СПРАВКА
Источник публикации
М., "Экономика", 1989
Примечание к документу
Название документа
"Общемашиностроительные укрупненные нормативы времени на дуговую сварку в среде защитных газов"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 15.04.1987 N 235/II-5)
"Общемашиностроительные укрупненные нормативы времени на дуговую сварку в среде защитных газов"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 15.04.1987 N 235/II-5)
Утверждены
Постановлением
Государственного комитета СССР
по труду и социальным вопросам
и Секретариата ВЦСПС
от 15 апреля 1987 г. N 235/II-5
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА ДУГОВУЮ СВАРКУ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Сборник содержит нормативные материалы для технического нормирования работ при дуговой сварке: автоматической, полуавтоматической и ручной углеродистых и низколегированных, легированных, высоколегированных, титановых сталей и цветных сплавов в среде защитных газов.
Нормативы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 15 апреля 1987 г. N 235/II-5 и рекомендованы для применения на машиностроительных предприятиях.
Нормативы времени разработаны Центральным научно-исследовательским институтом технологии судостроения при участии и под методическим руководством Центрального бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам.
Сборник нормативов предназначен для нормирования труда рабочих, занятых на автоматической, полуавтоматической и ручной дуговой сварке углеродистых и низколегированных, легированных, высоколегированных, титановых сталей и цветных сплавов в среде защитных газов на машиностроительных предприятиях в условиях крупносерийного, среднесерийного, мелкосерийного и единичного типов производства.
Нормативы охватывают труд электросварщиков на автоматических и полуавтоматических машинах, электросварщиков ручной сварки.
С введением в действие настоящих нормативов отменяются разделы на дуговую сварку в среде защитных газов в сборнике Общемашиностроительные нормативы времени на дуговую сварку (М.: НИИ труда, 1981).
Срок действия данных нормативов до 1994 г.
1.1. Настоящие нормативы времени предназначены для расчета технически обоснованных норм времени на полуавтоматическую, автоматическую и ручную дуговую сварку в среде защитных газов углеродистых, низколегированных, легированных, высоколегированных и титановых сталей и цветных сплавов на предприятиях машиностроения в условиях крупносерийного, среднесерийного, мелкосерийного и единичного типов производства (ГОСТ 3.1108-74).
1.2. При внедрении бригадной формы организации труда нормативы времени могут быть использованы для расчета комплексных норм времени в соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности, изданными НИИ труда в 1981 г.
1.3. При разработке нормативов времени использованы:
действующие общемашиностроительные нормативы времени (изд. 1981 г.);
материалы хронометражных наблюдений, фотографий рабочего времени и опыт применения местных (заводских) нормативов времени;
инструкции по эксплуатации электросварочного оборудования, технологические процессы, правила техники безопасности и производственной санитарии;
предложения предприятий и типовые проекты организации рабочих мест.
1.4. В нормативах времени наименование и обозначение швов, а также диапазон свариваемых толщин металла приведены согласно действующих стандартов:
1.5. Исходные данные для расчета основного времени сварки приняты по данным Института электросварки им. Е.О. Патона АН УССР, Всесоюзного научно-исследовательского и проектного института технологии химического и нефтяного аппаратостроения и других организаций, а также на основе обобщенных материалов машиностроительных предприятий.
1.6. На виды работ, связанные со сваркой деталей, не предусмотренных настоящим сборником, или при внедрении на предприятиях более прогрессивных технологических процессов сварки, организации производства труда, оборудования и т.п. следует разрабатывать методом технического нормирования местные нормативы времени и вводить в установленном порядке на предприятии.
1.7. Значение площади поперечного сечения шва (F) как основного, так и подварочного рассчитано по формулам, соответствующим определенному типу шва, которые приведены в приложении 14, и средним значениям конструктивных элементов, приведенных в ГОСТах, указанных выше.
1.8. В картах сборника приведено неполное штучное время (Tнш) на 1 м шва при сварке в нижнем положении в стационарных условиях и рассчитано по формуле
Tнш = (Tо + Tвш) K, мин., (1)
где:
Tо - основное время, мин.;
Tвш - вспомогательное время, связанное со сваркой шва, мин.;
K - коэффициент к оперативному времени, учитывающий время на обслуживание рабочего места, время на отдых и личные потребности.
1.8.1. Основное время сварки рассчитано:
на полуавтоматическую и ручную дуговую сварку по формуле
 (2)
(2)где:
F1 - площадь поперечного сечения шва для первого прохода, мм2;
Fn - площадь поперечного сечения шва для последующих проходов, мм2;
I1 - сила сварочного тока для первого прохода, А;
In - сила сварочного тока для последующих проходов, А;
на автоматическую дуговую сварку по формуле
 (3)
(3)где:
где v - скорость сварки, м/ч;
n - количество проходов, шт.
1.8.2. Количество проходов для многопроходных швов рассчитано:
на полуавтоматическую и ручную дуговую сварку по формуле
 (4)
(4)где:
F - общая площадь поперечного сечения шва, мм2;
F1 - площадь поперечного сечения шва первого прохода (приложение 1), мм2;
F2 - площадь поперечного сечения шва второго и последующих проходов (приложение 1), мм2;
на автоматическую дуговую сварку по формуле
 (5)
(5)где:
F - общая площадь поперечного сечения шва, мм2;
F3 - площадь поперечного сечения шва первого или последующих проходов (которая принята 50 мм2).
1.8.3. Вспомогательное время, связанное со сваркой шва и включающее затраты: на зачистку сварного шва от окисной пленки после каждого прохода, на осмотр и промер шва, на подтягивание проводов, откусывание и удаление остатков проволоки, на подачу проволоки в головку автомата или полуавтомата, на смену кассет и присадочных прутков, на проверку правильности установки головки автомата (карты 69 - 73) включено в карты неполного штучного времени; вспомогательное время: на обмазку раствором поверхности металла околошовной зоны, на зачистку околошовной зоны от брызг наплавленного металла, на зачистку кромок перед сваркой, на зачистку и обезжиривание присадочных прутков (карты 74 - 77) - не включено в состав неполного штучного времени и должно прибавляться в каждом отдельном случае при выполнении этой операции сварщиком.
1.8.4. Коэффициент, учитывающий время на обслуживание рабочего места, на отдых и личные потребности, рассчитывается по формуле
 (6)
(6)где:
aобс - время на обслуживание рабочего места, которое включает следующие операции:
включение, регулирование и выключение источников питания;
подготовка автомата, полуавтомата к работе и уборка в конце смены;
устранение мелких неполадок и обеспечение исправного состояния оборудования;
поддержание заданного режима в процессе работы;
включение, регулирование и выключение подачи защитных газов и воды;
уборка рабочего места.
aотд - время на отдых и личные потребности.
1.8.5. В карты сборника время на обслуживание рабочего места, на отдых и личные потребности включено в процентах от оперативного времени в следующих размерах:
на автоматическую сварку - 15%;
на полуавтоматическую - 12%;
на ручную - 10%.
1.9. Норма штучного времени рассчитывается по формуле
где:
L - длина шва, м;
Tви - вспомогательное время, связанное с изделием и типом оборудования, которое включает затраты: на клеймение шва, на установку и снятие щитов, на крепление, перемещение, установку, снятие и поворот изделий, на перемещение сварщика в процессе работы, на намотку сварочной проволоки в кассеты (карты 78 - 85);
1.9.1. Вспомогательное время, приведенное в картах, дано с учетом времени на обслуживание рабочего места, на отдых и личные потребности.
1.10. Неполное штучное время, приведенное в картах, рассчитано на сварку изделий с одной стороны.
1.11. При сварке симметричных стыков изделий с двух сторон время, приведенное в картах, следует удваивать.
1.12. При сварке подварочного шва время следует дополнительно принимать по соответствующим картам сборника.
1.13. Приведенные в картах пределы числовых показателей, в которых указано "до" или не указано, следует понимать включительно.
1.14. Нормативные карты на автоматическую и полуавтоматическую дуговую сварку рассчитаны для условий крупносерийного и среднесерийного типов производства. Для мелкосерийного типа производства следует применять поправочный коэффициент 1,2, для единичного производства - 1,3.
Нормативные карты на ручную дуговую сварку рассчитаны для условий мелкосерийного и единичного типов производства. Для крупносерийного производства следует применять поправочный коэффициент 0,75, для среднесерийного производства - 0,85.
При сварке титана и его сплавов расчет нормы времени производится по картам для сварки легированных и высоколегированных сталей.
1.15. Расчет нормы штучного времени на сварку труб производится по формуле (7).
1.15.1. Нормативы неполного штучного времени на автоматическую, полуавтоматическую и ручную дуговую сварку труб рассчитаны на 1 м поворотного шва и приведены в картах 7 - 10; 29, 30, 56 - 61.
1.15.2. Длина кольцевого стыка в зависимости от его диаметра приведена в приложении 13 и определяется по формуле

где:
D - диаметр кольцевого станка, мм.
1.16. Норма времени на сварку детали рассчитывается по формуле
где:
Tпз - подготовительно-заключительное время, которое включает затраты времени на получение задания и сварочного материала, ознакомление с работой, получение и сдачу инструмента и приспособлений, подготовку оборудования и приспособлений к работе, настройку автомата или полуавтомата на заданный режим, установление и опробование режимов сварки, сдачу работы, мин.;
n - количество деталей в партии, шт.
1.17. Применение нормативов при исходных данных, отличных от принятых в нормативных картах.
При изменении значений силы тока или скорости сварки от расчетных к неполному штучному времени следует применять коэффициенты, значение которых определяется по формулам:
 (10)
(10)где:
I1 - новое значение силы тока, А;
 (11)
(11)где V1 - новое значение скорости сварки, м/ч.
1.18. ПРИМЕРЫ РАСЧЕТА НОРМ ВРЕМЕНИ
1.18.1. Определить норму времени на полуавтоматическую дуговую сварку в среде двуокиси углерода изделия из углеродистой стали.
Исходные данные:
тип шва - С2;
толщина металла - 5 мм;
диаметр сварочной проволоки - 1,2 мм;
длина шва - 0,8 м;
условие выполнения работы - стационарное;
масса узла - 30 кг;
количество изделий - одно;
работа - простая;
положение шва - нижнее.
Номер позиции | Наименование работ и тип производства | Номер карты и позиции | Время, мин. | Значение коэффициента |
1 | Установка и снятие изделия вручную | 0,58 | - | |
2 | Обмазка раствором поверхности металла околошовной зоны | 0,54 | - | |
3 | Сварка | 4,5 | - | |
4 | Зачистка околошовной зоны от брызг | 0,30 | - | |
5 | Тип производства - единичное | - | - | 1,3 |
6 | Подготовительно-заключительное время | 14,0 | - | |
Индекс | а | б | в |
Штучное время определяется по формуле (7):
Норма времени рассчитывается по формуле (9):

1.18.2. Определить норму времени на ручную аргонодуговую сварку стыков труб из меди.
Исходные данные: тип шва - С8;
толщина материала - 10 мм;
диаметр сварочной проволоки (присадки) - 4 мм;
диаметр трубы - 0,15 м (длину стыка определяем по формуле (8): L = 0,47 м);
количество деталей - 3 шт.
Номер позиции | Наименование и условие выполнения работ и тип производства | Номер карты и позиции | Время, мин. | Значение коэффициента |
1 | Подготовка рабочего места | 17,0 | - | |
2 | Сварка | 45,6 | - | |
3 | Работа производится в цехе | - | 1,02 | |
4 | Сварка производится в помещении объемом более 2 м3 | - | 1,03 | |
5 | Движение рабочего ограничено | - | 1,03 | |
6 | Стык короткометражный, неповоротный | - | 1,21 | |
7 | Тип производства - мелкосерийное | - | 1,00 | |
8 | Зачистка околошовной зоны от брызг | 0,51 | - | |
Индекс | а | б | в |
Штучное время определяем по формуле (7):
Tшт = (TншL + Tви) K1-n = (45,6 + 0,51) 0,47 · 1,02 · 1,03 ·
· 1,03 · 1,21 · 1,00 = 28,37 мин.
Норма времени рассчитывается по формуле (9):

2.1. Нормативы времени рассчитаны при условии применения следующего сварочного оборудования (ОСТ 5.9772-79):
сварочные полуавтоматы ПШ-54, ПДПГ-500, ПДГ-508, ПДГ-300, А-537, А-765, А-547У, А-929, А-1635, ПДА-300, ПШП-300 и др.;
сварочные переносные автоматы тракторного типа ТС-17МУ, ТС-33, ТС-35, АДСП-2, АДПГ-500 и др.;
сварочные преобразователи ПСО-120, ПСО-300, ПС-300М, ПС-500, ПСМ-500, ПСО-800, ВСС-120-3, ПСГ-350, ПСГ-500, ПСУ-500, ЧПП-500В, ВС-200, ВКСМ-1000-1, БСК-300-1А и др.;
2.2. Нормативы разработаны на основные технологические операции и виды работ, которые выполняет сварщик при дуговой сварке:
получение производственного задания, сварочного материала, ознакомление с работой и инструктаж, подготовка сварочного оборудования к работе;
подключение шлангов к магистрали или баллонам;
включение и выключение источника питания;
включение, выключение и регулирование подачи защитного газа;
установка и опробование режимов сварки и начало сварки на технологической планке;
сварка изделий;
смена сварочной и присадочной проволоки;
уборка рабочего места и уход за оборудованием;
перемещение электросварщика в процессе сварки;
проверка правильности установки головки автомата по центру шва с прокаткой автомата вхолостую;
установка и снятие направляющих для направления движения автомата;
смена кассеты, подача проволоки в мундштук головки, пуск, регулирование режимов сварки и отключение автомата или полуавтомата, подтягивание проводов и другие работы.
По окончании работ электросварщик проверяет внешним осмотром качество шва и при обнаружении несоответствия требуемым геометрическим размерам (наплывов, подрезов, кратеров, прожогов, наружных трещин, непроваров, свищей, пор и других дефектов) исправляет обнаруженные дефекты.
При обнаружении неразрушающим контролем внутренних дефектов электросварщик вскрывает дефектные места и исправляет их.
3.1. В нормативах времени отражен современный уровень рациональной организации труда сварочных работ на ведущих машиностроительных предприятиях.
3.2. Распределение и закрепление работ за бригадами или членами бригад необходимо осуществлять в соответствии с имеющимся электросварочным оборудованием и квалификацией рабочих.
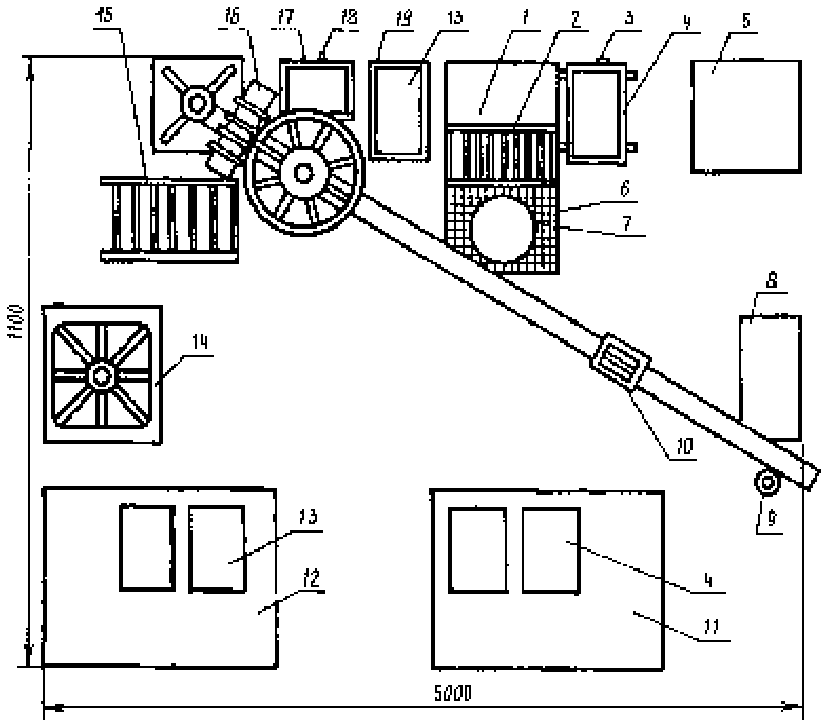
Примерная планировка рабочего места электросварщика
на полуавтоматических машинах при сварке изделий
в двуокиси углерода:
1 - сварочный стол; 2 - панель всасывания;
3, 4 - передвижной столик для тары с готовыми узлами;
5 - сварочный выпрямитель; 6 - диэлектрический мат;
7 - стул; 8 - тумбочка; 9 - стойка с цветной сигнальной
лампочкой для вызова внутрицехового транспорта;
10 - механизм подачи проволоки сварочного полуавтомата;
11 - поддон для готовых узлов; 12 - поддон для тары
с деталями; 13, 19 - передвижной столик для тары с деталями;
14 - манипулятор; 15 - стремянка для заправки сварочной
проволоки; 16 - консольный кран; 17, 18 - столик для шкафа
управления и складирования сварочной проволоки
3.3. Рабочее место сварщика должно быть оснащено технологической и организационной оснасткой, таблицами режимов сварки, приспособлениями и инструментом в соответствии с каталогом 32112-2095-83 "Типовые проекты организации рабочих мест электросварщика".
3.4. Сдает работу представителю службы технического контроля, выполненную бригадой, звеном или индивидуально работающим, мастер совместно с бригадиром или рабочим.
3.5. Заряжают кассеты электродной проволокой централизованно.
3.6. Налаживает и ремонтирует сварочное оборудование в соответствии с перечнем работ электромонтер или наладчик.
3.7. Обеспечение рабочих мест электросварщика кассетами с проволокой, присадочными или вольфрамовыми материалами производит сам электросварщик.
3.8. Изделия, поступающие на участок сварки, должны быть обработаны в соответствии с требованиями технической или технологической документации.
3.9. Электросварка в замкнутых и труднодоступных помещениях должна производиться при непрерывной работе вентиляции и при наличии наблюдающего.
3.10. Примерная планировка рабочего места электросварщика на полуавтоматических машинах при сварке изделий в двуокиси углерода приведена на рис. 1 (не приводится).
3.11. При организации и проведении сварочных работ администрация осуществляет контроль за соблюдением рабочими должностных инструкций, правил, положений и других документов по охране труда, за применением средств индивидуальной и коллективной защиты, обеспечивающих безопасное выполнение работ по всем операциям технологического процесса.
С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С1  | 0,5 | 5,4 | 1 | 2,8 | 2,7 | 2,4 | - | - | - |
2 | 0,8 | 5,5 | 1 | 2,9 | 2,8 | 2,5 | - | - | - | |
3 | 1,0 | 5,5 | 1 | 3,0 | 2,9 | 2,6 | - | - | - | |
4 | 1,5 | 7,3 | 1 | 3,2 | 3,0 | 2,7 | 2,3 | - | - | |
5 | 2,0 | 9,4 | 1 | 3,9 | 3,5 | 3,1 | 2,7 | - | - | |
6 | 2,5 | 11,4 | 1 | 4,5 | 4,1 | 3,5 | 3,1 | - | - | |
7 | 3,0 | 13,3 | 1 | 5,1 | 4,6 | 4,0 | 3,5 | - | - | |
8 | 4,0 | 17,1 | 1 | 6,3 | 5,7 | 4,8 | 4,2 | - | - | |
9 | С2  | 0,8 | 5,6 | 1 | 3,0 | 2,8 | 2,6 | - | - | - |
10 | 1,0 | 5,8 | 1 | 3,4 | 2,9 | 2,7 | - | - | - | |
11 | 1,5 | 6,1 | 1 | 3,6 | 3,2 | 2,8 | 2,0 | - | - | |
12 | 2,0 | 6,3 | 1 | 3,9 | 3,7 | 2,9 | 2,1 | - | - | |
13 | 2,5 | 11,0 | 1 | 4,4 | 4,0 | 3,4 | 3,0 | - | - | |
14 | 3,0 | 11,4 | 1 | 4,5 | 4,1 | 3,5 | 3,1 | - | - | |
15 | 4,0 | 12,1 | 1 | 4,7 | 4,3 | 3,7 | 3,2 | - | - | |
16 | 5,0 | 18,7 | 1 | 4,9 | 3,9 | 3,5 | 3,2 | |||
17 | 6,0 | 19,7 | 1 | 5,1 | 4,7 | 4,1 | 3,6 | 3,3 | ||
18 | С3  | 0,5 | 5,4 | 1 | 3,0 | 2,8 | 2,6 | - | - | - |
19 | 0,8 | 10,0 | 1 | 4,4 | 4,0 | 3,0 | - | - | - | |
20 | 1,0 | 10,0 | 1 | 4,7 | 4,3 | 3,2 | - | - | - | |
21 | 1,5 | 12,3 | 1 | 4,8 | 4,4 | 3,7 | 3,3 | - | - | |
22 | 2,0 | 17,9 | 1 | 6,5 | 5,9 | 5,0 | 4,3 | - | - | |
23 | 2,5 | 23,9 | 1 | 8,4 | 7,5 | 6,3 | 5,4 | - | - | |
24 | 3,0 | 30,3 | 2 | 10,9 | 9,8 | 8,2 | 7,1 | - | - | |
25 | 4,0 | 43,9 | 2 | 15,1 | 13,5 | 11,3 | 9,7 | - | - | |
26 | С4  | 0,8 | 11,8 | 1 | 4,8 | 3,9 | 3,5 | - | - | - |
27 | 1,0 | 12,3 | 1 | 5,0 | 4,0 | 3,6 | - | - | - | |
28 | 1,5 | 13,1 | 1 | 5,1 | 4,6 | 3,9 | 3,4 | - | - | |
29 | 2,0 | 13,8 | 1 | 5,3 | 4,8 | 4,1 | 3,5 | - | - | |
30 | 2,5 | 14,3 | 1 | 5,4 | 4,9 | 4,2 | 3,6 | - | - | |
31 | 3,0 | 20,5 | 1 | 7,3 | 6,6 | 5,5 | 4,8 | - | - | |
32 | 4,0 | 21,5 | 1 | 7,7 | 6,9 | 5,8 | 5,0 | - | - | |
33 | 5,0 | 33,2 | 2 | - | 8,4 | 7,7 | 6,7 | 6,0 | 5,4 | |
34 | 6,0 | 38,8 | 2 | - | 9,6 | 8,8 | 7,6 | 6,7 | 6,1 | |
35 | 7,0 | 44,3 | 2 | - | 10,7 | 9,8 | 8,4 | 7,4 | 6,7 | |
36 | 8,0 | 49,7 | 2 | - | 11,9 | 10,8 | 9,3 | 8,2 | 7,3 | |
37 | С5 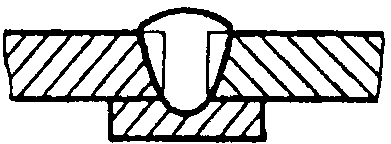 | 0,8 | 4,4 | 1 | 3,3 | 3,0 | 2,2 | - | - | - |
38 | 1,0 | 5,8 | 1 | 3,4 | 3,1 | 2,6 | - | - | - | |
39 | 1,5 | 8,1 | 1 | 3,5 | 3,2 | 2,8 | 2,5 | - | - | |
40 | 2,0 | 8,7 | 1 | 3,7 | 3,4 | 2,9 | 2,6 | - | - | |
41 | 2,5 | 9,1 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - | |
42 | 3,0 | 13,6 | 1 | 5,2 | 4,7 | 4,0 | 3,5 | - | - | |
43 | 4,0 | 14,6 | 1 | 5,5 | 5,0 | 4,2 | 3,7 | - | - | |
44 | 5,0 | 27,0 | 1 | - | 6,6 | 6,1 | 5,2 | 4,6 | 4,1 | |
45 | 6,0 | 30,1 | 2 | - | 7,8 | 7,1 | 6,2 | 5,5 | 5,0 | |
46 | 7,0 | 39,4 | 2 | - | 9,7 | 8,9 | 7,7 | 6,8 | 6,1 | |
47 | 8,0 | 42,4 | 2 | - | 10,3 | 9,5 | 8,1 | 7,2 | 6,5 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
48 | С6  | 0,8 | 6,4 | 1 | 3,4 | 3,1 | 2,9 | - | - | - |
49 | 1,0 | 6,8 | 1 | 3,5 | 3,2 | 3,0 | - | - | - | |
50 | 1,5 | 8,4 | 1 | 3,6 | 3,3 | 3,1 | 2,4 | - | - | |
51 | 2,0 | 9,6 | 1 | 3,7 | 3,5 | 3,3 | 2,5 | - | - | |
52 | 2,5 | 9,9 | 1 | 4,0 | 3,6 | 3,4 | 2,6 | - | - | |
53 | 3,0 | 12,4 | 1 | 4,8 | 4,4 | 3,7 | 3,3 | - | - | |
54 | 4,0 | 13,4 | 1 | 5,1 | 4,7 | 4,0 | 3,5 | - | - | |
55 | 5,0 | 26,1 | 1 | - | 6,4 | 5,9 | 5,1 | 4,5 | 4,0 | |
56 | 6,0 | 29,1 | 2 | - | 7,6 | 7,0 | 6,1 | 5,4 | 4,9 | |
57 | 7,0 | 40,2 | 2 | - | 9,9 | 9,0 | 7,8 | 6,9 | 6,2 | |
58 | 8,0 | 43,2 | 2 | - | 10,5 | 9,6 | 8,3 | 7,3 | 6,6 | |
59 | С7 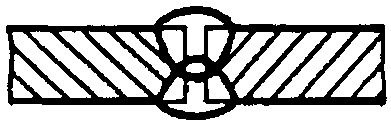 | 3,0 | 9,0 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - |
60 | 4,0 | 10,0 | 1 | 4,0 | 3,6 | 3,1 | 2,8 | - | - | |
61 | 5,0 | 13,6 | 1 | - | 3,8 | 3,5 | 3,1 | 2,8 | 2,6 | |
62 | 6,0 | 15,0 | 1 | - | 4,0 | 3,7 | 3,2 | 2,9, | 2,7 | |
63 | 7,0 | 20,1 | 1 | - | 5,2 | 4,7 | 4,1 | 3,7 | 3,3 | |
64 | 8,0 | 22,1 | 1 | - | 5,6 | 5,1 | 4,4 | 3,9 | 3,6 | |
65 | 9,0 | 24,0 | 1 | - | 6,0 | 5,5 | 4,7 | 4,2 | 3,8 | |
66 | 10,0 | 25,9 | 1 | - | 6,4 | 5,8 | 5,0 | 4,4 | 4,0 | |
67 | 12,0 | 33,0 | 1 | - | - | 6,7 | 5,7 | 5,1 | 4,6 | |
68 | С8 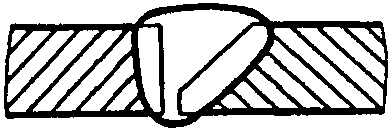 | 3,0 | 8,3 | 1 | 3,7 | 3,4 | 2,9 | 2,6 | - | - |
69 | 4,0 | 12,9 | 1 | 5,1 | 4,6 | 4,0 | 3,5 | - | - | |
70 | 5,0 | 18,2 | 1 | - | 4,9 | 4,5 | 3,9 | 3,5 | 3,2 | |
71 | 6,0 | 24,0 | 1 | - | 6,1 | 5,6 | 4,8 | 4,3 | 3,9 | |
72 | 7,0 | 30,4 | 2 | - | 8,0 | 7,3 | 6,4 | 5,7 | 5,2 | |
73 | 8,0 | 37,2 | 2 | - | 9,4 | 8,6 | 7,5 | 6,6 | 6,0 | |
74 | 9,0 | 44,6 | 2 | - | 10,9 | 10,0 | 8,6 | 7,6 | 6,9 | |
75 | 10,0 | 52,3 | 2 | - | 12,5 | 11,5 | 9,8 | 8,6 | 7,8 | |
76 | 12,0 | 77,0 | 2 | - | - | 14,8 | 12,7 | 11,1 | 9,9 | |
77 | 14,0 | 102,8 | 3 | - | - | 19,8 | 16,9 | 14,8 | 13,2 | |
78 | 16,0 | 132,1 | 3 | - | - | 24,7 | 21,0 | 18,3 | 16,3 | |
79 | 18,0 | 164,7 | 4 | - | - | 30,9 | 26,2 | 22,9 | 20,4 | |
80 | 20,0 | 200,6 | 4 | - | - | 37,0 | 31,3 | 27,2 | 24,2 | |
81 | 22,0 | 239,9 | 5 | - | - | 40,8 | 34,6 | 30,2 | 26,7 | |
82 | 24,0 | 282,3 | 6 | - | - | 47,9 | 40,6 | 35,4 | 31,4 | |
83 | 26,0 | 328,0 | 7 | - | - | 55,6 | 47,1 | 41,4 | 36,4 | |
84 | 28,0 | 376,9 | 8 | - | - | 63,7 | 54,0 | 47,1 | 41,7 | |
85 | 30,0 | 428,8 | 9 | - | - | 72,4 | 61,3 | 53,4 | 47,2 | |
86 | 32,0 | 484,0 | 10 | - | - | 75,6 | 64,1 | 55,9 | 49,8 | |
87 | 34,0 | 542,2 | 11 | - | - | 84,5 | 71,6 | 62,4 | 55,5 | |
88 | 36,0 | 603,4 | 13 | - | - | 94,4 | 80,0 | 69,8 | 62,1 | |
89 | 38,0 | 667,7 | 14 | - | - | 104,1 | 88,3 | 76,9 | 68,4 | |
90 | 40,0 | 735,1 | 15 | - | - | 114,3 | 96,8 | 84,4 | 75,0 | |
91 | 42,0 | 805,4 | 17 | - | - | 125,5 | 106,4 | 92,7 | 82,5 | |
92 | 44,0 | 878,7 | 18 | - | - | 136,5 | 115,6 | 100,7 | 89,6 | |
93 | 46,0 | 955,0 | 20 | - | - | 148,5 | 125,9 | 109,7 | 97,5 | |
94 | 48,0 | 1034,3 | 21 | - | - | 160,4 | 135,9 | 118,3 | 105,3 | |
95 | 50,0 | 1116,5 | 23 | - | - | 173,3 | 146,8 | 127,9 | 113,7 | |
96 | 52,0 | 1201,6 | 24 | - | - | 186,0 | 157,5 | 137,1 | 121,8 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
97 | 54,0 | 1289,6 | 26 | - | - | 199,7 | 169,1 | 147,2 | 130,8 | |
98 | 56,0 | 1380,5 | 28 | - | - | 213,8 | 181,0 | 157,6 | 140,1 | |
99 | 58,0 | 1474,3 | 30 | - | - | 228,4 | 193,4 | 168,3 | 149,6 | |
100 | 60,0 | 1570,9 | 32 | - | - | 243,3 | 206,0 | 179,3 | 159,4 | |
101 | С9 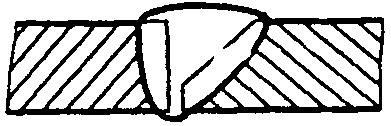 | 3,0 | 12,2 | 1 | 4,9 | 4,4 | 3,8 | 3,3 | - | - |
102 | 4,0 | 15,4 | 1 | 5,8 | 5,3 | 4,5 | 3,9 | - | - | |
103 | 5,0 | 20,7 | 1 | - | 5,4 | 4,9 | 4,3 | 3,8 | 3,5 | |
104 | 6,0 | 27,5 | 1 | - | 6,8 | 6,2 | 5,4 | 4,7 | 4,3 | |
105 | 7,0 | 35,0 | 2 | - | 8,9 | 8,2 | 7,1 | 6,3 | 5,7 | |
106 | 8,0 | 43,1 | 2 | - | 10,6 | 9,7 | 8,4 | 7,4 | 6,7 | |
107 | 9,0 | 51,8 | 2 | - | 12,4 | 11,4 | 9,7 | 8,6 | 7,7 | |
108 | 10,0 | 61,1 | 2 | - | 14,4 | 13,1 | 11,2 | 9,8 | 8,8 | |
109 | 12,0 | 81,2 | 2 | - | - | 15,5 | 13,2 | 11,6 | 10,4 | |
110 | 14,0 | 103,3 | 3 | - | - | 19,9 | 16,9 | 14,9 | 13,3 | |
111 | 16,0 | 140,4 | 3 | - | - | 26,2 | 22,2 | 19,4 | 17,2 | |
112 | 18,0 | 174,1 | 4 | - | - | 32,5 | 27,5 | 24,0 | 21,4 | |
113 | 20,0 | 211,1 | 5 | - | - | 39,3 | 33,3 | 29,1 | 25,9 | |
114 | 22,0 | 251,2 | 5 | - | - | 42,5 | 36,0 | 31,4 | 27,8 | |
115 | 24,0 | 294,5 | 6 | - | - | 49,8 | 42,2 | 36,8 | 32,6 | |
116 | 26,0 | 340,9 | 7 | - | - | 57,6 | 48,8 | 42,5 | 37,6 | |
117 | 28,0 | 390,3 | 8 | - | - | 65,8 | 55,7 | 48,5 | 42,9 | |
118 | 30,0 | 442,7 | 9 | - | - | 74,5 | 63,1 | 54,9 | 48,6 | |
119 | 32,0 | 498,0 | 10 | - | - | 77,6 | 65,8 | 57,3 | 51,0 | |
120 | 34,0 | 556,3 | 12 | - | - | 87,1 | 73,9 | 64,4 | 57,4 | |
121 | 36,0 | 617,6 | 13 | - | - | 96,4 | 81,7 | 71,3 | 63,4 | |
122 | 38,0 | 681,6 | 14 | - | - | 106,1 | 89,9 | 78,4 | 69,7 | |
123 | 40,0 | 748,6 | 15 | - | - | 116,2 | 98,5 | 85,8 | 76,2 | |
124 | 42,0 | 818,3 | 17 | - | - | 127,3 | 107,9 | 94,0 | 83,6 | |
125 | 44,0 | 890,9 | 18 | - | - | 138,2 | 117,1 | 102,0 | 90,6 | |
126 | 46,0 | 966,2 | 20 | - | - | 150,1 | 127,2 | 110,8 | 98,5 | |
127 | 48,0 | 1044,3 | 21 | - | - | 161,8 | 137,1 | 119,3 | 106,1 | |
128 | 50,0 | 1125,1 | 23 | - | - | 174,5 | 147,8 | 128,7 | 114,4 | |
129 | 52,0 | 1208,7 | 25 | - | - | 187,6 | 158,9 | 138,4 | 123,0 | |
130 | 54,0 | 1294,9 | 26 | - | - | 200,5 | 169,7 | 147,8 | 131,3 | |
131 | 56,0 | 1383,8 | 28 | - | - | 214,3 | 181,4 | 158,0 | 140,4 | |
132 | 58,0 | 1475,4 | 30 | - | - | 228,5 | 193,5 | 168,5 | 149,7 | |
133 | 60,0 | 1569,6 | 32 | - | - | 243,1 | 205,8 | 179,2 | 159,2 | |
134 | С10 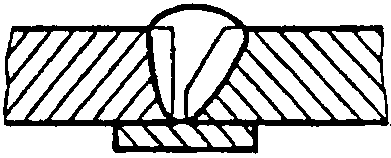 | 3,0 | 8,8 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - |
135 | 4,0 | 13,4 | 1 | 5,2 | 4,7 | 4,0 | 3,5 | - | - | |
136 | 5,0 | 18,4 | 1 | - | 4,9 | 4,5 | 3,9 | 3,5 | 3,2 | |
137 | 6,0 | 23,8 | 1 | - | 6,0 | 5,5 | 4,8 | 4,3 | 3,9 | |
138 | 7,0 | 29,7 | 2 | - | 7,8 | 7,2 | 6,3 | 5,6 | 5,1 | |
139 | 8,0 | 38,1 | 2 | - | 9,6 | 8,8 | 7,6 | 6,7 | 6,1 | |
140 | 9,0 | 47,4 | 2 | - | 11,5 | 10,5 | 9,1 | 8,0 | 7,2 | |
141 | 10,0 | 57,7 | 2 | - | 13,7 | 12,5 | 10,7 | 9,4 | 8,4 | |
142 | 12,0 | 81,0 | 2 | - | - | 15,5 | 13,2 | 11,6 | 10,4 | |
143 | 14,0 | 107,9 | 3 | - | - | 20,6 | 17,6 | 15,4 | 13,8 | |
144 | 16,0 | 138,3 | 3 | - | - | 25,8 | 21,9 | 19,1 | 17,0 | |
145 | 18,0 | 172,4 | 4 | - | - | 32,1 | 27,3 | 23,8 | 21,2 | |
146 | 20,0 | 209,4 | 5 | - | - | 39,0 | 33,1 | 28,9 | 25,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
147 | С10 | 22,0 | 250,1 | 5 | - | - | 42,4 | 35,9 | 31,3 | 27,7 |
148 | 24,0 | 294,0 | 6 | - | - | 49,7 | 42,1 | 36,7 | 32,5 | |
149 | 26,0 | 341,1 | 7 | - | - | 57,6 | 48,8 | 42,5 | 37,6 | |
150 | 28,0 | 391,5 | 8 | - | - | 66,0 | 55,9 | 48,7 | 43,1 | |
151 | 30,0 | 445,1 | 9 | - | - | 74,9 | 63,4 | 55,2 | 48,8 | |
152 | 32,0 | 501,9 | 10 | - | - | 78,2 | 66,2 | 57,7 | 51,3 | |
153 | 34,0 | 561,7 | 12 | - | - | 87,9 | 74,5 | 65,0 | 57,8 | |
154 | 36,0 | 624,7 | 13 | - | - | 97,4 | 82,6 | 72,0 | 64,0 | |
155 | 38,0 | 690,8 | 14 | - | - | 107,4 | 91,0 | 79,3 | 70,5 | |
156 | 40,0 | 759,9 | 16 | - | - | 118,4 | 100,4 | 87,5 | 77,8 | |
157 | 42,0 | 832,0 | 17 | - | - | 129,3 | 109,5 | 95,4 | 84,8 | |
158 | 44,0 | 907,2 | 19 | - | - | 141,1 | 119,6 | 104,2 | 92,7 | |
159 | 46,0 | 985,4 | 20 | - | - | 152,9 | 129,5 | 112,8 | 100,2 | |
160 | 48,0 | 1066,5 | 22 | - | - | 165,6 | 140,3 | 122,2 | 108,6 | |
161 | 50,0 | 1150,6 | 23 | - | - | 178,2 | 150,8 | 131,3 | 116,7 | |
162 | 52,0 | 1237,6 | 25 | - | - | 191,7 | 162,3 | 141,3 | 125,6 | |
163 | 54,0 | 1327,6 | 27 | - | - | 205,7 | 174,2 | 151,7 | 134,8 | |
164 | 56,0 | 1420,4 | 29 | - | - | 220,1 | 186,4 | 162,3 | 144,2 | |
165 | 58,0 | 1516,2 | 31 | - | - | 234,9 | 198,9 | 173,2 | 153,9 | |
166 | 60,0 | 1614,8 | 33 | - | - | 250,1 | 211,8 | 184,4 | 163,9 | |
167 | С11 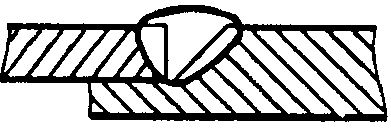 | 3,0 | 13,3 | 1 | 5,3 | 4,8 | 4,1 | 3,6 | - | - |
168 | 4,0 | 19,6 | 1 | 7,2 | 6,4 | 5,4 | 4,7 | - | - | |
169 | 5,0 | 26,0 | 1 | - | 6,5 | 6,0 | 5,2 | 4,6 | 4,1 | |
170 | 6,0 | 33,3 | 2 | - | 8,6 | 7,9 | 6,8 | 6,1 | 5,5 | |
171 | 7,0 | 40,7 | 2 | - | 10,1 | 9,3 | 8,0 | 7,1 | 6,4 | |
172 | 8,0 | 51,7 | 2 | - | 12,4 | 11,3 | 9,7 | 8,6 | 7,7 | |
173 | 9,0 | 63,2 | 2 | - | 14,8 | 13,5 | 11,5 | 10,1 | 9,0 | |
174 | 10,0 | 75,6 | 3 | - | 18,0 | 16,4 | 14,0 | 12,4 | 11,1 | |
175 | 12,0 | 103,2 | 3 | - | - | 19,9 | 16,9 | 14,8 | 13,3 | |
176 | 14,0 | 134,2 | 3 | - | - | 25,1 | 21,3 | 18,6 | 16,6 | |
177 | 16,0 | 168,5 | 4 | - | - | 31,5 | 26,7 | 23,3 | 20,8 | |
178 | 18,0 | 206,0 | 5 | - | - | 38,4 | 32,6 | 28,5 | 25,3 | |
179 | 20,0 | 246,5 | 5 | - | - | 45,3 | 38,3 | 33,4 | 29,6 | |
180 | 22,0 | 290,0 | 6 | - | - | 49,1 | 41,6 | 36,3 | 32,1 | |
181 | 24,0 | 336,3 | 7 | - | - | 56,9 | 48,2 | 42,0 | 37,2 | |
182 | 26,0 | 385,5 | 8 | - | - | 65,1 | 55,1 | 48,0 | 42,5 | |
183 | 28,0 | 437,4 | 9 | - | - | 73,7 | 62,4 | 54,3 | 48,1 | |
184 | 30,0 | 491,9 | 10 | - | - | 82,7 | 70,0 | 61,0 | 53,9 | |
185 | 32,0 | 549,1 | 11 | - | - | 85,5 | 72,4 | 63,1 | 56,1 | |
186 | 34,0 | 608,9 | 13 | - | - | 95,2 | 80,7 | 70,4 | 62,6 | |
187 | 36,0 | 671,2 | 14 | - | - | 104,6 | 88,7 | 77,3 | 68,7 | |
188 | 38,0 | 736,0 | 15 | - | - | 114,4 | 96,9 | 84,5 | 75,1 | |
189 | 40,0 | 803,2 | 17 | - | - | 125,2 | 106,1 | 92,5 | 82,3 | |
190 | С12 | 3,0 | 8,8 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - |
191 | 4,0 | 13,0 | 1 | 5,1 | 4,6 | 4,0 | 3,5 | - | - | |
192 | 5,0 | 17,6 | 1 | - | 4,7 | 4,4 | 3,8 | 3,4 | 3,1 | |
193 | 6,0 | 22,5 | 1 | - | 5,8 | 5,3 | 4,6 | 4,1 | 3,7 | |
194 | 7,0 | 27,7 | 1 | - | 6,8 | 6,3 | 5,4 | 4,8 | 4,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 5 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
195 | С12 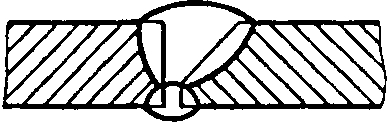 | 8,0 | 37,5 | 2 | - | 9,5 | 8,7 | 7,5 | 6,7 | 6,0 |
196 | 9,0 | 46,7 | 2 | - | 11,4 | 10,4 | 8,9 | 7,9 | 7,1 | |
197 | 10,0 | 56,7 | 2 | - | 13,5 | 12,3 | 10,5 | 9,2 | 8,3 | |
198 | 12,0 | 79,4 | 2 | - | - | 15,2 | 13,0 | 11,4 | 10,2 | |
199 | 14,0 | 105,6 | 3 | - | - | 20,3 | 17,3 | 15,1 | 13,5 | |
200 | 16,0 | 135,1 | 3 | - | - | 25,3 | 21,4 | 18,7 | 16,7 | |
201 | 18,0 | 168,0 | 4 | - | - | 31,4 | 26,7 | 23,3 | 20,7 | |
202 | 20,0 | 204,1 | 5 | - | - | 38,1 | 32,4 | 28,2 | 25,1 | |
203 | 22,0 | 243,4 | 5 | - | - | 41,3 | 35,0 | 30,5 | 27,0 | |
204 | 24,0 | 285,8 | 6 | - | - | 48,5 | 41,1 | 35,8 | 31,7 | |
205 | 26,0 | 331,3 | 7 | - | - | 56,1 | 47,5 | 41,4 | 36,7 | |
206 | 28,0 | 379,9 | 8 | - | - | 64,2 | 54,4 | 47,4 | 42,0 | |
207 | 30,0 | 431,6 | 9 | - | - | 72,8 | 61,7 | 53,7 | 47,5 | |
208 | 32,0 | 486,2 | 10 | - | - | 75,9 | 64,4 | 56,1 | 50,0 | |
209 | 34,0 | 543,9 | 11 | - | - | 84,7 | 71,8 | 62,6 | 55,7 | |
210 | 36,0 | 604,4 | 13 | - | - | 94,5 | 80,2 | 69,9 | 62,2 | |
211 | 38,0 | 667,9 | 14 | - | - | 104,1 | 88,3 | 77,0 | 68,5 | |
212 | 40,0 | 734,3 | 15 | - | - | 114,2 | 96,7 | 84,3 | 75,0 | |
213 | 42,0 | 803,5 | 17 | - | - | 125,2 | 106,1 | 92,5 | 82,3 | |
214 | 44,0 | 875,6 | 18 | - | - | 136,1 | 115,3 | 100,4 | 89,3 | |
215 | 46,0 | 950,5 | 19 | - | - | 147,3 | 124,8 | 108,6 | 96,5 | |
216 | 48,0 | 1028,3 | 21 | - | - | 159,6 | 135,1 | 117,7 | 104,6 | |
217 | 50,0 | 1108,8 | 23 | - | - | 172,2 | 145,9 | 127,1 | 113,0 | |
218 | 52,0 | 1192,1 | 24 | - | - | 184,7 | 156,3 | 136,1 | 121,0 | |
219 | 54,0 | 1278,2 | 26 | - | - | 198,1 | 167,7 | 146,1 | 129,8 | |
220 | 56,0 | 1367,0 | 28 | - | - | 211,9 | 179,4 | 156,3 | 138,9 | |
221 | 58,0 | 1458,5 | 30 | - | - | 226,1 | 191,5 | 166,7 | 148,2 | |
222 | 60,0 | 1552,8 | 32 | - | - | 240,7 | 203,8 | 177,5 | 157,7 | |
223 | С13 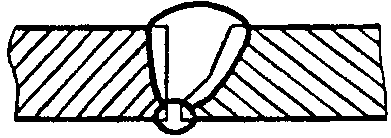 | 18,0 | 160,7 | 4 | - | - | 30,2 | 25,6 | 22,4 | 20,0 |
224 | 20,0 | 190,2 | 4 | - | - | 35,2 | 29,8 | 26,0 | 23,1 | |
225 | 22,0 | 221,5 | 5 | - | - | 37,9 | 32,2 | 28,1 | 24,9 | |
226 | 24,0 | 254,6 | 6 | - | - | 43,6 | 37,1 | 32,4 | 28,7 | |
227 | 26,0 | 289,3 | 6 | - | - | 49,0 | 41,5 | 36,2 | 32,1 | |
228 | 28,0 | 325,7 | 7 | - | - | 55,2 | 46,8 | 40,8 | 36,2 | |
229 | 30,0 | 363,7 | 8 | - | - | 61,7 | 52,3 | 45,6 | 40,4 | |
230 | 32,0 | 403,3 | 9 | - | - | 63,5 | 54,0 | 47,1 | 42,0 | |
231 | 34,0 | 444,3 | 9 | - | - | 69,4 | 58,8 | 51,3 | 45,6 | |
232 | 36,0 | 486,9 | 10 | - | - | 76,0 | 64,5 | 56,2 | 50,0 | |
233 | 38,0 | 530,8 | 11 | - | - | 82,9 | 70,3 | 61,3 | 54,5 | |
234 | 40,0 | 576,2 | 12 | - | - | 89,9 | 76,2 | 66,5 | 59,1 | |
235 | 42,0 | 623,0 | 13 | - | - | 97,2 | 82,4 | 71,8 | 63,9 | |
236 | 44,0 | 671,1 | 14 | - | - | 104,6 | 88,7 | 77,3 | 68,7 | |
237 | 46,0 | 720,5 | 15 | - | - | 112,2 | 95,1 | 82,9 | 73,7 | |
238 | 48,0 | 771,3 | 16 | - | - | 120,0 | 101,7 | 88,6 | 78,8 | |
239 | 50,0 | 823,3 | 17 | - | - | 128,0 | 108,5 | 94,5 | 84,0 | |
240 | 52,0 | 876,6 | 18 | - | - | 136,2 | 115,4 | 100,5 | 89,4 | |
241 | 54,0 | 931,1 | 19 | - | - | 144,6 | 122,4 | 106,7 | 94,8 | |
242 | 56,0 | 986,9 | 20 | - | - | 153,1 | 129,7 | 112,9 | 100,4 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 6 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
243 | С13 | 58,0 | 1043,8 | 21 | - | - | 161,8 | 137,0 | 119,3 | 106,0 |
244 | 60,0 | 1102,0 | 22 | - | - | 170,6 | 144,5 | 125,8 | 111,8 | |
245 | 64,0 | 1221,8 | 25 | - | - | - | 144,9 | 126,4 | 112,5 | |
246 | 68,0 | 1346,2 | 27 | - | - | - | 159,3 | 138,9 | 123,6 | |
247 | 72,0 | 1475,0 | 30 | - | - | - | 174,7 | 152,3 | 135,6 | |
248 | 76,0 | 1608,2 | 33 | - | - | - | 190,5 | 166,2 | 147,9 | |
249 | 80,0 | 1745,7 | 35 | - | - | - | 206,3 | 179,8 | 160,0 | |
250 | 84,0 | 1887,3 | 38 | - | - | - | 209,7 | 183,0 | 163,0 | |
251 | 88,0 | 2033,1 | 41 | - | - | - | 225,9 | 197,1 | 175,6 | |
252 | 92,0 | 2182,8 | 44 | - | - | - | 242,4 | 211,6 | 188,4 | |
253 | 96,0 | 2336,6 | 47 | - | - | - | 259,4 | 226,4 | 201,6 | |
254 | 100,0 | 2494,2 | 50 | - | - | - | 276,7 | 241,5 | 215,0 | |
255 | С14 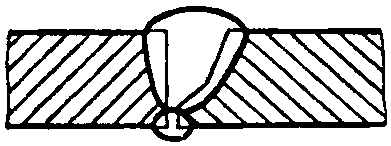 | 18,0 | 133,1 | 1 | - | - | 24,9 | 21,2 | 18,5 | 16,4 |
256 | 20,0 | 158,8 | 4 | - | - | 29,9 | 25,4 | 22,2 | 19,8 | |
257 | 22,0 | 186,4 | 4 | - | - | 31,9 | 27,1 | 23,7 | 21,0 | |
258 | 24,0 | 215,8 | 5 | - | - | 37,0 | 31,5 | 27,5 | 24,4 | |
259 | 26,0 | 246,9 | 5 | - | - | 41,9 | 35,5 | 30,9 | 27,4 | |
260 | 28,0 | 279,6 | 6 | - | - | 47,5 | 40,3 | 35,1 | 31,1 | |
261 | 30,0 | 314,0 | 7 | - | - | 53,4 | 45,3 | 39,5 | 35,0 | |
262 | 32,0 | 349,9 | 7 | - | - | 54,8 | 46,4 | 40,5 | 36,1 | |
263 | 34,0 | 387,4 | 8 | - | - | 60,7 | 51,5 | 44,9 | 40,0 | |
264 | 36,0 | 426,5 | 9 | - | - | 66,8 | 56,7 | 49,5 | 44,1 | |
265 | 38,0 | 467,0 | 10 | - | - | 73,2 | 62,1 | 54,2 | 48,2 | |
266 | 40,0 | 509,1 | 11 | - | - | 79,8 | 67,7 | 59,1 | 52,6 | |
267 | 42,0 | 552,6 | 12 | - | - | 86,5 | 73,4 | 64,1 | 57,0 | |
268 | 44,0 | 597,5 | 12 | - | - | 92,9 | 78,8 | 68,6 | 61,0 | |
269 | 46,0 | 643,8 | 13 | - | - | 100,1 | 84,8 | 73,9 | 65,7 | |
270 | 48,0 | 691,5 | 14 | - | - | 107,5 | 91,1 | 79,4 | 70,6 | |
271 | 50,0 | 740,6 | 15 | - | - | 113,1 | 97,5 | 84,9 | 75,5 | |
272 | 52,0 | 791,1 | 16 | - | - | 122,9 | 104,1 | 90,7 | 80,6 | |
273 | 54,0 | 842,9 | 17 | - | - | 130,8 | 110,8 | 96,5 | 85,8 | |
274 | 56,0 | 896,0 | 18 | - | - | 139,0 | 117,7 | 102,5 | 91,1 | |
275 | 58,0 | 950,4 | 19 | - | - | 147,3 | 124,7 | 108,6 | 96,5 | |
276 | 60,0 | 1006,1 | 21 | - | - | 156,4 | 132,5 | 115,5 | 102,6 | |
277 | 64,0 | 1121,3 | 23 | - | - | - | 133,1 | 116,1 | 103,4 | |
278 | 68,0 | 1241,5 | 25 | - | - | - | 147,0 | 128,2 | 114,1 | |
279 | 72,0 | 1366,7 | 28 | - | - | - | 162,0 | 141,3 | 125,8 | |
280 | 76,0 | 1496,6 | 30 | - | - | - | 177,0 | 154,3 | 137,3 | |
281 | 80,0 | 1631,3 | 33 | - | - | - | 193,0 | 168,3 | 149,8 | |
282 | 84,0 | 1770,7 | 36 | - | - | - | 197,0 | 172,0 | 153,2 | |
283 | 88,0 | 1914,6 | 39 | - | - | - | 213,0 | 185,9 | 165,6 | |
284 | 92,0 | 2063,1 | 42 | - | - | - | 229,4 | 200,3 | 178,4 | |
285 | 96,0 | 2216,0 | 45 | - | - | - | 246,3 | 215,0 | 191,5 | |
286 | 100,0 | 2373,3 | 48 | - | - | - | 263,6 | 230,1 | 204,9 | |
287 | С15 | 8,0 | 15,0 | 1 | - | 4,2 | 3,9 | 3,4 | 3,1 | 2,8 |
288 | 9,0 | 17,2 | 1 | - | 4,7 | 4,3 | 3,7 | 3,4 | 3,1 | |
289 | 10,0 | 19,4 | 1 | - | 5,1 | 4,7 | 4,1 | 3,7 | 3,3 | |
290 | 12,0 | 25,8 | 1 | - | - | 5,6 | 4,8 | 4,3 | 3,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 7 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
291 | С15 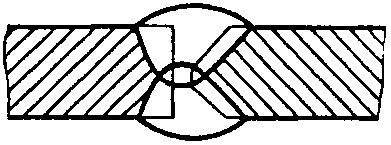 | 14,0 | 32,7 | 1 | - | - | 6,7 | 5,8 | 5,1 | 4,7 |
292 | 16,0 | 40,2 | 1 | - | - | 8,0 | 6,9 | 6,0 | 5,4 | |
293 | 18,0 | 48,1 | 1 | - | - | 9,3 | 8,0 | 7,0 | 6,3 | |
294 | 20,0 | 56,6 | 2 | - | - | 11,4 | 9,8 | 8,6 | 7,8 | |
295 | 22,0 | 71,2 | 2 | - | - | 12,9 | 11,1 | 9,8 | 8,7 | |
296 | 24,0 | 83,5 | 2 | - | - | 14,8 | 12,7 | 11,1 | 9,9 | |
297 | 26,0 | 96,7 | 2 | - | - | 16,9 | 14,4 | 12,6 | 11,2 | |
298 | 28,0 | 110,7 | 3 | - | - | 19,6 | 16,8 | 14,7 | 13,1 | |
299 | 30,0 | 125,7 | 3 | - | - | 21,9 | 18,7 | 16,4 | 14,6 | |
300 | 32,0 | 141,4 | 3 | - | - | 22,7 | 19,4 | 17,0 | 15,2 | |
301 | 34,0 | 158,0 | 4 | - | - | 25,7 | 21,9 | 19,2 | 17,2 | |
302 | 36,0 | 175,4 | 4 | - | - | 28,2 | 24,0 | 21,0 | 18,8 | |
303 | 38,0 | 193,7 | 4 | - | - | 30,8 | 26,2 | 22,9 | 20,4 | |
304 | 40,0 | 212,8 | 5 | - | - | 34,1 | 29,0 | 25,4 | 22,7 | |
305 | 42,0 | 232,6 | 5 | - | - | 36,9 | 31,4 | 27,4 | 24,5 | |
306 | 44,0 | 253,3 | 6 | - | - | 40,4 | 34,4 | 30,1 | 26,9 | |
307 | 46,0 | 274,8 | 6 | - | - | 43,5 | 36,9 | 32,3 | 28,8 | |
308 | 48,0 | 297,0 | 6 | - | - | 46,6 | 39,6 | 34,6 | 30,8 | |
309 | 50,0 | 320,1 | 7 | - | - | 50,5 | 42,9 | 37,5 | 33,4 | |
310 | 52,0 | 343,9 | 7 | - | - | 53,9 | 45,7 | 39,9 | 35,5 | |
311 | 54,0 | 368,5 | 8 | - | - | 58,0 | 49,2 | 43,0 | 38,3 | |
312 | 56,0 | 393,9 | 8 | - | - | 61,6 | 52,3 | 45,6 | 40,6 | |
313 | 58,0 | 420,0 | 9 | - | - | 65,9 | 55,9 | 48,8 | 43,5 | |
314 | 60,0 | 446,9 | 9 | - | - | 69,7 | 59,1 | 51,5 | 45,9 | |
315 | 64,0 | 502,9 | 11 | - | - | - | 60,5 | 52,9 | 47,2 | |
316 | 68,0 | 561,9 | 12 | - | - | - | 67,4 | 58,9 | 52,5 | |
317 | 72,0 | 623,9 | 13 | - | - | - | 74,5 | 65,1 | 58,0 | |
318 | 76,0 | 688,7 | 14 | - | - | - | 82,0 | 71,6 | 63,7 | |
319 | 80,0 | 756,5 | 16 | - | - | - | 90,4 | 78,9 | 70,3 | |
320 | 84,0 | 827,2 | 17 | - | - | - | 92,6 | 80,9 | 72,1 | |
321 | 88,0 | 900,7 | 18 | - | - | - | 100,4 | 87,7 | 78,2 | |
322 | 92,0 | 977,0 | 20 | - | - | - | 109,1 | 95,3 | 85,0 | |
323 | 96,0 | 1056,2 | 22 | - | - | - | 118,1 | 103,2 | 92,0 | |
324 | 100,0 | 1138,1 | 23 | - | - | - | 126,8 | 110,7 | 98,7 | |
325 | С16 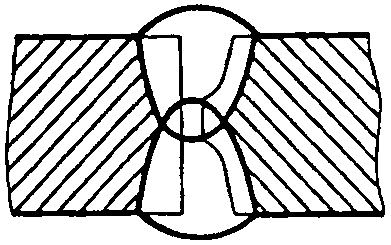 | 30,0 | 139,8 | 3 | - | - | 24,1 | 20,5 | 17,9 | 15,9 |
326 | 32,0 | 154,1 | 4 | - | - | 25,1 | 21,5 | 18,8 | 16,9 | |
327 | 34,0 | 168,9 | 4 | - | - | 27,2 | 23,2 | 20,3 | 18,2 | |
328 | 36,0 | 184,2 | 4 | - | - | 29,4 | 25,0 | 21,9 | 19,6 | |
329 | 38,0 | 199,9 | 4 | - | - | 31,6 | 26,9 | 23,5 | 21,0 | |
330 | 40,0 | 216,0 | 5 | - | - | 34,5 | 29,4 | 25,7 | 23,0 | |
331 | 42,0 | 232,5 | 5 | - | - | 36,9 | 31,4 | 27,4 | 24,5 | |
332 | 44,0 | 249,5 | 5 | - | - | 39,3 | 33,4 | 29,1 | 26,0 | |
333 | 46,0 | 266,8 | 6 | - | - | 42,3 | 36,0 | 31,5 | 28,1 | |
334 | 48,0 | 284,6 | 6 | - | - | 44,9 | 38,1 | 33,3 | 29,7 | |
335 | 50,0 | 302,7 | 7 | - | - | 48,0 | 40,8 | 35,7 | 31,9 | |
336 | 52,0 | 321,2 | 7 | - | - | 50,7 | 43,0 | 37,6 | 33,5 | |
337 | 54,0 | 340,1 | 7 | - | - | 53,4 | 45,3 | 39,5 | 35,2 | |
338 | 56,0 | 359,3 | 8 | - | - | 56,7 | 48,1 | 42,0 | 37,5 | |
339 | 58,0 | 378,9 | 8 | - | - | 59,5 | 50,5 | 44,0 | 39,2 | |
340 | 60,0 | 398,8 | 8 | - | - | 62,3 | 52,6 | 45,8 | 40,0 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 8 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
341 | С16 | 64,0 | 439,7 | 9 | - | - | - | 52,7 | 46,0 | 41,0 |
342 | 68,0 | 481,9 | 10 | - | - | - | 57,7 | 50,4 | 45,0 | |
343 | 72,0 | 525,4 | 11 | - | - | - | 62,9 | 55,0 | 49,0 | |
344 | 76,0 | 570,1 | 12 | - | - | - | 68,3 | 59,6 | 53,1 | |
345 | 80,0 | 616,1 | 13 | - | - | - | 73,7 | 64,4 | 57,4 | |
346 | 84,0 | 663,3 | 14 | - | - | - | 74,6 | 65,2 | 58,2 | |
347 | 88,0 | 711,6 | 15 | - | - | - | 80,0 | 69,9 | 62,4 | |
348 | 92,0 | 761,1 | 16 | - | - | - | 85,5 | 74,7 | 66,6 | |
349 | 96,0 | 811,7 | 17 | - | - | - | 91,0 | 79,6 | 71,0 | |
350 | 100,0 | 863,4 | 18 | - | - | - | 96,7 | 84,5 | 75,4 | |
351 | 110,0 | 997,2 | 20 | - | - | - | 111,1 | 97,1 | 86,5 | |
352 | 120,0 | 1137,4 | 23 | - | - | - | 126,8 | 110,7 | 98,6 | |
353 | С17 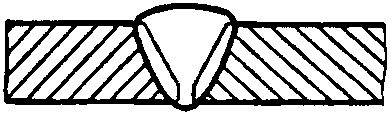 | 3,0 | 8,3 | 1 | 3,6 | 3,3 | 2,9 | 2,6 | - | - |
354 | 4,0 | 12,5 | 1 | 4,9 | 4,5 | 3,8 | 3,4 | - | - | |
355 | 5,0 | 17,0 | 1 | - | 4,6 | 4,3 | 3,7 | 3,3 | 3,1 | |
356 | 6,0 | 22,0 | 1 | - | 5,7 | 5,2 | 4,5 | 4,0 | 3,6 | |
357 | 7,0 | 27,3 | 1 | - | 6,8 | 6,2 | 5,3 | 4,7 | 4,3 | |
358 | 8,0 | 33,0 | 2 | - | 8,5 | 7,8 | 6,8 | 6,1 | 5,5 | |
359 | 9,0 | 38,9 | 2 | - | 9,7 | 8,9 | 7,7 | 6,9 | 6,2 | |
360 | 10,0 | 45,1 | 2 | - | 11,0 | 10,1 | 8,7 | 7,7 | 6,9 | |
361 | 12,0 | 66,0 | 2 | - | - | 13,0 | 11,1 | 9,8 | 8,8 | |
362 | 14,0 | 88,4 | 2 | - | - | 16,8 | 14,3 | 12,5 | 11,1 | |
363 | 16,0 | 113,7 | 3 | - | - | 21,6 | 18,4 | 16,1 | 14,4 | |
364 | 18,0 | 142,1 | 3 | - | - | 26,5 | 22,4 | 19,6 | 17,4 | |
365 | 20,0 | 173,4 | 4 | - | - | 323 | 27,4 | 23,9 | 21,3 | |
366 | 22,0 | 207,7 | 5 | - | - | 35,8 | 30,4 | 26,6 | 23,6 | |
367 | 24,0 | 244,8 | 5 | - | - | 41,5 | 35,2 | 30,7 | 27,2 | |
368 | 26,0 | 284,8 | 6 | - | - | 48,3 | 41,0 | 35,7 | 31,6 | |
369 | 28,0 | 327,6 | 7 | - | - | 55,5 | 47,1 | 41,0 | 36,3 | |
370 | 30,0 | 373,3 | 8 | - | - | 63,2 | 53,5 | 46,7 | 41,3 | |
371 | 32,0 | 421,7 | 9 | - | - | 66,3 | 56,1 | 49,0 | 43,6 | |
372 | 34,0 | 472,9 | 10 | - | - | 74,0 | 62,8 | 54,8 | 48,8 | |
373 | 36,0 | 526,9 | 11 | - | - | 82,3 | 69,8 | 60,9 | 54,2 | |
374 | 38,0 | 583,5 | 12 | - | - | 91,0 | 77,1 | 67,2 | 59,8 | |
375 | 40,0 | 643,0 | 13 | - | - | 100,0 | 84,7 | 73,8 | 65,7 | |
376 | 42,0 | 705,1 | 15 | - | - | 110,0 | 93,3 | 81,3 | 72,4 | |
377 | 44,0 | 769,9 | 16 | - | - | 119,8 | 101,6 | 88,5 | 78,7 | |
378 | 46,0 | 837,3 | 17 | - | - | 130,0 | 110,2 | 95,9 | 85,3 | |
379 | 48,0 | 907,5 | 19 | - | - | 141,2 | 119,6 | 104,2 | 92,7 | |
380 | 50,0 | 980,3 | 20 | - | - | 152,1 | 128,9 | 112,2 | 99,8 | |
381 | 52,0 | 1055,7 | 22 | - | - | 164,1 | 139,0 | 121,1 | 107,7 | |
382 | 54,0 | 1133,8 | 23 | - | - | 175,8 | 148,8 | 129,6 | 115,2 | |
383 | 56,0 | 1214,4 | 25 | - | - | 188,4 | 159,6 | 139,0 | 123,5 | |
384 | 58,0 | 1297,7 | 26 | - | - | 200,9 | 170,1 | 148,0 | 131,5 | |
385 | 60,0 | 1383,6 | 28 | - | - | 214,3 | 181,4 | 157,9 | 140,4 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 9 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
386 | С18 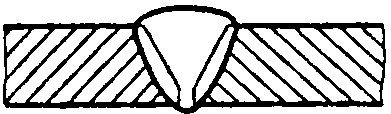 | 3,0 | 12,3 | 1 | 4,9 | 4,4 | 3,8 | 3,4 | - | - |
387 | 4,0 | 17,0 | 1 | 6,4 | 5,8 | 4,9 | 4,2 | - | - | |
388 | 5,0 | 22,1 | 1 | - | 5,7 | 5,2 | 4,5 | 4,0 | 3,7 | |
389 | 6,0 | 27,2 | 1 | - | 6,7 | 6,2 | 5,3 | 4,7 | 4,2 | |
390 | 7,0 | 32,4 | 2 | - | 8,4 | 7,7 | 6,7 | 6,0 | 5,4 | |
391 | 8,0 | 37,7 | 2 | - | 9,5 | 8,7 | 7,5 | 6,7 | 6,1 | |
392 | 9,0 | 43,1 | 2 | - | 10,6 | 9,7 | 8,4 | 7,4 | 6,7 | |
393 | 10,0 | 48,6 | 2 | - | 11,8 | 10,8 | 9,2 | 8,2 | 7,3 | |
394 | 12,0 | 73,9 | 2 | - | - | 14,3 | 12,2 | 10,7 | 9,6 | |
395 | 14,0 | 97,7 | 2 | - | - | 18,3 | 15,6 | 13,6 | 12,1 | |
396 | 16,0 | 124,4 | 3 | - | - | 23,4 | 19,9 | 17,4 | 15,5 | |
397 | 18,0 | 154,0 | 4 | - | - | 29,1 | 24,7 | 21,6 | 19,2 | |
398 | 20,0 | 186,4 | 4 | - | - | 34,5 | 29,3 | 25,5 | 22,7 | |
399 | 22,0 | 221,5 | 5 | - | - | 37,9 | 32,2 | 28,1 | 24,9 | |
400 | 24,0 | 259,3 | 6 | - | - | 44,4 | 37,7 | 32,9 | 29,2 | |
401 | 26,0 | 299,8 | 6 | - | - | 50,6 | 42,9 | 37,4 | 33,1 | |
402 | 28,0 | 342,8 | 7 | - | - | 57,9 | 49,0 | 42,7 | 37,8 | |
403 | 30,0 | 388,5 | 8 | - | - | 65,5 | 55,5 | 48,3 | 42,8 | |
404 | 32,0 | 436,6 | 9 | - | - | 68,3 | 57,9 | 50,5 | 45,0 | |
405 | 34,0 | 487,3 | 10 | - | - | 76,1 | 64,5 | 56,3 | 50,1 | |
406 | 36,0 | 540,5 | 11 | - | - | 84,2 | 71,4 | 62,2 | 55,4 | |
407 | 38,0 | 596,1 | 12 | - | - | 92,7 | 78,6 | 68,5 | 60,9 | |
408 | 40,0 | 654,1 | 14 | - | - | 102,2 | 36,6 | 75,6 | 67,2 | |
409 | 42,0 | 714,5 | 15 | - | - | 111,4 | 94,4 | 82,3 | 73,2 | |
410 | 44,0 | 777,3 | 16 | - | - | 120,9 | 102,4 | 89,3 | 79,4 | |
411 | 46,0 | 842,5 | 17 | - | - | 130,8 | 110,8 | 96,5 | 85,8 | |
412 | 48,0 | 910,0 | 19 | - | - | 141,5 | 119,9 | 104,5 | 92,9 | |
413 | 50,0 | 979,8 | 20 | - | - | 152,1 | 128,8 | 112,2 | 99,7 | |
414 | 52,0 | 1052,0 | 21 | - | - | 162,9 | 138,0 | 120,1 | 106,7 | |
415 | 54,0 | 1126,4 | 23 | - | - | 174,7 | 148,0 | 128,9 | 114,5 | |
416 | 56,0 | 1203,1 | 25 | - | - | 186,8 | 158,2 | 137,8 | 122,5 | |
417 | 58,0 | 1282,0 | 26 | - | - | 198,6 | 168,2 | 146,4 | 130,1 | |
418 | 60,0 | 1363,2 | 28 | - | - | 211,4 | 179,0 | 155,9 | 138,5 | |
419 | С19 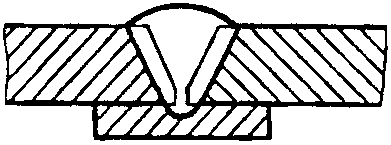 | 3,0 | 9,6 | 1 | 4,1 | 3,7 | 3,2 | 2,9 | - | - |
420 | 4,0 | 14,0 | 1 | 5,4 | 4,9 | 4,2 | 3,7 | - | - | |
421 | 5,0 | 18,8 | 1 | - | 5,0 | 4,6 | 4,0 | 3,6 | 3,3 | |
422 | 6,0 | 23,8 | 1 | - | 6,0 | 5,5 | 4,8 | 4,2 | 3,8 | |
423 | 7,0 | 29,0 | 2 | - | 7,7 | 7,1 | 6,2 | 5,5 | 5,1 | |
424 | 8,0 | 34,5 | 2 | - | 8,8 | 8,1 | 7,0 | 6,3 | 5,7 | |
425 | 9,0 | 40,3 | 2 | - | 10,0 | 9,2 | 7,9 | 7,0 | 6,4 | |
426 | 10,0 | 46,2 | 2 | - | 11,3 | 10,3 | 8,9 | 7,8 | 7,1 | |
427 | 12,0 | 71,3 | 2 | - | - | 13,9 | 11,8 | 10,4 | 9,3 | |
428 | 14,0 | 94,9 | 2 | - | - | 17,9 | 15,2 | 13,3 | 11,8 | |
429 | 16,0 | 121,6 | 3 | - | - | 23,0 | 19,5 | 17,1 | 15,2 | |
430 | 18,0 | 151,2 | 3 | - | - | 28,0 | 23,7 | 20,7 | 18,4 | |
431 | 20,0 | 183,8 | 4 | - | - | 34,1 | 28,9 | 25,2 | 22,4 | |
432 | 22,0 | 219,3 | 5 | - | - | 37,6 | 31,9 | 27,9 | 24,7 | |
433 | 24,0 | 257,7 | 6 | - | - | 44,1 | 37,5 | 32,7 | 29,0 | |
434 | 26,0 | 298,9 | 6 | - | - | 50,5 | 42,8 | 37,3 | 33,0 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 10 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
435 | С19 | 28,0 | 342,9 | 7 | - | - | 57,9 | 49,1 | 42,7 | 37,8 |
436 | 30,0 | 389,7 | 8 | - | - | 65,7 | 55,7 | 48,5 | 42,9 | |
437 | 32,0 | 439,2 | 9 | - | - | 68,7 | 58,2 | 50,8 | 45,2 | |
438 | 34,0 | 491,5 | 10 | - | - | 76,7 | 65,0 | 56,7 | 50,4 | |
439 | 36,0 | 546,4 | 11 | - | - | 85,1 | 72,1 | 62,8 | 55,9 | |
440 | 38,0 | 604,0 | 13 | - | - | 94,5 | 80,1 | 69,9 | 62,2 | |
441 | 40,0 | 664,2 | 14 | - | - | 103,6 | 87,8 | 76,6 | 68,1 | |
442 | 42,0 | 727,0 | 15 | - | - | 113,2 | 95,9 | 83,6 | 74,3 | |
443 | 44,0 | 792,5 | 16 | - | - | 123,1 | 104,2 | 90,8 | 80,7 | |
444 | 46,0 | 860,5 | 18 | - | - | 133,9 | 113,5 | 98,9 | 87,9 | |
445 | 48,0 | 931,1 | 19 | - | - | 144,6 | 122,4 | 106,7 | 94,8 | |
446 | 50,0 | 1004,3 | 21 | - | - | 156,2 | 132,3 | 115,3 | 102,5 | |
447 | 52,0 | 1080,0 | 22 | - | - | 167,5 | 141,9 | 123,6 | 109,8 | |
448 | 54,0 | 1158,3 | 24 | - | - | 179,8 | 152,3 | 132,7 | 118,0 | |
449 | 56,0 | 1239,0 | 25 | - | - | 191,9 | 162,5 | 141,5 | 125,7 | |
450 | 58,0 | 1322,3 | 27 | - | - | 204,9 | 173,6 | 151,1 | 134,3 | |
451 | 60,0 | 1408,0 | 29 | - | - | 218,3 | 184,9 | 161,0 | 143,1 | |
452 | С20 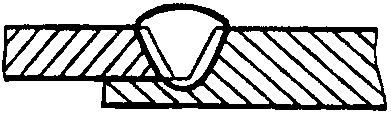 | 3,0 | 11,1 | 1 | 4,5 | 4,1 | 3,5 | 3,1 | - | - |
453 | 4,0 | 15,9 | 1 | 6,0 | 5,4 | 4,6 | 4,0 | - | - | |
454 | 5,0 | 21,2 | 1 | - | 5,5 | 5,0 | 4,4 | 3,9 | 3,5 | |
455 | 6,0 | 26,7 | 1 | - | 6,6 | 6,1 | 5,2 | 4,6 | 4,2 | |
456 | 7,0 | 32,4 | 2 | - | 8,4 | 7,7 | 6,7 | 6,0 | 5,4 | |
457 | 8,0 | 38,4 | 2 | - | 9,7 | 8,8 | 7,7 | 6,8 | 6,1 | |
458 | 9,0 | 44,6 | 2 | - | 10,9 | 10,0 | 8,6 | 7,6 | 6,9 | |
459 | 10,0 | 51,0 | 2 | - | 12,3 | 11,2 | 9,6 | 8,5 | 7,6 | |
460 | 12,0 | 78,0 | 2 | - | - | 15,0 | 12,8 | 11,2 | 10,0 | |
461 | 14,0 | 103,0 | 3 | - | - | 19,8 | 16,9 | 14,8 | 13,3 | |
462 | 16,0 | 131,2 | 3 | - | - | 24,6 | 20,9 | 18,2 | 16,2 | |
463 | 18,0 | 162,3 | 4 | - | - | 30,5 | 25,9 | 22,6 | 20,1 | |
464 | 20,0 | 196,4 | 4 | - | - | 36,2 | 30,7 | 26,7 | 23,8 | |
465 | 22,0 | 233,4 | 5 | - | - | 39,8 | 33,7 | 29,4 | 26,1 | |
466 | 24,0 | 273,1 | 6 | - | - | 46,5 | 39,5 | 34,4 | 30,5 | |
467 | 26,0 | 315,7 | 7 | - | - | 53,7 | 45,5 | 39,7 | 35,2 | |
468 | 28,0 | 360,9 | 8 | - | - | 61,3 | 51,9 | 45,7 | 40,1 | |
469 | 30,0 | 408,9 | 9 | - | - | 69,3 | 58,7 | 51,2 | 45,3 | |
470 | 32,0 | 459,5 | 10 | - | - | 72,1 | 61,2 | 53,4 | 47,6 | |
471 | 34,0 | 512,7 | 11 | - | - | 80,3 | 68,1 | 59,4 | 52,9 | |
472 | 36,0 | 568,6 | 12 | - | - | 88,8 | 75,3 | 65,7 | 58,4 | |
473 | 38,0 | 626,9 | 13 | - | - | 97,7 | 82,8 | 72,2 | 64,2 | |
474 | 40,0 | 687,9 | 14 | - | - | 107,0 | 90,7 | 79,0 | 70,2 | |
475 | 42,0 | 751,3 | 15 | - | - | 116,6 | 98,8 | 86,0 | 76,5 | |
476 | 44,0 | 817,2 | 17 | - | - | 127,2 | 107,8 | 93,9 | 83,5 | |
477 | 46,0 | 885,6 | 18 | - | - | 137,5 | 116,5 | 101,5 | 90,2 | |
478 | 48,0 | 956,5 | 20 | - | - | 148,8 | 126,0 | 109,8 | 97,7 | |
479 | 50,0 | 1029,8 | 21 | - | - | 159,8 | 135,3 | 117,9 | 104,8 | |
480 | 52,0 | 1105,4 | 23 | - | - | 171,7 | 145,5 | 126,7 | 112,7 | |
481 | 54,0 | 1183,5 | 24 | - | - | 183,4 | 155,3 | 135,3 | 120,2 | |
482 | 56,0 | 1263,9 | 26 | - | - | 196,1 | 166,0 | 144,6 | 128,5 | |
483 | 58,0 | 1346,7 | 27 | - | - | 208,4 | 176,5 | 153,6 | 136,5 | |
484 | 60,0 | 1431,9 | 29 | - | - | 221,7 | 187,7 | 163,4 | 145,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 11 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
485 | С21 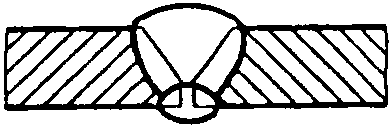 | 3,0 | 9,1 | 1 | 3,9 | 3,6 | 3,1 | 2,8 | - | - |
486 | 4,0 | 13,5 | 1 | 5,2 | 4,8 | 4,1 | 3,6 | - | - | |
487 | 5,0 | 18,2 | 1 | - | 4,9 | 4,5 | 3,9 | 3,5 | 3,2 | |
488 | 6,0 | 23,4 | 1 | - | 5,9 | 5,4 | 4,7 | 4,2 | 3,8 | |
489 | 7,0 | 28,8 | 2 | - | 7,7 | 7,1 | 6,1 | 5,5 | 5,0 | |
490 | 8,0 | 34,6 | 2 | - | 8,8 | 8,1 | 7,0 | 6,3 | 5,7 | |
491 | 9,0 | 40,6 | 2 | - | 10,1 | 9,3 | 8,0 | 7,1 | 6,4 | |
492 | 10,0 | 46,8 | 2 | - | 11,4 | 10,4 | 9,0 | 7,9 | 7,1 | |
493 | 12,0 | 69,0 | 2 | - | - | 13,5 | 11,5 | 10,1 | 9,1 | |
494 | 14,0 | 91,8 | 2 | - | - | 17,3 | 14,7 | 12,9 | 11,5 | |
495 | 16,0 | 117,6 | 3 | - | - | 22,3 | 19,0 | 16,6 | 14,8 | |
496 | 18,0 | 146,3 | 3 | - | - | 27,2 | 23,0 | 20,1 | 17,9 | |
497 | 20,0 | 177,9 | 4 | - | - | 33,1 | 28,1 | 24,5 | 21,8 | |
498 | 22,0 | 212,4 | 5 | - | - | 36,5 | 31,0 | 27,1 | 24,1 | |
499 | 24,0 | 249,6 | 5 | - | - | 42,3 | 35,8 | 31,2 | 27,7 | |
500 | 26,0 | 289,5 | 6 | - | - | 49,0 | 41,6 | 36,2 | 32,1 | |
501 | 28,0 | 332,2 | 7 | - | - | 56,2 | 47,7 | 41,5 | 36,8 | |
502 | 30,0 | 377,5 | 8 | - | - | 63,8 | 54,1 | 47,1 | 41,7 | |
503 | 32,0 | 425,6 | 9 | - | - | 66,7 | 56,6 | 49,4 | 44,0 | |
504 | 34,0 | 476,2 | 10 | - | - | 74,5 | 63,2 | 55,1 | 49,1 | |
505 | 36,0 | 529,5 | 11 | - | - | 82,7 | 70,1 | 61,1 | 54,4 | |
506 | 38,0 | 585,4 | 12 | - | - | 91,2 | 77,3 | 67,4 | 59,9 | |
507 | 40,0 | 643,8 | 13 | - | - | 100,1 | 84,8 | 73,9 | 65,7 | |
508 | 42,0 | 704,8 | 15 | - | - | 110,0 | 93,2 | 81,3 | 72,3 | |
509 | 44,0 | 768,3 | 16 | - | - | 119,6 | 101,4 | 88,3 | 78,6 | |
510 | 46,0 | 834,4 | 17 | - | - | 129,6 | 109,8 | 95,6 | 85,0 | |
511 | 48,0 | 902,9 | 19 | - | - | 140,5 | 119,1 | 103,8 | 92,3 | |
512 | 50,0 | 973,9 | 20 | - | - | 151,2 | 128,1 | 111,6 | 99,2 | |
513 | 52,0 | 1047,4 | 21 | - | - | 162,3 | 137,4 | 119,7 | 106,3 | |
514 | 54,0 | 1123,4 | 23 | - | - | 174,3 | 147,6 | 128,6 | 114,3 | |
515 | 56,0 | 1201,8 | 24 | - | - | 186,0 | 157,5 | 137,1 | 121,8 | |
516 | 58,0 | 1282,6 | 26 | - | - | 198,7 | 168,3 | 146,5 | 130,2 | |
517 | 60,0 | 1365,9 | 28 | - | - | 211,7 | 179,3 | 156,1 | 138,8 | |
518 | С23 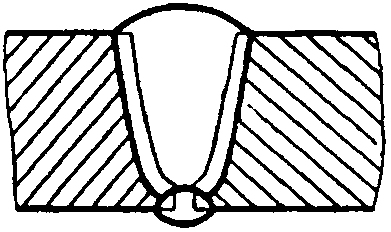 | 24,0 | 417,3 | 9 | - | - | 70,6 | 59,8 | 52,1 | 46,1 |
519 | 26,0 | 469,4 | 10 | - | - | 79,2 | 67,1 | 58,5 | 51,7 | |
520 | 28,0 | 523,3 | 11 | - | - | 88,2 | 74,7 | 65,0 | 57,5 | |
521 | 30,0 | 579,2 | 12 | - | - | 97,4 | 82,4 | 71,8 | 63,5 | |
522 | 32,0 | 636,8 | 13 | - | - | 99,1 | 84,0 | 73,2 | 65,1 | |
523 | 34,0 | 696,1 | 14 | - | - | 108,2 | 91,6 | 79,8 | 71,0 | |
524 | 36,0 | 757,1 | 16 | - | - | 118,0 | 100,0 | 87,2 | 77,6 | |
525 | 38,0 | 819,7 | 17 | - | - | 127,5 | 108,1 | 94,1 | 83,7 | |
526 | 40,0 | 883,8 | 18 | - | - | 137,2 | 116,2 | 101,3 | 90,0 | |
527 | 42,0 | 949,5 | 19 | - | - | 147,2 | 124,6 | 108,5 | 96,4 | |
528 | 44,0 | 1016,6 | 21 | - | - | 157,9 | 133,8 | 116,5 | 103,6 | |
529 | 46,0 | 1085,2 | 22 | - | - | 168,3 | 142,5 | 124,1 | 110,3 | |
530 | 48,0 | 1155,3 | 24 | - | - | 179,4 | 152,0 | 132,4 | 117,7 | |
531 | 50,0 | 1226,7 | 25 | - | - | 190,2 | 161,0 | 140,2 | 124,6 | |
532 | 52,0 | 1299,4 | 26 | - | - | 201,1 | 170,3 | 148,2 | 131,7 | |
533 | 54,0 | 1373,5 | 28 | - | - | 212,8 | 180,2 | 156,9 | 139,5 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 12 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
534 | 56,0 | 1448,9 | 29 | - | - | 224,1 | 189,7 | 165,2 | 146,7 | |
535 | 58,0 | 1525,5 | 31 | - | - | 236,2 | 200,0 | 174,1 | 154,7 | |
536 | 60,0 | 1603,4 | 33 | - | - | 248,5 | 205,0 | 176,0 | 158,0 | |
537 | 64,0 | 1762,9 | 36 | - | - | - | 208,7 | 182,0 | 162,0 | |
538 | 68,0 | 1927,1 | 39 | - | - | - | 227,8 | 198,7 | 176,8 | |
539 | 72,0 | 2095,9 | 42 | - | - | - | 247,5 | 215,7 | 191,9 | |
540 | 76,0 | 2269,1 | 46 | - | - | - | 268,2 | 233,8 | 208,0 | |
541 | 80,0 | 2446,7 | 49 | - | - | - | 288,8 | 251,7 | 223,9 | |
542 | 84,0 | 2628,5 | 53 | - | - | - | 291,8 | 254,6 | 226,8 | |
543 | 88,0 | 2814,4 | 57 | - | - | - | 312,5 | 272,7 | 242,9 | |
544 | 92,0 | 3004,4 | 61 | - | - | - | 333,6 | 291,2 | 259,3 | |
545 | 96,0 | 3198,2 | 64 | - | - | - | 354,5 | 309,3 | 275,4 | |
546 | 100,0 | 3395,8 | 68 | - | - | - | 376,4 | 328,4 | 292,4 | |
547 | С24 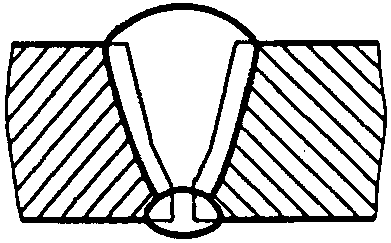 | 24,0 | 279,9 | 6 | - | - | 47,5 | 40,3 | 35,2 | 31,2 |
548 | 26,0 | 318,9 | 7 | - | - | 54,2 | 45,9 | 40,1 | 35,5 | |
549 | 28,0 | 360,0 | 8 | - | - | 61,1 | 51,8 | 45,2 | 40,0 | |
550 | 30,0 | 402,9 | 9 | - | - | 68,4 | 58,0 | 50,5 | 44,7 | |
551 | 32,0 | 447,7 | 9 | - | - | 69,9 | 59,2 | 51,6 | 45,9 | |
552 | 34,0 | 494,3 | 10 | - | - | 77,1 | 65,3 | 57,0 | 50,7 | |
553 | 36,0 | 542,7 | 11 | - | - | 84,6 | 71,7 | 62,5 | 55,6 | |
554 | 38,0 | 592,8 | 12 | - | - | 92,3 | 78,2 | 68,1 | 60,6 | |
555 | 40,0 | 644,6 | 13 | - | - | 100,2 | 84,9 | 74,0 | 65,8 | |
556 | 42,0 | 698,0 | 14 | - | - | 108,4 | 91,9 | 80,0 | 71,1 | |
557 | 44,0 | 753,1 | 16 | - | - | 117,4 | 99,6 | 86,8 | 77,2 | |
558 | 46,0 | 809,8 | 17 | - | - | 126,1 | 106,9 | 93,2 | 82,8 | |
559 | 48,0 | 868,1 | 18 | - | - | 135,0 | 114,4 | 99,7 | 88,6 | |
560 | 50,0 | 927,9 | 19 | - | - | 144,1 | 122,1 | 106,3 | 94,5 | |
561 | 52,0 | 989,3 | 20 | - | - | 153,4 | 129,9 | 113,2 | 100,6 | |
562 | 54,0 | 1052,2 | 21 | - | - | 163,0 | 138,0 | 120,1 | 106,8 | |
563 | 56,0 | 1116,6 | 23 | - | - | 173,3 | 146,8 | 127,9 | 113,7 | |
564 | 58,0 | 1182,5 | 24 | - | - | 183,3 | 155,2 | 135,1 | 120,1 | |
565 | 60,0 | 1249,8 | 25 | - | - | 193,4 | 163,8 | 142,6 | 126,7 | |
566 | 64,0 | 1388,7 | 28 | - | - | - | 164,4 | 143,3 | 127,5 | |
567 | 68,0 | 1533,2 | 31 | - | - | - | 181,4 | 158,2 | 140,8 | |
568 | 72,0 | 1683,2 | 34 | - | - | - | 199,1 | 173,6 | 154,5 | |
569 | 76,0 | 1838,6 | 37 | - | - | - | 217,3 | 189,5 | 168,6 | |
570 | 80,0 | 1999,2 | 40 | - | - | - | 236,1 | 205,8 | 183,1 | |
571 | 84,0 | 2165,0 | 44 | - | - | - | 240,7 | 210,1 | 187,1 | |
572 | 88,0 | 2335,9 | 47 | - | - | - | 259,3 | 226,3 | 201,6 | |
573 | 92,0 | 2511,8 | 51 | - | - | - | 279,1 | 243,6 | 216,9 | |
574 | 96,0 | 2692,6 | 54 | - | - | - | 298,7 | 260,6 | 232,1 | |
575 | 100,0 | 2878,2 | 58 | - | - | - | 319,4 | 278,7 | 248,2 | |
576 | С25 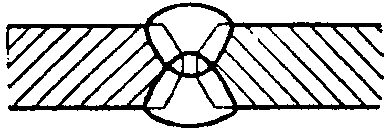 | 6,0 | 9,2 | 1 | - | 3,0 | 2,8 | 2,5 | 2,3 | 2,1 |
577 | 7,0 | 11,3 | 1 | - | 3,4 | 3,2 | 2,8 | 2,6 | 2,4 | |
578 | 8,0 | 13,5 | 1 | - | 3,9 | 3,6 | 3,2 | 2,9 | 2,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 13 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
579 | С25 | 9,0 | 15,8 | 1 | - | 4,4 | 4,0 | 3,5 | 3,2 | 2,9 |
580 | 10,0 | 18,1 | 1 | - | 4,8 | 4,5 | 3,9 | 3,5 | 3,2 | |
581 | 12,0 | 23,1 | 1 | - | - | 5,1 | 4,4 | 4,0 | 3,6 | |
582 | 14,0 | 28,4 | 1 | - | - | 6,0 | 5,2 | 4,6 | 4,2 | |
583 | 16,0 | 36,3 | 1 | - | - | 7,3 | 6,3 | 5,6 | 5,0 | |
584 | 18,0 | 44,9 | 1 | - | - | 8,8 | 7,5 | 6,6 | 5,9 | |
585 | 20,0 | 54,3 | 2 | - | - | 11,0 | 9,4 | 8,3 | 7,5 | |
586 | 22,0 | 64,4 | 2 | - | - | 11,9 | 10,2 | 9,0 | 8,1 | |
587 | 24,0 | 75,4 | 2 | - | - | 13,6 | 11,6 | 10,2 | 9,1 | |
588 | 26,0 | 87,0 | 2 | - | - | 15,4 | 13,1 | 11,5 | 10,3 | |
589 | 28,0 | 99,5 | 2 | - | - | 17,3 | 14,7 | 12,9 | 11,5 | |
590 | 30,0 | 112,6 | 3 | - | - | 19,9 | 17,0 | 14,9 | 13,3 | |
591 | 32,0 | 126,5 | 3 | - | - | 20,6 | 17,6 | 15,5 | 13,8 | |
592 | 34,0 | 141,1 | 3 | - | - | 22,7 | 19,3 | 16,9 | 15,1 | |
593 | 36,0 | 156,4 | 4 | - | - | 25,4 | 21,7 | 19,1 | 17,1 | |
594 | 38,0 | 172,3 | 4 | - | - | 27,7 | 23,6 | 20,7 | 18,5 | |
595 | 40,0 | 189,0 | 4 | - | - | 30,1 | 25,6 | 22,4 | 20,0 | |
596 | 42,0 | 206,3 | 5 | - | - | 33,1 | 28,2 | 24,7 | 22,1 | |
597 | 44,0 | 224,4 | 5 | - | - | 35,7 | 30,4 | 26,6 | 23,7 | |
598 | 46,0 | 243,0 | 5 | - | - | 38,4 | 32,6 | 28,5 | 25,4 | |
599 | 48,0 | 262,4 | 6 | - | - | 41,7 | 35,5 | 31,0 | 27,7 | |
600 | 50,0 | 282,4 | 6 | - | - | 44,6 | 37,9 | 33,1 | 29,5 | |
601 | 52,0 | 303,0 | 7 | - | - | 48,1 | 40,9 | 35,7 | 31,9 | |
602 | 54,0 | 324,3 | 7 | - | - | 51,1 | 43,4 | 37,9 | 33,8 | |
603 | 56,0 | 346,2 | 7 | - | - | 54,2 | 46,0 | 40,1 | 35,7 | |
604 | 58,0 | 368,8 | 8 | - | - | 58,0 | 49,3 | 43,0 | 38,3 | |
605 | 60,0 | 392,0 | 8 | - | - | 61,3 | 52,0 | 45,4 | 40,4 | |
606 | 64,0 | 440,3 | 9 | - | - | - | 52,7 | 46,1 | 41,1 | |
607 | 68,0 | 491,0 | 10 | - | - | - | 58,7 | 51,3 | 45,7 | |
608 | 72,0 | 544,2 | 11 | - | - | - | 64,9 | 56,7 | 50,5 | |
609 | 76,0 | 599,8 | 12 | - | - | - | 71,4 | 62,3 | 55,5 | |
610 | 80,0 | 657,8 | 14 | - | - | - | 78,7 | 68,8 | 61,3 | |
611 | 84,0 | 718,1 | 15 | - | - | - | 80,6 | 70,5 | 62,9 | |
612 | 88,0 | 780,8 | 16 | - | - | - | 87,4 | 76,4 | 68,1 | |
613 | 92,0 | 845,8 | 17 | - | - | - | 94,4 | 82,5 | 73,5 | |
614 | 96,0 | 913,1 | 19 | - | - | - | 102,2 | 89,3 | 79,7 | |
615 | 100,0 | 982,7 | 20 | - | - | - | 109,7 | 95,8 | 85,4 | |
616 | 110,0 | 1166,5 | 24 | - | - | - | 130,2 | 113,7 | 101,4 | |
617 | 120,0 | 1364,2 | 28 | - | - | - | 152,1 | 132,8 | 118,4 | |
618 | С26 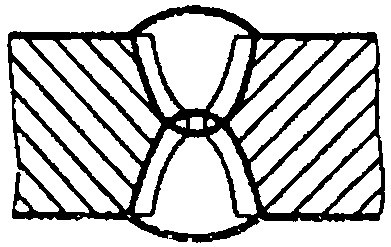 | 26,0 | 178,1 | 4 | - | - | 30,6 | 26,0 | 22,7 | 20,2 |
619 | 28,0 | 197,2 | 4 | - | - | 33,6 | 28,5 | 24,9 | 22,0 | |
620 | 30,0 | 216,8 | 5 | - | - | 37,2 | 31,6 | 27,6 | 24,5 | |
621 | 32,0 | 236,9 | 5 | - | - | 37,5 | 31,9 | 27,9 | 24,8 | |
622 | 34,0 | 257,5 | 6 | - | - | 41,0 | 34,9 | 30,5 | 27,3 | |
623 | 36,0 | 278,6 | 6 | - | - | 44,0 | 36,4 | 32,7 | 29,1 | |
624 | 38,0 | 300,1 | 6 | - | - | 47,1 | 39,9 | 34,9 | 31,0 | |
625 | 40,0 | 322,0 | 7 | - | - | 50,8 | 43,1 | 37,7 | 33,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 14 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
626 | С26 | 42,0 | 344,3 | 7 | - | - | 54,0 | 45,8 | 39,9 | 35,6 |
627 | 44,0 | 367,0 | 8 | - | - | 57,8 | 49,1 | 42,8 | 38,2 | |
628 | 46,0 | 390,1 | 8 | - | - | 61,1 | 51,8 | 45,2 | 40,2 | |
629 | 48,0 | 413,6 | 9 | - | - | 65,0 | 55,2 | 48,2 | 42,9 | |
630 | 50,0 | 437,5 | 9 | - | - | 68,4 | 58,0 | 50,6 | 45,0 | |
631 | 52,0 | 461,7 | 10 | - | - | 72,4 | 61,5 | 53,6 | 47,8 | |
632 | 54,0 | 486,3 | 10 | - | - | 75,9 | 64,4 | 56,1 | 50,0 | |
633 | 56,0 | 511,2 | 11 | - | - | 80,1 | 67,9 | 59,3 | 52,8 | |
634 | 58,0 | 536,5 | 11 | - | - | 83,7 | 70,9 | 61,8 | 55,0 | |
635 | 60,0 | 562,1 | 12 | - | - | 87,9 | 74,6 | 65,0 | 57,9 | |
636 | 64,0 | 614,2 | 13 | - | - | - | 76,8 | 66,8 | 60,0 | |
637 | 68,0 | 667,5 | 14 | - | - | - | 79,8 | 69,6 | 62,1 | |
638 | 72,0 | 722,1 | 15 | - | - | - | 86,1 | 75,2 | 67,0 | |
639 | 76,0 | 777,8 | 16 | - | - | - | 92,6 | 80,8 | 72,0 | |
640 | 80,0 | 834,6 | 17 | - | - | - | 99,2 | 86,6 | 77,1 | |
641 | 84,0 | 892,4 | 18 | - | - | - | 99,6 | 87,0 | 77,5 | |
642 | 88,0 | 951,3 | 19 | - | - | - | 106,0 | 92,6 | 82,5 | |
643 | 92,0 | 1011,3 | 21 | - | - | - | 113,1 | 98,8 | 88,1 | |
644 | 96,0 | 1072,2 | 22 | - | - | - | 119,7 | 104,6 | 93,2 | |
645 | 100,0 | 1134,0 | 23 | - | - | - | 126,4 | 110,4 | 98,4 | |
646 | 110,0 | 1292,7 | 26 | - | - | - | 143,9 | 125,6 | 111,9 | |
647 | 120,0 | 1456,9 | 30 | - | - | - | 162,5 | 141,9 | 126,4 | |
648 | С27 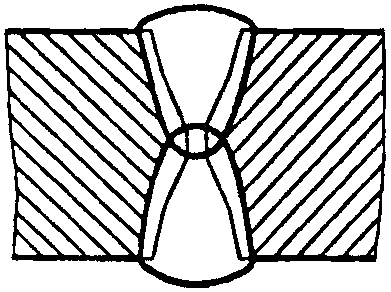 | 26,0 | 86,2 | 2 | - | - | 15,2 | 13,0 | 11,4 | 10,2 |
649 | 28,0 | 100,7 | 2 | - | - | 17,5 | 14,9 | 13,0 | 11,6 | |
650 | 30,0 | 116,5 | 3 | - | - | 20,5 | 17,5 | 15,3 | 13,7 | |
651 | 32,0 | 133,5 | 3 | - | - | 21,6 | 18,4 | 16,2 | 14,5 | |
652 | 34,0 | 151,7 | 3 | - | - | 24,2 | 20,6 | 18,0 | 16,1 | |
653 | 36,0 | 171,1 | 4 | - | - | 27,5 | 23,5 | 20,6 | 18,4 | |
654 | 38,0 | 191,5 | 4 | - | - | 30,5 | 25,9 | 22,7 | 20,2 | |
655 | 40,0 | 213,6 | 5 | - | - | 34,2 | 29,1 | 25,5 | 22,8 | |
656 | 42,0 | 236,8 | 5 | - | - | 37,5 | 31,9 | 27,8 | 24,8 | |
657 | 44,0 | 261,2 | 6 | - | - | 41,5 | 35,3 | 30,9 | 27,6 | |
658 | 46,0 | 286,8 | 6 | - | - | 45,2 | 38,4 | 33,5 | 29,9 | |
659 | 48,0 | 313,7 | 7 | - | - | 49,6 | 42,2 | 36,8 | 32,8 | |
660 | 50,0 | 341,9 | 7 | - | - | 53,6 | 45,5 | 39,7 | 35,3 | |
661 | 52,0 | 371,4 | 8 | - | - | 58,4 | 49,6 | 43,3 | 38,6 | |
662 | 54,0 | 402,1 | 8 | - | - | 62,8 | 53,2 | 46,4 | 41,3 | |
663 | 56,0 | 434,1 | 9 | - | - | 67,9 | 57,6 | 50,3 | 44,7 | |
664 | 58,0 | 467,5 | 10 | - | - | 73,3 | 62,2 | 54,2 | 48,3 | |
665 | 60,0 | 502,1 | 10 | - | - | 78,2 | 66,3 | 57,7 | 51,4 | |
666 | 64,0 | 575,2 | 12 | - | - | - | 68,8 | 60,1 | 53,5 | |
667 | 68,0 | 653,6 | 14 | - | - | - | 78,3 | 68,4 | 60,9 | |
668 | 72,0 | 737,3 | 15 | - | - | - | 87,7 | 76,6 | 68,2 | |
669 | 76,0 | 826,2 | 17 | - | - | - | 98,3 | 85,8 | 76,4 | |
670 | 80,0 | 920,5 | 19 | - | - | - | 109,5 | 95,5 | 85,1 | |
671 | 84,0 | 1020,2 | 21 | - | - | - | 114,0 | 99,6 | 88,8 | |
672 | 88,0 | 1125,3 | 23 | - | - | - | 125,6 | 109,7 | 97,7 | |
673 | 92,0 | 1235,7 | 25 | - | - | - | 137,7 | 120,2 | 107,1 | |
674 | 96,0 | 1351,7 | 27 | - | - | - | 150,3 | 131,2 | 116,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27 и С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 1 | Лист 15 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
675 | С27 | 100,0 | 1473,1 | 30 | - | - | - | 164,1 | 143,2 | 127,6 |
676 | 110,0 | 1800,7 | 36 | - | - | - | 200,0 | 174,5 | 155,4 | |
677 | 120,0 | 2163,1 | 44 | - | - | - | 240,5 | 209,9 | 187,0 | |
678 | С28 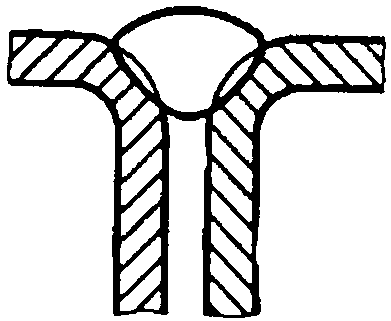 | 1,0 | 4,0 | 1 | 2,5 | 2,3 | 2,2 | - | - | - |
679 | 1,5 | 6,5 | 1 | 3,0 | 2,8 | 2,4 | 2,2 | - | - | |
680 | 20 | 9 2 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - | |
681 | 2,5 | 12,1 | 1 | 4,7 | 4,3 | 3,7 | 3,2 | - | - | |
682 | 3,0 | 15,0 | 1 | 5,6 | 5,1 | 4,3 | 3,8 | - | - | |
683 | 4,0 | 23,7 | 1 | 8,3 | 7,5 | 6,3 | 5,4 | - | - | |
684 | 5,0 | 36,2 | 2 | - | 9,0 | 8,3 | 7,2 | 6,4 | 5,7 | |
685 | 6,0 | 51,1 | 2 | - | 12,2 | 11,1 | 9,5 | 8,4 | 7,5 | |
686 | 7,0 | 68,5 | 3 | - | 16,3 | 14,9 | 12,7 | 11,2 | 10,1 | |
687 | 8,0 | 88,3 | 3 | - | 20,4 | 18,6 | 15,8 | 13,9 | 12,4 | |
688 | 9,0 | 110,4 | 4 | - | 25,6 | 23,3 | 19,8 | 17,3 | 15,5 | |
689 | 10,0 | 134,8 | 4 | - | 30,6 | 27,8 | 23,6 | 20,6 | 18,4 | |
690 | 12,0 | 190,5 | 4 | - | - | 35,0 | 29,6 | 25,7 | 22,9 | |
Индекс | а | б | в | г | д | е | ||||
С12, С13, С14, С21, С23, С24 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 2 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С12 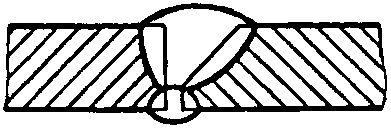 | 13 - 18 | 12,1 | 1 | 4,8 | 4,0 | 3,5 | 3,2 | 2,7 | 2,5 |
2 | 20 - 60 | 15,1 | 1 | - | - | 3,6 | 3,3 | 3,0 | 2,8 | |
3 | С13 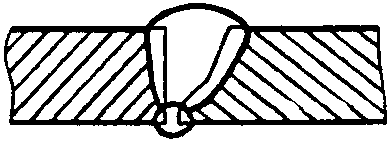 | 18 - 28 | 15,1 | 1 | - | - | 3,6 | 3,3 | 3,0 | 2,8 |
4 | 30 - 60 | 22,8 | 1 | - | - | 4,7 | 4,1 | 3,7 | 3,4 | |
5 | 64 - 100 | 27,3 | 1 | - | - | - | 4,2 | 3,8 | 3,5 | |
6 | С14 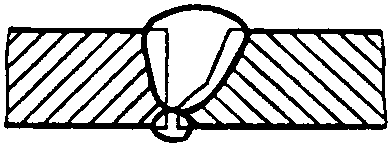 | 18 - 54 | 15,1 | 1 | - | - | 3,6 | 3,3 | 3,0 | 2,8 |
7 | 56 - 100 | 18,2 | 1 | - | - | 4,0 | 3,6 | 3,1 | 2,9 | |
8 | С21 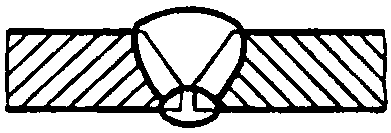 | 3 - 10 | 9,0 | 1 | 3,9 | 3,2 | 3,0 | 2,6 | 2,3 | 2,1 |
9 | 12 - 18 | 12,1 | 1 | - | - | 3,2 | 2,9 | 2,6 | 2,5 | |
10 | 20 - 60 | 15,1 | 1 | - | - | 3,6 | 3,3 | 3,0 | 2,8 | |
11 | С23 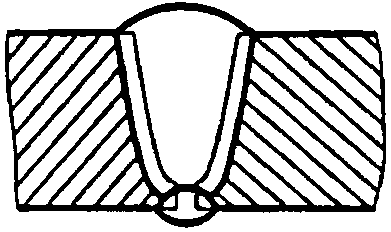 | 24 - 52 | 15,1 | 1 | - | - | 3,6 | 3,2 | 3,3 | 2,8 |
12 | 54 - 72 | 18,2 | 1 | - | - | 4,0 | 3,6 | 3,6 | 3,4 | |
13 | 76 - 100 | 27,3 | 1 | - | - | - | 4,2 | 3,7 | 3,4 | |
14 | С24 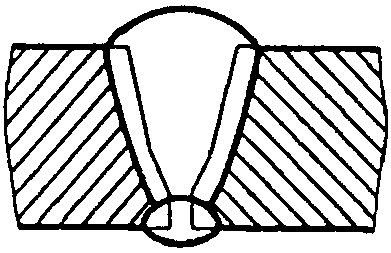 | 24 - 52 | 15,1 | 1 | - | - | 3,6 | 3,2 | 3,3 | 2,8 |
15 | 54 - 72 | 18,2 | 1 | - | - | 4,0 | 3,5 | 3,6 | 3,0 | |
16 | 76 - 100 | 27,3 | 1 | - | - | - | 4,2 | 3,8 | 3,5 | |
Индекс | а | б | в | г | д | е | ||||
У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 3 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У1  | 0,5 | 3,1 | 1 | 2,3 | 2,1 | 2,0 | - | - | - |
2 | 0,8 | 4,0 | 1 | 2,5 | 23 | 2,2 | - | - | - | |
3 | 1,0 | 4,3 | 1 | 2,6 | 2,4 | 2,3 | - | - | - | |
4 | 1,5 | 5,0 | 1 | 2,7 | 2,6 | 2,4 | 2,1 | - | - | |
5 | 2,0 | 6,3 | 1 | 3,1 | 2,9 | 2,5 | 2,3 | - | - | |
6 | 2,5 | 7,3 | 1 | 3,4 | 3,1 | 2,8 | 2,5 | - | - | |
7 | 3,0 | 8,3 | 1 | 3,7 | 3,4 | 3,0 | 2,7 | - | - | |
8 | 4,0 | 10,3 | 1 | 4,3 | 3,9 | 3,4 | 3,0 | - | - | |
9 | У2  | 1,0 | 3,6 | 1 | 2,5 | 2,3 | 2,2 | - | - | - |
10 | 1,5 | 4,7 | 1 | 2,6 | 2,4 | 2,2 | 2,0 | - | - | |
11 | 2,0 | 10,6 | 1 | 4,4 | 4,0 | 3,4 | 3,1 | - | - | |
12 | 2,5 | 12,4 | 1 | 5,0 | 4,5 | 3,9 | 3,4 | - | - | |
13 | 3,0 | 14,0 | 1 | 5,5 | 5,0 | 4,2 | 3,7 | - | - | |
14 | 4,0 | 17,1 | 1 | 6,4 | 5,8 | 4,9 | 4,3 | - | - | |
15 | 5,0 | 36,8 | 2 | - | 9,4 | 8,7 | 7,5 | 6,7 | 6,1 | |
16 | 6,0 | 42,9 | 2 | - | 10,7 | 9,8 | 8,4 | 73 | 6,8 | |
17 | 7,0 | 48,7 | 2 | - | 11,9 | 10,9 | 9,4 | 83 | 7,5 | |
18 | 8,0 | 54,4 | 2 | - | 13,1 | 12,0 | 10,3 | 9,0 | 8,1 | |
19 | 9,0 | 60,0 | 2 | - | 14,3 | 13,0 | 11,1 | 9,8 | 8,8 | |
20 | 10,0 | 89,3 | 3 | - | 21,0 | 19,1 | 16,3 | 14,3 | 12,8 | |
21 | 12,0 | 104,9 | 3 | - | - | 20,3 | 17,3 | 153 | 13,6 | |
22 | У4  | 0,8 | 4,9 | 1 | 2,9 | 2,7 | 2,6 | - | - | - |
23 | 1,0 | 5,0 | 1 | 3,0 | 2,8 | 2,6 | - | - | - | |
24 | 1,5 | 7,5 | 1 | 3,5 | 3,2 | 2,8 | 2,5 | - | - | |
25 | 2,0 | 7,8 | 1 | 3,5 | 3,3 | 2,9 | 2,6 | - | - | |
26 | 2,5 | 8,0 | 1 | 3,6 | 3,3 | 2,9 | 2,6 | - | - | |
27 | 3,0 | 12,1 | 1 | 4,9 | 4,4 | 3,8 | 3,4 | - | - | |
28 | 4,0 | 13,0 | 1 | 5,0 | 4,6 | 3,9 | 3,5 | - | - | |
29 | 5,0 | 18,3 | 1 | - | 4,8 | 4,5 | 3,9 | 3,5 | 3,2 | |
30 | 6,0 | 21,2 | 1 | - | 5,5 | 5,1 | 4,4 | 4,0 | 3,6 | |
31 | 7,0 | 21,7 | 1 | - | 5,6 | 5,2 | 4,5 | 4,0 | 3,7 | |
32 | 8,0 | 22,2 | 1 | - | 5,7 | 5,3 | 4,6 | 4,1 | 3,7 | |
33 | У5  | 0,8 | 1,9 | 1 | 1,8 | 1,7 | 1,7 | - | - | - |
34 | 1,0 | 2,0 | 1 | 1,9 | 1,8 | 1,7 | - | - | - | |
35 | 1,5 | 3,0 | 1 | 2,0 | 1,9 | 1,8 | 1,7 | - | - | |
36 | 2,0 | 3,3 | 1 | 2,1 | 2,0 | 1,8 | 1,7 | - | - | |
37 | 2,5 | 3,5 | 1 | 2,2 | 2,1 | 1,9 | 1,8 | - | - | |
38 | 3,0 | 6,0 | 1 | 2,8 | 2,6 | 2,3 | 2,1 | - | - | |
39 | 4,0 | 6,5 | 1 | 3,0 | 2,7 | 2,4 | 2,2 | - | - | |
40 | 5,0 | 8,8 | 1 | - | 2,8 | 2,6 | 2,4 | 2,1 | 1,9 | |
41 | 6,0 | 9,8 | 1 | - | 3,2 | 3,0 | 2,6 | 2,4 | 2,3 | |
42 | 7,0 | 10,3 | 1 | - | 3,3 | 3,1 | 2,7 | 2,5 | 2,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 3 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
43 | У5 | 8,0 | 10,8 | 1 | - | 3,4 | 3,1 | 2,8 | 2,6 | 2,4 |
44 | 9,0 | 15,9 | 1 | - | 4,4 | 4,1 | 3,6 | 3,2 | 3,0 | |
45 | 10,0 | 16,4 | 1 | - | 4,5 | 4,2 | 3,7 | 3,3 | 3,0 | |
46 | 12,0 | 17,4 | 1 | - | - | 4,2 | 3,7 | 3,3 | 3,1 | |
47 | У6 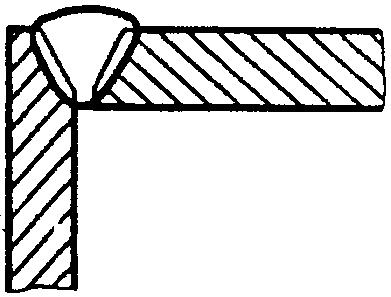 | 3,0 | 8,8 | 1 | 4,0 | 3,7 | 3,2 | 2,9 | - | - |
48 | 4,0 | 13,0 | 1 | 5,3 | 4,8 | 4,1 | 3,6 | - | - | |
49 | 5,0 | 17,6 | 1 | - | 4,9 | 4,5 | 4,0 | 3,6 | 3,3 | |
50 | 6,0 | 22,5 | 1 | - | 5,9 | 5,4 | 4,7 | 4,2 | 3,9 | |
51 | 7,0 | 27,7 | 1 | - | 7,0 | 6,4 | 5,6 | 4,9 | 4,5 | |
52 | 8,0 | 36,7 | 2 | - | 9,6 | 8,8 | 7,7 | 6,8 | 6,2 | |
53 | 9,0 | 45,7 | 2 | - | 11,4 | 10,5 | 9,1 | 8,0 | 7,3 | |
54 | 10,0 | 55,6 | 2 | - | 13,5 | 12,3 | 10,6 | 9,4 | 8,4 | |
55 | 12,0 | 78,1 | 2 | - | - | 15,3 | 13,1 | 11,5 | 10,3 | |
56 | 14,0 | 104,0 | 3 | - | - | 20,4 | 17,4 | 15,3 | 13,8 | |
57 | 16,0 | 133,3 | 3 | - | - | 25,4 | 21,6 | 18,9 | 16,9 | |
58 | 18,0 | 165,9 | 4 | - | - | 31,6 | 26,9 | 25,5 | 21,0 | |
59 | 20,0 | 201,8 | 4 | - | - | 37,7 | 32,0 | 27,9 | 24,8 | |
60 | 22,0 | 240,9 | 5 | - | - | 41,6 | 35,4 | 30,9 | 27,0 | |
61 | 24,0 | 283,1 | 6 | - | - | 48,8 | 41,5 | 36,3 | 32,2 | |
62 | 26,0 | 328,5 | 7 | - | - | 56,6 | 48,1 | 42,0 | 37,3 | |
63 | 28,0 | 377,0 | 8 | - | - | 64,8 | 55,0 | 48,1 | 42,7 | |
64 | 30,0 | 428,6 | 9 | - | - | 73,5 | 62,4 | 54,5 | 48,3 | |
65 | 32,0 | 483,2 | 10 | - | - | 76,7 | 653 | 57,1 | 50,9 | |
66 | 34,0 | 540,8 | 11 | - | - | 85,7 | 72,8 | 63,6 | 56,7 | |
67 | 36,0 | 601,4 | 12 | - | - | 95,0 | 80,7 | 70,5 | 62,9 | |
68 | 38,0 | 665,0 | 14 | - | - | 105,4 | 89,7 | 78,4 | 69,9 | |
69 | 40,0 | 731,5 | 15 | - | - | 115,6 | 98,2 | 85,8 | 76,5 | |
70 | 42,0 | 800,9 | 16 | - | - | 126,2 | 107,2 | 93,6 | 83,4 | |
71 | 44,0 | 873,2 | 18 | - | - | 137,9 | 117,2 | 102,4 | 91,3 | |
72 | 46,0 | 948,4 | 19 | - | - | 149,3 | 126,8 | 110,7 | 98,6 | |
73 | 48,0 | 1026,5 | 21 | - | - | 161,8 | 137,5 | 120,0 | 107,0 | |
74 | 50,0 | 1107,4 | 23 | - | - | 174,7 | 148,5 | 129,7 | 115,6 | |
75 | 52,0 | 1191,1 | 24 | - | - | 187,4 | 159,1 | 138,9 | 123,7 | |
76 | 54,0 | 1277,6 | 26 | - | - | 201,1 | 170,8 | 149,1 | 132,8 | |
77 | 56,0 | 1366,9 | 28 | - | - | 215,2 | 182,8 | 159,6 | 142,2 | |
78 | 58,0 | 1459,0 | 30 | - | - | 229,8 | 195,1 | 170,4 | 151,8 | |
79 | 60,0 | 1553,9 | 32 | - | - | 244,7 | 207,8 | 181,4 | 161,6 | |
80 | У7 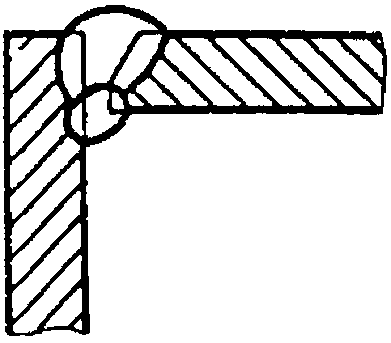 | 3,0 | 8,4 | 1 | 3,8 | 3,5 | 3,1 | 2,8 | - | - |
81 | 4,0 | 13,0 | 1 | 5,3 | 4,8 | 4,1 | 3,6 | - | - | |
82 | 5,0 | 18,2 | 1 | - | 5,0 | 4,6 | 4,1 | 3,7 | 3,3 | |
83 | 6,0 | 23,9 | 1 | - | 6,2 | 5,7 | 5,0 | 4,4 | 4,0 | |
84 | 7,0 | 30,1 | 2 | - | 8,2 | 7,6 | 6,6 | 5,9 | 5,4 | |
85 | 8,0 | 36,7 | 2 | - | 9,6 | 8,8 | 7,7 | 6,8 | 6,2 | |
86 | 9,0 | 43,8 | 2 | - | 11,1 | 10,1 | 8,8 | 7,8 | 7,1 | |
87 | 10,0 | 56,3 | 2 | - | 13,6 | 12,5 | 10,7 | 9,5 | 8,5 | |
88 | 12,0 | 78,9 | 2 | - | - | 15,4 | 13,2 | 11,6 | 10,4 | |
89 | 14,0 | 105,0 | 3 | - | - | 20,6 | 17,6 | 15,5 | 13,9 | |
90 | 16,0 | 134,5 | 3 | - | - | 25,6 | 21,8 | 19,0 | 17,0 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 3 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
91 | У7 | 18,0 | 167,4 | 4 | - | - | 31,8 | 27,1 | 23,7 | 21,2 |
92 | 20,0 | 203,5 | 5 | - | - | 38,7 | 32,9 | 28,8 | 25,7 | |
93 | 22,0 | 242,8 | 5 | - | - | 41,9 | 35,6 | 31,1 | 27,7 | |
94 | 24,0 | 285,3 | 6 | - | - | 49,2 | 41,8 | 36,5 | 32,5 | |
95 | 26,0 | 331,0 | 7 | - | - | 56,9 | 48,4 | 42,3 | 37,5 | |
96 | 28,0 | 379,8 | 8 | - | - | 65,2 | 55,4 | 48,4 | 42,9 | |
97 | 30,0 | 431,6 | 9 | - | - | 73,9 | 62,8 | 54,8 | 48,6 | |
98 | 32,0 | 486,4 | 10 | - | - | 77,2 | 65,7 | 57,4 | 51,2 | |
99 | 34,0 | 544,3 | 11 | - | - | 86,1 | 73,2 | 64,0 | 57,1 | |
100 | 36,0 | 605,2 | 13 | - | - | 96,2 | 81,8 | 71,6 | 63,9 | |
101 | 38,0 | 669,0 | 14 | - | - | 106,0 | 90,1 | 78,8 | 70,3 | |
102 | 40,0 | 735,7 | 15 | - | - | 116,2 | 98,7 | 86,3 | 76,9 | |
103 | 42,0 | 805,4 | 17 | - | - | 127,5 | 108,4 | 94,8 | 84,5 | |
104 | 44,0 | 877,9 | 18 | - | - | 138,6 | 117,7 | 102,8 | 91,7 | |
105 | 46,0 | 953,4 | 20 | - | - | 150,7 | 128,1 | 111,9 | 99,8 | |
106 | 48,0 | 1031,6 | 21 | - | - | 162,6 | 138,1 | 120,6 | 107,4 | |
107 | 50,0 | 1112,8 | 23 | - | - | 175,5 | 149,1 | 130,2 | 116,1 | |
108 | 52,0 | 1196,7 | 24 | - | - | 188,2 | 159,8 | 139,5 | 124,3 | |
109 | 54,0 | 1283,4 | 26 | - | - | 201,9 | 171,5 | 149,7 | 133,4 | |
110 | 56,0 | 1372,9 | 28 | - | - | 216,1 | 183,5 | 160,2 | 142,7 | |
111 | 58,0 | 1465,2 | 30 | - | - | 230,6 | 195,8 | 171,0 | 152,4 | |
112 | 60,0 | 1560,3 | 32 | - | - | 245,6 | 208,5 | 182,1 | 162,2 | |
113 | У8 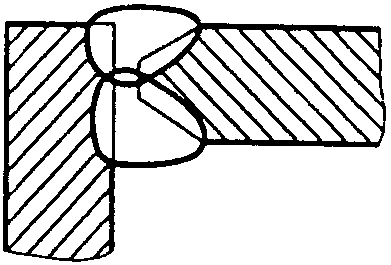 | 6,0 | 10,3 | 1 | - | 3,4 | 3,2 | 2,8 | 2,6 | 2,4 |
114 | 7,0 | 12,5 | 1 | - | 3,8 | 3,6 | 3,2 | 2,9 | 2,7 | |
115 | 8,0 | 14,9 | 1 | - | 4,3 | 4,0 | 3,5 | 3,2 | 3,0 | |
116 | 9,6 | 17,3 | 1 | - | 4,8 | 4,5 | 3,9 | 3,5 | 3,2 | |
117 | 10,0 | 19,8 | 1 | - | 5,3 | 4,9 | 4,3 | 3,9 | 3,5 | |
118 | 12,0 | 24,9 | 1 | - | - | 5,6 | 4,9 | 4,4 | 4,0 | |
119 | 14,0 | 30,3 | 1 | - | - | 6,5 | 5,6 | 5,0 | 4,6 | |
120 | 16,0 | 36,0 | 1 | - | - | 7,4 | 6,4 | 5,7 | 5,2 | |
121 | 18,0 | 45,1 | 1 | - | - | 9,0 | 7,7 | 6,8 | 6,1 | |
122 | 20,0 | 55,0 | 2 | - | - | 11,4 | 9,8 | 8,7 | 7,9 | |
123 | 22,0 | 65,7 | 2 | - | - | 12,4 | 10,7 | 9,5 | 8,5 | |
124 | 24,0 | 77,3 | 2 | - | - | 14,2 | 12,2 | 10,7 | 9,6 | |
125 | 26,0 | 89,8 | 2 | - | - | 16,1 | 13,8 | 12,1 | 10,8 | |
126 | 28,0 | 103,2 | 3 | - | - | 18,9 | 16,2 | 14,3 | 12,8 | |
127 | 30,0 | 117,4 | 3 | - | - | 21,1 | 18,0 | 15,9 | 14,2 | |
128 | 32,0 | 132,4 | 3 | - | - | 21,9 | 18,7 | 16,5 | 14,8 | |
129 | 34,0 | 148,3 | 3 | - | - | 24,1 | 20,6 | 18,1 | 16,2 | |
130 | 36,0 | 165,1 | 4 | - | - | 27,2 | 23,3 | 20,5 | 18,4 | |
131 | 38,0 | 182,6 | 4 | - | - | 29,7 | 25,4 | 22,3 | 20,0 | |
132 | 40,0 | 201,0 | 4 | - | - | 32,3 | 27,6 | 24,2 | 21,6 | |
133 | 42,0 | 220,2 | 5 | - | - | 35,8 | 30,5 | 26,8 | 24,0 | |
134 | 44,0 | 240,3 | 5 | - | - | 38,6 | 32,9 | 28,9 | 25,8 | |
135 | 46,0 | 261,1 | 6 | - | - | 42,3 | 36,1 | 31,7 | 28,3 | |
136 | 48,0 | 282,7 | 6 | - | - | 45,4 | 38,7 | 33,9 | 30,3 | |
137 | 50,0 | 305,1 | 7 | - | - | 49,3 | 42,0 | 36,9 | 33,0 | |
138 | 52,0 | 328,4 | 7 | - | - | 52,6 | 44,8 | 39,2 | 35,0 | |
139 | 54,0 | 352,4 | 7 | - | - | 56,0 | 47,6 | 41,7 | 37,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 3 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
140 | У8 | 56,0 | 377,2 | 8 | - | - | 60,2 | 51,3 | 44,9 | 40,1 |
141 | 58,0 | 402,8 | 9 | - | - | 64,6 | 55,0 | 48,2 | 43,1 | |
142 | 60,0 | 429,1 | 9 | - | - | 68,3 | 58,1 | 50,9 | 45,4 | |
143 | 64,0 | 484,2 | 10 | - | - | - | 59,2 | 51,9 | 46,4 | |
144 | 68,0 | 542,3 | 11 | - | - | - | 66,1 | 57,9 | 51,7 | |
145 | 72,0 | 603,5 | 13 | - | - | - | 74,0 | 64,8 | 58,0 | |
146 | 76,0 | 667,7 | 14 | - | - | - | 81,5 | 71,4 | 63,8 | |
147 | 80,0 | 734,9 | 15 | - | - | - | 89,3 | 78,2 | 69,8 | |
148 | 84,0 | 805,1 | 17 | - | - | - | 92,5 | 81,1 | 72,5 | |
149 | 88,0 | 8783 | 18 | - | - | - | 100,4 | 88,0 | 78,7 | |
150 | 92,0 | 954,5 | 20 | - | - | - | 109,3 | 95,8 | 85,7 | |
151 | 96,0 | 1033,5 | 21 | - | - | - | 117,8 | 103,2 | 92,3 | |
152 | 100,0 | 1115,5 | 23 | - | - | - | 127,4 | 111,6 | 99,8 | |
153 | У9 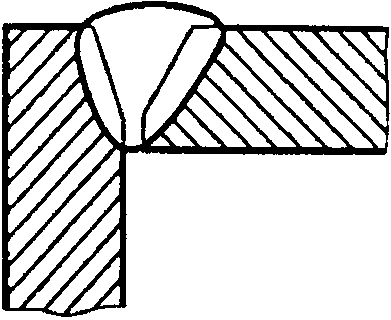 | 3,0 | 8,6 | 1 | 3,9 | 3,6 | 3,1 | 2,8 | - | - |
154 | 4,0 | 12,9 | 1 | 5,2 | 4,7 | 4,1 | 3,6 | - | - | |
155 | 5,0 | 17,5 | 1 | - | 4,9 | 4,5 | 4,0 | 3,6 | 3,3 | |
156 | 6,0 | 22,5 | 1 | - | 5,9 | 5,4 | 4,7 | 4,2 | 3,9 | |
157 | 7,0 | 27,8 | 1 | - | 7,0 | 6,4 | 5,6 | 4,9 | 4,5 | |
158 | 8,0 | 33,4 | 2 | - | 8,9 | 8,2 | 7,1 | 6,4 | 5,8 | |
159 | 9,0 | 40,3 | 2 | - | 10,3 | 9,5 | 8,2 | 7,3 | 6,6 | |
160 | 10,0 | 49,0 | 2 | - | 12,1 | 11,1 | 9,6 | 8,5 | 7,7 | |
161 | 12,0 | 68,7 | 2 | - | - | 13,7 | 11,8 | 10,4 | 9,3 | |
162 | 14,0 | 91,5 | 2 | - | - | 17,6 | 15,0 | 13,1 | 11,7 | |
163 | 16,0 | 117,2 | 3 | - | - | 22,6 | 19,3 | 16,9 | 15,2 | |
164 | 18,0 | 145,9 | 3 | - | - | 27,5 | 23,4 | 20,4 | 18,2 | |
165 | 20,0 | 177,4 | 4 | - | - | 33,5 | 28,5 | 24,9 | 22,3 | |
166 | 22,0 | 211,8 | 5 | - | - | 37,1 | 31,6 | 27,7 | 24,7 | |
167 | 24,0 | 248,9 | 5 | - | - | 42,8 | 36,4 | 31,8 | 28,2 | |
168 | 26,0 | 288,8 | 6 | - | - | 49,7 | 42,2 | 36,9 | 32,8 | |
169 | 28,0 | 331,4 | 7 | - | - | 57,0 | 48,4 | 42,3 | 37,6 | |
170 | 30,0 | 376,6 | 8 | - | - | 64,7 | 55,0 | 48,0 | 42,6 | |
171 | 32,0 | 424,6 | 9 | - | - | 67,7 | 57,6 | 50,4 | 45,0 | |
172 | 34,0 | 475,1 | 10 | - | - | 75,6 | 64,3 | 56,3 | 50,2 | |
173 | 36,0 | 528,3 | 11 | - | - | 83,9 | 71,3 | 62,4 | 55,6 | |
174 | 38,0 | 584,1 | 12 | - | - | 92,5 | 78,6 | 68,7 | 61,3 | |
175 | 40,0 | 642,4 | 13 | - | - | 101,5 | 86,3 | 75,4 | 67,2 | |
176 | 42,0 | 703,3 | 15 | - | - | 111,6 | 94,9 | 83,0 | 74,0 | |
177 | 44,0 | 766,7 | 16 | - | - | 121,3 | 103,1 | 90,1 | 80,4 | |
178 | 46,0 | 832,7 | 17 | - | - | 131,4 | 111,6 | 97,5 | 86,9 | |
179 | 48,0 | 901,1 | 18 | - | - | 141,9 | 120,5 | 105,2 | 93,7 | |
180 | 50,0 | 972,1 | 20 | - | - | 153,4 | 130,3 | 113,8 | 101,5 | |
181 | 52,0 | 1045,5 | 21 | - | - | 164,5 | 139,7 | 122,0 | 108,7 | |
182 | 54,0 | 1121,3 | 23 | - | - | 176,7 | 150,1 | 131,1 | 116,8 | |
183 | 56,0 | 1199,6 | 24 | - | - | 188,6 | 160,1 | 139,8 | 124,5 | |
184 | 58,0 | 1280,3 | 26 | - | - | 201,5 | 171,1 | 149,4 | 133,1 | |
185 | 60,0 | 1363,5 | 28 | - | - | 214,7 | 182,4 | 159,2 | 141,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 3 | Лист 5 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
186 | У10 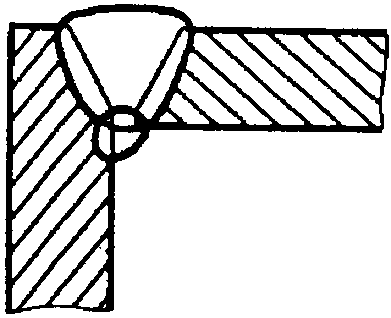 | 3,0 | 8,4 | 1 | 3,8 | 3,5 | 3,1 | 2,8 | - | - |
187 | 4,0 | 12,8 | 1 | 5,2 | 4,7 | 4,1 | 3,6 | - | - | |
188 | 5,0 | 17,7 | 1 | - | 4,9 | 4,5 | 4,0 | 3,6 | 3,3 | |
189 | 6,0 | 23,1 | 1 | - | 6,0 | 5,6 | 4,8 | 4,3 | 3,9 | |
190 | 7,0 | 28,9 | 2 | - | 7,9 | 7,3 | 6,4 | 5,8 | 5,3 | |
191 | 8,0 | 35,1 | 2 | - | 9,2 | 8,5 | 7,4 | 6,6 | 6,0 | |
192 | 9,0 | 41,7 | 2 | - | 10,6 | 9,7 | 8,4 | 7,5 | 6,8 | |
193 | 10,0 | 48,7 | 2 | - | 12,1 | 11,1 | 9,5 | 8,4 | 7,6 | |
194 | 12,0 | 66,0 | 2 | - | - | 13,2 | 11,4 | 10,0 | 9,0 | |
195 | 14,0 | 88,3 | 2 | - | - | 17,0 | 14,5 | 12,7 | 11,4 | |
196 | 16,0 | 113,6 | 3 | - | - | 22,0 | 18,8 | 16,5 | 14,8 | |
197 | 18,0 | 141,9 | 3 | - | - | 26,8 | 22,8 | 19,9 | 17,8 | |
198 | 20,0 | 173,1 | 4 | - | - | 32,8 | 27,9 | 24,4 | 21,8 | |
199 | 22,0 | 207,2 | 5 | - | - | 36,4 | 31,0 | 27,2 | 24,2 | |
200 | 24,0 | 244,1 | 5 | - | - | 42,1 | 35,8 | 31,3 | 27,8 | |
201 | 26,0 | 283,9 | 6 | - | - | 48,9 | 41,6 | 36,4 | 32,3 | |
202 | 28,0 | 326,5 | 7 | - | - | 56,3 | 47,8 | 41,8 | 37,1 | |
203 | 30,0 | 371,9 | 8 | - | - | 64,0 | 54,4 | 47,5 | 42,2 | |
204 | 32,0 | 420,0 | 9 | - | - | 67,0 | 57,1 | 49,9 | 44,6 | |
205 | 34,0 | 470,9 | 10 | - | - | 75,0 | 63,8 | 55,8 | 49,8 | |
206 | 36,0 | 524,5 | 11 | - | - | 83,3 | 70,9 | 62,0 | 55,3 | |
207 | 38,0 | 580,8 | 12 | - | - | 92,0 | 78,3 | 68,4 | 61,0 | |
208 | 40,0 | 639,8 | 13 | - | - | 101,2 | 86,0 | 75,1 | 67,0 | |
209 | 42,0 | 701,5 | 14 | - | - | 110,6 | 94,0 | 82,1 | 73,2 | |
210 | 44,0 | 765,8 | 16 | - | - | 121,2 | 103,0 | 90,0 | 80,3 | |
211 | 46,0 | 832,8 | 17 | - | - | 131,4 | 111,7 | 97,5 | 86,9 | |
212 | 48,0 | 902,4 | 18 | - | - | 142,1 | 120,6 | 105,3 | 93,8 | |
213 | 50,0 | 974,7 | 20 | - | - | 153,8 | 130,6 | 114,1 | 101,7 | |
214 | 52,0 | 1049,5 | 21 | - | - | 165,1 | 140,2 | 122,4 | 109,0 | |
215 | 54,0 | 1126,9 | 23 | - | - | 177,5 | 150,8 | 131,7 | 117,3 | |
216 | 56,0 | 1206,9 | 25 | - | - | 190,3 | 161,7 | 141,2 | 125,9 | |
217 | 58,0 | 1289,5 | 26 | - | - | 202,8 | 172,2 | 150,3 | 133,9 | |
218 | 60,0 | 1374,7 | 28 | - | - | 216,3 | 183,7 | 160,4 | 142,9 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т7, Т8, Т9 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 4 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 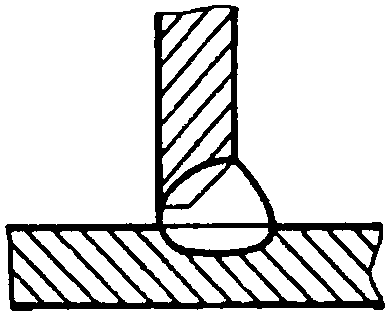 | 3,0 | 7,5 | 1 | 3,6 | 3,3 | 2,9 | 2,7 | - | - |
2 | 4,0 | 13,3 | 1 | 5,4 | 4,9 | 4,2 | 3,7 | - | - | |
3 | 5,0 | 20,6 | 1 | - | 5,6 | 5,1 | 4,5 | 4,0 | 3,7 | |
4 | 6,0 | 29,5 | 2 | - | 8,0 | 7,4 | 6,5 | 5,8 | 5,4 | |
5 | 7,0 | 39,9 | 2 | - | 10,2 | 9,4 | 8,1 | 7,2 | 6,6 | |
6 | 8,0 | 51,8 | 2 | - | 12,7 | 11,6 | 10,0 | 8,8 | 8,0 | |
7 | 9,0 | 65,3 | 2 | - | 15,5 | 14,1 | 12,1 | 10,7 | 9,5 | |
8 | 10,0 | 80,3 | 3 | - | 19,3 | 17,6 | 15,1 | 13,3 | 12,0 | |
9 | 12,0 | 114,8 | 3 | - | - | 22,2 | 18,9 | 16,6 | 14,9 | |
10 | 14,0 | 155,3 | 4 | - | - | 29,7 | 25,3 | 22,2 | 19,8 | |
11 | 16,0 | 201,8 | 4 | - | - | 37,6 | 31,9 | 27,8 | 24,7 | |
12 | 18,0 | 254,2 | 6 | - | - | 47,7 | 40,6 | 35,4 | 31,6 | |
13 | 20,0 | 312,6 | 7 | - | - | 58,3 | 49,4 | 43,1 | 38,4 | |
14 | 22,0 | 376,8 | 8 | - | - | 64,4 | 54,7 | 47,7 | 42,3 | |
15 | 24,0 | 446,8 | 9 | - | - | 75,9 | 64,4 | 56,1 | 49,7 | |
16 | 26,0 | 522,7 | 11 | - | - | 88,9 | 75,4 | 65,8 | 58,3 | |
17 | 28,0 | 604,5 | 13 | - | - | 102,9 | 87,1 | 76,1 | 67,5 | |
18 | 30,0 | 692,0 | 14 | - | - | 117,1 | 99,2 | 86,5 | 76,5 | |
19 | 32,0 | 785,3 | 16 | - | - | 123,3 | 104,6 | 91,3 | 81,3 | |
20 | 34,0 | 884,4 | 18 | - | - | 138,7 | 117,7 | 102,7 | 91,4 | |
21 | 36,0 | 989,3 | 20 | - | - | 154,9 | 131,4 | 114,6 | 102,0 | |
22 | 38,0 | 1099,9 | 22 | - | - | 172,0 | 145,8 | 127,2 | 113,2 | |
23 | 40,0 | 1216,2 | 25 | - | - | 190,5 | 161,6 | 141,0 | 125,5 | |
24 | 42,0 | 1338,2 | 27 | - | - | 209,1 | 177,4 | 154,7 | 137,6 | |
25 | 44,0 | 1466,0 | 30 | - | - | 229,3 | 194,5 | 169,6 | 151,0 | |
26 | 46,0 | 1599,4 | 32 | - | - | 249,6 | 211,6 | 184,5 | 164,1 | |
27 | 48,0 | 1738,6 | 35 | - | - | 2713 | 230,1 | 200,6 | 178,5 | |
28 | 50,0 | 1883,4 | 38 | - | - | 293,9 | 249,2 | 217,3 | 193,3 | |
29 | 52,0 | 2033,9 | 41 | - | - | 317,3 | 269,0 | 234,5 | 208,6 | |
30 | 54,0 | 2190,1 | 44 | - | - | 341,5 | 289,5 | 252,3 | 224,5 | |
31 | 56,0 | 2351,9 | 47 | - | - | 366,5 | 310,6 | 270,8 | 240,8 | |
32 | 58,0 | 2519,3 | 51 | - | - | 392,9 | 333,1 | 290,4 | 258,3 | |
33 | 60,0 | 2692,4 | 54 | - | - | 419,5 | 355,6 | 309,9 | 275,7 | |
34 | Т7 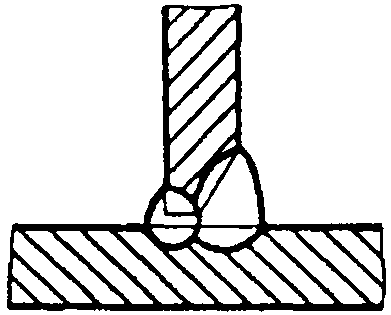 | 3,0 | 7,5 | 1 | 3,6 | 3,3 | 2,9 | 2,6 | - | - |
35 | 4,0 | 13,2 | 1 | 5,4 | 4,9 | 4,2 | 3,7 | - | - | |
36 | 5,0 | 20,5 | 1 | - | 5,5 | 5,1 | 4,5 | 4,0 | 2,0 | |
37 | 6,0 | 29,4 | 2 | - | 8,0 | 7,4 | 6,5 | 5,8 | 5,4 | |
38 | 7,0 | 39,9 | 2 | - | 10,2 | 9,4 | 8,1 | 7,2 | 6,6 | |
39 | 8,0 | 51,8 | 2 | - | 12,7 | 11,6 | 10,0 | 8,8 | 8,0 | |
40 | 9,0 | 65,4 | 2 | - | 15,5 | 14,2 | 12,1 | 10,7 | 9,6 | |
41 | 10,0 | 80,4 | 3 | - | 19,3 | 17,6 | 15,1 | 13,3 | 12,0 | |
42 | 12,0 | 115,1 | 3 | - | - | 22,2 | 19,0 | 16,6 | 14,9 | |
43 | 14,0 | 155,8 | 4 | - | - | 29,8 | 25,4 | 22,2 | 19,9 | |
44 | 16,0 | 202,6 | 5 | - | - | 38,3 | 32,6 | 28,5 | 25,5 | |
Индекс | а | б | в | г | д | е | ||||
Швы тавровых соединений Т6, Т7, Т8, Т9 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 4 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
45 | Т7 | 18,0 | 255,5 | 6 | - | - | 48,0 | 40,7 | 35,6 | 31,7 |
46 | 20,0 | 314,3 | 7 | - | - | 58,6 | 49,7 | 43,3 | 38,6 | |
47 | 22,0 | 379,0 | 8 | - | - | 64,8 | 55,0 | 48,0 | 42,5 | |
48 | 24,0 | 449,7 | 9 | - | - | 76,3 | 64,7 | 56,4 | 50,0 | |
49 | 26,0 | 526,4 | 11 | - | - | 89,5 | 75,9 | 66,2 | 58,7 | |
50 | 28,0 | 609,0 | 13 | - | - | 103,6 | 87,9 | 76,6 | 67,9 | |
51 | 30,0 | 697,4 | 14 | - | - | 117,9 | 99,9 | 87,1 | 77,1 | |
52 | 32,0 | 791,8 | 16 | - | - | 124,2 | 105,4 | 92,0 | 81,9 | |
53 | 34,0 | 892,0 | 18 | - | - | 139,8 | 118,6 | 103,4 | 92,1 | |
54 | 36,0 | 998,1 | 20 | - | - | 156,2 | 132,5 | 115,5 | 102,8 | |
55 | 38,0 | 1110,1 | 23 | - | - | 174,0 | 147,7 | 128,9 | 114,7 | |
56 | 40,0 | 1227,9 | 25 | - | - | 192,1 | 163,0 | 142,1 | 126,5 | |
57 | 42,0 | 1351,5 | 27 | - | - | 211,0 | 178,9 | 156,0 | 138,8 | |
58 | 44,0 | 1480,9 | 30 | - | - | 231,4 | 196,2 | 171,1 | 152,3 | |
59 | 46,0 | 1616,2 | 33 | - | - | 252,6 | 214,2 | 186,8 | 166,3 | |
60 | 48,0 | 1757,2 | 36 | - | - | 274,7 | 232,9 | 203,1 | 180,8 | |
61 | 50,0 | 1904,1 | 39 | - | - | 297,5 | 252,3 | 220,0 | 195,8 | |
62 | 52,0 | 2056,7 | 42 | - | - | 321,2 | 272,4 | 237,5 | 211,3 | |
63 | 54,0 | 2215,1 | 45 | - | - | 345,7 | 293,1 | 255,5 | 227,4 | |
64 | 56,0 | 2379,3 | 48 | - | - | 371,0 | 314,5 | 274,2 | 243,9 | |
65 | 58,0 | 2549,2 | 51 | - | - | 397,2 | 336,7 | 293,4 | 261,0 | |
66 | 60,0 | 2724,9 | 55 | - | - | 424,8 | 360,1 | 313,9 | 279,2 | |
67 | Т8 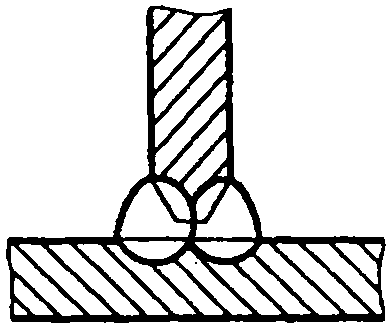 | 6,0 | 12,2 | 1 | - | 3,8 | 3,5 | 3,2 | 2,9 | 2,7 |
68 | 7,0 | 15,2 | 1 | - | 4,4 | 4,1 | 3,6 | 3,3 | 3,0 | |
69 | 8,0 | 18,3 | 1 | - | 5,1 | 4,7 | 4,1 | 3,7 | 3,4 | |
70 | 9,0 | 21,6 | 1 | - | 5,8 | 5,3 | 4,6 | 4,2 | 3,8 | |
71 | 10,0 | 28,5 | 2 | - | 7,8 | 7,2 | 6,4 | 5,7 | 5,2 | |
72 | 12,0 | 38,9 | 1 | - | - | 8,0 | 6,9 | 6,1 | 5,5 | |
73 | 14,0 | 50,7 | 1 | - | - | 10,0 | 8,6 | 7,5 | 6,8 | |
74 | 16,0 | 58,5 | 2 | - | - | 12,0 | 10,3 | 9,1 | 8,2 | |
75 | 18,0 | 73,4 | 2 | - | - | 14,5 | 12,4 | 10,9 | 9,8 | |
76 | 20,0 | 90,0 | 2 | - | - | 17,3 | 14,0 | 12,9 | 11,6 | |
77 | 22,0 | 108,1 | 3 | - | - | 19,6 | 16,8 | 14,8 | 13,2 | |
78 | 24,0 | 127,8 | 3 | - | - | 22,6 | 19,3 | 17,0 | 15,1 | |
79 | 26,0 | 149,2 | 3 | - | - | 25,9 | 22,1 | 19,3 | 17,2 | |
80 | 28,0 | 172,1 | 4 | - | - | 30,1 | 25,7 | 22,5 | 20,0 | |
81 | 30,0 | 196,5 | 4 | - | - | 33,9 | 28,8 | 25,2 | 22,4 | |
82 | 32,0 | 222,6 | 5 | - | - | 36,0 | 30,7 | 26,9 | 24,1 | |
83 | 34,0 | 250,2 | 5 | - | - | 39,9 | 34,0 | 29,7 | 26,5 | |
84 | 36,0 | 279,3 | 6 | - | - | 44,7 | 38,1 | 33,3 | 29,8 | |
85 | 38,0 | 310,0 | 7 | - | - | 49,7 | 42,4 | 37,1 | 33,2 | |
86 | 40,0 | 342,2 | 7 | - | - | 54,3 | 46,2 | 40,4 | 36,0 | |
87 | 42,0 | 375,9 | 8 | - | - | 59,8 | 50,8 | 44,5 | 39,7 | |
88 | 44,0 | 411,2 | 9 | - | - | 65,4 | 55,7 | 48,7 | 43,5 | |
89 | 46,0 | 448,0 | 9 | - | - | 70,7 | 60,0 | 52,4 | 46,7 | |
90 | 48,0 | 486,3 | 10 | - | - | 76,8 | 65,2 | 57,0 | 50,8 | |
91 | 50,0 | 526,1 | 11 | - | - | 83,1 | 70,6 | 61,7 | 55,0 | |
92 | 52,0 | 567,4 | 12 | - | - | 89,6 | 76,1 | 66,5 | 59,3 | |
93 | 54,0 | 610,2 | 13 | - | - | 96,4 | 81,9 | 71,5 | 63,8 | |
Индекс | а | б | в | г | д | е | ||||
Швы тавровых соединений Т6, Т7, Т8, Т9 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 4 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
94 | Т8 | 56,0 | 654,5 | 14 | - | - | 103,3 | 87,8 | 76,7 | 68,4 |
95 | 58,0 | 700,3 | 14 | - | - | 109,8 | 93,2 | 81,3 | 72,4 | |
96 | 60,0 | 747,5 | 15 | - | - | 117,2 | 99,5 | 86,8 | 77,3 | |
97 | 64,0 | 846,5 | 17 | - | - | - | 101,8 | 88,9 | 79,3 | |
98 | 68,0 | 951,4 | 19 | - | - | - | 114,2 | 99,8 | 89,0 | |
99 | 72,0 | 1062,2 | 22 | - | - | - | 127,9 | 111,8 | 99,7 | |
100 | 76,0 | 1178,9 | 24 | - | - | - | 141,5 | 123,7 | 110,3 | |
101 | 80,0 | 1301,4 | 26 | - | - | - | 155,8 | 136,1 | 121,3 | |
102 | Т9 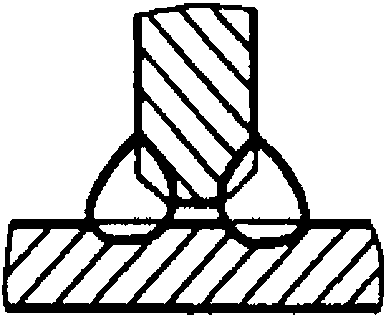 | 12,0 | 20,9 | 1 | - | - | 4,9 | 4,4 | 3,9 | 3,6 |
103 | 14,0 | 26,1 | 1 | - | - | 5,8 | 5,1 | 4,6 | 4,2 | |
104 | 16,0 | 31,7 | 1 | - | - | 6,8 | 5,9 | 5,2 | 4,7 | |
105 | 18,0 | 37,6 | 1 | - | - | 7,8 | 6,7 | 5,9 | 5,4 | |
106 | 20,0 | 45,7 | 1 | - | - | 9,1 | 7,8 | 6,9 | 6,2 | |
107 | 22,0 | 54,4 | 2 | - | - | 10,6 | 9,2 | 8,2 | 7,4 | |
108 | 24,0 | 63,9 | 2 | - | - | 12,1 | 10,4 | 9,2 | 8,3 | |
109 | 26,0 | 74,0 | 2 | - | - | 13,6 | 11,7 | 10,4 | 9,3 | |
110 | 28,0 | 84,9 | 2 | - | - | 15,3 | 13,1 | 11,6 | 10,3 | |
111 | 30,0 | 96,4 | 2 | - | - | 17,1 | 14,6 | 12,8 | 11,5 | |
112 | 32,0 | 108,5 | 3 | - | - | 18,4 | 15,9 | 14,0 | 12,6 | |
113 | 34,0 | 121,4 | 3 | - | - | 20,3 | 17,4 | 15,3 | 13,8 | |
114 | 36,0 | 134,8 | 3 | - | - | 22,2 | 19,0 | 16,7 | 15,0 | |
115 | 38,0 | 149,0 | 3 | - | - | 24,2 | 20,7 | 18,1 | 16,2 | |
116 | 40,0 | 163,7 | 4 | - | - | 26,9 | 23,1 | 20,3 | 18,2 | |
117 | 42,0 | 179,1 | 4 | - | - | 29,1 | 24,9 | 21,8 | 19,6 | |
118 | 44,0 | 195,1 | 4 | - | - | 31,4 | 26,8 | 23,5 | 21,0 | |
119 | 46,0 | 211,8 | 5 | - | - | 34,4 | 29,4 | 25,8 | 23,1 | |
120 | 48,0 | 229,0 | 5 | - | - | 36,9 | 31,5 | 27,6 | 24,7 | |
121 | 50,0 | 246,9 | 5 | - | - | 39,4 | 33,6 | 29,4 | 26,2 | |
122 | 52,0 | 265,4 | 6 | - | - | 42,7 | 36,4 | 31,9 | 28,5 | |
123 | 54,0 | 284,5 | 6 | - | - | 45,4 | 38,7 | 33,9 | 30,2 | |
124 | 56,0 | 304,2 | 7 | - | - | 48,9 | 41,7 | 36,5 | 32,6 | |
125 | 58,0 | 324,5 | 7 | - | - | 51,8 | 44,1 | 38,6 | 34,4 | |
126 | 60,0 | 345,4 | 7 | - | - | 54,8 | 46,6 | 40,7 | 36,3 | |
127 | 64,0 | 389,0 | 8 | - | - | - | 47,4 | 41,5 | 37,1 | |
128 | 68,0 | 434,9 | 9 | - | - | - | 53,0 | 46,4 | 41,4 | |
129 | 72,0 | 483,2 | 10 | - | - | - | 58,7 | 51,4 | 45,9 | |
130 | 76,0 | 533,8 | 11 | - | - | - | 64,7 | 56,6 | 50,6 | |
131 | 80,0 | 586,6 | 12 | - | - | - | 71,0 | 62,1 | 55,4 | |
132 | 84,0 | 641,8 | 13 | - | - | - | 72,9 | 63,9 | 57,1 | |
133 | 88,0 | 699,2 | 14 | - | - | - | 79,3 | 69,4 | 62,0 | |
134 | 92,0 | 758,8 | 16 | - | - | - | 86,4 | 75,7 | 67,7 | |
135 | 96,0 | 820,6 | 17 | - | - | - | 93,2 | 81,6 | 72,9 | |
136 | 100,0 | 884,7 | 18 | - | - | - | 100,2 | 87,7 | 78,3 | |
137 | ||||||||||
Индекс | а | б | в | г | д | е | ||||
У8 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 5 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У8 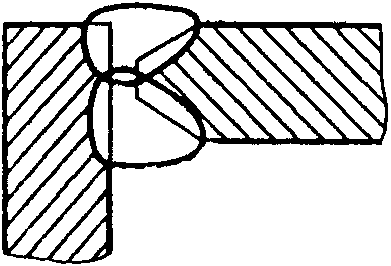 | 6,0 | 8,9 | 1 | - | 3,1 | 2,9 | 2,6 | 2,4 | 2,3 |
2 | 7,0 | 11,0 | 1 | - | 3,5 | 3,3 | 2,9 | 2,7 | 2,5 | |
3 | 8,0 | 13,3 | 1 | - | 4,0 | 3,7 | 3,3 | 3,0 | 2,8 | |
4 | 9,0 | 15,6 | 1 | - | 4,5 | 4,2 | 3,7 | 3,3 | 3,1 | |
5 | 10,0 | 18,1 | 1 | - | 5,0 | 4,6 | 4,0 | 3,6 | 3,3 | |
6 | 12,0 | 23,3 | 1 | - | - | 5,3 | 4,6 | 4,2 | 3,8 | |
7 | 14,0 | 25,8 | 1 | - | - | 6,2 | 5,4 | 4,8 | 4,4 | |
8 | 16,0 | 34,7 | 1 | - | - | 7,2 | 6,3 | 5,6 | 5,0 | |
9 | 18,0 | 44,0 | 1 | - | - | 8,8 | 7,6 | 6,7 | 6,0 | |
10 | 20,0 | 53,7 | 2 | - | - | 11,2 | 9,6 | 8,6 | 7,7 | |
11 | 22,0 | 64,3 | 2 | - | - | 12,1 | 10,5 | 9,3 | 8,4 | |
12 | 24,0 | 75,7 | 2 | - | - | 13,9 | 12,0 | 10,6 | 9,5 | |
13 | 26,0 | 88,1 | 2 | - | - | 15,8 | 13,6 | 11,9 | 10,7 | |
14 | 28,0 | 101,3 | 2 | - | - | 17,9 | 15,3 | 13,4 | 11,9 | |
15 | 30,0 | 115,4 | 3 | - | - | 20,8 | 17,8 | 15,6 | 14,0 | |
16 | 32,0 | 130,3 | 3 | - | - | 21,6 | 18,5 | 16,3 | 14,6 | |
17 | 34,0 | 146,1 | 3 | - | - | 23,8 | 20,3 | 17,9 | 16,0 | |
18 | 36,0 | 162,8 | 4 | - | - | 26,9 | 23,0 | 20,3 | 18,2 | |
19 | 38,0 | 180,2 | 4 | - | - | 29,4 | 25,1 | 22,0 | 19,7 | |
20 | 40,0 | 198,5 | 4 | - | - | 32,0 | 27,3 | 23,9 | 21,4 | |
21 | 42,0 | 217,7 | 5 | - | - | 35,4 | 30,2 | 26,6 | 23,8 | |
22 | 44,0 | 237,6 | 5 | - | - | 38,3 | 32,6 | 28,6 | 25,6 | |
23 | 46,0 | 258,4 | 6 | - | - | 41,9 | 35,8 | 31,4 | 28,1 | |
24 | 48,0 | 280,0 | 6 | - | - | 45,0 | 38,3 | 33,6 | 30,0 | |
25 | 50,0 | 302,5 | 7 | - | - | 48,9 | 41,7 | 36,6 | 32,7 | |
26 | 52,0 | 325,7 | 7 | - | - | 52,2 | 44,5 | 38,9 | 34,8 | |
27 | 54,0 | 349,7 | 7 | - | - | 55,6 | 47,3 | 41,4 | 36,9 | |
28 | 56,0 | 374,5 | 8 | - | - | 59,9 | 51,0 | 44,6 | 39,8 | |
29 | 58,0 | 400,2 | 8 | - | - | 63,5 | 54,0 | 47,2 | 42,1 | |
30 | 60,0 | 426,6 | 9 | - | - | 68,0 | 57,8 | 50,6 | 45,2 | |
31 | 64,0 | 481,8 | 10 | - | - | - | 59,0 | 51,7 | 46,2 | |
32 | 68,0 | 540,2 | 11 | - | - | - | 65,9 | 57,7 | 51,5 | |
33 | 72,0 | 601,7 | 12 | - | - | - | 73,1 | 64,0 | 57,1 | |
34 | 76,0 | 666,3 | 14 | - | - | - | 81,3 | 71,2 | 63,7 | |
35 | 80,0 | 733,9 | 15 | - | - | - | 89,2 | 78,1 | 69,7 | |
36 | 84,0 | 804,7 | 17 | - | - | - | 92,4 | 81,0 | 72,5 | |
37 | 88,0 | 878,5 | 18 | - | - | - | 100,4 | 88,0 | 78,7 | |
38 | 92,0 | 955,3 | 20 | - | - | - | 109,4 | 95,9 | 85,8 | |
39 | 96,0 | 1035,2 | 21 | - | - | - | 118,0 | 103,4 | 92,4 | |
40 | 100,0 | 1118,0 | 23 | - | - | - | 127,6 | 111,8 | 99,9 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, У10, Т1, Т3 | Полуавтоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 6 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1  | 1,0 | 1,4 | 1 | 1,5 | 1,5 | 1,4 | - | - | - |
2 | 1,5 | 2,7 | 1 | 1,8 | 1,7 | 1,6 | 1,5 | - | - | |
3 | 2,0 | 4,2 | 1 | 2,3 | 2,1 | 1,9 | 1,8 | - | - | |
4 | Н2 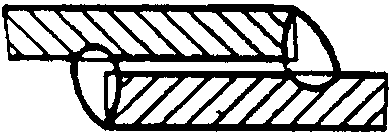 | 2,5 | 5,9 | 1 | 2,8 | 2,6 | 2,3 | 2,1 | - | - |
5 | 3,0 | 7,8 | 1 | 3,4 | 3,1 | 2,7 | 2,4 | - | - | |
6 | 4,0 | 12,1 | 1 | 4,8 | 4,3 | 3,7 | 3,3 | - | - | |
7 | У4 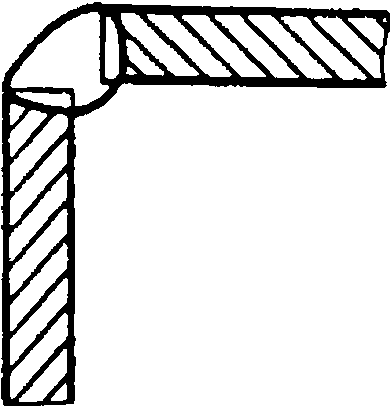 | 5,0 | 17,1 | 1 | - | 4,6 | 4,2 | 3,7 | 3,3 | 3,0 |
8 | 6,0 | 30,7 | 2 | - | 8,0 | 7,3 | 6,4 | 5,7 | 5,2 | |
9 | 7,0 | 40,6 | 2 | - | 10,0 | 9,2 | 7,9 | 7,0 | 6,3 | |
10 | У5 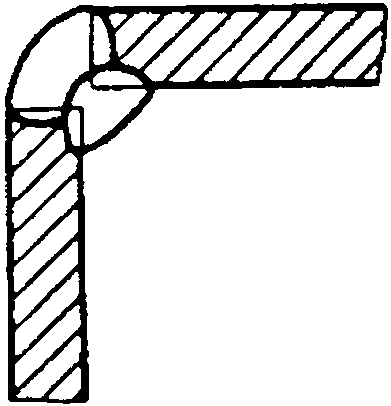 | 8,0 | 51,7 | 2 | - | 12,3 | 11,3 | 9,6 | 8,5 | 7,6 |
11 | 9,0 | 64,0 | 2 | - | 14,9 | 13,6 | 11,6 | 10,1 | 9,1 | |
12 | 10,0 | 77,5 | 3 | - | 18,3 | 6,7 | 14,2 | 12,5 | 11,2 | |
13 | У7 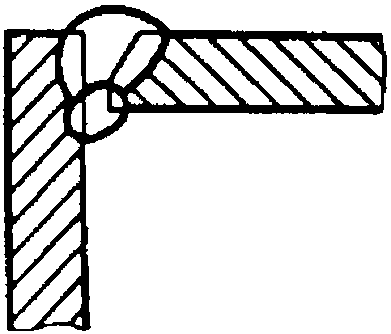 | 12,0 | 107,8 | 3 | - | - | 70,5 | 17,5 | 15,3 | 13,7 |
14 | 14,0 | 142,5 | 3 | - | - | 26,4 | 22,4 | 19,5 | 17,3 | |
15 | У10 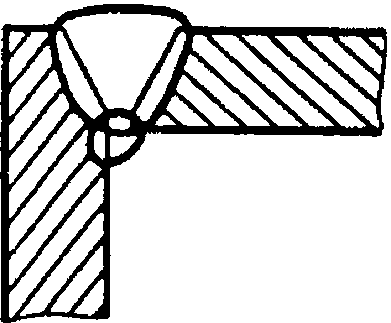 | 16,0 | 181,5 | 4 | - | - | 33,6 | 28,4 | 24,8 | 22,0 |
16 | 18,0 | 224,6 | 5 | - | - | 41,5 | 35,1 | 10,6 | 22,2 | |
17 | 20,0 | 266,0 | 5 | - | - | 46,4 | 38,3 | 14,7 | 30,0 | |
18 | Т1 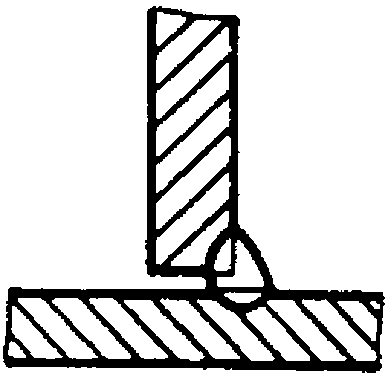 | 22,0 | 314,0 | 6 | - | - | 53,4 | 44,8 | 38,5 | 34,7 |
19 | Т3 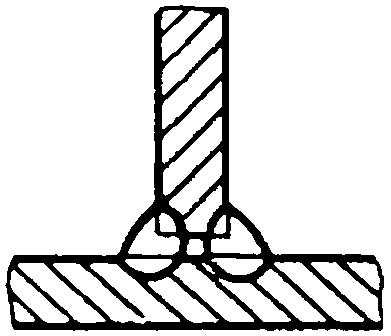 | 24,0 | 364,0 | 7 | - | - | 59,9 | 49,0 | 42,9 | 38,1 |
20 | 26,0 | 418,0 | 8 | - | - | 64,4 | 52,5 | 47,5 | 41,4 | |
21 | 28,0 | 475,3 | 9 | - | - | 72,2 | 59,1 | 53,7 | 46,0 | |
22 | 30,0 | 535,4 | 10 | - | - | 77,8 | 64,3 | 57,5 | 52,6 | |
Индекс | а | б | в | г | д | е | ||||
С2, С4, С8, С10, С17, С18, С49, С50, С51, С52, С53, С54, С55 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 7 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2 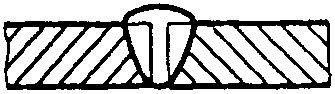 | 2,0 | 5,8 | 1 | 3,1 | 2,9 | 2,5 | 2,3 | - | - |
2 | 2,5 | 7,2 | 1 | 3,5 | 3,3 | 2,9 | 2,6 | - | - | |
3 | 3,0 | 8,5 | 1 | 4,0 | 3,7 | 3,2 | 2,8 | - | - | |
4 | 4,0 | 11,1 | 1 | 4,9 | 4,5 | 3,8 | 3,4 | - | - | |
5 | 5,0 | 13,6 | 1 | - | 4,2 | 4,0 | 3,5 | 3,1 | 2,9 | |
6 | С4 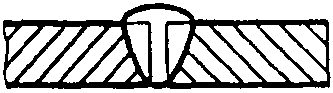 | 2,0 | 10,6 | 1 | 4,7 | 4,3 | 3,7 | 3,3 | - | - |
7 | 2,5 | 12,0 | 1 | 5,2 | 4,7 | 4,1 | 3,6 | - | - | |
8 | 3,0 | 13,3 | 1 | 5,6 | 5,1 | 4,4 | 3,8 | - | - | |
9 | 4,0 | 15,6 | 1 | 6,4 | 5,8 | 4,9 | 4,3 | - | - | |
10 | С8  | 3,0 | 17,8 | 1 | 7,3 | 6,6 | 5,6 | 4,8 | - | - |
11 | 4,0 | 25,9 | 1 | 10,0 | 9,1 | 7,6 | 6,5 | - | - | |
12 | 5,0 | 34,6 | 2 | - | 9,8 | 8,8 | 7,8 | 7,0 | 6,3 | |
13 | 6,0 | 43,8 | 2 | - | 11,9 | 10,6 | 9,4 | 8,3 | 7,5 | |
14 | 7,0 | 53,4 | 2 | - | 14,2 | 12,6 | 11,1 | 9,8 | 8,8 | |
15 | 8,0 | 63,5 | 2 | - | 16,5 | 14,6 | 12,8 | 11,3 | 10,1 | |
16 | 9,0 | 88,6 | 3 | - | 22,9 | 20,3 | 17,8 | 15,6 | 14,0 | |
17 | 10,0 | 104,9 | 3 | - | 26,7 | 23,5 | 20,7 | 18,1 | 16,1 | |
18 | 12,0 | 140,4 | 3 | - | - | 29,0 | 24,6 | 21,5 | 19,1 | |
19 | 14,0 | 179,7 | 4 | - | - | 37,1 | 31,4 | 27,4 | 24,4 | |
20 | 16,0 | 222,6 | 5 | - | - | 45,8 | 38,8 | 33,8 | 30,1 | |
21 | 18,0 | 268,8 | 6 | - | - | 55,1 | 46,7 | 40,6 | 36,2 | |
22 | 20,0 | 318,2 | 7 | - | - | 65,1 | 55,0 | 47,9 | 42,7 | |
23 | С10 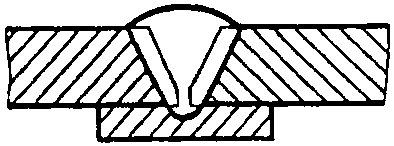 | 2,0 | 20,6 | 1 | 8,2 | 7,5 | 6,3 | 5,4 | - | - |
24 | 2,5 | 25,5 | 1 | 9,9 | 8,9 | 7,5 | 6,4 | - | - | |
25 | 3,0 | 30,4 | 2 | 12,2 | 11,1 | 9,3 | 8,1 | - | - | |
26 | 4,0 | 39,9 | 2 | 15,5 | 14,0 | 11,7 | 10,0 | - | - | |
27 | 5,0 | 49,4 | 2 | - | 14,8 | 12,4 | 11,0 | 9,2 | 8,2 | |
28 | 6,0 | 58,7 | 2 | - | 15,4 | 13,6 | 12,0 | 10,6 | 9,4 | |
29 | 7,0 | 68,0 | 3 | - | 18,2 | 16,1 | 14,3 | 12,6 | 11,3 | |
30 | 8,0 | 103,1 | 3 | - | 26,3 | 23,2 | 20,3 | 17,8 | 15,8 | |
31 | 9,0 | 123,4 | 4 | - | 31,6 | 27,9 | 24,5 | 21,5 | 19,1 | |
32 | 10,0 | 144,9 | 4 | - | 36,6 | 32,2 | 28,2 | 24,7 | 21,9 | |
33 | 12,0 | 191,3 | 4 | - | - | 39,3 | 33,2 | 28,9 | 25,8 | |
34 | 14,0 | 241,9 | 5 | - | - | 49,4 | 41,8 | 36,4 | 32,4 | |
35 | 16,0 | 296,6 | 6 | - | - | 60,4 | 51,0 | 44,3 | 39,5 | |
36 | 18,0 | 354,9 | 8 | - | - | 72,6 | 61,4 | 53,5 | 47,6 | |
37 | 20,0 | 416,7 | 9 | - | - | 84,9 | 71,8 | 62,4 | 55,5 | |
38 | С17 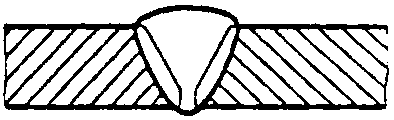 | 3,0 | 16,1 | 1 | 6,7 | 6,1 | 5,2 | 4,5 | - | - |
39 | 4,0 | 24,0 | 1 | 9,4 | 8,5 | 7,1 | 6,1 | - | - | |
40 | 5,0 | 32,7 | 2 | - | 9,4 | 8,4 | 7,5 | 6,7 | 6,1 | |
41 | 6,0 | 42,1 | 2 | - | 11,5 | 10,3 | 9,1 | 8,1 | 7,3 | |
42 | 7,0 | 52,1 | 2 | - | 13,9 | 12,3 | 10,9 | 9,6 | 8,6 | |
43 | 8,0 | 62,6 | 2 | - | 16,3 | 14,4 | 12,7 | 11,1 | 10,0 | |
44 | 9,0 | 87,8 | 3 | - | 22,7 | 20,1 | 17,7 | 15,5 | 13,9 | |
45 | 10,0 | 103,2 | 3 | - | 26,3 | 23,2 | 20,4 | 17,8 | 15,9 | |
46 | 12,0 | 136,7 | 3 | - | - | 28,4 | 24,0 | 21,0 | 18,7 | |
47 | 14,0 | 173,4 | 4 | - | - | 35,9 | 30,4 | 26,5 | 23,7 | |
48 | 16,0 | 213,0 | 5 | - | - | 44,0 | 37,3 | 32,5 | 29,0 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С4, С8, С10, С17, С18, С49, С50, С51, С52, С53, С54, С55 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 7 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
49 | 18,0 | 255,3 | 6 | - | - | 52,6 | 44,5 | 38,8 | 34,6 | |
50 | 20,0 | 300,3 | 6 | - | - | 61,1 | 51,6 | 44,8 | 39,9 | |
51 | С18 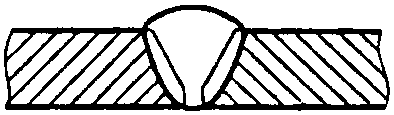 | 2,0 | 17,0 | 1 | 7,0 | 6,4 | 5,4 | 4,7 | - | - |
52 | 2,5 | 21,5 | 1 | 8,6 | 7,7 | 6,5 | 5,6 | - | - | |
53 | 3,0 | 26,1 | 1 | 10,1 | 9,1 | 7,6 | 6,5 | - | - | |
54 | 4,0 | 35,3 | 2 | 13,9 | 12,6 | 10,5 | 9,1 | - | - | |
55 | 5,0 | 48,3 | 2 | - | 13,4 | 11,3 | 9,6 | 8,5 | 8,1 | |
56 | 6,0 | 54,1 | 2 | - | 14,3 | 12,7 | 11,2 | 9,9 | 8,8 | |
57 | 7,0 | 64,3 | 2 | - | 16,7 | 14,8 | 13,0 | 11,4 | 10,2 | |
58 | 8,0 | 80,8 | 3 | - | 21,1 | 18,7 | 16,5 | 14,5 | 13,0 | |
59 | 9,0 | 98,9 | 3 | - | 25,3 | 22,3 | 19,6 | 17,2 | 15,3 | |
60 | 10,0 | 118,4 | 4 | - | 30,5 | 26,9 | 23,7 | 20,7 | 18,5 | |
61 | 12,0 | 161,8 | 4 | - | - | 33,7 | 28,6 | 25,0 | 22,3 | |
62 | 14,0 | 210,7 | 5 | - | - | 43,6 | 36,9 | 32,2 | 28,7 | |
63 | 16,0 | 264,8 | 6 | - | - | 54,4 | 46,0 | 40,1 | 35,7 | |
64 | 18,0 | 323,9 | 7 | - | - | 66,2 | 55,9 | 48,7 | 43,3 | |
65 | 20,0 | 387,9 | 8 | - | - | 78,9 | 66,6 | 57,9 | 51,5 | |
66 | 22,0 | 456,6 | 10 | - | - | 85,7 | 72,7 | 63,2 | 56,0 | |
67 | 24,0 | 529,9 | 11 | - | - | 99,0 | 83,9 | 72,9 | 64,5 | |
68 | 26,0 | 607,7 | 13 | - | - | 113,6 | 96,3 | 83,7 | 74,1 | |
69 | 28,0 | 689,8 | 14 | - | - | 128,4 | 108,8 | 94,4 | 83,5 | |
70 | 30,0 | 776,2 | 16 | - | - | 144,5 | 122,4 | 106,3 | 94,0 | |
71 | 32,0 | 866,9 | 18 | - | - | 149,8 | 127,0 | 110,6 | 98,4 | |
72 | 34,0 | 961,6 | 20 | - | - | 166,1 | 140,7 | 122,6 | 109,0 | |
73 | 36,0 | 1060,4 | 22 | - | - | 183,0 | 155,0 | 135,1 | 120,1 | |
74 | 38,0 | 1163,2 | 24 | - | - | 200,6 | 169,9 | 148,0 | 131,5 | |
75 | 40,0 | 1269,9 | 26 | - | - | 218,7 | 185,2 | 161,3 | 143,3 | |
76 | С49 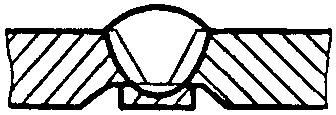 | 6,0 | 54,6 | 2 | - | 14,4 | 12,8 | 11,3 | 9,9 | 8,9 |
77 | 7,0 | 70,1 | 3 | - | 18,6 | 16,5 | 14,6 | 12,9 | 11,6 | |
78 | 8,0 | 87,0 | 3 | - | 22,6 | 19,9 | 17,6 | 15,4 | 13,7 | |
79 | 9,0 | 105,3 | 3 | - | 26,8 | 23,6 | 20,7 | 18,1 | 16,1 | |
80 | 10,0 | 124,9 | 4 | - | 32,0 | 28,2 | 24,8 | 21,7 | 19,3 | |
81 | 12,0 | 167,9 | 4 | - | - | 34,9 | 29,6 | 25,8 | 23,0 | |
82 | 14,0 | 215,6 | 5 | - | - | 44,5 | 37,7 | 32,8 | 29,3 | |
83 | 16,0 | 267,7 | 6 | - | - | 54,9 | 46,5 | 40,5 | 36,1 | |
84 | 18,0 | 324,0 | 7 | - | - | 66,2 | 56,0 | 48,7 | 43,3 | |
85 | 20,0 | 384,4 | 8 | - | - | 78,2 | 66,1 | 57,4 | 51,1 | |
86 | С50 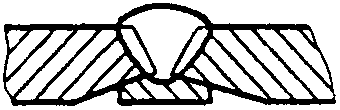 | 6,0 | 85,6 | 3 | - | 22,2 | 19,7 | 17,3 | 15,2 | 13,6 |
87 | 7,0 | 103,8 | 3 | - | 26,3 | 23,3 | 20,5 | 17,9 | 15,9 | |
88 | 8,0 | 122,7 | 4 | - | 31,5 | 27,8 | 24,4 | 21,4 | 19,0 | |
89 | 9,0 | 142,3 | 4 | - | 36,0 | 31,7 | 27,8 | 24,3 | 21,6 | |
90 | 10,0 | 162,3 | 5 | - | 41,3 | 36,4 | 31,9 | 27,9 | 24,8 | |
91 | 12,0 | 204,0 | 5 | - | - | 42,3 | 35,9 | 31,3 | 27,9 | |
92 | 14,0 | 247,5 | 5 | - | - | 50,5 | 42,7 | 37,1 | 33,0 | |
93 | 16,0 | 292,6 | 6 | - | - | 59,6 | 50,4 | 43,8 | 39,0 | |
94 | 18,0 | 339,1 | 7 | - | - | 69,0 | 58,3 | 50,7 | 45,1 | |
95 | 20,0 | 387,0 | 8 | - | - | 78,7 | 66,5 | 57,8 | 51,4 | |
96 | С51  | 2,0 | 19,4 | 1 | 7,8 | 7,1 | 6,0 | 5,2 | - | - |
97 | 2,5 | 23,2 | 1 | 9,1 | 8,3 | 6,9 | 6,0 | - | - | |
98 | 3,0 | 26,9 | 1 | 10,4 | 9,4 | 7,8 | 6,7 | - | - | |
99 | 4,0 | 34,0 | 2 | 13,5 | 12,2 | 10,2 | 8,8 | - | - | |
100 | 5,0 | 40,7 | 2 | - | 12,5 | 11,0 | 8,9 | 7,9 | 7,1 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С4, С8, С10, С17, С18, С49, С50, С51, С52, С53, С54, С55 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 7 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
101 | С51 | 6,0 | 47,2 | 2 | - | 12,7 | 11,3 | 10,0 | 8,8 | 7,9 |
102 | С52  | 7,0 | 102,5 | 3 | - | 26,2 | 23,1 | 20,3 | 17,7 | 15,8 |
103 | 8,0 | 121,9 | 4 | - | 31,3 | 27,6 | 24,3 | 21,3 | 18,9 | |
104 | 9,0 | 142,1 | 4 | - | 35,9 | 31,7 | 27,8 | 24,3 | 21,5 | |
105 | 10,0 | 163,0 | 5 | - | 41,4 | 36,5 | 32,0 | 28,0 | 24,9 | |
106 | 12,0 | 206,5 | 5 | - | - | 42,8 | 36,2 | 31,6 | 28,2 | |
107 | 14,0 | 252,3 | 5 | - | - | 51,4 | 43,4 | 37,8 | 33,6 | |
108 | 16,0 | 300,1 | 6 | - | - | 61,0 | 51,6 | 44,8 | 39,9 | |
109 | 18,0 | 349,7 | 7 | - | - | 71,0 | 60,0 | 52,1 | 46,4 | |
110 | 20,0 | 401,0 | 8 | - | - | 81,3 | 68,7 | 59,7 | 53,1 | |
111 | 22,0 | 453,9 | 10 | - | - | 85,3 | 72,3 | 62,9 | 55,7 | |
112 | 24,0 | 508,2 | 11 | - | - | 95,2 | 80,8 | 70,2 | 62,1 | |
113 | 26,0 | 563,9 | 12 | - | - | 105,5 | 89,4 | 77,7 | 68,7 | |
114 | 28,0 | 620,9 | 13 | - | - | 115,9 | 98,2 | 85,3 | 75,5 | |
115 | 30,0 | 679,1 | 14 | - | - | 126,6 | 107,2 | 93,1 | 82,3 | |
116 | 32,0 | 738,5 | 15 | - | - | 127,6 | 108,1 | 94,2 | 83,8 | |
117 | 34,0 | 799,0 | 16 | - | - | 137,8 | 116,7 | 101,7 | 90,4 | |
118 | 36,0 | 860,6 | 18 | - | - | 148,8 | 126,1 | 109,9 | 97,8 | |
119 | 38,0 | 923,2 | 19 | - | - | 159,4 | 135,0 | 117,6 | 104,6 | |
120 | 40,0 | 986,8 | 20 | - | - | 170,1 | 144,1 | 125,5 | 111,5 | |
121 | 42,0 | 1051,4 | 21 | - | - | 181,0 | 153,2 | 133,4 | 118,5 | |
122 | 44,0 | 1116,9 | 23 | - | - | 192,6 | 163,1 | 142,1 | 126,3 | |
123 | 46,0 | 1183,3 | 24 | - | - | 203,7 | 172,5 | 150,2 | 133,5 | |
124 | 48,0 | 1250,5 | 25 | - | - | 215,0 | 182,0 | 158,5 | 140,8 | |
125 | 50,0 | 1318,6 | 27 | - | - | 227,1 | 192,3 | 167,4 | 148,8 | |
126 | 52,0 | 1387,6 | 28 | - | - | 238,6 | 202,0 | 175,9 | 156,3 | |
127 | 54,0 | 1457,3 | 30 | - | - | 250,9 | 212,5 | 185,0 | 164,4 | |
128 | 56,0 | 1527,8 | 31 | - | - | 262,7 | 222,4 | 193,6 | 172,0 | |
129 | 58,0 | 1599,0 | 32 | - | - | 274,6 | 232,5 | 202,3 | 179,7 | |
130 | 60,0 | 1671,0 | 34 | - | - | 287,3 | 243,2 | 211,7 | 188,1 | |
131 | С53  | 16,0 | 296,2 | 6 | - | - | 60,3 | 51,0 | 44,3 | 39,4 |
132 | 18,0 | 346,1 | 7 | - | - | 70,3 | 59,4 | 51,6 | 45,9 | |
133 | 20,0 | 397,9 | 8 | - | - | 80,7 | 68,2 | 59,2 | 52,7 | |
134 | 22,0 | 451,3 | 9 | - | - | 84,2 | 71,3 | 62,0 | 54,8 | |
135 | 24,0 | 506,3 | 11 | - | - | 94,9 | 80,5 | 70,0 | 61,9 | |
136 | 26,0 | 562,9 | 12 | - | - | 105,3 | 89,3 | 77,6 | 68,6 | |
137 | 28,0 | 620,8 | 13 | - | - | 115,9 | 98,2 | 85,3 | 75,5 | |
138 | 30,0 | 680,1 | 14 | - | - | 126,7 | 107,4 | 93,2 | 82,4 | |
139 | 32,0 | 740,7 | 15 | - | - | 128,0 | 108,4 | 94,5 | 84,0 | |
140 | 34,0 | 802,5 | 17 | - | - | 139,0 | 117,8 | 102,7 | 91,4 | |
141 | 36,0 | 865,5 | 18 | - | - | 149,6 | 126,8 | 110,5 | 98,2 | |
142 | 38,0 | 929,6 | 19 | - | - | 160,4 | 135,9 | 118,4 | 105,2 | |
143 | 40,0 | 994,8 | 20 | - | - | 171,4 | 145,1 | 126,4 | 112,3 | |
144 | 42,0 | 1061,1 | 22 | - | - | 183,1 | 155,1 | 135,1 | 120,1 | |
145 | 44,0 | 1128,4 | 23 | - | - | 194,4 | 164,6 | 143,4 | 127,4 | |
146 | 46,0 | 1196,7 | 24 | - | - | 205,9 | 174,3 | 151,7 | 134,8 | |
147 | 48,0 | 1266,0 | 26 | - | - | 218,1 | 184,7 | 160,8 | 142,9 | |
148 | 50,0 | 1336,2 | 27 | - | - | 229,8 | 194,6 | 169,4 | 150,5 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С8, С10, С17, С18, С49, С50, С51, С52, С53, С54, С55 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 7 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
149 | 52,0 | 1407,3 | 29 | - | - | 242,4 | 205,2 | 178,7 | 158,8 | |
150 | 54,0 | 1479,3 | 30 | - | - | 254,4 | 215,4 | 187,5 | 166,6 | |
151 | 56,0 | 1552,1 | 31 | - | - | 266,6 | 225,6 | 196,4 | 174,4 | |
152 | 58,0 | 1625,9 | 33 | - | - | 279,5 | 236,6 | 206,0 | 183,0 | |
153 | 60,0 | 1700,4 | 34 | - | - | 292,0 | 247,1 | 215,1 | 191,0 | |
154 | С54  | 3,0 | 22,2 | 1 | 8,8 | 7,9 | 6,7 | 5,7 | - | - |
155 | 4,0 | 31,4 | 2 | 12,6 | 11,4 | 9,6 | 8,3 | - | - | |
156 | 5,0 | 41,1 | 2 | - | 11,8 | 10,1 | 8,9 | 7,9 | 7,2 | |
157 | 6,0 | 51,2 | 2 | - | 13,7 | 12,1 | 10,7 | 9,4 | 8,5 | |
158 | 7,0 | 61,7 | 2 | - | 16,1 | 14,2 | 12,5 | 11,0 | 9,8 | |
159 | 8,0 | 72,5 | 3 | - | 19,2 | 17,0 | 15,0 | 13,2 | 11,9 | |
160 | 9,0 | 96,5 | 3 | - | 24,8 | 21,9 | 19,2 | 16,8 | 15,0 | |
161 | 10,0 | 114,4 | 4 | - | 29,5 | 26,1 | 23,0 | 20,1 | 18,0 | |
162 | 12,0 | 153,6 | 4 | - | - | 32,2 | 27,3 | 23,9 | 21,3 | |
163 | 14,0 | 197,1 | 4 | - | - | 40,4 | 34,1 | 29,7 | 26,5 | |
164 | 16,0 | 244,6 | 5 | - | - | 46,9 | 42,2 | 36,7 | 32,7 | |
165 | 18,0 | 295,9 | 6 | - | - | 60,2 | 50,9 | 44,3 | 39,4 | |
166 | 20,0 | 350,8 | 7 | - | - | 71,2 | 60,2 | 52,3 | 46,5 | |
167 | 22,0 | 409,2 | 9 | - | - | 76,9 | 65,3 | 56,8 | 50,3 | |
168 | 24,0 | 471,0 | 10 | - | - | 88,2 | 74,8 | 65,0 | 57,5 | |
169 | 25,0 | 503,1 | 11 | - | - | 94,4 | 80,0 | 69,6 | 61,6 | |
170 | С55 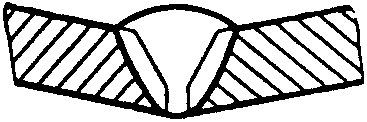 | 3,0 | 23,3 | 1 | 9,1 | 8,3 | 6,9 | 6,0 | - | - |
171 | 4,0 | 33,8 | 2 | 13,4 | 12,1 | 10,2 | 8,8 | - | - | |
172 | 5,0 | 45,2 | 2 | - | 12,3 | 10,9 | 9,7 | 8,6 | 7,7 | |
173 | 6,0 | 57,4 | 2 | - | 15,1 | 13,4 | 11,8 | 10,4 | 9,3 | |
174 | 7,0 | 70,1 | 3 | - | 18,7 | 16,6 | 14,6 | 12,9 | 11,6 | |
175 | 8,0 | 83,4 | 3 | - | 21,7 | 19,2 | 16,9 | 14,9 | 13,3 | |
176 | 9,0 | 107,3 | 3 | - | 27,3 | 24,0 | 21,1 | 18,4 | 16,4 | |
177 | 10,0 | 128,3 | 4 | - | 32,8 | 28,9 | 25,4 | 22,2 | 19,8 | |
178 | 12,0 | 174,9 | 4 | - | - | 36,2 | 30,7 | 25,7 | 23,8 | |
179 | 14,0 | 227,3 | 5 | - | - | 46,7 | 39,5 | 34,4 | 30,7 | |
180 | 16,0 | 285,2 | 6 | - | - | 58,2 | 49,2 | 42,8 | 38,1 | |
181 | 18,0 | 348,4 | 7 | - | - | 70,8 | 59,8 | 51,9 | 46,2 | |
182 | 20,0 | 416,7 | 9 | - | - | 84,9 | 71,8 | 62,4 | 55,5 | |
183 | 22,0 | 490,0 | 10 | - | - | 91,5 | 77,5 | 67,3 | 59,6 | |
184 | 24,0 | 568,0 | 12 | - | - | 106,2 | 90,0 | 78,2 | 69,2 | |
185 | 25,0 | 608,8 | 13 | - | - | 113,8 | 96,5 | 83,8 | 74,2 | |
Индекс | а | б | в | г | д | е | ||||
С54 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 8 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С54  | 3 - 25 | 4,5 | 1 | 2,7 | 2,4 | 2,2 | 2,0 | 1,9 | 1,8 |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У17, У19, У20 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 9 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У17 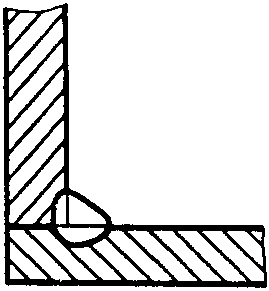 | 2,0 | 8,5 | 1 | 4,1 | 3,8 | 3,3 | 3,0 | - | - |
2 | 2,5 | 12,0 | 1 | 5,3 | 4,9 | 4,2 | 3,7 | - | - | |
3 | 3,0 | 15,9 | 1 | 6,7 | 6,1 | 5,2 | 4,5 | - | - | |
4 | 4,0 | 24,9 | 1 | 9,8 | 8,8 | 7,4 | 6,4 | - | - | |
5 | 5,0 | 35,2 | 2 | - | 10,1 | 9,0 | 8,0 | 7,2 | 6,5 | |
6 | 6,0 | 46,8 | 2 | - | 12,7 | 11,3 | 10,1 | 8,9 | 8,0 | |
7 | 7,0 | 59,4 | 2 | - | 15,7 | 13,9 | 12,3 | 10,8 | 9,6 | |
8 | 8,0 | 73,1 | 3 | - | 19,5 | 17,3 | 15,3 | 13,5 | 12,1 | |
9 | 9,0 | 87,8 | 3 | - | 22,9 | 20,3 | 17,9 | 15,7 | 14,0 | |
10 | 10,0 | 103,4 | 3 | - | 26,5 | 23,4 | 20,6 | 18,0 | 16,1 | |
11 | 12,0 | 137,2 | 3 | - | - | 28,6 | 24,3 | 21,2 | 18,9 | |
12 | 14,0 | 174,2 | 4 | - | - | 36,3 | 30,8 | 26,9 | 24,0 | |
13 | 16,0 | 214,3 | 5 | - | - | 44,5 | 37,8 | 33,0 | 29,4 | |
14 | 18,0 | 257,3 | 6 | - | - | 53,3 | 45,2 | 39,4 | 35,2 | |
15 | 20,0 | 303,0 | 7 | - | - | 62,7 | 53,1 | 46,3 | 41,3 | |
16 | 22,0 | 390,9 | 8 | - | - | 73,6 | 62,5 | 54,4 | 48,2 | |
17 | 24,0 | 457,8 | 10 | - | - | 86,6 | 73,5 | 64,0 | 56,7 | |
18 | 25,0 | 493,1 | 10 | - | - | 92,6 | 78,6 | 68,3 | 60,5 | |
Индекс | а | б | в | г | д | е | ||||
У17, У19, У20 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 9 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
19 | У19 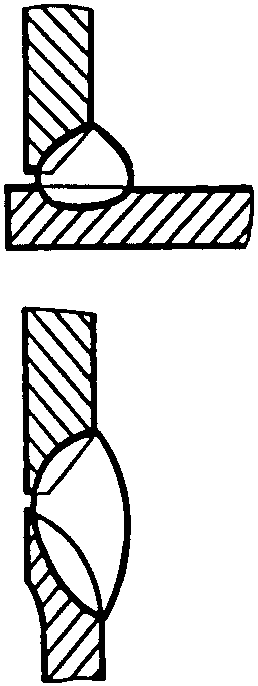 | 4,0 | 48,3 | 2 | 18,7 | 16,9 | 14,1 | 12,1 | - | - |
20 | 5,0 | 63,8 | 2 | - | 16,9 | 15,0 | 13,2 | 11,6 | 10,4 | |
21 | 6,0 | 80,1 | 3 | - | 21,4 | 19,0 | 16,8 | 14,8 | 13,3 | |
22 | 7,0 | 97,0 | 3 | - | 25,3 | 22,4 | 19,8 | 17,4 | 15,5 | |
23 | 8,0 | 114,6 | 4 | - | 30,2 | 26,7 | 23,6 | 20,7 | 18,6 | |
24 | 9,0 | 132,6 | 4 | - | 34,4 | 30,4 | 26,7 | 23,4 | 20,9 | |
25 | 10,0 | 151,2 | 5 | - | 39,4 | 34,9 | 30,7 | 27,0 | 24,1 | |
26 | 12,0 | 236,9 | 5 | - | - | 49,2 | 41,8 | 36,4 | 32,5 | |
27 | 14,0 | 297,2 | 6 | - | - | 61,4 | 52,0 | 45,3 | 40,4 | |
28 | 16,0 | 361,8 | 8 | - | - | 75,1 | 63,7 | 55,5 | 49,6 | |
29 | 18,0 | 430,3 | 9 | - | - | 88,8 | 75,2 | 65,5 | 58,4 | |
30 | 20,0 | 502,5 | 11 | - | - | 103,9 | 88,1 | 76,8 | 68,5 | |
31 | 22,0 | 578,2 | 12 | - | - | 109,6 | 93,2 | 81,2 | 72,0 | |
32 | 24,0 | 657,2 | 14 | - | - | 124,8 | 106,1 | 92,4 | 82,0 | |
33 | 25,0 | 697,9 | 14 | - | - | 131,8 | 111,9 | 97,4 | 86,3 | |
34 | У20 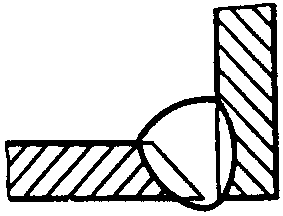 | 4,0 | 52,4 | 2 | 20,1 | 18,1 | 15,1 | 12,9 | - | - |
35 | 5,0 | 61,1 | 2 | - | 16,3 | 14,4 | 12,7 | 11,2 | 10,1 | |
36 | 6,0 | 117,1 | 4 | - | 30,8 | 27,2 | 24,0 | 21,1 | 18,9 | |
37 | 7,0 | 149,2 | 5 | - | 39,0 | 34,5 | 30,4 | 26,7 | 23,8 | |
38 | 8,0 | 184,1 | 5 | - | 47,0 | 41,5 | 36,4 | 31,9 | 28,4 | |
39 | 9,0 | 232,6 | 7 | - | 59,8 | 52,8 | 46,4 | 40,6 | 36,2 | |
40 | 10,0 | 270,9 | 8 | - | 69,4 | 61,3 | 53,8 | 47,1 | 42,0 | |
41 | 12,0 | 352,9 | 8 | - | - | 73,4 | 62,3 | 54,3 | 48,5 | |
42 | 14,0 | 441,2 | 9 | - | - | 90,8 | 76,9 | 67,0 | 59,7 | |
43 | 16,0 | 535,4 | 11 | - | - | 110,1 | 93,2 | 81,2 | 72,4 | |
44 | 18,0 | 635,0 | 13 | - | - | 130,4 | 110,4 | 96,1 | 85,7 | |
45 | 20,0 | 739,8 | 15 | - | - | 151,7 | 128,4 | 111,7 | 99,6 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н3, Н4, У5, У7, У8, У15, У16, У17, У18 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых и низколегированных сталей | |||||||||
Карта 10 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 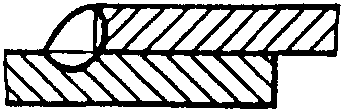 | 2,0 | 4,5 | 1 | 2,7 | 2,5 | 2,2 | 2,0 | - | - |
2 | 2,5 | 6,6 | 1 | 3,4 | 3,1 | 2,8 | 2,5 | - | - | |
3 | 3,0 | 9,1 | 1 | 4,2 | 3,9 | 3,3 | 3,0 | - | - | |
4 | Н3 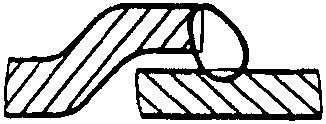 | 4,0 | 14,8 | 1 | 6,2 | 5,6 | 4,8 | 4,2 | - | - |
5 | 5,0 | 21,6 | 1 | - | 6,1 | 5,4 | 4,9 | 4,3 | 3,9 | |
6 | 6,0 | 29,4 | 2 | - | 8,5 | 7,6 | 6,8 | 6,1 | 5,5 | |
7 | Н4 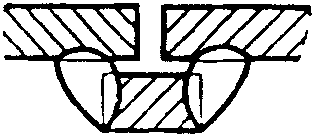 | 7,0 | 38,1 | 2 | - | 10,5 | 9,4 | 8,4 | 7,4 | 6,7 |
8 | 8,0 | 47,8, | 2 | - | 12,8 | 11,4 | 10,0 | 8,8 | 7,9 | |
9 | У5 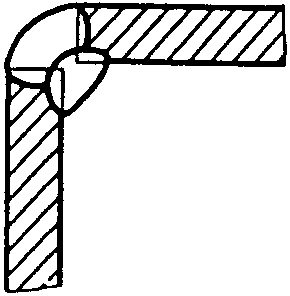 | 9,0 | 58,4 | 2 | - | 15,5 | 13,5 | 11,9 | 10,4 | 9,3 |
10 | У7 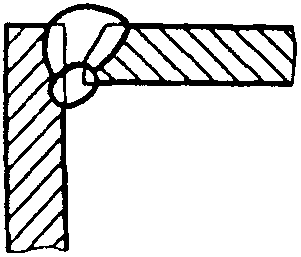 | 10,0 | 69,8 | 3 | - | 18,5 | 16,4 | 14,5 | 12,7 | 11,4 |
11 | 12,0 | 95,0 | 2 | - | - | 19,8 | 16,8 | 14,6 | 13,1 | |
12 | 14,0 | 123,3 | 3 | - | - | 25,7 | 21,8 | 19,1 | 17,0 | |
13 | У8 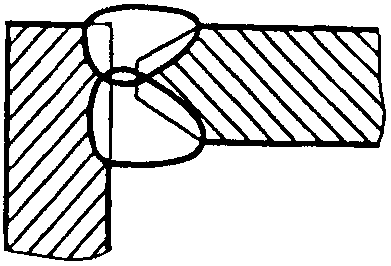 | 16,0 | 154,6 | 4 | - | - | 32,2 | 27,4 | 23,9 | 21,3 |
14 | 18,0 | 188,7 | 4 | - | - | 38,7 | 32,7 | 28,5 | 25,4 | |
15 | У15 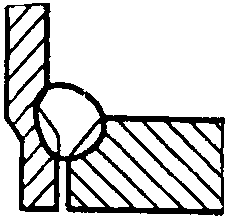 | 20,0 | 225,5 | 5 | - | - | 46,2 | 39,1 | 34,0 | 30,3 |
16 | 22,0 | 287,6 | 6 | - | - | 53,9 | 45,7 | 39,7 | 35,2 | |
17 | У16 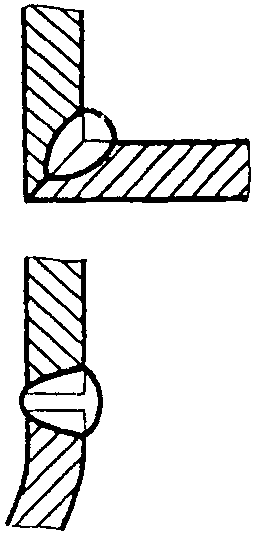 | 24,0 | 337,9 | 7 | - | - | 63,2 | 53,5 | 46,5 | 41,2 |
Индекс | а | б | в | г | д | е | ||||
Швы нахлесточных и угловых соединений Н1, Н3, Н4, У5, У7, У8, У15, У16, У17, У18 | Полуавтоматическая дуговая сварка труб в среде двуокиси углерода из углеродистых низколегированных сталей | |||||||||
Карта 10 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
18 | У17 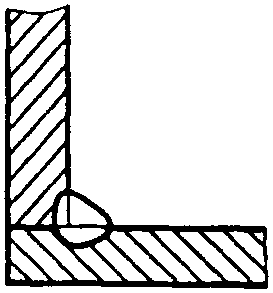 | 26,0 | 391,8 | 8 | - | - | 73,1 | 61,9 | 53,8 | 47,5 |
У18 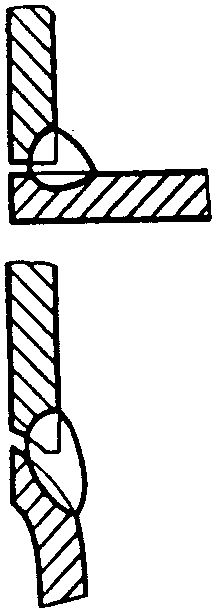 | ||||||||||
Индекс | а | б | в | г | д | е | ||||
С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С1 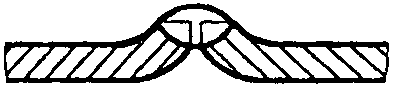 | 0,5 | 5,4 | 1 | 3,3 | 3,1 | 2,9 | - | - | - |
2 | 0,8 | 5,5 | 1 | 3,4 | 3,1 | 2,9 | - | - | - | |
3 | 1,0 | 5,5 | 1 | 3,4 | 3,1 | 2,9 | - | - | - | |
4 | 1,5 | 7,3 | 1 | 3,6 | 3,3 | 2,9 | 2,6 | - | - | |
5 | 2,0 | 9,4 | 1 | 4,4 | 4,0 | 3,4 | 3,0 | - | - | |
6 | 2,5 | 11,4 | 1 | 5,1 | 4,6 | 3,9 | 3,4 | - | - | |
7 | 3,0 | 13,3 | 1 | 5,8 | 5,3 | 4,4 | 3,9 | - | - | |
8 | 4,0 | 17,1 | 1 | 7,2 | 6,5 | 5,4 | 4,7 | - | - | |
9 | С2 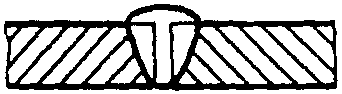 | 0,8 | 5,6 | 1 | 3,4 | 3,1 | 2,9 | - | - | - |
10 | 1,0 | 5,8 | 1 | 3,5 | 3,2 | 3,0 | - | - | - | |
11 | 1,5 | 7,0 | 1 | 3,6 | 3,4 | 3,1 | 2,1 | - | - | |
12 | 2,0 | 8,0 | 1 | 4,0 | 3,6 | 3,2 | 2,3 | - | - | |
13 | 2,5 | 11,0 | 1 | 4,9 | 4,5 | 3,8 | 3,4 | - | - | |
14 | 3,0 | 11,4 | 1 | 5,1 | 4,6 | 3,9 | 3,4 | - | - | |
15 | 4,0 | 12,1 | 1 | 5,4 | 4,9 | 4,1 | 3,6 | - | - | |
16 | 5,0 | 18,7 | 1 | - | 5,5 | 5,1 | 4,4 | 3,9 | 3,5 | |
17 | 6,0 | 19,7 | 1 | - | 5,8 | 5,3 | 4,6 | 4,1 | 3,7 | |
18 | С3 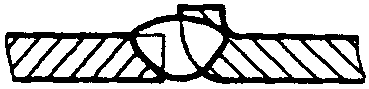 | 0,5 | 5,4 | 1 | 3,3 | 3,1 | 2,8 | - | - | - |
19 | 0,8 | 10,0 | 1 | 5,3 | 4,8 | 4,4 | - | - | - | |
20 | 1,0 | 10,0 | 1 | 5,3 | 4,8 | 4,4 | - | - | - | |
21 | 1,5 | 12,3 | 1 | 5,4 | 4,9 | 4,6 | 3,7 | - | - | |
22 | 2,0 | 17,9 | 1 | 7,5 | 6,7 | 5,6 | 4,9 | - | - | |
23 | 2,5 | 23,9 | 1 | 9,6 | 8,6 | 7,2 | 6,2 | - | - | |
24 | 3,0 | 30,3 | 2 | 12,5 | 11,2 | 9,4 | 8,1 | - | - | |
25 | 4,0 | 43,9 | 2 | 17,4 | 15,6 | 12,9 | 11,0 | - | - | |
26 | С4  | 0,8 | 8,0 | 1 | 4,7 | 4,2 | 4,0 | - | - | - |
27 | 1,0 | 9,0 | 1 | 5,2 | 4,6 | 4,3 | - | - | - | |
28 | 1,5 | 13,1 | 1 | 5,7 | 5,2 | 4,4 | 3,8 | - | - | |
29 | 2,0 | 13,8 | 1 | 6,0 | 5,4 | 4,6 | 4,0 | - | - | |
30 | 2,5 | 14,3 | 1 | 6,2 | 5,6 | 4,7 | 4,1 | - | - | |
31 | 3,0 | 20,5 | 1 | 8,4 | 7,5 | 6,3 | 5,4 | - | - | |
32 | 4,0 | 21,5 | 1 | 8,8 | 7,9 | 6,6 | 5,6 | - | - | |
33 | 5,0 | 33,2 | 2 | - | 9,6 | 8,8 | 7,6 | 6,7 | 6,1 | |
34 | 6,0 | 38,8 | 2 | - | 11,0 | 10,0 | 8,6 | 7,6 | 6,8 | |
35 | 7,0 | 44,3 | 2 | - | 12,3 | 11,2 | 9,6 | 8,4 | 7,6 | |
36 | 8,0 | 49,7 | 2 | - | 13,6 | 12,4 | 10,6 | 9,3 | 8,3 | |
37 | С5  | 0,8 | 6,2 | 1 | 3,7 | 3,4 | 3,1 | - | - | - |
38 | 1,0 | 6,4 | 1 | 3,8 | 3,5 | 3,2 | - | - | - | |
39 | 1,5 | 8,1 | 1 | 3,9 | 3,6 | 3,3 | 2,7 | - | - | |
40 | 2,0 | 8,7 | 1 | 4,1 | 3,8 | 3,5 | 2,9 | - | - | |
41 | 2,5 | 9,1 | 1 | 4,3 | 3,9 | 3,6 | 3,0 | - | - | |
42 | 3,0 | 13,6 | 1 | 5,9 | 5,3 | 4,5 | 3,9 | - | - | |
43 | 4,0 | 14,6 | 1 | 6,3 | 5,7 | 4,8 | 4,1 | - | - | |
44 | 5,0 | 27,0 | 1 | - | 7,6 | 6,9 | 5,9 | 5,2 | 4,7 | |
45 | 6,0 | 30,1 | 2 | - | 8,8 | 8,1 | 7,0 | 6,2 | 5,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
46 | С5 | 7,0 | 39,4 | 2 | - | 11,1 | 10,1 | 8,7 | 7,7 | 6,9 |
47 | 8,0 | 42,4 | 2 | - | 11,8 | 10,8 | 9,3 | 8,1 | 7,3 | |
48 | С6 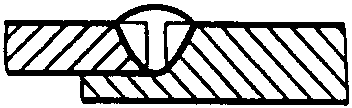 | 0,8 | 5,0 | 1 | 3,2 | 2,9 | 2,7 | - | - | - |
49 | 1,0 | 5,6 | 1 | 3,5 | 3,1 | 2,9 | - | - | - | |
50 | 1,5 | 7,6 | 1 | 3,7 | 3,4 | 3,0 | 2,6 | - | - | |
51 | 2,0 | 8,3 | 1 | 4,0 | 3,6 | 3,1 | 2,8 | - | - | |
52 | 2,5 | 8,8 | 1 | 4,2 | 3,8 | 3,3 | 2,9 | - | - | |
53 | 3,0 | 12,4 | 1 | 5,5 | 4,9 | 4,2 | 3,7 | - | - | |
54 | 4,0 | 13,4 | 1 | 5,8 | 5,3 | 4,5 | 3,9 | - | - | |
55 | 5,0 | 26,1 | 1 | - | 7,3 | 6,7 | 5,7 | 5,1 | 4,6 | |
56 | 6,0 | 29,1 | 2 | - | 8,6 | 7,9 | 6,8 | 6,1 | 5,5 | |
57 | 7,0 | 40,2 | 2 | - | 11,3 | 10,3 | 8,8 | 7,8 | 7,0 | |
58 | 8,0 | 43,2 | 2 | - | 12,0 | 11,0 | 9,4 | 8,3 | 7,4 | |
59 | С7 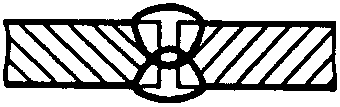 | 3,0 | 9,0 | 1 | 4,3 | 3,9 | 3,3 | 2,9 | - | - |
60 | 4,0 | 9,0 | 1 | 4,3 | 3,9 | 3,3 | 2,9 | - | - | |
61 | 5,0 | 13,6 | 1 | - | 4,3 | 4,0 | 3,5 | 3,1 | 2,8 | |
62 | 6,0 | 13,6 | 1 | - | 4,3 | 4,0 | 3,5 | 3,1 | 2,8 | |
63 | 7,0 | 20,1 | 1 | - | 5,9 | 5,4 | 4,6 | 4,1 | 3,7 | |
64 | 8,0 | 22,1 | 1 | - | 6,3 | 5,8 | 5,0 | 4,4 | 4,0 | |
65 | 9,0 | 24,0 | 1 | - | 6,8 | 6,2 | 5,4 | 4,7 | 4,3 | |
66 | 10,0 | 25,9 | 1 | - | 7,3 | 6,7 | 5,7 | 5,0 | 4,5 | |
67 | 12,0 | 33,0 | 1 | - | - | 7,6 | 6,5 | 5,8 | 5,2 | |
68 | С8 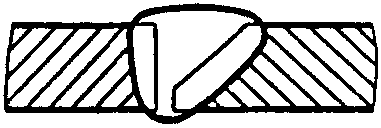 | 3,0 | 8,3 | 1 | 4,1 | 3,7 | 3,2 | 2,9 | - | - |
69 | 4,0 | 12,9 | 1 | 5,8 | 5,2 | 4,4 | 3,9 | - | - | |
70 | 5,0 | 18,2 | 1 | - | 5,5 | 5,1 | 4,4 | 3,9 | 3,5 | |
71 | 6,0 | 24,0 | 1 | - | 6,9 | 6,3 | 5,4 | 4,8 | 4,4 | |
72 | 7,0 | 30,4 | 2 | - | 9,0 | 8,3 | 7,2 | 6,4 | 5,8 | |
73 | 8,0 | 37,2 | 2 | - | 10,7 | 9,8 | 8,4 | 7,5 | 6,7 | |
74 | 9,0 | 44,6 | 2 | - | 12,5 | 11,4 | 9,8 | 8,6 | 7,7 | |
75 | 10,0 | 52,3 | 2 | - | 14,4 | 13,1 | 11,2 | 9,8 | 8,8 | |
76 | 12,0 | 77,0 | 2 | - | - | 17,0 | 14,5 | 12,7 | 11,3 | |
77 | 14,0 | 102,8 | 3 | - | - | 22,7 | 19,3 | 16,9 | 15,1 | |
78 | 16,0 | 132,1 | 3 | - | - | 28,5 | 24,2 | 21,0 | 18,7 | |
79 | 18,0 | 164,7 | 4 | - | - | 35,6 | 30,1 | 26,2 | 23,3 | |
80 | 20,0 | 200,6 | 4 | - | - | 42,7 | 36,1 | 31,3 | 27,8 | |
81 | 22,0 | 239,9 | 5 | - | - | 47,0 | 39,8 | 34,6 | 30,6 | |
82 | 24,0 | 282,3 | 6 | - | - | 55,3 | 46,8 | 40,7 | 36,0 | |
83 | 26,0 | 328,0 | 7 | - | - | 64,1 | 54,2 | 47,2 | 41,7 | |
84 | 28,0 | 376,9 | 8 | - | - | 73,6 | 62,2 | 54,1 | 47,8 | |
85 | 30,0 | 428,8 | 9 | - | - | 83,5 | 70,6 | 61,4 | 54,2 | |
86 | 32,0 | 484,0 | 10 | - | - | 87,2 | 73,8 | 64,2 | 57,0 | |
87 | 34,0 | 542,2 | 11 | - | - | 97,5 | 82,4 | 71,7 | 63,6 | |
88 | 36,0 | 603,4 | 13 | - | - | 108,8 | 92,1 | 80,1 | 71,2 | |
89 | 38,0 | 667,7 | 14 | - | - | 120,1 | 101,6 | 88,4 | 78,4 | |
90 | 40,0 | 735,1 | 15 | - | - | 131,9 | 111,5 | 97,0 | 86,0 | |
91 | 42,0 | 805,4 | 17 | - | - | 144,8 | 122,4 | 106,5 | 94,5 | |
92 | 44,0 | 878,7 | 19 | - | - | 157,6 | 133,2 | 115,8 | 102,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
93 | С8 | 46,0 | 955,0 | 20 | - | - | 171,4 | 144,9 | 126,0 | 111,8 |
94 | 48,0 | 1034,3 | 21 | - | - | 185,2 | 156,5 | 136,0 | 120,6 | |
95 | 50,0 | 1116,5 | 23 | - | - | 200,0 | 169,1 | 147,0 | 130,4 | |
96 | 52,0 | 1201,6 | 24 | - | - | 214,8 | 181,5 | 157,7 | 139,8 | |
97 | 54,0 | 1289,6 | 26 | - | - | 230,6 | 194,8 | 169,3 | 150,1 | |
98 | 56,0 | 1380,5 | 28 | - | - | 246,9 | 208,6 | 181,3 | 160,7 | |
99 | 58,0 | 1474,3 | 30 | - | - | 263,7 | 222,8 | 193,6 | 171,7 | |
100 | 60,0 | 1570,9 | 32 | - | - | 280,9 | 237,4 | 206,2 | 182,9 | |
101 | С9 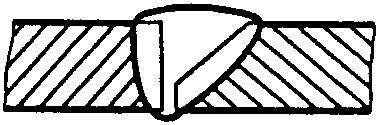 | 3,0 | 12,2 | 1 | 5,5 | 5,0 | 4,2 | 3,7 | - | - |
102 | 4,0 | 15,4 | 1 | 6,6 | 6,0 | 5,1 | 4,4 | - | - | |
103 | 5,0 | 20,7 | 1 | - | 6,1 | 5,6 | 4,8 | 4,3 | 3,9 | |
104 | 6,0 | 27,5 | 1 | - | 7,8 | 7,1 | 6,1 | 5,4 | 4,8 | |
105 | 7,0 | 35,0 | 2 | - | 10,2 | 9,3 | 8,0 | 7,1 | 6,4 | |
106 | 8,0 | 43,1 | 2 | - | 12,1 | 11,1 | 9,5 | 8,4 | 7,5 | |
107 | 9,0 | 51,8 | 2 | - | 14,5 | 13,0 | 11,1 | 9,7 | 8,7 | |
108 | 10,0 | 61,1 | 2 | - | 16,5 | 15,0 | 12,8 | 11,2 | 10,0 | |
109 | 12,0 | 81,2 | 2 | - | - | 17,9 | 15,2 | 13,3 | 11,8 | |
110 | 14,0 | 103,3 | 3 | - | - | 22,8 | 19,4 | 17,0 | 15,1 | |
111 | 16,0 | 140,4 | 3 | - | - | 30,2 | 25,5 | 22,2 | 19,7 | |
112 | 18,0 | 174,1 | 4 | - | - | 37,4 | 31,7 | 27,6 | 24,5 | |
113 | 20,0 | 211,1 | 5 | - | - | 45,3 | 38,4 | 33,4 | 29,7 | |
114 | 22,0 | 251,2 | 5 | - | - | 49,1 | 41,5 | 36,1 | 31,9 | |
115 | 24,0 | 294,5 | 6 | - | - | 57,5 | 48,6 | 42,3 | 37,3 | |
116 | 26,0 | 340,9 | 7 | - | - | 66,5 | 56,2 | 48,8 | 43,1 | |
117 | 28,0 | 390,3 | 8 | - | - | 76,0 | 64,2 | 55,8 | 49,3 | |
118 | 30,0 | 442,7 | 9 | - | - | 86,0 | 72,7 | 63,2 | 55,7 | |
119 | 32,0 | 498,0 | 10 | - | - | 89,5 | 75,7 | 65,9 | 58,5 | |
120 | 34,0 | 556,3 | 12 | - | - | 100,4 | 85,0 | 74,0 | 65,7 | |
121 | 36,0 | 617,6 | 13 | - | - | 111,2 | 94,1 | 81,8 | 72,6 | |
122 | 38,0 | 681,6 | 14 | - | - | 122,4 | 103,5 | 90,0 | 79,9 | |
123 | 40,0 | 748,6 | 15 | - | - | 134,2 | 113,4 | 98,6 | 87,4 | |
124 | 42,0 | 818,3 | 17 | - | - | 146,9 | 124,2 | 108,0 | 95,9 | |
125 | 44,0 | 890,9 | 18 | - | - | 159,6 | 134,9 | 117,2 | 104,0 | |
126 | 46,0 | 966,2 | 20 | - | - | 173,3 | 146,5 | 127,3 | 113,0 | |
127 | 48,0 | 1044,3 | 21 | - | - | 186,9 | 157,9 | 137,2 | 121,7 | |
128 | 50,0 | 1125,1 | 23 | - | - | 201,5 | 170,3 | 148,0 | 131,3 | |
129 | 52,0 | 1208,7 | 25 | - | - | 216,6 | 183,0 | 159,1 | 141,1 | |
130 | 54,0 | 1294,9 | 26 | - | - | 231,5 | 195,6 | 169,9 | 150,7 | |
131 | 56,0 | 1383,8 | 28 | - | - | 247,5 | 209,1 | 181,6 | 161,1 | |
132 | 58,0 | 1475,4 | 30 | - | - | 263,9 | 222,9 | 193,7 | 171,8 | |
133 | 60,0 | 1569,6 | 32 | - | - | 280,7 | 237,2 | 206,1 | 182,7 | |
134 | С10 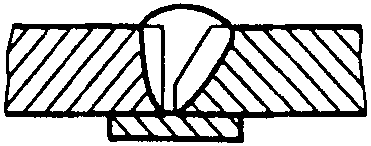 | 3,0 | 8,8 | 1 | 4,3 | 3,9 | 3,4 | 3,0 | - | - |
135 | 4,0 | 13,4 | 1 | 5,9 | 5,4 | 4,5 | 4,0 | - | - | |
136 | 5,0 | 18,4 | 1 | - | 5,5 | 5,1 | 4,4 | 3,9 | 3,6 | |
137 | 6,0 | 23,8 | 1 | - | 6,9 | 6,3 | 5,4 | 4,8 | 4,3 | |
138 | 7,0 | 29,7 | 2 | - | 8,9 | 8,2 | 7,1 | 6,3 | 5,7 | |
139 | 8,0 | 38,1 | 2 | - | 10,9 | 10,0 | 8,6 | 7,6 | 6,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
140 | С10 | 9,0 | 47,4 | 2 | - | 13,2 | 12,0 | 10,3 | 9,1 | 8,1 |
141 | 10,0 | 57,7 | 2 | - | 15,7 | 14,3 | 12,2 | 10,7 | 9,5 | |
142 | 12,0 | 81,0 | 2 | - | - | 17,8 | 15,1 | 13,2 | 11,8 | |
143 | 14,0 | 107,9 | 3 | - | - | 23,7 | 20,2 | 17,6 | 15,7 | |
144 | 16,0 | 138,3 | 3 | - | - | 29,8 | 25,2 | 21,9 | 19,5 | |
145 | 18,0 | 172,2 | 4 | - | - | 37,0 | 31,4 | 27,3 | 24,3 | |
146 | 20,0 | 209,4 | 5 | - | - | 45,0 | 38,1 | 33,2 | 29,4 | |
147 | 22,0 | 250,1 | 5 | - | - | 48,9 | 41,3 | 35,9 | 31,7 | |
148 | 24,0 | 294,0 | 6 | - | - | 57,4 | 48,5 | 42,2 | 37,3 | |
149 | 26,0 | 341,1 | 7 | - | - | 66,5 | 56,2 | 48,9 | 43,2 | |
150 | 28,0 | 391,5 | 8 | - | - | 76,2 | 64,4 | 56,0 | 49,4 | |
151 | 30,0 | 445,1 | 9 | - | - | 86,5 | 73,1 | 63,5 | 56,0 | |
152 | 32,0 | 501,9 | 10 | - | - | 90,2 | 76,3 | 66,3 | 58,9 | |
153 | 34,0 | 561,7 | 12 | - | - | 101,3 | 85,7 | 74,6 | 66,2 | |
154 | 36,0 | 624,7 | 13 | - | - | 112,4 | 95,0 | 82,7 | 73,4 | |
155 | 38,0 | 690,8 | 14 | - | - | 124,0 | 104,8 | 91,1 | 80,8 | |
156 | 40,0 | 759,9 | 16 | - | - | 136,6 | 115,5 | 100,5 | 89,2 | |
157 | 42,0 | 832,0 | 17 | - | - | 149,2 | 126,1 | 109,6 | 97,3 | |
158 | 44,0 | 907,2 | 19 | - | - | 162,9 | 137,7 | 119,7 | 106,3 | |
159 | 46,0 | 985,4 | 20 | - | - | 176,5 | 149,1 | 129,6 | 115,0 | |
160 | 48,0 | 1066,5 | 22 | - | - | 191,1 | 161,6 | 140,4 | 124,6 | |
161 | 50,0 | 1150,6 | 23, | - | - | 205,7 | 173,8 | 151,0 | 133,9 | |
162 | 52,0 | 1237,6 | 25 | - | - | 221,4 | 187,0 | 162,5 | 144,1 | |
163 | 54,0 | 1327,6 | 27 | - | - | 237,5 | 200,7 | 174,4 | 154,7 | |
164 | 56,0 | 1420,4 | 29 | - | - | 254,1 | 214,7 | 186,6 | 165,5 | |
165 | 58,0 | 1516,2 | 31 | - | - | 271,2 | 229,2 | 199,1 | 176,6 | |
166 | 60,0 | 1614,8 | 33 | - | - | 288,8 | 244,0 | 212,0 | 188,0 | |
167 | С11 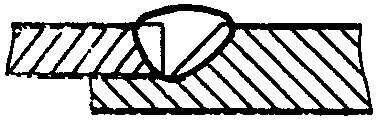 | 3,0 | 13,5 | 1 | 6,0 | 5,4 | 4,6 | 4,0 | - | - |
168 | 4,0 | 19,6 | 1 | 8,2 | 7,4 | 6,2 | 5,3 | - | - | |
169 | 5,0 | 26,3 | 1 | - | 7,5 | 6,8 | 5,9 | 5,2 | 4,7 | |
170 | 6,0 | 33,3 | 2 | - | 9,7 | 8,9 | 7,7 | 6,9 | 6,2 | |
171 | 7,0 | 40,7 | 2 | - | 11,6 | 10,6 | 9,1 | 8,0 | 7,2 | |
172 | 8,0 | 51,7 | 2 | - | 14,2 | 13,0 | 11,1 | 9,7 | 8,7 | |
173 | 9,0 | 63,2 | 2 | - | 17,0 | 15,5 | 13,2 | 11,5 | 10,3 | |
174 | 10,0 | 75,6 | 3 | - | 20,6 | 18,8 | 16,0 | 14,1 | 12,6 | |
175 | 12,0 | 103,2 | 3 | - | - | 22,8 | 19,4 | 16,9 | 15,1 | |
176 | 14,0 | 134,2 | 3 | - | - | 28,9 | 24,5 | 21,3 | 19,0 | |
177 | 16,0 | 168,5 | 4 | - | - | 36,3 | 30,7 | 26,8 | 23,8 | |
178 | 18,0 | 206,0 | 5 | - | - | 44,3 | 37,5 | 32,7 | 29,0 | |
179 | 20,0 | 246,5 | 5 | - | - | 52,4 | 44,2 | 38,4 | 34,0 | |
180 | 22,0 | 290,0 | 6 | - | - | 56,7 | 47,9 | 41,7 | 36,8 | |
181 | 24,0 | 336,3 | 7 | - | - | 65,6 | 55,5 | 48,2 | 42,6 | |
182 | 26,0 | 385,5 | 8 | - | - | 75,1 | 63,5 | 55,2 | 48,7 | |
183 | 28,0 | 437,4 | 9 | - | - | 85,1 | 71,9 | 62,5 | 55,1 | |
184 | 30,0 | 491,9 | 10 | - | - | 95,5 | 80,7 | 70,1 | 61,9 | |
185 | 32,0 | 549,1 | 11 | - | - | 98,6 | 83,4 | 72,5 | 64,4 | |
186 | 34,0 | 608,9 | 13 | - | - | 109,7 | 92,9 | 80,8 | 71,7 | |
187 | 36,0 | 671,2 | 14 | - | - | 120,7 | 102,1 | 88,8 | 78,8 | |
188 | 38,0 | 736,0 | 15 | - | - | 132,1 | 111,6 | 97,1 | 86,1 | |
189 | 40,0 | 803,2 | 17 | - | - | 144,4 | 122,1 | 106,2 | 94,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 5 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
190 | С12 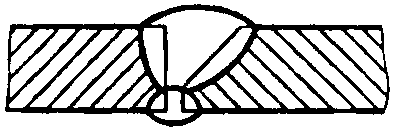 | 3,0 | 8,8 | 1 | 4,3 | 3,9 | 3,4 | 3,0 | - | - |
191 | 4,0 | 13,0 | 1 | 5,8 | 5,2 | 4,5 | 3,9 | - | - | |
192 | 5,0 | 17,6 | 1 | - | 5,4 | 4,9 | 4,3 | 3,8 | 3,5 | |
193 | 6,0 | 22,5 | 1 | - | 6,5 | 6,0 | 5,2 | 4,6 | 4,1 | |
194 | 7,0 | 27,7 | 1 | - | 7,8 | 7,1 | 6,1 | 5,4 | 4,9 | |
195 | 8,0 | 37,5 | 2 | - | 10,8 | 9,9 | 8,5 | 7,5 | 6,8 | |
196 | 9,0 | 46,7 | 2 | - | 13,0 | 11,9 | 10,2 | 8,9 | 8,0 | |
197 | 10,0 | 56,7 | 2 | - | 15,4 | 14,1 | 12,0 | 10,5 | 9,4 | |
198 | 12,0 | 79,4 | 2 | - | - | 17,5 | 14,9 | 13,0 | 11,6 | |
199 | 14,0 | 105,6 | 3 | - | - | 23,3 | 19,8 | 17,3 | 15,4 | |
200 | 16,0 | 135,1 | 3 | - | - | 29,1 | 24,7 | 21,5 | 19,1 | |
201 | 18,0 | 168,0 | 4 | - | - | 36,2 | 30,7 | 26,7 | 23,7 | |
202 | 20,0 | 204,1 | 5 | - | - | 43,9 | 37,2 | 32,4 | 28,8 | |
203 | 22,0 | 243,4 | 5 | - | - | 47,7 | 40,3 | 35,1 | 31,0 | |
204 | 24,0 | 285,8 | 6 | - | - | 55,9 | 47,3 | 41,1 | 36,3 | |
205 | 26,0 | 331,3 | 7 | - | - | 64,7 | 54,7 | 47,6 | 42,0 | |
206 | 28,0 | 379,9 | 8 | - | - | 74,1 | 62,7 | 54,5 | 48,1 | |
207 | 30,0 | 431,6 | 9 | - | - | 84,0 | 71,0 | 61,7 | 54,5 | |
208 | 32,0 | 486,2 | 10 | - | - | 87,6 | 74,1 | 64,5 | 57,2 | |
209 | 34,0 | 543,9 | 11 | - | - | 97,8 | 82,7 | 71,9 | 63,8 | |
210 | 36,0 | 604,4 | 13 | - | - | 109,0 | 92,2 | 80,3 | 71,3 | |
211 | 38,0 | 667,9 | 14 | - | - | 120,1 | 101,6 | 88,4 | 78,5 | |
212 | 40,0 | 734,3 | 15 | - | - | 131,8 | 111,4 | 96,9 | 85,9 | |
213 | 42,0 | 803,5 | 17 | - | - | 144,5 | 122,2 | 106,3 | 94,3 | |
214 | 44,0 | 875,6 | 18 | - | - | 157,0 | 132,8 | 115,4 | 102,4 | |
215 | 46,0 | 950,5 | 19 | - | - | 170,1 | 143,7 | 124,9 | 110,8 | |
216 | 48,0 | 1028,3 | 21 | - | - | 184,2 | 155,7 | 135,3 | 120,0 | |
217 | 50,0 | 1108,8 | 23 | - | - | 198,8 | 168,0 | 146,0 | 129,6 | |
218 | 52,0 | 1192,1 | 24 | - | - | 213,2 | 180,1 | 156,5 | 138,8 | |
219 | 54,0 | 1278,2 | 26 | - | - | 228,7 | 193,2 | 167,9 | 148,9 | |
220 | 56,0 | 1367,0 | 28 | - | - | 244,6 | 206,7 | 179,6 | 159,3 | |
221 | 58,0 | 1458,5 | 30 | - | - | 261,0 | 220,6 | 191,7 | 170,0 | |
222 | 60,0 | 1552,8 | 32 | - | - | 277,9 | 234,8 | 204,1 | 181,0 | |
223 | С13 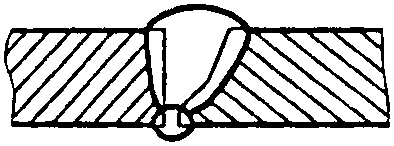 | 18,0 | 160,7 | 4 | - | - | 34,8 | 29,5 | 25,7 | 22,8 |
224 | 20,0 | 190,2 | 4 | - | - | 40,6 | 34,3 | 29,8 | 26,5 | |
225 | 22,0 | 221,5 | 5 | - | - | 43,7 | 37,0 | 32,3 | 28,5 | |
226 | 24,0 | 254,6 | 6 | - | - | 50,3 | 42,6 | 37,1 | 32,8 | |
227 | 26,0 | 289,3 | 6 | - | - | 56,5 | 47,8 | 41,6 | 36,7 | |
228 | 28,0 | 325,7 | 7 | - | - | 63,7 | 53,9 | 46,9 | 41,4 | |
229 | 30,0 | 363,7 | 8 | - | - | 71,2 | 60,2 | 52,4 | 46,3 | |
230 | 32,0 | 403,3 | 9 | - | - | 73,2 | 62,0 | 54,0 | 48,0 | |
231 | 34,0 | 444,3 | 9 | - | - | 80,0 | 67,7 | 58,9 | 52,3 | |
232 | 36,0 | 486,9 | 10 | - | - | 87,7 | 74,2 | 64,5 | 57,3 | |
233 | 38,0 | 530,8 | 11 | - | - | 95,6 | 80,9 | 70,3 | 62,5 | |
234 | 40,0 | 576,2 | 12 | - | - | 103,7 | 87,7 | 76,3 | 67,8 | |
235 | 42,0 | 623,0 | 13 | - | - | 112,1 | 94,8 | 82,5 | 73,2 | |
236 | 44,0 | 671,1 | 14 | - | - | 120,7 | 102,1 | 88,8 | 78,8 | |
237 | 46,0 | 720,5 | 15 | - | - | 129,5 | 109,5 | 95,2 | 84,5 | |
238 | 48,0 | 771,3 | 16 | - | - | 138,5 | 117,1 | 101,8 | 90,4 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 6 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
239 | С13 | 50,0 | 823,3 | 17 | - | - | 147,8 | 124,9 | 108,6 | 96,4 |
240 | 52,0 | 876,6 | 18 | - | - | 157,2 | 132,9 | 115,5 | 102,5 | |
241 | 54,0 | 931,1 | 19 | - | - | 166,9 | 141,0 | 122,6 | 108,8 | |
242 | 56,0 | 986,9 | 20 | - | - | 176,7 | 149,4 | 129,8 | 115,1 | |
243 | 58,0 | 1043,8 | 21 | - | - | 186,8 | 157,8 | 137,2 | 121,6 | |
244 | 60,0 | 1102,0 | 22 | - | - | 197,1 | 166,5 | 144,7 | 128,3 | |
245 | 64,0 | 1221,8 | 25 | - | - | - | 166,7 | 145,1 | 128,9 | |
246 | 68,0 | 1346,2 | 27 | - | - | - | 183,3 | 159,4 | 141,6 | |
247 | 72,0 | 1475,0 | 30 | - | - | - | 201,0 | 174,9 | 155,3 | |
248 | 76,0 | 1608,2 | 33 | - | - | - | 219,2 | 190,8 | 169,4 | |
249 | 80,0 | 1745,7 | 35 | - | - | - | 237,4 | 206,5 | 183,3 | |
250 | 84,0 | 1887,3 | 38 | - | - | - | 241,1 | 209,9 | 186,6 | |
251 | 88,0 | 2033,1 | 41 | - | - | - | 259,7 | 226,1 | 201,0 | |
252 | 92,0 | 2182,8 | 44 | - | - | - | 278,7 | 242,7 | 215,7 | |
253 | 96,0 | 2336,6 | 47 | - | - | - | 298,3 | 259,7 | 230,8 | |
254 | 100,0 | 2494,2 | 50 | - | - | - | 318,2 | 277,0 | 246,2 | |
255 | С14 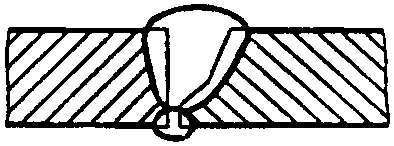 | 18,0 | 133,1 | 3 | - | - | 28,7 | 24,3 | 21,2 | 18,8 |
256 | 20,0 | 158,8 | 4 | - | - | 34,4 | 29,2 | 25,4 | 22,6 | |
257 | 22,0 | 186,4 | 4 | - | - | 36,8 | 31,2 | 27,1 | 24,0 | |
258 | 24,0 | 215,8 | 5 | - | - | 42,7 | 36,2 | 31,5 | 27,9 | |
259 | 26,0 | 246,9 | 5 | - | - | 48,3 | 40,8 | 35,5 | 31,4 | |
260 | 28,0 | 279,6 | 6 | - | - | 54,8 | 46,4 | 40,3 | 35,6 | |
261 | 30,0 | 314,0 | 7 | - | - | 61,6 | 52,1 | 45,4 | 40,1 | |
262 | 32,0 | 349,9 | 7 | - | - | 63,1 | 53,4 | 46,5 | 41,3 | |
263 | 34,0 | 387,4 | 8 | - | - | 70,0 | 59,2 | 51,5 | 45,8 | |
264 | 36,0 | 426,5 | 9 | - | - | 77,1 | 65,2 | 56,8 | 50,4 | |
265 | 38,0 | 467,0 | 10 | - | - | 84,4 | 71,4 | 62,2 | 55,2 | |
266 | 40,0 | 509,1 | 11 | - | - | 92,0 | 77,8 | 67,8 | 60,2 | |
267 | 42,0 | 552,6 | 12 | - | - | 99,8 | 84,5 | 73,5 | 65,3 | |
268 | 44,0 | 597,5 | 12 | - | - | 107,3 | 90,7 | 78,9 | 70,0 | |
269 | 46,0 | 643,8 | 13 | - | - | 115,6 | 97,7 | 84,9 | 75,4 | |
270 | 48,0 | 691,5 | 14 | - | - | 124,1 | 104,9 | 91,2 | 80,9 | |
271 | 50,0 | 740,6 | 15 | - | - | 132,8 | 112,3 | 97,6 | 86,6 | |
272 | 52,0 | 791,1 | 16 | - | - | 141,8 | 119,9 | 104,2 | 92,4 | |
273 | 54,0 | 842,9 | 17 | - | - | 151,0 | 127,6 | 110,9 | 98,4 | |
274 | 56,0 | 896,0 | 18 | - | - | 160,4 | 135,6 | 117,8 | 104,5 | |
275 | 58,0 | 950,4 | 19 | - | - | 170,1 | 143,7 | 124,9 | 110,8 | |
276 | 60,0 | 1006,1 | 21 | - | - | 180,5 | 152,6 | 132,7 | 117,7 | |
277 | 64,0 | 1121,3 | 23 | - | - | - | 153,1 | 133,3 | 118,4 | |
278 | 68,0 | 1241,5 | 25 | - | - | - | 169,1 | 147,2 | 130,7 | |
279 | 72,0 | 1366,7 | 28 | - | - | - | 186,4 | 162,2 | 144,1 | |
280 | 76,0 | 1496,6 | 30 | - | - | - | 203,6 | 177,2 | 157,3 | |
281 | 80,0 | 1631,3 | 33 | - | - | - | 222,1 | 193,2 | 171,6 | |
282 | 84,0 | 1770,7 | 36 | - | - | - | 226,5 | 197,2 | 175,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 7 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
283 | С14 | 88,0 | 1914,6 | 39 | - | - | - | 244,8 | 213,2 | 189,5 |
284 | 92,0 | 2063,1 | 42 | - | - | - | 263,7 | 229,7 | 204,1 | |
285 | 96,0 | 2216,0 | 45 | - | - | - | 283,2 | 246,6 | 219,1 | |
286 | 100,0 | 2373,3 | 48 | - | - | - | 303,1 | 263,9 | 234,5 | |
287 | С15 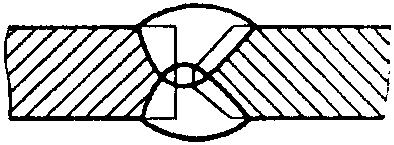 | 8,0 | 15,0 | 1 | - | 4,7 | 4,4 | 3,8 | 3,4 | 3,1 |
288 | 9,0 | 17,0 | 1 | - | 5,3 | 4,8 | 4,2 | 3,8 | 3,4 | |
289 | 10,0 | 19,4 | 1 | - | 5,8 | 5,3 | 4,6 | 4,1 | 3,7 | |
290 | 12,0 | 25,8 | 1 | - | - | 6,3 | 5,4 | 4,8 | 4,4 | |
291 | 14,0 | 32,7 | 1 | - | - | 7,7 | 6,6 | 5,8 | 5,2 | |
292 | 16,0 | 40,2 | 1 | - | - | 9,1 | 7,8 | 6,9 | 6,2 | |
293 | 18,0 | 48,1 | 1 | - | - | 10,7 | 9,1 | 8,0 | 7,1 | |
294 | 20,0 | 56,6 | 2 | - | - | 13,0 | 11,1 | 9,8 | 8,8 | |
295 | 22,0 | 71,2 | 2 | - | - | 14,8 | 12,6 | 11,1 | 9,9 | |
296 | 24,0 | 83,5 | 2 | - | - | 17,0 | 14,5 | 12,7 | 11,3 | |
297 | 26,0 | 96,7 | 2 | - | - | 19,4 | 16,5 | 14,4 | 12,7 | |
298 | 28,0 | 110,7 | 3 | - | - | 22,5 | 19,2 | 16,8 | 14,9 | |
299 | 30,0 | 125,7 | 3 | - | - | 25,2 | 21,4 | 18,7 | 16,6 | |
300 | 32,0 | 141,4 | 3 | - | - | 26,1 | 22,2 | 19,4 | 17,3 | |
301 | 34,0 | 158,0 | 4 | - | - | 29,5 | 25,1 | 21,9 | 19,6 | |
302 | 36,0 | 175,4 | 4 | - | - | 32,4 | 27,5 | 24,0 | 21,4 | |
303 | 38,0 | 193,7 | 4 | - | - | 35,4 | 30,0 | 26,2 | 23,3 | |
304 | 40,0 | 212,8 | 5 | - | - | 39,2 | 33,2 | 29,0 | 25,9 | |
305 | 42,0 | 232,6 | 5 | - | - | 42,5 | 36,0 | 31,4 | 27,9 | |
306 | 44,0 | 253,3 | 6 | - | - | 46,5 | 39,5 | 34,4 | 30,7 | |
307 | 46,0 | 274,8 | 6 | - | - | 50,1 | 42,4 | 37,0 | 32,9 | |
308 | 48,0 | 297,0 | 6 | - | - | 53,8 | 45,5 | 39,6 | 35,2 | |
309 | 50,0 | 320,1 | 7 | - | - | 58,2 | 49,3 | 43,0 | 38,2 | |
310 | 52,0 | 343,9 | 7 | - | - | 62,1 | 52,6 | 45,8 | 40,7 | |
311 | 54,0 | 368,5 | 8 | - | - | 66,8 | 56,6 | 49,3 | 43,8 | |
312 | 56,0 | 393,9 | 8 | - | - | 71,0 | 60,1 | 52,3 | 46,5 | |
313 | 58,0 | 420,0 | 9 | - | - | 76,0 | 64,3 | 56,0 | 49,8 | |
314 | 60,0 | 446,9 | 9 | - | - | 80,4 | 68,0 | 59,2 | 52,6 | |
315 | 64,0 | 502,9 | 11 | - | - | - | 69,5 | 60,6 | 53,9 | |
316 | 68,0 | 561,9 | 12 | - | - | - | 77,4 | 67,5 | 60,0 | |
317 | 72,0 | 623,9 | 13 | - | - | - | 85,6 | 74,6 | 66,3 | |
318 | 76,0 | 688,7 | 14 | - | - | - | 94,3 | 82,1 | 73,0 | |
319 | 80,0 | 756,5 | 16 | - | - | - | 103,8 | 90,4 | 80,4 | |
320 | 84,0 | 827,2 | 17 | - | - | - | 106,3 | 92,7 | 82,4 | |
321 | 88,0 | 900,7 | 18 | - | - | - | 115,4 | 100,5 | 89,4 | |
322 | 92,0 | 977,0 | 20 | - | - | - | 125,4 | 109,3 | 97,2 | |
323 | 96,0 | 1056,2 | 22 | - | - | - | 135,7 | 118,3 | 105,2 | |
324 | 100,0 | 1138,1 | 23 | - | - | - | 145,8 | 127,0 | 112,9 | |
325 | С16 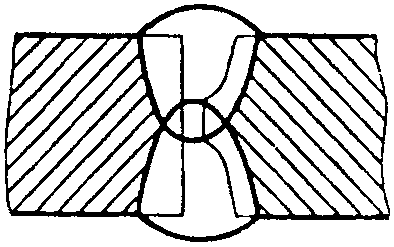 | 30,0 | 139,8 | 3 | - | - | 27,7 | 23,5 | 20,5 | 18,2 |
326 | 32,0 | 154,1 | 4 | - | - | 28,8 | 24,5 | 21,5 | 19,2 | |
327 | 34,0 | 168,9 | 4 | - | - | 31,3 | 26,6 | 23,2 | 20,7 | |
328 | 36,0 | 184,2 | 4 | - | - | 33,8 | 28,7 | 25,1 | 22,3 | |
329 | 38,0 | 199,9 | 4 | - | - | 36,4 | 30,9 | 26,9 | 24,0 | |
330 | 40,0 | 216,0 | 5 | - | - | 39,7 | 33,7 | 29,4 | 26,4 | |
331 | 42,0 | 232,5 | 5 | - | - | 42,5 | 36,0 | 31,4 | 27,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 8 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
332 | С16 | 44,0 | 249,5 | 5 | - | - | 45,3 | 38,3 | 33,4 | 29,7 |
333 | 46,0 | 266,8 | 6 | - | - | 48,7 | 41,3 | 36,0 | 32,1 | |
334 | 48,0 | 284,6 | 6 | - | - | 51,7 | 43,8 | 38,2 | 33,9 | |
335 | 50,0 | 302,7 | 7 | - | - | 55,3 | 46,9 | 40,9 | 36,4 | |
336 | 52,0 | 321,2 | 7 | - | - | 58,4 | 49,5 | 43,1 | 38,3 | |
337 | 54,0 | 340,1 | 7 | - | - | 61,5 | 52,1 | 45,3 | 40,3 | |
338 | 56,0 | 359,3 | 8 | - | - | 65,3 | 55,3 | 48,2 | 42,9 | |
339 | 58,0 | 378,9 | 8 | - | - | 68,5 | 58,0 | 50,5 | 44,9 | |
340 | 60,0 | 398,8 | 8 | - | - | 71,9 | 60,8 | 52,9 | 47,0 | |
341 | 64,0 | 439,7 | 9 | - | - | - | 63,0 | 54,6 | 48,3 | |
342 | 68,0 | 481,9 | 10 | - | - | - | 66,3 | 57,8 | 51,4 | |
343 | 72,0 | 525,4 | 11 | - | - | - | 72,3 | 63,0 | 56,0 | |
344 | 76,0 | 570,1 | 12 | - | - | - | 78,4 | 68,3 | 60,8 | |
345 | 80,0 | 616,1 | 13 | - | - | - | 84,7 | 73,8 | 65,5 | |
346 | 84,0 | 663,3 | 14 | - | - | - | 85,6 | 74,7 | 66,5 | |
347 | 88,0 | 711,6 | 15 | - | - | - | 91,8 | 80,1 | 71,3 | |
348 | 92,0 | 761,1 | 16 | - | - | - | 98,1 | 85,6 | 76,1 | |
349 | 96,0 | 811,7 | 17 | - | - | - | 104,5 | 91,1 | 81,1 | |
350 | 100,0 | 863,4 | 18 | - | - | - | 111,1 | 96,8 | 86,2 | |
351 | 110,0 | 997,2 | 20 | - | - | - | 127,7 | 111,3 | 98,9 | |
352 | 120,0 | 1137,4 | 23 | - | - | - | 145,7 | 126,9 | 112,8 | |
353 | С17 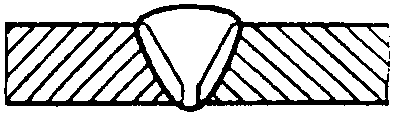 | 3,0 | 8,3 | 1 | 4,1 | 3,7 | 3,2 | 2,9 | - | - |
354 | 4,0 | 12,5 | 1 | 5,6 | 5,1 | 4,3 | 3,8 | - | - | |
355 | 5,0 | 17,0 | 1 | - | 5,2 | 4,8 | 4,2 | 3,7 | 3,4 | |
356 | 6,0 | 22,0 | 1 | - | 6,4 | 5,9 | 5,1 | 4,5 | 4,1 | |
357 | 7,0 | 27,3 | 1 | - | 7,7 | 7,1 | 6,1 | 5,3 | 4,8 | |
358 | 8,0 | 33,0 | 2 | - | 9,7 | 8,9 | 7,7 | 6,8 | 6,2 | |
359 | 9,0 | 38,9 | 2 | - | 11,1 | 10,2 | 8,8 | 7,7 | 7,0 | |
360 | 10,0 | 45,1 | 2 | - | 12,6 | 11,5 | 9,9 | 8,7 | 7,8 | |
361 | 12,0 | 66,0 | 2 | - | - | 14,8 | 12,7 | 11,1 | 9,9 | |
362 | 14,0 | 88,4 | 2 | - | - | 19,3 | 16,4 | 14,3 | 12,7 | |
363 | 16,0 | 113,7 | 3 | - | - | 24,9 | 21,1 | 18,4 | 16,4 | |
364 | 18,0 | 142,1 | 3 | - | - | 30,5 | 25,8 | 22,5 | 19,9 | |
365 | 20,0 | 173,4 | 4 | - | - | 37,3 | 31,6 | 27,5 | 24,4 | |
366 | 22,0 | 207,7 | 5 | - | - | 41,2 | 34,9 | 30,5 | 27,0 | |
367 | 24,0 | 244,8 | 5 | - | - | 47,9 | 40,5 | 35,3 | 31,2 | |
368 | 26,0 | 284,8 | 6 | - | - | 55,7 | 47,1 | 41,0 | 36,2 | |
369 | 28,0 | 327,6 | 7 | - | - | 64,1 | 54,2 | 47,1 | 41,6 | |
370 | 30,0 | 373,3 | 8 | - | - | 72,9 | 61,6 | 53,6 | 47,3 | |
371 | 32,0 | 421,7 | 9 | - | - | 76,3 | 64,6 | 56,2 | 49,9 | |
372 | 34,0 | 472,9 | 10 | - | - | 85,4 | 72,2 | 62,9 | 55,8 | |
373 | 36,0 | 526,9 | 11 | - | - | 94,9 | 80,3 | 69,9 | 62,0 | |
374 | 38,0 | 583,5 | 12 | - | - | 104,9 | 88,8 | 77,2 | 68,5 | |
375 | 40,0 | 643,0 | 13 | - | - | 115,4 | 97,6 | 84,8 | 75,3 | |
376 | 42,0 | 705,1 | 15 | - | - | 126,9 | 107,4 | 93,4 | 82,9 | |
377 | 44,0 | 769,9 | 16 | - | - | 138,3 | 116,9 | 101,7 | 90,2 | |
378 | 46,0 | 837,3 | 16 | - | - | 150,1 | 126,9 | 110,3 | 97,8 | |
379 | 48,0 | 907,5 | 19 | - | - | 162,9 | 137,8 | 119,8 | 106,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 9 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
380 | С17 | 50,0 | 980,3 | 20 | - | - | 175,6 | 148,4 | 129,0 | 114,4 |
381 | 52,0 | 1055,7 | 22 | - | - | 189,3 | 160,1 | 139,2 | 123,5 | |
382 | 54,0 | 1133,8 | 23 | - | - | 202,9 | 171,5 | 149,0 | 132,2 | |
383 | 56,0 | 1214,4 | 25 | - | - | 217,5 | 183,8 | 159,8 | 141,7 | |
384 | 58,0 | 1297,7 | 26 | - | - | 232,0 | 196,0 | 170,3 | 151,0 | |
385 | 60,0 | 1383,6 | 28 | - | - | 247,4 | 209,0 | 181,6 | 161,1 | |
386 | С18 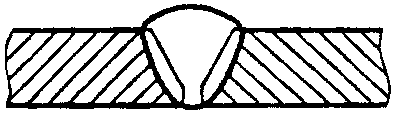 | 3,0 | 12,3 | 1 | 5,5 | 5,0 | 4,3 | 3,7 | - | - |
387 | 4,0 | 17,1 | 1 | 7,3 | 6,6 | 5,5 | 4,8 | - | - | |
388 | 5,0 | 22,1 | 1 | - | 7,0 | 5,9 | 5,1 | 4,5 | 4,1 | |
389 | 6,0 | 27,2 | 1 | - | 7,7 | 7,0 | 6,0 | 5,3 | 4,8 | |
390 | 7,0 | 32,4 | 2 | - | 9,5 | 8,7 | 7,6 | 6,7 | 6,1 | |
391 | 8,0 | 37,7 | 2 | - | 10,8 | 9,9 | 8,5 | 7,5 | 6,8 | |
392 | 9,0 | 43,1 | 2 | - | 12,1 | 11,1 | 9,5 | 8,4 | 7,5 | |
393 | 10,0 | 48,6 | 2 | - | 13,5 | 12,3 | 10,5 | 9,3 | 8,3 | |
394 | 12,0 | 73,9 | 2 | - | - | 16,4 | 14,0 | 12,2 | 10,9 | |
395 | 14,0 | 97,7 | 2 | - | - | 21,1 | 17,9 | 15,6 | 13,9 | |
396 | 16,0 | 124,4 | 3 | - | - | 27,0 | 22,9 | 19,9 | 17,8 | |
397 | 18,0 | 154,0 | 4 | - | - | 33,4 | 28,4 | 24,7 | 22,0 | |
398 | 20,0 | 186,4 | 4 | - | - | 39,9 | 33,7 | 29,3 | 26,0 | |
399 | 22,0 | 221,5 | 5 | - | - | 43,7 | 37,0 | 32,3 | 28,5 | |
400 | 24,0 | 259,3 | 6 | - | - | 51,1 | 43,3 | 37,7 | 33,4 | |
401 | 26,0 | 299,8 | 6 | - | - | 58,4 | 49,4 | 42,9 | 37,9 | |
402 | 28,0 | 342,8 | 7 | - | - | 66,8 | 56,5 | 49,1 | 43,3 | |
403 | 30,0 | 388,5 | 8 | - | - | 75,6 | 63,9 | 55,6 | 49,1 | |
404 | 32,0 | 436,6 | 9 | - | - | 78,7 | 66,6 | 58,0 | 51,5 | |
405 | 34,0 | 487,3 | 10 | - | - | 87,8 | 74,2 | 64,6 | 57,3 | |
406 | 36,0 | 540,5 | 11 | - | - | 97,2 | 82,2 | 71,5 | 63,5 | |
407 | 38,0 | 596,1 | 12 | - | - | 107,0 | 90,5 | 78,7 | 69,8 | |
408 | 40,0 | 654,1 | 14 | - | - | 117,8 | 99,7 | 86,7 | 77,0 | |
409 | 42,0 | 714,5 | 15 | - | - | 128,5 | 108,7 | 94,5 | 83,9 | |
410 | 44,0 | 777,3 | 16 | - | - | 139,5 | 118,0 | 102,6 | 91,0 | |
411 | 46,0 | 842,5 | 17 | - | - | 151,0 | 127,6 | 110,9 | 98,4 | |
412 | 48,0 | 910,0 | 19 | - | - | 163,4 | 138,1 | 120,1 | 106,6 | |
413 | 50,0 | 979,8 | 20 | - | - | 175,6 | 148,4 | 129,0 | 114,4 | |
414 | 52,0 | 1052,0 | 21 | - | - | 188,1 | 159,0 | 138,1 | 122,5 | |
415 | 54,0 | 1126,4 | 23 | - | - | 201,7 | 170,5 | 148,1 | 131,4 | |
416 | 56,0 | 1203,1 | 25 | - | - | 215,6 | 182,3 | 158,4 | 140,5 | |
417 | 58,0 | 1282,0 | 26 | - | - | 229,3 | 193,8 | 168,4 | 149,3 | |
418 | 60,0 | 1363,2 | 28 | - | - | 244,0 | 206,2 | 179,2 | 158,9 | |
419 | С19 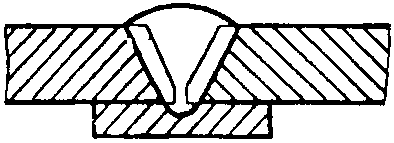 | 3,0 | 9,6 | 1 | 4,6 | 4,2 | 3,6 | 3,2 | - | - |
420 | 4,0 | 14,0 | 1 | 6,1 | 5,6 | 4,7 | 4,1 | - | - | |
421 | 5,0 | 18,8 | 1 | - | 5,6 | 5,2 | 4,5 | 4,0 | 3,6 | |
422 | 6,0 | 23,8 | 1 | - | 6,8 | 6,3 | 5,4 | 4,8 | 4,3 | |
423 | 7,0 | 29,0 | 2 | - | 8,7 | 8,0 | 7,0 | 6,2 | 5,6 | |
424 | 8,0 | 34,5 | 2 | - | 10,1 | 9,2 | 7,9 | 7,0 | 6,4 | |
425 | 9,0 | 40,3 | 2 | - | 11,4 | 10,5 | 9,0 | 7,9 | 7,2 | |
426 | 10,0 | 46,2 | 2 | - | 12,9 | 11,8 | 10,1 | 8,9 | 8,0 | |
427 | 12,0 | 71,3 | 2 | - | - | 15,9 | 13,5 | 11,9 | 10,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 10 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
428 | С19 | 14,0 | 94,9 | 2 | - | - | 20,6 | 17,4 | 15,2 | 13,5 |
429 | 16,0 | 121,6 | 3 | - | - | 26,4 | 22,4 | 19,5 | 17,4 | |
430 | 18,0 | 151,2 | 3 | - | - | 32,3 | 27,3 | 23,7 | 21,1 | |
431 | 20,0 | 183,8 | 4 | - | - | 39,4 | 33,3 | 28,9 | 25,7 | |
432 | 22,0 | 219,3 | 5 | - | - | 43,3 | 3,67 | 32,0 | 28,3 | |
433 | 24,0 | 257,7 | 6 | - | - | 50,8 | 43,1 | 37,5 | 33,2 | |
434 | 26,0 | 298,9 | 6 | - | - | 58,3 | 49,3 | 42,8 | 37,8 | |
435 | 28,0 | 342,9 | 7 | - | - | 66,8 | 56,5 | 49,1 | 43,4 | |
436 | 30,0 | 389,7 | 8 | - | - | 75,9 | 64,1 | 55,7 | 49,2 | |
437 | 32,0 | 439,2 | 9 | - | - | 79,2 | 67,0 | 58,3 | 51,8 | |
438 | 34,0 | 491,5 | 10 | - | - | 88,5 | 74,8 | 65,1 | 57,8 | |
439 | 36,0 | 546,4 | 11 | - | - | 98,2 | 83,0 | 72,2 | 64,1 | |
440 | 38,0 | 604,0 | 13 | - | - | 108,9 | 92,2 | 80,2 | 71,2 | |
441 | 40,0 | 664,2 | 14 | - | - | 119,5 | 101,1 | 87,9 | 78,1 | |
442 | 42,0 | 727,0 | 15 | - | - | 130,6 | 110,4 | 96,0 | 85,2 | |
443 | 44,0 | 792,5 | 16 | - | - | 142,0 | 120,1 | 104,4 | 92,6 | |
444 | 46,0 | 860,5 | 18 | - | - | 154,5 | 130,7 | 113,6 | 100,8 | |
445 | 48,0 | 931,1 | 19 | - | - | 166,9 | 141,0 | 122,6 | 108,8 | |
446 | 50,0 | 1004,3 | 21 | - | - | 180,2 | 152,4 | 132,5 | 117,5 | |
447 | 52,0 | 1080,0 | 22 | - | - | 193,4 | 163,4 | 142,0 | 126,0 | |
448 | 54,0 | 1158,3 | 24 | - | - | 207,6 | 175,5 | 152,5 | 135,3 | |
449 | 56,0 | 1239,0 | 25 | - | - | 221,6 | 187,2 | 162,7 | 144,3 | |
450 | 58,0 | 1322,3 | 27 | - | - | 236,6 | 199,9 | 173,8 | 154,1 | |
451 | 60,0 | 1408,0 | 29 | - | - | 252,1 | 213,0 | 185,1 | 164,2 | |
452 | С20 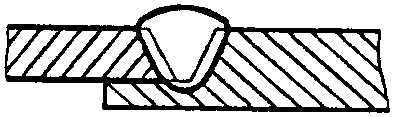 | 3,0 | 11,1 | 1 | 5,1 | 4,6 | 4,0 | 3,5 | - | - |
453 | 4,0 | 15,9 | 1 | 6,8 | 6,2 | 5,2 | 4,5 | - | - | |
454 | 5,0 | 21,2 | 1 | - | 6,2 | 5,7 | 4,9 | 4,4 | 4,0 | |
455 | 6,0 | 26,7 | 1 | - | 7,6 | 6,9 | 5,9 | 5,2 | 4,7 | |
456 | 7,0 | 32,4 | 2 | - | 9,5 | 8,8 | 7,6 | 6,7 | 6,1 | |
457 | 8,0 | 38,4 | 2 | - | 11,0 | 10,1 | 8,7 | 7,7 | 6,9 | |
458 | 9,0 | 44,6 | 2 | - | 12,5 | 11,4 | 9,8 | 8,6 | 7,7 | |
459 | 10,0 | 51,0 | 2 | - | 14,1 | 12,8 | 10,9 | 9,6 | 8,6 | |
460 | 12,0 | 78,0 | 2 | - | - | 17,2 | 14,6 | 12,8 | 11,4 | |
461 | 14,0 | 103,0 | 3 | - | - | 22,8 | 19,4 | 16,9 | 15,1 | |
462 | 16,0 | 131,2 | 3 | - | - | 28,3 | 24,0 | 20,9 | 18,6 | |
463 | 18,0 | 162,3 | 4 | - | - | 35,1 | 29,7 | 25,9 | 23,0 | |
464 | 20,0 | 196,4 | 4 | - | - | 41,8 | 35,4 | 30,7 | 27,3 | |
465 | 22,0 | 233,4 | 5 | - | - | 45,8 | 38,8 | 33,8 | 29,9 | |
466 | 24,0 | 273,1 | 6 | - | - | 53,6 | 45,4 | 39,5 | 34,9 | |
467 | 26,0 | 315,7 | 7 | - | - | 61,9 | 52,4 | 45,6 | 40,3 | |
468 | 28,0 | 360,9 | 8 | - | - | 70,7 | 59,8 | 52,0 | 46,0 | |
469 | 30,0 | 408,9 | 9 | - | - | 79,9 | 67,6 | 58,8 | 51,9 | |
470 | 32,0 | 459,5 | 10 | - | - | 83,1 | 70,4 | 61,3 | 54,4 | |
471 | 34,0 | 512,7 | 11 | - | - | 92,6 | 78,4 | 68,2 | 60,6 | |
472 | 36,0 | 568,6 | 12 | - | - | 102,4 | 86,7 | 75,4 | 67,0 | |
473 | 38,0 | 626,9 | 13 | - | - | 112,7 | 95,4 | 82,9 | 73,6 | |
474 | 40,0 | 687,9 | 14 | - | - | 123,5 | 104,4 | 90,8 | 80,5 | |
475 | 42,0 | 751,3 | 15 | - | - | 134,6 | 113,8 | 98,9 | 87,7 | |
476 | 44,0 | 817,2 | 17 | - | - | 146,7 | 124,1 | 107,9 | 95,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С215 С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 11 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
477 | С20 | 46,0 | 885,6 | 18 | - | - | 158,7 | 134,2 | 116,6 | 103,4 |
478 | 48,0 | 956,5 | 20 | - | - | 171,7 | 145,1 | 126,2 | 112,0 | |
479 | 50,0 | 1029,8 | 21 | - | - | 184,4 | 155,9 | 135,5 | 120,2 | |
480 | 52,0 | 1105,4 | 23 | - | - | 198,2 | 167,5 | 145,6 | 129,2 | |
481 | 54,0 | 1183,5 | 24 | - | - | 211,8 | 179,0 | 155,5 | 137,9 | |
482 | 56,0 | 1263,9 | 26 | - | - | 226,3 | 191,3 | 166,2 | 147,5 | |
483 | 58,0 | 1346,7 | 27 | - | - | 240,7 | 203,3 | 176,7 | 156,6 | |
484 | 60,0 | 1431,9 | 29 | - | - | 256,0 | 216,3 | 187,9 | 166,7 | |
485 | С21 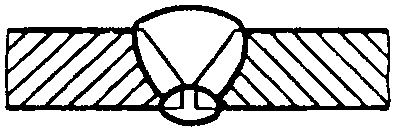 | 3,0 | 9,1 | 1 | 4,4 | 4,0 | 3,4 | 3,0 | - | - |
486 | 4,0 | 13,5 | 1 | 5,9 | 5,4 | 4,6 | 4,0 | - | - | |
487 | 5,0 | 18,2 | 1 | - | 5,5 | 5,1 | 4,4 | 3,9 | 3,6 | |
488 | 6,0 | 23,4 | 1 | - | 6,8 | 6,2 | 5,3 | 4,7 | 4,3 | |
489 | 7,0 | 28,8 | 2 | - | 8,7 | 8,0 | 6,9 | 6,2 | 5,6 | |
490 | 8,0 | 34,6 | 2 | - | 10,1 | 9,2 | 8,0 | 7,1 | 6,4 | |
491 | 9,0 | 40,6 | 2 | - | 11,5 | 10,5 | 9,0 | 8,0 | 7,2 | |
492 | 10,0 | 46,8 | 2 | - | 13,0 | 11,9 | 10,2 | 9,0 | 8,1 | |
493 | 12,0 | 69,0 | 2 | - | - | 15,4 | 13,2 | 11,5 | 10,3 | |
494 | 14,0 | 91,8 | 2 | - | - | 20,0 | 16,9 | 14,8 | 13,1 | |
495 | 16,0 | 117,6 | 3 | - | - | 25,6 | 21,8 | 19,0 | 16,9 | |
496 | 18,0 | 146,3 | 3 | - | - | 31,3 | 26,5 | 23,1 | 20,5 | |
497 | 20,0 | 177,9 | 4 | - | - | 38,2 | 32,3 | 28,1 | 25,0 | |
498 | 22,0 | 212,4 | 5 | - | - | 42,0 | 35,6 | 31,1 | 27,5 | |
499 | 24,0 | 249,6 | 5 | - | - | 48,8 | 41,3 | 35,9 | 31,7 | |
500 | 26,0 | 289,5 | 6 | - | - | 56,6 | 47,9 | 41,6 | 36,8 | |
501 | 28,0 | 332,2 | 7 | - | - | 64,9 | 54,9 | 47,7 | 42,1 | |
502 | 30,0 | 377,5 | 8 | - | - | 73,7 | 62,3 | 54,2 | 47,8 | |
503 | 32,0 | 425,6 | 9 | - | - | 76,9 | 65,1 | 56,7 | 50,3 | |
504 | 34,0 | 476,2 | 10 | - | - | 85,9 | 72,7 | 63,3 | 56,2 | |
505 | 36,0 | 529,5 | 11 | - | - | 95,4 | 80,7 | 70,2 | 62,3 | |
506 | 38,0 | 585,4 | 12 | - | - | 105,2 | 89,0 | 77,4 | 68,7 | |
507 | 40,0 | 643,8 | 13 | - | - | 115,5 | 97,7 | 84,9 | 75,4 | |
508 | 42,0 | 704,8 | 15 | - | - | 126,9 | 107,3 | 93,4 | 82,9 | |
509 | 44,0 | 768,3 | 16 | - | - | 138,0 | 116,7 | 101,5 | 90,1 | |
510 | 46,0 | 834,4 | 17 | - | - | 149,6 | 126,5 | 109,9 | 97,5 | |
511 | 48,0 | 902,9 | 19 | - | - | 162,2 | 137,1 | 119,2 | 105,8 | |
512 | 50,0 | 973,9 | 20 | - | - | 174,6 | 147,6 | 128,3 | 113,8 | |
513 | 52,0 | 1047,4 | 21 | - | - | 187,4 | 158,3 | 137,6 | 122,0 | |
514 | 54,0 | 1123,4 | 23 | - | - | 201,2 | 170,0 | 147,8 | 131,1 | |
515 | 56,0 | 1201,8 | 24 | - | - | 214,8 | 181,5 | 157,7 | 139,8 | |
516 | 58,0 | 1282,6 | 26 | - | - | 229,4 | 193,9 | 168,5 | 149,4 | |
517 | 60,0 | 1365,9 | 28 | - | - | 244,5 | 206,6 | 179,5 | 159,2 | |
518 | С23 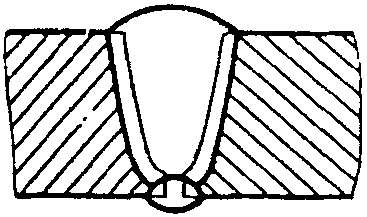 | 24,0 | 417,3 | 9 | - | - | 81,4 | 68,9 | 59,9 | 52,9 |
519 | 26,0 | 469,4 | 10 | - | - | 91,5 | 77,3 | 67,2 | 59,3 | |
520 | 28,0 | 523,3 | 11 | - | - | 101,8 | 86,0 | 74,7 | 66,0 | |
521 | 30,0 | 579,2 | 12 | - | - | 112,5 | 95,0 | 82,5 | 72,8 | |
522 | 32,0 | 636,8 | 13 | - | - | 114,4 | 96,7 | 84,1 | 74,6 | |
523 | 34,0 | 696,1 | 14 | - | - | 124,8 | 105,5 | 91,7 | 81,4 | |
524 | 36,0 | 757,1 | 16 | - | - | 136,2 | 115,2 | 100,2 | 88,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 12 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
525 | С23 | 38,0 | 819,7 | 17 | - | - | 147,1 | 124,4 | 108,2 | 96,0 |
526 | 40,0 | 883,8 | 18 | - | - | 158,4 | 133,9 | 116,4 | 103,3 | |
527 | 42,0 | 949,5 | 19 | - | - | 169,9 | 143,6 | 124,8 | 110,7 | |
528 | 44,0 | 1016,6 | 21 | - | - | 182,3 | 154,1 | 133,9 | 118,8 | |
529 | 46,0 | 1085,2 | 22 | - | - | 194,3 | 164,2 | 142,7 | 126,5 | |
530 | 48,0 | 1155,3 | 24 | - | - | 207,1 | 175,0 | 152,1 | 135,0 | |
531 | 50,0 | 1226,7 | 25 | - | - | 219,5 | 185,5 | 161,2 | 143,0 | |
532 | 52,0 | 1299,4 | 26 | - | - | 232,2 | 196,2 | 170,5 | 151,1 | |
533 | 54,0 | 1373,5 | 28 | - | - | 245,7 | 207,6 | 180,4 | 160,0 | |
534 | 56,0 | 1448,9 | 29 | - | - | 258,9 | 218,7 | 190,0 | 168,4 | |
535 | 58,0 | 1525,5 | 31 | - | - | 272,8 | 230,5 | 200,2 | 177,6 | |
536 | 60,0 | 1603,4 | 33 | - | - | 286,9 | 242,4 | 210,7 | 186,8 | |
537 | 64,0 | 1762,9 | 36 | - | - | - | 250,1 | 218,0 | 196,2 | |
538 | 68,0 | 1927,1 | 39 | - | - | - | 262,2 | 228,1 | 202,5 | |
539 | 72,0 | 2095,9 | 42 | - | - | - | 284,8 | 247,8 | 220,0 | |
540 | 76,0 | 2269,1 | 46 | - | - | - | 308,6 | 268,5 | 238,4 | |
541 | 80,0 | 2446,7 | 49 | - | - | - | 332,4 | 289,1 | 256,6 | |
542 | 84,0 | 2628,5 | 53 | - | - | - | 335,5 | 292,1 | 259,6 | |
543 | 88,0 | 2814,4 | 57 | - | - | - | 359,3 | 312,9 | 278,0 | |
544 | 92,0 | 3004,4 | 61 | - | - | - | 383,6 | 334,0 | 296,8 | |
545 | 96,0 | 3198,2 | 64 | - | - | - | 407,8 | 354,9 | 315,3 | |
546 | 100,0 | 3395,8 | 68 | - | - | - | 432,9 | 376,9 | 334,8 | |
547 | С24 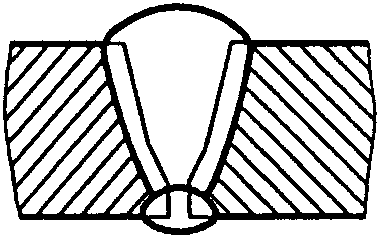 | 24,0 | 279,9 | 6 | - | - | 54,8 | 46,4 | 40,4 | 35,7 |
548 | 26,0 | 318,9 | 7 | - | - | 62,5 | 52,9 | 46,0 | 40,7 | |
549 | 28,0 | 360,0 | 8 | - | - | 70,5 | 59,6 | 51,9 | 45,9 | |
550 | 30,0 | 402,9 | 9 | - | - | 78,9 | 66,7 | 58,0 | 51,3 | |
551 | 32,0 | 447,7 | 9 | - | - | 80,6 | 68,2 | 59,3 | 52,6 | |
552 | 34,0 | 494,3 | 10 | - | - | 88,9 | 75,2 | 65,4 | 58,1 | |
553 | 36,0 | 542,7 | 11 | - | - | 97,6 | 82,5 | 71,7 | 63,7 | |
554 | 38,0 | 592,8 | 12 | - | - | 106,5 | 90,0 | 78,3 | 69,5 | |
555 | 40,0 | 644,6 | 13 | - | - | 115,7 | 97,8 | 85,0 | 75,4 | |
556 | 42,0 | 698,0 | 14 | - | - | 125,2 | 105,8 | 92,0 | 81,6 | |
557 | 44,0 | 753,1 | 16 | - | - | 135,5 | 114,6 | 99,7 | 88,5 | |
558 | 46,0 | 809,8 | 17 | - | - | 145,5 | 123,1 | 107,0 | 95,0 | |
559 | 48,0 | 868,1 | 18 | - | - | 155,8 | 131,7 | 114,5 | 101,6 | |
560 | 50,0 | 927,9 | 19 | - | - | 166,3 | 140,6 | 122,2 | 108,4 | |
561 | 52,0 | 989,3 | 20 | - | - | 177,1 | 149,7 | 130,1 | 115,4 | |
562 | 54,0 | 1052,2 | 21 | - | - | 188,2 | 159,0 | 138,1 | 122,5 | |
563 | 56,0 | 1116,6 | 23 | - | - | 200,1 | 169,1 | 147,0 | 130,4 | |
564 | 58,0 | 1182,5 | 24 | - | - | 211,6 | 178,8 | 155,4 | 137,8 | |
565 | 60,0 | 1249,8 | 25 | - | - | 223,4 | 188,7 | 164,0 | 145,4 | |
566 | 64,0 | 1388,7 | 28 | - | - | - | 189,1 | 164,5 | 146,1 | |
567 | 68,0 | 1533,2 | 31 | - | - | - | 208,8 | 181,6 | 161,3 | |
568 | 72,0 | 1683,2 | 34 | - | - | - | 229,1 | 199,3 | 177,0 | |
569 | 76,0 | 1838,6 | 37 | - | - | - | 250,1 | 217,5 | 193,2 | |
570 | 80,0 | 1999,2 | 40 | - | - | - | 271,7 | 236,3 | 209,8 | |
571 | 84,0 | 2165,0 | 44 | - | - | - | 276,7 | 240,9 | 214,1 | |
572 | 88,0 | 2335,9 | 47 | - | - | - | 298,2 | 259,6 | 230,7 | |
573 | 92,0 | 2511,8 | 51 | - | - | - | 320,8 | 279,4 | 248,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 13 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
574 | С24 | 96,0 | 2692,6 | 54 | - | - | - | 343,5 | 299,0 | 265,7 |
575 | 100,0 | 2878,2 | 58 | - | - | - | 367,3 | 319,8 | 284,1 | |
576 | С25 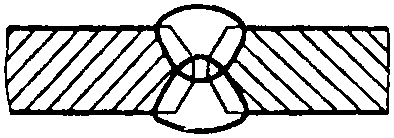 | 6,0 | 9,2 | 1 | - | 3,3 | 3,1 | 2,7 | 2,5 | 2,3 |
577 | 7,0 | 11,3 | 1 | - | 3,8 | 3,5 | 3,1 | 2,8 | 2,6 | |
578 | 8,0 | 13,5 | 1 | - | 4,3 | 4,0 | 3,5 | 3,2 | 2,9 | |
579 | 9,0 | 15,8 | 1 | - | 4,9 | 4,5 | 3,9 | 3,5 | 3,2 | |
580 | 10,0 | 18,1 | 1 | - | 5,5 | 5,0 | 4,4 | 3,9 | 3,5 | |
581 | 12,0 | 23,1 | 1 | - | - | 5,8 | 5,0 | 4,5 | 4,0 | |
582 | 14,0 | 28,4 | 1 | - | - | 6,8 | 5,9 | 5,2 | 4,7 | |
583 | 16,0 | 36,3 | 1 | - | - | 8,4 | 7,2 | 6,3 | 5,7 | |
584 | 18,0 | 44,9 | 1 | - | - | 10,1 | 8,6 | 7,5 | 6,7 | |
585 | 20,0 | 54,3 | 2 | - | - | 12,5 | 10,7 | 9,4 | 8,5 | |
586 | 22,0 | 64,4 | 2 | - | - | 13,5 | 11,6 | 10,2 | 9,1 | |
587 | 24,0 | 75,4 | 2 | - | - | 15,5 | 13,2 | 11,6 | 10,4 | |
588 | 26,0 | 87,0 | 2 | - | - | 17,6 | 15,0 | 13,1 | 11,7 | |
589 | 28,0 | 99,5 | 2 | - | - | 19,9 | 16,9 | 14,7 | 13,1 | |
590 | 30,0 | 112,6 | 3 | - | - | 22,8 | 19,4 | 17,0 | 15,1 | |
591 | 32,0 | 126,5 | 3 | - | - | 23,6 | 20,1 | 17,6 | 15,7 | |
592 | 34,0 | 141,1 | 3 | - | - | 26,1 | 22,1 | 19,4 | 17,3 | |
593 | 36,0 | 156,4 | 4 | - | - | 29,2 | 24,8 | 21,7 | 19,4 | |
594 | 38,0 | 172,3 | 4 | - | - | 31,8 | 27,1 | 23,6 | 21,1 | |
595 | 40,0 | 189,0 | 4 | - | - | 34,6 | 29,4 | 25,6 | 22,8 | |
596 | 42,0 | 206,3 | 5 | - | - | 38,1 | 32,4 | 28,3 | 25,2 | |
597 | 44,0 | 224,4 | 5 | - | - | 41,1 | 34,9 | 30,4 | 27,1 | |
598 | 46,0 | 243,0 | 5 | - | - | 44,2 | 37,4 | 32,6 | 29,0 | |
599 | 48,0 | 262,4 | 6 | - | - | 48,0 | 40,7 | 35,5 | 31,6 | |
600 | 50,0 | 282,4 | 6 | - | - | 51,3 | 43,5 | 37,9 | 33,7 | |
601 | 52,0 | 303,0 | 7 | - | - | 55,3 | 46,9 | 40,9 | 36,4 | |
602 | 54,0 | 324,3 | 7 | - | - | 58,9 | 49,9 | 43,5 | 38,6 | |
603 | 56,0 | 346,2 | 7 | - | - | 62,5 | 52,9 | 46,1 | 40,9 | |
604 | 58,0 | 368,8 | 8 | - | - | 66,9 | 56,6 | 49,3 | 43,8 | |
605 | 60,0 | 392,0 | 8 | - | - | 70,7 | 59,9 | 52,1 | 46,3 | |
606 | 64,0 | 440,3 | 9 | - | - | - | 60,6 | 52,8 | 47,0 | |
607 | 68,0 | 491,0 | 10 | - | - | - | 67,5 | 58,8 | 52,3 | |
608 | 72,0 | 544,2 | 11 | - | - | - | 74,6 | 65,0 | 57,8 | |
609 | 76,0 | 599,8 | 12 | - | - | - | 82,1 | 71,5 | 63,5 | |
610 | 80,0 | 657,8 | 14 | - | - | - | 90,4 | 78,8 | 70,1 | |
611 | 84,0 | 718,1 | 15 | - | - | - | 92,6 | 80,7 | 71,8 | |
612 | 88,0 | 780,8 | 16 | - | - | - | 100,4 | 87,5 | 77,8 | |
613 | 92,0 | 845,8 | 17 | - | - | - | 108,5 | 94,5 | 84,1 | |
614 | 96,0 | 913,1 | 19 | - | - | - | 117,4 | 102,4 | 91,1 | |
615 | 100,0 | 982,7 | 20 | - | - | - | 126,1 | 109,8 | 97,7 | |
616 | 110,0 | 1166,5 | 24 | - | - | - | 149,6 | 130,4 | 115,9 | |
617 | 120,0 | 1364,2 | 28 | - | - | - | 174,8 | 152,3 | 135,4 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 14 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
618 | С26 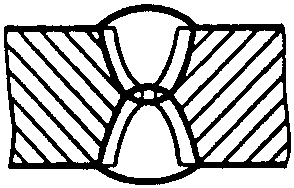 | 26,0 | 178,1 | 4 | - | - | 35,3 | 29,9 | 26,1 | 23,1 |
619 | 28,0 | 197,2 | 4 | - | - | 38,7 | 32,8 | 28,5 | 25,2 | |
620 | 30,0 | 216,8 | 5 | - | - | 42,9 | 36,3 | 31,6 | 28,0 | |
621 | 32,0 | 236,9 | 5 | - | - | 43,2 | 36,6 | 31,9 | 28,4 | |
622 | 34,0 | 257,5 | 6 | - | - | 47,2 | 40,6 | 34,9 | 31,1 | |
623 | 36,0 | 278,6 | 6 | - | - | 50,7 | 43,0 | 37,4 | 33,3 | |
624 | 38,0 | 300,1 | 6 | - | - | 54,3 | 45,9 | 40,0 | 35,5 | |
625 | 40,0 | 322,0 | 7 | - | - | 58,5 | 49,6 | 43,2 | 38,4 | |
626 | 42,0 | 344,3 | 7 | - | - | 62,2 | 52,7 | 45,8 | 40,7 | |
627 | 44,0 | 367,0 | 8 | - | - | 66,6 | 56,4 | 49,1 | 43,7 | |
628 | 46,0 | 390,1 | 8 | - | - | 70,4 | 59,6 | 51,9 | 46,1 | |
629 | 48,0 | 413,6 | 9 | - | - | 74,9 | 63,4 | 55,2 | 49,1 | |
630 | 50,0 | 437,5 | 9 | - | - | 78,9 | 66,8 | 58,1 | 51,6 | |
631 | 52,0 | 461,7 | 10 | - | - | 83,5 | 70,7 | 61,5 | 54,7 | |
632 | 54,0 | 486,3 | 10 | - | - | 87,6 | 74,1 | 64,5 | 57,2 | |
633 | 56,0 | 511,2 | 11 | - | - | 92,3 | 78,1 | 68,0 | 60,4 | |
634 | 58,0 | 536,5 | 11 | - | - | 96,5 | 81,6 | 71,0 | 63,0 | |
635 | 60,0 | 562,1 | 12 | - | - | 101,4 | 85,8 | 74,6 | 66,3 | |
636 | 64,0 | 614,2 | 13 | - | - | - | 88,5 | 76,6 | 68,4 | |
637 | 68,0 | 667,5 | 14 | - | - | - | 91,6 | 79,8 | 71,0 | |
638 | 72,0 | 722,1 | 15 | - | - | - | 99,0 | 86,2 | 76,6 | |
639 | 76,0 | 777,8 | 16 | - | - | - | 106,5 | 92,7 | 82,4 | |
640 | 80,0 | 834,6 | 17 | - | - | - | 114,1 | 99,3 | 88,2 | |
641 | 84,0 | 892,4 | 18 | - | - | - | 114,5 | 99,7 | 88,7 | |
642 | 88,0 | 951,3 | 19 | - | - | - | 121,9 | 106,1 | 94,4 | |
643 | 92,0 | 1011,3 | 21 | - | - | - | 129,9 | 113,2 | 100,7 | |
644 | 96,0 | 1072,2 | 22 | - | - | - | 137,6 | 119,9 | 106,6 | |
645 | 100,0 | 1134,0 | 23 | - | - | - | 145,3 | 126,6 | 112,5 | |
646 | 110,0 | 1292,7 | 26 | - | - | - | 165,4 | 144,0 | 128,0 | |
647 | 120,0 | 1456,9 | 30 | - | - | - | 186,7 | 162,6 | 144,6 | |
648 | С27 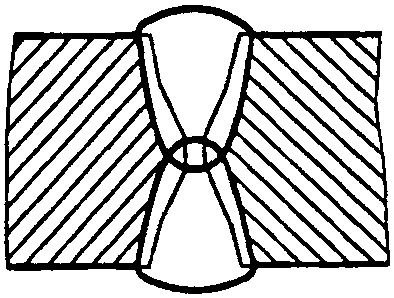 | 26,0 | 86,2 | 2 | - | - | 17,5 | 14,9 | 13,0 | 11,6 |
649 | 28,0 | 100,7 | 2 | - | - | 20,1 | 17,1 | 14,9 | 13,2 | |
650 | 30,0 | 116,5 | 3 | - | - | 23,5 | 20,0 | 17,5 | 15,6 | |
651 | 32,0 | 133,5 | 3 | - | - | 24,8 | 21,1 | 18,4 | 16,5 | |
652 | 34,0 | 151,7 | 3 | - | - | 27,8 | 23,6 | 20,6 | 18,4 | |
653 | 36,0 | 171,1 | 4 | - | - | 31,6 | 26,9 | 23,5 | 21,0 | |
654 | 38,0 | 191,8 | 4 | - | - | 35,1 | 29,8 | 26,0 | 23,1 | |
655 | 40,0 | 213,6 | 5 | - | - | 39,3 | 33,4 | 29,1 | 26,0 | |
656 | 42,0 | 236,8 | 5 | - | - | 43,2 | 36,6 | 31,9 | 28,4 | |
657 | 44,0 | 261,2 | 6 | - | - | 47,8 | 40,6 | 35,4 | 31,5 | |
658 | 46,0 | 286,8 | 6 | - | - | 52,1 | 44,1 | 38,4 | 34,2 | |
659 | 48,0 | 313,7 | 7 | - | - | 57,1 | 48,4 | 42,4 | 37,5 | |
660 | 50,0 | 341,9 | 7 | - | - | 61,8 | 52,3 | 45,6 | 40,5 | |
661 | 52,0 | 371,4 | 8 | - | - | 67,3 | 57,0 | 49,6 | 44,1 | |
662 | 54,0 | 402,1 | 8 | - | - | 72,4 | 61,3 | 53,3 | 47,3 | |
663 | 56,0 | 434,1 | 9 | - | - | 78,3 | 66,3 | 57,7 | 51,2 | |
664 | 58,0 | 467,5 | 10 | - | - | 84,5 | 71,5 | 62,2 | 55,8 | |
665 | 60,0 | 502,1 | 10 | - | - | 90,2 | 76,3 | 66,3 | 58,9 | |
666 | 64,0 | 575,2 | 12 | - | - | - | 79,1 | 68,9 | 61,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С1, С2, С3, С4, С5, С6, С7, С8, С9, С10, С11, С12, С13, С14, С15, С16, С17, С18, С19, С20, С21, С23, С24 С25, С26, С27, С28 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 11 | Лист 15 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
667 | С27 | 68,0 | 653,6 | 14 | - | - | - | 89,9 | 78,4 | 69,7 |
668 | 72,0 | 737,3 | 15 | - | - | - | 100,9 | 87,8 | 78,0 | |
669 | 76,0 | 826,2 | 17 | - | - | - | 113,0 | 98,4 | 87,5 | |
670 | 80,0 | 920,5 | 19 | - | - | - | 125,9 | 109,6 | 97,4 | |
671 | 84,0 | 1020,2 | 21 | - | - | - | 131,0 | 114,1 | 101,5 | |
672 | 88,0 | 1125,3 | 23 | - | - | - | 144,3 | 125,7 | 111,8 | |
673 | 92,0 | 1235,7 | 25 | - | - | - | 158,2 | 137,8 | 122,5 | |
674 | 96,0 | 1351,7 | 27 | - | - | - | 172,8 | 150,5 | 133,7 | |
675 | 100,0 | 1473,1 | 30 | - | - | - | 188,6 | 164,2 | 146,0 | |
676 | 110,0 | 1800,7 | 36 | - | - | - | 229,9 | 200,2 | 177,9 | |
677 | 120,0 | 2163,1 | 44 | - | - | - | 276,5 | 240,8 | 214,0 | |
678 | С28 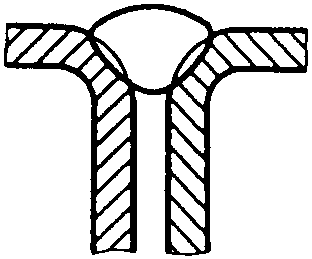 | 1,5 | 6,5 | 1 | 3,3 | 3,1 | 2,7 | 2,4 | - | - |
679 | 2,0 | 9,2 | 1 | 4,3 | 3,9 | 3,4 | 3,0 | - | - | |
680 | 2,5 | 12,1 | 1 | 5,4 | 4,9 | 4,1 | 3,6 | - | - | |
681 | 3,0 | 15,0 | 1 | 6,4 | 5,8 | 4,9 | 4,2 | - | - | |
682 | 4,0 | 23,7 | 1 | 9,6 | 8,6 | 7,1 | 6,1 | - | - | |
683 | 5,0 | 36,2 | 2 | - | 10,3 | 9,4 | 8,1 | 7,2 | 6,2 | |
684 | 6,0 | 51,1 | 2 | - | 14,0 | 12,7 | 10,8 | 9,5 | 8,5 | |
685 | 7,0 | 68,5 | 3 | - | 18,7 | 17,0 | 14,5 | 12,8 | 11,4 | |
686 | 8,0 | 88,3 | 3 | - | 23,5 | 21,4 | 18,1 | 15,8 | 14,1 | |
687 | 9,0 | 110,4 | 4 | - | 29,4 | 26,7 | 22,7 | 19,8 | 17,7 | |
688 | 10,0 | 134,8 | 4 | - | 35,4 | 32,1 | 27,2 | 23,6 | 21,0 | |
689 | 12,0 | 190,5 | 4 | - | - | 40,4 | 34,1 | 29,6 | 26,3 | |
Индекс | а | б | в | г | д | е | ||||
С12, С13, С14, С21, С23, С24 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 12 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С12 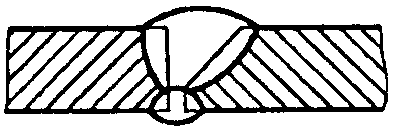 | 3 - 18 | 12,1 | 1 | 5,4 | 4,5 | 4,0 | 3,5 | 3,0 | 2,7 |
2 | 20 - 60 | 15,1 | 1 | - | - | 4,0 | 3,5 | 3,3 | 3,0 | |
3 | С13 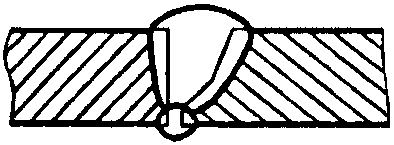 | 18 - 28 | 15,1 | 1 | - | - | 4,0 | 3,6 | 3,3 | 3,0 |
4 | 30 - 60 | 22,8 | 1 | - | - | 5,3 | 4,6 | 4,1 | 3,8 | |
5 | 64 - 100 | 27,3 | 1 | 2,0 | - | - | 4,7 | 4,2 | 3,9 | |
6 | С14 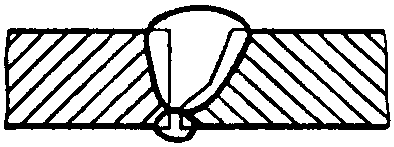 | 18 - 54 | 15,1 | 1 | - | - | 4,0 | 3,6 | 3,3 | 3,0 |
7 | 56 - 100 | 18,2 | 1 | - | - | 4,4 | 3,7 | 3,3 | 3,2 | |
8 | С21 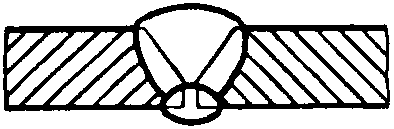 | 3 - 10 | 9,0 | 1 | 4,3 | 3,6 | 3,3 | 2,9 | 2,5 | 2,3 |
9 | 12 - 18 | 12,1 | 1 | - | - | 3,6 | 3,2 | 2,9 | 2,7 | |
10 | 20 - 130 | 15,1 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
11 | С23 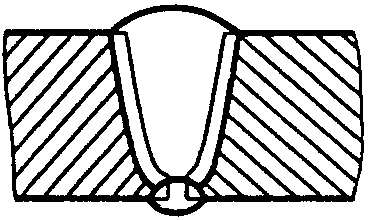 | 24 - 52 | 15,1 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 |
12 | 54 - 72 | 18,2 | 1 | - | - | 4,4 | 3,8 | 3,5 | 3,2 | |
13 | 76 - 100 | 27,3 | 1 | - | - | - | 4,7 | 4,2 | 3,9 | |
14 | С24 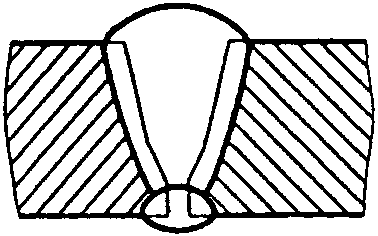 | 24 - 52 | 15,1 | 1 | - | - | 4,0 | 3,6 | 3,3 | 3,0 |
15 | 54 - 72 | 18,2 | 1 | - | - | 4,4 | 3,8 | 3,5 | 3,2 | |
16 | 76 - 100 | 27,3 | 1 | - | - | - | 4,7 | 4,2 | 3,9 | |
Индекс | а | б | в | г | д | е | ||||
У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 13 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У1 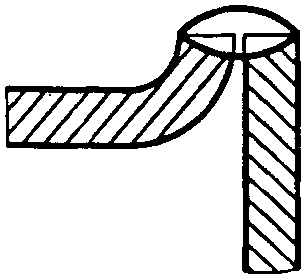 | 0,5 | 3,1 | 1 | 2,5 | 2,3 | 2,2 | - | - | - |
2 | 0,8 | 4,0 | 1 | 2,9 | 2,7 | 2,5 | - | - | - | |
3 | 1,0 | 4,0 | 1 | 2,9 | 2,7 | 2,5 | - | - | - | |
4 | 1,5 | 5,2 | 1 | 3,0 | 2,8 | 2,5 | 2,3 | - | - | |
5 | 2,0 | 6,3 | 1 | 3,4 | 3,1 | 2,8 | 2,5 | - | - | |
6 | 2,5 | 7,3 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - | |
7 | 3,0 | 8,3 | 1 | 4,1 | 3,8 | 3,3 | 2,9 | - | - | |
8 | 4,0 | 10,3 | 1 | 4,8 | 4,4 | 3,8 | 3,3 | - | - | |
9 | У2 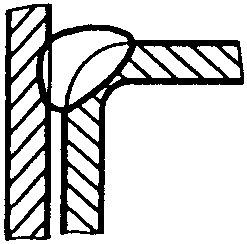 | 1,0 | 3,6 | 1 | 2,7 | 2,5 | 2,4 | - | - | - |
10 | 1,5 | 4,7 | 1 | 2,8 | 2,6 | 2,3 | 2,1 | - | - | |
11 | 2,0 | 10,6 | 1 | 5,0 | 4,5 | 3,9 | 3,4 | - | - | |
12 | 2,5 | 12,4 | 1 | 5,6 | 5,1 | 4,3 | 3,8 | - | - | |
13 | 3,0 | 14,0 | 1 | 6,2 | 5,6 | 4,8 | 4,2 | - | - | |
14 | 4,0 | 17,1 | 1 | 7,3 | 6,6 | 5,6 | 4,8 | - | - | |
15 | 5,0 | 36,8 | 2 | - | 10,7 | 9,8 | 8,5 | 7,5 | 6,8 | |
16 | 6,0 | 42,9 | 2 | - | 12,2 | 11,1 | 9,6 | 8,5 | 7,6 | |
17 | 7,0 | 48,7 | 2 | - | 13,6 | 12,4 | 10,7 | 9,4 | 8,4 | |
18 | 8,0 | 54,4 | 2 | - | 15,0 | 13,7 | 11,7 | 10,3 | 9,2 | |
19 | 9,0 | 60,0 | 2 | - | 16,4 | 14,9 | 12,7 | 11,1 | 10,0 | |
20 | 10,0 | 89,3 | 3 | - | 24,1 | 21,9 | 18,7 | 16,4 | 14,6 | |
21 | 12,0 | 104,9 | 3 | - | - | 23,3 | 19,8 | 17,3 | 15,5 | |
22 | У4 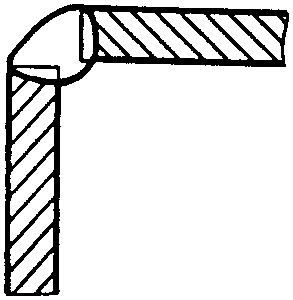 | 0,8 | 4,9 | 1 | 3,3 | 3,0 | 2,8 | - | - | - |
23 | 1,0 | 5,0 | 1 | 3,3 | 3,1 | 2,9 | - | - | - | |
24 | 1,5 | 7,5 | 1 | 3,8 | 3,5 | 3,1 | 2,8 | - | - | |
25 | 2,0 | 7,8 | 1 | 4,0 | 3,6 | 3,2 | 2,8 | - | - | |
26 | 2,5 | 8,0 | 1 | 4,0 | 3,7 | 3,2 | 2,9 | - | - | |
27 | 3,0 | 9,0 | 1 | 5,5 | 3,8 | 3,3 | 3,0 | - | - | |
28 | 4,0 | 10,0 | 1 | 5,7 | 4,2 | 3,5 | 3,3 | - | - | |
29 | 5,0 | 13,1 | 1 | - | 4,3 | 4,0 | 3,5 | 3,2 | 2,9 | |
30 | 6,0 | 21,2 | 1 | - | 6,3 | 5,8 | 5,0 | 4,4 | 4,0 | |
31 | 7,0 | 21,7 | 1 | - | 6,4 | 5,9 | 5,1 | 4,5 | 4,1 | |
32 | 8,0 | 22,2 | 1 | - | 6,5 | 6,0 | 5,2 | 4,6 | 4,2 | |
33 | У5 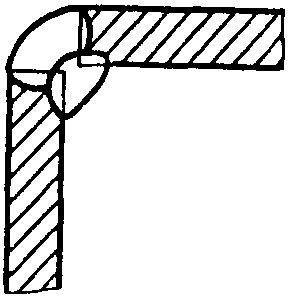 | 0,8 | 1,9 | 1 | 1,9 | 1,8 | 1,8 | - | - | - |
34 | 1,0 | 2,0 | 1 | 2,0 | 1,9 | 1,8 | - | - | - | |
35 | 1,5 | 3,0 | 1 | 2,2 | 2,1 | 1,9 | 1,8 | - | - | |
36 | 2,0 | 3,3 | 1 | 2,3 | 2,2 | 2,0 | 1,8 | - | - | |
37 | 2,5 | 3,5 | 1 | 2,4 | 2,2 | 2,0 | 1,9 | - | - | |
38 | 3,0 | 6,0 | 1 | 3,3 | 3,0 | 2,7 | 2,4 | - | - | |
39 | 4,0 | 6,5 | 1 | 3,5 | 3,1 | 2,8 | 2,5 | - | - | |
40 | 5,0 | 7,0 | 1 | - | 3,3 | 2,9 | 2,6 | 2,2 | 2,1 | |
41 | 6,0 | 9,8 | 1 | - | 3,5 | 3,3 | 2,9 | 2,6 | 2,5 | |
42 | 7,0 | 10,3 | 1 | - | 3,6 | 3,4 | 3,0 | 2,7 | 2,5 | |
43 | 8,0 | 10,8 | 1 | - | 3,7 | 3,5 | 3,1 | 2,8 | 2,6 | |
44 | 9,0 | 15,9 | 1 | - | 5,0 | 4,6 | 4,0 | 3,6 | 3,3 | |
45 | 10,0 | 16,4 | 1 | - | 5,1 | 4,7 | 4,1 | 3,7 | 3,4 | |
46 | 12,0 | 17,4 | 1 | - | - | 4,7 | 4,1 | 3,7 | 3,4 | |
а | б | в | г | д | е | |||||
Швы угловых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 13 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
47 | У6 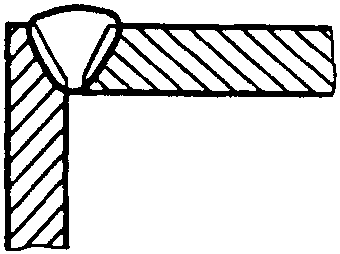 | 3,0 | 8,8 | 1 | 4,4 | 4,1 | 3,5 | 3,1 | - | - |
48 | 4,0 | 13,0 | 1 | 5,9 | 5,4 | 4,6 | 4,0 | - | - | |
49 | 5,0 | 17,6 | 1 | - | 5,5 | 5,1 | 4,4 | 4,0 | 3,6 | |
50 | 6,0 | 22,5 | 1 | - | 6,7 | 6,2 | 5,3 | 4,7 | 4,3 | |
51 | 7,0 | 27,7 | 1 | - | 8,0 | 7,3 | 6,3 | 5,6 | 5,0 | |
52 | 8,0 | 36,7 | 2 | - | 10,9 | 10,0 | 8,6 | 7,7 | 7,0 | |
53 | 9,0 | 45,7 | 2 | - | 13,1 | 11,5 | 10,3 | 9,1 | 8,2 | |
54 | 10,0 | 55,6 | 2 | - | 15,5 | 14,1 | 12,1 | 10,6 | 9,5 | |
55 | 12,0 | 78,1 | 2 | - | - | 17,5 | 14,9 | 13,1 | 11,7 | |
56 | 14,0 | 104,0 | 3 | - | - | 23,3 | 19,9 | 17,5 | 15,6 | |
57 | 16,0 | 133,3 | 3 | - | - | 29,2 | 24,7 | 21,6 | 19,2 | |
58 | 18,0 | 165,9 | 4 | - | - | 36,3 | 30,8 | 26,9 | 24,0 | |
59 | 20,0 | 201,8 | 4 | - | - | 43,4 | 36,8 | 32,0 | 28,4 | |
60 | 22,0 | 240,9 | 5 | - | - | 47,9 | 40,6 | 35,4 | 31,4 | |
61 | 24,0 | 283,1 | 6 | - | - | 56,2 | 47,7 | 41,6 | 36,8 | |
62 | 26,0 | 328,5 | 7 | - | - | 65,1 | 55,2 | 48,1 | 42,6 | |
63 | 28,0 | 377,0 | 8 | - | - | 74,6 | 63,2 | 55,1 | 48,8 | |
64 | 30,0 | 428,6 | 9 | - | - | 84,6 | 71,7 | 62,5 | 55,3 | |
65 | 32,0 | 483,2 | 10 | - | - | 88,3 | 74,9 | 65,3 | 58,2 | |
66 | 34,0 | 540,8 | 11 | - | - | 98,6 | 83,6 | 72,9 | 64,8 | |
67 | 36,0 | 601,4 | 12 | - | - | 109,4 | 92,7 | 80,8 | 71,9 | |
68 | 38,0 | 665,0 | 14 | - | - | 121,4 | 102,9 | 89,7 | 79,9 | |
69 | 40,0 | 731,5 | 15 | - | - | 133,1 | 112,8 | 98,4 | 87,5 | |
70 | 42,0 | 800,9 | 16 | - | - | 145,4 | 123,2 | 107,3 | 95,4 | |
71 | 44,0 | 873,2 | 18 | - | - | 158,8 | 134,6 | 117,3 | 104,3 | |
72 | 46,0 | 948,4 | 19 | - | - | 172,0 | 145,7 | 126,9 | 112,8 | |
73 | 48,0 | 1026,5 | 21 | - | - | 186,4 | 157,9 | 137,6 | 122,4 | |
74 | 50,0 | 1107,4 | 23 | - | - | 201,3 | 170,6 | 148,6 | 132,2 | |
75 | 52,0 | 1191,1 | 24 | - | - | 215,9 | 182,9 | 159,3 | 141,6 | |
76 | 54,0 | 1277,6 | 26 | - | - | 231,7 | 196,3 | 171,0 | 152,0 | |
77 | 56,0 | 1366,9 | 28 | - | - | 248,0 | 210,1 | 183,0 | 162,7 | |
78 | 58,0 | 1459,0 | 30 | - | - | 264,7 | 224,2 | 195,3 | 173,6 | |
79 | 60,0 | 1553,9 | 32 | - | - | 281,9 | 238,8 | 208,0 | 184,9 | |
80 | У7 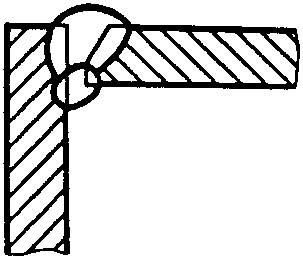 | 3,0 | 8,4 | 1 | 4,3 | 3,9 | 3,4 | 3,1 | - | - |
81 | 4,0 | 13,0 | 1 | 5,9 | 5,4 | 4,6 | 4,0 | - | - | |
82 | 5,0 | 18,2 | 1 | - | 5,6 | 5,2 | 4,5 | 4,1 | 3,7 | |
83 | 6,0 | 23,9 | 1 | - | 7,0 | 6,5 | 5,6 | 5,0 | 4,5 | |
84 | 7,0 | 30,1 | 2 | - | 9,2 | 8,5 | 7,4 | 6,6 | 6,0 | |
85 | 8,0 | 36,7 | 2 | - | 10,9 | 10,0 | 8,6 | 7,7 | 7,0 | |
86 | 9,0 | 43,8 | 2 | - | 12,6 | 11,5 | 9,9 | 8,8 | 7,9 | |
87 | 10,0 | 56,3 | 2 | - | 15,6 | 14,2 | 12,2 | 10,7 | 9,6 | |
88 | 12,0 | 78,9 | 2 | - | - | 17,7 | 15,1 | 13,2 | 11,8 | |
89 | 14,0 | 105,0 | 3 | - | - | 23,6 | 20,1 | 17,6 | 15,7 | |
90 | 16,0 | 134,5 | 3 | - | - | 29,4 | 25,0 | 21,8 | 19,4 | |
91 | 18,0 | 167,4 | 4 | - | - | 36,6 | 31,1 | 27,1 | 24,2 | |
92 | 20,0 | 203,5 | 5 | - | - | 44,5 | 37,7 | 32,9 | 29,3 | |
93 | 22,0 | 242,8 | 5 | - | - | 48,2 | 40,9 | 35,7 | 31,6 | |
94 | 24,0 | 285,3 | 6 | - | - | 56,6 | 48,0 | 41,9 | 37,1 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 13 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
95 | У7 | 26,0 | 331,0 | 7 | - | - | 65,6 | 55,6 | 48,5 | 42,9 |
96 | 28,0 | 397,8 | 8 | - | - | 75,1 | 63,6 | 55,5 | 49,1 | |
97 | 30,0 | 431,6 | 9 | - | - | 85,2 | 72,1 | 62,8 | 55,6 | |
98 | 32,0 | 486,4 | 10 | - | - | 88,9 | 75,4 | 65,7 | 58,5 | |
99 | 34,0 | 544,3 | 11 | - | - | 99,2 | 84,1 | 73,3 | 65,2 | |
100 | 36,0 | 605,2 | 13 | - | - | 110,7 | 93,9 | 81,9 | 72,9 | |
101 | 38,0 | 669,0 | 14 | - | - | 122,0 | 103,5 | 90,2 | 80,3 | |
102 | 40,0 | 735,7 | 15 | - | - | 133,8 | 113,4 | 98,9 | 87,9 | |
103 | 42,0 | 805,4 | 17 | - | - | 146,8 | 124,5 | 108,5 | 96,6 | |
104 | 44,0 | 877,9 | 18 | - | - | 159,6 | 135,3 | 117,9 | 104,8 | |
105 | 46,0 | 953,4 | 20 | - | - | 173,6 | 147,1 | 128,2 | 114,1 | |
106 | 48,0 | 1031,6 | 21 | - | - | 187,3 | 158,7 | 138,2 | 122,9 | |
107 | 50,0 | 1112,8 | 23 | - | - | 202,2 | 171,7 | 149,3 | 132,7 | |
108 | 52,0 | 1196,7 | 24 | - | - | 216,9 | 183,7 | 159,9 | 142,2 | |
109 | 54,0 | 1283,4 | 26 | - | - | 232,7 | 197,1 | 171,7 | 152,6 | |
110 | 56,0 | 1372,9 | 28 | - | - | 249,0 | 210,9 | 183,7 | 163,3 | |
111 | 58,0 | 1465,2 | 30 | - | - | 265,7 | 225,1 | 196,1 | 174,3 | |
112 | 60,0 | 1560,3 | 32 | - | - | 283,0 | 239,7 | 208,8 | 185,6 | |
113 | У8 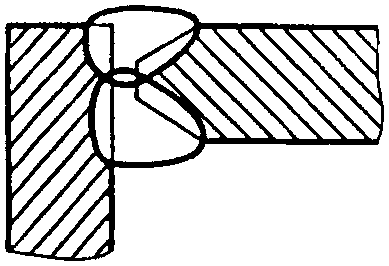 | 6,0 | 10,3 | 1 | - | 3,7 | 3,5 | 3,1 | 2,8 | 2,6 |
114 | 7,0 | 12,5 | 1 | - | 4,3 | 4,0 | 3,5 | 3,2 | 2,9 | |
115 | 8,0 | 14,9 | 1 | - | 4,8 | 4,5 | 3,9 | 3,5 | 3,3 | |
116 | 9,0 | 17,3 | 1 | - | 5,4 | 5,0 | 4,4 | 3,9 | 3,6 | |
117 | 10,0 | 19,8 | 1 | - | 6,0 | 5,6 | 4,8 | 4,3 | 3,9 | |
118 | 12,0 | 24,9 | 1 | - | - | 6,3 | 5,5 | 4,9 | 4,4 | |
119 | 14,0 | 30,3 | 1 | - | - | 7,4 | 6,4 | 5,6 | 5,1 | |
120 | 16,0 | 36,0 | 1 | - | - | 8,5 | 7,3 | 6,4 | 5,8 | |
121 | 18,0 | 45,1 | 1 | - | - | 10,3 | 8,8 | 7,7 | 6,9 | |
122 | 20,0 | 55,0 | 2 | - | - | 12,9 | 11,1 | 9,8 | 8,9 | |
123 | 22,0 | 65,7 | 2 | - | - | 14,1 | 12,1 | 10,7 | 9,6 | |
124 | 24,0 | 77,3 | 2 | - | - | 16,2 | 13,8 | 12,2 | 10,9 | |
125 | 26,0 | 89,8 | 2 | - | - | 18,4 | 15,7 | 13,8 | 12,3 | |
126 | 28,0 | 103,2 | 3 | - | - | 21,5 | 18,4 | 16,2 | 14,5 | |
127 | 30,0 | 117,4 | 3 | - | - | 24,1 | 20,6 | 18,0 | 16,1 | |
128 | 32,0 | 132,4 | 3 | - | - | 25,0 | 21,4 | 18,7 | 16,8 | |
129 | 34,0 | 148,3 | 3 | - | - | 27,7 | 23,6 | 20,6 | 18,4 | |
130 | 36,0 | 165,1 | 4 | - | - | 31,2 | 26,6 | 23,3 | 20,9 | |
131 | 38,0 | 182,6 | 4 | - | - | 34,1 | 29,0 | 25,4 | 22,7 | |
132 | 40,0 | 201,0 | 4 | - | - | 37,2 | 31,6 | 27,6 | 24,6 | |
133 | 42,0 | 220,2 | 5 | - | - | 41,1 | 34,9 | 30,6 | 27,3 | |
134 | 44,0 | 240,3 | 5 | - | - | 44,4 | 37,7 | 33,0 | 29,4 | |
135 | 46,0 | 261,1 | 6 | - | - | 48,6 | 41,3 | 36,1 | 32,3 | |
136 | 48,0 | 282,7 | 6 | - | - | 52,1 | 44,3 | 38,7 | 34,5 | |
137 | 50,0 | 305,1 | 7 | - | - | 56,6 | 48,1 | 42,1 | 37,5 | |
138 | 52,0 | 328,4 | 7 | - | - | 60,4 | 51,3 | 44,8 | 40,0 | |
139 | 54,0 | 352,4 | 7 | - | - | 64,4 | 54,7 | 47,7 | 42,5 | |
140 | 56,0 | 377,2 | 8 | - | - | 69,3 | 58,8 | 51,3 | 45,7 | |
141 | 58,0 | 402,8 | 9 | - | - | 74,2 | 63,1 | 55,1 | 49,1 | |
142 | 60,0 | 429,1 | 9 | - | - | 78,6 | 66,7 | 58,2 | 51,8 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 13 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
143 | У8 | 64,0 | 484,2 | 10 | - | - | - | 67,9 | 59,3 | 52,9 |
144 | 68,0 | 542,3 | 11 | - | - | - | 75,8 | 66,2 | 59,0 | |
145 | 72,0 | 603,5 | 13 | - | - | - | 84,7 | 74,0 | 66,0 | |
146 | 76,0 | 667,7 | 14 | - | - | - | 93,4 | 81,6 | 72,7 | |
147 | 80,0 | 734,9 | 15 | - | - | - | 102,4 | 89,4 | 79,6 | |
148 | 84,0 | 805,1 | 17 | - | - | - | 105,8 | 92,6 | 82,6 | |
149 | 88,0 | 878,3 | 18 | - | - | - | 115,0 | 100,5 | 89,6 | |
150 | 92,0 | 954,5 | 20 | - | - | - | 125,2 | 109,4 | 97,6 | |
151 | 96,0 | 1033,5 | 21 | - | - | - | 135,0 | 118,0 | 105,2 | |
152 | 100,0 | 1115,5 | 23 | - | - | - | 145,9 | 127,5 | 113,7 | |
153 | У9 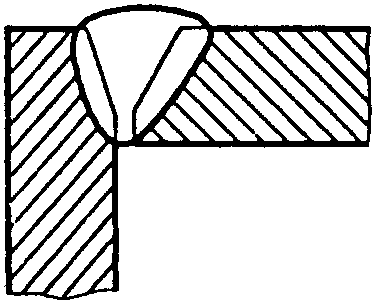 | 3,0 | 8,6 | 1 | 4,4 | 4,0 | 3,5 | 3,1 | - | - |
154 | 4,0 | 12,9 | 1 | 5,9 | 5,3 | 4,6 | 4,0 | - | - | |
155 | 5,0 | 17,5 | 1 | - | 5,5 | 5,1 | 4,4 | 4,0 | 3,6 | |
156 | 6,0 | 22,5 | 1 | - | 6,7 | 6,1 | 5,3 | 4,7 | 4,3 | |
157 | 7,0 | 27,8 | 1 | - | 8,0 | 7,3 | 6,3 | 5,6 | 5,0 | |
158 | 8,0 | 33,4 | 2 | - | 10,0 | 9,2 | 8,0 | 7,1 | 6,5 | |
159 | 9,0 | 40,3 | 2 | - | 11,7 | 10,7 | 9,3 | 8,2 | 7,4 | |
160 | 10,0 | 49,0 | 2 | - | 13,8 | 12,7 | 10,9 | 9,6 | 8,6 | |
161 | 12,0 | 68,7 | 2 | - | - | 15,7 | 13,4 | 11,8 | 10,6 | |
162 | 14,0 | 91,5 | 2 | - | - | 20,2 | 17,2 | 15,0 | 13,4 | |
163 | 16,0 | 117,2 | 3 | - | - | 26,0 | 22,1 | 19,3 | 17,3 | |
164 | 18,0 | 145,9 | 3 | - | - | 31,7 | 26,8 | 23,4 | 20,8 | |
165 | 20,0 | 177,4 | 4 | - | - | 38,6 | 32,7 | 28,6 | 25,4 | |
166 | 22,0 | 211,8 | 5 | - | - | 42,6 | 36,2 | 31,6 | 28,1 | |
167 | 24,0 | 248,9 | 5 | - | - | 49,3 | 41,8 | 36,4 | 32,3 | |
168 | 26,0 | 288,8 | 6 | - | - | 57,2 | 48,5 | 42,3 | 37,5 | |
169 | 28,0 | 331,4 | 7 | - | - | 65,6 | 55,6 | 48,5 | 42,9 | |
170 | 30,0 | 376,6 | 8 | - | - | 74,5 | 63,2 | 55,0 | 48,7 | |
171 | 32,0 | 424,6 | 9 | - | - | 77,9 | 66,1 | 57,7 | 51,4 | |
172 | 34,0 | 475,1 | 10 | - | - | 87,0 | 73,8 | 64,4 | 57,3 | |
173 | 36,0 | 528,3 | 11 | - | - | 96,5 | 81,9 | 71,4 | 63,5 | |
174 | 38,0 | 584,1 | 12 | - | - | 106,5 | 90,3 | 78,7 | 70,1 | |
175 | 40,0 | 642,4 | 13 | - | - | 116,9 | 99,1 | 86,4 | 76,8 | |
176 | 42,0 | 703,3 | 15 | - | - | 128,4 | 108,9 | 95,0 | 84,6 | |
177 | 44,0 | 766,7 | 16 | - | - | 139,7 | 118,4 | 103,2 | 91,8 | |
178 | 46,0 | 832,7 | 17 | - | - | 151,4 | 128,3 | 111,8 | 99,4 | |
179 | 48,0 | 901,1 | 18 | - | - | 163,5 | 138,5 | 120,6 | 107,2 | |
180 | 50,0 | 972,1 | 20 | - | - | 176,7 | 149,7 | 130,4 | 116,0 | |
181 | 52,0 | 1045,5 | 21 | - | - | 189,6 | 160,6 | 139,9 | 124,3 | |
182 | 54,0 | 1121,3 | 23 | - | - | 203,6 | 172,5 | 150,3 | 133,6 | |
183 | 56,0 | 1199,6 | 24 | - | - | 217,3 | 184,1 | 160,3 | 142,5 | |
184 | 58,0 | 1280,3 | 26 | - | - | 232,2 | 196,7 | 171,3 | 152,3 | |
185 | 60,0 | 1363,5 | 28 | - | - | 247,4 | 209,6 | 182,6 | 162,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 13 | Лист 5 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
186 | У10 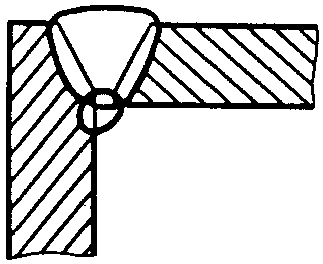 | 3,0 | 8,4 | 1 | 4,3 | 3,9 | 3,4 | 3,0 | - | - |
187 | 4,0 | 12,8 | 1 | 5,8 | 5,3 | 4,5 | 4,0 | - | - | |
188 | 5,0 | 17,7 | 1 | - | 5,5 | 5,1 | 4,4 | 4,0 | 3,6 | |
189 | 6,0 | 23,1 | 1 | - | 6,8 | 6,3 | 5,4 | 4,8 | 4,4 | |
190 | 7,0 | 28,9 | 2 | - | 9,0 | 8,3 | 7,2 | 6,4 | 5,9 | |
191 | 8,0 | 35,1 | 2 | - | 10,5 | 9,6 | 8,3 | 7,4 | 6,7 | |
192 | 9,0 | 41,7 | 2 | - | 12,1 | 11,1 | 9,5 | 8,4 | 7,6 | |
193 | 10,0 | 48,7 | 2 | - | 13,8 | 12,6 | 10,8 | 9,5 | 8,6 | |
194 | 12,0 | 66,0 | 2 | - | - | 15,1 | 13,0 | 11,4 | 10,2 | |
195 | 14,0 | 88,3 | 2 | - | - | 19,5 | 16,6 | 14,6 | 13,0 | |
196 | 16,0 | 113,6 | 3 | - | - | 25,3 | 21,5 | 18,8 | 16,8 | |
197 | 18,0 | 141,9 | 3 | - | - | 30,9 | 26,2 | 22,8 | 20,3 | |
198 | 20,0 | 173,1 | 4 | - | - | 37,7 | 32,0 | 27,9 | 24,9 | |
199 | 22,0 | 207,2 | 5 | - | - | 41,8 | 35,5 | 31,1 | 27,6 | |
200 | 24,0 | 244,1 | 5 | - | - | 48,5 | 41,1 | 35,8 | 31,7 | |
201 | 26,0 | 283,9 | 6 | - | - | 56,3 | 47,8 | 41,7 | 36,9 | |
202 | 28,0 | 326,5 | 7 | - | - | 64,8 | 54,9 | 47,9 | 42,4 | |
203 | 30,0 | 371,9 | 8 | - | - | 73,7 | 62,4 | 54,4 | 48,2 | |
204 | 32,0 | 420,0 | 9 | - | - | 77,1 | 65,5 | 57,1 | 50,9 | |
205 | 34,0 | 470,9 | 10 | - | - | 86,3 | 73,2 | 63,9 | 56,9 | |
206 | 36,0 | 524,5 | 11 | - | - | 95,9 | 81,3 | 71,0 | 63,2 | |
207 | 38,0 | 580,8 | 12 | - | - | 106,0 | 89,9 | 78,3 | 69,7 | |
208 | 40,0 | 639,8 | 13 | - | - | 116,5 | 98,7 | 86,1 | 76,6 | |
209 | 42,0 | 701,5 | 14 | - | - | 127,4 | 108,0 | 94,1 | 83,7 | |
210 | 44,0 | 765,8 | 16 | - | - | 139,5 | 118,3 | 103,1 | 91,8 | |
211 | 46,0 | 832,8 | 17 | - | - | 151,4 | 128,3 | 111,8 | 99,4 | |
212 | 48,0 | 902,4 | 18 | - | - | 163,7 | 138,6 | 120,8 | 107,4 | |
213 | 50,0 | 974,7 | 20 | - | - | 177,1 | 150,1 | 130,8 | 116,3 | |
214 | 52,0 | 1049,5 | 21 | - | - | 190,3 | 161,1 | 140,4 | 124,8 | |
215 | 54,0 | 1126,9 | 23 | - | - | 204,5 | 173,3 | 151,0 | 134,2 | |
216 | 56,0 | 1206,9 | 25 | - | - | 219,3 | 185,8 | 161,9 | 143,9 | |
217 | 58,0 | 1289,5 | 26 | - | - | 233,7 | 197,9 | 172,4 | 153,2 | |
218 | 60,0 | 1374,7 | 28 | - | - | 249,3 | 211,1 | 183,9 | 163,5 | |
Индекс | а | б | в | г | д | е | ||||
У8 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 14 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У8 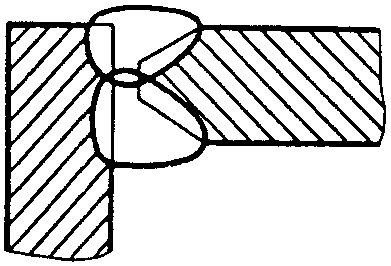 | 6,0 | 8,9 | 1 | - | 3,4 | 3,2 | 2,0 | 2,6 | 2,4 |
2 | 7,0 | 11,0 | 1 | - | 3,9 | 3,6 | 3,2 | 2,9 | 2,7 | |
3 | 8,0 | 13,3 | 1 | - | 4,5 | 4,1 | 3,6 | 3,3 | 3,0 | |
4 | 9,0 | 15,6 | 1 | - | 5,0 | 4,7 | 4,1 | 3,7 | 3,4 | |
5 | 10,0 | 18,1 | 1 | - | 5,6 | 5,2 | 4,5 | 4,1 | 3,7 | |
6 | 12,0 | 23,3 | 1 | - | - | 6,0 | 5,2 | 4,7 | 4,2 | |
7 | 14,0 | 28,8 | 1 | - | - | 7,1 | 6,1 | 5,4 | 4,9 | |
8 | 16,0 | 34,7 | 1 | - | - | 8,2 | 7,1 | 6,3 | 5,6 | |
9 | 18,0 | 44,0 | 1 | - | - | 10,1 | 8,6 | 7,6 | 6,8 | |
10 | 20,0 | 53,7 | 2 | - | - | 12,7 | 10,9 | 9,6 | 8,7 | |
11 | 22,0 | 64,3 | 2 | - | - | 13,8 | 11,9 | 10,5 | 9,4 | |
12 | 24,0 | 75,6 | 2 | - | - | 15,9 | 13,6 | 12,0 | 10,7 | |
13 | 26,0 | 88,1 | 2 | - | - | 18,1 | 15,5 | 13,6 | 12,1 | |
14 | 28,0 | 101,3 | 2 | - | - | 20,5 | 17,5 | 15,3 | 13,6 | |
15 | 30,0 | 115,4 | 3 | - | - | 23,8 | 20,3 | 17,8 | 15,0 | |
16 | 32,0 | 130,3 | 3 | - | - | 24,7 | 21,1 | 18,5 | 16,6 | |
17 | 34,0 | 146,1 | 3 | - | - | 27,3 | 23,3 | 20,4 | 18,2 | |
18 | 36,0 | 162,8 | 4 | - | - | 30,8 | 26,3 | 23,1 | 20,6 | |
19 | 38,0 | 180,2 | 4 | - | - | 33,7 | 28,7 | 25,1 | 22,4 | |
20 | 40,0 | 198,5 | 4 | - | - | 36,7 | 31,2 | 27,3 | 24,4 | |
21 | 42,0 | 217,7 | 5 | - | - | 40,6 | 34,6 | 30,3 | 27,0 | |
22 | 44,0 | 237,6 | 5 | - | - | 44,0 | 37,4 | 32,7 | 29,1 | |
23 | 46,0 | 258,4 | 6 | - | - | 48,1 | 40,9 | 35,8 | 32,0 | |
24 | 48,0 | 280,0 | 6 | - | - | 51,7 | 43,9 | 38,4 | 34,2 | |
25 | 50,0 | 302,5 | 7 | - | - | 56,1 | 47,8 | 41,8 | 37,3 | |
26 | 52,0 | 325,7 | 7 | - | - | 60,0 | 51,0 | 44,5 | 39,7 | |
27 | 54,0 | 349,7 | 7 | - | - | 64,0 | 54,3 | 47,4 | 42,2 | |
28 | 56,0 | 374,5 | 8 | - | - | 68,8 | 58,4 | 51,0 | 45,5 | |
29 | 58,0 | 400,2 | 8 | - | - | 73,1 | 62,0 | 54,1 | 48,1 | |
30 | 60,0 | 426,6 | 9 | - | - | 78,2 | 66,4 | 57,9 | 51,6 | |
31 | 64,0 | 481,8 | 10 | - | - | - | 67,6 | 59,0 | 52,6 | |
32 | 68,0 | 540,2 | 11 | - | - | - | 75,5 | 65,9 | 58,8 | |
33 | 72,0 | 601,7 | 12 | - | - | - | 83,8 | 73,2 | 65,2 | |
34 | 76,0 | 666,3 | 14 | - | - | - | 93,2 | 81,4 | 72,6 | |
35 | 80,0 | 733,9 | 15 | - | - | - | 102,3 | 89,3 | 79,6 | |
36 | 84,0 | 804,7 | 17 | - | - | - | 105,8 | 92,5 | 82,5 | |
37 | 88,0 | 878,5 | 18 | - | - | - | 115,0 | 100,5 | 89,6 | |
38 | 92,0 | 955,3 | 20 | - | - | - | 125,3 | 109,5 | 97,7 | |
39 | 96,0 | 1035,2 | 21 | - | - | - | 135,2 | 118,1 | 105,3 | |
40 | 108,0 | 1118,0 | 23 | - | - | - | 146,2 | 127,7 | 113,9 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т7, Т8, Т9 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 15 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 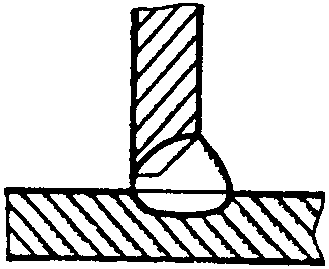 | 3,0 | 7,5 | 1 | 4,0 | 3,7 | 3,2 | 2,9 | - | - |
2 | 4,0 | 13,3 | 1 | 6,1 | 5,5 | 4,7 | 4,1 | - | - | |
3 | 5,0 | 20,6 | 1 | - | 6,3 | 5,8 | 5,0 | 4,5 | 4,1 | |
4 | 6,0 | 29,5 | 2 | - | 9,1 | 8,4 | 7,3 | 6,5 | 5,9 | |
5 | 7,0 | 39,9 | 2 | - | 11,6 | 10,6 | 94 | 8,1 | 7,4 | |
6 | 8,0 | 51,8 | 2 | - | 14,5 | 13,3 | 11,4 | 10,0 | 9,0 | |
7 | 9,0 | 65,3 | 2 | - | 17,8 | 16,2 | 13,8 | 12,1 | 10,8 | |
8 | 10,0 | 80,3 | 3 | - | 22,1 | 20,1 | 17,2 | 15,1 | 13,5 | |
9 | 12,0 | 114,8 | 3 | - | - | 25,4 | 21,6 | 18,9 | 16,9 | |
10 | 14,0 | 155,3 | 4 | - | - | 34,1 | 29,0 | 254 | 22,6 | |
11 | 16,0 | 201,8 | 4 | - | - | 434 | 36,7 | 31,9 | 28,3 | |
12 | 18,0 | 254,2 | 6 | - | - | 55,0 | 46,6 | 40,6 | 36,1 | |
13 | 20,0 | 312,6 | 7 | - | - | 67,2 | 56,9 | 494 | 44,0 | |
14 | 22,0 | 376,8 | 8 | - | - | 74,2 | 62,9 | 54,7 | 48,4 | |
15 | 24,0 | 446,8 | 9 | - | - | 87,5 | 74,1 | 64,4 | 57,0 | |
16 | 26,0 | 522,7 | 11 | - | - | 102,6 | 86,8 | 75,5 | 66,8 | |
17 | 28,0 | 604,5 | 13 | - | - | 118,6 | 100,4 | 87,4 | 77,3 | |
18 | 30,0 | 692,0 | 14 | - | - | 135,1 | 114,3 | 99,4 | 87,7 | |
19 | 32,0 | 785,3 | 16 | - | - | 142,1 | 120,3 | 104,7 | 93,1 | |
20 | 34,0 | 884,4 | 18 | - | - | 159,9 | 135,3 | 117,8 | 104,7 | |
21 | 36,0 | 989,3 | 20 | - | - | 178,6 | 151,2 | 131,6 | 116,9 | |
22 | 38,0 | 1099,0 | 22 | - | - | 198,3 | 167,8 | 146,0 | 129,7 | |
23 | 40,0 | 1216,2 | 25 | - | - | 219,6 | 185,9 | 161,8 | 143,7 | |
24 | 42,0 | 1338,2 | 27 | - | - | 241,2 | 204,1 | 177,6 | 157,7 | |
25 | 44,0 | 1466,0 | 30 | - | - | 264,4 | 223,7 | 194,7 | 172,9 | |
26 | 46,0 | 1599,4 | 32 | - | - | 287,9 | 243,5 | 211,0 | 188,1 | |
27 | 48,0 | 1738,6 | 35 | - | - | 313,0 | 264,8 | 230,3 | 204,5 | |
28 | 50,0 | 1883,4 | 38 | - | - | 339,0 | 286,8 | 249,5 | 221,5 | |
29 | 52,0 | 2033,9 | 41 | - | - | 366,0 | 309,6 | 2694 | 239,1 | |
30 | 54,0 | 2190,1 | 44 | - | - | 394,0 | 333,2 | 289,8 | 257,3 | |
31 | 56,0 | 2351,9 | 47 | - | - | 422,8 | 357,6 | 311,0 | 276,0 | |
32 | 58,0 | 2519,3 | 51 | - | - | 453,3 | 383,4 | 333,5 | 296,0 | |
33 | 60,0 | 2692,4 | 54 | - | - | 484,0 | 409,3 | 356,0 | 316,0 | |
34 | Т7 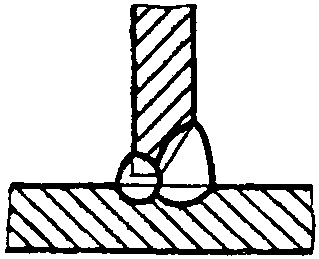 | 3,0 | 7,5 | 1 | 4,0 | 3,7 | 3,2 | 2,9 | - | - |
35 | 4,0 | 13,2 | 1 | 6,1 | 5,5 | 4,7 | 4,1 | - | - | |
36 | 5,0 | 20,5 | 1 | - | 6,3 | 5,8 | 5,0 | 4,5 | 4,1 | |
37 | 6,0 | 29,4 | 2 | - | 9,1 | 8,4 | 7,3 | 6,5 | 5,9 | |
38 | 7,0 | 39,9 | 2 | - | 11,6 | 10,6 | 9,2 | 8,1 | 7,4 | |
39 | 8,0 | 51,8 | 2 | - | 14,5 | 13,3 | 11,4 | 10,0 | 9,0 | |
40 | 9,0 | 65,4 | 2 | - | 17,8 | 16,2 | 13,8 | 12,1 | 10,8 | |
41 | 10,0 | 80,4 | 3 | - | 22,1 | 20,2 | 17,2 | 15,1 | 13,6 | |
42 | 12,0 | 115,1 | 3 | - | - | 25,5 | 21,7 | 19,0 | 16,9 | |
43 | 14,0 | 155,8 | 4 | - | - | 34,2 | 29,1 | 25,4 | 22,6 | |
44 | 16,0 | 202,6 | 5 | - | - | 44,1 | 37,4 | 32,7 | 29,1 | |
45 | 18,0 | 255,5 | 6 | - | - | 55,2 | 46,8 | 40,8 | 36,3 | |
46 | 20,0 | 314,3 | 7 | - | - | 67,5 | 57,2 | 49,7 | 44,2 | |
47 | 22,0 | 379,0 | 8 | - | - | 74,6 | 63,2 | 55,0 | 48,7 | |
48 | 24,0 | 449,7 | 9 | - | - | 88,1 | 74,5 | 64,8 | 57,3 | |
49 | 26,0 | 526,4 | 11 | - | - | 103,2 | 87,4 | 76,0 | 67,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы тавровых соединений Т6, Т7, Т8, Т9 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 15 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
50 | Т7 | 28,0 | 609,0 | 13 | - | - | 119,4 | 101,1 | 88,0 | 77,8 |
51 | 30,0 | 697,4 | 14 | - | - | 136,1 | 115,1 | 100,1 | 88,4 | |
52 | 32,0 | 791,8 | 16 | - | - | 143,2 | 121,2 | 105,5 | 93,7 | |
53 | 34,0 | 892,0 | 18 | - | - | 161,1 | 136,4 | 118,7 | 105,5 | |
54 | 36,0 | 998,1 | 20 | - | - | 180,1 | 152,4 | 132,6 | 117,8 | |
55 | 38,0 | 1110,1 | 23 | - | - | 200,6 | 169,9 | 147,9 | 131,4 | |
56 | 40,0 | 1227,9 | 25 | - | - | 221,5 | 187,5 | 163,2 | 144,9 | |
57 | 42,0 | 1351,5 | 27 | - | - | 243,4 | 205,9 | 179,1 | 159,1 | |
58 | 44,0 | 1480,9 | 30 | - | - | 266,9 | 225,8 | 196,5 | 174,5 | |
59 | 46,0 | 1616,2 | 33 | - | - | 291,3 | 246,5 | 214,5 | 190,5 | |
60 | 48,0 | 1757,2 | 36 | - | - | 316,7 | 268,0 | 233,2 | 207,1 | |
61 | 50,0 | 1904,1 | 39 | - | - | 343,1 | 290,3 | 252,6 | 224,3 | |
62 | 52,0 | 1956,7 | 42 | - | - | 370,5 | 313,4 | 272,7 | 242,1 | |
63 | 54,0 | 2215,1 | 45 | - | - | 398,8 | 337,3 | 293,4 | 260,5 | |
64 | 56,0 | 2379,3 | 48 | - | - | 428,0 | 362,0 | 314,9 | 279,5 | |
65 | 58,0 | 2549,2 | 51 | - | - | 458,3 | 387,5 | 337,0 | 299,2 | |
66 | 60,0 | 2724,9 | 55 | - | - | 490,1 | 414,5 | 360,5 | 320,0 | |
67 | Т8 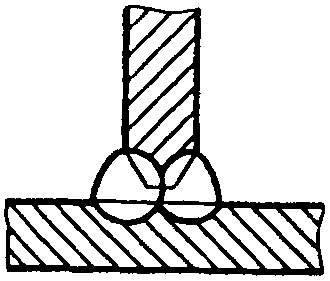 | 6,0 | 12,2 | 1 | - | 4,2 | 3,9 | 3,5 | 3,2 | 2,9 |
68 | 7,0 | 15,2 | 1 | 4,9 | 4,9 | 4,6 | 4,0 | 3,6 | 3,3 | |
69 | 8,0 | 18,3 | 1 | - | 5,7 | 5,3 | 4,6 | 4,1 | 3,8 | |
70 | 9,0 | 21,6 | 1 | - | 6,5 | 6,0 | 5,2 | 4,6 | 4,2 | |
71 | 10,0 | 28,5 | 2 | - | 8,8 | 8,1 | 7,1 | 6,4 | 5,8 | |
72 | 12,0 | 38,9 | 1 | - | - | 9,1 | 7,8 | 6,9 | 6,2 | |
73 | 14,0 | 50,7 | 1 | - | - | 11,4 | 9,8 | 8,6 | 7,7 | |
74 | 16,0 | 58,5 | 2 | - | - | 13,6 | 11,7 | 10,3 | 9,3 | |
75 | 18,0 | 73,4 | 2 | - | - | 16,6 | 14,2 | 12,4 | 11,1 | |
76 | 20,0 | 90,0 | 2 | - | - | 19,9 | 16,9 | 14,8 | 13,2 | |
77 | 22,0 | 108,1 | 3 | - | - | 22,4 | 19,1 | 16,8 | 15,0 | |
78 | 24,0 | 127,8 | 3 | - | - | 25,9 | 22,1 | 19,3 | 17,2 | |
79 | 26,0 | 149,2 | 3 | - | - | 29,8 | 25,3 | 22,1 | 19,6 | |
80 | 28,0 | 172,1 | 4 | - | - | 34,6 | 29,4 | 25,7 | 22,8 | |
81 | 30,0 | 196,5 | 4 | - | - | 39,0 | 33,1 | 28,9 | 25,6 | |
82 | 32,0 | 222,6 | 5 | - | - | 41,3 | 35,1 | 30,7 | 27,4 | |
83 | 34,0 | 250,2 | 5 | - | - | 45,9 | 39,0 | 34,0 | 30,3 | |
84 | 36,0 | 279,3 | 6 | - | - | 51,4 | 43,6 | 38,1 | 34,0 | |
85 | 38,0 | 310,0 | 7 | - | - | 57,1 | 48,5 | 42,4 | 37,8 | |
86 | 40,0 | 342,2 | 7 | - | - | 62,5 | 53,0 | 46,2 | 41,1 | |
87 | 42,0 | 375,9 | 8 | - | - | 68,8 | 58,3 | 50,9 | 45,3 | |
88 | 44,0 | 411,2 | 9 | - | - | 75,3 | 63,9 | 55,7 | 49,6 | |
89 | 46,0 | 448,0 | 9 | - | - | 81,4 | 69,0 | 60,1 | 53,4 | |
90 | 48,0 | 486,3 | 10 | - | - | 88,4 | 74,9 | 65,3 | 58,1 | |
91 | 50,0 | 526,1 | 11 | - | - | 95,7 | 81,1 | 70,7 | 62,9 | |
92 | 52,0 | 567,4 | 12 | - | - | 103,2 | 87,5 | 76,2 | 67,8 | |
93 | 54,0 | 610,2 | 13 | - | - | 111,0 | 94,1 | 82,0 | 72,9 | |
94 | 56,0 | 654,5 | 14 | - | - | 119,0 | 100,8 | 87,9 | 78,2 | |
95 | 58,0 | 700,3 | 14 | - | - | 126,6 | 107,2 | 93,3 | 82,9 | |
96 | 60,0 | 747,5 | 15 | - | - | 135,1 | 114,4 | 99,6 | 88,5 | |
97 | 64,0 | 846,5 | 17 | - | - | - | 116,8 | 101,9 | 90,6 | |
98 | 68,0 | 951,4 | 19 | - | - | - | 131,1 | 114,3 | 101,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы тавровых соединений Т6, Т7, Т8, Т9 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 15 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
99 | 72,0 | 1062,2 | 22 | - | - | - | 146,8 | 128,0 | 113,9 | |
100 | 76,0 | 1178,9 | 24 | - | - | - | 162,5 | 141,7 | 126,0 | |
101 | 80,0 | 1301,4 | 26 | - | - | - | 179,0 | 156,0 | 138,7 | |
102 | Т9 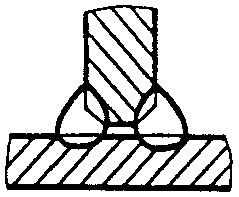 | 12,0 | 20,9 | 1 | - | - | 5,5 | 4,9 | 4,4 | 4,0 |
103 | 14,0 | 26,1 | 1 | - | - | 6,6 | 5,7 | 5,1 | 4,6 | |
104 | 16,0 | 31,7 | 1 | - | - | 7,7 | 6,6 | 5,9 | 5,3 | |
105 | 18,0 | 37,6 | 1 | - | - | 8,8 | 7,6 | 6,7 | 6,1 | |
106 | 20,0 | 45,7 | 1 | - | - | 10,4 | 8,9 | 7,9 | 7,0 | |
107 | 22,0 | 54,4 | 2 | - | - | 12,0 | 10,4 | 9,2 | 8,3 | |
108 | 24,0 | 63,9 | 2 | - | - | 13,7 | 11,8 | 10,4 | 9,4 | |
109 | 26,0 | 74,0 | 2 | - | - | 15,6 | 13,3 | 11,7 | 10,5 | |
110 | 28,0 | 84,9 | 2 | - | - | 17,5 | 15,0 | 13,1 | 11,7 | |
111 | 30,0 | 96,4 | 2 | - | - | 19,6 | 16,7 | 14,6 | 13,0 | |
112 | 32,0 | 108,5 | 3 | - | - | 21,0 | 18,0 | 15,9 | 14,3 | |
113 | 34,0 | 121,4 | 3 | - | - | 23,2 | 19,8 | 17,4 | 15,6 | |
114 | 36,0 | 134,8 | 3 | - | - | 25,4 | 21,7 | 19,0 | 17,0 | |
115 | 38,0 | 149,0 | 3 | - | - | 27,8 | 23,6 | 20,7 | 18,5 | |
116 | 40,0 | 163,7 | 4 | - | - | 30,9 | 26,3 | 23,1 | 20,6 | |
117 | 42,0 | 179,1 | 4 | - | - | 33,4 | 28,5 | 24,9 | 22,2 | |
118 | 44,0 | 195,1 | 4 | - | - | 36,1 | 30,7 | 26,8 | 23,9 | |
119 | 46,0 | 211,8 | 5 | - | - | 39,5 | 33,6 | 29,4 | 26,3 | |
120 | 48,0 | 229,0 | 5 | - | - | 42,4 | 36,0 | 31,5 | 28,1 | |
121 | 50,0 | 246,9 | 5 | - | - | 45,4 | 38,5 | 33,6 | 29,9 | |
122 | 52,0 | 265,4 | 6 | - | - | 49,1 | 41,7 | 36,5 | 32,5 | |
123 | 54,0 | 284,5 | 6 | - | - | 52,3 | 44,4 | 38,7 | 34,5 | |
124 | 56,0 | 304,2 | 7 | - | - | 56,2 | 47,8 | 41,7 | 37,2 | |
125 | 58,0 | 324,5 | 7 | - | - | 59,6 | 50,6 | 44,1 | 39,3 | |
126 | 60,0 | 345,4 | 7 | - | - | 63,0 | 53,5 | 46,6 | 41,5 | |
127 | 64,0 | 389,0 | 8 | - | - | - | 54,4 | 47,5 | 42,3 | |
128 | 68,0 | 434,9 | 9 | - | - | - | 60,7 | 53,0 | 47,2 | |
129 | 72,0 | 483,2 | 10 | - | - | - | 67,3 | 58,8 | 52,4 | |
130 | 76,0 | 533,8 | 11 | - | - | - | 74,2 | 64,8 | 57,7 | |
131 | 80,0 | 586,6 | 12 | - | - | - | 81,4 | 71,0 | 63,3 | |
132 | 84,0 | 641,8 | 13 | - | - | - | 83,6 | 73,0 | 65,3 | |
133 | 88,0 | 699,2 | 14 | - | - | - | 90,9 | 79,3 | 70,7 | |
134 | 92,0 | 758,8 | 16 | - | - | - | 99,1 | 86,5 | 77,1 | |
135 | 96,0 | 820,6 | 17 | - | - | - | 106,9 | 93,3 | 83,2 | |
136 | 100,0 | 884,7 | 18 | - | - | - | 114,9 | 100,3 | 89,4 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, У10, Т1, Т3 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 16 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 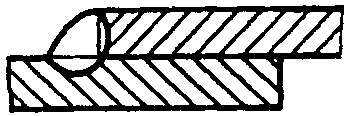 | 1,0 | 1,4 | 1 | 1,6 | 1,6 | 1,5 | - | - | - |
2 | 1,5 | 2,7 | 1 | 2,0 | 1,9 | 1,7 | 1,6 | - | - | |
3 | Н2 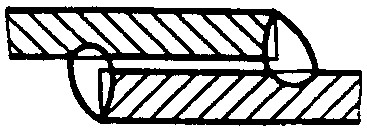 | 2,0 | 4,2 | 1 | 2,5 | 2,3 | 2,1 | 1,9 | - | - |
4 | У4 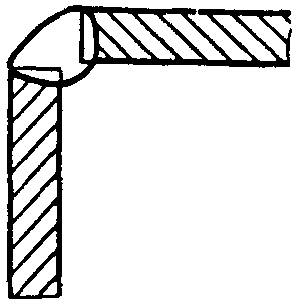 | 2,5 | 5,9 | 1 | 3,1 | 2,9 | 2,5 | 2,3 | - | - |
5 | 3,0 | 7,8 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - | |
6 | У5 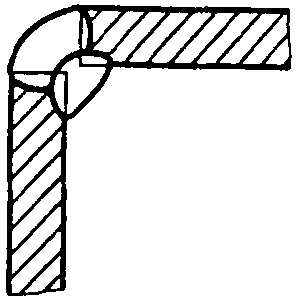 | 4,0 | 12,1 | 1 | 5,4 | 4,9 | 4,2 | 3,6 | - | - |
7 | 5,0 | 17,1 | 1 | - | 5,2 | 4,7 | 4,1 | 3,7 | 3,3 | |
8 | У7 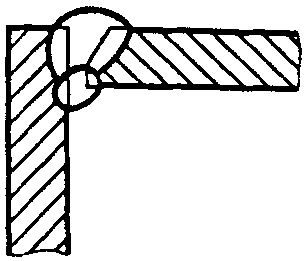 | 6,0 | 30,7 | 2 | - | 9,0 | 8,3 | 7,2 | 6,4 | 5,8 |
9 | 7,0 | 40,6 | 2 | - | 11,4 | 10,5 | 9,0 | 7,9 | 7,1 | |
10 | У10 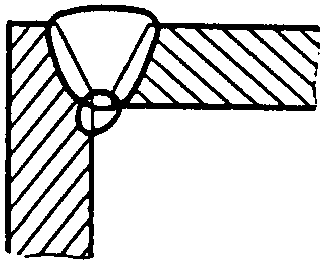 | 8,0 | 51,7 | 2 | - | 14,1 | 12,9 | 11,0 | 9,7 | 8,6 |
11 | 9,0 | 64,0 | 2 | - | 17,1 | 15,6 | 13,2 | 11,6 | 10,3 | |
12 | Т1 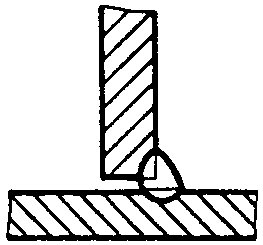 | 10,0 | 77,5 | 3 | - | 21,0 | 19,1 | 16,3 | 14,2 | 12,7 |
13 | 12,0 | 107,8 | 3 | - | - | 23,6 | 20,0 | 17,5 | 15,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы нахлесточных, угловых и тавровых соединений Н1, Н2, У4, У5, У7, У10, Т1, Т3 | Полуавтоматическая дуговая сварка в среде двуокиси углерода легированных и высоколегированных сталей | |||||||||
Карта 16 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
14 | Т3 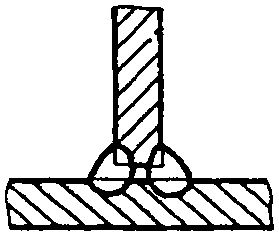 | 14,0 | 142,5 | 3 | - | - | 30,5 | 25,8 | 22,4 | 19,9 |
15 | 16,0 | 181,5 | 4 | - | - | 38,8 | 32,8 | 28,5 | 25,3 | |
16 | 18,0 | 224,6 | 5 | - | - | 47,9 | 40,4 | 35,1 | 31,2 | |
17 | 20,0 | 266,0 | 5 | - | - | 53,9 | 44,4 | 40,2 | 34,8 | |
18 | 22,0 | 314,0 | 6 | - | - | 62,0 | 52,0 | 44,6 | 40,2 | |
19 | 24,0 | 364,0 | 7 | - | - | 69,5 | 56,8 | 49,8 | 44,2 | |
20 | 26,0 | 418,0 | 8 | - | - | 74,8 | 60,9 | 55,1 | 48,1 | |
21 | 28,0 | 475,3 | 9 | - | - | 83,8 | 68,6 | 62,4 | 53,4 | |
22 | 30,0 | 535,4 | 10 | - | - | 90,3 | 74,7 | 66,7 | 61,0 | |
Индекс | а | б | в | г | д | е | ||||
С2, С4, С7, С8, С9, С10, С12, С13, С14, С15, С16, С17, С18, С19; С21, С25 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 17 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2  | 0,8 | 4,6 | 1 | 3,0 | 2,7 | 2,5 | - | - | - |
2 | 1,0 | 5,0 | 1 | 3,1 | 2,8 | 2,6 | - | - | - | |
3 | 1,5 | 6,1 | 1 | 3,2 | 2,9 | 2,7 | 2,3 | - | - | |
4 | 2,0 | 6,3 | 1 | 3,3 | 3,0 | 2,8 | 2,3 | - | - | |
5 | 2,5 | 11,0 | 1 | 4,9 | 4,5 | 3,8 | 3,4 | - | - | |
6 | 3,0 | 11,4 | 1 | 5,1 | 4,6 | 3,9 | 3,4 | - | - | |
7 | 4,0 | 12,1 | 1 | 5,4 | 4,9 | 4,1 | 3,6 | - | - | |
8 | 5,0 | 18,7 | 1 | - | 5,5 | 5,1 | 4,4 | 3,9 | 3,5 | |
9 | 6,0 | 19,7 | 1 | - | 5,8 | 5,3 | 4,6 | 4,1 | 3,7 | |
10 | С4  | 0,8 | 4,6 | 1 | 3,0 | 2,8 | 2,6 | - | - | - |
11 | 1,0 | 4,7 | 1 | 3,0 | 2,8 | 2,6 | - | - | - | |
12 | 1,5 | 10,1 | 1 | 4,7 | 4,2 | 3,6 | 3,2 | - | - | |
13 | 2,0 | 10,6 | 1 | 4,8 | 4,4 | 3,7 | 3,3 | - | - | |
14 | 2,5 | 10,9 | 1 | 4,9 | 4,5 | 3,8 | 3,4 | - | - | |
15 | 3,0 | 24,6 | 1 | 9,9 | 7,5 | 6,8 | 5,9 | - | - | |
16 | 4,0 | 25,8 | 1 | 10,3 | 7,7 | 7,0 | 6,0 | - | - | |
17 | 5,0 | 26,8 | 1 | - | 8,9 | 7,4 | 6,3 | 5,2 | 4,6 | |
18 | 6,0 | 27,6 | 1 | - | 9,2 | 7,7 | 6,6 | 5,3 | 4,8 | |
19 | С7 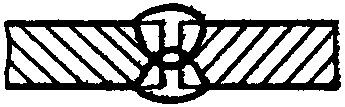 | 3,0 | 7,2 | 1 | 3,6 | 3,2 | 2,9 | 2,6 | - | - |
20 | 4,0 | 8,5 | 1 | 4,0 | 3,3 | 3,0 | 2,7 | - | - | |
21 | 5,0 | 9,5 | 1 | - | 3,5 | 3,1 | 2,8 | 2,5 | 2,3 | |
22 | 6,0 | 10,5 | 1 | - | 3,6 | 3,3 | 2,9 | 2,6 | 2,4 | |
23 | С8  | 3,0 | 9,3 | 1 | 4,4 | 4,0 | 3,5 | 3,1 | - | - |
24 | 4,0 | 15,3 | 1 | 6,6 | 6,0 | 5,0 | 4,4 | - | - | |
25 | 5,0 | 22,4 | 1 | - | 6,5 | 6,0 | 5,2 | 4,6 | 4,1 | |
26 | 6,0 | 30,7 | 2 | - | 9,1 | 8,4 | 7,2 | 6,4 | 5,8 | |
27 | 7,0 | 40,0 | 2 | - | 11,4 | 10,4 | 8,9 | 7,9 | 7,1 | |
28 | 8,0 | 50,3 | 2 | - | 13,9 | 12,7 | 10,8 | 9,5 | 8,5 | |
29 | 9,0 | 61,6 | 2 | - | 16,7 | 15,1 | 12,9 | 11,3 | 10,1 | |
30 | 10,0 | 73,9 | 3 | - | 20,2 | 18,4 | 15,7 | 13,8 | 12,3 | |
31 | С9  | 3,0 | 11,1 | 1 | 5,1 | 4,6 | 4,0 | 3,5 | - | - |
32 | 4,0 | 16,8 | 1 | 7,2 | 6,5 | 5,4 | 4,7 | - | - | |
33 | 5,0 | 23,2 | 1 | - | 6,7 | 6,2 | 5,3 | 4,7 | 4,2 | |
34 | 6,0 | 30,2 | 2 | - | 9,0 | 8,3 | 7,2 | 6,4 | 5,8 | |
35 | 7,0 | 42,7 | 2 | - | 12,0 | 11,0 | 9,4 | 8,3 | 7,5 | |
36 | 8,0 | 53,2 | 2 | - | 14,6 | 13,3 | 11,4 | 10,0 | 8,9 | |
37 | 9,0 | 64,7 | 2 | - | 17,4 | 15,8 | 13,4 | 11,8 | 10,5 | |
38 | 10,0 | 77,0 | 3 | - | 21,0 | 19,1 | 16,3 | 14,3 | 12,8 | |
39 | С10  | 3,0 | 8,4 | 1 | 4,1 | 3,7 | 3,2 | 2,9 | - | - |
40 | 4,0 | 14,1 | 1 | 6,2 | 5,6 | 4,7 | 4,1 | - | - | |
41 | 5,0 | 21,0 | 1 | - | 6,2 | 5,7 | 4,9 | 4,4 | 3,9 | |
42 | 6,0 | 29,2 | 2 | - | 8,8 | 8,0 | 7,0 | 6,2 | 5,6 | |
43 | 7,0 | 38,6 | 2 | - | 11,0 | 10,0 | 8,7 | 7,7 | 6,9 | |
44 | 8,0 | 49,0 | 2 | - | 13,6 | 12,4 | 10,6 | 9,3 | 8,4 | |
45 | 9,0 | 60,6 | 2 | - | 16,4 | 14,9 | 12,7 | 11,1 | 9,9 | |
46 | 10,0 | 73,2 | 3 | - | 20,1 | 18,3 | 15,6 | 13,7 | 12,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С7, С8, С9, С10, С12, С13, С14, С15, С16, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 17 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
47 | С12 | 3,0 | 8,3 | 1 | 4,1 | 3,7 | 3,2 | 2,9 | - | - |
48 | 4,0 | 14,0 | 1 | 6,1 | 5,5 | 4,7 | 4,1 | - | - | |
49 | 5,0 | 20,9 | 1 | - | 6,2 | 5,6 | 4,9 | 4,3 | 3,9 | |
50 | 6,0 | 29,1 | 2 | - | 8,7 | 8,0 | 7,0 | 6,2 | 5,6 | |
51 | 7,0 | 38,4 | 2 | - | 11,0 | 10,1 | 8,7 | 7,7 | 6,9 | |
52 | 8,0 | 48,9 | 2 | - | 13,6 | 12,4 | 10,6 | 9,3 | 8,3 | |
53 | 9,0 | 60,5 | 2 | - | 16,4 | 14,9 | 12,7 | 11,1 | 9,9 | |
54 | 10,0 | 73,2 | 3 | - | 20,1 | 18,3 | 15,6 | 13,7 | 12,3 | |
55 | С13  | 18,0 | 160,9 | 4 | - | - | 34,8 | 29,5 | 25,7 | 22,9 |
56 | 20,0 | 190,4 | 4 | - | - | 40,6 | 34,4 | 29,9 | 26,5 | |
57 | 22,0 | 221,8 | 5 | - | - | 43,7 | 37,1 | 32,3 | 28,6 | |
58 | 24,0 | 254,9 | 6 | - | - | 50,3 | 42,6 | 37,2 | 32,9 | |
59 | 26,0 | 289,7 | 6 | - | - | 56,6 | 47,9 | 41,6 | 36,8 | |
60 | 28,0 | 326,2 | 7 | - | - | 63,8 | 54,0 | 46,9 | 41,5 | |
61 | 30,0 | 364,3 | 8 | - | - | 71,3 | 60,3 | 52,4 | 46,3 | |
62 | 32,0 | 403,9 | 9 | - | - | 73,3 | 62,1 | 54,1 | 48,1 | |
63 | 34,0 | 445,1 | 9 | - | - | 80,1 | 67,0 | 59,0 | 52,4 | |
64 | 36,0 | 487,7 | 10 | - | - | 87,8 | 74,3 | 64,6 | 57,4 | |
65 | 38,0 | 531,8 | 11 | - | - | 95,7 | 81,0 | 70,5 | 62,5 | |
66 | 40,0 | 577,3 | 12 | - | - | 103,9 | 87,9 | 76,4 | 67,9 | |
67 | 42,0 | 624,1 | 13 | - | - | 112,3 | 95,0 | 82,6 | 73,3 | |
68 | 44,0 | 672,4 | 14 | - | - | 120,9 | 102,2 | 88,9 | 78,9 | |
69 | 46,0 | 721,9 | 15 | - | - | 129,7 | 109,7 | 95,4 | 84,7 | |
70 | 48,0 | 772,8 | 16 | - | - | 138,8 | 117,3 | 102,0 | 90,5 | |
71 | 50,0 | 825,0 | 17 | - | - | 148,0 | 125,2 | 108,8 | 96,5 | |
72 | 52,0 | 878,4 | 18 | - | - | 157,5 | 133,1 | 115,7 | 102,7 | |
73 | 54,0 | 933,1 | 19 | - | - | 167,2 | 141,3 | 122,8 | 109,0 | |
74 | 56,0 | 989,0 | 20, | - | - | 177,1 | 149,6 | 130,0 | 115,4 | |
75 | 58,0 | 1046,1 | 21 | - | - | 187,2 | 158,1 | 137,4 | 121,9 | |
76 | 60,0 | 1104,4 | 23 | - | - | 198,0 | 167,4 | 145,5 | 129,1 | |
77 | 64,0 | 1224,6 | 25 | - | - | - | 168,0 | 148,5 | 131,3 | |
78 | 68,0 | 1349,3 | 27 | - | - | - | 183,6 | 159,8 | 141,9 | |
79 | 72,0 | 1478,5 | 30 | - | - | - | 201,4 | 175,2 | 155,6 | |
80 | 76,0 | 1612,1 | 33 | - | - | - | 219,7 | 191,2 | 169,8 | |
81 | 80,0 | 1750,0 | 35 | - | - | - | 237,9 | 207,0 | 183,7 | |
82 | 84,0 | 1892,1 | 38 | - | - | - | 241,7 | 210,4 | 187,0 | |
83 | 88,0 | 2038,3 | 41 | - | - | - | 260,3 | 226,6 | 201,4 | |
84 | 92,0 | 2188,6 | 44 | - | - | - | 279,4 | 243,3 | 216,2 | |
85 | 96,0 | 2342,8 | 47 | - | - | - | 299,6 | 260,3 | 231,3 | |
86 | 100,0 | 2500,9 | 50 | - | - | - | 319,0 | 277,7 | 246,8 | |
87 | С14 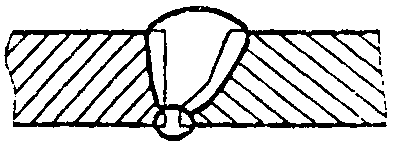 | 18,0 | 133,2 | 3 | - | - | 28,7 | 24,3 | 21,2 | 18,8 |
88 | 20,0 | 159,0 | 4 | - | - | 34,4 | 29,2 | 25,4 | 22,6 | |
89 | 22,0 | 186,7 | 4 | - | - | 36,8 | 31,2 | 27,2 | 24,0 | |
90 | 24,0 | 216,1 | 5 | - | - | 42,7 | 36,2 | 31,5 | 27,9 | |
91 | 26,0 | 247,2 | 5 | - | - | 48,3 | 40,9 | 35,6 | 31,4 | |
92 | 28,0 | 280,0 | 6 | - | - | 54,9 | 46,4 | 40,4 | 35,7 | |
93 | 30,0 | 314,4 | 7 | - | - | 61,7 | 52,2 | 45,4 | 40,2 | |
94 | 32,0 | 350,4 | 7 | - | - | 63,2 | 53,5 | 46,6 | 41,4 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С7, С8, С9, С10, С12, С13, С14, С15, С16, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 17 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
95 | С14 | 34,0 | 388,0 | 8 | - | - | 70,1 | 59,3 | 51,6 | 45,9 |
96 | 36,0 | 427,2 | 9 | - | - | 77,2 | 65,3 | 56,9 | 50,5 | |
97 | 38,0 | 467,8 | 10 | - | - | 84,5 | 71,5 | 62,3 | 55,3 | |
98 | 40,0 | 510,0 | 11 | - | - | 92,1 | 78,0 | 67,9 | 60,3 | |
99 | 42,0 | 553,6 | 12 | - | - | 100,0 | 84,6 | 73,6 | 65,4 | |
100 | 44,0 | 598,6 | 12 | - | - | 107,4 | 90,8 | 79,0 | 70,1 | |
101 | 46,0 | 645,0 | 13 | - | - | 115,8 | 97,9 | 85,1 | 75,5 | |
102 | 48,0 | 692,9 | 14 | - | - | 124,3 | 105,1 | 91,4 | 81,1 | |
103 | 50,0 | 742,1 | 15 | - | - | 133,1 | 112,5 | 97,8 | 86,8 | |
104 | 52,0 | 792,7 | 16 | - | - | 142,1 | 120,1 | 104,4 | 92,6 | |
105 | 54,0 | 844,6 | 17 | - | - | 151,3 | 127,9 | 111,1 | 98,6 | |
106 | 56,0 | 897,8 | 18 | - | - | 160,7 | 135,8 | 118,0 | 104,7 | |
107 | 58,0 | 952,4 | 19 | - | - | 170,4 | 144,0 | 125,1 | 111,0 | |
108 | 60,0 | 1008,3 | 21 | - | - | 180,9 | 152,9 | 132,9 | 117,9 | |
109 | 64,0 | 1123,8 | 23 | - | - | - | 153,4 | 133,5 | 118,6 | |
110 | 68,0 | 1244,4 | 25 | - | - | - | 169,5 | 147,5 | 131,0 | |
111 | 72,0 | 1369,9 | 28 | - | - | - | 186,8 | 162,5 | 144,4 | |
112 | 76,0 | 1500,2 | 30 | - | - | - | 204,1 | 177,5 | 157,6 | |
113 | 80,0 | 1635,3 | 33 | - | - | - | 222,6 | 193,6 | 171,9 | |
114 | 84,0 | 1775,1 | 36 | - | - | - | 227,0 | 197,7 | 175,7 | |
115 | 88,0 | 1919,5 | 39 | - | - | - | 245,4 | 213,7 | 189,9 | |
116 | 92,0 | 2068,4 | 42 | - | - | - | 264,4 | 230,2 | 204,6 | |
117 | 96,0 | 2221,8 | 45 | - | - | - | 283,8 | 247,2 | 219,6 | |
118 | 100,0 | 2379,6 | 48 | - | - | - | 303,8 | 264,5 | 235,1 | |
119 | С15 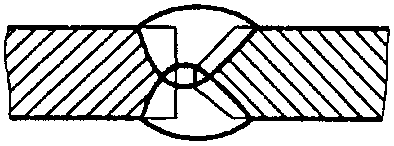 | 8,0 | 13,6 | 1 | - | 4,4 | 4,0 | 3,5 | 3,2 | 2,9 |
120 | 9,0 | 16,5 | 1 | - | 5,1 | 4,7 | 4,1 | 3,6 | 3,3 | |
121 | 10,0 | 19,6 | 1 | - | 5,8 | 5,4 | 4,6 | 4,1 | 3,7 | |
122 | 12,0 | 26,5 | 1 | - | - | 6,4 | 5,6 | 4,9 | 4,5 | |
123 | 14,0 | 34,2 | 1 | - | - | 8,0 | 6,8 | 6,0 | 5,4 | |
124 | 16,0 | 42,7 | 1 | - | - | 9,6 | 8,2 | 7,2 | 6,5 | |
125 | 18,0 | 51,8 | 1 | - | - | 11,4 | 9,7 | 8,5 | 7,6 | |
126 | 20,0 | 61,7 | 2 | - | - | 14,0 | 11,9 | 10,5 | 9,4 | |
127 | 22,0 | 72,2 | 2 | - | - | 14,9 | 12,8 | 11,2 | 10,0 | |
128 | 24,0 | 83,4 | 2 | - | - | 17,0 | 14,4 | 12,7 | 11,3 | |
129 | 26,0 | 95,1 | 2 | - | - | 19,1 | 16,2 | 14,2 | 12,6 | |
130 | 28,0 | 107,5 | 3 | - | - | 21,9 | 18,7 | 16,4 | 14,6 | |
131 | 30,0 | 120,5 | 3 | - | - | 24,3 | 20,6 | 18,0 | 16,0 | |
132 | 32,0 | 134,1 | 3 | - | - | 24,9 | 21,2 | 18,5 | 16,5 | |
133 | 34,0 | 157,5 | 4 | - | - | 29,4 | 25,0 | 21,9 | 19,5 | |
134 | 36,0 | 174,9 | 4 | - | - | 32,3 | 27,4 | 24,0 | 21,4 | |
135 | 38,0 | 193,2 | 4 | - | - | 35,3 | 30,0 | 26,1 | 23,3 | |
136 | 40,0 | 212,3 | 5 | - | - | 39,1 | 33,2 | 29,0 | 25,8 | |
137 | 42,0 | 232,2 | 5 | - | - | 42,4 | 35,9 | 31,3 | 27,9 | |
138 | 44,0 | 252,9 | 6 | - | - | 46,4 | 39,4 | 34,4 | 30,6 | |
139 | 46,0 | 274,4 | 6 | - | - | 50,0 | 42,4 | 36,9 | 32,9 | |
140 | 48,0 | 296,7 | 6 | - | - | 53,7 | 45,5 | 39,6 | 35,2 | |
141 | 50,0 | 319,8 | 7 | - | - | 58,1 | 49,3 | 42,9 | 38,2 | |
142 | 52,0 | 343,7 | 7 | - | - | 62,1 | 52,6 | 45,8 | 40,7 | |
143 | 54,0 | 368,3 | 8 | - | - | 66,8 | 56,6 | 49,3 | 43,8 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С7, С8, С9, С10, С12, С13, С14, С15, С16, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 17 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
144 | С15 | 56,0 | 393,8 | 8 | - | - | 71,0 | 60,1 | 52,3 | 46,4 |
145 | 58,0 | 420,0 | 9 | - | - | 76,0 | 64,0 | 56,0 | 49,8 | |
146 | 60,0 | 446,9 | 9 | - | - | 80,5 | 68,1 | 59,2 | 52,6 | |
147 | 64,0 | 503,2 | 11 | - | - | - | 69,5 | 60,6 | 54,0 | |
148 | 68,0 | 562,4 | 12 | - | - | - | 77,5 | 67,5 | 60,1 | |
149 | 72,0 | 624,7 | 13 | - | - | - | 85,8 | 74,7 | 66,4 | |
150 | 76,0 | 689,8 | 14 | - | - | - | 94,4 | 82,2 | 73,1 | |
151 | 80,0 | 758,0 | 16 | - | - | - | 104,0 | 90,6 | 80,5 | |
152 | 84,0 | 829,0 | 17 | - | - | - | 106,5 | 92,9 | 82,6 | |
153 | 83,0 | 902,9 | 19 | - | - | - | 116,3 | 101,4 | 90,2 | |
154 | 92,0 | 979,7 | 20 | - | - | - | 125,7 | 109,5 | 97,4 | |
155 | 96,0 | 1059,3 | 22 | - | - | - | 136,1 | 118,6 | 105,5 | |
156 | 100,0 | 1141,8 | 23 | - | - | - | 146,2 | 127,3 | 113,2 | |
157 | С16 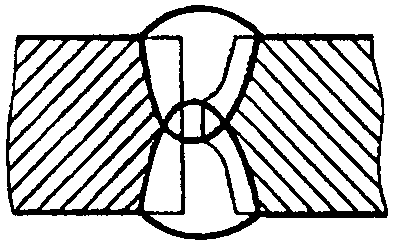 | 30,0 | 140,3 | 3 | - | - | 27,8 | 23,6 | 20,6 | 18,2 |
158 | 32,0 | 154,5 | 4 | - | - | 28,9 | 24,6 | 21,5 | 19,2 | |
159 | 34,0 | 169,3 | 4 | - | - | 31,3 | 26,6 | 23,3 | 20,8 | |
160 | 36,0 | 184,4 | 4 | - | - | 33,9 | 28,7 | 25,1 | 22,3 | |
161 | 38,0 | 200,0 | 4 | - | - | 36 5 | 30,9 | 26,9 | 24,0 | |
162 | 40,0 | 216,0 | 5 | - | - | 39,7 | 33,7 | 29,4 | 26,2 | |
163 | 42,0 | 232,4 | 5 | - | - | 42,4 | 36,0 | 31,4 | 27,9 | |
164 | 44,0 | 249,2 | 5 | - | - | 45,2 | 38,3 | 33,4 | 29,7 | |
165 | 46,0 | 266,4 | 6 | - | - | 48,7 | 41,3 | 36,0 | 32,0 | |
166 | 48,0 | 284,0 | 6 | - | - | 51,6 | 43,7 | 38,1 | 33,9 | |
167 | 50,0 | 301,9 | 6 | - | - | 54,6 | 46,2 | 40,2 | 35,7 | |
168 | 52,0 | 320,2 | 7 | - | - | 58,2 | 49,3 | 43,0 | 38,2 | |
169 | 54,0 | 338,8 | 7 | - | - | 61,3 | 51,9 | 45,2 | 40,2 | |
170 | 56,0 | 357,8 | 8 | - | - | 65,0 | 55,1 | 48,0 | 42,7 | |
171 | 58,0 | 377,2 | 8 | - | - | 68,3 | 57,8 | 50,3 | 44,7 | |
172 | 60,0 | 396,9 | 8 | - | - | 71,5 | 60,5 | 52,7 | 46,8 | |
173 | 64,0 | 437,2 | 9 | - | - | - | 61,5 | 53,8 | 48,8 | |
174 | 68,0 | 478,8 | 10 | - | - | - | 66,0 | 57,5 | 51,1 | |
175 | 72,0 | 521,7 | 11 | - | - | - | 71,8 | 62,6 | 55,7 | |
176 | 76,0 | 565,8 | 12 | - | - | - | 77,9 | 67,9 | 60,4 | |
177 | 80,0 | 611,0 | 13 | - | - | - | 84,1 | 73,3 | 65,2 | |
178 | 84,0 | 657,1 | 14 | - | - | - | 85,0 | 74,1 | 66,0 | |
179 | 88,0 | 704,9 | 15 | - | - | - | 91,0 | 79,4 | 70,7 | |
180 | 92,0 | 753,6 | 16 | - | - | - | 97,2 | 84,8 | 75,5 | |
181 | 96,0 | 803,2 | 17 | - | - | - | 103,6 | 90,3 | 90,4 | |
182 | 100,0 | 854,0 | 18 | - | - | - | 110,0 | 95,9 | 85,3 | |
183 | 110,0 | 985,2 | 20 | - | - | - | 126,3 | 110,1 | 97,7 | |
184 | 120,0 | 1122,6 | 23 | - | - | - | 144,0 | 125,4 | 111,5 | |
185 | С17 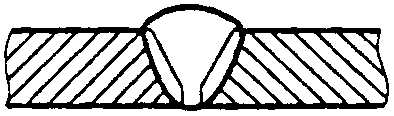 | 3,0 | 8,9 | 1 | 4,3 | 3,9 | 3,4 | 3,0 | - | - |
186 | 4,0 | 14,3 | 1 | 6,3 | 5,7 | 4,8 | 4,2 | - | - | |
187 | 5,0 | 20,7 | 1 | - | 6,1 | 5,6 | 4,8 | 4,3 | 3,9 | |
188 | 6,0 | 27,9 | 1 | - | 7,9 | 7,2 | 6,2 | 5,4 | 4,9 | |
189 | 7,0 | 36,0 | 2 | - | 10,4 | 9,5 | 8,2 | 7,3 | 6,6 | |
190 | 8,0 | 44,9 | 2 | - | 12,6 | 11,6 | 9,8 | 8,7 | 7,8 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С7, С8, С9, С10, С12, С13, С14, С15, С16, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 17 | Лист 5 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
191 | С17 | 9,0 | 54,5 | 2 | - | 14,9 | 13,6 | 11,6 | 10,2 | 9,1 |
192 | 10,0 | 64,8 | 2 | - | 17,4 | 15,8 | 13,5 | 11,8 | 10,5 | |
193 | С18 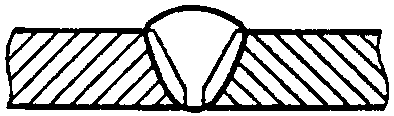 | 3,0 | 11,0 | 1 | 5,0 | 4,6 | 3,9 | 3,4 | - | - |
194 | 4,0 | 17,0 | 1 | 7,2 | 6,5 | 5,5 | 4,7 | - | - | |
195 | 5,0 | 23,9 | 1 | - | 6,9 | 6,3 | 5,4 | 4,8 | 4,3 | |
196 | 6,0 | 31,5 | 2 | - | 9,3 | 8,6 | 7,4 | 6,6 | 6,0 | |
197 | 7,0 | 39,9 | 2 | - | 11,4 | 10,4 | 8,9 | 7,9 | 7,1 | |
198 | 8,0 | 48,9 | 2 | - | 13,5 | 12,4 | 10,6 | 9.3 | 8,3 | |
199 | 9,0 | 58,5 | 2 | - | 15,9 | 14,5 | 12,3 | 10,8 | 9,7 | |
200 | 10,0 | 68,7 | 3 | - | 19,0 | 17,3 | 14,8 | 13,0 | 11,6 | |
201 | С19 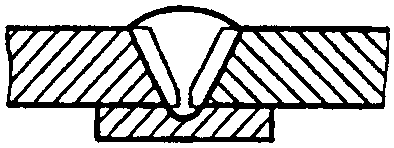 | 3,0 | 8,4 | 1 | 4,1 | 3,8 | 3,3 | 2,9 | - | - |
202 | 4,0 | 13,8 | 1 | 6,1 | 5,5 | 4,7 | 4,1 | - | - | |
203 | 5,0 | 20,4 | 1 | - | 6,0 | 5,5 | 4,8 | 4,2 | 3,8 | |
204 | 6,0 | 27,9 | 1 | - | 7,9 | 7,2 | 6,2 | 5,4 | 4,9 | |
205 | 7,0 | 36,5 | 2 | - | 10,5 | 9,6 | 8,3 | 7,4 | 6,6 | |
206 | 8,0 | 45,9 | 2 | - | 12,8 | 11,7 | 10,0 | 8,8 | 7,9 | |
207 | 9,0 | 56,3 | 2 | - | 15,4 | 14,0 | 11,9 | 10,5 | 9,4 | |
208 | 10,0 | 67,6 | 2 | - | 18,1 | 16,4 | 14,0 | 12,2 | 10,9 | |
209 | С21 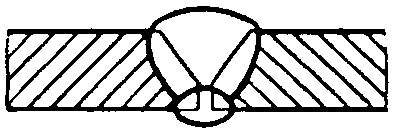 | 3,0 | 8,4 | 1 | 4,1 | 3,7 | 3,2 | 2,9 | - | - |
210 | 4,0 | 13,8 | 1 | 6,1 | 5,5 | 4,7 | 4,0 | - | - | |
211 | 5,0 | 20,3 | 1 | - | 6,0 | 5,5 | 4,8 | 4,2 | 3,8 | |
212 | 6,0 | 27,8 | 1 | - | 7,8 | 7,2 | 6,1 | 5,4 | 4,9 | |
213 | 7,0 | 36,3 | 2 | - | 10,5 | 9,6 | 8,3 | 7,3 | 6,6 | |
214 | 8,0 | 45,7 | 2 | - | 12,8 | 11,7 | 10,0 | 8,8 | 7,9 | |
215 | 9,0 | 56,1 | 2 | - | 15,3 | 13,9 | 11,9 | 10,4 | 9,3 | |
216 | 10,0 | 67,3 | 2 | - | 18,0 | 16,4 | 13,9 | 12,2 | 10,9 | |
217 | С25 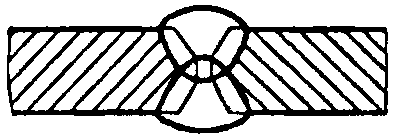 | 6,0 | 8,9 | 1 | - | 3,2 | 3,0 | 2,7 | 2,5 | 2,3 |
218 | 7,0 | 11,1 | 1 | - | 3,8 | 3,5 | 3,1 | 2,8 | 2,6 | |
219 | 8,0 | 13,4 | 1 | - | 4,3 | 4,0 | 3,5 | 3,2 | 2,9 | |
220 | 9,0 | 15,9 | 1 | - | 4,9 | 4,5 | 4,0 | 3,5 | 3,2 | |
221 | 10,0 | 18,5 | 1 | - | 5,6 | 5,1 | 4,4 | 4,0 | 3,6 | |
222 | 12,0 | 24,0 | 1 | - | - | 5,9 | 5,1 | 4,6 | 4,1 | |
223 | 14,0 | 29,9 | 1 | - | - | 7,1 | 6,1 | 5,4 | 4,9 | |
224 | 16,0 | 36,1 | 1 | - | - | 8,3 | 7,2 | 6,3 | 5,7 | |
225 | 18,0 | 42,7 | 1 | - | - | 9,7 | 8,2 | 7,2 | 6,5 | |
226 | 20,0 | 49,7 | 1 | - | - | 11,0 | 9,4 | 8,2 | 7,3 | |
227 | 22,0 | 65,4 | 2 | - | - | 13,7 | 11,7 | 10,3 | 9,2 | |
228 | 24,0 | 76,4 | 2 | - | - | 15,7 | 13,4 | 11,8 | 10,5 | |
229 | 26,0 | 88,2 | 2 | - | - | 17,8 | 15,2 | 13,3 | 11,8 | |
230 | 28,0 | 100,7 | 2 | - | - | 20,1 | 17,1 | 14,9 | 13,2 | |
231 | 30,0 | 113,9 | 3 | - | - | 23,1 | 19,6 | 17,2 | 15,3 | |
232 | 32,0 | 127,8 | 3 | - | - | 23,8 | 20,3 | 17,8 | 15,9 | |
233 | 34,0 | 143,4 | 3 | - | - | 26,3 | 22,3 | 19,5 | 17,4 | |
234 | 36,0 | 157,7 | 4 | - | - | 29,4 | 25,0 | 21,9 | 19,6 | |
235 | 38,0 | 173,7 | 4 | - | - | 32,1 | 27,3 | 23,8 | 21,2 | |
236 | 40,0 | 190,3 | 4 | - | - | 34,8 | 29,6 | 25,8 | 23,0 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С7, С8, С9, С10, С12, С13, С14, С15, С16, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 17 | Лист 6 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
237 | С25 | 42,0 | 207,7 | 5 | - | - | 38,3 | 32,6 | 28,4 | 25,3 |
238 | 44,0 | 225,6 | 5 | - | - | 41,3 | 35,0 | 30,6 | 27,2 | |
239 | 46,0 | 244,3 | 5 | - | - | 44,4 | 37,6 | 32,8 | 29,1 | |
240 | 48,0 | 263,6 | 6 | - | - | 48,2 | 40,9 | 35,7 | 31,7 | |
241 | 50,0 | 283,5 | 6 | - | - | 51,5 | 43,6 | 38,0 | 33,8 | |
242 | 52,0 | 304,1 | 7 | - | - | 55,5 | 47,1 | 41,1 | 36,5 | |
243 | 54,0 | 325,3 | 7 | - | - | 59,0 | 50,0 | 43,6 | 38,7 | |
244 | 56,0 | 347,1 | 7 | - | - | 62,7 | 53,0 | 46,2 | 41,0 | |
245 | 58,0 | 369,5 | 8 | - | - | 67,0 | 56,7 | 49,4 | 43,9 | |
246 | 60,0 | 392,6 | 8 | - | - | 70,8 | 59,9 | 52,2 | 46,3 | |
247 | 64,0 | 440,5 | 9 | - | - | - | 60,6 | 52,8 | 47,0 | |
248 | 68,0 | 490,8 | 10 | - | - | - | 67,4 | 58,8 | 52,2 | |
249 | 72,0 | 543,6 | 11 | - | - | - | 74,5 | 64,9 | 57,7 | |
250 | 76,0 | 598,7 | 12 | - | - | - | 82,0 | 71,4 | 63,4 | |
251 | 80,0 | 656,1 | 14 | - | - | - | 90,2 | 78,6 | 69,9 | |
252 | 84,0 | 715,8 | 15 | - | - | - | 92,3 | 80,5 | 71,6 | |
253 | 88,0 | 777,7 | 16 | - | - | - | 100,0 | 87,2 | 77,6 | |
254 | 92,0 | 842,0 | 17 | - | - | - | 108,0 | 94,1 | 83,7 | |
255 | 96,0 | 908,4 | 19 | - | - | - | 116,9 | 101,9 | 90,6 | |
256 | 100,0 | 977,1 | 20 | - | - | - | 125,4 | 109,3 | 97,2 | |
257 | 110,0 | 1158,3 | 24 | - | - | - | 148,7 | 129,6 | 115,2 | |
258 | 120,0 | 1352,9 | 28 | - | - | - | 173,5 | 151,2 | 134,4 | |
Индекс | а | б | в | г | д | е | ||||
С12, С13, С14, С21 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 18 | Лист 1 | |||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С12 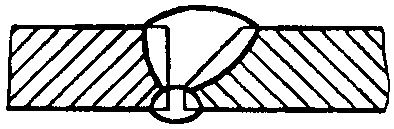 | 3,0 | 3,4 | 1 | 2,3 | 2,1 | 1,9 | 1,8 | - | - |
2 | 4,0 | 3,4 | 1 | 2,3 | 2,1 | 1,9 | 1,8 | - | - | |
3 | 5,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
4 | 6,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
5 | 7,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
6 | 8,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
7 | 9,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
8 | 10,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
9 | С13 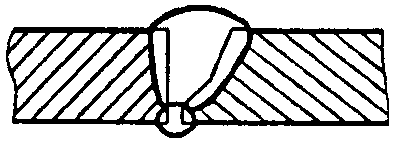 | 18,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 |
10 | 20,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
11 | 22,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
12 | 24,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
13 | 26,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
14 | 28,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
15 | 30,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
16 | 32,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
17 | 34,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
18 | 36,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
19 | 38,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
20 | 40,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
21 | 42,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
22 | 44,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
23 | 46,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
24 | 48,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
25 | 50,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
26 | 52,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
27 | 54,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
28 | 56,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
29 | 58,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
30 | 60,0 | 22,5 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 | |
31 | 64,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
32 | 68,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
33 | 72,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
34 | 76,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
35 | 80,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
36 | 84,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
37 | 88,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
38 | 92,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
39 | 96,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
40 | 100,0 | 27,0 | 1 | - | - | - | 4,7 | 4,3 | 3,9 | |
41 | С14 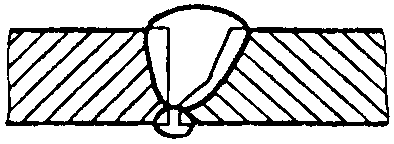 | 18,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 |
42 | 20,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
43 | 22,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
44 | 24,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
45 | 26,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
46 | 28,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
47 | 30,0 | 15,0 | 1 | - | - | 4,0 | 3,5 | 3,2 | 3,0 | |
48 | 32,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С12, С13, С14, С21 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 18 | Лист 2 | |||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
49 | С14 | 34,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 |
50 | 36,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
51 | 38,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
52 | 40,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
53 | 42,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
54 | 44,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 2,2 | 3,0 | |
55 | 46,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
56 | 48,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
57 | 50,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
58 | 52,0 | 15,0 | 1 | - | - | 3,9 | 3,5 | 3,2 | 3,0 | |
59 | 54,0 | 18,0 | 1 | - | - | 4,4 | 3,5 | 3,2 | 3,0 | |
60 | 56,0 | 18,0 | 1 | - | - | 4,4 | 3,5 | 3,2 | 3,0 | |
61 | 58,0 | 18,0 | 1 | - | - | 4,4 | 3,5 | 3,2 | 3,0 | |
62 | 60,0 | 18,0 | 1 | - | - | 4,4 | 3,5 | 3,2 | 3,0 | |
63 | 64,0 | 18,0 | 1 | - | - | - | 3,5 | 3,2 | 3,0 | |
64 | 68,0 | 18,0 | 1 | - | - | - | 3,6 | 3,3 | 3,1 | |
65 | 72,0 | 18,0 | 1 | - | - | - | 3,6 | 3,3 | 3,1 | |
66 | 76,0 | 18,0 | 1 | - | - | - | 3,6 | 3,3 | 3,1 | |
67 | 80,0 | 18,0 | 1 | - | - | - | 3,6 | 3,3 | 3,1 | |
68 | 84,0 | 18,0 | 1 | - | - | - | 3,6 | 3,3 | 3,1 | |
69 | 88,0 | 18,0 | 1 | - | - | - | 3,9 | 3,5 | 3,3 | |
70 | 92,0 | 18,0 | 1 | - | - | - | 3,9 | 3,5 | 3,3 | |
71 | 96,0 | 18,0 | 1 | - | - | - | 3,9 | 3,5 | 3,3 | |
72 | 100,0 | 18,0 | 1 | - | - | - | 3,9 | 3,5 | 3,3 | |
73 | С21 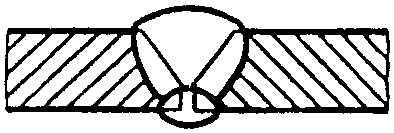 | 3,0 | 3,4 | 1 | 2,3 | 2,1 | 1,9 | 1,8 | - | - |
74 | 4,0 | 3,4 | 1 | 2,3 | 2,1 | 1,9 | 1,8 | - | - | |
75 | 5,0 | 9,0 | 1 | - | 2,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
76 | 6,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
77 | 7,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
78 | 8,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
79 | 9,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3, | |
80 | 10,0 | 9,0 | 1 | - | 3,3 | 3,0 | 2,7 | 2,5 | 2,3 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т7, Т8, Т9 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 19 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 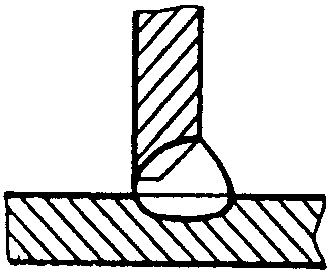 | 3,0 | 7,5 | 1 | 4,0 | 3,7 | 3,2 | 2,9 | - | - |
2 | 4,0 | 13,3 | 1 | 6,1 | 5,5 | 4,7 | 4,1 | - | - | |
3 | 5,0 | 20,6 | 1 | - | 6,3 | 5,8 | 5,0 | 4,5 | 4,1 | |
4 | 6,0 | 29,4 | 2 | - | 9,1 | 8,4 | 7,3 | 6,5 | 5,9 | |
5 | 7,0 | 39,9 | 2 | - | 11,6 | 10,6 | 9,2 | 8,1 | 7,4 | |
6 | 8,0 | 51,8 | 2 | - | 14,5 | 13,2 | 11,4 | 10,0 | 9,0 | |
7 | 9,0 | 65,3 | 2 | - | 17,8 | 16,2 | 13,8 | 12,1 | 10,8 | |
8 | 10,0 | 80,3 | 3 | - | 22,1 | 20,1 | 17,2 | 15,1 | 13,5 | |
9 | 12,0 | 114,9 | 3 | - | - | 25,4 | 21,7 | 18,9 | 16,9 | |
10 | 14,0 | 155,4 | 4 | - | - | 34,1 | 29,0 | 25,3 | 22,6 | |
11 | 16,0 | 202,0 | 4 | - | - | 43,4 | 36,7 | 31,9 | 28,3 | |
12 | 18,0 | 254,5 | 6 | - | - | 55,1 | 46,6 | 40,6 | 36,1 | |
13 | 20,0 | 313,0 | 7 | - | - | 67,3 | 57,0 | 49,6 | 44,0 | |
14 | 22,0 | 377,4 | 8 | - | - | 74,3 | 62,9 | 54,8 | 48,5 | |
15 | 24,0 | 447,6 | 9 | - | - | 87,7 | 74,2 | 64,5 | 57,0 | |
16 | 26,0 | 523,8 | 11 | - | - | 102,7 | 86,9 | 75,7 | 66,9 | |
17 | 28,0 | 605,7 | 13 | - | - | 118,9 | 100,6 | 87,6 | 77,4 | |
18 | 30,0 | 693,6 | 14 | - | - | 135,4 | 114,5 | 99,6 | 87,9 | |
19 | 32,0 | 787,2 | 16 | - | - | 142,4 | 120,6 | 104,9 | 93,3 | |
20 | 34,0 | 886,6 | 18 | - | - | 160,2 | 135,6 | 118,1 | 104,9 | |
21 | 36,0 | 991,8 | 20 | - | - | 179,0 | 151,5 | 131,9 | 117,1 | |
22 | 38,0 | 1102,9 | 23 | - | - | 199,4 | 168,9 | 147,0 | 130,6 | |
23 | 40,0 | 1219,6 | 25 | - | - | 220,2 | 186,3 | 162,2 | 144,1 | |
24 | 42,0 | 1342,1 | 27 | - | - | 241,8 | 204,6 | 178,0 | 158,1 | |
25 | 44,0 | 1470,4 | 30 | - | - | 265,1 | 224,4 | 195,2 | 173,4 | |
26 | 46,0 | 1604,4 | 33 | - | - | 289,4 | 244,9 | 213,1 | 189,2 | |
27 | 48,0 | 1744,1 | 35 | - | - | 313,9 | 265,5 | 231,0 | 205,1 | |
28 | 50,0 | 1889,6 | 38 | - | - | 340,1 | 287,7 | 250,2 | 222,1 | |
29 | 52,0 | 2040,7 | 41 | - | - | 367,2 | 310,6 | 260,1 | 239,8 | |
30 | 54,0 | 2198,6 | 44 | - | - | 395,2 | 334,2 | 290,7 | 258,1 | |
31 | 56,0 | 2360,1 | 48 | - | - | 424,8 | 359,4 | 312,6 | 277,5 | |
32 | 58,0 | 2528,4 | 51 | - | - | 454,8 | 384,7 | 334,6 | 297,0 | |
33 | 60,0 | 2702,2 | 54 | - | - | 485,7 | 410,7 | 357,2 | 317,0 | |
34 | Т7 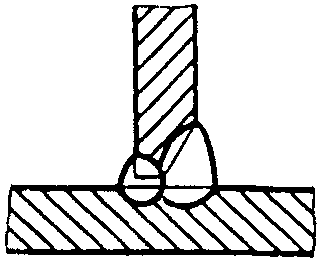 | 3,0 | 7,5 | 1 | 4,0 | 3,7 | 3,2 | 2,9 | - | - |
35 | 4,0 | 13,2 | 1 | 6,1 | 5,5 | 4,7 | 4,1 | - | - | |
36 | 5,0 | 20,5 | 1 | - | 6,3 | 5,8 | 5,0 | 4,5 | 4,1 | |
37 | 6,0 | 29,4 | 2 | - | 9,1 | 8,3 | 7,3 | 6,5 | 5,9 | |
38 | 7,0 | 39,8 | 2 | - | 11,6 | 10,6 | 9,2 | 8,1 | 7,4 | |
39 | 8,0 | 51,8 | 2 | - | 14,5 | 13,3 | 11,4 | 10,0 | 9,0 | |
40 | 9,0 | 65,3 | 2 | - | 17,8 | 16,2 | 13,8 | 12,1 | 10,8 | |
41 | 10,0 | 80,4 | 3 | - | 22,1 | 20,2 | 17,2 | 15,1 | 13,6 | |
42 | 12,0 | 115,1 | 3 | - | - | 25,5 | 21,7 | 19,0 | 16,9 | |
43 | 14,0 | 155,9 | 4 | - | - | 34,2 | 29,1 | 25,4 | 22,6 | |
44 | 16,0 | 202,7 | 5 | - | - | 44,1 | 37,4 | 32,7 | 29,1 | |
45 | 18,0 | 255,6 | 6 | - | - | 55,3 | 46,8 | 40,8 | 36,3 | |
46 | 20,0 | 314,5 | 7 | - | - | 67,6 | 57,2 | 49,8 | 44,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы тавровых соединений Т6, Т7, Т8, Т9 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 19 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
47 | Т7 | 22,0 | 379,3 | 8 | - | - | 74,7 | 63,2 | 55,1 | 48,7 |
48 | 24,0 | 450,1 | 9 | - | - | 88,1 | 74,6 | 64,9 | 57,3 | |
49 | 26,0 | 526,9 | 11 | - | - | 103,3 | 87,4 | 76,1 | 67,2 | |
50 | 28,0 | 609,6 | 13 | - | - | 119,6 | 101,2 | 88,1 | 77,8 | |
51 | 30,0 | 698,2 | 14 | - | - | 136,2 | 115,2 | 100,1 | 88,4 | |
52 | 32,0 | 792,7 | 16 | - | - | 143,3 | 121,3 | 105,6 | 93,8 | |
53 | 34,0 | 893,1 | 18 | - | - | 161,3 | 136,5 | 118,8 | 105,6 | |
54 | 36,0 | 999,4 | 20 | - | - | 180,3 | 152,6 | 132,8 | 117,9 | |
55 | 38,0 | 1111,6 | 23 | - | - | 200,9 | 170,1 | 148,0 | 131,5 | |
56 | 40,0 | 1229,6 | 25 | - | - | 221,8 | 187,7 | 163,4 | 145,1 | |
57 | 42,0 | 1353,4 | 28 | - | - | 244,4 | 206,8 | 180,0 | 159,9 | |
58 | 44,0 | 1483,1 | 30 | - | - | 267,3 | 226,1 | 196,7 | 174,7 | |
59 | 46,0 | 1618,6 | 33 | - | - | 291,7 | 246,9 | 214,8 | 190,7 | |
60 | 48,0 | 1760,0 | 36 | - | - | 317,2 | 268,4 | 233,5 | 207,4 | |
61 | 50,0 | 1907,1 | 39 | - | - | 343,6 | 290,7 | 253,0 | 224,6 | |
62 | 52,0 | 2060,1 | 42 | - | - | 371,0 | 313,9 | 273,1 | 242,5 | |
63 | 54,0 | 2218,9 | 45 | - | - | 399,4 | 337,9 | 293,9 | 260,9 | |
64 | 56,0 | 2383,4 | 48 | - | - | 428,7 | 362,6 | 315,4 | 280,0 | |
65 | 58,0 | 2553,7 | 52 | - | - | 459,6 | 388,8 | 338,2 | 300,3 | |
66 | 60,0 | 2729,8 | 55 | - | - | 490,9 | 415,2 | 361,1 | 320,5 | |
67 | Т8 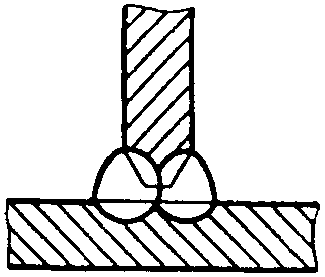 | 6,0 | 10,9 | 1 | - | 3,9 | 3,7 | 3,3 | 3,0 | 2,8 |
68 | 7,0 | 14,4 | 1 | - | 4,8 | 4,4 | 3,9 | 3,5 | 3,2 | |
69 | 8,0 | 18,4 | 1 | - | 5,7 | 5,3 | 4,6 | 4,1 | 3,8 | |
70 | 9,0 | 22,8 | 1 | - | 6,8 | 6,2 | 5,4 | 4,8 | 4,4 | |
71 | 10,0 | 27,5 | 1 | - | 8,0 | 7,3 | 6,3 | 5,6 | 5,0 | |
72 | 12,0 | 38,3 | 1 | - | - | 9,0 | 7,7 | 6,8 | 6,1 | |
73 | 14,0 | 50,5 | 1 | - | - | 11,4 | 9,7 | 8,5 | 7,7 | |
74 | 16,0 | 64,3 | 2 | - | - | 14,8 | 12,7 | 11,1 | 10,0 | |
75 | 18,0 | 79,6 | 2 | - | - | 17,8 | 15,2 | 13,3 | 11,9 | |
76 | 20,0 | 96,2 | 2 | - | - | 21,1 | 17,9 | 15,7 | 14,0 | |
77 | 22,0 | 114,3 | 3 | - | - | 23,5 | 20,1 | 17,6 | 15,7 | |
78 | 24,0 | 133,7 | 3 | - | - | 27,0 | 23,0 | 20,1 | 17,9 | |
79 | 26,0 | 154,5 | 4 | - | - | 31,4 | 26,0 | 23,4 | 20,8 | |
80 | 28,0 | 176,6 | 4 | - | - | 35,4 | 30,1 | 26,3 | 23,3 | |
81 | 30,0 | 200,0 | 4 | - | - | 39,7 | 33,6 | 29,3 | 26,0 | |
82 | 32,0 | 224,7 | 5 | - | - | 41,7 | 35,4 | 31,0 | 27,6 | |
83 | 34,0 | 250,7 | 5 | - | - | 46,0 | 39,0 | 34,1 | 30,3 | |
84 | 36,0 | 278,0 | 6 | - | - | 51,2 | 43,5 | 38,0 | 33,8 | |
85 | 38,0 | 306,4 | 7 | - | - | 56,6 | 48,1 | 42,0 | 37,4 | |
86 | 40,0 | 336,2 | 7 | - | - | 61,5 | 52,2 | 45,5 | 40,5 | |
87 | 42,0 | 367,1 | 8 | - | - | 67,3 | 57,1 | 49,8 | 44,4 | |
88 | 44,0 | 399,2 | 8 | - | - | 72,6 | 61,6 | 53,7 | 47,7 | |
89 | 46,0 | 432,6 | 9 | - | - | 78,8 | 66,8 | 58,3 | 51,8 | |
90 | 48,0 | 467,1 | 10 | - | - | 85,2 | 72,3 | 63,0 | 56,1 | |
91 | 50,0 | 502,8 | 11 | - | - | 91,8 | 77,9 | 67,9 | 60,4 | |
92 | 52,0 | 539,7 | 11 | - | - | 98,0 | 83,0 | 72,3 | 64,3 | |
93 | 54,0 | 577,7 | 12 | - | - | 104,9 | 88,9 | 77,5 | 68,9 | |
94 | 56,0 | 664,7 | 14 | - | - | 120,7 | 102,3 | 89,1 | 79,2 | |
95 | 58,0 | 710,8 | 15 | - | - | 129,0 | 109,3 | 95,2 | 84,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы тавровых соединений Т6, Т7, Т8, Т9 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 19 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
96 | Т8 | 60,0 | 758,3 | 16 | - | - | 137,6 | 116,5 | 101,5 | 90,2 |
97 | 64,0 | 857,6 | 18 | - | - | - | 118,9 | 103,7 | 92,3 | |
98 | 68,0 | 962,8 | 20 | - | - | - | 133,2 | 116,2 | 103,4 | |
99 | 72,0 | 1073,8 | 22 | - | - | - | 148,2 | 129,2 | 115,0 | |
100 | 76,0 | 1190,5 | 24 | - | - | - | 164,0 | 142,9 | 127,1 | |
101 | 80,0 | 1312,9 | 27 | - | - | - | 181,1 | 157,8 | 140,4 | |
102 | Т9 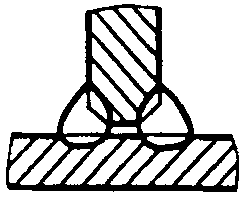 | 12,0 | 19,0 | 1 | - | - | 5,1 | 4,5 | 4,1 | 3,7 |
103 | 14,0 | 25,0 | 1 | - | - | 6,3 | 5,5 | 4,9 | 4,5 | |
104 | 16,0 | 31,7 | 1 | - | - | 7,7 | 6,6 | 5,9 | 5,3 | |
105 | 18,0 | 39,2 | 1 | - | - | 9,2 | 7,9 | 6,9 | 6,2 | |
106 | 20,0 | 47,3 | 1 | - | - | 10,8 | 9,2 | 8,1 | 7,2 | |
107 | 22,0 | 56,1 | 2 | - | - | 12,3 | 10,6 | 9,4 | 8,5 | |
108 | 24,0 | 65,5 | 2 | - | - | 14,0 | 12,0 | 10,6 | 9,5 | |
109 | 26,0 | 75,6 | 2 | - | - | 15,9 | 13,6 | 11,9 | 10,7 | |
110 | 28,0 | 86,3 | 2 | - | - | 17,8 | 15,2 | 13,3 | 11,9 | |
111 | 30,0 | 97,6 | 2 | - | - | 19,8 | 16,9 | 14,8 | 13,2 | |
112 | 32,0 | 109,6 | 3 | - | - | 21,2 | 18,2 | 16,0 | 14,4 | |
113 | 34,0 | 122,1 | 3 | - | - | 23,3 | 19,9 | 17,5 | 15,7 | |
114 | 36,0 | 135,3 | 3 | - | - | 25,5 | 21,7 | 19,0 | 17,0 | |
115 | 38,0 | 149,0 | 3 | - | - | 27,8 | 23,6 | 20,7 | 18,5 | |
116 | 40,0 | 163,3 | 4 | - | - | 30,8 | 26,3 | 23,0 | 20,6 | |
117 | 42,0 | 178,2 | 4 | - | - | 33,3 | 28,3 | 24,8 | 22,2 | |
118 | 44,0 | 193,6 | 4 | - | - | 35,8 | 30,5 | 26,6 | 23,8 | |
119 | 46,0 | 209,7 | 5 | - | - | 39,2 | 33,8 | 29,2 | 26,1 | |
120 | 48,0 | 226,2 | 5 | - | - | 41,9 | 35,6 | 31,2 | 27,8 | |
121 | 50,0 | 243,3 | 5 | - | - | 44,8 | 38,0 | 33,2 | 29,6 | |
122 | 52,0 | 261,0 | 6 | - | - | 48,4 | 41,1 | 35,9 | 32,1 | |
123 | 54,0 | 279,2 | 6 | - | - | 51,4 | 43,6 | 38,1 | 33,9 | |
124 | 56,0 | 298,0 | 6 | - | - | 54,5 | 46,2 | 40,3 | 35,9 | |
125 | 58,0 | 317,3 | 7 | - | - | 58,4 | 49,6 | 43,3 | 38,6 | |
126 | 60,0 | 337,1 | 7 | - | - | 61,7 | 52,3 | 45,6 | 40,6 | |
127 | 64,0 | 378,3 | 8 | - | - | - | 53,1 | 46,4 | 41,3 | |
128 | 68,0 | 421,6 | 9 | - | - | - | 59,1 | 51,6 | 46,0 | |
129 | 72,0 | 466,9 | 10 | - | - | - | 65,3 | 57,1 | 50,9 | |
130 | 76,0 | 514,3 | 11 | - | - | - | 71,8 | 62,7 | 55,9 | |
131 | 80,0 | 593,7 | 12 | - | - | - | 82,3 | 71,8 | 63,9 | |
132 | 84,0 | 650,5 | 13 | - | - | - | 84,6 | 73,9 | 65,8 | |
133 | 88,0 | 709,6 | 15 | - | - | - | 92,7 | 81,0 | 72,2 | |
134 | 92,0 | 771,1 | 16 | - | - | - | 100,5 | 87,8 | 78,2 | |
135 | 96,0 | 835,0 | 17 | - | - | - | 108,5 | 94,7 | 84,4 | |
136 | 100,0 | 901,2 | 18 | - | - | - | 116,8 | 101,9 | 90,8 | |
Индекс | а | б | в | г | д | е | ||||
У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 20 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У4 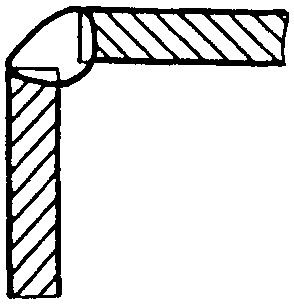 | 0,8 | 4,9 | 1 | 3,3 | 3,0 | 2,8 | - | - | - |
2 | 1,0 | 5,0 | 1 | 3,3 | 3,1 | 2,9 | - | - | - | |
3 | 1,5 | 7,5 | 1 | 3,8 | 3,5 | 3,1 | 2,8 | - | - | |
4 | 2,0 | 7,8 | 1 | 4,0 | 3,6 | 3,2 | 2,8 | - | - | |
5 | 2,5 | 8,0 | 1 | 4,0 | 3,7 | 3,2 | 2,9 | - | - | |
6 | 3,0 | 12,1 | 1 | 5,5 | 5,0 | 4,3 | 3,7 | - | - | |
7 | 4,0 | 12,6 | 1 | 5,7 | 5,2 | 4,4 | 3,9 | - | - | |
8 | 5,0 | 13,1 | 1 | - | 5,4 | 5,0 | 4,3 | 3,2 | 7,9 | |
9 | 6,0 | 21,2 | 1 | - | 6,3 | 58 | 5,0 | 4,4 | 4,0 | |
10 | 7,0 | 21,7 | 1 | - | 6,4 | 5,9 | 5,1 | 4,5 | 4,1 | |
11 | 8,0 | 22,2 | 1 | - | 6,5 | 6,0 | 5,2 | 4,6 | 4,2 | |
12 | У5 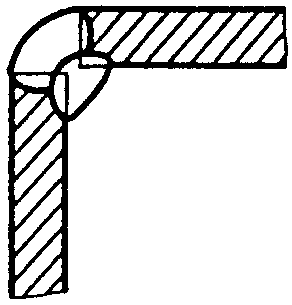 | 0,8 | 1,9 | 1 | 1,9 | 1,8 | 1,8 | - | - | - |
13 | 1,0 | 2,0 | 1 | 2,0 | 1,9 | 1,8 | - | - | - | |
14 | 1,5 | 3,0 | 1 | 2,2 | 2,1 | 1,9 | 1,8 | - | - | |
15 | 2,0 | 3,3 | 1 | 2,3 | 2,2 | 2,0 | 1,8 | - | - | |
16 | 2,5 | 3,5 | 1 | 2,4 | 2,2 | 2,0 | 1,9 | - | - | |
17 | 3,0 | 5,9 | 1 | 3,3 | 2,6 | 2,5 | 2,3 | - | - | |
18 | 4,0 | 6,5 | 1 | 3,5 | 2,8 | 2,7 | 2,4 | - | - | |
19 | 5,0 | 7,1 | 1 | - | 3,0 | 2,8 | 2,5 | 2,2 | 2,1 | |
20 | 6,0 | 7,6 | 1 | - | 3,1 | 2,8 | 2,5 | 2,3 | 2,1 | |
21 | 7,0 | 8,0 | 1 | - | 3,2 | 2,9 | 2,6 | 2,4 | 2,2 | |
22 | 8,0 | 8,4 | 1 | - | 3,2 | 3,0 | 2,6 | 2,4 | 2,3 | |
23 | 9,0 | 15,9 | 1 | - | 5,0 | 4,6 | 4,0 | 3,6 | 3,3 | |
24 | 10,0 | 16,4 | 1 | - | 5,1 | 4,7 | 4,1 | 3,7 | 3,4 | |
25 | 12,0 | 17,4 | 1 | - | - | 4,7 | 4,1 | 3,7 | 3,4 | |
26 | У6 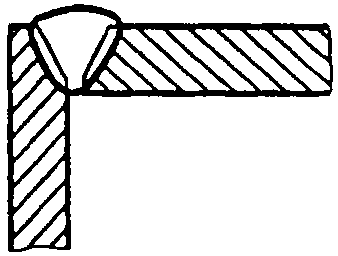 | 3,0 | 8,3 | 1 | 4,2 | 3,9 | 3,4 | 3,0 | - | - |
27 | 4,0 | 14,0 | 1 | 6,3 | 5,7 | 4,9 | 4,2 | - | - | |
28 | 5,0 | 20,9 | 1 | - | 6,3 | 5,8 | 5,0 | 4,5 | 4,1 | |
29 | 6,0 | 29,0 | 2 | - | 9,0 | 8,3 | 7,2 | 6,5 | 5,9 | |
30 | 7,0 | 38,3 | 2 | - | 11,2 | 10 3 | 8,9 | 79 | 7,2 | |
31 | 8,0 | 48,6 | 2 | - | 13,8 | 17,6 | 10,8 | 9,5 | 8,6 | |
32 | 9,0 | 60,1 | 2 | - | 16,6 | 15,1 | 12,9 | 11,3 | 10,2 | |
33 | 10,0 | 72,7 | 3 | - | 20,3 | 18,5 | 15,9 | 14,0 | 12,6 | |
34 | У7 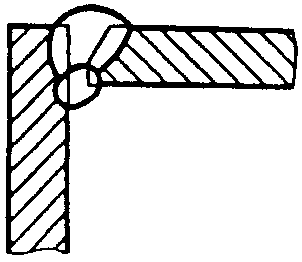 | 3,0 | 8,3 | 1 | 4,2 | 3,9 | 3,4 | 3,0 | - | - |
35 | 4,0 | 14,0 | 1 | 6,3 | 5,7 | 4,9 | 4,3 | - | - | |
36 | 5,0 | 20,9 | 1 | - | 6,3 | 5,8 | 5,0 | 4,5 | 4,1 | |
37 | 6,0 | 29,1 | 2 | - | 9,0 | 8,3 | 7,2 | 6,5 | 5,9 | |
38 | 7,0 | 38,4 | 2 | - | 11,3 | 10,3 | 8,9 | 7,9 | 7,2 | |
39 | 8,0 | 48,9 | 2 | - | 13,8 | 12,6 | 10,9 | 9,6 | 8,6 | |
40 | 9,0 | 60,5 | 2 | - | 16,7 | 15,2 | 13,0 | 11,4 | 10,2 | |
41 | 10,0 | 73,2 | 3 | - | 20,4 | 18,7 | 16,0 | 14,1 | 12,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У4, У5, У6, У7, У8, У9, У10 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 20 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
42 | У8 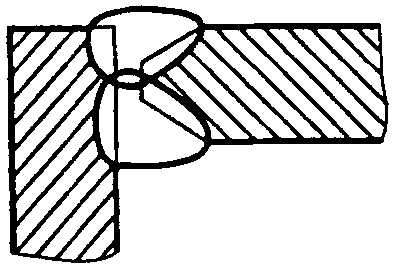 | 6,0 | 10,1 | 1 | - | 3,7 | 3,4 | 3,1 | 2,8 | 2,6 |
43 | 7,0 | 13,0 | 1 | - | 4,4 | 4,1 | 3,6 | 3,3 | 3,0 | |
44 | 8,0 | 16,1 | 1 | - | 5,1 | 4,8 | 4,2 | 3,7 | 3,4 | |
45 | 9,0 | 19,5 | 1 | - | 6,0 | 5,5 | 4,8 | 4,3 | 3,9 | |
46 | 10,0 | 23,1 | 1 | - | 6,8 | 6,3 | 5,4 | 4,8 | 4,4 | |
47 | 12,0 | 31,0 | 1 | - | - | 7,5 | 6,5 | 5,7 | 5,2 | |
48 | 14,0 | 39,7 | 1 | - | - | 9,2 | 7,9 | 7,0 | 6,3 | |
49 | 16,0 | 49,3 | 1 | - | - | 11,1 | 9,5 | 8,3 | 7,4 | |
50 | 18,0 | 59,6 | 2 | - | - | 13,9 | 11,9 | 10,5 | 9,4 | |
51 | 20,0 | 70,6 | 2 | - | - | 16,0 | 13,7 | 12,0 | 10,8 | |
52 | У9 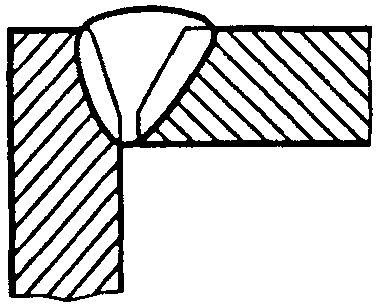 | 3,0 | 10,2 | 1 | 4,9 | 4,5 | 3,9 | 3,4 | - | - |
53 | 4,0 | 16,1 | 1 | 7,0 | 6,4 | 5,4 | 4,7 | - | - | |
54 | 5,0 | 22,9 | 1 | - | 6,8 | 6,2 | 5,4 | 4,8 | 4,4 | |
55 | 6,0 | 30,6 | 2 | - | 9,4 | 8,6 | 7,5 | 6,7 | 6,1 | |
56 | 7,0 | 39,1 | 2 | - | 11,4 | 10,5 | 9,1 | 8,0 | 7,3 | |
57 | 8,0 | 48,4 | 2 | - | 13,7 | 12,5 | 10,7 | 9,5 | 8,5 | |
58 | 9,0 | 58,3 | 2 | - | 16,1 | 14,7 | 12,6 | 11,0 | 9,9 | |
59 | 10,0 | 68,9 | 3 | - | 19,4 | 17,7 | 15,2 | 13,4 | 12,0 | |
60 | 12,0 | 92,1 | 2 | - | - | 20,3 | 17,3 | 15,1 | 13,4 | |
61 | 14,0 | 117,6 | 3 | - | - | 26,1 | 22,2 | 19,4 | 17,3 | |
62 | 16,0 | 161,0 | 4 | - | - | 35,3 | 30,0 | 26,2 | 23,4 | |
63 | 18,0 | 201,6 | 4 | - | - | 43,4 | 36,7 | 32,0 | 28,4 | |
64 | 20,0 | 246,6 | 5 | - | - | 53,0 | 44,9 | 39,0 | 34,7 | |
65 | У10 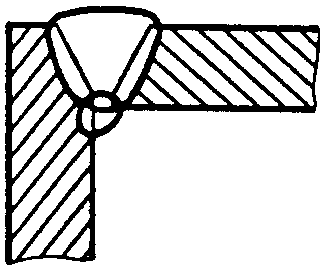 | 3,0 | 9,5 | 1 | 4,7 | 4,3 | 3,7 | 3,3 | - | - |
66 | 4,0 | 15,4 | 1 | 6,8 | 6,1 | 5,2 | 4,6 | - | - | |
67 | 5,0 | 22,2 | 1 | - | 6,6 | 6,1 | 5,3 | 4,7 | 4,3 | |
68 | 6,0 | 30,1 | 2 | - | 9,3 | 8,5 | 7,4 | 6,6 | 6,0 | |
69 | 7,0 | 38,8 | 2 | - | 11,4 | 10,4 | 9,0 | 8,0 | 7,2 | |
70 | 8,0 | 48,5 | 2 | - | 13,7 | 12,5 | 10,6 | 9,5 | 8,6 | |
71 | 9,0 | 58,9 | 2 | - | 16,3 | 14,8 | 12,7 | 11,1 | 10,0 | |
72 | 10,0 | 70,1 | 3 | - | 19,7 | 18,0 | 15,4 | 13,6 | 12,2 | |
73 | 12,0 | 94,8 | 2 | - | - | 20,8 | 17,7 | 15,5 | 13,8 | |
74 | 14,0 | 122,3 | 3 | - | - | 27,0 | 22,9 | 20,1 | 17,9 | |
75 | 16,0 | 152,6 | 4 | - | - | 33,7 | 28,6 | 25,0 | 22,3 | |
76 | 18,0 | 205,8 | 5 | - | - | 44,9 | 38,1 | 33,3 | 29,6 | |
77 | 20,0 | 249,3 | 5 | - | - | 53,5 | 45,3 | 39,4 | 35,0 | |
Индекс | а | б | в | г | д | е | ||||
У8 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 21 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У8 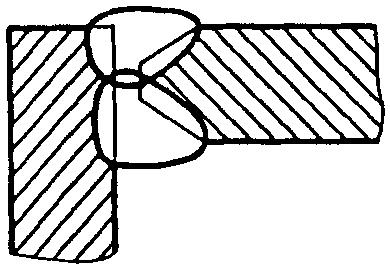 | 6,0 | 8,8 | 1 | - | 3,4 | 3,2 | 2,8 | 2,6 | 2,4 |
2 | 7,0 | 11,5 | 1 | - | 4,0 | 3,7 | 3,3 | 3,0 | 2,8 | |
3 | 8,0 | 14,5 | 1 | - | 4,8 | 4,4 | 3,9 | 3,5 | 3,2 | |
4 | 9,0 | 17,7 | 1 | - | 5,5 | 5,1 | 4,5 | 4,0 | 3,6 | |
5 | 10,0 | 21,2 | 1 | - | 6,4 | 5,9 | 5,1 | 4,5 | 4,1 | |
6 | 12,0 | 29,0 | 1 | - | - | 7,1 | 6,1 | 5,5 | 4,9 | |
7 | 14,0 | 37,8 | 1 | - | - | 8,8 | 7,6 | 6,7 | 6,0 | |
8 | 16,0 | 47,5 | 1 | - | - | 10,8 | 9,2 | 8,1 | 7,2 | |
9 | 18,0 | 58,1 | 2 | - | - | 13,6 | 11,6 | 10,3 | 9,3 | |
10 | 20,0 | 69,6 | 2 | - | - | 15,8 | 13,5 | 11,9 | 10,7 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, У10, Т1, Т3 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 22 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 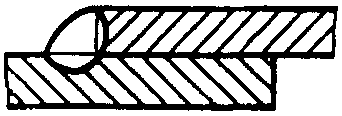 | 1,0 | 1,4 | 1 | 1,7 | 1,6 | 1,5 | - | - | - |
2 | 1,5 | 2,7 | 1 | 2,0 | 1,9 | 1,7 | 1,6 | - | - | |
3 | Н2 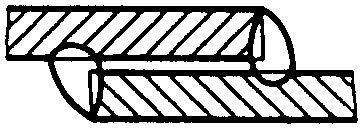 | 2,0 | 4,2 | 1 | 2,5 | 2,3 | 2,1 | 1,9 | - | - |
4 | 2,5 | 5,9 | 1 | 3,1 | 2,9 | 2,5 | 2,3 | - | - | |
5 | У4 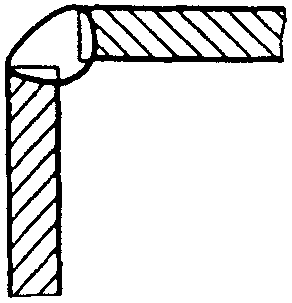 | 3,0 | 7,8 | 1 | 3,8 | 3,5 | 3,0 | 2,7 | - | - |
6 | 4,0 | 12,1 | 1 | 5,4 | 4,9 | 4,2 | 3,6 | - | - | |
Индекс | а | б | в | г | д | е | ||||
Швы нахлесточных, угловых и тавровых соединений Н1, Н2, У4, У5, У7, У10, Т1, Т3 | Полуавтоматическая аргонодуговая сварка легированных и высоколегированных сталей | |||||||||
Карта 22 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
7 | У5 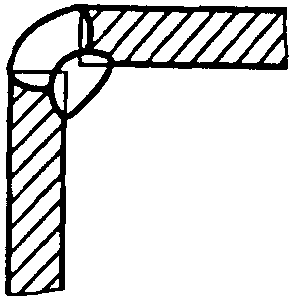 | 5,0 | 17,1 | 1 | - | 5,2 | 4,7 | 4,1 | 3,7 | 3,3 |
8 | 6,0 | 31,1 | 2 | - | 9,1 | 8,4 | 7,2 | 6,4 | 5,8 | |
9 | 7,0 | 40,9 | 2 | - | 11,5 | 10,5 | 9,0 | 8,0 | 7,2 | |
10 | 8,0 | 51,9 | 2 | - | 14,2 | 12,9 | 11,0 | 9,7 | 8,7 | |
11 | У7 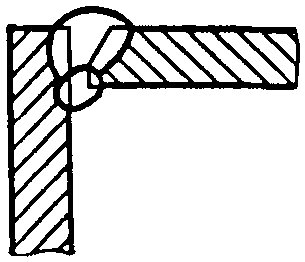 | 9,0 | 64,0 | 2 | - | 17,1 | 15,6 | 13,2 | 11,6 | 10,3 |
12 | 10,0 | 77,2 | 3 | - | 20,9 | 19,0 | 16,2 | 14,2 | 12,7 | |
13 | У10 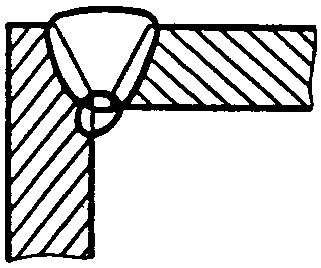 | 12,0 | 106,8 | 3 | - | - | 23,4 | 19,9 | 17,3 | 15,5 |
14 | 14,0 | 140,6 | 3 | - | - | 30,1 | 25,4 | 22,1 | 19,6 | |
15 | Т1 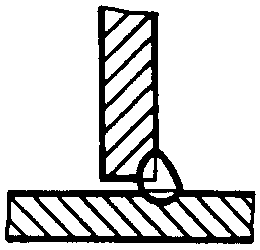 | 16,0 | 178,3 | 4 | - | - | 38,1 | 32,2 | 23,0 | 24,9 |
16 | 18,0 | 210,9 | 5 | - | - | 46,9 | 39,7 | 34,5 | 30,6 | |
17 | Т3  | 20,0 | 265,2 | 6 | - | - | 56,5 | 47,7 | 41,5 | 36,8 |
18 | 22,0 | 314,3 | 7 | - | - | 61,4 | 57,0 | 45,7 | 39,9 | |
19 | 24,0 | 367,0 | 8 | - | - | 71,5 | 60,5 | 52,6 | 46,4 | |
20 | 26,0 | 423,0 | 9 | - | - | 82,3 | 69,5 | 60,4 | 53,3 | |
21 | 28,0 | 482,8 | 10 | - | - | 93,6 | 79,1 | 68,7 | 60,2 | |
22 | 30,0 | 545,9 | 11 | - | - | 105,6 | 89,1 | 77,4 | 60,6 | |
Индекс | а | б | в | г | д | е | ||||
С2, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 23 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2 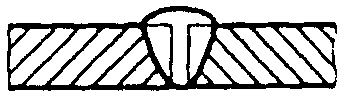 | 4,0 | 16,0 | 1 | 4,2 | 3,1 | 2,9 | 2,4 | - | - |
2 | 5,0 | 17,1 | 1 | - | 3,2 | 3,0 | 2,6 | 2,4 | 2,2 | |
3 | 6,0 | 18,2 | 1 | - | 3,3 | 3,0 | 2,7 | 2,4 | 2,3 | |
4 | 7,0 | 35,3 | 2 | - | 5,9 | 5,5 | 4,8 | 4,4 | 4,0 | |
5 | 8,0 | 38,3 | 2 | - | 6,3 | 5,8 | 5,1 | 4,6 | 4,2 | |
6 | 9,0 | 41,2 | 2 | - | 6,7 | 6,2 | 5,4 | 4,8 | 4,4 | |
7 | 10,0 | 43,9 | 2 | - | 7,0 | 6,5 | 5,6 | 5,0 | 4,6 | |
8 | 12,0 | 49,1 | 2 | - | - | 6,6 | 5,8 | 5,2 | 4,7 | |
9 | С4 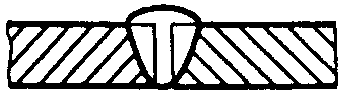 | 3,0 | 25,8 | 2 | - | 5,8 | 5,0 | 4,4 | - | - |
10 | 4,0 | 27,9 | 2 | 6,7 | 6,1 | 5,2 | 4,6 | - | - | |
11 | 5,0 | 29,6 | 2 | - | 5,2 | 4,9 | 4,3 | 3,9 | 3,6 | |
12 | 6,0 | 31,1 | 2 | - | 5,4 | 5,0 | 4,4 | 4,0 | 3,7 | |
13 | 7,0 | 32,4 | 2 | - | 5,6 | 5,2 | 46 | 4,1 | 3,8 | |
14 | 8,0 | 33,6 | 2 | - | 5,7 | 5,3 | 4,7 | 4,2 | 3,9 | |
15 | 9,0 | 34,7 | 2 | - | 5,9 | 5,4 | 4,8 | 4,3 | 4,0 | |
16 | 10,0 | 35,7 | 2 | - | 6,0 | 5,5 | 4,9 | 4,4 | 4,0 | |
17 | 12,0 | 49,5 | 2 | - | - | 6,7 | 5,8 | 5,2 | 4,8 | |
18 | С5 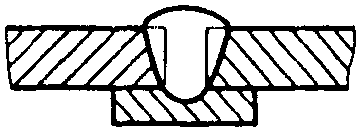 | 3,0 | 24,2 | 2 | 6,0 | 5,5 | 4,7 | 4,2 | - | - |
19 | 4,0 | 27,4 | 2 | 6,6 | 5,6 | 4,8 | 4,3 | - | - | |
20 | 5,0 | 30,2 | 2 | - | 5,7 | 4,9 | 4,4 | 3,9 | 3,6 | |
21 | 6,0 | 32,7 | 2 | - | 5,8 | 5,2 | 4,6 | 4,1 | 3,8 | |
22 | 7,0 | 35,0 | 2 | - | 5,9 | 5,5 | 4,8 | 4,3 | 4,0 | |
23 | 8,0 | 37,1 | 2 | - | 6,2 | 5,7 | 5,0 | 4,5 | 4,1 | |
24 | 9,0 | 39,0 | 2 | - | 6,4 | 5,9 | 5,2 | 4,7 | 4,3 | |
25 | 10,0 | 40,8 | 2 | - | 6,6 | 6,1 | 5,4 | 4,8 | 4,4 | |
26 | 12,0 | 48,0 | 2 | - | - | 6,5 | 5,7 | 5,1 | 4,7 | |
27 | С7 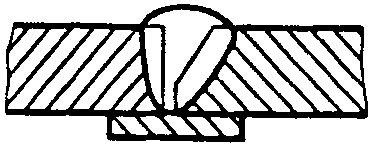 | 4,0 | 9,2 | 1 | 2,9 | 2,2 | 2,0 | 1,7 | - | - |
28 | 5,0 | 10,3 | 1 | - | 7,3 | 2,1 | 1,9 | 1,8 | 1,7 | |
29 | 6,0 | 10,6 | 1 | - | 2,3 | 2,2 | 2,0 | 1,8 | 1,7 | |
30 | 7,0 | 23,0 | 1 | - | 39 | 3,6 | 3,1 | 7,8 | 2,6 | |
31 | 8,0 | 23,2 | 1 | - | 3,9 | 3,6 | 3,2 | 2,8 | 2,6 | |
32 | С8  | 6,0 | 31,8 | 2 | - | 5,6 | 5,2 | 4,6 | 4,2 | 3,9 |
33 | 7,0 | 40,2 | 2 | - | 6,7 | 6,2 | 5,4 | 4,9 | 4,5 | |
34 | 8,0 | 49,2 | 2 | - | 7,8 | 7,2 | 6,3 | 5,6 | 5,1 | |
35 | 9,0 | 58,8 | 3 | - | 9,6 | 8,9 | 7,8 | 7,0 | 6,4 | |
36 | 10,0 | 74,4 | 3 | - | 11,6 | 10,6 | 9,2 | 8,2 | 7,5 | |
37 | 12,0 | 99,7 | 3 | - | - | 12,5 | 10,8 | 9,6 | 8,7 | |
38 | 14,0 | 185,9 | 5 | - | - | 22,5 | 19,3 | 17,1 | 15,4 | |
39 | 16,0 | 236,2 | 6 | - | - | 28,2 | 24,2 | 21,3 | 19,2 | |
40 | 18,0 | 291,8 | 8 | - | - | 35,1 | 30,1 | 26,6 | 23,9 | |
41 | 20,0 | 352,6 | 9 | - | - | 41,9 | 35,9 | 31,6 | 28,4 | |
42 | С9 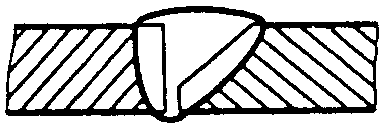 | 6,0 | 31,8 | 2 | - | 5,6 | 5,2 | 4,6 | 4,2 | 3,9 |
43 | 7,0 | 40,2 | 2 | - | 6,7 | 6,2 | 5,4 | 4,9 | 4,5 | |
44 | 8,0 | 49,2 | 2 | - | 7,8 | 7,2 | 6,3 | 5,6 | 5,1 | |
45 | 9,0 | 58,8 | 3 | - | 9,6 | 8,9 | 7,8 | 7,0 | 6,4 | |
46 | 10,0 | 73,6 | 3 | - | 11,5 | 10,5 | 9,2 | 8,2 | 7,4 | |
47 | 12,0 | 101,7 | 3 | - | - | 12,7 | 11,0 | 9,8 | 8,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 23 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
48 | С9 | 14,0 | 133,0 | 4 | - | - | 16,6 | 14,3 | 12,7 | 11,5 |
49 | 16,0 | 235,3 | 6 | - | - | 28,1 | 24,1 | 21,3 | 19,1 | |
50 | 18,0 | 291,7 | 8 | - | - | 35,1 | 30,1 | 26,6 | 23,9 | |
51 | 20,0 | 353,6 | 9 | - | - | 42,0 | 36,0 | 31,7 | 28,4 | |
52 | С10 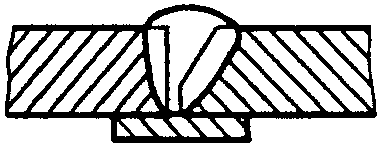 | 6,0 | 47,7 | 2 | - | 7,6 | 7,0 | 6,1 | 5,5 | 5,0 |
53 | 7,0 | 58,6 | 3 | - | 9,6 | 8,9 | 7,7 | 7,0 | 6,4 | |
54 | 8,0 | 70,2 | 3 | - | 11,0 | 10,2 | 8,8 | 7,9 | 7,2 | |
55 | 9,0 | 82,2 | 3 | - | 12,5 | 11,5 | 10,0 | 8,9 | 8,0 | |
56 | 10,0 | 94,7 | 4 | - | 14,7 | 13,5 | 11,7 | 10,5 | 9,5 | |
57 | 12,0 | 121,1 | 4 | - | - | 15,3 | 13,2 | 11,8 | 10,7 | |
58 | 14,0 | 148,9 | 4 | - | - | 18,2 | 15,6 | 13,8 | 12,4 | |
59 | 16,0 | 252,1 | 7 | - | - | 30,5 | 26,1 | 23,1 | 20,8 | |
60 | 18,0 | 312,4 | 8 | - | - | 37,2 | 31,9 | 28,1 | 25,2 | |
61 | 20,0 | 378,4 | 10 | - | - | 45,1 | 38,7 | 34,0 | 30,6 | |
62 | С12 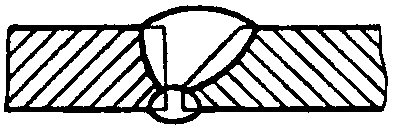 | 6,0 | 30,4 | 2 | - | 5,5 | 5,1 | 4,5 | 4,1 | 3,8 |
63 | 7,0 | 36,1 | 2 | - | 6,2 | 5,7 | 5,0 | 4,6 | 4,2 | |
64 | 8,0 | 41,8 | 2 | - | 6,9 | 6,4 | 5,6 | 5,0 | 4,6 | |
65 | 9,0 | 61,2 | 3 | - | 9,9 | 9,1 | 8,0 | 7,2 | 6,5 | |
66 | 10,0 | 70,8 | 3 | - | 11,1 | 10,2 | 8,9 | 7,9 | 7,2 | |
67 | 12,0 | 91,0 | 3 | - | - | 11,6 | 10,1 | 9,0 | 8,2 | |
68 | 14,0 | 167,7 | 5 | - | - | 20,6 | 17,8 | 15,7 | 14,2 | |
69 | 16,0 | 217,1 | 6 | - | - | 26,3 | 22,6 | 19,9 | 18,0 | |
70 | 18,0 | 272,5 | 7 | - | - | 32,5 | 27,9 | 24,6 | 22,1 | |
71 | 20,0 | 334,1 | 9 | - | - | 40,0 | 34,3 | 30,2 | 27,2 | |
72 | С15 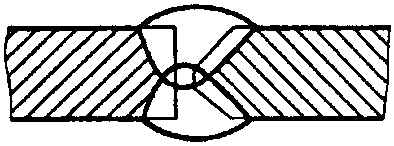 | 12,0 | 55,8 | 2 | - | - | 7,5 | 6,5 | 5,8 | 5,3 |
73 | 14,0 | 72,1 | 2 | - | - | 9,1 | 7,9 | 7,0 | 6,4 | |
74 | 16,0 | 90,1 | 3 | - | - | 11,6 | 10,0 | 8,9 | 8,1 | |
75 | 18,0 | 109,7 | 3 | - | - | 13,6 | 11,7 | 10,4 | 9,4 | |
76 | 20,0 | 130,8 | 4 | - | - | 16,3 | 14,1 | 12,5 | 11,3 | |
77 | 22,0 | 153,4 | 4 | - | - | 17,4 | 15,0 | 13,3 | 11,9 | |
78 | 24,0 | 177,4 | 5 | - | - | 20,2 | 17,4 | 15,5 | 13,9 | |
79 | 26,0 | 202,8 | 6 | - | - | 23,1 | 20,0 | 17,7 | 16,0 | |
80 | 28,0 | 229,5 | 6 | - | - | 25,6 | 22,1 | 19,5 | 17,5 | |
81 | 30,0 | 269,8 | 7 | - | - | 30,0 | 25,8 | 22,8 | 20,4 | |
82 | 32,0 | 300,3 | 8 | - | - | 31,3 | 27,0 | 23,9 | 21,6 | |
83 | 34,0 | 332,1 | 9 | - | - | 34,6 | 29,8 | 26,4 | 23,9 | |
84 | 35,0 | 348,5 | 9 | - | - | 36,0 | 31,0 | 27,5 | 24,8 | |
85 | С17 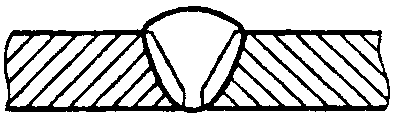 | 10,0 | 87,5 | 4 | - | 13,8 | 12,7 | 11,1 | 9,9 | 9,0 |
86 | 12,0 | 120,1 | 4 | - | - | 15,2 | 13,2 | 11,7 | 10,6 | |
87 | 14,0 | 157,0 | 4 | - | - | 19,0 | 16,3 | 14,4 | 13,0 | |
88 | 16,0 | 197,9 | 5 | - | - | 23,7 | 20,4 | 18,0 | 16,2 | |
89 | 18,0 | 242,9 | 7 | - | - | 29,5 | 25,4 | 22,4 | 20,2 | |
90 | 20,0 | 291,6 | 8 | - | - | 35,1 | 30,1 | 26,6 | 23,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19, С21, С25 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 23 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
91 | С17 | 22,0 | 344,1 | 9 | - | - | 38,1 | 32,7 | 28,9 | 25,9 |
92 | 24,0 | 400,2 | 11 | - | - | 44,5 | 38,3 | 33,8 | 30,3 | |
93 | 26,0 | 459,9 | 12 | - | - | 50,6 | 43,5 | 38,4 | 34,4 | |
94 | 28,0 | 575,6 | 15 | - | - | 63,2 | 54,2 | 47,8 | 42,9 | |
95 | 30,0 | 657,7 | 17 | - | - | 72,0 | 61,8 | 54,5 | 48,8 | |
96 | С18  | 10,0 | 86,5 | 4 | - | 13,7 | 12,6 | 11,0 | 9,8 | 8,9 |
97 | 12,0 | 119,3 | 4 | - | - | 15,1 | 13,1 | 11,6 | 10,5 | |
98 | 14,0 | 156,4 | 4 | - | - | 18,9 | 16,2 | 14,3 | 12,9 | |
99 | 16,0 | 197,9 | 5 | - | - | 23,7 | 20,4 | 18,0 | 16,2 | |
100 | 18,0 | 243,4 | 7 | - | - | 29,6 | 25,4 | 22,4 | 20,2 | |
101 | 20,0 | 293,0 | 8 | - | - | 35,2 | 30,2 | 26,6 | 24,0 | |
102 | 22,0 | 346,5 | 9 | - | - | 38,3 | 32,9 | 29,1 | 26,1 | |
103 | 24,0 | 403,8 | 11 | - | - | 44,8 | 38,5 | 34,0 | 30,5 | |
104 | 26,0 | 464,8 | 12 | - | - | 51,1 | 43,9 | 38,7 | 34,7 | |
105 | 28,0 | 529,6 | 14 | - | - | 58,3 | 50,1 | 44,2 | 39,6 | |
106 | 30,0 | 597,9 | 15 | - | - | 65,3 | 56,0 | 49,3 | 44,1 | |
107 | С19  | 10,0 | 97,5 | 4 | - | 15,0 | 13,8 | 12,0 | 10,7 | 9,7 |
108 | 12,0 | 134,8 | 4 | - | - | 16,7 | 14,4 | 12,8 | 11,5 | |
109 | 14,0 | 177,3 | 5 | - | - | 21,6 | 18,6 | 16,4 | 14,8 | |
110 | 16,0 | 224,7 | 6 | - | - | 27,1 | 23,2 | 7,0,5 | 18,5 | |
111 | 18,0 | 277,0 | 7 | - | - | 33,0 | 28,3 | 24,9 | 22,4 | |
112 | 20,0 | 334,1 | 9 | - | - | 400 | 34,3 | 30,2 | 27,2 | |
113 | 22,0 | 395,7 | 10 | - | - | 43,5 | 37,3 | 32,9 | 29,5 | |
114 | 24,0 | 461,8 | 12 | - | - | 50,8 | 43,6 | 38,5 | 34,5 | |
115 | 26,0 | 532,4 | 14 | - | - | 58,6 | 50,3 | 44,4 | 39,8 | |
116 | 28,0 | 607,3 | 16 | - | - | 66,7 | 57,3 | 50,5 | 45,3 | |
117 | 30,0 | 686,4 | 18 | - | - | 75,3 | 64,6 | 57,0 | 51,0 | |
118 | С21  | 10,0 | 67,5 | 3 | - | 10,7 | 9,9 | 8,6 | 7,7 | 7,0 |
119 | 12,0 | 96,3 | 3 | - | - | 12,2 | 10,5 | 9,4 | 8,5 | |
120 | 14,0 | 130,0 | 4 | - | - | 16,2 | 14,0 | 12,4 | 11,2 | |
121 | 16,0 | 168,6 | 5 | - | - | 20,7 | 17,9 | 15,8 | 14,3 | |
122 | 18,0 | 212,0 | 6 | - | - | 25,8 | 22,2 | 19,6 | 17,6 | |
123 | 20,0 | 260,2 | 7 | - | - | 31,3 | 26,8 | 23,7 | 21,3 | |
124 | 22,0 | 313,3 | 8 | - | - | 34,6 | 79,7 | 76,3 | 23,6 | |
125 | 24,0 | 371,1 | 10 | - | - | 41,2 | 35,4 | 31,3 | 28,1 | |
126 | 26,0 | 433,7 | 11 | - | - | 47,6 | 40,8 | 36,0 | 32,3 | |
127 | 28,0 | 541,2 | 14 | - | - | 59,4 | 51,0 | 45,0 | 40,3 | |
128 | 30,0 | 610,5 | 16 | - | - | 67,0 | 57,5 | 50,7 | 45,5 | |
129 | С25  | 12,0 | 51,9 | 2 | - | - | 7,1 | 6,2 | 5,6 | 5,1 |
130 | 14,0 | 60,6 | 2 | - | - | 8,0 | 6,9 | 6,2 | 5,6 | |
131 | 16,0 | 69,3 | 2 | - | - | 8,8 | 7,7 | 6,8 | 6,2 | |
132 | 18,0 | 77,9 | 2 | - | - | 9,7 | 8,4 | 7,4 | 6,7 | |
133 | 20,0 | 86,6 | 3 | - | - | 11,2 | 9,7 | 8,7 | 7,9 | |
134 | 22,0 | 95,3 | 3 | - | - | 11,4 | 9,9 | 8,8 | 8,0 | |
135 | 24,0 | 133,4 | 4 | - | - | 15,5 | 13,4 | 11,9 | 10,8 | |
136 | 26,0 | 149,8 | 4 | - | - | 17,0 | 14,7 | 13,0 | 11,7 | |
137 | 28,0 | 166,8 | 5 | - | - | 19,2 | 16,6 | 14,7 | 13,3 | |
138 | 30,0 | 184,3 | 5 | - | - | 20,8 | 18,0 | 15,9 | 14,3 | |
Индекс | а | б | в | г | д | е | ||||
С12, С21 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 24 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С12 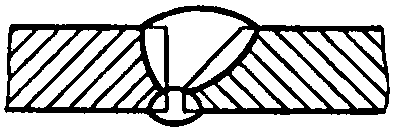 | 6 - 12 | 15,0 | 1 | - | 2,9 | 2,8 | 2,5 | 2,3 | 2,1 |
2 | 14 - 20 | 19,5 | 1 | - | - | 3,2 | 2,8 | 2,6 | 2,4 | |
3 | С21 | 10 - 30 | 22,8 | 1 | - | 3,9 | 3,5 | 3,1 | 2,8 | 2,6 |
Индекс | а | б | в | г | д | е | ||||
У4, У5, У6, У7, У8, У9 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 25 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин | ||||||||||
1 | У4 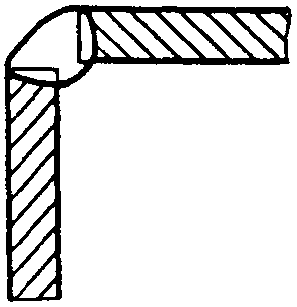 | 5,0 | 26,0 | 2 | - | 5,0 | 4,7 | 4,2 | 3,8 | 3,6 |
2 | 6,0 | 27,4 | 2 | - | 5,2 | 4,8 | 4,3 | 4,0 | 3,7 | |
3 | 7,0 | 28,6 | 2 | - | 5,4 | 5,0 | 4,4 | 4,1 | 3,8 | |
4 | 8,0 | 29,7 | 2 | - | 5,5 | 5,1 | 4,5 | 4,2 | 3,8 | |
5 | 9,0 | 30,7 | 2 | - | 5,6 | 5,2 | 4,6 | 4,3 | 3,9 | |
6 | 10,0 | 31,7 | 2 | - | 5,7 | 5,3 | 4,7 | 4,5 | 4,0 | |
7 | 12,0 | 45,0 | 2 | - | - | 6,5 | 5,7 | 5,1 | 4,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У4, У5, У6, У7, У8, У9 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 25 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
8 | У5 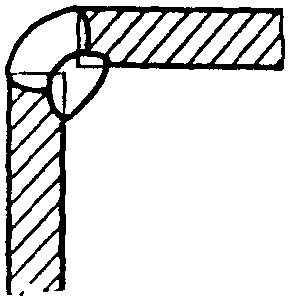 | 5,0 | 23,0 | 1 | - | 4,0 | 3,7 | 3,3 | 3,0 | 2,7 |
9 | 6,0 | 24,3 | 2 | - | 4,8 | 4,5 | 4,0 | 3,7 | 3,4 | |
10 | 7,0 | 25,6 | 2 | - | 5,0 | 4,6 | 4,2 | 3,8 | 3,5 | |
11 | 8,0 | 26,7 | 2 | - | 5,1 | 4,8 | 4,3 | 3,9 | 3,6 | |
12 | 9,0 | 27,7 | 2 | - | 5,2 | 4,9 | 4,4 | 4,0 | 3,7 | |
13 | 10,0 | 28,6 | 2 | - | 5,4 | 5,0 | 4,5 | 4,1 | 3,8 | |
14 | 12,0 | 42,0 | 2 | - | - | 6,2 | 5,4 | 4,9 | 4,5 | |
15 | У6 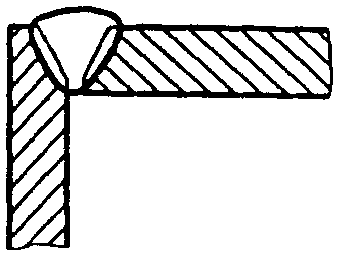 | 4,0 | 91,6 | 4 | 20,4 | 15,0 | 14,0 | 12,0 | - | - |
16 | 5,0 | 96,8 | 4 | - | 15,5 | 14,3 | 12,4 | 11,1 | 10,2 | |
17 | 6,0 | 101,2 | 4 | - | 16,0 | 14,8 | 17,9 | 11,5 | 10,5 | |
18 | 7,0 | 105,2 | 4 | - | 16,5 | 15,2 | 13,2 | 11,8 | 10,7 | |
19 | 8,0 | 108,7 | 4 | - | 17,0 | 15,6 | 13,6 | 12,1 | 11,0 | |
20 | 9,0 | 111,9 | 4 | - | 17,4 | 16,0 | 13,9 | 12,3 | 11,2 | |
21 | 10,0 | 114,8 | 5 | - | 18,0 | 17,0 | 14,8 | 13,3 | 12,1 | |
22 | 12,0 | 120,1 | 6 | - | 18,4 | 23,7 | 22,2 | 21,1 | 19,1 | |
23 | 14,0 | 240,0 | 7 | - | - | 30,2 | 26,1 | 23,1 | 20,9 | |
24 | 16,0 | 261,5 | 7 | - | - | 32,3 | 27,8 | 24,6 | 22,2 | |
25 | 18,0 | 281,3 | 8 | - | - | 35,0 | 30,2 | 26,8 | 24,2 | |
26 | 20,0 | 300,2 | 8 | - | - | 36,9 | 31,8 | 28,2 | 25,4 | |
27 | У7 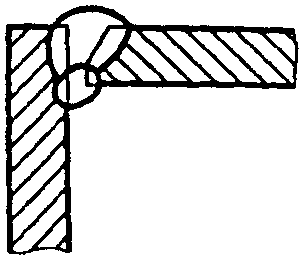 | 4,0 | 24,4 | 2 | 6,5 | 6,0 | 5,2 | 4,7 | - | - |
28 | 5,0 | 34,1 | 2 | - | 6,2 | 58 | 5,1 | 4,7 | 4,3 | |
29 | 6,0 | 44,8 | 2 | - | 7,5 | 7,0 | 6,1 | 5,5 | 5,1 | |
30 | 7,0 | 56,4 | 3 | - | 9,7 | 9,0 | 7,9 | 7,2 | 6,6 | |
31 | 8,0 | 68,8 | 3 | - | 11,3 | 10,4 | 9,1 | 8,2 | 7,5 | |
32 | 9,0 | 102,4 | 4 | - | 16,2 | 14,9 | 13,0 | 11,6 | 10,5 | |
33 | 10,0 | 126,7 | 5 | - | 19,9 | 18,3 | 16,0 | 14,2 | 13,0 | |
34 | 12,0 | 183,4 | 5 | - | - | 22,9 | 19,8 | 17,5 | 15,9 | |
35 | 14,0 | 250,6 | 7 | - | - | 31,2 | 26,9 | 23,8 | 21,5 | |
36 | 16,0 | 328,4 | 9 | - | - | 40,5 | 34,9 | 30,9 | 27,9 | |
37 | 18,0 | 416,8 | 11 | - | - | 51,0 | 43,8 | 38,8 | 35,0 | |
38 | 20,0 | 516,0 | 13 | - | - | 62,5 | 53,7 | 47,4 | 42,7 | |
39 | У8 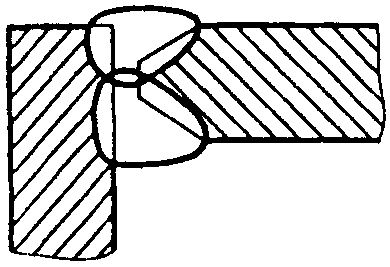 | 12,0 | 56,1 | 2 | - | - | 7,8 | 6,8 | 6,1 | 5,6 |
40 | 14,0 | 71,9 | 2 | - | - | 9,4 | 8,2 | 7,3 | 6,6 | |
41 | 16,0 | 89,0 | 3 | - | - | 11,8 | 10,3 | 9,2 | 8,4 | |
42 | 18,0 | 107,4 | 3 | - | - | 13,7 | 11,9 | 10,6 | 9,6 | |
43 | 20,0 | 127,1 | 4 | - | - | 16,4 | 14,3 | 12,7 | 11,6 | |
44 | 22,0 | 148,1 | 4 | - | - | 17,4 | 15,1 | 13,5 | 12,2 | |
45 | 24,0 | 170,2 | 5 | - | - | 20,2 | 17,5 | 15,6 | 14,2 | |
46 | 26,0 | 193,4 | 5 | - | - | 22,3 | 19,3 | 17,2 | 15,5 | |
47 | 28,0 | 217,8 | 6 | - | - | 25,3 | 21,9 | 19,5 | 17,6 | |
48 | 30,0 | 243,2 | 7 | - | - | 28,4 | 74,6 | 71,9 | 19,8 | |
49 | 32,0 | 269,6 | 7 | - | - | 28,9 | 25,1 | 22,3 | 20,3 | |
50 | 34,0 | 297,1 | 8 | - | - | 32,0 | 27,7 | 24,7 | 22,4 | |
51 | 35,0 | 311,2 | 8 | - | - | 33,2 | 28,8 | 25,6 | 23,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У4, У5, У6, У7, У8, У9 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 25 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
52 | У9 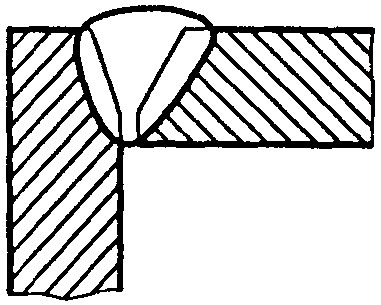 | 12,0 | 147,0 | 4 | - | - | 18,5 | 16,8 | 14,2 | 12,8 |
53 | 14,0 | 192,3 | 5 | - | - | 23,8 | 20,5 | 18,2 | 16,4 | |
54 | 16,0 | 242,6 | 7 | - | - | 30,3 | 26,2 | 23,3 | 21,0 | |
55 | 18,0 | 297,8 | 8 | - | - | 36,7 | 31,6 | 28,0 | 25,3 | |
56 | 20,0 | 357,7 | 9 | - | - | 43,5 | 37,4 | 33,1 | 29,8 | |
57 | 22,0 | 422,3 | 11 | - | - | 47,9 | 41,3 | 36,6 | 33,0 | |
58 | 24,0 | 491,3 | 13 | - | - | 55,7 | 48,1 | 42,6 | 38,4 | |
59 | 26,0 | 564,7 | 15 | - | - | 64,0 | 55,2 | 48,9 | 44,0 | |
60 | 28,0 | 642,4 | 17 | - | - | 72,6 | 62,6 | 55,5 | 49,9 | |
61 | 30,0 | 724,4 | 19 | - | - | 81,7 | 70,4 | 62,4 | 56,1 | |
Индекс | а | б | в | г | д | е | ||||
У8 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 26 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У8 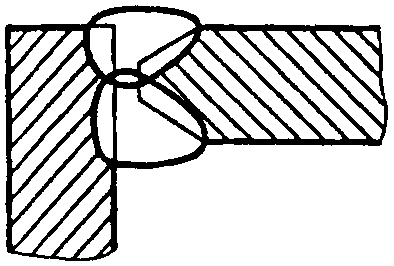 | 12,0 | 91,1 | 3 | - | - | 12,1 | 10,5 | 9,4 | 8,6 |
2 | 14,0 | 110,2 | 3 | - | - | 14,0 | 12,1 | 10,8 | 9,8 | |
3 | 16,0 | 129,9 | 4 | - | - | 16,7 | 14,5 | 12,9 | 11,7 | |
4 | 18,0 | 150,3 | 4 | - | - | 18,8 | 16,2 | 14,4 | 13,0 | |
5 | 20,0 | 171,1 | 5 | - | - | 21,6 | 18,7 | 16,6 | 15,1 | |
6 | 22,0 | 192,5 | 5 | - | - | 22,2 | 19,3 | 17,1 | 15,5 | |
7 | 24,0 | 214,3 | 6 | - | - | 25,0 | 21,7 | 19,3 | 17,4 | |
8 | 26,0 | 336,8 | 9 | - | - | 38,5 | 33,3 | 29,5 | 26,6 | |
9 | 28,0 | 373,3 | 10 | - | - | 42,6 | 36,8 | 32,7 | 29,4 | |
10 | 30,0 | 410,7 | 11 | - | - | 46,8 | 40,4 | 35,9 | 32,3 | |
11 | 32,0 | 449,2 | 12 | - | - | 47,9 | 41,4 | 36,8 | 33,4 | |
12 | 34,0 | 488,6 | 13 | - | - | 51,9 | 45,0 | 40,0 | 36,2 | |
13 | 35,0 | 508,6 | 13 | - | - | 53,7 | 46,4 | 41,2 | 37,3 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т7, Т8 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 27 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 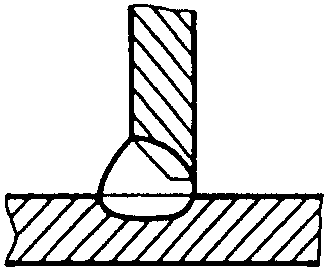 | 4,0 | 35,1 | 2 | 8,8 | 7,0 | 6,1 | 5,0 | - | - |
2 | 5,0 | 42,8 | 2 | - | 7,3 | 6,7 | 5,9 | 5,4 | 4,9 | |
3 | 6,0 | 48,5 | 2 | - | 8,0 | 7,4 | 6,5 | 5,8 | 5,3 | |
4 | 7,0 | 54,0 | 3 | - | 9,3 | 8,6 | 7,6 | 6,9 | 6,4 | |
5 | 8,0 | 64,1 | 3 | - | 10,6 | 9,8 | 8,6 | 7,7 | 7,1 | |
6 | 9,0 | 80,4 | 3 | - | 12,6 | 11,6 | 10,1 | 9,0 | 8,2 | |
7 | 10,0 | 98,6 | 4 | - | 15,6 | 14,3 | 12,5 | 11,1 | 10,2 | |
8 | 12,0 | 140,1 | 4 | - | - | 17,7 | 15,3 | 13,6 | 12,3 | |
9 | 14,0 | 188,6 | 5 | - | - | 23,3 | 20,0 | 17,7 | 16,0 | |
10 | 16,0 | 197,0 | 5 | - | - | 24,1 | 20,8 | 18,4 | 16,6 | |
11 | 18,0 | 249,2 | 7 | - | - | 30,7 | 26,5 | 23,5 | 21,2 | |
12 | 20,0 | 307,6 | 8 | - | - | 37,4 | 32,1 | 28,4 | 25,6 | |
13 | Т7 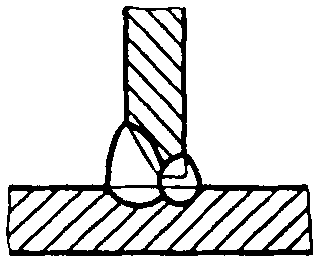 | 4,0 | 45,3 | 2 | 10,9 | 7,3 | 7,5 | 6,0 | - | - |
14 | 5,0 | 52,4 | 2 | - | 8,5 | 7,8 | 6,8 | 6,1 | 5,6 | |
15 | 6,0 | 56,1 | 3 | - | 9,6 | 8,9 | 7,8 | 7,1 | 6,5 | |
16 | 7,0 | 71,5 | 3 | - | 11,5 | 10,6 | 9,3 | 8,3 | 7,6 | |
17 | 8,0 | 86,8 | 4 | - | 14,1 | 13,0 | 11,4 | 10,2 | 9,3 | |
18 | 9,0 | 103,0 | 4 | - | 16,1 | 14,8 | 12,9 | 11,5 | 10,5 | |
19 | 10,0 | 120,0 | 5 | - | 18,9 | 17,4 | 15,1 | 13,5 | 12,3 | |
20 | 12,0 | 156,4 | 4 | - | - | 19,3 | 16,7 | 14,8 | 13,3 | |
21 | 14,0 | 195,7 | 5 | - | - | 24,0 | 20,6 | 18,3 | 16,5 | |
22 | 16,0 | 237,6 | 6 | - | - | 28,9 | 24,9 | 22,0 | 19,8 | |
23 | 18,0 | 245,4 | 7 | - | - | 30,4 | 26,2 | 23,2 | 20,9 | |
24 | 20,0 | 361,5 | 10 | - | - | 44,2 | 38,0 | 33,6 | 30,3 | |
25 | Т8 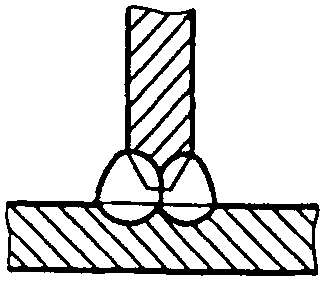 | 12,0 | 73,9 | 2 | - | - | 9,6 | 8,3 | 7,4 | 6,8 |
26 | 14,0 | 92,0 | 3 | - | - | 12,1 | 10,5 | 9,4 | 8,6 | |
27 | 16,0 | 111,2 | 3 | - | - | 14,0 | 12,2 | 10,8 | 9,8 | |
28 | 18,0 | 131,3 | 4 | - | - | 16,8 | 14,5 | 12,9 | 11,7 | |
29 | 20,0 | 152,5 | 4 | - | - | 18,9 | 16,3 | 14,5 | 13,1 | |
30 | 22,0 | 174,6 | 5 | - | - | 20,4 | 17,7 | 15,7 | 14,2 | |
31 | 24,0 | 197,5 | 5 | - | - | 22,5 | 19,5 | 17,3 | 15,6 | |
32 | 26,0 | 221,2 | 6 | - | - | 25,4 | 22,0 | 19,5 | 17,6 | |
33 | 28,0 | 245,7 | 7 | - | - | 28,3 | 24,5 | 21,8 | 19,7 | |
34 | 30,0 | 270,9 | 7 | - | - | 30,7 | 26,5 | 23,5 | 21,1 | |
35 | 32,0 | 296,9 | 8 | - | - | 31,7 | 27,4 | 24,4 | 22,1 | |
36 | 34,0 | 323,5 | 9 | - | - | 34,6 | 30,0 | 26,7 | 24,2 | |
37 | 35,0 | 337,1 | 9 | - | - | 35,8 | 31,0 | 27,5 | 24,9 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, Т1, Т3 | Полуавтоматическая аргонодуговая сварка алюминия и алюминиевых сплавов | |||||||||
Карта 28 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 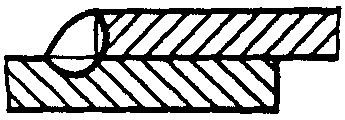 | 4,0 | 13,4 | 1 | 3,5 | 3,2 | 2,8 | 2,5 | - | - |
2 | Н2 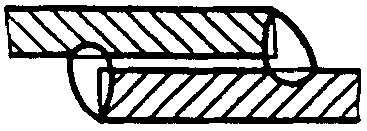 | 5,0 | 20,0 | 1 | - | 3,5 | 3,3 | 2,9 | 2,6 | 2,4 |
3 | У4 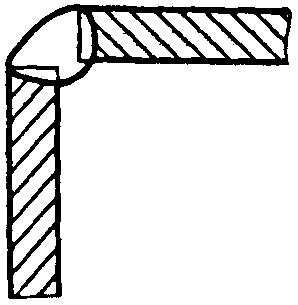 | 6,0 | 27,7 | 2 | - | 5,0 | 4,7 | 4,2 | 3,8 | 3,5 |
4 | 7,0 | 36,4 | 2 | - | 6,1 | 5,7 | 5,0 | 4,5 | 4,1 | |
5 | У5 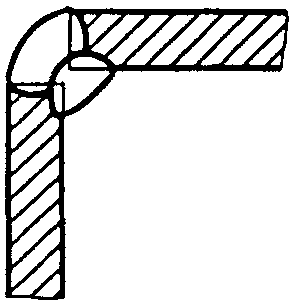 | 8,0 | 46,2 | 2 | - | 7,4 | 6,8 | 5,9 | 5,3 | 4,8 |
6 | 9,0 | 57,1 | 3 | - | 9,3 | 8,6 | 7,5 | 6,7 | 6,1 | |
7 | У7 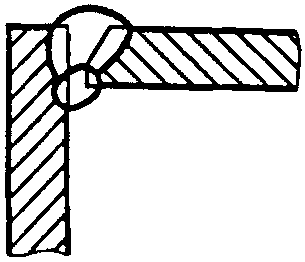 | 10,0 | 68,8 | 3 | - | 10,8 | 9,9 | 8,6 | 7,7 | 7,0 |
8 | 12,0 | 95,3 | 3 | - | - | 12,0 | 10,3 | 9,2 | 8,3 | |
9 | Т1 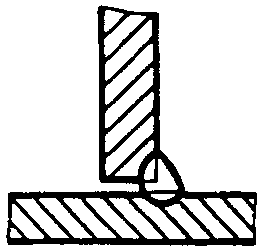 | 14,0 | 125,4 | 4 | - | - | 15,6 | 13,5 | 11,9 | 10,8 |
10 | Т3 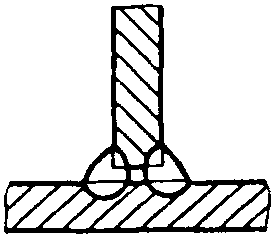 | 16,0 | 159,1 | 5 | - | - | 19,6 | 16,9 | 15,0 | 13,5 |
11 | 18,0 | 196,3 | 5 | - | - | 23,4 | 20,1 | 17,7 | 15,9 | |
12 | 20,0 | 236,9 | 6 | - | - | 28,1 | 24,1 | 21,2 | 19,0 | |
Индекс | а | б | в | г | д | е | ||||
С2, С5, С18, С19, С55, С57, С58, С60 | Полуавтоматическая аргонодуговая сварка стыков труб из меди и медно-никелевых сплавов | |||||||||
Карта 29 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2 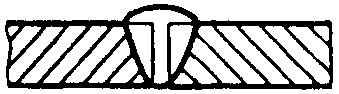 | 2,0 | 4,7 | 1 | 3,4 | 3,1 | 2,9 | 2,7 | - | - |
2 | 2,5 | 10,2 | 1 | 5,5 | 5,0 | 4,7 | 4,0 | 3,7 | - | |
3 | 3,0 | 11,1 | 1 | 5,8 | 5,3 | 5,0 | 4,3 | 3,9 | - | |
4 | 4,0 | 21,7 | 2 | - | - | 8,8 | 7,3 | 7,0 | 6,2 | |
5 | 5,0 | 24,3 | 2 | - | - | 9,1 | 7,6 | 7,2 | 6,4 | |
6 | С5 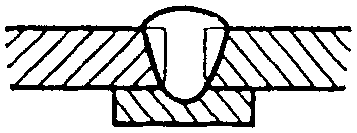 | 2,0 | 5,6 | 1 | 3,8 | 3,5 | 3,3 | 3,0 | - | - |
7 | 2,5 | 13,7 | 1 | 6,9 | 6,3 | 5,9 | 5,0 | 4,6 | - | |
8 | 3,0 | 15,0 | 1 | 7,5 | 6,8 | 6,3 | 5,4 | 4,9 | - | |
9 | 4,0 | 27,1 | 2 | - | - | 10,6 | 8,7 | 8,3 | 7,2 | |
10 | 5,0 | 30,6 | 2 | - | - | 11,0 | 9,1 | 8,6 | 7,6 | |
11 | С18 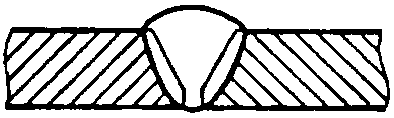 | 4,0 | 31,8 | 2 | - | - | 12,2 | 10,0 | 9,5 | 8,3 |
12 | 5,0 | 39,6 | 2 | - | - | 13,8 | 11,4 | 10,8 | 9,5 | |
13 | 6,0 | 62,1 | 3 | - | - | 20,1 | 16,6 | 15,8 | 13,9 | |
14 | 7,0 | 79,7 | 4 | - | - | 24,4 | 20,3 | 18,6 | 16,6 | |
15 | 8,0 | 99,0 | 5 | - | - | 30,1 | 25,1 | 22,9 | 20,5 | |
16 | 9,0 | 119,8 | 5 | - | - | 33,0 | 28,2 | 24,8 | 22,4 | |
17 | 10,0 | 142,1 | 6 | - | - | 39,0 | 33,4 | 29,4 | 26,4 | |
18 | 12,0 | 191,0 | 6 | - | - | 47,5 | 39,6 | 35,1 | 29,9 | |
19 | 14,0 | 218,9 | 7 | - | - | 54,5 | 45,3 | 40,2 | 34,2 | |
20 | 15,0 | 239,2 | 7 | - | - | 59,0 | 49,0 | 43,4 | 36,9 | |
21 | С19 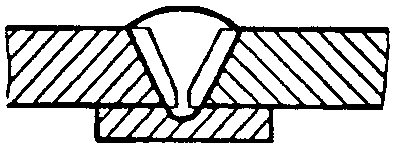 | 4,0 | 31,8 | 2 | - | - | 12,2 | 10,0 | 9,5 | 8,3 |
22 | 5,0 | 39,6 | 2 | - | - | 13,8 | 11,4 | 10,8 | 9,5 | |
23 | 6,0 | 67,5 | 3 | - | - | 21,6 | 17,8 | 16,9 | 14,9 | |
24 | 7,0 | 84,5 | 4 | - | - | 25,5 | 21,4 | 19,5 | 17,4 | |
25 | 8,0 | 102,7 | 5 | - | - | 31,0 | 25,9 | 23,6 | 21,1 | |
26 | 9,0 | 121,9 | 6 | - | - | 34,2 | 29,3 | 25,9 | 23,4 | |
27 | 10,0 | 142,2 | 6 | - | - | 39,0 | 33,4 | 29,4 | 26,4 | |
28 | 12,0 | 185,5 | 6 | - | - | 46,3 | 38,6 | 34,2 | 29,1 | |
29 | 14,0 | 232,3 | 7 | - | - | 57,5 | 47,8 | 42,3 | 36,0 | |
30 | 15,0 | 256,9 | 8 | - | - | 63,7 | 52,9 | 46,9 | 39,9 | |
31 | С55 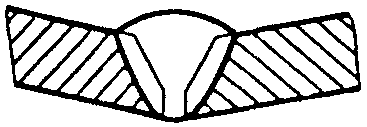 | 4,0 | 31,2 | 2 | - | - | 12,0 | 9,9 | 9,4 | 8,2 |
32 | 5,0 | 37,8 | 2 | - | - | 13,3 | 11,0 | 10,4 | 9,2 | |
33 | 6,0 | 64,0 | 3 | - | - | 20,8 | 17,1 | 16,2 | 14,3 | |
34 | 7,0 | 80,2 | 4 | - | - | 24,5 | 20,4 | 18,7 | 16,7 | |
35 | 8,0 | 97,4 | 5 | - | - | 29,7 | 24,8 | 22,6 | 20,2 | |
36 | 9,0 | 115,6 | 5 | - | - | 31,9 | 27,4 | 24,1 | 21,7 | |
37 | 10,0 | 134,9 | 6 | - | - | 37,3 | 31,9 | 28,1 | 25,3 | |
38 | 12,0 | 175,9 | 6 | - | - | 44,2 | 36,8 | 32,7 | 27,9 | |
39 | 14,0 | 220,3 | 7 | - | - | 54,8 | 45,6 | 40,4 | 34,4 | |
40 | 15,0 | 243,6 | 8 | - | - | 60,7 | 50,5 | 44,8 | 38,1 | |
41 | С57 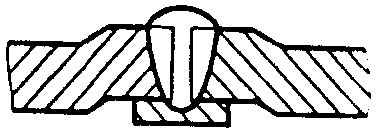 | 2,0 | 5,6 | 1 | 3,8 | 3,5 | 3,3 | 3,0 | - | - |
42 | 2,5 | 13,7 | 1 | 6,9 | 6,3 | 5,9 | 5,0 | 4,6 | - | |
43 | 3,0 | 15,0 | 1 | 7,5 | 6,8 | 6,3 | 5,4 | 4,9 | - | |
44 | 4,0 | 27,1 | 2 | - | - | 10,6 | 8,7 | 8,3 | 7,2 | |
45 | 5,0 | 30,6 | 2 | - | - | 11,0 | 9,1 | 8,6 | 7,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С5, С18, С19, С55, С57, С58, С60 | Полуавтоматическая аргонодуговая сварка стыков труб из меди и медно-никелевых сплавов | |||||||||
Карта 29 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
46 | С58 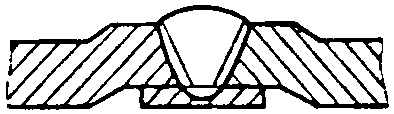 | 4,0 | 34,3 | 2 | - | - | 13,0 | 10,7 | 10,1 | 8,8 |
47 | 5,0 | 48,0 | 3 | - | - | 17,0 | 14,1 | 13,4 | 11,8 | |
48 | 6,0 | 63,1 | 3 | - | - | 20,5 | 16,8 | 16,0 | 14,1 | |
49 | 7,0 | 79,4 | 4 | - | - | 24,3 | 20,3 | 18,5 | 16,6 | |
50 | 8,0 | 97,0 | 5 | - | - | 29,5 | 26,8 | 22,6 | 20,2 | |
51 | 9,0 | 115,7 | 5 | - | - | 32,0 | 27,4 | 24,1 | 21,7 | |
52 | 10,0 | 135,5 | 6 | - | - | 37,4 | 32,1 | 28,2 | 25,4 | |
53 | 12,0 | 178,1 | 6 | - | - | 44,6 | 37,2 | 33,0 | 28,2 | |
54 | 14,0 | 224,3 | 7 | - | - | 55,7 | 46,3 | 41,0 | 34,9 | |
55 | 15,0 | 248,7 | 8 | - | - | 61,8 | 51,4 | 45,6 | 38,8 | |
56 | С60 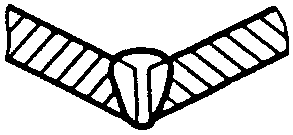 | 2,0 | 8,0 | 1 | 5,0 | 4,8 | 4,5 | 3,9 | - | - |
57 | 2,5 | 10,4 | 1 | 5,5 | 5,1 | 4,7 | 4,1 | 3,8 | - | |
58 | 3,0 | 11,1 | 1 | 5,8 | 5,4 | 5,0 | 4,3 | 3,9 | - | |
59 | 4,0 | 18,5 | 1 | - | - | 7,2 | 5,9 | 5,6 | 4,9 | |
60 | 5,0 | 21,0 | 1 | - | - | 7,5 | 6,2 | 5,9 | 5,2 | |
Индекс | а | б | в | г | д | е | ||||
Н1, У5 | Полуавтоматическая аргонодуговая сварка стыков труб из меди и медно-никелевых сплавов | |||||||||
Карта 30 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 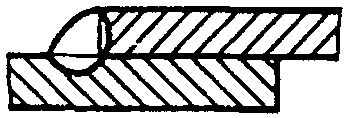 | 2,0 | 4,5 | 1 | 3,4 | 3,1 | 2,9 | 2,7 | - | - |
2 | 2,5 | 6,6 | 1 | 4,0 | 3,7 | 3,5 | 3,1 | 2,9 | - | |
3 | У5 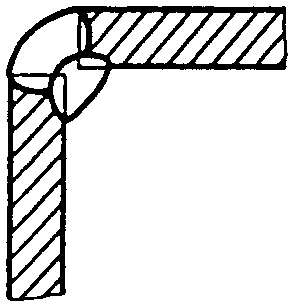 | 3,0 | 9,1 | 1 | 5,0 | 4,6 | 4,3 | 3,8 | 3,5 | - |
4 | 4,0 | 14,8 | 1 | - | - | 6,0 | 5,0 | 4,8 | 4,2 | |
5 | 5,0 | 21,5 | 2 | - | - | 8,4 | 7,1 | 6,7 | 6,0 | |
6 | 6,0 | 29,3 | 2 | - | - | 10,2 | 8,5 | 8,1 | 7,2 | |
7 | 7,0 | 38,1 | 2 | - | - | 12,0 | 10,1 | 9,2 | 8,2 | |
8 | 8,0 | 47,7 | 3 | - | - | 15,1 | 12,7 | 11,7 | 10,5 | |
9 | 9,0 | 58,2 | 3 | - | - | 16,6 | 14,3 | 12,7 | 11,5 | |
10 | 10,0 | 69,6 | 3 | - | - | 19,4 | 16,6 | 14,6 | 13,2 | |
11 | 12,0 | 94,7 | 3 | - | - | 23,8 | 19,8 | 17,6 | 15,0 | |
12 | 14,0 | 122,9 | 4 | - | - | 30,8 | 25,6 | 22,8 | 19,4 | |
13 | 16,0 | 154,1 | 5 | - | - | 38,4 | 32,0 | 28,4 | 24,1 | |
14 | 18,0 | 188,0 | 6 | - | - | 46,6 | 38,8 | 34,4 | 29,3 | |
15 | 19,0 | 206,0 | 7 | - | - | 51,3 | 42,7 | 37,9 | 32,3 | |
Индекс | а | б | в | г | д | е | ||||
С2, С4, С5, С7, С8, С9, С12, С17, С18, С21, С25 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 31 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2  | 0,8 | 5,6 | 1 | 2,6 | 2,7 | - | - | - | - |
2 | 1,0 | 5,8 | 1 | 2,6 | 2,7 | - | - | - | - | |
3 | 1,5 | 6,1 | 1 | 2,6 | 2,7 | - | - | - | - | |
4 | 2,0 | 6,3 | 1 | 2,6 | 2,7 | - | - | - | - | |
5 | 2,5 | 11,0 | 1 | 2,7 | 2,9 | 3,3 | - | - | - | |
6 | 3,0 | 11,4 | 1 | 2,7 | 2,9 | 3,3 | - | - | - | |
7 | 4,0 | 12,1 | 1 | 2,9 | 3,1 | 3,4 | 3,6 | 3,8 | - | |
8 | 5,0 | 18,7 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
9 | 6,0 | 19,7 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
10 | С4 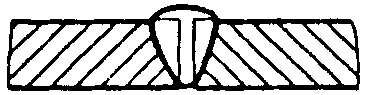 | 0,8 | 11,8 | 1 | 2,6 | 2,7 | - | - | - | - |
11 | 1,0 | 12,3 | 1 | 2,6 | 2,7 | - | - | - | - | |
12 | 1,5 | 13,1 | 1 | 2,6 | 2,7 | - | - | - | - | |
13 | 2,0 | 13,8 | 1 | 2,6 | 2,7 | - | - | - | - | |
14 | 2,5 | 14,3 | 1 | 2,7 | 2,9 | 3,3 | - | - | - | |
15 | 3,0 | 20,5 | 1 | 2,7 | 2,9 | 3,3 | - | - | - | |
16 | 4,0 | 21,5 | 1 | 2,9 | 3,1 | 3,4 | 3,6 | 3,8 | - | |
17 | 5,0 | 33,2 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
18 | 6,0 | 38,8 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
19 | 7,0 | 44,3 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
20 | 8,0 | 49,7 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
21 | С5 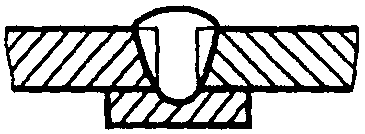 | 0,8 | 6,2 | 1 | 2,6 | 2,7 | - | - | - | - |
21 | 1,0 | 6,4 | 1 | 2,6 | 2,7 | - | - | - | - | |
23 | 1,5 | 8,1 | 1 | 2,6 | 2,7 | - | - | - | - | |
24 | 2,0 | 8,7 | 1 | 2,6 | 2,7 | - | - | - | - | |
25 | 2,5 | 9,1 | 1 | 2,7 | 2,9 | 3,3 | - | - | - | |
26 | 3,0 | 13,6 | 1 | 2,7 | 2,9 | 3,3 | - | - | - | |
27 | 4,0 | 14,6 | 1 | 2,9 | 3,1 | 3,4 | 3,6 | 3,8 | - | |
28 | 5,0 | 27,0 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
29 | 6,0 | 30,1 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
30 | 7,0 | 39,4 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
31 | 8,0 | 42,4 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
32 | С7 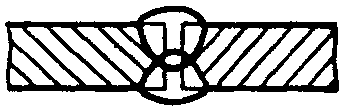 | 3,0 | 9,0 | 1 | 2,7 | 2,9 | 3,3 | - | - | - |
33 | 4,0 | 9,0 | 1 | 2,9 | 3,1 | 3,4 | 3,6 | 3,8 | - | |
34 | 5,0 | 13,6 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
35 | 6,0 | 13,6 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
36 | 7,0 | 20,1 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
37 | 8,0 | 22,1 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
38 | 9,0 | 24,0 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
39 | 10,0 | 25,9 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
40 | 12,0 | 33,0 | 1 | - | - | 5,2 | 5,5 | 5,8 | 6,1 | |
41 | С8 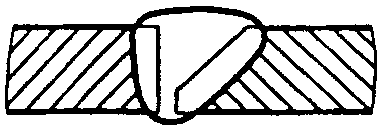 | 3,0 | 8,3 | 1 | 2,8 | 3,0 | 3,3 | - | - | - |
42 | 4,0 | 12,9 | 1 | 3,0 | 3,2 | 3,5 | 3,7 | 3,9 | - | |
43 | 5,0 | 18,2 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
44 | 6,0 | 24,0 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
45 | 7,0 | 30,4 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
46 | 8,0 | 37,2 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С12, С17, С18, С21, С25 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 31 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
47 | С8 | 9,0 | 44,6 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 |
48 | 10,0 | 52,3 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
49 | 12,0 | 77,0 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
50 | 14,0 | 102,8 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
51 | 16,0 | 132,1 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
52 | 18,0 | 164,7 | 3 | - | - | - | 17,5 | 18,7 | 20,2 | |
53 | 20,0 | 200,6 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
54 | 22,0 | 239,9 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
55 | 24,0 | 282,3 | 6 | - | - | - | 39,9 | 43,3 | 47,6 | |
56 | 26,0 | 328,0 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
57 | 28,0 | 376,9 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
58 | 30,0 | 428,8 | 9 | - | - | - | 59,4 | 64,6 | 71,0 | |
59 | 32,0 | 484,0 | 10 | - | - | - | 66,1 | 71,8 | 78,9 | |
60 | 34,0 | 542,2 | 11 | - | - | - | 72,6 | 78,9 | 86,7 | |
61 | 36,0 | 603,4 | 12 | - | - | - | 79,1 | 86,0 | 94,5 | |
62 | 38,0 | 667,7 | 13 | - | - | - | 85,6 | 93,2 | 102,3 | |
63 | 40,0 | 735,1 | 15 | - | - | - | 98,7 | 107,4 | 118,0 | |
64 | 42,0 | 805,4 | 16 | - | - | - | 105,2 | 114,5 | 125,8 | |
65 | 44,0 | 878,7 | 18 | - | - | - | 118,3 | 128,7 | 141,4 | |
66 | 46,0 | 955,0 | 19 | - | - | - | 124,8 | 135,8 | 149,2 | |
67 | 48,0 | 1034,3 | 21 | - | - | - | 137,8 | 150,0 | 164,8 | |
68 | 50,0 | 1116,5 | 22 | - | - | - | 144,3 | 157,1 | 172,6 | |
69 | 52,0 | 1201,6 | 24 | - | - | - | 157,4 | 171,3 | 188,2 | |
70 | 54,0 | 1289,6 | 26 | - | - | - | 170,4 | 185,5 | 203,8 | |
71 | 56,0 | 1380,5 | 28 | - | - | - | 183,5 | 199,7 | 219,5 | |
72 | 58,0 | 1474,3 | 30 | - | - | - | 196,5 | 213,9 | 235,1 | |
73 | 60,0 | 1570,9 | 31 | - | - | - | 203,1 | 221,0 | 242,9 | |
74 | С9 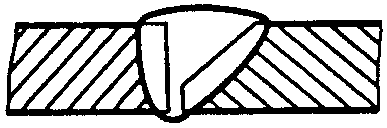 | 3,0 | 12,2 | 1 | 2,8 | 3,0 | 3,3 | - | - | - |
75 | 4,0 | 15,4 | 1 | 3,0 | 3,2 | 3,5 | 3,7 | 3,9 | - | |
76 | 5,0 | 20,7 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
77 | 6,0 | 27,5 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
78 | 7,0 | 35,0 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
79 | 8,0 | 45,1 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
80 | 9,0 | 51,8 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
81 | 10,0 | 61,1 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
82 | 12,0 | 81,2 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
83 | 14,0 | 103,3 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
84 | 16,0 | 140,4 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
85 | 18,0 | 174,1 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
86 | 20,0 | 211,1 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
87 | 22,0 | 251,2 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
88 | 24,0 | 294,5 | 6 | - | - | - | 39,9 | 43,3 | 47,6 | |
89 | 26,0 | 340,9 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
90 | 28,0 | 390,3 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
91 | 30,0 | 442,7 | 9 | - | - | - | 59,4 | 64,6 | 71,0 | |
92 | 32,0 | 498,0 | 10 | - | - | - | 66,1 | 71,8 | 78,9 | |
93 | 34,0 | 556,3 | 11 | - | - | - | 72,6 | 78,9 | 86,7 | |
94 | 36,0 | 617,6 | 12 | - | - | - | 79,1 | 86,0 | 94,5 | |
95 | 38,0 | 681,6 | 14 | - | - | - | 92,2 | 100,3 | 110,1 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С12, С17, С18, С21, С25 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 31 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
96 | С9 | 40,0 | 748,6 | 15 | - | - | - | 98,7 | 107,4 | 118,0 |
97 | 42,0 | 818,3 | 16 | - | - | - | 105,2 | 114,5 | 125,8 | |
98 | 44,0 | 890,9 | 18 | - | - | - | 118,3 | 128,7 | 141,4 | |
99 | 46,0 | 966,2 | 19 | - | - | - | 124,8 | 135,8 | 149,2 | |
100 | 48,0 | 1044,3 | 21 | - | - | - | 137,8 | 150,0 | 164,8 | |
101 | 50,0 | 1125,1 | 23 | - | - | - | 150,9 | 164,2 | 180,4 | |
102 | 52,0 | 1208,7 | 24 | - | - | - | 157,4 | 171,3 | 188,2 | |
103 | 54,0 | 1294,9 | 26 | - | - | - | 170,4 | 185,5 | 203,8 | |
104 | 56,0 | 1383,8 | 28 | - | - | - | 183,5 | 199,7 | 219,5 | |
105 | 58,0 | 1475,4 | 30 | - | - | - | 196,5 | 213,9 | 235,1 | |
106 | 60,0 | 1569,6 | 31 | - | - | - | 203,1 | 221,0 | 242,9 | |
107 | С12 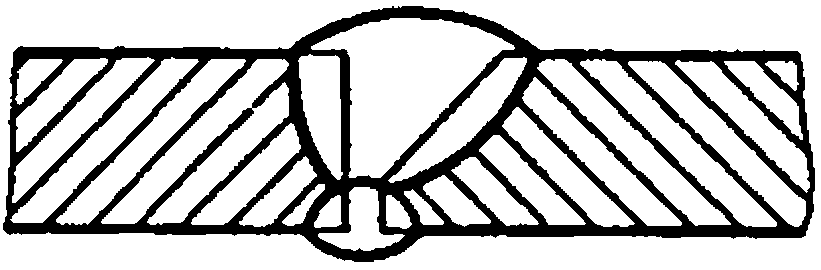 | 3,0 | 8,8 | 1 | 2,8 | 3,0 | 3,3 | - | - | - |
108 | 4,0 | 13,0 | 1 | 3,0 | 3,2 | 3,5 | 3,7 | 3,9 | - | |
109 | 5,0 | 17,6 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
110 | 6,0 | 22,5 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
111 | 7,0 | 27,7 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
112 | 8,0 | 37,5 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
113 | 9,0 | 46,7 | 1 | - | 4,4 | 4,7 | 5,0 | 5,1 | 5,5 | |
114 | 10,0 | 56,7 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
115 | 12,0 | 79,4 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
116 | 10,0 | 105,6 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
117 | 16,0 | 135,1 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
118 | 18,0 | 168,0 | 3 | - | - | - | 17,5 | 18,7 | 20,2 | |
119 | 20,0 | 204,1 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
120 | 22,0 | 243,4 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
121 | 24,0 | 285,8 | 6 | - | - | - | 39,9 | 43,3 | 47,6 | |
122 | 26,0 | 331,3 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
123 | 28,0 | 379,9 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
124 | 30,0 | 431,6 | 9 | - | - | - | 59,4 | 64,6 | 71,0 | |
125 | 32,0 | 486,2 | 10 | - | - | - | 66,1 | 71,8 | 78,9 | |
126 | 34,0 | 543,9 | 11 | - | - | - | 72,6 | 78,9 | 86,7 | |
127 | 36,0 | 604,4 | 12 | - | - | - | 79,1 | 86,0 | 94,5 | |
128 | 38,0 | 667,9 | 13 | - | - | - | 85,6 | 93,2 | 102,3 | |
129 | 40,0 | 734,3 | 15 | - | - | - | 98,7 | 107,4 | 118,0 | |
130 | 42,0 | 803,5 | 16 | - | - | - | 105,2 | 114,5 | 125,8 | |
131 | 44,0 | 875,6 | 18 | - | - | - | 118,3 | 128,7 | 141,4 | |
132 | 46,0 | 950,5 | 19 | - | - | - | 124,8 | 135,8 | 149,2 | |
133 | 48,0 | 1028,3 | 21 | - | - | - | 137,8 | 150,0 | 164,8 | |
134 | 50,0 | 1108,8 | 22 | - | - | - | 144,3 | 157,1 | 172,6 | |
135 | 52,0 | 1192,1 | 24 | - | - | - | 157,4 | 171,3 | 188,2 | |
136 | 54,0 | 1278,2 | 26 | - | - | - | 170,4 | 185,5 | 203,8 | |
137 | 56,0 | 1367,0 | 27 | - | - | - | 177,0 | 192,6 | 211,7 | |
138 | 58,0 | 1458,5 | 29 | - | - | - | 190,0 | 206,8 | 227,3 | |
139 | 60,0 | 1552,8 | 31 | - | - | - | 203,1 | 221,0 | 242,9 | |
140 | С17 | 3,0 | 8,3 | 1 | 2,8 | 3,0 | 3,3 | - | - | - |
141 | 4,0 | 12,5 | 1 | 3,0 | 3,2 | 3,5 | 3,7 | 3,9 | - | |
142 | 5,0 | 17,0 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
143 | 6,0 | 22,0 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
144 | 7,0 | 27,3 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С12, С17, С18, С21, С25 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 31 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
145 | С17 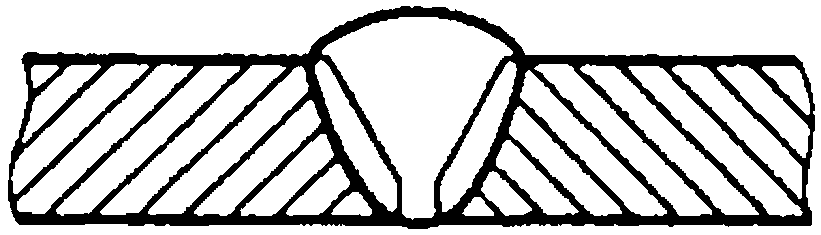 | 8,0 | 33,0 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 |
146 | 9,0 | 38,9 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
147 | 10,0 | 45,1 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
148 | 12,0 | 66,0 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
149 | 14,0 | 88,4 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
150 | 16,0 | 113,7 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
151 | 18,0 | 142,1 | 3 | - | - | - | 17,5 | 18,7 | 20,2 | |
152 | 20,0 | 173,4 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
153 | 22,0 | 207,7 | 4 | - | - | - | 26,8 | 29,1 | 31,9 | |
154 | 24,0 | 244,8 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
155 | 26,0 | 284,8 | 6 | - | - | - | 39,9 | 43,3 | 47,6 | |
156 | 28,0 | 327,6 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
157 | 30,0 | 373,3 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
158 | 32,0 | 421,7 | 8 | - | - | - | 53,0 | 57,6 | 63,3 | |
159 | 34,0 | 472,9 | 10 | - | - | - | 66,1 | 71,8 | 78,9 | |
160 | 36,0 | 526,9 | 11 | - | - | - | 72,6 | 78,9 | 86,7 | |
161 | 38,0 | 583,5 | 12 | - | - | - | 79,1 | 86,0 | 94,5 | |
162 | 40,0 | 643,0 | 13 | - | - | - | 85,6 | 93,2 | 102,3 | |
163 | 42,0 | 705,1 | 14 | - | - | - | 92,2 | 100,3 | 110,1 | |
164 | 44,0 | 769,9 | 15 | - | - | - | 98,7 | 107,4 | 118,0 | |
165 | 46,0 | 837,3 | 17 | - | - | - | 111,7 | 121,6 | 133,6 | |
166 | 48,0 | 907,5 | 18 | - | - | - | 118,3 | 128,7 | 141,4 | |
167 | 50,0 | 980,3 | 20 | - | - | - | 131,3 | 142,9 | 157,0 | |
168 | 52,0 | 1055,7 | 21 | - | - | - | 137,8 | 150,0 | 164,8 | |
169 | 54,0 | 1133,8 | 23 | - | - | - | 150,9 | 164,2 | 180,4 | |
170 | 56,0 | 1214,4 | 24 | - | - | - | 157,4 | 171,3 | 188,2 | |
171 | 58,0 | 1297,7 | 26 | - | - | - | 170,4 | 185,5 | 203,8 | |
172 | 60,0 | 1383,6 | 28 | - | - | - | 183,5 | 199,7 | 219,5 | |
173 | С18 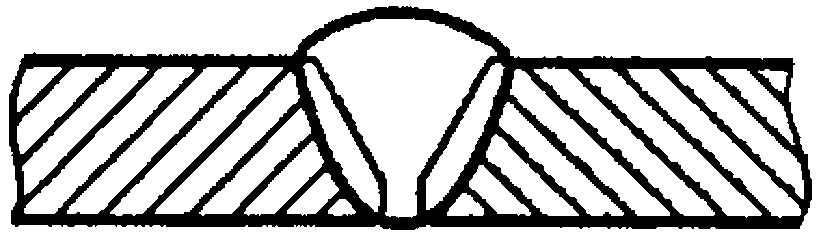 | 3,0 | 12,3 | 1 | 2,8 | 3,0 | 3,3 | - | - | - |
174 | 4,0 | 17,1 | 1 | 3,0 | 3,2 | 3,5 | 3,7 | 3,9 | - | |
175 | 5,0 | 22,1 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
176 | 6,0 | 27,2 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
177 | 7,0 | 32,4 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
178 | 8,0 | 37,7 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
179 | 9,0 | 43,1 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
180 | 10,0 | 48,6 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
181 | 12,0 | 73,9 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
182 | 14,0 | 97,7 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
183 | 16,0 | 124,4 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
184 | 18,0 | 154,0 | 3 | - | - | - | 17,5 | 18,7 | 20,2 | |
185 | 20,0 | 186,4 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
186 | 22,0 | 221,5 | 4 | - | - | - | 26,8 | 29,1 | 31,9 | |
187 | 24,0 | 259,3 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
188 | 26,0 | 299,8 | 6 | - | - | - | 39,9 | 43,3 | 47,6 | |
189 | 28,0 | 342,8 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
190 | 30,0 | 388,5 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
191 | 32,0 | 436,6 | 9 | - | - | - | 59,5 | 64,7 | 71,1 | |
192 | 34,0 | 487,3 | 10 | - | - | - | 66,1 | 71,8 | 78,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С12, С17, С18, С21, С25 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 31 | Лист 5 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
193 | С18 | 36,0 | 540,5 | 11 | - | - | - | 72,6 | 78,9 | 86,7 |
194 | 38,0 | 596,1 | 12 | - | - | - | 79,1 | 86,0 | 94,5 | |
195 | 40,0 | 654,1 | 13 | - | - | - | 85,6 | 93,2 | 102,3 | |
196 | 42,0 | 714,5 | 14 | - | - | - | 92,2 | 100,3 | 110,1 | |
197 | 44,0 | 777,3 | 16 | - | - | - | 105,2 | 114,5 | 125,8 | |
198 | 46,0 | 842,5 | 17 | - | - | - | 111,7 | 121,6 | 133,6 | |
199 | 48,0 | 910,0 | 18 | - | - | - | 118,3 | 128,7 | 141,4 | |
200 | 50,0 | 979,8 | 20 | - | - | - | 131,3 | 142,9 | 157,0 | |
201 | 52,0 | 1052,0 | 21 | - | - | - | 137,8 | 150,0 | 164,8 | |
202 | 54,0 | 1126,4 | 23 | - | - | - | 150,9 | 164,2 | 180,4 | |
203 | 56,0 | 1203,1 | 24 | - | - | - | 157,4 | 171,3 | 188,2 | |
204 | 58,0 | 1282,0 | 26 | - | - | - | 170,4 | 185,5 | 203,8 | |
205 | 60,0 | 1363,2 | 27 | - | - | - | 177,0 | 192,6 | 211,7 | |
206 | С21 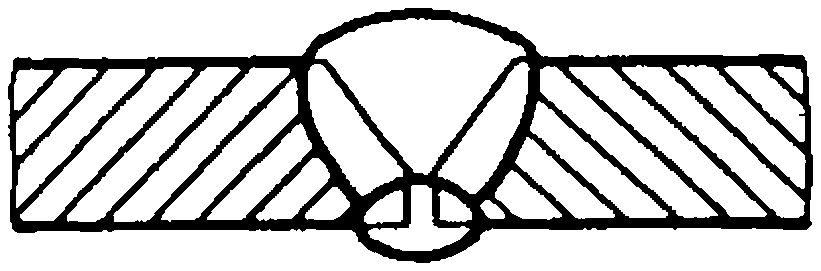 | 3,0 | 9,1 | 1 | 2,8 | 3,0 | 3,3 | - | - | - |
207 | 4,0 | 13,5 | 1 | 3,0 | 3,2 | 3,5 | 3,7 | 3,9 | - | |
208 | 5,0 | 18,2 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
209 | 6,0 | 23,4 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 | |
210 | 7,0 | 28,8 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
211 | 8,0 | 34,6 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
212 | 9,0 | 40,6 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
213 | 10,0 | 46,8 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
214 | 12,0 | 69,0 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
215 | 14,0 | 91,8 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
216 | 16,0 | 117,6 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
217 | 18,0 | 146,3 | 3 | - | - | - | 17,5 | 18,7 | 20,2 | |
218 | 20,0 | 177,9 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
219 | 22,0 | 212,4 | 4 | - | - | - | 26,8 | 29,1 | 31,9 | |
220 | 24,0 | 249,6 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
221 | 26,0 | 289,5 | 6 | - | - | - | 39,9 | 43,3 | 47,6 | |
222 | 28,0 | 332,2 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
223 | 30,0 | 377,5 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
224 | 32,0 | 425,6 | 9 | - | - | - | 59,5 | 64,7 | 71,1 | |
225 | 34,0 | 476,2 | 10 | - | - | - | 66,1 | 71,8 | 78,9 | |
226 | 36,0 | 529,5 | 11 | - | - | - | 72,6 | 78,9 | 86,7 | |
227 | 38,0 | 585,4 | 12 | - | - | - | 79,1 | 86,0 | 94,5 | |
228 | 40,0 | 643,8 | 13 | - | - | - | 85,6 | 93,2 | 102,3 | |
229 | 42,0 | 704,8 | 14 | - | - | - | 92,2 | 100,3 | 110,1 | |
230 | 44,0 | 768,3 | 15 | - | - | - | 98,7 | 107,4 | 118,0 | |
231 | 46,0 | 834,4 | 17 | - | - | - | 111,7 | 121,6 | 133,6 | |
232 | 48,0 | 902,9 | 18 | - | - | - | 118,3 | 128,7 | 141,4 | |
233 | 50,0 | 973,9 | 20 | - | - | - | 131,3 | 142,9 | 157,0 | |
234 | 52,0 | 1047,4 | 21 | - | - | - | 137,8 | 150,0 | 164,8 | |
235 | 54,0 | 1123,4 | 23 | - | - | - | 150,9 | 164,2 | 180,4 | |
236 | 56,0 | 1201,8 | 24 | - | - | - | 157,4 | 171,3 | 188,2 | |
237 | 58,0 | 1282,6 | 26 | - | - | - | 170,4 | 185,5 | 203,8 | |
238 | 60,0 | 1365,9 | 27 | - | - | - | 177,0 | 192,6 | 211,7 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С12, С17, С18, С21, С25 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 31 | Лист 6 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
239 | С25 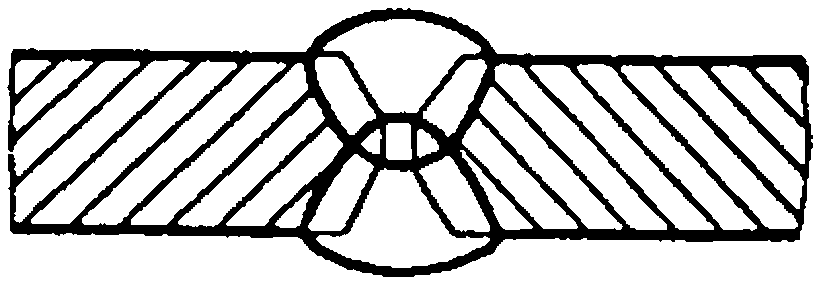 | 6,0 | 9,2 | 1 | 3,2 | 3,5 | 3,9 | 4,0 | 4,2 | 4,6 |
240 | 7,0 | 11,3 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
241 | 8,0 | 13,5 | 1 | 3,8 | 4,0 | 4,1 | 4,4 | 4,6 | 4,7 | |
242 | 9,0 | 15,8 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
243 | 10,0 | 18,1 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 | |
244 | 12,0 | 23,1 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
245 | 14,0 | 28,4 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
246 | 16,0 | 36,3 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
247 | 18,0 | 44,9 | 1 | - | - | - | 6,2 | 6,6 | 7,1 | |
248 | 20,0 | 54,3 | 1 | - | - | - | 6,2 | 6,6 | 7,1 | |
249 | 22,0 | 64,4 | - | - | - | - | 7,2 | 7,8 | 8,5 | |
250 | 24,0 | 75,4 | 2 | - | - | - | 13,8 | 14,9 | 16,3 | |
251 | 26,0 | 87,0 | 2 | - | - | - | 13,8 | 14,9 | 16,3 | |
252 | 28,0 | 99,5 | 2 | - | - | - | 13,8 | 14,9 | 16,3 | |
253 | 30,0 | 112,6 | 2 | - | - | - | 13,8 | 14,9 | 16,3 | |
254 | 32,0 | 126,5 | 3 | - | - | - | 20,4 | 22,1 | 24,3 | |
255 | 34,0 | 141,1 | 3 | - | - | - | 20,4 | 22,1 | 24,3 | |
256 | 36,0 | 156,4 | 3 | - | - | - | 20,4 | 22,1 | 24,3 | |
257 | 38,0 | 172,3 | 3 | - | - | - | 20,4 | 22,1 | 24,3 | |
258 | 40,0 | 189,0 | 4 | - | - | - | 26,9 | 29,2 | 32,1 | |
259 | 42,0 | 206,3 | 4 | - | - | - | 26,9 | 29,2 | 32,1 | |
260 | 44,0 | 224,4 | 5 | - | - | - | 33,4 | 36,3 | 39,9 | |
261 | 46,0 | 243,0 | 5 | - | - | - | 33,4 | 36,3 | 39,9 | |
262 | 48,0 | 262,4 | 5 | - | - | - | 33,4 | 36,3 | 39,9 | |
263 | 50,0 | 282,4 | 6 | - | - | - | 40,0 | 43,4 | 47,7 | |
264 | 52,0 | 303,0 | 6 | - | - | - | 40,0 | 43,4 | 47,7 | |
265 | 54,0 | 324,3 | 7 | - | - | - | 46,5 | 50,5 | 55,5 | |
266 | 56,0 | 346,2 | 7 | - | - | - | 46,5 | 50,5 | 55,5 | |
267 | 58,0 | 368,8 | 7 | - | - | - | 46,5 | 50,5 | 55,5 | |
268 | 60,0 | 392,0 | 8 | - | - | - | 53,0 | 57,6 | 63,3 | |
269 | 64,0 | 440,3 | 9 | - | - | - | 59,5 | 64,7 | 71,1 | |
270 | 68,0 | 491,0 | 10 | - | - | - | 66,1 | 71,8 | 78,9 | |
271 | 72,0 | 544,2 | 11 | - | - | - | 72,6 | 78,9 | 86,7 | |
272 | 76,0 | 599,8 | 12 | - | - | - | 79,1 | 86,0 | 94,5 | |
273 | 80,0 | 657,8 | 13 | - | - | - | 85,6 | 93,2 | 102,3 | |
274 | 84,0 | 718,1 | 14 | - | - | - | 92,2 | 100,3 | 110,1 | |
275 | 88,0 | 780,8 | 16 | - | - | - | 105,2 | 114,5 | 125,8 | |
276 | 92,0 | 845,8 | 17 | - | - | - | 111,7 | 121,6 | 133,6 | |
277 | 96,0 | 913,1 | 18 | - | - | - | 118,3 | 128,7 | 141,4 | |
278 | 100,0 | 982,7 | 20 | - | - | - | 131,3 | 142,9 | 157,0 | |
279 | 110,0 | 1166,5 | 23 | - | - | - | 150,9 | 164,2 | 180,4 | |
280 | 120,0 | 1364,2 | 27 | - | - | - | 177,0 | 192,6 | 211,7 | |
Индекс | а | б | в | г | д | е | ||||
С12, С21 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 32 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С12 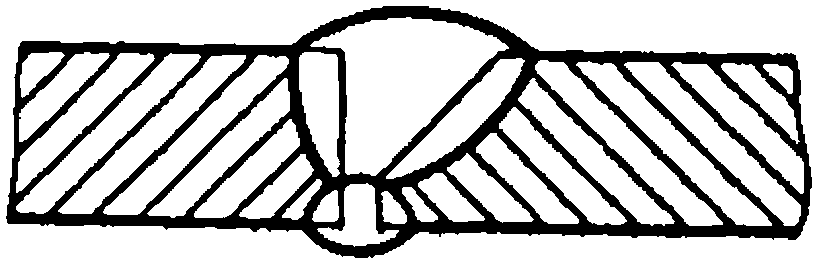 | 3 - 18 | 12,1 | 1 | 3,2 | 4,0 | 4,3 | 5,0 | 5,2 | 5,9 |
2 | 20 - 60 | 15,1 | 1 | - | - | - | 7,3 | 7,9 | 8,6 | |
3 | С21 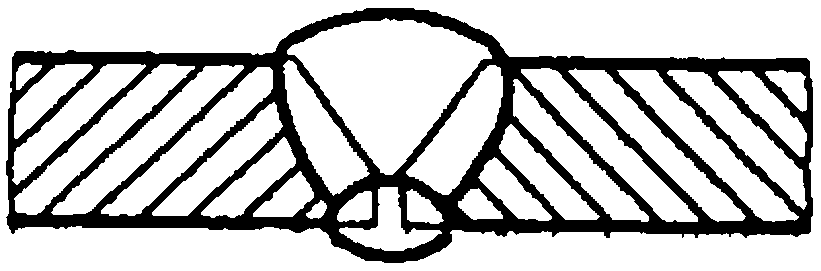 | 3 - 10 | 9,0 | 1 | 3,3 | 3,7 | 4,0 | 4,4 | 4,6 | 5,0 |
4 | 12 - 18 | 12,1 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
5 | 20 - 60 | 15,1 | 1 | - | - | - | 7,2 | 7,8 | 8,6 | |
Индекс | а | б | в | г | д | е | ||||
Т6 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 33 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 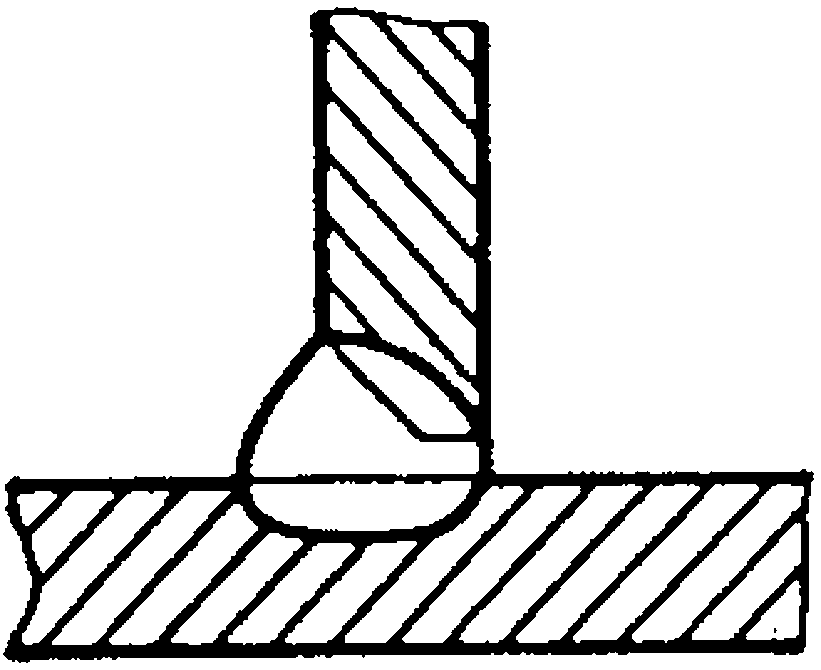 | 3,0 | 7,5 | 1 | 3,0 | 3,2 | 3,5 | - | - | - |
2 | 4,0 | 13,3 | 1 | 3,2 | 3,4 | 3,7 | 3,9 | 4,1 | - | |
3 | 5,0 | 20,6 | 1 | 3,4 | 3,7 | 4,1 | 4,2 | 4,4 | 4,8 | |
4 | 6,0 | 29,5 | 1 | 3,4 | 3,7 | 4,1 | 4,2 | 4,4 | 4,8 | |
5 | 7,0 | 39,9 | 1 | 4,0 | 4,2 | 4,3 | 4,6 | 4,8 | 4,9 | |
6 | 8,0 | 51,8 | 1 | 4,0 | 4,2 | 4,3 | 4,6 | 4,8 | 4,9 | |
7 | 9,0 | 65,3 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
8 | 10,0 | 80,3 | 2 | - | 8,6 | 9,3 | 9,7 | 10,2 | 10,7 | |
9 | 12,0 | 114,8 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
10 | 14,0 | 155,3 | 3 | - | - | 15,1 | 15,9 | 16,8 | 17,8 | |
11 | 16,0 | 201,8 | 4 | - | - | 19,9 | 20,9 | 22,1 | 23,5 | |
12 | 18,0 | 254,2 | 5 | - | - | - | 29,2 | 31,3 | 33,7 | |
13 | 20,0 | 312,6 | 6 | - | - | - | 34,9 | 37,4 | 40,3 | |
14 | 22,0 | 376,8 | 8 | - | - | - | 53,6 | 58,2 | 63,9 | |
15 | 24,0 | 446,8 | 9 | - | - | - | 60,2 | 65,4 | 71,7 | |
16 | 26,0 | 522,7 | 11 | - | - | - | 73,3 | 79,7 | 87,5 | |
17 | 28,0 | 604,5 | 12 | - | - | - | 79,9 | 86,9 | 95,3 | |
18 | 30,0 | 692,0 | 14 | - | - | - | 93,1 | 101,2 | 111,1 | |
19 | 32,0 | 785,3 | 16 | - | - | - | 106,4 | 115,7 | 127,0 | |
20 | 34,0 | 884,4 | 18 | - | - | - | 119,6 | 130,0 | 142,7 | |
21 | 36,0 | 989,3 | 20 | - | - | - | 132,8 | 144,3 | 158,5 | |
22 | 38,0 | 1099,9 | 22 | - | - | - | 145,9 | 158,7 | 174,2 | |
23 | 40,0 | 1216,2 | 24 | - | - | - | 159,1 | 173,0 | 190,0 | |
24 | 42,0 | 1338,2 | 27 | - | - | - | 178,9 | 194,5 | 213,6 | |
25 | 44,0 | 1466,0 | 29 | - | - | - | 192,1 | 208,8 | 229,3 | |
26 | 46,0 | 1599,4 | 32 | - | - | - | 211,8 | 230,3 | 252,9 | |
27 | 48,0 | 1738,6 | 35 | - | - | - | 231,6 | 251,8 | 276,6 | |
28 | 50,0 | 1883,4 | 38 | - | - | - | 251,3 | 273,3 | 300,2 | |
29 | 52,0 | 2033,9 | 41 | - | - | - | 271,1 | 294,8 | 323,8 | |
30 | 54,0 | 2190,1 | 44 | - | - | - | 290,9 | 316,3 | 347,4 | |
31 | 56,0 | 2351,9 | 47 | - | - | - | 310,6 | 337,8 | 371,0 | |
32 | 58,0 | 2519,3 | 50 | - | - | - | 330,4 | 359,3 | 394,6 | |
33 | 60,0 | 2692,4 | 54 | - | - | - | 356,8 | 388,0 | 426,1 | |
Индекс | а | б | в | г | д | е | ||||
У6, У8, У9 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 34 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У6 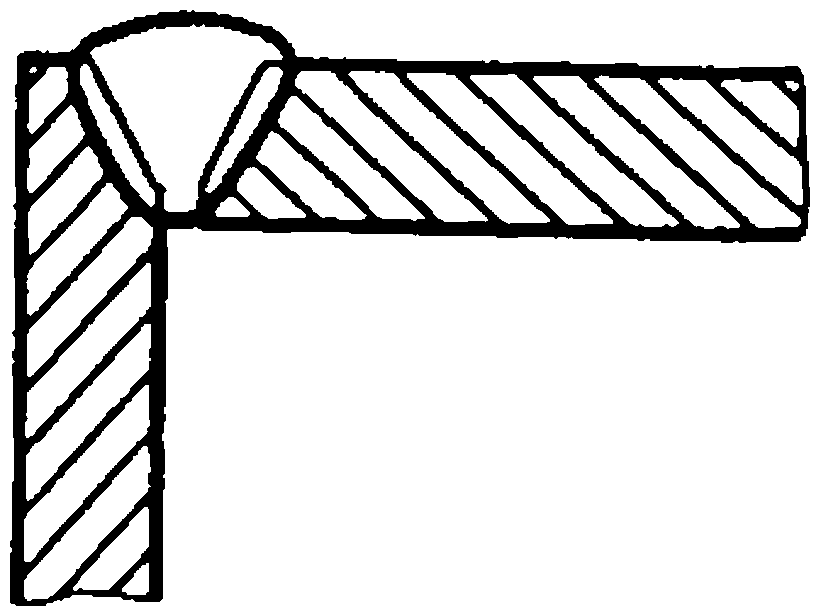 | 3,0 | 8,8 | 1 | 3,0 | 3,2 | 3,5 | - | - | - |
2 | 4,0 | 13,0 | 1 | 3,2 | 3,4 | 3,6 | 3,8 | 4,0 | - | |
3 | 5,0 | 17,6 | 1 | 3,4 | 3,6 | 4,0 | 4,1 | 4,4 | 4,7 | |
4 | 6,0 | 22,5 | 1 | 3,4 | 3,6 | 4,0 | 4,1 | 4,4 | 4,7 | |
5 | 7,0 | 27,7 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
6 | 8,0 | 36,7 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
7 | 9,0 | 45,7 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
8 | 10,0 | 55,6 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
9 | 12,0 | 78,1 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
10 | 14,0 | 104,0 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
11 | 16,0 | 133,3 | 3 | - | - | 15,1 | 15,9 | 16,9 | 17,9 | |
12 | 18,0 | 165,9 | 3 | - | - | - | 17,9 | 19,1 | 20,6 | |
13 | 20,0 | 201,8 | 4 | - | - | - | 23,6 | 25,3 | 27,2 | |
14 | 22,0 | 240,9 | 5 | - | - | - | 34,0 | 36,9 | 40,4 | |
15 | 24,0 | 283,1 | 6 | - | - | - | 40,6 | 44,1 | 48,3 | |
16 | 26,0 | 328,5 | 7 | - | - | - | 47,3 | 51,3 | 56,3 | |
17 | 28,0 | 377,0 | 8 | - | - | - | 53,9 | 58,5 | 64,2 | |
18 | 30,0 | 428,6 | 9 | - | - | - | 60,5 | 65,7 | 72,1 | |
19 | 32,0 | 483,2 | 10 | - | - | - | 67,3 | 73,1 | 80,2 | |
20 | 34,0 | 540,8 | 11 | - | - | - | 73,9 | 80,3 | 88,1 | |
21 | 36,0 | 601,4 | 12 | - | - | - | 80,6 | 87,5 | 96,0 | |
22 | 38,0 | 665,0 | 13 | - | - | - | 87,2 | 94,7 | 103,9 | |
23 | 40,0 | 731,0 | 15 | - | - | - | 100,5 | 109,2 | 119,8 | |
24 | 42,0 | 800,9 | 16 | - | - | - | 107,1 | 116,4 | 127,7 | |
25 | 44,0 | 873,2 | 18 | - | - | - | 120,4 | 130,8 | 143,6 | |
26 | 46,0 | 948,4 | 19 | - | - | - | 127,1 | 138,1 | 151,5 | |
27 | 48,0 | 1026,5 | 21 | - | - | - | 140,4 | 152,5 | 167,3 | |
28 | 50,0 | 1107,4 | 22 | - | - | - | 147,0 | 159,7 | 175,3 | |
29 | 52,0 | 1191,1 | 24 | - | - | - | 160,3 | 174,1 | 191,1 | |
30 | 54,0 | 1277,6 | 26 | - | - | - | 173,6 | 188,6 | 207,0 | |
31 | 56,0 | 1366,9 | 27 | - | - | - | 180,2 | 195,8 | 214,9 | |
32 | 58,0 | 1459,0 | 29 | - | - | - | 193,5 | 210,2 | 230,7 | |
33 | 60,0 | 1553,9 | 31 | - | - | - | 206,8 | 224,7 | 246,6 | |
34 | У8 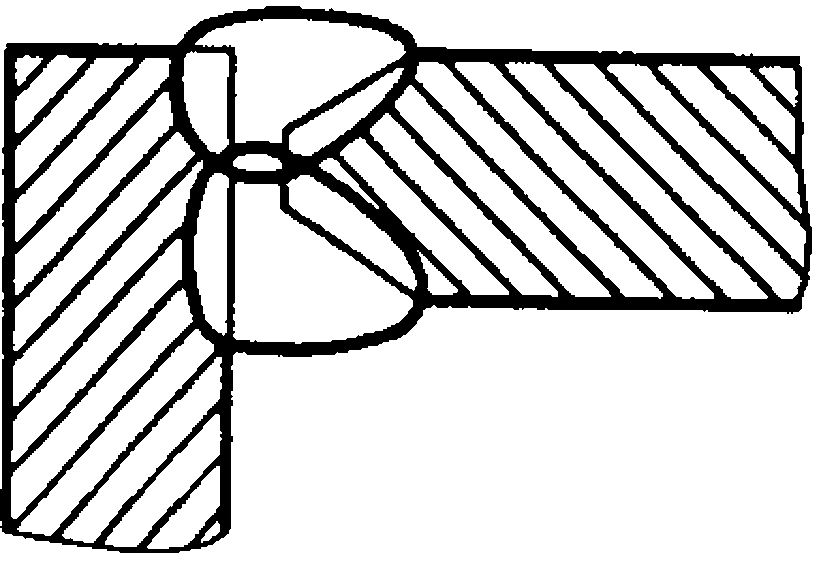 | 6,0 | 10,3 | 1 | 3,4 | 3,6 | 3,8 | 4,1 | 4,4 | 4,7 |
35 | 7,0 | 12,5 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
36 | 8,0 | 14,9 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
37 | 9,0 | 17,3 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
38 | 10,0 | 19,8 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
39 | 12,0 | 24,9 | 1 | - | - | 5,5 | 5,7 | 6,1 | 6,4 | |
40 | 14,0 | 30,3 | 1 | - | - | 5,5 | 5,7 | 6,1 | 6,4 | |
41 | 16,0 | 36,0 | 1 | - | - | 5,5 | 5,7 | 6,1 | 6,4 | |
42 | 18,0 | 45,1 | 1 | - | - | - | 6,4 | 6,8 | 7,3 | |
43 | 20,0 | 55,0 | 1 | - | - | - | 6,4 | 6,8 | 7,3 | |
44 | 22,0 | 65,7 | 1 | - | - | - | 7,4 | 8,0 | 8,7 | |
45 | 24,0 | 77,3 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
46 | 26,0 | 89,8 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
47 | 28,0 | 103,2 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
48 | 30,0 | 117,4 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
49 | 32,0 | 132,4 | 3 | - | - | - | 20,8 | 22,6 | 24,7 | |
50 | 34,0 | 148,3 | 3 | - | - | - | 20,8 | 22,6 | 24,7 | |
51 | 36,0 | 165,1 | 3 | - | - | - | 20,8 | 22,6 | 24,7 | |
52 | 38,0 | 182,6 | 4 | - | - | - | 27,5 | 29,8 | 32,6 | |
53 | 40,0 | 201,0 | 4 | - | - | - | 27,5 | 29,8 | 32,6 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У6, У8, У9 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 34 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
54 | 42,0 | 220,2 | 4 | - | - | - | 27,5 | 29,8 | 32,6 | |
55 | 44,0 | 240,0 | 5 | - | - | - | 34,1 | 37,0 | 40,5 | |
56 | 46,0 | 261,1 | 5 | - | - | - | 34,1 | 37,0 | 40,5 | |
57 | 48,0 | 282,7 | 6 | - | - | - | 40,7 | 44,2 | 48,5 | |
58 | 50,0 | 305,1 | 6 | - | - | - | 40,7 | 44,2 | 48,5 | |
59 | 52,0 | 328,4 | 7 | - | - | - | 47,4 | 51,4 | 56,4 | |
60 | 54,0 | 352,4 | 7 | - | - | - | 47,4 | 51,4 | 56,4 | |
61 | 56,0 | 377,2 | 8 | - | - | - | 54,0 | 58,6 | 64,3 | |
62 | 58,0 | 402,8 | 8 | - | - | - | 54,0 | 58,6 | 64,3 | |
63 | 60,0 | 429,1 | 9 | - | - | - | 60,7 | 65,9 | 72,2 | |
64 | 64,0 | 484,2 | 10 | - | - | - | 67,3 | 73,1 | 80,2 | |
65 | 68,0 | 542,3 | 11 | - | - | - | 73,9 | 80,3 | 88,1 | |
66 | 72,0 | 603,5 | 12 | - | - | - | 80,6 | 87,5 | 96,0 | |
67 | 76,0 | 667,7 | 13 | - | - | - | 87,2 | 94,7 | 103,9 | |
68 | 80,0 | 734,9 | 15 | - | - | - | 100,5 | 109,2 | 119,8 | |
69 | 84,0 | 805,1 | 16 | - | - | - | 107,1 | 116,4 | 127,7 | |
70 | 88,0 | 878,3 | 18 | - | - | - | 120,4 | 130,8 | 143,6 | |
71 | 92,0 | 954,5 | 19 | - | - | - | 127,1 | 138,1 | 151,5 | |
72 | 96,0 | 1033,5 | 21 | - | - | - | 140,4 | 152,5 | 167,3 | |
73 | 100,0 | 1115,5 | 22 | - | - | - | 147,0 | 159,7 | 175,3 | |
74 | У9 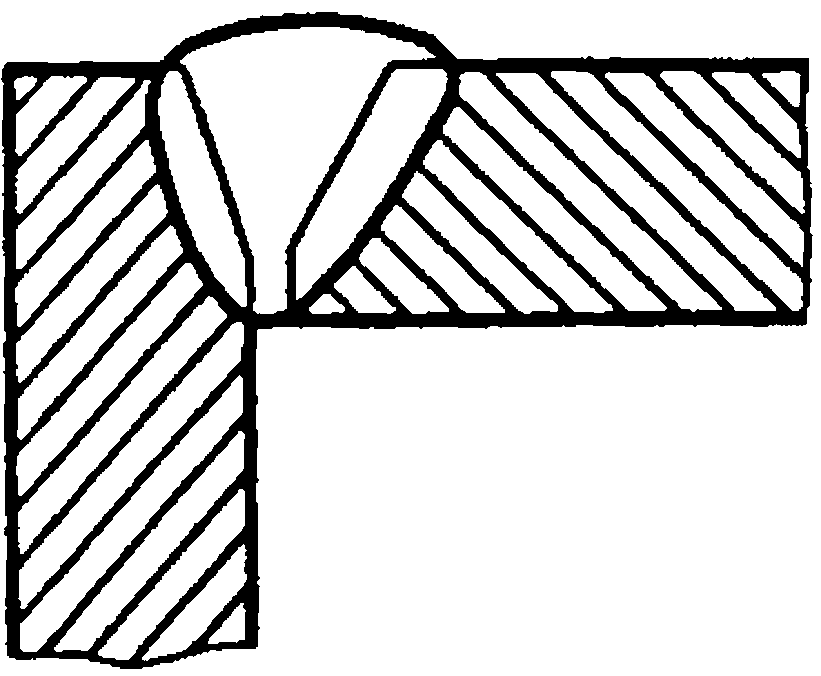 | 3,0 | 8,6 | 1 | 3,0 | 3,2 | 3,5 | - | - | - |
75 | 4,0 | 12,9 | 1 | 3,2 | 3,4 | 3,6 | 3,8 | 4,0 | - | |
76 | 5,0 | 17,5 | 1 | 3,4 | 3,6 | 4,0 | 4,1 | 4,4 | 4,7 | |
77 | 6,0 | 22,5 | 1 | 3,4 | 3,6 | 4,0 | 4,1 | 4,4 | 4,7 | |
78 | 7,0 | 27,8 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
79 | 8,0 | 33,4 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
80 | 9,0 | 40,3 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
81 | 10,0 | 49,0 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
82 | 12,0 | 68,7 | 1 | - | - | 3,5 | 5,7 | 6,1 | 6,4 | |
83 | 14,0 | 91,5 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
84 | 16,0 | 117,2 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
85 | 18,0 | 145,9 | 3 | - | - | - | 17,9 | 19,1 | 20,6 | |
86 | 20,0 | 177,4 | 4 | - | - | - | 23,6 | 25,3 | 27,2 | |
87 | 22,0 | 211,8 | 4 | - | - | - | 27,3 | 29,7 | 32,5 | |
88 | 24,0 | 248,9 | 5 | - | - | - | 34,0 | 36,9 | 40,4 | |
89 | 26,0 | 288,8 | 6 | - | - | - | 40,6 | 44,1 | 48,3 | |
90 | 28,0 | 331,4 | 7 | - | - | - | 47,3 | 51,3 | 56,3 | |
91 | 30,0 | 376,6 | 8 | - | - | - | 53,9 | 58,5 | 64,2 | |
92 | 32,0 | 424,6 | 9 | - | - | - | 60,7 | 65,9 | 72,2 | |
93 | 34,0 | 475,1 | 10 | - | - | - | 67,3 | 73,1 | 80,2 | |
94 | 36,0 | 528,3 | 11 | - | - | - | 73,9 | 80,3 | 88,1 | |
95 | 38,0 | 584,1 | 12 | - | - | - | 80,6 | 87,5 | 96,0 | |
96 | 40,0 | 642,4 | 13 | - | - | - | 87,2 | 94,7 | 103,9 | |
97 | 42,0 | 703,3 | 14 | - | - | - | 93,9 | 102,0 | 111,8 | |
98 | 44,0 | 766,7 | 15 | - | - | - | 100,5 | 109,2 | 119,8 | |
99 | 46,0 | 832,7 | 17 | - | - | - | 113,8 | 123,6 | 135,6 | |
100 | 48,0 | 901,1 | 18 | - | - | - | 120,4 | 130,8 | 143,6 | |
101 | 50,0 | 972,1 | 19 | - | - | - | 127,1 | 138,1 | 151,5 | |
102 | 52,0 | 1045,5 | 21 | - | - | - | 140,4 | 152,5 | 167,3 | |
103 | 54,0 | 1121,3 | 22 | - | - | - | 147,0 | 159,7 | 175,3 | |
104 | 56,0 | 1199,6 | 24 | - | - | - | 160,3 | 174,1 | 191,0 | |
105 | 58,0 | 1280,3 | 26 | - | - | - | 173,6 | 188,6 | 207,0 | |
106 | 60,0 | 1363,5 | 27 | - | - | - | 180,2 | 195,8 | 214,9 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, Т1, Т3 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 35 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1  | 1,0 | 1,4 | 1 | 3,0 | 3,1 | 3,1 | - | - | - |
2 | 1,5 | 2,7 | 1 | 3,0 | 3,1 | 3,1 | - | - | - | |
3 | Н2  | 2,0 | 4,2 | 1 | 3,0 | 3,1 | 3,1 | - | - | - |
4 | 2,5 | 5,9 | 1 | 3,1 | 3,2 | 3,3 | 3,3 | - | - | |
5 | У4  | 3,0 | 7,8 | 1 | 3,1 | 3,2 | 3,3 | 3,3 | - | - |
6 | 4,0 | 12,1 | 1 | 3,3 | 3,3 | 3,4 | 3,5 | 3,6 | 3,7 | |
7 | 5,0 | 17,1 | 1 | 3,4 | 3,5 | 3,6 | 3,7 | 3,8 | 3,9 | |
8 | У5  | 6,0 | 30,7 | 1 | - | 3,7 | 3,8 | 3,9 | 4,0 | 4,2 |
9 | 7,0 | 40,6 | 1 | - | 3,9 | 4,0 | 4,2 | 4,3 | 4,5 | |
10 | 8,0 | 51,7 | 1 | - | 3,9 | 4,0 | 4,2 | 4,3 | 4,5 | |
11 | Т1 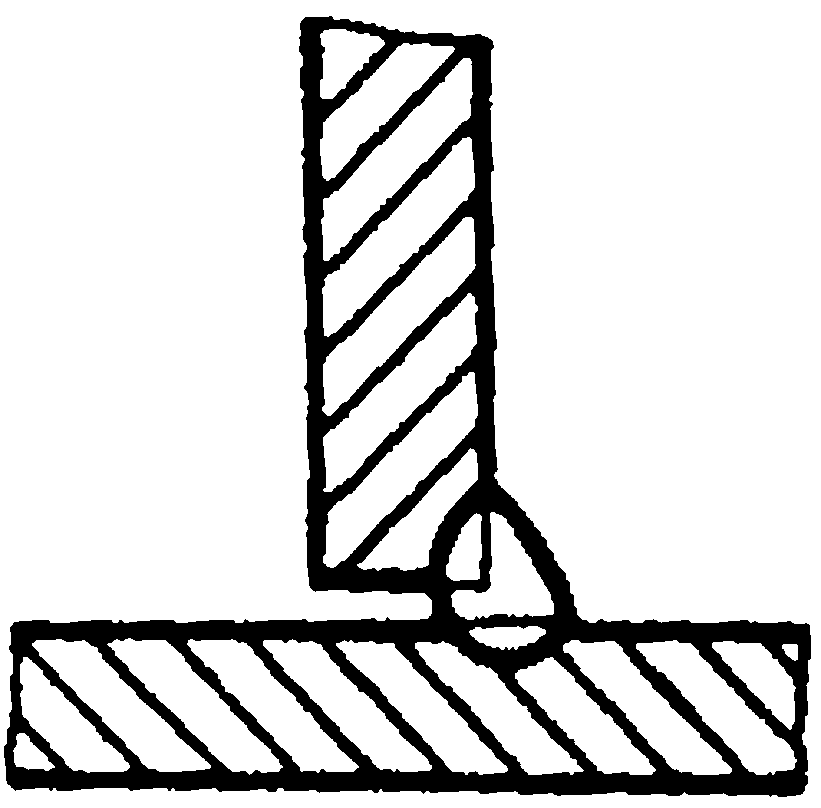 | 9,0 | 64,0 | 1 | - | - | 4,3 | 4,5 | 4,7 | 4,9 |
12 | 10,0 | 77,5 | 2 | - | - | 8,2 | 8,6 | 8,9 | 9,4 | |
13 | 12,0 | 107,8 | 2 | - | - | - | 9,5 | 9,9 | 10,5 | |
14 | Т3 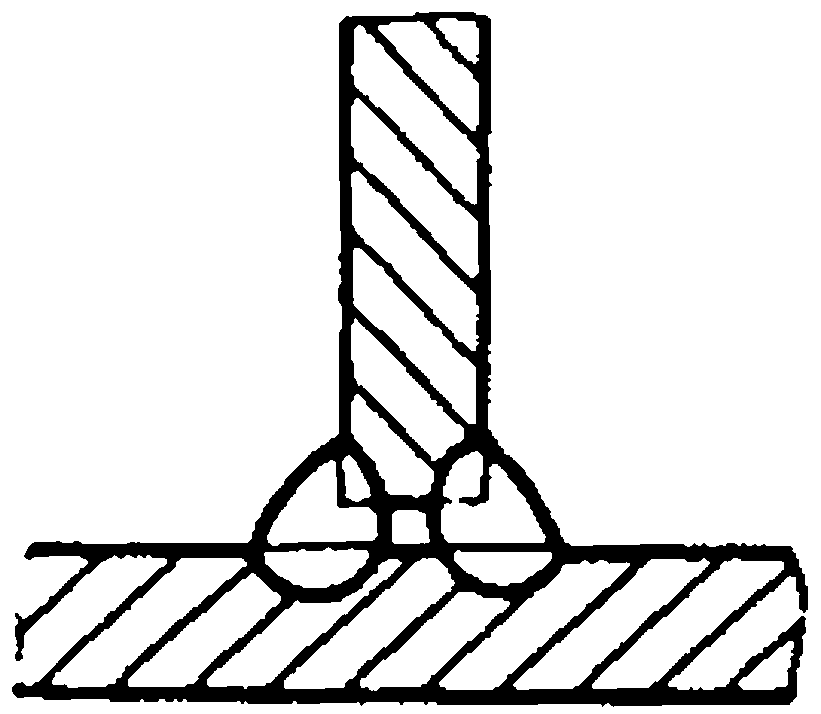 | 14,0 | 142,5 | 3 | - | - | - | 15,4 | 16,3 | 17,4 |
15 | 16,0 | 181,5 | 4 | - | - | - | 20,4 | 21,6 | 23,0 | |
16 | 18,0 | 224,6 | 5 | - | - | - | 25,3 | 26,9 | 28,6 | |
Индекс | а | б | в | г | д | е | ||||
У8 | Автоматическая дуговая сварка в среде двуокиси углерода углеродистых и низколегированных сталей | |||||||||
Карта 36 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У8 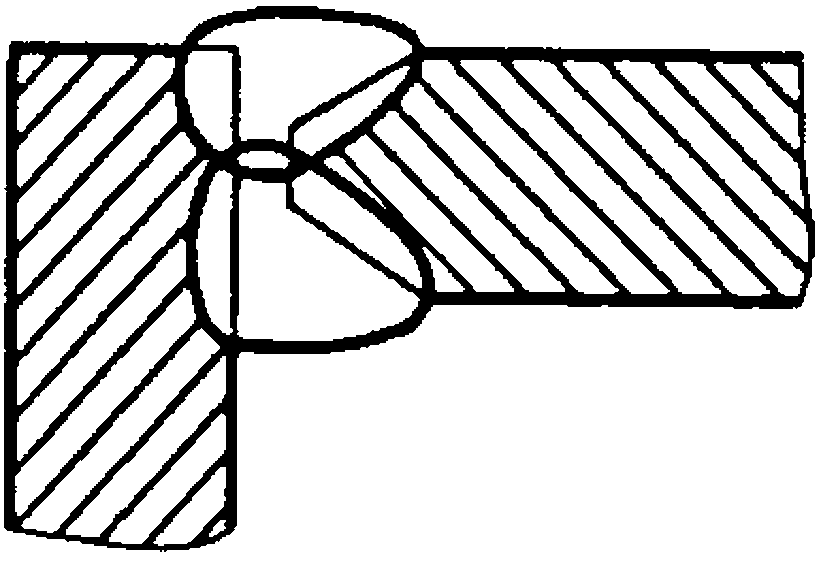 | 6,0 | 8,9 | 1 | 3,4 | 3,6 | 4,0 | 4,1 | 4,4 | 4,7 |
2 | 7,0 | 11,0 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
3 | 8,0 | 13,3 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
4 | 9,0 | 15,6 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
5 | 10,0 | 18,1 | 1 | - | 4,6 | 4,9 | 5,1 | 5,4 | 5,6 | |
6 | 12,0 | 23,3 | 1 | - | - | 5,5 | 5,7 | 6,1 | 6,4 | |
7 | 14,0 | 28,8 | 1 | - | - | 5,5 | 5,7 | 6,1 | 6,4 | |
8 | 16,0 | 34,7 | 1 | - | - | 5,5 | 5,7 | 6,1 | 6,4 | |
9 | 18,0 | 44,0 | 1 | - | - | - | 6,4 | 6,8 | 7,3 | |
10 | 22,0 | 53,7 | 1 | - | - | - | 6,4 | 6,8 | 7,3 | |
11 | 22,0 | 64,3 | 1 | - | - | - | 7,4 | 8,0 | 8,7 | |
12 | 24,0 | 75,7 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
13 | 26,0 | 88,1 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
14 | 28,0 | 101,3 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
15 | 30,0 | 115,4 | 2 | - | - | - | 14,1 | 15,2 | 16,6 | |
16 | 32,0 | 130,3 | 3 | - | - | - | 20,8 | 22,6 | 24,7 | |
17 | 34,0 | 146,1 | 3 | - | - | - | 20,8 | 22,6 | 24,7 | |
18 | 36,0 | 162,8 | 3 | - | - | - | 20,8 | 22,6 | 24,7 | |
19 | 38,0 | 180,2 | 4 | - | - | - | 27,5 | 29,8 | 32,6 | |
20 | 40,0 | 198,5 | 4 | - | - | - | 27,5 | 29,8 | 32,6 | |
21 | 42,0 | 217,7 | 4 | - | - | - | 27,5 | 29,8 | 32,6 | |
22 | 44,0 | 237,6 | 5 | - | - | - | 34,1 | 37,0 | 40,5 | |
23 | 46,0 | 258,4 | 5 | - | - | - | 34,1 | 37,0 | 40,5 | |
24 | 48,9 | 280,0 | 6 | - | - | - | 40,7 | 44,2 | 48,5 | |
25 | 50,0 | 302,5 | 6 | - | - | - | 40,7 | 44,2 | 48,5 | |
26 | 52,0 | 325,7 | 7 | - | - | - | 47,4 | 51,4 | 56,4 | |
27 | 54,0 | 349,7 | 7 | - | - | - | 47,4 | 51,4 | 56,4 | |
28 | 56,0 | 374,5 | 8 | - | - | - | 54,0 | 58,6 | 64,3 | |
29 | 58,0 | 400,2 | 8 | - | - | - | 54,0 | 58,6 | 64,3 | |
30 | 60,0 | 426,6 | 9 | - | - | - | 60,7 | 65,9 | 72,2 | |
31 | 64,0 | 481,8 | 10 | - | - | - | 67,3 | 73,1 | 80,2 | |
32 | 68,0 | 540,2 | 11 | - | - | - | 73,9 | 80,3 | 88,1 | |
33 | 72,0 | 601,7 | 12 | - | - | - | 80,6 | 87,5 | 96,0 | |
34 | 76,0 | 666,3 | 13 | - | - | - | 87,2 | 94,7 | 103,9 | |
35 | 80,0 | 733,9 | 15 | - | - | - | 100,5 | 109,2 | 119,8 | |
36 | 84,0 | 804,7 | 16 | - | - | - | 107,1 | 116,4 | 127,7 | |
37 | 88,0 | 878,5 | 18 | - | - | - | 120,4 | 130,8 | 143,6 | |
38 | 92,0 | 955,3 | 19 | - | - | - | 127,1 | 138,1 | 151,5 | |
39 | 96,0 | 1035,2 | 21 | - | - | - | 140,4 | 152,5 | 165,3 | |
40 | 100,0 | 1118,0 | 22 | - | - | - | 147,0 | 159,7 | 175,3 | |
Индекс | а | б | в | г | д | е | ||||
С2, С4, С5, С7, С17, С18, С19, С21, С25 | Автоматическая аргонодуговая сварка плавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 37 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2 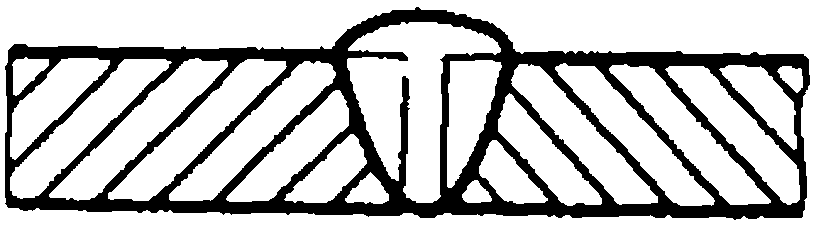 | 4,0 | 17,1 | 1 | 2,9 | 3,1 | 3,4 | 3,6 | 3,8 | - |
2 | 5,0 | 17,7 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
3 | 6,0 | 18,2 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
4 | 7,0 | 35,3 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
5 | 8,0 | 38,3 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
6 | 9,0 | 41,2 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
7 | 10,0 | 43,9 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
8 | 12,0 | 49,1 | 1 | - | - | 5,2 | 5,5 | 5,8 | 6,1 | |
9 | С4 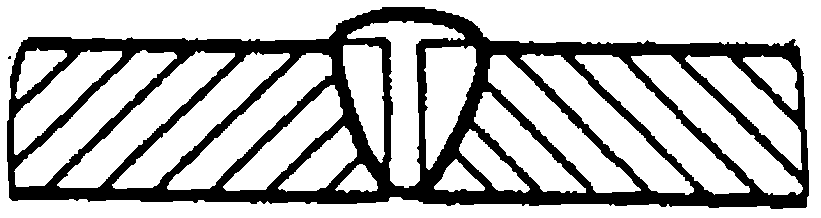 | 3,0 | 25,3 | 1 | 2,7 | 2,9 | 3,3 | - | - | - |
10 | 4,0 | 27,7 | 1 | 2,9 | 3,1 | 3,4 | 3,6 | 3,8 | - | |
11 | 5,0 | 29,6 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
12 | 6,0 | 31,3 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
13 | 7,0 | 32,8 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
14 | 8,0 | 34,1 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
15 | 9,0 | 35,4 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
16 | 10,0 | 36,5 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
17 | 12,0 | 38,6 | 1 | - | - | 5,2 | 5,5 | 5,8 | 6,1 | |
18 | С5 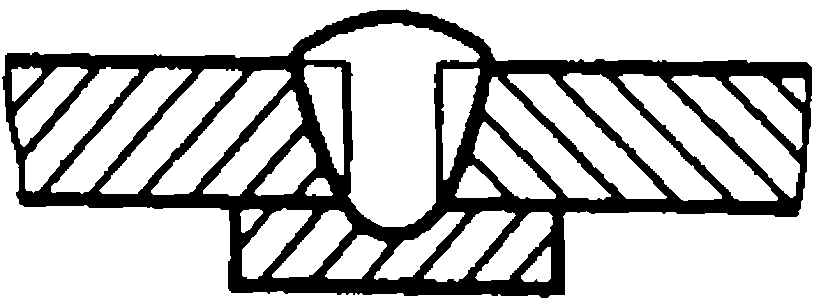 | 3,0 | 24,2 | 1 | 2,7 | 2,9 | 3,3 | - | - | - |
19 | 4,0 | 27,4 | 1 | 2,9 | 3,1 | 3,4 | 3,6 | 3,8 | - | |
20 | 5,0 | 30,2 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
21 | 6,0 | 32,7 | 1 | 3,1 | 3,4 | 3,8 | 3,9 | 4,2 | 4,5 | |
22 | 7,0 | 35,0 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
23 | 8,0 | 37,1 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 | |
24 | 9,0 | 39,0 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
25 | 10,0 | 49,8 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
26 | 12,0 | 48,0 | 1 | - | - | 5,2 | 5,5 | 5,8 | 6,1 | |
27 | С7 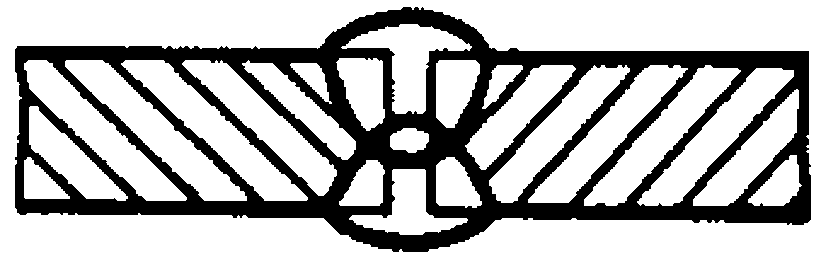 | 8,0 | 25,7 | 1 | 3,7 | 3,9 | 4,0 | 4,3 | 4,5 | 4,7 |
28 | 9,0 | 26,8 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
29 | 10,0 | 27,8 | 1 | - | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | |
30 | 12,0 | 29,6 | 1 | - | 5,2 | 5,2 | 5,5 | 5,8 | 6,1 | |
31 | С17 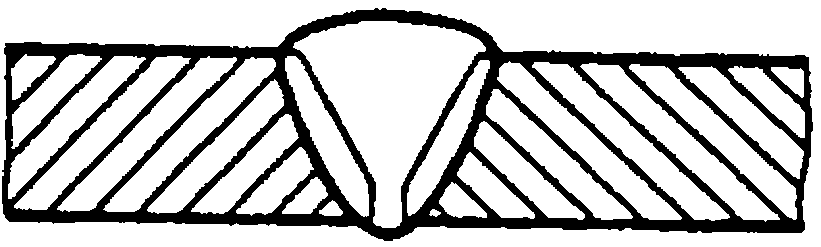 | 10,0 | 87,5 | 2 | - | 8,3 | 9,0 | 9,4 | 9,9 | 10,4 |
32 | 12,0 | 120,1 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
33 | 14,0 | 157,0 | 3 | - | - | 14,7 | 15,6 | 16,4 | 17,5 | |
34 | 16,0 | 197,9 | 4 | - | - | 19,5 | 20,5 | 21,7 | 23,1 | |
35 | 18,0 | 242,9 | 5 | - | - | - | 28,8 | 30,8 | 33,2 | |
36 | 20,0 | 291,6 | 6 | - | - | - | 34,4 | 36,8 | 39,7 | |
37 | 22,0 | 344,1 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
38 | 24,0 | 400,2 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
39 | 26,0 | 459,9 | 9 | - | - | - | 59,4 | 64,6 | 71,0 | |
40 | 28,0 | 575,6 | 12 | - | - | - | 79,0 | 85,9 | 94,4 | |
41 | 30,0 | 657,7 | 13 | - | - | - | 85,5 | 93,0 | 102,2 | |
42 | С18 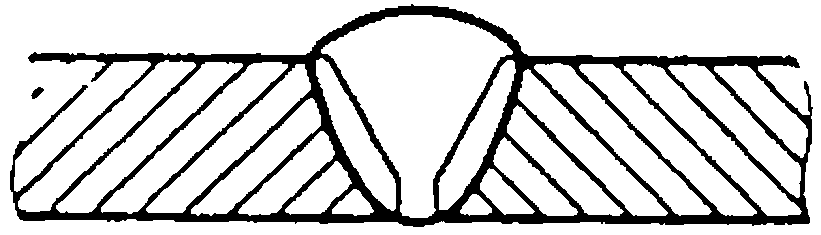 | 10,0 | 91,4 | 2 | - | 8,3 | 9,0 | 9,4 | 9,9 | 10,4 |
43 | 12,0 | 124,6 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
44 | 14,0 | 161,9 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
45 | 16,0 | 203,2 | 4 | - | - | 19,5 | 20,5 | 21,7 | 23,1 | |
46 | 18,0 | 248,3 | 5 | - | - | - | 28,8 | 30,8 | 33,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С7, С17, С18, С19, С21, С25 | Автоматическая аргонодуговая сварка плавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 37 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
47 | С18 | 20,0 | 297,0 | 6 | - | - | - | 34,4 | 36,8 | 39,7 |
48 | 22,0 | 349,2 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
49 | 24,0 | 404,9 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
50 | 26,0 | 463,9 | 9 | - | - | - | 59,4 | 64,6 | 71,0 | |
51 | 28,0 | 526,2 | 11 | - | - | - | 72,5 | 78,8 | 86,6 | |
52 | 30,0 | 631,6 | 13 | - | - | - | 85,5 | 93,0 | 102,2 | |
53 | С19 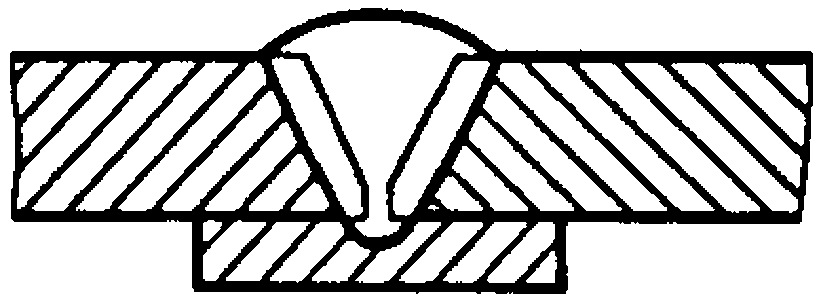 | 10,0 | 97,5 | 2 | - | 8,3 | 9,0 | 9,4 | 9,9 | 10,4 |
54 | 12,0 | 134,8 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
55 | 14,0 | 177,3 | 4 | - | - | 19,5 | 20,5 | 21,7 | 23,1 | |
56 | 16,0 | 224,7 | 5 | - | - | 24,2 | 25,5 | 27,0 | 28,8 | |
57 | 18,0 | 277,0 | 6 | - | - | - | 34,4 | 36,8 | 39,7 | |
58 | 20,0 | 334,1 | 7 | - | - | - | 40,0 | 42,9 | 46,3 | |
59 | 22,0 | 395,7 | 8 | - | - | - | 52,9 | 57,5 | 63,2 | |
60 | 24,0 | 461,8 | 9 | - | - | - | 59,4 | 64,6 | 71,0 | |
61 | 26,0 | 532,4 | 11 | - | - | - | 72,5 | 78,8 | 86,6 | |
62 | 28,0 | 607,3 | 12 | - | - | - | 79,0 | 85,9 | 94,4 | |
63 | 30,0 | 686,4 | 14 | - | - | - | 92,0 | 100,1 | 110,0 | |
64 | С21 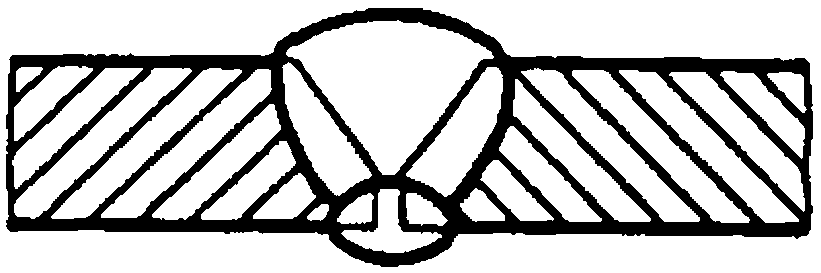 | 10,0 | 77,3 | 2 | - | 8,3 | 9,0 | 9,4 | 9,9 | 10,4 |
65 | 12,0 | 94,8 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
66 | 14,0 | 112,6 | 2 | - | - | 10,0 | 10,6 | 11,2 | 11,9 | |
67 | 16,0 | 130,8 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
68 | 18,0 | 153,8 | 3 | - | - | - | 17,5 | 18,7 | 20,2 | |
69 | 20,0 | 197,8 | 4 | - | - | - | 23,1 | 24,8 | 26,7 | |
70 | 22,0 | 248,2 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
71 | 24,0 | 305,4 | 6 | - | - | - | 39,9 | 43,3 | 47,6 | |
72 | 26,0 | 369,6 | 7 | - | - | - | 46,4 | 50,4 | 55,4 | |
73 | 28,0 | 441,0 | 9 | - | - | - | 59,4 | 64,6 | 71,0 | |
74 | 30,0 | 519,8 | 10 | - | - | - | 66,0 | 71,7 | 78,8 | |
75 | С25 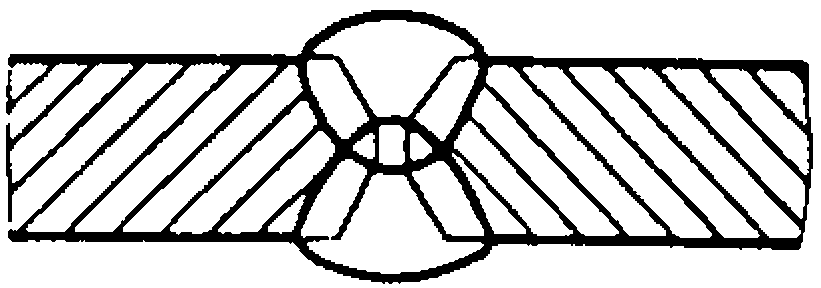 | 12,0 | 140,1 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 |
76 | 14,0 | 141,0 | 3 | - | - | 14,7 | 15,5 | 16,4 | 17,5 | |
77 | 16,0 | 222,4 | 4 | - | - | 19,5 | 20,5 | 21,7 | 23,1 | |
78 | 18,0 | 223,8 | 5 | - | - | - | 28,8 | 30,8 | 33,2 | |
79 | 20,0 | 225,1 | 5 | - | - | - | 28,8 | 30,8 | 33,2 | |
80 | 22,0 | 226,2 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
81 | 24,0 | 227,3 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
82 | 26,0 | 228,2 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
83 | 28,0 | 229,1 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
84 | 30,0 | 230,0 | 5 | - | - | - | 33,3 | 36,2 | 39,7 | |
Индекс | а | б | в | г | д | е | ||||
С21 | Автоматическая аргонодуговая сварка плавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 38 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С21 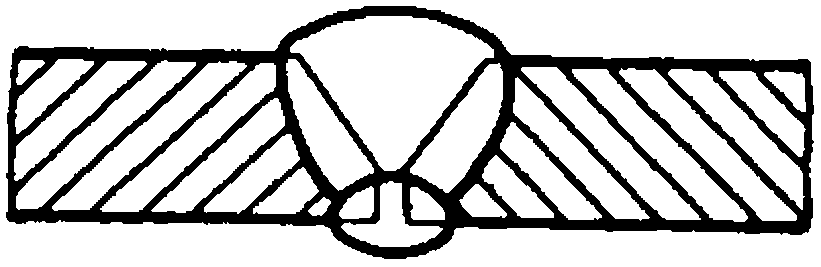 | 10,0 | 22,8 | 1 | - | 4,4 | 4,7 | 5,0 | 5,2 | 5,5 |
2 | 12,0 | 22,8 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
3 | 14,0 | 22,8 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
4 | 16,0 | 22,8 | 1 | - | - | 5,3 | 5,6 | 5,9 | 6,2 | |
5 | 18,0 | 22,8 | 1 | - | - | 6,2 | 6,2 | 6,6 | 7,1 | |
6 | 20,0 | 22,8 | 1 | - | - | - | 6,2 | 6,6 | 7,1 | |
7 | 22,0 | 22,8 | 1 | - | - | - | 7,2 | 7,8 | 8,5 | |
8 | 24,0 | 22,8 | 1 | - | - | - | 7,2 | 7,8 | 8,5 | |
9 | 26,0 | 22,8 | 1 | - | - | - | 7,2 | 7,8 | 8,5 | |
10 | 28,0 | 22,8 | 1 | - | - | - | 7,2 | 7,8 | 8,5 | |
11 | 30,0 | 22,8 | 1 | - | - | - | 7,2 | 7,8 | 8,5 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т8 | Автоматическая аргонодуговая сварка плавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 39 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 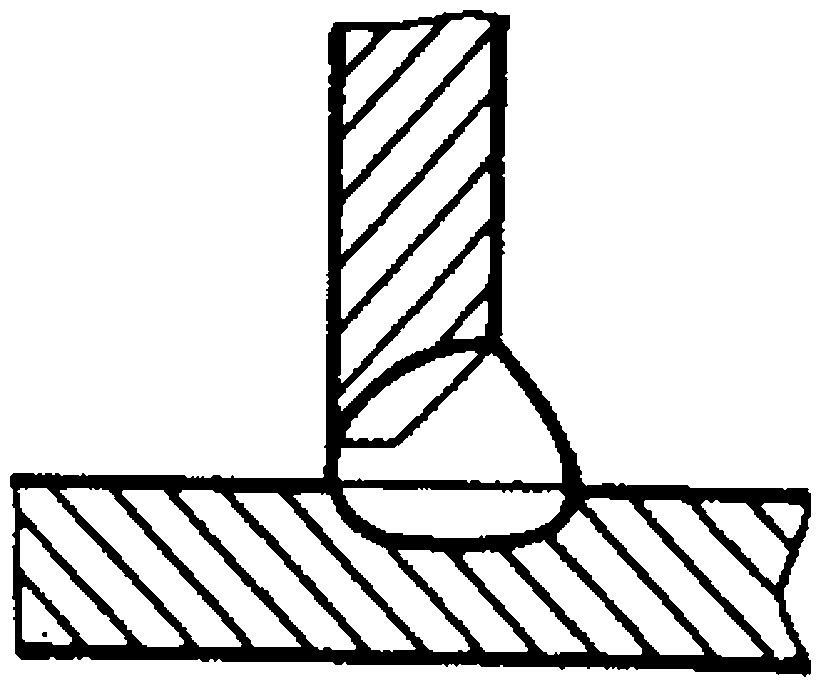 | 4,0 | 62,0 | 1 | 3,2 | 3,4 | 3,7 | 3,9 | 4,1 | - |
2 | 5,0 | 66,3 | 1 | 3,4 | 3,7 | 4,1 | 4,2 | 4,4 | 4,8 | |
3 | 6,0 | 70,0 | 1 | 3,4 | 3,7 | 4,1 | 4,2 | 4,4 | 4,8 | |
4 | 7,0 | 87,7 | 2 | 7,3 | 7,7 | 8,0 | 8,6 | 8,9 | 9,3 | |
5 | 8,0 | 107,0 | 2 | 7,3 | 7,7 | 8,0 | 8,6 | 8,9 | 9,3 | |
6 | 9,0 | 127,5 | 3 | - | 12,6 | 13,6 | 14,2 | 14,9 | 15,7 | |
7 | 10,0 | 149,2 | 3 | - | 12,6 | 13,6 | 14,2 | 14,9 | 15,7 | |
8 | 12,0 | 195,8 | 4 | - | - | 19,9 | 20,9 | 22,1 | 23,5 | |
9 | 14,0 | 246,5 | 5 | - | - | 24,6 | 26,0 | 27,5 | 29,2 | |
10 | 16,0 | 300,8 | 6 | - | - | 29,4 | 31,0 | 32,8 | 34,9 | |
11 | 18,0 | 358,5 | 7 | - | - | - | 40,6 | 43,5 | 46,8 | |
12 | 20,0 | 419,5 | 8 | - | - | - | 46,3 | 49,6 | 53,4 | |
13 | Т8 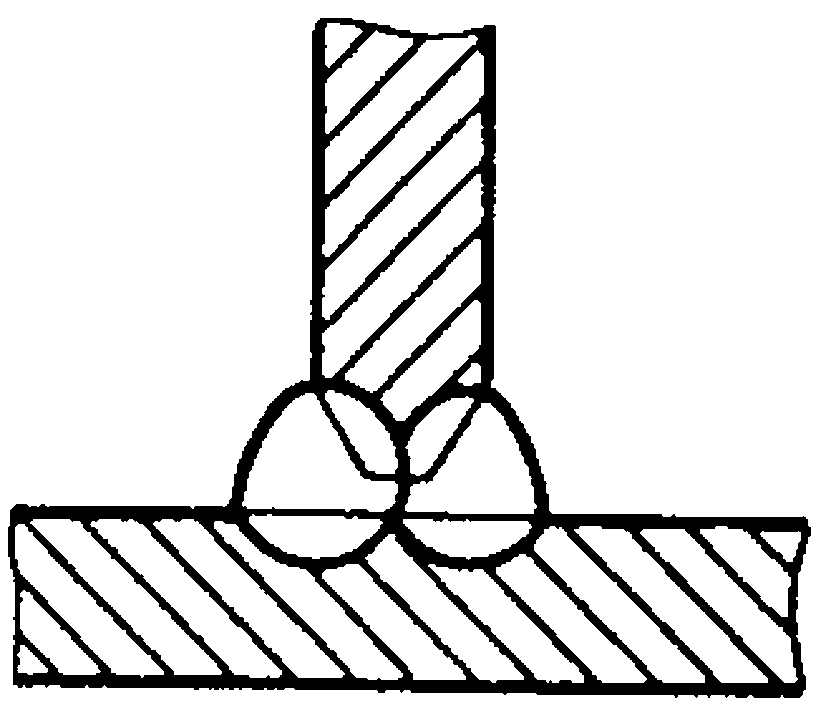 | 12,0 | 73,9 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 |
14 | 14,0 | 92,0 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
15 | 16,0 | 111,2 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
16 | 18,0 | 131,3 | 3 | - | - | - | 17,8 | 19,1 | 20,5 | |
17 | 20,0 | 152,5 | 3 | - | - | - | 17,8 | 19,1 | 20,5 | |
18 | 22,0 | 174,6 | 4 | - | - | - | 27,2 | 29,5 | 32,4 | |
19 | 24,0 | 197,5 | 4 | - | - | - | 27,2 | 29,5 | 32,4 | |
20 | 26,0 | 221,2 | 4 | - | - | - | 27,2 | 29,5 | 32,4 | |
21 | 28,0 | 245,7 | 5 | - | - | - | 33,8 | 36,7 | 40,2 | |
22 | 30,0 | 270,9 | 6 | - | - | - | 33,8 | 36,7 | 40,7 | |
23 | 32,0 | 296,9 | 6 | - | - | - | 40,6 | 44,0 | 48,3 | |
24 | 34,0 | 323,5 | 7 | - | - | - | 47,1 | 51,2 | 56,1 | |
25 | 35,0 | 337,1 | 7 | - | - | - | 47,1 | 51,2 | 56,1 | |
Индекс | а | б | в | г | д | е | ||||
У6, У9 | Автоматическая аргонодуговая сварка плавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 40 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У6 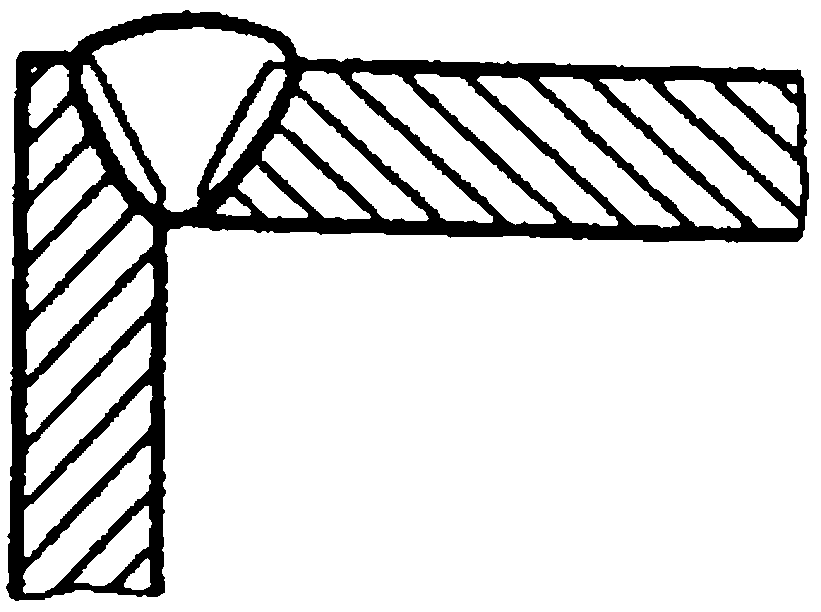 | 4,0 | 26,9 | 1 | 3,2 | 3,4 | 3,6 | 3,8 | 4,0 | - |
2 | 5,0 | 33,2 | 1 | 3,4 | 3,6 | 4,0 | 4,1 | 4,4 | 4,7 | |
3 | 6,0 | 39,5 | 1 | 3,4 | 3,6 | 4,0 | 4,1 | 4,4 | 4,7 | |
4 | 7,0 | 45,7 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
5 | 8,0 | 51,9 | 1 | 3,9 | 4,1 | 4,3 | 4,6 | 4,7 | 4,9 | |
6 | 9,0 | 72,5 | 2 | - | 8,6 | 9,3 | 9,7 | 4,7 | 4,9 | |
7 | 10,0 | 86,9 | 2 | - | 8,6 | 9,3 | 9,7 | 10,2 | 10,7 | |
8 | 12,0 | 119,0 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 | |
9 | 14,0 | 196,3 | 4 | - | - | 20,0 | 21,0 | 22,2 | 23,6 | |
10 | 16,0 | 235,7 | 5 | - | - | 24,8 | 26,1 | 27,7 | 29,4 | |
11 | 18,0 | 276,9 | 6 | - | - | - | 35,1 | 37,6 | 40,5 | |
12 | 20,0 | 319,9 | 6 | - | - | - | 35,1 | 37,6 | 40,5 | |
13 | У9 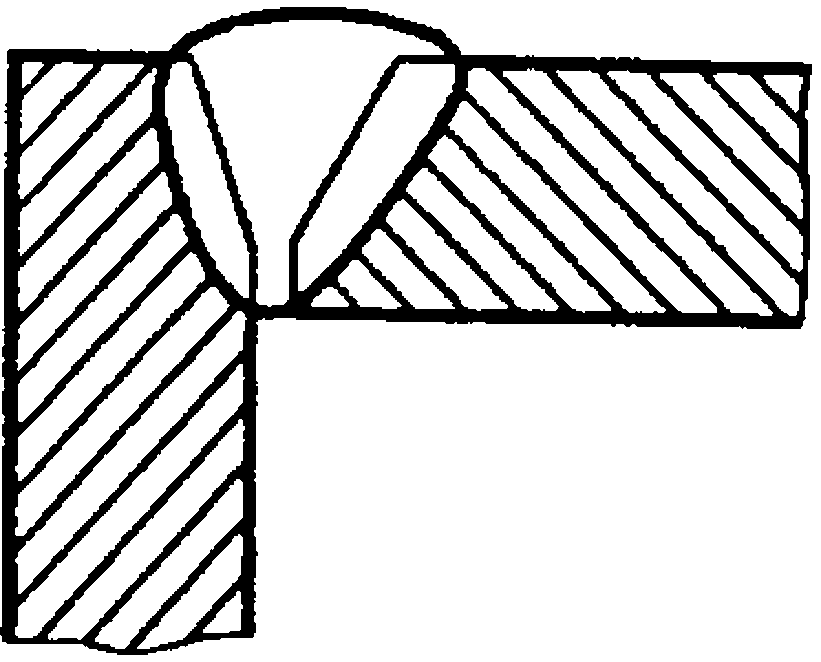 | 12,0 | 121,5 | 2 | - | - | 10,3 | 10,8 | 11,4 | 12,1 |
14 | 14,0 | 161,0 | 3 | - | - | 15,1 | 15,9 | 16,9 | 17,9 | |
15 | 16,0 | 205,3 | 4 | - | - | 20,0 | 21,0 | 22,2 | 23,6 | |
16 | 18,0 | 254,5 | 5 | - | - | - | 29,4 | 31,4 | 33,8 | |
17 | 20,0 | 308,3 | 6 | - | - | - | 35,1 | 37,6 | 40,5 | |
18 | 22,0 | 366,8 | 7 | - | - | - | 47,3 | 51,3 | 56,3 | |
19 | 24,0 | 429,8 | 9 | - | - | - | 60,5 | 65,7 | 72,1 | |
20 | 26,0 | 497,3 | 10 | - | - | - | 67,2 | 73,0 | 80,0 | |
21 | 28,0 | 569,2 | 11 | - | - | - | 73,8 | 80,2 | 88,0 | |
22 | 30,0 | 645,5 | 13 | - | - | - | 87,1 | 94,6 | 103,8 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, Т1, Т3 | Автоматическая аргонодуговая сварка плавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 41 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 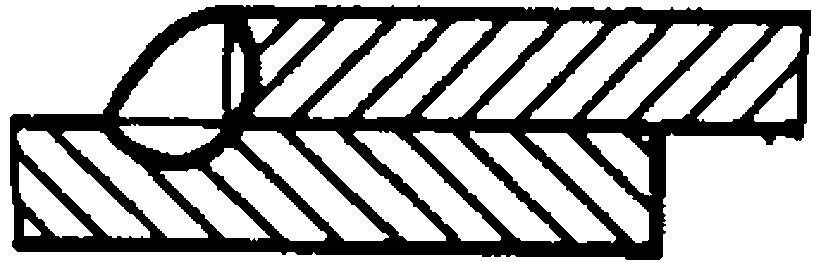 | 1,0 | 1,8 | 1 | 3,0 | 3,1 | 3,1 | - | - | - |
2 | 1,5 | 3,4 | 1 | 3,0 | 3,3 | 3,1 | - | - | - | |
3 | Н2 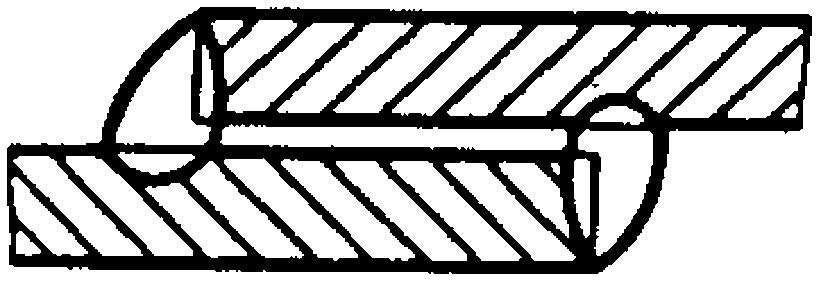 | 2,0 | 5,3 | 1 | 3,0 | 3,3 | 3,1 | - | - | - |
4 | 2,5 | 7,4 | 1 | 3,2 | 3,2 | 3,3 | 3,3 | - | - | |
5 | У4 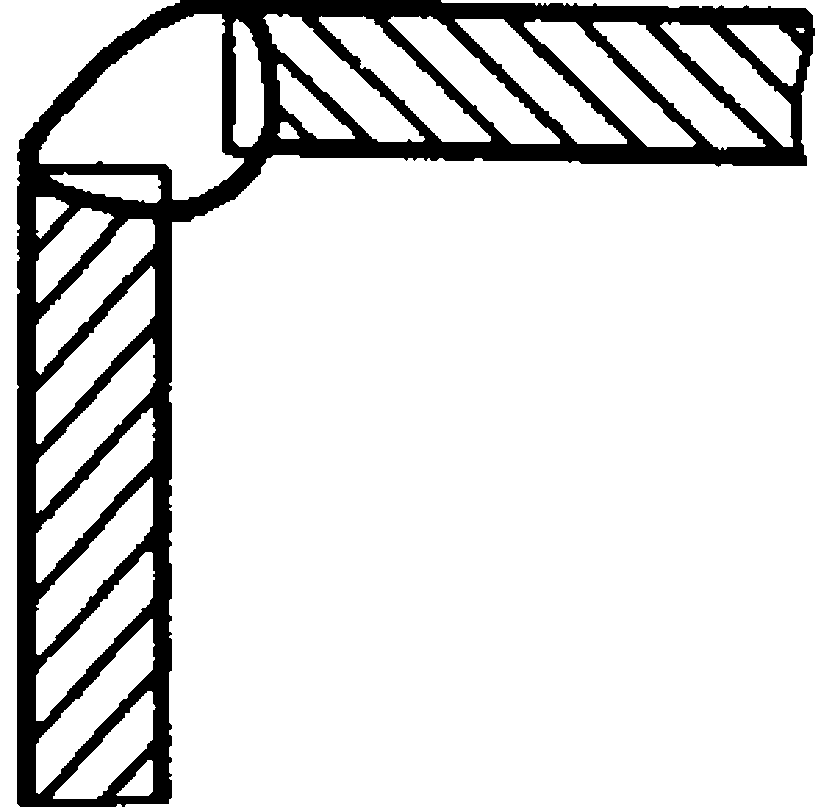 | 3,0 | 9,8 | 1 | 3,2 | 3,2 | 3,3 | 3,3 | - | - |
6 | 4,0 | 15,2 | 1 | 3,3 | 3,3 | 3,4 | 3,5 | 3,6 | 3,7 | |
7 | 5,0 | 21,4 | 1 | 3,4 | 3,5 | 3,6 | 3,7 | 3,8 | 3,9 | |
8 | У5 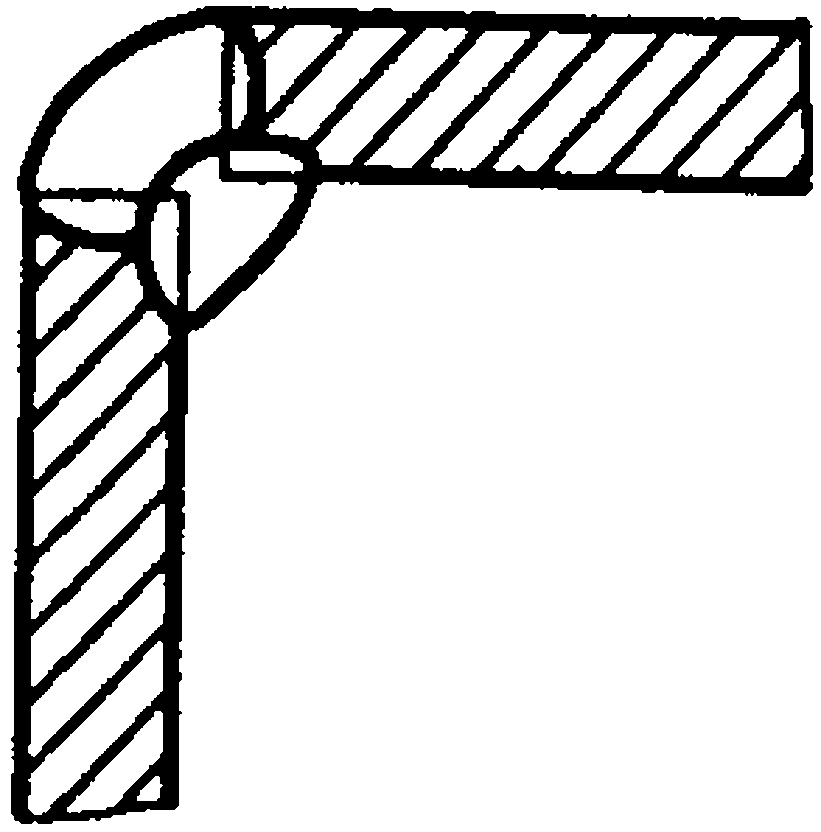 | 6,0 | 28,2 | 1 | - | 3,7 | 3,8 | 3,9 | 4,0 | 4,2 |
9 | 7,0 | 35,6 | 1 | - | 3,9 | 4,0 | 4,2 | 4,3 | 4,5 | |
10 | У7 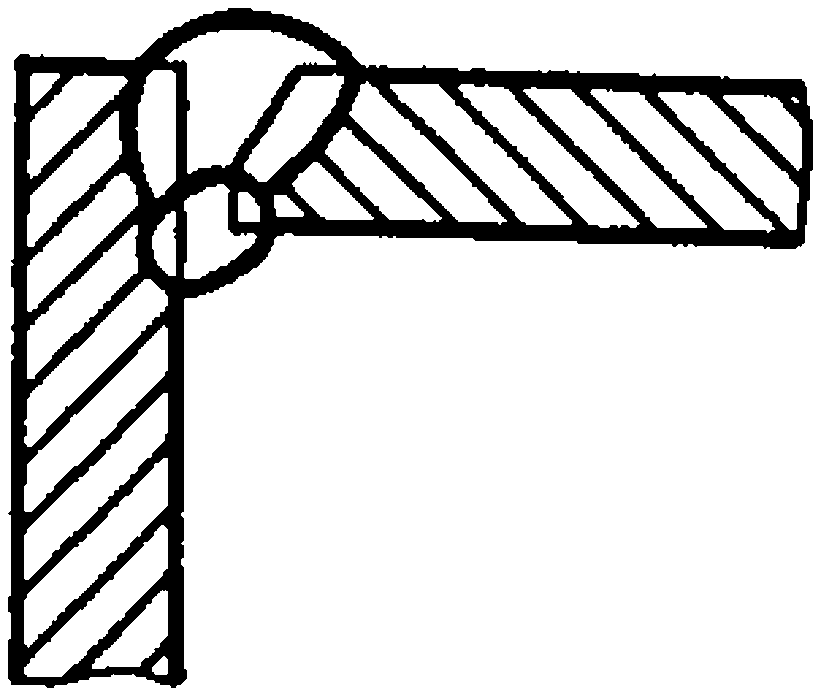 | 8,0 | 43,6 | 1 | - | 3,9 | 4,0 | 4,2 | 4,3 | 4,5 |
11 | 9,0 | 52,1 | 1 | - | - | 4,3 | 4,5 | 4,7 | 4,9 | |
12 | 10,0 | 61,1 | 1 | - | - | 4,3 | 4,5 | 4,7 | 4,9 | |
13 | Т1 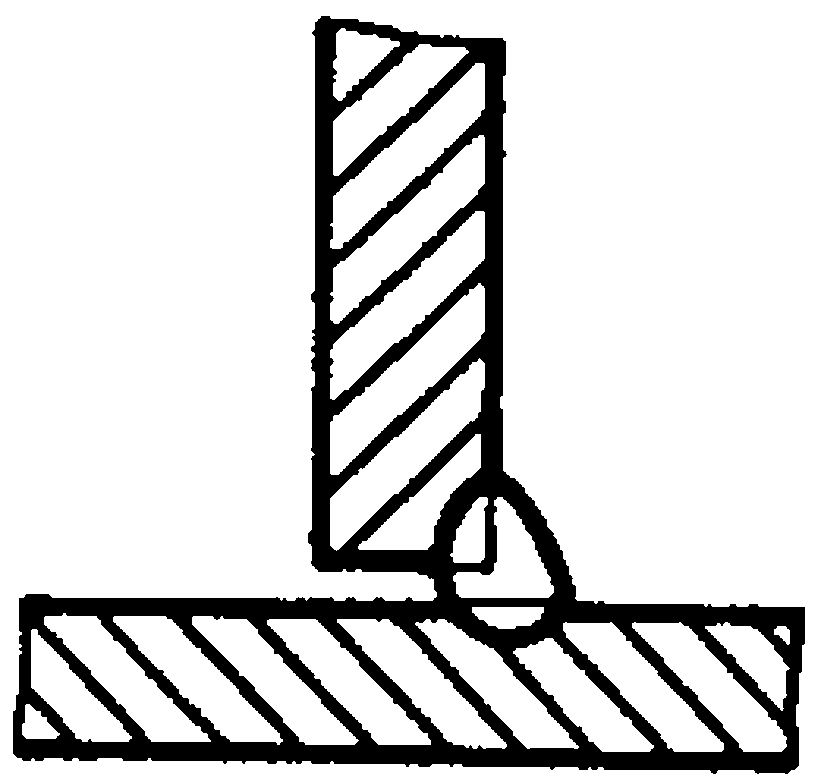 | 12,0 | 96,1 | 2 | - | - | - | 9,5 | 9,9 | 10,5 |
14 | 14,0 | 127,3 | 3 | - | - | - | 15,4 | 16,3 | 17,4 | |
15 | Т3 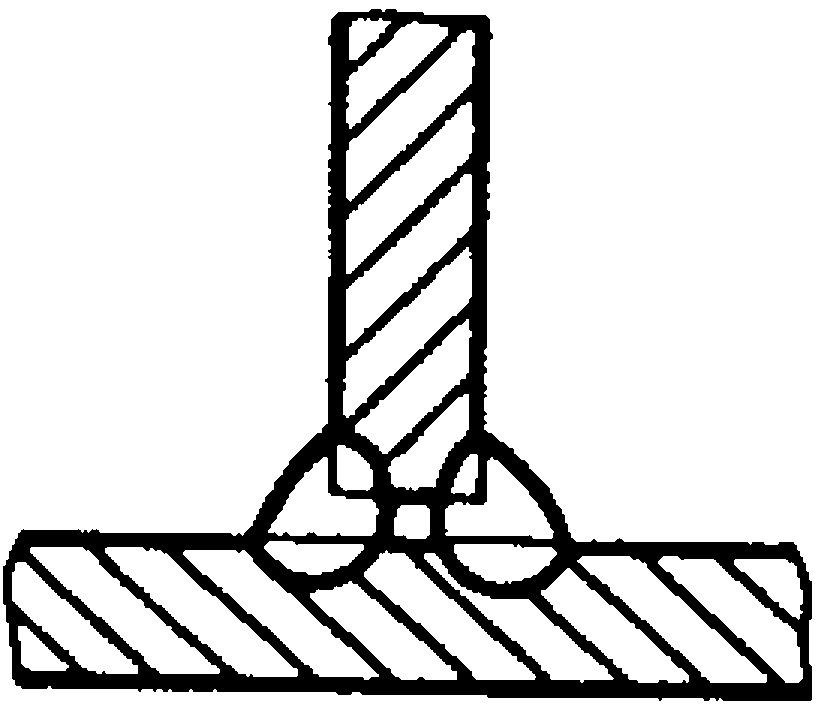 | 16,0 | 162,2 | 3 | - | - | - | 15,4 | 16,3 | 17,4 |
16 | 18,0 | 201,0 | 4 | - | - | - | 20,4 | 21,6 | 23,0 | |
17 | 20,0 | 243,4 | 5 | - | - | - | 25,3 | 26,9 | 28,6 | |
18 | 22,0 | 289,5 | 6 | - | - | - | 30,4 | 32,2 | 34,3 | |
19 | 24,0 | 339,1 | 7 | - | - | - | 35,4 | 37,5 | 39,9 | |
20 | 26,0 | 392,2 | 8 | - | - | - | 40,3 | 42,8 | 45,5 | |
21 | 28,0 | 448,8 | 9 | - | - | - | 45,3 | 48,0 | 51,2 | |
22 | 30,0 | 508,8 | 10 | - | - | - | 50,3 | 53,3 | 56,8 | |
Индекс | а | б | в | г | д | е | ||||
С2, С7, С17, С21, С25 | Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 42 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2  | 0,8 | 8,9 | 1 | 2,7 | 2,9 | 3,1 | - | - | - |
2 | 1,0 | 8,9 | 1 | 2,7 | 2,9 | 3,1 | - | - | - | |
3 | 1,5 | 11,0 | 1 | 2,7 | 2,9 | 3,1 | - | - | - | |
4 | 2,0 | 11,1 | 1 | 2,7 | 2,9 | 3,1 | 3,8 | - | - | |
5 | 2,5 | 11,2 | 1 | 2,9 | 3,3 | 3,4 | 3,8 | - | - | |
6 | 3,0 | 15,1 | 1 | 2,9 | 3,3 | 3,4 | 3,8 | - | - | |
7 | 4,0 | 15,6 | 1 | 3,3 | 3,4 | 3,6 | 4,0 | 4,3 | - | |
8 | С7  | 2,0 | 2,0 | 1 | 2,7 | 2,9 | 3,1 | - | - | - |
9 | 2,5 | 8,3 | 1 | 2,9 | 3,3 | 3,4 | 3,8 | - | - | |
10 | 3,0 | 8,8 | 1 | 2,9 | 3,3 | 3,4 | 3,8 | - | - | |
11 | 4,0 | 9,5 | 1 | 3,3 | 3,4 | 3,6 | 4,0 | 4,3 | - | |
12 | 5,0 | 10,2 | 1 | 3,4 | 3,8 | 4,0 | 4,3 | 4,7 | 5,1 | |
13 | 6,0 | 10,8 | 1 | 3,4 | 3,8 | 4,0 | 4,3 | 4,7 | 5,1 | |
14 | 7,0 | 25,2 | 1 | 3,6 | 4,0 | 4,3 | 4,5 | 4,9 | 5,4 | |
15 | 8,0 | 28,2 | 1 | 3,6 | 4,0 | 4,3 | 4,5 | 4,9 | 5,4 | |
16 | 9,0 | 31,2 | 1 | 3,7 | 4,3 | 4,7 | 4,9 | 5,1 | 5,7 | |
17 | 10,0 | 34,2 | 1 | 3,7 | 4,3 | 4,7 | 4,9 | 5,1 | 5,7 | |
18 | С17 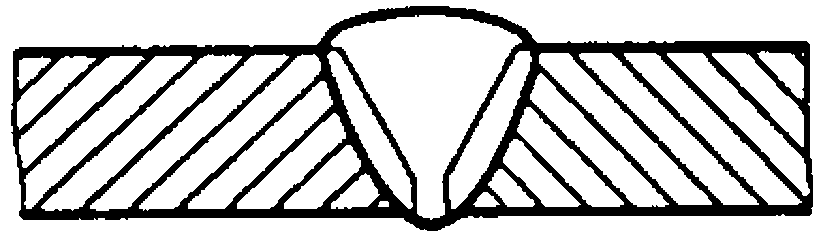 | 8,0 | 67,5 | 1 | 3,7 | 4,1 | 4,4 | 4,6 | 5,0 | 5,5 |
19 | 9,0 | 82,6 | 2 | 7,0 | 8,3 | 9,0 | 9,4 | 9,9 | 11,0 | |
20 | 10,0 | 99,0 | 2 | 7,0 | 8,3 | 9,0 | 9,4 | 9,9 | 11,0 | |
21 | 12,0 | 135,5 | 3 | 13,4 | 16,4 | 17,5 | 18,1 | 20,2 | 21,9 | |
22 | 14,0 | 176,6 | 4 | 17,7 | 21,7 | 23,1 | 24,8 | 26,7 | 29,0 | |
23 | 16,0 | 222,2 | 4 | 17,7 | 21,7 | 23,1 | 24,8 | 26,7 | 29,0 | |
24 | 18,0 | 272,1 | 5 | 30,8 | 33,2 | 36,1 | 39,6 | 44,1 | 49,7 | |
25 | 20,0 | 326,1 | 7 | 42,9 | 46,3 | 50,3 | 55,3 | 61,4 | 69,4 | |
26 | С21 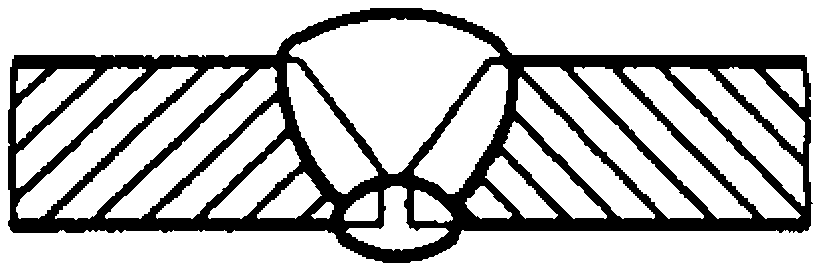 | 4,0 | 21,2 | 1 | 3,3 | 3,5 | 3,7 | 4,1 | 4,4 | - |
27 | 5,0 | 28,0 | 1 | 3,5 | 3,9 | 4,1 | 4,4 | 4,7 | 5,2 | |
28 | 6,0 | 35,1 | 1 | 3,5 | 3,9 | 4,1 | 4,4 | 4,7 | 5,2 | |
29 | 7,0 | 42,4 | 1 | 3,7 | 4,1 | 4,4 | 4,6 | 5,0 | 5,5 | |
30 | 8,0 | 50,1 | 1 | 3,7 | 4,1 | 4,4 | 4,6 | 5,0 | 5,5 | |
31 | 9,0 | 58,0 | 1 | 3,8 | 4,4 | 4,7 | 5,0 | 5,2 | 5,8 | |
32 | 10,0 | 66,0 | 1 | 3,8 | 4,4 | 4,7 | 5,0 | 5,2 | 5,8 | |
33 | 12,0 | 111,1 | 2 | 9,1 | 11,2 | 11,9 | 12,7 | 13,6 | 14,8 | |
34 | 14,0 | 148,7 | 5 | 13,4 | 16,4 | 17,5 | 18,7 | 20,2 | 21,9 | |
35 | 16,0 | 191,2 | 4 | 17,7 | 21,7 | 23,1 | 24,8 | 26,7 | 29,0 | |
36 | 18,0 | 238,6 | 5 | 30,8 | 33,2 | 36,1 | 39,6 | 44,1 | 49,7 | |
37 | 20,0 | 253,4 | 6 | 36,8 | 39,7 | 43,2 | 47,4 | 52,7 | 59,6 | |
38 | 22,0 | 273,0 | 4 | - | 29,1 | 31,9 | 35,5 | 40,0 | 46,1 | |
39 | 24,0 | 291,3 | 5 | - | 36,2 | 39,7 | 44,2 | 49,8 | 57,4 | |
40 | 26,0 | 302,1 | 6 | - | 43,3 | 47,6 | 52,9 | 59,7 | 68,8 | |
41 | 28,0 | 355,5 | 7 | - | 50,4 | 55,4 | 61,6 | 69,5 | 80,1 | |
42 | 30,0 | 413,6 | 8 | - | 57,5 | 63,2 | 70,2 | 79,3 | 91,4 | |
43 | 32,0 | 476,6 | 10 | - | 71,8 | 78,9 | 87,7 | 99,1 | 114,2 | |
44 | 34,0 | 544,5 | 11 | - | 78,9 | 86,7 | 96,4 | 108,9 | 125,6 | |
45 | 36,0 | 617,3 | 12 | - | 86,0 | 94,5 | 105,1 | 118,8 | 136,9 | |
46 | 38,0 | 695,2 | 14 | - | 100,3 | 110,1 | 122,5 | 138,4 | 159,6 | |
47 | 40,0 | 778,1 | 16 | - | 114,5 | 125,8 | 139,9 | 158,1 | 182,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С7, С17, С21, С25 | Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 42 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
48 | С25 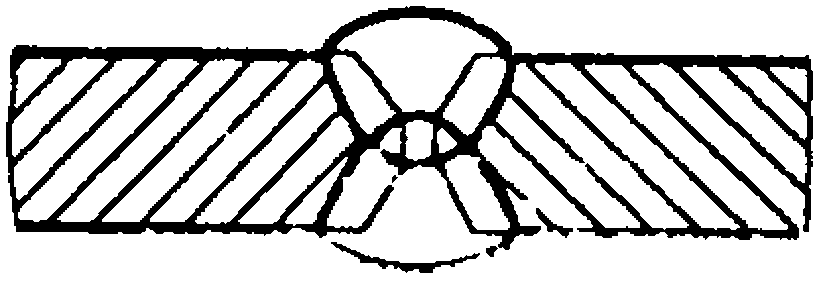 | 12,0 | 53,1 | 1 | 4,9 | 5,9 | 6,2 | 6,2 | 7,1 | 7,7 |
49 | 14,0 | 67,4 | 1 | 4,9 | 5,9 | 6,2 | 6,6 | 7,1 | 7,7 | |
50 | 16,0 | 82,8 | 2 | 9,1 | 11,2 | 11,9 | 12,7 | 13,6 | 14,8 | |
51 | 18,0 | 99,4 | 2 | 12,7 | 13,6 | 14,8 | 16,2 | 18,0 | 20,2 | |
52 | 20,0 | 117,0 | 2 | 12,7 | 13,6 | 14,8 | 16,2 | 18,0 | 20,2 | |
53 | 22,0 | 135,6 | 3 | - | 22,0 | 24,1 | 26,8 | 30,2 | 34,7 | |
54 | 24,0 | 155 | 3 | - | 22,0 | 24,1 | 26,8 | 30,0 | 34,7 | |
55 | 26,0 | 175,5 | 4 | - | 29,1 | 31,9 | 35,5 | 40,0 | 46,1 | |
56 | 28,0 | 196,8 | 4 | - | 29,1 | 31,9 | 35,5 | 40,0 | 46,1 | |
57 | 30,0 | 219,0 | 4 | - | 29,1 | 31,9 | 35,5 | 40,0 | 46,1 | |
Индекс | а | б | в | г | д | е | ||||
С21 | Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 43 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С21 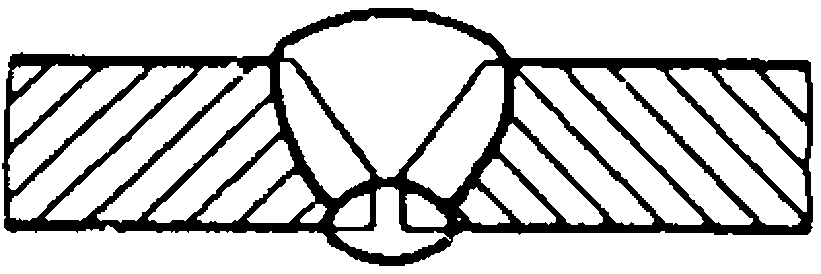 | 4 - 10 | 15,0 | 1 | 3,6 | 4,0 | 4,2 | 4,6 | 4,8 | 5,5 |
2 | 12 - 22 | 21,0 | 1 | 5,8 | 6,9 | 7,4 | 8,0 | 8,8 | 9,3 | |
3 | 24 - 40 | 22,5 | 1 | - | 7,8 | 8,6 | 9,5 | 10,7 | 12,2 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т7, Т8 | Автоматическая аргонодуговая сварка неплавяшимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 44 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 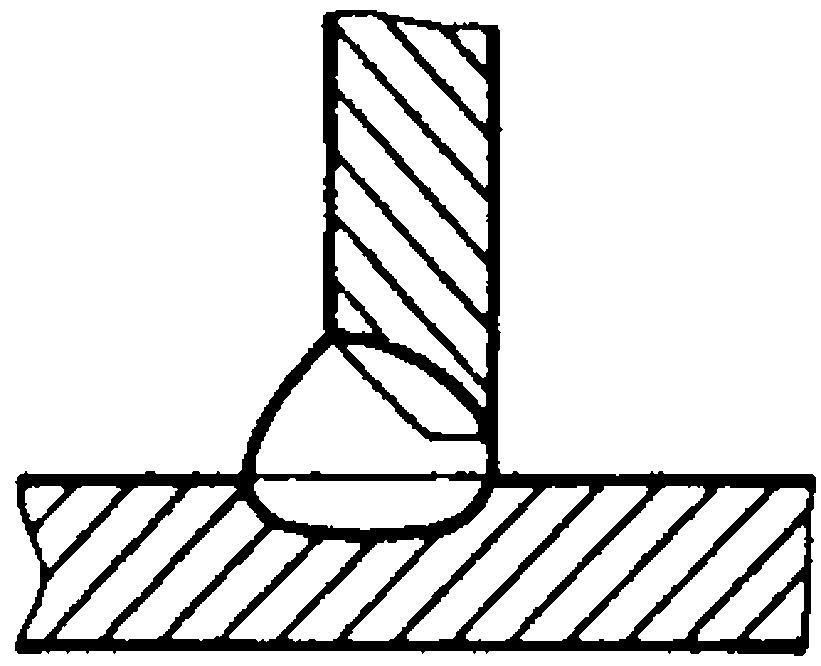 | 4,0 | 68,4 | 1 | 3,5 | 3,7 | 3,9 | 4,3 | 4,6 | - |
2 | 5,0 | 81,0 | 2 | 6,8 | 7,5 | 8,0 | 8,6 | 9,3 | 10,2 | |
3 | 6,0 | 93,1 | 2 | 6,8 | 7,5 | 8,0 | 8,6 | 9,3 | 10,2 | |
4 | 7,0 | 104,7 | 2 | 7,1 | 8,0 | 8,6 | 8,9 | 9,7 | 10,7 | |
5 | 8,0 | 121,8 | 2 | 7,1 | 8,0 | 8,6 | 8,9 | 9,7 | 10,7 | |
6 | 9,0 | 146,3 | 3 | 10,7 | 12,6 | 13,6 | 14,2 | 14,9 | 16,7 | |
7 | 10,0 | 172,4 | 3 | 10,7 | 12,6 | 13,6 | 14,2 | 14,9 | 16,7 | |
8 | 12,0 | 229,1 | 5 | 22,4 | 27 5 | 29,2 | 31,3 | 33,7 | 36,6 | |
9 | 14,0 | 291,3 | 6 | 26,8 | 32,8 | 34,9 | 3,4 | 40,3 | 43,7 | |
10 | 16,0 | 358,6 | 7 | 31,1 | 38,2 | 40,6 | 43,5 | 46 | 50,9 | |
11 | 18,0 | 430,9 | 9 | 55,7 | 60,0 | 65,2 | 71,6 | 79,5 | 89,8 | |
12 | 20,0 | 507,8 | 10 | 61,8 | 66,6 | 72,4 | 79,5 | 88,3 | 99,6 | |
13 | Т7 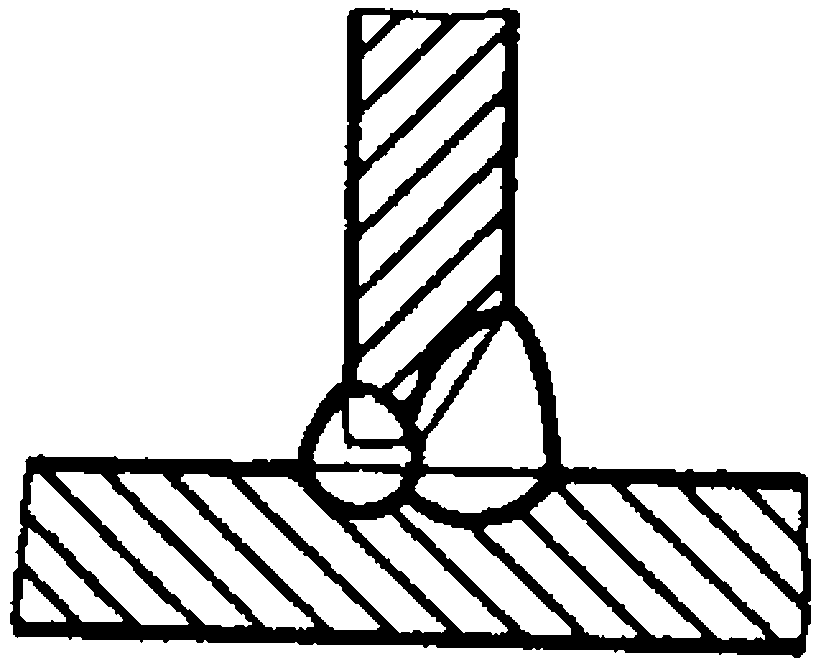 | 4,0 | 52,4 | 1 | 3,5 | 3,7 | 3,9 | 4,3 | 4,6 | - |
14 | 5,0 | 62,2 | 1 | 3,7 | 4,1 | 4,3 | 4,6 | 4,9 | 5,4 | |
15 | 6,0 | 71,5 | 1 | 3,7 | 4,1 | 4,3 | 4,6 | 4,9 | 5,4 | |
16 | 7,0 | 80,5 | 2 | 7,1 | 8,0 | 8,6 | 8,9 | 9,7 | 10,7 | |
17 | 8,0 | 93,7 | 2 | 7,1 | 8,0 | 8,6 | 8,9 | 9,7 | 10,7 | |
18 | 9,0 | 112,6 | 2 | 7,3 | 8,6 | 9,3 | 9,7 | 10,2 | 11,3 | |
19 | 10,0 | 132,7 | 3 | 10,7 | 12,6 | 13,6 | 14,2 | 14,9 | 16,7 | |
20 | 12,0 | 176,3 | 4 | 14,1 | 22,1 | 23,5 | 25,2 | 27,1 | 29,4 | |
21 | 14,0 | 224,1 | 5 | 22,4 | 27,5 | 29,2 | 31,3 | 33,7 | 36,6 | |
22 | 16,0 | 276,0 | 6 | 26,8 | 32,8 | 34,9 | 37,4 | 40,3 | 43,7 | |
23 | 18,0 | 332,0 | 7 | 43,5 | 46,8 | 50,9 | 55,8 | 67,0 | 70,0 | |
24 | 20,0 | 390,7 | 8 | 49,6 | 53,4 | 58,1 | 63,7 | 70,8 | 79,9 | |
25 | Т8 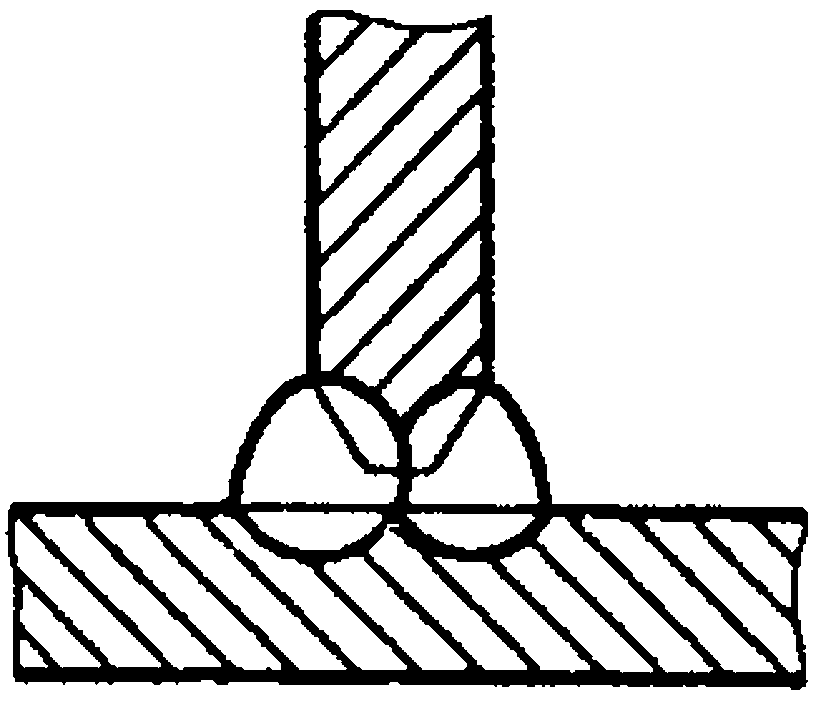 | 12,0 | 81,5 | 2 | 9,4 | 11,4 | 12,1 | 13,0 | 11,9 | 15,1 |
26 | 14,0 | 100,9 | 2 | 9,4 | 11,4 | 12,1 | 13,0 | 13,9 | 15,1 | |
27 | 16,0 | 121,3 | 2 | 9,4 | 11,4 | 12,1 | 13,0 | 13,9 | 15,1 | |
28 | 18,0 | 142,7 | 3 | 19,1 | 20,5 | 22,2 | 24,4 | 27,0 | 30,4 | |
29 | 20,0 | 165,0 | 3 | 19,1 | 20,5 | 22,2 | 24,4 | 27,0 | 30,4 | |
30 | 22,0 | 188,2 | 4 | - | 29,5 | 32,4 | 35,9 | 40,4 | 46,5 | |
31 | 24,0 | 212,1 | 4 | - | 29,5 | 32,4 | 35,9 | 40,4 | 46,5 | |
32 | 26,0 | 236,9 | 5 | - | 36,7 | 40,2 | 44,7 | 50,3 | 57,9 | |
33 | 28,0 | 262,4 | 5 | - | 36,7 | 40,2 | 44,7 | 50,3 | 57,9 | |
34 | 30,0 | 288,6 | 6 | - | 43,9 | 48,1 | 53,4 | 60,2 | 69,3 | |
35 | 32,0 | 315,5 | 6 | - | 44,0 | 48,3 | 53,6 | 60,4 | 69,5 | |
36 | 34,0 | 343,0 | 7 | - | 51,2 | 56,1 | 62,3 | 70,3 | 80,0 | |
37 | 35,0 | 357,0 | 7 | - | 51,2 | 56,1 | 62,3 | 70,3 | 80,9 | |
Индекс | а | б | в | г | д | е | ||||
У4, У5, У6, У7, У9 | Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 45 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У4 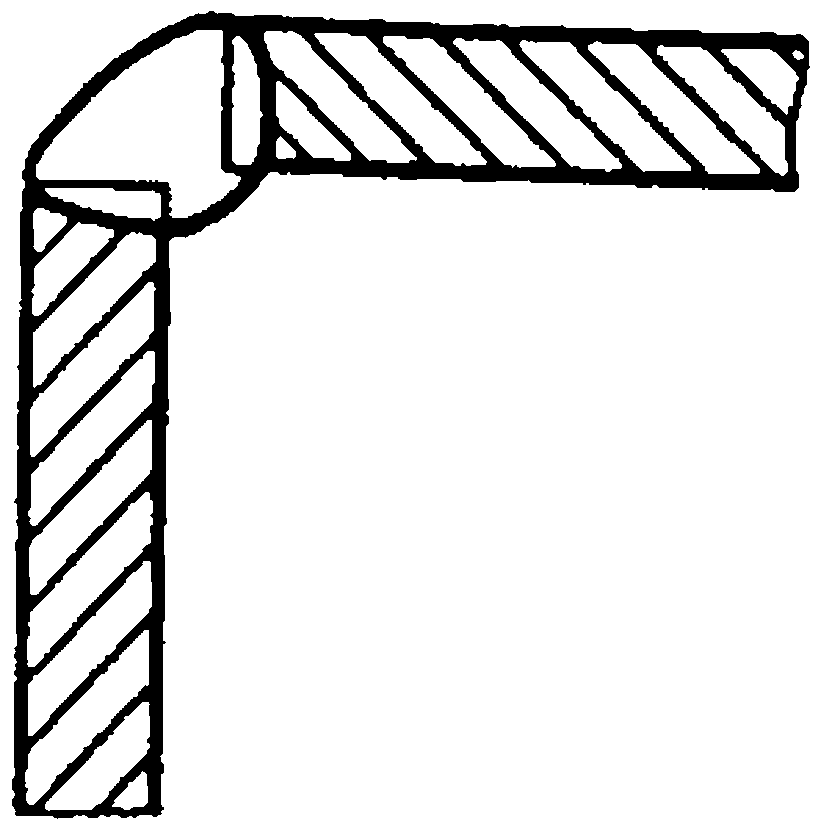 | 1,5 | 11,4 | 1 | 2,9 | 3,1 | 3,2 | - | - | - |
2 | 2,0 | 11,5 | 1 | 2,9 | 3,1 | 3,2 | - | - | - | |
3 | 2,5 | 11,6 | 1 | 3,1 | 3,4 | 3,5 | 3,9 | - | - | |
4 | 3,0 | 11,7 | 1 | 3,1 | 3,4 | 3,5 | 3,9 | - | - | |
5 | 4,0 | 18,0 | 1 | 3,4 | 3,5 | 3,7 | 4,2 | 4,4 | - | |
6 | 5,0 | 18,5 | 1 | 3,5 | 3,9 | 4,2 | 4,4 | 4,8 | 5,2 | |
7 | 6,0 | 29,6 | 1 | 3,5 | 3,9 | 4,2 | 4,4 | 4,8 | 5,2 | |
8 | 7,0 | 31,2 | 1 | 3,7 | 4,2 | 4,4 | 4,6 | 5,0 | 5,5 | |
9 | 8,0 | 32,6 | 1 | 3,7 | 4,2 | 4,4 | 4,6 | 5,0 | 5,5 | |
10 | 9,0 | 33,9 | 1 | 3,8 | 4,4 | 4,8 | 5,0 | 5,2 | 5,8 | |
11 | 10,0 | 35,1 | 1 | 3,8 | 4,4 | 4,8 | 5,0 | 5,2 | 5,8 | |
12 | 12,0 | 60,0 | 1 | 4,9 | 5,9 | 6,3 | 6,7 | 7,2 | 7,7 | |
13 | У5 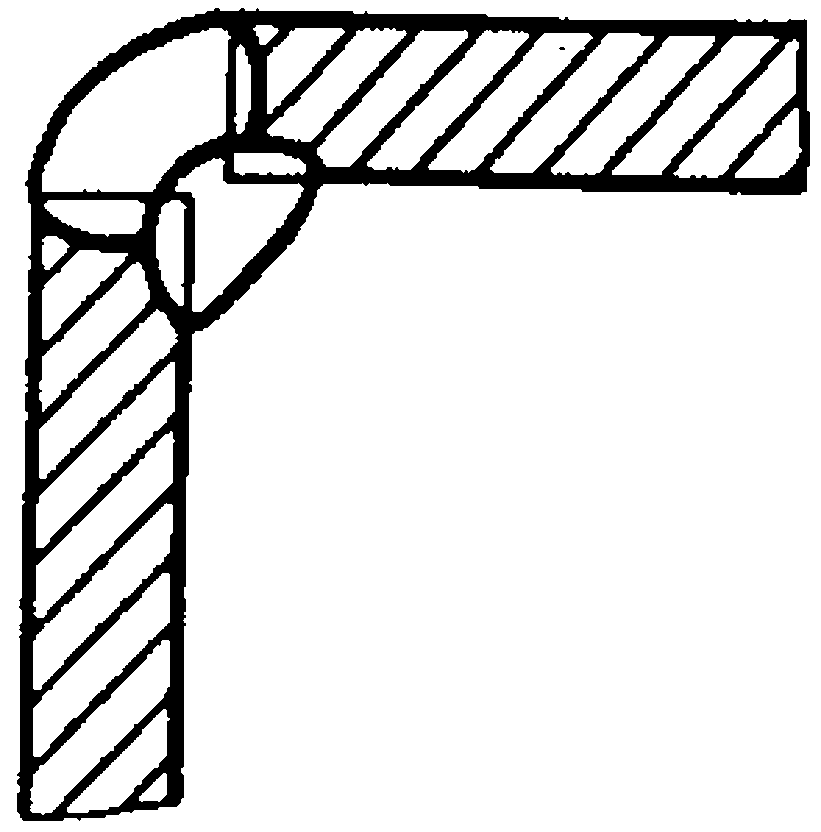 | 1,5 | 8,3 | 1 | 2,9 | 3,1 | 3,2 | - | - | - |
14 | 2,0 | 8,4 | 1 | 2,9 | 3,1 | 3,2 | - | - | - | |
15 | 2,5 | 8,5 | 1 | 3,1 | 3,4 | 3,5 | 3,9 | - | - | |
16 | 3,0 | 8,6 | 1 | 3,1 | 3,4 | 3,5 | 3,9 | - | - | |
17 | 4,0 | 13,4 | 1 | 3,4 | 3,5 | 3,7 | 4,2 | 4,4 | - | |
18 | 5,0 | 13,9 | 1 | 3,5 | 3,9 | 4,2 | 4,4 | 4,8 | 5,2 | |
19 | У6 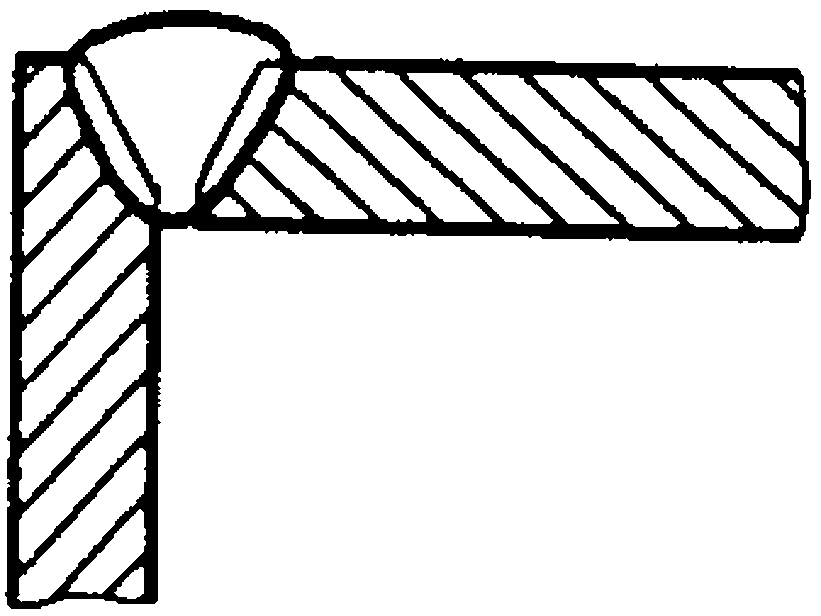 | 4,0 | 29,0 | 1 | 3,5 | 3,6 | 3,8 | 4,3 | 4,6 | - |
20 | 5,0 | 37,4 | 1 | 3,6 | 4,0 | 4,3 | 4,6 | 4,9 | 5,4 | |
21 | 6,0 | 46,0 | 1 | 3,6 | 4,0 | 4,3 | 4,6 | 4,9 | 5,4 | |
22 | 7,0 | 54,9 | 1 | 3,8 | 4,3 | 4,6 | 4,7 | 5,1 | 5,6 | |
23 | 8,0 | 63,9 | 1 | 3,8 | 4,3 | 4,6 | 4,7 | 5,1 | 5,6 | |
24 | 9,0 | 73,1 | 2 | 7,3 | 8,6 | 9,3 | 9,7 | 10,2 | 11,3 | |
25 | 10,0 | 82,5 | 2 | 7,3 | 8,6 | 9,3 | 9,7 | 10,2 | 11,3 | |
26 | 12,0 | 131,4 | 3 | 13,8 | 16,9 | 17,0 | 19,1 | 20,6 | 22,3 | |
27 | 14,0 | 180,0 | 4 | 18,2 | 22,2 | 23,6 | 25,3 | 27,2 | 29,5 | |
28 | 16,0 | 238,4 | 5 | 22,6 | 27,7 | 29,4 | 31,4 | 33,8 | 36,7 | |
29 | 18,0 | 304,2 | 6 | 37,6 | 40,5 | 44,0 | 48,2 | 53,5 | 60,3 | |
30 | 20,0 | 378,3 | 8 | 49,9 | 53,8 | 58,4 | 64,0 | 71,1 | 80,2 | |
31 | У7 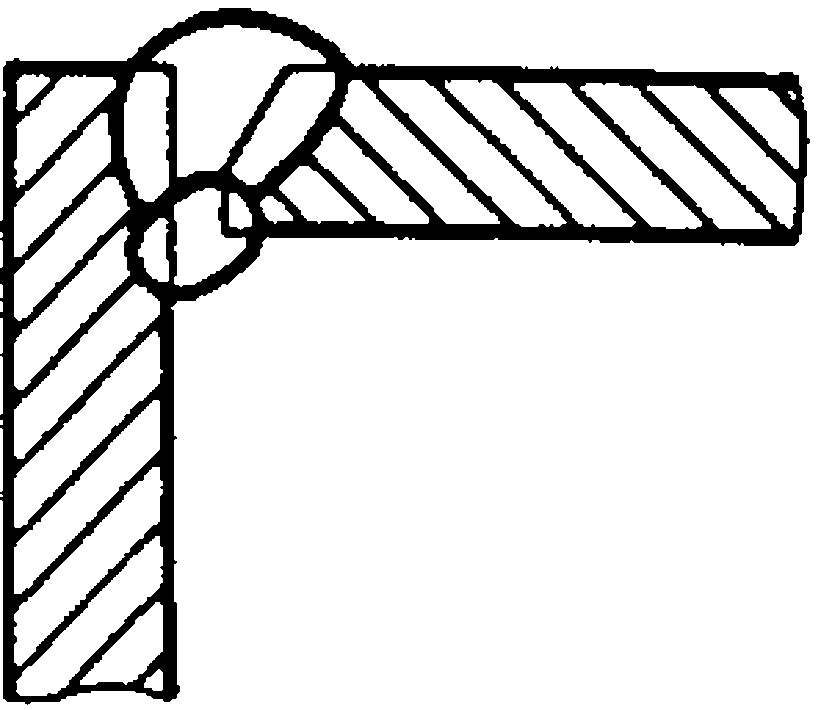 | 4,0 | 29,3 | 1 | 3,5 | 3,6 | 3,8 | 4,3 | 4,6 | - |
32 | 5,0 | 42,1 | 1 | 3,6 | 4,0 | 4,3 | 4,6 | 4,9 | 5,4 | |
33 | 6,0 | 56,5 | 1 | 3,6 | 4,0 | 4,3 | 4,6 | 4,9 | 5,4 | |
34 | 7,0 | 72,5 | 2 | 7,1 | 8,0 | 8,6 | 8,9 | 9,7 | 10,7 | |
35 | 8,0 | 89,9 | 2 | 7,1 | 8,0 | 8,6 | 8,9 | 9,7 | 10,7 | |
36 | 9,0 | 108,8 | 2 | 7,3 | 8,6 | 9,3 | 9,7 | 10,2 | 11,3 | |
37 | 10,0 | 129,0 | 3 | 10,7 | 12,6 | 13,7 | 14,3 | 15,0 | 16,7 | |
38 | 12,0 | 173,2 | 4 | 18,2 | 22,2 | 23,6 | 25,3 | 27,2 | 29,5 | |
39 | 14,0 | 266,9 | 5 | 22,6 | 27,7 | 29,4 | 31,4 | 33,8 | 36,7 | |
40 | 16,0 | 364,4 | 7 | 31,4 | 38,5 | 40,9 | 43,8 | 47,1 | 51,2 | |
41 | 18,0 | 479,6 | 10 | 62,2 | 67,1 | 72,8 | 79,9 | 88,7 | 100,1 | |
42 | 20,0 | 613,1 | 12 | 74,5 | 80,3 | 87,3 | 95,7 | 106,3 | 120,0 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У4, У5, У6, У7, У9 | Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 45 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
43 | У9 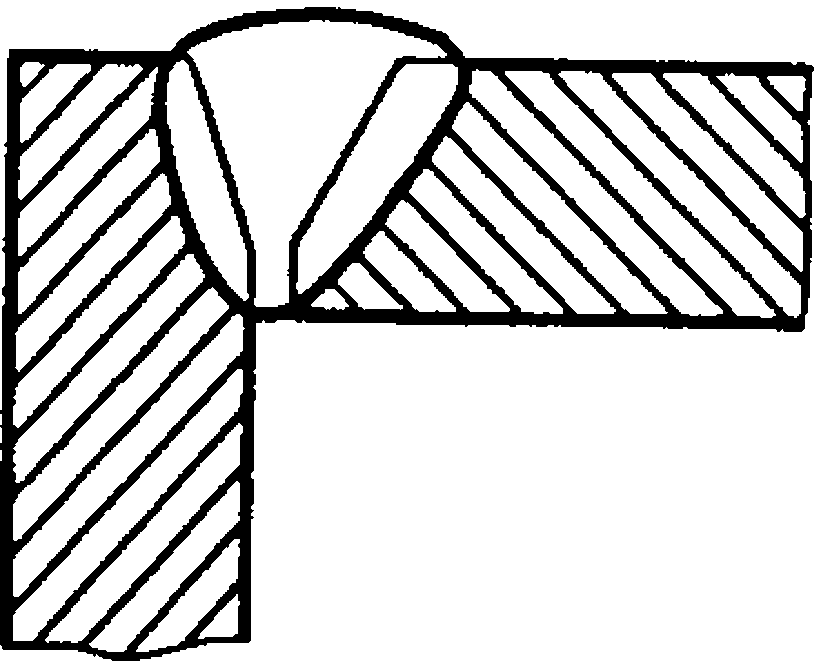 | 12,0 | 130,6 | 3 | 13,8 | 16,9 | 17,9 | 19,1 | 20,6 | 22,3 |
44 | 14,0 | 174,7 | 4 | 18,2 | 22,2 | 23,6 | 25,3 | 27,2 | 29,5 | |
45 | 16,0 | 224,8 | 5 | 22,6 | 27,7 | 29,4 | 31,4 | 33,8 | 36,7 | |
46 | 18,0 | 280,8 | 6 | 37,6 | 40,5 | 44,0 | 48,2 | 53,5 | 60,3 | |
47 | 20,0 | 342,6 | 7 | 43,8 | 47,1 | 51,2 | 56,1 | 62,3 | 70,3 | |
48 | 22,0 | 410,1 | 8 | - | 58,5 | 64,2 | 71,3 | 80,3 | 92,5 | |
49 | 24,0 | 483,3 | 10 | - | 73,0 | 80,0 | 88,9 | 100,2 | 115,4 | |
50 | 26,0 | 562,2 | 11 | - | 80,2 | 88,0 | 97,7 | 110,2 | 126,8 | |
51 | 28,0 | 646,6 | 13 | - | 94,6 | 103,8 | 115,3 | 130,1 | 149,7 | |
52 | 30,0 | 736,6 | 15 | - | 109,1 | 119,7 | 132,9 | 149,9 | 172,7 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, Т1, Т3 | Автоматическая аргонодуговая сварка неплавящимся электродом алюминия и алюминиевых сплавов | |||||||||
Карта 46 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1  | 1,0 | 1,8 | 1 | 3,3 | 3,3 | 3,4 | - | - | - |
2 | 1,5 | 3,4 | 1 | 3,3 | 3,3 | 3,4 | - | - | - | |
3 | Н2  | 2,0 | 5,3 | 1 | 3,3 | 3,3 | 3,4 | - | - | - |
4 | 2,5 | 7,4 | 1 | 3,4 | 3,5 | 3,6 | 3,7 | - | - | |
5 | 3,0 | 9,8 | 1 | 3,4 | 3,5 | 3,6 | 3,7 | - | - | |
6 | 4,0 | 15,2 | 1 | 3,6 | 3,7 | 3,8 | 3,9 | 4,0 | 4,2 | |
7 | У4  | 5,0 | 21,4 | 1 | 3,8 | 3,9 | 4,0 | 4,2 | 4,3 | 4,5 |
8 | 6,0 | 28,2 | 1 | - | 4,2 | 4,3 | 4,5 | 4,7 | 4,9 | |
9 | У5  | 7,0 | 35,6 | 1 | - | 4,5 | 4,7 | 4,9 | 5,1 | 5,4 |
10 | 8,0 | 43,6 | 1 | - | 4,5 | 4,7 | 4,9 | 5,1 | 5,4 | |
11 | 9,0 | 52,1 | 1 | - | - | 5,1 | 5,4 | 5,7 | 6,1 | |
12 | У7 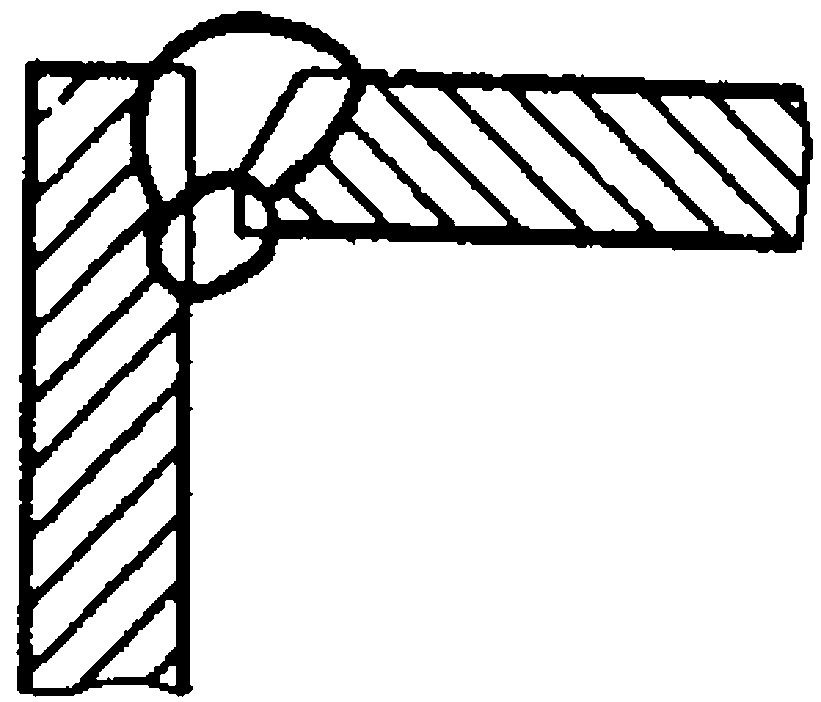 | 10,0 | 61,1 | 1 | - | - | 5,1 | 5, | 5,7 | 6,1 |
13 | 12,0 | 97,0 | 2 | - | - | - | 11,8 | 12,6 | 13,5 | |
14 | 14,0 | 127,8 | 3 | - | - | - | 20,0 | 21,8 | 23,9 | |
15 | Т1 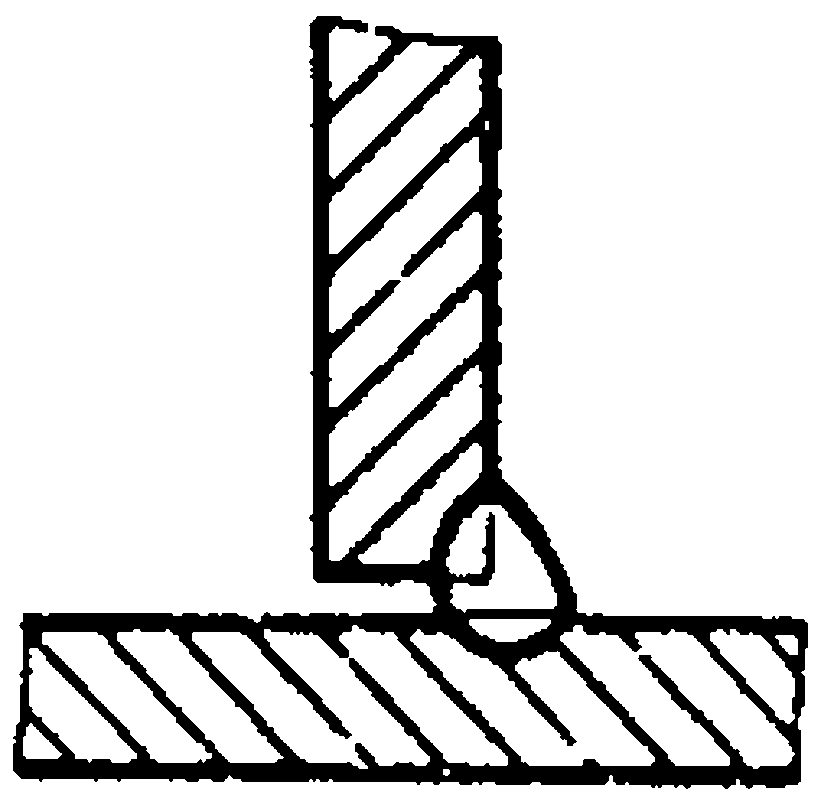 | 16,0 | 162,2 | 3 | - | - | - | 20,0 | 21,8 | 23,9 |
16 | 18,0 | 200,2 | 4 | - | - | - | 26,6 | 28,9 | 31,7 | |
17 | Т3 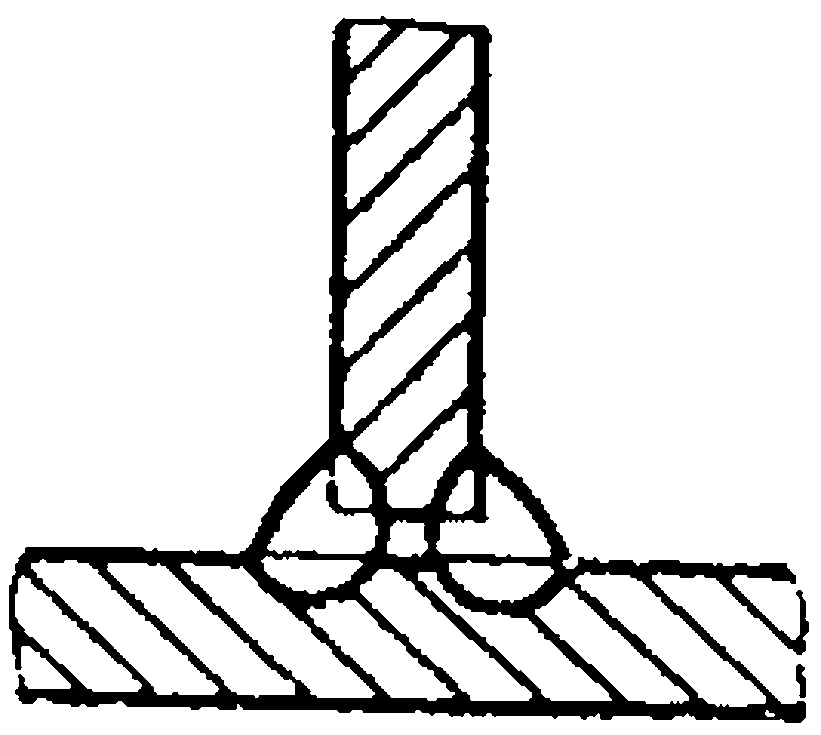 | 20,0 | 241,6 | 5 | - | - | - | 33,0 | 35,9 | 39,5 |
Индекс | а | б | в | г | д | е | ||||
С2, С7, С8, С17, С19, С21, С25 | Автоматическая аргонодуговая сварка плавящимся электродом легированных и высоколегированных сталей | |||||||||
Карта 47 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шла, мин. | ||||||||||
1 | С2  | 0,8 | 5,6 | 1 | 4,2 | 3,7 | 3,3 | - | - | - |
2 | 1,0 | 5,8 | 1 | 4,2 | 3,9 | 3,3 | - | - | - | |
3 | 1,5 | 6,1 | 1 | 4,7 | 3,9 | 3,4 | - | - | - | |
4 | 2,0 | 6,3 | 1 | 4,7 | 4,3 | 3,7 | - | - | - | |
5 | 2,5 | 10,3 | 1 | 4,7 | 4,3 | 3,7 | 3,0 | - | - | |
6 | 3,0 | 10,6 | 1 | 4,7 | 4,3 | 4,0 | 3,0 | - | - | |
7 | 4,0 | 11,0 | 1 | - | 4,3 | 4,0 | 3,1 | 2,8 | - | |
8 | 5,0 | 16,1 | 1 | - | - | 4,0 | 3,4 | 2,8 | 2,8 | |
9 | 6,0 | 16,6 | 1 | - | - | 4,0 | 3,4 | 3,0 | 2,8 | |
10 | С7 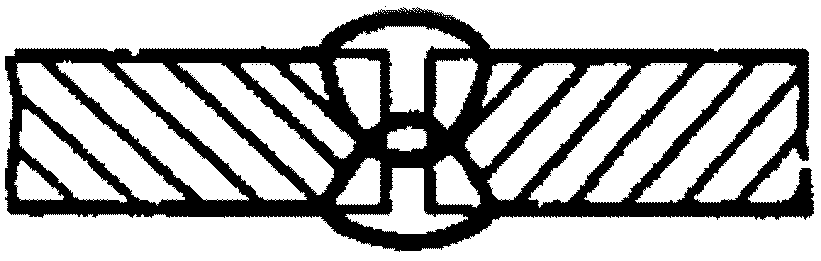 | 3,0 | 7,2 | 1 | 4,2 | 3,7 | 3,3 | 3,0 | - | - |
11 | 4,0 | 8,5 | 1 | - | 3,9 | 3,3 | 3,0 | 2,8 | - | |
12 | 5,0 | 9,5 | 1 | - | - | 3,4 | 3,1 | 2,8 | 2,8 | |
13 | 6,0 | 10,5 | 1 | - | - | 3,7 | 3,4 | 3,0 | 2,8 | |
14 | С8  | 3,0 | 11,1 | 1 | 4,2 | 3,8 | 3,3 | 2,9 | - | - |
15 | 4,0 | 16,8 | 1 | - | 4,0 | 3,3 | 3,0 | 2,7 | - | |
16 | 5,0 | 23,2 | 1 | - | - | 3,5 | 3,0 | 2,8 | 2,6 | |
17 | 6,0 | 30,2 | 1 | - | - | 3,8 | 3,1 | 2,8 | 2,7 | |
18 | 7,0 | 42,7 | 1 | - | - | - | 3,1 | 2,9 | 2,7 | |
19 | 8,0 | 53,2 | 1 | - | - | - | 3,2 | 2,9 | 2,8 | |
20 | 9,0 | 64,7 | 1 | - | - | - | 3,5 | 3,1 | 2,8 | |
21 | 10,0 | 77,0 | 2 | - | - | - | 5,3 | 5,0 | 4,8 | |
22 | С17 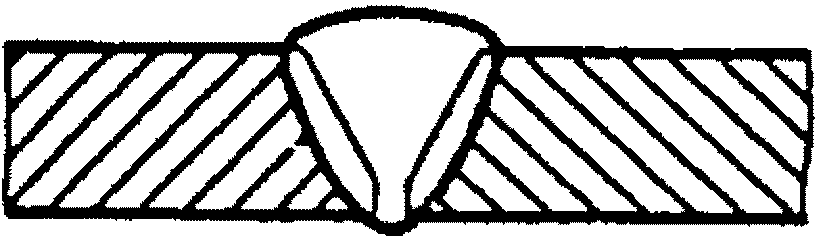 | 3,0 | 8,9 | 1 | 4,2 | 3,8 | 3,3 | 2,9 | - | - |
23 | 4,0 | 14,3 | 1 | 4,0 | 3,3 | 2,9 | 27 | - | ||
24 | 5,0 | 20,7 | 1 | - | - | 3,5 | 3,0 | 2,7 | 2,6 | |
25 | 6,0 | 27,9 | 1 | - | - | 3,8 | 3,0 | 2,8 | 2,6 | |
26 | 7,0 | 36,0 | 1 | - | - | - | 3,1 | 2,8 | 2,7 | |
27 | 8,0 | 44,9 | 1 | - | - | - | 3,1 | 2,9 | 2,7 | |
28 | 9,0 | 54,5 | 1 | - | - | - | 3,2 | 2,9 | 2,8 | |
29 | 10,0 | 64,8 | 1 | - | - | - | 3,5 | 3,1 | 2,8 | |
30 | С19 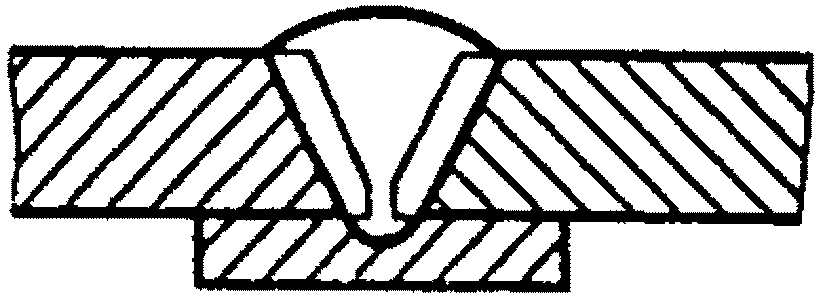 | 3,0 | 8,4 | 1 | 4,2 | 3,8 | 3,3 | 2,9 | - | - |
31 | 4,0 | 13,8 | 1 | - | 4,0 | 3,3 | 2,9 | 2,7 | - | |
32 | 5,0 | 20,4 | 1 | - | - | 3,5 | 3,0 | 2,7 | 2,6 | |
33 | 6,0 | 27,9 | 1 | - | - | 3,8 | 3,0 | 2,8 | 2,6 | |
34 | 7,0 | 36,5 | 1 | - | - | - | 3,1 | 2,8 | 2,7 | |
35 | 8,0 | 45,9 | 1 | - | - | - | 3,1 | 2,9 | 2,7 | |
36 | 9,0 | 56,3 | 1 | - | - | - | 3,2 | 2,9 | 2,8 | |
37 | 10,0 | 67,6 | 1 | - | - | - | 3 5 | 3,1 | 2,8 | |
38 | С21 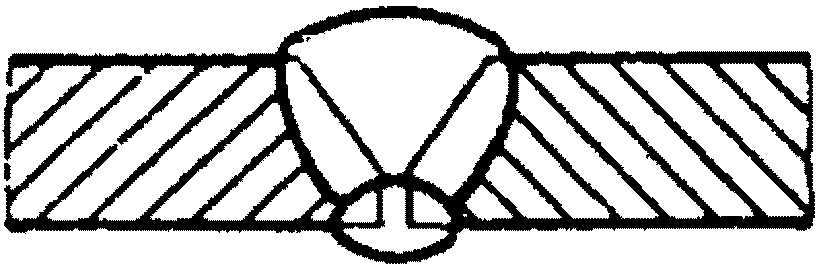 | 3,0 | 8,4 | 1 | 4,2 | 3,8 | 3,3 | 2,9 | - | - |
39 | 4,0 | 13,8 | 1 | - | 40 | 3,3 | 2,9 | 2,7 | - | |
40 | 5,0 | 20,4 | 1 | - | - | 3,5 | 3,0 | 2,7 | 2,6 | |
41 | 6,0 | 27,9 | 1 | - | - | 3,8 | 3,0 | 2,8 | 2,6 | |
42 | 7,0 | 36,4 | 1 | - | - | - | 3,1 | 2,8 | 2,7 | |
43 | 8,0 | 45,9 | 1 | - | - | - | 3,1 | 2,9 | 2,7 | |
44 | 9,0 | 56,3 | 1 | - | - | - | 3,2 | 2,9 | 2,8 | |
45 | 10,0 | 67,5 | 1 | - | - | - | 3 5 | 3,1 | 2,8 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С7, С8, С17, С19, С21, С25 | Автоматическая аргонодуговая сварка плавящимся электродом легированных и высоколегированных сталей | |||||||||
Карта 47 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
46 | С25 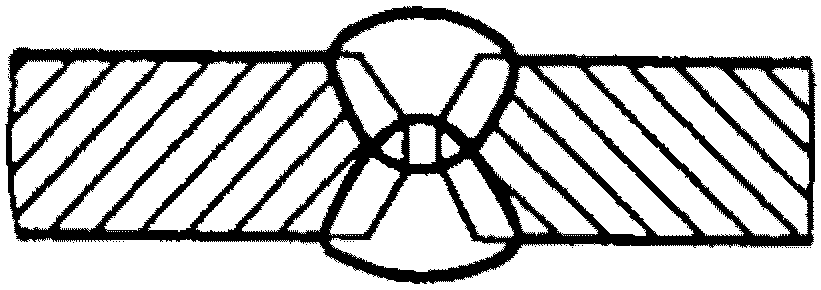 | 6,0 | 8,9 | 1 | - | - | 3,3 | 2,8 | 2,7 | 2,6 |
47 | 7,0 | 11,1 | 1 | - | - | - | 2,8 | 2,7 | 2,6 | |
48 | 8,0 | 13,4 | 1 | - | - | - | 2,8 | 2,7 | 2,6 | |
49 | 9,0 | 15,9 | 1 | - | - | - | 2,8 | 2,7 | 2,6 | |
50 | 10,0 | 18,5 | 1 | - | - | - | 2,8 | 2,7 | 2,6 | |
51 | 12,0 | 24,0 | 1 | - | - | - | 2,9 | 2,7 | 2,6 | |
52 | 14,0 | 29,9 | 1 | - | - | - | 2,9 | 2,7 | 2,6 | |
53 | 16,0 | 36,1 | 1 | - | - | - | 3,0 | 2,8 | 2,7 | |
54 | 18,0 | 42,7 | 1 | - | - | - | 3,0 | 2,8 | 2,7 | |
55 | 20,0 | 49,7 | 1 | - | - | - | 3,1 | 2,9 | 2,8 | |
Индекс | а | б | в | г | д | е | ||||
С21 | Автоматическая аргонодуговая сварка плавящимся электродом легированных и высоколегированных сталей | |||||||||
Карта 48 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С21  | 3 - 4 | 3,4 | 1 | 4,2 | 3,9 | 3,6 | 3,3 | 3,1 | - |
2 | 5 - 10 | 9,0 | 1 | - | - | 3,3 | 3,0 | 2,8 | 2,7 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, Т1, Т3 | Автоматическая аргонодуговая сварка плавящимся электродом легированных и высоколегированных сталей | |||||||||
Карта 49 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1  | 1,0 | 1,4 | 1 | 3,3 | - | - | - | - | - |
2 | 1,5 | 2,7 | 1 | 3,3 | - | - | - | - | - | |
3 | Н2  | 2,0 | 4,2 | 1 | 3,3 | - | - | - | - | - |
4 | У4  | 2,5 | 5,9 | 1 | 3,4 | 3,5 | - | - | - | - |
5 | У5  | 3,0 | 7,8 | 1 | 3,4 | 3,5 | - | - | - | - |
6 | Т1  | 4,0 | 12,1 | 1 | 3,6 | 3,7 | 3,8 | 3,9 | - | - |
7 | 5,0 | 17,1 | 1 | 3,8 | 3,9 | 4,0 | 4,2 | 4,3 | 4,5 | |
8 | Т3  | 6,0 | 29,6 | 1 | - | 4,2 | 4,3 | 4,5 | 4,7 | 4,9 |
9 | 7,0 | 39,4 | 1 | - | 4,5 | 4,7 | 4,9 | 5,1 | 5,4 | |
10 | 8,0 | 50,5 | 1 | - | 4,9 | 5,1 | 5,4 | 5,7 | 6,1 | |
11 | 9,0 | 62,5 | 1 | - | - | 5,7 | 6,1 | 6,5 | 6,9 | |
12 | 10,0 | 76,3 | 2 | - | - | 12,5 | 13,4 | 14,6 | 16,0 | |
Индекс | а | б | в | г | д | е | ||||
С2, С3, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19, С21, С25 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 50 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2  | 0,8 | 8,6 | 1 | 11,5 | 10,8 | 7,7 | - | - | - |
2 | 1,0 | 8,6 | 1 | 11,5 | 10,8 | 7,7 | - | - | - | |
3 | 1,5 | 10,7 | 1 | - | 12,5 | 8,6 | - | - | - | |
4 | 2,0 | 10,8 | 1 | - | 12,6 | 8,7 | - | - | - | |
5 | 2,5 | 10,9 | 1 | - | 11,4 | 7,7 | 5,6 | - | - | |
6 | 3,0 | 14,7 | 1 | - | 14,1 | 9,2 | 6,9 | - | - | |
7 | 4,0 | 15,2 | 1 | - | 15,0 | 10,0 | 7,3 | - | - | |
8 | С3  | 0,8 | 12,1 | 1 | 15,8 | 14,8 | 10,4 | - | - | - |
9 | 1,0 | 12,1 | 1 | 15,8 | 14,8 | 10,4 | - | - | - | |
10 | 1,5 | 19,1 | 1 | - | 21,5 | 14,7 | - | - | - | |
11 | 2,0 | 22,9 | 1 | - | 25,6 | 17,4 | - | - | - | |
12 | С4  | 0,8 | 8,9 | 1 | 11,9 | 11,2 | 7,9 | - | - | - |
13 | 1,0 | 8,9 | 1 | 11,9 | 11,2 | 7,9 | - | - | - | |
14 | 1,5 | 11,0 | 1 | 12,8 | 12,8 | 8,8 | - | - | - | |
15 | 2,0 | 11,1 | 1 | - | 12,9 | 8,9 | - | - | - | |
16 | 2,5 | 14,6 | 1 | - | 15,0 | 9,2 | 6,6 | - | - | |
17 | 3,0 | 15,3 | 1 | - | 15,0 | 9,7 | 7,3 | - | - | |
18 | 4,0 | 16,3 | 1 | - | 15,6 | 10,0 | 7,3 | - | - | |
19 | 5,0 | 17,1 | 1 | - | - | 10,4 | 7,5 | 6,4 | - | |
20 | С5  | 0,8 | 4,8 | 1 | 6,9 | 6,5 | 4,7 | - | - | - |
21 | 1,0 | 4,8 | 1 | 6,9 | 6,5 | 4,7 | - | - | - | |
22 | 1,5 | 6,0 | 1 | - | 7,4 | 5,3 | - | - | - | |
23 | 2,0 | 6,0 | 1 | - | 7,4 | 5,3 | - | - | - | |
24 | 2,5 | 11,3 | 1 | - | 11,8 | 7,9 | 5,8 | - | - | |
25 | 3,0 | 12,2 | 1 | - | 12,6 | 8,2 | 6,0 | - | - | |
26 | 4,0 | 13,7 | 1 | - | 12,8 | 8,4 | 6,2 | - | - | |
27 | 5,0 | 15,0 | 1 | - | - | 8,5 | 6,3 | 5,8 | - | |
28 | С7  | 2,0 | 7,1 | 1 | - | 8,2 | 5,5 | - | - | - |
29 | 2,5 | 7,6 | 1 | - | 8,6 | 5,6 | 4,0 | - | - | |
30 | 3,0 | 8,0 | 1 | - | 8,6 | 5,7 | 4,1 | - | - | |
31 | 4,0 | 8,8 | 1 | - | 8,7 | 5,9 | 4,2 | - | - | |
32 | 5,0 | 9,4 | 1 | - | - | 6,1 | 4,4 | 3,9 | - | |
33 | 6,0 | 10,0 | 1 | - | - | - | 4,4 | 4,0 | - | |
34 | С8 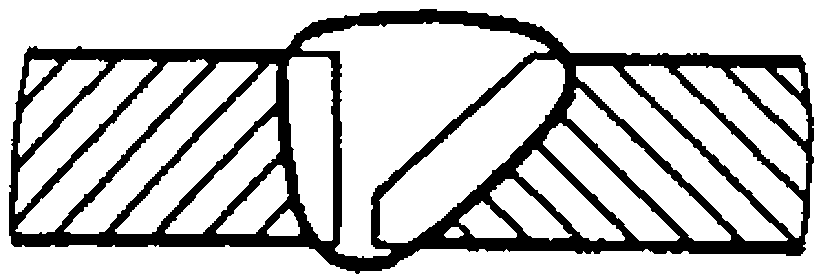 | 4,0 | 26,4 | 2 | - | 24,3 | 15,8 | 11,9 | - | - |
35 | 5,0 | 34,5 | 2 | - | - | 18,1 | 13,0 | 12,6 | - | |
36 | 6,0 | 42,9 | 2 | - | - | - | 14,8 | 14,3 | - | |
37 | 7,0 | 51,6 | 2 | - | - | - | 17,5 | 16,9 | - | |
38 | 8,0 | 60,6 | 3 | - | - | - | 19,6 | 19,0 | 13,5 | |
39 | 9,0 | 69,8 | 3 | - | - | - | 77,7 | 21,6 | 15,3 | |
40 | 10,0 | 79,2 | 3 | - | - | - | 24,9 | 24,2 | 17,0 | |
41 | 12,0 | 126,3 | 4 | - | - | - | 33,1 | 31,5 | 25,5 | |
42 | 14,0 | 176,4 | 5 | - | - | - | 45,6 | 43,4 | 35,1 | |
43 | 16,0 | 235,6 | 6 | - | - | - | 60,3 | 57,3 | 46,2 | |
44 | 18,0 | 304,1 | 8 | - | - | - | 77,8 | 74,0 | 59,7 | |
45 | 20,0 | 382,1 | 10 | - | - | - | 97,6 | 92,8 | 74,8 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С3, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19, С21, С25 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 50 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
46 | С9 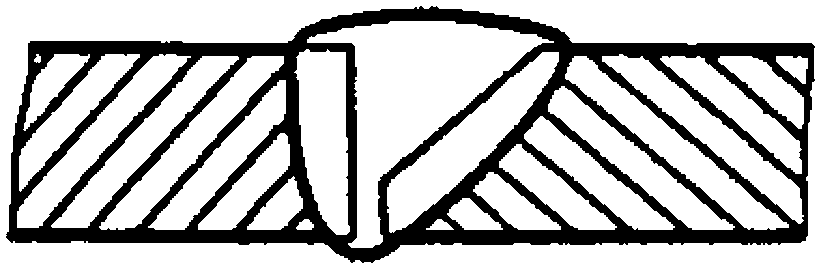 | 4,0 | 26,4 | 2 | - | 24,3 | 15,8 | 11,9 | - | - |
47 | 5,0 | 34,5 | 2 | - | - | 18,1 | 13,0 | 12,6 | - | |
48 | 6,0 | 42,9 | 2 | - | - | - | 14,8 | 14,3 | - | |
49 | 7,0 | 51 6 | 2 | - | - | - | 17,5 | 16,9 | - | |
50 | 8,0 | 60,6 | 3 | - | - | - | 19,6 | 19,0 | 13,5 | |
51 | 9,0 | 69,8 | 3 | - | - | - | 22,2 | 21,6 | 15,3 | |
52 | 10,0 | 79,2 | 3 | - | - | - | 24,9 | 24,2 | 17,0 | |
53 | 12,0 | 153,7 | 4 | - | - | - | 34,8 | 33,1 | 26,8 | |
54 | 14,0 | 183,8 | 5 | - | - | - | 47,3 | 45,0 | 36,4 | |
55 | 16,0 | 242,1 | 7 | - | - | - | 62,4 | 59,4 | 48,0 | |
56 | 18,0 | 308,8 | 8 | - | - | - | 78,9 | 75,0 | 60,5 | |
57 | 20,0 | 383,9 | 10 | - | - | - | 98,0 | 93,2 | 75,1 | |
58 | С10 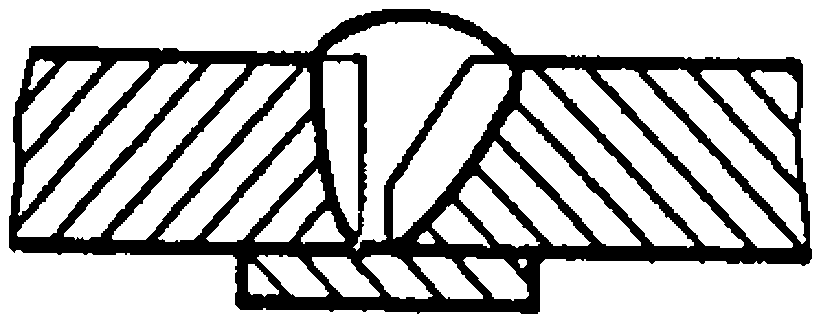 | 4,0 | 36,0 | 2 | - | 32,6 | 21,0 | 15,7 | - | - |
59 | 5,0 | 47,5 | 2 | - | - | 24,3 | 17,3 | 16,8 | - | |
60 | 6,0 | 59,7 | 3 | - | - | - | 20,5 | 19,9 | - | |
61 | 7,0 | 72,3 | 3 | - | - | - | 24,4 | 23,7 | - | |
62 | 8,0 | 85,4 | 4 | - | - | - | 27,3 | 26,5 | 18,8 | |
63 | 9,0 | 99,0 | 4 | - | - | - | 31,1 | 30,2 | 21,3 | |
64 | 10,0 | 112,9 | 4 | - | - | - | 35,1 | 34,1 | 23,9 | |
65 | 12,0 | 141,7 | 4 | - | - | - | 36,7 | 34,9 | 28,3 | |
66 | 14,0 | 171 | 5 | - | - | - | 44,5 | 42,3 | 34,2 | |
67 | 16,0 | 268,9 | 7 | - | - | - | 68,8 | 65,4 | 52,8 | |
68 | 18,0 | 332,8 | 9 | - | - | - | 85,2 | 81,1 | 65,4 | |
69 | 20,0 | 402,9 | 11 | - | - | - | 103,1 | 98,0 | 79,1 | |
70 | С12 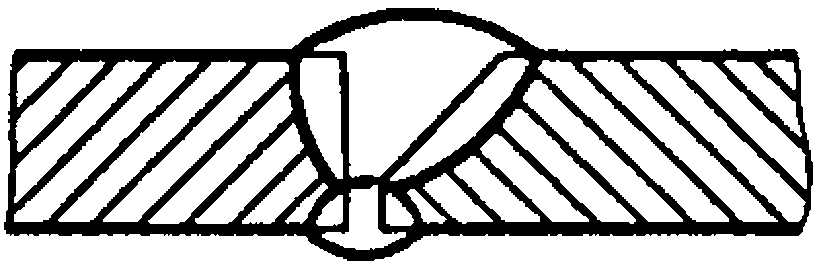 | 4,0 | 23,5 | 2 | - | 21,9 | 14,3 | 10,8 | - | - |
71 | 5,0 | 31,5 | 2 | - | - | 16,6 | 12,0 | 11,6 | - | |
72 | 6,0 | 39,6 | 2 | - | - | - | 13,8 | 13,4 | - | |
73 | 7,0 | 48,3 | 2 | - | - | - | 16,5 | 16,0 | - | |
74 | 8,0 | 57,4 | 3 | - | - | - | 18,7 | 18,1 | 12,9 | |
75 | 9,0 | 66,8 | 3 | - | - | - | 21,3 | 20,7 | 14,7 | |
76 | 10,0 | 76,5 | 3 | - | - | - | 24,1 | 23,4 | 16,5 | |
77 | 12,0 | 117,9 | 3 | - | - | - | 30,5 | 29,0 | 23,4 | |
78 | 14,0 | 160,8 | 5 | - | - | - | 41,9 | 39,9 | 32,3 | |
79 | 16,0 | 210,5 | 6 | - | - | - | 54,3 | 51,7 | 41,7 | |
80 | 18,0 | 266 | 7 | - | - | - | 68,3 | 65,0 | 52,4 | |
81 | 20,0 | 329,9 | 9 | - | - | - | 84,5 | 80,4 | 64,9 | |
82 | С15 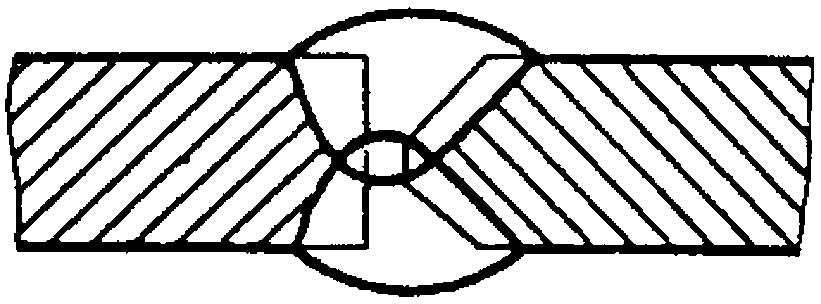 | 12,0 | 48,6 | 2 | - | - | - | 13,4 | 12,7 | 10,5 |
83 | 14,0 | 65,2 | 2 | - | - | - | 17,3 | 16,5 | 13,4 | |
84 | 16,0 | 84,0 | 3 | - | - | - | 22,4 | 21,3 | 17,4 | |
85 | 18,0 | 105,2 | 3 | - | - | - | 27,4 | 26,1 | 21,2 | |
86 | 20,0 | 125,5 | 4 | - | - | - | 33,6 | 32,0 | 25,9 | |
87 | 22,0 | 154,0 | 4 | - | - | - | 34,5 | 32,4 | 29,5 | |
88 | 24,0 | 181,8 | 5 | - | - | - | 40,8 | 38,3 | 34,8 | |
89 | 26,0 | 211,7 | 6 | - | - | - | 47,5 | 44,6 | 40,6 | |
90 | 28,0 | 243,7 | 7 | - | - | - | 54,6 | 51,3 | 46,6 | |
91 | 30,0 | 277,9 | 7 | - | - | - | 61,6 | 57,8 | 52,5 | |
92 | 32,0 | 314,2 | 8 | - | - | - | 69,7 | 65,4 | 59,5 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С3, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19, С21, С25 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 50 | Лист 3 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
93 | С15 | 34,0 | 352,6 | 9 | - | - | - | 78,2 | 73,4 | 66,6 |
94 | 35,0 | 372,6 | 10 | - | - | - | 82,8 | 77,7 | 70,6 | |
95 | С17 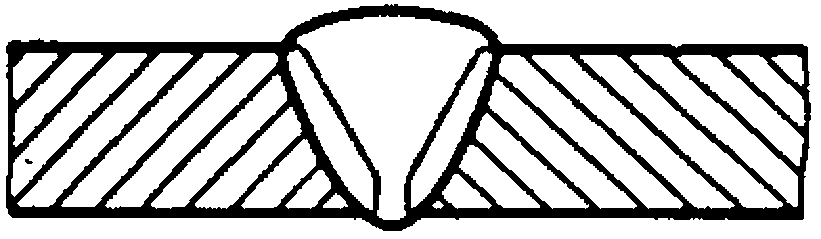 | 4,0 | 23,2 | 1 | - | 21,0 | 13,5 | 10,1 | - | - |
96 | 5,0 | 29,7 | 2 | - | - | 15,8 | 11,5 | 11,1 | - | |
97 | 6,0 | 36,3 | 2 | - | - | - | 12,8 | 12,4 | - | |
98 | 7,0 | 43,1 | 2 | - | - | - | 14,9 | 14,4 | - | |
99 | 8,0 | 50,0 | 2 | - | - | - | 16,0 | 15,5 | 11,0 | |
100 | 9,0 | 68,6 | 3 | - | - | - | 21,9 | 21,2 | 15,0 | |
101 | 10,0 | 84,3 | 4 | - | - | - | 27,0 | 26,2 | 18,6 | |
102 | 12,0 | 120,5 | 4 | - | - | - | 31,7 | 30,2 | 24,5 | |
103 | 14,0 | 162,9 | 3 | - | - | - | 42,4 | 40,3 | 32,6 | |
104 | 16,0 | 211,5 | 6 | - | - | - | 54,5 | 51,9 | 41,9 | |
105 | 18,0 | 266,2 | 7 | - | - | - | 68,2 | 64,8 | 52,3 | |
106 | 20,0 | 327,1 | 9 | - | - | - | 83,9 | 79,8 | 64,4 | |
107 | С18 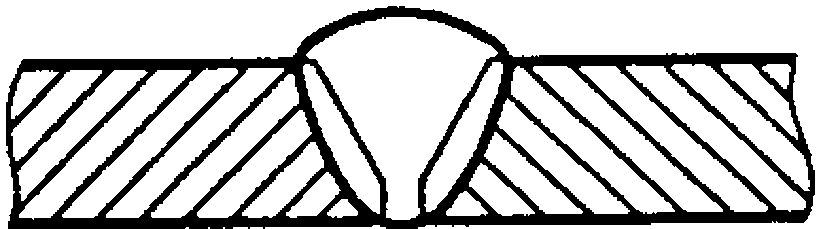 | 4,0 | 26,9 | 2 | - | 24,7 | 16,1 | 12,1 | - | - |
108 | 5,0 | 35,0 | 2 | - | - | 18,4 | 13,2 | 12,8 | - | |
109 | 6,0 | 43,6 | 2 | - | - | - | 15,0 | 14,6 | - | |
110 | 7,0 | 52,4 | 2 | - | - | - | 17,7 | 17,2 | - | |
111 | 8,0 | 61,4 | 3 | - | - | - | 19,8 | 19,2 | 13,7 | |
112 | 9,0 | 70,7 | 3 | - | - | - | 22,5 | 21,8 | 15,4 | |
113 | 10,0 | 80,1 | 3 | - | - | - | 25,2 | 24,4 | 17,2 | |
114 | 12,0 | 130,1 | 4 | - | - | - | 34,0 | 32,3 | 26,2 | |
115 | 14,0 | 173,1 | 5 | - | - | - | 44,8 | 42,6 | 34,5 | |
116 | 16,0 | 221,8 | 6 | - | - | - | 57,0 | 54,2 | 43,8 | |
117 | 18,0 | 275,9 | 7 | - | - | - | 70,5 | 67,0 | 54,0 | |
118 | 20,0 | 335,5 | 9 | - | - | - | 85,9 | 81,6 | 65,9 | |
119 | С19 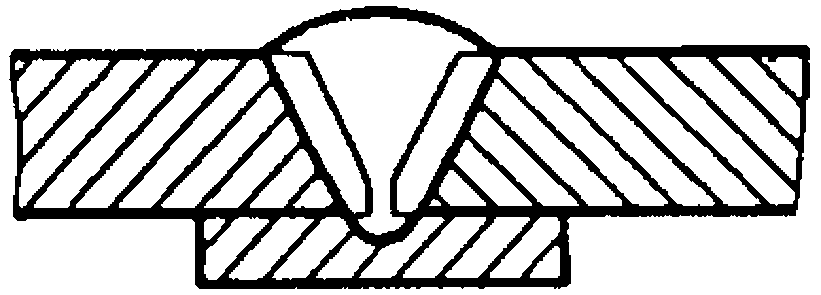 | 5,0 | 34,3 | 2 | - | - | 18,0 | 13,0 | 12,6 | - |
120 | 6,0 | 43,4 | 2 | - | - | - | 15,0 | 14,5 | - | |
121 | 7,0 | 53,0 | 2 | - | - | - | 17,9 | 17,3 | - | |
122 | 8,0 | 63,0 | 3 | - | - | - | 20,3 | 19,7 | 14,0 | |
123 | 9,0 | 73,4 | 3 | - | - | - | 23,2 | 22,6 | 15,9 | |
124 | 10,0 | 84,1 | 4 | - | - | - | 26,9 | 26,1 | 18,5 | |
125 | 12,0 | 106,5 | 3 | - | - | - | 27,7 | 26,4 | 21,4 | |
126 | 14,0 | 166,3 | 5 | - | - | - | 43,2 | 41,1 | 33,3 | |
127 | 16,0 | 213,7 | 7 | - | - | - | 55,1 | 52,4 | 42,3 | |
128 | 18,0 | 266,7 | 7 | - | - | - | 68,3 | 64,9 | 52,4 | |
129 | 20,0 | 325,1 | 9 | - | - | - | 83,4 | 79,3 | 64,0 | |
130 | 22,0 | 388,9 | 10 | - | - | - | 86,0 | 80,7 | 73,3 | |
131 | 24,0 | 457,9 | 12 | - | - | - | 101,3 | 95,1 | 86,3 | |
132 | 26,0 | 532,3 | 14 | - | - | - | 117,7 | 110,4 | 100,3 | |
133 | 28,0 | 611,8 | 16 | - | - | - | 135,1 | 126,8 | 115,1 | |
134 | 30,0 | 696,5 | 18 | - | - | - | 153,6 | 144,1 | 130,8 | |
135 | С21 | 4,0 | 21,2 | 1 | - | 19,3 | 12,5 | 9,3 | - | - |
136 | 5,0 | 28,0 | 2 | - | - | 15,0 | 10,9 | 10,5 | - | |
137 | 6,0 | 35,1 | 2 | - | - | - | 12,4 | 12,0 | - | |
138 | 7,0 | 42,4 | 2 | - | - | - | 14,7 | 14,2 | - | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С3, С4, С5, С7, С8, С9, С10, С12, С15, С17, С18, С19, С21, С25 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 50 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
139 | С21 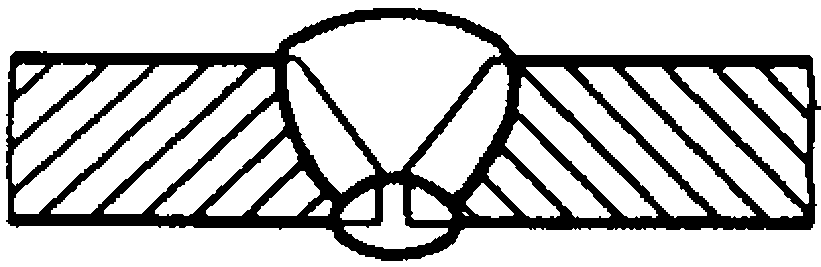 | 8,0 | 50,1 | 2 | - | - | - | 16,0 | 15,5 | 11,0 |
140 | 9,0 | 58,0 | 3 | - | - | - | 18,8 | 18,3 | 13,0 | |
141 | 10,0 | 66,0 | 3 | - | - | - | 21,1 | 20,5 | 14,6 | |
142 | 12,0 | 111,1 | 3 | - | - | - | 28,9 | 27,5 | 22,2 | |
143 | 14,0 | 148,7 | 4 | - | - | - | 38,4 | 36,5 | 29,5 | |
144 | 16,0 | 191,2 | 5 | - | - | - | 49,1 | 46,7 | 37,7 | |
145 | 18,0 | 238,8 | 7 | - | - | - | 61,6 | 58,6 | 47,4 | |
146 | 20,0 | 291,3 | 8 | - | - | - | 74,7 | 71,1 | 57,4 | |
147 | С25 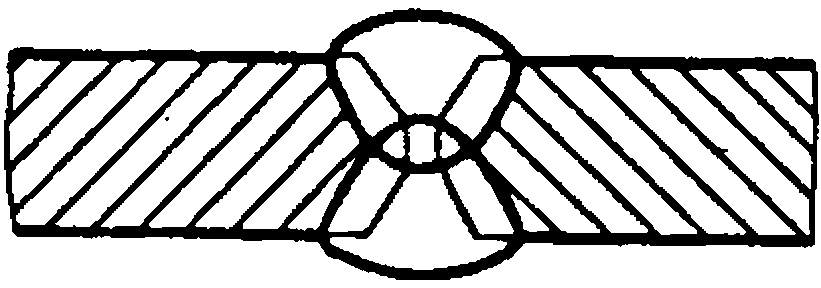 | 12,0 | 53,1 | 2 | - | - | - | 14,4 | 13,8 | 11,3 |
148 | 14,0 | 67,4 | 2 | - | - | - | 17,8 | 17,0 | 13,8 | |
149 | 16,0 | 82,8 | 3 | - | - | - | 22,1 | 21,1 | 17,2 | |
150 | 18,0 | 99,4 | 3 | - | - | - | 26,1 | 24,8 | 20,1 | |
151 | 20,0 | 117,0 | 3 | - | - | - | 30,2 | 28,8 | 23,3 | |
152 | 22,0 | 135,6 | 4 | - | - | - | 30,8 | 28,9 | 26,3 | |
153 | 24,0 | 155,1 | 4 | - | - | - | 34,8 | 32,6 | 29,7 | |
154 | 26,0 | 175,5 | 5 | - | - | - | 39,5 | 37,1 | 33,8 | |
155 | 28,0 | 196,8 | 5 | - | - | - | 43,9 | 41,2 | 37,4 | |
156 | 30,0 | 219,0 | 6 | - | - | - | 49,0 | 46,0 | 41,8 | |
Индекс | а | б | в | г | д | е | ||||
С12, С21 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 51 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С12 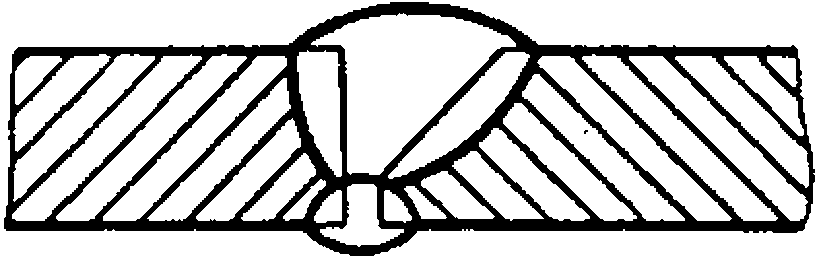 | 4 - 12 | 15,0 | 1 | - | 13,9 | 8,7 | 5,7 | 5,2 | 3,9 |
2 | 14 - 20 | 19,5 | 1 | - | - | - | 5,8 | 5,6 | 4,7 | |
3 | С21 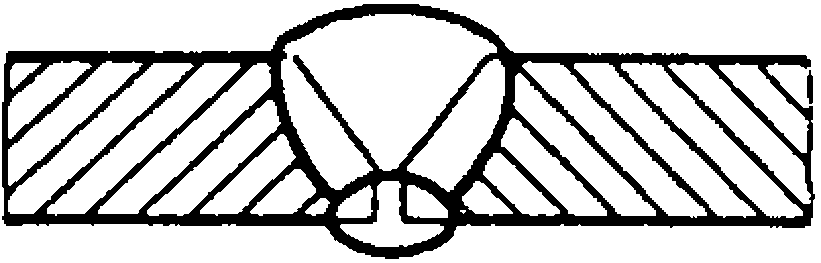 | 4 - 10 | 15,0 | 1 | - | 13,9 | 8,7 | 6,2 | 5,5 | 3,9 |
4 | 12 - 20 | 21,0 | 1 | - | - | - | 6,2 | 5,9 | 4,9 | |
Индекс | а | б | в | г | д | е | ||||
У4, У5, У6, У7, У8, У9 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 52 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У4 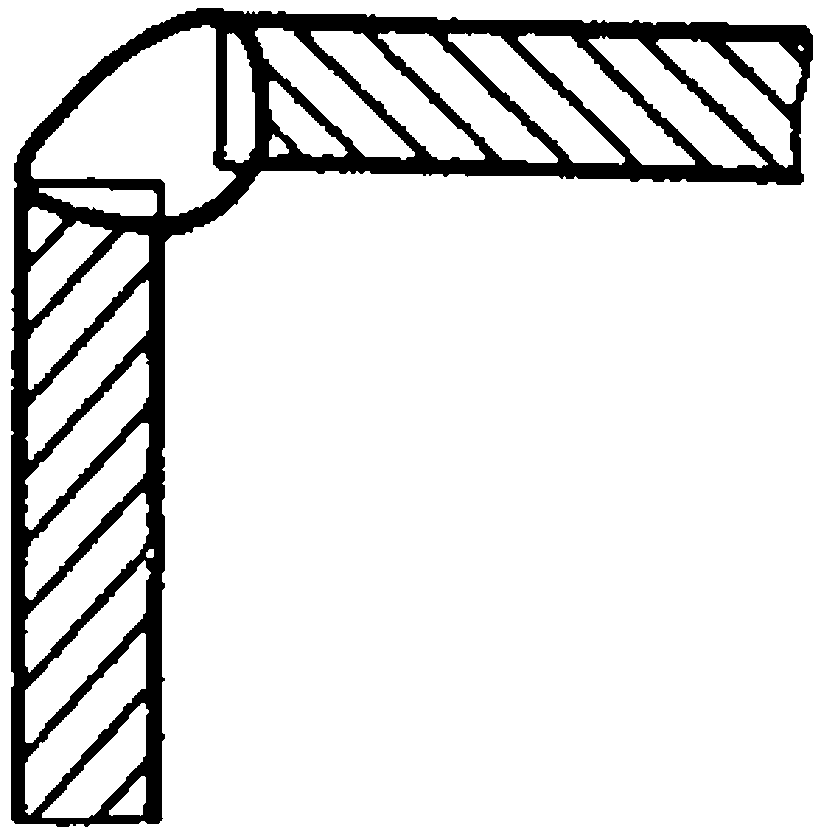 | 1,5 | 9,8 | 1 | - | 11,7 | 8,2 | - | - | - |
2 | 2,0 | 10,0 | 1 | - | 11,8 | 8,3 | - | - | - | |
3 | 2,5 | 10,1 | 1 | - | 10,7 | 7,3 | 5,4 | - | - | |
4 | 3,0 | 10,1 | 1 | - | 10,8 | 7,4 | 5,5 | - | - | |
5 | 4,0 | 15,6 | 1 | - | 14,6 | 8,8 | 6,5 | - | - | |
6 | 5,0 | 16,1 | 1 | - | - | 9,5 | 7,2 | 6,3 | - | |
7 | 6,0 | 26,6 | 2 | - | - | - | 9,9 | 9,6 | - | |
8 | 7,0 | 28,1 | 2 | - | - | - | 10,4 | 10,1 | - | |
9 | 8,0 | 29,6 | 2 | - | - | - | 10,2 | 10,0 | 7,3 | |
10 | 9,0 | 30,9 | 2 | - | - | - | 10,6 | 10,3 | 7,5 | |
11 | 10,0 | 32,1 | 2 | - | - | - | 10,9 | 10,6 | 7,7 | |
12 | 12,0 | 45,0 | 2 | - | - | - | 12,6 | 12,0 | 9,9 | |
13 | У5 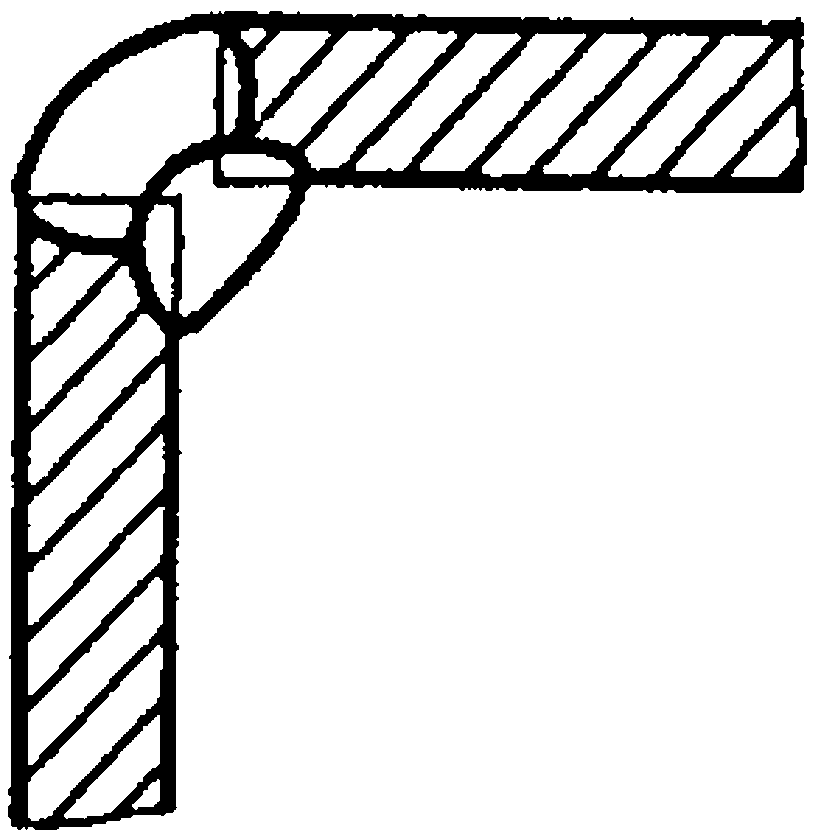 | 1,5 | 8,3 | 1 | - | 10,1 | 7,1 | - | - | - |
14 | 2,0 | 8,4 | 1 | - | 10,2 | 7,2 | - | - | - | |
15 | 2,5 | 8,5 | 1 | - | 9,3 | 6,4 | 4,8 | - | - | |
16 | 3,0 | 8,6 | 1 | - | 9,4 | 6,4 | 4,8 | - | - | |
17 | 4,0 | 13,4 | 1 | - | 12,6 | 7,8 | 5,7 | - | - | |
18 | 5,0 | 13,9 | 1 | - | - | 8,3 | 6,3 | 5,5 | - | |
19 | У6 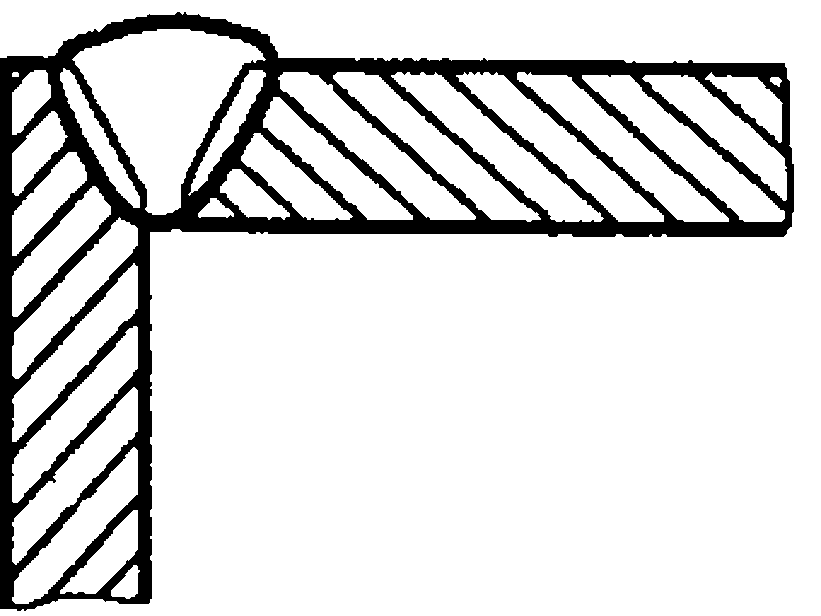 | 4,0 | 91,7 | 4 | - | 82,1 | 52,6 | 32,9 | - | - |
20 | 5,0 | 97,4 | 4 | - | - | 49,8 | 34,7 | 31,4 | - | |
21 | 6,0 | 102,4 | 4 | - | - | - | 35,0 | 33,6 | - | |
22 | 7,0 | 106,7 | 4 | - | - | - | 35,5 | 34,0 | - | |
23 | 8,0 | 110,7 | 4 | - | - | - | 36,1 | 34,3 | 24,0 | |
24 | 9,0 | 114,3 | 5 | - | - | - | 36,7 | 34,9 | 25,4 | |
25 | 10,0 | 117,7 | 5 | - | - | - | 37,7 | 35,7 | 25,5 | |
26 | 12,0 | 123,5 | 4 | - | - | - | 39,1 | 36,6 | 26,0 | |
27 | 14,0 | 195,9 | 5 | - | - | - | 50,9 | 48,4 | 39,2 | |
28 | 16,0 | 227,5 | 6 | - | - | - | 59,1 | 56,2 | 45,5 | |
29 | 18,0 | 259,5 | 7 | - | - | - | 67,4 | 64,2 | 52,0 | |
30 | 20,0 | 291,9 | 8 | - | - | - | 75,9 | 72,2 | 58,5 | |
31 | У7 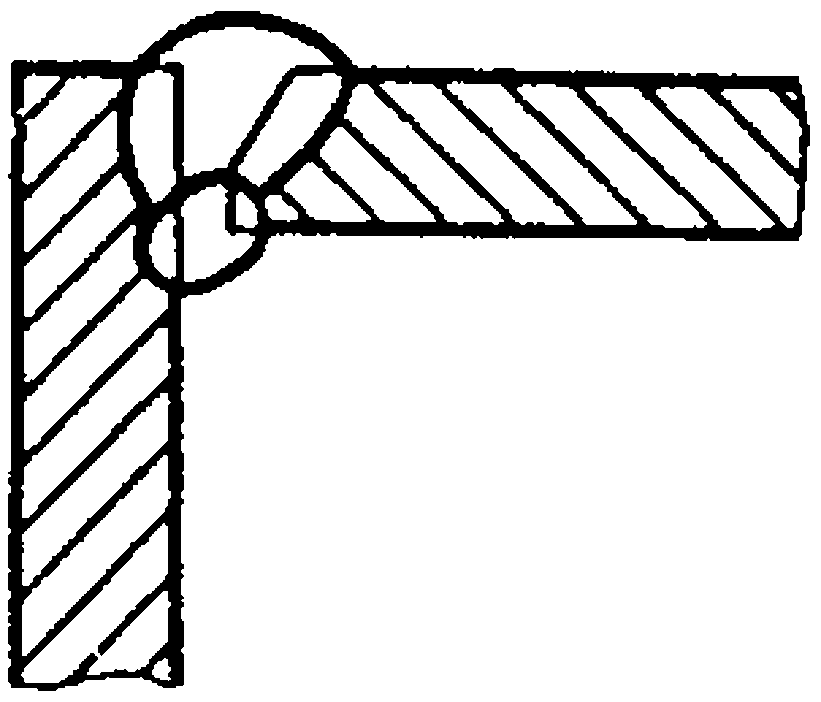 | 4,0 | 29,3 | 2 | - | 27,1 | 17,7 | 13,4 | - | - |
32 | 5,0 | 42,1 | 2 | - | - | 22,0 | 15,8 | 15,3 | - | |
33 | 6,0 | 56,5 | 3 | - | - | - | 20,0 | 19,4 | - | |
34 | 7,0 | 72,5 | 3 | - | - | - | 24,9 | 24,1 | - | |
35 | 8,0 | 89,9 | 4 | - | - | - | 29,1 | 28,2 | 20,1 | |
36 | 9,0 | 108,8 | 4 | - | - | - | 34,5 | 33,5 | 23,6 | |
37 | 10,0 | 129,0 | 5 | - | - | - | 40,9 | 39,7 | 28,1 | |
38 | 12,0 | 173,2 | 5 | - | - | - | 45,5 | 43,3 | 35,1 | |
39 | 14,0 | 266,9 | 7 | - | - | - | 69,2 | 65,8 | 53,3 | |
40 | 16,0 | 364,4 | 10 | - | - | - | 94,5 | 90,0 | 72,8 | |
41 | 18,0 | 479,6 | 13 | - | - | - | 124,1 | 118,1 | 95,5 | |
42 | 20,0 | 613,1 | 16 | - | - | - | 158,1 | 150,4 | 121,5 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У8 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 52 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
43 | У8 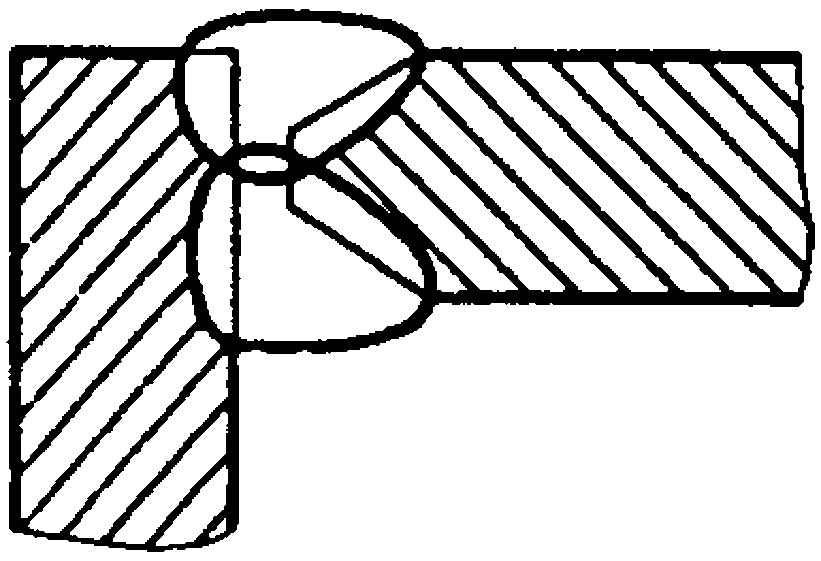 | 12,0 | 54,8 | 2 | - | - | - | 15,1 | 14,4 | 11,9 |
44 | 14,0 | 72,5 | 2 | - | - | - | 19,3 | 18,4 | 15,0 | |
45 | 16,0 | 92,3 | 3 | - | - | - | 24,8 | 23,6 | 19,3 | |
46 | 18,0 | 114,2 | 3 | - | - | - | 30,0 | 28,5 | 23,2 | |
47 | 20,0 | 138,1 | 4 | - | - | - | 36,4 | 34,7 | 28,2 | |
48 | 22,0 | 164,1 | 5 | - | - | - | 37,8 | 35,6 | 32,5 | |
49 | 24,0 | 192,1 | 5 | - | - | - | 43,6 | 40,9 | 37,3 | |
50 | 26,0 | 222,0 | 6 | - | - | - | 50,4 | 47,3 | 43,1 | |
51 | 28,0 | 253,8 | 7 | - | - | - | 57,6 | 54,1 | 49,3 | |
52 | 30,0 | 287,6 | 8 | - | - | - | 65,2 | 61,3 | 55,8 | |
53 | 32,0 | 323,2 | 9 | - | - | - | 73,3 | 68,9 | 62,7 | |
54 | 34,0 | 360,6 | 10 | - | - | - | 81,6 | 76,7 | 69,8 | |
55 | 35,0 | 380,0 | 10 | - | - | - | 85,6 | 80,4 | 73,2 | |
56 | У9 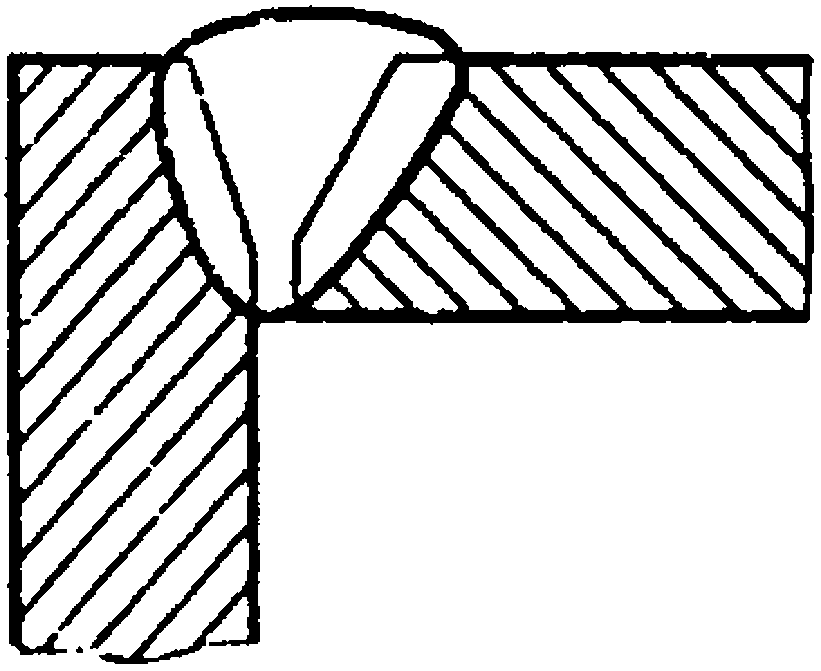 | 12,0 | 130,6 | 4 | - | - | - | 34,6 | 33,0 | 26,8 |
57 | 14,0 | 174,7 | 5 | - | - | - | 45,8 | 43,6 | 35,4 | |
58 | 16,0 | 224,8 | 6 | - | - | - | 58,5 | 55,6 | 45,1 | |
59 | 18,0 | 280,8 | 8 | - | - | - | 73,2 | 69,7 | 56,5 | |
60 | 20,0 | 342,6 | 9 | - | - | - | 88,7 | 84,4 | 68,2 | |
61 | 22,0 | 410,1 | 11 | - | - | - | 92,3 | 86,7 | 78,9 | |
62 | 24,0 | 483,3 | 13 | - | - | - | 108,7 | 102,1 | 92,9 | |
63 | 26,0 | 562,2 | 15 | - | - | - | 126,2 | 118,5 | 107,8 | |
64 | 28,0 | 646,6 | 17 | - | - | - | 144,9 | 136,1 | 123,7 | |
65 | 30,0 | 736,6 | 19 | - | - | - | 164,7 | 154,6 | 140,6 | |
Индекс | а | б | в | г | д | е | ||||
У4, У5, У6, У7, У8, У9 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 53 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У8 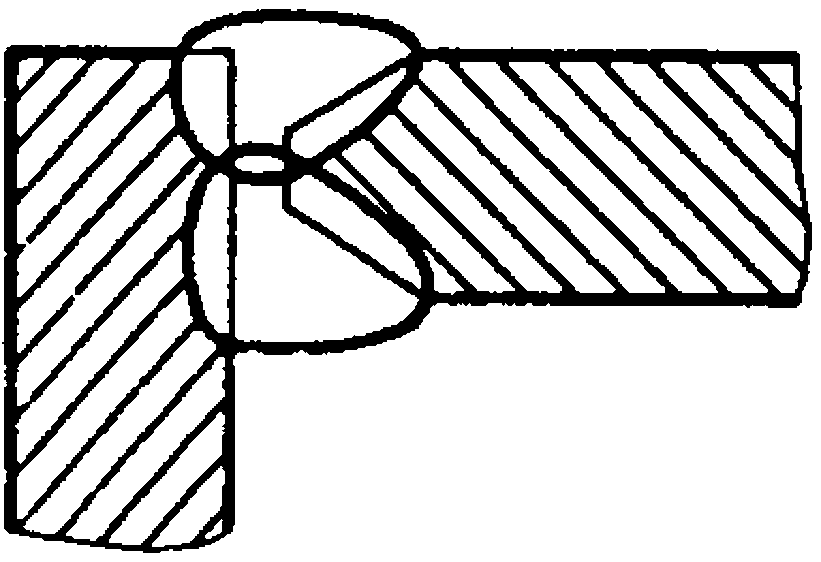 | 12,0 | 86,9 | 3 | - | - | - | 23,5 | 22,4 | 18,3 |
2 | 14,0 | 106,1 | 3 | - | - | - | 28,0 | 26,7 | 21,7 | |
3 | 16,0 | 126,0 | 4 | - | - | - | 33,8 | 31,9 | 26,0 | |
4 | 18,0 | 146,8 | 4 | - | - | - | 38,5 | 36,6 | 29,7 | |
5 | 20,0 | 168,2 | 5 | - | - | - | 43,2 | 40,6 | 34,2 | |
6 | 22,0 | 190,2 | 5 | - | - | - | 44,3 | 42,2 | 36,9 | |
7 | 24,0 | 212,9 | 6 | - | - | - | 48,5 | 45,6 | 41,5 | |
8 | 26,0 | 356,9 | 9 | - | - | - | 80,0 | 75,2 | 68,4 | |
9 | 28,0 | 395,1 | 10 | - | - | - | 88,5 | 83,2 | 75,6 | |
10 | 30,0 | 434,3 | 11 | - | - | - | 97,3 | 91,3 | 83,1 | |
11 | 32,0 | 474,5 | 12 | - | - | - | 106,3 | 99,8 | 90,8 | |
12 | 34,0 | 515,6 | 13 | - | - | - | 115,4 | 108,4 | 98,5 | |
13 | 35,0 | 536,5 | 14 | - | - | - | 120,4 | 113,1 | 102,8 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т7, Т8 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 54 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 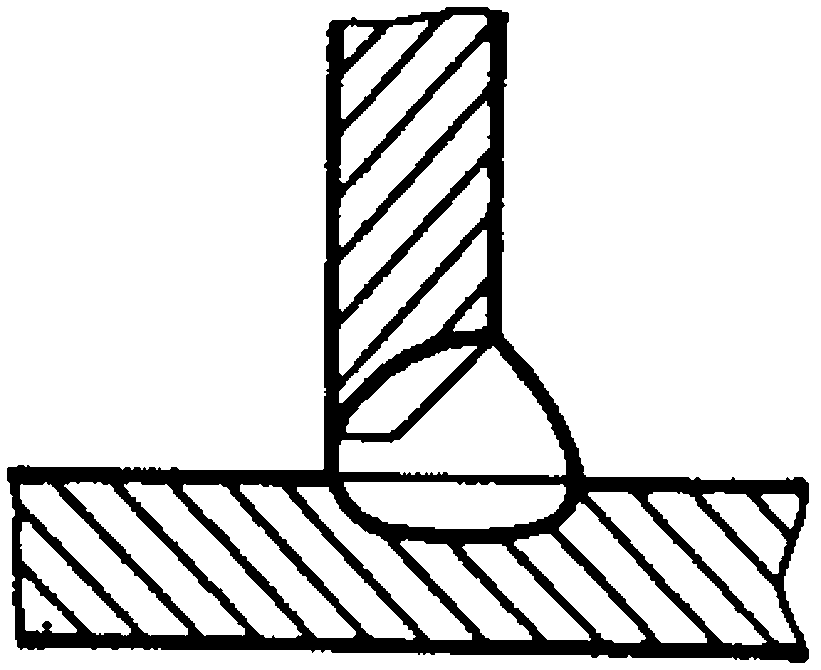 | 4,0 | 41,1 | 2 | - | 37,0 | 23,8 | 17,8 | - | - |
2 | 5,0 | 48,9 | 2 | - | - | 25,1 | 17,9 | 17,3 | - | |
3 | 6,0 | 56,3 | 3 | - | - | - | 19,6 | 19,0 | - | |
4 | 7,0 | 63,5 | 3 | - | - | - | 21,8 | 21,1 | - | |
5 | 8,0 | 75,2 | 3 | - | - | - | 23,8 | 23,2 | 16,4 | |
6 | 9,0 | 91,9 | 4 | - | - | - | 29,2 | 28,4 | 20,1 | |
7 | 10,0 | 109,9 | 4 | - | - | - | 34,4 | 33,4 | 23,4 | |
8 | 12,0 | 149,9 | 4 | - | - | - | 38,8 | 36,9 | 29,8 | |
9 | 14,0 | 194,9 | 5 | - | - | - | 50,1 | 47,6 | 38,5 | |
10 | 16,0 | 244,6 | 7 | - | - | - | 63,1 | 60,0 | 48,5 | |
11 | 18,0 | 298,8 | 8 | - | - | - | 76,6 | 72,9 | 58,8 | |
12 | 20,0 | 357,5 | 9 | - | - | - | 91,2 | 86,7 | 69,9 | |
13 | Т7 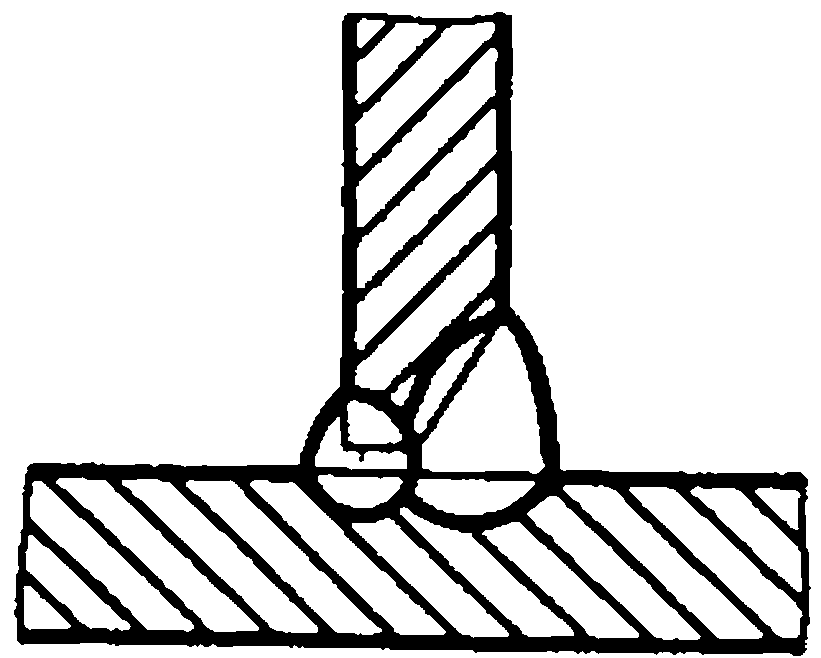 | 4,0 | 52,4 | 2 | - | 47,0 | 30,1 | 22,4 | - | - |
14 | 5,0 | 62,2 | 3 | - | - | 32,2 | 23,1 | 22,3 | - | |
15 | 6,0 | 71,5 | 3 | - | - | - | 24,5 | 23,7 | - | |
16 | 7,0 | 80,5 | 3 | - | - | - | 27,2 | 26,4 | - | |
17 | 8,0 | 93,7 | 4 | - | - | - | 30,0 | 29,1 | 20,7 | |
18 | 9,0 | 112,6 | 4 | - | - | - | 35,4 | 34,4 | 24,2 | |
19 | 10,0 | 132,7 | 5 | - | - | - | 41,8 | 40,6 | 28,6 | |
20 | 12,0 | 176,3 | 5 | - | - | - | 46,0 | 43,8 | 35,5 | |
21 | 14,0 | 224,1 | 6 | - | - | - | 58,1 | 55,3 | 44,7 | |
22 | 16,0 | 276,0 | 7 | - | - | - | 71,1 | 67,6 | 54,6 | |
23 | 18,0 | 331,6 | 9 | - | - | - | 85,6 | 81,5 | 65,9 | |
24 | 20,0 | 390,7 | 10 | - | - | - | 100,4 | 95,5 | 77,1 | |
25 | Т8 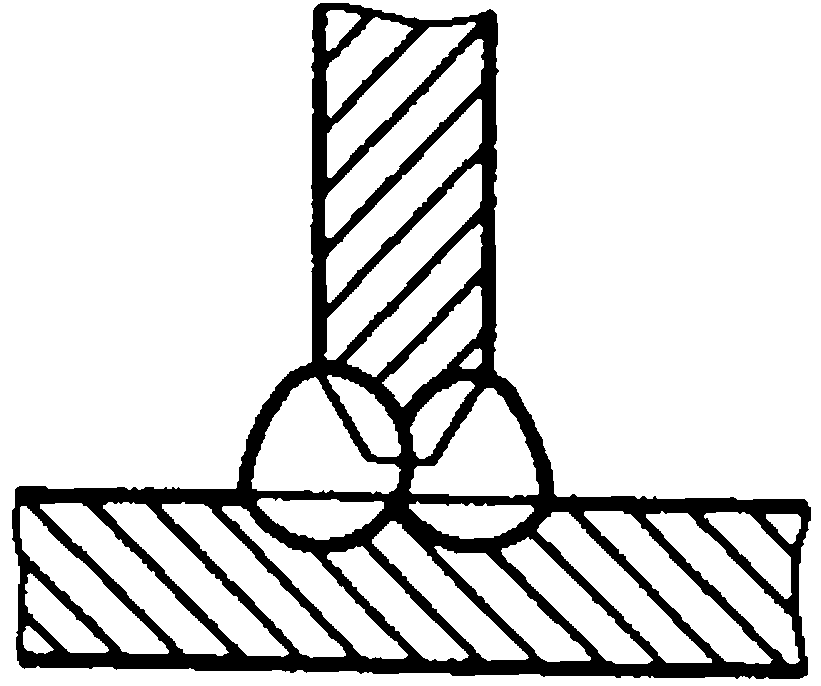 | 12,0 | 81,5 | 3 | - | - | - | 22,1 | 21,1 | 17,3 |
26 | 14,0 | 100,9 | 3 | - | - | - | 26,7 | 25,5 | 20,7 | |
27 | 16,0 | 121,3 | 4 | - | - | - | 32,3 | 30,7 | 25,0 | |
28 | 18,0 | 142,7 | 4 | - | - | - | 37,4 | 35,6 | 28,9 | |
29 | 20,0 | 165,0 | 5 | - | - | - | 43,3 | 41,3 | 33,5 | |
30 | 22,0 | 188,2 | 5 | - | - | - | 42,6 | 40,0 | 36,4 | |
31 | 24,0 | 212,1 | 6 | - | - | - | 48,1 | 45,2 | 41,2 | |
32 | 26,0 | 236,9 | 6 | - | - | - | 53,2 | 50,0 | 45,5 | |
33 | 28,0 | 262,4 | 7 | - | - | - | 59,1 | 55,5 | 50,5 | |
34 | 30,0 | 288,6 | 8 | - | - | - | 65,1 | 61,1 | 55,6 | |
35 | 32,0 | 315,5 | 8 | - | - | - | 70,7 | 66,4 | 60,4 | |
36 | 34,0 | 343,0 | 9 | - | - | - | 77,0 | 72,3 | 65,7 | |
37 | 35,0 | 357,0 | 9 | - | - | - | 79,8 | 75,0 | 68,2 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, Т1, Т3 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой алюминия и алюминиевых сплавов | |||||||||
Карта 55 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1  | 2,0 | 4,5 | 1 | - | 5,9 | 4,3 | - | - | - |
2 | 2,5 | 6,6 | 1 | - | 7,4 | 5,1 | 3,9 | - | - | |
3 | Н2  | 3,0 | 9,1 | 1 | - | 9,7 | 6,6 | 4,9 | - | - |
4 | 4,0 | 14,8 | 1 | - | 13,7 | 8,9 | 6,8 | - | - | |
5 | У4  | 5,0 | 21,6 | 1 | - | - | 11,3 | 8,1 | 7,9 | - |
6 | 6,0 | 29,4 | 2 | - | - | - | 10,6 | 10,3 | - | |
7 | 7,0 | 38,1 | 2 | - | - | - | 13,3 | 12,9 | - | |
8 | У5 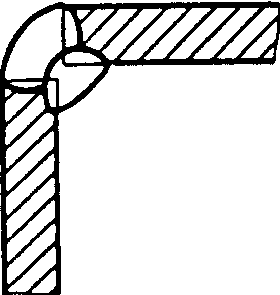 | 8,0 | 47,8 | 2 | - | - | - | 15,3 | 14,8 | 10,5 |
9 | 9,0 | 58,4 | 3 | - | - | - | 18,8 | 18,3 | 13,0 | |
10 | 10,0 | 69,8 | 3 | - | - | - | 22,1 | 21,5 | 15,1 | |
11 | У7 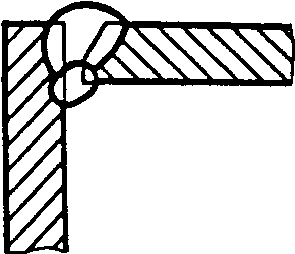 | 12,0 | 95,0 | 3 | - | - | - | 24,9 | 23,7 | 19,2 |
12 | 14,0 | 123,3 | 4 | - | - | - | 32,2 | 30,7 | 24,9 | |
13 | 16,0 | 154,6 | 4 | - | - | - | 39,7 | 37,7 | 30,5 | |
14 | Т1 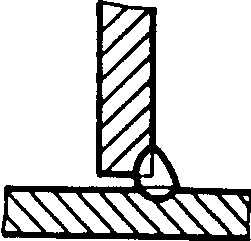 | 18,0 | 188,7 | 5 | - | - | - | 48,4 | 46,0 | 37,1 |
15 | 20,0 | 225,5 | 6 | - | - | - | 57,7 | 54,9 | 44,3 | |
16 | 22,0 | 287,6 | 8 | - | - | - | 63,9 | 60,0 | 54,5 | |
17 | Т3 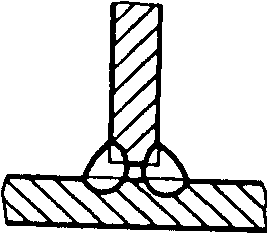 | 24,0 | 337,9 | 9 | - | - | - | 74,8 | 70,2 | 63,7 |
18 | 26,0 | 391,8 | 10 | - | - | - | 86,4 | 81,0 | 73,6 | |
Индекс | а | б | в | г | д | е | ||||
С2, С4, С5, С7, С8, С9, С17, С25 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой труб из меди и медно-никелевых сплавов | |||||||||
Карта 56 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2 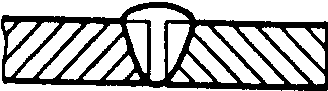 | 1,0 | 7,6 | 1 | 21,0 | 16,7 | 13,3 | 11,1 | - | - |
2 | 1,5 | 7,9 | 1 | 18,6 | 13,7 | 11,4 | 9,8 | - | - | |
3 | 2,0 | 8,1 | 1 | 19,0 | 14,1 | 11,7 | 10,1 | - | - | |
4 | 2,5 | 13,2 | 1 | 28,0 | 18,2 | 15,6 | 13,7 | 12,2 | - | |
5 | 3,0 | 13,6 | 1 | 29,0 | 18,8 | 16,1 | 14,1 | 12,6 | - | |
6 | 4,0 | 14,4 | 1 | - | 17,0 | 14,9 | 13,3 | 12,0 | 11,0 | |
7 | 5,0 | 21,0 | 1 | - | 21,2 | 18,8 | 17,0 | 15,5 | 14,2 | |
8 | 6,0 | 22,0 | 2 | - | 20,3 | 18,4 | 16,8 | 15,5 | 14,4 | |
9 | С4  | 1,0 | 5,2 | 1 | 12,8 | 9,6 | 8,1 | 7,0 | - | - |
10 | 1,5 | 5,3 | 1 | 13,0 | 9,7 | 8,1 | 7,1 | - | - | |
11 | 2,0 | 5,4 | 1 | 14,7 | 11,8 | 9,4 | 7,9 | - | - | |
12 | 2,5 | 8,8 | 1 | 19,1 | 12,6 | 10,8 | 9,5 | 8,5 | - | |
13 | 3,0 | 9,1 | 1 | 19,7 | 12,9 | 11,1 | 9,8 | 8,8 | - | |
14 | 4,0 | 9,5 | 1 | - | 11,6 | 10,3 | 9,2 | 8,3 | 7,7 | |
15 | 5,0 | 13,1 | 1 | - | 13,6 | 12,2 | 11,0 | 10,1 | 9,3 | |
16 | 6,0 | 13,6 | 1 | - | 12,6 | 11,4 | 10,4 | 9,6 | 8,9 | |
17 | С5 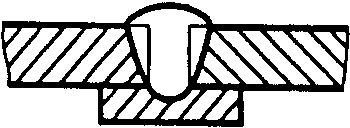 | 1,0 | 3,7 | 1 | 9,5 | 7,2 | 6,1 | 5,3 | - | - |
18 | 1,5 | 3,8 | 1 | 9,7 | 7,3 | 6,2 | 5,4 | - | - | |
19 | 2,0 | 3,9 | 1 | 10,8 | 8,7 | 7,8 | 5,9 | - | - | |
20 | 2,5 | 7,3 | 1 | 16,0 | 10,6 | 9,2 | 8,1 | 7,3 | - | |
21 | 3,0 | 7,6 | 1 | 16,6 | 11,0 | 9,5 | 8,3 | 7,5 | - | |
22 | 4,0 | 8,0 | 1 | - | 10,0 | 8,8 | 7,9 | 7,2 | 6,6 | |
23 | 5,0 | 11,5 | 1 | - | 12,2 | 10,9 | 9,9 | 9,0 | 8,4 | |
24 | 6,0 | 12,1 | 1 | - | 11,3 | 10,2 | 9,4 | 8,7 | 8,1 | |
25 | С7 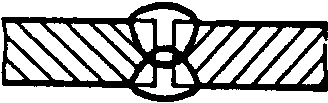 | 3,0 | 5,6 | 1 | 12,5 | 8,4 | 7,3 | 6,4 | 5,8 | - |
26 | 4,0 | 6,7 | 1 | - | 8,5 | 7,5 | 6,8 | 6,2 | 5,7 | |
27 | 5,0 | 7,7 | 1 | - | 8,5 | 7,6 | 7,0 | 6,4 | 6,0 | |
28 | 6,0 | 8,6 | 1 | - | 8,4 | 7,7 | 7,0 | 6,5 | 6,1 | |
29 | С8 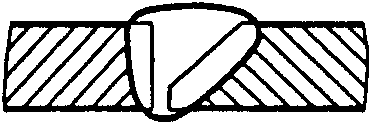 | 3,0 | 9,2 | 1 | 20,0 | 13,1 | 11,3 | 10,0 | 8,9 | - |
30 | 4,0 | 15,1 | 1 | - | 17,9 | 15,7 | 14,0 | 12,6 | 11,6 | |
31 | 5,0 | 22,3 | 2 | - | 23,1 | 20,7 | 18,7 | 17,1 | 15,8 | |
32 | 6,0 | 30,5 | 2 | - | 27,6 | 24,9 | 22,7 | 20,9 | 19,4 | |
33 | 7,0 | 39,9 | 2 | - | - | 29,1 | 26,8 | 24,8 | 23,1 | |
34 | 8,0 | 50,3 | 3 | - | - | 36,9 | 33,9 | 31,4 | 29,3 | |
35 | 9,0 | 61,6 | 3 | - | - | 40,9 | 37,9 | 35,3 | 33,0 | |
36 | 10,0 | 74,0 | 4 | - | - | 49,3 | 42,5 | 39,8 | ||
37 | С9 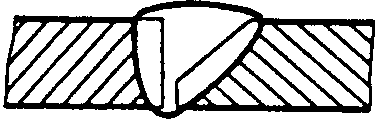 | 3,0 | 11,7 | 1 | 25,1 | 16,4 | 14,1 | 12,4 | 11,1 | - |
38 | 4,0 | 18,0 | 1 | - | 21,1 | 18,4 | 16,4 | 14,8 | 13,5 | |
39 | 5,0 | 25,2 | 2 | - | 25,9 | 23,1 | 20,9 | 19,1 | 17,6 | |
40 | 6,0 | 33,1 | 2 | - | 29,7 | 26,8 | 25,5 | 22,5 | 20,9 | |
41 | 7,0 | 41,7 | 2 | - | - | 30,3 | 27,9 | 25,8 | 24,0 | |
42 | 8,0 | 50,9 | 3 | - | - | 37,3 | 34,3 | 31,8 | 29,6 | |
43 | 9,0 | 60,7 | 3 | - | - | 40,4 | 37,4 | 34,8 | 32,6 | |
44 | 10,0 | 76,3 | 4 | - | - | 50,7 | 46,9 | 43,7 | 40,9 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С7, С8, С9, С17, С25 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой труб из меди и медно-никелевых сплавов | |||||||||
Карта 56 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
45 | С17 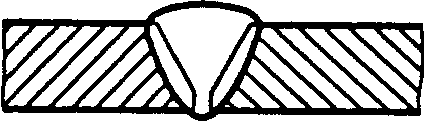 | 3,0 | 10,5 | 1 | 22,7 | 14,9 | 12,8 | 11,2 | 10,1 | - |
46 | 4,0 | 16,0 | 1 | - | 18,9 | 16,5 | 14,7 | 13,3 | 12,2 | |
47 | 5,0 | 20,2 | 2 | - | 23,1 | 20,6 | 18,7 | 17,1 | 15,8 | |
48 | 6,0 | 29,0 | 2 | - | 26,3 | 23,0 | 21,7 | 20,0 | 18,5 | |
49 | 7,0 | 36,4 | 2 | - | - | 26,7 | 24,6 | 22,8 | 21,3 | |
50 | 8,0 | 44,2 | 2 | - | - | 32,1 | 29,5 | 27,3 | 25,4 | |
51 | С25 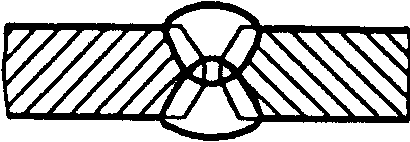 | 6,0 | 10,7 | 1 | - | 10,3 | 9,4 | 8,6 | 7,9 | 7,4 |
52 | 7,0 | 13,7 | 1 | - | - | 10,6 | 9,8 | 9,2 | 8,6 | |
53 | 8,0 | 16,8 | 1 | - | - | 12,8 | 11,8 | 11,0 | 10,2 | |
54 | 9,0 | 20,2 | 1 | - | - | 13,9 | 12,9 | 12,0 | 10,3 | |
55 | 10,0 | 23,9 | 2 | - | - | 16,8 | 15,7 | 14,6 | 13,8 | |
56 | 12,0 | 31,7 | 2 | - | - | 20,1 | 18,8 | 17,6 | 16,6 | |
57 | 14,0 | 40,3 | 2 | - | - | 25,0 | 23,3 | 21,9 | 20,6 | |
58 | 16,0 | 49,7 | 2 | - | - | 30,4 | 28,3 | 26,4 | 24,9 | |
59 | 18,0 | 59,7 | 2 | - | - | 36,0 | 33,5 | 31,4 | 29,5 | |
60 | 20,0 | 70,3 | 3 | - | - | 42,8 | 39,8 | 37,3 | 35,1 | |
Индекс | а | б | в | г | д | е | ||||
У4, У6, У9 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой труб из меди и медно-никелевых сплавов | |||||||||
Карта 57 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У4 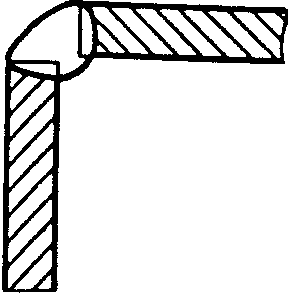 | 1,0 | 2,1 | 1 | 6,8 | 5,6 | 4,7 | 4,1 | - | - |
2 | 1,5 | 2,2 | 1 | 6,4 | 5,0 | 4,3 | 3,9 | - | - | |
3 | 2,0 | 2,4 | 1 | 6,6 | 5,2 | 4,5 | 4,0 | - | - | |
4 | 2,5 | 4,5 | 1 | 10,6 | 7,2 | 6,3 | 5,6 | 5,1 | - | |
5 | 3,0 | 4,8 | 1 | 11,3 | 7,7 | 6,7 | 6,0 | 5,4 | - | |
6 | 4,0 | 5,4 | 1 | - | 7,4 | 6,6 | 6,0 | 5,5 | 5,1 | |
7 | У6 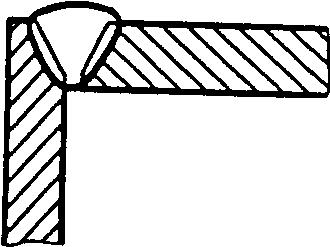 | 3,0 | 9,0 | 1 | 19,9 | 13,2 | 11,4 | 10,0 | 9,0 | - |
8 | 4,0 | 14,8 | 1 | - | 17,8 | 15,6 | 13,9 | 12,6 | 11,6 | |
9 | 5,0 | 21,7 | 2 | - | 23,0 | 20,5 | 18,6 | 17,1 | 15,8 | |
10 | 6,0 | 29,7 | 2 | - | 27,2 | 24,6 | 22,5 | 20,7 | 19,2 | |
11 | 7,0 | 38,6 | 2 | - | - | 28,6 | 26,3 | 24,4 | 22,8 | |
12 | 8,0 | 48,6 | 3 | - | - | 36,2 | 33,3 | 30,9 | 28,9 | |
13 | 9,0 | 59,5 | 3 | - | - | 40,1 | 37,1 | 34,6 | 32,4 | |
14 | 10,0 | 71,3 | 4 | - | - | 48,2 | 44,6 | 41,6 | 39,0 | |
15 | У9 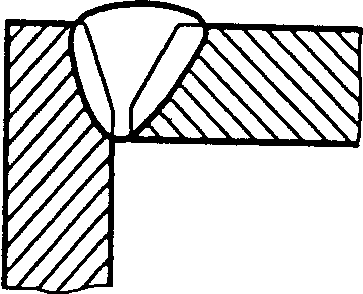 | 3,0 | 10,1 | 1 | 22,1 | 14,6 | 12,6 | 11,1 | 10,0 | - |
16 | 4,0 | 16,3 | 1 | - | 19,4 | 17,0 | 15,2 | 13,7 | 12,6 | |
17 | 5,0 | 23,5 | 2 | - | 24,7 | 22,0 | 20,0 | 18,3 | 16,9 | |
18 | 6,0 | 31,7 | 2 | - | 28,9 | 26,1 | 23,9 | 22,0 | 20,4 | |
19 | 7,0 | 40,9 | 2 | - | - | 30,1 | 27,7 | 25,7 | 24,0 | |
20 | 8,0 | 50,9 | 3 | - | - | 37,8 | 34,8 | 32,2 | 30,1 | |
21 | 9,0 | 1,9 | 3 | - | - | 41,5 | 38,5 | 35,8 | 33,6 | |
22 | 10,0 | 73,6 | 4 | - | - | 49,6 | 45,9 | 42,8 | 40,1 | |
23 | 12,0 | 99,3 | 3 | - | - | 59,8 | 55,6 | 52,0 | 48,8 | |
24 | 14,0 | 128,0 | 4 | - | - | 76,9 | 71,5 | 66,9 | 62,8 | |
25 | 16,0 | 159,4 | 5 | - | - | 95,7 | 88,9 | 83,1 | 78,1 | |
26 | 18,0 | 193,5 | 6 | - | - | 115,9 | 107,7 | 100,7 | 94,6 | |
27 | 20,0 | 247,9 | 8 | - | - | 148,5 | 138,0 | 129,0 | 121,1 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н3, Н4, У7, У23 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой труб из меди и медно-никелевых сплавов | |||||||||
Карта 58 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 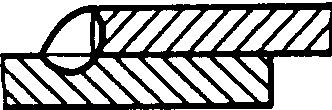 | 2,0 | 4,5 | 1 | 11,2 | 8,4 | 7,1 | 6,2 | - | - |
2 | 2,5 | 6,6 | 1 | 14,8 | 9,8 | 8,5 | 7,5 | 6,8 | - | |
3 | 3,0 | 9,1 | 1 | 19,7 | 13,0 | 11,2 | 9,8 | 8,8 | - | |
4 | Н3 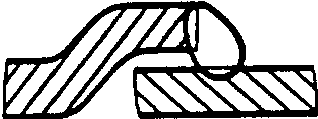 | 4,0 | 14,8 | 1 | - | 17,5 | 15,3 | 13,7 | 12,3 | 11,3 |
5 | 5,0 | 21,6 | 2 | - | 22,4 | 20,0 | 18,1 | 16,6 | 15,3 | |
6 | 6,0 | 29,4 | 2 | - | 26,6 | 24,0 | 21,9 | 20,1 | 18,7 | |
7 | Н4 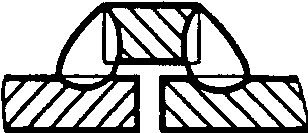 | 7,0 | 38,1 | 2 | - | - | 27,8 | 25,6 | 23,7 | 22,1 |
8 | 8,0 | 47,8 | 3 | - | - | 35,1 | 32,3 | 29,9 | 27,9 | |
9 | 9,0 | 58,4 | 3 | - | - | 38,8 | 35,9 | 33,4 | 31,3 | |
10 | У7 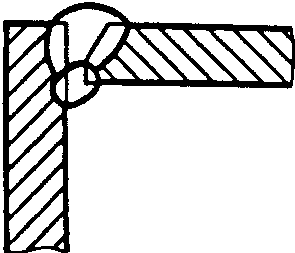 | 10,0 | 69,8 | 3 | - | - | 45,9 | 42,4 | 39,5 | 36,9 |
11 | 12,0 | 95,0 | 3 | - | - | 56,8 | 52,8 | 49,3 | 46,3 | |
12 | 14,0 | 123,3 | 4 | - | - | 73,6 | 68,4 | 63,9 | 60,0 | |
13 | У23 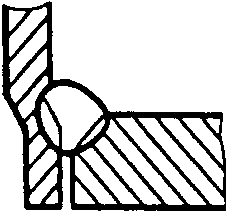 | 16,0 | 154,6 | 5 | - | - | 92,1 | 85,6 | 79,9 | 75,0 |
14 | 18,0 | 188,7 | 6 | - | - | 112,2 | 104,2 | 97,3 | 91,4 | |
15 | 20,0 | 225,5 | 7 | - | - | 133,8 | 124,3 | 116,1 | 109,0 | |
16 | 22,0 | 287,6 | 9 | - | - | 170,6 | 158,4 | 147,9 | 138,8 | |
17 | 24,0 | 337,9 | 10 | - | - | 199,9 | 185,6 | 173,3 | 162,6 | |
18 | 26,0 | 391,8 | 12 | - | - | 231,9 | 215,4 | 201,1 | 188,7 | |
Индекс | а | б | в | г | д | е | ||||
С4, С18, С19, С57, С60 | Ручная аргонодуговая сварка неплавящимся электродом без присадки труб из меди и медно-никелевых сплавов | |||||||||
Карта 59 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С4 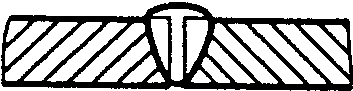 | 2,0 | 4,7 | 1 | 11,6 | 8,7 | 7,3 | 6,4 | - | - |
2 | 2,5 | 10,2 | 1 | 22,0 | 14,4 | 12,4 | 10,9 | 9,7 | - | |
3 | 3,0 | 11,1 | 1 | 23,7 | 15,5 | 13,3 | 11,7 | 10,4 | - | |
4 | 4,0 | 21,7 | 2 | - | 24,9 | 22,2 | 20,0 | 18,1 | 16,6 | |
5 | 5,0 | 24,3 | 2 | - | 25,7 | 22,5 | 20,1 | 18,3 | 16,9 | |
6 | С18 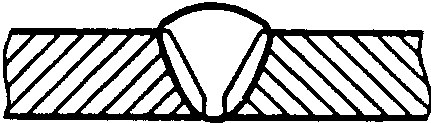 | 4,0 | 29,6 | 2 | - | 34,4 | 30,1 | 26,8 | 24,2 | 22,1 |
7 | 5,0 | 37,3 | 2 | - | 37,5 | 33,3 | 30,0 | 27,3 | 25,1 | |
8 | С19 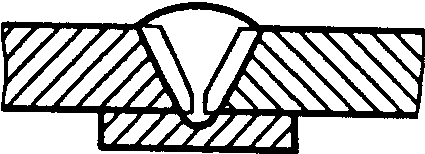 | 4,0 | 37,6 | 2 | - | 43,3 | 37,6 | 33,6 | 30,2 | 27,5 |
9 | 5,0 | 46,7 | 3 | 47,1 | 41,9 | 37,7 | 34,4 | 31,6 | ||
10 | С57 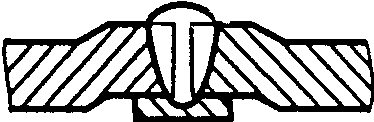 | 2,0 | 5,6 | 1 | 13,6 | 10,2 | 8,6 | 7,4 | - | - |
11 | 2,5 | 13,7 | 1 | 29,2 | 19,0 | 16,3 | 14,3 | 12,7 | - | |
12 | 3,0 | 15,0 | 1 | 31,8 | 20,7 | 17,7 | 15,5 | 13,8 | - | |
13 | 4,0 | 27,1 | 2 | - | 31,0 | 27,6 | 24,7 | 22,3 | 20,4 | |
14 | 5,0 | 30,6 | 2 | - | 31,7 | 27,8 | 24,9 | 22,7 | 20,9 | |
15 | С60 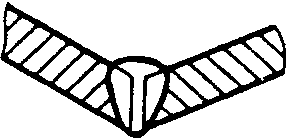 | 2,0 | 9,6 | 1 | 22,4 | 14,8 | 12,7 | 11,1 | - | - |
16 | 2,5 | 10,4 | 1 | 22,5 | 15,7 | 13,4 | 11,8 | 10,0 | - | |
17 | 3,0 | 11,1 | 1 | 23,9 | 16,5 | 13,7 | 11,8 | 10,6 | - | |
18 | 4,0 | 18,5 | 1 | - | 21,6 | 18,9 | 16,8 | 15,2 | 13,9 | |
19 | 5,0 | 21,0 | 1 | - | 21,3 | 18,9 | 17,1 | 15,6 | 14,3 | |
Индекс | а | б | в | г | д | е | ||||
У7, У16, У17, У18 | Ручная аргонодуговая сварка неплавящимся электродом без присадки труб из меди и медно-никелевых сплавов | |||||||||
Карта 60 | ||||||||||
Основной шов | ||||||||||
Но мер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У7 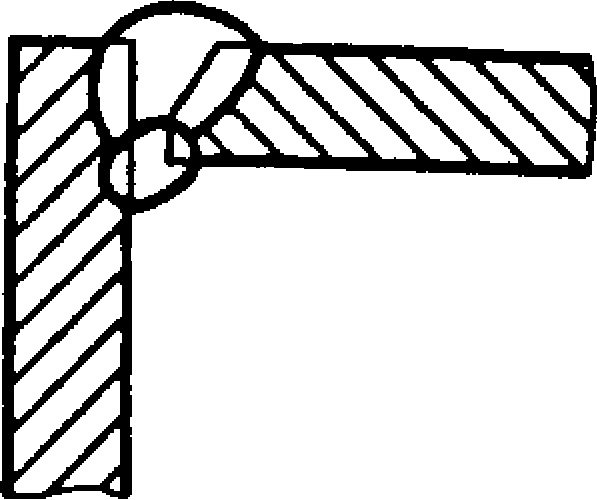 | 2,0 | 8,3 | 1 | 19,8 | 14,7 | 12,3 | 10,6 | - | - |
2 | 2,5 | 12,3 | 1 | 26,7 | 17,5 | 15,0 | 13,2 | 11,8 | - | |
3 | 3,0 | 17,1 | 1 | 36,3 | 23,6 | 20,2 | 17,7 | 15,8 | - | |
4 | 4,0 | 28,4 | 2 | - | 33,5 | 29,3 | 26,1 | 23,6 | 21,6 | |
5 | 5,0 | 42,1 | 2 | - | 42,4 | 37,7 | 33,9 | 30,9 | 28,4 | |
6 | 6,0 | 58,2 | 3 | - | 51,9 | 46,8 | 42,6 | 39,2 | 36,3 | |
7 | 7,0 | 76,4 | 4 | - | - | 55,8 | 51,3 | 47,5 | 44,3 | |
8 | У16 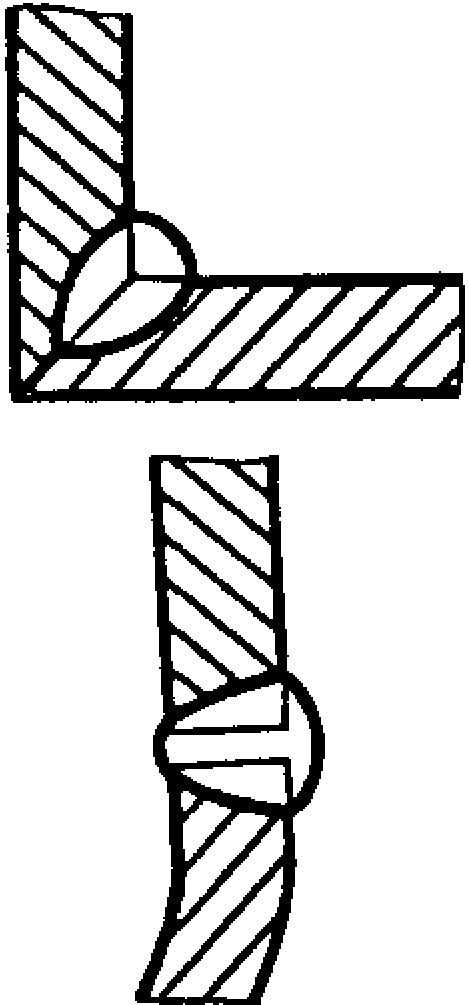 | 2,0 | 7,0 | 1 | 16,9 | 12,5 | 10,5 | 9,1 | - | - |
9 | 2,5 | 9,7 | 1 | 21,1 | 13,9 | 12,0 | 10,6 | 9,5 | - | |
10 | 3,0 | 12,6 | 1 | 27,0 | 17,7 | 15,2 | 13,3 | 11,9 | - | |
11 | 4,0 | 18,9 | 1 | - | 22,2 | 19,4 | 17,3 | 15,6 | 14,3 | |
12 | 5,0 | 26,0 | 2 | - | 26,9 | 24,0 | 21,7 | 19,8 | 18,3 | |
13 | 6,0 | 33,7 | 2 | - | 30,4 | 27,5 | 25,1 | 23,1 | 21,4 | |
14 | 7,0 | 42,0 | 2 | - | - | 30,7 | 28,2 | 26,2 | 24,4 | |
15 | У17 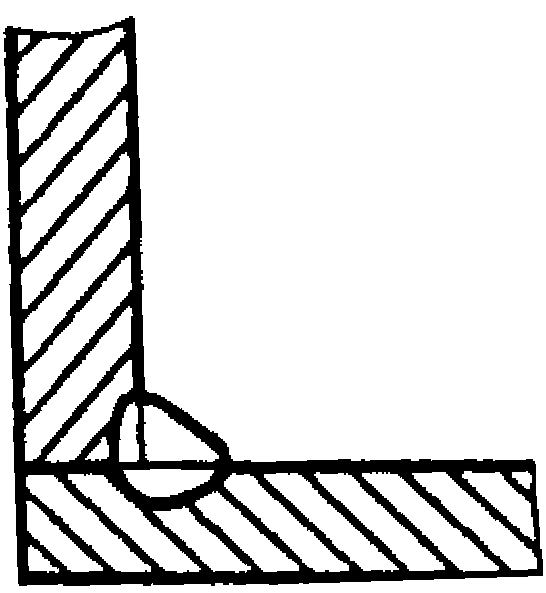 | 2,5 | 11,7 | 1 | 25,3 | 16,6 | 14,3 | 12,5 | 11,2 | - |
16 | 3,0 | 16,9 | 1 | 35,8 | 23,3 | 19,9 | 17,4 | 15,5 | - | |
17 | 4,0 | 20,9 | 2 | - | 34,9 | 30,6 | 27,2 | 24,6 | 22,4 | |
18 | 5,0 | 46,6 | 3 | - | 47,1 | 41,9 | 37,8 | 34,5 | 31,7 | |
19 | У18 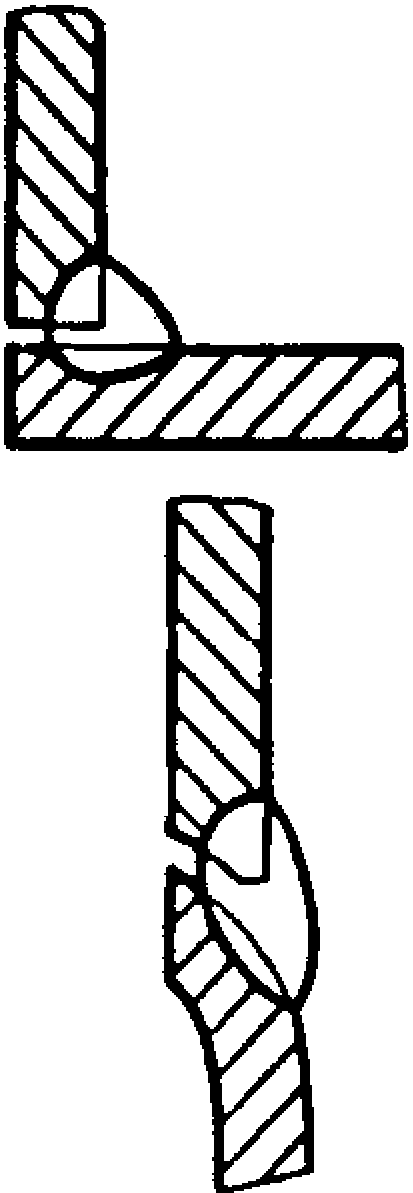 | 2,0 | 9,2 | 1 | 21,6 | 16,0 | 13,3 | 11,5 | - | - |
20 | 2,5 | 12,6 | 1 | 27,1 | 17,8 | 15,2 | 13,4 | 12,0 | - | |
21 | 3,0 | 16,4 | 1 | 34,7 | 22,6 | 19,3 | 16,9 | 15,1 | - | |
22 | 4,0 | 24,7 | 2 | - | 29,2 | 25,6 | 22,8 | 20,6 | 18,9 | |
23 | 5,0 | 33,9 | 2 | - | 34,3 | 30,5 | 27,5 | 25,1 | 23,1 | |
24 | 6,0 | 43,9 | 2 | - | 38,9 | 35,1 | 31,9 | 29,3 | 27,2 | |
25 | 7,0 | 54,6 | 3 | - | - | 40,0 | 36,8 | 34,1 | 31,8 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н3, Н4, У7, У23 | Ручная аргонодуговая сварка неплавящимся электродом без присадки труб из меди и медно-никелевых сплавов | |||||||||
Карта 61 | ||||||||||
Основной шов | ||||||||||
Но мер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 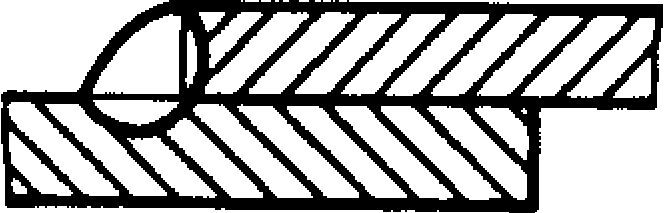 | 2,0 | 5,0 | 1 | 12,2 | 9,1 | 7,7 | 6,7 | - | - |
2 | Н3 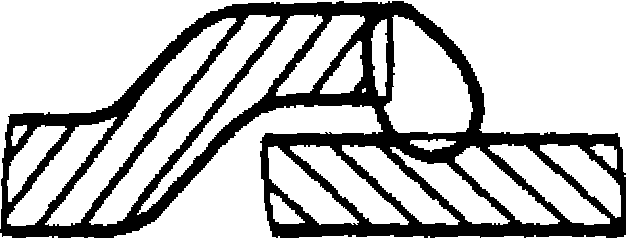 | 2,5 | 7,0 | 1 | 15,6 | 10,4 | 8,9 | 7,9 | 7,1 | - |
3 | Н4 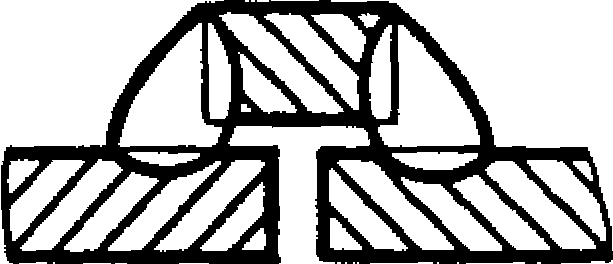 | 3,0 | 9,3 | 1 | 20,3 | 13,3 | 11,5 | 10,1 | 9,0 | - |
У7 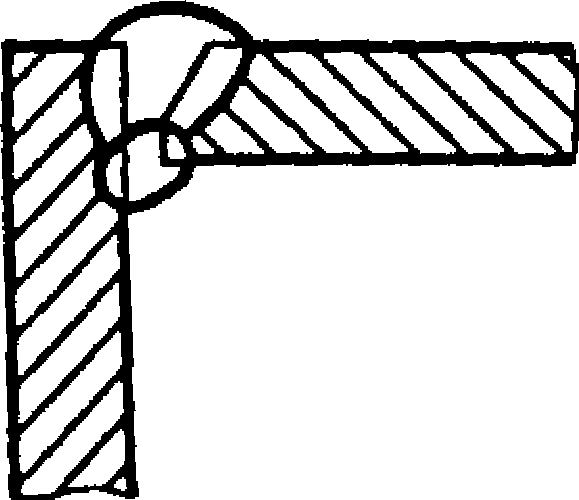 | 4,0 | 14,6 | 1 | - | 17,3 | 15,1 | 13,5 | 12,2 | 11,2 | |
5 | У23 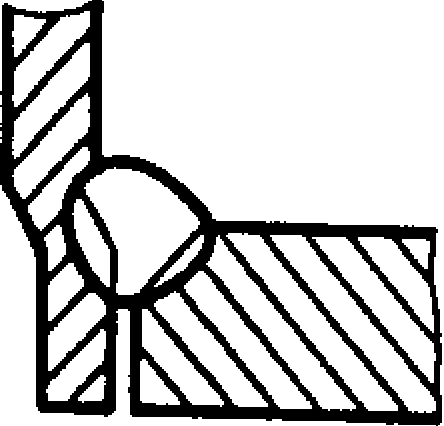 | 5,0 | 20,6 | 1 | - | 20,9 | 18,5 | 16,7 | 15,3 | 14,0 |
6 | 6,0 | 27,3 | 2 | - | 24,9 | 22,4 | 20,5 | 18,9 | 17,5 | |
7 | 7,0 | 34,7 | 2 | - | - | 25,5 | 23,5 | 21,8 | 20,3 | |
Индекс | а | б | в | г | д | е | ||||
С2, С4, С5, С6, С7, С8, С9, С10, С11, С12, С15, С17, С18, С19, С20, С21, С22, С25, С28 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 62 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2 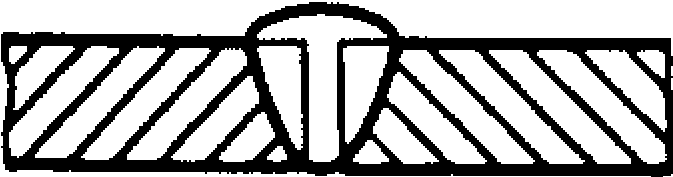 | 1,0 | 5,0 | 1 | 11,3 | 9,3 | 7,3 | - | - | - |
2 | 1,5 | 10,1 | 1 | 18,1 | 14,7 | 11,5 | 9,5 | - | - | |
3 | 2,0 | 10,5 | 1 | 18,7 | 15,3 | 11,9 | 9,8 | - | - | |
4 | 2,5 | 11,0 | 1 | 18,6 | 15,1 | 11,8 | 9,7 | 8,3 | - | |
5 | 3,0 | 11,4 | 1 | 19,3 | 15,6 | 12,2 | 10,0 | 8,6 | - | |
6 | 4,0 | 12,0 | 1 | 20,3 | 16,4 | 12,8 | 10,5 | 9,0 | - | |
7 | 5,0 | 18,7 | 1 | - | 23,7 | 18,4 | 15,1 | 12,8 | 11,2 | |
8 | 6,0 | 19,7 | 1 | - | 24,9 | 19,4 | 15,9 | 13,5 | 11,8 | |
9 | С4  | 1,0 | 4,5 | 1 | 9,0 | 7,4 | 5,9 | - | - | - |
10 | 1,5 | 5,7 | 1 | 10,6 | 8,7 | 6,9 | 5,8 | - | - | |
11 | 2,0 | 6,7 | 1 | 12,2 | 10,0 | 7,9 | 6,6 | - | - | |
12 | 2,5 | 11,8 | 1 | 19,9 | 16,1 | 12,5 | 10,3 | 8,8 | - | |
13 | 3,0 | 12,1 | 1 | 20,4 | 16,5 | 12,9 | 10,6 | 9,1 | - | |
14 | 4,0 | 12,7 | 1 | 21,3 | 17,0 | 13,4 | 11,0 | 9,4 | - | |
15 | 5,0 | 13,1 | 1 | - | 16,9 | 13,3 | 10,9 | 9,3 | 8,2 | |
16 | 6,0 | 13,5 | 1 | - | 17,4 | 13,6 | 11,2 | 9,6 | 8,4 | |
17 | С5 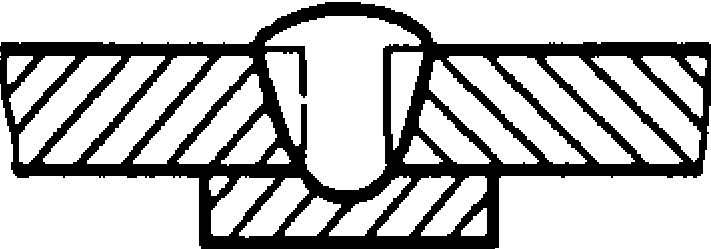 | 1,0 | 3,7 | 1 | 7,7 | 7,3 | 5,1 | - | - | - |
18 | 1,5 | 4,4 | 1 | 8,5 | 7,0 | 5,6 | 4,7 | - | - | |
19 | 2,0 | 5,0 | 1 | 9,4 | 7,8 | 6,2 | 5,2 | - | - | |
20 | 2,5 | 10,3 | 1 | 17,4 | 14,1 | 11,1 | 9,1 | 7,8 | - | |
21 | 3,0 | 10,6 | 1 | 18,0 | 14,6 | 11,4 | 9,4 | 8,1 | - | |
22 | 4,0 | 11,2 | 1 | 18,9 | 15,3 | 11,9 | 9,8 | 8,4 | - | |
23 | 5,0 | 11,6 | 1 | - | 15,1 | 11,8 | 9,8 | 8,4 | 7,3 | |
24 | 6,0 | 12,0 | 1 | - | 15,6 | 12,2 | 10,1 | 8,6 | 7,5 | |
25 | С6  | 1,0 | 3,8 | 1 | 7,7 | 6,4 | 5,1 | - | - | - |
26 | 1,5 | 4,5 | 1 | 8,6 | 7,2 | 5,7 | 4,8 | - | - | |
27 | 2,0 | 5,1 | 1 | 9,7 | 8,0 | 6,3 | 5,3 | - | - | |
28 | 2,5 | 10,4 | 1 | 17,6 | 14,3 | 11,1 | 9,2 | 7,9 | - | |
29 | 3,0 | 10,7 | 1 | 18,1 | 14,7 | 11,5 | 9,5 | 8,1 | - | |
30 | 4,0 | 11,2 | 1 | 19,0 | 15,4 | 12,0 | 9,9 | 8,5 | - | |
31 | 5,0 | 11,7 | 1 | - | 15,2 | 11,9 | 9,8 | 8,4 | 7,4 | |
32 | 6,0 | 12,1 | 1 | - | 15,7 | 12,3 | 10,1 | 8,7 | 7,6 | |
33 | С7  | 3,0 | 5,6 | 1 | 9,9 | 8,1 | 6,5 | 5,4 | 4,7 | - |
34 | 4,0 | 6,7 | 1 | 11,7 | 9,5 | 7,5 | 6,3 | 5,4 | - | |
35 | 5,0 | 7,7 | 1 | - | 10,3 | 8,2 | 6,8 | 5,9 | 5,2 | |
36 | 6,0 | 8,6 | 1 | - | 11,5 | 9,0 | 7,5 | 6,5 | 5,7 | |
37 | С8  | 3,0 | 8,3 | 1 | 14,4 | 11,7 | 9,2 | 7,7 | 6,6 | - |
38 | 4,0 | 14,0 | 1 | 23,4 | 19,0 | 14,7 | 12,1 | 10,4 | - | |
39 | 5,0 | 20,9 | 1 | - | 26,4 | 20,6 | 16,9 | 14,3 | 12,5 | |
40 | 6,0 | 29,0 | 2 | - | 36,9 | 28,7 | 23,6 | 20,1 | 17,5 | |
41 | 7,0 | 38,3 | 2 | - | 46,2 | 35,7 | 29,2 | 24,8 | 21,6 | |
42 | 8,0 | 48,6 | 2 | - | 58,2 | 44,9 | 36,7 | 31,1 | 27,0 | |
43 | 9,0 | 60,1 | 2 | - | - | 52,9 | 43,1 | 36,5 | 31,7 | |
44 | 10,0 | 72,7 | 3 | - | - | 64,2 | 52,4 | 44,3 | 38,5 | |
45 | С9  | 3,0 | 10,3 | 1 | 17,6 | 14,3 | 11,2 | 9,3 | 7,9 | - |
46 | 4,0 | 16,3 | 1 | 27,2 | 22,0 | 17,1 | 14,0 | 11,9 | - | |
47 | 5,0 | 23,3 | 1 | - | 29,3 | 22,8 | 18,7 | 15,8 | 13,8 | |
48 | 6,0 | 31,1 | 2 | - | 39,4 | 30,7 | 25,2 | 21,4 | 18,7 | |
49 | 7,0 | 39,7 | 2 | - | 47,8 | 37,0 | 30,2 | 25,7 | 22,3 | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С6, С7, С8, С9, С10, С11, С12, С15, С17, С18, С19, С20, С21, С22, С25, С28 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 62 | Лист 2 | |||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
50 | С9 | 8,0 | 52,2 | 2 | - | 62,4 | 48,1 | 39,2 | 33,2 | 28,9 |
51 | 9,0 | 63,8 | 2 | - | - | 56,1 | 45,7 | 38,6 | 33,5 | |
52 | 10,0 | 76,4 | 3 | - | - | 67,3 | 54,9 | 46,5 | 40,4 | |
53 | С10  | 3,0 | 8,3 | 1 | 14,4 | 11,7 | 9,2 | 7,7 | 6,6 | - |
54 | 4,0 | 14,0 | 1 | 23,4 | 19,0 | 14,7 | 12,1 | 10,4 | - | |
55 | 5,0 | 20,9 | 1 | - | 26,4 | 20,6 | 16,9 | 14,3 | 12,5 | |
56 | 6,0 | 29,0 | 2 | - | 36,9 | 28,7 | 23,6 | 20,1 | 17,5 | |
57 | 7,0 | 38,3 | 2 | - | 46,2 | 35,7 | 29,2 | 24,8 | 21,6 | |
58 | 8,0 | 48,6 | 2 | - | 58,2 | 44,9 | 36,7 | 31,1 | 27,0 | |
59 | 9,0 | 60,1 | 2 | - | - | 52,9 | 43,1 | 36,5 | 31,7 | |
60 | 10,0 | 72,7 | 3 | - | - | 64,2 | 52,4 | 44,3 | 38,5 | |
61 | С11 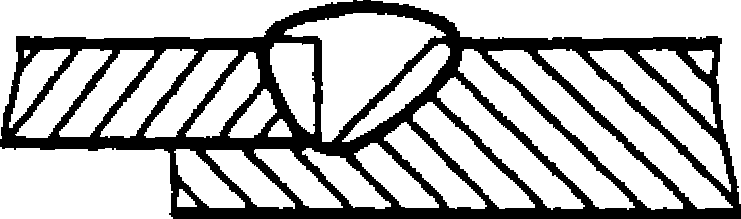 | 3,0 | 14,5 | 1 | 24,3 | 19,6 | 15,3 | 12,5 | 10,7 | - |
62 | 4,0 | 22,5 | 1 | 37,1 | 29,9 | 23,1 | 18,9 | 16,1 | - | |
63 | 5,0 | 31,7 | 2 | - | 40,2 | 31,3 | 25,6 | 21,8 | 19,0 | |
64 | 6,0 | 41,9 | 2 | - | 52,6 | 40,8 | 33,4 | 28,3 | 24,6 | |
65 | 7,0 | 53,1 | 2 | - | 63,4 | 48,9 | 39,9 | 33,8 | 29,3 | |
66 | 8,0 | 65,2 | 2 | - | 77,5 | 59,6 | 48,6 | 41,1 | 35,6 | |
67 | 9,0 | 78,1 | 3 | - | - | 68,8 | 56,1 | 47,5 | 41,2 | |
68 | 10,0 | 91,8 | 3 | - | - | 80,5 | 65,6 | 55,4 | 48,1 | |
69 | С12  | 3,0 | 8,3 | 1 | 14,4 | 11,7 | 9,2 | 7,7 | 6,6 | - |
70 | 4,0 | 14,0 | 1 | 23,5 | 19,0 | 14,8 | 12,2 | 10,2 | - | |
71 | 5,0 | 20,9 | 1 | - | 26,5 | 20,6 | 16,9 | 14,4 | 12,5 | |
72 | 6,0 | 29,1 | 2 | - | 37,0 | 28,9 | 23,7 | 20,1 | 17,6 | |
73 | 7,0 | 38,4 | 2 | - | 46,4 | 35,8 | 29,3 | 24,9 | 21,7 | |
74 | 8,0 | 48,9 | 2 | - | 58,6 | 45,2 | 36,9 | 31,2 | 27,2 | |
75 | 9,0 | 60,5 | 2 | - | - | 53,3 | 43,4 | 36,7 | 31,9 | |
76 | 10,0 | 73,2 | 3 | - | - | 64,7 | 52,8 | 44,7 | 38,8 | |
77 | С15 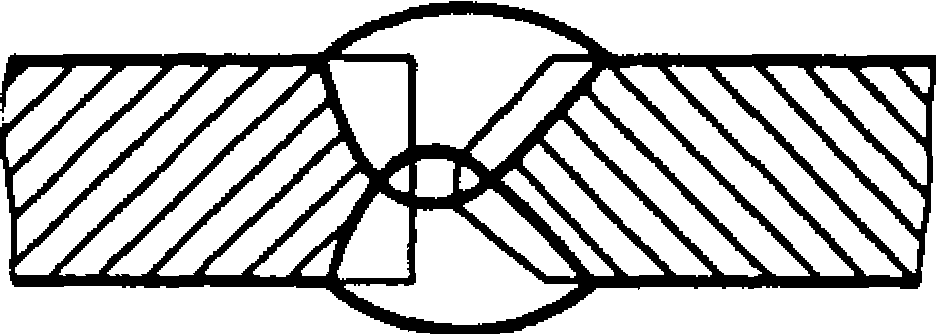 | 6,0 | 10,8 | 1 | - | 14,2 | 11,2 | 9,3 | 7,9 | 7,0 |
78 | 7,0 | 13,8 | 1 | - | 17,2 | 13,4 | 11,0 | 9,4 | 8,3 | |
79 | 8,0 | 17,1 | 1 | - | 21,0 | 16,3 | 13,4 | 11,4 | 10,0 | |
80 | 9,0 | 20,0 | 1 | - | - | 18,7 | 15,3 | 13,0 | 11,4 | |
81 | 10,0 | 24,4 | 1 | - | - | 21,9 | 17,9 | 15,2 | 13,3 | |
82 | 12,0 | 32,6 | 1 | - | - | - | 21,0 | 17,9 | 15,6 | |
83 | 14,0 | 41,6 | 1 | - | - | - | 26,6 | 22,5 | 19,6 | |
84 | 16,0 | 51,5 | 1 | - | - | - | 32,6 | 27,5 | 23,9 | |
85 | 18,0 | 62,1 | 2 | - | - | - | 39,6 | 33,5 | 29,1 | |
86 | 20,0 | 73,4 | 2 | - | - | - | 46,5 | 39,3 | 34,1 | |
87 | С17 | 3,0 | 8,9 | 1 | 15,4 | 12,5 | 9,8 | 8,1 | 7,0 | - |
88 | 4,0 | 14,3 | 1 | 24,0 | 19,4 | 15,1 | 12,4 | 10,6 | - | |
Индекс | а | б | в | г | д | е | ||||
Швы стыковых соединений С2, С4, С5, С6, С7, С8, С9, С10, С11, С12, С15, С17, С18, С19, С20, С21, С22, С25, С28 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 62 | Лист 3 | |||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
89 | С17 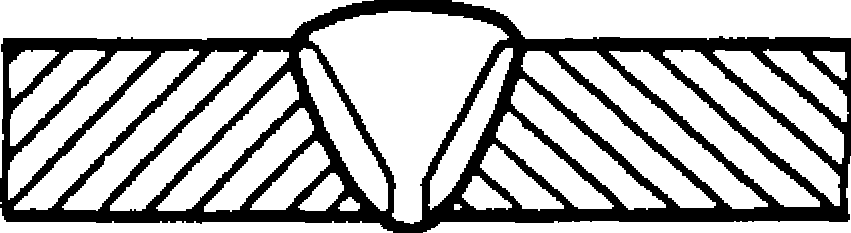 | 5,0 | 20,7 | 1 | - | 26,2 | 20,4 | 16,7 | 14,2 | 12,4 |
90 | 6,0 | 27,9 | 1 | - | 35,0 | 27,2 | 22,2 | 18,8 | 16,4 | |
91 | 7,0 | 36,0 | 2 | - | 43,5 | 33,7 | 27,6 | 23,4 | 20,4 | |
92 | 8,0 | 44,9 | 2 | - | 53,8 | 41,6 | 33,9 | 28,8 | 25,0 | |
93 | 9,0 | 54,5 | 2 | - | - | 48,1 | 39,2 | 33,2 | 28,9 | |
94 | 10,0 | 64,8 | 2 | - | - | 56,9 | 46,3 | 39,2 | 34,0 | |
95 | С18 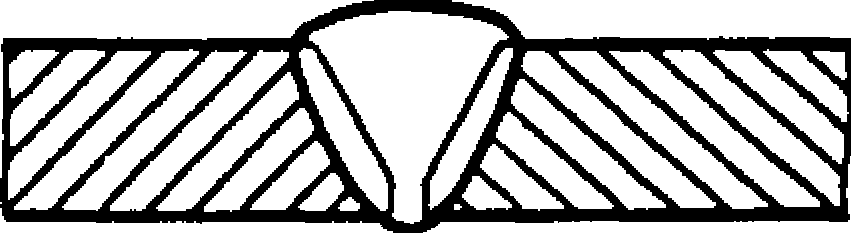 | 3,0 | 11,0 | 1 | 18,6 | 15,1 | 11,8 | 9,8 | 8,4 | - |
96 | 4,0 | 17,0 | 1 | 28,3 | 22,8 | 17,7 | 14,5 | 12,4 | - | |
97 | 5,0 | 23,9 | 1 | - | 30,1 | 23,4 | 19,1 | 16,2 | 14,1 | |
98 | 6,0 | 31,5 | 2 | - | 39,9 | 31,1 | 25,5 | 21,7 | 18,9 | |
99 | 7,0 | 39,9 | 2 | - | 48,1 | 37,1 | 30,4 | 25,8 | 22,4 | |
100 | 8,0 | 48,9 | 2 | - | 58,5 | 45,1 | 36,9 | 31,2 | 27,1 | |
101 | 9,0 | 58,5 | 2 | - | - | 51,5 | 42,0 | 35,5 | 30,9 | |
102 | 10,0 | 68,7 | 3 | - | - | 60,8 | 49,6 | 42,0 | 36,5 | |
103 | С19 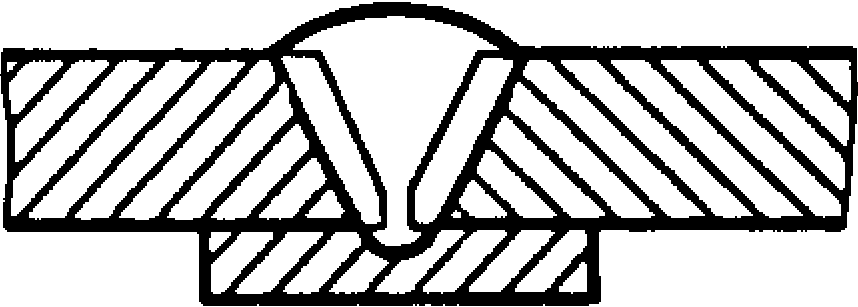 | 3,0 | 8,4 | 1 | 14,5 | 11,8 | 9,3 | 7,7 | 6,7 | - |
104 | 4,0 | 13,8 | 1 | 23,2 | 18,0 | 14,6 | 12,0 | 10,3 | - | |
105 | 5,0 | 20,4 | 1 | - | 25,8 | 20,1 | 16,5 | 14,0 | 12,2 | |
106 | 6,0 | 27,9 | 1 | - | 35,0 | 27,2 | 22,2 | 18,8 | 16,3 | |
107 | 7,0 | 36,5 | 2 | - | 44,1 | 34,1 | 27,9 | 23,7 | 20,7 | |
108 | 8,0 | 45,9 | 2 | - | 55,1 | 42,5 | 34,7 | 29,4 | 25,6 | |
109 | 9,0 | 56,3 | 2 | - | - | 49,7 | 40,5 | 34,3 | 29,8 | |
110 | 10,0 | 67,6 | 2 | - | - | 59,3 | 48,3 | 40,8 | 35,4 | |
111 | С20  | 3,0, | 10,0 | 1 | 17,1 | 13,9 | 10,9 | 9,0 | 7,7 | - |
112 | 4,0 | 16,1 | 1 | 26,9 | 21,7 | 16,9 | 13,9 | 11,8 | - | |
113 | 5,0 | 23,3 | 1 | - | 29,4 | 22,9 | 18,7 | 15,9 | 13,8 | |
114 | 6,0 | 31,5 | 2 | - | 39,9 | 31,1 | 25,5 | 21,7 | 18,9 | |
115 | 7,0 | 40,7 | 2 | - | 49,0 | 37,8 | 30,9 | 26,3 | 22,9 | |
116 | 8,0 | 50,7 | 2 | - | 60,7 | 46,8 | 38,2 | 32,3 | 28,1 | |
117 | 9,0 | 61,6 | 2 | - | - | 54,2 | 44,2 | 37,4 | 32,4 | |
118 | 10,0 | 73,4 | 3 | - | - | 64,8 | 52,8 | 44,7 | 38,9 | |
119 | С21 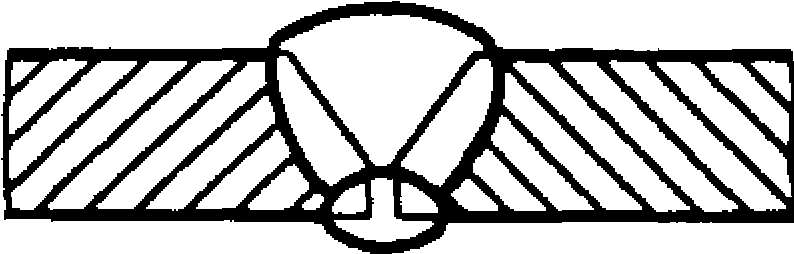 | 3,0 | 8,4 | 1 | 14,6 | 11,9 | 9,3 | 7,7 | 6,7 | - |
120 | 4,0 | 13,8 | 1 | 23,3 | 18,8 | 14,6 | 12,0 | 10,3 | - | |
121 | 5,0 | 20,4 | 1 | - | 25,8 | 20,1 | 16,5 | 14,0 | 12,2 | |
122 | 6,0 | 27,9 | 1 | - | 35,0 | 27,2 | 22,2 | 18,8 | 16,3 | |
123 | 7,0 | 36,4 | 2 | - | 44,0 | 34,1 | 27,9 | 23,7 | 20,6 | |
124 | 8,0 | 45,9 | 2 | - | 55,0 | 42,5 | 34,7 | 29,4 | 25,6 | |
125 | 9,0 | 56,3 | 2 | - | - | 49,6 | 40,5 | 34,2 | 29,7 | |
126 | 10,0 | 67,5 | 2 | - | - | 59,2 | 48,2 | 40,7 | 35,3 | |
127 | С22 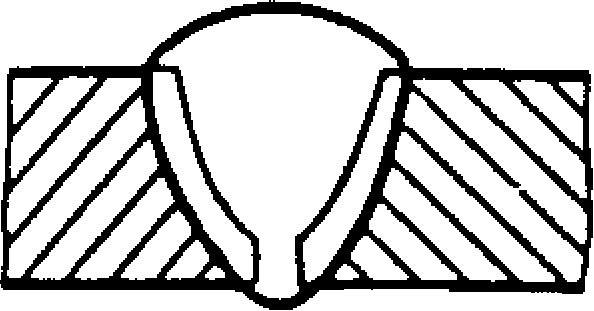 | 4,0 | 13,0 | 1 | 22,0 | 17,8 | 13,8 | 11,4 | 9,7 | - |
128 | 5,0 | 18,8 | 1 | - | 23,9 | 18,6 | 15,3 | 13,0 | 11,4 | |
129 | 6,0 | 25,3 | 1 | - | 31,8 | 24,7 | 20,2 | 17,1 | 14,9 | |
130 | 7,0 | 32,6 | 2 | - | 39,6 | 30,7 | 25,1 | 21,4 | 18,7 | |
131 | 8,0 | 40,6 | 2 | - | 48,9 | 37,7 | 30,9 | 26,2 | 22,8 | |
132 | 9,0 | 49,2 | 2 | - | - | 43,6 | 35,6 | 30,2 | 26,2 | |
133 | 10,0 | 58,5 | 2 | - | - | 51,5 | 42,0 | 35,5 | 30,8 | |
134 | 12,0 | 78,8 | 2 | - | - | - | 49,8 | 42,1 | 36,5 | |
Индекс | а | б | в | г | а | е | ||||
Швы стыковых соединений С2, С4, С5, С6, С7, С8, С9, С10, С11, С12, С15, С17, С18, С19, С20, С21, С22, С25, С28 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 62 | Лист 4 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
135 | С22 | 14,0 | 101,4 | 2 | - | - | - | 63,5 | 53,7 | 46,5 |
136 | 16,0 | 126,2 | 3 | - | - | - | 79,2 | 66,9 | 58,0 | |
137 | 18,0 | 153,0 | 4 | - | - | - | 96,1 | 81,2 | 70,4 | |
138 | 20,0 | 181,8 | 4 | - | - | - | 113,7 | 95,9 | 83,1 | |
139 | С25 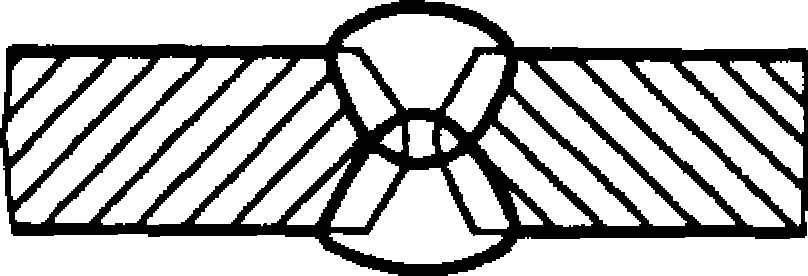 | 6,0 | 10,7 | 1 | - | 14,1 | 11,1 | 9,2 | 7,9 | 7,8 |
140 | 7,0 | 13,7 | 1 | - | 17,0 | 13,2 | 10,9 | 9,3 | 8,2 | |
141 | 8,0 | 16,8 | 1 | - | 20,7 | 16,1 | 13,2 | 11,3 | 9,9 | |
142 | 9,0 | 20,2 | 1 | - | - | 18,4 | 15,0 | 12,8 | 11,2 | |
143 | 10,0 | 23,9 | 1 | - | - | 21,4 | 17,6 | 14,9 | 13,0 | |
144 | 12,0 | 31,7 | 1 | - | - | - | 20,5 | 17,4 | 15,2 | |
145 | 14,0 | 40,3 | 1 | - | - | - | 25,8 | 21,8 | 19,0 | |
146 | 16,0 | 49,7 | 1 | - | - | - | 31,4 | 26,6 | 23,1 | |
147 | 18,0 | 59,7 | 2 | - | - | - | 38,1 | 32,3 | 28,1 | |
148 | 20,0 | 70,3 | 2 | - | - | - | 44,6 | 37,7 | 32,8 | |
149 | С28 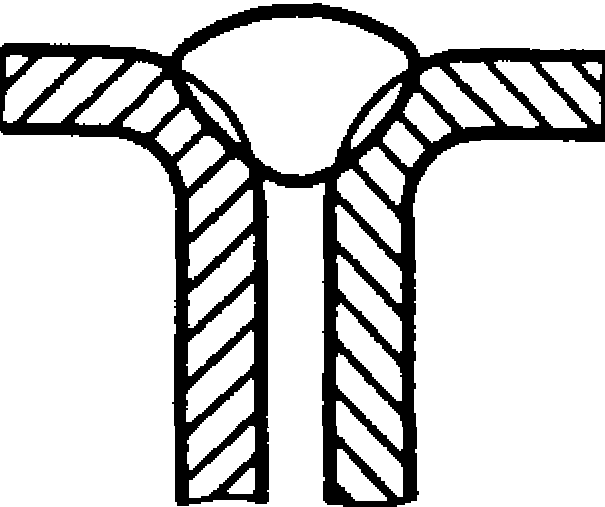 | 1,0 | 6,6 | 1 | 12,7 | 10,4 | 8,2 | - | - | - |
150 | 1,5 | 8,7 | 1 | 15,6 | 12,8 | 10,0 | 8,3 | - | - | |
151 | 2,0 | 10,6 | 1 | 18,8 | 15,3 | 12,0 | 9,9 | - | - | |
152 | 2,5 | 17,7 | 1 | 29,3 | 23,6 | 18,3 | 15,0 | 12,8 | - | |
153 | 3,0 | 20,3 | 1 | 33,5 | 27,0 | 20,9 | 17,1 | 14,5 | - | |
154 | 4,0 | 25,3 | 1 | 41,4 | 33,3 | 25,7 | 21,0 | 17,8 | - | |
Индекс | а | б | в | г | д | е | ||||
С12, С21 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 63 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С12  | 3,0 | 3,4 | 1 | 6,5 | 5,4 | 4,4 | 3,7 | 3,3 | - |
2 | 4,0 | 3,4 | 1 | 6,5 | 5,4 | 4,4 | 3,7 | 3,3 | - | |
3 | 5,0 | 9,0 | 1 | - | 11,5 | 8,7 | 7,3 | 6,3 | 5,6 | |
4 | 6,0 | 9,0 | 1 | - | 11,5 | 8,7 | 7,3 | 6,3 | 5,6 | |
5 | 7,0 | 9,0 | 1 | - | 12,0 | 9,1 | 7,5 | 6,5 | 5,7 | |
6 | 8,0 | 9,0 | 1 | - | 12,0 | 9,1 | 7,5 | 6,5 | 5,7 | |
7 | 9,0 | 9,0 | 1 | - | - | 9,5 | 7,9 | 6,8 | 6,0 | |
8 | 10,0 | 9,0 | 1 | - | - | 9,5 | 7,9 | 6,8 | 6,0 | |
9 | С21  | 3,0 | 3,4 | 1 | 6,5 | 5,4 | 4,4 | 3,7 | 3,3 | - |
10 | 4,0 | 3,4 | 1 | 6,5 | 5,4 | 4,4 | 3,7 | 3,3 | - | |
11 | 5,0 | 9,0 | 1 | - | 11,5 | 8,7 | 7,3 | 6,3 | 5,6 | |
12 | 6,0 | 9,0 | 1 | - | 11,5 | 8,7 | 7,3 | 6,3 | 5,6 | |
13 | 7,0 | 9,0 | 1 | - | 12,0 | 9,1 | 7,5 | 6,5 | 5,7 | |
14 | 8,0 | 9,0 | 1 | - | 12,0 | 9,1 | 7,5 | 6,5 | 5,7 | |
15 | 9,0 | 9,0 | 1 | - | - | 9,5 | 7,9 | 6,8 | 6,0 | |
16 | 10,0 | 9,0 | 1 | - | - | 9,5 | 7,9 | 6,8 | 6,0 | |
Индекс | а | б | в | г | д | е | ||||
Т6, Т7, Т8 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 64 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Т6 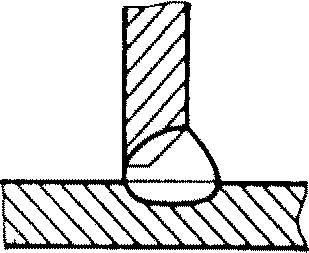 | 3,0 | 8,1 | 1 | 14,2 | 11,6 | 9,2 | 7,7 | 6,6 | - |
2 | 4,0 | 11,7 | 1 | 20,0 | 16,2 | 12,7 | 10,5 | 9,0 | - | |
3 | 5,0 | 22,7 | 1 | - | 28,9 | 22,5 | 18,5 | 15,7 | 13,7 | |
4 | 6,0 | 29,2 | 2 | - | 37,3 | 29,2 | 24,0 | 20,4 | 17,9 | |
5 | 7,0 | 49,6 | 2 | - | 59,6 | 46,0 | 37,6 | 31,9 | 27,7 | |
6 | 8,0 | 59,7 | 2 | - | 71,4 | 55,0 | 44,9 | 38,0 | 33,0 | |
7 | 9,0 | 70,4 | 3 | - | - | 62,6 | 51,1 | 43,4 | 37,7 | |
8 | 10,0 | 81,6 | 3 | - | - | 72,1 | 58,8 | 49,8 | 43,3 | |
9 | Т7 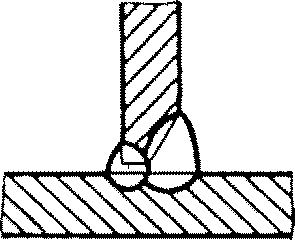 | 3,0 | 8,1 | 1 | 14,2 | 11,6 | 9,2 | 7,7 | 6,6 | - |
10 | 4,0 | 11,7 | 1 | 20,0 | 16,2 | 12,7 | 10,5 | 9,0 | - | |
11 | 5,0 | 22,7 | 1 | - | 28,9 | 22,5 | 18,5 | 15,7 | 13,7 | |
12 | 6,0 | 29,2 | 2 | - | 37,3 | 29,2 | 24,0 | 20,4 | 17,9 | |
13 | 7,0 | 49,6 | 2 | - | 59,6 | 46,0 | 37,6 | 31,9 | 27,7 | |
14 | 8,0 | 59,7 | 2 | - | 71,4 | 55,0 | 44,9 | 38,0 | 33,0 | |
15 | 9,0 | 70,4 | 3 | - | - | 62,6 | 51,1 | 43,4 | 37,7 | |
16 | 10,0 | 81,6 | - | - | - | 72,1 | 58,8 | 49,8 | 43,3 | |
17 | Т8 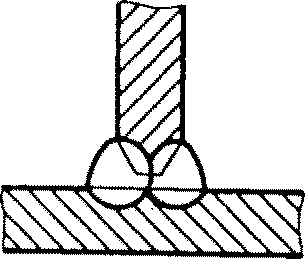 | 6,0 | 14,5 | 1 | - | 18,9 | 14,8 | 12,2 | 10,5 | 9,2 |
18 | 7,0 | 18,0 | 1 | - | 22,2 | 17,3 | 14,2 | 12,2 | 10,7 | |
19 | 8,0 | 21,8 | 1 | - | 26,6 | 20,6 | 16,9 | 14,4 | 12,6 | |
20 | 9,0 | 25,7 | 1 | - | - | 23,2 | 19,0 | 16,2 | 14,1 | |
21 | 10,0 | 29,8 | 2 | - | - | 27,4 | 22,5 | 19,2 | 16,8 | |
22 | 12,0 | 43,7 | 1 | - | - | - | 28,0 | 23,7 | 20,7 | |
23 | 14,0 | 58,5 | 2 | - | - | - | 37,6 | 31,9 | 27,8 | |
24 | 16,0 | 75,2 | 2 | - | - | - | 47,9 | 40,5 | 35,2 | |
25 | 18,0 | 94,0 | 2 | - | - | - | 59,3 | 50,1 | 43,5 | |
26 | 20,0 | 114,7 | 3 | - | - | - | 72,6 | 61,4 | 53,3 | |
Индекс | а | б | в | г | д | е | ||||
У1, У2, У4, У5, У6, У7, У8, У9, У10 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 65 | Лист 1 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У1 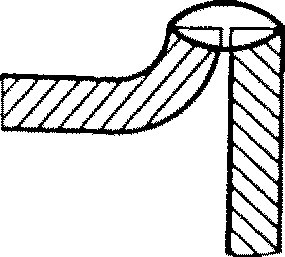 | 1,0 | 4,0 | 1 | 8,2 | 6,8 | 5,5 | - | - | - |
2 | 1,5 | 11,2 | 1 | 20,0 | 16,3 | 12,7 | 10,5 | - | - | |
3 | 2,0 | 11,3 | 1 | 20,1 | 16,4 | 12,8 | 10,6 | - | - | |
4 | 2,5 | 21,6 | 1 | 35,7 | 28,8 | 22,3 | 18,2 | 15,5 | - | |
5 | 3,0 | 21,8 | 1 | 36,0 | 29,0 | 22,4 | 18,4 | 15,6 | - | |
6 | У2 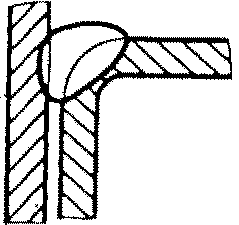 | 1,0 | 3,6 | 1 | 7,5 | 6,2 | 5,8 | - | - | - |
7 | 1,5 | 4,7 | 1 | 9,1 | 7,6 | 6,0 | 5,1 | - | - | |
8 | 2,0 | 5,8 | 1 | 10,9 | 8,9 | 7,1, | 6,0 | - | - | |
9 | 2,5 | 10,2 | 1 | 17,5 | 14,2 | 11,1 | 9,2 | 7,9 | - | |
10 | 3,0 | 11,9 | 1 | 27,2 | 16,4 | 12,8 | 10,6 | 9,0 | - | |
11 | 4,0 | 15,1 | 1 | 25,4 | 20,5 | 16,0 | 13,1 | 11,2 | - | |
12 | У4 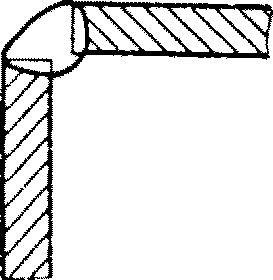 | 1,0 | 1,4 | 1 | 3,6 | 3,1 | 2,6 | - | - | - |
13 | 1,5 | 2,3 | 1 | 5,0 | 4,2 | 3,5 | 3,0 | - | - | |
14 | 2,0 | 2,3 | 1 | 5,1 | 4,3 | 3,6 | 3,1 | - | - | |
15 | 2,5 | 4,5 | 1 | 8,4 | 7,0 | 5,6 | 4,7 | 4,2 | - | |
16 | 3,0 | 4,7 | 1 | 8,7 | 7,1 | 5,7 | 4,8 | 4,2 | - | |
17 | 4,0 | 5,5 | 1 | 9,9 | 8,2 | 6,5 | 5,5 | 4,5 | - | |
18 | У5 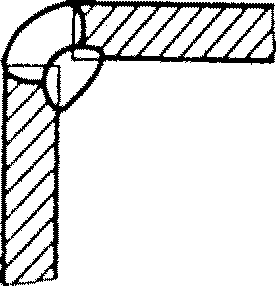 | 1,0 | 1,4 | 1 | 3,6 | 3,1 | 2,6 | - | - | - |
19 | 1,5 | 2,3 | 1 | 5,0 | 4,2 | 3,5 | 3,0 | - | - | |
20 | 2,0 | 2,3 | 1 | 5,1 | 4,3 | 3,6 | 3,1 | - | - | |
21 | 2,5 | 4,5 | 1 | 5,4 | 7,0 | 5,6 | 4,7 | 4,2 | - | |
22 | 3,0 | 4,7 | 1 | 8,7 | 7,1 | 5,7 | 4,8 | 4,2 | - | |
23 | 4,0 | 5,5 | 1 | 9,9 | 8,2 | 6,5 | 5,5 | 4,8 | - | |
24 | У6 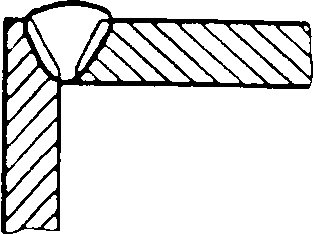 | 3,0 | 8,3 | 1 | 14,5 | 11,9 | 9,4 | 7,8 | 6,8 | - |
25 | 4,0 | 14,0 | 1 | 23,6 | 19,1 | 14,0 | 12,3 | 18,5 | - | |
26 | 5,0 | 20,9 | 1 | - | 26,7 | 20,8 | 17,1 | 14,5 | 12,7 | |
27 | 6,0 | 29,1 | 2 | - | 37,3 | 29,1 | 23,9 | 20,4 | 17,8 | |
28 | 7,0 | 38,4 | 2 | - | 46,6 | 36,1 | 29,6 | 25,2 | 22,0 | |
29 | 8,0 | 48,9 | 2 | - | 58,8 | 45,5 | 37,2 | 31,5 | 27,4 | |
30 | 9,0 | 60,5 | 2 | - | - | 53,5 | 43,7 | 37,0 | 32,2 | |
31 | 10,0 | 73,2 | 3 | - | - | 65,1 | 53,1 | 45,0 | 39,2 | |
Индекс | а | б | в | г | д | е | ||||
Швы угловых соединений У1, У2, У4, У5, У6, У7, У8, У9, У10 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 65 | Лист 2 | |||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
32 | У7 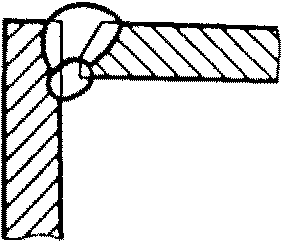 | 3,0 | 8,3 | 1 | 14,5 | 11,9 | 9,4 | 7,8 | 6,8 | - |
33 | 4,0 | 14,0 | 1 | 23,6 | 19,1 | 14,9 | 12,3 | 10,5 | - | |
34 | 5,0 | 20,9 | 1 | - | 26,7 | 20,8 | 17,1 | 14,5 | 12,7 | |
35 | 6,0 | 29,1 | 2 | - | 37,3 | 29,1 | 23,9 | 20,4 | 17,8 | |
36 | 7,0 | 38,4 | 2 | - | 46,6 | 36,1 | 29,6 | 25,2 | 22,0 | |
37 | 8,0 | 48,9 | 2 | - | 58,8 | 45,5 | 37,2 | 31,5 | 27,4 | |
38 | 9,0 | 60,5 | 2 | - | - | 53,5 | 43,7 | 37,0 | 32,2 | |
39 | 10,0 | 73,2 | 3 | - | - | 65,1 | 53,1 | 45,0 | 39,2 | |
40 | У8 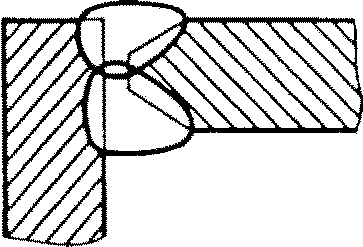 | 6,0 | 10,1 | 1 | - | 13,6 | 10,7 | 8,9 | 7,7 | 6,8 |
41 | 7,0 | 13,0 | 1 | - | 16,4 | 12,8 | 10,6 | 9,1 | 8,0 | |
42 | 8,0 | 16,1 | 1 | - | 20,0 | 15,6 | 12,8 | 11,0 | 9,6 | |
43 | 9,0 | 19,5 | 1 | - | - | 17,9 | 14,7 | 12,5 | 11,0 | |
44 | 10,0 | 23,1 | 1 | - | - | 20,9 | 17,2 | 14,6 | 12,8 | |
45 | 12,0 | 31,0 | 1 | - | - | - | 20,2 | 17,2 | 15,0 | |
46 | 14,0 | 39,7 | 1 | - | - | - | 25,6 | 21,7 | 18,9 | |
47 | 16,0 | 49,3 | 1 | - | - | - | 31,4 | 26,6 | 23,1 | |
48 | 18,0 | 59,6 | 2 | - | - | - | 38,3 | 32,5 | 28,3 | |
49 | 20,0 | 70,6 | 2 | - | - | - | 45,0 | 38,2 | 33,2 | |
50 | У9 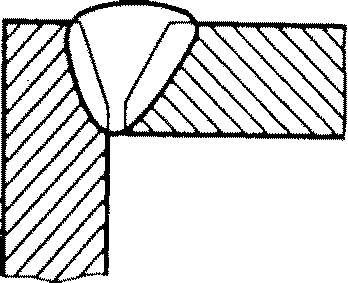 | 3,0 | 10,2 | 1 | 17,5 | 14,3 | 11,2 | 9,3 | 8,0 | - |
51 | 4,0 | 16,1 | 1 | 27,0 | 21,8 | 17,0 | 14,0 | 11,9 | - | |
52 | 5,0 | 22,9 | 1 | - | 29,1 | 22,6 | 18,6 | 15,8 | 13,8 | |
53 | 6,0 | 30,6 | 2 | - | 39,1 | 30,5 | 25,1 | 21,4 | 18,7 | |
54 | 7,0 | 39,1 | 2 | - | 47,4 | 36,7 | 30,1 | 25,6 | 22,3 | |
55 | 8,0 | 48,4 | 2 | - | 58,2 | 44,9 | 36,7 | 31,2 | 27,1 | |
56 | 9,0 | 58,3 | 2 | - | - | 51,7 | 42,2 | 35,7 | 31,0 | |
57 | 10,0 | 68,9 | 3 | - | - | 61,4 | 50,2 | 42,6 | 37,0 | |
58 | 12,0 | 92,1 | 2 | - | - | - | 58,1 | 49,1 | 42,7 | |
59 | 14,0 | 117,6 | 3 | - | - | - | 74,4 | 62,9 | 54,6 | |
60 | 16,0 | 161,0 | 4 | - | - | - | 101,5 | 85,8 | 74,4 | |
61 | 18,0 | 201,6 | 4 | - | - | - | 126,2 | 106,6 | 92,3 | |
62 | 20,0 | 244,6 | 5 | - | - | - | 154,3 | 130,3 | 112,9 | |
63 | У10 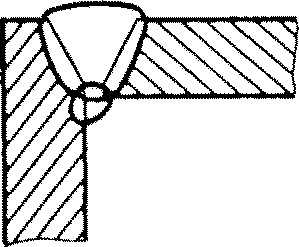 | 3,0 | 9,5 | 1 | 16,5 | 13,5 | 10,6 | 8,8 | 7,6 | - |
64 | 4,0 | 15,4 | 1 | 25,8 | 20,9 | 16,3 | 13,4 | 11,5 | - | |
65 | 5,0 | 22,2 | 1 | - | 28,3 | 22,0 | 18,1 | 15,4 | 13,4 | |
66 | 6,0 | 30,1 | 2 | - | 38,5 | 30,1 | 24,7 | 21,0 | 18,4 | |
67 | 7,0 | 38,8 | 2 | - | 47,1 | 36,5 | 29,9 | 25,4 | 22,2 | |
68 | 8,0 | 48,5 | 2 | - | 58,3 | 45,0 | 36,8 | 31,2 | 27,2 | |
69 | 9,0 | 58,9 | 2 | - | - | 52,1 | 42,6 | 36,0 | 31,3 | |
70 | 10,0 | 70,1 | 3 | - | - | 62,4 | 51,0 | 43,2 | 37,6 | |
71 | 12,0 | 94,5 | 2 | - | - | - | 59,8 | 50,5 | 43,8 | |
Индекс | а | б | в | г | д | е | ||||
У8 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 66 | ||||||||||
Шов с противоположной стороны | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | У8 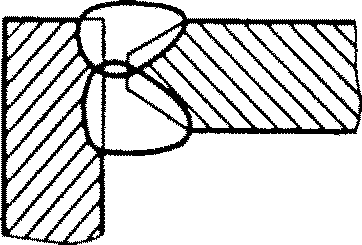 | 6,0 | 8,8 | 1 | - | 12,0 | 9,5 | 7,9 | 6,8 | 6,1 |
2 | 7,0 | 11,5 | 1 | - | 14,6 | 11,5 | 9,5 | 8,2 | 7,2 | |
3 | 8,0 | 14,5 | 1 | - | 18,1 | 14,1 | 11,7 | 10,0 | 8,8 | |
4 | 9,0 | 17,7 | 1 | - | - | 16,4 | 13,5 | 11,5 | 10,1 | |
5 | 10,0 | 21,2 | 1 | - | - | 19,4 | 15,9 | 13,5 | 11,8 | |
6 | 12,0 | 29,0 | 1 | - | - | - | 19,0 | 16,2 | 14,2 | |
7 | 14,0 | 37,8 | 1 | - | - | - | 24,4 | 20,7 | 18,0 | |
8 | 16,0 | 47,5 | 1 | - | - | - | 30,3 | 25,7 | 22,3 | |
9 | 18,0 | 58,1 | 2 | - | - | - | 37,5 | 31,8 | 27,7 | |
10 | 20,0 | 69,6 | 2 | - | - | - | 44,5 | 37,7 | 32,8 | |
Индекс | а | б | в | г | д | е | ||||
Н1, Н2, У4, У5, У7, У10, Т1, Т3 | Ручная аргонодуговая сварка неплавящимся электродом с присадкой легированных и высоколегированных сталей | |||||||||
Карта 67 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Катет шва, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | Н1 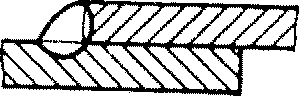 | 1,0 | 1,4 | 1 | 3,5 | 3,0 | 2,5 | - | - | - |
2 | 1,5 | 2,7 | 1 | 5,5 | 4,7 | 3,8 | 3,3 | - | - | |
3 | Н2 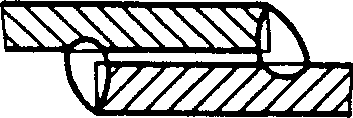 | 2,0 | 4,2 | 1 | 8,2 | 6,8 | 5,4 | 4,6 | - | - |
4 | 2,5 | 6,1 | 1 | 10,7 | 8,8 | 7,0 | 5,8 | 5,1 | - | |
5 | У4 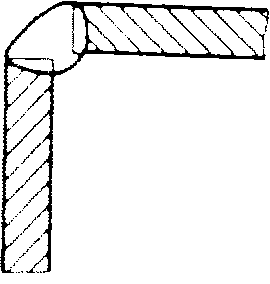 | 3,0 | 8,1 | 1 | 14,0 | 11,4 | 9,0 | 7,4 | 6,4 | - |
6 | 4,0 | 12,8 | 1 | 21,5 | 17,4 | 13,6 | 11,2 | 9,5 | - | |
7 | У5 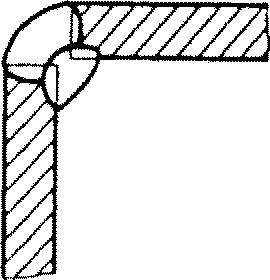 | 5,0 | 21,2 | 1 | - | 26,8 | 20,9 | 17,1 | 14,5 | 12,6 |
8 | 6,0 | 29,3 | 2 | - | 37,1 | 28,9 | 23,7 | 20,2 | 17,6 | |
9 | У7 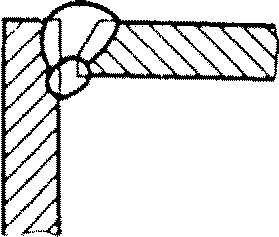 | 7,0 | 38,4 | 2 | - | 46,3 | 35,8 | 29,2 | 24,8 | 21,6 |
10 | 8,0 | 48,6 | 2 | - | 58,1 | 44,8 | 36,6 | 31,0 | 26,9 | |
11 | У10 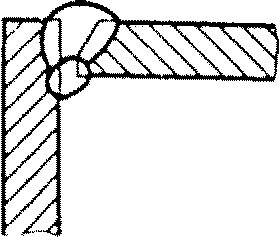 | 9,0 | 59,9 | 2 | - | - | 52,6 | 42,9 | 36,3 | 31,5 |
12 | 10,0 | 72,1 | 3 | - | - | 63,6 | 51,9 | 43,9 | 38,1 | |
Т1 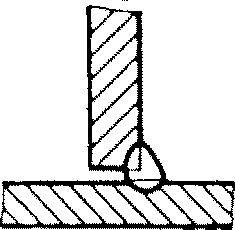 | ||||||||||
Т3 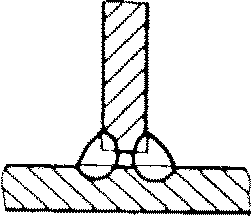 | ||||||||||
Индекс | а | б | в | г | д | е | ||||
С2, С4, С5, С6, С28 | Ручная аргонодуговая сварка неплавящимся электродом без присадки легированных и высоколегированных сталей | |||||||||
Карта 68 | ||||||||||
Основной шов | ||||||||||
Номер позиции | Тип шва | Толщина металла, мм | Площадь сечения, мм2 | Количество проходов | Диаметр проволоки, мм | |||||
1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||||
Неполное штучное время на 1 м шва, мин. | ||||||||||
1 | С2 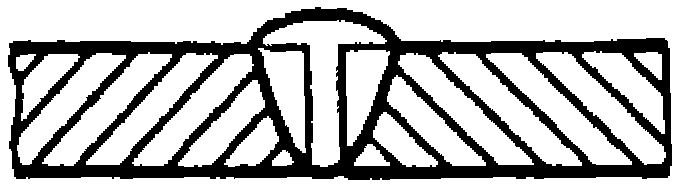 | 1,0 | 5,8 | 1 | 12,4 | 10,2 | 8,0 | 6,7 | - | - |
2 | 1,5 | 10,1 | 1 | 20,0 | 16,2 | 12,6 | 10,4 | 8,9 | - | |
3 | 2,0 | 10,5 | 1 | 20,7 | 16,8 | 13,1 | 10,8 | 9,2 | - | |
4 | 2,5 | 11,0 | 1 | 20,9 | 17,1 | 13,2 | 11,1 | 9,3 | 8,1 | |
5 | 3,0 | 11,4 | 1 | 21,6 | 17,6 | 13,7 | 11,4 | 9,6 | 8,3 | |
6 | 4,0 | 12,0 | 1 | 22,4 | 18,1 | 14,1 | 11,6 | 9,9 | 8,7 | |
7 | 5,0 | 18,7 | 1 | 33,3 | 26,9 | 20,9 | 17,1 | 14,5 | 12,6 | |
8 | 6,0 | 19,7 | 1 | - | 27,6 | 21,5 | 17,5 | 14,9 | 13,0 | |
9 | С4 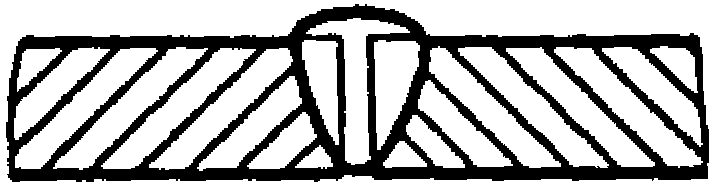 | 1,0 | 4,5 | 1 | 9,9 | 8,2 | 6,5 | 5,4 | - | - |
10 | 1,5 | 5,7 | 1 | 11,7 | 9,5 | 7,5 | 6,3 | 5,4 | - | |
11 | 2,0 | 6,7 | 1 | 13,5 | 11,0 | 8,7 | 7,2 | 6,2 | - | |
12 | 2,5 | 11,8 | 1 | 22,3 | 18,2 | 14,1 | 11,8 | 9,9 | 8,6 | |
13 | 3,0 | 12,1 | 1 | 23,0 | 18,7 | 14,5 | 12,1 | 10,2 | 8,8 | |
14 | 4,0 | 12,7 | 1 | 23,5 | 19,0 | 14,8 | 12,2 | 10,4 | 9,1 | |
15 | 5,0 | 13,1 | 1 | 23,8 | 19,2 | 15,0 | 12,3 | 10,5 | 9,2 | |
16 | 6,0 | 13,5 | 1 | - | 19,3 | 15,0 | 12,3 | 10,5 | 9,2 | |
17 | С5 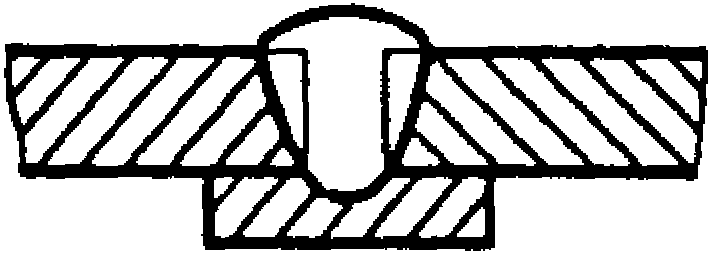 | 1,0 | 3,7 | 1 | 8,4 | 7,0 | 5,5 | 4,7 | - | - |
18 | 1,5 | 4,4 | 1 | 9,3 | 7,7 | 6,1 | 5,1 | 4,5 | - | |
19 | 2,0 | 5,0 | 1 | 10,4 | 8,5 | 6,7 | 5,6 | 4,9 | - | |
20 | 2,5 | 10,3 | 1 | 19,6 | 16,0 | 12,4 | 10,4 | 8,8 | 7,6 | |
21 | 3,0 | 10,6 | 1 | 20,2 | 16,5 | 12,8 | 10,7 | 9,0 | 7,8 | |
22 | 4,0 | 11,2 | 1 | 20,8 | 16,9 | 13,1 | 10,8 | 9,2 | 8,1 | |
23 | 5,0 | 11,6 | 1 | 21,1 | 17,1 | 13,4 | 11,0 | 9,4 | 8,2 | |
24 | 6,0 | 12,0 | 1 | - | 17,2 | 13,5 | 11,1 | 9,5 | 8,3 | |
25 | С6 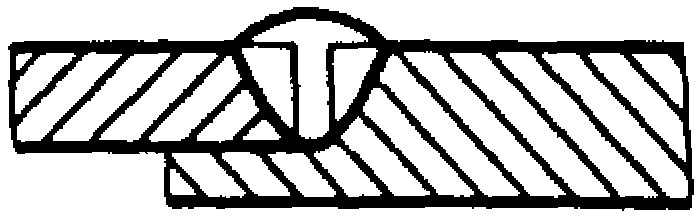 | 1,0 | 3,8 | 1 | 8,4 | 7,0 | 5,6 | 4,7 | - | - |
26 | 1,5 | 4,5 | 1 | 9,5 | 7,8 | 6,2 | 5,2 | 4,5 | - | |
27 | 2,0 | 5,1 | 1 | 10,7 | 8,7 | 6,9 | 5,8 | 5,0 | - | |
28 | 2,5 | 10,4 | 1 | 19,8 | 16,2 | 12,5 | 10,5 | 8,8 | 7,7 | |
29 | 3,0 | 10,7 | 1 | 20,4 | 16,6 | 12,9 | 10,8 | 9,1 | 7,9 | |
30 | 4,0 | 11,2 | 1 | 20,9 | 17,0 | 13,2 | 10,9 | 9,3 | 8,2 | |
31 | 5,0 | 11,7 | 1 | 21,3 | 17,2 | 13,5 | 11,1 | 9,5 | 8,3 | |
32 | 6,0 | 12,1 | 1 | - | 17,3 | 13,6 | 11,1 | 9,5 | 8,3 | |
33 | С28 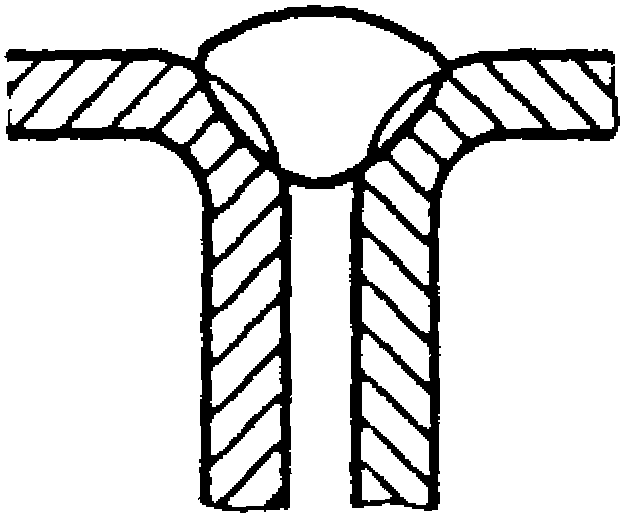 | 1,0 | 6,6 | 1 | 13,9 | 11,5 | 9,0 | 7,5 | - | - |
34 | 1,5 | 8,7 | 1 | 17,3 | 14,1 | 11,1 | 9,1 | 7,8 | - | |
35 | 2,0 | 10,6 | 1 | 20,8 | 16,9 | 13,2 | 10,9 | 9,3 | - | |
36 | 2,5 | 17,7 | 1 | 33,0 | 26,8 | 20,6 | 17,2 | 14,4 | 12,4 | |
37 | 3,0 | 20,3 | 1 | 37,8 | 30,7 | 23,5 | 19,6 | 16,4 | 14,1 | |
38 | 4,0 | 25,3 | 1 | 45,7 | 36,9 | 28,5 | 23,2 | 19,7 | 17,1 | |
Индекс | а | б | в | г | д | е | ||||
АВТОМАТИЧЕСКАЯ, ПОЛУАВТОМАТИЧЕСКАЯ И РУЧНАЯ ДУГОВАЯ СВАРКА
Карта 69 | |||||||||
Номер позиции | Тип шва | Тип материала | |||||||
сталь, АМГ и алюминиевые сплавы | медь и медно-никелевые сплавы | ||||||||
Вид разделки кромок | |||||||||
без скоса | со скосом | без скоса | со скосом | ||||||
Количество проходов, шт. | |||||||||
1 | 2 и более | 1 | 2 и более | 1 | 2 и более | 1 | 2 и более | ||
Время на 1 м шва за один проход, мин. | |||||||||
1 | Стыковой | 0,30 | 0,50 | 0,33 | 0,55 | 0,40 | 0,60 | 0,44 | 0,66 |
2 | Тавровый | 0,33 | 0,55 | 0,36 | 0,61 | - | - | - | - |
3 | Угловой | 0,36 | 0,60 | 0,40 | 0,66 | 0,46 | 0,69 | 0,51 | 0,76 |
4 | Нахлесточный | 0,32 | 0,53 | 0,35 | 0,58 | 0,42 | 0,63 | 0,46 | 0,69 |
Индекс | а | б | в | г | д | е | ж | з | |
Примечания. 1. Время, приведенное в карте, учитывает совмещенную (ручную и механизированную) зачистку.
Карта 70 | ||||
Номер позиции | Тип шва | |||
стыковой | тавровый | угловой | нахлесточный | |
Время на 1 м шва, мин. | ||||
1 | 0,20 | 0,30 | 0,25 | 0,22 |
Индекс | а | б | в | г |
Примечание. См. карту 69, примечание 2.
Карта 71 | ||||||
Номер позиции | Диаметр сварочной проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |
Время на 1 м за один проход, мин. | ||||||
1 | 0,20 | 0,20 | 0,20 | 0,25 | 0,25 | 0,25 |
Индекс | а | б | в | г | д | е |
Примечание. См. карту 69, примечание 2.
Карта 72 | ||||||
Номер позиции | Диаметр присадочных прутков, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |
Время на 1 м шва при площади поперечного сечения шва 1 мм2, мин. | ||||||
1 | 0,31 | 0,08 | 0,06 | 0,04 | 0,02 | 0,01 |
Индекс | а | б | в | г | д | е |
Примечание. См. карту 69, примечание 2.
Карта 73 | ||
Номер позиции | Наименование операции | |
Установка головки автомата по центру стыка и проката автомата вхолостую | ||
Время на 1 м шва, мин. | ||
1 | 0,15 | |
Индекс | а | |
Примечание. См. карту 69, примечание 2.
Карта 74 | ||||||
Номер позиции | Тип шва | Положение шва в пространстве | ||||
нижнее | потолочное | |||||
нижнее | потолочное | |||||
Время на 1 м шва, мин. | ||||||
1 | Стыковой или нахлесточный | 0,38 | 0,41 | 0,57 | 0,62 | |
2 | Тавровый или угловой | 0,43 | 0,46 | 0,51 | 0,63 | 0,65 |
Индекс | а | б | в | г | д | |
Примечания:
1. При обмазке поверхности металла околошовной зоны стыков труб время определять по графе "вертикальное или горизонтальное".
2. Фактор "наклонное" следует считать, когда изделие установлено под острым углом к горизонтальной плоскости.
3. Фактор "нижнее" в графе "наклонное" следует считать, когда сварка изделия ведется со стороны вертикальной плоскости.
4. Фактор "потолочное" в графе "наклонное" следует считать, когда сварка изделия ведется со стороны горизонтальной плоскости.
Карта 75 | |||||||||
Но мер позиции | Способ зачистки | Тип шва | Толщина металла, мм, до | Способ подготовки околошовной зоны | |||||
без обмазки | с обмазкой | ||||||||
Положение шва в пространстве | |||||||||
нижнее | вертикальное или горизонтальное | потолочное | нижнее | вертикальное или горизонтальное | потолочное | ||||
Время на 1 м шва, мин. | |||||||||
1 | Ручным инструментом (зубилом и стальной щеткой) | Стыковой | 5 | 0,38 | 0,34 | 0,36 | 0,27 | 0,29 | |
2 | 10 | 0,57 | 0,54 | 0,46 | 0,40 | 0,43 | |||
3 | 20 | 0,70 | 0,63 | 0,66 | 0,56 | 0,49 | 0,52 | ||
4 | 30 и более | 0,83 | 0,75 | 0,79 | 0,66 | 0,58 | 0,62 | ||
5 | Тавровый, угловой или нахлесточный | 5 | 0,51 | 0,46 | 0,48 | 0,41 | 0,36 | 0,38 | |
6 | 10 | 0,76 | 0,68 | 0,72 | 0,61 | 0,53 | 0,57 | ||
7 | 20 | 0,89 | 0,80 | 0,84 | 0,71 | 0,62 | 0,66 | ||
8 | 30 и более | 0,95 | 0,91 | 0,90 | 0,76 | 0,63 | 0,71 | ||
9 | Механизированным инструментом (пневмоинструментом) | Стыковой | 5 | 0,26 | 0,23 | 0,24 | 0,21 | 0,18 | 0,20 |
10 | 10 | 0,34 | 0,31 | 0,32 | 0,27 | 0,24 | 0,25 | ||
11 | 20 | 0,49 | 0,44 | 0,46 | 0,39 | 0,34 | 0,36 | ||
12 | 30 и более | 0,64 | 0,58 | 0,61 | 0,51 | 0,45 | 0,48 | ||
13 | Тавровый, угловой или нахлесточный | 5 | 0,38 | 0,34 | 0,36 | 0,30 | 0,26 | 0,28 | |
14 | 10 | 0,51 | 0,46 | 0,48 | 0,41 | 0,36 | 0,38 | ||
15 | 20 | 0,64 | 0,58 | 0,61 | 0,51 | 0,45 | 0,48 | ||
16 | 30 и более | 0,76 | 0,68 | 0,72 | 0,61 | 0,53 | 0,57 | ||
Индекс | а | б | в | г | д | е | |||
Примечание. При зачистке околошовной зоны стыков труб и стыков, расположенных в наклонно-нижнем положении, время следует определять по графе "вертикальное или горизонтальное", а при расположении в наклонно-потолочном положении - по графе "потолочное".
Карта 76 | |||||||||
Но мер позиции | Способ зачистки | Тип материала | Толщина материала, мм, до | Вид разделки кромок | |||||
без скоса | со скосом | ||||||||
Тип шва | |||||||||
стыковой | тавровый | угловой или нахлесточный | стыковой | тавровый | угловой или нахлесточный | ||||
Время на 1 м шва, мин. | |||||||||
1 | Ручным инструментом (зубилом и стальной щеткой) | Сталь, АМГ и алюминиевые сплавы | 10 | 0,54 | 0,64 | 0,59 | 0,59 | 0,70 | 0,65 |
2 | 20 | 0,64 | 0,75 | 0,70 | 0,70 | 0,83 | 0,77 | ||
3 | 30 | 0,75 | 0,89 | 0,82 | 0,82 | 0,97 | 0,90 | ||
4 | 40 и более | 0,86 | 1,02 | 0,94 | 0,94 | 1,22 | 1,03 | ||
5 | Медь и медно-никелевые сплавы | 3 | 0,54 | - | 0,59 | 0,59 | 0,70 | 0,65 | |
6 | 6 | 0,59 | - | 0,65 | 0,65 | 0,77 | 0,71 | ||
7 | 10 | 0,64 | - | 0,70 | 0,70 | 0,83 | 0,77 | ||
8 | Механизированным инструментом (пневмоинструментом) | Сталь, АМГ и алюминиевые сплавы | 10 | 0,43 | 0,51 | 0,47 | 0,47 | 0,56 | 0,52 |
9 | 20 | 0,51 | 0,60 | 0,56 | 0,56 | 0,66 | 0,61 | ||
10 | 30 | 0,60 | 0,71 | 0,66 | 0,66 | 0,77 | 0,72 | ||
11 | 40 и более | 0,69 | 0,81 | 0,75 | 0,75 | 0,97 | 0,82 | ||
12 | Медь и медно-никелевые сплавы | 3 | 0,43 | - | 0,47 | 0,47 | 0,56 | 0,52 | |
13 | 6 | 0,47 | - | 0,52 | 0,52 | 0,61 | 0,57 | ||
14 | 10 | 0,51 | - | 0,56 | 0,56 | 0,66 | 0,61 | ||
Индекс | а | б | в | г | д | е | |||
Примечание. При зачистке кромок перед сваркой ко времени по карте следует применить коэффициенты:
в нижнем положении - 1,0;
в горизонтальном, вертикальном или наклонно-нижнем положении - 1,3;
в потолочном или наклонно-потолочном положении - 1,5.
Карта 77 | ||||||
Номер позиции | Диаметр присадочных прутков, мм | |||||
1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |
Время на 1 м прутка, мин. | ||||||
1 | 0,16 | 0,18 | 0,19 | 0,20 | 0,21 | 0,22 |
Индекс | а | б | в | г | д | е |
ОБОРУДОВАНИЯ АВТОМАТИЧЕСКАЯ, ПОЛУАВТОМАТИЧЕСКАЯ
И РУЧНАЯ ДУГОВАЯ СВАРКА
Карта 78 | ||||||
Номер позиции | Положение шва в пространстве | |||||
нижнее | вертикальное или горизонтальное | потолочное | наклонное | трубы | ||
нижнее | потолочное | |||||
Время на одно клеймение, мин. | ||||||
1 | 0,21 | 0,23 | 0,32 | 0,22 | 0,29 | 0,26 |
Индекс | а | б | в | г | д | е |
Карта 79 | |||||
Номер позиции | Количество щитов, шт. | ||||
1 | 2 | 3 | 4 | 5 | |
Время на комплект щитов, мин. | |||||
1 | 0,85 | 1,19 | 1,52 | 1,86 | 2,21 |
Индекс | а | б | в | г | д |
Карта 80 | ||||||
Номер позиции | Способ крепления | Длина завертывания, мм, до | ||||
20 | 30 | 40 | 50 | 60 | ||
Время на одно крепление и открепление, мин., до | ||||||
1 | Стационарным винтовым прижимом | 0,30 | 0,40 | 0,50 | 0,60 | 0,70 |
2 | Пневмоприжимом | 0,10 | 0,10 | 0,10 | 0,10 | 0,10 |
3 | Струбциной съемной | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 |
4 | Струбциной откидной (односторонняя) | 0,30 | 0,40 | 0,50 | 0,60 | 0,70 |
5 | Струбциной откидной (двусторонняя) | 0,41 | 0,55 | 0,67 | 0,78 | 0,90 |
6 | Барашком | 0,15 | 0,18 | 0,23 | - | - |
7 | Ручными тисками | 0,27 | 0,36 | 0,45 | 0,54 | 0,63 |
Индекс | а | б | в | г | д | |
Карта 81 | |||||||||||
Содержание работы | |||||||||||
1. Застропить изделие, транспортировать, уложить на рабочее место и расстропить. 2. Застропить изделие, транспортировать и уложить на место складирования и расстропить. | |||||||||||
Номер позиции | Вид установки | Способ застропливания | Грузоподъемные механизмы | ||||||||
кран | электротельфер | ||||||||||
Количество точек крепления, шт. | |||||||||||
1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 | ||||
Время на изделие, мин. | |||||||||||
1 | Горизонтально на стенд | Струбцинами | 3,23 | 5,43 | 7,56 | 9,72 | 1,94 | 3,26 | 4,54 | 5,83 | |
2 | Крюками | 2,23 | 3,43 | 4,56 | 5,69 | 1,34 | 2,06 | 2,74 | 3,41 | ||
3 | Лапами | 2,43 | 3,83 | 5,16 | 6,49 | 1,46 | 2,30 | 3,10 | 3,89 | ||
4 | Тросами | 2,63 | 4,23 | 5,76 | 7,29 | 1,58 | 2,54 | 3,46 | 4,37 | ||
5 | Вертикально на стенд | Струбцинами | 5,49 | 9,23 | 12,85 | 16,52 | 3,29 | 5,54 | 7,71 | 9,91 | |
6 | Крюками | 3,79 | 5,83 | 7,75 | 9,67 | 2,27 | 3,50 | 4,65 | 5,80 | ||
7 | Лапами | 4,13 | 6,51 | 8,77 | 11,03 | 2,48 | 3,91 | 5,26 | 6,62 | ||
8 | Тросами | 4,47 | 7,19 | 9,79 | 12,39 | 2,68 | 4,31 | 5,87 | 7,43 | ||
9 | Наклонно на стенд | Струбцинами | 6,14 | 10,32 | 14,36 | 18,47 | 3,68 | 6,19 | 8,62 | 11,08 | |
10 | Крюками | 4,24 | 6,52 | 8,66 | 10,81 | 2,54 | 3,91 | 5,20 | 6,49 | ||
11 | Лапами | 4,62 | 7,28 | 9,80 | 12,33 | 2,77 | 4,37 | 5,88 | 7,40 | ||
12 | Тросами | 5,00 | 8,04 | 10,94 | 13,85 | 3,00 | 4,82 | 6,56 | 8,31 | ||
13 | Горизонтально на подставки | Струбцинами | 4,20 | 7,06 | 9,83 | 12,64 | 2,52 | 4,24 | 5,90 | 7,58 | |
14 | Крюками | 2,90 | 4,46 | 5,93 | 7,40 | 1,74 | 2,68 | 3,56 | 4,44 | ||
15 | Лапами | 3,16 | 4,98 | 6,71 | 8,44 | 1,90 | 2,99 | 4,03 | 5,06 | ||
16 | Тросами | 3,42 | 5,50 | 7,49 | 9,48 | 2,05 | 3,30 | 4,49 | 5,69 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечания:
1. Время в карте учтено на перемещение изделия краном на расстояние до 30 м, электротельфером - 8 м. На каждые последующие 5 м добавлять 0,2 мин.
2. При установке изделия на медные или флюсовые подушки ко времени по карте добавлять 2 мин.
3. При кантовании изделий ко времени по карте применять коэффициент 0,3.
Карта 82 | |||||
Номер позиции | Масса изделия, кг, до | Наименование операции | |||
установка и снятие | поворот | ||||
на стол | в приспособление | ||||
Время на изделие, мин. | |||||
1 | 0,3 | 0,12 | 0,17 | 0,06 | |
2 | 0,5 | 0,15 | 0,20 | 0,07 | |
3 | 0,8 | 0,17 | 0,24 | 0,08 | |
4 | 1,0 | 0,18 | 0,26 | 0,09 | |
5 | 1,5 | 0,22 | 0,31 | 0,11 | |
6 | 2,0 | 0,23 | 0,34 | 0,12 | |
7 | 3,0 | 0,28 | 0,40 | 0,13 | |
8 | 5,0 | 0,32 | 0,47 | 0,15 | |
9 | 8,0 | 0,38 | 0,56 | 0,18 | |
10 | 10,0 | 0,41 | 0,60 | 0,20 | |
11 | 15,0 | 0,49 | 0,71 | 0,24 | |
12 | 20,0 | 0,53 | 0,78 | 0,26 | |
13 | 30,0 | 0,86 | 0,28 | ||
Индекс | а | б | в | ||
Карта 83 | ||||||||||
Номер позиции | Угол поворота, град. | Скорость вращения, м/ч | Диаметр изделия, м, до | |||||||
0,5 | 0,75 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | |||
Время одного поворота, мин. | ||||||||||
1 | 90 | 45 | 0,6 | 0,9 | 1,2 | 1,75 | 2,3 | 2,9 | 3,5 | 4,66 |
2 | 30 | 0,9 | 1,31 | 1,8 | 2,7 | 3,4 | 4,4 | 5,2 | 6,1 | |
3 | 180 | 45 | 1,15 | 1,8 | 2,3 | 3,5 | 4,7 | 5,9 | 7,1 | 9,4 |
4 | 30 | 1,7 | 2,6 | 3,4 | 5,3 | 7,1 | 8,8 | 10,6 | 14,1 | |
5 | 270 | 45 | 1,7 | 2,6 | 3,4 | 5,0 | 6,6 | 8,2 | 9,8 | 13,0 |
6 | 30 | 2,6 | 3,9 | 5,3 | 7,9 | 10,6 | 13,2 | 15,8 | 21,1 | |
1 | 360 | 45 | 2,3 | 3,5 | 4,7 | 7,0 | 9,4 | 11,7 | 14,1 | 18,7 |
8 | 30 | 3,5 | 5,3 | 7,0 | 10,6 | 14,1 | 17,6 | 21,1 | 28,1 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Карта 84 | ||||||||||
Номер позиции | Вид сварки | Расстояние перемещения, м, до | ||||||||
0,5 | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||
Время на одно перемещение, мин. | ||||||||||
1 | Автоматическая | 0,13 | 0,17 | 0,25 | 0,33 | 0,40 | 0,46 | 0,51 | 0,56 | 0,61 |
2 | Полуавтоматическая | 0,11 | 0,14 | 0,21 | 0,28 | 0,34 | 0,40 | 0,45 | 0,50 | 0,55 |
3 | Ручная | 0,10 | 0,13 | 0,20 | 0,27 | 0,33 | 0,39 | 0,44 | 0,49 | 0,54 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Примечание. При перемещении электросварщика на расстояние более чем на 8 м на каждый последующий метр добавлять 0,05 мин.
Карта 85 | |||||||||
Номер позиции | Диаметр кассеты D, мм | Скорость намотки, об./мин. | Диаметр проволоки, мм | ||||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | ||||
Время на одну кассету, мин. | |||||||||
1 | 200 | 70 | 23,4 | 18,8 | 15,6 | 13,4 | 11,7 | 9,4 | |
2 | 80 | 20,5 | 16,4 | 13,4 | 11,7 | 10,3 | 8,2 | ||
3 | 90 | 18,2 | 14,5 | 12,1 | 10,4 | 9,1 | 7,3 | ||
4 | 100 | 16,4 | 13,1 | 10,9 | 9,4 | 8,2 | 6,6 | ||
5 | 300 | 70 | 39,2 | 31,2 | 26,0 | 22,3 | 19,5 | 15,6 | |
6 | 80 | 34,2 | 27,3 | 22,8 | 19,5 | 17,1 | 13,6 | ||
7 | 90 | 30,4 | 24,3 | 20,3 | 17,4 | 15,2 | 12,15 | ||
8 | 100 | 27,3 | 21,9 | 18,2 | 15,6 | 13,7 | 10,9 | ||
9 | 400 | 70 | 54,7 | 43,7 | 36,4 | 31,2 | 27,3 | 21,9 | |
10 | 80 | 47,8 | 38,3 | 31,9 | 27,3 | 23,9 | 19,1 | ||
11 | 90 | 42,5 | 34,0 | 28,4 | 24,3 | 21,3 | 17,0 | ||
12 | 100 | 38,3 | 30,6 | 25,5 | 21,9 | 19,1 | 15,3 | ||
Индекс | а | б | в | г | д | е | |||
Карта 86 | |||||
Номер позиции | Наименование работы | Способ подачи защитного газа | |||
от баллона | от магистрали | ||||
Категория сложности работы | |||||
простая | сложная | простая | сложная | ||
Время, мин. | |||||
1 | Получение задания, документации, инструктажа от мастера, получение инструмента и его сдача | 3 | 6 | 3 | 6 |
2 | Ознакомление с работой | 2 | 6 | 2 | 6 |
3 | Установка, настройка и проверка режимов | 3 | 3 | 3 | 3 |
4 | Подготовка рабочего места в начале и в конце смены | 8 | 10 | 5 | 7 |
5 | Сдача работы | 1 | 3 | 1 | 3 |
6 | Итого | 28 | 24 | ||
Индекс | а | б | в | г | |
Примечания:
1. Простой считается сварка изделий, не требующая изучения технологической документации, подготовки приспособлений и инструктажа.
2. Сложной считается сварка изделий, требующая изучения технологической документации, подготовки приспособлений и инструктажа в начале и в процессе сварки.
ВРЕМЕНИ НА ИЗМЕНЕННЫЕ УСЛОВИЯ РАБОТЫ АВТОМАТИЧЕСКАЯ,
ПОЛУАВТОМАТИЧЕСКАЯ И РУЧНАЯ ДУГОВАЯ СВАРКА
Карта 87 | |||||||
Номер позиции | Условия и место выполнения работ | Вид сварки | |||||
автоматическая | полуавтоматическая | ручная | |||||
Значение коэффициента K | |||||||
1 | Стационарное рабочее место в цехе | 1,00 | 1,00 | 1,00 | |||
2 | В цехе на рабочих площадках | 1,04 | 1,03 | ||||
3 | На открытой площадке вне цеха | 1,06 | 1,05 | 1,04 | |||
4 | Лежа | на спине | - | 1,12 | 1,10 | ||
5 | на боку | - | 1,10 | 1,08 | |||
6 | на груди | - | 1,08 | 1,06 | |||
7 | Движение ограничено дополнительными конструктивными элементами | 1,05 | 1,04 | ||||
8 | В закрытых помещениях объемом, м3 | 1 | - | - | 1,08 | ||
9 | 2 | - | 1,06 | ||||
10 | В закрытых помещениях объемом более 2 м3 | 1,07 | 1,04 | 1,03 | |||
11 | С помощью | зеркала | - | 1,07 | 1,05 | ||
12 | лестниц | - | 1,06 | 1,04 | |||
13 | подмостей | - | 1,05 | 1,03 | |||
14 | лесов | 1,04 | 1,03 | 1,02 | |||
15 | подвесных устройств | - | 1,04 | 1,03 | |||
Индекс | а | б | в | ||||
Карта 88 | ||||||
Номер позиции | Положение шва в пространстве | |||||
нижнее | вертикальное | горизонтальное | потолочное | наклонное | ||
нижнее | потолочное | |||||
Значение коэффициента K2 | ||||||
1 | 1,00 | 1,18 | 1,32 | 1,50 | 1,15 | 1,40 |
Индекс | а | б | в | г | д | е |
Примечание. В карте для вертикального, горизонтального, потолочного и наклонного положения швов учтено время на разбрызгивание металла в размере 6 - 7%.
Карта 89 | |||||||
Номер позиции | Толщина металла, мм, до | Вид разделки кромок | |||||
без скоса | со скосом | ||||||
Шаг электроприхваток, мм, до | |||||||
100 | 200 | 300 | 100 | 200 | 300 | ||
Значение коэффициента K2 | |||||||
1 | 1 | 0,270 | 0,180 | - | - | - | - |
2 | 2 | 0,220 | 0,150 | - | - | - | - |
3 | 4 | 0,150 | 0,100 | 0,080 | 0,180 | 0,120 | 0,096 |
4 | 8 | 0,100 | 0,080 | 0,060 | 0,120 | 0,096 | 0,072 |
5 | 12 | 0,080 | 0,060 | 0,040 | 0,096 | 0,072 | 0,048 |
6 | 16 | 0,060 | 0,040 | 0,030 | 0,072 | 0,048 | 0,036 |
7 | 20 | - | - | - | 0,048 | 0,024 | 0,012 |
8 | 40 | - | - | - | 0,024 | 0,011 | 0,008 |
9 | 60 | - | - | - | 0,011 | 0,008 | 0,006 |
10 | 80 | - | - | - | 0,008 | 0,006 | 0,004 |
11 | 100 и более | - | - | - | 0,006 | 0,004 | 0,002 |
Индекс | а | б | в | г | д | е | |
Примечание. Время на электроприхватку определяется по картам 1 - 68 с коэффициентом, приведенным в карте 89.
Карта 90 | ||||||||
Номер позиции | Вид сварки | Вид шва | Длина шва, м, до | |||||
0,05 | 0,10 | 0,25 | 0,50 | свыше 0,50 | ||||
Значение коэффициента K3 | ||||||||
1 | Без подогрева или охлаждения | Прямолинейный | 1,30 | 1,25 | 1,20 | 1,10 | 1,00 | |
2 | Криволинейный | 1,37 | 1,31 | 1,25 | 1,16 | 1,05 | ||
3 | Кольцевой | поворотный | 1,33 | 1,28 | 1,22 | 1,12 | 1,00 | |
4 | неповоротный | 1,43 | 1,38 | 1,32 | 1,10 | |||
5 | Прерывистый | вразброс | 1,43 | 1,38 | 1,32 | 1,21 | 1,10 | |
6 | обратноступенчатый | 1,37 | 1,31 | 1,24 | 1,16 | 1,05 | ||
7 | последовательный | 1,17 | 1,13 | 1,08 | 0,99 | 0,90 | ||
8 | С охлаждением | Прямолинейный | 1,56 | 1,50 | 1,44 | 1,32 | 1,20 | |
9 | Криволинейный | 1,64 | 1,57 | 1,5 | 1,39 | 1,26 | ||
10 | Кольцевой | поворотный | 1,60 | 1,54 | 1,46 | 1,34 | 1,22 | |
11 | неповоротный | 1,72 | 1,66 | 1,58 | 1,45 | 1,32 | ||
12 | Прерывистой | вразброс | 1,72 | 1,66 | 1,58 | 1,45 | 1,32 | |
13 | обратноступенчатый | 1,64 | 1,57 | 1,50 | 1,39 | 1,26 | ||
14 | последовательный | 1,40 | 1,36 | 1,30 | 1,19 | 1,08 | ||
15 | С подогревом до 200 °C | Прямолинейный | 1,63 | 1,56 | 1,5 | 1,38 | 1,25 | |
16 | Криволинейный | 1,71 | 1,69 | 1,56 | 1,45 | 1,31 | ||
17 | Кольцевой | поворотный | 1,66 | 1,6 | 1,53 | 1,4 | 1,28 | |
18 | неповоротный | 1,79 | 1,73 | 1,65 | 1,51 | 1,38 | ||
19 | Прерывистый | вразброс | 1,79 | 1,73 | 1,65 | 1,51 | 1,38 | |
20 | обратноступенчатый | 1,71 | 1,69 | 1,56 | 1,45 | 1,31 | ||
21 | последовательный | 1,46 | 1,41 | 1,35 | 1,24 | 1,13 | ||
22 | С подогревом свыше 200 °C | Прямолинейный | 1,76 | 1,69 | 1,62 | 1,49 | 1,35 | |
23 | Криволинейный | 1,85 | 1,77 | 1,69 | 1,57 | 1,42 | ||
24 | Кольцевой | поворотный | 1,8 | 1,73 | 1,65 | 1,51 | 1,38 | |
25 | неповоротный | 1,93 | 1,86 | 1,78 | 1,63 | 1,49 | ||
26 | Прерывистый | вразброс | 1,93 | 1,86 | 1,78 | 1,63 | 1,49 | |
27 | обратноступенчатый | 1,85 | 1,77 | 1,69 | 1,57 | 1,42 | ||
28 | последовательный | 1,58 | 1,53 | 1,46 | 1,34 | 1,22 | ||
Карта 91 | ||
Номер позиции | Наименование операций | |
строжка корня шва | строжка кромок стыков | |
Значение коэффициента K4 | ||
1 | 1,2 | 0,8 |
Индекс | а | б |
Приложение 1 | |||||
N позиции | Свариваемый материал | Толщина металла, мм, до | |||
10 | 100 | 10 | 100 | ||
Площадь поперечного сечения, мм2, до | |||||
первого прохода | второго и последующих проходов | ||||
1 | Углеродистые и низколегированные стали | 10 | 30 | 40 | 50 |
2 | Высоколегированные и легированные стали | 10 | 30 | 40 | 50 |
3 | Алюминий и алюминиевые сплавы | 10 | 20 | 30 | 40 |
4 | Медь и медно-никелевые сплавы | 10 | 15 | 25 | 35 |
Индекс | а | б | в | г | |
Приложение 2 | |||||||
N позиции | Тип металла | ||||||
углеродистые и низколегированные стали | легированные и высоколегированные стали | алюминий и его сплавы | медь и ее сплавы | ||||
Вид сварки | |||||||
плавящимся электродом | неплавящимся электродом | плавящимся электродом | неплавящимся электродом | плавящимся электродом | неплавящимся электродом | ||
Значение коэффициента | |||||||
1 | 14 | 12 | 4 | 9 | 2 | 15 | 4 |
Индекс | а | б | в | г | д | е | ж |
Приложение 3 | |||
N позиции | Тип металла | ||
легированные и высоколегированные стали | алюминий и его сплавы | медь и ее сплавы | |
Значение коэффициента | |||
1 | 7,84 | 2,70 | 8,96 |
Индекс | а | б | в |
Приложение 4 | Лист 1 | |||||||
Номер позиции | Положение шва в пространстве | Толщина металла, мм, до | Диаметр сварочной проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||
Расчетное значение силы тока, А | ||||||||
1 | Нижнее | 0,8 | 86 | 98 | 106 | - | - | - |
2 | 1,0 | 86 | 98 | 106 | - | - | - | |
3 | 2,0 | 105 | 116 | 143 | 171 | - | - | |
4 | 3,0 | 108 | 122 | 148 | 179 | - | - | |
5 | 4,0 | 109 | 122 | 150 | 179 | - | - | |
6 | 5,0 | - | 164 | 178 | 218 | 252 | 290 | |
7 | 6,0 | - | 164 | 180 | 218 | 252 | 290 | |
8 | 8,0 | - | 170 | 185 | 220 | 258 | 300 | |
9 | 10,0 | - | 170 | 185 | 220 | 260 | 300 | |
10 | 20,0 | - | - | 200 | 245 | 285 | 326 | |
11 | 30,0 | - | - | 230 | 270 | 320 | 360 | |
12 | 60,0 | - | - | 250 | 295 | 345 | 395 | |
13 | 80,0 | - | - | - | 330 | 385 | 440 | |
14 | 160,0 | - | - | - | 358 | 418 | 480 | |
15 | Вертикальное | 0,8 | 77 | 88 | 95 | - | - | - |
16 | 1,0 | 77 | 88 | 95 | - | - | - | |
17 | 2,0 | 95 | 104 | 129 | 154 | - | - | |
18 | 3,0 | 97 | 110 | 133 | 161 | - | - | |
19 | 4,0 | 98 | 110 | 135 | 161 | - | - | |
20 | 5,0 | - | 148 | 160 | 196 | 227 | 261 | |
Индекс | а | б | в | г | д | е | ||
Расчетное значение силы тока в зависимости от положения шва в пространстве, диаметра сварочной проволоки и толщины металла | Приложение 4 | Лист 2 | ||||||
Номер позиции | Положение шва в пространстве | Толщина металла, мм, до | Диаметр сварочной проволоки, мм | |||||
0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | |||
Расчетное значение силы тока, А | ||||||||
21 | Вертикальное | 6,0 | - | 148 | 162 | 196 | 227 | 261 |
22 | 8,0 | - | 159 | 167 | 198 | 232 | 270 | |
23 | 10,0 | - | 159 | 167 | 198 | 234 | 270 | |
24 | 20,0 | - | - | 180 | 221 | 257 | 293 | |
25 | 30,0 | - | - | 207 | 243 | 288 | 324 | |
26 | 60,0 | - | - | 225 | 253 | 311 | 356 | |
27 | 80,0 | - | - | - | 297 | 347 | 396 | |
28 | 160,0 | - | - | - | 322 | 376 | 432 | |
29 | Горизонтальное, наклонно-нижнее, наклонно-потолочное, совмещенное (трубы) | 0,8 | 69 | 78 | 85 | - | - | - |
30 | 1,0 | 69 | 78 | 85 | - | - | - | |
31 | 2,0 | 84 | 93 | 114 | 137 | - | - | |
32 | 3,0 | 86 | 98 | 118 | 143 | - | - | |
33 | 4,0 | 87 | 98 | 120 | 143 | - | - | |
34 | 5,0 | - | 131 | 142 | 174 | 202 | 232 | |
35 | 6,0 | - | 131 | 142 | 174 | 202 | 232 | |
36 | 8,0 | - | 136 | 148 | 176 | 206 | 240 | |
37 | 10,0 | - | 136 | 148 | 176 | 208 | 240 | |
38 | 20,0 | - | - | 160 | 196 | 228 | 261 | |
39 | 30,0 | - | - | 184 | 216 | 256 | 288 | |
40 | 60,0 | - | - | 200 | 236 | 276 | 316 | |
41 | 80,0 | - | - | - | 264 | 308 | 352 | |
42 | 160,0 | - | - | - | 286 | 334 | 384 | |
43 | Потолочное | 0,8 | 52 | 59 | 64 | - | - | - |
44 | 1,0 | 52 | 59 | 64 | - | - | - | |
45 | 2,0 | 63 | 70 | 86 | 103 | - | - | |
46 | 3,0 | 65 | 73 | 89 | 107 | - | - | |
47 | 4,0 | 65 | 73 | 90 | 107 | - | - | |
48 | 5,0 | - | 98 | 107 | 131 | 151 | 174 | |
49 | 6,0 | - | 98 | 108 | 131 | 151 | 174 | |
50 | 8,0 | - | 102 | 111 | 132 | 155 | 180 | |
51 | 10,0 | - | 102 | 111 | 132 | 156 | 180 | |
52 | 20,0 | - | - | 120 | 147 | 171 | 196 | |
53 | 30,0 | - | - | 138 | 162 | 192 | 216 | |
54 | 60,0 | - | - | 150 | 177 | 207 | 237 | |
55 | 80,0 | - | - | - | 198 | 231 | 264 | |
56 | 160,0 | - | - | - | 215 | 251 | 288 | |
Индекс | а | б | в | г | д | е | ||
Приложение 5 | ||||||||||
N позиции | Диаметр сварочной проволоки, мм | Толщина металла, мм, до | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 15 | ||
Сила сварочного тока I, А | ||||||||||
1 | 0,8 | 65 | 70 | 80 | - | - | - | - | - | - |
2 | 1,0 | 75 | 80 | 90 | - | - | - | - | - | - |
3 | 1,2 | 80 | 87 | 100 | 118 | 127 | 135 | 145 | 158 | 180 |
4 | 1,4 | 90 | 100 | 120 | 150 | 160 | 170 | 180 | 190 | 209 |
5 | 1,6 | - | - | 135 | 160 | 170 | 180 | 200 | 220 | 250 |
6 | 2,0 | - | - | - | 190 | 200 | 210 | 230 | 250 | 300 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 6 | ||||||||||
N позиции | Диаметр сварочной проволоки, мм | Катет шва, мм, до | ||||||||
2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 и более | ||
Скорость сварки V, м/ч | ||||||||||
1 | 1,0 | 34 | 32 | 30 | 28 | - | - | - | - | - |
2 | 1,2 | 33 | 31 | 29 | 27 | 25 | 23 | - | - | - |
3 | 1,6 | 32 | 30 | 28 | 26 | 24 | 22 | 20 | - | - |
4 | 2,0 | - | 29 | 27 | 25 | 23 | 21 | 19 | 17 | 15 |
5 | 2,5 | - | - | 26 | 24 | 22 | 20 | 18 | 16 | 14 |
6 | 3,0 | - | - | 25 | 23 | 21 | 19 | 17 | 15 | 13 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 7 | ||||||||||
N позиции | Диаметр сварочной проволоки, мм | Толщина металла, мм, до | ||||||||
2 | 3 | 4 | 6 | 8 | 10 | 16 | 20 | 30 и более | ||
Скорость сварки V, м/ч | ||||||||||
1 | 1,0 | 44 | 40 | 35 | 32 | - | - | - | - | - |
2 | 1,2 | 40 | 35 | 32 | 28 | 23 | 20 | - | - | - |
3 | 1,6 | - | 30 | 28 | 24 | 22 | 18 | 16 | - | - |
4 | 2,0 | - | - | 26 | 23 | 20 | 17 | 15 | 13 | 11 |
5 | 2,5 | - | - | 24 | 21 | 19 | 16 | 14 | 12 | 10 |
6 | 3,0 | - | - | - | 19 | 18 | 15 | 13 | 11 | 9 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 8 | ||||||||||
N позиции | Диаметр присадочной проволоки, мм | Катет шва, мм, до | ||||||||
2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 и более | ||
Скорость сварки V, м/ч | ||||||||||
1 | 1 | 30 | 28 | 26 | 24 | - | - | - | - | - |
2 | 2 | 29 | 27 | 25 | 23 | 21 | 19 | - | - | - |
3 | 3 | 28 | 26 | 24 | 22 | 20 | 18 | 16 | - | - |
4 | 4 | - | 25 | 23 | 21 | 19 | 17 | 15 | 13 | 11 |
5 | 5 | - | - | 22 | 20 | 18 | 16 | 14 | 12 | 10 |
6 | 6 | - | - | 21 | 19 | 17 | 15 | 13 | 11 | 9 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 9 | ||||||||||
N позиции | Диаметр присадочной проволоки, мм | Толщина металла, мм, до | ||||||||
2 | 3 | 4 | 6 | 8 | 10 | 16 | 20 | 30 и более | ||
Скорость сварки V, м/ч | ||||||||||
1 | 1 | 40 | 35 | 30 | 28 | - | - | - | - | - |
2 | 2 | 35 | 30 | 28 | 24 | 22 | 20 | - | - | - |
3 | 3 | - | 28 | 26 | 22 | 20 | 18 | 13 | - | - |
4 | 4 | - | 24 | 22 | 20 | 19 | 17 | 12 | 9 | 8 |
5 | 5 | - | - | 20 | 18 | 17 | 16 | 11 | 8 | 7 |
6 | 6 | - | - | - | 16 | 15 | 14 | 10 | 7 | 6 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 10 | ||||||||||
N позиции | Диаметр присадочной проволоки, мм | Толщина металла, мм, до | ||||||||
1 | 2 | 3 | 4 | 5 | 7 | 10 | 20 | 30 и более | ||
Сила тока, А | ||||||||||
1 | 1,0 | 70 | - | - | - | - | - | - | - | - |
2 | 2,0 | 75 | 80 | 90 | 100 | - | - | - | - | - |
3 | 3,0 | 110 | 120 | 140 | 160 | 180 | - | - | - | - |
4 | 4,0 | - | - | 200 | 220 | 260 | 280 | 300 | 360 | 420 |
5 | 5,0 | - | - | - | - | 270 | 290 | 310 | 380 | 450 |
6 | 6,0 | - | - | - | - | - | - | 460 | 480 | 500 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 11 | ||||||||||
N позиции | Диаметр присадочной проволоки, мм | Толщина металла, мм, до | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 и более | ||
Сила тока, А | ||||||||||
1 | 1,0 | 55 | 65 | 70 | - | - | - | - | - | - |
2 | 2,0 | 70 | 90 | 110 | 130 | 150 | 170 | - | - | - |
3 | 3,0 | 90 | 110 | 130 | 150 | 170 | 190 | 210 | 230 | 250 |
4 | 4,0 | 110 | 130 | 150 | 170 | 190 | 210 | 230 | 250 | 270 |
5 | 5,0 | - | - | 170 | 190 | 210 | 230 | 250 | 270 | 290 |
6 | 6,0 | - | - | - | 210 | 230 | 250 | 270 | 290 | 310 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 12 | ||||||||||
N позиции | Положение шва в пространстве | Диаметр присадочной проволоки, мм | Толщина металла, мм, до | |||||||
1 | 2 | 4 | 6 | 8 | 10 | 20 | 30 и более | |||
Расчетное значение силы тока, А | ||||||||||
1 | Нижнее | 1,6 | 94 | 99 | 104 | 109 | 114 | 120 | 135 | 156 |
2 | 2,0 | 117 | 123 | 130 | 137 | 143 | 149 | 169 | 195 | |
3 | 3,0 | 153 | 161 | 170 | 178 | 187 | 195 | 221 | 255 | |
4 | 4,0 | 189 | 199 | 210 | 220 | 231 | 241 | 273 | 315 | |
5 | 5,0 | 225 | 237 | 250 | 262 | 275 | 287 | 325 | 375 | |
6 | 6,0 | 261 | 275 | 290 | 304 | 319 | 333 | 377 | 435 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. При сварке неплавящимся электродом расчетное значение силы тока следует определять с коэффициентом 0,9.
Приложение 13 | ||||||||||
N позиции | Диаметр кольцевого стыка, мм, до | Диаметр кольцевого стыка, мм, до | ||||||||
- | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | ||
Значение длины кольцевого стыка, м, до | ||||||||||
1 | - | - | 0,031 | 0,063 | 0,094 | 0,120 | 0,160 | 0,190 | 0,220 | 0,250 |
2 | 90 | 0,280 | - | - | - | - | - | - | - | - |
3 | 100 | 0,314 | 0,340 | 0,370 | 0,410 | 0,440 | 0,470 | 0,503 | 0,530 | 0,560 |
4 | 200 | 0,638 | 0,66 | 0,69 | 0,73 | 0,75 | 0,79 | 0,81 | 0,85 | 0,88 |
5 | 300 | 0,94 | 0,97 | 1,00 | 1,03 | 1,07 | 1,10 | 1,13 | 1,16 | 1,19 |
6 | 400 | 1,26 | 1,29 | 1,32 | 1,35 | 1,38 | 1,42 | 1,44 | 1,48 | 1,50 |
7 | 500 | 1,57 | 1,60 | 1,63 | 1,66 | 1,69 | 1,73 | 1,76 | 1,79 | 1,82 |
8 | 600 | 1,88 | 1,91 | 1,95 | 1,97 | 2,00 | 2,04 | 2,10 | 2,12 | 2,14 |
9 | 700 | 2,20 | 2,23 | 2,26 | 2,29 | 2,32 | 2,35 | 2,39 | 2,42 | 2,45 |
10 | 800 | 2,51 | 2,54 | 2,57 | 2,60 | 2,63 | 2,67 | 2,70 | 2,73 | 2,76 |
11 | 900 | 2,83 | 2,86 | 2,89 | 2,92 | 2,95 | 2,98 | 3,02 | 3,05 | 3,08 |
12 | 1000 | 3,14 | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
Приложение 14 | Лист 1 | |||
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва | |
С1 | Стыковых соединений с отбортовкой кромок односторонние | 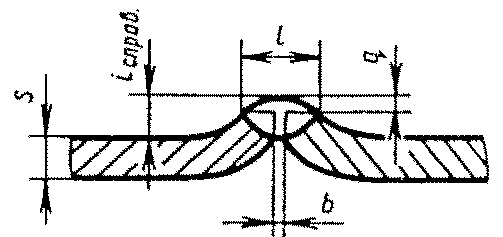 | F = b · iспр + 0,75 l q | |
С2 | Стыковых соединений без скоса кромок односторонние | 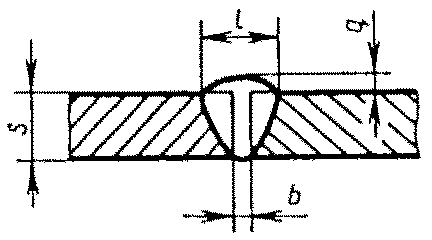 | F = S · b + 0,75 (l q + l1 q1) | |
С3 | Стыковых соединений с отбортовкой одной кромки односторонние | 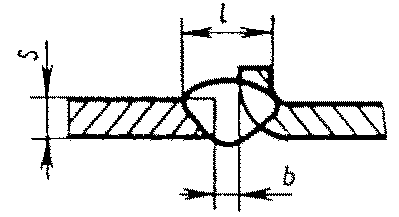 | F = S · b + 0,75 l (q + i) | |
С4 | Стыковых соединений без скоса односторонние на съемной подкладке | 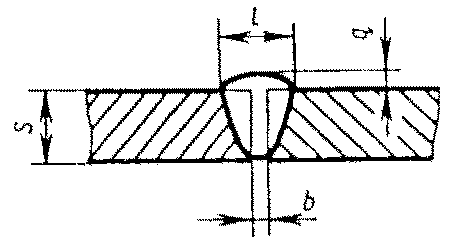 | F = S · b + 0,75 l q | |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 2 | ||
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва | |
С5 | Стыковых соединений без скоса кромок односторонние на остающейся подкладке | 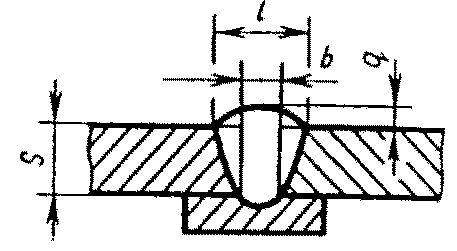 | F = S · b + 0,75 l q | |
С6 | Стыковых соединений без скоса кромок односторонние замковые | 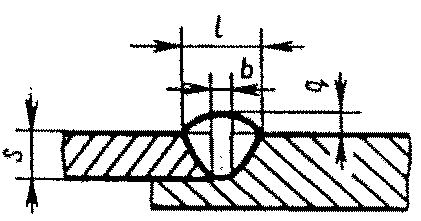 | F = S · b + 0,75 l q | |
С7 | Стыковых соединений без скоса кромок двусторонние | 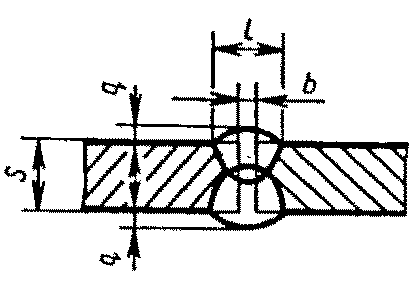 | 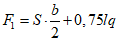 | |
С8 | Стыковых соединений со скосом одной кромки односторонние |  |  | |
С9 | Стыковых соединений со скосом одной кромки односторонние на съемной подкладке | 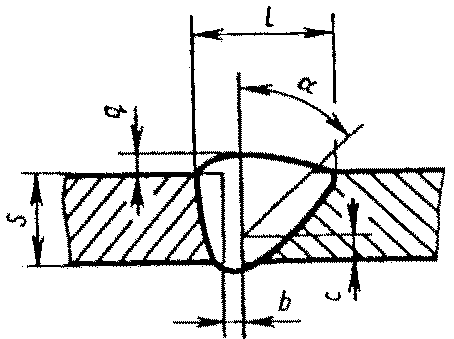 |  | |
С10 | Стыковых соединений со скосом одной кромки односторонние на остающейся подкладке |  |  | |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 3 | ||
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва | |
С11 | Стыковых соединений со скосом одной кромки односторонние замковые | 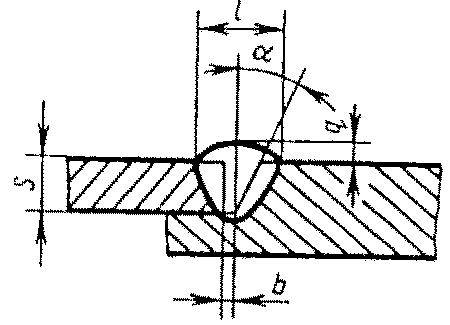 |  | |
С12 | Стыковых соединений со скосом одной кромки двусторонние | 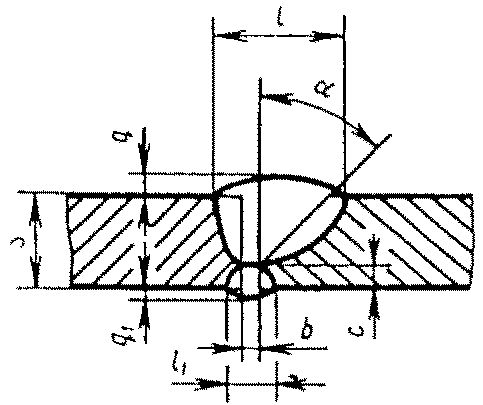 |  - основной шов - основной шовF = 0,75 l1 q1 - подварочный шов | |
С13 | Стыковых соединений с криволинейным скосом одной кромки двусторонние | 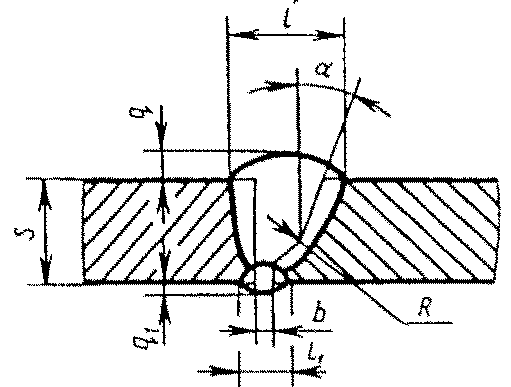 |  - основной шов - основной шовF = 0,75 l1 q1 - подварочный шов | |
С14 | Стыковых соединений с ломаным скосом одной кромки двусторонние | 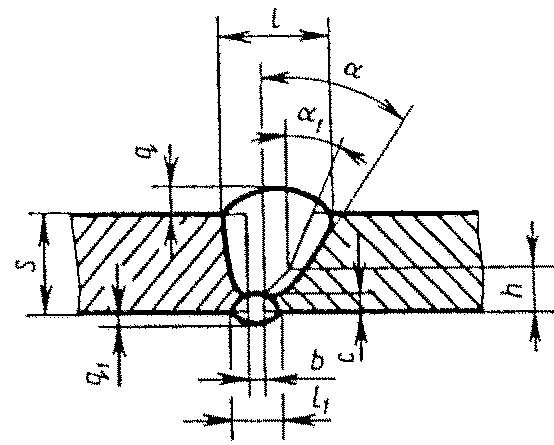 |  - основной шов - основной шовF = 0,75 l1 q1 - с противоположной стороны | |
С15 | Стыковых соединений с двумя симметричными скосами одной кромки | 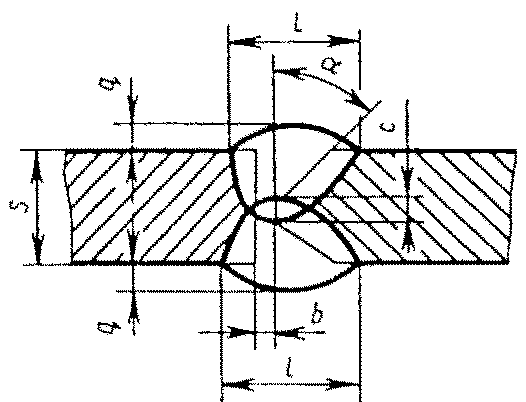 | 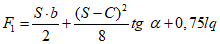 | |
С16 | Стыковых соединений с двумя симметричными криволинейными скосами одной кромки | 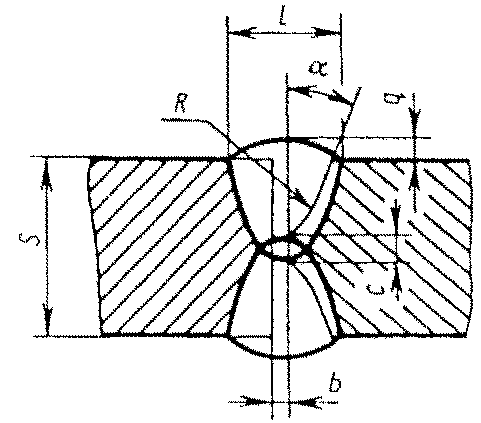 | 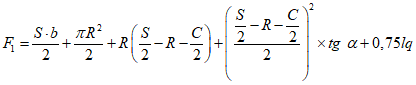 | |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 4 | ||
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва | |
С17 | Стыковых соединений со скосом двух кромок односторонние | 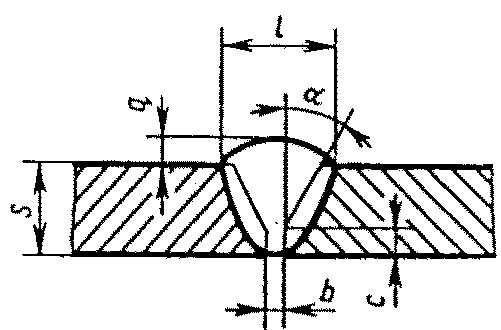 |  | |
С18 | Стыковых соединений со скосом двух кромок односторонние на съемной подкладке | 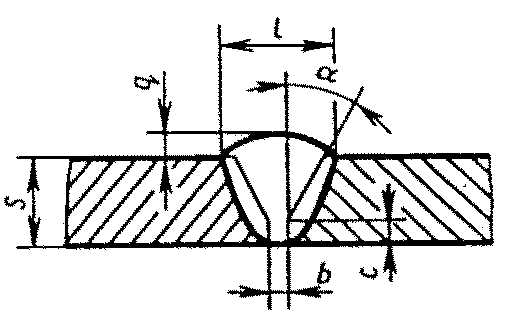 |  | |
С19 | Стыковых соединений со скосом двух кромок односторонние на остающейся подкладке | 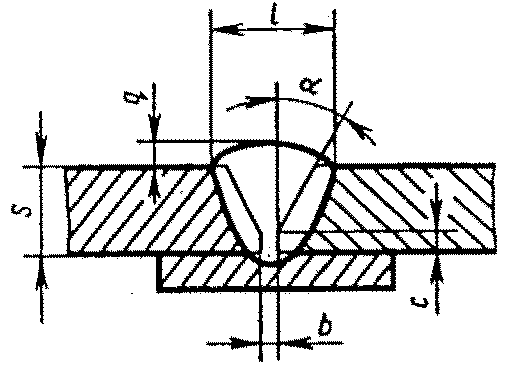 |  | |
С20 | Стыковых соединений со скосом двух кромок односторонние замковые | 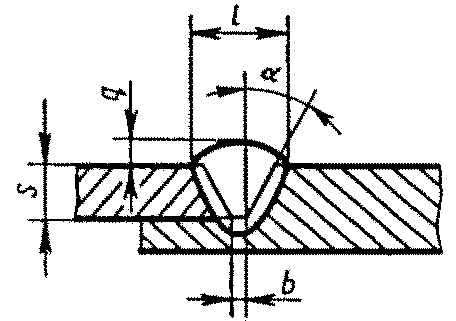 |  | |
С21 | Стыковых соединений со скосом двух кромок двусторонние | 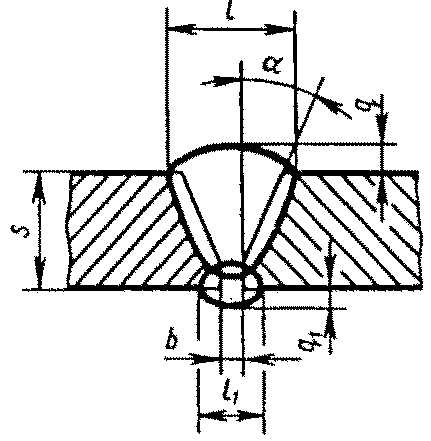 |  - основной шов - основной шовF2 = 0,75 l1 q1 - подварочный шов | |
С22 | Стыковых соединений со ступенчатым скосом двух кромок односторонние | 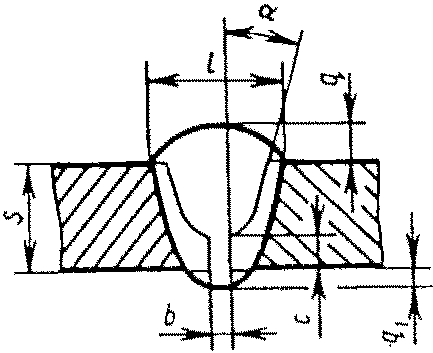 |  | |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 5 | ||
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва | |
С23 | Стыковых соединений с криволинейным скосом двух кромок двусторонние | 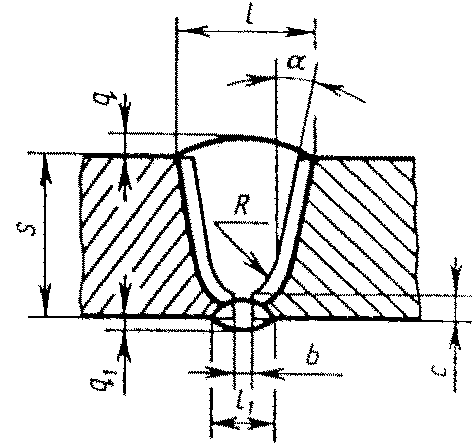 |  - основной шов - основной шовF2 = 0,75 l1 q1 - подварочный шов | |
С24 | Стыковых соединений с ломаным скосом двух кромок двусторонние | 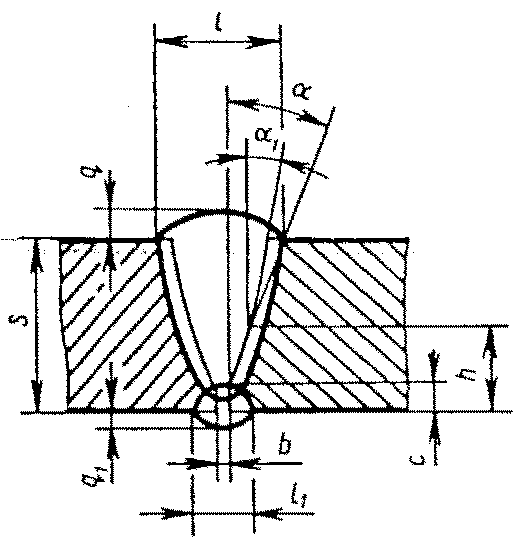 |  - основной шов - основной шовF2 = 0,75l1q1 - подварочный шов | |
С25 | Стыковых соединений с двумя симметричными скосами двух кромок, двусторонние | 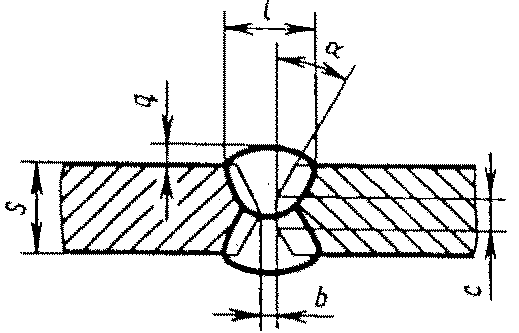 | 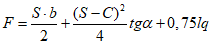 | |
С26 | Стыковых соединений с двумя симметричными криволинейными скосами двух кромок двусторонние | 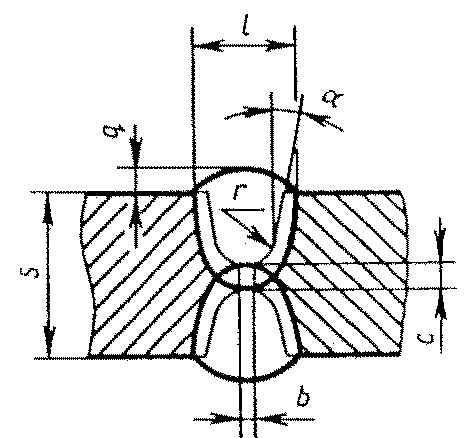 |  | |
С27 | Швы соединений с двумя симметричными ломаными скосами двух кромок | 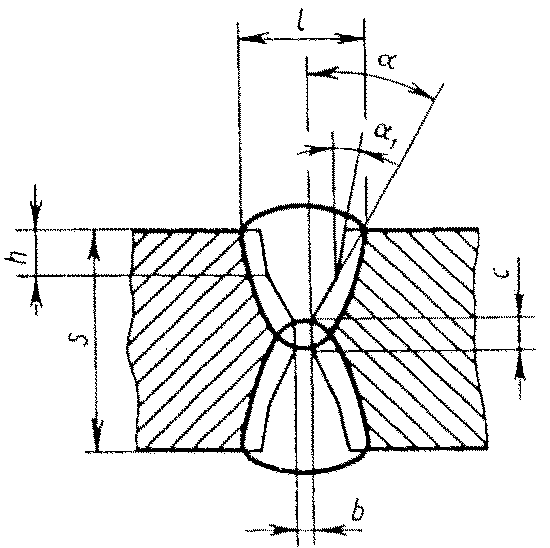 |  | |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 6 | |
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва |
С28 | Стыковых соединений с отбортовкой двух кромок односторонние | 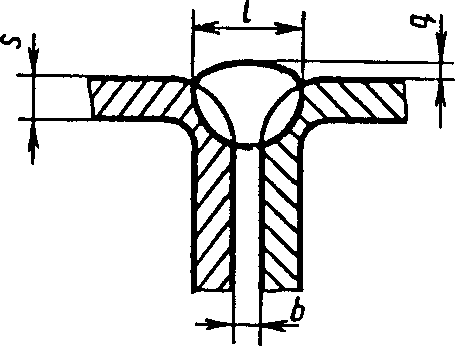 | 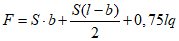 |
С49 | Стыковых соединений со скосом кромок и расточкой односторонние на остающемся цилиндрическом подкладном кольце | 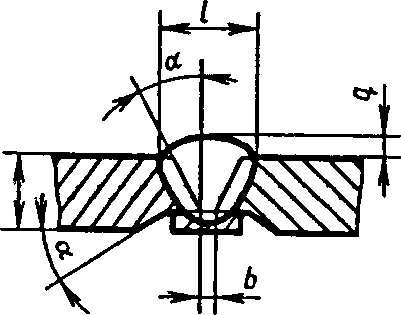 |  |
С50 | Стыковых соединений со скосом кромок и расточкой односторонние на остающемся коническом подкладном кольце | 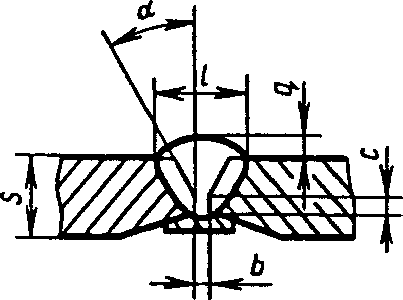 |  |
С51 | Стыковых соединений со скосом и раздачей кромок односторонние на остающейся конической подкладке | 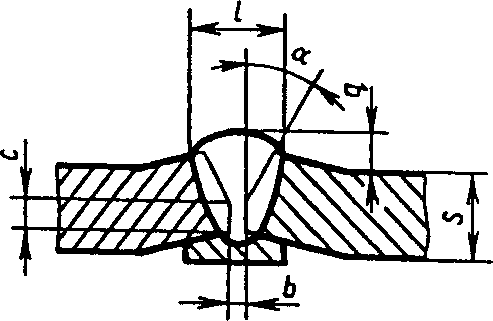 |  |
С52 | Односторонний на остающейся цилиндрической подкладке с криволинейным скосом кромок с расточкой | 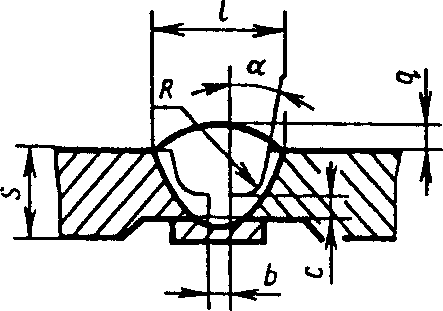 |  |
С53 | 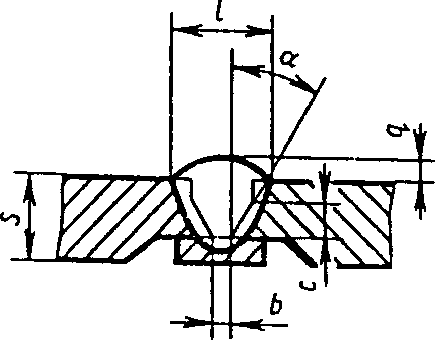 |  | |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 7 | |
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва |
С54 | Стыковых соединений со скосом кромок двусторонние | 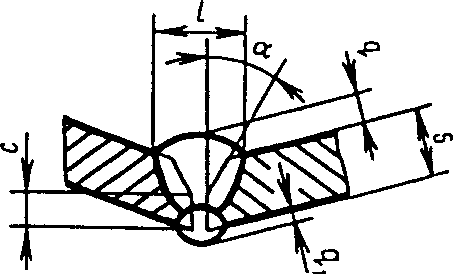 |  |
С55 | Стыковых соединений со скосом кромок односторонние на съемной подкладке | 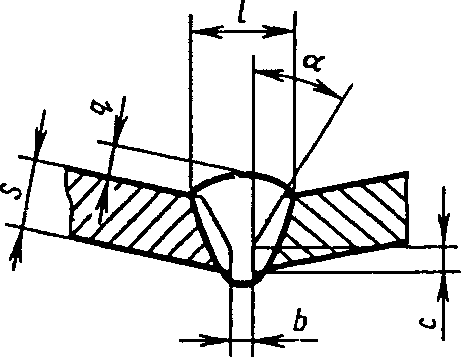 |  |
С57 | Стыковых соединений без скоса кромок с раздачей односторонние на остающейся цилиндрической подкладке | 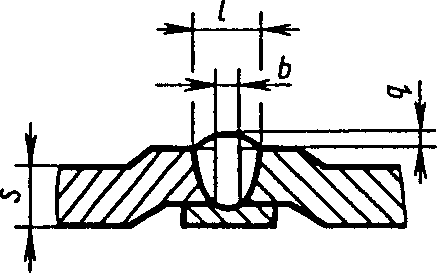 | F = S · b + 0,75 l q |
С58 | Стыковых соединений со скосом и раздачей кромок односторонние на остающейся цилиндрической подкладке | 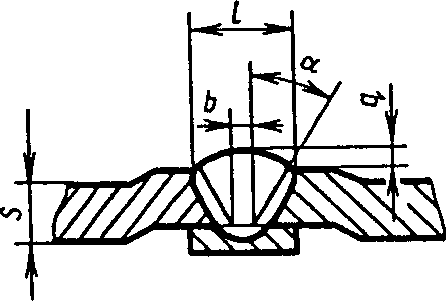 |  |
С60 | Швы стыковых соединений без скоса кромок односторонние на съемной подкладке | 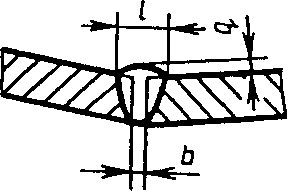 | F = S · b + 0,75 l q |
У1 | Угловых соединений с отбортовкой одной кромки односторонние | 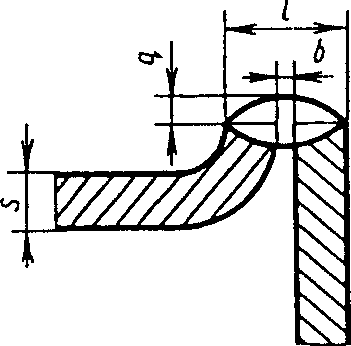 | F = b · iспр + 0,75 l q |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 8 | |
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва |
У2 | Угловых соединений с отбортовкой одной кромки односторонние | 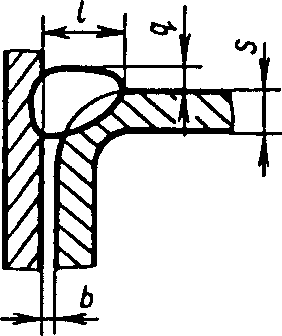 | 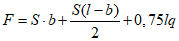 |
У4 | Угловых соединений без скоса кромок односторонние |  |  F = S · b + 0,75 l q |
У5 | Угловых соединений без скоса кромок двусторонние | 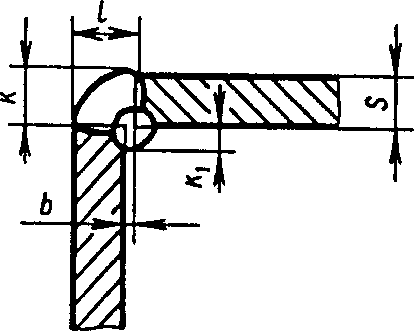 | F = S · b + 0,75 l q - основной шов  - подварочный шов - подварочный шов - основной шов - основной шов - подварочный шов - подварочный шов |
У6 | Угловых соединений со скосом одной кромки односторонние | 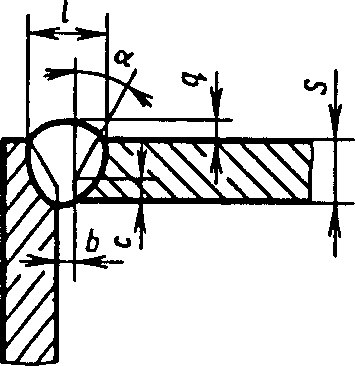 |  |
У7 | Угловых соединений со скосом одной кромки двусторонние | 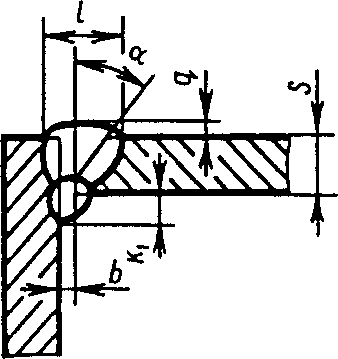 |  - основной шов - основной шов - подварочный шов - подварочный шов |
У8 | Угловых соединений с двумя симметричными скосами одной кромки двусторонние | 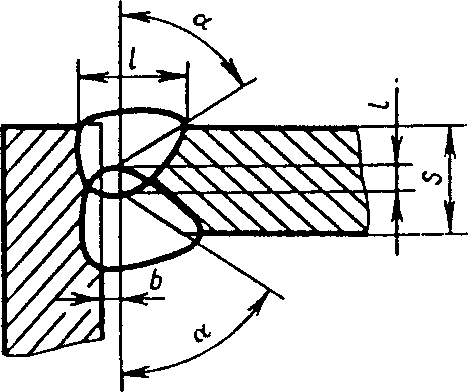 | 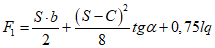 |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 9 | |
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва |
У9 | Угловых соединений со скосом двух кромок односторонние | 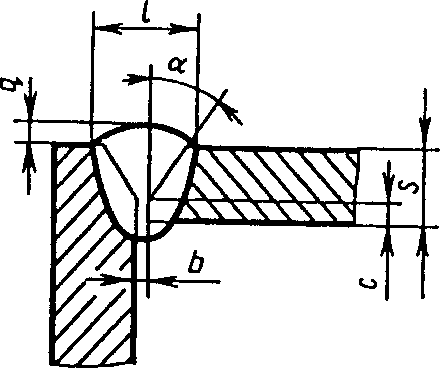 |  |
У10 | Угловых соединений со скосом двух кромок двусторонние | 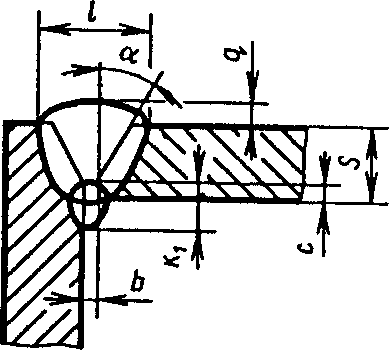 |  - основной шов - основной шов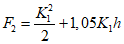 - подварочный шов - подварочный шов |
У15 У23 | Угловое соединение фланца или кольца с трубой |  |  |
У16 | Угловое соединение отростка с трубой равных размеров | 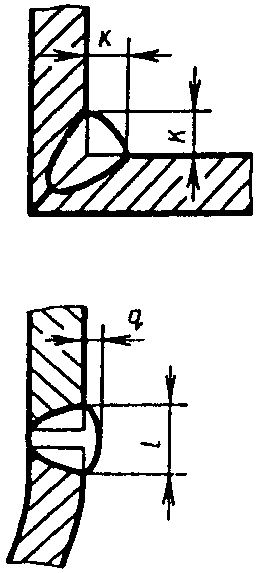 | 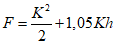 |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 10 | |
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва |
У17 У18 | Угловое соединение отростка, ответвительного штуцера или приварыша с трубой | 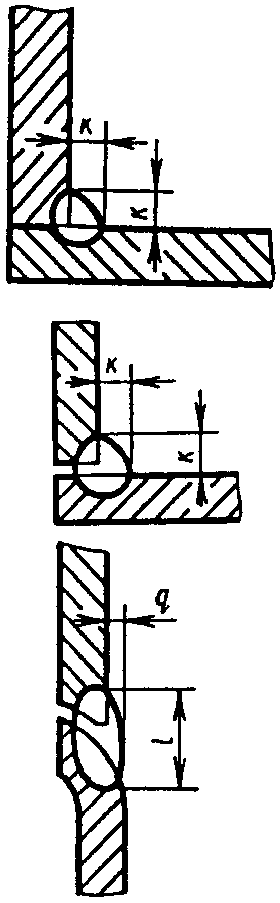 | 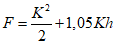 |
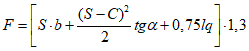 | |||
У19 | Угловых соединений со скосом одной кромки односторонние | 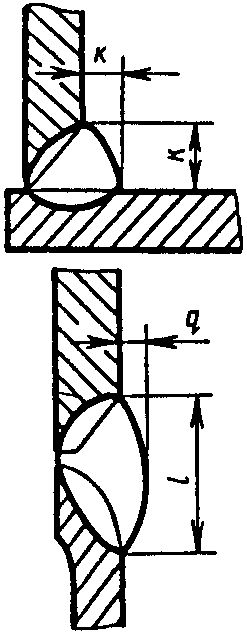 |  |
У20 | Угловых соединений со скосом одной кромки односторонние на цилиндрическом усе, удаляемом расточкой |  | 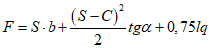 |
Т1 Н1 Н3 | Тавровых, нахлесточных соединений без скоса кромок односторонние | 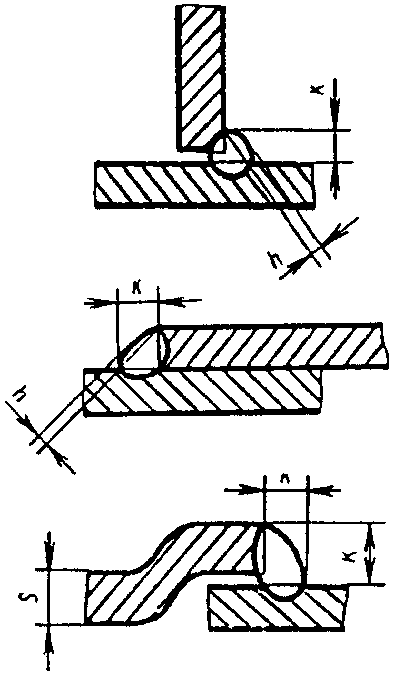 | 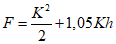 |
Наименование, индекс, вид шва и формулы расчета площади поперечного сечения швов | Приложение 14 | Лист 11 | |
Индексы швов | Швы | Эскиз | Формула расчета площади поперечного сечения шва |
Т3 Н2 Н4 | Тавровых и нахлесточных соединений без скоса кромок двусторонние | 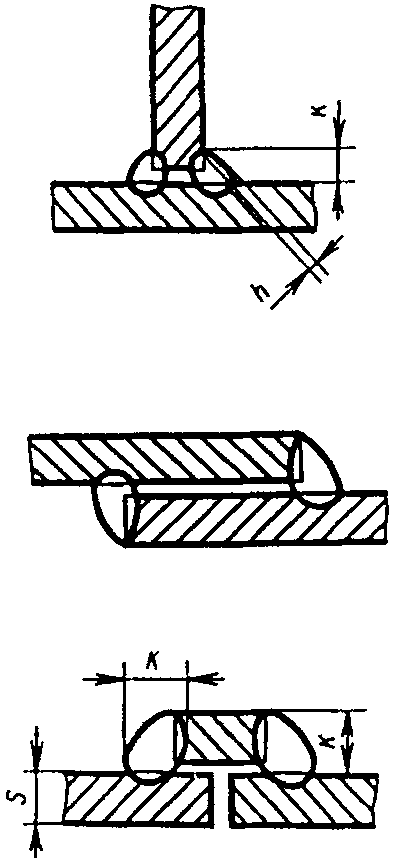 |  |
Т6 | Тавровых соединений со скосом одной кромки односторонние | 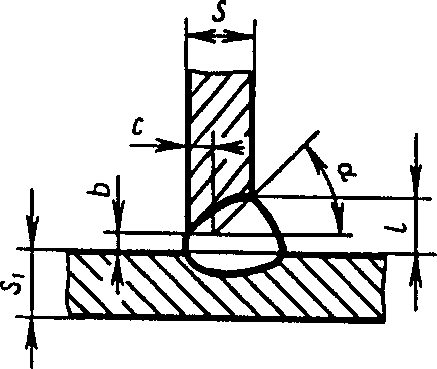 |  |
Т7 | Тавровых соединений со скосом одной кромки двусторонние | 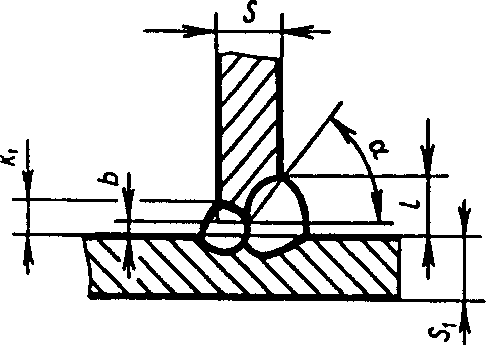 |   |
Т8 | Тавровых соединений с двумя симметричными скосами одной кромки | 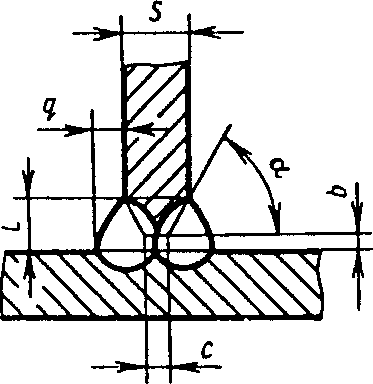 |  |