенковать, нарезать резьбу в отверстии d, обточить фаску | 6,2 | 6,5 | 6,9 | 7,4 | 8,2 | ||
Фрезерная. Фрезеровать лыску | 1,0 | 1,0 | 1,1 | 1,2 | 1,3 | ||
Фрезерная. Нарезать зубья | 4,1 | 4,3 | 4,3 | 6,2 | 7,4 | ||
Слесарная. Притупить острые кромки, зачистить заусенцы | 0,7 | 0,7 | 0,7 | 0,8 | 0,8 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр D | 1,5 | 1,7 | 1,9 | 2,3 | 2,9 | ||
Слесарная. Калибровать резьбу | 0,9 | 0,9 | 1,0 | 1,0 | 1,1 | ||
ГОСТ 13163-67. Деталь 3. Фланец | Карта 112, лист 3 | ||||
 | Основные размеры, мм | D | 40 | 55 | 80 |
H | 7 | 8 | 12 | ||
d | 16 | 25 | 40 | ||
d1 | 5,5 | 6,6 | 9,0 | ||
Размеры заготовки, мм | D | 45 | 60 | 85 | |
H | 12 | 13 | 15 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,3 | 1,7 | 2,3 | ||
Токарная. Подрезать торец, центровать, сверлить, расточить под конусное отверстие с припуском на шлифование, обточить диаметр D до кулачков; подрезать торец, обточить диаметр D | 6,9 | 8,2 | 10,2 | ||
Сверлильная. Разметить, сверлить 4 отверстия d1, зенковать 4 отверстия | 5,8 | 5,9 | 6,2 | ||
Шлифовальная. Шлифовать внутренний конус предварительно | 1,3 | 1,4 | 1,9 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | ||
Шлифовальная. Шлифовать внутренний конус окончательно под притирку | 2,4 | 2,5 | 3,2 | ||
Слесарная. Притереть внутренний конус по детали 1 | 2,5 | 2,7 | 3,4 | ||
ГОСТ 13164-67 | Карта 113 | ||||||
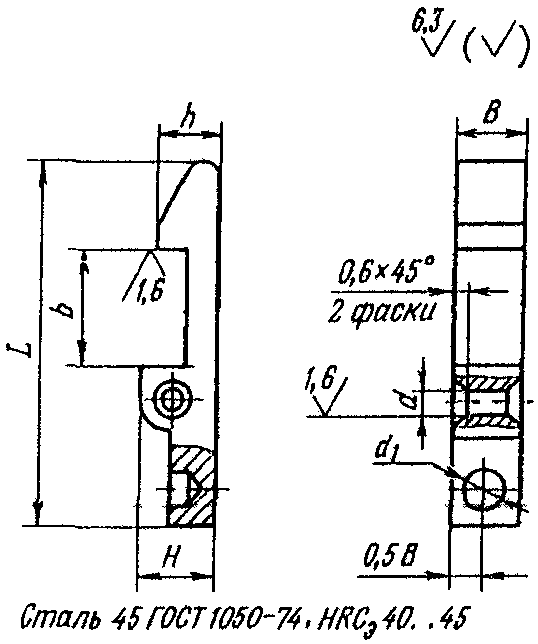 | Основные размеры, мм | L | 32 | 40 | 50 | 60 | 80 |
B (b12) | 5 | 6 | 8 | 10 | 12 | ||
b | 10 | 12 | 16 | 20 | 25 | ||
H | 6 | 8 | 10 | 12 | 16 | ||
h | 5 | 6 | 8 | 10 | 14 | ||
d (D11) | 3 | 3 | 4 | 5 | 6 | ||
d1 | 3,5 | 4,5 | 5,5 | 7,0 | 9,0 | ||
Размеры заготовки, мм | B | 10 | 12 | 14 | 16 | 16 | |
H | 10 | 12 | 14 | 16 | 20 | ||
L | 119 | 143 | 173 | 138 | 178 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 2 деталей при L = 60 и 80 мм | 0,25 | 0,26 | 0,26 | 0,4 | 0,4 | ||
Фрезерная. Фрезеровать с 6 сторон в размеры B x H x L | 0,5 | 5,2 | 5,4 | 7,9 | 8,2 | ||
Фрезерная. Разрезать деталь | 0,6 | 0,6 | 0,6 | 0,65 | 0,75 | ||
Разметочная. Разметить контур и 2 отверстия | 2,45 | 2,55 | 2,75 | 3,0 | 3,4 | ||
Фрезерная. Фрезеровать паз, скос и уступ | 3,7 | 3,9 | 4,2 | 4,4 | 5,0 | ||
Сверлильная. Сверлить отверстия d1, d, зенковать и зенкеровать отверстие d | 1,8 | 1,8 | 1,85 | 1,9 | 1,9 | ||
Слесарная. Притупить острые кромки, опилить радиусы | 1,1 | 1,2 | 1,3 | 1,4 | 1,6 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | ||
ГОСТ 13427-68 | Карта 114 | |||||||
 | Основные размеры, мм | d | M6 | M10 | M12 | M16 | M24 | M30 |
H | 28 | 40 | 50 | 60 | 80 | 100 | ||
D | 16 | 20 | 24 | 30 | 40 | 50 | ||
d1 | 7 | 11 | 13 | 17 | 25 | 32 | ||
d2 (H7) | 5 | 8 | 10 | 12 | 16 | 20 | ||
l | 18 | 25 | 32 | 36 | 45 | 55 | ||
Размеры заготовки, мм | D | 18 | 25 | 29 | 35 | 45 | 55 | |
H | 70 | 95 | 115 | 135 | 86 | 106 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,4 | 0,45 | 1,1 | 1,4 | |
вулканитовым кругом (вариант) | 0,2 | 0,25 | 0,3 | 0,35 | - | - | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d, рассверлить отверстие d1, обточить диаметр D, фаску, отрезать деталь для | 7,35 | 8,2 | 8,8 | 9,7 | 11,8 | 15,3 | ||
Сверлильная. Разметить, сверлить, зенковать и развернуть отверстие d2 | 2,2 | 2,5 | 2,8 | 3,4 | 4,1 | 4,6 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,7 | 0,75 | 0,8 | 1,0 | ||
Карта 115 | |||||||
 | Основные размеры, мм | d | M6 | M10 | M16 | M24 | M36 |
l | 30 | 60 | 100 | 160 | 200 | ||
d1 | 4,5 | 7,0 | 12,0 | 18,0 | 28,0 | ||
Размеры заготовки, мм | D | 8 | 12 | 18 | 29 | 41 | |
L | 75 | 135 | 215 | 335 | 205 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,5 | 1,0 | |
вулканитовым кругом (вариант) | 0,18 | 0,2 | 0,2 | 0,3 | 0,5 | ||
Токарная. Подрезать торец, обточить диаметры d, d1, радиус, сферу, надрезать деталь, обточить фаску, нарезать резьбу, отрезать деталь | 5,9 | 6,9 | 7,3 | 9,0 | - | ||
Токарная (вариант). Подрезать торец, обточить диаметры d, d1, сферу; подрезать торец, обточить фаску, нарезав резьбу | - | - | - | - | 10,7 | ||
Фрезерная. Фрезеровать шлиц | 1,2 | 1,2 | 1,4 | 1,6 | 2,0 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,2 | 0,25 | 0,25 | 0,3 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,8 | 1,0 | 1,2 | 1,8 | 3,0 | ||
ГОСТ 13432-68 | Карта 116 | |||||||
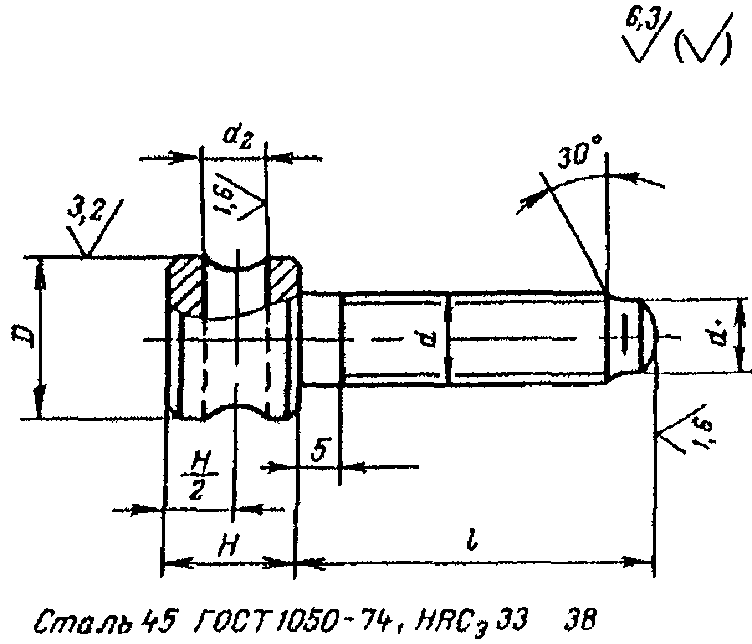 | Основные размеры, мм | d | M6 | M10 | M16 | M24 | M36 | M48 |
l | 32 | 60 | 100 | 160 | 200 | 320 | ||
H | 10 | 14 | 20 | 28 | 45 | 50 | ||
D | 12 | 18 | 24 | 35 | 50 | 60 | ||
d1 | 4,5 | 7,0 | 12,0 | 18,0 | 28,0 | 38,0 | ||
d2 (H7) | 5 | 8 | 12 | 16 | 20 | 25 | ||
Размеры заготовки, мм | D | 14 | 23 | 29 | 40 | 55 | 65 | |
L | 99 | 163 | 255 | 194 | 251 | 377 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,45 | 1,0 | 1,4 | 1,7 | |
вулканитовым кругом (вариант) | 0,2 | 0,25 | 0,28 | 0,35 | - | - | ||
Токарная. Подрезать торец, обточить диаметры D, d, сферу, нарезать резьбу, отрезать деталь для | 6,0 | 6,9 | 7,6 | 10,3 | 12,8 | 17,5 | ||
Сверлильная. Разметить, сверлить, зенковать и развернуть отверстие d2 | 1,7 | 2,0 | 3,0 | 3,7 | 4,3 | 6,4 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,8 | 1,0 | 1,2 | 1,8 | 3,0 | 4,7 | ||
Карта 117 | ||||||||
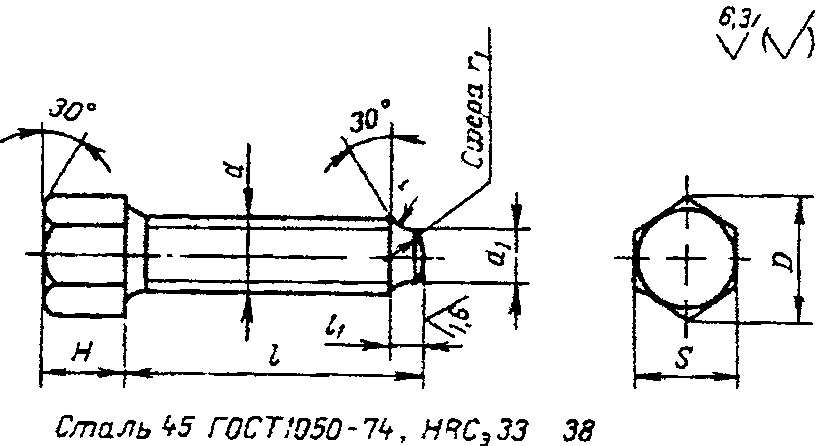 | Основные размеры, мм | d | M6 | M10 | M16 | M24 | M36 | M48 |
l | 32 | 60 | 100 | 160 | 200 | 320 | ||
l1 | 3,0 | 4,0 | 6,0 | 8,0 | 12,0 | 16,0 | ||
H | 8 | 12 | 20 | 30 | 40 | 60 | ||
D | 11,5 | 16,2 | 25,4 | 36,9 | 57,7 | 75,0 | ||
S (h13) | 10 | 14 | 22 | 32 | 50 | 65 | ||
r1 | 4 | 6 | 12 | 16 | 25 | 40 | ||
d1 | 4,5 | 7,0 | 12,0 | 18,0 | 28,0 | 38,0 | ||
Размеры заготовки, мм | S | 10 | 14 | 22 | 32 | 50 | 65 | |
L | 95 | 159 | 255 | 195 | 246 | 387 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 1,2 | 1,5 | 2,0 | |
вулканитовым кругом (вариант) | 0,2 | 0,2 | 0,3 | 0,7 | - | - | ||
Токарная. Подрезать торец, обточить диаметры d, d1 сфере. нарезать резьбу, отрезать деталь для | 5,6 | 6,4 | 7,0 | 9,7 | 12,0 | 17,0 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,8 | 1,0 | 1,2 | 1,8 | 3,0 | 4,7 | ||
ГОСТ 13436-68 | Карта 118 | |||||||
 | Основные размеры, мм | D | 10 | 16 | 24 | 32 | 45 | 60 |
H | 10 | 12 | 18 | 25 | 34 | 45 | ||
d (H11) | 5,5 | 8,5 | 13,0 | 21,0 | 28,0 | 36,0 | ||
d1 | 4 | 8 | 12 | 16 | - | 30 | ||
d3 (H7) | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | ||
d2 | - | 4,0 | 5,0 | 6,0 | 8,0 | |||
Размеры заготовки, мм | D | 12 | 18 | 29 | 37 | 50 | 65 | |
H | 55 | 61 | 74 | 100 | 39 | 50 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,3 | 0,3 | 1,2 | 1,4 | |
вулканитовым кругом (вариант) | 0,11 | 0,13 | 0,18 | 0,23 | - | - | ||
Токарная. Подрезать торец, центровать, сверлить, зенковать фаску, зенкеровать отверстие а, обточить диаметр и фаску, отрезать деталь для | 6,8 | 7,0 | 7,4 | 8,3 | 9,0 | 11,3 | ||
Фрезерная. Фрезеровать 4 углубления d2 | 3,0 | 3,0 | 3,2 | 3,2 | 3,5 | 3,6 | ||
Сверлильная. Разметить, сверлить и развернуть 2 отверстия d3 | 2,5 | 3,2 | 3,3 | 3,7 | 4,2 | 5,7 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,35 | 0,4 | 0,4 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | ||
Слесарная. Калибровать 2 отверстия d3 | 0,4 | 0,4 | 0,5 | 0,7 | 0,4 | 1,2 | ||
ГОСТ 13437-68 | Карта 119 | ||||||||
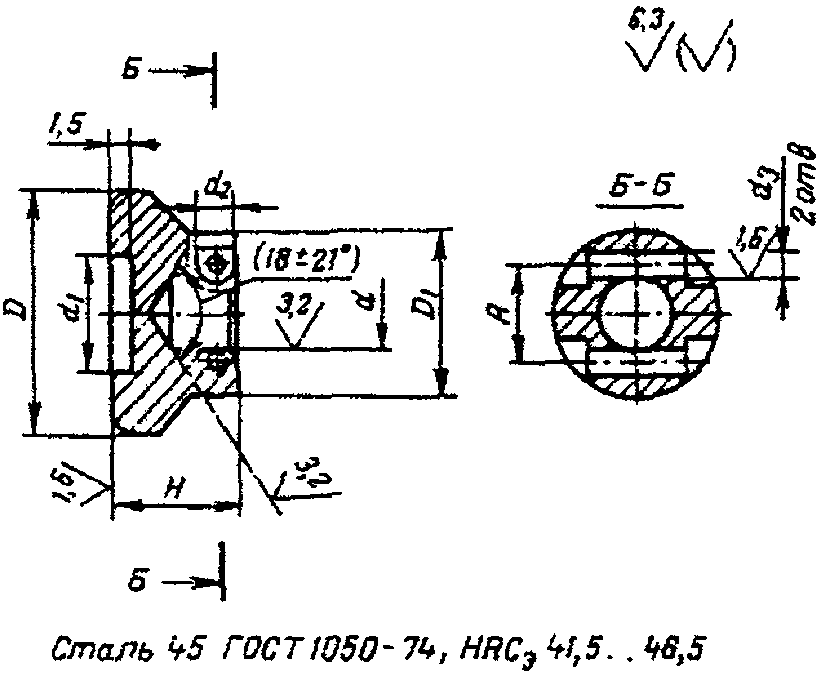 | Основные размеры, мм | D | 25 | 36 | 50 | 60 | 70 | 80 | 100 |
D1 | 16 | 24 | 32 | 40 | 45 | 50 | 60 | ||
H | 12 | 18 | 25 | 28 | 34 | 40 | 45 | ||
d (H11) | 8,5 | 13 | 21 | 25 | 28 | 32 | 36 | ||
d1 | 12 | 18 | 25 | 36 | 40 | 50 | 60 | ||
d3 (H7) | 2 | 3 | 4 | 5 | 6 | ||||
d2 | 4 | 5 | 6 | 8 | |||||
Размеры заготовки, мм | D | 30 | 41 | 55 | 67 | 78 | 88 | 110 | |
H | 17 | 23 | 30 | 34 | 40 | 46 | 52 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,8 | 0,5 | 1,3 | 1,4 | 1,8 | 1,9 | 2,1 | |
вулканитовым кругом (вариант) | 0,55 | 0,75 | - | - | - | - | - | ||
Токарная. Подрезать торец, центровать, сверлить, зенковать фаску, зенкеровать отверстие d, обточить диаметры D, D1, фаску; подрезать торец, сверлить, расточить отверстие d1, обточить фаску | 9,0 | 9,6 | 10,6 | 13,0 | 14,0 | 15,7 | 19,2 | ||
Фрезерная. Фрезеровать 4 углубления d2 | 3,0 | 3,2 | 3,2 | 3,4 | 3,5 | 3,6 | 3,8 | ||
Сверлильная. Разметить, сверлить и развернуть 2 отверстия d3 | 3,2 | 3,5 | 4,2 | 4,5 | 4,9 | 5,4 | 6,4 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,35 | 0,35 | 0,4 | 0,4 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | - | ||
Слесарная. Калибровать 2 отверстия d3 | 0,5 | 0,7 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 | ||
ГОСТ 13438-68 | Карта 120 | |||||||
 | Основные размеры, мм | D | 12 | 21 | 30 | 44 | 68 | 92 |
d | 6,4 | 10,5 | 16,5 | 25 | 37 | 50 | ||
b | 2,4 | 4,0 | 5,3 | 8,0 | 14,0 | 21,0 | ||
Размеры заготовки, мм | D | 14 | 26 | 35 | 48 | 75 | 100 | |
b | 106 | 116 | 126 | 13 | 19 | 26 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 10 деталей и на длину 1 делали для | на дисковой пиле | - | - | 0,10 | 1,2 | 1,6 | 2,1 | |
вулканитовым кругом (вариант) | 0,04 | 0,05 | 0,07 | - | - | - | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d, обточить диаметр D, сферу, отрезать деталь для | 2,6 | 3,0 | 3,6 | 7,3 | 9,5 | 11,7 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | ||
Слесарная. Довести торец и сферу | 1,6 | 1,7 | 2,0 | 0,8 | 0,8 | 0,8 | ||
Токарная. Довести сферическую поверхность | - | - | - | 1,6 | 1,7 | 1,8 | ||
ГОСТ 13439-68 | Карта 121 | |||||||
 | Основные размеры, мм | D | 12 | 21 | 30 | 44 | 68 | 92 |
D1 | 11 | 20 | 28 | 41 | 64 | 85 | ||
d | 7 | 12 | 19 | 28 | 42 | 56 | ||
b | 2,8 | 4,2 | 6,2 | 9,5 | 15,0 | 22,0 | ||
Размеры заготовки, мм | D | 14 | 26 | 35 | 48 | 75 | 100 | |
b | 101 | 118 | 136 | 14 | 20 | 27 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 10 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,10 | 1,2 | 1,6 | 2,0 | |
вулканитовым кругом (вариант) | 0,04 | 0,05 | 0,07 | - | - | - | ||
Токарная. Подрезать торец, центровать, сверлить отверстие d, расточить фаску под углом 120° +/- 2°, обточить диаметр D, отрезать деталь для | 2,2 | 2,5 | 2,9 | 6,1 | 8,0 | 9,8 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать торец в размер для | 0,9 | 1,0 | 1,1 | - | - | - | ||
ГОСТ 13440-68 | Карта 122 | ||||||||
 | Основные размеры, мм | D | 5 | 8 | 12 | 20 | 25 | 32 | 40 |
d (u8) | 3 | 6 | 8 | 12 | 16 | 20 | 25 | ||
L | 9 | 16 | 26 | 48 | 60 | 75 | 92 | ||
H (h6) | 5 | 8 | 16 | 32 | 40 | 50 | 60 | ||
Размеры заготовки, мм | D | 7 | 10 | 14 | 25 | 30 | 37 | 45 | |
L | 45 | 66 | 96 | 165 | 201 | 246 | 97 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | - | 0,36 | 0,4 | 1,3 | |
вулканитовым кругом (вариант) | 0,14 | 0,15 | 0,16 | 0,20 | 0,22 | 0,28 | - | ||
Токарная. Подрезать торец, обточить диаметры D, d с припуском на шлифование, канавку, фаску, отрезать деталь для | 3,3 | 3,4 | 3,5 | 4,2 | 4,4 | 5,0 | 5,5 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр d и торцы | 1,4 | 1,6 | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | ||
ГОСТ 13441-68 | Карта 123 | ||||||||
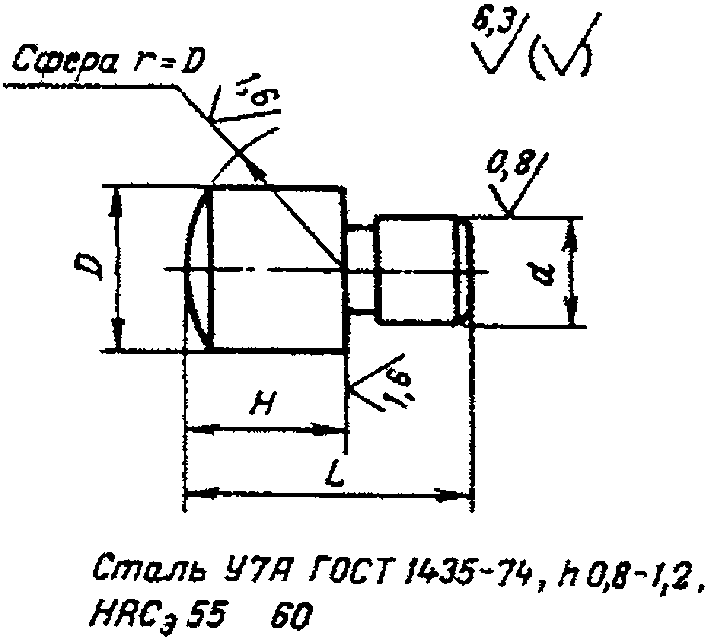 | Основные размеры, мм | D | 5 | 8 | 12 | 20 | 25 | 32 | 40 |
d (u8) | 3 | 6 | 8 | 12 | 16 | 20 | 25 | ||
H (h11) | 5 | 8 | 16 | 32 | 40 | 50 | 60 | ||
L | 9 | 16 | 24 | 48 | 60 | 75 | 92 | ||
Размеры заготовки, мм | D | 7 | 10 | 14 | 25 | 30 | 37 | 45 | |
L | 45 | 66 | 90 | 165 | 201 | 246 | 97 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | - | 0,36 | 0,4 | 1,3 | |
вулканитовым кругом (вариант) | 0,14 | 0,15 | 0,16 | 0,2 | 0,22 | 0,28 | - | ||
Токарная. Подрезать торец, обточить диаметры D и d с припуском на шлифование, канавку, фаску, отрезать деталь для | 3,7 | 3,9 | 4,3 | 5,0 | 5,4 | 6,8 | 7,0 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр d и торец | 0,7 | 0,8 | 0,8 | 0,9 | 0,1 | 1,1 | 1,2 | ||
ГОСТ 13442-68 | Карта 124 | ||||||||
 | Основные размеры, мм | D | 10 | 12 | 16 | 20 | 25 | 32 | 40 |
d (u8) | 6 | 8 | 10 | 12 | 16 | 20 | 25 | ||
H (h11) | 10 | 16 | 20 | 32 | 40 | 50 | 60 | ||
L | 18 | 26 | 32 | 48 | 60 | 75 | 92 | ||
Размеры заготовки, мм | D | 12 | 14 | 18 | 25 | 30 | 37 | 45 | |
L | 72 | 96 | 114 | 165 | 201 | 246 | 97 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 3 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | - | 0,36 | 0,4 | 1,1 | |
вулканитовым кругом (вариант) | 0,15 | 0,16 | 0,18 | 0,2 | 0,22 | 0,28 | - | ||
Токарная. Подрезать торец, центровать, обточить диаметры D, d с припуском на шлифование, канавку, фаску, отрезать деталь для | 3,3 | 3,4 | 3,5 | 4,2 | 4,4 | 5,0 | 5,5 | ||
Фрезерная. Фрезеровать насечку | 3,3 | 3,3 | 4,6 | 5,9 | 5,5 | 6,2 | 6,7 | ||
Слесарная. Притупить острые кромки | 0,2 | 0,3 | 0,35 | 0,4 | 0,4 | 0,45 | 0,5 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр d и торец | 0,8 | 0,8 | 0,9 | 0,9 | 1,0 | 1,1 | 1,2 | ||
ГОСТ 13443-68 | Карта 125 | ||||
 | Основные размеры, мм | D | 16 | 25 | 40 |
H (h6) | 8 | 10 | 12 | ||
d | 6,6 | 9,0 | 11,0 | ||
d1 | 12 | 15 | 18 | ||
h | 4,5 | 5,5 | 7,0 | ||
Размеры заготовки, мм | D | 18 | 30 | 45 | |
H | 156 | 176 | 17 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 10 деталей и на длину 1 детали для | на дисковой пиле | - | 0,09 | 1,1 | |
вулканитовым кругом (вариант) | 0,04 | 0,06 | - | ||
Токарная. Подрезать торец под шлифование, центровать, сверлить отверстие d, расточить отверстие d1 в размер h, обточить диаметр D, фаску, отрезать деталь для | 3,3 | 3,5 | 5,0 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | ||
Шлифовальная. Шлифовать 2 торца в размер H по 3 детали одновременно | 2,3 | 2,7 | 2,9 | ||
ГОСТ 13444-68 | Карта 126 | |||||
 | Основные размеры, мм | H | 40 | 60 | 80 | 100 |
Размеры заготовки, мм | B | 20 | ||||
H | 45 | 65 | 85 | 105 | ||
L | 40 | |||||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 0,8 | 1,0 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размеры 16...36 мм и H, фрезеровать фаски | 10,5 | 10,7 | 11,8 | 13,0 | ||
Сверлильная. Разметить, сверлить 2 отверстия | 5,2 | 5,2 | 5,4 | 5,4 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | - | - | ||
Сверлильная. Разметить, сверлить и зенковать фаски в 2 отверстиях | 2,5 | 2,5 | 3,1 | 2,7 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости с 2 сторон в размер 16 мм и с 1 стороны в размер 3 мм и H по 3 детали одновременно | 3,6 | 3,9 | 4,1 | 4,5 | ||
ГОСТ 13445-68 | Карта 127 | ||||
 | Основные размеры, мм | B | 16 | 25 | 40 |
H (h6) | 8 | 10 | 16 | ||
H1 | 20 | 22 | 28 | ||
d | 6,6 | 9,0 | 11,0 | ||
d1 | 12 | 15 | 18 | ||
d2 | 3,9 | 4,9 | 5,8 | ||
Размеры заготовки, мм | B | 20 | 28 | 45 | |
H1 | 25 | 28 | 32 | ||
L | 45 | ||||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,9 | 1,0 | 1,0 | ||
Фрезерная. Фрезеровать с 6 сторон в размеры B, H1 и 40 мм с припуском на шлифование с 1 стороны | 10,0 | 10,2 | 10,7 | ||
Шлифовальная. Шлифовать плоскость основания по 3 детали одновременно | 0,6 | 0,65 | 0,7 | ||
Разметочная. Разметить скос и уступ | 0,5 | 0,5 | 0,5 | ||
Фрезерная. Фрезеровать скос, уступ с припуском на шлифование в размеры H и 8 мм, канавку шириной 2 мм и две фаски | 7,0 | 7,3 | 7,6 | ||
Слесарная. Разметить, сверлить отверстия d, зенковать отверстие d1 | 1,7 | 1,7 | 2,2 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | - | ||
Сверлильная. Разметить, сверлить, зенковать фаски в двух отверстиях d2 | 2,2 | 2,2 | 2,3 | ||
Слесарная. Притупить острые кромки | 0,5 | 0,6 | 0,7 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | ||
Шлифовальная. Шлифовать уступ и плоскость основания в размеры H и 8 мм по 3 детали одновременно | 2,55 | 2,9 | 4,2 | ||
ГОСТ 13446-68 | Карта 128 | |||||
 | Основные размеры, мм | H | 40 | 60 | 80 | 100 |
H1 | 50 | 70 | 90 | 110 | ||
Размеры заготовки, мм | B | 20 | ||||
H | 55 | 75 | 96 | 116 | ||
L | 40 | |||||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 1,0 | 1,1 | ||
Фрезерная. Фрезеровать с 6 сторон в размер 16 мм с припуском на шлифование и в размеры H1 x 36 мм | 9,6 | 9,9 | 11,4 | 11,8 | ||
Шлифовальная. Шлифовать плоскость основания по 3 детали одновременно | 0,7 | 0,9 | 1,0 | 1,2 | ||
Разметочная. Разметить скос, уступ и 4 отверстия | 2,1 | 2,1 | 2,1 | 2,1 | ||
Фрезерная. Фрезеровать скос, уступ в размер H и 8 мм, канавку шириной 2 мм и фаски | 7,0 | 7,0 | 7,4 | 7,4 | ||
Сверлильная. Сверлить 2 отверстия | 4,4 | 4,4 | 4,6 | 4,6 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | - | - | ||
Сверлильная. Сверять, зенковать фаски в 2 отверстиях | 2,2 | 2,2 | 2,4 | 2,4 | ||
Слесарная. Притупить острые кромки | 0,7 | 0,8 | 0,85 | 0,95 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости с 2 сторон в размер 16 мм и уступ по 3 детали одновременно | 4,5 | 4,8 | 4,9 | 5,1 | ||
Карта 129 | ||||||||
 | Основные размеры, мм | d (g8) | M5 | M8 | M10 | M20 | M30 | M36 |
l | 25 | 50 | 100 | 160 | 250 | 320 | ||
D | 10 | 16 | 20 | 34 | 52 | 65 | ||
d2 (D11) | 5 | 8 | 10 | 16 | 25 | 32 | ||
b (d11) | 6 | 10 | 12 | 22 | 32 | 40 | ||
l0 | 16 | 25 | 30 | 50 | 80 | 100 | ||
Размеры заготовки, мм | D | 12 | 18 | 25 | 40 | 59 | 72 | |
L | 152 | 264 | 476 | 165 | 256 | 326 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовке на длину 4 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 1,0 | 1,4 | 1,9 | |
вулканитовым кругом (вариант) | 0,1 | 0,1 | 0,14 | 0,7 | - | - | ||
Токарная. Подрезать торец, обточить диаметры D, d, фаску <...> и нарезать резьбу, отрезать деталь (для | 7,7 | 8,0 | 8,2 | 10,8 | 15,1 | 20,4 | ||
Фрезерная. Фрезеровать лыски в размер b | 1,2 | 1,2 | 1,4 | 1,6 | 2,0 | 2,4 | ||
Сверлильная. Разметить, сверлить, зенковать и зенкеровать отверстие d2 | 1,2 | 1,2 | 1,3 | 1,7 | 2,2 | 2,6 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,8 | 0,8 | 0,8 | 0,8 | 1,2 | 1,4 | ||
Карта 130 | |||||
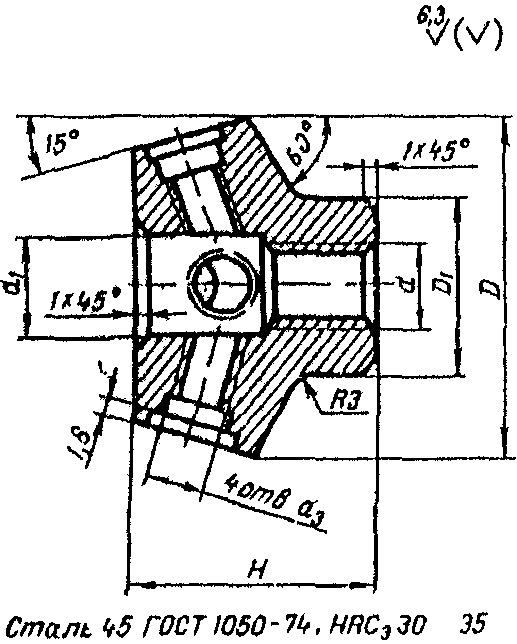 | Основные размеры, мм | d (H7) | M12 | M20 | M30 |
D | 45 | 63 | 85 | ||
D1 | 24 | 36 | 52 | ||
H | 32 | 50 | 70 | ||
d1 | 14 | 22 | 34 | ||
d3 (H7) | M8 | M12 | M16 | ||
Размеры заготовки, мм | D | 50 | 68 | 90 | |
H | 37 | 43 | 77 | ||
Наименование и содержание операций | Штучное время, мин. | ||||
Заготовительная. Отрезать заготовку на длину 1 детали | 1,2 | 1,6 | 1,9 | ||
Токарная. Подрезать торец, центровать, обточить диаметры D, D1, конус 60°, фаску, сверлить отверстие d, зенковать фаски, нарезать резьбу; подрезать торец, обточить диаметр D, конус 45°, рассверлить отверстие d1, зенковать фаску | 11,5 | 14,0 | 18,2 | ||
Сверлильная. Разметить, сверлить, зенковать и нарезать резьбу в 4 отверстиях d3 | 8,6 | 9,2 | 9,8 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | ||
Слесарная. Калибровать резьбу d3, d | 3,3 | 3,4 | 3,8 | ||
ГОСТ 14730-69 | Карта 131 | |||||||
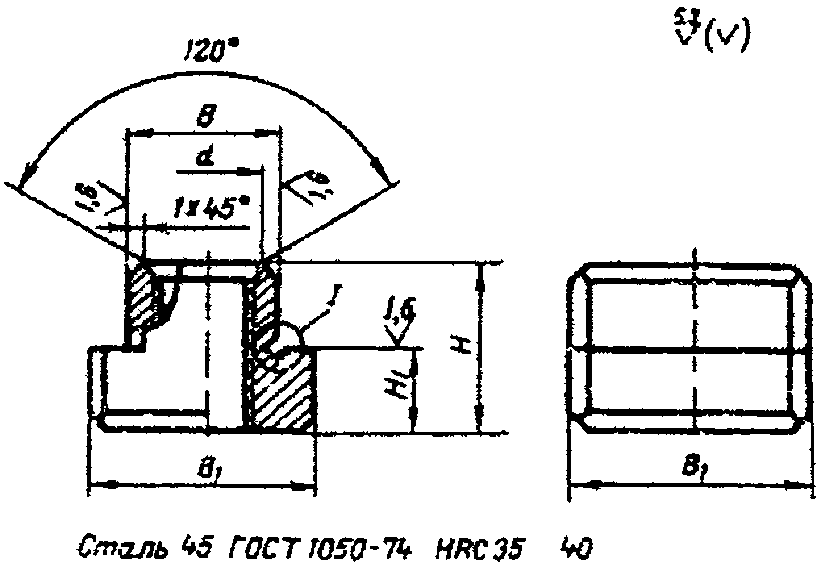 | Основные размеры, мм | B (d11) | 6 | 10 | 14 | 22 | 36 | 48 |
B1 | 9 | 14 | 22 | 34 | 54 | 75 | ||
H | 7 | 11 | 16 | 28 | 45 | 60 | ||
H1 | 4 | 6 | 8 | 14 | 22 | 30 | ||
d (H7) | M5 | M8 | M12 | M20 | M30 | M42 | ||
Размеры заготовки, мм | B1 | 15 | 20 | 28 | 40 | 60 | 80 | |
H | 12 | 16 | 21 | 33 | 50 | 65 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | - | - | - | 0,8 | 1,2 | 1,4 | |
вулканитовым кругом (вариант) | 0,4 | 0,4 | 0,55 | 0,7 | - | - | ||
Фрезерная. Фрезеровать с 6 сторон в размер B1 x B1 x H одновременно по 2 детали | 3,2 | 3,4 | 3,9 | 4,1 | 5,2 | 6,1 | ||
Разметочная. Разметить уступы и отверстие | 0,7 | 0,7 | 0,7 | 0,8 | 0,8 | 0,8 | ||
Фрезерная. Фрезеровать 2 уступа в размер H1 и 4 фаски | 6,0 | 6,0 | 6,8 | 7,5 | 8,6 | 9,9 | ||
Сверлильная. Сверлить, зенковать и нарезать резьбу в отверстии d | 1,8 | 2,1 | 2,6 | 2,8 | 3,8 | 5,9 | ||
Слесарная. Опилить 4 фаски, притупить острые кромки | 1.0 | 1,2 | 1,8 | 2,1 | 3,1 | 4,5 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать уступы | 2,2 | 2,2 | 2,3 | 2,5 | 2,7 | 2,9 | ||
Слесарная. Калибровать резьбу | 0,6 | 0,6 | 0,65 | 0,7 | 0,9 | 1,2 | ||
Карта 132 | ||||||
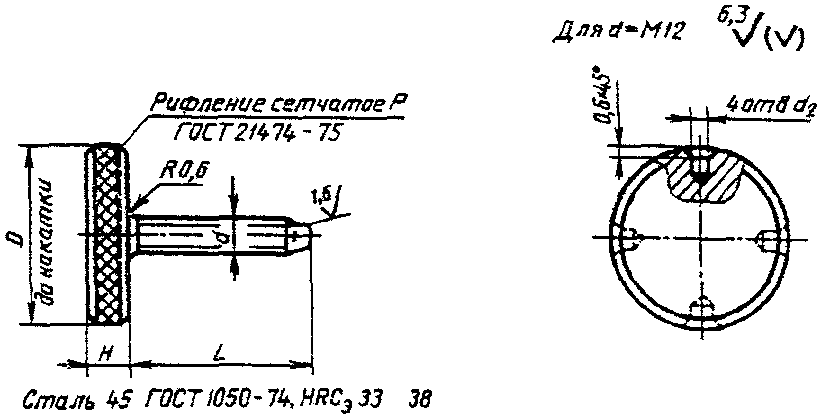 | Основные размеры, мм | d (g8) | M3 | M5 | M8 | M12 |
l | 20 | 40 | 60 | 100 | ||
H | 3 | 5 | 8 | 12 | ||
D | 12 | 20 | 32 | 40 | ||
Размеры заготовки, мм | D | 14 | 25 | 37 | 45 | |
L | 122 | 212 | 73 | 117 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 4 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,9 | 1,1 | |
вулканитовым кругом (вариант) | 0,1 | 0,14 | 0,7 | - | ||
Токарная. Подрезать торец, обточить диаметр D, диаметр под резьбу, фаски, радиусы, сферу (для M5...M12), нарезать резьбу, отрезать деталь (для | 6,6 | 8,0 | 9,3 | 10,4 | ||
Сверлильная. Разметить и сверлить 4 отверстия d2 | - | - | - | 2,8 | ||
Термическая. Калить HRCэ 33...38 | - | - | - | - | ||
Слесарная. Калибровать резьбу, зачистить торец | 10,8 | 0,9 | 1,0 | 1,1 | ||
ГОСТ 14732-69 | Карта 133 | |||||||
 | Основные размеры, мм | L | 63 | 100 | 160 | 250 | 280 | 320 |
B | 20 | 32 | 50 | 80 | 90 | 100 | ||
H | 20 | 32 | 50 | 80 | 100 | 110 | ||
b | 7 | 12 | 18 | 26 | 32 | 38 | ||
d | M6 | M8 | M12 | M20 | M24 | |||
H1 | 10 | 16 | 25 | 40 | 50 | |||
Основные размеры, мм | B | 25 | 37 | 55 | 85 | 105 | 115 | |
H | 25 | 37 | 55 | 85 | 105 | 115 | ||
L | 69 | 106 | 166 | 256 | 289 | 329 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0.8 | 0,9 | 1,3 | 1,6 | 1,8 | 2,4 | ||
Фрезерная. Фрезеровать с 6 сторон в размер B x H x L | 6,8 | 7,4 | 12,2 | 13,2 | 15,5 | 17,2 | ||
Разметочная. Разметить уступы, скос, канавку и отверстия | 2,6 | 2,6 | 2,6 | 2,9 | 2,9 | 3,2 | ||
Сверлильная. Сверлить отверстие под паз, сверлить, зенковать и нарезать резьбу в отверстие d | 1,8 | 2,1 | 2,6 | 3,3 | 4,1 | 5,0 | ||
Фрезерная. Фрезеровать уступы, радиусы, канавку, скос и паз | 15,0 | 16,0 | 21,0 | 27,0 | 33,0 | 41,0 | ||
Слесарная. Притупить острые кромки | 0,8 | 1,0 | 1,3 | 1,9 | 2,1 | 2,3 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | ||
Слесарная. Калибровать резьбу | 0,7 | 0,7 | 0,75 | 0,8 | 0,8 | - | ||
ГОСТ 14733-69 | Карта 134 | |||||
 | Основные размеры, мм | D (19) | 16 | 25 | 36 | 50 |
B | 16 | 25 | 36 | 50 | ||
H | 8 | 16 | 25 | 36 | ||
d1 | 10 | 16 | 25 | 36 | ||
H1 | 28 | 55 | 90 | 120 | ||
d | 6,6 | 11,0 | 17,0 | 26,0 | ||
l | 18 | 36 | 55 | 75 | ||
Размеры заготовки, мм | D | 31 | 53 | 80 | 110 | |
H1 | 33 | 61 | 91 | 127 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,9 | 1,7 | 3,2 | 4,0 | ||
Токарная, Подрезать торец, центровать, обточить наружный диаметр, диаметр D с припуском на шлифование канавки, фаску, сверлить отверстие d, расточить отверстие d1, зенковать фаски, подрезать торец, обточить наружный диаметр | 7,6 | 11,5 | 18,5 | 26,0 | ||
Разметочная. Разметить контур, скос | 1,2 | 1,2 | 1,4 | 1,4 | ||
Фрезерная. Фрезеровать контур в размер B, скос | 6,2 | 7,6 | 10,6 | 13,9 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,4 | ||
Термическая. Цементировать h 0,8...1,2 мм, калить HRCэ 40...45 | - | - | - | - | ||
Шлифовальная. Шлифовать диаметр D и торец в размер H | 1,9 | 2,0 | 3,1 | 4,1 | ||
ГОСТ 14734-69 | Карта 135 | |||||||
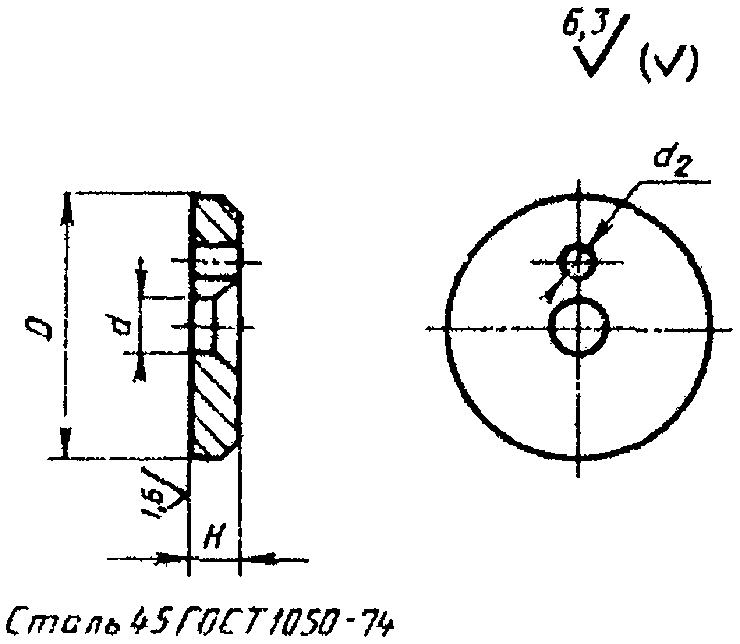 | Основные размеры, мм | D | 28 | 40 | 50 | 63 | 75 | 90 |
H | 4 | 5 | 6 | |||||
d | 5,5 | 6,6 | 9,0 | |||||
d2 | 3,5 | 4,5 | 5,5 | |||||
Размеры заготовки, мм | D | 33 | 45 | 55 | 68 | 80 | 95 | |
H | 9 | 10 | 11 | |||||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,9 | 1,2 | 1,3 | 1,6 | 1,9 | 2,1 | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, фаску, сверлить и зенковать отверстие d; подрезать торец, обточить диаметр D | 4,8 | 5,1 | 5,2 | 5,5 | 5,8 | 6,1 | ||
Сверлильная. Разметить и сверлить отверстие d2 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | ||
ГОСТ 14735-69 | Карта 136 | |||||
 | Основные размеры, мм | d (H7) | M5 | M8 | M12 | M20 |
B | 16 | 20 | 28 | 40 | ||
H (h13) | 6 | 10 | 16 | 32 | ||
L | 56 | 90 | 128 | 180 | ||
b | 6 | 10 | 14 | 22 | ||
d1 (H11) | 5 | 8 | 12 | 20 | ||
Размеры заготовки, мм | B | 20 | 25 | 33 | 45 | |
H | 12 | 14 | 20 | 36 | ||
l | 62 | 96 | 134 | 186 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,7 | 0,9 | 1,0 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер H | 6,3 | 6,6 | 7,2 | 9,1 | ||
Шлифовальная. Шлифовать плоскость основания по 4 детали одновременно | 0,7 | 0,8 | 0,9 | 1,3 | ||
Разметочная. Разметить контур, паз и отверстия | 2,9 | 2,9 | 3,1 | 3,2 | ||
Сверлильная. Сверлить отверстие под паз, сверлить отверстие d1 и зенковать фаски; сверлить, зенковать фаски и нарезать резьбу в отверстии d | 2,4 | 2,5 | 3,2 | 4,1 | ||
Фрезерная. Фрезеровать контур и паз | 5,0 | 5,6 | 6,0 | 8,0 | ||
Слесарная. Опилить радиусы, притупить острые кромки | 1,1 | 1,3 | 1,5 | 1,9 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости в размер H по 4 детали одновременно | 1,3 | 1,4 | 1,9 | 2,7 | ||
Слесарная. Калибровать резьбу | 0,6 | 0,6 | 0,65 | 0,8 | ||
ГОСТ 14736-69 | Карта 137 | |||||
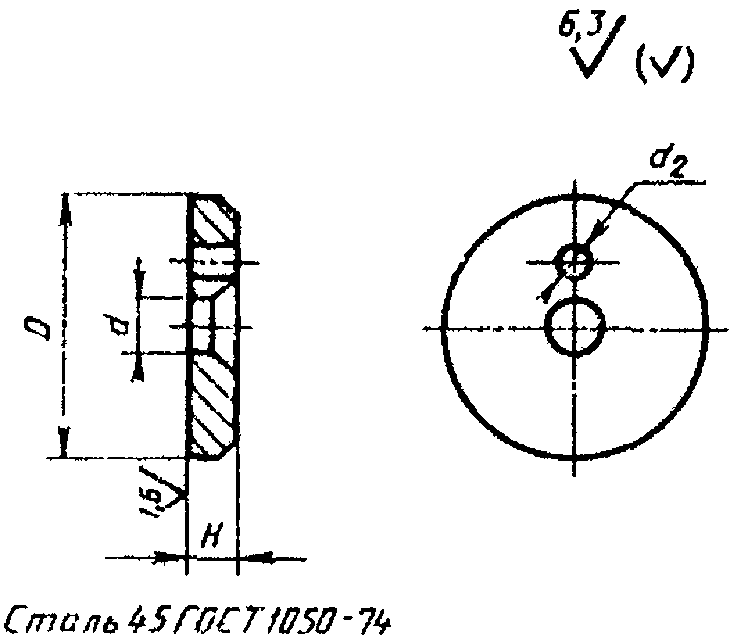 | Основные размеры, мм | B | 16 | 20 | 28 | 40 |
H (h13) | 6 | 10 | 16 | 32 | ||
L | 56 | 90 | 128 | 180 | ||
d (H17) | M5 | M8 | M12 | M20 | ||
b | 6 | 10 | 14 | 22 | ||
Размеры заготовки, мм | B | 20 | 25 | 33 | 45 | |
H | 12 | 14 | 20 | 36 | ||
L | 62 | 96 | 134 | 186 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,7 | 0,9 | 1,0 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер H | 6,3 | 6,6 | 7,2 | 9,1 | ||
Шлифовальная. Шлифовать плоскость основания по 4 детали одновременно | 0,7 | 0,8 | 0,9 | 1,3 | ||
Разметочная. Разметить контур, пазы и отверстия | 2,9 | 2,9 | 3,1 | 3,2 | ||
Сверлильная. Сверлить 2 отверстия под пазы b; сверлить, зенковать и нарезать резьбу в отверстии d | 2,6 | 2,7 | 3,6 | 4,7 | ||
Фрезерная. Фрезеровать контур детали и пазы | 6,6 | 7,1 | 7,7 | 10,0 | ||
Слесарная. Опилить радиусы, притупить острые кромки | 1,1 | 1,3 | 1,5 | 1,9 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости в размер H по 4 детали одновременно | 1,3 | 1,4 | 1,9 | 2,7 | ||
Слесарная. Калибровать резьбу | 0,6 | 0,6 | 0,65 | 0,8 | ||
ГОСТ 14737-69 | Карта 138 | ||||||||
 | Основные размеры, мм | B (h6) | 6 | 10 | 14 | 22 | 36 | 48 | 54 |
H | 6 | 8 | 9 | 14 | 20 | 28 | 32 | ||
L | 10 | 16 | 25 | 40 | 60 | 80 | 90 | ||
d | 2,4 | 3,4 | 5,5 | 6,6 | 13,0 | 17,0 | |||
B2 (h6) | 4 | 8 | 10 | 14 | 22 | 30 | 32 | ||
Размеры заготовки, мм | B | 11 | 14 | 20 | 27 | 40 | 55 | 60 | |
H | 11 | 14 | 14 | 18 | 25 | 32 | 36 | ||
L | 16 | 22 | 31 | 46 | 66 | 86 | 96 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,7 | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер B x H одновременно по 4 детали | 2,6 | 2,8 | 2,8 | 3,1 | 3,8 | 4,1 | 4,3 | ||
Разметочная. Разметить уступ и отверстие | 0,7 | 0,7 | 0,7 | 0,7 | 0,8 | 0,8 | 0,8 | ||
Фрезерная. Фрезеровать канавку и уступ (для исполнения 2) | 2,6 | 2,6 | 2,6 | 2,6 | 2,8 | 2,8 | 2,8 | ||
Сверлильная. Сверлить и зенковать отверстие d | 1,3 | 1,3 | 1,3 | 1,3 | 1,5 | 1,6 | 1,7 | ||
Слесарная. Опилить фаски, притупить острые кромки | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 2,8 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать плоскости в размер B x H (для исполнения 1), шлифовать плоскости в размер B и B1 (для исполнения 2), одновременно по 4 детали | 2,0 | 2,1 | 2,1 | 2,3 | 2,8 | 3,0 | 3,5 | ||
3,1 | 3,6 | 4,0 | 4,3 | 4,9 | 5,3 | 5,7 | |||
ГОСТ 14739-69 | Карта 139 | ||||||
 | Основные размеры, мм | D (h6) | 10 | 14 | 18 | 22 | 28 |
L | 20 | 24 | 26 | 30 | 34 | ||
d (g6) | 8 | 10 | 12 | 14 | 18 | ||
l | 5 | 8 | 10 | 13 | 14 | ||
Размеры заготовки, мм | D | 12 | 16 | 23 | 27 | 33 | |
L | 160 | 184 | 200 | 225 | 254 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | - | - | - | - | 0,17 | |
вулканитовым кругом (вариант) | 0,06 | 0,06 | 0,08 | 0,08 | 0,1 | ||
Токарная. Подрезать торец, обточить диаметры D, d с припуском на шлифование, фаску, проточить канавку, отрезать деталь; подрезать торец, обточить фаску | 3,9 | 3,9 | 4,1 | 4,6 | 4,6 | ||
Термическая. Калить HRCэ 40...45 | - | - | - | - | - | ||
Шлифовальная. Шлифовать диаметры D, d и торец | 2,1 | 2,2 | 2,6 | 2,7 | 3,2 | ||
ГОСТ 14740-69 | Карта 140 | |||||||
 | Основные размеры, мм | d (h6) | 14 | 18 | 22 | 28 | 36 | 42 |
D (h6) | 28 | 36 | 48 | |||||
L | 95 | 110 | 115 | 120 | 140 | 145 | ||
d1 | 16 | 20 | 30 | 36 | ||||
l | 13 | 15 | 20 | 25 | 30 | 35 | ||
l1 | 38 | 48 | 58 | |||||
Размеры заготовки, мм | D | 33 | 42 | 54 | ||||
L | 100 | 115 | 120 | 125 | 145 | 150 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,9 | 1,1 | 1,1 | 1,1 | 1,4 | 1,4 | |
вулканитовым кругом (вариант) | 0,6 | 0,8 | 0,8 | 0,8 | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D с припуском на шлифование, диаметр d1, фаски, радиус R3 мм, накатать рифление сетчатое; подрезать торец, центровать, обточить диаметр d с припуском на шлифование, фаски, проточить канавку | 12,5 | 13,6 | 13,6 | 13,6 | 16,7 | 17,3 | ||
Разметочная. Разметить лыску и отверстие | 0,7 | 0,7 | 0,7 | 0,8 | 0,8 | 0,8 | ||
Фрезерная. Фрезеровать лыску | 1,5 | 1,6 | 1,6 | 1,7 | 1,8 | 1,8 | ||
Сверлильная. Сверлить отверстие | 1,1 | 1,2 | 1,2 | 1,2 | 1,4 | 1,6 | ||
Слесарная. Притупить острые кромки | 0,4 | 0,4 | 0,4 | 0,4 | 0,5 | 0,5 | ||
Термическая. Калить HRCэ 55...60 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать центровые отверстия | 0,8 | 1,0 | 1,0 | 1,0 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметры D, d | 3,5 | 3,7 | 3,8 | 4,3 | 4,9 | 5,9 | ||
ГОСТ 14742-69 | Карта 141 | |||||||
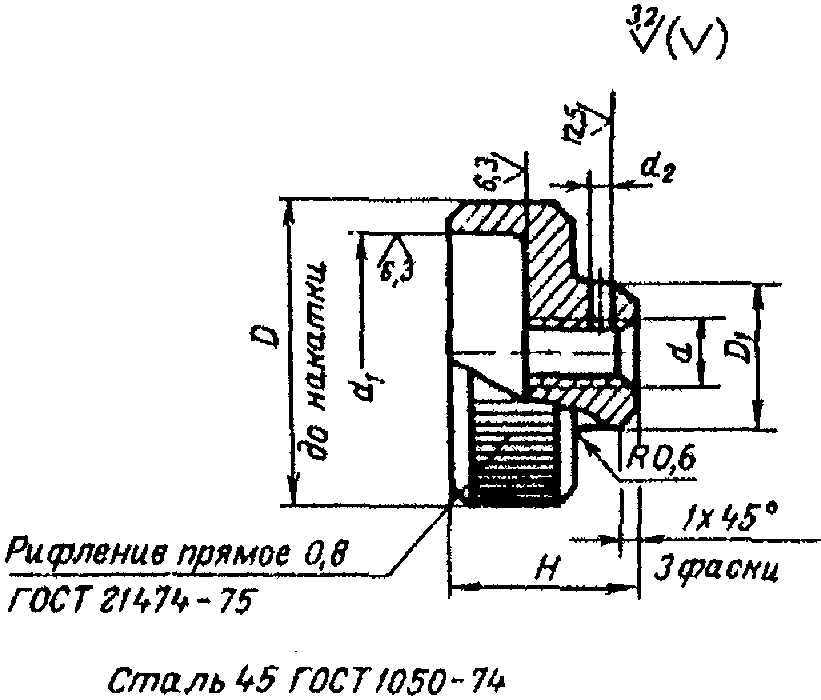 | Основные размеры, мм | D | 20 | 25 | 32 | 36 | 40 | |
D1 | 10 | 12 | 16 | 20 | 24 | |||
d (H7) | M5 | M6 | M8 | M10 | M12 | |||
d1 | 15 | 18 | 26 | 30 | 32 | |||
d2 | 1,5 | 1,9 | 2,9 | 3,9 | ||||
H | 12 | 14 | 18 | 20 | 24 | |||
Размеры заготовки, мм | D | 25 | 30 | 37 | 41 | 45 | ||
H | 118 | 130 | 23 | 25 | 29 | |||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 6 деталей и на длину 1 детали для | на дисковой пиле | 0,17 | 0,9 | 0,9 | 1,1 | |||
вулканитовым кругом (вариант) | 0,09 | 0,09 | 0,7 | 0,75 | ||||
Токарная. Подрезать торец, центровать, обточить диаметры D, D1, фаски, радиус R 0,6 мм; сверлить, зенковать и нарезать резьбу в отверстии d, надрезать деталь, обточить фаску, накатать рифление прямое, отрезать деталь; расточить отверстие d1 | 7,3 | 7,4 | - | |||||
Токарная (для 0,32 мм и выше). Подрезать торец, центровать, обточить диаметры D, D1, фаски, радиус R 0,6 мм, сверлить, зенковать и нарезать резьбу в отверстии d; подрезать торец, обточить диаметр D, фаску, накатать рифление прямое, расточить отверстие d | - | - | 10,2 | 10,7 | 11,2 | |||
Сверлильная. Разметить и сверлить отверстие d2 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | |||
ГОСТ 14743-69 | Карта 142 | |||
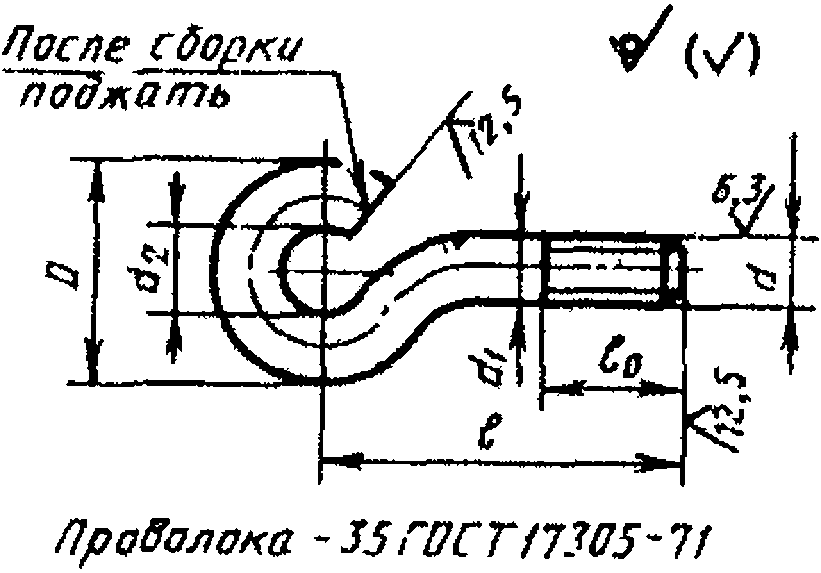 | Основные размеры, мм | d (g8) | M3 | M5 |
d2 | 4 | 6 | ||
D | 10 | 16 | ||
l | 12 | 20 | ||
lо | 5 | 8 | ||
d1 | 3 | 5 | ||
Размеры заготовки, мм | D | 12 | 18 | |
L | 142 | 208 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 6 деталей вулканитовым кругом | 0,06 | 0,07 | ||
Токарная. Подрезать торец, обточить диаметр под резьбу, фаску, нарезать резьбу d, отрезать деталь | 2,0 | 2,2 | ||
Слесарная. Согнуть деталь и запилить | 1,6 | 1,9 | ||
ГОСТ 16896-71 | Карта 143 | |||||
 | Основные размеры, мм | B | 32 | 40 | 60 | 80 |
H | 16 | 20 | 32 | 40 | ||
L | 50 | 70 | 100 | 110 | ||
d = d1 | 10 | 12 | 16 | 20 | ||
d2 | 8 | 10 | 12 | 16 | ||
d3 | M4 | M6 | M8 | |||
d4 | M8 | M10 | M12 | |||
d5 | 10 | 12 | 20 | |||
l | 20 | 28 | 45 | 60 | ||
l2 | 8 | 12 | 16 | |||
Размеры заготовки, мм | B | 36 | 45 | 65 | 85 | |
H | 20 | 25 | 36 | 45 | ||
L | 56 | 76 | 106 | 116 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,8 | 1,1 | 1,3 | ||
Фрезерная. Фрезеровать плоскости в размер B x H с припуском на шлифование, 2 плоскости в размер L и фаски | 10,6 | 11,3 | 13,0 | 14,3 | ||
Слесарная. Притупить острые кромки | 0,6 | 0,6 | 0,8 | 0,9 | ||
Шлифовальная. Шлифовать 2 плоскости в размер H предварительно и 2 плоскости в размер B окончательно | 6,1 | 6,6 | 8,3 | 9,7 | ||
Сверлильная. Разметить, сверлить, зенковать фаски и развернуть отверстие d, сверлить отверстие d2, рассверлить отверстие d1, зенковать фаски и развернуть отверстия d1, d2; сверлить отверстие d4, зенковать 2 отверстия d5, зенковать фаски и нарезать резьбу в отверстии d4, сверлить, зенковать фаски и нарезать резьбу в отверстии d3 | 7,5 | 8,5 | 9,4 | 10,4 | ||
Термическая. Калить HRCэ 35...40 | - | - | - | - | ||
Шлифовальная. Шлифовать 2 плоскости в размер H | 3,3 | 3,8 | 4,9 | 6,1 | ||
Слесарная. Калибровать резьбу d3, d4 | 2,1 | 2,2 | 2,7 | 2,9 | ||
ГОСТ 17774-72 | Карта 144 | |||||||
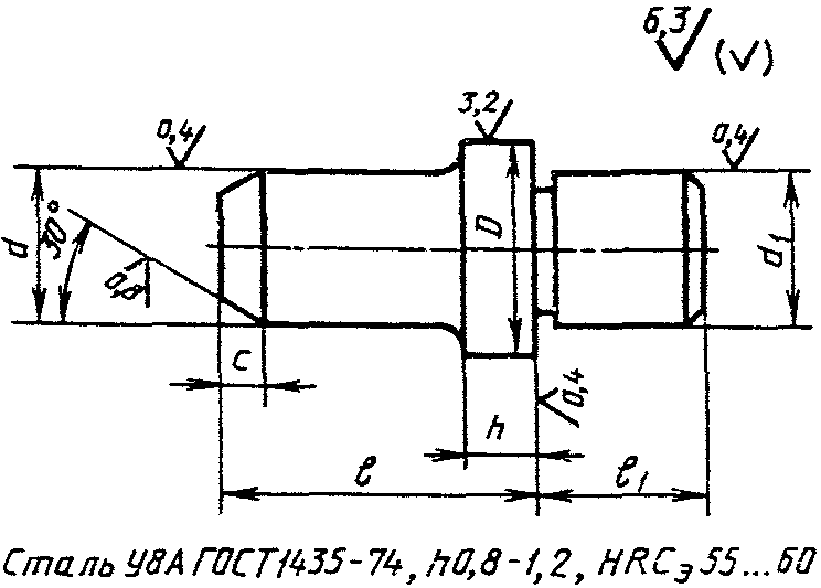 | Основные размеры, мм | D (d11) | 12 | 18 | 26 | 34 | 42 | 52 |
1 | 25 | 34 | 45 | 50 | 56 | 67 | ||
d (g6) | 10 | 16 | 25 | 32 | 40 | 50 | ||
dl (js6) | 8 | 12 | 16 | 20 | 25 | 32 | ||
l1 | 10 | 14 | 18 | 22 | 28 | 36 | ||
h | 5 | 7 | 9 | 11 | 14 | |||
Размеры заготовки, мм | D | 14 | 23 | 31 | 39 | 47 | 56 | |
L | 64 | 82 | 105 | 115 | 61 | 72 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | 0,4 | 0,5 | 1,2 | 1,3 | |
вулканитовым кругом (вариант) | 0,2 | 0,27 | 0,27 | 0,33 | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, диаметр d с припуском на шлифование, обточить фаску, отрезать деталь для | 9,0 | 9,0 | 9,5 | 9,8 | 10,3 | 11,3 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 55...60 | - | - | - | - | - | - | ||
Токарная. Притереть центры | 1,0 | 1,2 | 1,2 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметры d, d1, торец и фаску | 4,0 | 4,0 | 4,3 | 4,9 | 4,9 | 6,2 | ||
ГОСТ 17775-72 | Карта 145 | ||||||||
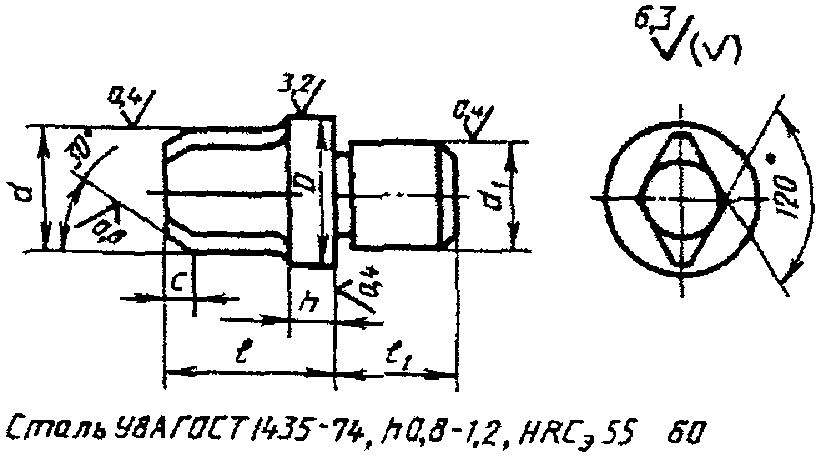 | Основные размеры, мм | D (d11) | 10 | 12 | 18 | 26 | 34 | 42 | 52 |
I | 14 | 20 | 28 | 40 | 45 | 50 | 60 | ||
d (f7) | 6 | 10 | 16 | 25 | 32 | 40 | 50 | ||
d1 (js6) | 6 | 8 | 12 | 16 | 20 | 25 | 32 | ||
l1 | 8 | 10 | 14 | 18 | 22 | 28 | 36 | ||
h | 4 | 5 | 7 | 9 | 11 | 14 | |||
Размеры заготовки, мм | D | 12 | 14 | 25 | 31 | 39 | 47 | 56 | |
L | 42 | 54 | 70 | 95 | 105 | 55 | 65 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||||
Заготовительная. Отрезать заготовку на длину 2 деталей и на длину 1 детали для | на дисковой пиле | - | - | - | 0,4 | 0,4 | 1,2 | 1,3 | |
вулканитовым кругом (вариант) | 0,17 | 0,2 | 0,23 | 0,27 | 0,33 | - | - | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, диаметр d с припуском на шлифование, обточить фаску, отрезать деталь для | 8,6 | 9,0 | 9,0 | 9,5 | 9,8 | 10,3 | 11,3 | ||
Фрезерная. Фрезеровать 4 лыски | 3,2 | 3,2 | 3,4 | 3,4 | 3,6 | 3,6 | 3,8 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,3 | 0,3 | 0,3 | 0,3 | 0,3 | ||
Термическая. Цементировать h 0,8 - 1,2 мм (для стали 20Х), калить HRCэ 55...60 | - | - | - | - | - | - | - | ||
Токарная. Притереть центры | 1,0 | 1,0 | 1,2 | 1,2 | 1,2 | 1,2 | 1,2 | ||
Шлифовальная. Шлифовать диаметры d, d1, торец и фаску | 3,7 | 4,0 | 4,0 | 4,3 | 4,9 | 4,9 | 6,2 | ||
ГОСТ 17776-72 | Карта 146 | |||||||
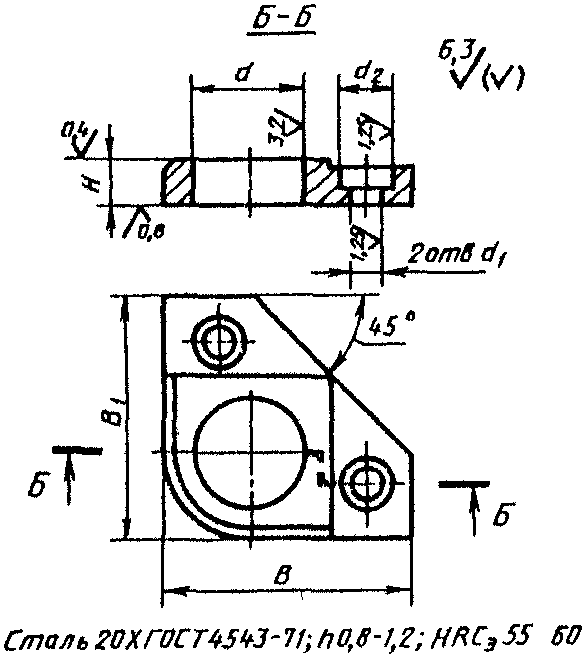 | Основные размеры, мм | B = B1 | 25 | 40 | 53 | 63 | 75 | 95 |
d (H12) | 10 | 18 | 26 | 34 | 42 | 52 | ||
H (k6) | 5 | 8 | 10 | 12 | 16 | |||
d1 | 3,4 | 5,5 | 6,6 | 9,0 | ||||
d2 | 6 | 10 | 12 | 15 | ||||
Размеры заготовки, мм | H | 10 | 13 | 15 | 17 | 21 | ||
B = B1 | 30 | 45 | 58 | 70 | 80 | 100 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,7 | 0,7 | 1,1 | 1,1 | 1,1 | 1,1 | ||
Фрезерная. Фрезеровать с 6 сторон с припуском на шлифование в размер H | 6,4 | 6,4 | 7,0 | 7,6 | 8,0 | 10,0 | ||
Слесарная. Разметить лыску, радиус, 2 уступа, отверстия | 1,4 | 1,4 | 1,7 | 1,7 | 2,1 | 2,3 | ||
Фрезерная. Фрезеровать лыску, радиус, 2 уступа и фаску | 8,3 | 8,8 | 9,3 | 9,5 | 10,9 | 12,7 | ||
Слесарная. Сверлить отверстие d, 2 отверстия d1 и зенковать 2 отверстия d2 | 3,7 | 4,2 | 4,5 | 4,9 | 4,9 | 6,1 | ||
Слесарная. Притупить острые кромки | 0,6 | 0,7 | 0,9 | 0,9 | 1,1 | 1,4 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 плоскости в размер H | 4,6 | 5,0 | 5,3 | 5,7 | 6,4 | 7,2 | ||
ГОСТ 17777-72 | Карта 147 | ||||||
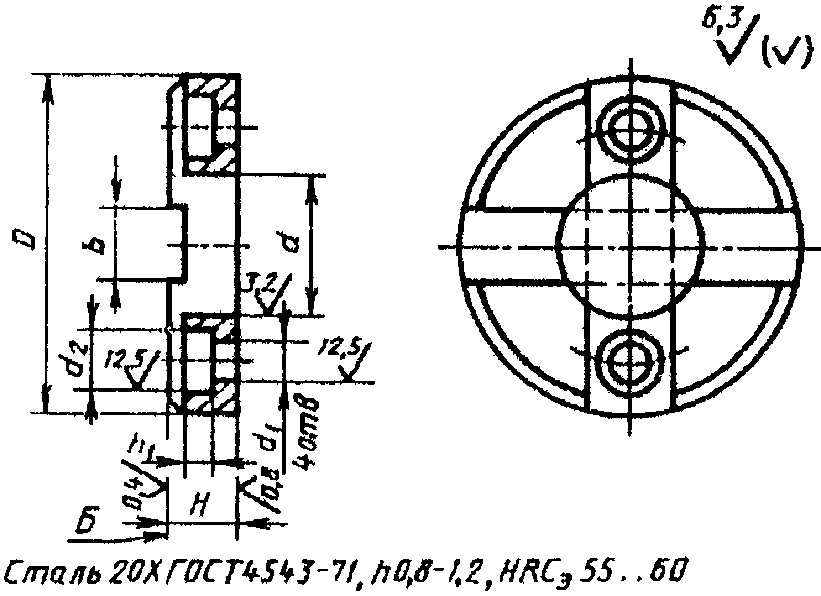 | Основные размеры, мм | d (H12) | 10 | 18 | 26 | 42 | 52 |
H (k6) | 5 | 8 | 10 | 12 | 16 | ||
D | 30 | 48 | 60 | 85 | 105 | ||
d1 | 3,4 | 5,5 | 6,6 | 9,0 | |||
d2 | 6 | 10 | 12 | 15 | |||
b | 8 | 12 | 14 | 20 | 25 | ||
h1 | 2,0 | 5,0 | 6,0 | 8,0 | |||
Размеры заготовки, мм | D | 35 | 52 | 67 | 90 | 110 | |
H | 10 | 13 | 16 | 19 | 23 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 1,2 | 1,4 | 1,9 | 2,1 | ||
Токарная. Подрезать торец, центровать, обточить диаметр D, сверлить диаметр d, обточить фаску; подрезать торец, обточить диаметр D | 7,3 | 7,8 | 8,5 | 10,1 | 11,5 | ||
Слесарная. Разметить пазы | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 | ||
Фрезерная. Фрезеровать 2 паза в размер b | 3,0 | 3,0 | 3,2 | 3,4 | 3,6 | ||
Сверлильная. Разметить, сверлить 4 отверстия d1, зенковать 4 отверстия d2 | 4,9 | 5,2 | 5,2 | 5,7 | 5,9 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 торца в размер H | 4,6 | 5,0 | 5,7 | 6,8 | 7,5 | ||
ГОСТ 17778-72 | Карта 148 | ||||||
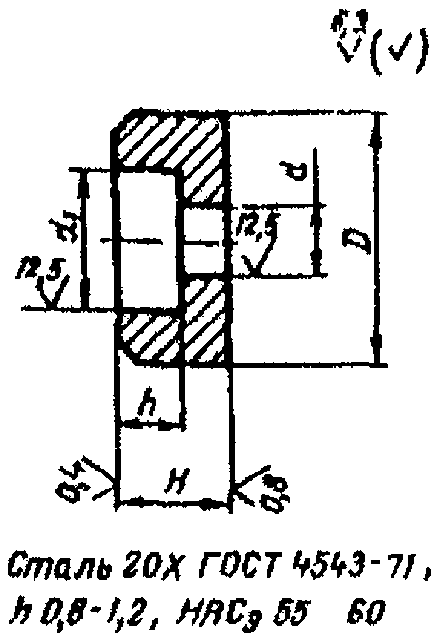 | Основные размеры, мм | H (h6) | 5 | 8 | 10 | 12 | 15 |
D | 16 | 20 | 25 | 32 | 40 | ||
d | 3,4 | 5,5 | 6,6 | 9,0 | |||
d1 | 6 | 10 | 12 | 15 | |||
h | 2,0 | 5,0 | 6,0 | 8,0 | |||
Размеры заготовки, мм | D | 18 | 25 | 30 | 37 | 45 | |
H | 50 | 62 | 72 | 80 | 96 | ||
Наименование и содержание операций | Штучное время, мин. | ||||||
Заготовительная. Отрезать заготовку на длину 4 деталей | на дисковой пиле | - | - | 0,2 | 0,2 | 0,27 | |
вулканитовым кругом (вариант) | 0,1 | 0,12 | 0,14 | 0,17 | - | ||
Токарная. Подрезать торец, сверлить отверстие d, зенковать отверстие d1, обточить диаметр D, фаску, отрезать деталь | 3,8 | 4,0 | 4,2 | 4,6 | 4,8 | ||
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 55...60 | - | - | - | - | - | ||
Шлифовальная. Шлифовать 2 торца в размер H по 4 детали одновременно | 1,5 | 1,5 | 1,8 | 2,0 | 2,2 | ||
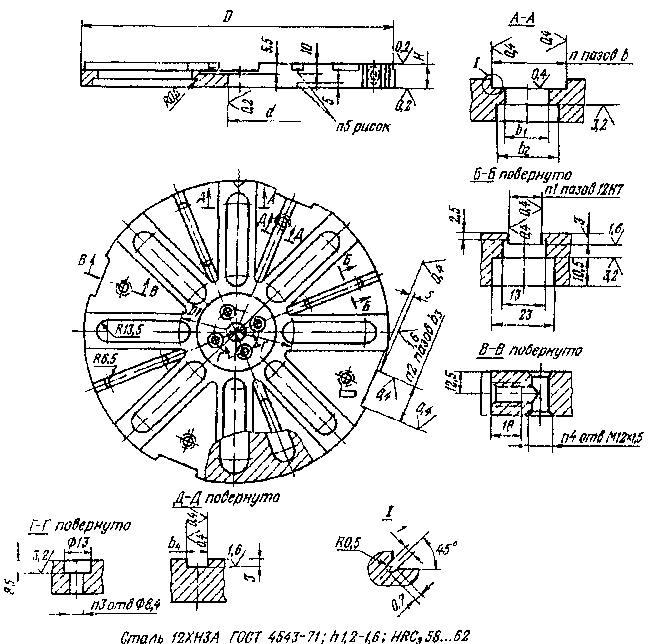
ДИСКИ ЧЕТЫРЕХ-, ШЕСТИ-, ВОСЬМИ-, ДЕСЯТИ-, ДВЕНАДЦАТИПАЗОВЫЕ УНИВЕРСАЛЬНО-СБОРНЫХ КРУГЛЫХ НАКЛАДНЫХ КОНДУКТОРОВ ГОСТ 15549-70...ГОСТ 15551-70; ГОСТ 15553-70...ГОСТ 15555-70; ГОСТ 15558-70 | Карта 149, лист 2 | |||||||
Основные размеры, мм | D | 150 | 200 | 250 | 360 | 500 | ||
H | 19 | 25 | ||||||
d | 12 | 18 | 26 | 120 | ||||
D1 | 30 | 45 | 65 | 95 | 120 | 150 | - | |
b | 20 | 30 | 45 | |||||
b1 | 13 | 19 | 27 | |||||
b2 | 23 | 26 | 36 | |||||
b3 | - | 30 | 45 | |||||
b4 | - | 12 | - | |||||
n | 4 | 6 | 8 | 10 | 12 | |||
n1 | 4 | 3 | 4 | |||||
n2 | - | 4 | 3 | 4 | ||||
n3 | - | 4 | 3 | 4 | 8 | |||
n4 | 8 | 6 | 8 | |||||
n5 | 4 | 8 | ||||||
Размеры заготовки, мм | D | 158 | 208 | 258 | 368 | 513 | ||
H | 26 | 32 | ||||||
Наименование и содержание операций | Штучное время, мин. | |||||||
Заготовительная. Отрезать заготовку на длину 1 детали | 5,2 | 6,7 | - | - | - | - | - | |
Заготовительная. Разметить и вырезать заготовку (автогенная) | - | - | 7,1 | 10,3 | 10,3 | 10,3 | 14,3 | |
Слесарная. Обрубить наплывы | - | - | 1,4 | 1,8 | 1,8 | 1,8 | 2,1 | |
Токарная. Подрезать торец, центровать, сверлить и расточить отверстие d с припуском на шлифование, расточить выточку, обточить диаметр D; подрезать торец, обточить диаметр D, расточить кольцевую канавку D1 | 29,0 | 32,0 | 40,0 | 57,0 | 61,0 | 64,0 | - | |
Токарно-карусельная. Подрезать торец, расточить отверстие d с припуском на шлифование, расточить выточки и канавку; подрезать торец, обточить диаметр D, расточить выточку и канавку | - | - | - | - | - | - | 68,0 | |
ДИСКИ ЧЕТЫРЕХ-, ШЕСТИ-, ВОСЬМИ-, ДЕСЯТИ-, ДВЕНАДЦАТИПАЗОВЫЕ УНИВЕРСАЛЬНО-СБОРНЫХ КРУГЛЫХ НАКЛАДНЫХ КОНДУКТОРОВ ГОСТ 15549-70...ГОСТ 15551-70; ГОСТ 15553-70...ГОСТ 15555-70; ГОСТ 15558-70 | Карта 149, лист 3 | ||||||
Наименование и содержание операций | Штучное время, мин. | ||||||
Шлифовальная. Шлифовать торцы в размер H предварительно | 6,0 | 8,2 | 9,5 | 18,0 | 18,0 | 18,0 | 30,0 |
Шлифовальная. Шлифовать диаметр D предварительно | 4,5 | 4,7 | 5,3 | 7,1 | 7,1 | 7,1 | 12,0 |
Разметочная. Разметить пазы, отверстия, лыски | 5,2 | 9,5 | 11,1 | 12,8 | 17,6 | 20,0 | 25,0 |
Сверлильная. Сверлить отверстия под фрезерование пазов, сверлить и зенковать n3 отверстия | 12,8 | 12,8 | 21,7 | 23,0 | 27,4 | 31,0 | 48,0 |
Фрезерная. Фрезеровать пазы, канавки, лыски | 62 | 123 | 146 | 221 | 282 | 318 | 434 |
Слесарная. Притупить острые кромки | 5,6 | 7,4 | 10,0 | 13,7 | 16,0 | 18,0 | 22,0 |
Гравировальная. Гравировать n5 рисок | 1,9 | 2,8 | 3,0 | 3,4 | 3,4 | 3,4 | 3,4 |
Термическая. Цементировать h 1,2 - 1,6 мм | - | - | - | - | - | - | - |
Слесарная. Сверлить, зенковать фаски, нарезать резьбу в n4 отверстиях M12 x 1,5 | - | 17,1 | 18,0 | 15,5 | 19,0 | 19,0 | 24,5 |
Термическая. Калить HRCэ 58...62 | - | - | - | - | - | - | - |
Шлифовальная. Шлифовать торцы в размер H | 12,2 | 14,0 | 20,0 | 31,0 | 31,0 | 31,0 | 40,0 |
Шлифовальная. Шлифовать отверстие d | 4,7 | 5,2 | 6,0 | 6,6 | 6,6 | 6,6 | 11,0 |
Шлифовальная. Шлифовать пазы | 50 | 70 | 80 | 90 | 119 | 124 | 162 |
Шлифовальная. Шлифовать диаметр D | 5,2 | 5,3 | 6,0 | 8,1 | 8,1 | 8,1 | 13,1 |
Слесарная. Калибровать резьбовые отверстия, маркировать | 7,8 | 7,8 | 7,8 | 7,8 | 7,8 | 7,8 | 7,8 |
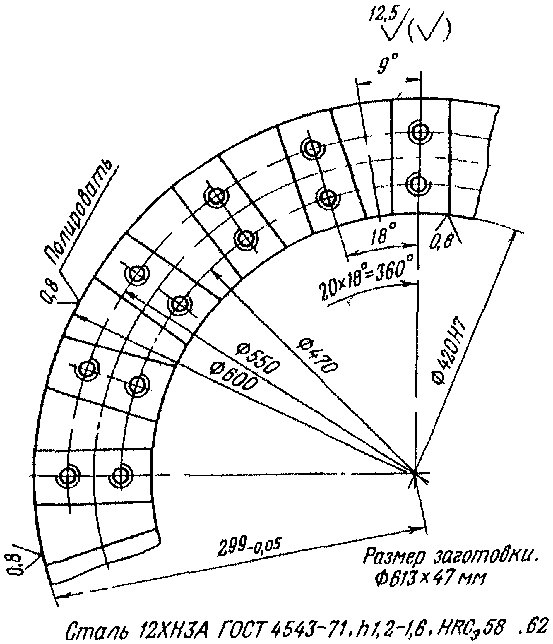
КОЛЬЦО БАЗОВОЕ ДИАМЕТРОМ 600 ММ С РАДИАЛЬНО РАСПОЛОЖЕННЫМИ ПАЗАМИ УНИВЕРСАЛЬНО-СБОРНЫХ КРУГЛЫХ НАКЛАДНЫХ КОНДУКТОРОВ ГОСТ 15559-70 | Карта 150, лист 2 |
Фрезерная. Фрезеровать канавки, лыски | 96,0 |
Слесарная. Притупить острые кромки | 10,2 |
Термическая. Цементировать h 1,2 - 1,6 мм | - |
Слесарная. Сверлить, зенковать фаски, нарезать резьбу в 4 отверстиях M12 x 1,5, в 40 отверстиях M16 | 64,0 |
Термическая. Калить HRCэ 58...62 | - |
Шлифовальная. Шлифовать торцы в размер 40 мм | 61,0 |
Шлифовальная. Шлифовать пазы | 108,0 |
Токарно-карусельная. Расточить отверстие | 16,2 |
Токарно-карусельная. Обточить поверхность | 13,6 |
Шлифовальная. Шлифовать лыски в размер 299 - 0,05 | 11,6 |
Слесарная. Калибровать резьбовые отверстия, маркировать | 31,4 |
ГОСТ 15560-70. Деталь 1. Кольцо | Карта 151, лист 1 | |||||
 | Основные размеры, мм | D | 960 | 1000 | 1180 | 1400 |
d (H7) | 780 | 820 | 1000 | 1220 | ||
d1 | 782 | 822 | 1002 | 1222 | ||
b | 83 | 80 | ||||
n | 24 | 28 | 32 | 36 | ||
n2 | 24 | 28 | 32 | 36 | ||
n3 | 6 | 4 | 6 | |||
n4 | 48 | 56 | 64 | 17 | ||
Размеры заготовки, мм | D | 973 | 1013 | 1193 | 1413 | |
H | 67 | |||||
Наименование и содержание операций | Штучное время, мин. | |||||
Заготовительная. Разметить и вырезать заготовку (автогенная) | 66 | 70 | 83 | 100 | ||
Слесарная. Обрубить наплывы | 8,3 | 8,5 | 9,7 | 11,9 | ||
Токарно-карусельная. Подрезать торец, расточить отверстие d с припуском на шлифование, расточить отверстие d1, обточить фаску; подрезать торец, обточить диаметр D с припуском на шлифование, уступ на диаметр D, фаску, проточить канавку глубиной 36 мм, канавки, фаски | 155 | 160 | 172 | 195 | ||
Разметочная. Разметить пазы, лыски, отверстия | 53 | 65 | 74 | 98 | ||
Фрезерная. Фрезеровать пазы, канавки и лыски | 215 | 247 | 281 | 318 | ||
Сверлильная. Сверлить, зенковать фаски, нарезать резьбу в n4 отверстий M8; сверлить, зенковать n4 отверстий | 150 | 172 | 195 | 221 | ||
Термическая. Калить HRCэ 30...35 | - | - | - | - | ||
Токарно-карусельная. Обточить торцы в размер 60 мм резцом из СТМ | 19 | 19 | 20 | 23 | ||
Токарно-карусельная. Расточить отверстие d резцом из СТМ | 23 | 25 | 25 | 27 | ||
Токарно-карусельная. Обточить диаметр D резцом | 15 | 16 | 17 | 18 | ||
Шлифовальная. Шлифовать лыски | 17,4 | 13,0 | 13,0 | 17,4 | ||
Шлифовальная. Шлифовать пазы | 197 | 230 | 262 | 295 | ||
Слесарная. Калибровать резьбовые отверстия, маркировать | 55 | 62 | 70 | 80 | ||
ГОСТ 15560-70. Деталь 2. Сектор | Карта 151, лист 2 |
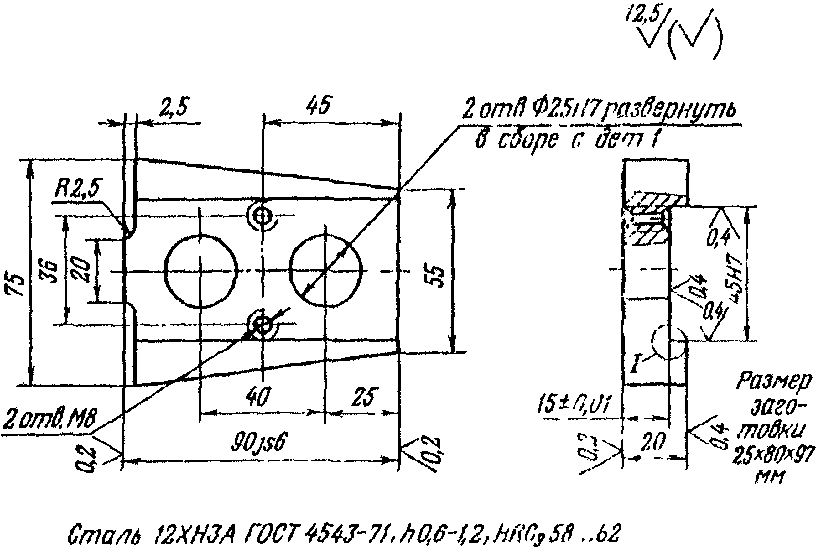 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длине 1 детали | 1,1 |
Фрезерная. Фрезеровать с 4 сторон с припуском на шлифование и размеры 20, 90 js6 | 10,2 |
Шлифовальная. Шлифовать плоскость в размер 20 мм предварительно | 0,4 |
Разметочная. Разметить паз, скосы, уступы и отверстия | 2,8 |
Фрезерная. Фрезеровать паз, канавки, 2 скоса, 2 уступа | 12,6 |
Слесарная. Притупить острые кромки | 2,0 |
Термическая. Цементировать h 0,6 - 1,0 мм | - |
Сверлильная. Сверлить, зенкеровать 2 отверстия | 4,8 |
Термическая. Калить HRCэ 58...63 | - |
Шлифовальная. Шлифовать плоскости в размеры 20, 90js6 | 14,8 |
Шлифовальная. Шлифовать паз | 5,8 |
Слесарная. Калибровать резьбовые отверстия M8 | 1,2 |
ГОСТ 15560-70. Деталь 3. Втулка | Карта 151, лист 3 |
 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 0,9 |
Токарная. Подрезать торец, центровать, сверлить отверстие под резьбу, зенковать фаску, нарезать резьбу M16, обточить поверхность | 10,0 |
Разметочная. Разметить лыску | 0,4 |
Фрезерная. Фрезеровать лыску | 2,1 |
Слесарная. Притупить острые кромки | 0,2 |
Термическая. Калить HRCэ 38...42 на длине 25...30 мм | - |
Шлифовальная. Шлифовать поверхность | 2,4 |
Слесарная. Калибровать резьбу | 0,7 |
ГОСТ 15562-70 | Карта 152 | |||
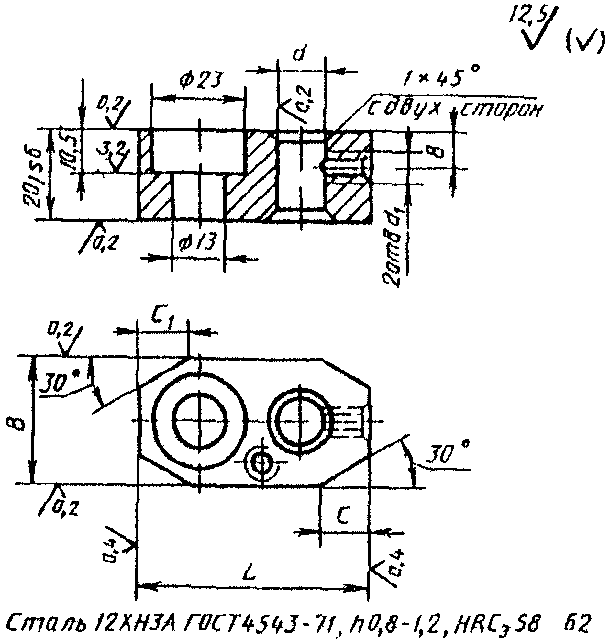 | B (h6) | 30 | 45 | |
Основные размеры, мм | d (H6) | 18 | 26 | |
l (h8) | 60 | 70 | ||
d1 | M6 | M8 | ||
C | 10 | 12 | ||
C1 | 12 | 17 | ||
Размеры заготовки, мм | B | 35 | 50 | |
H | 25 | |||
L | 66 | 76 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 1,1 | ||
Фрезерная. Фрезеровать с шести сторон с припуском на шлифование | 9,0 | 9,0 | ||
Разметочная. Разметить скосы, отверстия | 2,2 | 2,2 | ||
Фрезерная. Фрезеровать 4 скоса под углом 30° | 5,4 | 5,4 | ||
Сверлильная. Сверлить отверстие | 3,6 | 3,9 | ||
Слесарная. Притупить острые кромки | 0,7 | 0,7 | ||
Термическая. Цементировать h 0,8 - 1,2 мм | - | - | ||
Сверлильная. Сверлить, зенковать фаски и нарезать резьбу в 2 отверстиях d1 | 2,4 | 2,4 | ||
Термическая. Калить HRCэ 58...62 | - | - | ||
Шлифовальная. Шлифовать с 6 сторон в размер 20js6 x B x L | 16,0 | 16,0 | ||
Шлифовальная. Шлифовать отверстие d | 3,8 | 3,9 | ||
Слесарная. Притереть отверстие d, калибровать 2 отверстия d1, маркировать | 5,1 | 5,5 | ||
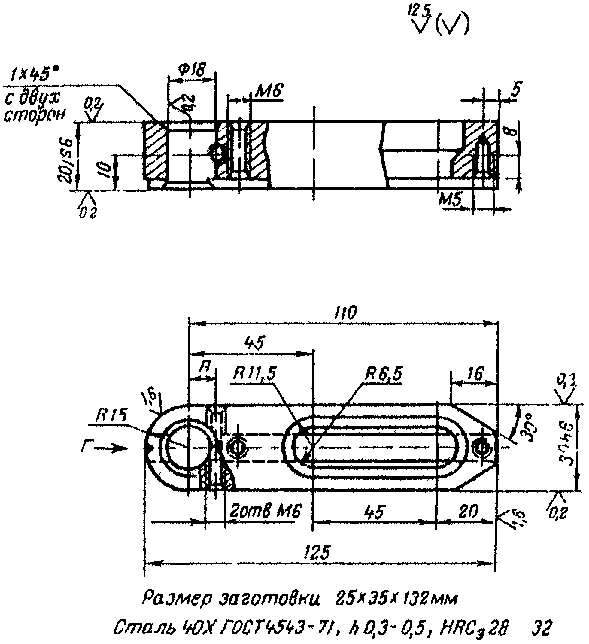
ПЛАНКИ ШИРИНОЙ 30 ММ С УСТАНОВОЧНЫМ ОТВЕРСТИЕМ ПЕРЕДВИЖНЫЕ УНИВЕРСАЛЬНО-СБОРНЫХ КРУГЛЫХ НАКЛАДНЫХ КОНДУКТОРОВ ГОСТ 15563-70 | Карта 153, лист 2 |
Термическая. Азотировать 0,3 - 0,5 мм, калить HRCэ, 58...62 | - |
Шлифовальная. Шлифовать плоскости в размеры 20js6, 30h6 | 14,6 |
Шлифовальная. Шлифовать паз | 5,4 |
Шлифовальная. Шлифовать отверстие d | 4,1 |
Слесарная. Притереть отверстие d, калибровать резьбовые отверстия, маркировать | 8,7 |
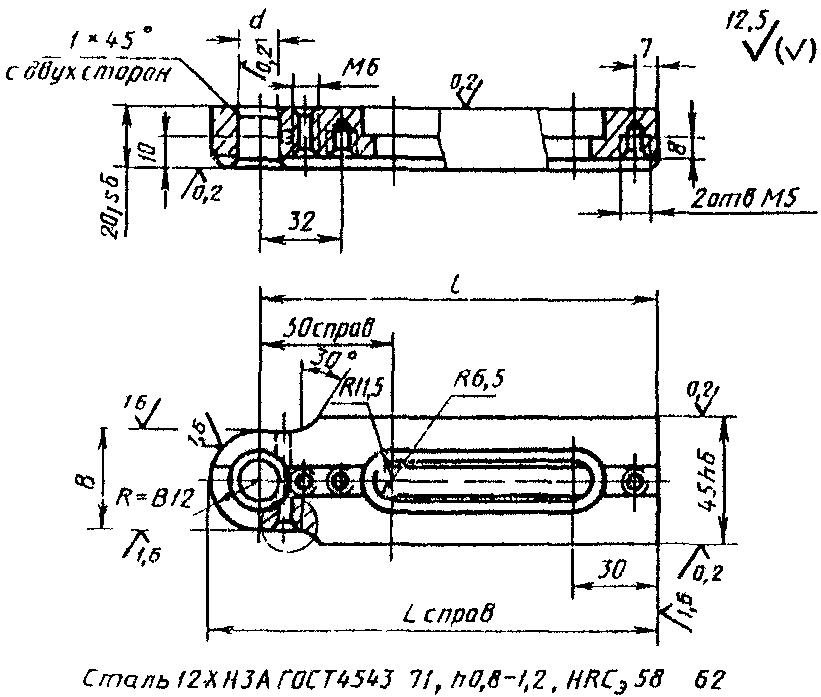
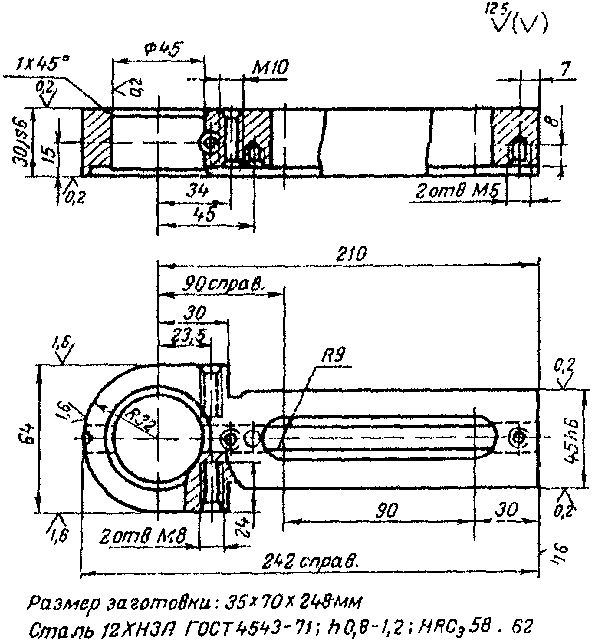
ПЛАНКИ ШИРИНОЙ 45 ММ С ПРОДОЛЬНЫМ ПАЗОМ 16 ММ ПЕРЕДВИЖНЫЕ УНИВЕРСАЛЬНО-СБОРНЫХ КРУГЛЫХ НАКЛАДНЫХ КОНДУКТОРОВ ГОСТ 15567-70 | Карта 155, лист 2 |
Сверлильная. Сверлить, зенковать фаски и нарезать резьбу в 2 отверстиях M5, 2 отверстиях M8 и в отверстии M10 | 7,5 |
Термическая. Калить HRCэ 58...62 | - |
Шлифовальная. Шлифовать 2 плоскости в размер 30js6 | 9,8 |
Шлифовальная. Шлифовать 2 плоскости в размер 45h6 | 7,2 |
Шлифовальная. Шлифовать паз | 5,8 |
Шлифовальная. Шлифовать отверстия | 5,7 |
Слесарная. Притереть отверстие | 10,0 |
ГОСТ 15569-70. Деталь 1. Гайка | Карта 156, лист 1 | |
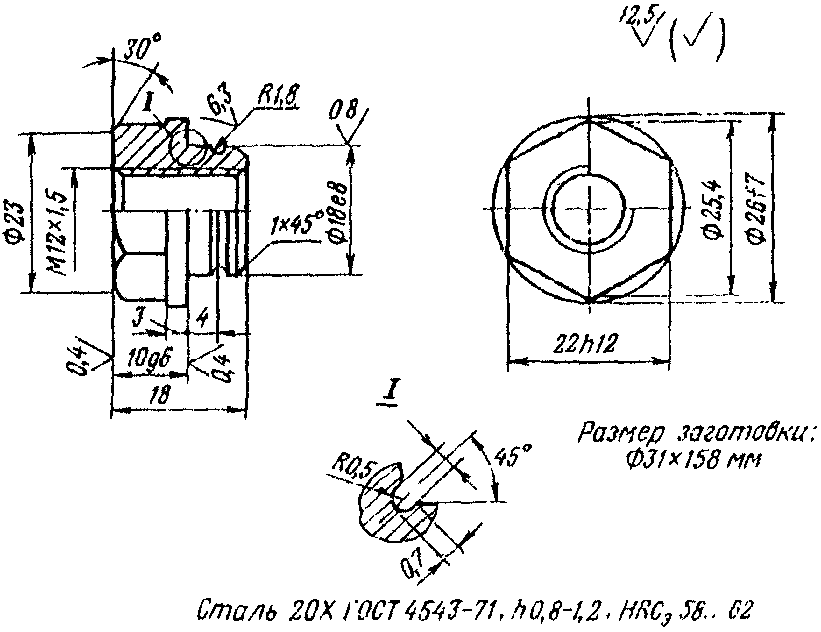 | ||
Наименование и содержание операций | Штучное время, мин. | |
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | 0,16 |
вулканитовым кругом (вариант) | 0,11 | |
Токарная. Подрезать торец, центровать, сверлить отверстие под резьбу, зенковать фаску, обточить поверхность | 1,5 | |
Фрезерная. Фрезеровать шестигранник в размер 22h12 | 4,5 | |
Термическая. Цементировать h 0,8 - 1,2 мм | - | |
Токарная. Расточить отверстие под резьбу, фаску, нарезать резьбу M12 x 1,5 | 2,6 | |
Термическая. Калить HRCэ 58...62 | - | |
Шлифовальная. Шлифовать поверхность | 2,0 | |
Шлифовальная. Шлифовать торец в размер 10g6 | 1,9 | |
Слесарная. Калибровать резьбу M12 x 1,5 | 0,7 | |
ГОСТ 15569-70. Деталь 2. Колпачок | Карта 156, лист 2 | |
 | ||
Наименование и содержание операций | Штучное время, мин. | |
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | 0,16 |
вулканитовым кругом (вариант) | 0,11 | |
Токарная. Подрезать торец, обточить поверхность | 9,4 | |
Разметочная. Разметить уступы и отверстия | 1,6 | |
Фрезерная. Фрезеровать 2 уступа | 2,3 | |
Термическая. Цементировать h 0,8 - 1,2 мм | - | |
Сверлильная. Сверлить и развернуть отверстие | 2,3 | |
Термическая. Калить HRCэ 58...62 | - | |
Шлифовальная. Шлифовать поверхность | 2,0 | |
Шлифовальная. Шлифовать отверстие 18H9 и торец | 2,9 | |
Токарная. Полировать поверхность R 50 мм | 1,0 | |
Слесарная. Калибровать отверстия | 1,0 | |
ГОСТ 15570-70 | Карта 157 |
 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 3,8 |
Токарная. Подрезать торец, центровать, сверлить, зенкеровать фаску и расточить отверстие | 8,2 |
Сверлильная. Разметить и сверлить 4 отверстия | 2,4 |
Слесарная. Притупить острые кромки | 0,5 |
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 58...62 | - |
Шлифовальная. Шлифовать отверстие | 3,3 |
Шлифовальная. Шлифовать поверхность | 3,4 |
Слесарная. Маркировать | 1,0 |
ГОСТ 15571-70 | Карта 158 |
 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 |
Кузнечная. Штамповать рым-болт | 0,8 |
Кузнечная. Пробить отверстие | 0,7 |
Кузнечная. Обрубить облой | 0,4 |
Токарная. Подрезать торец, обточить диаметр под резьбу, проточить канавку, фаски, нарезать резьбу M12 x 1,5 | 5,2 |
Слесарная. Маркировать | 1,0 |
ГОСТ 15573-70 | Карта 159 | |||
 | Основные размеры, мм | D (g6) | 18 | 26 |
D1 | 24 | 36 | ||
D (g6) | - | 18 | ||
L | 36 | 46 | ||
S (h11) | 19 | 27 | ||
Размеры заготовки, мм | D1 | 29 | 41 | |
L | 41 | 51 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 1 детали | 0,8 | 0,9 | ||
Токарная. Подрезать торец, центровать, сверлить и зенкеровать отверстие | 7,7 | 9,2 | ||
Фрезерная. Фрезеровать 2 лыски в размер S | 1,5 | 1,7 | ||
Слесарная. Притупить острые кромки | 0,5 | 0,5 | ||
Шлифовальная. Шлифовать диаметры d, D и торец предварительно | 1,5 | 1,9 | ||
Термическая. Калить HRCэ 38...42 | - | - | ||
Шлифовальная. Шлифовать диаметры d, D и торец | 2,9 | 3,7 | ||
Слесарная. Калибровать резьбу M18 x 1,5, маркировать | 1,7 | 1,7 | ||
ГОСТ 15574-70 | Карта 160 | |
 | ||
Наименование и содержание операций | Штучное время, мин. | |
Заготовительная. Отрезать заготовку на длину 6 деталей | на дисковой пиле | 0,16 |
вулканитовым кругом (вариант) | 0,09 | |
Токарная. Подрезать торец, обточить поверхность | 6,5 | |
Фрезерная. Фрезеровать 2 лыски в размер 17...0,24 мм | 1,7 | |
Слесарная. Притупить острые кромки | 0,5 | |
Термическая. Цементировать h 0,8 - 1,2 мм | - | |
Токарная. Обточить диаметр под резьбу, нарезать резьбу M12 x 1,5 | 2,6 | |
Термическая. Калить HRCэ 52...56 | - | |
Токарная. Полировать сферу R 22 мм и зачистить поверхность | 1,2 | |
Шлифовальная. Шлифовать торец в размер 10f7 | 1,7 | |
Слесарная. Калибровать резьбу M12 x 1,5 | 0,7 | |
ГОСТ 15575-70 | Карта 161 |
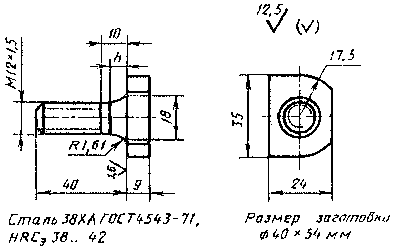 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 0,9 |
Токарная. Подрезать торец, обточить наружный диаметр, диаметр под резьбу, конус, радиусы R 1,6 мм, фаску, нарезать резьбу M12 x 1,5; подрезать торец, обточить R 17,5 мм | 7,5 |
Разметочная. Разметить головку болта | 0,7 |
Фрезерная. Фрезеровать головку болта | 2,9 |
Слесарная. Притупить острые кромки | 0,5 |
Термическая. Калить HRCэ 38...42 | - |
Токарная. Подрезать торцы в размер 9 мм | 3,0 |
Слесарная. Калибровать резьбу M12 x 1,5 | 0,8 |
ГОСТ 15576-70. Деталь 1. Корпус | Карта 162, лист 1 |
 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 1,9 |
Токарная. Подрезать торец, центровать, сверлить отверстие | 19,0 |
Разметочная. Разметить пазы, отверстия | 4,7 |
Сверлильная. Сверлить и развернуть 3 отверстия | 5,2 |
Фрезерная. Фрезеровать пазы | 9,0 |
Долбежная. Долбить 3 паза в размер 24 мм | 4,6 |
Слесарная. Притупить острые кромки, опилить фаски в пазах | 1,5 |
Термическая. Цементировать h 0,8 - 1,2 мм | - |
Сверлильная. Сверлить, зенковать фаски и нарезать резьбу в 3 отверстиях M8, в 2 отверстиях M5 и в 6 отверстиях M3 | 13,1 |
Термическая. Калить HRCэ 58...62 | - |
Шлифовальная. Шлифовать отверстие | 6,8 |
Шлифовальная. Шлифовать поверхность | 7,1 |
Слесарная. Калибровать резьбу | 8,6 |
ГОСТ 15576-70. Деталь 2. Клин | Карта 162, лист 2 |
 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 1,1 |
Токарная. Подрезать торец, центровать, сверлить отверстие | 7,3 |
Разметочная. Разметить уступы и паз | 0,9 |
Фрезерная. Фрезеровать 3 уступа и паз в размер 20 мм | 5,8 |
Слесарная. Притупить острые кромки | 0,7 |
Термическая. Цементировать h 0,8 - 1,2 мм, калить HRCэ 58...62 | - |
Шлифовальная. Шлифовать поверхность | 4,8 |
ГОСТ 15576-70. Деталь 3. Шпонка | Карта 162, лист 3 |
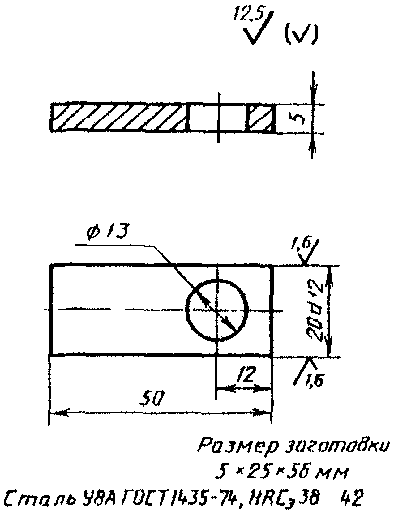 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 0,3 |
Фрезерная. Фрезеровать с 4 сторон с припуском на шлифование и размер 20d12 одновременно по 4 детали | 1,2 |
Сверлильная. Разметить и сверлить отверстие | 0,7 |
Слесарная. Притупить острые кромки | 0,2 |
Термическая. Калить HRCэ 38...42 | - |
Шлифовальная. Шлифовать плоскости в размер 20d12 одновременно по 4 детали | 0,8 |
ГОСТ 15576-70. Деталь 4. Крышка | Карта 162, лист 4 |
 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали | 0,4 |
Токарная. Вырезать деталь | 0,7 |
Сверлильная. Разметить, сверлить, зенковать 2 отверстия | 1,6 |
Слесарная. Острые кромки притупить | 0,2 |
ГОСТ 15576-70. Деталь 5. Пружина | Карта 162, лист 5 |
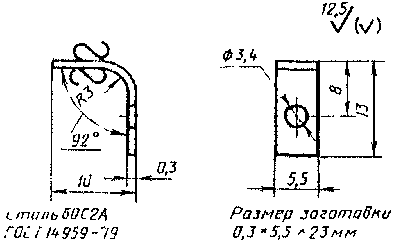 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали (ручными ножницами) | 0,24 |
Слесарная. Согнуть деталь | 0,3 |
Сверлильная. Разметить и сверить отверстие | 0,6 |
Слесарная. Притупить острые кромки | 0,1 |
ГОЛОВКИ ДЛЯ БАЗИРОВАНИЯ И КРЕПЛЕНИЯ УНИВЕРСАЛЬНО-СБОРНЫХ КРУГЛЫХ НАКЛАДНЫХ КОНДУКТОРОВ ГОСТ 15576-70. Деталь 7. Пружина | |
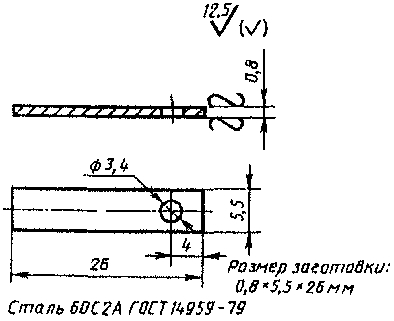 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали (ручными ножницами) | 0,24 |
Сверлильная. Разметить и сверлить отверстие | 0,6 |
Слесарная. Притупить острые кромки | 0,1 |
ГОЛОВКИ ДЛЯ БАЗИРОВАНИЯ И КРЕПЛЕНИЯ УНИВЕРСАЛЬНО-СБОРНЫХ КРУГЛЫХ НАКЛАДНЫХ КОНДУКТОРОВ ГОСТ 15576-70. Деталь 6. Ползун | Карта 162, лист 6 | |
 | ||
Наименование и содержание операций | Штучное время, мин. | |
Заготовительная. Отрезать заготовку на длину 4 деталей | на дисковой пиле | 0,75 |
вулканитовым кругом (вариант) | 0,14 | |
Токарная. Подрезать торец, центровать, сверлить отверстие под резьбу, обточить наружный диаметр, отрезать деталь | 6,2 | |
Разметочная. Разметить уступы, скос и паз | 0,6 | |
Фрезерная. Фрезеровать 2 уступа, скос и паз и размер 2 мм | 4,4 | |
Слесарная. Притупить острые кромки | 0,5 | |
Термическая. Цементировать h 0,8 - 1,2 мм | - | |
Токарная. Расточить отверстие под резьбу, фаску, нарезать резьбу M12 x 1,5 | 2,5 | |
Термическая. Калить HRCэ 58...62 | - | |
Шлифовальная. Шлифовать торец и скос | 3,3 | |
Шлифовальная. Шлифовать поверхность | 1,6 | |
Слесарная. Калибровать резьбу M12 x 1,5 | 0,8 | |
ГОСТ 15577-70. Деталь 1. Вороток | Карта 163, лист 1 |
 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали вулканитовым кругом | 0,41 |
Токарная. Подрезать торец, центровать, обточить поверхность | 8,1 |
Термическая. Калить HRCэ 38...42 | - |
Токарная. Притереть центры | 1,2 |
Шлифовальная. Шлифовать поверхности | 2,8 |
ГОСТ 15577-70. Деталь 2. Втулка | Карта 163, лист 2 | |
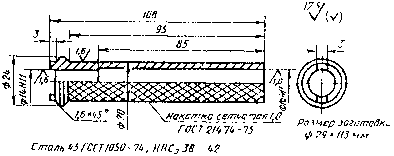 | ||
Наименование и содержание операций | Штучное время, мин. | |
Заготовительная. Отрезать заготовку на длину 1 детали | на дисковой пиле | 0,9 |
вулканитовым кругом (вариант) | 0,55 | |
Токарная. Подрезать торец, центровать, сверлить и зенкеровать отверстие | 12,0 | |
Разметочная. Разметить паз | 0,45 | |
Фрезерная. Фрезеровать паз в размер 3 мм | 1,4 | |
Слесарная. Притупить острые кромки | 0,3 | |
Термическая. Калить HRCэ 38...42 | - | |
ГОСТ 15577-70. Деталь 3. Вилка | Карта 163, лист 3 | |
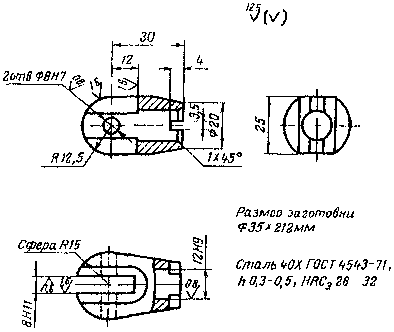 | ||
Наименование и содержание операций | Штучное время, мин. | |
Заготовительная. Отрезать заготовку на длину 4 деталей | на дисковой пиле | 0,25 |
вулканитовым кругом (вариант) | 0,17 | |
Термическая. Улучшение HRCэ 28...32 | - | |
Токарная. Подрезать торец, обточить наружный диаметр, сферу R 15 мм, отрезать деталь; подрезать торец, центровать, сверлить, зенковать фаску и развернуть отверстие | 12,2 | |
Разметочная. Разметить пазы, уступы, отверстие | 1,8 | |
Фрезерная. Фрезеровать паз в размер 8H11, 2 уступа, лыски и паз в размер 3,5 мм | 6,0 | |
Сверлильная. Сверлить и развернуть 2 отверстия | 3,1 | |
Слесарная. Притупить острые кромки | 0,4 | |
Термическая. Азотировать 0,3 - 0,5 мм, калить поверхность HRCэ 58...62 | - | |
Токарная. Зачистить сферу R 15 мм | 0,8 | |
Заточная. Довести паз | 0,3 | |
ГОСТ 15577-70. Деталь 4. Пружина | Карта 163, лист 4 |
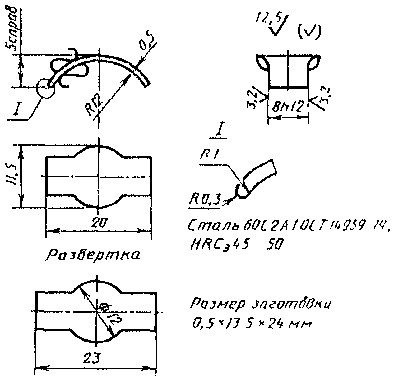 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали ручными ножницами | 0,24 |
Разметочная. Разметить контур детали | 1,4 |
Слесарная. Вырезать контур детали, опилить радиусы, согнуть деталь | 2,1 |
Термическая. Калить HRCэ 45...50 | - |
ГОСТ 15577-70. Деталь 5. Гайка с глухим отверстием | Карта 163, лист 5 |
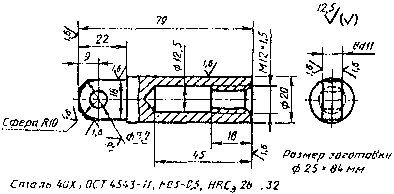 | |
Наименование и содержание операций | Штучное время, мин. |
Заготовительная. Отрезать заготовку на длину 1 детали вулканитовым кругом | 0,55 |
Термическая. Улучшение HRCэ 28...32 | - |
Токарная. Подрезать торец, центровать, сверлить отверстие под резьбу, расточить отверстие | 9,7 |
Разметочная. Разметить уступы, отверстие | 0,8 |
Фрезерная. Фрезеровать уступы в размер 8d11 и 18 мм | 2,4 |
Сверлильная. Сверлить и зенкеровать отверстие | 0,9 |
Термическая. Азотировать 0,3 - 0,5 мм, калить поверхность HRCэ 58...62 | - |
Токарная. Зачистить сферу R10 | 0,8 |
Шлифовальная. Шлифовать плоскости в размер 8d11 | 2,1 |
Слесарная. Калибровать резьбу M12 x 1,5 | 0,7 |
ГОСТ 16890-71 | Карта 164 | |||||||
 | Основные размеры, мм | B | 110 | 130 | 160 | 190 | 240 | 300 |
L | 110 | 135 | 158 | 173 | 225 | 290 | ||
H | 22 | 25 | 30 | 36 | 40 | |||
D | 40 | 50 | 60 | |||||
d (H7) | 16 | 20 | 22 | 25 | ||||
d1 | 13 | 18 | 22 | |||||
h | 12 | 16 | 22 | 28 | ||||
S = S1 | - | 10 | <...>2 | |||||
Размеры отливки, мм | H | 30 | 34 | 39 | 45 | 50,5 | ||
Наименование и содержание операций | Штучное время, мин. | |||||||
Фрезерная. Фрезеровать 2 плоскости в размер H с припуском на шлифование и торец в размер 2 мм | 15,0 | 16,5 | 17,0 | 18,0 | 23,0 | 27,0 | ||
Шлифовальная. Шлифовать 2 плоскости в размер H | 4,3 | 4,5 | 5,7 | 6,9 | 8,9 | 12,4 | ||
Сверлильная. Разметить, сверлить отверстие d1, зенковать фаску, сверлить, зенковать фаску, развернуть 2 отверстия d | 4,5 | 4,7 | 5,0 | 5,6 | 6,1 | 6,7 | ||
Слесарная. Притупить острые кромки, маркировать | 2,6 | 2,6 | 3,1 | 3,1 | 3,6 | 4,0 | ||
ГОСТ 16893-71 | Карта 165 | |||||
 | Основные размеры, мм | B | 160 | 180 | 250 | 320 |
H | 36 | 50 | ||||
L | 310 | 390 | 470 | 570 | ||
D | 60 | 70 | ||||
d (H7) | 25 | 32 | ||||
h | 22 | 28 | 36 | |||
Размеры отливки, мм | H | 46,5 | 60,5 | 62 | ||
Наименование и содержание операций | Штучное время, мин. | |||||
Фрезерная. Фрезеровать 2 плоскости в размер H с припуском на шлифование и торец в размер 2 мм | 20,0 | 25,0 | 33,0 | 46,0 | ||
Шлифовальная. Шлифовать 2 плоскости в размер H | 6,9 | 9,9 | 13,8 | 22,8 | ||
Сверлильная. Разметить, сверлить, зенковать фаски, развернуть 2 отверстия d | 5,4 | 6,9 | 7,6 | 9,7 | ||
Слесарная. Притупить острые кромки, маркировать | 3,6 | 4,0 | 4,2 | 4,9 | ||
ГОСТ 16894-71 | Карта 166 | |||
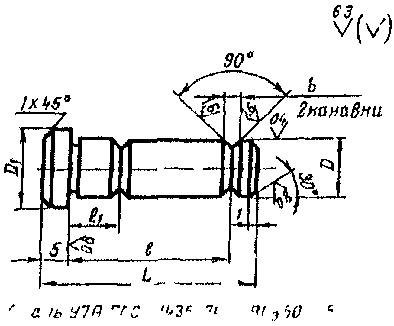 | Основные размеры, мм | D (g6) | 10 | 20 |
l | 38 | 55 | ||
D1 | 14 | 25 | ||
b | 4 | 6 | ||
l | 25 | 38 | ||
Размеры заготовки, мм | l1 | 9 | 12 | |
D1 | 16 | 30 | ||
L | 90 | 125 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | 0,5 | |
вулканитовым кругом (вариант) | 0,2 | 0,27 | ||
Токарная. Подрезать торец, центровать, обточить, диаметр D с припуском на шлифование, проточить канавки, обточить фаску, отрезать деталь; подрезать торец, центровать, обточить диаметр D1 и фаску | 6,7 | 7,4 | ||
Термическая. Калить HRCэ 50...55 | - | - | ||
Токарная. Притереть центры | 1,0 | 1,2 | ||
Шлифовальная. Шлифовать диаметр D и торец в размер l | 2,7 | 2,9 | ||
ГОСТ 16895-71 | Карта 167 | |||
 | Основные размеры, мм | D (g6) | 10 | 20 |
l | 38 | 55 | ||
D1 | 8 | 18 | ||
B | 14 | 25 | ||
l | 25 | 38 | ||
l1 | 9 | 12 | ||
Размеры заготовки, мм | D1 | 16 | 30 | |
L | 90 | 125 | ||
Наименование и содержание операций | Штучное время, мин. | |||
Заготовительная. Отрезать заготовку на длину 2 деталей | на дисковой пиле | - | 0,5 | |
вулканитовым кругом (вариант) | 0,2 | 0,27 | ||
Токарная. Подрезать торец, центровать, обточить диаметр D с припуском на шлифование, проточить канавки, обточить фаску, отрезать деталь; подрезать торец, центровать, обточить диаметр D1 и фаску | 6,7 | 7,4 | ||
Фрезерная. Фрезеровать 4 лыски в размер B | 3,4 | 3,6 | ||
Слесарная. Притупить острые кромки | 0,3 | 0,3 | ||
Термическая. Калить HRCэ 50...55 | - | - | ||
Токарная. Притереть центры | 1,0 | 1,2 | ||
Шлифовальная. Шлифовать диаметр D и торец в размер l | 2,7 | 2,9 | ||
Карта 168, лист 1 | |||||||
N п/п | Тип оборудования | Характер наладки | Время, мин. | ||||
1 | Дисковые пилы | - | 5 | ||||
2 | Абразивно-отрезные | - | 6 | ||||
3 | Токарные | Простая | 10 | ||||
Средней сложности | 15 | ||||||
Сложная | 22 | ||||||
4 | Фрезерные | Простая | 12 | ||||
Средней сложности | 20 | ||||||
Сложная | 25 | ||||||
5 | Сверлильные | Простая | 10 | ||||
Средней сложности | 12 | ||||||
Сложная | 16 | ||||||
6 | Круглошлифовальные | Без замены | Шлифовального круга | 7 | |||
С заменой | 13 | ||||||
7 | Внутришлифовальные | Без замены | 11 | ||||
С заменой | 14 | ||||||
8 | Бесцентрово-шлифовальные | Без замены | 7 | ||||
С заменой | 15 | ||||||
9 | Плоскошлифовальные | На магнитном столе | Без замены | Шлифовального круга | 5 | ||
С заменой | 12 | ||||||
В тисках или в приспособлении | С установкой приспособления | на магнитной плите | Без замены | 8 | |||
С заменой | 15 | ||||||
на столе | Без замены | 11 | |||||
С заменой | 18 | ||||||
10 | Долбежные | Сложная | 10 | ||||
11 | Карусельные | Сложная | 22 | ||||
12 | Штамповочные | - | 20 | ||||
Подготовительно-заключительное время для слесарных работ | |||||||
13 | Кузнечные | - | 10 | ||||
14 | Верстак | - | 4 | ||||
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ ДЛЯ СТАНОЧНЫХ И СЛЕСАРНЫХ РАБОТ НА ПАРТИЮ ДЕТАЛЕЙ | Карта 168, лист 2 | |||
Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплексы | ||||
N п/п | Наименование токарных работ | Время, мин. | ||
1 | Расточить сырые кулачки | 6 | ||
2 | Сменить кулачки патрона | трехкулачкового | 4 | |
3 | четырехкулачкового | 6 | ||
4 | Установить и снять (с регулировкой) | патрон (поводковую планшайбу) | 6 | |
5 | люнет | 4 | ||
6 | стружколоматель | 4 | ||
7 | заднюю бабку | 3 | ||
8 | центр | 0,5 | ||
Наименование фрезерных работ | Время, мин. | |||
9 | Установить и снять | поворотный стол | 9 | |
10 | шестерни для фрезерования спирали | 6 | ||
11 | упор или распорку | 2 | ||
12 | патрон или тиски | 4 | ||
13 | Заменить хобот на вертикальную головку (или наоборот) | 16 | ||
14 | Повернуть стол на угол | 1 | ||
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ ДЛЯ СТАНОЧНЫХ И СЛЕСАРНЫХ РАБОТ НА ПАРТИЮ ДЕТАЛЕЙ | Карта 168, лист 3 |
Характеристика группы сложности наладки | |
I. Простая наладка. При выполнении работы требуется беглое изучение чертежей и технологического процесса, работа выполняется без частичных переналадок | |
II. Средней сложности наладка. При выполнении работы требуется изучение чертежа и технологического процесса; необходимо получение краткого инструктажа от мастера; производится одна частичная переналадка оборудования в процессе обработки партии деталей | |
III. Сложная наладка. При выполнении работы требуется тщательное изучение чертежа и технологического процесса; необходим подробный инструктаж от мастера; производятся две - три частичные переналадки оборудования | |
Примечания: 1. В случаях когда на станке систематически выполняются однотипные операции по обработке конструктивно-сходных деталей, приведенное в таблице время следует уменьшать до 50%. | |
2. При бригадной форме организации труда, когда производится передача обрабатываемых изделий, размер подготовительно-заключительного времени может быть уменьшен до 50% | |
неполного штучного времени и нормы времени
на сборку приспособлений и кондукторов
Карта 169, лист 1 | ||||||||||||
Способ установки и крепления детали | Характер выверки | Масса детали, кг, до | ||||||||||
0,3 | 1 | 3 | 5 | 10 | 20 | 30 | 50 | 80 | ||||
Время, мин. | ||||||||||||
Установка на универсальном оборудовании | ||||||||||||
В самоцентрирующем патроне | без выверки | 0,25 | 0,39 | 0,58 | 0,7 | 0,91 | 1,2 | 4,55 | 5,1 | 5,5 | ||
с выверкой по диаметру и торцу | точность выверки, мм, до | 0,5 | 0,59 | 0,8 | 1,05 | 1,2 | 1,4 | 1,75 | 5,1 | 6,5 | 8,5 | |
0,1 | 1,25 | 1,65 | 2,15 | 2,3 | 2,85 | 3,4 | 6,5 | 8,1 | 11 | |||
В центрах | 0,27 | 0,39 | 0,54 | 0,64 | 0,79 | 0,98 | - | - | - | |||
На центровой гладкой или шлицевой оправе | 0,64 | 0,88 | 1,14 | 1,4 | 1,7 | 2,1 | 6,4 | 6,9 | 7,8 | |||
В тисках с зажимом винтом | без выверки | 0,32 | 0,43 | 0,56 | 0,63 | 0,75 | 0,88 | - | - | - | ||
с выверкой | 0,64 | 0,86 | 1,1 | 1,3 | 1,5 | 1,75 | - | - | - | |||
В тисках с пневмогидравлическим цилиндром | без выверки | 0,19 | 0,27 | 0,38 | 0,44 | 0,54 | 0,67 | - | - | - | ||
0,38 | 0,54 | 0,75 | 0,9 | 1,1 | 1,3 | - | - | - | ||||
с выверкой | ||||||||||||
На магнитной плите | - | 0,34 | 0,38 | 0,41 | 0,47 | 0,54 | - | - | - | |||
На столе с креплением болтами и планками | без выверки | 0,75 | 0,79 | 1,1 | 1,2 | 1,4 | 1,7 | 4,5 | 5,0 | 6,0 | ||
с выверкой | 1,1 | 1,15 | 1,5 | 1,7 | 2,05 | 2,5 | 6,5 | 7,5 | 8,5 | |||
Установка на верстак или плиту | ||||||||||||
На верстаке, плите | 0,08 | 0,1 | 0,13 | 0,14 | 0,17 | 0,19 | - | - | - | |||
ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Карта 169, лист 2 |
Примечания: 1 При установке деталей с необработанной установочной поверхностью (литье, поковка) время по карте принимать с коэффициентом К = 1,2. | |
2. При переустановке деталей вручную время по карте принимать без изменений; при переустановке деталей с применением мостового крана без выверки время по карте принимать с коэффициентом К = 0,65, с выверкой в одной плоскости с коэффициентом К = 0,8, с выверкой в двух - трех плоскостях - с коэффициентом К = 0,95. | |
3. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшить на 1,5 мин. | |
Сталь конструкционная углеродистая, | Карта 170 | ||||
 | |||||
Операция | Длина обрабатываемой поверхности, мм, до | Ширина обрабатываемой поверхности, мм, до | |||
75 | 112 | 140 | 190 | ||
Время на поверхность, мин. | |||||
Фрезерование плоскостей под шлифование Ra 6,3 | 50 | 0,94 | 1,1 | 1,3 | 2,15 |
100 | 1,05 | 1,35 | 1,7 | 2,9 | |
150 | 1,35 | 1,75 | 2,2 | 3,75 | |
200 | 1,4 | 1,9 | 2,5 | 4,3 | |
300 | 1,7 | 2,35 | 3,1 | 5,5 | |
400 | 1,95 | 2,8 | 3,85 | 7,0 | |
500 | 2,15 | 3,25 | 4,55 | 8,5 | |
Фрезерование плоскостей в размер по чертежу Ra 6.3...3,2 | 50 | 1,8 | 2,05 | 2,3 | 2,75 |
100 | 2,05 | 2,5 | 2,95 | 3,45 | |
150 | 2,65 | 3,3 | 3,8 | 4,4 | |
200 | 2,8 | 3,6 | 4,3 | 4,95 | |
300 | 3,45 | 4,55 | 5,32 | 6,2 | |
400 | 4,0 | 5,4 | 6,55 | 7,55 | |
500 | 4,45 | 6,3 | 7,7 | 8,75 | |
Поправочные коэффициенты на время обработки в зависимости от: | |||||
Обрабатываемого материала | Сталь | Чугун | ||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | ||||
Продолжительность обработки, мин. | ||||||
До 10 | Свыше 10 | - | До 10 | Свыше 10 | ||
Коэффициент | ||||||
0,9 | 0,8 | 1,1 | 1,25 | 0,8 | ||
СТАЛЬ КОНСТРУКЦИОННАЯ УГЛЕРОДИСТАЯ, Неполное штучное время | Карта 171, лист 1 | |||||||||
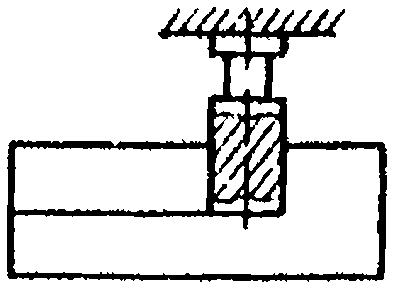 | ||||||||||
Ширина фрезерования, мм, до | Глубина резания, мм, до | Длина обрабатываемой поверхности, мм, до | ||||||||
50 | 100 | 150 | 200 | 300 | 400 | 500 | ||||
Время на проход, мин. | ||||||||||
12 | 10 | 1,75 | 2,0 | 2,65 | 2,9 | 3,75 | 4,35 | 5,0 | ||
20 | 1,85 | 2,15 | 2,9 | 3,45 | 4,35 | 5,0 | 6,0 | |||
30 | 2,15 | 2,65 | 3,75 | 4,3 | 6,0 | 7,0 | 8,5 | |||
18 | 10 | 1,8 | 2,0 | 2,65 | 2,9 | 3,8 | 44 | 5,0 | ||
20 | 1,9 | 2,2 | 2,95 | 3,5 | 4,4 | 5,0 | 6,0 | |||
30 | 2,2 | 2,7 | 3,8 | 4,35 | 6,0 | 7,0 | 8,5 | |||
40 | 2,45 | 3,0 | 4,4 | 5,0 | 7,0 | 8,5 | 10 0 | |||
22 | 20 | 2,1 | 2,45 | 3,35 | 3,8 | 5,0 | 6,0 | 7,0 | ||
30 | 2,3 | 2,75 | 3,9 | 4,4 | 6,0 | 7,0 | 8,5 | |||
45 | 2,55 | 3,1 | 4,5 | 5,0 | 7,0 | 8,5 | 10,5 | |||
25 | 20 | 2,1 | 2,5 | 3,4 | 3,8 | 5,0 | 6,0 | 7,0 | ||
30 | 2,35 | 2,8 | 3,9 | 4,45 | 6,0 | 7 0 | 8,5 | |||
45 | 2,6 | 3,15 | 4,5 | 5,0 | 7,0 | 8,5 | 10,5 | |||
Поправочные коэффициенты на время обработки в зависимости от | ||||||||||
Обрабатываемого материала | Сталь | Чугун | ||||||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | ||||||||
Продолжительность обработки, мин. | ||||||||||
До 10 | Свыше 10 | - | До 10 | Свыше 10 | ||||||
Коэффициент | ||||||||||
0,9 | 0,8 | 1,1 | 1,25 | 0,8 | ||||||
Формы обрабатываемой поверхности | Форма обрабатываемой поверхности | Прямолинейная | Криволинейная (фасонная) | |||||||
Коэффициент | 1,2 | |||||||||
Неполное штучное время | Карта 173 | |||||||||||
Длина паза, мм | Ширина паза, мм | Глубина паза, мм | ||||||||||
3 | 5 | 8 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | |||
Время на один паз, мин. | ||||||||||||
50 | 5 | 1,35 | 1,6 | 2,0 | 2,3 | - | - | - | - | - | - | |
10 | 1,3 | 1,6 | 1,9 | 2,2 | 2,8 | 3,5 | - | - | - | - | ||
16 | 1,3 | 1,55 | 1,9 | 2,15 | 2,8 | 3,4 | 4,0 | - | - | - | ||
20 | 1,25 | 1,45 | 1,8 | 2,0 | 2,5 | 3,1 | 3,6 | 4,2 | 4,7 | 5,0 | ||
75 | 5 | 1,85 | 1,9 | 2,4 | 2,7 | - | - | - | - | - | - | |
10 | 1,5 | 1,85 | 2,3 | 2,7 | 3,5 | 4,3 | - | - | - | - | ||
16 | 1,5 | 1,85 | 2,3 | 2,6 | 3,4 | 4,2 | 5,0 | - | - | - | ||
20 | 1,4 | 1,7 | 2,1 | 2,4 | 3,1 | 3,8 | 4,4 | 5,0 | 6,0 | 6,5 | ||
100 | 5 | 1,75 | 2,2 | 2,8 | 3,2 | - | - | - | - | - | - | |
10 | 1,7 | 2,1 | 2,7 | 3,1 | 4,1 | 5,0 | - | - | - | - | ||
16 | 1,7 | 2,0 | 2,6 | 3,0 | 4,0 | 4,9 | 6,0 | - | - | - | ||
20 | 1,55 | 1,9 | 2,4 | 2,7 | 3,6 | 4,5 | 5,5 | 6,5 | 7,0 | 8,0 | ||
150 | 5 | 2,4 | 3,1 | 4,2 | 4,9 | - | - | - | - | - | - | |
10 | 2,2 | 2,8 | 3,8 | 4,4 | 6,5 | 7,5 | 9,0 | - | - | - | ||
16 | 2,1 | 2,7 | 3,6 | 4,2 | 5,5 | 7,0 | 8,5 | - | - | - | ||
20 | 2,0 | 2,7 | 3,5 | 4,1 | 5,5 | 7,0 | 8,5 | 10 | 11 | 13 | ||
Поправочные коэффициенты на время обработки в зависимости от: | ||||||||||||
Предела прочности стали | До 0,59 | 0,59...0,74 | Свыше 0,74 | |||||||||
Продолжительность обработки, мм | До 10 | Свыше 10 | До 10 | Свыше 10 | ||||||||
Коэффициент | 0,9 | 0,8 | 1,1 | 1,25 | ||||||||
Неполное штучное время | Карта 174, лист 1 | |||||||||||
Операция | Диаметр, мм, до | Длина отверстия, мм, до | ||||||||||
10 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | ||
Время на одно отверстие, мин. | ||||||||||||
Сверление отверстий | 2 | 0,26 | 0,56 | - | - | - | - | - | - | - | - | - |
3 | 0,22 | 0,48 | 0,58 | - | - | - | - | - | - | - | - | |
5 | 0,17 | 0,31 | 0,56 | 0,64 | 0,75 | - | - | - | - | - | - | |
6 | 0,16 | 0,21 | 0,37 | 0,44 | 0,51 | - | - | - | - | - | - | |
10 | 0,21 | 0,28 | 0,42 | 0,59 | 0,73 | 1,4 | 1,7 | - | - | - | - | |
16 | 0,29 | 0,39 | 0,51 | 0,61 | 0,71 | 1,35 | 1,65 | 2,2 | 2,7 | - | - | |
25 | 0,36 | 0,49 | 0,59 | 0,72 | 0,83 | 1,25 | 1,8 | 2,35 | 2,8 | 3,75 | 4,4 | |
30 | 0,41 | 0,55 | 0,64 | 0,78 | 0,91 | 1,35 | 1,6 | 2,8 | 3,45 | 4,1 | 4,75 | |
Рассверливание отверстий | 25 | 0,23 | 0,3 | 0,35 | 0,4 | 0,47 | 0,65 | 0,75 | - | - | - | - |
30 | 0,28 | 0,34 | 0,44 | 0,50 | 0,60 | 0,8 | 0,96 | 1,15 | - | - | - | |
40 | 0,35 | 0,45 | 0,53 | 0,65 | 0,73 | 0,95 | 1,1 | 1,35 | 1,55 | - | - | |
50 | 0,45 | 0,6 | 0,75 | 0,9 | 1,0 | 1,4 | 1,65 | 2,0 | 2,4 | 2,7 | 3,1 | |
60 | 0,5 | 0,7 | 0,90 | 1,05 | 1,25 | 1,7 | 2,05 | 2,45 | 2,9 | 3,4 | 3,8 | |
Зенкование выточки | 15 | 0,8 | ||||||||||
30 | 1,1 | |||||||||||
50 | 1,4 | |||||||||||
Зенкование фасок | 20 | 0,25 | ||||||||||
Свыше 20 | 0,3 | |||||||||||
ОБРАБОТКА ОТВЕРСТИЙ НА СВЕРЛИЛЬНЫХ СТАНКАХ Неполное штучное время | Карта 174, лист 2 | ||||||||||||
Операция | Диаметр, мм, до | Длина отверстия, мм, до | |||||||||||
15 | 20 | 30 | 40 | 50 | 75 | 100 | |||||||
Время на одно отверстие, мин. | |||||||||||||
Развертывание отверстий | Обработка одной разверткой Ra 3,2...1,6, fT9...fT8 | 5 | 0,2 | 0,22 | 0,25 | 0,27 | 0,3 | - | - | ||||
8 | 0,22 | 0.26 | 0,31 | 0,35 | 0,40 | 0,47 | - | ||||||
10 | 0,24 | 0,30 | 0,34 | 0,40 | 0,45 | 0,55 | 0,7 | ||||||
15 | 0,3 | 0,35 | 0,42 | 0,47 | 0,55 | 0,65 | 0,8 | ||||||
20 | 0,35 | 0,42 | 0,5 | 0,57 | 0,65 | 0,8 | 1,0 | ||||||
30 | - | 0,63 | 0,83 | 0,97 | 1,15 | 1,4 | 1,75 | ||||||
40 | - | - | 1,05 | 1,3 | 1,5 | 1,7 | 2,2 | ||||||
50 | - | - | 1,15 | 1,5 | 1,55 | 1,9 | 2,4 | ||||||
Обработка двумя развертками Ra 1,6...0,8, fT8...fT7 | 5 | 0,45 | 0,55 | 0,70 | 0,80 | 0,90 | - | - | |||||
8 | 0,55 | 0,75 | 0,95 | 1,1 | 1,3 | 1,6 | - | ||||||
10 | 0,65 | 0,9 | 1,1 | 1,4 | 1,6 | 2,0 | 2,5 | ||||||
15 | 0,9 | 1,2 | 1,5 | 1,7 | 1,9 | 2,4 | 3,3 | ||||||
20 | 1,1 | 1,3 | 1,7 | 2,0 | 2,3 | 3,0 | 3,8 | ||||||
30 | - | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,9 | ||||||
40 | - | - | 3,0 | 3,6 | 4,1 | 5,1 | 6,5 | ||||||
50 | - | - | 3,1 | 3,6 | 4,2 | 5,5 | 6,5 | ||||||
Поправочные коэффициенты на время обработки в зависимости от: | |||||||||||||
Обрабатываемого материала | Сталь | Чугун | |||||||||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | |||||||||||
Коэффициент | |||||||||||||
0,9 | 1,2 | 0,8 | |||||||||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Свыше 25 | ||||||||
Коэффициент | 0,9 | 0,85 | 0,8 | ||||||||||
Примечание: При сверлении глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Неполное штучное время | Карта 175, лист 1 | |||||||||
 | ||||||||||
Ширина шлифования, мм, до | Припуск на обработку, мм, до | Длина шлифования, мм, до | ||||||||
50 | 100 | 250 | 320 | 400 | 500 | 600 | 800 | 1000 | ||
Время на поверхность, мин. | ||||||||||
20 | 0,35 | 2,10 | 2,20 | 2,53 | 2,71 | 2,86 | 3,08 | 3,49 | - | - |
0,50 | 2,11 | 2,22 | 2,60 | 2,75 | 2,95 | 3,21 | 3,65 | - | - | |
50 | 0,35 | 2,23 | 2,63 | 3,34 | 3,7 | 4,1 | 4,53 | 5,2 | 6,0 | 6,92 |
0,50 | 2,28 | 2,70 | 3,49 | 3,89 | 4,32 | 4,83 | 5,59 | 6,42 | 7,54 | |
63 | 0,35 | 2,32 | 2,87 | 3,76 | 4,2 | 4,68 | 5,13 | 6,1 | 7,07 | 8,35 |
0,50 | 2,35 | 2,95 | 3,98 | 4,23 | 4,97 | 5,62 | 6,58 | 7,69 | 9,0 | |
80 | 0,35 | 2,40 | 3,04 | 4,15 | 4,71 | 5,28 | 6,01 | 7,07 | 8,33 | 9,8 |
0,50 | 2,49 | 3,13 | 4,38 | 5,0 | 5,68 | 6,5 | 7,7 | 9,14 | 10,8 | |
100 | 0,35 | 2,51 | 3,2 | 4,6 | 5,38 | 6,01 | 6,93 | 8,24 | 9,8 | 11,6 |
0,50 | 2,57 | 3,3 | 4,89 | 5,67 | 6,51 | 7,54 | 9,0 | 10,8 | 12,9 | |
125 | 0,35 | 2,82 | 3,67 | 5,41 | 6,26 | 7,18 | 8,3 | 9,92 | 11,9 | 14,3 |
0,50 | 2,92 | 3,83 | 5,79 | 6,75 | 7,77 | 9,06 | 10,9 | 13,1 | 15,7 | |
160 | 0,35 | 3,0 | 4,0 | 6,2 | 7,27 | 8,44 | 9,91 | 12,0 | 14,5 | 17,4 |
0,50 | 3,07 | 4,19 | 6,69 | 7,9 | 9,22 | 10,9 | 13,2 | 16,0 | 19,4 | |
200 | 0,50 | - | 4,6 | 7,73 | 9,22 | 10,9 | 12,8 | 15,8 | 19,4 | 23,5 |
0,70 | - | 4,8 | 8,22 | 9,85 | 11,7 | 13,9 | 17,0 | 21,7 | 25,5 | |
ШЛИФОВАНИЕ ПЛОСКОСТЕЙ ПЕРИФЕРИЕЙ КРУГА Неполное штучное время | Карта 175, лист 2 | |||||||||
Ширина шлифования, мм, до | Припуск на обработку, мм, до | Длина шлифования, мм, до | ||||||||
50 | 100 | 250 | 320 | 400 | 500 | 600 | 800 | 1000 | ||
Время на поверхность, мин. | ||||||||||
250 | 0,50 | - | - | - | 11,2 | 12,9 | 15,5 | 19,1 | 23,5 | 28,7 |
0,70 | - | - | - | 11,8 | 13,9 | 16,8 | 19,6 | 25,5 | 31,3 | |
320 | 0,50 | - | - | - | - | 15,9 | 19,2 | 23,8 | 29,5 | 36,1 |
0,70 | - | - | - | - | 17,2 | 20,8 | 24,7 | 32,1 | 39,4 | |
420 | 0,50 | - | - | - | - | - | 22,6 | 28,8 | 35,8 | 44,5 |
0,70 | - | - | - | - | - | 25,4 | 31,3 | 39,0 | 49,0 | |
1,0 | - | - | - | - | - | 28,3 | 33,6 | 43,5 | 54,2 | |
500 | 0,50 | - | - | - | - | - | - | 35,9 | 44,1 | 53,7 |
0,70 | - | - | - | - | - | - | 42,9 | 48,0 | 60,0 | |
1,0 | - | - | - | - | - | - | 45,7 | 53,8 | 67,0 | |
Поправочные коэффициенты на неполное штучное время в зависимости от:
1. Мощности станка
Мощность станка, кВт | 4,5 | 10 | 28 |
Коэффициент | 1,15 | 0,83 |
2. Обрабатываемого материала, квалитета и шероховатости поверхности (см. карту 178).
3. Точности и жесткости станка (см. карту 179).
Неполное штучное время | Карта 176, лист 1 | |||||||||
 | ||||||||||
Диаметр шлифования, мм, до | Припуск на диаметр 2П, мм, до | Длина шлифования, мм, до | ||||||||
50 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Время на поверхность, мин. | ||||||||||
10 | 0,3 | 1,01 | 1,20 | 1,31 | 1,55 | 1,78 | - | - | - | - |
0,5 | 1,06 | 1,28 | 1,42 | 1,70 | 1,95 | - | - | - | - | |
16 | 0,3 | 1,10 | 1,38 | 1,56 | 1,88 | 2,05 | 2,26 | 2,48 | - | - |
0,5 | 1,17 | 1,49 | 1,68 | 2,02 | 2,37 | 2,48 | 2,72 | - | - | |
25 | 0,3 | 1,17 | 1,52 | 1,73 | 2,06 | 2,41 | 2,86 | 3,36 | 3,98 | - |
0,5 | 1,20 | 1,63 | 1,86 | 2,23 | 2,65 | 3,10 | 3,63 | 4,29 | - | |
40 | 0,3 | 1,55 | 1,97 | 2,21 | 2,50 | 3,17 | 3,66 | 4,58 | 5,34 | 6,58 |
0,5 | 1,65 | 2,10 | 2,37 | 2,84 | 3,38 | 3,95 | 4,97 | 6,08 | 7,16 | |
63 | 0,3 | 2,09 | 2,59 | 3,00 | 3,45 | 4,05 | 4,17 | 5,96 | 6,94 | 8,42 |
0,5 | 2,19 | 2,75 | 3,10 | 3,70 | 4,34 | 5,08 | 6,42 | 7,70 | 9,22 | |
100 | 0,3 | 2,30 | 2,93 | 3,41 | 3,98 | 4,85 | 5,15 | 6,94 | 8,45 | 10,1 |
0,5 | 2,42 | 3,10 | 3,58 | 4,28 | 5,10 | 6,02 | 7,39 | 9,18 | 11,0 | |
160 | 0,5 | 3,34 | 3,95 | 4,65 | 5,69 | 6,50 | 7,71 | 9,76 | 11,8 | 14,1 |
0,7 | 3,45 | 4,20 | 4,94 | 5,87 | 6,99 | 8,26 | 10,6 | 12,8 | 15,3 | |
250 | 0,5 | 3,46 | 4,16 | 4,99 | 5,92 | 7,06 | 8,35 | 10,6 | 12,8 | 15,4 |
0,7 | 3,56 | 4,50 | 5,70 | 6,32 | 7,55 | 8,99 | 11,4 | 14,3 | 16,6 | |
КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ Неполное штучное время | Карта 176, лист 2 | |||||||||
Диаметр шлифования, мм, до | Припуск на диаметр 2П, мм, до | Длина шлифования, мм, до | ||||||||
50 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Время на поверхность, мин. | ||||||||||
320 | 0,5 | 4,45 | 5,68 | 6,53 | 7,8 | 9,26 | 10,9 | 13,7 | 16,4 | 19,8 |
0,7 | 4,64 | 6,0 | 6,93 | 8,32 | 9,9 | 11,7 | 14,7 | 17,9 | 21,6 | |
400 | 0.5 | 4,99 | 6,34 | 7,3 | 8,5 | 10,0 | 12,0 | 15,0 | 18,4 | 20,6 |
0,7 | 5,12 | 6,72 | 7,76 | 9,09 | 10,9 | 13,0 | 16,2 | 19,8 | 22,1 | |
1,0 | 5,38 | 7,47 | 8,46 | 9,95 | 12,0 | 14,2 | 17,9 | 22,0 | 25,7 | |
500 | 0,5 | 5,30 | 6,77 | 7,98 | 9,33 | 11,2 | 13,3 | 16,6 | 20,3 | 24,6 |
0,7 | 5,60 | 7,02 | 8,50 | 9,98 | 12,0 | 14 4 | 17,9 | 22,1 | 26,7 | |
1,0 | 5,98 | 7,84 | 9,28 | 10,9 | 13,3 | 16,0 | 20,0 | 24,6 | 29,9 | |
Поправочные коэффициенты на неполное штучное время в зависимости от:
1. Формы поверхности, ширины круга и жесткости детали
Жесткость детали (отношение) | Ширина круга, мм, до | Шлифуемая поверхность | ||||
цилиндрическая | прерывистая (шлицевая) | с галтелью | с торцом | |||
с одной стороны | с двух сторон | |||||
Коэффициент | ||||||
<= 10 | 40 | 1,15 | 0,92 | 1,25 | 1,4 | 1,4 |
50 | 1,0 | 0,8 | 1,1 | 1,2 | 1,2 | |
63 | 0,85 | 0,68 | 0,94 | 1,05 | 1,05 | |
75 | 0,7 | 0,56 | 0,77 | 0,84 | 0,84 | |
> 10 | 40 | 1,5 | 1,2 | 1,6 | 1,8 | 1,8 |
50 | 1,3 | 1,05 | 1,4 | 1,55 | 1,55 | |
63 | 1,1 | 0,9 | 1,2 | 1,3 | 1,3 | |
75 | 0,9 | 0,74 | 0,98 | 1,1 | 1,1 | |
2. Обрабатываемого материала, квалитета и шероховатости (см. карту 178).
3. Точности и жесткости станка (см. карту 179).
Неполное штучное время | Карта 177, лист 1 | |||||||||||||
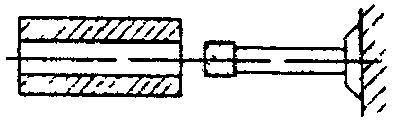 | ||||||||||||||
Диаметр шлифования, мм, до | Припуск на диаметр 2П, мм, до | Длина шлифования, мм, до | ||||||||||||
10 | 16 | 20 | 25 | 32 | 40 | 30 | 63 | 80 | 100 | 125 | 160 | 200 | ||
Время на поверхность, мин. | ||||||||||||||
12,5 | 0,2 | 1,33 | 1,7 | 1,80 | 2,1 | 2,39 | 2,54 | 2,76 | 3,23 | 3,62 | 4,07 | 4,79 | - | - |
0,3 | 1,44 | 1,78 | 1,48 | 2,2 | 2,44 | 2,62 | 2,85 | 3,33 | 3,73 | 4,19 | 4,94 | - | - | |
20 | 0,3 | 1,54 | 1,9 | 2,1 | 2,36 | 2,54 | 2,73 | 2,97 | 3,47 | 3,89 | 4,37 | 5,15 | 6,14 | - |
0,5 | 1,57 | 2,05 | 2,2 | 2,45 | 2,66 | 2,88 | 3,16 | 3,69 | 4,19 | 4,76 | 5,66 | 6,67 | - | |
32 | 0,3 | 1,58 | 1,95 | 2,16 | 2,41 | 2,6 | 2,81 | 3,08 | 3,59 | 4,06 | 4,6 | 5,46 | 6,41 | 9,0 |
0,5 | 1,62 | 2,1 | 2,25 | 2,5 | 2,73 | 2,97 | 3,39 | 3,85 | 4,36 | 5,0 | 5,97 | 7,06 | 9,98 | |
50 | 0,3 | 1,62 | 2,0 | 2,24 | 2,46 | 2,67 | 3,02 | 3,2 | 3,74 | 4,23 | 4,94 | 5,75 | 6,79 | 9,55 |
0,5 | 1,7 | 2,2 | 2,34 | 2,58 | 2,81 | 3,08 | 3,42 | 4,02 | 4,59 | 5,27 | 6,29 | 7,07 | 10,7 | |
0,7 | 1,77 | 2,29 | 2,45 | 2,7 | 2,97 | 3,29 | 3,68 | 4,33 | 4,99 | 5,77 | 6,94 | 8,31 | 11,9 | |
ШЛИФОВАНИЕ ОТВЕРСТИЙ Неполное штучное время | Карта 177, лист 2 | |||||||||||||
Диаметр шлифования, мм, до | Припуск на диаметр 2П, мм, до | Длина шлифования, мм, до | ||||||||||||
10 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | ||
Время на поверхность, мин. | ||||||||||||||
80 | 0,5 | 1,92 | 2,37 | 2,63 | 2,92 | 3,19 | 3,49 | 3,85 | 4,51 | 5,13 | 5,89 | 7,06 | 8,36 | 11,8 |
0,7 | 2,05 | 2,48 | 2,75 | 3,06 | 3,36 | 3,7 | 4,15 | 4,86 | 5,58 | 6,44 | 7,76 | 9,27 | 13,3 | |
1,0 | 2,12 | 2,62 | 2,91 | 3,23 | 3,6 | 4,0 | 4,52 | 5,33 | 6,18 | 7,19 | 8,69 | 10,5 | 15,2 | |
125 | 0,5 | - | - | 2,91 | 3,23 | 3,51 | 3,85 | 4,26 | 4,95 | 5,64 | 6,44 | 7,76 | 9,19 | 13,0 |
0,7 | - | - | 3,05 | 3,39 | 3,71 | 4,1 | 4,56 | 5,32 | 6,11 | 7,05 | 8,49 | 10,2 | 14,6 | |
1,0 | - | - | 3,23 | 3,59 | 4,0 | 4,42 | 4,97 | 5,84 | 6,77 | 7,86 | 9,54 | 11,5 | 16,5 | |
200 | 0,5 | - | - | 3,0 | 3,4 | 3,71 | 4,07 | 4,52 | 5,28 | 6,05 | 6,94 | 8,35 | 10,7 | 15,1 |
0,7 | - | - | 3,2 | 3,56 | 3,92 | 4,34 | 4,86 | 5,71 | 6,59 | 7,28 | 9,2 | 11,0 | 17,2 | |
1,0 | - | - | 3,5 | 3,8 | 4,21 | 4,7 | 5,21 | 6,27 | 7,29 | 8,52 | 10,3 | 12,6 | 18,1 | |
Поправочные коэффициенты на неполное штучное
время в зависимости от:
1. Формы поверхности
Шлифуемая поверхность | |||
свободная | прерывистая (шлицевая) | с галтелью | с торцом |
Коэффициент | |||
0,8 | 1,3 | 1,2 | |
2. Обрабатываемого материала, квалитета и шероховатости поверхности (см. карту 178).
3. Точности и жесткости станка (см. карту 179).
Группа обрабатываемого материала | Квалитет | |||
8 | 9 | |||
Шероховатость поверхности Ra, мкм | ||||
0,4 | 0,8 | 1,6 | > 1,6 | |
Коэффициент | ||||
1. Стали конструкционные углеродистые, легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, а также инструментальные углеродистые | 0,86 | 0,71 | 0,6 | 0,53 |
2. Чугуны и бронзы | 0,56 | 0,46 | 0,38 | 0,36 |
Шлифование | Карта 179 | ||
Вид шлифования | Модель станка | Станки, проработавшие непрерывно | |
до 10 лет | свыше 10 лет | ||
Коэффициент | |||
Круглое шлифование | 3161Т, ЗБ161, 3А130, 3Е153, 3А110В, ЗУ110В, 3М151В, 3М152В, 3М151У, 3М161 | 1,0 | 1,0 |
3А151, 3153, 3А153У, 312П, 310П, 3У131, 3М132, 3У133, 3У144, 3М173Е, 3М162, 3М174, 3М174В, 3А150 | 1,0 | 1,15 | |
3Б12, 3Б15, 310, 315, 3Г12, 3Г12М, 3А12, 3110, 3Е12, 3К12, 3У12А | 1,15 | 1,2 | |
Внутреннее шлифование | 3А228, 3А227В, 3А260, 3К228В, 3К228А, 3М229А | 1,0 | 1,0 |
3А227, 3Б250, 3Б250В, 3К227В | 1,0 | 1,1 | |
3К225В, 3К225, 3А225, 3250, 325, 3К227А, 3К227Е | 1,15 | 1,2 | |
Плоское шлифование | 3725, 3734А, 3720, 3731, 3732, 3724, 3756,375 | 1,0 | 1,0 |
3772, 3742, 3Е740, 3Г71, 3Б70В | 1,0 | 1,15 | |
Сталь Штучное время | Карта 180, лист 1 | |||||||
Содержание работы: 1. Взять, установить и закрепить деталь в тисках. 2. Взять напильник, опилить радиус, отложить напильник. 3. Открепить тиски, снять и отложить деталь | ||||||||
Вид напильника и достигаемая шероховатость поверхности | Радиус, мм, до | Толщина контура, мм, до | Длина контура, мм, до | |||||
10 | 15 | 25 | 40 | 60 | 90 | |||
Штучное время, мин. | ||||||||
Драчовый Ra 12,5...6,3 | 7 | 2 | 0,30 | 0,37 | 0,50 | - | - | - |
8 | 0,55 | 0,70 | 0,94 | - | - | - | ||
16 | 0,75 | 0,95 | 1,30 | - | - | - | ||
11 | 2 | 0,34 | 0,43 | 0,58 | 0,77 | - | - | |
8 | 0,64 | 0,81 | 1,10 | 1,45 | - | - | ||
16 | 0,87 | 1,10 | 1,50 | 1,95 | - | - | ||
17 | 2 | 0,39 | 0,50 | 0,67 | 0,88 | - | - | |
8 | 0,74 | 0,94 | 1,25 | 1,65 | - | - | ||
16 | 1,00 | 1,30 | 1,70 | 2,25 | - | - | ||
25 | 2 | 0,45 | 0,57 | 0,76 | 1,00 | 1,25 | - | |
8 | 0,84 | 1,05 | 1,45 | 1,90 | 2,35 | - | ||
16 | 1,15 | 1,45 | 1,95 | 2,55 | 3,25 | - | ||
40 | 2 | 0,53 | 0,67 | 0,89 | 1,15 | 1,50 | 1,90 | |
8 | 0,98 | 1,25 | 1,65 | 2,20 | 2,80 | 3,50 | ||
16 | 1,35 | 1,70 | 2,30 | 3,00 | 3,80 | 4,80 | ||
60 | 2 | 0,60 | 0,76 | 1,00 | 1,35 | 1,70 | 2,15 | |
8 | 1,10 | 1,40 | 1,90 | 2,50 | 3,15 | 4,00 | ||
16 | 1,55 | 1,95 | 2,60 | 3,40 | 4,35 | 5,50 | ||
ОПИЛИВАНИЕ РАДИУСНЫХ ПОВЕРХНОСТЕЙ (ДУГИ ОКРУЖНОСТЕЙ) Сталь | Карта 180, лист 2 | |||||||
Вид напильника и достигаемая шероховатость поверхности | Радиус, мм, до | Толщина контура, мм, до | Длина контура, мм, до | |||||
10 | 15 | 25 | 40 | 60 | 90 | |||
Штучное время, мин. | ||||||||
Личной Ra 6,3...3,2 | 2 | 2 | 0,35 | - | - | - | - | - |
4 | 0,44 | - | - | - | - | - | ||
3 | 2 | 0,31 | - | - | - | - | - | |
6 | 0,46 | - | - | - | - | - | ||
5 | 2 | 0,27 | 0,35 | - | - | - | - | |
8 | 0,44 | 0,55 | - | - | - | - | ||
7 | 2 | 0,25 | 0,32 | 0,43 | - | - | - | |
8 | 0,40 | 0,51 | 0,68 | - | - | - | ||
16 | 0,51 | 0,64 | 0,86 | - | - | - | ||
11 | 2 | 0,27 | 0,35 | 0,47 | 0,61 | - | - | |
8 | 0,51 | 0,65 | 0,87 | 1,15 | - | - | ||
16 | 0,70 | 0,89 | 1,20 | 1,55 | - | - | ||
17 | 2 | 0,32 | 0,40 | 0,54 | 0,60 | - | - | |
8 | 0,59 | 0,75 | 1,00 | 1,10 | - | - | ||
16 | 0,81 | 1,00 | 1,40 | 1,55 | - | - | ||
25 | 2 | 0,36 | 0,46 | 0,61 | 0,81 | 1,00 | - | |
8 | 0,67 | 0,85 | 1,10 | 1,50 | 1,90 | - | ||
16 | 0,92 | 1,10 | 1,55 | 2,50 | 2,60 | - | ||
40 | 2 | 0,42 | 0,53 | 0,72 | 0,94 | 1,20 | 1,50 | |
8 | 0,79 | 0,99 | 1,35 | 1,75 | 2,20 | 2,80 | ||
16 | 1,05 | 1,35 | 1,85 | 2,40 | 3,05 | 3,85 | ||
60 | 2 | 0,48 | 0,61 | 0,82 | 1,10 | 1,35 | 1,70 | |
8 | 0,90 | 1,15 | 1,55 | 2,00 | 2,55 | 3,20 | ||
16 | 1,25 | 1,55 | 2,10 | 2,75 | 3,45 | 4,40 | ||
ОПИЛИВАНИЕ РАДИУСНЫХ ПОВЕРХНОСТЕЙ (ДУГИ ОКРУЖНОСТЕЙ) Сталь Штучное время | Карта 180, лист 3 | |||||||
Вид напильника и достигаемая шероховатость поверхности | Радиус, мм, до | Толщина контура, мм, до | Длина контура, мм, до | |||||
10 | 15 | 25 | 40 | 60 | 90 | |||
Штучное время, мин. | ||||||||
Бархатный Ra 1,6...0,8 | 2 | 2 | 0,29 | - | - | - | - | - |
4 | 0,36 | - | - | - | - | - | ||
3 | 2 | 0,26 | - | - | - | - | - | |
6 | 0,37 | - | - | - | - | - | ||
5 | 2 | 0,22 | 0,28 | - | - | - | - | |
8 | 0,36 | 0,45 | - | - | - | - | ||
7 | 2 | 0,20 | 0,26 | 0,35 | - | - | - | |
8 | 0,33 | 0,41 | 0,56 | - | - | - | ||
16 | 0,41 | 0,52 | 0,70 | - | - | - | ||
11 | 2 | 0,21 | 0,26 | 0,35 | 0,47 | - | - | |
8 | 0,39 | 0,49 | 0,66 | 0,07 | - | - | ||
16 | 0,53 | 0,67 | 0,90 | 1,20 | - | - | ||
17 | 2 | 0,24 | 0,30 | 0,41 | 0,54 | - | - | |
8 | 0,45 | 0,57 | 0,76 | 1,00 | - | - | ||
16 | 0,61 | 0,78 | 1,05 | 1,35 | - | - | ||
25 | 2 | 0,27 | 0,35 | 0,47 | 0,61 | 0,77 | - | |
8 | 0,51 | 0,65 | 0,87 | 1,15 | 1,45 | - | ||
16 | 0,70 | 0,88 | 1,20 | 1,55 | 1,95 | - | ||
40 | 2 | 0,32 | 0,40 | 0,54 | 0,71 | 0,90 | 1,15 | |
8 | 0,60 | 0,75 | 1,00 | 1,35 | 1,70 | 2,15 | ||
16 | 0,81 | 1,05 | 1,40 | 1,80 | 2,30 | 2,90 | ||
60 | 2 | 0,36 | 0,46 | 0,62 | 0,82 | 1,05 | 1,30 | |
8 | 0,68 | 0,86 | 1,15 | 1,50 | 1,95 | 2,45 | ||
16 | 0,93 | 1,20 | 1,60 | 2,10 | 2,65 | 3,35 | ||
Примечание. Поправочные коэффициенты на время обработки в зависимости от обрабатываемого материала см. в карте 178.
Сталь незакаленная. Штучное время | Карта 181 | ||||||||||
Содержание работы | Обрабатываемый контур и размеры обработки | Длина контура, мм, до | |||||||||
50 | 100 | 150 | 300 | 450 | 600 | 800 | 1000 | ||||
Штучное время, мин. | |||||||||||
Опилить фаски | Прямолинейный | Ширина фаски, мм, до | 2 | 0,75 | 1,08 | 1,4 | 2,0 | 2,5 | 2,7 | 3,4 | 3,8 |
4 | 1,1 | 1,6 | 1,9 | 2,9 | 3,7 | 4,0 | 4,9 | 6,0 | |||
Криволинейный | 4 | 2,4 | 3,5 | 4,1 | 6,3 | 7,9 | 8,8 | 10,8 | 13 | ||
6 | 3,0 | 4,3 | 5,2 | 7,9 | 10 | 11 | 13 | 15 | |||
Зачистить заусенцы в отверстиях с 2 сторон после сверления | Диаметр отверстия, мм, до | 6 | 0,58 | ||||||||
10 | 0,7 | ||||||||||
16 | 0,8 | ||||||||||
32 | 1,0 | ||||||||||
Поправочные коэффициенты на время обработки в зависимости от: | |||||||||||
Обрабатываемого материала | Сталь | Чугун | |||||||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | |||||||||
Коэффициент | |||||||||||
0,9 | 1,2 | 0,8 | |||||||||
Неполное штучное время | Карта 182 | ||||||||||||
Содержание работы. Нанести полировочную пасту, полировать поверхность, протереть деталь, проверить шероховатость поверхности (повторяется периодически до получения требуемой шероховатости поверхности) | |||||||||||||
Характер обработки | Площадь полирования, см2, до | ||||||||||||
12 | 20 | 30 | 50 | 80 | 120 | 160 | 200 | 240 | 300 | 400 | 500 | 600 | |
Время, мин. | |||||||||||||
По наружному торцу или диаметру | 2,4 | 3,7 | 5,1 | 9,4 | 13,0 | 20,7 | 27,9 | 34 | 40 | 50 | 63 | 78 | 94 |
По фасонной наружной поверхности | 2,9 | 4,4 | 6,1 | 11,2 | 15,7 | 25 | 33 | 41 | 48 | 60 | - | - | - |
Примечания: 1. При полировании с одновременной доводкой точных размеров обрабатываемой поверхности время по карте для квалитета 8...9 следует применять с коэффициентом К = 1,1, для квалитета 6...7 - К = 1,2, для квалитета 5 - К = 1,3...1,4.
2. Время по карте рассчитано на полирование с параметром шероховатости 0,1 после шлифования. При полировании пастами или шлифовальной шкуркой с параметром шероховатости 0,4 вместо шлифования время по карте принимать с коэффициентом К = 0,7...0,75.
3. При зачистке поверхности шлифовальной бумагой без требований чистоты время по карте следует применять с коэффициентом К = 0,3.
4. Площадь полирования для цилиндрической и фасонной поверхности определяется по формуле  для торцовой поверхности
для торцовой поверхности 
для торцовой поверхности 5. При полировании деталей после хромирования время по карте применять с коэффициентом К = 0,6.
Штучное время | Карта 183 | |||||||||
Содержание работы. Взять деталь, установить и закрепить в тисках. Нарезать резьбу (прогнать резьбу). Очистить плашку и деталь от стружки. Отложить плашку. Открепить деталь, снять и отложить | ||||||||||
Диаметр резьбы, мм, до | Длина резьбы, мм, до | |||||||||
5 | 8 | 12 | 20 | 30 | 50 | 80 | ||||
Штучное время, мин. | ||||||||||
Нарезание резьбы | ||||||||||
3 | 1,35 | 1,6 | 1,9 | - | - | - | - | |||
6 | 0,90 | 1,1 | 1,3 | 1,6 | - | - | - | |||
10 | 0,69 | 0,83 | 0,98 | 1,2 | 1,4 | - | - | |||
16 | - | - | 1,1 | 1,3 | 1,55 | 1,9 | 2,3 | |||
20 | - | - | - | 1,4 | 1,65 | 2.0 | 2,4 | |||
24 | - | - | - | - | 1,7 | 2,1 | 2,5 | |||
Прогонка резьбы | ||||||||||
3 | 0,40 | 0,47 | 0,54 | - | - | - | - | |||
6 | 0,34 | 0,41 | 0,47 | 0,57 | - | - | - | |||
10 | 0,31 | 0,37 | 0,43 | 0,51 | 0,59 | - | - | |||
16 | - | 0,34 | 0,39 | 0,47 | 0,54 | 0,65 | - | |||
20 | - | - | - | 0,45 | 0,51 | 0,62 | 0,73 | |||
24 | - | - | - | - | 0,5 | 0,6 | 0,71 | |||
Поправочные коэффициенты на время обработки в зависимости от: | ||||||||||
Обрабатываемого материала | Сталь | Чугун | ||||||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | ||||||||
Коэффициент | ||||||||||
0,9 | 1,2 | 0,8 | ||||||||
Штучное время | Карта 184, лист 1 | ||||||||||
Содержание работы. Взять вороток и метчик, вставить метчик в вороток. Смазать метчик маслом. Нарезать резьбу (прогнать резьбу). Очистить метчик от стружки. Повторить приемы при нарезании резьбы двумя или тремя метчиками. Отложить метчик и вороток | |||||||||||
Диаметр резьбы, мм, до | Длина резьбы, мм, до | ||||||||||
5 | 7 | 9 | 11 | 14 | 18 | 24 | 30 | 40 | 55 | 65 | |
Штучное время, мин. | |||||||||||
Нарезание резьбы (комплектом из трех метчиков) | |||||||||||
3 | 1,5 | 1,8 | 2,1 | 2,4 | 2,8 | 3,2 | - | - | - | - | - |
6 | 1,1 | 1,35 | 1,55 | 1,75 | 2,0 | 2,4 | 2,8 | - | - | - | - |
10 | 0,88 | 1,05 | 1,25 | 1,4 | 1,6 | 1,9 | 2,2 | 2,6 | - | - | - |
14 | 1,0 | 1,25 | 1,45 | 1,6 | 1,85 | 2,2 | 2,6 | 3,0 | 3,5 | - | - |
18 | - | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,9 | 3,3 | 4,0 | 4,8 | - |
24 | - | - | - | - | 2,4 | 2,8 | 3,3 | 3,8 | 4,5 | 5,4 | 6,0 |
Нарезание резьбы (комплектом из двух метчиков) | |||||||||||
3 | 1,15 | 1,4 | 1,65 | 1,85 | 2,2 | - | - | - | - | - | - |
6 | 0,85 | 1,05 | 1,2 | 1,35 | 1,6 | 1,8 | 2,2 | - | - | - | - |
10 | 0,68 | 0,83 | 0,96 | 1,1 | 1,25 | 1,45 | 1,75 | 2,0 | - | - | - |
14 | 0,79 | 0,96 | 1,1 | 1,25 | 1,45 | 1,7 | 2,0 | 2,3 | 2,7 | - | - |
18 | - | 1,1 | 1,25 | 1,4 | 1,65 | 1,9 | 2,3 | 2,6 | 3,1 | 3,7 | - |
24 | - | - | - | - | 1,85 | 2,2 | 2,6 | 2,9 | 3,5 | 4,2 | 4,7 |
Нарезание резьбы одним метчиком | |||||||||||
3 | 0,75 | 0,92 | 1,05 | 1,2 | - | - | - | - | - | - | - |
6 | 0,55 | 0,67 | 0,78 | 0,88 | - | - | - | - | - | - | - |
10 | 0,44 | 0,54 | 0,62 | 0,70 | - | - | - | - | - | - | - |
14 | 0,51 | 0,62 | 0,72 | 0,82 | - | - | - | - | - | - | - |
18 | - | 0,7 | 0,81 | 0,91 | - | - | - | - | - | - | - |
24 | - | 0,79 | 0,92 | 1,05 | - | - | - | - | - | - | - |
НАРЕЗАНИЕ И ПРОГОНКА РЕЗЬБЫ МЕТЧИКОМ ВРУЧНУЮ Штучное время | Карта 184, лист 2 | ||||||||||||
Прогонка резьбы, мм, до | |||||||||||||
Диаметр резьбы, мм, до | Длина резьбы, мм, до | ||||||||||||
5 | 7 | 9 | 11 | 14 | 18 | 24 | 30 | 40 | 55 | 65 | |||
Штучное время, мин. | |||||||||||||
3 | 0,44 | 0,55 | 0,65 | 0,74 | 0,86 | - | - | - | - | - | - | ||
6 | 0,31 | 0,38 | 0,45 | 0,51 | 0,6 | 0,71 | 0,85 | - | - | - | - | ||
10 | 0,24 | 0,29 | 0,34 | 0,39 | 0,46 | 0,54 | 0,65 | 0,75 | - | - | - | ||
14 | - | 0,25 | 0,29 | 0,33 | 0,40 | 0,45 | 0,55 | 0,63 | 0,76 | - | - | ||
18 | - | - | 0,25 | 0,29 | 0,34 | 0,40 | 0,48 | 0,55 | 0,67 | 0,82 | - | ||
24 | - | - | - | - | 0,29 | 0,34 | 0,41 | 0,48 | 0,57 | 0,70 | 0,79 | ||
Поправочные коэффициенты на время обработки в зависимости от: | |||||||||||||
Обрабатываемого материала | Сталь | Чугун | |||||||||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | |||||||||||
Коэффициент | |||||||||||||
0,9 | 1,2 | 0,8 | |||||||||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 7 | 10 | 20 | 30 | ||||||||
Коэффициент | 0,9 | 0,85 | 0,75 | ||||||||||
Примечания: 1. При нарезании резьбы в глухих отверстиях время по карте принимать с коэффициентом К = 1,2.
2. При выполнении работы в тисках на закрепление и открепление детали к табличным данным прибавлять время по карте 169.
Штучное время | Карта 185 | |||||||||||
Вид маркирования | Вид поверхности | Высота знака, мм | Количество знаков на детали, до | |||||||||
1 | 2 | 3 | 5 | 8 | 12 | 16 | 20 | 24 | 30 | |||
Штучное время, мин. | ||||||||||||
Клеймом вручную | Плоская | До 5 | 0,08 | 0,15 | 0,20 | 0,31 | 0,45 | 0,63 | 0,79 | 0,95 | 1,10 | 1,3 |
Свыше 5 | 0,11 | 0,20 | 0,28 | 0,42 | 0,62 | 0,86 | 1,08 | 1,30 | 1,50 | 1,80 | ||
Цилиндрическая | До 5 | 0,10 | 0,17 | 0,23 | 0,35 | 0,52 | 0,72 | 0,91 | 1,10 | 1,25 | 1,50 | |
Свыше 5 | 0,14 | 0,24 | 0,33 | 0,50 | 0,74 | 1,05 | 1,30 | 1,55 | 1,80 | 2,15 | ||
Электрографом | Плоская | - | 0,10 | 0,17 | 0,22 | 0,30 | 0,41 | 0,54 | 0,65 | 0,76 | 0,85 | 0,99 |
Цилиндрическая | - | 0,12 | 0,19 | 0,25 | 0,36 | 0,49 | 0,63 | 0,77 | 0,89 | 1,00 | 1,15 | |
Кислотное | Плоская | - | 0,11 | 0,18 | 0,23 | 0,32 | 0,44 | 0,58 | 0,70 | 0,81 | 0,91 | 1,05 |
Цилиндрическая | - | 0,14 | 0,22 | 0,28 | 0,40 | 0,54 | 0,71 | 0,85 | 0,99 | 1,10 | 1,30 | |
СТАЛЬ КОНСТРУКЦИОННАЯ УГЛЕРОДИСТАЯ Штучное время | Карта 186, лист 1 | ||||||||||||
I. Резка пилой | |||||||||||||
Круг и квадрат | |||||||||||||
Диаметр пилы, мм | Длина заготовки, мм, до | Диаметр заготовки (сторона квадрата), мм, до | |||||||||||
20 | 40 | 50 | 60 | 75 | 90 | 100 | 120 | 150 | 170 | 200 | |||
Штучное время, мин. | |||||||||||||
350 | 100 | 0,7 | 0,9 | 1,2 | 1,3 | 1,6 | 1,9 | 2,1 | - | - | - | - | |
250 | 0,75 | 1,0 | 1,3 | 1,4 | 1,7 | 2,0 | 2,2 | - | - | - | - | ||
500 и выше | 0,8 | 1,1 | 1,4 | 1,6 | 1,9 | 2,1 | 2,3 | - | - | - | - | ||
> 350 | 100 | - | - | - | - | 1,5 | 1,8 | 2,0 | 3,2 | 3,8 | 5,2 | 6,7 | |
250 | - | - | - | - | 1,7 | 1,9 | 2,1 | 3,6 | 4,0 | 5,4 | 7,0 | ||
500 и выше | - | - | - | - | 1,8 | 2,0 | 2,2 | 3,9 | 4,2 | 5,8 | 7,3 | ||
Полоса | |||||||||||||
Диаметр пилы, мм | Длина заготовки, мм, до | Высота пропила до 50 мм | |||||||||||
Ширина полосы, мм, до | |||||||||||||
20 | 40 | 50 | 60 | 70 | 100 | 120 | 140 | 160 | 200 | ||||
Время, мин. | |||||||||||||
350 | 100 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,5 | - | - | - | - | ||
250 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,6 | - | - | - | - | |||
500 и выше | 0,9 | 1,0 | 1,1 | 1,2 | 1,4 | 1,8 | - | - | - | - | |||
> 350 | 100 | - | - | - | - | 1,3 | 1,7 | 1,85 | 2,0 | 2,35 | 2,4 | ||
250 | - | - | - | - | 1,4 | 1,8 | 2,0 | 2,2 | 2,5 | 2,7 | |||
500 и выше | - | - | - | - | 1,5 | 1,9 | 2,1 | 2,4 | 2,7 | 3,0 | |||
ОТРЕЗКА ЗАГОТОВОК СТАЛЬ КОНСТРУКЦИОННАЯ УГЛЕРОДИСТАЯ Штучное время | Карта 186, лист 2 | |||||||||
Полоса | ||||||||||
Диаметр пилы, мм | Длина заготовки, мм, до | Высота пропила свыше 50 мм | ||||||||
Ширина полосы, мм, до | ||||||||||
40 | 60 | 80 | 100 | 120 | 140 | 160 | 200 | |||
Штучное время, мин. | ||||||||||
350 | 100 | 1,1 | 1,2 | 1,4 | 1,6 | - | - | - | - | |
250 | 1,2 | 1,3 | 1,5 | 1,7 | - | - | - | - | ||
500 и выше | 1,3 | 1,4 | 1,6 | 1,8 | - | - | - | - | ||
> 350 | 100 | - | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | 2,7 | 2,9 | |
250 | - | 1,7 | 1,9 | 2,1 | 2,4 | 2,6 | 2,9 | 3,2 | ||
500 и выше | - | 1,8 | 2,0 | 2,2 | 2,6 | 2,9 | 3,2 | 3,6 | ||
Поправочные коэффициенты на штучное время в зависимости от: | ||||||||||
Обрабатываемого материала | Сталь | 0,59...0,74 | Свыше 0,74 | |||||||
Коэффициент | 1,2 | |||||||||
Примечание. При отрезке заготовок механической ножовкой следует применять коэффициент К = 1,5 к штучному времени при диаметре пилы 350 мм.
ОТРЕЗКА ЗАГОТОВОК СТАЛЬ ЛИСТОВАЯ Штучное время | Карта 186, лист 3 | |||||||
II. Газовая ручная резка | ||||||||
Вид газовой резки | Толщина металла, мм, до | |||||||
15 | 20 | 25 | 30 | 40 | 50 | 60 | Свыше 60 | |
Штучное время на 1 м реза, мин. | ||||||||
Ацетиленокислородная | 3,83 | 4,01 | 4,33 | 4,45 | 4,93 | 5,15 | 5,78 | 6,47 |
Резка природным газом | 4,01 | 4,21 | 4,55 | 4,70 | 5,20 | 5,46 | 6,15 | 6,94 |
Кислородно-флюсовая | 6,11 | 6,36 | 6,61 | 7,07 | 7,60 | 8,40 | 9,19 | 10,7 |
Поправочные коэффициенты на штучное время в зависимости от обрабатываемого материала
Марка стали | Углеродистые с содержанием углерода, % | Среднелегированные, марганцовистые стали с содержанием ванадия и молибдена | ||||
До 0,3 | Свыше 0,3 | |||||
Коэффициент | 1,1 | 1,2 | ||||
III. Отрезка вулканитовым кругом | ||||||
Диаметр или высота заготовки или пучка заготовок, мм, до | ||||||
10 | 20 | 30 | 40 | 50 | 65 | |
Время, мин. | ||||||
0,35 | 0,40 | 0,55 | 0,7 | 0,90 | 0,97 | |
Карта 187, лист 1 | ||
Группа сложности | Характеристика групп сложности | Содержание работы <*> |
1 | Оправки простого типа | Завернуть шпильку, прихватить электросваркой. Поставить шайбу, завернуть гайку, обеспечить плавность зажима гайкой. Маркировать. Сдать готовую продукцию |
2 | Цанговые оправки | Собрать цангу с тягой, вставить цангу в оправку, запрессовать штифт, завернуть гайку, отрегулировать работу цанги. Маркировать. Сдать готовую продукцию |
3 | Приспособления простого типа | Запрессовать штырь, завернуть шпильки, прихватить электросваркой, собрать зажимные устройства, проверить, отрегулировать плавность движения зажимов. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
4 | Приспособления с кулачковым зажимом | Установить вилку, выдержать перпендикулярность к оси пазов, сверлить и развернуть отверстия под штифты. Запрессовать штифты и установочные пальцы. Установить кулачки, выдержать чертежные размеры относительно установочных пальцев. Закрепить планки, проверить и отрегулировать плавность движения кулачков. Поставить прокладку и зажимные винты, Поставить кожух. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
5 | Приспособления, включающие выверку призм с выдерживанием всех чертежных размеров | Запрессовать штырь. Собрать призмы с корпусом, выдержать чертежные размеры относительно штыря. Сверлить и развернуть отверстия под штифты. Запрессовать штифты. Собрать и поставить зажимные устройства. Поставить противовесы. Разметить, сверлить и развернуть отверстия под штифты. Запрессовать штифты. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
--------------------------------
<*> Для определения времени на доработку и испытание изделия применять поправочный коэффициент, равный 0,85, к тем же нормативным картам на сборку.
Сборка токарных приспособлений | Карта 187, лист 2 | ||||||||
Группа сложности | Количество оригинальных деталей в приспособлении | Масса приспособлений, кг, до | |||||||
1 | 3 | 5 | 12 | 30 | 50 | 80 | 200 | ||
Норма времени, мин. | |||||||||
1 | 2 | 16 | 19 | 22 | 27 | - | - | - | - |
3 | 27 | 30 | 32 | 38 | - | - | - | - | |
2 | 4 | 30 | 32 | 35 | 40 | - | - | - | - |
5 | 32 | 38 | 40 | 46 | - | - | - | - | |
3 | 5 | 54 | 65 | 73 | 81 | 89 | 102 | 111 | 123 |
6 | 73 | 84 | 97 | 108 | 117 | 125 | 133 | 145 | |
7 | 81 | 97 | 105 | 117 | 125 | 133 | 143 | 153 | |
10 | 145 | 157 | 165 | 176 | 185 | 203 | 221 | 242 | |
4 | 12 | 165 | 179 | 195 | 214 | 237 | 257 | 285 | 313 |
14 | 190 | 209 | 228 | 252 | 280 | 309 | 337 | 370 | |
16 | 257 | 270 | 314 | 342 | 375 | 403 | 456 | 499 | |
19 | - | 342 | 380 | 413 | 461 | 504 | 556 | 608 | |
5 | 9 | 120 | 131 | 146 | 160 | 176 | 195 | 214 | 237 |
10 | 190 | 214 | 233 | 257 | 285 | 314 | 345 | 380 | |
11 | 275 | 299 | 328 | 361 | 394 | 437 | 475 | 532 | |
12 | 333 | 361 | 399 | 442 | 485 | 532 | 584 | 641 | |
15 | - | 494 | 546 | 598 | 665 | 717 | 789 | 865 | |
19 | - | - | 637 | 703 | 770 | 855 | 926 | 1026 | |
Карта 188, лист 1 | ||
Группа сложности | Характеристика групп сложности | Содержание работы <*> |
1 | Приспособления простого типа | Установить шпонки, выверить относительно базовых поверхностей на параллельность, закрепить. Разметить, сверлить и развернуть отверстия под штифты. Запрессовать штифты, опоры и упоры. Скомплектовать, собрать и подогнать зажимные узлы и устройства. Выверить и закрепить опорные планки на параллельность. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
2 | Приспособления, имеющие 1 - 2 установочных (выверочных) размера | Установить и выверить шпонки относительно базовых поверхностей на параллельность, закрепить. Установить и закрепить призмы, установы, копиры, с выверкой на центричность и параллельность. Сверлить и развернуть отверстия под штифты. Запрессовать штифты. Установить опоры и опорные планки. Выверить и подогнать опоры и опорные планки на параллельность относительно основания, установа и других деталей. Скомплектовать, подогнать и собрать зажимные узлы устройства. Установить зажимные устройства и проверить их взаимодействие. Выверить все координатные размеры относительно призм, копиров и других деталей и поверхностей согласно чертежу и техническим условиям. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
3 | Приспособления средней сложности, имеющие 2 - 4 установочных (выверочных) размера | |
4 | Сложные приспособления, имеющие свыше 4 выверочных размеров | |
5 | Особо сложные приспособления с гидро- или пневмозажимами, имеющие несколько выверочных и координатных (свыше 6) размеров | Установить и выверить шпонки относительно базовых поверхностей на параллельность. Скомплектовать, подогнать и собрать зажимные поворотные и фиксирующие узлы и устройства. Установить и закрепить призмы, установы, копиры с выверкой на центричность и параллельность. Сверлить и развернуть отверстия под штифты. Запрессовать штифты. Установить опоры и опорные планки, выверить и подогнать на параллельность относительно основания, установа, призм и других деталей. Установить прижимные поворотные, фиксирующие узлы и устройства, проверить их взаимодействие. Установить гидро- или пневмосистемы с подгонкой трубок по месту. Проверить систему на утечку жидкости или воздуха. Выверить все координатные размеры относительно призм, копиров, установов и других деталей и поверхностей согласно чертежу и техническим условиям. Испытать приспособление, проверить взаимодействие всех узлов. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
Сборка фрезерных приспособлений | Карта 188, лист 2 | ||||||
Группа сложности | Количество оригинальных деталей в приспособлении | Масса приспособлений, кг, до | |||||
10 | 20 | 40 | 70 | 100 | 200 | ||
Норма времени, мин. | |||||||
1 | 5 | 57 | 65 | 76 | 86 | 105 | 124 |
7 | 78 | 90 | 114 | 131 | 147 | 165 | |
9 | 90 | 114 | 124 | 143 | 160 | 181 | |
2 | 6 | 103 | 114 | 128 | 144 | 162 | 187 |
8 | 124 | 137 | 147 | 165 | 195 | 219 | |
10 | 143 | 154 | 171 | 195 | 219 | 237 | |
13 | 176 | 190 | 204 | 228 | 257 | 280 | |
16 | 204 | 219 | 237 | 285 | 323 | 375 | |
18 | 228 | 247 | 271 | 323 | 356 | 413 | |
3 | 9 | 190 | 214 | 238 | 266 | 304 | 352 |
12 | 257 | 271 | 299 | 333 | 370 | 409 | |
15 | 276 | 285 | 323 | 366 | 413 | 480 | |
21 | 342 | 380 | 428 | 475 | 523 | 580 | |
25 | 480 | 537 | 599 | 651 | 689 | 708 | |
4 | 10 | 219 | 257 | 290 | 323 | 371 | 447 |
16 | 295 | 323 | 361 | 404 | 437 | 513 | |
18 | 304 | 333 | 409 | 447 | 504 | 542 | |
Сборка фрезерных приспособлений | Карта 188, лист 3 | ||||||
Группа сложности | Количество оригинальных деталей в приспособлении | Масса приспособлений, кг, до | |||||
10 | 20 | 40 | 70 | 100 | 200 | ||
Норма времени, мин. | |||||||
4 | 22 | 356 | 390 | 437 | 494 | 570 | 646 |
24 | 442 | 470 | 513 | 556 | 637 | 684 | |
30 | 494 | 556 | 608 | 665 | 713 | 779 | |
33 | 684 | 731 | 779 | 855 | 950 | 1093 | |
5 | 9 | 466 | 546 | 625 | 698 | 817 | 950 |
13 | 523 | 618 | 684 | 789 | 903 | 1026 | |
17 | 665 | 750 | 836 | 922 | 1045 | 1140 | |
24 | 779 | 888 | 998 | 1093 | 1188 | 1330 | |
27 | 931 | 1045 | 1140 | 1283 | 1425 | 1568 | |
29 | 1093 | 1188 | 1330 | 1500 | 1653 | 1805 | |
37 | 1235 | 1397 | 1568 | 1710 | 1900 | 2090 | |
42 | 1406 | 1615 | 1843 | 2043 | 2233 | 2470 | |
Карта 189, лист 1 | ||
Группа сложности | Характеристика групп сложности | Содержание работы <*> |
1 | Приспособления протяжные безадаптерные (планшайба, втулки и упоры) | Запрессовать втулку, проверить диаметр отверстия, по мере надобности довести. Запрессовать упоры. Маркировать. Сдать готовую продукцию |
2 | Приспособления протяжные (планшайба, адаптер и фиксирующие устройства) | Поставить адаптер на винты, выдержать размеры относительно крепежных пазов. Сверлить и развернуть отверстие под штифт. Запрессовать штифт. Собрать, установить и закрепить фиксирующее устройство. Маркировать. Сдать готовую продукцию |
3 | Приспособления протяжные (планшайба, адаптер, фиксирующие и центрирующие устройства) | Поставить адаптер на винты, выдержать размеры относительно крепежных пазов. Сверлить и развернуть отверстие под штифт. Запрессовать штифт. Собрать центрирующее устройство, выдержать чертежные размеры относительно адаптера. Разметить, сверлить и развернуть отверстие под штифты. Запрессовать штифты. Маркировать. Сдать готовую продукцию |
Сборка протяжных приспособлений | Карта 189, лист 2 | ||||||
Группа сложности | Количество оригинальных деталей в приспособлении | Масса приспособления, кг, до | |||||
3 | 5 | 12 | 20 | 30 | 50 | ||
Норма времени, мин. | |||||||
1 | 3 | 19 | 22 | 25 | 29 | 32 | 40 |
5 | 25 | 29 | 33 | 36 | 39 | 43 | |
6 | 29 | 33 | 38 | 40 | 43 | 50 | |
8 | 50 | 58 | 68 | 74 | 79 | 94 | |
2 | 3 | 22 | 26 | 31 | 34 | 39 | 49 |
5 | 30 | 33 | 40 | 43 | 47 | 52 | |
6 | 34 | 40 | 45 | 49 | 51 | 60 | |
8 | 60 | 69 | 82 | 88 | 95 | 113 | |
3 | 5 | 36 | 40 | 48 | 52 | 57 | 63 |
6 | 41 | 48 | 54 | 59 | 63 | 74 | |
9 | 61 | 72 | 81 | 88 | 95 | 124 | |
11 | 92 | 114 | 128 | 143 | 152 | 190 | |
13 | 147 | 171 | 195 | 219 | 238 | 285 | |
Карта 190 | |||||||||
Группа сложности | Характеристика групп сложности | Содержание работы <*> | |||||||
1 | Приспособления для зубофрезерных и зубодолбежных работ | Завернуть шпильки, прихватить электросваркой. Отрихтовать шпильки, поставить прижимы. Завернуть гайки. Маркировать. Сдать готовую продукцию | |||||||
2 | Подставки для зубофрезерных и зубодолбежных работ | Собрать хомутик. Завернуть винты, законтрогаить. Собрать сухарь, поставить болт и завернуть гайку. Собрать сухарь и хомутик с корпусом. Маркировать. Сдать готовую продукцию | |||||||
Группа сложности | Количество оригинальных деталей в приспособлении | Масса приспособления, кг, до | |||||||
5 | 8 | 12 | 20 | 30 | 50 | 100 | |||
Норма времени, мин. | |||||||||
1 | 3 | 13 | 16 | 18 | 20 | 23 | 28 | 34 | |
6 | 30 | 32 | 34 | 36 | 40 | 44 | 50 | ||
9 | 40 | 50 | 54 | 59 | 72 | 85 | 109 | ||
11 | 50 | 59 | 65 | 72 | 85 | 109 | 128 | ||
13 | 59 | 72 | 78 | 85 | 109 | 128 | 152 | ||
2 | 3 | 23 | 27 | 29 | 32 | 38 | 45 | 54 | |
6 | 40 | 50 | 54 | 58 | 72 | 85 | 109 | ||
9 | 58 | 72 | 78 | 85 | 109 | 133 | 162 | ||
11 | 77 | 99 | 109 | 119 | 138 | 180 | 209 | ||
13 | 99 | 119 | 128 | 147 | 166 | 228 | 257 | ||
Карта 191 | ||||||||
Группа сложности | Характеристика групп сложности | Содержание работы <*> | ||||||
1 | Приспособления простого типа (одноместные) | Завернуть шпильки, прихватить электросваркой или поставить фиксирующие винты. Собрать зажимные устройства, проверить плавность главного движения прижима. Поставить втулку. Запрессовать опоры, поставить планки и фиксирующие устройства. Маркировать. Нерабочие места красить. Сдать готовую продукцию | ||||||
2 | Приспособления сложного типа (многоместные) | Поставить упор на винты, выставить на параллельность от базы. Просверлить и развернуть отверстия под штифты. Запрессовать штифты. Собрать опоры, обеспечить плавность движения опор. Поставить упорные призмы, проверить их координатные размеры относительно базы. Собрать зажимные и фиксирующие устройства, поставить планки. Маркировать. Нерабочие места красить. Сдать готовую продукцию | ||||||
Группа сложности | Количество оригинальных деталей в приспособлении | Масса приспособления, кг, до | ||||||
5 | 8 | 12 | 20 | 30 | 50 | 75 | ||
Норма времени, мин. | ||||||||
1 | 3 | 40 | 45 | 50 | 54 | 63 | 72 | 85 |
5 | 49 | 57 | 60 | 65 | 76 | 86 | 105 | |
9 | 65 | 76 | 81 | 86 | 105 | 174 | 143 | |
11 | 86 | 105 | 114 | 124 | 143 | 166 | 190 | |
13 | 111 | 125 | 133 | 143 | 166 | 190 | 219 | |
2 | 9 | 83 | 90 | 105 | 109 | 125 | 147 | 171 |
11 | 109 | 125 | 138 | 148 | 172 | 200 | 228 | |
17 | 247 | 285 | 309 | 333 | 380 | 432 | 496 | |
21 | 285 | 328 | 347 | 370 | 428 | 485 | 560 | |
24 | 351 | 399 | 428 | 461 | 527 | 608 | 684 | |
29 | 394 | 456 | 489 | 523 | 560 | 675 | 760 | |
33 | 489 | 551 | 570 | 594 | 665 | 741 | 822 | |
Карта 192, лист 1 | ||
Группа сложности | Характеристика групп сложности | Содержание работы <*> |
1 | Кондукторы простого типа | Завернуть шпильку в корпус, затянуть контргайкой, запрессовать штырь, выдержать параллельность, Запрессовать постоянные втулки; проверить диаметр, по мере надобности довести. Поставить шпонку, проверить соосность. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
2 | Кондукторы, имеющие 1 - 2 установочных (выверочных) размера | Собрать кондукторные плиты, выдержав размеры согласно чертежу, зажать. Разметить, сверлить, развернуть отверстие под штифты, запрессовать штифты. Запрессовать постоянные втулки, по мере надобности довести. Поставить сменные втулки. Запрессовать опоры. Завернуть винты, выдержать размеры согласно чертежу, закрепить контргайкой. Собрать зажимные устройства. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
3 | Кондукторы, имеющие 3 - 5 установочных (выверочных) размеров | Поставить опорные планки. Собрать подвижную и неподвижную призмы, выдержать чертежные размеры. Собрать кондукторные плиты с корпусом. Разметить, сверлить и развернуть отверстия под штифты. Запрессовать штифты. Собрать зажимные устройства. Запрессовать постоянные втулки, проверить диаметр, по мере надобности довести. Поставить сменные и фиксирующие винты. Маркировать, Нерабочие места красить. Сдать готовую продукцию |
4 | Кондукторы, корпус которых имеет коробчатую форму | Запрессовать постоянные втулки и штыри. Проверить диаметр втулок, по мере надобности довести. Поставить фланцы и планки, сверлить и развернуть отверстия. Собрать вилки, разметить, сверлить и развернуть отверстия под штифты, поставить штифты. Собрать и поставить зажимные устройства. Проверить плавность движения зажимов. Собрать и поставить кондукторные плиты. Поставить планшайбу. Разметить, сверлить и развернуть отверстия под штифты. Запрессовать штифты. Запрессовать направляющую втулку, проверить диаметр, по мере надобности довести. Поставить шпонку, выдержав координатные размеры согласно чертежу. Маркировать. Нерабочие места красить. Сдать готовую продукцию |
Сборка кондукторов | Карта 192, лист 2 | ||||||||||
Группа сложности | Количество оригинальных деталей в кондукторе | Масса кондуктора, кг, до | |||||||||
3 | 5 | 8 | 12 | 20 | 30 | 50 | 75 | 100 | 200 | ||
Норма времени, мин. | |||||||||||
1 | 9 | 76 | 84 | 100 | 109 | 116 | 124 | 138 | 144 | 152 | - |
12 | 87 | 97 | 109 | 119 | 127 | 136 | 152 | 159 | 167 | - | |
16 | 96 | 106 | 111 | 130 | 140 | 149 | 167 | 174 | 184 | - | |
21 | 105 | 117 | 123 | 143 | 152 | 163 | 183 | 190 | 204 | - | |
27 | 114 | 128 | 133 | 157 | 166 | 180 | 200 | 209 | 223 | - | |
35 | 125 | 140 | 147 | 171 | 182 | 200 | 219 | 228 | 247 | - | |
45 | 138 | 152 | 162 | 190 | 200 | 219 | 238 | 247 | 266 | - | |
58 | 152 | 166 | 178 | 209 | 219 | 238 | 257 | 266 | 295 | - | |
2 | 9 | 83 | 97 | 109 | 119 | 127 | 136 | 152 | 159 | 167 | - |
12 | 96 | 106 | 111 | 130 | 140 | 149 | 167 | 174 | 184 | - | |
16 | 105 | 117 | 123 | 143 | 152 | 163 | 183 | 190 | 204 | - | |
21 | 114 | 128 | 133 | 157 | 166 | 180 | 200 | 209 | 223 | - | |
27 | 125 | 140 | 147 | 171 | 182 | 200 | 219 | 228 | 247 | - | |
35 | 138 | 152 | 162 | 190 | 200 | 219 | 238 | 247 | 266 | - | |
45 | 152 | 166 | 178 | 209 | 219 | 238 | 257 | 266 | 295 | - | |
58 | 166 | 182 | 195 | 228 | 238 | 261 | 285 | 295 | 323 | - | |
Сборка кондукторов | Карта 192, лист 3 | ||||||||||
Группа сложности | Количество оригинальных деталей в кондукторе | Масса кондуктора, кг, до | |||||||||
3 | 5 | 8 | 12 | 20 | 30 | 50 | 75 | 100 | 200 | ||
Норма времени, мин. | |||||||||||
3 | 9 | 96 | 106 | 111 | 130 | 140 | 149 | 166 | 174 | 184 | 228 |
12 | 105 | 117 | 123 | 143 | 152 | 163 | 183 | 190 | 204 | 252 | |
16 | 114 | 128 | 133 | 157 | 166 | 180 | 200 | 209 | 223 | 275 | |
21 | 125 | 140 | 147 | 171 | 182 | 200 | 219 | 228 | 247 | 304 | |
27 | 138 | 152 | 162 | 190 | 200 | 219 | 238 | 247 | 266 | 333 | |
35 | 152 | 166 | 178 | 209 | 219 | 238 | 257 | 266 | 295 | 370 | |
45 | 166 | 182 | 195 | 228 | 238 | 261 | 285 | 295 | 323 | 409 | |
58 | 182 | 204 | 219 | 247 | 266 | 290 | 313 | 328 | 356 | 451 | |
4 | 27 | - | - | - | - | - | - | 257 | 266 | 295 | 370 |
35 | - | - | - | - | - | - | 285 | 295 | 323 | 409 | |
45 | - | - | - | - | - | - | 313 | 328 | 356 | 451 | |
58 | - | - | - | - | - | - | 361 | 380 | 418 | 518 | |
75 | - | - | - | - | - | - | 418 | 437 | 485 | 599 | |
97 | - | - | - | - | - | - | 485 | 504 | 560 | 694 | |
125 | - | - | - | - | - | - | 560 | 580 | 646 | 798 | |
162 | - | - | - | - | - | - | 646 | 665 | 741 | 922 | |
Наименование | Номер стандарта | Эскиз | Номер карты |
Детали для станочных приспособлений | |||
Упоры плиточные | ГОСТ 15555-67 |  | |
Зажимы винтовые с клином Деталь 1. Корпус | ГОСТ 1556-67 |  | |
Зажимы винтовые с клином | ГОСТ 1556-67 |  | |
Зажимы винтовые с клином Деталь 3. Винт | ГОСТ 1556-67 | 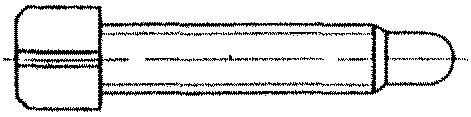 | |
Опоры ступенчатые для прихватов | ГОСТ 1557-67 |  | |
Подпорки винтовые Деталь 1. Корпус | ГОСТ 1559-67 |  | |
Подпорки винтовые Деталь 2. Винт | ГОСТ 1559-67 | 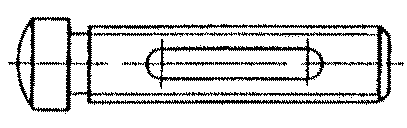 | |
Подпорки винтовые Деталь 3. Гайка | ГОСТ 1559-67 |  | |
Распорки винтовые Деталь 1. Винт | ГОСТ 1560-67 |  | |
Распорки винтовые Деталь 2. Шайба | ГОСТ 1560-67 | 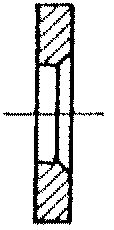 | |
Распорки винтовые Деталь 3. Гайка | ГОСТ 1560-67 | 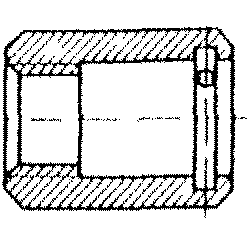 | |
Распорки винтовые Деталь 4. Пята | ГОСТ 1560-67 |  | |
Рукоятки с шаровой головкой | ГОСТ 3055-69 |  | |
Плиты круглые низкие (заготовки) | ГОСТ 4074-69 | 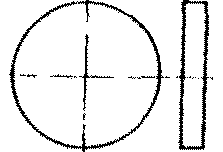 | |
Швеллеры с ребрами (заготовки) | ГОСТ 4079-69 |  | |
Тавры (заготовки) | ГОСТ 4080-69 |  | |
Тавры с ребрами (заготовки) | ГОСТ 4081-69 |  | |
Фланцы переходные (заготовки) | ГОСТ 4082-69 | 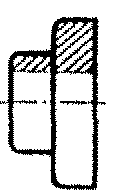 | |
Опоры регулируемые | ГОСТ 4084-68 |  | |
Опоры регулируемые с шестигранной головкой | ГОСТ 4085-68 | 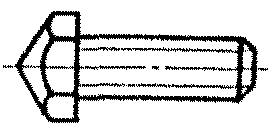 | |
Опоры регулируемые с круглой головкой | ГОСТ 4086-68 | 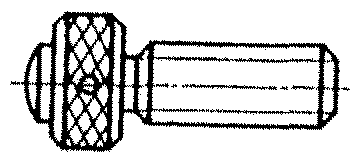 | |
Шайбы быстросъемные | ГОСТ 4087-69 |  | |
Шайбы подвесные | ГОСТ 4090-69 | ||
Корпуса квадратные (заготовки) | ГОСТ 4585-69 | 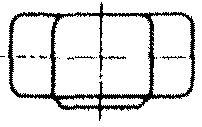 | |
Корпуса продольные (заготовки) | ГОСТ 4587-69 |  | |
Корпуса продольные ступенчатые (заготовки) | ГОСТ 4588-69 | 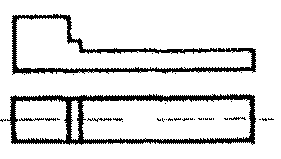 | |
Стойки (заготовки) | ГОСТ 4589-69 |  | |
Стойки делительных устройств (заготовки) | ГОСТ 4590-69 | 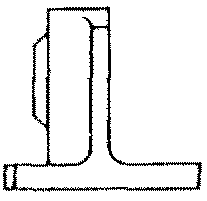 | |
Прихваты поворотные | ГОСТ 4734-69 |  | |
Прихваты откидные | ГОСТ 4736-69 |  | |
Вилки с резьбовым хвостиком | 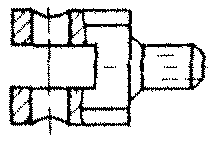 | ||
Ушки | ГОСТ 4739-68 | 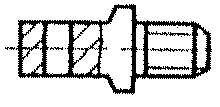 | |
Втулки резьбовые переходные | 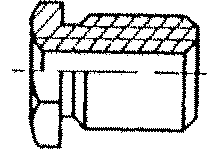 | ||
Рукоятки звездообразные | ГОСТ 4742-68 | 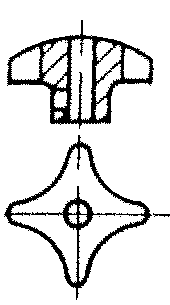 | |
Пластины опорные | ГОСТ 4743-68 |  | |
Гайки с шарнирной рукояткой Деталь 1. Гайка |  | ||
Гайки с шарнирной рукояткой Деталь 2. Рукоятка |  | ||
Гайки с шарнирной рукояткой Деталь 3. Пружины | 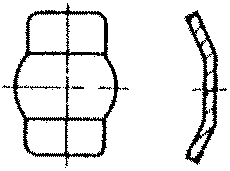 | ||
Винты грузовые (цапфы) | 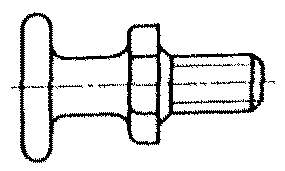 | ||
Рукоятки цилиндрические | ГОСТ 8923-69 |  | |
Рукоятки с шаровой ручкой | ГОСТ 8924-69 |  | |
Щупы плоские | ГОСТ 8925-68 |  | |
Щупы цилиндрические | ГОСТ 8926-68 |  | |
Болты Г-образные | 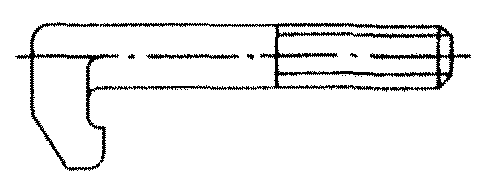 | ||
Опоры под эксцентрики и нажимные винты | ГОСТ 9053-68 | 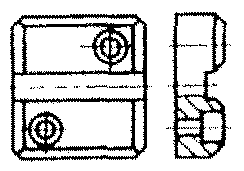 | |
Прихваты двусторонние шарнирные | ГОСТ 9057-69 | 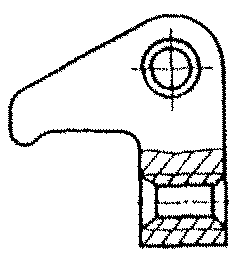 | |
Прихваты передвижные шарнирные | ГОСТ 9058-69 |  | |
Втулки к Г-образным прихватам | 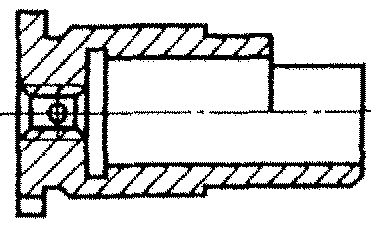 | ||
Шайбы откидные | ГОСТ 9060-69 | 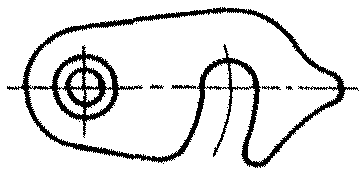 | |
Кулачки эксцентриковые круглые | ГОСТ 9061-68 |  | |
Кулачки эксцентриковые | ГОСТ 17189-66 | 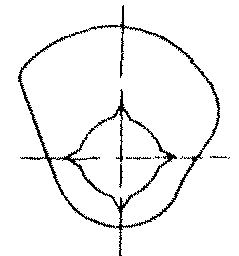 | |
Кулачки эксцентриковые сдвоенные | ГОСТ 12190-66 | 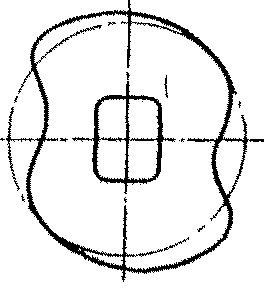 | |
Кулачки эксцентриковые вильчатые | ГОСТ 12191-66 |  | |
Кулачки эксцентриковые торцовые двусторонние | ГОСТ 12192-66 | 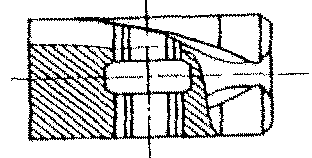 | |
Призмы подвижные | ГОСТ 12193-66 | 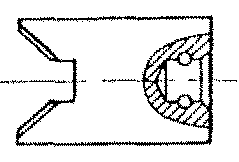 | |
Призмы установочные | ГОСТ 12194-66 | 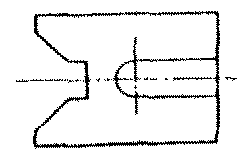 | |
Призмы опорные | ГОСТ 12195-66 |  | |
Призмы неподвижные | ГОСТ 12196-66 |  | |
Колодки направляющие | ГОСТ 12198-66 | 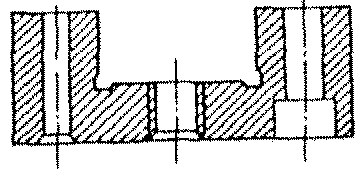 | |
Винты с канавкой для пружин растяжения | ГОСТ 12199-66 | 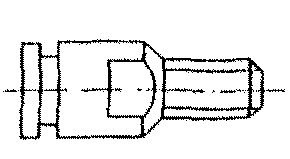 | |
Винты с отверстием для пружин растяжения | ГОСТ 12200-66 |  | |
Пробки резьбовые | ГОСТ 12202-66 | 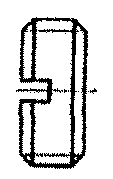 | |
Гайки круглые глухие | ГОСТ 12203-66 | 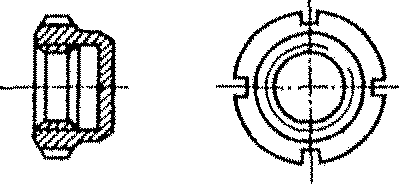 | |
Ножки высокие | ГОСТ 12204-72 |  | |
Ножки низкие | ГОСТ 12205-66 |  | |
Хвостовики посадочные | ГОСТ 12206-66 |  | |
Шпонки призматические скользящие сборные Деталь 1. Шпонка | ГОСТ 12208-66 |  | |
Шпонки призматические скользящие сборные Деталь 2. Палец | ГОСТ 12208-66 |  | |
Пальцы установочные цилиндрические постоянные | ГОСТ 12209-66 | 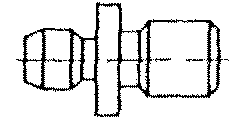 | |
Пальцы установочные срезанные постоянные | ГОСТ 12210-66 | 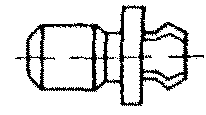 | |
Пальцы установочные цилиндрические | ГОСТ 12211-66 |  | |
Пальцы установочные срезанные сменные | ГОСТ 12212-66 |  | |
Штыри установочные | ГОСТ 12213-66 | 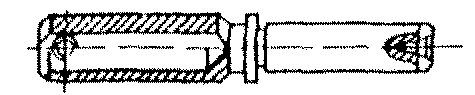 | |
Втулки с буртиком для фиксаторов и установочных пальцев | ГОСТ 12214-66 |  | |
Втулки для фиксаторов и установочных пальцев | ГОСТ 12215-66 |  | |
Опоры шаровые | ГОСТ 12216-66 | 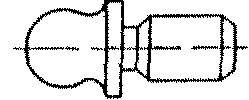 | |
Пробки для смазочных отверстий | ГОСТ 12217-66 |  | |
Шайбы увеличенные | ГОСТ 12218-66 | 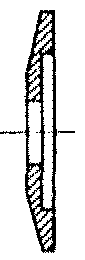 | |
Шайбы резьбовые | ГОСТ 12219-66 |  | |
Винты с буртиком Деталь 1. Винт |  | ||
Винты с буртиком Деталь 2. Шайба | 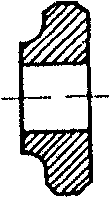 | ||
Втулки резьбовые |  | ||
Штыри упорные | ГОСТ 12465-67 |  | |
Серьги с резьбовыми отверстиями | ГОСТ 12466-67 |  | |
Прихваты для крепления приспособлений | ГОСТ 12467-67 | 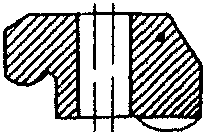 | |
Эксцентрики двухопорные | 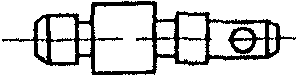 | ||
Оси потайные | ГОСТ 12469-67 | 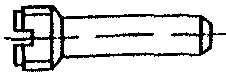 | |
Вилки с резьбовым отверстием |  | ||
Рычаги угловые с кулачком и пазом | ГОСТ 12474-67 |  | |
Рычаги угловые двухпазовые | ГОСТ 12475-67 |  | |
Рычаги вильчатые и серьги двухпазовые | ГОСТ 12476-67, ГОСТ 12478-67 | 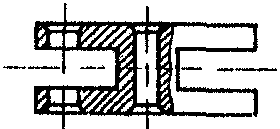 | |
Серьги однопазовые | ГОСТ 12477-67 |  | |
Опоры постоянные высокие | ГОСТ 12479-67 | 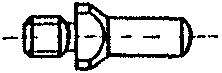 | |
Опоры под нажимные винты для прихватов | ГОСТ 12480-67 | 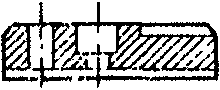 | |
Опоры регулируемые с шаровой головкой | ГОСТ 12481-67 |  | |
Ролики | ГОСТ 12482-67 |  | |
Плунжеры | ГОСТ 12483-67 | 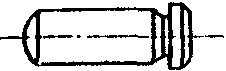 | |
Ручки с винтовым креплением | ГОСТ 12485-67 |  | |
Прихваты передвижные плоские | ГОСТ 12937-67 |  | |
Прихваты передвижные изогнутые | ГОСТ 12938-67 | 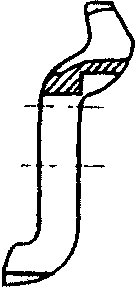 | |
Прихваты передвижные ступенчатые | ГОСТ 12939-67 |  | |
Прихваты передвижные вилкообразные | ГОСТ 12940-67 | 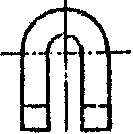 | |
Прихваты корытообразные | ГОСТ 12941-67 |  | |
Прихваты изогнутые универсальные | ГОСТ 12942-67 |  | |
Шайбы для станочных приспособлений | ГОСТ 12943-67 |  | |
Гайки подвесные с буртиком | ГОСТ 12946-67 |  | |
Плиты чугунные | ГОСТ 12948-67 |  | |
Коробки | ГОСТ 12949-67 |  | |
Швеллеры | ГОСТ 12950-67 |  | |
Угольники | ГОСТ 12951-67 |  | |
Трехгранники | ГОСТ 12953-67 |  | |
Четырехгранники | ГОСТ 12954-67 |  | |
Ребра правые и левые | ГОСТ 12955-67, ГОСТ 12956-67 |  | |
Ребра двусторонние правые и левые | ГОСТ 12959-67, ГОСТ 12960-67 | ||
Лапки | ГОСТ 12961-67 |  | |
Зажимы клиновые Деталь 1. Клин | ГОСТ 13153-67 |  | |
Зажимы клиновые Деталь 2. Корпус | ГОСТ 13153-67 |  | |
Зажимы плавающие Деталь 1. Кулачок | ГОСТ 13154-67 |  | |
Зажимы плавающие Деталь 2. Гайка | ГОСТ 13154-67 |  | |
Зажимы плавающие Деталь 3. Щиток | ГОСТ 13154-67 |  | |
Зажимы плавающие Деталь 4. Щиток | ГОСТ 13154-67 |  | |
Зажимы плавающие Деталь 5. Кольцо | ГОСТ 13154-67 | 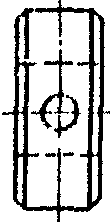 | |
Зажимы плавающие Деталь 6. Шайба | ГОСТ 13154-67 | 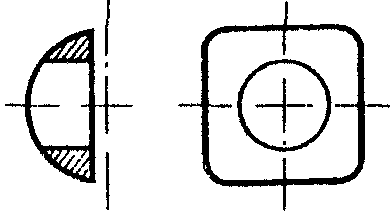 | |
Втулки тангенциального зажима | ГОСТ 13155-67 | 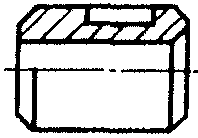 | |
Втулки конические для фиксаторов | ГОСТ 13157-67 |  | |
Подпорки винтовые встроенные Деталь 1. Винт | ГОСТ 13158-67 | 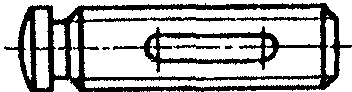 | |
Подпорки винтовые встроенные Деталь 2. Корпус | ГОСТ 13158-67 |  | |
Подпорки винтовые встроенные Деталь 3. Гайка | ГОСТ 13158-67 |  | |
Подпорки винтовые встроенные Деталь 4. Призма | ГОСТ 13158-67 | 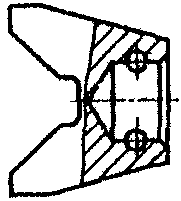 | |
Фиксаторы с вытяжной ручкой Деталь 1. Фиксатор | ГОСТ 13160-67 | 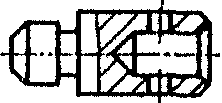 | |
Фиксаторы с вытяжной ручкой Деталь 2. Втулка | ГОСТ 13160-67 |  | |
Фиксаторы байонетные Деталь 1. Фиксатор | ГОСТ 13161-67 | 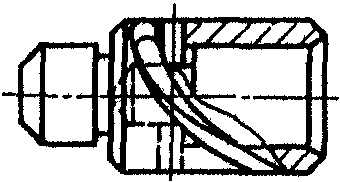 | |
Фиксаторы байонетные Деталь 2. Корпус | ГОСТ 13161-67 | 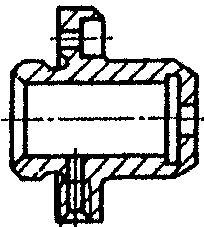 | |
Зажимы реечные с конусным замком Деталь 1. Валик-шестерня | ГОСТ 13163-67 | 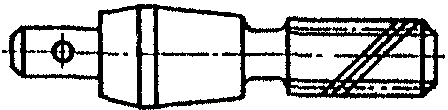 | |
Зажимы реечные с конусным замком Деталь 2. Рейка | ГОСТ 13163-67 |  | |
Зажимы реечные с конусным замком Деталь 3. Фланец | ГОСТ 13163-67 |  | |
Защелки для откидных плит | ГОСТ 13164-67 | ||
Гайки с отверстием под рукоятку | ГОСТ 13427-68 |  | |
Винты нажимные с цилиндрическим концом |  | ||
Винты нажимные с отверстием под рукоятку и цилиндрическим концом |  | ||
Винты нажимные с шестигранной головкой и цилиндрическим концом |  | ||
Пяты для нажимных винтов | ГОСТ 13436-68 |  | |
Пяты увеличенные для нажимных винтов | ГОСТ 13437-68 | 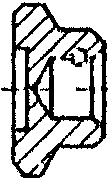 | |
Шайбы сферические | ГОСТ 13438-68 | ||
Шайбы конические | ГОСТ 13439-68 | ||
Опоры постоянные с плоской головкой | ГОСТ 13440-68 |  | |
Опоры постоянные со сферической головкой | ГОСТ 13441-68 | 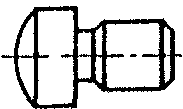 | |
Опоры постоянные с насеченной головкой | ГОСТ 13442-68 |  | |
Установы высотные | ГОСТ 13443-68 | ||
Установы высотные торцовые | ГОСТ 13444-68 | 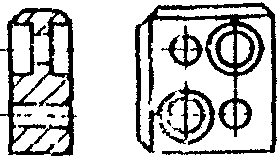 | |
Установы угловые | ГОСТ 13445-68 | 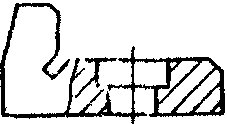 | |
Установы угловые торцовые | ГОСТ 13446-68 |  | |
Болты откидные | 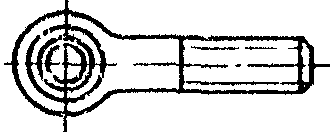 | ||
Гайки штурвальные | 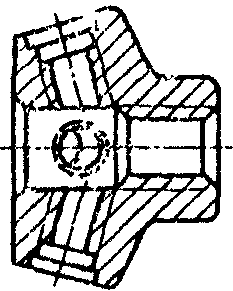 | ||
Сухари к пазам | ГОСТ 14730-69 | 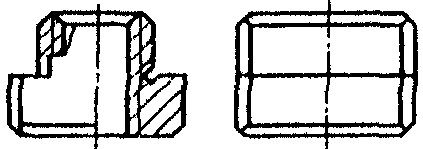 | |
Винты нажимные накатанной головкой |  | ||
Прихваты передвижные фасонные | ГОСТ 14732-69 |  | |
Прихваты Г-образные | ГОСТ 14733-69 | 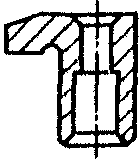 | |
Шайбы концевые | ГОСТ 14734-69 |  | |
Планки откидные | ГОСТ 14735-69 | 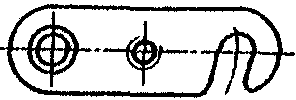 | |
Планки съемные | ГОСТ 14736-69 |  | |
Шпонки призматические и привертные | ГОСТ 14737-69 |  | |
Шпонки круглые | ГОСТ 14739-69 | 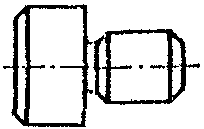 | |
Штыри | ГОСТ 14740-69 |  | |
Рукоятки с накаткой | ГОСТ 14742-69 |  | |
Крючки | ГОСТ 14743-69 |  | |
Опоры плоские | ГОСТ 16896-71 |  | |
Пальцы установочные цилиндрические высокие | ГОСТ 17774-72 | ||
Пальцы установочные срезанные высокие | ГОСТ 17775-72 | 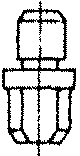 | |
Пластины опорные к установочным пальцам | ГОСТ 17776-72 |  | |
Шайбы опорные к установочным пальцам | ГОСТ 17777-72 |  | |
Шайбы опорные | ГОСТ 17778-72 |  | |
Детали для универсально-сборных круглых накладных кондукторов | |||
диски четырех-, шести-, восьми-, десяти-, двенадцатипазовые | ГОСТ 15549-70...ГОСТ 15551-70; ГОСТ 15553-70...ГОСТ 15555-70; ГОСТ 15558-70 | 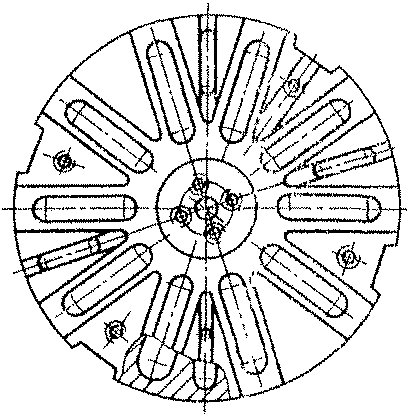 | |
Кольцо базовое диаметром 600 мм с радиально расположенными пазами | ГОСТ 15559-70 | 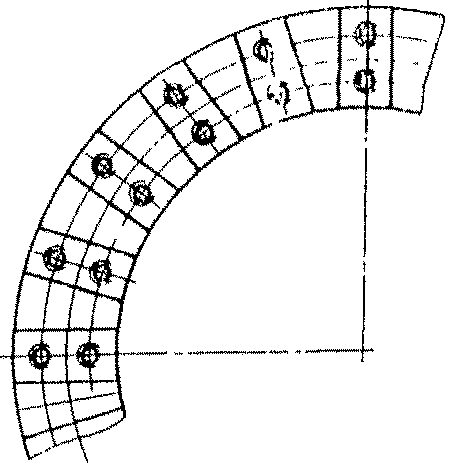 | |
Кольца базовые с радиально расположенными пазами Деталь 1. Кольцо | ГОСТ 15560-70 | 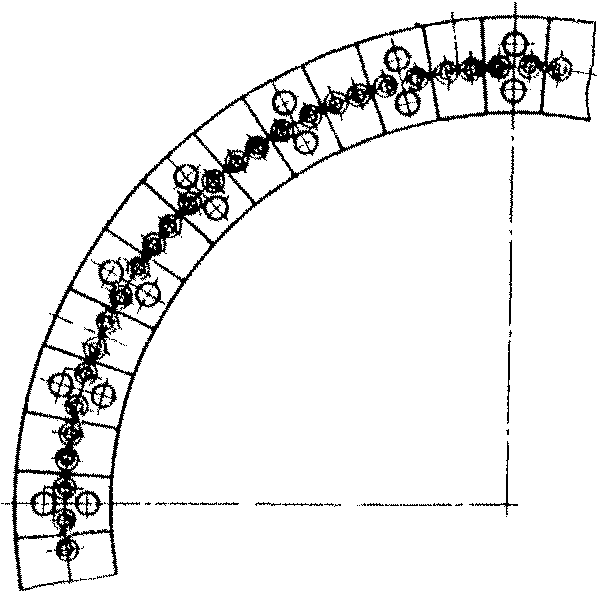 | |
Кольца базовые с радиально расположенными пазами Деталь 2. Сектор | ГОСТ 15560-70 |  | |
Кольца базовые с радиально расположенными пазами Деталь 3. Втулка | ГОСТ 15560-70 | 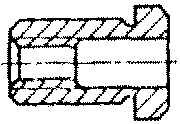 | |
Планки шириной 30, 45 мм | ГОСТ 15562-70 |  | |
Планки шириной 30 мм с установочным отверстием передвижные | ГОСТ 15563-70 | 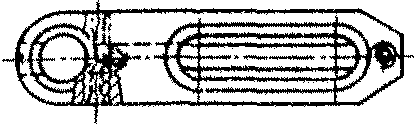 | |
Планки шириной 45 мм с установочным отверстием диаметром 12,18 мм передвижные | ГОСТ 15564-70 |  | |
Планки шириной 45 мм с продольным пазом 16 мм передвижные | ГОСТ 15567-70 | 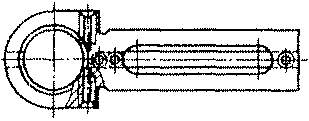 | |
Опора круглая Деталь 1. Гайка | ГОСТ 15569-70 |  | |
Опора круглая Деталь 2. Колпачок | ГОСТ 15569-70 |  | |
Фланцы | ГОСТ 15570-70 |  | |
Рым-болт | ГОСТ 15571-70 |  | |
Штыри | ГОСТ 15573-70 |  | |
Опора сферическая | ГОСТ 15574-70 | 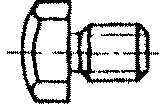 | |
Болт M12 x 1,5 | ГОСТ 15575-70 |  | |
Головки для базирования и крепления Деталь 1. Корпус | ГОСТ 15576-70 | 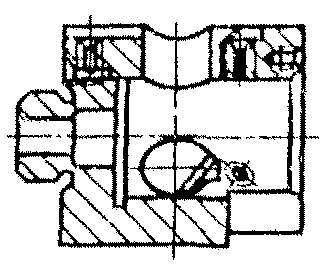 | |
Головки для базирования и крепления Деталь 2. Клин | ГОСТ 15576-70 |  | |
Головки для базирования и крепления Деталь 3. Шпонка | ГОСТ 15576-70 |  | |
Головки для базирования и крепления Деталь 4. Крышка | ГОСТ 15576-70 |  | |
Головки для базирования и крепления Деталь 5. Пружина | ГОСТ 15576-70 |  | |
Головки для базирования и крепления Деталь 7. Пружина | ГОСТ 15576-70 |  | |
Головки для базирования и крепления Деталь 6. Ползун | ГОСТ 15576-70 |  | |
Рукоятка Деталь 1. Вороток | ГОСТ 15577-70 |  | |
Рукоятка Деталь 2. Втулка | ГОСТ 15577-70 | 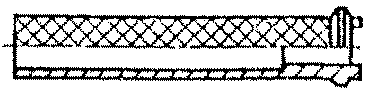 | |
Рукоятка Деталь 3. Вилка | ГОСТ 15577-70 |  | |
Рукоятка Деталь 4. Пружина | ГОСТ 15577-70 | 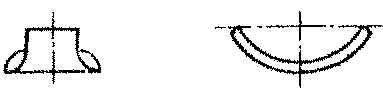 | |
Рукоятка Деталь 5. Гайка с глухим отверстием | ГОСТ 15577-70 | 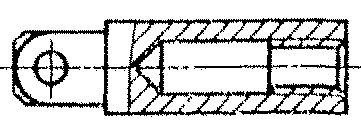 | |
Детали к скальчатым кондукторам | |||
Плиты | ГОСТ 16890-71 | 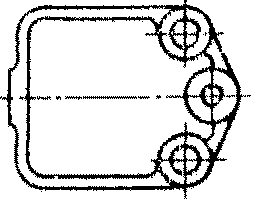 | |
Плиты | ГОСТ 16893-71 |  | |
Пальцы установочные с головкой к плитам | ГОСТ 16894-71 |  | |
Пальцы установочные с головкой срезанные к плитам | ГОСТ 16895-71 |  | |
5.2. Припуски на механическую обработку ГОСТ 7829-70
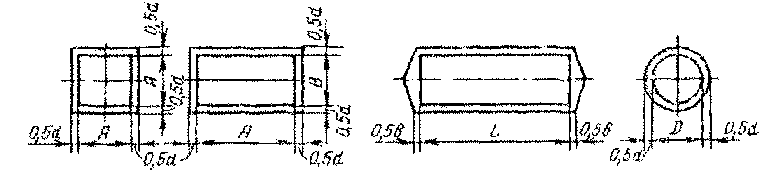 | |||||
Характер заготовки | Окончательный размер обработки, мм, до | Припуск, мм | |||
по диаметру или ширине | по длине | по диаметру или ширине, a | по длине, b | ||
Круглое сечение | Прокат | 30 | 100 | 5 | 5 |
> 100 | 6 | 5 | |||
50 | 100 | 5 | 5 | ||
> 100 | 6 | 5 | |||
80 | 250 | 7 | 6 | ||
> 250 | 8 | 7 | |||
> 80 | 250 | 8 | 7 | ||
> 250 | 9 | 7 | |||
Поковка | 120 | 250 | 9 | 27 | |
180 | 250 | 11 | 33 | ||
250 | 25 0 | 13 | 39 | ||
> 250 | 14 | 42 | |||
360 | 250 | 13 | 39 | ||
> 250 | 14 | 42 | |||
5.2.1. Припуски на механическую обработку Детали типа валов и плоские | Продолжение | ||||
Характер заготовки | Окончательный размер обработки, мм, до | Припуск, мм | |||
по диаметру или ширине | по длине | по диаметру или ширине, a | по длине, b | ||
Прямоугольное сечение | Прокат | 50 | <= 250 | 5 | 6 |
80 | <= 250 | 5 | 6 | ||
120 | 250 | 6 | 7 | ||
> 250 | 7 | 9 | |||
> 120 | 250 | 6 | 7 | ||
> 250 | 6 | 9 | |||
Поковка | 120 | 250 | 8 | 24 | |
180 | 250 | 10 | 30 | ||
400 | 11 | 30 | |||
250 | 400 | 12 | 36 | ||
650 | 15 | 45 | |||
360 | 650 | 18 | 50 | ||
1000 | 19 | 57 | |||
500 | 1000 | 22 | 66 | ||
650 | 1000 | 25 | 75 | ||
отливок из серого чугуна и стали
ГОСТ 1855-55 и ГОСТ 2009-55
Наибольший габаритный размер детали, мм | Положение поверхности при заливке | Чугун серый | Сталь | ||||||||||
Номинальный размер, мм | |||||||||||||
до 120 | 121 - 260 | 261 - 500 | 501 - 800 | 801 - 1250 | 1251 - 2000 | до 120 | 121 - 260 | 261 - 500 | 501 - 800 | 801 - 1250 | 1251 - 2000 | ||
Величина припуска на сторону, мм | |||||||||||||
До 120 | Верх | 4,5 | - | - | - | - | - | 5 | - | - | - | - | - |
Низ, бок | 3,5 | - | - | - | - | - | 4 | - | - | - | - | - | |
Свыше 120 до 260 | Верх | 5 | 5,5 | - | - | - | - | 5 | 6 | - | - | - | - |
Низ, бок | 4 | 4,5 | - | - | - | - | 4 | 5 | - | - | - | - | |
Свыше 260 до 500 | Верх | 6 | 7 | 7 | - | - | - | 6 | 8 | 9 | - | - | - |
Низ, бок | 4,5 | 5 | 6 | - | - | - | 5 | 6 | 6 | - | - | - | |
Свыше 500 до 800 | Верх | 7 | 7 | 8 | 9 | - | - | 7 | 8 | 10 | 11 | - | - |
Низ, бок | 5 | 5 | 6 | 7 | - | - | 5 | 6 | 7 | 7 | - | - | |
Свыше 800 до 1250 | Верх | 7 | 8 | 8 | 9 | 10 | - | 9 | 10 | 11 | 12 | 13 | - |
Низ, бок | 5,5 | 6 | 6 | 7 | 7,5 | - | 6 | 7 | 8 | 8 | 9 | - | |
Свыше 1250 до 2000 | Верх | 8 | 8 | 9 | 9 | 10 | 12 | 10 | 11 | 12 | 13 | 14 | 16 |
Низ, бок | 6 | 6 | 7 | 7 | 8 | 9 | 7 | 8 | 9 | 9 | 10 | 11 | |
приспособлений и кондукторов
Вид обработки | Мощность станка N, кВт | Диаметр обрабатываемой поверхности, мм, до | Черновая обработка Ra 12,5 | Чистовая обработка | ||||||||||
Ra 6,3 - 3,2 | Ra 1,6 | |||||||||||||
Глубина резания, мм | ||||||||||||||
2 | 3 | 4 | 5 | 1 | 1 | |||||||||
Режимы резания | ||||||||||||||
S, мм/об. | V, м/мин. | S, мм/об. | V, м/мин. | S, мм/об. | V, м/мин. | S, мм/об. | V, м/мин. | S, мм/об. | V, м/мин. | S, мм/об. | V, м/мин. | |||
Продольное и поперечное точение | 4,5 - 6 | 30 | 0,5 | 57 | - | - | 0,35 | 57 | - | - | 0,35 | 1180 | 0,25 | 170 |
50 | 0,75 | 75 | - | - | 0,5 | 75 | - | - | 0,35 | 1260 | 0,25 | 220 | ||
75 | 0,75 | 71 | - | - | 0,5 | 71 | - | - | 0,35 | 118 | 0,25 | 226 | ||
> 100 | 0,75 | 75 | - | - | 0,5 | 75 | - | - | 0,35 | 126 | 0,25 | 226 | ||
8 - 14 | 30 | 0,75 | 71 | - | - | 0,5 | 71 | - | - | 0,35 | 118 | 0,25 | 170 | |
50 | 0,75 | 75 | - | - | 0,5 | 75 | - | - | 0,35 | 126 | 0,25 | 220 | ||
100 | - | - | 0,75 | 94 | - | - | 0,5 | 94 | 0,35 | 126 | 0,25 | 226 | ||
150 | - | - | 0,75 | 90 | - | - | 0,5 | 90 | 0,35 | 118 | 0,25 | 226 | ||
Растачивание | 4,5 - 14 | 30 | 0,15 | 59 | - | - | 0,1 | 59 | - | - | 0,15 | 118 | 0,15 | 151 |
50 | 0,6 | 79 | - | - | 0,4 | 79 | - | - | 0,35 | 126 | 0,25 | 196 | ||
75 | - | - | 0,6 | 79 | - | - | 0,4 | 79 | 0,35 | 126 | 0,25 | 198 | ||
сверла спиральные из стали Р6М5
Вид обработки | Диаметр сверла, мм | Диаметр предварительно просверленного отверстия, мм | Режимы резания | ||
S, мм/об. | V, м/мин. | n, об./мин. | |||
Сверление отверстий | 2 | - | 0,04 | 8,5 | 1350 |
3 | - | 0,07 | 12,8 | 1350 | |
5 | - | 0,10 | 21 | 1350 | |
8 | - | 0,15 | 17 - 24 | 675 - 950 | |
12 | - | 0,21 | 17 - 24 | 450 - 640 | |
20 | - | 0,29 | 17 - 24 | 270 - 380 | |
25 | - | 0,33 | 17 - 24 | 220 - 300 | |
30 | - | 0,38 | 17 - 24 | 180 - 250 | |
Рассверливание отверстий | 25 | 10 | 0,54 - 0,66 | 17 - 20 | 215 - 250 |
15 | 0,63 - 0,76 | 19 - 23 | 240 - 318 | ||
30 | 15 | 0,54 - 0,66 | 17 - 20 | 180 - 210 | |
20 | 0,63 - 0,76 | 19 - 25 | 200 - 240 | ||
40 | 15 | 0,54 - 0,66 | 17 - 20 | 135 - 160 | |
20 | 0,63 - 0,76 | 17 - 20 | 135 - 160 | ||
30 | 0,63 - 0,76 | 19 - 23 | 180 - 185 | ||
50 | 20 | 0,63 - 0,76 | 14 - 17 | 90 - 110 | |
30 | 0,72 - 0,88 | 14 - 17 | 90 - 110 | ||
40 | 0,77 - 0,94 | 19 - 23 | 120 - 143 | ||
Примечание. Меньшие значения скоростей резания приведены для обработки отверстий большей длины (l = 4 - 10d), большие - для обработки меньшей длины (l до 3d).
Фрезы торцовые Т15К6 | ||||||||||||
Мощность станка N, кВт | Параметры шероховатости | Глубина резания, мм, до | Диаметр фрезы D, мм, и число зубьев Z | |||||||||
100/8 | 125/8 | 160/10 | 200/12 | 250/14 | ||||||||
Ширина обрабатываемой поверхности, мм | ||||||||||||
50 | 80 | 100 | 150 | 200 | ||||||||
Режимы резания | ||||||||||||
n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | |||
7 | Ra 12,5 | 3 | 585 | 550 | 500 | 340 | 284 | 270 | - | - | - | - |
Ra 6,3 - 3,2 | 2 | 975 | 488 | 785 | 284 | 540 | 275 | - | - | - | - | |
10 | Ra 12,5 | 3 | 870 | 550 | 585 | 400 | 440 | 370 | 183 | 220 | - | - |
5 | 470 | 440 | 398 | 270 | 230 | 220 | - | - | - | - | ||
Ra 6,3 - 3,2 | 2 | 975 | 488 | 785 | 284 | 540 | 275 | 460 | 252 | - | - | |
5 | 880 | 440 | 750 | 270 | 433 | 220 | - | - | - | - | ||
14 | Ra 12,5 | 3 | 870 | 850 | 580 | 500 | 468 | 448 | 283 | 340 | 212 | 255 |
5 | 725 | 680 | 580 | 400 | 356 | 340 | - | - | - | - | ||
8 | 470 | 440 | 398 | 270 | 230 | 220 | - | - | - | - | ||
Ra 6,3 - 3,2 | 2 | 975 | 488 | 785 | 284 | 540 | 275 | 460 | 252 | 370 | 236 | |
5 | 880 | 440 | 785 | 284 | 470 | 240 | - | - | - | - | ||
Фрезы торцовые Р6М5 | ||||||||||||
Мощность станка N, кВт | Параметры шероховатости | Глубина резания, мм, до | Диаметр фрезы D, мм, и число зубьев Z | |||||||||
16/5 | 20/6 | 32/6 | 40/6 | 50/6 | ||||||||
Ширина обрабатываемой поверхности, мм | ||||||||||||
20 - 30 | 20 - 40 | 20 - 50 | 20 - 60 | 20 - 60 | ||||||||
Режимы резания | ||||||||||||
n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | n, об./мин. | Sм, мм/мин. | |||
4,5 | Ra 12,5 | 3 | 810 | 364 | 500 | 360 | 333 | 300 | 263 | 300 | 229 | 261 |
5 | - | - | 463 | 250 | 292 | 210 | 197 | 177 | 182 | 164 | ||
Ra 6,3 - 1,6 | 2 | 741 | 340 | 500 | 360 | 333 | 300 | 263 | 300 | 290 | 240 | |
5 | - | - | 463 | 250 | 292 | 210 | 197 | 177 | 197 | 156 | ||
7 - 14 | Ra 12,5 | 3 | - | - | 550 | 396 | 370 | 333 | 286 | 326 | 229 | 261 |
5 | - | - | 510 | 275 | 327 | 235 | 203 | 201 | 182 | 164 | ||
Ra 6,3 - 1,6 | 2 | - | - | 520 | 375 | 350 | 320 | 272 | 310 | 290 | 240 | |
5 | - | - | 480 | 260 | 312 | 225 | 210 | 190 | 197 | 156 | ||
Поправочные коэффициенты на режимы резания при обработке на токарно-винторезных, сверлильных и фрезерных станках в зависимости от обрабатываемого материала | ||||||||||||
Марка обрабатываемого материала | Сталь 20, 35, 45, 50, Ст. 2, Ст. 3, Ст. 5, 12ХН3А | У7А, У8А, У10А, ХВГ, 12Х, X12М | 5ХНТ, 5ХГВ, 3Х2В8 | Серый чугун | ||||||||
Коэффициент | 0,85 | 0,75 | ||||||||||
Примечание. При обработке торцовыми фрезами Т5К10 режимы резания принимать с коэффициентом К = 0,65.
5.3.4.1. Круглое наружное шлифование | |||||||
Диаметр шлифуемой поверхности D, мм, до | Длина шлифования L, мм, до | Режимы резания | |||||
100 | 250 | 500 | Sм, м/мин. | Stx, мм/ход | |||
Поля допусков | |||||||
Припуск на обработку на диаметр, мм | 7 квалитет | 8 квалитет | 7 квалитет | 8 квалитет | |||
25 | 0,5 | 0,6 | 0,5 | 6,0 | 6,0 | 0,003 | 0,004 |
40 | 0,6 | 5,2 | 5,2 | 0,002 | 0,003 | ||
63 | 4,5 | 4,5 | 0,002 | 0,003 | |||
100 | 3,9 | 3,9 | 0,001 | 0,002 | |||
160 | 0,7 | 3,4 | 3,4 | 0,0008 | 0,001 | ||
5.3.4.2. Внутреннее шлифование | |||||||
Диаметр шлифовальной поверхности D, мм, до | Длина шлифования L, мм, до | Режимы резания | |||||
50 | 80 | 125 | Sм, м/мин. | ||||
Припуск на обработку на диаметр, мм | Поля допусков | ||||||
7 квалитет | 8 квалитет | 7 квалитет | 8 квалитет | ||||
32 | 0,4 | 0,4 | - | 6,0 | 6,0 | 0,0016 | 0,0018 |
50 | 0,4 | 4,4 | 4,4 | 0,002 | 0,0023 | ||
80 | 0,5 | 0,5 | 0,5 | 3,7 | 3,7 | 0,0018 | 0,0020 |
125 | 0,6 | 0,6 | 0,6 | 3,2 | 3,2 | 0,0025 | 0,0029 |
5.3.4.3. Плоское шлифование | |||||||
Длина шлифования L, мм, до | Ширина шлифования, мм, до | Режимы резания | |||||
100 | 320 | Скорость движения детали V, м/мин. | Параметры шероховатости | ||||
Припуск на обработку, мм | Ra 3,2 - 1,6 | Ra 0,8 - 0,4 | |||||
So, мм/ход | Stx, мм/ход | So, мм/ход | Stx, мм/ход | ||||
250 | 0,4 | 0,8 | 8 | 30 | 0,08 | 12,5 | 0,026 |
500 | 0,5 | 0,6 | 10 | 30 | 0,05 | 12,5 | 0,016 |
1000 | 0,6 | 0,7 | 12 | 30 | 0,05 | 12,5 | 0,016 |
Поправочные коэффициенты на подачу Stx, мм/ход (или мм/дв. ход) стола в зависимости от обрабатываемого материала
Марка обрабатываемого материала | Ст. 3, Ст. 4, Ст. 5, 20, 35, 45, 50, У7А, У8А, У10А, Х12, Х12М, ХВГ, 12ХН3А, 20Х, 40Х, 38ХА | 5ХНТ, 5ХГВ, 3Х2В8 | |
Коэффициент | 0,9 | ||
Требуемая шероховатость поверхности | Скорость шлифовального круга, м/с | Подача на глубину, мм/дв. ход | Число двойных ходов салазок в мин. дв. ход/мин. |
Ra 0,8 | 20 - 25 | 0,01 - 0,03 | 45; 85 |
Ra 0,4 | 25 - 30 | 0,005 - 0,01 | 45; 85 |
Примечание. Рекомендуется принимать 85 ходов салазок в минуту при обработке деталей с высотой (толщиной) профиля до 25 мм, а 45 ходов - для деталей с высотой от 20 до 50 мм.