СПРАВКА
Источник публикации
М.: "Экономика", 1988
Примечание к документу
Взамен Общемашиностроительных нормативов времени на термическую обработку металла в печах, ваннах и установках ТВЧ (НИИ труда, 1975).
Название документа
"Общемашиностроительные нормативы вспомогательного времени на термическую обработку металла в печах, ваннах и установках ТВЧ"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы вспомогательного времени на термическую обработку металла в печах, ваннах и установках ТВЧ"
(утв. Госкомтрудом СССР)
Утверждены
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА ТЕРМИЧЕСКУЮ ОБРАБОТКУ
МЕТАЛЛА В ПЕЧАХ, ВАННАХ И УСТАНОВКАХ ТВЧ
Настоящие нормативы рекомендованы ЦБНТ для применения при расчете технически обоснованных норм времени на термическую обработку в термических цехах машиностроительных предприятий.
Срок действия вышеуказанного сборника до 1993 г.
С выходом в свет настоящего сборника утратили силу Общемашиностроительные нормативы времени на термическую обработку металла в печах, ваннах и установках ТВЧ (НИИ труда, 1975).
Общемашиностроительные нормативы вспомогательного времени на термическую обработку металла в печах, ваннах и установках ТВЧ разработаны Центральным бюро нормативов по труду при Всесоюзном научно-методическом центре по организации труда и управления производством Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций различных министерств.
Нормативная часть сборника состоит из укрупненных комплексов вспомогательного времени, дифференцированных нормативов вспомогательного времени на термическую обработку металла в печах, ваннах и укрупненных комплексов вспомогательного времени при закалке ТВЧ.
1.1. Нормативы времени предназначены для нормирования работ в цехах термической обработки металла машиностроительных предприятий в условиях массового, крупносерийного, среднесерийного и мелкосерийного типов производства (ГОСТ 3.1108-74).
1.2. При внедрении бригадной формы организации труда данные нормативы могут быть использованы для расчета комплексных норм в соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности (НИИ труда, 1981).
1.3. При разработке нормативов времени использованы:
результаты фотографий рабочего времени, хронометражных наблюдений;
отраслевые нормативы времени;
результаты анализа материалов по организации производства и труда на рабочих местах;
технические характеристики оборудования.
1.4. В сборнике приводятся нормативы вспомогательного времени на термическую обработку деталей в печах, ваннах и установках ТВЧ, время на организационно-техническое обслуживание рабочего места, отдых и личные надобности, подготовительно-заключительное время.
1.5. Приведенные пределы числовых показателей, в которых указано "до", следует понимать включительно.
1.6. До введения в действие сборника необходимо привести организационно-технические условия в термических цехах и на участках в соответствие с запроектированными в настоящих нормативах, осуществить производственный инструктаж рабочих.
1.7. На виды работ, связанные с термической обработкой деталей и не предусмотренные в настоящем сборнике, а также при внедрении на предприятии более совершенной организации производства, труда, технологии термической обработки и т.п., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормативы времени.
Нормативные карты рассчитаны для условий массового и крупносерийного типов производства. Для среднесерийного производства следует применять поправочный коэффициент 1,15, для мелкосерийного производства - 1,3.
1.8. Расчет нормы штучного времени (Tшт) при обслуживании одного агрегата производят по формуле
 (1)
(1)где Tоп - оперативное время на одну садку, мин., которое определяют по формуле
Tоп = Tо + Tв,
где Tо - основное (технологическое) время, определяют по действующим на предприятии картам технологического процесса;
Tв - вспомогательное время (подразделяют на перекрываемое (Tвп), которое включает в себя затраты времени на укладку деталей на поддон, в корзину, тару, приспособление и т.п., и неперекрываемое (Tвн), включающее в себя затраты времени на загрузку деталей в печь или в печь-ванну и т.п.).
При расчете нормы штучного времени при обслуживании печи или печи-ванны учитывают только вспомогательное неперекрываемое время;
N - количество деталей в садке;
aорг - время на организационное обслуживание рабочего места, включает в себя затраты времени на уборку рабочего места на протяжении смены и в конце ее, запись работы в журнал, раскладку и уборку инструмента, приспособлений и т.п.;
aтех - время на техническое обслуживание, включает в себя затраты времени на обслуживание агрегата, его регулировку и подналадку, поддержание концентрации солей в ваннах, чистку ванн и приспособлений, смазку движущихся частей при работе на прессах, конвейерных и карусельных печах и т.п.;
aотл - время на отдых и личные потребности.
Время на организационно-техническое обслуживание, отдых и личные потребности определяют в процентах от оперативного времени.
1.9. Расчет нормы выработки и норм штучного времени при работе на непрерывнодействующих печах.
1.9.1. Нормы выработки за смену (Нв) рассчитывают по формуле
 (2)
(2)где Фсм - сменный фонд времени непрерывнодействующей печи;
Фсм = Tсм - Tнп,
где Tсм - продолжительность смены, мин.;
Tнп - время на нагрев в закалочной и отпускной печах в начале смены, мин. (определяют по технологии).
При непрерывной работе непрерывнодействующих печей Фсм = Tсм;
Nд - количество деталей, укладываемых на поддон (при нагреве деталей без поддонов количество их принимается равным 1 шт.);
Т - такт непрерывнодействующей печи;
где tн - общая продолжительность нагрева деталей или поддонов с деталями, мин.;
И - количество деталей или поддонов с деталями в садке, шт.
1.9.2. Норму штучного времени определяют по формуле
 (3)
(3)1.10. При термической и химико-термической обработке деталей в печах и ваннах может иметь место многоагрегатное обслуживание.
1.10.1. Количество агрегатов, обслуживаемых одним или несколькими рабочими (n), определяют по формуле
 (4)
(4)где  - сумма агрегатно-свободного времени по всем агрегатам, одновременно обслуживаемым одним или несколькими рабочими;
- сумма агрегатно-свободного времени по всем агрегатам, одновременно обслуживаемым одним или несколькими рабочими;
Tас = Tо - (Tвп + tан),
где Tо - основное время работы агрегата, мин.;
Tвп - вспомогательное перекрываемое время на данном агрегате, мин.;
tан - время активного наблюдения за работой агрегатов и время перехода от агрегата к агрегату;

где aан - активное наблюдение, % (составляет 6% основного времени);
Tзрм - время занятости рабочего при многократном обслуживании, мин.;
Tзрм = Tз;
Tз = Tвп + Tвн + tан,
где Tз - время занятости рабочего, в состав которого кроме вспомогательного перекрываемого и неперекрываемого включается время активного наблюдения за процессом термообработки и переходов от агрегата к агрегату, мин.;
Kд - коэффициент, учитывающий возможность отклонения норм вспомогательного времени от принятых значений (табл. 1.1).
Таблица 1.1
Наименование оборудования | Коэффициент |
Камерная печь, печь-ванна | 0,8 |
Шахтная печь | 0,6 |
Непрерывнодействующая печь | 1,0 |
1.10.2. Расчет нормы штучного времени при работе на печах периодического действия при многоагрегатном обслуживании (Tшт) производят по формуле
 (5)
(5)где Tоп - оперативное время на одну садку, мин.;
N - количество деталей в садке, шт.;
n - количество одновременно обслуживаемых агрегатов, шт.;
Kс - коэффициент, учитывающий совпадение окончания времени работы на одном из агрегатов со временем занятости рабочего на других агрегатах. Kс (табл. 1.2) определяют в зависимости от коэффициента занятости Kз, который рассчитывают по формуле

Количество агрегатов, обслуживаемых одним рабочим | Коэффициент занятости рабочего Kз, до | |||||||||
0,05 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | |
Коэффициент совпадения Kс | ||||||||||
2 | 1,01 | 1,01 | 1,02 | 1,04 | 1,06 | 1,09 | 1,12 | 1,16 | 1,20 | 1,26 |
3 | 1,01 | 1,02 | 1,05 | 1,10 | 1,15 | 1,20 | 1,30 | 1,40 | 1,50 | 1,60 |
4 | 1,02 | 1,04 | 1,10 | 1,16 | 1,26 | 1,40 | 1,50 | 1,70 | 1,85 | 2,05 |
5 | 1,03 | 1,04 | 1,15 | 1,23 | 1,40 | 1,65 | - | - | - | - |
6 | 1,04 | 1,07 | 1,20 | 1,35 | - | - | - | - | - | - |
7 | 1,07 | 1,12 | 1,25 | - | - | - | - | - | - | - |
8 | 1,09 | 1,21 | - | - | - | - | - | - | - | - |
Примечание. Значения, помещенные ниже жирной черты, соответствуют числу обслуживаемых агрегатов, превышающему норму обслуживания.
При бригадном методе работы Kс = 1.
1.11. Расчет нормы штучного времени на термообработку (закалку) ТВЧ (Tшт) производят по формуле
 (6)
(6)где Tв - вспомогательное время, мин.
1.11.1. Нагрев детали может быть одновременным, последовательным и непрерывно-последовательным.
Основное время слагается из времени нагрева, времени охлаждения и времени паузы (выдержки):
Tо = tон + tп + tох, (7)
где tон - время одновременного нагрева, мин.;
tп - время паузы (выдержки), мин.;
tох - время охлаждения, мин.
1.11.2. Основное время одновременного и последовательного нагрева определяют по формуле
Tо = (tон + tп + tох) · i, (8)
где i - число нагревов при термообработке одной детали.
При одновременном нагреве i = 1, а при последовательном нагреве число нагревов определяется в зависимости от размеров детали и закаливаемой поверхности.
При охлаждении деталей погружением в охлаждающую, среду в формулу для определения основного времени включается только время нагрева.
1.11.3. При последовательном нагреве, когда охлаждение детали после первого нагрева происходит во время второго нагрева, основное время определяют по формуле
 (9)
(9)где tох - в данном случае время охлаждения последнего участка, мин.
1.11.4. Основное время при непрерывно-последовательном нагреве определяют по формуле
Tо = tн + tох (10)
или
 (11)
(11)где tн - время непрерывно-последовательного нагрева, мин.;
l - длина закаливаемой поверхности, мм;
v - скорость передвижения индуктора (детали), мм/мин.;
tох - время охлаждения последнего участка, не перекрываемое временем нагрева, мин.
Основное (технологическое) время на нагрев металла токами высокой частоты и время на охлаждение детали устанавливают по картам технологического процесса.
1.12. Расчет нормы времени на деталь с учетом подготовительно-заключительного времени на термическую обработку деталей в печах, ваннах и установках ТВЧ производят по формуле
 (12)
(12)где Tпз - подготовительно-заключительное время;
N - количество деталей в партии.
1.12.1. Примеры расчета норм времени.
Пример 1. Определить норму штучного времени на закалку деталей в камерной печи.
Исходные данные
Деталь - ось колодки передачи тормоза.
Материал - сталь 20. Масса - 1,2 кг.
Количество деталей в садке - 60 шт.
Оборудование - электрическая камерная печь; электротельфер грузоподъемностью 500 кг.
Количество одновременно обслуживаемых печей - 5.
Количество рабочих - 1 человек.
Операция - закалка при 820 °C +/- 10 °C.
Время подогрева и выдержки - 45 мин.; охлаждение в растворе каустика.
Тип производства - крупносерийное.
N позиции | N карты | Наименование приема | Факторы продолжительности | Время, мин. | Примечание | ||
вспомогательное неперекрываемое Tвн | вспомогательное перекрываемое Tвп | основное Tо | |||||
1 | 8 | Загрузка деталей на под печи с укладкой и выгрузка их с пода печи в охлаждающую среду вручную | Камерная печь Количество деталей 60 шт., масса деталей 1,2 кг | 5,71 | |||
2 | 59 | Подвести электротельфер к баку, застропить сетку с деталями, переместить, расстропить | Электротельфер грузоподъемностью 500 кг | 0,05 · 8 = 0,4 | |||
60 | Способ застропливания 2 крюка, расстояние - 8 м | 0,08 + 0,06 = 0,14 | |||||
3 | 13 | Переложить детали из сетки в другую тару | Масса детали 1,2 кг, количество деталей 60 шт. | 0,71 | |||
4 | - | Выдержка садки деталей в печи | Сталь 20, закалка | 45 | По технологии | ||
Итого | 5,71 | 1,25 | 45 | ||||
Для условий многоагрегатного обслуживания

Tоп = Tо + Твн; Tоп = 45 + 5,71 = 50,71 мин.

Tз = Tвн + Tвп + tан; Tз = 5,71 + 1,25 + 2,7 = 9,66 мин.

Kс = 1,23 (см. табл. 1.2)
aобс + aотл = 5 + 8 = 13% (см. карту 67).

Пример 2. Определить норму штучного времени на закалку деталей в селитровой ванне.
Исходные данные
Деталь - зубчатое колесо.
Материал - сталь 30ХГСА. Масса - 0,016 кг.
Количество деталей в садке - 300 шт.
Приспособление - ковш.
Масса ковша с деталями - 8 кг.
Оборудование - селитровая ванна.
Число одновременно обслуживаемых печей-ванн - 2.
Количество рабочих - 1 человек.
Операция - закалка при 900 °C +/- 10 °C.
Время подогрева и выдержки - 10 мин.
Охлаждение в масле, время выдержки в масле - 5 мин.
Тип производства - среднесерийное.
N позиции | N карты | Наименование приема | Факторы продолжительности | Время, мин. | Примечание | ||
вспомогательное неперекрываемое Tвн | вспомогательное перекрываемое Tвп | основное Tо | |||||
1 | 44 | Насыпать детали в ковш, поднести к ванне и загрузить | Масса ковша с деталями 8,0 кг | 0,381 | |||
2 | Выдержка деталей в ванне | Сталь 30ХГСА закалка | 10 | ||||
3 | 44 | Выгрузить ковш с деталями из ванны и загрузить в охлаждающий бак | Масса ковша с деталями 8,0 кг | 0,265 | |||
4 | Выдержка деталей в ванне | 5 | Перекрывается работой ванны | ||||
5 | 44 | Выгрузить ковш с деталями из охлаждающего бака и высыпать детали в тару | 0,202 | ||||
Итого | 0,265 | 0,583 | 15 | ||||
Для условий многократного обслуживания

Tоп = Tо + Tвн; Tоп = 10 + 0,265 = 10,265 мин.

Tз = Tвн + tан; Tз = 0,265 + 0,583 + 0,6 = 1,48 мин.

Kс = 1,02 (см. табл. 1.2).
aобс + aотл = 4 + 10 = 14% (см. карту 67).

Учитывая тип производства, норма штучного времени равна: Tшт = 0,020 · 1,15 = 0,023 мин.
Пример 3. Расчет рационального количества
камерных печей, обслуживаемых одним рабочим
N детали | Масса детали, кг | Приспособление | Количество деталей в садке, шт. | Основное время Tо, мин. | На все количество одновременно обрабатываемых деталей | Коэффициент, учитывающий возможные отклонения вспомогательного времени от принятых значений Kд | Коэффициент занятости рабочего Kз | Коэффициент увеличения оперативного времени Kс | На одну деталь | Месячная программа | На месячную программу | Штучное время для условия многоагрегатного обслуживания Tшт, мин. | Норма выработки одного агрегата за смену  | |||||||
Вспомогательное неперекрываемое время Tвн, мин. | Вспомогательное перекрываемое время Tвп, мин. | Время активного наблюдения и переходов tан, мин. | Время занятости рабочего Tз, мин. | Агрегатно-свободное время Tас, мин. | Оперативное время Tоп, мин. | Агрегатно-свободное время Tас, мин. | Время занятости Tз, мин. | Агрегатно-свободное время Tас, мин. | Время занятости Tз, мин. | |||||||||||
1 | 1,2 | Под печи | 60 | 45 | 4,610 | 1,25 | 2,7 | 8,560 | 41,05 | 49,610 | 0,8 | 0,170 | 1,35 | 0,680 | 0,143 | 4800 | 3264 | 686,4 | 0,210 | 333 |
2 | 0,46 | Под печи | 100 | 45 | 5,930 | 1,45 | 2,7 | 10,08 | 40,85 | 50,930 | 0,8 | 0,198 | 1,35 | 0,408 | 0,100 | 5200 | 2121 | 520,0 | 0,129 | 542 |
3 | 0,05 | Поддон | 160 | 40 | 0,401 | 0,98 | 2,4 | 3,790 | 36,21 | 40,401 | 0,8 | 0,094 | 1,07 | 0,226 | 0,024 | 5000 | 1130 | 120,0 | 0,051 | 1372 |
4 | 1,15 | Поддон | 12 | 45 | 0,467 | 0,90 | 2,7 | 4,067 | 41,40 | 45,467 | 0,8 | 0,089 | 1,07 | 3,450 | 0,339 | 3600 | 12420 | 1220,5 | 0,763 | 92 |
5 | 3,4 | Под печи | 20 | 45 | 3,490 | 1,03 | 2,7 | 7,220 | 41,27 | 48,490 | 0,8 | 0,149 | 1,20 | 2,060 | 0,360 | 900 | 1854 | 324,0 | 0,548 | 127 |
6 | 1,3 | Под печи | 40 | 45 | 4,170 | 1,17 | 2,7 | 8,040 | 41,13 | 49,170 | 0,8 | 0,160 | 1,35 | 1,030 | 0,200 | 5600 | 5768 | 1220,0 | 0,312 | 224 |
 | ||||||||||||||||||||

Примечание. Kс определяется по значениям Kз после расчета количества одновременно обслуживаемых агрегатов. Значения Kс приведены табл. 1.2.
Пример 4. Определить норму штучного времени на закалку при одновременном нагреве на установке ТВЧ.
Исходные данные
Деталь - шестерня. Масса - 1,0 кг.
Основное (технологическое) время на нагрев - 0,14 мин., охлаждение - 0,14 мин.
Способ установки - на оправку.
Количество одновременно устанавливаемых деталей в индуктор - 1 шт.
Размер партии - 50 шт.
N позиции | N карты | Наименование приема | Факторы продолжительности | Время, мин. | |
основное | вспомогательное | ||||
1 | 65 | Установка и снятие детали вручную | Масса - 1,0 кг Способ установки - на оправку Размер партии - 50 шт. | - | 0,13 |
2 | Нагрев и охлаждение детали | 0,14 0,14 | |||
Итого | 0,28 | 0,13 | |||

aобс + aотл = 3 + 5 = 8% (см. карту 67)
Тшт = (0,28 + 0,13) · (1 + 8 / 100) = 0,44 мин.
ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
2.1. Нормативы времени рассчитаны для применения при нормировании работ на термическую и химико-термическую обработку металла.
2.1.1. К термической обработке относятся: закалка, отпуск, отжиг, нормализация и старение.
Эти процессы применяются для уменьшения внутренних напряжений, получения мелкозернистой структуры, повышения прочности и вязкости, высокой твердости, износоустойчивости и других физико-механических свойств металла.
2.1.2. К химико-термической обработке относятся: науглероживание, азотирование, алюминирование, азотонауглероживание и др. <1>
--------------------------------
<1> Наименование операций взято в соответствии с Общесоюзным классификатором технологических операций в машиностроении и приборостроении. М.: Изд-во стандартов, 1975.
Химико-термическая обработка применяется с целью изменения химического состава поверхностного слоя металла, что в сочетании с термическим воздействием придает поверхности детали высокие механические свойства.
2.2. Для нагрева металла при его термической обработке применяются печи и непечные установки.
В зависимости от серийности производства применяются печи либо периодического, либо непрерывного действия.
Печи периодического действия (камерные, шахтные и вакуумные) можно использовать для различных видов термообработки. Обычно они применяются в единичном и мелкосерийном производстве. В камерные и вакуумные печи загрузка и выгрузка деталей производится в поддонах, корзинах, поштучно вручную или механизированным способом.
Рабочая камера в шахтных печах расположена вертикально, что позволяет нагревать длинные детали в форме стержней в подвешенном положении. В шахтных печах можно обрабатывать и небольшие детали, размещая их на специальных приспособлениях или в корзинах. Загрузка и выгрузка механизированные.
К печам непрерывного действия относятся толкательные, конвейерные, карусельные, барабанные, печи с пульсирующим подом и др. Печи непрерывного действия применяются в массовом и крупносерийном производстве при обработке однотипных деталей.
Толкательные печи широко применяются для различных видов термической и химико-термической обработки.
Конвейерные печи применяются для различных видов термической обработки стали и цветных металлов, в которых детали передвигаются по конвейеру. Детали на конвейерную ленту загружаются вручную.
Карусельные печи применяются для нагрева деталей под закалку, отжиг или нормализацию. Детали движутся по кругу на вращающемся поду. Вращение пода производится периодически или непрерывно с такой скоростью, чтобы за один оборот завершился нагрев и выдержка деталей.
Барабанные печи применяются для термической обработки мелких цилиндрических или сферических деталей, а также для газовой цементации.
Печи с пульсирующим подом применяются для термической обработки мелких деталей. Они могут быть включены в агрегаты для термической и химико-термической обработки.
Ванны для термической обработки применяются для нагрева различных деталей под закалку, отпуск, жидкостное науглероживание, азотонауглероживание, для охлаждения при ступенчатой и изотермической закалке. В печах-ваннах детали нагреваются в различных жидких средах в зависимости от процесса термической обработки и требуемой температуры.
Индукционные закалочные установки. Закалка токами высокой частоты (ТВЧ) применяется с целью повышения износостойкости, сопротивления контактной усталости и смятию изделий, работающих в условиях, когда сквозная закалка на высокую твердость может привести к преждевременным поломкам изделия.
Для поверхностной высококачественной закалки используют два типа генераторов: машинные - для получения токов повышенной частоты (от 500 до 10000 Гц) и ламповые - для получения токов высокой частоты (от 70 до 1000 кГц).
Машинные генераторы применяются для поверхностной закалки деталей диаметром 30 - 150 мм на глубину более 2 мм. Машинный генератор состоит из электрического двигателя и генератора с вращающимся ротором.
Ламповые генераторы используются для поверхностной закалки деталей диаметром менее 30 мм на глубину от десятых долей мм до нескольких мм. Основным элементом генератора является генераторная лампа, в которой получается ток высокой частоты различной мощности.
В термических цехах кроме нагревательного оборудования имеются закалочные устройства, приборы для измерения температуры и качества обработанных изделий.
Для очистки деталей применяются травильные баки, баки для промывки водой и нейтрализации, специальные травильные машины. Механическая очистка деталей осуществляется на пескоструйных аппаратах.
Нормативы времени на термическую обработку в печах, ваннах и установках ТВЧ составлены с учетом следующих условий организации труда и рабочего места.
3.1. Нагревательные печи, закалочные устройства, очистные установки, правильные устройства, приборы для измерения температуры и другое оборудование и приспособления находятся в исправном состоянии.
3.2. Рабочее место организовано так, что обеспечивает наиболее полную механизацию загрузки и выгрузки деталей в печь, ванну, закалочные баки и т.п.
3.3. Закалочные устройства располагаются в непосредственной близости от печей для нагрева металла под закалку.
3.4. Техническое обслуживание оборудования и установок производится наладчиками и электромонтерами.
3.5. Детали на рабочее место доставляются вспомогательными рабочими в таре.
В картах учтено перемещение деталей на расстояние до 2 м, при большем расстоянии на каждый метр добавлять по 0,02 мин.
Загрузка и выгрузка деталей и приспособлений с деталями массой до 20 кг осуществляются вручную, при массе свыше 20 кг - подъемно-транспортными средствами.
3.6. Рабочее место обеспечено необходимой оснасткой и приспособлениями. Масса приспособления принята до 15 кг.
В картах учтено перемещение приспособлений в пределах рабочего места до 5 м, при большем расстоянии на каждый метр добавлять по 0,02 мин.
На рабочем месте должны поддерживаться чистота и порядок.
Освещение площадей как естественное, так и искусственное.
Каждое рабочее место обеспечено приточно-вытяжной вентиляцией.
3.7. При термической обработке металла могут иметь место следующие формы организации работы:
бригада рабочих или один рабочий обслуживает несколько однотипных агрегатов с ведением различных термических и химико-термических процессов;
бригада рабочих или один рабочий обслуживает несколько разнотипных агрегатов с ведением различных термических и химико-термических процессов.
Установку ТВЧ обслуживает один рабочий-термист.
В нормативах даны примерные схемы организации рабочих мест.
3.8. Организация рабочих мест.
При нормализации, отжиге, закалке, отпуске.

Рис. 1 Конвейерные линии:
1 - закалочная печь; 2 - моечная машина; 3 - отпускная печь;
4 - ленты транспортера; 5 - щит управления; 6 - тара
с сырыми деталями; 7 - тара с калеными деталями

Рис. 2. Камерные печи:
1, 2, 3 - электрические (или пламенные) печи; 4, 5,
6 - закалочные баки; 7 - тара с сырыми деталями; 8, 9,
10 - тара с калеными деталями; 11 - щит управления

Рис. 3. Печи-ванны:
1 - печи-ванны; 2 - закалочный или промывочный бак;
3 - тара с сырыми деталями; 4 - тара с калеными
деталями; 5 - щит управления
При газовом науглероживании.

Рис. 4. Шахтные печи:
1 - пиролизная установка; 2 - шахтные печи;
3 - щит управления; 4 - тара с сырыми деталями;
5 - тара с калеными деталями

Рис. 5. Безмуфельная печь непрерывного действия:
1 - безмуфельная печь непрерывного действия; 2 - рольганг;
3 - закалочный бак; 4, 5 - место расположения деталей;
6, 7 - место расположения приспособления

Рис. 6. Правка деталей на прессах:
1 - пресс для правки деталей; 2 - установка для проверки
деталей индикатором; 3 - место расположения деталей

Рис. 7. Закалка деталей на установках ТВЧ:
1 - установка для закалки деталей ТВЧ;
2 - место расположения деталей
Термическая и химико-термическая обработка деталей | |||||||||||
Карта 1 | |||||||||||
Содержание работы |  | ||||||||||
I. Взять проволоку, деталь, продеть проволоку в отверстие детали, отложить связку в сторону. Взять связку с деталями, ссыпать детали в тару. II. Взять проволоку, деталь, обвязать деталь проволокой, сделать петлю из проволоки, отложить в сторону. Взять связку, отложить деталь в тару. | |||||||||||
N позиции | Количество деталей в связке N, до | Масса детали Q, кг, до | |||||||||
0,01 | 0,03 | 0,1 | 0,3 | 1,0 | 2,0 | 4,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну связку деталей, мин. | |||||||||||
I | |||||||||||
1 | 2 | - | - | - | 0,083 | 0,095 | 0,10 | 0,11 | 0,12 | - | - |
2 | 3 | - | - | 0,10 | 0,110 | 0,130 | 0,14 | 0,15 | 0,16 | - | - |
3 | 4 | 0,095 | 0,11 | 0,12 | 0,140 | 0,160 | 0,17 | 0,18 | - | - | - |
4 | 5 | 0,110 | 0,13 | 0,14 | 0,160 | 0,190 | 0,20 | 0,22 | - | - | - |
5 | 6 | 0,130 | 0,14 | 0,16 | 0,190 | 0,210 | 0,23 | 0,25 | - | - | - |
6 | 8 | 0,160 | 0,18 | 0,20 | 0,230 | 0,260 | 0,28 | - | - | - | - |
7 | 10 | 0,180 | 0,21 | 0,24 | 0,270 | 0,300 | 0,33 | - | - | - | - |
8 | 12 | 0,210 | 0,24 | 0,27 | 0,300 | 0,350 | 0,37 | - | - | - | - |
9 | 16 | 0,260 | 0,29 | 0,33 | 0,370 | 0,430 | 0,46 | - | - | - | - |
10 | 20 | 0,300 | 0,34 | 0,39 | 0,440 | 0,500 | 0,54 | - | - | - | - |
11 | 25 | 0,360 | 0,40 | 0,46 | 0,520 | 0,570 | 0,63 | - | - | - | - |
12 | 32 | 0,420 | 0,48 | 0,55 | 0,620 | 0,700 | - | - | - | - | - |
13 | 40 | 0,500 | 0,56 | 0,64 | 0,720 | 0,830 | - | - | - | - | - |
14 | 50 | 0,580 | 0,66 | 0,75 | 0,850 | 0,970 | - | - | - | - | - |
15 | 60 | 0,670 | 0,75 | 0,86 | 0,970 | 1,050 | - | - | - | - | - |
16 | 80 | 0,820 | 0,93 | 1,06 | 1,190 | - | - | - | - | - | - |
17 | 100 | 0,960 | 1,09 | 1,24 | - | - | - | - | - | - | - |
18 | 120 | 1,100 | 1,24 | - | - | - | - | - | - | - | - |
19 | 160 | 1,350 | 1,53 | - | - | - | - | - | - | - | - |
20 | 200 | 1,580 | 1,79 | - | - | - | - | - | - | - | - |
21 | 250 | 1,860 | 2,10 | - | - | - | - | - | - | - | - |
22 | 320 | 2,230 | 2,51 | - | - | - | - | - | - | - | - |
23 | 400 | 2,610 | 2,95 | - | - | - | - | - | - | - | - |
II | |||||||||||
24 | 1 | - | - | - | - | 0,234 | 0,275 | 0,326 | 0,398 | 0,423 | 0,489 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечания: 1. На одну закрутку и раскрутку связки деталей или одной детали проволокой ко времени по карте добавлять 0,13 мин.
2. Перекусить проволоку кусачками - 0,01 мин.
Термическая и химико-термическая обработка деталей | |||||||||||||||||
Карта 2 | |||||||||||||||||
Содержание работы | 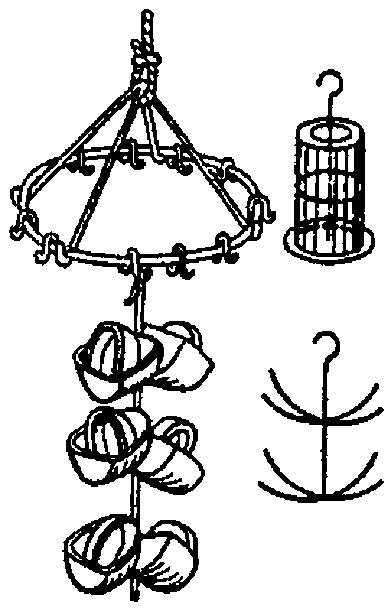 | ||||||||||||||||
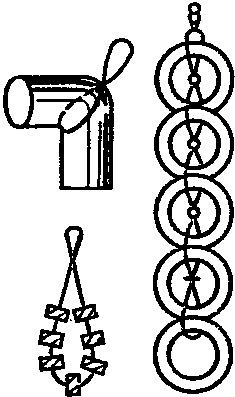
Взять приспособление, поднести и поставить на место навески или навесить на крюк электротельфера. Взять деталь, навесить на приспособление или положить в карман приспособления. Снять деталь с приспособления или вынуть из кармана приспособления, положить в тару. Отстропить от крюка электротельфера приспособление или снять со стола, отнести на место. | |||||||||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,1 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||||||||
1 | 4 | 0,290 | 0,373 | 0,420 | 0,467 | 0,493 | 0,577 | 0,634 | 0,713 | 0,794 | 0,872 | 0,980 | 1,08 | 1,21 | 1,35 | 1,480 | 1,670 |
2 | 5 | 0,332 | 0,427 | 0,479 | 0,535 | 0,562 | 0,617 | 0,725 | 0,815 | 0,910 | 0,99 | 1,120 | 1,23 | 1,38 | 1,54 | 1,690 | 1,910 |
3 | 6 | 0,369 | 0,476 | 0,535 | 0,596 | 0,628 | 0,737 | 0,899 | 1,010 | 1,010 | 1,110 | 1,250 | 1,37 | 1,54 | 1,72 | 1,893 | 2,120 |
4 | 8 | 0,440 | 0,566 | 0,637 | 0,709 | 0,746 | 0,875 | 0,961 | 1,080 | 1,200 | 1,320 | 1,490 | 1,63 | 1,83 | 2,05 | 2,250 | 2,530 |
5 | 10 | 0,503 | 0,647 | 0,728 | 0,810 | 0,853 | 1,000 | 1,100 | 1,240 | 1,380 | 1,510 | 1,690 | 1,86 | 2,10 | 2,34 | 2,570 | 2,890 |
6 | 12 | 0,560 | 0,721 | 0,811 | 0,904 | 0,952 | 1,110 | 1,230 | 1,380 | 1,540 | 1,680 | 1,890 | 2,08 | 2,45 | 2,61 | 2,870 | 3,220 |
7 | 16 | 0,666 | 0,858 | 0,965 | 1,080 | 1,130 | 1,330 | 1,460 | 1,640 | 1,830 | 2,000 | 2,250 | 2,47 | 2,87 | 3,10 | 3,400 | 3,830 |
8 | 20 | 0,762 | 0,980 | 1,100 | 1,230 | 1,290 | 1,520 | 1,670 | 1,870 | 2,080 | 2,230 | 2,570 | 2,83 | 3,18 | 3,55 | 3,890 | 4,370 |
9 | 25 | 0,870 | 1,120 | 1,260 | 1,410 | 1,480 | 1,730 | 1,900 | 2,140 | 2,380 | 2,620 | 2,950 | 3,23 | 3,64 | 4,05 | 4,450 | 5,000 |
10 | 32 | 1,010 | 1,300 | 1,460 | 1,630 | 1,710 | 2,010 | 2,200 | 2,490 | 2,760 | 3,020 | 3,420 | 3,75 | 4,23 | 4,69 | 5,160 | 5,740 |
11 | 40 | 1,150 | 1,490 | 1,670 | 1,860 | 1,960 | 2,300 | 2,520 | 2,840 | 3,170 | 3,470 | 3,910 | 4,28 | 4,82 | 5,37 | 5,890 | 6,630 |
12 | 50 | 1,310 | 1,690 | 1,910 | 2,130 | 2,240 | 2,630 | 2,880 | 3,250 | 3,620 | 3,970 | 4,470 | 4,91 | 5,52 | 6,14 | 6,740 | - |
13 | 60 | 1,470 | 1,890 | 2,130 | 2,370 | 2,500 | 2,930 | 3,220 | 3,620 | 4,030 | 4,420 | 4,980 | 5,47 | 6,15 | 6,85 | 7,520 | - |
14 | 80 | 1,750 | 2,250 | 2,540 | 2,830 | 2,980 | 3,490 | 3,830 | 4,300 | 4,790 | 5,260 | 5,920 | 6,50 | 7,31 | 8,14 | - | - |
15 | 100 | 2,000 | 2,570 | 2,900 | 3,230 | 3,390 | 3,980 | 4,370 | 4,910 | 5,480 | 6,010 | 6,770 | 7,43 | 8,35 | 9,31 | - | - |
16 | 120 | 2,230 | 2,880 | 3,220 | 3,600 | 3,790 | 4,440 | 4,880 | 5,490 | 6,110 | 6,710 | 7,650 | 8,28 | 9,32 | - | - | - |
17 | 160 | 2,660 | 3,420 | 3,840 | 4,280 | 4,560 | 5,280 | 5,800 | 6,520 | 7,270 | 7,980 | 8,970 | 9,85 | 11,10 | - | - | - |
18 | 200 | 3,030 | 1,910 | 4,390 | 4,890 | 5,150 | 6,040 | 6,620 | 7,450 | 8,310 | 9,120 | 10,260 | 11,26 | - | - | - | - |
19 | 250 | 3,470 | 4,470 | 5,010 | 5,590 | 5,890 | 6,910 | 7,580 | 8,520 | 9,500 | 10,430 | 11,100 | 11,020 | - | - | - | - |
20 | 320 | 4,010 | 5,180 | 5,820 | 6,490 | 6,820 | 8,010 | 8,790 | 9,890 | 12,100 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
Термическая и химико-термическая обработка деталей | |||||||||||||||
Карта 3 | |||||||||||||||
Содержание работы | 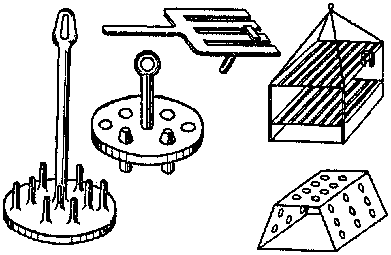 | ||||||||||||||
Взять деталь, уложить в приспособление. Взять деталь, вынуть из приспособления, уложить в тару. | |||||||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||||||
0,05 | 0,08 | 0,12 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||||||
1 | 8 | - | - | - | - | 0,485 | 0,56 | 0,65 | 0,74 | 0,83 | 0,97 | 1,13 | 1,30 | 1,46 | 1,71 |
2 | 10 | - | - | 0,43 | 0,49 | 0,560 | 0,65 | 0,76 | 0,83 | 0,99 | 1,12 | 1,30 | 1,49 | 1,69 | 1,98 |
3 | 12 | - | 0,41 | 0,49 | 0,56 | 0,630 | 0,74 | 0,85 | 0,95 | 1,12 | 1,26 | 1,48 | 1,69 | 1,91 | 2,23 |
4 | 16 | 0,45 | 0,50 | 0,58 | 0,67 | 0,760 | 0,88 | 1,03 | 1,15 | 1,35 | 1,51 | 1,76 | 2,03 | 2,30 | 2,69 |
5 | 20 | 0,50 | 0,59 | 0,67 | 0,77 | 0,810 | 1,03 | 1,19 | 1,33 | 1,55 | 1,75 | 2,03 | 2,36 | 2,66 | 3,10 |
6 | 25 | 0,59 | 0,68 | 0,77 | 0,90 | 1,010 | 1,19 | 1,37 | 1,56 | 1,80 | 2,03 | 2,36 | 2,71 | 3,08 | 3,59 |
7 | 32 | 0,70 | 0,81 | 0,90 | 1,06 | 1,190 | 1,39 | 1,60 | 1,80 | 2,11 | 2,38 | 2,77 | 3,19 | 3,60 | - |
8 | 40 | 0,81 | 0,92 | 1,04 | 1,22 | 1,390 | 1,60 | 1,85 | 2,09 | 2,43 | 2,75 | 3,20 | 3,69 | 4,18 | - |
9 | 50 | 0,94 | 1,08 | 1,21 | 1,40 | 1,570 | 1,85 | 2,16 | 2,41 | 2,81 | 3,19 | 3,71 | 4,27 | - | - |
10 | 60 | 1,04 | 1,21 | 1,37 | 1,58 | 1,800 | 2,09 | 2,41 | 2,72 | 3,16 | 3,59 | 4,17 | 4,81 | - | - |
11 | 80 | 1,26 | 1,46 | 1,64 | 1,91 | 2,160 | 2,52 | 2,91 | 3,28 | 3,82 | 4,32 | 5,04 | - | - | - |
12 | 100 | 1,46 | 1,67 | 1,91 | 2,21 | 2,500 | 2,92 | 3,36 | 3,81 | 4,41 | 4,99 | 5,81 | - | - | - |
13 | 125 | 1,69 | 1,94 | 2,20 | 2,56 | 2,910 | 3,37 | 3,89 | 4,39 | 5,11 | 5,76 | - | - | - | - |
14 | 160 | 1,98 | 2,29 | 2,57 | 3,01 | 3,420 | 3,96 | 4,55 | 5,16 | 5,99 | 6,76 | - | - | - | - |
15 | 200 | 2,29 | 2,65 | 2,97 | 3,47 | 3,920 | 4,57 | 5,27 | 5,96 | 6,95 | - | - | - | - | - |
16 | 250 | 2,65 | 3,06 | 3,46 | 4,01 | 4,540 | 5,29 | 6,08 | 6,88 | 8,03 | - | - | - | - | - |
17 | 320 | 3,11 | 3,58 | 4,05 | 4,72 | 5,330 | 6,21 | 7,15 | 8,10 | - | - | - | - | - | - |
18 | 400 | 3,60 | 4,14 | 4,68 | 5,45 | 6,160 | 7,19 | 8,26 | 9,40 | - | - | - | - | - | - |
19 | 500 | 4,16 | 4,79 | 5,40 | 6,30 | 7,130 | 8,31 | 5,25 | 10,80 | - | - | - | - | - | - |
20 | 600 | 4,68 | 5,40 | 6,08 | 7,11 | 8,030 | 9,34 | 10,76 | 12,15 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |
Термическая и химико-термическая обработка деталей | |||||||||||
Карта 4 | |||||||||||
Содержание работы | |||||||||||
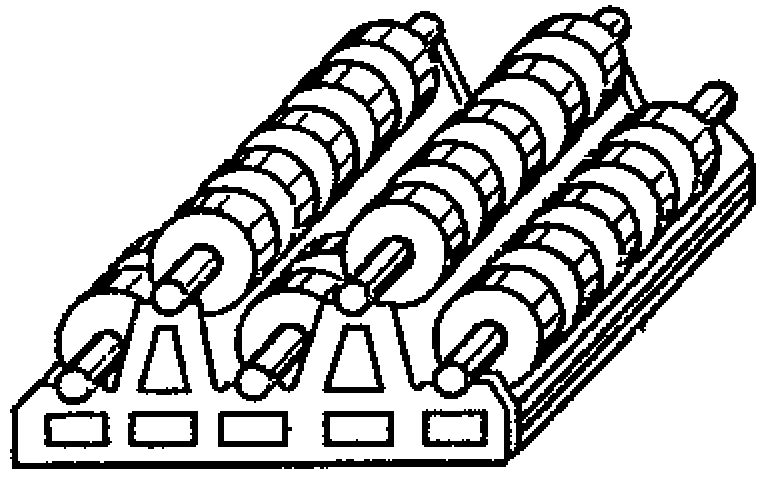
Взять стержень и детали, установить детали в пазы стержня. Установить стержень с деталями в приспособление. Взять стержень с деталями с приспособления, снять (сбросить) детали со стержня в тару. Отложить стержень. | |||||||||||
 | |||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||
0,01 | 0,05 | 0,08 | 0,2 | 0,5 | 1,2 | 3,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||
1 | 10 | - | - | - | - | - | 1,41 | 1,68 | 1,99 | 2,12 | 2,33 |
2 | 12 | - | - | - | - | - | 1,68 | 1,97 | 2,33 | 2,50 | 2,72 |
3 | 16 | - | - | - | - | - | 2,15 | 2,53 | 2,99 | 3,21 | 3,50 |
4 | 20 | - | - | - | - | 2,28 | 2,63 | 3,08 | 3,64 | 3,89 | 4,25 |
5 | 25 | - | - | - | - | 2,75 | 3,20 | 3,74 | 4,42 | 4,74 | 5,17 |
6 | 32 | - | - | - | 2,92 | 3,42 | 3,96 | 4,64 | 5,47 | 5,86 | 6,41 |
7 | 40 | - | - | 3,04 | 3,55 | 4,15 | 4,83 | 5,63 | 6,65 | 7,12 | 7,77 |
8 | 50 | - | 3,40 | 3,69 | 4,30 | 5,05 | 6,41 | 6,83 | 8,07 | 8,65 | 9,43 |
9 | 60 | - | 4,00 | 4,34 | 5,05 | 5,92 | 6,85 | 8,01 | 9,47 | 10,15 | 11,07 |
10 | 80 | 3,89 | 5,13 | 5,56 | 6,49 | 7,58 | 8,81 | 10,30 | 12,20 | 13,02 | 14,20 |
11 | 100 | 4,76 | 6,22 | 6,75 | 7,90 | 9,21 | 10,70 | 12,50 | 13,43 | 15,83 | 17,20 |
12 | 125 | 5,75 | 7,56 | 8,20 | 9,57 | 11,20 | 13,00 | 15,20 | 17,85 | 19,20 | - |
13 | 160 | 7,14 | 9,38 | 10,20 | 11,80 | 14,80 | 16,10 | 18,70 | 22,27 | 23,80 | - |
14 | 200 | 8,65 | 11,40 | 12,32 | 14,32 | 16,85 | 19,55 | 22,78 | 27,00 | - | - |
15 | 250 | 10,52 | 13,82 | 14,96 | 17,50 | 20,40 | 23,80 | 27,70 | 32,80 | - | - |
16 | 320 | 13,04 | 17,00 | 18,53 | 21,76 | 25,30 | 29,40 | 34,30 | - | - | - |
17 | 400 | 15,83 | 20,74 | 22,61 | 26,30 | 30,80 | 35,70 | 41,70 | - | - | - |
18 | 500 | 19,21 | 25,30 | 27,20 | 32,00 | 37,40 | 43,40 | - | - | - | - |
19 | 600 | 22,40 | 29,60 | 32,10 | 37,40 | 43,90 | 50,00 | - | - | - | - |
20 | 800 | 28,90 | 38,10 | 41,10 | 48,10 | 56,30 | - | - | - | - | - |
21 | 1000 | 35,20 | 46,20 | 50,00 | 58,50 | 68,30 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Термическая и химико-термическая обработка деталей | ||||||||||
Карта 5 | ||||||||||
Содержание работы | ||||||||||
Взять ящик, поднести к месту загрузки, загрузить детали в ящик, пересыпать карбюризатором (ферроалюминием), загрузить образцы, закрыть ящик крышкой, промазать глиной и засыпать песком. Взять ломик, отбить глину с крышки ящика, отложить ломик, выгрузить детали из ящика в тару, высыпать карбюризатор (ферроалюминий) из ящика, накрыть ящик крышкой. | ||||||||||
N позиции | Количество деталей в ящике N, до | Масса детали Q, кг, до | ||||||||
0,1 | 0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на один ящик, мин. | ||||||||||
1 | 4 | - | - | - | - | - | 2,66 | 3,05 | 3,45 | 4,04 |
2 | 6 | - | - | - | - | 3,02 | 3,52 | 4,06 | 4,58 | 5,34 |
3 | 8 | - | - | - | 3,23 | 3,70 | 4,31 | 4,96 | 5,62 | 6,53 |
4 | 10 | - | - | - | 3,79 | 4,31 | 5,03 | 5,80 | 6,54 | 7,65 |
5 | 12 | - | - | 3,52 | 4,29 | 4,93 | 5,75 | 6,60 | 7,44 | 8,65 |
6 | 16 | - | - | 4,31 | 5,26 | 6,00 | 7,01 | 8,05 | 9,10 | 10,60 |
7 | 20 | 2,53 | 4,10 | 5,05 | 6,15 | 7,00 | 8,18 | 9,42 | 10,64 | 12,40 |
8 | 25 | 2,97 | 4,80 | 5,90 | 7,20 | 8,20 | 9,56 | 11,03 | 12,44 | 14,50 |
9 | 32 | 3,52 | 5,70 | 7,01 | 8,55 | 9,76 | 11,37 | 13,08 | 14,77 | 17,25 |
10 | 40 | 4,13 | 6,67 | 8,20 | 10,00 | 11,4 | 13,30 | 15,32 | 17,30 | 20,13 |
11 | 50 | 4,80 | 7,78 | 9,58 | 11,68 | 14,47 | 16,58 | 17,88 | 20,13 | 23,50 |
12 | 60 | 5,46 | 8,84 | 10,89 | 13,26 | 15,15 | 19,13 | 20,30 | 22,97 | - |
13 | 80 | 6,67 | 10,82 | 13,31 | 16,23 | 18,51 | 21,56 | 24,80 | 28,00 | - |
14 | 100 | 7,80 | 12,63 | 15,58 | 19,05 | 22,46 | 25,20 | 32,90 | - | - |
15 | 120 | 8,86 | 14,02 | 17,70 | 21,56 | 24,60 | 28,80 | 33,10 | - | - |
16 | 160 | 10,78 | 17,58 | 21,56 | 26,40 | 30,00 | 35,00 | 40,40 | - | - |
17 | 200 | 12,69 | 20,48 | 25,30 | 30,70 | 35,20 | 41,00 | 47,30 | - | - |
18 | 250 | 14,83 | 24,10 | 29,70 | 35,90 | 41,20 | 48,00 | - | - | - |
19 | 320 | 17,60 | 28,80 | 35,20 | 42,80 | 48,90 | - | - | - | - |
20 | 400 | 20,67 | 33,40 | 41,30 | 50,10 | 57,10 | - | - | - | - |
21 | 500 | 24,10 | 39,00 | 48,00 | 58,60 | - | - | - | - | - |
22 | 600 | 27,30 | 44,40 | 54,60 | - | - | - | - | - | - |
23 | 800 | 33,40 | 54,30 | - | - | - | - | - | - | - |
24 | 1000 | 39,20 | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
Примечание. Загрузка мелких деталей в ящик предусмотрена совком или лопатой.
Термическая и химико-термическая обработка деталей | |||||||||
Карта 6 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять детали, подойти к печи, уложить детали на порог печи, взять кочергу, продвинуть детали в печь, отложить кочергу, закрыть печь. Открыть печь, взять кочергу (клещи), выгрузить детали на порог печи и сбросить их в тару, отложить кочергу (клещи), закрыть печь. | |||||||||
N позиции | Количество деталей или связок N, до | Масса детали или связки Q, кг, до | |||||||
0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на садку, мин. | |||||||||
1 | 1 | - | - | - | - | 0,27 | 0,31 | 0,36 | 0,41 |
2 | 3 | - | - | - | 0,55 | 0,63 | 0,74 | 0,83 | 0,96 |
3 | 5 | - | - | 0,67 | 0,81 | 0,94 | 1,07 | 1,22 | 1,43 |
4 | 8 | 0,68 | 0,84 | 0,96 | 1,16 | 1,35 | 1,56 | 1,77 | 2,05 |
5 | 10 | 0,81 | 0,99 | 1,14 | 1,37 | 1,61 | 1,85 | 2,08 | 2,46 |
6 | 12 | 0,93 | 1,14 | 1,32 | 1,59 | 1,89 | 2,13 | 2,40 | 2,80 |
7 | 16 | 1,16 | 1,42 | 1,65 | 1,98 | 2,31 | 2,65 | 3,01 | 3,52 |
8 | 20 | 1,37 | 1,69 | 1,95 | 2,35 | 2,80 | 3,16 | 3,61 | 4,16 |
9 | 25 | 1,63 | 2,01 | 2,31 | 2,80 | 3,30 | 3,80 | 4,27 | 4,95 |
10 | 32 | 1,97 | 2,44 | 2,80 | 3,38 | 3,96 | 4,54 | 5,10 | 5,95 |
11 | 40 | 2,34 | 2,89 | 3,31 | 4,00 | 4,68 | 5,38 | 6,10 | 7,10 |
12 | 50 | 2,78 | 3,45 | 3,95 | 4,78 | 5,60 | 6,42 | 7,25 | 8,40 |
13 | 60 | 3,20 | 4,00 | 4,54 | 5,50 | 6,50 | 7,50 | 8,30 | - |
14 | 80 | 4,00 | 4,92 | 5,60 | 6,80 | 7,92 | 9,12 | 10,39 | - |
15 | 100 | 4,90 | 5,83 | 6,75 | 8,10 | 9,40 | 10,90 | - | - |
16 | 125 | 5,63 | 6,93 | 7,95 | 9,60 | 11,22 | 12,90 | - | - |
17 | 160 | 6,81 | 8,41 | 9,61 | 11,60 | 13,53 | 15,70 | - | - |
18 | 200 | 8,10 | 9,90 | 11,40 | 13,87 | 16,00 | 18,50 | - | - |
19 | 250 | 9,62 | 12,80 | 13,70 | 16,50 | 19,10 | - | - | - |
20 | 320 | 11,60 | 15,30 | 16,40 | 19,80 | - | - | - | - |
21 | 400 | 13,80 | 18,20 | 19,50 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
Термическая и химико-термическая обработка деталей | |||||||||
Карта 7 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять детали, подойти к печи и загрузить на под печи, взять кочергу и разровнять детали на поду печи, отложить кочергу, закрыть печь. Открыть печь, взять кочергу (клещи), выгрузить детали на порог печи и сбросить их в тару, отложить кочергу (клещи), закрыть печь. | |||||||||
N позиции | Количество деталей или связок N, до | Масса детали или связки Q, кг, до | |||||||
0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | |||||||||
1 | 5 | - | - | - | - | - | - | 0,93 | 1,08 |
2 | 8 | - | - | - | - | - | 1,19 | 1,31 | 1,56 |
3 | 10 | - | - | - | - | - | 1,40 | 1,58 | 1,86 |
4 | 12 | - | - | - | - | 1,44 | 1,61 | 1,82 | 2,11 |
5 | 16 | - | - | 1,25 | 1,50 | 1,75 | 2,02 | 2,30 | 2,69 |
6 | 20 | - | 1,28 | 1,48 | 1,78 | 2,10 | 2,40 | 2,71 | 3,15 |
7 | 25 | 1,24 | 1,52 | 1,75 | 2,12 | 2,50 | 2,86 | 3,21 | 3,75 |
8 | 32 | 1,50 | 1,85 | 2,12 | 2,56 | 3,00 | 3,44 | 3,86 | 4,51 |
9 | 40 | 1,77 | 2,20 | 2,52 | 3,03 | 3,56 | 4,12 | 4,61 | 5,38 |
10 | 50 | 2,10 | 2,61 | 2,99 | 3,62 | 4,22 | 4,84 | 5,47 | 6,36 |
11 | 60 | 2,42 | 3,10 | 3,44 | 4,20 | 4,90 | 5,76 | 6,32 | - |
12 | 80 | 3,03 | 3,73 | 4,26 | 5,18 | 6,01 | 6,92 | 7,85 | - |
13 | 100 | 3,75 | 4,42 | 5,09 | 6,15 | 7,14 | 8,26 | - | - |
14 | 125 | 4,27 | 5,25 | 6,05 | 7,30 | 8,50 | 9,80 | - | - |
15 | 160 | 5,19 | 6,31 | 7,31 | 8,80 | 10,23 | 11,88 | - | - |
16 | 200 | 6,14 | 7,50 | 8,66 | 10,50 | 12,10 | 14,00 | - | - |
17 | 250 | 7,30 | 8,97 | 10,40 | 12,50 | 14,40 | - | - | - |
18 | 320 | 8,80 | 10,79 | 12,40 | 15,00 | - | - | - | - |
19 | 400 | 10,45 | 12,87 | 14,80 | - | - | - | - | - |
20 | 500 | 12,42 | 15,20 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
Термическая и химико-термическая обработка деталей | |||||||||
Карта 8 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять детали, подойти к печи, уложить детали на порог печи, взять кочергу, продвинуть детали в печь, отложить кочергу, закрыть печь. Открыть печь, взять кочергу (клещи), выгрузить детали с пода печи, переместить к охлаждающему баку и погрузить, отложить кочергу (клещи), закрыть печь. | |||||||||
N позиции | Количество деталей или связок N, до | Масса детали или связки Q, кг, до | |||||||
0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | |||||||||
1 | 1 | - | - | - | - | 0,338 | 0,395 | 0,442 | 0,52 |
2 | 3 | - | - | - | 0,686 | 0,736 | 0,920 | 1,040 | 1,21 |
3 | 5 | - | - | 0,847 | 1,020 | 1,180 | 1,370 | 1,540 | 1,80 |
4 | 8 | 0,853 | 1,06 | 1,210 | 1,450 | 1,700 | 1,960 | 2,220 | 2,58 |
5 | 10 | 1,020 | 1,25 | 1,440, | 1,730 | 2,020 | 2,330 | 2,620 | 3,10 |
6 | 12 | 1,160 | 1,44 | 1,660 | 2,000 | 2,330 | 2,680 | 3,020 | 3,53 |
7 | 16 | 1,460 | 1,30 | 2,070 | 2,490 | 2,910 | 3,330 | 3,770 | 4,40 |
8 | 20 | 1,730 | 2,12 | 2,450 | 2,960 | 3,490 | 3,970 | 4,530 | 5,23 |
9 | 25 | 2,050 | 2,53 | 2,910 | 3,520 | 4,130 | 4,750 | 5,360 | 6,22 |
10 | 32 | 2,480 | 3,07 | 3,530 | 4,250 | 4,970 | 5,710 | 6,440 | 7,50 |
11 | 40 | 2,950 | 3,63 | 4,170 | 5,040 | 5,880 | 6,770 | 7,670 | 8,93 |
12 | 50 | 3,500 | 4,34 | 4,970 | 6,010 | 7,020 | 8,070 | 9,110 | 10,60 |
13 | 60 | 4,030 | 4,97 | 6,880 | 8,070 | 9,300 | 10,420 | - | |
14 | 80 | 5,030 | 6,19 | 7,100 | 8,570 | 10,010 | 11,500 | 13,070 | - |
15 | 100 | 5,970 | 7,34 | 8,490 | 10,200 | 11,900 | 13,720 | - | - |
16 | 125 | 7,090 | 8,73 | 10,000 | 12,100 | 13,100 | 16,250 | - | - |
17 | 160 | 8,570 | 10,58 | 12,110 | 14,620 | 17,080 | 19,700 | - | - |
18 | 200 | 10,180 | 12,50 | 14,400 | 17,440 | 20,200 | 23,300 | - | - |
19 | 250 | 12,100 | 14,92 | 17,200 | 20,700 | 24,100 | - | - | - |
20 | 320 | 14,640 | 17,94 | 20,700 | 25,000 | - | - | - | - |
21 | 400 | 17,350 | 21,40 | 24,600 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
Термическая и химико-термическая обработка деталей | |||||||||
Карта 9 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять детали, подойти к печи, и загрузить на порог печи вручную, взять кочергу и разровнять детали на поду в печи, отложить кочергу, закрыть печь. Открыть печь, взять кочергу (клещи), выгрузить детали с пода печи, переместить к охлаждающему баку и погрузить, отложить кочергу (клещи), закрыть печь. | |||||||||
N позиции | Количество деталей или связок N, до | Масса детали или связки Q, кг, до | |||||||
0,5 | 1.0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | |||||||||
1 | 5 | - | - | - | - | - | - | 1,25 | 1,45 |
2 | 8 | - | - | - | - | - | 1,59 | 1,79 | 2,10 |
3 | 10 | - | - | - | - | - | 1,88 | 2,12 | 2,50 |
4 | 12 | - | - | - | - | 1,88 | 2,16 | 2,44 | 2,84 |
5 | 16 | - | - | 1,67 | 2,01 | 2,35 | 2,70 | 3,06 | 3,57 |
6 | 20 | - | 1,71 | 1,98 | 2,39 | 2,79 | 3,20 | 3,63 | 4,22 |
7 | 25 | 1,66 | 2,04 | 2,35 | 2,84 | 3,33 | 3,31 | 4,30 | 5,02 |
8 | 32 | 2,01 | 2,48 | 2,85 | 3,43 | 4,01 | 4,61 | 5,20 | 6,06 |
9 | 40 | 2,38 | 2,94 | 3,38 | 4,07 | 4,76 | 5,46 | 6,18 | 7,21 |
10 | 50 | 2,82 | 3,50 | 4,01 | 4,85 | 5,64 | 6,49 | 7,33 | 8,56 |
11 | 60 | 3,25 | 4,07 | 4,61 | 5,58 | 6,67 | 7,56 | 8,44 | - |
12 | 80 | 4,06 | 5,00 | 5,76 | 6,95 | 8,10 | 9,30 | 10,53 | - |
13 | 100 | 4,82 | 5,93 | 6,83 | 8,25 | 9,64 | 11,10 | - | - |
14 | 125 | 5,73 | 7,05 | 8,11 | 9,80 | 11,42 | 13,15 | - | - |
15 | 160 | 6,95 | 8,48 | 9,81 | 11,82 | 13,78 | 15,88 | - | - |
16 | 200 | 8,22 | 10,10 | 11,66 | 14,07 | 16,30 | 18,80 | - | - |
17 | 250 | 9,77 | 12,20 | 13,90 | 16,70 | 19,40 | - | - | - |
18 | 320 | 11,82 | 14,53 | 16,70 | 20,20 | - | - | - | - |
19 | 400 | 14,00 | 17,27 | 19,90 | - | - | - | - | - |
20 | 500 | 16,65 | 20,50 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
Термическая и химико-термическая обработка деталей | ||||||||
Карта 10 | ||||||||
Содержание работы | ||||||||
Открыть печь, взять поддон (коробку) с деталями, поднести и поставить на порог печи, взять кочергу, продвинуть поддон (коробку) с деталями в печь, отложить кочергу, закрыть печь. Открыть печь, взять кочергу, выдвинуть поддон (коробку) с деталями на порог печи, отложить кочергу, взять клещи, захватить поддон (коробку) с деталями и положить на под, отложить клещи, закрыть печь. | ||||||||
N позиции | Количество поддонов (коробок) в садке N, до | Масса поддона (коробки) Q, кг, до | ||||||
1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | ||||||||
1 | 1 | 0,190 | 0,219 | 0,266 | 0,308 | 0,355 | 0,401 | 0,467 |
2 | 2 | 0,331 | 0,380 | 0,460 | 0,536 | 0,618 | 0,697 | 0,813 |
3 | 3 | 0,441 | 0,527 | 0,637 | 0,746 | 0,853 | 0,963 | 1,160 |
4 | 5 | 0,688 | 0,792 | 0,958 | 1,120 | 1,280 | 1,450 | 1,690 |
5 | 8 | 0,999 | 1,150 | 1,390 | 1,620 | 1,860 | 2,110 | 2,450 |
6 | 10 | 1,200 | 1,380 | 1,670 | 1,940 | 2,240 | 2,530 | 2,950 |
7 | 12 | 1,190 | 1,600 | 1,940 | 2,240 | 2,580 | 2,630 | 2,400 |
8 | 14 | 1,570 | 1,810 | 2,200 | 2,550 | 2,930 | 3,310 | 3,860 |
9 | 16 | 1,750 | 2,010 | 2,470 | 2,850 | 3,250 | 3,690 | 4,290 |
10 | 18 | 1,920 | 2,200 | 2,660 | 3,120 | 3,570 | 4,050 | 4,710 |
11 | 20 | 2,090 | 2,390 | 3,160 | 3,380 | 3,900 | 4,390 | 5,130 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. При закрывании или снятии крышки с поддона (коробки) ко времени по карте добавлять 0,01 мин.
Термическая и химико-термическая обработка деталей | ||||||||
Карта 11 | ||||||||
Содержание работы | ||||||||
Открыть печь, взять поддон (коробку) с деталями, поднести и поставить на порог печи, взять кочергу, продвинуть поддон (коробку) с деталями в печь, отложить кочергу, закрыть печь. Открыть печь, взять кочергу, выдвинуть поддон (коробку) с деталями на порог печи, отложить кочергу, взять клещи, захватить поддон (коробку) с деталями, поднести к охлаждающему баку, ссыпать (или загрузить) детали, отложить поддон и клещи, закрыть печь. | ||||||||
N позиции | Количество поддонов (коробок) в садке N, до | Масса поддона (коробки) Q, кг, до | ||||||
1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | ||||||||
1 | 1 | 0,220 | 0,254 | 0,307 | 0,356 | 0,410 | 0,464 | 0,539 |
2 | 2 | 0,383 | 0,439 | 0,532 | 0,620 | 0,715 | 0,805 | 0,939 |
3 | 3 | 0,529 | 0,610 | 0,737 | 0,869 | 0,986 | 1,110 | 1,300 |
4 | 5 | 0,796 | 0,915 | 1,110 | 1,290 | 1,480 | 1,680 | 1,950 |
5 | 8 | 1,150 | 1,330 | 1,610 | 1,870 | 2,150 | 2,440 | 2,830 |
6 | 10 | 1,380 | 1,590 | 1,740 | 2,240 | 2,590 | 2,930 | 3,420 |
7 | 12 | 1,610 | 1,850 | 2,240 | 2,590 | 2,980 | 3,390 | 3,930 |
8 | 14 ' | 1,810 | 2,090 | 2,540 | 2,950 | 3,390 | 3,830 | 4,460 |
9 | 16 | 2,030 | 2,320 | 2,850 | 3,290 | 3,760 | 4,270 | 4,950 |
10 | 18 | 2,220 | 2,540 | 3,070 | 3,610 | 4,120 | 4,680 | 5,440 |
11 | 20 | 2,420 | 2,760 | 3,380 | 3,900 | 4,510 | 5,080 | 5,930 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. При закрывании поддона (коробки) крышкой ко времени по карте добавлять 0,01 мин.
Термическая и химико-термическая обработка деталей | |||||||||||||||||
Карта 12 | |||||||||||||||||
Содержание работы | 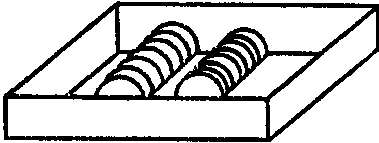 | ||||||||||||||||
Взять деталь и загрузить или разгрузить поддон или другую тару с укладкой вручную. | |||||||||||||||||
N позиции | Количество деталей на поддоне (в таре) N, до | Масса детали Q, кг, до | |||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,12 | 0,20 | 0,32 | 0,5 | 0,8 | 1,2 | 2,0 | 3,2 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на один поддон (тару), мин. | |||||||||||||||||
1 | 4 | - | - | - | 0,059 | 0,068 | 0,081 | 0,095 | 0,11 | 0,13 | 0,15 | 0,18 | 0,21 | 0,24 | 0,28 | 0,33 | 0,39 |
2 | 5 | - | - | 0,060 | 0,071 | 0,081 | 0,096 | 0,110 | 0,13 | 0,16 | 0,18 | 0,21 | 0,25 | 0,29 | 0,34 | 0,39 | 0,46 |
3 | 6 | - | 0,058 | 0,070 | 0,082 | 0,094 | 0,110 | 0,130 | 0,15 | 0,18 | 0,21 | 0,24 | 0,29 | 0,33 | 0,39 | 0,45 | 0,53 |
4 | 8 | 0,051 | 0,074 | 0,088 | 0,100 | 0,120 | 0,140 | 0,170 | 0,19 | 0,23 | 0,26 | 0,31 | 0,36 | 0,42 | 0,49 | 0,57 | 0,67 |
5 | 10 | 0,060 | 0,088 | 0,110 | 0,120 | 0,140 | 0,170 | 0,200 | 0,23 | 0,27 | 0,31 | 0,37 | 0,43 | 0,50 | 0,59 | 0,68 | 0,80 |
6 | 12 | 0,070 | 0,100 | 0,120 | 0,140 | 0,160 | 0,190 | 0,230 | 0,27 | 0,31 | 0,36 | 0,43 | 0,50 | 0,58 | 0,68 | 0,78 | 0,93 |
7 | 16 | 0,088 | 0,130 | 0,150 | 0,180 | 0,210 | 0,250 | 0,290 | 0,33 | 0,39 | 0,45 | 0,54 | 0,62 | 0,73 | 0,86 | 0,98 | 1,17 |
8 | 20 | 0,110 | 0,150 | 0,180 | 0,240 | 0,250 | 0,290 | 0,340 | 0,40 | 0,47 | 0,54 | 0,64 | 0,75 | 0,87 | 1,03 | 1,18 | 1,40 |
9 | 25 | 0,130 | 0,180 | 0,220 | 0,260 | 0,290 | 0,350 | 0,410 | 0,48 | 0,56 | 0,64 | 0,77 | 0,90 | 1,04 | 1,23 | 1,41 | 1,67 |
10 | 32 | 0,150 | 0,220 | 0,270 | 0,310 | 0,360 | 0,430 | 0,500 | 0,58 | 0,68 | 0,78 | 0,93 | 1,09 | 1,27 | 1,49 | 1,71 | 2,04 |
11 | 40 | 0,180 | 0,270 | 0,320 | 0,370 | 0,430 | 0,510 | 0,600 | 0,70 | 0,82 | 0,94 | 1,11 | 1,31 | 1,52 | 1,78 | 2,05 | 2,44 |
12 | 50 | 0,220 | 0,320 | 0,380 | 0,450 | 0,510 | 0,610 | 0,710 | 0,83 | 0,98 | 1,12 | 1,33 | 1,56 | 1,82 | 2,13 | 2,45 | 2,91 |
13 | 60 | 0,250 | 0,370 | 0,440 | 0,520 | 0,590 | 0,700 | 0,830 | 0,96 | 1,13 | 1,30 | 1,54 | 1,81 | 2,10 | 2,47 | 2,83 | - |
14 | 80 | 0,320 | 0,470 | 0,550 | 0,650 | 0,750 | 0,890 | 1,040 | 1,21 | 1,42 | 1,63 | 1,94 | 2,28 | 2,65 | 3,11 | 3,57 | - |
15 | 120 | 0,380 | 0,560 | 0,660 | 0,780 | 0,890 | 1,060 | 1,240 | 1,45 | 1,70 | 1,95 | 2,32 | 2,72 | 3,17 | 3,71 | - | - |
16 | 125 | 0,460 | 0,660 | 0,790 | 0,930 | 1,070 | 1,270 | 1,490 | 1,73 | 2,03 | 2,33 | 2,77 | 3,25 | 3,78 | 4,44 | - | - |
17 | 160 | 0,560 | 0,810 | 0,960 | 1,130 | 1,300 | 1,540 | 1,810 | 2,11 | 2,47 | 2,84 | 3,38 | 3,96 | 4,61 | - | - | - |
18 | 200 | 0,660 | 0,970 | 1,150 | 1,350 | 1,550 | 1,850 | 2,160 | 2,52 | 2,96 | 3,39 | 4,04 | 4,74 | 5,51 | - | - | - |
19 | 250 | 0,790 | 1,160 | 1,380 | 1,620 | 1,850 | 2,200 | 2,590 | 3,01 | 3,53 | 4,06 | 4,83 | 5,66 | - | - | - | - |
20 | 320 | 0,970 | 1,410 | 1,680 | 1,970 | 2,260 | 2,690 | 3,150 | 3,67 | 4,28 | 4,91 | 5,84 | 6,86 | - | - | - | - |
21 | 400 | 1,160 | 1,690 | 2,010 | 2,350 | 2,700 | 3,210 | 3,770 | 4,39 | 5,15 | 5,91 | 7,03 | - | - | - | - | - |
22 | 500 | 1,380 | 2,010 | 2,400 | 2,810 | 3,230 | 3,840 | 4,510 | 5,24 | 6,15 | 7,06 | 8,40 | - | - | - | - | - |
23 | 600 | 1,600 | 2,330 | 2,770 | 3,250 | 3,730 | 4,440 | 5,210 | 6,07 | 7,12 | 8,17 | - | - | - | - | - | - |
24 | 700 | 1,810 | 2,640 | 3,140 | 3,680 | 4,220 | 5,030 | 5,900 | 6,86 | 8,05 | 9,24 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
Примечание. При раскладке деталей по наименованиям время по карте принимать с коэффициентом 1,1.
T = 0,046 · Q0,34 · N0,8.
Содержание работы |  | Термическая и химико-термическая обработка деталей | ||||||||||||||||
Взять деталь и загрузить или разгрузить на поддон, коробку или другую тару навалом | ||||||||||||||||||
Карта 13 | ||||||||||||||||||
N позиции | Количество деталей на поддоне (в таре) N, до | Масса детали Q, кг, до | ||||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,12 | 0,20 | 0,32 | 0,5 | 0,8 | 1,2 | 2,0 | 3,2 | 5,0 | 8,0 | 12,0 | 20,0 | |||
Время на один поддон (тару), мин. | ||||||||||||||||||
1 | 4 | - | - | - | - | - | 0,04 | 0,05 | 0,06 | 0,069 | 0,081 | 0,10 | 0,12 | 0,14 | 0,17 | 0,21 | 0,25 | |
2 | 5 | - | - | - | - | 0,04 | 0,05 | 0,06 | 0,07 | 0,083 | 0,097 | 0,12 | 0,14 | 0,17 | 0,21 | 0,25 | 0,30 | |
3 | 6 | - | - | - | - | 0,05 | 0,06 | 0,07 | 0,08 | 0,096 | 0,110 | 0,14 | 0,17 | 0,20 | 0,24 | 0,28 | 0,35 | |
4 | 8 | - | - | - | 0,05 | 0,06 | 0,07 | 0,08 | 0,10 | 0,120 | 0,140 | 0,17 | 0,21 | 0,25 | 0,30 | 0,36 | 0,44 | |
5 | 10 | - | - | - | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | 0,140 | 0,170 | 0,21 | 0,25 | 0,30 | 0,36 | 0,43 | 0,52 | |
6 | 12 | - | - | - | 0,07 | 0,08 | 0,10 | 0,12 | 0,14 | 0,170 | 0,200 | 0,24 | 0,29 | 0,35 | 0,42 | 0,49 | 0,61 | |
7 | 16 | - | - | - | 0,08 | 0,10 | 0,12 | 0,15 | 0,17 | 0,210 | 0,250 | 0,30 | 0,37 | 0,44 | 0,53 | 0,62 | 0,76 | |
8 | 20 | - | - | 0,08 | 0,10 | 0,11 | 0,14 | 0,17 | 0,20 | 0,240 | 0,280 | 0,34 | 0,41 | 0,49 | 0,60 | 0,70 | 0,86' | |
9 | 25 | - | 0,08 | 0,10 | 0,12 | 0,14 | 0,17 | 0,21 | 0,25 | 0,300 | 0,350 | 0,43 | 0,52 | 0,63 | 0,75 | 0,89 | 1,09 | |
10 | 32 | - | 0,10 | 0,12 | 0,15 | 0,17 | 0,21 | 0,25 | 0,30 | 0,370 | 0,430 | 0,53 | 0,64 | 0,76 | 0,92 | 1,08 | 1,33 | |
11 | 40 | 0,08 | 0,12 | 0,14 | 0,17 | 0,21 | 0,25 | 0,30 | 0,36 | 0,440 | 0,510 | 0,63 | 0,76 | 0,91 | 1,10 | 1,29 | 1,59 | |
12 | 50 | 0,09 | 0,14 | 0,17 | 0,21 | 0,25 | 0,30 | 0,36 | 0,43 | 0,520 | 0,620 | 0,75 | 0,91 | 1,09 | 1,31 | 1,54 | - | |
13 | 60 | 0,11 | 0,16 | 0,20 | 0,24 | 0,28 | 0,35 | 0,42 | 0,50 | 0,600 | 0,87 | 1,05 | 1,26 | 1,52 | 1,79 | - | ||
14 | 80 | 0,13 | 0,21 | 0,25 | 0,30 | 0,36 | 0,44 | 0,53 | 0,63 | 0,760 | 1,900 | 1,10 | 1,33 | 1,59 | 1,91 | - | - | |
15 | 100 | 0,16 | 0,25 | 0,30 | 0,36 | 0,43 | 0,52 | 0,63 | 0,75 | 0,910 | 1,070 | 1,30 | 1,59 | 1,90 | 2,29 | - | - | |
16 | 125 | 0,19 | 0,29 | 0,36 | 0,43 | 0,51 | 0,63 | 0,75 | 0,90 | 1,090 | 1,280 | 1,57 | 1,90 | 2,27 | - | - | - | |
17 | 160 | 0,23 | 0,36 | 0,44 | 0,53 | 0,62 | 0,76 | 0,92 | 1,10 | 1,330 | 1,560 | 1,91 | 2,31 | 2,76 | - | - | - | |
16 | 200 | 0,28 | 0,43 | 0,52 | 0,63 | 0,74 | 0,91 | 1,10 | 1,31 | 1,590 | 2,080 | 2,29 | 2,76 | - | - | - | - | |
19 | 250 | 0,33 | 0,51 | 0,63 | 0,75 | 0,89 | 1,09 | 1,31 | 1,57 | 1,900 | 2,230 | 2,73 | 3,30 | - | - | - | - | |
20 | 320 | 0,40 | 0,62 | 0,76 | 0,92 | 1,08 | 1,33 | 1,60 | 1,91 | 2,310 | 2,720 | 3,33 | - | - | - | - | - | |
21 | 400 | 0,48 | 0,74 | 0,91 | 1,10 | 1,29 | 1,59 | 1,91 | 2,29 | 2,760 | 3,250 | 3,98 | - | - | - | - | - | |
22 | 500 | 0,57 | 0,89 | 1,09 | 1,31 | 1,54 | 1,90 | 2,29 | 2,73 | 3,300 | 3,880 | - | - | - | - | - | - | |
23 | 600 | 0,66 | 1,02 | 1,26 | 1,52 | 1,79 | 2,19 | 2,65 | 3,16 | 3,820 | 4,490 | - | - | - | - | - | - | |
24 | 800 | 0,83 | 1,29 | 1,72 | 1,90 | 2,24 | 2,75 | 3,33 | 3,97 | 4,790 | - | - | - | - | - | - | - | |
25 | 1000 | 1,00 | 1,54 | 1,89 | 2,28 | 2,64 | 3,30 | 3,98 | 4,76 | 5,740 | - | - | - | - | - | - | - | |
26 | 1200 | 1,15 | 1,78 | 2,19 | 2,64 | 3,11 | 3,82 | 4,60 | 5,51 | 6,640 | - | - | - | - | - | - | - | |
27 | 1500 | 1,24 | 1,92 | 2,36 | 1,85 | 3,35 | - | - | - | 7,940 | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
T = 0,025 · Q0,40 · N0,8.
Дополнительный прием: пересыпать детали из тары в тару.
N позиции | Масса тары с деталями, кг, до | ||||||||||
5 | 6 | 8 | 10 | 12 | 16 | 20 | 50 | 100 | 20 и свыше | ||
Время, мин. | |||||||||||
1 | Вручную | 0,07 | 0,08 | 0,09 | 0,10 | 0,115 | 0,135 | 0,15 | - | - | - |
2 | Подъемником | - | - | - | - | - | - | - | 0,25 | 0,32 | 0,40 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечание. Загрузка мелких деталей на поддон (коробку) производится совком или лопатой.
Термическая и химико-термическая обработка деталей | |||||||||||
Карта 14 | |||||||||||
Содержание работы | |||||||||||
I. Взять проволоку, деталь, продеть проволоку в отверстие детали, отложить связку в сторону (для связки деталей массой до 20 кг). II. Взять проволоку, деталь, обвязать деталь проволокой, сделать петлю из проволоки, отложить деталь. | |||||||||||
 | |||||||||||
N позиции | Количество деталей в связке N, до | Масса детали Q, кг, до | |||||||||
0,01 | 0,03 | 0,1 | 0,3 | 1,0 | 2,0 | 4,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну связку деталей, мин. | |||||||||||
I | |||||||||||
1 | 2 | - | - | - | 0,063 | 0,072 | 0,078 | 0,084 | 0,091 | - | - |
2 | 3 | - | - | 0,075 | 0,085 | 0,097 | 0,105 | 0,113 | 0,122 | - | - |
3 | 4 | 0,072 | 0,081 | 0,093 | 0,104 | 0,119 | 0,129 | 0,139 | - | - | - |
4 | 5 | 0,084 | 0,095 | 0,109 | 0,123 | 0,140 | 0,151 | 0,163 | - | - | - |
5 | 6 | 0,096 | 0,109 | 0,124 | 0,140 | 0,160 | 0,172 | 0,186 | - | - | - |
6 | 8 | 0,118 | 0,134 | 0,153 | 0,172 | 0,197 | 0,212 | - | - | - | - |
7 | 10 | 0,139 | 0,157 | 0,179 | 0,202 | 0,231 | 0,249 | - | - | - | - |
8 | 12 | 0,159 | 0,179 | 0,204 | 0,231 | 0,263 | 0,284 | - | - | - | - |
9 | 16 | 0,195 | 0,220 | 0,251 | 0,284 | 0,324 | 0,350 | - | - | - | - |
10 | 20 | 0,229 | 0,259 | 0,295 | 0,333 | 0,380 | 0,410 | - | - | - | - |
11 | 25 | 0,269 | 0,304 | 0,347 | 0,391 | 0,447 | 0,482 | - | - | - | - |
12 | 32 | 0,322 | 0,363 | 0,414 | 0,467 | 0,534 | - | - | - | - | - |
13 | 40 | 0,378 | 0,426 | 0,486 | 0,549 | 0,627 | - | - | - | - | - |
14 | 50 | 0,443 | 0,500 | 0,571 | 0,644 | 0,736 | - | - | - | - | - |
15 | 60 | 0,506 | 0,570 | 0,651 | 0,735 | 0,839 | - | - | - | - | - |
16 | 80 | 0,622 | 0,702 | 0,801 | 0,904 | - | - | - | - | - | - |
17 | 100 | 0,730 | 0,824 | 0,941 | - | - | - | - | - | - | - |
18 | 120 | 0,833 | 0,940 | - | - | - | - | - | - | - | - |
19 | 160 | 1,020 | 1,160 | - | - | - | - | - | - | - | - |
20 | 200 | 1,200 | 1,360 | - | - | - | - | - | - | - | - |
21 | 250 | 1,410 | 1,590 | - | - | - | - | - | - | - | - |
22 | 320 | 1,690 | 1,900 | - | - | - | - | - | - | - | - |
23 | 400 | 1,980 | 2,240 | - | - | - | - | - | - | - | |
T = 0,074 · Q0,11 · N0,72. | |||||||||||
II | |||||||||||
24 | 1 | - | - | - | - | 0,22 | 0,26 | 0,31 | 0,38 | 0,41 | 0,47 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечание. На одну закрутку связки деталей или одной детали проволокой ко времени по карте добавлять 0,08 мин.
Термическая и химико-термическая обработка деталей | |||||||||||
Карта 15 | |||||||||||
Содержание работы | |||||||||||
Взять связку с деталями, ссыпать детали в тару. | |||||||||||
 | |||||||||||
N позиции | Количество деталей в связке N, до | Масса детали Q, кг, до | |||||||||
0,01 | 0,03 | 0,1 | 0,3 | 1,0 | 2,0 | 4,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну связку деталей, мин. | |||||||||||
1 | 1 | - | - | - | 0,012 | 0,014 | 0,015 | 0,016 | 0,017 | 0,018 | 0,019 |
2 | 2 | - | - | - | 0,020 | 0,023 | 0,025 | 0,027 | 0,029 | 0,030 | - |
3 | 3 | - | - | - | 0,027 | 0,031 | 0,033 | 0,036 | - | - | - |
4 | 4 | 0,023 | 0,026 | 0,029 | 0,033 | 0,038 | 0,041 | 0,044 | - | - | - |
5 | 5 | 0,027 | 0,030 | 0,035 | 0,039 | 0,045 | 0,048 | 0,052 | - | - | - |
6 | 6 | 0,031 | 0,035 | 0,039 | 0,045 | 0,051 | 0,055 | 0,059 | - | - | - |
7 | 8 | 0,038 | 0,043 | 0,049 | 0,055 | 0,063 | 0,068 | - | - | - | - |
8 | 10 | 0,044 | 0,050 | 0,057 | 0,064 | 0,073 | 0,079 | - | - | - | - |
9 | 12 | 0,050 | 0,057 | 0,065 | 0,073 | 0,084 | 0,090 | - | - | - | - |
10 | 16 | 0,062 | 0,070 | 0,080 | 0,090 | 0,103 | 0,111 | - | - | - | - |
11 | 20 | 0,073 | 0,082 | 0,094 | 0,106 | 0,121 | 0,131 | - | - | - | - |
12 | 25 | 0,086 | 0,097 | 0,110 | 0,124 | 0,142 | 0,153 | - | - | - | - |
13 | 32 | 0,102 | 0,115 | 0,132 | 0,149 | 0,170 | 0,183 | - | - | - | - |
14 | 40 | 0,120 | 0,136 | 0,154 | 0,175 | 0,199 | 0,215 | - | - | - | - |
15 | 50 | 0,141 | 0,159 | 0,182 | 0,205 | 0,234 | 0,253 | - | - | - | - |
16 | 60 | 0,161 | 0,182 | 0,207 | 0,234 | 0,267 | 0,288 | - | - | - | - |
17 | 80 | 0,198 | 0,223 | 0,255 | 0,288 | - | - | - | - | - | - |
18 | 100 | 0,232 | 0,262 | 0,299 | - | - | - | - | - | - | - |
19 | 120 | 0,265 | 0,299 | - | - | - | - | - | - | - | - |
20 | 160 | 0,326 | 0,368 | - | - | - | - | - | - | - | - |
21 | 200 | 0,383 | 0,432 | - | - | - | - | - | - | - | - |
22 | 250 | 0,449 | 0,507 | - | - | - | - | - | - | - | - |
23 | 320 | 0,537 | 0,606 | - | - | - | - | - | - | - | - |
24 | 400 | 0,630 | 0,711 | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечания: 1. На одну раскрутку деталей или одной детали ко времени по карте добавлять 0,05 мин.
2. Перекусить проволоку кусачками - 0,01 мин.
T = 0,0140 · Q0,011 · N0,72.
Термическая и химико-термическая обработка деталей | |||||||||||||||||
Карта 16 | |||||||||||||||||
Содержание работы | 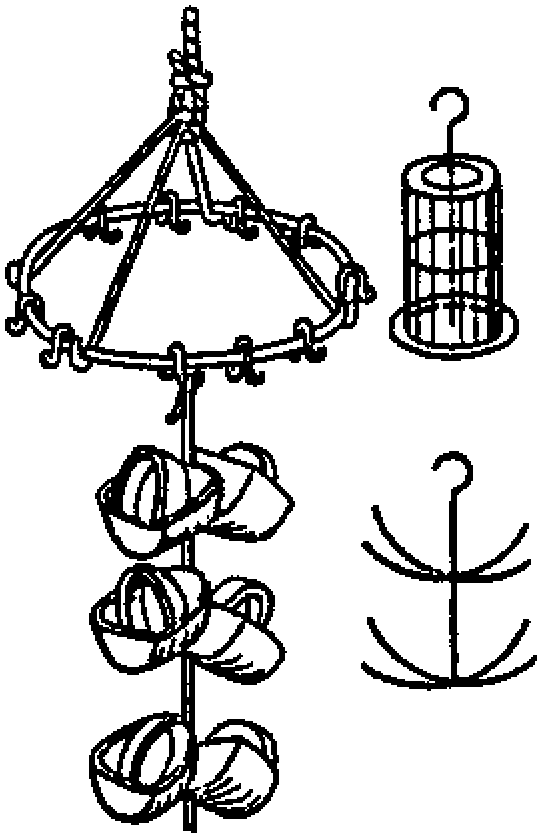 | ||||||||||||||||
Взять приспособление, поднести и поставить на место навески или повесить на крюк электротельфера. Взять деталь, навесить на приспособление или положить в карман приспособления. | |||||||||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,1 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||||||||
1 | 4 | 0,171 | 0,220 | 0,248 | 0,276 | 0,291 | 0,341 | 0,374 | 0,421 | 0,469 | 0,515 | 0,579 | 0,636 | 0,715 | 0,797 | 0,875 | 0,984 |
2 | 5 | 0,196 | 0,252 | 0,283 | 0,316 | 0,332 | 0,390 | 0,428 | 0,481 | 0,536 | 0,589 | 0,662 | 0,727 | 0,818 | 0,911 | 1,000 | 1,130 |
3 | 6 | 0,218 | 0,281 | 0,316 | 0,352 | 0,371 | 0,435 | 0,478 | 0,537 | 0,598 | 0,657 | 0,739 | 0,811 | 0,912 | 1,020 | 1,120 | 1,250 |
4 | 8 | 0,260 | 0,334 | 0,376 | 0,419 | 0,441 | 0,517 | 0,568 | 0,638 | 0,711 | 0,781 | 0,878 | 0,964 | 1,080 | 1,210 | 1,330 | 1,500 |
5 | 10 | 0,297 | 0,382 | 0,430 | 0,478 | 0,504 | 0,591 | 0,649 | 0,730 | 0,813 | 0,893 | 1,000 | 1,100 | 1,240 | 1,380 | 1,520 | 1,710 |
6 | 12 | 0,331 | 0,426 | 0,479 | 0,534 | 0,562 | 0,659 | 0,724 | 0,814 | 0,907 | 0,995 | 1,120 | 1,230 | 1,380 | 1,540 | 1,700 | 1,900 |
7 | 16 | 0,393 | 0,507 | 0,570 | 0,635 | 0,668 | 0,784 | 0,860 | 0,968 | 1,080 | 1,180 | 1,330 | 1,460 | 1,640 | 1,830 | 2,010 | 2,260 |
8 | 20 | 0,450 | 0,579 | 0,651 | 0,726 | 0,764 | 0,896 | 0,984 | 1,100 | 1,230 | 1,350 | 1,520 | 1,670 | 1,880 | 2,100 | 2,300 | 2,580 |
9 | 25 | 0,514 | 0,662 | 0,745 | 0,830 | 0,873 | 1,020 | 1,120 | 1,260 | 1,410 | 1,550 | 1,740 | 1,910 | 2,150 | 2,390 | 2,630 | 2,950 |
10 | 32 | 0,596 | 0,768 | 0,864 | 0,962 | 1,010 | 1,190 | 1,300 | 1,470 | 1,630 | 1,790 | 2,020 | 2,210 | 2,500 | 2,770 | 3,050 | 3,430 |
11 | 40 | 0,682 | 0,878 | 0,987 | 1,100 | 1,160 | 1,360 | 1,490 | 1,680 | 1,870 | 2,050 | 2,310 | 2,530 | 2,850 | 3,170 | 3,480 | 3,920 |
12 | 50 | 0,779 | 1,000 | 1,130 | 1,260 | 1,320 | 1,550 | 1,700 | 1,920 | 2,140 | 2,340 | 2,640 | 2,900 | 3,260 | 3,630 | 3,980 | - |
13 | 60 | 0,870 | 1,120 | 1,260 | 1,400 | 1,480 | 1,730 | 1,900 | 2,140 | 2,380 | 2,610 | 2,940 | 3,230 | 3,630 | 4,050 | 4,440 | - |
14 | 80 | 1,030 | 1,330 | 1,500 | 1,670 | 1,760 | 2,060 | 2,260 | 2,540 | 2,830 | 3,110 | 3,500 | 3,840 | 4,320 | 4,810 | - | - |
15 | 100 | 1,180 | 1,520 | 1,710 | 1,910 | 2,000 | 2,350 | 2,580 | 2,900 | 3,240 | 3,550 | 4,000 | 4,390 | 4,930 | 5,500 | - | - |
16 | 120 | 1,320 | 1,700 | 1,900 | 2,130 | 2,240 | 2,620 | 2,880 | 3,240 | 3,610 | 3,960 | 4,560 | 4,890 | 5,500 | - | - | - |
17 | 160 | 1,570 | 2,020 | 2,270 | 2,530 | 2,660 | 3,120 | 3,430 | 3,850 | 4,300 | 4,710 | 5,300 | 5,820 | 6,550 | - | - | - |
18 | 200 | 1,790 | 2,310 | 2,590 | 2,890 | 3,040 | 3,570 | 3,910 | 4,400 | 4,910 | 5,390 | 6,060 | 6,650 | - | - | - | - |
19 | 250 | 2,050 | 2,640 | 2,960 | 3,300 | 3,480 | 4,080 | 4,480 | 5,030 | 5,610 | 6,160 | 6,930 | - | - | - | - | - |
20 | 320 | 2,370 | 3,060 | 3,440 | 3,830 | 4,030 | 4,730 | 5,190 | 5,840 | 6,510 | 7,140 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
T = 0,215 · Q0,23 · N0,6
Термическая и химико-термическая обработка деталей | |||||||||||||||||
Карта 17 | |||||||||||||||||
Содержание работы | 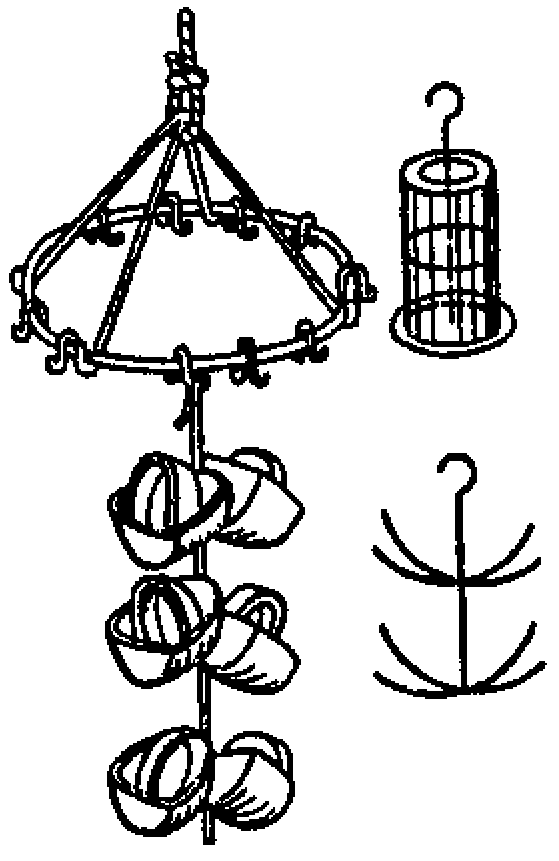 | ||||||||||||||||
Снять деталь с приспособления или вынуть из кармана приспособления и положить в тару. Отстропить от крюка электротельфера приспособление или снять со стола, отнести на место. | |||||||||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,1 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||||||||
1 | 4 | 0,119 | 0,153 | 0,172 | 0,191 | 0,202 | 0,236 | 0,260 | 0,292 | 0,325 | 0,357 | 0,401 | 0,441 | 0,496 | 0,552 | 0,606 | 0,682 |
2 | 5 | 0,136 | 0,175 | 0,196 | 0,219 | 0,230 | 0,270 | 0,297 | 0,334 | 0,372 | 0,408 | 0,459 | 0,504 | 0,567 | 0,631 | 0,693 | 0,779 |
3 | 6 | 0,151 | 0,195 | 0,219 | 0,244 | 0,257 | 0,302 | 0,331 | 0,372 | 0,414 | 0,455 | 0,512 | 0,562 | 0,632 | 0,704 | 0,773 | 0,870 |
4 | 8 | 0,180 | 0,232 | 0,261 | 0,290 | 0,305 | 0,358 | 0,393 | 0,442 | 0,493 | 0,541 | 0,609 | 0,668 | 0,751 | 0,837 | 0,919 | 1,030 |
5 | 10 | 0,206 | 0,265 | 0,298 | 0,332 | 0,349 | 0,410 | 0,450 | 0,506 | 0,564 | 0,618 | 0,696 | 0,764 | 0,859 | 0,957 | 1,050 | 1,180 |
6 | 12 | 0,229 | 0,295 | 0,332 | 0,370 | 0,390 | 0,457 | 0,502 | 0,564 | 0,629 | 0,690 | 0,776 | 0,852 | 0,958 | 1,070 | 1,170 | 1,320 |
7 | 16 | 0,273 | 0,351 | 0,395 | 0,440 | 0,463 | 0,543 | 0,596 | 0,671 | 0,747 | 0,820 | 0,922 | 1,010 | 1,140 | 1,270 | 1,390 | 1,570 |
8 | 20 | 0,312 | 0,401 | 0,451 | 0,503 | 0,529 | 0,621 | 0,682 | 0,767 | 0,854 | 0,938 | 1,050 | 1,160 | 1,300 | 1,450 | 1,590 | 1,790 |
9 | 25 | 0,356 | 0,459 | 0,516 | 0,575 | 0,605 | 0,710 | 0,779 | 0,876 | 0,976 | 1,070 | 1,210 | 1,320 | 1,490 | 1,660 | 1,820 | 2,050 |
10 | 32 | 0,413 | 0,532 | 0,599 | 0,667 | 0,702 | 0,823 | 0,904 | 1,020 | 1,130 | 1,230 | 1,400 | 1,540 | 1,730 | 1,920 | 2,110 | 2,310 |
11 | 40 | 0,472 | 0,608 | 0,684 | 0,762 | 0,802 | 0,941 | 1,030 | 1,160 | 1,300 | 1,420 | 1,600 | 1,750 | 1,970 | 2,200 | 2,410 | 2,710 |
12 | 50 | 0,540 | 0,695 | 0,782 | 0,872 | 0,917 | 1,080 | 1,180 | 1,330 | 1,480 | 1,630 | 1,830 | 2,010 | 2,260 | 2,510 | 2,760 | - |
13 | 60 | 0,603 | 0,776 | 0,873 | 0,972 | 1,020 | 1,200 | 1,320 | 1,480 | 1,650 | 1,810 | 2,040 | 2,240 | 2,520 | 2,800 | 3,080 | - |
14 | 80 | 0,716 | 0,922 | 1,040 | 1,160 | 1,220 | 1,430 | 1,570 | 1,760 | 1,960 | 2,150 | 2,420 | 2,660 | 2,990 | 3,330 | - | - |
15 | 100 | 0,819 | 1,050 | 1,190 | 1,320 | 1,390 | 1,630 | 1,790 | 2,010 | 2,240 | 2,460 | 2,770 | 3,040 | 3,420 | 3,810 | - | - |
16 | 120 | 0,913 | 1,180 | 1,320 | 1,470 | 1,550 | 1,820 | 2,000 | 2,250 | 2,500 | 2,750 | 3,090 | 3,390 | 3,820 | - | - | - |
17 | 160 | 1,090 | 1,400 | 1,570 | 1,750 | 1,840 | 2,160 | 2,370 | 2,670 | 2,970 | 3,270 | 3,670 | 4,030 | 4,540 | - | - | - |
18 | 200 | 1,240 | 1,600 | 1,800 | 2,000 | 2,110 | 2,470 | 2,710 | 3,050 | 3,400 | 3,730 | 4,200 | 4,610 | - | - | - | - |
19 | 250 | 1,420 | 1,830 | 2,050 | 2,290 | 2,410 | 2,830 | 3,100 | 3,490 | 3,890 | 4,270 | 4,200 | - | - | - | - | - |
20 | 320 | 1,640 | 2,120 | 2,380 | 2,660 | 2,790 | 3,280 | 3,600 | 4,050 | 4,510 | 4,950 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
T = 0,149 · Q0,23 · N0,6.
Содержание работы | 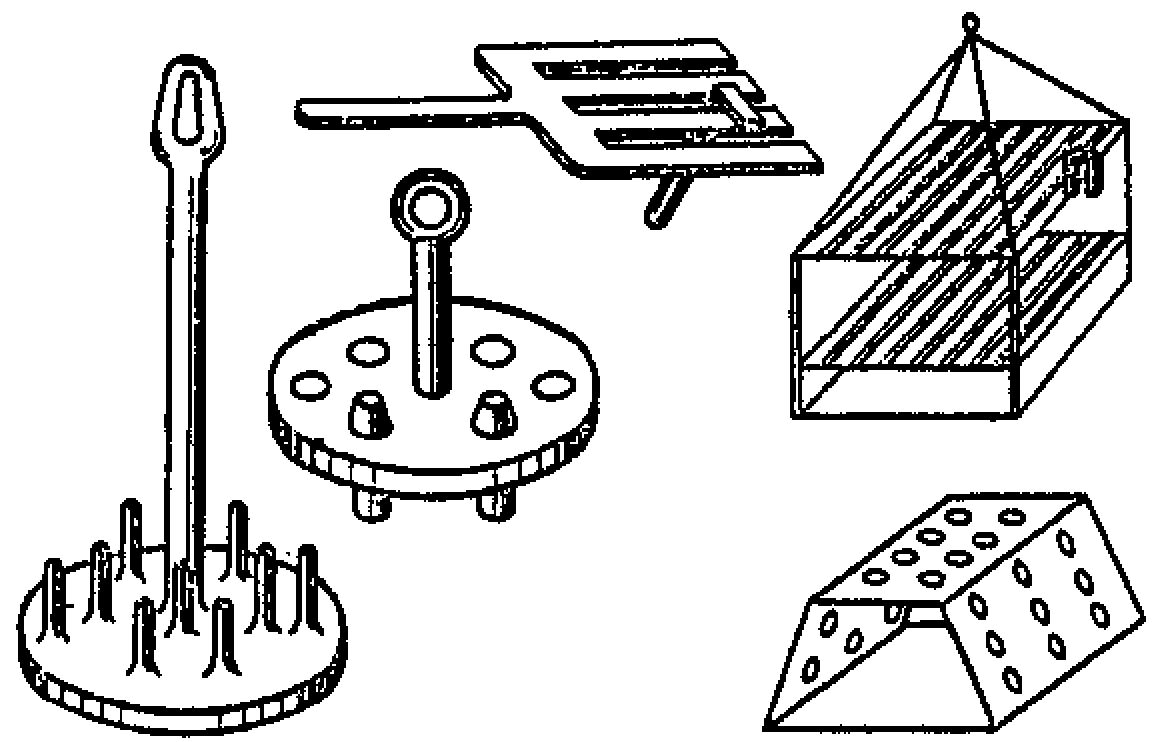 | Термическая и химико-термическая обработка деталей | |||||||||||||
Взять детали, уложить в приспособление | |||||||||||||||
Карта 18 | |||||||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||||||
0,05 | 0,08 | 0,12 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||||||
1 | 8 | - | - | - | - | 0,27 | 0,31 | 0,36 | 0,41 | 0,46 | 0,54 | 0,63 | 0,72 | 0,81 | 0,95 |
2 | 10 | - | - | 0,24 | 0,27 | 0,31 | 0,36 | 0,42 | 0,46 | 0,55 | 0,62 | 0,72 | 0,83 | 0,94 | 1,10 |
3 | 12 | - | 0,23 | 0,27 | 0,31 | 0,35 | 0,41 | 0,47 | 0,53 | 0,62 | 0,70 | 0,82 | 0,94 | 1,06 | 1,24 |
4 | 16 | 0,25 | 0,28 | 0,32 | 0,37 | 0,42 | 0,49 | 0,57 | 0,64 | 0,75 | 0,84 | 0,98 | 1,13 | 1,28 | 1,49 |
5 | 20 | 0,28 | 0,33 | 0,37 | 0,43 | 0,45 | 0,57 | 0,66 | 0,74 | 0,86 | 0,97 | 1,13 | 1,31 | 1,48 | 1,72 |
6 | 25 | 0,33 | 0,38 | 0,43 | 0,50 | 0,56 | 0,66 | 0,76 | 0,86 | 1,00 | 1,13 | 1,31 | 1,51 | 1,71 | 1,99 |
7 | 32 | 0,39 | 0,45 | 0,50 | 0,59 | 0,66 | 0,77 | 0,89 | 1,00 | 1,17 | 1,32 | 1,54 | 1,77 | 2,00 | - |
8 | 40 | 0,45 | 0,51 | 0,58 | 0,68 | 0,77 | 0,89 | 1,03 | 1,16 | 1,35 | 1,53 | 1,78 | 2,05 | 2,32 | - |
9 | 50 | 0,52 | 0,60 | 0,67 | 0,78 | 0,87 | 1,03 | 1,20 | 1,34 | 1,56 | 1,77 | 2,06 | 2,37 | - | - |
10 | 60 | 0,58 | 0,67 | 0,76 | 0,88 | 1,00 | 1,16 | 1,34 | 1,51 | 1,76 | 1,99 | 2,32 | 2,67 | - | - |
11 | 80 | 0,70 | 0,81 | 0,91 | 1,06 | 1,20 | 1,40 | 1,61 | 1,82 | 2,12 | 2,40 | 2,80 | - | - | - |
12 | 100 | 0,81 | 0,93 | 1,06 | 1,23 | 1,39 | 1,62 | 1,86 | 2,11 | 2,45 | 2,77 | 3,23 | - | - | - |
13 | 125 | 0,94 | 1,08 | 1,22 | 1,42 | 1,61 | 1,87 | 2,16 | 2,44 | 2,84 | 3,20 | - | - | - | - |
14 | 160 | 1,10 | 1,27 | 1,43 | 1,67 | 1,90 | 2,20 | 2,53 | 2,86 | 3,33 | 3,76 | - | - | - | - |
15 | 200 | 1,27 | 1,47 | 1,65 | 1,93 | 2,18 | 2,54 | 2,93 | 3,31 | 3,85 | - | - | - | - | - |
16 | 250 | 1,47 | 1,70 | 1,92 | 2,23 | 2,52 | 2,94 | 3,38 | 3,82 | 4,46 | - | - | - | - | - |
17 | 320 | 1,73 | 1,99 | 2,25 | 2,62 | 2,96 | 3,45 | 3,97 | 4,50 | - | - | - | - | - | - |
18 | 400 | 2,00 | 2,30 | 2,60 | 3,03 | 3,42 | 3,99 | 4,59 | 5,20 | - | - | - | - | - | - |
19 | 500 | 2,31 | 2,66 | 3,00 | 3,50 | 3,96 | 4,61 | 5,31 | 6,00 | - | - | - | - | - | - |
20 | 600 | 2,60 | 3,00 | 3,38 | 3,95 | 4,46 | 5,19 | 5,98 | 6,75 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |
Примечания: 1. При сборке деталей с прокладкой, завертывании конца штыревого приспособления гайкой или зажатии гидравлическим зажимом ко времени по карте соответственно добавлять: на каждую прокладку - 0,014 мин.; на завертывание гайкой - 0,20 мин.; на зажатие гидравлическим зажимом - 0,15 мин.
2. При укладке деталей в закрытые приспособления (с ограниченным доступом к штырям) время по карте принимать с коэффициентом 1,1.
3. При надевании крышек на приспособление ко времени, приведенному в карте, добавлять 0,1 мин.
T = 0,1 · Q0,3 · N0,65.
Термическая и химико-термическая обработка деталей | |||||||||||||||
Карта 19 | |||||||||||||||
Содержание работы | |||||||||||||||
Взять детали, вынуть из приспособления или снять с оправки, уложить в тару вручную. | |||||||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||||||
0,05 | 0,08 | 0,12 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||||||
1 | 8 | - | - | - | - | 0,22 | 0,25 | 0,29 | 0,33 | 0,37 | 0,43 | 0,50 | 0,58 | 0,65 | 0,76 |
2 | 10 | - | - | 0,19 | 0,22 | 0,25 | 0,29 | 0,34 | 0,37 | 0,44 | 0,50 | 0,58 | 0,66 | 0,75 | 0,88 |
3 | 12 | - | 0,18 | 0,22 | 0,25 | 0,28 | 0,33 | 0,38 | 0,42 | 0,50 | 0,56 | 0,66 | 0,75 | 0,85 | 0,99 |
4 | 16 | 0, 20 | 0,22 | 0,26 | 0,30 | 0,34 | 0,39 | 0,46 | 0,51 | 0,60 | 0,67 | 0,78 | 0,90 | 1,02 | 1,20 |
5 | 20 | 0,22 | 0,26 | 0,30 | 0,34 | 0,36 | 0,46 | 0,53 | 0,59 | 0,69 | 0,78 | 0,90 | 1,05 | 1,18 | 1,38 |
6 | 25 | 0,26 | 0,30 | 0,34 | 0,40 | 0,45 | 0,53 | 0,61 | 0,70 | 0,80 | 0,90 | 1,05 | 1,20 | 1,37 | 1,60 |
7 | 32 | 0,31 | 0,36 | 0,40 | 0,47 | 0,53 | 0,62 | 0,71 | 0,80 | 0,94 | 1,06 | 1,23 | 1,42 | 1,60 | - |
8 | 40 | 0,36 | 0,41 | 0,46 | 0,54 | 0,62 | 0,71 | 0,82 | 0,93 | 1,08 | 1,22 | 1,42 | 1,64 | 1,86 | - |
9 | 50 | 0,42 | 0,48 | 0,54 | 0,62 | 0,70 | 0,82 | 0,96 | 1,07 | 1,25 | 1,42 | 1,65 | 1,90 | - | - |
10 | 60 | 0,46 | 0,54 | 0,61 | 0,70 | 0,80 | 0,93 | 1,07 | 1,21 | 1,40 | 1,60 | 1,85 | 2,14 | - | - |
11 | 80 | 0,56 | 0,65 | 0,73 | 0,85 | 0,96 | 1,12 | 1,30 | 1,46 | 1,70 | 1,92 | 2,24 | - | - | - |
12 | 100 | 0,65 | 0,74 | 0,85 | 0,98 | 1,11 | 1,30 | 1,50 | 1,70 | 1,96 | 2,22 | 2,58 | - | - | - |
13 | 125 | 0,75 | 0,86 | 0,98 | 1,14 | 1,30 | 1,50 | 1,73 | 1,95 | 2,27 | 2,56 | - | - | - | - |
14 | 160 | 0,88 | 1,02 | 1,14 | 1,34 | 1,52 | 1,76 | 2,02 | 2,30 | 2,66 | 3,00 | - | - | - | - |
15 | 200 | 1,02 | 1,18 | 1,32 | 1,54 | 1,74 | 2,03 | 2,34 | 2,65 | 3,10 | - | - | - | - | - |
16 | 250 | 1,18 | 1,36 | 1,54 | 1,78 | 2,02 | 2,35 | 2,70 | 3,06 | 3,57 | - | - | - | - | - |
17 | 320 | 1,38 | 1,59 | 1,80 | 2,10 | 2,37 | 2,76 | 3,18 | 3,60 | - | - | - | - | - | - |
18 | 400 | 1,60 | 1,84 | 2,08 | 2,42 | 2,74 | 3,20 | 3,67 | 4,20 | - | - | - | - | - | - |
19 | 500 | 1,85 | 2,13 | 2,40 | 2,80 | 3,17 | 3,70 | 4,25 | 4,80 | - | - | - | - | - | - |
20 | 600 | 2,08 | 2,40 | 2,70 | 3,16 | 3,57 | 4,15 | 4,78 | 5,40 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |
Примечания: 1. При снятии крышки с приспособления или отвертывании гайки со штыревого приспособления ко времени по карте соответственно добавлять: на крышку - 0,1 мин.; на гайку - 0,15 мин.
2. При вытряхивании деталей из приспособления время по карте принимать с коэффициентом 0,6.
T = 0,08 · Q0,3 · N0,65
Термическая и химико-термическая обработка деталей | |||||||||||
Карта 20 | |||||||||||
Содержание работы | |||||||||||
Взять стержень и детали, установить детали в пазы стержня, установить стержень с деталями в приспособление. | |||||||||||
 | |||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||
0,01 | 0,05 | 0,08 | 0,2 | 0,5 | 1,2 | 3,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||
1 | 10 | - | - | - | - | - | 0,85 | 0,99 | 1,17 | 1,25 | 1,37 |
2 | 12 | - | - | - | - | - | 0,99 | 1,16 | 1,37 | 1,47 | 1,60 |
3 | 16 | - | - | - | - | - | 1,28 | 1,49 | 1,76 | 1,89 | 2,06 |
4 | 20 | - | - | - | - | 1,34 | 1,55 | 1,81 | 2,14 | 2,29 | 2,50 |
5 | 25 | - | - | - | - | 1,62 | 1,88 | 2,20 | 2,60 | 2,79 | 3,04 |
6 | 32 | - | - | - | 1,72 | 2,01 | 2,33 | 2,73 | 3,22 | 3,45 | 3,77 |
7 | 40 | - | - | 1,79 | 2,09 | 2,44 | 2,84 | 3,31 | 3,91 | 4,19 | 4,57 |
8 | 50 | - | 2,00 | 2,17 | 2,53 | 2,97 | 3,44 | 4,02 | 4,75 | 5,09 | 5,55 |
9 | 60 | - | 2,35 | 2,55 | 2,97 | 3,48 | 4,03 | 4,71 | 5,57 | 5,97 | 6,51 |
10 | 80 | 2,29 | 3,02 | 3,27 | 3,82 | 4,46 | 5,18 | 6,05 | 7,15 | 7,66 | 8,36 |
11 | 100 | 2,80 | 3,66 | 3,97 | 4,64 | 5,42 | 6,29 | 7,35 | 8,69 | 9,31 | 10,10 |
12 | 125 | 3,38 | 4,45 | 4,82 | 5,63 | 6,58 | 7,64 | 8,93 | 10,50 | 11,30 | - |
13 | 160 | 4,20 | 5,52 | 5,98 | 6,98 | 8,16 | 9,47 | 11,00 | 13,10 | 14,00 | - |
14 | 200 | 5,09 | 6,70 | 7,25 | 8,48 | 9,91 | 11,50 | 13,40 | 15,90 | - | - |
15 | 250 | 6,19 | 8,13 | 8,80 | 10,30 | 12,00 | 14,00 | 16,30 | 19,30 | - | - |
16 | 320 | 7,67 | 10,00 | 10,90 | 12,80 | 14,90 | 17,30 | 20,20 | - | - | - |
17 | 400 | 9,31 | 12,20 | 13,30 | 15,50 | 18,10 | 21,00 | 24,50 | - | - | - |
18 | 500 | 11,30 | 14,90 | 16,00 | 18,80 | 22,00 | 25,50 | - | - | - | - |
19 | 600 | 13,20 | 17,40 | 18,90 | 22,00 | 25,80 | 30,00 | - | - | - | - |
20 | 800 | 17,00 | 22,40 | 24,20 | 28,30 | 33,10 | - | - | - | - | - |
21 | 1000 | 20,70 | 27,20 | 29,40 | 34,40 | 40,20 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
2. Время на установку деталей на стержень без пазов принимать по карте с коэффициентом 0,9.
T = 0,111 · Q0,17 · N0,87.
Термическая и химико-термическая обработка деталей | |||||||||||
Карта 21 | |||||||||||
Содержание работы | |||||||||||
Взять стержень с деталями с приспособления. Снять (сбросить) детали со стержня в тару, отложить стержень. | |||||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||||
0,01 | 0,05 | 0,08 | 0,2 | 0,5 | 1,2 | 3,0 | 8,0 | 12,0 | 20,0 | ||
Время на одно приспособление, мин. | |||||||||||
1 | 10 | - | - | - | - | - | 0,56 | 0,69 | 0,82 | 0,87 | 0,96 |
2 | 12 | - | - | - | - | - | 0,69 | 0,81 | 0,96 | 1,03 | 1,12 |
3 | 16 | - | - | - | - | - | 0,87 | 1,04 | 1,23 | 1,32 | 1,44 |
4 | 20 | - | - | - | - | 0,94 | 1,08 | 1,27 | 1,50 | 1,60 | 1,75 |
5 | 25 | - | - | - | - | 1,13 | 1,32 | 1,54 | 1,82 | 1,95 | 2,13 |
6 | 32 | - | - | - | 1,20 | 1,41 | 1,63 | 1,91 | 2,25 | 2,41 | 2,64 |
7 | 40 | - | - | 1,25 | 1,46 | 1,71 | 1,99 | 2,32 | 2,74 | 2,93 | 3,20 |
8 | 50 | - | 1,40 | 1,52 | 1,77 | 2,08 | 2,41 | 2,81 | 3,32 | 3,56 | 3,88 |
9 | 60 | - | 1,65 | 1,79 | 2,08 | 2,44 | 2,82 | 3,30 | 3,90 | 4,18 | 4,56 |
10 | 80 | 1,60 | 2,11 | 2,29 | 2,67 | 3,12 | 3,63 | 4,24 | 5,00 | 5,36 | 5,85 |
11 | 100 | 1,96 | 2,56 | 2,78 | 3,25 | 3,79 | 4,40 | 5,15 | 6,08 | 6,52 | 7,07 |
12 | 125 | 2,37 | 3,11 | 3,37 | 3,94 | 4,61 | 5,35 | 6,25 | 7,35 | 7,91 | - |
13 | 160 | 2,94 | 3,86 | 4,19 | 4,89 | 5,71 | 6,63 | 7,70 | 9,17 | 9,80 | - |
14 | 200 | 3,56 | 4,69 | 5,07 | 5,94 | 6,94 | 8,05 | 9,38 | 11,10 | - | - |
15 | 250 | 4,33 | 5,69 | 6,16 | 7,21 | 8,40 | 9,80 | 11,40 | 13,50 | - | - |
16 | 320 | 5,37 | 7,00 | 7,63 | 8,96 | 10,40 | 12,10 | 14,10 | - | - | - |
17 | 400 | 6,52 | 8,54 | 9,31 | 10,80 | 12,70 | 14,70 | 17,20 | - | - | - |
18 | 500 | 7,91 | 10,40 | 11,20 | 13,20 | 15,40 | 17,90 | - | - | - | - |
19 | 600 | 9,24 | 12,20 | 13,20 | 15,40 | 18,10 | 21,00 | - | - | - | - |
20 | 800 | 11,90 | 15,70 | 16,90 | 19,80 | 23,20 | - | - | - | - | - |
21 | 1000 | 14,50 | 19,00 | 20,60 | 24,10 | 28,10 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
2. Время на разборку деталей со стержневых приспособлений методом "ссыпать" принимать по карте с коэффициентом 0,6.
T = 0,0776 · Q0,17 · N0,87.
Термическая и химико-термическая обработка | |||||||||
Карта 22 | |||||||||
Содержание работы | |||||||||
Установить (навесить) деталь в специальное приспособление, закрепить. | |||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||
100 | 200 | 400 | 800 | 1600 | 3200 | 5000 | 10000 | ||
Время на одно приспособление, мин. | |||||||||
1 | 1 | 0,88 | 0,97 | 1,08 | 1,20 | 1,33 | 1,47 | 1,58 | 1,75 |
2 | 2 | 1,66 | 1,84 | 2,04 | 2,27 | 2,51 | 2,79 | 2,98 | - |
3 | 4 | 3,14 | 3,49 | 3,87 | 4,29 | 4,76 | 5,28 | - | - |
4 | 6 | 4,56 | 4,98 | 5,62 | 6,23 | 6,92 | - | - | - |
5 | 8 | 5,94 | 6,59 | 7,32 | 8,12 | 9,01 | - | - | - |
6 | 10 | 7,30 | 8,10 | 8,99 | 9,98 | 11,10 | - | - | - |
7 | 12 | 8,64 | 9,58 | 13,10 | 11,80 | - | - | - | - |
8 | 16 | 11,20 | 12,50 | 17,00 | 15,40 | - | - | - | - |
9 | 20 | 13,80 | 15,30 | 20,80 | 18,90 | - | - | - | - |
10 | 25 | 16,90 | 18,80 | 26,20 | - | - | - | - | - |
11 | 32 | 21,30 | 23,60 | 32,20 | - | - | - | - | - |
12 | 40 | 26,10 | 29,00 | - | - | - | - | - | - |
13 | 50 | 32,10 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
Примечания: 1. На вызов мостового крана ко времени по карте добавлять 1,3 мин.
2. Время на застропливание и отстропливание деталей принимать по карте 60.
3. Время на транспортировку детали и приспособления принимать по карте 59.
4. При установке промежуточных колец на каждое кольцо добавлять 0,4 мин.
T = 0,44 · Q0,15 · N0,92.
Термическая и химико-термическая обработка | |||||||||
Карта 23 | |||||||||
Содержание работы | |||||||||
Снять деталь с приспособления, положить на пол. | |||||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||||
100 | 200 | 400 | 800 | 1600 | 3200 | 5000 | 10000 | ||
Время на одно приспособление, мин. | |||||||||
1 | 1 | 0,62 | 0,68 | 0,76 | 0,85 | 0,94 | 1,04 | 1,11 | 1,23 |
2 | 2 | 1,17 | 1,29 | 1,44 | 1,60 | 1,77 | 1,96 | 2,10 | - |
3 | 4 | 2,21 | 2,46 | 2,73 | 3,02 | 3,35 | 3,72 | - | - |
4 | 6 | 3,21 | 3,51 | 3,96 | 4,40 | 4,87 | - | - | - |
5 | 8 | 4,18 | 4,64 | 5,16 | 5,72 | 6,35 | - | - | - |
6 | 10 | 5,14 | 5,71 | 6,33 | 7,03 | 7,82 | - | - | - |
7 | 12 | 6,09 | 6,75 | 9,23 | 8,31 | - | - | - | - |
8 | 16 | 7,89 | 8,81 | 12,00 | 10,80 | - | - | - | - |
9 | 20 | 9,72 | 10,80 | 14,60 | 13,30 | - | - | - | - |
10 | 25 | 11,90 | 13,20 | 18,50 | - | - | - | - | - |
11 | 32 | 15,00 | 16,60 | 22,70 | - | - | - | - | - |
12 | 40 | 18,40 | 20,40 | - | - | - | - | - | - |
13 | 50 | 22,60 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
Примечания: 1. На вызов мостового крана ко времени по карте добавлять 1,3 мин.
2. Время на застропливание и отстропливание деталей принимать по карте 60.
3. При снятии промежуточных колец на каждое кольцо добавлять 0,4 мин.
T = 0,31 · Q0,15 · N0,92.
Термическая и химико-термическая обработка деталей | ||||||||||
Карта 24 | ||||||||||
Содержание работы | ||||||||||
Загрузить детали в ящик, пересыпать карбюризатором (ферроалюминием), загрузить образцы. Встряхнуть ящик и добавить карбюризатор, закрыть ящик крышкой, промазать швы глиной и засыпать песком. | ||||||||||
N позиции | Количество деталей в ящике N, до | Масса детали Q, кг, до | ||||||||
0,1 | 0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на один ящик, мин. | ||||||||||
1 | 4 | - | - | - | - | - | 1,48 | 1, 70 | 1,92 | 2,24 |
2 | 6 | - | - | - | - | 1,68 | 1,96 | 2,26 | 2,55 | 2,97 |
3 | 8 | - | - | - | 1,80 | 2,06 | 2,40 | 2,76 | 3,12 | 3,63 |
4 | 10 | - | - | - | 2,11 | 2,40 | 2,80 | 3,23 | 3,64 | 4,25 |
5 | 12 | - | - | 1,96 | 2,39 | 2,73 | 3,20 | 3,67 | 4,14 | 4,83 |
6 | 16 | - | - | 2,40 | 2,93 | 3,34 | 3,90 | 4,48 | 5,06 | 5,90 |
7 | 20 | 1,41 | 2,28 | 2,81 | 3,42 | 3,90 | 4,55 | 5,24 | 5,92 | 6,90 |
8 | 25 | 1,65 | 2,67 | 3,28 | 4,00 | 4,56 | 5,32 | 6,13 | 6,92 | 8,07 |
9 | 32 | 1,96 | 3,17 | 3,90 | 4,75 | 5,43 | 6,33 | 7,28 | 8,22 | 9,60 |
10 | 40 | 2,30 | 3,71 | 4,56 | 5,56 | 6,34 | 7,40 | 8,52 | 9,62 | 11,20 |
11 | 50 | 2,67 | 4,33 | 5,33 | 6,50 | 7,42 | 8,65 | 9,95 | 11,20 | 13,10 |
12 | 60 | 3,04 | 4,92 | 6,06 | 7,38 | 8,43 | 9,82 | 11, 30 | 12,77 | - |
13 | 80 | 3,71 | 6,02 | 7,41 | 9,03 | 10,30 | 12,00 | 13,80 | 15,60 | - |
14 | 100 | 4,34 | 7,03 | 8,67 | 10,60 | 12,50 | 14,00 | 18,30 | - | - |
15 | 120 | 4,93 | 7,80 | 9,85 | 12,00 | 13,70 | 16,00 | 18,40 | - | - |
16 | 160 | 6,00 | 9,78 | 12,00 | 14,70 | 16,70 | 19,50 | 22,50 | - | - |
17 | 200 | 7,06 | 11,40 | 14,10 | 17,10 | 19,60 | 22,80 | 26,30 | - | - |
18 | 250 | 8,25 | 13,40 | 16,50 | 20,00 | 22,90 | 26,70 | - | - | - |
19 | 320 | 9,80 | 16,00 | 19,60 | 23,80 | 27,20 | - | - | - | - |
20 | 400 | 11,50 | 18,60 | 23,00 | 27,90 | 31,80 | - | - | - | - |
21 | 500 | 13,40 | 21,70 | 26,70 | 32,60 | - | - | - | - | - |
22 | 600 | 15,20 | 24,70 | 30,40 | - | - | - | - | - | - |
23 | 800 | 18,60 | 30,20 | - | - | - | - | - | - | - |
24 | 1000 | 21,80 | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
Примечание. Загрузка мелких деталей предусматривается совком или лопатой.
T = 0,345 · Q0,3 · N0,7.
Термическая и химико-термическая обработка деталей | ||||||||||
Карта 25 | ||||||||||
Содержание работы | ||||||||||
Взять ломик, отбить глину с крышки ящика, отложить ломик, снять крышку, выгрузить детали из ящика и сложить в тару, высыпать карбюризатор (ферроалюминий) из ящика, накрыть ящик крышкой. | ||||||||||
N позиции | Количество деталей в ящике N, до | Масса детали Q, кг, до | ||||||||
0,1 | 0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на один ящик, мин. | ||||||||||
1 | 4 | - | - | - | - | - | 1,18 | 1,35 | 1,53 | 1,80 |
2 | 6 | - | - | - | - | 1,34 | 1,56 | 1,80 | 2,03 | 2,37 |
3 | 8 | - | - | - | 1,43 | 1,64 | 1,91 | 2,20 | 2,50 | 2,90 |
4 | 10 | - | - | - | 1,68 | 1,91 | 2,23 | 2,57 | 2,90 | 3,40 |
5 | 12 | - | - | 1,56 | 1,90 | 2,20 | 2,55 | 2,93 | 3,30 | 3,85 |
6 | 16 | - | - | 1,91 | 2,33 | 2,66 | 3,11 | 3,57 | 4,03 | 4,70 |
7 | 20 | 1,12 | 1,82 | 2,24 | 2,73 | 3,10 | 3,63 | 4,18 | 4,72 | 5,50 |
8 | 25 | 1,32 | 2,13 | 2,61 | 3,20 | 3,63 | 4,24 | 4,90 | 5,52 | 6,43 |
9 | 32 | 1,56 | 2,53 | 3,11 | 3,80 | 4,33 | 5,04 | 5,80 | 6,55 | 7,65 |
10 | 40 | 1,83 | 2,96 | 3,63 | 4,43 | 5,05 | 5,90 | 6,80 | 7,67 | 8,93 |
11 | 50 | 2,13 | 3,45 | 4,25 | 5,18 | 5,91 | 6,90 | 7,93 | 8,93 | 10,40 |
12 | 60 | 2,42 | 3,92 | 4,83 | 5,88 | 6,72 | 7,83 | 9,00 | 10,20 | - |
3 | 80 | 2,96 | 4,80 | 5,90 | 7,20 | 8,21 | 9,56 | 11,00 | 12,40 | - |
14 | 100 | 3,46 | 5,60 | 6,91 | 8,45 | 9,96 | 11,20 | 14,60 | - | - |
15 | 120 | 3,93 | 6,22 | 7,85 | 9,56 | 10,90 | 12,80 | 14,70 | - | - |
16 | 160 | 4,78 | 7,80 | 9,56 | 11,70 | 13,30 | 15,50 | 17,90 | - | - |
17 | 200 | 5,63 | 9,08 | 11,20 | 13,60 | 15,60 | 18,20 | 21,00 | - | - |
18 | 250 | 6,58 | 10,70 | 13,20 | 15,90 | 18,30 | 21,30 | - | - | - |
19 | 320 | 7,80 | 12,80 | 15,60 | 19,00 | 21,70 | - | - | - | - |
20 | 400 | 9,17 | 14,80 | 18,30 | 22,20 | 25,30 | - | - | - | - |
21 | 500 | 10,70 | 17,30 | 21,30 | 26,00 | - | - | - | - | - |
22 | 600 | 12,10 | 19,70 | 24,20 | - | - | - | - | - | - |
23 | 800 | 14,80 | 24,10 | - | - | - | - | - | - | - |
24 | 1000 | 17,40 | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
T = 0,275 · Q3 · N7.
Термическая и химико-термическая обработка деталей | |||
Карта 26 | |||
N позиции | Приемы работы | Время, мин. | |
1 | Включить пылесос и вибратор барабана, установить короб с деталями в барабан, включить опрокидывающий барабан, вытрясти детали с карбюризатором, убрать короб из барабана, выключить пылесос и вибратор | 3,0 | |
2 | Опрокинуть короб вручную на просеечную сетку, вытрясти детали из короба (лопатой), убрать пустую корзину в сторону, взять кочергу и, перемешивая, просеять детали на сетку | 4,0 | |
3 | Взять асбестовый лист, обмакнуть его в воду, положить лист на короб с деталями и подбить его молотком | 0,90 | |
4 | Взять лопату, зачерпнуть уголь, забросить на под печи, разровнять (S пода = 4,5 м2) | 0,70 | |
5 | Выгрузить из печи короб с деталями с помощью кочерги по наклонной плоскости на пол | 0,70 | |
6 | Накрыть короб с деталями крышкой | 0,10 | |
7 | Записать номер детали мелом на коробе (6 - 8 знаков) | 0,18 | |
8 | Клеймить деталь | 0,30 | |
9 | Измерить внутренний диаметр детали индикатором, нутромером | 0,17 | |
Камерные печи | |||||||||
Закалка, отпуск, отжиг, нормализация | |||||||||
Карта 27 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять деталь (связку деталей), уложить деталь (связку деталей) на порог печи, взять кочергу, подвинуть деталь (связку деталей) в печь, отложить кочергу, закрыть печь. | |||||||||
N позиции | Количество деталей или связок в садке N, до | Масса детали или связки Q, кг, до | |||||||
0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | |||||||||
1 | 1 | - | - | - | - | 0,16 | 0,19 | 0,21 | 0,25 |
2 | 3 | - | - | - | 0,33 | 0,38 | 0,44 | 0,50 | 0,58 |
3 | 5 | - | - | 0,41 | 0,49 | 0,57 | 0,66 | 0,74 | 0,87 |
4 | 8 | 0,41 | 0,51 | 0,58 | 0,70 | 0,82 | 0,94 | 1,07 | 1,24 |
5 | 10 | 0,49 | 0,60 | 0,69 | 0,83 | 0,97 | 1,12 | 1,26 | 1,50 |
6 | 12 | 0,56 | 0,69 | 0,80 | 0,96 | 1,12 | 1,29 | 1,45 | 1,70 |
7 | 16 | 0,70 | 0,86 | 1,00 | 1,20 | 1,40 | 1,60 | 1,81 | 2,12 |
8 | 20 | 0,83 | 1,02 | 1,18 | 1,42 | 1,70 | 1,91 | 2,20 | 2,52 |
9 | 25 | 0,99 | 1,22 | 1,40 | 1,70 | 2,00 | 2,30 | 2,60 | 3,00 |
10 | 32 | 1,19 | 1,48 | 1,70 | 2,05 | 2,40 | 2,75 | 3,10 | 3,60 |
11 | 40 | 1,42 | 1,75 | 2,00 | 2,42 | 2,83 | 3,26 | 3,70 | 4,30 |
12 | 50 | 1,68 | 2,10 | 2,39 | 2,90 | 3,40 | 3,90 | 4,40 | 5,10 |
13 | 60 | 1,94 | 2,40 | 2,75 | 3,30 | 3,90 | 4,50 | 5,00 | - |
14 | 80 | 2,42 | 2,98 | 3,40 | 4,10 | 4,80 | 5,50 | 6,30 | - |
15 | 100 | 2,87 | 3,53 | 4,10 | 4,90 | 5,70 | 6,60 | - | - |
16 | 125 | 3,41 | 4,20 | 4,80 | 5,80 | 6,80 | 7,80 | - | - |
17 | 160 | 4,12 | 5,10 | 5,80 | 7,00 | 8,20 | 9,50 | - | - |
18 | 200 | 4,90 | 6,00 | 6,90 | 8,40 | 9,70 | 11,20 | - | - |
19 | 250 | 5,82 | 7,20 | 8,30 | 10,00 | 11,60 | - | - | - |
20 | 320 | 7,04 | 8,60 | 9,90 | 12,00 | - | - | - | - |
21 | 400 | 8,35 | 10,30 | 11,80 | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,102 · Q0,3 · N0,77.
Камерные печи | |||||||||
Закалка, отпуск, отжиг, нормализация | |||||||||
Карта 28 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять деталь (связку деталей), подойти к печи и загрузить на под печи вручную, взять кочергу и разровнять детали (связку деталей) на поду печи, отложить кочергу, закрыть печь. | |||||||||
N позиции | Количество деталей или связок в садке N, до | Масса детали или связки Q, кг до | |||||||
0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | |||||||||
1 | 5 | - | - | - | - | - | - | 0,45 | 0,52 |
2 | 8 | - | - | - | - | - | 0,57 | 0,64 | 0,75 |
3 | 10 | - | - | - | - | - | 0,67 | 0,76 | 0,90 |
4 | 12 | - | - | - | - | 0,67 | 0,77 | 0,87 | 1,01 |
5 | 16 | - | - | 0,60 | 0,72 | 0,84 | 0,97 | 1,10 | 1,29 |
6 | 20 | - | 0,61 | 0,71 | 0,85 | 1,00 | 1,14 | 1,30 | 1,51 |
7 | 25 | 0,60 | 0,73 | 0,84 | 1,02 | 1,20 | 1,36 | 1,54 | 1,80 |
8 | 32 | 0,72 | 0,89 | 1,02 | 1,23 | 1,44 | 1,65 | 1,86 | 2,16 |
9 | 40 | 0,85 | 1,06 | 1,21 | 1,45 | 1,71 | 1,95 | 2,21 | 2,58 |
10 | 50 | 1,00 | 1,26 | 1,43 | 1,74 | 2,02 | 2,32 | 2,62 | 3,06 |
11 | 60 | 1,16 | 1,50 | 1,65 | 2,00 | 2,30 | 2,76 | 3,02 | - |
12 | 80 | 1,45 | 1,79 | 2,06 | 2,48 | 2,89 | 3,30 | 3,76 | - |
13 | 100 | 1,72 | 2,12 | 2,44 | 2,95 | 3,44 | 3,96 | - | - |
14 | 125 | 2,05 | 2,52 | 2,90 | 3,50 | 4,08 | 4,70 | - | - |
15 | 160 | 2,50 | 3,00 | 3,50 | 4,20 | 4,90 | 5,68 | - | - |
16 | 200 | 2,94 | 3,60 | 4,16 | 5,03 | 5,80 | 6,70 | - | - |
17 | 250 | 3,50 | 4,30 | 5,00 | 6,00 | 6,90 | - | - | - |
18 | 320 | 4,22 | 5,19 | 5,90 | 7,20 | - | - | - | - |
19 | 400 | 5,00 | 6,17 | 7,10 | - | - | - | - | - |
20 | 500 | 5,95 | 7,30 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,0612 · Q0,3 · N0,77.
Камерные печи | |||||||||
Отпуск, отжиг, нормализация | |||||||||
Карта 29 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять кочергу (клещи), выгрузить детали (связки с деталями) на порог печи и сбросить их в тару, отложить кочергу (клещи), закрыть печь. | |||||||||
N позиции | Количество деталей или связок в садке N, до | Масса детали или связки Q, кг, до | |||||||
0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | |||||||||
1 | 1 | - | - | - | - | 0,11 | 0,12 | 0,14 | 0,16 |
2 | 3 | - | - | - | 0,22 | 0,25 | 0,30 | 0,33 | 0,38 |
3 | 5 | - | - | 0,26 | 0,32 | 0,37 | 0,43 | 0,48 | 0,56 |
4 | 8 | 0,27 | 0,33 | 0,38 | 0,46 | 0,53 | 0,62 | 0,70 | 0,81 |
5 | 10 | 0,32 | 0,39 | 0,45 | 0,54 | 0,64 | 0,73 | 0,82 | 0,96 |
6 | 12 | 0,37 | 0,45 | 0,52 | 0,63 | 0,77 | 0,84 | 0,95 | 1,10 |
7 | 16 | 0,46 | 0,56 | 0,65 | 0,78 | 0,91 | 1,05 | 1,20 | 1,40 |
8 | 20 | 0,54 | 0,67 | 0,77 | 0,92 | 1,10 | 1,25 | 1,41 | 1,64 |
9 | 25 | 0,64 | 0,79 | 0,91 | 1,10 | 1,30 | 1,50 | 1,67 | 1,95 |
10 | 32 | 0,78 | 0,96 | 1,10 | 1,33 | 1,56 | 1,79 | 2,00 | 2,35 |
11 | 40 | 0,92 | 1,14 | 1,31 | 1,58 | 1,85 | 2,12 | 2,40 | 2,80 |
12 | 50 | 1,10 | 1,35 | 1,56 | 1,88 | 2,20 | 2,52 | 2,85 | 3,30 |
13 | 60 | 1,26 | 1,60 | 1,79 | 2,20 | 2,60 | 3,00 | 3,30 | - |
14 | 80 | 1,58 | 1,94 | 2,20 | 2,70 | 3,12 | 3,62 | 4,09 | - |
15 | 100 | 2,03 | 2,30 | 2,65 | 3,20 | 3,70 | 4,30 | - | - |
16 | 125 | 2,22 | 2,73 | 3,15 | 3,80 | 4,42 | 5,10 | - | - |
17 | 160 | 2,69 | 3,31 | 3,81 | 4,60 | 5,33 | 6,20 | - | - |
18 | 200 | 3,20 | 3,90 | 4,50 | 5,47 | 6,30 | 7,30 | - | - |
19 | 250 | 3,80 | 4,67 | 5,40 | 6,50 | 7,50 | - | - | - |
20 | 320 | 4,58 | 5,60 | 6,50 | 7,80 | - | - | - | - |
21 | 400 | 5,45 | 6,70 | 7,70 | - | - | - | - | - |
22 | 500 | 6,47 | 7,90 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,665 · Q0,3 · N0,77.
Камерные печи | |||||||||
Закалка, отпуск | |||||||||
Карта 30 | |||||||||
Содержание работы | |||||||||
Открыть печь, взять кочергу (клещи), выгрузить детали (связки с деталями) с пода печи, переместить к охлаждающему баку и погрузить, отложить кочергу (клещи), закрыть печь. | |||||||||
N позиции | Количество деталей или связок в садке N, до | Масса детали или связки Q, кг, до | |||||||
0,5 | 1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | |||||||||
1 | 1 | - | - | - | - | 0,178 | 0,205 | 0,232 | 0,270 |
2 | 3 | - | - | - | 0,356 | 0,415 | 0,478 | 0,540 | 0,630 |
3 | 5 | - | - | 0,437 | 0,528 | 0,616 | 0,709 | 0,800 | 0,933 |
4 | 8 | 0,443 | 0,545 | 0,628 | 0,758 | 0,884 | 1,020 | 1,150 | 1,340 |
5 | 10 | 0,526 | 0,647 | 0,745 | 0,900 | 1,050 | 1,210 | 1,360 | 1,600 |
6 | 12 | 0,605 | 0,745 | 0,858 | 1,040 | 1,210 | 1,390 | 1,570 | 1,830 |
7 | 16 | 0,756 | 0,930 | 1,070 | 1,290 | 1,510 | 1,730 | 1,960 | 2,280 |
8 | 20 | 0,897 | 1,100 | 1,270 | 1,540 | 1,790 | 2,060 | 2,330 | 2,710 |
9 | 25 | 1,060 | 1,310 | 1,510 | 1,820 | 2,130 | 2,450 | 2,760 | 3,220 |
10 | 32 | 1,290 | 1,590 | 1,830 | 2,200 | 2,570 | 2,960 | 3,340 | 3,900 |
11 | 40 | 1,530 | 1,880 | 2,170 | 2,620 | 3,050 | 3,510 | 3,970 | 4,630 |
12 | 50 | 1,820 | 2,240 | 2,580 | 3,110 | 3,620 | 4,170 | 4,710 | 5,500 |
15 | 60 | 2,090 | 2,570 | 2,960 | 3,580 | 4,170 | 4,800 | 5,420 | - |
14 | 80 | 2,610 | 3,210 | 3,700 | 4,470 | 5,210 | 6,000 | 6,770 | - |
15 | 100 | 3,100 | 3,810 | 4,390 | 5,300 | 6,200 | 7,120 | - | - |
16 | 125 | 3,680 | 1,530 | 5,210 | 6,300 | 7,340 | 8,450 | - | - |
17 | 160 | 4,450 | 5,480 | 6,310 | 7,620 | 8,880 | 10,200 | - | - |
18 | 200 | 5,280 | 6,500 | 7,500 | 9,040 | 10,500 | 12,100 | - | - |
19 | 250 | 6,270 | 7,720 | 8,900 | 10,700 | 12,500 | - | - | - |
20 | 320 | 7,600 | 9,340 | 10,800 | 13,000 | - | - | - | - |
21 | 400 | 9,000 | 11,100 | 12,800 | - | - | - | - | - |
22 | 500 | 10,700 | 13,200 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
Примечание. При выгрузке деталей в охлажденную среду поштучно с помешиванием в закалочной среде для удаления паровой подушки время, приведенное в карте, принимать с коэффициентом 3,0.
T = 0,11 · Q0,3 · N0,77.
Камерные печи | |||||
Закалка, отпуск | |||||
Карта 31 | |||||
Содержание работы | |||||
Подойти к охлаждающему баку, взять сетку, выгрузить из охлаждающего бака и подвесить ее на крюк (или поставить на край бака) для стекания масла, снять сетку и высыпать детали в тару, положит сетку на место. | |||||
Количество сеток | Масса сетки с деталями Q, кг, до | ||||
3 | 5 | 8 | 12 | 20 | |
Время, мин. | |||||
1 | 0,18 | 0,21 | 0,24 | 0,28 | 0,30 |
Индекс | а | б | в | г | д |
Примечания: 1. Время на стекание масла не включено.
2. Время на перекладывание деталей из сетки в тару принимать по карте 13.
T = 0,132 · Q0,28.
Камерные печи | ||||||||
Закалка, отпуск, отжиг, науглероживание, нормализация | ||||||||
Карта 32 | ||||||||
Содержание работы | ||||||||
I. Открыть печь, взять поддон (коробку) с деталями, поставить на порог печи, взять кочергу, продвинуть поддон (коробку) с деталями в печь, отложить кочергу, закрыть дверь. II. Взять поддон (коробку) с деталями, поставить на конвейерную ленту. | ||||||||
N позиции | Количество поддонов (коробок) в садке N, до | Масса поддона (коробки) Q, кг, до | ||||||
1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | ||||||||
I | ||||||||
1 | 1 | 0,100 | 0,115 | 0,140 | 0,162 | 0,187 | 0,211 | 0,246 |
2 | 2 | 0,174 | 0,200 | 0,242 | 0,282 | 0,325 | 0,367 | 0,428 |
3 | 3 | 0,241 | 0,227 | 0,335 | 0,390 | 0,449 | 0,507 | 0,592 |
4 | 5 | 0,362 | 0,417 | 0,504 | 0,587 | 0,676 | 0,764 | 0,890 |
5 | 8 | 0,526 | 0,605 | 0,731 | 0,852 | 0,981 | 1,110 | 1,290 |
6 | 10 | 0,630 | 0,726 | 0,887 | 1,020 | 1,180 | 1,330 | 1,550 |
7 | 12 | 0,730 | 0,840 | 1,020 | 1,180 | 1,360 | 1,540 | 1,790 |
8 | 14 | 0,826 | 0,951 | 1,160 | 1,340 | 1,540 | 1,740 | 2,030 |
9 | 16 | 0,920 | 1,060 | 1,300 | 1,500 | 1,710 | 1,940 | 2,260 |
10 | 18 | 1,010 | 1,160 | 1,400 | 1,640 | 1,880 | 2,130 | 2,480 |
11 | 20 | 1,100 | 1,260 | 1,530 | 1,780 | 2,050 | 2,310 | 2,700 |
II | ||||||||
12 | 1 | 0,1 | 0,115 | 0,140 | 0,162 | 0,187 | 0,122 | 0,246 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. При закрывании поддона (коробки) крышкой ко времени по карте добавлять 0,01 мин.
T = 0,1 · Q0,3 · N0,8.
Камерные печи | ||||||||
Закалка, отпуск, отжиг, науглероживание, нормализация | ||||||||
Карта 33 | ||||||||
Содержание работы | ||||||||
Открыть печь, взять кочергу, выдвинуть поддон (коробку) с деталями на порог печи, отложить кочергу, взять клещи, захватить поддон (коробку) с деталями и поставить на под, отложить клещи, закрыть печь. | ||||||||
N позиции | Количество поддонов (коробок) в садке N, до | Масса поддона (коробки) Q, кг, до | ||||||
1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | ||||||||
1 | 1 | 0,090 | 0,104 | 0,126 | 0,146 | 0,168 | 0,190 | 0,221 |
2 | 2 | 0,157 | 0,180 | 0,218 | 0,254 | 0,293 | 0,330 | 0,385 |
3 | 3 | 0,217 | 0,250 | 0,302 | 0,351 | 0,404 | 0,456 | 0,533 |
4 | 5 | 0,326 | 0,375 | 0,454 | 0,528 | 0,608 | 0,688 | 0,801 |
5 | 8 | 0,473 | 0,545 | 0,658 | 0,767 | 0,883 | 1,000 | 1,160 |
6 | 10 | 0,567 | 0,653 | 0,789 | 0,918 | 1,060 | 1,200 | 1,400 |
7 | 12 | 0,657 | 0,756 | 0,920 | 1,060 | 1,220 | 1,390 | 1,610 |
8 | 14 | 0,743 | 0,856 | 1,040 | 1,210 | 1,390 | 1,570 | 1,830 |
9 | 16 | 0,828 | 0,954 | 1,170 | 1,350 | 1,540 | 1,750 | 2,030 |
10 | 18 | 0,910 | 1,040 | 1,260 | 1,480 | 1,690 | 1,920 | 2,230 |
11 | 20 | 0,990 | 1,130 | 1,380 | 1,600 | 1,850 | 2,080 | 2,430 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. При снятии крышки с поддона (коробки) ко времени по карте добавлять 0,01 мин.
T = 0,9 · Q0,3 · N0,8.
Камерные печи | ||||||||
Закалка, отпуск | ||||||||
Карта 34 | ||||||||
Содержание работы | ||||||||
Открыть печь, взять кочергу, выдвинуть поддон (коробку) с деталями на порог печи, отложить кочергу, взять клещи, захватить поддон (коробку) с деталями, поднести к охлаждающему баку, ссыпать или загрузить детали, отложить поддон и клещи, закрыть печь. | ||||||||
N позиции | Количество поддонов (коробок) в садке N, до | Масса поддона (коробки) Q, кг, до | ||||||
1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время на одну садку, мин. | ||||||||
1 | 1 | 0,130 | 0,150 | 0,181 | 0,210 | 0,242 | 0,274 | 0,318 |
2 | 2 | 0,226 | 0,259 | 0,314 | 0,366 | 0,422 | 0,475 | 0,554 |
3 | 3 | 0,312 | 0,360 | 0,435 | 0,513 | 0,582 | 0,657 | 0,767 |
4 | 5 | 0,470 | 0,540 | 0,654 | 0,760 | 0,876 | 0,991 | 1,150 |
5 | 8 | 0,681 | 0,785 | 0,948 | 1,100 | 1,270 | 1,440 | 1,670 |
6 | 10 | 0,816 | 0,940 | 1,140 | 1,320 | 1,530 | 1,730 | 2,020 |
7 | 12 | 0,950 | 1,090 | 1,320 | 1,530 | 1,760 | 2,000 | 2,320 |
8 | 14 | 1,070 | 1,230 | 1,500 | 1,740 | 2,000 | 2,260 | 2,630 |
9 | 16 | 1,200 | 1,370 | 1,680 | 1,940 | 2,220 | 2,520 | 2,920 |
10 | 18 | 1,310 | 1,500 | 1,810 | 2,130 | 2,430 | 2,760 | 3,210 |
11 | 20 | 1,430 | 1,630 | 2,000 | 2,300 | 2,660 | 3,000 | 3,500 |
Индекс | а | б | в | г | д | е | ж | |
T = 0,13 · Q0,3 · N0,8.
Толкательные и камерные печи | ||||
Карта 35 | ||||
Содержание работы | ||||
I Загрузка (продвижение) поддонов или коробок. Взять кочергу, продвинуть поддон или коробку с деталями с порога печи в печь (расстояние продвижения 1,5 м), отложить кочергу. II. Выгрузка поддонов или коробок. Взять кочергу, выдвинуть из печи поддон или коробку на платформу или порог печи (расстояние продвижения 1,5 м), отложить кочергу. | ||||
N позиции | Масса поддона или коробки с деталями Q, кг, до | I. Загрузка | II. Выгрузка | |
Время, мин. | ||||
1 | 20 | 0,070 | 0,082 | |
2 | 25 | 0,080 | 0,096 | |
3 | 32 | 0,100 | 0,117 | |
4 | 40 | 0,115 | 0,138 | |
5 | 50 | 0,136 | 0,164 | |
6 | 60 | 0,156 | 0,188 | |
7 | 80 | 0,194 | 0,233 | |
8 | 100 | 0,229 | 0,275 | |
9 | 120 | 0,263 | 0,316 | |
10 | 160 | 0,327 | 0,392 | |
11 | 200 | 0,386 | 0,463 | |
12 | 250 | 0,457 | 0,548 | |
Индекс | а | б | ||
Примечание. При массе поддона или коробки с деталями свыше 100 кг время с учетом выполнения работы двумя рабочими.
T = 0,00727 · Q0,75 - I;
T = 0,00874 · Q0,75 - II.
Обработка холодом | ||||||||
Карта 36 | ||||||||
Содержание работы | ||||||||
Открыть холодильную камеру. Взять связку (корзину) с деталями и загрузить в камеру, закрыть камеру. | ||||||||
N позиции | Количество связок (корзин) с деталями N, до | Масса связки (корзины) с деталями Q, кг, до | ||||||
1,0 | 1,6 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | ||
Время, мин. | ||||||||
1 | 1 | - | - | - | 0,16 | 0,18 | 0,20 | 0,23 |
2 | 3 | - | - | 0,34 | 0,39 | 0,44 | 0,48 | 0,55 |
3 | 5 | - | 0,44 | 0,52 | 0,58 | 0,66 | 0,73 | 0,83 |
4 | 8 | 0,57 | 0,64 | 0,75 | 0,85 | 0,96 | 1,06 | 1,20 |
5 | 10 | 0,68 | 0,77 | 0,90 | 1,02 | 1,14 | 1,27 | 1,44 |
6 | 12 | 0,79 | 0,89 | 1,04 | 1,18 | 1,33 | 1,47 | 1,67 |
7 | 16 | 0,99 | 1,12 | 1,31 | 1,48 | 1,67 | 1,84 | 2,10 |
8 | 20 | 1,18 | 1,33 | 1,56 | 1,77 | 1,99 | 2,21 | 2,51 |
9 | 25 | 1,42 | 1,59 | 1,87 | 2,12 | 2,38 | 2,64 | 3,00 |
10 | 32 | 1,73 | 1,94 | 2,27 | 2,58 | 2,91 | 3,22 | 3,65 |
11 | 40 | 2,06 | 2,32 | 2,72 | 3,09 | 3,47 | 3,84 | 4,44 |
12 | 50 | 2,47 | 2,77 | 3,25 | 3,69 | 4,15 | 4,60 | 5,22 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. При выгрузке деталей из холодильной камеры время по карте принимать с коэффициентом 1,1.
T = 0,108 · Q0,25 · N0,8.
Термическая и химико-термическая обработка | ||||
Карта 37 | ||||
Содержание работы | ||||
I. Навешивание деталей. Взять деталь из тары, поднести и навесить на подвеску или уложить в лоток конвейера. II. Снятие деталей. Снять деталь с подвески или лотка конвейера, уложить в тару. | ||||
 | ||||
N позиции | Масса детали Q, кг, до | I. Навешивание деталей | II. Снятие деталей | |
Время на одну деталь, мин. | ||||
1 | 0,5 | 0,016 | 0,014 | |
2 | 0,6 | 0,017 | 0,016 | |
3 | 0,8 | 0,020 | 0,018 | |
4 | 1,0 | 0,023 | 0,020 | |
5 | 1,2 | 0,025 | 0,022 | |
6 | 1,6 | 0,029 | 0,024 | |
7 | 2,0 | 0,032 | 0,029 | |
8 | 2,5 | 0,035 | 0,032 | |
9 | 3,2 | 0,039 | 0,036 | |
10 | 4,0 | 0,045 | 0,038 | |
11 | 5,0 | 0,050 | 0,044 | |
12 | 6,0 | 0,055 | 0,050 | |
13 | 8,0 | 0,063 | 0,056 | |
14 | 10,0 | 0,071 | 0,062 | |
15 | 12,0 | 0,077 | 0,068 | |
16 | 16,0 | 0,090 | 0,080 | |
17 | 20,0 | 0,100 | 0,089 | |
Индекс | а | б | ||
Примечание. При одновременном навешивании на конвейер или снятии более одной детали время, приведенное в карте, принимать с коэффициентом 0,7.
T = 0,0225 · Q0,5 - I;
T = 0,02 · Q0,5 - II.
Термическая и химико-термическая обработка деталей | |||||||
Карта 38 | |||||||
Механизированное покрытие | |||||||
Содержание работы | |||||||
Взять деталь из тары, установить в приспособление станка для покрытия пастой, включить станок, нанести пасту, выключить станок. Вынуть деталь из приспособления, осмотреть и установить в стеллаж для просушки. | |||||||
N позиции | Количество деталей в приспособлении N, до | Масса детали Q, кг, до | |||||
0,5 | 0,8 | 1,2 | 2,0 | 3,2 | 5,0 | ||
Время на одно приспособление, мин. | |||||||
1 | 5 | 0,827 | 0,952 | 1,07 | 1,25 | 1,44 | 1,65 |
2 | 6 | 0,940 | 1,080 | 1,22 | 1,42 | 1,64 | 1,87 |
3 | 8 | 1,150 | 1,320 | 1,50 | 1,74 | 2,00 | 1,30 |
4 | 10 | 1,340 | 1,550 | 1,75 | 2,04 | 2,34 | 2,08 |
5 | 12 | 1,530 | 1,760 | 1,98 | 2,31 | 2,66 | 3,05 |
6 | 16 | 1,870 | 2,150 | 2,43 | 2,83 | 3,26 | 3,72 |
7 | 20 | 2,180 | 2,510 | 2,84 | 3,31 | 3,81 | 4,35 |
Индекс | а | б | в | г | д | е | |
T = 0,33 · Q0,3 · N0,7.
Покрытие вручную | |||
Содержание работы | |||
I. Взять деталь из тары, окунуть в пасту или нанести пасту кистью на наружную или внутреннюю поверхность детали, отложить деталь на просушивание. II. Взять деталь из тары, надеть на оправку, окунуть в пасту или нанести пасту кистью, снять деталь с оправки, отложить деталь на просушивание. | |||
N позиции | Масса детали Q, кг, до | Комплекс приемов | |
I | II | ||
Время на одну деталь, мин. | |||
1 | 0,05 | 0,039 | 0,052 |
2 | 0,08 | 0,043 | 0,057 |
3 | 0,12 | 0,047 | 0,063 |
4 | 0,20 | 0,053 | 0,070 |
5 | 0,32 | 0,058 | 0,078 |
6 | 0,50 | 0,064 | 0,086 |
7 | 0,80 | 0,071 | 0,095 |
8 | 1,20 | 0,078 | 0,104 |
9 | 2,00 | 0,087 | 0,116 |
10 | 3,20 | 0,097 | 0,129 |
11 | 5,00 | 0,107 | 0,143 |
12 | 8,00 | 0,120 | 0,158 |
13 | 12,00 | 0,130 | 0,173 |
14 | 20,00 | 0,145 | 0,193 |
Индекс | а | б | |
Примечание. При нанесении пасты кистью на каждый 1 см2 поверхности детали ко времени по карте добавлять: на наружную - 0,005 мин., на внутреннюю 0,01 мин.
T = 0,075 · Q0,22 - I;
T = 0,10 · Q0,22 - II.
Химико-термическая обработка деталей | |||
Карта 39 | |||
N позиции | Содержание работы | Время, мин. | |
1 | Взять болт из тары, ввернуть или вывернуть из отверстия детали | 0,08 | |
2 | Взять медный колпачок, надеть или снять с резьбового конца детали | 0,04 | |
3 | Уложить шнуровой асбест на торец шестерни вокруг оправки или штыря | 0,04 | |
4 | Снять асбест | 0,03 | |
5 | Взять металлическую шайбу, надеть на оправку приспособление, прижать к детали с асбестом | 0,05 | |
6 | Снять металлическую шайбу с деталей | 0,05 | |
7 | Взять кружок из асбеста, закрыть резьбовое отверстие и промазать сверху пастой | 0,07 | |
8 | Очистить пасту, снять асбест с отверстия | 0,06 | |
Обезжиривание деталей | |||||||||||
Карта 40 Лист 1 | |||||||||||
Содержание работы | |||||||||||
Положить детали в ванну, взять ерш или щетку и промыть детали, отложить ерш или щетку, вынуть детали из ванны, положить в тару, стеллаж или сушильный шкаф. | |||||||||||
N позиции | Количество деталей в ванне N, до | I группа сложности | |||||||||
Площадь обрабатываемой поверхности детали S, дм2, до | |||||||||||
0,16 | 0,4 | 1,0 | 2,5 | 5,0 | 8,0 | 10,0 | 16,0 | 25,0 | 50,0 | ||
Время на партию, мин. | |||||||||||
1 | 3 | 0,067 | 0,116 | 0,201 | 0,350 | 0,530 | 0,700 | 0,800 | 1,06 | 1,40 | 2,10 |
2 | 5 | 0,100 | 0,175 | 0,303 | 0,525 | 0,796 | 1,050 | 1,180 | 1,60 | 2,09 | 3,17 |
3 | 6 | 0,117 | 0,202 | 0,350 | 0,607 | 0,921 | 1,220 | 1,400 | 1,85 | 2,42 | 3,66 |
4 | 8 | 0,147 | 0,255 | 0,441 | 0,765 | 1,160 | 1,540 | 1,760 | 2,33 | 3,04 | 4,61 |
5 | 10 | 0,175 | 0,304 | 0,527 | 0,914 | 1,380 | 1,840 | 2,100 | 2,78 | 3,64 | 5,52 |
6 | 12 | 0,203 | 0,352 | 0,610 | 1,060 | 1,600 | 2,120 | 2,430 | 3,22 | 4,21 | 6,38 |
7 | 16 | 0,268 | 0,465 | 0,806 | 1,400 | 2,120 | 2,810 | 3,210 | 4,26 | 5,56 | 8,43 |
8 | 20 | 0,306 | 0,578 | 0,918 | 1,590 | 2,410 | 3,200 | 3,660 | 4,85 | 6,33 | 9,60 |
9 | 25 | 0,365 | 0,633 | 1,090 | 1,900 | 2,880 | 3,820 | 4,370 | 5,79 | 7,57 | 11,50 |
10 | 32 | 0,445 | 0,772 | 1,340 | 2,320 | 3,510 | 4,660 | 5,330 | 7,06 | 9,23 | 14,00 |
11 | 40 | 0,532 | 0,923 | 1,600 | 2,770 | 4,200 | 5,570 | 6,360 | 8,44 | 11,00 | 16,70 |
12 | 50 | 0,636 | 1,110 | 1,910 | 3,310 | 5,020 | 6,660 | 7,610 | 10,10 | 13,20 | 20,00 |
13 | 60 | 0,736 | 1,280 | 2,210 | 3,840 | 5,810 | 7,700 | 8,800 | 11,70 | 15,30 | 23,10 |
14 | 80 | 0,927 | 1,610 | 2,780 | 4,820 | 7,310 | 9,700 | 11,100 | 14,70 | 19,20 | 29,00 |
15 | 100 | 1,110 | 1,920 | 3,330 | 5,770 | 8,740 | 11,600 | 13,200 | 17,60 | 23,00 | 34,80 |
16 | 120 | 1,280 | 2,220 | 3,850 | 6,670 | 10,100 | 13,400 | 15,300 | 20,30 | 26,60 | 40,30 |
17 | 160 | 1,610 | 2,800 | 4,850 | 8,400 | 12,700 | 16,900 | 19,300 | 25,60 | 33,40 | 50,70 |
18 | 200 | 1,930 | 3,340 | 5,790 | 9,140 | 15,200 | 20,200 | 23,100 | 30,60 | 40,00 | 60,60 |
19 | 250 | 2,310 | 4,000 | 6,930 | 12,000 | 18,200 | 24,100 | 27,600 | 36,60 | 47,80 | 72,40 |
20 | 400 | 3,360 | 5,820 | 10,100 | 17,500 | 26,500 | 35,100 | 40,200 | 53,30 | 69,60 | 105,50 |
21 | 500 | 4,020 | 6,960 | 12,100 | 21,000 | 31,700 | 42,000 | 48,000 | 63,70 | 83,20 | 126,10 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Обезжиривание деталей в бензине, керосине или органическом растворителе | Обезжиривание деталей | ||||||||||
Карта 40 Лист 2 | |||||||||||
N позиции | Количество деталей в ванне N, до | II группа сложности | |||||||||
Площадь обрабатываемой поверхности детали S, дм2, до | |||||||||||
0,16 | 0,4 | 1,0 | 2,5 | 5,0 | 8,0 | 10,0 | 16,0 | 25,0 | 50,0 | ||
Время на партию, мин. | |||||||||||
1 | 3 | 0,080 | 0,139 | 0,241 | 0,420 | 0,636 | 0,840 | 0,960 | 1,27 | 1,68 | 2,52 |
2 | 5 | 0,120 | 0,210 | 0,364 | 0,630 | 0,955 | 1,260 | 1,420 | 1,92 | 2,51 | 3,80 |
3 | 6 | 0,140 | 0,242 | 0,420 | 0,728 | 1,100 | 1,460 | 1,680 | 2,22 | 2,90 | 4,39 |
4 | 8 | 0,176 | 0,306 | 0,529 | 0,918 | 1,390 | 1,850 | 2,110 | 2,80 | 3,65 | 5,53 |
5 | 10 | 0,210 | 0,365 | 0,632 | 1,100 | 1,660 | 2,210 | 2,520 | 3,34 | 4,37 | 6,62 |
6 | 12 | 0,244 | 0,422 | 0,732 | 1,270 | 1,920 | 2,540 | 2,920 | 3,86 | 5,05 | 7,66 |
7 | 16 | 0,322 | 0,558 | 0,967 | 1,680 | 2,540 | 3,370 | 3,850 | 5,11 | 6,67 | 10,10 |
8 | 20 | 0,367 | 0,694 | 1,100 | 1,910 | 2,890 | 3,840 | 4,390 | 5,82 | 7,60 | 11,50 |
9 | 25 | 0,438 | 0,760 | 1,310 | 2,280 | 3,460 | 4,580 | 5,240 | 6,95 | 9,08 | 13,80 |
10 | 32 | 0,530 | 0,926 | 1,610 | 2,780 | 4,210 | 5,600 | 6,400 | 8,50 | 11,10 | 16,80 |
11 | 40 | 0,638 | 1,110 | 1,920 | 3,320 | 5,040 | 6,080 | 7,630 | 10,10 | 13,20 | 20,00 |
12 | 50 | 0,763 | 1,320 | 2,290 | 3,970 | 6,020 | 7,800 | 9,130 | 12,10 | 15,80 | 24,00 |
13 | 60 | 0,883 | 1,540 | 2,650 | 4,610 | 6,970 | 9,240 | 10,600 | 14,00 | 18,40 | 23,10 |
14 | 80 | 1,110 | 1,930 | 3,340 | 5,780 | 8,770 | 11,600 | 13,300 | 17,60 | 23,00 | 34,80 |
15 | 100 | 1,330 | 2,300 | 4,000 | 6,920 | 10,500 | 13,900 | 15,800 | 21,10 | 27,60 | 41,70 |
16 | 120 | 1,540 | 2,660 | 4,620 | 8,000 | 12,100 | 16,100 | 18,400 | 24,40 | 31,90 | 48,40 |
17 | 160 | 1,930 | 3,360 | 5,820 | 10,100 | 15,200 | 20,300 | 23,200 | 30,70 | 40,10 | 60,80 |
18 | 200 | 2,320 | 4,000 | 6,950 | 11,000 | 18,200 | 24,200 | 27,700 | 36,70 | 48,00 | 72,70 |
19 | 250 | 2,770 | 4,800 | 8,320 | 14,400 | 21,800 | 28,900 | 28,900 | 43,90 | 57,40 | 86,90 |
20 | 400 | 4,030 | 6,980 | 12,100 | 21,000 | 31,800 | 42,100 | 48,200 | 64,00 | 83,50 | 127,00 |
21 | 500 | 4,820 | 8,350 | 14,500 | 25,000 | 38,000 | 50,400 | 57,600 | 76,40 | 99,80 | 151,00 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Обезжиривание деталей в бензине, керосине или органическом растворителе | Обезжиривание деталей | |||||||||||
Карта 40 Лист 3 | ||||||||||||
N позиции | Количество деталей в ванне N, до | III группа сложности | ||||||||||
Площадь обрабатываемой поверхности детали S, дм2, до | ||||||||||||
0,16 | 0,4 | 1,0 | 2,5 | 5,0 | 8,0 | 10,0 | 16,0 | 25,0 | 50,0 | |||
Время на партию, мин. | ||||||||||||
1 | 3 | 0,094 | 0,162 | 0,281 | 0,490 | 0,74 | 0,98 | 1,12 | 1,48 | 1,96 | 2,94 | |
2 | 5 | 0,140 | 0,245 | 0,424 | 0,735 | 1,11 | 1,47 | 1,65 | 2,24 | 2,93 | 4,44 | |
3 | 6 | 0,164 | 0,283 | 0,490 | 0,850 | 1,30 | 1,71 | 1,96 | 2,59 | 3,39 | 5,12 | |
4 | 8 | 0,206 | 0,357 | 0,617 | 1,070 | 1,62 | 2,16, | 2,46 | 3,26 | 4,26 | 6,45 | |
5 | 10 | 0,245 | 0,426 | 0,738 | 1,280 | 1,93 | 2,58 | 2,94 | 3,89 | 5,10 | 7,73 | |
6 | 12 | 0,284 | 0,493 | 0,854 | 1,480 | 2,24 | 2,97 | 3,40 | 4,51 | 5,90 | 8,93 | |
7 | 16 | 0,375 | 0,651 | 1,130 | 1,960 | 2,97 | 3,93 | 4,49 | 5,96 | 7,78 | 11,80 | |
8 | 20 | 0,428 | 0,809 | 1,280 | 2,230 | 3,37 | 4,48 | 5,12 | 6,79 | 8,86 | 13,40 | |
9 | 25 | 0,511 | 0,886 | 1,530 | 2,660 | 4,03 | 5,35 | 6,12 | 8,11 | 10,60 | 16,10 | |
10 | 32 | 0,623 | 1,080 | 1,880 | 3,250 | 4,91 | 6,52 | 7,46 | 9,88 | 12,90 | 19,60 | |
11 | 40 | 0,745 | 1,290 | 2,240 | 3,880 | 5,88 | 7,80 | 8,90 | 11,80 | 15,40 | 23,40 | |
12 | 50 | 0,890 | 1,540 | 2,670 | 4,630 | 7,03 | 9,32 | 10,70 | 14,10 | 18,50 | 28,00 | |
13 | 60 | 1,030 | 1,790 | 3,090 | 5,380 | 8,10 | 10,80 | 12,30 | 16,40 | 21,40 | 32,30 | |
14 | 80 | 1,300 | 2,250 | 3,900 | 6,750 | 10,20 | 13,60 | 15,50 | 20,60 | 27,00 | 40,60 | |
15 | 100 | 1,550 | 2,700 | 4,660 | 8,080 | 12,20 | 16,20 | 18,50 | 24,60 | 32,20 | 48,70 | |
16 | 120 | 1,790 | 3,110 | 5,400 | 9,340 | 14,10 | 18,80 | 21,40 | 28,40 | 37,20 | 56,40 | |
17 | 160 | 2,250 | 3,920 | 6,790 | 11,800 | 17,80 | 23,70 | 27,00 | 35,80 | 46,80 | 71,00 | |
18 | 200 | 2,700 | 4,680 | 8,110 | 12,800 | 21,30 | 28,30 | 32,30 | 42,80 | 56,00 | 84,80 | |
19 | 250 | 3,230 | 5,600 | 9,700 | 16,800 | 25,50 | 33,70 | 38,60 | 51,20 | 66,90 | 101,40 | |
20 | 400 | 4,700 | 8,150 | 14,100 | 24,500 | 37,10 | 49,10 | 56,30 | 74,60 | 97,40 | 147,70 | |
21 | 500 | 5,630 | 9,740 | 16,900 | 29,400 | 44,40 | 58,80 | 67,20 | 89,20 | 116,50 | 176,50 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Примечание. К I группе сложности относятся детали простой конфигурации с плоской поверхностью, имеющие незначительную выпуклость, а также мелкие, цилиндрической формы.
Ко II группе сложности относятся детали с круглыми и овальными плоскостями, легкодоступные для обработки.
К III группе сложности относятся детали сложной конфигурации, имеющие поверхности, расположенные в нескольких плоскостях и труднодоступные для обработки.
T = 0,836 · S0,6 · N0,8 - I;
T = 0,1003 · S0,6 · N0,8 - II;
T = 0,117 · S0,6 · N0,8 - III.
Протирка деталей | ||||
Карта 41 | ||||
Содержание работы | ||||
Взять деталь, салфетку, ветошь. Протереть деталь, отложить ее. | ||||
N позиции | Обрабатываемая поверхность детали S, дм2, до | Группа сложности | ||
I | II | III | ||
Время на одну деталь, мин. | ||||
1 | 0,06 | 0,025 | 0,030 | 0,033 |
2 | 0,10 | 0,030 | 0,034 | 0,039 |
3 | 0,16 | 0,035 | 0,040 | 0,045 |
4 | 0,25 | 0,040 | 0,047 | 0,053 |
5 | 0,40 | 0,047 | 0,055 | 0,063 |
6 | 0,63 | 0,055 | 0,064 | 0,072 |
7 | 1,00 | 0,065 | 0,076 | 0,086 |
8 | 1,60 | 0,076 | 0,089 | 0,100 |
9 | 2,50 | 0,088 | 0,100 | 0,120 |
10 | 4,00 | 0,100 | 0,120 | 0,140 |
11 | 6,30 | 0,120 | 0,140 | 0,160 |
12 | 10,00 | 0,140 | 0,160 | 0,190 |
13 | 16,00 | 0,160 | 0,190 | 0,220 |
14 | 25,00 | 0,190 | 0,230 | 0,260 |
15 | 40,00 | 0,230 | 0,270 | 0,300 |
16 | 63,00 | 0,260 | 0,300 | 0,350 |
17 | 100,00 | 0,310 | 0,360 | 0,410 |
Индекс | а | б | в | |
Примечания: 1. К I группе сложности относятся детали простой конфигурации с плоской поверхностью, имеющие незначительную выпуклость, а также мелкие, цилиндрической формы.
Ко II группе сложности относятся детали с круглыми и овальными плоскостями, легкодоступные для обработки.
К III группе сложности относятся детали сложной конфигурации, имеющие поверхности, расположенные в нескольких плоскостях и труднодоступные для обработки.
2. При протирке салфеткой, смоченной в спирте, время приведенное в карте, принимать с коэффициентом 1,15.
T = 0,065 · S0,34 - I;
T = 0,076 · S0,34 - II;
T = 0,086 · S0,34 - III.
Термическая и химико-термическая обработка деталей | |||||
Карта 42 Лист 1 | |||||
N позиции | Наименование оборудования | Наименование приема | Способ выполнения приема | Время, мин. | |
1 | Камерная печь | Открыть или закрыть дверку печи | Рукояткой рычага или цепью | 0,06 | |
2 | Кнопкой | 0,05 | |||
3 | Педалью | 0,03 | |||
4 | Включить или выключить печь | Кнопкой | 0,03 | ||
5 | Закатить или выкатить из печи выдвижной под | Автоматически | 0,50 | ||
6 | Толкательная печь | Открыть или закрыть дверку печи | Рукояткой рычага или кнопкой | 0,12 | |
7 | Включить печь и толкатель, продвинуть поддон (деталь) за один ход толкателя | Кнопкой | 0,50 | ||
8 | Поднять или опустить автоматический стол для закалки деталей | Кнопкой | 0,40 | ||
9 | Включить или выключить печь | Кнопкой | 0,02 | ||
10 | Перевернуть поворотный стол и высыпать детали в ванну с водой | Штурвалом | 0,13 | ||
11 | Повернуть поворотный стол на 180° | Вручную | 0,09 | ||
12 | Карусельная печь | Открыть или закрыть дверку печи | Рукояткой пневматики или кнопкой | 0,05 | |
13 | Включить или выключить вращение пода печи | Кнопкой | 0,02 | ||
14 | Конвейерная печь | Открыть или закрыть дверку печи | Рукояткой рычага | 0,08 | |
15 | Педалью | 0,03 | |||
16 | Включить или выключить движение пода печи | Кнопкой | 0,02 | ||
17 | Шахтная печь | Открыть или закрыть крышку печи | Кнопкой | 0,30 | |
18 | Рукояткой рычага | 0,50 | |||
Открывание, закрывание загрузочных устройств, термического оборудования и другие приемы по обслуживанию агрегатов | Термическая и химико-термическая обработка деталей | ||||
Карта 42 Лист 2 | |||||
N позиции | Наименование оборудования | Наименование приема | Способ выполнения приема | Время, мин. | |
19 | Шахтная печь | Отвести крышку в сторону на 45° | Рукояткой рычага | 0,15 | |
20 | Поднять крышку и отвести ее в сторону на 45°, повернуть крышку на 45°, установить над отверстием и закрыть | Рукояткой пневматики | 0,20 | ||
21 | Открыть или закрыть крышку печи | Электроподъемником | 0,50 | ||
22 | Включить или выключить печь | Рубильником или кнопкой | 0,02 | ||
23 | Открыть или закрыть подачу газа | Вручную | 0,25 | ||
24 | Затушить факел на патрубке, отводящем газ из печи, надеть на патрубок шланг и пустить газ в охладительный колодец | Вручную | 0,30 | ||
25 | Отключить газ, снять шланг с патрубка, отводящего газ из печи, и поджечь факел на патрубке | Вручную | 0,25 | ||
26 | Закрепить крышку печи болтами | Гаечным ключом | 4,50 | ||
27 | Открепить болты у крышки | 3,50 | |||
28 | Закрепить крышку печи тремя клиньями | Молотком | 0,80 | ||
29 | Раскрепить три клина у крышки печи | 0,60 | |||
30 | Засыпать песком песочный затвор | Вручную | 0,03 | ||
31 | Очистить песочный затвор муфеля от песка | Вручную | 0,08 | ||
32 | Включить газ | Вручную | 0,08 | ||
33 | Контейнерная печь | Открыть или закрыть дверку печи | Вручную | 0,05 | |
34 | Накатить нагревательную камеру на муфель контейнерной печи | Вручную | 7,00 | ||
35 | Включить или выключить контейнерную печь и вентилятор | Вручную | 0,72 | ||
36 | Скатить нагревательную камеру с муфеля контейнерной печи | Вручную | 3,00 | ||
37 | Взрыхлить рудный затвор муфеля контейнерной печи | Вручную | 4,00 | ||
38 | Печь с вращающейся ретортой | Открыть или закрыть печь с вращающейся ретортой | Вручную | 0,15 | |
39 | Включить печь | Кнопкой | 0,03 | ||
40 | Опустить печь | Вручную | 0,20 | ||
Открывание, закрывание загрузочных устройств, термического оборудования и другие приемы по обслуживанию агрегатов | Термическая и химико-термическая обработка деталей | ||||
Карта 42 Лист 3 | |||||
N позиции | Наименование оборудования | Наименование приема | Способ выполнения приема | Время, мин. | |
41 | Универсальный камерный агрегат и безмуфельный толкательный агрегат | Включить механизм подъема подготовительного стола | Рукояткой | 0,02 | |
42 | Загрузить или выгрузить с помощью толкателя поддон с подготовительного стола на передвижную тележку | Кнопкой | 0,04 | ||
43 | Переместить передвижную тележку на расстояние 1 м | Кнопкой | 0,10 | ||
44 | Зафиксировать положение передвижной тележки напротив, печи или моечной машины | Педалью | 0,03 | ||
45 | Поднять впускную и промежуточную заслонку печи или опустить | Кнопкой | 0,21 | ||
46 | Загрузить с помощью толкателя поддон с деталями в печь или моечную машину или выгрузить на передвижную тележку | Кнопкой | 0,50 | ||
47 | Включить пуск часов на время цикла | Кнопкой | 0,02 | ||
48 | Выгрузить с помощью толкателя поддон с деталями из печи на закалочный стол, опустить закалочный стол в нижнее положение | Кнопкой | 0,55 | ||
49 | Рольганговая печь | Включить или выключить движение рольганга | Кнопкой | 0,03 | |
50 | Печь с пульсирующим подом | Включить или выключить движение пода | Кнопкой | 0,03 | |
51 | Барабанная печь | Открыть или закрыть дверку печи | Вручную | 0,20 | |
52 | Включить или выключить движение барабана | Кнопкой | 0,03 | ||
53 | Электровакуумная печь | Открыть дверь загрузочного люка | 4 винтами | 0,70 | |
54 | Закрыть дверь загрузочного люка | 4 винтами | 1,20 | ||
55 | Моечная машина | Открыть или закрыть дверку | Рукояткой рычага | 0,05 | |
56 | Включить или выключить | Кнопкой | 0,02 | ||
57 | Пресс | Включить или выключить пресс | Кнопкой | 0,02 | |
58 | Дробеструйная машина с поворотным столом | Включить или выключить машину | Кнопкой | 0,02 | |
59 | Включить или выключить подачу дроби | Рычагом | 0,08 | ||
60 | Поднять или опустить защитный экран (резинку) | Вручную | 0,09 | ||
61 | Ожидание поворота стола на 1/4 | Вручную | 0,08 | ||
62 | Дробеструйный барабан | Закрепить крышку на барабане | Вручную | 0,15 | |
63 | Включить или выключить вращение барабана | Кнопкой | 0,02 | ||
64 | Включить или выключить подачу дроби | Кнопкой | 0,02 | ||
65 | Включить или выключить воздух | Кнопкой | 0,02 | ||
66 | Открепить крышку на барабане | Вручную | 0,13 | ||
67 | Надеть рукавицы | 0,08 | |||
Печи-ванны | |||||
Закалка, отпуск, нормализация | |||||
Карта 43 | |||||
Содержание работы | |||||
I. Надеть связку с деталями на кочергу, поднести к ванне и загрузить. II. Выгрузить связку с деталями из ванны с помощью кочерги, поднести к охлаждающему баку и загрузить. III. Выгрузить связку с деталями из охлаждающего бака с помощью кочерги на стол. | |||||
N позиции | Масса связки деталей Q, кг, до | Комплекс приемов | Итого | ||
I | II | III | |||
Время, мин. | |||||
1 | 0,5 | 0,099 | 0,040 | 0,036 | 0,175 |
2 | 0,6 | 0,108 | 0,043 | 0,640 | 0,191 |
3 | 0,8 | 0,125 | 0,050 | 0,046 | 0,221 |
4 | 1,0 | 0,140 | 0,056 | 0,051 | 0,247 |
5 | 1,2 | 0,150 | 0,065 | 0,056 | 0,271 |
6 | 1,6 | 0,180 | 0,075 | 0,065 | 0,320 |
7 | 2,0 | 0,200 | 0,080 | 0,075 | 0,355 |
8 | 2,5 | 0,220 | 0,090 | 0,080 | 0,390 |
9 | 3,2 | 0,250 | 0,100 | 0,090 | 0,440 |
10 | 4,0 | 0,280 | 0,120 | 0,100 | 0,500 |
11 | 5,0 | 0,310 | 0,130 | 0,110 | 0,550 |
12 | 6,0 | 0,350 | 0,150 | 0,130 | 0,630 |
13 | 8,0 | 0,390 | 0,170 | 0,150 | 0,710 |
14 | 10,0 | 0,450 | 0,190 | 0,170 | 0,810 |
15 | 12,0 | 0,480 | 0,210 | 0,190 | 0,880 |
16 | 16,0 | 0,560 | 0,240 | 0,210 | 1,010 |
17 | 20,0 | 0,620 | 0,280 | 0,230 | 1,130 |
Индекс | а | б | в | г | |
T = 0,14 · Q0,5 - I;
T = 0,056 · Q0,5 - II;
T = 0,051 · Q0,5 - III.
Дополнительные приемы
N позиции | Наименование приема | Время, мин. |
1 | Навесить противовес на кочергу и т.п. | 0,02 |
2 | Обвязать образец проволокой и подвесить в ванну (масса образца до 0,3 кг) | 0,16 |
3 | Осмотреть одну деталь | 0,20 |
Примечания: 1. В карте учтено время на надевание на кочергу одной связки деталей, на каждую последующую связку (массой до 1,0 кг) добавлять 0,06 мин.
Печи-ванны | |||||
Закалка, отпуск, цианирование | |||||
Карта 44 | |||||
Содержание работы | |||||
I. Насыпать детали в ковш, поднести к ванне и загрузить ковш или приспособление с деталями. II. Выгрузить ковш или приспособление с деталями из ванны, переместить и загрузить в охлаждающий бак или ванну с содовым раствором. III. Выгрузить ковш или приспособление с деталями из охлаждающего бака или из ванны с содовым раствором, высыпать детали в тару. IV. Взять тару с деталями и загрузить в ванну с железным купоросом. | |||||
N позиции | Масса ковша, приспособления с деталями Q, кг, до | Комплекс приемов | |||
I | II | III | IV | ||
Время на ковш (приспособление), мин. | |||||
1 | 1,00 | 0,166 | 0,136 | 0,104 | 0,096 |
2 | 1,25 | 0,181 | 0,146 | 0,112 | 0,103 |
3 | 1,60 | 0,200 | 0,158 | 0,121 | 0,110 |
4 | 2,00 | 0,219 | 0,170 | 0,130 | 0,118 |
5 | 2,50 | 0,239 | 0,182 | 0,139 | 0,126 |
6 | 3,20 | 0,265 | 0,197 | 0,151 | 0,136 |
7 | 4,00 | 0,289 | 0,212 | 0,162 | 0,145 |
8 | 5,00 | 0,316 | 0,228 | 0,174 | 0,156 |
9 | 6,00 | 0,340 | 0,241 | 0,185 | 0,164 |
10 | 8,00 | 0,179 | |||
11 | 10,00 | 0,420 | 0,284 | 0,217 | 0,191 |
12 | 12,00 | 0,450 | 0,301 | 0,230 | 0,202 |
13 | 16,00 | 0,503 | 0,330 | 0,253 | 0,220 |
14 | 20,00 | 0,550 | 0,355 | 0,271 | 0,236 |
Индекс | а | б | в | г | |
Примечание. Время на загрузку деталей в ковш с укладкой принимать по карте 12.
T = 0,166 · Q0,4 - I; T = 0,136 · Q0,32 - II;
T = 0,104 · Q0,32 - III; T = 0,096 · Q0,3 - IV.
Печи-ванны | ||||
Закалка, отпуск | ||||
Карта 45 | ||||
Содержание работы | ||||
I. Загрузка. Взять клещи, захватить деталь или связку деталей, закрепить клещи кольцом, поднести к ванне и загрузить. II. Выгрузка. Взять клещи с деталями из ванны, снять кольцо и высыпать детали в тару (или ванну), охладить клещи в воде и отложить. | ||||
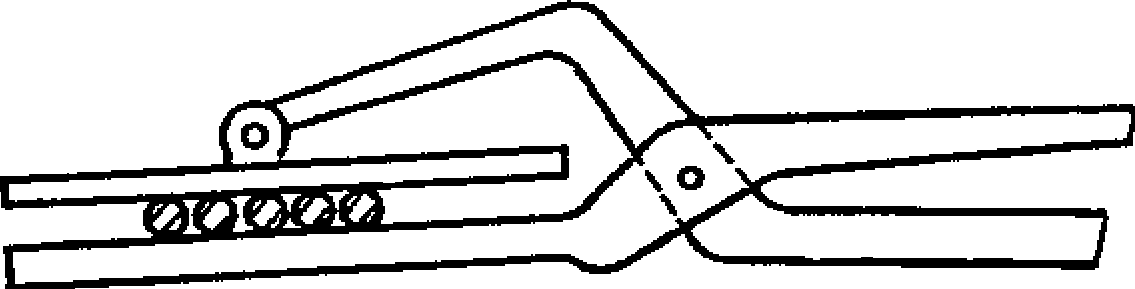 | ||||
N позиции | Масса деталей в одних клещах Q, кг, до | Комплекс приемов | ||
I | II | Итого | ||
Время на одни клещи, мин. | ||||
1 | 1,0 | 0,20 | 0,10 | 0,30 |
2 | 3,0 | 0,30 | 0,15 | 0,45 |
3 | 5,0 | 0,36 | 0,18 | 0,54 |
4 | 8,0 | 0,43 | 0,21 | 0,64 |
5 | 10,0 | 0,47 | 0,23 | 0,70 |
6 | 12,0 | 0,50 | 0,25 | 0,75 |
7 | 16,0 | 0,56 | 0,28 | 0,84 |
8 | 20,0 | 0,60 | 0,30 | 0,90 |
Индекс | а | б | в | |
T = 0,20 · Q0,37 - I;
T = 0,10 · Q0,37 - II.
Термическая и химико-термическая обработка деталей | |||||||
Карта 46 | |||||||
Содержание работы | |||||||
I. Установить деталь, поддон, коробку, приспособление на под печи или на под. II. Загрузить деталь, поддон, коробку, приспособление в печь-ванну или в охлаждающую среду. III Выгрузить деталь, поддон, коробку, приспособление из печи-ванны или из охлаждающей среды. | |||||||
Комплекс приемов | Масса детали, поддона, коробки, приспособления Q, кг, до | ||||||
100 | 200 | 400 | 200 | 1600 | 3200 | 5000 | |
Время, мин. | |||||||
1,0 | 1,05 | 1,15 | 1,20 | 1,25 | 1,35 | 1,50 | |
II | 1,3 | 1,35 | 1,50 | 1,55 | 1,65 | 1,75 | 1,95 |
III | 1,2 | 1,25 | 1,40 | 1,45 | 1,50 | 1,60 | 1,80 |
Индекс | а | б | в | г | д | е | ж |
Примечания: 1. На вызов мостового крана ко времени по карте добавлять 1,3 мин.
2. Время на застропливание или отстропливание деталей принимать по карте 60.
3. Время на транспортировку детали принимать по карте 59.
4. При пересыпании деталей из тары в тару ко времени по карте (прием I) добавлять 0,40 мин.
Промывка деталей | ||||||||||||||
Карта 47 | ||||||||||||||
Содержание работы | ||||||||||||||
I. Вручную. Загрузить приспособление с деталями в ванну. Промыть детали. Выгрузить приспособление на пол. II. Подъемником. Переместить приспособление с деталями, загрузить в ванну. Промыть детали. Выгрузить из ванны. | ||||||||||||||
N позиции | Тип приспособления | Масса приспособления с деталями Q, кг, до | ||||||||||||
0,5 | 0,8 | 1,0 | 2,0 | 3,0 | 5,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 100,0 | свыше 200,0 | ||
Время на одно приспособление, мин. | ||||||||||||||
I. Вручную | ||||||||||||||
1 | Крючки, штыри, проволока, шпилька и др. | 0,11 | 0,120 | 0,13 | 0,16 | 0,18 | 0,20 | 0,23 | 0,25 | 0,26 | 0,28 | 0,30 | - | - |
2 | Корзина, ведро | 0,12 | 0,134 | 0,14 | 0,18 | 0,20 | 0,22 | 0,25 | 0,27 | 0,29 | 0,31 | 0,33 | - | - |
II. Подъемником | - | - | - | - | - | - | - | - | - | - | - | 0,25 | 0,30 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
Примечания: 1. При промывке, загрузке и выгрузке одновременно нескольких приспособлений с деталями следует принимать их массу как массу одного приспособления.
2. Время на застропливание или отстропливание деталей принимать по карте 60.
3. В карте учтено время на промывку одноразовым погружением, при двухразовом погружении применять коэффициент K = 1,75; трехразовом K = 2,5.
T = 0,13 · Q0,28 - I;
T = 0,143 · Q0,28 - II.
Очистка деталей | |||||||
Карта 48 | |||||||
Содержание работы | |||||||
I. Взять деталь из тары, положить на поворотный стол или снять деталь с поворотного стола и положить в тару. II. Перевернуть деталь на столе другой стороной. | |||||||
N позиции | Масса детали Q, кг, до | Прием | N позиции | Масса детали Q, кг, до | Прием | ||
I | II | I | II | ||||
Время, мин. | Время, мин. | ||||||
1 | 0,5 | 0,010 | 0,010 | 9 | 4 | 0,040 | 0,033 |
2 | 0,8 | 0,014 | 0,013 | 10 | 5 | 0,046 | 0,036 |
3 | 1,0 | 0,016 | 0,015 | 11 | 6 | 0,052 | 0,040 |
4 | 1,2 | 0,018 | 0,016 | 12 | 8 | 0,063 | 0,046 |
5 | 1,6 | 0,022 | 0,019 | 13 | 10 | 0,073 | 0,052 |
6 | 2,0 | 0,025 | 0,021 | 14 | 12 | 0,082 | 0,058 |
7 | 2,5 | 0,030 | 0,024 | 15 | 16 | 0,100 | 0,070 |
8 | 3,2 | 0,035 | 0,029 | 16 | 20 | 0,116 | 0,078 |
Индекс | а | б | Индекс | а | б | ||
T = 0,016 · Q0,66 - I;
T = 0,0145 · Q0,56 - II.
Очистка деталей | |||||||||||
Карта 49 | |||||||||||
I. Загрузка скипа барабана | |||||||||||
Содержание работы | |||||||||||
Вручную. Взять деталь из тары, положить ее в ковш скипа. Подъемником, краном. Переместить подъемник, кран к детали, ящику с деталями, застропить деталь (ящик), подать к скипу (до 3 м). Положить деталь в ковш скипа и расстропить, загрузить детали из ящика (перевертыванием). Подать ящик на место и расстропить. | |||||||||||
N позиции | Способ выполнения | Масса детали, кг, до | |||||||||
0,5 | 0,8 | 1,2 | 2,0 | 3,2 | 5,0 | 8,0 | 12,0 | 16,0 | 20,0 | ||
Время, мин. | |||||||||||
1 | Вручную | 0,025 | 0,030 | 0,036 | 0,045 | 0,056 | 0,068 | 0,084 | 0,100 | 0,115 | 0,125 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
N позиции | Способ выполнения | Масса детали (ящика), кг, до | ||||||||
30 | 50 | 80 | 120 | 160 | 200 | 320 | 500 | |||
Время на деталь (ящик), мин. | ||||||||||
2 | Подъемником, краном | поштучно | 0,19 | 0,22 | 0,24 | 0,29 | 0,32 | 0,35 | - | - |
3 | ящиком | - | - | - | 1,25 | 1,35 | 1,45 | 1,62 | 1,80 | |
Индекс | л | м | н | о | п | р | с | т | ||
II. Управление барабаном и механизированная разгрузка
N позиции | Содержание работы | Время на скип, барабан, мин. | |
1 | Управление барабаном | 0,45 | |
2 | Загрузка барабана деталями ковшом скипа | 1,10 | |
3 | Механизированная разгрузка барабана: емкость барабана | до 500 кг | 1,15 |
4 | до 1000 кг | 1,70 | |
Примечание. Время непосредственной очистки деталей в дробеметном барабане устанавливается по технологической карте.
Очистка деталей | |||||||
Карта 50 | |||||||
Содержание работы | |||||||
Взять, загрузить детали в барабан, установить и закрепить крышку на барабане, включить вращение барабана, подачу воздуха и дроби. | |||||||
N позиции | Масса деталей, загружаемых в барабан, Q, кг, до | Масса детали Q, кг, до | |||||
0,5 | 0,8 | 1,2 | 2,0 | 3,2 | 5,0 | ||
Время на барабан, мин. | |||||||
1 | 100 | 4,07 | 3,45 | 3,0 | 2,5 | 2,1 | 1,80 |
2 | 125 | 4,75 | 4,03 | 3,5 | 2,9 | 2,5 | 2,12 |
3 | 160 | 5,65 | 4,79 | 4,2 | 3,5 | 2,9 | 2,50 |
4 | 200 | 6,61 | 5,60 | 4,9 | 4,1 | 3,5 | 2,90 |
5 | 250 | 7,72 | 6,55 | 5,7 | 4,7 | 4,0 | 3,50 |
6 | 320 | 9,18 | 7,78 | 6,8 | 5,6 | 4,8 | 4,10 |
7 | 400 | 10,70 | 9,10 | 7,9 | 6,6 | 5,5 | 4,80 |
8 | 500 | 12,50 | 10,60 | 9,2 | 7,7 | 6,5 | 5,60 |
9 | 600 | 14,30 | 12,10 | 10,5 | 8,8 | 7,4 | 6,40 |
10 | 800 | 17,40 | 14,80 | 12,8 | 10,7 | 9,1 | 7,80 |
11 | 1000 | 20,40 | 17,30 | 15,0 | 12,5 | 10,6 | 9,10 |
Индекс | а | б | в | г | д | е | |
Примечание. Мелкие детали загружаются совком или лопатой.

Очистка деталей | |||||||
Карта 51 | |||||||
Содержание работы | |||||||
Выключить подачу воздуха, дроби и вращение барабана, открепить крышку барабана, снять и отложить, выгрузить детали из барабана в тару. | |||||||
N позиции | Масса деталей, выгружаемых из барабана Q, кг, до | Масса детали q, кг, до | |||||
0,5 | 0,8 | 1,2 | 2,0 | 3,2 | 5,0 | ||
Время на барабан, мин. | |||||||
1 | 100 | 5,1 | 4,3 | 3,7 | 3,13 | 2,60 | 2,30 |
2 | 125 | 5,9 | 5,0 | 4,4 | 3,65 | 3,10 | 2,60 |
3 | 160 | 7,0 | 6,0 | 5,2 | 4,34 | 3,68 | 3,15 |
4 | 200 | 8,2 | 7,0 | 6,0 | 5,10 | 4,29 | 3,67 |
5 | 250 | 9,6 | 8,2 | 7,1 | 5,90 | 5,02 | 4,37 |
6 | 320 | 11,4 | 9,7 | 8,4 | 7,00 | 5,96 | 5,10 |
7 | 400 | 13,3 | 11,3 | 9,8 | 8,20 | 6,97 | 5,96 |
8 | 500 | 15,6 | 13,2 | 11,5 | 9,60 | 8,10 | 6,97 |
9 | 600 | 17,7 | 15,0 | 13,0 | 10,90 | 9,30 | 7,92 |
10 | 800 | 21,7 | 18,4 | 16,0 | 13,30 | 11,30 | 9,69 |
11 | 1000 | 25,3 | 21,5 | 18,6 | 15,60 | 13,20 | 11,30 |
Индекс | а | б | в | г | д | е | |

Очистка деталей | ||||
Карта 52 | ||||
Содержание работы | ||||
Открыть дверцу барабана, взять тару с дробью, засыпать дробь в барабан. | ||||
N позиции | Масса тары с дробью, кг, до | |||
5 | 10 | 15 | 20 | |
Время, мин. | ||||
1 | 0,21 | 0,32 | 0,40 | 0,48 |
Индекс | а | б | в | г |
Наклеп деталей | |||||||||
Карта 53 | |||||||||
Содержание работы | |||||||||
I. Установка шестерни на оправку. Взять оправку, установить на стол, снять диск с оправки, взять шестерни, надеть на оправку, установить диск, закрепить шестерни. Загрузить оправку с шестернями на склиз проходной машины. | |||||||||
N позиции | Количество деталей на оправке N, до | Масса детали Q, кг, до | |||||||
1 | 2 | 3 | 5 | 8 | 12 | 16 | 20 | ||
Время на оправку, мин. | |||||||||
1 | 1 | 0,060 | 0,075 | 0,085 | 0,10 | 0,12 | 0,13 | 0,15 | 0,16 |
2 | 2 | 0,110 | 0,140 | 0,150 | 0,18 | 0,21 | 0,24 | - | - |
3 | 3 | 0,150 | 0,190 | 0,220 | 0,26 | 0,30 | - | - | - |
4 | 4 | 0,190 | 0,240 | 0,280 | 0,33 | - | - | - | - |
5 | 5 | 0,240 | 0,290 | 0,330 | - | - | - | - | - |
6 | 6 | 0,280 | 0,340 | 0,390 | - | - | - | - | - |
7 | 8 | 0,350 | 0,440 | 0,500 | - | - | - | - | - |
8 | 10 | 0,420 | 0,530 | - | - | - | - | - | - |
9 | 12 | 0,500 | - | - | - | - | - | - | - |
10 | 16 | 0,630 | - | - | - | - | - | - | - |
11 | 20 | 0,770 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,06 · Q0,32 · N0,85. | |||||||||
Содержание работы | |||||||||
II. Снятие шестерен с оправки. Взять оправку с шестернями, установить на стол, открепить диск, снять шестерни, уложить в тару, отложить оправку в сторону. | |||||||||
N позиции | Количество деталей на оправке N, до | Масса деталей Q, кг, до | |||||||
1 | 2 | 3 | 5 | 8 | 12 | 16 | 20 | ||
Время на оправку, мин. | |||||||||
1 | 1 | 0,036 | 0,041 | 0,045 | 0,050 | 0,055 | 0,060 | 0,063 | 0,066 |
2 | 2 | 0,065 | 0,075 | 0,081 | 0,090 | 0,098 | 0,110 | - | - |
3 | 3 | 0,092 | 0,110 | 0,110 | 0,130 | 0,140 | - | - | - |
4 | 4 | 0,120 | 0,130 | 0,150 | 0,160 | - | - | - | - |
5 | 5 | 0,140 | 0,160 | 0,180 | - | - | - | - | - |
6 | 6 | 0,170 | 0,190 | 0,210 | - | - | - | - | - |
7 | 8 | 0,210 | 0,240 | 0,260 | - | - | - | - | - |
8 | 10 | 0,250 | 0,290 | - | - | - | - | - | - |
9 | 12 | 0,300 | - | - | - | - | - | - | - |
10 | 16 | 0,380 | - | - | - | - | - | - | - |
11 | 20 | 0,460 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | |
T = 0,036 · Q0,2 · N0,85.
Наклеп деталей | |||||||||
Карта 54 | |||||||||
Содержание работы | |||||||||
I. Установка детали. Взять деталь из тары и установить на оправку поворотного стола. II. Снятие детали. Снять деталь с оправки поворотного стола, уложить в тару. | |||||||||
N позиции | Прием | Масса детали Q, кг, до | |||||||
1 | 2 | 3 | 5 | 8 | 12 | 16 | 20 | ||
Время на деталь, мин. | |||||||||
1 | I. Установка детали | 0,025 | 0,031 | 0,045 | 0,058 | 0,075 | 0,094 | 0,110 | 0,125 |
2 | II. Снятие детали | 0,020 | 0,029 | 0,036 | 0,048 | 0,062 | 0,081 | 0,091 | 0,105 |
Индекс | а | б | в | г | д | е | ж | з | |
Контроль деталей после термической обработки | |||||||||||
Карта 55 | |||||||||||
Содержание работы | |||||||||||
I. Испытание твердости на прессе Бринелля и по методу Роквелла. Взять деталь, поднести к наждачному кругу или станку с войлочным кругом, обточить, установить на приспособление, определить твердость, снять и отложить деталь. II. Проверка твердости напильником. Взять деталь, установить на столе. Взять напильник, проверить твердость детали напильником, отложить деталь на тару. III. Проверка биения в центрах индикатором. Взять деталь, закрепить в центрах, подвести индикатор к проверяемому месту детали, повернуть деталь вокруг своей оси, зафиксировать отклонение, снять деталь с центров, отложить деталь в тару. | |||||||||||
N позиции | Прибор для контроля | Масса детали, кг, до | |||||||||
1 | 2 | 3 | 5 | 8 | 10 | 12 | 16 | 20 | |||
Время, мин. | |||||||||||
1 | I. Пресс Бринелля | 0,17 | 0,22 | 0,25 | 0,30 | 0,36 | 0,39 | 0,41 | 0,46 | 0,50 | |
2 | I. Метод Роквелла | в 1 точке | 0,28 | 0,33 | 0,36 | 0,40 | 0,45 | 0,47 | 0,50 | 0,53 | 0,56 |
3 | в 2 точках | 0,38 | 0,44 | 0,48 | 0,55 | 0,61 | 0,65 | 0,67 | 0,71 | 0,75 | |
4 | в 3 точках | 0,46 | 0,55 | 0,60 | 0,68 | 0,75 | 0,80 | 0,83 | 0,89 | 0,94 | |
5 | II. Напильник | 0,085 | 0,11 | 0,13 | 0,16 | 0,19 | 0,21 | 0,22 | 0,25 | 0,27 | |
6 | III. Индикатор | 0,13 | 0,15 | 0,17 | 0,20 | 0,24 | 0,26 | 0,27 | 0,30 | 0,32 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечание. При массе детали свыше 20 кг испытание твердости производится переносным прибором, время принимается в зависимости от количества проверяемых точек: в 1 точке - 2,4 мин.; в 2 точках - 2,75 мин., в 3 точках - 3,0 мин.
IV. Проверка глубины науглероживанного слоя. Клеймение детали.
N позиции | Содержание работы | Время, мин. | ||
1 | Взять клещи, достать образец из печи, охладить в масле, разрубить образец кувалдой, проверить глубину науглероживанного слоя | 0,70 | ||
2 | Взять крюк, достать образец из печи, охладить в масле, сточить лыску на образце на наждачном круге, смазать лыску кислотой, проверить глубину науглероживанного слоя: | |||
в 1 точке | 2,00 | |||
в 2 точках | 3,00 | |||
3 | Клеймить деталь вручную | на первый знак | 0,08 | |
на каждый последующий | 0,06 | |||
Правка деталей после термической обработки | ||||||||
Карта 56 Лист 1 | ||||||||
Содержание работы | ||||||||
Взять деталь из тары, поднести к правильному прессу, закрепить в центрах, подвести стойку с индикатором к проверяемому месту, повернуть деталь вокруг своей оси, зафиксировать отклонение по индикатору, отвести стойку с индикатором в сторону. Включить пресс, править деталь с поворотами вокруг своей оси, выключить пресс. Подвести стойку с индикатором к проверяемому месту детали, повернуть деталь вокруг, зафиксировать отклонение по индикатору, отвести стойку с индикатором в сторону, освободить деталь из центров и уложить в тару. | ||||||||
N позиции | Вид термообработки | Масса детали, кг, до | Допустимая величина коробления после правки, мм, до | |||||
0,05 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | |||
Время на одну деталь, мин. | ||||||||
1 | Науглероживание | 1,0 | 0,74 | 0,70 | 0,66 | 0,62 | 0,58 | 0,55 |
2 | 1,6 | 0,86 | 0,82 | 0,77 | 0,72 | 0,68 | 0,64 | |
3 | 2,0 | 0,93 | 0,88 | 0,83 | 0,77 | 0,72 | 0,68 | |
4 | 3,0 | 1,05 | 1,00 | 0,96 | 0,90 | 0,84 | 0,80 | |
5 | 5,0 | 1,25 | 1,20 | 1,10 | 1,05 | 0,97 | 0,92 | |
6 | 8,0 | 1,45 | 1,36 | 1,30 | 1,20 | 1,15 | 1,05 | |
7 | 10,0 | 1,55 | 1,45 | 1,35 | 1,30 | 1,20 | 1,15 | |
8 | 12,0 | 1,65 | 1,55 | 1,45 | 1,35 | 1,25 | 1,20 | |
9 | 16,0 | 1,80 | 1,70 | 1,60 | 1,50 | 1,40 | 1,30 | |
10 | 20,0 | 1,90 | 1,80 | 1,70 | 1,60 | 1,50 | 1,40 | |
11 | Закалка и низкий отпуск | 1,0 | 0,60 | 0,55 | 0,51 | 0,47 | 0,43 | 0,40 |
12 | 1,6 | 0,70 | 0,63 | 0,59 | 0,54 | 0,50 | 0,46 | |
13 | 2,0 | 0,74 | 0,68 | 0,64 | 0,58 | 0,54 | 0,50 | |
14 | 3,0 | 0,84 | 0,80 | 0,74 | 0,68 | 0,62 | 0,58 | |
15 | 5,0 | 0,99 | 0,92 | 0,85 | 0,78 | 0,72 | 0,66 | |
16 | 8,0 | 1,15 | 1,05 | 0,98 | 0,90 | 0,84 | 0,78 | |
17 | 10,0 | 1,23 | 1,15 | 1,05 | 0,98 | 0,90 | 0,83 | |
18 | 12,0 | 1,30 | 1,20 | 1,12 | 1,03 | 0,96 | 0,88 | |
19 | 16,0 | 1,40 | 1,32 | 1,25 | 1,12 | 1,05 | 0,96 | |
20 | 20,0 | 1,50 | 1,40 | 1,32 | 1,20 | 1,12 | 1,00 | |
Индекс | а | б | в | г | д | е | ||
Правка стержневых деталей после термической обработки | Правка деталей после термической обработки | |||||||
Карта 56 Лист 2 | ||||||||
N позиции | Вид термообработки | Масса детали, кг, до | Допустимая величина коробления после правки, мм, до | |||||
0,05 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | |||
Время на одну деталь, мин. | ||||||||
21 | Закалка и высокий отпуск | 1,0 | 0,42 | 0,38 | 0,34 | 0,30 | 0,27 | 0,24 |
22 | 1,6 | 0,49 | 0,43 | 0,39 | 0,35 | 0,31 | 0,28 | |
23 | 2,0 | 0,52 | 0,47 | 0,42 | 0,38 | 0,34 | 0,30 | |
24 | 3,0 | 0,59 | 0,54 | 0,49 | 0,43 | 0,39 | 0,35 | |
25 | 5,0 | 0,70 | 0,62 | 0,56 | 0,50 | 0,45 | 0,40 | |
26 | 8,0 | 0,80 | 0,72 | 0,65 | 0,58 | 0,52 | 0,46 | |
27 | 10,0 | 0,86 | 0,78 | 0,70 | 0,62 | 0,56 | 0,50 | |
28 | 12,0 | 0,91 | 0,82 | 0,74 | 0,66 | 0,59 | 0,53 | |
29 | 16,0 | 1,00 | 0,90 | 0,80 | 0,70 | 0,64 | 0,56 | |
30 | 20,0 | 1,05 | 0,96 | 0,87 | 0,77 | 0,70 | 0,62 | |
31 | Отжиг и нормализация | 1,0 | 0,34 | 0,30 | 0,26 | 0,24 | 0,22 | 0,19 |
32 | 1,6 | 0,39 | 0,35 | 0,31 | 0,28 | 0,25 | 0,22 | |
33 | 2,0 | 0,42 | 0,38 | 0,34 | 0,30 | 0,27 | 0,24 | |
34 | 3,0 | 0,48 | 0,43 | 0,39 | 0,34 | 0,31 | 0,28 | |
35 | 5,0 | 0,56 | 0,49 | 0,45 | 0,40 | 0,36 | 0,32 | |
36 | 8,0 | 0,66 | 0,57 | 0,52 | 0,46 | 0,42 | 0,37 | |
37 | 10,0 | 0,70 | 0,63 | 0,56 | 0,50 | 0,45 | 0,40 | |
38 | 12,0 | 0,74 | 0,65 | 0,59 | 0,53 | 0,47 | 0,42 | |
39 | 16,0 | 0,82 | 0,72 | 0,64 | 0,56 | 0,51 | 0,45 | |
40 | 20,0 | 0,87 | 0,77 | 0,70 | 0,62 | 0,56 | 0,50 | |
Индекс | а | б | в | г | д | е | ||
Примечания: 1. В карте дано время на правку детали в одном месте, при правке в двух и более местах время, приведенное в карте, принимается с коэффициентом 1,1.
2. При ручной правке детали время, приведенное в карте, принимать с коэффициентом 1,15.
3. При перемещении и установке деталей на пресс для правки при помощи подъемника ко времени по карте добавлять 0,85 мин.
Правка деталей после термической обработки | ||||
Карта 57 | ||||
Содержание работы | ||||
I. Установка детали. Взять пинцет (клещи), захватить деталь, установить на матрицу, отложить пинцет (клещи), включить пресс. II. Снятие детали. Выключить пресс, взять пинцет (клещи), снять деталь с матрицы пресса, уложить в тару. | ||||
N позиции | Масса детали Q, кг, до | I | II | Итого |
Время на деталь, мин. | ||||
1 | 0,10 | 0,055 | 0,027 | 0,082 |
2 | 0,16 | 0,062 | 0,029 | 0,091 |
3 | 0,25 | 0,070 | 0,032 | 0,102 |
4 | 0,40 | 0,077 | 0,036 | 0,113 |
5 | 0,60 | 0,083 | 0,040 | 0,123 |
6 | 1,00 | 0,094 | 0,045 | 0,139 |
7 | 1,60 | 0,107 | 0,050 | 0,157 |
8 | 2,50 | 0,116 | 0,056 | 0,172 |
9 | 4,00 | 0,126 | 0,062 | 0,188 |
10 | 6,00 | 0,136 | 0,068 | 0,204 |
11 | 10,00 | 0,145 | 0,076 | 0,221 |
12 | 16,00 | 0,174 | 0,086 | 0,260 |
13 | 20,00 | 0,184 | 0,090 | 0,274 |
Индекс | а | б | в | |
Примечание. Время на выдержку детали определять по технологической карте.
T = 0,095 · Q0,23 - I;
T = 0,045 · Q0,23 - II.
Термическая и химико-термическая обработка | ||||
Карта 58 Лист 1 | ||||
N позиции | Наименование приспособления | Содержание работы | Время, мин. | |
Установить | Снять | |||
1 | Сетчатая корзина  | Установить корзину на поддон агрегата | 0,12 | 0,10 |
2 | Две сетчатые корзины  | Установить две сетчатые корзины | 0,20 | 0,20 |
3 | Корзина с разделительной сеткой  | Установить корзину на поддон агрегата и установить сетку в корзину | 0,20 | 0,20 |
Индекс | а | б | ||
Подготовка приспособлений для загрузки деталей в термическое оборудование | Термическая и химико-термическая обработка | |||
Карта 58 Лист 2 | ||||
N позиции | Наименование приспособления | Содержание работы | Время, мин. | |
Установить | Снять | |||
4 | Корзина с двумя разделительными сетками  | Установить корзину на поддон агрегата и установить две разделительные сетки в корзину | 0,25 | 0,25 |
5 | Корзина с тремя разделительными сетками 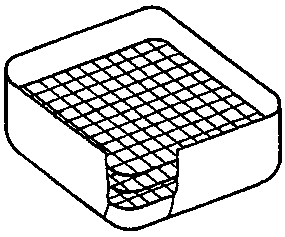 | Установить корзину на поддон агрегата и установить три разделительные сетки в корзину | 0,30 | 0,30 |
6 | Две корзины-сетки на одной стойке 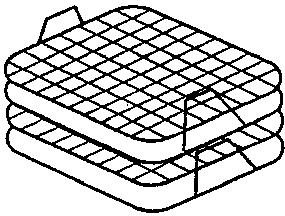 | 1. Установить корзину-сетку 2. Установить направляющую сетки 3. Установить 2-ю корзину-сетку 4. Установить 2-ю направляющую сетки | 0,30 | 0,30 |
7 | Три корзины-сетки на четырех стойках 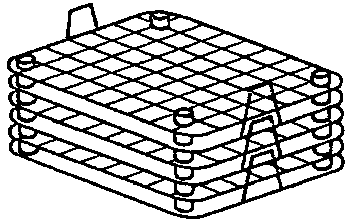 | 1. Установить 4 стойки 2. Установить основную корзину-сетку 3. Установить разделительную сетку 4. Установить 2-ю основную корзину-сетку 5. Установить вторую разделительную сетку 6. Установить 3-ю основную корзину-сетку 7. Установить 3-ю разделительную сетку | 0,65 | 0,55 |
8 | Три сетки на двух гладких пальцах 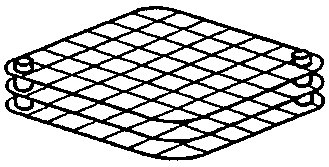 | 1. Установить 2 стойки на поддон агрегата 2. Установить 3 сетки в 3 яруса | 0,36 | 0,26 |
Индекс | а | б | ||
Подготовка приспособлений для загрузки деталей в термическое оборудование | Термическая и химико-термическая обработка | |||
Карта 58 Лист 3 | ||||
N позиции | Наименование приспособления | Содержание работы | Время, мин. | |
Установить | Снять | |||
9 | Четыре сетки на четырех гладких пальцах 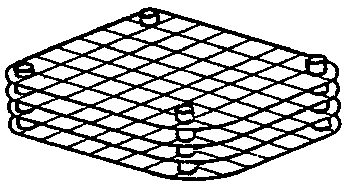 | 1. Установить 4 стойки на поддон агрегата 2. Установить 4 сетки в 4 яруса | 0,60 | 0,45 |
На каждую последующую сетку добавлять время | 0,08 | 0,05 | ||
10 | Решетка целая 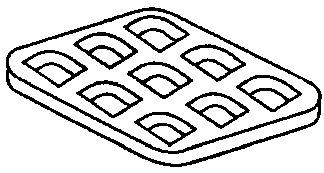 | Установить решетку на поддон агрегата | 0,15 | 0,15 |
11 | Решетка двойная 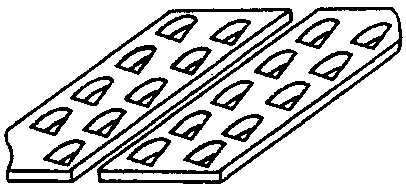 | 1. Установить на поддон агрегата 1-ю половину решетки 2. Установить на поддон агрегата 2-ю половину решетки | 0,30 | 0,30 |
12 | Решетка с верхней сеткой  | 1. Установить решетку на поддон агрегата 2. Установить сетку над решеткой (с подноской до 3 м вручную) | 0,25 | 0,25 |
13 | Решетка с сеткой на 4 стойках 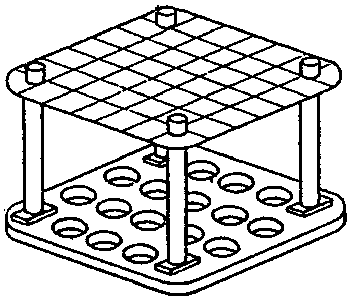 | 1. Установить решетку на поддон агрегата 2. Установить 4 стойки 3. Установить сетку над решеткой | 0,60 | 0,45 |
14 | Решетка с гладкими стойками 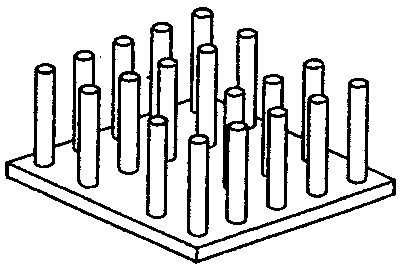 | 1. Установить решетку на поддон агрегата 2. Установить стойки на решетку | 1,80 | 1,40 |
Индекс | а | б | ||
Подготовка приспособлений для загрузки деталей в термическое оборудование | Термическая и химико-термическая обработка | |||
Карта 58 Лист 4 | ||||
N позиции | Наименование приспособления | Содержание работы | Время, мин. | |
Установить | Снять | |||
15 | Сетка на двух стойках 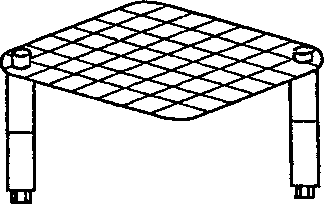 | 1. Взять 2 стойки, ввернуть в поддон 2. Установить втулки на стойки 3. Подвернуть стойки гаечным ключом 4. Установить на 2 стойки сетку | 0,70 | 0,70 |
16 | Решетка на четырех стойках  | 1. Взять 4 стойки, ввернуть в поддон 2. Установить втулки на стойки 3. Подвернуть стойки гаечным ключом 4. Установить на 4 стойки решетку | 1,42 | 1,42 |
17 | Две перекладины на четырех стойках  | 1. Взять 4 стойки, ввернуть в поддон 2. Установить втулки на стойки 3. Установить 2 перекладины на стойки 4. Подвернуть стойки гаечным ключом | 1,05 | 1,05 |
18 | Разделительные обоймы  | Установить разделительную обойму на поддон или между деталями | 0,075 | 0,04 |
19 | Три решетки на шести консольных стойках  | 1. Установить 6 стоек на поддон агрегата 2. Установить сверху на стойки 3 части решетки | 0,80 | 0,64 |
Индекс | а | б | ||
Подготовка приспособлений для загрузки деталей в термическое оборудование | Термическая и химико-термическая обработка | |||
Карта 58 Лист 5 | ||||
N позиции | Наименование приспособления | Содержание работы | Время, мин. | |
Установить | Снять | |||
20 | Девять перекладин на девяти консольных стойках 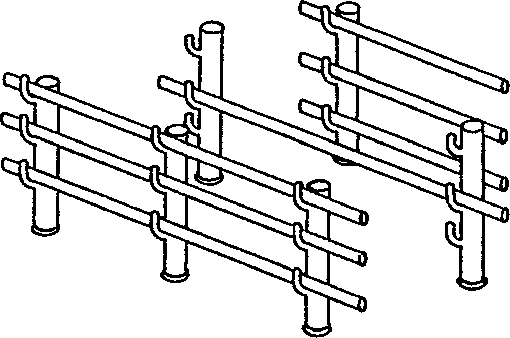 | 1. Установить 9 стоек на поддон агрегата 2. Установить на стойки 9 перекладин | 1,80 | 1,00 |
21 | Восемнадцать перекладин на девяти консольных стойках 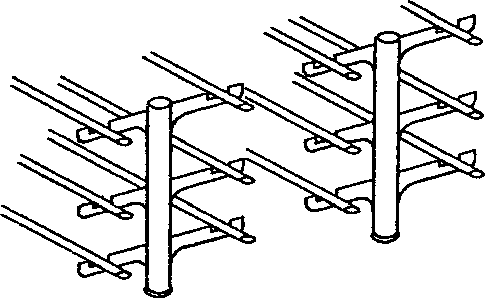 | 1. Установить 9 стоек на поддон агрегата 2. Установить на стойки 18 перекладин На каждую последующую перекладину добавлять время | 1,80 | 1,60 |
0,08 | 0,07 | |||
22 | Скалочное 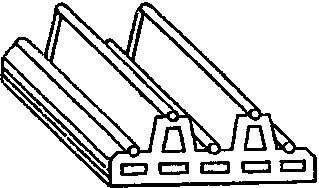 | 1. Подвести тельфер к скалочному приспособлению 2. Зацепить приспособление и установить на поддон 3. Отвести тельфер | 0,90 | 0,90 |
23 | Каркасное  | Установить каркас на поддон На каждый последующий каркас добавлять время | 0,25 | 0,25 |
0,12 | 0,10 | |||
Индекс | а | б | ||
Примечание. В карте предусмотрено перемещение приспособлений до 5 метров, при большем расстоянии на каждый последующий метр добавлять:
вручную - 0,02 мин.,
подъемником - 0,03 мин.
Транспортировка деталей | ||||||
Карта 59 Лист 1 | ||||||
N позиции | Тип механизма | Грузоподъемность, кг | Скорость, м/мин. | Время на 1 м, мин. | ||
подъема | перемещения | подъема | перемещения | |||
1 | Тали электрические, тельферы, кран-балки с тельфером, пневмоподъемники | 125 | 12 | Ручная | 0,08 - 0,07 | - |
2 | 250 | 8 | 0,13 | |||
3 | 9 | 0,11 | ||||
4 | 18 - 20 | 0,06 - 0,05 | ||||
5 | 500 | 3 | 0,33 | |||
6 | 8 | 18,5 | 0,13 | |||
7 | 30 | 0,03 | ||||
8 | 8,5 | Ручная | 0,12 | |||
9 | 12 - 16 | 27,5 - 31 | 0,08 - 0,06 | 0,04 - 0,03 | ||
10 | 750 | 8 | 30 | 0,13 | 0,03 | |
11 | 1000 | 6 | 20 | 0,17 | 0,05 | |
12 | 7,5 | 30 | 0,13 | 0,03 | ||
13 | 8 | Ручная | 0,13 | 0,05 | ||
14 | 20 | |||||
15 | 30 | 0,03 | ||||
16 | 32 | 0,03 | ||||
17 | 34 | 0,03 | ||||
18 | 1500 | 8 | Ручная | 0,13 | ||
19 | 2000 | 7,5 | 30 | 0,13 | 0,03 | |
20 | 8 | 20 | 0,13 | 0,05 | ||
21 | 28 | 0,04 | ||||
22 | 30 | 0,03 | ||||
22 | ||||||
23 | 3000 | 8 | 20 | - | 0,05 | |
24 | 30 | 0,13 | ||||
Индекс | а | б | ||||
Транспортировка деталей подъемно-транспортными механизмами | Транспортировка деталей | |||||||
Карта 59 Лист 2 | ||||||||
N позиции | Тип механизма | Грузоподъемность, кг | Скорость перемещения, м/мин. | Время перемещения на 1 м, мин. | ||||
подъема | поперечного (тележки) | продольного (крана) | подъема | поперечного (тележки) | продольного (крана) | |||
25 | Мостовые краны | 3000 | 3,2 | 26,5 | 45,0 | 0,31 | 0,04 | 0,02 |
26 | 5,0 | 9,5 | 48,0 | 0,20 | 0,11 | 0,02 | ||
27 | 9,0 | 32,0 | 50,0 | 0,11 | 0,03 | 0,02 | ||
28 | 11,0 | 40,0 | 28,5 | 0,09 | 0,03 | 0,01 | ||
29 | 5000 | 10,7 | 38,0 | 108,0 | 0,09 | 0,03 | 0,01 | |
30 | 38,1 | 48,0 | 0,02 | |||||
31 | 39,2 | 89,0 | 0,01 | |||||
32 | 40,0 | 80,0 | 0,01 | |||||
33 | 11,0 | 40,0 | 88,0 | 0,01 | ||||
34 | 95,0 | 0,01 | ||||||
35 | 11,8 | 38,0 | 65,0 | 0,09 | 0,03 | 0,02 | ||
36 | 11,9 | 38,6 | 81,0 | 0,08 | 0,01 | |||
37 | 12,0 | 29,0 | 48,0 | 0,08 | 0,04 | 0,02 | ||
38 | 60,0 | 100,0 | 0,02 | 0,01 | ||||
39 | 20,0 | 38,0 | 30,0 | 0,05 | 0,03 | 0,03 | ||
40 | 22,0 | 40,0 | 108,0 | 0,05 | 0,03 | 0,01 | ||
41 | 23,0 | 41,0 | 108,0 | 0,04 | 0,02 | |||
42 | 24,0 | 126,0 | 0,04 | 0,02 | ||||
43 | 38,0 | 55,0 | 100,0 | 0,03 | 0,02 | 0,01 | ||
44 | 38,6 | 38,1 | 0,03 | |||||
45 | 44,0 | 47,5 | 0,02 | 0,02 | ||||
46 | 7500 | 8,0 | 40,0 | 62,5 | 0,13 | 0,03 | 0,02 | |
47 | 10000 | 7,7 | 40,7 | 85,5 | 0,13 | 0,03 | 0,01 | |
48 | 94,0 | 0,01 | ||||||
49 | 71,4 | 40,7 | 0,01 | 0,03 | ||||
50 | 9,1 | 42,3 | 48,0 | 0,11 | 0,02 | 0,02 | ||
51 | 10,0 | 40,0 | 85,0 | 0,10 | 0,03 | 0,01 | ||
52 | 40,0 | 100,0 | 0,01 | |||||
53 | 10,8 | 46,0 | 102,6 | 0,09 | 0,02 | 0,01 | ||
54 | 12,6 | 42,5 | 100,0 | 0,08 | 0,20 | 0,01 | ||
55 | 14,1 | 47,5 | 0,07 | 0,02 | ||||
56 | 14,7 | 0,07 | ||||||
Индекс | а | б | ||||||
Транспортировка деталей подъемно-транспортными механизмами | Транспортировка деталей | ||
Карта 59 Лист 3 | |||
N позиции | Передвижение подъемников вручную | Время на 1 м перемещения, мин. | |
57 | Без груза | 0,02 | |
58 | По монорельсу с грузом | По прямой | 0,03 |
59 | По кривой (окружности) | 0,05 | |
Примечание. На прием "включить" или "выключить подъемник" добавлять 0,015 мин.
Транспортировка деталей | ||||
Карта 60 | ||||
N позиции | Способ застропливания | Количество крюков, захватов | Застропливание | Отстропливание |
Время, мин. | ||||
1 | Крюком | 1 | 0,05 | 0,04 |
2 | 2 | |||
3 | 3 | 0,11 | 0,09 | |
4 | 4 | 0,13 | 0,10 | |
5 | Захватом | 1 | 0,09 | 0,06 |
6 | 2 | 0,11 | 0,08 | |
7 | 3 | 0,13 | 0,10 | |
8 | 4 | 0,15 | 0,12 | |
9 | Тросом | 1 | 0,10 | 0,07 |
10 | 2 | 0,13 | 0,10 | |
Индекс | а | б | ||
Примечание. В случае застропливания или отстропливания горячих деталей и коробок ко времени, приведенному в карте, применять коэффициент 1,7.
Транспортировка деталей | |||||||||||||||
Карта 61 | |||||||||||||||
Содержание работы | |||||||||||||||
I. Переноска груза. Подойти, взять груз, перенести, положить на место. II. Перевозка груза на тележке. Взяться за тележку и переместить груз по цеху. | |||||||||||||||
N позиции | Масса груза кг, до | Расстояние переноски, м, до | |||||||||||||
3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | ||
Время, мин. | |||||||||||||||
I | |||||||||||||||
1 | 5 | 0,11 | 0,14 | 0,17 | 0,20 | 0,25 | 0,30 | 0,35 | 0,45 | 0,55 | 0,66 | 0,84 | 1,0 | 1,2 | 1,4 |
2 | 10 | 0,12 | 0,16 | 0,19 | 0,23 | 0,28 | 0,34 | 0,40 | 0,51 | 0,62 | 0,74 | 0,94 | 1,1 | 1,3 | 1,5 |
3 | 20 | 0,14 | 0,18 | 0,21 | 0,26 | 0,32 | 0,39 | 0,45 | 0,58 | 0,70 | 0,84 | 1,05 | 1,2 | 1,5 | 1,7 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |
N позиции | Масса груза кг, до | Расстояние перемещения, м, до | |||||||
10 | 20 | 30 | 40 | 50 | 70 | 100 | На каждые последующие 10 м добавлять | ||
Время, мин. | |||||||||
II | |||||||||
4 | Без груза | 0,17 | 0,33 | 0,49 | 0,65 | 0,81 | 1,12 | 1,60 | 0,16 |
5 | 50 | 0,23 | 0,43 | 0,65 | 0,83 | 1,03 | 1,43 | 2,03 | 0,20 |
6 | 100 | 0,26 | 0,48 | 0,60 | 0,82 | 1,05 | 1,50 | 2,20 | 0,22 |
7 | 200 | 0,29 | 0,54 | 0,79 | 1,04 | 1,29 | 1,79 | 2,55 | 0,25 |
Индекс | п | р | с | т | у | ф | х | ц | |
Примечание. При транспортировке тележки с грузом по рельсовому пути время по карте принимать с коэффициентом 0,7.
Транспортировка деталей | |||||
Карта 62 | |||||
Содержание работы | |||||
Подойти к рольгангу, взяться за поддон с деталями и переместить по рольгангу поддон с деталями. | |||||
N позиции | Масса поддона с деталями кг, до | Расстояние перемещения, м, до | |||
2 | 3 | 4 | 5 | ||
Время, мин. | |||||
1 | 12 | 0,027 | 0,034 | 0,042 | 0,052 |
2 | 20 | 0,031 | 0,039 | 0,048 | 0,059 |
3 | 32 | 0,035 | 0,044 | 0,055 | 0,066 |
4 | 50 | 0,037 | 0,046 | 0,058 | 0,071 |
5 | 80 | 0,044 | 0,056 | 0,070 | 0,085 |
6 | 120 | 0,049 | 0,062 | 0,077 | 0,095 |
7 | 200 | 0,056 | 0,071 | 0,088 | 0,100 |
Индекс | а | б | в | г | |
ПРИ ЗАКАЛКЕ ТВЧ
Закалка ТВЧ | ||||||||
Карта 63 Лист 1 | ||||||||
Содержание работы | ||||||||
Взять деталь, установить на плоскость, закрепить в приспособлении или держать в руках. Переместить деталь к индуктору и отцентровать в нем. Включить и выключить генераторную установку кнопкой. Включить и выключить охлаждение детали, снять деталь и положить в тару. | ||||||||
N позиции | Способ установки детали | Масса детали, кг, до | Количество закаливаемых деталей в партии, шт., до | |||||
3 | 10 | 50 | 100 | 200 и свыше | ||||
1 | На оправку | без крепления 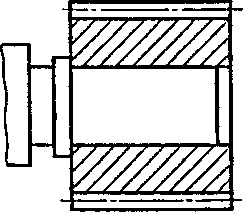 | 0,1 | 0,1 | 0,07 | 0,06 | 0,05 | 0,04 |
2 | 0,3 | 0,11 | 0,10 | 0,07 | 0,06 | 0,05 | ||
3 | 0,5 | 0,13 | 0,11 | 0,08 | 0,07 | 0,06 | ||
4 | 1,0 | 0,15 | 0,12 | 0,09 | 0,08 | 0,07 | ||
5 | 2,0 | 0,17 | 0,14 | 0,10 | 0,09 | 0,08 | ||
6 | 4,0 | 0,20 | 0,16 | 0,11 | 0,10 | 0,09 | ||
7 | 8,0 | 0,23 | 0,19 | 0,14 | 0,13 | 0,11 | ||
8 | 16,0 | 0,27 | 0,22 | 0,17 | 0,15 | 0,13 | ||
9 | 20,0 | 0,28 | 0,24 | 0,18 | 0,16 | 0,14 | ||
10 | с креплением 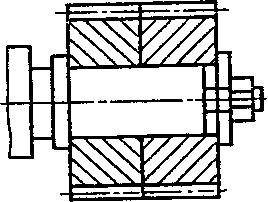 | 0,1 | 0,13 | 0,10 | 0,08 | 0,07 | 0,06 | |
11 | 0,3 | 0,16 | 0,13 | 0,10 | 0,09 | 0,08 | ||
12 | 0,5 | 0,18 | 0,15 | 0,11 | 0,10 | 0,08 | ||
13 | 1,0 | 0,21 | 0,17 | 0,13 | 0,12 | 0,10 | ||
14 | 2,0 | 0,24 | 0,20 | 0,15 | 0,13 | 0,12 | ||
15 | 4,0 | 0,28 | 0,23 | 0,18 | 0,16 | 0,14 | ||
16 | 8,0 | 0,33 | 0,27 | 0,20 | 0,18 | 0,16 | ||
17 | 16,0 | 0,38 | 0,32 | 0,24 | 0,21 | 0,19 | ||
18 | 20,0 | 0,40 | 0,34 | 0,25 | 0,22 | 0,20 | ||
19 | В отверстие или гнездо |  | 0,1 | 0,12 | 0,10 | 0,06 | 0,05 | 0,04 |
20 | 0,3 | 0,14 | 0,12 | 0,08 | 0,06 | 0,05 | ||
21 | 0,5 | 0,17 | 0,14 | 0,10 | 0,07 | 0,06 | ||
22 | 1,0 | 0,20 | 0,16 | 0,12 | 0,09 | 0,07 | ||
23 | 2,0 | 0,23 | 0,19 | 0,14 | 0,10 | 0,08 | ||
24 | 4,0 | 0,27 | 0,23 | 0,17 | 0,12 | 0,09 | ||
25 | 8,0 | 0,31 | 0,26 | 0,19 | 0,14 | 0,11 | ||
26 | 16,0 | 0,36 | 0,30 | 0,22 | 0,17 | 0,13 | ||
27 | 20,0 | 0,38 | 0,32 | 0,24 | 0,18 | 0,14 | ||
28 | На поворотном столе или плите с креплением | 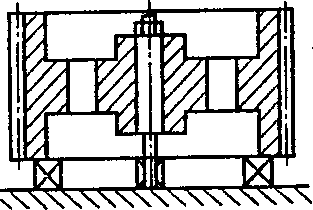 | 0,1 | - | 0,32 | 0,26 | 0,22 | 0,18 |
29 | 0,3 | - | 0,37 | 0,30 | 0,26 | 0,21 | ||
30 | 0,5 | - | 0,42 | 0,34 | 0,29 | 0,24 | ||
31 | 1,0 | - | 0,47 | 0,38 | 0,32 | 0,27 | ||
32 | 2,0 | - | 0,53 | 0,43 | 0,37 | 0,30 | ||
33 | 4,0 | - | 0,59 | 0,48 | 0,41 | 0,34 | ||
34 | 8,0 | - | 0,65 | 0,53 | 0,45 | 0,37 | ||
35 | 16,0 | - | 0,80 | 0,65 | 0,55 | 0,46 | ||
36 | 20,0 | - | 0,87 | 0,71 | 0,60 | 0,50 | ||
Индекс | а | б | в | г | д | |||
Установка детали и снятие ее вручную | Закалка ТВЧ | |||||||||
Карта 63 Лист 2 | ||||||||||
N позиции | Способ установки детали | Масса детали, кг, до | Количество закаливаемых деталей в партии, шт., до | |||||||
3 | 10 | 50 | 100 | 200 и свыше | ||||||
37 | На плоскость | 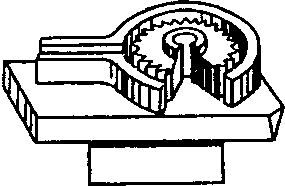 | 0,1 | 0,08 | 0,07 | 0,05 | 0,03 | 0,02 | ||
38 | 0,3 | 0,10 | 0,09 | 0,06 | 0,04 | 0,03 | ||||
39 | 0,5 | 0,12 | 0,10 | 0,07 | 0,05 | 0,04 | ||||
40 | 1,0 | 0,14 | 0,11 | 0,08 | 0,06 | 0,05 | ||||
41 | 2,0 | 0,16 | 0,13 | 0,10 | 0,07 | 0,06 | ||||
42 | 4,0 | 0,19 | 0,16 | 0,12 | 0,08 | 0,07 | ||||
43 | 8,0 | 0,22 | 0,18 | 0,13 | 0,10 | 0,08 | ||||
44 | 16,0 | 0,25 | 0,21 | 0,15 | 0,12 | 0,09 | ||||
45 | 20,0 | 0,27 | 0,23 | 0,17 | 0,13 | 0,10 | ||||
46 | В центрах | Неразъемный индуктор | Винтовое крепление | 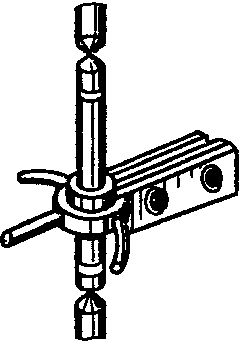 | 0,1 | 0,20 | 0,15 | 0,13 | 0,12 | 0,08 |
47 | 0,3 | 0,22 | 0,18 | 0,15 | 0,13 | 0,09 | ||||
48 | 0,5 | 0,25 | 0,21 | 0,17 | 0,14 | 0,10 | ||||
49 | 1,0 | 0,29 | 0,24 | 0,20 | 0,16 | 0,12 | ||||
50 | 2,0 | 0,33 | 0,28 | 0,23 | 0,18 | 0,14 | ||||
51 | 4,0 | 0,39 | 0,32 | 0,27 | 0,21 | 0,16 | ||||
52 | 8,0 | 0,45 | 0,37 | 0,31 | 0,25 | 0,19 | ||||
53 | 16,0 | 0,52 | 0,42 | 0,35 | 0,28 | 0,21 | ||||
54 | 20,0 | 0,54 | 0,45 | 0,38 | 0,30 | 0,22 | ||||
55 | Пневматическое крепление | 0,1 | 0,17 | 0,13 | 0,12 | 0,08 | 0,06 | |||
56 | 0,3 | 0,19 | 0,15 | 0,14 | 0,10 | 0,07 | ||||
57 | 0,5 | 0,21 | 0,17 | 0,15 | 0,11 | 0,08 | ||||
58 | 1,0 | 0,24 | 0,20 | 0,17 | 0,13 | 0,10 | ||||
59 | 2,0 | 0,27 | 0,23 | 0,19 | 0,15 | 0,12 | ||||
60 | 4,0 | 0,32 | 0,26 | 0,22 | 0,17 | 0,13 | ||||
61 | 8,0 | 0,37 | 0,31 | 0,26 | 0,21 | 0,16 | ||||
62 | 16,0 | 0,43 | 0,35 | 0,29 | 0,23 | 0,17 | ||||
63 | 20,0 | 0,45 | 0,37 | 0,32 | 0,25 | 0,18 | ||||
64 | Разъемный индуктор | Винтовое крепление |  | 0,1 | 0,23 | 0,18 | 0,14 | 0,12 | 0,09 | |
65 | 0,3 | 0,26 | 0,20 | 0,16 | 0,14 | 0,11 | ||||
66 | 0,5 | 0,30 | 0,24 | 0,18 | 0,15 | 0,12 | ||||
67 | 1,0 | 0,34 | 0,27 | 0,21 | 0,17 | 0,14 | ||||
68 | 2,0 | 0,39 | 0,31 | 0,24 | 0,19 | 0,16 | ||||
69 | 4,0 | 0,44 | 0,35 | 0,27 | 0,22 | 0,18 | ||||
70 | 8,0 | 0,50 | 0,40 | 0,31 | 0,25 | 0,21 | ||||
71 | 16,0 | 0,57 | 0,45 | 0,36 | 0,28 | 0,24 | ||||
72 | 20,0 | 0,60 | 0,47 | 0,38 | 0,30 | 0,25 | ||||
73 | Пневматическое крепление | 0,1 | 0,21 | 0,17 | 0,11 | 0,12 | 0,08 | |||
74 | 0,3 | 0,23 | 0,19 | 0,13 | 0,13 | 0,09 | ||||
75 | 0,5 | 0,26 | 0,21 | 0,15 | 0,14 | 0,10 | ||||
76 | 1,0 | 0,30 | 0,24 | 0,18 | 0,15 | 0,12 | ||||
77 | 2,0 | 0,34 | 0,27 | 0,21 | 0,16 | 0,14 | ||||
78 | 4,0 | 0,38 | 0,30 | 0,23 | 0,19 | 0,16 | ||||
79 | 8,0 | 0,43 | 0,35 | 0,27 | 0,22 | 0,18 | ||||
80 | 16,0 | 0,50 | 0,39 | 0,31 | 0,24 | 0,21 | ||||
81 | 20,0 | 0,52 | 0,41 | 0,47 | 0,26 | 0,22 | ||||
Индекс | а | б | в | г | д | |||||
Установка и снятие детали вручную | Закалка ТВЧ | ||||||||
Карта 63 Лист 3 | |||||||||
N позиции | Способ установки деталей | Масса кг, до | Количество закаливаемых деталей в партии, шт., до | ||||||
3 | 10 | 50 | 100 | 200 и свыше | |||||
Время на одну деталь, мин. | |||||||||
82 | В патроне | с зажимом ключом | 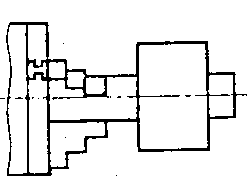 | 0,1 | 0,13 | 0,11 | 0,09 | 0,08 | 0,06 |
83 | 0,3 | 0,14 | 0,12 | 0,10 | 0,09 | 0,07 | |||
84 | 0,5 | 0,17 | 0,15 | 0,12 | 0,10 | 0,08 | |||
85 | 1,0 | 0,20 | 0,17 | 0,14 | 0,12 | 0,10 | |||
86 | 2,0 | 0,24 | 0,21 | 0,17 | 0,14 | 0,12 | |||
87 | 4,0 | 0,28 | 0,25 | 0,20 | 0,17 | 0,14 | |||
88 | 8,0 | 0,31 | 0,27 | 0,22 | 0,19 | 0,15 | |||
89 | 16,0 | 0,38 | 0,33 | 0,27 | 0,23 | 0,19 | |||
90 | 20,0 | 0,44 | 0,38 | 0,31 | 0,26 | 0,22 | |||
91 | с зажимом ключом и с поджатием центром | 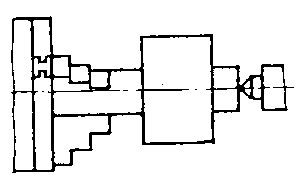 | 0,1 | 0,21 | 0,18 | 0,15 | 0,13 | 0,11 | |
92 | 0,3 | 0,24 | 0,21 | 0,17 | 0,14 | 0,12 | |||
93 | 0,5 | 0,26 | 0,22 | 0,18 | 0,15 | 0,13 | |||
94 | 1,0 | 0,28 | 0,25 | 0,20 | 0,17 | 0,14 | |||
95 | 2,0 | 0,33 | 0,28 | 0,23 | 0,20 | 0,16 | |||
96 | 4,0 | 0,37 | 0,32 | 0,26 | 0,22 | 0,18 | |||
97 | 8,0 | 0,41 | 0,36 | 0,29 | 0,25 | 0,20 | |||
98 | 16,0 | 0,52 | 0,46 | 0,37 | 0,31 | 0,26 | |||
20,0 | 0,61 | 0,53 | 0,43 | 0,37 | 0,30 | ||||
99 | |||||||||
100 | с пневматическим (гидравлическим) зажимом или в магнитном патроне | 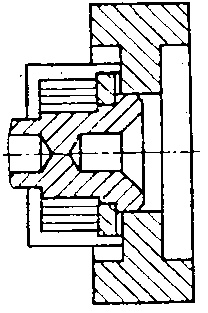 | 0,1 | 0,09 | 0,07 | 0,06 | 0,05 | 0,04 | |
101 | 0,3 | 0,10 | 0,09 | 0,07 | 0,06 | 0,05 | |||
102 | 0,5 | 0,11 | 0,10 | 0,08 | 0,07 | 0,06 | |||
103 | 1,0 | 0,13 | 0,11 | 0,09 | 0,08 | 0,07 | |||
104 | 2,0 | 0,17 | 0,15 | 0,12 | 0,10 | 0,08 | |||
105 | |||||||||
4,0 | 0,20 | 0,17 | 0,14 | 0,12 | 0,10 | ||||
106 | 8,0 | 0,24 | 0,21 | 0,17 | 0,14 | 0,12 | |||
107 | 16,0 | 0,31 | 0,27 | 0,22 | 0,19 | 0,15 | |||
108 | 20,0 | 0,37 | 0,32 | 0,26 | 0,22 | 0,18 | |||
109 | В руках |  | 0,1 | 0,051 | 0,044 | 0,036 | 0,031 | 0,025 | |
110 | 0,3 | 0,064 | 0,055 | 0,045 | 0,038 | 0,032 | |||
111 | 0,5 | 0,080 | 0,069 | 0,056 | 0,048 | 0,039 | |||
112 | 1,0 | 0,089 | 0,077 | 0,063 | 0,054 | 0,044 | |||
113 | 2,0 | 0,102 | 0,089 | 0,072 | 0,061 | 0,050 | |||
114 | 4,0 | 0,128 | 0,111 | 0,090 | 0,077 | 0,063 | |||
115 | 8,0 | 0,142 | 0,123 | 0,100 | 0,085 | 0,070 | |||
116 | В клещах |  | 0,1 | 0,115 | 0,100 | 0,081 | 0,069 | 0,057 | |
117 | 0,3 | 0,128 | 0,111 | 0,090 | 0,077 | 0,063 | |||
118 | 0,5 | 0,160 | 0,139 | 0,113 | 0,096 | 0,079 | |||
1,0 | 0,179 | 0,155 | 0,126 | 0,107 | 0,088 | ||||
119 | 2,0 | 0,192 | 0,166 | 0,135 | 0,115 | 0,095 | |||
121 | 4,0 | 0,256 | 0,221 | 0,180 | 0,153 | 0,126 | |||
Индекс | а | б | в | г | д | ||||
Закалка ТВЧ | |||||||||
Карта 64 Лист 1 | |||||||||
Содержание работы | |||||||||
Застропить деталь, поднять деталь при помощи мостового крана или подъемника и установить на плоскость, оправку или в приспособление и закрепить. Отстропить деталь, переместить деталь к индуктору и отцентровать в нем. Включить и выключить генераторную установку кнопкой, включить и выключить охлаждение детали. Застропить деталь, переместить на складское место и отстропить. | |||||||||
N позиции | Способ установки детали | Масса детали, кг, до | Количество закаливаемых деталей в партии, шт., до | ||||||
3 | 10 | 50 | 100 | 200 и свыше | |||||
Время на одну деталь, мин. | |||||||||
1 | Плоскость без крепления |  | 100 | 2,43 | 2,10 | 1,71 | 1,45 | 1,20 | |
2 | 250 | 2,91 | 2,52 | 2,05 | 1,74 | 1,44 | |||
3 | 500 | 3,35 | 2,90 | 2,36 | 2,01 | 1,65 | |||
4 | 1000 | 3,85 | 3,33 | 2,71 | 2,30 | 1,90 | |||
5 | 2000 | 4,42 | 3,82 | 3,11 | 2,64 | 2,18 | |||
6 | 4000 | 5,07 | 4,39 | 3,57 | 3,03 | 2,50 | |||
7 | 8000 | 5,82 | 5,04 | 4,10 | 3,50 | 2,87 | |||
8 | 16000 | 6,69 | 5,79 | 4,71 | 4,00 | 3,30 | |||
9 | 32000 | 7,68 | 6,65 | 5,41 | 4,60 | 3,79 | |||
10 | На поворотном столе с креплением | болтами и планками |  | 100 | 3,56 | 3,09 | 2,51 | 2,13 | 1,76 |
11 | 250 | 4,29 | 3,71 | 3,02 | 2,57 | 2,11 | |||
12 | 500 | 4,93 | 4,27 | 3,47 | 2,95 | 2,43 | |||
13 | 1000 | 5,65 | 4,90 | 3,98 | 3,38 | 2,77 | |||
14 | 2000 | 6,49 | 5,62 | 4,57 | 3,88 | 3,20 | |||
15 | 4000 | 7,43 | 6,43 | 5,23 | 4,45 | 3,66 | |||
16 | 8000 | 8,56 | 7,42 | 6,03 | 5,13 | 4,22 | |||
17 | 16000 | 9,84 | 8,52 | 6,93 | 5,89 | 4,85 | |||
18 | 32000 | 11,3 | 9,79 | 7,96 | 6,77 | 5,57 | |||
19 | кулачками |  | 100 | 3,58 | 3,10 | 2,52 | 2,14 | 1,76 | |
20 | 250 | 4,30 | 3,73 | 3,03 | 2,58 | 2,12 | |||
21 | 500 | 4,94 | 4,28 | 3,48 | 2,96 | 2,44 | |||
22 | 1000 | 5,68 | 4,92 | 4,00 | 3,40 | 2,80 | |||
23 | 2000 | 6,53 | 5,66 | 4,60 | 3,91 | 3,22 | |||
24 | 4000 | 7,50 | 6,49 | 5,28 | 4,49 | 3,70 | |||
Индекс | а | б | в | г | д | ||||
Установка и снятие деталей при помощи подъемно-транспортных механизмов | Закалка ТВЧ | |||||||||
Карта 64 Лист 2 | ||||||||||
N позиции | Способ установки детали | Масса детали, кг, до | Количество закаливаемых деталей в партии, шт., до | |||||||
3 | 10 | 50 | 100 | 200 и свыше | ||||||
Время на одну деталь, мин. | ||||||||||
25 | В центрах | Неразъемный индуктор | Винтовое крепление |  | 100 | 3,20 | 2,7 | 2,20 | 1,80 | 1,60 |
26 | 250 | 3,60 | 3,1 | 2,50 | 2,10 | 1,80 | ||||
27 | 500 | 4,00 | 3,4 | 2,70 | 2,30 | 1,90 | ||||
28 | 1000 | 4,40 | 3,8 | 3,00 | 2,60 | 2,20 | ||||
29 | 2000 | 5,00 | 4,1 | 3,40 | 2,90 | 2,46 | ||||
30 | 4000 | 5,60 | 4,6 | 3,81 | 3,25 | 2,76 | ||||
31 | Пневматическое крепление | 100 | 2,60 | 2,2 | 1,80 | 1,40 | 1,30 | |||
32 | 250 | 2,90 | 2,5 | 2,00 | 1,70 | 1,40 | ||||
33 | 500 | 3,20 | 2,7 | 2,20 | 1,80 | 1,50 | ||||
34 | 1000 | 3,50 | 3,0 | 3,40 | 2,10 | 1,80 | ||||
35 | 2000 | 4,00 | 3,3 | 2,70 | 2,30 | 2,00 | ||||
36 | 4000 | 4,44 | 3,7 | 3,00 | 2,60 | 2,20 | ||||
37 | Разъемный индуктор | Винтовое крепление |  | 100 | 3,50 | 3,0 | 2,40 | 2,00 | 1,70 | |
38 | 250 | 4,00 | 3,4 | 2,70 | 2,30 | 2,00 | ||||
39 | 500 | 4,40 | 3,7 | 3,00 | 2,50 | 2,10 | ||||
40 | 1000 | 4,80 | 4,2 | 3,30 | 2,90 | 2,40 | ||||
41 | 2000 | 5,50 | 4,5 | 3,70 | 3,20 | 2,70 | ||||
42 | 4000 | 6,20 | 5,1 | 4,20 | 3,60 | 3,10 | ||||
43 | Пневматическое крепление | 100 | 2,80 | 2,4 | 1,90 | 1,60 | 1,40 | |||
44 | 250 | 3,20 | 2,7 | 2,20 | 1,80 | 1,60 | ||||
45 | 500 | 3,50 | 3,0 | 2,40 | 2,00 | 1,70 | ||||
46 | 1000 | 3,80 | 3,4 | 2,60 | 2,30 | 1,90 | ||||
47 | 2000 | 4,40 | 3,6 | 3,00 | 2,60 | 2,15 | ||||
48 | 4000 | 5,08 | 4,1 | 3,39 | 2,94 | 2,43 | ||||
Индекс | а | б | в | г | д | |||||
Установка и снятие деталей при помощи подъемно-транспортных механизмов | Закалка ТВЧ | |||||||||
Карта 64 Лист 3 | ||||||||||
N позиции | Способ установки детали | Масса детали, кг, до | Количество закаливаемых деталей в партии, шт., до | |||||||
3 | 10 | 50 | 100 | 200 и свыше | ||||||
Время на одну деталь, мин. | ||||||||||
49 | В центрах | с хомутом или в кулачках патрона | вертикально |  | 100 | 4,35 | 3,76 | 3,06 | 2,60 | 2,14 |
50 | 250 | 4,71 | 4,08 | 3,32 | 2,82 | 2,32 | ||||
51 | 500 | 5,20 | 4,50 | 3,66 | 3,11 | 2,56 | ||||
1000 | 6,65 | 5,76 | 4,68 | 3,98 | 3,28 | |||||
52 | ||||||||||
2000 | 8,21 | 7,11 | 5,78 | 4,91 | 4,05 | |||||
53 | ||||||||||
4000 | 9,63 | 8,43 | 6,85 | 5,82 | 4,80 | |||||
54 | ||||||||||
55 | горизонтально |  | 100 | 3,25 | 2,82 | 2,29 | 1,95 | 1,60 | ||
56 | 250 | 3,75 | 3,25 | 2,64 | 2,24 | 1,85 | ||||
57 | 500 | 4,26 | 3,69 | 3,00 | 2,55 | 2,10 | ||||
58 | 1000 | 4,96 | 4,29 | 3,49 | 2,97 | 2,44 | ||||
59 | 2000 | 5,79 | 5,02 | 4,08 | 3,47 | 2,86 | ||||
60 | 4000 | 6,83 | 5,92 | 4,81 | 4,09 | 3,37 | ||||
61 | На концевой оправке | без крепления | 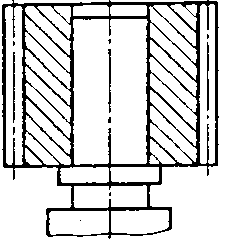 | 100 | 3,10 | 2,60 | 2,10 | 1,70 | 1,50 | |
62 | 250 | 3,50 | 3,00 | 2,40 | 2,00 | 1,70 | ||||
63 | 500 | 3,90 | 3,20 | 2,60 | 2,20 | 1,90 | ||||
1000 | 4,20 | 3,60 | 2,90 | 2,50 | 2,10 | |||||
64 | ||||||||||
65 | 2000 | 4,70 | 4,00 | 3,20 | 2,70 | 2,32 | ||||
66 | с креплением | 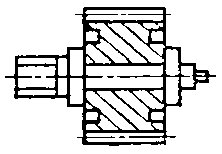 | 100 | 3,24 | 2,90 | 2,28 | 1,94 | 1,60 | ||
67 | 250 | 3,66 | 3,20 | 2,58 | 2,19 | 1,81 | ||||
68 | 500 | 3,92 | 3,45 | 2,76 | 2,35 | 1,93 | ||||
69 | 1000 | 4,44 | 3,84 | 3,13 | 2,66 | 2,19 | ||||
70 | 2000 | 4,96 | 4,56 | 3,49 | 2,97 | 2,44 | ||||
Индекс | а | б | в | г | д | |||||
Примечание. В карте предусмотрено время на установку и снятие детали мостовым краном, при установке и снятии детали подъемником время по карте принимать с коэффициентом 0,85.
Закалка ТВЧ | |||||||
Карта 65 | |||||||
Содержание работы | |||||||
Взять деталь, установить на приспособление или набрать на оправку и держать в руках. Переместить детали к индуктору и отцентровать в нем. Включить и выключить генераторную установку кнопкой. Включить и выключить охлаждение деталей, снять детали и положить в тару. | |||||||
N позиции | Способ установки деталей | Количество устанавливаемых деталей, до | Масса детали, кг, до | ||||
0,1 | 0,25 | 0,5 | 1,0 | ||||
Время на все количество деталей, мин. | |||||||
1 | На отправку | 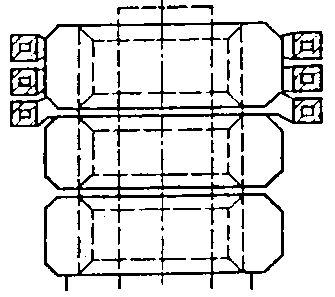 | 5 | 0,100 | 0,115 | 0,130 | 0,150 |
2 | 6 | 0,115 | 0,130 | 0,150 | 0,170 | ||
3 | |||||||
8 | 0,140 | 0,160 | 0,180 | 0,210 | |||
4 | 10 | 0,170 | 0,190 | 0,220 | 0,250 | ||
5 | 12 | 0,190 | 0,220 | 0,250 | - | ||
6 | 16 | 0,240 | 0,270 | 0,300 | - | ||
7 | 20 | 0,280 | 0,320 | 0,370 | - | ||
8 | 25 | 0,330 | 0,380 | - | - | ||
9 | 32 | 0,400 | 0,460 | - | - | ||
10 | 40 | 0,470 | 0,540 | - | - | ||
11 | 50 | 0,550 | - | - | - | ||
12 | 60 | 0,650 | - | - | - | ||
13 | 80 | 0,800 | - | - | |||
14 | На приспособление |  | 2 | 0,030 | 0,040 | 0,045 | 0,050 |
15 | 4 | 0,050 | 0,067 | 0,075 | 0,083 | ||
16 | 7 | 0,080 | 0,100 | 0,120 | 0,130 | ||
17 | 10 | 0,100 | 0,120 | 0,150 | 0,170 | ||
Индекс | а | б | в | г | |||
Закалка ТВЧ | ||||||||||||
Карта 66 | ||||||||||||
Содержание работы | ||||||||||||
Взять деталь вручную или застропить. Повернуть деталь, опустить деталь (отстропить). | ||||||||||||
N позиции | Поворот детали | Масса детали, кг, до | Угол поворота. детали, градус | |||||||||
90 | 180 | |||||||||||
Количество закаливаемых деталей в партии, шт., до | ||||||||||||
3 | 10 | 50 | 100 | 200 и свыше | 3 | 10 | 50 | 100 | 200 и свыше | |||
Время на одну деталь, мин. | ||||||||||||
1 | Вручную | 5 | 0,040 | 0,035 | 0,030 | 0,025 | 0,021 | 0,050 | 0,040 | 0,035 | 0,030 | 0,025 |
2 | 8 | 0,045 | 0,039 | 0,033 | 0,028 | 0,024 | 0,055 | 0,045 | 0,040 | 0,035 | 0,030 | |
3 | 12 | 0,050 | 0,043 | 0,037 | 0,031 | 0,026 | 0,060 | 0,050 | 0,045 | 0,040 | 0,035 | |
4 | 20 | 0,057 | 0,050 | 0,042 | 0,035 | 0,030 | 0,070 | 0,060 | 0,050 | 0,045 | 0,040 | |
5 | Мостовым краном | 100 | 1,800 | 1,600 | 1,400 | 1,200 | 1,000 | 2,100 | 1,900 | 1,700 | 1,400 | 1,200 |
6 | 250 | 2,100 | 1,900 | 1,700 | 1,400 | 1,200 | 2,500 | 2,300 | 2,100 | 1,700 | 1,400 | |
7 | 500 | 2,500 | 2,100 | 1,900 | 1,600 | 1,400 | 3,000 | 2,500 | 2,300 | 1,900 | 1,700 | |
8 | 1000 | 2,800 | 2,500 | 2,200 | 1,900 | 1,500 | 3,400 | 3,000 | 2,500 | 2,300 | 1,800 | |
9 | 2000 | 3,200 | 2,800 | 2,500 | 2,100 | - | 3,800 | 3,400 | 3,000 | 2,300 | - | |
10 | Механическим манипулятором | 50 | 0,034 | Поворот шестерни на шаг | ||||||||
11 | 100 | 0,039 |  | |||||||||
12 | 200 | 0,044 | ||||||||||
13 | 400 | 0,050 | ||||||||||
14 | 800 | 0,057 | ||||||||||
15 | 1600 | 0,064 | ||||||||||
16 | 3200 | 0,073 | ||||||||||
17 | 5000 | 0,080 | ||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
РАБОЧЕГО МЕСТА, ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ.
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ (ТЕРМИЧЕСКАЯ,
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ, ЗАКАЛКА ТВЧ)
Термическая и химико-термическая обработка деталей и закалка ТВЧ | ||||||
Карта 67 | ||||||
I. Организационно-техническое обслуживание рабочего места | ||||||
N позиции | Наименование оборудования | Время, % от оперативного | На обслуживание рабочего места aобс | |||
на организационное обслуживание рабочего места aорг | на техническое обслуживание aтех | |||||
1 | Камерная печь | 3,0 | 2,0 | 5,0 | ||
2 | Конвейерный печной агрегат | 2,0 | 2,0 | 4,0 | ||
3 | Толкательная печь | 2,0 | 2,0 | 4,0 | ||
4 | Карусельная, барабанная печь | 2,0 | 3,0 | 5,0 | ||
5 | Вакуумная печь | 3,0 | 4,0 | 7,0 | ||
6 | Шахтная печь | 3,0 | 5,0 | 8,0 | ||
7 | Печь с вращающейся ретортой | 3,0 | 4,0 | 7,0 | ||
8 | Универсальная камерная и методическая печь | 3,0 | 5,0 | 8,0 | ||
9 | Холодильная камера | 1,0 | 1,5 | 2,5 | ||
10 | Установка ТВЧ | 1,0 | 2,0 | 3,0 | ||
11 | Печи-ванны | 1,0 | 3,0 | 4,0 | ||
12 | Правильные прессы | 2,0 | 2,0 | 4,0 | ||
13 | Дробеструйные и дробеметные машины | 3,0 | 4,0 | 7,0 | ||
14 | Моечная машина, ванна | 2,0 | 2,0 | 4,0 | ||
15 | Наждачный станок | 1,0 | 7,0 | 8,0 | ||
Индекс | а | б | в | |||
II. Время на отдых и личные потребности | ||||||
N позиции | Масса детали, кг, до | Занятость рабочего, % от оперативного времени  | Тип агрегата | |||
печи | печи-ванны | правильные прессы и установки ТВЧ | ||||
Время на отдых и личные надобности, % от оперативного времени (aотл) | ||||||
1 | 5 | 80 | 8 | 10 | 5 | |
2 | 100 | 9 | 11 | 6 | ||
3 | 20 | 80 | 9 | 11 | 6 | |
4 | 100 | 10 | 12 | 7 | ||
5 | Свыше 20 | 80 | 10 | 12 | 7 | |
6 | 100 | 11 | 13 | 8 | ||
Индекс | а | б | в | |||
Примечания: 1. В карте приведено время при перемещении деталей (коробок с деталями и т.п.) массой свыше 20 кг с применением подъемно-транспортных средств. При установке и снятии деталей вручную массой до 20 кг время, приведенное в карте, следует увеличивать в зависимости от грузооборота на рабочем месте в следующих размерах: при грузообороте 1 - 2 т - на 1%; до 3 т - на 2; до 5 т - на 3; до 8 т - на 4%.
2. При занятости рабочего места менее 50% от оперативного времени время на отдых и личные надобности не нормируется.
Термическая и химико-термическая обработка и закалка ТВЧ | ||||||||
Карта 68 | ||||||||
N позиции | Содержание работы | Тип оборудования | ||||||
Печи | печи-ванны | правильный пресс, наждачный станок, дробеструйные и дробеметные машины | ||||||
камерные | толкательные и карусельные | шахтные | конвейерные, барабанные | |||||
% от оперативного времени | ||||||||
1 | 3,0 | 2,0 | 2,0 | 5,0 | 4,0 | |||
2 | в том числе неперекрываемое время | 2,0 | 1,0 | 1,0 | 4,0 | 3,0 | ||
3 | 1 | 2 | ||||||
3. Ознакомление с работой и режимом обработки | ||||||||
Индекс | а | б | в | г | д | е | ||
Закалка ТВЧ
N позиции | Содержание работ | Время, мин. |
4 | Ознакомление с работой, техпроцессом | 2,0 |
Настроить режим нагрева детали | 2,5 | |
Настроить режим охлаждения детали | 1,5 | |
7 | Установить индуктор-крепление в пазы и снять | 3,0 |
8 | Установить в пазы и снять приспособление для крепления деталей | 3,5 |
9 | Установить в индуктор сменную прокладку | 1,0 |
10 | Установить и снять опрейер | 0,5 |
11 | Сдача работы | 1,5 |
Итого | 15,5 | |
Индекс | а | |
Примечания: 1. К времени по карте прибавлять: при креплении индуктора болтами - 1 мин., при креплении приспособления болтами - 1,5 мин., при креплении приспособления в патроне - 0,5 мин.
2. При проверке качества детали, для настройки режима (п. п. 5, 6) добавить 2 - 3 нормы штучного времени на данную деталь.